Embed Size (px)
Citation preview
Evonik Cyro LLC 379 Interpace Parkway Parsippany, NJ 07054 Estados Unidos
teléfono +1 973 541-8000 +1 800 225-0172
[email protected] www.acrylite-polymers.com www.evonik.com
Asesor de acrílicosGuía de referencia técnicapara ACRYLITE® y ACRYMID®polímeros acrílicos
3726
-011
1-BM
1
ÍndiceIntroducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Polímeros acrílicos ACRYLITE® y ACRYLITE® Satinice df Descripción de grados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Propiedades físicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Condiciones de procesamiento: moldeo por inyección . . . . . 10 Condiciones de procesamiento: extrusión . . . . . . . . . . . . . . . 10
Polímeros acrílicos ACRYLITE® MD Descripción de grados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 Propiedades físicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 Condiciones de procesamiento: moldeo por inyección . . . . . 15
Polímeros acrílicos ACRYLITE® Resist™
Descripción de grados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 Propiedades físicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 Condiciones de procesamiento: moldeo por inyección . . . . . 22 Condiciones de procesamiento: extrusión . . . . . . . . . . . . . . . 23
Polímeros acrílicos ACRYLITE® Hi-Gloss Descripción de grados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 Propiedades físicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 Condiciones de procesamiento: moldeo por inyección . . . . . 28
Polímeros acrílicos Heatresist ACRYMID® y ACRYLITE® Descripción de grados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 Propiedades físicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 Condiciones de procesamiento: moldeo por inyección . . . . . 34 Condiciones de procesamiento: extrusión . . . . . . . . . . . . . . . 36
Consideraciones sobre los materiales . . . . . . . . . . . . . . . . . . . 38
Molde por inyección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Extrusión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Opciones de acabado y tratamiento posterior . . . . . . . . . . . . . 45
Requisitos normativos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Empaquetado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Soporte técnico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
2 3
Introducción
Los polímeros acrílicos, denominados polimetilmetacrilatos o PMMA, son resinas amorfas de ingeniería termoplástica conocidas por sus:
•altaspropiedadesópticas;•excelenteresistenciaalaexposiciónalaintemperie;•altaresistenciaalasrayas;•altaestabilidaddimensional;•facilidaddeprocesamiento.
Evonik Cyro LLC, una compañía del grupo Evonik Degussa Corporation,esunfabricantelíderdeacrílicosycompuestosmultipolímerosabasedeacrílicos.Nuestrospolímerosson ampliamente usados en aplicaciones para iluminación, automóviles, medicina, óptica, interiores (arquitectura), puntos de venta, aparatos sanitarios y del hogar que requieren propiedades de rendimiento de uso final muy diferentes.EvonikCyrovendesusproductosbajolosnombrescomerciales de ACRYLITE® y ACRYMID® en el continente americano.Losmismosproductossevendenconelnombre de PLEXIGLAS® y PLEXIMID® en el resto del mundo .
Evonik Cyro ofrece las siguientes líneas de productos:
•PolímerosacrílicosACRYLITE®•PolímerosacrílicosACRYLITE®Satinicedf•PolímerosacrílicosACRYLITE®MD•PolímerosacrílicosACRYLITE®Resist™
•PolímerosacrílicosACRYLITE®Hi-Gloss•PolímerosacrílicosACRYMID®Heatresist•PolímerosacrílicosACRYLITE®Heatresist
ACRYLITE®
ACRYLITE es la línea de productos acrílicos estándar de Evonik Cyro . Los polímeros acrílicos ACRYLITE® están disponiblesengradosquevaríandeacuerdoconcuatrovariablesdefabricación:
•elpesomolecular;•elcontenidodecomonómeros;•elcontenidodellubricante;•transmisióndeluzultravioleta.Estas variaciones controlan las propiedades físicas y reológicas de cada material .
•Losacrílicosconunaltopesomolecularengeneralpresentan mayores propiedades de resistencia y menores índicesdefluidez.
•Elacrílicoconunbajopesomolecularyconunaltocontenido de comonómeros presentará una resistencia menorymayoríndicedefluidez.
•Seagregalubricanteparafacilitarlaexpulsióndelaspiezasmoldeadasconángulosdetracciónbajosyayudaen el procesamiento . Mientras más alto sea el nivel del lubricante,másfácilseráexpulsarlaspiezasymejorlafluidezdelmaterial.
•LaspropiedadesdetransmisióndeluzultravioletapuedenajustarsedesdetransmisiónmáximadeUVaaltaabsorcióndeUV.
SeconsideraquelospolímerosacrílicosACRYLITE8H,8NyH15sonacrílicosdealtopesomolecularytienenelcontenidodecomonómerosmásbajo.Estosdosfactorescontribuyenalaaltarigidez,característicasdealtaresistenciaalcalorymenoresíndicesdefluidez.
Los polímetros acrílicos ACRYLITE Satinice df son grados especiales que ofrecen una alta eficiencia de disfusión de luzmientrasquemantienencaracterísticassimilaresalpolímeroACRYLITE8N.
Todos los grados de polímeros ACRYLITE están disponiblesencolorclaroyunaampliavariedaddecolorestransparentes,translúcidosysólidos.Sepuedenfabricarcolores especiales a pedido .
4 5
ACRYLITE® y ACRYLITE® Satinice df
Descripción de grados
Polímero ACRYLITE 8H la mayor resistencia al calor/temperatura de servicio (DTL/Vicat),propiedadesmecánicasóptimas, excelente resistencia a la exposición a la intemperie
Polímero ACRYLITE 8N la mayor resistencia al calor/temperatura de servicio (DTL/Vicat),mayorespropiedadesmecánicas, excelente resistencia a la exposición a la intemperie
Polímero ACRYLITE H15 alta resistencia al calor/temperatura de servicio (DTL/Vicat),propiedadesmecánicasaltas, excelente resistencia a la exposición a la intemperie
Polímero ACRYLITE M30 resistencia media al calor/temperatura de servicio (DTL/Vicat),propiedadesmecánicasaltas, excelente resistencia a la exposición a la intemperie
Polímero ACRYLITE Satinice df 20 8N transmisióndeluzdel90%,poderdecoberturamedio
Polímero ACRYLITE Satinice df 21 8N transmisióndeluzdel90%,poderdecobertura medio a alto
Polímero ACRYLITE Satinice df 22 8N transmisióndeluzdel88%,poderdecoberturaalto
Polímero ACRYLITE Satinice df 23 8N transmisióndeluzdel86%,poderdecoberturamásalto
ACRYLITE® y ACRYLITE® Satinice df
Aplicaciones comunes
•Lentesdeiluminaciónparaautomóviles,tubosfluorescentes y lentes para paneles de instrumentos
•Lentessolaresfotovoltaicos•Pantallasdeluzydispositivosdeiluminaciónpara
iluminación exterior•Aplicacionesdeiluminacióndealtatemperaturapara
diagnósticoycirugía,señalizaciónmarina,callesypistasdeaterrizaje
•Piezasdediagnósticosmédicosqueincluyencubetas,paquetesdepruebas,rotores,microfluidosyplacasdecristalografía .
•Lentesópticos•PantallasLCD•IluminaciónconLEDdealtorendimiento•Aparatosdelhogar•Exhibidoresdecomercios•Bloquesarquitectónicos
6 7
ACRYLITE®
Estatablacontinúaenlaspáginas8y9.
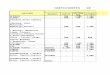
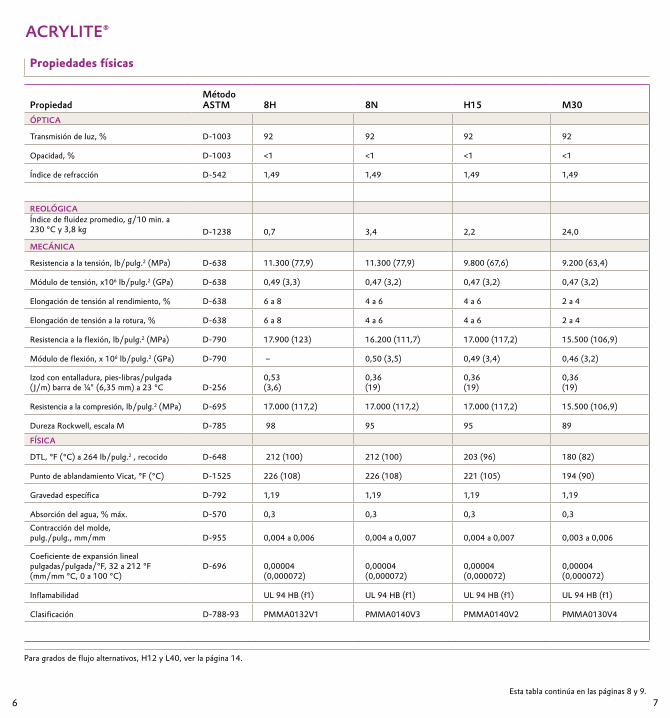
Propiedades físicas
PropiedadMétodo ASTM 8H 8N H15 M30
ÓPTICA
Transmisióndeluz,% D-1003 92 92 92 92
Opacidad,% D-1003 <1 <1 <1 <1
Índice de refracción D-542 1,49 1,49 1,49 1,49
REOLÓGICAÍndicedefluidezpromedio,g/10 min.a230 °Cy3,8 kg D-1238 0,7 3,4 2,2 24,0
MECÁNICA
Resistenciaalatensión,lb/pulg.2 (MPa) D-638 11.300(77,9) 11.300(77,9) 9.800(67,6) 9.200(63,4)
Módulo de tensión, x106lb/pulg.2 (GPa) D-638 0,49(3,3) 0,47 (3,2) 0,47 (3,2) 0,47 (3,2)
Elongacióndetensiónalrendimiento,% D-638 6 a 8 4 a 6 4 a 6 2 a 4
Elongacióndetensiónalarotura,% D-638 6 a 8 4 a 6 4 a 6 2 a 4
Resistenciaalaflexión,lb/pulg.2 (MPa) D-790 17.900(123) 16 .200 (111,7) 17 .000 (117,2) 15.500(106,9)
Módulo de flexión, x 106lb/pulg.2 (GPa) D-790 – 0,50 (3,5) 0,49(3,4) 0,46 (3,2)
Izodconentalladura,pies-libras/pulgada(J/m)barrade¼"(6,35 mm)a23 °C D-256
0,53 (3,6)
0,36 (19)
0,36 (19)
0,36 (19)
Resistenciaalacompresión,lb/pulg.2 (MPa) D-695 17 .000 (117,2) 17 .000 (117,2) 17 .000 (117,2) 15.500(106,9)
DurezaRockwell,escalaM D-785 98 95 95 89
FÍSICA
DTL,°F(°C)a264 lb/pulg.2 , recocido D-648 212 (100) 212 (100) 203(96) 180 (82)
PuntodeablandamientoVicat,°F(°C) D-1525 226 (108) 226 (108) 221 (105) 194(90)
Gravedad específica D-792 1,19 1,19 1,19 1,19
Absorcióndelagua,%máx. D-570 0,3 0,3 0,3 0,3Contracción del molde, pulg ./pulg ., mm/mm D-955 0,004 a 0,006 0,004 a 0,007 0,004 a 0,007 0,003 a 0,006
Coeficiente de expansión lineal pulgadas/pulgada/°F,32a212 °F (mm/mm°C,0a100 °C)
D-696 0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
Inflamabilidad UL94HB(f1) UL94HB(f1) UL94HB(f1) UL94HB(f1)
Clasificación D-788-93 PMMA0132V1 PMMA0140V3 PMMA0140V2 PMMA0130V4
Paragradosdeflujoalternativos,H12yL40,verlapágina14.
