Embed Size (px)
Citation preview

1
Processos de Fabrico de Peças Metálicas-
Processos de Deformação Plástica de Metais

2
Processos de Deformação Plástica de Metais
3
Processos de Deformação Plástica de Metais
� Processos de Deformação/ Enformação/ Conformação Pl ástica de Metais (“Metal Forming Processes”)� Processos de deformação plástica na massa.
� Forjamento� Extrusão� Laminagem
� Processos de deformação plástica de chapa.� Quinagem
� Estampagem� Calandragem
� Fluo-torneamento� Corte por arrombamento

4
Corte por Arrombamento

5
O que é?

6
Corte por arrombamento
� Importância e combinações do processo.� Corte por arrombamento convencional, aparamento ou “shaving” e corte fino
ou de precisão.� Corte por arrombamento (peça final ou estampa), pun cionamento (desperdício
ou rombo), estampagem e embutissagem/embutidura. “B lanking (blank), punching (scrap), stamping, and drawing/(deep drawing )”.
� Aplicações:� Carcaças de computadores e electrodomésticos;� Carroçarias e componentes de automóveis;� Fuselagens de aviões;� Utensílios de cozinha.

7
Corte por arrombamento
� Aplicações:
8
Corte por arrombamento
� Características do processo:� Corte de chapa , barra, tubo ou perfis.� Geralmente, a espessura máxima de corte para chapa de aço é: 6-8 mm.� Corte a frio (a morno para espessuras elevadas ou m ateriais frágeis).� Taxas de produção elevadas (com alimentador).� Resistência mecânica do material das peças “inalter ada”.� Precisão dimensional e acabamento bons.� Custo baixo (função da série de fabrico).

9
Corte por arrombamento convencional

10
Mecanismo de corte

11
Mecanismo de corte
� Modelo:� Ferramentas com arestas afiadas.� Folga pequena entre punção e matriz: 5-10% da espes sura da chapa.� Momento flector, empeno e concentração das forças d e corte.
� Corte produzido por tensões de corte que se distrib uem pela espessura ao longo do perímetro de corte.

12
Mecanismo de corte

13
Mecanismo de corte
� Máximo de ττττCD e σσσσCD = 0 para α α α α = 0º - secção AB (corte puro).
� Quando F for tal que ττττAB = ττττcrit inicia-se a deformação plástica.� ττττcrit = ττττmax = k – tensão limite de elasticidade em corte puro (c ritério de Tresca).
14
Mecanismo de corte
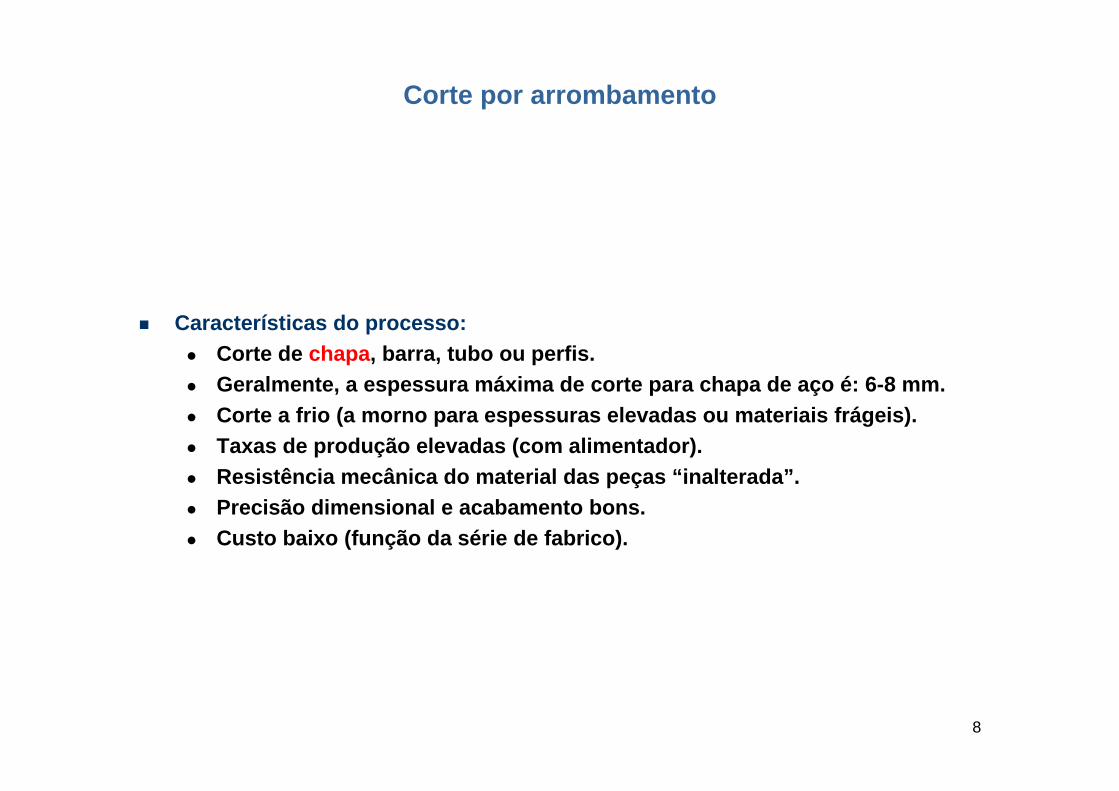
� Distorção, γ γ γ γ =AA’/AC, aumenta quando a folga diminui, para a mesma penetração do punção.
� ���� Penetração do punção ���� ���� tensões de corte ���� distorção progressiva do material ���� ���� deformação plástica até um valor limite
� Início da fissuração até à separação da peça/rombo da banda.(depende das propriedades mecânicas do material – li mite dado por γγγγmax)

