Upload
jose-zagada
View
114
Download
0
Embed Size (px)
DESCRIPTION
automatizacion de procesos
Citation preview
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 1 2009
TESIS AUTOMATIZACIN
INDUSTRIAL
QUE PARA OBTENER EL TTULO
DE INGENIERO EN ROBTICA
INDUSTRIAL.
OSCAR BULLN VILCHIS
98020874
SEPTIEMBRE 2009
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 2 2009
DEDICATORIAS
A MIS PADRES.
A MI ESPOSA.
A MI HERMANO.
POR TODO SU APOYO ECONMICO Y MORAL
DURANTE MI CARRERA PROFESIONAL.
POR SU COMPRENSIN.
POR SU PACIENCIA.
GRACIAS
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 3 2009
NDICE. I. NDICE. II. JUSTIFICACIN.............................01 III. INTRODUCCIN................02 IV. OBJETIVO GENERAL......03 V. MARCO TERICO.................................03
CAPTULO I
FUNDAMENTOS DEL CONTROL AUTOMTICO INDUSTRIAL.
1.- Un poco de Historia, Aspectos Generales.....04 1.1 Ventajas del control automtico...05 1.2 Ciberntica e instrumentacin..06 1.3 Definicin de sistemas de control07 1.4 Ejemplos de sistemas de control..07 1.5 Variables y seales de medicin..09
1.6 Definicin de variable..10 1.7 Clasificacin de las variables...10 1.7.1 Variables trmicas.10 1.7.2 Variables de radiacin..10 1.7.3 Variables de fuerza...11 1.7.4 Variables de velocidad..11 1.7.5 Variables de tiempo..11 1.7.6 Variables geomtricas...11 1.7.7 Variables de propiedades fsicas...12 1.7.8 Variables de composicin qumica...12 1.7.9 Variables elctricas...12
1.8.- Clasificacin por seal de medicin..13 1.8.1 Movimiento...13 1.8.2 Fuerza...14
1.8.3 Seales elctricas.14 1.8.4 Seales de medicin de tiempo modulado...15
2.- Funcin del control automtico.16 2.1 Clasificacin de los sistemas de control...17
3.- El lazo realimentado...............18 3.1 Definicin de Realimentacin......18 3.2 Caractersticas de la realimentacin.19 3.3 El actuador final...19 3.4 El proceso.19 3.5 El controlador automtico19
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 4 2009
4.- Controlando el proceso..20 5.- Seleccin de la accin del controlador..22 6.- Variaciones..................23
6.1 Relacin del instrumento y el control de procesos...23 6.2 Seales de medicin para las variables24 6.3 Sistemas de control (lazo abierto y lazo cerrado)....26
7.- Caractersticas del proceso y controlabilidad..................27 8.- Tipos de respuestas del controlador......28
8.1 El Control SI/NO..28 8.2 Accin Proporcional.....30 8.3 Accin Integral (o Reset).....33 8.4 Accin Derivativa....35 8.5 Conclusin....37
9.- Instrumentacin industrial....38 9.1 Introduccin.38 9.2 Definicin de Instrumentacin.39 9.3 Divisiones de la instrumentacin.40 9.4 Evolucin de la instrumentacin en la industria..42 9.5 Aplicaciones de la instrumentacin en la industria..46 9.6 Caractersticas de los Instrumentos..46 9.7 Clasificacin de los Instrumentos47 9.8 Diagramas de Flujo..48 9.9 Transductores y Seales de Campo......49 9.9.1 Transductores de resistencia variable...50 9.9.2 Transductores de reactancia variable (capacitivos o inductivos).....51 9.9.3 Transductores generadores de carga....51 9.9.4 Transductores generadores de tensin.....51 9.9.5 Transductores generadores de corriente...51 9.9.6 Transductores digitales.....52 9.10 Sistema de Adquisicin de datos52
10.-Instrumentacin industrial Normas de representacin de los instrumentos Simbologa....54
10.1 Smbolos Generales54 10.2 Smbolos para Vlvulas de Control54 10.3 Smbolos para Actuadores..55 10.4 Smbolos de Autorreguladores...56 10.5 Smbolos de accin del actuador en caso de fallo de aire..57 10.6 Smbolos de Elementos Primarios.58 10.7 Smbolos de Sistemas Varios.65 10.8 Smbolos de Instrumentos..69 10.9 Tabla de Identificacin de Instrumentos70 10.10 Simbologa de Instrumentacin Norma ISA...72
11.- Parmetros de instrumentos de medicin en procesos..73 11.1 Medicin del instrumento..73 11.2 Error del instrumento.....75 11.3 Alcance (span)............75 11.4 Incertidumbre de la medida (uncertainty)......76 11.5 Repetibilidad (repeteability)...76
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 5 2009
11.6 Precisin (accuracy)...76 11.7 Fiabilidad...77 11.8 Reproducibilidad o estabilidad...78 11.9 Sensibilidad (sensitivity)....78 11.10 Resolucin o discriminacin....78 11.11 Campo de medida (range)....78 11.12 Espacio muerto o banda muerta (dead zone o dead band)...78 11.13 Umbral......79 11.14 Desplazamiento del cero..79 11.15 Demora.....79 11.16 Histresis (Hysteresis)......79 11.17 Funcin de transferencia..79 11.18 Calibracin...79 11.19 Derivada...80 11.20 Temperatura de servicio...80 11.21 Vida til de servicio.....80
12.- Instrumentacin industrial. Conversin A/D.....81 12.1 Muestreo y "aliasing".....82
13.- La Automatizacin Industrial.............................85
13.1 Qu es la automatizacin?................85 13.2 Caractersticas de la automatizacin..............86 13.3 Ventajas y desventajas de la automatizacin.....87
CAPTULO II
CONTROL CONVENCIONAL.
1.- Circuitos Elctricos.....88 1.1 Definicin de instalacin elctrica.......89 1.2 Objetivos de una instalacin....90 1.3 Tipos de instalaciones elctricas..............91 1.4 Puesta a tierra...94 1.5 Pruebas de puesta a tierra.............95 1.6 Aprueba de explosin...................96 1.7 Seguridad Intrnseca.....................97
2.- Generalidades sobre el Control y Proteccin de Circuitos Elctricos.......99
2.1 Controladores.....99 2.1.1 Funciones del control.100 2.1.2 Funciones de proteccin.101 2.2 Tipos de controladores.102 2.2.1 Controles Manuales....102
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 6 2009
2.2.2 Controles Semiautomticos....102 2.2.3 Controles Automticos...102 2.3 Tipos de elementos de control.103 2.3.1 Elementos de mando......103 2.3.2 Elementos bsicos..103 2.3.3 Elementos de salida....103 2.3.4 Elementos auxiliares..103 2.4 Dispositivos de control y proteccin...104 2.4.1 Interruptores y desconectadores.....104 2.4.2 Pulsadores y Selectores..113 2.4.3 Contactores.113 2.4.4 Relevadores (control, tiempo, sobrecarga).115 2.4.5 Arrancadores..122
3.- Diseo de circuitos, Conexiones y Smbolos...........................................................124 3.1 Diagramas.........124 3.1.1 Diagrama general de conexiones...124 3.1.2 Diagrama lineal o esquemtico..125 3.1.3 Referencias cruzadas..130 3.2 Diseo de circuitos, conexiones y smbolos bsicos de control.................131 3.2.1 Circuito de dos hilos...131 3.2.2 Circuito de tres hilos..132 3.2.3 Desarrollo de circuitos...133 3.2.4 Tablas de verdad....133
4.- Instalacin y Proteccin de Circuitos Elctricos de Control y Fuerza....134 4.1 Conductores alimentadores.............136 4.1.1 Tipo de conductores...136 4.1.2 Calibre de Conductores..137 4.1.3 Nmero de conductores en un tubo conduit...137 4.1.4 Clculo de conductores por cada de tensin.138 4.1.5 Clculo de conductores para circuitos derivados...142 4.1.6 Clculo de conductores para circuitos alimentadores142 4.2 Clculo de protecciones contra sobrecarga...143 4.3 Clculo de protecciones contra cortocircuito....145 4.3.1 Proteccin de circuitos derivados...145 4.3.2 Proteccin de circuitos alimentadores....147 4.4 Controladores y medios de desconexin148 4.4.1 Controladores.....148 4.4.2 Circuitos de control....148 4.4.3 Medios de desconexin..149
5.- Arranque, Control y Proteccin de un Motor de CA................150 5.1 Control de arranque de motores tipo jaula de ardilla......................152 5.1.1 Arranque a tensin plena....152 5.1.2 Arranque a tensin reducida...154 5.1.3 Arranque con resistencias primarias..155
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 7 2009
5.1.4 Arranque con autotransformador...157 5.1.5 Arranque estrella delta...161 5.1.6 Arranque con devanado bipartido..162 5.1.7 Inversin de rotacin..164
CAPTULO III
CONTROL DIFUSO.
1.- Introduccin a la Lgica Difusa......165 1.1 Ejemplo 1 para entender Qu es un Conjunto Difuso?....168 1.2 Ejemplo 2 para entender Qu es un Conjunto Difuso?........................170
2.- Operaciones con conjuntos difusos. ...................................171 2.1 Operacin AND.........171 2.2 Operacin OR.............172 2.3 Operacin NEGACIN.................172 2.4 Reglas de control difuso.....................173
3.- Mtodos de inferencia..............................................................................................174 4.- El Control Difuso..................................................................174
4.1 Ejemplo de Aplicacin de Control Difuso.............175 4.2 Caractersticas del control difuso.......................180 4.3 Aplicaciones de la lgica borrosa..................................180
5.- Definiciones...........................................................................181
CAPTULO IV
MEDICIN DE VARIABLES FSICAS: PRESIN, TEMPERATURA, NIVEL, FLUJO y PH.
