Embed Size (px)
Citation preview
Universidad Tecnológica de Puebla
Automatización y Robótica
Manual de asignatura
Carrera Electricidad Y Electrónica Industrial
Programa 2004
Ing. Magdalena Villar Salvador
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 2
Créditos
Elaboró: Ing. Magdalena Villar Salvador Revisó: Revisión ortográfica, formato y estilo: Lic. José Luis Catzalco León Autorizó: Ing. Marcos Espinosa Martínez
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 3
Medidas de seguridad
El técnico electrónico trabaja con electricidad, dispositivos electrónicos, motores y
otras máquinas rotatorias. Tiene que usar frecuentemente herramientas de mano y
mecánicas para construir los prototipos de nuevos dispositivos a realizar experimentos.
Utiliza instrumentos de prueba para medir las características eléctricas de los
componentes, dispositivos y sistemas electrónicos.
Estas tareas son interesantes e instructivas, pero pueden presentar ciertos riesgos
si se efectúan descuidadamente. Por consiguiente es esencial que el estudiante aprenda
los principios de seguridad en cuanto comienza su carrera y que practique estos ejercicios
en toda su actividad subsiguiente de trabajo.
La realización del trabajo en condiciones de seguridad requiere seguir
deliberadamente un procedimiento apropiado para cada labor. Antes de emprender una
tarea, el técnico debe tener perfecto conocimiento de lo que tiene que hacer y de cómo ha
de hacerlo. Debe planear su labor, colocar en el banco de trabajo limpiamente y de
manera ordenada las herramientas, equipo e instrumentos que ha de necesitar. Debe
quitar todos los objetos extraños y apartar los cables todo lo posible de manera segura.
Cuando trabaje en máquinas rotatorias o cerca de ellas debe tener bien sujeto y
abrochado su traje de trabajo, de modo que no pueda ser enganchada ninguna parte de
él.
Las tensiones de línea (de energía) deben ser aisladas de tierra por medio de un
transformador de separación o de aislamiento. Las tensiones de línea de energía pueden
matar, por lo que no deben ponerse en contacto con ellas las manos ni el cuerpo. Se
deben comprobar los cables o cordones de línea antes de hacer uso de ellos, y si su
aislamiento está roto o agrietado no se deben emplear estos cables. El alumno debe
evitar el contacto directo con cualquier fuente de tensión. Medir las tensiones con una
mano en el bolsillo. Usar zapatos con suela de goma o una alfombra de goma cuando se
trabaja en el banco de experimentación. Cerciorarse de que las manos están secas y que
no se está de pie sobre un suelo húmedo cuando se efectúan pruebas y mediciones en un
circuito activo, o sea conectado a una fuente de tensión. Desconectar ésta antes de
conectar los instrumentos de prueba en un circuito activo.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 4
Utilizar enchufes o clavijas de seguridad en los cables de línea de las herramientas
mecanizadas y equipos no aislados (clavijas con tres patas polarizadas). No anular la
propiedad de seguridad de estas clavijas utilizando adaptadores no conectados a tierra.
No invalidar ningún dispositivo de seguridad, tal como un fusible o un disyuntor,
cortocircuitándolo o empleando un fusible de más amperaje del especificado por el
fabricante. Los dispositivos de seguridad están destinados a protegerle a usted y a su
equipo.
UN COMPORTAMIENTO JUICIOSO Y CON SENTIDO COMÚN EN EL
LABORATORIO SERÁ GARANTÍA DE SEGURIDAD Y HARÁ SU TRABAJO
INTERESANTE Y FRUCTÍFERO.
PRIMEROS AUXILIOS.
Si ocurre un accidente, desconecte inmediatamente la red o línea de energía.
Comunique inmediatamente el accidente a su instructor.
Una persona accidentada debe permanecer acostada hasta que llegue el médico,
y bien arropado para evitar la conmoción. No intentar darle agua ni otros líquidos si está
inconsciente y asegurarse de que nada pueda causarle aún más daño. Se le cuidará
solícitamente manteniéndola en postura cómoda hasta que llegue el médico.
RESPIRACIÓN ARTIFICIAL.
Una conmoción eléctrica fuerte puede causar un paro respiratorio. Hay que estar
preparado para practicar la respiración artificial inmediatamente, si esto ocurre. Se
recomiendan dos técnicas:
1. Respiración de boca a boca, que se considera la más eficaz.
2. Método de Schaeffer.
Estas instrucciones no están destinadas a desanimarle, sino a advertirle de los riesgos
que se pueden presentar en el trabajo de un técnico electrónico.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 5
Índice Créditos.................................................................................................................. 2 Medidas de seguridad........................................................................................... 3 Índice ..................................................................................................................... 5 Contenido............................................................................................................... 7 I. Introducción a la Automatización y a la Robótica ................................... 8 1.1. Automatización............................................................................................. 8 1.1.1. Fundamentos de la Automatización ............................................................. 8 1.2. Importancia de la Automatización............................................................... 12 1.3. Futuro de la Automatización ....................................................................... 15 1.4. Introducción a la Robótica .......................................................................... 18 1.4.1. Leyes de la Robótica .................................................................................. 19 1.4.2. Impacto de la robótica ................................................................................ 19 1.4.3. Definición del Robot Industrial .................................................................... 23 1.5. Evaluación Automática ............................................................................... 25 II. Sistemas flexibles de manufactura ......................................................... 26 2.1. El entorno de la producción industrial......................................................... 26 2.2. Control numérico directo............................................................................. 29 EJERCICIO 1 ......................................................................................................................31 III. Control numérico CAD - CAM.................................................................. 33 3.1. Control numérico por computadora ............................................................ 33 3.2. Redes en CNC y PLCS .............................................................................. 35 3.3. Control Adaptativo ...................................................................................... 41 3.4. CAD/CAM................................................................................................... 42 EJERCICIO 2 .......................................................................................................................46 IV. Programación del Robot industrial ......................................................... 52 4.1. Robótica ...................................................................................................................52 4.2. Anatomía del Robot y sus periféricos ......................................................................55 4.3. Sistema de control del Robot...................................................................................58 4.4. Programación del Robot .........................................................................................60 EJERCICIO 3 ......................................................................................................................70 Guía de Prácticas ...............................................................................................................72
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 6
V. Aplicación en sistemas Automatizados .............................................................75 5.1. Aplicación en sistemas automatizados electrohidráulicos y electroneumáticos.....75 5.2. Aplicación de un SFM .............................................................................................75 5.3. Aplicación de sistemas de evaluación automática ...................................................75 Bibliografía .........................................................................................................................83
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 7
Contenido
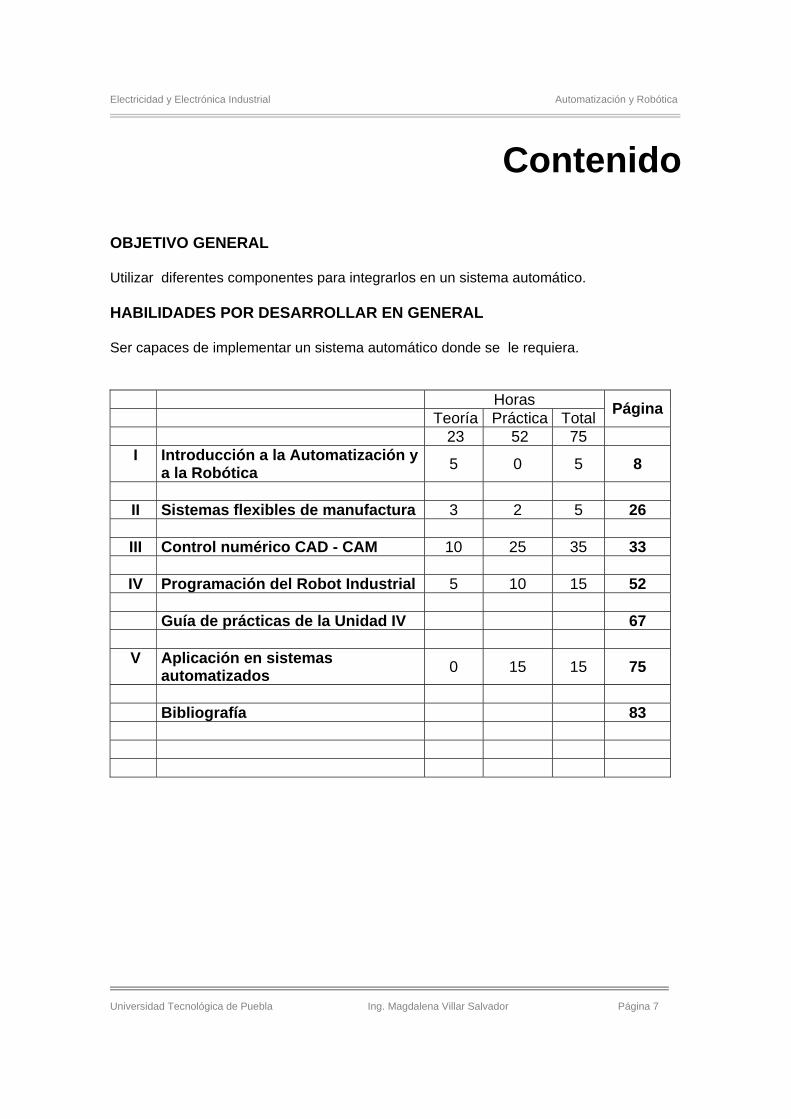
OBJETIVO GENERAL Utilizar diferentes componentes para integrarlos en un sistema automático. HABILIDADES POR DESARROLLAR EN GENERAL Ser capaces de implementar un sistema automático donde se le requiera.
Horas Teoría Práctica Total Página
23 52 75 I Introducción a la Automatización y
a la Robótica 5 0 5 8
II Sistemas flexibles de manufactura 3 2 5 26
III Control numérico CAD - CAM 10 25 35 33
IV Programación del Robot Industrial 5 10 15 52 Guía de prácticas de la Unidad IV 67
V Aplicación en sistemas automatizados 0 15 15 75
Bibliografía 83
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 8
I Introducción a la automatización
y a la robótica OBJETIVO PARTICULAR DE LA UNIDAD Conocer los aspectos fundamentales de la automatización y la robótica. HABILIDADES POR DESARROLLAR EN LA UNIDAD Conocer los aspectos fundamentales de la automatización y la robótica.
Saber en la Teoría (5 hrs.)
1.1. AUTOMATIZACIÓN.
CONCEPTO DE AUTOMATIZACIÓN, TIPOS Y MEDIOS DE AUTOMATIZACIÓN (MECÁNICOS, HIDRÁULICOS, ETC.)
1.1.1 FUNDAMENTOS DE LA AUTOMATIZACIÓN
Al borde del cambio de siglo, cada país basa su desarrollo tecnológico en la
capacidad que tienen sus industrias e instituciones para investigar y proponer nuevos
sistemas, materiales y equipos que satisfagan alguna necesidad así como su
competitividad y flexibilidad para cambios de modelos de productos en sus líneas de
producción.
Para lograrlo se establece un modelo o perfil de empresa en el que se incluyen,
entre otros conceptos, algunos como éstos:
Personal altamente entrenado, capaz de asumir varias funciones dentro de la
empresa y con interés en aprendizaje de nuevas tecnologías.
Sistemas de calidad controlada como ISO 9000 y QS 9000, que aseguren la
mejora continua de personal, productos y servicios.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 9
Alto grado de automatización en sus líneas de producción, permitiendo el fácil
cambio de modelo según demanda, evitando al máximo tiempos muertos de producción,
calidad constante, baja conservación de los equipos y ahorro de energía.
Compromiso con la sociedad y su entorno ambiental con normas tales como
ISO14000 y QS 14000.
Filosofías de Mejora Continua como Kaisen.
Conceptos de conservación en lugar de mantenimiento de equipos. El
enfoque de este trabajo es el aspecto de la integración de equipos para el logro de estos
objetivos. La automatización es la herramienta con el que se lleva a cabo, por lo que se
propone la siguiente definición según los conceptos ya analizados.
Automatización: Es la técnica formada por las disciplinas, Mecánica, Eléctrica,
informática y Electrónica que trata del diseño, fabricación, instalación y programación de
dispositivos o sistemas los cuales sustituyen la mano del hombre en los procesos o
sistemas de producción, prueba, ajuste y calibración, con elementos de mecanismo y
controles autónomos.
Basados en la definición, se plantea la filosofía para automatizar, así como la
necesidad de liberar al personal operativo de trabajos rutinarios y tediosos, evitar el
contacto con equipo, materiales peligrosos y lejos de zonas de alto riesgo. Con esto se
persigue ubicar al operador de maquinaria en un trabajo como supervisor donde
desarrolle sus facultades intelectuales y proponga nuevas mejoras.
Además de provocar desarrollo personal, los sistemas de producción automatizados
logran:
• Una alta calidad, constante y factible de mejorar.
• Menor mantenimiento correctivo y mantenimiento preventivo bien planeado.
• Corrección de fallas por auto-diagnóstico.
• Planeación de la producción por sistemas computarizados.
• Información actualizada de la producción en cantidad y calidad.
• Menores riesgos de accidentes e incremento en el nivel de seguridad.
• Mejora en la imagen de la compañía.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 10
• Menos gastos y cuotas referentes a seguridad y accidentes, etc.
Sin embargo, esta forma de trabajo exige de inversiones financieras iniciales,
personal capacitado para instalación y operación del equipo, una mentalidad enfocada a
realizar cualquier tarea con la máxima calidad posible y una buena actitud de apertura y
cambio para mejorar.
A esta manera de trabajar se le conoce hoy en día bajo los conceptos de sistemas de producción competitivos, de clase mundial, de alto rendimiento, o producción y
calidad total, mejora continua, etc.
Junto con la disposición y formas de trabajo en cada empresa, están los tipos de
tecnologías para lograrlo, por ello es conveniente tener un buen adiestramiento técnico
Universitario.
Para lograr realizar un automatismo se requiere del conocimiento de varias
técnicas, equipos y principios de funcionamiento. Las especialidades de mayor
demanda son:
Electrónica, Computación, Neumática, Hidráulica, Diseño Mecánico y Eléctrico.
El éxito de automatizar es el de usar cada equipo según convenga y no limitarse a
una sola técnica por ser la más conocida.
Algunos criterios de selección o definición de equipos son los siguientes:
• Fuerza en los movimientos.
(Piezas a trabajar, tipos de movimientos, etc.).
• Rapidez en el ciclo de trabajo.
(Velocidad, aceleración, etc.).
• Exactitud.
(Característica del sistema de alcanzar una posición con la mínima tolerancia o
error).
• Repetibilidad
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 11
(Seguridad de que después de “n” ciclos el sistema sigue colocándose en la misma
posición como al principio).
• Condiciones de seguridad.
(Contra explosión, manejo de sustancias tóxicas, etc.).
• Condiciones de higiene.
(Libre de posibles impurezas y contaminación).
• Trabajo pesado.
(Trabajo de alta frecuencia de ciclo y trabajo continuo).
• Flexibilidad.
(Con facilidad de adaptarse a modificaciones según necesidades).
• Gasto de energía.
(Uso y consumo de determinada fuente de energía).
• Facilidad de operación.
(Facilidad de arranque, operación y mantenimiento, etc.).
• Soporte técnico.
(Asesoría en campo, garantía, entrega rápida, información en el idioma adecuado).
• Costos.
(Precio de equipo, tiempo de entrega, créditos, condiciones de pago, etc.).
• Origen.
(Selección de equipo de procedencia determinada y marca con presencia mundial).
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 12
1.2. IMPORTANCIA DE LA AUTOMATIZACIÓN
IMPACTO DE LA AUTOMATIZACIÓN EN LA PRODUCCIÓN Y EN EL ENTORNO SOCIOECONÓMICO. CRITERIOS DE IMPLANTACIÓN DE SISTEMAS AUTOMÁTICOS, VENTAJAS Y DESVENTAJAS DE LA
AUTOMATIZACIÓN.
Demanda de proyectos de automatización, análisis histórico: La integración
mundial de los procesos productivos obliga a los industriales a tener líneas de producción
compatibles a otras similares en otras plantas de productos semejantes (en el país o en el
mundo). Es decir, aparte de que se pueda cambiar fácilmente el tipo de producto en una
línea, también deben poderse cambiar los equipos de trabajo y el personal aún entre
plantas. Así se busca satisfacer la calidad que el cliente requiere y mejorar lo que la
competencia ofrece. La forma de lograrlo está enfocada a la adecuación de un sistema
de alta administración y la herramienta por excelencia a usar es la Automatización.
Lo anterior lleva a establecer ciertos criterios de diseño que deben cubrir quienes
aspiran a ser proveedores de elementos, equipo y proyectos de automatización. En cada
ramo de industrias se persigue ajustarse a normas o estándares y son las empresas
líderes quienes tratan de implantar sus formas y procedimientos. El auxilio de las
instituciones educativas o de capacitación y de las oficinas de normas, tratan de dar un
equilibrio a esta gran carrera, logrando así armonía entre métodos de trabajo.
Antes de la llamada revolución industrial, los productos y procesos de producción
estaban dirigidos a la satisfacción de algunas necesidades básicas del ser, y la manera de
fabricarlos era artesanal, esto es, uno a uno sin tomar en cuenta la exacta repetición de
procedimientos, calidad, y condiciones de trabajo. No se tomaba en cuenta el concepto de
calidad total. No existía la Automatización y sólo se contaba con algunas herramientas de
trabajo. No existía el concepto de mantenimiento o conservación de equipos y
herramientas.
Durante la Revolución Industrial (1760 - 1830), la producción dio un giro, ahora
contaba más el volumen de producto y la forma de cómo lograrlo. Se implantaron
métodos y mecanismos para lograr hacer funciones y trabajos aislados y específicos, se
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 13
diseñaron máquinas y una de las principales formas de energía era el vapor. La filosofía
de trabajo y del trabajador cambio, la calidad mejoró y sobre todo obtuvo mayor
constancia. Inició la Mecanización de los procesos y la construcción de máquinas y
herramientas.
En relación, al mantenimiento de los equipos, sólo se daba de manera correctiva
(MC), no existía el concepto de mantenimiento preventivo. Aunque comenzaba el diseño
de herramientas, poco importaban la máquina respecto a la mano de obra, ya que en la
fabricación de un artículo, ésta intervenía en más de un 90%.
Conforme la industria ha ido evolucionando, las máquinas son más complejas; y ya
en 1914, con el advenimiento de la primera guerra mundial se hizo patente la necesidad
de que algunas de estas máquinas (las vitales e importantes), trabajaran
ininterrumpidamente, de manera más eficiente y a mayor velocidad; con lo que nace la
automatización (aunque no se le conocía con este término); surge también el concepto
de mantenimiento preventivo (MP), sistemas de mejoramiento de la calidad y
mejoramiento continuo de la producción.
Entre la primera y segunda guerra mundial inicia el uso del aire comprimido como
forma de energía más conveniente para la operación de herramientas. Posteriormente es
la electricidad la que gobierna el diseño de máquinas lográndose gran versatilidad en los
sistemas y circuitos de control automatizados.
En la actualidad se considera que las máquinas llevan mas del 90% de las labores
de producción, por lo que se ha llegado a determinar que las máquinas vitales e
importantes deben cumplir con funciones totalmente automatizadas y aplicárseles labores
de conservación programada y uso de planes contingentes que permitan que éstas
proporcionen el servicio en calidad y cantidad adecuadas.
Así en el periodo de 1950 a 1970, el mantenimiento se rige bajo el concepto de
Mantenimiento productivo (PM) y a partir de los 70’s existe el Mantenimiento productivo
total (TPM). Es también a fines de los 60’s y todos los 70’s que nacen e inician su
crecimiento los PLC (Programmable Logic Control o Controles Lógicos Programables),
con los cuales los automatismos y las labores de conservación y mejoramiento de la
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 14
calidad arrancarían una carrera vertiginosa que llega hasta nuestros días. Es en esa
época cuando verdaderamente se adopta la palabra Automatización como la tarea de
liberar la mano del hombre de los trabajos repetidos o mecanizados. La conservación y
mantenimiento ahora se entienden como las actividades necesarias a realizar con las
cuales la máquina o herramienta cumpla las funciones para la cual fue diseñada.
Podemos resumir que, a medida que la ciencia y la tecnología avanzan usando
diferentes formas de energía, distintos tipos de producción y diferentes conceptos de
cómo lograr la conservación de máquinas, procesos y medio ambiente; las empresas
prefieren sistemas o líneas de producción totalmente automáticas, poco trabajo de
conservación, con la versatilidad de cambios de producto sin ningún paro y sin desmeritar
la calidad.
Vivimos en una sociedad globalizada, en donde la competencia por hacerlo mejor,
más barato, rápido y con menos esfuerzo es motivo de ámbito mundial. Aunque no es
conveniente automatizar todo; por lo que en la presente obra se integran algunos
conceptos de tecnologías y equipos con el fin de formar criterio de dónde, cómo, cuándo y
por qué diseñar y construir un proceso automático.
CONDICIONES DE CLIENTES Y PROVEEDORES:
Las empresas demandan cada vez con más frecuencia, proyectos de
automatización en donde deben tomarse en cuenta por parte del cliente, características
como las siguientes:
• Que puedan adaptarse fácilmente cambios mecánicos futuros.
• Que los equipos hidráulico, neumático, eléctrico, electrónico, etc., tengan garantía y
soporte en el lugar que opera la planta.
• Si el proyecto o maquinaria se transfiere a otro lugar o país; que se tengan garantías
de servicio y refacciones con rapidez, en el mismo sitio de operación del equipo, o
envíos confiables y rápidos.
• Que se cuente con manuales de operación, mantenimiento y reparación de fallas,
de ser posible en el idioma local.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 15
• Algunas veces el proyecto deberá ir acompañado con un estudio económico de
recuperación de la inversión.
• Que los equipos empleados sean compatibles con nuevos modelos de la misma
marca y/o entre marcas.
• En lo que se refiere a controles electrónicos, que tengan posibilidad de enlace o
comunicación entre ellos y la computadora personal ( personal computer PC.)
• Para algunos casos se debe presentar junto con el proyecto, software de control,
administración, comercialización o mantenimiento preventivo del equipo o línea de
producción.
• Que dentro de los manuales de usuario del equipo existan rutinas de conservación y
mantenimiento bien específicas.
• Que exista por parte del proveedor capacitación para la operación de los equipos.
Con necesidades a cubrir como las anteriores, la mejor oferta para el cliente resulta
ser los proyectos “LLAVE EN MANO”. Las compañías que se esfuercen en trabajar bajo
este principio seguramente lograrán la mayor y mejor presencia en el mercado.
