Embed Size (px)
Citation preview

Az egyszeri modellalkotáson alapuló tervezés el őnyeia gyártás szempontjából
(CAD-CAM kapcsolat alapfogalmai)

NC/CNC megmunkálási lehet őségek
2D: esztergálás, (lemez)kivágás2,5D: háromirányú relatív elmozdulás, de ezek közül egyidőben csak kettő valósul meg3D: egyidejű háromirányú relatív elmozdulás5 tengelyű: egyidőben háromirányú relatív elmozdulás + kétirányú szerszám döntés
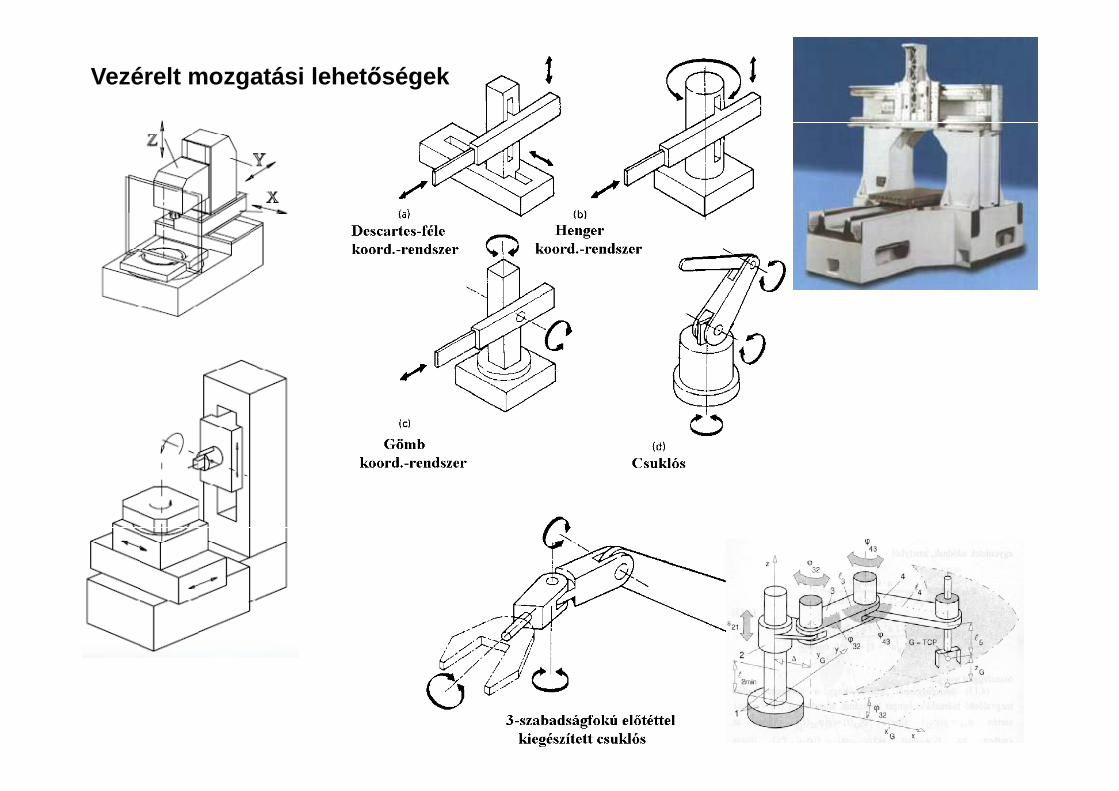
Vezérelt mozgatási lehet őségek

CAD adatkapcsolat
• 2D drótváz adatkapcsolat
– EdgeCAM 2D geometriakészítés
– DXF
– DWG
– DGN
– 2D IGES
• 3D felület adatkapcsolat
– EdgeCAM 3D felületmodellezés
– 3D IGES, VDA és SET
– SAT
– STL
– Catia felületek

Testmegmunkálás
• 3D Test adatkapcsolat natív adatok beolvasásához– SolidWorks– Autodesk Inventor – EdgeCAM Part Modeler– Solid Edge– CATIA 5.0– Pro/Engineer Granite– Parasolid– ACIS
• Előnyei– Nincs adatfordítás– Automatikus alaksajátosság felismerés– Szerszámpálya - Modell változáskövetés– Automatizálás Stratégiakezelővel

