Embed Size (px)
Citation preview

© 2012 Autodesk
Image courtesy of AutoHorizons Foundation and Delineate
Sponsored by
Autodesk® Simulation Moldflow®を活用した プラスチック材料代替による軽量化 オートデスク株式会社 製造営業本部 アカウント営業部 アカウントマネージャ 堀内達司
© 2012 Autodesk © 2012 Autodesk
トピックス
自動車には多くのプラスチックが使用されている プラスチック産業の成長に大きな影響がある 解析によりモデルの修正・改善・最適化が行われている 射出成形が用いられている 事前にMoldflow®で検証を行い、不具合を予測する事はトライ&エラーの回数を削減出来るなどメリット大きい
© 2012 Autodesk © 2012 Autodesk
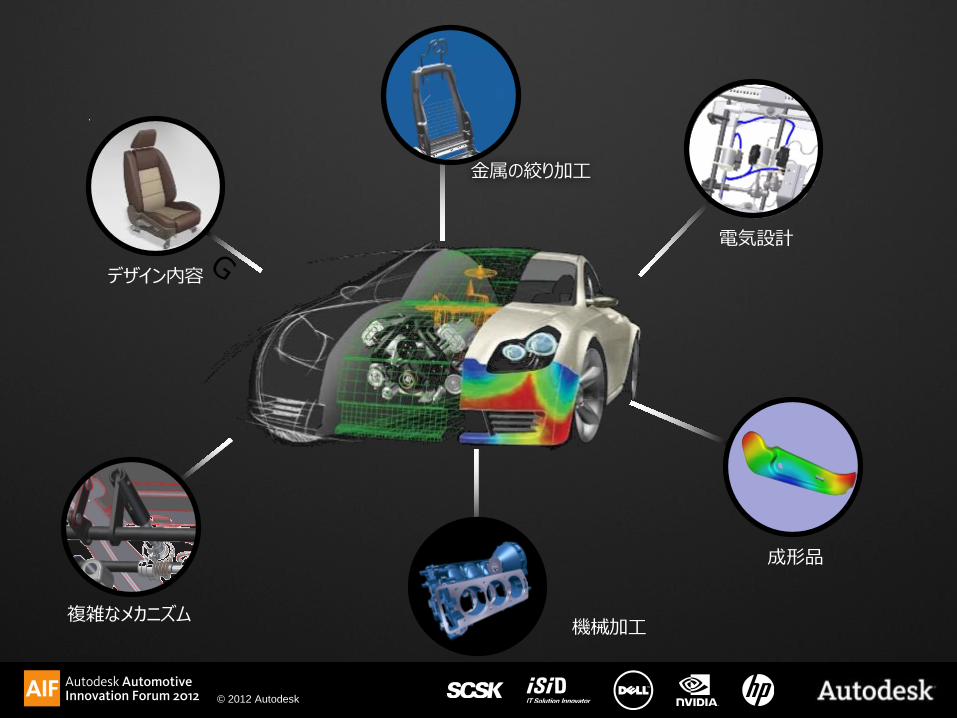
デザイン内容
金属の絞り加工
電気設計
機械加工
成形品
複雑なメカニズム
© 2012 Autodesk © 2012 Autodesk
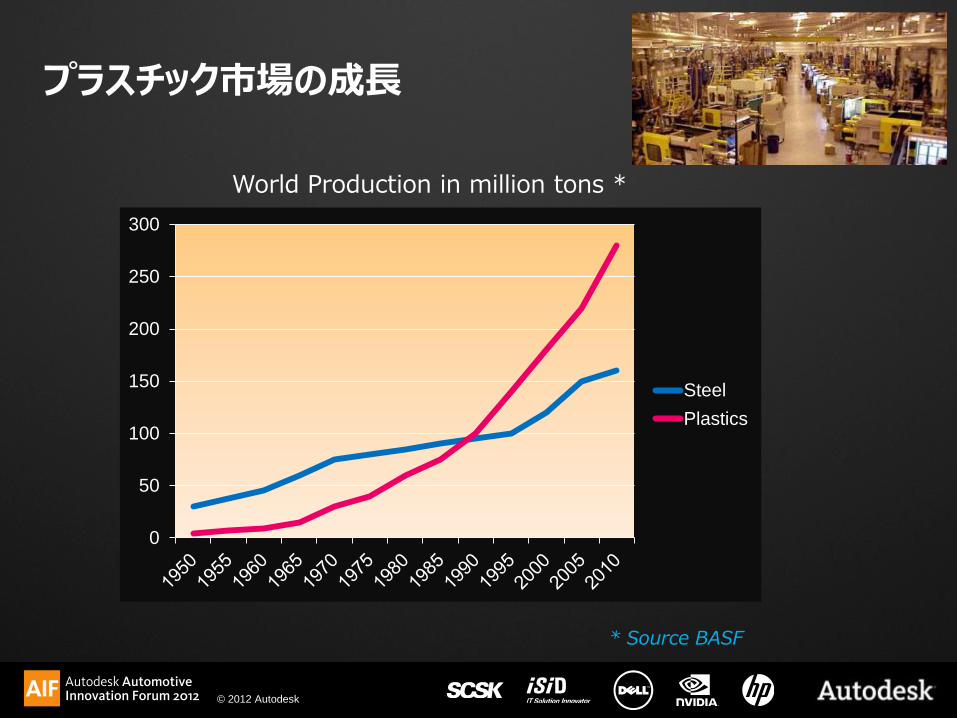
プラスチック市場の成長
0
50
100
150
200
250
300
SteelPlastics
World Production in million tons *
* Source BASF
© 2012 Autodesk © 2012 Autodesk
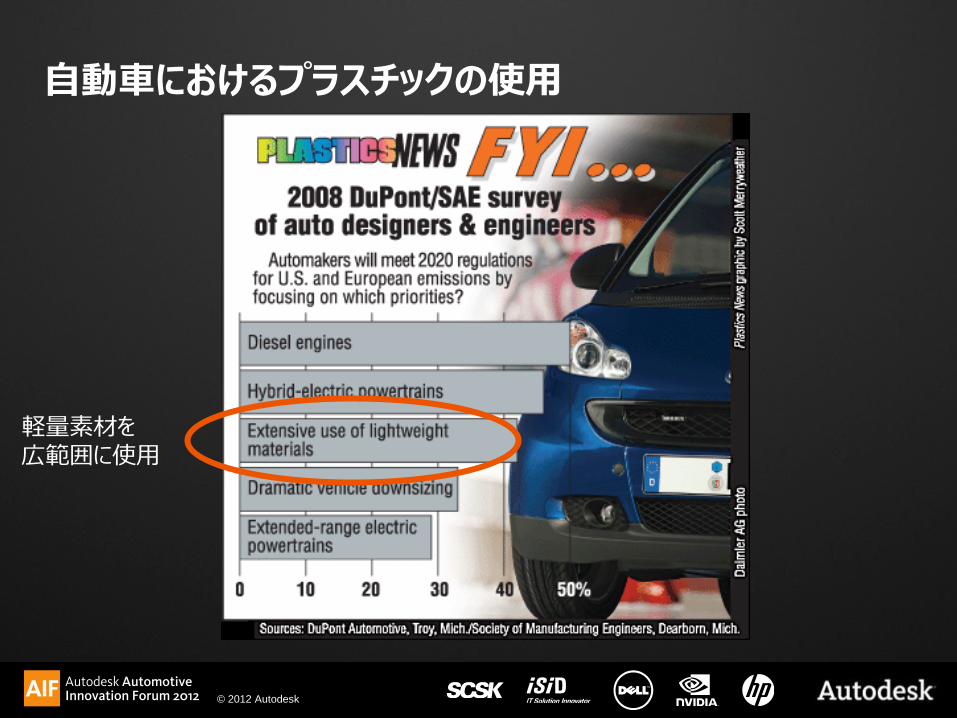
自動車におけるプラスチックの使用
軽量素材を 広範囲に使用
© 2012 Autodesk © 2012 Autodesk
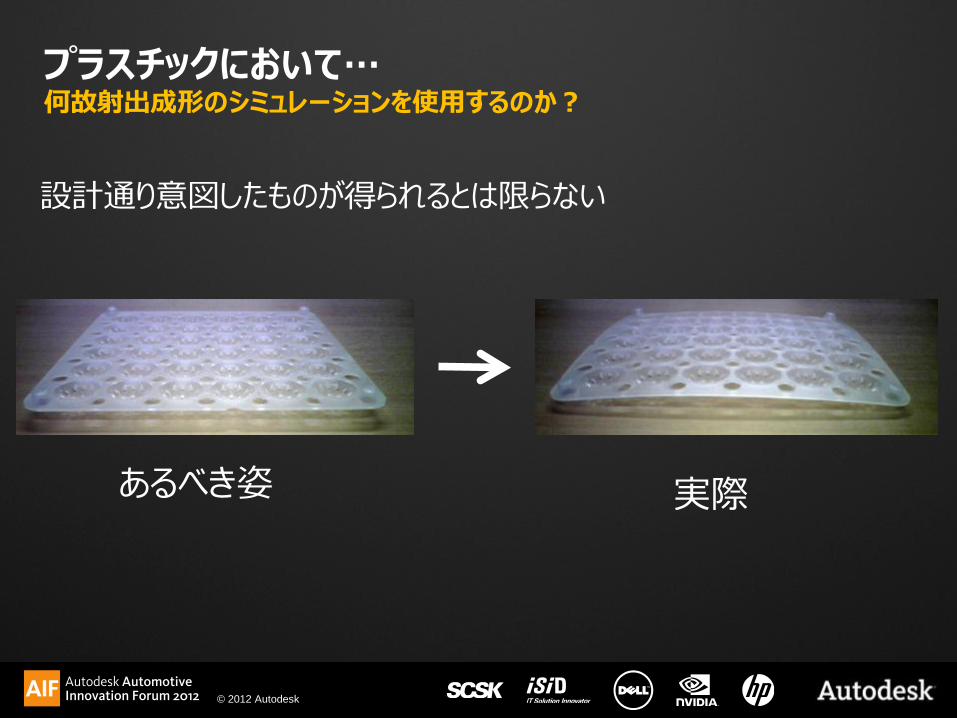
プラスチックにおいて… 何故射出成形のシミュレーションを使用するのか?