8 9
ACRYLITE® Satinice df
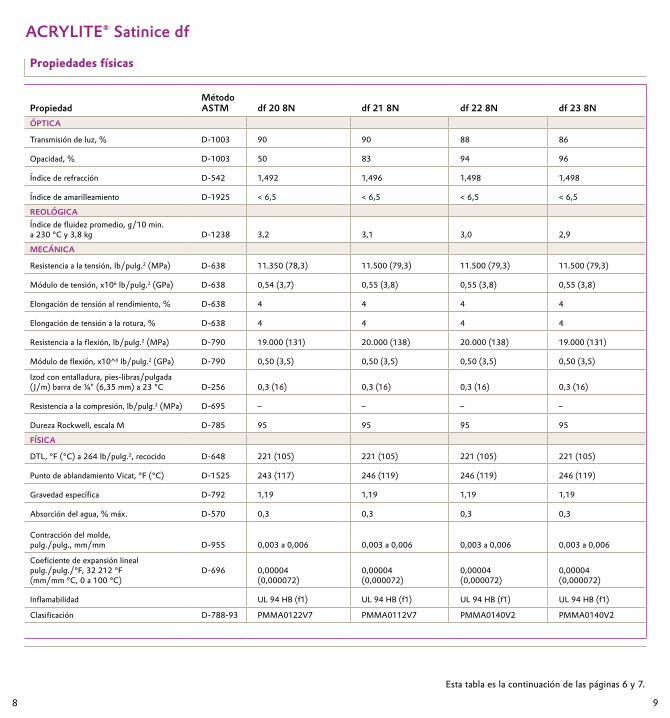
Propiedades físicas
PropiedadMétodo ASTM df 20 8N df 21 8N df 22 8N df 23 8N
ÓPTICA
Transmisióndeluz,% D-1003 90 90 88 86
Opacidad,% D-1003 50 83 94 96
Índice de refracción D-542 1,492 1,496 1,498 1,498
Índice de amarilleamiento D-1925 < 6,5 < 6,5 < 6,5 < 6,5
REOLÓGICAÍndicedefluidezpromedio,g/10 min. a230 °Cy3,8 kg D-1238 3,2 3,1 3,0 2,9
MECÁNICA
Resistenciaalatensión,lb/pulg.2 (MPa) D-638 11 .350 (78,3) 11.500(79,3) 11.500(79,3) 11.500(79,3)
Módulo de tensión, x106lb/pulg.2 (GPa) D-638 0,54 (3,7) 0,55 (3,8) 0,55 (3,8) 0,55 (3,8)
Elongacióndetensiónalrendimiento,% D-638 4 4 4 4
Elongacióndetensiónalarotura,% D-638 4 4 4 4
Resistenciaalaflexión,lb/pulg.2 (MPa) D-790 19.000(131) 20 .000 (138) 20 .000 (138) 19.000(131)
Módulo de flexión, x10^6lb/pulg.2 (GPa) D-790 0,50 (3,5) 0,50 (3,5) 0,50 (3,5) 0,50 (3,5)
Izodconentalladura,pies-libras/pulgada (J/m)barrade¼"(6,35 mm)a23 °C D-256 0,3 (16) 0,3 (16) 0,3 (16) 0,3 (16)
Resistenciaalacompresión,lb/pulg.2 (MPa) D-695 – – – –
DurezaRockwell,escalaM D-785 95 95 95 95
FÍSICA
DTL,°F(°C)a264 lb/pulg.2, recocido D-648 221 (105) 221 (105) 221 (105) 221 (105)
PuntodeablandamientoVicat,°F(°C) D-1525 243 (117) 246(119) 246(119) 246(119)
Gravedad específica D-792 1,19 1,19 1,19 1,19
Absorcióndelagua,%máx. D-570 0,3 0,3 0,3 0,3
Contracción del molde, pulg ./pulg ., mm/mm D-955 0,003 a 0,006 0,003 a 0,006 0,003 a 0,006 0,003 a 0,006
Coeficiente de expansión lineal pulg./pulg./°F,32212 °F(mm/mm°C,0a100 °C)
D-696 0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
Inflamabilidad UL94HB(f1) UL94HB(f1) UL94HB(f1) UL94HB(f1)
Clasificación D-788-93 PMMA0122V7 PMMA0112V7 PMMA0140V2 PMMA0140V2
Estatablaeslacontinuacióndelaspáginas6y7.
10 11
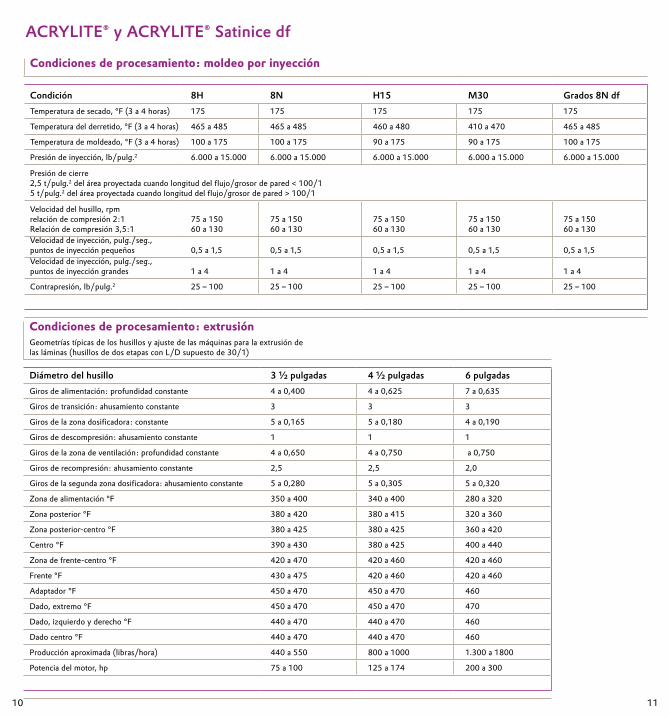
Condiciones de procesamiento: moldeo por inyección
Condición 8H 8N H15 M30 Grados 8N dfTemperaturadesecado,°F(3a4horas) 175 175 175 175 175
Temperaturadelderretido,°F(3a4horas) 465 a 485 465 a 485 460 a 480 410 a 470 465 a 485
Temperaturademoldeado,°F(3a4horas) 100 a 175 100 a 175 90a175 90a175 100 a 175
Presióndeinyección,lb/pulg.2 6 .000 a 15 .000 6 .000 a 15 .000 6 .000 a 15 .000 6 .000 a 15 .000 6 .000 a 15 .000
Presión de cierre 2,5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared<100/1 5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared>100/1
Velocidaddelhusillo,rpm relación de compresión 2:1Relación de compresión 3,5:1
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
Velocidaddeinyección,pulg./seg., puntos de inyección pequeños 0,5 a 1,5 0,5 a 1,5 0,5 a 1,5 0,5 a 1,5 0,5 a 1,5Velocidaddeinyección,pulg./seg., puntos de inyección grandes 1 a 4 1 a 4 1 a 4 1 a 4 1 a 4
Contrapresión,lb/pulg.2 25 – 100 25 – 100 25 – 100 25 – 100 25 – 100
ACRYLITE® y ACRYLITE® Satinice df
Condiciones de procesamiento: extrusiónGeometríastípicasdeloshusillosyajustedelasmáquinasparalaextrusióndelas láminas (husillos de dos etapas con L/D supuesto de 30/1)
Diámetro del husillo 3 ½ pulgadas 4 ½ pulgadas 6 pulgadasGiros de alimentación: profundidad constante 4 a 0,400 4 a 0,625 7 a 0,635
Giros de transición: ahusamiento constante 3 3 3
Girosdelazonadosificadora:constante 5 a 0,165 5 a 0,180 4a0,190
Giros de descompresión: ahusamiento constante 1 1 1
Girosdelazonadeventilación:profundidadconstante 4 a 0,650 4 a 0,750 a 0,750
Giros de recompresión: ahusamiento constante 2,5 2,5 2,0
Girosdelasegundazonadosificadora:ahusamientoconstante 5 a 0,280 5 a 0,305 5 a 0,320
Zonadealimentación°F 350 a 400 340 a 400 280 a 320
Zonaposterior°F 380 a 420 380 a 415 320 a 360
Zonaposterior-centro°F 380 a 425 380 a 425 360 a 420
Centro°F 390a430 380 a 425 400 a 440
Zonadefrente-centro°F 420 a 470 420 a 460 420 a 460
Frente°F 430 a 475 420 a 460 420 a 460
Adaptador°F 450 a 470 450 a 470 460
Dado,extremo°F 450 a 470 450 a 470 470
Dado,izquierdoyderecho°F 440 a 470 440 a 470 460
Dadocentro°F 440 a 470 440 a 470 460
Producciónaproximada(libras/hora) 440 a 550 800 a 1000 1 .300 a 1800
Potencia del motor, hp 75 a 100 125 a 174 200 a 300
12 13
ACRYLITE® MD™
Los polímeros acrílicos ACRYLITE® MD™ para aplicaciones dediagnósticosmédicosofrecenunatransmisióndeluzultraviolenta(UTV)yclaridadópticaexcepcionalesalavezproporcionancaracterísticasdeflujomáximoyunaaltaestabilidaddimensional.Ambosgradossonapropiadosparaaplicacionescomopaquetesdepruebasdiagnósticasycontenedores y accesorios que requieren el cumplimiento delaClaseVIdelaFarmacopeadeEE. UU.(USP)yde21CFR177.1010delaAdministracióndeAlimentosyMedicamentosdeEE. UU.(FDA).
Al evaluarse siguiendo los protocolos Tripartite/ISO 10993-1,seencontróqueambosgradosson:
•nohemolíticos;•nocitotóxicos;•nopirogénicos;•nosensibilizantes;•nomutagénicos.
Las formulaciones de rendimiento de los polímeros ACRYLITE MD ofrecen:
•transmisióndeluzultravioletaexcepcional(UTV)paraasegurarunarespuestaalamediciónconsistente;
•claridadópticaexcepcionalparafacilitarmáximainspecciónvisible;
•característicasdeflujomáximasparaherramientasdealtacavitaciónyunrendimientodeproducciónmejorado;
•buenaestabilidaddimensionalparaunacirculacióncontroladadelfluido;
•cumplimientodelasnormasparacontroldecalidad;•ventajadecostodeusototalsobreelvidrio.
