Embed Size (px)
DESCRIPTION
conservação de alimentos
Citation preview
1
Curso: FarmáciaPeríodo: 3, 6° períodoDisciplina: Tecnologia de AlimentosProfessora: Sabrina Dias
Centro Universitário da Zona Oeste
AULA 5: METODOS DE CONSERVAÇÃO DE ALIMENTOS
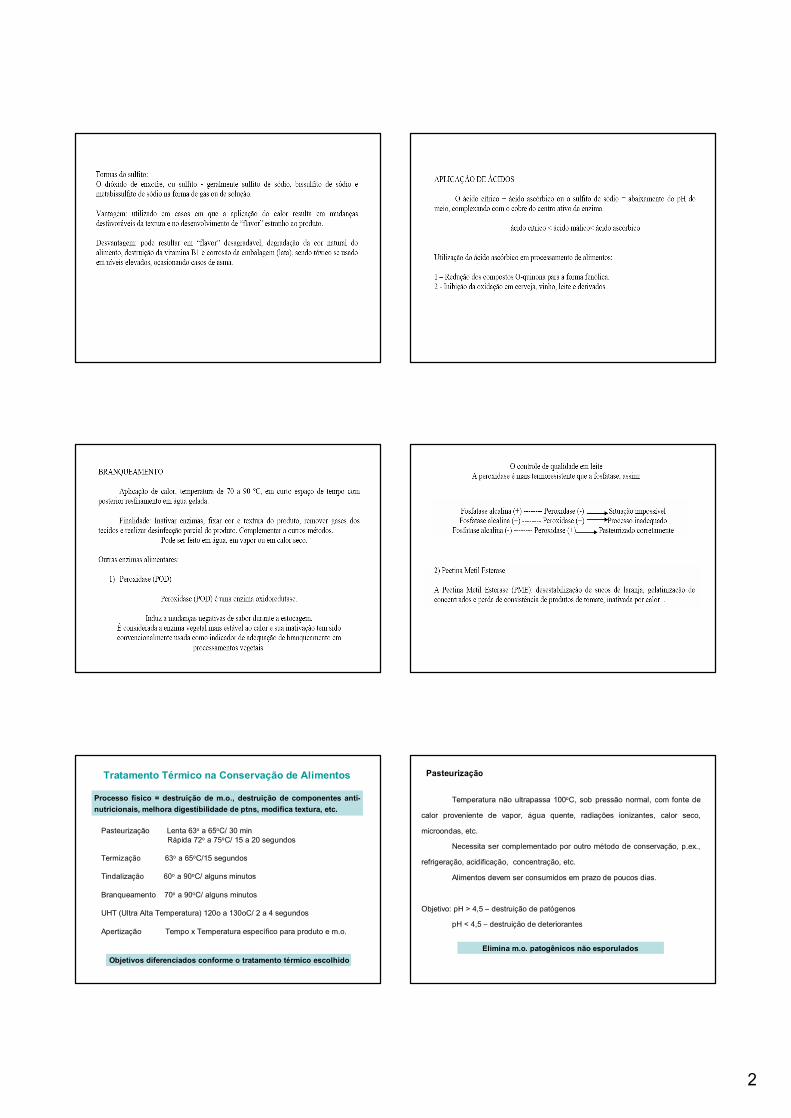
Estratégias para o controle de agentes alterantes
Embalagens
PasteurizaçãoEsterilizaçãoIrradiaçãoAlta pressão
RefrigeraçãoCongelamentoDesidrataçãoLiofilizaçãoEvaporaçãoAdição de solutosAtmosfera modificadaFermentação (ácida, alcóolica, acética, propiônica, lática)Aditivos
Método
Acondicionamento, processamento asséptico
Evitar nova contaminação de agentes alterantes
Agentes físicos: calor, radiação e pressão
Destruição de m.o.
Redução de temperaturaRedução da AaAdição de sal ou açúcarDecréscimo da concentração de O2
Aumento da concentração de CO2, vácuoConservantes
Inibição (parcial ou completa) do
crescimento microbiano
FundamentoObjetivo
2
Tratamento Térmico na Conservação de Alimentos
Pasteurização Lenta 63o a 65oC/ 30 minRápida 72o a 75oC/ 15 a 20 segundos
Termização 63o a 65oC/15 segundos
Tindalização 60o a 90oC/ alguns minutos
Branqueamento 70o a 90oC/ alguns minutos
UHT (Ultra Alta Temperatura) 120o a 130oC/ 2 a 4 segundos
Apertização Tempo x Temperatura específico para produto e m.o.
