Embed Size (px)
Citation preview

5
BAB II
LANDASAN TEORI
2.1 Pengertian dan Jenis Kaleng
Kaleng adalah lembaran baja yang dilapis timah. Namun kata ini lebih sering
digunakan untuk wadah yang terbuat dari baja berlapis timah, digunakan untuk
mengemas berbagai makanan maupun produk lain. Dinding-dalam kaleng
makanan kadang-kadang dilapis lagi dengan email terutama apabila makanan
yang dikemasnya itu bersifat asam, atau peka terhadap timah maupun besi. Kata
kaleng oleh awam diartikan sebagai wadah yang terbuat dari logam, sehingga
tercakup disini wadah alumunium. Kata inggris canned food sering kita
terjemahkan sebagai makanan kaleng, meskipun dalam pengertian canned ini bisa
digunakan wadah yang terbuat dari kaca, plastik, alumunium.
(https://id.wikipedia.org/wiki/Kaleng)
Kebanyakan makanan dan minuman kaleng memang menggunakan lembaran
baja bersalutkan timah sebagai wadahnya. Timah relatif tidak bersifat racun, dan
salutan ini tampak menarik karena berkilat dan tahan terhadap karat. Cara
pelapisan bermacam-macam: pelapisan secara listrik (timah diendapkan dengan
cara elektrolisis), pencelupan lembaran baja ke dalam timah cair, pencelupan ke
dalam larutan garam timah (garam stanat-asetat; timah yang berbentuk karena
reduksi stanat oleh besi akan menempel pada permukaaan lempeng baja itu).
Kaleng timah (tin can) merupakan pengembangan dari penemuan Nicolas
Appert pada dasawarsa 1800-an. Produk ini dipatenkan oleh seorang
berkebangsaan Inggris, Peter Durand pada 1810. Berkat penemuan produksi
massal, pada akhir abad ke-19, kaleng timah menjadi standar produk konsumen.
Timah dipilih karena relatif tidak beracun dan menambah daya tarik kemasan
karena berkilat dan tahan karat.
Dulu kaleng ditutup dengan mematri satu demi satu, sekarang penyegelan
dilakukan dengan mesin. Dalam tahun 1963 dipatenkan kaleng dengan tutup yang
dapat dibuka dengan menarik bagian yang menonjol. Kaleng yang diproduksikan
6
setelah sekitar tahun 1960 lebih tipis dan ringan, umumnya dibuat dari
alumunium.
2.2 Beberapa Jenis Kaleng
1. Kaleng Plat Timah
Gambar 2.1 Kaleng Plat Timah
(Sumber: Wikipedia)
Plat timah atau tin plate adalah lembaran atau gulungan baja berkarbon
rendah dengan ketebalan 0,15 – 0,5 mm. Kandungan timah putih pada kaleng
timah berkisar antara 1,0 – 1,25% dari berat kaleng. Kandunga timah putih ini
biasanya dinyatakan dengan TP yang diikuti dengan angka yang menunjukkan
banyaknya timah putih, misalnya pada TP25 mengandung timah putih sebanyak
2,8 g/m, TP26 = 5,6 g/m, TP70 = 8,4 g/m
2. Kaleng Baja Bebas Timah
Gambar 2.2 Kaleng Bebas Timah
(Sumber: Wikipedia)
Kaleng bebas timah (tin-free-steel=TFS) adalah lembaran baja yang tidak
dilapisi timah. Jenis TFS yang paling banyak digunakan untuk pengalengan
7
makanan adalah jenis Tin Free Steel Chrome Type (TFS-CT), yaitu lembaran baja
yang dilapisi kromium secara elektris, sehingga terbentuk chromium oksida di
seluruh permukaannya. Jenis ini memiliki beberapa keunggulan, yaitu harganya
murah karena tidak memakai timah putih, dan daya adhesi terhadap bahan organik
baik. Tetapi kelemahannya peluang untuk berkarat lebih tinggi, sehingga harus
diberi lapisan pada kedua belah permukaanya.
3. Kaleng Alumunium
Gambar 2.3 Kaleng Alumunium Timah
(Sumber: Wikipedia)
Alumunium memiliki beberapa keunggulan yaitu lebih ringan, mudah
dibentuk, thermal konduktifitasnya bagus, dan dapat didaur ulangkan. Tetapi
kurang baik daya kekakuannya(rigidity) serta harga persatuannya relatif lebih
mahal, mudah karatan dan karenanya harus diberi lapisan tambahan. Disamping
itu jenis kaleng tersebut tidak dapat disolder atau dilas tetapi kaleng tersebut dapat
digunakan untuk jenis kaleng two-pieces cans.
2.2.1 Sejarah Kaleng
Proses pengalengan konon diciptakan oleh seorang warga negara Perancis,
Philippe de Girard; idenya kemudian disampaikan kepada seorang pedagang
Inggris bernama Peter Durand, yang diminta sebagai agen untuk mematenkan ide
Girard di tahun 1810. Konsep pengalengan didasari pada eksperimen
penyimpanan makanan dalam kontainer kaca, yang dilakukan setahun sebelumnya
oleh penemu asal Perancis, Nicholas Appert. Peter Durand tidak berkecimpung
dalam pengalengan makanan, tetapi pada tahun 1812 paten Girard dijual kepada
dua warga negara Inggris, Bryan Donkin dan John Hall, yang memperbaiki proses
8
serta produk pengalengan, dan menciptakan pabrik pengalengan komersil pertama
di Jalan Southwark Park, London. Di tahun 1813, mereka sudah menciptakan
produk makanan kalengan pertama untuk Angkatan Laut Inggris.
(https://id.wikipedia.org/wiki/Kaleng).
Kaleng awalnya disegel dengan proses solder, dengan bahan solder kaleng
dan timbal, yang sayangnya dapat berujung pada keracunan timbal. Misalnya,
dalam ekspedisi Antartika tahun 1845 oleh Sir John Franklin, para anggota kru
mengalami keracunan timbal berat, yang diperkirakan berasal dari makanan
kalengan yang disegel dengan timbal. Riset terbaru menunjukkan bahwa
keracunan timbal itu lebih mungkin disebabkan oleh sistem pipa air di kedua
kapal yang mereka gunakan.
Di Amerika Serikat, pada tahun 1901, American Can Company dibangun.
Pada waktu itu, perusahaan ini memproduksi 90% kaleng Amerika Serikat.
2.3 Pengertian Alat Press Kaleng
Pengertian mesin press adalah sebuah alat yang dibuat untuk memampatkan
atau menekan sebuah benda dengan memanfaatkan gaya tekan dari sumber
penggerak atau sumber tenaga. Sumber tenaganya bisa berasal dari mesin
hidrolik, tenaga manusia, motor listrik, motor bakar dan lain lain. Secara umum,
mesin press dapat diklasifikasikan berdasarkan penggerak utamanya, yaitu :
Mesin Press Hidrolik dan Mesin Press Mekanik. Untuk keterangannya akan
dijelaskan seperti berikut ini:
2.3.1 Cara Pengepressan Kaleng Minuman Secara Manual
Berikut ini akan dibahas tentang cara pengepressan kaleng minuman secara
manual dan mesin pengepres kaleng minuman yang telah dibuat sebelumnaya.
Cara manual pada proses pengepressan kaleng minuman sangat sederhana,
sebagian besar hanya menggunakan tenaga manusia dengan cara menginjaknya.
Berbagai pembaruan pada mesin pengepress kaleng minuman telah
dilakukan,dengan cara menambahkan berbagai komponen yang masing-masing
memiliki kegunaan yang berperan penuh dalam mewujudkan proses pengepressan
yang maksimal. Serta memperhitungkan faktor keselamatan kerja operator.
