-
5/20/2018 ASPERSAO TERMICA.pdf
1/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
Asperso Trmica1
Paulo Villani Marques
FundamentosA asperso trmica consiste de um grupo de pro-cessos
nos quais partculas finamente divididas demateriais para
revestimentos, metlicos ou no me-tlicos, so depositadas sobre um
substrato devi-damente preparado, na condio fundida ou
semi-fundida, para formar uma camada superficial. Ocalor necessrio
para a operao gerado na tochade asperso e pode vir da queima de um
gs com-bustvel ou da gerao de um arco eltrico. As par-tculas
aquecidas so aceleradas por um gs com-primido, confinadas num
feixe, e dirigidas aosubstrato. Ao se chocarem, as partculas se
acha-tam e formam finas lentes, que se conformam e ade-rem s
irregularidades superficiais e entre si. Coma continuidade do
processo, as partculas se resfri-am, formando um revestimento com
estrutura
lamelar.Os processos de asperso trmica so especializadose tm
larga utilizao tanto na fabricao quantona manuteno. A natureza dos
processos sinergstica, isto , o nmero de componentes e va-riveis
envolvidos grande e, quando adequadamen-te escolhidos em conjunto e
devidamente aplicados,produzem um efeito muito maior do que
quandoconsiderados individualmente. Ainda, cada compo-nente ou
varivel deve ser bem entendido, para per-mitir sua escolha e operao
adequada, em cada
processo em particular.As variaes bsicas nos processos de
asperso tr-mica se referem ao material a ser aplicado, ao m-todo de
aquecimento e ao mtodo de acelerao daspartculas em direo ao
substrato.
Os materiais podem ser fornecidos na forma devareta, arame,
cordo (tubo de plstico contnuo)e p. Metais, xidos, compostos
intermetlicos,cermets, plsticos orgnicos e alguns vidros po-dem ser
depositados por uma ou mais variaes
de processos.
Os processos de asperso trmica podem ser clas-sificados em dois
grupos bsicos, dependendo dafonte de calor usada, como mostrado na
Tabela I.
1Baseado em Thermal spraying - Pratice, theory and application .
American Welding Society, Inc. Miami, 1985. 170 p
O sucesso no uso de revestimentos aspergidos ter-micamente
depende basicamente de sua aplicaocuidadosa, segundo procedimentos
bem estabeleci-dos. Qualquer desvio destes procedimentos levam,em
geral, a resultados no confiveis. Os revesti-mentos termicamente
aspergidos apresentam trs
aspectos bsicos: o substrato, a adeso do revesti-mento e a
estrutura deste.
Os substratos sobre os quais os revestimentos ter-micamente
aspergidos podem ser aplicados inclu-em metais, xidos, cermicos,
vidros, a maioria dosplsticos e madeira, sendo que algumas
tcnicasespeciais podem ser necessrias. Nem todos osmateriais para
asperso podem ser aplicados a qual-quer tipo de substrato. Uma
preparao adequadadeste necessria antes da asperso propriamentedita,
independentemente do processo a ser usado. Essa
preparao essencialmente a mesma para cada pro-cesso a ser usado
e consiste de duas etapas bsicas:limpeza da superfcie para eliminar
contaminantes eobteno de rugosidades para aumentar a rea
su-perficial efetiva e melhorar a adeso.
A ligao ou adeso entre revestimento e substratopode ser mecnica,
qumica e/ou metalrgica e influenciada por diversos fatores, tais
como: mate-rial do revestimento, condio do substrato,rugosidade,
limpeza e temperatura da superfcie aser revestida, antes e durante
o processo e veloci-
dade de impacto das partculas.
Tabela I- Processos de aspero trmica
EltricoPlasma
Arco
CombustoChama
Detonao
-
5/20/2018 ASPERSAO TERMICA.pdf
2/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
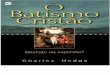
A estrutura e a qumica do depsito aspergido emar (figura 1)
diferente do material no estado origi-nal. Estas diferenas so
devidas natureza pro-
gressiva do revestimento, reao com gases du-rante o processo e
atmosfera em contato com omaterial enquanto lquido. Por exemplo,
quando arou oxignio so usados, xidos podem ser forma-dos e se
incorporarem ao revestimento. Revestimen-tos metlicos tendem a ser
porosos e frgeis, comuma dureza diferente do material original. A
estru-tura de revestimentos na condio como aspergidos similar
quanto natureza lamelar, mas pode exi-bir diferentes caractersticas
em funo do processo,dos parmetros, da tcnica e do material usados.
Adensidade do depsito varia com a temperatura da fonte
Substrato
RugosidadeSuperficial
xido Poro Partcula nofundida
Partculaaderida
Figura 1Desenho esquemtico da seo transversal tpica de um
revestimento aspergido termicamente.
de calor usada (Tabela II) e com a velocidade das par-tculas no
impacto (figura 2).
A aplicao final determina as propriedades neces-
srias para o revestimento e o tipo de consumvel eequipamentos
necessrios. Revestimentos termica-mente aspergidos tm sido usados
intensivamentena fabricao de componentes nas indstriasautomotiva,
de petrleo, eltrica, eletrnica, gera-o de energia, e
particularmente na aeroespacial.Em manuteno, milhes de dlares tm
sido eco-nomizados com o uso da asperso trmica. Ela temsido usada
tanto em oficina como no campo, no reves-timento de estruturas e
partes de equipamentos, comeconomia de tempo e recursos.
Tabela II - Temperatura das fontes de calor
Propano + oxignio
Gs natural + oxignio
Hidrognio + oxignio
Acetileno + oxignioArco e plasma
2640
2735
2690
31002200 - 8300
Fonte Temperatura oC
-
5/20/2018 ASPERSAO TERMICA.pdf
3/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
Velocidade (m/s) 0 305 710 915
ChamaSub-snicaHipersnica
Arco
PlasmaBaixa energiaAlta energia
Detonao
PArame, Cordo
Figura 2Velocidade de impacto mdia das partculas.
