Embed Size (px)
Citation preview

Federação das Indústrias do Estado do Ceará
Serviço Nacional de Aprendizagem Industrial
Departamento Regional do Ceará
Centro de Formação Profissional Antônio Urbano de Almeida
Fortaleza – CE
2010
MATERIAIS DE CONSTRUÇÃO
MECÂNICA
1
CU
RS
O T
ÉC
NIC
O E
M M
EC
ÂN
ICA

ÍNDICE
1 CLASSIFICAÇÃO DOS MATERIAIS............................................................................................. ..04Metais .......................................................................................................................................05Cerâmicos.................................................................................................................................10 Polímeros .................................................................................................................................16Semicondutores........................................................................................................................25 Compósitos ..............................................................................................................................26 Biometais .................................................................................................................................27
2 ESTRUTURA DE SÓLIDOS CRISTALINOS ...................................................................................29
3 IMPERFEIÇÕES EM SÓLIDOS .......................................................................................................35
4 DIAGRAMA DE FASES....................................................................................................................47
5 DIAGRAMA FERRO-CARBONO .....................................................................................................60
6 LIGAS METÁLICAS ........................................................................................................................ 70Normalização ...........................................................................................................................80Ferro Fundido .........................................................................................................................85Alumínio....................................................................................................................................88Cobre .......................................................................................................................................93
7 PROPRIEDADE MECÂNICA DOS METAIS ................................................................................... 99
Deformação Elástica ............................................................................................................. 101Deformação Plástica ..............................................................................................................105Ductilidade .............................................................................................................................108Resiliência ..............................................................................................................................109Tenacidade ............................................................................................................................110
8 MECANISMOS DE AUMENTO DE RESISTÊNCIA EM METAIS...................................................111
9 PROCESSO TÉRMICO DE LIGAS METÁLICAS ......................................................................... 117Têmpera .................................................................................................................................119Revenimento ..........................................................................................................................120Recozimento ..........................................................................................................................122Cementação ...........................................................................................................................124Nitretação ...............................................................................................................................126
10 FRATURA ....................................................................................................................................127
2

11 FLUENCIA ....................................................................................................................................132
12 FADIGA ....................................................................................................................................... 136
13 REFERÊNCIA ............................................................................................................................. 141
3

1- CLASSIFICAÇÃO DOS MATERIAIS
1) Metais.
2) Cerâmicos.
3) Polímeros.
4) Semicondutores.
5) Compósitos.
6) Biomateriais.
A estrutura eletrônica determina a natureza das ligações e influencia as propriedades físicas e
mecânicas. O arranjo dos átomos em uma estrutura cristalina ou amorfa influencia o comportamento
do material. Imperfeições no arranjo atômico exercem uma importante influencia na deformação e
propriedades mecânicas do material.
O movimento atômico (difusão) é importante para muitos tratamentos térmicos e processos
de fabricação, assim como para as propriedades físicas para os metais.
Estrutura do Material > Comportamento do Material
Tabela - Exemplos de aplicações e propriedades para cada categoria dos materiais
4

METAIS
Materiais metálicos são normalmente combinações de elementos metálicos. Eles têm grande
número de elétrons não localizados, isto é, estes elétrons não estão amarrados a particulares
átomos. Muitas propriedades de metais são diretamente atribuíveis a estes elétrons.Metais são
extremamente bons condutores de eletricidade e de calor e não são transparentes à luz visível: a
superfície de um metal polido tem aparência lustrosa. Além disso, metais são bastante fortes, ainda
deformáveis, que respondem pelo seu extensivo uso em aplicações estruturais.
Aplicações: Estruturas e Carregamentos
Ligas: Proporcionam uma melhora de uma propriedade particular ou uma melhor combinação
de propriedades. Nos aços o carbono varia de 0,008% 2,11%. Se o carbono for maior que 2,11% é
ferro fundido.
Cobre Alumínio
5

Cobre
Propriedades Básicas:
Densidade: 8,96 g / cm3 ( 20°C )
Ponto de fusão: 1083ºC
Ponto de ebulição: 2595°C
Coeficiente de dilatação térmica linear: 16,5 x 10 - 6
cm/cm/°C ( 20°C)
Resistividade elétrica: 1,673 x 10 -6 ohm.cm (20°C)
Pressão de vapor: 101 mm Hg à 20°C
Condutividade elétrica: 101 % IACS à 20 °C
Calor latente de fusão: 50,6 cal/g Minério de Cobre
Calor específico: 0,0912 cal/g/°C (20°C)
Forma cristalina: Cúbica de faces centradas
O cobre é normalmente usado em sua forma pura, mas também pode ser combinado com
outros metais para produzir uma enorme variedade de ligas. Cada elemento adicionado ao cobre
permite obter ligas com diferentes características tais como: maior dureza, resistência a corrosão,
resistência mecânica, usinabilidade ou até para obter uma cor especial para combinar com certas
aplicações.
6

FERRO
O ferro (do latim ferrum) é o segundo metal mais abundante da crosta terrestre e o quarto
elemento mais encontrado, depois do oxigênio, silício e alumínio. Porém, quando se considera a
totalidade do planeta, o ferro surge como o primeiro constituinte do corpo sólido da Terra, ocupando,
juntamente com o níquel, os cerca de 7000 km de diâmetro que compõem o seu núcleo.
De número atômico 26 e símbolo químico Fe, o ferro é um elemento de transição, pertencente
ao oitavo grupo da tabela periódica. Quando puro, o ferro é um metal branco-cinzento brilhante.
Caracteriza-se pela grande ductibilidade, que permite transformá-lo em fios e arames, e
maleabilidade, que facilita a fabricação de folhas laminares. Entre suas propriedades físicas destaca-
se o magnetismo, que o torna um ótimo material para fabricar ímãs. Quanto às propriedades
químicas, o ferro é inalterável, em temperatura normal, quando exposto ao ar seco. Submetido ao ar
úmido, o ferro metálico sofre oxidação e se transforma lentamente em ferrugem (óxido de ferro), o
que pode ser evitado se o ferro for revestido de metal mais resistente à corrosão, como zinco (ferro
galvanizado), estanho (folha-de-flandres) ou cromo (ferro cromado). O ferro é atacado facilmente por
ácidos.
Peças de ferro
Este elemento é detectável na composição de quase todos os seres vivos, sendo essencial
para a esmagadora maioria destes. A maquinaria celular dos organismos depende bioquimicamente
do ferro para executar muitas das suas funções, em particular a respiração, sendo um componente
essencial na hemoglobina do sangue. O ser humano não é exceção, necessitando de tomas diárias
deste elemento, normalmente proporcionadas por uma dieta equilibrada.
Hoje em dia são produzidos cerca de 500 milhões de toneladas de ferro a partir das reservas
naturais e outros 300 milhões de toneladas provenientes da reciclagem. A existência de ferro nas
suas diversas formas em reservas naturais ultrapassa os 100 bilhões de toneladas (majoritariamente
na forma de Fe3O4, Fe2O3, FeO (OH) e FeCO3).
7

Minério de ferro
É a matéria-prima portadora do principal elemento que é o ferro, normalmente este aparece
combinado com o oxigênio na forma de óxido (composto químico). Esta combinação pode ocorrer de
várias formas originando minérios de composição química e características diferentes.
O minério de ferro é composto por três partes a saber:
- Útil parte que contém o ferro
- Ganga impurezas sem valor direto
- Estéril rocha onde o minério
Os minérios que apresentam interesse econômico para a siderurgia são basicamente os óxidos,
sendo os mais utilizados a hematita e a magnetita,limonita , siderrita e pirita.
Hematita
É o tipo mais comum de minério de ferro, constituído essencialmente pelo óxido com fórmula
Fe2O3 (trióxido). Apresenta um teor nominal de 69,5% de ferro contido, mas o teor varia de 45 a 68%
devido à presença de ganga.
Figura 1 - Hematita
Magnetita
Constituída essencialmente do óxido de ferro cuja fórmula é Fe3O4 (peróxido). Apresentando
um teor nominal de 72,4% de ferro, sendo que o seu teor real varia de 50 a 70%. É um material de
cor cinza escuro e apresenta propriedades magnéticas, o que facilita a sua concentração nas
operações de beneficiamento de minérios.
Figura 6 – Magnetita
8

Limonita
Consiste essencialmente em Hematita hidratada (presença de água) com fórmula Fe2O3, na
qual a proporção de moléculas de água de hidratação pode variar de 1 a 3. Em conseqüência varia
também o teor nominal de ferro sendo que o teor real normalmente não ultrapassa 65%. Apresenta-
se como um material de cor marrom.
Figura 7 - Limonita
Siderita
É um tipo pouco freqüente de minérios, ocorrendo normalmente como componente de mistura
da hematita e em pequenas proporções. Apresenta-se na fórmula FeCO3 (Carbonato), sendo que
seu teor real varia de 10 a 40%.
Figura 8 - Siderita
Pirita
Também de pouca importância, normalmente aparece como componente de mistura de
minérios de outros metais (minérios de cobre, por exemplo). Sua fórmula básica é FeS2.
Figura 9 - Pirita
9

1.2 CERÂMICOS
Normalmente apresentam elevadas resistências mecânicas, elevadas estabilidade térmica,
baixa condutividade elétrica e térmica, sendo normalmente utilizados como isolantes. São duros e
resistentes, mas também muito frágeis e com baixa ductilidade. (Dúctil: Que pode ser batido,
comprimido, estirado; flexível; elástico, maleável).
O setor cerâmico é amplo e heterogêneo o que induz a dividi-lo em sub-setores ou segmentos
em função de diversos fatores, como matérias-primas, propriedades e áreas de utilização.
Dessaforma, a seguinte classificação, em geral, é adotada.
10

VIDROS
Substância inorgânica, homogênea e amorfa, obtida através do resfriamento de uma massa
em fusão, tendo a transparência e a dureza como suas principais qualidades.
Principais características:
Reciclabilidade;
Transparência (permeável à luz);
Dureza;
Não absorvência;
Ótimo isolador dielétrico;
Baixa condutividade térmica;
Recursos abundantes na natureza;
Durabilidade.
Composição
Sílica - SiO2 - básica - vitrificante.
Soda - Na2O - baixa o ponto de fusão da sílica.
Cálcio - CaO - estabilidade do vidro.
Magnésio - MgO - enriquece sua resistência mecânica.
Alumina - Al2O3 - reforça suas resistências.
Cloreto de Sódio, Nitrato de Sódio, Óxido de Selênio - afinantes.
Óxido de Arsênico (AZUL), Óxido de Ferro (VERDE), Óxido de Selênio (CINZA) - corantes.
11

Sucatas de vidros - 20% a 40% para fusão.
Utilização
Vidros ocos ...... Garrafas, frascos, etc.
Planos ................ Janelas, portas, fachadas, automóveis, etc.
Finos .................. Lâmpadas, aparelhos eletrônicos, tubos de laboratório.
Curvos .............. Automobilísticos e construção civil.
Fabricação
800° C: a mistura atinge o estado pastoso, fundindo-se ao atingir 1000º C.
Cores
Incolor. Fumê. Bronze. Verde. Cristal refletivo de alta performance, originando várias cores.
Classificação
Recozido:
12

Temperado: Processo de têmpera que estabelece tensões nas zonas superficiais e
correspondentes a altas tensões no centro (externamente em compressão e internamente
em expansão).
Laminado: Um ou mais vidros intercalados com PVB butiral que após passar por
processos de tratamento semi-colagem e, finalmente, a colagem final em equipamento
especialmente desenhado para este fim.
CERAMICAS TRADICIONAIS
Cerâmica Vermelha - compreende aqueles materiais com coloração avermelhada
empregados na construção civil (tijolos, blocos, telhas, elementos vazados, lajes, tubos cerâmicos e
argilas expandidas) e também utensílios de uso doméstico e de adorno. As lajotas muitas vezes são
enquadradas neste grupo porém o mais correto é em Materiais de Revestimento.
Cerâmica Branca - Este grupo é bastante diversificado, compreendendo materiais
constituídos por um corpo branco e em geral recobertos por uma camada vítrea transparente e
incolor e que eram assim agrupados pela cor branca de massa, necessária por razões estéticas e/ou
técnicas. Com o advento dos vidrados opacificados, muitos dos produtos enquadrados neste grupo
passaram a serem fabricados, sem prejuízo das características para uma dada aplicação, com
matérias primas com certo grau de impurezas, responsáveis pela coloração. Dessa forma é mais
adequado subdividir este grupo em:
Louça sanitária / louça de mesa / isoladores elétricos para alta e baixa tensão / cerâmica
artística (decorativa e utilitária) / cerâmica técnica para fins diversos, tais como: químico, elétrico,
térmico e mecânico.
13

Materiais Refratários
Este grupo compreende uma diversidade de produtos, que têm como finalidade suportar
temperaturas elevadas nas condições específicas de processo e de operação dos equipamentos
industriais, que em geral envolvem esforços mecânicos, ataques químicos, variações bruscas de
temperatura e outras solicitações. Para suportar estas solicitações e em função da natureza das
mesmas, foram desenvolvidos inúmeros tipos de produtos, a partir de diferentes matérias-primas ou
mistura destas.
Dessa forma, podemos classificar os produtos refratários quanto a matéria-prima ou
componente químico principal em:
sílica
sílico-aluminoso,
aluminoso,
mulita,
magnesianocromítico,
cromítico-magnesiano,
carbeto de silício,
grafita,
carbono,
zircônia,
zirconita,
espinélio
outros.
14

ABRASIVOS
Parte da indústria de abrasivos, por utilizarem matérias-primas e processos semelhantes aos
da cerâmica, constituem-se num segmento cerâmico. Entre os produtos mais conhecidos podemos
citar o óxido de alumínio eletro fundido e o carbeto de silício.
Cerâmica de Alta Tecnologia/ Cerâmica Avançada
O aprofundamento dos conhecimentos da ciência dos materiais proporcionou ao homem o
desenvolvimento de novas tecnologias e aprimoramento das existentes nas mais diferentes áreas,
como aeroespacial, eletrônica, nuclear e muitas outras e que passaram a exigir materiais com
qualidade excepcionalmente elevada. Tais materiais passaram a ser desenvolvidos a partir de
matérias-primas sintéticas de altíssima pureza e por meio de processos rigorosamente controlados.
15

Estes produtos, que podem apresentar os mais diferentes formatos, são fabricados pelo chamado
segmento cerâmico de alta tecnologia ou cerâmica avançada.
Os produtos deste segmento são de uso intenso e a cada dia tende a se ampliar.
POLÍMEROS
São produzidos pela criação de uma grande estrutura molecular a partir de moléculas
orgânicas menores (monômeros) em um processo conhecido como polimerização. Possuem baixa
condutividade elétrica e térmica e baixa resistência mecânica. Não são indicados para aplicações em
altas temperaturas.
Polímeros Termoplásticos: Não possuem ligações cruzadas que unem as macromoléculas
entre si.
Polímeros Termorígidos: Possuem ligações cruzadas que unem as macro moléculas entre
si.
16

Figura 1.1 – Polimerização ocorre quando pequenas moléculas, representadas por esferas,
se combinam para produzir grandes moléculas ou polímeros. As moléculas podem ter uma estrutura
linear ou ramificada (termoplásticos) ou pode formal uma rede tridimensional (termorígidos).
Polímeros Termoplásticos
É aquele que derrete e flui quando aquecido, ao contrário dos termorígidos. Polímeros
termoplásticos geralmente não são altamente reticulado , e agem como sólidos molecular: baixa
temperatura de fusão e pontos de ebulição, baixa resistência, dúcteis e assim por diante.
Principais tipos de Polímeros
Polietileno
Polipropileno
Poliestireno
Policarbonato
Poliuretano
Acrílicos
PVC (Poli Cloreto de Vinila)
Teflon
Polietileno
Polietileno é um polímero parcialmente cristalino, flexível, cujas propriedades são
acentuadamente influenciadas pela quantidade relativa das fases amorfa e cristalina. Os polietilenos
são inertes face à maioria dos produtos químicos comuns, devido à sua natureza parafínica, seu alto
peso molecular e parcialmente cristalina. Em temperaturas abaixo de 60 °C, são parcialmente
solúveis em todos os solventes.
17

Tipos de Polietileno:
Polietileno de baixa densidade (PEBD ou LDPE)
Polietileno de alta densidade (PEAD ou HDPE)
Polietileno linear de baixa densidade (PELBD ou LLDPE) -
Polietileno de ultra alto peso molecular (PEUAPM ou UHMWPE)
Espumas e manta Fita Dupla Face Coletes
Polipropileno
O polipropileno é um termoplástico semicristalino, produzido através da polimerização do
monômero propeno, usando um catalisador estereoespecífico formando cadeias longas. As
macromoléculas de polipropileno podem conter milhares de unidades monoméricas. O termo
estereoespecífico do catalisador se refere à característica de controlar a posição do grupo metila na
cadeia polimérica de forma ordenada.
A maior parte do polipropileno comercial é do tipo "isotático", em que a maioria das unidades
de propeno está com a "cabeça" unida à "cauda", formando uma cadeia com todos os grupos metila
orientados para o mesmo lado. Esta estrutura estereorregular favorece o desenvolvimento de regiões
cristalinas, que, dependendo das condições de processamento, permite obter uma cristalinidade
entre 40 e 70%.
Propriedades:
A densidade do polipropileno é da ordem de 0,905 g/cm3, uma das mais baixas entre todos
os materiais plásticos disponíveis comercialmente. Isto permite obter peças com baixo peso;
presenta elevada rigidez, superior à da maioria dos plásticos comerciais:
Boa resistência ao impacto à temperatura ambiente
Excelente transparência por contacto;
Elevada resistência á fadiga por flexão, adequado a aplicações em dobradiças integrais e alta
dureza superficial;
18

Elevada resistência química, não sendo atacado pela grande maioria de produtos químicos à
temperatura ambiente;
Baixíssima absorção de água e permeabilidade ao vapor de água;
Baixíssima condutividade elétrica.
Matéria-Prima Nipe Flanges e Acoplamento
Poliestireno
O poliestireno é um homopolímero resultante da polimerização do monômero de estireno. É
um termoplástico duro e quebradiço com transparência cristalina, semelhante ao vidro.
À temperatura ambiente, o poliestireno apresenta-se no estado sólido. Trata-se de uma resina
do grupo dos termoplásticos, cuja característica reside na sua fácil flexibilidade ou moldabilidade sob
a ação do calor.
Propriedades:
Fácil processamento por moldagem à quente
Fácil coloração
Baixo custo
Semelhante ao vidro
Elevada resistência a álcalis e ácidos
Baixa densidade e absorção de umidade
Baixa resistência a solventes orgânicos, calor e intempéries
19

Pasta Relógio Isopor Espuma
Policarbonato
É o único material capaz de oferecer transparência e alto nível de segurança ao mesmo
tempo. A combinação de propriedades físicas, térmicas e elétricas indicam este produto para um
grande número de aplicações, principalmente em substituição ao vidro, pois é o mais resistente dos
materiais transparentes.
Propriedades:
Possui excelente resistência mecânica, não deforma quando exposto á temperaturas de até
120ºC. É um material leve, atóxico e de alta durabilidade. Possui densidade de 1,20
cristalinidade muito baixa, termoplástico, incolor, transparente.
É semelhante ao vidro, porém altamente resistente ao impacto, boa estabilidade dimensional,
boas propriedades elétricas, boa resistência ao escoamento sob carga e às intempéries,
resistente a chama.
20

