If you can't read please download the document
Upload
santiago-julian-mamani
View
105
Download
5
Embed Size (px)
Citation preview
CODIGO ASME SECCIN IX
17
CODIGO ASME SECCIN IX
ELABORACIN Y CALIFICACIN DE PROCEDIMIENTOSDE SOLDADURA POR FUSIN Y SOLDADURA FUERTE,CALIFICACIN DE SOLDADORES YOPERADORES DE MAQUINAS DE SOLDAR
VERSIN DE 1995
CONTENIDO
SOLDADURA POR FUSIN
PRLOGOOBJETIVO DE ESTE SEMINARIOINTRODUCCIN
CAPTULO IREQUISITOS GENERALES DE SOLDADURA
100GENERALIDADES110ORIENTACIN DE LA SOLDADURA120POSICIONES DE ENSAYO PARA SOLDADURAS EN RANURA130POSICIONES DE ENSAYO PARA SOLDADURAS EN FILETE140TIPOS Y PROPSITOS DE LOS ENSAYOS Y LAS INSPECCIONES150ENSAYOS DE TENSIN160ENSAYOS DE DOBLEZ GUIADO170ENSAYOS DE TENACIDAD CON ENTALLA (ENSAYOS DE IMPACTO)180ENSAYOS PARA SOLDADURAS EN FILETE190OTROS ENSAYOS E INSPECCIONES
CAPTULO IICALIFICACIONES DE PROCEDIMIENTOS DE SOLDADURA
200GENERALIDADES210PREPARACIN DE LOS MATERIALES DE PRUEBA 250VARIABLES DE SOLDADURA260VARIABLES EN LA ESPECIFICACIN DEL PROCEDIMIENTO DE SOLDADURA (WPS)280PROCESOS ESPECIALES
CAPTULO IIICALIFICACIONES DEL DESEMPEO DEL SOLDADOR Y DEL OPERADOR
300GENERALIDADES310MATERIALES DE PRUEBA PARA LA CALIFICACIN320REENSAYO Y RENOVACIN DE LA CALIFICACIN350VARIABLES DE SOLDADURA PARA LOS SOLDADORES360VARIABLES DE SOLDADURA PARA LOS OPERADORES DE MAQUINAS DE SOLDAR380PROCESOS ESPECIALES
CAPTULO IVDETALLES DE REFERENCIA SOBRE SOLDADURA
400VARIABLES410TCNICA420AGRUPAMIENTO DE MATERIALES. NMEROS P Y S430NMEROS F440COMPOSICIN QUMICA DEL METAL DE SOLDADURA450PROBETAS460FIGURAS DE POSICIONES, PROBETAS Y ENSAYOS470AGUA FUERTE. REACTIVOS Y PROCESOS490DEFINICIONES
ANEXO ANO MANDATORIOFORMATOS SUGERIDOS PARA SOLDADURA POR FUSIN:WPS, PQR, WPQ
PRLOGO
Este Seminario se desarrolla para brindar a los profesionales vinculados con las construcciones metalmecnicas soldadas una actualizacin y una familiarizacin con el uso del Cdigo ASME SECCIN IX, para la Elaboracin y Calificacin de Procedimientos de Soldadura y para la Calificacin de Soldadores y Operadores de Equipos de Soldadura.
Debido a que el Cdigo ASME SECCIN IX es bastante extenso, en estas memorias no se encuentra toda la informacin del Cdigo, sino la necesaria para abarcar el buen desarrollo de este seminario. Est basada en el Cdigo ASME SECCIN IX, versin de 1995.
OBJETIVOS DE ESTE SEMINARIO
Uno de los objetivos de este seminario es familiarizar y actualizar al personal profesional de la soldadura en el uso del Cdigo ASME SECCIN IX Preparacin y Calificacin de Procedimientos de Soldadura, Calificacin de Soldadores y de Operadores de equipos de Soldadura.
Se consideran los procesos de soldadura ms comunes en Colombia como son el Electrodo Manual Revestido (SMAW), Arco Sumergido (SAW), Electrodo Slido Continuo con Proteccin Gaseosa (GMAW), Electrodo Tubular con Fundente Interior (FCAW) y Electrodo de Tungsteno Protegido con Gas (GTAW).
Otro objetivo que se pretende es que el participante desarrolle bien las Especificaciones para un Procedimiento de Soldadura (WPS), la Calificacin del Procedimiento de Soldadura (PQR) y la Calificacin del Soldador (WPQ).
Se pretende informar sobre las limitaciones del cdigo ASME SECCIN IX; saber evaluar un procedimiento de soldadura, un informe de calificacin del procedimiento y de calificacin del soldador.
Analizar quines son los responsables de las diferentes actividades de soldadura antes referenciadas para este seminario.
INTRODUCCIN
EL CODIGO ASME
En 1914 ASME cre un Comit con el propsito de formular las reglas normalizadas para la construccin de calderas de vapor y otros recipientes de presin. Este Comit se conoce hoy en da como el Comit ASME de Calderas y Recipientes de Presin.
La funcin de este Comit es establecer las reglas de seguridad que orienten el diseo, la fabricacin y la inspeccin durante la construccin de calderas y recipientes de presin y la interpretacin de estas reglas cuando pueda surgir alguna duda con respecto a su alcance.En la formulacin de estas reglas, el Comit de la ASME considera las necesidades de los usuarios, los fabricantes y los inspectores autorizados de calderas y recipientes de presin.
El objetivo de las reglas del cdigo ASME es el de suministrar una proteccin razonable y real a la vida y la propiedad, y proporcionar un margen de deterioro de los equipos en servicio que conlleve a un perodo razonable de utilizacin en forma segura.
En la formulacin de las reglas del Cdigo ASME y en el establecimiento de las presiones mximas de diseo, se consideran los materiales, los mtodos de fabricacin y construccin, el tipo de inspeccin y los accesorios de seguridad.
COMPOSICIN DEL CODIGO ASME
Seccin ICalderas de PotenciaSeccin IIEspecificacin de MaterialesParte AMateriales FerrososParte BMateriales No FerrososParte CMateriales de Aporte en SoldaduraParte DPropiedades de los MaterialesSeccin IIINuclearDivisin 1ComponentesDivisin 2Contenedores y recipientes de Concreto del ReactorSeccin IVCalderas de CalentamientoSeccin VEnsayos No DestructivosSeccin VIReglas Recomendadas para el Cuidado y Operacin de Calderasde CalentamientoSeccin VIIGua Recomendada para el Cuidado de Calderas de Potencia
Seccin VIIIRecipientes de PresinDivisin 1DiseoDivisin 2Reglas AlternativasSeccin IXCalificacin de los Procedimientos de Soldadura y Calificacin de los Soldadores en Procesos de Soldadura por Fusin y Soldadura Fuerte (Brazing)Seccin XRecipientes a Presin en Fibra de Plstico ReforzadoSeccin XIInspeccin Durante Operacin de Servicio de Componentes de PlantasNucleares
COMPOSICIN DEL CDIGO ASME
ADENDAS
Son revisiones a cada edicin del Cdigo, debidamente aprobadas por el Comit de Calderas y Recipientes de Presin, las cuales son publicadas anualmente en hojas de diferentes colores y que son enviadas a cada poseedor de la edicin vigente del Cdigo.
Las revisiones publicadas en las adendas, se pueden empezar a utilizar desde la fecha de publicacin de las mismas, pero son obligatorias como requisitos mnimos despus de seis (6) meses de la fecha de publicacin, excepto para trabajos contratados con anterioridad.
INTERPRETACIONES
Son respuestas escritas de ASME a preguntas concernientes a la interpretacin de aspectos tcnicos del Cdigo. Estas interpretaciones que son oficiales de ASME, son publicadas dos veces al ao, en julio y en diciembre y enviadas a cada poseedor de la edicin vigente del Cdigo.
CASOS CDIGO
Son publicaciones del Cdigo ASME en las cuales se consideran las adiciones y revisiones propuestas al Cdigo y las formulaciones de casos que ayudan a clarificar la intencin de los requisitos existentes o el suministro, cuando se presente una necesidad urgente de reglas para materiales o fabricaciones no contempladas en el Cdigo vigente.
Los casos Cdigo son enviados automticamente a los poseedores de la ltima edicin del Cdigo.
CDIGOS DE CONSTRUCCIN
Son normas particulares de diseo, fabricacin e inspeccin aplicables a tipos especficos de construcciones tales como las siguientes:
ASME Secciones I, III, IV y VIII para calderas, tanques e intercambiadores.ANSI / ASME B 31.3, Tuberas a presin para la industria petroqumica.
API 620, API 650 Construccin de tanques de almacenamiento.
API 1104 Soldadura de oleoductos y accesorios relacionados.
CDIGOS DE REFERENCIA
Se denominan as a los Cdigos tales como el ASTM, el AWS, el ASNT, el ASME Secciones II, V, IX u otros Cdigos, los cuales son citados o referenciados por algn Cdigo de construccin (ASME y no ASME) como obligatorios para cumplir como en los materiales, los ensayos destructivos y no destructivos, calificacin de procedimientos, calificacin de soldadores, entre otros.
Los Cdigos de construccin pueden exigir requisitos adicionales o dar excepciones a los requisitos de los Cdigos de referencia.
PROPSITO DEL CODIGO ASME SECCIN IX
El Cdigo ASME Seccin IX es un Cdigo de referencia que se relaciona desde sus orgenes con la Calcificacin de los Procedimientos de Soldadura y la Calificacin de Soldadores para construcciones nuevas de calderas o recipientes a presin segn la Seccin I y la VIII de este Cdigo y para tuberas de interconexin segn el Cdigo ANSI / ASME B 31.3.
Actualmente, este Cdigo es referencido por otros Cdigos, Normas y Especificaciones de construccin de uso frecuente tales como el API 620, el API 650, el TEMA, el Cdigo de inspeccin del National Board (NBIC) entre otros.
ORGANIZACIN DEL CDIGO ASME SECCIN IX
La Seccin IX cubre los procedimientos de soldadura por fusin, los procedimientos de soldadura fuerte (brazing), la calificacin de soldadores y calificacin de operadores requeridas por el Cdigo ASME y empleadas adems por otros Cdigos y especificaciones.
El Cdigo ASME Seccin IX est organizado en:
Parte QWSOLDADURA POR FUSINCaptulo 1Informacin GeneralCaptulo 2Calificaciones del Procedimiento de SoldaduraCaptulo 3Calificaciones del Desempeo del SoldadorCaptulo 4Detalles de Referencia sobre Soldadura
Parte QBSOLDADURA FUERTE (BRAZING)
Captulo 11Requisitos Generales de la Soldadura FuerteCaptulo 12Calificaciones del Procedimiento de Soldadura FuerteCaptulo 13Calificaciones del Desempeo del SoldadorCaptulo 14Detalles de Referencia sobre Soldadura Fuerte
ASPECTOS FUERA DEL ALCANCE DEL CDIGO ASME SECCIN IX
Algunos aspectos que no estn contemplados dentro del alcance de la Seccin IX son:
- Parmetros para las soldaduras de produccin.-Criterios de aceptacin de soldadura o requisitos de inspeccin para las diferentes normas de calidad.
-Seleccin de material base o material de aporte para las condiciones de servicio
esperadas.- Requisitos de control de calidad.- Requisitos de temperaturas y tiempo para los tratamientos trmicos (precalentamiento, mantenimiento, poscalentamiento) exigidos por otros cdigos o especificaciones.- Algunos otros procesos de soldadura que pueden estar contemplados en otros cdigos o especificaciones de construccin.
CAPTULO 1REQUISITOS GENERALES DE SOLDADURA
QW - 100GENERALIDADES
La Seccin IX del Cdigo ASME Calderas y Recipientes a Presin, describe la calificacin del procedimiento de soldadura por fusin, la calificacin del soldador y el operador, al igual que la calificacin del procedimiento de soldadura fuerte, la calificacin del soldador y del operador. El Cdigo ASME B 31 Tubera a Presin, est de acuerdo con la Seccin IX.
