Embed Size (px)
Citation preview
BANCO DE LABORATORIO BASADO EN EL CONTROLADOR LÓGICO PROGRAMABLE (PLC) UTILIZANDO LA PLATAFORMA RSLOGIX Y EL
LENGUAJE LADDER
FABIO ANDRÉS GALEANO PINZÓN. LINDER ALFREDO DUARTE.
WEYMAR ANDRÈS PEÑA MENDOZA.
UNIDADES TECNOLÓGICAS DE SANTANDER TECNOLOGÍA EN ELECTRÓNICA
VÉLEZ SANTANDER 2012
ENTRENADOR MODULAR DIGITAL (EMD-1) PARA CONTROLADOR LÓGICO PROGRAMABLE (PLC) UTILIZANDO LA PLATAFORMA RSLOGIX Y EL
LENGUAJE LADDER.
FABIO ANDRÉS GALEANO PINZÓN. LINDER ALFREDO DUARTE.
WBEYMAR ANDRÈS PEÑA MENDOZA.
TESIS DE GRADO, PARA OPTAR EL TITULO DE TECNÓLOGO EN ELECTRÓNICA
ASESOR RAMDHAR HADIT YUSSEFF VANEGAS
INGENIERO ELECTRÓNICO
UNIDADES TECNOLÓGICAS DE SANTANDER TECNOLOGÍA EN ELECTRONICA
VÉLEZ 2012
Vélez, 11 de julio del 2012
Nota de aceptación Tesis de grado Ante el comité de proyectos de grado del programa de: Electrónica se desarrollo banco de laboratorio basado en el controlador lógico programable (PLC) utilizando la plataforma Rslogix y el lenguaje Ladder para el desarrollo de prácticas, como requisito para optar al título de tecnólogo en electrónica. ___________________ Presidente de jurado ___________________ Jurado ___________________ Jurado

A mi papa LUIS ALBERTO GALEANO RUIZ, a mi madre LUCIA PINZON ARIZA, a mis compañeros de clase, al ING. RAMDHAR YUSSEFF, gracias por el apoyo recibido durante este lapso de tiempo.
FABIO ANDRÉS GALEANO PINZÓN.

A mi familia, a los profesores, a mis compañeros y a las personas que contribuyeron con la información para que este proyecto lograra su ejecución, agradezco en especial a aquellas personas que dedicaron parte de su tiempo y experiencia para que el libro ofrezca un conocimiento claro y conciso a todo aquel que lo quiera poner en práctica, en especial al Ing. RAMDHAR H. YUSSEFF quien de manera desinteresada puso gran empeño para que lográramos culminar este trabajo.
LINDER ALFREDO DUARTE.
A mis padres, hermanos, compañeros, profesores, a todas esas personas que colaboraron para que esta meta fuera alcanzada, y de una u otra manera colocaron su granito de arena y en especial al Ing. RAMDHAR H. YUSSEFF quien nos brindo su más sincero apoyo en el desarrollo de este proyecto, sin su ayuda nada de esto se abría logrado.
WBEYMAR ANDRES PEÑA MENDOZA
AGRADECIMIENTOS Nosotros los autores del siguiente proyecto brindamos un especial agradecimiento al Ingeniero en Control Electrónico e Instrumentación RAMDHAR HADIT YUSSEFF VANEGAS por su apoyo y guía en el desarrollo del mismo, a nuestros compañeros de la tecnología en electrónica por los aportes dados en el desarrollo de estos objetivos.
CONTENIDO
Pág. Introducción 20. 1 INTRODUCCIÓN A LA AUTOMATIZACIÓN INDUSTRIAL 21. 1.1 Ventajas de la automatización 21. 1.2 Desventajas de la automatización 22. 2. CONTROLADOR LÓGICO PROGRAMABLE 23. 2.1 Constitución de los autómatas programables (PLC) 24. 2.2 Composición de los autómatas programables (PLC) 24. 2.3. Diálogos de la programación de los autómatas programables (PLC) 24. 2.4 Clasificación de entradas y salidas de los autómatas programables 25. 2.5 Memoria de los autómatas programables (PLC) 25. 2.6 Conexiones de los autómatas programables (PLC) 26. 2.7 Funciones básica de los autómatas programables (PLC) 26. 2.8 Campos de utilización de los autómatas programables (PLC) 26. 2.9 Características Del PLC 27. 2.10 Ventajas autómatas programables (PLC) 27. 2.11 Desventajas de los autómatas programables (PLC): 28. 2.12 Elaboración y montaje del banco de PLC 28. 2.13 Descripción. 29. 3. SENSORES FOTOELÉCTRICOS. 30. 3.1 Aplicaciones. 31.
3.2 Características 32. 3.3 Ventajas 35. 3.4 Desventajas 35. 4. SENSOR INDUCTIVO DE PROXIMIDAD 37. 4.1 Principio de funcionamiento 38. 4.2 Factores de corrección de Sensores de proximidad inductivos 40. 4.3 Modelos de detección 41. 4.4 Conexión DeviceNett sensores 871TM 41. 4.5 Histéresis (diferencia de travesía) 41. 4.6 Características generales del 871TM 42. 4.7 Ventajas de los sensores de proximidad inductivos 44. 4.8 Desventajas de los sensores de proximidad inductivos 44. 4.9 Aplicaciones 44. 5. RED DE MEDIOS DE COMUNICACIÓN 46. 5.1 Medios Ethernet 47. 5.1.1 Bobinas de cable 48. 5.1.2 Especificaciones de los cables sin blindaje 48. 5.2 Ethernet ™ Rj45 Medios de comunicación 50. 5.2.1 Ethernet ™ Accesorios campo de conectores Rj45 51. 5.2.2 Cables Ethernet ™ M12 D 52. 5.2.3 Ethernet M12 Medios de comunicación 54. 5.2.4 Medios de comunicación Ethernet M12 55. 5.2.5 Conjunto de cables y cables de conexión 58.
6. FUENTE DE ALIMENTACION COMPACTA 60. 6.1 Entrada 61. 6.2 Salida 63. 6.3 Datos de ambiente, EMC, seguridad 64. . 6.4 Diagrama 65. 7. TIPOS DE CONTACTO 66. 7.1 Interruptores de 2 posiciones 66. 7.2 Botón negro plástico rasante 68. 7.3 Botón rojo plástico rasante 68. 7.4 Operador rasante 69. 7.5 Cierre de plástico de montaje 70. 7.6 Bloque de contacto 71. 7.7 Operadores de paro de emergencia 72. 7.8 Luz piloto 73. 8. INSTRUCCIONES PARA PROGRAMA EN ESCALERA O LADDER 74. 8.1 Instrucciones de bit (XIC, XIO, OTE, OTL, OTU, ONS, OSR, OSF) 74. 8.1.1 Instrucción XIC (Examine If Closed) 74. 8.1.2 Instrucción XIO (Examine If Open) 75. 8.1.3 Instrucción OTE (Output Energize) 75. 8.1.4 Instrucción OTL (Output Latch) 76. 8.1.5 Instrucción OTU (Output Unlatch) 77. 8.1.6 Instrucción ONS (One Shot) 77.
8.1.7 Instrucción OSR (One Shot Rising) 78. 8.1.8 Instrucción OSF (One Shot Falling) 79. 8.2 Instrucciones de Temporizador y Contador 80. 8.2.1 Instrucción TON (Timer On Delay) 80. 8.2.2 Instrucción TOF (Timer Off Delay) 81. 8.2.3 Instrucción RTO (Retentive Timer On) 82. 8.2.4 Instrucción CTU (Count Up) 82. 8.2.5 instrucción CTD (Count Down) 84. 8.2.6 Instrucción RES (Reset) 84. 9. SEGUIMIENTO DE PRACTICAS 86. 9.1 Practica 1 87. 9.1.1 Introducción 87. 9.1.2 Objetivo general 87. 9.1.3 Objetivos específicos 87. 9.1.4 Materiales y equipos 87. 9.1.5 Preinforme 87. 9.1.6 Marco teórico 88. 9.1.7 Procedimiento 93. 9.2 Práctica 2 94. 9.2.1 introducción 94. 9.2.2 Objetivo general 94. 9.2.3 Objetivos específicos 94. 9.2.4 Materiales y equipos 94.
9.2.5 Conocimientos previos 94. 9.2.6 Aplicaciones 96. 9.2.7 Cuestionario 97. 9.3 Práctica 3 98. 9.3.1 Introducción 98. 9.3.2 Objetivo general 98. 9.3.3 Objetivos específicos 98. 9.3.4 Materiales y equipos 98. 9.3.5 Conocimientos previos 98. 9.3.6 Principio de funcionamiento 99. 9.3.7 Aplicaciones 100. 9.3.8 Cuestionario 102. 9.4 Práctica 4 103. 9.4.1 Introducción 103. 9.4.2 Objetivo general 103. 9.4.4 Materiales y equipos 103. 9.4.5 Preinforme 103. 9.4.6 Marco teórico 104. 9.4.7 Procedimiento 105. 9.5 practica 5 108. 9.5.1 Introducción 108. 9.5.2 Objetivo general 108.
9.5.3 Objetivo específicos 108. 9.5.4 Materiales y equipos 108. 9.5.6 Conocimientos previos 108. 9.5.7 Procedimiento 109. 9.6 Práctica 6 123. 9.6.1 Introducción 123. 9.6.2 Objetivos generales 123. 9.6.3 Objetivos específicos 123. 9.6.4 Materiales y equipos 123. 9.6.5 Conocimientos previos 123. 9.6.6 Cuestionario 124. 9.7 Práctica 7 125. 9.7.1 Introducción 125. 9.7.2 Objetivos generales 125. 9.7.3 Objetivos específicos 125. 9.7.4 Procedimiento 125. 9.7.5 Cuestionario 126. 9.8 practica 8 127. 9.8.1 Introducción 127. 9.8.2 Objetivo general 127. 9.8.3 Objetivos específicos 127. 9.8.4 Desarrollo 127. 9.8.5 Cuestionario 130.
10. CONCLUSIONES 131. BIBLIOGRAFÍA
LISTA DE TABLAS
Pág. Tabla 1: Led Indicador 34. Tabla 2: Especificaciones generales sensor foto eléctrico 35. Tabla 3: Conjunto de cables de conexión y accesorios 36. Tabla 4: Factor de corrección 40. Tabla 5: Especificaciones generales de los sensores de proximidad 44. Tabla 6: Descripción de cables de conexión. 48. Tabla 7: Especificaciones de los cables sin blindaje 50. Tabla 8: Especificaciones y codigo de colores 52. Tabla 9: Especificaciones campo de conectores Rj45 53. Tabla 10: Especificaciones de cables Ethernet ™ M12 D 55. Tabla 11: Conector de desplazamiento 56. Tabla 12: Adaptador de receptáculo ARs45 57. Tabla 13: Especificaciones adaptador de receptáculo A Rs45 58. Tabla 14: Receptáculo flex con mejor calificación 59. Tabla 15: Características generales fuente de alimentación 61. Tabla 16: Características de entrada Tabla 17: Especificaciones Tabla 18: Características de salida Tabla 19: Características de ambiente y seguridad
Tabla 20: Características generales interruptor de 2 canales 67. Tabla 21: Características generales operador rasante 69. Tabla 22: Características generales paro de emergencia 72. Tabla 23: Descripción de funciones Ladder 105. Tabla 24: Estado de actividades 131.
LISTA DE FIGURAS
Pág. Figura 1: PLC o autómata programable 23. Figura 2: Planta de tratamiento con autómata programable 27. Figura 3: Banco de laboratorio con PLC 30. Figura 4: Sensor fotoeléctrico 31. Figura 5: Aplicaciones de sensor fotoeléctrico 32. Figura 6. Detectores de humo. 33. Figura 7: Sensores de proximidad 871TM 37. Figura 8: Características del sensor de proximidad 38. Figura 9: Objetivo estándar para sensores inductivos de proximidad. 39. Figura 10: Funcionamiento sensor (on) 39. Figura 11: Funcionamiento sensor (off) 39. Figura 12: Histéresis del sensor de proximidad. 42. Figura 13: Aplicación de los sensores de proximidad 46. Figura 14: Diferentes aplicaciones de los sensores de proximidad. 46. Figura 15: Red de medios de comunicación 47. Figura 16: Medios Ethernet 48. Figura 17: Tipos de cables con blindaje y sin blindaje. 49. Figura 18: Código de colores 4 y 8 hilos 51. Figura 19: Conexión rj45 52.
Figura 20: Accesorios campo de conectores Rj45 53. Figura 21: Distribución de los cables 54. Figura 22: Pin M12D conjunto de cables 54. Figura 23: Pines y código de colores 55. Figura 24: Distribucion de pines y codigo de colores 57. Figura 25: Receptáculo flex con mejor calificación 58. Figura 26: Fuente de alimentación 60. Figura 27: Interruptor de 2 posiciones 66. Figura 28: Pulsador momentáneo 68. Figura 29: Operador de plástico 69. Figura 30: Enclavamiento de plástico 70. Figura 31: Modo de ensamblaje 70. Figura 32: Bloque de contacto 71. Figura 33: Parada de emergencia tipo seta 72. Figura 34: Luz piloto de plástico 73. Figura 35: elementos especiales PLC 88. Figura 36: Sección de entradas PLC 89. Figura 37: Chasis PLC 90. Figura 38: Diagrama en bloques de un PLC con Interfaces de E/S 91. Figura 39: Comunicación PC-PLC 93. Figura 40: Sensor fotoeléctrico 95. Figura 41: Sensores auto réflex 95. Figura 42: Detección de botellas 96.
Figura 43: Diagrama de conexión 96. Figura 44: sensor de proximidad 871TM-DH5NN 18-A2 99. Figura 45: Funcionamiento de sensor de proximidad 100. Figura 46: Detectores capacitivos de alto y bajo nivel 101. Figura 47: Conexión de un sensor de proximidad PNP a un PLC 101. Figura 48: Conexión de un sensor de proximidad NPN a un PLC 102. Figura 49: Descripción programación Ladder 104. Figura 50: programa en ladder 107. Figura 51: Apertura de RSlinnk Classic 109. Figura 52: protocolo de conexión 109. Figura 53: visualización icono RSLogix 5000 110. Figura 54: main program 111. Figura 55: Nuevo proyecto ControlLogix 112. Figura 56: Asignación emulador 113. Figura 57: Tags pertenecientes al módulo de salidas digitales 114. Figura 58: Configuración de los datos de diagnóstico de las entradas digitales 116. Figura 59: Tags de controlador definidos por los módulos de E/S 117. Figura 60: Plataforma de programación 118. Figura 61: Barras de herramientas más utilizadas 118. Figura 62: Creación de un tag basado en alias, desde el renglón de edición 119. Figura 63: línea de programación 119. Figura 64: asignacion de tags 120.
Figura 65: Creación de un tag basado en alias, desde el editor de tags 120. Figura 66: Asignación de tags, con alias 121. Figura 67: Zona de edición, colocación de una acción 122. Figura 68: Depuración del programa 122. Figura 69: Sistema de llenado de botellas 126. Figura 70: conexiones eléctricas 127. Figura 71: Posición de los sensores 128. Figura 72: Conexiones neumáticas 129. Figura 73: Partes del pistón 129. Figura 74: Diagrama de conexiones 130. Figura 75: Lógica secuencial 131. Figura 76: Lógica Combinacional 132.
RESUMEN El banco de laboratorio basado en el controlador lógico programable (PLC) utilizando la plataforma Rslogix y el lenguaje Ladder para el desarrollo de prácticas, se construye con el propósito de capacitar a los futuros egresados de nuestra institución, en una rama muy importante que se deriva de la electrónica como lo es la instrumentación y automatización industrial. Los autores del proyecto: Linder Alfredo Duarte Galeano, Fabio Andrés Galeano Pinzón y Andrés peña, necesitaron para el desarrollo del modulo la información necesaria para comprender y entender los alcances, limitaciones e implementaciones que pueden tener los diferentes equipos, que se usaran para la construcción del banco de instrumentación. Durante la investigación y el desarrollo se observa la versatilidad del banco de laboratorio para el análisis detallado de conceptos que son vitales en la ejecución del proyecto, sus prácticas, y su disponibilidad para involucrarse en procesos de control, medición y automatización. Para el estudiante, el desarrollo del presente proyecto le permite el afianzamiento de los conceptos básicos adquiridos en la tecnología en electrónica, el análisis de algunos de los equipos involucrados en procesos industriales, además del conocimiento de las metodologías para la implementación de futuros proyectos de automatización industrial.
22
INTRODUCCIÓN En la actualidad, la evolución tecnológica y la demanda de producción, hacen que la automatización industrial sea un factor de gran importancia en los procesos físicos naturales. La instrumentación resuelve las dudas generadas por el comportamiento de la naturaleza y valida los cálculos y procesos matemáticos teniendo en cuenta los procesos industriales, con los principios de medición. El hombre al trascender de tiempo ha buscado la manera de hacer más eficientes los procesos industriales, con el objetivo de optimizar el volumen y el tiempo en la producción. Para tal fin se ve en la obligación de recurrir a maquinaria y equipos automatizados que cumplan sus exigencias. Adicionalmente la cuantificación de las variables físicas ha demandado una continua evolución en la calidad de los procesos y dispositivos para determinada tarea, señalando de esta manera la implementación de gran variedad de dispositivos que responden electrónicamente a alteraciones físicas. Las Unidades Tecnológicas de Santander al dimensionar la implementación de los procesos industriales y la importancia que juega la electrónica en estos, ha elaborado con ayuda de los estudiantes, un banco de automatización industrial dirigido mediante diferentes tipos de sensores; con el fin de entregar al campo laboral, personas con grandes aptitudes y conocimientos claros sobre esta área. El proyecto se enfoca en implementar en el laboratorio de electrónica, un banco capaz de desarrollar en el estudiante el análisis de los conceptos de automatización y control, mediante la solución de una serie de prácticas académicas.
23
1. INTRODUCCIÓN A LA AUTOMATIZACIÓN INDUSTRIAL
La automatización ha permitido al ser humano avanzar a pasos grandes en la industria y las ciencias, desde sus inicios en el año de 1750 cuando surge la automatización industrial y llega la necesidad del hombre de realizar controles hidráulicos, neumáticos y electrónicos totalmente automáticos.
Es una rama de la ingeniería, es el proceso por el cual se utilizan sistemas o elementos computarizados para controlar máquinas y procesos industriales y así poder dar otra función a los operadores.
El entrenador PLC, permite al aprendiz mejorar su conocimiento por medio del desarrollo de varios proyectos, aplicaciones y prácticas de programación con la disposición de encontrar los elementos más utilizados en la asignatura, con la facilidad de manejo ya que cuenta con un manual en medio físico y magnético, el cual incluye 8 practicas, aplicaciones reales, y también los software necesarios para su uso, como lo son: la plataforma RSLOGIX y la programación LADDER. 1.1 Ventajas de la automatización Integrar varios aspectos de las operaciones de manufactura para:
Mejorar la calidad y uniformidad del producto
Minimizar el esfuerzo y los tiempos de producción.
Mejorar la productividad reduciendo los costos de manufactura mediante un
mejor control de la producción.
Mejorar la calidad mediante procesos repetitivos.
Reducir la intervención humana y la posibilidad de error humano.
Reducir el daño en las piezas que resultaría del manejo manual.
Aumentar la seguridad para el personal.
Ahorrar área en la planta haciendo más eficiente: el arreglo de las máquinas y
el flujo de material.
24
Para la automatización de procesos, se desarrollaron máquinas operadas con Controles Lógicos Programables (PLC), actualmente de gran ampliación en industrias a nivel mundial. 1.2 Desventajas de la automatización Las principales razones para automatizar no incluye necesariamente la reducción del costo del trabajo. Inversión de gran capital al ejecutar la automatización. Decremento en la flexibilidad Incremento en la dependencia del mantenimiento y reparación de la maquinaria ya que solo lo realiza personal calificado.
25
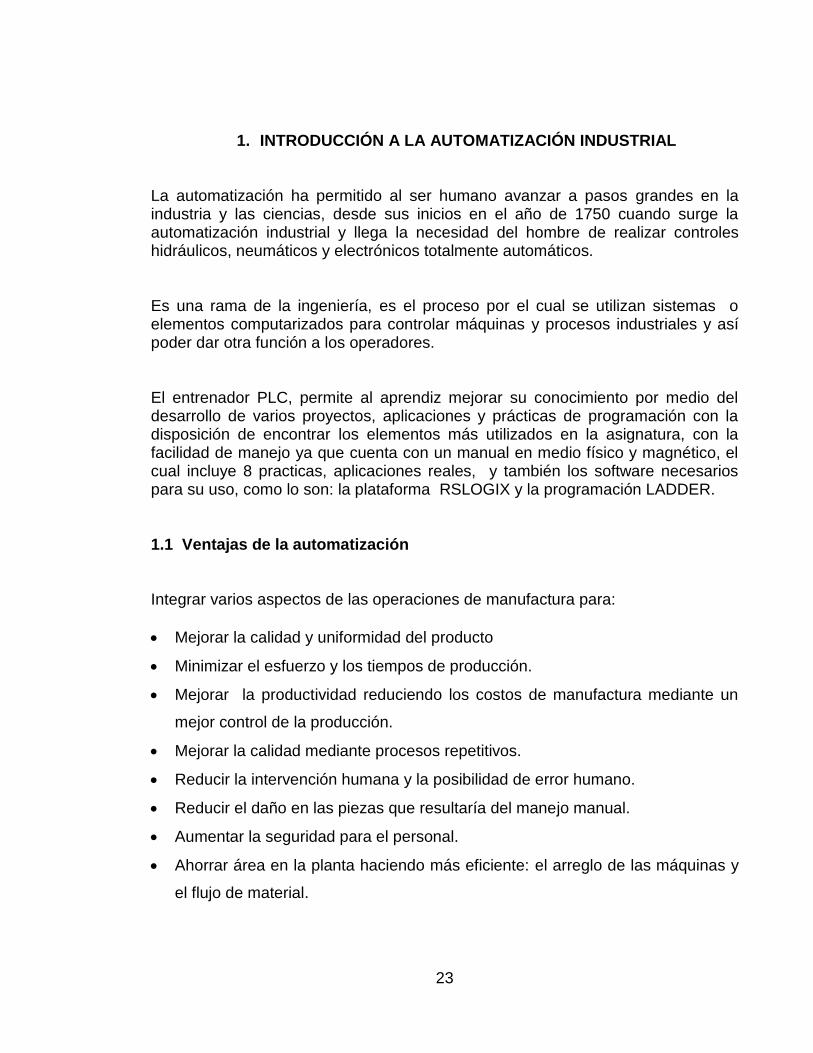
2. CONTROLADOR LÓGICO PROGRAMABLE El autómata programable o PLC, se define como un dispositivo que realiza diversas funciones de tipo cíclico o repetitivo basado en una información dada por una entrada (ejemplo: sensores) y un programa lógico que se encuentra en su memoria. Ver Figura 1 de un autómata programable. Figura 1: PLC o autómata programable
Fuente: www.Needco.com Los PLC‟S son herramientas indispensables en la industria, debido a esto en el mercado se puede encontrar de todo tipo, funcionalidad y estilo, por esta razón se pueden dividir en tres categorías:
PLC‟S NANO: tiene integrado la Fuente, CPU y las entradas y salidas, su capacidad es muy pequeña a consideración de las otras categorías.
PLC‟S COMPACTO: la Fuente, CPU y los módulos de entradas y salidas se encuentran en un modulo principal, es más versátil en capacidad dado que permite utilizar múltiples entradas/salidas analógicas y digitales
PLC‟S MODULAR: esta categoría de PLC está conformada por un conjunto de partes como: Rack, Fuente de alimentación, CPU.
26
2.1 Constitución de los autómatas programables (PLC) El PLC está constituido por tres componentes principales:
Alimentación o fuente: es la encargada de transformar la energía en tensiones continuas.
Tarjeta procesadora: se encarga de la interpretación del programa e indica la operación a realizar.
Memoria: su función es la de recolectar y almacenar la información recibida de la entradas y las acciones de las salidas.
2.2 Composición de los autómatas programables (PLC) Su composición se basa en dos secciones principales las cuales son: OPERATIVA (SO): es la parte física que interviene directamente en el producto (ejemplo: motores, taladros…) COMANDO (SC): ordena a la sección operativa (SO) y recoge la información transmitida por los sensores. Además es la encargada de hacer la fusión de tres diálogos de programación (dialogo con la maquina, hombre- máquina y otras maquinas). 2.3 Diálogos de la programación de los autómatas programables (PLC) Diálogo con la maquina: consiste en controlar las variadores, Contactores y de la recolección de información. Diálogo hombre-máquina: consiste en enviar mensajes por parte de los operadores a la máquina, para mejorar el proceso de manipulación de materia prima.
27
Diálogo con otras maquinas: consiste en la sincronización de un grupo de maquinas trabajando en un mismo proceso. 2.4 Clasificación de entradas y salidas de los autómatas programables (PLC) Antes de dar la clasificación es necesario conocer que es una entrada y una salida en un PLC: Entrada: transforma la información recibida por los sensores para que la CPU pueda identificarla. Salida: después que la CPU identifica la información la envía para activar un circuito externo. Después de identificar estos conceptos las entradas y salidas se clasifican en cuatro categorías que son:
Discretas: también llamadas digitales y puede tomar solo dos estados.
Analógicas: esta categoría toma estados intermedios durante determinados periodos.
Especiales: son similares a las análogas pero toman impulsos de alta velocidad.
Inteligentes: tienen su propio procesador y se adaptan fácilmente a la programación.
2.5 Memoria de los autómatas programables (PLC) Es la estructura que guarda el programa inicial y se va descargando a medida que surja el proceso de manipulación de materia prima. La memoria de los PLC se divide en: RAM; EPROM; EEPROM.
28
RAM: trabaja directamente con el cerebro o control del PLC, esta memoria se caracteriza porque permite la entrada y salida del programa de una forma rápida y fácil. EPROM y EEPROM: se caracteriza por tener el programa raíz del PLC, estos son valores fijos que no se pueden modificar. 2.6 Conexiones de los autómatas programables (PLC) También es conocida como conexiones de cableado, las cuales son determinadas por el tipo de programación que se va a aplicar, cada vez que se cambia la programación se deben ajustar las conexiones. 2.7 Funciones básica de los autómatas programables (PLC) Las funciones de los PLC se pueden identificar como:
Detección: se encarga de la identificación de la información de los sensores.
Mando: convierte la información en órdenes y las envía al sistema de producción.
Programación: son las órdenes introducidas en la memoria y que pueden ser alteradas cada vez que se necesite un cambio en el sistema.
Dialogo hombre-máquina: esta función permite tener una comunicación directa con los operarios para saber los diferentes cambios en el proceso industrial.
2.8 Campos de utilización de los autómatas programables (PLC) El campo de utilización de este tipo de herramientas es muy amplio, debido a que se puede mejorar el proceso, el tiempo, la calidad y la presentación del producto. Algunos ejemplos de PLC usados en la industria son:
29
Maquinaria industrial de plásticos.
Maquinaria de envases.
Aire acondicionado.
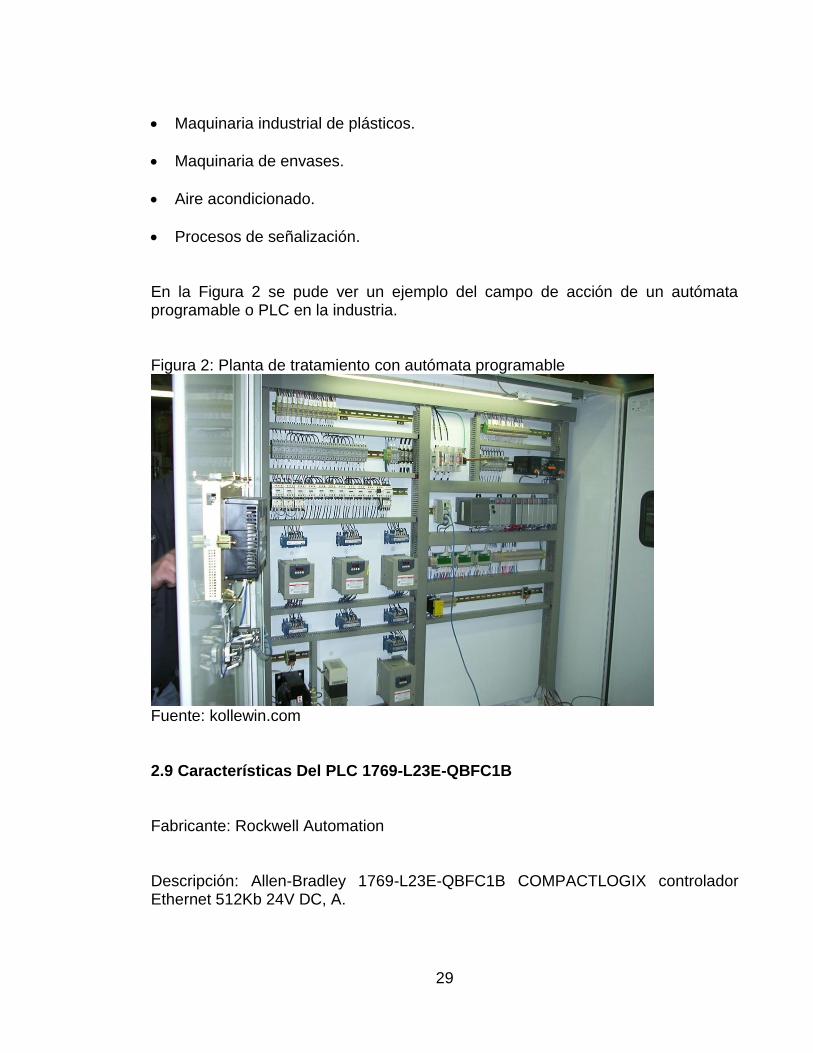
Procesos de señalización. En la Figura 2 se pude ver un ejemplo del campo de acción de un autómata programable o PLC en la industria. Figura 2: Planta de tratamiento con autómata programable
Fuente: kollewin.com 2.9 Características Del PLC 1769-L23E-QBFC1B Fabricante: Rockwell Automation Descripción: Allen-Bradley 1769-L23E-QBFC1B COMPACTLOGIX controlador Ethernet 512Kb 24V DC, A.
30
Unidades ETHERNET CONTROLLER, 512 Kbyte de memoria, 16 entradas digitales (24 VDC disipador / Fuente), 16 salidas digitales (24V Fuente DC), entradas analógicas (tensión / corriente), 2 salidas analógicas ( tensión / corriente), entradas de alta velocidad contra salidas de alta velocidad contra, 24V DC, Serie A. 2.10 Ventajas autómatas programables (PLC):
Su programación es bastante adaptable o versátil y se puede modificar de una forma fácil.
Ocupa menos espacio.
El costo de su instalación es menor.
Facilidad para controlar procesos en diferentes maquinas usando un solo PLC.
A pesar que la maquina se dañe el autómata puede seguir trabajando u operando en otra máquina o sistema.
2.11 Desventajas de los autómatas programables (PLC)
Inversión inicial que suele ser alta.
Adiestramiento a los operadores o trabajadores.
2.12 Elaboración y montaje del banco de PLC
Es de gran importancia tener en cuenta ciertos parámetros a la hora de diseñar un banco de laboratorio.
Las distintas aplicaciones.
El número de dispositivos que se quiere implementar (# de sensores).
El número de entradas y salidas.
La ubicación de cada uno de los elementos.
31
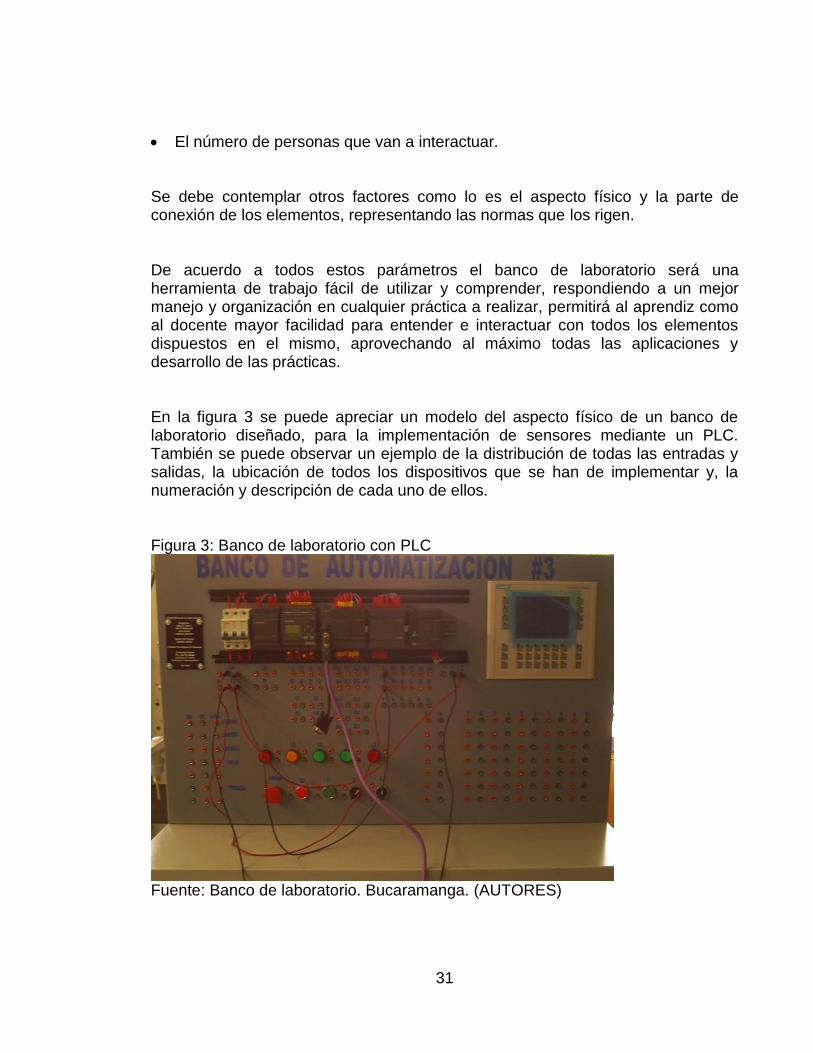
El número de personas que van a interactuar. Se debe contemplar otros factores como lo es el aspecto físico y la parte de conexión de los elementos, representando las normas que los rigen. De acuerdo a todos estos parámetros el banco de laboratorio será una herramienta de trabajo fácil de utilizar y comprender, respondiendo a un mejor manejo y organización en cualquier práctica a realizar, permitirá al aprendiz como al docente mayor facilidad para entender e interactuar con todos los elementos dispuestos en el mismo, aprovechando al máximo todas las aplicaciones y desarrollo de las prácticas. En la figura 3 se puede apreciar un modelo del aspecto físico de un banco de laboratorio diseñado, para la implementación de sensores mediante un PLC. También se puede observar un ejemplo de la distribución de todas las entradas y salidas, la ubicación de todos los dispositivos que se han de implementar y, la numeración y descripción de cada uno de ellos. Figura 3: Banco de laboratorio con PLC
Fuente: Banco de laboratorio. Bucaramanga. (AUTORES)
32
2.13 Descripción del banco de laboratorio. En la construcción del banco de sensores, se pretende implementar un modelo que permita al estudiante encontrar e identificar fácilmente cada uno de los dispositivos y puntos de interacción que dispone el modulo, del mismo modo permitirá que el grupo de laboratorio se desempeñe a cabalidad gracias a que su diseño ofrece una amplia zona de trabajo donde cada uno de los miembros puede desempeñar su labor según lo disponga la práctica a realizar.
