Embed Size (px)
Citation preview

18 - APPLICAZIONI LASER - PubliTec
applicazioni
Di N. Longfield, S. Lester, J. Griffiths, J. Cocker, C. Staudenmaier e G. Broadhead
MODIFICHE SULLE SUPERFICICON L’IMPIEGO DEL LASERCLADDING
I componenti utilizzati nella fabbricazione di nastri d’acciaio
lavorano in ambienti particolarmente aggressivi; devono quindi
resistere a prestazioni a temperature elevate in atmosfere
corrosive e sono sottoposti a usura meccanica e a carichi d’urto
frequenti e pesanti. Tata Steel ha messo a punto una macchina per
laser cladding che permette di modificare le superfici dei nastri
metallici prodotti. Il sistema è costituito da un laser a diodo a fibra
accoppiata di Laser Line con una testa di riporto YC52 di Precitec e
da un alimentatore della polvere con regolazione a flusso di massa
realizzato da Metallisation. Il sistema è inoltre controllato da un
robot Fanuc dotato di un settimo asse aggiuntivo per la rotazione
dei pezzi cilindrici fino a 6 t di peso e 3,5 m di lunghezza.
1. I rivestimenti mediante la tecnicalaser cladding hanno dimostrato diprolungare la durata dei componentifino a 6 volte.
APPL Precitec 41:Layout 1 24-04-2013 14:22 Pagina 18

applicazioni
Icomponenti utilizzati nella fabbricazione dinastri d’acciaio lavorano in ambienti parti-colarmente aggressivi; devono quindi resi-
stere a prestazioni a temperature elevate in at-mosfere corrosive e sono sottoposti a usurameccanica e a carichi d’urto frequenti e pesanti.Tradizionalmente, i componenti sottoposti a ele-vata usura o corrosione venivano realizzati spes-so in acciai con una composizione chimica ric-ca o con riporto duro ad arco rivestito sommerso
utilizzando acciai inossidabile martensitici peraumentarne la durata e massimizzare pertantoil rendimento della linea di finitura, ampliandogli intervalli di manutenzione senza sacrificare laqualità del prodotto. Le leghe saldate in acciaio inossidabile marten-sitico presentano generalmente buone caratteri-stiche di resistenza all'usura e alla corrosione,tuttavia, non sono indicate per l’abrasione fortedi metallo su metallo e inoltre perdono le loroproprietà meccaniche e corrosive se sottoposte
a temperature elevate. Le leghe in MSS saldatead arco risentono anche della sensibilizzazionedurante la saldatura sui contorni dei grani nellezone termicamente alterate, in cui vengono pre-cipitati i carburi di cromo, lasciando le aree cir-costanti impoverite di cromo. Tali zone sono per-tanto soggette alla corrosione localizzata. Sono inoltre ampliamente utilizzati in tutta l'in-dustria siderurgica anche rivestimenti a spruzzotermico grazie alla loro flessibilità nei tipi di le-
ghe e ai composti a matrice metallica che pos-sono essere applicati. Tuttavia, le loro interfaccefissate meccanicamente possiedono una resi-stenza relativamente bassa (a meno che non ven-ga impiegata successivamente una metallizza-zione a spruzzo) limitando il loro utilizzo praticoin un ambiente con sollecitazioni molto pesanti. Nel 2009 è stato realizzato un impianto a PortTalbot nel Regno Unito, nel tentativo di svilup-pare la tecnica laser cladding per il rivestimentodi componenti di lavoro critici allo scopo di au-
maggio giugno 2013 APPLICAZIONI LASER - 19
mentare la loro durata di servizio. Nei laminatoidell’industria siderurgica sono richiesti rotoli di-versi con una lunghezza da 0,3 a 3,5 m. I rive-stimenti mediante la tecnica laser cladding han-no dimostrato di prolungare la durata deicomponenti fino a 6 volte (Figura 1).A partire dall'installazione del sistema laser clad-ding a Port Talbot, è stato sviluppato il proces-so e sono state valutate numerose leghe di ni-chel-cobalto e a base di ferro in termini dimicrostruttura, di proprietà meccaniche, di resi-stenza all’usura e alla corrosione. È richiesto unosviluppo dettagliato del processo per persona-lizzare le proprietà di rivestimento per ciascunaapplicazione nelle acciaierie. I primi risultati del-le serie di prove sono stati estremamente inco-raggianti, grazie ai quali i componenti sottopo-sti alla tecnica del laser cladding hanno ottenutoprestazioni di resistenza e corrosione senza pre-cedenti. Pertanto, è stata presa la decisione dicostruire una macchina di produzione per farfronte alle richieste previste (Figure 2, 3 e 4).
Il processo di laser cladding offre vantaggi significativiIl processo di laser cladding è un metodo di ri-porto duro che può essere utilizzato per au-mentare la resistenza all’usura, alla corrosio-
2. L’impianto di produzione con tecnica laser cladding presso Tata Steel StripProducts, Regno Unito.
3. La testa di rivestimento YC52con ugello coassiale di Precitec.
APPL Precitec 41:Layout 1 24-04-2013 14:22 Pagina 19

