Embed Size (px)
Citation preview
AVTOMATIZACIJA GRAVITACIJSKEGA LITJA
IN EKONOMIKA INVESTICIJE
Diplomsko delo
Študent/ka: Gorazd Gajser
Študijski program: Univerzitetni študijski program; Gospodarsko inženirstvo
Smer: Strojništvo
Mentor: red. prof. dr. Andrej Polajnar
Mentor: red. prof. dr. Jožica Knez Riedl
Maribor, junij 2010
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- II -
I Z J A V A
Podpisani Gorazd Gajser izjavljam, da:
je bilo predloţeno diplomsko delo opravljeno samostojno pod mentorstvom red. prof.
dr. Andreja Polajnarja in somentorstvom red. prof. dr. Joţice Knez Riedl;
predloţeno diplomsko delo v celoti ali v delih ni bilo predloţeno za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjiţnici tehniških fakultet
Univerze v Mariboru.
Maribor, __________________ Podpis: ___________________________

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- III -
ZAHVALA
Zahvaljujem se mentorjema red. prof. dr. Andreju
Polajnarju in red. prof. dr. Joţici Knez Riedl za pomoč
in vodenje pri opravljanju diplomskega dela.
Zahvaljujem se tudi podjetju Talum d.d.
Posebna zahvala velja staršem, ki so mi omogočili
študij.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- IV -
AVTOMATIZACIJA GRAVITACIJSKEGA LITJA IN EKONOMIKA
INVESTICIJE
Ključne besede: gravitacijsko litje, načrtovanje proizvodnega procesa
UDK: 658.56:621.74(043.2)
POVZETEK
Diplomsko delo obravnava avtomatizacijo gravitacijskega kokilnega litja in ekonomiko
investicije v delovni enoti Ulitki podjetja Talum. Predstavljena je analiza moţnih postavitev
proizvodnih linij na trgu. Na osnovi pridobljenih ponudb je narejena analiza ponudb, ki
obravnava ekonomski, človeški in prostorski vidik. Pokaţe se, da so vlaganja v avtomatizacijo
nujna, saj imajo stroški dela zelo veliko vlogo. Kalkulacija je pokazala, da na obstoječ način
ni smotrno ulivati izdelkov, ker so stroški dela preveliki, zato so potrebna dodatna vlaganja,
prihranek pri stroških dela namreč pokaţe ekonomsko upravičenost proizvodnje izdelkov .
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- V -
AUTOMATION OF GRAVITY CASTING AND THE ECONOMICS OF
THE INVESTMENT
Key words: gravity casting, production process planning
UDK: 658.56:621.74(043.2)
ABSTRACT
The thesis deals with automatic gravity casting and cast-economics of investment in the work
unit Talum Castings business. It presents the analysis of the possible layout of production
lines in the market. On the basis of the offers was made the analysis, which deals with
economic, human and spatial aspects. It is shown that the investment in automation is
necessary because the costs play a large role. Calculation showed that the existing method is
not proper because labor costs are too high and require additional investment, since savings in
labor costs show the economic viability of production.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- VI -
KAZALO
1 UVOD ................................................................................................................................ 1
1.1 OPREDELITEV OZ. OPIS PROBLEMA ................................................................................ 1
1.2 NAMEN IN CILJI DIPLOMSKEGA DELA ............................................................................ 1
1.3 PREDPOSTAVKE IN OMEJITVE DIPLOMSKEGA DELA ....................................................... 2
1.4 METODE DELA .............................................................................................................. 2
2 PREDSTAVITEV PODJETJA TALUM ....................................................................... 3
2.1 ZGODOVINA .................................................................................................................. 3
2.2 VIZIJA ........................................................................................................................... 4
2.3 PROIZVODNI PROGRAM IN TRŢIŠČE ............................................................................... 5
2.3.1 Proizvodni program: ............................................................................................. 5
2.3.2 Struktura proizvodnje in prodaje .......................................................................... 6
2.3.3 Organizacijska struktura ....................................................................................... 7
2.3.4 Sistem kakovosti ................................................................................................... 7
3 OPIS DELOVNE ENOTE ULITKI V TALUMU ......................................................... 9
3.1 OPIS DELOVNE ENOTE ULITKI ....................................................................................... 9
3.2 IZDELKI ....................................................................................................................... 10
4 GRAVITACIJSKO LITJE ............................................................................................ 11
4.1 TEHNOLOGIJA ............................................................................................................. 11
4.2 LITJE ALUMINIJEVIH ZLITIN ......................................................................................... 13
5 NAČRTOVANJE PROIZVODNEGA PROCESA ..................................................... 14
5.1 CILJI PROIZVODNIH PROCESOV .................................................................................... 14
6 PROJEKT AVTOMATIZACIJE GRAVITACIJSKEGA KOKILNEGA LITJA .. 20
6.1 PREDPOSTAVKE PROJEKTA .......................................................................................... 20
6.2 TEHNOLOŠKI DEL ........................................................................................................ 20
6.3 VRSTE POSTAVITEV LINIJ ZA LITJE ULITKOV ............................................................... 25
6.3.1 Kroţna postavitev - karusel ................................................................................ 25
6.3.2 Linijska postavitev .............................................................................................. 26
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- VII -
6.3.3 V-postavitev ....................................................................................................... 27
6.4 ANALIZA PONUDB ....................................................................................................... 28
6.4.1 Opis ponudb ........................................................................................................ 28
6.5 UMEŠČANJE V PROSTOR .............................................................................................. 33
6.6 EKONOMIKA POSAMEZNE VARIANTE, PREDNOSTI, SLABOSTI....................................... 34
6.6.1 Investicija – opis in financiranje ......................................................................... 35
6.6.2 Predviden obseg proizvodnje.............................................................................. 36
6.6.3 Amortizacijska doba naloţbe ............................................................................. 37
6.6.4 Donosnost naloţbe .............................................................................................. 39
6.6.5 Izbor najprimernejše variante ............................................................................. 43
7 SKLEP ............................................................................................................................. 48
SEZNAM UPORABLJENIH VIROV .................................................................................. 49
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- VIII -
UPORABLJENI SIMBOLI
cT - strojni čas ciklusa obdelave enega kosa
km - število delovnih dni na leto
ks - število izmen
kn - število delovnih ur na izmeno
u - reţim dela
R - rentabilnost ali donosnost
D - donos investicije
I - investicijski vloţek
kn - število delovnih ur na izmeno
u - reţim dela
BQ - količina outputa, merjena s številom enot
t - časovni interval, za katerega se proizvodnja ustvari
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- IX -
UPORABLJENE KRATICE
ST-2 - ime novega ulitka
ISO - International Standard Organisation
DIN - Deutsches Institut für Normung
FS - fakulteta za strojništvo
P1 - ponudba 1
P2 - ponudba 2
P3 - ponudba 3
O1 - obstoječi način proizvodnje
NSV - neto sedanja vrednost
PV - prostorski vidik
ČV - človeški vidik
EV - ekonomski vidik
CP - celotni prihodki
CS - celotni stroški
C - prodajna cena na enoto outputa
CFS - celotni fiksni stroški
CVS - celotni variabilni stroški
PVS - povprečni variabilni stroški
NSV - neto sedanjo vrednost
ISD - interna stopnja donosnosti
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 1-
1 UVOD
1.1 Opredelitev oz. opis problema
V diplomski nalogi bom predstavil projekt avtomatizacije nagibnega gravitacijskega litja. V
podjetju delavci trenutno ročno nalivajo talino v livni stroj. Z avtomatizacijo gravitacijskega
litja je predvidena rešitev tega napornega fizičnega dela.
Zaradi zaupnosti podatkov v projektu ne bom izpostavil detajlov ulitka. V Talumu se izvajajo
enkratni projekti, ki so ciljno usmerjeni in časovno ter stroškovno omejeni s strani naročnika.
Naročniki zahtevajo od svojih dobaviteljev vedno bolj učinkovit, kvaliteten in uspešen sistem
izvajanja ter vodenja projektov, da minimizirajo in morebiti odpravijo napake na svojih
izdelkih ţe v fazi, ko so ti še pri dobaviteljih, saj na ta način minimizirajo stroške napak in
reklamacij s strani končnih kupcev oz. potrošnikov. Pri izvajanju projektov se mora temu
podjetje prilagajati, saj v nasprotnem primeru, ne bo več konkurenčno ostalim dobaviteljem,
prav tako bo izgubilo kredibilnost pri naročnikih projektov.
V podjetju Talum je v obratu Ulitki postavitev proizvodne linije eden izmed ključnih sestavin,
ki vplivajo na uspešnost in učinkovitost podjetja ter prinašajo na trgu določeno prednost pred
konkurenco.
1.2 Namen in cilji diplomskega dela
Namen:
Namen naloge je izdelati projekt postavitve nove linije z avtomatiziranim nagibnim
gravitacijskim litjem, na podlagi katerega bi se v podjetju postavila proizvodnja za izdelavo
novega ulitka, za katerega je podjetje pridobilo posel ter bi se zniţali stroški na enoto.
Cilji:
- izvedba avtomatizacije gravitacijskega litja,
- izbor najustreznejše variante avtomatizacije,
- razbremenitev delavcev,
- predstavitev investicijskega programa,
- utemeljiti ekonomsko upravičenost projekta,
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 2-
- izvedba projekta na način najniţjih stroškov na enoto proizvoda.
1.3 Predpostavke in omejitve diplomskega dela
Predpostavke:
- gravitacijsko litje,
- dovolj znanja,
- zadostna razpoloţljivost in kvaliteta podatkov,
- realni projekt.
Omejitve:
V diplomskem delu se bomo omejili na obrat Ulitki, ki deluje v okviru podjetja Talum.
Omejili se bomo na postopek oziroma vprašanje, na kakšen način avtomatizirati gravitacijsko
litje.
1.4 Metode dela
Pri izdelavi diplomske naloge bom uporabil opisno (deskriptivno) metodo in sicer deskripcijo
pri opisovanju dejstev, klasifikacijo in kategorizacijo pri definiranju določenega pojma,
komparacijo pri primerjavi enakih ali podobnih procesov in pojavov ter sintetizacijo pri
strnitvi opazovanj, pojavov in procesov v eno celoto. Uporabil bom tudi kvalitativno analizo
pri logičnem sklepanju na temelju splošnih spoznanj in kvantitativno analizo kot empirično
sklepanje spoznanj iz kvalitativne analize.
Pomagal si bom s študijem domače in tuje literature ter z znanjem v podjetju Talum. Za
zbiranje podatkov in ugotavljanje obstoječega stanja bom, kot instrument raziskovanja,
uporabil notranje publikacije in intervjuje ter sestanke.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 3-
2 PREDSTAVITEV PODJETJA TALUM
2.1 Zgodovina
Na kratko se bomo sprehodili skozi zgodovino podjetja.
1942-1945
Začetek gradnje tovarne v Strnišču (kasneje Kidričevo).
1947-1954
Izgradnja tovarne glinice (45.000 t/leto) in elektrolize A s kontinuirano anodo (15.000 t/leto).
1954-1960
Postavitev tovarne anodne mase in posodobitev proizvodnje glinice (kontinuirani Bayerjev
postopek).
1960-1964
Povečevanje zmogljivosti elektrolize A (20.000 t/leto in proizvodnje glinice (90.000 t/leto).
Zgraditev elektrolize B (22.000 t/leto).
1964-1974
Povečanje proizvodnje aluminija (45.000 t/leto). Razvoj lastne elektrolizne peči s
predpečenimi anodami.
1974-1984
Osvojitev novih proizvodnih programov (lita ţica, liti trak, rondice, izparilniki, vodno steklo,
zeolit, specialna glinica).
1984-1989
Modernizacija proizvodnje primarnega aluminija - I.faza (75.000 t/leto). Izgradnja elektrolize
C (40.000 t/leto), rekonstrukcija elektrolize B (35.000 t/leto), uvedba proizvodnje predpečenih
anodnih blokov. Dograditev livarniških zmogljivosti.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 4-
1989-1992
Sprememba strukture proizvodnje (zagon elektrolize C, ustavitev elektrolize A, opustitev
proizvodnje metalurške glinice, ozelenitev odlagališč rdečega blata - pepela).
1992-1996
Sprememba proizvodnega programa - uvedba proizvodnje homogeniziranih drogov (50.000
t/leto), ukinitev manj zahtevnih in nerentabilnih proizvodov (hlebčki, ‘T’format, ţica, širok
trak).
1996-1999
Vsebinske spremembe organiziranja, vodenja in upravljanja ( finančno konsolidiranje, nove
DE, posodobljen informacijski sistem, pridobitev certifikata ISO 9001).
2000-2004
Povečanje proizvodnje - 155.000 t/leto, obvladovanje vplivov na okolje.
2006
Začetek proizvodnje Ulitkov.
2.2 Vizija
ohranjati proizvodnjo aluminija in proizvodov iz aluminija v skladu z vse bolj strogo
okoljsko zakonodajo, tako na ravni Evropske unije, kot na mednarodni ravni;
večati proizvodnjo s pretaljevanjem odpadnega aluminija ob hkratnem zmanjševanju
porabe primarne energije;
nadgraditi proizvodni program predelave z litjem različnih polproizvodov ter njihovo
obdelavo do končnih proizvodov in s tem povečevati dodano vrednost proizvodov;
vzdrţevati visoko kakovost proizvodov;
krepiti produktivnost, učinkovitost in konkurenčnost;
redno spremljanje zastavljenih ciljev na področju kakovosti, varovanja okolja ter
varnosti in zdravja vseh zaposlenih.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 5-
2.3 Proizvodni program in tržišče
2.3.1 Proizvodni program:
gnetne zlitine: drogovi;
livarske zlitine: palice in hlebčki;
rondelice: rondice in rondele;
izparilniki;
ulitki.
Aluminijski drog je polizdelek namenjen industriji, ki z različnimi postopki plastičnega
preoblikovanja (najpogosteje z iztiskanjem ali kovanjem) proizvaja široko paleto izdelkov,
predvsem aluminijevih profilov.
Livarske zlitine zaradi svojih lastnosti omogočajo uporabo velikoserijskih postopkov litja
(tlačno litje in ulivanje v kokile) z veliko produktivnostjo. Mi jih proizvajamo v obliki palic
ali hlebčkov.
V okviru proizvodnje rondelic izdelujejo dva tipa proizvodov:
rondice, ki se uporabljajo za izdelavo tub in doz v farmacevtski, prehrambni in
kozmetični industriji;
rondele, ki se vgrajujejo v dna nerjaveče posode za kuhanje.
Izparilnik je toplotni izmenjevalec. Uporablja se predvsem v beli tehniki, v hladilno
zamrzovalnih aparatih.