2. Processos
2.1. Processos por Combusto
Este grupo de processos utiliza o calor gerado pelaqueima de um
gs combustvel. Qualquer substn-cia que se funda e no sublime a
temperaturas infe-
riores a cerca de 2760C pode ser aspergido porestes processos.
Os materiais aplicados podem sermetais e ligas na forma de arame,
cordo ou p ecermicos, na forma de vareta, cordo ou p.
Filtro
Contrle degs
Combus-tvel
Oxig-nio
ArComprimido
Contrle
de arTocha
Figura 3 Equipamento tpico para asperso trmica por combusto
(esquemtico).
2.1.1. Arames e Varetas
O equipamento usado para aplicao de arames evaretas similar,
como mostrado na figura 3. A seotransversal tpica de uma tocha
utilizada para asper-so com estes processos mostrada na figura
4.
O material a ser aspergido inserido por roletesalimentadores na
parte posterior da tocha. Estes po-dem ser tracionados por um motor
eltrico ou pneu-mtico, ou por uma turbina a ar. O material
ali-mentado atravs de um bocal, onde fundido poruma chama de gs
combustvel, concntrica a este.
-
5/20/2018 ASPERSAO TERMICA.pdf
4/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
Figura 4 Seo transversal de uma tocha para asperso por chama
(esquemtica).
Arame ouvareta
Bocal
Substrato
Revestimento
Jatoaspergido
Combustivel
Ar paraatomizacao
Oxigenio
Chama
Os gases combustveis usados juntamente com o oxi-gnio foram
mostrados na tabela II. O acetileno omais largamente usado por sua
maior temperaturade chama. Entretanto, em certos casos,
temperatu-
ras mais baixas so usadas com vantagens econ-micas. A chama
usada apenas para fundir o mate-rial. Para se obter asperso, um
jato de gs, em geralar comprimido, usado para pulverizar o
materiale acelerar as partculas em direo ao substrato.Em aplicaes
especiais, um gs inerte pode serusado.
Os roletes de alimentao devem ser escolhidos eapropriados forma
de material a ser alimentado,isto , se arame, vareta ou cordo.
2.1.2. P
Tochas para asperso a chama com p so maisleves e mais compactas
que tochas para outros pro-cessos. Devido s menores temperaturas e
veloci-dades alcanadas pelas partculas, os revestimen-tos obtidos
tm, em geral, menor resistncia adesi-va ao substrato, menor
resistncia coesiva entre aslamelas e maior porosidade, quando
comparadoscom os depositados por outros processos de asper-so
trmica.
O material a ser aspergido pode ser um metal puro,uma liga
metlica, um compsito, um carboneto,
um cermico, um cermet ou combinaes destes. Oprocesso geralmente
usado para aplicao de li-gas metlicas auto-fluxadas, que devem ser
fundi-das aps a asperso. Estes materiais contm boro e
silcio que servem como agentes fluxantes eminimizam a oxidao.
Sua fuso e/ou ligaometalrgica a um substrato metlico obtida
aque-cendo-se o revestimento at sua temperatura de fu-so, que, em
geral, inferior a 1040C e pode serfeita com o uso de qualquer fonte
de calor, comouma chama, uma bobina de induo ou um forno.Um arco
eltrico tambm pode ser usado, mas comcerto cuidado, para evitar ou
minimizar a fuso dosubstrato.
O p para asperso armazenado num recipiente quepode ser parte
integrante da tocha ou ser acoplado aela. Uma pequena quantidade de
gs desviada paraarrastar o p at o jato da mistura
oxignio/combust-vel em chama, quando ele fundido e acelerado
emdireo ao substrato. Um corte transversal de umatocha tpica para
asperso de p por chama mostra-do na figura 5.
Variaes do processo de asperso trmica de p achama incluem: gs
comprimido para alimentaodo p na chama, jatos adicionais de ar
comprimidopara acelerar as partculas fundidas, alimentadorde p
remoto, com arraste do p para a tocha porum tubo pressurizado com
gs inerte e dispositivos
-
5/20/2018 ASPERSAO TERMICA.pdf
5/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
Po
Oxigenio
Gas Combustivel
ChamaBocal
Revestimento
Substrato
Jato de particulas
Figura 5Corte transversal de uma tocha para asperso trmica de p
a chama (esquemtico).
para acelerao a alta velocidade presso atmos-frica. Esses
refinamentos tendem a aumentar a taxade alimentao de p e, s vezes,
a velocidade das
partculas fundidas, que aumentam a resistnciaadesiva e a
densidade do revestimento aspergido.
Revestimentos fundidos ps asperso so densos e re-lativamente
isentos de porosidade. A composio daliga pode levar a revestimentos
com nveis de durezaRockwell C superiores a 50. A espessura destes
re-vestimentos limitada quelas faixas que podem seraquecidas at a
temperatura de fuso sem descamao.O uso de ligas auto-fluxantes
limitado a aplicaesem que os efeitos da fuso e de distoro podem
sertolerados. Revestimentos mais espessos de metais
dissimilares podem ser aplicados em passes mltiplos.A superfcie
que vai receber o segundo revestimentodeve ser limpa de todos os
resduos de xido aps cadaetapa de fuso.
Em todos os processos de asperso trmica, a taxade alimentao de p
afeta a estrutura e a eficin-cia de deposio do revestimento. Se o
material no aquecido adequadamente a eficincia de deposi-o cai
rapidamente e o revestimento conter part-culas no fundidas retidas.
Se a taxa de alimenta-o de p for muito baixa, uma certa quantidade
de
p pode se volatilizar, resultando em deterioraodo revestimento e
elevao de custos. Os
alimentadores de p so compostos por um recipi-ente e um sistema
de medio que regula a taxa dealimentao de material no dispositivo
transporta-
dor por gs.
2.2. Detonao
A tocha de detonao diferente de outrosequipamentos de asperso
por combusto. Elautiliza a energia de exploses de uma
misturaoxignio-acetileno, ao invs de uma chamaestacionria, para
impulsionar o p at a superfciedo substrato. O depsito resultante
extremamenteduro, denso, fortemente ligado ao substrato.
