Embed Size (px)
Citation preview

Aula 08_Projetos 01: Solidificação, Contração e Ali mentação dos Metais
1. Introdução
Diferenças entre sólidos e líquidosEventos que caracterizam a solidificação. Heterogeneidades que podem ocorrer durante a solidificação.Importância da solidificação na tecnologia de fundição.Nucleação da Fase Sólida - Nucleação Homogênea e Nucleação HeterogêneaCrescimento da Fase Sólida - Modelos de Crescimento
Disciplina: Projetos de Ferramentais IProfessor: Guilherme O. Verran
2. Contração e alimentação
Contrações que ocorrem durante o resfriamento de peças fundidas.Contrações e rechupes em função do modo de solidificação.Compensação das constrações – uso de massalotes.Conceito de massalote - Funções de um massalote.Requisitos dos MassolotesProjeto de Massalotes

Diferenças entre Líquidos e Sólidos
LÍQUIDOS
Átomos apresentam alta energia cinética
Ordem de curto alcance
SÓLIDOS
Átomos podem vibrar apenas em torno de uma posição fixa
Arranjados numa ordem de longo alcance
Fundamentos da Solidificação de Metais e Ligas
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

SOLIDIFICAÇÃO
Objetivo: fixar os átomos que se movimentam violentamente e arranjá-los numa ordem de longo alcance
Retirada de Energia Térmica
(Resfriamento )
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

• A transformação Líquido-Sólido por que passa o metal é de natureza ativa e dinâmica ⇒⇒⇒⇒ ocorrem diversos eventos que devem ser devidamente controlados de modo a não comprometerem o desempenho final do produto.
SOLIDIFICAÇÃO
⇓⇓⇓⇓
Ocorrência de Heterogeneidades
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Heterogeneidades que podem ocorrer durante a solidificação de metais ou ligas
• Físicas :
• Químicas :
• Estruturais :
• Porosidades
• Rechupes
• Trincas de Contração
• Segregações de Impurezas ou Elementos de Liga (escalas micro ou macroscópica).
Dos Grãos ou Cristais .
• Tipos
• Distribuição
• Tamanho
• Natureza
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

HeterogeneidadesFisicas
Defeitos Fisicos
DESCONTINUIDADES AO LONGO DO MATERIAL .
• Porosidades
• Rechupes
• Trincas de Solidificação
Contração na Solidificação
Modelo de Solidificação Projeto
Gases Dissolvidos no Metal Liquido
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Importância do entendimento da Solidificação na Tecnologia de Fundição
• Dimensionamento e localização dos canais de enchimento e alimentação
• Conhecimento das causas e das medidas corretivas quanto aos defeitos de solidificação (rechupes, trincas, porosidades) e às heterogeneidades de composição química (segregações).
• Otimização e controle das variáveis do processo.
• Desenvolvimento de novos materiais e processos.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Nucleação
Surgimento da fase sólida de forma estável no seio da fase líquida, sob a forma de pequenos núcleos cristalinos.
Crescimento
Modo pelo qual estes núcleos crescem sob a forma de cristais ou grãos cristalinos.
Como todas as transformações de fase, a solidificaç ão se processa em duas etapas sucessivas de Nucleaçãoe Crescimento de uma nova fase em meio à anterior.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

• Ocorre sem a interferência ou contribuição energética de elementos ou agentes estranhos ao sistema metal líquido-metal sólido.
Nucleação Homogênea
• Formação do Núcleo é devida à ocorrência do Superesfriamento Térmico.
Superesfriamento Térmico ⇒⇒⇒⇒
Condição essencial para que os embriões da fase sólida possam sobreviver na forma de núcleos estáveis .
Fase Líquida Superesfriada Térmicamente
Fase Sólida apresenta Maior Estabilidade Termodinâmica, pois possui um valor de Energia Livre (G) menor que a fase líquida.
⇒⇒⇒⇒
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

CURVA DE RESFRIAMENTO - REGISTRO TÉRMICO DA SOLIDIFI CAÇÃO
tempoTempo de Solidificação
Tem
pera
tura
(0 C
)
∆∆∆∆T
L L + S
S
Temperatura de Vazamento - T v
Temperatura de Nucleação - T N
Temperatura de Solidificação - T S
∆∆∆∆T = TS – TN Superesfriamento Térmico
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