15
Mecanismo de corte
� Início da fissuração junto às arestas do punção e da matriz (direcções favoráveis - 45º com a vertical).
� ���� Penetração do punção ���� Rotação progressiva da direcção de propagação das fendas para a vertical até se encontrarem

16
Mecanismo de corte
� Morfologia da superfície e fases/zonas do corte.� Repuchamento
� Fase inicial – repuchamento das superfícies livres adjacentes ao punção e àmatriz (para folgas pequenas pode surgir identação) - deformação permanente.
17
Mecanismo de corte
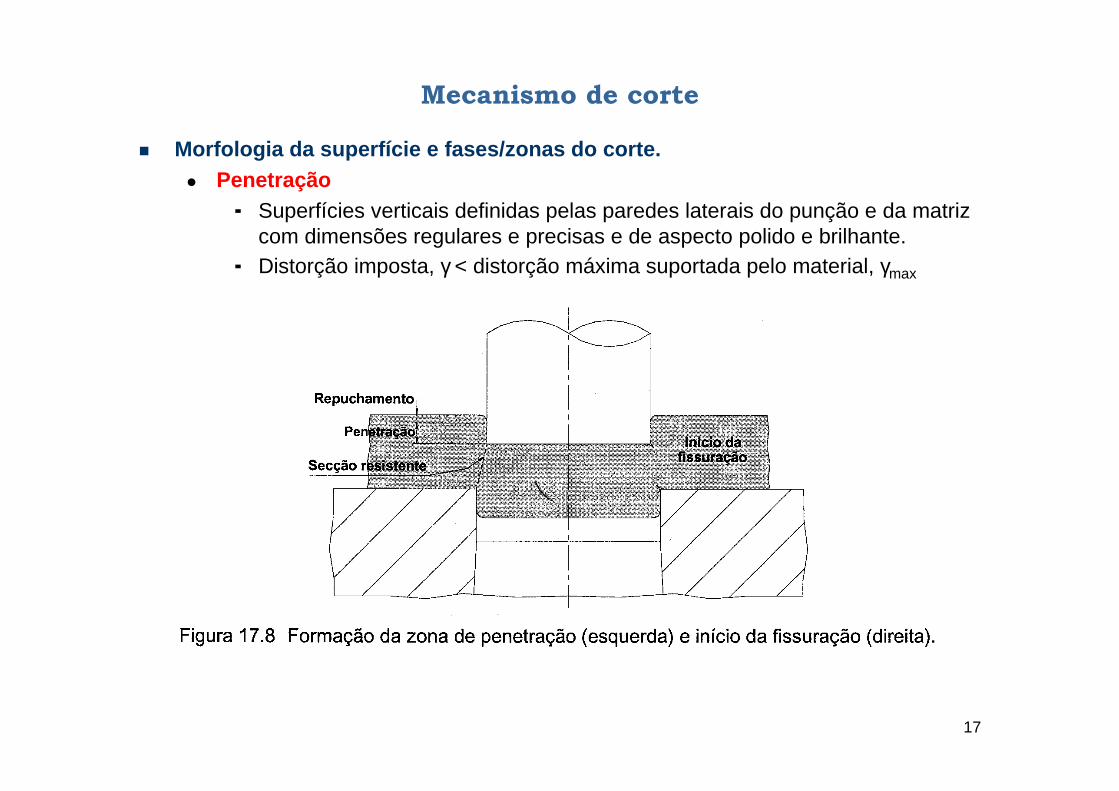
� Morfologia da superfície e fases/zonas do corte.� Penetração
� Superfícies verticais definidas pelas paredes laterais do punção e da matriz com dimensões regulares e precisas e de aspecto polido e brilhante.
� Distorção imposta, γ < distorção máxima suportada pelo material, γmax