9
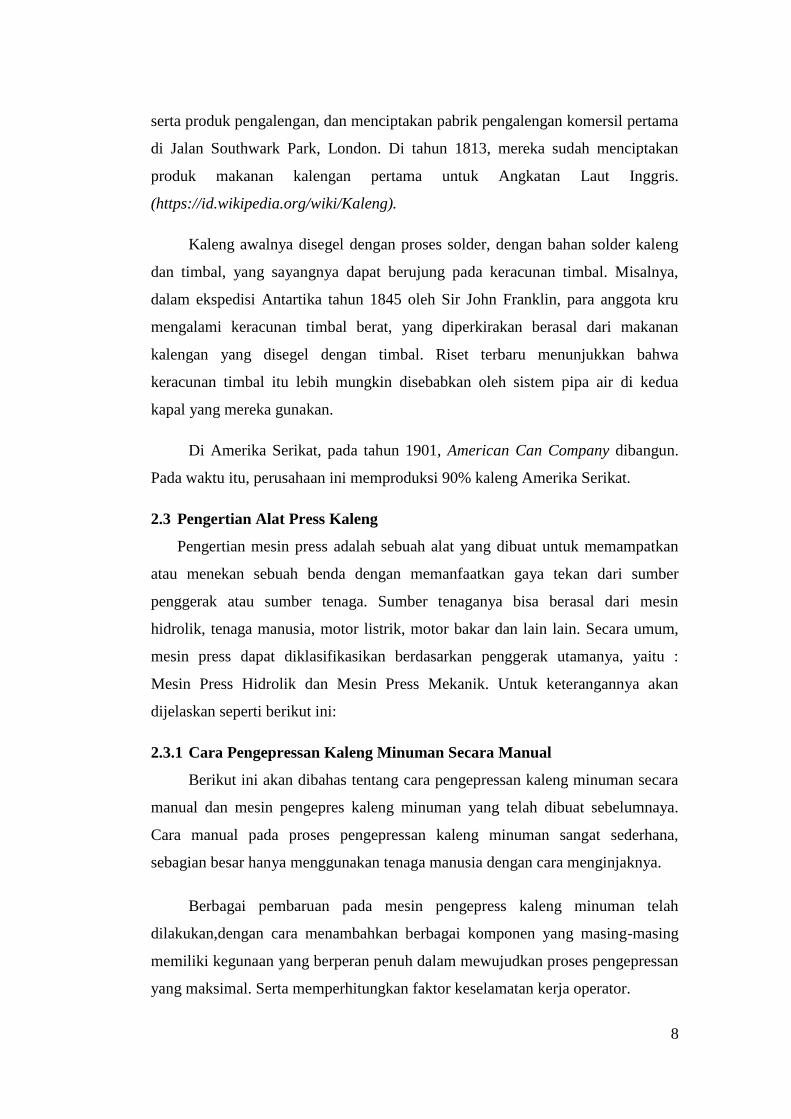
Gambar 2.4 Proses Pengepressan Secara Manual
(Sumber: Pengepul kaleng)
Gambar di atas ialah cara pengepressan kaleng minuman secara manual. Proses
pengepressan ini sangatlah sederhana yaitu dengan menginjaknya. Selain
membutuhkan waktu yang lama, faktor keselamatan kerja juga tidak di
pertimbangkan.
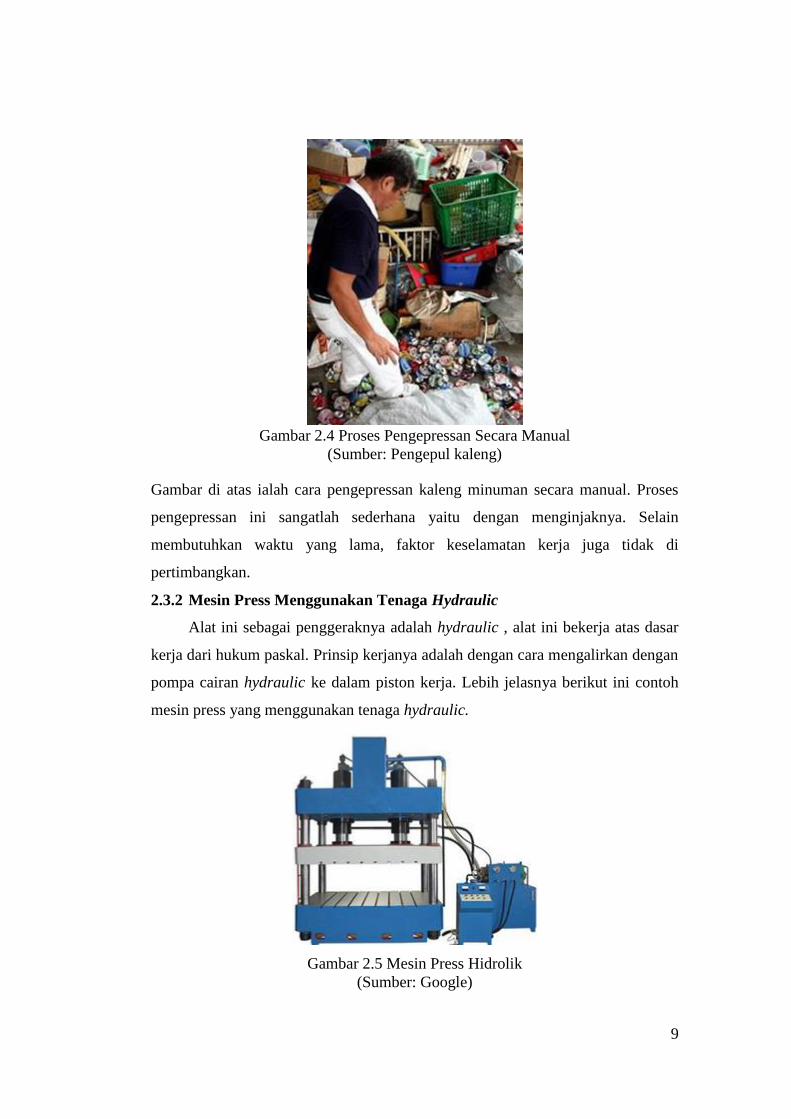
2.3.2 Mesin Press Menggunakan Tenaga Hydraulic
Alat ini sebagai penggeraknya adalah hydraulic , alat ini bekerja atas dasar
kerja dari hukum paskal. Prinsip kerjanya adalah dengan cara mengalirkan dengan
pompa cairan hydraulic ke dalam piston kerja. Lebih jelasnya berikut ini contoh
mesin press yang menggunakan tenaga hydraulic.
Gambar 2.5 Mesin Press Hidrolik
(Sumber: Google)

10
2.3.3 Mesin Press Menggunakan Tenaga Mekanik
Secara fungsi memang sama yakni sama-sama menghasilkan alat press ,
hanya saja bedanya, pada alat yang manual ini digerakkan dengan menggunakan
tenaga mekanik, berikut ini contohnya :
Mesin Press Mekanik Menggunakan Tenaga Manusia
Gambar 2.6 Mesin Press Mekanik
(Sumber: Pengepul kaleng besar)
Mesin Press Mekanik dengan mekanisme Sliding Press
Gambar 2.7 Mesin Pengepres Kaleng Minuman Dengan Mekanisme Sliding Press
dan Hasil Pengepressan
(Sumber : Mahasiswa ITATS)
11
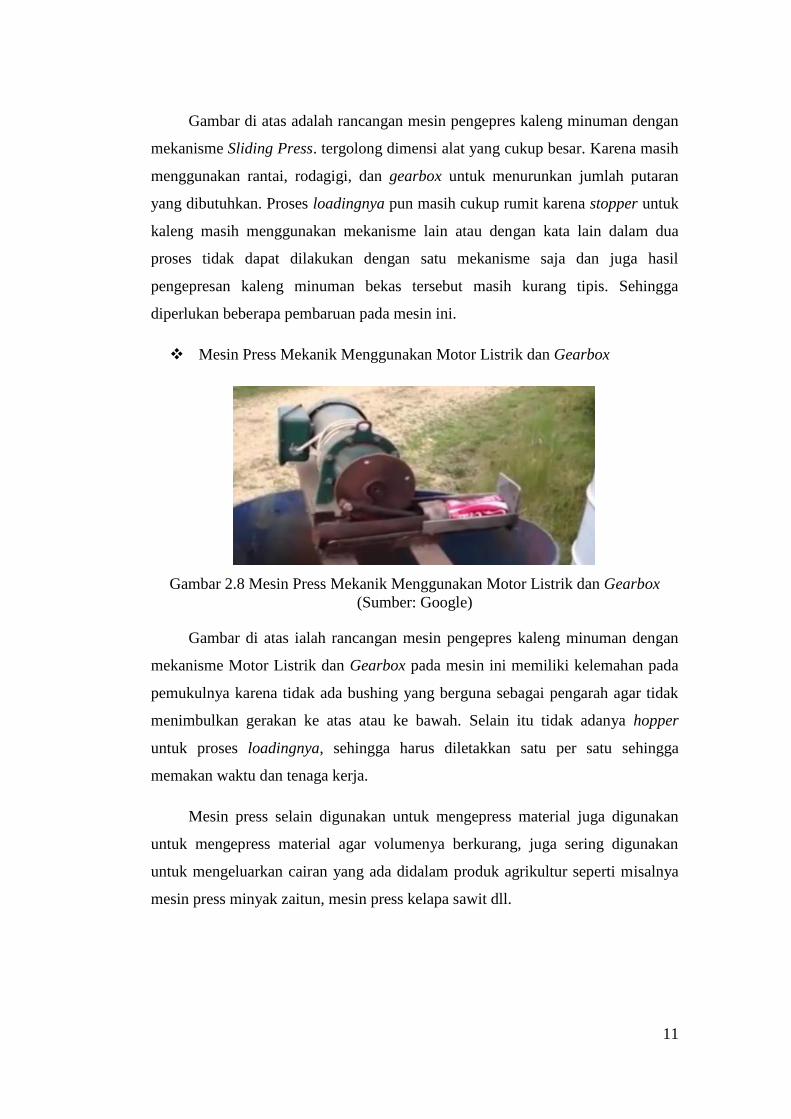
Gambar di atas adalah rancangan mesin pengepres kaleng minuman dengan
mekanisme Sliding Press. tergolong dimensi alat yang cukup besar. Karena masih
menggunakan rantai, rodagigi, dan gearbox untuk menurunkan jumlah putaran
yang dibutuhkan. Proses loadingnya pun masih cukup rumit karena stopper untuk
kaleng masih menggunakan mekanisme lain atau dengan kata lain dalam dua
proses tidak dapat dilakukan dengan satu mekanisme saja dan juga hasil
pengepresan kaleng minuman bekas tersebut masih kurang tipis. Sehingga
diperlukan beberapa pembaruan pada mesin ini.