Uma tocha de detonao, mostrada na figura 6, con-siste
basicamente de um tubo comprido, no qual introduzida uma mistura de
gs combustvel, oxi-gnio e p. Quando feita a ignio da mistura,uma
onda de choque controlada aquece e acelera aspartculas de p, cuja
velocidade de sada de 760m/s aproximadamente. Aps cada injeo de
mis-tura, uma certa quantidade de nitrognio introduzida no tubo
para purga deste. Ocorrem v-rias detonaes por segundo, gerando um
rudo daordem de 150 dB, sendo muitas vezes utilizadas
instalaes especiais com isolamento acstico paraestas
operaes.
-
5/20/2018 ASPERSAO TERMICA.pdf
6/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
Dentro do tubo, temperaturas superiores a 3300Cso atingidas,
enquanto a temperatura do substratodeve ser mantida abaixo dos
150C, usando-se dis-
positivos de resfriamento, se for o caso.A espessura dos
revestimentos geralmente situa-seentre 0,05 e 0,5mm. A operao
normalmente me-canizada e s vezes remotamente controlada.
Exce-lente acabamento pode ser obtido, devido baixaporosidade do
revestimento.
2.3. Processos Eltricos
2.3.1. Arco Eltrico
No processo de asperso a arco eltrico, dois ara-mes eletrodos
consumveis so alimentados de for-ma a se encontrar em um ponto
frente de um jatode gs, que serve para atomizao. Uma diferenade
potencial de 18 a 40V estabelecida entre osarames, produzindo um
arco eltrico que funde aponta destes. O jato de gs atomizante (em
geral arcomprimido) destaca o material fundido, produzin-do um jato
de gotculas fundidas que dirigido aosubstrato. A figura 7 mostra um
desenhoesquemtico de uma tocha para asperso a arco.
O equipamento bsico para este processo consiste deuma fonte de
corrente contnua tipo tenso constante,alimentadores de arame do
tipo velocidade constante,tocha de asperso e um sistema de
fornecimento degs comprimido controlvel. Os arames utilizados so,em
geral, de grande dimetro, da ordem de 5mm. Esteprocesso
experimentou um avano recente com o de-senvolvimento de arames
tubulares com enchimentometlico.
Vela de
ignio
P
OxignioCombustvel
Gs depurga
Figura 6 Tocha de detonao (Esquemtica).
A temperatura do arco consideravelmente maiorque o ponto de fuso
do material aspergido, de modoque algum superaquecimento e
volatilizao podem
ocorrer, particularmente na aplicao de zinco e alu-mnio. A alta
temperatura das partculas pode pro-duzir zonas de reao qumica ou
difuso ou ambas,aps o impacto com o substrato. Estas interaesso
similares a pequenas soldas a ponto e conferemexcelente resistncia
de adeso e coeso ao revesti-mento. Este processo apresenta taxas de
deposiomais altas que outros processo de asperso. Os fato-res que
influenciam esta taxa so a corrente e a velo-cidade de alimentao de
arame, que dependem doequipamento usado.
O comprimento do arco e o tamanho das gotculastendem a aumentar
com a elevao da diferena depotencial entre os arames. Esta deve ser
mantida emvalores mnimos, compatveis com a estabilidade doarco,
para se obter revestimentos densos e de melhoracabamento.
2.3.2. Arco Plasma no Transferido
O desenvolvimento de turbinas e motores de fogue-tes tem exigido
bom desempenho de materiais de
engenharia em condies cada vez mais severas.Para satisfazer
estas exigncias, xidos e carbonetostm sido considerados, devendo
ser aplicados porprocessos de asperso trmica de alta temperatura.O
processo plasma tem atendido esta necessidade elevou ao
desenvolvimento de uma nova famlia demateriais e tcnicas de aplicao
para uma amplafaixa de aplicaes industriais.
-
5/20/2018 ASPERSAO TERMICA.pdf
7/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
Arame
Arame
Ar
ArcoBocal de
Atomizao
Figura 7 Tocha para asperso a arco eltrico (esquemtica).
Na asperso a plasma, o material aplicado a partirde um p.
Aplicao a partir de arames tem sido de-senvolvida mais
recentemente. Neste processo, um gs
ou mistura de gases passa atravs de um arco eltricoestabelecido
entre um ctodo de tungstnio e um nodode cobre, dotado de um
orifcio, alinhadoscoaxialmente. Em sua passagem, o gs
aquecido,gerando o plasma.
O p alimentado no plasma, fundido e acelerado emdireo ao
substrato por um jato de alta velocidade. Aenergia, temperatura e
velocidade do jato de plasmaso controlados pelo tipo de bocal
constritor, intensi-dade da corrente eltrica, composio e vazo do
gs
de plasma. Em geral, nitrognio ou argnio so usa-dos como gs de
plasma, podendo conter adies dehidrognio ou hlio para aumentar sua
potncia e ve-locidade.
O equipamento bsico para a asperso a plasma, mos-trado na figura
8, consiste de uma fonte de correntecontnua constante, alimentador
de p, fonte de gs e
um sistema de controle, que permite ajustar osparmetros de
operao (corrente, vazes de gs, flu-xo de gua para refrigerao) e faz
a sincronia de todoo sistema.
2.3.3. Arco Plasma Transferido
Neste caso, o processo uma combinao de asper-so trmica e
soldagem. O substrato deve ser condu-tor e faz parte do circuito do
arco eltrico que gera oplasma. O material aspergido se mistura com
o mate-rial da poa de fuso formada no substrato, isto ,ocorre
diluio. O equipamento usado similar aonecessrio para plasma no
transferido, com exceoda tocha.
Fonte CC Alimentadorde p (duplo)
TochaPlasma
Sistema deControle
Gases deplasma
e arraste
Ignitor deAlta freqncia
CA
CCCC
gua
Figura 8Sistema para asperso trmica a plasma (esquemtico).