Ulitki so aluminijaste zlitine različnih oblik in namembnosti. Namenjeni so za avtomobilsko
industrijo, toplotno tehniko in splošno strojegradnjo.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 6-
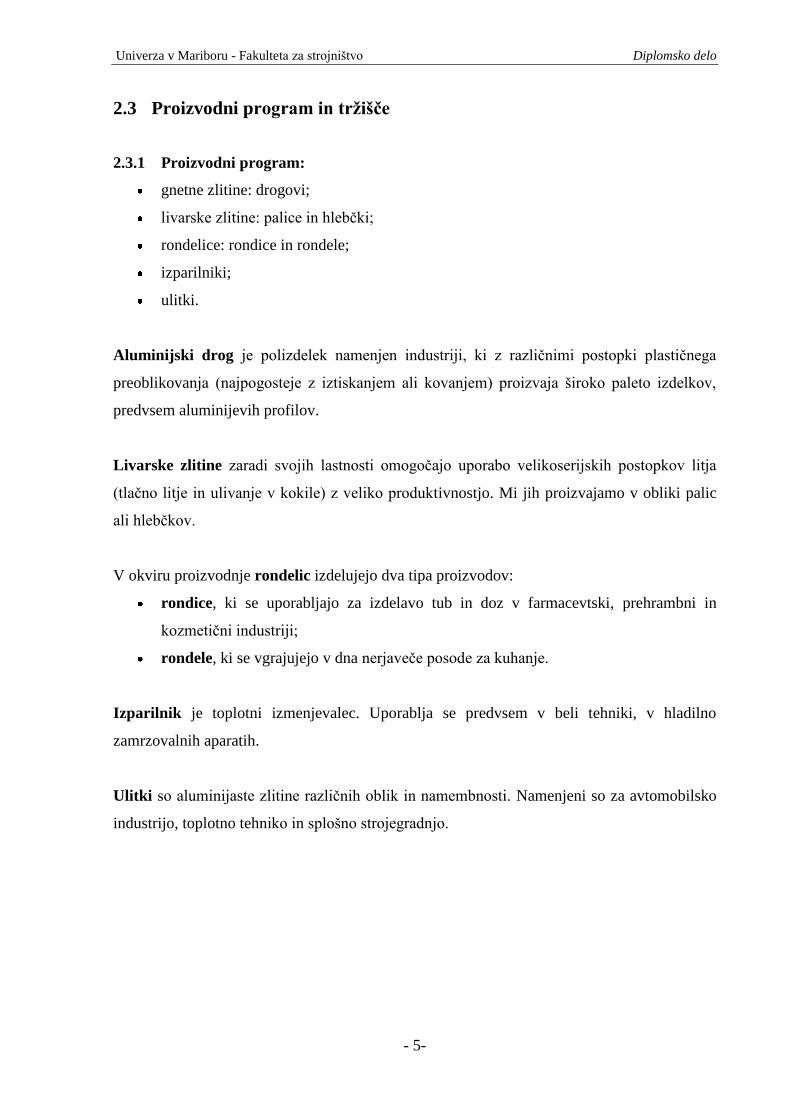
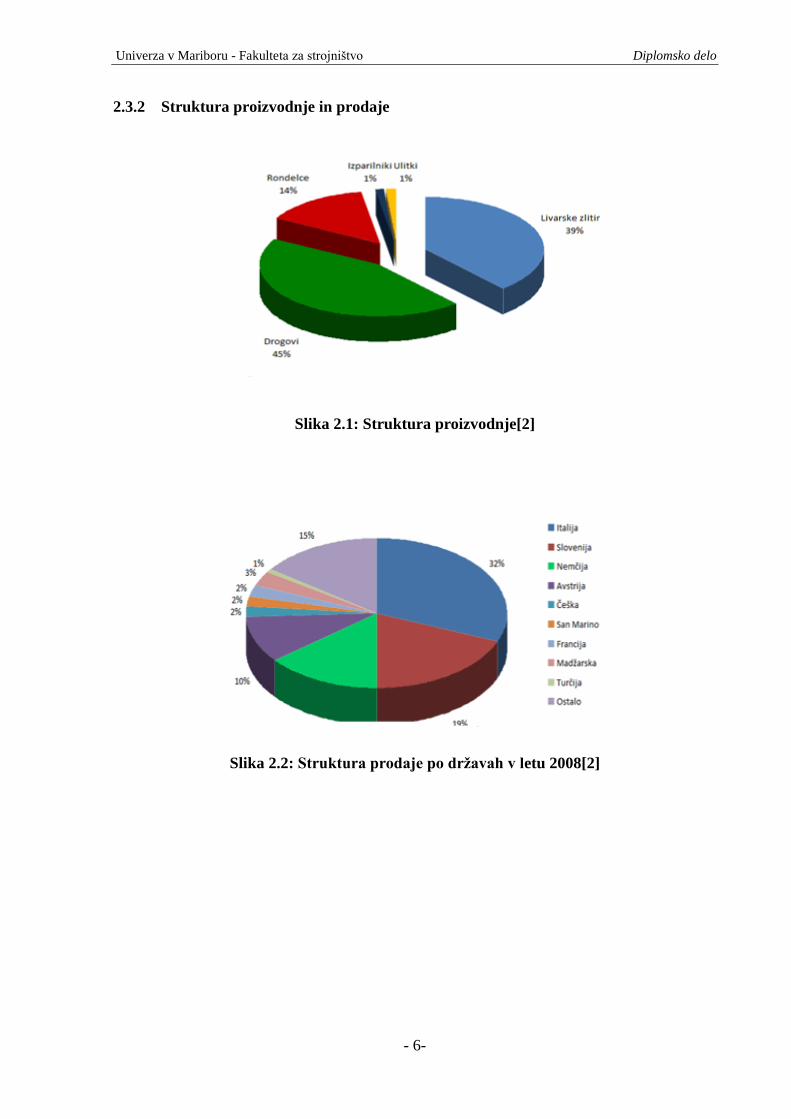
2.3.2 Struktura proizvodnje in prodaje
Slika 2.1: Struktura proizvodnje[2]
Slika 2.2: Struktura prodaje po državah v letu 2008[2]
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 7-
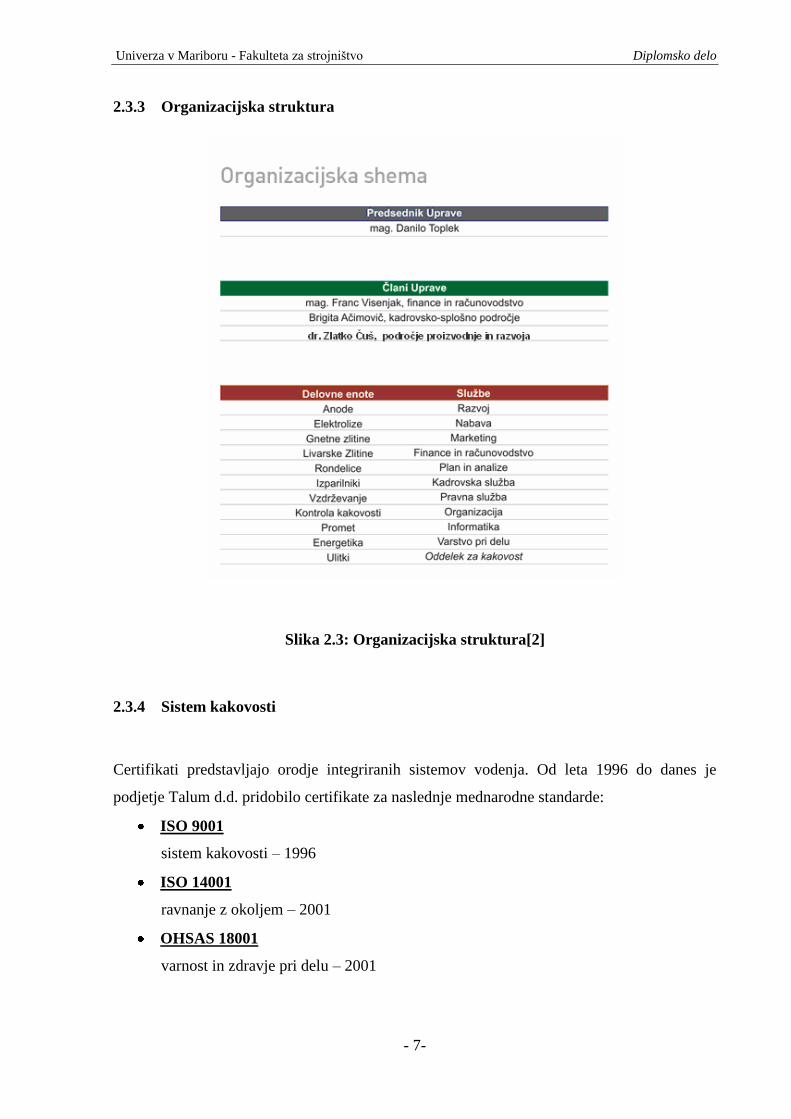
2.3.3 Organizacijska struktura
Slika 2.3: Organizacijska struktura[2]
2.3.4 Sistem kakovosti
Certifikati predstavljajo orodje integriranih sistemov vodenja. Od leta 1996 do danes je
podjetje Talum d.d. pridobilo certifikate za naslednje mednarodne standarde:
ISO 9001
sistem kakovosti – 1996
ISO 14001
ravnanje z okoljem – 2001
OHSAS 18001
varnost in zdravje pri delu – 2001
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 8-
ISO/TS 16949
kakovost v avtomobilski industriji - 2004
ISO/TS 16949 Posebne zahteve
SIST EN ISO/IEC 17025
laboratorijsko preskušanje - 2004 [10]
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 9-
3 OPIS DELOVNE ENOTE ULITKI V TALUMU
3.1 Opis delovne enote Ulitki
Slika 3.1: Prostori delovne enote Ulitki
Program ulitkov je Talumov najmlajši program, katerega proizvodi so namenjeni
avtomobilski industriji, ogrevalno-hladilni tehniki in splošni strojegradnji, kjer se aluminij vse
več uporablja, saj je v primerjavi z jeklom lahko teţa končnega izdelka iz aluminija zmanjša
celo za 50 odstotkov. Naprave omogočajo izdelavo ulitkov do teţe 30 kg. Proizvodnjo ulitkov
oskrbujejo z lastnimi kakovostnimi zlitinami s kontrolirano vsebnostjo kemičnih elementov,
kar je osnova za izdelavo ulitkov visoke in trajne kakovosti. Izbira litine je odvisna od poteka
litja in kakovostnih zahtev ulitka. Obvladujejo vse procese, od zasnove, razvoja in izdelave
kokil do končno obdelanih ulitkov. Večino orodij izdelajo v lastni orodjarni. Trenutna
kapaciteta proizvodnje ulitkov je 3.500 ton na leto.

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 10-
Slika 3.2: Celica livnega stroja
Litje ulitkov za avtomobilsko industrijo in za toplotno tehniko, vrste zlitin, ki jih ulivajo
Ulitke proizvajajo v moderni livarni s sodobno tehnološko opremo. Specializirani so za
gravitacijsko kokilno in nizkotlačno litje. Trenutno razpolagajo s 7 livnimi stroji (slika 3.2) za
gravitacijsko kokilno litje in 5 livnimi stroji za nizkotlačno litje. Ulitki so namenjeni za
avtomobilsko industrijo in za toplotno tehniko. Najpogosteje pa se uporabljajo zlitine 239,
AlSi7, 231 in 226.
3.2 Izdelki
Slika 3.3 Aluminijasti izdelki
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 11-
4 GRAVITACIJSKO LITJE
4.1 Tehnologija
Glede na način litja ločimo litje v kokile, litje pod tlakom in centrifugalno litje. Litje v kokile,
kjer trajna forma miruje, kovina pa teče v livno votlino po sistemu kanalov, imenujemo
gravitacijsko kokilno litje. Pri litju pod tlakom trajna forma miruje, kovino v tekočem stanju
pa pod tlakom pritiskamo v livno votlino. Pri centrifugalnem litju se trajna forma vrti, kovina
se razporedi po livni votlini zaradi centrifugalne sile.
Gravitacijsko kokilno litje se je razvilo z ulivanjem kositra, cinka, svinca, ko je bila
postavljena zahteva, da naj imajo ulitki čim točnejše mere. Z razvojem zlitin aluminija,
magnezija, bakra, zlasti medi, se je ulivanje v kokile še bolj razširilo. Namesto enostavnih
ulitkov, za katere so uporabljali enostavne dvodelne kokile, so začeli uporabljati komplicirane
kokile, zlasti v avtomobilski industriji. [3]
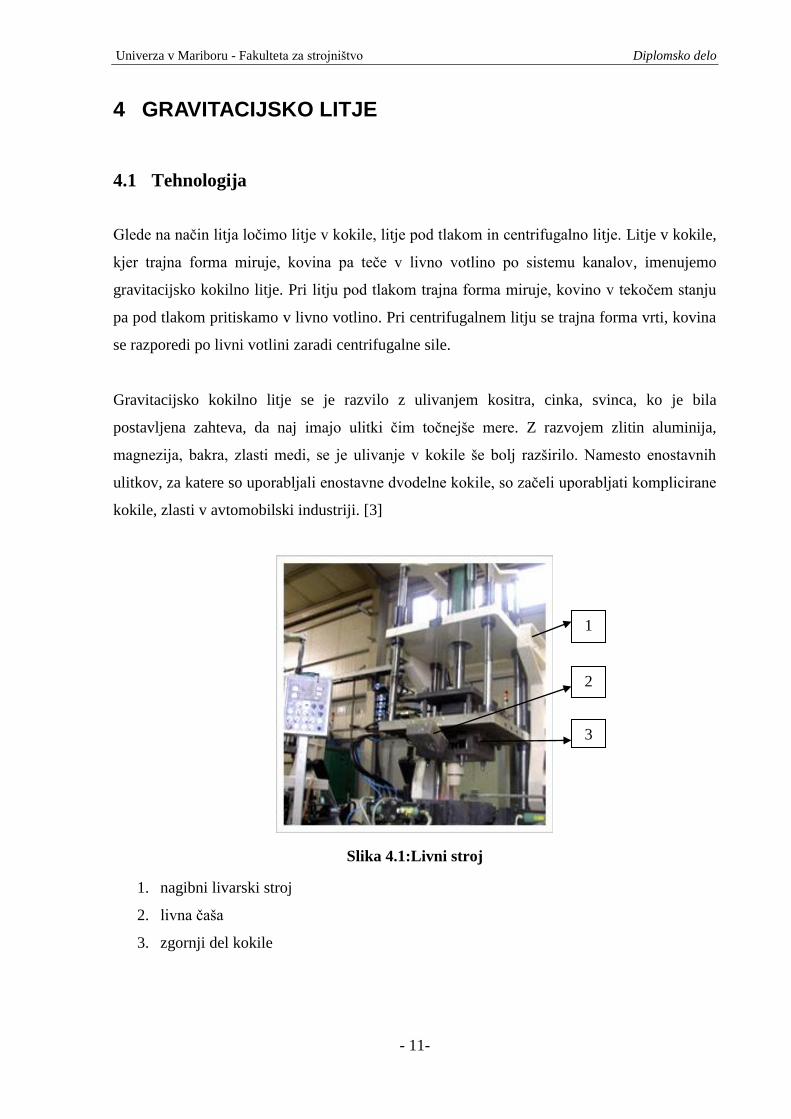
Slika 4.1:Livni stroj
1. nagibni livarski stroj
2. livna čaša
3. zgornji del kokile
3
2
1
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 12-
Gravitacijsko kokilno litje omogoča izdelavo ulitkov, ki imajo gladke, čiste površine in
precejšnjo natančnost. Ţivljenjska doba kokile oziroma število ulitkov, ki jih lahko napravimo
z eno kokilo je odvisna predvsem od tega, kako je material , iz katerega je kokila, sposoben
prenašati temperaturne spremembe, od materiala, ki ga lijemo, do temperature litja in
nazadnje od postopka litja. Na vzdrţljivost kokil nadalje vpliva še pravilno vzdrţevanje, zlasti
premazovanje, gretje oziroma hlajenje kokil. Pri samem litju obstaja nevarnost, da se ulitek
sprime s kokilo. Da to preprečimo, kokilo od znotraj premaţemo s posebnim toplotno-
izolacijskim premazom. S premazovanjem toplotno izoliramo kokilo, dosegamo ţeleno hitrost
ohlajanja, odgovarjajočo strukturo ter čisto in gladko površino ulitka.
Za litje enostavnih ulitkov brez jeder ali z enostavnimi, ponavadi peščenimi jedri, ki jih
vstavljamo ročno ali strojno, uporabljamo enostavne dvo- ali večdelne kokile. Kokile so
mirujoče ali nagibne. Z nagibanjem doseţemo enakomernejše polnjenje kokile ter gladko
površino ulitkov brez površinskih gub in prelivov. Kokila je običajno montirana na livarski
stroj in zgrajena tako, da je en del nepomičen, ostali deli pa so pomični in hidravlično gnani.
Odpiranje in zapiranje kokile je avtomatizirano. Ulivanje taline v kokilo je ročno ali
avtomatizirano, tako da se poveča izkoristek stroja. Pri gravitacijskem kokilnem litju ulijemo
litino, ki smo jo poprej razplinili, v livno čašo na kokili (slika 4.1). Pri ulivanju je pomembno,
da je višina ulivanja čim manjša, s tem zmanjšamo stopnjo oksidacije taline, ki pride v stik z
vlago iz atmosfere.
Razdelilni kanal vodi litino pod vplivom gravitacije od lijaka do dovodnih kanalov in nato v
livno votlino kokile. Pri polnjenju livne votline se sproščajo plini, ki zapuščajo kokilo skozi
napajalni sistem in ventilacijske reţe, ki so praviloma v zgornjem delu kokile.
Pri ohlajanju se talina v livni votlini strdi in krči. Krčenje v tekočem vpliva na nastanek
lunkerjev in na potek napajanja ulitka. Primanjkljaj taline pri krčenju rešimo z napajalnikom,
ki mora imeti večji presek kot je presek ulitka, da se strdi zadnji. Morfologija strjevanja
ulitkov je odvisna od sestave in temperature taline ter od temperature orodja.
Po končanem strjevanju kokilo odpremo in vzamemo ulitek iz kokile. Kokila mora biti
konstruirana tako, da lahko ulitek brez teţav ločimo od kokile. Kakovosten ulitek je rezultat
skrbno izbranih, načrtovanih in realiziranih parametrov:
- ustrezne zlitine s kvalitetnim vloţkom in pravilno pripravljeno litino,
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 13-
- kvalitetnega in s premazi zaščitenega orodja,
- stabilnega procesa, ki je zanesljiv in ponovljiv.
4.2 Litje aluminijevih zlitin
Aluminijeve zlitine ulivamo v kokile več kot 50 %. Kokilo segrejemo do 400 °C ter
premaţemo s premazom (lojevec, vodno steklo). Uporaba aluminijevih zlitin temelji
predvsem na razmeroma velikem razmerju trdnost/gostota – specifični trdnosti. Poleg tega
imajo te zlitine tudi druge zanimive uporabne lastnosti: dobro odpornost proti koroziji, dobro
električno in toplotno prevodnost ter dobro obdelovalnost.
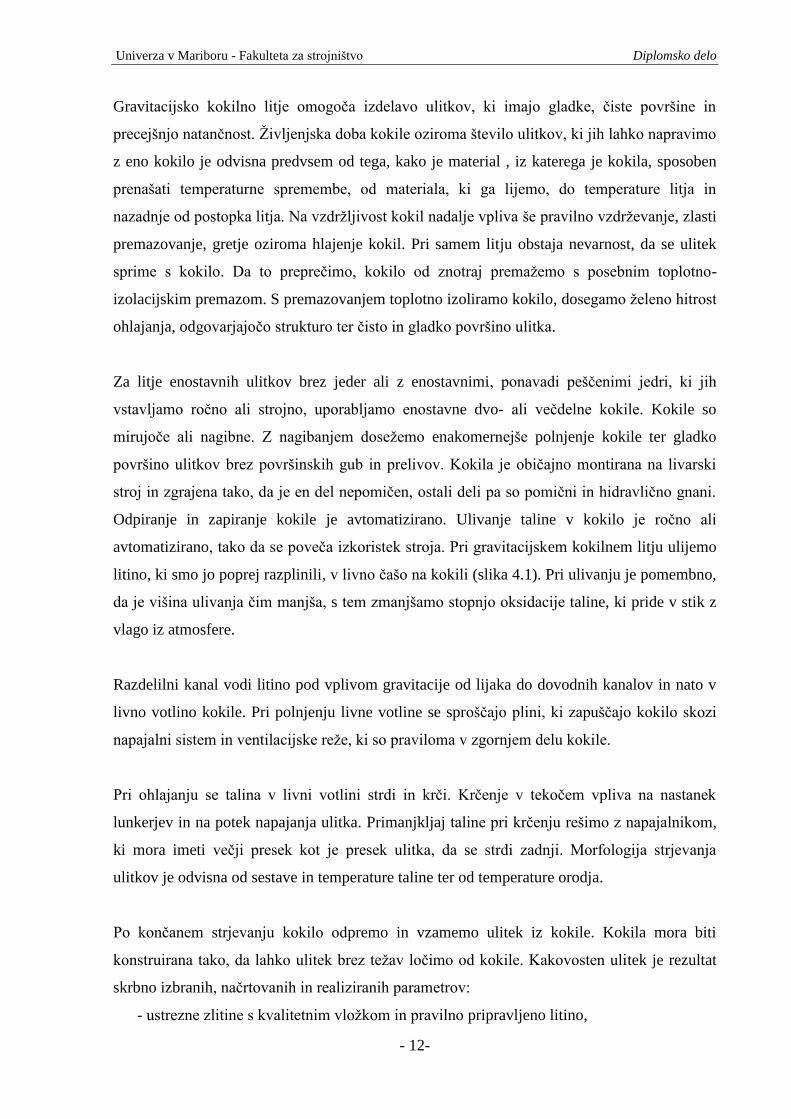
Slika 4.2 Livni diagrami
Najboljšo livnost imajo čiste kovine in zlitine z evtektično sestavo. Livnost narašča s
pregretjem taline nad likvidus temperaturo.[12]
Na trţišču je na razpolago nelegiran, tehniški aluminij ter okoli 300 zlitin, ki jih v glavnem
delimo na livne in gnetne. Livne dobijo končno podobo pri litju, gnetne pa pri različnih
postopkih plastičnega preoblikovanja.[13]
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 14-
5 NAČRTOVANJE PROIZVODNEGA PROCESA
Naloga načrtovanja tehnološkega in proizvodnega procesa je tehnično – ekonomsko,
sociološko in organizacijsko optimalno oblikovanje tehnološkega in proizvodnega procesa,
glede na najnovejše znanstvene doseţke, upoštevajoč medsebojno delovanje sistema človeka
– delovno mesto – okolica v normalnih pogojih. Tehnološki proces je organizacijsko
reševanje tehnoloških procesov v prostoru, torej določanje proizvodne prostorske strukture, ki
obsega razmestitev delovnih mest in drugih potrebnih površin. Pri tem je potrebno ob
delovnih postopkih upoštevati še postopke kontrole, transporta, skladiščenja za več
tehnoloških procesov. [6]
Projekti z neposrednimi učinki so projekti, ki v eksploataciji objektov - rezultatov
zagotavljajo povračilo vloţenih sredstev in nato nadaljnji prihodek in s tem ustvarjanje
dobička ter sredstev za nadaljnji razvoj podjetja. [3]
5.1 Cilji proizvodnih procesov
Projektiranje proizvodnih procesov je zapletena in odgovorna naloga, ki jo posameznik teţko
optimalno reši. Zato moramo pri reševanju teh nalog izvesti ustrezne organizacijske prijeme
oblikovati projektno skupino (tim);
uvesti časovno usmerjen projektni proces.