33
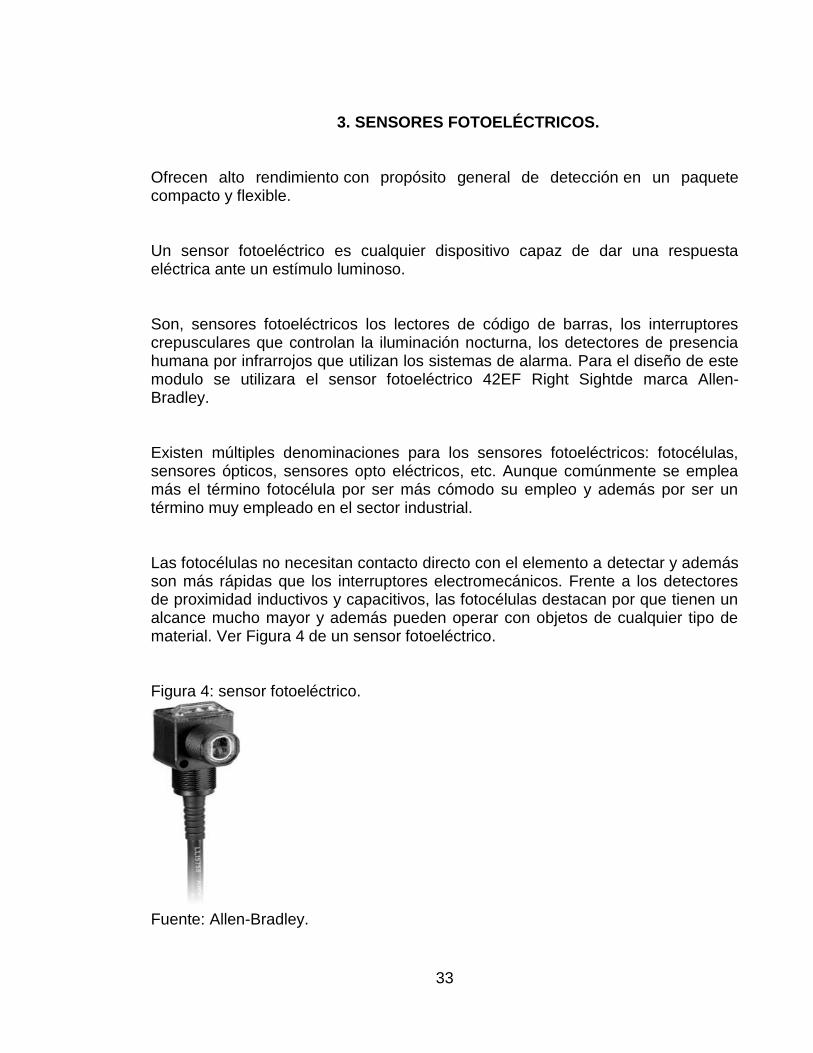
3. SENSORES FOTOELÉCTRICOS. Ofrecen alto rendimiento con propósito general de detección en un paquete compacto y flexible. Un sensor fotoeléctrico es cualquier dispositivo capaz de dar una respuesta eléctrica ante un estímulo luminoso. Son, sensores fotoeléctricos los lectores de código de barras, los interruptores crepusculares que controlan la iluminación nocturna, los detectores de presencia humana por infrarrojos que utilizan los sistemas de alarma. Para el diseño de este modulo se utilizara el sensor fotoeléctrico 42EF Right Sightde marca Allen-Bradley. Existen múltiples denominaciones para los sensores fotoeléctricos: fotocélulas, sensores ópticos, sensores opto eléctricos, etc. Aunque comúnmente se emplea más el término fotocélula por ser más cómodo su empleo y además por ser un término muy empleado en el sector industrial. Las fotocélulas no necesitan contacto directo con el elemento a detectar y además son más rápidas que los interruptores electromecánicos. Frente a los detectores de proximidad inductivos y capacitivos, las fotocélulas destacan por que tienen un alcance mucho mayor y además pueden operar con objetos de cualquier tipo de material. Ver Figura 4 de un sensor fotoeléctrico. Figura 4: sensor fotoeléctrico.
Fuente: Allen-Bradley.
34
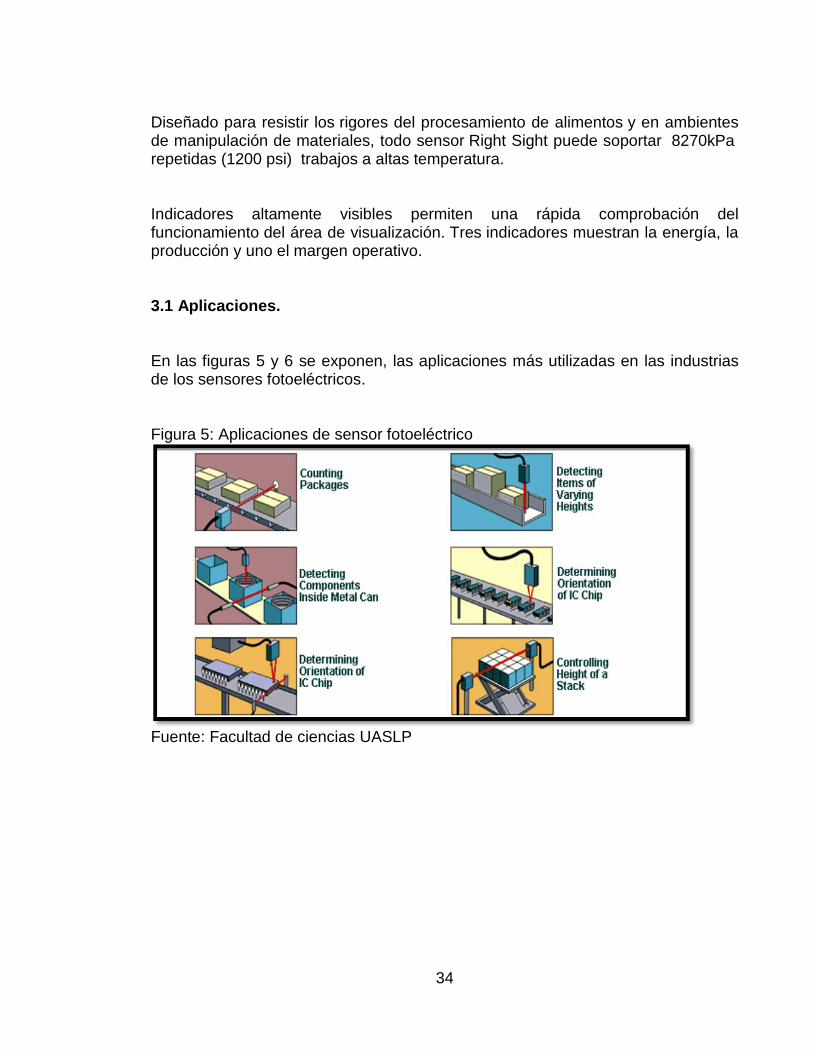
Diseñado para resistir los rigores del procesamiento de alimentos y en ambientes de manipulación de materiales, todo sensor Right Sight puede soportar 8270kPa repetidas (1200 psi) trabajos a altas temperatura. Indicadores altamente visibles permiten una rápida comprobación del funcionamiento del área de visualización. Tres indicadores muestran la energía, la producción y uno el margen operativo. 3.1 Aplicaciones. En las figuras 5 y 6 se exponen, las aplicaciones más utilizadas en las industrias de los sensores fotoeléctricos. Figura 5: Aplicaciones de sensor fotoeléctrico
Fuente: Facultad de ciencias UASLP
35
Figura 6. Detectores de humo
Fuente: facultad de ciencias UASLP 3.2 Características
carcasa compacta en ángulo recto.
Flexibles opciones de montaje de 18 mm.
resistencia de presión de 1200psi.
No hay ajustes de usuario.
360 indicadores LED visibles.
protección contra polaridad inversa.
salidas protegidas contra cortocircuito.
Una respuesta rápida de 1 ms de tiempo (DC).
la protección de pulsos falsos.
Variedad de tipos de salida.
36
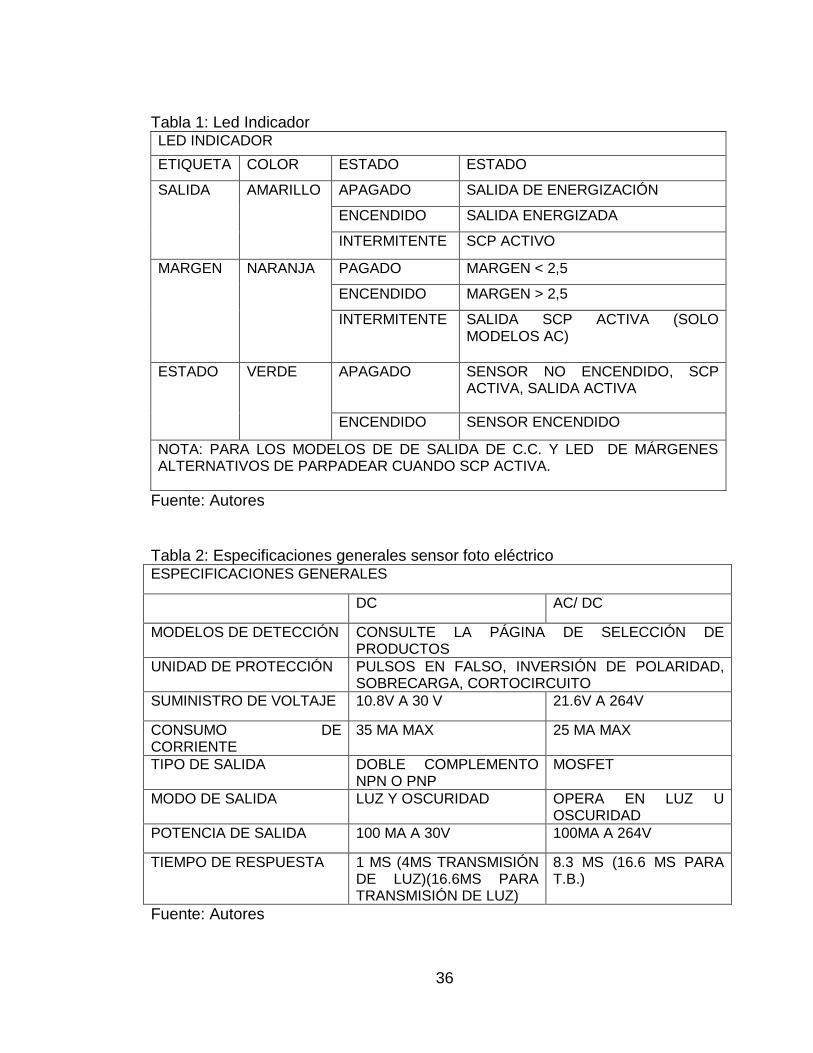
Tabla 1: Led Indicador LED INDICADOR
ETIQUETA COLOR ESTADO ESTADO
SALIDA AMARILLO APAGADO SALIDA DE ENERGIZACIÓN
ENCENDIDO SALIDA ENERGIZADA
INTERMITENTE SCP ACTIVO
MARGEN NARANJA PAGADO MARGEN < 2,5
ENCENDIDO MARGEN > 2,5
INTERMITENTE SALIDA SCP ACTIVA (SOLO MODELOS AC)
ESTADO VERDE APAGADO SENSOR NO ENCENDIDO, SCP ACTIVA, SALIDA ACTIVA
ENCENDIDO SENSOR ENCENDIDO
NOTA: PARA LOS MODELOS DE DE SALIDA DE C.C. Y LED DE MÁRGENES ALTERNATIVOS DE PARPADEAR CUANDO SCP ACTIVA.
Fuente: Autores Tabla 2: Especificaciones generales sensor foto eléctrico ESPECIFICACIONES GENERALES
DC AC/ DC
MODELOS DE DETECCIÓN CONSULTE LA PÁGINA DE SELECCIÓN DE PRODUCTOS
UNIDAD DE PROTECCIÓN PULSOS EN FALSO, INVERSIÓN DE POLARIDAD, SOBRECARGA, CORTOCIRCUITO
SUMINISTRO DE VOLTAJE 10.8V A 30 V 21.6V A 264V
CONSUMO DE CORRIENTE
35 MA MAX 25 MA MAX
TIPO DE SALIDA DOBLE COMPLEMENTO NPN O PNP
MOSFET
MODO DE SALIDA LUZ Y OSCURIDAD OPERA EN LUZ U OSCURIDAD
POTENCIA DE SALIDA 100 MA A 30V 100MA A 264V
TIEMPO DE RESPUESTA 1 MS (4MS TRANSMISIÓN DE LUZ)(16.6MS PARA TRANSMISIÓN DE LUZ)
8.3 MS (16.6 MS PARA T.B.)
Fuente: Autores
37
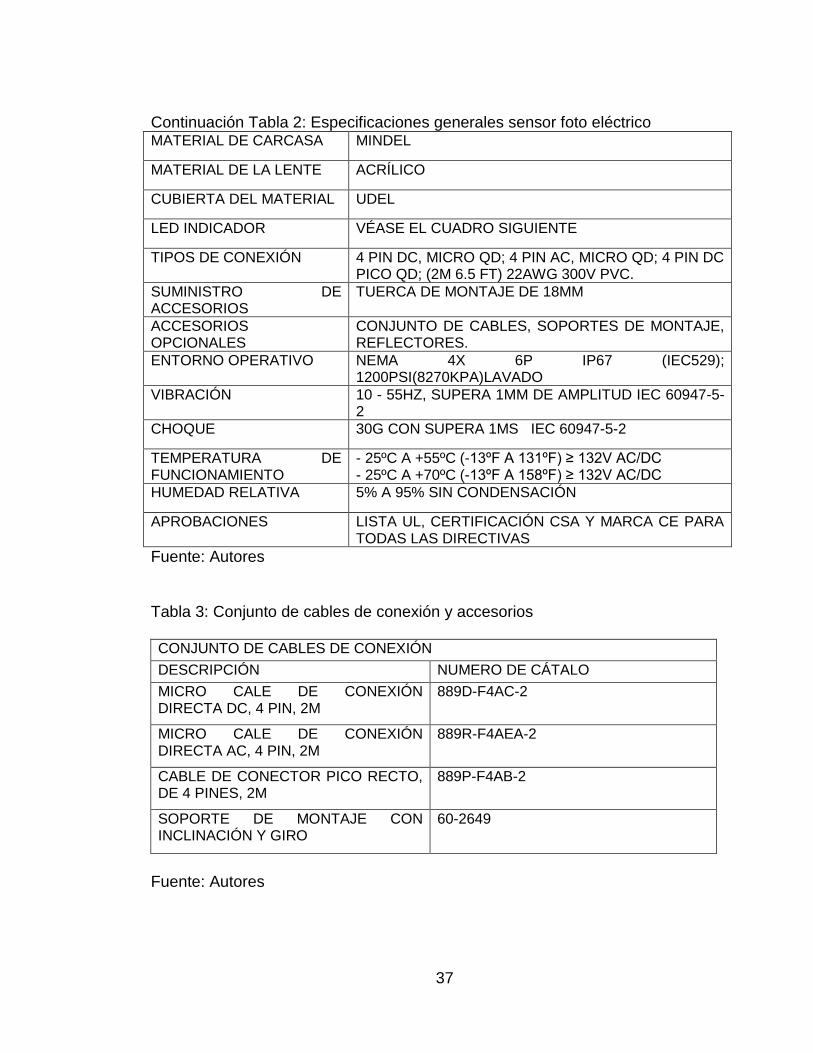
Continuación Tabla 2: Especificaciones generales sensor foto eléctrico MATERIAL DE CARCASA MINDEL
MATERIAL DE LA LENTE ACRÍLICO
CUBIERTA DEL MATERIAL UDEL
LED INDICADOR VÉASE EL CUADRO SIGUIENTE
TIPOS DE CONEXIÓN 4 PIN DC, MICRO QD; 4 PIN AC, MICRO QD; 4 PIN DC PICO QD; (2M 6.5 FT) 22AWG 300V PVC.
SUMINISTRO DE ACCESORIOS
TUERCA DE MONTAJE DE 18MM
ACCESORIOS OPCIONALES
CONJUNTO DE CABLES, SOPORTES DE MONTAJE, REFLECTORES.
ENTORNO OPERATIVO NEMA 4X 6P IP67 (IEC529); 1200PSI(8270KPA)LAVADO
VIBRACIÓN 10 - 55HZ, SUPERA 1MM DE AMPLITUD IEC 60947-5-2
CHOQUE 30G CON SUPERA 1MS IEC 60947-5-2
TEMPERATURA DE FUNCIONAMIENTO
- 25ºC A +55ºC (-13ºF A 131ºF) ≥ 132V AC/DC - 25ºC A +70ºC (-13ºF A 158ºF) ≥ 132V AC/DC
HUMEDAD RELATIVA 5% A 95% SIN CONDENSACIÓN
APROBACIONES LISTA UL, CERTIFICACIÓN CSA Y MARCA CE PARA TODAS LAS DIRECTIVAS
Fuente: Autores Tabla 3: Conjunto de cables de conexión y accesorios CONJUNTO DE CABLES DE CONEXIÓN
DESCRIPCIÓN NUMERO DE CÁTALO
MICRO CALE DE CONEXIÓN DIRECTA DC, 4 PIN, 2M
889D-F4AC-2
MICRO CALE DE CONEXIÓN DIRECTA AC, 4 PIN, 2M
889R-F4AEA-2
CABLE DE CONECTOR PICO RECTO, DE 4 PINES, 2M
889P-F4AB-2
SOPORTE DE MONTAJE CON INCLINACIÓN Y GIRO
60-2649
Fuente: Autores
38
3.3 Ventajas
Sin contacto, sin partes móviles, pequeños.
Conmutación rápida, interruptor sin rebote.
Insensivo a vibración y golpes.
Hay muchas configuraciones posibles.
3.4 Desventajas
Siempre es requerido de alineamiento.
Pueden ser segados por condiciones de iluminación ambiental.
Requiere ambiente limpio y libre de polvo y agua.

39
4. SENSOR INDUCTIVO DE PROXIMIDAD Son dispositivos de estado sólido diseñados para detectar objetos metálicos. Son detectores de posición electrónicos que dan una señal de salida sin contacto mecánico directo y son diseñados principalmente para detectar todo tipo de objeto metálico. En la Figura 7 se pueden apreciar algunos tipos sensores de proximidad. Figura 7: sensores de proximidad 871TM
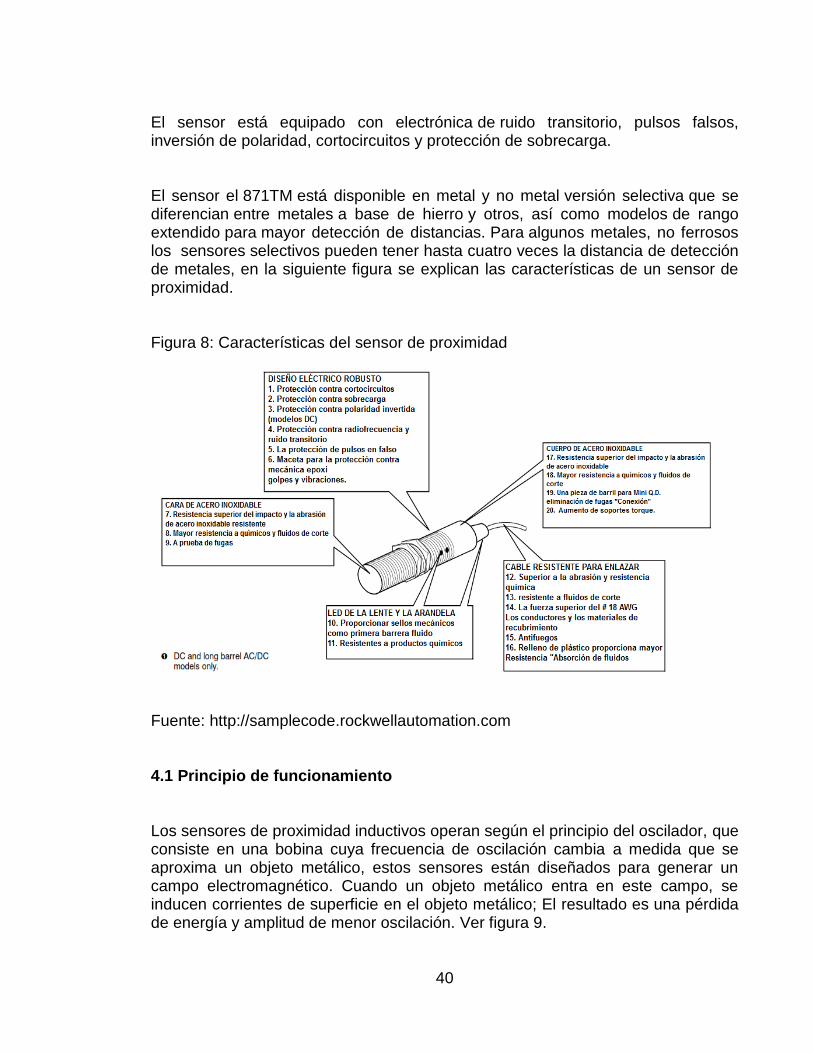
Fuente: http://samplecode.rockwellautomation.com Sensores Inductivos De Proximidad 23g3871tm-Dh5nn 18-A2. Diseñado para reducir el tiempo de inactividad, el sensor 871TM es una excelente opción en entornos de aplicaciones duras, porque es más resistente a las condiciones estándar de sensores cara de plástico que no toleran dichas condiciones. Cada sensor tiene una cara de acero inoxidable de forma cilíndrica, que hacen que el frente de la prueba de fugas del sensor mejore significativamente la resistencia a productos químicos, fluidos de corte, aceites y abrasión. Completo encapsulado epoxi que proporciona protección contra golpes, vibraciones y contaminación.
40
El sensor está equipado con electrónica de ruido transitorio, pulsos falsos, inversión de polaridad, cortocircuitos y protección de sobrecarga. El sensor el 871TM está disponible en metal y no metal versión selectiva que se diferencian entre metales a base de hierro y otros, así como modelos de rango extendido para mayor detección de distancias. Para algunos metales, no ferrosos los sensores selectivos pueden tener hasta cuatro veces la distancia de detección de metales, en la siguiente figura se explican las características de un sensor de proximidad. Figura 8: Características del sensor de proximidad
Fuente: http://samplecode.rockwellautomation.com 4.1 Principio de funcionamiento Los sensores de proximidad inductivos operan según el principio del oscilador, que consiste en una bobina cuya frecuencia de oscilación cambia a medida que se aproxima un objeto metálico, estos sensores están diseñados para generar un campo electromagnético. Cuando un objeto metálico entra en este campo, se inducen corrientes de superficie en el objeto metálico; El resultado es una pérdida de energía y amplitud de menor oscilación. Ver figura 9.
41
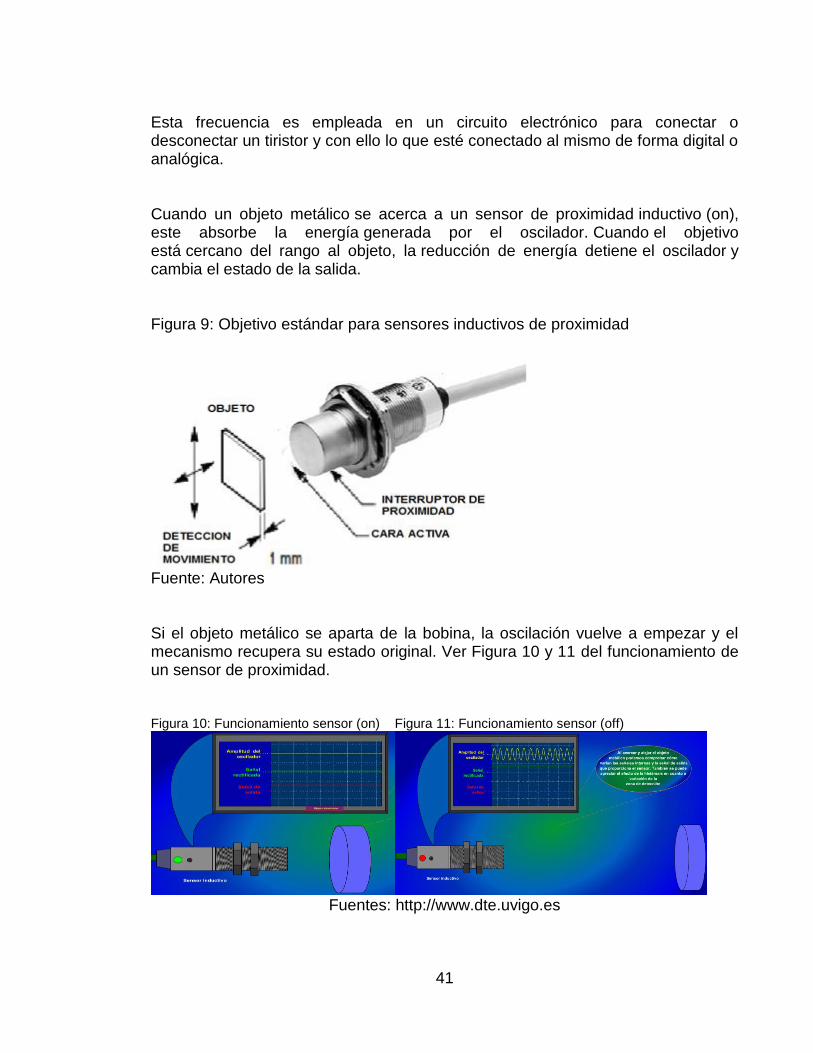
Esta frecuencia es empleada en un circuito electrónico para conectar o desconectar un tiristor y con ello lo que esté conectado al mismo de forma digital o analógica. Cuando un objeto metálico se acerca a un sensor de proximidad inductivo (on), este absorbe la energía generada por el oscilador. Cuando el objetivo está cercano del rango al objeto, la reducción de energía detiene el oscilador y cambia el estado de la salida. Figura 9: Objetivo estándar para sensores inductivos de proximidad
Fuente: Autores Si el objeto metálico se aparta de la bobina, la oscilación vuelve a empezar y el mecanismo recupera su estado original. Ver Figura 10 y 11 del funcionamiento de un sensor de proximidad. Figura 10: Funcionamiento sensor (on) Figura 11: Funcionamiento sensor (off)
Fuentes: http://www.dte.uvigo.es
42
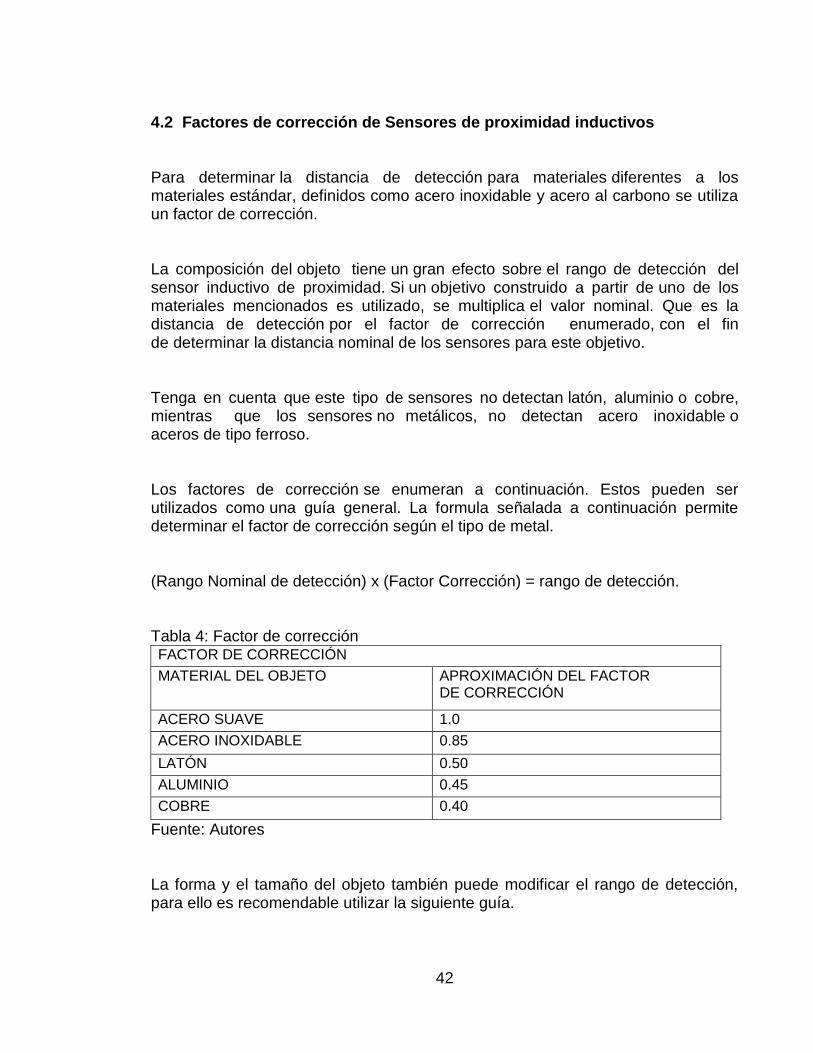
4.2 Factores de corrección de Sensores de proximidad inductivos Para determinar la distancia de detección para materiales diferentes a los materiales estándar, definidos como acero inoxidable y acero al carbono se utiliza un factor de corrección. La composición del objeto tiene un gran efecto sobre el rango de detección del sensor inductivo de proximidad. Si un objetivo construido a partir de uno de los materiales mencionados es utilizado, se multiplica el valor nominal. Que es la distancia de detección por el factor de corrección enumerado, con el fin de determinar la distancia nominal de los sensores para este objetivo. Tenga en cuenta que este tipo de sensores no detectan latón, aluminio o cobre, mientras que los sensores no metálicos, no detectan acero inoxidable o aceros de tipo ferroso. Los factores de corrección se enumeran a continuación. Estos pueden ser utilizados como una guía general. La formula señalada a continuación permite determinar el factor de corrección según el tipo de metal. (Rango Nominal de detección) x (Factor Corrección) = rango de detección. Tabla 4: Factor de corrección FACTOR DE CORRECCIÓN
MATERIAL DEL OBJETO APROXIMACIÓN DEL FACTOR DE CORRECCIÓN
ACERO SUAVE 1.0
ACERO INOXIDABLE 0.85
LATÓN 0.50
ALUMINIO 0.45
COBRE 0.40
Fuente: Autores La forma y el tamaño del objeto también puede modificar el rango de detección, para ello es recomendable utilizar la siguiente guía.
43
Los objetivos planos son preferibles
Los objetivos redondos suelen reducir la distancia de detección.
Los materiales no ferrosos pueden reducir la distancia de detección para todo tipo de metal.
4.3 Modelos De Detección
Los objetos más pequeños que se disponen al detectar por lo general reducen la distancia de detección.
Los objetos más grandes que se permiten aumentar la distancia de detección.
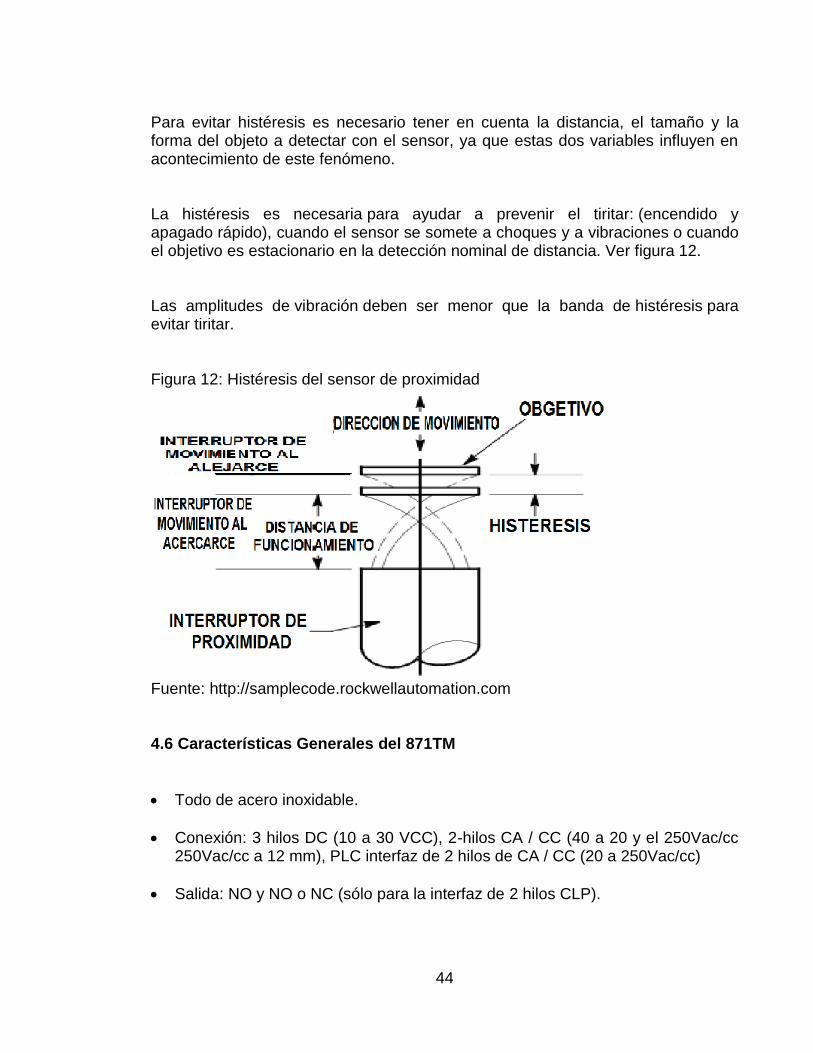
Elementos como láminas pueden aumentar la distancia de detección. 4.4 Conexión DeviceNett sensores 871TM Estos sensores están diseñados para ser conectado directamente a DeviceNet o a las redes. Estos modelos se han incorporado en características avanzadas y diagnósticos tales como Autobaud, opciones de temporización, capacidad de salida analógica, de destino demasiado cerca, demasiado lejos como objetivo, la detección de movimiento y la capacidad de enseñar y aprender. 4.5 Histéresis (Diferencia De Travesía) Cuando un objeto metálico se acerca al sensor inductivo, éste lo detecta a la "distancia de detección" o "distancia de censado". Cuando el mismo objeto es alejado, el sensor no lo deja de detectar inmediatamente, sino cuando alcanza la "distancia de reset" o "distancia de restablecimiento", que es igual a la "distancia de detección" más la histéresis propia del sensor. La diferencia entre el funcionamiento y los puntos de liberación se llama histéresis o recorrido diferencial.
44
Para evitar histéresis es necesario tener en cuenta la distancia, el tamaño y la forma del objeto a detectar con el sensor, ya que estas dos variables influyen en acontecimiento de este fenómeno. La histéresis es necesaria para ayudar a prevenir el tiritar: (encendido y apagado rápido), cuando el sensor se somete a choques y a vibraciones o cuando el objetivo es estacionario en la detección nominal de distancia. Ver figura 12. Las amplitudes de vibración deben ser menor que la banda de histéresis para evitar tiritar. Figura 12: Histéresis del sensor de proximidad
Fuente: http://samplecode.rockwellautomation.com 4.6 Características Generales del 871TM
Todo de acero inoxidable.
Conexión: 3 hilos DC (10 a 30 VCC), 2-hilos CA / CC (40 a 20 y el 250Vac/cc 250Vac/cc a 12 mm), PLC interfaz de 2 hilos de CA / CC (20 a 250Vac/cc)
Salida: NO y NO o NC (sólo para la interfaz de 2 hilos CLP).
45
Protección contra cortocircuitos, sobrecarga, pulsos falsos, ruido transitorio e inversión de polaridad.
Cara y el cilindro de las SS.