1.3. FUTURO DE LA AUTOMATIZACIÓN
PERSPECTIVAS A CORTO, MEDIANO Y LARGO PLAZO DE LOS MEDIOS
AUTOMÁTICOS.
El estilo de operación como el mencionado anteriormente, “LLAVE EN MANO”, es
difícil de lograr por parte de un sólo proveedor, ya que también se requiere de la extrema
especialización en cada equipo; no se trata de ser especialista en todo porque ya en la
simple frase existe una paradoja, sino se trata de integrar a los mejores en cada tema.
La manera de trabajo que más resultado puede dar es el hacer alianzas
tecnológicas entre proveedores, distribuidores, prestadores de servicios, diseñadores e
integradores de equipos.
Las alianzas tecnológicas se refieren a establecer, por parte de los diseñadores e
integradores de automatismos, convenios, contratos o pólizas de servicio con los cuerpos
técnicos de cada marca de equipo líder y lograr el uso eficiente de cada elemento,
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 16
evitando daños por mala instalación, operación, transporte o arranque. No representa
ningún “casamiento” con determinada marca, es simplemente usar al que sabe en lo que
sabe.
Es evidente que los equipos de trabajo irán ampliando sus conocimientos y
experiencias, de tal manera, que una sola persona pueda integrarse a trabajos de
distintas especialidades, hasta llegar a la coordinación de proyectos; pero resulta inútil
imaginar que en algún momento dejaremos de usar la asesoría de otros expertos.
En este aspecto, las instituciones educativas o de capacitación a través de sus
especialistas deberán participar con mayor frecuencia para lograr cada día, mejorar la
vinculación y pertinencia entre escuela e industria. Este llamado resulta un reto, ya que
requiere de mayor esfuerzo para el profesor y empresario; convirtiendo al profesor en un
asesor industrial y al empresario en promotor de la capacitación profesional.
El problema que tiene la industria en cuanto a lograr conjuntar grupos de personal
que satisfagan las condiciones de trabajo anteriores, es la falta de polivalencia y
compatibilidad de conocimientos tecnológicos de cada profesionista.
Hasta ahora, se resuelve integrando equipos de trabajo con especialistas de
diversas áreas de ingeniería, administración y comercialización. Muchas veces resulta
difícil hablar el mismo lenguaje entre ellos por estar inclinados, cada uno, a su
especialidad y hay carencia de profesionistas universitarios recién egresados capaces de
estar involucrados en dos o más áreas. Esta deficiencia se cubre, como ya dijimos, con la
experiencia de muchos años adquirida por el personal de cualquier nivel.
No obstante existen ya Universidades y Tecnológicos en nuestro país, tales como
el sistema de Universidades Tecnológicas (UT), que ofrecen opciones de estudio que
tienden a cubrir esta demanda. Las carreras que ofrecen estas instituciones son, entre
otras:
Electrónica y Automatización, Mecatrónica, Telemática, Mantenimiento industrial,
Procesos de producción, Administración, Comercialización, etc.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 17
Gran parte de los avances en la capacitación se debe a la incursión de la industria
privada, a través de departamentos de diseño, desarrollo y didáctica, dedicados a
capacitar en forma práctica sobre las técnicas de automatización y manejo de equipos.
Quizá el inconveniente en estos cursos, es en ocasiones, el enfoque determinado por
cierta marca, aunque a veces es la exigencia o requerimiento de la misma industria.
En resumen, el perfil que deben cubrir los aspirantes a participar en proyectos
referentes a la automatización de maquinaria, líneas de producción y equipo, es:
• Estudios polivalentes.
(En las principales tecnologías de uso actual: Hidráulica, Neumática, Eléctrica,
Electrónica, Computación, Idioma inglés, Mercadotecnia, Mantenimiento).
• Experiencia laboral.
(Aún cuando sea universitario, o recién egresado, deberá participar en la industria
mientras cumple su periodo de enseñanza escolar, es decir contar con una
formación teórica – practica).
• Trabajo en equipo.
(Debido al tipo de actividades a desempeñar, el aspirante deberá tomar en cuenta
que sólo en equipo se logran los buenos proyectos).
• Excelentes relaciones humanas.
(Deberá tener capacidad de relacionarse con todo tipo de personas sin crear
conflictos).
• Deseos de aprendizaje.
(Contar con la disposición y entusiasmo de aprender por medio de cursos, pláticas y
acumulación de conocimientos diarios, sobre nuevas formas de trabajo y
tecnologías. Autoformación).
• Participación en la enseñanza.
(Deberá estar dispuesto a enseñar a sus compañeros lo que ha aprendido y no
bloquear la distribución de la información).
• Compromiso con su entorno.
(Estar comprometido con el mejoramiento de su área de trabajo, relación con sus
compañeros y empresa, comunidad, medio ambiente y relación familiar).
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 18
• Toma de decisiones.
(Deberá ser capaz de afrontar los retos que requieran toma de decisiones en pro del
buen trabajo, la honestidad, los intereses de la empresa, beneficio de los
compañeros e interés personal, aún cuando algunas de ellas parezcan amenazar el
prestigio propio). Reconocer los errores.
• Calidad moral.
(Que no sólo esté comprometido a efectuar su trabajo con calidad, sino que
también pugne por mejorar continuamente su calidad de vida).
• Criterio abierto.
(No deberá tener ningún principio discriminatorio por raza, credo, o inclinación
política que encuentre en sus compañeros).
Los puntos anteriores podrán servir de interrogatorio personal y profundo para
evaluar y pronosticar el futuro desempeño de quien quiere ocuparse en este campo de la
ingeniería.
1.4. INTRODUCCIÓN A LA ROBÓTICA
DEFINICIÓN DE ROBOT INDUSTRIAL, VENTAJAS Y DESVENTAJAS DEL
EMPLEO DE ROBOTS. IMPACTO EN LA PRODUCCIÓN.
Hace pocos años era un sueño o visión de película de ciencia ficción, pero ahora
podemos ver ROBOTS trabajando en tareas industriales de posicionamiento, transporte
de material, pintura, almacenaje, soldadura, ensamble, etc. Y es que la versatilidad,
exactitud, rapidez, limpieza, repetibilidad, bajo consumo de energía, confiabilidad ante el
trabajo continuo, y otras, son características inherentes a ellos.
Sólo quizás en el caso de tareas donde alguna otra tecnología cubra las
necesidades, es cuando conviene dejar a un lado al robot. Esto es porque el costo para la
mayoría de aplicaciones resulta mayor comparado al de otras opciones.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 19
El principio de operación se basa en los servos motores agrupados en un control
de movimientos programable y en un diseño mecánico de brazos, bielas y ejes de giro.
Podemos decir que es la aplicación de varias técnicas en un sólo producto para dar una
solución más completa a una tarea de automatización.
La palabra robot proviene del checo y la uso por primera vez el escritor Karel
Capek en 1917 para referirse, en sus obras, a máquinas con forma de humana
(humanoide).
En 1940, Isaac Asimov volvió a referirse a los robots en sus libros (Leyes de la
robótica).
1.4.1. Leyes De La Robótica. Leyes imaginarias, propuestas por Isaac Asimov, que controlarían el
comportamiento de los robots. Son las siguientes:
1.- Un robot no puede dañar a un ser humano ni, por inacción, permitir que éste
sea dañado.
2.- Un robot debe obedecer las órdenes dadas por los seres humanos excepto
cuando estas órdenes entren en conflicto con la Primera Ley.
3.- Un robot debe proteger su propia existencia hasta donde esta protección no
entre en conflicto con la Primera o la Segunda Leyes.
El robot industrial, que se conoce y emplea en nuestros días, no surge como
consecuencia de la tendencia o afición de reproducir seres vivientes, sino como una
necesidad de los sistemas productivos.
1.4.2. Impacto de la Robótica. La Robótica es una nueva tecnología, que surgió como tal, hacia 1960. Han
transcurrido pocos años y el interés que ha despertado, desborda cualquier previsión.
Quizás, al nacer la Robótica en la era de la información, una propaganda desmedida ha
propiciado una imagen irreal a nivel popular.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 20
El auge de la Robótica y la imperiosa necesidad de su implantación en numerosas
instalaciones industriales, requiere el concurso de un buen número de especialistas en la
materia.
La Robótica es una tecnología multidisciplinaria. Hace uso de todos los recursos
de vanguardia de otras ciencias afines, que soportan una parte de su estructura.
(FIGURA 1.1.) Ejemplo de un robot
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 21
La palabra robot fue usada por primera vez en el año 1921, cuando el escritor
checo Karel Capek (1890 - 1938) estrena en el teatro nacional de Praga su obra
Rossum's Universal Robot (R. U. R.)
Su origen es de la palabra eslava robota, que se refiere al trabajo realizado de
manera forzada.
Con el objetivo de diseñar una máquina flexible, adaptable al entorno y de fácil
manejo, George Devol, pionero de la Robótica Industrial, patentó en 1948 un manipulador
programable que fue el germen del robot industrial.
En 1948 R. C. Goertz del Argonne National Laboratory desarrolló, con el objetivo
de manipular elementos radioactivos sin riesgo para el operador, el primer tele
manipulador. En 1954, Goertz hizo uso de la tecnología electrónica y del servo control
sustituyendo la transmisión mecánica por eléctrica y desarrollando así el primer tele
manipulador con servo control bilateral.
Ralph Mosher, ingeniero de la General Electric en 1958 desarrollo un dispositivo
denominado Handy-Man, consistente en dos brazos mecánicos teleoperados mediante un
maestro del tipo denominado exoesqueleto.
La evolución de los tele-manipuladores a lo largo de los últimos años no ha sido
tan espectacular como la de los robots. Recluidos en un mercado selecto y limitado
(industria nuclear, militar, espacial, etc.) son en general desconocidos.
La sustitución del operador por un programa de computadora que controlase los
movimientos del manipulador dio paso al concepto de robot.
La primera patente de un dispositivo robótico fue solicitada en marzo de 1954 por
el inventor británico C. W. Kenward.
George C. Devol, ingeniero norteamericano, inventor y autor de varias patentes,
establece las bases del robot industrial moderno.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 22
En 1954 Devol concibió la idea de un dispositivo de transferencia de artículos
programada que se patento en Estados Unidos en 1961.
En 1956 Devol y Engelberger comenzaron a trabajar en la utilización industrial de
sus máquinas, fundando la Consolidated Controls Corporation, que más tarde se
convierte en Unimation (Universal Automation), e instalando su primera máquina Unimate
(1960), en la fábrica de General Motors de Trenton, Nueva Jersey, en una aplicación de
fundición por inyección.
En 1968 J. F. Engelberger firma acuerdos con Kawasaki para la construcción de
robots tipo Unimate.
El crecimiento de la robótica en Japón aventaja en breve a los Estados Unidos
gracias a Nissan, que formó la primera asociación robótica del mundo: la Asociación de
Robótica industrial de Japón (JIRA) en 1972.
Dos años más tarde se formo el Instituto de Robótica de América (RIA), que en
1984 cambio su nombre por el de Asociación de Industrias Robóticas, manteniendo las
mismas siglas (RIA).
Europa tuvo un despertar más tardío. En 1973 la firma sueca ASEA construyó el
primer robot con accionamiento totalmente eléctrico. En 1980 se funda la Federación
Internacional de Robótica con sede en Estocolmo Suecia.
Cinco fases relevantes en el desarrollo de la Robótica Industrial:
1. El laboratorio ARGONNE diseña, en 1950, manipuladores amo-esclavo para
manejar material radioactivo.
2. Unimation, fundada en 1958 por Engelberger y hoy absorbida por
Whestinghouse, realiza los primeros proyectos de robots a principios de la
década de los sesentas, instalando el primero en 1961. Posteriormente, en
1967, instala un conjunto de ellos en una fábrica de General Motors. Tres años
después, se inicia la implantación de los robots en Europa, especialmente en el
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 23
área de fabricación de automóviles. Japón comienza a implementar esta
tecnología hasta 1968.
3. Los laboratorios de la Universidad de Stanford y del MIT acometen, en 1970, la
tarea de controlar un robot mediante computador.
4. En el año de 1975, la aplicación del microprocesador, transforma la imagen y
las características del robot, hasta entonces grande y costoso.
5. A partir de 1980, el fuerte impulso en la investigación, por parte de las
empresas fabricantes de robots, otros auxiliares y diversos departamentos de
Universidades de todo el mundo, sobre la informática aplicada y la
experimentación de los sensores, cada vez más perfeccionados, potencian la
configuración del robot inteligente capaz de adaptarse al ambiente y tomar
decisiones en tiempo real, adecuarlas para cada situación.
1.4.3. DEFINICIÓN DEL ROBOT INDUSTRIAL.
Existen ciertas dificultades a la hora de establecer una definición formal de lo que
es un robot industrial. La primera de ellas surge de la diferencia conceptual entre el
mercado japonés y el euro americano de lo que es un robot y lo que es un manipulador.
La definición mas comúnmente aceptada posiblemente sea la de la Asociación de
Industrias Robóticas (RIA), según la cual:
Un robot industrial es un manipulador multifuncional reprogramable, capaz de
mover materias, piezas, herramientas, o dispositivos especiales, según
trayectorias variables, programadas para realizar tareas diversas.
La definición más completa es la establecida por la Asociación Francesa de
Normalización (AFNOR) que define primero el manipulador y, basándose en dicha
definición, al robot:
Manipulador: mecanismo formado generalmente por elementos en serie,
articulados entre si, destinado al agarre y desplazamiento de objetos. Es
multifuncional y puede ser gobernado directamente por un operador humano o
mediante dispositivo lógico.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 24
Robot: manipulador automático servo controlado, reprogramable, polivalente,
capaz de posicionar y orientar piezas, útiles o dispositivos especiales, siguiendo
trayectorias variables reprogramables, para la ejecución de tareas variadas.
Normalmente tiene la forma de uno o varios brazos terminados en una muñeca. Su
unidad de control incluye un dispositivo de memoria y ocasionalmente de
percepción del entorno. Normalmente su uso es el de realizar una tarea de manera
cíclica, pudiéndose adaptar a otra sin cambios permanentes en su material.
1. Manipuladores:
Son sistemas mecánicos multifuncionales, con un sencillo sistema de control, que
permite gobernar el movimiento de sus elementos, de los siguientes modos:
a. Manual: Cuando el operario controla directamente la tarea del
manipulador.
b. De secuencia fija: cuando se repite, de forma invariable, el proceso de
trabajo preparado previamente.
c. De secuencia variable: Se pueden alterar algunas características de los
ciclos de trabajo.
2. Grados de libertad.
Se pueden definir los grados de libertad, como los posibles movimientos básicos
(giratorios y de desplazamiento) independientes.
En la imagen (figura 1.1.) Se muestra el esquema de un robot de estructura
moderna con 6 grados de libertad.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 25
1. 5. EVALUACIÓN AUTOMÁTICA
DEFINICIÓN DE EVALUACIÓN AUTOMÁTICA, IMPORTANCIA, VENTAJAS Y DESVENTAJAS.
ARQUITECTURA DE UN AUTOMATISMO
Como ya se vio, la automatización no comprende el uso de un sólo equipo y una
sola tecnología, sin embargo, es común hablar hoy en día de electrónica y controles
electrónicos para la etapa de procesamiento de señal en una máquina o proceso (también
los hay, mecánicos, electromecánicos y neumáticos).
En la presente información tomaremos en cuenta sobre todo el uso del control y
sensores electrónicos por ser los de mayor demanda actual.
Valiéndonos de lo anterior, mostraremos en el siguiente diagrama una
configuración o arquitectura general que interviene en cualquier proyecto de
automatización. Cabe señalar que a diferencia de la etapa de control, en lo que se refiere
a los actuadores y aún los sensores, no podemos generalizar o tomar como base algún
tipo de tecnología a usar, ya que éstas son aplicadas según sea la tarea que se realizará,
aunque si el procesador es un control electrónico, las señales que llagan a él y salen de
él deberán ser eléctricas.
El concepto que existía sobre automatización industrial se ha modificado
profundamente con la incorporación al mundo del trabajo del robot, que introduce el nuevo
vocablo de "sistema de fabricación flexible", cuya principal característica consiste en la
facilidad de adaptación de este núcleo de trabajo, a tareas diferentes de producción.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 26
II Sistemas flexibles de
manufactura OBJETIVO PARTICULAR DE LA UNIDAD
Comprender el concepto de sistema flexible de manufactura
HABILIDADES POR DESARROLLAR EN LA UNIDAD
Establecer las condiciones para el control de un SFM y un CND
Saber en la Teoría (3 hrs.) 2.1. EL ENTORNO DE LA PRODUCCIÓN INDUSTRIAL
La década de los 80`s marcó un cambio de orientación de las políticas y sistemas
de producción industrial pasando de estar centrada en el producto de una economía de
escala a considerar el proceso como base de una producción en un ámbito globalizado.
El estudio de las características del entorno industrial revela que casi cualquier
industria se puede transformar en un centro moderno de producción. Para ello son
necesarios instalaciones, organización y métodos de trabajo.
Por lo anterior, el mercado requiere una diversificación del producto, mismo que
deberá adaptarse a las necesidades específicas del cliente, exigiendo un mejor tiempo de
entrega, calidad y competitividad.
A continuación las características del mercado en la década de los 90´s:
1. Productos con un ciclo de vida corto.
2. Gran variedad de líneas de productos.
3. Productos estandarizados.
4. Demanda de calidad y fiabilidad.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 27
5. Productos de nueva tecnología.
6. Nuevos usuarios y usos. Mayor variedad de clientes.
7. Clientes más exigentes.
8. Mundialización de la producción, distribución, mercados, competencia e
innovación.
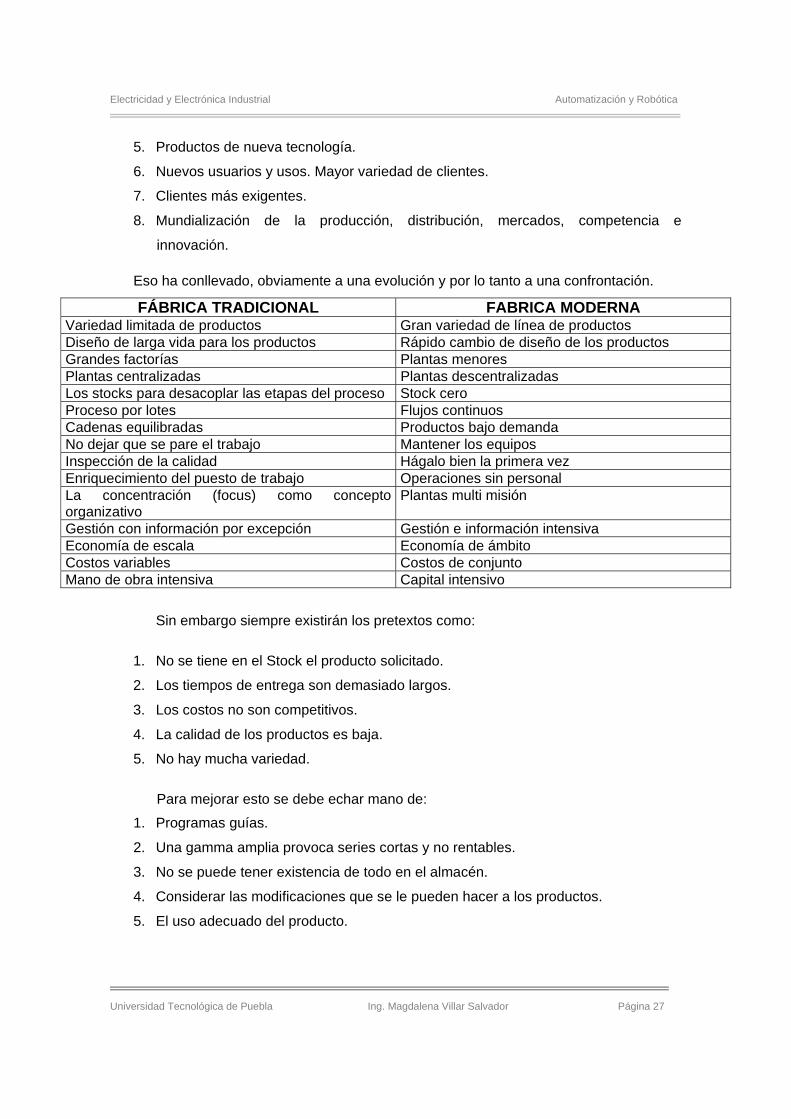
Eso ha conllevado, obviamente a una evolución y por lo tanto a una confrontación.
Sin embargo siempre existirán los pretextos como:
1. No se tiene en el Stock el producto solicitado.
2. Los tiempos de entrega son demasiado largos.
3. Los costos no son competitivos.
4. La calidad de los productos es baja.
5. No hay mucha variedad.
Para mejorar esto se debe echar mano de:
1. Programas guías.
2. Una gamma amplia provoca series cortas y no rentables.
3. No se puede tener existencia de todo en el almacén.
4. Considerar las modificaciones que se le pueden hacer a los productos.
5. El uso adecuado del producto.
FÁBRICA TRADICIONAL FABRICA MODERNA Variedad limitada de productos Gran variedad de línea de productos Diseño de larga vida para los productos Rápido cambio de diseño de los productos Grandes factorías Plantas menores Plantas centralizadas Plantas descentralizadas Los stocks para desacoplar las etapas del proceso Stock cero Proceso por lotes Flujos continuos Cadenas equilibradas Productos bajo demanda No dejar que se pare el trabajo Mantener los equipos Inspección de la calidad Hágalo bien la primera vez Enriquecimiento del puesto de trabajo Operaciones sin personal La concentración (focus) como concepto organizativo
Plantas multi misión
Gestión con información por excepción Gestión e información intensiva Economía de escala Economía de ámbito Costos variables Costos de conjunto Mano de obra intensiva Capital intensivo
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 28
La solución a lo anterior es la Reconversión. Esta trata de la modificación de la
política y estrategia industrial para flexibilizar la producción, adaptarlo a las variaciones del
mercado y las necesidades del cliente, al mismo tiempo que conseguir un costo
competitivo.
Ahora bien, para conseguir la rentabilidad de las empresas, se deben tomar en
cuenta ciertos criterios:
1. Flexibilidad del producto y de los procesos de producción.
2. Calidad y fiabilidad del producto.
3. Predicibilidad y confiabilidad del proceso.
4. Integración del producto, proceso y organización.
5. Reducción de tiempos para el lanzamiento de productos nuevos.
6. Eliminación del gasto no estrictamente necesario.
7. Reducción de los tiempos de preparación y espera.
8. Automatización de procesos.
9. Aumento de productividad global.
La flexibilidad de un producto se logra mediante técnicas de diseño modular en
donde el producto terminado se obtiene a partir del ensamblaje de una gran variedad de
grupos. Las tecnologías como el CAD – CAM por ejemplo, reducen tiempos de diseño.