La Seccin IX del Cdigo ASME est dividida en dos partes a saber:
- Parte QW (Qualification Welding), indica los requisitos para la soldadura por fusin.- Parte QB (Qualification Brazing), contiene los requisitos para soldadura fuerte.
QW - 100.1Propsito de los Procedimientos de Soldadura. El propsito de la Especificacin del Procedimiento de Soldadura (WPS) y del Registro de Calificacin del Procedimiento (PQR), es determinar la adecuada soldabilidad de las partes para construccin de tal forma que d los requisitos idneos de aplicacin para el propietario.
Este presupone que el soldador u operador de soldadura que tiene que ejecutar las pruebas para la calificacin del procedimiento de soldadura, es calificado. Esto es, que las pruebas de calificacin del procedimiento de soldadura establecen las propiedades de las partes soldadas y no la habilidad del soldador u operador de mquina de soldar.
Adems de los requisitos generales, consideraciones especiales de tenacidad son solicitadas por otras secciones del Cdigo.
En resumen, un WPS enumera las variables esenciales, no esenciales y rangos de aceptabilidad de estas variables usadas en el WPS. El WPS es como una gua para el soldador y el operador de mquina de soldar. El PQR registra las variables empleadas para la calificacin del WPS y el resultado de los ensayos.
QW - 100.2Habilidad del Soldador y del Operador. En la calificacin de la ejecucin, el criterio bsico establecido para calificacin del soldador, es determinar la habilidad del soldador para hacer un depsito sano de soldadura. El propsito de los ensayos de calificacin de ejecucin para el operador de mquina de soldar, es determinar la habilidad en el manejo de la mquina y operacin del equipo de soldadura.
QW - 100.3Requisitos Mandatorios. La especificacin del procedimiento de soldadura (WPS) escrito y calificado de acuerdo con las reglas de esta Seccin; soldadores y operadores de mquinas automticas y equipos de soldadura, que tambin califican de acuerdo con estas reglas, pueden ser usadas en cualquier construccin con los requisitos del cdigo ASME de Recipientes a Presin y Calderas o el cdigo ASME B 31 para Tuberas a Presin.
De cualquier modo, en otras Secciones de este Cdigo estn las condiciones bajo las cuales los requisitos de la Seccin IX, son mandatorios en su totalidad o en parte y plantea requisitos adicionales. Se advierte al lector de tomar estas prevenciones en sus consideraciones cuando usen esta Seccin.
El WPS, el PQR y la calificacin de habilidad del soldador u operador de soldadura, WPQ, realizados de acuerdo con la edicin de 1.962 o cualquier edicin posterior de la Seccin IX, puede ser usada en fabricacin bajo el cdigo ASME de Recipientes a Presin y Calderas o el ASME B 3l para Tuberas a Presin.
El WPS, el PQR y la calificacin de habilidad del soldador u operador de soldadura, WPQ, realizados de acuerdo con los requisitos de ediciones de la Seccin IX anteriores a la edicin de 1962, pueden ser tambin usadas siempre y cuando todos los requisitos se encuentren en la edicin de 1962 o ediciones posteriores.
Los requisitos incluidos en el WPS no necesitan ser enmendados para incluir las variables requeridas por estar de acuerdo con ediciones posteriores y adendas de la Seccin IX.
Calificacin de nuevos WPS o WPQ y recalificacin de WPS existentes estarn de acuerdo con la presente edicin y las adendas de la Seccin IX.
QW - 101ALCANCE
Las reglas en esta Seccin del Cdigo se aplican a la preparacin de las Especificaciones del Procedimiento de Soldadura (WPS), la calificacin de los procedimientos de soldadura (PQR), calificacin de soldadores y operadores de mquina de soldar (WPQ) para todos los tipos de procesos de soldadura manual y mecnicos permitidos en esta Seccin. Estas reglas tambin pueden ser aplicadas, tanto como ellas sean aplicables, en otros procesos de soldadura manual o mecnica permitidos en otras Secciones.
QW - 102TRMINOS Y DEFINICIONES
Varios de los trminos ms comunes relativos a la soldadura estn definidos en QW - 492. Estos estn sustancialmente de acuerdo con las definiciones dadas en AWS A 3.0 - 80 Trminos y Definiciones Empleados en Soldadura.
Donde quiera que la palabra tubo (pipe) est indicada, tubo (tube) tambin se aplica.
QW - 103RESPONSABILIDAD
QW - 103.1Soldadura. Cada fabricante (incluye instalador o ensamblador) o contratista es responsable de la soldadura realizada por su organizacin y dirigir las pruebas requeridas en esta Seccin para calificar los procedimientos de soldadura que use en las construcciones de soldadura hechas bajo este Cdigo y el desempeo de soldadores y operadores que apliquen estos procedimientos.
QW - 103.2Registros. Cada fabricante o contratista debe mantener un registro de los resultados obtenidos en los procedimientos de soldadura y calificaciones de habilidad de los soldadores y operadores de mquinas de soldar. Estos registros deben estar certificados por el fabricante o contratista y deben estar accesibles al Inspector Autorizado.
Recurrir a los formatos recomendados en el Anexo A No Mandatorio.
QW - 110ORIENTACIN DE LA SOLDADURA
La orientacin de las soldaduras est ilustrada en las Figuras QW - 461.1 y QW - 461.2.
QW - 120POSICIONES DE ENSAYO PARA SOLDADURAS EN RANURA
Pueden ser realizadas soldaduras en ranura en material de ensayo orientado en cualquiera de las posiciones ilustradas en la Figura QW - 461.3 y Figura QW - 461.4 y est descrito en los siguientes pargrafos, excepto cuando existe una desviacin permitida durante la soldadura de ms o menos 15 desde los planos horizontal y vertical, y una desviacin angular de ms o menos 5 desde el plano inclinado especificado.
QW - 121POSICIONES DE LA PLATINA
QW - 121.1Posicin Plana, 1G. Platina en una posicin horizontal con el metal de soldadura depositado por arriba. Ver Figura QW - 461.3 (a).
QW - 121.2Posicin Horizontal, 2G. Platinas en un plano vertical con el eje de la soldadura horizontal. Ver Figura QW - 461.3 (b).
QW - 121.3Posicin Vertical, 3G. Platina en un plano vertical con el eje de la soldadura vertical. Ver Figura QW - 461.3 (c).
QW - 121.4Posicin sobre cabeza (de techo), 4G. Platina en un plano horizontal con el metal de soldadura depositado por debajo. Ver Figura QW - 461.3 (d).
QW - 122POSICIONES DEL TUBO
QW - 122.1Posicin Plana, 1G. Tubo con su eje horizontal y girado durante la soldadura, de tal manera que el metal de soldadura es depositado por arriba. Ver Figura QW - 461.4 (a).
QW - 122.2Posicin Horizontal, 2G. Tubo con su eje vertical y el eje de la soldadura en un plano horizontal. El tubo no ser rotado durante la soldadura. Ver Figura QW - 461.4 (b).
QW - 122.3Posicin Mltiple, 5G. Tubo con su eje horizontal y con la soldadura de ranura en un plano vertical. La soldadura ser realizada sin rotar el tubo. Ver Figura QW - 461.4 (c).
QW - 122.4Posicin Mltiple, 6G. Tubo con su eje inclinado a 45 con relacin a la horizontal. La soldadura ser aplicada sin rotar el tubo. Ver Figura QW - 461.4 (d).
QW - 130POSICIONES DE ENSAYO PARA SOLDADURAS EN FILETE
Pueden ser realizadas soldaduras en filete en material de prueba orientado en cualquiera de las posiciones de la Figura QW - 461.5 o Figura QW - 461.6 y descritos en los siguientes pargrafos, excepto la desviacin angular permitida de +/- 15 con relacin al plano horizontal y vertical especificado durante la soldadura.
QW - 131POSICIONES EN PLATINA
QW - 131.1Posicin Plana, 1F. Platinas as ubicadas en donde la soldadura es depositada en su eje horizontal y la garganta de la soldadura es vertical. Ver Figura QW- 461.5 (a).
QW - 131.2Posicin Horizontal, 2F. Platinas as ubicadas en donde la soldadura es depositada en su eje horizontal sobre el lado superior de la superficie horizontal y contra la superficie vertical. Ver Figura QW - 461.5 (b).
QW - 131.3Posicin Vertical, 3F. Platinas as ubicadas en donde la soldadura es depositada en su eje vertical. Ver Figura QW - 461.5 (c).
QW - 131.4Posicin Sobrecabeza, 4F. Platinas as ubicadas en donde la soldadura es depositada en su eje horizontal por debajo de la superficie horizontal y contra la superficie vertical. Ver Figura QW - 461.5 (d).
QW - 132POSICIONES EN TUBERA
QW - 132.1Posicin Plana, 1F. Tubo con su eje inclinado a 45 sobre la horizontal y rotado durante la soldadura de tal manera que la soldadura es depositada por arriba y el punto de depsito del eje de la soldadura es horizontal y la garganta vertical. Ver Figura QW - 461.6 (a).
QW - 132.2Posicin Horizontal, 2F y 2FR
(a) Posicin 2F. Tubo con su eje vertical de tal manera que la soldadura es depositada en la parte superior de la superficie horizontal y contra la superficie vertical. El eje de la soldadura estar horizontal y el tubo no es rotado durante la soldadura. Ver Figura QW - 461.6 (b).
(b) Posicin 2FR. Tubo con su eje horizontal y el eje de la soldadura depositada en el plano vertical. El tubo es rotado durante la soldadura. Ver Figura QW - 461.6 (c).
QW - 132.3Posicin Sobre Cabeza. Tubo con su eje vertical de tal manera que la soldadura es depositada por debajo de la superficie horizontal y contra la superficie vertical. El eje de la soldadura ser horizontal y el tubo no se rota durante la soldadura. Ver Figura QW - 461.6 (d).
QW - 132.4Posicin Mltiple, 5F. Tubo con su eje horizontal y el eje de la soldadura depositada en el plano vertical. El tubo no es rotado durante la soldadura. Ver Figura QW - 461.6 (e).
QW - 140TIPOS Y PROPSITOS DE LOS ENSAYOS E INSPECCIONES
QW - 141ENSAYOS MECNICOS
Los siguientes ensayos mecnicos son empleados en la calificacin del procedimiento o en la habilidad del soldador.
QW - 141.1Ensayos de Tensin. Los ensayos de tensin descritos en QW - 150 son empleados para determinar la mxima resistencia de uniones con soldadura en ranura.
QW - 141.2.Ensayo de Doblez Guiado.Los ensayos de doblez guiado descritos en QW - 160 son empleados para determinar el grado de sanidad y ductilidad de uniones con soldadura en ranura.
QW - 141.3Ensayos de Soldaduras en Filete.Los ensayos descritos en QW - 180 son empleados para determinar el tamao, contorno y grado de sanidad de las soldaduras en filete.
QW - 141.4Ensayos de Tenacidad con Entalla. Los ensayos descritos en QW - 171 y QW - 172 son empleados para determinar la tenacidad con entalla del ensamble soldado.
QW - 142ENSAYOS ESPECIALES PARA SOLDADORES
El ensayo radiogrfico puede ser sustituto de los ensayos mecnicos planteados en QW - 141 para verificar el cumplimiento de la calificacin de la soldadura en ranura, as como se permite en el numeral QW - 304 para probar la habilidad de los soldadores para efectuar soldaduras sanas.
QW - 143ENSAYOS DE OPERADORES DE MAQUINAS DE SOLDAR
Un ensayo de una soldadura por radiografa puede ser sustituto del ensayo mecnico establecido en QW - 141 para el cumplimiento de la calificacin como se permite en QW -305 para probar la habilidad de los operadores de mquinas de soldar para ejecutar soldaduras sanas.
