Embed Size (px)
Citation preview
AVALIAÇÃO E OTIMIZAÇÃO DA
LOGÍSTICA INTERNA DE MATERIAIS
EM UMA ORGANIZAÇÃO SOCIAL COM
ATIVIDADE PRODUTIVA VERTICAL:
UM ESTUDO DE CASO
Bruno Abreu Bilby (FACI)
BRUCE DE SOUZA CORRÊA (UNAMA)
Pablo Queiroz Bahia (FACI)
Este trabalho faz uma análise do arranjo produtivo vertical que é
pouco comum entre as indústrias brasileiras, no qual os setores
produtivos não estão dispostos um ao lado do outro, mas, sim,
divididos por andares. Desta forma, buscou-se naa literatura
acadêmica compêndios que retratassem tal realidade e pudessem
auxiliar no desenvolvimento do trabalho, entretanto o que se encontrou
foram exemplos descrevendo o layout produtivo sempre de forma
horizontal. Não obstante, foram elaboradas propostas de melhorias na
logística interna (movimentações de materiais), utilizando a
metodologia SLP (Planejamento Sistemático de Layout) aliada a
mapofluxogramas, que otimizassem e reduzissem espaços entre setores,
tempos, esforços físicos e, fundamentalmente, proporcionassem a
melhoria da qualidade de vida no ambiente de trabalho.
Palavras-chaves: Layout Vertical, Movimentações de Materiais,
Logística Interna
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1. Introdução
No mundo globalizado e competitivo as empresas estão sempre em busca de melhorias que
lhes proporcionem vantagens de diferenciação que impactem em redução de tempo e custos.
Em sua célebre frase Francis Bacon (1561-1626) apud Chiacchio (1999) disse: “Tempo é a
medida dos negócios”. O filósofo e estadista inglês, certamente, não esperava um mundo
totalmente interligado em que as distâncias continentais deixariam de ser empecilho para as
vendas e a conquista de novos mercados consumidores, mas, já previa, que as corporações
teriam que agilizar cada vez mais seus processos, sejam internos ou externo, buscando a
competitividade e a sua própria existência. Sendo assim, o estudo do manuseio ou
movimentação de materiais tem como objetivos fundamentais a diminuição do lead time que é
o período decorrido entre o início de uma atividade produtiva até a efetiva entrega do produto
ao cliente, de esforços físicos e ganhos de produtividade.
Segundo Ballou (1993), a movimentação interna de produtos e materiais denota transportar
pequenas quantidades de bens por espaços relativamente pequenos, quando comparados com
as distâncias na movimentação de longo curso executada pelas companhias transportadoras e,
como a logística interna deve ser repetida muitas vezes, se não houver um correto ajuste do
processo, pequenas falhas podem acarretar em grandes deseconomias quando aplicadas a
muitos produtos por um determinado período de tempo.
Este trabalho tem por objetivo geral analisar a estrutura do layout verticalizado e propor
melhorias que impactem em redução da movimentação interna de materiais e pessoas, mais
especificamente, estudando o tipo de layout da empresa, identificando melhorias segundo uma
metodologia e fazendo uma criteriosa observação das possibilidades de alterações, em uma
entidade sem fins lucrativos com finalidade social que tem atividades produtivas dispersas em
vários andares, mas que, na sua implantação, não foram realizados estudos técnicos
adequados para que houvesse uma correta interação entre os andares que proporcionassem um
fluxo otimizado de insumos, produtos acabados e pessoas.
1.2 Problematização
A organização social estudada é constituída por cinco andares sem elevadores e não houve
planejamento no projeto inicial quanto ao seu arranjo físico e fluxo interno de materiais, logo
as distâncias entre os processos produtivos são longas e cansativas e isso reflete em lead times
maiores e aumento dos esforços físicos dos funcionários, justificando, portanto, a necessidade
– latente – de estudos técnicos que modifiquem e que tornem o melhor possível o seu arranjo
físico e, conseqüentemente, a movimentação de materiais e pessoas. Desta forma, um
rearranjo no layout vertical da organização estudada traria significativo impacto na redução
das movimentações ou manuseios internos de materiais?
1.3 Delimitações do estudo
A entidade social possui atividades produtivas diversas, sendo assim, tomou-se como foco
para o estudo, a maior delas que é a confecção industrial de rouparias promocionais, militares
e hospitalares, a qual interage com quatro dos cinco andares que o projeto possui. Ademais,
outras questões a serem consideradas são:
Os processos não podem ser alterados de andar, devido à falta de espaço físico e ao alto
custo envolvido na mudança de um andar inteiro, por exemplo, o administrativo;
A área de serigrafia só pode funcionar no 4º pavimento que é aberto nas laterais e bem
ventilado, pois como utilizam solventes, tintas e outros componentes químicos necessitam
3
de um local bastante arejado.
2. Fundamentação teórica
A logística é utilizada, empiricamente, desde os primórdios dos seres vivos que sempre
necessitaram se deslocar por longas distâncias em busca da supressão das necessidades
básicas como alimentação e local seguro. Os próprios leopardos e outros animais caçadores,
que agem instintivamente, também se valem da logística para procurar e atacar suas presas na
distância e momento certos, sendo que o desconhecimento do local e erros no ataque,
fatalmente, levarão a resultados negativos. Paralelamente, no mundo das organizações, das
quais são exigidas cada vez mais eficiência, agilidade e pontualidade, a logística deve ter
lugar de destaque visto que o correto gerenciamento de suas operações impacta diretamente
nos custos e nas suas competências logísticas, as quais, quando bem administradas através de
indicadores de desempenho, possibilitam identificação de possíveis falhas e a proposição de
medidas corretivas antes da ocorrência de novos erros nos serviços aos clientes (Bowersox et
al., 1999).