Flexibilizar un proceso involucra reducir al mínimo los tiempos de preparación de
máquinas, se automatizan almacenes, transportes, manutención de las máquinas y se
especializa la mano de obra.
El resultado de la flexibilidad es muy generoso, considere:
1. Se desplaza la inspección de calidad al puesto de trabajo dentro de una política de
HBP.
2. Se eliminan barreras funcionales entre departamentos.
3. Se utilizan técnicas de análisis estructurados para detectar gastos que no deben
añadirse al valor del producto: paros, esperas, tiempos muertos, etc.
4. Uso de la técnica Just in time es decir, disponer de materiales y piezas correctas
en cantidad, tipo, momento y lugar preciso.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 29
5. Mayor estudio de los procesos de mecanizados, estandarización de métodos,
herramientas y utilajes. La automatización es de suma importancia en este punto
por proporcionar una disminución de los tiempos de preparación y espera.
6. Disminución de la mano de obra, al suceder eso: disminuyen gastos, aumenta la
productividad, mejora la calidad y se ofrece una mayor variedad.
Otras características se hallan en la fábrica moderna.
Todo lo anterior lleva a un concepto que involucra varios términos, dicho concepto
no es otro que la Fábrica Flexible.
2.2. CONTROL NUMÉRICO DIRECTO DEFINICIÓN DE CND Y APLICACIÓN EN UN SFM.
CONCEPTO Y COMPONENTES DE UN SFM.
FÁBRICA FLEXIBLE
Según sea el grado de dependencia del proceso respecto al producto, se pueden
establecer cuatro tipos de fabricación:
1. Independiente.
2. Programable.
3. Flexibles.
4. Dedicados.
Independiente: El proceso no depende del diseño del producto, son los más flexibles y
baratos pero son los menos productivos y de mayor costo unitario. Por ejemplo, un taller
con máquinas-herramienta convencionales. Este proceso es ideal cuando se quieren
elementos poco estandarizados y de corta vida útil.
Programable: El proceso puede adaptarse a una variedad de productos. Por ejemplo; las
máquinas de control numérico.
Flexibles: Un proceso con una configuración única que puede fabricar una amplia gama
de productos. Por ejemplo células de fabricación flexible.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 30
Dedicados: El proceso solo es apto para un diseño único de productos. Este tipo de
procesos es rígido, muy costoso, pero poseen elevada productividad y menor costo
unitario. Por ejemplo, las máquinas transfer. Este proceso es ideal cuando se quieren
elementos estandarizados y de larga vida útil.
Entonces establecer qué proceso es conveniente o no, no es tan sencillo, porque
debe analizarse las exigencias que deben cubrirse durante su periodo de amortización.
Esta puede ser una clave útil en cuanto a la selección de un sistema:
Un aumento de la flexibilidad significa una pérdida de productividad y un mayor
costo unitario, sin embargo, las características del mercado condicionan cada día
más a un sistema de fabricación flexible.
La premisa fundamental es: Diseñar un proceso productivo tan rígido como sea
posible y tan flexible como sea necesario.
La flexibilidad no es un objetivo, sino un medio para conseguir la rentabilidad de la
empresa.
Detrás de las fábricas flexibles siempre se encontrarán equipos de producción
eficaces, capaces de alcanzar productividad y costos parecidos a los de los sistemas
dedicados, políticas de racionalización y optimización de la producción que permite
alcanzar niveles de productividad global.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 31
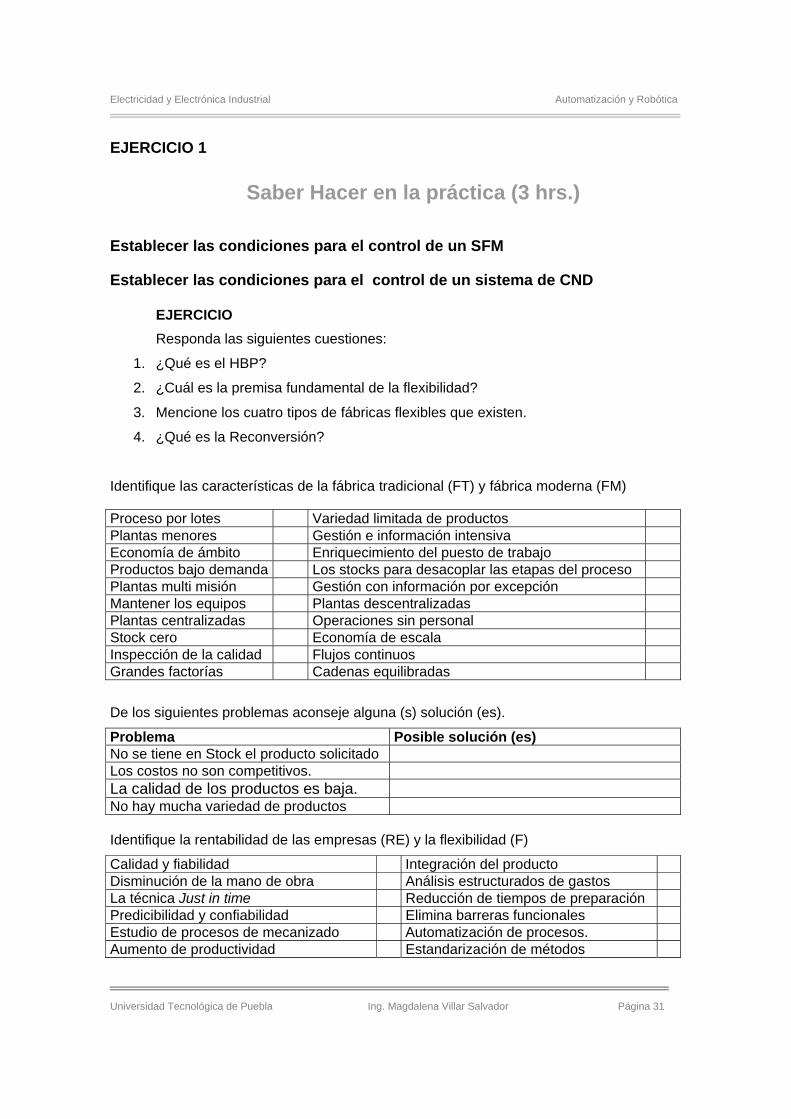
EJERCICIO 1
Saber Hacer en la práctica (3 hrs.)
Establecer las condiciones para el control de un SFM Establecer las condiciones para el control de un sistema de CND
EJERCICIO
Responda las siguientes cuestiones:
1. ¿Qué es el HBP?
2. ¿Cuál es la premisa fundamental de la flexibilidad?
3. Mencione los cuatro tipos de fábricas flexibles que existen.
4. ¿Qué es la Reconversión?
Identifique las características de la fábrica tradicional (FT) y fábrica moderna (FM)
Proceso por lotes Variedad limitada de productos Plantas menores Gestión e información intensiva Economía de ámbito Enriquecimiento del puesto de trabajo Productos bajo demanda Los stocks para desacoplar las etapas del proceso Plantas multi misión Gestión con información por excepción Mantener los equipos Plantas descentralizadas Plantas centralizadas Operaciones sin personal Stock cero Economía de escala Inspección de la calidad Flujos continuos Grandes factorías Cadenas equilibradas
De los siguientes problemas aconseje alguna (s) solución (es).
Problema Posible solución (es) No se tiene en Stock el producto solicitado Los costos no son competitivos. La calidad de los productos es baja. No hay mucha variedad de productos Identifique la rentabilidad de las empresas (RE) y la flexibilidad (F)
Calidad y fiabilidad Integración del producto Disminución de la mano de obra Análisis estructurados de gastos La técnica Just in time Reducción de tiempos de preparación Predicibilidad y confiabilidad Elimina barreras funcionales Estudio de procesos de mecanizado Automatización de procesos. Aumento de productividad Estandarización de métodos
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 32
TAREA: Investigar los conceptos de: Productividad, evaluación automática, Just in time,
Máquinas transfer, CAD-CAM, Manufactura clase mundial (MCM) y Stocks.
ANOTE SUS CONCLUSIONES:
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 33
III Control numérico
CAD-CAM OBJETIVO PARTICULAR DE LA UNIDAD Utilizar sistemas CAD / CAM HABILIDADES POR DESARROLLAR EN LA UNIDAD Saber utilizar sistemas CAD / CAM
Saber en la Teoría (10 hrs.)
3.1. CONTROL NUMÉRICO POR COMPUTADORA
DEFINICIÓN Y COMPONENTES DEL CNC. IMPORTANCIA, VENTAJAS Y DESVENTAJAS DEL CNC. MÉTODOS DE PROGRAMACIÓN DE UNA MÁQUINA CNC.
Las máquinas de Control Numérico (CN) son máquinas automáticas de corte. Sus
antecesoras, las máquinas convencionales, presentan varias diferencias respecto a estas.
El Control Numérico (CN) se define como:
Un sistema por medio del cual se proporciona a una máquina herramienta una
serie de instrucciones como el cambio de posición y velocidad. Estas órdenes son
almacenadas en programas, las cuales son procesadas por medio de un circuito
electrónico.
El programa, como se verá posteriormente, esta formada por un lenguaje especial
que contiene una serie de instrucciones que son convertidas en órdenes por medio de
voltajes, y se accionan mediante las tarjetas de control. La secuencia del programa sigue
una lógica que va de acuerdo a la trayectoria de la herramienta de corte, dichas
trayectorias de la herramienta determinan el tipo de máquina que lo trabaja.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 34
Así se tienen:
• Fresadoras CNC. Son máquinas automáticas capaces de maquinar superficies
planas – fresado. Su herramienta es una fresa.
• Tornos CNC. Máquinas automáticas capaces de trabajar en superficies de
revolución: torneado. Su herramienta es un buril, pastilla o insertos.
• Centros de maquinados. Pueden realizar operaciones de torneado y fresado.
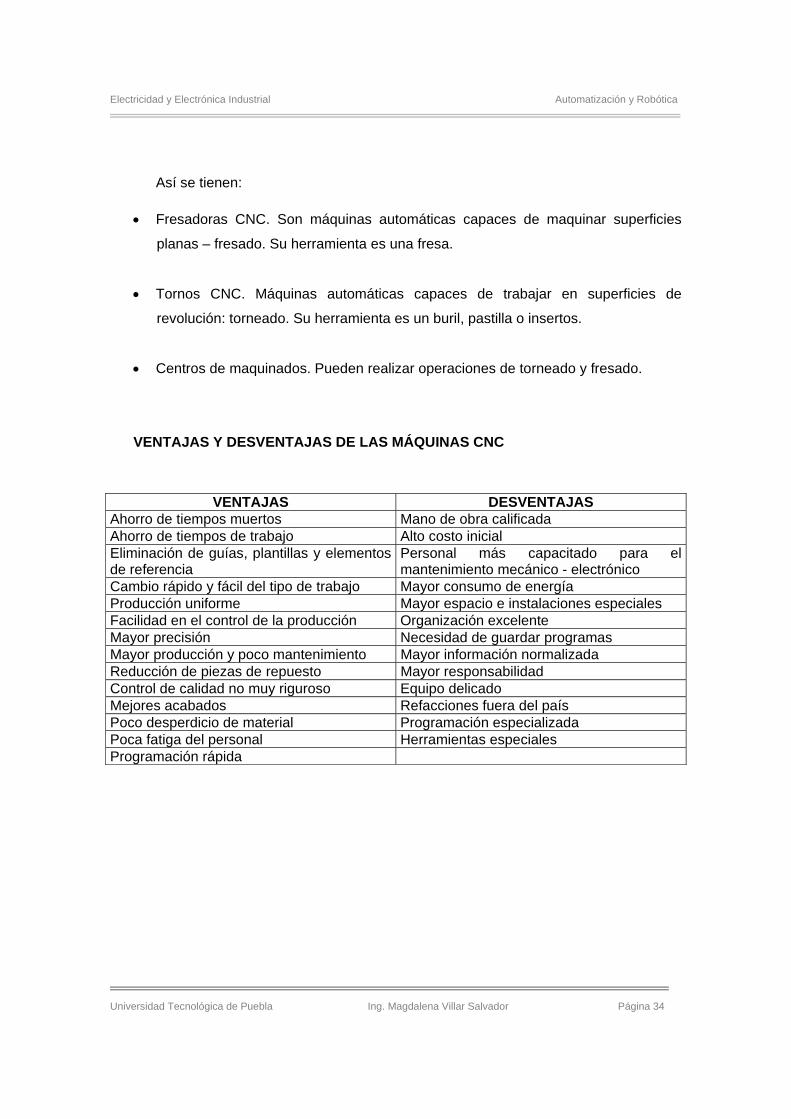
VENTAJAS Y DESVENTAJAS DE LAS MÁQUINAS CNC
VENTAJAS DESVENTAJAS Ahorro de tiempos muertos Mano de obra calificada Ahorro de tiempos de trabajo Alto costo inicial Eliminación de guías, plantillas y elementos de referencia
Personal más capacitado para el mantenimiento mecánico - electrónico
Cambio rápido y fácil del tipo de trabajo Mayor consumo de energía Producción uniforme Mayor espacio e instalaciones especiales Facilidad en el control de la producción Organización excelente Mayor precisión Necesidad de guardar programas Mayor producción y poco mantenimiento Mayor información normalizada Reducción de piezas de repuesto Mayor responsabilidad Control de calidad no muy riguroso Equipo delicado Mejores acabados Refacciones fuera del país Poco desperdicio de material Programación especializada Poca fatiga del personal Herramientas especiales Programación rápida
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 35
3.2. REDES EN CNC Y PLCS CONEXIÓN DE REDES EN CNC Y PLC´S.
EL PLC: Se entiende por Controlador Lógico Programable (PLC), o Autómata Programable,
a toda máquina electrónica, diseñada para controlar en tiempo real y en medio industrial
procesos secuenciales. Su manejo y programación puede ser realizada por personal
eléctrico o electrónico sin conocimientos informáticos. Realiza funciones lógicas: series,
paralelos, temporizaciones, conteos y otras más potentes como cálculos,
regularizaciones, etc.
También se le puede definir como una "caja negra" en la que existen unos
terminales de entrada a los que se conectarán pulsadores, finales de carrera, fotocélulas,
detectores; unas terminales de salida a los que se le conectarán bobinas de contactores,
electro válvulas, lámparas, de tal forma que la actuación de estos últimos está en función
de las señales de entrada que estén activadas en cada momento, según el programa
almacenado.
Esto quiere decir que los elementos tradicionales como relés auxiliares, relés de
enclavamiento, temporizadores, contadores... etc., son internos. La tarea del usuario se
reduce a realizar el "programa", que no es más que la relación entre las señales de
entrada que se tienen que cumplir para activar cada salida.
Toda empresa industrial, como productora de bienes, se encuentra sometida a un
entorno altamente competitivo no sólo en cuanto sirve al mercado nacional, sino a que
extiende su actividad en el ámbito internacional. Para crecer, o aun más para subsistir, se
ve en la necesidad de adaptarse con rapidez a las exigencias del mercado, intentando
adelantarse a sus competidores; es un entorno cambiante en el que la planificación
necesaria se hace tanto más difícil cuanto más amplío es el horizonte temporal que
contempla.
Hasta ahora la automatización de máquinas y procesos ha permitido mejorar la
productividad, la disminución de costos, y la mejora de la calidad de los productos. Pero
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 36
esto no es suficiente cuando, por ejemplo un producto no obtiene el éxito esperado o su
ciclo de vida resulta acortado por la aparición de un producto sustituto. De ello se derivan
unos costos que no han podido ser absorbidos por la automatización tradicional.
Un proyecto de automatización integrada requiere una elaboración muy detallada
que defina las necesidades actuales y los objetivos de la empresa. Si el proyecto está
bien definido podrá empezar por la automatización de áreas de producción bien
determinadas para la posterior integración; lo que será de particular interés para las
empresas ya establecidas que persiguen su modernización.
Por esta razón es interesante que aquellos que de alguna forma intervienen en las
decisiones y acciones que afectan el sistema productivo, adquieran un conocimiento
sobre los equipos que la tecnología actual pone a disposición de la automatización
integrada. El controlador lógico programable es uno de estos equipos, y por ello, es un
equipo que vale la pena conocer.
VENTAJAS E INCONVENIENTES DEL PLC
No todos los Autómatas ofrecen las mismas ventajas sobre la lógica cableada, ello
es debido, principalmente, a la variedad de modelos existentes en el mercado y a las
innovaciones técnicas que surgen constantemente. Tales consideraciones nos obligan a
referirnos a las ventajas que proporciona un Autómata de tipo medio.
VENTAJAS DEL PLC Las condiciones favorables que presenta un PLC son las siguientes:
1. Menor tiempo empleado en la elaboración de proyectos debido a que
♦ No es necesario dibujar el esquema de contactos.
♦ No es necesario simplificar las ecuaciones lógicas ya que, por lo general, la
capacidad de almacenamiento del módulo de memoria es lo suficientemente
grande.
♦ La lista de materiales queda sensiblemente reducida, y al elaborar el
presupuesto correspondiente eliminaremos parte del problema que supone el
contar con diferentes proveedores, distintos plazos de entrega, etc.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 37
2. Posibilidad de introducir modificaciones sin cambiar el cableado ni añadir aparatos.
3. Mínimo espacio de ocupación.
4. Menor costo de mano de obra de la instalación.
5. Economía de mantenimiento. Además de aumentar la fiabilidad del sistema, al
eliminar contactos móviles, los mismos autómatas pueden detectar e indicar
averías.
6. Posibilidad de gobernar varias máquinas con un mismo Autómata.
7. Menor tiempo para la puesta en funcionamiento del proceso al quedar reducido el
tiempo de cableado.
8. Si por alguna razón la máquina queda fuera de servicio, el Autómata sigue siendo
útil para otra máquina o sistema de producción.
INCONVENIENTES DEL PLC.
Como inconvenientes podríamos hablar, en primer lugar, de que hace falta un
programador, lo que obliga a adiestrar a uno de los técnicos en tal sentido.
Pero hay otro factor importante, como el costo inicial, que puede o no ser un
inconveniente, según las características del automatismo en cuestión. Dado que el PLC
cubre ventajosamente un amplio espacio entre la lógica cableada y el microprocesador,
es preciso que el proyectista lo conozca tanto en su amplitud como en sus limitaciones.
Por tanto, aunque el costo inicial debe ser tenido en cuenta a la hora de decidirnos por
uno u otro sistema, conviene analizar todos los demás factores para asegurarnos una
decisión acertada.
CONFIGURACION DE UN PLC
Por configuración del PLC se entiende la estructura que adopta su sistema físico,
esencialmente la unidad de control, el sistema de entradas/salidas y la memoria de la
máquina, a fin de adaptarlo a las particularidades de la aplicación. Existen básicamente
dos configuraciones posibles:
• Estructura compacta (control centralizado)
• Estructura modular (control distribuido)
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 38
En el primer caso, una sola CPU o unidad central de proceso soporta varios
módulos entradas/salidas, que contienen exclusivamente interfaces E/S. Puesto que estos
módulos no pueden funcionar de forma autónoma, el control queda centralizado en la
CPU única.
Los Sistemas de control distribuido tienen varios módulos con sus propias
unidades de proceso y en general con sus propias interfaces E/S.
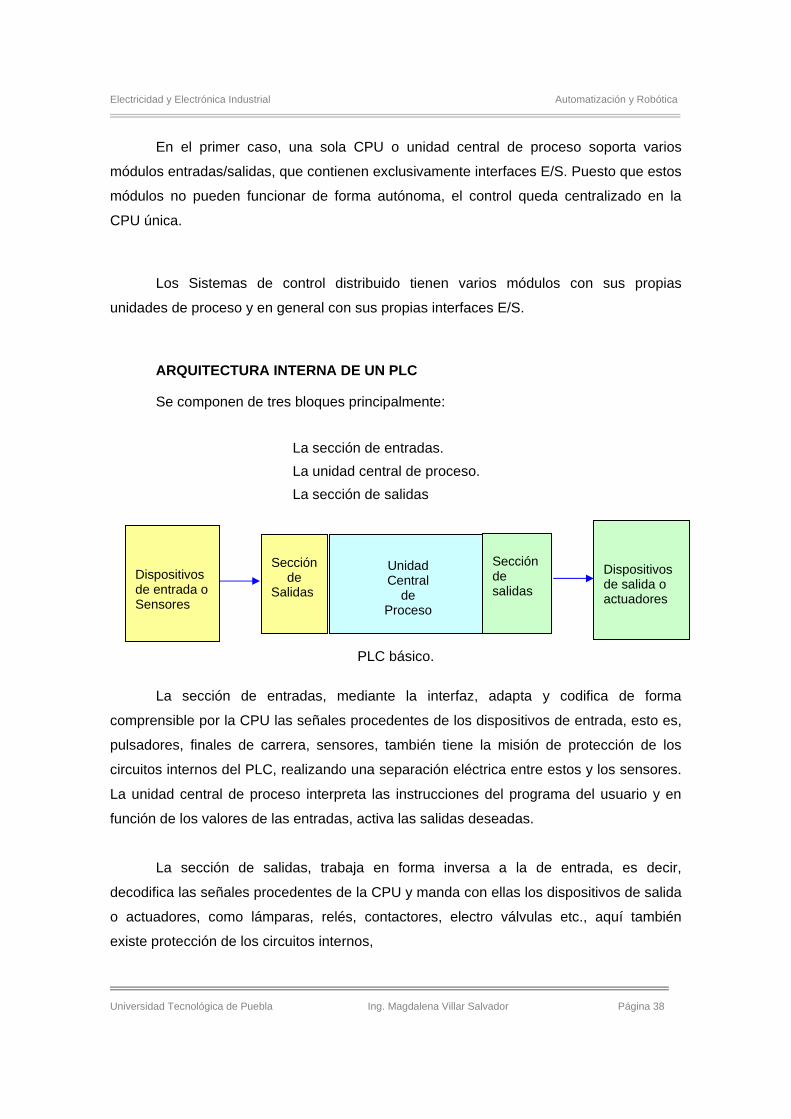
ARQUITECTURA INTERNA DE UN PLC
Se componen de tres bloques principalmente:
La sección de entradas. La unidad central de proceso. La sección de salidas
PLC básico.
La sección de entradas, mediante la interfaz, adapta y codifica de forma
comprensible por la CPU las señales procedentes de los dispositivos de entrada, esto es,
pulsadores, finales de carrera, sensores, también tiene la misión de protección de los
circuitos internos del PLC, realizando una separación eléctrica entre estos y los sensores.