-
5/20/2018 ASPERSAO TERMICA.pdf
8/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
A ligao do revestimento ao substrato essencial-mente metalrgica
e as espessuras utilizadas so emgeral maiores que em outros
processos de asperso
trmica. O depsito denso, uniforme e com bom aca-bamento. A
operao geralmente mecanizada e comboa reprodutibilidade.
Entretanto, a combinao desubstratos e materiais aplicveis mais
limitada.
A Tabela III apresenta uma comparao entre as prin-cipais
caractersticas dos diversos processos de as-perso trmica, segundo
THORPE (1993).
3. Preparao da Superfcie
3.1. IntroduoA preparao da superfcie a etapa mais crticada
operao de asperso trmica. A qualidade daadeso do revestimento est
diretamente relaciona-da com a limpeza e a rugosidade da superfcie
dosubstrato. A obedincia rigorosa a procedimentospadronizados de
preparao da superfcie neces-sria para garantir o sucesso na aplicao
de re-vestimentos por asperso trmica. O tipo de mate-rial do
revestimento e do substrato so os fatores
principais na determinao do processo e qualida-de da preparao
necessria da superfcie para seobter adeso suficiente a uma dada
aplicao.
Em partes sujeitas a fortes tenses mecnicas, umainspeo prvia
operao de reves-timento ne-cessria, para a deteco de falhas no
metal base,que feita normalmente atravs de ensaios nodestrutivos.
Falhas estruturais no metal base indu-
ziro falhas similares no revestimento. Trincas nosubstrato no
podem ser reparadas por asperso tr-mica e revestimentos depositados
por esta tcnica
no adicionam resistncia mecnica ao substrato.
3.2. Limpeza e Manuseio
O primeiro passo na preparao de um substratopara asperso trmica
a retirada de todos oscontaminantes superficiais, tais como poeira,
leo,graxa e pintura. O calor do processo de aspersono remove
contaminao e esta inibe a adeso dorevestimento. Depois que todos os
contaminantesforem eliminados, a limpeza deve ser mantida atque o
ciclo de revestimento se complete. As peasdevem ser protegidas de
partculas transportadas peloar e marcas de dedos, bem como ser
manuseadas comferramentas e material limpo.
3.2.1. Desengraxe com Vapor
Desengraxe a quente com vapor um mtodo co-mum, econmico e
eficiente na remoo decontaminantes orgnicos. As peas devem ser
lava-das por 15 a 30 minutos para remoo de leo dosinterstcios e
poros da superfcie. Materiais poro-sos como fundidos em molde de
areia e ferros fun-didos cinzentos devem ser lavados por perodos
detempo maiores. Se as peas forem muito grandespara desengraxe com
vapor, lavagem a vapor,imerso em soluo detergente a quente ou
limpezamanual com um detergente sem gordura podem serusadas
alternativamente. Resduos devem ser remo-vidos mecanicamente.
Tabela III- Comparao de caractersticas de processos de asperso
trmica.(*)
(*) Thorpe, M. L. Thermal Spray - Industry in trandsition.
Advanced materials & processes, v.143, n.5, p.50-61. 1993.
Caracterstica
Processo
Chama (P)
Chama (Arame)
Arco (Arame)
Plasma
Detonao
HVOF
Plasma de alta energia
Plasma a vcuo
11-22
11-22
0,2-0,4
13-22
220
22-200
9-13
11-22
Energia parafuso
(kW/kg)
25-75
50-100
4-6
30-80
100-270
100-270
100-250
50-100
Potncia(kW)
7
9
16
5
1
14
23
10
Taxa dedeposiomxima
(kg/h)
3
3
1
5
10
5
4
10
Custorelativo(1 a 10)
6
4
0,5-3
0,5-1
0,1
0,2
0,1
ppm
Teor dexidos
(%)
Baixa
Mdia
Alta
Alta
Muito Alta
Muito Alta
Muito Alta
Muito Alta
Coesointerlamelar
3
4
6
6
8
8
8
9
Adernciarelativa(1 a 10)
30
180
240
240
910
610-1060
240-1220
240-610
Velocidade deimpacto
(m/s)
CO, CO2, H2O
N2, CO, CO2, H2O
N2, O2
N2, Ar, H2, O2
N2, CO, CO2, H2O
N2, CO, CO2, H2O
N2, Ar, H2, O2
Ar, He
Atmosfera emtorno dagotcula
2200
2800
5500
5500
3900
3100
8300
8300
Temperaturamdia(C)
Vazo degases
(m3/h)
11
71
71
4,2
11
28- 57
17-28
8,4
-
5/20/2018 ASPERSAO TERMICA.pdf
9/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
Solventes desengordurantes comuns como opercloroetileno, o
tricloroetileno e o tricloroetanoso normalmente usados por razes de
segurana,
na faixa de temperaturas necessrias limpeza. Amaioria dos
solventes com hidrocarbonetos peri-gosa e as instrues dos
fabricantes quanto ao usoe armazenagem devem ser rigorosamente
seguidas.
A reciclagem (ou recuperao) de solventes deveser pesquisada com
o fornecedor. Solventes cloradosdeixam resduos que podem ser
removidos com la-vagem por imerso ou esfregamento com
lcoolisoproplico ou metiletil cetona (MEK).
O uso de solventes clorados em titnio e suas ligas proibido, uma
vez que o cloro pode induzir trin-
cas nestes materiais. Mtodos de limpeza alternati-vos como
lavagem em meio alcalino, jateamento comvapor, decapagem, lavagem
com solventes inflam-veis ou mais de um desses mtodos podem ser
ne-cessrio.
