Embed Size (px)
Citation preview
IV-1
BAB IV
PEMBAHASAN DAN ANALISIS
4.1. CPM dan PERT
Modul CPM dan PERT ini memiliki permasalahan dan
penyelesaiannya dengan permasalahan pada studi kasus sedangkan
penyelesaiannya menggunakan perhitungan manual dan pengolahan
software. Permasalahan studi kasus dipergunakan untuk menentukan
keakuratan dalam penyelesaian terhadap perhitungan manual dan
pengolahan software. Perhitungan manual digunakan untuk menyelesaikan
permasalahan studi kasus dengan menggunakan rumus yang berasal dari
landasan teori sehingga keakuratan perhitungan manual dapat
dipertanggungjawabkan saat penganalisaan. Pengolahan software digunakan
untuk menyelesaikan permasalahan studi kasus dengan menggunakan
program komputer sehingga lebih efisien. Berdasarkan kedua penyelesaian
tersebut maka dibuatlah analisis agar dapat dipahami oleh penulis dan
pembaca dengan membuat suatu penilaian.
4.1.1 Studi Kasus
Keadaan globalisasi seperti sekarang perbedaan cuaca tidak dapat
diprediksi seperti musim panas yang panjang sangatlah meresahkan warga.
Sebuah PT Electronic Internasional yang bekerja di bidang elektronik akan
melakukan pembuatan suatu produk untuk mengatasinya yaitu kipas angin.
Berdasarkan aktivitas-aktivitasnya PT Elektonic ingin mengetahui teknik
evaluasi dan tinjauan ulang dari proyek tersebut dan metode jalur kritisnya
dalam pembuatan produk kipas angin.
IV-2
4.1.2 Perhitungan Manual
Perhitungan manual adalah sebuah penyelesaian dengan
menggunakan suatu rumus yang dihitung secara manual. Perhitungan
manual dibagi menjadi dua yaitu perhitungan manual untuk CPM dan
perhitungan manual untuk PERT. Berikut ini adalah perhitungan manualnya.
1. Perhitungan Manual CPM
Data perhitungan manual di bawah ini menggunakan sentral waktu
penyelesaian proyek. Berdasarkan data yang telah dicantumkan dalam tabel,
maka di bawah ini adalah hasil dari pengolahan data dengan menggunakan
perhitungan manual. Tabel 4.1 Produk Perancangan Kipas Angin
No Aktivitas Aktivitas
Pendahulu
Waktu (Hari) Biaya (Ratusan Ribu)
(Rp) Slope Biaya
Normal Dipercepat Normal Dipercepat
A Mengidentifikasika
n keadaan - 30 25 50 55 1
B Menentukan
proyek A 7 4 15 21 2
C Surpey pasar B 35 30 100 120 4
D Merancang
Produk C 15 12 20 26 2
E Menyiapkan
bahan baku C 9 5 40 60 5
F Membuat produk D, E 7 5 35 43 4
G Standarisasi produk F 20 17 50 59 3
H Pendistribusian
konsumen F 17 14 100 130 10
I Penelitian hasil
penjualan produk G, H 30 27 100 121 7
J
Meramalkan
jumlah produk
yang akan datang
I 5 3 10 16 3
IV-3
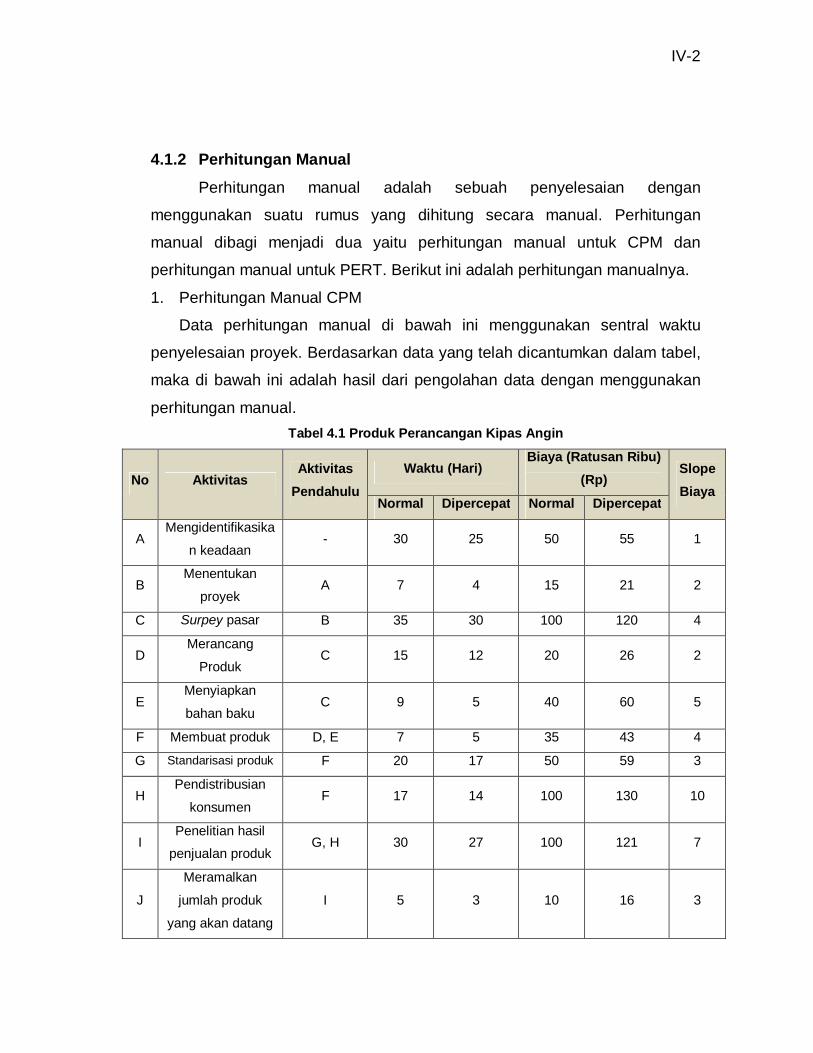
Berdasarkan aktivitas-aktivitas yang dilakukan oleh pembuatan proyek
kipas angin. Di bawah ini adalah network diagram pendahulu yaitu sebagai
berikut:
Gambar 4.1 Network Diagram Pendahulu CPM
Berdasarkan data waktu normal langkah selanjutnya adalah mencari nilai
kritisnya. Dibawah ini adalah perhitungan waktunya yaitu sebagai berikut:
Gambar 4.2 Network Lintasan Kritis Waktu Normal
IV-4
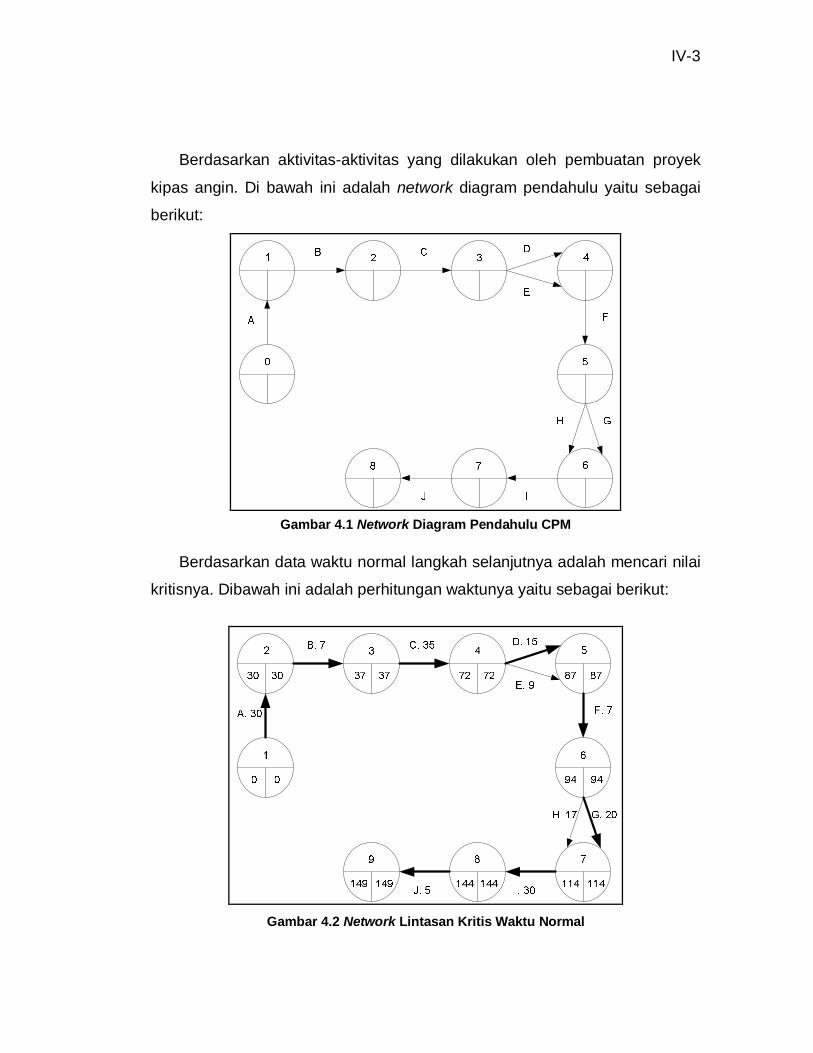
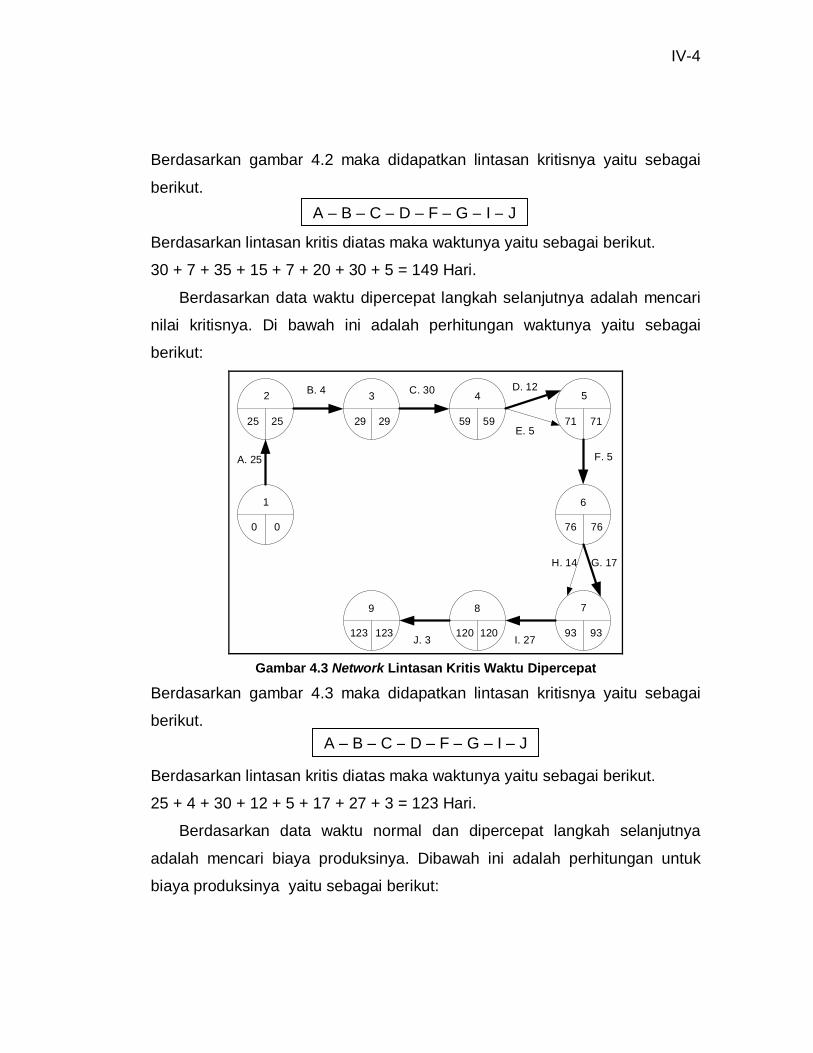
Berdasarkan gambar 4.2 maka didapatkan lintasan kritisnya yaitu sebagai
berikut.
Berdasarkan lintasan kritis diatas maka waktunya yaitu sebagai berikut.
30 + 7 + 35 + 15 + 7 + 20 + 30 + 5 = 149 Hari.
Berdasarkan data waktu dipercepat langkah selanjutnya adalah mencari
nilai kritisnya. Di bawah ini adalah perhitungan waktunya yaitu sebagai
berikut:
A. 25
B. 4 C. 30 D. 12
E. 5
F. 5
G. 17H. 14
I. 27J. 3
1
2 3 4 5
6
789
0 0
25 29 59 71
76
93120123 120 93
76
71592925
123
Gambar 4.3 Network Lintasan Kritis Waktu Dipercepat
Berdasarkan gambar 4.3 maka didapatkan lintasan kritisnya yaitu sebagai
berikut.
Berdasarkan lintasan kritis diatas maka waktunya yaitu sebagai berikut.
25 + 4 + 30 + 12 + 5 + 17 + 27 + 3 = 123 Hari.
Berdasarkan data waktu normal dan dipercepat langkah selanjutnya
adalah mencari biaya produksinya. Dibawah ini adalah perhitungan untuk
biaya produksinya yaitu sebagai berikut:
A – B – C – D – F – G – I – J
A – B – C – D – F – G – I – J
IV-5
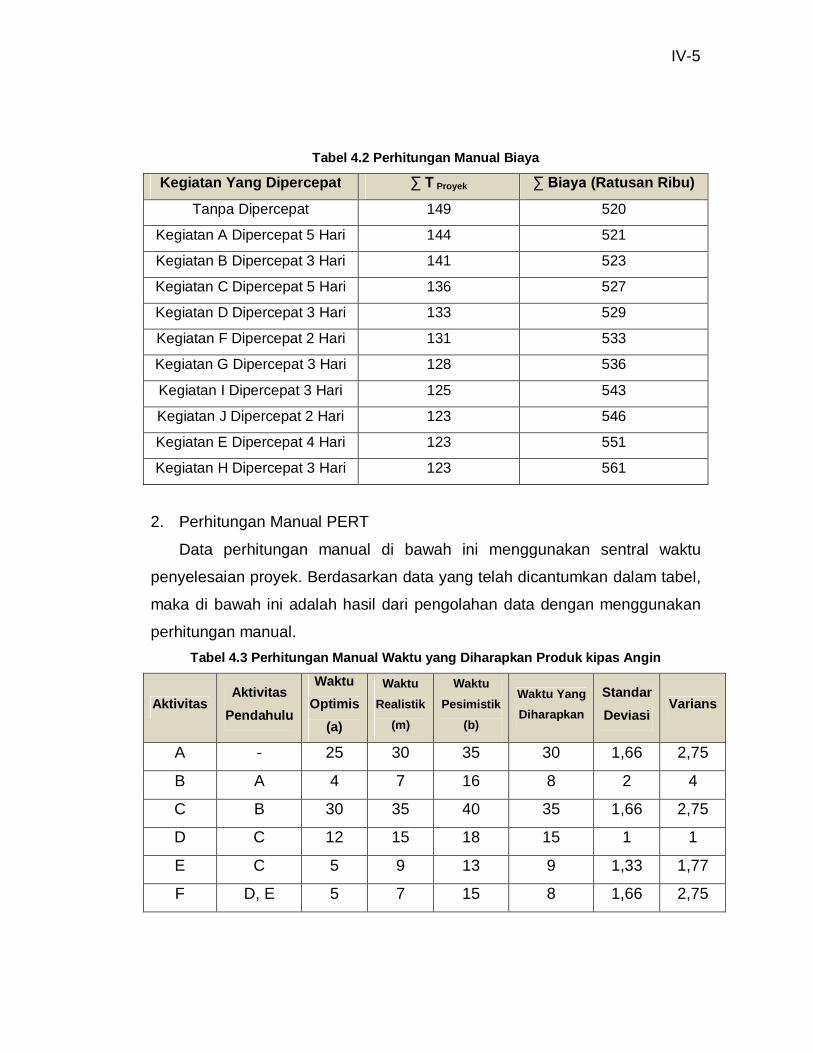
Tabel 4.2 Perhitungan Manual Biaya
Kegiatan Yang Dipercepat ∑ T Proyek ∑ Biaya (Ratusan Ribu)
Tanpa Dipercepat 149 520
Kegiatan A Dipercepat 5 Hari 144 521
Kegiatan B Dipercepat 3 Hari 141 523
Kegiatan C Dipercepat 5 Hari 136 527
Kegiatan D Dipercepat 3 Hari 133 529
Kegiatan F Dipercepat 2 Hari 131 533
Kegiatan G Dipercepat 3 Hari 128 536
Kegiatan I Dipercepat 3 Hari 125 543
Kegiatan J Dipercepat 2 Hari 123 546
Kegiatan E Dipercepat 4 Hari 123 551
Kegiatan H Dipercepat 3 Hari 123 561
2. Perhitungan Manual PERT
Data perhitungan manual di bawah ini menggunakan sentral waktu
penyelesaian proyek. Berdasarkan data yang telah dicantumkan dalam tabel,
maka di bawah ini adalah hasil dari pengolahan data dengan menggunakan
perhitungan manual. Tabel 4.3 Perhitungan Manual Waktu yang Diharapkan Produk kipas Angin
Aktivitas Aktivitas
Pendahulu
Waktu Optimis
(a)
Waktu Realistik
(m)
Waktu Pesimistik
(b)
Waktu Yang Diharapkan
Standar Deviasi
Varians
A - 25 30 35 30 1,66 2,75
B A 4 7 16 8 2 4
C B 30 35 40 35 1,66 2,75
D C 12 15 18 15 1 1
E C 5 9 13 9 1,33 1,77
F D, E 5 7 15 8 1,66 2,75
IV-6
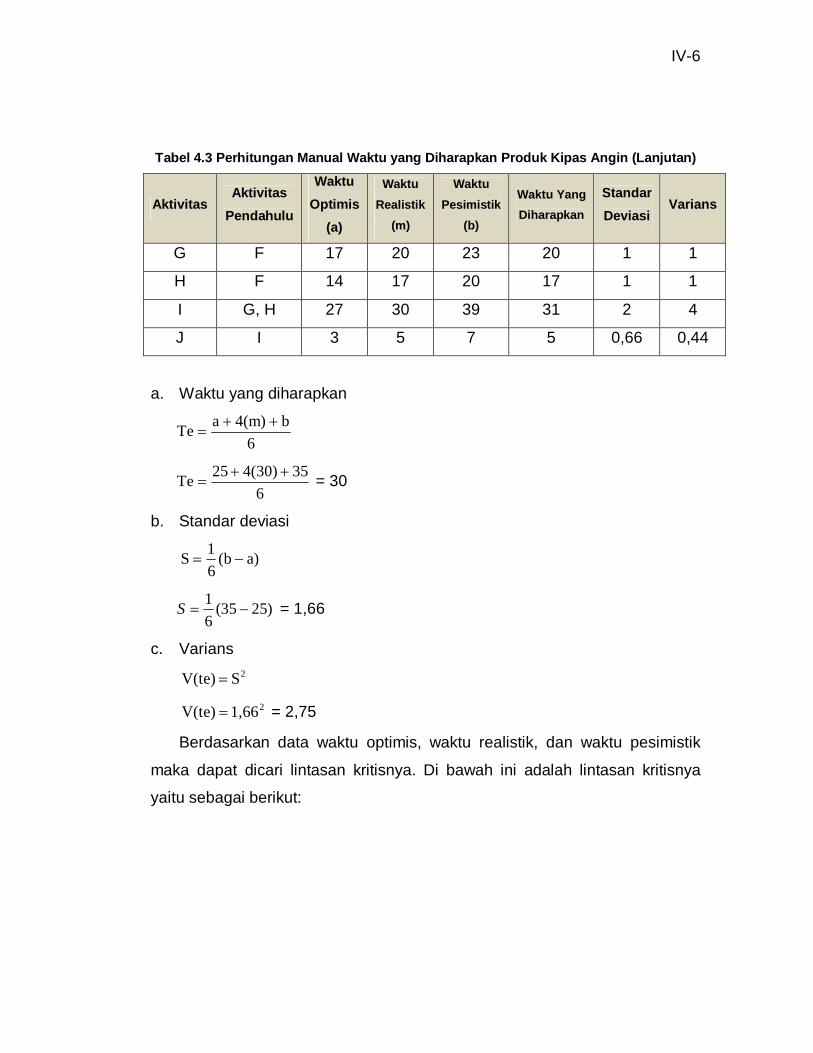
Tabel 4.3 Perhitungan Manual Waktu yang Diharapkan Produk Kipas Angin (Lanjutan)
Aktivitas Aktivitas
Pendahulu
Waktu Optimis
(a)
Waktu Realistik
(m)
Waktu Pesimistik
(b)
Waktu Yang Diharapkan
Standar Deviasi
Varians
G F 17 20 23 20 1 1
H F 14 17 20 17 1 1
I G, H 27 30 39 31 2 4
J I 3 5 7 5 0,66 0,44
a. Waktu yang diharapkan
6b4(m)aTe
6354(30)25Te
= 30
b. Standar deviasi
a)(b61S
)2535(61
S = 1,66
c. Varians 2SV(te)
21,66V(te) = 2,75
Berdasarkan data waktu optimis, waktu realistik, dan waktu pesimistik
maka dapat dicari lintasan kritisnya. Di bawah ini adalah lintasan kritisnya
yaitu sebagai berikut:
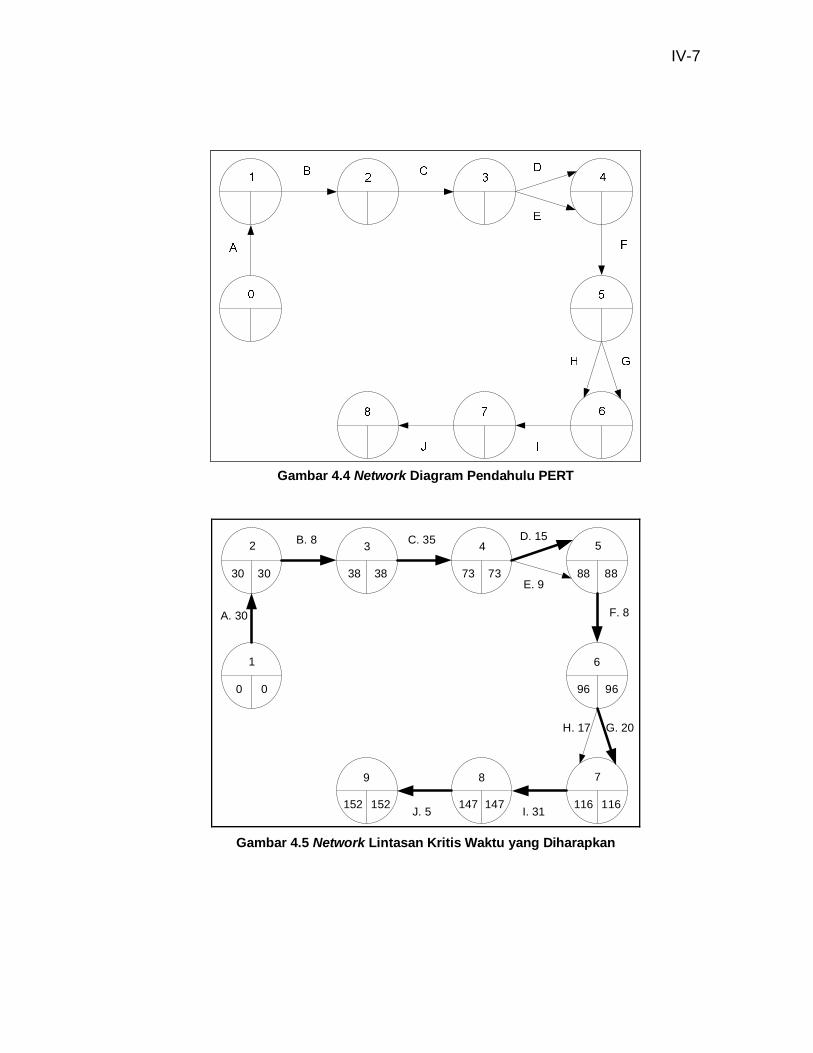
IV-7
Gambar 4.4 Network Diagram Pendahulu PERT
A. 30
B. 8 C. 35 D. 15
E. 9
F. 8
G. 20H. 17
I. 31J. 5
1
2 3 4 5
6
789
0 0
30 38 73 88
96
116147152 147 116
96
88733830
152
Gambar 4.5 Network Lintasan Kritis Waktu yang Diharapkan
IV-8
Berdasarkan gambar 4.5 maka didapatkan lintasan kritisnya yaitu sebagai
berikut.
Berdasarkan lintasan kritis diatas maka waktunya yaitu sebagai berikut.
30 + 8 + 35 + 15 + 8 + 20 + 31 + 5 = 152 Hari.
4.1.3 Pengolahan Software
Data-data di atas selain penghitungan yang dilakukan secara manual,
penghitungan-penghitungan untuk studi kasus dapat secara lebih praktis dan
efisien dilakukan dengan program komputer. Pengolahan software dibagi
menjadi dua yaitu pengolahan untuk CPM dan pengolahan untuk PERT, di
bawah ini adalah Pengolahan software-nya yaitu sebagai berikut.
1. Pengolahan Software CPM
Langkah membuat software CPM dam PERT yaitu mencarinya di
program, dengan cara klik menu start lalu klik all programs setelah itu carilah
WinQSB dan terakhir PERT CPM. Langkah selanjutnya setelah masuk
kedalam PERT CPM didalam bagian menubar memilih file lalu mengklik
newproblem. Setelah masuk kedalam newproblem maka akan terdapat tabel
seperti Gambar 4.6 dalam kolom problem title ditulis pembuatan kipas angin,
selanjutnya dalam number of activities diberikan angka 10, dan dalam time
unit ditulis day. Langkah selanjutnya dalam problem type yaitu mencentang
deterministic CPM maka selanjutnya yaitu memilih normal time, crash time,
normal cost dan crash cost. Setelah selesai lalu mengklik tombol ok.
A – B – C – D – F – G – I – J
IV-9
Gambar 4.6 Problem Specification CPM
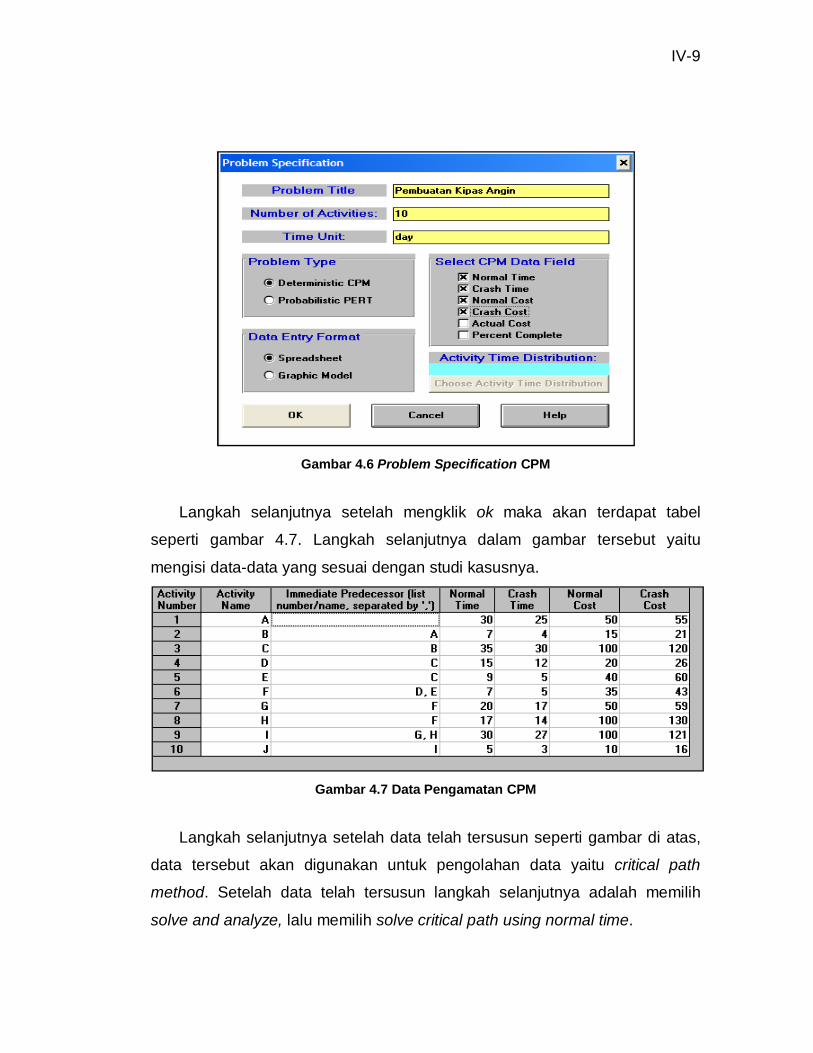
Langkah selanjutnya setelah mengklik ok maka akan terdapat tabel
seperti gambar 4.7. Langkah selanjutnya dalam gambar tersebut yaitu
mengisi data-data yang sesuai dengan studi kasusnya.
Gambar 4.7 Data Pengamatan CPM
Langkah selanjutnya setelah data telah tersusun seperti gambar di atas,
data tersebut akan digunakan untuk pengolahan data yaitu critical path
method. Setelah data telah tersusun langkah selanjutnya adalah memilih
solve and analyze, lalu memilih solve critical path using normal time.
IV-10
Gambar 4.8 Solve and Analyze, Solve Critical Path Using Normal Time
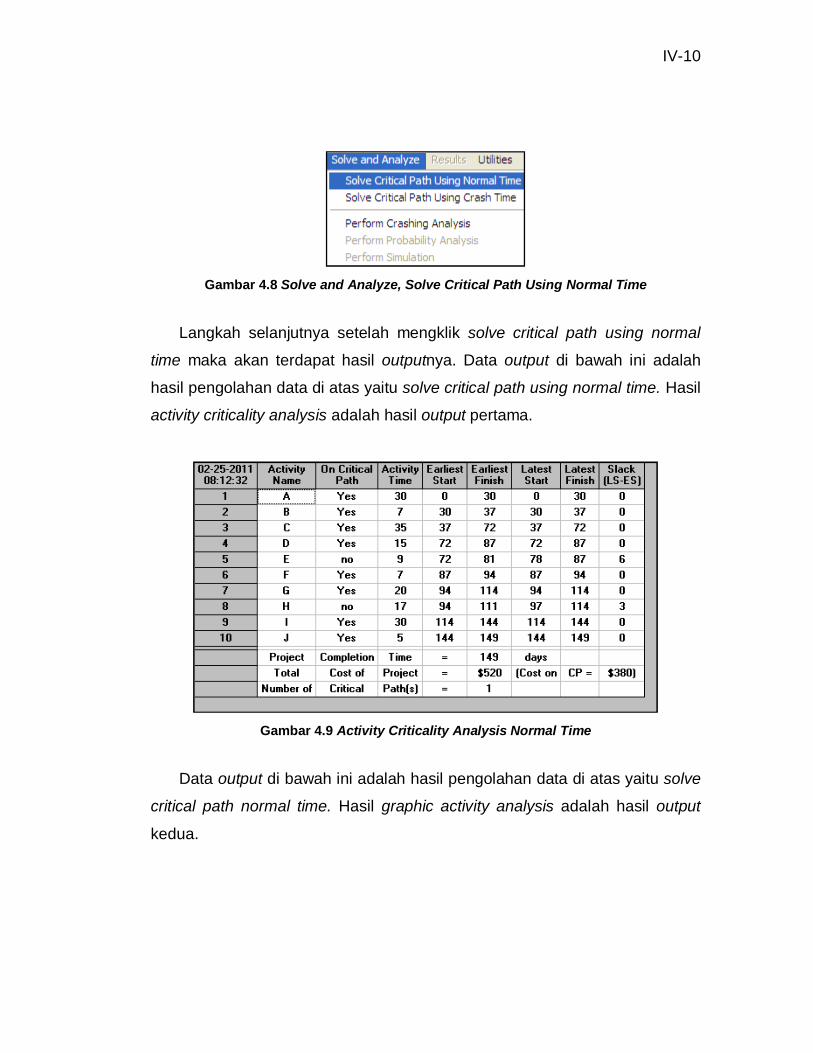
Langkah selanjutnya setelah mengklik solve critical path using normal
time maka akan terdapat hasil outputnya. Data output di bawah ini adalah
hasil pengolahan data di atas yaitu solve critical path using normal time. Hasil
activity criticality analysis adalah hasil output pertama.
Gambar 4.9 Activity Criticality Analysis Normal Time
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
critical path normal time. Hasil graphic activity analysis adalah hasil output
kedua.
IV-11
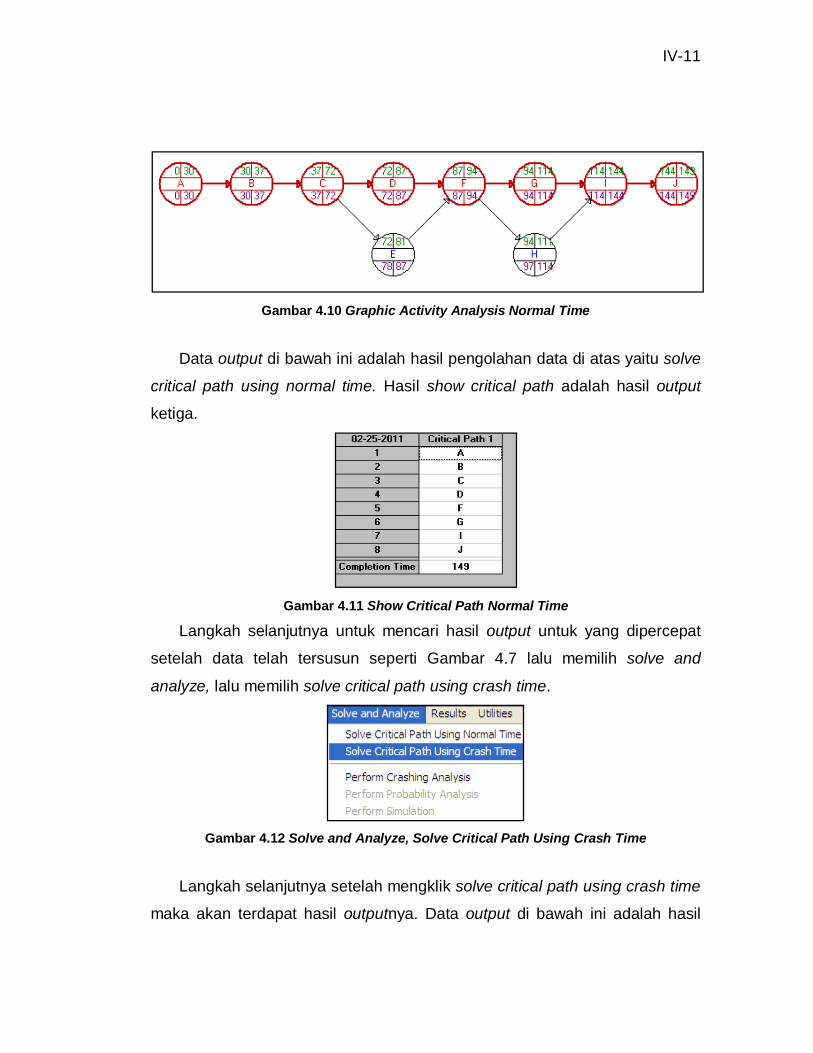
Gambar 4.10 Graphic Activity Analysis Normal Time
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
critical path using normal time. Hasil show critical path adalah hasil output
ketiga.
Gambar 4.11 Show Critical Path Normal Time
Langkah selanjutnya untuk mencari hasil output untuk yang dipercepat
setelah data telah tersusun seperti Gambar 4.7 lalu memilih solve and
analyze, lalu memilih solve critical path using crash time.
Gambar 4.12 Solve and Analyze, Solve Critical Path Using Crash Time
Langkah selanjutnya setelah mengklik solve critical path using crash time
maka akan terdapat hasil outputnya. Data output di bawah ini adalah hasil
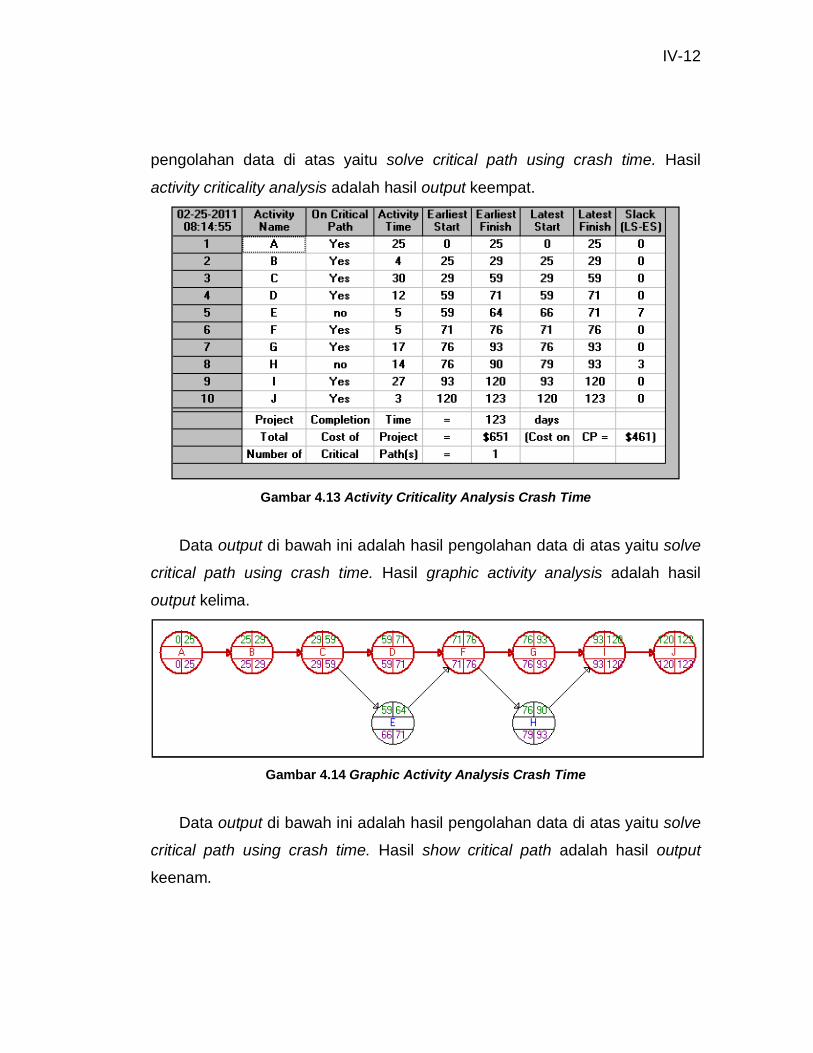
IV-12
pengolahan data di atas yaitu solve critical path using crash time. Hasil
activity criticality analysis adalah hasil output keempat.
Gambar 4.13 Activity Criticality Analysis Crash Time
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
critical path using crash time. Hasil graphic activity analysis adalah hasil
output kelima.
Gambar 4.14 Graphic Activity Analysis Crash Time
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
critical path using crash time. Hasil show critical path adalah hasil output
keenam.