Poliuretano
O poliuretano pertence a um grupo de materiais que aliam características de elastômero com
possibilidade de transformação como termoplástico devido à grande variação de durezas possíveis
de se estabelecer na sua formulação. Devido à sua estrutura sem igual, ultrapassa com vantagens a
borracha convencional nos mais variados setores da indústria. Seu comportamento térmico está
diretamente relacionado com a sua estrutura molecular, que determina o tipo de poliuretano,
segundo à sua dureza.
Propriedades:
Possui alta resistência à tração e compressão, excelente flexibilidade a baixas temperaturas,
grande resistência a propagação de rasgos e é ideal na produção de peças que exijam
grande durabilidade.
Estrelas, discos, protetores, raspadores, amortecedores, coxins, batentes, puxadores,
ciclones, separadores, revestimentos de impulsores, apoio para braço, bola de câmbio.
21

Acrílico
Substitui o vidro com grandes vantagens. É 17 vezes mais resistente e tão transparente
quanto este, além de ser 75% mais leve. Sua resistência ao impacto é maior que qualquer tipo de
vidro, incluindo os temperados. Melhor isolante térmico do que o vidro.
Propriedades:
Excelentes propriedades ópticas
Alta resistência às intempéries
Estabilidade dimensional
Baixa contração
Alto brilho
Boas propriedades térmicas
Facilidade de pigmentação
Facilidade de gravação
Boa moldabilidade
22

Espelhos Tubos
Cadeiras Suporte
PVC (Poli Cloreto de Vinila)
O PVC (poli cloreto de vinila) é um plástico não 100% originário do petróleo. O PVC contém,
em peso, 57% de cloro (derivado do cloreto de sódio - sal de cozinha) e 43% de etileno ou eteno
(derivado do petróleo).
O cloro é obtido pelo processo de eletrólise que é a reação química resultante da passagem
de uma corrente elétrica por água salgada (salmoura). Assim se dá a obtenção do cloro, que
representa 57% da resina de PVC produzida.
Para obter o etileno, o primeiro passo é a destilação do óleo cru, obtendo-se aí a nafta leve (é
um derivado de petróleo utilizado principalmente como matéria-prima da indústria petroquímica). A
Nafta passa pelo processo de craqueamento catalítico (quebra de moléculas grandes em moléculas
menores com a ação de catalisadores para aceleração do processo), gerando-se o eteno. Tanto o
cloro como o eteno estão na fase gasosa e eles reagem produzindo o DCE (dicloro etano).
A partir do DCE, obtém-se o MVC (mono cloreto de vinila, unidade básica do polímero). As
moléculas de MVC são submetidas ao processo de polimerização, ou seja, elas vão se ligando
formando uma molécula muito maior, conhecida como PVC (policloreto de vinila), que é um pó muito
fino de cor branca.
23

O PVC é largamente utilizado tanto na área médica e alimentícia quanto na construção civil,
embalagens, calçados, brinquedos, fios e cabos, revestimentos, indústria automobilística, etc., onde
sua presença tem se mostrado tão necessária quanto indispensável.
Portas Material Hospitalar
Pisos
TEFLON
Teflon é uma marca comercial que se transformou na designação corrente de um polímero
( PTFE ) descoberto acidentalmente por Roy J. Plunkett (1910-1994) para a empresa DuPont, em
1938 e apresentado, para fins comerciais, em 1946. O PTFE é um polímero similar ao polietileno,
onde os átomos de hidrogênio estão substituidos por fluor. A pressão necessária para produzir o
teflon é de cerca de 50 000 atm.
É o plástico que melhor resiste ao calor e à corrosão por agentes químicos; por isso, apesar
de ser caro, ele é muito utilizado em encanamentos, válvulas, registros, panelas domésticas,
próteses, isolamentos elétricos, antenas parabólicas, revestimentos para equipamentos químicos etc.
24

Sedes Tiras ou Fitas
Panelas
SEMICONDUTORES
Possuem características elétrica e ópticas que os fazem essenciais em componentes
eletrônicos. Por definição os semicondutores tem uma resistividade entre aquelas dos condutores e
dos isolantes. A condutividade elétrica desses materiais pode ser controlada permitindo o uso em
componentes eletrônicos como transistor, diodos e circuitos integrados.(Silício, Germânio).
25

COMPÓSITOS
São formados a partir de dois ou mais materiais que resultam em propriedades diferentes das
encontradas nos materiais simples. Com compósitos é possível produzir materiais resistentes,
dúcteis e resistentes a altas temperaturas ou materiais duros e resistentes ao choque.
26

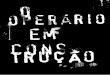
Figura 1.3. Hélice de um moderno helicóptero fabricada com um material compósito de
polímero reforçado com fibra de carbono.
BIOMATERIAIS
Biomateriais, bioengenharia, engenharia biomédica, biotecnologia, biomecânica, liberação
controlada de fármacos, engenharia de tecidos e medicina regenerativa são especialidades do
conhecimento relativamente novas, cuja definição nem sempre é clara, sendo praticamente
impossível evitar a superposição entre essas áreas e temas. Por ordem de abrangência teríamos:
27

Biotecnologia:
Uso de organismos vivos, suas células ou moléculas para produção racionalizada de
substâncias, gerando produtos comercializáveis.
Bioengenharia:
Aplicação dos princípios de engenharia ao estudo de processos biológicos, desenvolvimento
de componentes, equipamentos e processos para prevenção, diagnóstico e tratamento de doenças;
reabilitação e promoção da saúde.
Biomateriais que é uma parte importante dos cerca de 300.000 produtos para a saúde.
Segundo a ANVISA, o setor "produtos para saúde" (PS) engloba 4 grupos a saber:
materiais de uso em saúde: luvas, cateteres, seringas, stents, próteses, etc.
equipamentos de uso em saúde: marcapassos, bisturis eletrônicos, bombas de cobalto, etc.
produtos para diagnóstico in vitro: meios de cultura, kits, etc.
28

materiais para uso em educação física, embelezamento ou correção estética.
Uma das definições correntes diz que “Biomateriais são materiais (sintéticos ou naturais; sólidos
ou, às vezes, líquidos) utilizados em dispositivos médicos ou em contacto com sistemas biológicos”
enquanto que na definição clássica biomaterial é “parte de um sistema que trata, aumenta ou
substitua qualquer tecido, órgão ou
função do corpo”.
Grande parte dos "materiais de uso em saúde", conforme definição anterior da ANVISA são
enquadrados como biomateriais: próteses, lentes, enxertos, stents, cateteres, tubos de circulação
extra-corpórea e arcabouços empregados na Engenharia de tecidos, entre outros.
2 ESTRUTURA DE SÓLIDOS CRISTALINOS
ESTRUTURAS CRISTALINAS: CONCEITOS FUNDAMENTAIS
29

Materiais sólidos podem ser classificados de acordo com a regularidade com que átomos ou
íons se arranjam entre si. Um material cristalino é um no qual átomos estão situados numa
disposição repetitiva ou periódica ao longo de grandes distâncias atômicas; isto é, existe uma
ordenação de grande alcance tal que na solidificação, os átomos se posicionarão entre si num modo
tridimensional repetitivo, onde cada átomo está ligado aos seus átomos vizinhos mais próximos.
Todos os metais, muitos materiais cerâmicos, e certos polímeros foram estruturas cristalinas sob
condições normais de solidificação. Para aqueles que não se cristalizam, não existe esta ordenação
atômica de longo alcance; estes materiais não-cristalinos ou amorfos.
Algumas das propriedades dos sólidos cristalinos depende da estrutura cristalina do material,
a maneira na qual átomos, íons ou moléculas são espacialmente arranjados. Existe um
extremamente grande número de estruturas cristalinas diferentes todas elas tendo uma ordenação
atômica de longo alcance; estas variam desde estruturas relativamente simples para metais, até
estruturas excessivamente complexas, como exibidas por alguns materiais cerâmicos ou poliméricos.
A presente discussão trata das várias estruturas cristalinas metálicas comuns.
Quando se descreve estruturas cristalinas, pensa-se em átomos (ou íons) como sendo
esferas sólidas tendo diâmetros bem definidos. Isto é denominado modelo atômico de esfera rígida
no qual as esferas representando os átomos vizinhos mais próximos se tocam entre si. Um exemplo
do modelo de esfera rígida para o arranjo atômico encontrado em alguns dos metais elementares
comuns é exposto na Figura 2.1c.
Neste caso particular todos os átomos são idênticos. Algumas vezes o termo rede é usado
no contexto de estruturas cristalinas; neste sentido "rede" significa um arranjo tridimensional de
pontos coincidindo com as posições dos átomos (ou centros de esferas).
2.1 CÉLULAS UNITÁRIAS
A ordenação atômica em sólidos cristalinos indica que pequenos grupos de átomos foram um
modelo repetitivo. Assim, ao descrever estruturas cristalinas, é muitas vezes conveniente subdividir a
estrutura em pequenas entidades de repetição denominada células unitárias. Células unitárias para a
maioria das estruturas cristalinas são paralelepípedos ou prismas tendo três conjuntos de faces
paralelas; dentro do agregado de esferas (Figura 2.1c) está traçada uma célula unitária, que neste
caso consiste de um cubo.
Uma célula unitária é escolhida para representar a simetria da estrutura cristalina, dentro do
qual todas as posições dos átomos no cristal podem ser geradas por translações das distâncias
integrais da célula unitária ao longo de suas arestas. Assim a célula unitária é a unidade estrutural
básica ou o tijolo de construção da estrutura cristalina e define a estrutura cristalina em razão da sua
geometria e das posições dos átomos dentro dela.
A conveniência usualmente dita que os cantos em paralelepípedo coincidam com centros dos
30

átomos de esfera rígida. Além disso, mais do que uma célula unitária individual pode ser escolhida
para uma particular estrutura cristalina; entretanto, nós geralmente usamos a célula unitária tendo o
mais alto nível de simetria geométrica.
2.2 ESTRUTURAS CRISTALINAS METÁLICAS
A ligação atômica neste grupo de material é metálica e assim não-direcional em natureza.
Consequentemente, não existem restrições quanto ao número e posição dos átomos vizinhos mais
próximos; isto conduz a números relativamente grandes de vizinhos mais próximos e empilhamento
atômico denso para a maioria das estruturas cristalinas. Também para metais, usando o modelo da
esfera rígida para a estrutura cristalina, cada esfera representa um núcleo do íon.
A Tabela 2.1 apresenta os raios atômicos para um número de metais. Quatro estruturas
cristalinas relativamente simples são encontradas para muitos dos metais comuns: cúbica simples,
cúbica de face centrada, cúbica de corpo centrado e hexagonal compacta.
Figura 2.1 Estrutura cristalina cúbica de face centrada CFC.
A ESTRUTURA CRISTALINA CÚBICA DE FACE CENTRADA
A estrutura cristalina encontrada para muitos metais tem uma célula untaria de geometria
cúbica, com os átomos localizados em cada um dos cantos e nos centros de todas as faces do cubo.
31

Ela é apropriadamente chamada estrutura cúbica de face centrada (CFC). Alguns dos metais
familiares tendo esta estrutura cristalina são cobre, alumínio, prata e ouro (vide também a Tabela
2.1).
A Figura 2.1a mostra um modelo de esfera rígida para a célula unitária CFC, enquanto que na
Figura 2.1b os centros dos átomos estão representados por pequenos círculos a fim de fornecer uma
visualização das posições dos átomos.
O agregado de átomos na Figura 2.1c representa uma seção do cristal que consiste de
muitas células unitárias CFC. Estas esferas ou núcleos de íon se tocam entre si ao longo de uma
diagonal de face; o comprimento da aresta de cubo a e o raio atômico R estão relacionados através
da seguinte relação:
Para a estrutura cristalina CFC, cada átomo do canto é compartilhado por oito células
unitárias, enquanto que um átomo de face centrada pertence a apenas duas células
unitárias.Portanto, um oitavo de cada um dos oito átomos de canto e metade de cada um dos seis
átomos faciais, ou um total de quatro átomos inteiros, podem ser atribuídos a uma dada célula
unitária.
Isto é esboçado na Figura 2.1a, onde estão representadas apenas as porções esféricas
confinadas no interior do cubo. A célula compreende o volume do cubo, que é gerado a partir dos
centros dos átomos dos cantos como mostrado na figura.
Tabela 2.1 Raios atômicos e estrutura para alguns metais.
FCC: (cúbico de face centrada – CFC);
BCC: (Cúbico de Corpo Centrado–CCC);
HCP: (Hexagonal Compacta-HC).
As posições de vértice e de face são realmente equivalentes: isto é, translação do canto do
cubo a partir de um átomo do vértice original para um átomo de centro de face não irá alterar a
estrutura da célula.
32

Duas outras importantes características de uma estrutura cristalina são o número de
coordenação e o fator de empacotamento atômico-FEA(APF, em inglês).
Para metais, cada átomo tem o mesmo número de átomos vizinhos mais próximos ou que se
tocam, que é o número de coordenação. Para estruturas cristalinas cúbicas de face centrada, o
número de coordenação é 12. Isto pode ser confirmado pelo exame da Figura 2.1a; o átomo da face
frontal tem quatro átomos de vértice vizinhos mais próximo circundando-o, quatro átomos faciais que
se encontram em contato com ele pela parte traseira, e quatro outros átomos faciais equivalentes
que residem na próxima célula unitária à frente, que não está mostrada.
O APF é a fração do volume de esfera sólida numa célula unitária, supondo o modelo de
esfera rígida, ou FEA = (volume de átomos numa célula unitária/volume da célula unitária)
Para a estrutura CFC, o fator de empacotamento atômico é 0,74, que é o máximo
empacotamento possível para esferas tendo todas o mesmo diâmetro. O cálculo deste APF está
também incluído como um problema exemplo. Metais tipicamente têm relativamente grandes fatores
de empacotamento a fim de maximizar o escudo fornecido pela nuvem de elétrons livres.
A ESTRUTURA CRISTALINA CÚBICA DE CORPO CENTRADO
Uma outra estrutura cristalina metálica comum também tem uma célula unitária cúbica com
átomos localizados em todos os oito vértices e um único átomo no centro do cubo. Esta é a estrutura
cristalina Cúbica de Corpo Centrado (CCC). Uma coleção de esferas representando esta estrutura
cristalina é mostrada na Figura 2.2c, enquanto que as Figuras 2.2a e 2.2b são diagramas de células
unitárias CCC com os átomos representado por modelos de esfera rígida e de esfera reduzida,
respectivamente.
Átomos do centro e dos cantos se tocam entre si ao longo das diagonais do cubo e
comprimento da célula unitária a o raio atômico R estão relacionados da seguinte forma:
Figura 2.2 Estrutura cristalina cúbica de corpo centrado CCC.
Dois átomos estão associados com cada célula unitária CCC: a equivalência de um átomo a
partir dos oito cantos, cada um dos quais é compartilhado entre oito células unitárias, e o único
33

átomo do centro, que está integralmente contido dentro da sua célula. Em adição, as posições dos
átomos no canto e no centro são equivalentes.
O número de coordenação para a estrutura cristalina CCC é 8; cada átomo do centro tem
como vizinhos mais próximos seus oito átomos dos cantos. De vez que o número de coordenação é
menor do que para CFC, também o fator de empacotamento, de 0,68 , será menor do que aquele
para CFC, que é de 0,74.
A ESTRUTURA CRISTALINA HEXAGONAL COMPACTA
Nem todos os metais têm células unitárias com simetria cúbica; a estrutura cristalina metálica
comum final a ser discutida tem uma célula unitária que é hexagonal. A Figura 2.3a mostra uma
célula unitária de esfera reduzida para esta estrutura, que é denominada hexagonal compacta (HC);
uma montagem de várias células unitárias HC é apresentada na Figura 2.3b.
As faces do topo e da base da célula unitária consiste de 6 átomos que formam hexágonos
regulares e circundam um único átomo no centro. Um outro plano que fornece 3 átomos adicionais à
célula unitária está situado entre os planos do topo e da base. Os átomos neste plano intermediário
têm como átomos vizinhos mais próximos em ambos os 2 planos adjacentes.
A equivalência de 6 átomos está contida em cada célula unitária; 1/6 de cada um dos 12
átomos dos cantos das faces do topo e da base, 1/2 de cada um dos 2 átomos da face central, e
todos os 3 átomos do plano intermediário interior. Se a e c representarem, respectivamente, as
dimensões curta e longa da célula unitária da Figura 2.3a, a razão c/a deveria ser 1,633; entretanto,
para alguns metais HC, esta razão se desvia do valor ideal.
Figura 2.3 Estrutura cristalina Hexagonal Compacta HC.
O número de coordenação e o fator de empacotamento atômico para a estrutura cristalina HC
são os mesmos daqueles para CFC: 12 e 0,74, respectivamente. Os metais HC incluem cádmio,
magnésio, titânio, e zinco, alguns destes estão listado na Tabela 2.1.
ESTRUTURA CÚBICA SIMPLES
Essa é a forma mais simples de coordenação atômica. Consiste de oito átomos ocupando os
34

respectivos cantos de um cubo.
Figura 2.4 Estrutura Cúbica Simples
3 IMPERFEIÇÕES EM SÓLIDOS
Por que estudar Imperfeições em Sólidos?
35

As propriedades de alguns materiais são influenciadas pela presença de imperfeições
Exemplo:
Propriedades mecânicas de metais puros experimentam alterações significativas quando
átomos de impurezas são adicionados.
Materiais semicondutores funcionam devido a concentrações controladas de impurezas
específicas são incorporadas em regiões pequenas e localizadas
Tipos de imperfeições
Defeitos pontuais
Defeitos de linha (discordâncias)
Defeitos de interface (grão e maclas)
Defeitos volumétricos (inclusões, precipitados)
O que é um defeito?
É uma imperfeição ou um "erro" no arranjo periódico regular dos átomos em um cristal.
Podem envolver uma irregularidade na posição dos átomos e no tipo de átomos
O tipo e o número de defeitos dependem do material, do meio ambiente, e das circunstâncias
sob as quais o cristal é processado.
Imperfeições Estruturais
Apenas uma pequena fração dos sítios atômicos são imperfeitos.
Menos de 1 em 1 milhão
Menos sendo poucos eles influenciam muito nas propriedades dos materiais e nem sempre de forma
negativa
Exemplos de efeitos da presença de imperfeições.
O processo de dopagem em semicondutores visa criar imperfeições para mudar o tipo de
condutividade em determinadas regiões do material.
A deformação mecânica dos materiais promove a formação de imperfeições que geram um
aumento na resistência mecânica (processo conhecido como encruamento)
36

Defeitos Pontuais – Lacunas e Auto-
intersticiais
Lacunas ou Vazios
Envolve a falta de um átomo
São formados durante a solidificação do cristal ou como resultado das vibrações atômicas (os
átomos deslocam-se de suas posições normais)
Todos os sólidos cristalinos possuem lacunas
O número de vazios aumenta exponencialmente com a temperatura
Intersticiais
Envolve um átomo extra no interstício (do próprio cristal)
Produz uma distorção no reticulado, já que o átomo geralmente é maior que o espaço do
interstício
37

A formação de um defeito intersticial implica na criação de um vazio, por isso este defeito
é menos provável que um vazio.
Átomo intersticial pequeno Átomo intersticial grande
Gera maior distorção na rede
38

Fonte: Donald R. Askeland; Pradeep P. Phulé - The Science and Engineering of Materials, 4th ed.
Defeitos pontuais:
(a) lacuna,
(b) átomo intersticial,
(c) átomo substitucional pequeno,
(d) átomo substitucional grande,
(e) defeito de Frenkel,
(f) defeito de Schottky.
Todos estes defeitos perturbam o “perfeito” arranjo atômico dos átomos vizinhos.
Difusão
Como já vimos, devido a presença de vacâncias e intertícios, é possível haver movimento de
átomos de um material.
39