Marás
• Egyszerű 2.5-tengelyes marás – Profilozás, Zsebmarás, Fúrás
• 3-tengelyes felületmarás – Műanyag- és fémalakító- szerszámok
• Forgótengelyes pozícionálás és megmunkálás vízszintes főorsóval
• Egyidejű 4-tengelyes megmunkálás
• Egyidejű 5-tengelyes megmunkálás
3D
2,5D
3D


2,5-tengelyes marás
• Test betöltése• Alaksajátosság keresés• Előgyártmány készítés• Előgyártmány készítés• Pályatervezés• Szimuláció• NC-kód generálás

Nagyoló ciklusok
Nagyolás
• Marás ciklois mentén• Előtolás módosítása• Közbenső fogások• Maradéknagyolás• Nagysebességű opciók• Nagyolás fúrómozgásokkal• Nagyolás fúrómozgásokkal

Simító ciklusok
Simítás
• Profilozás• Síkfelület simítás• Párhuzamosan láncolt• Maradék simítás• Belső élek marása

Marás – Profilozás ciklus
• Síkbeli és spirális profilozási opció• Síkfelületek érzékelése• Alámetszések megmunkálása• Maradék profilozás• Érdességmagasság 3D maráshoz• Biztonságos ráállások és összekötő mozgások• Biztonságos ráállások és összekötő mozgások


Egyidej ű 4-5-tengelyes marás
• Egyidejű 4-tengelyes marás• Egyidejű 5-tengelyes marás• Asszociatív a testmodellhez• Egyszerűen kezelhető műveletek• Tejes szerszámgép szimuláció
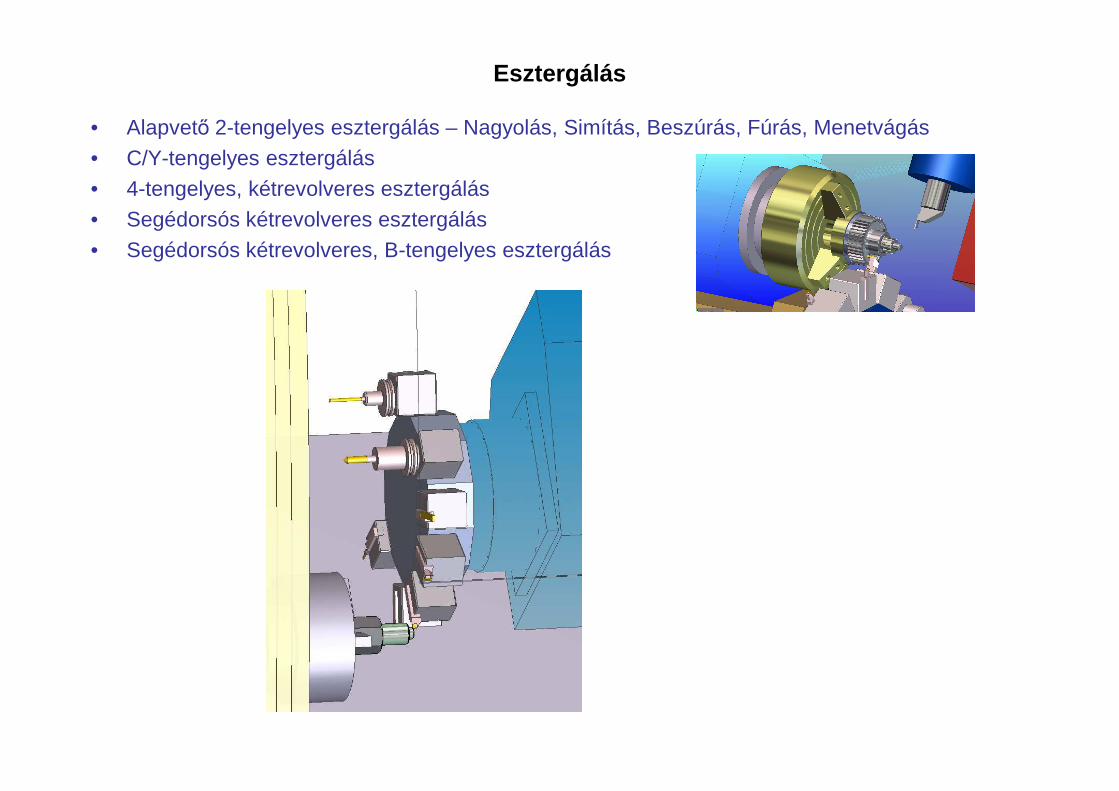
Esztergálás
• Alapvető 2-tengelyes esztergálás – Nagyolás, Simítás, Beszúrás, Fúrás, Menetvágás• C/Y-tengelyes esztergálás• 4-tengelyes, kétrevolveres esztergálás• Segédorsós kétrevolveres esztergálás• Segédorsós kétrevolveres, B-tengelyes esztergálás

