-
MAKALAH MANAJEMEN OPERASIONAL Perancangan Proses dan
Kapasitas
Disusun oleh:
Sovia Yanti 201210170311307
Tri Kusmiati 201310170311281
Ririn Okatia 201310170311299
Gaida Afra 201310170311306
Karina Ismurossa 201310170311312
JURUSAN AKUNTANSI FAKULTAS EKONOMI DAN BISNIS
UNIVERSITAS MUHAMMADIYAH MALANG
2014
-
i
KATA PENGANTAR
Puji syukur kehadirat Allah S.W.T karena atas segala rahmat dan
berkatnya sehingga kami dapat menyelesaikan tugas makalah ini
dengan baik. Laporan ini merupakan laporan tertulis dari kelompok
Manajemen Operasional Jurusan Akuntansi 2013 Universitas
Muhammadiyah Malang .
Makalah ini ditujukan kepada Ibu Triningsih sebagai Dosen Mata
Kuliah Manajemen Operasional. Makalah ini membahas tentang
Perancangan Proses dan Kapasitas.
Pada kesempatan ini kami selaku mahasiswa menyampaikan ucapan
terima kasih kepada Ibu Triningsih selaku Dosen Mata Kuliah
Manajemen Operasional yang telah memberikan arahan dan bimbingan
dalam menyempurnakan makalah ini.
Penyusun menyadari bahwa dalam laporan ini masih banyak
kekurangan dan jauh dari sempurna, sehingga penulis sangat
mengharapkan kritik dan saran yang membangun dari para pembaca
untuk perbaikan penulis dimasa yang akan datang. Semoga laporan ini
bermanfaat bagi semua pihak.
Malang, 14 Oktober 2014
Penyusun
-
i
DAFTAR ISI
KATA PENGANTAR ............. i DAFTAR ISI
........................................................................................................
ii
BAB I PENDAHULUAN
1.1. Latar Belakang ................................. 1 1.2.
Rumusan Masalah .... 2 1.3. Tujuan Penulisan ...... 2
BAB II PEMBAHASAN
2.1. Ciri-ciri Aliran Proses ......... 3 2.2. Klasifikasi
Berdasarkan Jenis Pelayanan Pelanggan.... 7
2.3. Keputusan Seleksi Proses ................ 9 2.4.
Perancangan Kapasitas ................ 10 2.5. Perancangan
Kapasitas Jangka Pendek ................. 10 2.6. Perancangan
Kapasitas Jangka Panjang ...................................... 11
BAB III PENUTUP
3.1. Kesimpulan .......... 13 DAFTAR PUSTAKA .. 14
-
Manajemen Operasi | 1
BAB I
PENDAHULUAN
1.1.Latar Belakang
Diantara keputusan penting yang harus di ambil oleh para manajer
operasi adalah keputusan yang meliputi rancangan proses fisik untuk
memproduksi barang dan jasa. Rangkaiaan keputusan ini mencakup :
Seleksi proses, rancangan operasi jasa, pemilihan teknologi,
analisis aliran proses, dan tata letak fasilitas. Setelah
rangkaiaan keputusan ini diambil, maka sebagian besar akan
ditentukan mengenai: jenis proses, tingkat otomasi, tata letak
fisik, dan rancangan pekerjaan. Rancangan proses tidak hanya
melibatkan masalah teknis saja, tetapi juga manyangkut masalah
social, ekonomi, dan lingkungan.
Rancangan operasi jasa juga mendapat perhatian khususu dalam
pembahasan ini, karena tingginya tingkat kebutuhan pelanggan yang
harus dilayani pada kebanyakan operasi jasa. Juga akan dibahas
beberapa kerangka kerja tentang jasa, dan metode yang digunakan
untuk pemikiran rancangan operasi jasa, dan rancangan proses
jasa.
Rancangan proses juga memerlukan keputusan pada suatu tingkatan
mikro berkenaan dengan analisis aliran proses dan tata letak
fasilitas. Keputusan ini menentukan aliran fisik bahan, pelanggan
dan informasi dalam proses tersebut. Metode analisis proses
menjelaskan aliran proses dengan menggunakan diagram alur
(flowchart) dan model-model matematik. Keputusan tata letak
fasilitas memperbaiki aliran proses dengan mengatur fasilitas
fisik.