設計通り意図したものが得られるとは限らない
あるべき姿 実際
© 2012 Autodesk © 2012 Autodesk
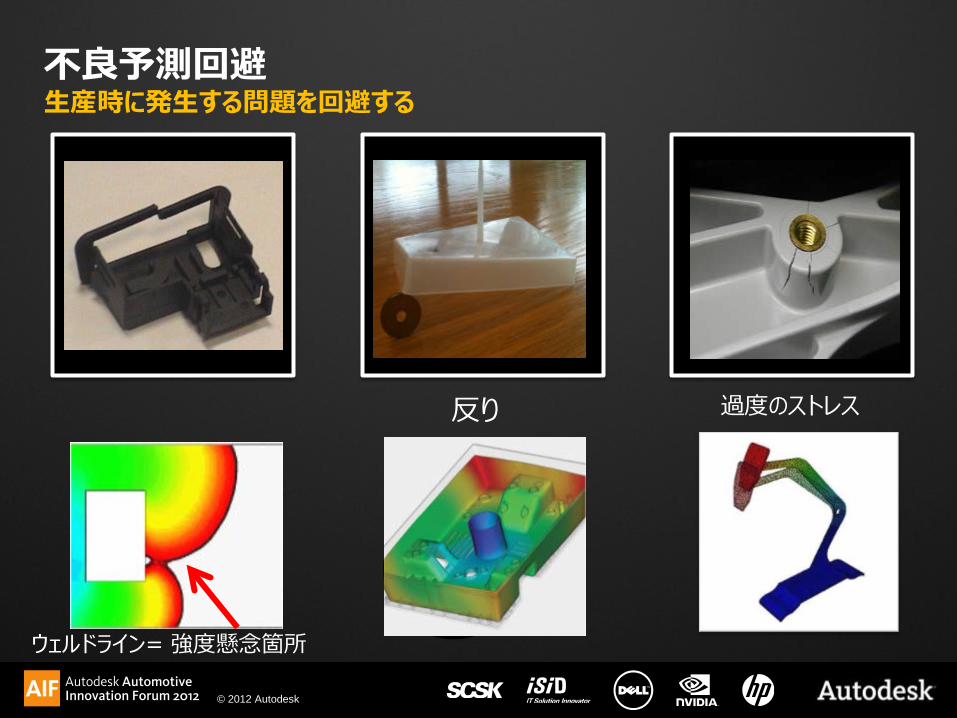
不良予測回避 生産時に発生する問題を回避する
ウェルドライン
反り 過度のストレス
ウェルドライン= 強度懸念箇所
© 2012 Autodesk © 2012 Autodesk
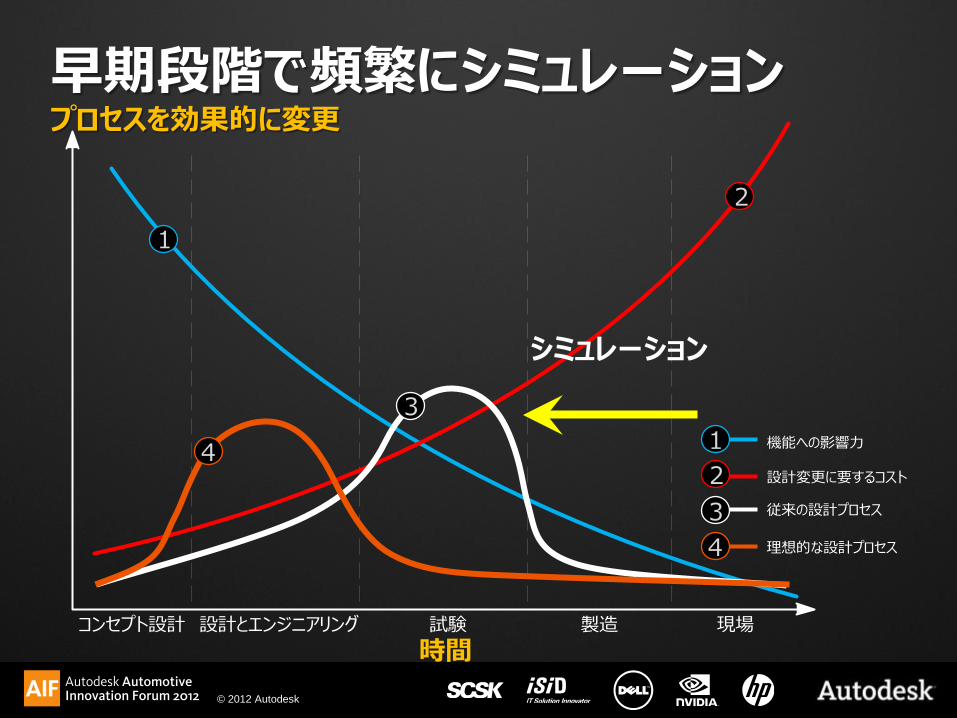
コンセプト設計 設計とエンジニアリング 試験 製造 現場 時間
機能への影響力 1
1
設計変更に要するコスト
2
2
早期段階で頻繁にシミュレーション プロセスを効果的に変更
シミュレーション
従来の設計プロセス
3
3 理想的な設計プロセス
4
4
© 2012 Autodesk © 2012 Autodesk
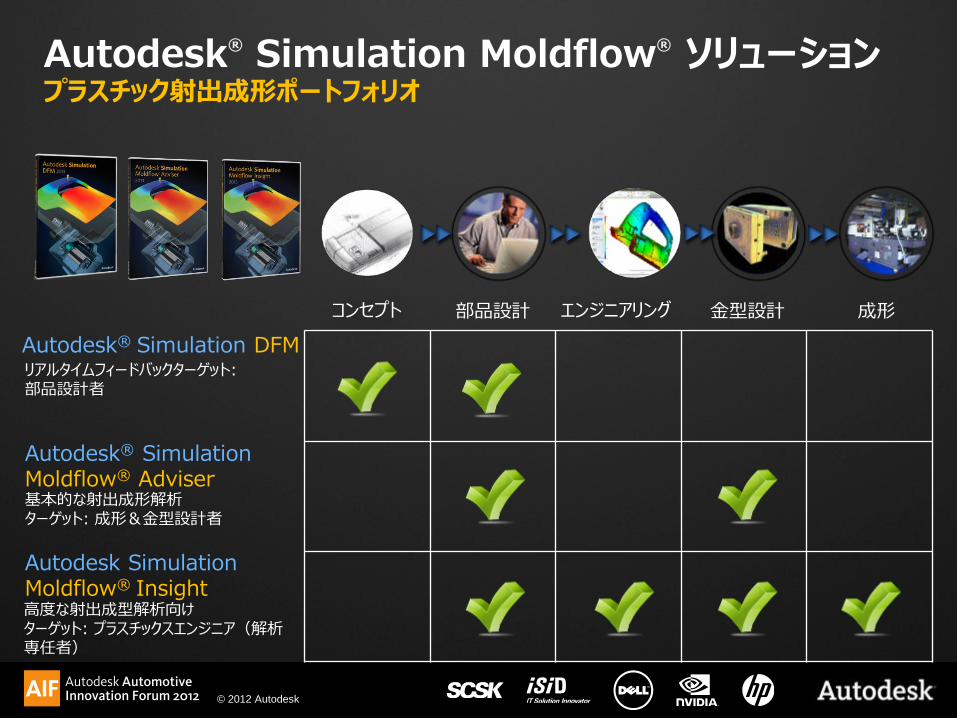
Autodesk® Simulation Moldflow® ソリューション プラスチック射出成形ポートフォリオ
部品設計 金型設計 成形 エンジニアリング コンセプト
Autodesk® Simulation DFM リアルタイムフィードバックターゲット: 部品設計者
基本的な射出成形解析 ターゲット: 成形&金型設計者
高度な射出成型解析向け ターゲット: プラスチックスエンジニア(解析専任者)
Autodesk® Simulation Moldflow® Adviser
Autodesk Simulation Moldflow® Insight
© 2012 Autodesk © 2012 Autodesk
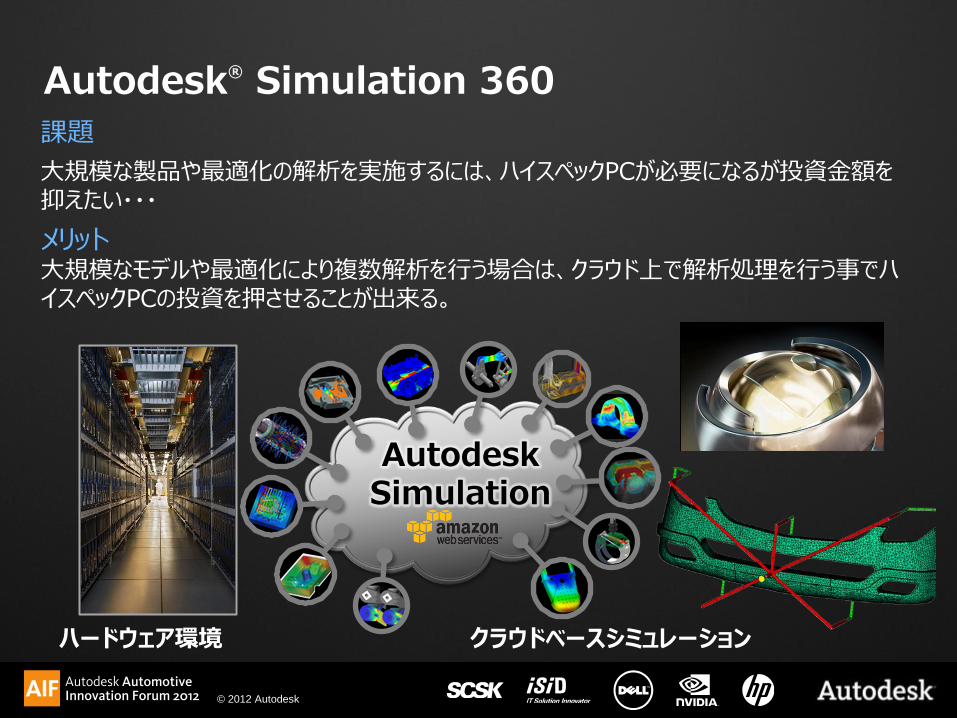
Autodesk® Simulation 360 課題 大規模な製品や最適化の解析を実施するには、ハイスペックPCが必要になるが投資金額を抑えたい・・・ メリット 大規模なモデルや最適化により複数解析を行う場合は、クラウド上で解析処理を行う事でハイスペックPCの投資を押させることが出来る。
クラウドベースシミュレーション ハードウェア環境
Autodesk Simulation
© 2012 Autodesk © 2012 Autodesk
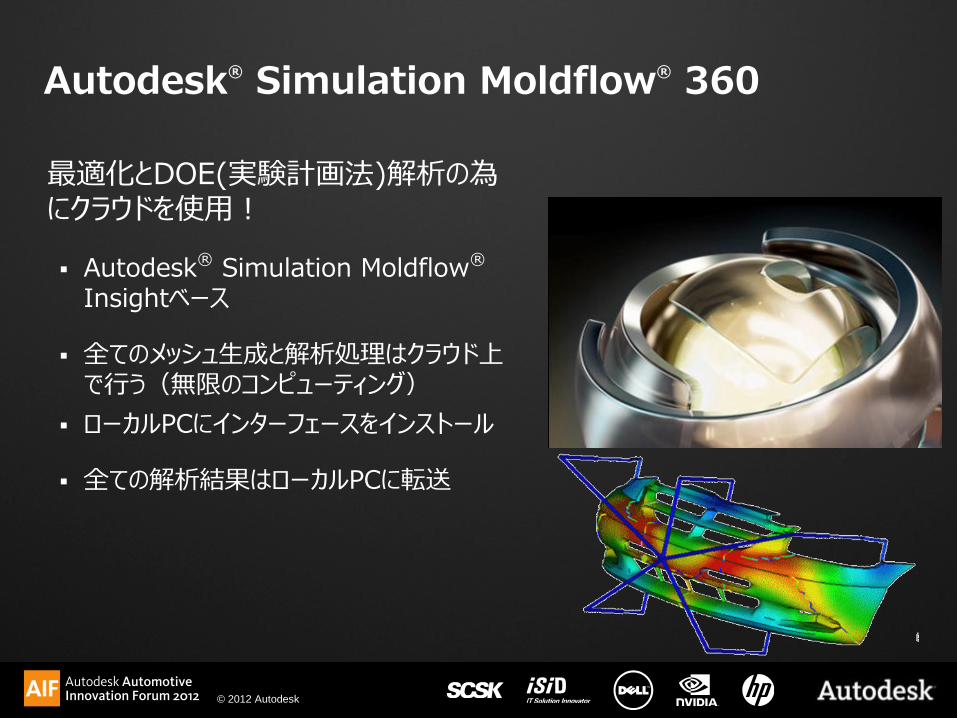
Autodesk® Simulation Moldflow® 360