Al cumplir con los rigurosos requisitos de rendimiento y cumplimiento de normas de los diseños médicos, los polímeros ACRYLITE MD están bien preparados para las aplicaciones de diagnóstico como:
•cubetas;•paquetesdepruebas;•rotores;•bandejasdecristalografía.
ACRYLITE® MD™
Descripción de grados
Polímero ACRYLITE MD H12 flujomediano,resistenciaalcalormedia, gradosinlubricantes.
Polímero ACRYLITE MD L40 altoflujo,bajaresistenciaalcalor,gradodelubricaciónmedio adecuado para ciclos rápidos y aplicaciones de cavidades múltiples .
ElH12yL40estánambosdisponiblescomogradosestándares .
Consulte con su representante de ventas Evonik para la especificacióndetransmitanciaUV.
14 15
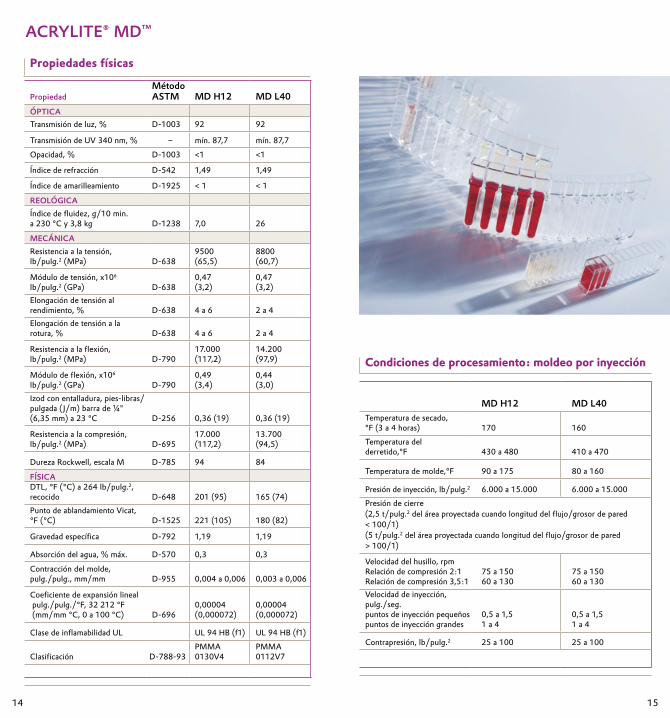
Condiciones de procesamiento: moldeo por inyección
MD H12 MD L40Temperatura de secado, °F(3a4horas) 170 160Temperatura del derretido,°F 430 a 480 410 a 470
Temperaturademolde,°F 90a175 80 a 160
Presióndeinyección,lb/pulg.2 6 .000 a 15 .000 6 .000 a 15 .000Presión de cierre (2,5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared < 100/1)(5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared >100/1)
Velocidaddelhusillo,rpmRelación de compresión 2:1Relación de compresión 3,5:1
75 a 15060 a 130
75 a 15060 a 130
Velocidaddeinyección,pulg ./seg .puntos de inyección pequeñospuntos de inyección grandes
0,5 a 1,51 a 4
0,5 a 1,51 a 4
Contrapresión,lb/pulg.2 25 a 100 25 a 100
ACRYLITE® MD™
Propiedades físicas
PropiedadMétodoASTM MD H12 MD L40
ÓPTICATransmisióndeluz,% D-1003 92 92
TransmisióndeUV340 nm,% – mín . 87,7 mín . 87,7
Opacidad,% D-1003 <1 <1
Índice de refracción D-542 1,49 1,49
Índice de amarilleamiento D-1925 < 1 < 1
REOLÓGICAÍndicedefluidez,g/10 min.a230 °Cy3,8 kg D-1238 7,0 26
MECÁNICAResistencia a la tensión, lb/pulg.2 (MPa) D-638
9500 (65,5)
8800 (60,7)
Módulo de tensión, x106 lb/pulg.2 (GPa) D-638
0,47 (3,2)
0,47 (3,2)
Elongación de tensión al rendimiento,% D-638 4 a 6 2 a 4Elongación de tensión a la rotura,% D-638 4 a 6 2 a 4
Resistencia a la flexión, lb/pulg.2 (MPa) D-790
17 .000 (117,2)
14 .200 (97,9)
Módulo de flexión, x106 lb/pulg.2 (GPa) D-790
0,49 (3,4)
0,44 (3,0)
Izodconentalladura,pies-libras/pulgada(J/m)barrade¼"(6,35 mm)a23 °C D-256 0,36(19) 0,36(19)
Resistencia a la compresión, lb/pulg.2 (MPa) D-695
17 .000 (117,2)
13 .700 (94,5)
DurezaRockwell,escalaM D-785 94 84
FÍSICADTL,°F(°C)a264 lb/pulg.2, recocido D-648 201(95) 165 (74)PuntodeablandamientoVicat,°F(°C) D-1525 221 (105) 180 (82)
Gravedad específica D-792 1,19 1,19
Absorcióndelagua,%máx. D-570 0,3 0,3
Contracción del molde, pulg ./pulg ., mm/mm D-955 0,004 a 0,006 0,003 a 0,006
Coeficiente de expansión lineal pulg./pulg./°F,32212 °F(mm/mm°C,0a100 °C) D-696
0,00004 (0,000072)
0,00004(0,000072)
ClasedeinflamabilidadUL UL94HB(f1) UL94HB(f1)
Clasificación D-788-93PMMA 0130V4
PMMA 0112V7
16 17
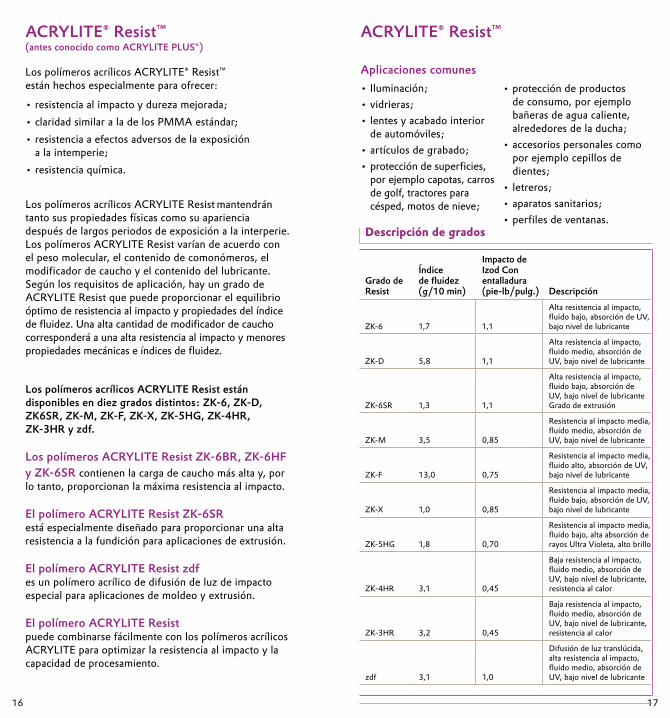
Los polímeros acrílicos ACRYLITE® Resist™ están hechos especialmente para ofrecer:
•resistenciaalimpactoydurezamejorada;•claridadsimilaraladelosPMMAestándar;•resistenciaaefectosadversosdelaexposición
alaintemperie;•resistenciaquímica.
Los polímeros acrílicos ACRYLITE Resist mantendrán tanto sus propiedades físicas como su apariencia despuésdelargosperiodosdeexposiciónalainterperie.Los polímeros ACRYLITE Resist varían de acuerdo con el peso molecular, el contenido de comonómeros, el modificadordecauchoyelcontenidodellubricante.Según los requisitos de aplicación, hay un grado de ACRYLITEResistquepuedeproporcionarelequilibrioóptimo de resistencia al impacto y propiedades del índice defluidez.Unaaltacantidaddemodificadordecauchocorresponderá a una alta resistencia al impacto y menores propiedadesmecánicaseíndicesdefluidez.
Los polímeros acrílicos ACRYLITE Resist están disponibles en diez grados distintos: ZK-6, ZK-D, ZK6SR, ZK-M, ZK-F, ZK-X, ZK-5HG, ZK-4HR, ZK-3HR y zdf.
Los polímeros ACRYLITE Resist ZK-6BR, ZK-6HF y ZK-6SR contienen la carga de caucho más alta y, por lo tanto, proporcionan la máxima resistencia al impacto .
El polímero ACRYLITE Resist ZK-6SR está especialmente diseñado para proporcionar una alta resistencia a la fundición para aplicaciones de extrusión .
El polímero ACRYLITE Resist zdf esunpolímeroacrílicodedifusióndeluzdeimpactoespecial para aplicaciones de moldeo y extrusión .
El polímero ACRYLITE Resist puedecombinarsefácilmenteconlospolímerosacrílicosACRYLITEparaoptimizarlaresistenciaalimpactoylacapacidad de procesamiento .
Aplicaciones comunes•Iluminación;•vidrieras;•lentesyacabadointerior
deautomóviles;•artículosdegrabado;•proteccióndesuperficies,
porejemplocapotas,carrosde golf, tractores para césped,motosdenieve;
ACRYLITE® Resist™
(antes conocido como ACRYLITE PLUS®)
Descripción de grados
Grado de Resist
Índice de fluidez(g/10 min)
Impacto de Izod Con entalladura (pie-lb/pulg.) Descripción
ZK-6 1,7 1,1
Alta resistencia al impacto, fluidobajo,absorcióndeUV,bajoniveldelubricante
ZK-D 5,8 1,1
Alta resistencia al impacto, fluidomedio,absorcióndeUV,bajoniveldelubricante
ZK-6SR 1,3 1,1
Alta resistencia al impacto, fluidobajo,absorcióndeUV,bajoniveldelubricanteGrado de extrusión
ZK-M 3,5 0,85
Resistencia al impacto media, fluidomedio,absorcióndeUV,bajoniveldelubricante
ZK-F 13,0 0,75
Resistencia al impacto media, fluidoalto,absorcióndeUV,bajoniveldelubricante
ZK-X 1,0 0,85
Resistencia al impacto media, fluidobajo,absorcióndeUV,bajoniveldelubricante
ZK-5HG 1,8 0,70
Resistencia al impacto media, fluidobajo,altaabsorciónderayosUltraVioleta,altobrillo
ZK-4HR 3,1 0,45
Bajaresistenciaalimpacto,fluidomedio,absorcióndeUV,bajoniveldelubricante,resistencia al calor
ZK-3HR 3,2 0,45
Bajaresistenciaalimpacto,fluidomedio,absorcióndeUV,bajoniveldelubricante,resistencia al calor
zdf 3,1 1,0
Difusióndeluztranslúcida,alta resistencia al impacto, fluidomedio,absorcióndeUV,bajoniveldelubricante
•proteccióndeproductosdeconsumo,porejemplobañerasdeaguacaliente,alrededoresdeladucha;
•accesoriospersonalescomoporejemplocepillosdedientes;
•letreros;•aparatossanitarios;•perfilesdeventanas.
