Embed Size (px)
Citation preview

1
1
quarta-feira, 20 de fevereiro de 2008
Audiência de Inovação da Automação
Plano Diretor de Automação e InformaçãoSão Paulo, 14 de fevereiro de 2008
2
quarta-feira, 20 de fevereiro de 2008
AgendaAgenda
Apresentação da ISA
Mudança de Foco: Luzes para a produção
Estado da Arte: Centro de Inteligência Operacional
PDAI
Gerenciamento da Produção - Princípios

2
Standards
Certification
Education & Training
Publishing
Conferences & Exhibits
ISA Distrito 4 - Américado Sul
História da ISA
A ISA oficialmente nasceu como “Instrument Society ofAmérica” em 28 de abril de 1945, em Pittsburgh, na Pennsylvania - USA (Estados Unidos).
A norma, RP 5.1 – Simbologia para Fluxograma de Instrumentação, a primeira da entidade, foi produzida em 1949 e o primeiro periódico, que por fim se tornou o que hoje é a Revista Intech, foi publicado em 1954.
Hoje são aproximadamente 39.000 membros, presentes em mais de 110 países.

3
Objetivo Mundial
Desenvolver e estimular as iniciativas relacionadas com
a teoria, o projeto, a produção e o uso de
instrumentação, computadores e sistemas de medição,
controle e automação industrial nos vários ramos
científicos e tecnológicos, além de maximizar o valor do
trabalho dos profissionais em suas áreas de
abrangência.
Visão
Ser a mais importante organização de profissionais e provedora de informações e desenvolvimento profissional para as áreas de Instrumentação, Sistemas e Automação Industrial.

4
Produtos e Serviços
• Exposição
• Congresso
• Desenvolvimento profissional
• Treinamento
• Publicações
Normas & Padrões
Livros
Revistas

5
Principais Benefícios
• Assinatura gratuita das revistas InTech e InTech América
do Sul;
• Down Load gratuito da maioria das Normas da ISA via
Internet;
• Descontos nos livros e cursos ;
• Acesso ilimitado ao portal www.isa.org;
• Participar de Encontros Técnicos;
• Troca de Experiências;
• Valorização de sua Carreira;
• Oportunidades profissionais;
• E-mail corporativo gratuito;
•
Revistas TécnicasBenefícios do associado ISA
Revista InTech ::
12 edições anuais
InTech América do Sul :: 10 edições anuais

6
ISA Show South America
• 150 expositores
• 14.000 visitantes
• Congresso e Mini Cursos
ISA Show South America 2008

7
AgendaAgenda
Apresentação da ISA
Mudança de Foco: Luzes para a produção
Estado da Arte: Centro de Inteligência Operacional
PDAI
Gerenciamento da Produção - Princípios
14
quarta-feira, 20 de fevereiro de 2008
Ativos de Controle de ProcessosVálvulas, sensores, controle regulatório,
controle avançado, analisadores, sensores virtuais
Equipamentos FísicosReatores, compressores,
Trocadores de calor, etc.
Desempenho Operações Unitárias
Desempenho da Planta
Desempenho Financeiro
Baixo Desempenho Equipamento
Baixa Eficiência - Operações Unitárias
Afeta qualidade, rendimentos, matéria prima, energia, insumos, etc...
Controle Inadequado
Redução Produtividade,Aumento dos Custos
75% dos ativos físicos de uma planta estão sob influência do
controle de processos.
Fonte:
Influência da Automação e Controle nos Ativos FísicosConseqüências de um Controle de Processos InadequadoInfluência da Automação e Controle nos Ativos FísicosConseqüências de um Controle de Processos Inadequado