1.- Necesidad de la Medicin de Variables en la Industria................................182 1.1 Qu es una variable?........................182 1.2 Importancia de la medicin de las variables.........................................182 1.3 Variables ms importantes en la industria qumica...........182
2.- Mtodos de Medicin para la Variable Presin.........................183 2.1 Definicin fsica de la presin..................183 2.1.1 Qu es la presin?.183 2.1.2 Fuerza y masa.183 2.1.3 Fuerza y aceleracin...185 2.1.4 Fuerza gravitacional...187 2.1.5 Presin en slidos y fluidos....188 2.1.6 Presin y fuerza..189 2.1.7 Unidades de presin...191 2.1.8 Equivalencia entre unidades...191 2.1.9 Tipos de presiones..192
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 8 2009
2.1.10 Importancia de la presin en un proceso..197 2.2 Clasificacin de los mtodos para la medicin de la variable presin198 2.2.1 Tipo equilibrio de presiones...198 2.2.2 Tipo mecnico-elstico..198 2.2.3 Tipo electrnico.198 2.3 Mtodos de medicin e instrumentos.199 2.3.1 Barmetro de Torricelli......199 2.3.2 Tubo en " U ".................201 2.3.3 Tubo inclinado...205 2.3.4 Tubo Bourdon............207 2.3.5 Diafragma...................209 2.3.6 Cpsula.......................211 2.3.7 Fuelle..........................213 2.3.8 Cables extensomtricos y galgas dinamomtricas.............215 2.3.9 Celdas capacitivas......................217 2.3.10 Ionizacin.................................219
3.- Mtodos de Medicin para la Variable Temperatura...........................................221 3.1 Definicin fsica de la temperatura.................221 3.1.1 Qu es la temperatura?.221 3.1.2 Escalas de temperatura...............222 3.1.3 Conversin entre escalas de temperatura...224 3.1.4 Dilatacin...................................225 3.1.5 Calor...........................................225 3.1.6 Propagacin del calor.................226 3.1.7 Importancia de la temperatura en un proceso........228 3.2 Clasificacin de los mtodos para la medicin de la variable Temperatura...229 3.2.1 Expansin de lquidos y dilatacin de slidos...229 3.2.2 Sistemas termales.......230 3.2.3 Termoelctricos......230 3.3 Mtodos de medicin e instrumentos.231 3.3.1 Termmetro de mercurio231 3.3.2 Termmetro de alcohol..........231 3.3.3 Termmetro bimetlico..234 3.3.4 Sistemas termales...237 3.3.5 Termoresistencia....240 3.3.6 Termopar....244 3.3.7 Pirmetros de radiacin..248
4.- Mtodos de Medicin para la Variable Nivel.................................251 4.1 Definicin fsica del nivel.251 4.1.1 Qu es el nivel?....251 4.1.2 Unidades de nivel...........251 4.1.3 Tipos de recipientes....252 4.1.4 Importancia del nivel en un proceso..252 4.2 Clasificacin de los mtodos para la medicin de la variable nivel.253 4.2.1 Directos..253
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 9 2009
4.2.2 Indirectos........................253 4.3 Mtodos de medicin e instrumentos.254 4.3.1 Regla graduada...254 4.3.2 Tubos y mirillas de vidrio..256 4.3.3 Flotadores...258 4.3.4 Por presin hidrosttica..260 4.3.5 Por burbujeo...272 4.3.6 Por cuerpos desplazados....275 4.3.7 Por cables extensomtricos y galgas dinamomtricas..278 4.3.8 Por capacitancia.280 4.3.9 Por ultrasonido...283 4.3.10 Por radiacin....285
5.- Mtodos de medicin para la variable flujo...............................287 5.1 Definicin fsica del flujo.....................................................................287 5.1.1 Tipos de flujo.287 5.1.2 Unidades de flujo...............................287 5.1.3 Importancia del flujo en un proceso...288 5.2 Clasificacin de los mtodos para la medicin de la variable flujo.........288 5.2.1 Contadores volumtricos....288 5.2.2 Medidores de caudal..289 5.3 Mtodos de medicin e instrumentos.................................................291 5.3.1 Contador de volquete.291 5.3.2 Contador de tambor....292 5.3.3 Contador de ruedas ovaladas..................293 5.3.4 Contadores por aletas.....................................297 5.3.5 Contadores por turbina...........................297 5.3.6 Medidor por presin diferencial.............300 5.3.7 Medicin por rotmetro......................................306 5.3.8 Medicin magntico inductiva...................309 5.3.9 Medicin ultrasnica..................................312 5.3.10 Medicin msica......................................314 5.3.11 Medicin por Vrtex........................315
6.- Mtodos de Medicin para la Variable PH....................................317
6.1 Definicin fsica del ph.........................................................................317 6.1.1 Valores de ph y soluciones.317 6.1.2 Base y cido.......................................317 6.1.3 Relacin de mV - pH..........318 6.1.4 Importancia del ph en un proceso..318 6.2 Clasificacin de los mtodos para la medicin de la variable ph.............319 6.2.1 Por papel indicador....319 6.2.2 Por mV...319 6.3 Mtodos de medicin e instrumentos.................................................320 6.3.1 Potenciomtrico..320
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 10 2009
CAPTULO V
RECOPILACIN DE ARTCULOS TCNICOS INDUSTRIALES MODERNOS.
1.- Arquitectura Integrada de Procesos ..........................................324 2.- Automatizacin Buses de Campo................................................328 3.- Automatizacin y Seguridad....................................................................................330 4.- Comunicaciones y Transmisiones de Protocolos Industriales sobre Ethernet...333 5.- Control Industrial Evolucin de los Sistemas de Control.....................................338 6.- Control Industrial Desde la lgica Cableada a los Micro Automatismos...........341 7.- Devicenet....................................................................................................................344 8.- Introduccin Histrica del Control Automtico....................................................347 9.- Norma OHSAS 18.001..............................................................................................350 10.- Profinet....................................................................................................................353 11.- Protocolos de Comunicacin Industrial...............................................................356 12.- Redes Industriales Profibus...................................................................................360 13.- Redes Uso de la Tecnologa GSM..........................................................................363 14.- Sistemas SCADA.....................................................................................................366 15.- Soluciones de Visualizacin para la Industria.....................................................376
NDICE DE IMGENES. BIBLIOGRAFA.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 11 2009
1.- JUSTIFICACIN.
Es necesaria la comprensin del principio del control automtico en la ingeniera moderna, por ser su uso tan comn como el uso de los principios de electricidad o termodinmica, siendo por lo tanto, una parte de primordial importancia dentro de la esfera del conocimiento de ingeniera. Tambin son tema de estudio los aparatos para control automtico, los cuales emplean el principio de realimentacin para mejorar su funcionamiento.
Una mquina moderna se compone de tres partes distintas fundamentales:
1. La mquina propiamente dicha; diseada para realizar una determinada tarea o tipo de trabajo.
2. El motor, que es seleccionado de acuerdo con los requisitos de la mquina en cuanto a carga, ciclo de servicio, y tipo de funcionamiento. 3. El sistema de control, que depende de los requisitos de funcionamiento de la mquina y del motor. Por ejemplo: Es necesario que la mquina arranque, funcione durante algn tiempo, realice algunas funciones automticas, se pare durante algunos segundos, y luego repita el ciclo.
Aplicados a los motores, los controles realizan varias funciones, tales como las de arranque, aceleracin, regulacin de velocidad, regulacin de potencia, proteccin inversin y parada. Cada elemento del equipo utilizado para regular o gobernar las funciones de una mquina o un motor se llama componente de control.
El principio del control automtico o sea el empleo de una realimentacin o medicin para accionar un mecanismo de control, es muy simple. El mismo principio del control automtico se usa en diversos campos, como control de procesos qumicos y del petrleo, control de hornos en la fabricacin del acero, control de mquinas herramientas, y en el control y trayectoria de un proyectil.
El uso de las computadoras analgicas y digitales ha posibilitado la aplicacin de ideas de control automtico a sistemas fsicos que hace apenas pocos aos eran imposibles de analizar o controlar.
El control automtico de procesos se usa fundamentalmente porque reduce el costo de los procesos industriales, lo que compensa con creces la inversin en equipo de control. Adems hay muchas ganancias intangibles, como por ejemplo la eliminacin de mano de obra pasiva, la cual provoca una demanda equivalente de trabajo especializado. La eliminacin de errores es otra contribucin positiva del uso del control automtico.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 12 2009
2.- INTRODUCCIN.
El control automtico de procesos es parte del progreso industrial desarrollado durante lo que ahora se conoce como la segunda revolucin industrial. El uso intensivo de la ciencia de control automtico es producto de una evolucin que es consecuencia del uso difundido de las tcnicas de medicin y control .Su estudio intensivo ha contribuido al reconocimiento universal de sus ventajas.
Desde el inicio de la revolucin industrial, en que la mquina se convirti en una parte importante del proceso de produccin, la electricidad ha sido el tipo de energa que permite que los procesos funcionen y se realice trabajo. Al principio las mquinas fueron gobernadas principalmente a mano e impulsadas desde un eje comn de transmisin o de lnea; que funcionaba continuamente y accionaba cada mquina mediante una correa cuando era necesario. Con el paso del tiempo se introdujo el motor elctrico y las plantas industriales han utilizado un mayor nmero de mquinas que trabajan automticamente.