QW - 150ENSAYOS DE TENSIN
QW - 151PROBETAS
Las probetas para el ensayo de tensin estarn de acuerdo a uno de los tipos ilustrados en la Figura QW - 462.1 y reunir los requisitos establecidos en QW - 153.
QW - 151.1Probetas de Seccin Reducida para Platina. Se pueden emplear probetas de seccin reducida para platina en los ensayos de tensin sobre todo los espesores de platina, segn los requisitos establecidos en la Figura QW - 462.1 (a).
(a) Para espesores menores o iguales a 25.4 mm (1 pulg.), ser empleada una probeta de espesor completo para cada ensayo de tensin solicitado.
(b) Para platinas de espesor mayor a 25.4 mm (1 pulg.), pueden ser empleadas una o varias probetas de espesor completo, con tal que estn conforme a QW - 151.1 (c) y QW - 151.1 (d).
(c) Cuando son empleadas mltiples probetas, en lugar de probetas de espesor total, cada conjunto estar representado por solo un ensayo de tensin de platina de espesor completo. Conjuntamente, el total de las probetas requeridas para representar el espesor total de la soldadura de una zona abarcar un conjunto.
(d) Cuando son necesarias mltiples probetas, el espesor completo ser cortado con mquina hacia el interior con un nmero mnimo de tiras aproximadamente iguales al tamao que puedan ser ensayadas en el equipo disponible. Cada probeta del conjunto ser tensionada y cumplir con los requisitos establecidos en QW - 153.
QW - 151.2Probetas de Seccin Reducida para Tubo. Se pueden emplear probetas de seccin reducida para ensayos de tensin para tubo en todos los espesores planteados, con dimetro exterior mayor a 76 mm (3 pulg.), conforme a los requisitos establecidos en la Figura QW - 462.1 (b).
(a) Para espesores menores o iguales a 25.4 mm (1 pulg.), ser empleada una probeta de espesor completo para cada ensayo de espesor solicitado.
(b) Para tubos de espesor mayor a 25.4 mm (1 pulg.), pueden ser empleadas una o varias probetas de espesor completo, con tal que estn conforme a QW - 151.2 (c) y QW - 151.2 (d).
(c) Cuando son empleadas mltiples probetas, en lugar de probetas de espesor total, cada conjunto estar representado por un solo ensayo de tensin de tubo de espesor completo. Conjuntamente, el total de las probetas requeridas para representar el espesor total de la soldadura de una zona abarcar un conjunto.
(d) Cuando son necesarias mltiples probetas, el espesor completo ser cortado con mquina hacia el interior con un nmero mnimo de tiras aproximadamente iguales al tamao que pueda ser ensayado en el equipo disponible. Cada probeta del conjunto ser tensonada y cumplir con los requisitos establecidos en QW 153.
Para tubos con dimetro exterior menor o igual a 76 mm (3pulg.), pueden ser empleadas probetas de seccin reducida para ensayos de tensin, segn los requisitos establecidos en la Figura QW - 462.1 (c).
QW - 151.3Probetas Torneadas. Pueden ser empleadas probetas torneadas para ensayos de tensin conforme a los requisitos establecidos en la Figura QW - 462.1 (d).
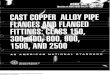
LA SOLDADURA DE REFUERZO SERA MAQUINADA AL MISMO NIVELL CON EL METAL BASE. CANTIDAD MINIMA DE MAQUINADO PARA OBTENER APROXIMADAMENTE SUPERFICIES PARA LELAS.ESTOS BORDES PUEDEN SER CORTADOS CON OXICORTEESTA SECCION DEBE SER MAQUINADA PREFERIBLEMENTE CON FRESALONGITUD PARALELA IGUAL AL ANCHO DE LA SOLDADURA MAS 1/2 pulg DE LONGITUD ADICIONAL1/41/4R MIN 1 pulgW1/4 pulg1/4 pulg1/4 pulgYBORDE DE ANCHO DE CARA DE LA SOLDADURALONGITUD SUFICIENTE PARA EXTENDER DENTRO DEL AGARRE IGUAL A DOS TERCERAS PARTES DE LA LONGITUD DEL MANGO10 pulg COMO SE REQUIERADISTORSIONQW 462.1 (a) Tensin Seccin reducida - Platina
PULIR O MAQUINAR LA MINIMA CANTIDAD NECESARIA PARA OBTENER CARAS PARALELAS PLANAS SOBRE LA SECCION REDUCIDA W. NO MAS MATERIAL QUE EL NECESARIO PARA LA EJECUCION DEL ENSAYO SERA REMOVIDOESTOS BORDES PUEDEN SER CORTADOS CON OXICORTEESTA SECCION DEBE SER MAQUINADA PREFERIBLEMENTE CON FRESALONGITUD PARALELA IGUAL AL ANCHO DE LA SOLDADURA MAS 1/2 pulg DE LONGITUD ADICIONAL1/41/4R MIN 1 pulgW1/4 pulg1/4 pulgBORDE DE ANCHO DE CARA DE LA SOLDADURALONGITUD SUFICIENTE PARA EXTENDER DENTRO DEL AGARRE IGUAL A DOS TERCERAS PARTES DE LA LONGITUD DEL MANGO10 pulg COMO SE REQUIERAQW 462.1 (b) Tensin Seccin reducida - TuboXY
QW 462.1 (c) Tensin Seccin reducida Alterna para TuboR MIN 1 pulg1-1/16 pulgSECCION REDUCIDA (NOTA 3)1/2 pulgBORDE DE ANCHO DE CARA DE LA SOLDADURA3 puL MINt (NOTA 1)XVNOTAS:(1)La soldadura de refuerzo ser maquinada de modo que el espesor de la soldadura no exceda el espesor del metal base T, la cantidad mnima requerida para obtener superficies aproximadamente paralelas.
(2)La seccin reducida no ser menor que el ancho de la soldadura ms 2y.
(a) Para espesores iguales o menores a 25.4 mm (1pulg.), puede ser empleada una sola probeta torneada para cada ensayo de tensin solicitado, que ser del dimetro D lo ms grande posible, segn el espesor del material de prueba. Ver Nota (a) de la Figura QW - 462.1 (d).
(b) Para espesores mayores a 25.4 mm (1pulg.), mltiples probetas sern cortadas a travs del espesor total de la soldadura con sus centros paralelos a la superficie del metal y no mayor de 25.4 mm (1pulg.) separadamente. Los centros de las probetas adyacentes a la superficie del metal no excedern 16 mm (5/8 pulg.) desde la superficie.
(c) Cuando son usadas mltiples probetas, cada conjunto estar representado por un solo ensayo de tensin solicitado. Conjuntamente, el total de las probetas solicitadas para representar el espesor total de la soldadura de una zona, abarcar un conjunto.
(d) Cada probeta del conjunto ser ensayada y cumplir con los requisitos establecidos en QW - 153.
QW - 151.4Probetas de Seccin Total para Tubos. Pueden ser usadas probetas de tensin para ensayos de tubos con un dimetro exterior de 76 mm (3 pulg.) o menos, conforme a las dimensiones dadas en la Figura QW - 462.1 (e).
QW - 152PROCEDIMIENTO DEL ENSAYO DE TENSIN
La probeta del ensayo de tensin ser fracturada bajo carga de tensin. La resistencia a la tensin ser calculada dividiendo la carga mxima por el rea mnima de la seccin transversal de la probeta, tomada de las medidas reales realizada antes de aplicar la carga.
QW - 153CRITERIOS DE ACEPTACIN PARA LOS ENSAYOS DE TENSIN
QW - 153.1Resistencia a la Tensin. A fin de aprobar el ensayo de tensin, la probeta tendr una resistencia a la tensin que no sea menor a:
(a) La mnima resistencia a la tensin especificada del metal base; o
(b) La mnima resistencia a la tensin especificada del ms dbil de los dos, si son usados metales base de diferentes resistencias de tensin mnima.
(c) La mnima resistencia a la tensin especificada del metal de soldadura cuando la Seccin del Cdigo aplicada estipula el uso del metal de soldadura, teniendo resistencia a ms baja temperatura ambiente que la del metal base.
(d) Si la probeta rompe por el metal base exterior a la soldadura o a la lnea de fusin, el ensayo ser aceptado como que cumpli con los requisitos, con tal que la resistencia no sea mayor al 5 % por debajo de la resistencia mnima de tensin especificada del metal base.QW - 160ENSAYOS DE DOBLEZ GUIADO
QW - 161PROBETAS
Las probetas para el ensayo de doblez guiado sern preparadas por corte de la platina o tubo de ensayo para formar probetas de seccin transversal rectangular aproximadamente; las superficies de corte designarn los lados de la probeta. Las otras dos superficies sern llamadas las superficies de cara y de raz; la superficie de cara tendr el mayor ancho de la soldadura. El espesor de la probeta y el radio de curvatura son mostrados en las Figuras QW - 466.1, QW - 466.2 y QW - 466.3.
Las probetas para el ensayo de doblez guiado son de cinco tipos, dependiendo que ya sean transversales o paralelas al eje longitudinal de la soldadura y cualquier superficie (lado, cara o raz) est en el lado convexo (exterior) de la probeta doblada.
Los cinco tipos estn definidos a continuacin.P No. 2X
ADSoldaduraCRBB
(a)Probeta de 13 (0.50)(b)Probeta de 9 (0.353)(c)Probeta de 6 (0.252)(d)Probeta de 5 (0.188)A. Longitud de la seccin reducida, mm (pulg)Ver nota 4Ver nota 4Ver nota 4Ver nota 4D. Dimetro, mm (pulg)13 (0.50) 0.25 (0.01)9 (0.950) 0.177 (0.007)6 (0.250) 0.127 (0.005)5 (0.1889) 0.076 (0.003)R. Radio de lfilete, mm (pulg)10 (3/8) mn6 (1/4) mn5 (3/16) mn3 (1/8) mnB. Longitud de la seccin extrema, mm (pulg)35 (1-3/8) aprox29 (1-1/8) aprox22 (7/8) aprox13 (1/2) aproxC. Dimetrde la seccin extrema, mm (pulg)19 (3/4)13 (1/2)10 (3/8)6 (1/4)
Notas:
1.Usar una probeta de dimetro mximo (a), (b), (c) o (d) que pueda ser cortado desde la seccin.
2.La soldadura debe quedar en el centro de la seccin reducida.
3.En donde solamente se requiera una probeta, el centro de la misma debe estar en las mitad de las dos superficies.
4.La seccin reducida A no debe ser menor que el ancho de la soldadura ms dos D.
5.Los extremos pueden ser de cualquier forma para adaptarse a las mordazas de la mquina de ensayo con el objetivo de que la carga sea aplicada axialmente.
QW 462.1(d) Tensin Seccin reducida Probetas torneadas
yTx5 Pulg. mnRADIO 1/8 PulgMAXIMO1/8 Pulgmnw1/8 Pulgmn(1a) Para procedimiento de calificacin de otros materiales diferentes al P No. 1 en QW - 422, si las superficies de la probeta de curvatura lateral son cortadas con gas, remover por maquinado o pulido no menos de 1/8 pulg desde la superficie requerida
(1b) Esta remocin no se requiere en materiales P No. 1 pero algunas espesores resultantes deben ser eliminados por maquinado o pulido.
(2) Para calificacin de ejecucin de todos los materiales en QW 422, si las superficies de la probeta de curvatura lateral se cortan con gas, algunas asperezas resultantes deben ser eliminadas por maquinado o pulido.