3.2.2. Jateamento mido
Jateamento com vapor, jateamento com abrasivomido ou polimento
por jateamento de lquido comabrasivo usam uma suspenso de um meio
abrasivo
projetada por um jato de ar contra a superfcie. Alimpeza feita
em recinto fechado, similar a umacabine de jateamento abrasivo,
usando como meioabrasivo o xido de alumnio, "novaculite" ou
fari-nha de granada. A granulometria de muitosabrasivos se situa na
faixa de 200 a 1200 mesh eestes so misturados com gua numa proporo
de0,6 kg/l. Aditivos podem ser usados, comoinibidores de ferrugem e
compostos anti-solidificantes. As peas devem ser
cuidadosamentelavadas aps a limpeza.
Jateamento pode ser usado com um dos seguintespropsitos: remover
pequenas rebarbas, removerprodutos de corroso, remover
revestimentos e ca-madas superficiais anteriores e gerar
rugosidadessuperficiais para asperso a plasma.
3.2.3. Decapagem cida
Decapagem ou ataque com cido diludo um pro-cedimento de limpeza
mais drstico que o
jateamento. A decapagem deve ser realizada quan-
do a pea estiver na etapa final de usinagem,minimizando o risco
de reteno de cido ou e sub-
seqente ataque intergranular. Os procedi-mentosde decapagem
requerem imerso total da pea nasoluo cida. O tempo de imerso
depende da con-
dio da superfcie, da quantidade de remoo de-sejada ou de ambos.
Depois da decapagem, lava-gem em gua quente, imerso em soluo
alcalinaou limpeza com jato de vapor ou gua quente sogeralmente
usados.
Superfcies contaminadas com cido podem ser neu-tralizadas por
escovamento com uma soluo de bi-carbonato de sdio ou imerso num
meio alcalinoquente. De modo similar, superfcies contaminadaspor
agentes bsicos podem ser neutralizadas porescovamento com soluo de
cido hidroclrico a
1% ou de cido actico a 10%. Aps esta etapa, asuperfcie deve ser
lavada com gua limpa fria esecada ao ar ou com jato de ar.
3.2.4. Aquecimento em Forno
Vrios elementos de mquinas fabricados em mate-riais porosos,
como fundidos em molde de areia,podem absorver considerveis
quantidades de leo,que pode escapar durante a operao de
asperso.Conjuntos soldados inspecionados por lquidos pe-
netrantes fluorescentes esto particularmente sujei-tos absoro de
contaminantes. O aquecimentoem forno em torno de 320C por 4 horas
seca oleo e previne problemas de contaminao.
3.2.5. Limpeza Ultrasnica
Limpeza ultrasnica pode ser usada quando oscontaminantes esto
alojados em reas confinadas.O equipamento consiste de um tanque que
contm asoluo de limpeza e uma fonte para produzir vi-brao
ultrasnica dentro deste. A seleo da solu-o de limpeza depende do
contaminante a ser eli-minado. Solventes inflamveis ou muito
volteisdevem ser evitados em operaes longas, devido aoaquecimento
produzido durante o processo.
3.2.6. Jateamento Seco
Jateamento abrasivo a seco um mtodo efetivo pararemoo de
depsitos estufados ou salientes, carepaou xidos. O jateamento
abrasivo conseguido di-rigindo-se um jato de ar comprimido contendo
par-
tculas abrasivas, atravs de um bocal, contra a su-perfcie do
substrato. A operao de jateamento deve
-
5/20/2018 ASPERSAO TERMICA.pdf
10/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
ser feita em outro equipamento que no o designa-do para preparao
do substrato para asperso. Istoprevine a contaminao do abrasivo. A
seleo do
tipo e tamanho do abrasivo deve ser cuidadosa.Painis de folha
metlica, estampados e soldadosso mais difceis de preparar que peas
usinadas.Chapas do estoque so geralmente identificadas porpintura
com o nome do fabricante, tipo de material,nmero da corrida. A
superfcie contm,freqentemente, carepa proveniente da laminaoou
tratamento trmico, que deve ser removida. Pro-cessos subsequentes
de fabricao usualmente adi-cionam ou criam oxidao que tambm deve
ser eli-minada.
3.2.7. Escovamento
Escovamento usado quando somente uma limpezalocalizada
necessria. Pequenas escovas rotativas aci-onadas por ferramentas
potentes limpam a superfciepor roamento.
4. Criao de Rugosidades
4.1. GeneralidadesAps a limpeza, vrios mtodos so usados
paraproduzir uma superfcie mais adequada para a ade-rncia do
revestimento. Os principais so:
jateamento abrasivo, "macroenrugamento"(macroroughening) e
aplicao de um revestimentode ligao. Combinaes destes mtodos so
tam-bm empregadas, incluindo jateamento abrasivocom subsequente
aplicao de um revesti-mento deligao e usinagem seguida de
jateamento abrasivo.
A obteno de uma rugosidade adequada to im-portante quanto a
limpeza. Durante a asperso, aspartculas fundidas ou semi-fundidas
formam "bo-lachas" quando se chocam com a superfcie dosubstrato.
Estas, medida que se resfriam e se con-traem, precisam aderir uma
superfcie que favo-rea o ancoramento mecnico.
A gerao de uma superfcie rugosa usada paraaumentar a aderncia e
a coeso entre as partculasdo revestimento por: gerao de tenses
superfici-ais de contrao, intertravamento de camadas, au-
mento da rea de interao e descontaminao dasuperfcie.
O grau de enrugamento necessrio para produzirum revestimento
resistente e adequado depende domaterial aplicado, do processo e
das condies de
servio da pea final.
4.2. Medio da Rugosidade
A medida da rugosidade pode ser feita por diferen-tes tcnicas e
diferentes parmetros. A norma bra-sileira ABNT NBR 6405 (1988)
define algunsparmetros desta medio utilizando-se um siste-ma de
apalpamento atravs de dispositivos eletro-mecnicos, tomando-se como
referncia uma linhamdia, chamado sistema M:
A linha mdia definida como uma linha parale-la superfcie, dentro
do percurso de medio lm,de modo que a soma das reas superiores seja
exa-tamente igual das reas inferiores;
o percurso inicial lv a extenso da primeiraparte do trecho
apalpado, projetado sobre a linhamdia, no utilizado na avaliao.