Sellos totalmente mecánicos (modelos de metal).
Los tipos de cable: ToughLink o PVC.
Los tipos de conectores: mini, micro o micro EAC.
Protección contra la interferencia de radio frecuencia.
Certificaciones: UL, CSA, CE.
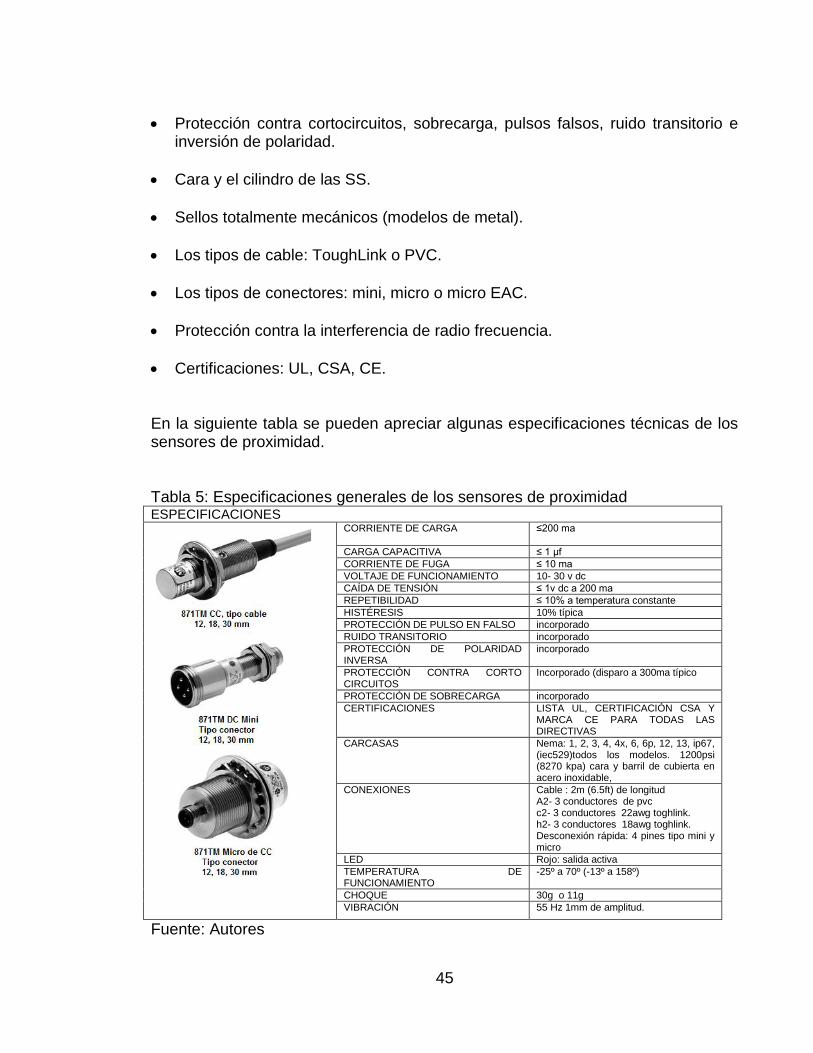
En la siguiente tabla se pueden apreciar algunas especificaciones técnicas de los sensores de proximidad. Tabla 5: Especificaciones generales de los sensores de proximidad ESPECIFICACIONES
CORRIENTE DE CARGA ≤200 ma
CARGA CAPACITIVA ≤ 1 µf
CORRIENTE DE FUGA ≤ 10 ma
VOLTAJE DE FUNCIONAMIENTO 10- 30 v dc
CAÍDA DE TENSIÓN ≤ 1v dc a 200 ma
REPETIBILIDAD ≤ 10% a temperatura constante
HISTÉRESIS 10% típica
PROTECCIÓN DE PULSO EN FALSO incorporado
RUIDO TRANSITORIO incorporado
PROTECCIÓN DE POLARIDAD INVERSA
incorporado
PROTECCIÓN CONTRA CORTO CIRCUITOS
Incorporado (disparo a 300ma típico
PROTECCIÓN DE SOBRECARGA incorporado
CERTIFICACIONES LISTA UL, CERTIFICACIÓN CSA Y MARCA CE PARA TODAS LAS DIRECTIVAS
CARCASAS Nema: 1, 2, 3, 4, 4x, 6, 6p, 12, 13, ip67, (iec529)todos los modelos. 1200psi (8270 kpa) cara y barril de cubierta en acero inoxidable,
CONEXIONES Cable : 2m (6.5ft) de longitud A2- 3 conductores de pvc c2- 3 conductores 22awg toghlink. h2- 3 conductores 18awg toghlink. Desconexión rápida: 4 pines tipo mini y micro
LED Rojo: salida activa
TEMPERATURA DE FUNCIONAMIENTO
-25º a 70º (-13º a 158º)
CHOQUE 30g o 11g
VIBRACIÓN 55 Hz 1mm de amplitud.
Fuente: Autores
46
4.7 Ventajas de los sensores de proximidad inductivos
No se ven afectados por la humedad.
No se ven afectados por el polvo o la suciedad.
Carecen de partes móviles, por lo que no hay desgaste mecánico.
No dependen del color.
Tienen una dependencia menor de la superficie que otras tecnologías de detección.
No existe una zona ciega. 4.8 Desventajas de los sensores de proximidad inductivos
Sólo detectan la presencia de objetos metálicos.
El margen de operación es más corto que el de otros dispositivos de detección disponibles.
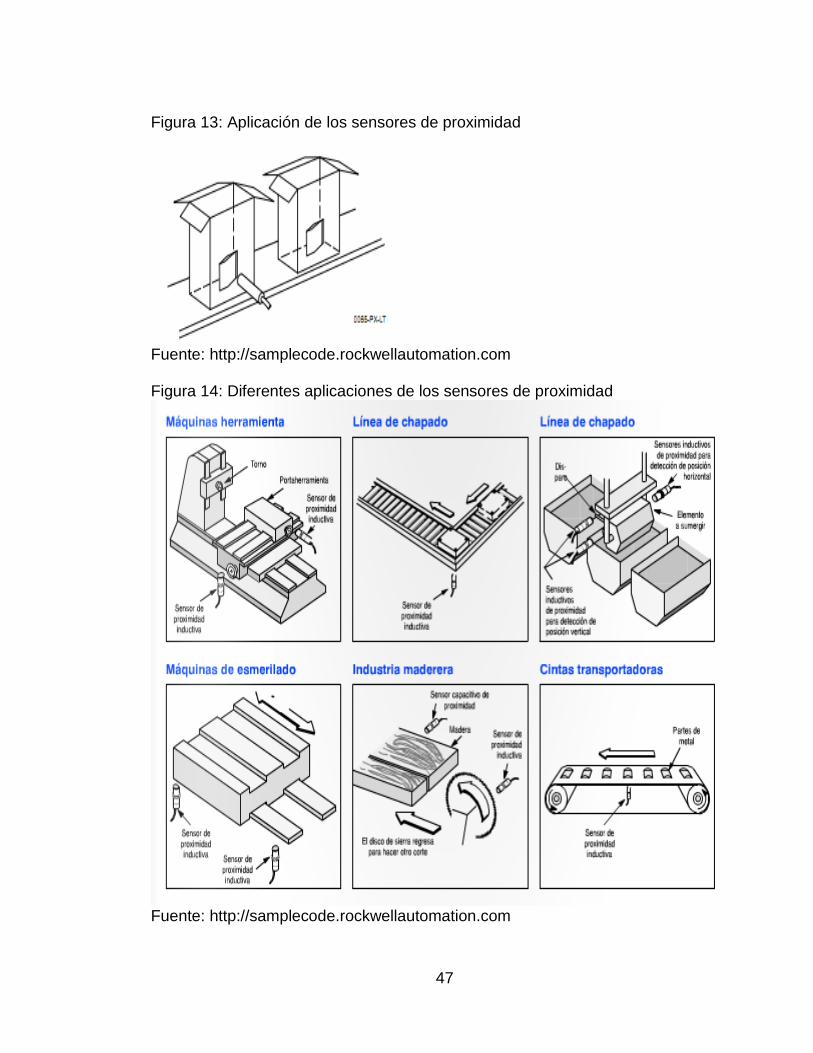
Pueden verse afectados por campos electromagnéticos intensos. 4.9 Aplicaciones Estos sensores se utilizan en las condiciones de trabajo más difíciles donde existe la presencia de aceites, líquidos, polvos y vibraciones, entre algunas que se mencionan están: Herramientas, máquinas textiles, líneas transportadoras, sistema de transporte, equipos de empaquetado, industria automotriz, etc. Ver Figura 13 y 14 de las aplicaciones de los sensores de proximidad.
47
Figura 13: Aplicación de los sensores de proximidad
Fuente: http://samplecode.rockwellautomation.com Figura 14: Diferentes aplicaciones de los sensores de proximidad
Fuente: http://samplecode.rockwellautomation.com
48
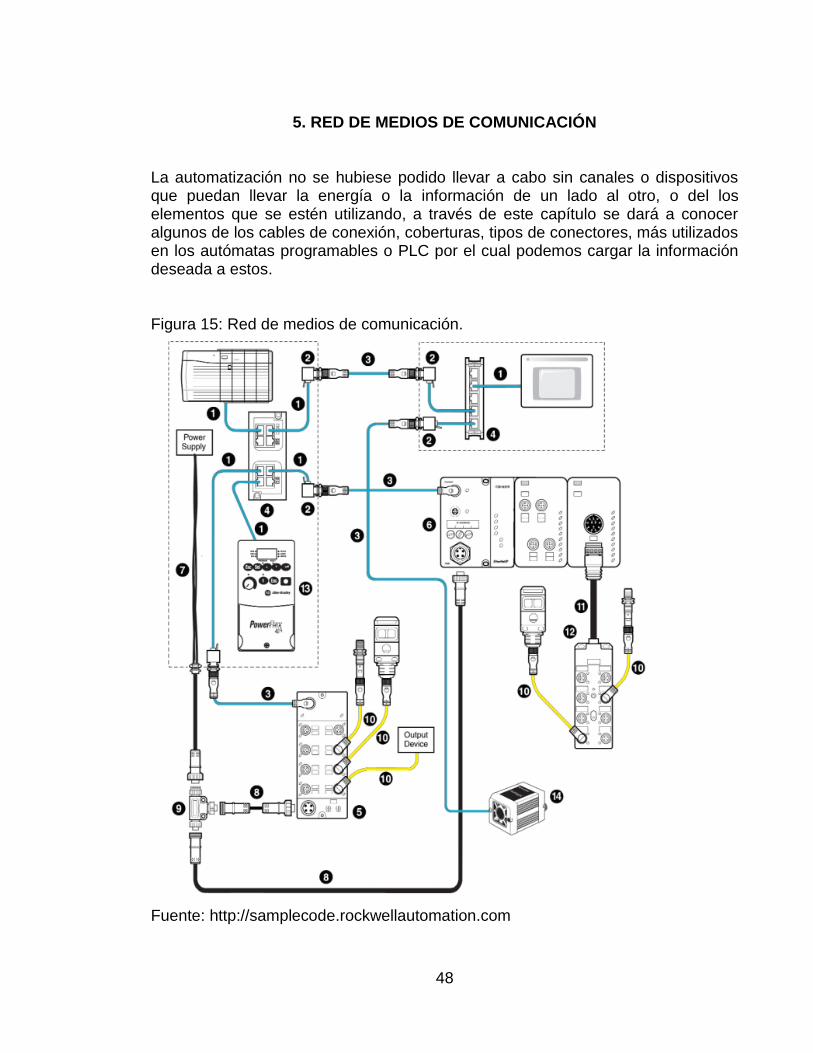
5. RED DE MEDIOS DE COMUNICACIÓN La automatización no se hubiese podido llevar a cabo sin canales o dispositivos que puedan llevar la energía o la información de un lado al otro, o del los elementos que se estén utilizando, a través de este capítulo se dará a conocer algunos de los cables de conexión, coberturas, tipos de conectores, más utilizados en los autómatas programables o PLC por el cual podemos cargar la información deseada a estos. Figura 15: Red de medios de comunicación.
Fuente: http://samplecode.rockwellautomation.com
49
Tabla 6: Descripción de cables de conexión. 1. RJ45 a RJ45 Patchcord 2. M12 a RJ45 conector de tapón 3. M12 a M12 Patchcord. 4. Stratix ™ Switch Ethernet 5. ArmorBlock ® Media Ethernet. 6. ArmorPoint ® Ethernet Módulo 7. Alimentación Auxiliar Receptáculo mini. 8. Alimentación auxiliar Mini Patchcord
9. Alimentación auxiliar Mini -Puerto T. 10. Micro de CC Patchcord. 11. M23 Pigtail. 12. Micro de CC de Caja de distribución. 13. PowerFlex ® Unidad de Seguridad Interruptor con QD 14. MultiSight ™
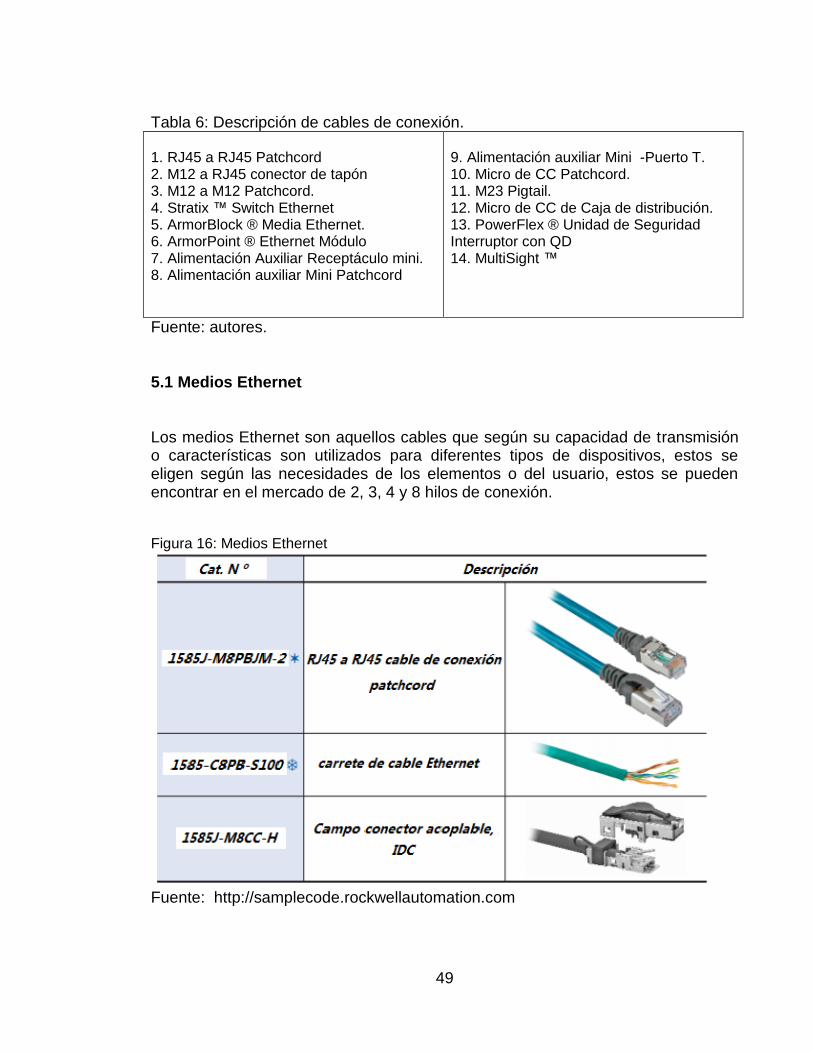
Fuente: autores. 5.1 Medios Ethernet Los medios Ethernet son aquellos cables que según su capacidad de transmisión o características son utilizados para diferentes tipos de dispositivos, estos se eligen según las necesidades de los elementos o del usuario, estos se pueden encontrar en el mercado de 2, 3, 4 y 8 hilos de conexión. Figura 16: Medios Ethernet
Fuente: http://samplecode.rockwellautomation.com
50
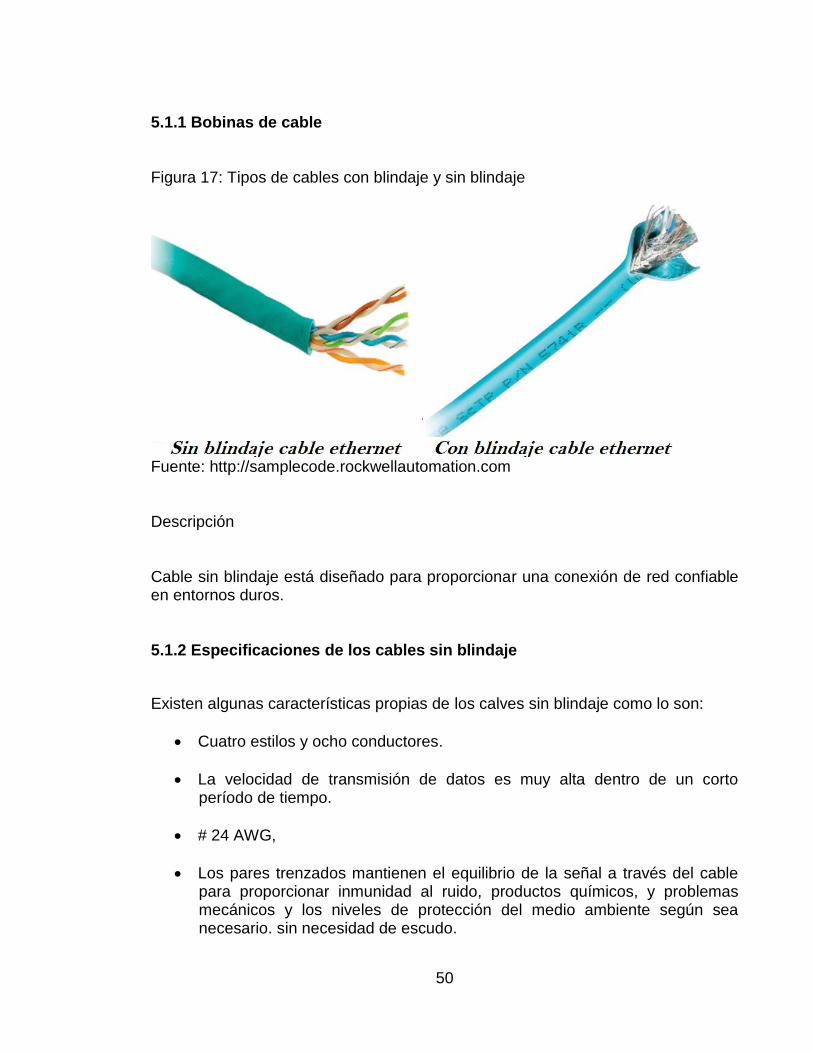
5.1.1 Bobinas de cable Figura 17: Tipos de cables con blindaje y sin blindaje
Fuente: http://samplecode.rockwellautomation.com Descripción Cable sin blindaje está diseñado para proporcionar una conexión de red confiable en entornos duros. 5.1.2 Especificaciones de los cables sin blindaje
Existen algunas características propias de los calves sin blindaje como lo son:
Cuatro estilos y ocho conductores.
La velocidad de transmisión de datos es muy alta dentro de un corto período de tiempo.
# 24 AWG,
Los pares trenzados mantienen el equilibrio de la señal a través del cable para proporcionar inmunidad al ruido, productos químicos, y problemas mecánicos y los niveles de protección del medio ambiente según sea necesario. sin necesidad de escudo.
51
Todos los medios de comunicación ETHERNET componentes están diseñados para funcionar por encima de la TIA 568-b.2 y ODVA ETHERNET estándares. ISO IEC 24702, IEC 61918
adecuado en ambientes de ruido m 3 i 3 c 3 e 3
cables de robótica son FLEX nominal, nominal a 10 millones de ciclos así como un cable elevador de PVC para aplicaciones estándar y una cámara de cable de pvc para aplicaciones de conducto a aire
Tabla 7: Especificaciones de los cables sin blindaje
CERTIFICACIONES LISTADO UL Y CEC
TIPO DE CABLE SIN BLINDAJE 2 Y 4 PAR
TEMPERATURA DE OPERACIÓN C Y F -40 A + 75 (-40 A + 167)
MATERIAL DEL CONDUCTOR COBRE ESTAÑADO TRENZADO
DOBLE RADIO DIEZ MILLONES DE CICLOS A 20 DIÁMETRO X (TPE CABLE)
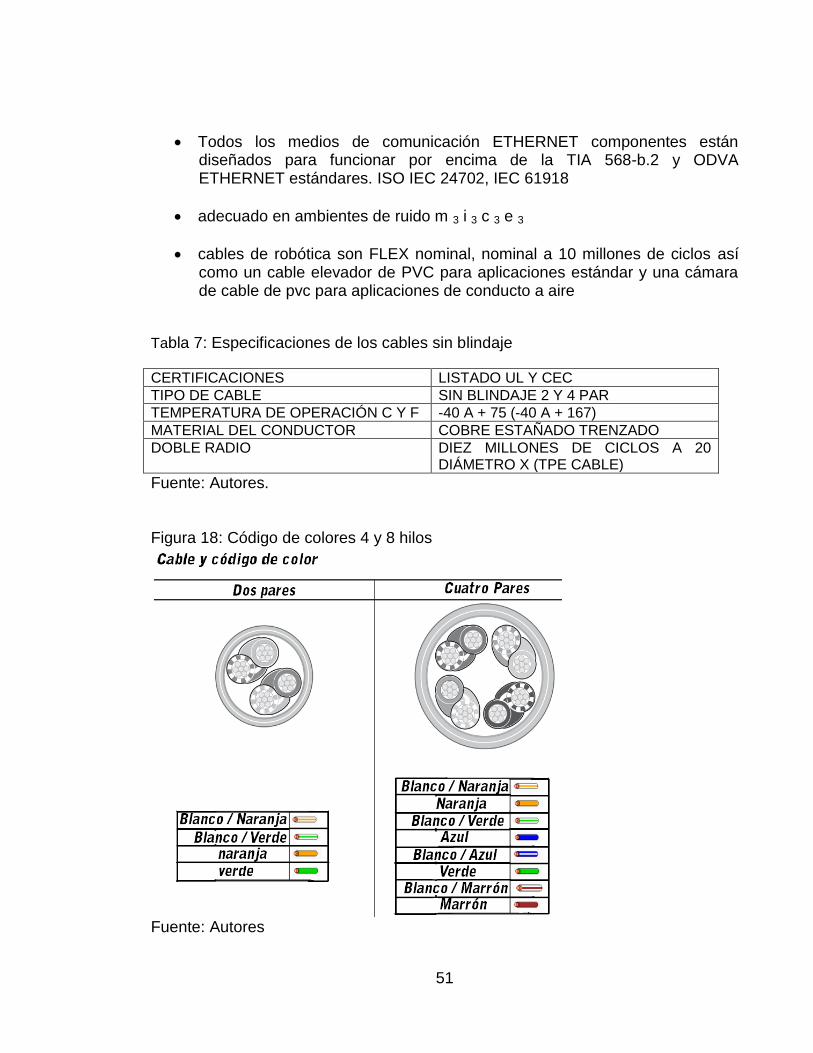
Fuente: Autores. Figura 18: Código de colores 4 y 8 hilos
Fuente: Autores
52
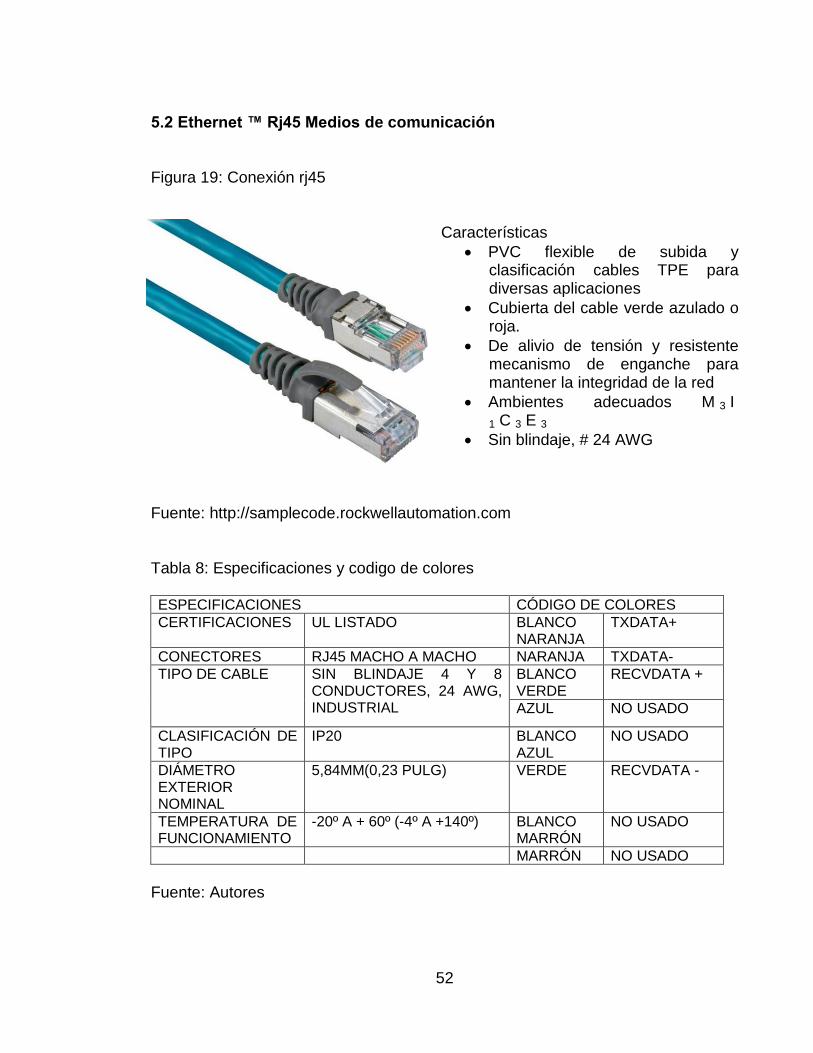
5.2 Ethernet ™ Rj45 Medios de comunicación Figura 19: Conexión rj45
Características
PVC flexible de subida y clasificación cables TPE para diversas aplicaciones
Cubierta del cable verde azulado o roja.
De alivio de tensión y resistente mecanismo de enganche para mantener la integridad de la red
Ambientes adecuados M 3 I
1 C 3 E 3
Sin blindaje, # 24 AWG
Fuente: http://samplecode.rockwellautomation.com Tabla 8: Especificaciones y codigo de colores ESPECIFICACIONES CÓDIGO DE COLORES
CERTIFICACIONES UL LISTADO BLANCO NARANJA
TXDATA+
CONECTORES RJ45 MACHO A MACHO NARANJA TXDATA-
TIPO DE CABLE SIN BLINDAJE 4 Y 8 CONDUCTORES, 24 AWG, INDUSTRIAL
BLANCO VERDE
RECVDATA +
AZUL NO USADO
CLASIFICACIÓN DE TIPO
IP20 BLANCO AZUL
NO USADO
DIÁMETRO EXTERIOR NOMINAL
5,84MM(0,23 PULG) VERDE RECVDATA -
TEMPERATURA DE FUNCIONAMIENTO
-20º A + 60º (-4º A +140º) BLANCO MARRÓN
NO USADO
MARRÓN NO USADO
Fuente: Autores

53
5.2.1 Ethernet ™ Accesorios campo de conectores Rj45 En la siguiente figura se pueden ver algunas presentaciones de conectores RJ45 con sus características principales. Figura 20: Accesorios campo de conectores Rj45
# 26... 22 AWG
360 ° capacidad de blindaje
Re-uso conector IDC hasta cinco veces
No se necesitan herramientas o conductores de extracción
6 Conector
Crimp 26... 24 AWG
Conector estándar de enganchado robusto
Fuente: http://samplecode.rockwellautomation.com Tabla 9: Especificaciones campo de conectores Rj45 ESPECIFICACIONES
CERTIFICACIONES RECONOCIMIENTO UL
TIPO DE CLASIFICACIÓN IP20
TEMPERATURA DE FUNCIONAMIENTO -40 A +85º (-40 A 185º)
Fuente: Autores

54
Figura 21: Distribución de los cables
Fuente: Autores 5.2.2 Cables Ethernet ™ M12 D En la siguiente figura se pueden ver algunas presentaciones de conectores RJ45 con sus características principales. Figura 22: Pin M12D conjunto de cables
Carcasa adecuada para aplicaciones IP67 y entornos industriales donde los extremos de vibración, choque, productos químicos y la temperatura se encuentran.
FLEX-nominal del cable (cable debe estar atado y no flexiona el plazo de 6 pulgadas del conector
Juegos de cables unipolares pueden ser por encargo terminó con uno de los varios conectores acoplables campo
Diseñado para ODVA ETHERNET / IP y la norma ISO IEC 24702, IEC 61918
Los pares trenzados mantener el equilibrio a través de la señal de cable para proporcionar inmunidad al ruido y la pérdida de retorno
Sin blindaje # 24 AWG resistente a la luz del sol y al aceite.