-
Manajemen Operasi | 2
1.2.Rumusan Masalah a. Bagaimana sistem operasional dari
strategi proses produksi? b. Bagaimana klasifikasi berdasarkan
jenis pelayanan pelanggan? c. Apa saja tujuan dan cara keputusan
seleksi Proses? d. Apa pengertian perancangan kapasitas? e. Apa
saja jenis perancangan kapasitas?
1.3.Tujuan Penulisan a. Mengetahui macam-macam sitem operasional
dari strategi oprasi b. Mengetahui klasifitahekasi berdasarkan
jenis pelayanan pelanggan c. Mengetahui tujuan, dan cara
pengambilan keputusan seleksi proses d. Mengetahui pengertian
perancangan kapasitas e. Mengetahui jenis-jenis perancangan
kapasitas.
-
Manajemen Operasi | 3
BAB II
PEMBAHASAN
2.1. Ciri-Ciri Aliran Proses
Dimensi pertama dari klasifikasi proses adalah aliran produk
(Product Flow) atau urutan operasi (Sequence of operations). Ada
tiga jenis aliran proses: lini, intermittent, dan proyek.
Aliran Lini (Line Flow) aliran ini dicirikan dengan urutan
operasi yang liniear dalam membuta barang atau jasa. Pada operasi
aliran ini, produk harus benar-benar dilakukan standarisasi dan
harus menggalir/berpindah dari satu operasi atau gugus kerja ke
operasi berikutnya dalam urutan yang telah ditentukan. Setiap tugas
pekerjaan saling berkaitan satu sama lain dan harus seimbang,
sehingga satu pekerjaan tidak akan menghambat tugas pekerjaan
berikutnya.
Operasi aliran lini dapat dibagi menjadi dua jenis produksi:
produksi masal (mass production) dan produksi terus-menerus
(continuous production). Produksi masal pada umumnya berkaitan
dengan suatu jenis operasi lini perakitan, seperti pada industry
mobil. Produksi terus-menerus dicirikan dengan waktu produksi yang
relative lama untuk menghindari penyetelan-penyetelan dan persiapan
persiapan lain yang mahal. Produksi terus menerus tampak pada
industry proses seperti industry kimia, kertas, baja, bis, listrik,
dan telepon. Walaupun kedua jenis operasi ini dicirikan dengan
aliran linier, proses produksi terus menerus cenderung memproduksi
lebih banyak produk yang telah distandarisasi dan mempunyai tingkat
otomasi lebih tinggi.
-
Manajemen Operasi | 4
Operasi lini biasanya efisien, tetapi juda tidak fleksibel.
Efisiensi ini diakibatkan oelh substitusi tenaga kerja dengan modal
dan sisa tenaga kerjanya distandarisasi dalam tugas rutin. Tingkat
efisiensi yang tinggi dapat dicapai dengan mempertahankan volume
yang besar agar dapat menutupi biaya peralatan khusus. Hal ini pada
gilirannya menuntut standarisasi lini produk yang relative stabil
sepanjang waktu. Karena standarisasi ini dan organisasi tugas
pekerjaan yang berurutan ini, maka pengubahan suatu produk atau
volume dalam operasi aliran lini ini, menjadi sulit dan mahal,
sehingga operasi jenis ini tidak fleksibel.
Tentu saja, operasi lini hanya bisa dibenarkan dalam situasi
kondisi terbatas saja, persayratan umum yang harus dipenuhi adalah
volume produksi yang besar dan produk atau kelompok produk di
standarisasi. Kalau kondisi ini dipenuhi, operasi aliran lini dapat
digunakan untuk produk pasar dengan persaingan yang ketat karena
tingkat efisiensinya yang tinggi. Sekalipun demikian, suatu
perusahaan harus hati-hati menganalisis keputusannya menggunakan
operasi lini, pilihan ini tidak boleh hanya didasarkan atas
efisiensi saja. Factor lain harus pula ikut dipertimbangkan yaitu
antara lain : resiko atas kadaluarsaaan produk (product
absolescence), kemungkinan ketidak puasan pekerja sebagai akibat
pekerjaan yang menjemuhkan, dan resiko perubahan proses
teknologi.
Aliran Intermittent
Suatu proses aliran intermittent mempunyai cirri produksi dalam
kelompok-kelompok dengan selang interval waktu yang terputus-putus.