El funcionamiento automtico de una mquina se obtiene exclusivamente por la accin del motor y del control de la mquina. Algunas veces el control es totalmente elctrico y otras veces es una combinacin de control mecnico, elctrico y electrnico.
Durante los ltimos aos el control industrial ha experimentado profundos cambios, entre los que destaca la aparicin de la electrnica, que en la actualidad favorece la fabricacin de automatismos complejos y que ha permitido a las empresas tener versatilidad en las funciones tcnicas.
La palabra control significa gobierno, mando o regulacin. Un sistema es un arreglo, conjunto o coleccin de cosas conectadas o relacionadas de manera que constituyan un todo.
Un sistema de control es un arreglo de componentes fsicos conectados de tal manera que se pueda gobernar, dirigir o regular a s mismo o a otro sistema.
Qu es el control automtico? El control automtico es el mantenimiento de un valor deseado dentro de una cantidad o condicin, midiendo el valor existente, comparndolo con el valor deseado, y utilizando la diferencia para proceder a reducirla. En consecuencia, el control automtico exige un lazo cerrado de accin y reaccin que funcione sin intervencin humana.
El elemento ms importante de cualquier sistema de control automtico es lazo de control realimentado bsico. El concepto de la realimentacin no es nuevo, el primer lazo de realimentacin fue usado en 1774 por James Watt para el control de la velocidad de cualquier mquina de vapor. A pesar de conocerse el concepto del funcionamiento, los lazos se desarrollaron lentamente hasta que los primeros sistemas de transmisin neumtica comenzaron a volverse comunes en los aos 1940s, los aos pasados han visto un extenso estudio y desarrollo en la teora y aplicacin de los lazos realimentados de control. En la actualidad los lazos de control son un elemento esencial para la manufactura econmica y prospera de virtualmente cualquier producto, desde el acero hasta los productos alimenticios. A pesar de todo, este lazo de control que es tan importante para la industria est basado en algunos principios fcilmente entendibles.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 13 2009
3.- OBJETIVO GENERAL. El Objetivo de este trabajo es difundir los Principios Fundamentales del Control Automtico, Control Convencional y Control Difuso Utilizados en el funcionamiento de la Maquinara de Cualquier Tipo de Industria, ya sea Alimenticia, Automotriz, Metalmecnica, Farmacutica o de Manufactura para facilitar la incorporacin de alumnos sin experiencia laboral al rea Industrial.
4.- MARCO TERICO. El presente trabajo est estructurado de la siguiente manera:
INDICE. JUSTIFICACIN. INTRODUCCIN. OBJETIVO GENERAL. DESARROLLO DEL PROYECTO: CAPITULO I. FUNDAMENTOS DEL CONTROL AUTOMTICO. CAPITULO II. CONTROL CONVENCIONAL. CAPITULO III. CONTROL DIFUSO. CAPITULO IV. MEDICIN DE VARIABLES FSICAS. CAPITULO V. RECOPILACIN DE ARTCULOS TCNICOS INDUSTRIALES MODERNOS. NDICE DE IMAGENES. BIBLIOGRAFA.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 14 2009
CAPTULO I
FUNDAMENTOS DEL CONTROL AUTOMTICO INDUSTRIAL.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 15 2009
1.- UN POCO DE HISTORIA, ASPECTOS GENERALES.
La aplicacin del principio de realimentacin tiene sus comienzos en mquinas e instrumentos muy sencillos, algunos de los cuales se remontan a 2000 aos atrs.
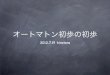
El aparato ms primitivo que emplea el principio de control por realimentacin fue desarrollado por un griego llamado Ktsibios aproximadamente 300 aos A.C. Se trataba de un reloj de agua como el mostrado en la figura el cual meda el pasaje del tiempo por medio de un pequeo chorro de agua que flua a velocidad constante dentro de un recipiente.
El mismo posea un flotante que suba a medida que el tiempo transcurra. Ktsibios resolvi el problema del mantenimiento del caudal constante de agua inventando un aparato semejante al usado en los carburadores de los motores modernos.
Entre el suministro de agua y el tanque colector haba una regulacin de caudal de agua por medio de una vlvula flotante que mantena el nivel constante. Si el nivel se elevaba (como resultado de un incremento en la presin de suministro por ejemplo), el flotante se elevaba restringiendo el caudal de agua en el recipiente regulador hasta que el flotante volva al nivel especfico.
En el siglo IX el regulador de nivel o flotante es reinventado en Arabia. En este caso se usaba para mantener el nivel constante en los bebederos de agua. En el siglo XVI, en Inglaterra se usaba el principio de realimentacin para mantener automticamente las paletas de los molinos de viento en una posicin normal a la direccin del viento. En el siglo XVII, en Inglaterra se inventaba el termostato que se aplicaba para mantener la temperatura constante de una incubadora.
FIGURA 1.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 16 2009
En primer uso del control automtico en la industria parece haber sido el regulador centrfugo de la mquina de vapor de Watt en el ao 1775 aproximadamente. Este aparato fue utilizado para regular la velocidad de la mquina manipulando el caudal de vapor por medio de una vlvula. Por lo tanto, estn presentes todos los elementos de realimentacin. An cuando el principio de control por realimentacin desde muchos aos en la antigedad, su estudio terico aparece muy tarde en el desarrollo de la tecnologa y la ciencia.
El primer anlisis de control automtico es la explicacin matemtica del regulador centrfugo por James Clerk Maxwell en 1868.
Ms tarde la tcnica del regulador se adjudic a otras mquinas y turbinas y a principio del siglo XX comenz la aplicacin de reguladores y servomecanismos en reguladores de energa trmica al gobierno de buques.
La primera teora general sobre control automtico, pertenece a Nyquist en el famoso artculo Teora de la regeneracin. Este estudio sent las bases para la determinacin de la estabilidad de sistemas sin necesidad de resolver totalmente las ecuaciones diferenciales. Otros desarrollos en servomecanismos y amplificadores elctricos dieron origen a muchas tcnicas de frecuencia y lugar geomtrico que se usan hoy en da. Las aplicaciones generales al control de procesos no comenzaron hasta la dcada de los aos 30.
Las tcnicas de control se consagraron rpidamente, tal es as que ya en los aos 40 funcionaban redes de control relativamente complejas.
En casi todas las fases de procesos industriales se utilizan aparatos de control automtico. Se usan corrientemente en:
1- Industrias de procesamiento como la del petrleo, qumica, acero, energa y alimentacin para el control de la temperatura, presin, caudal y variables similares. 2- Manufactura de artculos como repuestos o partes de automviles, heladeras y radio, para el control del ensamble, produccin, tratamiento trmico y operaciones similares. 3- Sistemas de transporte, como ferrocarriles, aviones, proyectiles y buques. 4- Mquinas herramientas, compresores y bombas, mquinas generadoras de energa elctrica para el control de posicin, velocidad y potencia.
1.1 Ventajas del Control Automtico.
Algunas de las muchas ventajas del control automtico, ya muy difundidas, son las siguientes: a) Aument en la cantidad o nmero de productos. b) Mejora de la calidad de los productos. c) Economa de materiales. d) Economa de energa o potencia. e) Economa de equipos industriales. f) Reduccin de inversin de mano de obra en tareas no especializadas.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 17 2009
Estos factores generalmente contribuyen a aumentar la productividad. La difusin de la aplicacin del control automtico en la industria ha creado la necesidad de elevar el nivel de la educacin de un sector de obreros semiespecializados, capacitndolos para desempear tareas de mayor responsabilidad: el manejo y mantenimiento de equipos e instrumentos de control.
1.2 Ciberntica e instrumentacin.
La ciencia de la ciberntica e instrumentacin se ocupa de los fenmenos de comunicacin y control en la naturaleza, las mquinas o el hombre. Hay dos sectores de trabajo en el campo de la instrumentacin e informacin.
a) Estudio de la teora de comunicacin e informacin. b) Estudio de la teora de control y realimentacin.
Las leyes importantes de comunicacin y control tratan de la informacin concerniente al estado y comportamiento de los sistemas y no se ocupan de la energa o de la transferencia de energa dentro del sistema. El uso de la energa es del orden secundario para el propsito principal de control o comunicacin.
La teora de la comunicacin e informacin se basa en el concepto de que todas las ideas pueden expresarse en mensajes traducibles al lenguaje comn. La cantidad de informacin puede ser definida y por lo tanto se puede medir, y en consecuencia, se puede enunciar que gobierna la transmisin de la informacin. La tecnologa de la medicin, telemetra, televisin, estructura del lenguaje, sistemas numricos y computacin automtica, emplean las ideas bsicas de informacin y manejo y procesamiento de datos.
El campo del control automtico desde el punto de vista prctico se puede dividir en tres secciones:
a) Control de procesos que involucran cambios qumicos y de estado. b) Control de manufactura que involucra cambio de forma. c) Control de posicin fundamentalmente, con niveles de potencia por encima de unos pocos Watt.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 18 2009
1.3 Definicin de Sistemas de control.
Definicin de sistema:
a) Un sistema es un ordenamiento, conjunto o coleccin de cosas conectadas o relacionadas de manera que constituyan un todo.
b) Un sistema es un ordenamiento de componentes fsicos conectados o relacionados de manera que formen una unidad completa para que puedan actuar como tal.
La palabra control generalmente se usa para designar regulacin, direccin o comando. Al combinar las definiciones anteriores se tiene:
Un sistema de control es un ordenamiento de componentes fsicos conectados de tal manera que el mismo pueda comandar, dirigir o regularse a s mismo o a otro sistema. En el sentido ms abstracto es posible considerar cada objeto fsico como un sistema de control.