La unidad central de proceso interpreta las instrucciones del programa del usuario y en
función de los valores de las entradas, activa las salidas deseadas.
La sección de salidas, trabaja en forma inversa a la de entrada, es decir,
decodifica las señales procedentes de la CPU y manda con ellas los dispositivos de salida
o actuadores, como lámparas, relés, contactores, electro válvulas etc., aquí también
existe protección de los circuitos internos,
Unidad Central
de Proceso
Sección de salidas
Sección
de Salidas
Dispositivos de entrada o Sensores
Dispositivos de salida o actuadores
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 39
PROGRAMACIÓN DE UN PLC
Para lograr que un PLC tenga control sobre una máquina o proceso es necesario
que se le defina una secuencia de órdenes con las que se fija la forma en que las
entradas actuaran sobre las salidas. Para definir la secuencia de ordenes al PLC se
emplea un lenguaje de programación; este lenguaje se puede definir como el conjunto de
símbolos y textos que sirven para recuperar y enviar información al PLC.
Para lograr una adecuada programación de un PLC es necesario seguir una serie
de pasos:
♦ Determinar que debe hacer el sistema de control y en que orden (por ejemplo,
mediante un diagrama de flujo, una descripción literal, etc.)
♦ Identificar los componentes (señales) de entrada y salida del automatismo.
♦ Representar mediante un modelo el sistema de control, indicando todas las
funciones que intervienen, las relaciones entre ellas y la secuencia que debe
seguir. Esta representación puede ser algebraica o gráfica.
♦ Asignar direcciones de entrada/salida a cada uno de los componentes que
aparecen en el modelo.
♦ Codificar la representación anterior en instrucciones o símbolos apropiados para la
programación.
♦ Transferir las instrucciones al PLC.
♦ Depurar el programa.
La programación del PLC se realiza a partir de una representación de la máquina o
proceso y de su control. La representación puede ser:
♦ Proposicional: descripciones literales.
♦ Algebraica: funciones Booleanas y aritméticas.
♦ Gráfica: esquemas de relés, diagramas lógicos, ordinogramas etc.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 40
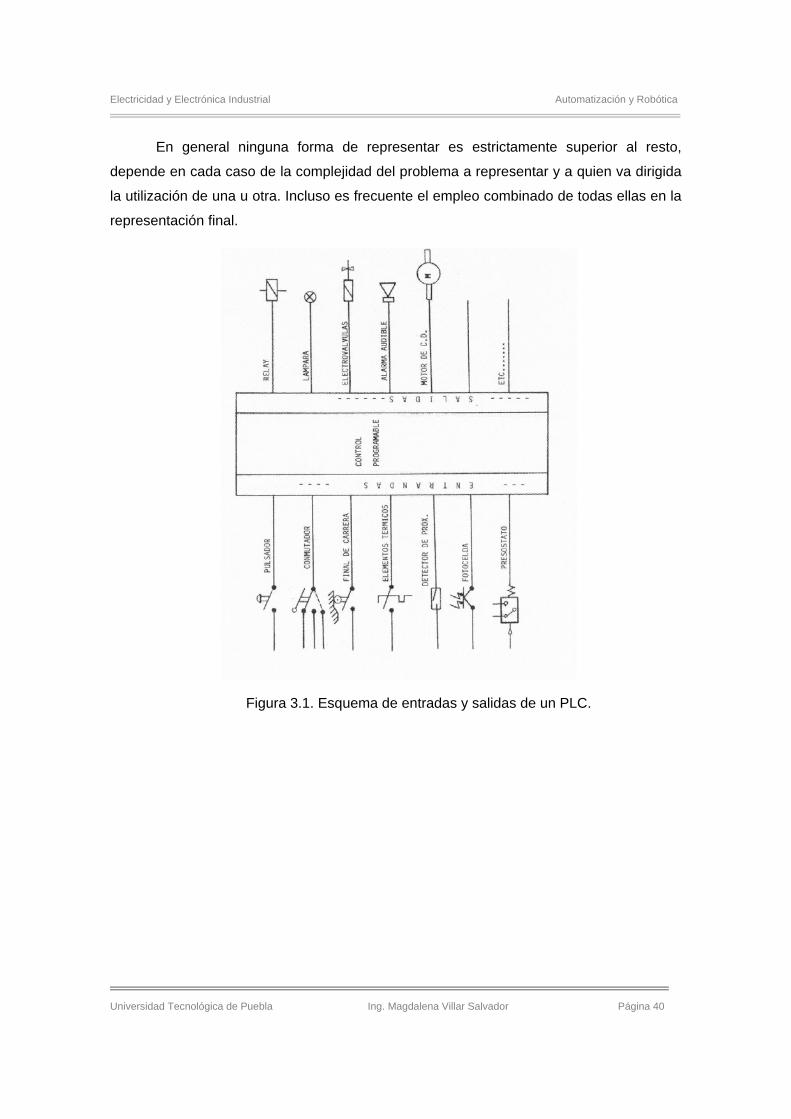
En general ninguna forma de representar es estrictamente superior al resto,
depende en cada caso de la complejidad del problema a representar y a quien va dirigida
la utilización de una u otra. Incluso es frecuente el empleo combinado de todas ellas en la
representación final.
Figura 3.1. Esquema de entradas y salidas de un PLC.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 41
3.3. CONTROL ADAPTATIVO. DEFINICIÓN DE CONTROL ADAPTATIVO APLICADO A CNC.
La automatización de una máquina o proceso productivo simple tiene como
consecuencia la liberación física y mental del hombre de dicha labor. Se denomina
automatismo al dispositivo físico que realiza esta función controlando su funcionamiento.
Todo sistema automático por simple que parezca tiene el objetivo de controlar la
respuesta de una máquina o proceso productivo, sin que el operador intervenga
directamente sobre sus elementos de salida. Dicho operador manipula únicamente las
magnitudes de las señales denominadas de consigna y el sistema de control se encarga
de gobernar dicha salida a través de los accionamientos.
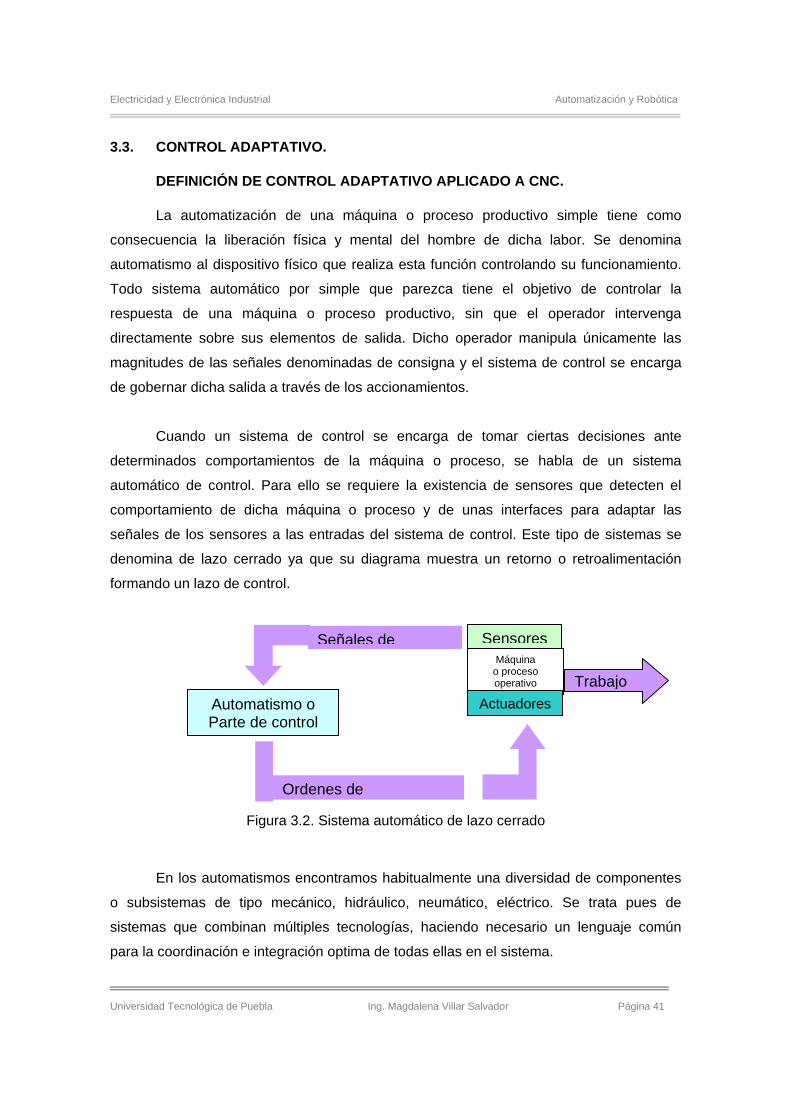
Cuando un sistema de control se encarga de tomar ciertas decisiones ante
determinados comportamientos de la máquina o proceso, se habla de un sistema
automático de control. Para ello se requiere la existencia de sensores que detecten el
comportamiento de dicha máquina o proceso y de unas interfaces para adaptar las
señales de los sensores a las entradas del sistema de control. Este tipo de sistemas se
denomina de lazo cerrado ya que su diagrama muestra un retorno o retroalimentación
formando un lazo de control.
Figura 3.2. Sistema automático de lazo cerrado
En los automatismos encontramos habitualmente una diversidad de componentes
o subsistemas de tipo mecánico, hidráulico, neumático, eléctrico. Se trata pues de
sistemas que combinan múltiples tecnologías, haciendo necesario un lenguaje común
para la coordinación e integración optima de todas ellas en el sistema.
Automatismo o Parte de control
Máquina o proceso operativo
Sensores
ActuadoresTrabajo
Ordenes de
Señales de
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 42
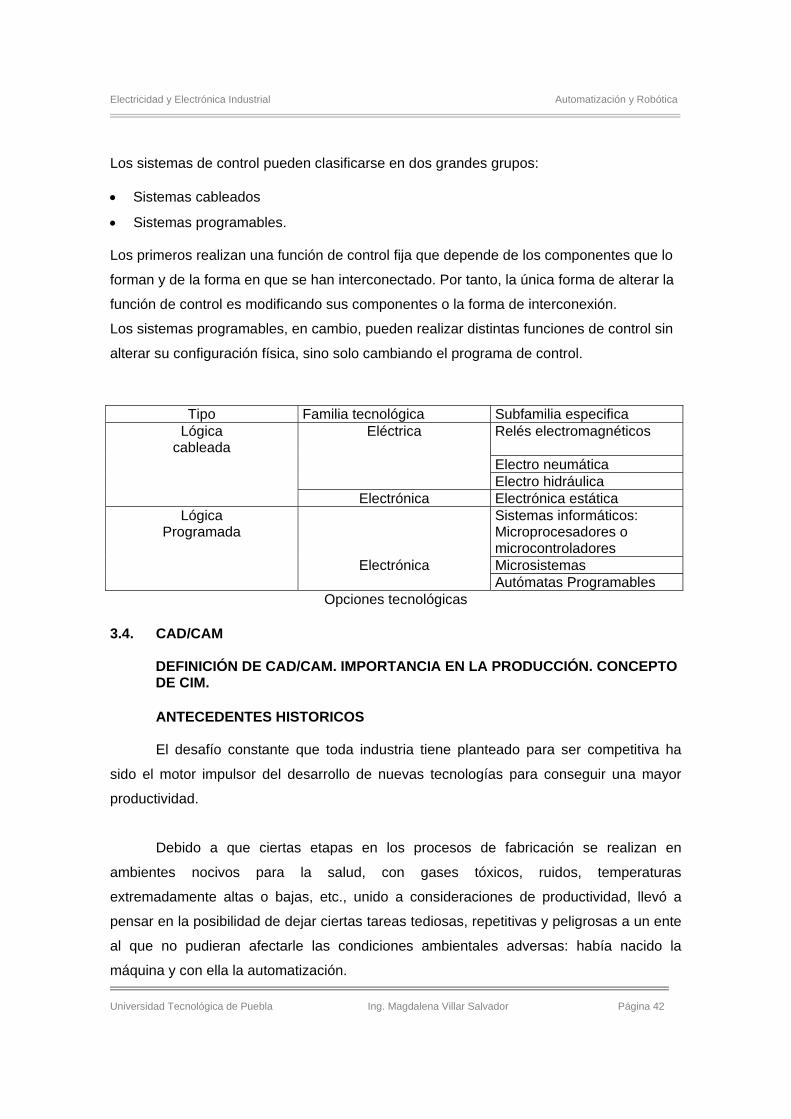
Los sistemas de control pueden clasificarse en dos grandes grupos: • Sistemas cableados
• Sistemas programables. Los primeros realizan una función de control fija que depende de los componentes que lo
forman y de la forma en que se han interconectado. Por tanto, la única forma de alterar la
función de control es modificando sus componentes o la forma de interconexión.
Los sistemas programables, en cambio, pueden realizar distintas funciones de control sin
alterar su configuración física, sino solo cambiando el programa de control.
Tipo Familia tecnológica Subfamilia especifica Lógica
cableada Eléctrica Relés electromagnéticos
Electro neumática Electro hidráulica Electrónica Electrónica estática
Lógica Programada
Sistemas informáticos: Microprocesadores o microcontroladores
Electrónica Microsistemas Autómatas Programables
Opciones tecnológicas 3.4. CAD/CAM
DEFINICIÓN DE CAD/CAM. IMPORTANCIA EN LA PRODUCCIÓN. CONCEPTO DE CIM.
ANTECEDENTES HISTORICOS
El desafío constante que toda industria tiene planteado para ser competitiva ha
sido el motor impulsor del desarrollo de nuevas tecnologías para conseguir una mayor
productividad.
Debido a que ciertas etapas en los procesos de fabricación se realizan en
ambientes nocivos para la salud, con gases tóxicos, ruidos, temperaturas
extremadamente altas o bajas, etc., unido a consideraciones de productividad, llevó a
pensar en la posibilidad de dejar ciertas tareas tediosas, repetitivas y peligrosas a un ente
al que no pudieran afectarle las condiciones ambientales adversas: había nacido la
máquina y con ella la automatización.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 43
Surgieron empresas dedicadas al desarrollo de los elementos que hicieran posible
tal automatización; debido a que las máquinas eran diferentes y diferentes las maniobras
a realizar, se hizo necesario crear unos elementos estándar que, mediante la combinación
de los mismos, el usuario pudiera realizar la secuencia de movimientos deseada para
solucionar su problema de aplicación particular
Relés, temporizadores, contadores..., fueron y son los elementos con que se
cuenta para realizar el control de cualquier máquina. Debido a la constante mejora de la
calidad de estos elementos y la demanda del mercado, que exigía mayor y mejor calidad
en la producción, se fue incrementando el número de etapas en los procesos de
fabricación controlados de forma automática.
Comenzaron a aparecer problemas: los armarios de maniobras o cajas en donde
se coloca el conjunto de relés, temporizadores, y demás elementos constitutivos del
control, se hacían cada vez más y más grandes, la probabilidad de avería era enorme, su
localización, larga y complicada, el stock que el usuario se veía obligado a soportar era
numeroso y el costo del mismo se incrementaba cada vez más.
El desarrollo tecnológico que trajeron los semiconductores primero y los circuitos
integrados después intentaron resolver el problema sustituyendo las funciones realizadas
mediante relés por funciones realizadas con puertas lógicas.
Con estos nuevos elementos se ganó en fiabilidad y se redujo el problema del
espacio, pero no así la detección de averías ni el problema del mantenimiento de un
stock. De todas maneras, subsistía un problema: la falta de flexibilidad de los sistemas.
Debido a las constantes modificaciones que las industrias se veían obligadas a realizar
en sus instalaciones para la mejora de la productividad, los armarios de maniobra tenían
que ser cambiados, la consiguiente pérdida de tiempo y el aumento del costo que ello
producía.
En 1968, Ford y General Motors impusieron a sus proveedores de automatismos
unas especificaciones para la realización de un sistema de control electrónico para
máquinas tranfer. Este equipo debía ser fácilmente programable, sin recurrir a las
computadoras industriales ya en servicio en la industria.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 44
A medio camino entre estos microcomputadores y la lógica cableada aparecen los
primeros modelos de Autómatas, también llamados controladores lógicos programables
(PLC's) Limitados originalmente a los tratamientos de lógica secuencial, los Autómatas se
desarrollaron rápidamente, y actualmente extienden sus aplicaciones al conjunto de
sistemas de control de procesos y de máquinas.
CAMPOS DE APLICACIÓN
La constante evolución del hardware y software amplía continuamente este campo
para poder satisfacer las necesidades que se detectan en el espectro de sus
posibilidades. Su utilización se da fundamentalmente es aquellas instalaciones en donde
es necesario realizar procesos de maniobra, control, señalización, etc., por tanto, su
aplicación abarca desde procesos de fabricación industrial de cualquier tipo al de
transformaciones industriales, control de instalaciones, etc.
Sus reducidas dimensiones, la extrema facilidad de su montaje, la posibilidad de
almacenar los programas para su posterior y rápida utilización o alteración de los mismos,
etc., hace que su eficiencia se aprecie fundamentalmente en procesos en que se
producen necesidades tales como:
Espacio reducido.
Procesos de producción periódicamente cambiantes.
Procesos secuenciales.
Maquinaria de procesos variables.
Instalaciones de procesos complejos y amplios.
Chequeo de programación centralizada de las partes del proceso.
Ejemplos de aplicaciones generales podrían ser los siguientes:
a) Maniobras de máquinas
Maquinaria industrial del mueble y madera.
Maquinaria en proceso de grava, arena y cemento.
Maquinaria en la industria del plástico.
Máquinas-herramientas complejas.
Maquinaria en procesos textiles y de confección.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 45
Maquinaria de ensamble
Máquinas transfer.
b) Maniobras de instalaciones.
♦ Instalaciones de aire acondicionado, calefacción, etc.
♦ Instalaciones de seguridad.
♦ Instalaciones de frío industrial.
♦ Instalaciones de almacenamiento y trasvase de cereales.
♦ Instalaciones de plantas embotelladoras.
♦ Instalaciones en industria de automoción.
♦ Instalaciones de tratamientos térmicos
♦ Instalaciones de plantas depuradoras de residuos.
♦ Instalaciones de cerámica.
c) Señalización y control.
♦ Chequeo de programas.
♦ Señalización del estado de procesos.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 46
EJERCICIO 2
Saber Hacer en la práctica (25 hrs.)
Identificar máquinas con CNC. Realizar programas para manipular una máquina CNC. Conectar máquinas CNC y PLC´s en red. Establecer las condiciones para el control de un sistema de CND Utilizar un sistema CAD/CAM
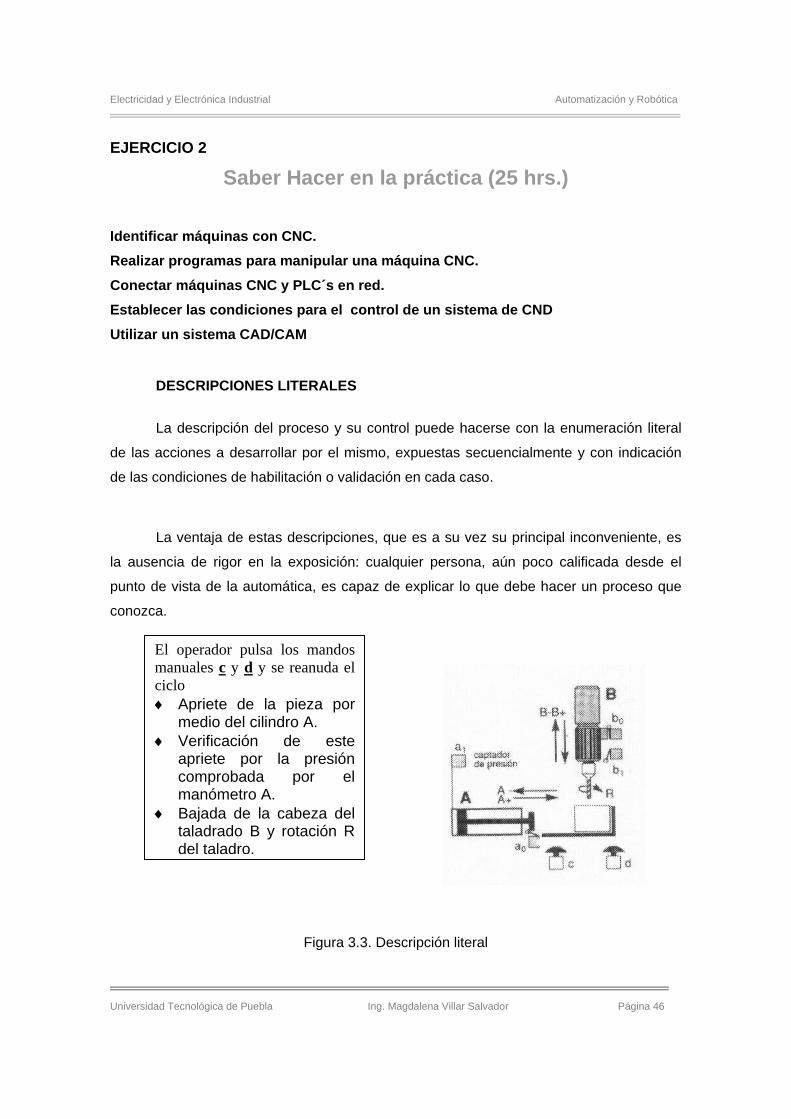
DESCRIPCIONES LITERALES
La descripción del proceso y su control puede hacerse con la enumeración literal
de las acciones a desarrollar por el mismo, expuestas secuencialmente y con indicación
de las condiciones de habilitación o validación en cada caso.
La ventaja de estas descripciones, que es a su vez su principal inconveniente, es
la ausencia de rigor en la exposición: cualquier persona, aún poco calificada desde el
punto de vista de la automática, es capaz de explicar lo que debe hacer un proceso que
conozca.
Figura 3.3. Descripción literal
El operador pulsa los mandos manuales c y d y se reanuda el ciclo ♦ Apriete de la pieza por
medio del cilindro A. ♦ Verificación de este
apriete por la presión comprobada por el manómetro A.