Objetivos diferenciados conforme o tratamento térmico escolhido
Processo físico = destruição de m.o., destruição de componentes anti-nutricionais, melhora digestibilidade de ptns, modifica textura, etc.
Pasteurização
Temperatura não ultrapassa 100oC, sob pressão normal, com fonte de
calor proveniente de vapor, água quente, radiações ionizantes, calor seco,
microondas, etc.
Necessita ser complementado por outro método de conservação, p.ex.,
refrigeração, acidificação, concentração, etc.
Alimentos devem ser consumidos em prazo de poucos dias.
Objetivo: pH > 4,5 – destruição de patógenos
pH < 4,5 – destruição de deteriorantes
Elimina m.o. patogênicos não esporulados
3
Pasteurização
A pasteurização pode ser feita utilizando equipamentos como:
Trocadores de calor em placa Trocadores de calor tubulares
Pasteurização
Trocador de calor de superfície raspada
Trocador de calor em vasos encamisados
PasteurizaçãoTratamento térmico suave, perda de nutrientes e aroma reduzidos;
•Alterações na coloração causadas por enzimas e reação de Maillard;
•Perda de vitaminas, p.ex., vitamina C, B1, B2;
•Alteração de cor de carotenóides: isomerização e oxidação;
•Pode haver perda no valor nutritivo: perda de lisina, triptofano, metionina, cistina.
Os processos de tratamento térmico tem alguns m.o. ou enzimas específicas para controle da qualidade do processo, p.ex.:
•Coxiella burnetti e Mycobacterium tuberculosis – Leite•Salmonella seftenberg – ovo•Leveduras e bactérias láticas – cerveja
•Fosfatase alcalina – leite•Polifenoloxidase – vegetais•Alfa-amilase – ovo
Enzimas escolhidas apresentam valor D
semelhantes aos m.o. termorresistentes. Sua presença ou ausência
indica efeito do tt térmico
Termização
Utilizado em indústrias, como a leiteira, no momento de recepção e
estocagem do leite por horas ou poucos dias. O leite é aquecido a 63o a 65oC
durante 15 seg, depois resfriado a 4oC ou menos. Essa técnica não inativa m.o.
patogênicos, nem inativa fosfatase alcalina.
Tindalização
Tratamento desenvolvido por John Tyndall, físico inglês, processo pouco usado
devido ao custo elevado e por ser demorado.
A temperatura de trabalho varia de 60o a 90oC/ alguns minutos, onde as formas
vegetativas são destruídas, porém não os esporos. Depois do resfriamento, os
esporos germinam dentro de 24h, sendo realizado novo aquecimento e
resfriamento.
O processo pode ser realizado de 3 a 12 vezes, obtendo esterilização.
Os nutrientes são mantidos devido as baixas temperaturas utilizadas.
Esterilização – UHT (Ultra Alta Temperatura)
Utilizado principalmente para alimentos líquidos ou com partículas pequenas, com passagem de calor rápida, normalmente feita com uso de vapor, que
apresenta boa tranferência de calor.
O produto se esteriliza antes de ser embalado, com temperaturas de 130o a 150oC num processo de fluxo contínuo, sendo imediatamente resfriado a temperatura inferior a 32oC, e envasadas em embalagens estéreis ( as embalagens são tratadas com peróxido de hidrogênio e radiação UV para eliminação dos m.o.). O ambiente de produção é também estéril, com
implementação de filtro de ar e pressão positiva no ambiente.
Apresentam validade de no mínimo 6 meses.
Pode utilizar qualquer tipo de embalagem, diferentes tamanhos e materiais.