ACRYLITE® Resist™
18 19
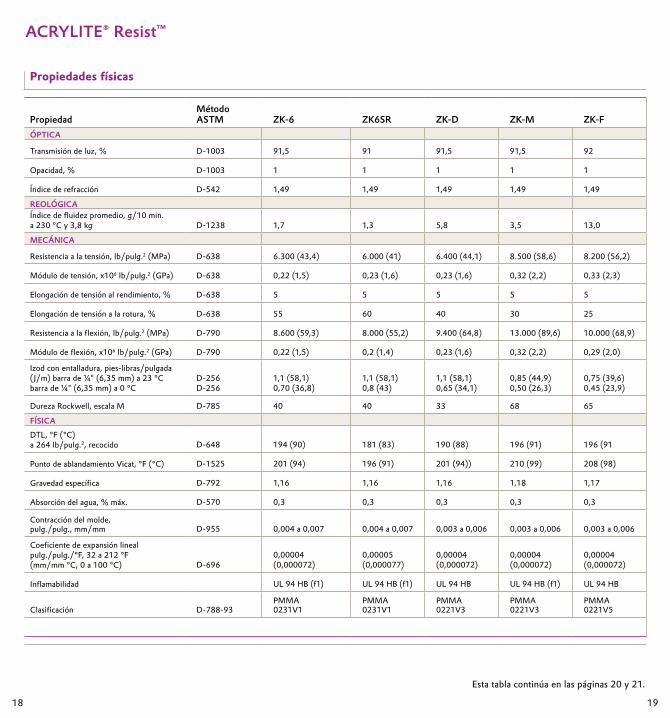
ACRYLITE® Resist™
Propiedades físicas
PropiedadMétodoASTM ZK-6 ZK6SR ZK-D ZK-M ZK-F
ÓPTICA
Transmisióndeluz,% D-1003 91,5 91 91,5 91,5 92
Opacidad,% D-1003 1 1 1 1 1
Índice de refracción D-542 1,49 1,49 1,49 1,49 1,49
REOLÓGICAÍndicedefluidezpromedio,g/10 min. a230 °Cy3,8 kg D-1238 1,7 1,3 5,8 3,5 13,0
MECÁNICA
Resistenciaalatensión,lb/pulg.2 (MPa) D-638 6 .300 (43,4) 6 .000 (41) 6 .400 (44,1) 8 .500 (58,6) 8 .200 (56,2)
Módulo de tensión, x106lb/pulg.2 (GPa) D-638 0,22 (1,5) 0,23 (1,6) 0,23 (1,6) 0,32 (2,2) 0,33 (2,3)
Elongacióndetensiónalrendimiento,% D-638 5 5 5 5 5
Elongacióndetensiónalarotura,% D-638 55 60 40 30 25
Resistenciaalaflexión,lb/pulg.2 (MPa) D-790 8.600(59,3) 8 .000 (55,2) 9.400(64,8) 13.000(89,6) 10.000(68,9)
Módulo de flexión, x106lb/pulg.2 (GPa) D-790 0,22 (1,5) 0,2 (1,4) 0,23 (1,6) 0,32 (2,2) 0,29(2,0)
Izodconentalladura,pies-libras/pulgada(J/m)barrade¼"(6,35 mm)a23 °Cbarrade¼"(6,35 mm)a0 °C
D-256D-256
1,1 (58,1)0,70 (36,8)
1,1 (58,1)0,8 (43)
1,1 (58,1)0,65 (34,1)
0,85(44,9)0,50 (26,3)
0,75(39,6)0,45(23,9)
DurezaRockwell,escalaM D-785 40 40 33 68 65
FÍSICADTL,°F(°C) a264 lb/pulg.2, recocido D-648 194(90) 181 (83) 190(88) 196(91) 196(91
PuntodeablandamientoVicat,°F(°C) D-1525 201(94) 196(91) 201(94)) 210(99) 208(98)
Gravedad específica D-792 1,16 1,16 1,16 1,18 1,17
Absorcióndelagua,%máx. D-570 0,3 0,3 0,3 0,3 0,3
Contracción del molde, pulg ./pulg ., mm/mm D-955 0,004 a 0,007 0,004 a 0,007 0,003 a 0,006 0,003 a 0,006 0,003 a 0,006
Coeficiente de expansión lineal pulg./pulg./°F,32a212 °F(mm/mm°C,0a100 °C) D-696
0,00004(0,000072)
0,00005(0,000077)
0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
Inflamabilidad UL94HB(f1) UL94HB(f1) UL94HB UL94HB(f1) UL94HB
Clasificación D-788-93PMMA 0231V1
PMMA 0231V1
PMMA 0221V3
PMMA 0221V3
PMMA 0221V5
Estatablacontinúaenlaspáginas20y21.
20 21
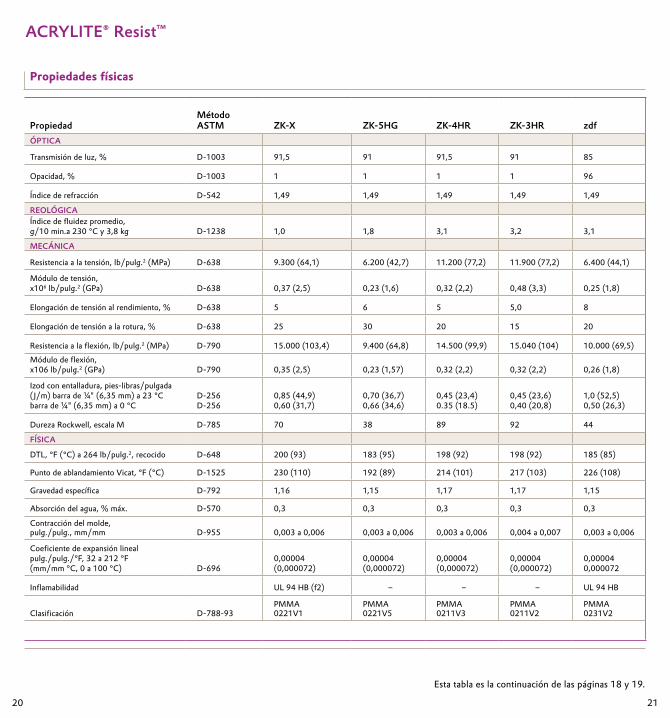
ACRYLITE® Resist™
Propiedades físicas
PropiedadMétodoASTM
ZK-X ZK-5HG ZK-4HR ZK-3HR zdf
ÓPTICA
Transmisióndeluz,% D-1003 91,5 91 91,5 91 85
Opacidad,% D-1003 1 1 1 1 96
Índice de refracción D-542 1,49 1,49 1,49 1,49 1,49
REOLÓGICAÍndicedefluidezpromedio, g/10 min.a230 °Cy3,8 kg D-1238 1,0 1,8 3,1 3,2 3,1
MECÁNICA
Resistenciaalatensión,lb/pulg.2 (MPa) D-638 9.300(64,1) 6 .200 (42,7) 11 .200 (77,2) 11.900(77,2) 6 .400 (44,1)
Módulo de tensión, x106lb/pulg.2 (GPa) D-638 0,37 (2,5) 0,23 (1,6) 0,32 (2,2) 0,48 (3,3) 0,25 (1,8)
Elongacióndetensiónalrendimiento,% D-638 5 6 5 5,0 8
Elongacióndetensiónalarotura,% D-638 25 30 20 15 20
Resistenciaalaflexión,lb/pulg.2 (MPa) D-790 15 .000 (103,4) 9.400(64,8) 14.500(99,9) 15 .040 (104) 10.000(69,5)Módulo de flexión, x106 lb/pulg.2 (GPa) D-790 0,35 (2,5) 0,23 (1,57) 0,32 (2,2) 0,32 (2,2) 0,26 (1,8)
Izodconentalladura,pies-libras/pulgada(J/m)barrade¼"(6,35 mm)a23 °Cbarrade¼"(6,35 mm)a0 °C
D-256D-256
0,85(44,9)0,60 (31,7)
0,70 (36,7)0,66 (34,6)
0,45 (23,4)0 .35 (18 .5)
0,45 (23,6)0,40 (20,8)
1,0 (52,5)0,50 (26,3)
DurezaRockwell,escalaM D-785 70 38 89 92 44
FÍSICA
DTL,°F(°C)a264 lb/pulg.2, recocido D-648 200(93) 183(95) 198(92) 198(92) 185 (85)
PuntodeablandamientoVicat,°F(°C) D-1525 230 (110) 192(89) 214 (101) 217 (103) 226 (108)
Gravedad específica D-792 1,16 1,15 1,17 1,17 1,15
Absorcióndelagua,%máx. D-570 0,3 0,3 0,3 0,3 0,3
Contracción del molde, pulg ./pulg ., mm/mm D-955 0,003 a 0,006 0,003 a 0,006 0,003 a 0,006 0,004 a 0,007 0,003 a 0,006
Coeficiente de expansión lineal pulg./pulg./°F,32a212 °F(mm/mm°C,0a100 °C) D-696
0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
0,00004(0,000072)
0,000040,000072
Inflamabilidad UL94HB(f2) – – – UL94HB
Clasificación D-788-93PMMA 0221V1
PMMA 0221V5
PMMA 0211V3
PMMA 0211V2
PMMA 0231V2
Estatablaeslacontinuacióndelaspáginas18y19.