最適化とDOE(実験計画法)解析の為にクラウドを使用!
Autodesk® Simulation Moldflow® Insightベース
全てのメッシュ生成と解析処理はクラウド上で行う(無限のコンピューティング)
ローカルPCにインターフェースをインストール
全ての解析結果はローカルPCに転送

© 2012 Autodesk © 2012 Autodesk
プラスチック充填解析
ウェルドライン・エアートラップ、ヒケ等、不良現象を予測 機能 ゲート位置解析 充填解析 モールディングウィンド解析 ウェルドライン・エアートラップ ヒケ解析
© 2012 Autodesk © 2012 Autodesk
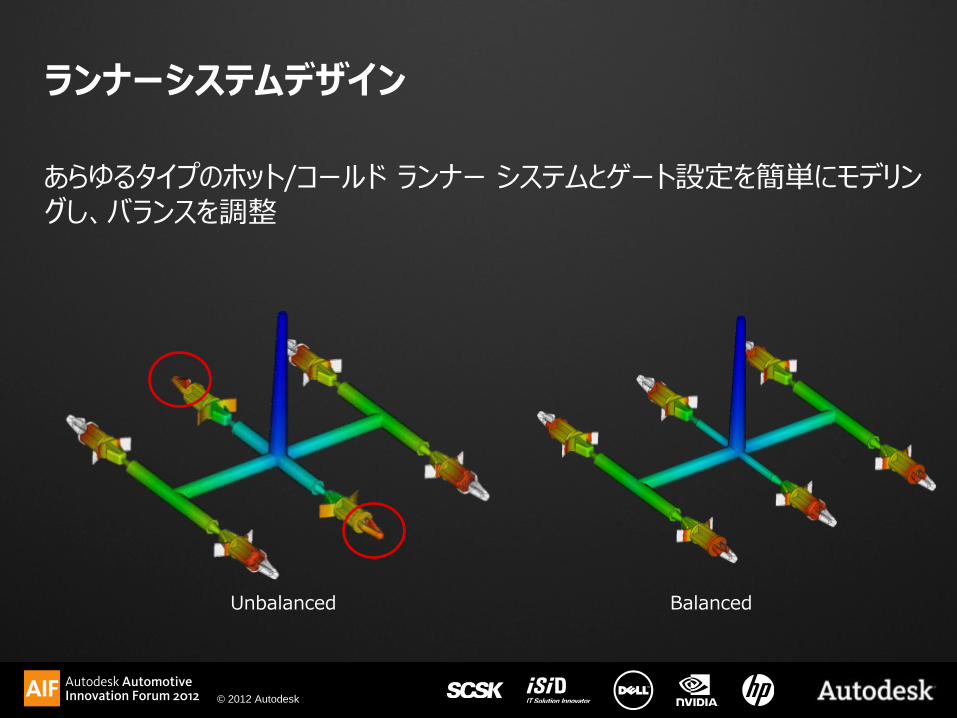
ランナーシステムデザイン
あらゆるタイプのホット/コールド ランナー システムとゲート設定を簡単にモデリングし、バランスを調整
Unbalanced Balanced
© 2012 Autodesk © 2012 Autodesk
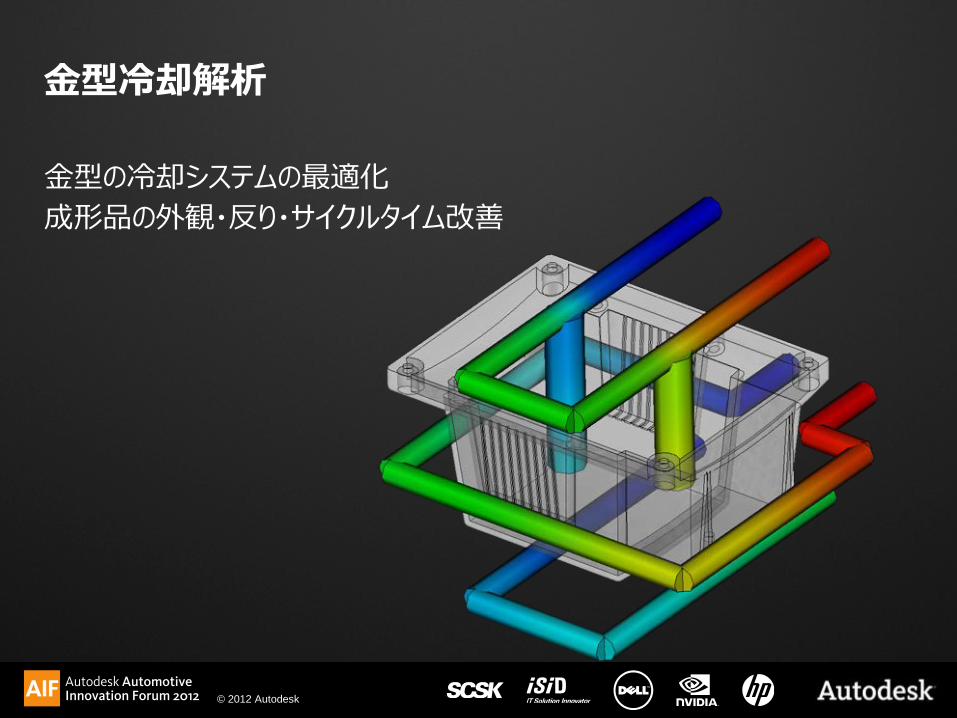
金型冷却解析
金型の冷却システムの最適化 成形品の外観・反り・サイクルタイム改善
© 2012 Autodesk © 2012 Autodesk
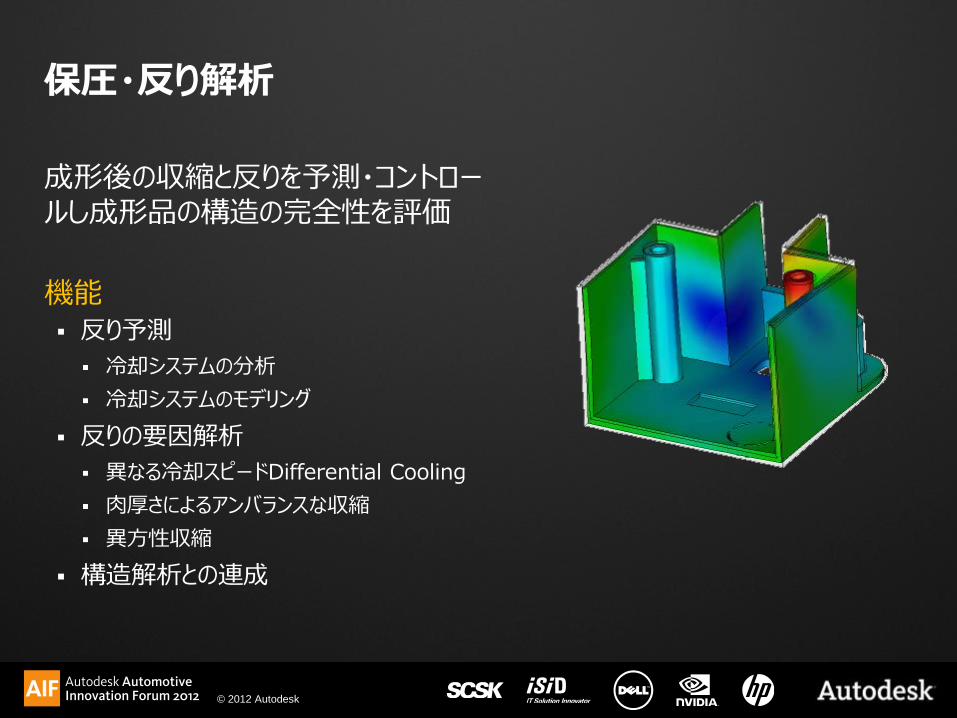
保圧・反り解析
成形後の収縮と反りを予測・コントロールし成形品の構造の完全性を評価 機能 反り予測 冷却システムの分析 冷却システムのモデリング
反りの要因解析 異なる冷却スピードDifferential Cooling 肉厚さによるアンバランスな収縮 異方性収縮
構造解析との連成

© 2012 Autodesk © 2012 Autodesk
不良現象の可視化
成形不具合が発生した時、不良個所にシボにする事によりヒケを目立たなくする等、設計や製造工程を見直しを行う。
機能 Autodesk® Showcaseで予測される
不良現象をフォトリアルにビジュアル化 ヒケと反りを可視化

© 2012 Autodesk © 2012 Autodesk
新たな市場要求 ⇒ 軽量化/新材料採用
※マツダ自動車 News from Mazda http://www.mazda.co.jp/ 記者ブログ【自動車材料】http://www.kagakukogyonippo.com/ より抜粋