TABLAQW 462.2 Curvatura lateral
18
D1/21-1/82 MIN3 MIN23-7/81/4SEGUN SE REQUIERA1-1/83/43/4SEGUN SE REQUIERA7-1/29CBHEMBRA3/43/4HOMBROS ENDURECIDOS Y ENGROSADOSR=3/41/8SE PUEDEN SUSTITUIR LOS HOMBROS DEL DISPOSITIVO POR RODILLOS ENDURECIDOS DE 1-1/2 DE DIAMETROMACHOHUECO CONICO SEGUN MAQUINA DE ENSAYOCOMO SE REQUIERAA6-3/4 MIN
QW 466.1 Montaje para ensayo de doblez guiadoMaterialEspesor de la probeta, pulgA, pulgB, pulgC, pulgD, pulgP No. 23 a P No. 2XP No. 2X con F No. 22 P No. 351/8 t=1/8 menor2-1/1616-1/2t1-1/328-1/4t2-3/818-1/2t+1/161-3/169-1/4t+1/32P No. 11; P No. 25 a P No. 21 P No. 22 P No. 253/8t = 3/8t menos2-1/26-2/3t1-1/43-1/3t3-3/89-2/3t+1/81-11/164-1/3t+1/16P No. 513/8t=3/8 menor38t1-1/24t3-7/810t+1/81-15/165t+1/16P No. 52, P No. 61, P No. 623/8t=3/8 menos3-3/410t1-7/85t4-5/812t+1/82-5/166t+1/16Todos los dems3/8t=3/8 menos1-1/24t3/42t2-3/86t+1/81-3/163t+1/16
NOTAS GENERALES(a)Para nmeros P, ver QW 422; para nmeros F, ver QW 432.
(b)Si es o no asignado un nmero P para el metal base, las dimensiones de montaje de prueba, ser tal como dar a la probeta de prueba de doblado una elongacin de la fibra exterior
Porcentaje de eongacin de la fibra exterior = 100t / (A+12t )Igual a por lo menos el menor de los metales base unidos o preparados por soldadura.Si no es el caso, sin embargo, donde t es el espesor de la probeta de prueba para doblez, las dimensiones excedern las siguientes:A, pulgB. pulg C, pulg D, pulg .(32-7/8t)(16-7/8t)(34-7/8t+1/16)(17-7/16t+1/32)
MaterialEspesor de la probetaA, pulgB, pulgC, pulgP No. 23 a P No. 2X; P No. 2X con F No 23; P No 351/8t = 1/8 o menor2-1/1616-1/2 t1-1/328-1/4 t2-3/818-1/2 t + 1/16P No. 11; P No.25 a P No. 21 P No. 22 P No. 253/8t = 3/8 menor2-1/26-2/3 t1-1/43-1/3 t3-3/88-2/3 tP No. 51 3/8t = 3/8 menor38 t1-1/24 t3-7/810 t + 1/8P No. 52, P No. 61, P No. 623/8t = 3/8 menor3-3/410 t1-7/85 t4-5/812 t + 1/8Todos los dems3/8t = 3/8 menor1-1/24 t3/42 t2-3/86 t + 1/8
NOTAS GENERALES:
(a)Para nmeros P, ver QW - 422; para nmeros F, ver QW - 432.
(b)La soldadura y la ZAC en el caso de una probeta para doblez de soldadura transversal debe estar completamente dentro de la parte doblada despus de la prueba.
(c)Ver nota general de QW - 466.1.
NOTAS:
(1)Ambos hombros endurecidos y engrasados o rodillos endirecidos libres para rotar pueden ser usados.
(2)Los hombros o rodillos deben tener una superficie efectiva mnima de 2 pulg para colocar la probeta. Los rodillos deben estar sufucientemente altos respecto al fondo del montaje, de manera que las probetas limpien los rodillos cuando el penetrador est en la posicin baja.
(3)El penetrador debe ser ajustado a una base apropiada para fijarlo a la mquina de ensayo, y debe tener un diseo suficientemente rgido para prevenir deflexin o desalineamiento mientras se realiza la pueba de doblez. El cuerpo del penetrador debe ser menor que las dimensiones mostradas en la columna A.
(4)Si de desea, los rodillos o los soportes de los rodillos pueden ser ajustables en la direccin horizontal, de tal manera que las probetas de espesor t puedar ser probadas en el mismo montaje.
(5)El soporte del rodillo debe ser ajustado con un diseo apropiado de la base, para salvaguradar de nuevo la deflexin o desalineamiento y poder mantener centyrados los rodillos en la mitad y alineados con respecto al penetrador.
QW 466.2 Doblez guiado - Montaje con rodillos.AB = A/2CR mnimo = 3/4 pulgNOTAS (1) (2)NOTAS (4) (5)RODILLO DE APOYO DE DOBLEZ GUIADO
MaterialEspesor de la probetaA, pulgB, pulgP No. 23 a P No. 2X; P No. 2X con F No 23; P No 351/8t = 1/8 menor2-1/1616-1/2 t1-1/328-1/4 tP No. 11; P No.25 a P No. 21 P No. 22 P No. 253/8t = 3/8 menor2-1/26-2/3 t1-1/43-1/3 tP No. 51 3/8t = 3/8 menor38 t1-1/24 tP No. 52, P No. 61, P No. 623/8t = 3/8 menor3-3/410 t1-7/85 tTodos los dems3/8t = 3/8 menor1-1/24 t3/42 t
NOTAS GENERALES:(a)Para nmeros P, ver QW - 422; para nmeros F, ver QW - 432.
(b)Las dimensiones no mostradas son a opcin del diseador. La consideracin esencial es la de tenmer rigidez adecuada de tal manera que las partes del montaje no tengan efectos de resorte.
(c)La probeta deber sujetarse en uno de sus extremo, de manera que no presente deslizamiento durante la operacin de doblado.
(d)Las probetas de ensayo deben sacarse del montaje, cuando el rodillo exterior haya recorrido 180 desdde el punto de origen.
(e)Ver nota general (b) de QW - 466.1.
QW 466.3 Doblamiento guiado con apoyo girando alrededor de laprobetaAB = A/2SOLDADURA
T + 1/16(1.6 mm)TRODILLO DE CUALQUIER DIAMETRO
QW - 161.1Doblez Transversal de Lado. La probeta es transversal al eje longitudinal de la soldadura, la cual es doblada de tal forma que uno de los lados se convierte en la superficie convexa de la probeta doblada. Las probetas para ensayo de doblez transversal de lado estarn conforme a las dimensiones mostradas en la Figura QW - 462.2.
El espesor de las probetas del metal base por encima de 38 mm (1 pulg.) pueden ser cortadas en tiras aproximadamente iguales entre 19 mm (3/4 pulg.) y 38 mm (1 pulg.) de ancho para el ensayo o las probetas pueden ser dobladas con el ancho total (ver los requisitos del ancho del dispositivo en las Figuras del QW - 466).
Si son empleadas mltiples probetas, un juego completo ser hecho para cada ensayo requerido. Cada probeta ser ensayada y reunir los requisitos establecidos en QW - 163.
QW - 161.2Doblez Transversal de Cara. La probeta es transversal al eje longitudinal de la soldadura, la cual es doblada de tal forma que la superficie de la cara se convierte en la superficie convexa de la probeta doblada. Las probetas para ensayo de doblez transversal de cara estarn conforme a las dimensiones mostradas en la Figura QW - 462.3 (a).
Ttmmpulgmmpulg9.5 a 383/8 1-1/2TT> 38> 1-1/2Ver nota 2Ver nota 2
Todas las dimensiones estan en milmetros.
NOTAS:
1)Una probeta de longitud mayor puede ser necesaria cuando se utilice un tipo de dispositivo para doblar completamente alrededor o cuando se ensaye acero de punto de fluencia mayor o igual a 620 Mpa (190 Ksi)
2)Para lminas con espesor mayor de 38 mm, se deben cortar probetas aproximadamente iguales, con t entre 19 mm y 38 mm y se debe ensayar cada una.
QW 462.2 Probetas para doblez Transversal de lado.9.5 mm3 mm152 mm mnimoRADIO 3 mmMAXIMOTtCUANDO T EXCEDA DE 38 mm, SE CORTA A LO LARGO DE ESTA LINEA. SE PUEDE UTILIZAR OXICORTE3 mm
Para tamaos menores de probeta de doblez transversal de cara ver la Nota (2) de la Figura QW - 462.3 (a) o ver QW - 161.4.
QW - 161.3Doblez Transversal de Raz. La probeta es transversal al eje longitudinal de la soldadura, la cual es doblada de tal forma que la superficie de la raz se convierta en la superficie convexa de la probeta doblada. Las probetas para ensayo de doblez transversal de raz estarn conforme a las dimensiones mostradas en la Figura QW - 462.3 (a).
Para tamaos menores de probeta de doblez transversal de raz, ver la Nota (2) de la Figura QW - 462.3 (a) o ver QW - 161.4.
QW - 161.4Doblez Transversal de Cara y de Raz Para Tamaos Menores. VerNota (2) de la Figura QW - 462.3 (a).
QW - 161.5Ensayo de Doblez Longitudinal. Los ensayos de doblez longitudinal pueden ser empleados en lugar de los ensayos de doblez de lado, de cara y de raz para ensayo de combinacin de metal de soldadura y metal base, los cuales difieren marcadamente en las propiedades de doblado entre:
(a) los dos metales base: o
(b) el metal de soldadura y el metal base.
152 mm mnimo38 mmtTPROBETA PARA DOBLEZ DE CARAtTtTtTradio 3 mm mximotTtTradio 3 mm mximoD O B L E Z D E C A R AD O B L E Z D E R A I Z
Ttmmpulgmmpulg2 a 31/16 - 1/8TT3 a 9.51/8 - 3/8TT> 9.5> 3/89.53/8
Todas las dimensiones en milmetrosQW 462.3 (a) Probetas para doblez transversal de cara y de raz
QW - 161.6Doblez Longitudinal de Cara. La probeta es paralela al eje longitudinal de la soldadura, la cual es doblada de tal manera que la superficie de la cara se convierte en la superficie convexa de la probeta doblada. Las probetas para el ensayo de doblez longitudinal de cara estarn conforme a las dimensiones mostradas en la Figura QW - 462.3 (b).
QW - 161.7Doblez Longitudinal de Raz. La probeta es paralela al eje longitudinal de la soldadura, la cual es doblada de tal manera que la superficie de la raz se convierte en el lado convexo de la probeta doblada. Las probetas para ensayo de doblez longitudinal de raz estarn conforme a las dimensiones mostradas en la Figura QW - 462.3 (b).
QW - 162PROCEDIMIENTO DEL ENSAYO DE DOBLEZ GUIADO
QW - 162.1Dispositivos. Las probetas de doblez guiado sern dobladas en dispositivos de ensayo que estn de acuerdo substancialmente con las Figuras de QW - 466. Cuando se usan los dispositivos ilustrados en la Figura QW - 466.1 o en la Figura QW - 466.2, el lado de la cara de la probeta de turno estar hacia la abertura del dispositivo, para probetas de doblez de cara, el lado de la raz de la probeta para probetas de doblez de raz y el lado con los mayores defectos, cualquiera que sea, para probetas de doblez de lado.
La probeta ser forzada dentro del dado aplicando carga para hundirla hasta que la curvatura de la probeta sea tal que no pueda ser insertado un alambre de 3 mm (1/8 pulg.) de dimetro entre la probeta y la matriz de la Figura QW - 466.1, o la probeta sea bsicamente arrojada si se emplea el tipo de mbolo del dispositivo de la Figura QW - 466.2.
Cuando se usa el dispositivo para doblar la probeta alrededor de una gua como el que se muestra en la Figura 466.3, el lado de la cara de la soldadura de la probeta de doblez de cara estar hacia el rodillo, el lado de la raz para probetas de doblez de raz y el lado con mayores defectos, cualquiera que sea, para probetas de doblez de lado.
Cuando sean dobladas probetas ms anchas de 38 mm (1 pulg.) como se muestra en la Figura QW - 462.2, el mandril del dispositivo debe ser por lo menos 6.4 mm (1/4 pulg.) ms ancho que el ancho de la probeta.
QW - 163CRITERIOS DE ACEPTACIN PARA LOS ENSAYOS DE DOBLEZ
La soldadura y la zona afectada por el calor (ZAC) de una probeta de doblez transversal a la soldadura, estarn completamente dentro de la zona doblada de la probeta despus del ensayo.