Em relação à movimentação de materiais, Bowersox et al. (1999), salienta que, devido a
atividade empregar bastante mão-de-obra, qualquer falta ou queda no desempenho do trabalho
por parte dos colaboradores reflete em problemas para o bom andamento da produção e,
ainda, enfatiza que devido ao natureza da atividade de manuseio a utilização de tecnologias de
informação é comprometida e que a atividade nunca foi tratada de forma integrada e com
importância pela alta administração das empresas, porém destaca que, com tecnologia da
automação dos processos, que impactam em redução de mão-de-obra, a atividade de
movimentação interna está ganhando cada vez mais destaque entre as organizações.
A logística interna no que tange a materiais e pessoas, está intrinsecamente relacionada com a
disposição do arranjo físico. Para Dias (1996) apud Silva et al. (2009) afirma que o layout é a
disposição de homens, máquinas e materiais que permite adicionar ao fluxo de materiais e a
operação dos equipamentos de circulação maior eficiência para que a armazenagem de
materiais se processe da melhor forma possível.
De acordo com Slack et al. (2002) definir um arranjo físico é decidir onde colocar todas as
instalações, máquinas equipamentos e pessoal da produção. Também determina a maneira
segundo a qual recursos transformados – materiais, informação e clientes – fluem pela
operação.
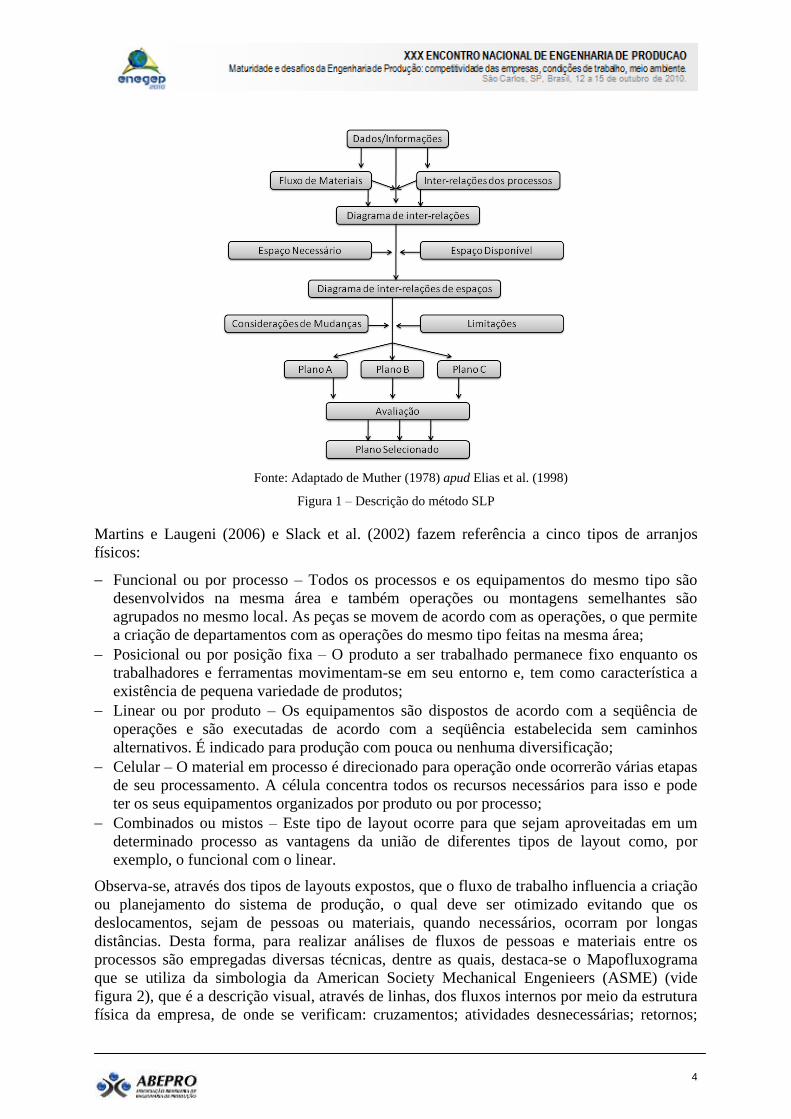
Segundo Muther (1978), o foco fundamental do arranjo físico é a integração entre as áreas
produtivas no ambiente interno da empresa. Não é somente uma disposição racional dos
equipamentos, mas também, o estudo das condições humanas de trabalho, de espaços
projetados corretamente, de como evitar controles desnecessários, de como movimentação
dos materiais irá ocorrer. Em sua obra, Muther descreve (ver figura 1) a metodologia SLP
com os seguintes procedimentos para elaboração de arranjos físicos: (i) coleta de
informações; (ii) análise dos fluxos de materiais e as inter-relações entre as atividades; (iii)
verificação do espaço disponível e o necessário; (iv) elaboração de um diagrama de
relacionamento; (v) apreciação do que pode ou não ser alterado e, por fim, são elaboradas
propostas de layouts otimizados.