Pri tem morajo biti značilnosti projektne organizacije:
skupinsko (timsko) delo, ki predstavlja povezanost oseb različnih strok in kvalifikacij
z malo hierarhijsko razliko in vodenje v obliki sodelovanja;
visoka stopnja samostojnosti s povečanim sodelovanjem med sodelavci;
izobraţevanje oseb v skupini z namenom trajnega povečanja sposobnosti in
motivacije.
Središče tako organiziranega načrtovanja predstavlja projektni menedţment (upravljanje).
Projektno upravljanje omogoča izboljšanje jasnosti pri načrtovanju z uvedbo manjših
projektnih skupin (najmanj 3-4, a največ 8-10) z njihovo samoorganiziranostjo. Vodja skupine
mora biti oseba s širšim poznavanjem stroke, z znanjem psihologije dela v skupini, s
poznavanjem dinamike skupine in načinov sporazumevanja.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 15-
Projektno upravljanje se izvede vzporedno z obstoječo organizacijsko strukturo podjetja kot
dinamična organizacija za reševanje projektnih nalog. Ko je zastavljeni cilj doseţen, projektna
skupina preneha delati, sodelavci skupine se vračajo v obstoječo organizacijsko strukturo.
Pri načrtovanju proizvodnega procesa se moramo zavedati, da se proizvodni procesi izredno
hitro menjajo. Dejavniki, ki vplivajo na to, so:
spremembe v proizvodnem programu (sprememba ponudbe ali količine izdelkov);
uvedbe novih ali izboljšanih obstoječih izdelkov;
uvedbe novih ali izboljšanih tehnoloških postopkov [6].
Trg zahteva vedno hitrejšo dobavo in čim večje prilagajanje zahtevam in ţelje kupcev, hkrati
pa podjetja ţelijo ponuditi kupcem izdelke, ki so funkcionalni in kakovostni. Proizvodni
proces se načrtuje za vsak nov izdelek, ob upoštevanju specifičnih lastnosti, ki se pojavljajo v
proizvodnji tega izdelka. Analize kaţejo, da se v moderni proizvodnji izdelke vedno več
proizvaja v majhnih in srednjih serijah.
Načrtovanje in prilagajanje proizvodnega procesa je neprestano ponavljajoč proces, saj le s
tem podjetje doseţe, da ostane konkurenčno.
Za uspešno projektiranje je potrebno upoštevati naslednja načela:
načelo celote (upoštevamo medsebojne odnose komponent: človek, material, delovno
sredstvo);
načelo najmanjše razdalje (material mora svoji pretvorbi v končni izdelek opraviti čim
manjšo pot);
načelo pretoka (delovna mesta razporedimo po tehnološkem zaporedju pretvorbe z
namenom tekočega pretoka skozi sistem);
načelo varnosti in ugodnega počutja;
načelo prostora (prostor izkoriščamo v vseh treh dimenzijah);
načelo prilagodljivosti (proizvodnjo je moţno prilagajati glede na robne pogoje z
minimalnimi stroški) [6].
Za izdelavo vsake nove variante ali tipa izdelka moramo pripraviti nov tehnološki postopek
oz. nov proizvodni proces. Pri načrtovanju proizvodnega procesa si moramo zastaviti delo
tako da se z načrtovanjem izognemo morebitnim napakam, oz. napake ugotovimo ţe v samem
procesu načrtovanja.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 16-
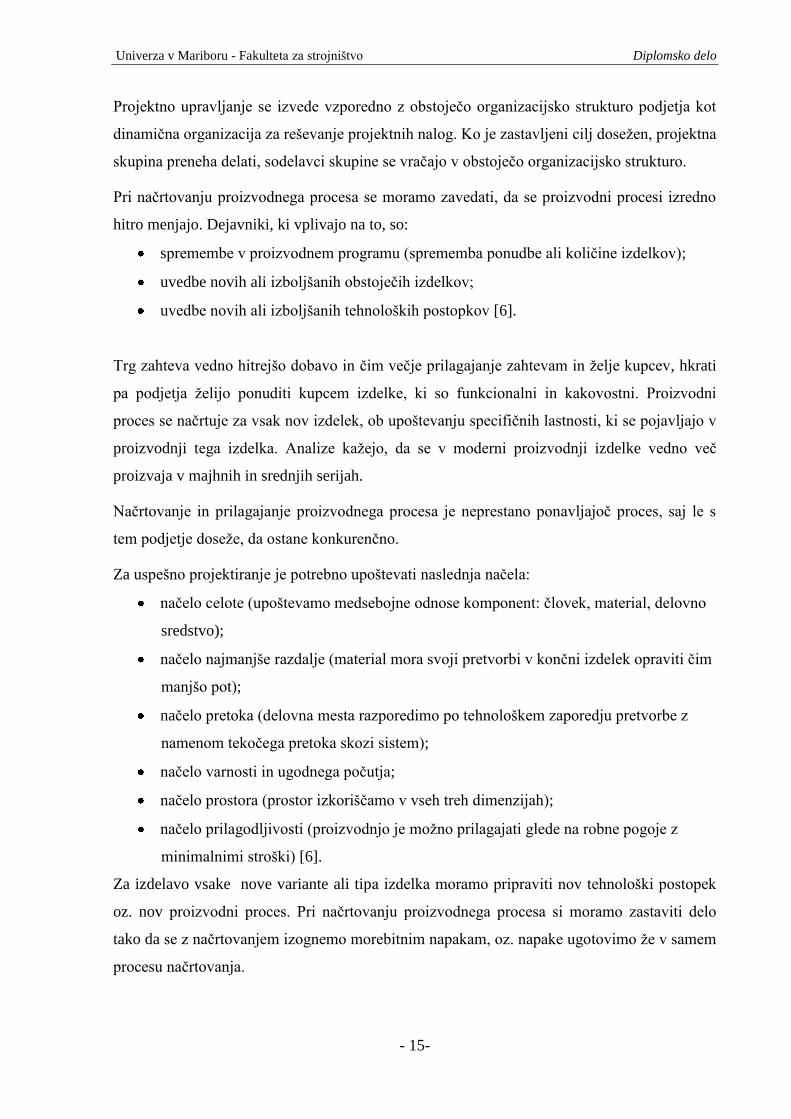
Slika 5.1: Metoda šestih stopenj za oblikovanje proizvodnih sistemov in procesov[6]
Določitev potrebe po izdelovalnih sredstvih je eden osnovnih temeljev pri načrtovanju
proizvodnih sredstev. Znotraj načrtovanja proizvodnih sredstev začnemo najprej z izborom
ustreznih obdelovalnih strojev. Temu sledi načrtovanje razporeditve teh strojev. Tako
ravnanje je smiselno, ker na razporeditev ne vpliva samo vrstni red tehnoloških procesov,
ampak vplivajo posebne lastnosti strojev. Torej pri načrtovanju proizvodnega sistema moramo
obdelovalne stroje ustrezno razvrstiti, glede na delovna mesta in glede na lastnosti strojev, ki
smo jih predhodno izbrali.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 17-
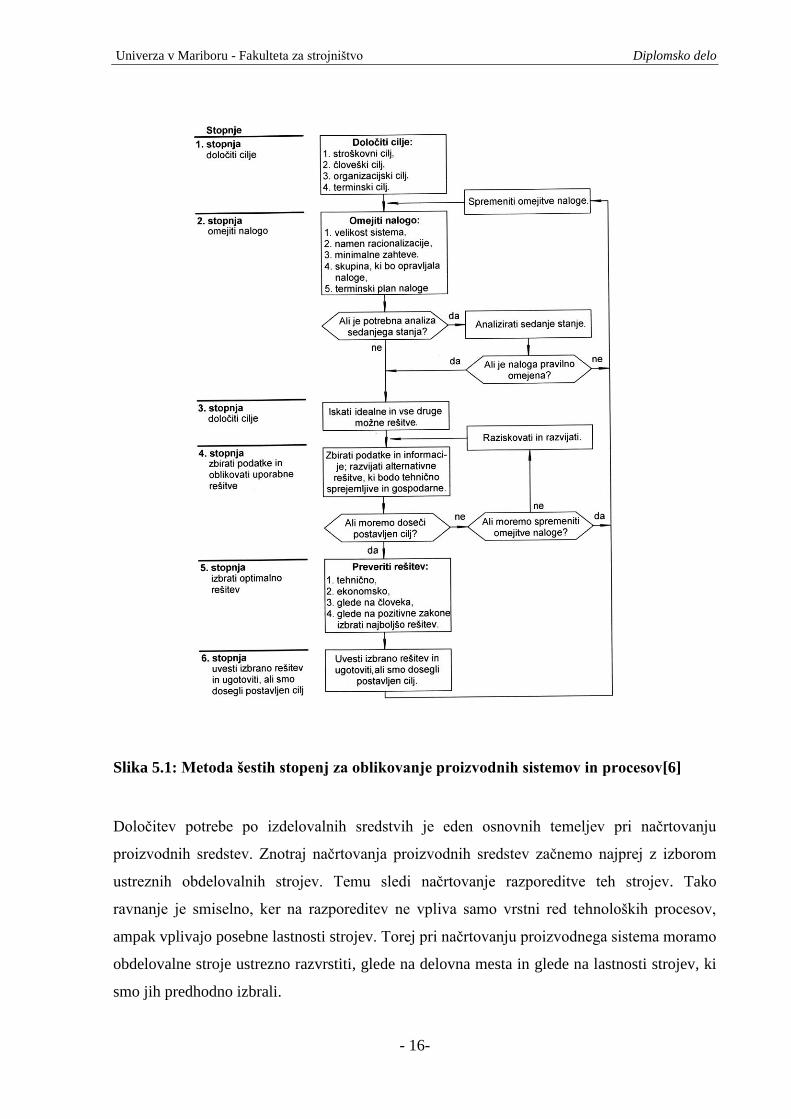
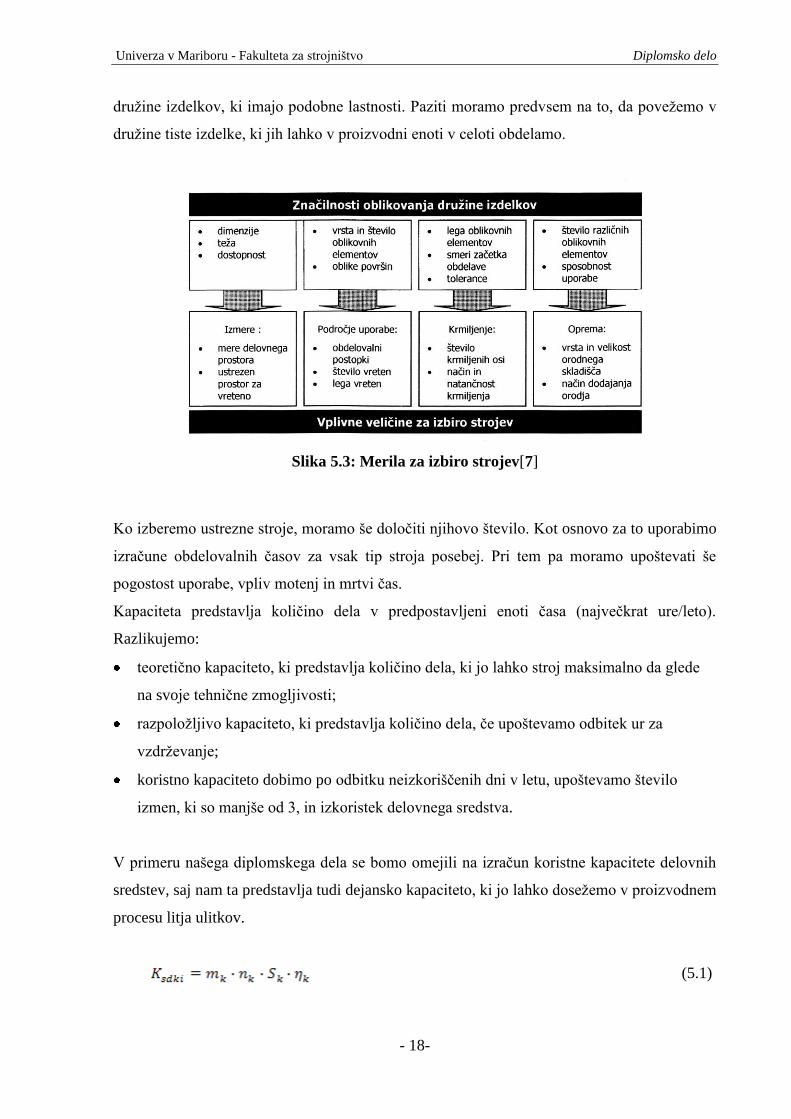
Slika 5.2: Merilo za izbiro strojev[7]
Preveriti je potrebno zasedenost strojev oz. določiti v koliko izmenah bodo stroji delali (glede
na predvidene potrebe), nato je potrebno za posamezne tipe izdelkov na osnovi tehnoloških
postopkov določiti tok materiala in na koncu razporedili stroje oz. delovna mesta v prostoru.
Za določitev potrebe po strojih je potrebno predhodno spoznati značilnosti tehnoloških
postopkov, ki sestavljajo proizvodni proces, s tem pa moramo natančno poznati tudi naloge,
ki jih mora opravljati proizvodno sredstvo. Nato je potrebno za vsak tehnološki postopek
določiti kapaciteto strojev oz. sredstva, ki so potrebna za izdelavo. To so sredstva za direktno
ali indirektno spreminjanje oblike, substance ali obstoječega stanja izdelave – torej stroji,
orodja in naprave.
Pri izbiri sredstev za izdelavo moramo najprej določiti stroje oz. delovna mesta, na katerih
bomo izvajali delovne postopke. V mnogih primerih je odločitev o tem kako bodo izdelki
izdelani, predvsem obravnavano kot določitev tehnološke narave. V teh primerih je odločitev,
kako izdelke izdelovati, v rokah tehnologov, pri tem pa se vedno znova pozablja, da je takšna
odločitev tudi poslovne narave in da kot taka povzroča tudi poslovne posledice, da je za
optimalno izbiro obdelovalnih strojev potrebno upoštevati tako ekonomski, kot tehnični vidik.
Na osnovi znanih podatkov iz obstoječe proizvodnje lahko določimo potrebne tehnološke
procese, ki so v proizvodnji ţelenih izdelkov relevantni. Za te tehnološke procese je potrebno
določiti obdelovalne stroje na katerih se bo izvajala obdelava. Nato je smiselno določiti
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 18-
druţine izdelkov, ki imajo podobne lastnosti. Paziti moramo predvsem na to, da poveţemo v
druţine tiste izdelke, ki jih lahko v proizvodni enoti v celoti obdelamo.
Slika 5.3: Merila za izbiro strojev[7]
Ko izberemo ustrezne stroje, moramo še določiti njihovo število. Kot osnovo za to uporabimo
izračune obdelovalnih časov za vsak tip stroja posebej. Pri tem pa moramo upoštevati še
pogostost uporabe, vpliv motenj in mrtvi čas.
Kapaciteta predstavlja količino dela v predpostavljeni enoti časa (največkrat ure/leto).
Razlikujemo:
teoretično kapaciteto, ki predstavlja količino dela, ki jo lahko stroj maksimalno da glede
na svoje tehnične zmogljivosti;
razpoloţljivo kapaciteto, ki predstavlja količino dela, če upoštevamo odbitek ur za
vzdrţevanje;
koristno kapaciteto dobimo po odbitku neizkoriščenih dni v letu, upoštevamo število
izmen, ki so manjše od 3, in izkoristek delovnega sredstva.
V primeru našega diplomskega dela se bomo omejili na izračun koristne kapacitete delovnih
sredstev, saj nam ta predstavlja tudi dejansko kapaciteto, ki jo lahko doseţemo v proizvodnem
procesu litja ulitkov.
(5.1)

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 19-
– koristna kapaciteta delovnega mesta .
– število delovnih dni v letu (od vseh dni odštejemo nedelje, proste sobote, drţavne
praznike in dneve za vzdrţevanje )
– število delovnih ur na izmeno (odštet je čas za malico, 8-0,5=7,5 ur) .