Cada cosa altera su medio ambiente de alguna manera, activa o positivamente.
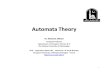
El caso de un espejo que dirige un haz de luz que incide sobre l, puede considerarse como un sistema elemental de control, que controla el haz de luz de acuerdo con la relacin el ngulo de reflexin es igual al ngulo de incidencia. En la ingeniera y en la ciencia se restringe el significado de sistemas de control al aplicarlo a los sistemas cuya funcin principal es comandar, dirigir, regular dinmica o activamente.
El sistema ilustrado en la figura 2, que consiste en un espejo pivoteado en uno de sus extremos y que se puede mover hacia arriba o hacia abajo por medio de un tornillo en el otro extremo, se denomina propiamente un sistema de control. En ngulo de la luz reflejada se regula por medio del tornillo.
1.4 Ejemplos de sistemas de control.
Los sistemas de control abundan en el medio ambiente del hombre. Antes de mostrar esto, se definirn los trminos entrada y salida que ayudarn a identificar o definir al sistema de control.
La entrada es el estmulo o la excitacin que se aplica a un sistema de control desde una fuente de energa externa, generalmente con el fin de producir de parte del sistema de control, una respuesta especificada.
FIGURA 2.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 19 2009
La salida es la respuesta obtenida del sistema de control. Puede no ser igual a la respuesta especificada que la entrada implica. El objetivo del sistema de control generalmente identifica o define la entrada y la salida. Dadas stas es posible determinar o definir la naturaleza de los componentes del sistema.
Los sistemas de control pueden tener ms de una entrada o salida. Existen tres tipos bsicos de sistemas de control:
1. Sistemas de control hechos por el hombre. 2. Sistemas de control naturales, incluyendo sistemas biolgicos. 3. Sistemas de control cuyos componentes estn unos hechos por el hombre y los otros son naturales.
Ejemplo 1.
Un conmutador elctrico es un sistema de control (uno de los ms rudimentarios) hecho por el hombre, que controla al flujo de electricidad. Por definicin, el aparato o la persona que acta sobre el conmutador no forma parte de este sistema de control. La entrada la constituye la conmutacin del dispositivo tanto hacia el estado de conduccin como hacia el de corte. La salida la constituye la presencia o ausencia del flujo (dos estados) de electricidad.
Ejemplo 2. Un calentador o calefactor controlado por medio de un termostato que regula automticamente la temperatura de un recinto. La entrada de este sistema es una temperatura de referencia, (generalmente se especifica graduando el termostato convenientemente). La salida es la temperatura del recinto. Cuando el termostato detecta que la salida es menor que la entrada, el calefactor produce calor hasta que la temperatura del recinto sea igual a la entrada de referencia. Entonces, el calefactor se desconecta automticamente.
Ejemplo 3. La indicacin de un objeto con un dedo requiere de un sistema de control biolgico constituido principalmente por los ojos, el brazo, la mano, el dedo y el cerebro de un hombre. La entrada es la direccin precisa del objeto (en movimiento o no) con respecto a una referencia, y la salida es la direccin que se indica con respecto a la misma referencia.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 20 2009
1.5.- Variables y seales de medicin.
Toda industria que maneja procesos requiere cuantificar las cantidades de productos que entran o salen de un recipiente, tubera o sencillamente de un espacio limitado por bordes virtuales, en plantas de procesos por lo general hay que medir tambin las propiedades (temperatura, presin, masa, densidad, etc.). La medicin de las cantidades involucradas permite controlar el proceso, agregando otro componente a la mezcla, reduciendo o incrementando la temperatura y/o la presin, en fin, permite tomar decisiones acerca del paso siguiente para lograr un objetivo.
La cuantificacin de las cantidades se realiza a travs de dispositivos que emiten seales dependientes por lo general del cambio en la cantidad involucrada, definindose entonces la seal como un estmulo externo o interno a un sistema que condiciona su comportamiento.
Matemticamente la seal se representa como una funcin de una o ms variables independientes que contienen informacin acerca de la naturaleza o comportamiento de algn fenmeno, los sistemas responden a seales particulares produciendo otras seales. Para citar un ejemplo cotidiano, cuando el conductor de un automvil presiona el pedal del acelerador, el automvil responde incrementando la velocidad del vehculo. En este caso, el sistema es el automvil, la presin sobre el pedal del acelerador es la entrada del sistema y la velocidad del automvil es la respuesta.
Representacin grfica de seales de (a) tiempo continuo y (b) tiempo discreto
FIGURA 3.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 21 2009
1.6.- Definicin de variable.
Las cantidades o caractersticas que se miden (las cuales sirven de base de control) se denominan variables, frecuentemente reciben el nombre de variables de medicin, variables de instrumentacin o variables de proceso. Existen variables dependientes e independientes.
1.7.- Clasificacin de las variables.
Las caractersticas que se miden, las variables de medicin, se han clasificado segn el campo al cual estn dedicados, as entonces se pueden establecer:
1.7.1 Variables trmicas.
Las variables trmicas se refieren a la condicin o carcter de un material que depende de su energa trmica. Para cuantificar la energa trmica de un material se requiere conocer las condiciones:
- Temperatura: Se define como la condicin de un cuerpo o material que determina la transferencia de calor hacia o desde otros cuerpos. - Calor especfico: Es la propiedad de un cuerpo que define la relacin entre el cambio de temperatura y la variacin del nivel de energa trmica. - Variables de energa trmica: Se evalan a partir de la entalpa y entropa relacionadas con la energa trmica total y la disponible en un cuerpo. - Valor calorfico: Representa la caracterstica de un material que determina la cantidad de energa trmica (calor) que se produce o absorbe por un cuerpo sometido a condiciones especficas.
1.7.2 Variables de radiacin.
Las variables de radiacin se refieren a la emisin, propagacin y absorcin de energa a travs del espacio o de algn material en la forma de ondas; y por extensin, la emisin, propagacin y absorcin corpuscular. Deben incluir las variables fotomtricas (color, brillo, reflectancia, etc.) relacionadas con la luz visible y las variables acsticas que incluyen los sonidos perceptibles y las ondas imperceptibles que se propagan a travs de cualquier medio, tales como las ondas ultrasnicas.
- Radiacin nuclear: Es la radiacin asociada con la alteracin del ncleo del tomo. - Radiacin electromagntica: El espectro de radiacin electromagntica incluye la energa radiante desde la emisin a frecuencias de potencia pasando por las bandas de transmisin de radio; calor radiante, luz infrarroja, visible y ultravioleta y los rayos X y csmicos. Una forma de radiacin electromagntica son los rayos gamma procedentes de fuentes de suministro nucleares.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 22 2009
1.7.3 Variables de fuerza.
Las variables de fuerza son aquellas cantidades fsicas que modifican la posicin relativa de un cuerpo, la modificacin puede incluir hasta la alteracin de las dimensiones en forma permanente (deformaciones plsticas) o en forma transitoria (deformaciones elsticas), las fuerzas pueden tener un carcter esttico (peso propio) o dinmico, pueden producir desplazamientos y/o deformaciones lineales, flexionantes y/o torsionantes.
Las cargas que representan inters son las fuerzas totales, momentos flexionantes, momentos o par de torsin, la presin o vaco (variable dependiente de la fuerza y del rea sobre la que acta).
1.7.4 Variables de velocidad.
Estas variables estn relacionadas con la velocidad a la que un cuerpo se mueve hacia o en direccin opuesta a un punto de referencia fijo. El tiempo siempre es uno de los componentes de la variable velocidad, el trmino velocidad se asocia a un fluido a travs del flujo o caudal, en caso de cuerpos se puede apreciar la rapidez con que el cuerpo recorre una medida por unidad de tiempo, la medida puede ser lineal o angular. La variable velocidad puede tambin cambiar en el tiempo dando origen a otra variable representada por la aceleracin.
Las variables de cantidad se refieren a la cantidad total de material que existe dentro de ciertos lmites especficos, as por ejemplo: la masa es la cantidad total de materia dentro de lmites especficos. En este caso, el peso es la medida de la masa en base a la atraccin de la gravedad.
1.7.5 Variables de tiempo.
Las variables de tiempo son las medidas del lapso transcurrido, es la duracin de un evento en unidades de tiempo, la cantidad de periodos que se repiten en una unidad de tiempo se define como la frecuencia, la cual por lo general se mide en Hertz.
1.7.6 Variables geomtricas.
Estas se refieren a la posicin o dimensin de un cuerpo. Las variables geomtricas estn relacionadas con el estndar fundamental de longitud. Se puede apreciar como variable la posicin de un cuerpo con respecto a una referencia, se puede dimensionar un cuerpo tomando la distancia relativa entre dos puntos, se puede determinar la superficie de un cuerpo partiendo del rea encerrada por al menos tres puntos de distancias entre s conocida. Se puede apreciar la forma, el contorno segn la localizacin relativa de un grupo de puntos representativos de la superficie que se mide. Dentro de las variables geomtricas debe considerarse al nivel de un lquido o slido representado por la altura o distancia desde la referencia base.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 23 2009
1.7.7 Variables de propiedades fsicas.
Las variables de propiedades fsicas se refieren a las propiedades fsicas de sustancias, sin considerar aquellas que estn relacionadas con la masa y la composicin qumica. Por ejemplo:
- Densidad y Peso Especfico: Por definicin la densidad es la cantidad de masa de una materia contenida en una medida de volumen unitario, mientras que el peso especfico es la relacin entre la densidad del material y la densidad del agua a condiciones especificadas.