IV-13
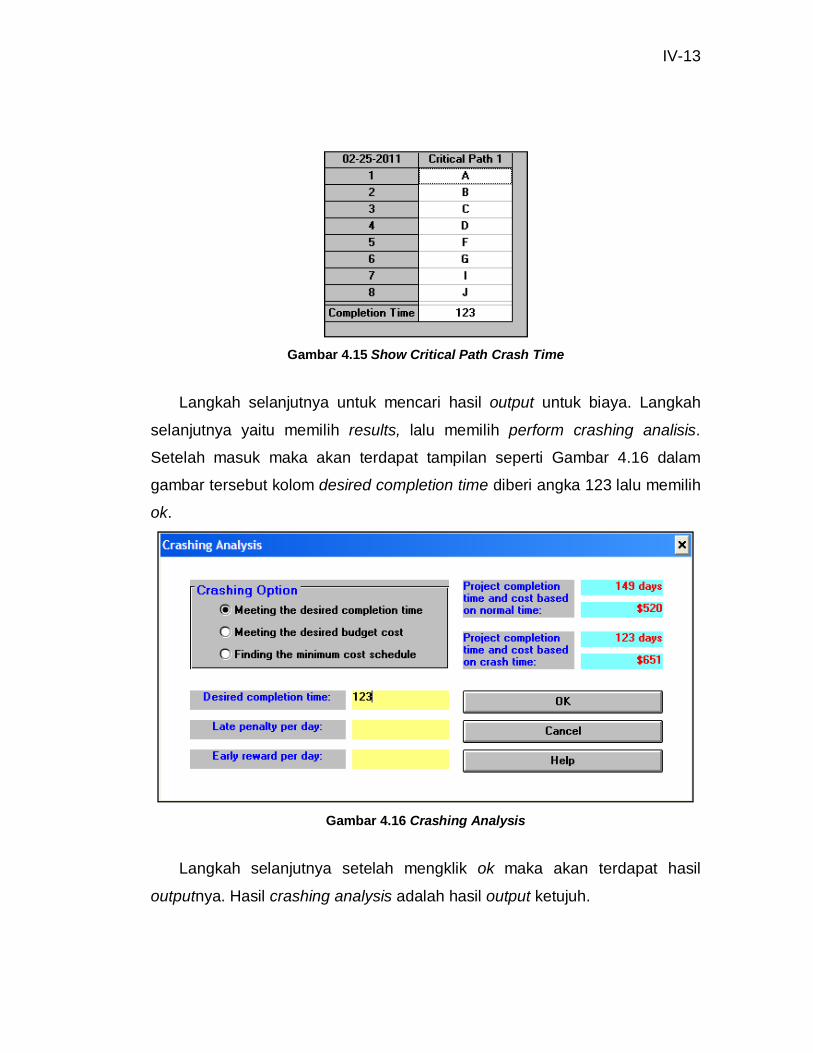
Gambar 4.15 Show Critical Path Crash Time
Langkah selanjutnya untuk mencari hasil output untuk biaya. Langkah
selanjutnya yaitu memilih results, lalu memilih perform crashing analisis.
Setelah masuk maka akan terdapat tampilan seperti Gambar 4.16 dalam
gambar tersebut kolom desired completion time diberi angka 123 lalu memilih
ok.
Gambar 4.16 Crashing Analysis
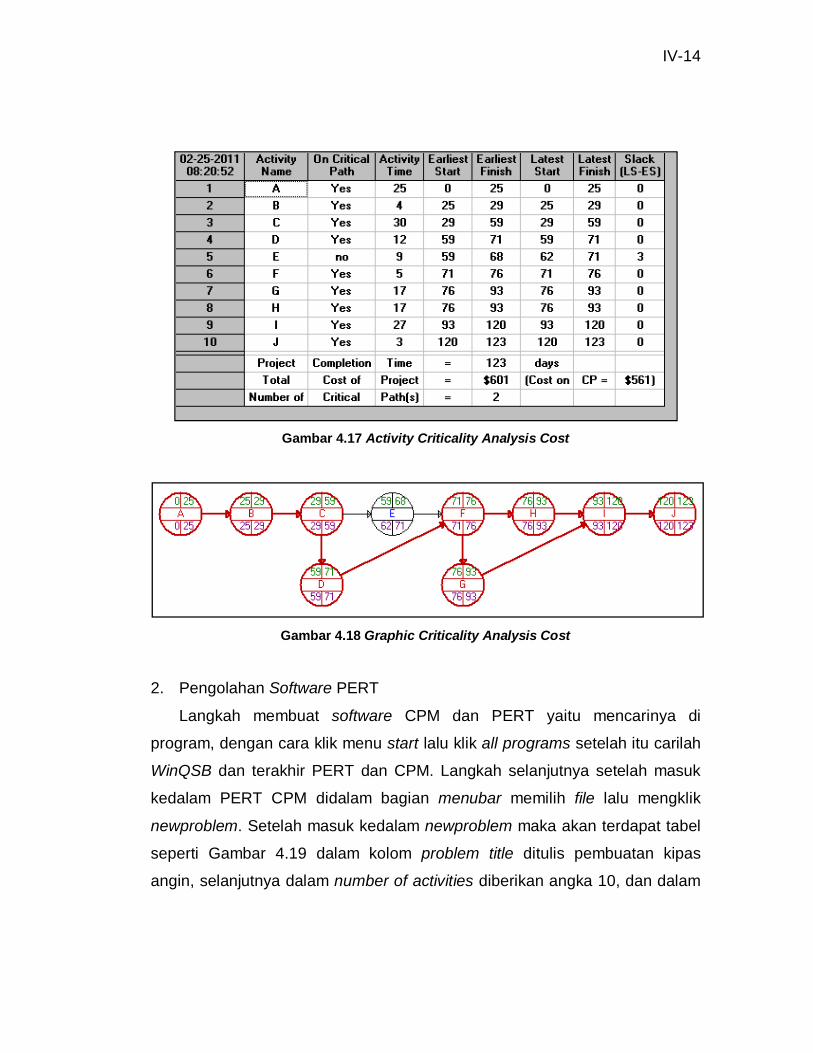
Langkah selanjutnya setelah mengklik ok maka akan terdapat hasil
outputnya. Hasil crashing analysis adalah hasil output ketujuh.
IV-14
Gambar 4.17 Activity Criticality Analysis Cost
Gambar 4.18 Graphic Criticality Analysis Cost
2. Pengolahan Software PERT
Langkah membuat software CPM dan PERT yaitu mencarinya di
program, dengan cara klik menu start lalu klik all programs setelah itu carilah
WinQSB dan terakhir PERT dan CPM. Langkah selanjutnya setelah masuk
kedalam PERT CPM didalam bagian menubar memilih file lalu mengklik
newproblem. Setelah masuk kedalam newproblem maka akan terdapat tabel
seperti Gambar 4.19 dalam kolom problem title ditulis pembuatan kipas
angin, selanjutnya dalam number of activities diberikan angka 10, dan dalam
IV-15
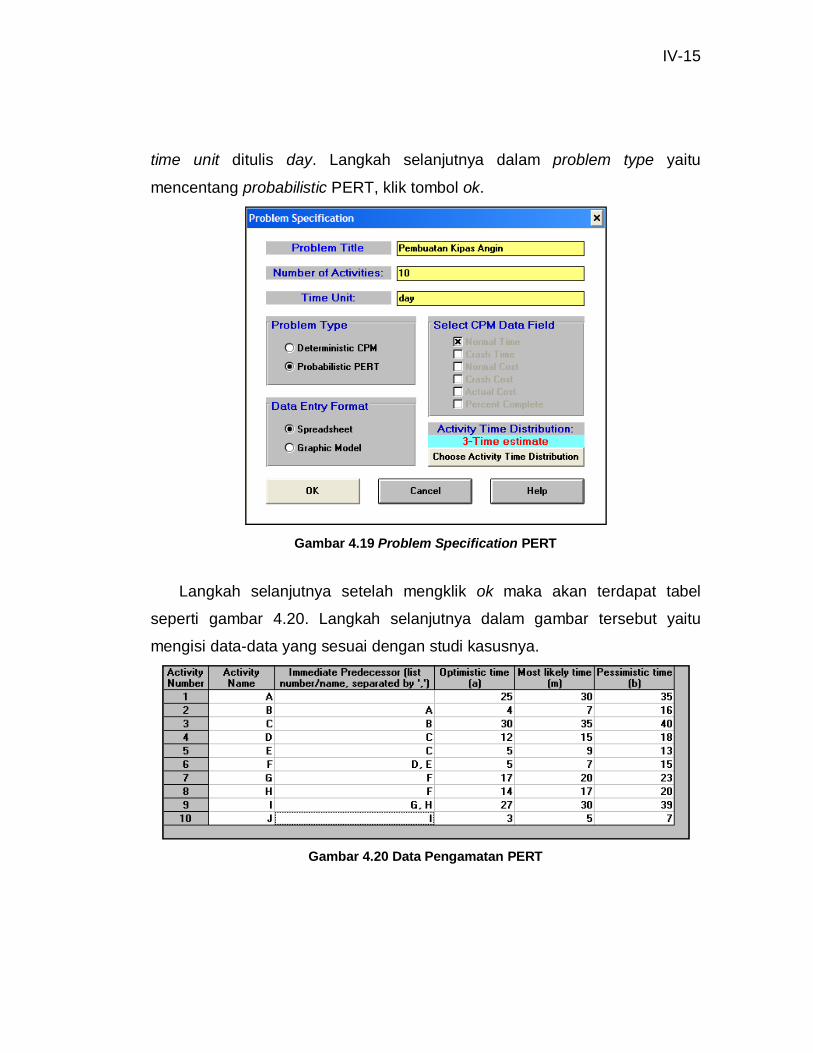
time unit ditulis day. Langkah selanjutnya dalam problem type yaitu
mencentang probabilistic PERT, klik tombol ok.
Gambar 4.19 Problem Specification PERT
Langkah selanjutnya setelah mengklik ok maka akan terdapat tabel
seperti gambar 4.20. Langkah selanjutnya dalam gambar tersebut yaitu
mengisi data-data yang sesuai dengan studi kasusnya.
Gambar 4.20 Data Pengamatan PERT
IV-16
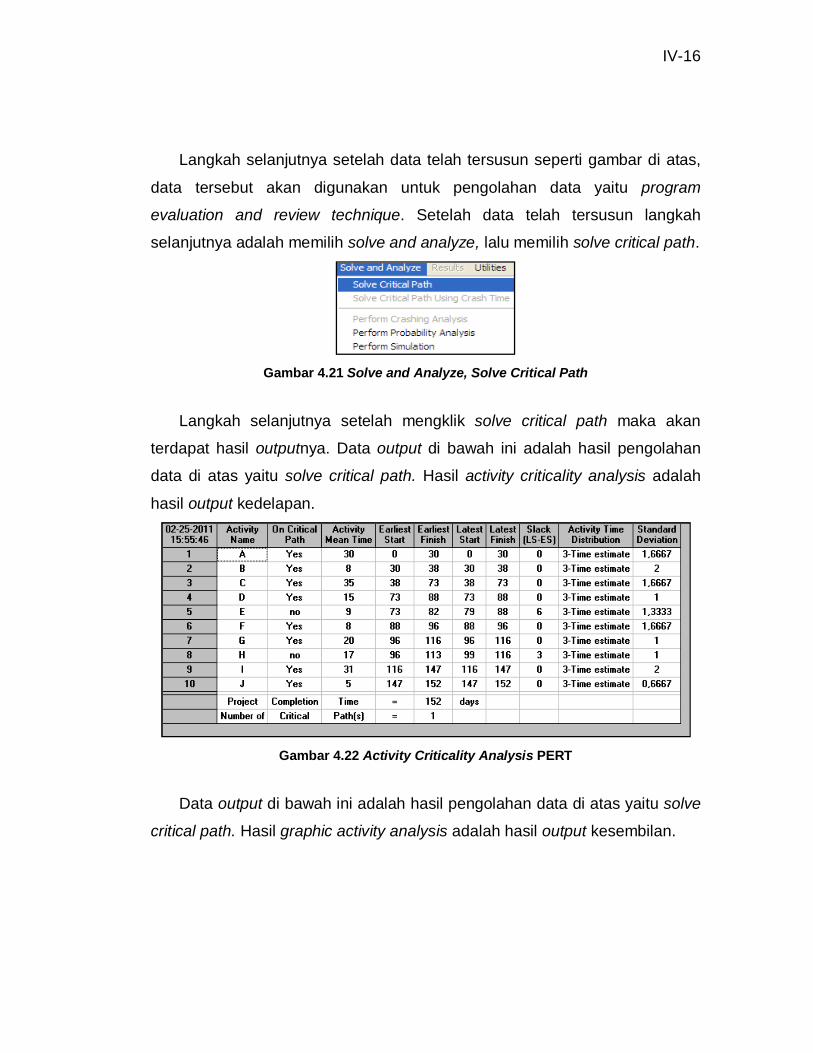
Langkah selanjutnya setelah data telah tersusun seperti gambar di atas,
data tersebut akan digunakan untuk pengolahan data yaitu program
evaluation and review technique. Setelah data telah tersusun langkah
selanjutnya adalah memilih solve and analyze, lalu memilih solve critical path.
Gambar 4.21 Solve and Analyze, Solve Critical Path
Langkah selanjutnya setelah mengklik solve critical path maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil pengolahan
data di atas yaitu solve critical path. Hasil activity criticality analysis adalah
hasil output kedelapan.
Gambar 4.22 Activity Criticality Analysis PERT
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
critical path. Hasil graphic activity analysis adalah hasil output kesembilan.
IV-17
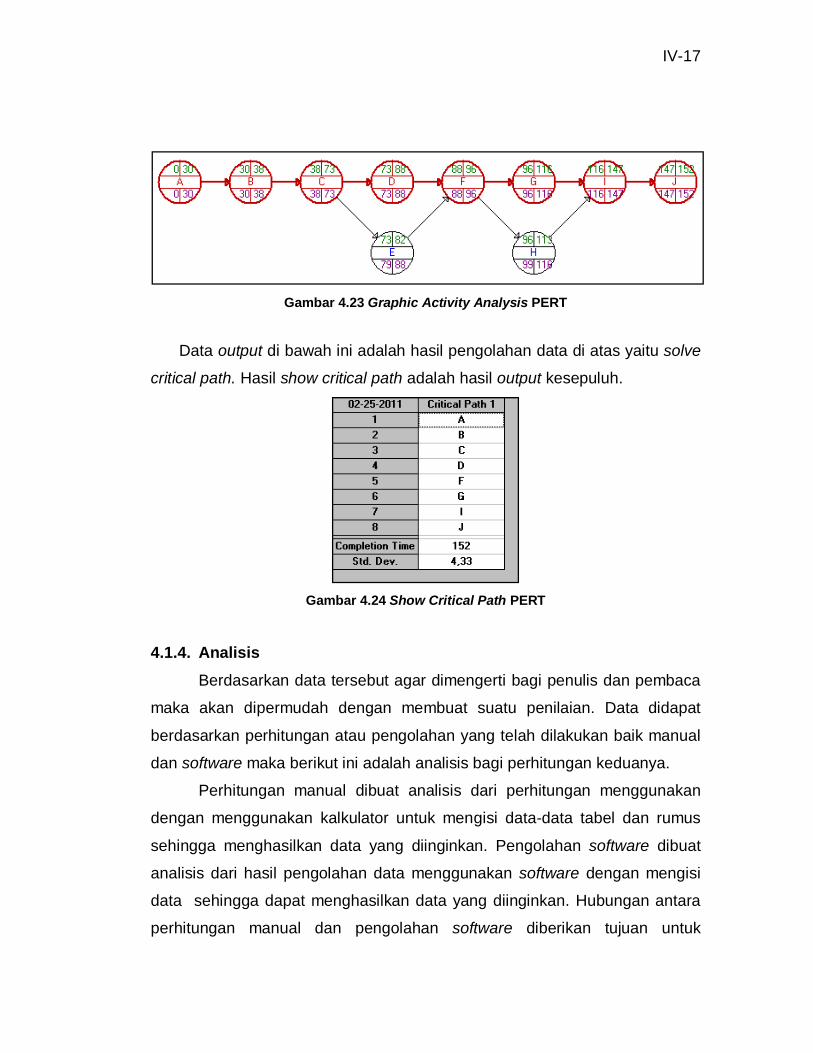
Gambar 4.23 Graphic Activity Analysis PERT
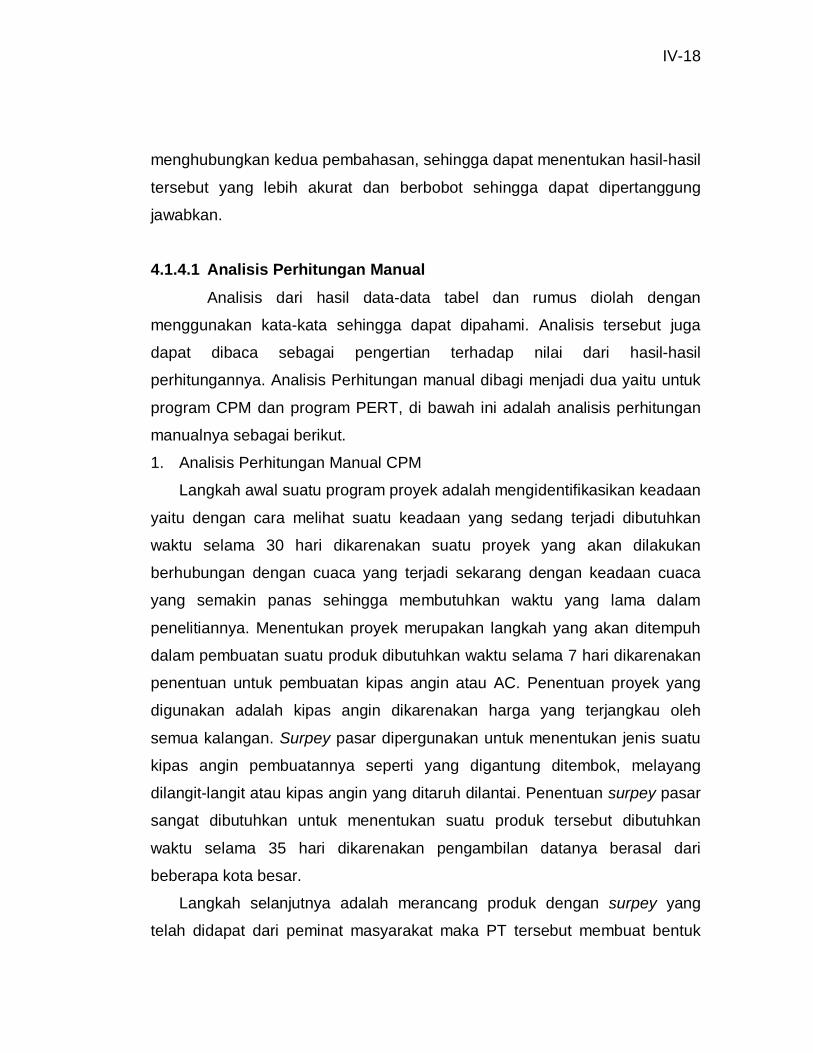
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
critical path. Hasil show critical path adalah hasil output kesepuluh.
Gambar 4.24 Show Critical Path PERT
4.1.4. Analisis
Berdasarkan data tersebut agar dimengerti bagi penulis dan pembaca
maka akan dipermudah dengan membuat suatu penilaian. Data didapat
berdasarkan perhitungan atau pengolahan yang telah dilakukan baik manual
dan software maka berikut ini adalah analisis bagi perhitungan keduanya.
Perhitungan manual dibuat analisis dari perhitungan menggunakan
dengan menggunakan kalkulator untuk mengisi data-data tabel dan rumus
sehingga menghasilkan data yang diinginkan. Pengolahan software dibuat
analisis dari hasil pengolahan data menggunakan software dengan mengisi
data sehingga dapat menghasilkan data yang diinginkan. Hubungan antara
perhitungan manual dan pengolahan software diberikan tujuan untuk
IV-18
menghubungkan kedua pembahasan, sehingga dapat menentukan hasil-hasil
tersebut yang lebih akurat dan berbobot sehingga dapat dipertanggung
jawabkan.
4.1.4.1 Analisis Perhitungan Manual
Analisis dari hasil data-data tabel dan rumus diolah dengan
menggunakan kata-kata sehingga dapat dipahami. Analisis tersebut juga
dapat dibaca sebagai pengertian terhadap nilai dari hasil-hasil
perhitungannya. Analisis Perhitungan manual dibagi menjadi dua yaitu untuk
program CPM dan program PERT, di bawah ini adalah analisis perhitungan
manualnya sebagai berikut. 1. Analisis Perhitungan Manual CPM
Langkah awal suatu program proyek adalah mengidentifikasikan keadaan
yaitu dengan cara melihat suatu keadaan yang sedang terjadi dibutuhkan
waktu selama 30 hari dikarenakan suatu proyek yang akan dilakukan
berhubungan dengan cuaca yang terjadi sekarang dengan keadaan cuaca
yang semakin panas sehingga membutuhkan waktu yang lama dalam
penelitiannya. Menentukan proyek merupakan langkah yang akan ditempuh
dalam pembuatan suatu produk dibutuhkan waktu selama 7 hari dikarenakan
penentuan untuk pembuatan kipas angin atau AC. Penentuan proyek yang
digunakan adalah kipas angin dikarenakan harga yang terjangkau oleh
semua kalangan. Surpey pasar dipergunakan untuk menentukan jenis suatu
kipas angin pembuatannya seperti yang digantung ditembok, melayang
dilangit-langit atau kipas angin yang ditaruh dilantai. Penentuan surpey pasar
sangat dibutuhkan untuk menentukan suatu produk tersebut dibutuhkan
waktu selama 35 hari dikarenakan pengambilan datanya berasal dari
beberapa kota besar.
Langkah selanjutnya adalah merancang produk dengan surpey yang
telah didapat dari peminat masyarakat maka PT tersebut membuat bentuk
IV-19
kipas angin yang diberada pada lantai. Pembuatan produk dibutuhkan waktu
selama 15 hari dikarenakan PT tersebut ingin membuat produk yang berbeda
dengan produk lainnya sehingga membutuhkan waktu selama 15 hari.
Menyiapkan bahan dibutuhkan karena suatu komponen kipas angin yang
berkualitas harus membutuhkan bahan yang baik sehingga pencarian bahan
tersebut membutuhkan waktu selama 9 hari. Pembuatan produk dilakukan
setelah rancangan telah sempurna dan bahan yang digunakan memiliki
kualitas tinggi sehingga program pembuatan kipas angin dapat dilaksanakan
pembuatan produk kipas angin membutuhkan waktu selama 7 hari
dikarenakan pembuatan ini merupakan pembuatan awal dan juga tidak
memiliki data-data terlebih dahulu sehingga membutuhkan waktu yang lama.
Langkah selanjutnya adalah standarisasi produk merupakan syarat-
syarat minimum suatu produk dan juga bentuk penjaminan PT tersebut
terhadap kualitas produk tersebut. Standarisasi membutuhkan waktu selama
20 hari dikarenakan pengujuan dan pengujian sangat diperlukan untuk
pembuatan produk yang berkualitas. Pendistribusian konsumen merupakan
langkah suatu produk tersebut menuju pasar perdagangan dibutuhkan waktu
selama 17 hari dikarenakan pendistribusian menuju kota kota besar diseluruh
indonesia. Penelitian hasil penjualan produk dilakukan untuk menentukan
minat masyarakan terhadap produk yang dibuat PT tersebut, penelitian
tersebut membutuhkan waktu selama 30 hari dikarenakan suatu kegiatan
membutuhkan waktu yang sempurna dalam meramalkan produk yang akan
datang.
Lintasan kritis waktu normal adalah A – B – C – D – F – G – I – J dengan
nilainya adalah 149 hari. Pengambilan kegiatan waktu kritis mengambil
kegiatan D dari pada kegiatan E dikarenakan kegiatan D memiliki waktu yang
lebih lama dari kegiatan E yaitu 15 dengan 9. Pengambilan kegiatan waktu
kritis mengambil kegiatan G dari pada kegiatan H dikarenakan kegiatan G
memiliki waktu yang lebih lama dari kegiatan H yaitu 20 dengan 17.
IV-20
Lintasan kritis waktu dipercepat adalah A – B – C – D – F – G – I – J
dengan nilainya adalah 123 hari. Pengambilan kegiatan waktu kritis
mengambil kegiatan D dari pada kegiatan E dikarenakan kegiatan D memiliki
waktu yang lebih lama dari kegiatan E yaitu 12 dengan 5. Pengambilan
kegiatan waktu kritis mengambil kegiatan G dari pada kegiatan H
dikarenakan kegiatan G memiliki waktu yang lebih lama dari kegiatan H yaitu
17 dengan 14.
Perhitungan manual biaya dengan langkah awalnya adalah 149 hari
berarti tidak ada percepatan yang terjadi sehingga biayanya adalah 520 atau
52.000.000. Berdasarkan kegiatan dipercepat akan menaikkan setiap
biayanya dengan ketentuan slop biaya yang telah diberikan sehingga total
biaya apabila suatu kegiatan dipercepat selama 123 hari adalah 546 atau
54.600.000. Pengalokasian kegiatan pada kegiatan E dan H tidak akan
mempersingkat total waktu penyelesaian proyek, jadi kegiatan E dan H tidak
perlu dilakukan percepatan.
2. Analisis Perhitungan Manual PERT
Kegiatan A menunjukkan bahwa waktu optimis merupakan waktu
dipercepat dengan ketentuan apabila semua berjalan dengan baik dengan
nilainya adalah 25 hari. Waktu realistik merupakan waktu yang ditentukan
sebelumnya dengan ketentuan bila suatu kegiatan dilakukan dengan kondisi
normal dengan nilainya adalah 30 hari. Waktu pesimistik merupakan waktu
apabila kegiatan A mengalami hambatan-hambatan sehingga terjadi
pengunduran waktu dengan nilainya adalah 35 hari. Berdasarkan data waktu
tersebut sehingga waktu yang diharapkan untuk kegiatan A adalah 30 hari
yang sesuai dengan ketentuan rumus yang berlaku.
Berdasarkan waktu yang diharapkan maka lintasan kritis waktu yang
diharapkan adalah A – B – C – D – F – G – I – J dengan nilainya adalah 152
hari. Pengambilan kegiatan waktu kritis yang diharapkan mengambil kegiatan
D dari pada kegiatan E dikarenakan kegiatan D memiliki waktu yang lebih

IV-21
lama dari kegiatan E yaitu 15 dengan 9. Pengambilan kegiatan waktu kritis
yang diharapkan mengambil kegiatan G dari pada kegiatan H dikarenakan
kegiatan G memiliki waktu yang lebih lama dari kegiatan H yaitu 20 dengan
17.
4.1.4.2 Analisis Pengolahan Software
Analisis dari hasil menggunakan perangkat komputer diolah dengan
menggunakan kata-kata sehingga dapat dimengerti oleh penulis dan
pembaca. Analisis tersebut juga dapat dibaca sebagai pengertian terhadap
nilai dari hasil-hasil pengolahannya. Analisis Pengolahan software dibagi
menjadi dua yaitu untuk program CPM dan program PERT, di bawah ini
adalah analisis pengolahan software-nya sebagai berikut.
1. Analisis Pengolahan Software CPM
Berdasarkan pengolahan software waktu normal didapat nilai earliest
start (ES) sebesar nol (0) data tersebut dinyatakan bahwa awal suatu
kegiatan berada pada aktivitas A sehingga aktivitas A tidak memiliki angka
permulaan. Nilai earliest finish (EF) pada aktivitas awal A bernilai 30 data
tersebut dinyatakan bahwa aktivitas A bernilai 30 untuk selesainya kegiatan.
Berdasarkan pengolahan software waktu normal didapat nilai latest start (LS)
sebesar nol (0) data tersebut dinyatakan bahwa akhir suatu kegiatan berada
pada aktivitas A sehingga aktivitas A tidak memiliki angka kegiatan dimulai.
Nilai latest finish (LF) pada aktivitas akhir A bernilai 30 data tersebut
dinyatakan bahwa aktivitas A bernilai 30 untuk akhir selesainya kegiatan.
Slack merupakan perbedaan selisih antara earliest finish (EF) dengan latest
finish (LF). Project compeletion time merupakan waktu yang dibutuhkan suatu
aktivitas tersebut untuk selesai yaitu selama 149 hari dengan total biayanya
adalah 520 atau 52.000.000 berdasarkan nilai kritisnya berjumlah 1 buah.
Lintasan kritis waktu normal adalah A – B – C – D – F – G – I – J dengan
IV-22
nilainya adalah 149 hari yang ditandai dengan warna peristiwa dan
kegiatannya adalah merah.
Berdasarkan pengolahan software waktu dipercepat didapat nilai earliest
start (ES) sebesar nol (0) data tersebut dinyatakan bahwa awal suatu
kegiatan berada pada aktivitas A sehingga aktivitas A tidak memiliki angka
permulaan. Nilai earliest finish (EF) pada aktivitas awal A bernilai 25 data
tersebut dinyatakan bahwa aktivitas A bernilai 25 untuk selesainya kegiatan.
Berdasarkan pengolahan software waktu dipercepat didapat nilai latest start
(LS) sebesar nol (0) data tersebut dinyatakan bahwa akhir suatu kegiatan
berada pada aktivitas A sehingga aktivitas A tidak memiliki angka kegiatan
dimulai. Nilai latest finish (LF) pada aktivitas akhir A bernilai 25 data tersebut
dinyatakan bahwa aktivitas A bernilai 25 untuk akhir selesainya kegiatan.
Slack merupakan perbedaan selisih antara earliest finish (EF) dengan latest
finish (LF). Project compeletion time merupakan waktu yang dibutuhkan suatu
aktivitas tersebut untuk selesai yaitu selama 123 hari dengan total biayanya
adalah 651 atau 65.100.000 berdasarkan nilai kritisnya berjumlah 1 buah.
Lintasan kritis waktu dipercepat adalah A – B – C – D – F – G – I – J dengan
nilainya adalah 123 hari yang ditandai dengan warna peristiwa dan
kegiatannya adalah merah.
Berdasarkan lintasan biaya didapat selama 123 hari dengan memiliki 2
lintasan kritis yaitu A – B – C – D – F – G – I – J dan A – B – C – D – F – H – I
– J dengan kurun waktu selama 123 hari. Berdasarkan total harganya yaitu
sebanyak 601 atau 60.100.000.
2. Analisis Pengolahan Software PERT
Berdasarkan pengolahan software waktu PERT didapat nilai earliest start
(ES) sebesar nol (0) data tersebut dinyatakan bahwa awal suatu kegiatan
berada pada aktivitas A sehingga aktivitas A tidak memiliki angka permulaan.
Nilai earliest finish (EF) pada aktivitas awal A bernilai 30 data tersebut
dinyatakan bahwa aktivitas A bernilai 30 untuk selesainya kegiatan.
IV-23
Berdasarkan pengolahan software waktu PERT didapat nilai latest start (LS)
sebesar nol (0) data tersebut dinyatakan bahwa akhir suatu kegiatan berada
pada aktivitas A sehingga aktivitas A tidak memiliki angka kegiatan dimulai.
Nilai latest finish (LF) pada aktivitas akhir A bernilai 30 data tersebut
dinyatakan bahwa aktivitas A bernilai 30 untuk akhir selesainya kegiatan.
Slack merupakan perbedaan selisih antara earliest finish (EF) dengan latest
finish (LF). Project compeletion time merupakan waktu yang dibutuhkan suatu
aktivitas tersebut untuk selesai yaitu selama 152 hari berdasarkan nilai
kritisnya berjumlah 1 buah. Lintasan kritis waktu PERT adalah A – B – C – D
– F – G – I – J dengan nilainya adalah 152 hari yang ditandai dengan warna
peristiwa dan kegiatannya adalah merah dengan standar deviasi dari lintasan
kritis adalah 4,33.
4.1.4.3 Perbandingan Analisis
Analisis dari hubungan antara perhitungan manual dan pengolahan
software dipergunakan sebagai pembanding terhadap kedua perhitungan
untuk menentukan tingkat kesamaan perhitungan dan perbedaan
perhitungan sehingga dapat diperhitungan untuk sebuah penelitian yang lebih
besar, di bawah ini adalah hasil dari perbandingannya adalah sebagai
berikut.
Lintasan kritis waktu normal dalam perhitungan manual adalah A – B –
C – D – F – G – I – J dengan waktu 149 hari, sedangkan pengolahan
software adalah A – B – C – D – F – G – I – J dengan waktu 149 hari. Data
tersebut dinyatakan sama dikarenakan perhitungan yang konstan dengan
pengolahan software yang sesuai.
Lintasan kritis waktu dipercepat dalam perhitungan manual adalah A –
B – C – D – F – G – I – J dengan waktu 123 hari, sedangkan pengolahan
software adalah A – B – C – D – F – G – I – J dengan waktu 123 hari. Data
IV-24
tersebut dinyatakan sama dikarenakan perhitungan yang konstan dengan
pengolahan software yang sesuai.
Lintasan kritis waktu PERT dalam perhitungan manual adalah A – B –
C – D – F – G – I – J dengan waktu 152 hari, sedangkan pengolahan
software adalah A – B – C – D – F – G – I – J dengan waktu 152 hari. Data
tersebut dinyatakan sama dikarenakan perhitungan yang konstan dengan
pengolahan software yang sesuai.
4.2. Linier Programing
Modul linier programing ini memiliki permasalahan dan
penyelesaiannya dengan permasalahan pada studi kasus sedangkan
penyelesaiannya menggunakan perhitungan manual dan pengolahan
software. Permasalahan studi kasus dipergunakan untuk menentukan
keakuratan dalam penyelesaian terhadap perhitungan manual dan
pengolahan software. Perhitungan manual digunakan untuk menyelesaikan
permasalahan studi kasus dengan menggunakan rumus yang berasal dari
landasan teori sehingga keakuratan perhitungan manual dapat
dipertanggungjawabkan saat penganalisaan. Pengolahan software digunakan
untuk menyelesaikan permasalahan studi kasus dengan menggunakan
program komputer sehingga lebih efisien. Berdasarkan kedua penyelesaian
tersebut maka dibuatlah analisis agar dapat dipahami oleh penulis dan
pembaca dengan membuat suatu penilaian.
4.2.1 Studi Kasus
Sebuah PT Electronic Internasional yang bekerja di bidang elektronik
akan melakukan pembuatan suatu produk yaitu kipas angin. Pembuatan
produk tersebut terdiri atas dua yaitu kipas angin berdiri dan kipas angin
dinding. Berdasarkan bagian-bagiannya yaitu plastik, besi, dan kabel berikut
ini adalah tabel data banyaknya produksi kipas angin.
IV-25
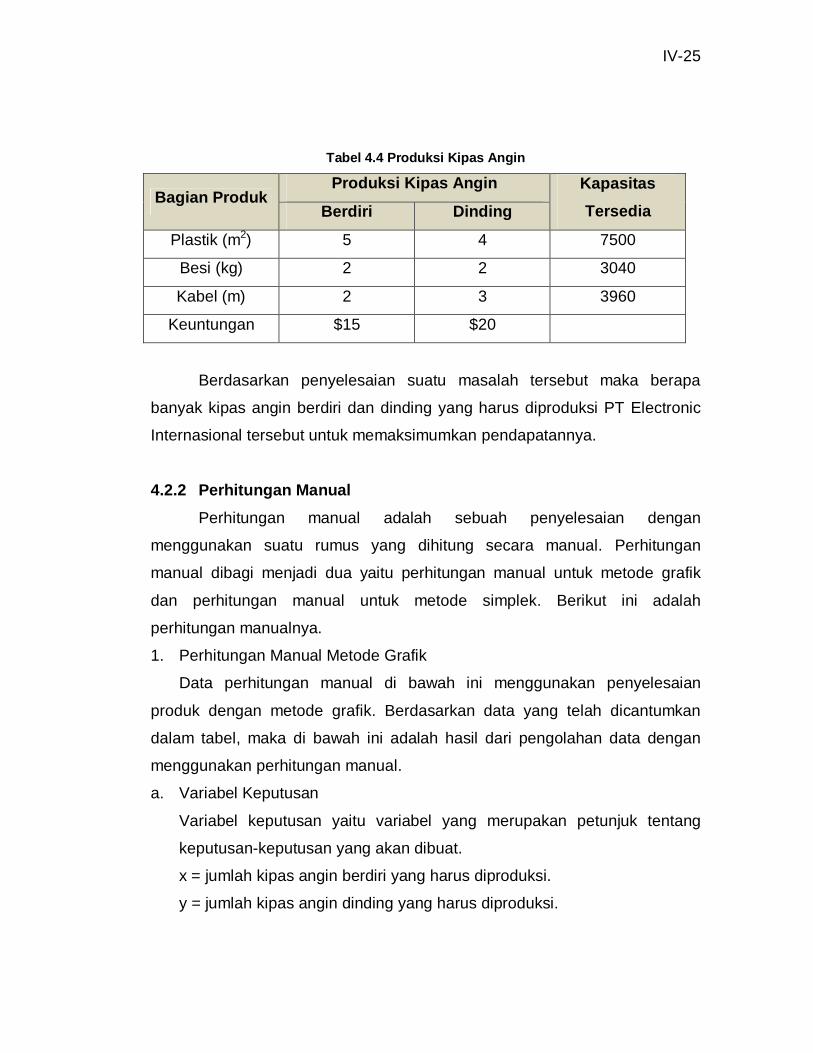
Tabel 4.4 Produksi Kipas Angin
Bagian Produk Produksi Kipas Angin Kapasitas
Tersedia Berdiri Dinding
Plastik (m2) 5 4 7500
Besi (kg) 2 2 3040
Kabel (m) 2 3 3960
Keuntungan $15 $20
Berdasarkan penyelesaian suatu masalah tersebut maka berapa
banyak kipas angin berdiri dan dinding yang harus diproduksi PT Electronic
Internasional tersebut untuk memaksimumkan pendapatannya.
4.2.2 Perhitungan Manual
Perhitungan manual adalah sebuah penyelesaian dengan
menggunakan suatu rumus yang dihitung secara manual. Perhitungan
manual dibagi menjadi dua yaitu perhitungan manual untuk metode grafik
dan perhitungan manual untuk metode simplek. Berikut ini adalah
perhitungan manualnya.
1. Perhitungan Manual Metode Grafik
Data perhitungan manual di bawah ini menggunakan penyelesaian
produk dengan metode grafik. Berdasarkan data yang telah dicantumkan
dalam tabel, maka di bawah ini adalah hasil dari pengolahan data dengan
menggunakan perhitungan manual.
a. Variabel Keputusan
Variabel keputusan yaitu variabel yang merupakan petunjuk tentang
keputusan-keputusan yang akan dibuat.
x = jumlah kipas angin berdiri yang harus diproduksi.
y = jumlah kipas angin dinding yang harus diproduksi.
IV-26
b. Fungsi Tujuan
Fungsi tujuan yaitu fungsi dari variabel keputusan yang akan
dioptimalkan.
Maksimum : Z = 15x + 20y (Keuntungan)
c. Fungsi Pembatas
Fungsi pembatas merupakan kendala yang dihadapi karena ketersediaan
sumber daya sehingga penulis tidak dapat menentukan nilai variabel-
variabel keputusan secara sembarang.
5x + 4y ≤ 7500
2x + 2y ≤ 3040
2x + 3y ≤ 3960
x ≥ 0 y ≥ 0
Berdasarkan nilai fungsi tujuan dan fungsi kendala langkah selanjutnya
adalah mencari nilai untuk pembuatan garis linier. Berikut ini adalah titik
koordinat untuk pembuatan grafik kipas angin.
Tabel 4.5 Perhitungan Mencari Titik Koordinat
Bagian X Y Titik
Plastik
5x + 4y = 7500
0 1875 (0,1875)
1500 0 (1500,0)
Besi
2x + 2y = 3040
0 1520 (0,1520)
1520 0 (1520,0)
Kabel
2x + 3y = 3960
0 1320 (0,1320)
1980 0 (1980,0)
Berdasarkan nilai perhitngan pencarian garis di atas maka di bawah
ini adalah grafik produksi kipas angin. Grafik tersebut menunjukkan titik-titik
optimal yang akan dicapai produksi kipas angin, berikut ini adalah grafiknya.