Las probetas de doblez guiado no tendrn en la soldadura o en la ZAC defectos abiertos mayores a 3 mm (1/8 pulg.), en cualquier direccin de la superficie convexa de la probeta despus del doblado.
Los defectos abiertos que se presenten en los bordes de la probeta durante el ensayo, no sern considerados, a menos que estos sean definitivamente una evidencia de falta de fusin, de inclusiones de escoria u otros defectos internos.
Para soldadura resistente a la corrosin con revestimiento en la superficie, sern permitidos los defectos abiertos en el revestimiento que no excedan de 1.5 mm (1/16 pulg.) medido en cualquier direccin y defectos abiertos en la lnea de fusin de la unin soldada no mayores a 3 mm (1/8 pulg.).
QW - 170ENSAYOS DE TENACIDAD CON ENTALLA
QW - 171ENSAYO DE TENACIDAD CHARPY CON ENTALLA EN V
QW - 171.1Generalidades. Los ensayos de tenacidad Charpy con entalla en V (Impacto Charpy) deben ser realizados cuando son solicitados por otras Secciones del Cdigo.
Los procedimientos y dispositivos del ensayo estarn conforme a los requisitos establecidos en SA 370 (ASTM A 370).
QW - 171.2Aceptacin. El criterio de aceptacin del ensayo estar de acuerdo con lo establecido en la Seccin que lo solicit.
QW - 171.3Localizacin y Orientacin de la Probeta de Ensayo. La localizacin de la entalla y la orientacin de la probeta de ensayo deben ser como se establece en la Seccin que requiri tales ensayos.
152 mn38 DOBLEZ DE CARADOBLEZ DE RAIZttPLATINA DE PRUEBA CON ESPESOR DE 3/8 PulgTTR = 3 mxR = 3 mxTodas las dimensiones en milmetrosCuando se califique tubera en la posicin 5G o 6G, las probetas para tenacidad con entalla sern removidas de la zona sombreada de la Figura QW - 463.1 (f).
QW - 172ENSAYOS DE TENACIDAD CON ENTALLA. METODO DE LA CAIDA DEL PESO.
QW - 172.1Generalidades. Los ensayos de tenacidad con entalla por el mtodo de la cada del peso deben ser realizados cuando sean requeridos por otras Secciones del Cdigo.
101090900Lnea horizontal de referencia para las posiciones 5G 6GQW 463.1 (f) Tubera - Localizacin de la probeta para el ensayo de tenacidad con entalla.
t, mm (pulg)TmmTpulgP No. 23,F No. 23 y P No. 35
Todos los otros metales1,6 - 31/16 - 1/8TT3 - 9,51/8 - 3/83 (1/8)T> 9.5> 3/83 (1/8)9,5 (3/8)
NOTA:
Una probeta de longitud ms grande puede necesitarse cuando de utilice un tipo de dispositivo para doblar completamente alrededor o cuando se ensaye acero con punto de fluencia mayor o igual a 620 MPa (90 Ksi).
QW 462.3 (b) Probetas para doblez longitudinal de cara y de raz.
Los procedimientos y dispositivos empleados en el ensayo deben estar conforme a los requisitos tcnicos establecidos en la norma ASTM E 208.
QW - 172.2Aceptacin. El criterio de aceptacin debe estar de acuerdo con la Seccin que solicita los ensayos de tenacidad con entalla por el mtodo de la cada del peso.
QW - 172.3Localizacin y Orientacin de la Probeta de Ensayo. La localizacin del iniciador de la falla y la orientacin de la probeta de ensayo por el mtodo de la cada del peso deben estar dadas en la Seccin que solicita estos ensayos.
Cuando se califique tubera en la posicin 5G o 6G, las probetas para el ensayo de tenacidad con entalla sern obtenidas de la zona sombreada de la Figura QW - 463.1 (f).
QW - 180ENSAYOS DE LA SOLDADURA EN FILETE
QW - 181PROBETAS PARA LA CALIFICACIN DEL PROCEDIMIENTO Y DE LA HABILIDAD
QW - 181.1Procedimiento. Las dimensiones y preparacin del material del ensayo de la soldadura en filete para la calificacin del procedimiento estarn tal como se requiere enQW - 202 y estarn conforme a los requisitos establecidos en la Figura QW - 462.4 (a) o (d).
Del material del ensayo para soldadura de platina a platina, sern cortadas transversalmente cinco probetas de ensayo, cada una de 51 mm (2 pulg.) de ancho aproximadamente.
Para soldadura de tubo a platina o de tubo a tubo, del material del ensayo sern cortadas transversalmente cuatro probetas de ensayo, de secciones aproximadamente iguales.
Las probetas del ensayo sern inspeccionadas por macro ataque de acuerdo a los requisitos establecidos en QW - 183.
QW - 181.1.1Modelo de Ensamble en Produccin. Pueden ser usados modelos de ensamble en produccin en lugar de QW - 181.1. De los modelos para soldadura de platina a una figura sern cortadas transversalmente cinco probetas aproximadamente iguales sin que excedan de 51 mm (2 pulg.) de ancho.
Para los modelos de soldadura de tubo a una figura, sern cortadas transversalmente del modelo cuatro probetas de ensayo, aproximadamente iguales.
Para modelos pequeos, se requerirn varios modelos para obtener el nmero solicitado de probetas de ensayo. Las probetas de ensayo sern inspeccionadas por macro ataque de acuerdo a QW - 183.
QW - 181.2Habilidad o Desempeo del Soldador. Las dimensiones y la preparacin del material de prueba para la calificacin de la habilidad en soldadura de filete, estarn de acuerdo a los requisitos establecidos en las Figuras QW - 462.4 (b) y (c).Del material de prueba para platina soldada a platina, ser cortada transversalmente una seccin central de aproximadamente 101 mm (4 pulg.) de ancho y dos secciones de los extremos, cada una aproximadamente de 25.4 mm (1 pulg.) de ancho.
Para tubo soldado a platina o tubo soldado a tubo, del material de prueba sern cortadas dos probetas de ensayo del tamao de un cuarto de seccin de tubo, tomadas de caras o lados opuestos.
Una de las probetas ser ensayada a la fractura de acuerdo a QW - 182 y la otra, inspeccionada por macro ataque, de acuerdo a los requisitos de QW - 184.
Cuando se califique tubo soldado a platina o tubo soldado a tubo en la posicin 5F, las probetas de ensayo sern obtenidas tal como se indica en la Figura QW - 463.2 (h).
QW - 181.2.1Modelo de Ensamble en Produccin. Pueden ser usados modelos de ensamble en produccin en lugar del material de prueba para la soldadura en filete, segn los requisitos de QW - 181.2.
(a)Platina soldada a figura (shape).
(1)Del modelo de platina soldada a figura, sern cortadas tres probetas transversalmente iguales que no excedan los 51 mm (2 pulg.) en el ancho.
La probeta de ensayo que contiene el inicio y el final de la soldadura, ser ensayada por fractura de acuerdo con QW - 182.
Uno de los extremos cortados de una de las probetas de ensayo restantes, ser inspeccionada por macro ataque, de acuerdo con QW - 184.
(b)Tubo soldado a figura.
(1)Del modelo de tubo soldado a figura, sern cortadas dos probetas transversalmente de un cuarto de seccin aproximadamente y opuestas la una de la otra.
T2Descarte 1 pulgDescarte 1 pulg5 pulg mnT16 pulg mn12 pulg mnTamao del filete = espesor de T2 no mayor que 3/4 pulgNOTA GENERAL:Ensayo de macroataque. El filete debe mostrar fusin completa en la raz de la soldadura, pero no necesariamente ms all de la raz. El metal de soldadura y la zona afectada por el calordebe estar libre de grietas.
QW 462.4 (a) Soldadura de filete - Procedimiento.Probeta para macroataque4 pulg6 pulg4 pulgT = 3/16 pulg a 3/8 pulgDireccin de curvadoParada y reinicio de la soldadura cerca del centroMx. tamao del filete = TProbeta para macroataqueQW 462.4 (b) Soldadura de filete - HabilidadT1T21/8 pulg y menoresT1Mayor 1/8 pulgIgual o menor a T1 pero no menor a 1/8 pulg
T
TAMAO MAXIMO DE FILETE = TCOMIENZO Y FINAL DE LA SOLDADURA CERCA DEL CENTRO DE CURVATURA2 pulgESPESOR DEL METAL BASE > T3 pulgT = ESPESOR DE PARED1/4 DE SECCION CURVAESPESOR DEL METAL BASE > TTAMAO MAXIMO DE FILETE = TCOMIENZO Y FINAL DE LA SOLDADURA CERCA DEL CENTRO DE CURVATURA2 pulgESPESOR DEL METAL BASE > T3 pulgT = ESPESOR DE PARED1/4 DE SECCION CURVAESPESOR DEL METAL BASE > TDIRECCION DE CURVATURANOTA GENERAL: Se puede usar unin tubo a platina o tubo a tubo como probeta.
QW 462 (c) Soldadura de filete en tubo - EjecucinNOTAS GENERALES:(a)Tubo a platina o tubo a tubo puede ser usado como probeta.
(b)Ensayo de macroataque:
(1)El filete debe mostrar fusin en la raz de la soldadura, pero no necesariamente ms all.
(2)El metalde soldadura y la zona afectada por el calor deben estar libres de grietas.
QW- 462.4 (d) Soldadura de filete en tubo Procedimiento.
MacroCurva909090La probeta de curvado debe ser removida desde menos de 90 seccin en posicin 5F
QW 463.2 (h) Calificacin de ejecucin.
La probeta de ensayo que contiene el inicio y el final de la soldadura, ser ensayada por fractura de acuerdo con QW - 182.
Uno de los extremos cortados de la otra probeta de cuarto de seccin, ser inspeccionada por macroataque de acuerdo con QW - 184.
Cuando se califique tubo soldado a figura en la posicin 5F, la probeta de fractura ser obtenida de la seccin de los 90 grados ms bajos del modelo.
QW - 182ENSAYOS DE FRACTURA
El alma de la seccin central de la probeta para la habilidad o desempeo segn la Figura QW - 462.4 (b) o el alma de la probeta de cuarto de seccin segn la Figura QW-462.4 (c),cuando sea aplicable, ser cargada lateralmente de tal manera que la raz de la soldadura est en tensin.
La carga ser incrementada constantemente hasta la fractura de la probeta o doblez sobre su propio plano.
Si la probeta rompe, la superficie fracturada no mostrar evidencia de grietas o fusin incompleta en la raz y la suma de las longitudes de inclusiones y poros visibles sobre la superficie fracturada, no exceder de 9.5 mm (3/8 pulg.) para el caso de la Figura QW - 462.4 (b) o el 10 % del cuarto de seccin de la Figura QW - 462.4 (c).
QW - 183INSPECCIN POR MACRO ATAQUE. PROBETAS PARA EL PROCEDIMIENTO
Una cara de cada seccin transversal de las cinco probetas de ensayo de la Figura QW - 462.4 (a) o de las cuatro probetas de ensayo de la Figura QW - 462.4 (d), cuando sea aplicable, sern emparejadas y atacadas con un grabador al agua fuerte apropiado (verQW - 470), para dar una clara definicin al metal de soldadura y a la zona afectada por el calor.
La inspeccin de las secciones transversales incluir solamente un lado de la probeta de ensayo para el rea donde la platina o el tubo est dividido dentro de las secciones (ejemplo: caras adyacentes al corte no sern empleadas).
Como criterios de aceptacin del ensayo, se tendr en cuenta:
En la inspeccin visual, las secciones transversales del metal de soldadura y de la zona afectada por el calor, mostrarn fusin completa y libre de grietas y no habr ms de 3 mm (1/8 pulg.) de diferencia en la longitud de los brazos del filete.