• Caracteriza-se pela interferência de agentes estranhos ao sistema denominados SUBSTRATOS (energia superficial participa do jogo energético d a sobrevivência do embrião na forma de núcleo estável).
Nucleação Heterogênea
⇓⇓⇓⇓
Condição mais favorável para a nucleação
O EMBRIÃO surge na superfície do substrato sob a forma de uma CALOTA ESFÉRICA , aproveitando a energia de superfície ali disponível.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Aplicação Prática da Teoria da Nucleação Heterogênea
INOCULAÇÃO E REFINO DE GRÃO
Adição ou Inoculação de substratos heterogêneoscom alta potência de nucleação (sob a forma de partículas finamente divididas).
Os INOCULANTES (REFINADORES) são distribuídos uniformemente no seio do metal líquido por meio de um veículo volátil a eles previamente adicionado
Cada partícula do NUCLEANTE atua como um SUBSTRATO LOCALIZADO para a nucleação heterogênea da fase sólida, devido ao fato de apresentar um alto índice de molhamento pelo metal líquido.
Projeto de Ferramentais IProf. Dr. Guilherme VerranProjeto de Ferramentais I
Prof. Dr. Guilherme Verran
Solidificação - Fundamentos

Crescimento da Fase Sólida
Após a formação do núcleo, o mesmo tende a crescer com resultado da deposição de átomos que migram do líquid o para o sólido.
Mecanismos de Crescimento
• Crescimento com Interface Lisa (Facetada) ou Solidificação Progressiva
• Crescimento com Interface Difusa ou Solidificação Extensiva
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Interface Plana
Interface Celular
Interface Dendrítica
Nucleação Independente
Diferentes Tipos de Interfaces de Solidificação
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Líquido
Sólido
Crescimento com Interface Lisa ou Solidificação Progressiva
A Interface cresce segundo um Plano Atômico bem definido que separa as Fases Sólido (ordenada atomicamente) e Líquido (desordenada atomicamente), caracterizado por uma variação abrupta e nítida
Típico de Metais Puros ou Ligas Eutéticas.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Crescimento com Interface Difusa ou Solidificação Extensiva
Metal Semi-Sólido
Metal Líquido
Metal Sólido
A Interface de Crescimento não apresenta uma separação bem definida entre as Fases Sólido e Líquido ocorrendo a formação de uma região intermediária formada pela mistura de fases sólida e líquida (metal semi-sólido).
Modelo de Crescimento característico de Ligas que solidificam sob um intervalo de temperaturas
( ∆∆∆∆T = TL – TS ⇒⇒⇒⇒ Intervalo de Solidificação)
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação - Fundamentos

Contrações durante a obtenção de uma peça fundida:
Contração no Estado Líquido
Contração na Solidificação
Contração no Estado Sólido
⇒⇒⇒⇒Desde a temperatura
de vazamento até a de início da solidificação
⇒⇒⇒⇒ Do início até o final da solidificação
⇒⇒⇒⇒
Do final da solidificação até
a temperatura ambiente
Compensadas pelo uso de Massalotes
Compensada na Fabricação
dos Ferramentais
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Representação esquemática da contração de aço baixo carbono, mostrando a contribuição dos três diferentes estágios da solidificação: contração no líquido, contração na solidificação e contração no sólido.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Representação esquemática da contração de um ¨cubo¨ de ferro fundido
(a) Metal Líquido Inicial (b) Formação de uma ¨casca sólida¨ e do vazio de contração
(c) Contração interna.
(d) Contração interna + contração externa
(e) Vazio na superfície
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