Este trecho tempor finalidade permitir o amortecimento das
oscila-es eltricas e mecnicas iniciais do sistema de me-dio e a
centragem do perfil de rugosidade;
o percurso de mediolm a extenso do trecho
til do perfil de rugosidade, projetado sobre a linhamdia, usado
diretamente na avaliao;
o comprimento de amostragem le tomado comosendo um quinto do
percurso de medio e deve con-ter todos os elementos representativos
da rugosidadee eliminar aqueles inerentes ao perfil, da ser de
gran-de importncia a sua escolha;
o percurso final ln a extenso da ltima parte dotrecho apalpado,
projetado sobre a linha mdia, noutilizado na avaliao. Este trecho
tem por finalidade
permitir o amortecimento das oscilaes eltricas emecnicas finais
do sistema de medio;
o percurso de apalpamento lt a soma dos percur-sos inicial, de
medio e final;
a rugosidade mdiaRa a mdia aritmtica dosvalores absolutos das
ordenadas de afastamento dospontos do perfil de rugosidade, em
relao linhamdia, dentro do percurso de medio;
a rugosidade mdiaRz a mdia aritmtica dos 5valores de rugosidade
parcialZi, definida como a somados valores absolutos das ordenadas
dos pontos demaior afastamento acima e abaixo da linha mdia,dentro
de um comprimento de amostragem;
-
5/20/2018 ASPERSAO TERMICA.pdf
11/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
a rugosidade mxima Rmx o maior valor derugosidade parcialZique
se apresenta dentro do per-curso de medio.
A Tabela IV apresenta os valores recomendados pelaABNT para
medida de Ra em perfis aperidicos e afigura 9 ilustra os conceitos
acima definidos.
4.3. Jateamento Abrasivo
O jateamento abrasivo a tcnica mais comumenteusada para se obter
uma rugosidade adequada asperso trmica. A superfcie a ser revestida
con-dicionada pelo choque de partculas abrasivas. Aseleo do
abrasivo a ser usado deve ser feita com
cuidado e diversos fatores devem ser considerados:dureza e
espessura do substrato, tamanho da pea,
tipo de revestimento, rugosidade requerida, condi-es de servio,
taxa de produo necessria, ta-manho da partcula abrasiva, presso de
ar, tama-
nho do bocal de jateamento e ciclo de vida.Os efeitos do
jateamento abrasivo so dependentesdo tipo e tamanho do abrasivo
usado. Partculaspontudas, duras e anguladas produzem
melhoresresultados. Partculas esfricas ou arredondadas nodevem ser
usadas. Os abrasivos devem estar secos,limpos e livres de
contaminao.
Diversos tipos de abrasivos esto disponveis co-mercialmente. Os
mais comuns so: xido de alu-mnio, ferro de coquilha, ao angulado,
carbeto desilcio e abrasivo de granada. As tabelas V e VI
resumem algumas caractersticas e usos dosabrasivos para
jateamento.
Figura 9 Definies de parmetros associados medida de
rugosidade.(a) linha mdia, lv, le, lm, ln, e lt;(b) linha mdia e
Rae (c) Zie Rmx.(Adaptado de NOVASKY, 1994).
l
llll
ve
m
t
n
Linha Media(a)
R
LMa
(b)
Z1
Z2 Z3 Z4 Z5
Rmx
lnl l m
l t
l e(c)
Tabela IV- Comprimento de amostragem para a determinao de Ra em
perfis aperidicos (NBR 6405)
Rugosidade - Ra(m)
At 0,1de 0,1 at 2de 2 at 10
Acima de 10
Comp. de Amostragem1e(mm)
0,250,802,508,00
Percurso de Medio1m(mm)
1,254,00
12,50
40,00
-
5/20/2018 ASPERSAO TERMICA.pdf
12/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
A dureza do substrato um fator importante a serconsiderado.
xidos refratrios pontudos, com ares-tas cortantes, podem ficar
incrustados na superf-cie de materiais macios, como o alumnio.
Ferro decoquilha, que arredonda ao invs de fraturar du-rante o
impacto, melhor para limpeza de substratos
com dureza inferior a 40-45 Rockwell C. Abrasivode ferro
coquilhado cria, em geral, maiores tensesno substrato que o xido de
alumnio. Por essa ra-zo, ele no deve ser usado em peas finas,
quepodem empenar pelo jateamento.
xido de alumnio deve ser usado em substratos dedureza elevada,
como os aos martensticos. Quan-do usado em substratos macios,
jateamento somen-te com ar pode ser necessrio aps o
jateamentoabrasivo, para remover partculas retidas.
Carbeto de silcio tem uma tendncia ainda mais
elevada a ficar incrustado na superfcie e se quebramais
facilmente que o xido de alumnio.
Como a rugosidade final do substrato depende dotamanho do
abrasivo usado, estes so fornecidosem diferentes tamanhos.
Partculas menores permi-tem a preparao de reas maiores por hora de
tra-balho. Partculas abrasivas maiores resultam em re-moo mais
rpida de material e maior rugosidade
da superfcie. A Tabela VII mostra a distribuiogranulomtrica de
partculas com diferentes tama-nhos nominais e a Tabela VIII mostra
alguns tama-nhos de peneiras padro. O tamanho recomendadode
partculas entre 16 e 60 para preparao desubstratos metlicos e entre
60 e 100 para a maioriados plsticos.
Para revestimentos muito finos, particularmentequando
depositados em substratos de pouca espes-sura, partculas finas (25
a 120) devem ser usadas,Abrasivos mais grosseiros (18 a 25)
produzem aca-
bamentos mais rugosos e so usados para revesti-mentos de maior
espessura (> 0,25mm), resultamtambm em maior aderncia.
(*) Quantidade da amostra reduzida a um tamanho inaceitvel num
teste de jateamento padro.
C - Usado comumente, P - preferido para aplicao em asperso
trmica
Tabela V - Caractersticas de abrasivos usados para jateamento
anterior asperso trmica.