8
15
quarta-feira, 20 de fevereiro de 2008
Níveis ISA 95Distintos Conjuntos de AtividadesNíveis ISA 95Distintos Conjuntos de Atividades
Nível 4
Nível 1
Nível 2
Nível 3
Planejamento de
Negócios & LogísticaEscalonamento da Produção, Gerenciamento Operacional, etc.
Gerenciamento de
Operações de ManufaturaDespacho de produção, Escalonamento
Detalhado de Produção, Garantia de Confiabilidade, ...
Controle
bateladas
Controle
DiscretoControle
Contínuo 1 - Sensoreamento do processo de produção, manipulação do processo de produção
2 - Monitoração, Controle Supervisório e controle automático do processo de produção
3 - Controle de fluxo/ controle de receita, cadenciar o processo em estados para produzir os produtos finais desejados. Manter registros e otimizar o processo de produção.
Escala de tempoTurnos, horas, minutos, segundos
4 - Estabelecer o planejamento básico de produção da planta, uso de materiais, entrega e logística. Determinar níveis de estoques.
Escala de TempoMeses, semanas, dias, turnos
Nível 0 0 - O processo real de produção
Fonte: S95.03
16
quarta-feira, 20 de fevereiro de 2008
Crise de Identidade. O que é Automação ?O que é TI ?Crise de Identidade. O que é Automação ?O que é TI ?
Nível 4
Nível 1
Nível 2
Nível 3
Manufacturing Operations (PIMS, MES, LIMS, AM,…)
Business Logistics(ERP,MRP,SCM,…)
Automation Systems(DCS, PLC, SCADA, …)

9
17
quarta-feira, 20 de fevereiro de 2008
Implemente ColaboraçõesImplemente Colaborações
ColaboraçãoLogística
Colaboraçãocom Clientes
Colaboraçãoem Engenharia
Colaboração em Negócios
Colaboraçãocom Fornecedores
Colaboraçãopara Manufatura
Distribuída
18
quarta-feira, 20 de fevereiro de 2008
• PROBLEMA: uma enorme quantidade de informações
de processo e conhecimento (knowledge) proveniente
dos processos industriais é rotineiramente ignorada.
• Razões deste problema:
� Os dados são espalhados.
� Os dados não são convertidos em informação.
� Os dados não são bem correlacionados aos
equipamentos de processo.
� Grande volume de dados.
� Complexidade de manter-se um tratamento
uniforme de dados, da informação resultante e do
conhecimento gerado.
NecessidadesNecessidades

10
19
Best Practices Potencial Real
Oportunidade para otimização
Estado corrente
da planta
Onde está a Oportunidade ?Onde está a Oportunidade ?
� Aprender a partir do comportamento do processo, padronizarBest Practices e buscar a otimização
Oportunidade imediata
20
quarta-feira, 20 de fevereiro de 2008
Informação Relevante� Na hora certa� Para a pessoa certa� No formato certo� No lugar certo
InformaçãoInformação
� Relevante Significa: Só a informação necessária
Eu estou usando a mesma cueca hátrês dias...
11
21
quarta-feira, 20 de fevereiro de 2008
InformaçãoInformação
� Informação significa, informação correta …
Vamos ver agora...Tem alguém que ainda não entregou o relatório de progresso do seu departamento ?
22
quarta-feira, 20 de fevereiro de 2008
PIMS – Infra-estruturaPIMS – Infra-estrutura
InfoPlus.21PIMS

12
23
quarta-feira, 20 de fevereiro de 2008
SinóticosSinóticos
24
quarta-feira, 20 de fevereiro de 2008
“Estabilização de Processos”“Estabilização de Processos”
O PIMS permite que os usuários conheçam melhor o comportamento do processo e permite, por exemplo, a visualização de dados de processo num
contexto analítico

13
25
quarta-feira, 20 de fevereiro de 2008
Acompanhamento do ProcessoAcompanhamento do Processo
Usuários utilizam o PIMS para análise e acompanhamento do comportamento do processo
26
quarta-feira, 20 de fevereiro de 2008
Acompanhamento de Eficiência EnergéticaAcompanhamento de Eficiência Energética
Com o PIMS, os usuários são capazes de analisar a eficiência energética dos equipamentos de processo

14
27
quarta-feira, 20 de fevereiro de 2008
Solução = PIMS + MESSolução = PIMS + MES
Base de Dados Histórica e de Tempo Real PIMS
Funcionalidades de MESBanco de DadosRelacional (ORACLE)
28
quarta-feira, 20 de fevereiro de 2008
PIMS x MESPIMS x MES
0866-07-007 (rev.:00)

15
29
quarta-feira, 20 de fevereiro de 2008
Mudança de cultura - ColaboraçãoVisibilidade de dados = ResponsabilidadeMudança de cultura - ColaboraçãoVisibilidade de dados = Responsabilidade
� MES força o workflow ideal da produção� MES fornece informação do que deve ser melhorado� Dados de performance são visíveis para todos os envolvidos pelo portal
� Tornar os resultados visíveis obriga os envolvidos a uma contínua prestação de contas
30
quarta-feira, 20 de fevereiro de 2008
Conhecimento gerando ValorConhecimento gerando Valor
� Isso só acontece se produzimos dados de qualidade� Ninguém pode ser responsabilizado se os dados são ruins� Geramos muita informação: tempo de ciclo, set-up, WIP, capacidade, throughput, disponibilidade, utilização, OEE, lead time, % ordens cumpridas no prazo, mas...� Gerar relatórios não implica em usar relatórios visando melhoria
Dados Informação Conhecimento Valor
PIMS / MES