- Humedad: Es la cantidad de vapor de agua en la atmsfera. La humedad absoluta es el peso de agua en la unidad de volumen, en algunas ocasiones se expresa en trminos de la presin del vapor de agua. La humedad relativa es la relacin entre la presin existente del vapor de agua en cierta atmsfera y la presin del vapor de agua saturado a la misma temperatura. El contenido de humedad es la cantidad de agua libre que se encuentra en una sustancia.
- Viscosidad: Es la resistencia que ofrece un fluido a su deformacin por corte.
- Caractersticas estructurales: Son las propiedades cristalinas, mecnicas o metalrgicas de las sustancias. Dureza, ductilidad, estructura metalrgica, etc.
1.7.8 Variables de composicin qumica.
Son las propiedades qumicas de las sustancias referidas a su composicin, a su acidez o alcalinidad.
1.7.9 Variables elctricas.
Las variables elctricas son las necesarias para evaluar energa elctrica, por ejemplo: diferencia de potencial elctrico entre dos puntos, corriente elctrica que circula por un conductor (impedancia), resistencia que ofrece un elemento al paso de corriente (resistividad), capacidad de un cuerpo en retener energa elctrica (capacitancia) o inducir campos magnticos (inductancia).
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 24 2009
1.8.- Clasificacin por seal de medicin.
Para la mayora de las mediciones el cambio en la variable que se mide se transforma en el cambio de alguna otra variable (seal de medicin), la cual a su vez opera el dispositivo e inicia la accin de control o puede convertirse en una seal de medicin. As por ejemplo, la medicin de flujo utilizando una placa orificio o un tubo Venturi (elemento primario) desarrolla una presin diferencial (seal de medicin), la cual puede operar directamente un indicador, registrador o puede convertirse en una segunda seal de medicin (neumtica o elctrica) que operar al dispositivo. La seal (analgica) elctrica o neumtica en los dispositivos modernos se convierte en una seal digital que a su vez puede enviarse a una computadora u otro dispositivo de control. La seal analgica se remite a un transductor que es un dispositivo que tiene la misin de recibir energa de una naturaleza elctrica, mecnica, acstica, etc., y suministrar otra energa de diferente naturaleza, pero de caractersticas dependientes de la que recibi, como ejemplo: un convertidor analgico - digital (A/D C).
El uso de seales de medicin permite la medicin de todas las diferentes variables mediante una combinacin de transductores primarios especializados, junto con un nmero pequeo de sistemas de respuesta asociados con un pequeo nmero de seales de medicin.
Las seales de medicin se incluyen dentro de diez divisiones sencillas:
1.8.1 Movimiento.
Todas las manifestaciones del valor de la variable medida estn basadas en alguna forma de movimiento, el cual es una entrada singular a los transductores, controladores, computadoras y otros sistemas de respuesta a la medicin.
Ciclo de adquisicin y tratamiento de seales de medicin.
FIGURA 4.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 25 2009
- Movimiento mecnico: El desplazamiento de un indicador, plumilla de registro o de otro elemento slido es la forma ms usual del efecto que se mide. El movimiento mecnico (lineal o angular) se toma tambin como un efecto de entrada a otros sistemas de respuesta.
- Desplazamiento lquido: Se emplea como manifestacin en los termmetros con vstago de vidrio, los manmetros con tubo de vidrio y otros similares. Tambin se emplea como seal de transmisin en los sistemas de termmetros llenos de lquido y de tubo metlico, y en otros sistemas.
- Movimiento de una luz o haz de electrones: Se emplea como manifestacin en los osciloscopios, oscilgrafos, galvanmetros de haz de luz y otros semejantes. Tambin se utiliza como elemento sensible de posicin en algunas aplicaciones donde se requiere que la fuerza de reaccin del elemento sensible sea despreciable.
1.8.2 Fuerza. Es un tipo comn de seal utilizada en la conversin, transmisin y utilizacin de las mediciones.
Fuerza mecnica total: Se usa con frecuencia como entrada de control, como elemento de conversin en los dispositivos de fuerzas balanceadas y para la transmisin de seales a distancias medidas en unidades de longitud. Se puede derivar y convertir en movimiento, o en presin diferencial o esttica.
Presin: La fuerza por unidad de rea en los fluidos es una seal de medicin que se emplea para la transmisin de la medicin. Se utiliza tanto como presin esttica como la diferencial con valores que varan desde presiones diferenciales de pulgadas de agua, las cuales se desarrollan mediante una placa orificio, hasta presiones de 1.000 lb/pulg2 desarrolladas en sistemas con termmetro lleno de gas y sellados. Las presiones neumticas que se aceptan como estndar son 3 a 15 lb/pulg2 (poco usual de 3 a 27 lb/pulg2) para la transmisin neumtica de las seales de medicin y control.
1.8.3 Seales elctricas. Se dispone de transductores para transformar prcticamente todas las variables a las seales de medicin elctricas correspondientes, la cual, en la actualidad, en la casi totalidad de los instrumentos modernos se convierte en una seal digital que muestra una pantalla adicionada al instrumento o es enviada a una computadora para su evaluacin, procesamiento y toma de decisiones.
Seal de voltaje o corriente: Las seales de voltaje o corriente tienen una relacin fija entre la variable medida y la seal de voltaje o de corriente.
Seal de relacin de voltaje y corriente: Las seales de relacin de voltaje y corriente son aquellas en que la relacin entre el voltaje y la corriente es la caracterstica significativa de la seal de medicin. Cuando el cambio en la variable que se mide produce un cambio de impedancia en el circuito de medicin, la relacin entre el voltaje y la corriente, o entre los voltajes o corrientes de entrada y de salida, define el valor medido.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 26 2009
1.8.4 Seales de medicin de tiempo modulado.
Para la transmisin de las mediciones, particularmente a grandes distancias se utiliza cierto nmero de seales de tiempo modulado del tipo abierto - cerrado.
Seal de duracin de un pulso: Generalmente operan con la duracin de un ciclo constante que vara entre 1 y 15 segundos, en donde la relacin entre el tiempo que el circuito est cerrado y el tiempo en que el circuito se encuentra abierto, durante cada ciclo, se representa el valor de la variable. Las seales con duracin de un pulso tambin se utilizan para la integracin, sin que importe la distancia de transmisin.
Seal de frecuencia: La seal de la frecuencia representa el cambio del valor de la variable que se mide, se emplean con frecuencia para la transmisin de la medicin, particularmente sobre circuitos portadores y circuitos radiotransmisores.
La velocidad rotacional a veces se transforma a frecuencia como seal de medicin, sin que tenga importancia la distancia de transmisin.
Seal de modulacin de pulsos clave: La seal de medicin puede ser simplemente la cuenta del nmero de pulsos dentro de cierto intervalo de tiempo, o puede ser una seal binaria totalmente codificada o decimal binaria. Los pulsos clave se utilizan frecuentemente en las computadoras digitales, en los registradores que operan con datos digitales.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 27 2009
2.- FUNCIN DEL CONTROL AUTOMTICO.
La idea bsica de lazo realimentado de control es ms fcilmente entendida imaginando qu es lo que un operador tendra que hacer si el control automtico no existiera.
La figura 5 muestra una aplicacin comn del control automtico encontrada en muchas plantas industriales, un intercambiador de calor que usa calor para calentar agua fra. En operacin manual, la cantidad de vapor que ingresa al intercambiador de calor depende de la presin de aire hacia la vlvula que regula el paso de vapor. Para controlar la temperatura manualmente, el operador observara la temperatura indicada, y al compararla con el valor de temperatura deseado, abrira o cerrara la vlvula para admitir ms o menos vapor. Cuando la temperatura ha alcanzado el valor deseado, el operador simplemente mantendra esa regulacin en la vlvula para mantener la temperatura constante. Bajo el control automtico, el controlador de temperatura lleva a cabo la misma funcin. La seal de medicin hacia el controlador desde el transmisor de temperatura (o sea el sensor que mide la temperatura) es continuamente comparada con el valor de consigna (set-point en Ingls) ingresado al controlador. Basndose en una comparacin de seales, el controlador automtico puede decir si la seal de medicin est por arriba o por debajo del valor de consigna y mueve la vlvula de acuerdo a sta diferencia hasta que la medicin (temperatura) alcance su valor final.
FIGURA 5.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 28 2009
2.1 CLASIFICACIN DE LOS SISTEMAS DE CONTROL.
Los sistemas de control se clasifican en sistemas de lazo abierto y de lazo cerrado. La distincin la determina la accin de control, que es la que activa al sistema para producir la salida. Un sistema de control de lazo abierto es aquel en el cual la accin de control es independiente de la salida. Un sistema de control de lazo cerrado es aquel en el que la accin de control es en cierto modo dependiente de la salida.
Los sistemas de control a lazo abierto tienen dos rasgos sobresalientes:
a) La habilidad que stos tienen para ejecutar una accin con exactitud est determinada por su calibracin. Calibrar significa establecer o restablecer una relacin entre la entrada y la salida con el fin de obtener del sistema la exactitud deseada. b) Estos sistemas no tienen el problema de la inestabilidad, que presentan los de lazo cerrado.
Los sistemas de control de lazo cerrado se llaman comnmente sistemas de control por realimentacin (o retroaccin).
Ejemplo 1 Un tostador automtico es un sistema de control de lazo abierto, que est controlado por un regulador de tiempo. El tiempo requerido para hacer tostadas, debe ser anticipado por el usuario, quien no forma parte del sistema. El control sobre la calidad de la tostada (salida) es interrumpido una vez que se ha determinado el tiempo, el que constituye tanto la entrada como la accin de control.