4
Fonte: Adaptado de Muther (1978) apud Elias et al. (1998)
Figura 1 – Descrição do método SLP
Martins e Laugeni (2006) e Slack et al. (2002) fazem referência a cinco tipos de arranjos
físicos:
Funcional ou por processo – Todos os processos e os equipamentos do mesmo tipo são
desenvolvidos na mesma área e também operações ou montagens semelhantes são
agrupados no mesmo local. As peças se movem de acordo com as operações, o que permite
a criação de departamentos com as operações do mesmo tipo feitas na mesma área;
Posicional ou por posição fixa – O produto a ser trabalhado permanece fixo enquanto os
trabalhadores e ferramentas movimentam-se em seu entorno e, tem como característica a
existência de pequena variedade de produtos;
Linear ou por produto – Os equipamentos são dispostos de acordo com a seqüência de
operações e são executadas de acordo com a seqüência estabelecida sem caminhos
alternativos. É indicado para produção com pouca ou nenhuma diversificação;
Celular – O material em processo é direcionado para operação onde ocorrerão várias etapas
de seu processamento. A célula concentra todos os recursos necessários para isso e pode
ter os seus equipamentos organizados por produto ou por processo;
Combinados ou mistos – Este tipo de layout ocorre para que sejam aproveitadas em um
determinado processo as vantagens da união de diferentes tipos de layout como, por
exemplo, o funcional com o linear.
Observa-se, através dos tipos de layouts expostos, que o fluxo de trabalho influencia a criação
ou planejamento do sistema de produção, o qual deve ser otimizado evitando que os
deslocamentos, sejam de pessoas ou materiais, quando necessários, ocorram por longas
distâncias. Desta forma, para realizar análises de fluxos de pessoas e materiais entre os
processos são empregadas diversas técnicas, dentre as quais, destaca-se o Mapofluxograma
que se utiliza da simbologia da American Society Mechanical Engenieers (ASME) (vide
figura 2), que é a descrição visual, através de linhas, dos fluxos internos por meio da estrutura
física da empresa, de onde se verificam: cruzamentos; atividades desnecessárias; retornos;
5
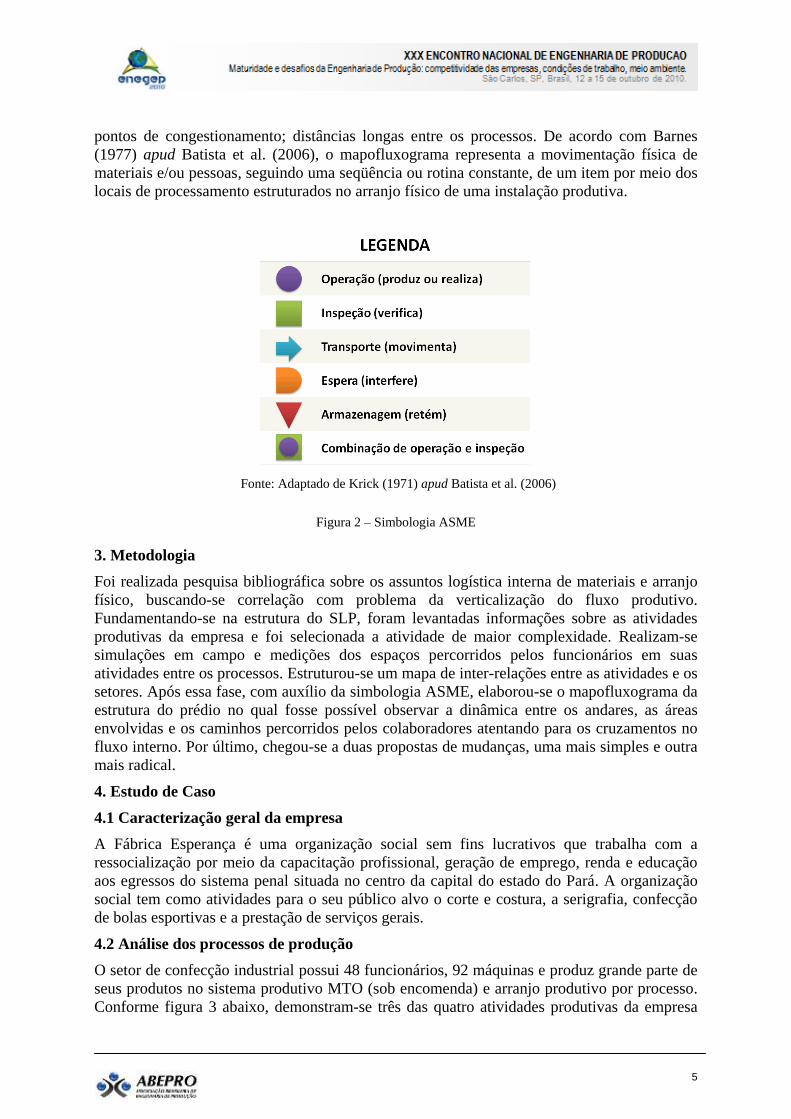
pontos de congestionamento; distâncias longas entre os processos. De acordo com Barnes
(1977) apud Batista et al. (2006), o mapofluxograma representa a movimentação física de
materiais e/ou pessoas, seguindo uma seqüência ou rotina constante, de um item por meio dos
locais de processamento estruturados no arranjo físico de uma instalação produtiva.
Fonte: Adaptado de Krick (1971) apud Batista et al. (2006)
Figura 2 – Simbologia ASME
3. Metodologia
Foi realizada pesquisa bibliográfica sobre os assuntos logística interna de materiais e arranjo
físico, buscando-se correlação com problema da verticalização do fluxo produtivo.