♦ Bajada de la cabeza del taladrado B y rotación R del taladro.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 47
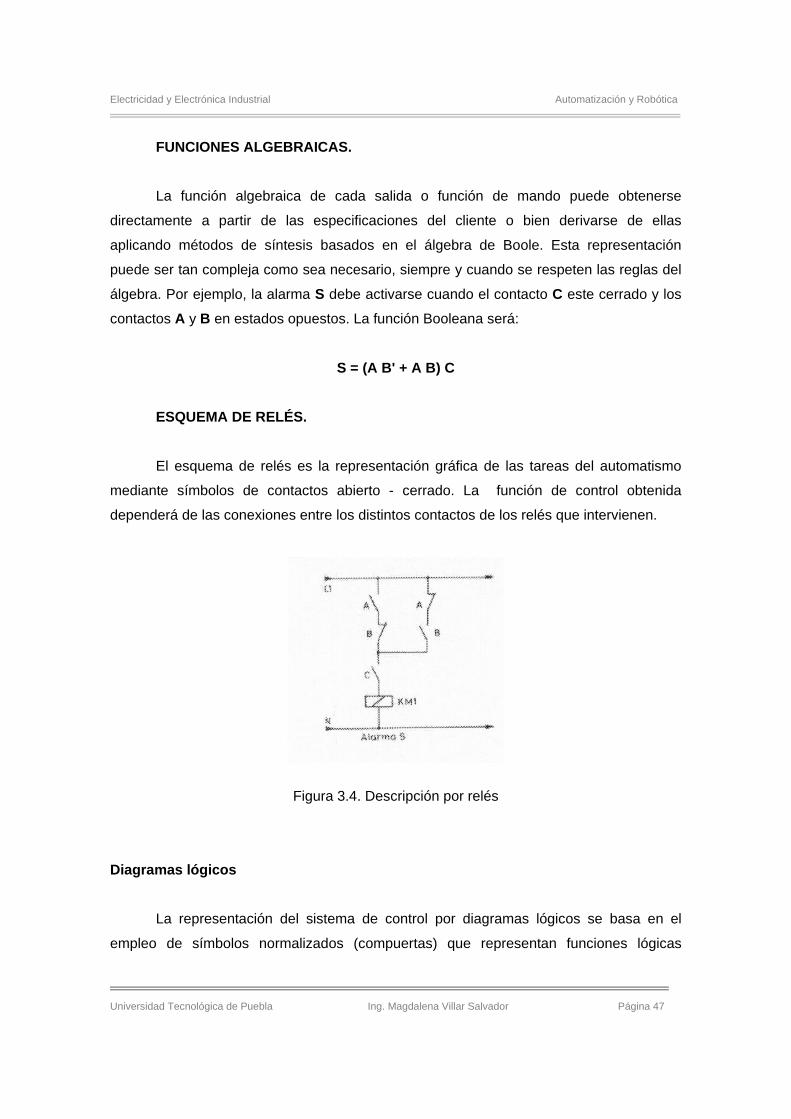
FUNCIONES ALGEBRAICAS.
La función algebraica de cada salida o función de mando puede obtenerse
directamente a partir de las especificaciones del cliente o bien derivarse de ellas
aplicando métodos de síntesis basados en el álgebra de Boole. Esta representación
puede ser tan compleja como sea necesario, siempre y cuando se respeten las reglas del
álgebra. Por ejemplo, la alarma S debe activarse cuando el contacto C este cerrado y los
contactos A y B en estados opuestos. La función Booleana será:
S = (A B' + A B) C
ESQUEMA DE RELÉS.
El esquema de relés es la representación gráfica de las tareas del automatismo
mediante símbolos de contactos abierto - cerrado. La función de control obtenida
dependerá de las conexiones entre los distintos contactos de los relés que intervienen.
Figura 3.4. Descripción por relés
Diagramas lógicos
La representación del sistema de control por diagramas lógicos se basa en el
empleo de símbolos normalizados (compuertas) que representan funciones lógicas
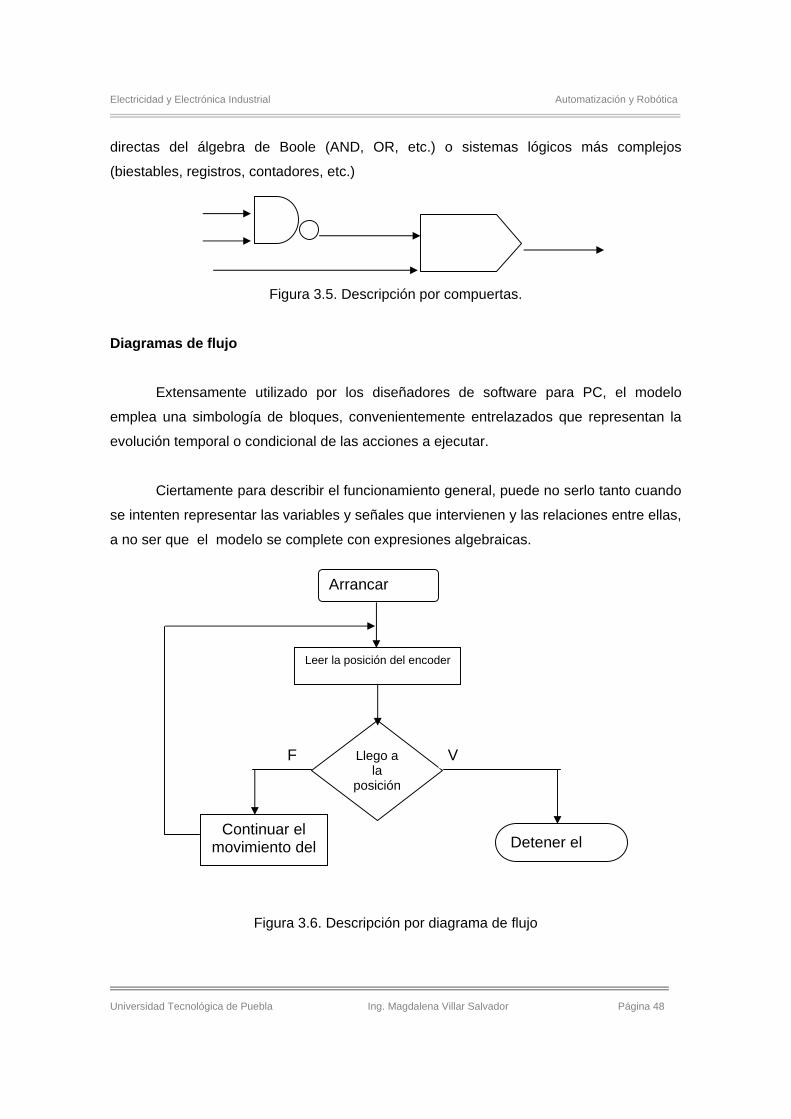
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 48
directas del álgebra de Boole (AND, OR, etc.) o sistemas lógicos más complejos
(biestables, registros, contadores, etc.)
Figura 3.5. Descripción por compuertas.
Diagramas de flujo
Extensamente utilizado por los diseñadores de software para PC, el modelo
emplea una simbología de bloques, convenientemente entrelazados que representan la
evolución temporal o condicional de las acciones a ejecutar.
Ciertamente para describir el funcionamiento general, puede no serlo tanto cuando
se intenten representar las variables y señales que intervienen y las relaciones entre ellas,
a no ser que el modelo se complete con expresiones algebraicas.
Figura 3.6. Descripción por diagrama de flujo
Arrancar
Leer la posición del encoder
Llego a la
posición
Continuar el movimiento del
tDetener el
V F
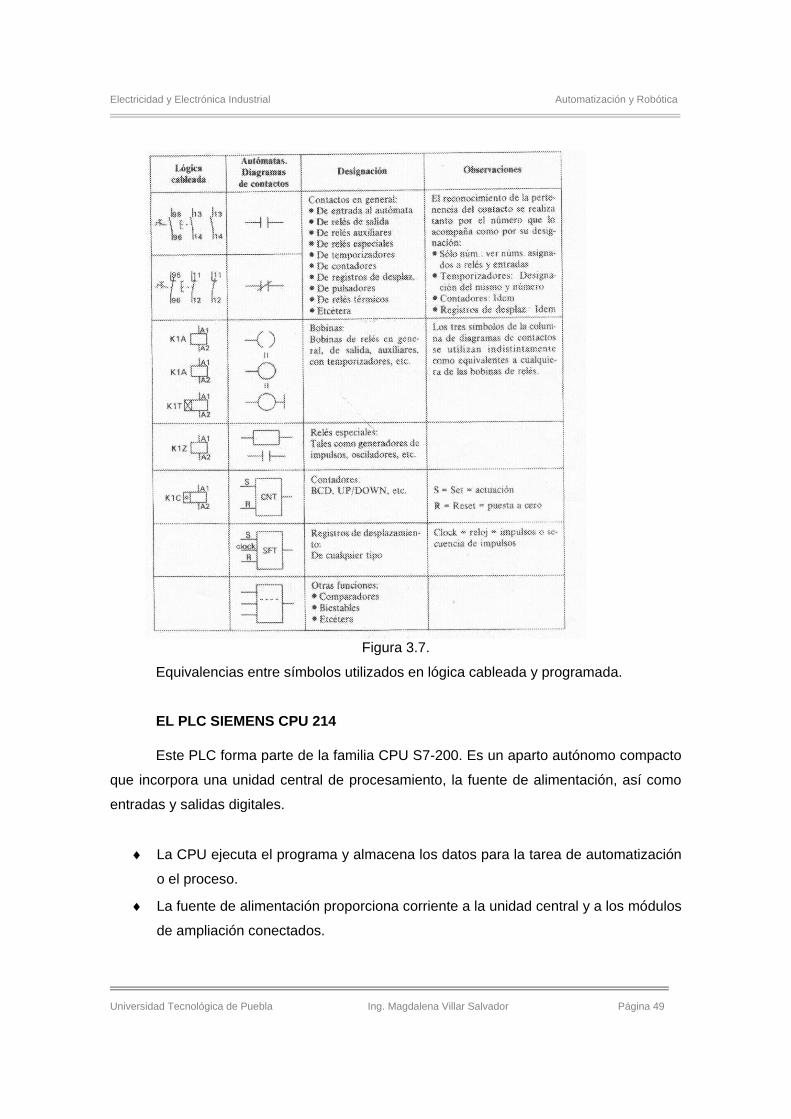
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 49
Figura 3.7.
Equivalencias entre símbolos utilizados en lógica cableada y programada.
EL PLC SIEMENS CPU 214
Este PLC forma parte de la familia CPU S7-200. Es un aparto autónomo compacto
que incorpora una unidad central de procesamiento, la fuente de alimentación, así como
entradas y salidas digitales.
♦ La CPU ejecuta el programa y almacena los datos para la tarea de automatización
o el proceso.
♦ La fuente de alimentación proporciona corriente a la unidad central y a los módulos
de ampliación conectados.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 50
♦ Las entradas y salidas controlan el sistema de automatización. Las entradas
vigilan las señales de los aparatos de campo (sensores o interruptores) y las
salidas vigilan las bombas, motores u otros dispositivos del proceso.
♦ La interfase de comunicación permite conectar la CPU a una unidad de
programación o a otros dispositivos.
♦ Los diodos luminosos indican el modo de operación de la CPU ( RUN o STOP), el
estado de las entradas y salidas integradas, así como los posibles fallos del
sistema que se hayan detectado.
Figura 3.8. CPU 214
Identificación de terminales de conexión para la CPU 214 AC7DC /relé
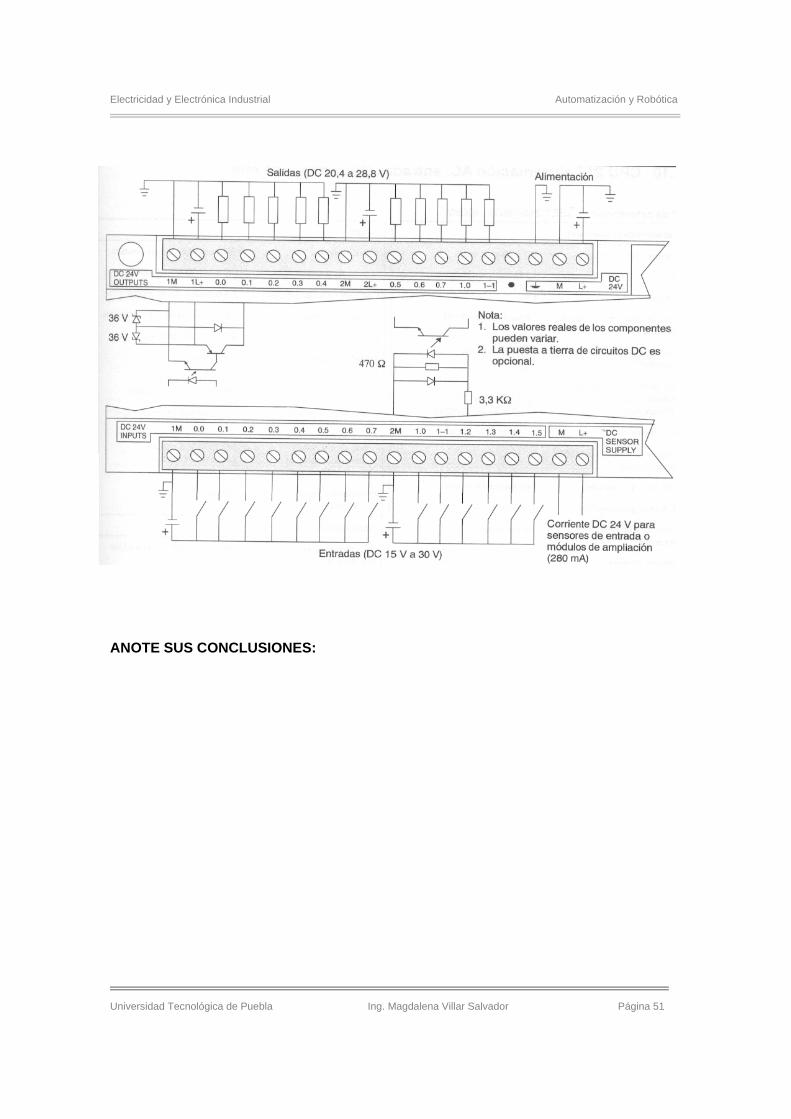
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 51
ANOTE SUS CONCLUSIONES:
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 52
IV Programación
del Robot Industrial
OBJETIVO PARTICULAR DE LA UNIDAD Aplicar las técnicas de programación de un robot industrial HABILIDADES POR DESARROLLAR EN LA UNIDAD Técnicas de programación de un robot industrial
Saber en la Teoría (5 hrs.)
4.1. ROBÓTICA
DEFINICIÓN DE ROBÓTICA. TIPOS DE ROBOTS.
CLASIFICACIÓN DE ROBOTS
CLASIFICACIÓN DE LOS ROBOTS SEGÚN LA AFRI.
Tipo A Manipulador con control manual o telemando.
Tipo B Manipulador automático con ciclos preajustados; regulación mediante fines de carrera o topes; control por PLC; accionamiento neumático, eléctrico o hidráulico.
Tipo C Robot programable con trayectoria continua o punto a punto. Carece de conocimiento sobre su entorno.
Tipo D Robot capaz de adquirir datos de su entorno, readaptando su tarea en función de estos.
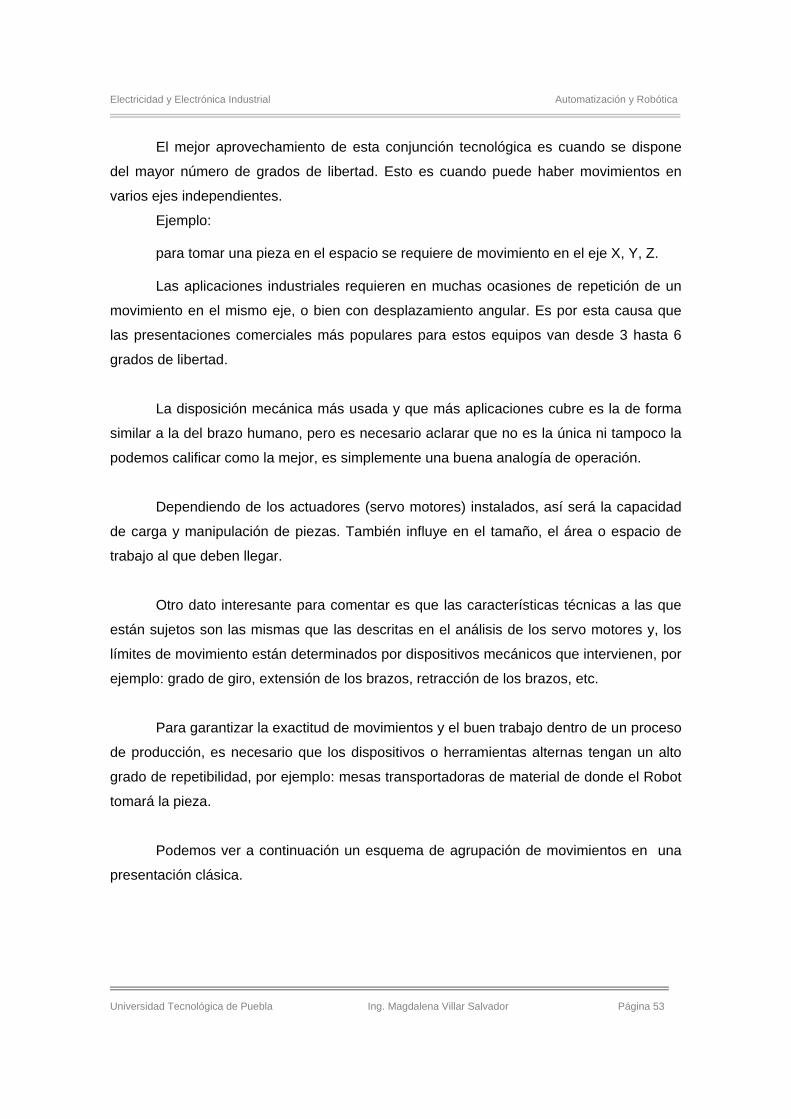
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 53
El mejor aprovechamiento de esta conjunción tecnológica es cuando se dispone
del mayor número de grados de libertad. Esto es cuando puede haber movimientos en
varios ejes independientes.
Ejemplo: para tomar una pieza en el espacio se requiere de movimiento en el eje X, Y, Z.
Las aplicaciones industriales requieren en muchas ocasiones de repetición de un
movimiento en el mismo eje, o bien con desplazamiento angular. Es por esta causa que
las presentaciones comerciales más populares para estos equipos van desde 3 hasta 6
grados de libertad.
La disposición mecánica más usada y que más aplicaciones cubre es la de forma
similar a la del brazo humano, pero es necesario aclarar que no es la única ni tampoco la
podemos calificar como la mejor, es simplemente una buena analogía de operación.
Dependiendo de los actuadores (servo motores) instalados, así será la capacidad
de carga y manipulación de piezas. También influye en el tamaño, el área o espacio de
trabajo al que deben llegar.
Otro dato interesante para comentar es que las características técnicas a las que
están sujetos son las mismas que las descritas en el análisis de los servo motores y, los
límites de movimiento están determinados por dispositivos mecánicos que intervienen, por
ejemplo: grado de giro, extensión de los brazos, retracción de los brazos, etc.
Para garantizar la exactitud de movimientos y el buen trabajo dentro de un proceso
de producción, es necesario que los dispositivos o herramientas alternas tengan un alto
grado de repetibilidad, por ejemplo: mesas transportadoras de material de donde el Robot
tomará la pieza.
Podemos ver a continuación un esquema de agrupación de movimientos en una
presentación clásica.
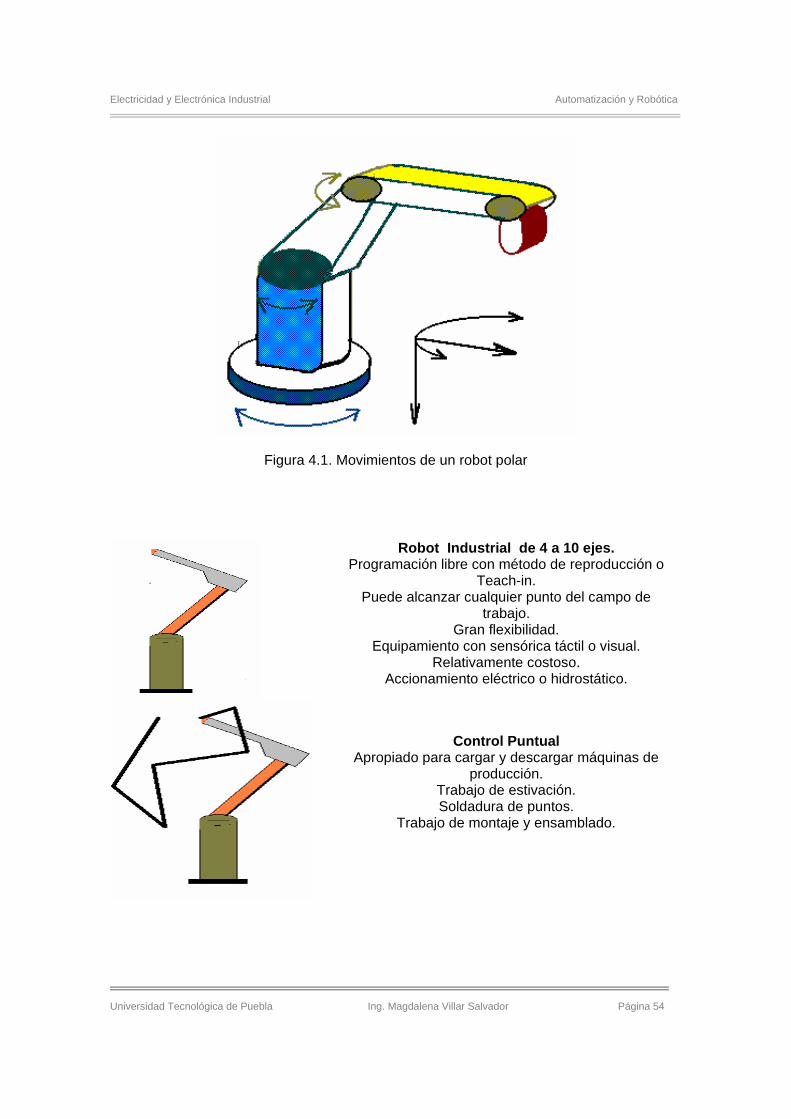
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 54
Figura 4.1. Movimientos de un robot polar
Robot Industrial de 4 a 10 ejes. Programación libre con método de reproducción o
Teach-in. Puede alcanzar cualquier punto del campo de
trabajo. Gran flexibilidad.
Equipamiento con sensórica táctil o visual. Relativamente costoso.
Accionamiento eléctrico o hidrostático.
Control Puntual Apropiado para cargar y descargar máquinas de
producción. Trabajo de estivación. Soldadura de puntos.