16
31
quarta-feira, 20 de fevereiro de 2008
Governaça:Sem TAI a corporação não atinge os objetivosGovernaça:Sem TAI a corporação não atinge os objetivos
Fonte:
Gary Larson - The Far Side…
32
quarta-feira, 20 de fevereiro de 2008
2. Sustentação do Controle Efetivo
Excelência OperacionalExcelência Operacional
OpX: Execução sem falhas!
Dois Aspectos:1. Melhoramento Contínuo
COISAS CERTAS
BEMMelhoresPráticas
da Indústria
Necessidades dos Clientes
ProcessoSix Sigma DMAICDEFINE
IMPROVE
ANALYZE
MEASURE

17
33
quarta-feira, 20 de fevereiro de 2008
AgendaAgenda
Apresentação da ISA
Mudança de Foco: Luzes para a produção
Estado da Arte: Centro de Inteligência Operacional
PDAI
Gerenciamento da Produção - Princípios
34
quarta-feira, 20 de fevereiro de 2008
15%
15%
8%
14%
19%
7%
Customer Management
ManufacturingOperations
Sourcing & Procurement
ERP
12%12%
23%19%
8%
6%6%
10%
Supply Chain Management
Product Lifecycle
Management
Performance Management
2007: Manufacturing Operations Ranks #12007: Manufacturing Operations Ranks #1
Source: AMR Research 2006 Application Spending Survey
Largest Dollar (n=939)Most Important (n=939)

18
35
quarta-feira, 20 de fevereiro de 2008
Investimentos projetados em Softwares de Operação de Manufatura em 2007Investimentos projetados em Softwares de Operação de Manufatura em 2007
36
quarta-feira, 20 de fevereiro de 2008
Mudança de ParadigmaMudança de Paradigma
Qualitativo Quantitativo
Como estão ascoisas hoje, Carlos ?
Qual é o problema maisimportante que temos
esta manhã ?