Haladószint ű esztergálás
• Esztergálás és marás• B-tengelyes marás támogatása• Segédorsós megmunkálás• Két revolverfej• Szimuláció• NC-kód generálás


A 3D modell további felhasználási területei

Szerszám- és készüléktervezés
Fröccsöntő szerszámFröccsöntő szerszámtervezése
Öntőforma tervezése
Szikraforgácsoló elektródáktervezése



Gyors prototípus gyártás

A gyors prototípus gyártás fejl ődése

A gyors prototípus gyártás folyamata és felhasználás i területe

A gyors prototípus gyártás technológiájának elve

A rétegképzés (St ereol ythography) elve

Laminated Object Modeling (LOM)RP-technológiák:


A Stratasys Inc. által szabadalmaztatott FDM (FusedDeposition Modeling ) eljárást használó gyorsprototípus rendszerek nagy pontosságú és tartósmodelleket állítanak elő valós termoplasztikus műszakiműanyagokból: ABS, Polikarbonát, PC-ABS,egészségügyileg alkalmazható VI. osztályúpolikarbonátból (PC-ISO), és polyphenylsulfone-ból.
Az ABS lehetővé teszi tartós és funkcionálisprototípusok készítését, amelyek ellenállnak a keménytesztelésnek is, vetemedés, zsugorodás és egyébdeformációk nélkül, akár vizes közegben, vagy nagy
3D nyomtatás (FDM=Fused Deposition Modelling)
deformációk nélkül, akár vizes közegben, vagy nagynyomáson is. Az ABS alkatrészeket fúrni, vágni,csiszolni és festeni is lehet.