Fuente: http://samplecode.rockwellautomation.com
55
Tabla 10: Especificaciones de cables ethernet ™ M12 D MECÁNICAS
MATERIAL DE ACOPLAMIENTO
PLATA , NÍQUEL Y BRONCE
MATERIAL DE LAS CARCASAS
POLIURETANO (PUR)
MATERIAL DE CONTACTO
ORO, PLATA, BRONCE
TIPO DE CABLE SIN BLINDAJE, TEAL TPE, 4 CONDUCTORES, ALAMBRE ESTAÑADO TRENZADO, INDUSTRIAL, CERTIFICACIÓN UL, RESISTENTE A SALPICADURAS DE SOLDADURA, LUZ SOLAR , ACEITES
DIÁMETRO DEL CABLE 5,85 (0,23)
ELÉCTRICAS
CLASIFICACIÓN DEL CABLE
ESTÁNDAR TIA 568-B, FLEXION NOMINAL, 24AWG: UL, CMA, CMX, CUL Y GMC
AMBIENTALES
TIPO DE GRADO DE PROTECCIÓN
IP67
TEMPERATURA DE FUNCIONAMIENTO
-40 A +75º (-40 A 167º)
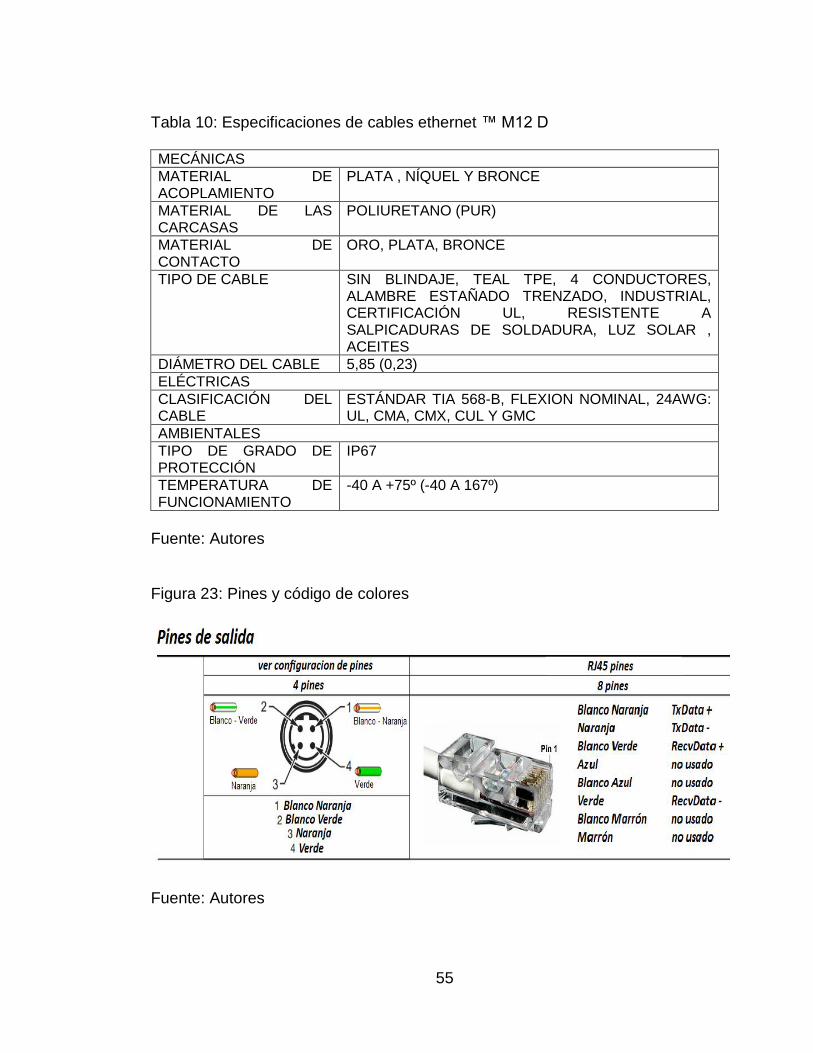
Fuente: Autores Figura 23: Pines y código de colores
Fuente: Autores
56
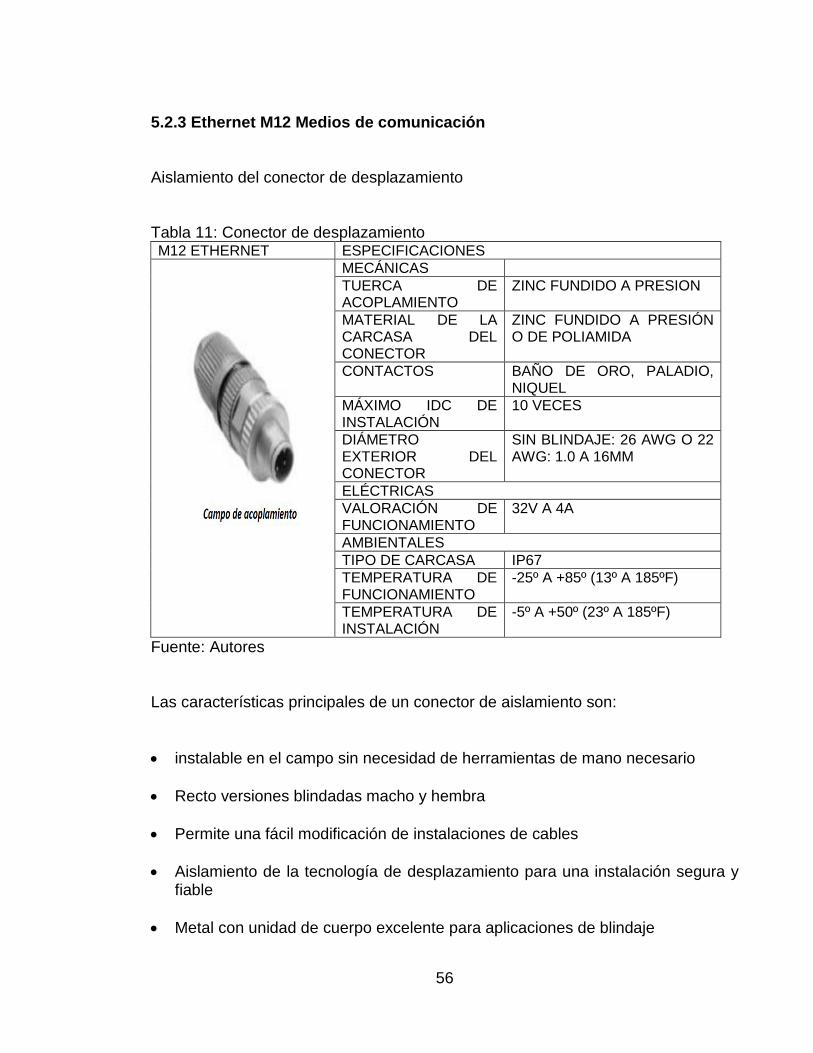
5.2.3 Ethernet M12 Medios de comunicación Aislamiento del conector de desplazamiento Tabla 11: Conector de desplazamiento M12 ETHERNET ESPECIFICACIONES
MECÁNICAS
TUERCA DE ACOPLAMIENTO
ZINC FUNDIDO A PRESION
MATERIAL DE LA CARCASA DEL CONECTOR
ZINC FUNDIDO A PRESIÓN O DE POLIAMIDA
CONTACTOS BAÑO DE ORO, PALADIO, NIQUEL
MÁXIMO IDC DE INSTALACIÓN
10 VECES
DIÁMETRO EXTERIOR DEL CONECTOR
SIN BLINDAJE: 26 AWG O 22 AWG: 1.0 A 16MM
ELÉCTRICAS
VALORACIÓN DE FUNCIONAMIENTO
32V A 4A
AMBIENTALES
TIPO DE CARCASA IP67
TEMPERATURA DE FUNCIONAMIENTO
-25º A +85º (13º A 185ºF)
TEMPERATURA DE INSTALACIÓN
-5º A +50º (23º A 185ºF)
Fuente: Autores Las características principales de un conector de aislamiento son:
instalable en el campo sin necesidad de herramientas de mano necesario
Recto versiones blindadas macho y hembra
Permite una fácil modificación de instalaciones de cables
Aislamiento de la tecnología de desplazamiento para una instalación segura y fiable
Metal con unidad de cuerpo excelente para aplicaciones de blindaje
57
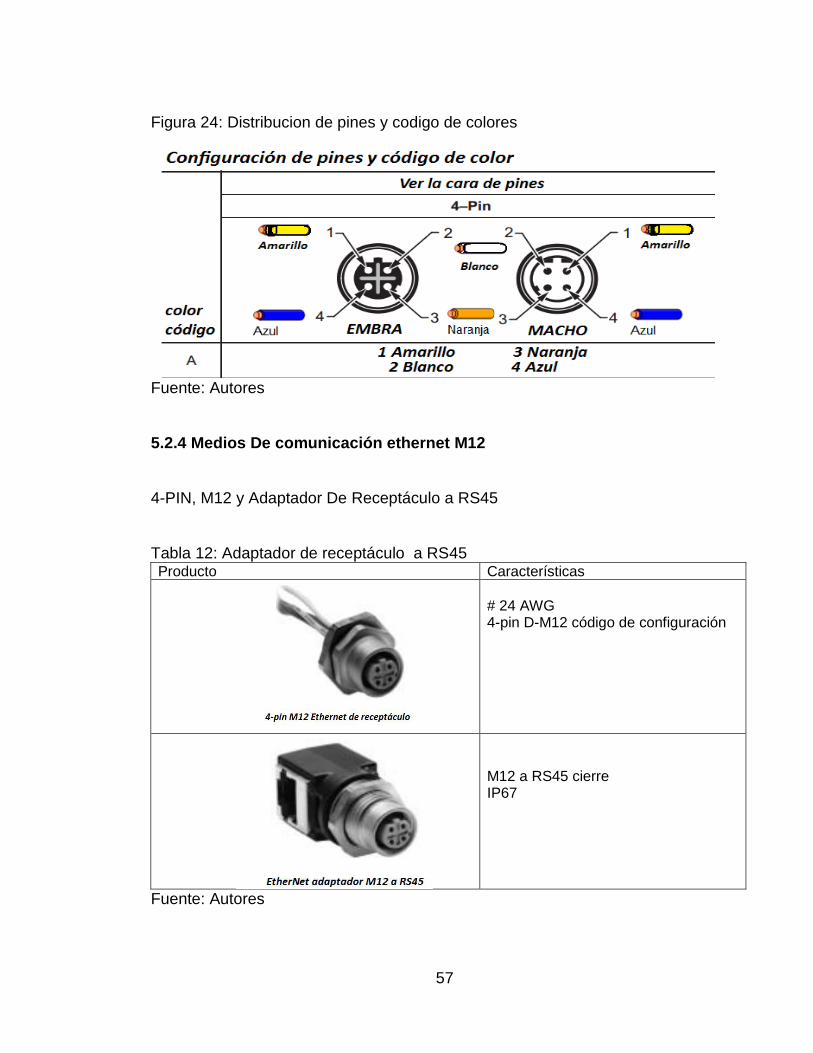
Figura 24: Distribucion de pines y codigo de colores
Fuente: Autores 5.2.4 Medios De comunicación ethernet M12 4-PIN, M12 y Adaptador De Receptáculo a RS45 Tabla 12: Adaptador de receptáculo a RS45 Producto Características
# 24 AWG 4-pin D-M12 código de configuración
M12 a RS45 cierre IP67
Fuente: Autores
58
Tabla 13: Especificaciones adaptador de receptáculo ARs45 ESPECIFICACIONES
CLASIFICACIONES ELÉCTRICAS 32V A 4 A
RECEPTÁCULO SHELL NÍQUEL, PLATA, BRONCE
CONTACTOS BRONCE CON NIQUELADO DE PLATA
AISLAMIENTO DEL CABLE PVC RESISTENTE AL ACEITE, 22AWG COBRE TRENZADO, 300V,
PROTECCIÓN DE LA COBERTURA IP67, 1200PSI (8270 KPA) DE LAVADO
TEMPERATURA DE FUNCIONAMIENTO
-20º A +85º (-4º A +185ºF)
APROBACIONES RECONOCIMIENTO UL, POR CANADÁ Y USA
Fuente: Autores
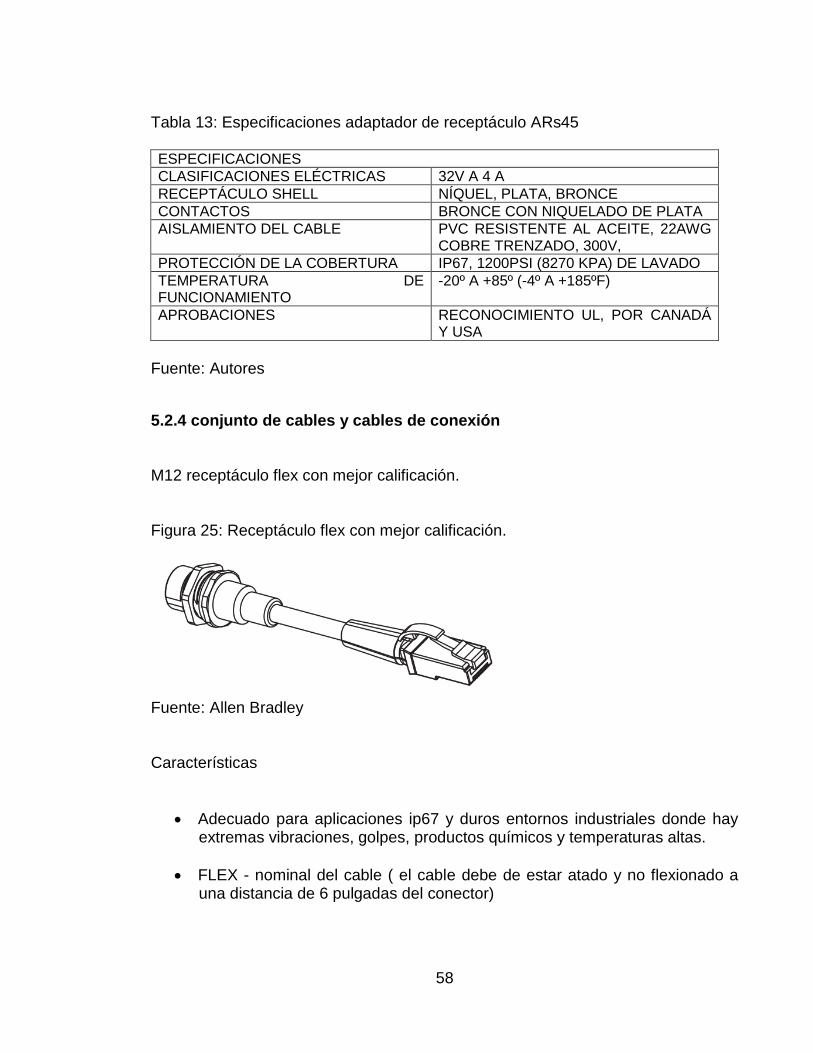
5.2.4 conjunto de cables y cables de conexión M12 receptáculo flex con mejor calificación. Figura 25: Receptáculo flex con mejor calificación.
Fuente: Allen Bradley Características
Adecuado para aplicaciones ip67 y duros entornos industriales donde hay extremas vibraciones, golpes, productos químicos y temperaturas altas.
FLEX - nominal del cable ( el cable debe de estar atado y no flexionado a una distancia de 6 pulgadas del conector)
59
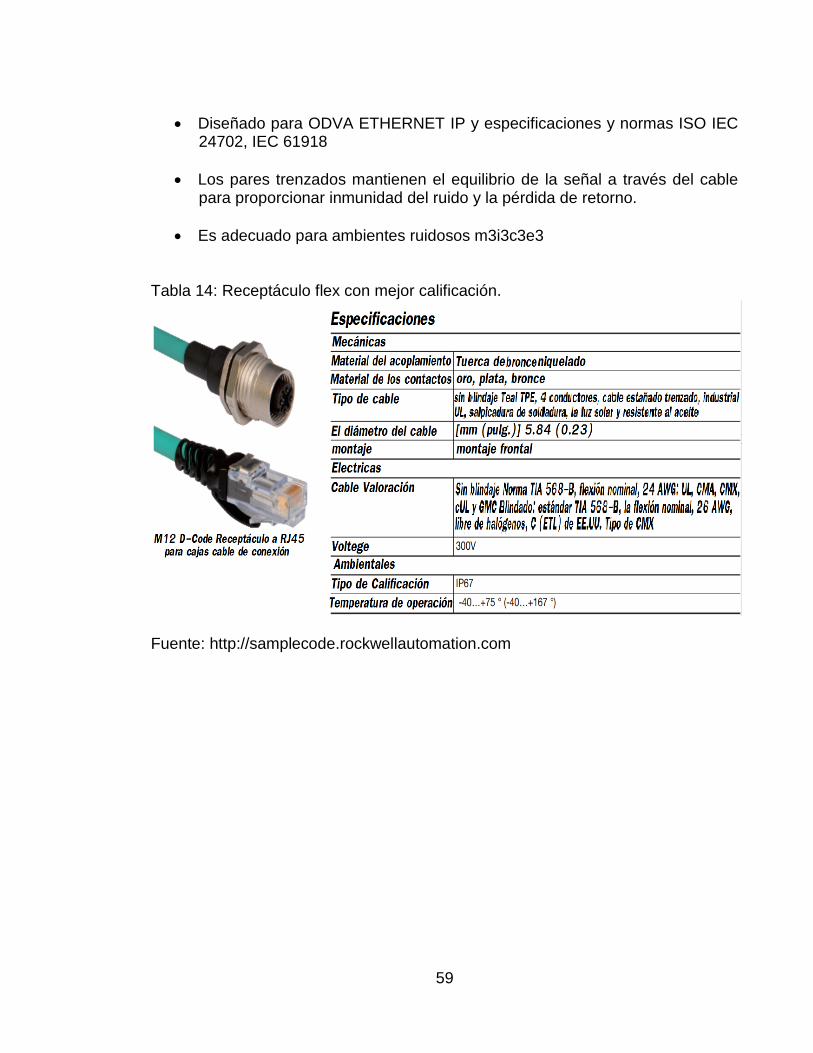
Diseñado para ODVA ETHERNET IP y especificaciones y normas ISO IEC 24702, IEC 61918
Los pares trenzados mantienen el equilibrio de la señal a través del cable para proporcionar inmunidad del ruido y la pérdida de retorno.
Es adecuado para ambientes ruidosos m3i3c3e3 Tabla 14: Receptáculo flex con mejor calificación.
Fuente: http://samplecode.rockwellautomation.com
60
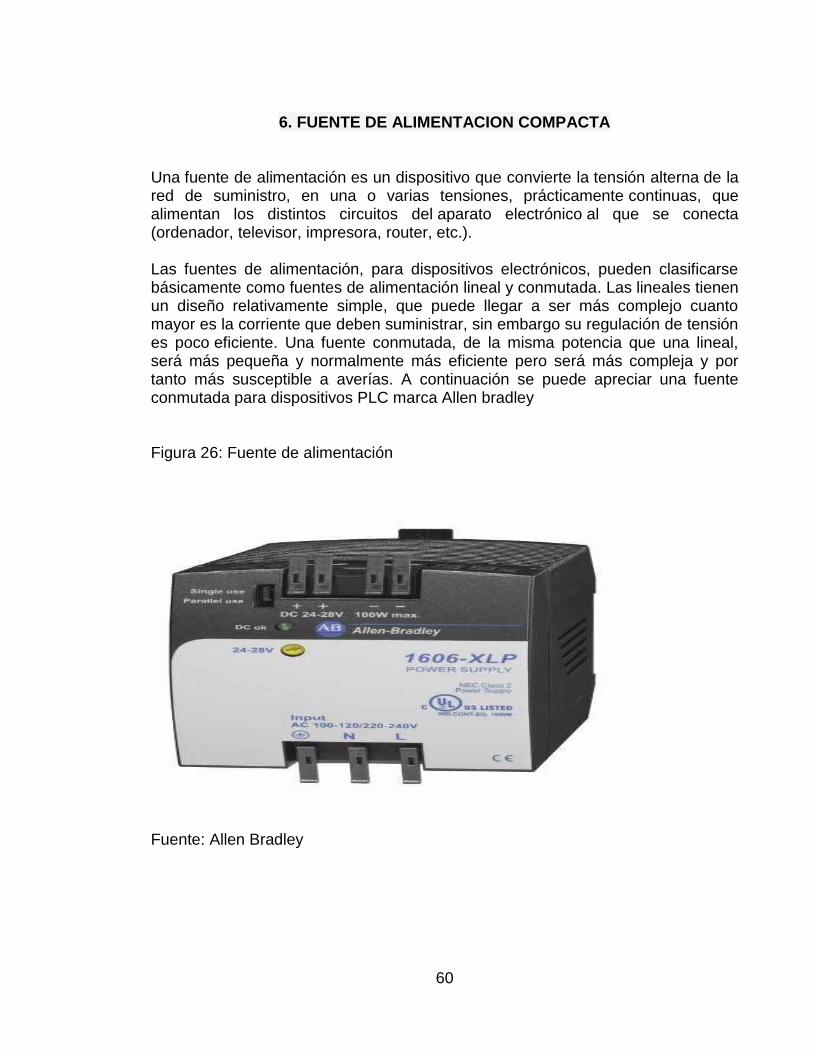
6. FUENTE DE ALIMENTACION COMPACTA Una fuente de alimentación es un dispositivo que convierte la tensión alterna de la red de suministro, en una o varias tensiones, prácticamente continuas, que alimentan los distintos circuitos del aparato electrónico al que se conecta (ordenador, televisor, impresora, router, etc.). Las fuentes de alimentación, para dispositivos electrónicos, pueden clasificarse básicamente como fuentes de alimentación lineal y conmutada. Las lineales tienen un diseño relativamente simple, que puede llegar a ser más complejo cuanto mayor es la corriente que deben suministrar, sin embargo su regulación de tensión es poco eficiente. Una fuente conmutada, de la misma potencia que una lineal, será más pequeña y normalmente más eficiente pero será más compleja y por tanto más susceptible a averías. A continuación se puede apreciar una fuente conmutada para dispositivos PLC marca Allen bradley Figura 26: Fuente de alimentación
Fuente: Allen Bradley
61
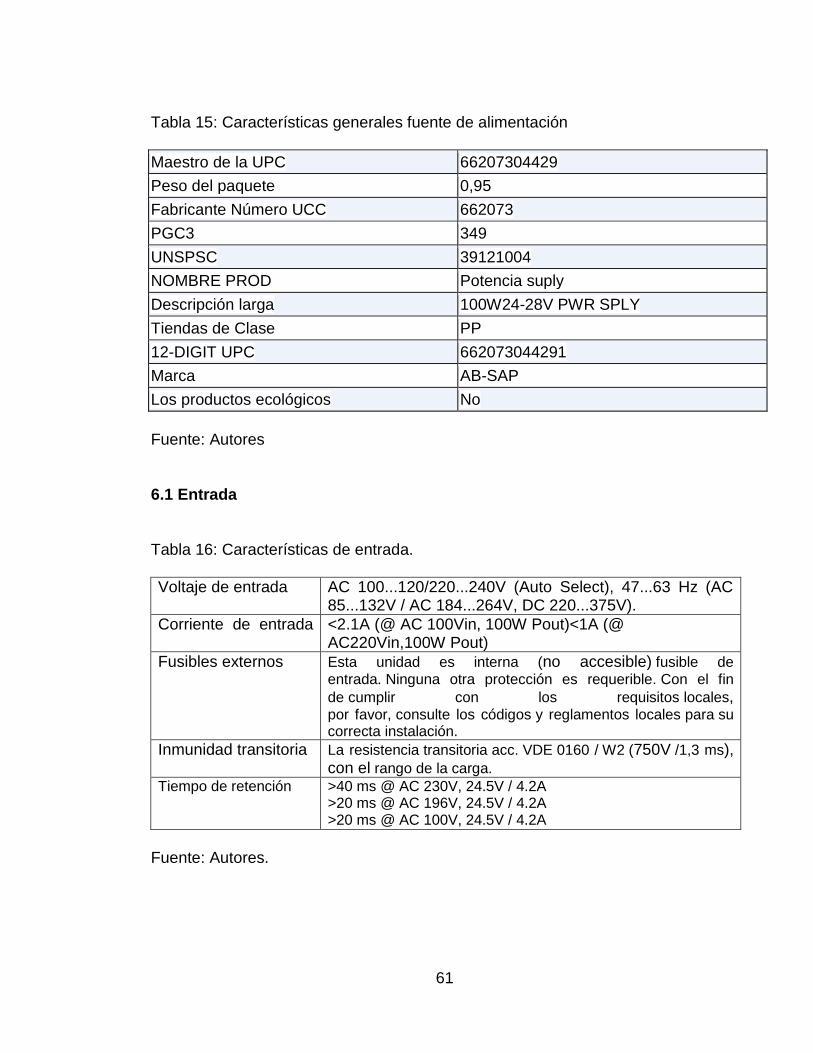
Tabla 15: Características generales fuente de alimentación
Maestro de la UPC 66207304429
Peso del paquete 0,95
Fabricante Número UCC 662073
PGC3 349
UNSPSC 39121004
NOMBRE PROD Potencia suply
Descripción larga 100W24-28V PWR SPLY
Tiendas de Clase PP
12-DIGIT UPC 662073044291
Marca AB-SAP
Los productos ecológicos No
Fuente: Autores 6.1 Entrada Tabla 16: Características de entrada.
Voltaje de entrada AC 100...120/220...240V (Auto Select), 47...63 Hz (AC 85...132V / AC 184...264V, DC 220...375V).
Corriente de entrada
<2.1A (@ AC 100Vin, 100W Pout)<1A (@ AC220Vin,100W Pout)
Fusibles externos Esta unidad es interna (no accesible) fusible de
entrada. Ninguna otra protección es requerible. Con el fin
de cumplir con los requisitos locales, por favor, consulte los códigos y reglamentos locales para su correcta instalación.
Inmunidad transitoria La resistencia transitoria acc. VDE 0160 / W2 (750V /1,3 ms), con el rango de la carga.
Tiempo de retención >40 ms @ AC 230V, 24.5V / 4.2A >20 ms @ AC 196V, 24.5V / 4.2A >20 ms @ AC 100V, 24.5V / 4.2A
Fuente: Autores.
62
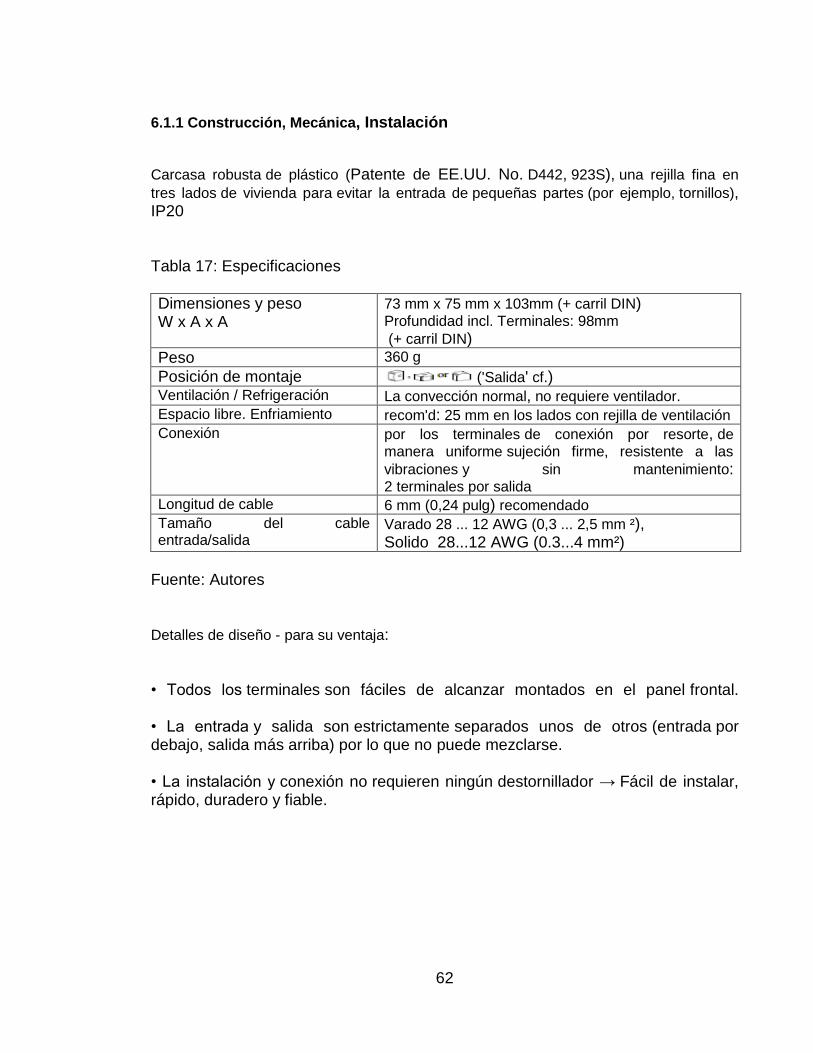
6.1.1 Construcción, Mecánica, Instalación
Carcasa robusta de plástico (Patente de EE.UU. No. D442, 923S), una rejilla fina en
tres lados de vivienda para evitar la entrada de pequeñas partes (por ejemplo, tornillos), IP20 Tabla 17: Especificaciones
Dimensiones y peso W x A x A
73 mm x 75 mm x 103mm (+ carril DIN) Profundidad incl. Terminales: 98mm
(+ carril DIN)
Peso 360 g
Posición de montaje ('Salida' cf.) Ventilación / Refrigeración La convección normal, no requiere ventilador. Espacio libre. Enfriamiento recom'd: 25 mm en los lados con rejilla de ventilación Conexión por los terminales de conexión por resorte, de
manera uniforme sujeción firme, resistente a las
vibraciones y sin mantenimiento: 2 terminales por salida
Longitud de cable 6 mm (0,24 pulg) recomendado Tamaño del cable entrada/salida
Varado 28 ... 12 AWG (0,3 ... 2,5 mm ²), Solido 28...12 AWG (0.3...4 mm²)
Fuente: Autores Detalles de diseño - para su ventaja: • Todos los terminales son fáciles de alcanzar montados en el panel frontal. • La entrada y salida son estrictamente separados unos de otros (entrada por debajo, salida más arriba) por lo que no puede mezclarse. • La instalación y conexión no requieren ningún destornillador → Fácil de instalar, rápido, duradero y fiable.
63
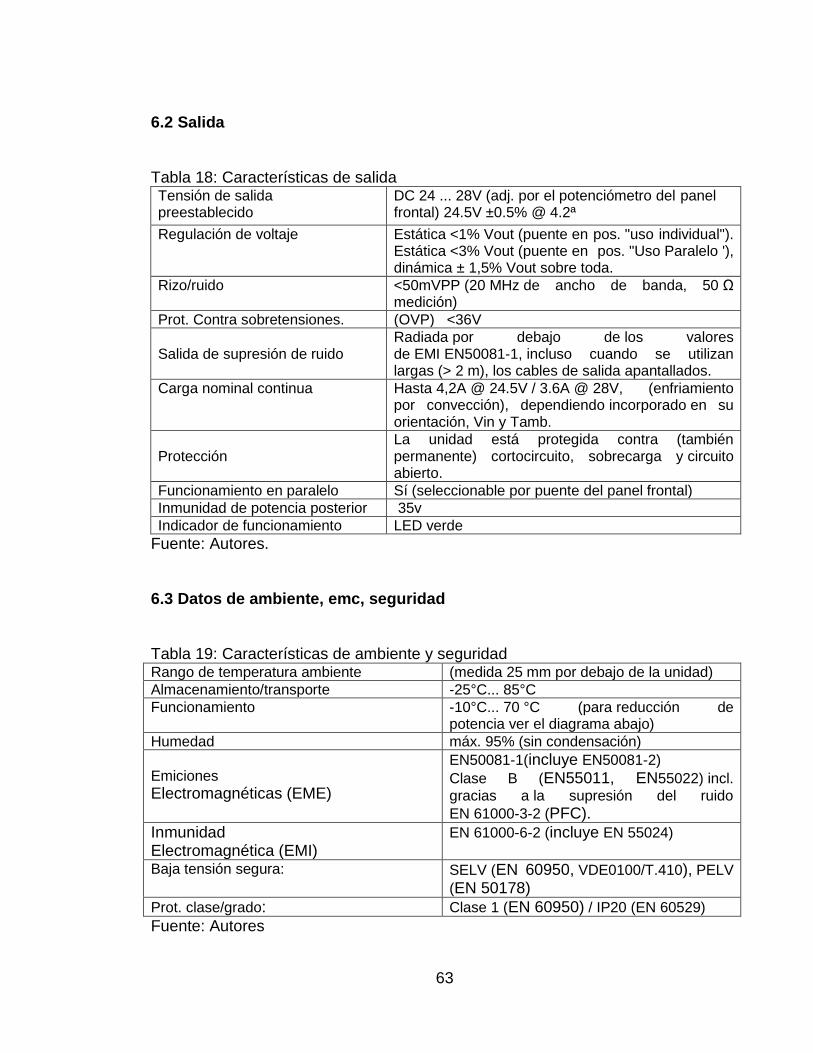
6.2 Salida Tabla 18: Características de salida Tensión de salida preestablecido
DC 24 ... 28V (adj. por el potenciómetro del panel frontal) 24.5V ±0.5% @ 4.2ª
Regulación de voltaje Estática <1% Vout (puente en pos. "uso individual"). Estática <3% Vout (puente en pos. "Uso Paralelo '), dinámica ± 1,5% Vout sobre toda.
Rizo/ruido <50mVPP (20 MHz de ancho de banda, 50 Ω medición)
Prot. Contra sobretensiones. (OVP) <36V
Salida de supresión de ruido
Radiada por debajo de los valores de EMI EN50081-1, incluso cuando se utilizan largas (> 2 m), los cables de salida apantallados.
Carga nominal continua Hasta 4,2A @ 24.5V / 3.6A @ 28V, (enfriamiento por convección), dependiendo incorporado en su orientación, Vin y Tamb.
Protección
La unidad está protegida contra (también permanente) cortocircuito, sobrecarga y circuito abierto.
Funcionamiento en paralelo Sí (seleccionable por puente del panel frontal)
Inmunidad de potencia posterior 35v
Indicador de funcionamiento LED verde
Fuente: Autores. 6.3 Datos de ambiente, emc, seguridad Tabla 19: Características de ambiente y seguridad Rango de temperatura ambiente (medida 25 mm por debajo de la unidad)
Almacenamiento/transporte -25°C... 85°C
Funcionamiento -10°C... 70 °C (para reducción de potencia ver el diagrama abajo)
Humedad máx. 95% (sin condensación)
Emiciones
Electromagnéticas (EME)
EN50081-1(incluye EN50081-2) Clase B (EN55011, EN55022) incl. gracias a la supresión del ruido EN 61000-3-2 (PFC).
Inmunidad Electromagnética (EMI)
EN 61000-6-2 (incluye EN 55024)
Baja tensión segura: SELV (EN 60950, VDE0100/T.410), PELV
(EN 50178)
Prot. clase/grado: Clase 1 (EN 60950) / IP20 (EN 60529)
Fuente: Autores
64
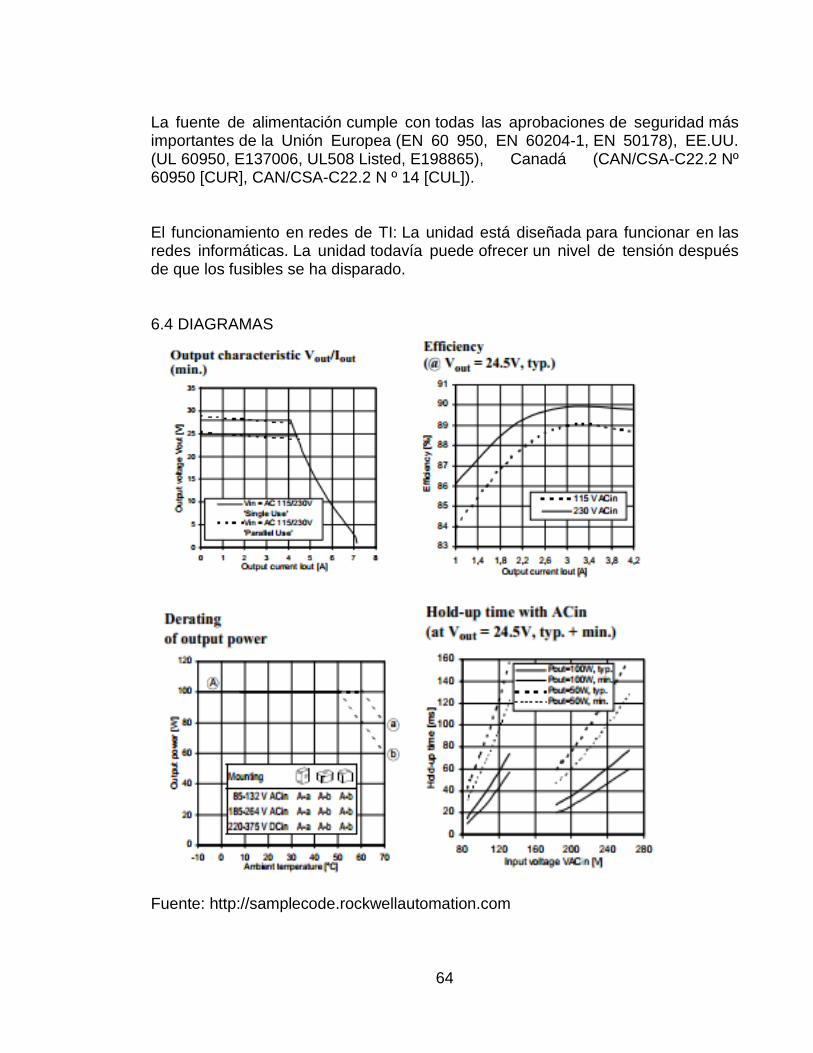
La fuente de alimentación cumple con todas las aprobaciones de seguridad más importantes de la Unión Europea (EN 60 950, EN 60204-1, EN 50178), EE.UU. (UL 60950, E137006, UL508 Listed, E198865), Canadá (CAN/CSA-C22.2 Nº 60950 [CUR], CAN/CSA-C22.2 N º 14 [CUL]). El funcionamiento en redes de TI: La unidad está diseñada para funcionar en las redes informáticas. La unidad todavía puede ofrecer un nivel de tensión después de que los fusibles se ha disparado. 6.4 DIAGRAMAS
Fuente: http://samplecode.rockwellautomation.com

65
Especificaciones válidas para la tensión de 230V de entrada de CA, 25 ° C de temperatura ambiente, y 5 minutos de ejecución en el tiempo, a menos que se indique lo contrario. Ellos están sujetos a cambio sin previo aviso.
66
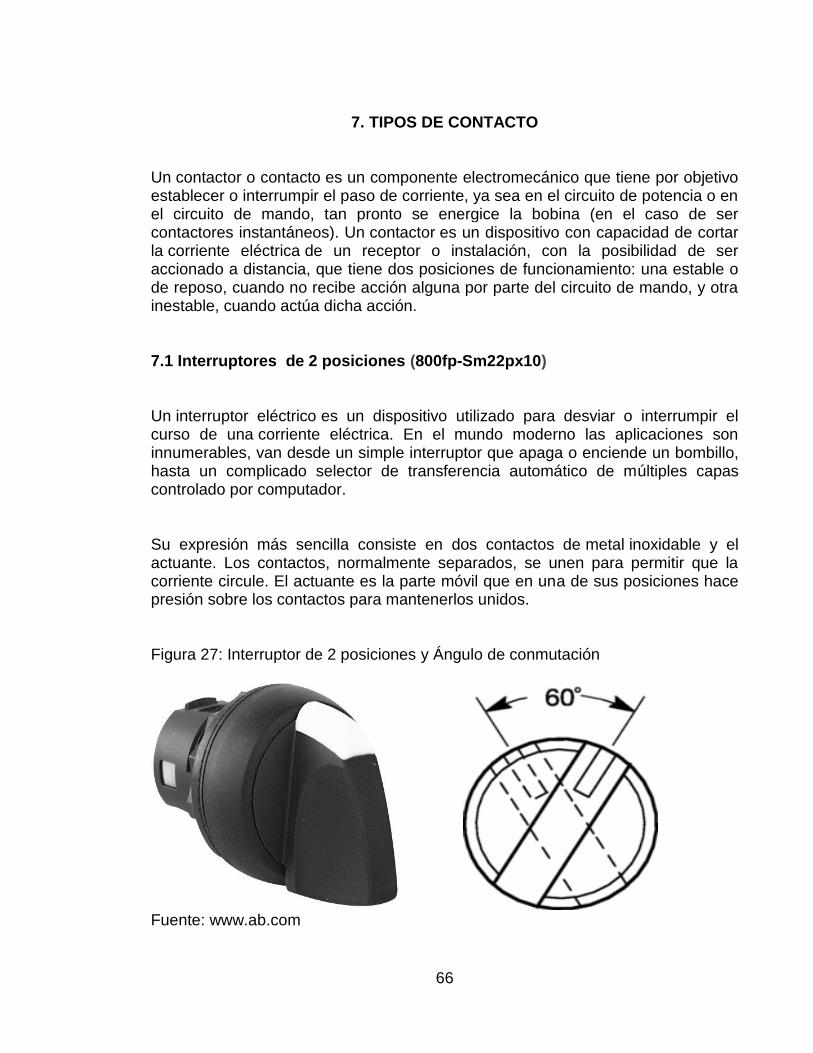
7. TIPOS DE CONTACTO Un contactor o contacto es un componente electromecánico que tiene por objetivo establecer o interrumpir el paso de corriente, ya sea en el circuito de potencia o en el circuito de mando, tan pronto se energice la bobina (en el caso de ser contactores instantáneos). Un contactor es un dispositivo con capacidad de cortar la corriente eléctrica de un receptor o instalación, con la posibilidad de ser accionado a distancia, que tiene dos posiciones de funcionamiento: una estable o de reposo, cuando no recibe acción alguna por parte del circuito de mando, y otra inestable, cuando actúa dicha acción. 7.1 Interruptores de 2 posiciones (800fp-Sm22px10) Un interruptor eléctrico es un dispositivo utilizado para desviar o interrumpir el curso de una corriente eléctrica. En el mundo moderno las aplicaciones son innumerables, van desde un simple interruptor que apaga o enciende un bombillo, hasta un complicado selector de transferencia automático de múltiples capas controlado por computador. Su expresión más sencilla consiste en dos contactos de metal inoxidable y el actuante. Los contactos, normalmente separados, se unen para permitir que la corriente circule. El actuante es la parte móvil que en una de sus posiciones hace presión sobre los contactos para mantenerlos unidos.