4
Esterilização – UHT (Ultra Alta Temperatura)
Camadas de embalagem UHT
Equipamentos UHT
Equipamentos UHT
Embalagem UHT
Alterações causadas pelo calor sobre nutrientes:
•Pode haver alteração na coloração: R. maillard, caramelização, mudanças nas micelas de caseína (refração), clorofila em feofitina, oximioglobina em metamioglobina;
•Mudança na textura: coagulação e perda de água (retração e endurecimento), hidrólise do colágeno, dispersão de gorduras;
•Solubilização de materiais pécticos e perda de turgência celular
Alterações causadas pelo calor sobre m.o.:
•Pode manter esporulados não patogênicos, mas que não se desenvolvem durante estocagem = termófilos deteriorantes;
Esterilização – UHT (Ultra Alta Temperatura)
Alterações causadas pelo calor sobre nutrientes e m.o.:
• Deterioração causada por termófilos deteriorantes: Gênero Bacillus e Clostridium:
a. Deterioração do tipo Flat sour: ataque de carboidratos produzindo ácido, porém sem gás. P.ex. Bacillus stearothermophilus, Bacilluacoagulans. Ocorre em casos de subprocessamento ou recontaminação
b. Deterioração do tipo sulfídrica: ocorre em alimentos com baixa acidez. Produção de H2S, pode reagir com Fe formando precipitado negro. P. ex. Clostridium negrificans, Clostridium bifermentans
c. Deterioração com formação de gás e ácido: Clostridiumthermosaccharoyticum
Para prevenção deve-se manter a temperatura de armazenamento <40ºC. P.ex. segundo RDC 216, local de estocagem deve ter toc entre 22º-26ºC.
Apertização
O processo de apertização foi inventado em 1809 pelo confeiteiro
parisiense Nicolas Appert, que ganhou o premio de 12.000 francos em um
concurso proposto pelo imperador Napoleão. A invenção consistia em um
método para conservar alimentos por um longo período de tempo.
A descoberta de Appert consistia em acondicionar os produtos
elaborados em jarros hermeticamente fechados com rolhas, e então aplicar calor
por meio de banho Maria por um determinado período de tempo.
Apertização
O tratamento pode ser realizado de diferentes formas, dependendo das
condições do alimentos:
Alimentos com pH > 4,5 : Temperatura alta, sob pressãoAlimentos com pH > 4,5 : Água quente, pressão atmosférica
•Se o produto for muito delicado e com a alta temperatura afetar a qualidade,
melhor acidificar com ácido cítrico, acido acético, etc.P. ex. Palmito, alcachofra, cebola
O m.o. de interesse em alimentos pouco ácidos (pH > 4,5) é o Clostridium
botulinum , devido as características de crescimento – termófilo (toC de crescimento > 45oC, anaeróbico, esporogênico, produtor de toxina.
5
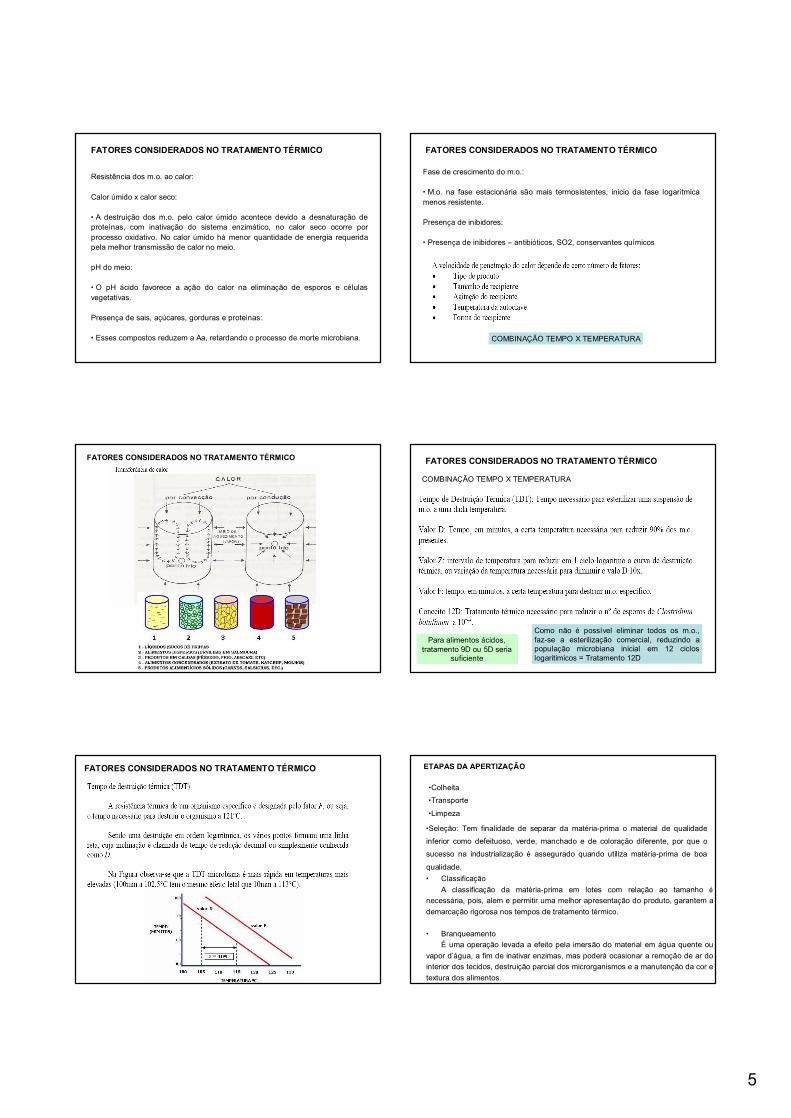
FATORES CONSIDERADOS NO TRATAMENTO TÉRMICO
Resistência dos m.o. ao calor:
Calor úmido x calor seco:
• A destruição dos m.o. pelo calor úmido acontece devido a desnaturação de proteínas, com inativação do sistema enzimático, no calor seco ocorre por processo oxidativo. No calor úmido há menor quantidade de energia requerida pela melhor transmissão de calor no meio.
pH do meio:
• O pH ácido favorece a ação do calor na eliminação de esporos e células vegetativas.
Presença de sais, açúcares, gorduras e proteínas:
• Esses compostos reduzem a Aa, retardando o processo de morte microbiana.
FATORES CONSIDERADOS NO TRATAMENTO TÉRMICO
Fase de crescimento do m.o.:
• M.o. na fase estacionária são mais termosistentes, inicio da fase logarítmica menos resistente.
Presença de inibidores:
• Presença de inibidores – antibióticos, SO2, conservantes químicos
COMBINAÇÃO TEMPO X TEMPERATURA
FATORES CONSIDERADOS NO TRATAMENTO TÉRMICO FATORES CONSIDERADOS NO TRATAMENTO TÉRMICO
COMBINAÇÃO TEMPO X TEMPERATURA
Como não é possível eliminar todos os m.o., faz-se a esterilização comercial, reduzindo a população microbiana inicial em 12 ciclos logaritimicos = Tratamento 12D
Para alimentos ácidos, tratamento 9D ou 5D seria
suficiente
FATORES CONSIDERADOS NO TRATAMENTO TÉRMICO ETAPAS DA APERTIZAÇÃO
•Seleção: Tem finalidade de separar da matéria-prima o material de qualidade inferior como defeituoso, verde, manchado e de coloração diferente, por que o sucesso na industrialização é assegurado quando utiliza matéria-prima de boa
qualidade.
•Colheita•Transporte
•Limpeza
• ClassificaçãoA classificação da matéria-prima em lotes com relação ao tamanho é
necessária, pois, alem e permitir uma melhor apresentação do produto, garantem a demarcação rigorosa nos tempos de tratamento térmico.
• BranqueamentoÉ uma operação levada a efeito pela imersão do material em água quente ou
vapor d’água, a fim de inativar enzimas, mas poderá ocasionar a remoção de ar do interior dos tecidos, destruição parcial dos microrganismos e a manutenção da cor e textura dos alimentos.
6
ETAPAS DA APERTIZAÇÃO
• AcondicionamentoEm seguida o material é acondicionado em latas ou em vidros de forma e
tamanho adequado e, posteriormente, coberto com água pura suco, xarope ou salmoura (solução diluída de cloreto de sódio).
•Exaustão:
Eliminar o oxigênio que é responsável pela oxidação da superfície interna do recipiente durante o aquecimento;
Fazer com que o fundo e tampa do recipiente se apresentam côncavos ou, no mínimo planos.
Os métodos de exaustão mais utilizados são: aquecimento do alimento, bombas de vácuo e injeção direta de vapor no espaço livre do recipiente.
O calor expande o produto, o ar e os gases aprisionados e portanto, o ambiente no espaço livre do recipiente fica rarefeito. Quanto mais altas forem as temperaturas no momento do fechamento e menos espaço livre do recipiente, maior será o vácuo.