© 2012 Autodesk © 2012 Autodesk
軽量化するためのリスク・成形手法
薄肉設計 充填可否・反り変形など
金属からプラスチックへの置換 部品強度の問題・ガラス繊維入り材料による反り
ガラスからプラスチックへの置換 射出圧縮成形 SRIM/RTM成形

© 2012 Autodesk © 2012 Autodesk
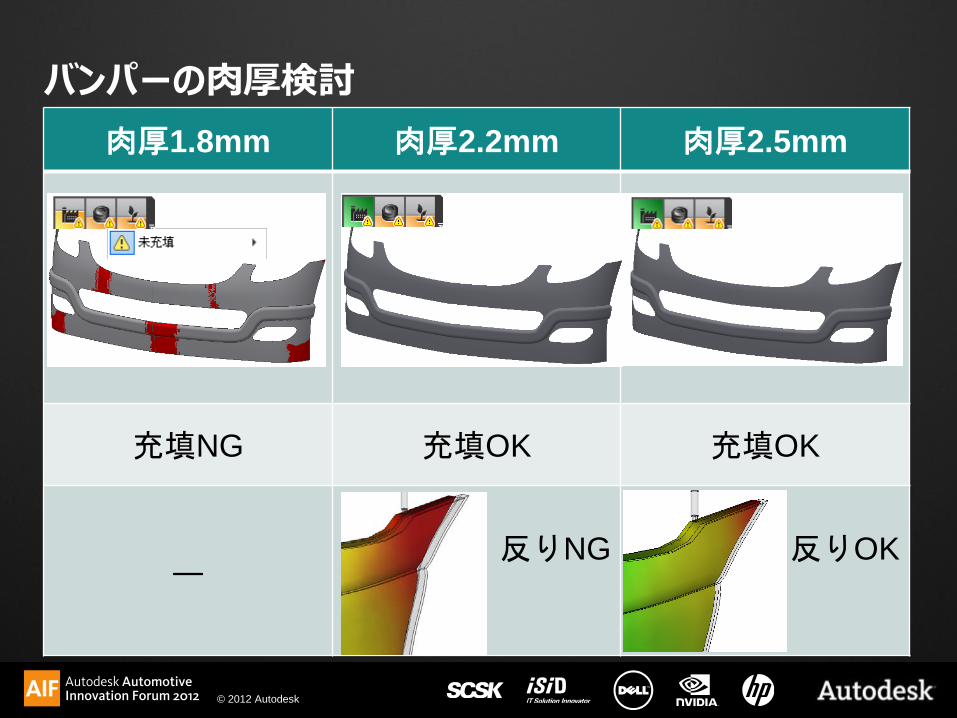
バンパーの肉厚検討
肉厚を何ミリまで薄く出来るのか検討したい 成形の知識が無いのでよくわからない・・・
インジケータ
製造性 コスト サステナビリティ

© 2012 Autodesk © 2012 Autodesk
インジケータによる生産性の確認
肉厚 アンダーカット 抜き勾配 ウェルド ライン ヒケ 充填
金型費 材料費 生産コスト
カーボン フットプリント 総エネルギー消費量 リサイクル性 総使用水量
製造可能性インジケータ コスト効率性インジケータ プラスチック材料影響 インジケータ
© 2012 Autodesk © 2012 Autodesk
© 2012 Autodesk © 2012 Autodesk
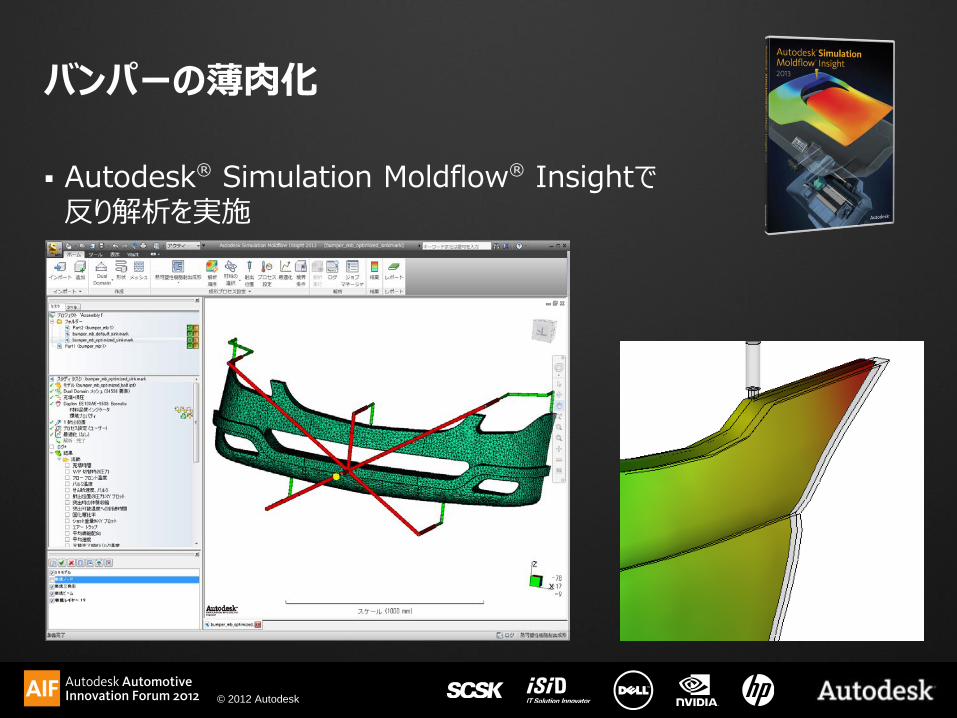
バンパーの薄肉化
Autodesk® Simulation Moldflow® Insightで 反り解析を実施
© 2012 Autodesk © 2012 Autodesk
バンパーの肉厚検討 肉厚1.8mm 肉厚2.2mm 肉厚2.5mm
充填NG 充填OK 充填OK
―
反りNG
反りOK

© 2012 Autodesk © 2012 Autodesk
長繊維・短繊維の成形品
長繊維合成物
利用少ない 生産性低い 低強度・強堅
新興プロセス・シミュレーション
短繊維成形品
幅広く利用 生産性高い 低強度・強堅
射出成形 シミュレーションが確立
長繊維成形品
中度に利用・急成長 生産性高い
低強度・強堅 射出成形・圧縮成形 シミュレーションを開発中
© 2012 Autodesk © 2012 Autodesk
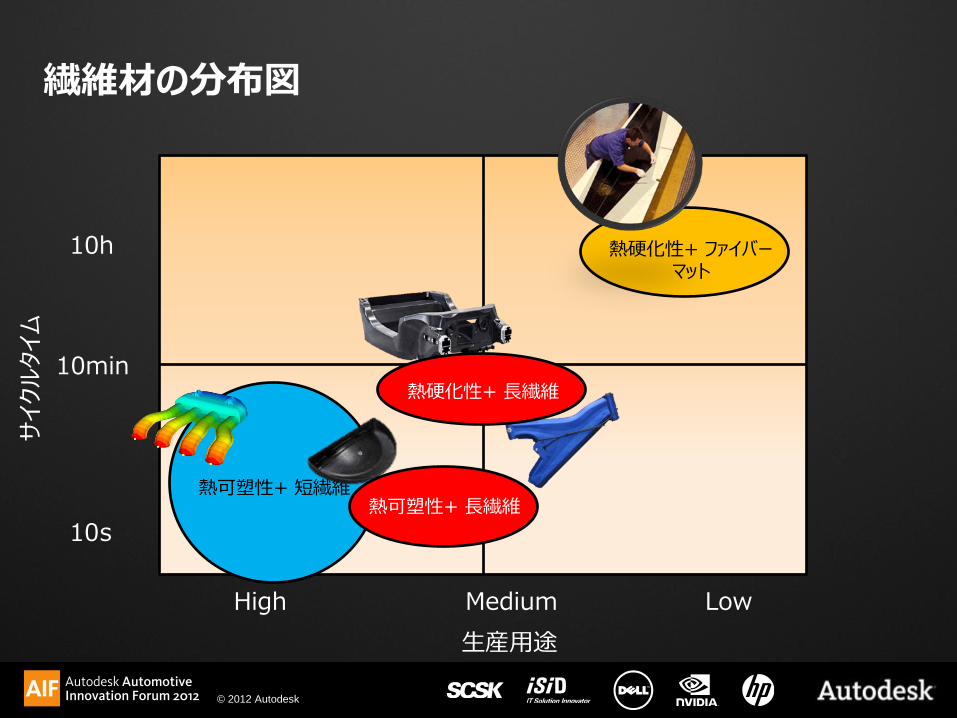
繊維材の分布図
熱可塑性+ 短繊維
熱硬化性+ ファイバー マット
生産用途
サイク
ルタイ
ム
10s
10min
10h
High Medium Low
熱硬化性+ 長繊維
熱可塑性+ 長繊維
