Embed Size (px)
Citation preview

Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016 97 ISSN: 1517-859
COMUNICADO TÉCNICO
AVALIAÇÃO DO PROCESSAMENTO DE FRANGOS DE UM FRIGORÍFICO NA
CIDADE DE PARAÍSO NO ESTADO DO TOCANTINS
Marta Lopes Evangelista
1; Sandra Regina Marcolino Gherardi
2; Rafael Porto Vieira
3.
RESUMO
O crescimento da demanda mundial por carne de frango pode sinalizar uma eventual preocupação dos consumidores com uma alimentação voltada para aspectos de segurança. Estes
produtos tornam-se mais atrativos mediante o aumento das exigências e conhecimento do
consumidor, já que são uma opção favorável de compra face à oferta de produtos seguros. A
preferência pelas carnes brancas fez com que as empresas brasileiras exportadoras de carne de frango conquistassem novos mercados. Alem da qualidade conhecida do produto nacional ser
reconhecida, seus preços competitivos e os seus esforços políticos do setor trouxeram resultados
auspiciosos. A avaliação do processamento de frangos de um frigorífico, denominado Frango Norte, localizado na cidade de Paraíso no estado do Tocantins foi realizada através de estagio
curricular, com acompanhamento da supervisora de estágio. Foi realizada a avaliação do
processamento, utilizando como referencia a portaria 210 do Ministério da Agricultura, Pecuária e do Abastecimento (MAPA), para verificar se a empresa se encaixa nos padrões de
processamento estabelecidos pela legislação e se o processo é efetuado de forma a garantir a
qualidade dos produtos. Foi descrito a avaliação do processamento de frango aplicado no
frigorífico Frango Norte, mediante a legislação vigente e a qualidade do produto: transporte, recepção dos frangos, pendura, atordoamento, sangria, escaldagem, depenagem, evisceração,
pré-resfriamento e resfriamento, gotejamento, frango inteiro e cortes, embutido, carne
mecanicamente separada, embalagem, armazenamento. É possível afirmar que é necessária uma maior participação do governo no desenvolvimento da indústria de alimento, visto que a
qualidade dos produtos é de suma importância para os consumidores e as exigências do
mercado internacional são cada vez maiores com relação às legislações internacionais.
Palavras-chave: Corte; frigorífico; qualidade.
CHICKEN PROCESSING ASSESSMENT OF A REFRIGERATOR IN PARADISE
CITY IN THE STATE OF TOCANTINS
ABSTRACT
The growth in global demand for chicken meat could signal a possible concern for consumer
facing a food safety aspects. These products become more attractive by raising consumer
awareness and demands, since they are a favorable option to purchase given the supply of safe products. The preference for white meat has made the Brazilian exporters of chicken meat to
conquer new markets. Besides the quality of the national product known to be recognized, its
competitive pricing and its political efforts of the sector brought auspicious results.The evaluation of the chicken in a refrigerator, called Chicken North, located in the town of Paradise
Protocolo 16 2014 150 de 12/04/2015 1 Graduada em Tecnologia de Alimentos. Instituto Federal Goiano - Campus Urutaí - Rodovia Geraldo Silva
Nascimento Km 2,5. CEP 75790-000 - Urutaí - Goiás - Brasil. Fone/Fax: (64) 3465-1900. E-
mail:[email protected]. 2 Docente no Instituto Federal Goiano Campus Urutaí. Doutoranda em Ciências da Saúde. Instituto Federal
Goiano - Campus Urutaí - Rodovia Geraldo Silva Nascimento Km 2,5. CEP 75790-000 - Urutaí - Goiás - Brasil.
Fone/Fax: (64) 3465-1900. E-mail: [email protected]. 3 Graduado em Tecnologia de Alimentos. Pós Graduando em Docência Universitária. Instituto Federal Goiano -
Campus Urutaí - Rodovia Geraldo Silva Nascimento Km 2,5. CEP 75790-000 - Urutaí - Goiás - Brasil.
Fone/Fax: (64) 3465-1900. E-mail: [email protected]

98 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
in the state of Tocantins was performed by stage curriculum, monitred by a probation
supervisor. Evaluation was performed on the processing, using as reference the 210 ordinance
of the Ministry of Agriculture, Livestock and Supply (MAPA), to check whether the company fits into the processing standards established by law and if the process is performed to ensure
product quality. It was described to assess the chicken processing applied in the refrigerator
Chicken North, through legislation and product quality, transportation, receipt of chickens, hanging, stunning, bleeding, scalding, plucking, evisceration, pre-cooling and cooling, drip,
chicken and whole sections, embedded, mechanically deboned meat, packing, storage.You
could say that we need greater government involvement in devloping the food industry since the product quality is of paramount importance to consumers and international market demands are
increasing with respect to international laws.
Keywords: Court; refrigerator; quality.
INTRODUÇÃO
O comércio mundial da carne de frango movimenta economias de vários países sendo
um produto de destaque nas negociações
comerciais. Nas últimas décadas foi possível
observar mudanças no macro-ambiente mundial como a abertura e a globalização dos mercados.
No Brasil, em especial, a abertura das
importações e a estabilização da economia impulsionou o acirramento da competitividade
interna em razão da abertura às importações e
entrada de toda uma sorte de produtos a preços menores e de qualidade superior.
O mercado de carnes no Brasil e no
mundo está cada vez mais competitivo e
complexo. Tal complexidade é resultante, sobretudo, do ciclo de vida e do grau de
perecibilidade do produto, das exigências por
rigorosos controles sanitários e da crescente demanda por diversificação e agregação de
valor, mesmo no caso de um mercado cujo
principal produto é, em essência, uma
commodity (Pereira, 2003). As crescentes exigências do mercado externo, no que se refere
à importação de carne de frango do Brasil,
contribuem de maneira decisiva para que o país torne-se um dos melhores produtores de carne
de frango do mundo em qualidade e
lucratividade. Em 2005, dos 2,4 milhões de toneladas exportadas, aproximadamente 1,5
milhão de toneladas foram de frango em
cortes/pedaços, segmento de maior valor
agregado, principalmente para os países como Japão, Países Baixos e Alemanha (Aves &
Ovos, 2010).
O crescimento da demanda mundial por carne de frango pode sinalizar uma eventual
preocupação dos consumidores com uma
alimentação voltada para aspectos de segurança. Estes produtos tornam-se mais
atrativos mediante o aumento das exigências e
conhecimento do consumidor, já que são uma opção favorável de compra face à oferta de
produtos seguros.
Dentre os critérios exigidos pelo mercado consumidor de alimentos, a variável risco à
saúde humana tem merecido destaque, o que
justifica o crescimento da preocupação com
algumas doenças como a Influenza Aviária (gripe do frango) e a de Newcastle. Em 2004, a
Influenza Aviária afetou a produção na Ásia,
onde redundou na perda de confiança por parte do consumidor em diversos mercados e queda
na comercialização, como conseqüência das
barreiras não tarifárias. O Brasil, diante desse
cenário, tornou-se o principal beneficiário da situação sanitária, ante a queda no fornecimento
mundial por parte da Tailândia, China e dos
Estados Unidos e a forte demanda dos países importadores (Arábia Saudita, Emirados Árabes
Unidos e Rússia), assumindo, assim aposição
de o maior exportador mundial de carne de frango. Em parte esta queda na comercialização
mundial proporcionou ao Brasil destaque no
mercado mundial (Bueno et. al., 2007).
De acordo com Dorr & Marques (2004) o futuro do comércio da carne de frango depende
fundamentalmente da indústria quanto à
garantia da qualidade e flexibilidade para mudanças, e ainda da garantia de requisitos dos
clientes sejam identificados e atendidos. Para
tanto as empresas devem executar as atividades de abate e processamento com garantia de
qualidade.
Diante da preocupação dos consumidores
para obtenção e consumo de carne de frango com qualidade, a expansão e modernização da
indústria avícola no Brasil, e também na região
Centro-Oeste do país, este trabalho tem por objetivo expor a realização de uma avaliação do
processamento de frangos de um frigorífico na
cidade de Paraíso no estado do Tocantins.