22 23
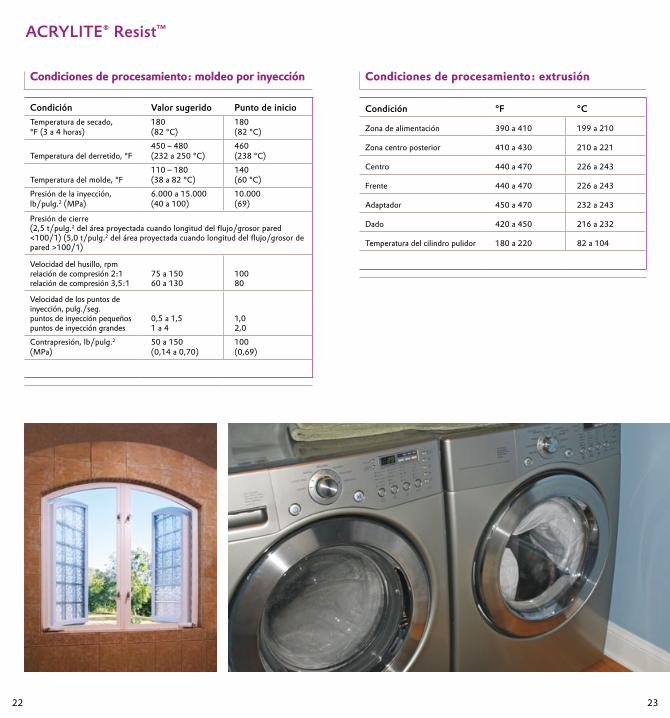
ACRYLITE® Resist™
Condiciones de procesamiento: moldeo por inyección
Condición Valor sugerido Punto de inicioTemperatura de secado, °F(3a4horas)
180 (82 °C)
180 (82 °C)
Temperaturadelderretido,°F450 – 480 (232a250 °C)
460 (238 °C)
Temperaturadelmolde,°F110 – 180 (38a82 °C)
140 (60 °C)
Presión de la inyección, lb/pulg.2 (MPa)
6 .000 a 15 .000 (40 a 100)
10 .000 (69)
Presión de cierre(2,5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosorpared<100/1) (5,0 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared>100/1)
Velocidaddelhusillo,rpmrelación de compresión 2:1 relación de compresión 3,5:1
75 a 15060 a 130
10080
Velocidaddelospuntosdeinyección, pulg ./seg . puntos de inyección pequeñospuntos de inyección grandes
0,5 a 1,51 a 4
1,0 2,0
Contrapresión,lb/pulg.2 (MPa)
50 a 150 (0,14 a 0,70)
100 (0,69)
Condiciones de procesamiento: extrusión
Condición °F °C
Zona de alimentación 390a410 199a210
Zona centro posterior 410 a 430 210 a 221
Centro 440 a 470 226 a 243
Frente 440 a 470 226 a 243
Adaptador 450 a 470 232 a 243
Dado 420 a 450 216 a 232
Temperatura del cilindro pulidor 180 a 220 82 a 104
24 25
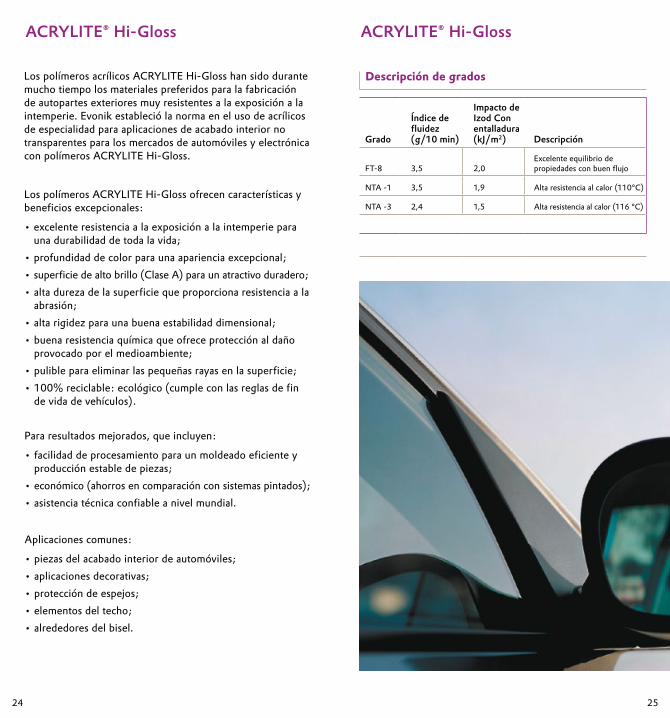
LospolímerosacrílicosACRYLITEHi-Glosshansidodurantemuchotiempolosmaterialespreferidosparalafabricaciónde autopartes exteriores muy resistentes a la exposición a la intemperie.Evonikestableciólanormaenelusodeacrílicosdeespecialidadparaaplicacionesdeacabadointeriornotransparentes para los mercados de automóviles y electrónica conpolímerosACRYLITEHi-Gloss.
LospolímerosACRYLITEHi-Glossofrecencaracterísticasybeneficiosexcepcionales:
•excelenteresistenciaalaexposiciónalaintemperieparaunadurabilidaddetodalavida;
•profundidaddecolorparaunaaparienciaexcepcional;•superficiedealtobrillo(ClaseA)paraunatractivoduradero;•altadurezadelasuperficiequeproporcionaresistenciaala
abrasión;•altarigidezparaunabuenaestabilidaddimensional;•buenaresistenciaquímicaqueofreceprotecciónaldaño
provocadoporelmedioambiente;•pulibleparaeliminarlaspequeñasrayasenlasuperficie;•100%reciclable:ecológico(cumpleconlasreglasdefin
de vida de vehículos) .
Pararesultadosmejorados,queincluyen:
•facilidaddeprocesamientoparaunmoldeadoeficienteyproducciónestabledepiezas;
•económico(ahorrosencomparaciónconsistemaspintados);•asistenciatécnicaconfiableanivelmundial.
Aplicaciones comunes:
•piezasdelacabadointeriordeautomóviles;•aplicacionesdecorativas;•proteccióndeespejos;•elementosdeltecho;•alrededoresdelbisel.
Descripción de grados
Grado
Índice de fluidez(g/10 min)
Impacto de Izod Con entalladura (kJ/m2) Descripción
FT-8 3,5 2,0Excelenteequilibriode propiedadesconbuenflujo
NTA-1 3,5 1,9 Altaresistenciaalcalor(110°C)
NTA-3 2,4 1,5 Altaresistenciaalcalor(116 °C)
ACRYLITE® Hi-Gloss ACRYLITE® Hi-Gloss
26 27
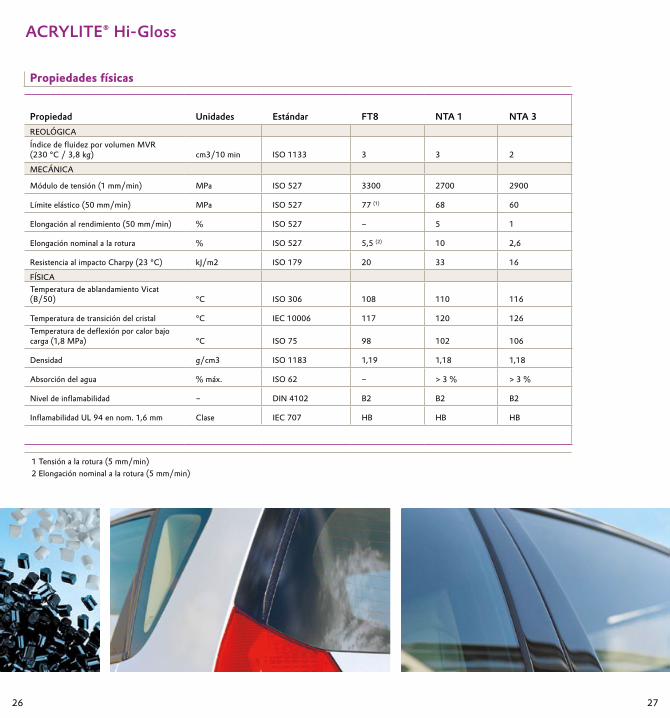
ACRYLITE® Hi-Gloss
Propiedades físicas
Propiedad Unidades Estándar FT8 NTA 1 NTA 3
REOLÓGICAÍndicedefluidezporvolumenMVR (230°C/3,8kg) cm3/10 min ISO 1133 3 3 2
MECÁNICA
Módulodetensión(1 mm/min) MPa ISO 527 3300 2700 2900
Límiteelástico(50 mm/min) MPa ISO 527 77 (1) 68 60
Elongaciónalrendimiento(50 mm/min) % ISO 527 − 5 1
Elongación nominal a la rotura % ISO 527 5,5 (2) 10 2,6
ResistenciaalimpactoCharpy(23 °C) kJ/m2 ISO179 20 33 16
FÍSICATemperaturadeablandamientoVicat(B/50) °C ISO 306 108 110 116
Temperatura de transición del cristal °C IEC 10006 117 120 126Temperaturadedeflexiónporcalorbajocarga (1,8 MPa) °C ISO 75 98 102 106
Densidad g/cm3 ISO 1183 1,19 1,18 1,18
Absorcióndelagua %máx. ISO 62 − >3% >3%
Niveldeinflamabilidad − DIN4102 B2 B2 B2
InflamabilidadUL 94ennom.1,6 mm Clase IEC 707 HB HB HB
1Tensiónalarotura(5 mm/min) 2Elongaciónnominalalarotura(5 mm/min)
28 29
ACRYLITE® Hi-Gloss
Condiciones de procesamiento: moldeo por inyección
Condición FT-8 NTA -1 NTA -3
Temperatura de secado, °F(°C)3a4horas
208 (98)Máx.
212 (100) Máx .
212 (100) Máx .
Temperatura del derretido,°F(°C)
428 a 500 (220 a 260)
428 a 482 (220 a 250)
428 a 482 (220 a 250)
Temperatura de molde,°F(°C) 140a194(60a90) 122 a 185 (50 a 85)
122 a 185 (50 a 85)
Presión de inyección, lb/pulg.2 (MPa)
6 .000 a 15 .000(41 a 103)
6 .000 a 15 .000(41 a 103)
6 .000 a 15 .000(41 a 103)
Presión de cierre 2,5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared<100/15 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared>100/1
Velocidaddelhusillo,rpm relación de compresión 2:1relación de compresión 3,5:1
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
Velocidaddeinyección,pulg./seg.,(mm/seg.)puntosdeinyecciónpequeños 0,5 a 1,5 (12,7 a 38) 0,5 a 1,5 (12,7 a 38) 0,5 a 1,5 (12,7 a 38)
Velocidaddeinyección,pulg./seg.,(mm/seg.)puntosdeinyeccióngrandes 1 a 4 (25,4 a 101) 1 a 4 (25,4 a 101) 1 a 4 (25,4 a 101)
Contrapresión, lb/pulg.2 (MPa)
50 a 150(0,34 a 1)
50 a 150(0,34 a 1)
50 a 150(0,34 a 1)
30 31
Evonik ofrece la mayor variedad de polímeros acrílicos para aplicacionesópticas,térmicasydeiluminaciónexteriorconLED.Nuestrospolímerosofrecenunaópticaexcelentequetiene un gran rendimiento en todos los tipos de aplicaciones de iluminación más exigentes . Los productos pueden colorearse en varios niveles de transparencia o en un sólido absoluto,incluidosblancobrillanteanegropianodealtobrillo.SeencuentrandisponiblesbloqueadoresdeUVygradosHID.
ACRYMID® es un polímero acrílico de temperatura ultra alta, resistente a la exposición a la intemperie que presenta:
•altaresistenciaaladistorsiónporcalor;•excelentetransmisiónyclaridad;•altatemperaturadeablandamientoVicat;•altaresistenciayrigidez;•buenaresistenciaalaexposiciónalaintemperie;•altadurezadelasuperficie;•altaresistenciaquímica.
Productos Heatresist en la lista de AMECA:
•ACRYLITE®Heatresisthw55•ACRYMID®TT50
Aplicaciones comunes:
•motoresdelucesdeLEDdealtaeficiencia;•lentesópticos;•fibraóptica;•dispositivosdeiluminación;•placasdeidentificación;•vidriostransparentesdealtatemperatura;•cubiertasparalumbreras;•automóviles.