Pada aliran intermittent ini, peralatan dan tenaga kerja diatur
atau diorganisasi dalam pusat-pusat kerja menurut jenis ketrampilan
dan peralatn yang sama. Dengan demikian, suatu produk atau
pekerjaan akan mengalir hanya ke pusat kerja yang diperlukan dan
melompati yang lain. Hal ini menghasilkan suatu pola aliran yang
bercampur baur.
Karena menggunakan peralatan yang serbaguna dan tenaga kerja
dengan ketrampilan yang tinggi, oprasi intermittent sangat
fleksibel dalam merubah produk atau volume. Akan tetapi juga agak
tidak efisien. Felksibilitas ini menimbulkan berbagai masalah dalam
pengendalian persediaan, skedul, dan kualitas.
-
Manajemen Operasi | 5
Kalau suatu operasi intermittent berfungsi mendekati kapasitas,
akan terjadi penumpukan persediaan barang dalam proses yang tinggi
dan waktu proses bergerak barang dalam kelompok akan meniggkat. Hal
ini disebabkan karena adanya gangguan dalam pekerjaan apabila
pekerjaan yang berbeda memerlukan peralatan atau tenaga kerja yang
sama pada waktu yang sama, mengakibatkan penggunaan peralatan dan
tenaga kerja yang jauh lebih sedikit disbanding dalam suatu jenis
operasi lini.
Salah satu cirri kunci suatu proses intermittent adalah bahwa
peralatn dan ketrampilan tenaga kerja yang sama dikelompokkkan
bersama. Ini juga dikenal sebagai bentuk tata-letak proses.
Sedangkan aliran ini disebut juga tata-letak produk, karena
berbagai proses, peralatan dan ketrampialn tenaga kerja diletakkan
secara berurutan sesuai dengan produk yang dibuat.
Operasi intermittent dapat diterapkan kalau produknya tidak
distandarisasi atau volumenya rendah. Dalam keadaan seperti ini,
operasi intermittent adalah paling ekonomis dan menanggung resiko
yang paling kecil. Bentuk operasi intermittent biasanya terjadi
pada awal daur hidup dari semua produk, untuk produk yang bersifat
pesanan, dan untuk produk yang volume pasar rendah.
-
Manajemen Operasi | 6
Proyek
Bentu operasi proyek digunakan untuk memproduksi suatu produk
yang unik atau khusus seperti pekerjaan seni, konser, bagunan, atau
suatu gambar hidup. Setiap unit dari produk ini diproduksi sebagai
suatu produk tunggal. Untuk proyek yang tidak ada aliran produknya,
tetapi masih tetap terdapat ururtan operasi. Dalam hal ini, seluruh
operasi individu atau tugas harus diurutakan untuk mendukung
pencapaiaan sasaran proyek akhir.
Bentuk proyek digunakan bila banyak dibutuhakan kreativitas dan
keunikan dalam pembuatan suatu produk. Kita sulit untuk
mengotomatiskan proyek, karena proyek hanya dikerjakan sekali saja;
sekalipun demikian, kadang kadang dapat dipakai peralatan serba
guna mengurangi kebutuhan tenaga kerja. Proyek dikenali denga cirri
khasnya antara lain biaya yang tinggi dan sulit dalam perencanaan
dan pengendalian manajerial. Hal ini disebabkan proyek seringkali
sukar ditentukan sebelumnya, dan tingkat perubahan dan
pembaharuannya sangat tinggi.
-
Manajemen Operasi | 7
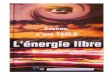
Ciri-ciri berbagai proses dapat diringkas sebagai berikut.
Perbandingan secara langsung antara jenis proses untuk
masing-masing cirri.
2.2. Klasifikasi Berdasarkan Jenis Pelayanan Pelanggan
Dalam proses membuat untuk pesanan, kegiatan pemrosesan
disesuaikan dengan spesifikasi masing-masing pesanan pelanggan.
Siklus pesanan dimulai pada saat pelanggan menentukan spesifikasi
produk yang diinginkan. Berdasarkan atas permintaan pelanggan
tersebut, produsen akan mengajukan penawaran harga dan waktu
penyerahannya. Penawaran tersebut dapat segera diajukan bila
pesanan itu bersifat standart, akan tetapi untuk pesanan bisas
mungkin diperlukan waktu agak lama. Kalau pelanggan menerima
penawaran yang diajukan, produk akan dirakit dari komponen yang
tersedia atau dibuat selengkapnya menurut spesifikasi
pelanggan.