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 99
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
MATERIAL E METODOS
Processamento
A avaliação do processamento de frangos de um frigorífico, denominado Frango
Norte, localizado na cidade de Paraíso no
estado do Tocantins foi realizada através de
estagio curricular, perfazendo uma carga horária de 240 horas, com acompanhamento da
supervisora de estágio, a engenheira de
alimentos Fernanda Alves Dias. Foi realizada a avaliação do
processamento, utilizando como referencia a
portaria 210 do Ministério da Agricultura,
Pecuária e do Abastecimento (MAPA), para verificar se a empresa se encaixa nos padrões
de processamento estabelecidos pela legislação
e se o processo é efetuado de forma a garantir a qualidade dos produtos.
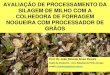
O processamento da carne de frango é
mostrado no fluxograma abaixo, Figura 1:
Figura 1. Fluxograma do processamento de frangos no frigorífico Frango Norte
Programa de Auto Controle
As Boas Práticas de Fabricação (BPF) constituem um sistema de controle de qualidade
base que visa garantir a segurança alimentar no
processamento dos alimentos. As BPF
verificam os processos e implantam controles. Este sistema apresenta-se como base para a
implantação de outros sistemas de qualidade na
indústria de alimentos. A implantação e manutenção das BPF é obrigatória para iniciar o
plano de Análise de Perigos e Pontos Críticos
de Controle (APPCC) (FAO,1997). No frigorífico Frango Norte é realizada a
aplicação do programas de boas pratica de
fabricação que assegura a qualidade dos
produtos. Durante o acompanhamento das atividades, a avaliação destes processos foi
feitos através da Instrução Normativa nº 368 do
MAPA que é o regulamento técnico sobre as condições higiênico-sanitárias e das boas
práticas de fabricação nos estabelecimentos
elaboradores/ industrializadores de alimentos.
RESULTADOS E DISCUSSÕES
Processamento dos frangos
Além das linhagens genéticas de alta
qualidade e produtividade, dos cuidados sanitários, das vacinas e do manejo sofisticado,
adaptado as condições brasileiras, outro
segmento importante que garante a qualidade
dos produtos final é a indústria do abate (abatedouro). Neste setor exige-se rigoroso
controle sanitário e maquinário adequado para
atender os clientes nacionais e os exigentes importadores.
A automação das operações de abate e o
processamento das aves, do transporte a desossa, principalmente nos sistemas de
evisceração, vem apresentando nos últimos
anos significativos avanços tecnológicos na
área de processamento de carne de aves. Outros importantes avanços foram obtidos quanto a
design, funcionalidade e eficácia dos diversos
meios de processamento primário, incluindo operações de apanha, atordoamento,
escaldagem, evisceração, transferência de
carcaça e resfriamento, bem como o pós-
processamento dos cortes. A redução de custos e a maior eficiência
do processo são os aspectos mais importantes
na otimização do setor. Novas tecnologias projetadas de acordo com as normas da
sanidade contribuirão para reduzir a
Recepção dos frangos
Pendura
Atordoamento
Sangria
Escaldagem
Depenagem
Evisceração
Pré-resfriamento e resfriamento
Cortes, Embutidos, CMS
Embalagem
Armazenamento
Expedição

100 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
disseminação de agentes contaminastes nas
carcaças e nos equipamentos.
Abaixo será descrito a avaliação do processamento de frango aplicado no
Frigorífico Frango Norte, mediante a legislação
vigente e a qualidade do produto:
Transporte
O percurso das aves que chegam à
recepção torna-se desgastante devido à
distância percorrida até o frigorífico. Pelo fato
das aves serem animais delicados, esta é uma etapa que pode acarretar problemas de
qualidade em relação à ave inteira. Durante o
processo constituído de apanha das aves nos aviário, transporte em veículo dentro de gaiolas,
Figura 2..
A manipulação inadequada e a superlotação das gaiolas podem acarretar em
problemas de fratura, principalmente de asas e
hematomas que vão danificar o tecido
muscular. Por isso no frigorífico Frango Norte os funcionários recebem treinamento continuo
para que a qualidade do produto não seja
afetada devido as operações necessárias para abate.
Figura 2. Caminhões utilizados no transporte dos frangos
Recepção
Os frangos chegam ao frigorífico em
estado de estresse, devido ao transporte, e por isso aplica-se um tempo de descanso de no
mínimo trinta minutos, com ventiladores e
aspersão de água, com objetivo de ressíntese do
glicogênio a fim de aumentar as reservas energéticas para uma maior acidificação da
carne no post mortem. Porém períodos longos
de descanso coincidem com longos períodos de jejum, contribuindo para a redução das taxas
séricas de glicose e o consumo das reservas de
glicogênio, com redução do peso de fígado, e
por esse motivo o tempo de descanso é
monitorado para que não afete a qualidade da
carne de frango e também mediante a
capacidade de abater do frigorífico. As aves mortas, geralmente devido a
distancia que percorrem durante o transporte,
são retiradas na hora da descarga e contadas, Figura 3, chegam a morrer quarenta e oito aves
por caminhão, sendo as mesmas incineradas e
logo depois levadas ao aterro sanitário.
Figura 3. Recepção dos frangos no frigorífico.
Pendura
Após o descarregamento, os frangos permanecem parados por um período de
aproximadamente duas horas na plataforma,
devido a estrutura do frigorífico ser de pequeno porte, assim a distância da pendura até o
atordoamento é percorrida em cinqüenta
segundos. Os frangos são pendurados pelos pés
em ganchos de linha continua a pendura é feita manualmente na nória, Figura 4.
Essa espera de aproximadamente duas
horas na plataforma pode influenciar na qualidade final da carne, pois frangos
estressados podem apresentar um rápido
declínio do pH, essa brusca queda do pH causa
a desnaturação das proteínas musculares levando a alteração qualitativa do produto final.
Figura 4. Pendura dos Frangos.