Fundamentando-se na estrutura do SLP, foram levantadas informações sobre as atividades
produtivas da empresa e foi selecionada a atividade de maior complexidade. Realizam-se
simulações em campo e medições dos espaços percorridos pelos funcionários em suas
atividades entre os processos. Estruturou-se um mapa de inter-relações entre as atividades e os
setores. Após essa fase, com auxílio da simbologia ASME, elaborou-se o mapofluxograma da
estrutura do prédio no qual fosse possível observar a dinâmica entre os andares, as áreas
envolvidas e os caminhos percorridos pelos colaboradores atentando para os cruzamentos no
fluxo interno. Por último, chegou-se a duas propostas de mudanças, uma mais simples e outra
mais radical.
4. Estudo de Caso
4.1 Caracterização geral da empresa
A Fábrica Esperança é uma organização social sem fins lucrativos que trabalha com a
ressocialização por meio da capacitação profissional, geração de emprego, renda e educação
aos egressos do sistema penal situada no centro da capital do estado do Pará. A organização
social tem como atividades para o seu público alvo o corte e costura, a serigrafia, confecção
de bolas esportivas e a prestação de serviços gerais.
4.2 Análise dos processos de produção
O setor de confecção industrial possui 48 funcionários, 92 máquinas e produz grande parte de
seus produtos no sistema produtivo MTO (sob encomenda) e arranjo produtivo por processo.
Conforme figura 3 abaixo, demonstram-se três das quatro atividades produtivas da empresa
6
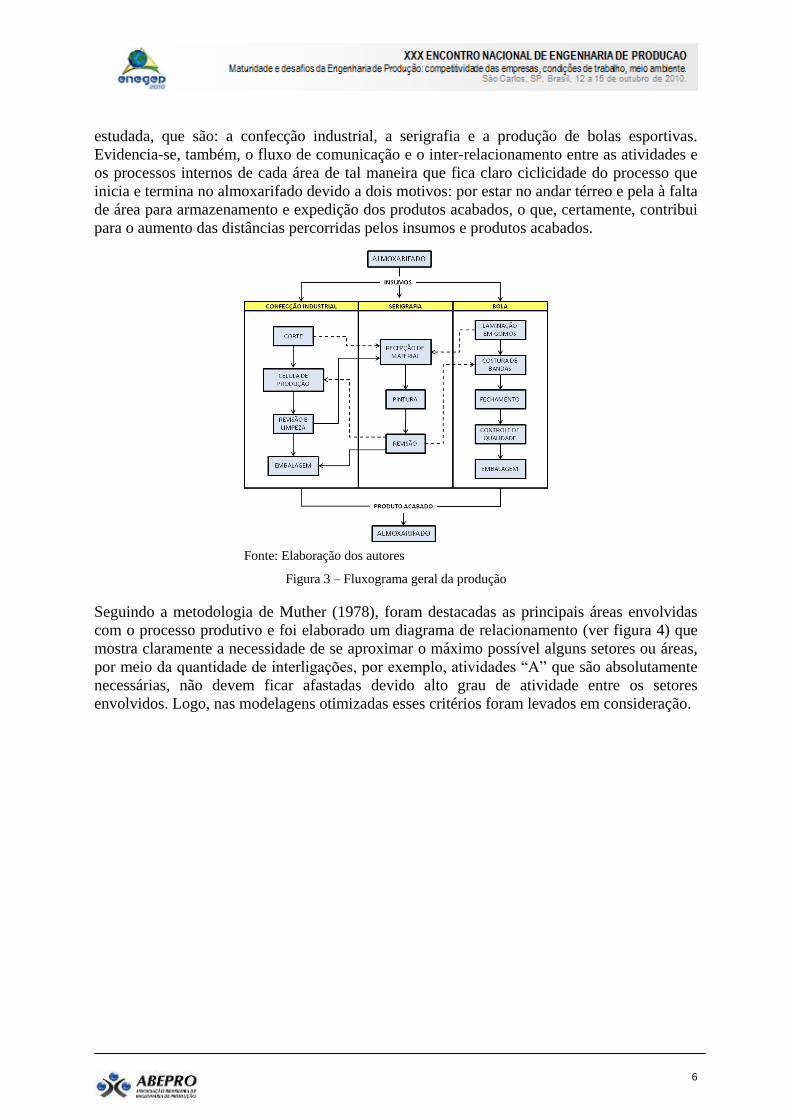
estudada, que são: a confecção industrial, a serigrafia e a produção de bolas esportivas.
Evidencia-se, também, o fluxo de comunicação e o inter-relacionamento entre as atividades e
os processos internos de cada área de tal maneira que fica claro ciclicidade do processo que
inicia e termina no almoxarifado devido a dois motivos: por estar no andar térreo e pela à falta
de área para armazenamento e expedição dos produtos acabados, o que, certamente, contribui
para o aumento das distâncias percorridas pelos insumos e produtos acabados.