IV-27
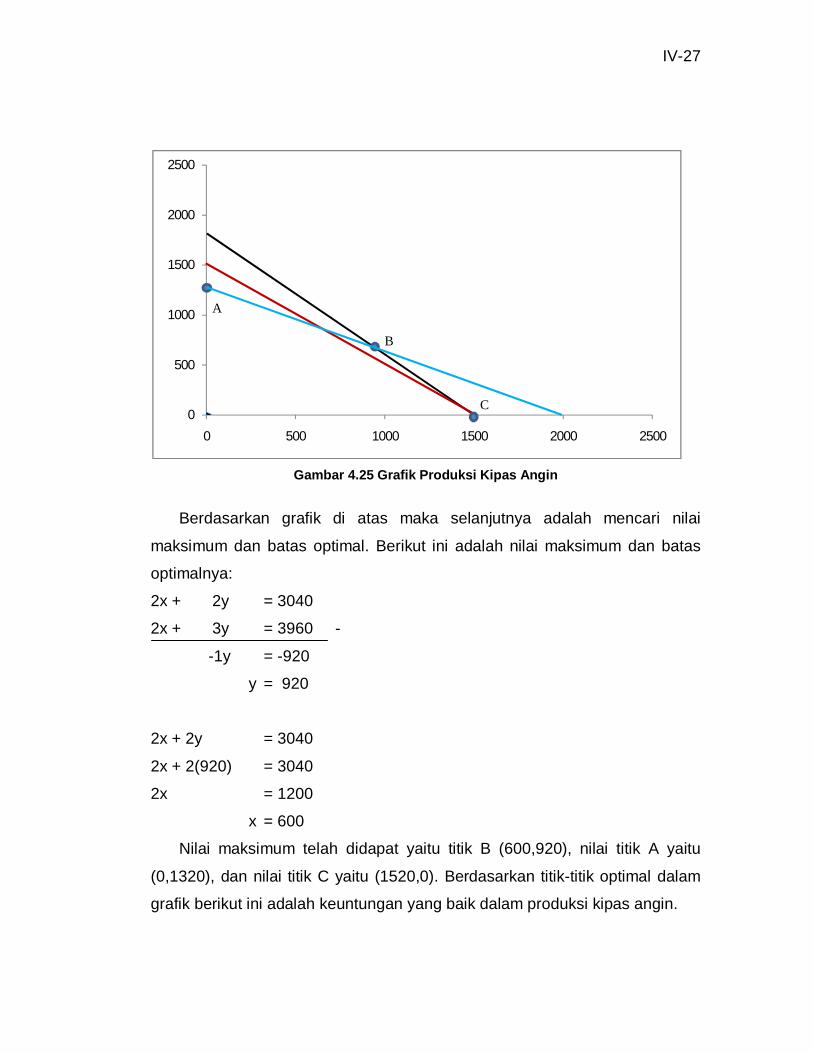
Gambar 4.25 Grafik Produksi Kipas Angin
Berdasarkan grafik di atas maka selanjutnya adalah mencari nilai
maksimum dan batas optimal. Berikut ini adalah nilai maksimum dan batas
optimalnya:
2x + 2y = 3040
2x + 3y = 3960 -
-1y = -920
y = 920
2x + 2y = 3040
2x + 2(920) = 3040
2x = 1200
x = 600
Nilai maksimum telah didapat yaitu titik B (600,920), nilai titik A yaitu
(0,1320), dan nilai titik C yaitu (1520,0). Berdasarkan titik-titik optimal dalam
grafik berikut ini adalah keuntungan yang baik dalam produksi kipas angin.
0
500
1000
1500
2000
2500
0 500 1000 1500 2000 2500
A
B
C
IV-28
Z (titik A) = 15x + 20y
= 15(0) + 20(1320)
= 26400
Z (titik B) = 15x + 20y
= 15(600) + 20(920)
= 27400
Z (titik C) = 15x + 20y
= 15(1520) + 20(0)
= 22800
Berdasarkan nilai Z yang terbesar maka dapat dikatakan bahwa titik
optimal suatu keuntungan yang dapat diperoleh adalah (600,920). Nilai titik
tersebut maka dapat ditentukan keuntungan yang didapat adalah $27400
yang berdasarkan pembuatan produk kipas angin berdiri sebanyak 600 unit
dan pembuatan produk kipas angin dinding sebanyak 920 unit.
2. Perhitungan Manual Metode Simplek
Data perhitungan manual di bawah ini menggunakan penyelesaian
produk dengan metode simplek. Berdasarkan data yang telah dicantumkan
dalam tabel, maka di bawah ini adalah hasil dari pengolahan data dengan
menggunakan perhitungan manual.
Nilai maksimum lama
Z = 15x + 20y
Nilai maksimum baru
Z = - 15x2 - 20x2 + 0(S1 + S2 + S3) = 0
Slack lama
5x + 4y ≤ 7500
2x + 2y ≤ 3040
2x + 3y ≤ 3960
IV-29
Slack baru
5x1 + 4x2 + S1= 7500
2x1 + 2x2 + S2= 3040
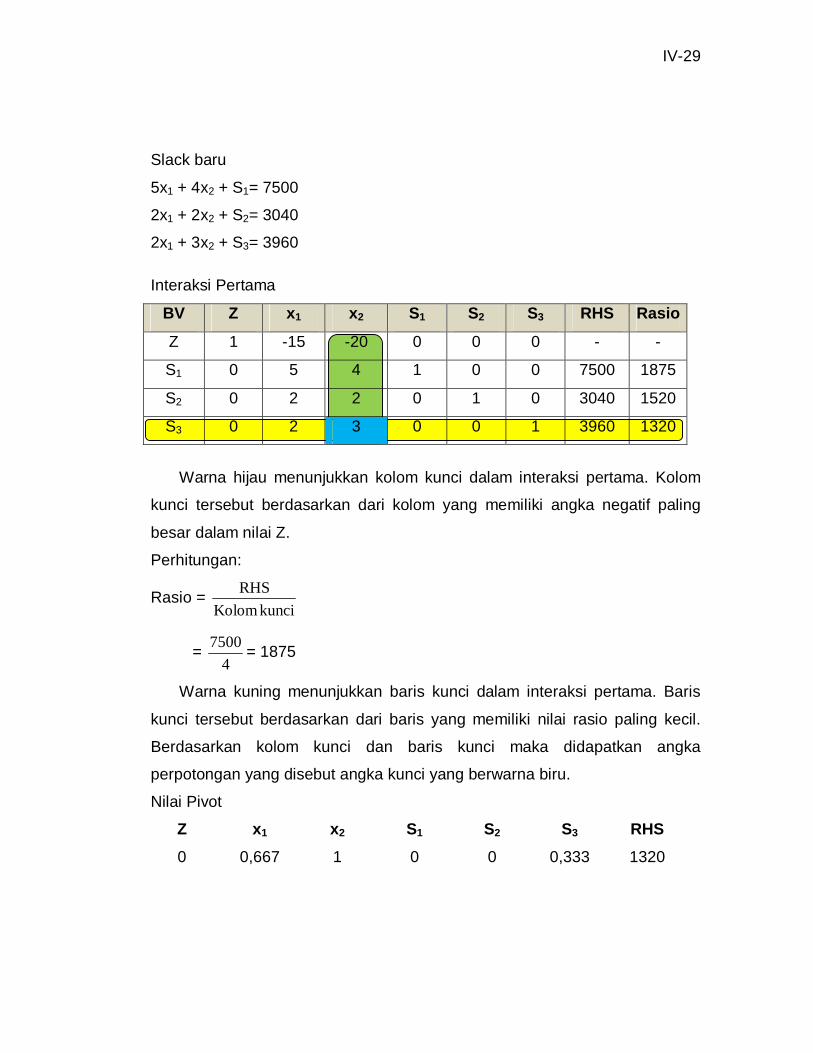
2x1 + 3x2 + S3= 3960 Interaksi Pertama
BV Z x1 x2 S1 S2 S3 RHS Rasio
Z 1 -15 -20 0 0 0 - -
S1 0 5 4 1 0 0 7500 1875
S2 0 2 2 0 1 0 3040 1520
S3 0 2 3 0 0 1 3960 1320
Warna hijau menunjukkan kolom kunci dalam interaksi pertama. Kolom
kunci tersebut berdasarkan dari kolom yang memiliki angka negatif paling
besar dalam nilai Z.
Perhitungan:
Rasio = kunciKolom
RHS
= 4
7500 = 1875
Warna kuning menunjukkan baris kunci dalam interaksi pertama. Baris
kunci tersebut berdasarkan dari baris yang memiliki nilai rasio paling kecil.
Berdasarkan kolom kunci dan baris kunci maka didapatkan angka
perpotongan yang disebut angka kunci yang berwarna biru.
Nilai Pivot
Z x1 x2 S1 S2 S3 RHS
0 0,667 1 0 0 0,333 1320
IV-30
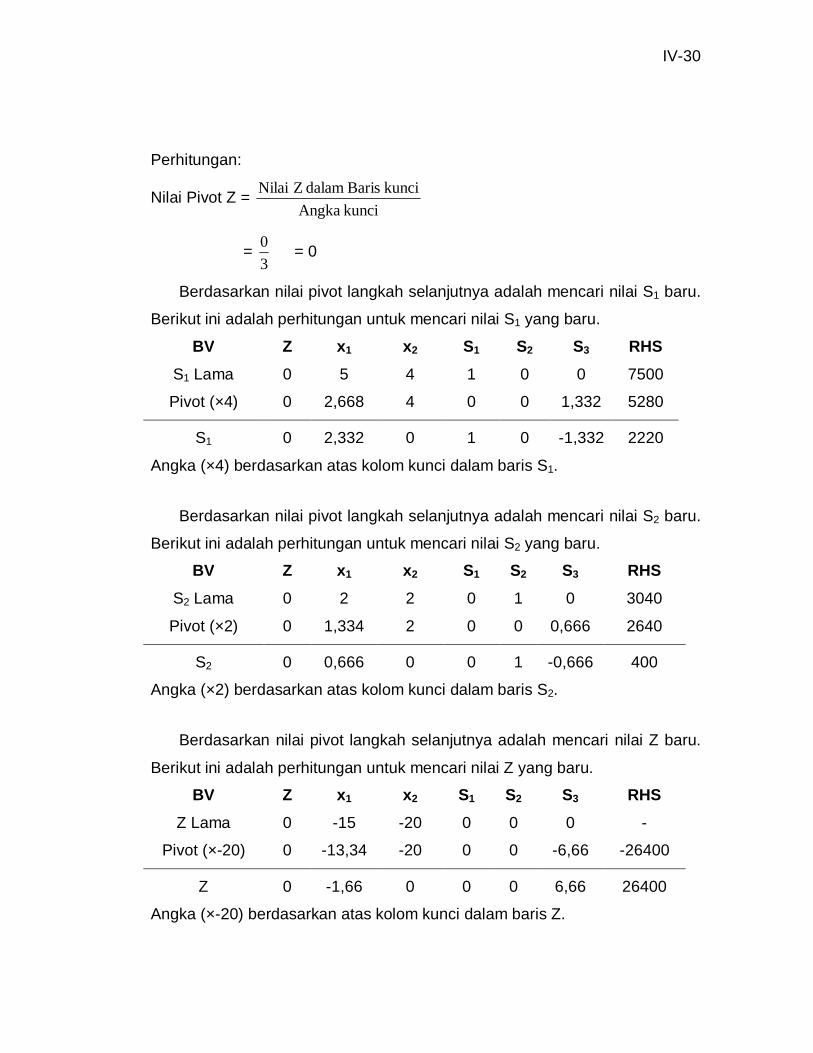
Perhitungan:
Nilai Pivot Z = kunciAngka
kunci Baris dalam ZNilai
= 30 = 0
Berdasarkan nilai pivot langkah selanjutnya adalah mencari nilai S1 baru.
Berikut ini adalah perhitungan untuk mencari nilai S1 yang baru.
BV Z x1 x2 S1 S2 S3 RHS
S1 Lama 0 5 4 1 0 0 7500
Pivot (×4) 0 2,668 4 0 0 1,332 5280
S1 0 2,332 0 1 0 -1,332 2220
Angka (×4) berdasarkan atas kolom kunci dalam baris S1.
Berdasarkan nilai pivot langkah selanjutnya adalah mencari nilai S2 baru.
Berikut ini adalah perhitungan untuk mencari nilai S2 yang baru.
BV Z x1 x2 S1 S2 S3 RHS
S2 Lama 0 2 2 0 1 0 3040
Pivot (×2) 0 1,334 2 0 0 0,666 2640
S2 0 0,666 0 0 1 -0,666 400
Angka (×2) berdasarkan atas kolom kunci dalam baris S2.
Berdasarkan nilai pivot langkah selanjutnya adalah mencari nilai Z baru.
Berikut ini adalah perhitungan untuk mencari nilai Z yang baru.
BV Z x1 x2 S1 S2 S3 RHS
Z Lama 0 -15 -20 0 0 0 -
Pivot (×-20) 0 -13,34 -20 0 0 -6,66 -26400
Z 0 -1,66 0 0 0 6,66 26400
Angka (×-20) berdasarkan atas kolom kunci dalam baris Z.
IV-31
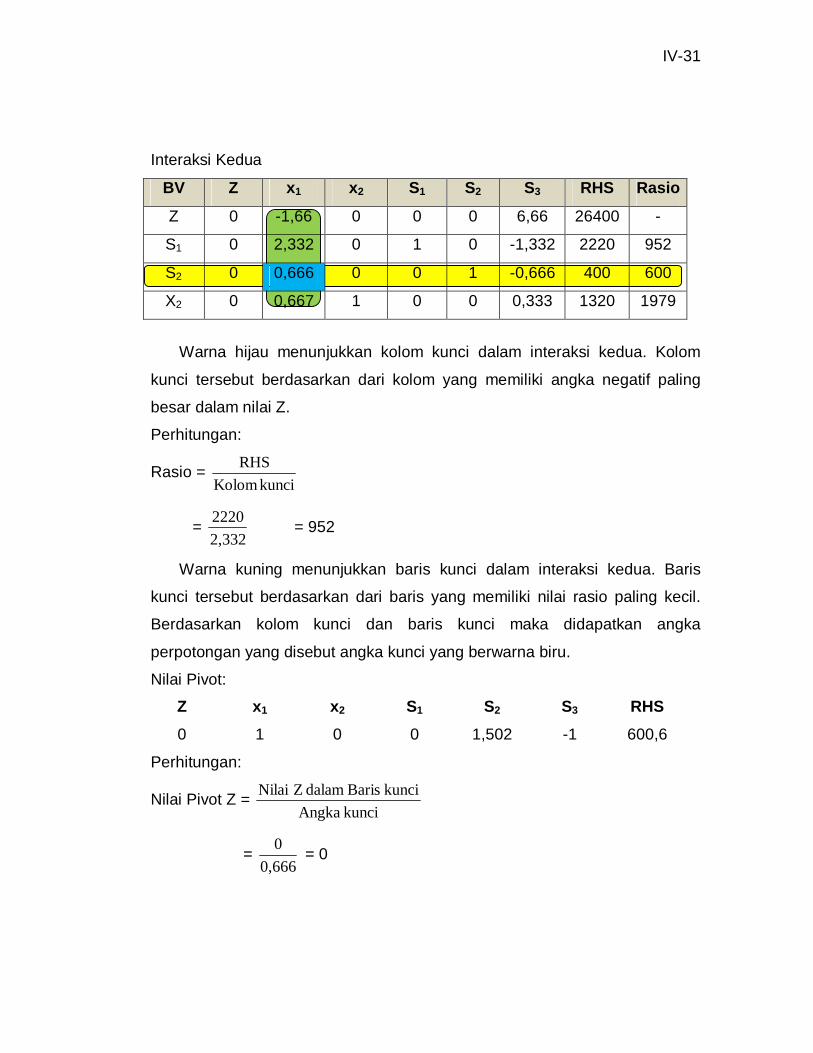
Interaksi Kedua
BV Z x1 x2 S1 S2 S3 RHS Rasio
Z 0 -1,66 0 0 0 6,66 26400 -
S1 0 2,332 0 1 0 -1,332 2220 952
S2 0 0,666 0 0 1 -0,666 400 600
X2 0 0,667 1 0 0 0,333 1320 1979
Warna hijau menunjukkan kolom kunci dalam interaksi kedua. Kolom
kunci tersebut berdasarkan dari kolom yang memiliki angka negatif paling
besar dalam nilai Z.
Perhitungan:
Rasio = kunciKolom
RHS
= 2,3322220 = 952
Warna kuning menunjukkan baris kunci dalam interaksi kedua. Baris
kunci tersebut berdasarkan dari baris yang memiliki nilai rasio paling kecil.
Berdasarkan kolom kunci dan baris kunci maka didapatkan angka
perpotongan yang disebut angka kunci yang berwarna biru.
Nilai Pivot:
Z x1 x2 S1 S2 S3 RHS
0 1 0 0 1,502 -1 600,6
Perhitungan:
Nilai Pivot Z = kunciAngka
kunci Baris dalam ZNilai
= 0,666
0 = 0
IV-32
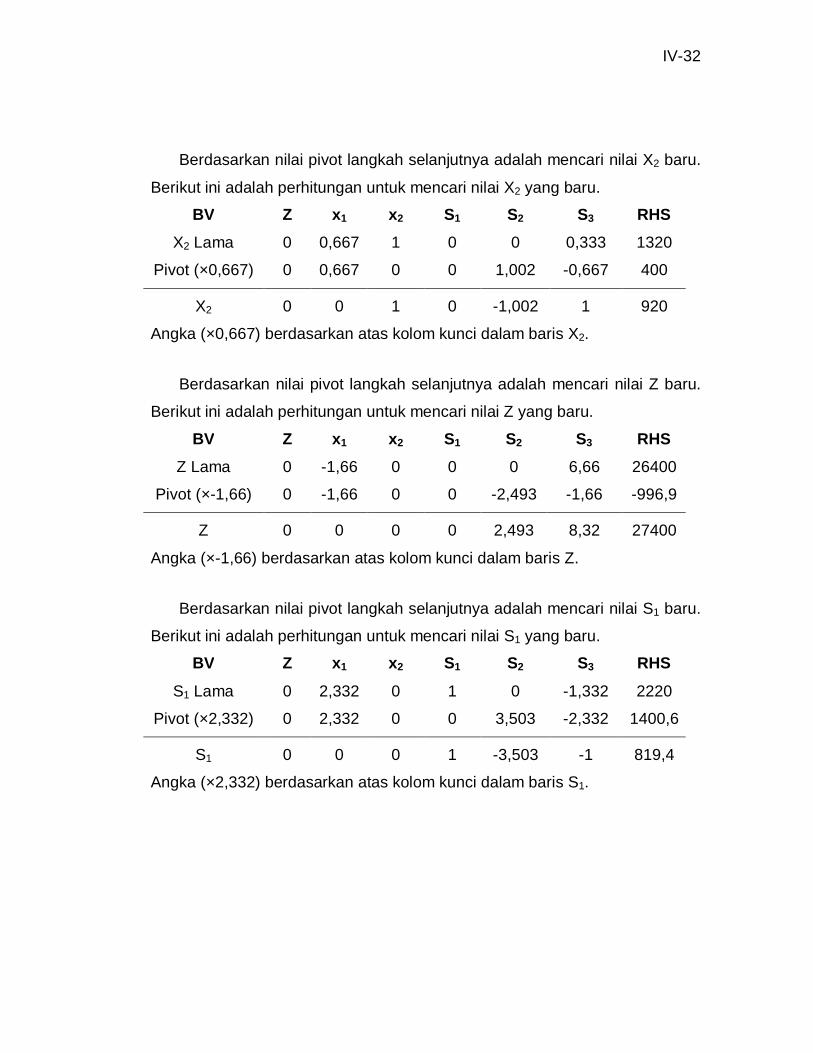
Berdasarkan nilai pivot langkah selanjutnya adalah mencari nilai X2 baru.
Berikut ini adalah perhitungan untuk mencari nilai X2 yang baru.
BV Z x1 x2 S1 S2 S3 RHS
X2 Lama 0 0,667 1 0 0 0,333 1320
Pivot (×0,667) 0 0,667 0 0 1,002 -0,667 400
X2 0 0 1 0 -1,002 1 920
Angka (×0,667) berdasarkan atas kolom kunci dalam baris X2.
Berdasarkan nilai pivot langkah selanjutnya adalah mencari nilai Z baru.
Berikut ini adalah perhitungan untuk mencari nilai Z yang baru.
BV Z x1 x2 S1 S2 S3 RHS
Z Lama 0 -1,66 0 0 0 6,66 26400
Pivot (×-1,66) 0 -1,66 0 0 -2,493 -1,66 -996,9
Z 0 0 0 0 2,493 8,32 27400
Angka (×-1,66) berdasarkan atas kolom kunci dalam baris Z.
Berdasarkan nilai pivot langkah selanjutnya adalah mencari nilai S1 baru.
Berikut ini adalah perhitungan untuk mencari nilai S1 yang baru.
BV Z x1 x2 S1 S2 S3 RHS
S1 Lama 0 2,332 0 1 0 -1,332 2220
Pivot (×2,332) 0 2,332 0 0 3,503 -2,332 1400,6
S1 0 0 0 1 -3,503 -1 819,4
Angka (×2,332) berdasarkan atas kolom kunci dalam baris S1.
IV-33
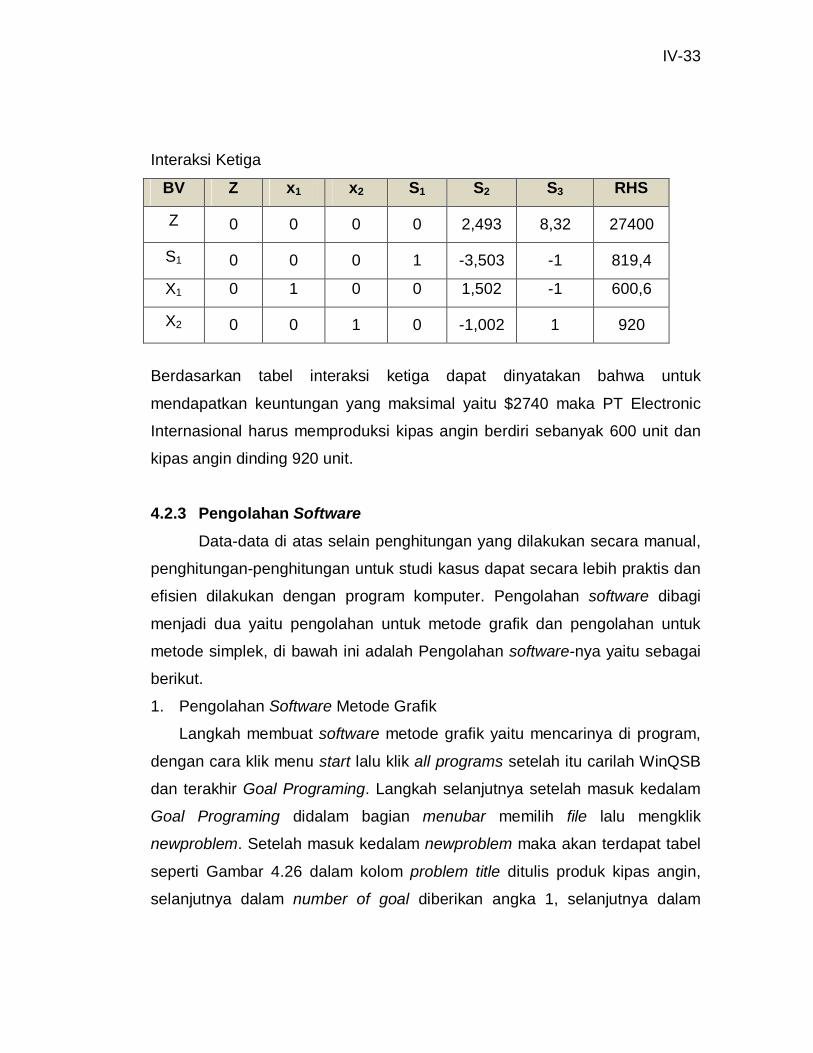
Interaksi Ketiga
BV Z x1 x2 S1 S2 S3 RHS
Z 0 0 0 0 2,493 8,32 27400
S1 0 0 0 1 -3,503 -1 819,4
X1 0 1 0 0 1,502 -1 600,6
X2 0 0 1 0 -1,002 1 920
Berdasarkan tabel interaksi ketiga dapat dinyatakan bahwa untuk
mendapatkan keuntungan yang maksimal yaitu $2740 maka PT Electronic
Internasional harus memproduksi kipas angin berdiri sebanyak 600 unit dan
kipas angin dinding 920 unit.
4.2.3 Pengolahan Software
Data-data di atas selain penghitungan yang dilakukan secara manual,
penghitungan-penghitungan untuk studi kasus dapat secara lebih praktis dan
efisien dilakukan dengan program komputer. Pengolahan software dibagi
menjadi dua yaitu pengolahan untuk metode grafik dan pengolahan untuk
metode simplek, di bawah ini adalah Pengolahan software-nya yaitu sebagai
berikut.
1. Pengolahan Software Metode Grafik
Langkah membuat software metode grafik yaitu mencarinya di program,
dengan cara klik menu start lalu klik all programs setelah itu carilah WinQSB
dan terakhir Goal Programing. Langkah selanjutnya setelah masuk kedalam
Goal Programing didalam bagian menubar memilih file lalu mengklik
newproblem. Setelah masuk kedalam newproblem maka akan terdapat tabel
seperti Gambar 4.26 dalam kolom problem title ditulis produk kipas angin,
selanjutnya dalam number of goal diberikan angka 1, selanjutnya dalam

IV-34
number of variable diberikan angka 2, dan selanjutnya dalam number of
constrants diberikan angka 3. Setelah selesai lalu mengklik tombol ok.
Gambar 4.26 Problem Specification GP-IGP Metode Grafik
Langkah selanjutnya setelah mengklik ok maka akan terdapat tabel
seperti Gambar 4.27. Langkah selanjutnya dalam gambar tersebut yaitu
mengisi data-data yang sesuai dengan studi kasusnya.
Gambar 4.27 Data Pengamatan Metode Grafik

IV-35
Langkah selanjutnya setelah data telah tersusun seperti gambar di atas,
data tersebut akan digunakan untuk pengolahan data yaitu graphic method.
Setelah data telah tersusun langkah selanjutnya adalah memilih solve and
analyze, lalu memilih graphic method.
Gambar 4.28 Solve and Analyze, Graphic Method
Langkah selanjutnya setelah mengklik graphic method maka akan
terdapat tabel seperti Gambar 4.29. Langkah selanjutnya dalam gambar
tersebut yaitu memilih X1 untuk horizontal dan X2 untuk vertical, setelah
selesai lalu memilih ok.
Gambar 4.29 Select Variables For Graphic Method
IV-36
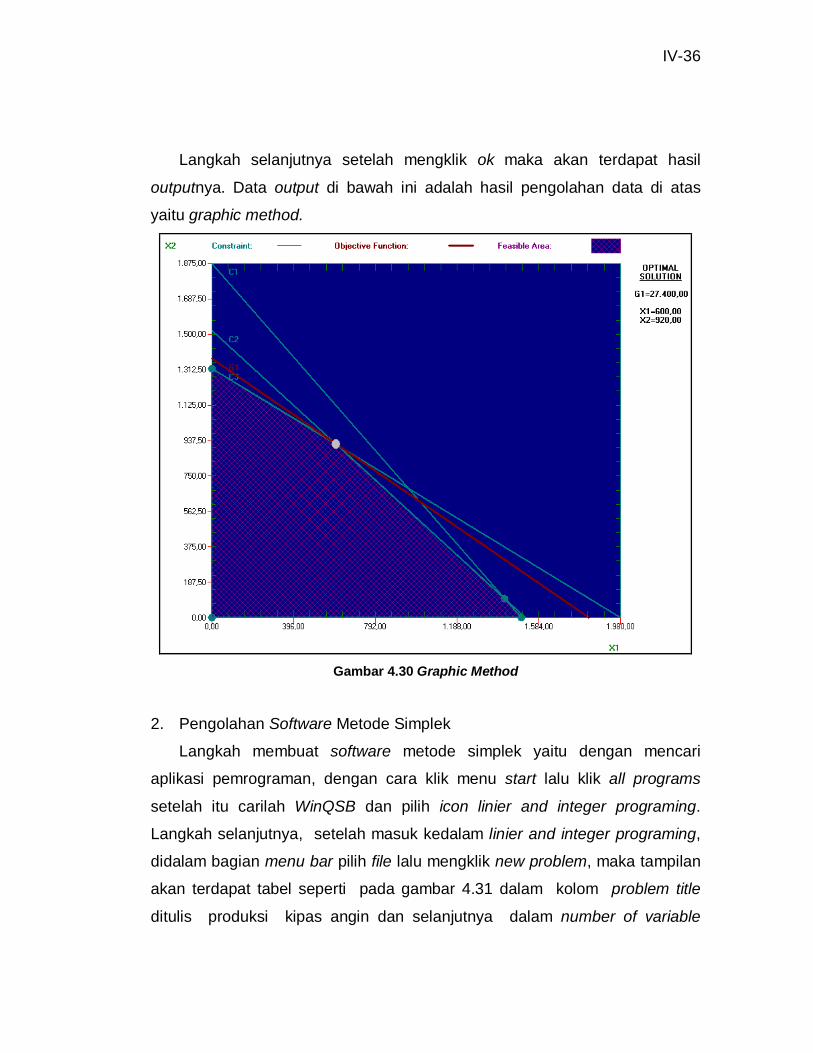
Langkah selanjutnya setelah mengklik ok maka akan terdapat hasil
outputnya. Data output di bawah ini adalah hasil pengolahan data di atas
yaitu graphic method.
Gambar 4.30 Graphic Method
2. Pengolahan Software Metode Simplek
Langkah membuat software metode simplek yaitu dengan mencari
aplikasi pemrograman, dengan cara klik menu start lalu klik all programs
setelah itu carilah WinQSB dan pilih icon linier and integer programing.
Langkah selanjutnya, setelah masuk kedalam linier and integer programing,
didalam bagian menu bar pilih file lalu mengklik new problem, maka tampilan
akan terdapat tabel seperti pada gambar 4.31 dalam kolom problem title
ditulis produksi kipas angin dan selanjutnya dalam number of variable
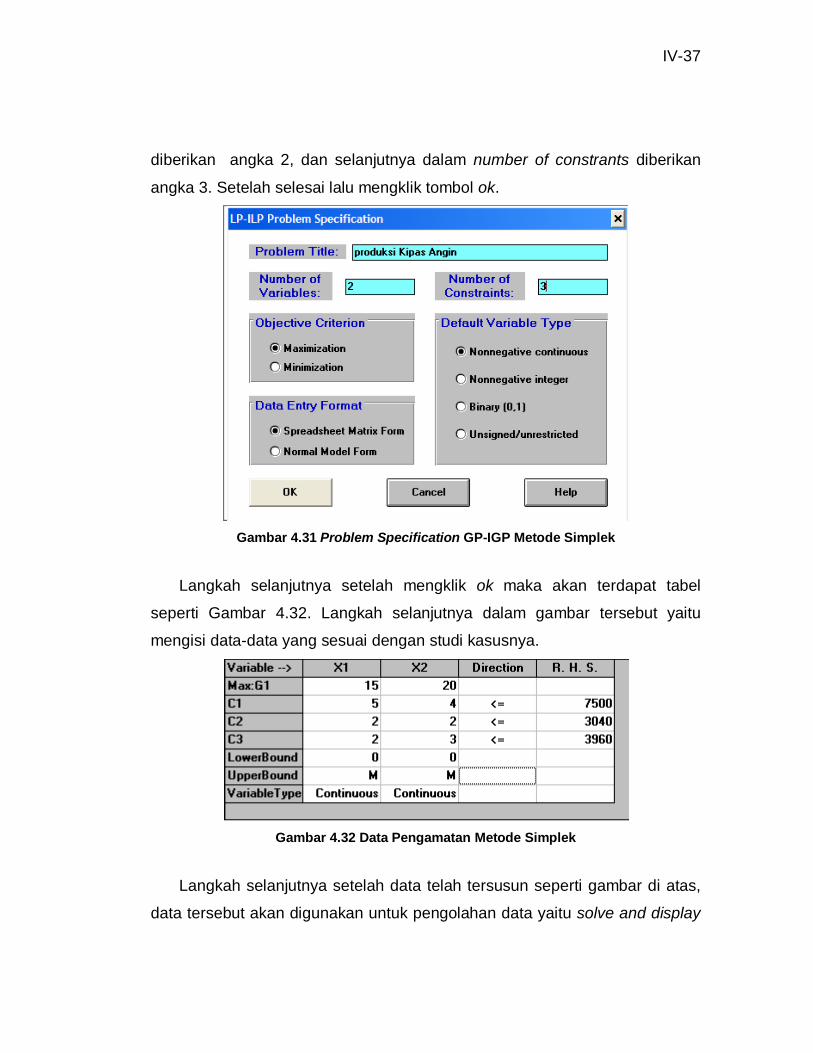
IV-37
diberikan angka 2, dan selanjutnya dalam number of constrants diberikan
angka 3. Setelah selesai lalu mengklik tombol ok.
Gambar 4.31 Problem Specification GP-IGP Metode Simplek
Langkah selanjutnya setelah mengklik ok maka akan terdapat tabel
seperti Gambar 4.32. Langkah selanjutnya dalam gambar tersebut yaitu
mengisi data-data yang sesuai dengan studi kasusnya.
Gambar 4.32 Data Pengamatan Metode Simplek
Langkah selanjutnya setelah data telah tersusun seperti gambar di atas,
data tersebut akan digunakan untuk pengolahan data yaitu solve and display
IV-38
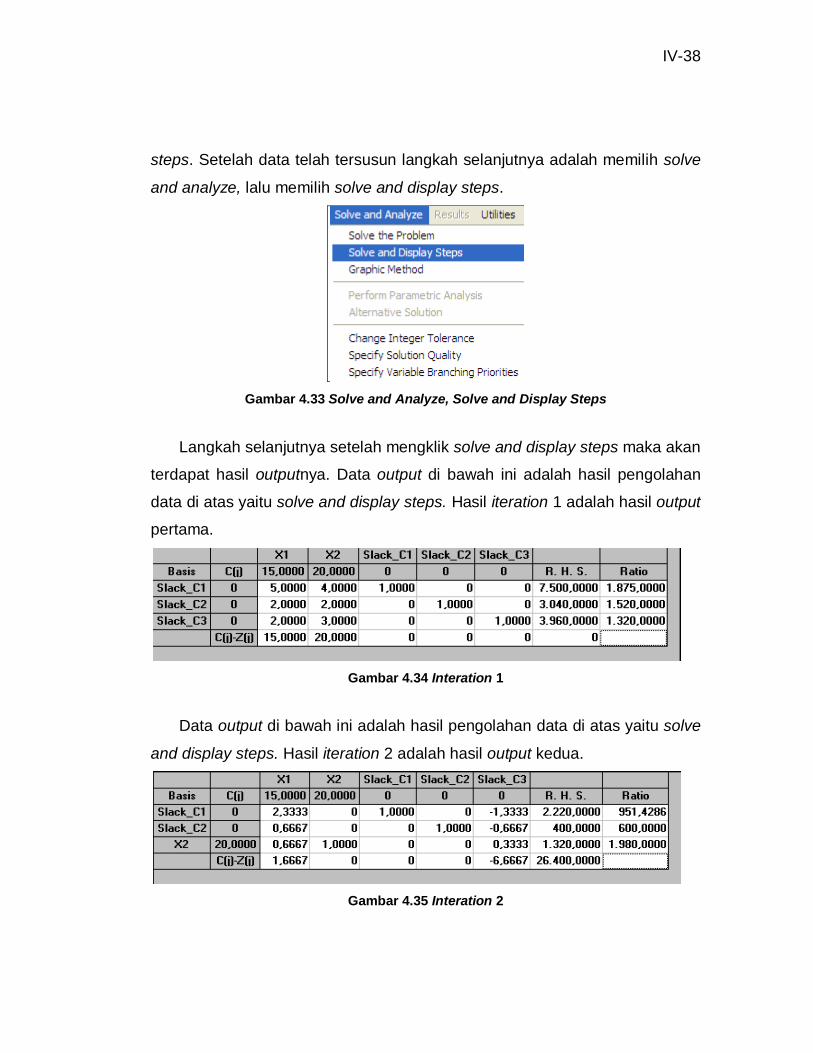
steps. Setelah data telah tersusun langkah selanjutnya adalah memilih solve
and analyze, lalu memilih solve and display steps.
Gambar 4.33 Solve and Analyze, Solve and Display Steps
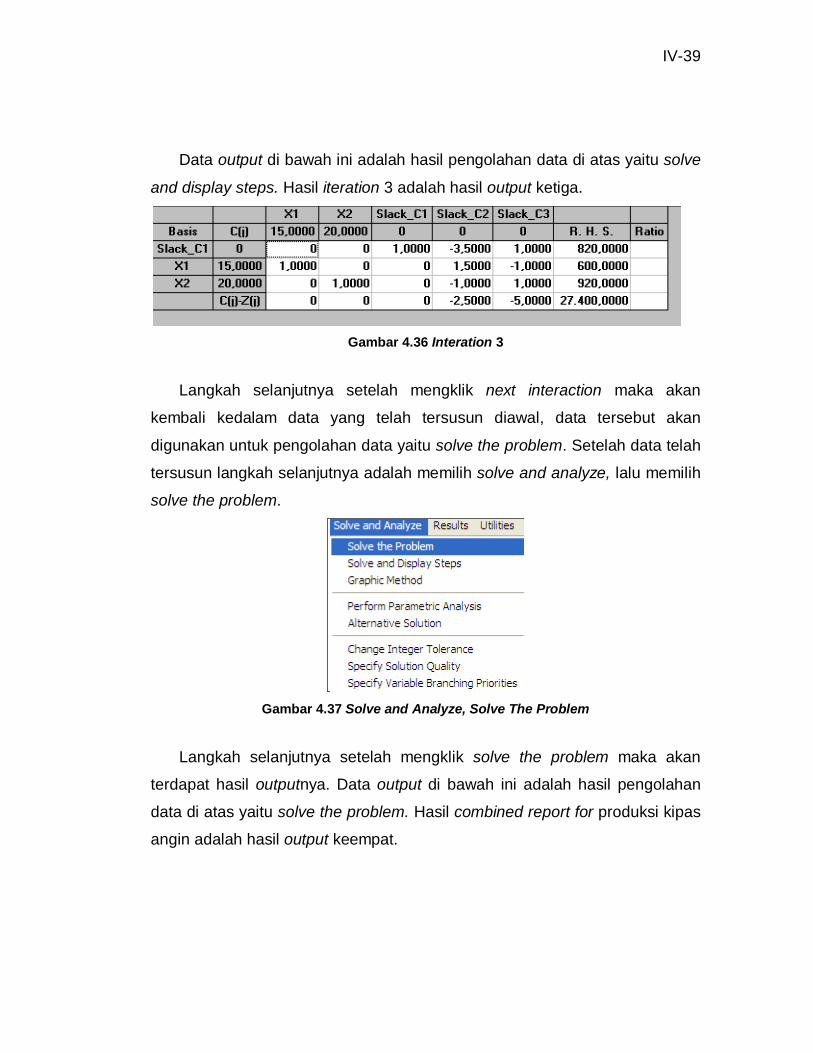
Langkah selanjutnya setelah mengklik solve and display steps maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil pengolahan
data di atas yaitu solve and display steps. Hasil iteration 1 adalah hasil output
pertama.
Gambar 4.34 Interation 1
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
and display steps. Hasil iteration 2 adalah hasil output kedua.
Gambar 4.35 Interation 2
IV-39
Data output di bawah ini adalah hasil pengolahan data di atas yaitu solve
and display steps. Hasil iteration 3 adalah hasil output ketiga.
Gambar 4.36 Interation 3
Langkah selanjutnya setelah mengklik next interaction maka akan
kembali kedalam data yang telah tersusun diawal, data tersebut akan
digunakan untuk pengolahan data yaitu solve the problem. Setelah data telah
tersusun langkah selanjutnya adalah memilih solve and analyze, lalu memilih
solve the problem.
Gambar 4.37 Solve and Analyze, Solve The Problem
Langkah selanjutnya setelah mengklik solve the problem maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil pengolahan
data di atas yaitu solve the problem. Hasil combined report for produksi kipas
angin adalah hasil output keempat.