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 101
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
O tempo em que a ave permanece na
nória, antes do atordoamento, depende da
velocidade da linha de abate, um mínimo de quarenta a sessenta segundos, é aconselhável
para acalmá-las, evitando problemas no
atordoamento. Essas operações na área de
pendura são importantes por seus efeitos na qualidade, e está relacionado à eficiência da
sangria e aos efeitos provenientes de manuseio
impróprio (Beraquet, 1994).
Atordoamento
De acordo com a Portaria nº 210
(1998), a insensibilização deve ser
preferencialmente por eletronarcose sob
imersão em líquido, cujo equipamento deve dispor de registros de voltagem e amperagem e
esta será proporcional à espécie, tamanho e
peso das aves. Deve-se levar em consideração ainda à extensão a ser percorrida sob imersão.
A insensibilização não deve promover, em
nenhuma hipótese, a morte das aves e deve ser
seguida de sangria no prazo máximo de 12 (doze) segundos.
Após a pendura, os frangos passam pelo
insensibilizador, Figura 5 a cabeça fica imersa em um tanque com água, por onde passa uma
corrente elétrica de baixa voltagem e alta
frequência. Esta voltagem varia de 40 a 80 watts conforme tamanho, idade e tipo de aves, o
atordoamento faz com que a ave desmaie
evitando o seu sofrimento, o intervale entre o
atordoamento e a sangria é de 10 a 11 segundos.
É muito importante que esta operação
seja bem executada, pois as aves seguirão respectivamente para a sangria e escalda, e não
estando inconscientes poderá resultar em
problemas de bem-estar (dor e sofrimento) além de riscos de contaminação da carcaça (ingestão
de água na escalda) e comprometimento do
processo de sangria (Raj, 2001).
Figura 5. Atordoamento dos frangos.
Sangria
Após o atordoamento os frangos recebem um corte manual dos grandes vasos de
circulação de sangue, Figura 6. A sangria é feita
manualmente com facas perfurando as artérias
pelo bico da ave e o tempo de sangria é no maxímo de três minutos. Depois da sangria, a
ave passa pelo túnel de sangria onde fica maior
parte do sangue. O sangramento da carcaça deve ser
completo, para assegurar que as aves não
estejam respirando ao entrar no tanque de escaldamento. Isto evita a entrada de água nos
pulmões e previne a contaminação do produto.
Ave que apresente pele com coloração laranja-
avermelhada é resultante de sangria mal feita. Quando a ave não passa pelo disco sangrador,
ou o corte e feito de maneira errada a ave terá
pele avermelhada, indicando um cadáver (Beraquet, 1994).
Figura 6. Corte manual dos grandes vasos sanguíneos.
Escaldagem
Logo após o esgotamento do sangue os
frangos seguem para um tanque de quatro
metros com aquecedor de água. A temperatura é mantida entre 60 a 62°C não podendo ser
superior, pois temperaturas elevadas causam o
cozimento da carne. O borbulhamento da água é feito através de canos com furos dentro do
tanque, passando ar casando assim o
borbulhamento que abre melhor os poros. A escaldagem dos pés é realizada da mesma
forma, entretanto em um tanque de um metro e
sessenta centímetros, largura de trinta
centímetro e temperatura de 60°C. A escaldagem, Figura 7, tem por
finalidade uma prévia lavagem da ave e o
afrouxamento das penas através da abertura dos poros, para facilitar a depenagem. Nessa fase

102 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
pode ocorrer perdas da qualidade da carcaça. Se
a temperatura da água for muito alta ou o tempo
de permanência for exagerado, podem ocorrer queimaduras do peito, coxas, e asas, causando
uma coloração branca e endurecimento da carne
(Aveserra, 2006).
Figura 7. Escaldagem dos frangos.
Depenagem
A depenagem é realizada em uma
depenadeira mecânica, Figura 8, que possui dedos de borrachas, imitando uma mão. As
penas retiradas caem sobre canaletas que
escoam com auxilio de água corrente. O tempo das aves na depenadeira é de cinqüenta
segundos. O equipamento é muito eficiente, as
aves saem limpas, porque a maquina possui aspersores de alta pressão de água, com função
de lavar a carcaça do animal e ajudar na retirada
das penas e logo após é realizado uma
verificação se houve contusões e fraturas causadas pela depenadeira.
Figura 8. Depenagem.
Evisceração
Os trabalhos de evisceração deverão ser executados em instalação própria, isolados
através de paredes da área de escaldagem e
depenagem, compreendendo desde a operação de corte da pele do pescoço, até a toillete final
das carcaças. As carcaças que chegam por
esteira são penduradas na trilhagem aérea
(nória) do setor para se iniciar o processo de evisceração das mesmas. A nória deve ser
disposta sob uma calha de 0,60m de largura e
0,30m de altura das carcaças, não permitindo em hipótese alguma que as aves dependuradas
toquem na calha. A calha disporá de água
corrente sob pressão adequada, fornecida através de um sistema de canos perfurados e
ralos coletores de resíduos dispostos pela calha,
evitando acúmulo na seção (PORTARIA Nº
210, 1998). A evisceração é realizada manualmente,
ao entrar na sala de evisceração as aves são
penduradas pelo pescoço onde se fazia o corte na traquéia, após é realizado uma virada do pé
entre o pescoço, é feito um furo manual com
facas abrindo entre o peito e a cloaca. Depois se faz a exposição das vísceras.
O Serviço de Inspeção Federal (SIF)
realiza os exames internos, verifica-se se existe
alguma doença na inspeção das vísceras, são examinados o fígado, moela e coração, também
aplica o exame externo onde é retirada com
uma faca contusões e fraturas expostas. A condenação é classificada como Parcial ou
Total (condenação da carcaça inteira).
Após passar pelo SIF é retirado o
coração, o fígado sem a vesícula biliar (fel) e por ultimo a moela, que é colocada em uma
maquina fazendo assim a limpeza
mecanicamente com a participação de um manipulador.
Também são retirados os pulmões e os
rins através de um sugador, realiza-se a retirada a cabeça através de um manipulador e a retirado
dos pés mecanicamente.
A evisceração constitui-se basicamente
das seguintes etapas: 1. Extração do conteúdo intestinal;
2. Abertura do abdômen;
3. Exposição das vísceras; 4. Retirada das vísceras comestíveis;
5. Retiradas das vísceras abdominais;
Retiradas dos pulmões;
As vísceras comestíveis são retiradas
manualmente, limpas, selecionadas e
encaminhadas para o resfriamento. A moela é limpa e recebe lavagem contínua.
Posteriormente, os mesmos são embalados
junto com os pés, para serem introduzidos dentro do frango ou embalados para
comercialização.
Todas as atividades são realizadas na
nória de evisceração, Figura 9, sobre a calha de