19
37
quarta-feira, 20 de fevereiro de 2008
KPIs devem suportar operações e não o contrário …KPIs devem suportar operações e não o contrário …
� Suporte a programas de Excelência Operacional� Balanced Scorecards� Six Sigma� Lean Manufacturing� TPM� Asset Management� GVA – Geração de Valor ao acionista� Qualquer programa requerendo a informação certa, para a pessoa
certa, no formato certo na hora certa …
38
quarta-feira, 20 de fevereiro de 2008
Pesquisa da ARC: Por que instalar um MES ?Pesquisa da ARC: Por que instalar um MES ?
Visibilidade para Operações de Manufatura
Melhoria da Qaulidade
Atender Legislação
Lotes Menores com Manufatura Enxuta
Sincronização com outras plantas
Gerenciamento de garantia e Recall
Menores Ciclos de Vida de Produtos
Proliferação de Produtos
Adoção de Make To Order
Gerenciamento e Controle de Kanban
Ameaça de Outsourcing
Outros
20
39
quarta-feira, 20 de fevereiro de 2008
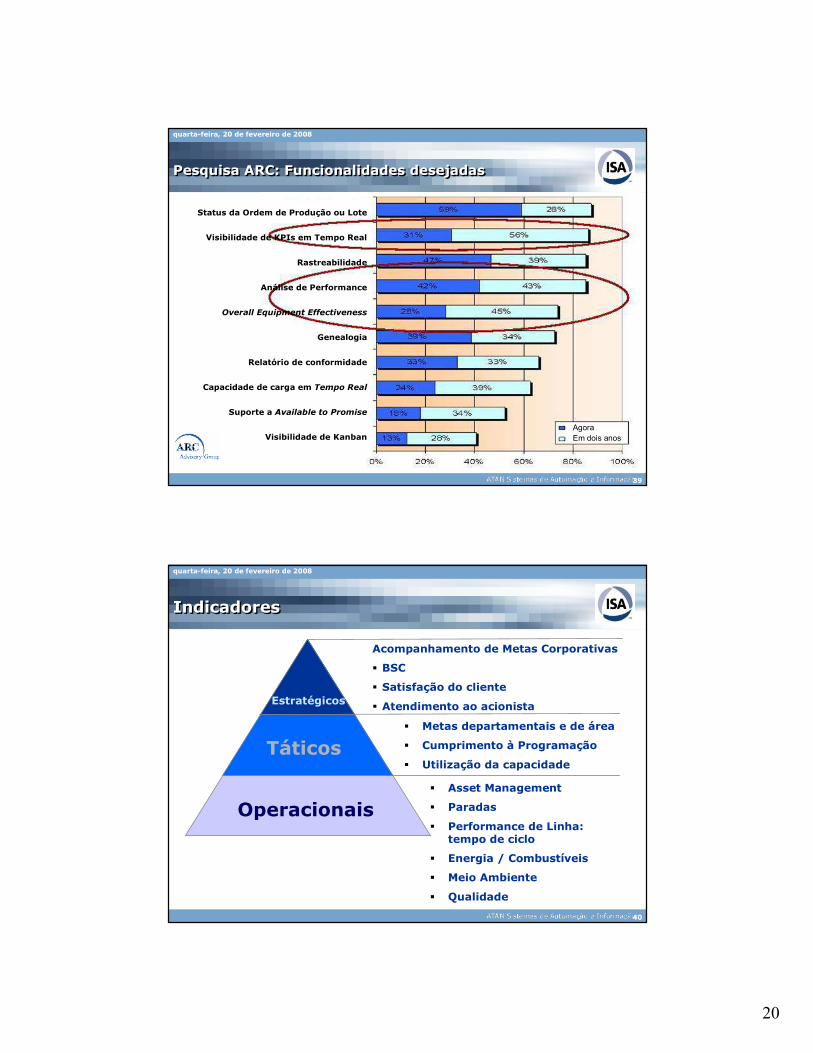
Pesquisa ARC: Funcionalidades desejadasPesquisa ARC: Funcionalidades desejadas
Status da Ordem de Produção ou Lote
Visibilidade de KPIs em Tempo Real
Rastreabilidade
Análise de Performance
Overall Equipment Effectiveness
Genealogia
Relatório de conformidade
Capacidade de carga em Tempo Real
Suporte a Available to Promise
Visibilidade de KanbanAgora
Em dois anos
40
quarta-feira, 20 de fevereiro de 2008
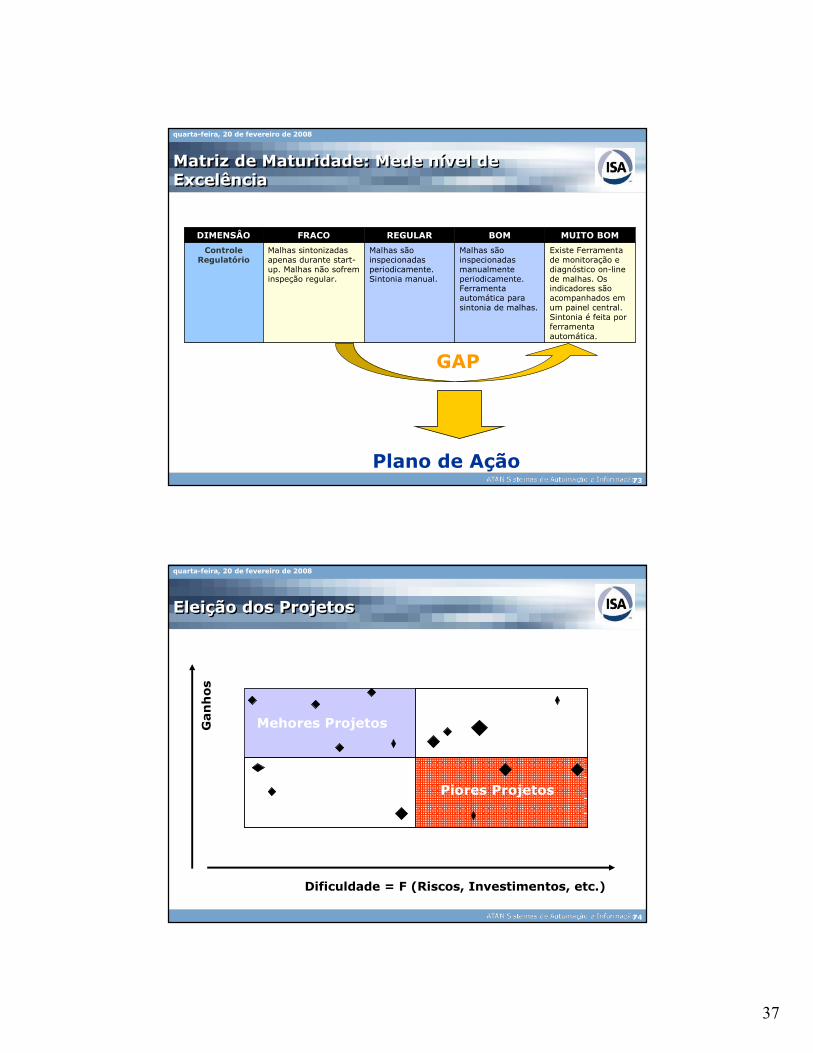
IndicadoresIndicadores
Operacionais
Táticos
Estratégicos
Acompanhamento de Metas Corporativas
� BSC
� Satisfação do cliente
� Atendimento ao acionista
� Metas departamentais e de área
� Cumprimento à Programação
� Utilização da capacidade
� Asset Management
� Paradas
� Performance de Linha: tempo de ciclo
� Energia / Combustíveis
� Meio Ambiente
� Qualidade