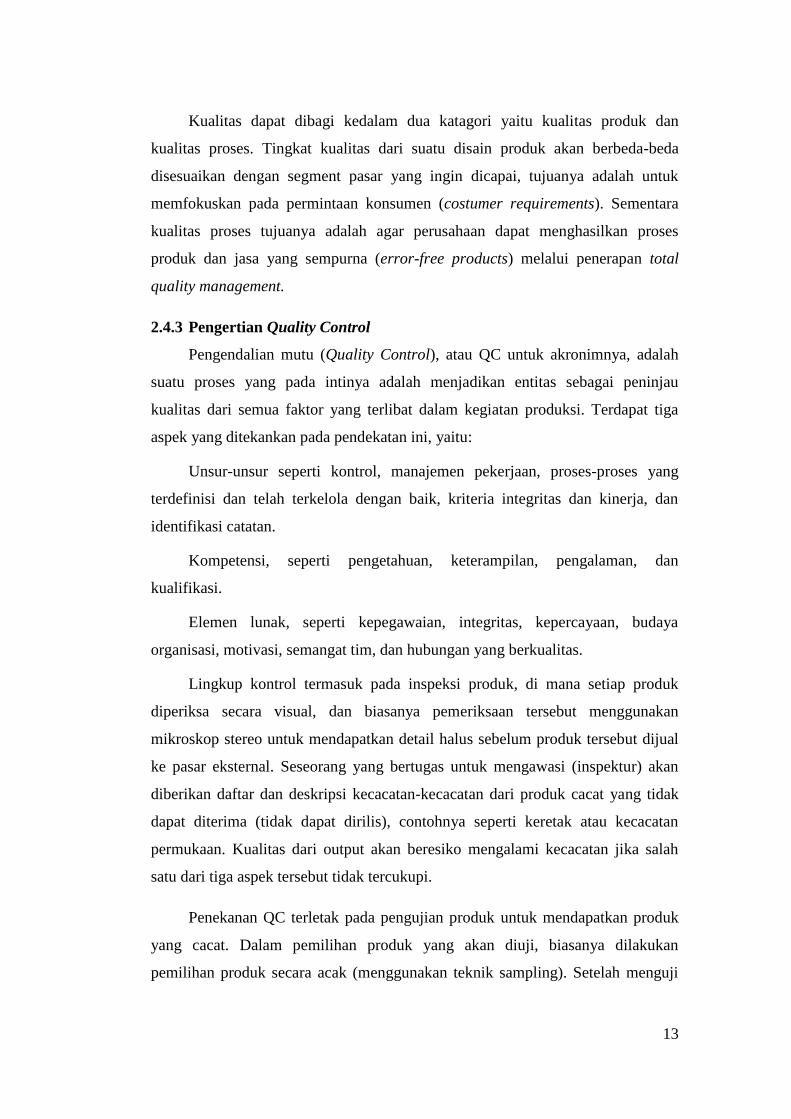
Mesin Press Mekanik Menggunakan Motor Listrik dan Gearbox
Gambar 2.8 Mesin Press Mekanik Menggunakan Motor Listrik dan Gearbox
(Sumber: Google)
Gambar di atas ialah rancangan mesin pengepres kaleng minuman dengan
mekanisme Motor Listrik dan Gearbox pada mesin ini memiliki kelemahan pada
pemukulnya karena tidak ada bushing yang berguna sebagai pengarah agar tidak
menimbulkan gerakan ke atas atau ke bawah. Selain itu tidak adanya hopper
untuk proses loadingnya, sehingga harus diletakkan satu per satu sehingga
memakan waktu dan tenaga kerja.
Mesin press selain digunakan untuk mengepress material juga digunakan
untuk mengepress material agar volumenya berkurang, juga sering digunakan
untuk mengeluarkan cairan yang ada didalam produk agrikultur seperti misalnya
mesin press minyak zaitun, mesin press kelapa sawit dll.

12
2.4 Aspek Quality Control (Pengendalian Mutu/Kualitas)
2.4.1 Sejarah Quality Control
Sejarah Quality Control setelah Perang Dunia II ( 1939-1945) pada saat
kekalahan Jepang atas Amerika :
Tahun 1945, Jepang mengalami kekelahan perang dengan Amerika.
Penyebabnya adalah Amerika negara yang besar dan mempunyai kemampuan
yang lebih dibandingkan dengan Jepang, demikian juga untuk kualitas peralatan
perangnya, amerika menghasilkan peralatan yang kualitasnya baik. Deming, W.
Edwards (1900-1993), orang statistik dan tenaga ahli manajemen berkualitas yang
bertindak sebagai seorang guru, penasehat, dan konsultan bagi sejumlah korporasi
penting, para pemimpin bisnis, dan tenaga ahli pengendalian mutu. Deming
revitalize dibantu ekonom Jepang yang mengikuti Perang Dunia II ( 1939-1945)
dan mengadakan revolusi praktek bisnis dari banyak perusahaan di (dalam)
Amerika Serikat sepanjang 1980s Tahun 1950, Pada perang Amerika dengan
Korea Utara, Jepang menjadi basis militer Amerika terutama untuk memperbaiki
peralatan tempur Amerika, disinilah awalnya Jepang kemudian belajar mengenai
Quality Control. Tahun 1954, E. Deming ( Seorang Ilmuan dari Amerika )
diundang datang ke Jepang untuk memberi kuliah mengenai Quality Control.
Tahun 1960, Jepang mulai mengadopsi dan menerapkan Quality Control pada
industri – industrinya. (sumber: http://books.google.com.ph/book/pengertian-
quality-control.pdf ).
2.4.2 Definisi Kualitas
Secara umum dapat diartikan sebagai sesuatu yang berhubungan dengan
satu atau lebih karakteristik yang terdapat didalam suatu barang atau jasa tertentu.
Karakteristik kualitas terbagi menjadi tiga tipe yaitu phisical (contoh
panjang, berat), sensory (contoh, rasa, warna) dan time orientation (contoh,
durability, yaitu seberapa lama produk itu dipakai. Delapan dimensi dari kualitas
adalah performance, reliability, durability, serviceability, aesthetics, features,
perceived quality, dan conformance standart.
13
Kualitas dapat dibagi kedalam dua katagori yaitu kualitas produk dan
kualitas proses. Tingkat kualitas dari suatu disain produk akan berbeda-beda
disesuaikan dengan segment pasar yang ingin dicapai, tujuanya adalah untuk
memfokuskan pada permintaan konsumen (costumer requirements). Sementara
kualitas proses tujuanya adalah agar perusahaan dapat menghasilkan proses
produk dan jasa yang sempurna (error-free products) melalui penerapan total
quality management.
2.4.3 Pengertian Quality Control
Pengendalian mutu (Quality Control), atau QC untuk akronimnya, adalah
suatu proses yang pada intinya adalah menjadikan entitas sebagai peninjau
kualitas dari semua faktor yang terlibat dalam kegiatan produksi. Terdapat tiga
aspek yang ditekankan pada pendekatan ini, yaitu:
Unsur-unsur seperti kontrol, manajemen pekerjaan, proses-proses yang
terdefinisi dan telah terkelola dengan baik, kriteria integritas dan kinerja, dan
identifikasi catatan.
Kompetensi, seperti pengetahuan, keterampilan, pengalaman, dan
kualifikasi.
Elemen lunak, seperti kepegawaian, integritas, kepercayaan, budaya
organisasi, motivasi, semangat tim, dan hubungan yang berkualitas.