ETAPAS DA APERTIZAÇÃO
ETAPAS DA APERTIZAÇÃO
• Autoclavagem
recipiente fechado = altas temperaturas sob alta pressão.
As vantagens de se usar vapor sob pressão são as seguintes:
a) é um excelente meio de transferência de calor;
b) sua temperatura pode ser facilmente controlada, apenas pelo controle da
pressão;
c) a pressão de vapor que é exigida na autoclave, afim de se obter a
temperatura desejada para processamento, serve facilmente para contrabalançar
a pressão que é formada no interior das latas, quando são aquecidas, impedindo-
as de empenar; e
Objetivo: eliminar as formas vegetativas das bactérias presentes que podem
causar danos aos alimentos como aos consumidores. Assim, enquanto a
embalagem não for aberta a integridade do alimento é assegurada.
Equipamento para autoclavagem
Autoclave vertical Autoclave Horizontal
ETAPAS DA APERTIZAÇÃO
• Resfriamento O resfriamento é efetuado colocando-se as latas sob chuveiro de água fria,
submergindo-as em tanques de água fria ou em alguns casos pelo resfriamento sob pressão na autoclave, uma vez terminado o processamento térmico.
A água utilizada para o resfriamento deve ser limpa, clorada, com pelo menos 2ppm, e isenta de bactérias
• Operações finais envernizamento, rotulagem, estufagem, armazenamento e transporte.
IRRADIAÇÃO
Processo físico de tratamento, onde, produtos embalados ou a granel, a
doses de radiação ionizante.
Finalidade: reduzir ou eliminar microrganismos patogênicos, parasitas,
promover desinfestação de ovos e larvas de insetos; inibir o brotamento em bulbos
e tubérculos; postergar o amadurecimento de frutas e ainda aumentar a vida útil e
retardar a decomposição dos alimentos.
Usada em cereais, especiarias, algumas frutas e carnes magras.
As radiações ionizantes são raios gama de Cobalto 60 e Césios 137,
raios-X gerados por dispositivos-fonte com energia até 5 MeV ou
elétrons gerados por dispositivos-fonte com energia até 10 MeV.
Sua unidade é sempre expressa em Grays.
7
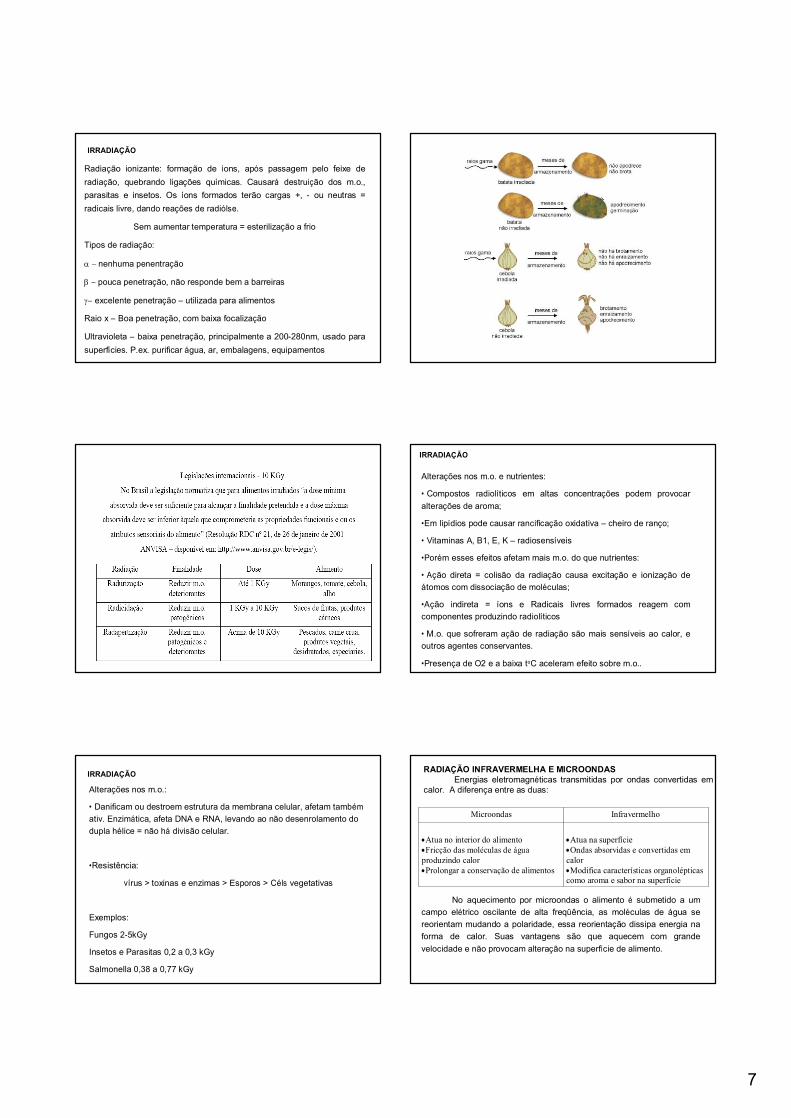
IRRADIAÇÃO
Radiação ionizante: formação de íons, após passagem pelo feixe de radiação, quebrando ligações químicas. Causará destruição dos m.o., parasitas e insetos. Os íons formados terão cargas +, - ou neutras = radicais livre, dando reações de radiólse.