applicazioni
20 - APPLICAZIONI LASER - PubliTec
ne e agli urti di componenti metallici. Il pro-cesso utilizza un raggio laser messo a fuoco inmodo preciso per creare un bagno di fusionecui è aggiunta polvere metallica. La polvere vie-ne trasportata in un flusso di gas inerte scher-mato e viene soffiata coassialmente rispetto alraggio laser. Il tipo accurato di raggio laser per-mette di ottenere un rivestimento completa-mente denso con diluizione minima (<5%) econ un legame metallurgico perfetto. Possonoessere applicati numerosi tipi di rivestimenti,dei quali è possibile progettare la composi-zione per contrastare i meccanismi di collas-so associati a ciascun componente. Uno dei principali vantaggi associati al lasercladding è la possibilità di controllare con pre-cisione la portata termica. Ciò consente un’ap-plicazione della struttura di composti a matri-ce metallica (Metal Matrix Composite) in duefasi, ossia:· una matrice - tipicamente una lega a base di ni-chel. Tale matrice fornisce resistenza, duttilità e re-sistenza all’urto e contemporaneamente resisten-
za all'usura in presenza di temperature elevate.· una fase solida rinforzante - in genere un car-buro di tungsteno, ma può essere previsto an-che nitruro di titanio / carburo, carburo di cro-mo, ecc.La regolazione fine della portata termica con-sente la completa fusione della matrice e di le-
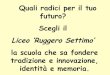
garsi alla superficie del substrato e, contem-poraneamente, le particelle in ceramica non sifondono e vengono distribuite uniformemen-te su tutta la matrice (Figura 5), offrendo unrivestimento estremamente resistente all’usu-ra e all’urto. Il rapporto tra la fase solida e lamatrice può essere adattato in base alle con-
dizioni di servizio, cioè maggiore è la frazio-ne della fase solida, maggiore è la resistenzaall'usura e minore è la frazione di fase solida,maggiore è la resistenza d’urto.Altri vantaggi del processo comprendono:· portata termica minima e pertanto velocitàdi raffreddamento rapido con microstrutturemolto fini e deformazioni irrilevanti; · capacità di raggiungere la composizione chi-mica di rivestimento desiderata nel primo stra-to grazie alla diluizione minima; · capacità di produrre rivestimenti con riportoduro con finitura superficiale eccezionale (pos-sibilità di rivestire rotoli e d'installazione sen-za lavorazione meccanica); · legame metallurgico completo con il sub-strato, a differenza di tutti gli altri processi aspruzzo a bassa immissione di calore (HVOF,spray a freddo, D-Gun, ecc.). Sebbene siano numerosi i parametri implica-ti nel laser cladding, un parametro particolar-mente critico è rappresentato dalla portata del-la massa di polvere. Una volta identificati ildiametro ottimale dello spot del laser, la velo-cità di rivestimento e la potenza del laser peruna particolare applicazione, la portata della
4. Schema della testa dirivestimento
YC52 con ugellocoassiale di Precitec.
5. Micrografiadella tecnicalaser claddingche illustra unatipica applicazionedel carburo ditungsteno in unamatrice NiCrSiB.
APPL Precitec 41:Layout 1 24-04-2013 14:22 Pagina 20