Mecanismo de difusão
Pode haver difusão de átomos do próprio material, auto-difusão, ou de impurezas,
interdifusão.
Ambas podem ocorrer através da ocupação do espaço vazio deixado por vacâncias.
A interdifusão também pode ocorrer através da ocupação de intertícios. Este mecanismo é
mais veloz porque os átomos das impurezas são menores e existem mais intertícios do que
vacâncias.
Tudo isto indica uma dependência da difusão com o tipo de impureza, o tipo de material e a
temperatura.
Fatores que influenciam a difusão
Tipo de impureza e tipo de material
Temperatura
Impurezas nos sólidos
Um metal considerado puro sempre tem impurezas (átomos estranhos) presentes
99,9999% = 1022 - 1023 impurezas por cm3
A presença de impurezas promove a formação de defeitos pontuais
Ligas metálicas
Impurezas são adicionadas intencionalmente com a finalidade:
40

Aumentar a resistência mecânica
Aumentar a resistência à corrosão
Aumentar a condutividade elétrica
A adição de átomos de impurezas a um metal irá resultar a formação de:
Soluções sólidas < limite de solubilidade
Segunda fase > limite de solubilidade
A solubilidade depende :
Temperatura
Tipo de impureza
Concentração da impureza
Elemento de liga ou Impureza → soluto(< quantidade)
Matriz ou Hospedeiro → solvente (>quantidade)
Soluções Sólidas
A estrutura cristalina do material que atua como matriz é mantida e não formam-se novas
estruturas.
As soluções sólidas formam-se mais facilmente quando o elemento de liga (impureza) e
matriz apresentam estrutura cristalina e dimensões eletrônicas semelhantes.
Nas soluções sólidas as impurezas podem ser:
Intersticial
Substitucional
Soluções Sólidas Substitucionais
Os átomos do soluto ou átomos de impurezas tomam o lugar dos átomos hospedeiros ou os
substituem.
41

SUBSTITUCIONAL SUBSTITUCIONAL
ORDENADA DESORDENADA
Fatores que influem na formação de soluções sólidas substitucionais
Raio atômico → deve ter uma diferença de no máximo 15%, caso contrário pode promover
distorções na rede e assim formação de nova fase
Estrutura cristalina → mesma
Eletronegatividade → próximas
Valência → mesma ou maior que a do hospedeiro
Cu + Ni são solúveis em todas as proporções
Cu Ni
Raio atômico 0,128nm=1,28 A 0,125 nm=1,25A
Estrutura CFC CFC
Eletronegatividade 1,9 1,8
Valência +1 (as vezes +2) +2
Soluções Sólidas Intersticiais
42

Os átomos de impurezas ou os elementos de liga ocupam os espaços dos interstícios
Ocorre quando a impureza apresenta raio atômico bem menor que o hospedeiro
Como os materiais metálicos tem geralmente fator de empacotamento alto as posições
intersticiais são relativamente pequenas
Geralmente, no máximo 10% de impurezas são incorporadas nos interstícios
Exemplo de Solução Sólida Intersticial
Fe + C solubilidade máxima do C no Fe é 2,1% a 910 C (Fe CFC)
O C tem raio atômico bastante pequeno se comparado com o Fe
rC= 0,071 nm= 0,71 A rFe= 0,124 nm= 1,24 A
Defeito De Linha
Discordâncias
É um defeito linear ou unidimensional em torno do qual alguns dos átomos estão
desalinhados;
As discordâncias estão associadas com a cristalização e a deformação (origem: térmica,
mecânica e supersaturação de defeitos pontuais)
A presença deste defeito é a responsável pela deformação, falha e ruptura dos materiais
Podem ser:
Aresta
Hélice
Mista
Discordâncias
43

Discordância – Um defeito linear em um material cristalino.
Discordância em cunha (“edge dislocation”) – Uma discordância introduzida no cristal pela adição
de um “meio plano extra” de átomos.
Discordância em hélice (“screw dislocation”) – Uma discordância produzida pela distorção
(torção) de um cristal, de modo que um plano atômico produza uma rampa ao redor da discordância
(caminho para a discordância).
Discordância mista (“mixed dislocation”) – Uma discordância que contem componentes de
discordâncias em cunha e em hélice.
Escorregamento (“slip”) – Deformação de um material metálico pelo movimento de discordâncias
através do cristal.
Discordância Aresta
44

Envolve um Semi-plano extra de átomos
O vetor de Burger é perpendicular à direção da linha da discordância
Envolve zonas de tração e compressão
O cristal perfeito em (a) é cortado e um meio plano atômico extra é inserido (b). A
extremidade da parte inferior do plano extra é uma discordância em cunha (c).
O vetor de Burgers b é necessário para fechar um circuito de igual espaçamento atômico ao
redor da discordância.
(Adaptado de: J. D. Verhoeven, Fundamentals of Physical Metallurgy, Wiley, 1975.)
Discordância Hélice
45

Produz distorção na rede devido a tensão de cisalhamento
O vetor de burger é paralelo à direção da linha de discordância
O cristal perfeito (a) é cortado e cisalhado em um espaçamento interatômico, (b) e (c). A linha
ao longo da qual ocorre o cisalhamento é uma discordância em hélice.
Um vetor de Burgers b é requerido para fechar o circuito de igual espaçamento interatômico
ao redor da discordância.
Fonte: Donald R. Askeland; Pradeep P. Phulé - The Science and Engineering of Materials, 4th ed.
46

Como se observa as discordância
Diretamente → microscopia eletrônica de transmissão (MET)
Indiretamente → microscopia eletronica de varredura (MEV) e microscopia óptica (após ataque
químico seletivo)
47

4 DIAGRAMA DE FASES
Figura 4.1 – Metalografia em Microscópio Eletrônico de Varredura mostrando a
microestrutura de um aço carbono com 0,44 % de carbono.
As grandes áreas escuras são ferrita pró-eutetóide.
As regiões que apresentam estrutura lamelar alternando entre claro e escuro são perlita.
Onde:
As camadas escuras correspondem a ferrita
As camadas claras correspondem a cementita.
Durante o ataque químico, antes da análise, a fase ferrita foi preferencialmente dissolvida:
dessa forma a perlita aparece em relevo topográfico com as camadas de cementita estando elevadas
acima das camadas de ferrita.
A compreensão do diagrama de fases para sistemas de liga é extremamente importante, pois
existe uma forte correlação entre microestrutura e propriedades mecânicas. (Figura 4.2)
Figura 4.2 – Relação entre processo de fabricação,
microestrutura e propriedades mecânicas. Quando um material é
deformado a frio ocorre uma alteração da microestrutura com o
conseqüente aumento de resistência.
O desenvolvimento de uma liga está relacionado as características de seu diagrama de fases.
Da mesma forma os diagramas de fases nos fornecem informações valiosas sobre os fenômenos da
fusão, fundição, cristalização e outros.
48

Limite de Solubilidade
Para muitos sistemas de ligas em uma dada temperatura específica, existe uma concentração
máxima de átomos de soluto que pode se dissolver no solvente para formar uma solução sólida, que
é chamado limite de solubilidade. A adição de soluto em excesso, além desse limite de solubilidade,
resulta na formação de uma outra solução sólida ou de outro composto que possui composição
marcadamente diferente.
Exemplo: sistema água açúcar (Figura 4.3)
Inicialmente – solução ou xarope água-açúcar;
Limite de solubilidade é atingido – solução água-açúcar + cristais sólidos de açúcar.
Figura 4.3 – Solubilidade do açúcar (C12H22011) em um xarope açúcar-açúcar
Fases
Porção homogênea de um sistema que possui características físicas e químicas uniformes.
Uma fase possui as seguintes características: [Figura 4.4 (a)]
a) Possui a mesma estrutura ou arranjo atômico;
b) Possui aproximadamente a mesma composição;
c) Existe uma interface definida entre a fase e as vizinhanças ou fases adjacentes.
49

Equilíbrio de fases
Um sistema está em equilíbrio se a energia livre se encontra em um valor mínimo para uma
combinação especifica de temperatura, pressão e composição. Em sentido macroscópico, isso
significa que as características do sistema não mudam ao longo do tempo, mas persistem
indefinidamente, isto é, o sistema é estável.
Figura 4.4 – Ilustração de fases e solubilidade:
(a) As três formas da água: gás, líquido e sólido representam fases diferentes.
(b) Água e álcool possuem solubilidade ilimitada.
(c) Água e sal possuem solubilidade limitada.
(d) Água e óleo não possuem solubilidade.
Diagrama de Fases e Condições de Equilíbrio
Os diagramas de fases são úteis para prever as transformações de fase e as microestruturas
resultantes, que podem apresentar caráter de equilíbrio ou de ausência de equilíbrio. Os diagramas
de fases ou equilíbrio representam a relação entre a temperatura e as composições, e as
quantidades de cada fase em condição de equilíbrio.
50

Sistemas Isomorfos Binários
Ex: Sistema cobre-níquel.
α = solução sólida substitutiva que contém átomos de Cu e Ni, e que possui uma estrutura
cristalina CFC.
A temperatura abaixo de 1085°C o cobre e o níquel são mutuamente solúveis um ao outro no
estado sólido, para toda e qualquer composição. Essa solubilidade é explicada pelo fato de que tanto
o Cu como o Ni possuem a mesma estrutura cristalina (CFC), raios atômicos e elétronegatividade
praticamente idênticos e valências semelhantes. O sistema cobre-níquel é chamado isomorfo devido
a completa solubilidade dos dois componentes no estado liquido e sólido.
Temperatura de fusão Cu puro =1085°C
Temperatura de fusão Ni puro = 1453°C
Para um sistema binário com composição e temperatura conhecidas e que se encontra em
equilíbrio, pelo menos três tipos de informações estão disponíveis: (figura 4.5a)
a) As fases que estão presentes;
b) As composições das fases;
c) As percentagem ou frações das fases.
Figura 4.5 (a) Diagrama de fases cobre-níquel
(b) porção do diagrama de fases cobre níquel para o qual as composições e quantidades de fases
estão determinadas para o ponto B.
51

Fases presentes
Ponto A ( 60% de Ni e 40% de Cu –T 1100°C fase a)
Ponto B (35% de Ni e 65% de Cu –T 1250°C fase a+L)
Composição das fases
a) Constrói -se uma linha de armação através da região bifásica a temperatura da liga.
b) Identifica-se as interseções da linha de amarração com as fronteiras entre as fases em ambos os
lados.
c) Traçam-se linhas perpendiculares a linha de amarração a partir dessas interseções até o eixo
horizontal, onde a composição é lida.
Ex.: liga 35% Ni – 65% Cu a temperatura 1250 °C
CL = % Ni % Cu
Ca = %Ni % Cu
Determinação das quantidades das fases
Região monofásica – Leitura direta no diagrama de fases.
Região bifásica – Regra da alavanca ou regra da alavanca inversa. (Fig. 4-5b)
Ex.:considerando uma liga de cobre-níquel onde à 1250°C ambas as fases a +liquido estão
presentes em uma liga com composição de 35% Ni – 65% Cu. Calcule as fração das fases a e
líquida. (Fig. 4.5 b)
52

Propriedades Mecânicas de Ligas Isomorfas
As propriedades mecânicas de uma liga variam em função da variação da composição química da
liga.
Figura 4.6 – Para o sistema cobre-níquel
(a) limite de resistência a tração em função da composição;
(b) ductilidade (% AL) em função da composição à temperatura ambiente.
Existe uma solução sólida para todas as composições.
Diagrama de Fases Eutético Binário
Ex.: Sistema cobre - prata. (Figura 4.7)
Três regiões monofásicas distintas α , ß e líquida;
Fase α = solução sólida rica em cobre (Ag como soluto).
Fase ß = solução sólida rica em prata (Cu como soluto).
Tecnicamente o cobre puro é considerado como fase α e a prata pura é considerada com fase.
A solubilidade em cada uma dessas fases é limitada (CBA) e (HGF).
Solubilidade máxima da fase α = 8 % Ag em 779 °C.
Solubilidade máxima da fase = 8,8 % Cu em 779 °C.
Linha Sólidus - (BEG) – representa a temperatura mais baixa no qual uma fase líquida pode existir.
(Para qualquer composição da liga).
53

Existem três regiões bifásicas
Linha Líquidus - A medida que a prata é adicionada ao cobre, a temperatura no qual a liga se torna
totalmente liquida diminui ao longo da curva liquidus, curva AE. Dessa forma, a temperatura de fusão
do cobre é reduzida pela adição de prata. O mesmo pode ser dito para a prata. A introdução de
cobre reduz a temperatura de fusão ao longo da outra curva liquidus FE.
Ponto Invariante - Ocorre uma reação importante para a liga com composição CE
Sob resfriamento, uma fase líquida é transformada nas duas fases sólidas a e ß. Essa é
chamada uma reação eutética e CE representa a composição e TE a temperatura do eutético.
Freqüentemente, a curva sólidus horizontal em TE é chamada de isoterma eutética.
A reação eutética sob resfriamento, é semelhante a solidificação de componentes puros no
sentido de que a reação prossegue até seu termino a uma temperatura constante, ou seja de
maneira isotérmica. Entretanto o produto sólido da solidificação eutética consiste sempre em duas
fases sólidas.
Na construção de diagramas de fase binários, é importante compreender que uma fase, ou no
máximo duas, pode estar em equilíbrio dentro de uma campo de fase. Para um sistema eutético, três
fases (a, ß e L) podem estar em equilíbrio, porem somente nos pontos ao longoda isoterma eutética.
Outra regra geral é de que as regiões monofásicas estão sempre separadas uma das outras pôr uma
região bifásica.
Obs: Ponto eutético é a menor temperatura de fusão ou solidificação de uma liga
54

Figura 4.7 – Diagrama de fases para o sistema cobre-prata
Desenvolvimento de Microestruturas em Ligas Eutéticas
Dependendo da composição são possíveis vários tipos de microestrutura para o resfriamento
lento de ligas que pertencem ao sistema eutético binário.
1° Caso
Variação entre um componente puro e a máxima solubilidade para aquele componente a
temperatura ambiente.
55

Figura 4.8 – Diagrama de fase para a liga chumbo-estanho
350°C, liquido; ( Figura 16.9)
330°C, a fase a começa a se formar;
A solubilidade atinge seu término no ponto onde a linha WW’ cruza a curva sólidus.
A liga resultante é policristalina com uma composição uniforme C1.
Nenhuma alteração subseqüente irá ocorrer com o resfriamento até a temperatura ambiente
(ponto C).
56

Figura 4.9 – Representação esquemática das microestruturas em condições de equilíbrio para
uma liga chumbo-estanho com composição C1, à medida que ela é resfriada desde a região de fase
líquida.
2° Caso
57

Envolve a solidificação da composição eutética. Na medida em que a temperatura é reduzida
nenhuma alteração ocorre até que a temperatura do eutético seja atingida. Ao cruzar a isoterma
eutética o liquido se transforma nas duas fases α e ß, onde as composições das fases α e ß são
ditadas pelos pontos nas extremidades da isoterma eutética. (α a 18,3% e ß a 97,8%). (Figura 4.11)
Figura 4.11 – Representação esquemática das microestruturas em condição de equilíbrio
para uma liga chumbo-estanho com a composição eutética C3
Durante essa transformação, deve existir necessariamente uma redistribuição dos
componentes vistos que as fases α e ß possuem composição diferentes e n em uma delas é igual a
composição do liquido. Esta redistribuição é obtida mediante a difusão atômica. A microestrutura do
sólido que resulta dessa transformação consiste em comandos alternados das fases b e a, que se
formam simultaneamente durante a trans formação (ponto i), chamada estrutura eutética. (Figuras
4.12 e 4.13)
58

Figura 4.12 – Micrografia mostrando a microestrutura de uma liga chumbo-estanho com a
composição eutética.
Essa microestrutura consiste em camadas alternadas de uma solução sólida da fase a rica
em chumbo (camadas escuras) e de uma solução sólida da fase ß rica em estanho (camadas
claras). Ampliação 375 X
Figura 16.13 – Representação esquemática da formação da estrutura eutética para o sistema
chumbo-estanho.
59

3° Caso
Inclui todas as composições que não são eutéticas, mas, quando resfriadas, cruzam o
isoterma eutético.
Figura 4.14 – Representação esquemática das microestruturas em condições de equilíbrio
para u liga chumbo-estanho com composição C4, à medida que ela é resfriada desde a região da
fase líquida.
O desenvolvimento microestrutural entre os pontos J e L ocorre de modo que
imediatamenteantes do cruzamento da isoterma eutética, as fases α (18,3% de Sn) é liquida (61,9%
de Sn – composição eutética).
A medida que a temperatura for reduzida para abaixo daquela do eutético, a fase liquida, que
possui composição do eutético se transformará na estrutura eutética (ponto n).
60

Figura 4.15 – Micrografia mostrando a microestrutura de uma liga chumbo-estanho com
composição de 50% Sn-50% Pb. Essa microestrutura é composta por uma fase a primária rica em
chumbo (grandes regiões escuras) no interior de uma estrutura eutética lamelar que consiste de uma
fase ß rica em estanho (camadas claras) e uma fase a rica em chumbo (camadas escuras).
Ampliação 400 X
61

5 O SISTEMA FERRO-CARBONO
De todos os sistemas de ligas binárias; o que é possivelmente o mais importante é aquele
formado pelo ferro e o carbono. Tanto os aços como os ferros fundidos são essencialmente ligas
ferro-carbono.
Diagrama de Fases Ferro-Carboneto de Ferro (Fe-Fe3C)
O ferro puro, ao ser aquecido experimenta duas alterações na sua estrutura cristalina antes
de se fundir. A temperatura ambiente, a forma estável, conhecida como ferrita, ou ferro alfa possui
uma estrutura cristalina CCC. A ferrita experimenta uma transformação para austenita com estrutura
cristalina CFC ou ferro γ, à temperatura de 912ºC. Essa austenita persiste ate 1394ºC, temperatura
em que a austenita CFC reverte novamente para uma fase com estrutura CCC, conhecida por ferrita
δ.
Figura 5.1 – Diagrama de fases para ferro-carbono
6,67% C → carbeto de ferro, cementita (Fe3C).
62

O sistema ferro-carbono pode ser dividido em duas partes: uma porção rica em ferro e outra
(não mostrada) para composições entre 6,7e 100% C-grafite puro. Em termos práticos todos os aços
e ferros fundidos possuem teores de carbono inferiores a 6,67% C, desta forma é considerado
somente o sistema ferro-carbeto de ferro. (ferrita δ é desconsiderada).
O carbono é uma impureza intersticial no ferro e forma uma solução sólida tanto com a ferrita
a como com a austenita. Na ferrita α, com estrutura CCC, somente pequenas concentrações de
carbono são solúveis. A solubilidade máxima é 0,022% a 727°C. Na Temperatura Ambiente é de
0,008 %C.
A solubilidade limitada pode ser explicada pela forma e tamanho das posições intersticiais na
estrutura CCC (figura 17.2 b), que torna difícil acomodar os átomos de carbono. Embora presente em
baixas concentrações, o carbono influencia de maneira significativa as propriedades mecânicas da
ferrita, magnética abaixo de 768°C com uma densidade de 7,88g/cm3.
SC CCC CFC
Figura 5.3 – Metalografias da (a) ferrita (ampliação 90X) e da austenita (ampliação 325 X)
63