Descripción de grados
Grado Resistencia a la temperatura Vicat
ACRYMID TT70 ResistenciaalatemperaturaVicat170 °C
ACRYMID TT50 ResistenciaalatemperaturaVicat150 °C
ACRYMID 813 ResistenciaalatemperaturaVicat130 °C
ACRYLITEHeatresisthw55 ResistenciaalatemperaturaVicat120 °C
ACRYLITEHeatresistFT15* ResistenciaalatemperaturaVicat115 °C
ACRYMID® y ACRYLITE® Heatresist ACRYMID® y ACRYLITE® Heatresist
Seencuentrandisponibles*FT15ennegroyencoloressólidosparaaplicacionesdealtobrillo.
32 33
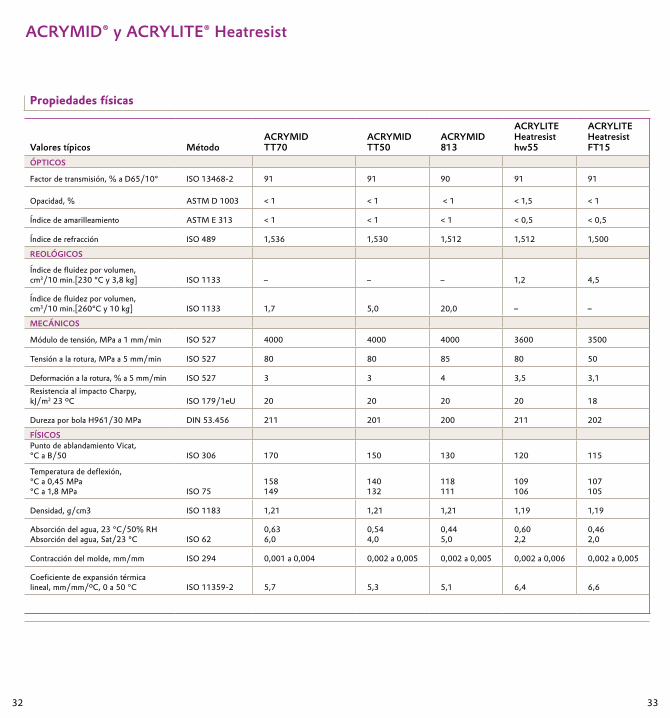
Propiedades físicas
Valores típicos MétodoACRYMID TT70
ACRYMID TT50
ACRYMID 813
ACRYLITE Heatresist hw55
ACRYLITE Heatresist FT15
ÓPTICOS
Factordetransmisión,%aD65/10° ISO13468-2 91 91 90 91 91
Opacidad,% ASTM D 1003 < 1 < 1 < 1 < 1,5 < 1
Índice de amarilleamiento ASTM E 313 < 1 < 1 < 1 < 0,5 < 0,5
Índice de refracción ISO489 1,536 1,530 1,512 1,512 1,500
REOLÓGICOS
Índicedefluidezporvolumen,cm3/10 min.[230 °Cy3,8 kg] ISO 1133 – – – 1,2 4,5
Índicedefluidezporvolumen,cm3/10 min.[260°Cy10kg] ISO 1133 1,7 5,0 20,0 – –
MECÁNICOS
Módulodetensión,MPaa1 mm/min ISO 527 4000 4000 4000 3600 3500
Tensiónalarotura,MPaa5 mm/min ISO 527 80 80 85 80 50
Deformaciónalarotura,%a5 mm/min ISO 527 3 3 4 3,5 3,1Resistencia al impacto Charpy, kJ/m223 ºC ISO179/1eU 20 20 20 20 18
DurezaporbolaH961/30MPa DIN53.456 211 201 200 211 202
FÍSICOSPuntodeablandamientoVicat, °CaB/50 ISO 306 170 150 130 120 115
Temperatura de deflexión, °Ca0,45 MPa°Ca1,8 MPa ISO 75
158149
140132
118111
109106
107 105
Densidad, g/cm3 ISO 1183 1,21 1,21 1,21 1,19 1,19
Absorcióndelagua,23 °C/50%RHAbsorcióndelagua,Sat/23 °C ISO 62
0,636,0
0,544,0
0,445,0
0,602,2
0,46 2,0
Contracción del molde, mm/mm ISO294 0,001 a 0,004 0,002 a 0,005 0,002 a 0,005 0,002 a 0,006 0,002 a 0,005
Coeficientedeexpansióntérmicalineal,mm/mm/ºC,0a50 °C ISO11359-2 5,7 5,3 5,1 6,4 6,6
ACRYMID® y ACRYLITE® Heatresist
34 35
ACRYMID® y ACRYLITE® Heatresist
Condiciones de procesamiento: moldeo por inyección
Condición ACRYMID 813 ACRYMID TT50 ACRYMID TT70ACRYLITE Heatresist hw 55
ACRYLITE Heatresist FT15
Temperaturadesecado,°F 239 265 300 228 212
Temperaturadelderretido,°F 482 a 536 482 a 536 500 a 555 428 a 482 428 a 482
Temperaturadelmolde,°F 200 230 265 140a194 158 a 203
Presióndeinyección,lb/pulg.2 6 .000 a 15 .000 6 .000 a 15 .000 6 .000 a 15 .000 6 .000 a 15 .000 6 .000 a 15 .000
Presión de cierre 2,5 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared<100/15 t/pulg .2deláreaproyectadacuandolongituddelflujo/grosordepared>100/1
Velocidaddelhusillo,rpm relación de compresión 2:1relación de compresión 3,5:1
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
75 a 15060 a 130
Velocidaddeinyección,pulg./seg.,puntos de inyección pequeños 0,5 a 1,5 0,5 a 1,5 0,5 a 1,5 0,5 a 1,5 0,5 a 1,5
Velocidaddeinyección,pulg./seg.,puntos de inyección grandes 1 a 4 1 a 4 1 a 4 1 a 4 1 a 4
Contrapresión,lb/pulg.2 25 – 100 25 – 100 25 – 100 50 – 150 50 – 150
36 37
Condiciones de procesamiento: extrusiónGeometríastípicasdeloshusillosyajustesdelasmáquinasparalaextrusiónde las láminas (husillo de dos etapas con L/D supuesto de 30/1)
Diámetro del husillo 3 ½ pulgadas 4 ½ pulgadas 6 pulgadas
Giros de alimentación: profundidad constante 4 a 0,400 4 a 0,625 7 a 0,635
Giros de transición: ahusamiento constante 3 3 3
Girosdelazonadosificadora:ahusamientoconstante 5 a 0,165 5 a 0,180 4a0,190
Giros de descompresión: ahusamiento constante 1 1 1
Girosdelazonadeventilación:profundidadconstante 4 a 0,650 4 a 0,750 a 0,750
Giros de recompresión: ahusamiento constante 2,5 2,5 2,0
Girosdelasegundazonadosificadora:ahusamientoconstante 5 a 0,280 5 a 0,305 5 a 0,320
Zonadealimentación°F 350 a 400 340 a 400 280 a 320
Zonaposterior°F 380 a 420 380 a 415 320 a 360
Zonaposterior-centro°F 380 a 425 380 a 425 360 a 420
Centro°F 390a430 380 a 425 400 a 440
Zonadefrente-centro°F 420 a 470 420 a 460 420 a 460
Frente°F 430 a 475 420 a 460 420 a 460
Entrada°F 450 a 470 450 a 470 460
Adaptador°F 450 a 470 450 a 470 460
Dado,extremo°F 450 a 470 450 a 470 470
Dado,izquieroyderecho°F 440 a 470 440 a 470 460
Dado,centro°F 440 a 470 440 a 470 460
Producciónaproximada(libras/hora) 440 a 550 800 a 1 .000 1 .300 a 1 .800
Potencia del motor, hp 75 a 100 125 a 174 200 a 300
ACRYMID® y ACRYLITE® Heatresist
38 39
Selección de materiales•Laseleccióndelpolímeroacrílicoadecuadoparauna
aplicación en particular es una parte muy importante del proceso de diseño .
•Elprimerpasoesdefinirclaramentelosrequisitosdeaplicaciónyrendimientodeusofinaldelapiezamoldeada.
•Losrequisitosderendimientoincluyen:resistenciaalaexposiciónalaintemperie,resistenciaalcalor,durezayresistencia química .
•Losrequisitosderendimientodeusofinaldebenemparejarseconlaspropiedadesyatributosdematerialespotenciales.Ungradoconlamayorresistenciayestabilidaddimensionalbajocalortendrácomoresultadopiezasmásduraderas,aunquepuedan ser más difíciles de moldear .
Resistencia química•Enlapráctica,laresistenciaquímicadependede:
• elpesomolecular;• tensionesinternasyexternas;• gradodeorientaciónmolecularenlapiezamoldeada;• elquímicoespecífico;• presenciaycantidaddemodificadordeimpacto.
•Lospolímerosacrílicosresistenvariosquímicospresentesen el uso normal tales como:• tinta;• solucionesalcalinas;• ácidosdébiles;• hidrocarburosalifáticos;• aguaysudor;• aguasalada.
•Lospolímerosacrílicosnosonresistentesalamayoríadeloshidrocarburosaromáticos.
•LosplastificantespuedenatacaralospolímerosacrílicosACRYLITE y ACRYLITE Resist .
•Latemperaturatambiénpuedeafectarlaresistenciaquímica de los polímeros acrílicos .
•Enconsecuencia,recomendamosqueserealicenlaspruebasadecuadascuandoexistancasosdudososyque senossoliciteasistenciatécnica.
Uso exterior•UnaventajadistintivadelospolímerosACRYLITEy
ACRYLITE Resist es su resistencia a los efectos adversos de la exposición a la intemperie .
•LospolímerosacrílicosACRYLITEmantienensuspropiedades físicas y ópticas por muchos años .
•LospolímerosACRYLITEResisttambiénsonresistentesa la exposición a la intemperie y mantendrán tanto sus propiedadesfísicascomosuaparienciadespuéslargosperiodosdeexposiciónalairelibre.
Secado•Lospolímerosacrílicossonlevementehigroscópicosy
requieren de un secado previo .•Nivelesdehumedadrecomendados:
• Moldeoporinyección:0,08%máx.• Extrusión:0,03%máx.
•Useunsecadortipodesecante.• Tiempodesecado:3a4horas• Aireefluente:puntodecondensaciónde-20 °Fomenos• Pequeñasperlasdesecantes:1/8"paraunsecadomás
efectivo• necesidaddecambiareldesecanteperiódicamente
•Lospolímerosacrílicosabiertamenteexpuestosacondicioneshúmedaspuedenabsorberhastaun1,8%dehumedad.
•Aumenteeltiempodesecadodelospolímerosquecontienenunagranhumedadhasta4a6horas.Noaumente la temperatura de secado .
•Unsecadoinsuficientepuedegenerar:• unareducciónenlatransparenciayunamayoropacidad;• laapariciónderayasenlasuperficie;• burbujasalolargodelapieza.