IV-40
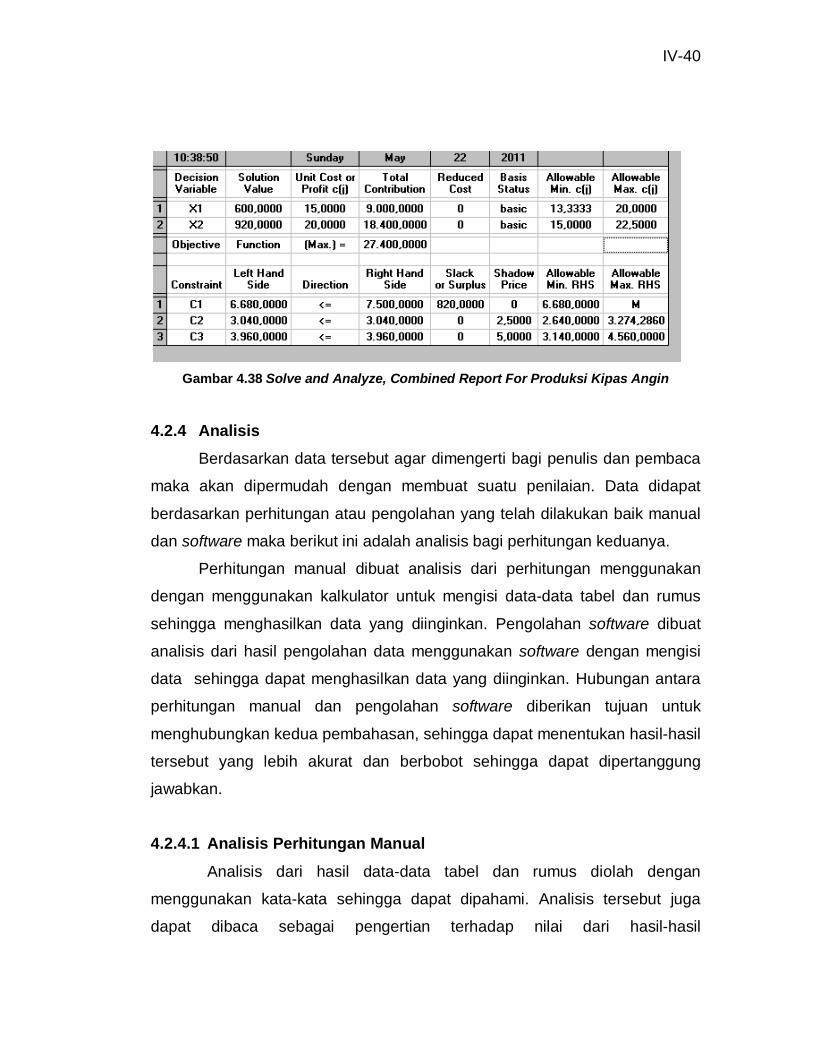
Gambar 4.38 Solve and Analyze, Combined Report For Produksi Kipas Angin
4.2.4 Analisis
Berdasarkan data tersebut agar dimengerti bagi penulis dan pembaca
maka akan dipermudah dengan membuat suatu penilaian. Data didapat
berdasarkan perhitungan atau pengolahan yang telah dilakukan baik manual
dan software maka berikut ini adalah analisis bagi perhitungan keduanya.
Perhitungan manual dibuat analisis dari perhitungan menggunakan
dengan menggunakan kalkulator untuk mengisi data-data tabel dan rumus
sehingga menghasilkan data yang diinginkan. Pengolahan software dibuat
analisis dari hasil pengolahan data menggunakan software dengan mengisi
data sehingga dapat menghasilkan data yang diinginkan. Hubungan antara
perhitungan manual dan pengolahan software diberikan tujuan untuk
menghubungkan kedua pembahasan, sehingga dapat menentukan hasil-hasil
tersebut yang lebih akurat dan berbobot sehingga dapat dipertanggung
jawabkan.
4.2.4.1 Analisis Perhitungan Manual
Analisis dari hasil data-data tabel dan rumus diolah dengan
menggunakan kata-kata sehingga dapat dipahami. Analisis tersebut juga
dapat dibaca sebagai pengertian terhadap nilai dari hasil-hasil
IV-41
perhitungannya. Analisis Perhitungan manual dibagi menjadi dua yaitu untuk
metode grafik dan metode simplek, di bawah ini adalah analisis perhitungan
manualnya sebagai berikut.
1. Analisis Perhitungan Manual Metode Grafik
Variabel keputusan yaitu variabel yang merupakan petunjuk tentang
keputusan-keputusan yang akan dibuat. x = jumlah kipas angin berdiri yang
harus diproduksi. y = jumlah kipas angin dinding yang harus diproduksi. Maka
nilai kipas angin berdiri akan dimasukkan dalam grafik horizontal dan nilai
kipas angin dinding akan dimasukkan dalam grafik vertikal.
Fungsi tujuan yaitu fungsi dari variabel keputusan yang akan
dioptimalkan. Maksimum : Z = 15x + 20y (Keuntungan). Nilai tersebut
merupakan nilai yang ingin dicapai PT Electonic Internasional dalam produksi
kipas angin, dengan harapan keuntungan pada kipas angin berdiri adalah
$15 untuk satu produknya dan keuntungan pada kipas angin dinding adalah
$20 untuk satu produknya.
Nilai titik B telah didapat yaitu (600,920), nilai titik A yaitu (0,1320), dan
nilai titik C yaitu (1520,0). Berdasarkan titik-titik optimal dalam grafik berikut
ini adalah keuntungan yang baik dalam produksi kipas angin. Nilai titik A
mendapatkan keuntungan sebesar $26400, nilai tersebut merupakan
keuntungan yang didapat perusahaan apabila menginginkan tidak
memproduksi kipas angin berdiri dan memproduksi 1320 kipas angin dinding.
Nilai titik C mendapatkan keuntungan sebesar $22800, nilai tersebut
merupakan keuntungan yang didapat perusahaan apabila menginginkan
memproduksi 1520 kipas angin berdiri dan tidak memproduksi kipas angin
dinding. Nilai titik B mendapatkan keuntungan sebesar $27400, nilai tersebut
merupakan keuntungan yang didapat perusahaan apabila menginginkan
memproduksi 600 kipas angin berdiri dan memproduksi 920 kipas angin
dinding. Berdasarkan titik-titik tersebut maka apabila PT Electonic
Internasional ingin memaksimalkan keuntungannya maka harus
IV-42
memproduksi kipas angin berdiri sebanyak 600 unit dan kipas angin dinding
sebanyak 920 unit.
2. Analisis Perhitungan Manual Metode Simplek
Warna kuning menunjukkan baris kunci dalam setiap interaksi. Baris
kunci tersebut berdasarkan dari baris yang memiliki nilai rasio paling kecil.
Berdasarkan kolom kunci dan baris kunci maka didapatkan angka
perpotongan yang disebut angka kunci yang berwarna biru.
Warna hijau menunjukkan kolom kunci dalam setiap interaksi. Kolom kunci
tersebut berdasarkan dari kolom yang memiliki angka negatif paling besar
dalam nilai Z. Berdasarkan pada tiga interaksi maka metode simplek dapat
ditentukan hasilnya.
Interaksi ketiga merupakan hasil dari metode simplek dengan syaratnya
yaitu pada baris Z tidak terdapat nilai min. Berdasarkan metode simplek
dapat dijelaskan bahwa apabila PT Electonic Internasional ingin
menghasilkan keuntungan maksimal yaitu $27400 maka harus memproduksi
kipas angin berdiri sebanyak 600 unit dan kipas angin dinding sebanyak 920
unit.
4.2.4.2 Analisis Pengolahan Software
Analisis dari hasil menggunakan perangkat komputer diolah dengan
menggunakan kata-kata sehingga dapat dimengerti oleh penulis dan
pembaca. Analisis tersebut juga dapat dibaca sebagai pengertian terhadap
nilai dari hasil-hasil pengolahannya. Analisis Pengolahan software dibagi
menjadi dua yaitu untuk metode grafik dan metode simplek, di bawah ini
adalah analisis pengolahan software-nya sebagai berikut.
1. Analisis Pengolahan Software Metode Grafik
Berdasarkan grafik yang terjadi dapat dinyatakan bahwa variabel X2
merupakan produksi kipas angin dinding dan variabel X1 merupakan produksi
kipas angin berdiri. Garis merah menyatakan objective fungtion menyatakan
IV-43
bahwa garis tersebut merupakan fungsi yang baik dalam mendapatkan
keuntungan produksi kipas angin. Garis constraints merupakan garis kendala
yang terjadi pada pembuatan produk kipas angin. Berdasarkan feasible area
merupakan daerah yang menunjukkan keuntungan yang terjadi pada
produksi kipas angin. Berdasarkan titik pada feasible area yaitu terdapat
pada koordinat (0,1320), (600,920) dan (1520,0) merupakan keuntungan-
keuntungan yang dapat diperoleh PT tersebut dalam produksi kipas angin.
Berdasarkan optimal solution menyatakan bahwa keuntungan terbaik yaitu
$27400 dengan syarat produksi yaitu produksi kipas angin berdiri adalah 600
dan kipas angin dinding adalah 920, titik tersebut merupakan solusi yang baik
dalam mencari keuntungan.
2. Analisis Pengolahan Software Metode Simplek
Berdasarkan interaksi yang terjadi maka terdapat 3 interaksi dalam
produksi kipas angin yang berdasarkan pada metode simplek. Interaksi
tersebut digunakan untuk menentukan batas keuntungan yang optimum
dalam produksi kipas angin. Hasilnya yaitu nilai RHS menyatakan produksi
kipas angin berdiri adalah 600 unit dan produksi kipas angin dinding adalah
920 unit dengan keuntungan yang diproleh adalah $27400.
Hasil output kedua terdapat decision variable terdapat X1 menyatakan
produksi kipas angin berdiri dan X2 menyatakan produksi kipas angin
dinding. Nilai solution value menyatakan bahwa produksi kipas angin berdiri
adalah sebanyak 600 dan produksi kipas angin dinding adalah 920 untuk
mendapatkan solusi keuntungan yang baik yaotu $27400. Berdasarkan
keuntungan yang ingin dicapai yaitu untuk produksi kipas angin berdiri adalah
$15 sehingga keuntungan yang tercapai adalah $9000, dan untiuk produksi
kipas angin dinding adalah $20 sehingga keuntungan yang tercapai adalah
$18400 sehingga total keuntungan yang tercapai adalah $27400. Nilai
allowable min merupakan batas minimum dari keuntungan yang ditentukan
untuk produksi kipas angin berdiri adalah $13,3 dan untuk produksi kipas
IV-44
angin dinding adalah $15. Nilai allowable max merupakan batas maksimum
dari keuntungan yang ditentukan untuk produksi kipas angin berdiri adalah
$20 dan untuk produksi kipas angin dinding adalah $22,5.
Hasil output kedua terdapat constraint terdapat C1 menyatakan bagian
plastik, untuk C2 menyatakan bagian besi, dan untuk C3 menyatakan bagian
kabel. Berdasarkan left hand side merupakan banyaknya komponen yang
digunakan sedangkah right hand side merupakan banyaknya komponen yang
tersedia, maka nilai C2 dan C3 didapat antara left hand side dan right hand
side bernilai sama dinyatakan bahwa produksi untuk bagian besi dan kabel
tidak terdapat sisa. Sedangkan nilai C1 didapat antara left hand side bernilai
6.680 dan right hand side bernilai 7.500 nilai tersebut dinyatakan tidak sama
sehingga terdapat nilai slack or surplus sebesar 820. Berdasarkan slack or
surplus maka nilai shadow price untuk C1 tidak ada dikarenakan apabila ingin
menambah pembuatan produk kipas angin maka tidak perlu mengeluarkan
biaya dikarenakan masih memiliki sisa bahan plastik, sedangkan harga
bayangan yang terjadi pada besi dan kabel sebesar 2,5 dan 5 dikarenakan
apabila ingin membuat produk kembali maka harus membeli barang
disebabkan tidak ada persediaan maka dinyatakan terdapat harga yang
dapat dibayangkan untuk komponen. Nilai allowable min RHS merupakan
batas minimum dari kapasitas bagian tersebut untuk plastik adalah 6.680
unit, untuk besi 2.640 unit dan untuk kabel 3.140 unit. Nilai allowable max
RHS merupakan batas maksimum dari kapasitas bagian tersebut untuk
plastik adalah M unit dikarenakan masih memiliki sisa dalam bagian tersebut,
untuk besi 3.274 unit dan untuk kabel 4.560 unit.
4.2.4.3 Perbandingan Analisis
Analisis dari hubungan antara perhitungan manual dan pengolahan
software dipergunakan sebagai pembanding terhadap kedua perhitungan
untuk menentukan tingkat kesamaan perhitungan dan perbedaan
IV-45
perhitungan sehingga dapat diperhitungan untuk sebuah penelitian yang lebih
besar, di bawah ini adalah hasil dari perbandingannya adalah sebagai
berikut.
Hasil metode grafik dinyatakan sama yaitu solusi optimalnya memiliki
keuntungan $27400 dengan produksi kipas angin berdiri adalah 600 dan
produksi kipas angin dinding adalah 920. Hasil perhitungan manual dan
pengolahan software dinyatakan sama.
Hasil metode simplek dinyatakan sama yaitu apabila menginginkan
keuntungan maksimal yaitu $27400 maka harus memproduksi kipas angin
berdiri sebanyak 600 unit dan kipas angin dinding sebanyak 920 unit. Hasil
perhitungan manual dan pengolahan software dinyatakan sama.
4.3. Line Balancing
Line Balancing merupakan penyeimbangan elemen tugas dari suatu
assembly line ke work station untuk menimumkan banyaknya work station
dan menimumkan total idle time pada semua stasiun kerja untuk tingkat
output tertentu. Berikut ini adalah pembahasan berdasarkan studi kasus yang
telah dibuat dengan pemecahan melalui perhitungan manual maupun
software.
4.3.1 Studi Kasus
PT. Electronic Internasional yang bekerja di bidang elektronik akan
melakukan pembuatan suatu produk yaitu kipas angin. Perusahaan ini
bergerak dalam industri perakitan kipas angin yang ingin memproduksi 600
unit kipas angin dalam sehari. Perusahaan tersebut memiliki jam kerja
selama 7 jam sehari. Berikut ini adalah data yang di produksi.
IV-46
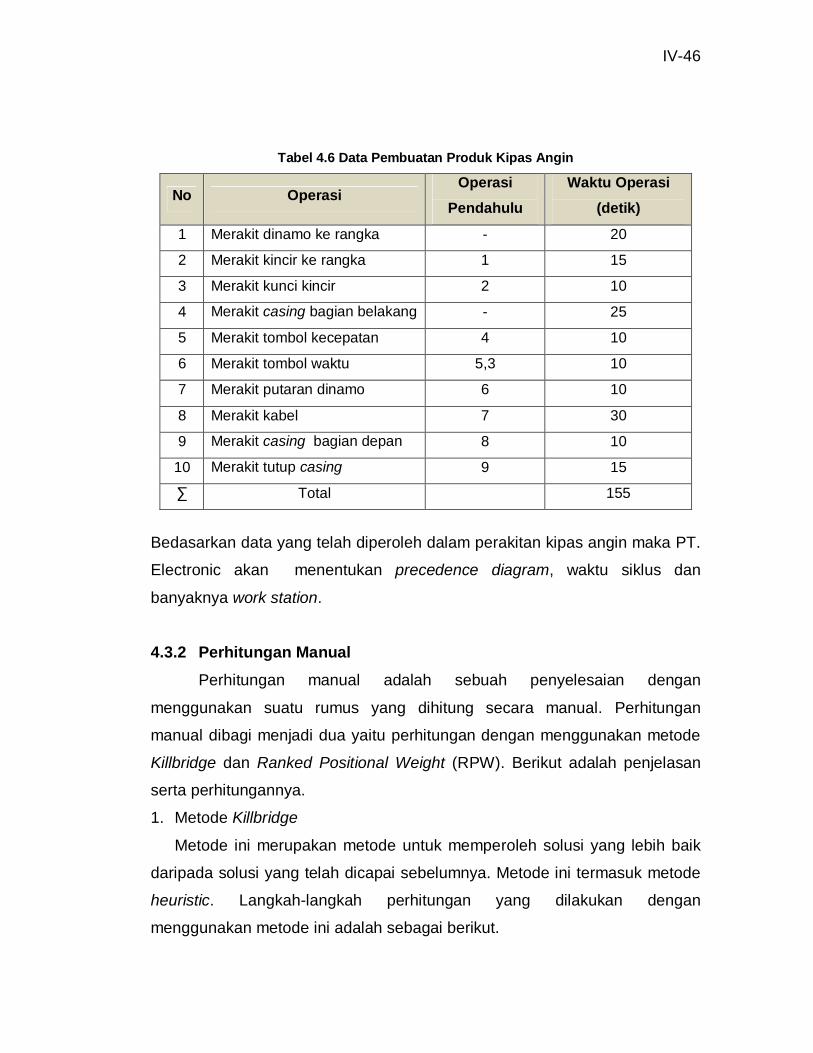
Tabel 4.6 Data Pembuatan Produk Kipas Angin
No Operasi Operasi
Pendahulu
Waktu Operasi
(detik)
1 Merakit dinamo ke rangka - 20
2 Merakit kincir ke rangka 1 15
3 Merakit kunci kincir 2 10
4 Merakit casing bagian belakang - 25
5 Merakit tombol kecepatan 4 10
6 Merakit tombol waktu 5,3 10
7 Merakit putaran dinamo 6 10
8 Merakit kabel 7 30
9 Merakit casing bagian depan 8 10
10 Merakit tutup casing 9 15
∑ Total 155
Bedasarkan data yang telah diperoleh dalam perakitan kipas angin maka PT.
Electronic akan menentukan precedence diagram, waktu siklus dan
banyaknya work station.
4.3.2 Perhitungan Manual
Perhitungan manual adalah sebuah penyelesaian dengan
menggunakan suatu rumus yang dihitung secara manual. Perhitungan
manual dibagi menjadi dua yaitu perhitungan dengan menggunakan metode
Killbridge dan Ranked Positional Weight (RPW). Berikut adalah penjelasan
serta perhitungannya.
1. Metode Killbridge
Metode ini merupakan metode untuk memperoleh solusi yang lebih baik
daripada solusi yang telah dicapai sebelumnya. Metode ini termasuk metode
heuristic. Langkah-langkah perhitungan yang dilakukan dengan
menggunakan metode ini adalah sebagai berikut.

IV-47
a. Precedence Diagram
Precedence diagram adalah diagram pendahulu yang menunjukkan
urutan proses pengerjaan suatu produk yaitu kipas angin. Diagram ini
untuk menggambarkan hubungan atau saling keterkaitan antara satu
operasi dengan operasi lainnya.
Gambar 4.39 Predence Diagram Metode Killbrige
b. Waktu Siklus (Cycle Time)
Waktu siklus adalah waktu yang diperlukan dimana untuk membuat satu
unit produk per satu stasiun. Dimana waktu siklus adalah jarak waktu
antara proses pertama ke proses berikutnya dalam pembuatan suatu
produk. Nilai ini didapatkan dari pembagian antara waktu produksi dengan
jumlah produksi.
CT = oduksiJumlahoduksiWaktu
PrPr = 3600
6007 x = 42 detik
c. Banyaknya Stasiun Kerja (Work Station)
Stasiun kerja merupakan dimana jumlah waktu operasi dibagi dengan
waktu siklus. Berikut adalah perhitungan untuk mencari banyaknya
stasiun kerja.
WS =sWaktusiklusiWaktuOpera =
42155 = 3,69 ≈ 4
Hasil perhitungan di atas menunjukkan banyaknya stasiun kerja. Jumlah
work station untuk metode Killbridge adalah 4 stasiun kerja.
IV-48
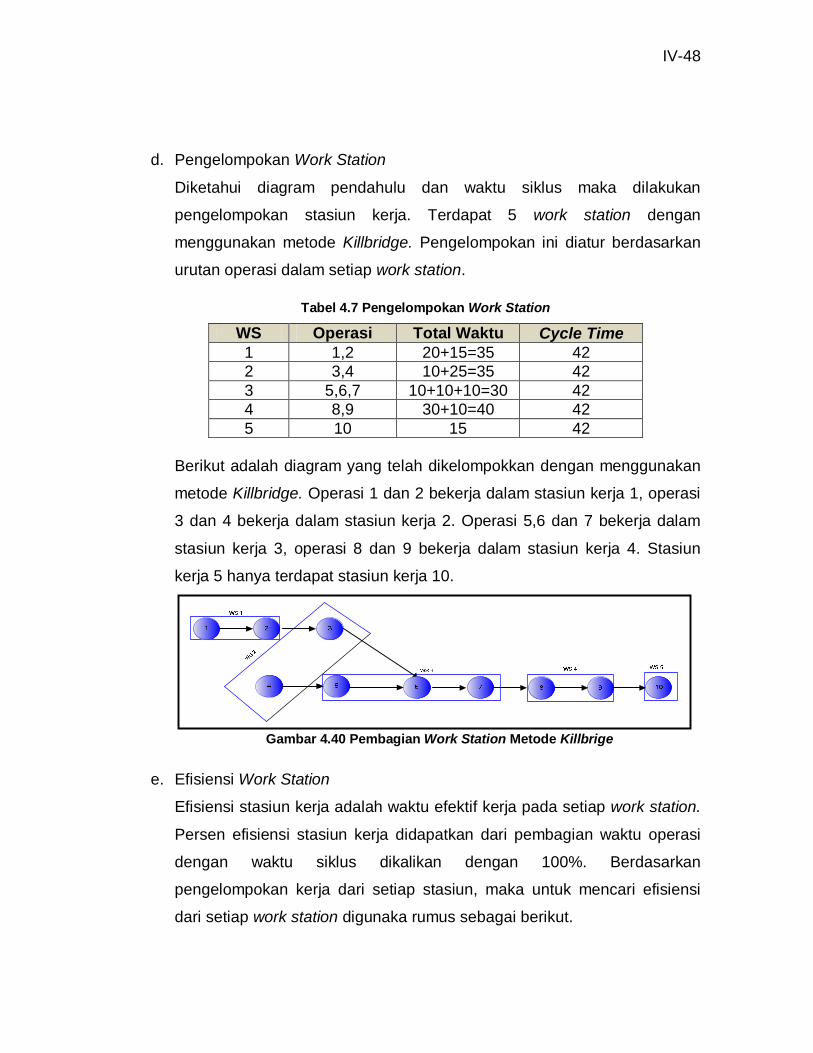
d. Pengelompokan Work Station
Diketahui diagram pendahulu dan waktu siklus maka dilakukan
pengelompokan stasiun kerja. Terdapat 5 work station dengan
menggunakan metode Killbridge. Pengelompokan ini diatur berdasarkan
urutan operasi dalam setiap work station.
Tabel 4.7 Pengelompokan Work Station
WS Operasi Total Waktu Cycle Time 1 1,2 20+15=35 42 2 3,4 10+25=35 42 3 5,6,7 10+10+10=30 42 4 8,9 30+10=40 42 5 10 15 42
Berikut adalah diagram yang telah dikelompokkan dengan menggunakan
metode Killbridge. Operasi 1 dan 2 bekerja dalam stasiun kerja 1, operasi
3 dan 4 bekerja dalam stasiun kerja 2. Operasi 5,6 dan 7 bekerja dalam
stasiun kerja 3, operasi 8 dan 9 bekerja dalam stasiun kerja 4. Stasiun
kerja 5 hanya terdapat stasiun kerja 10.
Gambar 4.40 Pembagian Work Station Metode Killbrige
e. Efisiensi Work Station
Efisiensi stasiun kerja adalah waktu efektif kerja pada setiap work station.
Persen efisiensi stasiun kerja didapatkan dari pembagian waktu operasi
dengan waktu siklus dikalikan dengan 100%. Berdasarkan
pengelompokan kerja dari setiap stasiun, maka untuk mencari efisiensi
dari setiap work station digunaka rumus sebagai berikut.
IV-49
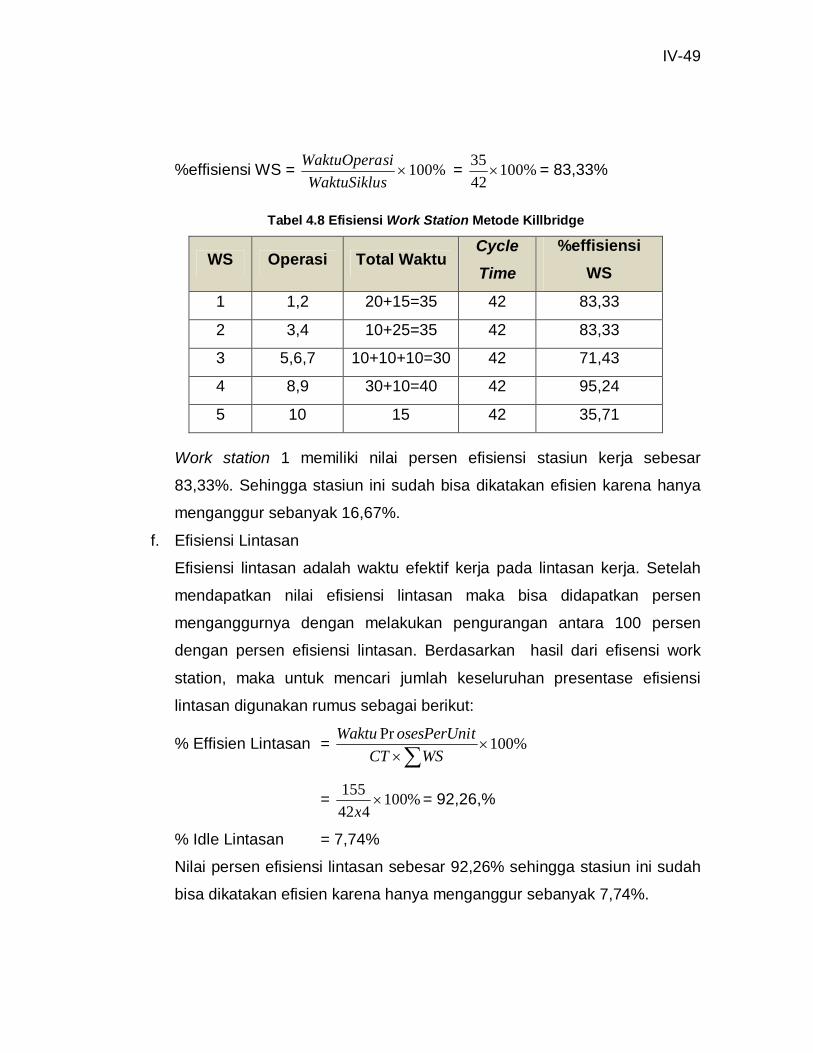
%effisiensi WS = %100sWaktuSiklusiWaktuOpera = %100
4235
= 83,33%
Tabel 4.8 Efisiensi Work Station Metode Killbridge
WS Operasi Total Waktu Cycle
Time
%effisiensi WS
1 1,2 20+15=35 42 83,33
2 3,4 10+25=35 42 83,33
3 5,6,7 10+10+10=30 42 71,43
4 8,9 30+10=40 42 95,24
5 10 15 42 35,71
Work station 1 memiliki nilai persen efisiensi stasiun kerja sebesar
83,33%. Sehingga stasiun ini sudah bisa dikatakan efisien karena hanya
menganggur sebanyak 16,67%.
f. Efisiensi Lintasan
Efisiensi lintasan adalah waktu efektif kerja pada lintasan kerja. Setelah
mendapatkan nilai efisiensi lintasan maka bisa didapatkan persen
menganggurnya dengan melakukan pengurangan antara 100 persen
dengan persen efisiensi lintasan. Berdasarkan hasil dari efisensi work
station, maka untuk mencari jumlah keseluruhan presentase efisiensi
lintasan digunakan rumus sebagai berikut:
% Effisien Lintasan = %100Pr
WSCTtosesPerUniWaktu
= %100442
155
x= 92,26,%
% Idle Lintasan = 7,74%
Nilai persen efisiensi lintasan sebesar 92,26% sehingga stasiun ini sudah
bisa dikatakan efisien karena hanya menganggur sebanyak 7,74%.
IV-50
2. Metode RPW (Ranked Position Weight)
Metode Bobot Posisi (Ranked Position Weight) merupakan waktu proses
operasi tersebut ditambah waktu proses-proses operasi berikutnya. Berikut
adalah langkah-langkah perhitungan dengan metode RPW (Ranked Position
Weight).
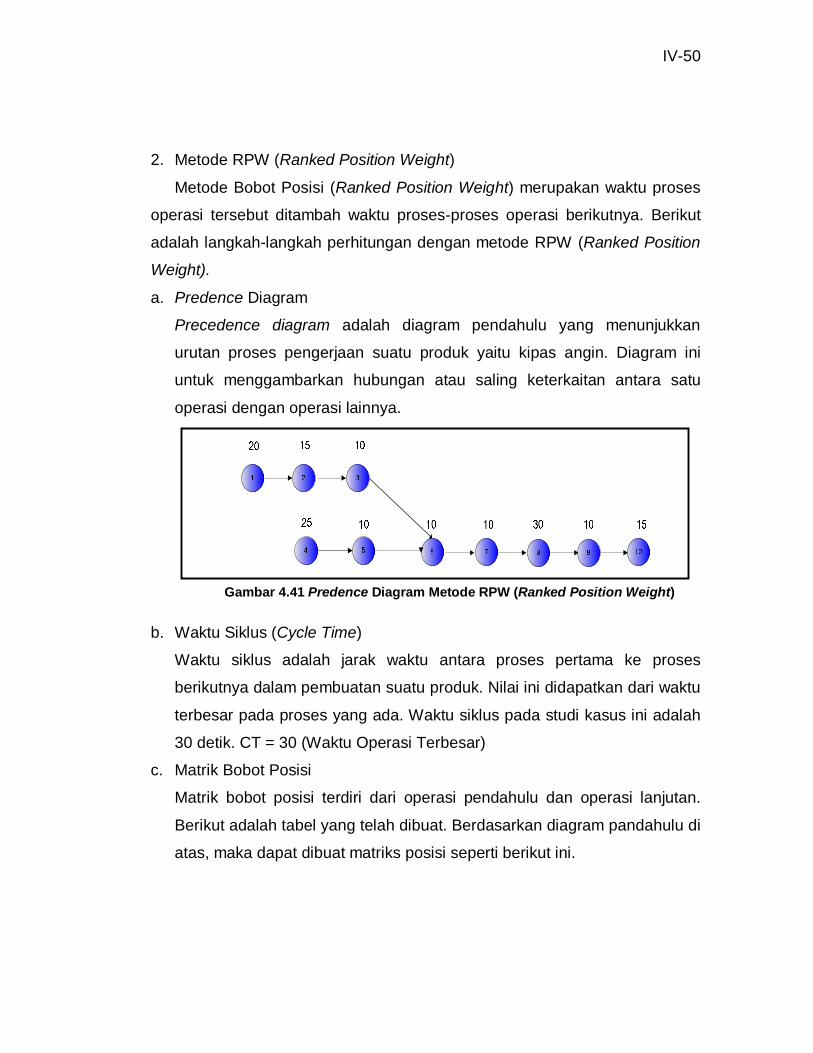
a. Predence Diagram
Precedence diagram adalah diagram pendahulu yang menunjukkan
urutan proses pengerjaan suatu produk yaitu kipas angin. Diagram ini
untuk menggambarkan hubungan atau saling keterkaitan antara satu
operasi dengan operasi lainnya.
Gambar 4.41 Predence Diagram Metode RPW (Ranked Position Weight)
b. Waktu Siklus (Cycle Time)
Waktu siklus adalah jarak waktu antara proses pertama ke proses
berikutnya dalam pembuatan suatu produk. Nilai ini didapatkan dari waktu
terbesar pada proses yang ada. Waktu siklus pada studi kasus ini adalah
30 detik. CT = 30 (Waktu Operasi Terbesar)
c. Matrik Bobot Posisi
Matrik bobot posisi terdiri dari operasi pendahulu dan operasi lanjutan.
Berikut adalah tabel yang telah dibuat. Berdasarkan diagram pandahulu di
atas, maka dapat dibuat matriks posisi seperti berikut ini.
IV-51
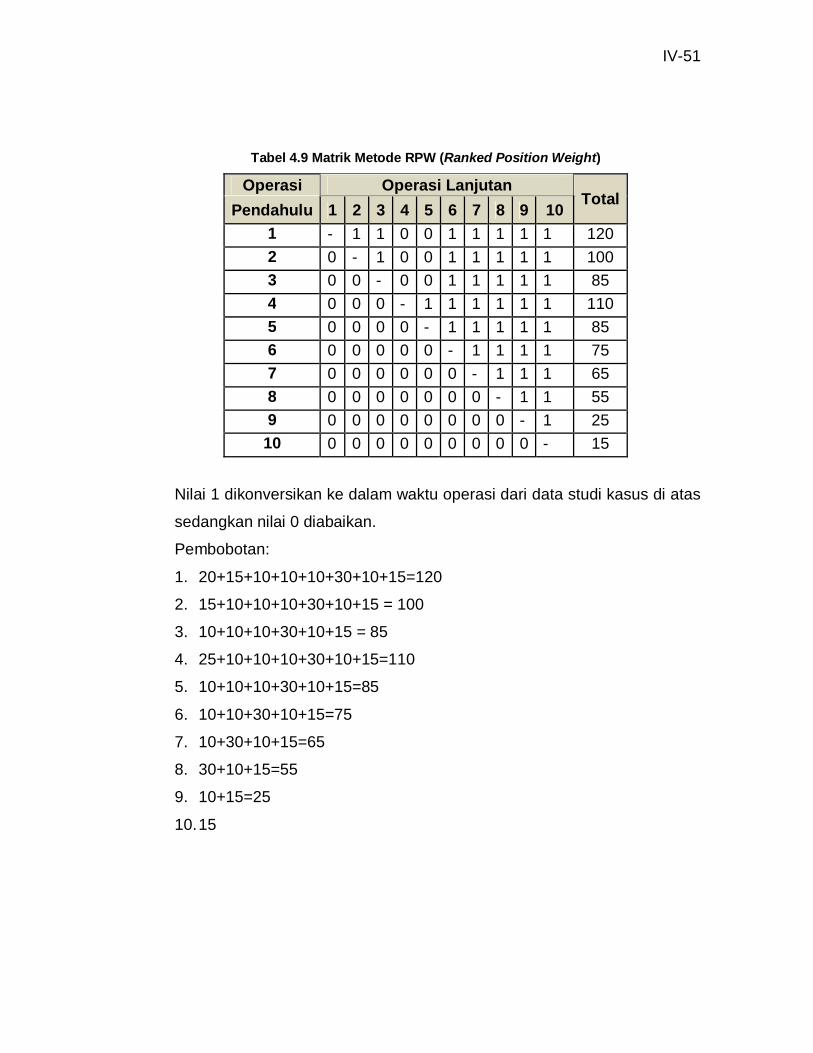
Tabel 4.9 Matrik Metode RPW (Ranked Position Weight)
Operasi Operasi Lanjutan Total
Pendahulu 1 2 3 4 5 6 7 8 9 10 1 - 1 1 0 0 1 1 1 1 1 120 2 0 - 1 0 0 1 1 1 1 1 100 3 0 0 - 0 0 1 1 1 1 1 85 4 0 0 0 - 1 1 1 1 1 1 110 5 0 0 0 0 - 1 1 1 1 1 85 6 0 0 0 0 0 - 1 1 1 1 75 7 0 0 0 0 0 0 - 1 1 1 65 8 0 0 0 0 0 0 0 - 1 1 55 9 0 0 0 0 0 0 0 0 - 1 25
10 0 0 0 0 0 0 0 0 0 - 15
Nilai 1 dikonversikan ke dalam waktu operasi dari data studi kasus di atas
sedangkan nilai 0 diabaikan.
Pembobotan:
1. 20+15+10+10+10+30+10+15=120
2. 15+10+10+10+30+10+15 = 100
3. 10+10+10+30+10+15 = 85
4. 25+10+10+10+30+10+15=110
5. 10+10+10+30+10+15=85
6. 10+10+30+10+15=75
7. 10+30+10+15=65
8. 30+10+15=55
9. 10+15=25
10. 15
IV-52
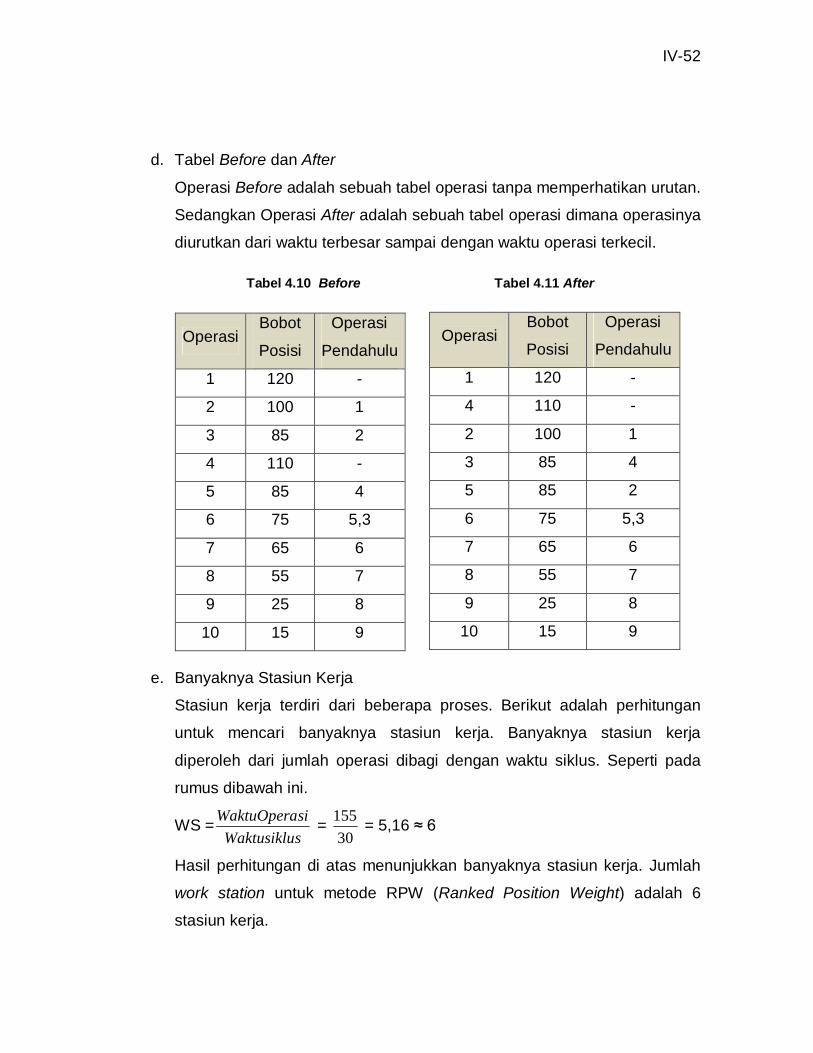
d. Tabel Before dan After
Operasi Before adalah sebuah tabel operasi tanpa memperhatikan urutan.
Sedangkan Operasi After adalah sebuah tabel operasi dimana operasinya
diurutkan dari waktu terbesar sampai dengan waktu operasi terkecil.
Tabel 4.10 Before Tabel 4.11 After
e. Banyaknya Stasiun Kerja
Stasiun kerja terdiri dari beberapa proses. Berikut adalah perhitungan
untuk mencari banyaknya stasiun kerja. Banyaknya stasiun kerja
diperoleh dari jumlah operasi dibagi dengan waktu siklus. Seperti pada
rumus dibawah ini.
WS =sWaktusiklusiWaktuOpera =
30155 = 5,16 ≈ 6
Hasil perhitungan di atas menunjukkan banyaknya stasiun kerja. Jumlah
work station untuk metode RPW (Ranked Position Weight) adalah 6
stasiun kerja.
Operasi Bobot
Posisi
Operasi
Pendahulu
1 120 -
2 100 1
3 85 2
4 110 -
5 85 4
6 75 5,3
7 65 6
8 55 7
9 25 8
10 15 9
Operasi Bobot
Posisi
Operasi
Pendahulu
1 120 -
4 110 -
2 100 1
3 85 4
5 85 2
6 75 5,3
7 65 6
8 55 7
9 25 8
10 15 9
IV-53
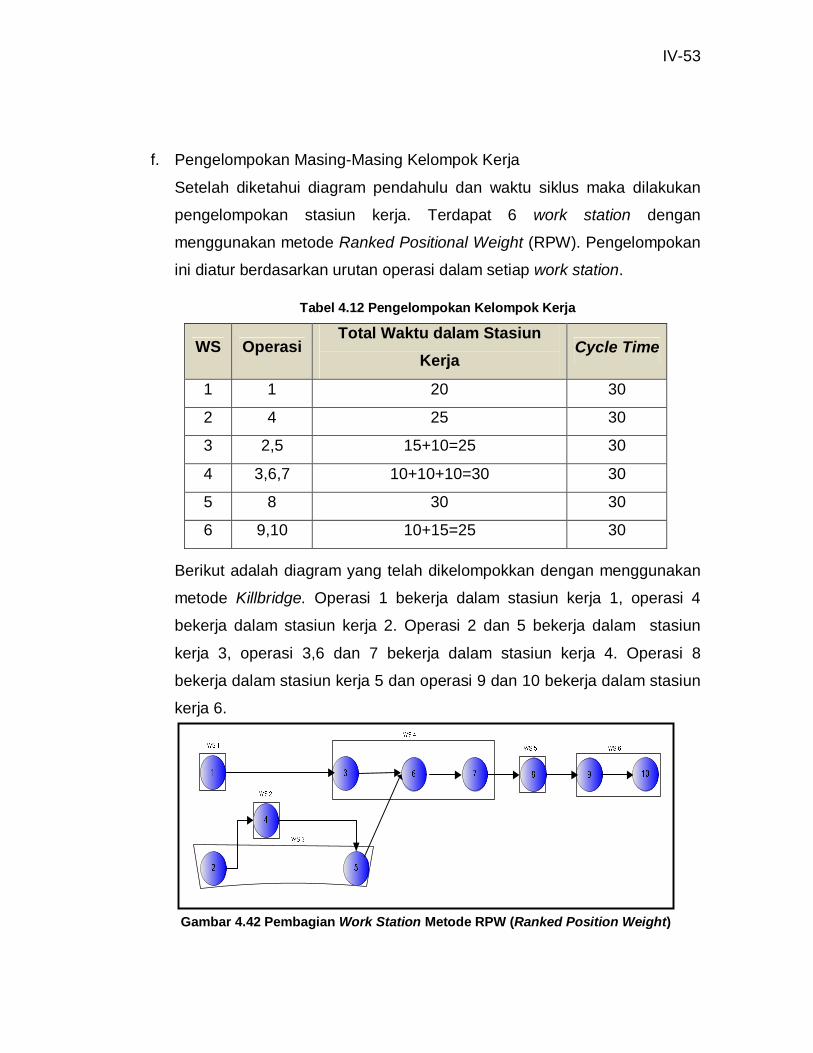
f. Pengelompokan Masing-Masing Kelompok Kerja
Setelah diketahui diagram pendahulu dan waktu siklus maka dilakukan
pengelompokan stasiun kerja. Terdapat 6 work station dengan
menggunakan metode Ranked Positional Weight (RPW). Pengelompokan
ini diatur berdasarkan urutan operasi dalam setiap work station.