© 2012 Autodesk © 2012 Autodesk
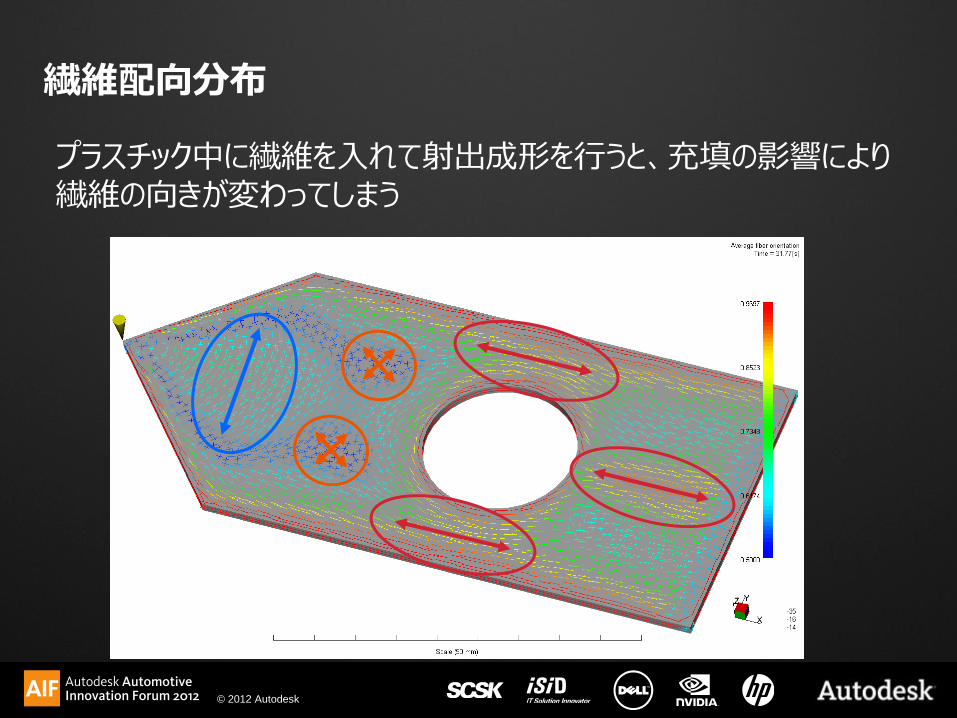
繊維配向分布
プラスチック中に繊維を入れて射出成形を行うと、充填の影響により繊維の向きが変わってしまう
© 2012 Autodesk © 2012 Autodesk
Jeffrey Equation - 1922 Advani-Tucker fiber tensor theory – 1980s Folgar-Tucker Model - 1980s IMUG 2008: Improvement of Fiber Orientation
Theory RSC = “Reduced Strain Closure”: Wang-Tucker
model ARD = “Anisotropic Rotary Diffusion”: Phelps-
Tucker model
Charles L. Tucker III, Department of Mechanical Science and Engineering University of Illinois at Urbana-Champaign
繊維配向予測の歴史
© 2012 Autodesk © 2012 Autodesk
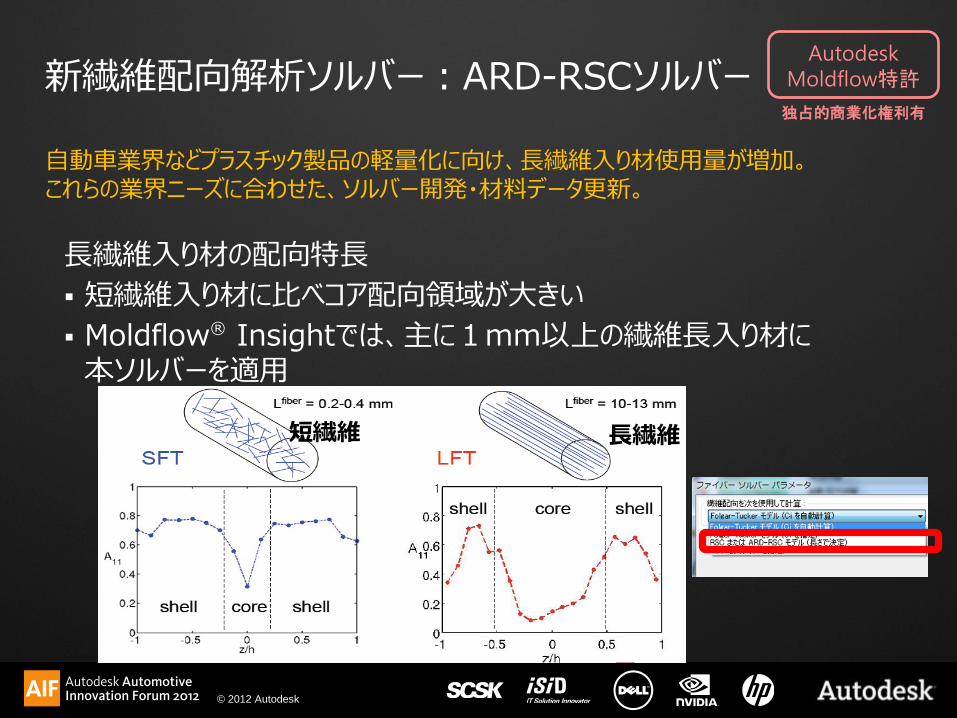
自動車業界などプラスチック製品の軽量化に向け、長繊維入り材使用量が増加。 これらの業界ニーズに合わせた、ソルバー開発・材料データ更新。
長繊維入り材の配向特長 短繊維入り材に比べコア配向領域が大きい Moldflow® Insightでは、主に1mm以上の繊維長入り材に
本ソルバーを適用
短繊維 長繊維
新繊維配向解析ソルバー:ARD-RSCソルバー Autodesk
Moldflow特許
独占的商業化権利有
© 2012 Autodesk © 2012 Autodesk
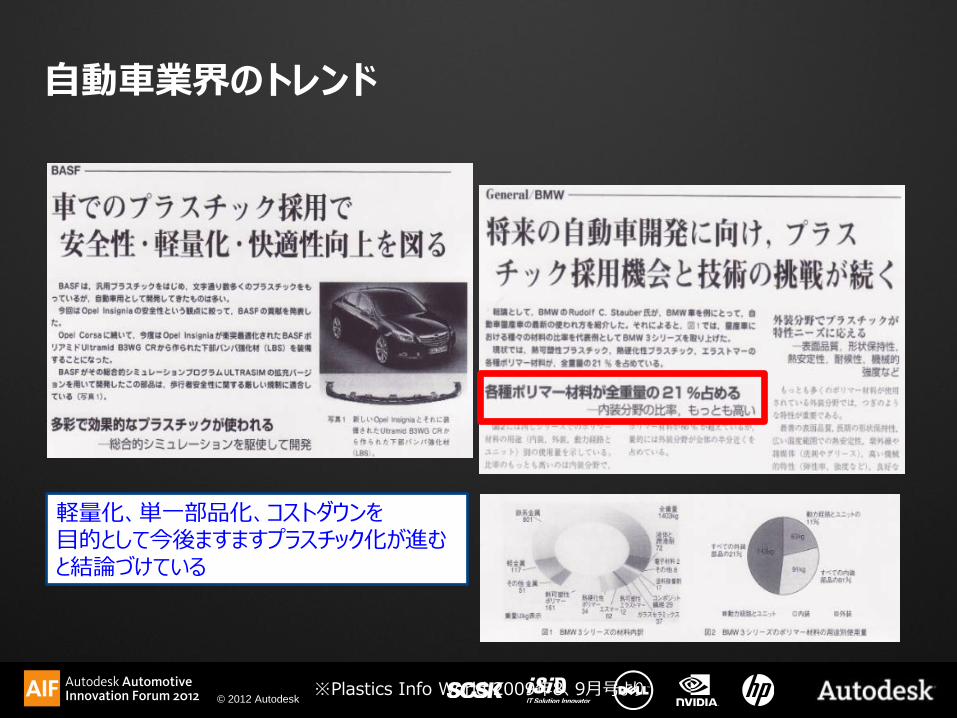
自動車業界のトレンド
軽量化、単一部品化、コストダウンを 目的として今後ますますプラスチック化が進むと結論づけている
※Plastics Info World 2009年8、9月号より

© 2012 Autodesk © 2012 Autodesk
現状製品と新たな開発テーマ
製品重量111.4g
但し、 ● 成形品の品質 ● 製品強度 が現状品と同等か それ以上であること
テーマ:軽量化する!