Figura 27: Interruptor de 2 posiciones y Ángulo de conmutación
Fuente: www.ab.com

67
Tabla 20: Características generales interruptor de 2 canales
Código Descripción
P Operador de plástico redondo (IP66, Tipo 4/4X/13)
S Maneta corta
M2 Mantenido (ángulo de conmutación de 60°)
2 Maneta: negro; Inserción: blanco;
Fuente: Autores 7.2 800FP-F2PX10 Botón (negro, rojo) plástico rasante Un botón o pulsador es un dispositivo utilizado para activar alguna función. Los botones son de diversa forma y tamaño y se encuentran en todo tipo de dispositivos, aunque principalmente en aparatos eléctricos o electrónicos. Los botones son por lo general activados al ser pulsados, normalmente con un dedo. Deja pasar o para la corriente mientras es accionado. Cuando ya no se actúa sobre él vuelve a su posición de reposo. En la siguiente figura se puede ver un pulsador momentáneo el cual se desactiva automáticamente después de ser actuado. Figura 28: Pulsador momentáneo
Fuente: www.ab.com Los siguientes son algunos tipos de conectores actualmente disponibles:
68
Pulsador momentáneo sin iluminación, colores rojo y verde,(conexiones de terminales de tornillo). Cierre plástico
Pulsadores sin iluminación, momentáneo (Conexiones de terminales de tornillo).
Operador plástico, cierre plástico.
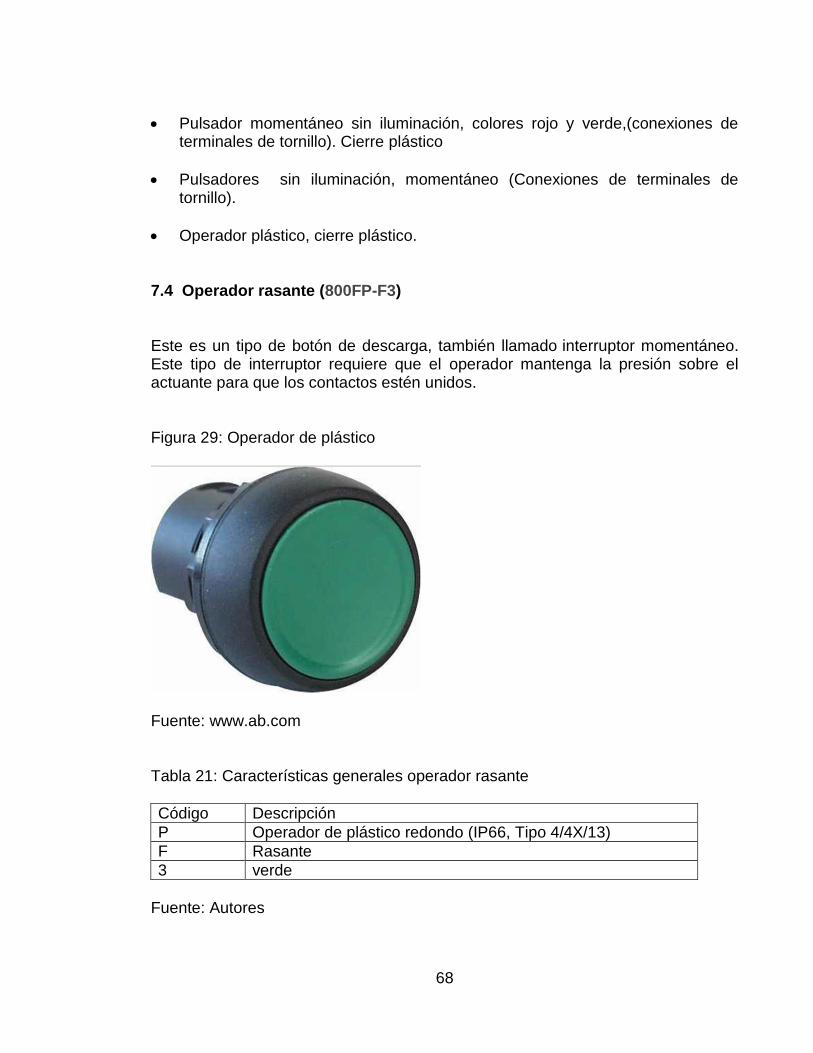
7.4 Operador rasante (800FP-F3) Este es un tipo de botón de descarga, también llamado interruptor momentáneo. Este tipo de interruptor requiere que el operador mantenga la presión sobre el actuante para que los contactos estén unidos. Figura 29: Operador de plástico
Fuente: www.ab.com Tabla 21: Características generales operador rasante
Código Descripción
P Operador de plástico redondo (IP66, Tipo 4/4X/13)
F Rasante
3 verde
Fuente: Autores
69
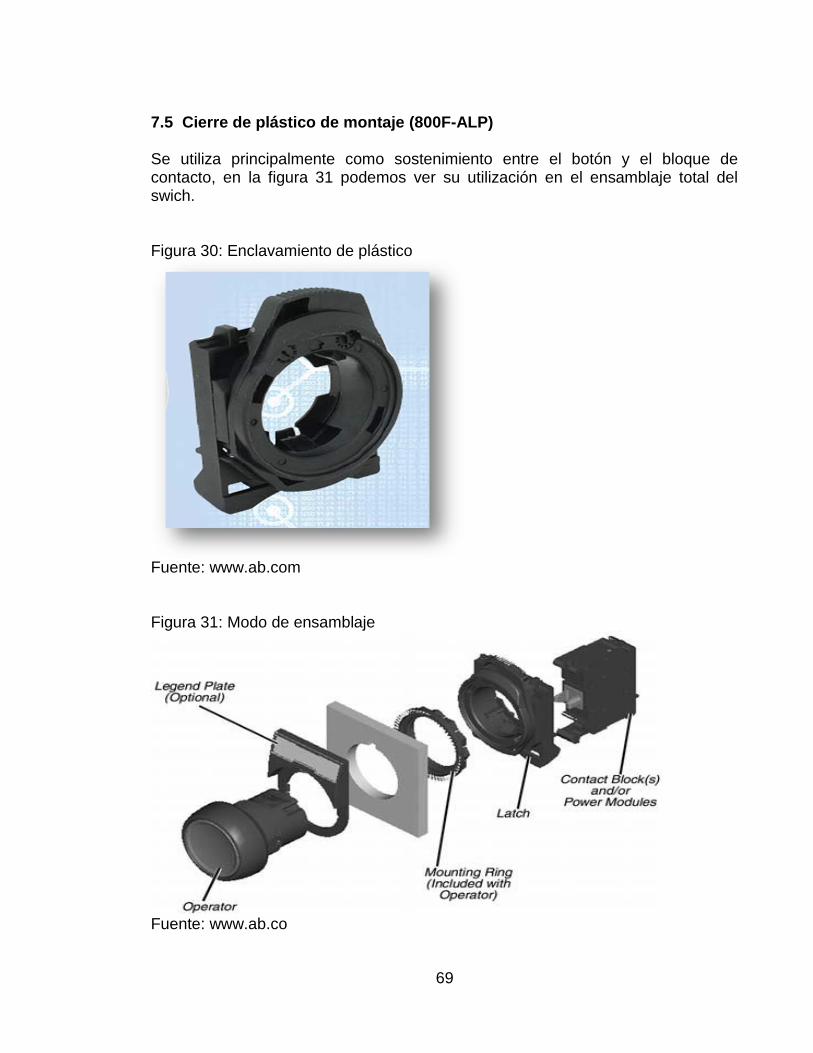
7.5 Cierre de plástico de montaje (800F-ALP) Se utiliza principalmente como sostenimiento entre el botón y el bloque de contacto, en la figura 31 podemos ver su utilización en el ensamblaje total del swich. Figura 30: Enclavamiento de plástico
Fuente: www.ab.com Figura 31: Modo de ensamblaje
Fuente: www.ab.co

70
7.6 800F-X10 Bloque de contacto Un bloque de contactos de seguridad especial evita que se suelten inadvertidamente los elementos de contacto. Si falla la conexión entre el transmisor de contacto y el accionador, el stop detecta que se han soltado los bloques de contacto y conmuta a estado seguro hasta que se ha subsanado el error. Figura 32: Bloque de contacto
Fuente: www.ab.com 7.7 Operadores de paro de emergencia La función esencial del dispositivo de parada de emergencia será la de interrumpir (en caso de peligro) el suministro de las fuentes de alimentación de energía (corriente eléctrica, aire a presión, etc.) y parar la máquina lo más rápidamente posible. Sin embargo, el dispositivo de parada de emergencia puede, en algunos casos, no interrumpir ciertos circuitos de la máquina que podrían generar, al ser interrumpidos, un peligro para el operario o la máquina, como, por ejemplo, los platos magnéticos o circuitos auxiliares (alumbrado, refrigeración, etc.).

71
Figura 33: Parada de emergencia tipo seta
Fuente: www.ab.com Sin Iluminación, Ø 40 Mm, Rojo (Conexiones De Los Terminales De Tornillo) 800fp-Mt44px01s, desbloqueo por rotación, Push-Pull. Tabla 22: Características generales paro de emergencia Código Descripción
p Operador plástico redondo (IP66, Tipo 4/4X/13)
MT4 Cubierta de color de 40 mm
4 Rojo
Fuente: Autores 7.8 Luz piloto (800FP-P0PN5Y) Es una luz que indica cual número o condiciones normales de un sistema o dispositivo existe. Una luz piloto es también conocida como una luz monitor o de monitor. Figura 34: Luz piloto de plástico
Fuente: www.ab.com
72
Características : Luz piloto 800F - plástico, ámbar, LED integrado, cierre de plástico de montaje, de 120V CA, LED azul, no hay Contacto (s), No hay bloques de contactos / Latch Solo, estándar.
73
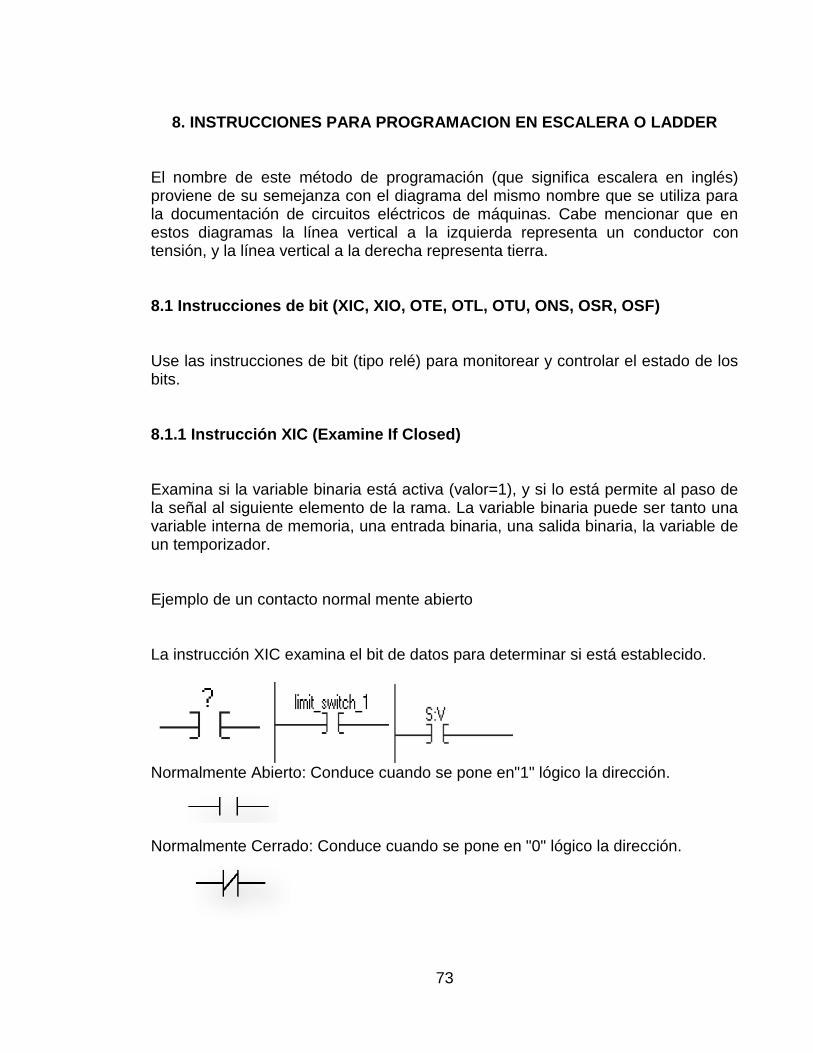
8. INSTRUCCIONES PARA PROGRAMACION EN ESCALERA O LADDER El nombre de este método de programación (que significa escalera en inglés) proviene de su semejanza con el diagrama del mismo nombre que se utiliza para la documentación de circuitos eléctricos de máquinas. Cabe mencionar que en estos diagramas la línea vertical a la izquierda representa un conductor con tensión, y la línea vertical a la derecha representa tierra. 8.1 Instrucciones de bit (XIC, XIO, OTE, OTL, OTU, ONS, OSR, OSF) Use las instrucciones de bit (tipo relé) para monitorear y controlar el estado de los bits. 8.1.1 Instrucción XIC (Examine If Closed) Examina si la variable binaria está activa (valor=1), y si lo está permite al paso de la señal al siguiente elemento de la rama. La variable binaria puede ser tanto una variable interna de memoria, una entrada binaria, una salida binaria, la variable de un temporizador. Ejemplo de un contacto normal mente abierto La instrucción XIC examina el bit de datos para determinar si está establecido.
Normalmente Abierto: Conduce cuando se pone en"1" lógico la dirección. Normalmente Cerrado: Conduce cuando se pone en "0" lógico la dirección.
74
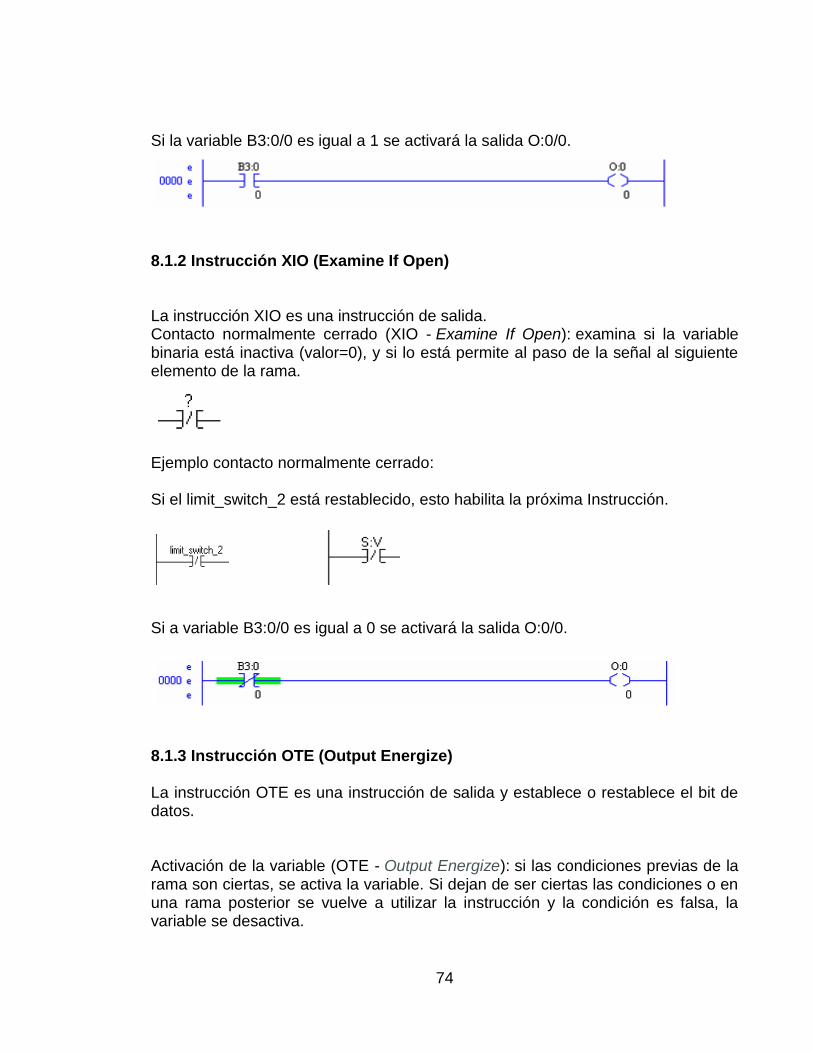
Si la variable B3:0/0 es igual a 1 se activará la salida O:0/0.
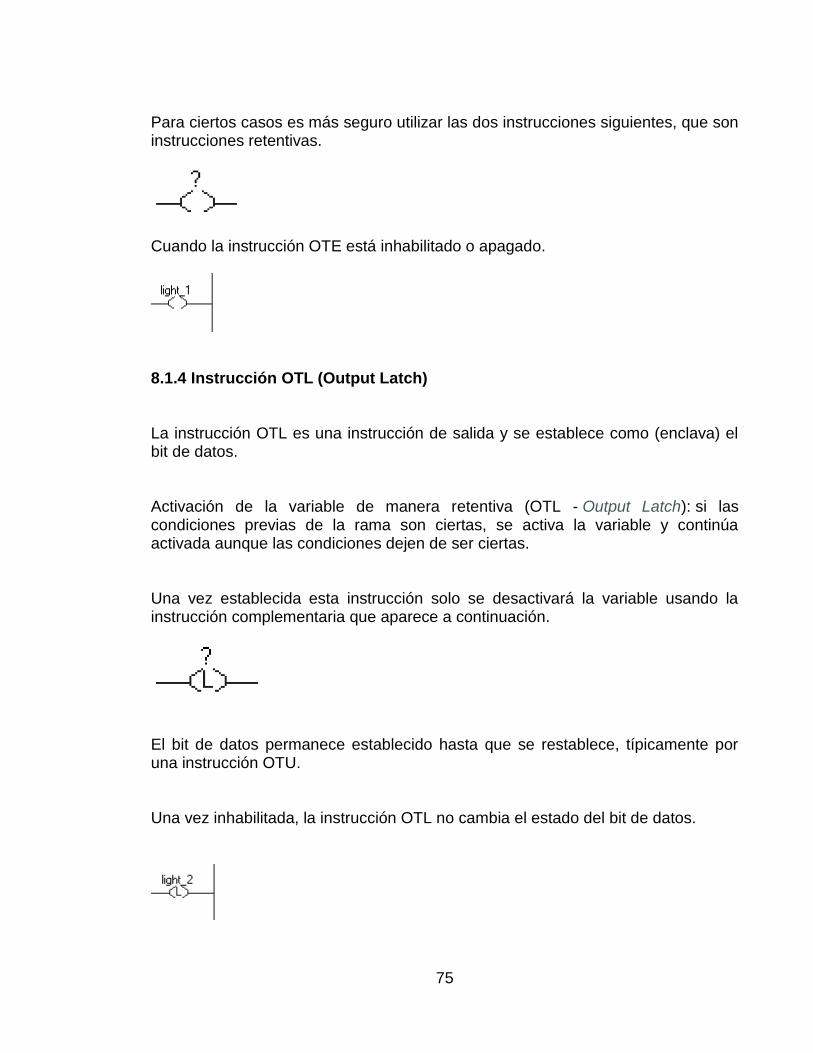
8.1.2 Instrucción XIO (Examine If Open) La instrucción XIO es una instrucción de salida. Contacto normalmente cerrado (XIO - Examine If Open): examina si la variable binaria está inactiva (valor=0), y si lo está permite al paso de la señal al siguiente elemento de la rama.
Ejemplo contacto normalmente cerrado: Si el limit_switch_2 está restablecido, esto habilita la próxima Instrucción.
Si a variable B3:0/0 es igual a 0 se activará la salida O:0/0.
8.1.3 Instrucción OTE (Output Energize) La instrucción OTE es una instrucción de salida y establece o restablece el bit de datos. Activación de la variable (OTE - Output Energize): si las condiciones previas de la rama son ciertas, se activa la variable. Si dejan de ser ciertas las condiciones o en una rama posterior se vuelve a utilizar la instrucción y la condición es falsa, la variable se desactiva.
75
Para ciertos casos es más seguro utilizar las dos instrucciones siguientes, que son instrucciones retentivas.
Cuando la instrucción OTE está inhabilitado o apagado.
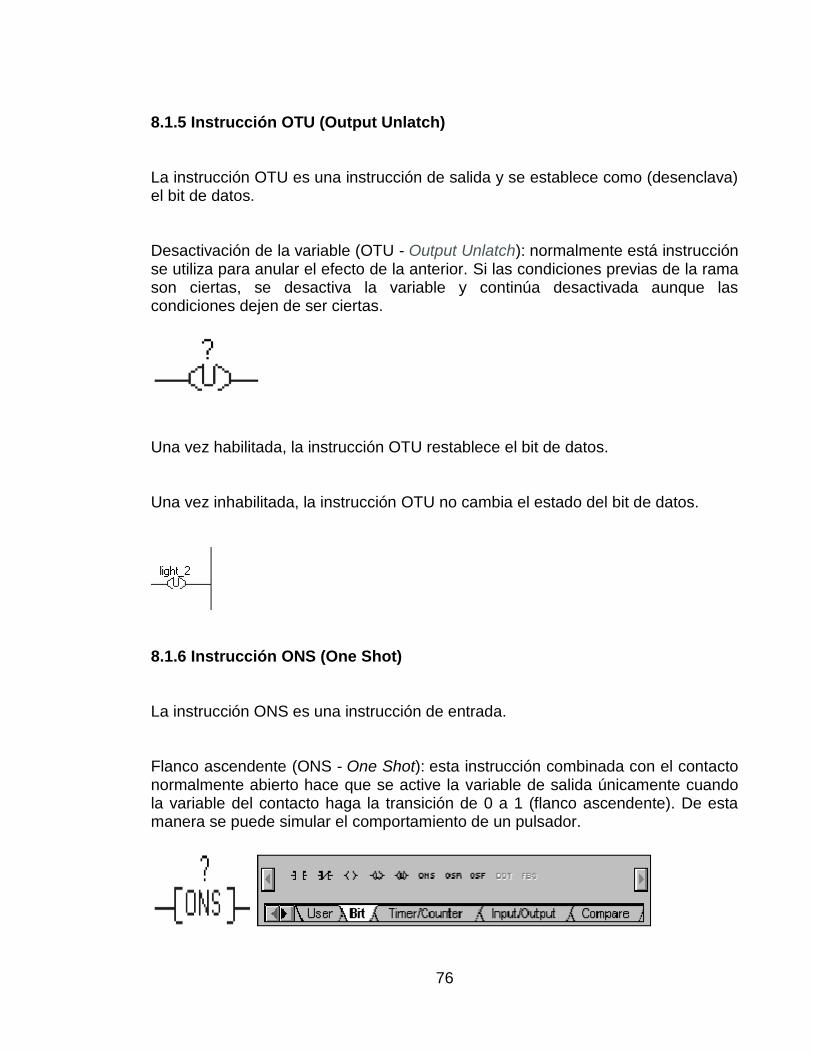
8.1.4 Instrucción OTL (Output Latch) La instrucción OTL es una instrucción de salida y se establece como (enclava) el bit de datos. Activación de la variable de manera retentiva (OTL - Output Latch): si las condiciones previas de la rama son ciertas, se activa la variable y continúa activada aunque las condiciones dejen de ser ciertas. Una vez establecida esta instrucción solo se desactivará la variable usando la instrucción complementaria que aparece a continuación.
El bit de datos permanece establecido hasta que se restablece, típicamente por una instrucción OTU. Una vez inhabilitada, la instrucción OTL no cambia el estado del bit de datos.
76
8.1.5 Instrucción OTU (Output Unlatch) La instrucción OTU es una instrucción de salida y se establece como (desenclava) el bit de datos. Desactivación de la variable (OTU - Output Unlatch): normalmente está instrucción se utiliza para anular el efecto de la anterior. Si las condiciones previas de la rama son ciertas, se desactiva la variable y continúa desactivada aunque las condiciones dejen de ser ciertas.
Una vez habilitada, la instrucción OTU restablece el bit de datos. Una vez inhabilitada, la instrucción OTU no cambia el estado del bit de datos.
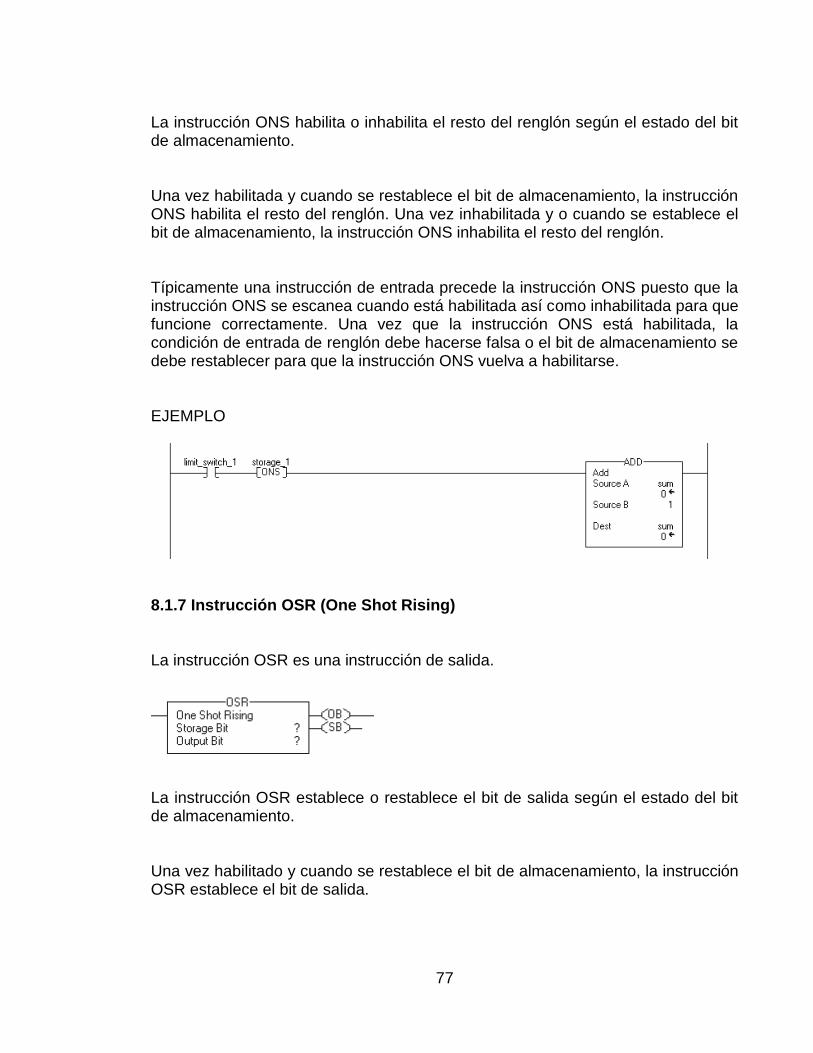
8.1.6 Instrucción ONS (One Shot) La instrucción ONS es una instrucción de entrada. Flanco ascendente (ONS - One Shot): esta instrucción combinada con el contacto normalmente abierto hace que se active la variable de salida únicamente cuando la variable del contacto haga la transición de 0 a 1 (flanco ascendente). De esta manera se puede simular el comportamiento de un pulsador.
77
La instrucción ONS habilita o inhabilita el resto del renglón según el estado del bit de almacenamiento. Una vez habilitada y cuando se restablece el bit de almacenamiento, la instrucción ONS habilita el resto del renglón. Una vez inhabilitada y o cuando se establece el bit de almacenamiento, la instrucción ONS inhabilita el resto del renglón. Típicamente una instrucción de entrada precede la instrucción ONS puesto que la instrucción ONS se escanea cuando está habilitada así como inhabilitada para que funcione correctamente. Una vez que la instrucción ONS está habilitada, la condición de entrada de renglón debe hacerse falsa o el bit de almacenamiento se debe restablecer para que la instrucción ONS vuelva a habilitarse. EJEMPLO
8.1.7 Instrucción OSR (One Shot Rising) La instrucción OSR es una instrucción de salida.
La instrucción OSR establece o restablece el bit de salida según el estado del bit de almacenamiento. Una vez habilitado y cuando se restablece el bit de almacenamiento, la instrucción OSR establece el bit de salida.
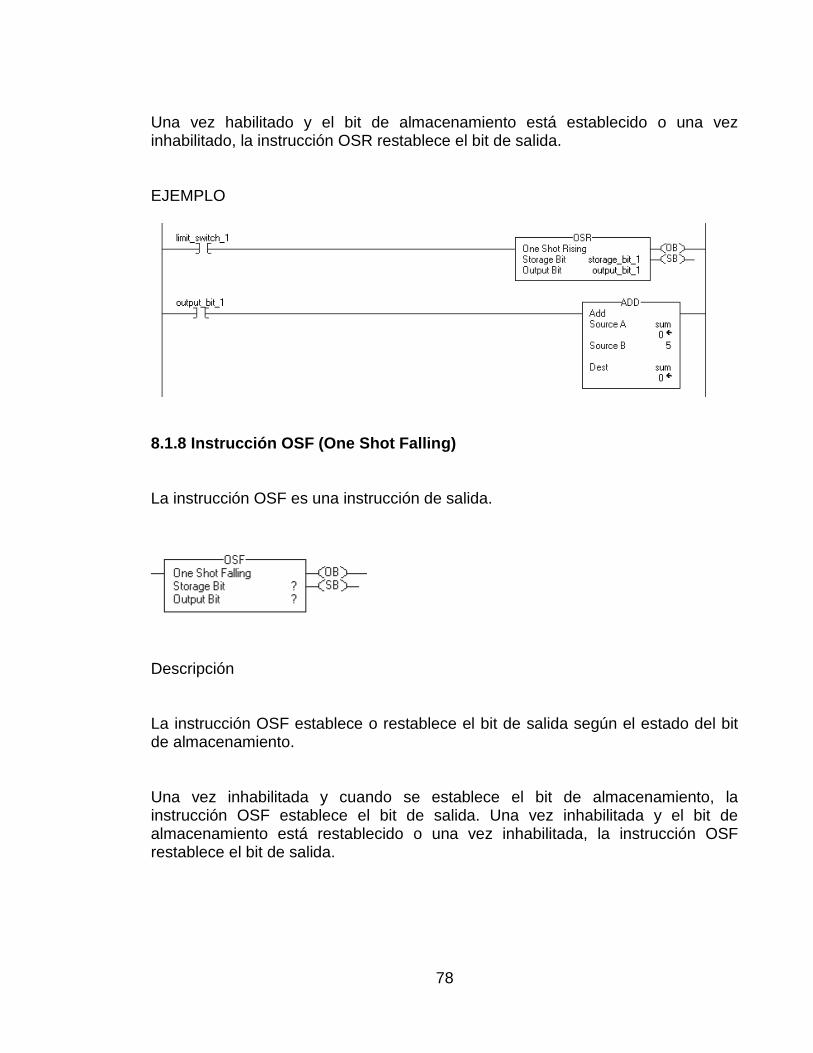
78
Una vez habilitado y el bit de almacenamiento está establecido o una vez inhabilitado, la instrucción OSR restablece el bit de salida. EJEMPLO
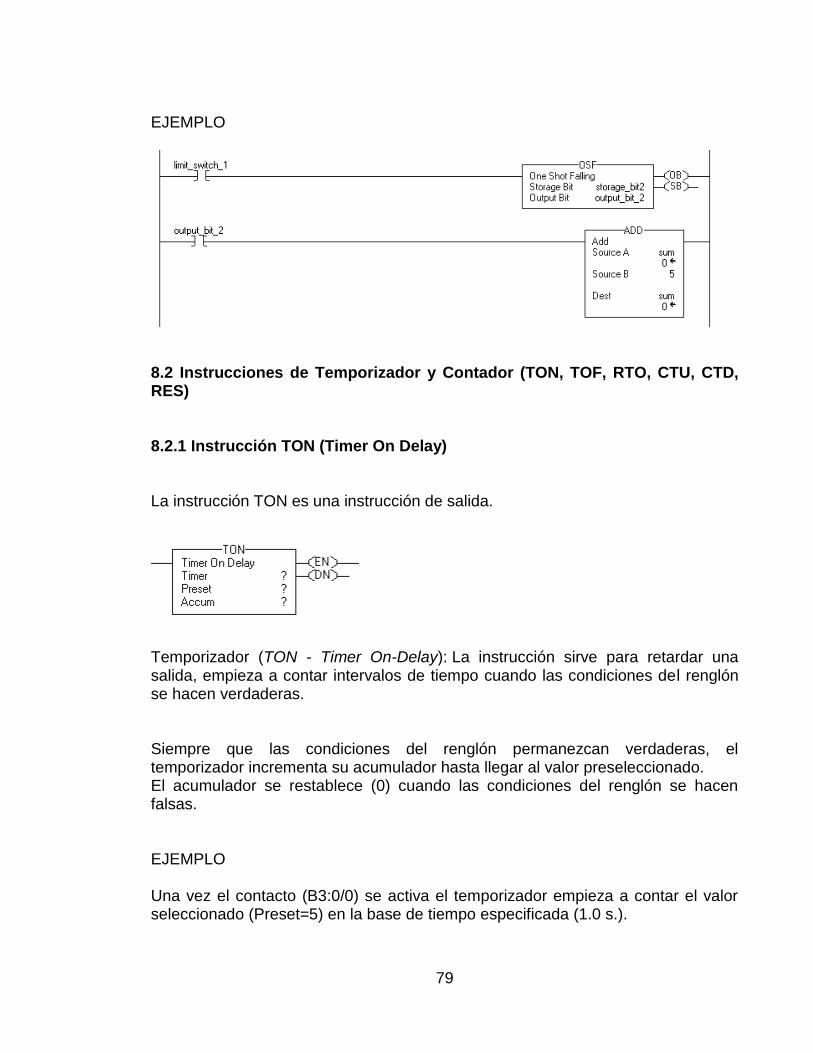
8.1.8 Instrucción OSF (One Shot Falling) La instrucción OSF es una instrucción de salida.
Descripción La instrucción OSF establece o restablece el bit de salida según el estado del bit de almacenamiento. Una vez inhabilitada y cuando se establece el bit de almacenamiento, la instrucción OSF establece el bit de salida. Una vez inhabilitada y el bit de almacenamiento está restablecido o una vez inhabilitada, la instrucción OSF restablece el bit de salida.
79
EJEMPLO
8.2 Instrucciones de Temporizador y Contador (TON, TOF, RTO, CTU, CTD, RES) 8.2.1 Instrucción TON (Timer On Delay) La instrucción TON es una instrucción de salida.