Lingkup kontrol termasuk pada inspeksi produk, di mana setiap produk
diperiksa secara visual, dan biasanya pemeriksaan tersebut menggunakan
mikroskop stereo untuk mendapatkan detail halus sebelum produk tersebut dijual
ke pasar eksternal. Seseorang yang bertugas untuk mengawasi (inspektur) akan
diberikan daftar dan deskripsi kecacatan-kecacatan dari produk cacat yang tidak
dapat diterima (tidak dapat dirilis), contohnya seperti keretak atau kecacatan
permukaan. Kualitas dari output akan beresiko mengalami kecacatan jika salah
satu dari tiga aspek tersebut tidak tercukupi.
Penekanan QC terletak pada pengujian produk untuk mendapatkan produk
yang cacat. Dalam pemilihan produk yang akan diuji, biasanya dilakukan
pemilihan produk secara acak (menggunakan teknik sampling). Setelah menguji
14
produk yang cacat, hal tersebut akan dilaporkan kepada manajemen pembuat
keputusan apakah produk dapat dirilis atau ditolak. Hal ini dilakukan guna
menjamin kualitas dan merupakan upaya untuk meningkatkan dan menstabilkan
proses produksi (dan proses-proses lainnya yang terkait) untuk menghindari, atau
setidaknya meminimalkan, isu-isu yang mengarah kepada kecacatan-kecacatan di
tempat pertama, yaitu pabrik. Untuk pekerjaan borongan, terutama pekerjaan-
pekerjaan yang diberikan oleh instansi pemerintah, isu-isu pengendalian mutu
adalah salah satu alasan utama yang menyebabkan tidak diperbaharuinya kontrak
kerja.
Berikut ini adalah pengertian Pengendalian Mutu (Quality Control) menurut
tiga orang ahli yang berbeda:
Menurut Noor Fitrihana Definisi Quality Control (pengendalian mutu)
adalah semua usaha untuk menjamin (assurance) agar hasil dari pengujian sesuai
dengan rencana yang telah ditetapkan dan memuaskan konsumen (pelanggan).
Pengendalian kualitas (Quality Control) menentukan komponen-komponen
mana yang rusak dan menjaga agar bahan-bahan untuk produksi mendatang
jangan sampai rusak. Pengendalian kualitas merupakan alat bagi manajemen
untuk memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas
yang sudah tinggi dan mengurangi jumlah bahan yang rusak (Soekanto
Reksohadiprojo, 1995).
Kualitas secara umum adalah membuat produk atau jasa yang tepat pada
waktunya, pantas digunakan dalam lingkungan, memiliki zero defacts dan
memuaskan konsumen.
2.4.4 Tujuan Metode Quality Control
Tujuan quality control adalah agar tidak terjadi barang yang tidak sesuai
dengan standar mutu yang diinginkan (second quality) terus-menerus dan bisa
mengendalikan, menyeleksi, menilai kualitas, sehingga konsumen merasa puas
dan perusahaan tidak rugi.
Tujuan Pengusaha menjalankan QC adalah untuk menperoleh keuntungan
dengan cara yang fleksibel dan untuk menjamin agar pelanggan merasa puas,
15
investasi bisa kembali, serta perusahaan mendapat keuntungan untuk jangka
panjang. Bagian pemasaran dan bagian produksi tidak perlu melaksanakan, tetapi
perlu kelancaran dengan memanfaatkan data, penelitian dan testing dengan analisa
statistik dari bagian QC yang disampaikan kepada pihak produksi untuk
mengetahui bagaimana hasil kerjanya sebagai langkah untuk perbaikan. Saat
pelaksanaan pengujian QC dan testing bila ditemukan beberapa masalah khusus,
perlu dibuat suatu study agar dapat digunakan untuk mengatasi masalah di bagian
produksi tersebut.
Di samping tersebut di atas tugas bagian QC yaitu jika terjadi komplain,
mengadakan cek ulang dan menyatakan kebenaran untuk bisa diterima secara
terpisah lalu dilaporkan kepada departemen terkait untuk perbaikan proses
selanjutnya. Untuk itu perlu dilakukan langkah-langkah sebagai berikut:
1. Pengendalian Mutu Biaya (Cost Control)
Tujuannya adalah agar produk yang dihasilkan memberikan harga yang
bersaing (Competitive price)
2. Pengendalian Mutu Produksi (Production Control)
Tujuanya adalah agar proses produksi (proses pelaksanaan ban berjalan) bisa
lancar, cepat dan jumlahnya sesuai dengan rencana pencapaian target.
3. Pengendalian Mutu Standar Spesifikasi Produk
Meliputi aspek kesesuaian, keindahan, kenyamanan dipakai dsb, yaitu aspek-
aspek fisik dari produk.
4. Pengendalian waktu penyerahan produk (Delivery Control)
Penyerahan barang terkait dengan pengaturan untuk menghasilkan jumlah
produk yang tepat waktu pengiriman, sehingga dapat tepat waktu diterima
oleh pembeli.
2.5 Mesin Press Kaleng Minuman Bekas
Mesin press kaleng minuman bekas adalah suatu mesin yang berfungsi untuk
mengepress kaleng minuman bekas untuk diperkecil volumenya sehingga pada
saat pengiriman ke pendaur ulang kaleng aluminium dapat mempermudah dan
memperbanyak jumlah kaleng yang dikirim. (Sumber: Mahasiswa PNP)
16
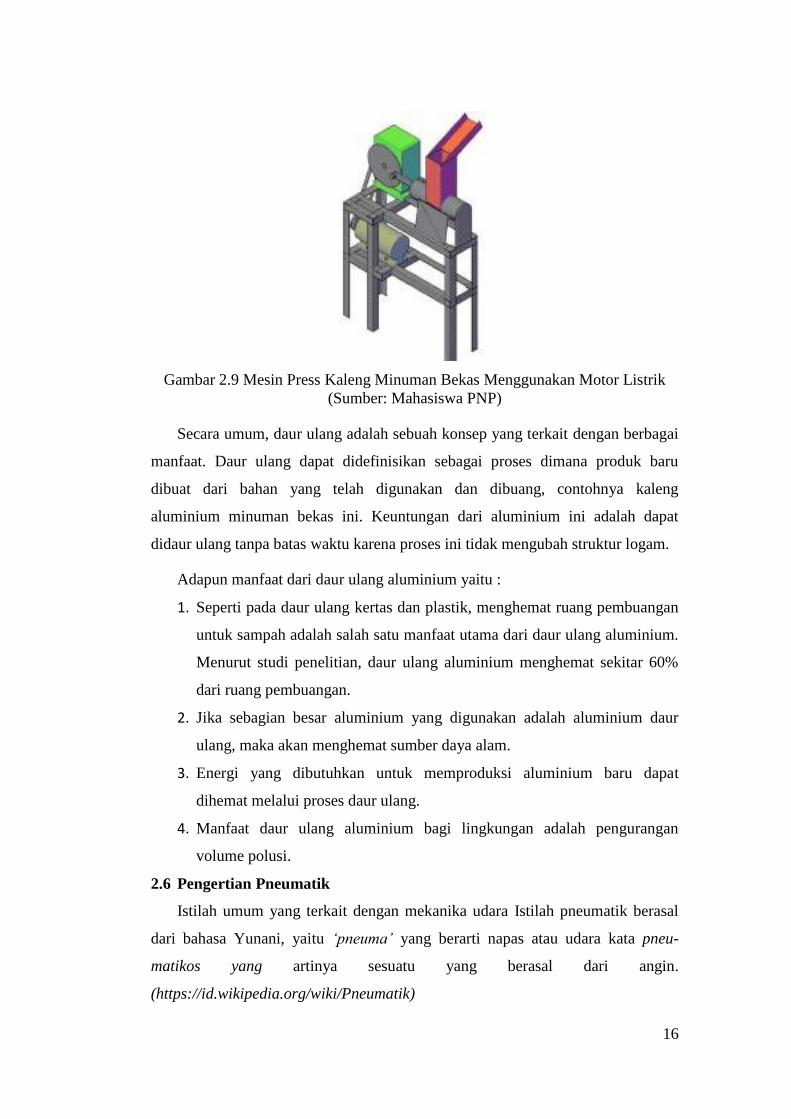
Gambar 2.9 Mesin Press Kaleng Minuman Bekas Menggunakan Motor Listrik
(Sumber: Mahasiswa PNP)
Secara umum, daur ulang adalah sebuah konsep yang terkait dengan berbagai
manfaat. Daur ulang dapat didefinisikan sebagai proses dimana produk baru
dibuat dari bahan yang telah digunakan dan dibuang, contohnya kaleng
aluminium minuman bekas ini. Keuntungan dari aluminium ini adalah dapat
didaur ulang tanpa batas waktu karena proses ini tidak mengubah struktur logam.