18
Mecanismo de corte
� Morfologia da superfície e fases/zonas do corte.� Cone de rotura
� Quando γ = γmax, dá-se o início da fissuração junto das arestas do punção e da matriz em direcções a 45º com a vertical.
� Com a penetração do punção dá-se a rotação progressiva da direcção de propagação das fissuras no sentido de aproximação da direcção da secção resistente instantânea até se encontrarem.
� Superfície cónica, irregular e baça.

19
Mecanismo de corte
� Morfologia da superfície e fases/zonas do corte.� Rebarba
� Escoamento do material para o espaço aberto junto às arestas do punção e da matriz pela propagação das fendas.
� A dimensão da rebarba depende do desgaste das arestas de corte, da ductilidade do material, da folga e da força de corte “local”.

20
Mecanismo de corte
� Cota nominal da peça/ferramenta.� No corte por arrombamento, a cota nominal da peça é definida pela matriz.� No puncionamento, a cota nominal da peça é definida pelo punção.

21
Forças e trabalho de corte
� A Força de corte depende da secção resistente e do encruamento, até àfissuração.

22
Forças e trabalho de corte
� A Força de corte decresce rapidamente após a fissur ação (redução rápida da secção resistente).
� A estabilização final deve-se ao atrito entre as fe rramentas e o material durante a fase de extracção.

23
Forças e trabalho de corte
� A dimensão conjunta das zonas de repuchamento e pene tração depende essencialmente das propriedades mecânicas do materi al e da folga.
� Materiais mais d úcteis ���� Maior penetra ção do pun ção ���� Aumento e decr éscimo mais gradual da for ça de corte

24
Forças e trabalho de corte
� Força de corte ou força principal de corte� Valor máximo e a variação ���� selecção das máquinas-ferramenta e projecto
das ferramentas� C varia entre 0,6 e 0,8 em função do material. Em p rojecto usa-se C=0,8.
� Trabalho de corte� Corresponde à área abaixo da curva força de corte ve rsus deslocamento
do punção

25
Força de extracção do punção do arco
� Forças de atrito e recuperação elástica ���� Força de extracção e encostadores� Força de extracção depende de muitos factores (mate rial, folga, lubrificação,
rugosidade do punção, etc. ���� Expressão empírica

26
Força de ejecção/expulsão da peça/rombo da matriz
� Força de expulsão depende de muitos factores (mater ial, folga, lubrificação, rugosidade da matriz, etc. ���� Expressão empírica

27
Redução da força principal de corte
� Decalagem dos punções� Penetração do 1º punção > 1/2h (corresponde ao final da zona de
penetração) ���� Inicio do corte com o 2º punção.

28
Redução da força principal de corte
� Decalagem dos punções� Inconvenientes:
� Aumento do curso da ferramenta;
� Aumento da penetração dos punções nas matrizes;� Aumenta a tendência para o empenamento do sistema de guiamento.
� Os punções de grande secção devem actuar antes dos punções com pequena secção.