21
41
quarta-feira, 20 de fevereiro de 2008
Planta PerfeitaPlanejamento, Utilização e ExecuçãoPlanta PerfeitaPlanejamento, Utilização e Execução
Depois do Evento
Durante o Evento
Antes do Evento
Sem Evento
Performance e Utilização dos Ativos
Manutenção
Corretiva
Manutenção
Preventiva
Manutenção
Preditiva
Gerenciamento de Ativos
Colaborativo
Planejamento
Mensal
Planejamento
Semanal
Planejamento
de Turno
Planejamento
em tempo quase real
Manufatura
Reativa
Manufatura
Responsiva
Manufatura
Pro Ativa
Manufatura
Automática
Planejamento de Operações
Execução da Manufatura Eventos não Planejados
Planejamento de Operações éinfluenciado pela variabilidade da Performance e Utilização dos Ativos e da Execução da Manufatura
Planta Perfeita
Monitoração em Tempo Real
OEE 85%
Produção XX
Utilização YY
42
quarta-feira, 20 de fevereiro de 2008
Análise de Performance da PlantaAnálise de Performance da Planta

22
43
quarta-feira, 20 de fevereiro de 2008
Alinhamento com objetivos de negócioem todos os níveisAlinhamento com objetivos de negócioem todos os níveis
44
quarta-feira, 20 de fevereiro de 2008
AgendaAgenda
Apresentação da ISA
Mudança de Foco: Luzes para a produção
Centro de Inteligência Operacional
PDAI
Gerenciamento da Produção - Princípios

23
45
quarta-feira, 20 de fevereiro de 2008
Análise e Visualização Centralizada de Eventos e KPIs
Centros de InteligênciaCentros de Inteligência
46
quarta-feira, 20 de fevereiro de 2008
Informação Tempo RealOportuna
EventoNotificação noDashboard Horizonte de Utilidade
InformaçãoAcionável
Percepção Diagnóstico Ação
? !Utilidade da Informação
Que KPIs devem estar em um dashboard ?Que KPIs devem estar em um dashboard ?
RelevanteFormatoApropriado

24
47
quarta-feira, 20 de fevereiro de 2008
Centro de Controle de Energia e UtilidadesCentro de Controle de Energia e Utilidades
Electric Power
Area #2Area #1 Area … Area #N
Steam
NG
Power
Industrial Water
Steam N2
Cold Water O2
Compressed Air Ar
Utilities
COG/BFG/GN
Heavy Oil
Diesel
Coal
Fuels
48
quarta-feira, 20 de fevereiro de 2008
� Resultado
O por que de um CIOO por que de um CIO
� Colaboração� Melhores Práticas
� IndicadoresVisão Analítica
� Onde eu posso ganhar ?� Por que está variando tanto ?� Por que o rendimento da outra área está melhor ?� O que fazer para reduzir consumo de energia ?� Como diminuir as paradas ?� Como estender o nosso padrão de operação para as novas empresas adquiridas?
� Ação
� InformaçãoEventos