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 103
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
evisceração, onde os resíduos são coletados.
Uma segunda inspeção das condições das
carcaças, chamada toilette (remoção do papo, esôfago e traqueia e entre outros
remanescentes), ocorre no final do processo.
Figura 9. Evisceração dos frangos.
Pré-resfriamento e Resfriamento
Depois de eviscerados, os frangos são
transportados via nória para uma sala com temperatura ambiente inferior ou igual a 12ºC,
sendo submetidos a dois resfriadores contínuos
por imersão em água do tipo rosca sem fim,
respectivamente chamados de pré-chiller e chiller. Essa etapa tem o objetivo de abaixar a
temperatura das carcaças de 35ºC para próxima
de 6ºC, evitando proliferação de microrganismos (Brasil, 1998).
Essa operação é realizada em dois
equipamentos em série, o pré-chiller e o chiller.
O pré-chiller inicia o resfriamento, limpeza e reidratação da carcaça, o chiller finaliza o
processo. O pré-chiller é um tanque com
capacidade de 1500 l de água com resfriador automático e o chiller 1000 l também com
resfriador automático. A temperatura das aves
ao entrar no pré-chiller é de 39,4°C e ao sair ária de 9 a 14°C, no chiller as carcaças entram
com temperatura de 9 a 14°C e saem em torno 4
a 6°C. O processo de resfriamento leva de 30 a
40 minutos e a carcaça deve alcançar uma temperatura final em torno de 4 a 6°C. Os
miúdos ao passar pelo pré-chiller e chiller tem
que ter temperatura igual ou abaixo de quatro graus Celsius.
A temperatura dos produtos é medida de
hora em hora pelo controle de qualidade e pelo SIF para melhorar segurança e evitar
temperaturas altas.
O borbulhamento do chiller é conferido
todos os dias pelo controle de qualidade, são realizados através de uma bomba de
borbulhamento, quando as carcaças estão
passando dentro do tanque absorvem água, e o
limite maxímo dessa absorção que é de 8% de água. É realizado também o controle da
absorção de água nas carcaças, o controle de
qualidade da empresa aplica a metodologia
adequada para calcular essa porcentagem.
Método do Gotejamento (Drip Test)
É realizado para determinar a quantidade
de água resultante do descongelamento de
carcaça congeladas. Se a quantidade de água resultante, expressa em percentagem do peso da
carcaça, com todos os miúdos partes
comestíveis na embalagem, ultrapassaram o
valor limite de 6% considera-se que as carcaças absorveram um excesso de água durante o pré-
resfriamento por imersão em água.
Frango Inteiro
O frango inteiro é colocado na nória por
manipuladores para o setor de embalagens onde são colocados os miúdos. Os miúdos são
colocados em copos com elevador, na medida
em que vão passando caem dentro da maquina que são embalados automaticamente. A
embalagem primaria de plástico dos frangos
natural e temperado são diferenciados pela cor, frango natural embalagem vermelho com
amarelo e branco, frango temperado
embalagem azul e branco. Os miúdos são
embalados em saquinho plástico transparente. Os frangos são embalados manualmente,
Figura 10, através de funil e grampeados com
grampos de metal (alumínio inoxidável).
Figura 10. Frango embalado manualmente.
Cortes
A temperatura da sala de cortes varia
entre 10 e 12°C. Os tipos de cortes feitos são: coxa, sobre coxa, asa, coxinha da asa, filé de

104 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
peito, filezinho (sarsano) e peito (com dorso),
este processo é feito manualmente, Figura 11.
A esterilização das facas é feito em esterilizadores elétricos com aquecedores
sempre ligados para manter a água em
temperatura ideal que é de 90°C a 100°C a água é sempre trocada, pois as facas são trocadas e
afiadas de uma em uma hora em afiador elétrico
e são identificadas para roa através de cores, primeiro as brancas e depois amarelas.
Este é considerado o maior setor do
frigorífico, pois é onde as carcaças sofrem
todos os tipos de cortes, variando de acordo com a exigência do cliente e também pode
seguir inteiro sem sofrer nenhum tipo de corte
sequer. A temperatura do setor não deve ultrapassar 12ºC, visando assim manter a
qualidade do produto até o final de seu
processamento (Brasil, 1998).
Figura 11. Cortes
Embutidos
É processado somente linguiça de
frango, o processo ocorre da seguinte forma: é
desossado o file da coxa e alguns pedaços de peito, são levados ao moedor e em seguida ao
misturador, juntamente com os ingredientes
(temperos e outros).
Figura 12. Embutido.
Após a massa é levada a sala de cura
permanecendo no mínimo cinco horas. Logo
após a massa é levada a embutideira com tripa artificial e passa pela amarradeira, Figura 12.
Finaliza-se com a padronização e selagem nos
pacotes de 25 kg.
Carne Mecanicamente Separada (CMS)
A carne mecanicamente separada, Figura
13 é feita através da colocação da matéria-
prima com auxilio de um manipulador em uma
maquina, onde a matéria-prima é moída e ao mesmo tempo separada dos ossos. A
temperatura da sala é de 10°C a temperatura do
produto é de 4°C o prazo de validade é de três meses, porque a CMS é muito perecível.
Figura 13. Carne mecanicamente separada
(CMS)
Carimbo
As embalagens são carimbadas
mecanicamente, Figura 14, com auxilio de um manipulador para organizar e conferir as
embalagens. O carimbo é especificado da
seguinte forma:
Prazo de validade xx/xx/xxxx
Idenificação do lote: n° x
Data de fabricação: xx/xx/xxxx
Figura 14. Carimbo.