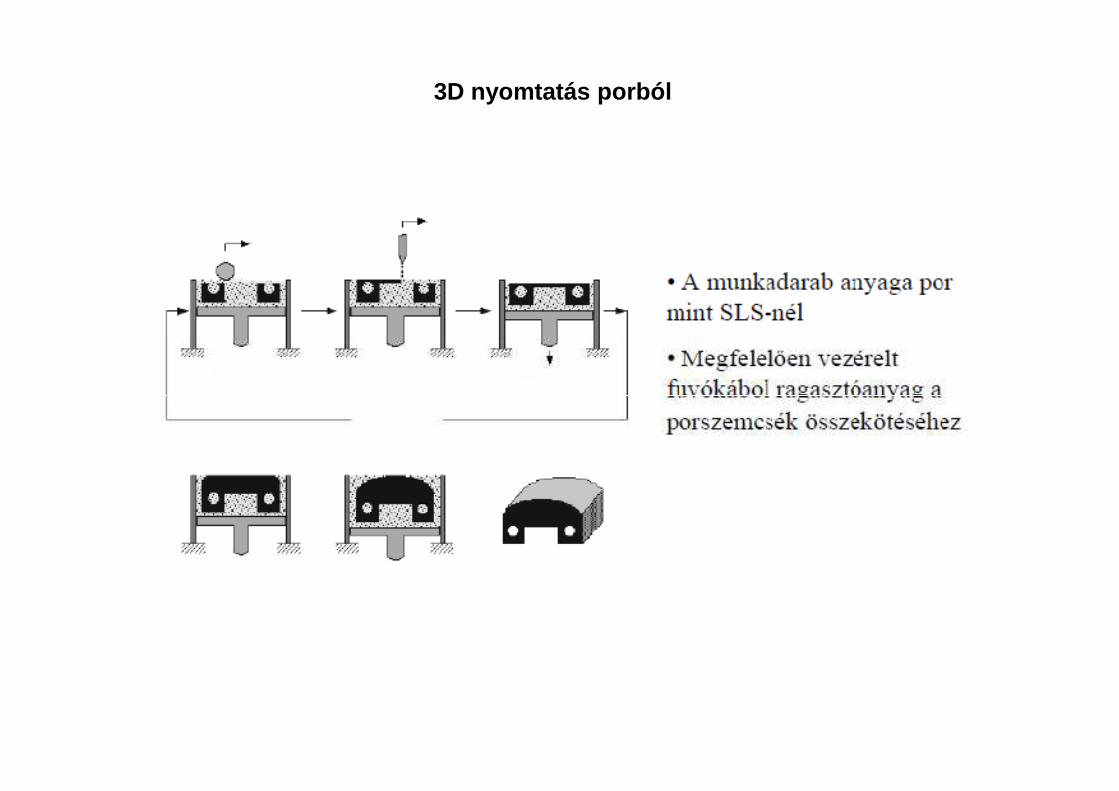
3D nyomtatás porból
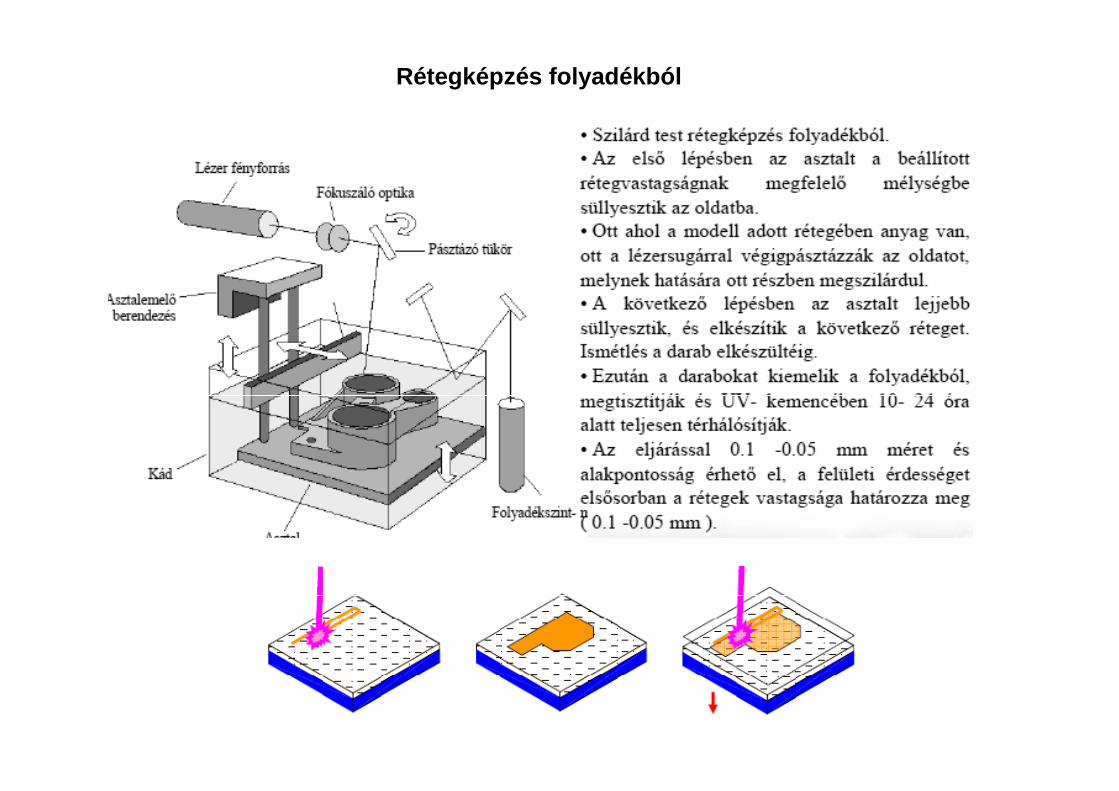
Rétegképzés folyadékból

Szelektív lézeres szinterelés

Robotos megmunkálások

A gyors prototípus gyártás gyűjtőfogalmán belüli egyik eljárás neve a vákuum öntészet. Azalkatrész mester darabját, amely készülhet 3D nyomtatással vagy akár a hagyományoseljárások valamelyikével, körbeöntik szilikon géllel. Ezután a megszilárdult zseléből kivéve amesterdarabot egy úgynevezett szilikon szerszámot kapunk, amely tartalmazza az alkatrészformaüregét.
Vákuum öntészet
Az így létrejött szilikon szerszámba a vákuum kamrában ( a tökéletes kitöltés és az öntésközben keletkező buborékképződés megszüntetése miatt) többkomponensű, tetszőlegesmechanikai tulajdonságú és színű műgyanta önthető.Kb. 50 műanyag prototípus készíthet ő el így egy szerszám segítségével (a darabszámfügg a geometriai komplexitástól) drága és bonyolult fém szerszám készítése nélkül. Az ígygyártott alkatrészeket szinte lehetetlen megkülönböztetni a hagyományos sorozatgyártotttermékektől.