Adapun manfaat dari daur ulang aluminium yaitu :
1. Seperti pada daur ulang kertas dan plastik, menghemat ruang pembuangan
untuk sampah adalah salah satu manfaat utama dari daur ulang aluminium.
Menurut studi penelitian, daur ulang aluminium menghemat sekitar 60%
dari ruang pembuangan.
2. Jika sebagian besar aluminium yang digunakan adalah aluminium daur
ulang, maka akan menghemat sumber daya alam.
3. Energi yang dibutuhkan untuk memproduksi aluminium baru dapat
dihemat melalui proses daur ulang.
4. Manfaat daur ulang aluminium bagi lingkungan adalah pengurangan
volume polusi.
2.6 Pengertian Pneumatik
Istilah umum yang terkait dengan mekanika udara Istilah pneumatik berasal
dari bahasa Yunani, yaitu ‘pneuma’ yang berarti napas atau udara kata pneu-
matikos yang artinya sesuatu yang berasal dari angin.
(https://id.wikipedia.org/wiki/Pneumatik)
17
Definisi Sistem Pneumatik adalah salah satu ilmu yang mempelajari fenome-
na udara yang dimampatkan sehingga tekanan yang terjadi dapat digunakan untuk
menghasilkan gaya pada aktuator dan dapat diatur dengan menggunakan elemen
masukkan dan elemen kontrol. pneumatik selalu berhubungan dengan teknik
penggunaan udara bertekanan, baik tekanan di atas 1 atmosfer maupun tekanan di
bawah 1 atmosfer (vacum). Sehingga pneumatik merupakan ilmu yang mempela-
jari teknik pemakaian udara bertekanan (udara kempa). Dalam kaitannya dengan
bidang kontrol, pemakaian sistem pneumatik sampai saat ini dapat dijumpai pada
berbagai industri: pertambangan, perkeretaapian, konstruksi, Manufacturing, robot
dll.
Kelebihan pneumatik yaitu :
1. Jumlah udara berlimpah
2. Transfer udara relative mudah dilakukan
3. Dapat disimpan
4. Tidak sensitive terhadap suhu
5. Tahan ledakan
6. Kebersihan
7. Kesederhanaan konstruksi
8. Kecepatan
9. Keamanan
Kekurangan pneumatik yaitu :
1. Gangguan suara yang bising
2. Gaya yang ditransfer terbatas, sekitar 2 s/d 3 ton
3. Dapat terjadi pengembunan
2.7 Komponen-komponen pada Sistem Pneumatik
2.7.1 Kompresor
Kompresor adalah mesin atau alat mekanik yang berfungsi untuk
meningkatkan tekanan atau memampatkan fluida gas atau udara. Kompresor
biasanya menggunakan motor listrik, mesin diesel atau mesin bensin sebagai
tenaga penggeraknya. Udara bertekanan hasil dari kompresor biasanya
diaplikasikan atau digunakan pada pengecatan dengan teknik spray/ air brush,

18
untuk mengisi angin ban, pembersihan, pneumatik, gerinda udara (air grinder)
dan lain sebagainya.
Tujuan meningkatkan tekanan dapat untuk mengalirkan atau kebutuhan
proses dalam suatu system proses yang lebih besar (dapat system fisika maupun
kimia contohnya pada pabrik-pabrik kimia untuk kebutuhan reaksi). Secara umum
kompresor dibagi menjadi dua jenis yaitu dinamik dan perpindahan positif.
Gambar 2.10 Kompresor
(Sumber: Google)
2.7.2 Katup Selenoid (Selenoid Valve)
Solenoid valve merupakan katup yang dikendalikan dengan arus listrik baik
AC maupun DC melalui kumparan / selenoida. Solenoid valve ini merupakan
elemen kontrol yang paling sering digunakan dalam sistem fluida. Seperti pada
sistem pneumatik, sistem hidrolik ataupun pada sistem kontrol mesin yang
membutuhkan elemen kontrol otomatis. Contohnya pada sistem pneumatik,
solenoid valve bertugas untuk mengontrol saluran udara yang bertekanan menuju
aktuator pneumatik (cylinder). Atau pada sebuah tandon air yang membutuhkan
solenoid valve sebagai pengatur pengisian air, sehingga tandon tersebut tidak
sampai kosong.
Gambar 2.11 Katup 5/2 Selenoid
(Sumber: Google)
19
2.7.3 FRL (Filter, Regulator, Lubricator)
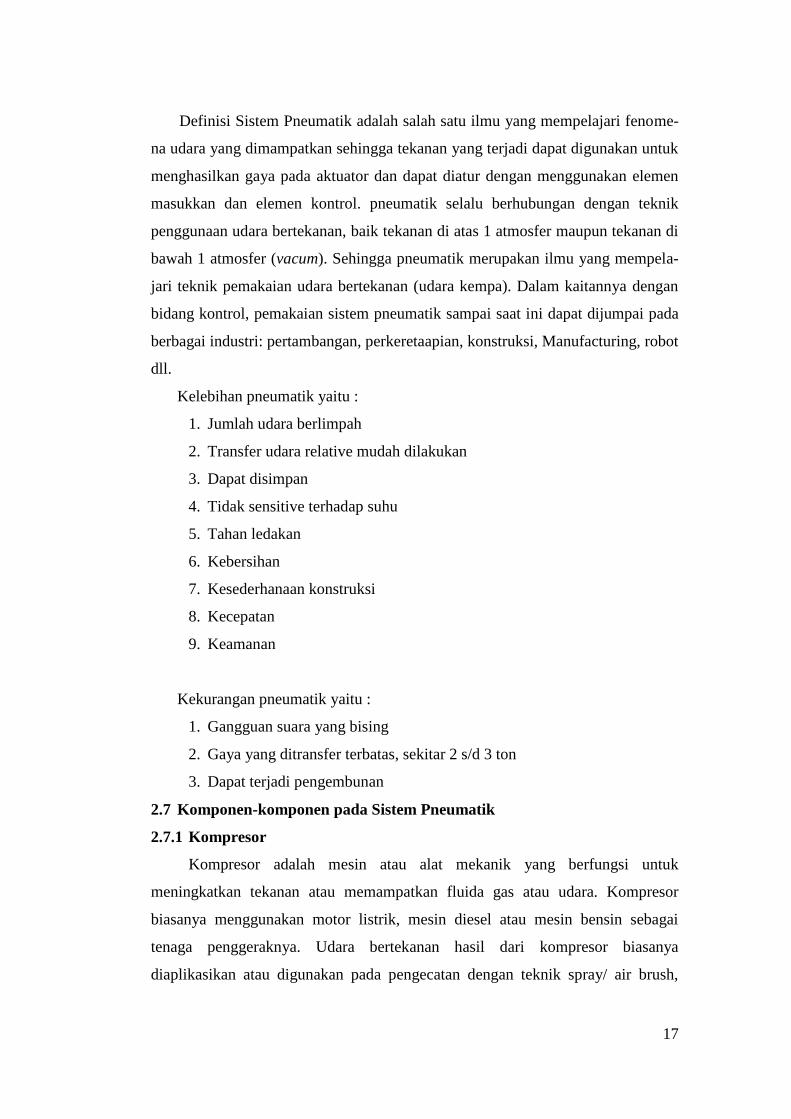
FRL adalah kepanjangan dari Filter, Regulator dan Lubricator. Filter ini
berfungsi untuk menyaring kualitas udara bertekanan yang mengalir ke actuator,
sedangkan regulator berfungsi untuk meregulasi besarnya compress udara yang
akan mengalir sehingga besarnya tekanan udara yang menuju ke actuator sesuai
dengan design. Yang biasa terdapat di instalasi pneumatic sistem dimana
lubricator berfungsi untuk lubrikasi kedalam actuator sehingga mampu
melancarkan gerakan dari actuator dan juga untuk mencegah komponen actuator
yang bergerak dan bergesekan agar tidak cepat aus dan biasanya cukup dengan
menggunakan oli yang tidak terlalu pekat. Jika kita mengamati bentuk filter dalam
pneumatic karena mempunyai sifat penyaring biasanya ada bagian dari rumah
filter selalu terisi air dan ini harus rajin dibuang / didrain agar kualitas udara yang
mengalir ke actuator tidak mengandung air.