Fonte: Elaboração dos autores
Figura 3 – Fluxograma geral da produção
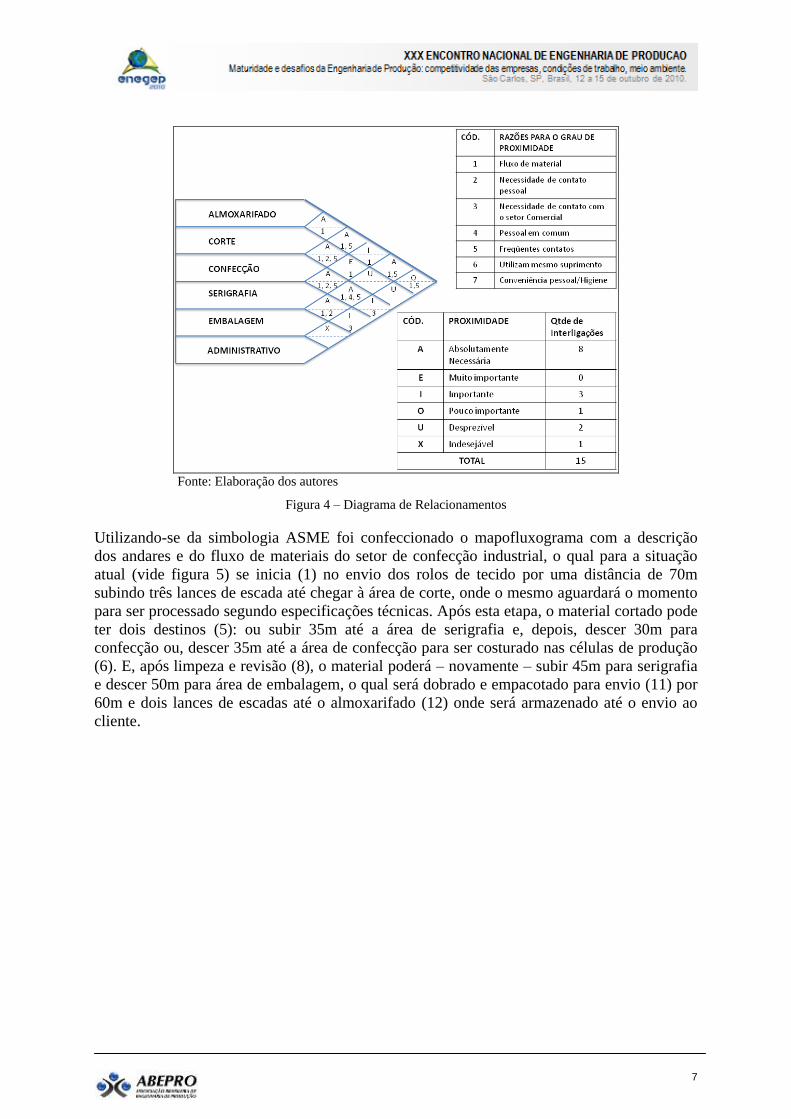
Seguindo a metodologia de Muther (1978), foram destacadas as principais áreas envolvidas
com o processo produtivo e foi elaborado um diagrama de relacionamento (ver figura 4) que
mostra claramente a necessidade de se aproximar o máximo possível alguns setores ou áreas,
por meio da quantidade de interligações, por exemplo, atividades “A” que são absolutamente
necessárias, não devem ficar afastadas devido alto grau de atividade entre os setores
envolvidos. Logo, nas modelagens otimizadas esses critérios foram levados em consideração.
7
Fonte: Elaboração dos autores
Figura 4 – Diagrama de Relacionamentos
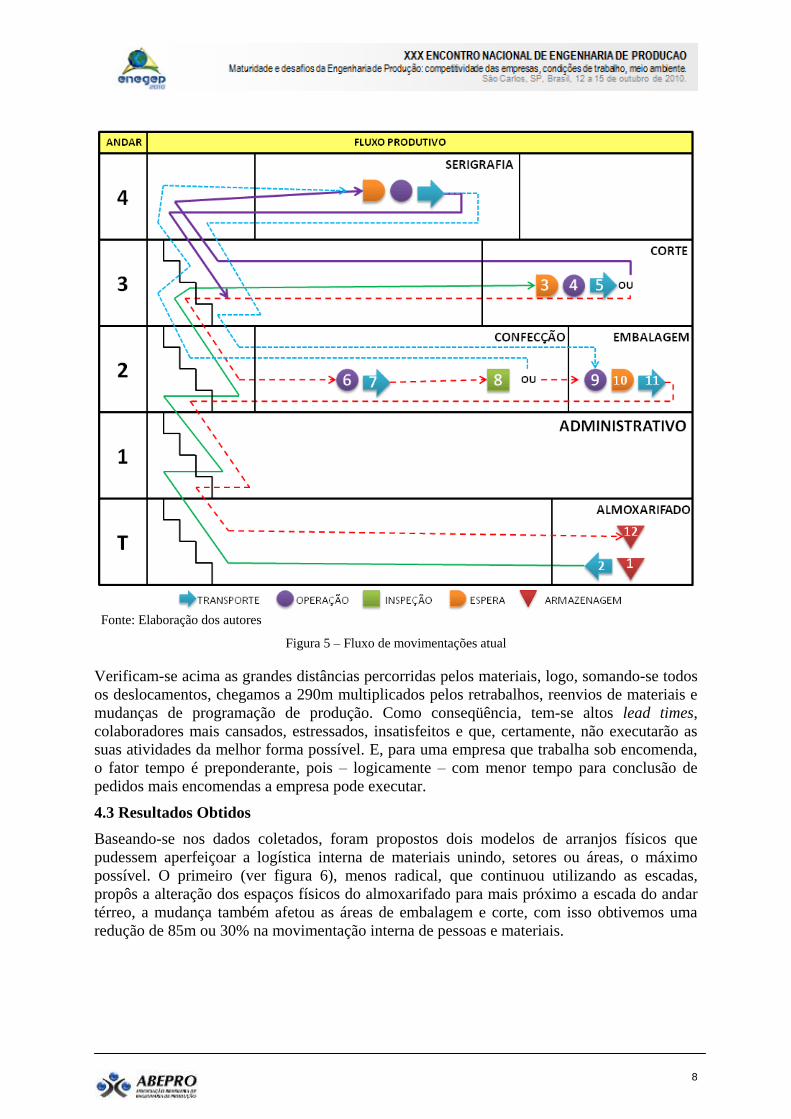
Utilizando-se da simbologia ASME foi confeccionado o mapofluxograma com a descrição
dos andares e do fluxo de materiais do setor de confecção industrial, o qual para a situação
atual (vide figura 5) se inicia (1) no envio dos rolos de tecido por uma distância de 70m
subindo três lances de escada até chegar à área de corte, onde o mesmo aguardará o momento
para ser processado segundo especificações técnicas. Após esta etapa, o material cortado pode
ter dois destinos (5): ou subir 35m até a área de serigrafia e, depois, descer 30m para
confecção ou, descer 35m até a área de confecção para ser costurado nas células de produção
(6). E, após limpeza e revisão (8), o material poderá – novamente – subir 45m para serigrafia
e descer 50m para área de embalagem, o qual será dobrado e empacotado para envio (11) por
60m e dois lances de escadas até o almoxarifado (12) onde será armazenado até o envio ao
cliente.