Tabel 4.12 Pengelompokan Kelompok Kerja
WS Operasi Total Waktu dalam Stasiun
Kerja Cycle Time
1 1 20 30
2 4 25 30
3 2,5 15+10=25 30
4 3,6,7 10+10+10=30 30
5 8 30 30
6 9,10 10+15=25 30
Berikut adalah diagram yang telah dikelompokkan dengan menggunakan
metode Killbridge. Operasi 1 bekerja dalam stasiun kerja 1, operasi 4
bekerja dalam stasiun kerja 2. Operasi 2 dan 5 bekerja dalam stasiun
kerja 3, operasi 3,6 dan 7 bekerja dalam stasiun kerja 4. Operasi 8
bekerja dalam stasiun kerja 5 dan operasi 9 dan 10 bekerja dalam stasiun
kerja 6.
Gambar 4.42 Pembagian Work Station Metode RPW (Ranked Position Weight)
IV-54
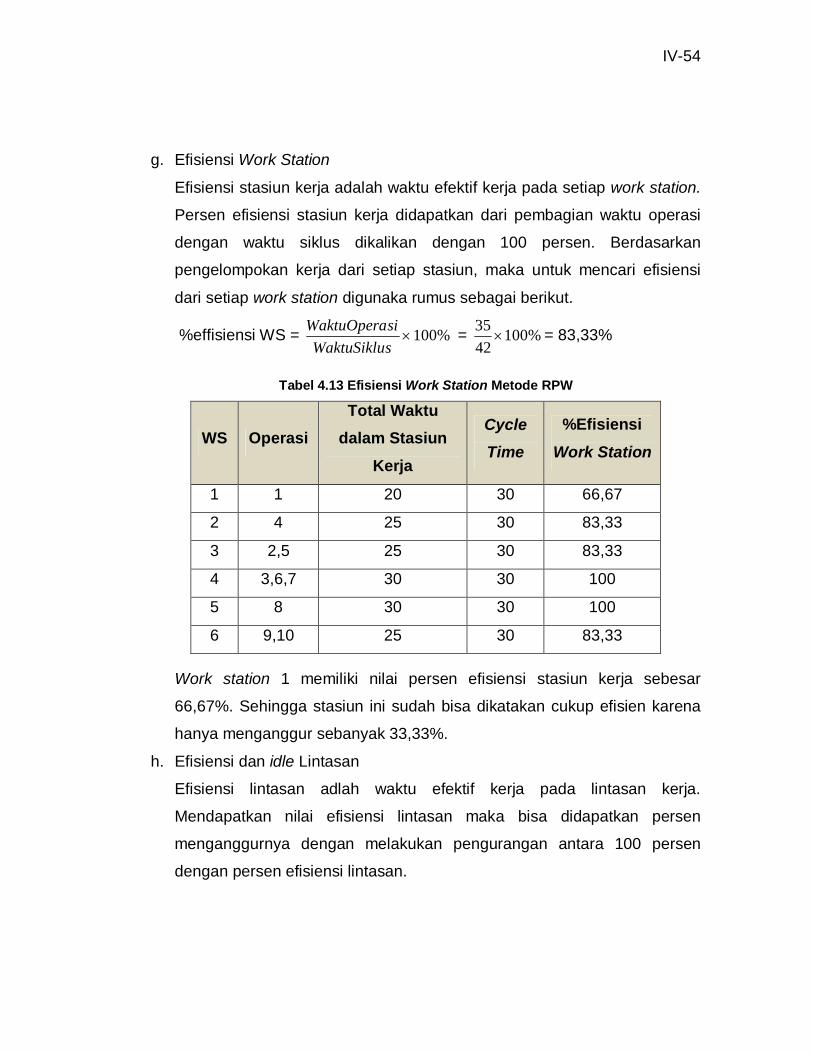
g. Efisiensi Work Station
Efisiensi stasiun kerja adalah waktu efektif kerja pada setiap work station.
Persen efisiensi stasiun kerja didapatkan dari pembagian waktu operasi
dengan waktu siklus dikalikan dengan 100 persen. Berdasarkan
pengelompokan kerja dari setiap stasiun, maka untuk mencari efisiensi
dari setiap work station digunaka rumus sebagai berikut.
%effisiensi WS = %100sWaktuSiklusiWaktuOpera = %100
4235
= 83,33%
Tabel 4.13 Efisiensi Work Station Metode RPW
WS Operasi Total Waktu
dalam Stasiun
Kerja
Cycle
Time
%Efisiensi
Work Station
1 1 20 30 66,67
2 4 25 30 83,33
3 2,5 25 30 83,33
4 3,6,7 30 30 100
5 8 30 30 100
6 9,10 25 30 83,33 Work station 1 memiliki nilai persen efisiensi stasiun kerja sebesar
66,67%. Sehingga stasiun ini sudah bisa dikatakan cukup efisien karena
hanya menganggur sebanyak 33,33%.
h. Efisiensi dan idle Lintasan
Efisiensi lintasan adlah waktu efektif kerja pada lintasan kerja.
Mendapatkan nilai efisiensi lintasan maka bisa didapatkan persen
menganggurnya dengan melakukan pengurangan antara 100 persen
dengan persen efisiensi lintasan.
IV-55
% Efisiensi Lintasan = %100Pr
WSCTtosesPerUniWaktu
= %100630
155
x= 86,11 %
% Idle = 13,89 %
Nilai persen efisiensi lintasan sebesar 86,11%. Sehingga stasiun ini sudah
bisa dikatakan efisien karena hanya menganggur sebanyak 13,89%.
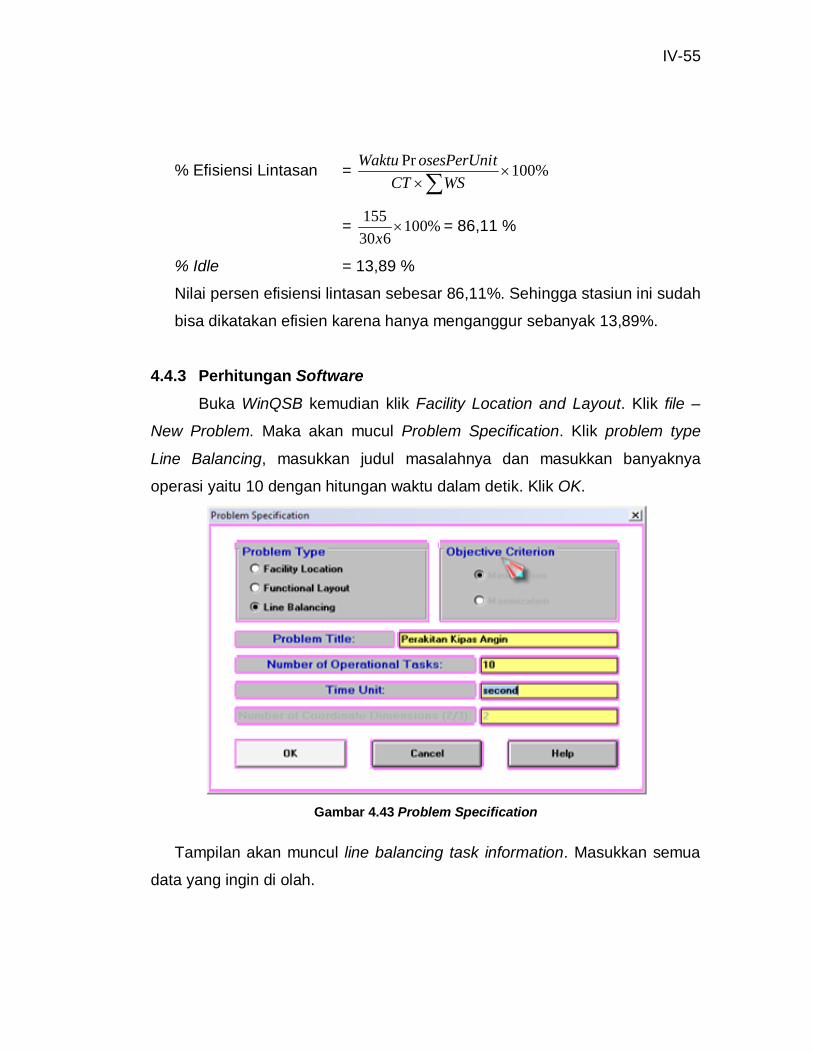
4.4.3 Perhitungan Software
Buka WinQSB kemudian klik Facility Location and Layout. Klik file –
New Problem. Maka akan mucul Problem Specification. Klik problem type
Line Balancing, masukkan judul masalahnya dan masukkan banyaknya
operasi yaitu 10 dengan hitungan waktu dalam detik. Klik OK.
Gambar 4.43 Problem Specification
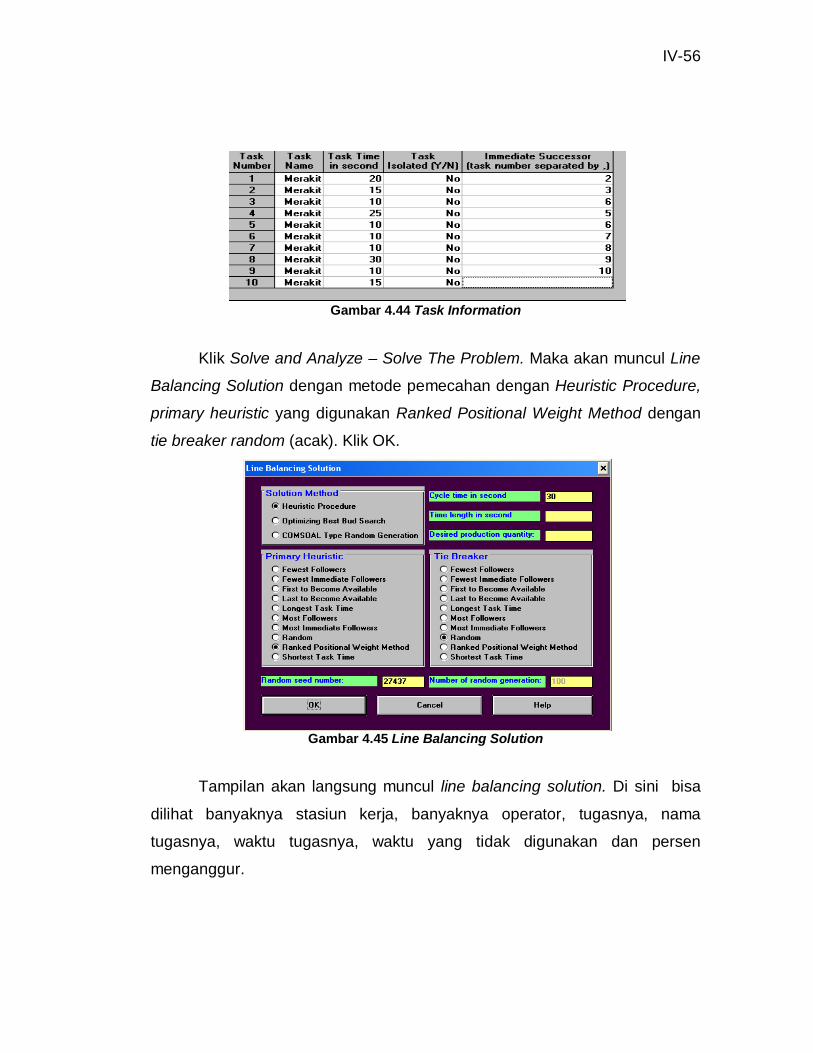
Tampilan akan muncul line balancing task information. Masukkan semua
data yang ingin di olah.
IV-56
Gambar 4.44 Task Information
Klik Solve and Analyze – Solve The Problem. Maka akan muncul Line
Balancing Solution dengan metode pemecahan dengan Heuristic Procedure,
primary heuristic yang digunakan Ranked Positional Weight Method dengan
tie breaker random (acak). Klik OK.
Gambar 4.45 Line Balancing Solution
Tampilan akan langsung muncul line balancing solution. Di sini bisa
dilihat banyaknya stasiun kerja, banyaknya operator, tugasnya, nama
tugasnya, waktu tugasnya, waktu yang tidak digunakan dan persen
menganggur.
IV-57
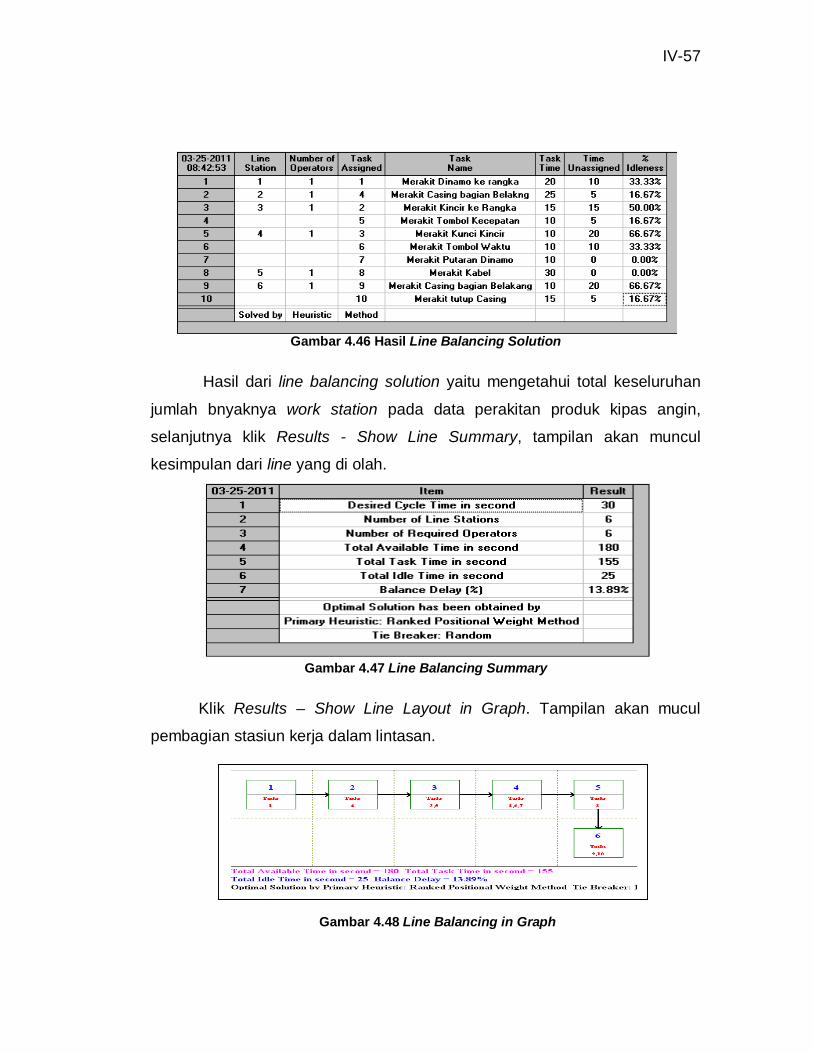
Gambar 4.46 Hasil Line Balancing Solution
Hasil dari line balancing solution yaitu mengetahui total keseluruhan
jumlah bnyaknya work station pada data perakitan produk kipas angin,
selanjutnya klik Results - Show Line Summary, tampilan akan muncul
kesimpulan dari line yang di olah.
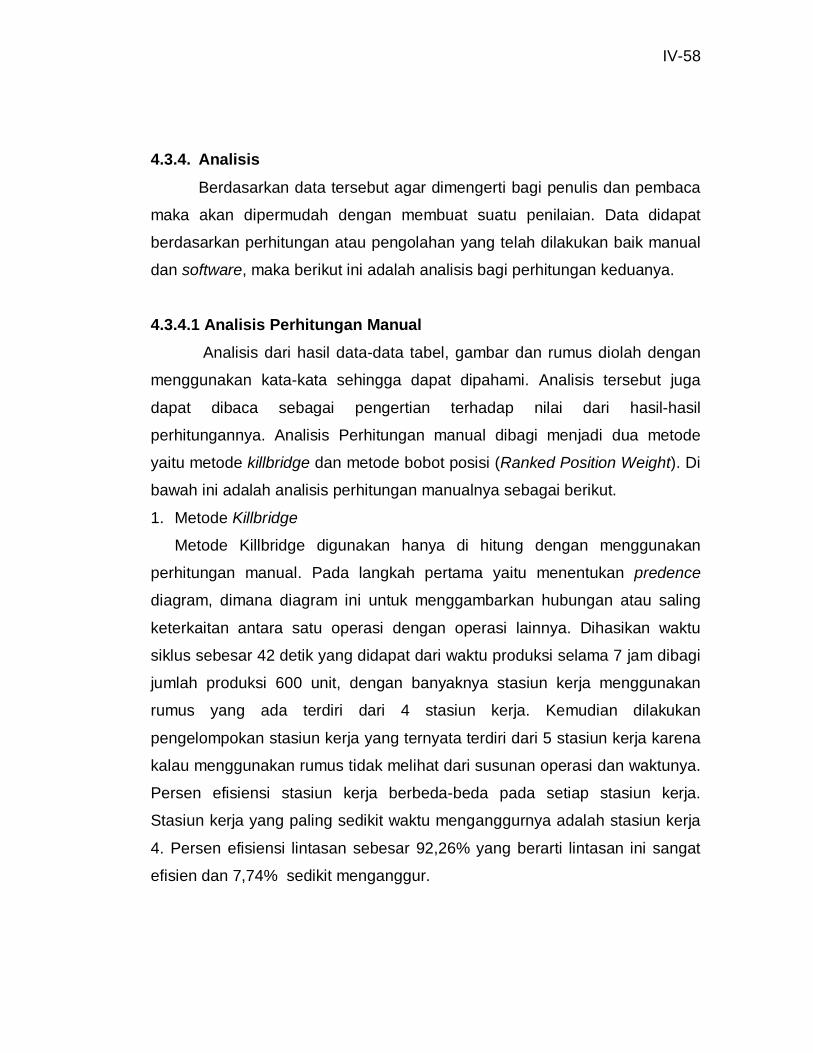
Gambar 4.47 Line Balancing Summary
Klik Results – Show Line Layout in Graph. Tampilan akan mucul
pembagian stasiun kerja dalam lintasan.
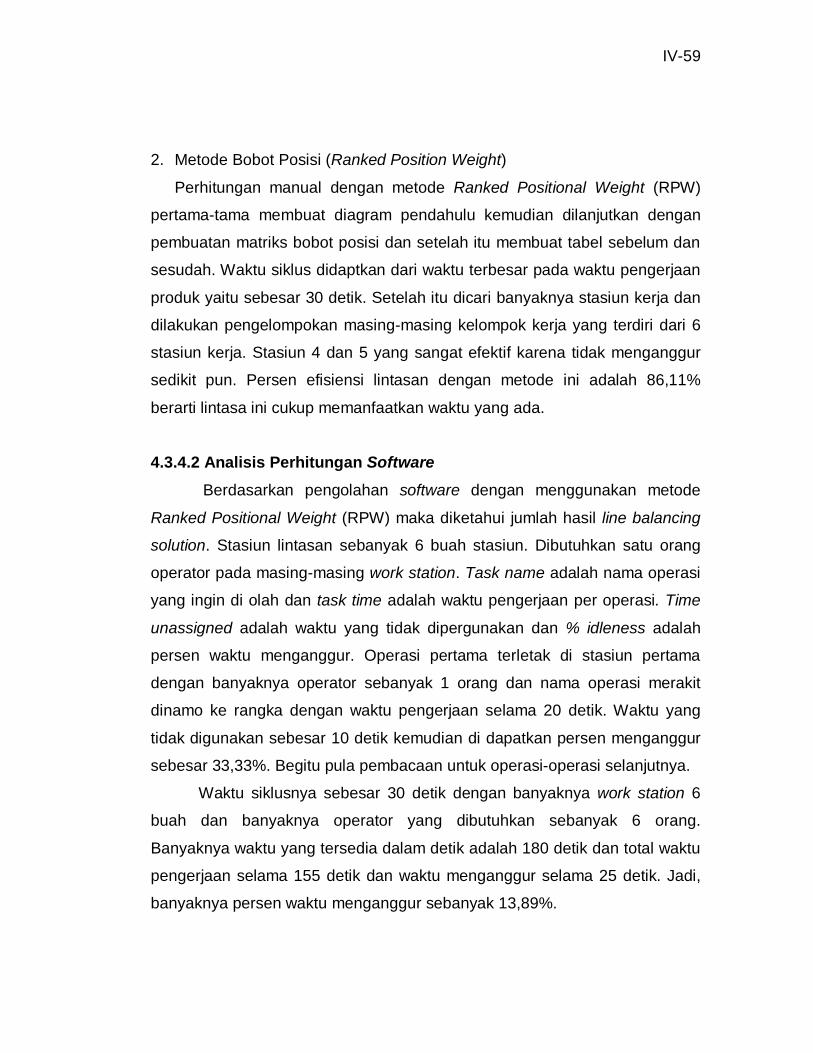
Gambar 4.48 Line Balancing in Graph
IV-58
4.3.4. Analisis
Berdasarkan data tersebut agar dimengerti bagi penulis dan pembaca
maka akan dipermudah dengan membuat suatu penilaian. Data didapat
berdasarkan perhitungan atau pengolahan yang telah dilakukan baik manual
dan software, maka berikut ini adalah analisis bagi perhitungan keduanya.
4.3.4.1 Analisis Perhitungan Manual
Analisis dari hasil data-data tabel, gambar dan rumus diolah dengan
menggunakan kata-kata sehingga dapat dipahami. Analisis tersebut juga
dapat dibaca sebagai pengertian terhadap nilai dari hasil-hasil
perhitungannya. Analisis Perhitungan manual dibagi menjadi dua metode
yaitu metode killbridge dan metode bobot posisi (Ranked Position Weight). Di
bawah ini adalah analisis perhitungan manualnya sebagai berikut.
1. Metode Killbridge
Metode Killbridge digunakan hanya di hitung dengan menggunakan
perhitungan manual. Pada langkah pertama yaitu menentukan predence
diagram, dimana diagram ini untuk menggambarkan hubungan atau saling
keterkaitan antara satu operasi dengan operasi lainnya. Dihasikan waktu
siklus sebesar 42 detik yang didapat dari waktu produksi selama 7 jam dibagi
jumlah produksi 600 unit, dengan banyaknya stasiun kerja menggunakan
rumus yang ada terdiri dari 4 stasiun kerja. Kemudian dilakukan
pengelompokan stasiun kerja yang ternyata terdiri dari 5 stasiun kerja karena
kalau menggunakan rumus tidak melihat dari susunan operasi dan waktunya.
Persen efisiensi stasiun kerja berbeda-beda pada setiap stasiun kerja.
Stasiun kerja yang paling sedikit waktu menganggurnya adalah stasiun kerja
4. Persen efisiensi lintasan sebesar 92,26% yang berarti lintasan ini sangat
efisien dan 7,74% sedikit menganggur.
IV-59
2. Metode Bobot Posisi (Ranked Position Weight)
Perhitungan manual dengan metode Ranked Positional Weight (RPW)
pertama-tama membuat diagram pendahulu kemudian dilanjutkan dengan
pembuatan matriks bobot posisi dan setelah itu membuat tabel sebelum dan
sesudah. Waktu siklus didaptkan dari waktu terbesar pada waktu pengerjaan
produk yaitu sebesar 30 detik. Setelah itu dicari banyaknya stasiun kerja dan
dilakukan pengelompokan masing-masing kelompok kerja yang terdiri dari 6
stasiun kerja. Stasiun 4 dan 5 yang sangat efektif karena tidak menganggur
sedikit pun. Persen efisiensi lintasan dengan metode ini adalah 86,11%
berarti lintasa ini cukup memanfaatkan waktu yang ada.
4.3.4.2 Analisis Perhitungan Software
Berdasarkan pengolahan software dengan menggunakan metode
Ranked Positional Weight (RPW) maka diketahui jumlah hasil line balancing
solution. Stasiun lintasan sebanyak 6 buah stasiun. Dibutuhkan satu orang
operator pada masing-masing work station. Task name adalah nama operasi
yang ingin di olah dan task time adalah waktu pengerjaan per operasi. Time
unassigned adalah waktu yang tidak dipergunakan dan % idleness adalah
persen waktu menganggur. Operasi pertama terletak di stasiun pertama
dengan banyaknya operator sebanyak 1 orang dan nama operasi merakit
dinamo ke rangka dengan waktu pengerjaan selama 20 detik. Waktu yang
tidak digunakan sebesar 10 detik kemudian di dapatkan persen menganggur
sebesar 33,33%. Begitu pula pembacaan untuk operasi-operasi selanjutnya.
Waktu siklusnya sebesar 30 detik dengan banyaknya work station 6
buah dan banyaknya operator yang dibutuhkan sebanyak 6 orang.
Banyaknya waktu yang tersedia dalam detik adalah 180 detik dan total waktu
pengerjaan selama 155 detik dan waktu menganggur selama 25 detik. Jadi,
banyaknya persen waktu menganggur sebanyak 13,89%.
IV-60
Line balancing in graph, menunjukkan banyaknya pembagian stasiun
kerja. Terdapat 6 stasiun kerja, pada stasiun pertama terdapat tugas yang
pertama, pada stasiun kedua terdapat tugas keempat, pada stasiun tiga
terdapat tugas ke dua dan lima. Stasiun empat terdapat tugas ke tiga, enam
dan tujuh. Sedangkan pada stasiun lima terdapat tugas ke delapan dan pada
stasiun ke enam terdapat tugas sembilan dan sepuluh.
4.3.4.3 Perbandingan Analisis
Analisis hubungan antara perhitungan manual dan pengolahan
software dipergunakan sebagai pembanding terhadap kedua perhitungan
untuk menentukan tingkat kesamaan perhitungan dan perbedaan
perhitungan sehingga dapat diperhitungan untuk sebuah penelitian yang lebih
besar.
Perhitungan manual dengan mengggunakan metode killbridge dan
bobot posisi didapat hasil yang berbeda, karena dalam perhitungannya
metode killbridge menggunkan rumus dalam mencari waktu siklus dan bobot
posisi hanya mengambil waktu operasi paling besar dari setiap operasi.
Perhitungan metode killbridge didapatkan work station sebanyak 5 dan
metode RPW didaptkan 6 work station.
Perhitungan software terdapat kesamaan perhitungan antara
perhitungan manual dan perhitungan software dengan menggunakan metode
bobot posisi. Jadi, perbandingan antara kedua perhitungan terdapat
persamaan.
IV-61
4.4. Quality Control
Modul quality control ini memiliki permasalahan dan penyelesaiannya
dengan permasalahan pada studi kasus sedangkan penyelesaiannya
menggunakan perhitungan manual dan pengolahan software. Permasalahan
studi kasus dipergunakan untuk menentukan keakuratan dalam penyelesaian
terhadap perhitungan manual dan pengolahan software. Perhitungan manual
digunakan untuk menyelesaikan permasalahan studi kasus dengan
menggunakan rumus yang berasal dari landasan teori sehingga keakuratan
perhitungan manual dapat dipertanggungjawabkan saat penganalisaan.
Pengolahan software digunakan untuk menyelesaikan permasalahan studi
kasus dengan menggunakan program komputer sehingga lebih efisien.
Berdasarkan kedua penyelesaian tersebut maka dibuatlah analisis agar
dapat dipahami oleh penulis dan pembaca dengan membuat suatu penilaian.
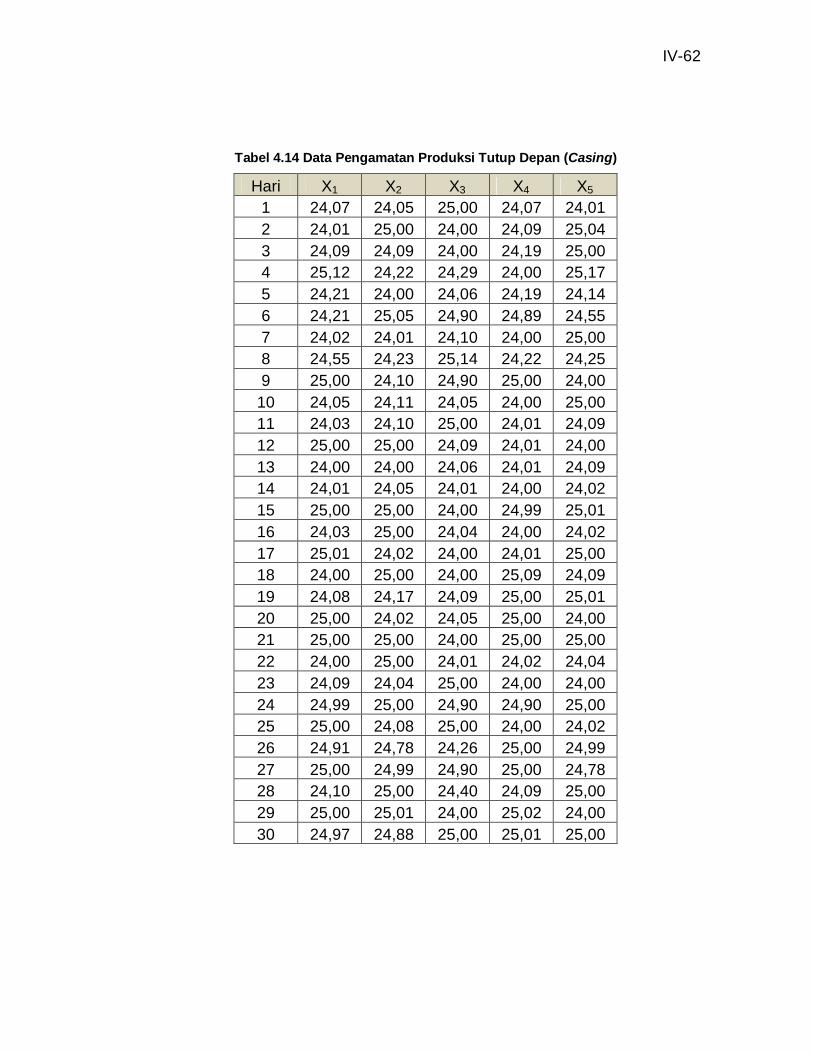
4.4.1 Studi Kasus
Sebuah PT. Elektronik Internasional yang bekerja dibidang elektronik
adalah suatu perusahaan pembuat produk yaitu kipas angin. Pembuatan
kipas angin ini tidak selamanya berjalan dengan lancer karena itu
perusahaan tersebut mempunyai bagian quality control. Bagian quality
control ini digunakan untuk memeriksa kecacatan barang berupa tutup depan
(casing) kipas angin dengan diameter 25cm. PT. Elektronik Internasional
mempunyai batasan kecacatan ±0,2 terhadap diameter tutup depan (casing)
kipas angin. Berikut ini adalah data pengamatan selama 30 hari dengan 5 kali
perulangan:
IV-62
Tabel 4.14 Data Pengamatan Produksi Tutup Depan (Casing)
Hari X1 X2 X3 X4 X5
1 24,07 24,05 25,00 24,07 24,01 2 24,01 25,00 24,00 24,09 25,04 3 24,09 24,09 24,00 24,19 25,00 4 25,12 24,22 24,29 24,00 25,17 5 24,21 24,00 24,06 24,19 24,14 6 24,21 25,05 24,90 24,89 24,55 7 24,02 24,01 24,10 24,00 25,00 8 24,55 24,23 25,14 24,22 24,25 9 25,00 24,10 24,90 25,00 24,00
10 24,05 24,11 24,05 24,00 25,00 11 24,03 24,10 25,00 24,01 24,09 12 25,00 25,00 24,09 24,01 24,00 13 24,00 24,00 24,06 24,01 24,09 14 24,01 24,05 24,01 24,00 24,02 15 25,00 25,00 24,00 24,99 25,01 16 24,03 25,00 24,04 24,00 24,02 17 25,01 24,02 24,00 24,01 25,00 18 24,00 25,00 24,00 25,09 24,09 19 24,08 24,17 24,09 25,00 25,01 20 25,00 24,02 24,05 25,00 24,00 21 25,00 25,00 24,00 25,00 25,00 22 24,00 25,00 24,01 24,02 24,04 23 24,09 24,04 25,00 24,00 24,00 24 24,99 25,00 24,90 24,90 25,00 25 25,00 24,08 25,00 24,00 24,02 26 24,91 24,78 24,26 25,00 24,99 27 25,00 24,99 24,90 25,00 24,78 28 24,10 25,00 24,40 24,09 25,00 29 25,00 25,01 24,00 25,02 24,00 30 24,97 24,88 25,00 25,01 25,00
IV-63
Berdasarkan data-data di atas dapat dicari, nilai rata-rata peta control
X dan peta control R, nilai BKA dan BKB, grafik peta control X dan peta
control R, simpangan baku, kapabilitas proses mesin (CP), indeks kapabilitas
bawah (CPL), indeks kapabilitas atas (CPU), dan indeks performansi kane
(CPK). Berikut ini adalah perhitungan manualnya untuk mencari hasil yang
optimal sehingga kualitas barang terjamin.
4.4.2 Perhitungan Manual
Perhitungan manual adalah sebuah penyelesaian dengan
menggunakan suatu rumus yang dihitung secara manual. Berikut ini adalah
perhitungan manual yang dilakukan untuk mencari nilai-nilai yang telah
ditentukan di atas.