Gambar 2.12 Filter Regulator Lubricator
(Sumber: Google)
2.7.4 Pengertian Silinder Pneumatik (Aktuator)
Aktuator/Silinder Pneumatik adalah bagian keluaran untuk mengubah energi
suplai menjadi energi kerja yang dimanfaatkan. Sinyal keluaran dikontrol oleh sis-
tem kontrol dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen
kontrol terakhir.
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok : gerak lu-
rus dan putar. :
1. Gerakan lurus (gerakan linear) :
Silinder kerja tunggal.
20
Silinder kerja ganda.
2. Gerakan putar :
Motor udara
Aktuator yang berputar (ayun)
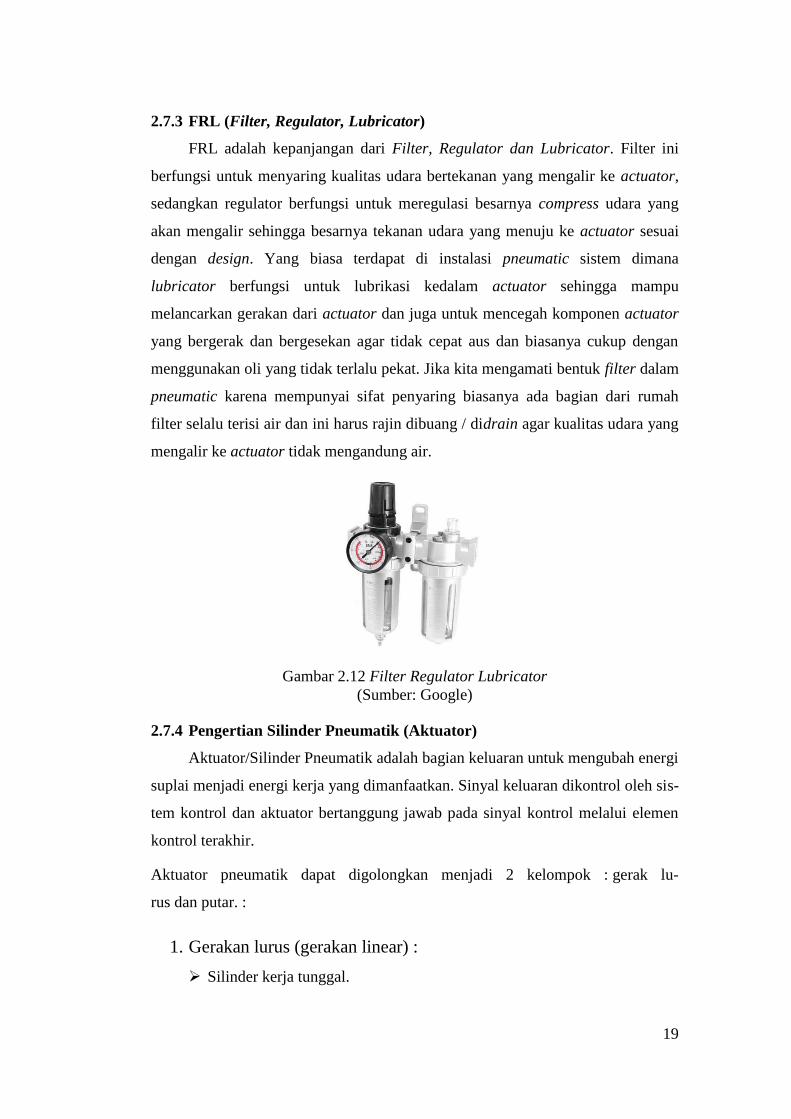
Simbol-simbol aktuator linear sebagai berikut :
Gambar 2.13 Simbol-simbol Aktuator Linear
(Sumber: Google)
2.8 Silinder Ganda
2.8.1 Konstruksi
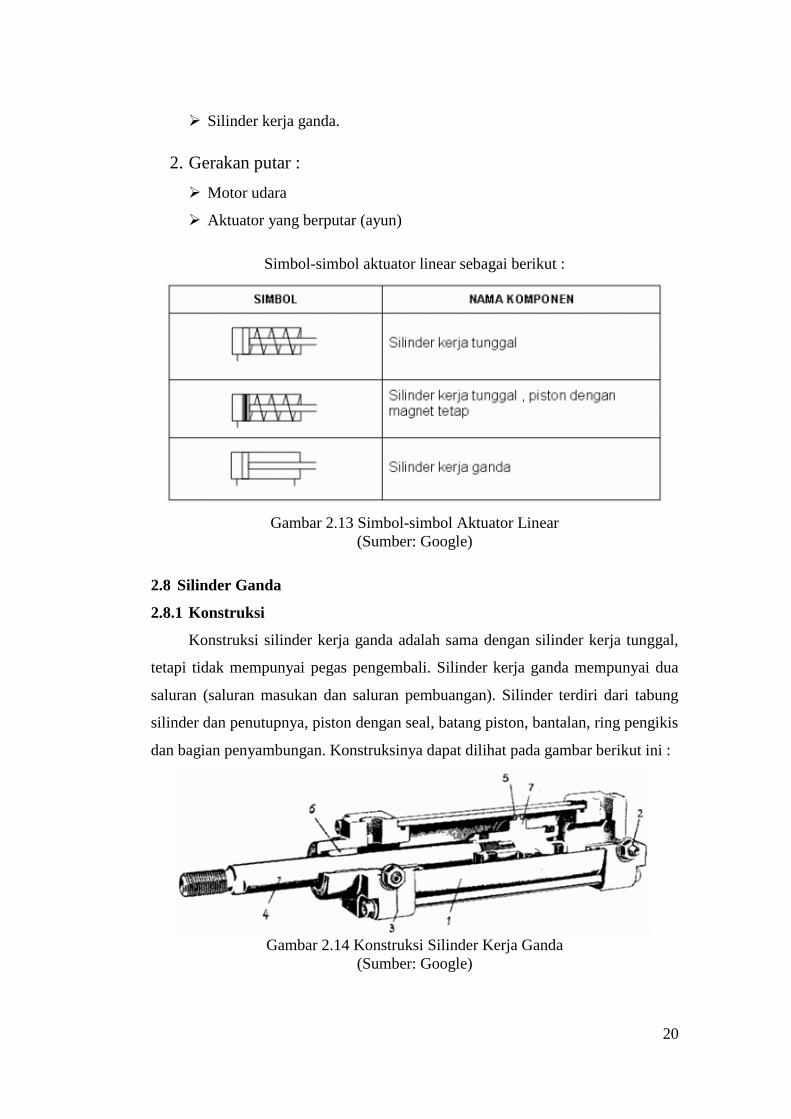
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja tunggal,
tetapi tidak mempunyai pegas pengembali. Silinder kerja ganda mempunyai dua
saluran (saluran masukan dan saluran pembuangan). Silinder terdiri dari tabung
silinder dan penutupnya, piston dengan seal, batang piston, bantalan, ring pengikis
dan bagian penyambungan. Konstruksinya dapat dilihat pada gambar berikut ini :
Gambar 2.14 Konstruksi Silinder Kerja Ganda
(Sumber: Google)
21
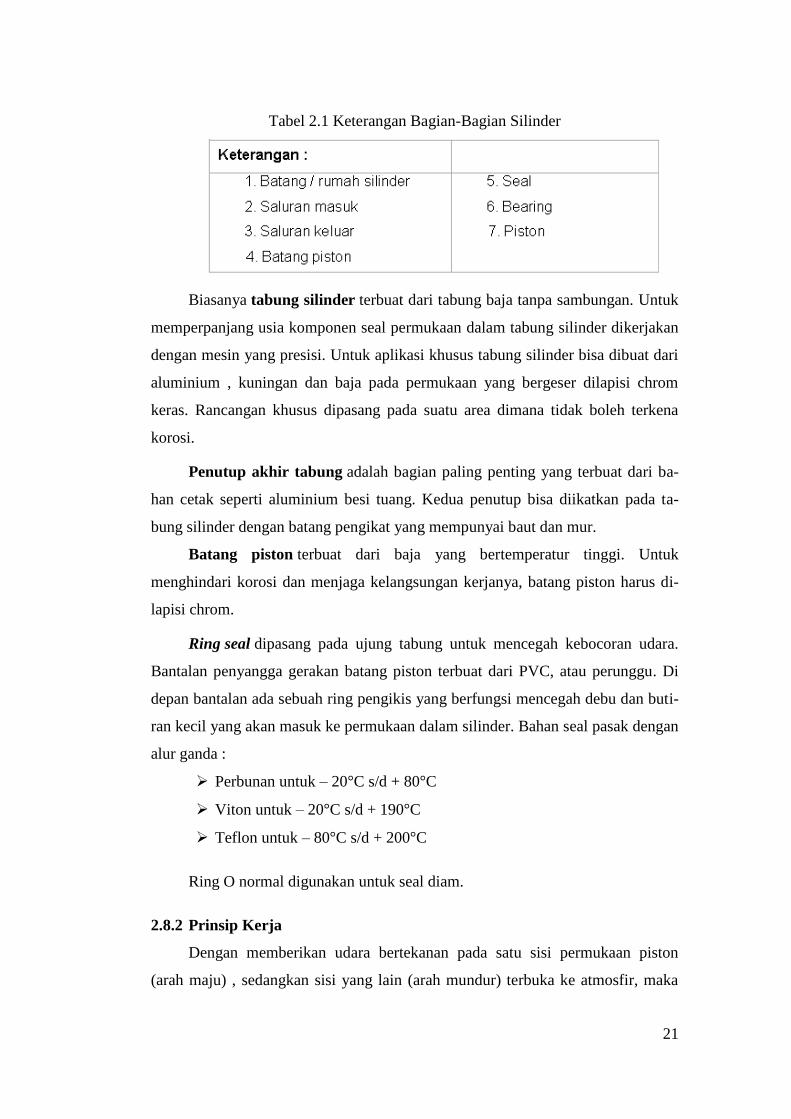
Tabel 2.1 Keterangan Bagian-Bagian Silinder
Biasanya tabung silinder terbuat dari tabung baja tanpa sambungan. Untuk
memperpanjang usia komponen seal permukaan dalam tabung silinder dikerjakan
dengan mesin yang presisi. Untuk aplikasi khusus tabung silinder bisa dibuat dari
aluminium , kuningan dan baja pada permukaan yang bergeser dilapisi chrom
keras. Rancangan khusus dipasang pada suatu area dimana tidak boleh terkena
korosi.