8
Fonte: Elaboração dos autores
Figura 5 – Fluxo de movimentações atual
Verificam-se acima as grandes distâncias percorridas pelos materiais, logo, somando-se todos
os deslocamentos, chegamos a 290m multiplicados pelos retrabalhos, reenvios de materiais e
mudanças de programação de produção. Como conseqüência, tem-se altos lead times,
colaboradores mais cansados, estressados, insatisfeitos e que, certamente, não executarão as
suas atividades da melhor forma possível. E, para uma empresa que trabalha sob encomenda,
o fator tempo é preponderante, pois – logicamente – com menor tempo para conclusão de
pedidos mais encomendas a empresa pode executar.
4.3 Resultados Obtidos
Baseando-se nos dados coletados, foram propostos dois modelos de arranjos físicos que
pudessem aperfeiçoar a logística interna de materiais unindo, setores ou áreas, o máximo
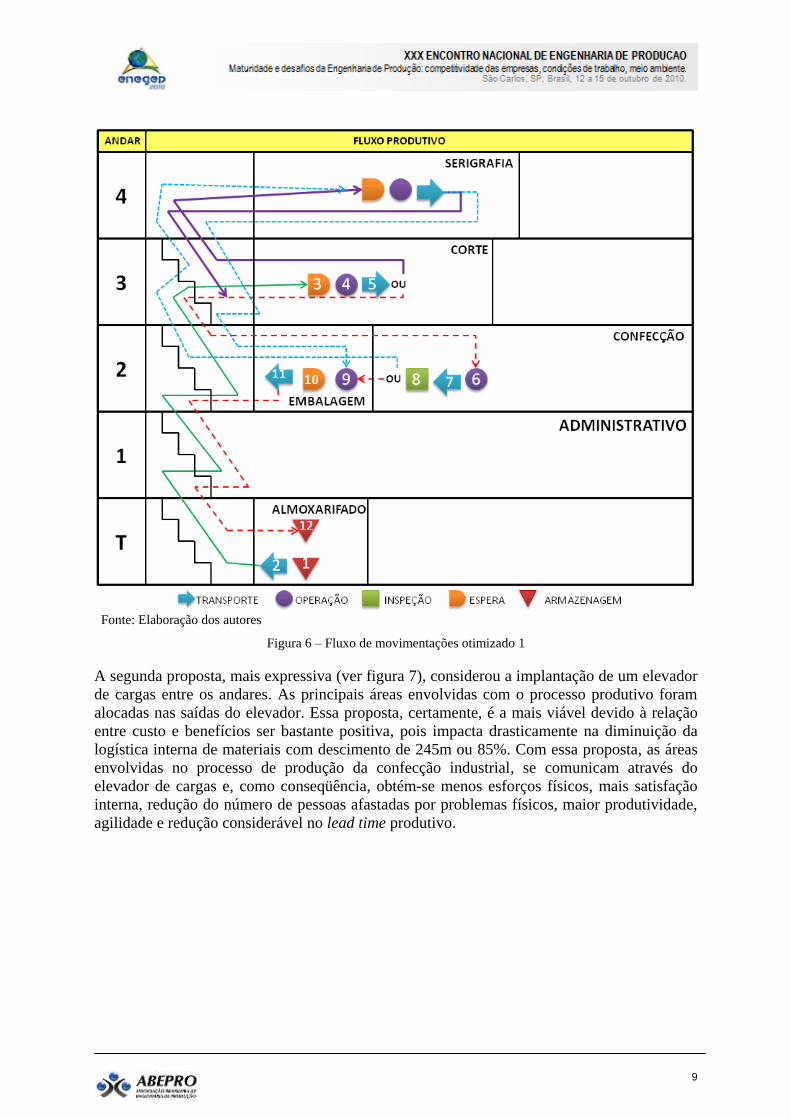
possível. O primeiro (ver figura 6), menos radical, que continuou utilizando as escadas,
propôs a alteração dos espaços físicos do almoxarifado para mais próximo a escada do andar
térreo, a mudança também afetou as áreas de embalagem e corte, com isso obtivemos uma
redução de 85m ou 30% na movimentação interna de pessoas e materiais.