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 105
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Câmaras, Túneis, Contêineres.
As câmaras frias são de fácil acesso para facilitar a estocagem na hora do armaze-
namento, Figura 15. O túnel de congelamento é
muito eficiente, pois os frangos são retirados na
temperatura ideal. Os containeres não estavam funcionando, porque os mesmos estavam em
manutenção.
O sistema de refrigeração é estabelecido da seguinte forma: Câmaras (-20 a -25°C),
túneis de congelamento (-35 a -40°C) e
containeres para resfriamento (2°C).
Figura 15. Armazenamento.
Utilidades
A água que abastece o abatedouro é
escoada para a estação de tratamento de água
(ETA). A água é tratada e reutilizada nas
dependências da empresa em jardins, gramados e lavagem dos pátios.
Todo subproduto que não são utilizados
são encaminhados para a fábrica de ração. Por exemplo: penas, sangue, condenações dos ossos
entre outro.
Programa de autocontrole no frigorífico
Os Programas de Procedimentos Padrão
de Higiene Operacional (PPHO) constituem uma extensão do Regulamento Técnico sobre as
Condições Higiênico-sanitárias e de Boas
Práticas de Fabricação para Estabelecimentos Elaboradores/ Industrializadores de alimentos, e
visam reduzir ou eliminar riscos associados
com a contaminação em indústrias de
alimentos. São procedimentos descritos, desenvolvidos, implantados e monitorizados,
visando estabelecer a forma rotineira pela qual
o estabelecimento industrial evitará contaminação direta ou cruzada e a adulteração
do produto, preservando a sua qualidade e
integridade por meio da higiene antes, durante e
depois das operações industriais (BRASIL,
1997). O frigorífico Frango Norte para garantir a
qualidade dos seus produtos realiza programas
de autocontrole da água, condições e higiene
das superfícies de contato com o alimento, prevenção contra a contaminação cruzada,
higiene operacional dos empregados, proteção
contra contaminantes e adulterantes do alimento, saúde dos empregados e controle
integrado de pragas, formando assim o
Programa de Procedimentos-Padrão de Higiene Operacional.
Além desses programas é realizado
vários programas de autocontrole dos produtos
carneos, os efetuados pela acadêmica foram: o uso de conservante-aditivos em produtos
cárneos, inspeção de recebimento de materiais,
monitoramento da qualidade da lingüiça e recebimento de produtos cárneos.
Todos os programas de autocontrole
tem como responsável pela implantação,
cumprimento e acompanhamento dos procedimentos o gerente de qualidade. Cada
programa conta com a Instrução de Trabalho
(IT) e Formulário de Controle (FC), as não conformidades e ações corretivas.
As planilhas utilizadas na empresa para a
efetivação do programa de procedimento-padrão de higiene operacional e programa de
autocontrole de produtos cárneos preenchidas
durante o acompanhamento do processo é
apresentada na figuras abaixo:
Controle da manutenção do sistema de água e
controle físico químico
A manutenção do sistema de
armazenamento e tratamento de água é monitorada pelo supervisor da manutenção que,
diante de qualquer não conformidade detectada,
aciona o encarregado da manutenção e cuida
para que as ações corretivas sejam efetivadas no menor tempo possível. Todas as obseraçoes
relevantes são anotadas no formulário de
conformidade no espaço reservado ao monitriamento.
Semanalmente o gerente da qualidade
verifica o cumprimento deste procedimento, faz
as observações necessárias e assina o documento.
Abaixo é apresentada a Figura 16 da
planilha aplicada no controle da manutenção:

106 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Manutenção do sistema de armazenamento e tratamento de água (PPHO).
DIA TAMPA BÓIA
VAZÃO
DE
ABAST.
VAZÃO DO DOS.
SOL.REABAST. RESPONS. NÃO-
CONFOR. AÇÃO CORR.
dd.mm.aa - MONITORAMENTO VERIFICAÇÃO
SUPERVISOR DA MANUTENÇÃO: DATA: GERENTE DE QUALIDADE:
ELABORADO POR: VERIFICADO POR: APROVADO POR:
Figura 16. Formulário de Controle. PPHO da segurança da água.
Diariamente a monitora do controle de
qualidade realiza analise físico química do teor de cloro pH, cor, odor e aspecto, quatro vezes
por dia. Diariamente o supervisor da produção
monitora os resultados das analises realizadas.
Trimestralmente, o gerente de qualidade
realiza a coleta de amostra da água industrial e
as envia a um laboratório externo e envia a uma empresa cadastrada ao MAPA para realização
de analise físico-química e microbiológica.
Abaixo é apresentada a Figura 17 do formulário
de controle da análise de água:
Controle da potabilidade e do teor de cloro da água industrial (PPHO)
DIA HORA
Ponto de
Coleta Cor Odor Aspecto pH
Teor de
Cloro Responsável
Ação
Corretiva
dd.mm.aa - MONITORAMENTO
SUPERVISOR DA MANUTENÇÃO: DATA: GERENTE DE QUALIDADE:
ELABORADO POR:
VERIFICADO POR:
APROVADO POR:
Figura 17. Formulário de Controle. PPHO da analise da água e físico-químico
Avaliação das condições de instalações,
equipamentos e utensílios
Diariamente os supervisores da
manutenção monitora o preenchimento do
formulário das condições de instalações, a
realização das ações corretivas necessárias.
Diante de ações corretivas dispendiosas o
supervisor da manutenção solicita a autorização do gerente da qualidade, que leva o assunto
para apreciação da diretoria, semanalmente, o
gerente da qualidade verifica se as ações