applicazioni
APPLICAZIONI LASER - 21maggio giugno 2013
massa di polvere può essere utilizzata per con-trollare lo spessore del rivestimento, la durez-za e la diluizione, come illustrato nella Figura6, ove è possibile osservare una crescente por-
tata del flusso di polvere per controllare effi-cacemente la diluizione.Una volta identificati i parametri ottimali peruna singola traccia di un cordone di saldatu-
ra su piastra, si ottiene la copertura dell’areadella massa realizzando tracce sovrapposte. Laquantità della sovrapposizione determina quin-di lo spessore del rivestimento che può va-riare da 0,3 mm a 3 mm in un solo passaggio(Figura 7).Per dimostrare e quantificare i potenziali be-nefici del laser cladding rispetto alle tecnichedi riporto duro tradizionali, Tata Steel RD &T ha prodotto e sottoposto a prova di usuraun numero di campioni sia di laser claddingsia di riporto duro ad arco sommerso pressol'Università di Sheffield, Regno Unito. I risul-tati delle prove di usura effettuate sia a tem-perature alte che basse sono indicati rispetti-vamente nelle Figure 8 e 9. Come si puòchiaramente osservare nelle figure, il proces-so di laser cladding può offrire notevoli mi-glioramenti nella resistenza all’usura rispet-to a materiali e alle tecniche di riporto durostandard.
Impianto di laser claddingnella produzioneLe macchine di elaborazione in grado di ef-fettuare il laser cladding possono essere ac-quistate direttamente da fornitori in Europa ein America; tuttavia è stata scelta una macchi-na di produzione su ordinazione con la tecni-ca del laser cladding costruita da ingegneri diTata Steel. Il sistema è costituito da un laser adiodo a fibra accoppiata di Laser Line con unatesta di riporto YC52 di Precitec (Figura 10) eda un alimentatore della polvere con regolazio-ne a flusso di massa realizzato da Metallisation.Il sistema è controllato da un robot Fanuc dota-to di un settimo asse aggiuntivo per la rotazionedei pezzi cilindrici fino a 6 t di peso e 3,5 m dilunghezza.Il funzionamento della macchina viene con-trollato mediante un’interfaccia uomo/macchi-na con schermo tattile. Il sistema è stato pro-gettato per funzionare in modo autonomo, percui il robot è in grado di effettuare una pro-grammazione automatica. Ciò si ottiene conl'integrazione di un laser per la misurazione adistanza che determina la geometria del com-ponente, la posizioni iniziale e di arresto e an-che la distanza di sicurezza della testa laser.Infine, l’introduzione del laser assicura che per
6. Sezioni trasversali di una lega NiCrWMo che rappresenta la diluizione in funzione della portata della polvere; immagine al microscopio otticocon un maggiore ingrandimento e con rappresentazione dettagliata
della struttura dendritica; immagine SEM con un ampio ingrandimento che rappresenta la struttura della stessa lega con una struttura dendriticacellulare estremamente fine.
7. Sezioni trasversali di un rivestimento con tecnica laser cladding prodotte da tracce sovrapposte.
APPL Precitec 41:Layout 1 24-04-2013 14:22 Pagina 21

applicazioni
22 - APPLICAZIONI LASER - PubliTec
la gestione di questo processo avanzato è suf-ficiente un addestramento minimo. Il monito-raggio dettagliato garantisce un processo sta-bile, mentre una funzione di arresto automaticoe di ritorno impedisce il danneggiamento incaso di interruzione imprevista.Il processo di laser cladding ha dimostrato van-
taggi sostanziali nell’aumentare la durata criti-ca dei componenti di lavoro nell'industria si-derurgica, e con l'avvento dei sistemi laser adiodi ad alta potenza e degli ugelli laser clad-ding dedicati, ora è molto più semplice pro-gettare e integrare un processo di rivestimentoresistente per le applicazioni di riporto duro. ●
QUALIFICA AUTORI Dottor Nick Longfield (Tata Steel), SamLester (Tata Steel / Swansea University),Justin Griffiths (Tata Steel), John Cocker(Laser Trader), Christian Staudenmaier(Precitec), Gary Broadhead (Laser Line). L’
artic
olo
è di
vos
tro
inte
ress
e? D
itelo
a:filodiretto@pub
litec
.it
8. Prova di usura da scorrimento a temperatura ambiente di carburo di tungsteno applicato con tecnica laser cladding rispetto a colata di acciaio laminato legato ad alto contenuto di carbonio.
La micrografia inserita illustra il “segno dell’usura” generato durante la prova.Sul carburo di tungsteno è stato prodotto un segno d’usura irrilevante.
9. Prova di usura da scorrimento a temperatura elevata (700 °C) di stellite6 applicata con tecnica laser cladding rispetto ad acciai inossidabilimartensitici a riporto di arco sommerso (attualmente applicato a treno
di nastro largo a caldo con riporto duro e ai rulli di colata continua in CSP).
10. Grazie a una serie di ugellidi applicazione della polvere èpossibile sottoporre a riporto
una gamma completa di componenticon la massima efficienza dellapolvere. L'anello coassiale vieneimpiegato per lavori fini edettagliati; l’ugello a quattro getti(coassiale discontinuo) consente il riporto da qualsiasi posizione; e l'ugello fuori asse viene utilizzatoove è richiesto un processoresistente, cioè per unfunzionamento laser continuo della durata di diverse ore.
APPL Precitec 41:Layout 1 24-04-2013 14:22 Pagina 22