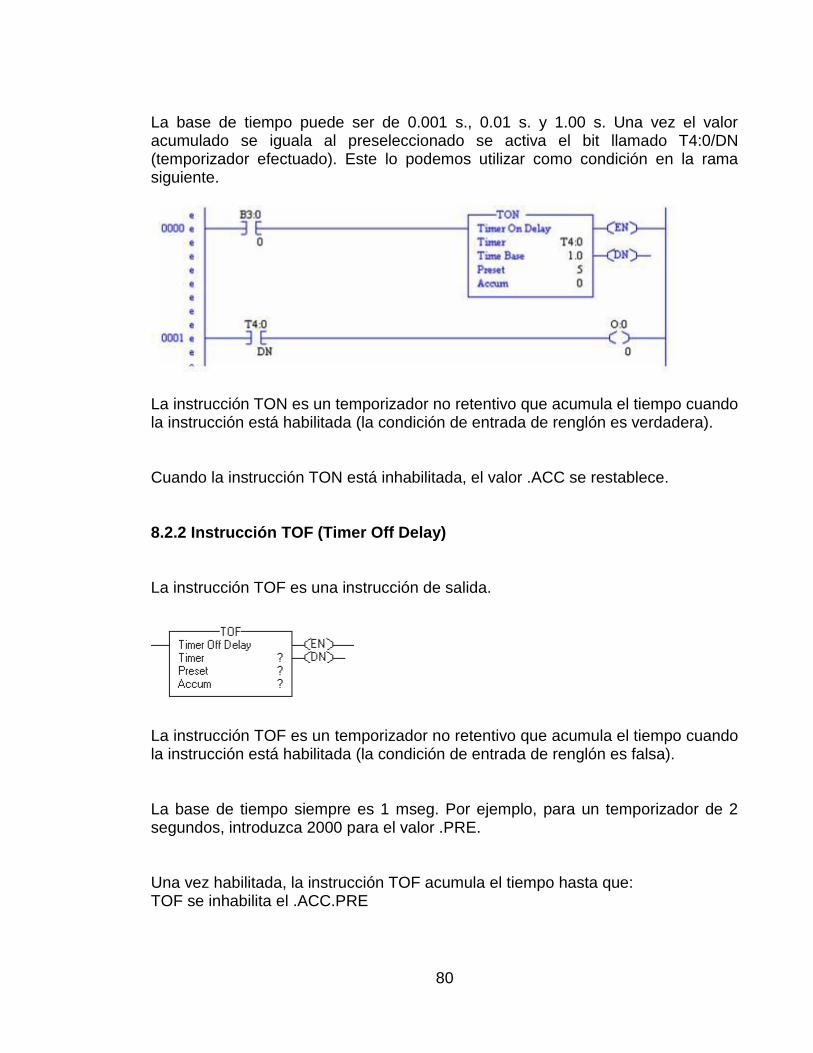
Temporizador (TON - Timer On-Delay): La instrucción sirve para retardar una salida, empieza a contar intervalos de tiempo cuando las condiciones del renglón se hacen verdaderas. Siempre que las condiciones del renglón permanezcan verdaderas, el temporizador incrementa su acumulador hasta llegar al valor preseleccionado. El acumulador se restablece (0) cuando las condiciones del renglón se hacen falsas. EJEMPLO Una vez el contacto (B3:0/0) se activa el temporizador empieza a contar el valor seleccionado (Preset=5) en la base de tiempo especificada (1.0 s.).
80
La base de tiempo puede ser de 0.001 s., 0.01 s. y 1.00 s. Una vez el valor acumulado se iguala al preseleccionado se activa el bit llamado T4:0/DN (temporizador efectuado). Este lo podemos utilizar como condición en la rama siguiente.
La instrucción TON es un temporizador no retentivo que acumula el tiempo cuando la instrucción está habilitada (la condición de entrada de renglón es verdadera). Cuando la instrucción TON está inhabilitada, el valor .ACC se restablece. 8.2.2 Instrucción TOF (Timer Off Delay) La instrucción TOF es una instrucción de salida.
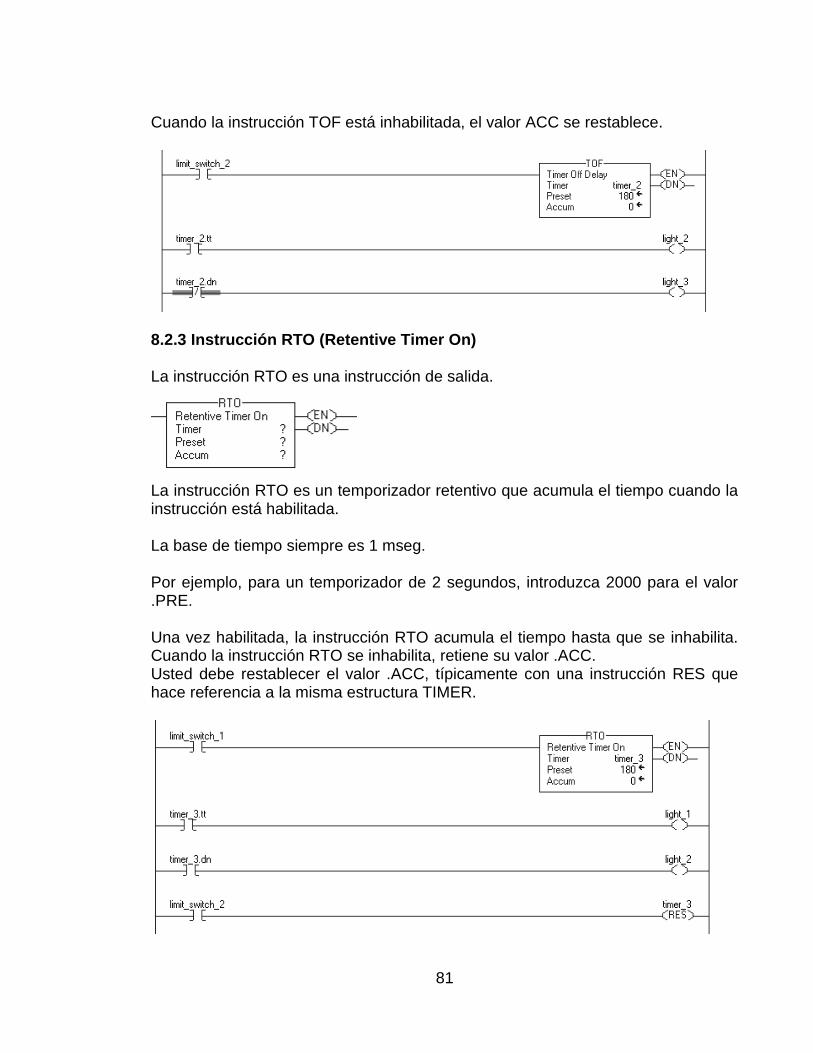
La instrucción TOF es un temporizador no retentivo que acumula el tiempo cuando la instrucción está habilitada (la condición de entrada de renglón es falsa). La base de tiempo siempre es 1 mseg. Por ejemplo, para un temporizador de 2 segundos, introduzca 2000 para el valor .PRE. Una vez habilitada, la instrucción TOF acumula el tiempo hasta que: TOF se inhabilita el .ACC.PRE
81
Cuando la instrucción TOF está inhabilitada, el valor ACC se restablece.
8.2.3 Instrucción RTO (Retentive Timer On) La instrucción RTO es una instrucción de salida.
La instrucción RTO es un temporizador retentivo que acumula el tiempo cuando la instrucción está habilitada. La base de tiempo siempre es 1 mseg. Por ejemplo, para un temporizador de 2 segundos, introduzca 2000 para el valor .PRE. Una vez habilitada, la instrucción RTO acumula el tiempo hasta que se inhabilita. Cuando la instrucción RTO se inhabilita, retiene su valor .ACC. Usted debe restablecer el valor .ACC, típicamente con una instrucción RES que hace referencia a la misma estructura TIMER.
82
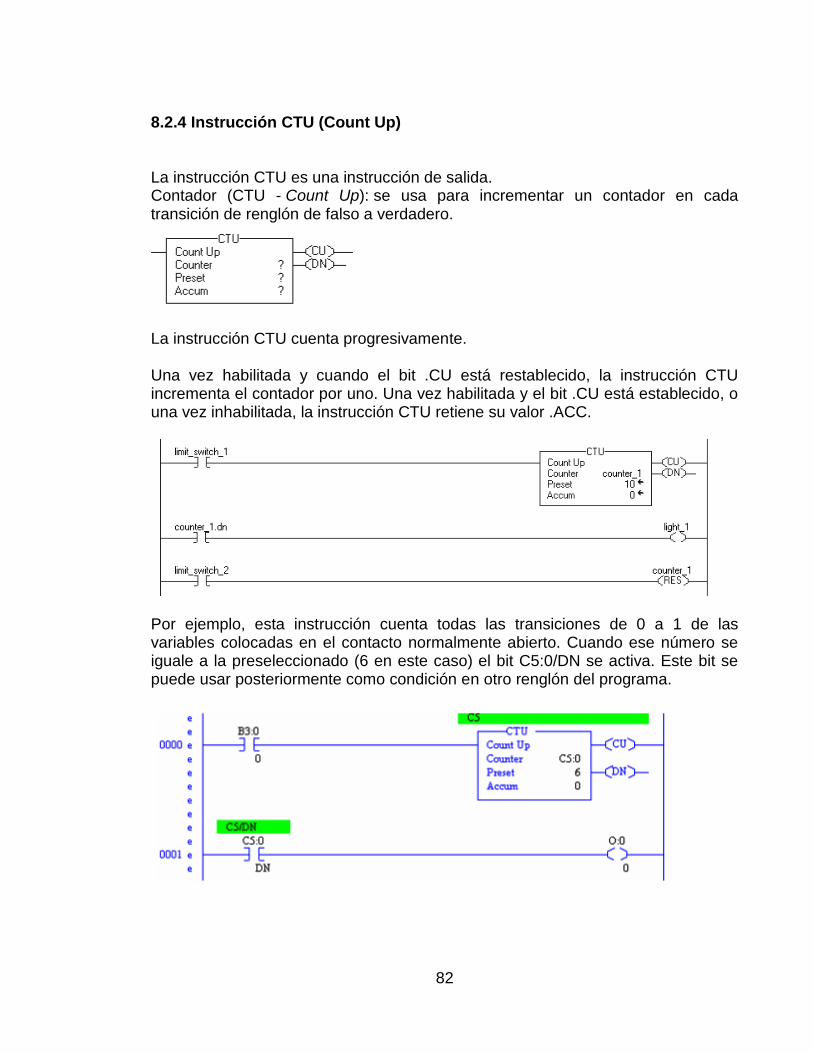
8.2.4 Instrucción CTU (Count Up) La instrucción CTU es una instrucción de salida. Contador (CTU - Count Up): se usa para incrementar un contador en cada transición de renglón de falso a verdadero.
La instrucción CTU cuenta progresivamente. Una vez habilitada y cuando el bit .CU está restablecido, la instrucción CTU incrementa el contador por uno. Una vez habilitada y el bit .CU está establecido, o una vez inhabilitada, la instrucción CTU retiene su valor .ACC.
Por ejemplo, esta instrucción cuenta todas las transiciones de 0 a 1 de las variables colocadas en el contacto normalmente abierto. Cuando ese número se iguale a la preseleccionado (6 en este caso) el bit C5:0/DN se activa. Este bit se puede usar posteriormente como condición en otro renglón del programa.
83
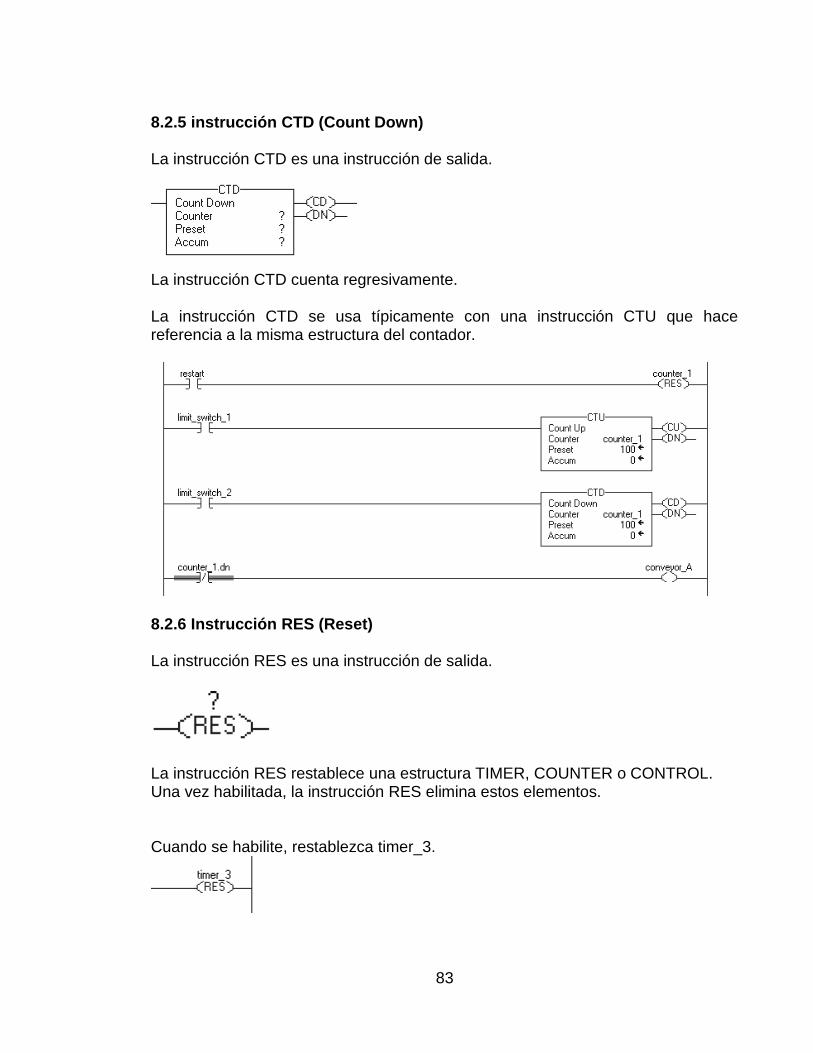
8.2.5 instrucción CTD (Count Down) La instrucción CTD es una instrucción de salida.
La instrucción CTD cuenta regresivamente. La instrucción CTD se usa típicamente con una instrucción CTU que hace referencia a la misma estructura del contador.
8.2.6 Instrucción RES (Reset) La instrucción RES es una instrucción de salida.
La instrucción RES restablece una estructura TIMER, COUNTER o CONTROL. Una vez habilitada, la instrucción RES elimina estos elementos. Cuando se habilite, restablezca timer_3.
84
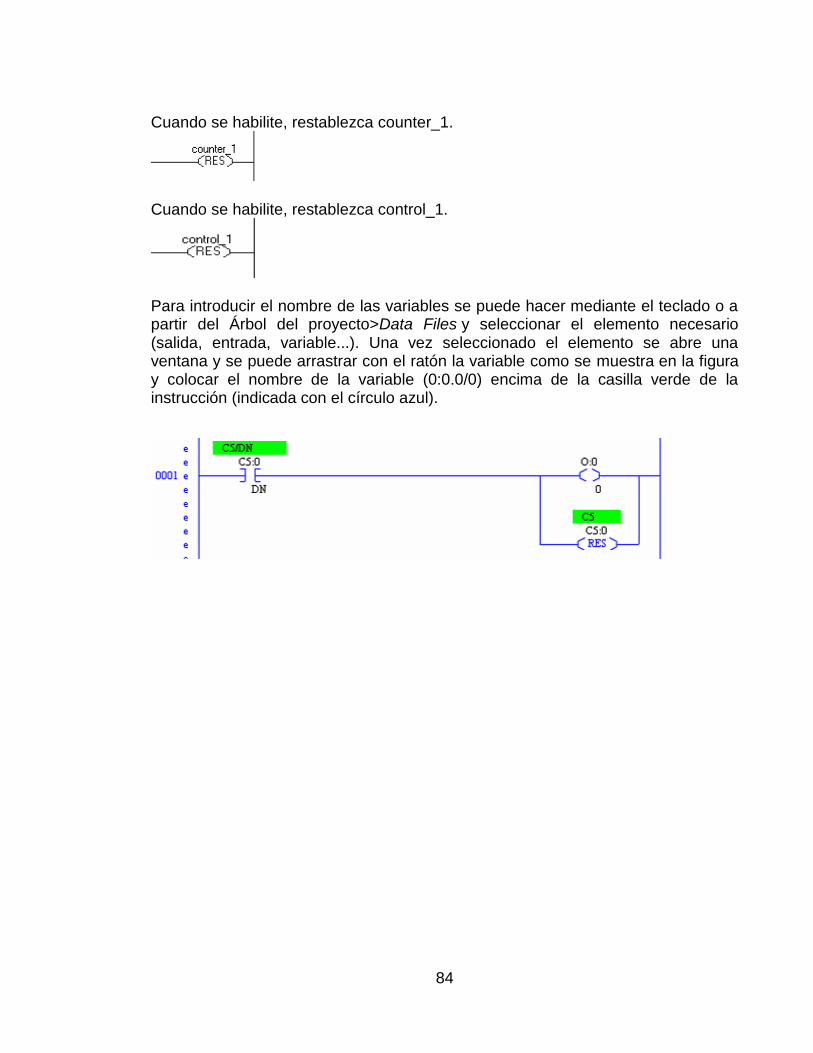
Cuando se habilite, restablezca counter_1.
Cuando se habilite, restablezca control_1.
Para introducir el nombre de las variables se puede hacer mediante el teclado o a partir del Árbol del proyecto>Data Files y seleccionar el elemento necesario (salida, entrada, variable...). Una vez seleccionado el elemento se abre una ventana y se puede arrastrar con el ratón la variable como se muestra en la figura y colocar el nombre de la variable (0:0.0/0) encima de la casilla verde de la instrucción (indicada con el círculo azul).
85
9. SEGUIMIENTO DE PRACTICAS Para un mejor aprobechamiento y desarrolllo del mudulo de laboratorio de automatizacion industrial basado en el autonoma programable plc y el programa ladder se inplementaron unas practicas enfocadas a la parte industrial, procediendo desde una forma muy basica y de conocimientos generales y finalizando en aplicaciones mas enfocadas al nivel de automatizacion industrial. La automatizacion industrial requiere de cierto capasidad de conocimiento de nivel universitario o de calidad superior, con el desarrollo de estas practicas se pretende dar una acaparacion de los diferentes tipos de pasos a seguir para constatar las espectativas esparas en el ambito de las empresas y de educacion superior requeridas para demostar el conocimiento acquirido Estas practicas se han desarrollado con el fin de hacer un seguimiento riguroso e individual y brindando todas las herramientas posibles y el conocimiento necesario para que el estudiante de educacion superior de las unidades tecnologicas de santander sede velez las cumpla a cabalidad y tenga el nivel de conocimiento requerido para el ambito de la automatizacion.
86
9.1 PRACTICA UNO IDENTIFICACION Y COMPRENCION DE LOS ELEMENTOS DEL BANCO
9.1.1 Introducción El PLC es utilizado para automatizar sistemas eléctricos, electrónicos, neumáticos e hidráulicos de control discreto y análogo. Las múltiples funciones que pueden asumir estos equipos en el control se debe a la diversidad de operaciones a nivel discreto y análogo con que dispone para realizar los programas lógicos, sin necesidad de contar con equipos adicionales. 9.1.2 Objetivo general. Describir el principio de operación de los PLC´s y sus diferentes etapas, reconociendo cada uno de sus partes y conexiones. 9.1.3 Objetivos específicos. Comprender ¿qué es un plc? y Reconocer cada una de las partes de un plc junto con sus aplicaciones. Reconocer e identificar un sensor fotoeléctrico y un sensor de radiofrecuencia. Identificar las aplicaciones de cada sensor.
9.1.4 Materiales y equipos Plc Allen-Bradley 1769-L23E-QBFC1B. Sensor fotoeléctrico. Sensor de proximidad.
9.1.5 Preinforme Consultar sobre: La estructura de un plc y su forma de conexión. La programación en RSLOGIC5K.”LADDER”

87
NOTA: El preinforme debe Presentarse antes del ingreso al laboratorio; las consultas deben ser diferentes a las que se encuentran en el marco teórico, este debe ser elaborado según normas IEEE. 9.1.6 Marco teórico Dentro de los diferentes módulos podemos diferenciar dos tipos de estructura. Estructura Americana: separa las entradas y salidas del resto del PLC. Estructura Europea: cada módulo es una función (fuente de alimentación, CPU, entradas y salidas, etc.). Los elementos esenciales de todo plc son: Figura 35: elementos especiales PLC
Fuente: http://ts1.mm.bing.net/th?id=I4986745369658464&pid=1.5 Sección de entradas: Se trata de líneas de entrada, las cuales pueden ser de tipo digital o analógo. En ambos casos tenemos rangos de tensión característicos, los cuales se encuentran en las hojas de características del fabricante. A estas líneas conectaremos los sensores.
88
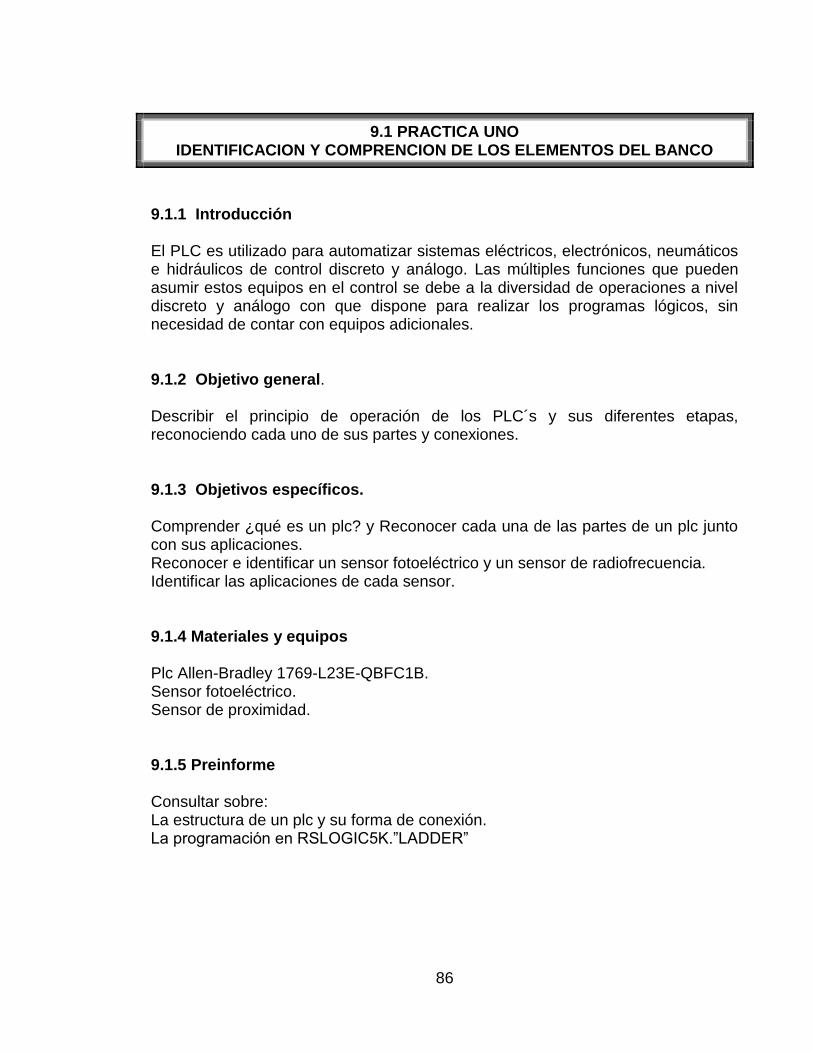
Figura 36: Sección de entradas PLC
Fuente: http://ts1.mm.bing.net/th?id=I4986745369658464&pid=1.5 Sección de salidas: Son una serie de líneas de salida, que también pueden ser de carácter digital o analógico. A estas líneas conectaremos los actuadores. Unidad central de proceso (CPU): Se encarga de procesar el programa de usuario almacenado en la memoria RAM del PLC. Para ello disponemos de diversas zonas de memoria, registros, e instrucciones de programa. Tanto las entradas como las salidas están aisladas de la CPU según el tipo de PLC que utilicemos. Normalmente se suelen emplear opto acopladores en las entradas y en las salidas del PLC. Aparte de estos elementos podemos disponer de los siguientes: Unidad de alimentación (algunas CPU la llevan incluida). Unidad o consola de programación, que nos permitirá introducir, modificar y supervisar el programa de usuario.
89
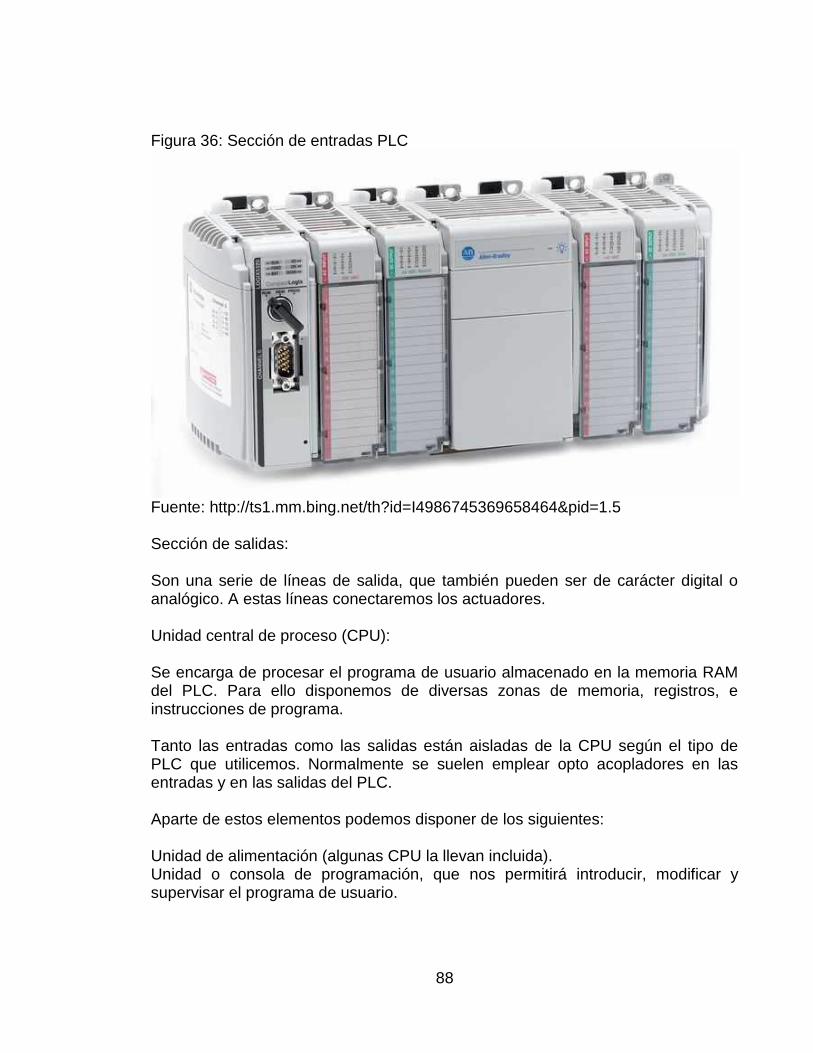
Dispositivos periféricos: como nuevas unidades de entradas y salidas, más memoria, unidades de comunicación en red, etc. Interfaces; facilitan la comunicación del PLC mediante enlace serie con otros dispositivos (como un PC). Chasis de entradas y salidas: Permite alojar los módulos que conforman la estructura de E/S. Está dividido en ranuras (llamadas slots) para una fácil y rápida inserción de módulos. El slot del extremo izquierdo está reservado para la CPU o módulos adaptadores, el resto está disponible para los módulos de entradas y salidas. Existen varios tamaños de chasis o de racks de acuerdo a cada fabricante. Generalmente son de 4, 7 10 o más slots. Figura 37: Chasis PLC
SCXI-1001
MAINFRAME
SCXI
SCXI
1140
SCXI
1140
Mux
Fuente: es.scribd.com Fuentes de alimentación Existen diferentes tipos de fuentes de poder las cuales se pueden agrupar en dos grupos: Fuentes externas; se instalan adosadas al chasis de E/S, por lo que requieren de cable de alimentación entre la fuente y el chasis.
90
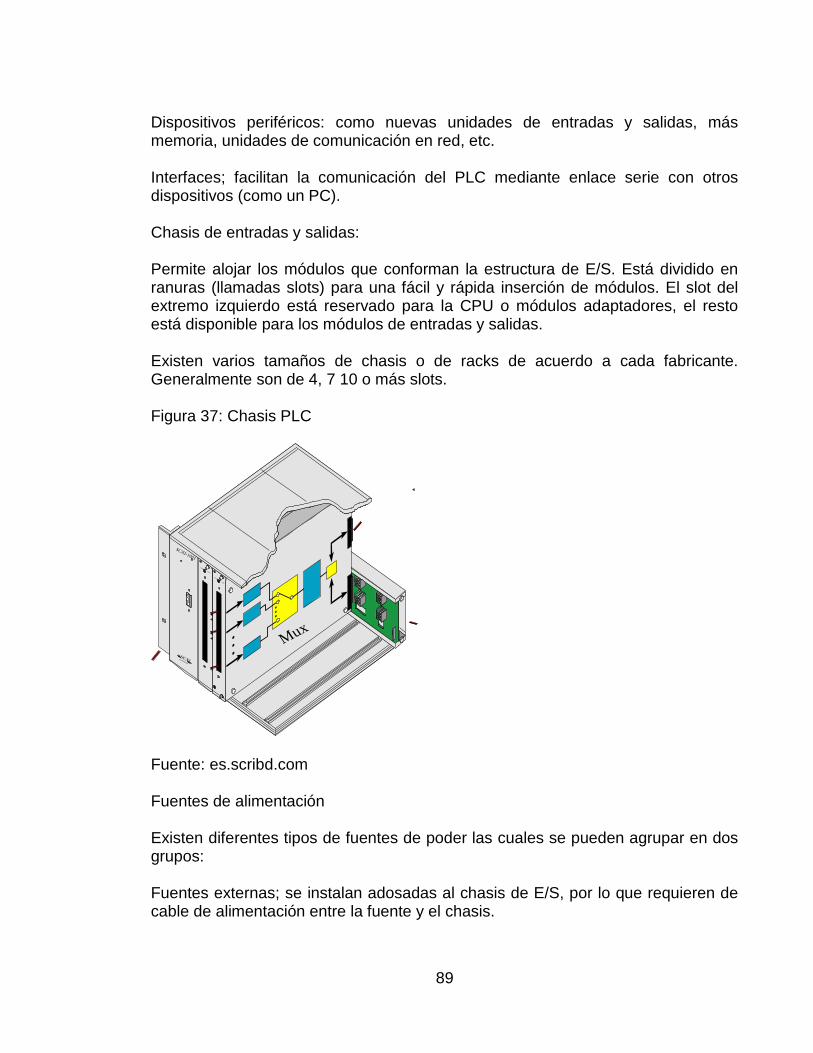
Fuentes modulares; se instalan en uno o dos slots de E/S. Figura 38: Diagrama en bloques de un PLC con Interfaces de E/S
Sensores Actuador
CPUInterfase de
Salida
Interfase de
Entrada
Unidad de
Programacion
Dia
logo
hom
bre
/ma
qu
ina
PLC
Proceso
Fuente: es.scribd.com Unidades de Entrada/Salida Los Unidades de entrada/salida proporcionan la electrónica necesaria para enlazar una gran variedad de dispositivos de E/S con el procesador. Existen básicamente 4 tipos generales de módulos de E/S. Módulos de entrada discreta: Monitorea el estado ON/OFF de los dispositivos de entrada conectados a el. Las señales de entrada pueden ser originadas por sensores limites, selectores, botoneras, etc.
91
Módulos de salida Discreta: Controla el estado ON/OFF de dispositivos de salida. Las señales de salida pueden controlar partidores de motores, indicadores luminosos, relés, alarmas, etc... Módulos análogos: Monitorean la magnitud de señales de entrada y proveen señales de salida proporcionales a cantidades físicas tales como temperatura, presión, peso, flujo, velocidad, posición, etc. Módulos de comunicación: Permiten la comunicación entre procesadores locales y supervisores o entre procesadores locales y rack remotos. Existen además una gran variedad de módulos que permiten la comunicación entre PLC's y terminales industriales, computadoras y sistemas mainframe. Equipos o Unidades de Programación PC: es el método más potente y empleado en la actualidad. Permite programar desde un ordenador personal estándar, con todo lo que ello supone: herramientas más potentes, posibilidad de almacenamiento en soporte magnético, impresión, transferencia de datos, monitorización mediante software, etc. Figura 39: Comunicación PC-PLC
Fuente: Autores
92
9.1.7 Procedimiento Basados en el contenido del marco teórico y en lo mencionado en el proyecto tome cada instrumento del banco de sensores y desarrolle el siguiente cuestionario.
Según la teoría y los temas de consulta hacer una breve descripción con sus palabras de cada una de las partes de un plc.
Según la descripción realizada por usted mismo identifique que tipo de estructura presenta el plc L23E y argumente su respuesta.
Complementando con su investigación sobre el tema; elabore un boceto del plc L23E y mencione cada una de sus partes.
Identifique el chasis y descubra cuantos slots posee para describir el tamaño.
Con sus palabras describa cada uno de los tipos de entradas y salidas, grafique y señale su posición en el plc.
Graficar los diferentes sensores y describir cada uno de sus conductores.
Tomar cada uno de los sensores y reconocer la forma correcta conectarlo al plc.
Elaborar un gráfico de un sistema de automatización en el cual intervengan los dos sensores tratados y el plc, explicar su funcionamiento.
Elabore un diagrama de bloques que simule un sistema de automatización donde intervengan los dos sensores.
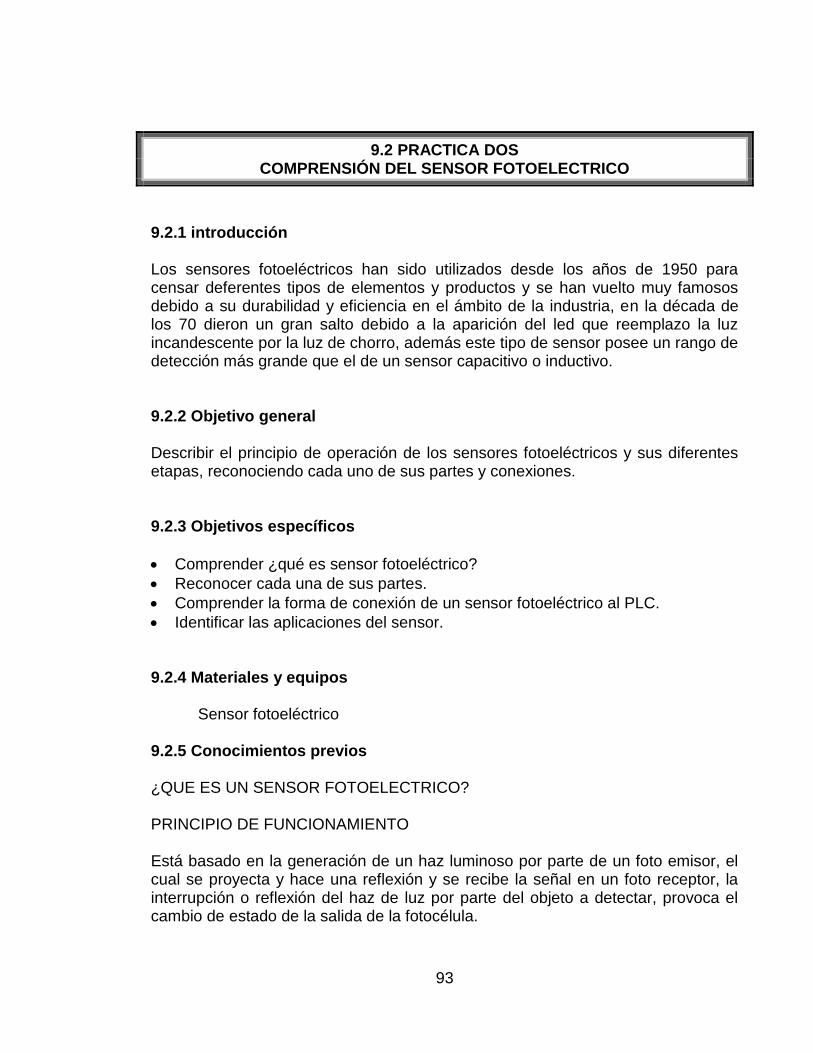
93
9.2 PRACTICA DOS COMPRENSIÓN DEL SENSOR FOTOELECTRICO
9.2.1 introducción Los sensores fotoeléctricos han sido utilizados desde los años de 1950 para censar deferentes tipos de elementos y productos y se han vuelto muy famosos debido a su durabilidad y eficiencia en el ámbito de la industria, en la década de los 70 dieron un gran salto debido a la aparición del led que reemplazo la luz incandescente por la luz de chorro, además este tipo de sensor posee un rango de detección más grande que el de un sensor capacitivo o inductivo. 9.2.2 Objetivo general Describir el principio de operación de los sensores fotoeléctricos y sus diferentes etapas, reconociendo cada uno de sus partes y conexiones. 9.2.3 Objetivos específicos
Comprender ¿qué es sensor fotoeléctrico?