Kis sorozat gyártás
A precíziós öntészeti eljárás során egy viasz mintára több rétegben kerámia iszap majdtűzálló homok kerül, így jön létre egy úgynevezett kerámia héj amibe viasz eltávolításaután az olvasztott fémet öntik.

Reverse engineering

A Reverse Engineering elve

Miért van rá szükség, mi a célja és a felhasználási t erülete ?
- alkatrészről dokumentáció készítése,- a konkurencia termékének „megismerése”,- régészeti leletekből modell építése,- protézisek előállítása, stb.
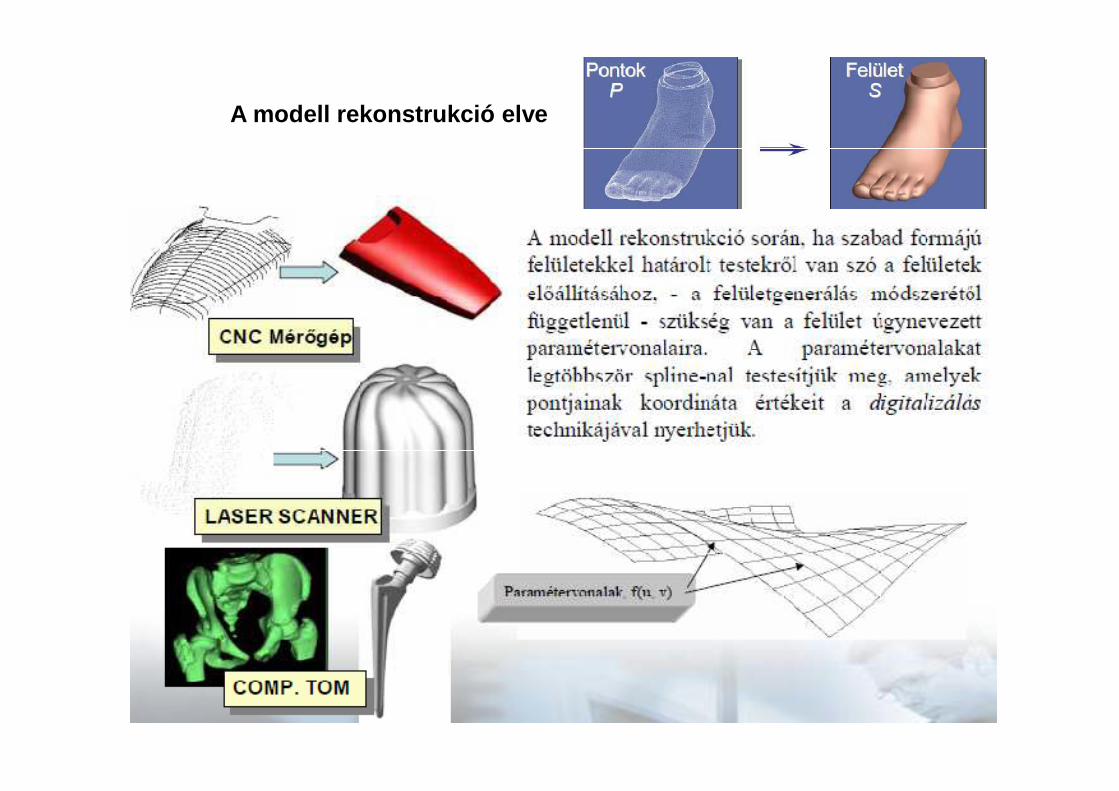
A modell rekonstrukció elve

Digitalizáló eszközök

Letapogatás mér őgéppel
Görbék és felületek illesztése a szabályos vagy sztochasztikus sorrendben kapott pontokra (pontfelhőre).

Letapogatás lézerrel

3D szkennelés


Pontosság és adatgy űjtési sebesség

Felületillesztés és hálóoptimálás

Orvosi felhasználás





