© 2012 Autodesk © 2012 Autodesk
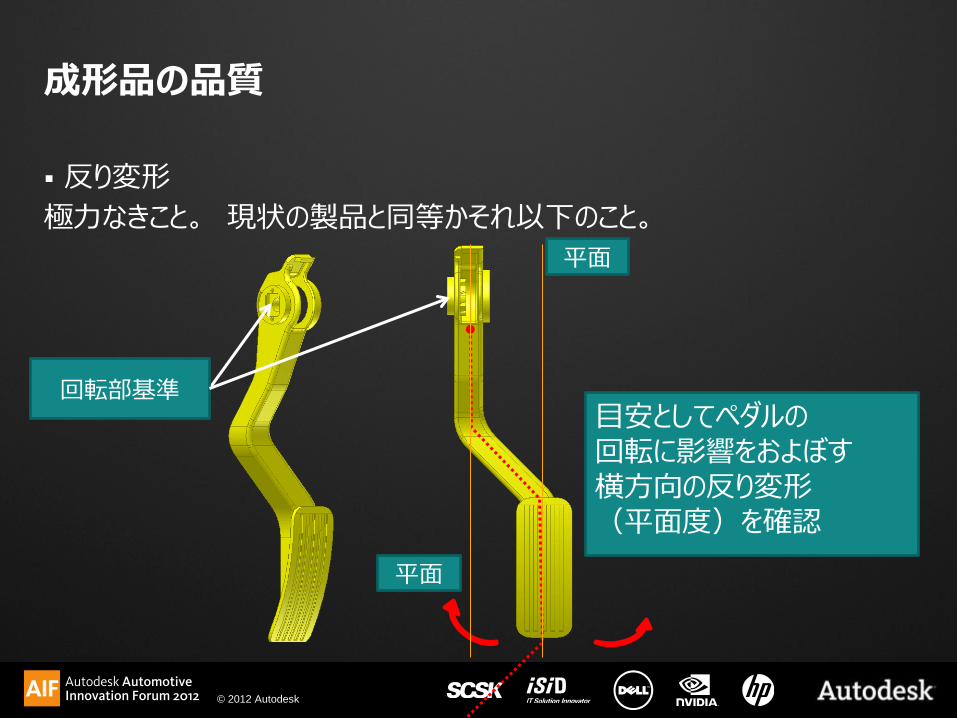
成形品の品質
反り変形 極力なきこと。 現状の製品と同等かそれ以下のこと。
目安としてペダルの 回転に影響をおよぼす 横方向の反り変形 (平面度)を確認
回転部基準
平面
平面
© 2012 Autodesk © 2012 Autodesk
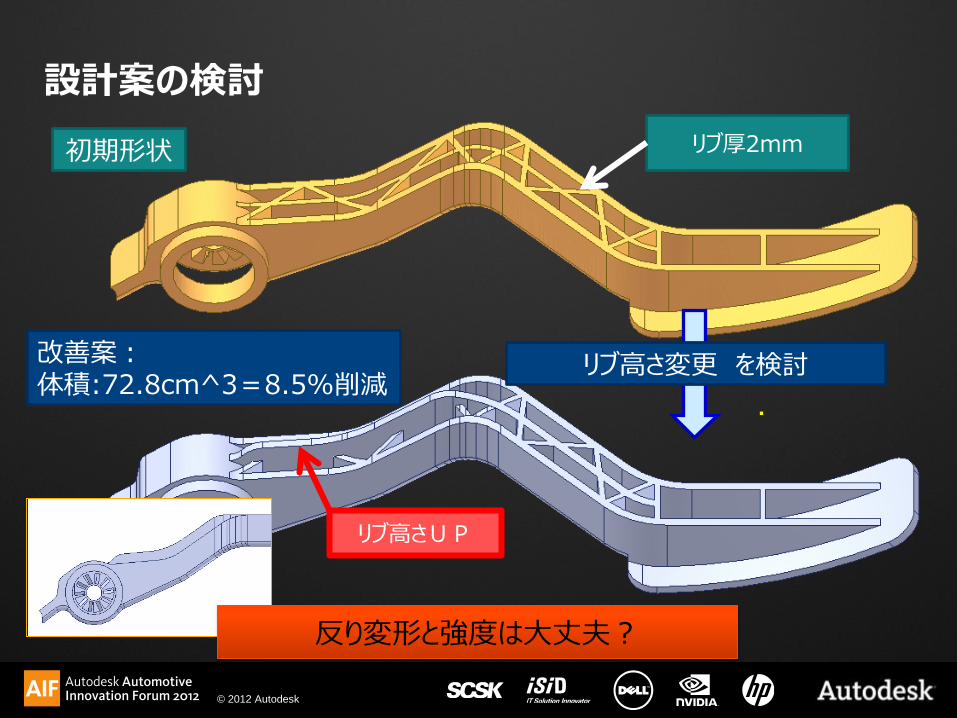
設計案の検討 初期形状
改善案: 体積:72.8cm^3=8.5%削減
リブ厚2mm
リブ高さUP
リブ高さ変更 を検討
反り変形と強度は大丈夫?
© 2012 Autodesk © 2012 Autodesk
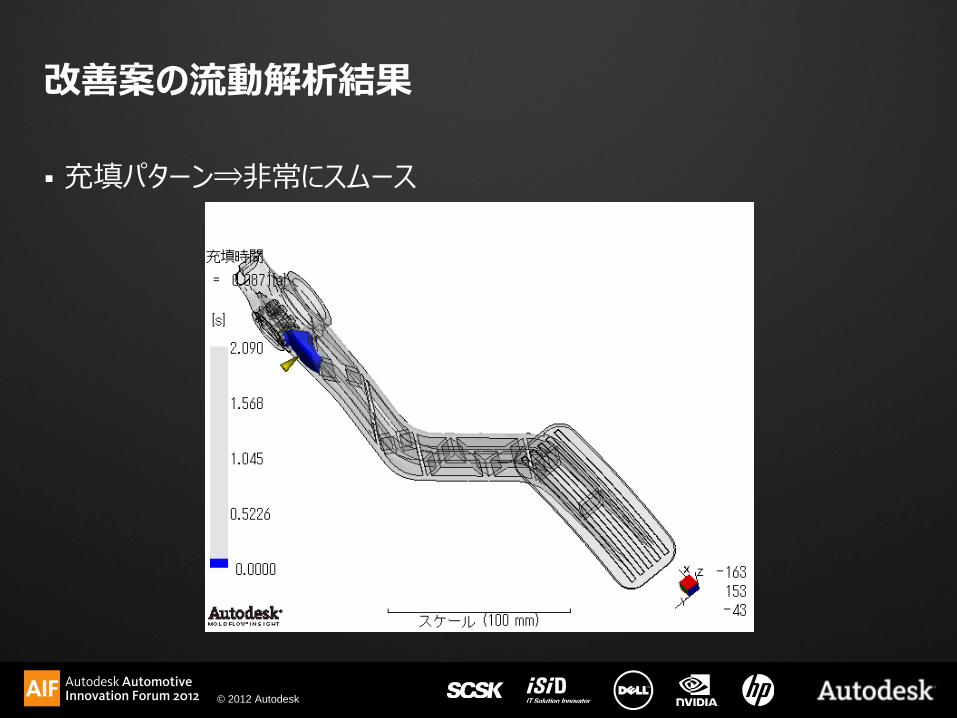
改善案の流動解析結果
充填パターン⇒非常にスムース
© 2012 Autodesk © 2012 Autodesk
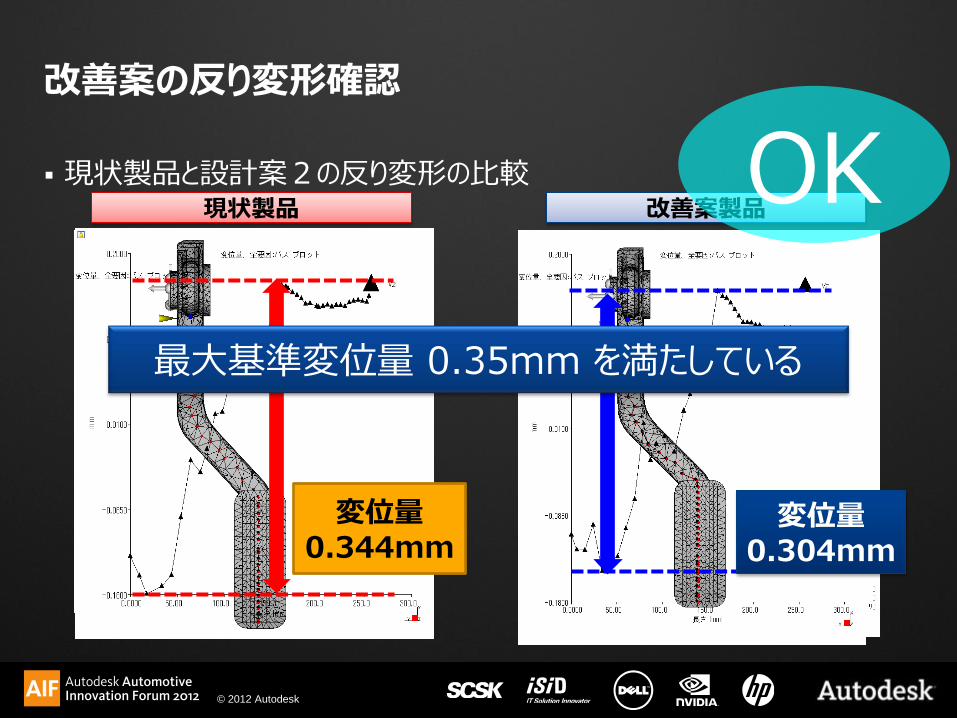
改善案の反り変形確認
現状製品と設計案2の反り変形の比較 現状製品 改善案製品
変位量 0.344mm
変位量 0.304mm
最大基準変位量 0.35mm を満たしている
OK
© 2012 Autodesk © 2012 Autodesk
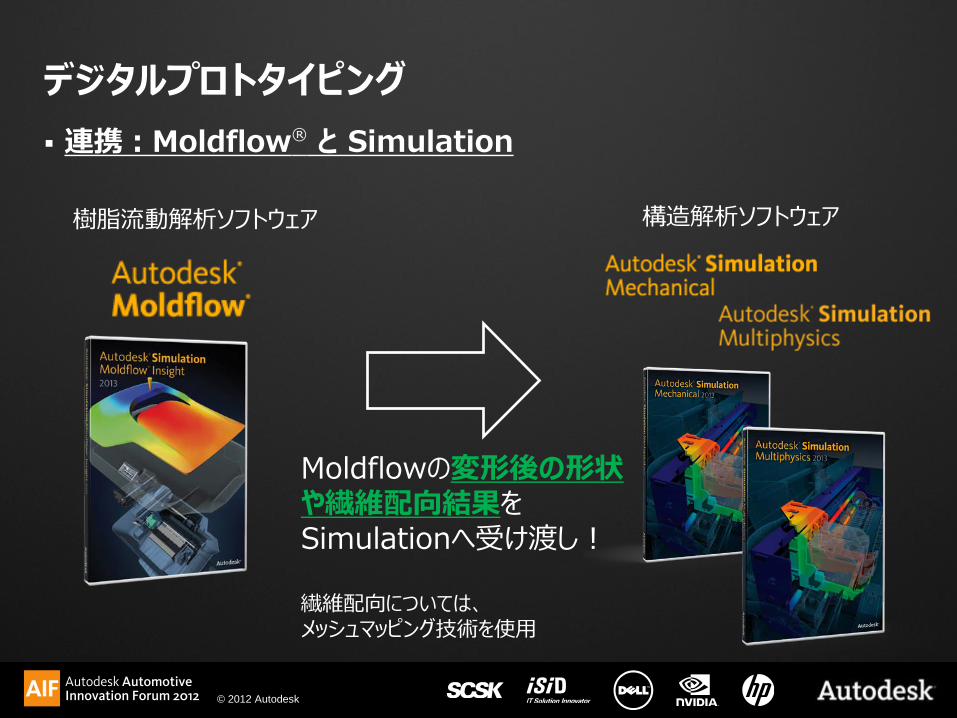
デジタルプロトタイピング 連携:Moldflow® と Simulation
Moldflowの変形後の形状や繊維配向結果をSimulationへ受け渡し! 繊維配向については、 メッシュマッピング技術を使用
構造解析ソフトウェア 樹脂流動解析ソフトウェア
© 2012 Autodesk © 2012 Autodesk
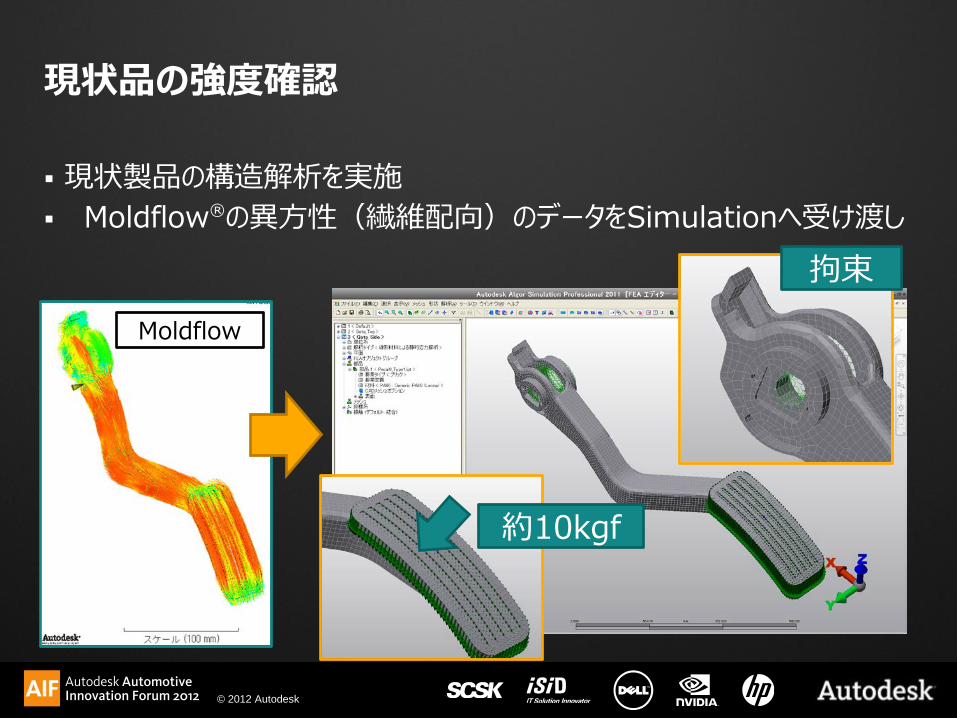