QW - 184INSPECCIN POR MACRO ATAQUE. PROBETAS PARA EL DESEMPEO DEL SOLDADOR
El extremo cortado de una seccin de platina aproximadamente de 25.4 mm (1 pulg.) de ancho, segn la Figura QW - 462.4 (b) o el extremo cortado de uno de los cuartos de seccin de tubo, segn la Figura QW - 462.4 (c), segn se aplique, ser emparejado y grabado con agua fuerte apropiada (ver QW - 470) para dar una definicin clara del metal de soldadura y de la zona afectada por el calor.
Como criterios de aceptacin del ensayo se establece:
En la inspeccin visual, la seccin transversal del metal de soldadura y la zona afectada por el calor sern aceptadas si muestran fusin completa y libre de grietas, exceptuando que las indicaciones o discontinuidades de la raz no excedan de 0.8 mm (1/32 pulg.) ;*La soldadura no tendr una concavidad o convexidad mayor a 1.6 mm (1/16 pulg.) ; y
All no habr diferencia en las longitudes de los brazos del filete mayores a 3.1 mm (1/8 pulg.).
QW - 190OTROS ENSAYOS E INSPECCIONES
QW - 191INSPECCIN RADIOGRFICA
QW - 191.1La inspeccin radiogrfica segn QW-142 para soldadores y segn QW-143para operadores de mquinas de soldar, cumplir con los requisitos del Artculo 2, Seccin V. Cumplir con los criterios de aceptacin de QW - 191.2.
QW - 191.2Criterios de Aceptacin Radiogrficos.
QW - 191.2.1Terminologa
Indicaciones Lineales. Grietas, fusin incompleta, penetracin inadecuada y escoria son representadas sobre la radiografa como indicaciones lineales en donde la longitud es tres veces ms grande que el ancho.
Indicaciones Redondeadas. Poros e inclusiones de escoria o tungsteno son representadas en la radiografa como indicaciones redondeadas con una longitud tres veces el ancho o menos.
Estas indicaciones pueden ser circulares, elpticas, o irregulares en forma; pueden tener colas y pueden variar en densidad.
QW - 191.2.2Criterios de Aceptacin. Ensayos de la soldadura por radiografa para calificar la habilidad del soldador y del operador de mquinas de soldar en ensambles de prueba, sern juzgados inaceptables cuando la radiografa muestre cualquier imperfeccin por exceso de los lmites especificados a continuacin.
(a) Indicaciones lineales
(1)Cualquier tipo de grieta o zona incompleta de fusin o falta de penetracin;
(2)Cualquier inclusin de escoria alargada que tenga una longitud mayor a:
(a) 3 mm (1/8 pulg.) para t < = 9,5 mm (3/8 pulg.)(b) 1/3 t para 9.5 mm (3/8 pulg.) < t < = 5.6 mm (2 pulg.)
(c) 19 mm (3/4 pulg.) para t > 5.6 mm (2 pulg.)
t = espesor del metal de soldadura
(3)Ningn grupo de inclusiones de escoria en lnea que tenga una longitud total mayor a t en una longitud de 12 t , excepto cuando la distancia entre discontinuidades sucesivas sea mayor a 6L , donde L es la mayor longitud de una discontinuidad del grupo.
(b) Indicaciones Redondeadas
(1)La mxima indicacin redondeada permitida no debe ser mayor al 20 % de t o a 3 mm (1/8 pulg.), cualquiera que sea ms pequea.
(2)Para soldaduras en materiales inferiores a 3 mm (1/8 pulg.) de espesor, el nmero mximo aceptable de indicaciones redondeadas no exceder de 305 mm (12 pulg.) en una longitud de 152 mm (6 pulg.) de soldadura.
Proporcionalmente, unas cuantas indicaciones redondeadas sern permitidas en longitudes de soldadura menores a 152 mm (6 pulg.).
(3)Para soldaduras en materiales iguales o mayores a 3 mm (1/8 pulg.) de espesor, las grficas del Apndice 1 representan el mximo aceptable de indicaciones tpicas redondeadas en grupo, variadas y de configuraciones aleatoriamente dispersas.
Indicaciones redondeadas menores a 0.8 mm (1/32 pulg.) en dimetro mximo, no sern consideradas en la aprobacin de ensayos de soldadores y operadores de mquinas de soldar por radiografa en estos rangos de espesores de material.
QW - 191.2.3Soldadura de Produccin. El criterio de aceptacin para operadores de mquinas de soldar, quienes califiquen en soldaduras de produccin, ser especificada la referencia de la Seccin del Cdigo.
El criterio de aceptacin para soldadores quienes califiquen en soldaduras de produccin como lo permite QW - 304.1, estar de acuerdo con QW - 191.2.2.
QW - 191.3Registro de Ensayos. El resultado de los ensayos de la habilidad del soldador y del operador de mquinas de soldar realizados por radiografa, sern registrados de acuerdo con QW - 301.4.
A P E N D I C E 1
GRAFICA DE INDICACIONES REDONDEADAS(Segn QW - 191.2)
ARTICULO II
CALIFICACION DEL PROCEDIMIENTO DE SOLDADURA
QW-200GENERALIDADES.
QW 200.1Cada fabricante constructor debe preparar por escrito una especificacin del Procedimiento de Soldadura, el cual se define como sigue:
a. Especificacin del Procedimiento de Soldadura (WPS). Un WPS es un escrito calificado del Procedimiento de Soldadura preparado para proveer las directrices para hacer soldaduras de produccin de acuerdo a los requerimientos del Cdigo. El WPS otros documentos pueden ser utilizados para proveer las directrices al soldador u operador de soldadura y asegurar el cumplimiento con los requerimientos del Cdigo.
b. Contenido del WPS. El WPS completo debe describir todas las variables esenciales y cuando sea requerido las variables esenciales suplementarias para cada proceso de soldadura utilizado en el WPS. Ests variables estn listadas en QW-250 hasta QW-280 y estn definidas en el Artculo IV, Detalles de Referencia sobre Soldadura.
El WPS debe referenciar el registro de calificacin del procedimiento (PQR), soporte descrito en QW-200.2. El fabricante o constructor puede incluir cualquier otra informacin en el WPS que pueda ser til en la obtencin de soldaduras de acuerdo al Cdigo.
c. Cambios en el WPS. Pueden ser realizados cambios en las variables no esenciales de un WPS para conveniencias de requerimientos de produccin sin necesidad de recalificacin, previendo que tales cambios estn documentados con respecto a la variable esencial, no esencial y cuando se requiera a la variable suplementaria por cada proceso. Esto puede ser realizado por revisin del WPS por un nuevo WPS. Los cambios en variables esenciales esenciales suplementarias (cuando se requiera) requieren recalificacin del WPS (Nuevo adicional PQR para soportar el cambio).
d. Formato del WPS. La informacin requerida para estar en el WPS puede estar en cualquier formato escrito o tabular a conveniencia de cada fabricante constructor tan extenso como cada variable esencial, no esencial y esencial suplementara cuando es requerido reseadas en QW 250 hasta QW 280 estn incluidas referenciadas.
El formato QW-482 (Apndice B No Mandatorio) ha sido provisto como una gua para el WPS, ste incluye los datos requeridos para los procesos SMAW, SAW, GMAW y GTAW. Es solo una gua y no lista todos los datos para otros procesos. Este formato adems lista algunas variables que no aplican en todos los procesos (Por Ejemplo, lista Gas de Proteccin, el cual no es requerido en el proceso SAW).
Esta gua no se presta fcilmente as misma para especificacin de procedimiento con mltiple procesos (Por Ejemplo: GTAW en pase de raz y SMAW el resto).
e. Disponibilidad de el WPS. Un WPS utilizado para produccin de soldaduras de acuerdo al Cdigo debe estar disponible para referencia y revisin del inspector autorizado en el sitio de fabricacin.
QW 200.2Cada fabricante o constructor debe ser requerido a preparar el registro de la Calificacin del Procedimiento, el cual se define de la siguiente manera.
a. Registro de la Calificacin del Procedimiento (PQR). Un PQR es un registro de los datos de soldadura utilizados en la junta de prueba. El PQR es el registro de las variables utilizadas durante la soldadura de la junta de prueba, contiene adems los resultados de los ensayos de la junta de prueba. Registra las variables normalmente comprendidas dentro de un pequeo rango de las variables actuales que sern utilizadas en las soldaduras de produccin.
b. Contenido del PQR. Un PQR completo debe documentar todas las variables esenciales y cuando sea requerida las variables esenciales suplementarias de QW-250 hasta QW-280, para cada proceso de soldadura utilizado durante la soldadura de la junta de prueba. Si las variables no son monitoreadas durante la soldadura, no deben ser registradas. No es necesario que la totalidad de rango o los extremos de un rango dado de variables a ser utilizada en produccin sean utilizados durante la calificacin a menos que sea requerido debido a una variable esencial especfica cuando lo requiera una variable esencial suplementarias.
El PQR debe estar fielmente certificado por el fabricante o constructor. El fabricante constructor no pueden subcontratar la funcin de certificacin. La certificacin es intencionada por ser la verificacin de que la informacin del fabricante constructor en el PQR es un registro verdadero de que las variables que fueron empleadas durante la soldadura de la junta de prueba y que los resultados de tensin, doblado o macro (si es requerido) estn de acuerdo con la seccin IX.Cuando ms de un proceso de soldadura o material de aporte son empleadas en la soldadurade la junta de prueba, el espesor aproximado de depsito de metal de soldadura de cada proceso y metal de aporte debe ser registrado.
c. Cambios en el PQR. Los cambios en el PQR no son permitidos excepto como se describe ms adelante. Este es un registro de lo sucedido durante una particular prueba de soldadura, las correcciones editoriales o adendos al PQR son permitidas. Un ejemplo de una correccin editorial es un incorrecto P nmero, F nmero A, nmero que fue asignado a un metal base particular metal de aporte. Un ejemplo de una adenda podra ser un cambio resultado por un cambio del cdigo; Por Ejemplo la seccin IX puede asignar un nuevo F nmero a un material de aporte o adoptar un nuevo material de aporte bajo un F nmero ya establecido. Esto puede permitir dependiendo de los requerimientos particulares de construccin del cdigo a el fabricante constructor utilizar el uso de otro material de aporte que esta dentro de ese particular F nmero cuando antes de la revisin del Cdigo. El fabricante constructor est limitado a la clasificacin particular del electrodo que fue utilizado durante la calificacin. Informacin adicional puede ser incorporada dentro del PQR en posterior fecha, previendo que la informacin esta sustentada como haber sido parte de las condiciones de calificacin original por el registro de laboratorio o datos similares.
Todos los cambios en el PQR requieren ser recertificados (incluyendo la fecha) por el fabricante o constructor.
d. Formato de el PQR. La forma QW-483 (ver el apndice no mandatario B) ha sido provisto como una gua para el PQR. La informacin requerida a estar en el PQR puede estar en cualquier formato que se ajuste a las necesidades del fabricante o constructor tan extenso como cada variable esencial y esencial suplementaria requeridos en QW 250 hasta QW-280 sean incluidas; adems los tipos y nmeros de ensayos y sus resultados deben estar listados en el PQR.
La gua QW-483 no cubre fcilmente en si mismo las combinaciones de los procesos de soldaduras o ms de un F nmero de metal de aporte en una sola junta de prueba. Descripcin adicional informacin puede ser plasmadas o referenciadas para registrar las variables requeridas.
e. Disponibilidad de el PQR utilizado para soportar el WPS debe estar disponible bajo requisicin para revisin del inspector autorizado. El PQR no necesariamente debe estar disponible a los soldadores u operadores de soldadura.
f. Mltiple WPS con un PQR / mltiples PQR con un WPS. Varios WPS pueden ser preparados de los datos de un solo PQR (Ej.: Un PQR en posicin 1 G en platina puede soportar WPS para las posiciones F, V, H y O en lminas y tubera con todas las otras variables esenciales).