Ejemplo 2 Un mecanismo de piloto automtico y el avin que controla, forman un sistema de control de lazo cerrado (por realimentacin). Su objetivo es mantener una direccin especfica del avin, a pesar de los cambios atmosfricos. El sistema ejecutar su tarea midiendo continuamente la direccin instantnea del avin y ajustando automticamente las superficies de direccin del mismo (timn, aletas, etc.) de modo que la direccin instantnea coincida con la especificada. El piloto u operador, quien fija con anterioridad el piloto automtico, no forma parte del sistema de control.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 29 2009
3.- EL LAZO REALIMENTADO.
El lazo de control realimentado simple sirve para ilustrar los cuatro elementos principales de cualquier lazo de control, (figura 6).
La medicin debe ser hecha para indicar el valor actual de la variable controlada por el lazo. Mediciones corrientes usadas en la industria incluyen caudal, presin, temperatura, mediciones analticas tales como pH, conductividad y muchas otras particulares especficas de cada industria.
3.1 Definicin de Realimentacin: Es la propiedad de una sistema de lazo cerrado que permite que la salida (o cualquier otra variable controlada del sistema) sea comparada con la entrada al sistema (o con una entrada a cualquier componente interno del mismo con un subsistema) de manera tal que se pueda establecer una accin de control apropiada como funcin de la diferencia entre la entrada y la salida.
Ms generalmente se dice que existe realimentacin en un sistema cuando existe una secuencia cerrada de relaciones de causa y efecto ente las variables del sistema.
El concepto de realimentacin est claramente ilustrado en el mecanismo del piloto automtico del ejemplo dado.
La entrada es la direccin especificada, que se fija en el tablero de control del avin y la salida es la direccin instantnea determinada por los instrumentos de navegacin automtica. Un dispositivo de comparacin explora continuamente la entrada y la salida. Cuando los dos coinciden, no se requiere accin de control. Cuando existe una diferencia entre ambas, el dispositivo de comparacin suministra una seal de accin de control al controlador, o sea al mecanismo de piloto automtico. El controlador suministra las seales apropiadas a las superficies de control del avin, con el fin de reducir la diferencia entre la entrada y la salida. La realimentacin se puede efectuar por medio de una conexin elctrica o mecnica que vaya desde los instrumentos de navegacin que miden la direccin hasta el dispositivo de comparacin.
FIGURA 6.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 30 2009
3.2 Caractersticas de la realimentacin. Los rasgos ms importantes que la presencia de realimentacin imparte a un sistema son:
a) Aumento de la exactitud. Por ejemplo, la habilidad para reproducir la entrada fielmente. b) Reduccin de la sensibilidad de la salida, correspondiente a una determinada entrada, ante variaciones en las caractersticas del sistema. c) Efectos reducidos de la no linealidad y de la distorsin. d) Aumento del intervalo de frecuencias (de la entrada) en el cual el sistema responde satisfactoriamente (aumento del ancho de banda) e) Tendencia a la oscilacin o a la inestabilidad.
3.3.- El Actuador Final.
Por cada proceso debe haber un actuador final, que regule el suministro de energa o material al proceso y cambie la seal de medicin. Ms a menudo ste es algn tipo de vlvula, pero puede ser adems una correa o regulador de velocidad de motor, posicionador, etc.
3.4.- El Proceso.
Los tipos de procesos encontrados en las plantas industriales son tan variados como los materiales que producen. Estos se extienden desde lo simple y comn, tales como los lazos que controlan caudal, hasta los grandes y complejos como los que controlan columnas de destilacin en la industria petroqumica.
3.5.- El Controlador Automtico.
El ltimo elemento del lazo es el controlador automtico, su trabajo es controlar la medicin. Controlar significa mantener la medicin dentro de lmites aceptables. En ste trabajo, los mecanismos dentro del controlador automtico no sern considerados. Por lo tanto, los principios a ser tratados pueden ser aplicados igualmente tanto para los controladores neumticos como para los electrnicos y controladores de todos los fabricantes. Todos los controladores automticos usan las mismas respuestas generales, a pesar de que los mecanismos internos y las definiciones dadas para estas respuestas pueden ser ligeramente diferentes de un fabricante al otro.
Un concepto bsico es que para que el control realimentado automtico exista, es que el lazo de realimentacin est cerrado. Esto significa que la informacin debe ser continuamente transmitida dentro del lazo. El controlador debe poder mover a la vlvula, la vlvula debe poder afectar a la medicin, y la seal de medicin debe ser reportada al controlador. Si la conexin se rompe en cualquier punto, se dice que el lazo est abierto. Tan pronto como el lazo se abre, como ejemplo, cuando el controlador automtico es colocado en modo manual, la unidad automtica del controlador queda imposibilitada de mover la vlvula. As las seales desde el controlador en respuesta a las condiciones cambiantes de la medicin no afectan a la vlvula y el control automtico no existe.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 31 2009
4.- Controlando el Proceso.
Al llevar a cabo la funcin de control, el controlador automtico usa la diferencia entre el valor de consigna y las seales de medicin para obtener la seal de salida hacia la vlvula. La precisin y capacidad de respuesta de estas seales es la limitacin bsica en la habilidad del controlador para controlar correctamente la medicin. Si el transmisor no enva una seal precisa, o si existe un retraso en la medicin de la seal, la habilidad del controlador para manipular el proceso ser degradada. Al mismo tiempo, el controlador debe recibir una seal de valor de consigna precisa (set-point).
En controladores que usan seales de valor de consigna neumtica o electrnica generadas dentro del controlador, una falla de calibracin del transmisor de valor de consigna resultar necesariamente en que la unidad de control automtico llevar a la medicin a un valor errneo. La habilidad del controlador para posicionar correctamente la vlvula es tambin otra limitacin. Si existe friccin en la vlvula, el controlador puede no estar en condiciones de mover la misma a una posicin de vstago especfica para producir un caudal determinado y esto aparecer como una diferencia entre la medicin y el valor de consigna.
Intentos repetidos para posicionar la vlvula exactamente pueden llevar a una oscilacin en la vlvula y en la medicin, o, si el controlador puede slo mover la vlvula muy lentamente, la habilidad del controlador para controlar el proceso ser degradada. Una manera de mejorar la respuesta de las vlvulas de control es el uso de posicionadores de vlvulas, que actan como un controlador de realimentacin para posicionar la vlvula en la posicin exacta correspondiente a la seal de salida del controlador. Los posicionadores, sin embargo, deberan ser evitados a favor de los elevadores de volumen en lazos de respuesta rpida como es el caso de caudal de lquidos a presin.
Para controlar el proceso, el cambio de salida del controlador debe estar en una direccin que se oponga a cualquier cambio en el valor de medicin.
La figura 7 muestra una vlvula directa conectada a un control de nivel en un tanque a media escala. A medida que el nivel del tanque se eleva, el flotador es accionado para reducir el caudal entrante, as, cuanto ms alto sea el nivel del lquido mayor ser el cierre del ingreso de caudal.
FIGURA 7.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 32 2009
De la misma manera, a medida que el nivel cae, el flotante abrir la vlvula para agregar ms lquido al tanque. La respuesta de ste sistema es mostrada grficamente.
A medida que el nivel va desde el 0% al 100%, la vlvula se desplaza desde la apertura total hasta totalmente cerrada. La funcin del controlador automtico es producir este tipo de respuesta opuesta sobre rangos variables, como agregado, otras respuestas estn disponibles para una mayor eficiencia del control del proceso.
FIGURA 8.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 33 2009
5.- SELECCIN DE LA ACCIN DEL CONTROLADOR.
Dependiendo de la accin de la vlvula, un incremento en la medida puede requerir incrementos o disminuciones del valor de salida para el control. Todos los controladores pueden ser conmutados entre accin directa o reversa.
La accin directa significa que cuando el controlador ve un incremento de seal desde el transmisor, su salida se incrementa. La accin reversa significa que un incremento en las seales de medicin hace que la seal de salida disminuya.
Para determinar cul de stas salidas es la correcta, un anlisis debe ser llevado a cabo en el lazo. El primer paso es determinar la accin de la vlvula. En la figura 5, por razones de seguridad la vlvula debe cerrar si existe un fallo en el suministro de aire de la planta. Por lo tanto, esta vlvula deber ser normal abierta con aire, o normal cerrada sin aire. Segundo, considere el efecto de un cambio en la medicin. Para incrementar la temperatura el caudal de vapor hacia el intercambiador de calor debera ser reducido, por lo tanto, la vlvula deber cerrarse.
Para cerrarse sta vlvula, la seal del controlador automtico hacia la vlvula debe disminuir, por lo tanto el controlador requiere accin de disminucin/incremento reversa.
Si se eligiera la accin directa el incremento de seales desde el transmisor dara como resultado en un aumento del caudal de vapor, haciendo que la temperatura se incremente an ms. El resultado sera un descontrol en la temperatura. Lo mismo ocurrira en cualquier disminucin de temperatura causando una cada de la misma. Una seleccin incorrecta de la accin del controlador siempre resulta en un lazo de control inestable tan pronto como el mismo es puesto en modo automtico. Asumiendo que la accin correcta sea seleccionada en el controlador, Cmo sabe el dispositivo cuando la salida correcta ha sido alcanzada? En la figura 7, por ejemplo, para mantener el nivel constante, el controlador debe manipular el ingreso de caudal igual al de salida, segn se demande. El controlador lleva a cabo su trabajo manteniendo ste balance en un estado permanente, y actuando para restaurar este balance entre el suministro y la demanda cuando el mismo es modificado por alguna variacin.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 34 2009
6.- VARIACIONES.