Contoh Perhitungan:
Xഥ=24,07+24,05+25,00+24,07+24,01
5
Xഥ=121,2
5
Xഥ= 24,24 cm
R = Xmax – Xmin
= 25,00 - 24,01
= 0,99
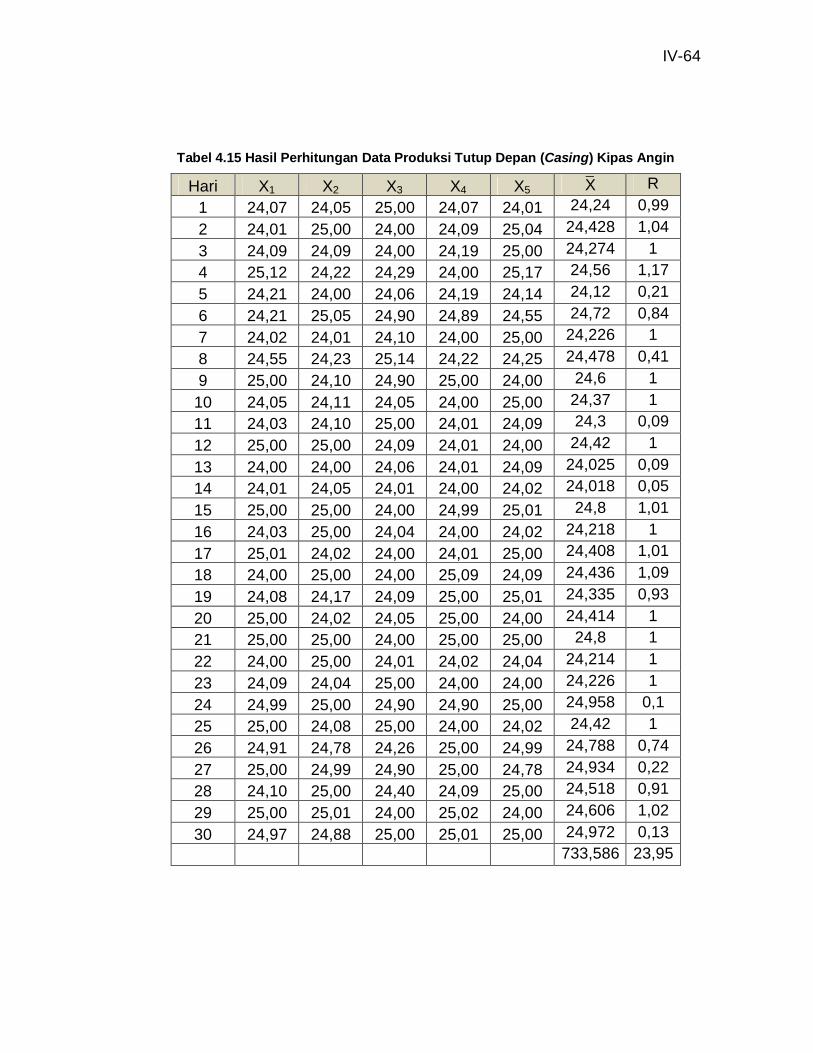
Data hasil perhitungan dapat dilihat pada tabel di bawah ini:
IV-64
Tabel 4.15 Hasil Perhitungan Data Produksi Tutup Depan (Casing) Kipas Angin
Hari X1 X2 X3 X4 X5 Xഥ R 1 24,07 24,05 25,00 24,07 24,01 24,24 0,99 2 24,01 25,00 24,00 24,09 25,04 24,428 1,04 3 24,09 24,09 24,00 24,19 25,00 24,274 1 4 25,12 24,22 24,29 24,00 25,17 24,56 1,17 5 24,21 24,00 24,06 24,19 24,14 24,12 0,21 6 24,21 25,05 24,90 24,89 24,55 24,72 0,84 7 24,02 24,01 24,10 24,00 25,00 24,226 1 8 24,55 24,23 25,14 24,22 24,25 24,478 0,41 9 25,00 24,10 24,90 25,00 24,00 24,6 1
10 24,05 24,11 24,05 24,00 25,00 24,37 1 11 24,03 24,10 25,00 24,01 24,09 24,3 0,09 12 25,00 25,00 24,09 24,01 24,00 24,42 1 13 24,00 24,00 24,06 24,01 24,09 24,025 0,09 14 24,01 24,05 24,01 24,00 24,02 24,018 0,05 15 25,00 25,00 24,00 24,99 25,01 24,8 1,01 16 24,03 25,00 24,04 24,00 24,02 24,218 1 17 25,01 24,02 24,00 24,01 25,00 24,408 1,01 18 24,00 25,00 24,00 25,09 24,09 24,436 1,09 19 24,08 24,17 24,09 25,00 25,01 24,335 0,93 20 25,00 24,02 24,05 25,00 24,00 24,414 1 21 25,00 25,00 24,00 25,00 25,00 24,8 1 22 24,00 25,00 24,01 24,02 24,04 24,214 1 23 24,09 24,04 25,00 24,00 24,00 24,226 1 24 24,99 25,00 24,90 24,90 25,00 24,958 0,1 25 25,00 24,08 25,00 24,00 24,02 24,42 1 26 24,91 24,78 24,26 25,00 24,99 24,788 0,74 27 25,00 24,99 24,90 25,00 24,78 24,934 0,22 28 24,10 25,00 24,40 24,09 25,00 24,518 0,91 29 25,00 25,01 24,00 25,02 24,00 24,606 1,02 30 24,97 24,88 25,00 25,01 25,00 24,972 0,13
733,586 23,95
IV-65
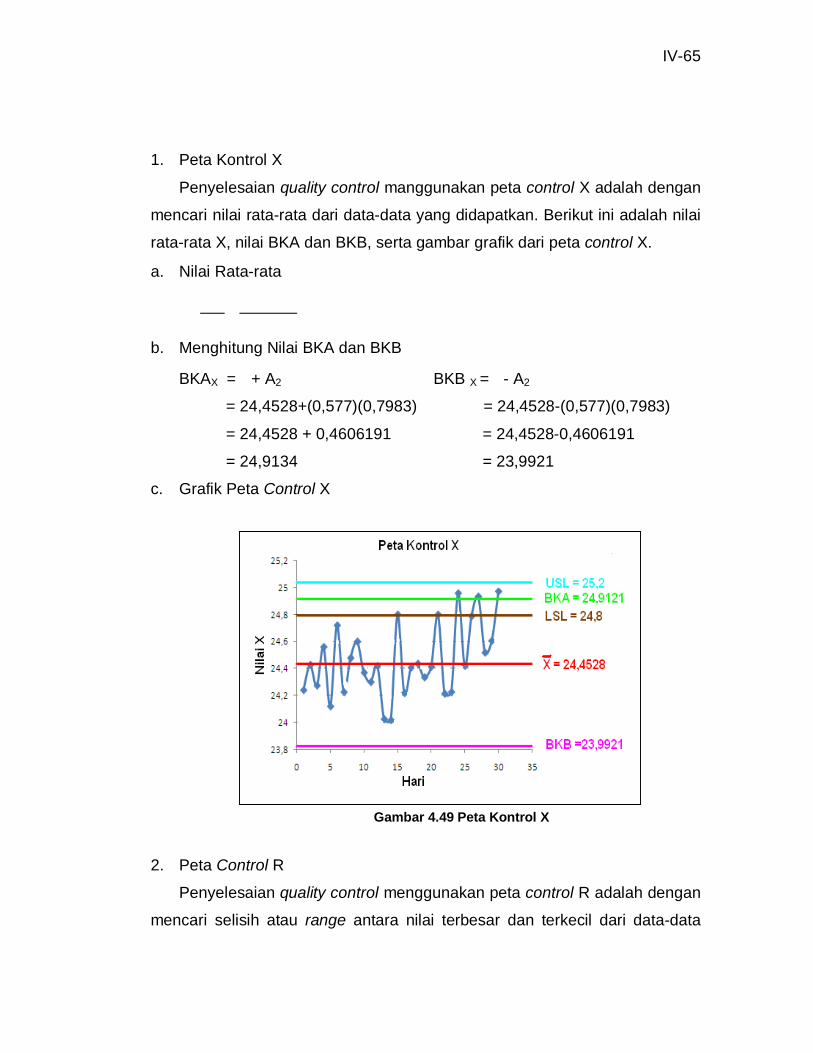
1. Peta Kontrol X
Penyelesaian quality control manggunakan peta control X adalah dengan
mencari nilai rata-rata dari data-data yang didapatkan. Berikut ini adalah nilai
rata-rata X, nilai BKA dan BKB, serta gambar grafik dari peta control X.
a. Nilai Rata-rata
b. Menghitung Nilai BKA dan BKB
BKAX = + A2 BKB X = - A2
= 24,4528+(0,577)(0,7983) = 24,4528-(0,577)(0,7983)
= 24,4528 + 0,4606191 = 24,4528-0,4606191
= 24,9134 = 23,9921
c. Grafik Peta Control X
Gambar 4.49 Peta Kontrol X
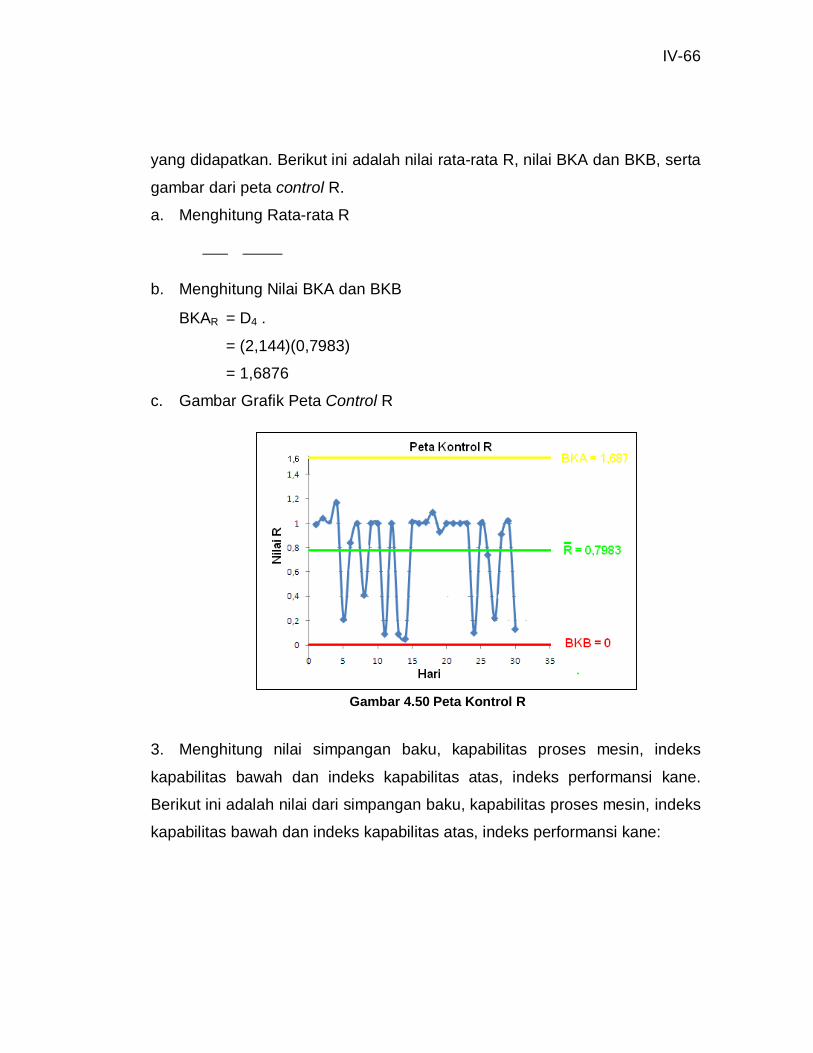
2. Peta Control R
Penyelesaian quality control menggunakan peta control R adalah dengan
mencari selisih atau range antara nilai terbesar dan terkecil dari data-data
IV-66
yang didapatkan. Berikut ini adalah nilai rata-rata R, nilai BKA dan BKB, serta
gambar dari peta control R.
a. Menghitung Rata-rata R
b. Menghitung Nilai BKA dan BKB
BKAR = D4 .
= (2,144)(0,7983)
= 1,6876
c. Gambar Grafik Peta Control R
Gambar 4.50 Peta Kontrol R
3. Menghitung nilai simpangan baku, kapabilitas proses mesin, indeks
kapabilitas bawah dan indeks kapabilitas atas, indeks performansi kane.
Berikut ini adalah nilai dari simpangan baku, kapabilitas proses mesin, indeks
kapabilitas bawah dan indeks kapabilitas atas, indeks performansi kane:
IV-67
a. Menghitung Simpangan Baku
σ=Rഥd2
=0,79832,326 =0,3432
b. Menghitung Kapabilitas Proses Mesin
CP=USL-LSL
6σ =25,2-24,86(0,3432) =
0,42,0592 =0,019
25cm (diameter tutup depan kipas angin (casing depan))
±0,2 (batas kecacatan dari tutup kipas angin (casing depan))
c. Menghitung Indeks Kapabilitas Bawah dan Indeks Kapabilitas Atas
CPL=Xഥ-LSL
3σ =24,24-24,83(0,3432) =
-0,561,0296 = -0,5439
CPUUSL-Xഥ
3σ =25,2-24,243(0,3432) =
0,961,0296 = 0,9324
d. Menentukan Indeks Performansi Kane (CPK)
CPK = Min (CPL,CPU) = Min (-0,5439;0,9324) = -0,5439
4.4.3 Perhitungan Software
Perhitungan secara manual data-data sampel yang telah diperoleh
dapat diolah dengan menggunakan perhitungan software WinQSB. Berikut ini
adalah langkah-langkah pengolahan data degan menggunakan software
WinQSB.
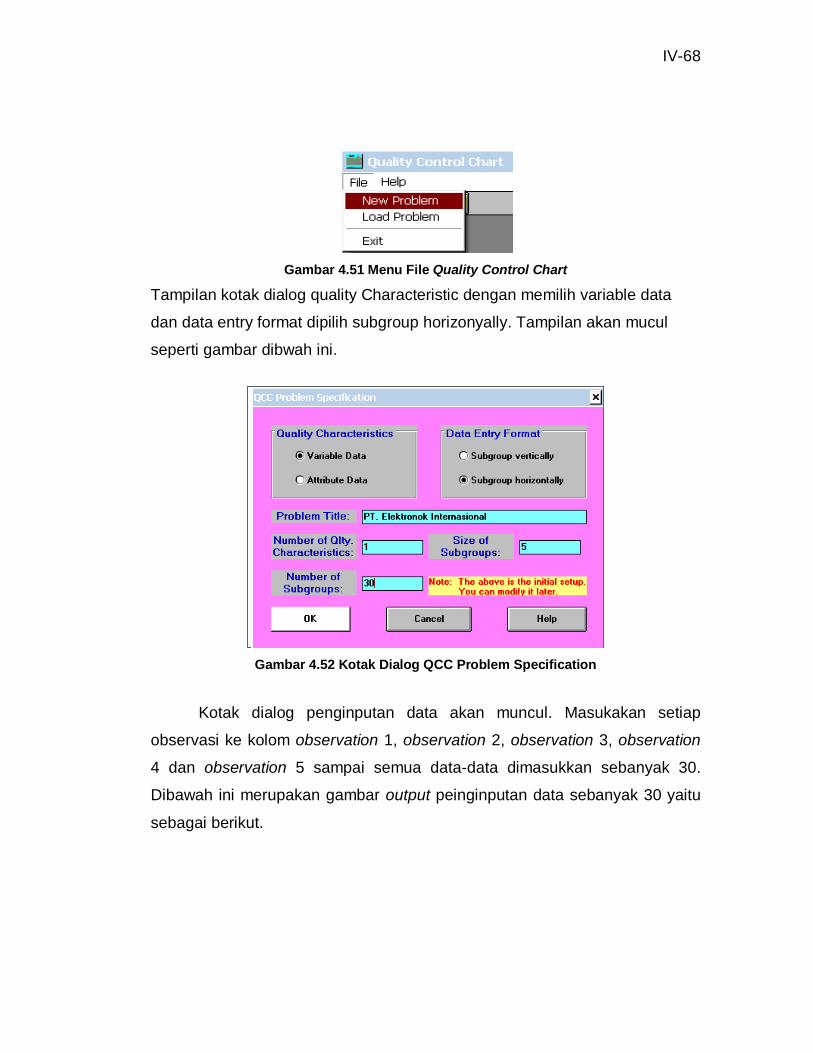
Langkah pertama, yaitu mengklik file-new problem, kemudian akan
muncul kotak dialog QCC problem specification, pilih variable data pada
kolom quality characteristics, pilih subgrup horizontally pada kolom data entry
format, pada problem title diisi dengan pembuatan PT. Elektronik
Internasional dengan number of quality characteristics adalah 1, size of
subgroups adalah 5, dan number of groups adalah 30. Jika semua perintah
telah dimasukkan, maka klik OK.
IV-68
Gambar 4.51 Menu File Quality Control Chart
Tampilan kotak dialog quality Characteristic dengan memilih variable data
dan data entry format dipilih subgroup horizonyally. Tampilan akan mucul
seperti gambar dibwah ini.
Gambar 4.52 Kotak Dialog QCC Problem Specification
Kotak dialog penginputan data akan muncul. Masukakan setiap
observasi ke kolom observation 1, observation 2, observation 3, observation
4 dan observation 5 sampai semua data-data dimasukkan sebanyak 30.
Dibawah ini merupakan gambar output peinginputan data sebanyak 30 yaitu
sebagai berikut.
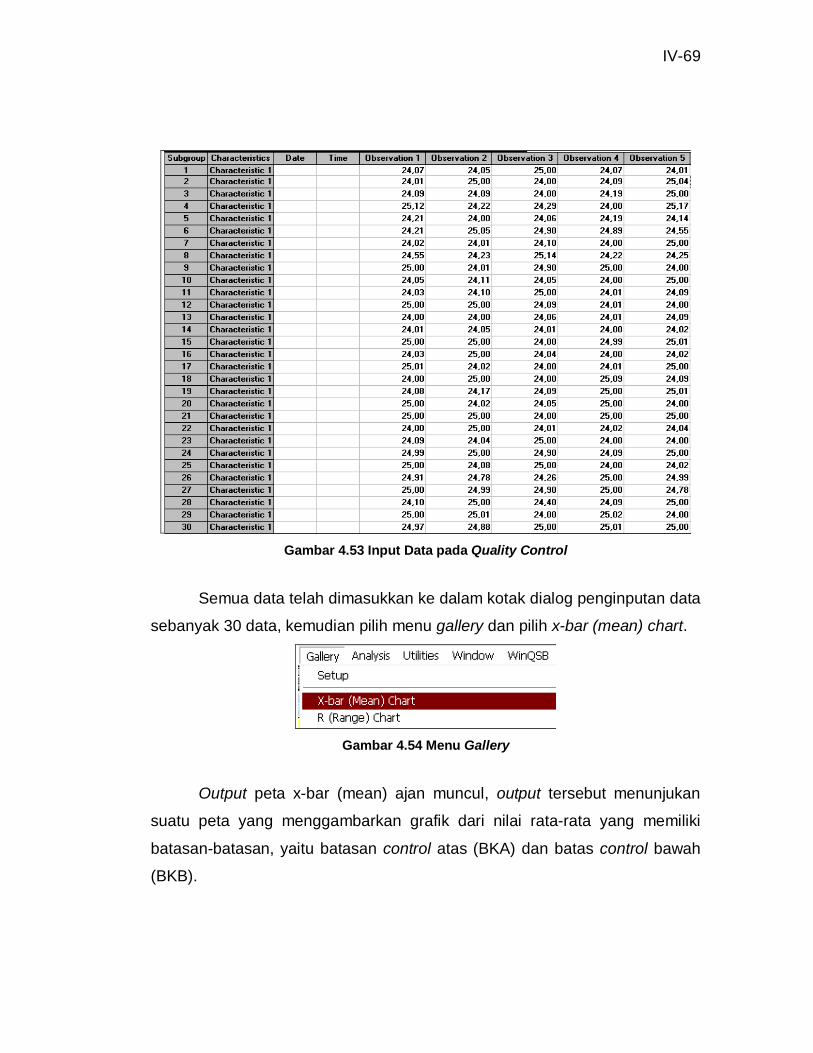
IV-69
Gambar 4.53 Input Data pada Quality Control
Semua data telah dimasukkan ke dalam kotak dialog penginputan data
sebanyak 30 data, kemudian pilih menu gallery dan pilih x-bar (mean) chart.
Gambar 4.54 Menu Gallery
Output peta x-bar (mean) ajan muncul, output tersebut menunjukan
suatu peta yang menggambarkan grafik dari nilai rata-rata yang memiliki
batasan-batasan, yaitu batasan control atas (BKA) dan batas control bawah
(BKB).
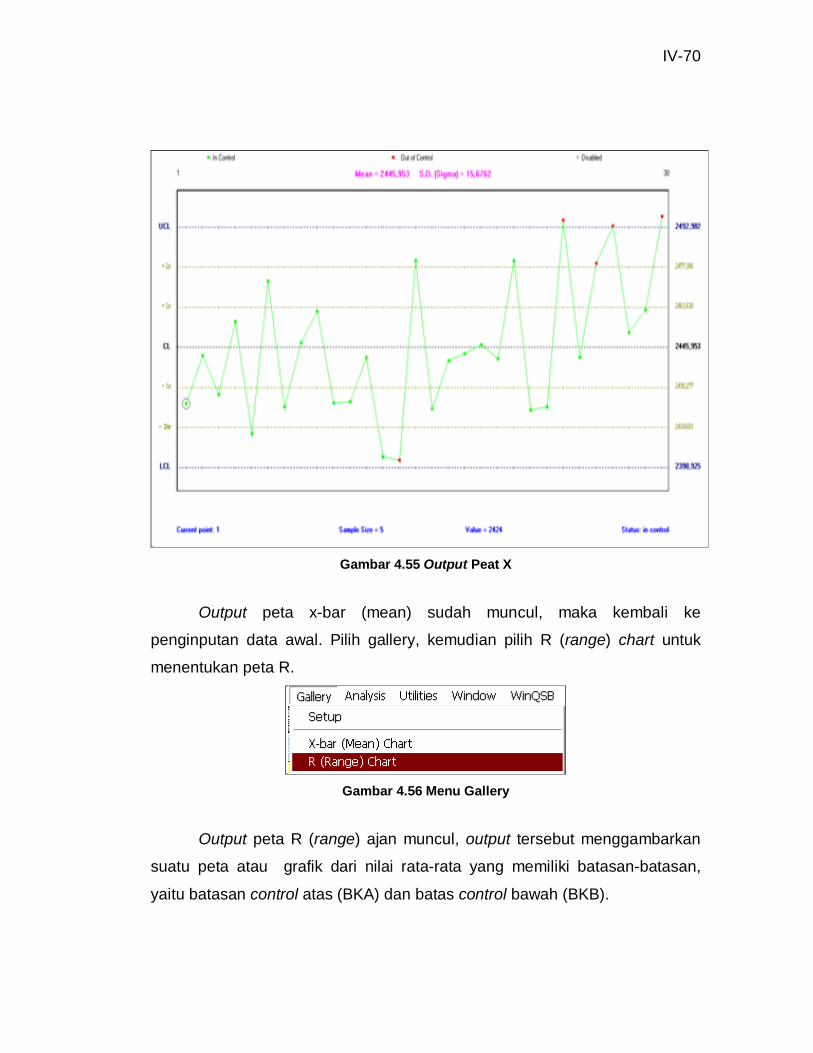
IV-70
Gambar 4.55 Output Peat X
Output peta x-bar (mean) sudah muncul, maka kembali ke
penginputan data awal. Pilih gallery, kemudian pilih R (range) chart untuk
menentukan peta R.
Gambar 4.56 Menu Gallery
Output peta R (range) ajan muncul, output tersebut menggambarkan
suatu peta atau grafik dari nilai rata-rata yang memiliki batasan-batasan,
yaitu batasan control atas (BKA) dan batas control bawah (BKB).
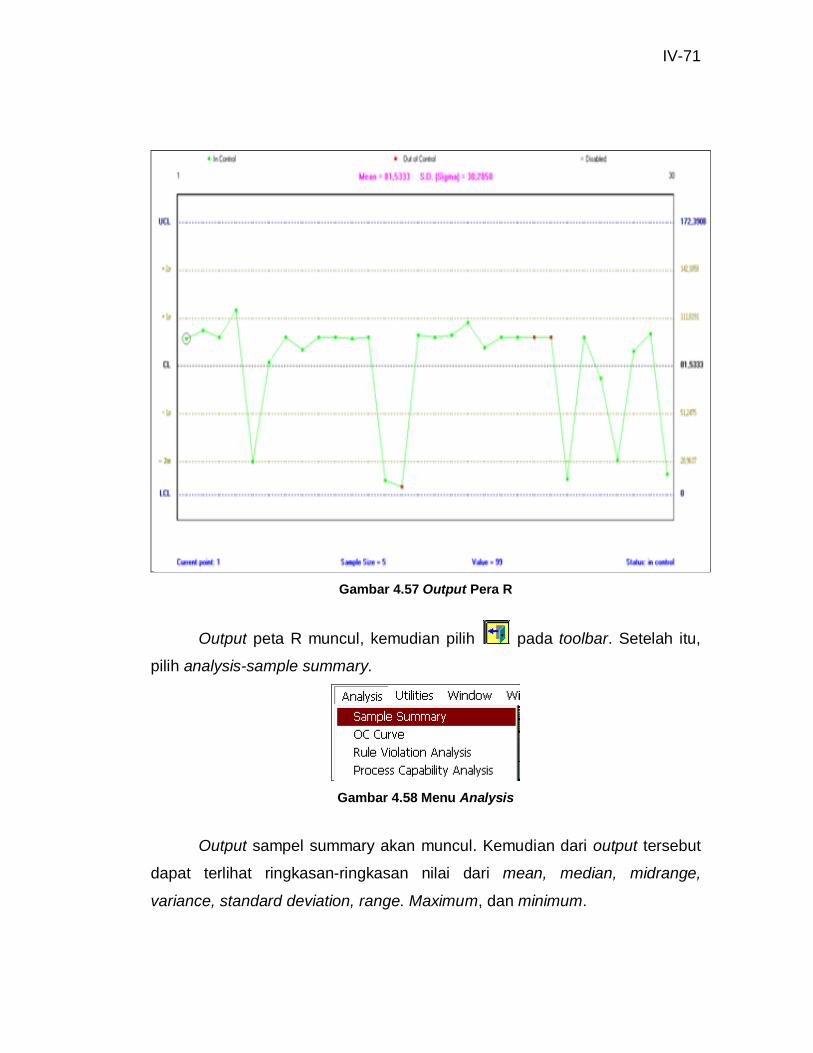
IV-71
Gambar 4.57 Output Pera R
Output peta R muncul, kemudian pilih pada toolbar. Setelah itu,
pilih analysis-sample summary.
Gambar 4.58 Menu Analysis
Output sampel summary akan muncul. Kemudian dari output tersebut
dapat terlihat ringkasan-ringkasan nilai dari mean, median, midrange,
variance, standard deviation, range. Maximum, dan minimum.
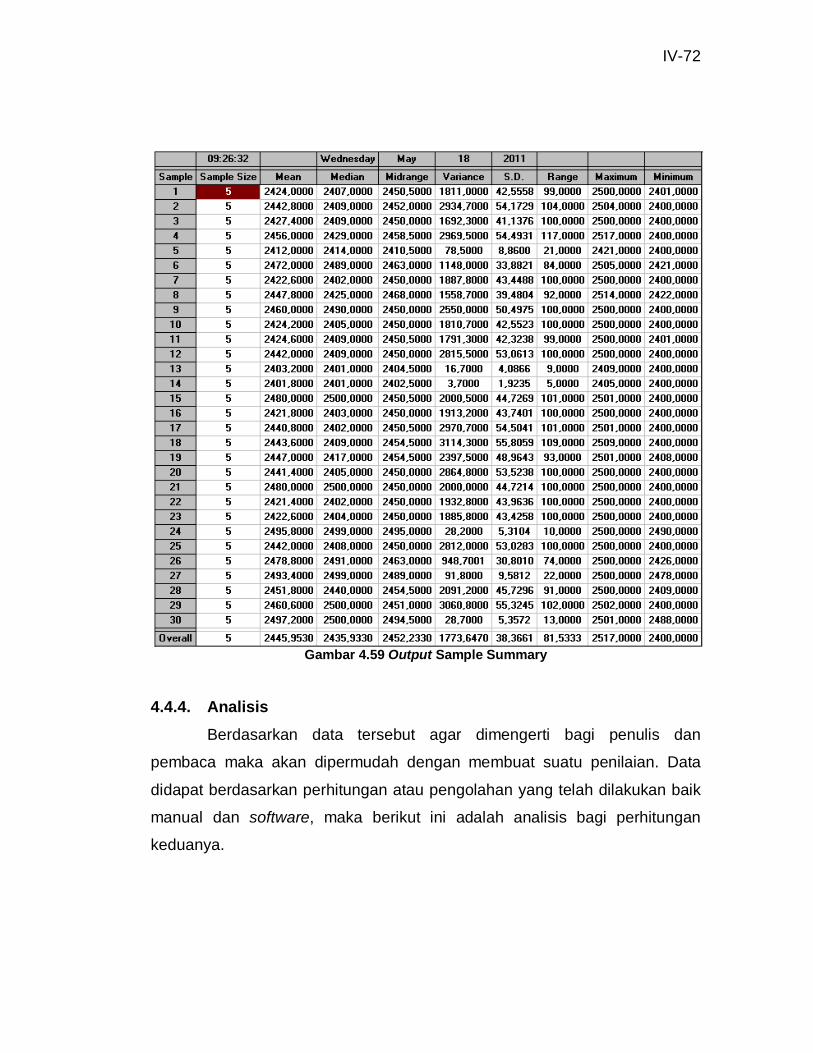
IV-72
Gambar 4.59 Output Sample Summary
4.4.4. Analisis
Berdasarkan data tersebut agar dimengerti bagi penulis dan
pembaca maka akan dipermudah dengan membuat suatu penilaian. Data
didapat berdasarkan perhitungan atau pengolahan yang telah dilakukan baik
manual dan software, maka berikut ini adalah analisis bagi perhitungan
keduanya.
IV-73
4.4.4.1 Analisis Perhitungan Manual
Analisis dari hasil data-data yang ada ditabel menggunakan data
variabel karena berbentuk angka, rumus diolah dengan menggunakan kata-
kata sehingga dapat dipahami. Analisis tersebut juga dapat dibaca sebagai
pengertian terhadap nilai dari hasil-hasil perhitungannya. Analisis perhitungan
manual dibagi menjadi dua yaitu peta control X dan peta control R. Berikut ini
adalah analisis dari perhitungan manual.
1. Peta Kontrol X
Rata-rata dari peta control X didapat sebesar 733,586, sedangkan untuk
rata-rata double Xbar sebesar 24,4528, nilai BKA didapat hasil sebesar
24,9134 dan nilai BKB didapat sebesar 23,9921. Hasil dari rata-rata, BKA
dan BKB dapat digunakan untuk membuat grafik peta control X, dari peta
control X ini dapat dilihat data-data yang keluar dari batas control atas dan
batas control bawah. Hasil dari grafik tersebut memperlihatkan ada tiga data
yang melewati batas control atas artinya produk tersebut sudah tidak layak
untuk diproduksi lagi.
2. Peta Kontrol R
Nilai dari peta R pada peta control R didapat sebesar 23,98, sedangkan
nilai dari Rbar didapat sebesar 0,7983, nilai BKA didapat hasil sebesar
1,6876 dan nilai BKB didapat sebesar 0. Hasil dari rata-rata, BKA dan BKB
dapat digunakan untuk membuat peta control R, dari peta control R ini dapat
dilihat data-data yang keluar dari batas control atas dan batas control bawah.
Hasil dari grafik tersebut memperlihatkan tidak ada data yang keluar dari
batas control atas dan batas control bawah yang artinya semua barang
masih layak untuk diproduksi.
Menghitung peta control X dan peta control R pada modul quality control
juga menghitung simpangan baku, menghitung kapabilitas proses mesin,
menghitung indeks kapabilitas bawah, dan indeks kapabilitas atas,
menentukan indeks kane. Hasil dari simpangan baku sebesar 0,3432,
IV-74
kapabilitas proses mesin 0,019, hasil dari indeks kapabilitas bawah sebesar
-0,5439 dan indes kapabilitas atas sebesar 0,9324, sedangkan indeks
kanennya -0,5439.
4.4.4.2 Pengolahan Software
Berdasarkan pengolahan software dengan menggunakan peta
control X dan peta control R maka dapat diketahui banyaknya sampel yang
digunakan adalah 5 kali dengan pengulangan 30 hari pegamatan, nilai mean
terbesar 24,45, nilai mediannya sebesar 24,35, midrange didapat dari nilai
minimum ditambah nilai maksimum dan dibagi dua sehingga mendapatkan
hasil sebesar 24,51, nilai variansnya sebesar 17,29, standar deviasi sebesar
0,3757, rangenya sebesar 0,7983, nilai maksimum dari data-data tersebut
ialah 25,17 sedangkan nilai minimumnya 24.
Grafik dari peta X terdapat titik merah di atas batas control atas yang
artinya ada tiga barang yang cacat dan sudah tidak dapat di produksi,
sedangkan titik merah yang masih masuk batas control atas dan batas
control bawah artinya produk tersebut masih layaj produksi tapi sudah tidak
lama lagi produk tersebut juga kan cacat dan tidak dapat diproduksi. Grafik
dari peta R tidak terdapat titik merah di atas batas control yang artinya semua
barang masih layak untuk diproduksi tetapi ada tiga barang yang terdapat titik
merahnya artinya barang tersebut mendapat peringatan agar tidak lewat dari
batas control atas dan batas control bawah.
4.4.4.3 Perbandingan Analisis
Analisis hubungan antara perhitungan manual dan pengolahan
software dippergunakan sebgai perbandingan terhadap kedua perhitungan
untuk menentukan tingkat kesamaan perhitungan dan perbedaan
IV-75
perhitungan sehingga dapat diperhitungan untuk sebuah penelitian yang lebih
besar, berikut ini adalah hasil dari perbandinganya.
Perhitungan manual dan software dengan menggunakan peta control
X tidak terdapat perbedaan dalam perhitungannya akan tetapi pada grafik
ada perbedaannya karena di software barang-barang yang tidak layak
ataupun masuk kedalam zona berbahaya bias dilihat dari titik merahnya.
Sedangkan untuk peta R juga sama seperti peta X ada barang-barang yang
sudah mendapatkan peringatan seperti diberi titik merah.
4.5. Trasportasi
Modul trasportasi ini memiliki permasalahan dan penyelesaiannya
dengan permasalahan pada studi kasus sedangkan penyelesaiannya
menggunakan perhitungan manual dan pengolahan software. Permasalahan
studi kasus dipergunakan untuk menentukan keakuratan dalam penyelesaian
terhadap perhitungan manual dan pengolahan software. Perhitungan manual
digunakan untuk menyelesaikan permasalahan studi kasus dengan
menggunakan rumus yang berasal dari landasan teori sehingga keakuratan
perhitungan manual dapat dipertanggungjawabkan saat penganalisaan.
Pengolahan software digunakan untuk menyelesaikan permasalahan studi
kasus dengan menggunakan program komputer sehingga lebih efisien.
Berdasarkan kedua penyelesaian tersebut maka dibuatlah analisis agar
dapat dipahami oleh penulis dan pembaca dengan membuat suatu penilaian.
4.5.1 Studi Kasus
Sebuah PT Electronic Internasional yang bekerja di bidang elektronik
pembuatan suatu produk yaitu kipas angin. Berdasarkan kipas angin yang
telah dibuat akan didistribusikan kepada empat agen perusahaan
pendistribusi. Berdasarkan lima gudang yang dimiliki PT Electronic
Internasional tersebut maka PT tersebut menyanggupkan empat agen
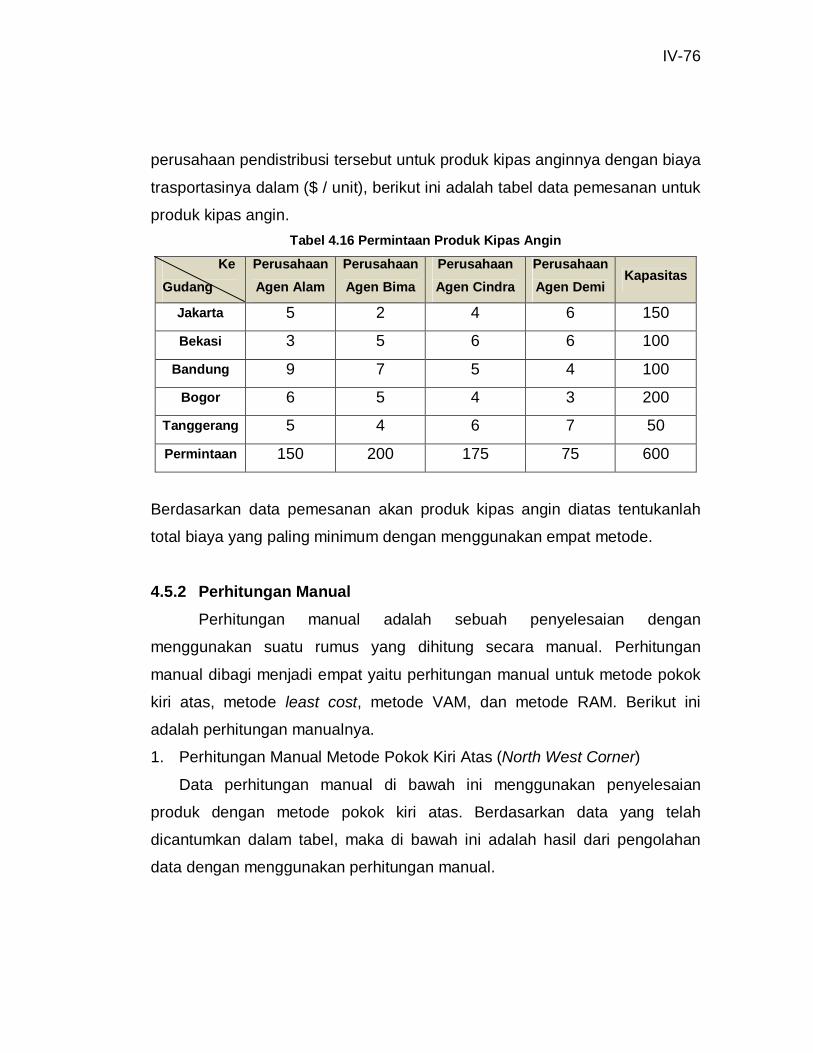
IV-76
perusahaan pendistribusi tersebut untuk produk kipas anginnya dengan biaya
trasportasinya dalam ($ / unit), berikut ini adalah tabel data pemesanan untuk
produk kipas angin. Tabel 4.16 Permintaan Produk Kipas Angin
Ke Gudang
Perusahaan Agen Alam
Perusahaan Agen Bima
Perusahaan Agen Cindra
Perusahaan Agen Demi
Kapasitas
Jakarta 5 2 4 6 150
Bekasi 3 5 6 6 100
Bandung 9 7 5 4 100
Bogor 6 5 4 3 200
Tanggerang 5 4 6 7 50
Permintaan 150 200 175 75 600
Berdasarkan data pemesanan akan produk kipas angin diatas tentukanlah
total biaya yang paling minimum dengan menggunakan empat metode.
4.5.2 Perhitungan Manual
Perhitungan manual adalah sebuah penyelesaian dengan
menggunakan suatu rumus yang dihitung secara manual. Perhitungan
manual dibagi menjadi empat yaitu perhitungan manual untuk metode pokok
kiri atas, metode least cost, metode VAM, dan metode RAM. Berikut ini
adalah perhitungan manualnya.
1. Perhitungan Manual Metode Pokok Kiri Atas (North West Corner)
Data perhitungan manual di bawah ini menggunakan penyelesaian
produk dengan metode pokok kiri atas. Berdasarkan data yang telah
dicantumkan dalam tabel, maka di bawah ini adalah hasil dari pengolahan
data dengan menggunakan perhitungan manual.
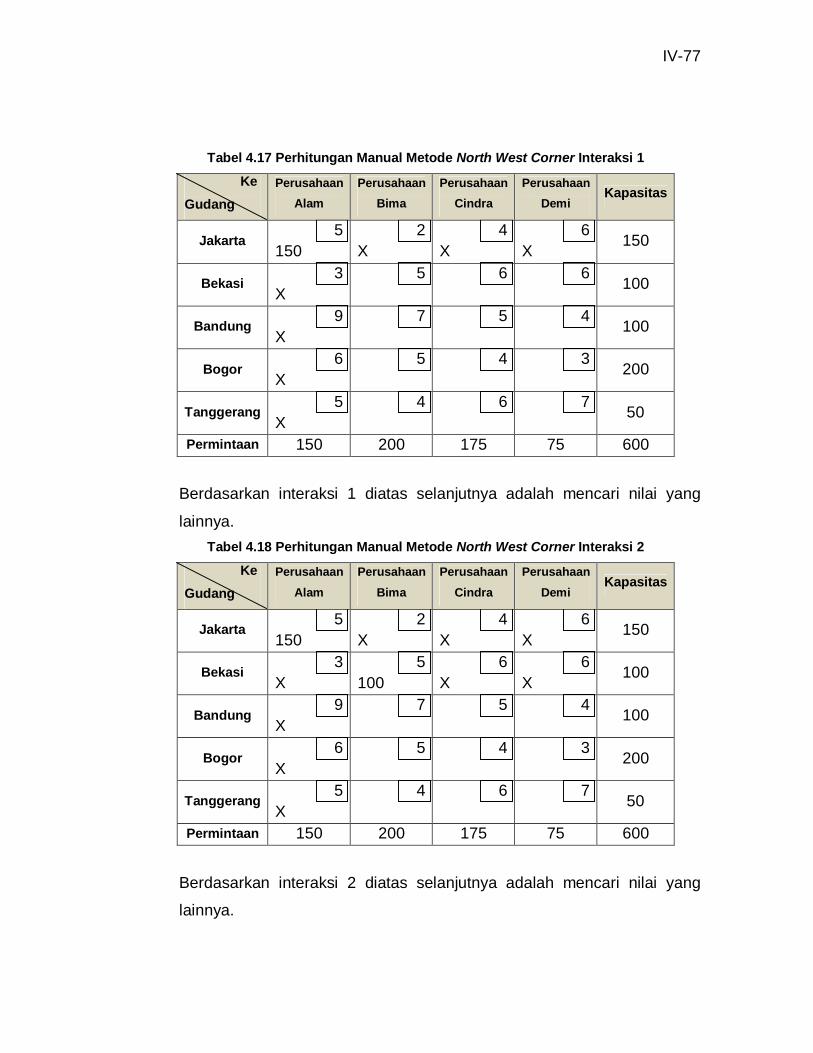
IV-77
Tabel 4.17 Perhitungan Manual Metode North West Corner Interaksi 1
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
150 2
X 4
X 6
X 150
Bekasi 3
X 5
6
6
100
Bandung 9
X 7
5
4
100
Bogor 6
X 5
4
3
200
Tanggerang 5
X 4
6
7
50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 1 diatas selanjutnya adalah mencari nilai yang
lainnya. Tabel 4.18 Perhitungan Manual Metode North West Corner Interaksi 2
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
150 2
X 4
X 6
X 150
Bekasi 3
X 5
100 6
X 6
X 100
Bandung 9
X 7
5
4
100
Bogor 6
X 5
4
3
200
Tanggerang 5
X 4
6
7
50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 2 diatas selanjutnya adalah mencari nilai yang
lainnya.
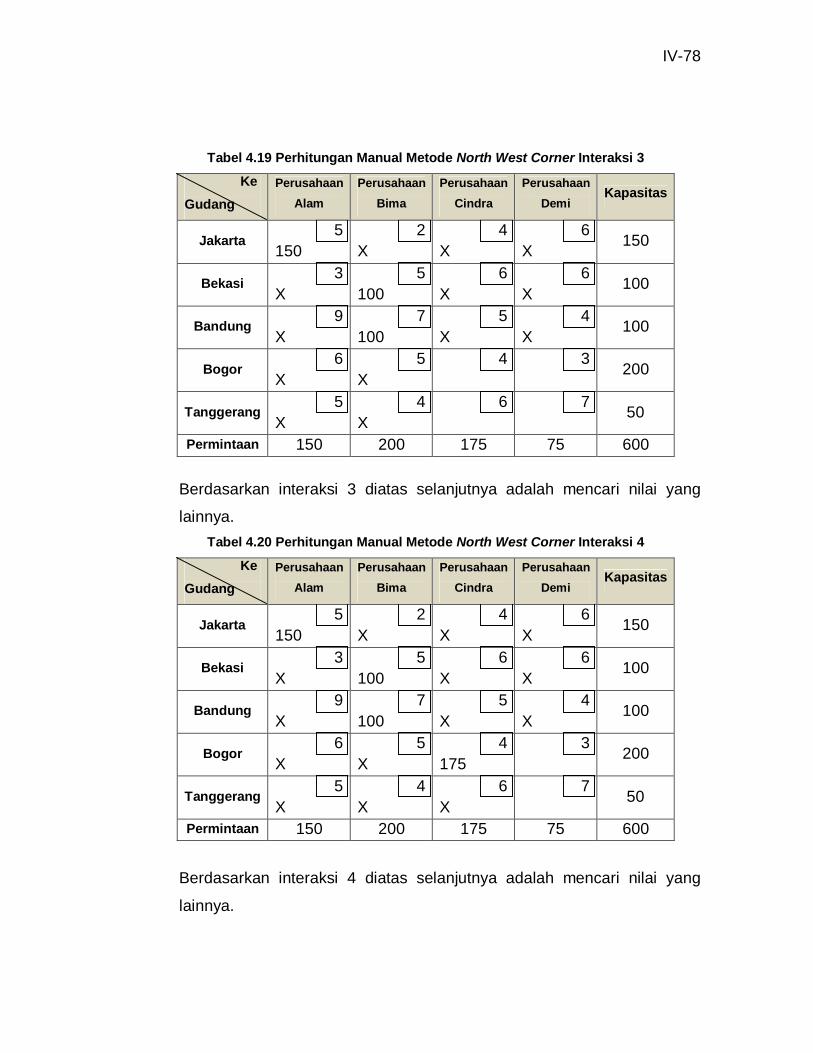
IV-78
Tabel 4.19 Perhitungan Manual Metode North West Corner Interaksi 3
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
150 2
X 4
X 6
X 150
Bekasi 3
X 5
100 6
X 6
X 100
Bandung 9
X 7
100 5
X 4
X 100
Bogor 6
X 5
X 4
3
200
Tanggerang 5
X 4
X 6
7
50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 3 diatas selanjutnya adalah mencari nilai yang
lainnya. Tabel 4.20 Perhitungan Manual Metode North West Corner Interaksi 4
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
150 2
X 4
X 6
X 150
Bekasi 3
X 5
100 6
X 6
X 100
Bandung 9
X 7
100 5
X 4
X 100
Bogor 6
X 5
X 4
175 3
200
Tanggerang 5
X 4
X 6
X 7
50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 4 diatas selanjutnya adalah mencari nilai yang
lainnya.