Un simple WPS puede cubrir cambios en diferentes variables esenciales tan extenso como existan PQR que soporten cada variable esencial y cuando se requiera variables esenciales suplementarias (Ej.: Un simple WPS puede cubrir un rango de espesor desde 1/16 hasta 1 si existen PQR tanto para rangos de espesores desde 1/16 hasta 3/16 y de 3/16 hasta 1 1/4).
QW 200.3 Para reducir el nmero de Procedimientos de Soldadura Calificados requeridos, un nmero P es asignado al material base dependiendo de sus caractersticas tales como composicin, soldabilidad y propiedades mecnicas cuando esto puede ser logicamente realizado, y para acero y aceros aleados (QW - 422.11) nmeros de grupos se asignan al nmero P, adicionalmente estos nmeros de grupos clasifican al metal dentro del nmero P para propsitos de calificacin del procedimiento cuando el ensayo de Tenacidad es un requerimiento especificado. Esta asignacin no implica que el material base pueda ser indiscriminadamente sustituido por un material base el cual fue utilizado en la prueba de calificacin sin consideracin de la compatibilidad desde el punto de vista de las propiedades metalrgicas, tratamiento trmico postsoldadura, diseo, propiedades mecnicas requerimientos de servicio. Cuando el ensayo de tenacidad es requerido se presupone que el material base cumpla con los requerimientos especficos.
En general los ensayos de tenacidad son mandatorios para todos los nmeros P 11, materiales templados y revenidos para aplicaciones a baja temperatura distintos a los aplicados por la seccin VIII y para varias clases de construcciones requeridos por la seccin III. Los requerimientos de aceptacin para el ensayo de tenacidad estn establecido en otra seccin del cdigo.
Para ciertos materiales permitidos por cdigo para tubera de presin ASME / ANSI B 31 por otros casos del cdigo del ASME pero las cuales no estn incluidas dentro del ASME seccin II, grupos de nmeros S es asignado en QW/QB-422. Estos grupos son similares a los grupos de nmero P de QW 422, los lmites de calificacin estn dados en QW 420.2.
QW 200.4Combinacin procedimientos de soldadura.
a. Ms de un procedimiento que tiene diferentes variables esenciales no esenciales pueden ser utilizado en una soldadura de produccin simple. Cada procedimiento puede incluir uno combinacin de procesos, material de aporte otras variables.
Cuando dos o ms procedimientos involucran diferentes procesos u otras variables esenciales son utilizados en una unin, QW - 451 debe ser utilizado para determinar el rango de espesor de material base calificado y el mximo espesor depositado de material de aporte calificado para cada proceso o procesos.
Alternativamente la calificacin para el depsito de solo el pase de raz puede ser hecho de acuerdo con QW 200.4 (b). El depsito de metal de aporte de cada proceso o procedimiento debe estar incluido en las probetas de tensin y doblado y tambin en la probeta de impacto (cuando es requerido). Uno o ms procesos o procedimientos pueden ser suprimidos a partir de una combinacin de procedimientos calificados, cada tal proceso o procedimiento puede ser utilizado separadamente previendo:
1. Las remanentes variables esenciales, no esenciales y suplementarias son aplicadas.2. El espesor lmite del material base y del material depositado de QW 451 son aplicados.
b. Para los procesos GTAW, SMAW, GMAW, PAW y SAW o combinaciones de estos procesos, un PQR para un proceso que registre una junta de prueba, de por lo menos 1/2 pulgada de espesor puede ser combinado con uno o ms PQR que registren otro proceso de soldadura y espesor mayor de material base. En este caso el primer PQR puede ser utilizado para depositar el pase de raz utilizado el proceso de registrados en el PQR hasta 2T ( Para soldadura GMAW tipo corto circuito ver QW 404.32) en espesor sobre el material base del espesor mximo calificado por el otro PQR utilizado para soportar el WPS.
Los requerimientos de la nota 1 de QW-451.1 y QW-451.2 deben aplicarse.
QW 201 RESPONSABILIDAD DEL FABRICANTE O CONSTRUCTOR.
Cada fabricante o constructor debe listar los parmetros aplicables a la soldadura que desarrollar en la construccin de soldaduras de conformacin de acuerdo con este cdigo. Estos parmetros deben ser listados en un documento conocido como especificacin del procedimiento de soldadura (WPS).
Cada fabricante o constructor debe calificar el WPS por la soldadura de junta de prueba y el ensayo de las probetas (Como es requerido por este cdigo) y registrar los datos de soldadura y resultados de los ensayos en un documento conocido como Registro de la Calificacin del Procedimiento (PQR). Los soldadores u operadores de soldadura utilizados para obtener los elementos soldados para las pruebas de calificacin del procedimiento deben estar bajo la supervisin y control total de el fabricante o constructor durante la obtencin de estas soldaduras de prueba.
No es permitido para el fabricante o constructor tener la soldadura de las pruebas desarrolladas por otra organizacin, es permisible sin embargo subcontratar cualquiera o todos. El trabajo de preparacin de los materiales de prueba para soldadura y subsiguientemente el trabajo de preparacin de las probetas de ensayo a partir de la prueba terminada, desarrollo de los ensayos no destructivos y mecnicos, previendo que el fabricante o constructor acepta la responsabilidad por cualquiera de tales trabajos.
El cdigo reconoce al fabricante constructor como la organizacin la cual tiene el control de la responsabilidad operacional de que la produccin de las soldaduras sean realizadas de acuerdo con este cdigo. Si en una organizacin existe el control efectivo operacional de la calificacin de los procedimientos de soldaduras por dos o ms compaas de diferentes nombres, las compaas involucradas deben describir en su programa QC/QA el control operacional de la calificacin de procedimientos. En este caso no se requieren WPQ separados, previendo que todos los otros requerimientos de la seccin IX se cumplan.
Un WPS puede requerir el soporte de ms de un PQR, mientras alternativamente un PQR puede soportar a numerosos WPS. El fabricante o constructor debe certificar que ha calificado cada especificacin del procedimiento de soldadura (WPS), desarrollado los procedimientos de prueba de calificacin y documentado con ello el registro de calificacin del procedimiento (PQR).
QW 202 TIPOS DE ENSAYOS REQUERIDOS
QW 202.1 Ensayos Mecnicos. El tipo y nmero de probetas de prueba los cuales deben ser ensayados para calificar un procedimiento de soldadura a tope estn dados en QW 451 y deben ser extrados de forma similar a como se muestra en QW 463. Si cualquiera de las probetas de prueba requeridos por QW 451 falla y no cumple con los criterios de aceptacin aplicable, la prueba es considerada como rechazada y una nueva junta de prueba debe ser soldada. Cuando la calificacin es solo para soldadura en filete los requerimientos estn dados en QW 202.2 (c) y (d) y cuando la calificacin es solo para soldadura de esprrago, los requerimientos estn dados en QW 202.5.
QW 202.2Soldaduras a Tope y en Filete
a. Calificacin de soldaduras a tope con penetracin total. Las juntas de pruebas de soldaduras a tope deben calificar los rangos de espesores tanto del material base como el metal de soldadura depositado que van a ser utilizados en produccin. Los lmites de calificacin deben estar de acuerdo a QW-451. La calificacin de un WPS para soldaduras a tope debe ser realizado sobre la soldadura a tope utilizando probetas de tensin y doblado guiado. El ensayo de tenacidad debe ser realizado cuando es requerido por otra seccin del cdigo. El WPS debe estar calificado para utilizarlo en soldaduras a tope dentro de los rangos de las variables esenciales listadas.
b. Calificacin de soldaduras a tope con penetracin parcial. Las soldaduras a tope con penetracin parcial deben ser calificados de acuerdo con los requerimientos de QW- 451 tanto para el espesor del material base como para el material de soldadura depositado, excepto cuando no se necesita sobrepasar los lmites de espesor del material base, previendo que la calificacin fue realizada en un material base con un espesor de 1/2 mayor.
c. Calificacin para soldaduras en filete (Excepto para metales de P No. 11, excluyendo los P No. 11 A grupos 1 y 2). La calificacin de un WPS para soldaduras en filetes puede ser realizada en juntas de prueba a tope utilizando las probetas de ensayo especificados antes en a b. Los procedimientos de soldadura en filete ya calificados pueden ser utilizados por soldadura en todos los espesores de material base en todos los tamaos de filetes de soldadura y en todos los dimetros de tubera de acuerdo a QW-451.4. Los filetes de soldaduras no retenedoras de presin como se define en otra seccin de el cdigo, puede como una alternativa ser calificados con filetes de soldadura nicamente, los ensayos deben ser realizados de acuerdo con QW 180. Los lmites de calificacin deben estar de acuerdo con QW 451.3.
d. Calificacin para soldadura en filetes en metales de P No. 11A (excluyendo P No. 11A Grupos 1 y 2) la calificacin de un WPS para todos los filetes (incluyendo los no retenedores de presin) debe ser realizado en:
1. Ensayo en soldaduras a tope de acuerdo con lo especificado en a b y
2. Ensayo en soldadura en filete de acuerdo con QW 180.
QW 203.3Soldaduras de Reparacin y Reforzamientos
Un WPS calificado en soldaduras a tope debe ser aplicable para reparacin de soldaduras a tope y en filete y para soldaduras de reforzamientos bajo los siguientes previsiones.
a. No hay limitacin sobre el espesor del metal base metal de soldadura depositado para soldaduras depositado para soldaduras en filete.
b. Para otras diferentes a soldaduras en filetes, el rango de espesores de material base de depsito de soldadura para cada proceso de soldadura debe estar de acuerdo con QW 451, excepto cuando no se necesita sobrepasar los lmites de espesor del material base con un espesor de 1 1/2 o mayor.
QW 203 LIMITES DE POSICIONES CALIFICADAS PARA PROCEDIMIENTO
A no ser que especficamente otra cuestin sea requerido por las variables de soldadura (QW 250), una calificacin en cualquier posicin califica el procedimiento para todas las posiciones. El proceso de soldadura debe ser compatible; y los alambres, Electrodos y materiales de aporte tal como esto definido en las especificaciones de la seccin II parte C, estaran sujeto para su uso en posiciones especficas. Un soldador u operador de soldadura quien realiza y pasa los ensayos de calificacin est tericamente calificado para la posicin de la prueba. Ver QW 301.2.
QW 210 PREPARACIN DE LAS JUNTAS DE PRUEBA
QW 211 MATERIAL BASE Y MATERIAL DE APORTE
El material base y el material de aporte debe ser uno o ms de aquellos listados en el WPS. Las dimensiones de las juntas de prueba debe ser suficiente para proveer las probetas de ensayos requeridos.
El material base puede consistir en cualquier platina, tubera u otra forma de producto. La calificacin en platina califica adems para soldadura de tubera y viceversa.
QW 212 TIPO Y DIMENSIONES DE LAS SOLDADURAS A TOPE
Las juntas de prueba deben ser soldados utilizando un tipo de soldadura a tope propuesto en el WPS para uso en construccin. Excepto que otra cuestin se especifique en QW 250, el tipo y dimensiones de la soldadura a tope no son variables esenciales.
QW 250 VARIABLES DE SOLDADOR
QW 251 GENERAL
QW 251.1 Tipo de variables para la especificacin del procedimiento de soldadura (WPS). Estas variables (Listados para cada proceso de soldadura en QW 252 hasta QW 265) estn subdivididas en variables esenciales, esenciales suplementarias y variables no esenciales (QW 401). El Sumario de Variables listados en la tabla son para referencia solamente. Ver las variables completas en el Artculo IV.
QW 251.2 Variables esenciales. Variables esenciales son aquellos en el cual un cambio como se describe en la variable especifica, en considerada que afecta las propiedades mecnicas de la soldadura y debe requerir la recalificacin del WPS.
Variables esenciales suplementarios son requeridos para metales para lo cual otra seccin del cdigo especifica estado de tenacidad con entalla y son adicionalmente variables esenciales para cada proceso de soldadura.
QW 251.3 Variables No Esenciales. Variables no esenciales son aquellas en la cual un cambio como se describe en la variable especifica puede ser realizada en el WPS sin recalificacin.