現状品の強度確認
現状製品の構造解析を実施 Moldflow®の異方性(繊維配向)のデータをSimulationへ受け渡し
拘束
約10kgf
Moldflow
© 2012 Autodesk © 2012 Autodesk
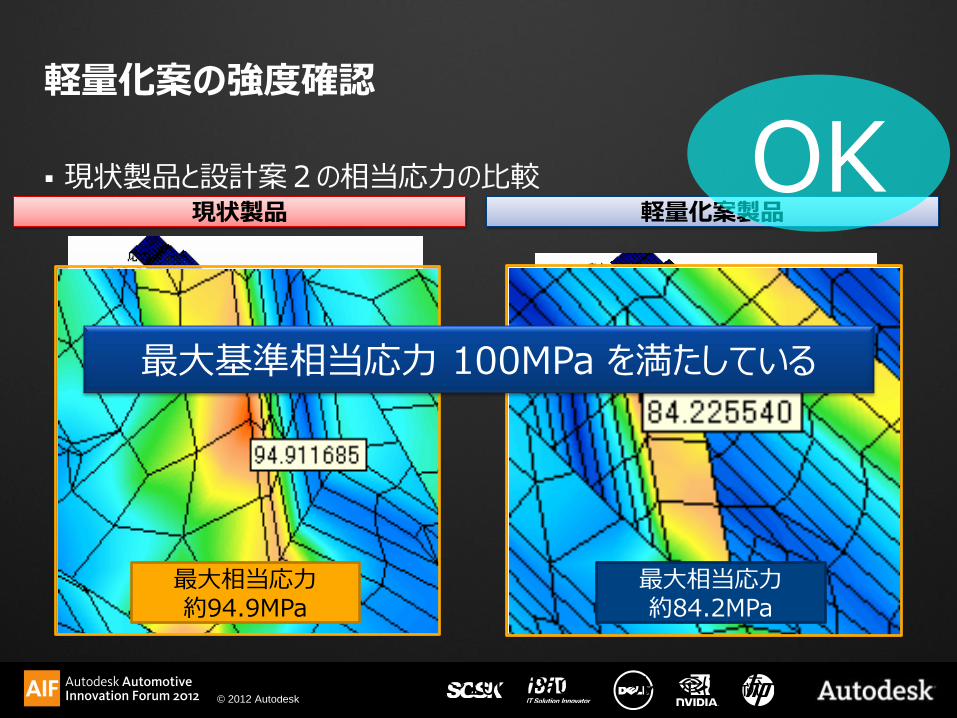
軽量化案の強度確認
現状製品と設計案2の相当応力の比較 現状製品 軽量化案製品
※相当応力表示:0~100MPaのスケール表示にて統一
OK
最大基準相当応力 100MPa を満たしている
最大相当応力 約94.9MPa
最大相当応力 約84.2MPa

© 2012 Autodesk © 2012 Autodesk
開発テーマを満たした結果 PA66 GF入り材料
現状111.42g 新規98.90g
約12.5gの軽量化に成功(11.2%減)
© 2012 Autodesk © 2012 Autodesk
費用対効果 ≪品質UP≫
設計時に事前検討することによりウェルドライン、反りなど形状から発生する不具合を回避できます ⇒流動解析を使って自身の設計品質を高めてより高品質な製品を作ることが可能です!!
≪納期短縮≫ 金型修正、度重なる試作、最終的には設計変更・・・市場投入のタイミングに間に合ってますか? ⇒流動解析を使って各部署、各工程間で情報共有をして、フロントローディングを行うことが可能です!!
≪コストダウン≫ 今回のケースで12.5g/stの材料Down ¥800/kgとして100万個成形とすると、 1,000万円の材料費削減が可能 ⇒流動解析を使って材料費、サイクルタイム、成形機サイズダウンなどコストを考慮した設計が可能です!!
≪競合他社との差別化≫ 経験や勘は重要ですが、それだけで顧客は納得してますか?アイディアを可視化して受注に利用も可能です ⇒流動解析を使って顧客への提案を可視化させて信頼を得たり、営業的なツールとした活用が可能です!!