A austenita, ou ferro? CFC, quando ligada somente com carbono não é estável a
temperaturas inferiores a 727°C. A solubilidade máxima do carbono na austenita 2,14% ocorre a
1147°C. Essa solubilidade é aproximadamente 100X maior do que o vetor máximo para a ferrita com
estrutura CCC, uma vez que as posições intersticiais na estrutura cristalina CFC são maiores. As
transformações de fases envolvendo a austenita são muito importantes no tratamento térmico dos
aços. Deve ser mencionado que a austenita é não-magnética (Inox). (figura 17.3 C).
A ferrita δ é virtualmente a mesma ferrita α, exceto pela faixa de temperatura que ocorre,
uma vez que a ferrita δ é estável somente a temperaturas elevadas, ela não é de importância
tecnológica.
A cementita (Fe3C) se forma quando o limite de solubilidade para o carbono na ferrita α é
excedido a temperatura abaixo de 727°C. O Fe3C também coexiste com a fase entre as temperaturas
de 727e 1147°C. Mecanicamente, a cementita é muito dura e frágil. A resistência dos aços é
aumentada substancialmente pela sua presença. Existe um eutético para o sistema ferro-carbeto de
ferro, localizado a 4,3% C e 1147ºC.
Existe um ponto invariante eutetóide para uma composição 0,76% C a uma temperatura de 727ºC.
As ligas ferrosas são aquelas na qual o ferro é o componente principal, porém o carbono,
assim como outros elementos de liga poderá estar presente. Existem três tipos de ligas: ferro, aço e
ferro fundido.
O ferro comercialmente puro contém menos do que 0,008%C sendo composto
extensivamente da fase ferrita à temperatura ambiente. As ligas ferro-carbono que contém entre
0,008 e 2,14%C são classificadas como aços. A microestrutura consiste tanto da fase α como da
fase Fe3C. Embora uma liga de aço possa conter até 2,14%C as concentrações de carbono
raramente excedem a 1%.
Os ferros fundidos são classificados como ligas ferrosa que contêm entre 2,14 e 6,67%C
entretanto os ferros fundidos comerciais contém normalmente menos do que 4,5%C.
64

Desenvolvimento das Microestruturas em Ligas Ferro-Carbono.
Ligas Eutetóides (0,76%C) - A microestrutura para um aço eutetóide lentamente resfriada
através da temperatura eutetóide consiste em camadas alternadas ou lamelas compostas por duas
fases (α + Fe3C).= Perlita. (Figura 5.4).
Figura 5.4 – Representações esquemáticas das microestruturas para uma liga ferro-carbono
de composição eutetóide (0,76 % p C) acima e abaixo da temperatura eutetóide.
Figura 5.5 e 5.6
65

Figura 5.5 Metalografia de um aço eutetóide em microscopia óptica mostrando a microstrutura
perlítica, que consiste em camadas alternadas de ferrita α (fase clara) e Fe3C (camadas finas
escuras). Ampliação de 500 X.
Figura 5.6 – Representação esquemática da formação da perlita a partir da austenita. A
direção de difusão do carbono está indicada pelas setas.
66

Ligas Hipoeutetóides (C< 0,76%): A ferrita está presente na perlita e também como a fase
que se formou ao longo da região de fase a+?. A ferrita que está presente é chamada de ferrita
eutetóide, enquanto a outra, que se formou a temperaturas acima de Te é conhecida por ferrita
proeutetóide (pré ou antes eutetóide). (Figura 5.7 e 5.8)
Figura 5.7 Representações esquemáticas das microestruturas para a liga ferro carbono com
composição hipoeutetóide Co (< 0,76%p C) à medida que ela é resfriada desde a região austenítica
até abaixo da temperatura eutetóide.
Figura 5.8 – Metalografia em m icroscópio óptico de uma aço com 0,38%p C com uma
microestrutura composta por perlita e ferrita próeutetóide. Ampliação 635 X
67

Ligas Hipereutetóides (0,76<C=2,14): A cementita que se forma antes da reação eutetóide é
chamada cementita proeutetóide. Assim a microestrutura resultante será perlita e cementita
proeutetóide. (Figuras 5.9 e 5.10)
Figura 5.9 – Representação esquemática das microestruturas para uma liga ferro-carbono com
composição hipereutetóide C 1 (contendo entre 0,76 e 2,14%p C), à medida que ela é resfriada da
região austenítica até abaixo da temperatura eutetóide.
68

Figura 5.10 – Metalografia em microscopia óptica de um aço com 1,4%p de carbono que
possui uma microestrutura composta por uma rede de cementita pró-eutetoide, branca, que envolve
as colônias de perlita. Ampliação 1000 X.
Influência de elementos de liga na temperatura e composição eutetóide: (Figuras 5.11 e 5.12)
Figura 5.11 – Efeito da concentração de elementos
de liga na temperatura eutetóide
Figura 5.12 – Efeito da concentração de elementos de liga
na composição eutetóide
Figura 5.13 – Representação esquemática dos
constituintes formados em aço hipo-eutetóide, aço eutetóide, e aço hipereutetóide.
69

Regra da Alavanca Aplicada ao Sistema Ferro-Carbono
Composição (%PC)
Figura 5.14 – Regra da alavanca aplicada ao sistema Fé-C
70

6 LIGAS METÁLICAS
Melhorando as propriedades dos aços
Do ponto de vista da produção industrial, quanto melhores forem as propriedades mecânicas de um
material qualquer, melhor será sua utilização. Isso serve, tanto durante o processo de fabricação
quanto durante o uso da peça já fabricada. Não muito depois de ter aprendido a usar o cobre, o
homem percebeu que o bronze, uma mistura de cobre e estanho, era muito melhor do que o metal
puro. Embora desconhecesse a estrutura interna do bronze, ele percebeu que esse material era mais
duro. Mesmo para quem até agora não tinha parado para pensar, a sofisticação dos processos de
fabricação e dos produtos industriais à disposição no mercado dá uma pista do que se está fazendo
por aí em termos de “mistura” de metais e o que isso traz de benefício ao metal-base dessa mistura.
E essa pesquisa começa em laboratórios que precisam atender a necessidades sofisticadas, como a
construção de naves espaciais, satélites, aviões ou carros de Fórmula 1. Daí, para os produtos que
estão na cozinha de nossa casa, é um passo muito pequeno.
Com o aço, o material mais usado na indústria mecânica, não podia ser diferente. Seja pelo
controle da quantidade de carbono e de impurezas, seja pela adição de outros elementos, ou por
meio de tratamento térmico, é possível fazer com que ele tenha um desempenho muito melhor no
processo de fabricação e na utilização que a gente faz da peça depois de fabricada.
Nesta lição, você vai estudar os outros metais que a gente pode misturar ao aço para que ele
fique melhor ainda. E vamos dizer também como ele fica melhor. Esse conhecimento é muito
importante como base para quando você for estudar os processos de fabricação mecânica.
Aço-carbono: um campeão de popularidade
Antes mesmo de conhecer o ferro, o homem já conhecia ao menos uma liga metálica: o
bronze. Por observação, ele percebeu que a “mistura” de dois metais melhorava o desempenho do
metal que estava em maior quantidade.
O que ele não sabia direito era o que acontecia lá dentro e, portanto, porque era possível
misturar os metais entre si e com outros elementos de tal forma que um ficava dissolvido dentro do
outro.
Assim, as ligas metálicas são, na verdade, o que chamamos de uma solução sólida. Ou seja,
a mistura completa dos átomos de dois ou mais elementos onde pelo menos um é metal.
Nos metais, as soluções sólidas são formadas graças à ligação entre os átomos dos metais,
causada pela atração entre os íons positivos e a “nuvem eletrônica” que fica em volta dos átomos. A
figura a seguir representa, esquematicamente, tipos de soluções sólidas.
71

Só que, para que isso aconteça, os tamanhos e a estrutura dos átomos dos elementos de liga
devem ser parecidos e ter propriedades eletroquímicas também parecidas. O cobre e o ferro, por
exemplo, dissolvem muitos metais. Os átomos de carbono, por sua vez, por serem relativamente
pequenos, dissolvem-se intersticialmente, ou seja, ocupando espaços vazios, entre os átomos do
ferro.
Por isso, o aço mais comum que existe é o aço-carbono, uma liga de ferro com pequenas
quantidades de carbono (máximo 2%) e elementos residuais, ou seja, elementos que ficam no
material metálico após o processo de fabricação.
Dentro do aço, o carbono, juntando-se com o ferro, forma um composto chamado carbeto de
ferro (Fe3C), uma substância muito dura. Isso dá dureza ao aço, aumentando sua resistência
mecânica. Por outro lado, diminui sua ductilidade, sua resistência ao choque e à soldabilidade, e
torna-o difícil de trabalhar por conformação mecânica. Esse tipo de aço constitui a mais importante
categoria de materiais metálicos usada na construção de máquinas, equipamentos, estruturas,
veículos e componentes dos mais diversos tipos, para os mais diferentes sistemas mecânicos.
As impurezas, como o manganês, o silício, o fósforo, o enxofre e o alumínio fazem parte das
matérias-primas usadas no processo de produção do aço. Elas podem estar presentes no minério ou
ser adicionadas para provocar alguma reação química desejável, como a desoxidação, por exemplo.
Elemento de liga: elemento, metálico ou não, que é adicionado a um metal (chamado de metal-
base) de tal maneira que melhora alguma propriedade desse metal-base. Por exemplo, adicionando
quantidades adequadas de estanho ao cobre, obtém-se o bronze, que é mais duro que o cobre.
Por mais controlado que seja o processo de fabricação do aço, é impossível produzi-lo sem
essas impurezas. E elas, de certa forma, têm influência sobre as propriedades desse material.
Quando adicionadas propositalmente são consideradas elementos de liga, conferindo
propriedades especiais ao aço. Às vezes, elas ajudam, às vezes, elas atrapalham. Assim, o que se
deve fazer é controlar suas quantidades.
72

O manganês é a impureza encontrada em maior quantidade no aço (até 1,65%). Se você
está mesmo ligado, deve se lembrar que, na produção do aço, ele é adicionado para auxiliar na
desoxidação do metal líquido e para neutralizar o efeito nocivo do enxofre. Nesse processo, ele se
combina primeiro com o enxofre
e forma o sulfeto de manganês (MnS). Isso aumenta a forjabilidade do aço, a temperabilidade, a
resistência ao choque e o limite elástico. Em quantidades maiores, ele se combina com parte do
carbono e forma o carbeto de manganês (Mn3C), que é muito duro. Isso diminui a ductilidade do aço.
Outro elemento que é adicionado ao metal líquido para auxiliar na desoxidação é o alumínio.
Ele é usado para "acalmar" o aço, ou seja, para diminuir ou eliminar o desprendimento de gases que
agitam o aço quando ele está se solidificando.
Forjabilidade é a capacidade do metal de ser forjado. Temperabilidade é a capacidade do metal de
endurecer por meio de um tratamento térmico chamado têmpera.
O fósforo é um elemento cuja quantidade presente no aço deve ser controlada,
principalmente, nos aços duros, com alto teor de carbono. Quando ultrapassa certos limites, ele faz o
aço ficar mais duro ainda e, por isso, mais frágil a frio. Isso quer dizer que a peça de aço, com
valores indesejáveis de fósforo, pode quebrar facilmente quando usada em temperatura ambiente.
Um teor de fósforo em torno de 0,04% faz o aço se romper se for deformado a quente, porque forma
um composto que se funde a uma temperatura muito menor (1.000ºC) que a do ferro (1.500ºC). Em
aços de baixo teor de carbono, por outro lado, seu efeito nocivo é menor, pois nesse caso o fósforo
auxilia no aumento da dureza, e também aumenta a resistência à tração, a resistência à corrosão e a
usinabilidade.
O enxofre é uma impureza muito difícil de ser eliminada. No aço, ele pode se combinar com o
ferro e formar o sulfeto ferroso (FeS), que faz o aço se romper, com facilidade ao ser laminado,
forjado ou vergado em temperaturas acima de 1.000ºC. Assim, o teor máximo de enxofre permitido é
de 0,05%.
Sabendo que o enxofre se combina melhor com o manganês do que com o ferro, os profissionais
que entendem de metalurgia colocam no aço uma quantidade de manganês duas vezes maior do
que a de enxofre, porque ele vai “preferir” se combinar com o manganês. Com isso, forma-se o
sulfeto de manganês (MnS) que
se solidifica em níveis de temperatura semelhantes aos do aço. Por isso, sua presença no aço não é
tão nociva.
Lingote é uma barra de metal fundido.
O silício é acrescentado ao metal líquido, para auxiliar na desoxidação e impedir a formação
de bolhas nos lingotes. Ele está presente, no aço, em teores de até 0,6%, e não tem grande
influência sobre suas propriedades.
O enxofre, o manganês, o silício e o alumínio também formam, dentro do aço, compostos
chamados de “inclusões nãometálicas”. Essas inclusões são partículas alongadas ou em forma de
esferas muito pequenas que ficam espalhadas no meio do material metálico. O alumínio, por
73

exemplo, combina-se com o oxigênio e forma um composto chamado alumina (Al2O3). Quando em
quantidades reduzidas, a alumina, que se apresenta sob a forma de partículas muito pequenas, afeta
minimamente as propriedades do aço.
Outras inclusões não-metálicas são os silicatos, formados a partir do silício e que favorecem o
aparecimento de microtrincas na estrutura do aço; e os sulfetos, formados a partir do enxofre, que
causam menor influência que os silicatos no surgimento de microtrincas.
Há ainda outros elementos, como os gases introduzidos no processo de fabricação
(hidrogênio, oxigênio e nitrogênio) e os resíduos de metais provenientes das sucatas (níquel, cobre,
molibdênio e cromo).
Sabendo o que a presença de cada uma dessas impurezas causa ao material, é possível, a partir de
um controle de suas quantidades e do conhecimento da composição exata do aço, utilizar o material
adequado ao processo de fabricação e ao tipo de peça que se quer fabricar.
Mas, se você precisa fabricar um produto que tenha aplicações especiais como, por exemplo,
recipientes para a indústria química, que devem ser resistentes aos ataques de produtos químicos,
certamente o aço que você usará também terá que ter características especiais. Isso é obtido com o
auxílio dos tratamentos térmicos e dos elementos de liga.
74

Exercícios
Preencha as lacunas com a alternativa que completa corretamente cada frase a seguir:
A- O homem descobriu que o bronze, uma mistura de ........................................., era muito
melhor do que o cobre puro.
1. ( ) zinco e estanho;
2. ( ) cobre e estanho;
3. ( ) cobre e zinco;
4. ( ) chumbo e cobre.
B- A mistura completa entre dois metais ocorre graças à ligação entre
os ............................................. dos metais.
1. ( ) neutros;
2. ( ) prótons;
3. ( ) átomos;
4. ( ) íons negativos.
C- O que dá dureza ao aço e aumenta sua resistência mecânica é um composto
chamado ..............................
1. ( ) sulfeto de ferro;
2. ( ) sulfeto de manganês;
3. ( ) óxido de ferro;
4. ( ) carboneto de ferro.
D- As impurezas, como o manganês, o silício, o fósforo, o enxofre, o alumínio, fazem parte
das ..................................... para a produção do aço.
1. ( ) estruturas cristalinas
2. ( ) matérias-primas;
3. ( ) soluções líquidas;
4. ( ) soluções sólidas.
E-Na produção do aço, o ............................................. é adicionado para auxiliar na desoxidação
do metal líquido.
1. ( ) fósforo;
2. ( ) enxofre;
3. ( ) carbono;
75

4. ( ) manganês.
F- O que faz o aço se romper com facilidade ao ser conformado é o enxofre combinado com
o............................................... em temperaturas acima de 1.000ºC.
1. ( ) zinco;
2. ( ) ferro;
3. ( ) silício;
4. ( ) manganês.
G- Em aços de baixo teor de carbono o ........................................................auxilia no aumento da
dureza e da resistência à tração e à corrosão.
1. ( ) manganês;
2. ( ) fósforo;
3. ( ) silício;
4. ( ) estanho.
H- O silício é acrescentado ao metal líquido para auxiliar na .............................................. e
impedir a formação de bolhas nos lingotes.
1. ( ) oxidação;
2. ( ) usinabilidade;
3. ( ) desoxidação;
4. ( ) corrosão.
I- No processo de desoxidação do metal líquido, o manganês se combina primeiro com o enxofre
e forma o .................................................. .
1. ( ) óxido de manganês;
2. ( ) carbonato de manganês
3. ( ) sulfeto de manganês;
4. ( ) hidrato de manganês.
J- Os silicatos são inclusões não-metálicas formadas a partir do silício e que favorecem o
aparecimento de ............................................................. na estrutura do aço.
1. ( ) bolhas;
2. ( ) partículas oxidantes;
3. ( ) corrosão;
4. ( ) microtrincas.
76

O que usar para melhorar?
Na verdade, você tem três possibilidades para melhorar a resistência mecânica de qualquer
metal: aplicar processos de fabricação por conformação mecânica, como prensagem e laminação,
por exemplo; pode, também, tratar o metal termicamente, ou seja, submetê-lo a aquecimento e
resfriamento sob condições controladas. Ou acrescentar elementos de liga. Tudo isso vai mexer com
a estrutura do metal-base, de acordo com o que já estudamos na lição sobre as propriedades dos
materiais.
Por exemplo, o aço-carbono com baixo teor de carbono (até 0,25%), que constitui cerca de
90% da produção total de aço, pode ter sua resistência mecânica aumentada pelo processamento
mecânico a frio. O aço de teor médio (até 0,5%), para a produção de peças forjadas, carcaças de
caldeiras, ferramentas agrícolas etc., pode ter sua resistência mecânica aumentada por meio de
tratamento térmico.
Então, quando o aço é um aço-liga?
Quando as quantidades dos elementos adicionados são muito maiores do que as
encontradas nos aços-carbono comuns.
E quando essa adição ajuda o aço na modificação e melhoria de suas propriedades
mecânicas.
Dependendo da quantidade dos elementos de liga adicionados, o aço-liga pode ser um aço
de baixa liga, se tiver até 5% de elementos de adição, ou um aço de liga especial, se tiver
quantidades de elementos de liga maiores do que 5%.
Os elementos de liga mais comumente adicionados ao aço são:
níquel,
manganês,
cromo,
molibdênio,
vanádio,
tungstênio,
cobalto,
silício
cobre.
Lembrando que é possível adicionar mais de um elemento de liga para obter um aço-liga, e
sem nos determos muito nos detalhes do que acontece com a micro-estrutura desse material, vamos
dizer o que cada um desses elementos traz ao aço, em termos de mudança de propriedades.
E, para tornar o estudo mais fácil para você, colocamos essas informações no quadro da
próxima página.
77

Estudando o quadro, dá para perceber que os elementos de liga, em geral, alteram a
velocidade das transformações que ocorrem dentro da estrutura do aço, quando ele está esfriando e
passando do estado líquido para o estado sólido. Essas alterações das microestruturas modificam a
capacidade do material de passar por um tratamento térmico chamado têmpera. Esse tratamento,
por sua vez, define a maior resistência e tenacidade do aço.
Assim, nos aços-ligas, as propriedades mecânicas são melhoradas por meio de tratamento
térmico para endurecimento.
78

Exercícios
2. Resolva as seguintes questões:
a) Escreva com suas palavras, como é possível melhorar a resistência mecânica de um metal.
b) Quando um aço é um aço-liga?
c) O que a adição de elementos de liga traz ao aço?
d) Quais os elementos de liga mais comumente adicionados ao aço?
e) Qual a diferença entre um aço de baixa liga e um aço especial?
79

f) Em que momento ocorrem as modificações na estrutura do aço e que lhe dão características
especiais?
g) O que a têmpera confere ao aço?
3. Associe os elementos listados na coluna A com as características ou aplicações propostas na
coluna B.
Coluna A
a) ( ) manganês
b) ( ) Alumínio
c) ( ) Enxofre
d) ( ) Silício
e) ( ) Fósforo
Coluna B
1. Elemento usado para diminuir ou eliminar o desprendimento de gases que agitam o aço,
quando ele está se solidificando.
2. Elemento cuja quantidade deve ser controlada, principalmente nos aços duros, com alto
teor de carbono.
3. Elemento que é acrescentado ao metal líquido, para auxiliar na desoxidação e para impedir
a formação de bolhas nos lingotes.
4. Impureza encontrada em maior quantidade no aço, ela é adicionada para auxiliar na
desoxidação do metal líquido.
5. No aço, ele pode se combinar com o ferro e formar o sulfeto ferroso (FeS), que faz o aço se
romper com facilidade ao ser laminado, forjado ou vergado, em temperaturas acima de 1.000ºC.
80