QW-424Metales Bases Usados para la Calificacin de un Procedimiento.
QW-424.1A los metales bases se le asigna un nmero P en QW-422, los metales que no aparecen en QW-422 son considerados como metales sin asignacin, exceptuando algunos que son definidos en una parte de QW-420.1 para metales que tienen mismo nmero UNS. Para metales sin asignacin se deben identificar en el WPS y en el PQR por la especificacin, tipo y grado, por anlisis qumico y propiedades mecnicas. La resistencia a la traccin mnima debe ser definida por la organizacin la cual especfica la resistencia a la traccin del metal sin asignacin y que no estn definido por la especificacin del material.
42
ASME SECCION IX QW - 253, QW - 254VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURA PARA LOS PROCESOS SMAW Y SAW
PROCESO DE SOLDADURAS M A W S A W
ITEM
VARIABLEVARIABLE TIPO
O B S E R V A C I O N E SVARIABLE TIPO
O B S E R V A C I O N E S
EESNE
E ESNE
PROCESO
Cambio
JUNTA QW-402
.1 Diseo de la Junta
X
X
.4 Respaldo
X
X
.10 Abertura de Raiz
X
X
.11 Retenedor
X
X
MAT. BASE QW-403
.5 Nmero de Grupo
X
Cambio de P No. y grupo No.
X
Cambio de P No. y grupo No..6 T Lmite
X
Espesor min. del metal calificado es T 5/8 o cualquiera menor y cuando T= 1/4 el min. esp. Calificado es T/2.
X
Espesor min. del metal calificado es T 5/8 o cualquiera menor y cuando T= 1/4 el min. esp. calificado es T/2...7 T/t Lmite 8 inX
Para 8 el espesor de prueba no debe ser menor a T/ 1.33 y el mx. Espesor es 1.33 T 1.33 t.
X
Para 8 el espesor de prueba no debe ser menor a T/ 1.33 y el mx. espesor es 1.33 T 1.33 t..8 T CalificadoX
Cambio por fuera de QW 451. X
Cambio por fuera de QW 451..9 Pase t 1/2 inX
Un incremento en el espesor T mayor a 1.1 veces.
X
Un incremento en el espesor T mayor a 1.1 veces..11 No P CalificadoX
Cambios no permitidos en QW 424. X
Cambios no permitidos en QW 424. E: EsencialES: Esencial SuplementariaEN: No Esencial
ASME SECCION IX QW - 253, QW - 254VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURA PARA LOS PROCESOS SMAW Y SAW
PROCESO DE SOLDADURAS M A W S A W
ITEM
VARIABLEVARIABLE TIPO
O B S E R V A C I O N E SVARIABLE TIPO
O B S E R V A C I O N E S
EESNE
E ESNE
.13 P-No. 5/9/10X
Cambios de un subgrupo P No. 5 / 9 / 10 a cualquier otro subgrupo P No. 5 / 9 / 10X
Cambios de un subgrupo P No. 5 / 9 / 10 a cualquier otro subgrupo P No. 5 / 9 / 10
MAT. APOR. QW-404
.4 Nmero FX
Cambio de nmero F a cualquier otro nmero F.
X
Cambio de nmero F a cualquier otro nmero F..5 Nmero AX
Cambio en la composicin qumica del metal de aporte, a un otro nuevo A; A No. 1 califica a A No. 2 y Viceversa.X
Cambio en la composicin qumica del metal de aporte, a un otro nuevo A; A No. 1 califica a A No. 2 y Viceversa..6 Dimetro
X
XCambio en el nominal de electrodos mayores de 1/4.7 Dimetro 1/4
X
Cambio en el nominal de electrodos mayores de .
.9 Clase Fund./Alambr
X
Cambio en la resistencia mnima del fundente (el No. 7 en F7 A2 - EM 12 -K).
.10 Aleante del Funden.
X
Cambio de los aleantes del fundente que afectan la composicin del depsito..12 Clase AWS
X
Cambio en la especificacin SFA segn la clasificacin AWS.
.24 Suplementario
X
La adicin o supresin del metal de aporte suplementario. (Alambre).
.25 Pulverizado Suplem.
X
La adicin o suprecin del metal de aporte pulverizado suplementario.
.26 Pulverizado Suplem.
X
Incremento en la cantidad de metal de aporte pulverizado suplementario.E: EsencialES: Esencial SuplementariaEN: No Esencial
ASME SECCION IX QW - 253, QW - 254VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURA PARA LOS PROCESOS SMAW Y SAW
PROCESO DE SOLDADURAS M A W S A W
ITEM
VARIABLEVARIABLE TIPO
O B S E R V A C I O N E SVARIABLE TIPO
O B S E R V A C I O N E S
EESNE
E ESNE
.27 Elementos Aleantes
X
Cambio de los elementos aleantes en el metal de aporte pulverizado suplementario..29 Desig. del Fundent.
X
.30 tX
Cambio del espesor fuera del rango calificado. QW 451.
X
Cambio del espesor fuera del rango calificado. QW 451.33 Clase AWS
X(Cambio en la marca del electrodo cuando no esta conforme a AWS).
X(Cambio en la marca del electrodo cuando no esta conforme a AWS).34 Tipo de Fundente
X
De neutral a activo o viceversa..35 Clase de Fund.Alam
XXCambio de especificacin fundente / alambre.
.36 Escoria Reciclada
X
Debe ser clasificado o certificado.
POSICIONES QW-405
.1 Posicin
X
X
.2 Posicin X
Cambio de cualquier posicin a la posicin vertical ascendente. 3 G, 5 G, 6 G.
.3 Vertical
X
E: EsencialES: Esencial SuplementariaEN: No Esencial
ASME SECCION IX QW - 253, QW - 254VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURA PARA LOS PROCESOS SMAW Y SAWPROCESO DE SOLDADURAS M A W S A W
ITEM
VARIABLEVARIABLE TIPO
O B S E R V A C I O N E SVARIABLE TIPO
O B S E R V A C I O N E S
EESNE
E ESNE
PRECALEN. QW-406
.1 Decremento 100 FX
Una disminucin de 38C (100F) ms en la temperatura mnima de precalentamiento.X
Una disminucin de 38C (100F) ms en la temperatura mnima de precalentamiento..2 Manten. De Precale.
X
X
.3 Incremento 100 F X
Un incremento de 38C (100F) en la temperatura mx. Entre pases registrada en el PQR.
Un incremento de 38C (100F) en la temperatura mx. Entre pases registrada en el PQR.
POST. TER. QW-407
.1 Postratam. Trmico X
Cambios en el postratamiento termico.
X
Cambios en el postratamiento termico..2 Rango T y T P.T.T X
Cambios por fuera del rango de tiempo y temp, especificadas.
X
Cambios por fuera del rango de tiempo y temp, especificadas..4 Lmite T X
Mx. Espesor calificado es de 1.1 veces el especificado en PWHT por encima de la temperatura de transformacin.X
Mx. espesor calificado es de 1.1 veces el especificado en PWHT por encima de la temperatura de transformacin.
CAR. ELEC. QW-409
.1 Entrada de Calor X
Incremento en el volumen del depsito del metal de soldadura por unidad de longitud de soldadura o entrada de calor. X
Incremento en el volumen del depsito del metal de soldadura por unidad de longitud de soldadura o entrada de calor.
.4Corriente y Polaridad XXDe alterna a directa o viceversa y de polaridad directa a polaridad invertida en corriente directa. XXDe alterna a directa o viceversa y de polaridad directa a polaridad invertida en corriente directa. E: EsencialES: Esencial SuplementariaEN: No Esencial
ASME SECCION IX QW - 253, QW - 254VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURA PARA LOS PROCESOS SMAW Y SAW
PROCESO DE SOLDADURAS M A W S A W
ITEM
VARIABLEVARIABLE TIPO
O B S E R V A C I O N E SVARIABLE TIPO
O B S E R V A C I O N E S
EESNE
EESNE
.8 Rango de A y V
X
X
TECNICA QW - 410
.1 Recta / Oscilada
X
X
.5 Mtodo de Limpieza
X
X
.6 Mtodo de Descarb.
X
X
.7 Oscilacin
X
.8 Dist. Boquilla-Pieza
X
.9 Pase Multipl/Simple
XXPase sencillo por un lado a pase mltiple por un lado.
.10 Electr. Simple/Multi.
XXDe electrodo sencillo a electrodo mltiple o viceversa..15 Espacia. del Electro
X
.25 Manual Automt.
X
X
.26 Martilleo
X
X
Adicin Incremento / mayor que Subiendo Cambio Suprecin Decremento / menor que Bajando
45
ASME SECCION IX QW - 255VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURAPARA LOS PROCESOS GMAW Y FCAWPROCESO DE SOLDADURAG M A W Y F C A W
ITEM
VARIABLEVARIABLE TIPO O B S E R V A C I O N E S
EESNE
PROCESO
Cambio
JUNTA QW-402
.1 Diseo de la Junta
X
.4 Respaldo
X
.10 Abertura de Raz
X
.11 Retenedor
X
MET.BASE QW-403
.5 Nmero de Grupo
X
Cambio de P No. y Grupo No
.6 T Lmite
X
Espesor min. del metal calificado es T 5/8 el menor y cuando T= 1/4 el min espesor calificado es T/2
.7T/t Lmite 8 inX
Para 8 el espesor de prueba no debe ser menor a T/1.33 y el mx. espesor 1.33 T 1.33 t.
.8 T CalificadoX
Cambio por fuera de QW 451..9 Pase t 1/2 inX
Un incremento en el espesor ms alla de 1.1 T veces.
.10 T LmiteX
Cuando T es menor 1/2 un incremento 1.1 veces T para tipo corto circuito . (GMAW).
.11 No P CalificadoX
Cambios no permitidos en QW 424.13 No P 5/9/10X
Cambio de un subgrupo P No. 5 / 9 / 10 a cualquier otro subgrupo de P No. 5 / 9 / 10.
MET. APOR. QW-404
4 Nmero FX
Cambio de un nmero F a cualquier otro nmero F.
.5 Nmero AX
Cambio en la composicin qumica del metal de aporte a un otro nuevo A; A No.1 califica a A No.2 y viceversa. E: EsencialES: Esencial SuplementariaNE: No Esencial : Subiendo : Adicin : Incremento/mayor que : Cambio : Bajando : Supresin : Decremento/menor que
ASME SECCION IX QW - 255VARIABLES EN LOS PROCEDIMIENTOS DE SOLDADURAPARA LOS PROCESOS GMAW Y FCAWPROCESO DE SOLDADURAG M A W Y F C A W
ITEM
VARIABLEVARIABLE TIPO
O B S E R V A C I O N E S
EESNE
.6 Dimetro
X
.12 Clase AWS
X
Cambio en las especificaciones SFA segn la clasificacin AWS.
.23 Sold. Coraz. Met.X
Cambio de alambre slido a corazn abierto con revestimiento viceversa.
.24 SuplementarioX
La adicin o supresin de alambre suplementario. .25 Pulverizado Suplem.X
La adicin o suprecin de metal de aporte pulverizado suplementario.
.26 Pulverizado Suplem.X
Incremento en la cantidad de metal de aporte pulverizado suplementario.
.27 Elementos AleantesX
Cambio de elementos aleantes en el metal de aporte pulverizado suplementario.
.30 tX
Cambio en El depsito de metal de aporte por fuera de QW 451
.32 t Lmite X
Para espesores menores 1/2 un incremento 1.1 T veces en GMAW - corto circuito .
.33 Clase AWS
X(Cambio en la marca del electrodo cuando no esta conforme a AWS).
POSICIONES QW-405
.1 Posicin
X
.2 Posicin
X
Cambio de cualquier posicin a la posicin vertical ascendente 3 G, 5 G y 6 G..3 Vertical
X
PRECALEN. QW-406
.1Decremento 100 FX
Una disminucin mayor a 100F en la temperatura mnima precalentamiento..2 M