-
Manajemen Operasi | 8
Faktor penting pelaksanaan operasi dari proses produksi untuk
pesanan adalah waktu penyerahan. Sebelum pesanan dikerjakan,
pelanggan ingin mengetahui berapa lama pesanan akan diselesaikan.
Bila waktu penyerahan disepakati oleh pelanggan, maka harus
dilakukan pengendalian aliran pesanan untuk menempati waktu
penyerahan yang telah ditentukan. Ini berarti bahwa waktu
penyerahan harus ditetapkan secara realistis dengan kerjasama
antara bagian operasi dengan pemasaran.
Dalam proses membuat untuk persediaan, siklus ini dimulai dengan
produsen menetukanspesifikasi produk, bukan pelanggan. Pelanggan
mengambil produk dari persediaan kalau harganya dapat diterima dan
produk ada persediaannya. Kalau kebetulan produk tidak ada dalam
persediaan, maka diadakan pesanan kembali. Sistem produksi adalah
membuat tingkat persediaan untuk pesanan yang akan dating, bukan
sekarang, pesanan sekarang dipenuhi dari persediaan yang ada.
Untuk kunci unjuk kerja dalam keadaan membuat untuk persediaan
adalah penggunaan asset produksi (persediaan dan kapasitas) dan
pelayanan pelanggan. Ukuran ini dapat meliputi : perputaran
persediaan, pemanfaatan kapasitas, penggunaan waktu lembur, dan
persentase pemenuhan permintaan dari persediaan.
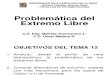
Perbedaan pokok kedua jenis proses ini ditunjukan dalam
table:
-
Manajemen Operasi | 9
Proses membuat untuk merakit.
Proses ini akan menghasilkan rakitan, atau komponen, untuk
peramalan dan juga proses ini mebuat produk akhir sesuai dengan
pelanggan. Produk tersebut dirancang sedemikian rupa sehingga dapat
untuk meramalkan beberapa rakitan yang umum, namun banyak pilihan
produk akhir dapat ditambahkan, pada saat akhir, saat pesanan
langganan telah diketahui. Dengan cara ini maka pelanggan dapat
diberikan variasi yang banyak dengan persediaan rakitan umum yang
terbatas. Proses pembuatan untuk merakit sebenarnya merupakan versi
cangkokan dari proses membuat untuk persediaan dan membuat untu
pesanan. Rakitan-rakitan ini dibuat untuk persediaan dan produk
akhir dibuat untuk pesanan.
2.3. Keputusan seleksi proses
Matriks dengan enam macam proses yang berbeda
Keenam proses tersebut semuanya dapat diterapkan untuk jasa
maupun barang. Suatu proses jasa yang murni hanya dapat membuat
untuk pesanan. Akan tetapi sebagian besar jasa diserahkan sebagai
suatu berkas dengan barang. Berkas barang yang menyertai jasa ini
dapat dibuat untuk persediaan.
Sistem klasifkasi proses enam sel dapa dipakai untuk beberapa
tujuan:
1. Dapat dipakai untuk mengategorikan berbangai jenis masalah
keputusan yang dijumpai dalam operasi.
-
Manajemen Operasi | 10
2. Matriks dapat digunakan untuk seleksi proses. Ada enam factor
yang memprngaruhi seleksi proses dari proses-proses tersebut
Kebutuhan Modal Kondisi Pasar Tenaga kerja Ketrampilan manajemen
Bahan baku Teknologi
2.4.Perancanga Kapsitas
Menurut Yamit (2003), perencanaan kapasitas produksi adalah
jumlah maksimum output yang dapat diproduksi dalam satuan waktu
tertentu. Contoh : bus mempunyai kapasitas kursi 40 sekali jalan,
pabrik pupuk mempunyai kapasitas 100.000 kg sekali produksi
Kapasitas produksi dikaitkan dengan kapasitas sumber daya yang
dimiliki seperti : Kapasitas tenaga kerja Kapasitas mesin Kapasitas
bahan baku Kapasitas modal
2.5.Perencanaan Kapasitas Jangka Pendek
Digunakan untuk menangani secara ekonomis hal-hal yang bersifat
mendadak di masa yang akan datang. Umumnya perusahaan tidak
beroperasi secara penuh 24 jam dan 7 hari/minggu. Pada umumnya
untuk usaha berskala kecil yang berproduksi berdasarkan pesanan,
contoh : catering, penjahit dll.