NORMALIZAÇÃO
As normas técnicas foram criadas para facilitar a vida dos consumidores e dos fabricantes.
Elas são as responsáveis por uma coisa muito importante chamada normalização. A normalização
permite que uma empresa montadora de veículos, por exemplo, produza automóveis com peças
fabricadas pelos mais diferentes fabricantes, até de outros países. Permite, também, que você
possa, com facilidade, repor qualquer peça de qualquer produto que você compre. Isso é importante,
quando se está projetando um novo produto.
As normas vão dizer, para o grupo envolvido nesse trabalho, se as matérias-primas com as
características e propriedades que eles necessitam já são fabricadas. E eles vão descobrir isso
consultando catálogos.
Os catálogos de fabricantes descrevem sempre seus produtos em termos de conformidade
com as normas técnicas, em vigor em nosso país. E, mesmo que sua função em uma indústria
mecânica não envolva decisões, como a escolha de um material para um novo produto, é importante
aprender a manusear catálogos e manuais técnicos.
Na verdade, os manuais nos ensinam muito e, se você deseja ser um bom profissional de Mecânica,
deve se disciplinar no sentido de estar sempre atualizado com o que está acontecendo em sua área.
Isso, certamente, inclui a leitura de catálogos.
Além disso, quem garante que um dia desse você não poderá se transformar em um
microempresário de sucesso? Certamente, nesse caso, você terá nos catálogos uma das melhores
fontes de informações técnicas a sua disposição.
Então, usando o aço e o ferro fundido como exemplo, vamos, nesta aula, mostrar como eles
são classificados em termos de normas técnicas. E vamos mostrar como isso aparece nos catálogos
dos fabricantes. Fique atento para as dicas.
81

Aço 1020. O que é isso?
Quem trabalha na produção, em uma indústria mecânica, faz seu trabalho de acordo com
instruções escritas em um impresso chamado geralmente de ordem de serviço. Em uma ordem de
serviço, normalmente, estão informações como o desenho da peça, com suas dimensões e o
material com o qual ela deve ser fabricada.
É na informação sobre o material que aparecem números como 1020 e que a gente lê “mil e
vinte”. E como será que esse número surgiu?
Bem, existem várias maneiras de classificar qualquer produto e com o aço não é diferente.
Ele pode ser classificado por exemplo:
a) Pela forma do produto semi-acabado: chapas, barras, laminados, etc.
b) Pelo processo de acabamento: aços laminados a quente, a frio, aços fundidos, forjados
etc.
c) Pelo tipo de procedimento de desoxidação: aço acalmado, aço semi-acalmado etc.
d) Pelo tipo de aplicação (a mais complexa, por causa da grande variedade): aços para
tratamento térmico, aços para componentes específicos (molas, engrenagens, trilhos etc.),
aços para tipos de processos de fabricação (aços de fácil usinagem, aços de fácil
conformação etc.).
e) Pela composição química, ou seja, pelo teor de carbono ou teor do elemento de liga
presentes no aço.
Você encontra todas essas informações nos catálogos dos fabricantes. Porém, em geral, a
informação que mais interessa e que mais diz sobre o aço é a classificação pela composição
química, que fala da quantidade de carbono ou de elementos de liga dentro desse metal.
Como já estudamos, são essas quantidades que determinam as propriedades e utilizações de
cada material.
82

Esse tipo de informação é padronizado pelo norma da ABNT (Associação Brasileira de
Normas Técnicas) NBR 6006, que, por sua vez, é uma reunião das normas estabelecidas pela AISI
(Instituto Americano do Ferro e do Aço) e pela SAE (Sociedade da Indústria Automotiva).
Em função da composição química, os aços são classificados por meio de um número, de
quatro ou cinco dígitos, no qual cada dígito tem a função de indicar uma coisa.
Veja a tabela a seguir, que é baseada nas normas estabelecidas pela ABNT.
Os dois últimos dígitos indicam a porcentagem de carbono presente no aço. Isso quer dizer
que o número 1020, que demos como exemplo, é um aço-carbono, com até 1% de manganês e
0,20% de carbono. Um número 1410 indica, então, que se trata de um aço-carbono, com adição de
nióbio e de 0,10% de carbono.
Os aços-liga também são identificados por um número de quatro dígitos: os dois primeiros
indicam os elementos de liga predominantes nos aços.
Por exemplo:
23 indica ligas com níquel,83

31 indica ligas de níquel e cromo, e assim por diante.
Os dois últimos dígitos indicam a porcentagem do teor de carbono. Parece complicado?
Vamos a um exemplo:
O número 4150 indica um aço cromo-molibdênio com um teor de 0,50% de carbono.
Para você que é aluno, o importante desse assunto é saber que os aços (e todos os outros
tipos de materiais ferrosos ou não-ferrosos) são normalizados, quer dizer, não se pode “inventar” um
“nome” qualquer para eles. Isso ajuda todos os consumidores a falarem a mesma linguagem. Assim,
se você for comprar um aço 1020, o vendedor saberá exatamente do que você está falando. Da
mesma forma, você saberá exatamente o que está comprando.
Outra coisa importante e que você deve guardar é a codificação de cada grupo de ligas. Isso
quer dizer, por exemplo, que se alguém disser 4340, você já sabe que se trata de um aço-liga ao
cromo-níquel-molibdênio.
84

Exercícios
1. Identifique os aços cuja designação normalizada pela ABNT apresentamos a seguir. Escreva o
tipo do aço a que pertence e seu teor de carbono.
a) 1045 ....................................................................................................................................................
b) 1541 ....................................................................................................................................................
c) 1330 ....................................................................................................................................................
d) 4135 ....................................................................................................................................................
e) 5016 ....................................................................................................................................................
f) 8615 .....................................................................................................................................................
2. De acordo com o que você estudou até aqui, responda:
a) Se você precisasse escolher um aço para fabricar uma peça por dobramento e tivesse a sua
disposição um aço 1020, um aço 1040 e um aço 1060, qual deles você escolheria para a execução
do trabalho? Por quê?
b) Você é um microempresário e sua empresa fabrica engrenagens. Dos aços indicados a seguir,
qual você escolheria para a fabricação de seus produtos? Por quê?
85

a) ( ) 1006
b) ( ) 1132
c) ( ) 9210
d) ( ) 4320
O ferro fundido tem norma?
Claro que tem! Como já dissemos na outra parte da lição, todos os materiais são
normalizados. E você deve se lembrar, também, que os aços são classificados de acordo com sua
composição química, ou seja, teor de carbono e quantidade de elementos de liga.
Nós também já estudamos que o ferro fundido pode ser branco, cinzento, nodular e maleável.
Diferentemente do aço, cuja composição química é usada para fins de designação normalizada, a
norma para o ferro fundido apresenta números que se referem a dados correspondentes a suas
propriedades: resistência à tração, e ao alongamento e limite de escoamento. Esses números foram
obtidos a partir de ensaios ou testes feitos com instrumentos especiais.
Assim, os ferros fundidos cinzentos são classificados pela norma NBR 6589, de acordo com
seus limites de resistência à tração. A classificação é codificada por duas letras e um número de três
dígitos: FC-XXX.
Nela, as letras FC indicam o ferro cinzento e o número indica a resistência à tração em MPa.
Veja tabela abaixo:
MPa é a abreviatura de mega pascal, que é um múltiplo da unidade pascal (Pa). Assim, 10
MPa equivalem a 1kgf/mm2.
Por exemplo:
Um ferro fundido FC-200 é um ferro fundido cinzento, com 200 MPa (20 kgf/mm2) de
resistência à tração.
O ferro fundido nodular é designado por um conjunto de duas letras e um número de cinco
dígitos, no qual os três primeiros algarismos indicam a resistência à tração em MPa e os dois últimos,
86

a porcentagem de alongamento. Segundo a norma NBR 6916, o ferro fundido nodular é classificado
nos seguintes tipos:
FE 38017
FE 42012
FE 50007
FE 60003
FE 70002
FE 80002.
Isso significa que, um ferro fundido FE 50007 é um ferro fundido nodular, com 500 MPa de
resistência à tração e com 7,0% de alongamento mínimo.
O ferro fundido maleável de núcleo preto é normalizado pela NBR 6590. Sua designação é
composta por três letras e cinco dígitos, dos quais os três primeiros indicam a resistência à tração em
MPa e, os dois últimos, indicam a porcentagem de alongamento:
FMP 30006
FMP 35012
FMP 45007
FMP 50005
FMP 55005
FMP 65003
FMP 70002.
Assim, um ferro fundido FMP 55005, é um ferro fundido maleável de núcleo preto com 550 de
limite de resistência à tração e 5% de porcentagem mínima de alongamento.
Os ferros fundidos maleáveis de núcleo branco são normalizados pela NBR 6914 e são
designados por um conjunto de quatro letras e cinco dígitos, seguindo o mesmo critério dos ferros
fundidos maleáveis de núcleo preto: FMBS 38012.
A normalização não é uma coisa complicada. Basta aprender o princípio, porque funciona
tudo sempre mais ou menos do mesmo jeito. Vamos, então, estudar um pouquinho sobre as
designações normalizadas para o ferro fundido, e depois é só fazer o exercício.
87

Exercícios
3. Relacione uma coluna com a outra, de acordo com o tipo de ferro fundido:
Coluna A Coluna B
a) ( ) Ferro fundido cinzento 1. FMBS
b) ( ) Ferro fundido maleável preto 2. FC
c) ( ) Ferro fundido maleável branco soldável 3. FMP
d) ( ) Ferro fundido nodular 4. FE
4. Responda: qual o limite de resistência à tração dos seguintes tipos de ferros fundidos:
a. FE 55006..............................................................................................................................................
b. FMP 55005...........................................................................................................................................
c. FC 250..................................................................................................................................................
d. FMBS 38012 ........................................................................................................................................
88

Melhorando as propriedades do alumínio
Leveza, ductilidade, resistência a esforços mecânicos e a ataques do meio ambiente, alto
valor econômico da sucata, enormes jazidas: essas e outras qualidades tornaram o alumínio o
material mais utilizado no mundo depois do aço.
Embora a tradição diga que “em time que está ganhando não se mexe”, a imensa curiosidade
do homem aliada às exigências de consumo do mercado continuam levando a um aperfeiçoamento
tecnológico sempre crescente na produção dos materiais para a indústria. E o alumínio não poderia
ficar fora disso.
Assim, para melhorar ainda mais as características desse material já tão versátil,
desenvolveram-se novas ligas e empregaram-se processos de beneficiamento. Eles são usados com
a finalidade de dar ao metal características especiais para usos especiais.
Como melhorar as propriedades do alumínio
O alumínio puro é bastante dúctil, apresenta boa resistência à corrosão, boa condutividade
térmica e elétrica. Todas essas características o tornam indicado para a fabricação de laminados
muito finos, embalagens, latinhas de bebidas, recipientes para a indústria química, cabos e
condutores elétricos. Porém, o alumínio puro apresenta baixa resistência a esforços mecânicos e
baixos níveis de dureza. Por isso, para peças que estão sujeitas a esforços elevados, a resistência
do alumínio puro não é suficiente.
Existem várias maneiras para melhorar as propriedades de um metal.
Pode-se acrescentar elementos químicos e obter uma liga.
Por meio de processos mecânicos, como laminação ou prensagem, pode-se torná-lo, por
exemplo, mais resistente. Também é possível obter esse tipo de resultado com um processo de
tratamento térmico. Isso é perfeitamente aplicável ao alumínio.
As ligas de alumínio
Para melhorar ou modificar as propriedades do alumínio, adicionam-se a ele um ou mais de
um elemento químico. Esse processo tem como resultado a formação de uma liga. Isso acontece
89

depois que o alumínio puro e liqüefeito sai do forno eletrolítico e vai para o forno de espera onde o
elemento é adicionado.
As ligas são formadas principalmente com a adição de cobre (Cu), magnésio (Mg), manganês
(Mn), silício (Si) ou zinco (Zn) ao alumínio (Al). A escolha dos elementos e sua proporção nessa
adição dependem das propriedades finais que se quer obter. Assim, por exemplo, se fabricarmos
uma liga de alumínio (Al) com cobre (Cu) e submetermos essa liga a processos especiais de
tratamento térmico, esse material terá uma resistência à tração equivalente e até maior que a de
alguns aços de baixo teor de carbono. Além disso, ela apresenta uma ótima usinabilidade.
Devido à alta relação entre resistência (maior) e peso (menor), essa liga é indicada para a
indústria aeronáutica e automobilística, na fabricação de rodas de caminhões, na estrutura e
revestimento de asas e rodas de aviões. É indicada também para peças que devem suportar
temperaturas ao redor de 150ºC.
Quando se adiciona manganês (Mn) ao alumínio, a resistência mecânica dessa liga aumenta
em até 20% quando comparada ao alumínio puro. Mesmo assim, ela não perde a capacidade que o
alumínio tem de ser trabalhado por todos os processos de conformação e fabricação mecânicas,
como por exemplo, a prensagem, a soldagem e a rebitagem. Essa liga aceita acabamentos de
superfície; é resistente à corrosão; possui elevada conduti-vidade elétrica, embora sua resistência
mecânica seja limitada. Com essas características, essa liga é usada nas mesmas aplicações que o
alumínio puro, ou seja, na fabricação de latas de bebidas, placas de carro, telhas, equipamentos
químicos, refletores, trocadores de calor e como elemento decorativo na construção civil.
A liga de alumínio/silício (Si) apresenta baixo ponto de fusão e boa resistência à corrosão.
Quando o teor de silício é elevado (em torno de 12%), a liga se torna adequada para produzir peças
fundidas. Ela também é indicada como material de enchimento em processos de soldagem e
brasagem.
Brasagem, ou solda forte, é o processo de união de metais no qual o material de adição
sempre se funde a uma temperatura abaixo da temperatura de fusão das peças a serem unidas.
As ligas de alumínio/magnésio (Mg) são excelentes para a soldagem, além de serem também
resistentes à corrosão, principalmente em atmosferas marinhas. Por isso, são muito empregadas na
fabricação de barcos, carrocerias para ônibus e furgões e no revestimento de tanques criogênicos.
Tanque criogênico é um recipiente usado para armazenar gases ou líquidos a temperaturas
extremamente baixas.
É possível também combinar elementos de liga. É o caso das ligas de alumínio que contêm
magnésio e silício em sua composição. Essas ligas apresentam uma resistência mecânica um pouco
menor que as ligas de alumínio e cobre. Porém, têm elevada resistência à corrosão, são facilmente
moldadas, usinadas e soldadas e aceitam diversos tipos de processos de acabamento, tais como o
polimento, o envernizamento e a esmaltação. São usadas na construção civil, na fabricação de
veículos e máquinas e fios para cabos de alta tensão.
90

Existem também ligas de alumínio fabricadas com a adição de zinco (Zn) e uma pequena
porcentagem de magnésio (Mg), cobre (Cu) ou cromo (Cr). Depois de passar por tratamento térmico,
essas ligas são usadas em aplicações que exijam uma alta relação resistência/peso, principalmente
na construção de aviões.
Outros elementos de liga que podem ser adicionados ao alumínio são: bismuto (Bi), chumbo
(Pb), titânio (Ti), estanho (Sn), níquel (Ni) etc. São as variações nas quantidades e combinações dos
elementos que originam uma infinidade de ligas com propriedades adequadas a cada uma das
aplicações.
Se você está achando difícil guardar de cabeça todas essas informações, preparamos um
quadro que resume tudo o que dissemos até aqui sobre as ligas de alumínio. Veja como fica mais
fácil:
91

Exercícios
1. Complete:
a) Os metais puros apresentam .............................. resistência a esforços mecânicos.
b) A conformação mecânica, o tratamento térmico e a adição de elementos químicos para a
formação de ligas ajudam a melhorar ..............................
2. Responda:
a) Por que o alumínio puro não é indicado para peças sujeitas a esforços elevados?
b) Qual é a liga que tem resistência à tração igual ou maior que a do aço de baixo teor de carbono?
c) Que propriedades o alumínio adquire ao receber manganês como elemento de adição?
d) Quais são as características da liga alumínio + silício?
92

e) Por que as ligas de alumínio, magnésio e silício são as preferidas na construção civil?
3. A seguir são apresentadas duas listas: uma contém produtos fabricados com ligas de alumínio;
outra contém os elementos de adição da liga. Escreva nos parênteses o número correspondente a
cada um
a) ( ) Pistões de motores
b) ( ) Rodas de aviões
c) ( ) Barcos
d) ( ) Mancais fundidos
e) ( ) Peças fundidas
f) ( ) Partes de aviões
1. Silício com cobre ou magnésio
2. Magnésio
3. Cobre
4. Zinco
5. Silício
6. Estanho
93

Melhorando as propriedades do cobre
Atualmente, a importância do cobre na vida moderna é indiscutível. Sem ele, seria impossível
acender uma lâmpada ou ligar a televisão.
O mesmo se pode dizer sobre as ligas de cobre usadas tanto na indústria eletroeletrônica
quanto na indústria mecânica. Como todas as outras ligas, elas melhoraram as propriedades do
cobre.
Algumas delas foram descobertas por acaso, como no caso do bronze; outras foram criadas
propositadamente para atender a necessidades especiais, como no caso do constantan. E mesmo
quando não nos damos conta disso, elas estão presentes nas coisas que nos cercam.
Vamos conhecer os materiais que formam as ligas decobre, suas características e como são
empregadas.
O bronze
Vamos começar nosso estudo pela liga mais antiga que se conhece: o bronze. Formado por
cobre (Cu) e estanho (Sn), foi descoberto provavelmente por puro acaso, pois esses metais podem
ser encontrados juntos na natureza. Isso aconteceu por volta de 4000 a.C. no Oriente Próximo, na
região onde hoje estão o Irã, a Jordânia, o Estado de Israel, a Síria e o Líbano.
Fique por dentro
“Quando o Rei Salomão começou a construir o Templo em Jerusalém, ele chamou um
famoso artesão chamado Hiran para que fabricasse em bronze todos os objetos de culto e
decoração. Está na Bíblia. Confira!”
O bronze apresenta elevada dureza e boa resistência mecânica e à corrosão, além de ser um
bom condutor de eletricidade. Nas ligas usadas atualmente, a proporção do estanho adicionado ao
cobre é de até 12%. Como já sabemos, essa variação é determinada pela utilização e,
conseqüentemente, pelas propriedades
que se quer aproveitar. Assim, o bronze com até 10% de estanho pode ser laminado e estirado e tem
alta resistência à tração, à corrosão e à fadiga. As ligas com essa faixa de proporção de estanho são
usadas na
94

fabricação de parafusos e engrenagens para trabalho pesado, mancais e componentes que
suportam pesadas cargas de compressão, tubos, componentes para a indústria têxtil, química e de
papel, varetas e eletrodos para soldagem. O bronze, que contém mais de 12% de estanho,
antigamente era usado na fabricação de canhões e sinos.
A liga de cobre e estanho que é desoxidada com fósforo, chama-se bronze fosforoso. Um
bronze bastante utilizado é o que contém 98,7% de cobre e 1,3% de estanho. Esse tipo de bronze
pode ser conformado por dobramento, recalcamento, prensagem e forjamento em matrizes, sendo
facilmente unido por meio de solda forte, de solda de prata e solda por fusão. Suas aplicações típicas
estão na fabricação de contatos elétricos e mangueiras flexíveis.
Solda forte é o mesmo que brasagem, ou seja, o processo de solda no qual o material
de adição sempre se funde a uma temperatura inferior à do ponto de fusão das peças a serem
unidas.
A liga de bronze também pode receber pequenas quantidades de outros elementos como o
chumbo, o fósforo ou o zinco. Quando se adiciona o chumbo, há uma melhora na usinabilidade. A
adição do fósforo oxida a liga e melhora a qualidade das peças que sofrem desgaste por fricção. O
zinco, por sua vez, eleva a resistência ao desgaste.
O desenvolvimento da tecnologia dos materiais levou à criação dos bronzes especiais que
não contêm estanho. Essas ligas têm alta resistência mecânica, resistência ao calor e à corrosão.
Dentro desse grupo está o bronze de alumínio que normalmente contém até 13% de
alumínio (Al). Ele é empregado na laminação a frio de chapas resistentes à corrosão, na fabricação
de tubos de condensadores, evaporadores e trocadores de calor; recipientes para a indústria
química; autoclaves; instalações criogênicas, componentes de torres de resfriamento; engrenagens e
ferramentas para a conformação de plásticos; hastes e hélices navais; buchas e peças resistentes à
corrosão.
O bronze ao silício, com até 4% de silício (Si), apresenta alta resistência à ruptura e alta
tenacidade.
Essa liga é usada na fabricação de peças para a indústria naval, pregos, parafusos, tanques
para água
quente, tubos para trocadores de calor e caldeiras.
O bronze ao berílio geralmente contém até 2% de berílio (Be). É uma liga que tem alta
resistência à
corrosão e à fadiga, relativamente alta condutividade elétrica e alta dureza, conservando a
tenacidade. Essas características são adquiridas após o tratamento térmico. Por sua alta resistência
mecânica e propriedades antifaiscantes, essa liga é especialmente indicada para equipamentos de
soldagem e ferramentas elétricas não faiscantes.
95