29
Redução da força principal de corte
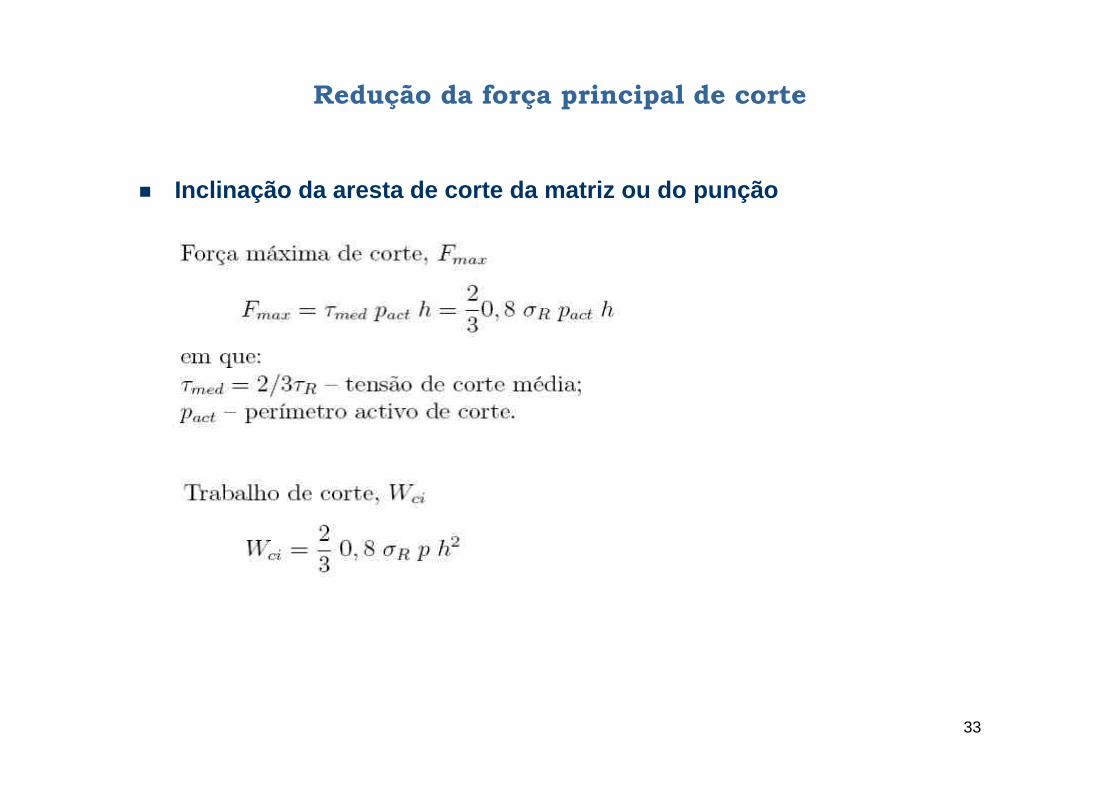
� Inclinação da aresta de corte da matriz ou do punçã o� Produz um corte progressivo� A ferramenta deve ser simétrica� Inclinação máxima < 4º

30
Redução da força principal de corte
� Inclinação da aresta de corte da matriz ou do punçã o� Análise do corte na guilhotina

31
Redução da força principal de corte
� Inclinação da aresta de corte da matriz ou do punçã o� Análise do corte na guilhotina

32
Redução da força principal de corte
� Inclinação da aresta de corte da matriz ou do punçã o� Análise do corte na guilhotina
33
Redução da força principal de corte
� Inclinação da aresta de corte da matriz ou do punçã o