Meio abrasivo
Ao coquilhadoFerro coquilhadoxido de alumnio virgemxido de
alumnio recicladoGranadaEscria mineralAreia silicosaAreia
silicosaCarbeto de silcio
Areia comum
Naturalou
fabricado
FabricadoFabricadoFabricadoFabricadoNaturalFabricadoNaturalNaturalFabricado
Natural
Principalcomponente
qumico
FerroFerro
AlumnioAlumnio
Ferro slicsSlica, Al, Fe
SlicaSlica
Carbeto de Si
Slica
Forma
AngularAngularCbicoCbicoCbicoCbicoCbicoAngularBlocos
Angular
Densidade
(g/cc)
7,657,403,803,764,092,792,612,633,81
2,62
Perda%
(*)
08
24344661779057
84
1009776665439231043
16
DurezaRockwel
1C
Tabela VI - Abrasivos recomendados para uso em jateamento
Abras.mineralnatural
SlicaAl EscriaAbras.Sint-ticos
Abras.Espe-ciais
Fecoqui-lhado
Abras.Reco-zido
AoServio Recomendado(*)
Limpeza em geral (c/reutilizao)Limpeza em geral
(s/reutilizao)Jateamento pr-asperso
Jateamento c/ rigor dimensionalJateamento em cabines e
salasfechadas
C
C
C
C
C
C
C
P
P
C
C
C
P
C
CC
P
P
P
C
C
C
CP C
-
5/20/2018 ASPERSAO TERMICA.pdf
13/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
Tabela VI- Distribuio granulomtrica das partculas em funo de
seus tamanhos nominais
N 6 8 10 12 14 16 20 22 24 30 36 40 46 54 60 70 80 90 100 120
150 180 220 2404 0
5 156 45 07 25 15 08 12 45 15 0
10 3 30 45 15 012 7 30 45 15 014 3 7 30 45 15 0 016 3 7 30 45 15
018 3 7 30 45 20 020 3 7 30 45 20 025 3 7 25 45 25 030 3 7 25 45 25
035 3 2 25 45 25 040 3 2 25 45 30 045 3 2 25 40 30 050 3 2 25 40 30
060 3 2 25 40 15 070 3 2 25 45 25 080 3 2 25 40 15 0
100 3 12 30 45 15 0120 3 7 30 45 15 0140 3 12 20 30 15 0170 3 10
30 20 15 0200 7 15 20 20 15 5230 3 7 35 20 20270 3 7 25 20 8325 3
17 20 30325 3 25 57
Penei-
raNoTamanho do abrasivo
DesignaoPadro da
peneira(mm)
Aberturanominal
(pol)
Variaopermitida
(mm)
Aberturamdia
mxima
(mm)
Aberturaindividualmxima(mm)
Dimetronominal do
arame(mm)
12510610090
7563535045
37,531,526,525,022,419,016,013,2
5.004.244.003,50
3.002.502.122.001.751.501.251.061.00
0.8750.7500.6250.530
3,703,203,002,702,201,901,601,501,401,101,000,800,800,70
0,600,500,41
130,0110,2104,093,6
78,165,655,252,146,939,132,927,726,123,419,916,7
13,83
130,9111,1104,894,4
78,766,255,752,647,439,533,228,026,423,720,117,0
14,05
8,006,406,306,08
5,805,505,155,054,854,594,233,903,803,50
3,303,002,75
Tabela VIII- Dimenses padro de peneiras
-
5/20/2018 ASPERSAO TERMICA.pdf
14/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
Tabela VIII- Dimenses padro de peneiras (continuao)
Designao
Padro dapeneira(mm)
Abertura
nominal(pol)
Variaopermitida
(mm)
Aberturamdia
mxima(mm)
Aberturaindividualmxima(mm)
Dimetronominal do
arame(mm)
12,511,29,58,06,76,35,64,754,00
3,352,802,362,001,701,401,181,000,850,710,60
0,500,4250,3550,3000,2500,2120,1800,1500,1250,1060,0900,075
0,0630,0530,0450,038
0,5000.4380.3750.3120.2650.2500.2230.1870.157
0.1320.1110.09370.07870.06610.05550.04690.03940.03310.02780.0234
0.01970.01650.01390.01170.00980.00830.00700.00590.00490.00410.00350.0029
0.00250.00210.00170.0015
0,390,300,250,210,200,180,150,13
0,110,0950,0800,0700,0600,0500,0450,04035 m30 m25 m
20 m19 m16 m14 m12 m10 m9 m8 m7 m6 m5 m
5 m4 m4 m3 m3 m
13,1011,759,978,417,056,645,905,024,23
3,552,9752,5152,1351,8201,5051,2701,080
925 m775 m660 m550 m471 m396 m337 m283 m242 m207 m174 m147 m126
m108 m91 m77 m66 m57 m48 m
13,3111,9410,168,587,206,786,045,144,35
3,663,072,60
2,2151,89
1,5651,3301,135970815695585
502425363306263227192163141122103
89766657
2,672,452,272,071,871,821,681,541,37
1,231,101,00
0,9000,8100,7250,6500,5800,5100,4500,3900,340
0,2900,2470,2150,1800,1520,1310,1100,0910,0760,0640,053
0,0440,0370,0300,025
-
5/20/2018 ASPERSAO TERMICA.pdf
15/16
Professor Paulo Villani Marques.Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf
2003www.infosolda.com.br
A aparncia de uma superfcie com acabamento ade-quado operao de
asperso trmica uma de corcinza metlico uniforme, com aparncia
rugosa,
isenta de leo, graxa, poeira, carepa ferrugem, xi-dos ou
produtos de corroso, pintura e qualqueroutro material estranho.
A rugosidade (Ra) adequada para a maioria dos re-vestimentos por
asperso trmica de 2,5 a 13 m.Para algumas aplicaes crticas,
especialmente pe-as metlicas de pequena espessura, pode ser
ne-cessria uma rugosidade de 1,3 m. Peas plsti-cas revestidas com
materiais de baixo ponto de fu-so, como o zinco, a rugosidade mnima
deve serde 6 m.