– število delovnih izmen na dan
– izkoristek delovnih sredstev (0,78 ocenjeno)
Pri izračunu delovnih sredstev je smiselno določiti tudi kapaciteto sistema, ki predstavlja tisto
količino izdelkov, ki jih lahko v proizvodnem procesu ustvarimo. V primeru proizvodnega
procesa litja
(5.2)
Q – obseg proizvodnje, ki jo daje sistem,
t – časovni interval, za katerega se proizvodnja ustvari
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 20-
6 PROJEKT AVTOMATIZACIJE GRAVITACIJSKEGA
KOKILNEGA LITJA
6.1 Predpostavke projekta
Projekt avtomatizacije gravitacijskega litja zajema postavitev nove linije za litje ulitkov po
tehnologiji nagibnega gravitacijskega litja v kokile. Projekt zajema iskanje moţnih načinov
izvedbe postavitve nove linije in iskanje njihovih prednosti in slabosti. Pri tem izhajajo iz
določenih predpostavk, ki so znane. Proizvajal se bo izdelek za avtomobilsko industrijo, pri
katerem so znane količine naročil za prihajajoča leta. Naročila se bodo iz leta v leto
povečevala, kar pomeni, da bo potrebno predvideti moţnosti kasnejše nadgradnje v naslednjih
letih. Iz izhodišč smo ugotovili, da je potrebno za izpolnitev naročil do konca leta 2012
razpolagati z dvema livnima strojema, od leta 2013 pa bi bilo potrebno imeti na razpolago 4
livne stroje. Izhodišča za litje ulitka:
- Bruto teţa ulitka,
a) do 20 kg,
- kokila (dimenzije, kokila D = 450 x Š = 420 x V = 226 mm , celotna kokila D = 500 x
Š = 510 x V = 950 mm)
6.2 Tehnološki del
Pri projektu avtomatizacije gravitacijskega litja izhajamo tudi iz dejstva, da so bila ţe
izvedena testna litja za ulitek, ki se bo proizvajal ter iz tega pridobljen čas cikla, ki ga pri
določenih fazah litja ni mogoče skrajšati zaradi zakonitosti litja in kasnejšega strjevanja
ulitka.
Časi posamezne operacije so:
- stroj je v osnovnem poloţaju (kokila je odprta) – poloţaj 100o;
- vlaganje jedra – 15s;
- izpihanje kokile z jedrom – 15s;
- kokila se zapre – 10s;
- čas zajemanja taline in nalivanje livne čaše – 20s;
- nagibanje stroja – 20s (litje) – poloţaj 0o;
- strjevanje ulitka – 230s v poloţaju 0o;

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 21-
- dvigovanje stroja v poloţaj 100o – 20s;
- odpiranje kokile – 10s;
- dvigovanje ulitka z izmetači – 10s;
- ročno izvzemanje ulitka iz kokile – 15s;
- spuščanje izmetačev – 5s;
- izpihovanje ostankov jedra iz kokile – 30s.
Zahteve, ki jih morajo izpolniti ponudniki opreme
Hidravlika
Nagibni stroj
Smer nagibanja: nazaj
Nagib stroja 100˚ - 0˚
Zaporna sila kokile 4 tone
Sila odpiranja kokile 4 tone
Zapiralni cilindri, hod 500 mm
Opcija: Stranski cilindri, hod 250 mm
1 x izmetalni cilinder, hod 120 mm, moţnost nastavitve hoda
Konstrukcija
Delovna miza stroja, velikosti 550 x 550 mm
Opcija: Možnost montaže 4 – delne kokile
Višina od tal do spodnje livne mize max. 300 mm
Razdalja med spodnjo in zgornjo livno (zgornja skrajna lega) mizo 1.300 mm
Vpenjalna plošča, velikost 550 x 550 mm
Mehko zapiranje stroja v končnem poloţaju
Zaščite za primer izlitja taline (za hidravliko, elektriko …)
Posebno vodenje preko vodil zg. dela stroja (cilinder skrbi samo za zapiranje –
odpiranje, opravljajo samo gibanje)
Elektronika
Moţnost nastavljanja pretoka hidravličnega olja in tlaka glede na pozicije stroja,
Nastavljanje hitrosti nagibanja stroja pri določljivem stopinjskem kotu
Priklopi za plin (3 krogi – kokila zg. in sp. ter livna čaša), zrak, vodo, 2x temp. sonde -
zgoraj in spodaj (zaščita teh priklopov)
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 22-
Min. čas gibanja stroja iz 100˚ - 0˚ 10 s
Končna stikala za nastavitev pomika delovnih valjev
Avtomatizacija opreme za livni stroj
PLC
- Siemens SIMATIC S7-300 (priporočljiva serija je 315-2DP, takšni so ţe na ostalih
strojih);
- Ethernet: Siemens CP 343 Lean;
- REMOTE IO: SIEMENS ET200S;
- omogočena komunikacija z Scado + STP Ulitki (zastoji + prenos zastojev v Scado);
- odprta koda za PLC – moţnosti za spremembe.
PANEL
- Siemens MP270B.
PROGRAMSKA OPREMA
- vsa programska oprema in nastavitve dostopne in na koncu projekta izročene;
- noţna tipka za potrjevanje stroja.
TIPKE
- Telemechanique;
- vse lučke, ki se uporabljajo na tipkah ali za signalizacijo morajo biti LED.
SENZORIKA
- enake fotozavese, tip;
- enaka elektronika za proporcionalni ventil (PARKER);
- enaka končna stikala;
- enkoder za nagib;
- prikaz temperature taline v peči in temperature zg. in spodnjega dela kokile na panelu.
Hidravlične komponente za livni stroj
Črpalke: Ţelene črpalke so: PARKER ( aksialna batna črpalka tip PV…… R1K1T1VMFD
( če je moţno PV046R1K1T1VMFD )
Hidravlična tekočina: QUAKER CHEMICAL: Quintolubric N888-46.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 23-
Rezervoar:
Rezervoarji naj bodo izbrani, izdelani in opremljeni skladno z ISO 4413, in dodatno:
Rezervoarji morajo biti zatesnjeni proti nečistočam iz okolice(oddušnik – HYDAC )
3 > 100 minimalno,
Opremljeni naj bodo :
- s polnilnim elementom,
- z grelci za olje, T olja niţja od 5oC,
- s priključkom za polnjenje in praznjenje velikosti G 3/4 (oba opremljena s krogelnim
ventilom in hitro spojko tip 10 605 1211, CEJN),
- s kazalnikom nivoja – HYDAC tip FSA 127-2.x/T/12 ali FSA 254-2.x/T/12,
- električnim nivojnim in temperaturnim stikalom + LED-indikator ( ENGLER – tip PAN 1,
REXROTH ),
- s povratnim filtrom z 16 > 300 z indikatorjem zamašenosti + LED-indikator – HYDAC tip
RF BN/HC,
- z vzdrţevalnimi odprtinami (za servisiranje in čiščenje),
- z eko varovalnim podstavkom (za zbiranje lekaţnega olja), 10 % večji volumen kot je
volumen olja.
Hidravlična črpalka naj bo montirana pod rezervoarjem (sesalna odprtina, zaporni ventil +
električno končno stikalo v polno odprtem poloţaju + LED indikator). Hidravlični rezervoar
naj bo izveden iz nerjaveče pločevine, če se ne izvede iz nerjaveče pločevine (skladno z
pogodbo), potem naj bo zaščiten: znotraj, s preizkušeno olje odporno barvo in zunaj, z zeleno
RAL 6011.
Filtri: INTERNORMEN Filter, HYDAC
Akumulatorji: HYDAC, BOSCH-REXROTH.
Toplotni izmenjevalniki: AKG
Hidravlični cilindri: REXROTH, PARKER, HUNGER,
Hidravlični ventili: REXROTH, PARKER, SUN HYDRAULICS
Jeklene cevi, priključki in fleksibilne cevi:
EO 24 o priključki (DIN 2353) (zarezni prstan) jekleni, cinkani skladni z ISO 8434-4 (ali
ISO 8434-1) z metričnim ali colskim navojem; obvezni za hidravlične sisteme v livarnah.
Priključki z vrtljivo matico in tesnilom po ISO 8434-4 za hidravlične sisteme s PN 210 bar in
več. Uporabijo naj se cinkane brezšivne metrične jeklene cevi. Fleksibilne cevi skladno z ISO
1436 (ali DIN 20021, -022, 023) metrične velikosti.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 24-
Ţeleni proizvajalci so PARKER in WALTERSCHEID.
Manometri: WIKA
Tlačna stikala: HAWE, REXROTH, PARKER
Tesnila: SIMRIT, PARKER, BUSAK SHAMBAN
Hitre spojke: CEJN
Hidravlični agregat postavljen v kleti.
Krmilni ventili montirani na stroju.
Elektrooprema
- elektroomara naj bo Ritall višine 2.000 mm, 100 mm podstavkom, globine 500 mm in širine
800 mm
- foto zavese naj bodo enakega proizvajalca in tipa,
- semafor na stroju,
- krmilna omara postavljena v kleti,
Tabela 6.1 Ostali zahtevani podatki v ponudbi
Max. hrup (razdalja 1 m od naprave) 80 dB
Izdelava stroja na ključ
Dobavni rok
Cena EUR
Plačilni pogoji, situacije
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 25-
6.3 Vrste postavitev linij za litje ulitkov
6.3.1 Krožna postavitev – karusel
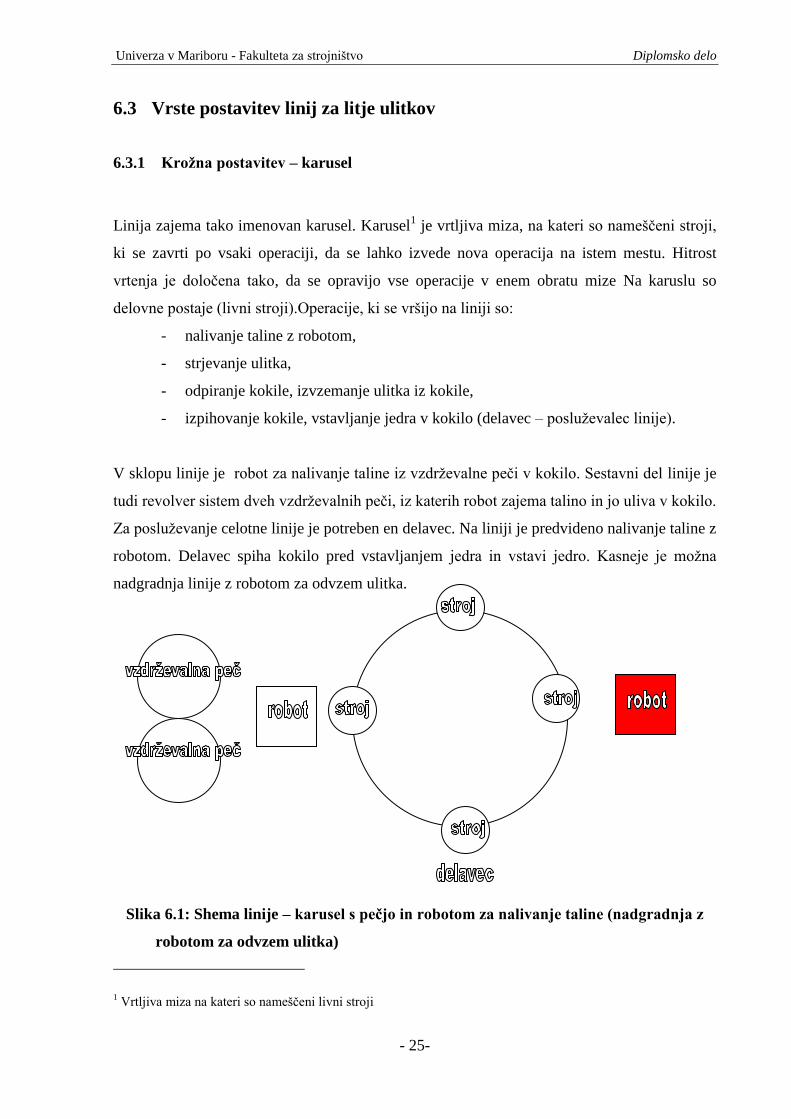
Linija zajema tako imenovan karusel. Karusel1 je vrtljiva miza, na kateri so nameščeni stroji,
ki se zavrti po vsaki operaciji, da se lahko izvede nova operacija na istem mestu. Hitrost
vrtenja je določena tako, da se opravijo vse operacije v enem obratu mize Na karuslu so
delovne postaje (livni stroji).Operacije, ki se vršijo na liniji so:
- nalivanje taline z robotom,
- strjevanje ulitka,
- odpiranje kokile, izvzemanje ulitka iz kokile,
- izpihovanje kokile, vstavljanje jedra v kokilo (delavec – posluţevalec linije).
V sklopu linije je robot za nalivanje taline iz vzdrţevalne peči v kokilo. Sestavni del linije je
tudi revolver sistem dveh vzdrţevalnih peči, iz katerih robot zajema talino in jo uliva v kokilo.
Za posluţevanje celotne linije je potreben en delavec. Na liniji je predvideno nalivanje taline z
robotom. Delavec spiha kokilo pred vstavljanjem jedra in vstavi jedro. Kasneje je moţna
nadgradnja linije z robotom za odvzem ulitka.
Slika 6.1: Shema linije – karusel s pečjo in robotom za nalivanje taline (nadgradnja z
robotom za odvzem ulitka)
1 Vrtljiva miza na kateri so nameščeni livni stroji
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 26-
Pod karuselom se nahaja lovilni kanal za pesek od jeder. Prednosti te variante je, da ima
veliko zmogljivost, porabi pa kar precej prostora, kajti prostor znotraj karusela ostane
popolnoma neizkoriščen. Slabost je, da ni fleksibilna za manjše serije, kar pomeni, da je
primerna samo za velike serije.
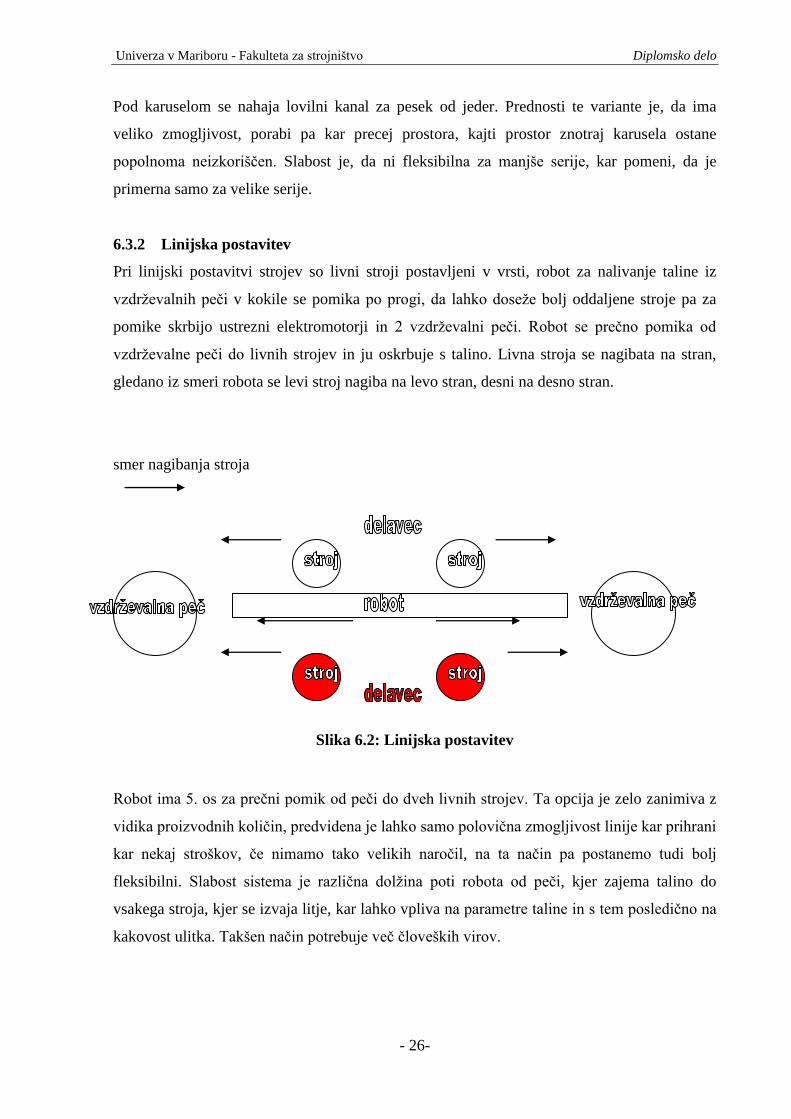
6.3.2 Linijska postavitev
Pri linijski postavitvi strojev so livni stroji postavljeni v vrsti, robot za nalivanje taline iz
vzdrţevalnih peči v kokile se pomika po progi, da lahko doseţe bolj oddaljene stroje pa za
pomike skrbijo ustrezni elektromotorji in 2 vzdrţevalni peči. Robot se prečno pomika od
vzdrţevalne peči do livnih strojev in ju oskrbuje s talino. Livna stroja se nagibata na stran,
gledano iz smeri robota se levi stroj nagiba na levo stran, desni na desno stran.
smer nagibanja stroja
Slika 6.2: Linijska postavitev
Robot ima 5. os za prečni pomik od peči do dveh livnih strojev. Ta opcija je zelo zanimiva z
vidika proizvodnih količin, predvidena je lahko samo polovična zmogljivost linije kar prihrani
kar nekaj stroškov, če nimamo tako velikih naročil, na ta način pa postanemo tudi bolj
fleksibilni. Slabost sistema je različna dolţina poti robota od peči, kjer zajema talino do
vsakega stroja, kjer se izvaja litje, kar lahko vpliva na parametre taline in s tem posledično na
kakovost ulitka. Takšen način potrebuje več človeških virov.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 27-
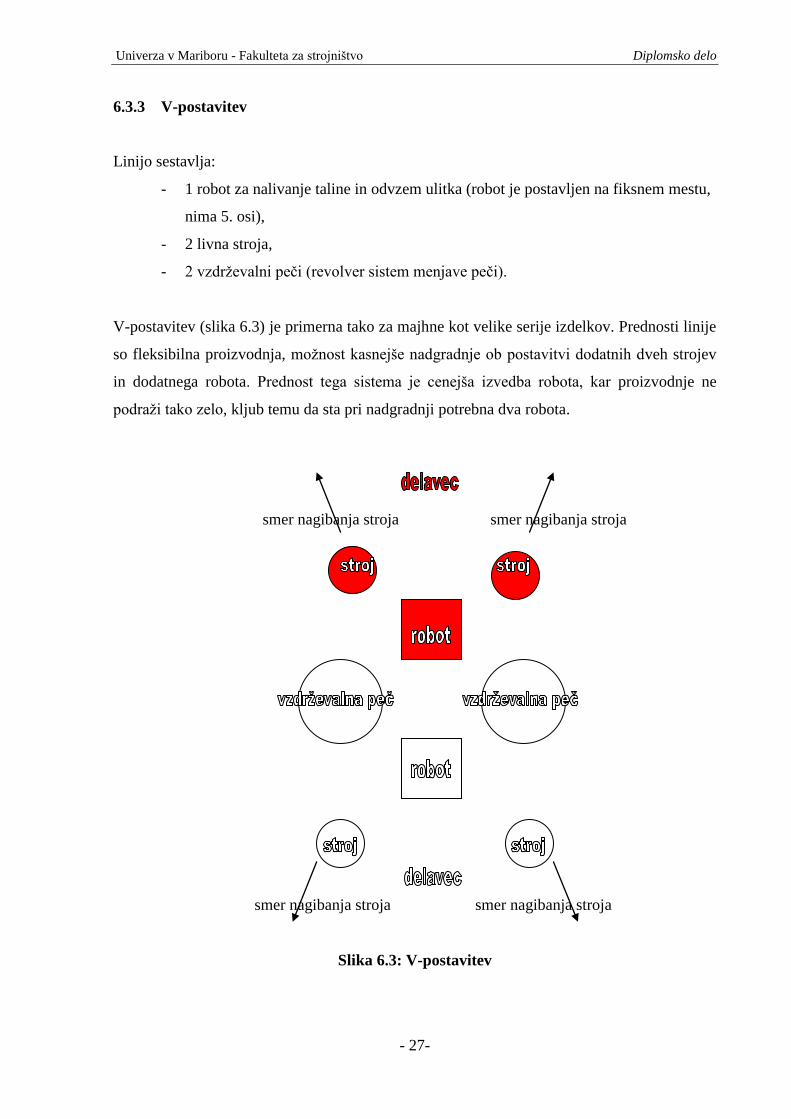
6.3.3 V-postavitev
Linijo sestavlja:
- 1 robot za nalivanje taline in odvzem ulitka (robot je postavljen na fiksnem mestu,
nima 5. osi),
- 2 livna stroja,
- 2 vzdrţevalni peči (revolver sistem menjave peči).