9
Fonte: Elaboração dos autores
Figura 6 – Fluxo de movimentações otimizado 1
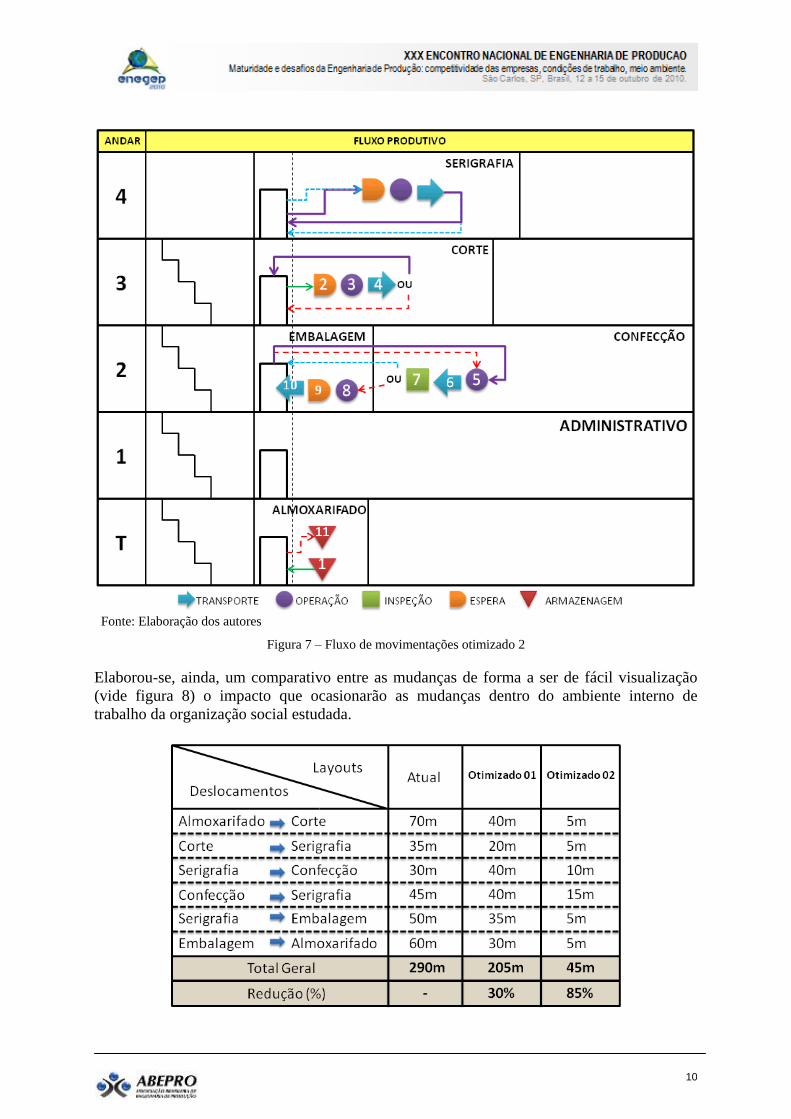
A segunda proposta, mais expressiva (ver figura 7), considerou a implantação de um elevador
de cargas entre os andares. As principais áreas envolvidas com o processo produtivo foram
alocadas nas saídas do elevador. Essa proposta, certamente, é a mais viável devido à relação
entre custo e benefícios ser bastante positiva, pois impacta drasticamente na diminuição da
logística interna de materiais com descimento de 245m ou 85%. Com essa proposta, as áreas
envolvidas no processo de produção da confecção industrial, se comunicam através do
elevador de cargas e, como conseqüência, obtém-se menos esforços físicos, mais satisfação
interna, redução do número de pessoas afastadas por problemas físicos, maior produtividade,
agilidade e redução considerável no lead time produtivo.
10
Fonte: Elaboração dos autores
Figura 7 – Fluxo de movimentações otimizado 2
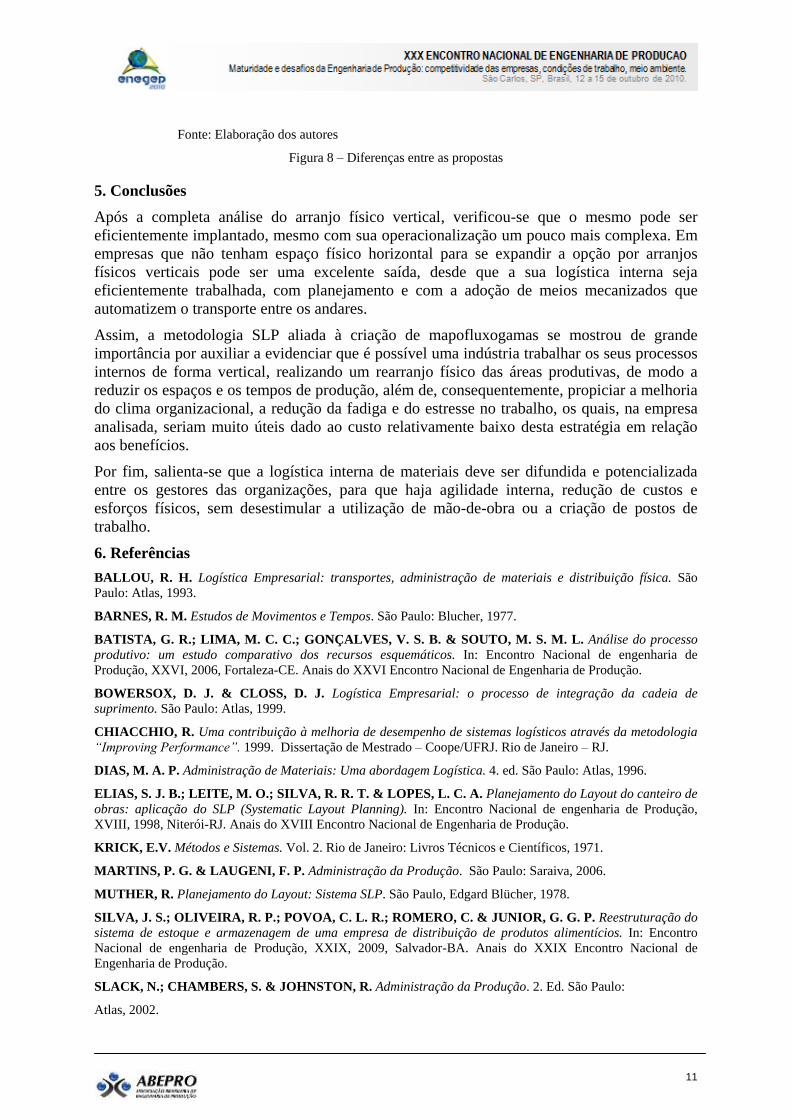
Elaborou-se, ainda, um comparativo entre as mudanças de forma a ser de fácil visualização
(vide figura 8) o impacto que ocasionarão as mudanças dentro do ambiente interno de
trabalho da organização social estudada.