Reconocer cada una de sus partes.
Comprender la forma de conexión de un sensor fotoeléctrico al PLC.
Identificar las aplicaciones del sensor. 9.2.4 Materiales y equipos
Sensor fotoeléctrico
9.2.5 Conocimientos previos ¿QUE ES UN SENSOR FOTOELECTRICO? PRINCIPIO DE FUNCIONAMIENTO Está basado en la generación de un haz luminoso por parte de un foto emisor, el cual se proyecta y hace una reflexión y se recibe la señal en un foto receptor, la interrupción o reflexión del haz de luz por parte del objeto a detectar, provoca el cambio de estado de la salida de la fotocélula.

94
Para esta práctica trabajaremos con el sensor fotoeléctrico 23GG42EF-D1JBCK-A2 Figura 40: Sensor fotoeléctrico
Fuente: Allen Bradlle Figura 41: Sensores auto reflex
Fuente: http://ebookbrowse.com/sensores 9.2.6 Aplicaciones Detección de piezas, detección de nivel, detección de objetos pequeños, conteo de piezas, detección de objetos brillantes, detección de objetos oscuros, detección de personas.
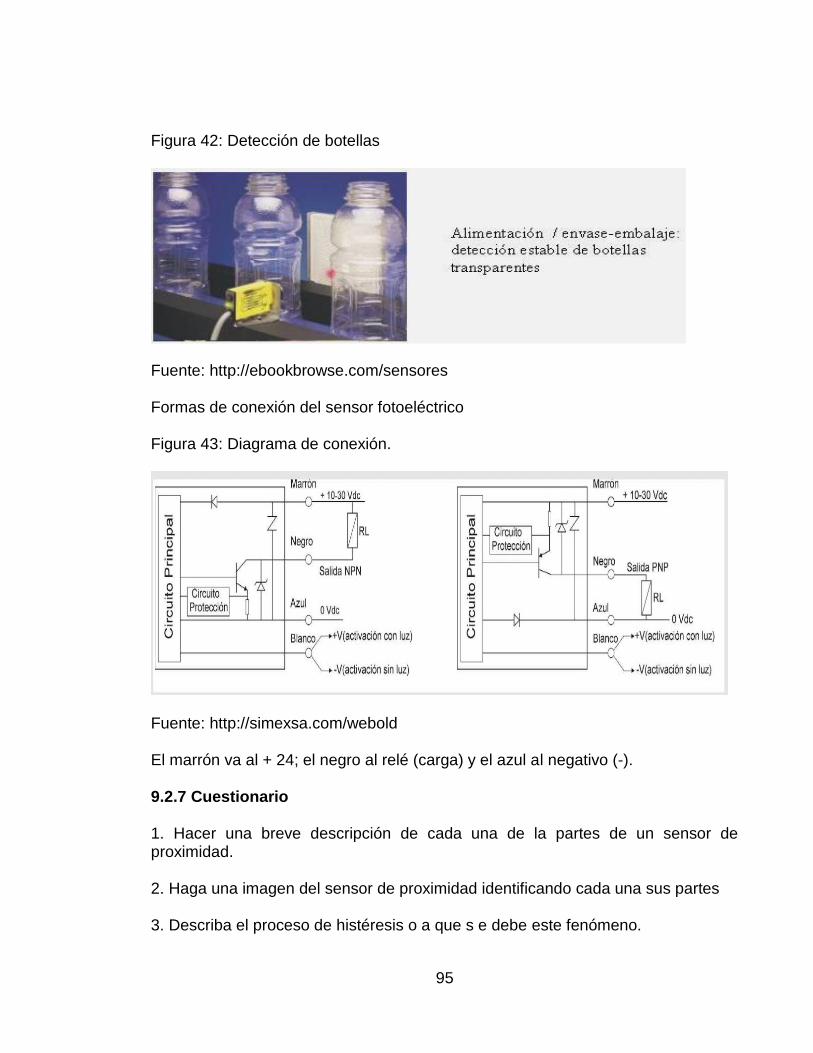
95
Figura 42: Detección de botellas
Fuente: http://ebookbrowse.com/sensores Formas de conexión del sensor fotoeléctrico Figura 43: Diagrama de conexión.
Fuente: http://simexsa.com/webold El marrón va al + 24; el negro al relé (carga) y el azul al negativo (-). 9.2.7 Cuestionario 1. Hacer una breve descripción de cada una de la partes de un sensor de proximidad. 2. Haga una imagen del sensor de proximidad identificando cada una sus partes 3. Describa el proceso de histéresis o a que s e debe este fenómeno.
96
9.3 PRACTICA TRES COMPRENSIÓN DEL SENSOR DE PROXIMIDAD
9.3.1 Introducción En la actualidad para medir cualquier variable física tenemos diversos tipos de sensores, Los sensores más comunes y conocidos son los de proximidad física sirven para detectar la proximidad de piezas metálicas en un rango desde 1 mm a 30 mm, con resolución del orden de la décima de milímetro, desde el punto de vista, Por lo general se trata de sensores con respuesta todo o nada, con cierta histéresis en la distancia de detección, con salida de interruptor estático. 9.3.2 Objetivo general
Describir el principio de operación de los sensores de proximidad y sus diferentes etapas, reconociendo cada uno de sus partes y conexiones. 9.3.3 Objetivos específicos
Comprender ¿qué es sensor de proximidad?
Reconocer cada una de sus partes.
Comprender la forma de conexión de un sensor al PLC.
Identificar las aplicaciones del sensor. 9.3.4 Materiales y equipos
Sensor de proximidad. 9.3.5 Conocimientos previos ¿Qué es un sensor de proximidad? Para esta práctica trabajaremos con el sensor inductivo de proximidad 23G3871TM-DH5NN 18-A2
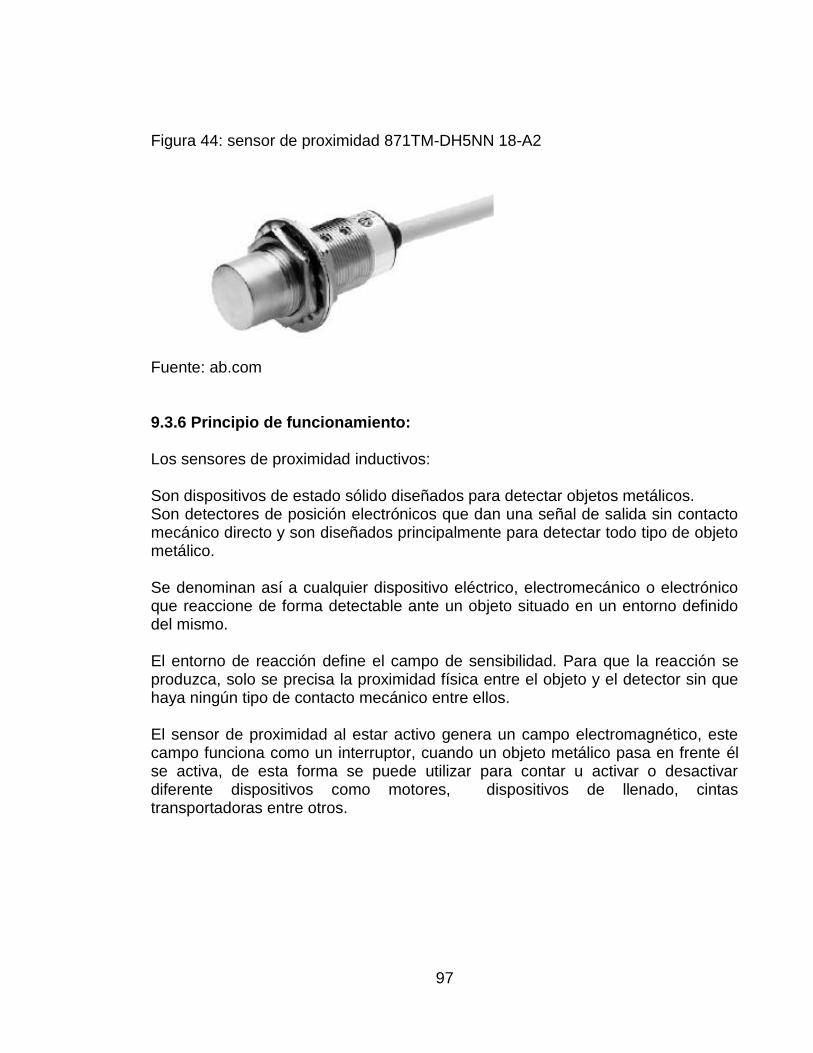
97
Figura 44: sensor de proximidad 871TM-DH5NN 18-A2
Fuente: ab.com 9.3.6 Principio de funcionamiento: Los sensores de proximidad inductivos: Son dispositivos de estado sólido diseñados para detectar objetos metálicos. Son detectores de posición electrónicos que dan una señal de salida sin contacto mecánico directo y son diseñados principalmente para detectar todo tipo de objeto metálico. Se denominan así a cualquier dispositivo eléctrico, electromecánico o electrónico que reaccione de forma detectable ante un objeto situado en un entorno definido del mismo. El entorno de reacción define el campo de sensibilidad. Para que la reacción se produzca, solo se precisa la proximidad física entre el objeto y el detector sin que haya ningún tipo de contacto mecánico entre ellos. El sensor de proximidad al estar activo genera un campo electromagnético, este campo funciona como un interruptor, cuando un objeto metálico pasa en frente él se activa, de esta forma se puede utilizar para contar u activar o desactivar diferente dispositivos como motores, dispositivos de llenado, cintas transportadoras entre otros.
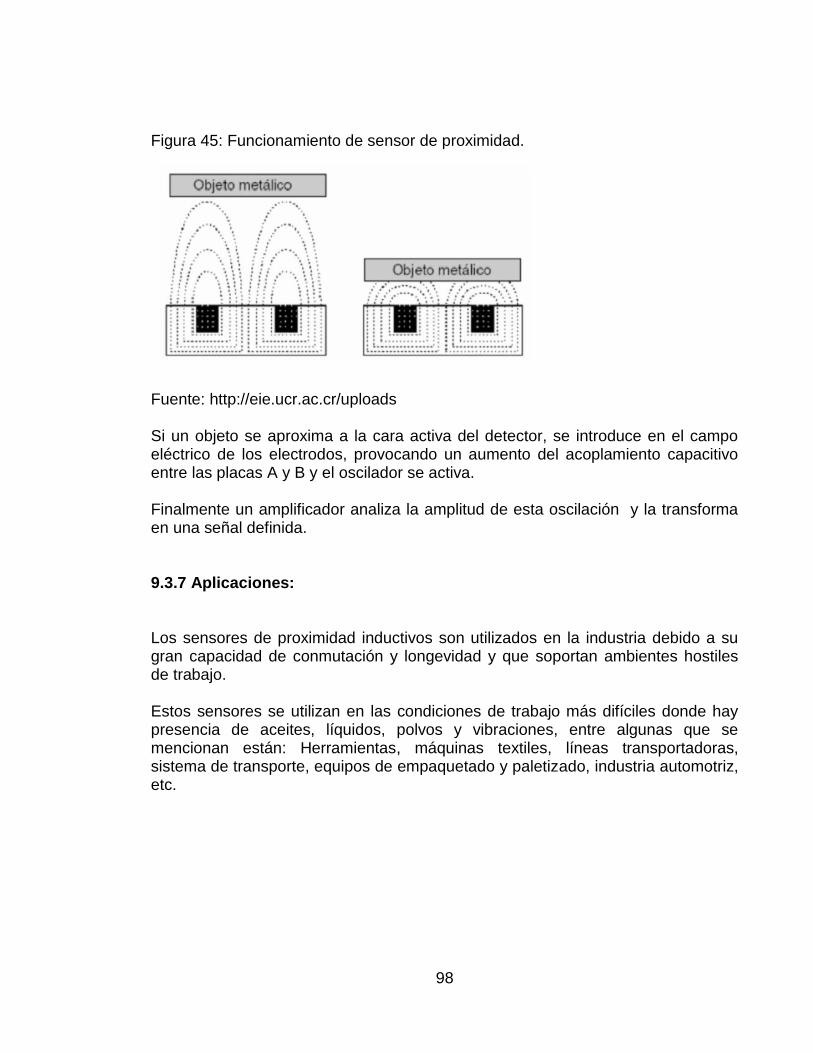
98
Figura 45: Funcionamiento de sensor de proximidad.
Fuente: http://eie.ucr.ac.cr/uploads Si un objeto se aproxima a la cara activa del detector, se introduce en el campo eléctrico de los electrodos, provocando un aumento del acoplamiento capacitivo entre las placas A y B y el oscilador se activa. Finalmente un amplificador analiza la amplitud de esta oscilación y la transforma en una señal definida. 9.3.7 Aplicaciones: Los sensores de proximidad inductivos son utilizados en la industria debido a su gran capacidad de conmutación y longevidad y que soportan ambientes hostiles de trabajo. Estos sensores se utilizan en las condiciones de trabajo más difíciles donde hay presencia de aceites, líquidos, polvos y vibraciones, entre algunas que se mencionan están: Herramientas, máquinas textiles, líneas transportadoras, sistema de transporte, equipos de empaquetado y paletizado, industria automotriz, etc.
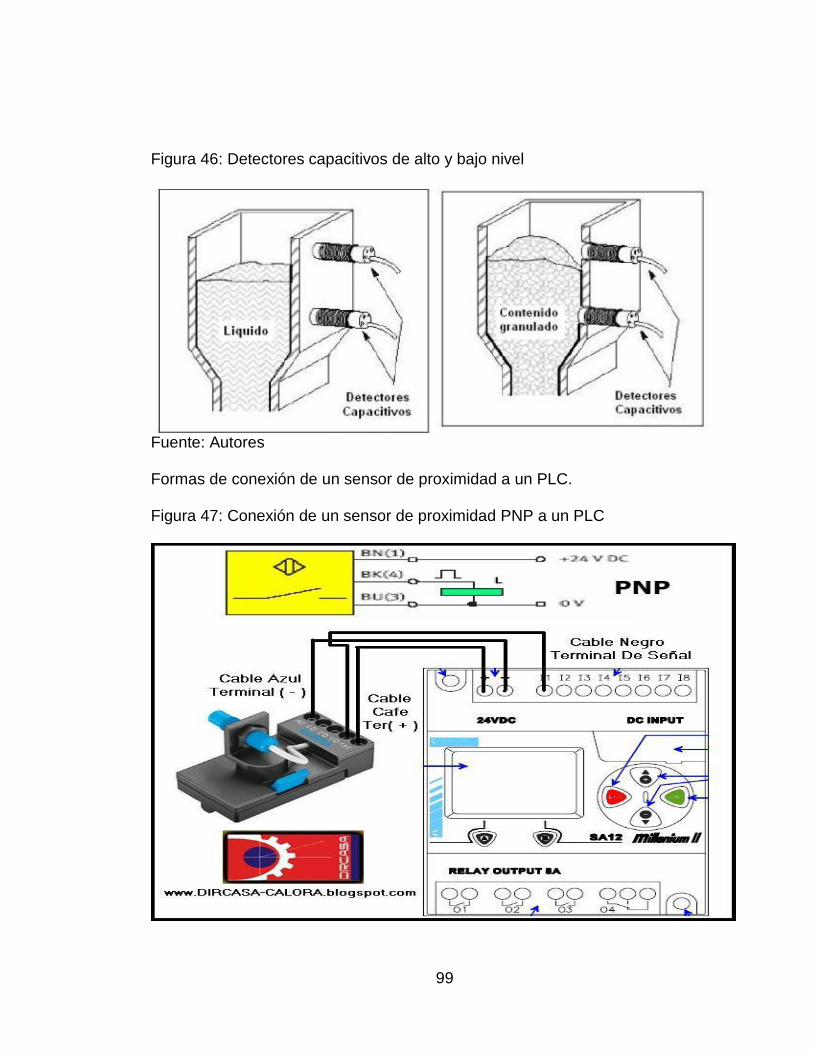
99
Figura 46: Detectores capacitivos de alto y bajo nivel
Fuente: Autores Formas de conexión de un sensor de proximidad a un PLC. Figura 47: Conexión de un sensor de proximidad PNP a un PLC
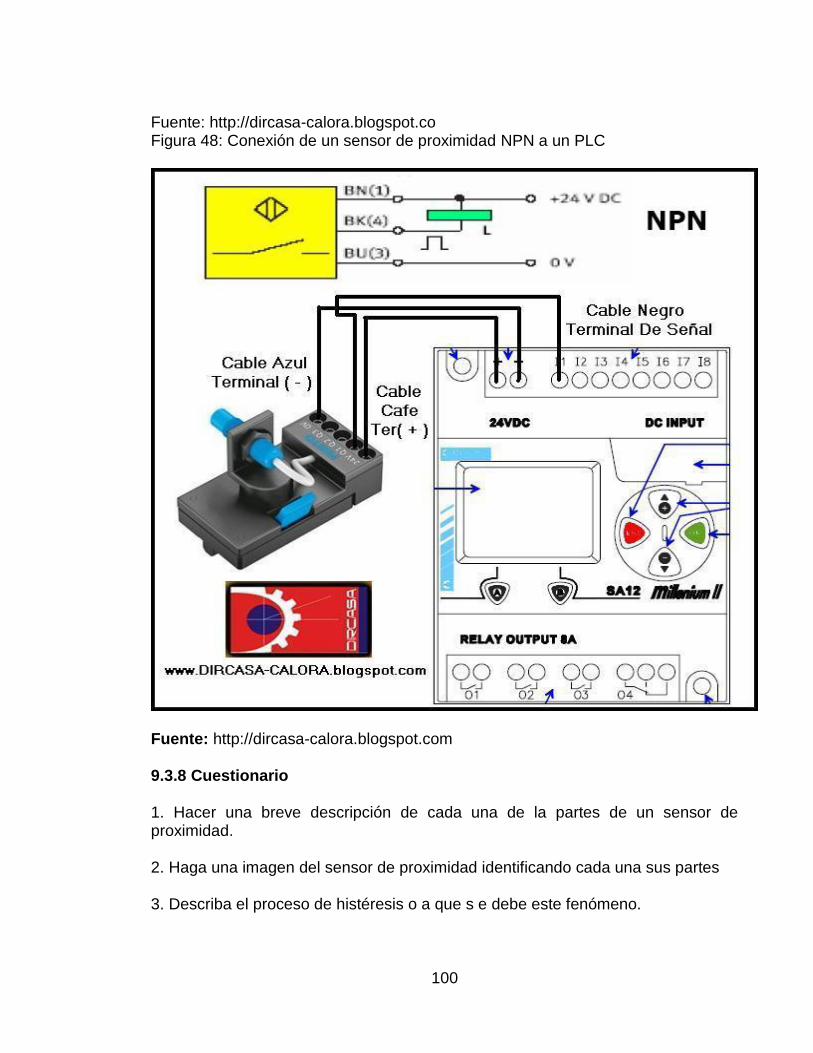
100
Fuente: http://dircasa-calora.blogspot.co Figura 48: Conexión de un sensor de proximidad NPN a un PLC
Fuente: http://dircasa-calora.blogspot.com 9.3.8 Cuestionario 1. Hacer una breve descripción de cada una de la partes de un sensor de proximidad. 2. Haga una imagen del sensor de proximidad identificando cada una sus partes 3. Describa el proceso de histéresis o a que s e debe este fenómeno.
101
9.4 PRACTICA CUATRO PROGRAMACIÓN LADDER
9.4.1 Introducción Existen distintos tipos de lenguaje de programación de un PLC, quizás el más común sea la programación tipo escalera o ladder. Los diagramas de escalera son esquemas de uso común para representar la lógica de control de sistemas industriales. Se le llama diagrama "escalera" porque se asemejan a una escalera, con dos rieles verticales (de alimentación) y "escalones" (líneas horizontales), en las que hay circuitos de control que definen la lógica a través de funciones. 9.4.2 Objetivo general Desarrollar el lenguaje ladder con sus diferentes elementos de programación adquiriendo la capacidad de solucionar los problemas de automatización mediante diagramas de escalera. 9.4.3 Objetivos específicos
Reconocer la programación en LADDER.
Desarrollar programas en escalera.
Identificar cada uno de los elementos de la programación ladder
9.4.4 Materiales y equipos
PC.
Vínculos de información necesario. 9.4.5 Preinforme: Consultar sobre: El lenguaje LADDER Identifique cada uno de los elementos del lenguaje. NOTA: El pre informe debe Presentarse antes del ingreso al laboratorio; las consultas deben ser diferentes a las que se encuentran en el marco teórico, este debe ser elaborado según normas IEEE.
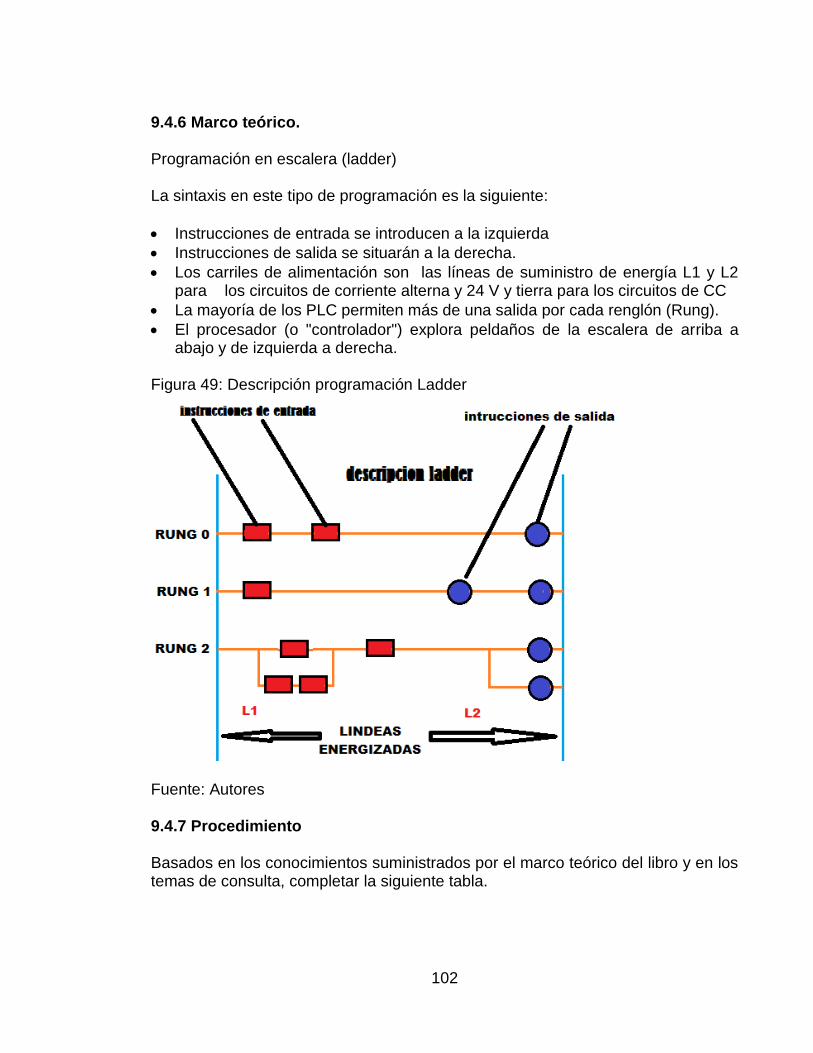
102
9.4.6 Marco teórico. Programación en escalera (ladder) La sintaxis en este tipo de programación es la siguiente:
Instrucciones de entrada se introducen a la izquierda
Instrucciones de salida se situarán a la derecha.
Los carriles de alimentación son las líneas de suministro de energía L1 y L2 para los circuitos de corriente alterna y 24 V y tierra para los circuitos de CC
La mayoría de los PLC permiten más de una salida por cada renglón (Rung).
El procesador (o "controlador") explora peldaños de la escalera de arriba a abajo y de izquierda a derecha.
Figura 49: Descripción programación Ladder
Fuente: Autores 9.4.7 Procedimiento Basados en los conocimientos suministrados por el marco teórico del libro y en los temas de consulta, completar la siguiente tabla.
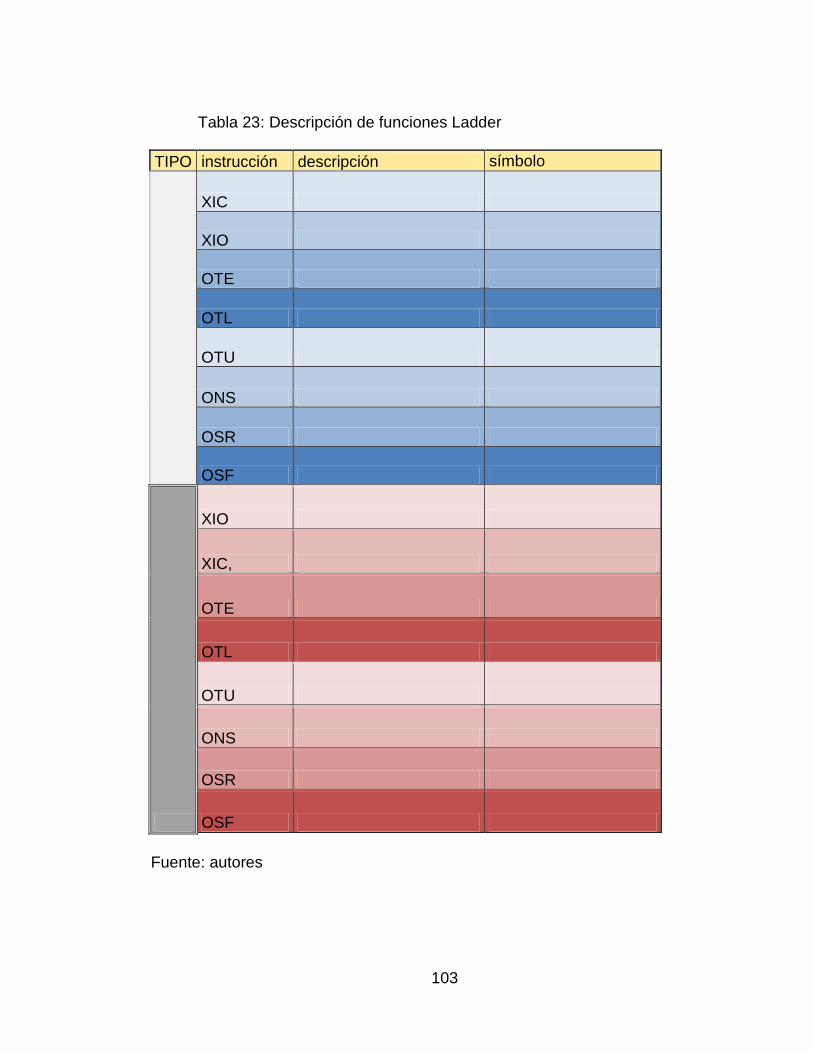
103
Tabla 23: Descripción de funciones Ladder
TIPO instrucción descripción símbolo
XIC
XIO
OTE
OTL
OTU
ONS
OSR
OSF
XIO
XIC,
OTE
OTL
OTU
ONS
OSR
OSF
Fuente: autores
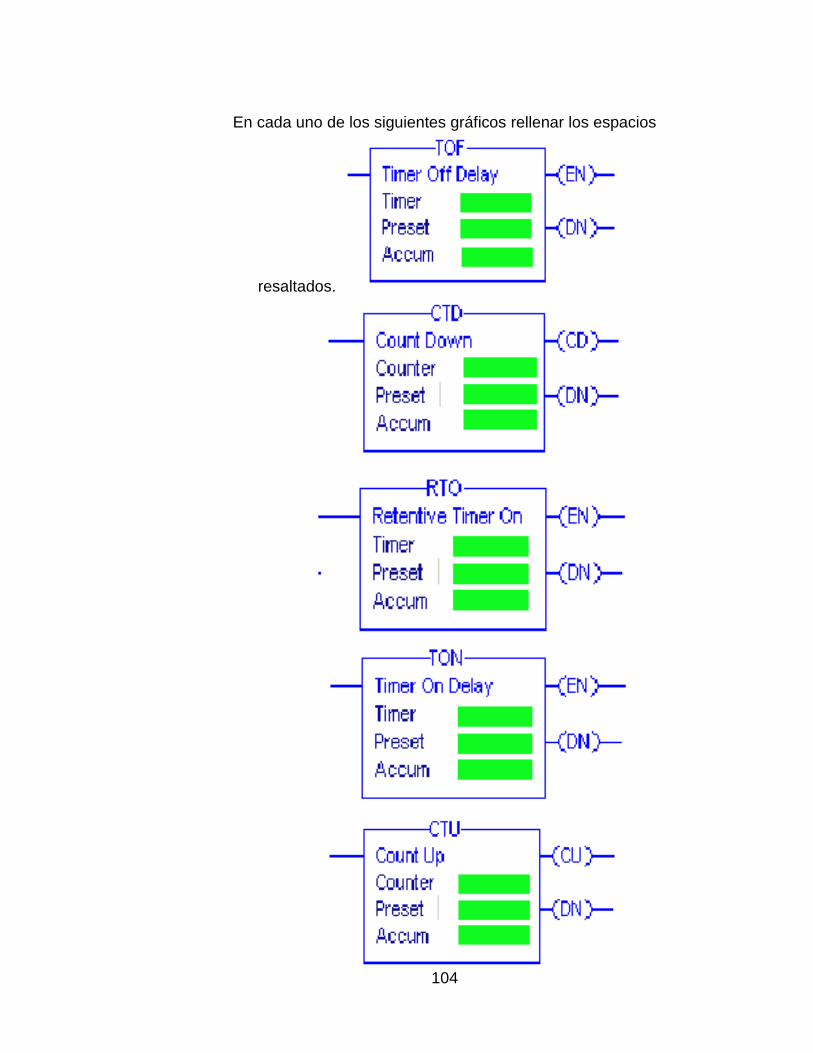
104
En cada uno de los siguientes gráficos rellenar los espacios
resaltados.
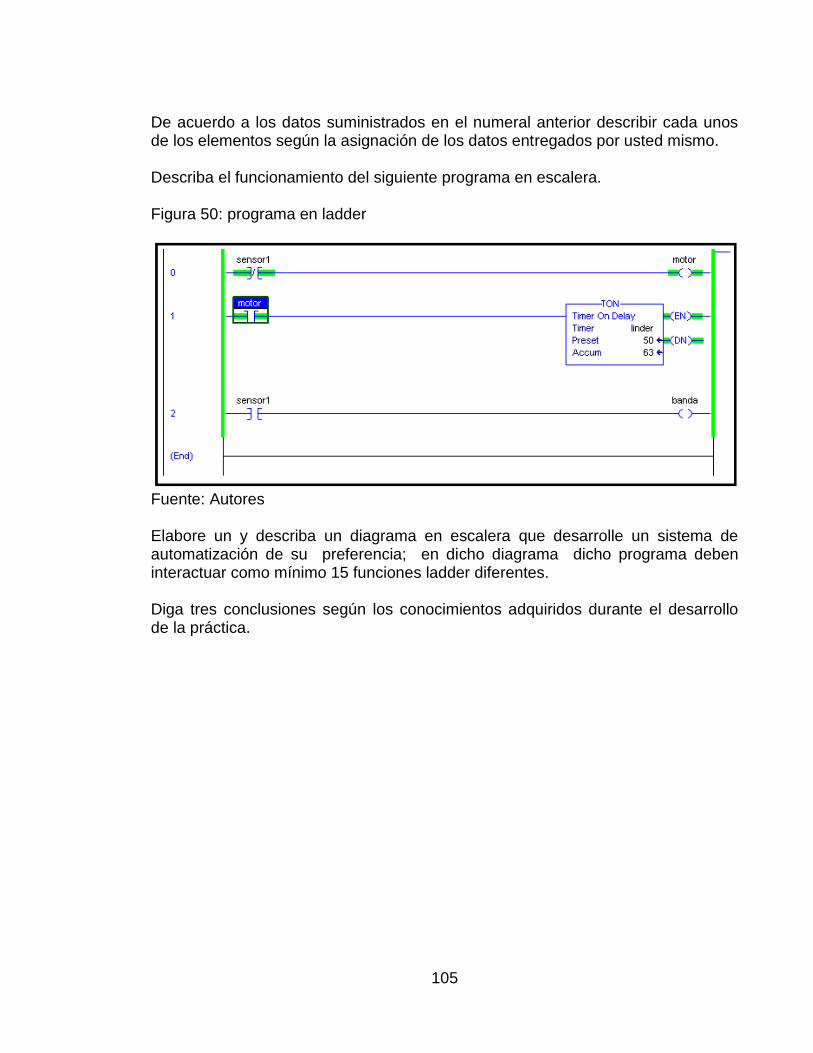
105
De acuerdo a los datos suministrados en el numeral anterior describir cada unos de los elementos según la asignación de los datos entregados por usted mismo. Describa el funcionamiento del siguiente programa en escalera. Figura 50: programa en ladder
Fuente: Autores Elabore un y describa un diagrama en escalera que desarrolle un sistema de automatización de su preferencia; en dicho diagrama dicho programa deben interactuar como mínimo 15 funciones ladder diferentes. Diga tres conclusiones según los conocimientos adquiridos durante el desarrollo de la práctica.
106
9.5 PRACTICA CINCO MANEJO RSLOGIX 5000
9.5.1 Introducción Para desarrollo de todo tipo de automatización es indispensable el uso de programara que permitan interactuar fácil y directamente con el PLC. En este caso se implementara el software de programación RSLOGIX 5000. Este software permite crear e introducir cualquier tipo programa creado por el usuario en el PLC. 9.5.2 Objetivo general Obtener la capacidad de manejar el programa rslogix 5000 para crear códigos ladder que resuelvan la necesidades de las exigencias de la automatización. 9.5.3 Objetivo específicos Interactuar con el sistema rslogix 5000 Crear nuevos programas Introducir los códigos en la CPU del PLC Identificar los elementos del programa. 9.5.4 Materiales y equipos
Plc Allen-Bradley 1769-L23E-QBFC1B.
Una computadora con acceso a RSLOGIX 5000.
Cables de conexión. 9.5.6 Conocimientos previos Que es RSLOGIX 5000 Funcionamiento del PLC Manejo de programación ladder.