V-postavitev (slika 6.3) je primerna tako za majhne kot velike serije izdelkov. Prednosti linije
so fleksibilna proizvodnja, moţnost kasnejše nadgradnje ob postavitvi dodatnih dveh strojev
in dodatnega robota. Prednost tega sistema je cenejša izvedba robota, kar proizvodnje ne
podraţi tako zelo, kljub temu da sta pri nadgradnji potrebna dva robota.
smer nagibanja stroja smer nagibanja stroja
smer nagibanja stroja smer nagibanja stroja
Slika 6.3: V-postavitev

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 28-
6.4 Analiza ponudb
Na osnovi povpraševanja in na osnovi zahtevnika je podjetje od različnih ponudnikov
pridobilo več variantnih rešitev, ki jih bomo analizirali in na osnovi tega izbrali najbolj
ustrezno za naš način proizvodnje.
6.4.1 Opis ponudb
Ponudba 1
Ponudba 1 vsebuje dve opciji delovanja, in sicer ima zmogljivost 75000 ulitkov, ob
nadgradnji pa lahko dosega zmogljivost 150000 ulitkov na leto ob predvidenem ciklu 6,7
minut. Sama linija je sestavljena iz 2 elektro-vzdrţevalnih peči (peči lahko prevaţajo z
viličarjem ali z dvigalom), iz katerih robot zajema talino in jo uliva v livno čašo na livnem
stroju. Dve peči sta predvideni zato, da poteka proizvodnja nemoteno. Ko se določena peč
izprazni, začne robot zajemati talino iz druge peči. Izpraznjena peč pa se med tem časom
nadomesti z drugo polno pečjo. Pri zmogljivosti 75000 kosov na leto zadostujeta 2 livna
stroja, ob nadgradnji na 150000 kosov na leto pa je potrebno dodatno nabaviti samo dva livna
stroja, kajti zaradi ugodne postavitve robota, eden robot zmore nalivati talino v vse 4 livne
stroje. Potreben pa je dodaten delavec za upravljanje z dodatnima strojema ter dodatna
varnostna oprema. Kot opcija obstaja tudi moţnost postavitve robota za vstavljanje jeder v
sam livni stroj s pomočjo robota, ki je nameščen pod robotom za nalivanje taline, ki je zaradi
tega nameščen na ploščadi, ki je dvignjena od tal pribliţno 1,5 m. Investicijska vrednost znaša
v prvi fazi 450000 €, druga faza pa stane dodatnih 200000 €.

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 29-
Slika 6.4: Prva faza zmogljivost 75000 ulitkov
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 30-
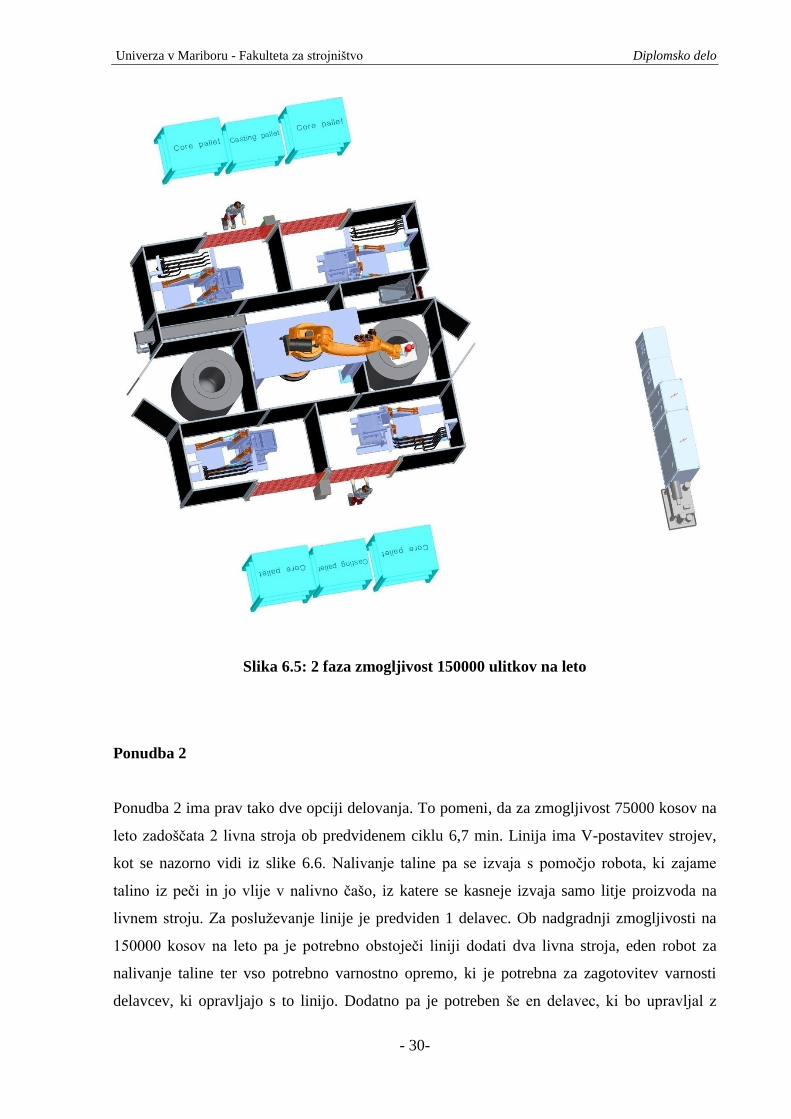
Slika 6.5: 2 faza zmogljivost 150000 ulitkov na leto
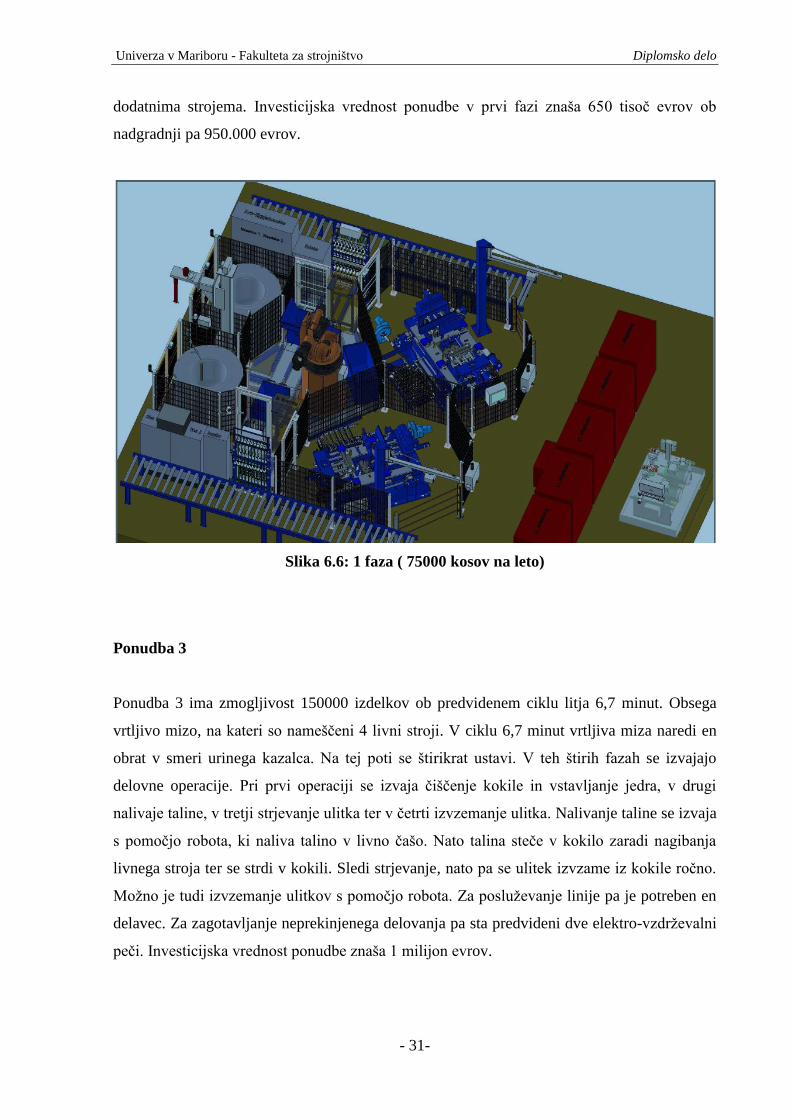
Ponudba 2
Ponudba 2 ima prav tako dve opciji delovanja. To pomeni, da za zmogljivost 75000 kosov na
leto zadoščata 2 livna stroja ob predvidenem ciklu 6,7 min. Linija ima V-postavitev strojev,
kot se nazorno vidi iz slike 6.6. Nalivanje taline pa se izvaja s pomočjo robota, ki zajame
talino iz peči in jo vlije v nalivno čašo, iz katere se kasneje izvaja samo litje proizvoda na
livnem stroju. Za posluţevanje linije je predviden 1 delavec. Ob nadgradnji zmogljivosti na
150000 kosov na leto pa je potrebno obstoječi liniji dodati dva livna stroja, eden robot za
nalivanje taline ter vso potrebno varnostno opremo, ki je potrebna za zagotovitev varnosti
delavcev, ki opravljajo s to linijo. Dodatno pa je potreben še en delavec, ki bo upravljal z
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 31-
dodatnima strojema. Investicijska vrednost ponudbe v prvi fazi znaša 650 tisoč evrov ob
nadgradnji pa 950.000 evrov.
Slika 6.6: 1 faza ( 75000 kosov na leto)
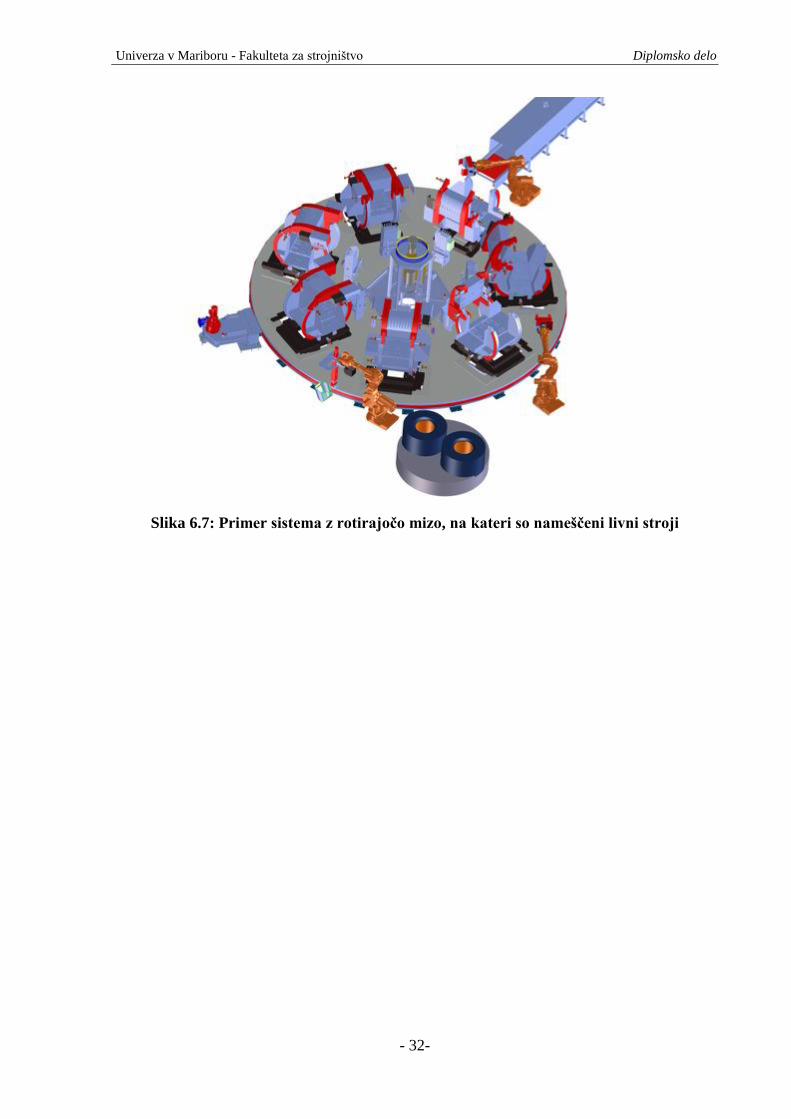
Ponudba 3
Ponudba 3 ima zmogljivost 150000 izdelkov ob predvidenem ciklu litja 6,7 minut. Obsega
vrtljivo mizo, na kateri so nameščeni 4 livni stroji. V ciklu 6,7 minut vrtljiva miza naredi en
obrat v smeri urinega kazalca. Na tej poti se štirikrat ustavi. V teh štirih fazah se izvajajo
delovne operacije. Pri prvi operaciji se izvaja čiščenje kokile in vstavljanje jedra, v drugi
nalivaje taline, v tretji strjevanje ulitka ter v četrti izvzemanje ulitka. Nalivanje taline se izvaja
s pomočjo robota, ki naliva talino v livno čašo. Nato talina steče v kokilo zaradi nagibanja
livnega stroja ter se strdi v kokili. Sledi strjevanje, nato pa se ulitek izvzame iz kokile ročno.
Moţno je tudi izvzemanje ulitkov s pomočjo robota. Za posluţevanje linije pa je potreben en
delavec. Za zagotavljanje neprekinjenega delovanja pa sta predvideni dve elektro-vzdrţevalni
peči. Investicijska vrednost ponudbe znaša 1 milijon evrov.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 32-
Slika 6.7: Primer sistema z rotirajočo mizo, na kateri so nameščeni livni stroji
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 33-
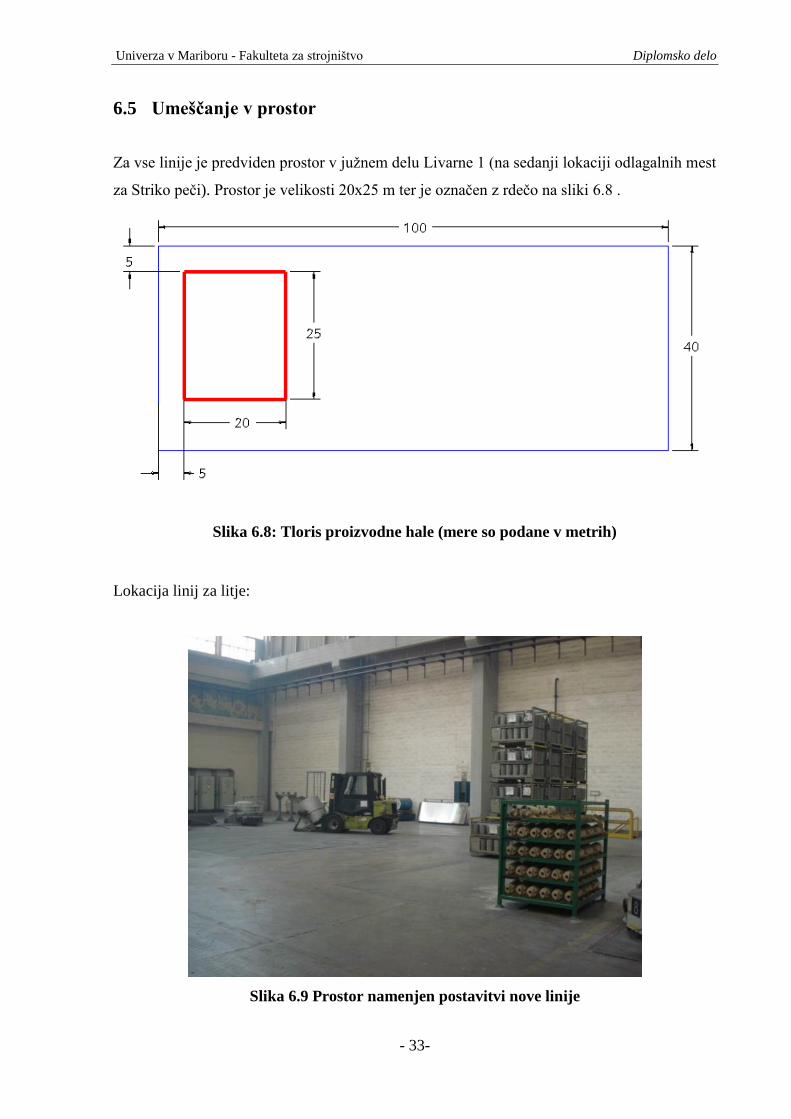
6.5 Umeščanje v prostor
Za vse linije je predviden prostor v juţnem delu Livarne 1 (na sedanji lokaciji odlagalnih mest
za Striko peči). Prostor je velikosti 20x25 m ter je označen z rdečo na sliki 6.8 .