11
Fonte: Elaboração dos autores
Figura 8 – Diferenças entre as propostas
5. Conclusões
Após a completa análise do arranjo físico vertical, verificou-se que o mesmo pode ser
eficientemente implantado, mesmo com sua operacionalização um pouco mais complexa. Em
empresas que não tenham espaço físico horizontal para se expandir a opção por arranjos
físicos verticais pode ser uma excelente saída, desde que a sua logística interna seja
eficientemente trabalhada, com planejamento e com a adoção de meios mecanizados que
automatizem o transporte entre os andares.
Assim, a metodologia SLP aliada à criação de mapofluxogamas se mostrou de grande
importância por auxiliar a evidenciar que é possível uma indústria trabalhar os seus processos
internos de forma vertical, realizando um rearranjo físico das áreas produtivas, de modo a
reduzir os espaços e os tempos de produção, além de, consequentemente, propiciar a melhoria
do clima organizacional, a redução da fadiga e do estresse no trabalho, os quais, na empresa
analisada, seriam muito úteis dado ao custo relativamente baixo desta estratégia em relação
aos benefícios.
Por fim, salienta-se que a logística interna de materiais deve ser difundida e potencializada
entre os gestores das organizações, para que haja agilidade interna, redução de custos e
esforços físicos, sem desestimular a utilização de mão-de-obra ou a criação de postos de
trabalho.
6. Referências
BALLOU, R. H. Logística Empresarial: transportes, administração de materiais e distribuição física. São
Paulo: Atlas, 1993.
BARNES, R. M. Estudos de Movimentos e Tempos. São Paulo: Blucher, 1977.
BATISTA, G. R.; LIMA, M. C. C.; GONÇALVES, V. S. B. & SOUTO, M. S. M. L. Análise do processo
produtivo: um estudo comparativo dos recursos esquemáticos. In: Encontro Nacional de engenharia de
Produção, XXVI, 2006, Fortaleza-CE. Anais do XXVI Encontro Nacional de Engenharia de Produção.
BOWERSOX, D. J. & CLOSS, D. J. Logística Empresarial: o processo de integração da cadeia de
suprimento. São Paulo: Atlas, 1999.
CHIACCHIO, R. Uma contribuição à melhoria de desempenho de sistemas logísticos através da metodologia
“Improving Performance”. 1999. Dissertação de Mestrado – Coope/UFRJ. Rio de Janeiro – RJ.
DIAS, M. A. P. Administração de Materiais: Uma abordagem Logística. 4. ed. São Paulo: Atlas, 1996.
ELIAS, S. J. B.; LEITE, M. O.; SILVA, R. R. T. & LOPES, L. C. A. Planejamento do Layout do canteiro de
obras: aplicação do SLP (Systematic Layout Planning). In: Encontro Nacional de engenharia de Produção,
XVIII, 1998, Niterói-RJ. Anais do XVIII Encontro Nacional de Engenharia de Produção.
KRICK, E.V. Métodos e Sistemas. Vol. 2. Rio de Janeiro: Livros Técnicos e Científicos, 1971.
MARTINS, P. G. & LAUGENI, F. P. Administração da Produção. São Paulo: Saraiva, 2006.
MUTHER, R. Planejamento do Layout: Sistema SLP. São Paulo, Edgard Blücher, 1978.
SILVA, J. S.; OLIVEIRA, R. P.; POVOA, C. L. R.; ROMERO, C. & JUNIOR, G. G. P. Reestruturação do
sistema de estoque e armazenagem de uma empresa de distribuição de produtos alimentícios. In: Encontro
Nacional de engenharia de Produção, XXIX, 2009, Salvador-BA. Anais do XXIX Encontro Nacional de
Engenharia de Produção.
SLACK, N.; CHAMBERS, S. & JOHNSTON, R. Administração da Produção. 2. Ed. São Paulo:
Atlas, 2002.
12





