Exercício
1. Registre os números da coluna B nos espaços próprios da coluna A, fazendo corresponder a
aplicação com sua respectiva liga.
Coluna A
a) ( ) Bronze com até 10% de estanho.
b) ( ) Bronze fosforoso.
c) ( ) Bronze de alumínio.
d) ( ) Bronze ao silício.
e) ( ) Bronze ao berilo.
Coluna B
1. Parafusos, engrenagens para trabalho pesado, mancais, eletrodos para soldagem.
2. Equipamentos de soldagem.
3. Contatos elétricos e mangueiras flexíveis.
4. Trocadores de calor, tubos para água do mar, hastes e hélices navais.
5. Peças hidráulicas para a indústria naval.
O latão
O latão é a liga de cobre (Cu) e zinco (Zn) que você provavelmente associa a objetos de
decoração. É aquele metal amarelo usado em acabamento de móveis e fechaduras, por exemplo.
Essa liga contém entre 5 e 45% de zinco. Sua temperatura de fusão varia de 800ºC a
1.070ºC, dependendo do teor de zinco que ele apresenta. Em geral, quanto mais zinco o latão
contiver, mais baixa será sua temperatura de fusão.
Uma coisa que é interessante saber, é que o latão varia de cor conforme a porcentagem do
cobre presente na liga. Essa informação está resumida na tabela a seguir.
Porcentagem
de Zinco
2 10 15 a 20 30 a 35 40
COR COBRE OURO AVERMELHADO AMARELO AMARELO
96

BRILHANTE CLARO
É uma liga dúctil, maleável e boa condutora de eletricidade e calor; tem boa resistência
mecânica e excelente resistência à corrosão. Ela pode ser fundida, forjada, laminada e estirada a
frio.
Quando contém até 30% de zinco, o latão é facilmente conformado por estiramento, corte,
dobramento, mandrilagem e usinagem. Pode ser unido por solda de estanho e solda de prata.
O latão aceita quase todos os métodos de conformação a quente e a frio e a maioria dos
processos de solda. Nessa proporção, o latão é usado para a fabricação de cartuchos de munição,
núcleos de radiadores, rebites, carcaças de extintores, tubos de trocadores de calor e evaporadores.
O latão que tem entre 40 a 45% de zinco é empregado na fabricação de barras para enchimento
usadas na solda forte de aços-carbono, ferro fundido, latão e outras ligas.
A fim de melhorar a resistência mecânica, a usinabilidade e a resistência à corrosão do latão,
outros elementos de liga são adicionados a sua composição. São eles o chumbo, o estanho e o
níquel.
O latão ao chumbo contém 1 a 3% de chumbo. Apresenta ótima usinabilidade e é usado
para fabricar peças por estampagem a quente que necessitam de posterior usinagem.
O latão ao estanho tem até 2% de estanho e é altamente resistente à corrosão em
atmosferas marinhas. Por isso, é empregado na fabricação de peças para a construção de barcos.
O latão ao níquel é usado no lugar do bronze para fabricar molas e casquilhos de mancais.
Vamos dar mais uma paradinha? É só uma pequena pausa para você reler esta parte da aula
e fazer os exercícios a seguir.
97

Exercícios
2. Escreva V ou F, conforme as sentenças sejam verdadeiras ou falsas:
a) ( ) A temperatura de fusão da liga de cobre e zinco varia de 800ºC a 1.070ºC, dependendo do
teor de zinco
que ele apresenta.
b) ( ) O metal amarelo usado no acabamento de móveis e fechaduras é uma liga de cobre e
estanho.
c) ( ) O latão cuja liga contém de 40 a 45% de zinco, é empregado na fabricação de barras para
enchimento
usadas em solda forte.
d) ( ) O chumbo, o estanho e o níquel melhoram a resistência mecânica e à corrosão, e a
usinabilidade do latão.
e) ( ) Na fabricação de molas e casquilhos de mancais, o latão ao chumbo é empregado em
substituição ao
bronze.
f) ( ) Na fabricação de peças para a construção de barcos, usa-se latão ao estanho que é altamente
resistente à corrosão.
g) ( ) O latão que contém até 30% de zinco pode ser conformado a quente e a frio.
h) ( ) Com 30% de zinco, o latão é facilmente conformado por estiramento e dobramento.
i) ( ) Na fabricação de peças por estampagem a quente que necessitem de posterior usinagem, o
latão ao
chumbo com 1 a 3% de chumbo apresenta ótima usinabilidade.
98

3. Reescreva corretamente as sentenças que você assinalou F.
Ligas de cobre e níquel
As últimas ligas da família do cobre são aquelas em que o níquel participa em proporções que
variam entre 5 e 50%.
Essas ligas têm boa ductibilidade, boa resistência mecânica e à oxidação, e boa
condutividade térmica. São facilmente conformáveis, podendo ser transformadas em chapas, tiras,
fios, tubos e barras. Elas podem ser unidas pela maioria dos métodos de solda forte e por solda de
estanho.
Com uma proporção de até 30% de níquel, a liga é usada em tubulações hidráulicas e
pneumáticas, moedas e medalhas e na fabricação de resistores, componentes de condensadores,
tubos para trocadores de calor, casquilhos, condutos de água salgada, tubos de destiladores,
resistores e condensadores.
As ligas com teores de níquel na faixa de 35 a 57% recebem o nome de constantan e são
usadas para a fabricação de resistores e termopares.
Termopar é um sistema que mede as diferenças de temperatura.
Ele é formado por dois fios de metais diferentes com as pontas soldadas. Quando elas estão
em temperaturas diferentes, surge uma diferença de potencial, ou tensão, entre as duas. A escala de
tensão corresponde a uma escala de temperatura e, assim, é possível obter o valor da diferença de
temperatura desejado.
Exercício
4. Responda:
a) Cite três propriedades da liga cobre-níquel.
b) Quais são os tipos de perfis nos quais a liga de cobre e níquel pode ser transformada?
99

c) O que é o constantan e para que serve?
7 PROPRIEDADES MECÂNICA DOS METAIS
Os materiais de engenharia, quando em serviço, estão sujeitos a forças ou cargas. Você já
deve ter assistido uma corrida de Fórmula 1 e com certeza já deve ter tido a curiosidade de saber
como é o funcionamento daquelas máquinas sofisticadas. Tomemos como base a carroceria do
veículo: ela sofre diversos esforços durante uma corrida. Para que uma equipe consiga obter
sucesso nas provas e para que a vida do piloto sofra menos riscos, é fundamental que as
características do material sejam conhecidas, fazendo com que qualquer deformação que venha a
ocorrer não seja excessiva e não provoque fratura.
Do mesmo modo como acontece nos carros de corrida, qualquer projeto de engenharia tem
que levar em conta o comportamento mecânico de um material, que é dado pela sua resposta
(deformação) a uma carga (força) que esteja sendo aplicada.
O comportamento mecânico de um material é determinado através de suas propriedades
mecânicas, tais como a ductilidade, a tenacidade, a dureza, e a resiliência. Essas propriedades
são verificadas pela execução de ensaios de laboratório cuidadosamente programados, que
reproduzem o mais fielmente possível as condições de serviço. Nesses ensaios são considerados
fatores como o valor da carga aplicada e a duração da sua aplicação, bem como as chamadas
condições ambientais.
Conceitos de tensão e deformação
Se uma carga é estática ou se ela se altera de uma maneira relativamente lenta ao longo do
tempo e é aplicada uniformemente sobre uma seção reta ou superfície de um membro, o
comportamento mecânico pode ser verificado mediante um simples ensaio de tensão-deformação.
Tais ensaios são comumente conduzidos para metais à temperatura ambiente.
Existem três maneiras principais segundo as quais uma carga pode ser aplicada: tração,
compressão e cisalhamento. Na prática da engenharia, muitas cargas são de natureza torcional, e
não de natureza puramente cisalhante. Esses tipos de aplicação de cargas estão ilustrados na figura
abaixo:
100

a) Ilustração esquemática de como uma carga de tração produz um alongamento e uma
deformação linear positiva. As linhas tracejadas representam a forma antes da deformação; as linhas
sólidas, após a deformação.
b) Ilustração esquemática de como uma carga de compressiva produz uma contração e uma
deformação linear negativa.
c) Representação esquemática da deformação de cisalhamento , onde = tan .
d) Representação esquemática da deformação de torcional (isto é, com ângulo de torção )
produzida pela aplicação de um torque T.
O resultado da aplicação de uma carga num material é registrado na forma de carga ou força
em função do alongamento desse material. Essas características carga-deformação são
dependentes do tamanho da amostra. Por exemplo, se a área da seção reta do corpo do material for
dobrada, será necessário o dobro da carga inicial para produzir o mesmo alongamento.
101

Para minimizar esses fatores geométricos, a carga e o alongamento são normalizados de
acordo com os seus respectivos parâmetros de tensão de engenharia e deformação de
engenharia. A tensão de engenharia é definida pela relação:
= F / A0
onde F é a carga instantânea aplicada em uma direção perpendicular à seção reta da amostra, em
unidades de newton (N) ou libras-força (lbf), e A0 representa a área da seção reta original antes da
aplicação de qualquer carga (m2 ou pol.2). As unidades da tensão de engenharia (doravante
chamada somente por tensão) são megapascals, Mpa (SI) (onde 1 Mpa = 106 N/m2), e libras-força
por polegada quadrada, psi (unidade usual nos Estados Unidos). A conversão de um sistema de
unidade de tensão para outro é obtida pela relação de que 145 psi = 1 Mpa.
A deformação de engenharia é definida de acordo com a expressão:
= (li – l0) / l0 = l / l0
onde l0 é o comprimento original antes de qualquer carga ser aplicada, e li é o comprimento
instantâneo. Algumas vezes a grandeza li – l0 é simbolizada por l , e representa o alongamento da
deformação ou a variação no comprimento a um dado instante, conforme referência ao comprimento
original.
A deformação de engenharia (doravante chamada somente por deformação) não possui
unidades, porém “metros por metro” ou “polegadas por polegada” são usadas com freqüência; o
valor da deformação é, obviamente, independente do sistema de unidades. Algumas vezes a
deformação também é expressa como uma porcentagem, onde o valor da deformação é multiplicado
por 100.
DEFORMAÇÃO ELÁSTICA
a- Comportamento Tensão-Deformação:
Para a maioria dos metais que são submetidos a uma tensão de tração (onde a amostra é
deformada, geralmente até sua fratura, mediante uma carga crescente que é aplicada uniaxialmente
ao longo do eixo mais comprido de um corpo de prova) em níveis relativamente baixos, a tensão e a
deformação são proporcionais entre si, de acordo com a relação:
= E ou E = /
102

Esta relação é conhecida por lei de Hooke, e a constante de proporcionalidade E (Gpa ou
psi) é o módulo de elasticidade, ou módulo de Young.
O processo de deformação no qual a tensão e a deformação são proporcionais é chamado de
deformação elástica; um gráfico da tensão (ordenada) em função da deformação (abscissa) resulta
em uma relação linear, conforme está mostrado na figura abaixo:
Diagrama esquemático tensão-deformação mostrando a deformação elástica linear para
ciclos de carga e descarga.
A inclinação (coeficiente linear) deste segmento linear corresponde ao módulo de elasticidade
E. Quanto maior for este módulo, mais rígido será o material ou menor será a deformação elástica
que resultará da aplicação de uma dada tensão.
A deformação elástica não é permanente, o que significa que quando a carga aplicada é
liberada, a peça retorna à sua forma original.
Existem alguns materiais para os quais essa poção elástica inicial da curva são-deformação
não é linear; assim, não é possível determinar um módulo de elasticidade conforme aquele descrito
acima.
A imposição de tensões compressivas, de cisalhamento ou torcionais também induz um
comportamento elástico. As características tensão-deformação a baixos níveis de tensão são
virtualmente as mesmas, tanto para uma situação de tração como para uma situação de
compressão, incluindo a magnitude do módulo de elasticidade. A tensão e a deformação de
cisalhamento são proporcionais uma à outra através da seguinte expressão:
= G
onde G representa o módulo de cisalhamento (ou módulo transversal), a inclinação da região
elástica linear da curva tensão-deformação de cisalhamento.
103

Até aqui admitiu-se que ao se liberar a carga, a deformação é totalmente recuperada, isto é,
que a deformação retorna imediatamente para zero. Para a maioria dos materiais empregados na
engenharia a deformação elástica irá continuar após a aplicação da tensão, e com a liberação da
carga será necessária a passagem de um tempo finito para que se dê a recuperação completa.
Esse comportamento elástico dependente do tempo é conhecido por anelasticidade. Para os
metais, a componente anelástica é normalmente pequena, sendo desprezada com freqüência.
Entretanto, no caso de alguns materiais poliméricos, a sua magnitude é significativa; neste caso,
essa componente é conhecida por comportamento viscoelástico.
Propriedades Elásticas dos Materiais
Quando uma tensão de tração é imposta sobre um corpo de prova de um metal, um
alongamento elástico e sua deformação correspondente Z resultam na direção da tensão aplicada
(aqui tomada arbitrariamente como sendo a direção z), conforme está indicado na figura a seguir:
Alongamento axial (z) (deformação positiva) e contrações laterais (x e y)(deformações
negativas) em resposta à imposição de uma tensão de tração. As linhas sólidas representam as
dimensões após a aplicação da tensão; as linhas tracejadas, antes da aplicação da tensão.
Como resultado deste alongamento, existirão contrações nas direções laterais (x e y),
perpendiculares à tensão aplicada; a partir dessas contrações, as deformações compressivas x e y
podem ser determinadas. Se a tensão aplicada for uniaxial (apenas na direção z) e o material for
isotrópico, então x = y. Um parâmetro conhecido por coeficiente de Poisson, , é definido como
sendo a razão entre as deformações lateral e axial, ou seja,
104

= - x / z = - y / z
O sinal negativo está incluído nesta expressão para que seja sempre um número positivo,
uma vez que x e z terão sempre sinais opostos.
Teoricamente, o coeficiente de Poisson para materiais isotrópicos deve ser ¼;
adicionalmente, o valor máximo para (ou aquele valor para o qual não existe qualquer alteração
líquida no volume) é de 0,50. Para muitos metais e outras ligas, os valores para o coeficiente de
Poisson variam na faixa entre 0,25 e 0,35.
Tabela 3.1 Módulos de Elasticidade e de Cisalhamento, e Coeficiente de Poisson para
Várias Ligas Metálicas a Temperatura Ambiente
Liga Metálica
Módulo de Elasticidade Módulo de
CisalhamentoCoeficiente
de PoissonGPa 106 psi GPa 106 psi
Alumínio 69 10 25 3,6 0,33
Latão 97 14 37 5,4 0,34
Cobre 110 16 46 6,7 0,34
Magnésio 45 6,5 17 2,5 0,29
Níquel 207 30 76 11,0 0,31
Aço 207 30 83 12,0 0,30
Titânio 107 15,5 45 6,5 0,34
Tungstênio 407 59 160 23,2 0,28
Para materiais isotrópicos, os módulos de cisalhamento e de elasticidade estão relacionados
entre si e com o coeficiente de Poisson de acordo com a expressão:
E = 2G(1 + )
Para a maioria dos metais, G equivale a aproximadamente 0,4E; dessa forma, se o valor de um
dos módulos for conhecido, o outro pode ser aproximado.
DEFORMAÇÃO PLÁSTICA
105

Para a maioria dos materiais metálicos, o regime elástico persiste apenas até deformações de
aproximadamente 0,005. À medida que o material é deformado além deste ponto, a tensão não é
mais proporcional à deformação (a lei de Hooke, deixa de ser válida), ocorrendo então uma
deformação permanente e não recuperável, ou deformação plástica.
A figura a seguir mostra um gráfico esquemático do comportamento tensão-deformação em tração
até a região plástica para um metal típico.
a) Comportamento tensão-deformação típico para um metal, mostrando as deformações elástica e
plástica, o limite de proporcionalidade P e o limite de escoamento e , conforme determinado pelo
método da pré-deformação de 0,002.
b) Comportamento tensão-deformação esquemático, encontrado em alguns aços que apresentam o
fenômeno do pico de escoamento descontínuo.
Propriedades de tração na deformação plástica
106

Escoamento e Limite de Escoamento
A maioria das estruturas são projetadas para assegurar que apenas uma deformação elástica
irá resultar quando da aplicação de uma tensão. Torna-se então desejável conhecer o nível de
tensão onde a deformação plástica tem início, ou onde ocorre o fenômeno do escoamento.
Para metais que experimentam essa transição elastoplástica gradual, o ponto de escoamento
pode ser determinado como sendo o ponto onde ocorre o afastamento inicial da linearidade na curva
tensão-deformação; este é algumas vezes chamado de limite de proporcionalidade, conforme está
indicado pelo ponto P na figura da página anterior. Em tais casos, a posição deste ponto pode não
ser determinada com precisão.
Como conseqüência, foi estabelecida uma convenção onde uma linha reta é construída
paralelamente à porção elástica da curva tensão-deformação, a partir de uma pré-deformação
específica, geralmente de 0,002. A tensão que corresponde à interseção desta linha com a curva
tensão-deformação, à medida que esta última se inclina em direção à região plástica, é definida
como sendo a tensão limite de escoamento e. Obviamente as unidades da tensão limite de
escoamento são MPa e psi.
A magnitude da tensão limite de escoamento para um metal representa uma medida da sua
resistência à deformação plástica. As tensões limites de escoamento podem variar desde 35 MPa
(5000 psi) para um alumínio de baixa resistência, até mais de 1400 MPa (200000 psi) para aços de
elevada resistência.
Limite de Resistência à Tração
Após o escoamento, a tensão necessária para continuar a deformação plástica em metais
aumenta até um valor máximo, e então diminui até a fratura do material. O limite de resistência à
tração LRT (MPa ou psi) é a tensão no ponto máximo da curva tensão-deformação de engenharia.
Se essa tensão for aplicada e mantida, o resultado será uma fratura.
Toda deformação até este ponto é uniforme ao longo da região estreita do corpo de prova que
se encontra sob tração. Contudo, nessa tensão máxima, uma pequena contração, ou pescoço,
começa a se formar em algum ponto determinado, e toda a deformação subseqüente fica confinada
neste pescoço, como está indicado pelas representações esquemáticas do corpo de prova
mostradas nos detalhes da figura abaixo:
107