Slika 6.8: Tloris proizvodne hale (mere so podane v metrih)
Lokacija linij za litje:
Slika 6.9 Prostor namenjen postavitvi nove linije
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 34-
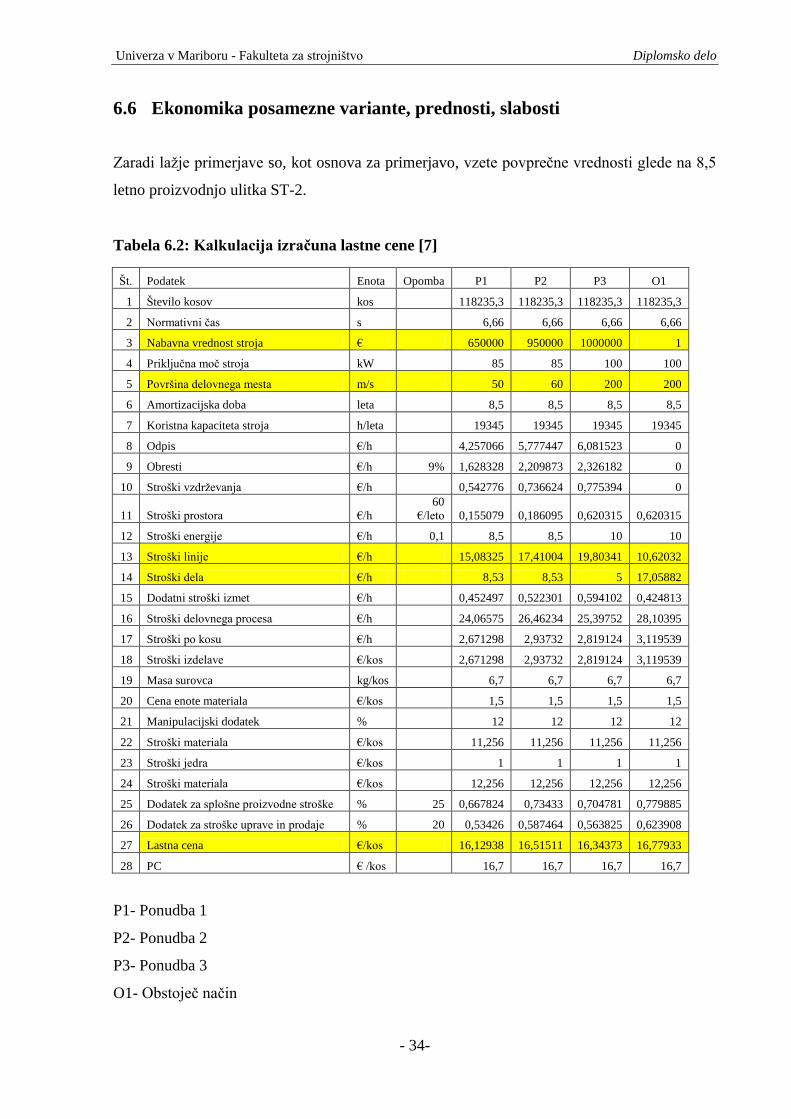
6.6 Ekonomika posamezne variante, prednosti, slabosti
Zaradi laţje primerjave so, kot osnova za primerjavo, vzete povprečne vrednosti glede na 8,5
letno proizvodnjo ulitka ST-2.
Tabela 6.2: Kalkulacija izračuna lastne cene [7]
Št. Podatek Enota Opomba P1 P2 P3 O1
1 Število kosov kos 118235,3 118235,3 118235,3 118235,3
2 Normativni čas s 6,66 6,66 6,66 6,66
3 Nabavna vrednost stroja € 650000 950000 1000000 1
4 Priključna moč stroja kW 85 85 100 100
5 Površina delovnega mesta m/s 50 60 200 200
6 Amortizacijska doba leta 8,5 8,5 8,5 8,5
7 Koristna kapaciteta stroja h/leta 19345 19345 19345 19345
8 Odpis €/h 4,257066 5,777447 6,081523 0
9 Obresti €/h 9% 1,628328 2,209873 2,326182 0
10 Stroški vzdrţevanja €/h 0,542776 0,736624 0,775394 0
11 Stroški prostora €/h
60
€/leto 0,155079 0,186095 0,620315 0,620315
12 Stroški energije €/h 0,1 8,5 8,5 10 10
13 Stroški linije €/h 15,08325 17,41004 19,80341 10,62032
14 Stroški dela €/h 8,53 8,53 5 17,05882
15 Dodatni stroški izmet €/h 0,452497 0,522301 0,594102 0,424813
16 Stroški delovnega procesa €/h 24,06575 26,46234 25,39752 28,10395
17 Stroški po kosu €/h 2,671298 2,93732 2,819124 3,119539
18 Stroški izdelave €/kos 2,671298 2,93732 2,819124 3,119539
19 Masa surovca kg/kos 6,7 6,7 6,7 6,7
20 Cena enote materiala €/kos 1,5 1,5 1,5 1,5
21 Manipulacijski dodatek % 12 12 12 12
22 Stroški materiala €/kos 11,256 11,256 11,256 11,256
23 Stroški jedra €/kos 1 1 1 1
24 Stroški materiala €/kos 12,256 12,256 12,256 12,256
25 Dodatek za splošne proizvodne stroške % 25 0,667824 0,73433 0,704781 0,779885
26 Dodatek za stroške uprave in prodaje % 20 0,53426 0,587464 0,563825 0,623908
27 Lastna cena €/kos 16,12938 16,51511 16,34373 16,77933
28 PC € /kos 16,7 16,7 16,7 16,7
P1- Ponudba 1
P2- Ponudba 2
P3- Ponudba 3
O1- Obstoječ način
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 35-
Prednosti in slabosti
Na osnovi kalkulacije smo prišli do pomembnih zaključkov. Kalkulacija je pokazala, da na
obstoječ način (O1) ni smotrno ulivati izdelkov, ker so stroški dela preveliki. Zato so potrebna
dodatna vlaganja, saj prihranek pri stroških dela pokaţe ekonomsko upravičenost proizvodnje
izdelkov .
Ponudba 1 (P1) ima ugodno prostorsko postavitev, ima moţnost fazne gradnje ter najmanjšo
potrebo po prostoru. Lastna cena proizvodnje ulitka ST-2 je najugodnejša. V kalkulaciji se je
pokazalo, da večja potreba po človeških virih ne vpliva preveč na konkurenčnost ponudbe.
Ponudba 2 (P2) ima tudi ugodno prostorsko postavitev, ima moţnost fazne gradnje ter
potrebuje sorazmerno majhen prostor.
Ponudba 3 (P3) potrebuje za svoje delovanje sorazmerno velik prostor, ima velike kapacitete,
potrebna so velika vlaganja, potrebuje pa samo enega delavca za upravljanje s celotno linijo.
Vendar se tako velika vlaganja niso pokazala kot prednost, glede na to, da je potrebnih manj
človeških virov.
Kot primerjavo smo vzeli še obstoječ način (O1) ulivanja taline v livni stroj. Izkazalo se je, da
tega izdelka v teh količinah ne moremo ulivati, da bi nam prinesel dobiček, ne glede na to,
kakšna vlaganja so potrebna v proizvodnji.
6.6.1 Investicija – opis in financiranje
Financiranje investicije se izvaja s pomočjo lastnih sredstev ( 50% ) in kreditov ( 50%).
Tabela 6.3: Vrednosti investicij
Število ponudb Vrednost investicije
Ponudba 1 650000 €
Ponudba 2 950000 €
Ponudba 3 1000000 €
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 36-
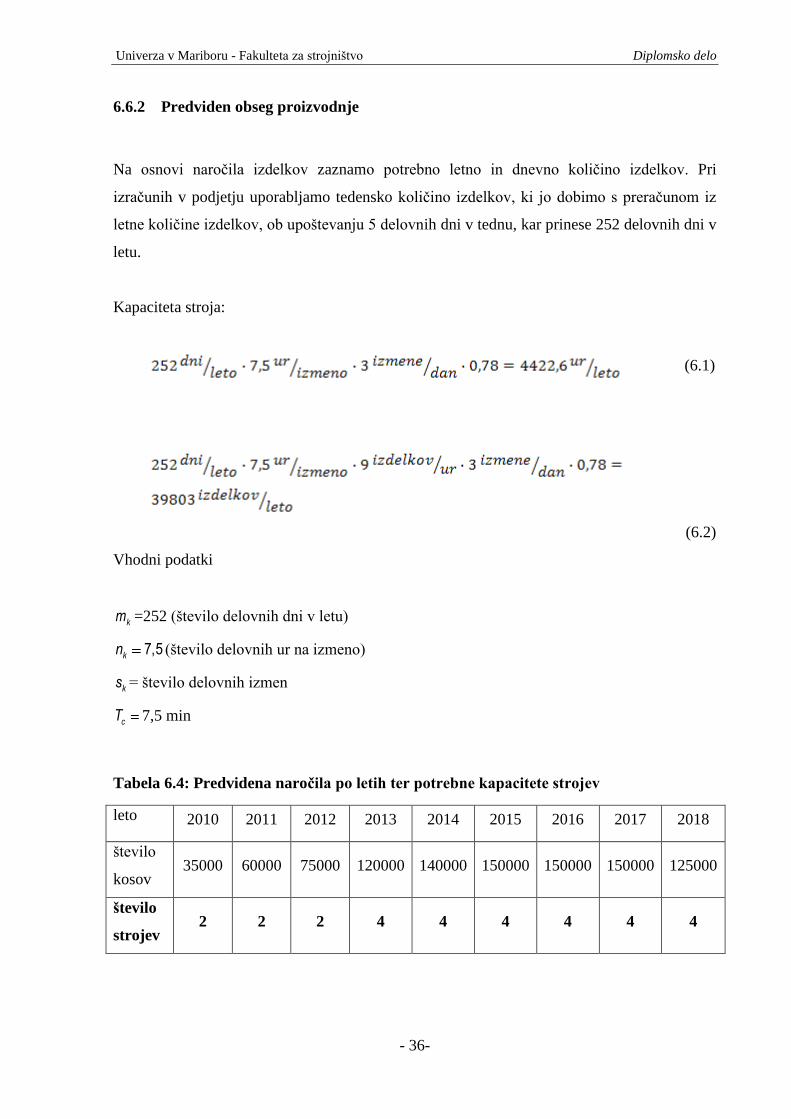
6.6.2 Predviden obseg proizvodnje
Na osnovi naročila izdelkov zaznamo potrebno letno in dnevno količino izdelkov. Pri
izračunih v podjetju uporabljamo tedensko količino izdelkov, ki jo dobimo s preračunom iz
letne količine izdelkov, ob upoštevanju 5 delovnih dni v tednu, kar prinese 252 delovnih dni v
letu.
Kapaciteta stroja:
(6.1)
(6.2)
Vhodni podatki
km =252 (število delovnih dni v letu)
7,5kn (število delovnih ur na izmeno)
ks = število delovnih izmen
cT 7,5 min
Tabela 6.4: Predvidena naročila po letih ter potrebne kapacitete strojev
leto 2010 2011 2012 2013 2014 2015 2016 2017 2018
število
kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000
število
strojev 2 2 2 4 4 4 4 4 4

Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 37-
Potrebna dnevna količina (leto 2012)
(6.4)
Ocena režima dela
(6.5)
km = 252 (število delovnih dni v letu)
7,5kn (število delovnih ur na izmeno)
ks = število delovnih izmen
cT 6,7 minut
Na osnovi reţima dela določimo število izmen na dan:
u <1,5 1,5 do 2,5 ≥2,5
ks 1 2 3
Na osnovi ocene u smo se odločili za 3 delovne izmene na dan.
6.6.3 Amortizacijska doba naložbe
Proizvodnja ulitka ST-2 je predvidena od 1.7.2010 do konca leta 2018 . Amortizacijska doba
naloţbe je predvidena 8,5 let, kolikor je tudi doba proizvodnje ulitka ST-2 in se morajo
vlaganja v proizvodnjo povrniti v tem času . Amortizacija se letno obračuna glede na število
prodanih izdelkov, katji v ţivljenskem ciklu izdeka je predvidena proizvodnja 1,005 milijona
enot izdelkov.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 38-
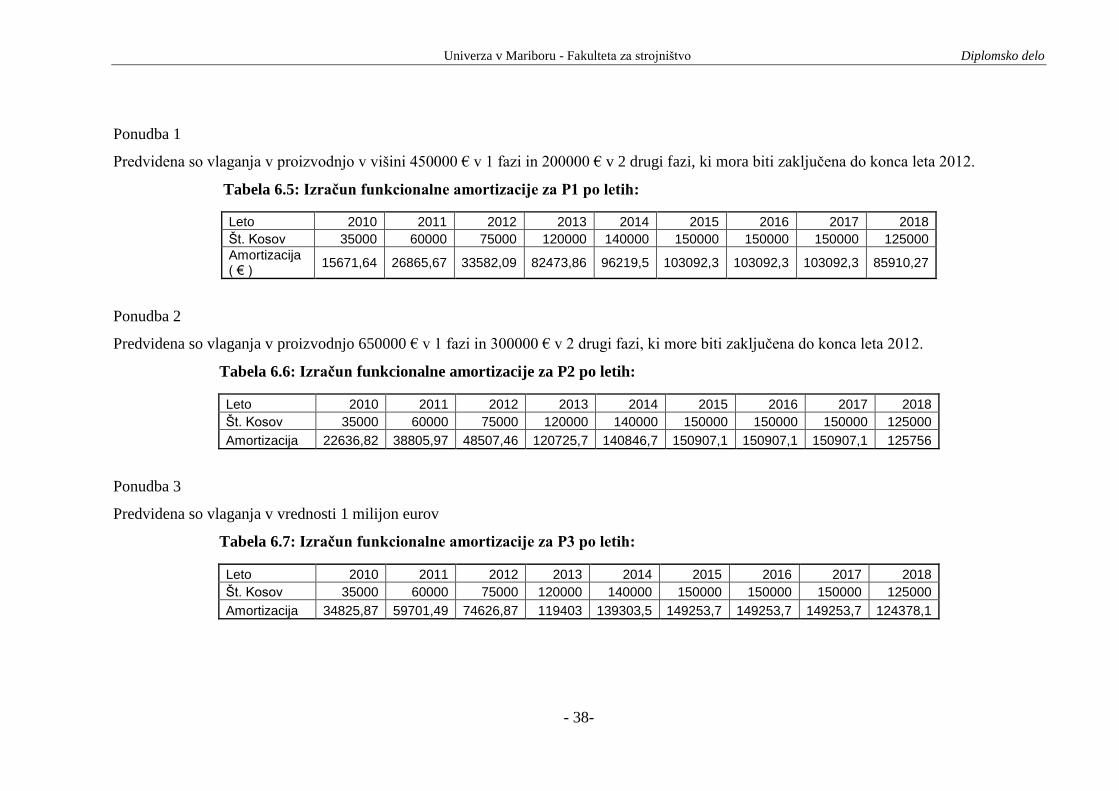
Ponudba 1
Predvidena so vlaganja v proizvodnjo v višini 450000 € v 1 fazi in 200000 € v 2 drugi fazi, ki mora biti zaključena do konca leta 2012.
Tabela 6.5: Izračun funkcionalne amortizacije za P1 po letih:
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018
Št. Kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000
Amortizacija ( € )
15671,64 26865,67 33582,09 82473,86 96219,5 103092,3 103092,3 103092,3 85910,27
Ponudba 2
Predvidena so vlaganja v proizvodnjo 650000 € v 1 fazi in 300000 € v 2 drugi fazi, ki more biti zaključena do konca leta 2012.
Tabela 6.6: Izračun funkcionalne amortizacije za P2 po letih:
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018
Št. Kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000
Amortizacija 22636,82 38805,97 48507,46 120725,7 140846,7 150907,1 150907,1 150907,1 125756
Ponudba 3
Predvidena so vlaganja v vrednosti 1 milijon eurov
Tabela 6.7: Izračun funkcionalne amortizacije za P3 po letih:
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018
Št. Kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000
Amortizacija 34825,87 59701,49 74626,87 119403 139303,5 149253,7 149253,7 149253,7 124378,1
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 39-
6.6.4 Donosnost naložbe
Da bi ugotovili razliko med prejemki in izdatki, ki jo imenujemo donos, moramo za
investicijo pripraviti planske izkaze denarnih tokov. Za vsako leto obratovanja predvidimo
prejemke in izdatke , ki bodo pri obratovanju investicije nastajali. Vsakoletna razlika je donos
investicije v tem letu.
Za izbiranje med investicijskimi projekti uporabljamo različne metode vrednotenja
investicijskih projektov. Razvrščamo jih v statične in dinamične .
Za statične metode presojanja investicijskih projektov je značilno, da ne upoštevamo časovne
vrednosti denarja, različne dinamike vlaganj in drugačne dinamike donosov. Med statičnimi
metodami se najpogosteje uporabljata:
koeficient rentabilnosti in
metoda vračilnega obdobja.
Med dinamičnimi pa predvsem:
metoda neto sedanje vrednosti,
metoda interne stopnje donosnosti ter
metoda cost-benetit.2[11].