MASSALOTES
Massalotes ou Montantes são “reservatórios
de metal líquido” que constituem ossistemas de canais de alimentação de
peças fundidas
Massalote
Parte da peça fundida alimentada pelo massalote
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Função dos Massalotes : compensar as contrações no estado líquido e de solidificação de metais e suas ligas garantindo assim a sanidade das peças obtidas.
Massalote
Rechupe
Peça
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Solidificação Direcional
Solidificação Progressiva
Massalote (alimentador)
¨Riser¨
Solidificação direcional e progressiva numa peça com massalote
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Grau de Sanidade ⇒⇒⇒⇒Parâmetro fundamental no
dimensionamento e na localização dos massalotes
O projeto de um massalote visa basicamente:
• Obter uma alimentação eficiente ⇒⇒⇒⇒Peças com
sanidade interna
• Obter o máximo rendimento metálico ⇒⇒⇒⇒Economia no
processo
• Facilitar a operação de limpeza da peça
⇒⇒⇒⇒ ↑↑↑↑ Produtividade
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Líquido
Sólido
Vs
T (decrescente)
∆∆∆∆V
V i
Superaquecimento Metal Sólido
Vo
Ts
Contrações na solidificação de um Metal Puro
Modelo de Solidificação Progressiva
Característica de um Metal Puro
⇒Solidificação a uma
temperatura constante
⇒
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Representação esquemática do modelo de solidificação de um metal puro
INTERFACE PLANA
• COMPOSIÇÃO EUTÉTICA
• METAIS PUROS
Ligas que solidificam com temperatura constante
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Contrações na solidificação de uma Liga com Intervalo de
Solidificação
Modelo de Solidificação Extensiva
Característica de uma Liga ⇒
Solidificação em uma faixa de temperaturas
⇒
Líquido
Sólido
Semi-Sólido
Vf
T (decrescente)
∆∆∆∆V
V i
Superaquecimento Metal Sólido
Vc
Metal Pastoso
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Representação esquemática do modelo de solidificação de uma liga com pequeno intervalo de solidificação.
Ligas com pequeno intervalo de solidificação
• AÇOS
• FERROS FUNDIDOS
• LATÕES
FRENTE DE SOLIDIFICAÇÃO PLANA
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Representação esquemática do modelo de solidificação de uma liga com grande intervalo de solidificação.
Ligas com grande intervalo de solidificação
• LIGAS DE Al HIPOEUTÉTICAS
• BRONZES
FRENTE DE SOLIDIFICAÇÃO DENDRÍTICA
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Representação esquemática do modelo de solidificação de uma liga com intervalo de solidificação médio
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Tabela I: Valores de Contração Volumétrica de Solidificaçãopara alguns metais e ligas.
MATERIAL CONTRAÇÃO (%)
Aço carbono 2,5 – 3,5
Alumínio 6,5
Cobre 5,0
Ferro fundido branco 4,0 – 5,5
Ferro fundido cinzento 0 – 2,0
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