Cualquiera de los siguientes tres eventos podra ocurrir requiriendo un caudal diferente para mantener el nivel en el tanque. Primero, si la posicin de la vlvula manual de salida fuera abierta ligeramente, entonces un caudal mayor saldra del tanque, haciendo que el nivel caiga.
Este es un cambio bajo demanda, y para restaurar el balance, la vlvula de entrada de caudal debe ser abierta para proveer un mayor ingreso de lquido. Un segundo tipo de condicin de desbalance sera un cambio en el valor de consigna. El tercer tipo de variacin sera un cambio en el suministro, si la presin de salida de la bomba se incrementara, an si la vlvula de entrada se mantuviera en su posicin, el incremento de presin causara un mayor caudal, haciendo que el nivel comience a elevarse. Al medir el incremento, el controlador de nivel debera cerrar la vlvula en la entrada para mantener el nivel a un valor constante. De igual manera, cualquier controlador usado en el intercambiador de calor mostrado en la figura 5 debera balancear el suministro de calor agregado por el vapor con el calor arrastrado por el agua. La temperatura slo se puede mantener constante si el caudal de calor entrante iguala al calor que sale.
6.1 Relacin del instrumento y el control de procesos.
La figura siguiente muestra cmo es posible controlar el proceso de giro de un motor al conocer la posicin de salida sensada por la variacin de la posicin de un cursor sobre una resistencia variable. Otro forma simple es sensar la presin y/o temperatura de un proceso con las cuales se puede determinar a partir de la ecuacin de estado la variable dependiente y comparar el valor obtenido con un valor de referencia (set point), de esta forma se puede alterar controlando con una vlvula la entrada de ms o menos vapor que dar incrementos de temperatura hasta alcanzar el valor de referencia. Tambin simplemente se puede leer de un termmetro una temperatura que auxiliar al operador a tomar decisiones.
Ilustracin del sensado de la variable desplazamiento.
FIGURA 9.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 35 2009
6.2 Seales de medicin para las variables.
La Tabla 1 ilustra las variables y las seales de medicin apropiadas para cada caso, se incluyen notas aclaratorias.
TABLA 1.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 36 2009
Notas aclaratorias de la tabla 1.
1. La temperatura se mide por radiacin. Todos los cuerpos radian y absorben energa de ondas electromagnticas, dependiendo de su temperatura, la relacin entre la temperatura y la radiacin no implica el uso de algn transductor, sin embargo, la radiacin se emplea para medir la temperatura, especialmente para las altas temperaturas.
2. La masa se mide casi siempre por el efecto de la gravedad, por su peso.
3. La humedad se mide por la temperatura del punto de roco. Esto se aplica a la medicin directa de la temperatura del agua pura cuya presin de vapor es igual a la presin de vapor que se va a medir y tambin a la presin del vapor del cloruro de litio saturado en elementos saturados con cloruro de litio.
4. No existe ningn transductor simple para la medicin de calor especfico, valor calorfico, entropa, entalpa y otras variables similares. Cualquiera de estas mediciones se derivan de clculos basados en mediciones de otras variables, o se utiliza equipo especializado para mantener constantes cierto nmero de condiciones, en tal forma que una de las variables, por lo general, la temperatura, se altere en una relacin predeterminada con respecto a los cambios de la variable que se mide.
5. Las variables fotomtricas y acsticas incluyen diversas variables diferentes. El elemento sensible para la mayora de las variables fotomtricas es algn tipo de fotocelda. El elemento sensible para muchas de las variables acsticas es cierto tipo de micrfono. Ambas tienen salidas analgicas (elctricas). La relacin entre la variable, el elemento sensible, el equipo asociado y la seal de medicin, vara con la medicin en particular.
6. La dimensin y el contorno definidos como la posicin relativa entre varios puntos, casi siempre se miden en trminos de una posicin en que el punto seleccionado de la dimensin o contorno mantiene cierta relacin predeterminada con respecto a un punto de referencia en la posicin del sistema de medicin.
7. Las variables que se refieren a las caractersticas estructurales incluyen un grupo tan variado y amplio de tales factores que se hara demasiado extenso la discusin de una sola de las caractersticas estructurales.
8. Las variables de composicin qumica se encuentran en el mismo caso que las variables de la nota anterior.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 37 2009
6.3 Sistemas de control (lazo abierto y lazo cerrado).
Algunas aplicaciones de los instrumentos de medida pueden caracterizarse por tener esencialmente una funcin de monitorizacin. Los termmetros, barmetros y anemmetros sirven para ese propsito, simplemente indican la condicin del medio ambiente y sus lecturas no sirven como funcin de control en sentido ordinario, al igual los medidores de agua, gas y electricidad del hogar cuentan las cantidades que se consumen de esos fluidos para poder cancelar el monto a pagar por el usuario. En el caso de las empresas que trabajan con elementos radioactivos, sus trabajadores deben llevar consigo una pelcula que sirve para acusar la exposicin acumulativa del portador.
Todos estos elementos de medicin reportan beneficios, pero no sirven para poder controlar procesos dinmicos como los empleados hoy por cualquier industria. En este caso, al sistema de control se le llama de lazo abierto, ejemplo de ello est ilustrado en la figura siguiente, el elemento final de control puede ser una vlvula que se abre o cierra cuando se desea controlar el fluido.
Lazo abierto de control.
Cuando se desea controlar un proceso, se debe realizar una comparacin de las medidas de salida (variable controlada) con las referencias deseada y ajustar entonces las variables de entrada para poder alcanzar la meta deseada. La figura siguiente ilustra un ciclo de lazo cerrado.
Lazo cerrado de control.
FIGURA 10.
FIGURA 11.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 38 2009
7.- CARACTERISTICAS DEL PROCESO Y CONTROLABILIDAD.
El controlador automtico usa cambios en la posicin del actuador final para controlar la seal de medicin, moviendo el actuador para oponerse a cualquier cambio que observe en la seal de medicin. La controlabilidad de cualquier proceso es funcin de lo bien que una seal de medicin responde a stos cambios en la salida del controlador; para un buen control la medicin debera comenzar a responder en forma rpida, pero luego no cambiar rpidamente. Debido al tremendo nmero de aplicaciones del control automtico, caracterizando un proceso por lo que hace, o por industria, es una tarea engorrosa. Sin embargo, todos los procesos pueden ser descritos por una relacin entre las entradas y las salidas. La figura 12 ilustra la respuesta de la temperatura del intercambiador de calor cuando la vlvula es abierta incrementando manualmente la seal de salida del controlador.
Al comienzo, no hay una respuesta inmediata en la indicacin de temperatura, luego la respuesta comienza a cambiar, se eleva rpidamente al inicio, y se aproxima al final a un nivel constante. El proceso puede ser caracterizado por dos elementos de su respuesta: El primero es el tiempo muerto (dead time en Ingls), o sea el tiempo antes de que la medicin comience a responder, en ste ejemplo, el tiempo muerto se eleva debido a que el calor en el vapor debe ser conducido hasta el agua antes de que pueda afectar a la temperatura, y luego hacia el transmisor antes de que el cambio pueda ser percibido. El tiempo muerto es una funcin de las dimensiones fsicas de un proceso y cosas tales como las velocidades de correas y regmenes de mezcla. Segundo, la capacidad de un proceso es el material o energa que debe ingresar o abandonar el proceso para cambiar las mediciones, es, por ejemplo, los litros necesarios para cambiar el nivel las caloras necesarias para cambiar la temperatura, o los metros cbicos de gas necesarios para cambiar la presin. La medicin de una capacidad es su respuesta para un paso de entrada. Especficamente, el tamao de una capacidad es medida por una constante de tiempo, que es definido como el tiempo necesario para completar el 63% de su respuesta total. La constante de tiempo es una funcin del tamao del proceso y del rgimen de transferencia de material o energa .Para este ejemplo, cuanto ms grande sea el tanque, y menor el caudal de vapor, mayor ser la constante de tiempo. Estos nmeros pueden ser de tan slo algunos segundos, y tan largos como varias horas. Combinados con el tiempo muerto, los mismos definen cuanto tiempo lleva para que la seal responda a cambios en la posicin de la vlvula. Un proceso puede comenzar a responder rpidamente, pero no cambiar muy rpido si su tiempo muerto es pequeo y su capacidad muy grande. En resumen, cuanto mayor sea la constante de tiempo de la capacidad comparada con el tiempo muerto, mejor ser la controlabilidad del proceso.
FIGURA 12.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 39 2009
8.- TIPOS DE RESPUESTAS DEL CONTROLADOR.
La primera y ms bsica caracterstica de la respuesta del controlador ha sido indicada como la accin directa o reversa. Una vez que esta distincin se ha llevado a cabo, existen varios tipos de respuestas que pueden ser usadas para controlar un proceso. Estas son:
Control Si/No ( On/Off con sus siglas en Ingls), o control de dos posiciones. Control proporcional. Accin integral (reset). Accin derivativa.
8.1.- El CONTROL Si/No.