Penutup akhir tabung adalah bagian paling penting yang terbuat dari ba-
han cetak seperti aluminium besi tuang. Kedua penutup bisa diikatkan pada ta-
bung silinder dengan batang pengikat yang mempunyai baut dan mur.
Batang piston terbuat dari baja yang bertemperatur tinggi. Untuk
menghindari korosi dan menjaga kelangsungan kerjanya, batang piston harus di-
lapisi chrom.
Ring seal dipasang pada ujung tabung untuk mencegah kebocoran udara.
Bantalan penyangga gerakan batang piston terbuat dari PVC, atau perunggu. Di
depan bantalan ada sebuah ring pengikis yang berfungsi mencegah debu dan buti-
ran kecil yang akan masuk ke permukaan dalam silinder. Bahan seal pasak dengan
alur ganda :
Perbunan untuk – 20 C s/d + 80 C
Viton untuk – 20 C s/d + 190 C
Teflon untuk – 80 C s/d + 200 C
Ring O normal digunakan untuk seal diam.
2.8.2 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) , sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir, maka

22
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston akan
terdorong keluar sampai mencapai posisi maksimum dan berhenti. Gerakan
silinder kembali masuk, diberikan oleh gaya pada sisi permukaan batang piston
(arah mundur) dan sisi permukaan piston (arah maju) udaranya terbuka ke at-
mosfir.
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah gerakan
batang pistonnya. Ini memungkinkan pemasangannya lebih fleksibel. Gaya yang
diberikan pada batang piston gerakan keluar lebih besar daripada gerakan masuk.
Karena efektif permukaan piston dikurangi pada sisi batang piston oleh luas per-
mukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya. Pada prinsipnya panjang langkah silinder dibatasi, walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan.
Seperti silinder kerja tunggal, pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran.
2.8.3 Kegunaan Silinder Pneumatik
Silinder pneumatik telah dikembangkan pada arah berikut :
Kebutuhan penyensoran tanpa sentuhan (menggunakan magnit pada
piston untuk mengaktifkan katup batas /limit switch dengan magnit )
Penghentian beban berat pada unit penjepitan dan penahan luar tiba-tiba.
Silinder rodless digunakan dimana tempat terbatas.
Alternatif pembuatan material seperti plastik
Mantel pelindung terhadap pengaruh lingkungan yang merusak, misalnya
sifat tahan asam
Penambah kemampuan pembawa beban.
Aplikasi robot dengan gambaran khusus seperti batang piston tanpa
putaran, batang piston berlubang untuk mulut pengisap.
23
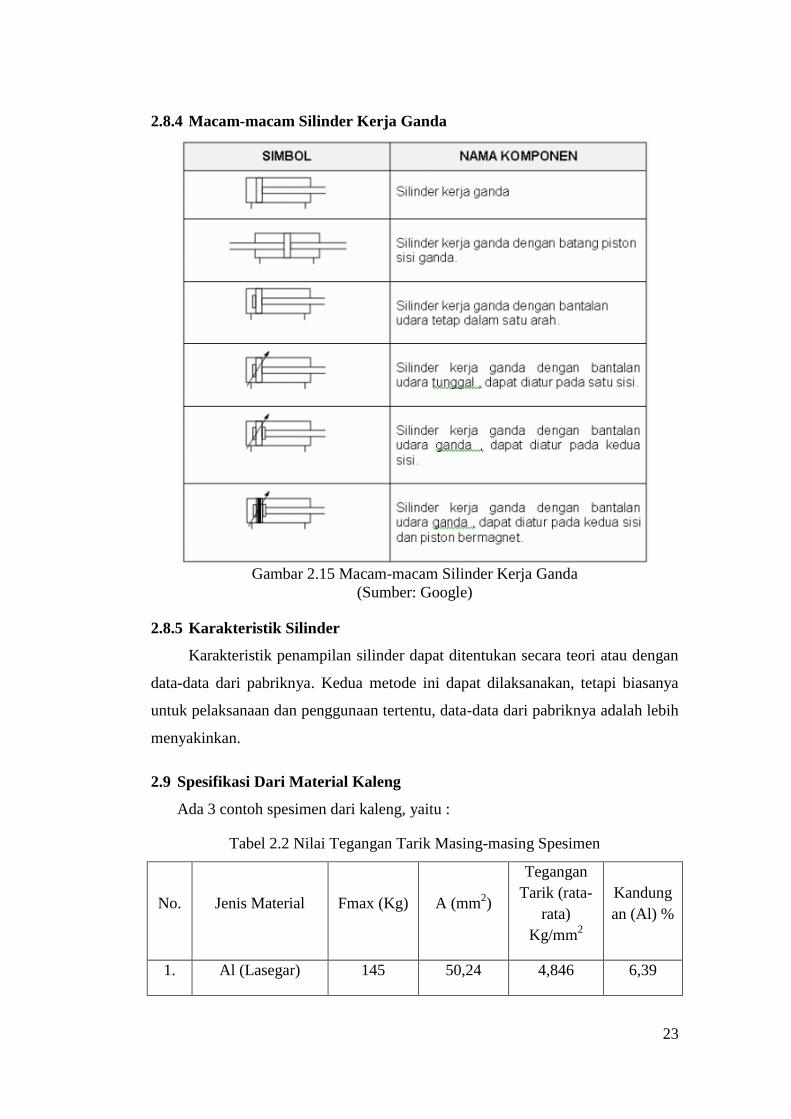
2.8.4 Macam-macam Silinder Kerja Ganda
Gambar 2.15 Macam-macam Silinder Kerja Ganda
(Sumber: Google)
2.8.5 Karakteristik Silinder
Karakteristik penampilan silinder dapat ditentukan secara teori atau dengan
data-data dari pabriknya. Kedua metode ini dapat dilaksanakan, tetapi biasanya
untuk pelaksanaan dan penggunaan tertentu, data-data dari pabriknya adalah lebih
menyakinkan.