Menurut Krajewzki dan Ritzman dalam Yamit (2003), ada 5 cara
yang dapat digunakan perusahaan untuk meningkatkan kapasitas
produksi jangka pendek : Meningkatkan jumlah sumber daya :
o Penggunaan kerja lembur o Penambahan regu kerja
-
Manajemen Operasi | 11
o Memberikan kesempatan kerja secara part-time o Sub-kontrak o
Kontrak kerja
Memperbaiki penggunaan sumber daya : o Mengatur regu kerja o
Menetapkan skedul
Memodifikasi produk : o Menentukan standar produk
o Melakukan pengawasan kualitas
Memperbaiki permintaan : o Melakukan perubahan harga o Melakukan
perubahan promosi
Tidak memenuhi permintaan : tidak mensuplai semua permintaan
2.6.Perencanaan Kapasitas Jangka Panjang Dalam perencanaan
kapasitas jangka panjang segala kemungkinan yang terjadi sudah
dapat diperkirakan sebelumnya secara matang. Ada 2 strategi yang
dapat ditempuh perusahaan : a. Strategi Melihat dan Menunggu (Wait
and See Strategy)
Strategi melihat dan menunggu (wait and see strategy) adalah
strategi hati-hati karena kapasitas produksi akan dinaikkan apabila
permintaan konsumen sudah naik.
b. Strategi Ekspansionis Strategi ekspansionis adalah strategi
melebihi produksi / di atas permintaan, sehingga
diharapkan tidak terjadi kekurangan produk di pasaran yang
menyebabkan peluang masuknya pesaing lain & menjamin pelayanan
terbaik dengan tersedianya produk di pasaran. Dalam Yamit (2003),
metode perencanaan kapasitas produksi terdiri dari :
Metode Break Even Point (BEP) Metode BEP dapat digunakan untuk
menentukan kapasitas produksi. BEP diartikan
sebagai suatu keadaan dimana total pendapatan besarnya sama
dengan total biaya (TR=TC) atau laba = 0.
-
Manajemen Operasi | 12
Metode Linier Programing (LP) : Metode Linier Programing (LP)
merupakan teknik matematik dalam membantu
manajemen dalam mengambil keputusan. Metode LP dalam penentuan
kapasitas produksi optimum formulasi model matematik dengan
langkah-langkah sebagai berikut : (1) Tentukan variabel keputusan
dan buat dalam notasi matematik. (2) Tentukan fungsi tujuan yang
ingin dicapai dengan memaksimumkan keuntungan atau meminimumkan
biaya, adalah sama dengan biaya variabel perunit. (3) Tentukan
fungsi kendala. Model LP dapat digunakan 2 metode yaitu : Metode
Grafik Meode Simplek
-
Manajemen Operasi | 13
BAB III PENUTUP
3.1. KESIMPULAN 1. Rancangan proses juga memerlukan keputusan
pada suatu tingkatan mikro berkenaan
dengan analisis aliran proses dan tata letak fasilitas.
Keputusan ini menentukan aliran fisik bahan, pelanggan dan
informasi dalam proses tersebut. Metode analisis proses menjelaskan
aliran proses dengan menggunakan diagram alur (flowchart) dan
model-model matematik. Keputusan tata letak fasilitas memperbaiki
aliran proses dengan mengatur fasilitas fisik.
2. Perencanaan kapasitas produksi adalah jumlah maksimum output
yang dapat diproduksi dalam satuan waktu tertentu.
3. Sistem Operasi dikenal ada 4 strategi proses:
a. Proses produksi yang terputus-putus b. Proses produksi yang
kontinu c. Proses produksi yang berulang-ulang d. Proses produksi
massa
-
Manajemen Operasi | 14
DAFTAR PUSTAKA
1. Novia, Dina. 2013. Modul-3-MPO.
http://dinanovia.lecture.ub.ac.id. 10/15/8.15 2. Universitas
Gunadarma. 2014. Strategi Operasi.
http://Elearning.gunadarma.ac.id.
7/10/7.56