34
Resultante das forças de corte

35
Dimensão mínima de corte. Encurvatura dos punções
� Dimensionamento do punção à compressão
36
Dimensão mínima de corte. Encurvatura dos punções
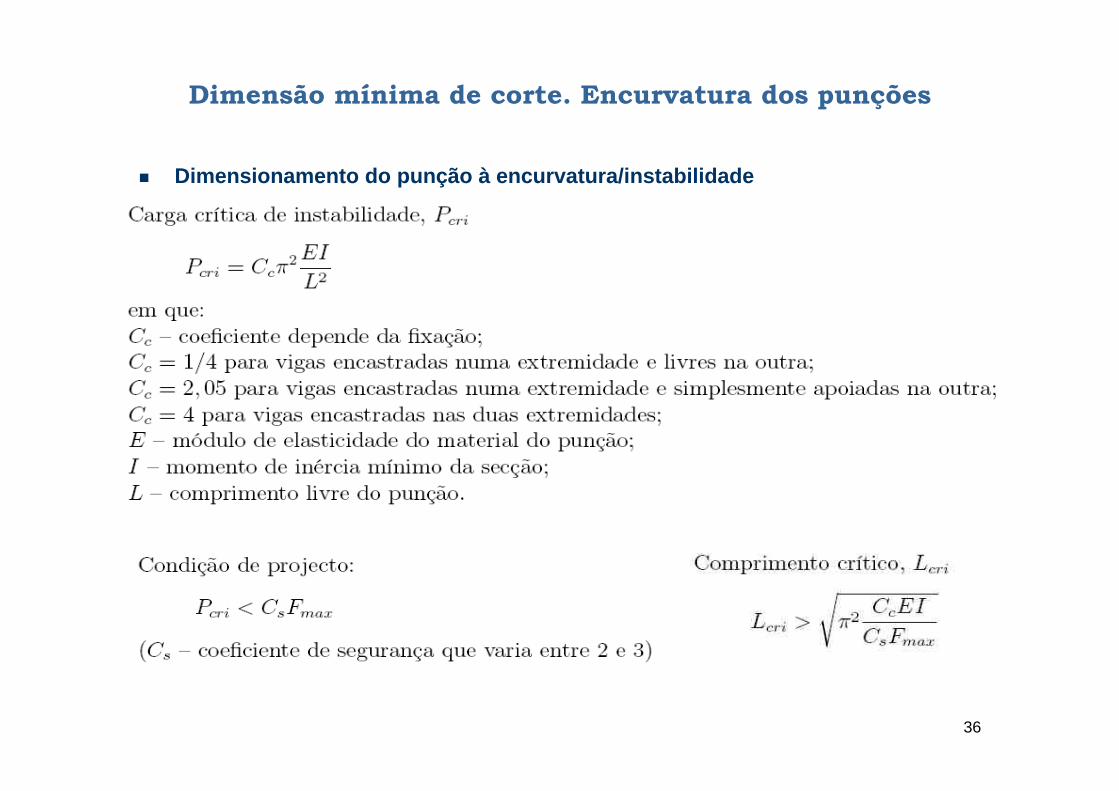
� Dimensionamento do punção à encurvatura/instabilidad e

37
Qualidade das superfícies obtidas. Folgas
� Folga inferior à ideal, j r

38
Qualidade das superfícies obtidas. Folgas
� Força de corte em função do deslocamento e da folga� Trabalho de corte

39
Qualidade das superfícies obtidas. Folgas

40
Qualidade das superfícies obtidas. Folgas

41
Qualidade das superfícies obtidas. Folgas

42
Aproveitamento do arco/banda metálica

43
Aproveitamento do arco/banda metálica

44
Aproveitamento do arco/banda metálica

45
Aproveitamento do arco/banda metálica

46
Temperatura e desgaste de punções e matrizes

47
Temperatura e desgaste de punções e matrizes
48
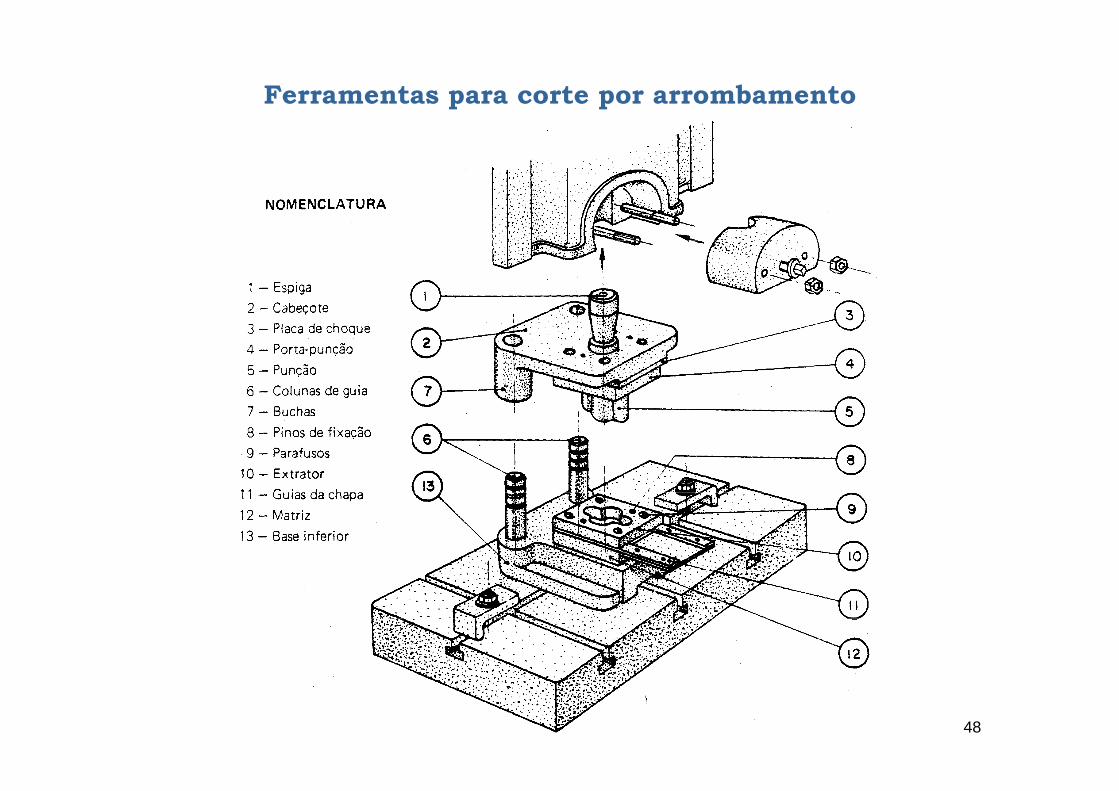
Ferramentas para corte por arrombamento