Comportamento típico da curva tensão-deformação de engenharia até a fratura do material,
ponto F. O limite de resistência à tração LRT, está indicado no ponto M. Os detalhes circulares
representam a geometria do corpo de prova deformado em vários pontos ao longo da curva.
Esse fenômeno é conhecido como por “empescoçamento”. E a fratura ocorre enfim nesse
pescoço. A resistência à fratura corresponde à tensão aplicada quando da ocorrência da fratura.
Os limites de resistência à tração podem variar desde 50 MPa (7000 psi) para um alumínio,
até um valor tão elevado quanto 3000 MPa (450000 psi) para aços de elevada resistência.
Normalmente, quando a resistência de um metal é citada para fins de projeto, a tensão limite de
escoamento é o parâmetro utilizado.
108

DUCTILIDADE
A ductilidade representa uma medida do grau de deformação plástica que foi suportado
quando da fratura. Um material que experimenta uma deformação plástica muito pequena ou mesmo
nenhuma deformação plástica quando da sua fratura é chamado de frágil. Os comportamentos
tensão-deformação em tração para materiais dúcteis e frágeis estão ilustrados esquematicamente na
figura abaixo:
Representações esquemáticas do comportamento tensão-deformação em tração para
materiais frágeis e materiais dúcteis carregados até a fratura.
A ductilidade pode ser expressa quantitativamente tanto como alongamento percentual como
redução de área percentual. O alongamento percentual L % é a porcentagem da deformação
plástica quando do momento da fratura, ou
L % = [(lf - l0) / l0 ] x 100
onde lf representa o comprimento no momento da fratura e l0 o comprimento útil original, conforme
estabelecido acima.
A redução de área percentual, RA %, é definida como sendo,
RA % = [(A0 - Af ) / A0 ] x 100
Onde:
A0 é área original da seção reta e Af é a área da seção reta no ponto de fratura.
A maioria dos metais possui pelo menos um grau moderado de ductilidade à temperatura ambiente;
contudo, alguns se tornam frágeis à medida que a temperatura é reduzida. Algumas vezes
considera-se os materiais relativamente dúcteis como sendo “generosos”, no sentido de que eles
podem experimentar uma deformação local sem que ocorra fratura caso exista um erro na magnitude
do cálculo de tensão de projeto.
Os materiais frágeis são considerados, de maneira aproximada, como sendo aqueles que
possuem uma deformação de fratura que é inferior a aproximadamente 5%.
109

RESILIÊNCIA
A resiliência é a capacidade de um material absorver energia quando ele é deformado
elasticamente e depois, com o descarregamento, ter essa energia recuperada. A propriedade
associada é o módulo de resiliência, Ur, que representa a energia de deformação por unidade de
volume exigida para tensionar um material desde um estado com ausência de carga até a sua tensão
limite de escoamento.
Em termos computacionais, o módulo de resiliência para um corpo de prova submetido a um
ensaio de tração uniaxial é tão-somente a área sob a curva tensão-deformação de engenharia
computada até o escoamento, como mostrada na figura abaixo:
Representação esquemática mostrando como o módulo de resiliência (que corresponde à
área sombreada) é determinado a partir do comportamento tensão-deformação em tração de um
material.
ou ainda, supondo uma região elástica linear:
Ur = ½ ee
Onde:
e representa a deformação no momento do escoamento.
As unidades de resiliência são os produtos das unidades de cada um dos dois eixos do
gráfico tensão-deformação. Para unidades SI, esta unidade é joules por metro cúbico (J/m3, que é
equivalente a Pa), enquanto em unidades usuais dos Estados Unidos ela é polegada-libras-força por
polegada cúbica (pol.-lbf / pol.3, que é equivalente a psi).
A incorporação da equação = E, na equação Ur = ½ ee fornece:
Ur = e2 / 2E
Dessa forma, os materiais resilientes são aqueles que possuem limites de escoamento elevados e
módulos de elasticidade pequenos; tais ligas encontram aplicações como mola.
110

TENACIDADE
A tenacidade é um termo mecânico que é usado em vários contextos; livremente falando, ela
representa uma medida da habilidade de um material em absorver energia até sua fratura. A
geometria do corpo de prova, bem como a maneira como a carga é aplicada, são fatores importantes
nas determinações de tenacidade.
Para condições de carregamento dinâmicas (elevada taxa de deformação), e quando um
entalhe (ou ponto de concentração de tensão) está presente, a tenacidade ao entalhe é averiguada
pelo uso de um ensaio de impacto. Além disso, a tenacidade à fratura é uma propriedade indicativa
da resistência do material à fratura quando este possui uma trinca.
Para uma situação estática (pequena taxa de deformação), a tenacidade pode ser
determinada a partir dos resultados de um ensaio tensão-deformação em tração. Ela é a área sob a
curva - até o ponto de fratura. As unidades parra tenacidade são as mesmas para a resiliência
(isto é, energia por unidade de volume do material).
Para que o material seja tenaz, ele deve apresentar tanto resiliência como ductilidade; e
freqüentemente materiais dúcteis são mais tenazes do que materiais frágeis. Isto está demonstrado
na figura apresentada no item iii-), onde as curvas tensão-deformação estão plotadas para ambos os
tipos de materiais.
Assim sendo, embora o material frágil tenha maior limite de escoamento e maior limite de
resistência à tração, ele possui menor tenacidade do que o material dúctil, em virtude da sua falta de
ductilidade.
Propriedades Mecânicas Típicas de Vários Metais e Ligas em Estado Recozido
Liga MetálicaLimite de
Escoamento MPa
Limite de Resistência
a Tração MPa
Ductilidade,
[em 50 mm]
Alumínio 35 90 40
Cobre 69 200 45
Latão(70Cu-30Zn) 75 300 68
Ferro 130 262 45
Níquel 138 480 40
Aço (1020) 180 380 25
Titânio 450 520 25
Molibdênio 565 655 35
111

8 MECANISMOS DE AUMENTO DE RESISTÊNCIA
Uma vez que a deformação plástica macroscópica corresponde ao movimento de grande
número de discordâncias, a habilidade de um metal para se deformar plasticamente depende da
habilidade das discordâncias para se moverem. Quando menos restringido estiver o movimento das
discordâncias, maior será a facilidade com a qual um metal poderá se deformar e mais macio e
menos resistente ele se tornará. Basicamente todas as técnicas de aumento de resistência (limite de
escoamento e resistência a atração) dependem do seguinte principio: restringir ou impedir o
movimento de discordâncias confere maior dureza e maior resistência a um material.
Aumento da Resistência Pela Redução no Tamanho de Grão
Durante a deformação plástica, o escorregamento ou movimento de discordância deve ter
lugar através de um contorno comum a dois grãos. O contorno de grão atua como uma barreira ao
movimento das discordâncias por duas razões:
I. Uma vez que dois grãos possuem orientações diferentes, uma discordância que passa de um
grão para outro terá alterada a sua direção de movimento. Isso se torna mais difícil à medida
que a diferença na orientação cristalográfica aumenta.
II. A desordenação atômica no interior de uma região de contorno de grão ira resultar em uma
descontinuidade de plano de escorregamento de um grão para dentro de outro. (Figura 8.1)
Um material com granulação fina é mais duro e resistente do que um material que possui
granulação grosseira, uma vez que grãos pequenos resultam em uma maior área de contorno de
grãos, dificultando então, o movimento das discordâncias. Também deve ser mencionado que a
redução no tamanho de grão aumenta não somente a resistência, mas também a tenacidade de
muitas ligas.
Figura 8.1
112

O movimento de uma discordância à medida que ela encontra um contorno de grão, ilustrado
como o contorno atua como uma barreira à continuação do escorregamento. Os planos de
escorregamento são descontínuos 8.2 Aumento de Resistência por Solução Sólida. A formação de
ligas com átomos de impureza que entram quer em soluções sólidas substitucional, quer em solução
sólida intersticial aumentam a resistência e a dureza dos metais.
Os metais com pureza elevada são quase sempre mais macios e menos resistentes do que
as ligas compostas pelo mesmo metal de base. O aumento da concentração de impureza resulta em
um conseqüente aumento no limite de resistência a tração e no limite de escoamento, diminuindo-se
a ductilidade.
Figura 8.2
(a) Variação do limite de resistência a tração;
(b) limite de escoamento;
(c) ductilidade (AL %) em função do teor de níquel para ligas cobre-níquel, mostrando o aumento de
resistência.
113

As ligas são mais resistentes do que os metais puros, pois os átomos de impurezas que
entram em solução sólida impõe geralmente deformação de rede cristalina sobre os átomos vizinhos.
Interações do campo de deformação da rede cristalina entre as discordâncias e os átomos de
impureza ocorrem e, conseqüentemente, o movimento das discordâncias é restringido. Um átomo de
impureza que seja menor do que o átomo do metal de base exerce deformação de tração sobre a
rede cristalina vizinha. Por outro lado, um átomo substitucional maior impõe deformações
compressivas sobre a vizinhança. (figuras 8.3a e 8.4a)
Figura 8.3
(a) Representação das deformações da rede por tração impostas sobre átomos hospedeiros por um
átomo de impureza substitucional de menor tamanho.
(b) possíveis localizações de átomos de impureza menores em relação a uma discordância aresta,
de modo que existe um cancelamento parcial das deformações da rede impureza-discordância.
Figura 8.4
(a) Representação das deformações compressivas impostas sobre átomos hospedeiros por um
átomo de impureza substitucional de maior tamanho.
(b) Possíveis localizações de átomos de impureza maiores em relação a uma discordância de aresta,
de modo que existe um cancelamento parcial das deformações da rede impureza-discordância.
114

Os átomos de soluto tendem a se difundir e segregar ao redor das discordâncias de maneira
tal a reduzir a energia global de deformação, isto é, de modo a cancelar parte da deformação na rede
que circunda uma discordância. Para conseguir isto, um átomo de impureza menor é localizado
aonde sua deformação de tração venha a anular parte da deformação por compressão devido à
discordância.
Dessa forma, a aplicação de uma maior aplicação de uma maior tenção é necessária para
primeiro iniciar e depois dar continuidade a deformação plástica para a liga com solução sólida,
resultando em um aumento da dureza e resistência. (Fig. 8.3b e 8.4b)
115

Aumento de Resistência por Encruamento
É o fenômeno pelo qual um metal dúctil se torna mais duro e mais resistente quando é
submetido a uma deformação plástica. A maioria dos metais encrua a temperatura ambiente e desta
forma o fenômeno também é chamado de endurecimento por trabalho a frio.
Figura 8.5
Para o aço 1040, latão e cobre:
(a) o aumento no limite de escoamento;
(b) o aumento no limite de resistência a tração;
(c) a redução na ductilidade (AL%) em função do trabalho a frio.
116

Percentual de Trabalho a Frio
%TF = percentual de trabalho a frio;
Ao = área original da seção transversal;
Ad = área após a deformação;
O fenômeno de Encruamento é explicado com base em interações entre campos de
deformação de discordâncias. A densidade de discordância em um metal aumenta com a
deformação, devido a multiplicação das discordâncias ou a formação de novas discordâncias,
conseqüentemente, a distância média de separação entre as discordâncias diminui, pois a as
discordâncias são posicionadas mais próximas uma das outras. Na média, as interações de
deformação discordâncias-discordâncias são repulsivas. O resultado líquido ou global é tal que o
movimento de uma discordância é dificultado pela presença de outras discordâncias. À medida que a
densidade de discordâncias aumenta, a resistência ao movimento de discordâncias por outras
discordâncias se torna mais pronunciada. Dessa forma, a tensão imposta, necessária para deformar
um metal, aumenta com o aumento do trabalho a frio. O encruamento é utilizado com freqüência
para aprimorar as propriedades mecânicas dos materiais durante seus processos de fabricação. Os
efeitos do encruamento podem ser removidos mediante um trabalho térmico de recozimento.
117

9 - PROCESSAMENTO TÉRMICO DE LIGAS METÁLICAS
Tratamento térmico
Há muitos séculos atrás o homem descobriu que com aquecimento e resfriamento podia
modificar as propriedades mecânicas de um aço, isto é, torná-los mais duro, mais mole, mais
maleável, etc.
Mais tarde, descobriu também que a rapidez com que o aço era resfriado e a quantidade de
carbono que possuía influíam decisivamente nessas modificações.
O processo de aquecer e resfriar um aço, visando modificar as sua propriedades, denomina-se
TRATAMENTO TÉRMICO. (Fig. 1).
Um tratamento térmico é feito em três fases distintas:
1 - aquecimento
2 - manutenção da temperatura
3 – resfriamento
118

Tipos de tratamentos térmicos
Existem duas classes de tratamentos térmicos:
1 - Os tratamentos que por simples aquecimento e resfriamento, modificam as propriedades de toda
a massa do aço, tais como:
a - Têmpera
b - Revenimento
c - Recozimento
2 - Os tratamentos que modificam as propriedades somente numa fina camada superficial da peça.
Esses tratamentos térmicos nos quais a peça é aquecida juntamente com produtos químicos e
posteriormente resfriado são:
d - Cementação
e - Nitretação
Têmpera
É o tratamento térmico aplicado aos aços com porcentagem igual ou maior do que 0,4% de
carbono.
O efeito principal da têmpera num aço é o aumento de dureza.
Fases da têmpera
1ª Fase:
Aquecimento: A peça é aquecida em forno ou forja, até uma temperatura recomendada. (Por
volta de 800ºC para os aços ao carbono).
119

2ª Fase:
Manutenção da temperatura – Atingida a temperatura desejada esta deve ser mantida por
algum tempo afim de uniformizar o aquecimento em toda a peça.
3ª Fase:
Resfriamento – A peça uniformemente aquecida na temperatura desejada é
resfriada em água, óleo ou jato de ar.
Efeitos da Têmpera
1 - Aumento considerável da dureza do aço.
2 - Aumento da fragilidade em virtude do aumento de dureza. (O aço torna-se muito quebradiço).
120

Reduz-se a fragilidade de um aço temperado com um outro tratamento térmico denominado
revenimento.O controle da temperatura durante o aquecimento, nos fornos, é feito por aparelhos
denominados pirômetros. Nas forjas o mecânico identifica a temperatura pela cor do material
aquecido. De início o aquecimento deve ser lento, (pré-aquecimento), afim de não provocar defeitos
na peça. A manutenção da temperatura varia de acordo com a forma da peça; o tempo nesta fase
não deve ser além do necessário.
REVENIMENTO
É o tratamento térmico que se faz nos aços já temperados, com a finalidade de diminuir a sua
fragilidade, isto é, torná-lo menos quebradiço.
O revenimento é feito aquecendo-se a peça temperada até uma certa temperatura resfriando-
a em seguida. As temperaturas de revenimento são encontradas em tabelas e para os aços ao
carbono variam entre 210ºC e 320ºC.
121

Fases do Revenimento
1ª Fase:
Aquecimento – Feito geralmente em fornos controlando-se a temperatura com pirômetro.
Nos pequenos trabalhos os aquecimento pode ser feito apoiando-se a peça polida, em um bloco de
aço aquecido ao rubro.
O forte calor que desprende do bloco, aquece lentamente a peça,produzindo nesta uma
coloração que varia à medida que atemperatura aumenta. Essas cores, que possibilitam identificar
atemperatura da peça, são denominadas cores de revenimento.
2ª Fase:
Manutenção da Temperatura – Possível quando o aquecimento é feito em fornos.
3ª Fase:
Resfriamento – O resfriamento da peça pode ser:
– Lento – deixando-a esfriar naturalmente.
– Rápido – mergulhando-a em água ou óleo.
122

Efeitos do revenimento
Diminui um pouco a dureza da peça temperada, porém aumenta consideravelmente a sua
resistência aos choques.
Geralmente, toda peça temperada passa por um revenimento, sendo até comum dizer-se
“peça temperada” ao invés de “peça temperada e revenida”.
RECOZIMENTO
O recozimento é o tratamento térmico que tem por finalidade
eliminar a dureza de uma peça temperada ou normalizar materiais
com tensões internas resultantes do forjamento, da laminação,
trefilação etc..
Tipos de recozimento
1 - Recozimento para eliminar a dureza de uma peça temperada.
2 - Recozimento para normalizar a estrutura de um material.
123

Fazes do recozimento
1ª Fase:
Aquecimento – A peça é aquecida a uma temperatura que varia de acordo com o material a
ser recozido. (Entre 500ºC e 900ºC).
A escolha da temperatura de recozimento é feita mediante consulta a uma tabela. Exemplo de
tabela:
2ª Fase:
Manutenção da temperatura – A peça deve permanecer aquecida por algum tempo na
temperatura recomendada para que as modificações atinjam toda a massa da mesma.
3ª Fase:
Resfriamento – O resfriamento deve ser feito lentamente, tanto mais lento quanto maior for a
porcentagem de carbono do aço.
No resfriamento para recozimento adotam-se os seguintes processos:
1 - Exposição da peça aquecida ao ar livre. (Processo pouco usado).
2 - Colocação da peça em caixas contendo cal, cinza, areia ou outros materiais.
Observação – O material para resfriamento da peça deve estar bem seco.
3 - Interrompendo-se o aquecimento, deixando a peça esfriar dentro do próprio forno.
Nota – No recozimento do cobre e latão o resfriamento deve ser o mais rápido possível.
124

Efeitos do recozimento no aço
Elimina a dureza de uma peça temperada anteriormente, fazendo-se voltar a sua dureza
normal.
Torna o aço mais homogêneo, melhora sua ductilidade tornando-o facilmente usinável.
CEMENTAÇÃO
Muitas peças de mecânica necessitam ter elevada dureza externa para resistirem ao
desgaste; entretanto, internamente precisam permanecer “moles”, para suportarem solavancos.
Essas peças geralmente são em aço de baixa porcentagem de carbono e recebem um
tratamento denominado CEMENTAÇÃO.
A cementação é um tratamento que consiste em aumentar a porcentagem de carbono numa
fina camada externa da peça.
Após a cementação tempera-se a peça; as partes externas adquirem elevada dureza
enquanto as partes internas permanecem sem alterações. (Fig. 10)
A cementação é feita aquecendo-se a peça de aço de baixo teor de carbono, junto com um
material rico em carbono (carburante). Quando a peça atinge alta temperatura (750ºC a 1.000ºC)
passa a absorver parte do carbono do carburante. Quanto mais tempo a peça permanecer aquecida
com o carburante, mais espessa se tornará a camada.
Os carburantes podem ser sólidos, (grãos ou pós), líquidos ou gasosos. A qualidade dos
carburantes influi na rapidez com que se forma a camada.
125

Fases da cementação
1ª Fase:
Aquecimento Cementação em caixa:
As peças são colocadas em caixas juntamente com o carburante, fechadas hermeticamente e
aquecidas até a temperatura recomendada.
Cementação em banho:
As peças são mergulhadas no carburante líquido aquecido, através de cestas ou ganchos.
2ª Fase:
Manutenção da temperatura – O tempo de duração desta fase varia de acordo com a
espessura da camada que se deseja e da qualidade do carburante utilizado. (0,1mm a 0,2mm por
hora).
3ª Fase:
Resfriamento – A peça é esfriada lentamente dentro da própria caixa.
Após a cementação as peças são temperadas.
126