25
49
quarta-feira, 20 de fevereiro de 2008
Visão Analítica com KPIs centralizadosVisão Analítica com KPIs centralizados
SAP ERP
xMIICalculated
50
quarta-feira, 20 de fevereiro de 2008
Paradas - BenefíciosParadas - Benefícios
� Rápida identificação de paradas� Livre classificação por causa, tipo de parada, turno, turma, data, etc
� Organização por árvore de ativos mostrando sistema/planta/área de processo/sub-área/equipamento
� Rápido restabelecimento operacional

26
51
quarta-feira, 20 de fevereiro de 2008
Traduzindo paradas em negócioTraduzindo paradas em negócio
Perdas de Oportunidade em m3 ou R$
52
quarta-feira, 20 de fevereiro de 2008
Example: OLAP for downtime analysisExample: OLAP for downtime analysis
Examples de dimensão:•Ano•Mês•Dia•Produto•Tipo de produto•Turma•Turno•Área•Equipamento•Tipo de parada•Motivo de parada•Cliente

27
53
quarta-feira, 20 de fevereiro de 2008
Horas Calendário
Horas Programadas Sem
Demanda
Horas Disponibilizadas pela Manutenção
Horas Operacionais
Manutenção
Prev + Cor
Horas Trabalhadas
Horas Operadas no
Tempo Padrão
Peças Boas
Perdas
Operacionais
Perdas de
Velocidade
Peças
Ruins
Gerenciamento dos Equipamentos: OEEGerenciamento dos Equipamentos: OEE
Utilização
Disp
Qualidade
Perf
54
quarta-feira, 20 de fevereiro de 2008
OEE - BenefíciosOEE - Benefícios
� OEE é base para medição de produtividade
� Aumento de OEE é traduzido em mais produção
� Metodologia já implantada em vários clientes às vezes de forma não mecanizada

28
55
quarta-feira, 20 de fevereiro de 2008
KPIsKPIs
Objetivo:
Gerenciar todos os KPIs operacionais em tempo real
56
quarta-feira, 20 de fevereiro de 2008
DashboardCentro de Gerenciamento de AtivosDashboardCentro de Gerenciamento de Ativos
Processo
Manutenção
Infraestrutura
Fig.:1125 (rev.:000)

29
57
quarta-feira, 20 de fevereiro de 2008
Agenda – Segunda ParteAgenda – Segunda Parte
PDAI – Versão planejamento cinco anos
PDAI – Visão conceitual
PDAI – Versão Análise de Maturidade
Conceituação
58
quarta-feira, 20 de fevereiro de 2008
O que é o PDAIO que é o PDAI
� O PDAI é um documento que descreve o estado atual da automação e sistemas de informação de manufatura (MIT) de uma planta industrial e gera um planejamento para se atingir um novo patamar a fim de suportar as estratégias de negócio
� Um dos objetivos do PDAI pode ser traçar um caminho para se atingir a Excelência Operacional e proporcionar um Ambiente Colaborativo visando as metas da organização

30
59
quarta-feira, 20 de fevereiro de 2008
Estudo dosProcessos
TecnologiaDisponível
Melhorconfiguração
Situação AS - IS
Visão Estratégicada Empresa
Estudo dosEquipamentos
Estudo daAutomaçãoExistente
Estudo dosSistemas deInformação
Técnicas emAutomação
Benefícios
Filosofiada Empresa
Relação Custo/Benefício Estimativa Custo
Do Projeto
Prioridades Cronograma para Implantanção
Texto FinalPDAI
PDAI - EtapasPDAI - Etapas
60
quarta-feira, 20 de fevereiro de 2008
Planos diretores executados - 2007Planos diretores executados - 2007
� Plano de Revitalização do Complexo de Carajás da CVRD
� PDAI do Sistema sul da CVRD – 18 minas
� PDAI do Sistema Minas – Rio da MMX Mineração
� Plano de revitalização do Porto de Tubarão
� PDAI da unidade Amapá da MMX Mineração
� Especificação técnica de PIMS & MES para usina da Samarco em
Mariana - MG
� Especificação Técnica do MES da Laminação da Villares Metals
� Especificação do CIO – Centro de Inteligência Operacional da CVRD
� PDAI da Villares Metals
� PDAI da unidade de laminação da Aços Villares – Unidade Pinda