Trabajo de montaje y ensamblado.
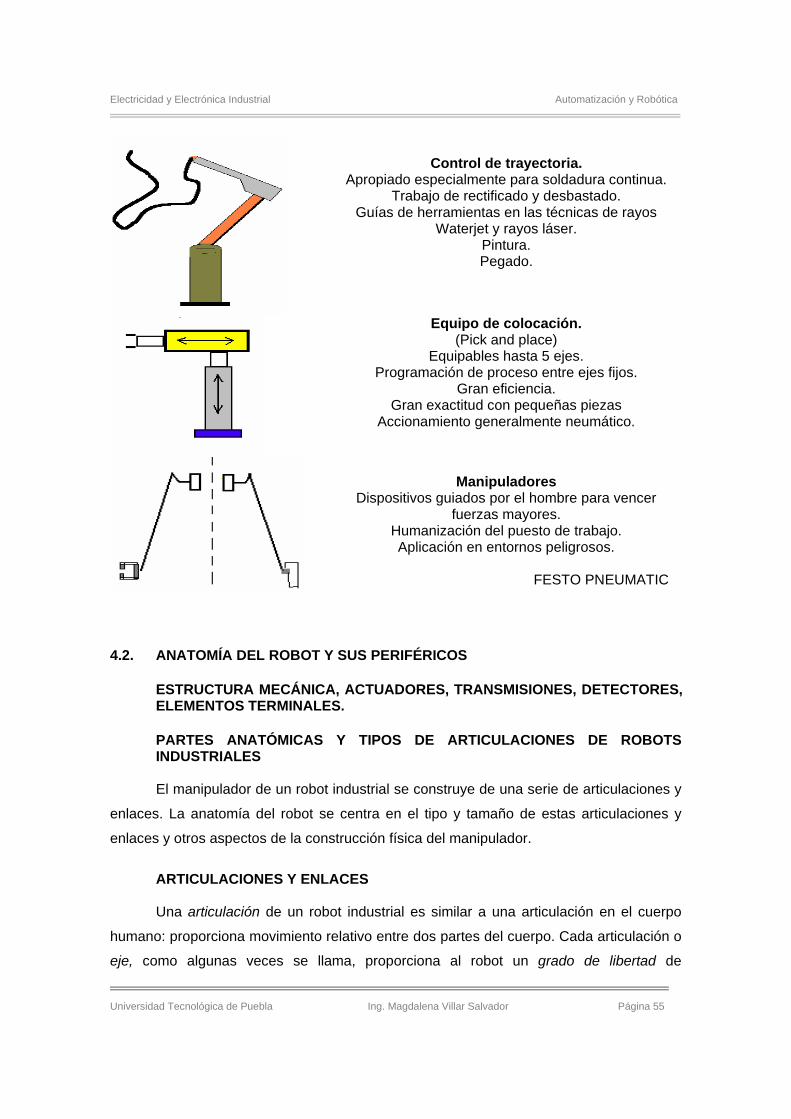
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 55
Control de trayectoria.
Apropiado especialmente para soldadura continua.Trabajo de rectificado y desbastado.
Guías de herramientas en las técnicas de rayos Waterjet y rayos láser.
Pintura. Pegado.
Equipo de colocación. (Pick and place)
Equipables hasta 5 ejes. Programación de proceso entre ejes fijos.
Gran eficiencia. Gran exactitud con pequeñas piezas
Accionamiento generalmente neumático.
Manipuladores
Dispositivos guiados por el hombre para vencer fuerzas mayores.
Humanización del puesto de trabajo. Aplicación en entornos peligrosos.
FESTO PNEUMATIC
4.2. ANATOMÍA DEL ROBOT Y SUS PERIFÉRICOS
ESTRUCTURA MECÁNICA, ACTUADORES, TRANSMISIONES, DETECTORES, ELEMENTOS TERMINALES.
PARTES ANATÓMICAS Y TIPOS DE ARTICULACIONES DE ROBOTS INDUSTRIALES
El manipulador de un robot industrial se construye de una serie de articulaciones y
enlaces. La anatomía del robot se centra en el tipo y tamaño de estas articulaciones y
enlaces y otros aspectos de la construcción física del manipulador.
ARTICULACIONES Y ENLACES
Una articulación de un robot industrial es similar a una articulación en el cuerpo
humano: proporciona movimiento relativo entre dos partes del cuerpo. Cada articulación o
eje, como algunas veces se llama, proporciona al robot un grado de libertad de
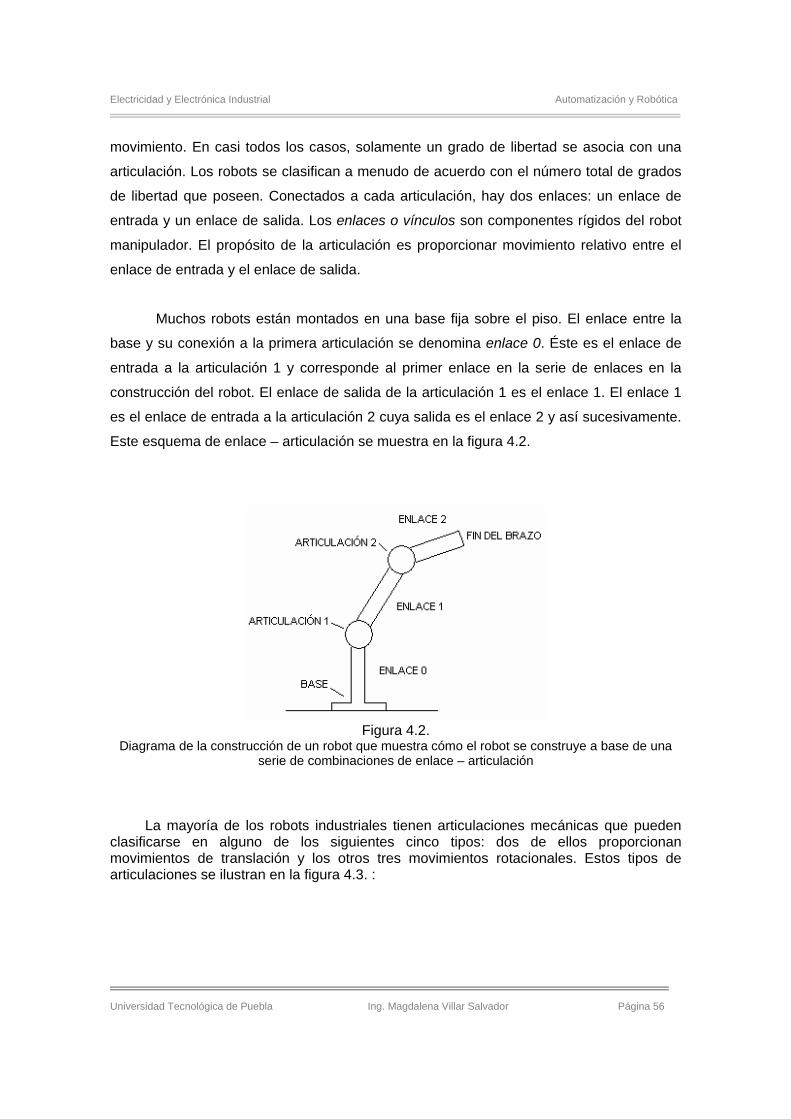
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 56
movimiento. En casi todos los casos, solamente un grado de libertad se asocia con una
articulación. Los robots se clasifican a menudo de acuerdo con el número total de grados
de libertad que poseen. Conectados a cada articulación, hay dos enlaces: un enlace de
entrada y un enlace de salida. Los enlaces o vínculos son componentes rígidos del robot
manipulador. El propósito de la articulación es proporcionar movimiento relativo entre el
enlace de entrada y el enlace de salida.
Muchos robots están montados en una base fija sobre el piso. El enlace entre la
base y su conexión a la primera articulación se denomina enlace 0. Éste es el enlace de
entrada a la articulación 1 y corresponde al primer enlace en la serie de enlaces en la
construcción del robot. El enlace de salida de la articulación 1 es el enlace 1. El enlace 1
es el enlace de entrada a la articulación 2 cuya salida es el enlace 2 y así sucesivamente.
Este esquema de enlace – articulación se muestra en la figura 4.2.
Figura 4.2.
Diagrama de la construcción de un robot que muestra cómo el robot se construye a base de una serie de combinaciones de enlace – articulación
La mayoría de los robots industriales tienen articulaciones mecánicas que pueden
clasificarse en alguno de los siguientes cinco tipos: dos de ellos proporcionan movimientos de translación y los otros tres movimientos rotacionales. Estos tipos de articulaciones se ilustran en la figura 4.3. :
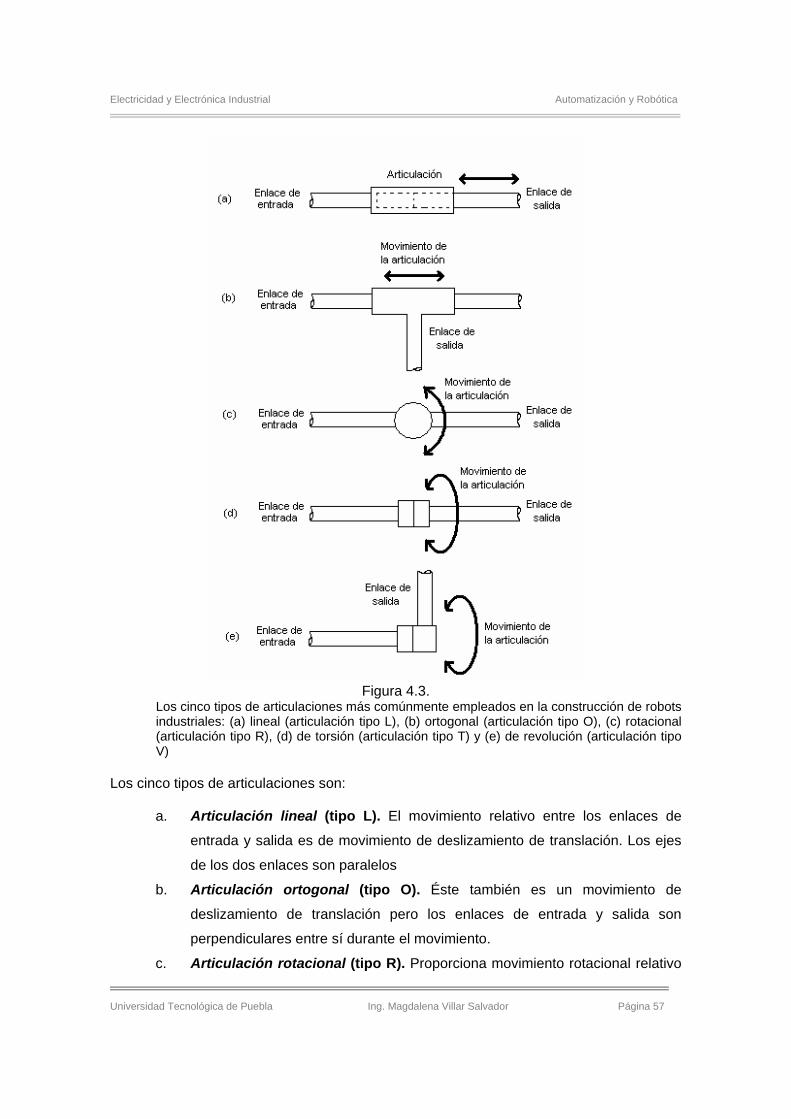
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 57
Figura 4.3.
Los cinco tipos de articulaciones más comúnmente empleados en la construcción de robots industriales: (a) lineal (articulación tipo L), (b) ortogonal (articulación tipo O), (c) rotacional (articulación tipo R), (d) de torsión (articulación tipo T) y (e) de revolución (articulación tipo V)
Los cinco tipos de articulaciones son:
a. Articulación lineal (tipo L). El movimiento relativo entre los enlaces de
entrada y salida es de movimiento de deslizamiento de translación. Los ejes
de los dos enlaces son paralelos
b. Articulación ortogonal (tipo O). Éste también es un movimiento de
deslizamiento de translación pero los enlaces de entrada y salida son
perpendiculares entre sí durante el movimiento.
c. Articulación rotacional (tipo R). Proporciona movimiento rotacional relativo
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 58
con el eje de rotación perpendicular a los ejes de los enlaces de entrada y
salida.
d. Articulación de torsión (tipo T). Involucra también movimiento rotatorio
pero el eje de rotación es paralelo a los ejes de los dos enlaces.
e. Articulación de revolución (tipo V). En este tipo de articulación, el eje del
enlace de entrada es paralelo al eje de rotación de la articulación y el eje del
enlace de salida es perpendicular al eje de rotación
4.3. SISTEMA DE CONTROL DEL ROBOT
CÁLCULO DEL MODELO CINEMÁTICO DIRECTO DE UN ROBOT PARALELO PLANAR MEDIANTE UN MÉTODO GRÁFICO ITERATIVO.
Los robots seriales, del tipo brazo antropomórfico, usados en aplicaciones
industriales presentan una área de trabajo amplia y buena maniobrabilidad; sin embargo,
este manipulador por ser de tipo Cantilever, tiene una rigidez muy mala, una dinámica
pobre a velocidades altas y una dinámica de carga compleja en condiciones de operación,
además de que puede desplazar sólo el 5% de su peso en carga útil y es considerado
como un mecanismo de baja precisión cuando desplaza cargas elevadas.
Lo anterior ha propiciado el estudio de mecanismos de cinemática paralela que
presentan muy buenas características en términos de exactitud, rigidez y habilidad para
manipular cargas muy elevadas y altas aceleraciones.
Estos mecanismos han sido utilizados en un gran número de aplicaciones que van
desde el posicionamiento de telescopios hasta simuladores de vuelo, y se están volviendo
muy populares en la industria de las máquinas-herramienta, así como en el campo de la
robótica industrial manufacturera para tareas de carga - descarga de alta velocidad.
Por otro lado, para aplicaciones donde la precisión es un requerimiento básico se
necesita de métodos de calibración que permitan asegurar que los errores debidos a
imprecisiones en las dimensiones geométricas del mecanismo puedan ser compensados.
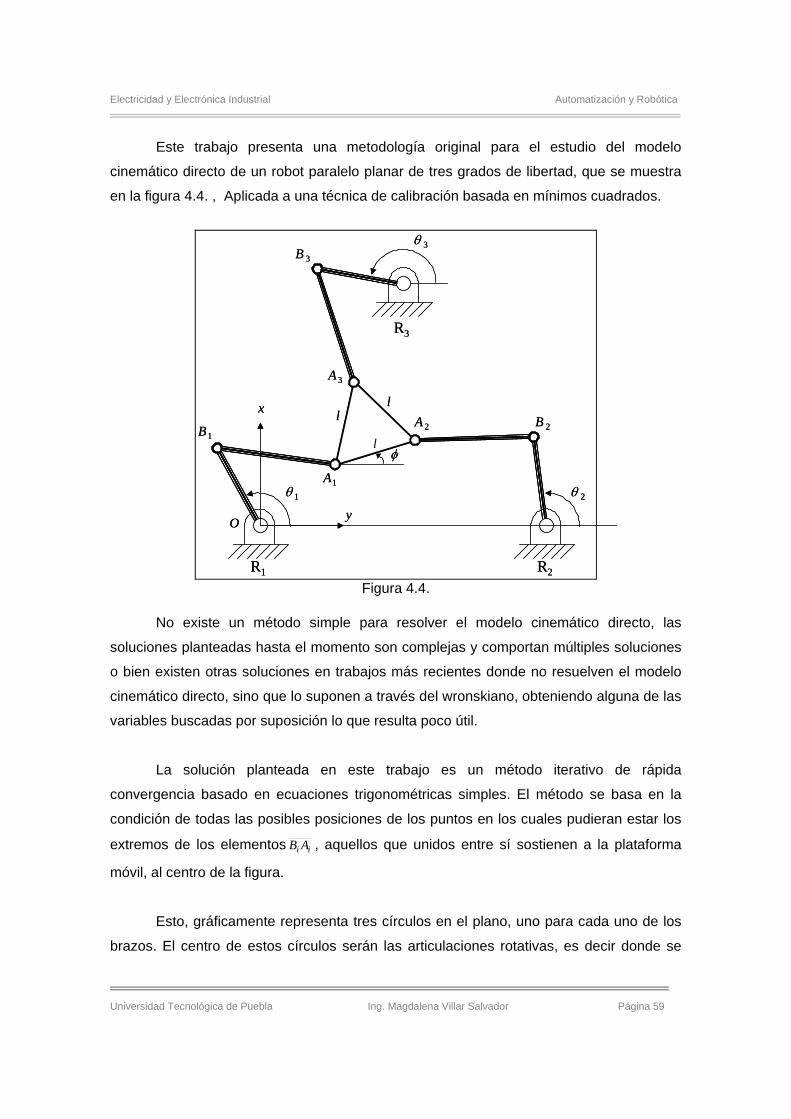
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 59
Este trabajo presenta una metodología original para el estudio del modelo
cinemático directo de un robot paralelo planar de tres grados de libertad, que se muestra
en la figura 4.4. , Aplicada a una técnica de calibración basada en mínimos cuadrados.
2A
1A
l
2θ1θ
3θ
1B 2B
3B
l
lφ
3A
R1 R2
R3
x
yO
2A
1A
l
2θ1θ
3θ
1B 2B
3B
l
lφ
3A
R1 R2
R3
x
yO
Figura 4.4.
No existe un método simple para resolver el modelo cinemático directo, las
soluciones planteadas hasta el momento son complejas y comportan múltiples soluciones
o bien existen otras soluciones en trabajos más recientes donde no resuelven el modelo
cinemático directo, sino que lo suponen a través del wronskiano, obteniendo alguna de las
variables buscadas por suposición lo que resulta poco útil.
La solución planteada en este trabajo es un método iterativo de rápida
convergencia basado en ecuaciones trigonométricas simples. El método se basa en la
condición de todas las posibles posiciones de los puntos en los cuales pudieran estar los
extremos de los elementos ii AB , aquellos que unidos entre sí sostienen a la plataforma
móvil, al centro de la figura.
Esto, gráficamente representa tres círculos en el plano, uno para cada uno de los
brazos. El centro de estos círculos serán las articulaciones rotativas, es decir donde se
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 60
sitúan los puntos iB , estos puntos son localizados en el plano dada la longitud del primer
elemento del brazo y del ángulo de inclinación que tiene.
Así, tenemos tres circunferencias, entre estas tres circunferencias se localiza el
espacio que ocupa la plataforma móvil.
Una tercera circunferencia de radio igual a elemento lAB ii + , se traza en el centro
de la plataforma móvil.
De esta forma, la intersección entre dos de los círculos de radio menor y el de
radio mayor dará como resultado el arco en el cual se encuentra la plataforma.
Una vez encontrados estos arcos, lo que resta es evaluar la distancia entre todos
los puntos de los arcos para encontrar una distancia que deba ser igual a l .
Esta solución nos define el centro de la plataforma así como su ángulo de
inclinación.
4.4. PROGRAMACIÓN DEL ROBOT
MÉTODOS DE PROGRAMACIÓN
A continuación se realiza una descripción de los lenguajes de programación más usados en la robótica:
GESTUAL PUNTO A PUNTO
Se aplican con el robot "in situ", recordando a las normas de funcionamiento de un
magnetófono doméstico, ya que disponen de unas instrucciones similares: PLAY
(reproducir), RECORD (grabar), FF (adelantar), FR (atrasar), PAUSE, STOP, etc.
Además, puede disponer de instrucciones auxiliares, como INSERT (insertar un punto o
una operación de trabajo) y DELETE (borrar). Este manipulador en línea funciona como
un digitalizador de posiciones.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 61
Los lenguajes más conocidos en programación gestual punto a punto son el
FUNKY, creado por IBM para uno de sus robots, y el T3, original de CINCINNATI
MILACROM para su robot T3. Los movimientos pueden tener lugar en sistemas de
coordenadas cartesianas, cilíndricas o de unión, siendo posible insertar y borrar las
instrucciones que se desee.
Es posible, también, implementar funciones relacionadas con sensores externos,
así como revisar el programa paso a paso, hacia delante y hacia atrás. En el lenguaje
FUNKY se usa un mando del tipo "joystick", que dispone de un comando especial para
centrar a la pinza sobre el objeto para el control de los movimientos, mientras que el T3
dispone de un dispositivo de enseñanza ("teach pendant").
El procesador usado en T3 es el AMD 2900 ("bit slice"), mientras que en el FUNKY
está constituido por el IBM SYSTEM-7.
A NIVEL DE MOVIMIENTOS ELEMENTALES
Los movimientos de punto a punto también se expresan en forma de lenguaje:
• ANORAD
• EMILY
• RCL
• RPL
• SIGLA
• VAL
• MAL
Todos ellos mantienen el énfasis en los movimientos primitivos, ya sea en
coordenadas articulares, o cartesianas. En comparación, tienen, como ventajas
destacables, los saltos condicionales y a subrutina, además de un aumento de las
operaciones con sensores, aunque siguen manteniendo pocas posibilidades de
programación "off-line".
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 62
Estos lenguajes son, por lo general, del tipo intérprete, con excepción del RPL, que
tiene un compilador. La mayoría dispone de comandos de tratamiento a sensores básicos:
tacto, fuerza, movimiento, proximidad y presencia. El RPL dispone de un sistema
complejo de visión, capaz de seleccionar una pintura y reconocer objetos presentes en su
base de datos.
Los lenguajes EMILY y SIGLA son transportables y admiten el proceso en paralelo
simple. Otros datos interesantes de este grupo de lenguajes se describen a continuación.
ANORAD Se trata de una transformación de un lenguaje de control numérico de la casa
ANORAD CORPORATION, utilizado para robot ANOMATIC. Utiliza, como procesador, al
microprocesador 68000 de Motorola de 16/32 bits.
VAL Fue diseñado por UNIMATION INC para sus robots UNIMATE y PUMA. Emplea,
como CPU, un LSI-II, que se comunica con procesadores individuales que regulan el
servo control de cada articulación. Las instrucciones, en idioma inglés, son sencillas e
intuitivas, como se puede apreciar por el programa siguiente:
LISPT PROGRAM PICKUP 1. APRO PART, 25.0 2. MOVES PART 3. CLOSE, 0.0.0 4. APRO PART, -50.0 5. APRO DROP, 100.0 6. MOVES DROP 7. OPEN, 0.0.0 8. APRO DROP, -100.0 END RPL
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 63
Dotado con un LSI-II como procesador central, y aplicado a los robots PUMA, ha
sido diseñado por SRI INTERNATIONAL.