Remolido•TodoslosmaterialesdeEvonikpuedenserremolidosy
reprocesados sin afectar negativamente las propiedades físicas .•Elprincipalefectodeusarmaterialremolidoesuncambio
en el color .•Useun25%deremolidoy75%dematerialvirgenpara
minimizaruncambiosignificativoenelcolor.•Evitelacontaminaciónyquitetodoslossedimentosenel
proceso del remolido . •Elremolidopuedenecesitarunsecadoadicionaldebidoa
unamayorrelaciónsuperficie-volumen.
Consideraciones sobre los materiales
40 41
Purgas•Enlamayoríadeloscasos,elpolímeroacrílicoenunestado
no seco es un compuesto que sirve como purga suficiente .•Serecomiendanloscompuestoscomercialesqueno
contienen estireno ni detergentes como ASA Clean, Dyna-PurgeyUltimax.
•Lospolímerosacrílicossedecoloraránsisedejanenelcilindro por demasiado tiempo (5 a 10 minutos) .
•Elmaterialexpuestoaaltastemperaturasporlargosperiodos(porejemplo,durantetodalanoche)sedescompondráyformaráunacapaenelcilindroyboquilladelhusillo.
•Ladescomposiciónnocausaráundañopermanenteenla máquina y puede quitarse al purgar con remolido de acrílico de lámina .
•Lasinterrupcionesprolongadasotemperaturasinusualmentealtas(porencimadelos500 °F),puedengenerar un amarilleamiento del material en el cilindro . Si esto ocurre, puede requerirse de una purga .
Manejo de los materiales• Elmoldeadodepiezastransparentesdealtacalidad
requieredeprocesosdemanejodealtocuidadoparaevitar la contaminación proveniente de fuentes externas .
• Laaltadurezadelasuperficiedelacrílicotambiénsignificaqueesabrasivoensistemasdetransporte.
• Debenusarseaceroinoxidableenlíneasdetransportefijas.
• Debenusarsemanguerasdepoliuretanoparatramosdemanguerascortosyflexibles.
• NodebeusarsenuncaPVCyaqueablandaeintroducepartículasdePVCenelsistemadetransportecuandosedesgasta .
• Debenusarseseparadoresparaeliminarlospolvosfinosque se generan durante el proceso de transporte .
Molde por inyección
Diseño básico•Lasplacasdemoldesdebenserlosuficientementegruesas
como para evitar la deformación del molde que puede producirse por las altas presiones de la masa fundida en la cavidad .
•Puedenusarsemoldescorredizosporquelarelativaviscosidad de la masa fundida apenas penetra el espacio entrelosmiembroscorredizos.
•Lospolímerosacrílicosrequierende2,5toneladas/pulgada2(352 kg/cm²)deláreaproyectadaparacuandolalongituddelflujo/grosordelapared<100/1y5toneladas/pulgada2(703 kg/cm²)paralongitud/grosor>100.
•Noserecomiendanlasentalladuras.•Lacavidaddelmoldedebetenerunasuperficiesuavey
no porosa, lo cual es especialmente importante cuando se usan polímeros muy transparentes .
•Seprefiereunrevestimientodecromoparaunaterminacióndealtobrilloyparaprotegercontralapenetracióndelubricantesenlasuperficiedelmolde.
•Losmoldesdeperiodoslargosdebenestarcarbocementadosybienpulidos.
•Paramantenertiemposdepermanenciarazonablesyminimizarladegradacióndelacizalla,eltamañodeldisparodebevariarentreel40yel60%delacapacidaddelcilindro.
•Sielcilindroesdemasiadogrande,puedehaberdificultadesenelprocesamientodebidoatiemposdepermanenciademasiadoextensosodebidoaunesfuerzoexcesivo en el motor de la máquina .
•Laeleccióndeusarunmoldedeunacavidadfrenteaunode varias cavidades depende de la capacidad de la máquina y de la economía de producción general .
Grosor de la pared•Comoreglageneral,esmejortrabajarconparedesqueno
seanextremadamentefinas(<0,039 pulgadas,1 mm).•Laspiezasconparedesfinassonmásdifícilesdeprocesary
con frecuencia se deforman a temperaturas menores de las esperadasdebidoaunamayororientaciónmolecular.
•Parallenaradecuadamenteunapiezaconunaparedfinadebeusarseuncompuestoconunbajopesomoleculareíndicedefluidezmásalto.
•EvonikCyroofrecegradosdematerialesquesonespecíficamente adecuados para aplicaciones de paredes finas .
42 43
Temperatura de molde•Latemperaturadelmoldetieneunainfluenciasignificativa
tanto en el procesamiento como en las propiedades de los acrílicos .
•Serecomiendausarundispositivodecontroldetemperaturade molde .
•Unmoldefríoesmásdifícildellenaryestopuedegenerarunaltoesfuerzoderefrigeración,alabeo,unafuerteorientación y hundimientos .
•Unmoldefríotambiénpuedegenerarunaaparienciaopacadelasuperficieenpiezasmoldeadasconmaterialesmodificados al impacto .
Ventilación• Lospolímerosacrílicostiendenagenerargasesdurante
el procesamiento, lo que hace necesario que el molde se ventile .
• Laventilacióntienedosobjetivosprincipales:1. Permiteundesplazamientodelaireenelmolde
para que el polímero pueda llenar el molde .2. Liberagasesdelproceso,loquedacomoresultado
piezasdecalidadsinopacidadoacabadopobre.• Useconductosdeventilacióndeunaprofundidadde
0,0015"a0,002"(0,040 mma0,051 mm)rebajados a0,005"paraunalongitudde0,25pulgadas.
• Paramoldescomplejos,debeconsiderarselaventilaciónpor aspiración .
Contracción•Laspiezasacrílicassecontraeránalenfriarse.•Elniveldecontraccióndependedelgradodelacrílico,las
condiciones de procesamiento que se usen y el tamaño y grosordelapieza.
•LosacrílicosdeEvoniktienenunacontracciónrelativamentebajaypredecibleenelrangode0,003pulgadas/pulgadaa0,008 pulgadas/pulgada, según el grado en particular .
•Eldiseñodelmoldeylascondicionesdeprocesamientodebentenerseencuentaalestimarlacontracción.
Canal de colada•Elcanaldecoladadebepermitirunbuenllenadodela
cavidaddelmoldeconundescensodebajapresión.•Elcanaldecoladadebeserlomáscortoqueseaposible
yaquelaresistenciadelflujoaumentaconlalongituddelcanal de la colada .
•Sielcanaldecoladanoseasientadirectamentesobreelmolde,debeusarseunpozofríofrentealcanaldecolada.
•Elpozofríorecogeráelcompuestomásfríoqueemerge primerodelaboquilla.
Correderas•Lamejorseccióntransversaldeunacorrederaes
completamente redonda . •Noserecomiendanlasseccionestransversales
ovaladas ni rectangulares . •Lascorrederasdebenmantenerselomáscortasquesea
posibleparafacilitarunllenadocompletoyuniforme.
Puntos de inyección•Todoslostiposdediseñosdepuntosdeinyecciónse
han usado correctamente con la línea de productos de polímeros acrílicos de Evonik .
•Sielpuntodeinyecciónesdemasiadopequeño,limitarálavelocidad de llenado que al mismo tiempo evita un llenado adecuado del molde .
•Cuandoseusaunpuntodeinyecciónrestringido,eldiámetronodebesermenorque0,036 pulgadas(0,9 mm)paralosartículosdepesopromedio,y0,028 pulgadas(0,7 mm)paraartículos más pequeños con un grosor de pared uniforme .
•Elpuntodeinyecciónconlengüetaseusaensituacionesenlasquedebeevitarselasuperficiedébilalrededordeunpuntodeinyecciónrestringido.Lapareddelalengüetanodebesermásgruesaquelapareddelapiezaparaevitaruntiempo de enfriamiento excesivo .
•Elpuntodeinyeccióntipoventiladorseusaparamoldeadosplanosyfinoscomobalanzas,cobertoresoreglasdondenosequiereinyectarsobrelascarasplanasmásgrandes.
•Serecomiendaelusodelpuntodeinyeccióntipoparaguasparaartículostubulares.
•Elpuntodeinyeccióntiposubmarinopermitequeelmoldeado se separe automáticamente de la corredera despuésdequitarelmolde.
•Elpuntodeinyeccióncentralfueunodelosprimerostiposde puntos de inyección que se usaron en el moldeo por inyecciónyseconsideraunodelosmejores.Proporcionaunllenadobalanceadodelapiezamoldeadaquereducelatensiónyminimizalaslíneasdelasoldadura.Elpuntodeinyección central requiere de un enfriamiento adecuado alrededor de la superficie del punto de inyección para moldes de canales calientes .
•Elpuntodeinyeccióndebeestarubicadoenunaposiciónde tensión mecánica mínima ya que el punto de inyección tiene un efecto de entalladura y puede generar una falla .
•ConsulteelManualTécnicoparaelusuariodeACRYLITEpara consultar un análisis más detallado con respecto a los puntos de inyección .
44 45
Extrusión•Hayvariospasosqueseguirenlaextrusiónpara
asegurarsedeobtenerunproductodealtacalidad:• unsecador,líneadetransporte,tolva,husillo,
cilindroydadoqueestenlimpios;• mantenerlatemperaturadelderretidoadecuada;• usardadosmicroacabados,cromadosyendurecidosy
cilindrospulidores;• secarelmaterialadecuadamente.
•Unhusillo,uncilindroyundadolimpiostenderánaevitarlosproblemasdecontaminación.
•Esmuyimportanteevitarlacontaminaciónconotrosplásticos ya que el comportamiento de extrusión del material fundido y las propiedades ópticas y mecánicas del extrusadoacabadopuedencorrerunserioriesgo.
•Cuandolastemperaturasdeldadosondemasiadoaltas,segeneraráunaacumulaciónenlosbordesdeldado.Estohaocurrido con los polímeros ACRYLITE Resist .
•Unaacumulaciónenelbordedeldadopuedehacerque se formen líneas en el extrusado en la dirección delamáquina.Porotrolado,sielbordedeldadoestádemasiadofrío,lasuperficienotendrábrillo.Losfilosdelosbordesdeldadodebenestarmuyafiladosparaeliminarla acumulación .
•Loscilindrospulidoresdealtacalidadsonnecesariosparaproducirunexcelenteacabadodelasuperficiequequedesuaveybrillante.
•Recomendamoselusodecilindrosmicroacabados,cromadosyendurecidosaRockwellC50-60.
•Loscilindrosdebenestarequipadosconcontrolesdetemperatura y velocidad precisos e independientes, conectados a cilindros de extracción de caucho .
•Elsecadodelosmaterialesesmuyimportanteenlaextrusión . Se recomienda un nivel de humedad menor o igualque0,03%paraasegurarlaproduccióndepiezasdecalidad.Unsecadoinadecuadodelmaterialpuedeprovocardesdeunalevereducciónenelbrilloylatransparenciadelasuperficiehastafuertesrayasenlasuperficiey/oburbujas.