CONTRAÇÃO DE SOLIDIFICAÇÃO
METAIS LINEAR SUPERFICIAL CÚBICA
AÇO 0,018= 1/55 0,036= 1/28 0,054= 1/18
FERRO FUNDIDO
0,010= 1/100 0,020 1/50 0,030= 1/33
ALUMÍNIO 0,018= 1/55 0,036= 1/28 0,054= 1/18
CHUMBO 0,011= 1/90 0,022= 1/45 0,033= 1/30
Tabela II: Valores de Contrações Linear, Superficial e Volumétrica na Solidificação para alguns metais e ligas.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Liga com pequeno intervalo de solidificação
Liga com grande intervalo de solidificação
Influência do modo de solidificação na alimentação de peças fundidas
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação
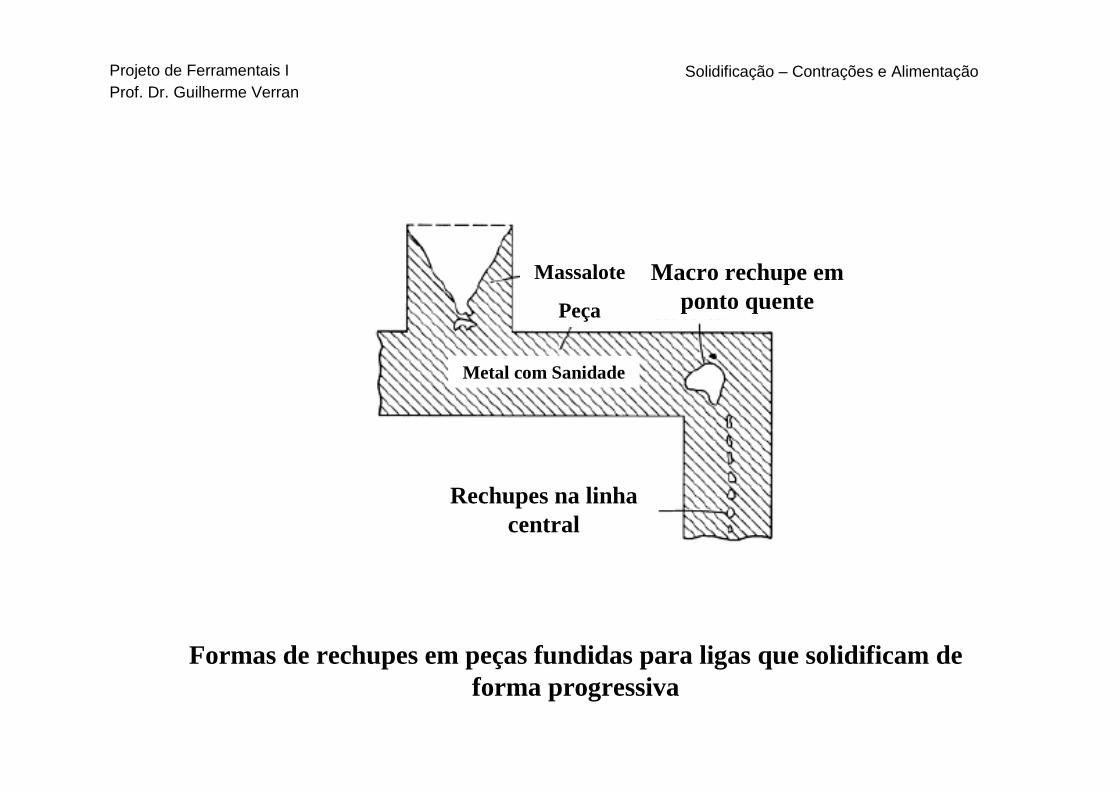
Formas de rechupes em peças fundidas para ligas que solidificam de forma progressiva
Rechupes na linha central
Macro rechupe em ponto quente
Metal com Sanidade
Peça
Massalote
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Macro Rechupes Dispersos num Ponto Quente
Macro Rechupes Dispersos no Massalote e nas suas proximidades
Micro Rechupes dispersos, normalmente em camadas
Formas de rechupes em peças fundidas em areia para ligas com grande intervalo de solidificação.
Peça
Massalote
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Classificação das principais ligas quanto ao modelo de solidificação
• Ligas que solidificam com temperatura constante
INTERFACE PLANA
• COMPOSIÇÃO EUTÉTICA• METAIS PUROS
• Ligas com pequeno intervalo de solidificação
• AÇOS• FERROS FUNDIDOS
• LATÕES
FRENTE DE SOLIDIFICAÇÃO
PLANA
• Ligas com grande intervalo de solidificação
• LIGAS DE Al HIPOEUTÉTICAS
• BRONZES
FRENTE DE SOLIDIFICAÇÃO
DENDRÍTICA
• Ligas com expansão volumétrica em algum estágio da solidificação
• FERROS FUNDIDOS CINZENTOS E NODULARES
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Consequências dos diferentes modelos de solidificação na prática de alimentação.
FRENTE DE SOLIDIFICAÇÃO
PLANA⇒
• Necessidade de promover solidificação direcionada na própria peça e do (s) ponto
(s) quente(s) para o massalote
• Maior facilidade de alimentação
FRENTE DE SOLIDIFICAÇÃO
DENDRÍTICA⇒
• Baixa temperatura de vazamento
• Uso de Resfriadores
• Ataques nas partes finas
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Aberto – De topo Cego – De topo
Cego – LateralAberto – Lateral
TIPOS DE MASSALOTES
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Mecanismo de Formação de Rechupes
Evolução da solidificação de parte de uma peça, mostrando com se forma um rechupe.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Condições para um bom funcionamento do massalote:
1. O massalote deve ser localizado junto a parte da peça que solidifica por último.
• Qual(is) é(são) a (s) parte(s) da peça que solidifica(m) por último?
⇓⇓⇓⇓
Método de Heuvers (Círculos Inscritos)
• Qual a Zona de Ação do massalote?
Zona de Ação: distância ao longo da peça, na qual o
massalote é efetivo ⇒⇒⇒⇒
Distância de Alimentação
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

PlaquetaExotérmica
Rechupe Resfriador
Formação de Rechupe na Região C
Placa Exotérmica
⇓⇓⇓⇓
↑↑↑↑ Tempo de Solidificação
Resfriador
⇓⇓⇓⇓↓↓↓↓ Tempo de
Solidificação
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Zona de Ação ou Distância de Alimentação
Distância Máxima
Efeito PontaContribuição do massalote
Distância máxima de alimentação em placas de aço.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Zona de Ação ou Distância de Alimentação
Quando a distância máxima de alimentação é excedida ocorre a formação de rechupes na região indicada no desenho
Isento
Rechupes na linha de centroVariável
Comprimento maior que a máxima distância de alimentação do massalote
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Zona de Ação ou Distância de Alimentação
Distância de alimentação adicional devido
ao uso de um resfriador (Ex.: aço em molde de areia)
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