EMILY Es un lenguaje creado por IBM para el control de uno de sus robots. Usa el
procesador IBM 370/145 SYSTEM 7 y está escrito en Ensamblador.
SIGLA Desarrollado por OLIVETTI para su robot SUPER SIGMA, emplea un mini-
ordenador con 8 K de memoria. Escrito en Ensamblador, es del tipo intérprete.
MAL Se ha creado en el Politécnico de Milán para el robot SIGMA, con un Mini-
multiprocesador. Es un lenguaje del tipo intérprete, escrito en FORTRAN.
RCL Aplicado al robot PACS y desarrollado por RPI, emplea, como CPU, un PDP
11/03. Es del tipo intérprete y está escrito en Ensamblador.
ESTRUCTURADOS DE PROGRAMACIÓN EXPLÍCITA Teniendo en cuenta las importantísimas características que presenta este tipo de
programación, merecen destacarse los siguientes lenguajes:
• AL
• HELP
• MAPLE
• PAL
• MCL
• MAL EXTENDIDO
Con excepción de HELP, todos los lenguajes de este grupo están provistos de
estructuras de datos del tipo complejo. Así, el AL utiliza vectores, posiciones y
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 64
transformaciones; el PAL usa, fundamentalmente, transformaciones y el MAPLE permite
la definición de puntos, líneas, planos y posiciones.
Sólo el PAL, y el HELP carecen de capacidad de adaptación sensorial. Los
lenguajes AL, MAPLE y MCL, tienen comandos para el control de la sensibilidad del tacto
de los dedos (fuerza, movimiento, proximidad, etc.). Además, el MCL posee comandos de
visión para identificar e inspeccionar objetos.
A continuación, se exponen las características más representativas de los
lenguajes dedicados a la programación estructurada.
AL: Trata de proporcionar definiciones acerca de los movimientos relacionados
con los elementos sobre los que el brazo trabaja. Fue diseñado por el laboratorio de
Inteligencia Artificial de la Universidad de Stanford, con estructuras de bloques y de
control similares al ALGOL, lenguaje en el que se escribió. Está dedicado al manipulador
de Stanford, utilizando como procesadores centrales, a un PDP 11/45 y un PDP KL-10.
HELP: Creado por GENERAL ELECTRIC para su robot ALLEGRO y escrito en
PASCAL/ FORTRAN, permite el movimiento simultáneo de varios brazos. Dispone,
asimismo, de un conjunto especial de subrutinas para la ejecución de cualquier tarea.
Utilizando como CPU, a un PDP 11.
MAPLE: Escrito, como intérprete, en lenguaje PL-1, por IBM para el robot de la
misma empresa, tiene capacidad para soportar informaciones de sensores externos.
Utiliza, como CPU a un IBM 370/145 SYSTEM 7.
PAL: Desarrollado por la Universidad de Purdure para el manipulador de Stanford,
es un intérprete escrito en FORTRAN y Ensamblador, capaz de aceptar sensores de
fuerza y de visión. Cada una de sus instrucciones, para mover el brazo del robot en
coordenadas cartesianas, es procesada para que satisfaga la ecuación del
procesamiento. Como CPU, usan un PDP 11/70.
MCL: Lo creó la compañía MC DONALL DOUGLAS, como ampliación de su
lenguaje de control numérico APT. Es un lenguaje compilable que se puede considerar
apto para la programación de robots "off-line".
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 65
MAL EXTENDIDO: Incorpora elementos de programación estructurada que lo
potencian notablemente. Se aplica, también, al robot SIGMA.
ESPECIFICATIVA A NIVEL OBJETO. En este grupo se encuentran tres lenguajes interesantes:
• RAPT
• AUTOPASS
• LAMA
RAPT: Su filosofía se basa en definir una serie de planos, cilindros y esferas, que
dan lugar a otros cuerpos derivados. Para modelar a un cuerpo, se confecciona una
biblioteca con sus rasgos más representativos. Seguidamente, se define los movimientos
que ligan a los cuerpos a ensamblar (alinear planos, encajar cilindros, etc.).
Así, si se desea definir un cuerpo C1, se comienza definiendo sus puntos más
importantes, por ejemplo:
P1 = < x, 0, 0 > P2 = < 0, y, 0 > P3 = < x/2, y, 0 > P4 = < 0, 0, z >
Si, en el cuerpo, existen círculos de interés, se especifican seguidamente:
C1 = CIRCLE/P2, R; C2 = CIRCLE/P4, R;
A continuación, se determinan sus aristas:
L1 = L/P1, P2; L2 = L/P3, P4;
Si, análogamente al cuerpo C1, se define otro, como el C2, una acción entre
ambos podría consistir en colocar la cara inferior de C1 alineada con la superior de C2.
Esto se escribiría:
AGAINST / BOT / OF C1, TOP / OF C2;
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 66
El lenguaje RAPT fue creado en la Universidad de Edimburgo, departamento de
Inteligencia Artificial; está orientado, en especial, al ensamblaje de piezas. Destinado al
robot FREDY, utiliza, como procesador central, a un PDP 10. Es un intérprete y está
escrito en lenguaje APT.
AUTOPASS
Creado por IBM para el ensamblaje de piezas; utiliza instrucciones, muy comunes,
en el idioma inglés. Precisa de un ordenador de varios Mega bites de capacidad de
memoria y, además de indicar, como el RAPT, puntos específicos, prevé, también,
colisiones y genera acciones a partir de las situaciones reales.
Un pequeño ejemplo, que puede proporcionar una idea de la facilidad de
relacionar objetos, es el programa siguiente, que coloca la parte inferior del cuerpo C1
alineada con la parte superior del cuerpo C2. Asimismo, alinea los orificios A1 y A2 de C1,
con los correspondientes de C2.
PLACE C1 SUCH THAT C1 BOT CONTACTS C2TOP AND B1 A1 IS ALIGNED WITH C2A1 AND B1 A2 IS ALIGNED WITH C2A2 El AUTOPASS realiza todos sus cálculos sobre una base de datos, que define a
los objetos como poliedros de un máximo de 20,000 caras. Está escrito en PL/1 y es
intérprete y compilable.
LAMA
Procede del laboratorio de Inteligencia Artificial del MIT, para el robot SILVER,
orientándose hacia el ajuste de conjuntos mecánicos. Aporta más inteligencia que el
AUTOPASS y permite una buena adaptación al entorno. La operatividad del LAMA se
basa en tres funciones principales:
• Creación de la función de trabajo. Operación inteligente.
• Generación de la función de manipulación.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 67
• Interpretación y desarrollo, de una forma interactiva, de una estrategia de
realimentación para la adaptación al entorno de trabajo.
EN FUNCIÓN DE LOS OBJETIVOS
La filosofía de estos lenguajes consiste en definir la situación final del producto a
fabricar, a partir de la cual se generan los planes de acción tendentes a conseguirla,
obteniéndose, finalmente, el programa de trabajo. Estos lenguajes, de tipo natural,
suponiendo una potenciación extraordinaria de la Inteligencia Artificial, para descargar al
usuario de las labores de programación. Prevén, incluso, la comunicación hombre-
máquina a través de la voz.
Los lenguajes más conocidos de este grupo son:
• STRIPS
• HILAIRE
STRIPS Fue diseñado, en la Universidad de Stanford, para el robot móvil SHAKEY. Se
basa en un modelo del universo ligado a un conjunto de planteamientos aritmético-lógicos
que se encargan de obtener las subrutinas que conforman el programa final. Es intérprete
y compilable, utilizando, como procesadores, a un PDP-10 y un PDP-15.
HILAIRE
Procedente del laboratorio de Automática Y Análisis de Sistemas (LAAS) de
Toulouse, está escrito en lenguaje LISP. Es uno de los lenguajes naturales más
interesantes, por sus posibilidades de ampliación e investigación.
Es mucho lo que se ha hecho en el área de la programación para la robótica; sin
embargo aún no existe un lenguaje ideal para la programación de los robots, porque
cada lenguaje se ha diseñado tomando como base un robot en específico del mercado, lo
que anula su universalidad y la posibilidad de emplearlo en modelos diferentes.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 68
Los lenguajes, en muchos casos, se dirigen hacia aplicaciones diferentes, lo que limita
grandemente su utilización para la programación de otras tareas.
Hoy en el mundo existe un interés general para lograr un sistema de percepción
del entorno cada vez más avanzado. Para esto se hace necesaria la ampliación de la
Inteligencia Artificial, que interviene en la valoración del espacio exterior o entorno y
determina los planes de acción alternativos o lo que es lo mismo la respuesta a la
interacción con ese medio.
Así, las seis características básicas de un lenguaje ideal, expuestas por Pratt, son:
1. Claridad y sencillez.
2. Claridad de la estructura del programa.
3. Sencillez de aplicación.
4. Facilidad de ampliación.
5. Facilidad de corrección y mantenimiento.
6. Eficacia.
Estas características son insuficientes para la creación de un lenguaje "universal"
de programación en la robótica, por lo que es preciso añadir las siguientes:
- Transportabilidad sobre cualquier equipo mecánico o informático.
- Adaptabilidad a sensores (tacto, visión, etc.).
- Posibilidad de descripción de todo tipo de herramientas acoplables al manipulador.
- Interacción con otros sistemas.
En el aspecto de claridad y sencillez, la programación gestual es la más eficaz,
pero impide la confección de programas propiamente dichos. Los lenguajes a nivel de
movimientos elementales, como el VAL, disponen de bastantes comandos para definir
acciones muy parecidas que fueron surgiendo según las necesidades y que, en gran
medida, oscurecen su comprensión y conocimiento. Aunque, inicialmente, las técnicas de
programación estructurada son más difíciles de dominar, facilitan, extraordinariamente, la
comprensión y corrección de los programas.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 69
Respecto a la sencillez de aplicación, hay algunos lenguajes (como el MCL)
dedicados a las máquinas-herramienta (APT), que pueden ser valorados, positivamente,
por los usuarios conocedores de este campo. El PAL, estructurado sobre la matemática
matricial, sólo es adecuado para quienes están familiarizados con el empleo de este tipo
de transformaciones.
Uno de los lenguajes más fáciles de utilizar es el AUTOPASS, que posee un juego
de comandos con una sintaxis similar a la del ingles corriente.
Es imprescindible que los lenguajes para los robots sean fácilmente ampliables,
por lo que se les debe dotar de una estructura modular, con inclusión de subrutinas
definidas por le mismo usuario.
La adaptabilidad a sensores externos implica la posibilidad de una toma de
decisiones, algo muy interesante en las labores de ensamblaje. Esta facultad precisa de
un modelo dinámico del entorno, así como de una buena dosis de Inteligencia Artificial,
como es el caso del AUTOPASS.
Aunque los intérpretes son más lentos que los compiladores, a la hora de la
ejecución de un programa, resultan más adecuados para las aplicaciones de la robótica.
Las razones son las siguientes:
1. El intérprete ejecuta el código como lo encuentra, mientras que el compilador
recorre el programa varias veces, antes de generar el código ejecutable.
2. Los intérpretes permiten una ejecución parcial del programa.
3. La modificación de alguna instrucción es más rápida con intérpretes, ya que un
cambio en una de ellas no supone la compilación de las demás.
Finalmente, el camino para la superación de los problemas propios de los
lenguajes actuales ha de pesar, necesariamente, por la potenciación de los modelos
dinámicos del entorno que rodea al robot, acompañado de un aumento sustancial de la
Inteligencia Artificial.
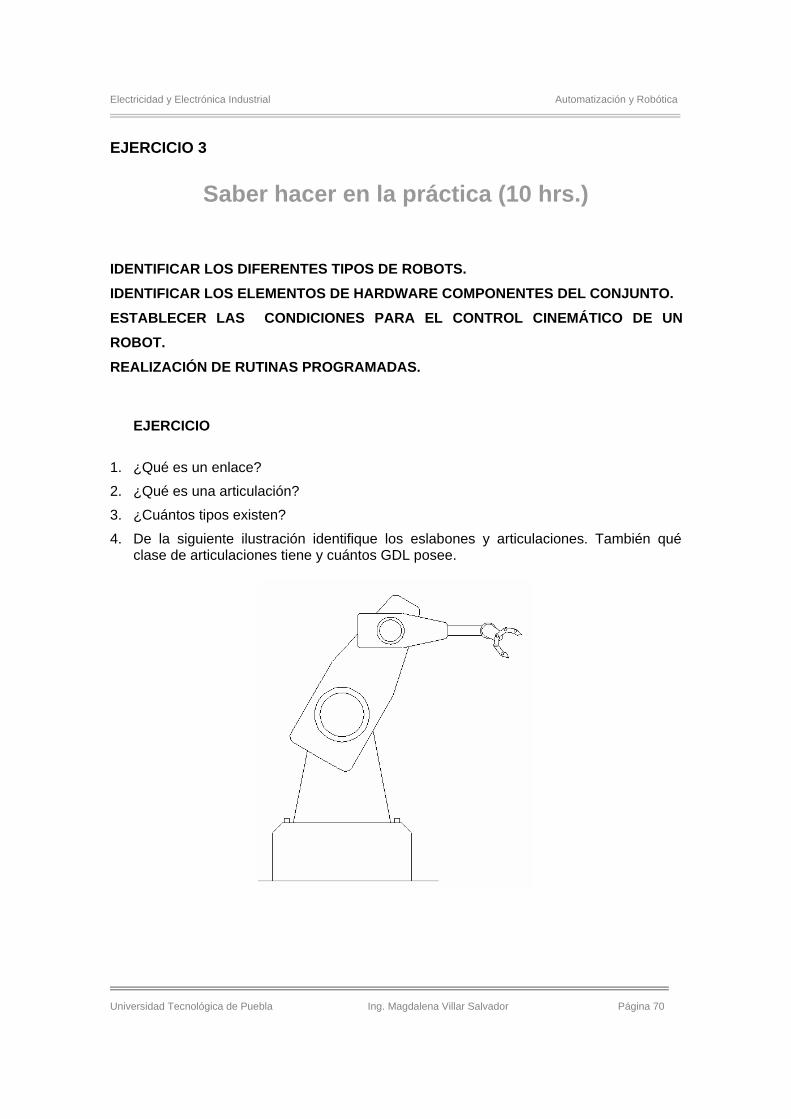
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 70
EJERCICIO 3
Saber hacer en la práctica (10 hrs.) IDENTIFICAR LOS DIFERENTES TIPOS DE ROBOTS. IDENTIFICAR LOS ELEMENTOS DE HARDWARE COMPONENTES DEL CONJUNTO. ESTABLECER LAS CONDICIONES PARA EL CONTROL CINEMÁTICO DE UN ROBOT. REALIZACIÓN DE RUTINAS PROGRAMADAS.
EJERCICIO
1. ¿Qué es un enlace?
2. ¿Qué es una articulación?
3. ¿Cuántos tipos existen?
4. De la siguiente ilustración identifique los eslabones y articulaciones. También qué clase de articulaciones tiene y cuántos GDL posee.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 71
1. Mencione los lenguajes de programación más usados en robótica.
2. ¿Cuál es el lenguaje de programación del robot PUMA?
3. ¿Qué entiende por programación Gestual punto a punto?
4. ¿Cómo es un programa a nivel de movimientos elementales?
5. ¿Qué lenguaje de programación de robot utiliza el Fortran?
6. ¿Qué entiende por una programación específica a nivel de objetos?
7. ¿Y a nivel de objetivos?
8. ¿Cuáles son las características de un lenguaje ideal?
9. ¿Y para un lenguaje universal?
10. ¿Por qué en un lenguaje de programación de robot los intérpretes son más lentos
que los compiladores?
TAREA
Identifique eslabones, articulaciones, clases de articulaciones y no. De GDL de un
robot. Auxíliese de una fotografía o ilustración diferente a la del ejercicio.
INVESTIGAR:
1. ¿Qué es el cantilever?
2. ¿Qué es el wronskiano?
3. ¿Qué son los mínimos cuadrados?
4. Investigar el significado de las palabras que están subrayadas en el texto.
ANOTE SUS CONCLUSIONES:
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 72
Guía de Prácticas Prácticas de la unidad 4
PRÁCTICA No. 1 Reconocimiento de las partes que integran al robot Pegaso
Fecha: Grupo No de alumnos por práctica No. de alumnos por reporte Nombre y firma del profesor
Nombre (s) del alumno (s)
Tiempo estimado 2 Hrs. Calificación 1. Objetivo.
Identificar las partes que conforman al robot Pegaso: sistema mecánicos, eléctricas,
hidráulicos y elementos de control.
2. Materiales y/o equipos. Sistema robótico Pegaso.
3. Desarrollo general.
1. Identifique los tres conjuntos principales del sistema robótico A465: • Brazo mecánico • Controlador • Teach Pendant
A continuación se deberá distinguir los elementos más importantes de los conjuntos
brazo mecánico y controlador
2. Identificación las partes del brazo mecánico.
• Reconocimiento de cada una de las 5 articulaciones básicas y la adicional, por simple inspección. Observar cada una de ellas.
• Reconocimiento de los elementos motrices de los los ejes del brazo. Primero se identificará el tipo de motor, por simple inspección ya que se
encuentran al descubierto. Se identificarán las transmisiones que existen para cada uno de los ejes
(notarán que se emplean cadenas y engranes).
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 73
3. Reconocimiento de las partes principales que se localizan en el controlador.
Reconocimiento de los elementos de comunicación, para lo cual se ubicarán el
parte frontal los elementos de conexión para la comunicación entre el controlador y el
teach pendant y una computadora o terminal. En este mismo panel es posible ubicar el
interruptor de encendido. También se identificarán los puertos de comunicación, así como
el puerto de entradas y salidas de señales para la comunicación con otros equipos o
elementos (como por ejemplo sensores, válvulas, etc.)
4. Resultados y conclusiones de la práctica por parte del alumno.
Una vez que se han revisado los componentes, el alumno desarrollará una breve
descripción, por escrito, del funcionamiento de las partes identificadas.
PRÁCTICA No. 2 Introducción a la operación del robot Pegaso
Fecha Grupo No de alumnos por práctica No. de alumnos por reporte Nombre y firma del profesor
Nombre (s) del alumno (s)
Tiempo estimado 2 Hrs. Calificación 1. Objetivo.
Operar el robot industrial Pegaso, a través del uso de la caja de enseñanza (teach
pendant)
2. Materiales y/o equipos. Sistema robótico Pegaso. 3. Desarrollo general.
Empleando las teclas y procedimientos realice los siguientes pasos.
1. Encienda el equipo, con el interruptor ON/OFF del panel de control.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 74
2. Para posteriores prácticas, en donde se requerirá emplear el mecanismo de
aprehensión neumático del robot, se deberá abrir la válvula de flujo del sistema de
alimentación del aire, colocada a un costado del sistema robótico.
3. Active el menú de iniciación (STA) y habilite al robot (ENA)
4. Empleando el teach pendant, lleve al robot a su posición HOME
Nota: Es importante indicar que el teach pendant contiene un paro de emergencia,
que se debe activar cuando se corra un riesgo de colisión.
5. Una vez que aparezca en la pantalla “HOMED”, que indica que el robot ya se
encuentra en la posición HOME, realice pruebas de movimiento de cada uno de
los ejes, empleando las teclas anteriormente descritas.
6. Una vez familiarizado con las teclas de movimiento de cada una de las uniones,
intente mover al robot a los siguientes puntos:
a) Encima de una de caja porta - engranes, situada en su alimentador
correspondiente.
b) Encima de un engrane, situado dentro de su alimentador correspondiente.
c) En una de las estaciones de trabajo de la banda transportadora, situada
enfrente del robot.
7. Mueva el robot a su punto Home.
8. Apague el equipo, deshabilitando (DIS) dentro del menú de iniciación, y por último
oprima el interruptor de encendido del controlador para dejarlo en su posición OFF.
9. Resguarde el teach pendant, así como los cables de conexión en sus lugares
asignados.
4. Resultados y conclusiones de la práctica por parte del alumno.
El alumno desarrollará una breve descripción, por escrito, del funcionamiento de las
partes identificadas
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 75
Práctica 3
Conexión de energía, sensores y prueba de entradas del PLC
Práctica 4
Elementos de programación del PLC
Práctica 5 Elementos de programación del PLC
Práctica 6 Temporizadores
Práctica 7 Contadores
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 76
V APLICACION EN SISTEMAS
AUTOMATIZADOS
OBJETIVO PARTICULAR DE LA UNIDAD Aplicar la automatización a diferentes procesos HABILIDADES POR DESARROLLAR EN LA UNIDAD Aplicar la automatización a diferentes procesos
Saber Hacer en la práctica (15 hrs.) 5.1. APLICACIÓN DE SISTEMAS AUTOMATIZADOS ELECTROHIDRÁULICOS Y
ELECTRONEUMÁTICOS.
Implementar sistemas automatizados electro hidráulicos y electro neumáticos, con ayuda de microprocesadores, plc´s, detectores y circuitería análoga y digital discreta.
5.2. APLICACIÓN DE UN SFM
Implementar SFM combinando máquinas CNC, PLC´s, robots, CAD/CAM, electro hidráulica y electro neumática, variadores de velocidad, controladores, etc.
5.3. APLICACIÓN DE SISTEMAS DE EVALUACIÓN AUTOMÁTICA
Implementar un sistema de evaluación automática, combinando diferentes herramientas.