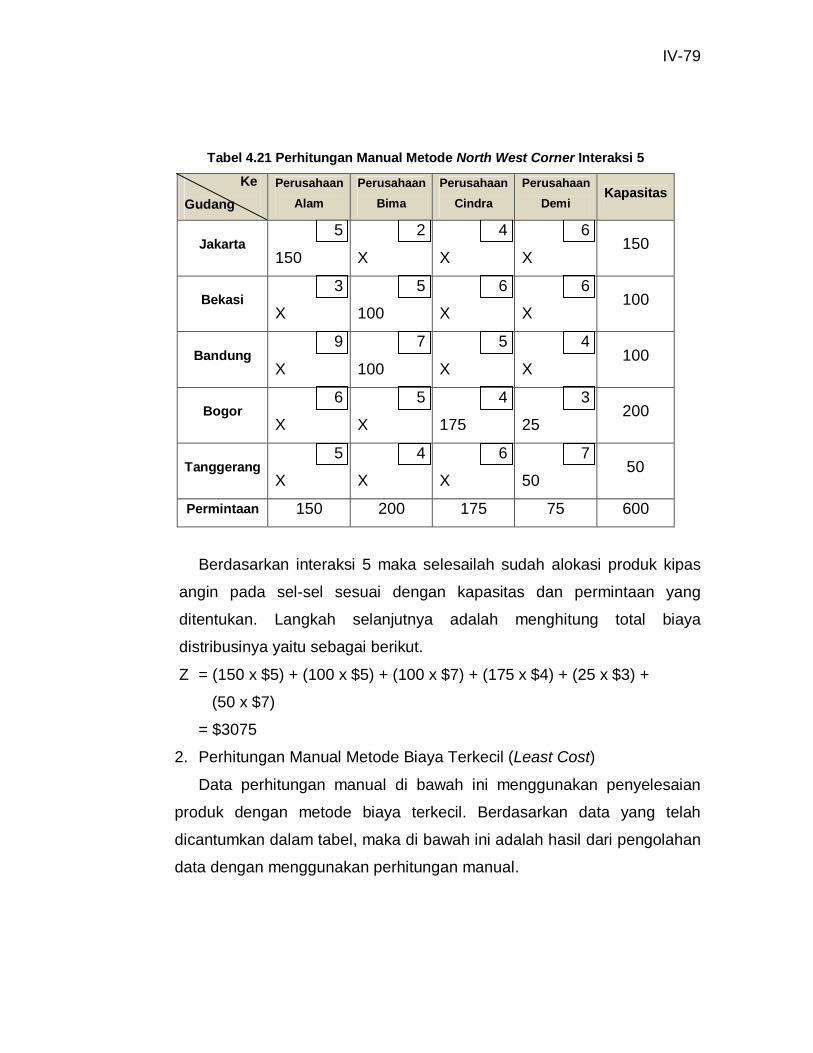
IV-79
Tabel 4.21 Perhitungan Manual Metode North West Corner Interaksi 5
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
150
2
X
4
X
6
X 150
Bekasi 3
X
5
100
6
X
6
X 100
Bandung 9
X
7
100
5
X
4
X 100
Bogor 6
X
5
X
4
175
3
25 200
Tanggerang 5
X
4
X
6
X
7
50 50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 5 maka selesailah sudah alokasi produk kipas
angin pada sel-sel sesuai dengan kapasitas dan permintaan yang
ditentukan. Langkah selanjutnya adalah menghitung total biaya
distribusinya yaitu sebagai berikut.
Z = (150 x $5) + (100 x $5) + (100 x $7) + (175 x $4) + (25 x $3) +
(50 x $7)
= $3075
2. Perhitungan Manual Metode Biaya Terkecil (Least Cost)
Data perhitungan manual di bawah ini menggunakan penyelesaian
produk dengan metode biaya terkecil. Berdasarkan data yang telah
dicantumkan dalam tabel, maka di bawah ini adalah hasil dari pengolahan
data dengan menggunakan perhitungan manual.
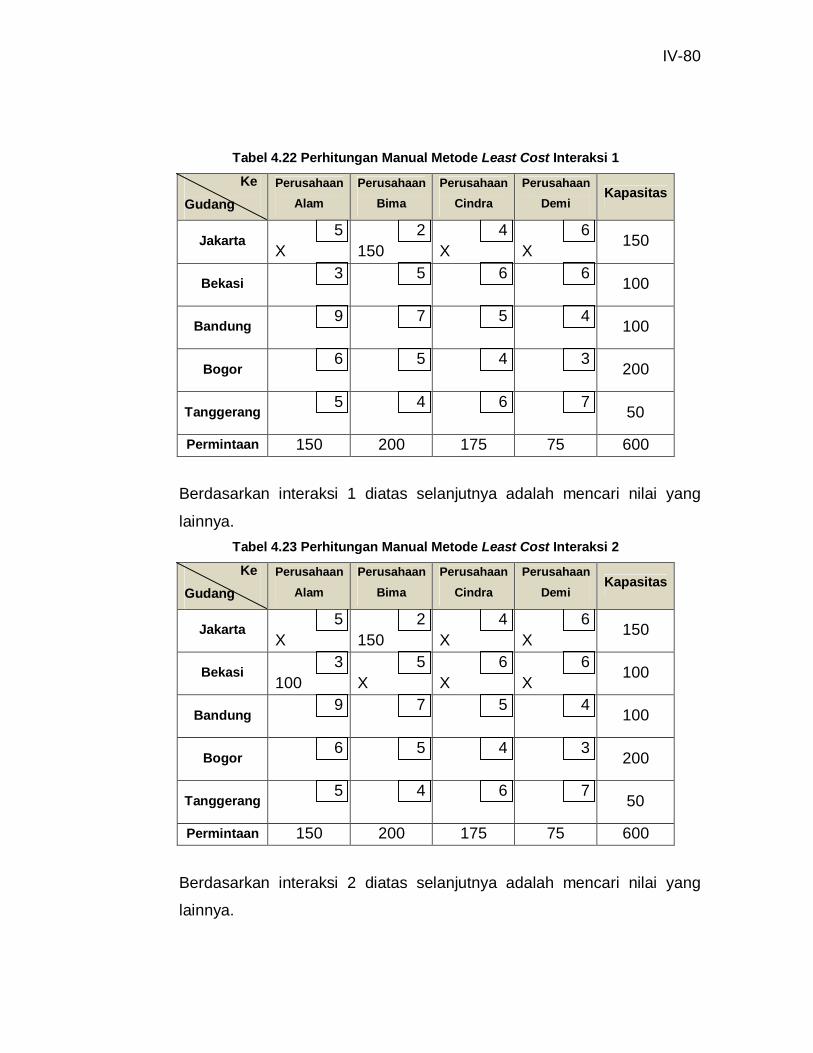
IV-80
Tabel 4.22 Perhitungan Manual Metode Least Cost Interaksi 1
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
5
6
6
100
Bandung 9
7
5
4
100
Bogor 6
5
4
3
200
Tanggerang 5
4
6
7
50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 1 diatas selanjutnya adalah mencari nilai yang
lainnya. Tabel 4.23 Perhitungan Manual Metode Least Cost Interaksi 2
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
7
5
4
100
Bogor 6
5
4
3
200
Tanggerang 5
4
6
7
50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 2 diatas selanjutnya adalah mencari nilai yang
lainnya.
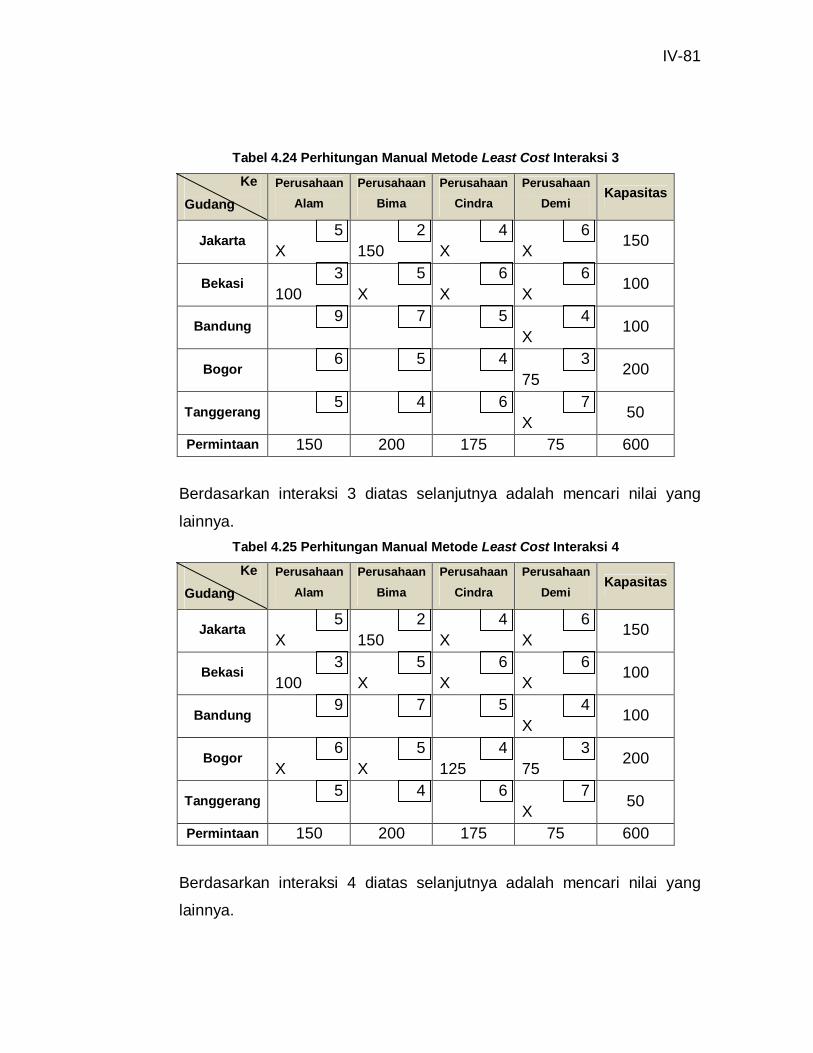
IV-81
Tabel 4.24 Perhitungan Manual Metode Least Cost Interaksi 3
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
7
5
4
X 100
Bogor 6
5
4
3
75 200
Tanggerang 5
4
6
7
X 50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 3 diatas selanjutnya adalah mencari nilai yang
lainnya. Tabel 4.25 Perhitungan Manual Metode Least Cost Interaksi 4
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
7
5
4
X 100
Bogor 6
X 5
X 4
125 3
75 200
Tanggerang 5
4
6
7
X 50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 4 diatas selanjutnya adalah mencari nilai yang
lainnya.
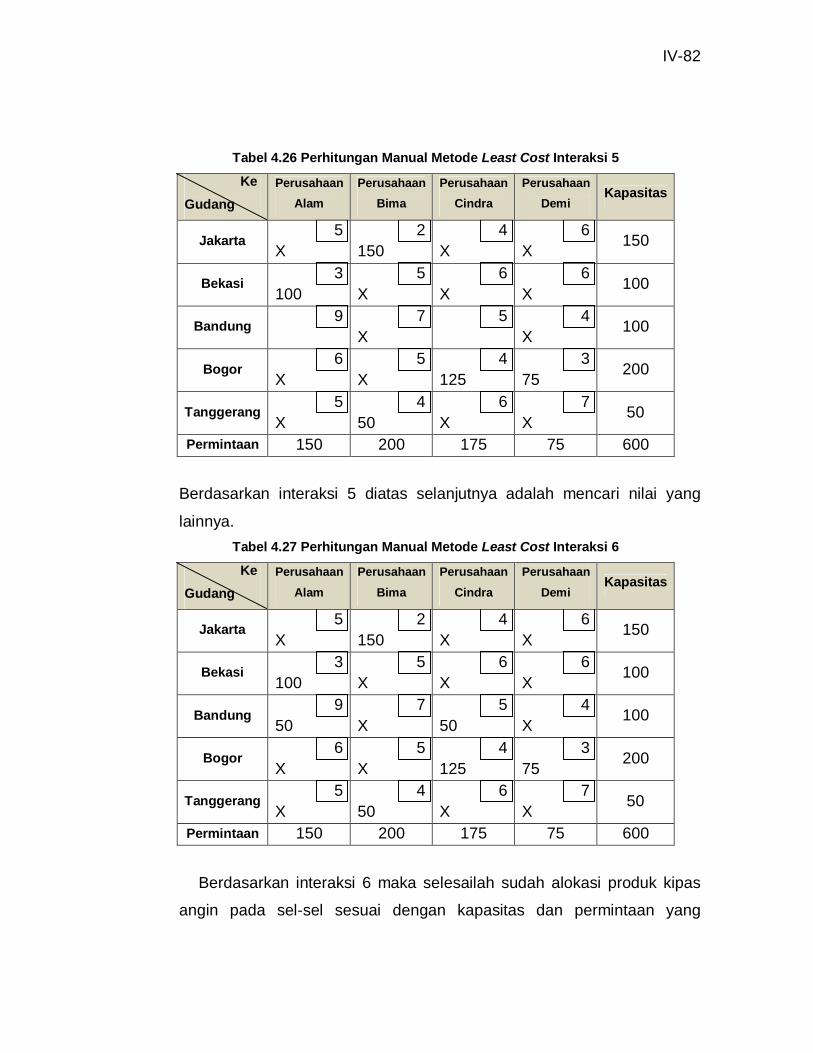
IV-82
Tabel 4.26 Perhitungan Manual Metode Least Cost Interaksi 5
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
7
X 5
4
X 100
Bogor 6
X 5
X 4
125 3
75 200
Tanggerang 5
X 4
50 6
X 7
X 50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 5 diatas selanjutnya adalah mencari nilai yang
lainnya. Tabel 4.27 Perhitungan Manual Metode Least Cost Interaksi 6
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
50 7
X 5
50 4
X 100
Bogor 6
X 5
X 4
125 3
75 200
Tanggerang 5
X 4
50 6
X 7
X 50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 6 maka selesailah sudah alokasi produk kipas
angin pada sel-sel sesuai dengan kapasitas dan permintaan yang
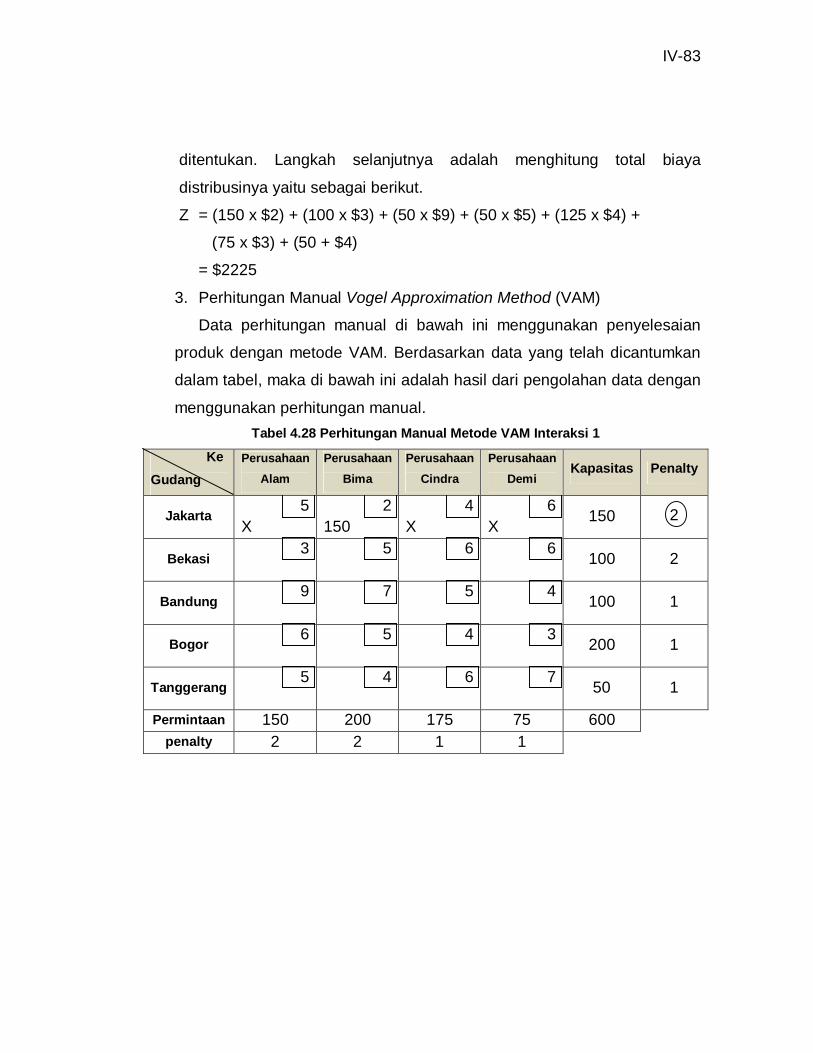
IV-83
ditentukan. Langkah selanjutnya adalah menghitung total biaya
distribusinya yaitu sebagai berikut.
Z = (150 x $2) + (100 x $3) + (50 x $9) + (50 x $5) + (125 x $4) +
(75 x $3) + (50 + $4)
= $2225
3. Perhitungan Manual Vogel Approximation Method (VAM)
Data perhitungan manual di bawah ini menggunakan penyelesaian
produk dengan metode VAM. Berdasarkan data yang telah dicantumkan
dalam tabel, maka di bawah ini adalah hasil dari pengolahan data dengan
menggunakan perhitungan manual. Tabel 4.28 Perhitungan Manual Metode VAM Interaksi 1
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas Penalty
Jakarta 5
X 2
150 4
X 6
X 150 2
Bekasi 3
5
6
6
100 2
Bandung 9
7
5
4
100 1
Bogor 6
5
4
3
200 1
Tanggerang 5
4
6
7
50 1
Permintaan 150 200 175 75 600 penalty 2 2 1 1
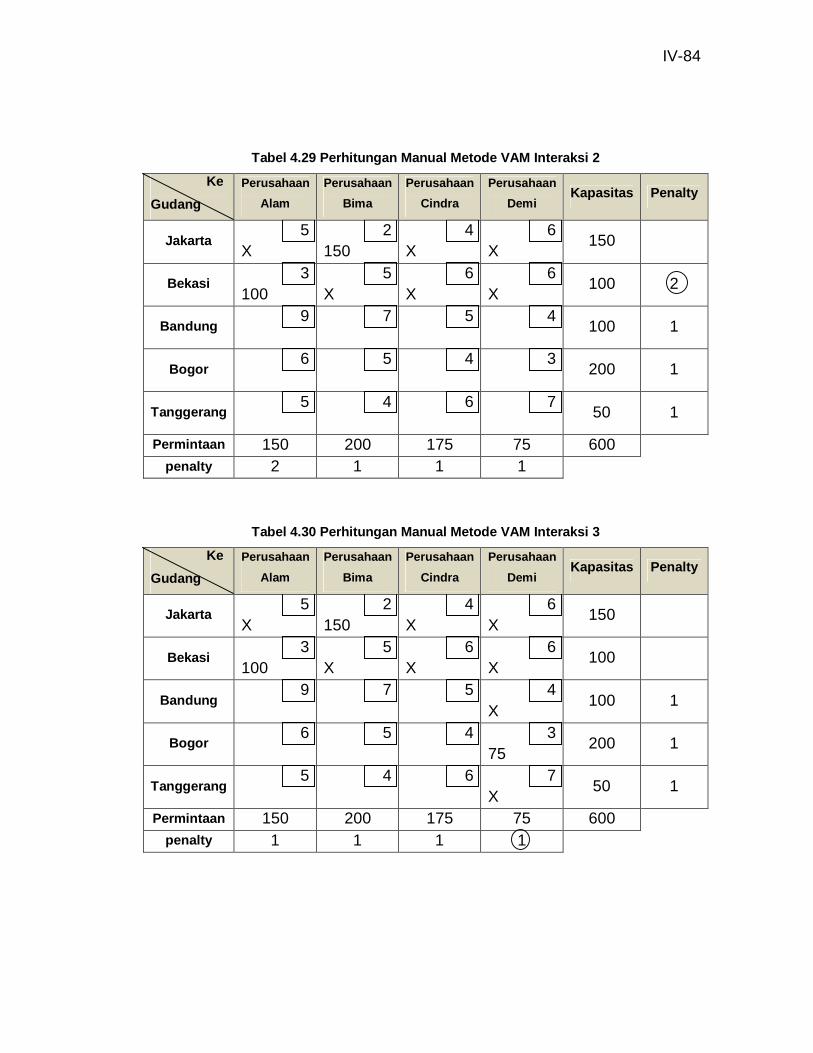
IV-84
Tabel 4.29 Perhitungan Manual Metode VAM Interaksi 2
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas Penalty
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100 2
Bandung 9
7
5
4
100 1
Bogor 6
5
4
3
200 1
Tanggerang 5
4
6
7
50 1
Permintaan 150 200 175 75 600 penalty 2 1 1 1
Tabel 4.30 Perhitungan Manual Metode VAM Interaksi 3
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas Penalty
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
7
5
4
X 100 1
Bogor 6
5
4
3
75 200 1
Tanggerang 5
4
6
7
X 50 1
Permintaan 150 200 175 75 600 penalty 1 1 1 1
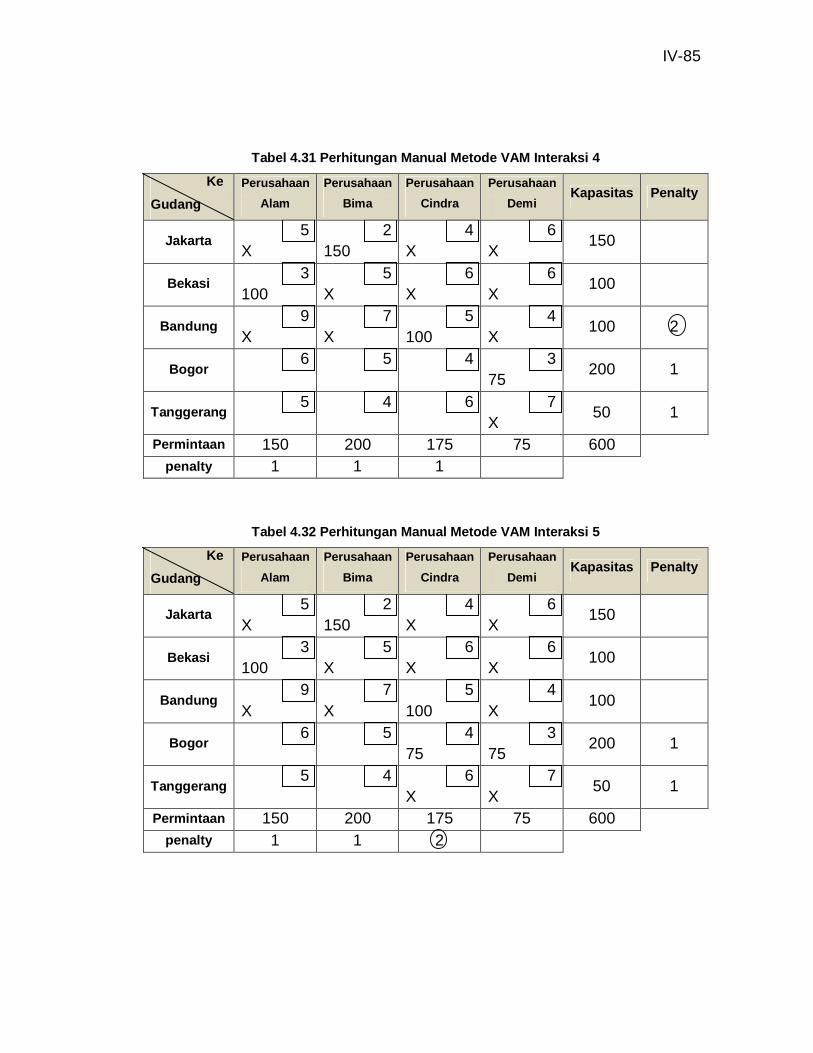
IV-85
Tabel 4.31 Perhitungan Manual Metode VAM Interaksi 4
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas Penalty
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
100 4
X 100 2
Bogor 6
5
4
3
75 200 1
Tanggerang 5
4
6
7
X 50 1
Permintaan 150 200 175 75 600 penalty 1 1 1
Tabel 4.32 Perhitungan Manual Metode VAM Interaksi 5
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas Penalty
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
100 4
X 100
Bogor 6
5
4
75 3
75 200 1
Tanggerang 5
4
6
X 7
X 50 1
Permintaan 150 200 175 75 600 penalty 1 1 2
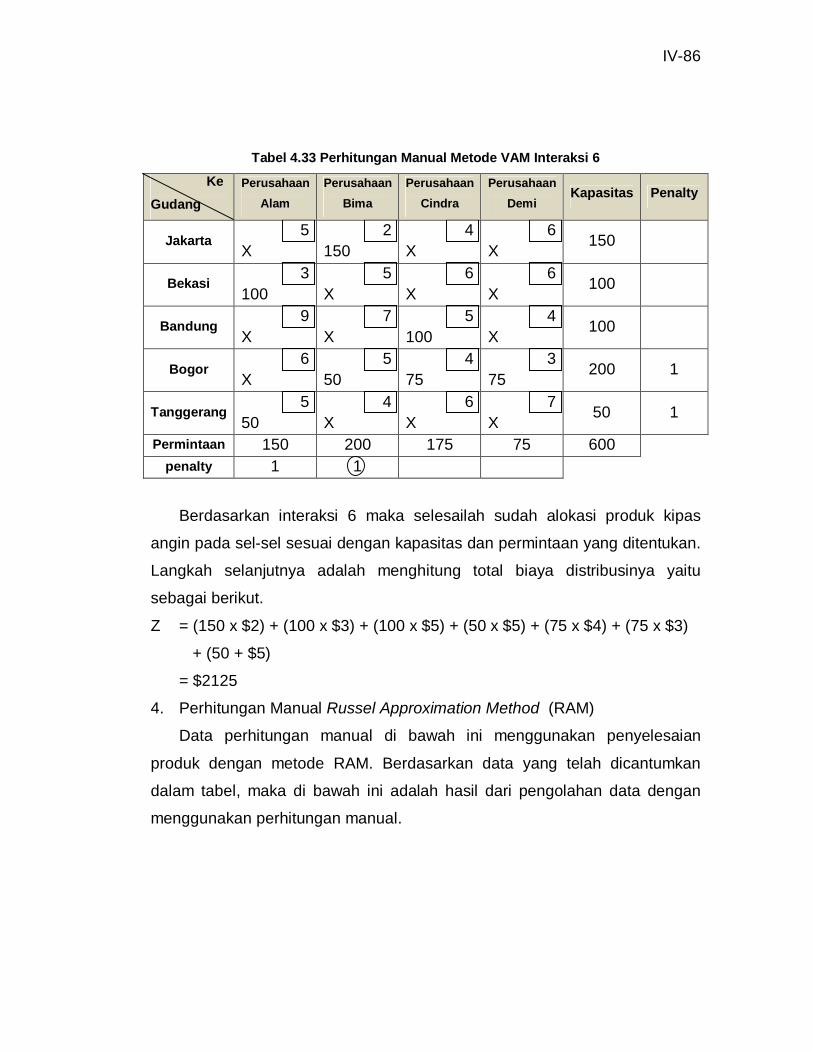
IV-86
Tabel 4.33 Perhitungan Manual Metode VAM Interaksi 6
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas Penalty
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
100 4
X 100
Bogor 6
X 5
50 4
75 3
75 200 1
Tanggerang 5
50 4
X 6
X 7
X 50 1
Permintaan 150 200 175 75 600 penalty 1 1
Berdasarkan interaksi 6 maka selesailah sudah alokasi produk kipas
angin pada sel-sel sesuai dengan kapasitas dan permintaan yang ditentukan.
Langkah selanjutnya adalah menghitung total biaya distribusinya yaitu
sebagai berikut.
Z = (150 x $2) + (100 x $3) + (100 x $5) + (50 x $5) + (75 x $4) + (75 x $3)
+ (50 + $5)
= $2125
4. Perhitungan Manual Russel Approximation Method (RAM)
Data perhitungan manual di bawah ini menggunakan penyelesaian
produk dengan metode RAM. Berdasarkan data yang telah dicantumkan
dalam tabel, maka di bawah ini adalah hasil dari pengolahan data dengan
menggunakan perhitungan manual.
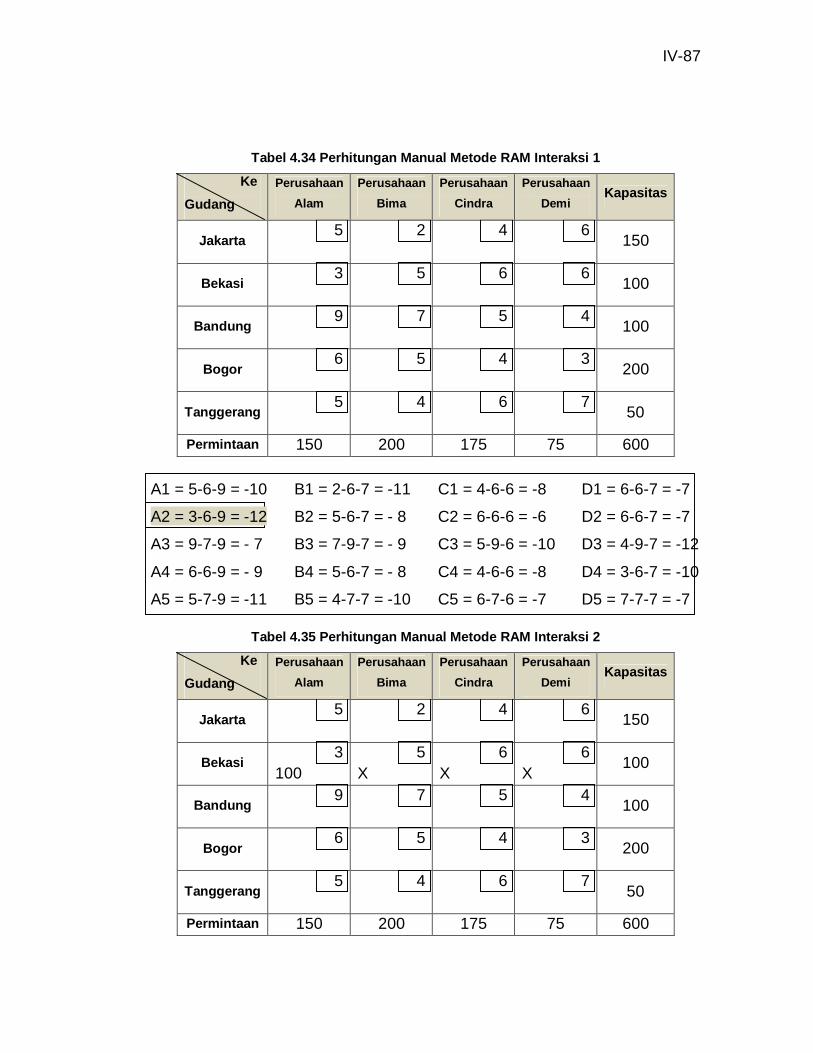
IV-87
Tabel 4.34 Perhitungan Manual Metode RAM Interaksi 1
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
2
4
6
150
Bekasi 3
5
6
6
100
Bandung 9
7
5
4
100
Bogor 6
5
4
3
200
Tanggerang 5
4
6
7
50
Permintaan 150 200 175 75 600
A1 = 5-6-9 = -10 B1 = 2-6-7 = -11 C1 = 4-6-6 = -8 D1 = 6-6-7 = -7
A2 = 3-6-9 = -12 B2 = 5-6-7 = - 8 C2 = 6-6-6 = -6 D2 = 6-6-7 = -7
A3 = 9-7-9 = - 7 B3 = 7-9-7 = - 9 C3 = 5-9-6 = -10 D3 = 4-9-7 = -12
A4 = 6-6-9 = - 9 B4 = 5-6-7 = - 8 C4 = 4-6-6 = -8 D4 = 3-6-7 = -10
A5 = 5-7-9 = -11 B5 = 4-7-7 = -10 C5 = 6-7-6 = -7 D5 = 7-7-7 = -7
Tabel 4.35 Perhitungan Manual Metode RAM Interaksi 2
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
2
4
6
150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
7
5
4
100
Bogor 6
5
4
3
200
Tanggerang 5
4
6
7
50
Permintaan 150 200 175 75 600
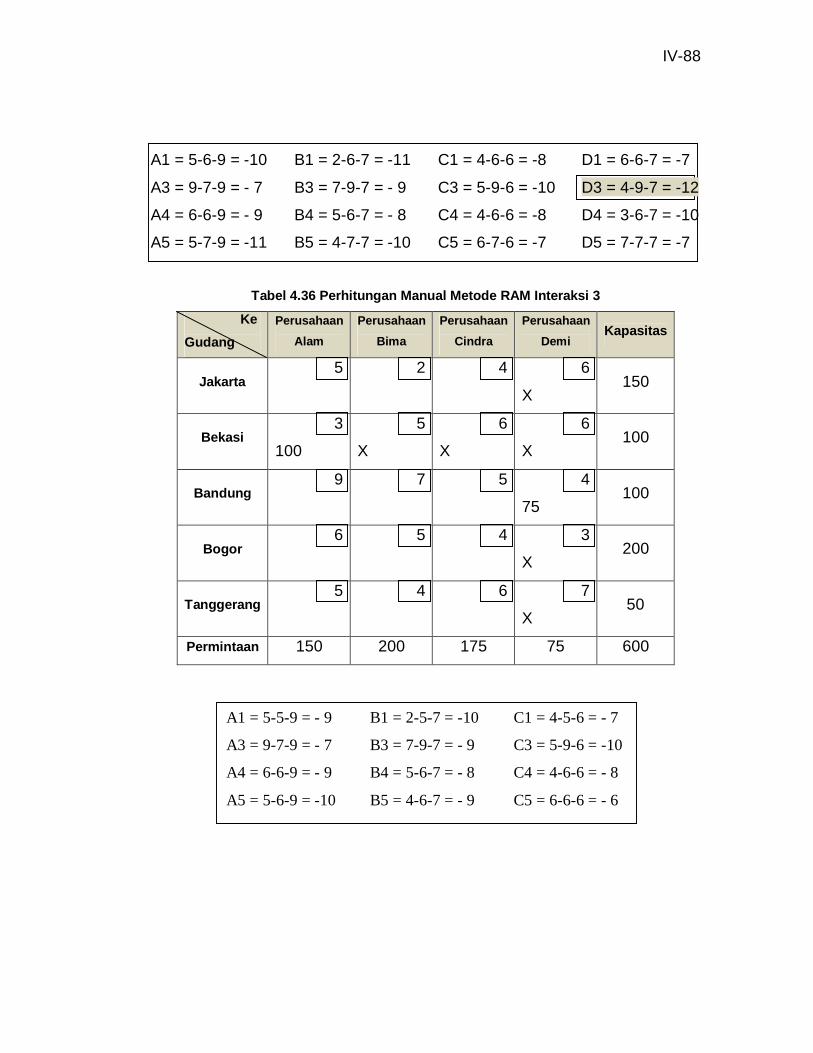
IV-88
A1 = 5-5-9 = - 9 B1 = 2-5-7 = -10 C1 = 4-5-6 = - 7
A3 = 9-7-9 = - 7 B3 = 7-9-7 = - 9 C3 = 5-9-6 = -10
A4 = 6-6-9 = - 9 B4 = 5-6-7 = - 8 C4 = 4-6-6 = - 8
A5 = 5-6-9 = -10 B5 = 4-6-7 = - 9 C5 = 6-6-6 = - 6
A1 = 5-6-9 = -10 B1 = 2-6-7 = -11 C1 = 4-6-6 = -8 D1 = 6-6-7 = -7
A3 = 9-7-9 = - 7 B3 = 7-9-7 = - 9 C3 = 5-9-6 = -10 D3 = 4-9-7 = -12
A4 = 6-6-9 = - 9 B4 = 5-6-7 = - 8 C4 = 4-6-6 = -8 D4 = 3-6-7 = -10
A5 = 5-7-9 = -11 B5 = 4-7-7 = -10 C5 = 6-7-6 = -7 D5 = 7-7-7 = -7
Tabel 4.36 Perhitungan Manual Metode RAM Interaksi 3
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
2
4
6
X 150
Bekasi 3
100
5
X
6
X
6
X 100
Bandung 9
7
5
4
75 100
Bogor 6
5
4
3
X 200
Tanggerang 5
4
6
7
X 50
Permintaan 150 200 175 75 600
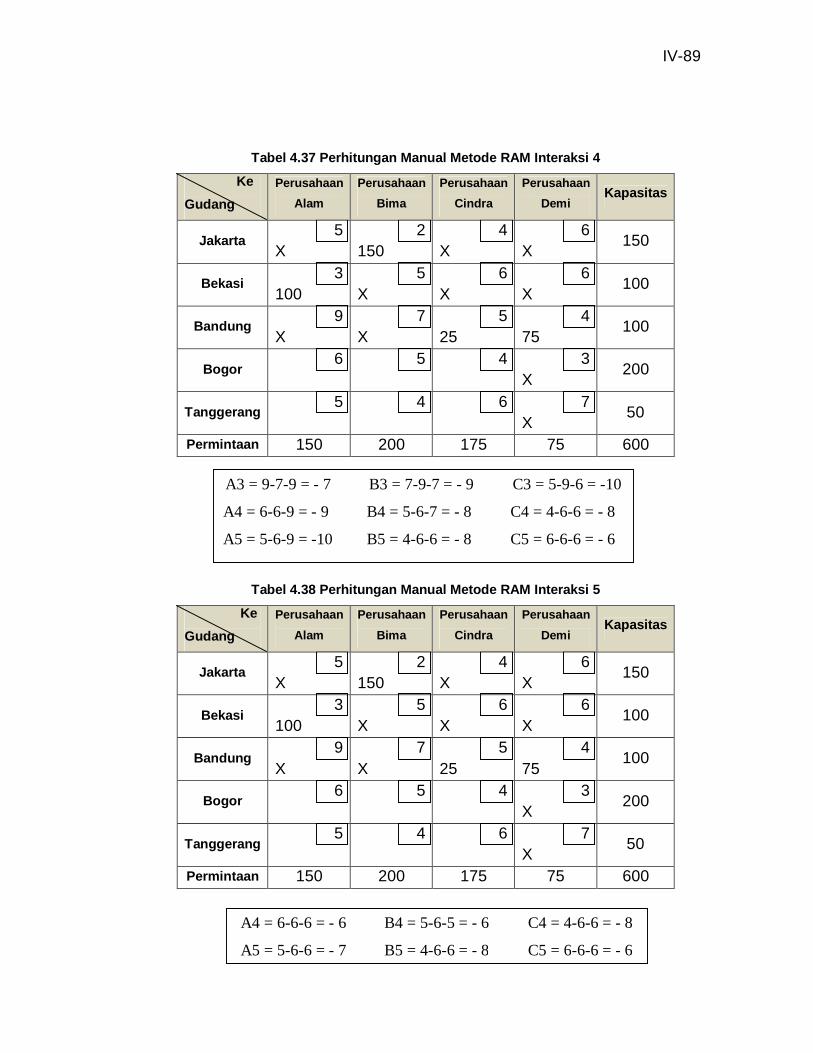
IV-89
A3 = 9-7-9 = - 7 B3 = 7-9-7 = - 9 C3 = 5-9-6 = -10
A4 = 6-6-9 = - 9 B4 = 5-6-7 = - 8 C4 = 4-6-6 = - 8
A5 = 5-6-9 = -10 B5 = 4-6-6 = - 8 C5 = 6-6-6 = - 6
Tabel 4.37 Perhitungan Manual Metode RAM Interaksi 4
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
25 4
75 100
Bogor 6
5
4
3
X 200
Tanggerang 5
4
6
7
X 50
Permintaan 150 200 175 75 600
Tabel 4.38 Perhitungan Manual Metode RAM Interaksi 5
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
25 4
75 100
Bogor 6
5
4
3
X 200
Tanggerang 5
4
6
7
X 50
Permintaan 150 200 175 75 600
A4 = 6-6-6 = - 6 B4 = 5-6-5 = - 6 C4 = 4-6-6 = - 8
A5 = 5-6-6 = - 7 B5 = 4-6-6 = - 8 C5 = 6-6-6 = - 6
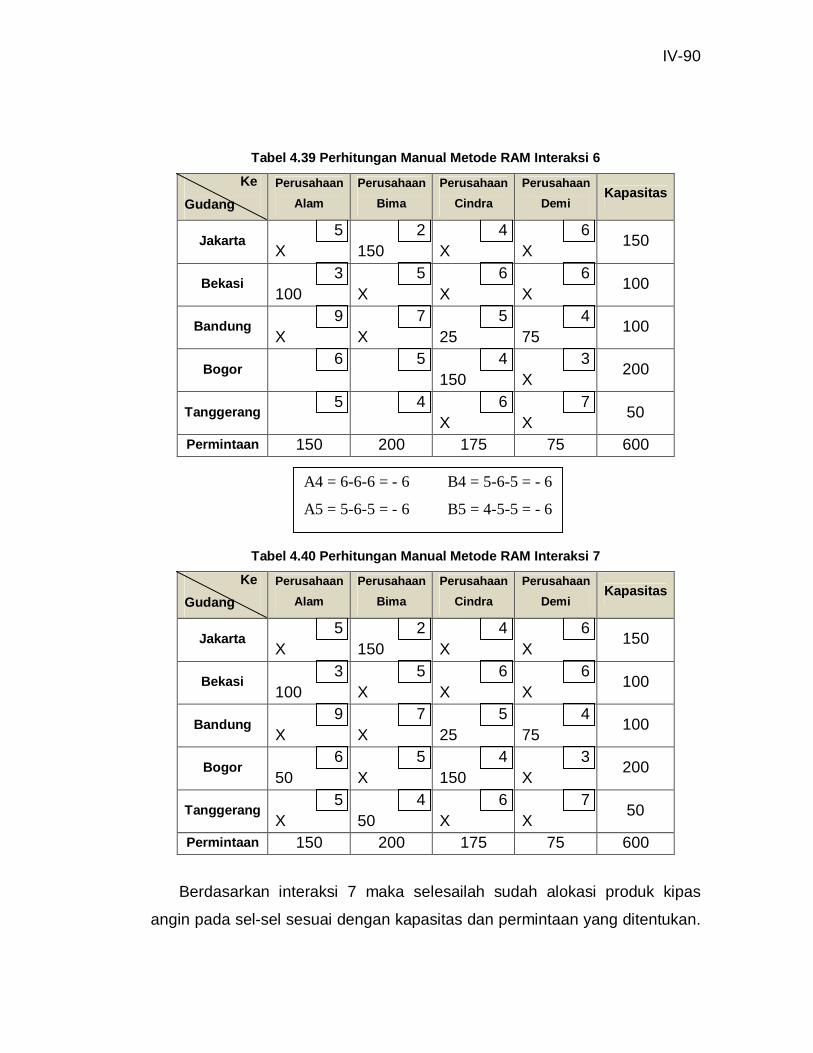
IV-90
A4 = 6-6-6 = - 6 B4 = 5-6-5 = - 6
A5 = 5-6-5 = - 6 B5 = 4-5-5 = - 6
Tabel 4.39 Perhitungan Manual Metode RAM Interaksi 6 Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
25 4
75 100
Bogor 6
5
4
150 3
X 200
Tanggerang 5
4
6
X 7
X 50
Permintaan 150 200 175 75 600
Tabel 4.40 Perhitungan Manual Metode RAM Interaksi 7
Ke Gudang
Perusahaan Alam
Perusahaan Bima
Perusahaan Cindra
Perusahaan Demi
Kapasitas
Jakarta 5
X 2
150 4
X 6
X 150
Bekasi 3
100 5
X 6
X 6
X 100
Bandung 9
X 7
X 5
25 4
75 100
Bogor 6
50 5
X 4
150 3
X 200
Tanggerang 5
X 4
50 6
X 7
X 50
Permintaan 150 200 175 75 600
Berdasarkan interaksi 7 maka selesailah sudah alokasi produk kipas
angin pada sel-sel sesuai dengan kapasitas dan permintaan yang ditentukan.