El control SI/No es mostrado en la figura 13,
Para un controlador de accin reversa y una vlvula del tipo presin para cerrar. El controlador Si/No tiene dos salidas que son para mxima apertura y para apertura mnima, o sea cierre. Para este sistema se ha determinado que cuando la medicin cae debajo del valor de consigna, la vlvula debe estar cerrada para hacer que se abra; as, en el caso en que la seal hacia el controlador automtico est debajo del valor de consigna, la salida del controlador ser del 100%. A medida que la medicin cruza el valor de consigna la salida del controlador va hacia el 0%. Esto eventualmente hace que la medicin disminuya y a medida que la medicin cruza el valor de consigna nuevamente, la salida vaya a un mximo. Este ciclo continuar indefinidamente, debido a que el controlador no puede balancear el suministro contra la carga. La continua oscilacin puede, o puede no ser aceptable, dependiendo de la amplitud y longitud del ciclo. Un ciclo rpido causa frecuentes alteraciones en el sistema de suministro de la planta y un excesivo desgaste de la vlvula.
FIGURA 13.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 40 2009
El tiempo de cada ciclo depende del tiempo muerto en el proceso debido a que el tiempo muerto determina cuanto tiempo toma a la seal de medicin para revertir su direccin una vez que la misma cruza el valor de consigna y la salida del controlador cambia. La amplitud de la seal depende de la rapidez con que la seal de medicin cambia durante cada ciclo. En procesos de gran capacidad, tales como cubas de calentamiento, la gran capacidad produce una gran constante de tiempo, por lo tanto, la medicin puede cambiar slo muy lentamente El resultado es que el ciclo ocurre dentro de una banda muy estrecha alrededor del valor de consigna, y este control puede ser muy aceptable, si el ciclo no es muy rpido. Por lejos el tipo ms comn de control usado en la industria es el Si/No. Sin embargo si la medicin del proceso es ms sensible a los cambios en el suministro, la amplitud y frecuencia del ciclo comienza a incrementarse, en algn punto el ciclo se volver inaceptable y alguna forma de control proporcional deber ser aplicada.
De manera de estudiar los otros tres tipos de modos de control automtico se usara respuesta de lazo abierto. Un lazo abierto significa que slo la respuesta del controlador ser considerada.
La figura 14 muestra un controlador automtico con una seal artificial desde un regulador manual introducida como la medicin. El valor de consigna es introducido normalmente y La salida es registrada. Con ste arreglo, las respuestas especficas del controlador a cualquier cambio deseado en la medicin puede ser observada.
FIGURA 14.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 41 2009
8.2.- ACCIN PROPORCIONAL.
La respuesta proporcional es la base de los tres modos de control, si los otros dos, accin integral (reset) y accin derivativa estn presentes, stos son sumados a la respuesta proporcional. Proporcional significa que el cambio presente en la salida del controlador es algn mltiplo del porcentaje de cambio en la medicin.
Este mltiplo es llamado ganancia del controlador. Para algunos controladores, la accin proporcional es ajustada por medio de tal ajuste de ganancia, mientras que para otros se usa una banda proporcional. Ambos tienen los mismos propsitos y efectos.
La figura 15 ilustra la respuesta de un controlador proporcional por medio de un indicador de entrada/salida pivotando en una de estas posiciones. Con el pvot en el centro entre la entrada y la salida dentro del grfico, un cambio del 100% en la medicin es requerido para obtener un 100% de cambio en la salida, o un desplazamiento completo de la vlvula. Un controlador ajustado para responder de sta manera se dice que tiene una banda proporcional del 100%. Cuando el pvot es hacia la mano derecha, la medicin de la entrada debera tener un cambio del 200% para poder obtener un cambio de salida completo desde el 0% al 100%, esto es una banda proporcional del 200%. Finalmente, si el pvot estuviera en la posicin de la mano izquierda y si la medicin se moviera slo cerca del 50% de la escala, la salida cambiara 100% en la escala. Esto es un valor de banda proporcional del 50%. Por lo tanto, cunto ms chica sea la banda proporcional, menor ser la cantidad que la medicin debe cambiar para el mismo tamao de cambio en la medicin. O, en otras palabras, menor banda proporcional implica mayor cambio de salida para el mismo tamao de medicin. Esta misma relacin est representada por la figura 16.
FIGURA 15.
FIGURA 16.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 42 2009
Este grfico (figura 16) muestra cmo la salida del controlador responder a medida que la medicin se desva del valor de consigna. Cada lnea sobre el grfico representa un ajuste particular de la banda proporcional. Dos propiedades bsicas del control proporcional pueden ser observadas a partir de ste grfico:
Por cada valor de la banda proporcional toda vez que la medicin sea igual al valor de consigna, la salida es del 50%.
Cada valor de la banda proporcional define una relacin nica entre la medicin y la salida. Por cada valor de medicin existe un valor especfico de salida. Por ejemplo, usando una lnea de banda proporcional del 100%, cuando la medicin est 25% por encima del valor de consigna, la salida del controlador deber ser del 25%. La salida del controlador puede ser del 25% slo si la medicin esta 25% por encima del valor de consigna. De la misma manera, cuando la salida del controlador es del 25%, la medicin ser del 25% por encima del valor de consigna. En otras palabras, existe un valor especfico de salida por cada valor de medicin.
Para cualquier lazo de control de proceso slo un valor de la banda proporcional es el mejor. A medida que la banda proporcional es reducida, la respuesta del controlador a cualquier cambio en la medicin se hace mayor y mayor. En algn punto dependiendo de la caracterstica de cada proceso particular, la respuesta en el controlador ser lo suficientemente grande como para controlar que la variable medida retorne nuevamente en direccin opuesta a tal punto de causar un ciclo constante de la medicin. Este valor de banda proporcional, conocido como la ltima banda proporcional, es un lmite en el ajuste del controlador para dicho lazo. Por otro lado, si se usa una banda proporcional muy ancha, la respuesta del controlador a cualquier cambio en la medicin ser muy pequea y la medicin no ser controlada en la forma suficientemente ajustada. La determinacin del valor correcto de banda proporcional para cualquier aplicacin es parte del procedimiento de ajuste (tuning procedure) para dicho lazo. El ajuste correcto de la banda proporcional puede ser observado en la respuesta de la medicin a una alteracin.
La figura 17 muestra varios ejemplos de bandas proporcionales variadas para el intercambiador de calor.
FIGURA 17.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 43 2009
Idealmente, la banda proporcional correcta producir una amortiguacin de amplitud de cuarto de ciclo en cada ciclo, en el cual cada medio ciclo es de la amplitud de medio ciclo previo. La banda proporcional que causar una amortiguacin de onda de un cuarto de ciclo ser menor, y por lo tanto alcanzar un control ms ajustado sobre la variable medida, a medida que el tiempo muerto en el proceso decrece y la capacidad se incrementa.
Una consecuencia de la aplicacin del control proporcional al lazo bsico de control es el offset. Offset significa que el controlador mantendr la medida a un valor diferente del valor de consigna. Esto es ms fcilmente visto al observar la figura 7. Note que si la vlvula de carga es abierta, el caudal se incrementar a travs de la vlvula y el nivel comenzar a caer, de manera de mantener el nivel, la vlvula de suministro debera abrirse, pero teniendo en cuenta la accin proporcional del lazo el incremento en la posicin de apertura puede slo ser alcanzado a un nivel menor. En otras palabras, para restaurar el balance entre el caudal de entrada y el de salida, el nivel se debe estabilizar a un valor debajo del valor de consigna (o setpoint). Esta diferencia, que ser mantenida por el lazo de control, es llamada offset, y es caracterstica de la aplicacin del control proporcional nico en los lazos de realimentacin.
La aceptabilidad de los controles slo proporcionales dependen de si este valor de offset ser o no tolerado, ya que el error necesario para producir cualquier salida disminuye con la banda proporcional, cuanto menor sea la banda proporcional, menor ser el offset. Para grandes capacidades, aplicaciones de tiempo muerto pequeas que acepten una banda proporcional muy estrecha, el control slo proporcional ser probablemente satisfactorio dado que la medicin se mantendr a una banda de un pequeo porcentaje alrededor del valor de consigna. Si es esencial que no haya una diferencia de estado estable entre la medicin y el valor de consigna bajo todas las condiciones de carga, una funcin adicional deber ser agregada al controlador.
AUTOMATIZACIN INDUSTRIAL.
OSCAR BULLN VILCHIS 44 2009
8.3.- ACCIN INTEGRAL (o Reset).
Esta funcin es llamada accin integral o reset. La respuesta del lazo abierto del modo reset es mostrada en la figura 18, que indica un escaln de cambio en algn instante en el tiempo. En tanto que la medicin estuviera en su valor de consigna, no existira ningn cambio en la salida debido al modo de reset en el controlador.
Sin embargo, cuando cualquier error exista entre la medicin y el valor de consigna, la accin de reset hace que la salida comience a cambiar y contine cambiando en tanto el error exista. Esta funcin, entonces, acta sobre la salida para que cambie hasta un valor correcto necesario para mantener la medicin en el valor de consigna a varias cargas y sea alcanzado. Esta respuesta es agregada a la banda proporcional del controlador segn se muestra en la figura 19. El escaln de cambio en la medicin primero produce una respuesta proporcional, y luego una respuesta de reset es agregada a la proporcional. Cunto ms accin de reset o integral exista en el controlador, mas rpido cambia la salida en funcin del tiempo. Entre las varias marcas de controladores, la salida de accin integral es medida de una o dos maneras, tanto en minutos por repeticin, o en nmero de repeticiones por minuto. Para aquellos controladores que miden en minutos por repeticin, el tiempo de reset es la cantidad de tiempo necesaria para que dicho modo repita la respuesta del lazo abierto causada por el modo proporcional para un paso de cambio de error. As, para estos controladores, cuanto menor sea el nmero de reset, mayor ser la accin del modo reset. En aquellos controladores que miden la accin de reset en repeticiones por minuto, el ajuste indica cuantas repeticiones de la accin proporcional son generados por el modo de reset en un minuto. As, para dic