Sem aumentar temperatura = esterilização a frio
Tipos de radiação:
a – nenhuma penentração
b - pouca penetração, não responde bem a barreiras
g- excelente penetração – utilizada para alimentos
Raio x – Boa penetração, com baixa focalização
Ultravioleta – baixa penetração, principalmente a 200-280nm, usado para superfícies. P.ex. purificar água, ar, embalagens, equipamentos
IRRADIAÇÃO
Alterações nos m.o. e nutrientes:
• Compostos radiolíticos em altas concentrações podem provocar alterações de aroma;
•Em lipídios pode causar rancificação oxidativa – cheiro de ranço;
• Vitaminas A, B1, E, K – radiosensíveis
•Porém esses efeitos afetam mais m.o. do que nutrientes:
• Ação direta = colisão da radiação causa excitação e ionização de átomos com dissociação de moléculas;
•Ação indireta = íons e Radicais livres formados reagem com componentes produzindo radiolíticos
• M.o. que sofreram ação de radiação são mais sensíveis ao calor, e outros agentes conservantes.
•Presença de O2 e a baixa toC aceleram efeito sobre m.o..
IRRADIAÇÃO
Alterações nos m.o.:
• Danificam ou destroem estrutura da membrana celular, afetam também ativ. Enzimática, afeta DNA e RNA, levando ao não desenrolamento do dupla hélice = não há divisão celular.
•Resistência:
vírus > toxinas e enzimas > Esporos > Céls vegetativas
Exemplos:
Fungos 2-5kGy
Insetos e Parasitas 0,2 a 0,3 kGy
Salmonella 0,38 a 0,77 kGy
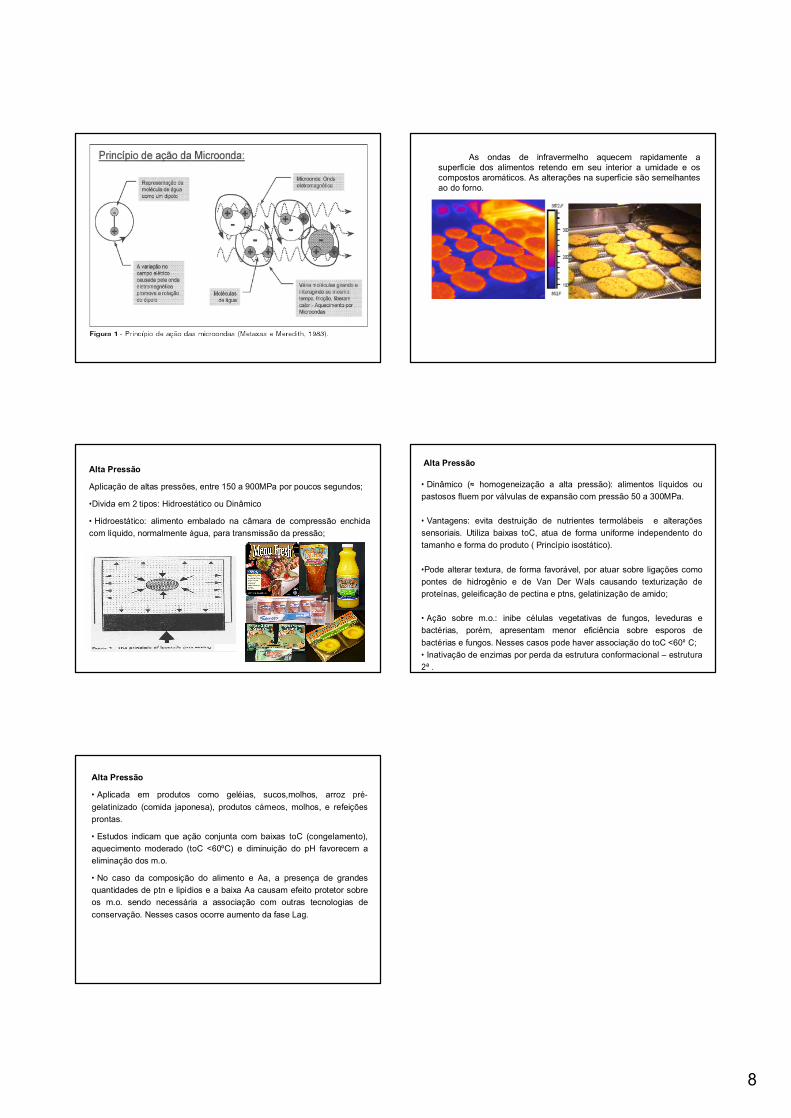
No aquecimento por microondas o alimento é submetido a um campo elétrico oscilante de alta freqüência, as moléculas de água se reorientam mudando a polaridade, essa reorientação dissipa energia na forma de calor. Suas vantagens são que aquecem com grande velocidade e não provocam alteração na superfície de alimento.
RADIAÇÃO INFRAVERMELHA E MICROONDASEnergias eletromagnéticas transmitidas por ondas convertidas em
calor. A diferença entre as duas:
·Atua na superfície·Ondas absorvidas e convertidas em calor·Modifica características organolépticas como aroma e sabor na superfície