49
Ferramentas para corte por arrombamento
� Classifica ção quanto ao modo de funcionamento� Ferramentas simples� Ferramentas progressivas� Ferramentas compostas
50
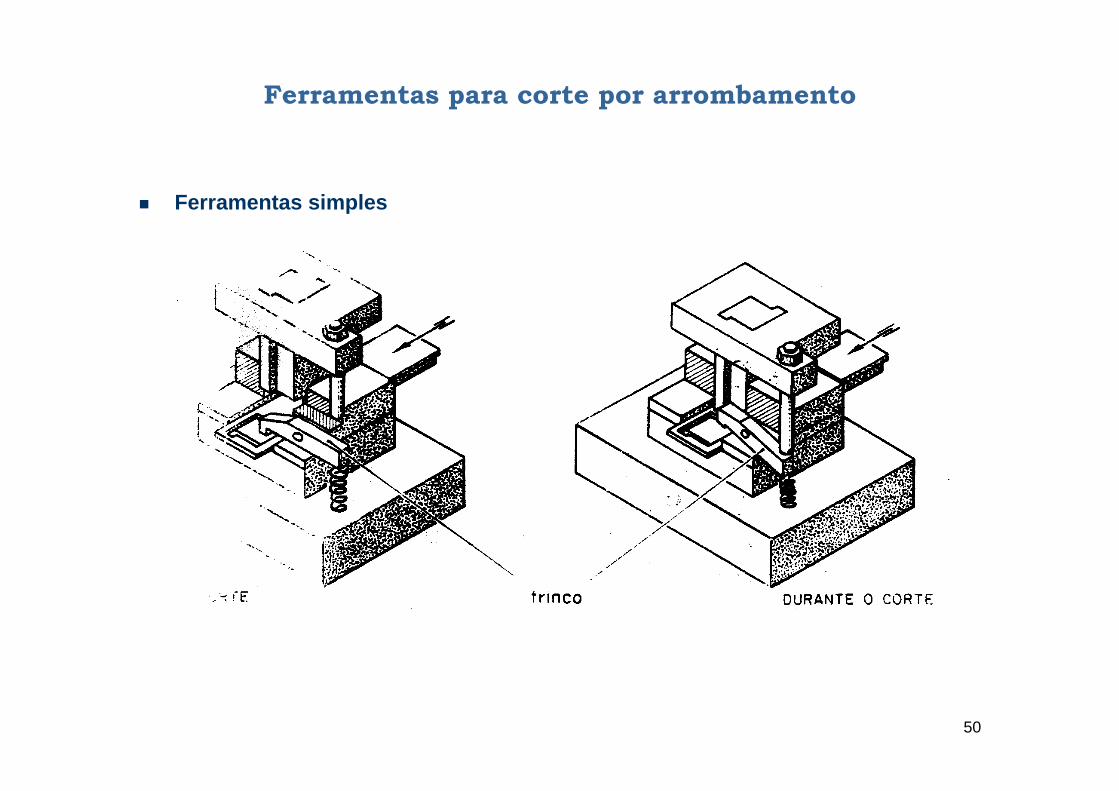
Ferramentas para corte por arrombamento
� Ferramentas simples

51
Ferramentas para corte por arrombamento

52
Ferramentas para corte por arrombamento

53
Aparamento ou "Shaving"

54
Corte fino ou de precisão

55
Corte fino ou de precisão

56
Corte fino ou de precisão