流動解析は上手に活用することにより、 大きなメリットを生み出します!

© 2012 Autodesk © 2012 Autodesk
長繊維ファイバーマット成形: Structural Resin Transfer Molding (SRIM)
Low production volumes!
© 2012 Autodesk © 2012 Autodesk
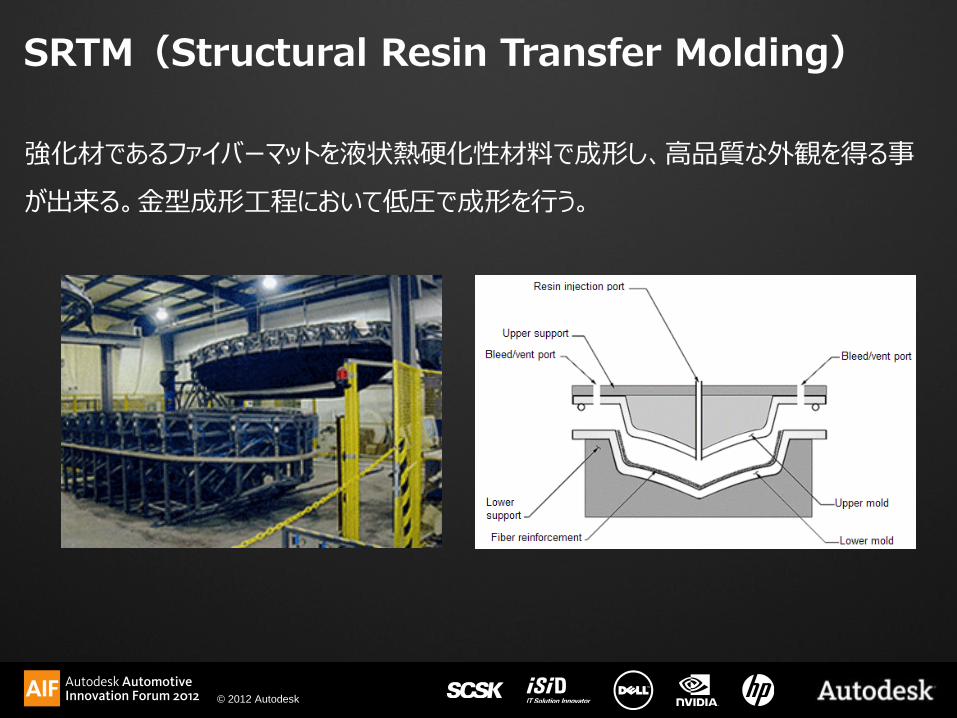
SRTM(Structural Resin Transfer Molding)
強化材であるファイバーマットを液状熱硬化性材料で成形し、高品質な外観を得る事が出来る。金型成形工程において低圧で成形を行う。
© 2012 Autodesk © 2012 Autodesk
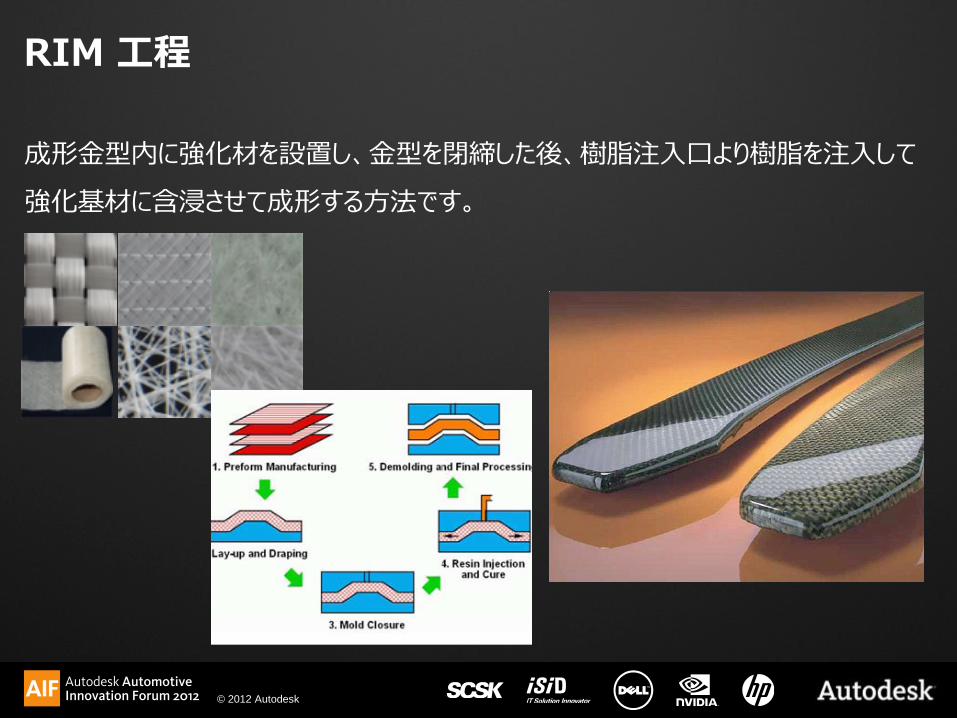
RIM 工程
成形金型内に強化材を設置し、金型を閉締した後、樹脂注入口より樹脂を注入して強化基材に含浸させて成形する方法です。

© 2012 Autodesk © 2012 Autodesk
使用用途
特徴: 軽量でありながら高い強度を有する 更なる強度/軽量化の考慮がしやすい エポキシと高強度カーボンファイバーマットを使用
Material E1 (MPa)* E2 (MPa)* Density (gr/cm^3)*
Unfilled Nylon 1400 1400 1.1339
Nylon with 30% Short Glass fibers 8500 5000 1.3725
Nylon with 30% Long Glass fibers 9500 6500 1.3941
Epoxy with Carbon fiber mat 80000 80000 1.58
* Ball park numbers
© 2012 Autodesk © 2012 Autodesk
課題
自動車におけるRTMファイバーマットの使用は、ごく限られた用途で使用されており課題も多く有する 材料コスト 堅い部分は歩行者衝撃試験に合格しない可能性 大量生産するには生産性が悪い(サイクルタイムが12~90分)
© 2012 Autodesk © 2012 Autodesk
これからも進化していく分野
ファイバーマットを用いた軽量化の必要性は注目をあびており、今後も改良が進められていく領域である。 改善された新しいプラスチック材料はサイクルタイムと汎用性が高い より柔軟性のある材料は発展に影響を与える 生産性&汎用性に対して新たにプロセス改善が進められている
© 2012 Autodesk © 2012 Autodesk
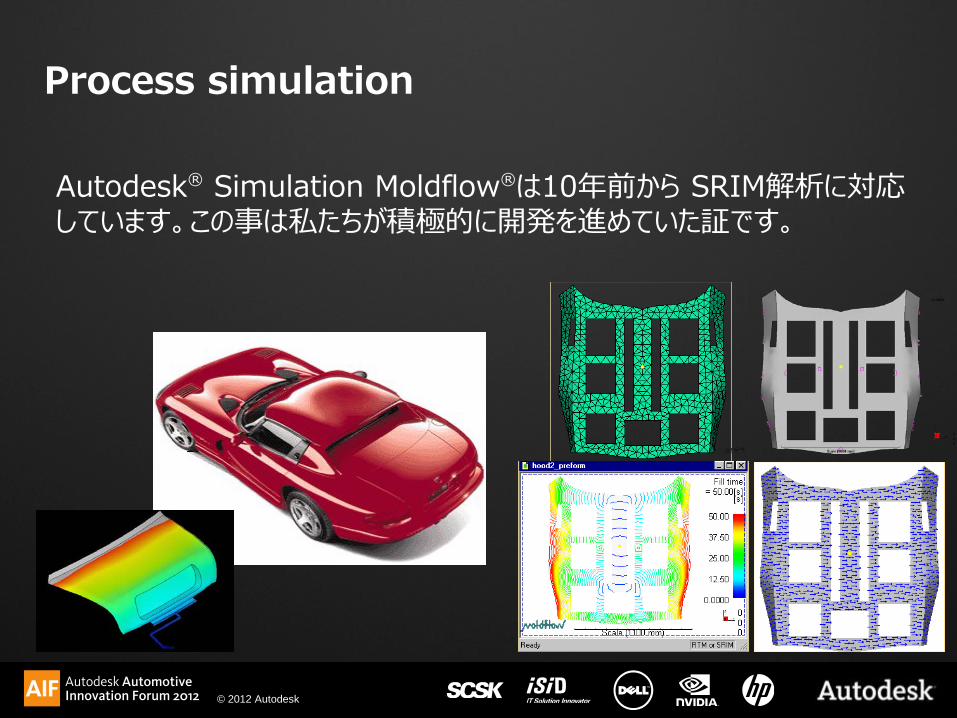
Process simulation
Autodesk® Simulation Moldflow®は10年前から SRIM解析に対応しています。この事は私たちが積極的に開発を進めていた証です。
© 2012 Autodesk © 2012 Autodesk
まとめ
我々は射出成形CAEと他の製造系ソフトウェアとのシームレスな連携によるシナジー効果で新たな付加価値をユーザーに提供していきます。 Autodesk®には製造業の企業活動を広くカバーできる商品群が用意さ
れています。
© 2012 Autodesk © 2012 Autodesk






![Autodesk Simulation 2014デスクトップの[Autodesk Simulation CFD] のアイコンを ダブルクリックします。 (ファイルを開くのウィンドウが開いた場合)](https://img.pdfslide.tips/doc/110x75/5ac4cc757f8b9a57528d513b/autodesk-simulation-2014autodesk-simulation-cfd-.jpg)






