A resistncia de adeso em geral aumenta com oaumento da
rugosidade at 10 m, continuando aaumentar a taxas menores para
rugosidades acimadeste valor. A melhor resistncia de adeso
estassociada a dimenses de rugosidade da ordem de do dimetro das
partculas usadas.
Alm do tipo e tamanho do abrasivo, outras vari-veis importantes
na obteno de uma superfcie comrugosidade adequada so: presso de ar,
ngulo de
jateamento, distncia e tempo. A Tabela IX mostraalgumas
combinaes tpicas.
Todas as reas do substrato que puderem serdanificadas pela
operao de jateamento devem serprotegidas com uma cobertura
adequada. Poeira e
material abrasivo aderidos superfcie do substratodevem ser
removidos por jato de ar antes da asper-so propriamente dita.
As presses de ar para jateamento esto na faixa de30 a 100 psi
(34 a 88 kg/cm2), dependendo do ma-terial do substrato, do
acabamento superficial de-sejado da vazo, peso e tamanho do
abrasivo, dotipo de equipamento e de bocal usados. Baixas pres-ses
de ar e abrasivo fino ou macio so usados parasubstratos como o
alumnio, cobre e suas ligas eplsticos, para minimizar a incrustao
de partcu-las. Presses de ar elevadas, alm de provocar de-teriorao
rpida do abrasivo, produz tenses decompresso que podem distorcer
substratos finos.
Para equipamentos de jateamento por presso, as se-guintes
presses de ar no bocal devem ser usadas:
(1) Com xido de alumnio, carbeto de silcio ouescria: 50 psi (345
kPa) no mnimo e 60 psi (414kPa) no mximo,
(2) Com areia, granada ou ferro coquilhado: 75psi (517 kPa) no
mnimo.
Estas no so as presses no reservatrio do com-pressor, mas no
bocal de jateamento, medidas comum medidor de ponteiro.
Se jateadoras de suco estiverem sendo usadas, asseguintes
presses mximas de ar no bocal devemser usadas:
Tabela IX- Condies usuais de jateamento para obteno de
rugosidade adequada.
Tamanho
doabrasivo
Materialabrasivo
Presso de ar Dimetro dobocal
Tipode
Equipt
o.
Subs-trato
RugosidadeRa
(mesh) psi kPa pol mm 1/1000
pol
mm
24
60
80
xido dealumnio
Carbeto deSi ou x.
de alumnioxido de
alumnio
60
60
60
414
414
414
5/16
5/16
5/16
7,9
7,9
7,9
Presso
Suco
Presso
Ao
Inox
Plstic
o
500
250
250
13
6
6
-
5/20/2018 ASPERSAO TERMICA.pdf
16/16
Professor Paulo Vil lani Marques .Universidade Federal de Minas
Gerais.Departamento de Engenharia [email protected]
http://www.infosolda.com.br/artigos/prosol05.pdf 2003
www.infosolda.com.br
(1) Com xido de alumnio, carbeto de silcio ouescria: 75 psi (517
kPa),
(2) Com areia, granada ou ferro coquilhado: 90
psi (621 kPa)O jato de abrasivo deve ser dirigido contra a
super-fcie do substrato, num ngulo entre 75 e 90 emovido de uma
extremidade a outra. A distncia dobocal ao substrato pode variar de
10 30cm, depen-dendo do tamanho e tipo de abrasivo usado. aber-tura
do bocal, tamanho e capacidade do equipamen-to. O tempo de
jateamento determinado por umainspeo visual da superfcie.
Jateamento excessivopode resultar em textura superficial
inadequada.
A velocidade e o custo de jateamento dependem devrios fatores,
incluindo o tipo, tamanho e capaci-dade do equipamento e do
material do substratousados. A Tabela X mostra o desempenho tpico
dealguns sistemas de jateamento.
Bicos maiores cobrem uma superfcie maior que bi-cos com menor
dimetro, por hora. Entretanto, otamanho do bocal deve ser escolhido
em funo daquantidade de ar comprimido disponvel.
O tipo e tamanho d abrasivo tambm influenciam avelocidade de
jateamento. Em geral, quanto maioro tamanho da partcula, mais lenta
a operao.
Aproximadamente 6,8kg de xido de alumnio ou11,3kg de ferro
coquilhado so necessrios paracada p quadrado (0,1 m2) de superfcie
a ser
jateada.
Abrasivos usados podem reciclados, limpos ereutilizados. Ferro
coquilhado angular e xido dealumnio so comumente reciclados.
Abrasivosreutilizados devem ter pelo menos 80% de materialcom a
granulometria original. Os gros finos ou con-taminados ou de
qualidade questionvel devem serretirados, sob pena de comprometer o
desempenho
do revestimento. A Tabela XI d uma idia do n-mero de vezes que
um material abrasivo pode serreciclado. Este nmero depende de
diversas vari-veis e serve apenas como indicao.
A fonte de ar comprimido deve ter capacidade sufici-ente para
fornecer a quantidade adequada de gs, napresso necessria. O ar deve
ser isento de leo, guae outros contaminantes, que podem comprometer
aqualidade da superfcie e a adeso do revestimento.
Tipo deequipamento
rea limpa (m2/h)Mnima Mxima
SifoPressoCabine c/ retorno
manual de abrasivoCabine c/ retornoautomtico deabrasivo
0,931,862,79
4,65
1,863,725,51
9,30
Material N de reciclagensxido de alumnioFerro coquilhado
AoGranada
1015
1007
Tabela X- Velocidade de limpeza p/ acabamento metlico
brilhante
Tabela XI - Vida til de abrasivos


















![Sistemas de Irrigacao Por Aspersao[2]](https://img.pdfslide.tips/doc/110x75/577d241f1a28ab4e1e9bb2a8/sistemas-de-irrigacao-por-aspersao2.jpg)