•Alusarelremolido,esimportantesepararlossedimentosdel remolido . Si esto no se hace, se generarán partículas negras a medida que el sedimento se degrade y se formará carbonillaenelcilindroquesedesprenderáenelflujodelmaterial fundido durante el procesamiento .
Opciones de acabado y tratamiento posteriorSeparación del canal de colada•Esmejorquitarelcanaldecoladainmediatamentedespués
de la extracción del molde . •Lospuntosdeinyecciónfinossecortancontijeraso
alicatesdiagonalescalientesosequiebran.•Lospuntosdeinyecciónconlengüetaconfrecuenciase
quitan con una pequeña sierra circular . •Loscanalesdecoladasequitanconcuchillas.Elpequeño
caboresidualavecessepulenenunafresadora.•Lospuntosdeinyeccióntipoparaguasylospuntosde
inyeción anulares generalmente se cortan en un torno .
Recocido•Elrecocidominimizalosefectosdelastensionesinternas
causadas por el proceso de moldeado .•Serecomiendaelrecocidoparaevitarlaformaciónde
grietas pequeñas por la tensión si el moldeado entra encontactoconsolventessilapiezaesenlazadaconsolventes, o es pintada .
•Latemperaturaderecocidoóptimaesdeaproximadamente 5 °Cpordebajodelatemperaturadedistorsiónbajocarga(DTL) .
•Eltiempoderecocidodependedelgrosordelapieza.•Unapautaaproximadaesunahoradecalentamientopor
milímetro de grosor del material y, más importante, una hora de refrigeración por milímetro de grosor del material .
•Eltiempoyritmodeenfriamientosonmuyimportantesparaelprocesoderecocido.Silaspiezasmoldeadasseenfrían demasiado rápido, la tensión puede aumentar .
Tratamiento antiestático•Laatraccióndelpolvopuedereducirsemedianteel
tratamientodelasuperficieconaireionizadooagentesantiestáticos líquidos .
•Lasmolduraspuedensumergirseenestelíquidoinmediatamentedespuésderetirarlasdelmolde.
46 47
Prueba con acetato de etilo•Lapruebaconacetatodeetiloayudaaidentificartensiones
internas . •Lamoldurasesumergeenacetatodeetiloentredosy
tresminutos.Luegosesecayseanalizalaexistenciaderajadurasygrietas.
•Unapiezamoldeadaorecocidaadecuadamenteseagrietarámuy poco y, según la experiencia, cumplirá con todos los requisitos prácticos .
•SepuedecomunicarconelCentroTécnicodeEvonikCyroparaobtenerunprocedimientocompleto.
Adhesión •Hayvariosmétodosparaadherirlalíneadeproductos
de polímeros acrílicos de Evonik . • Laadhesiónconsolventesusaunsolventepara
ablandarlasuperficiedeadhesiónhastaelpuntoenqueseproduceunaunióndemoléculasentrelasdossuperficies .
• Cuandoelsolventesedisipa,launiónsecongela en el lugar .
• Laresistenciadelauniónavecesestanfuertecomo elmaterialbase.
• Lossolventescomunesqueseusanparaacrílicossonel cloruro de metileno, tolueno, tetrahidrofurano, cellosolve y metiletilcetona .
•Launiónporadhesivosdifieredelaadhesiónconsolventesen que el adhesivo en sí mismo forma la unión .• Aquí,launiónsoloestanfuertecomoeladhesivoal
sustrato de plástico .•Confrecuenciaseusanadhesivosepoxisdedospartes,100%
sólidoscurablesconUVydecianoacrilatoparalosacrílicos.•Esimportanteminimizarlastensionesporelmoldeo
cuandoserealicecualquiertipodeadhesiónenunapieza.• Estosepuedelograrsisesiguencondicionesde
procesamientoadecuadasy/oserecuecelapiezaantesde la adhesión .
• Lainstruccióntécnicatitulada"Uniónconsolventeyadhesiva"proporcionamásrecomendacionespara este proceso .
Requisitos normativos
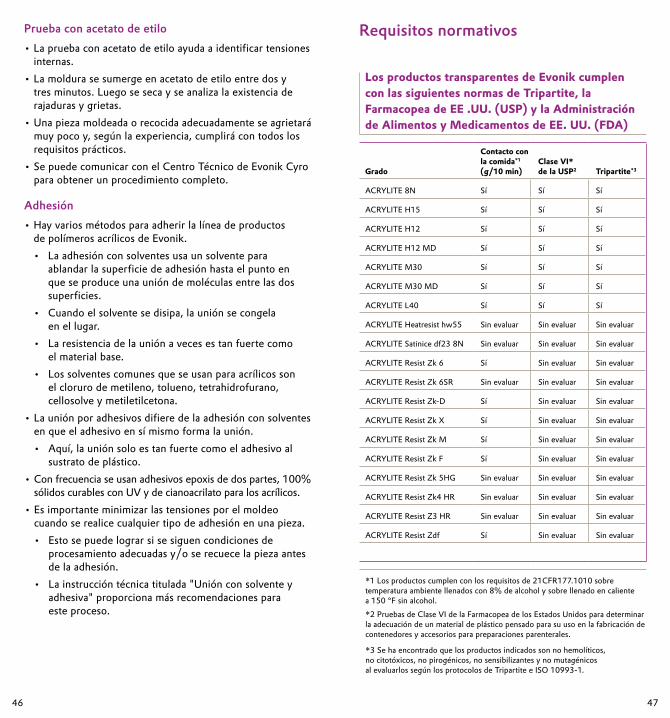
Los productos transparentes de Evonik cumplen con las siguientes normas de Tripartite, la Farmacopea de EE .UU. (USP) y la Administración de Alimentos y Medicamentos de EE. UU. (FDA)
Grado
Contacto con la comida*1
(g/10 min)Clase VI* de la USP2 Tripartite*3
ACRYLITE8N Sí Sí Sí
ACRYLITEH15 Sí Sí Sí
ACRYLITEH12 Sí Sí Sí
ACRYLITEH12MD Sí Sí Sí
ACRYLITE M30 Sí Sí Sí
ACRYLITE M30 MD Sí Sí Sí
ACRYLITE L40 Sí Sí Sí
ACRYLITEHeatresisthw55 Sin evaluar Sin evaluar Sin evaluar
ACRYLITESatinicedf238N Sin evaluar Sin evaluar Sin evaluar
ACRYLITE Resist Zk 6 Sí Sin evaluar Sin evaluar
ACRYLITE Resist Zk 6SR Sin evaluar Sin evaluar Sin evaluar
ACRYLITEResistZk-D Sí Sin evaluar Sin evaluar
ACRYLITE Resist Zk X Sí Sin evaluar Sin evaluar
ACRYLITE Resist Zk M Sí Sin evaluar Sin evaluar
ACRYLITEResistZkF Sí Sin evaluar Sin evaluar
ACRYLITEResistZk5HG Sin evaluar Sin evaluar Sin evaluar
ACRYLITEResistZk4HR Sin evaluar Sin evaluar Sin evaluar
ACRYLITEResistZ3HR Sin evaluar Sin evaluar Sin evaluar
ACRYLITE Resist Zdf Sí Sin evaluar Sin evaluar
*1Losproductoscumplenconlosrequisitosde21CFR177.1010sobretemperaturaambientellenadoscon8%dealcoholysobrellenadoencaliente a150 °Fsinalcohol.*2PruebasdeClaseVIdelaFarmacopeadelosEstadosUnidosparadeterminar laadecuacióndeunmaterialdeplásticopensadoparasuusoenlafabricaciónde contenedores y accesorios para preparaciones parenterales .
*3Sehaencontradoquelosproductosindicadossonnohemolíticos, nocitotóxicos,nopirogénicos,nosensibilizantesynomutagénicos alevaluarlossegúnlosprotocolosdeTripartiteeISO10993-1.

48
EmpaquetadoTodos los productos de polímeros acrílicos de Evonik se suministran en pastillas cilíndricas de 1/8 pulgadas . Están empaquetadasentamboresde375 libras,cajasdecartón de1500 librasoagranelatravésdecamionesoenvagonesde trenes .
Soporte técnicoNuestroCentrodeTecnologíaenwww.acrylite-polymers.com ofrece acceso a preguntas frecuentes, propiedades físicas, condiciones de procesamiento, información de cumplimiento denormas,consejosparalaresolucióndeproblemas,etc. ElCentrodeServicioTécnicodeEvonikCyrousaunaampliavariedad de extrusión, termoformado, moldeo por inyección yequipamientodepruebaparaevaluacionesdeproductosyprocesos.NuestrosingenierosdelServicioTécnicotambiénestándisponiblesparaasistenciaenellugarencentrosparaclientessiselosnecesita.Paraobtenerinformacióntécnica,llameal+1203284-4290.
Aviso importante: Esta información y todos los consejos técnicos o de otro tipo se basan en el conocimiento y experiencia actuales de Evonik. Sin embargo, Evonik no asume responsabilidad por dicha información o consejos, incluida la medida en la que dicha información o consejos se relacionen con los derechos de propiedad intelectual de terceros. Evonik se reserva el derecho de realizar cualquier cambio en la información o consejos en cualquier momento, sin aviso previo ni posterior. EVONIK RENUNCIA A TODAS LAS REPRESENTACIONES Y GARANTÍAS, YA SEAN EXPRESAS O IMPLÍCITAS, Y NO SE RESPONSABILIZARÁ POR LA COMERCIABILIDAD DEL PRODUCTO O SU CAPACIDAD PARA CUMPLIR CON UN PROPÓSITO EN PARTICULAR (INCLUSO SI EVONIK ES CONSCIENTE DE DICHO PROPÓSITO) O NO. EVONIK NO SE RESPONSABILIZARÁ POR DAÑOS CONSECUENTES, INDIRECTOS O FORTUITOS (INCLUIDA LA PÉRDIDA DE GANANCIAS) DE NINGÚN TIPO. Es responsabilidad exclusiva del cliente la realización de una inspección y prueba de todos los productos por parte de expertos calificados. La referencia a marcas comerciales usadas por otras compañías no es una recomendación ni una promoción del producto correspondiente y no implica que no se puedan usar productos similares.
ACRYLITE® y ACRYMID® son marcas registradas de Evonik Cyro LLC, una compañía del grupo Evonik Degussa Corporation. Estos mismos productos se comercializan con los nombres comerciales de PLEXIGLAS® y PLEXIMID® en los continentes europeo, asiático, africano y australiano.
©2011 Evonik Cyro LLC. Todos los derechos reservados. Impreso en EE .UU.
Evonik Cyro LLC 379 Interpace Parkway Parsippany, NJ 07054 Estados Unidos
teléfono +1 973 541-8000 +1 800 225-0172
[email protected] www.acrylite-polymers.com www.evonik.com
Asesor de acrílicosGuía de referencia técnicapara ACRYLITE® y ACRYMID®polímeros acrílicos
3726
-011
1-BM