31
61
quarta-feira, 20 de fevereiro de 2008
Razões para Desenvolvimento – PDAIRazões para Desenvolvimento – PDAI
Mensuráveis:� Atingimento de metas estratégicas: Aumento de produção, redução
de custos, aumento de qualidade, diminuição da variabilidade do produto e a produção, redução de perdas
� Padronizar uma grande organização reduzindo custo de implantação e sustentabilidade dos sisitemas de automação
Não mensuráveis:� Obtenção de um planejamento integrado do tipo top-down� Impedimento da fragmentação de esforços� Padronização das soluções em torno de uma arquitetura mestre� Previsão da estratégia de atualização dos sistemas de automação
compatível com a velocidade de evolução da tecnologia de automação
� Previsão dos investimentos
62
quarta-feira, 20 de fevereiro de 2008
PDAI – Como fazerPDAI – Como fazer
� Envolver a diretoria da empresa
� Promover palestra inicial de motivação com todos os participantes
� Evitar criticar às não conformidades encontradas
� Considerar os aspectos psicológicos e políticos da organização
� Obter informações estratégicas sobre os diversos produtos e insumos
� Evitar tendências por defeito de amostragem de opiniões
� Recomendar visitas e treinamentos para que o cliente possa confirmar aspectos tecnológicos
“ Toda tecnologia quando avança sobre conceitos tradicionais se parece com mágica”
� Revisar o plano a cada 5 anos
Converter p
roblemas de negócio
em
requisitos p
ara a automação ...

32
63
quarta-feira, 20 de fevereiro de 2008
Agenda – Segunda ParteAgenda – Segunda Parte
PDAI – Versão planejamento cinco anos
PDAI – Visão conceitual
PDAI – Versão Análise de Maturidade
Conceituação
64
quarta-feira, 20 de fevereiro de 2008
Metodologia do Projeto – PDAI ConvencionalMetodologia do Projeto – PDAI Convencional
Identificar oportunidades de GANHOS
Entender asNECESSIDADES DE NEGÓCIO
Entender osPROCESSOS ATUAIS
Estimar INVESTIMENTOS
eRETORNOS
Analisar as NECESSIDADES OPERACIONAIS e de NEGÓCIO
Desenvolver um ROADMAP
para implementação das soluções
(projetos e ações priorizadas)
Identificar SOLUÇÕES
para capturar os ganhos identificados
IMPLEMENTAR

33
65
quarta-feira, 20 de fevereiro de 2008
Etapas de um PDAI convencionalEtapas de um PDAI convencional
Workshops e Entrevistas
Coleta de dados
operacionais
Coleta de dados de negócio
Análise de dados e
informações
Definir e priorizar projetos
Especificação de soluções
Estimativa de benefícios
Desenvolver Roadmap
Estimativa de custos
Desenvolver Cronograma Financeiro
Identificação de oportunidades
Entrega Final
66
quarta-feira, 20 de fevereiro de 2008
Áreas EnvolvidasÁreas Envolvidas
Gerência Geral
Manutenção
Qualidade
Engenharia Informática
Automação
Operação e Processo
Planejamento e Controle da Produção
Meio Ambiente
Suprimentos
Vendas
RH

34
67
quarta-feira, 20 de fevereiro de 2008
Documentos GeradosDocumentos Gerados
� Plano Diretor
� Fluxogramas revisados (opcional)
� Cópia de palestra de apresentação
� Sumário Executivo
� Banners de arquiteturas, filosofia ...
� Relatório As-IS (opcional)
68
quarta-feira, 20 de fevereiro de 2008
Determinação dos Objetivos Estratégicos do ClienteDeterminação dos Objetivos Estratégicos do Cliente
� Aumentar a produção
� Diminuir consumo de insumos
� Reduzir consumo específico de energia
� Reduzir estoques de matéria-prima, produtos acabados
� Reduzir do WIP
� Validar todas as etapas do processo
� Obter rastreabilidade do processo visando qualidade ou exportação
� Obter rastreabilidades das OPs
� Obter rastreabilidade do Processo
� Reduzir o número de setups da linha
� Reduzir o tempo de setup (setup automático)
� Apropriar custo para as diversas áreas de processo: aumento da
observabilidade