2. O massalote deve solidificar após a parte da peça que deve ser alimentada.
Módulo de Resfriamento M = V/S
Regra de Chvorinov ts = k M2
V= volume da peça (ou parte da peça a ser alimentad a)
S = superfície da peça que sofre resfriamento através d as paredes do molde
ts = tempo de solidificação (s)
K = constante que depende dos materiais do molde e da peça, e da temperatura de vazamento
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

3. O massalote deve conter quantidade suficiente de metal líquido.
Volume massalote > Volume do rechupe em formação na peça
4. O massalote deve atuar com pressão máxima durante o tempo de solidificação
5. O Massalote deve ter o peso mínimo em relação ao peso da peça
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Projetos de Massalotes
Requisito Térmico
O massalote deve apresentar um módulo de resfriamento maior que o da peça
⇒⇒⇒⇒
MM = K . MP
MM = Módulo do Massalote
MP = Módulo da Peça
K = Coeficiente de Segurança
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação
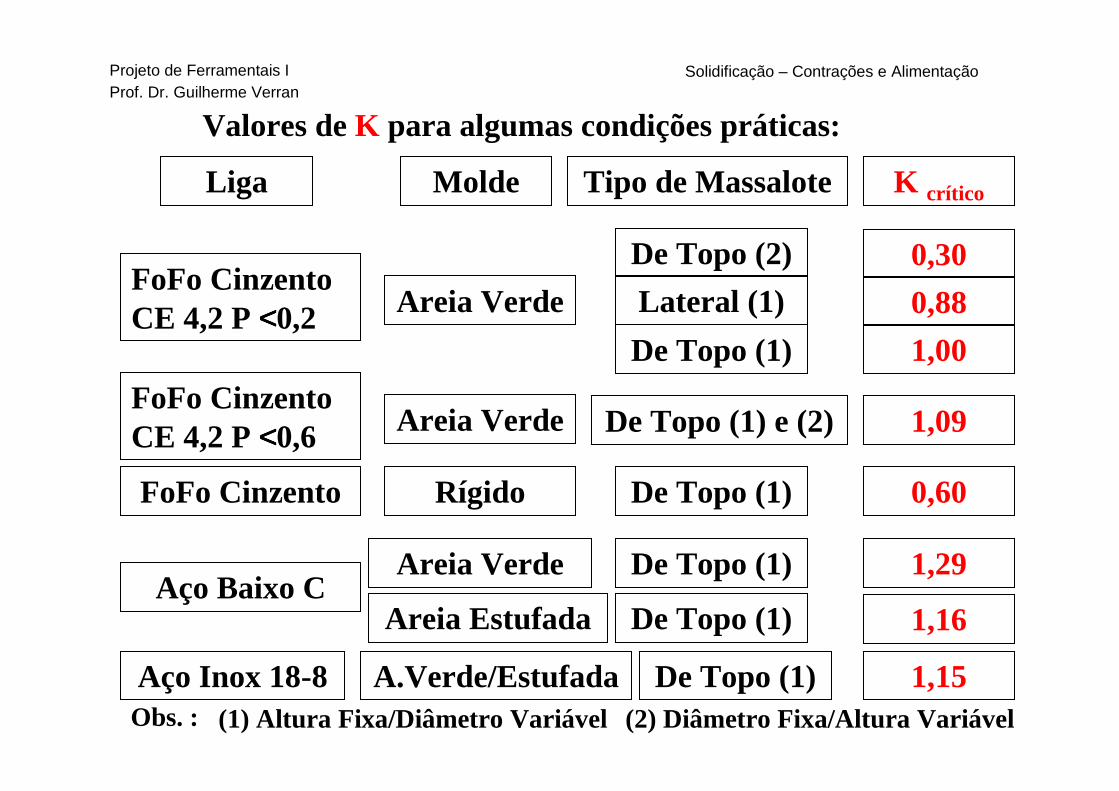
Valores de K para algumas condições práticas:
Liga Molde Tipo de Massalote K crítico
FoFo CinzentoCE 4,2 P <<<<0,2 Areia Verde
De Topo (2)
Lateral (1)
De Topo (1)
0,30
0,88
1,00
FoFo CinzentoCE 4,2 P <<<<0,6 Areia Verde De Topo (1) e (2) 1,09
FoFo Cinzento Rígido De Topo (1) 0,60
Aço Baixo CAreia Verde
Areia Estufada
De Topo (1)
De Topo (1)
1,29
1,16
Aço Inox 18-8 A.Verde/Estufada De Topo (1) 1,15(1) Altura Fixa/Diâmetro Variável (2) Diâmetro Fixa/Altura VariávelObs. :
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Valores de K para algumas condições práticas:
Liga Molde Tipo de Massalote K crítico
Bronze Al Areia Verde De Topo (1) 1,12
1,14Bronze Mn Areia Verde De Topo (1) ou (2)
Monel De Topo 1,15Areia Seca
(1) Altura Fixa/Diâmetro Variável (2) Diâmetro Fixa/Altura VariávelObs. :
Ligas de Al De Topo 1,25Areia Verde
Liga Al12Si De Topo 1,20Areia Verde
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Projetos de Massalotes
Requisito Volumétrico
O volume do massalote deve ser maior ou igual ao volume de metal a ser fornecido
para compensação da contração durante a solidificação.
⇒⇒⇒⇒
VM = VP . b / ηηηη - b
VP = Volume da peça (ou parte da peça a ser alimentada)
b = Coeficiente de contração volumétrica
Equação Básica ⇒⇒⇒⇒
ηηηη = Rendimento do massalote ⇒⇒⇒⇒Caso Geral
η = 14%
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Valores de b para diversas ligas metálicas:
Liga Superaquecimento 500C Superaquecimento 1500C
Bronze 0,04 0,045
Latão Especial 0,07 0,075
Latão Comum 0,06 0,065
Ligas de Mg 0,045-0,05 0,05-0,06
Al Si (10-13) 0,045 0,05
Al Si (05-10) 0,065-0,075 0,07-0,08
Al Cu (04-08) 0,065-0,075 0,07-0,08