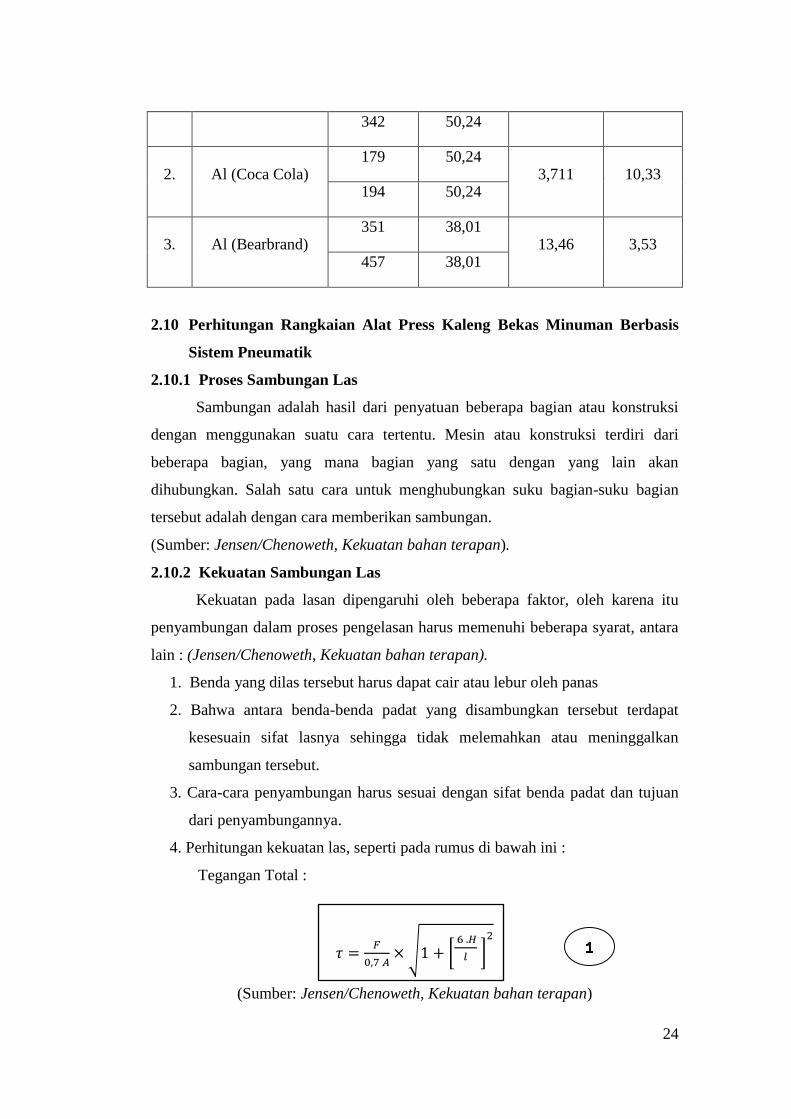
2.9 Spesifikasi Dari Material Kaleng
Ada 3 contoh spesimen dari kaleng, yaitu :
Tabel 2.2 Nilai Tegangan Tarik Masing-masing Spesimen
No. Jenis Material Fmax (Kg) A (mm2)
Tegangan
Tarik (rata-
rata)
Kg/mm2
Kandung
an (Al) %
1. Al (Lasegar) 145 50,24 4,846 6,39
24
342 50,24
2. Al (Coca Cola) 179 50,24
3,711 10,33 194 50,24
3. Al (Bearbrand) 351 38,01
13,46 3,53 457 38,01
2.10 Perhitungan Rangkaian Alat Press Kaleng Bekas Minuman Berbasis
Sistem Pneumatik
2.10.1 Proses Sambungan Las
Sambungan adalah hasil dari penyatuan beberapa bagian atau konstruksi
dengan menggunakan suatu cara tertentu. Mesin atau konstruksi terdiri dari
beberapa bagian, yang mana bagian yang satu dengan yang lain akan
dihubungkan. Salah satu cara untuk menghubungkan suku bagian-suku bagian
tersebut adalah dengan cara memberikan sambungan.
(Sumber: Jensen/Chenoweth, Kekuatan bahan terapan).
2.10.2 Kekuatan Sambungan Las
Kekuatan pada lasan dipengaruhi oleh beberapa faktor, oleh karena itu
penyambungan dalam proses pengelasan harus memenuhi beberapa syarat, antara
lain : (Jensen/Chenoweth, Kekuatan bahan terapan).
1. Benda yang dilas tersebut harus dapat cair atau lebur oleh panas
2. Bahwa antara benda-benda padat yang disambungkan tersebut terdapat
kesesuain sifat lasnya sehingga tidak melemahkan atau meninggalkan
sambungan tersebut.
3. Cara-cara penyambungan harus sesuai dengan sifat benda padat dan tujuan
dari penyambungannya.
4. Perhitungan kekuatan las, seperti pada rumus di bawah ini :
Tegangan Total :
√ [
]
(Sumber: Jensen/Chenoweth, Kekuatan bahan terapan)
25
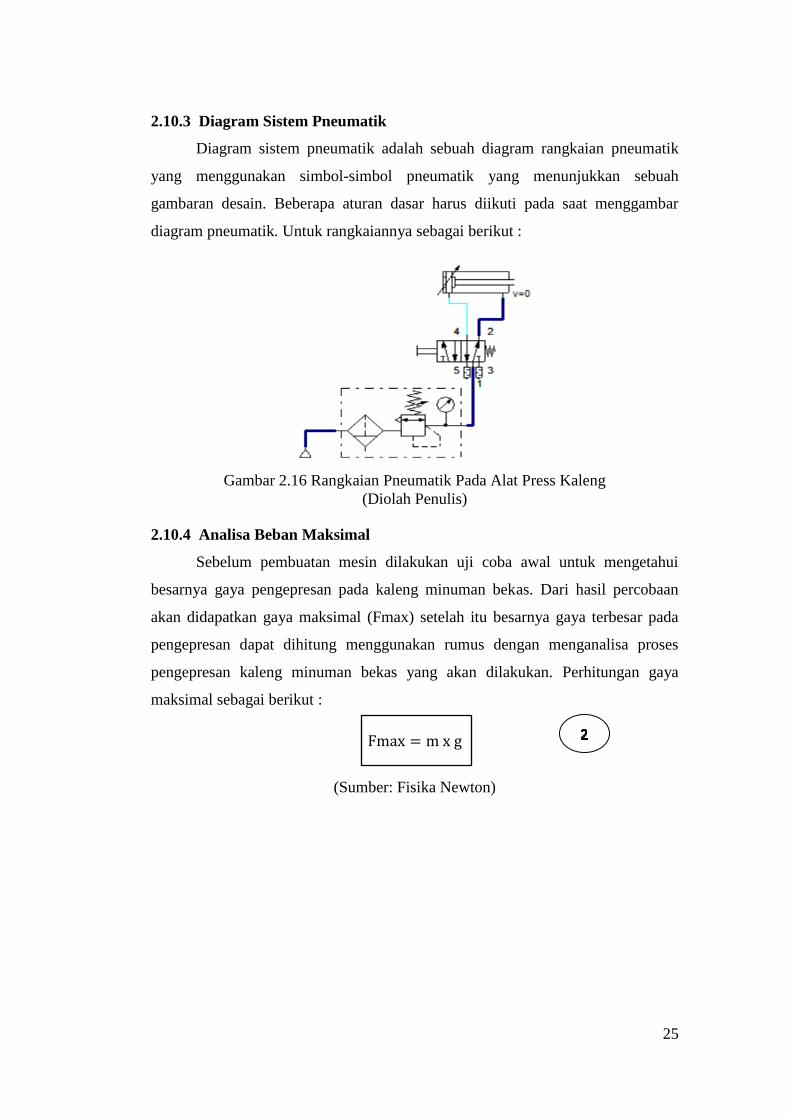
2.10.3 Diagram Sistem Pneumatik
Diagram sistem pneumatik adalah sebuah diagram rangkaian pneumatik
yang menggunakan simbol-simbol pneumatik yang menunjukkan sebuah
gambaran desain. Beberapa aturan dasar harus diikuti pada saat menggambar
diagram pneumatik. Untuk rangkaiannya sebagai berikut :
Gambar 2.16 Rangkaian Pneumatik Pada Alat Press Kaleng
(Diolah Penulis)
2.10.4 Analisa Beban Maksimal
Sebelum pembuatan mesin dilakukan uji coba awal untuk mengetahui
besarnya gaya pengepresan pada kaleng minuman bekas. Dari hasil percobaan
akan didapatkan gaya maksimal (Fmax) setelah itu besarnya gaya terbesar pada
pengepresan dapat dihitung menggunakan rumus dengan menganalisa proses
pengepresan kaleng minuman bekas yang akan dilakukan. Perhitungan gaya
maksimal sebagai berikut :
(Sumber: Fisika Newton)

26
2.10.5 Kecepatan Piston
Kecepatan piston rata-rata dari silinder standar berkisar antara 0,1-1,5
m/s (6 – 90 m/min). Silinder khusus dapat mencapai kecepatan 10 m/s. Rumus
kecepatan piston sebagai berikut:
(Sumber: Fisika Newton)
Kecepatan silinder pneumatik tergantung :
Beban ( gaya yang melawan silinder ),
Tekanan kerja,
Diameter dalam dan panjang saluran antara silinder dan katup kontrol
arah,
Ukuran katup kontrol arah yang digunakan.
Kecepatan piston dapat diatur dengan katup pengontrol aliran dan dapat
ditingkatkan dengan katup pembuang cepat yang dipasang pada sistem kontrol
tersebut.





