35
69
quarta-feira, 20 de fevereiro de 2008
Agenda – Segunda ParteAgenda – Segunda Parte
PDAI – Versão planejamento cinco anos
PDAI – Visão conceitual
Conceituação
PDAI – Versão Análise de Maturidade
70
quarta-feira, 20 de fevereiro de 2008
Metodologia AlternativaMatriz de MaturidadeMetodologia AlternativaMatriz de Maturidade
Definir Focos de Análise(Dimensões)
Definir Matriz de Excelência
Quebrar focos em Sub
dimensões
Avaliar Sites
Estabelecer Plano de Ação
Priorizar Iniciativas
Implantar
Medir Gaps em relação ao Desejado
Avaliar Resultados

36
71
quarta-feira, 20 de fevereiro de 2008
Manter Ativos on-spec
Gerência de Ativos
Metodologia – Escolha de Funções Orientada a Processos Metodologia – Escolha de Funções Orientada a Processos
CBM = Condition
Based Maintenance
Monitoração
de malhas de
controle
Monitoração de
Redes
Monitoração de
Máquinas
rotativas
Instrumentação
Inteligente
Gerência de
Alarmes
FerramentasObjetivo Dimensão Sub-Dimensão Sub-Dimensão
72
quarta-feira, 20 de fevereiro de 2008
Aumentar a
Performance
de Ativos
Gerencia de
ProdutividadeGerenciamento
de OEE
Gerenciamento
de Paradas
Gerenciamento
de Utilização
Gerenciamento
de Eficiência
Gerenciamento
da Qualidade
FerramentasObjetivo Dimensão Sub-Dimensão Sub-Dimensão
Metodologia – Matriz de ExcelênciaMetodologia – Matriz de Excelência
37
73
quarta-feira, 20 de fevereiro de 2008
Matriz de Maturidade: Mede nível de ExcelênciaMatriz de Maturidade: Mede nível de Excelência
Plano de Ação
Existe Ferramenta de monitoração e diagnóstico on-line de malhas. Os indicadores são acompanhados em um painel central. Sintonia é feita por ferramenta automática.
Malhas são inspecionadas manualmente periodicamente. Ferramenta automática para sintonia de malhas.
Malhas são inspecionadas periodicamente.Sintonia manual.
Malhas sintonizadas apenas durante start-up. Malhas não sofrem inspeção regular.
Controle Regulatório
MUITO BOMBOMREGULARFRACODIMENSÂO
GAP
74
quarta-feira, 20 de fevereiro de 2008
Eleição dos ProjetosEleição dos Projetos
Ganhos
Dificuldade = F (Riscos, Investimentos, etc.)
Mehores Projetos
Piores Projetos

38
75
quarta-feira, 20 de fevereiro de 2008
Medindo o Êxito de um ProjetoMedindo o Êxito de um Projeto
� Apontar Indicador Chave que seja fácil de Comprovar� Comparar com Best In Class
Custos
Ganhos
• Aumento de Eficência de Corrente
• Redução do bombeamento de Água nova
• Redução do Consumo de reagentes
• Redução do consumo de combustíveis
• Aumentar a Produção/Exportação
• Diminuir multa por atraso
• Diminuir pagamento de demourrage
• Diminuir give-away
• Diminuir downtime (DF ↑)
• Diminuir tempo de set-up (DF ↑)
• Diminuir lead-time (DF ↑)
OEE
Explorar Oportunidades de Ganho
Ataque ao Bottomline: Redução de custos
76
quarta-feira, 20 de fevereiro de 2008
Consolidação do RoadmapConsolidação do Roadmap
Roadmap = Pipeline de projetos aprovados com orçamento e prazos de execução
Portfolio de Projetos

39
77
quarta-feira, 20 de fevereiro de 2008
Plano Diretor x RevitalizaçãoPlano Diretor x Revitalização
Plano Diretor� Horizonte de cinco anos� Natureza: Estrutural� Escopo:
� Descreve processos de negócio� Avaliação e emissão de relatório
AS-IS� Determinação da situação
desejada e emissão do relatório TO-BE
� Geração das Fichas de Projeto� Orçamentação� Priorização baseado em retorno� Portifólio e Road Map
Revitalização� Foco no curto prazo: ciclos de 4
meses� Natureza: Corretiva� Metodologia:
� Avaliação dos sistemas visando Quick Wins
� Eleição dos melhores projetos� Protifólio e road map
� Execução� Avaliação de Retorno� Rollout da aplicação para
demais sites
78
quarta-feira, 20 de fevereiro de 2008
Constantino Seixas Filho
(031) 3289 7700
Muito Obrigado




