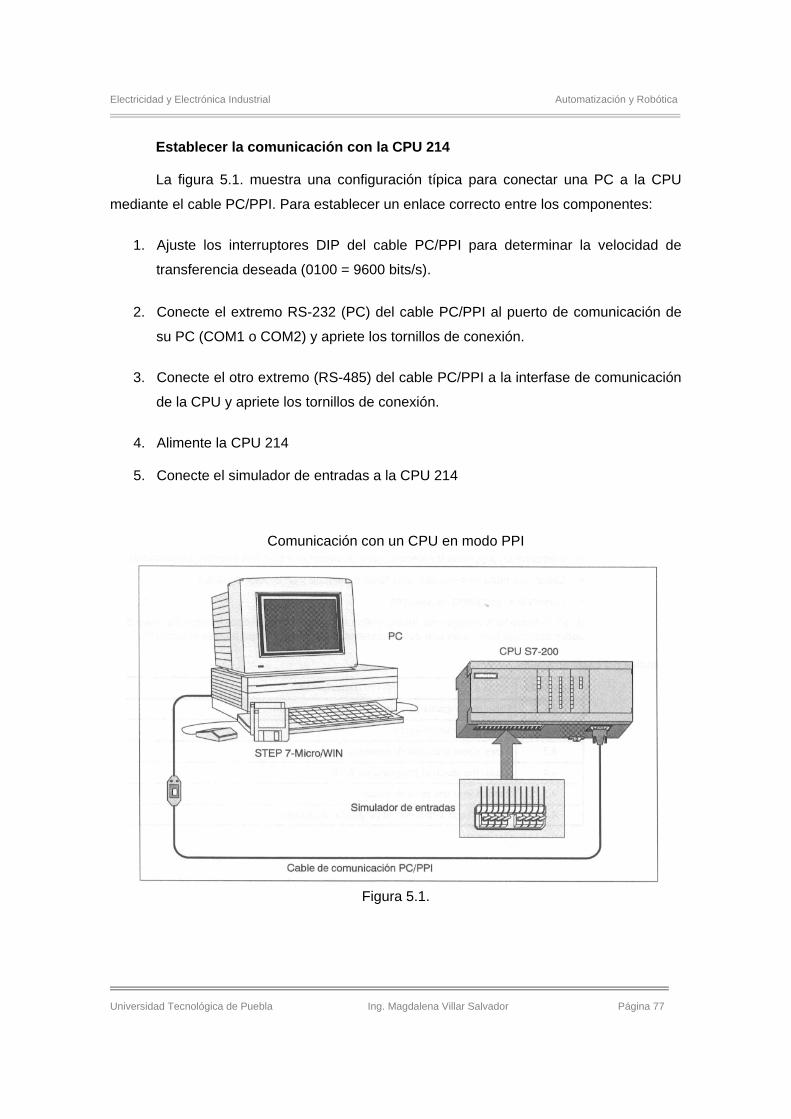
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 77
Establecer la comunicación con la CPU 214
La figura 5.1. muestra una configuración típica para conectar una PC a la CPU
mediante el cable PC/PPI. Para establecer un enlace correcto entre los componentes:
1. Ajuste los interruptores DIP del cable PC/PPI para determinar la velocidad de
transferencia deseada (0100 = 9600 bits/s).
2. Conecte el extremo RS-232 (PC) del cable PC/PPI al puerto de comunicación de
su PC (COM1 o COM2) y apriete los tornillos de conexión.
3. Conecte el otro extremo (RS-485) del cable PC/PPI a la interfase de comunicación
de la CPU y apriete los tornillos de conexión.
4. Alimente la CPU 214
5. Conecte el simulador de entradas a la CPU 214
Comunicación con un CPU en modo PPI
Figura 5.1.
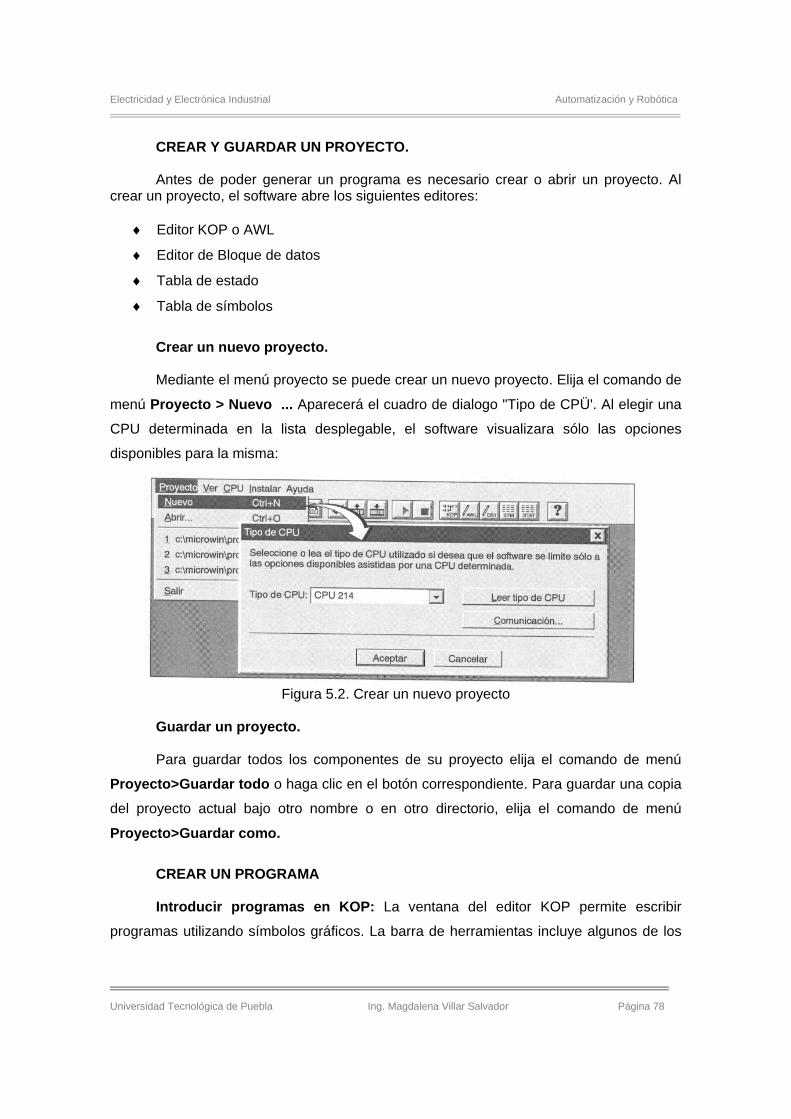
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 78
CREAR Y GUARDAR UN PROYECTO.
Antes de poder generar un programa es necesario crear o abrir un proyecto. Al crear un proyecto, el software abre los siguientes editores:
♦ Editor KOP o AWL
♦ Editor de Bloque de datos
♦ Tabla de estado
♦ Tabla de símbolos
Crear un nuevo proyecto.
Mediante el menú proyecto se puede crear un nuevo proyecto. Elija el comando de
menú Proyecto > Nuevo ... Aparecerá el cuadro de dialogo "Tipo de CPÜ'. Al elegir una
CPU determinada en la lista desplegable, el software visualizara sólo las opciones
disponibles para la misma:
Figura 5.2. Crear un nuevo proyecto Guardar un proyecto.
Para guardar todos los componentes de su proyecto elija el comando de menú
Proyecto>Guardar todo o haga clic en el botón correspondiente. Para guardar una copia
del proyecto actual bajo otro nombre o en otro directorio, elija el comando de menú
Proyecto>Guardar como.
CREAR UN PROGRAMA
Introducir programas en KOP: La ventana del editor KOP permite escribir
programas utilizando símbolos gráficos. La barra de herramientas incluye algunos de los
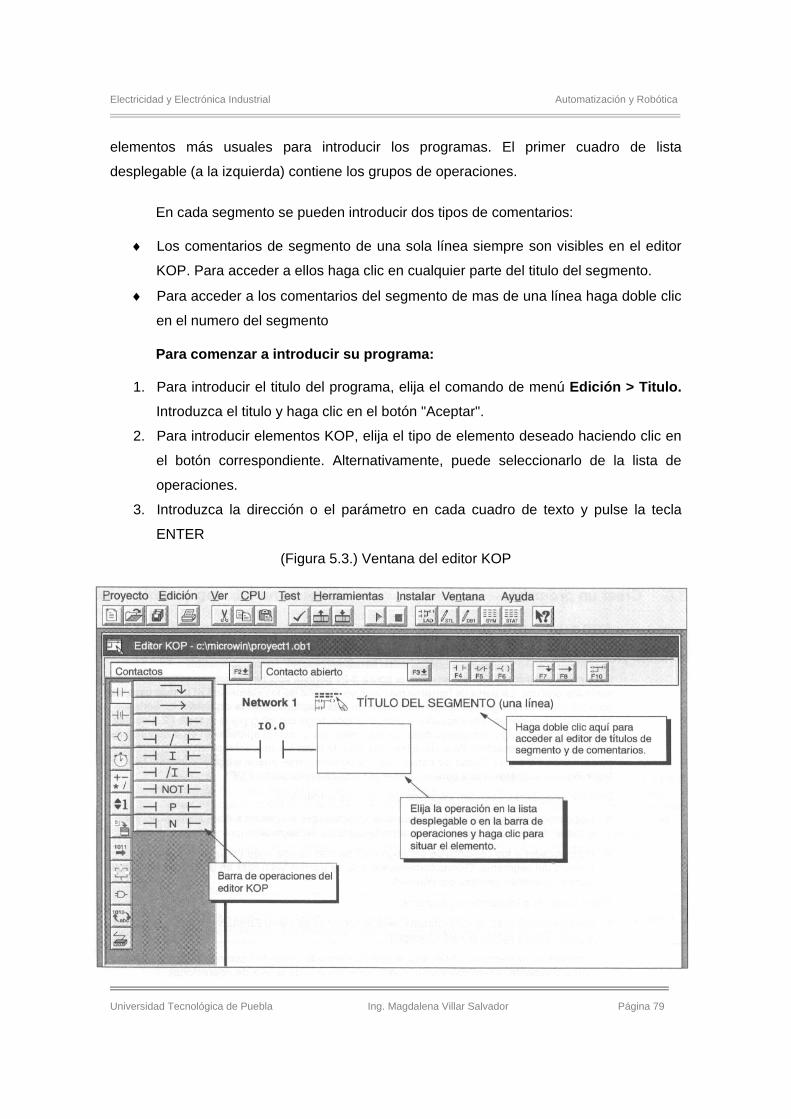
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 79
elementos más usuales para introducir los programas. El primer cuadro de lista
desplegable (a la izquierda) contiene los grupos de operaciones.
En cada segmento se pueden introducir dos tipos de comentarios:
♦ Los comentarios de segmento de una sola línea siempre son visibles en el editor
KOP. Para acceder a ellos haga clic en cualquier parte del titulo del segmento.
♦ Para acceder a los comentarios del segmento de mas de una línea haga doble clic
en el numero del segmento
Para comenzar a introducir su programa:
1. Para introducir el titulo del programa, elija el comando de menú Edición > Titulo. Introduzca el titulo y haga clic en el botón "Aceptar".
2. Para introducir elementos KOP, elija el tipo de elemento deseado haciendo clic en
el botón correspondiente. Alternativamente, puede seleccionarlo de la lista de
operaciones.
3. Introduzca la dirección o el parámetro en cada cuadro de texto y pulse la tecla
ENTER
(Figura 5.3.) Ventana del editor KOP
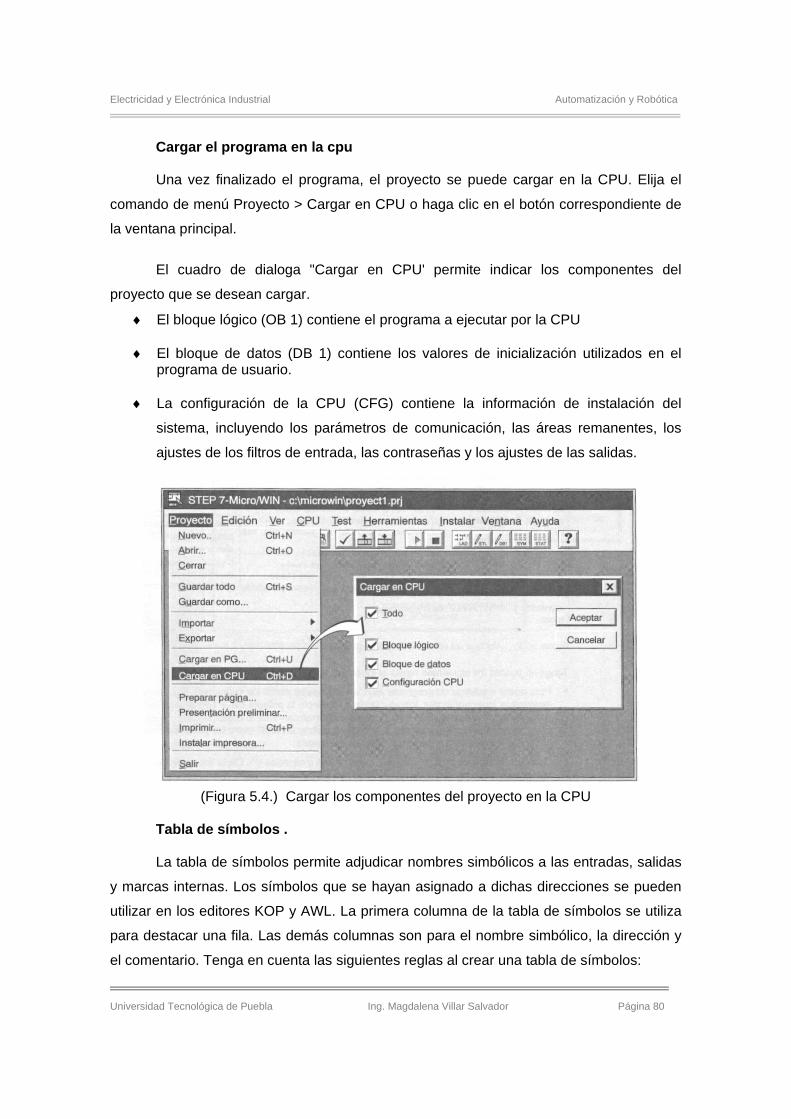
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 80
Cargar el programa en la cpu
Una vez finalizado el programa, el proyecto se puede cargar en la CPU. Elija el
comando de menú Proyecto > Cargar en CPU o haga clic en el botón correspondiente de
la ventana principal.
El cuadro de dialoga "Cargar en CPU' permite indicar los componentes del
proyecto que se desean cargar.
♦ El bloque lógico (OB 1) contiene el programa a ejecutar por la CPU ♦ El bloque de datos (DB 1) contiene los valores de inicialización utilizados en el
programa de usuario. ♦ La configuración de la CPU (CFG) contiene la información de instalación del
sistema, incluyendo los parámetros de comunicación, las áreas remanentes, los
ajustes de los filtros de entrada, las contraseñas y los ajustes de las salidas.
(Figura 5.4.) Cargar los componentes del proyecto en la CPU
Tabla de símbolos .
La tabla de símbolos permite adjudicar nombres simbólicos a las entradas, salidas
y marcas internas. Los símbolos que se hayan asignado a dichas direcciones se pueden
utilizar en los editores KOP y AWL. La primera columna de la tabla de símbolos se utiliza
para destacar una fila. Las demás columnas son para el nombre simbólico, la dirección y
el comentario. Tenga en cuenta las siguientes reglas al crear una tabla de símbolos:
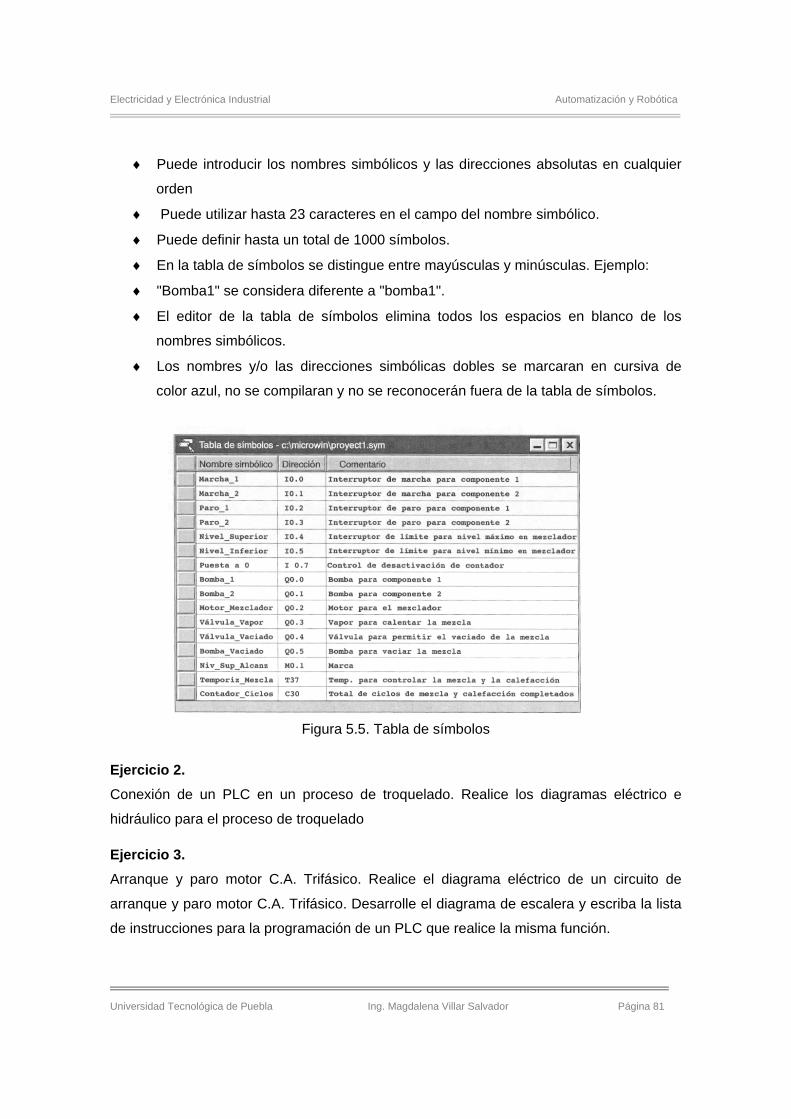
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 81
♦ Puede introducir los nombres simbólicos y las direcciones absolutas en cualquier
orden
♦ Puede utilizar hasta 23 caracteres en el campo del nombre simbólico.
♦ Puede definir hasta un total de 1000 símbolos.
♦ En la tabla de símbolos se distingue entre mayúsculas y minúsculas. Ejemplo:
♦ "Bomba1" se considera diferente a "bomba1".
♦ El editor de la tabla de símbolos elimina todos los espacios en blanco de los
nombres simbólicos.
♦ Los nombres y/o las direcciones simbólicas dobles se marcaran en cursiva de
color azul, no se compilaran y no se reconocerán fuera de la tabla de símbolos.
Figura 5.5. Tabla de símbolos
Ejercicio 2. Conexión de un PLC en un proceso de troquelado. Realice los diagramas eléctrico e
hidráulico para el proceso de troquelado
Ejercicio 3. Arranque y paro motor C.A. Trifásico. Realice el diagrama eléctrico de un circuito de
arranque y paro motor C.A. Trifásico. Desarrolle el diagrama de escalera y escriba la lista
de instrucciones para la programación de un PLC que realice la misma función.
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 82
Ejercicio 4. Temporizadores. Realice un programa para PLC que realice el control de un semáforo.
Ejercicio 5. Contadores. Realice un programa para PLC que realice el conteo de dos entradas. La
entrada A para incrementar y la entrada B para decrementar.
Ejercicio 6. Selección de lenguaje de programación de PLC.
Ejercicio 7. Automatización de un proceso Descripción: Desarrollar el programa de PLC, instalar los elementos y probar la
automatización de un proceso en el cual se emplee, entre otros, el sensor opto-electrónico
desarrollado en el proyecto 1. Cada profesor determinará el proceso a automatizar
dependiendo de los recursos, necesidades y oportunidades existentes en ese momento.
Características: El proceso a automatizar deberá tener una aplicación real en la Universidad, en una
industrial, empresa de servicios o en una residencia.
Tarea 4: Mapa conceptual del PLC
Tarea 5: Programa para proceso de troquelado
Tarea 6: Temporizadores
Tarea 7: Contadores
Electricidad y Electrónica Industrial Automatización y Robótica
Universidad Tecnológica de Puebla Ing. Magdalena Villar Salvador Página 83
Bibliografía Título: Automation, production systems ans computer-integrated Manufacturing. Autor: Mikell groover. Editorial: Prentice Hall. Título:Sistemas CAD/CAM/CAM. Autor: Serie mundo electrónico. Editorial: Marcombo Título: Fundamentals of modern manufacturing. materials, processes and systems Autor: Mikell Groover Editorial: Prentice Hall Título: Contemporary manufacturing processes Autor: J. Barry Duvall Editorial: The Goodheart-willcox company, inc. Título: Manufacturing processes for technology Autor: William Fellers Editorial: Prentice Hall Título: La fábrica flexible Autor: Rafael Fené Editorial: Mar combo Título: Automatización neumática y electro-neumática Autor: S. Millán Editorial: Alfa omega / Mar combo Título: Las máquinas herramienta con control numérico Autor: l. Arriaga Editorial: IPN Título: Sistemas de control secuencial Autor:F.J. Cembranos Editorial: Paraninfo Título: Robótica. Control, detección, visión e inteligencia Autor: K.S.Fu Editorial: Mc-Graw-Hill Título: Fundamentos de robótica Autor: A. Barrientos Editorial: Mc-Graw-Hill



![,Kt dK KDW> d d, &KZD^...WK>/ & Z d/KE ~W } o ] í õ ò ð sKE v ^KD Z^ d KE^d h> Zz ^hZE D W Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y](https://img.pdfslide.tips/doc/110x75/60ada9211bc3a06ff2033c42/kt-dk-kdw-d-d-kzd-wk-z-dke-w-o-ske.jpg)
![160224 SMI Handbuch DE Einzelseiten Druck · 3 Inhaltsverzeichnis SMI-Handbuch SMI und Gebäudemanagement ^D/ t m o P v d Z v ] l Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y X Y Y ì ð](https://img.pdfslide.tips/doc/110x75/60fd5fc558e48e38e1182269/160224-smi-handbuch-de-einzelseiten-druck-3-inhaltsverzeichnis-smi-handbuch-smi.jpg)




![WEBANALYTICS! - unifr.ch · 5.2.4 KontinentalerVergleichderWeb ?Analytics?Anbieter! Y Y X X Y Y Y Y Y Y Y Y!40! 5.2.4.1 µ Á µ v P v ( º E } u ] l Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y](https://img.pdfslide.tips/doc/110x75/5fce1b9063bb5b2c980d04b7/webanalytics-unifrch-524-kontinentalervergleichderweb-analyticsanbieter.jpg)


![$QJDEHQ ]XU 3HUVRQ - AOK › pk › fileadmin › user_upload › AOK-Baden...6RQVWLJH $QJDEHQ y y y y y y y y y y %LVKHULJHU .UDQNHQ XQG 3IOHJHYHUVLFKHUXQJVVFKXW] y y y y =DKOXQJVZHLVH](https://img.pdfslide.tips/doc/110x75/5f0edca57e708231d4414ce8/qjdehq-xu-3huvrq-aok-a-pk-a-fileadmin-a-userupload-a-aok-baden-6rqvwljh.jpg)



![D ] o v } Z ] } Ì ] } v ^ X X X W/dK> dK ^W / > [ WW >dK …...î /E / Zd X í r K'' ddK >> [ WW >dK Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y Y](https://img.pdfslide.tips/doc/110x75/5f07e5077e708231d41f4a69/d-o-v-z-oe-v-x-x-x-wdk-dk-w-ww-dk-e-zd.jpg)