2 Metoda stroški-koristi
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 40-
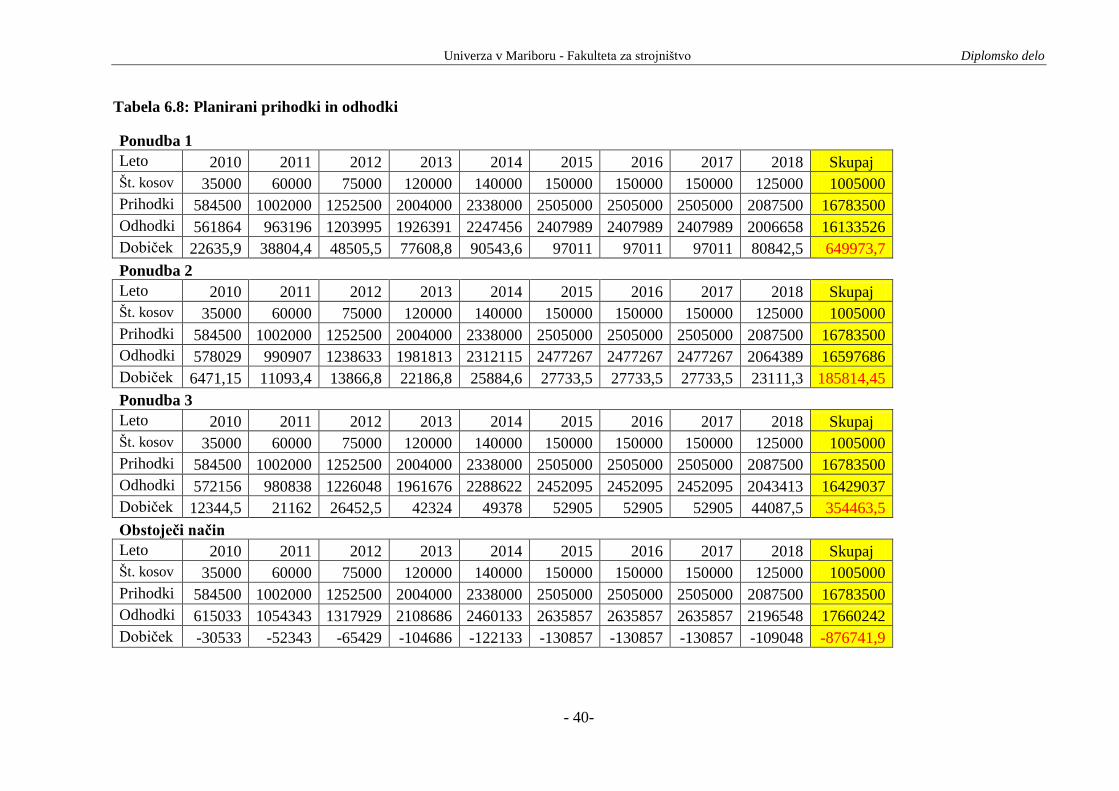
Tabela 6.8: Planirani prihodki in odhodki
Ponudba 1
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018 Skupaj
Št. kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000 1005000
Prihodki 584500 1002000 1252500 2004000 2338000 2505000 2505000 2505000 2087500 16783500
Odhodki 561864 963196 1203995 1926391 2247456 2407989 2407989 2407989 2006658 16133526
Dobiček 22635,9 38804,4 48505,5 77608,8 90543,6 97011 97011 97011 80842,5 649973,7
Ponudba 2
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018 Skupaj
Št. kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000 1005000
Prihodki 584500 1002000 1252500 2004000 2338000 2505000 2505000 2505000 2087500 16783500
Odhodki 578029 990907 1238633 1981813 2312115 2477267 2477267 2477267 2064389 16597686
Dobiček 6471,15 11093,4 13866,8 22186,8 25884,6 27733,5 27733,5 27733,5 23111,3 185814,45
Ponudba 3
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018 Skupaj
Št. kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000 1005000
Prihodki 584500 1002000 1252500 2004000 2338000 2505000 2505000 2505000 2087500 16783500
Odhodki 572156 980838 1226048 1961676 2288622 2452095 2452095 2452095 2043413 16429037
Dobiček 12344,5 21162 26452,5 42324 49378 52905 52905 52905 44087,5 354463,5
Obstoječi način
Leto 2010 2011 2012 2013 2014 2015 2016 2017 2018 Skupaj
Št. kosov 35000 60000 75000 120000 140000 150000 150000 150000 125000 1005000
Prihodki 584500 1002000 1252500 2004000 2338000 2505000 2505000 2505000 2087500 16783500
Odhodki 615033 1054343 1317929 2108686 2460133 2635857 2635857 2635857 2196548 17660242
Dobiček -30533 -52343 -65429 -104686 -122133 -130857 -130857 -130857 -109048 -876741,9
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 41-
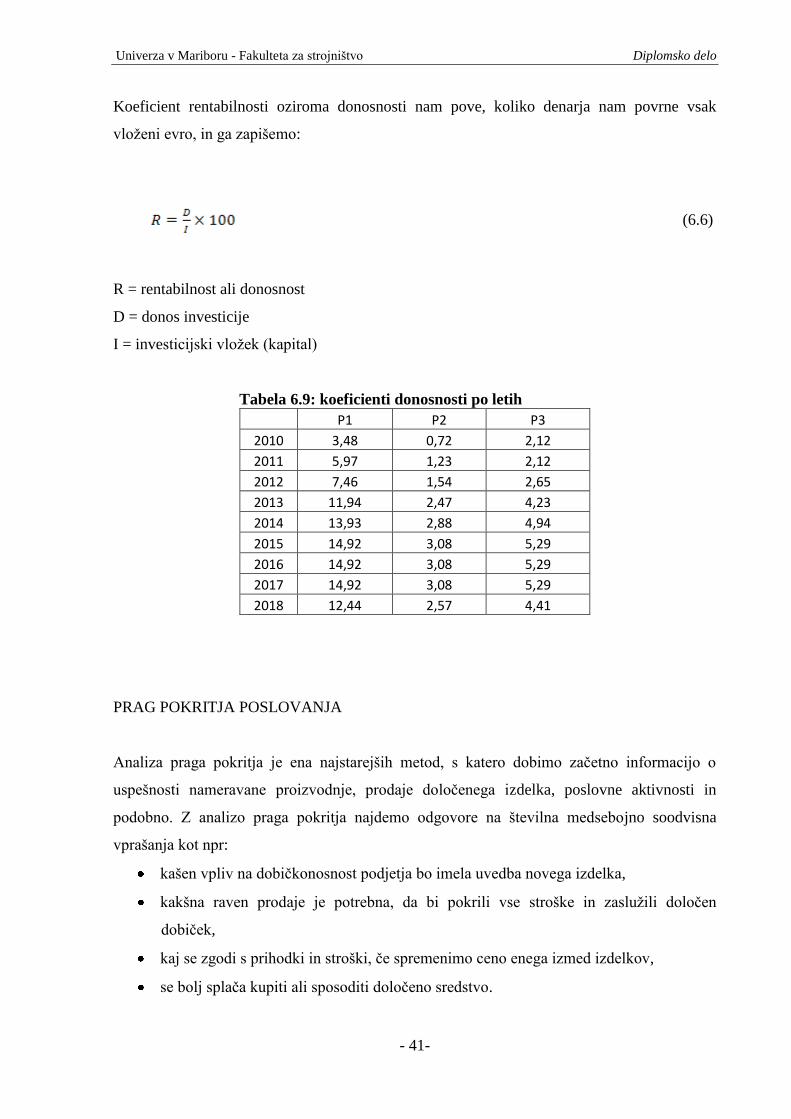
Koeficient rentabilnosti oziroma donosnosti nam pove, koliko denarja nam povrne vsak
vloţeni evro, in ga zapišemo:
(6.6)
R = rentabilnost ali donosnost
D = donos investicije
I = investicijski vloţek (kapital)
Tabela 6.9: koeficienti donosnosti po letih
P1 P2 P3
2010 3,48 0,72 2,12
2011 5,97 1,23 2,12
2012 7,46 1,54 2,65
2013 11,94 2,47 4,23
2014 13,93 2,88 4,94
2015 14,92 3,08 5,29
2016 14,92 3,08 5,29
2017 14,92 3,08 5,29
2018 12,44 2,57 4,41
PRAG POKRITJA POSLOVANJA
Analiza praga pokritja je ena najstarejših metod, s katero dobimo začetno informacijo o
uspešnosti nameravane proizvodnje, prodaje določenega izdelka, poslovne aktivnosti in
podobno. Z analizo praga pokritja najdemo odgovore na številna medsebojno soodvisna
vprašanja kot npr:
kašen vpliv na dobičkonosnost podjetja bo imela uvedba novega izdelka,
kakšna raven prodaje je potrebna, da bi pokrili vse stroške in zasluţili določen
dobiček,
kaj se zgodi s prihodki in stroški, če spremenimo ceno enega izmed izdelkov,
se bolj splača kupiti ali sposoditi določeno sredstvo.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 42-
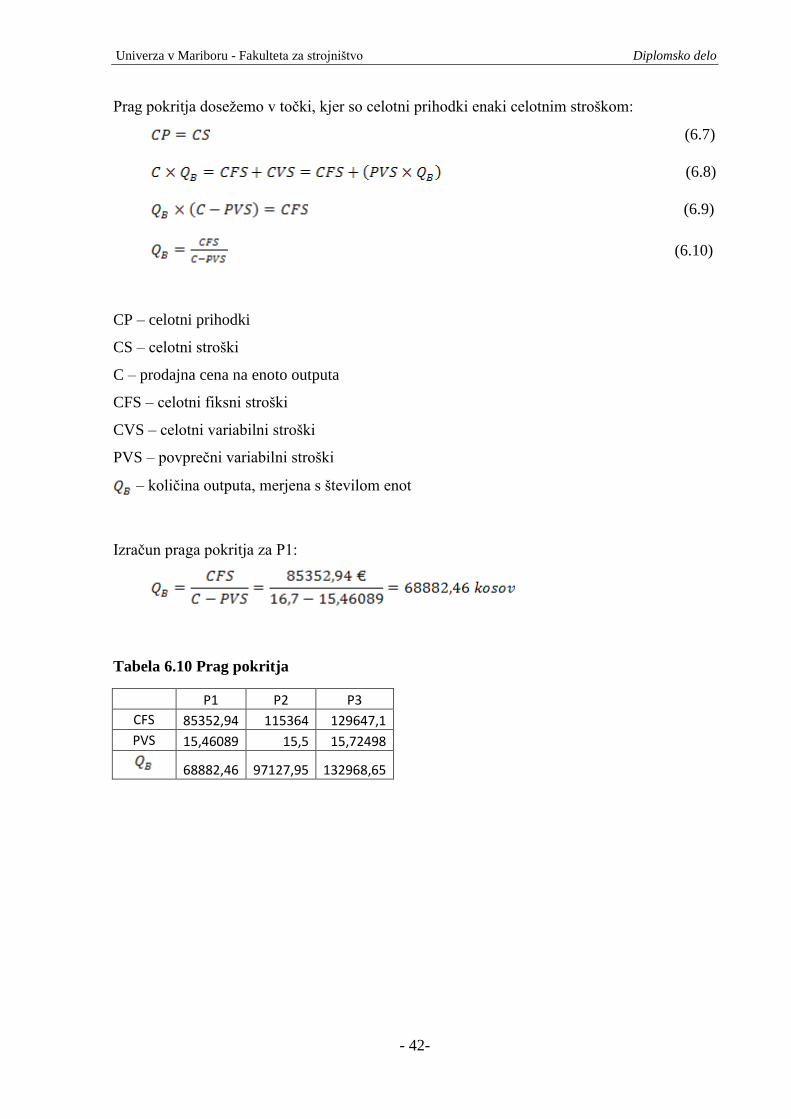
Prag pokritja doseţemo v točki, kjer so celotni prihodki enaki celotnim stroškom:
(6.7)
(6.8)
(6.9)
(6.10)
CP – celotni prihodki
CS – celotni stroški
C – prodajna cena na enoto outputa
CFS – celotni fiksni stroški
CVS – celotni variabilni stroški
PVS – povprečni variabilni stroški
– količina outputa, merjena s številom enot
Izračun praga pokritja za P1:
Tabela 6.10 Prag pokritja
P1 P2 P3
CFS 85352,94 115364 129647,1
PVS 15,46089 15,5 15,72498
68882,46 97127,95 132968,65
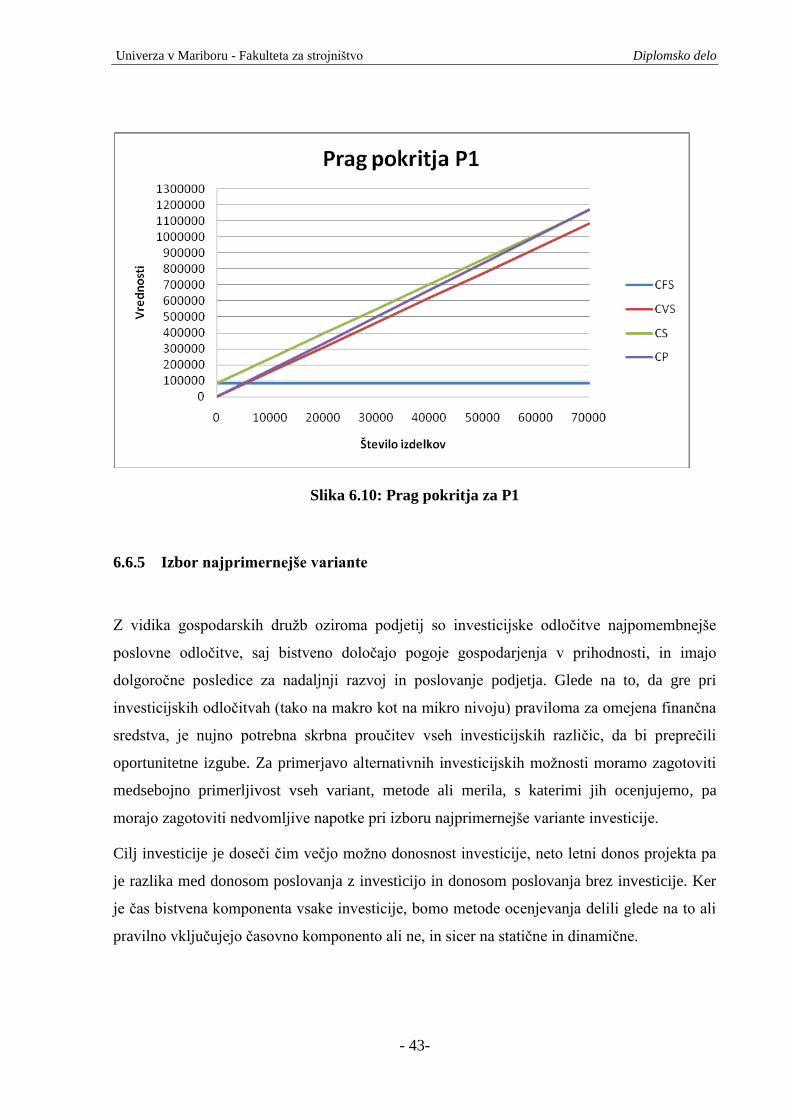
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 43-
Slika 6.10: Prag pokritja za P1
6.6.5 Izbor najprimernejše variante
Z vidika gospodarskih druţb oziroma podjetij so investicijske odločitve najpomembnejše
poslovne odločitve, saj bistveno določajo pogoje gospodarjenja v prihodnosti, in imajo
dolgoročne posledice za nadaljnji razvoj in poslovanje podjetja. Glede na to, da gre pri
investicijskih odločitvah (tako na makro kot na mikro nivoju) praviloma za omejena finančna
sredstva, je nujno potrebna skrbna proučitev vseh investicijskih različic, da bi preprečili
oportunitetne izgube. Za primerjavo alternativnih investicijskih moţnosti moramo zagotoviti
medsebojno primerljivost vseh variant, metode ali merila, s katerimi jih ocenjujemo, pa
morajo zagotoviti nedvomljive napotke pri izboru najprimernejše variante investicije.
Cilj investicije je doseči čim večjo moţno donosnost investicije, neto letni donos projekta pa
je razlika med donosom poslovanja z investicijo in donosom poslovanja brez investicije. Ker
je čas bistvena komponenta vsake investicije, bomo metode ocenjevanja delili glede na to ali
pravilno vključujejo časovno komponento ali ne, in sicer na statične in dinamične.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 44-
Statične metode:
Doba vračanja investicijske naloţbe
Doba vračanja je opredeljena kot čas, v katerem kumulativa neto prilivov finančnega toka
(donosov) v času obratovanja naloţbe doseţe vsoto investicijskih stroškov in ne sme biti
daljša od ekonomske dobe naloţbe. Po tej metodi je najuspešnejša tista investicija, ki ima
najkrajšo dobo vračanja. Ta metoda daje le odgovor na vprašanje, v kolikem času se bodo
investirana sredstva povrnila, ne upošteva pa vseh donosov naloţbe, niti časovne razporeditve
donosov in investicijskih stroškov, zato investicije medsebojno niso primerljive.
Rentabilnost investicije
Rentabilnost investicije predstavlja v odstotkih izraţeno razmerje med donosom (po navadi iz
prvega leta) investicije in investicijskim vloţkom. Slabosti te metode so podobne, kot pri dobi
vračanja, saj ne upošteva skupnih donosov, in prav tako ne časovne razporeditve donosov.
Skupni donos na enoto investicijskih stroškov
Ta kazalnik je opredeljen kot razmerje med skupnim donosom investicije in investicijskim
izdatkom in nam pove koliko enot skupnega donosa nam daje enota investicijskega izdatka.
Investicija je po tem merilu tem uspešnejša, čim večje je to razmerje.
Prednost te metode pred prejšnjima dvema je v tem, da upošteva skupni donos investicije,
daje pa enako teţo enako velikim donosom v različnih letih ekonomske dobe investicije, zato
ne upošteva časovne razporeditve donosov in investicijskih izdatkov.
Povprečni letni donos na enoto investicijskih stroškov
Pri tej metodi primerjamo povprečni letni donos z investicijskimi izdatki, investicija pa je tem
uspešnejša, čim večji je ta koeficient. Ta kazalnik zanemarja časovno razporeditev donosov in
tudi skupni donos, torej ţivljenjsko dobo investicije. Sprejemljiv bi bil le ob enaki dobi dveh
investicij, če seveda zanemarimo dinamiko donosov.