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 107
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
corretivas foram efetivadas, confere e preenche
o formulário de controle. Segue a Figura 18 do
formulário aplicado para controle de
instalações, equipamentos e outros.
Avaliação das condições de instalações, equipamentos e utensílios e da disponibilidade de produtos e
utensílios de higienização (PPHO).
EXIGENCIAS SIM
NÃO
1 É disponibilizada água potável fria e quente em quantidade suficiente e em locais adequados
2
Todos os pisos, paredes, portas, janelas e forros estão em bom estado de
conservação.
3 Todas as junções de parede com piso e de parede com paredes são abauladas
4 Todos os peitoris de janela interna á fabrica são inclinados
5 Todas as canaletas estão bem localizadas e possuem grade removível
6 A drenagem de todas as dependências da fábrica é suficiente, impedindo, a
formação de poços
7 Todos os ralos possuem tampa 8 A rede de esgoto industrial esta funcionando
adequadamente
permite refluxo)
(não permite fluxo)
9 Todos os exaustores eólicos e de parede estão funcionando adequadamente
10 Todas as telas de proteção localizadas a dependência da fabrica estão em estado de
conservação
11 Todas as lâmpadas estão funcionando adequadamente
12 Todas as seções da fabrica estão funcionando adequadamente
13 Todas as tubulações e registros da fabrica estão em bom estado de conservação
14 Todos os equipamentos da fabrica estão funcionando adequadamente
15
Todos os equipamentos e utensílios da fabrica estão em bom estado de
conservação 16 Todos os utensílios utilizados na limpeza e higienização dos equipamentos estão
conservados
17 Todos o estoque de limpeza e higienização é suficiente
18 Todos os utensílios utilizados na higienização de pessoal, possuem
laudos de analise
dd.mm.aa - MONITORAMENTO VERIFICAÇÃO
SUPERVISOR DA MANUTENÇÃO:
DATA: GERENTE DE
QUAL.:
ELABORADO POR:
VERIFICADO POR:
APROVADO POR:
Figura 18. Formulário de Controle. PPHO das condições e higiene das superfícies de contato com o alimento.
Prevenção contra a contaminação cruzada
Os colaboradores que trabalham na recepção de aves na limpeza de gaiolas
plásticas sujas ou outras atividades que
apresenta risco de contaminação não entram em
contato com o produto acabado, a não ser que tenham tomado banha e trocado o uniforme . o
controle dos itens acima especificado é
realizadas diariamente pelo supervisor da
produção. Através da aplicação do formulário de controle, onde são anotadas as não
conformidades e as ações corretivas com as
respectivas datas. Diariamente a monitora do
controle de qualidade monitora o preenchimento do formulário e caso necessário

108 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
realiza as analises de swab test para detecção de
focos de contaminação. Semanalmente o
gerente da qualidade verifica os registros no formulário, faz as observações necessárias e
assina o documento. Na Figura 19 encontra-se a
o formulario de controle da contaminação
cruzada:
Prevenção contra a contaminação cruzada (PPHO).
EXIGÊNCIAS SIM NÃO
1 Os colaboradores que trabalham na recepção de frango, na limpeza de caixas
plásticas sujas outras atividades que apresenta o risco de contaminação tomam
banho e trocam o uniforme antes de entrar em contato com o produto.
2 Os colaboradores que trabalham na recepção retiram o avental para utilizar o
sanitário e transitar na parte externa da fabrica.
3 Os colaboradores da produção são orientados a não sair do perímetro da empresa
utilizando o uniforme. 4 Todos os equipamentos e utensílios que entram em contato com alimentos são
devidamente higienizado antes do seu uso.
5 embalagens que entram em contato direto com o produto são devidamente limpos e sanificado antes do seu uso
.
dd.mm.aa - MONITORAMENTO VERIFICAÇÃO
SUPERVISOR DA MANUTENÇÃO:
DATA: GERENTE DE
QUAL.:
ELABORADO POR:
VERIFICADO POR:
APR. POR:
Figura 19. Formulário de Controle. PPHO da prevenção contra contaminação cruzada.
Manutenção de instalações sanitárias e
vestiários e controle da higiene e conduta dos
colaboradores
Em todas as instalações sanitárias e vestiários da empresa são disponibilizados água
potável, papel higiênico, toalhas de papel,
detergente e sanitizantes adequados e em quantidade suficientes. Diariamente ou sempre
que necessário o auxiliar de serviços gerais
responsável pela higiene dos vestiários e sanitários da empresa reabastece saboneteiras,
porta papel toalha e porta-papel higiênico
dessas dependências.
O lavador automático de botas e todos os lavatórios localizados nas entradas da fabrica e
demais áreas de produção funcionam
adequadamente e atende as necessidades de
higiene dos colaboradores. A localização e o estado de conservação
dos cartazes educativos espalhados pela
empresa são avaliados diariamente pelo supervisor da produção e qualquer não
conformidade é registrada no formulário. O
formulário de higiene dos empregados encontra-se na Figura 20.

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 109
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Manutenção de instalações sanitárias e vestiários e controle da higiene e conduta dos colaboradores
(PPHO).
. EXIGÊNCIAS SIM NÃO
1 Os produtos e utensílios de higiene pessoal utilizadas são aprovadas pelos órgãos
competentes
2 Os produtos e utensílios de higiene pessoal utilizadas possuem ficha técnica e laudo
externo de análise que comprovam a sua qualidade.
3
As instalações sanitárias e vestiários estão funcionando adequadamente e
encontra-se
em locais adequados e em numero suficiente.
4 as instalações sanitárias localizadas nas áreas de produção estão funcionando
adequadamente
5 Os colaboradores cumprem as recomendações de lavar e sanificar as mãos, antebraço,
botas antes do uso de entrar na fábrica e durante as atividade de manipulação
6 Os EPI's em uso são adequados e estão devidamente higienizados.
7 Os colaboradores de produção mantém cabelos, barbas e costeletas devidamente
aparados.
8 Os colaboradores não usam adornos
9 Os colaboradores não usam perfume, colônias e desodorantes que possam
transmitir odor aos alimentos.
10 Os colaboradores da produção evitam tossir, espirrar sobre as matérias-primas, os
produtos acabados, equipamentos e utensílios de trabalho.
dd.mm.aa - MONITORAMENTO VERIFICAÇÃO
SUPERVISOR DA MANUTENÇÃO:
DATA: GERENTE DE
QUAL.:
ELABORADO POR:
VERIFICADO POR:
APR. POR:
Figura 20. Formulário de Controle. PPHO de higiene dos empregados
Prevenção contra contaminantes e
adulterantes do alimento
Todas as instalações e equipamentos são avaliadas quanto a possibilidade de
desprendimento de peças. Todas as lâmpadas
das áreas de processamento são devidamente
protegidas para evitar o desprendimento de fragmentos de vidros ou outros corpos
estranhos. Todos os equipamentos que passam
por lubrificação ou algum outro tipo de
manutenção preventiva são devidamente limpos e sanificado após cada manutenção.
Nenhuma manutenção preventiva ou
lubrificação de equipamentos é realizada durante o processo de produção. A prevenção
contra contaminação por perigos físicos
diversos é feito diariamente pelo supervisor da
produção através do registro de não conformidade detectado no formulário de
controle. O formulário de controle de prevenção
contra contaminantes encontra-se na Figura 21.