·Atua no interior do alimento·Fricção das moléculas de água produzindo calor·Prolongar a conservação de alimentos
InfravermelhoMicroondas
8
As ondas de infravermelho aquecem rapidamente a superfície dos alimentos retendo em seu interior a umidade e os compostos aromáticos. As alterações na superfície são semelhantes ao do forno.
Alta Pressão
Aplicação de altas pressões, entre 150 a 900MPa por poucos segundos;
•Divida em 2 tipos: Hidroestático ou Dinâmico
• Hidroestático: alimento embalado na câmara de compressão enchida com líquido, normalmente água, para transmissão da pressão;
Alta Pressão
• Dinâmico (≈ homogeneização a alta pressão): alimentos líquidos ou pastosos fluem por válvulas de expansão com pressão 50 a 300MPa.
• Vantagens: evita destruição de nutrientes termolábeis e alterações sensoriais. Utiliza baixas toC, atua de forma uniforme independento do tamanho e forma do produto ( Princípio isostático).
•Pode alterar textura, de forma favorável, por atuar sobre ligações como pontes de hidrogênio e de Van Der Wals causando texturização de proteínas, geleificação de pectina e ptns, gelatinização de amido;
• Ação sobre m.o.: inibe células vegetativas de fungos, leveduras e bactérias, porém, apresentam menor eficiência sobre esporos de bactérias e fungos. Nesses casos pode haver associação do toC <60º C;• Inativação de enzimas por perda da estrutura conformacional – estrutura 2ª .
Alta Pressão
• Aplicada em produtos como geléias, sucos,molhos, arroz pré-gelatinizado (comida japonesa), produtos cárneos, molhos, e refeições prontas.
• Estudos indicam que ação conjunta com baixas toC (congelamento), aquecimento moderado (toC <60ºC) e diminuição do pH favorecem a eliminação dos m.o.
• No caso da composição do alimento e Aa, a presença de grandes quantidades de ptn e lipídios e a baixa Aa causam efeito protetor sobre os m.o. sendo necessária a associação com outras tecnologias de conservação. Nesses casos ocorre aumento da fase Lag.





