Obstaja še nekaj podobnih parcialnih kazalnikov uspešnosti tekočega poslovanja, ki tudi niso
primerni za oceno uspešnosti investicij, saj vse te statične metode vrednotenja investicij ne
upoštevajo alternativne moţnosti uporabe običajno omejenih finančnih sredstev, saj
največkrat ne upoštevajo skupnih donosov investicije – torej zanemarijo ţivljenjsko dobo ter
ne upoštevajo časovne razporeditve donosov in investicijskih izdatkov. [1]
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 45-
Dinamične metode ocenjevanja investicij:
Problem različnega časovnega razporeda stroškov in donosov investicije ter različne
ţivljenjske dobe investicij je rešljiv le tako, da se uporabi postopek, ki upošteva vse donose in
investicijske stroške in omogoča primerjavo med časovno različno razporejenimi stroški in
donosi investicije, s tem, da vse skupaj zreducira na isti časovni termin. To nalogo je moţno
rešiti z metodo sedanje vrednosti, na osnovi katere sta se izoblikovala dva kriterija za
odločanje o investicijah – to sta neto sedanja vrednost in interna stopnja donosnosti, saj
napravita časovno različno razporejene izdatke in donose investicije medsebojno primerljive.
Neto sedanja vrednost
Neto sedanjo vrednost (NSV) lahko opredelimo kot razliko med diskontiranim tokom vseh
prilivov in dikontiranim tokom vseh odlivov neke naloţbe ali kot vsoto diskontirsnih neto
prilivov iz finančnega toka naloţbe. Po tej metodi torej diskontiramo prihodnje donose in
investicijske izdatke na začetni termin ko nastopijo prvi investicijski izdatki. Zaradi časovne
vrednosti denarja nima 1 tolar, ki ga prinaša naloţba v bodoče, tako velike sedanje vrednosti
kot 1 tolar danes. Pozitivna NSV pomeni znesek za katerega je sedanja vrednost pozitivnega
toka koristi večja od sedanje vrednosti celotnega negativnega toka stroškov, oziroma, da je
razlika med vrednostjo proizvedenega ali ohranjenega bogastva in vrednostjo porabljenih
sredstev pozitivna.
Pravilo za odločitev o naloţbi na osnovi NSV je, da naloţbo sprejmemo, če je NSV večja od 0
(nič) in jo zavrnemo, če je NSV manjša od 0 (nič). Če je NSV enaka nič, smo pri odločitvi
ravnodušni. Med več alternativnimi investicijskimi moţnostmi pa izberemo tisto, ki ima
najvišjo pozitivno NSV. Naloţba je namreč sprejemljiva le tedaj, ko ni druge alternativne
naloţbe, ki bi pri enakih investicijskih stroških dajala višjo vrednost donosov.
Tudi NSV ni vsesplošno uporabna, saj NSV ni primerljiva pri dveh investicijah z različno
ţivljenjsko dobo ter v primeru ko dve investiciji zahtevata različni nivo stroškov. Ko imata
dve investiciji enako ţivljenjsko dobo, a različne stroške, zato lahko uporabimo indeks
donosnosti, kjer namesto razlike med sedanjo vrednostjo donosov in sedanjo vrednostjo
stroškov izračunamo razmerje med obema. Investicija je sprejemljiva, če je indeks donosnosti
večji od 1 (ena). Izberemo pa tisto investicijo, ki ima večji indeks donosnosti (seveda večji od
1). Ko pa nastopi še razlika v ţivljenjski dobi investicije, izračunamo ekvivalentni letni donos
tako, da izračunamo letno anuiteto oziroma rento, ki bi nam jo omogočila izračunana NSV ob
koncu vsakega leta skozi celotno ţivljenjsko dobo pri določeni obrestni meri. S tem
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 46-
pokazateljem so investicije neposredno primerljive tudi če zahtevajo različne investicijske
stroške in imajo različne ţivljenjske dobe.
Pri izračunavanju NSV in drugih izvedenih pokazateljev uspešnosti investicij smo videli, da
vidno vlogo igra individualna diskontna stopnja, s katero diskontiramo bodoče neto donose.
Glede na to, da je uporaba sredstev vedno alternativna, morajo finančna sredstva porabljena
za investicijo prinašati najmanj toliko kot v vsaki drugi uporabi. Zato naj bi bila višina
individualne diskontne stopnje vsaj pribliţno enaka obrestni meri za kredite, ki jih moramo
najeti za financiranje investicije, ali višini donosnosti lastnih finančnih sredstev, ki jo lahko
doseţemo s katerokoli drugo alternativno naloţbo (oportunitetni strošek), oziroma
ponderirana aritmetična sredina obeh, če financiramo investicijo kombinirano z lastnimi
sredstvi in kreditom.
Interna stopnja donosnosti
Pri interni stopnji donosnosti (ISD) iščemo tisto diskontno stopnjo, z uporabo katere je NSV
enaka 0 (nič) oziroma pri kateri se sedanja vrednost prilivov in sedanja vrednost odlivov
izenačita. ISD uporabljamo kot investicijski kriterij tako, da jo primerjamo z individualno
diskontno stopnjo. Za naloţbo se odločimo,če je ISD večja od individualne diskontne stopnje,
če ji je enaka smo ravnodušni, če je manjša pa se za naloţbo ne odločimo. Ko pa izbiramo
med večjim številom naloţbenih moţnosti, se odločimo za tisto z najvišjo ISD. ISD ima kot
samostojno merilo uspešnosti investicije kar nekaj pomanjkljivosti, in sicer:- ne upošteva
časovnih preferenc investitorja; - ne upošteva velikosti investicije; - ISD merjena v odstotkih
je lahko enaka pri investiciji 10 EUR, kot pri investiciji za 1.000.000,00 EUR. - ISD ni
relevantna tudi tedaj, ko primerjamo medsebojno izključljive investicije
NSV je torej zanesljivejša metoda ocenjevanja uspešnosti investicij, najbolje pa jo je
uporabljati v kombinaciji z ISD. Pri primerjanju večjega števila alternativnih investicijskih
variant pa je dobro uporabiti še eno merilo. To je relativna NSV, ki meri neto donos na enoto
investicijskih stroškov. Izračunamo jo iz razmerja med NSV in sedanjo vrednostjo
investicijskih stroškov in pomeni primerjavo med vsoto vseh diskontiranih neto prilivov
(NSV) in vsoto diskontiranih investicijskih stroškov.[1]
Ocenjevanje negotovosti in rizika
Vse te metode pa predpostavljajo pogoje gotovosti – nosilcu odločitve naj bi bili znani vsi
moţni dogodki z verjetnostjo 1, in naj bi se vsi predvideni (ocenjeni) donosi tudi v celoti
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 47-
uresničili. Ker pa dejansko ne razpolagamo z vsemi podatki, moramo upoštevati tudi elemente
negotovosti, saj bodo rezultati investicije, ki smo jih izračunali, dejansko taki le z določeno
stopnjo verjetnosti. Zaradi tega so v uporabi tudi metode za oceno rizika in negotovosti, ki so
bolj ali manj tudi praktično uporabne. Omenimo naj le nekatere, kot so:
analiza občutljivosti naloţbe,
pričakovana vrednost oziroma matematično upanje,
verjetnostna porazdelitev in njeni parametri kot merilo rizika,
simulacijski model.
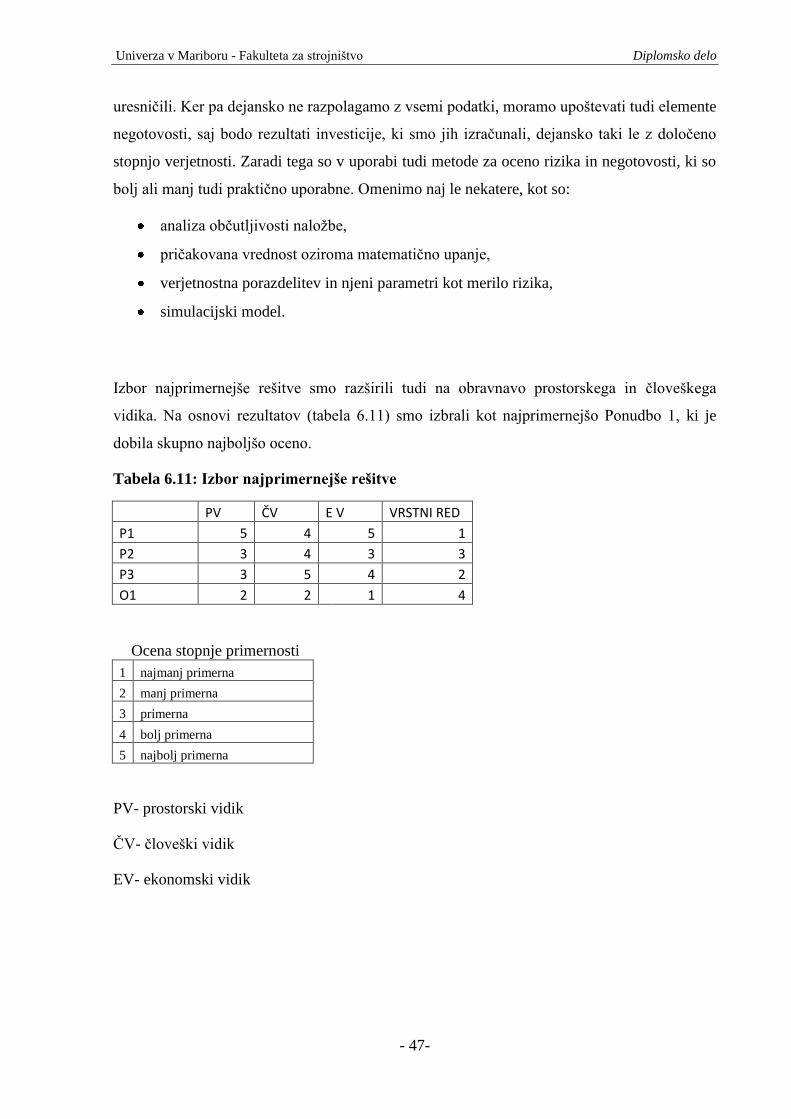
Izbor najprimernejše rešitve smo razširili tudi na obravnavo prostorskega in človeškega
vidika. Na osnovi rezultatov (tabela 6.11) smo izbrali kot najprimernejšo Ponudbo 1, ki je
dobila skupno najboljšo oceno.
Tabela 6.11: Izbor najprimernejše rešitve
PV ČV E V VRSTNI RED
P1 5 4 5 1
P2 3 4 3 3
P3 3 5 4 2
O1 2 2 1 4
Ocena stopnje primernosti
1 najmanj primerna
2 manj primerna
3 primerna
4 bolj primerna
5 najbolj primerna
PV- prostorski vidik
ČV- človeški vidik
EV- ekonomski vidik
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 48-
7 SKLEP
Podjetja so zaradi vedno večje konkurence na trgu prisiljena nenehno vlagati v posodobitev
proizvodnje. Na ta način skušajo drţati korak pred konkurenco. Nove tehnologije oziroma
naprave omogočajo boljši nadzor nad kakovostjo oziroma kakovost. Manjši so izmeti v
proizvodnji ter s tem posledično večji prihranki v proizvodnji. Naročniki stremijo k vedno
niţjim stroškom proizvodnje, zato selijo proizvodnjo na trge z cenejšo delovno silo ali pa k
dobaviteljem z avtomatizirano proizvodnjo ter s poudarkom na kakovosti izdelave.
V delovni enoti Ulitki so vlaganja v posodabljanje proizvodnje stalnica. V to jih sili
konkurenca ter tudi povečevanje obsega dela. Novi pridobljeni posli zahtevajo vedno višjo
kakovost izdelkov ter čim niţjo ceno izdelave. Te stvari pa je moţno doseči samo z vlaganjem
v avtomatizacijo proizvodnje ter čim večjo ponovljivost procesa.
Na osnovi analiz proizvodnje novega proizvoda ST-2 smo prišli do pomembnih zaključkov.
Kalkulacija je pokazala, da na obstoječ način (O1) ni smotrno ulivati izdelkov, ker so stroški
dela preveliki, zato so potrebna dodatna vlaganja v proizvodnjo, saj prihranek pri stroških dela
pokaţe ekonomsko upravičenost proizvodnje izdelka.
Zelo pomemben je tudi izbor ponudb avtomatizacije. Zelo velika vlaganja v proizvodnjo niso
vedno upravičena. Potrebno je izbrati skupno najustreznejšo varianto, da bodo stroški na
enoto proizvoda najniţji, glede na predviden ţivljenjski cikel izdelka. Kot najprimernejši
način avtomatizacije se je na osnovi analiz pokazala Ponudba 1.
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 49-
SEZNAM UPORABLJENIH VIROV
[1] AKC d. o. o. [svetovni splet]. Dostopno na WWW: http://www.akc.si/investicije.php
[5.5.2010]
[2] Družba v številkah [svetovni splet] Talum . Dostopno na WWW:
http://www.talum.si/si/onas/druzba_v_stevilkah.php
[3] Hauc, A. Projektni management. Ljubljana: GV Zaloţba, 2007.
[4] Interno gradivo druţbe Talum.
[5] Pelhan, Ciril. Livarstvo, Ljubljana: Fakulteta za naravoslovje in tehnologijo, 1983.
[6] Polajnar, Andrej, Buchmeister, Borut, Leber, Marjan. Organizacija proizvodnje.
Maribor: Fakulteta za strojništvo, 2002.
[7] Polajnar, Andrej. Priprava proizvodnje-2.izdaja. Maribor: Fakulteta za strojništvo,
2006.
[8] Polajnar, Andrej, Buchmeister, Borut, Leber, Marjan. Proizvodni menedžment.
Maribor: Fakulteta za strojništvo, 2005.
[9] Polajnar, Andrej, Verhovnik, Vekoslav. Oblikovanje dela in delovnih mest . Maribor:
Fakulteta za strojništvo, 2000.
[10] Proizvodi [svetovni splet] Talum. Dostopno na WWW:
http://www.talum.si/si/proizvodi/index.php [24.4.2010]
[11] Rebernik, Miroslav. Ekonomika podjetja. Ljubljana : GV zaloţba, 2008.
[12] Zupanič, Litje . [svetovni splet].Dostopno na WWW:
http://fs-server.uni-mb.si/si/inst/itm/lm/Spletne%20strani/Gradiva_Osnovni.htm
[4.5.2010]
[13] Zupanič Franc, Anţel Ivan,Gradiva-zapiski predavanj.Maribor :Fakulteta za
strojništvo, 2005
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 50-
KAZALO SLIK
Slika 2.1: Struktura proizvodnje ................................................................................................. 6
Slika 2.2: Struktura prodaje po drţavah v letu 2008 .................................................................. 6
Slika 2.3: Organizacijska struktura ............................................................................................. 7
Slika 3.1: Prostori delovne enote Ulitki...................................................................................... 9
Slika 3.2: Celica livnega stroja ................................................................................................. 10
Slika 3.3 Aluminijasti izdelki ................................................................................................... 10
Slika 4.1: Livni stroj ................................................................................................................. 11
Slika 4.2: Livni diagrami .......................................................................................................... 13
Slika 5.1: Metoda šestih stopenj za oblikovanje proizvodnih sistemov in procesov[4] ........... 16
Slika 5.2: Merilo za izbiro strojev[5] ....................................................................................... 17
Slika 5.3: Merila za izbiro strojev[5] ........................................................................................ 18
Slika 6.1: Shema linije – karusel s pečjo in robotom za nalivanje taline (nadgradnja z robotom
za odvzem ulitka).............................................................................................................. 25
Slika 6.2: Linijska postavitev ................................................................................................... 26
Slika 6.3: V-postavitev ............................................................................................................. 27
Slika 6.4: 1. faza zmogljivost 75000 ulitkov ............................................................................ 29
Slika 6.5: 2. faza zmogljivost 150000 ulitkov na leto .............................................................. 30
Slika 6.6: 1. faza ( 75000 kosov na leto) .................................................................................. 31
Slika 6.7: Primer sistema z rotirajočo mizo na kateri so nameščeni livni stroji ....................... 32
Slika 6.8: Tloris proizvodne hale (mere so podane v metrih) .................................................. 33
Slika 6.9: Prostor namenjen postavitvi nove linije ................................................................... 33
Slika 6.10: Prag pokritja za P1 ................................................................................................. 43
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 51-
KAZALO TABEL
Tabela 6.1: Ostali zahtevani podatki v ponudbi ....................................................................... 24
Tabela 6.2: Kalkulacija izračuna lastne cene [5] ...................................................................... 34
Tabela 6.3: Vrednosti investicij ................................................................................................ 35
Tabela 6.4: Predvidena naročila po letih ter potrebne kapacitete strojev ................................. 36
Tabela 6.5: Izračun funkcionalne amortizacije za P1 po letih:................................................. 38
Tabela 6.6: Izračun funkcionalne amortizacije za P2 po letih:................................................. 38
Tabela 6.7: Izračun funkcionalne amortizacije za P3 po letih:................................................. 38
Tabela 6.8: Planirani prihodki in odhodki ................................................................................ 40
Tabela 6.9: Koeficienti donosnosti po letih .............................................................................. 41
Tabela 6.10: Prag pokritja ........................................................................................................ 42
Tabela 6.11: Izbor najprimernejše rešitve ................................................................................ 47
Univerza v Mariboru - Fakulteta za strojništvo Diplomsko delo
- 52-
ŽIVLJENJEPIS
Ime in priimek: GORAZD GAJSER
Stalno prebivališče: Stanečka vas 12, 2322 Majšperk
Datum rojstva: 18.7.1983
Kraj rojstva: Ptuj
Druţinsko stanje: neporočen
Šolska izobrazba: gimnazijski maturant
Osnovna šola: 1990-1998, Osnovna šola Majšperk
Srednja šola: Ekonomska šola (program: ekonomska gimnazija)
Delovne izkušnje:
- 2003-2006, Talum d.d., delo preko študentskega servisa
- 2009, Talum d.d., opravljanje dvomesečne študijske prakse





