110 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Prevenção contra contaminantes e adulterantes do alimento (PPHO)
EXIGÊNCIA SIM NÃO
1 Todas as instalações e equipamentos estão em bom estado de conservação
(não oferecem risco de desprendimento de peças)
2 Todas as lâmpadas localizadas na área de processamento estão
devidamente protegidas para evitar o desprendimento de fragmentos de vidro.
3 Todas as instalações e equipamentos somente são lubrificadas,
consertado e passam por manutenção preventiva fora do horário de processa-
mento de alimentos.
4 Todas as instalações e equipamentos são devidamente higienizados após sua
lubrificação, conserto ou manutenção.
5 Todas as instalações e equipamentos estão funcionando adequadamente (não
apresentam gotejamento e/ou vazamentos)
6 As instalações das câmaras-frias estão funcionando adequadamente (não apre-
sentam vazamentos de fluidos ou vapores de refrigeração)
7 As áreas próximas ás áreas de processamento estão livres da formação de
poeiras, fumaça, ou odores estranhos nas áreas adjacentes de produção
dd.mm.aa - MONITORAMENTO
VERIFICADO POR:
SUPERVISOR DA MANUTENÇÃO: DATA:
GER. DE QUAL:
ELABORADO POR:
APROV. POR:
Figura 21. Formulário de Controle. PPHO de proteção contra contaminantes e adulterantes do alimento.
Condições de identificação, estocagem e
manuseio de substâncias químicas e insumos
Sempre que um novo lote de produtos de
limpeza e sanitização ou insumos como
embalagens, ingrediente e aditivos é recebido o
supervisor da produção é acionado e responsabiliza-se pela identificação e
estocagem destes produtos em seus respectivos
almoxarifados. Todas as informações necessárias para a correta identificação
estocagem e manuseio destes produtos são
encontrados nas fichas técnicas e laudos de
análise fornecidos pelos próprios fabricantes. Todo colaborador é orientado a retirar
do almoxarifado somente a quantidade de
produto necessário para utilização diária não
sendo permitida a estocagem de substancias químicas e insumos nas áreas de produção. O
formulário de condições de identificação de
substancias está na Figura 22.

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 111
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Condições de identificação, estocagem e manuseio de substâncias químicas e insumos (PPHO).
Figura 22. Formulário de Controle. PPHO de identificação e estocagem adequada de substâncias
químicas e agentes.
Controle interno de prevenção contra pragas
Todas as portas da área de produção,
quando fechadas, estão ajustadas de forma a
não possuir aberturas maiores que 1,0 cm,
dificultando a circulação de pragas. Todas as janelas e exaustores são protegidos por telas.
Todas as telas de janelas e exaustores estão
devidamente instalados e em bom estado de conservação toda rede esgoto industriais esta
protegida com as tampas dos ralos.
Para evitar a proliferação de ratos não é
permitido o armazenamento de rações em todo
o perímetro da empresa. São disponibilizado
lixeiras em numero suficiente e em lugares adequados. Todas as lixeiras das áreas internas
da fabrica vestiários e sanitários possuem
tampas com acionamento por pedal e são
mantidas em bom estado de conservação e funcionamento
O controle com agentes químicos, iscas e
outros é realizado por empresa terceirizada na área de controle de pregas. Na Figura 23
encontra-se o formulário de controle de pragas.
SIM NÃO
1 Todos os almoxarifados estão devidamente higienizados
2 Todas as substâncias químicas e insumos diversos estão sobre estrados de polietileno ou madeira devidamente rotulados e identificados.
3 Todos os produto de higienização estão devidamente rotulados e identificados
4 Todos os rótulos internos estão em bom estado de conservação. 5 Todos os detergentes, sanificantes e demais insumos tem seu estoque controlado de
acordo com o método PVPS (o primeiro que vence é o primeiro que sai).
6 Todas as substâncias químicas tóxicas são manuseadas de acordo com as orientações do fabricante
7 Todos os colaboradores utilizam EPI's indicados nos rótulos internos para
manusear as substancias químicas tóxicas são armazenadas isoladamente, em áreas
especificas para este fim.
DD.MM.MONITORIAMENTO: VERIFICADO POR:
ENCARREGADO:
DATA:
GER. DE QUALIDADE:

112 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Controle interno de prevenção contra pragas (PPHO)
EXIGÊNCIAS SIM NÃO
1 Todas as portas estão ajustadas de forma a não permitir aberturas maiores que
1 cm quando fechada a porta.
2 todas as janelas e exaustores são protegidos por telas
3 Toda rede de esgoto da indústria é protegida por ralos
4 Ás áreas ao redor das edificações estão limpas de materiais em desuso, gramas
ou matos mal aparados.
5 Todos os resíduos gerados dentro do perímetro da empresa são retirados para fora.
6 As áreas destinadas a guarda/eliminação de resíduos são mantidas limpas e em
bom estado de conservação
7 As bandejas com gel para captura de insetos alados são reabastecidas conforme
as orientações da empresa contratada.
8 O mapa de controle integrado de pragas encontra-se atualizado.
9 As iscas para captura de roedores e bandejas com gel para captura de insetos
alados encntra-se em seu devidos locais e em bom estado de onservação
DD.MM.AA.MONITORADO:
VERIFICADO POR:
SUPERVISOR DA MANUTENÇÃO: DATA: GER. DE QUALIDADE:
Figura 23. Formulário de Controle. PPHO de controle integrado de pragas.
Inspeção de recebimento de materiais
A empresa faz o controle e recebimento da matéria prima, para garantir a qualidade de
seus produtos e para tal aplica-se os programas
de auto controle que é exemplificado na Figura
24 abaixo. Todas as vezes que entra os
materiais na indústria eles são submetidos ao controle de qualidade.