Al Mg (03-06) 0,08 0,085-0,09
Aço C 0,8 0,06 0,07
Aço C 0,3 0,05 0,06
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Dimensionamento pelo Sistema Francês
Equação Básica ⇒⇒⇒⇒ VM ≥≥≥≥ k’ . b . Vc
b = Coeficiente de Contração Volumétrica
k’ = Coeficiente de Segurança ⇒⇒⇒⇒ Depende das condições de funcionamento do Massalote
Tipo de Massalote k’
Massalote Comum
Aquecido p/Ataque
Coberto c/ Exotérmico
FoFo em Molde Rígido
C/ Luva Exotérmica
6
5
4
3
2
VC = VP . dS / dL
dS = densidade no estado sólido
dL = densidade no estado líquido
Caso Geral : dS / dL = 1,14
FoFos : dS / dL = 1,06
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Dimensionamento do Pescoço (Ligação Peça – Massalote)
Caso Geral: o pescoço deve apresentar um tempo de solidificação intermediário entre o da peça e do massalote.
Segundo Vlodaver : MP : MPESC : MM = 1 : 1,1: 1,2
Caso Particular (Ferros Fundidos Cinzentos e Nodulares) : se usa a expansão da grafita como compensação da contração, os massalotes só devem alimentar as contrações de solidificação da fase pró-eutética, devendo o pescoço solidificar antes do início da reação eutética, evitando assim o fenômeno de refluxo.
MP : MPESC : MM = 1 : 0,8:1,05 -1,1
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Massalotes de Topo
Massalote lateral para peça tipo ¨placa¨.
Massalotes laterais
Regras Gerais para Design de Pescoços
para Massolotes
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Projetos de Massalotes
Roteiro para Cálculo de Massalotes
1. Determinação do Módulo(ou dos módulos parciais) da Peça
2. Definição das Partes da Peça a serem Alimentadas
a. Cálculo dos Módulos Parciais
b. Estabelecimento da Ordem de Solidificação na Peça
c. Determinação dos Pontos Quentes
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação
Projetos de Massalotes
3. Determinação do Número de Massalotes
Uso da Regra da Zona de Ação ou Distância de Alimentação
- Tipo de metal ou liga
- Modelo de solidificação
- Geometria da peça
- Grau de superaquecimento
- Uso de resfriadores
Valores Tabelados
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Projetos de Massalotes
4. Dimensionamento do Massalote
4.1 Requisito Térmico Módulo do Massalote
MM = K . MP
4.2 Requisito Volumétrico Volume do Massalote
VM > Vrechupe
Escolher a condição mais crítica.
Determinar as dimensões do massalote que satisfaz
esta condição.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação

Projetos de Massalotes
5 . Dimensionamento do Pescoço do Massalote.
6 . Distribuição dos massalotes ao longo da peça (esquema)
7 . Cálculo do Rendimento Metalúrgico.
Projeto de Ferramentais IProf. Dr. Guilherme Verran
Solidificação – Contrações e Alimentação





