NITRETAÇÃO
É um processo semelhante à cementação, que se faz aquecendo o aço a uma temperatura
de 500ºC a 525ºC na presença de um gás denominado Nitrogênio. Após algum tempo, obtém-se
uma fina camada, extremamente dura, não havendo necessidade de se temperar a peça.
127

10 FRATURA
Figura 8.1 – Um navio tanque de óleo que fraturou de uma maneira frágil pela propagação de
trincas ao redor do seu casco.
Para materiais em Engenharia, são possíveis dois modos de fratura: dúcteis e frágeis. A classificação
está baseada na habilidade de um material em experimentar uma deformação plástica. Os materiais
dúcteis exibem tipicamente uma deformação plástica substancial com grande absorção de energia
antes da ocorrência da fratura. Por outro lado, existe normalmente pouca ou nenhuma deformação
plástica com baixa absorção de energia acompanhando uma fratura frágil. (Figuras 8.2 e 8.3).
Figura 8.2 – Representação esquemática do comportamento tensão-deformação em tração
para materiais frágeis e materiais dúcteis carregados até a fratura.
128

Figura 8.3
(a) Fratura altamente dúctil na qual a amostra empescoça até um único ponto.
(b) Fratura moderadamente dúctil após algum empescoçamento.
(c) Fratura frágil sem qualquer deformação plástica.
Qualquer processo de fratura envolve duas etapas: a formação e a propagação de trincas, em
resposta a imposição de uma tensão. A fratura dúctil é caracterizada por uma extensa deformação
plástica nas vizinhanças de uma trinca que está avançando. O processo segue de maneira
relativamente lenta à medida que o comprimento se estende. Esse tipo de trinca é freqüentemente
chamado de estável. Isto é, ela resiste a qualquer extensão adicional a menos que exista um
aumento na tensão aplicada. Por outro lado, no caso de uma fratura frágil, os trincos podem se
espalhar de maneira extremamente rápida, com o acompanhamento de muita pouca deformação
plástica. Tais trincas podem ser chamadas de instáveis, e a propagação da trinca uma vez iniciada,
irá continuar espontaneamente sem um aumento na magnitude da tensão aplicada. (Figuras 8.4, 8.5
e 8.6).
129

FRATURA DÚCTIL
Estágios de fratura Dúcteis (Taça e Cone) - Em primeiro lugar, após o empescoçamento ter
início, pequenas cavidade, ou “microvazios” se formam. Em seguida, à medida que a deformação
prossegue, esses microvazios aumentam em tamanho, se unem e coalescem para formar uma
trinca elíptica, que possui seu eixo mais comprido perpendicular à direção da tensão. A trinca
continua a crescer através do processo de coalescência de microvazios. Finalmente, a fratura se
sucede pela rápida propagação de uma trinca ao redor do perímetro esterno do pescoço, por
deformação cisalhante em um ângulo de 45° com o eixo de tração (este é o ângulo segundo o qual
a tensão de cisalhamento é máxima).
Figura 8.4 – Estágios na fratura taça e cone. (a) Empescoçamento inicial. (b) pequena
formação de cavidades. (c) Coalescência de cavidades para formar uma trinca. (d) Propagação de
trinca. (e) Fratura final por cisalhamento em um ângulo de 45° em relação à direção de tração
Figura 8.5 – (a) Fratura do tipo taça e cone no alumínio. (b) Fratura em um aço doce
130

Figura 8.6 – Fractografias de varredura mostrando microcavidades esféricas de uma fratura
dúctil que resulta de cargas de tração uniaxiais. 3300 X. (b) Fractografia eletrônica de varredura
mostrando microcavidades com formato parabólico característico de uma fratura dúctil que resulta da
aplicação de uma carga cisalhante.
FRATURA FRÁGIL
A direção de movimento da trinca está muito próxima de ser perpendicular a direção da
tensão de tração aplicada e produz uma superfície de fratura relativamente plana. As superfícies de
fratura terão os seus próprios padrões de distinção. Quaisquer sinais de deformação plástica
generalizada estarão ausentes. Por exemplo, em algumas peças de aço, uma serie de “marcas de
sargento” com formato em V pode se formar próximo ao centro da seção reta da fratura, apontando
para traz em direção ao ponto de iniciação da trinca. Outras superfícies de fraturas frágeis contêm
linhas ou nervuras que irradiam a partir do ponto de origem da trinca em forma de leque. (Figura
8.7“a” e “b”).
A fratura frágil em materiais amorfos, tais como vidros cerâmicos, produz uma superfície
relativamente lisa e brilhante (figura 8.8a). Para a maioria dos materiais cristalinos frágeis, a
propagação da trinca corresponde a quebra sucessiva de ligações atômicas ao longo de planos
cristalográficos e específicos. Tal processo é conhecido por clivagem. Esse tipo de fratura é
chamado de transgranular (ou transcristalino) uma vez que os trincos de fratura passam através do
grão. Em algumas ligas, a propagação de trincas se da ao longo dos contornos de grão. Esse tipo de
fratura é conhecido por intergranular e resulta normalmente após a ocorrência de processos que
enfraquecem ou fragilizam as regiões dos contornos de grãos. (Figura 8.8b)
131

Figura 8.7 (a) Fotografia mostrando “marcas de sargento” em forma de “V” características de
uma fratura frágil. As setas indicam a origem da trinca. Aproximadamente em tamanho real.
(b) Fotografia de uma superfície de fratura frágil mostrando nervuras radiais em formato de
leque. As setas indicam a origem da trinca. Aumento de aproximadamente 2X.
Figura 8.8 (a) Fractografia eletrônica de varedura de ferro fundido dúctil mostrando uma
superfície de fratura transgranular. (b) Fractografia eletrônica de varredura mostrando uma superfície
de fratura intergranular.
132

11. FLUÊNCIA
A fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase
constante, em função do tempo. A temperatura tem um papel importantíssimo nesse fenômeno.
A fluência ocorre devido à movimentação de falhas, que sempre existem na estrutura
cristalina dos metais. Não haveria fluência se estas falhas não existissem.
Existem metais que exibem o fenômeno de fluência mesmo à temperatura ambiente, enquanto
outros resistem a essa deformação mesmo a temperatura elevadas.
As exigências de uso têm levado ao desenvolvimento de novas ligas que resistam melhor a
esse tipo de deformação. A necessidade de testar esses novos materiais, expostos a altas
temperaturas ao longo do tempo, define a importância deste ensaio.
Tempo e Temperatura
Os ensaios que analisamos anteriormente são feitos num curto espaço de tempo, isto é, os
corpos de prova ou peças são submetidos a um determinado esforço por alguns segundos ou, no
máximo, minutos.
Porém, nas condições reais de uso, os produtos sofrem solicitações diversas por longos
períodos de tempo. O uso mostra que, em algumas situações, os produtos apresentam deformação
permanente mesmo sofrendo solicitações abaixo do seu limite elástico.
Essas deformações ocorrem mais freqüentemente em situações de uso do produto que
envolvam altas temperaturas. E quanto maior a temperatura, maior a velocidade da deformação.
Nos ensaios de fluência, o controle da temperatura é muito importante.
Verificou-se que pequenas variações de temperatura podem causar significativas alterações na
velocidade de fluência.
Exemplo disso é o aço carbono submetido ao ensaio de fluência, a uma tensão de 3,5
kgf/mm2, durante 1.000 horas: à temperatura de 500ºC, apresentou uma deformação de 0,04% e
quando submetido à temperatura de 540ºC apresentou uma deformação de 4%.
Imagine a importância desta característica para os foguetes, aviões a jato, instalações de
refinarias de petróleo, equipamentos de indústria química, instalações nucleares, cabos de alta
tensão etc., nos quais os esforços são grandes e as temperaturas de trabalho oscilam em torno de
1.000ºC.
133

Figura 11.1 Equipamento de ensaio de fluência.
Na maioria dos casos, avalia-se a fluência de um material submetendo-o ao esforço de
tração. Os corpos de prova utilizados nos ensaios de fluência são semelhantes aos do ensaio de
tração. O equipamento para a realização deste ensaio permite aplicar uma carga de tração constante
ao corpo de prova. O corpo de prova fica dentro de um forno elétrico, de temperatura constante e
controlável.
Um extensômetro é acoplado ao equipamento, para medir a deformação em função do
tempo.
Ensaio de Fluência
Este ensaio consiste em aplicar uma determinada carga em um corpo de prova, a uma dada
temperatura, e avaliar a deformação que ocorre durante a realização do ensaio.
É importante ressaltar que, neste ensaio, tanto a carga como a temperatura são mantidas
constantes durante todo o processo.
A duração deste ensaio é muito variável: geralmente é ensaiado com um tempo superior a
1.000 horas. É normal o ensaio ter a mesma duração esperada para a vida útil do produto.
Às vezes, quando não é possível esperar muito tempo, utilizam-se extrapolações, isto é, o
134

ensaio é feito durante um tempo mais curto e, a partir da deformação obtida nesse intervalo, estima-
se o comportamento do material por um tempo mais longo (vida útil do produto) e avalia-se a
quantidade de deformação esperada ao longo deste tempo. O resultado do ensaio é dado por uma
curva de deformação (fluência) pelo tempo de duração do ensaio.
Figura 11.2 Gráfico deformação x tempo
Para obter resultados significativos, é necessário realizar diversos ensaios no material, com
diferentes cargas e temperaturas. As curvas assim obtidas devem representar as diversas situações
práticas de uso do produto.
O objetivo do ensaio, em muito casos, é determinar as tensões necessárias para produzir
uma deformação de 0,5%, 1,0% e, em alguns casos, até 2,0%, por um dado período de tempo, em
função da temperatura. Com isso é possível determinar a vida útil e a máxima condição de uso do
produto.
135

Exercícios
1- Assinale F ou V, conforme as afirmações forem falsas ou verdadeiras.
a) ( ) a fluência ocorre abaixo do limite elástico do material;
b) ( ) a temperatura não influi no fenômeno da fluência;
c) ( ) o ensaio de fluência é, em geral, bastante demorado;
d) ( ) o extensômetro avalia a temperatura do corpo de prova.
2- Marque com um X a resposta correta.
A fluência é a deformação plástica que ocorre num material:
a) ( ) sob carga estática constante, em função da temperatura;
b) ( ) sob carga dinâmica, independentemente do tempo;
c) ( ) sob carga estática variável, em função da temperatura;
d) ( ) sob carga estática constante, em função do tempo e da temperatura.
No ensaio de fluência propriamente dito:
a) ( ) a carga é mantida constante e a temperatura varia;
b) ( ) a carga é variável e a temperatura constante;
c) ( ) a carga e a temperatura são mantidas constantes;
d) ( ) a carga e a temperatura variam durante o ensaio.
136

12 FADIGA
Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de
proporcionalidade, ou limite elástico, que corresponde à tensão máxima que o material pode
suportar.
Em geral, os fabricantes especificam o produto para suportar esforços acima desse limite,
ensaiam os materiais, controlam o processo de produção e tomam todos os cuidados para que o
produto não apresente qualquer problema.
Apesar de todas essas precauções, é possível que, após algum tempo de uso normal, de repente,
sem aviso prévio e sem motivo aparente, o produto simplesmente venha a falhar, deixando o usuário
na mão.
Essa falha é típica de um fenômeno chamado fadiga, que é o assunto desta aula. Você ficará
sabendo o que é fadiga, como se determina a resistência à fadiga, como são apresentados os
resultados deste ensaio, que fatores influenciam a resistência dos metais à fadiga e o que pode ser
feito para melhorar essa resistência.
Você já sabe que toda máquina é constituída por um conjunto de componentes. No uso
normal, nunca ocorre de todos os componentes falharem ao mesmo tempo. Isso porque cada um
tem características próprias, uma das quais é o tempo de vida útil esperado.
O ensaio de resistência à fadiga é um meio de especificar limites de tensão e de tempo de
uso de uma peça ou elemento de máquina. É utilizado também para definir aplicações de materiais.
É sempre preferível ensaiar a própria peça, feita em condições normais de produção. Molas,
barras de torção, rodas de automóveis, pontas de eixo etc. são exemplos de produtos normalmente
submetidos a ensaio de fadiga.
Quando não é possível o ensaio no próprio produto, ou se deseja comparar materiais, o ensaio é
feito em corpos de prova padronizados.
Fadiga é a ruptura de componentes, sob uma carga bem inferior à carga máxima
suportada pelo material, devido a solicitações cíclicas repetidas.
A ruptura por fadiga começa a partir de uma trinca (nucleação) ou pequena falha superficial,
que se propaga ampliando seu tamanho, devido às solicitações cíclicas. Quando a trinca aumenta de
tamanho, o suficiente para que o restante do material não suporte mais o esforço que está sendo
aplicado, a peça se rompe repentinamente.
A fratura por fadiga é típica: geralmente apresenta-se fibrosa na região da propagação da trinca e
cristalina na região da ruptura repentina.
137

Figura 12.3 Micrografia de uma peça metálica com região de fratura.
Você pode observar aproximadamente o que acontece na fadiga, dobrando repetidamente um
pedaço de arame de aço. Após dobrar algumas vezes, se você observar atentamente, notará
algumas pequenas trincas. Se continuar dobrando, observará que a trinca aumenta de tamanho até
ocorrer a ruptura do arame.
O estudo da fadiga é importante porque a grande maioria das falhas de componentes de
máquinas, em serviço, se deve à fadiga. E a ruptura por fadiga ocorre sem nenhum aviso prévio, ou
seja, num dado momento a máquina está funcionando perfeitamente e, no instante seguinte, ela
falha.
Tensões Cíclicas
Na definição de fadiga, destacou-se que ela se deve a esforços cíclicos repetidos. De maneira
geral, peças sujeitas à fadiga estão submetidas a esforços que se repetem com regularidade. Trata-
se das tensões cíclicas.
A tensão cíclica mais comum é caracterizada por uma função senoidal, onde os valores de
tensão são representados no eixo das ordenadas e o número de ciclos no eixo das abscissas. As
tensões de tração são representadas como positivas e as tensões de compressão como negativas. A
figura a seguir apresenta três tipos de ciclos de tensão.
138

Figura 12.4 Curva de tensão aplicada em ciclos.
Um ciclo de tensão corresponde a um conjunto sucessivo de valores de tensão, que se repete na
mesma seqüência e no mesmo período de tempo.
Tipos de Ensaio de Fadiga
Os aparelhos de ensaio de fadiga são constituídos por um sistema de aplicação de cargas,
que permite alterar a intensidade e o sentido do esforço, e por um contador de número de ciclos.
O teste é interrompido assim que o corpo de prova se rompe. O ensaio é realizado de
diversas maneiras, de acordo com o tipo de solicitação que se deseja aplicar:
torção;
tração-compressão;
flexão;
flexão rotativa.
Curva S-N
Os resultados do ensaio de fadiga geralmente são apresentados numa curva tensão-número
de ciclos, ou simplesmente curva S-N. O S vem da palavra inglesa stress, que quer dizer “tensão”, e
N representa o número de ciclos.
Supondo que, para uma certa solicitação de flexão S1 o corpo de prova se rompa em um certo
número de ciclos N1, e para uma solicitação S2 se rompa em N2 ciclos, e assim por diante, pode-se
construir o diagrama S-N, com a tensão no eixo das ordenadas e o número de ciclos no eixo das
abscissas.
Observando a curva obtida, nota-se que, à medida que se diminui a tensão aplicada, o corpo
de prova resiste a um maior número de ciclos. Nota-se, também, que diminuindo a tensão a partir de
um certo nível (em que a curva se torna horizontal) o número de ciclos para o rompimento do corpo
de prova torna-se praticamente infinito.
139

Esta tensão máxima, que praticamente não provoca mais a fratura por fadiga, chama-se limite
de fadiga ou resistência à fadiga do metal considerado.
Mas, para a maioria dos materiais, especialmente os metais não ferrosos como o alumínio, a curva
obtida no diagrama S-N é decrescente. Portanto, é necessário definir um número de ciclos para obter
a correspondente tensão, que será chamada de resistência à fadiga.
Para o alumínio, cobre, magnésio e suas ligas, deve-se levar o ensaio a até 50 milhões de
ciclos e, em alguns casos, a até 500 milhões de ciclos, para neste número definir a resistência à
fadiga.
Figura 12.5 Curva tensão x número de ciclos
Fatores que Influenciam a Resistência à Fadiga
Uma superfície mal acabada contém irregularidades que, como se fossem um entalhe,
aumentam a concentração de tensões, resultando em tensões residuais que tendem a diminuir a
resistência à fadiga.
Defeitos superficiais causados por polimento (queima superficial de carbono nos aços, recozimento
superficial, trincas etc.) também diminuem a resistência à fadiga.
Tratamentos superficiais (cromeação, niquelação etc.) diminuem a resistência à fadiga, por
introduzirem grandes mudanças nas tensões residuais, além de conferirem porosidade ao metal. Por
outro lado, tratamentos superficiais endurecedores podem aumentar a resistência à fadiga.
O limite de fadiga depende da composição, da estrutura granular, das condições de
conformação mecânica, do tratamento térmico etc.
O tratamento térmico adequado aumenta não somente a resistência estática, como também o
limite de fadiga. O encruamento dos aços dúcteis aumenta o limite de fadiga.
O meio ambiente também influencia consideravelmente o limite de fadiga, pois a ação
corrosiva de um meio químico acelera a velocidade de propagação da trinca.
A forma é um fator crítico, porque a resistência à fadiga é grandemente afetada por
descontinuidades nas peças, como cantos vivos, encontros de paredes, mudança brusca de seções.
140

EXERCICIOS
1. A ruptura por fadiga ocorre quando o material está sujeito a:
a) ( ) tensões superiores ao limite de proporcionalidade;
b) ( ) tensões cíclicas repetitivas;
c) ( ) tensões iguais ao limite de proporcionalidade;
d) ( ) tensões estáticas.
2. São exemplos de fatores que diminuem a resistência à fadiga:
a) ( ) tratamentos superficiais, descontinuidades na superfície;
b) ( ) tratamento térmico, tratamentos superficiais endurecedores;
c) ( ) meio ambiente isento de agentes corrosivos, bom acabamento
superficial;
d) ( ) encruamento dos aços dúcteis, formas sem cantos vivos.
3. O ensaio de fadiga é baseado em esforços de:
a) ( ) tração e torção;
b) ( ) tração e compressão;
c) ( ) flexão e torção;
d) ( ) tração, compressão, torção e flexão.
4 . Na curva S-N, o limite de fadiga indica que:
a) ( ) se for atingida aquela tensão, o corpo se romperá;
b) ( ) mantendo aquela tensão indefinidamente, o corpo não se romperá;
c) ( ) foi atingido o número máximo de ciclos que o material suporta;
d) ( ) a partir deste limite, a curva é decrescente.
141

13- REFERÊNCIA
- CALLISTER, William D. Ciência e Engenharia de Materiais: Uma Introdução. Rio de Janeiro: LTC,
2002 562p.
- CHIAVERINI, Vicente. Tecnologia Mecânica. Vol. I e II. Rio de Janeiro: Makron, 1986.
- Ciências dos materiais e engenharia dos materiais - Marco Antônio Durlo Tier.
HTTP://WWW.JOINVILLE.UDESC.BR/PORTAL/PROFESSORES/DANIELA/MATERIAIS/
AULA_6___IMPERFEICOES_EM_SOLIDOS.PDF
- TELECURSO 2000
142