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 113
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Figura 24. Planilha de programa de autocontrole.
Monitoramento da qualidade
Linguiça
O monitoramento da qualidade da
lingüiça é realizada todos as vezes que a lingüiça é produzida, acompanhado todo o
processo, todos os ingredientes, a temperatura e cura são inspecionados, para se ter o controle
total do processamento. Para tal controle é
usado o formulário apresentado na Figura 25.

114 Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
Monitoramento da qualidade – Linguiça
Controle da Matéria-prima matéria-
prima
Data entrada na
ind. Data valid. Temp. matéria-prima Fornecedor
Caract.
Organ. c/nc
Tempo de Mistura Controle Antes da Cura
Hora Tempo de Mistura C/nc
Caixote
N° Tempe. C/nc
Temp.
sala cura
Controle depois de cura e ao Embutir
Data Horário Temp.massa
Caixote
n° Temp.cura
Resis.
Tripa
Diâmetro
tripa
Peso
bem.
Temp.sala de cura Temp. sala de embutidos
Figura 25. Planilha do programa de autocontrole de lingüiça.
Durante o período da avaliação foi
verificado que a empresa aplica os programas
de procedimento-padrão de higiene operacional (PPHO) exigido pelo MAPA, todos os dias são
verificados as possíveis falhas nas instalações,
equipamento da indústria, também é verificado diariamente através dos programas os perigos
de contaminações diversas e a higiene dos
empregados. Tem-se o controle da qualidade dos produtos através dos programas de
autocontrole de produtos carneos.
Desta forma, é possível afirmar que a
empresa Fago Norte cumpre com a exigência do MAPA quanto a garantia de seus produtos,
pois tem um controle interno eficiente e tenta a
cada resolver ou minimizar os pontos que não estão de acordo com que é estabelecido pela
legislação.
CONCLUSÃO
A avaliação do processamento de frangos
no frigorífico Frango Norte, foi de grande
importância, pois além de colaborar com conhecimento acadêmico e pratico, foi possível
verificar que mesmo diante da carente de
informações técnicas e científicas atualizadas a indústria brasileira se esforça para se adequar às
exigências da legislação vigente, como a
portaria 210 do MAPA, abrindo suas portas
para os profissionais formados na área. Também a verificação da aplicação do
programa de procedimento-padrão de higiene
operacional, que é exigido em todas as indústrias de alimentos que possuem o Serviço
de Inspeção Federal (SIF), foi demonstrada que

Avaliação do processamento de frangos de um frigorífico na cidade de paraíso no estado do Tocantins Evangelista et al. 115
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.97-115, 2016
a empresa aplica esse programa e está de em
conformidade com a legislação, os programas
de auto controle dos produtos carneos é também um exemplo de que a empresa busca se adequar
cada dia mais aos padrões de qualidade exigida
pelo consumidor e pela lei.
Mesmo a indústria de carnes sendo a indústrias de alimentos mais desenvolvida no
país, normalmente as informações disponíveis
nacionalmente são geradas pela própria indústria, a maior parte delas a partir de
tecnologia importada e adaptada para as nossas
condições. Diante dessas informações é possível
afirmar que é necessária uma maior
participação do governo no desenvolvimento da
indústria de alimento, visto que a qualidade dos produtos é de suma importância para os
consumidores e as exigências do mercado
internacional são cada vez maiores com relação a legislações internacionais.
REFERÊNCIAS BIBLIOGRÁFICAS
Aveserra. Relatório de visita técnica, 2006.
Disponível em: www2.furg.br/curso/engali mentos/petalimentos/Aveserra.pdf. Acesso
em: 18 de novembro de 2011.
Aves e ovos. Mercado de frango. Disponível
em: <http://www.aveseovos.com.br>.Acesso
em: 10 novembro de 2011.
Brasil. Portaria nº 210, de 10 de novembro de
1998. Regulamento Técnico da Inspeção
Tecnológica e Higiênico-Sanitária de Carne de Aves. Disponível em: http://
www.agricultura.gov.br/sda/dipoa/republpor
t210.html. Acesso em: 18 de novembro de 2010.
Brasil. Ministério da Agricultura. Instrução
Normativa nº 368, de 04/09/1997. Regula-mento técnico sobre as condições higiênico-
sanitárias e das boas práticas de fabricação
nos estabelecimentos elaboradores/indús-
trializadores de alimentos. Diário Oficial,
Brasília: Ministério da Agricultura, 1997.
Beraquet, N. J. Abate e evisceração. In: Abate
e Processamento de Frangos. Campinas:
Fundação APINCO de Ciência e Tecnologia Avícolas, p.19-21,1994.
Bueno, M. P.; Araújo, G. C.; Frata, A. M.; Esser, R. L. S.; Sauer, L. Gestão da
Qualidade nos frigoríficos de abate e
processamento de frangos em Mato Grosso do Sul. In: Congresso da Sociedade
Brasileira de Economia, Administração e
Sociologia Rural, 45, 2007, Londrina,
Anais... Londrina: UEL, 2007. CD Rom.
Dorr, A.; Marques, P.V. Respostas às
exigências: matérias-primas. Revista
Avicultura Industrial. São Paulo, v.95,
n.1122, p.32 - 33, abril 2004.
FAO – Food and Agriculture Organization /
World Health Organizaton. Codex
Alimentarius Commission. Food Hygiene Texts. Harzad Analysis and Critical
Control Point (HACCP) System and
guidelines for its application. CAC/RPC 1 – 1969, Rev. 3 (1997), Roma, 1997.
Pereira, S. C. F. Gerenciamento de Cadeias de
Suprimentos: análise da avaliação de desempenho de uma cadeia de carne e
produtos industrializados de frango no
Brasil. 2003. 356 f. Tese (Doutorado em Economia) - Fundação Getulio Vargas
Escola de Administração de Empresas de
São Paulo, São Paulo.
Raj, A.B. Efectos de los métodos de
aturdimiento y sacrificio em la calidadde la
canal y la carne In: Ciencia de la carne de
aves. Richardson, R.I., Mead, G.C., 2001.
497p.

116
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v.18, n.1, p.116, 2016