IV-91
Langkah selanjutnya adalah menghitung total biaya distribusinya yaitu
sebagai berikut.
Z = (150 x $2) + (100 x $3) + (25 x $5) + (75 x $4) + (50 x $6) + (150 x $4)
+ (50 + $4)
= $2125
4.5.3 Pengolahan Software
Data-data di atas selain penghitungan yang dilakukan secara manual,
penghitungan-penghitungan untuk studi kasus dapat secara lebih praktis dan
efisien dilakukan dengan program komputer. Pengolahan software dibagi
menjadi empat yaitu pengolahan software untuk metode pokok kiri atas,
metode least cost, metode VAM, dan metode RAM. Berikut ini adalah
Pengolahan software-nya yaitu sebagai berikut.
1. Pengolahan Software Metode Pokok Kiri Atas (North West Corner)
Langkah membuat software metode pokok kiri atas yaitu mencarinya di
program, dengan cara klik menu start lalu klik all programs setelah itu carilah
WinQSB dan terakhir network modelling. Langkah selanjutnya setelah masuk
kedalam network modelling didalam bagian menubar memilih file lalu
mengklik newproblem. Setelah masuk kedalam newproblem maka akan
terdapat tabel seperti Gambar 3.1 dalam kolom problem title ditulis produk
kipas angin, selanjutnya dalam number of goal diberikan angka 1, selanjutnya
dalam problem type diklik trasportation problem, selanjutnya dalam number
of sorces diberikan angka 5, dan selanjutnya dalam number of destination
diberikan angka 4. Setelah selesai lalu mengklik tombol ok.

IV-92
Gambar 4.60 Problem Specification Metode Pokok Kiri Atas (North West Corner)
Langkah selanjutnya setelah mengklik ok maka akan terdapat tabel
seperti Gambar 3.2. Langkah selanjutnya dalam gambar tersebut yaitu
mengisi data-data yang sesuai dengan studi kasusnya.
Gambar 4.61 Data Pengamatan Metode Pokok Kiri Atas (North West Corner)
Langkah selanjutnya setelah data telah tersusun seperti gambar di atas,
data tersebut akan digunakan untuk pengolahan data yaitu transportation.
Setelah data telah tersusun langkah selanjutnya adalah memilih solve and
analyze, lalu memilih select initial solution method.
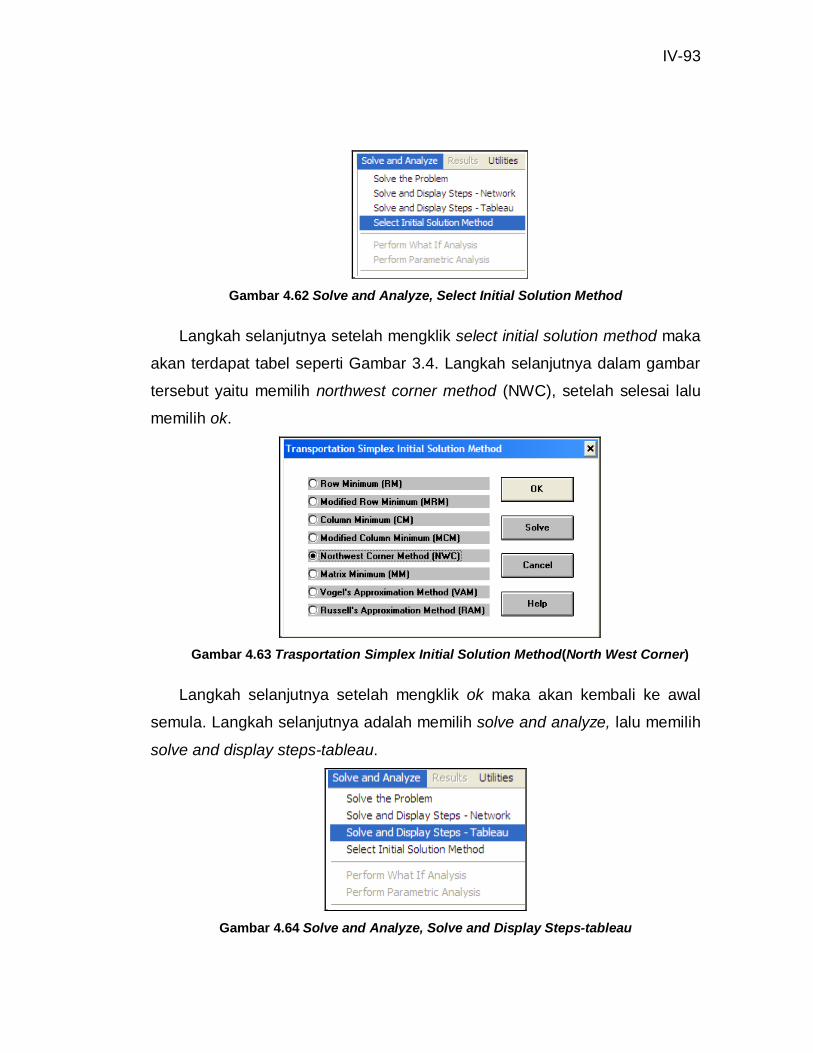
IV-93
Gambar 4.62 Solve and Analyze, Select Initial Solution Method
Langkah selanjutnya setelah mengklik select initial solution method maka
akan terdapat tabel seperti Gambar 3.4. Langkah selanjutnya dalam gambar
tersebut yaitu memilih northwest corner method (NWC), setelah selesai lalu
memilih ok.
Gambar 4.63 Trasportation Simplex Initial Solution Method(North West Corner)
Langkah selanjutnya setelah mengklik ok maka akan kembali ke awal
semula. Langkah selanjutnya adalah memilih solve and analyze, lalu memilih
solve and display steps-tableau.
Gambar 4.64 Solve and Analyze, Solve and Display Steps-tableau

IV-94
Langkah selanjutnya setelah mengklik solve and analyze maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil interaksi 1
pengolahan data di atas yaitu northwest corner method (NWC).
Gambar 4.65 Trasportation Tableau North West Corner Interation 1
Langkah selanjutnya adalah mengklik next interation sampai final
interation. Data output di bawah ini adalah hasil interaksi 6 pengolahan data
di atas yaitu northwest corner method (NWC).

IV-95
Gambar 4.66 Trasportation Tableau North West Corner Interation 6 (Final)
Langkah selanjutnya setelah mengklik next interation final maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil solution table
pengolahan data di atas yaitu northwest corner method (NWC).
Gambar 4.67 Solution Tableau North West Corner
Langkah selanjutnya setelah mengklik graphic solution maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil graphic
solution pengolahan data di atas yaitu northwest corner method (NWC).
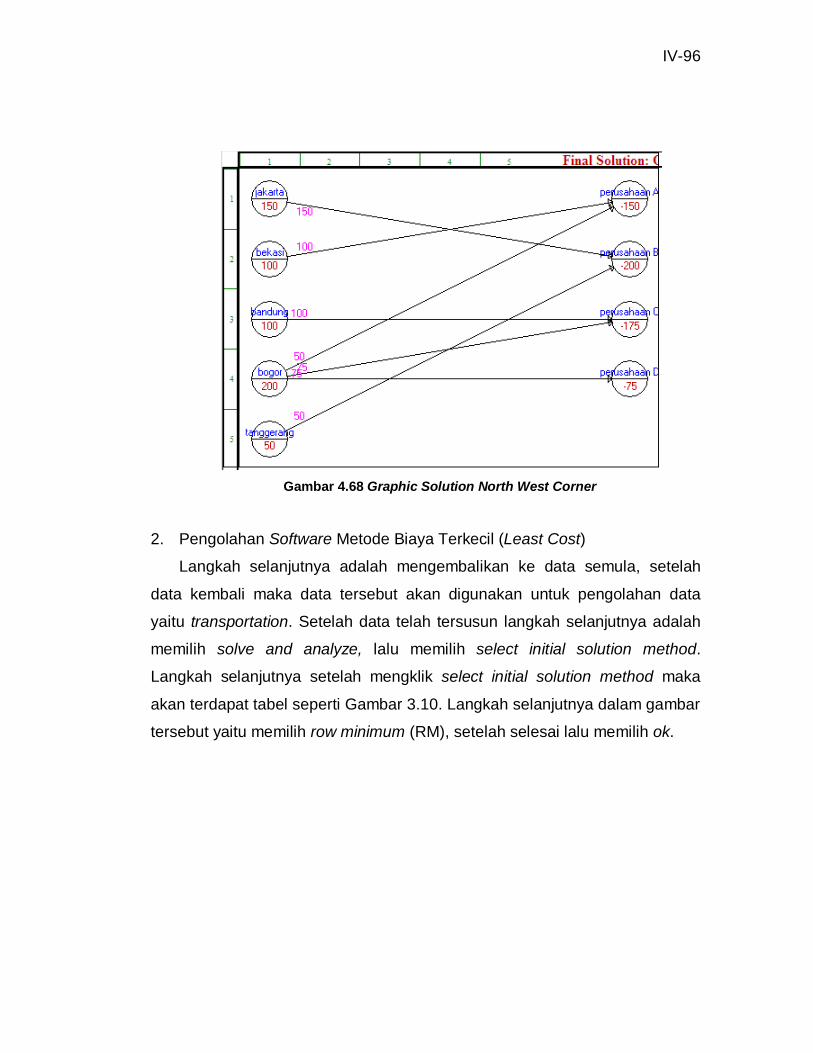
IV-96
Gambar 4.68 Graphic Solution North West Corner
2. Pengolahan Software Metode Biaya Terkecil (Least Cost)
Langkah selanjutnya adalah mengembalikan ke data semula, setelah
data kembali maka data tersebut akan digunakan untuk pengolahan data
yaitu transportation. Setelah data telah tersusun langkah selanjutnya adalah
memilih solve and analyze, lalu memilih select initial solution method.
Langkah selanjutnya setelah mengklik select initial solution method maka
akan terdapat tabel seperti Gambar 3.10. Langkah selanjutnya dalam gambar
tersebut yaitu memilih row minimum (RM), setelah selesai lalu memilih ok.

IV-97
Gambar 4.69 Problem Specification Metode Biaya Terkecil (Least Cost)
Langkah selanjutnya setelah mengklik ok maka akan kembali ke awal
semula. Langkah selanjutnya adalah memilih solve and analyze, lalu memilih
solve and display steps-tableau. Langkah selanjutnya setelah mengklik solve
and analyze maka akan terdapat hasil outputnya. Data output di bawah ini
adalah hasil interaksi final pengolahan data di atas yaitu row minimum (RM).
Gambar 4.70 Trasportation Tableau Least Cost Interation 1 (Final)
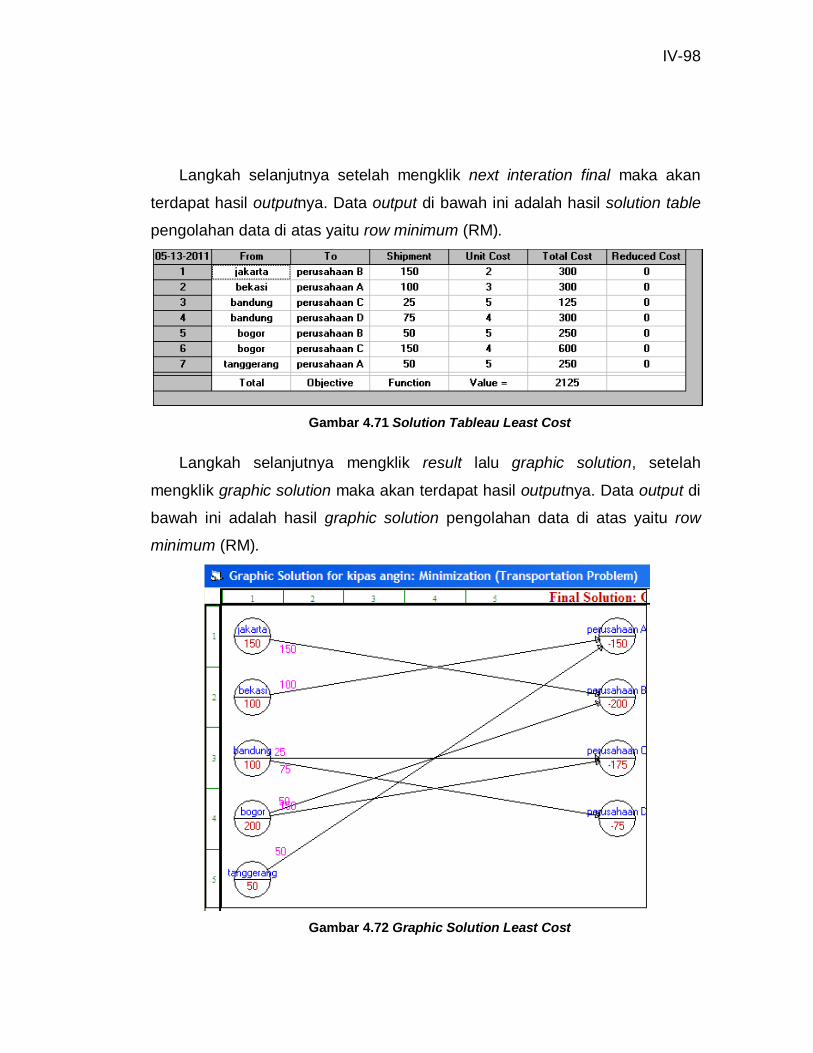
IV-98
Langkah selanjutnya setelah mengklik next interation final maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil solution table
pengolahan data di atas yaitu row minimum (RM).
Gambar 4.71 Solution Tableau Least Cost
Langkah selanjutnya mengklik result lalu graphic solution, setelah
mengklik graphic solution maka akan terdapat hasil outputnya. Data output di
bawah ini adalah hasil graphic solution pengolahan data di atas yaitu row
minimum (RM).
Gambar 4.72 Graphic Solution Least Cost
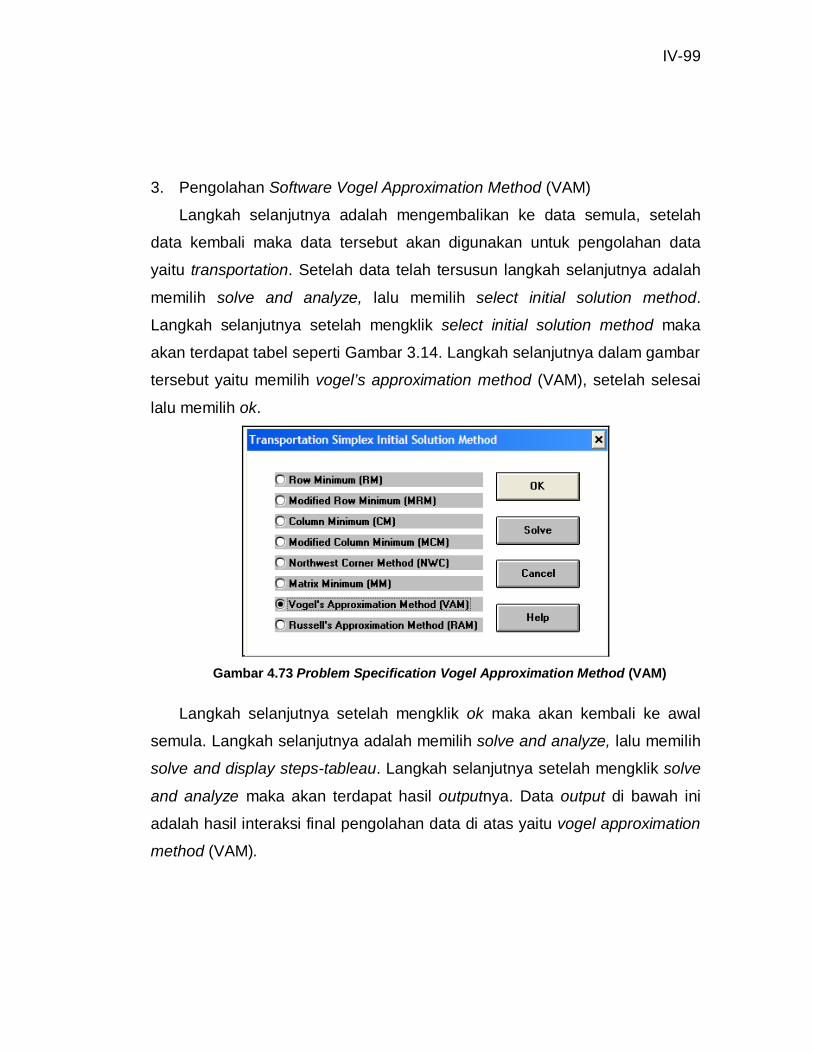
IV-99
3. Pengolahan Software Vogel Approximation Method (VAM)
Langkah selanjutnya adalah mengembalikan ke data semula, setelah
data kembali maka data tersebut akan digunakan untuk pengolahan data
yaitu transportation. Setelah data telah tersusun langkah selanjutnya adalah
memilih solve and analyze, lalu memilih select initial solution method.
Langkah selanjutnya setelah mengklik select initial solution method maka
akan terdapat tabel seperti Gambar 3.14. Langkah selanjutnya dalam gambar
tersebut yaitu memilih vogel’s approximation method (VAM), setelah selesai
lalu memilih ok.
Gambar 4.73 Problem Specification Vogel Approximation Method (VAM)
Langkah selanjutnya setelah mengklik ok maka akan kembali ke awal
semula. Langkah selanjutnya adalah memilih solve and analyze, lalu memilih
solve and display steps-tableau. Langkah selanjutnya setelah mengklik solve
and analyze maka akan terdapat hasil outputnya. Data output di bawah ini
adalah hasil interaksi final pengolahan data di atas yaitu vogel approximation
method (VAM).
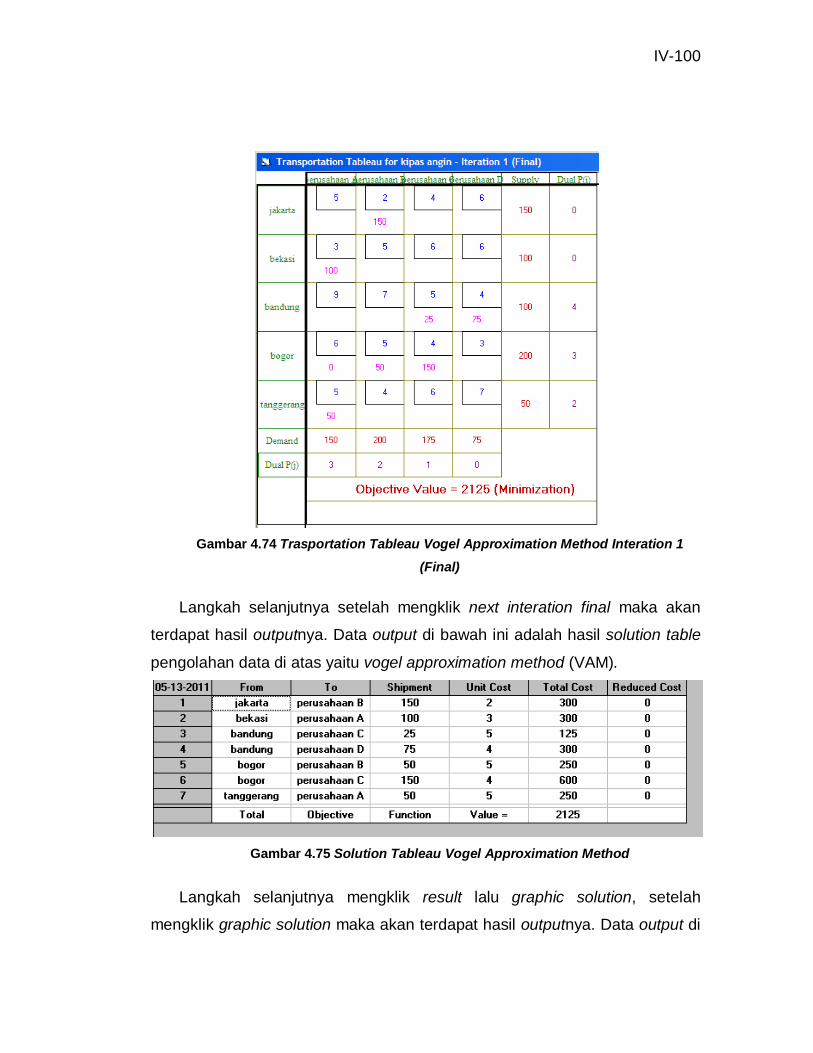
IV-100
Gambar 4.74 Trasportation Tableau Vogel Approximation Method Interation 1
(Final)
Langkah selanjutnya setelah mengklik next interation final maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil solution table
pengolahan data di atas yaitu vogel approximation method (VAM).
Gambar 4.75 Solution Tableau Vogel Approximation Method
Langkah selanjutnya mengklik result lalu graphic solution, setelah
mengklik graphic solution maka akan terdapat hasil outputnya. Data output di
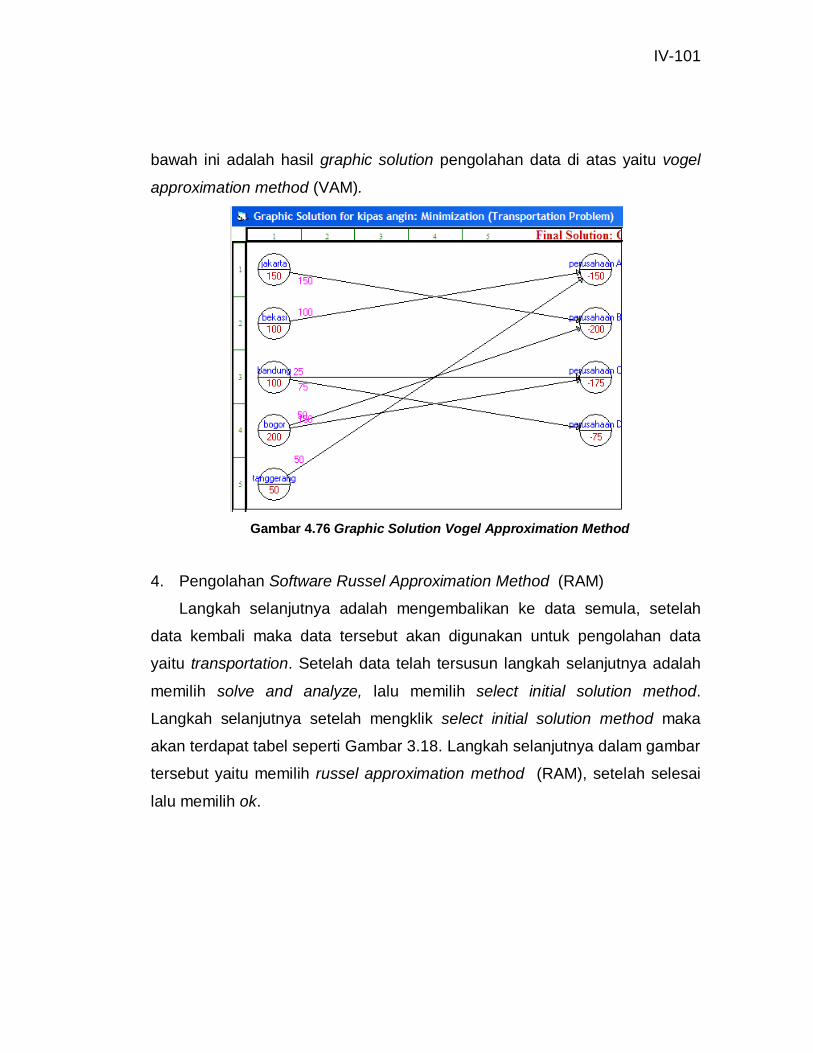
IV-101
bawah ini adalah hasil graphic solution pengolahan data di atas yaitu vogel
approximation method (VAM).
Gambar 4.76 Graphic Solution Vogel Approximation Method
4. Pengolahan Software Russel Approximation Method (RAM)
Langkah selanjutnya adalah mengembalikan ke data semula, setelah
data kembali maka data tersebut akan digunakan untuk pengolahan data
yaitu transportation. Setelah data telah tersusun langkah selanjutnya adalah
memilih solve and analyze, lalu memilih select initial solution method.
Langkah selanjutnya setelah mengklik select initial solution method maka
akan terdapat tabel seperti Gambar 3.18. Langkah selanjutnya dalam gambar
tersebut yaitu memilih russel approximation method (RAM), setelah selesai
lalu memilih ok.

IV-102
Gambar 4.77 Problem Specification Russel Approximation Method (RAM)
Langkah selanjutnya setelah mengklik ok maka akan kembali ke awal
semula. Langkah selanjutnya adalah memilih solve and analyze, lalu memilih
solve and display steps-tableau. Langkah selanjutnya setelah mengklik solve
and analyze maka akan terdapat hasil outputnya. Data output di bawah ini
adalah hasil interaksi final pengolahan data di atas yaitu russel approximation
method (RAM).
Gambar 4.78 Trasportation Tableau Russel Approximation Method Interation 1
(Final)

IV-103
Langkah selanjutnya setelah mengklik next interation final maka akan
terdapat hasil outputnya. Data output di bawah ini adalah hasil solution table
pengolahan data di atas yaitu russel approximation method (RAM).
Gambar 4.79 Solution Tableau Russel Approximation Method
Langkah selanjutnya mengklik result lalu graphic solution, setelah
mengklik graphic solution maka akan terdapat hasil outputnya. Data output di
bawah ini adalah hasil graphic solution pengolahan data di atas yaitu russel
approximation method (RAM).
Gambar 4.80 Graphic Solution Russel Approximation Method
IV-104
4.5.4. Analisis
Berdasarkan data tersebut agar dimengerti bagi penulis dan pembaca
maka akan dipermudah dengan membuat suatu penilaian. Data didapat
berdasarkan perhitungan atau pengolahan yang telah dilakukan baik manual
dan software maka berikut ini adalah analisis bagi perhitungan keduanya.
Perhitungan manual dibuat analisis dari perhitungan menggunakan
dengan menggunakan kalkulator untuk mengisi data-data tabel dan rumus
sehingga menghasilkan data yang diinginkan. Pengolahan software dibuat
analisis dari hasil pengolahan data menggunakan software dengan mengisi
data sehingga dapat menghasilkan data yang diinginkan. Hubungan antara
perhitungan manual dan pengolahan software diberikan tujuan untuk
menghubungkan kedua pembahasan, sehingga dapat menentukan hasil-hasil
tersebut yang lebih akurat dan berbobot sehingga dapat
dipertanggungjawabkan.
4.5.4.1 Analisis Perhitungan Manual
Analisis dari hasil data-data tabel dan rumus diolah dengan
menggunakan kata-kata sehingga dapat dipahami. Analisis tersebut juga
dapat dibaca sebagai pengertian terhadap nilai dari hasil-hasil
perhitungannya. Analisis perhitungan manual dibagi menjadi empat yaitu
metode pokok kiri atas, metode least cost, metode VAM, dan metode RAM, di
bawah ini adalah analisis perhitungan manualnya sebagai berikut.
1. Analisis Perhitungan Manual Metode Pokok Kiri Atas (North West Corner)
Berdasarkan data interaksi kelima maka pendistribusian kipas angin
untuk perusahaan Alam didistribusikan dari Jakarta dengan kapasitasnya
sebesar 150 unit. Pendistribusian kipas angin untuk perusahaan Bima
didistribusikan dari Bekasi dengan kapasitasnya sebesar 100 unit.
Pendistribusian kipas angin untuk perusahaan Bima didistribusikan dari
Bandung dengan kapasitasnya sebesar 100 unit. Pendistribusian kipas angin
IV-105
untuk perusahaan Cindra didistribusikan dari Bogor dengan kapasitasnya
sebesar 175 unit. Pendistribusian kipas angin untuk perusahaan Demi
didistribusikan dari Bogor dengan kapasitasnya sebesar 25 unit.
Pendistribusian kipas angin untuk perusahaan Demi didistribusikan dari
Tanggerang dengan kapasitasnya sebesar 50 unit. Sehingga total biaya yang
dihasilkan sebesar $3075.
2. Analisis Perhitungan Manual Metode Biaya Terkecil (Least Cost)
Berdasarkan data interaksi keenam maka pendistribusian kipas angin
untuk perusahaan Bima didistribusikan dari Jakarta dengan kapasitasnya
sebesar 150 unit. Pendistribusian kipas angin untuk perusahaan Alam
didistribusikan dari Bekasi dengan kapasitasnya sebesar 100 unit.
Pendistribusian kipas angin untuk perusahaan Alam didistribusikan dari
Bandung dengan kapasitasnya sebesar 50 unit. Pendistribusian kipas angin
untuk perusahaan Cindra didistribusikan dari Bandung dengan kapasitasnya
sebesar 50 unit. Pendistribusian kipas angin untuk perusahaan Cindra
didistribusikan dari Bogor dengan kapasitasnya sebesar 125 unit.
Pendistribusian kipas angin untuk perusahaan Demi didistribusikan dari
Bogor dengan kapasitasnya sebesar 75 unit. Pendistribusian kipas angin
untuk perusahaan Bima didistribusikan dari Tanggerang dengan
kapasitasnya sebesar 50 unit. Sehingga total biaya yang dihasilkan sebesar
$2225.
3. Analisis Perhitungan Manual Vogel Approximation Method (VAM)
Berdasarkan data interaksi keenam maka pendistribusian kipas angin
untuk perusahaan Bima didistribusikan dari Jakarta dengan kapasitasnya
sebesar 150 unit. Pendistribusian kipas angin untuk perusahaan Alam
didistribusikan dari Bekasi dengan kapasitasnya sebesar 100 unit.
Pendistribusian kipas angin untuk perusahaan Cindra didistribusikan dari
Bandung dengan kapasitasnya sebesar 100 unit. Pendistribusian kipas angin
untuk perusahaan Cindra didistribusikan dari Bogor dengan kapasitasnya
IV-106
sebesar 75 unit. Pendistribusian kipas angin untuk perusahaan Bima
didistribusikan dari Bogor dengan kapasitasnya sebesar 50 unit.
Pendistribusian kipas angin untuk perusahaan Demi didistribusikan dari
Bogor dengan kapasitasnya sebesar 75 unit. Pendistribusian kipas angin
untuk perusahaan Alam didistribusikan dari Tanggerang dengan
kapasitasnya sebesar 50 unit. Sehingga total biaya yang dihasilkan sebesar
$2125.
4. Analisis Perhitungan Manual Russel Approximation Method (RAM)
Berdasarkan data interaksi ketujuh maka pendistribusian kipas angin
untuk perusahaan Bima didistribusikan dari Jakarta dengan kapasitasnya
sebesar 150 unit. Pendistribusian kipas angin untuk perusahaan Alam
didistribusikan dari Bekasi dengan kapasitasnya sebesar 100 unit.
Pendistribusian kipas angin untuk perusahaan Cindra didistribusikan dari
Bandung dengan kapasitasnya sebesar 25 unit. Pendistribusian kipas angin
untuk perusahaan Demi didistribusikan dari Bandung dengan kapasitasnya
sebesar 75 unit. Pendistribusian kipas angin untuk perusahaan Alam
didistribusikan dari Bogor dengan kapasitasnya sebesar 50 unit.
Pendistribusian kipas angin untuk perusahaan Cindra didistribusikan dari
Bogor dengan kapasitasnya sebesar 150 unit. Pendistribusian kipas angin
untuk perusahaan Bima didistribusikan dari Tanggerang dengan
kapasitasnya sebesar 50 unit. Sehingga total biaya yang dihasilkan sebesar
$2125.
4.5.4.2 Analisis Pengolahan Software
Analisis dari hasil menggunakan perangkat komputer diolah dengan
menggunakan kata-kata sehingga dapat dimengerti oleh penulis dan
pembaca. Analisis tersebut juga dapat dibaca sebagai pengertian terhadap
nilai dari hasil-hasil pengolahannya. Analisis Pengolahan software dibagi
menjadi empat yaitu metode pokok kiri atas, metode least cost, metode VAM,
IV-107
dan metode RAM, di bawah ini adalah analisis pengolahan software-nya
sebagai berikut.
1. Analisis Pengolahan Software Metode Pokok Kiri Atas (North West
Corner)
Berdasarkan interaksi pertama didapatkan bahwa perusahaan Alam pada
gudang Tanggerang terdapat Cij=-8**, sedangkan pada perusahaan Demi
pada gudang Tanggerang terdapat 50*, dari hasil tersebut maka
pendistribusian dapat ditukarkan untuk menghasilkan biaya yang lebih
murah. Hasil dari dual p(j) untuk perusahaan Alam didapat nilai sebesar 3
data tersebut merupakan selisih biaya distribusi dari gudang-gudang tertentu
untuk perusahaan tersebut yaitu gudang Bekasi dengan biaya 3 dan gudang
Bogor dengan biaya 6 maka selisih harganya sebesar 3. Berdasarkan
solution table merupakan hasil yang optimal dari pendistribusian kipas angin
menuju beberapa perusahaan dengan total biaya sebesar $2125.
2. Analisis Pengolahan Software Metode Biaya Terkecil (Least Cost)
Hasil dari dual p(j) untuk perusahaan Alam didapat nilai sebesar 3 data
tersebut merupakan selisih biaya distribusi dari gudang-gudang tertentu
untuk perusahaan tersebut yaitu gudang Bekasi dengan biaya 3 dan gudang
Bogor dengan biaya 6 maka selisih harganya sebesar 3. Berdasarkan
solution table merupakan hasil yang optimal dari pendistribusian kipas angin
menuju beberapa perusahaan dengan total biaya sebesar $2125.
3. Analisis Pengolahan Software Vogel Approximation Method (VAM)
Hasil dari dual p(j) untuk perusahaan Alam didapat nilai sebesar 3 data
tersebut merupakan selisih biaya distribusi dari gudang-gudang tertentu
untuk perusahaan tersebut yaitu gudang Bekasi dengan biaya 3 dan gudang
Bogor dengan biaya 6 maka selisih harganya sebesar 3. Berdasarkan
solution table merupakan hasil yang optimal dari pendistribusian kipas angin
menuju beberapa perusahaan dengan total biaya sebesar $2125.
IV-108
4. Analisis Pengolahan Software Russel Approximation Method (RAM)
Hasil dari dual p(j) untuk perusahaan Alam didapat nilai sebesar 3 data
tersebut merupakan selisih biaya distribusi dari gudang-gudang tertentu
untuk perusahaan tersebut yaitu gudang Bekasi dengan biaya 3 dan gudang
Bogor dengan biaya 6 maka selisih harganya sebesar 3. Berdasarkan
solution table merupakan hasil yang optimal dari pendistribusian kipas angin
menuju beberapa perusahaan dengan total biaya sebesar $2125.
4.5.4.3 Perbandingan Analisis
Analisis dari hubungan antara perhitungan manual dan pengolahan
software dipergunakan sebagai pembanding terhadap kedua perhitungan
untuk menentukan tingkat kesamaan perhitungan dan perbedaan
perhitungan sehingga dapat diperhitungan untuk sebuah penelitian yang lebih
besar, di bawah ini adalah hasil dari perbandingannya adalah sebagai
berikut.
Berdasarkan perhitungan manual bahwa total biaya dari pokok kiri
atas didapat biaya sebesar $3075 sedangkan pengolahan software didapat
biaya sebesar $2125 terdapat perbedaan yang besar dikarenakan untuk
pengolahan software untuk metode pokok kiri atas hanya interaksi yang
pertama saja yang sama sedangkan interaksi berikutnya merupakan hasil
yang paling minimum yang terbaik untuk pendistribusian kipas angin.





