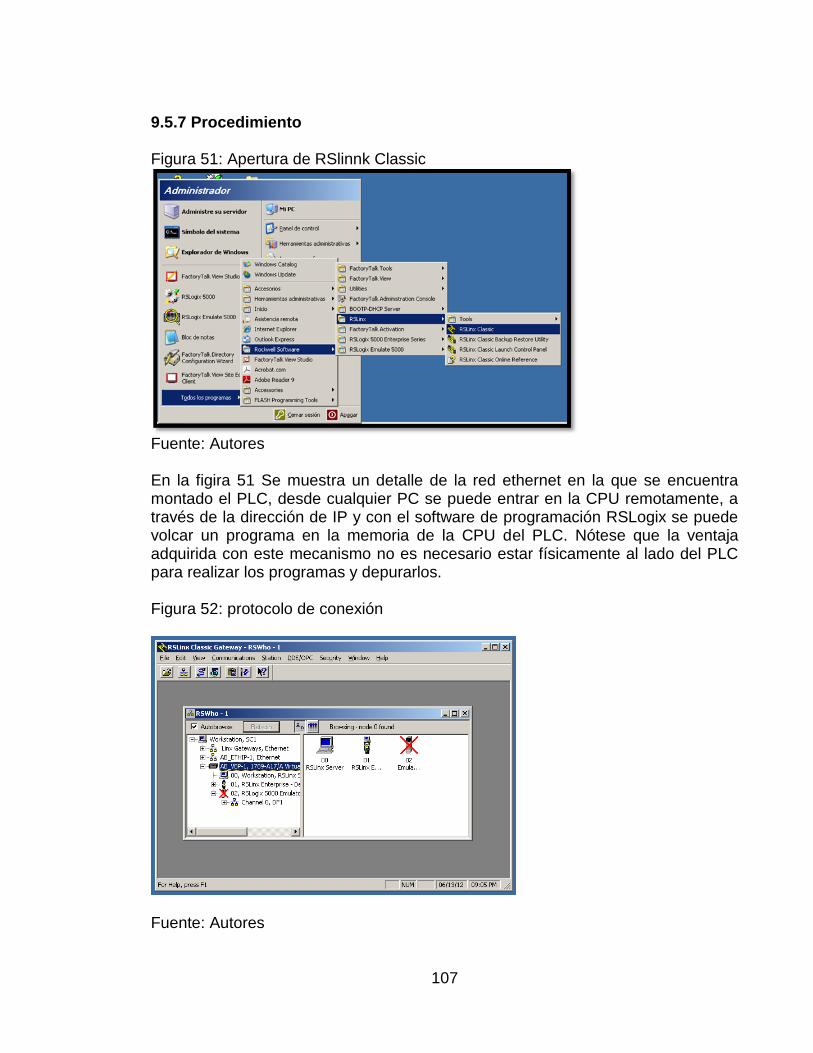
107
9.5.7 Procedimiento Figura 51: Apertura de RSlinnk Classic
Fuente: Autores En la figira 51 Se muestra un detalle de la red ethernet en la que se encuentra montado el PLC, desde cualquier PC se puede entrar en la CPU remotamente, a través de la dirección de IP y con el software de programación RSLogix se puede volcar un programa en la memoria de la CPU del PLC. Nótese que la ventaja adquirida con este mecanismo no es necesario estar físicamente al lado del PLC para realizar los programas y depurarlos. Figura 52: protocolo de conexión
Fuente: Autores
108
Haga doble clic en el icono RSLogix5000 que se encuentra en el escritorio o en el menú de programas, tal y como se muestra la figura. Figura 53: visualización icono RSLogix 5000
Fuente: Autores Ahora nos disponemos a crear un nuevo archivo en el programa.
Haga clic en file y luego en new en el menú principal. Aparece la ventana de la figura 52.
Escriba “Prueba1” como nombre del proyecto o controlador (name).
Seleccione el tipo de chasis a fin de coincidir con el tamaño del de su puesto de laboratorio.
Seleccione un número de ranura (slot) a fin de coincidir con la posición del controlador Logix5000 que tenga asignado en el chasis. Las ranuras se numeran de izquierda a derecha, empezando con la 0. Cada chasis dispone de
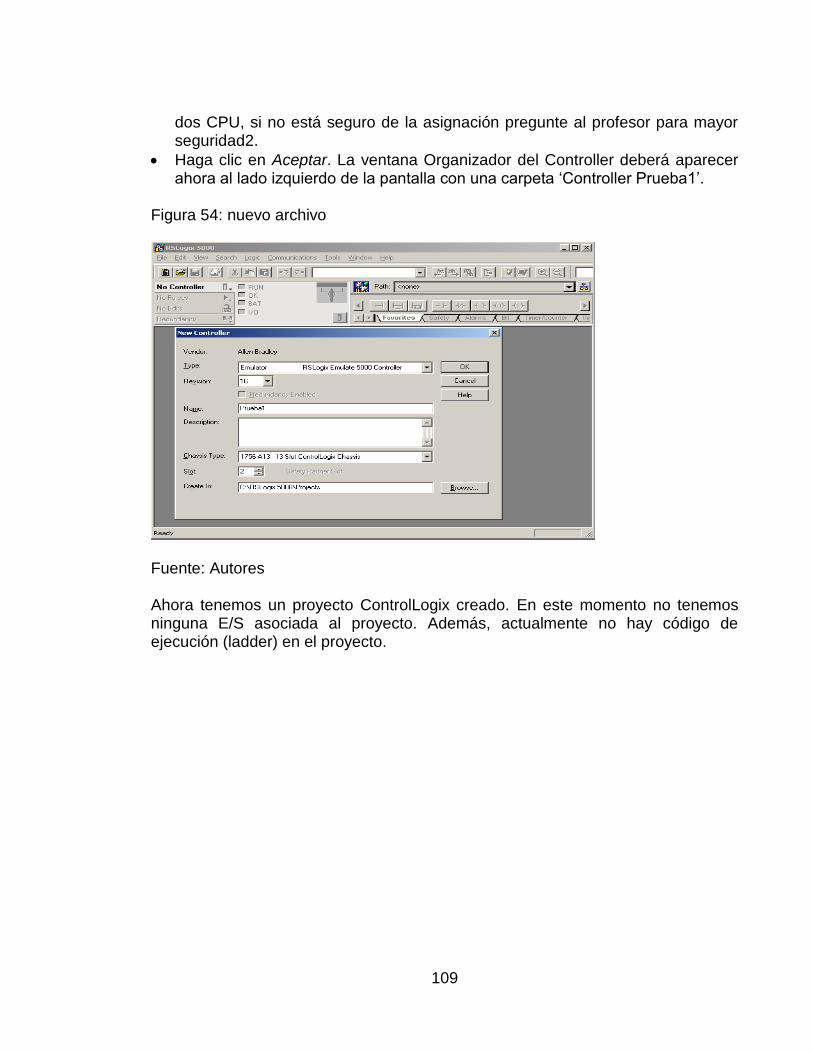
109
dos CPU, si no está seguro de la asignación pregunte al profesor para mayor seguridad2.
Haga clic en Aceptar. La ventana Organizador del Controller deberá aparecer ahora al lado izquierdo de la pantalla con una carpeta „Controller Prueba1‟.
Figura 54: nuevo archivo
Fuente: Autores Ahora tenemos un proyecto ControlLogix creado. En este momento no tenemos ninguna E/S asociada al proyecto. Además, actualmente no hay código de ejecución (ladder) en el proyecto.
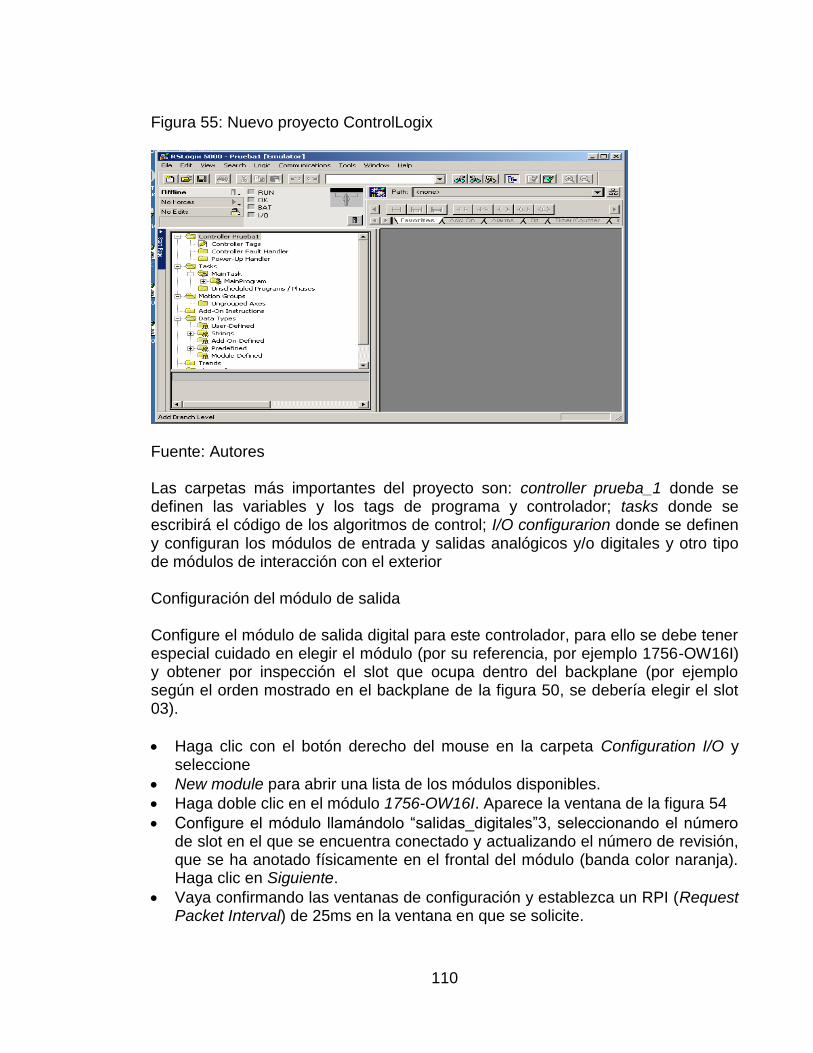
110
Figura 55: Nuevo proyecto ControlLogix
Fuente: Autores Las carpetas más importantes del proyecto son: controller prueba_1 donde se definen las variables y los tags de programa y controlador; tasks donde se escribirá el código de los algoritmos de control; I/O configurarion donde se definen y configuran los módulos de entrada y salidas analógicos y/o digitales y otro tipo de módulos de interacción con el exterior Configuración del módulo de salida Configure el módulo de salida digital para este controlador, para ello se debe tener especial cuidado en elegir el módulo (por su referencia, por ejemplo 1756-OW16I) y obtener por inspección el slot que ocupa dentro del backplane (por ejemplo según el orden mostrado en el backplane de la figura 50, se debería elegir el slot 03).
Haga clic con el botón derecho del mouse en la carpeta Configuration I/O y seleccione
New module para abrir una lista de los módulos disponibles.
Haga doble clic en el módulo 1756-OW16I. Aparece la ventana de la figura 54
Configure el módulo llamándolo “salidas_digitales”3, seleccionando el número de slot en el que se encuentra conectado y actualizando el número de revisión, que se ha anotado físicamente en el frontal del módulo (banda color naranja). Haga clic en Siguiente.
Vaya confirmando las ventanas de configuración y establezca un RPI (Request Packet Interval) de 25ms en la ventana en que se solicite.
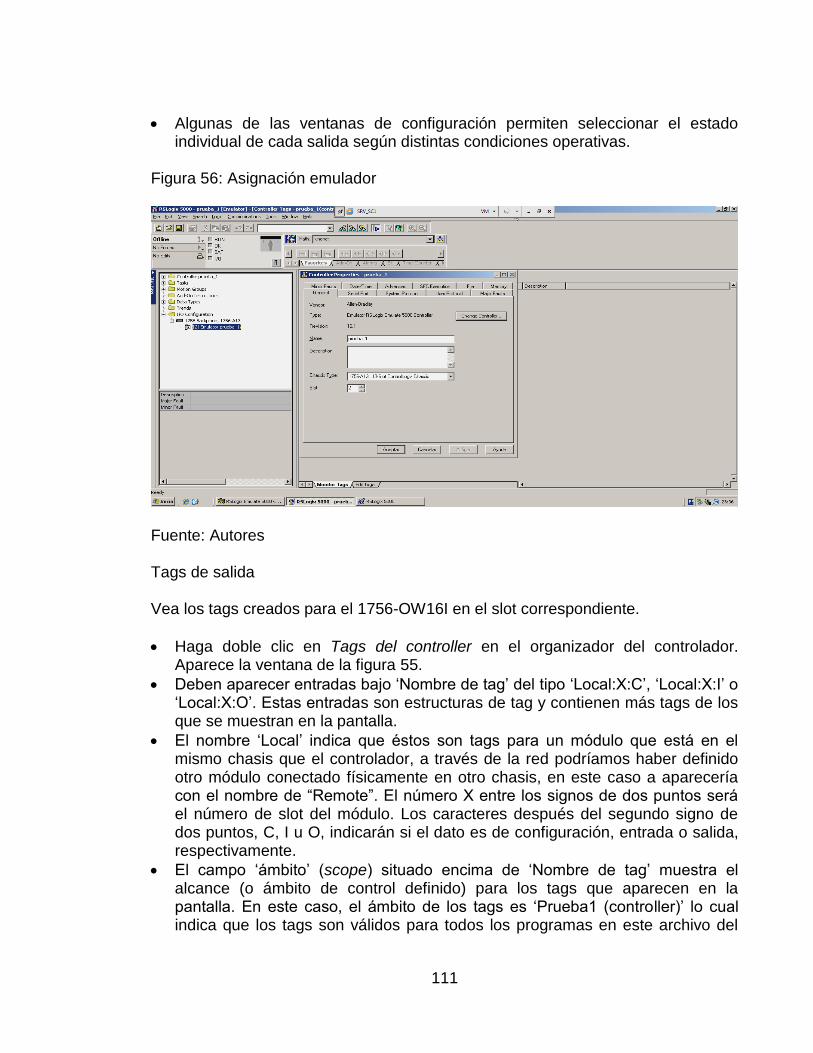
111
Algunas de las ventanas de configuración permiten seleccionar el estado individual de cada salida según distintas condiciones operativas.
Figura 56: Asignación emulador
Fuente: Autores Tags de salida Vea los tags creados para el 1756-OW16I en el slot correspondiente.
Haga doble clic en Tags del controller en el organizador del controlador. Aparece la ventana de la figura 55.
Deben aparecer entradas bajo „Nombre de tag‟ del tipo „Local:X:C‟, „Local:X:I‟ o „Local:X:O‟. Estas entradas son estructuras de tag y contienen más tags de los que se muestran en la pantalla.
El nombre „Local‟ indica que éstos son tags para un módulo que está en el mismo chasis que el controlador, a través de la red podríamos haber definido otro módulo conectado físicamente en otro chasis, en este caso a aparecería con el nombre de “Remote”. El número X entre los signos de dos puntos será el número de slot del módulo. Los caracteres después del segundo signo de dos puntos, C, I u O, indicarán si el dato es de configuración, entrada o salida, respectivamente.
El campo „ámbito‟ (scope) situado encima de „Nombre de tag‟ muestra el alcance (o ámbito de control definido) para los tags que aparecen en la pantalla. En este caso, el ámbito de los tags es „Prueba1 (controller)‟ lo cual indica que los tags son válidos para todos los programas en este archivo del
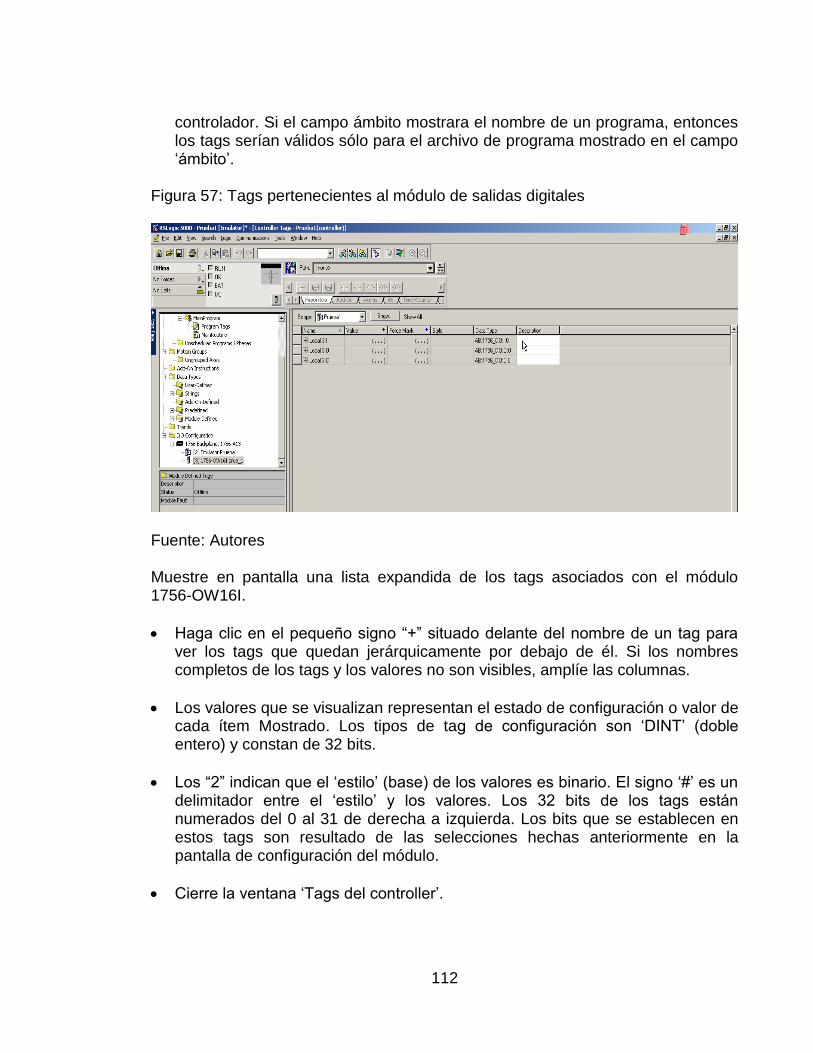
112
controlador. Si el campo ámbito mostrara el nombre de un programa, entonces los tags serían válidos sólo para el archivo de programa mostrado en el campo „ámbito‟.
Figura 57: Tags pertenecientes al módulo de salidas digitales
Fuente: Autores Muestre en pantalla una lista expandida de los tags asociados con el módulo 1756-OW16I.
Haga clic en el pequeño signo “+” situado delante del nombre de un tag para ver los tags que quedan jerárquicamente por debajo de él. Si los nombres completos de los tags y los valores no son visibles, amplíe las columnas.
Los valores que se visualizan representan el estado de configuración o valor de cada ítem Mostrado. Los tipos de tag de configuración son „DINT‟ (doble entero) y constan de 32 bits.
Los “2” indican que el „estilo‟ (base) de los valores es binario. El signo „#‟ es un delimitador entre el „estilo‟ y los valores. Los 32 bits de los tags están numerados del 0 al 31 de derecha a izquierda. Los bits que se establecen en estos tags son resultado de las selecciones hechas anteriormente en la pantalla de configuración del módulo.
Cierre la ventana „Tags del controller‟.
113
Haga clic en Archivo en la barra del menú principal y luego en Guardar, para guardar el programa.
Configuración del módulo de entrada Configure el módulo de entrada digital para este controlador, para ello se debe tener especial cuidado en elegir el módulo (por su referencia, por ejemplo 1756-IB16D) y obtener por inspección el slot que ocupa dentro del backplane (por ejemplo según el orden mostrado en el backplane de la figura 51, se debería elegir el slot 04).
Haga clic con el botón derecho del mouse en la carpeta Configuration I/O y seleccione New module.
Haga doble clic en el módulo 1756-IB16D.
Configure el módulo llamándolo “entradas” 4, seleccionando el número de slot en el que se encuentra conectado y actualizando el número de revisión, que se ha anotado físicamente en el frontal del módulo (banda color azul). Haga clic en Siguiente.
Vaya confirmando las ventanas de configuración y establezca un RPI (Request Packet Interval) de 25ms en la ventana en que se solicite. Algunas de las ventanas de configuración permiten seleccionar el estado individual de cada salida según distintas condiciones operativas. Así por ejemplo, como se muestra en la figura 56, el usuario puede configurar muchos estados de diagnóstico y entradas en el módulo, hasta el nivel de punto.
El usuario puede „Habilitar/inhabilitar detección de cambio de estado‟, „Habilitar/inhabilitar diagnósticos para cable abierto‟ y „Habilitar/inhabilitar enclavamiento de diagnósticos‟ para cualquier punto. El usuario puede configurar „Tiempos de filtro de entrada‟ en „Desactivado->Activado‟ o „Activado->Desactivado‟ en grupos de 8 entradas.
El usuario también puede „Habilitar/inhabilitar cambio de estado para transiciones de diagnóstico‟ para los fallos que ocurran.
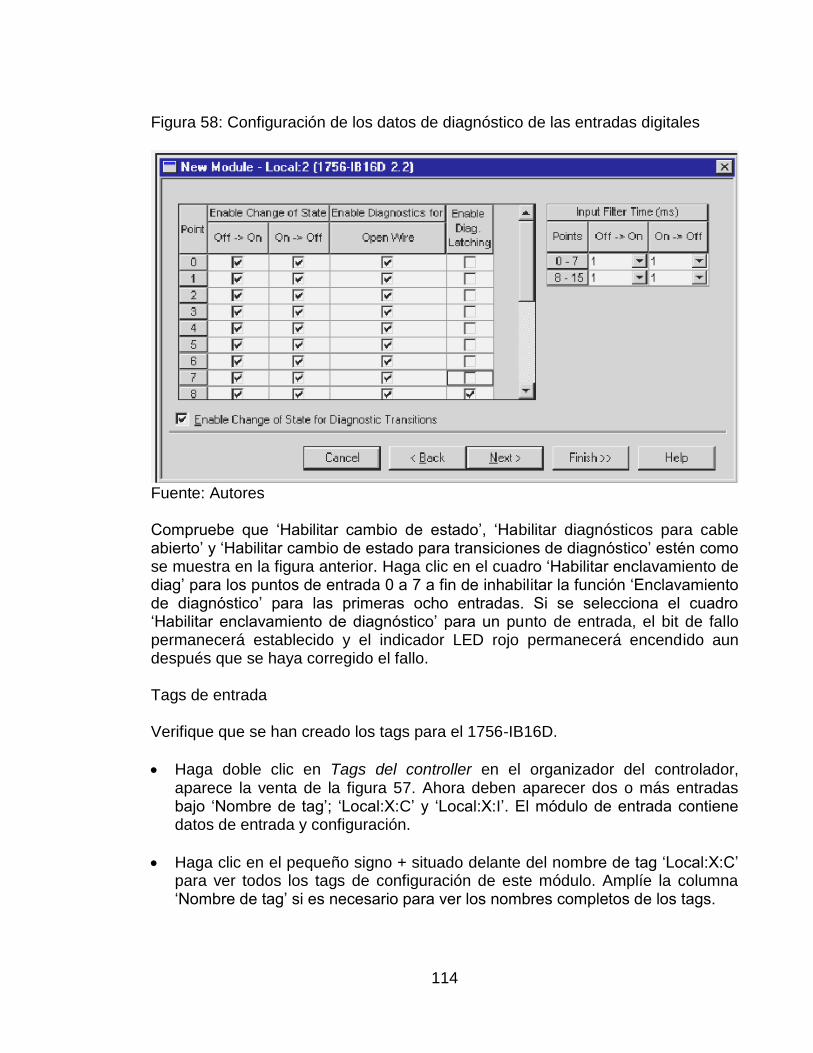
114
Figura 58: Configuración de los datos de diagnóstico de las entradas digitales
Fuente: Autores Compruebe que „Habilitar cambio de estado‟, „Habilitar diagnósticos para cable abierto‟ y „Habilitar cambio de estado para transiciones de diagnóstico‟ estén como se muestra en la figura anterior. Haga clic en el cuadro „Habilitar enclavamiento de diag‟ para los puntos de entrada 0 a 7 a fin de inhabilitar la función „Enclavamiento de diagnóstico‟ para las primeras ocho entradas. Si se selecciona el cuadro „Habilitar enclavamiento de diagnóstico‟ para un punto de entrada, el bit de fallo permanecerá establecido y el indicador LED rojo permanecerá encendido aun después que se haya corregido el fallo. Tags de entrada Verifique que se han creado los tags para el 1756-IB16D.
Haga doble clic en Tags del controller en el organizador del controlador, aparece la venta de la figura 57. Ahora deben aparecer dos o más entradas bajo „Nombre de tag‟; „Local:X:C‟ y „Local:X:I‟. El módulo de entrada contiene datos de entrada y configuración.
Haga clic en el pequeño signo + situado delante del nombre de tag „Local:X:C‟ para ver todos los tags de configuración de este módulo. Amplíe la columna „Nombre de tag‟ si es necesario para ver los nombres completos de los tags.
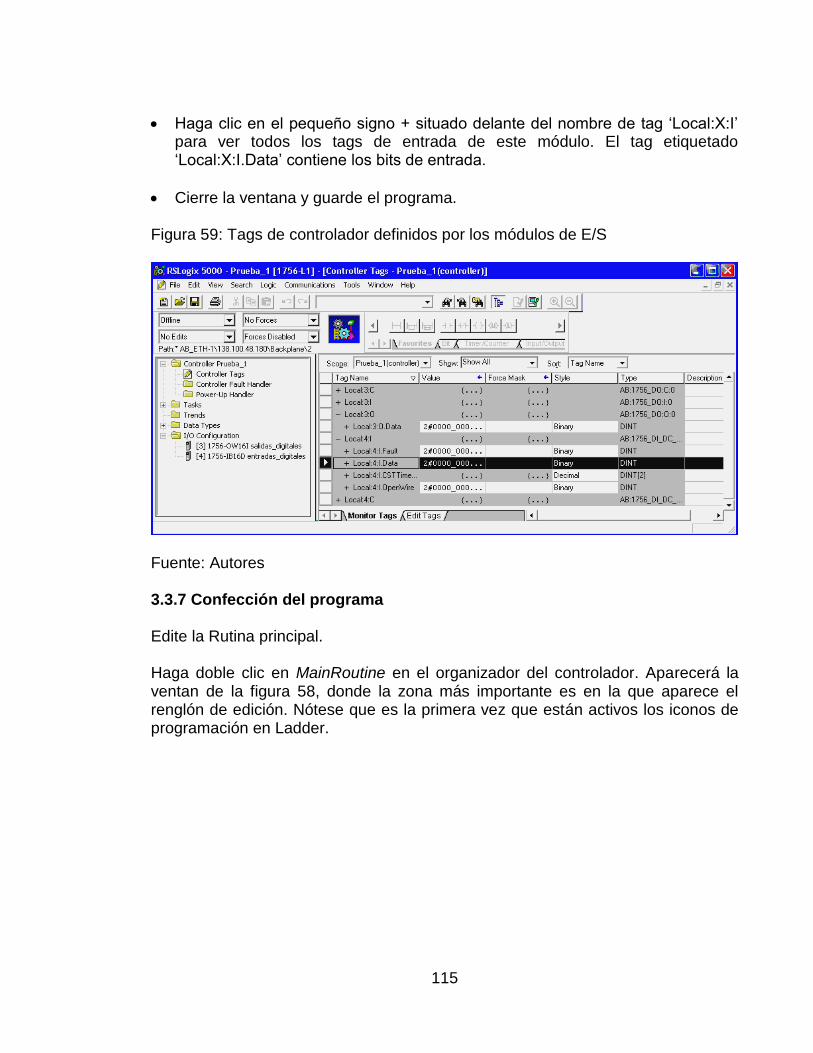
115
Haga clic en el pequeño signo + situado delante del nombre de tag „Local:X:I‟ para ver todos los tags de entrada de este módulo. El tag etiquetado „Local:X:I.Data‟ contiene los bits de entrada.
Cierre la ventana y guarde el programa. Figura 59: Tags de controlador definidos por los módulos de E/S
Fuente: Autores 3.3.7 Confección del programa Edite la Rutina principal. Haga doble clic en MainRoutine en el organizador del controlador. Aparecerá la ventan de la figura 58, donde la zona más importante es en la que aparece el renglón de edición. Nótese que es la primera vez que están activos los iconos de programación en Ladder.
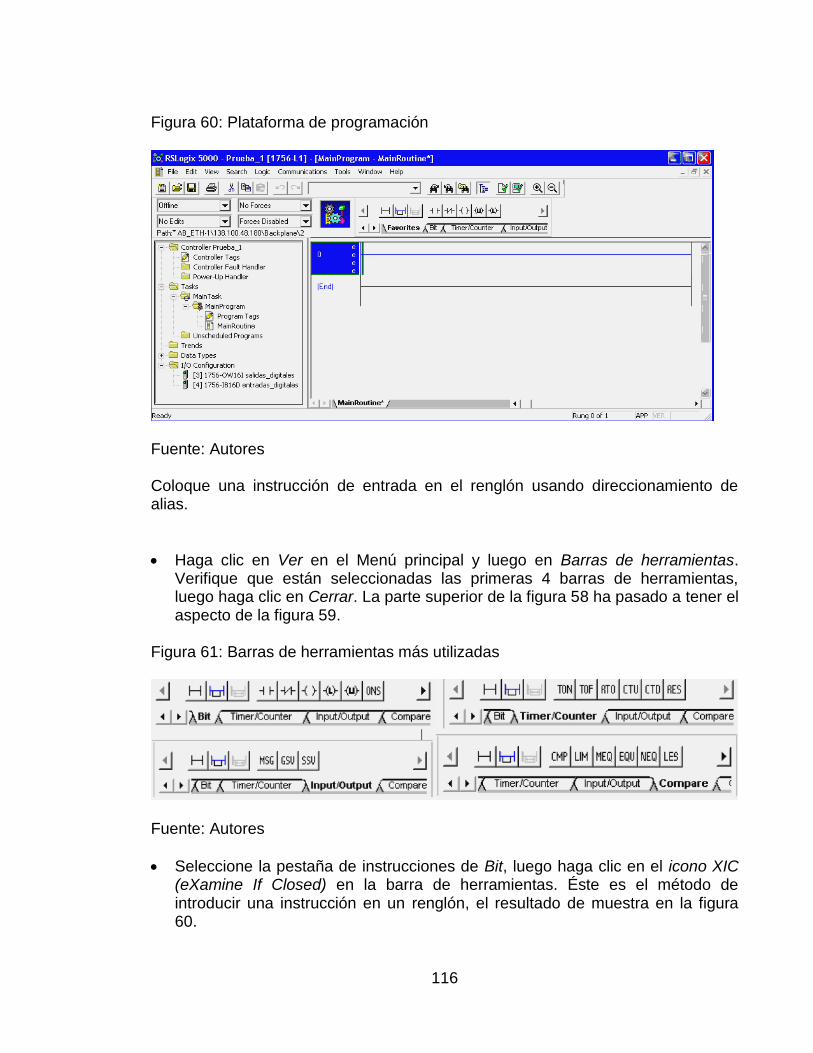
116
Figura 60: Plataforma de programación
Fuente: Autores Coloque una instrucción de entrada en el renglón usando direccionamiento de alias.
Haga clic en Ver en el Menú principal y luego en Barras de herramientas. Verifique que están seleccionadas las primeras 4 barras de herramientas, luego haga clic en Cerrar. La parte superior de la figura 58 ha pasado a tener el aspecto de la figura 59.
Figura 61: Barras de herramientas más utilizadas
Fuente: Autores
Seleccione la pestaña de instrucciones de Bit, luego haga clic en el icono XIC (eXamine If Closed) en la barra de herramientas. Éste es el método de introducir una instrucción en un renglón, el resultado de muestra en la figura 60.
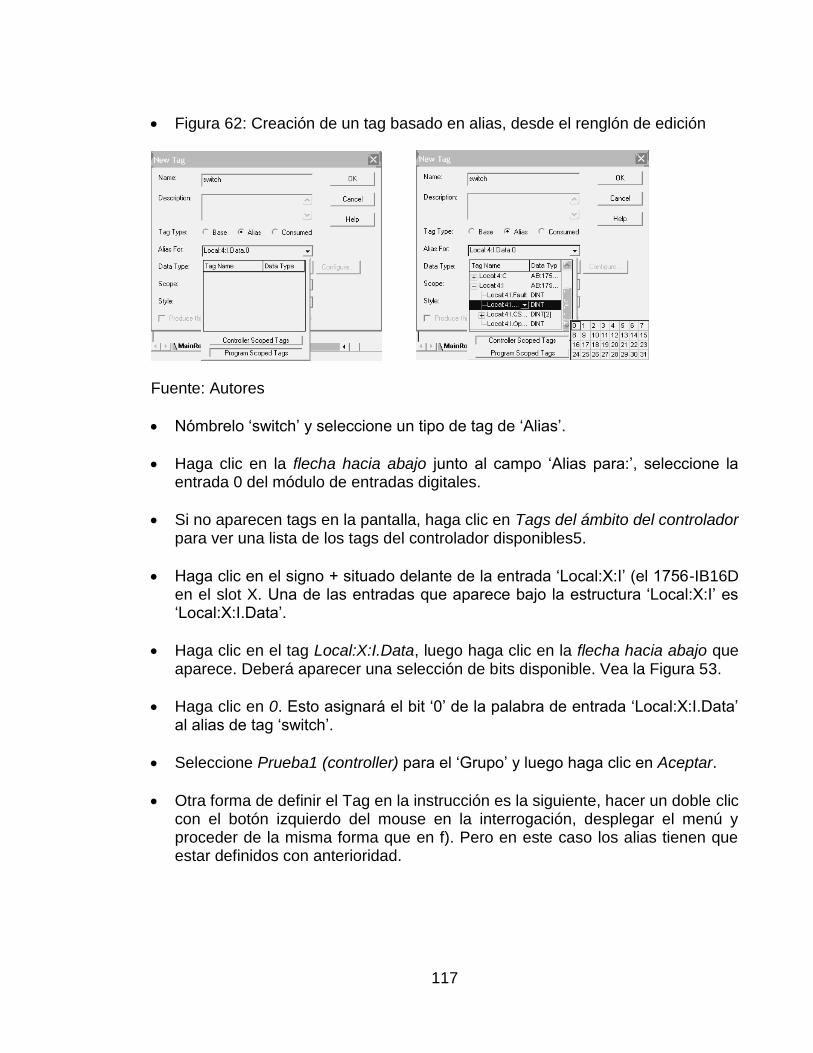
117
Figura 62: Creación de un tag basado en alias, desde el renglón de edición
Fuente: Autores
Nómbrelo „switch‟ y seleccione un tipo de tag de „Alias‟.
Haga clic en la flecha hacia abajo junto al campo „Alias para:‟, seleccione la entrada 0 del módulo de entradas digitales.
Si no aparecen tags en la pantalla, haga clic en Tags del ámbito del controlador para ver una lista de los tags del controlador disponibles5.
Haga clic en el signo + situado delante de la entrada „Local:X:I‟ (el 1756-IB16D en el slot X. Una de las entradas que aparece bajo la estructura „Local:X:I‟ es „Local:X:I.Data‟.
Haga clic en el tag Local:X:I.Data, luego haga clic en la flecha hacia abajo que aparece. Deberá aparecer una selección de bits disponible. Vea la Figura 53.
Haga clic en 0. Esto asignará el bit „0‟ de la palabra de entrada „Local:X:I.Data‟ al alias de tag „switch‟.
Seleccione Prueba1 (controller) para el „Grupo‟ y luego haga clic en Aceptar.
Otra forma de definir el Tag en la instrucción es la siguiente, hacer un doble clic con el botón izquierdo del mouse en la interrogación, desplegar el menú y proceder de la misma forma que en f). Pero en este caso los alias tienen que estar definidos con anterioridad.
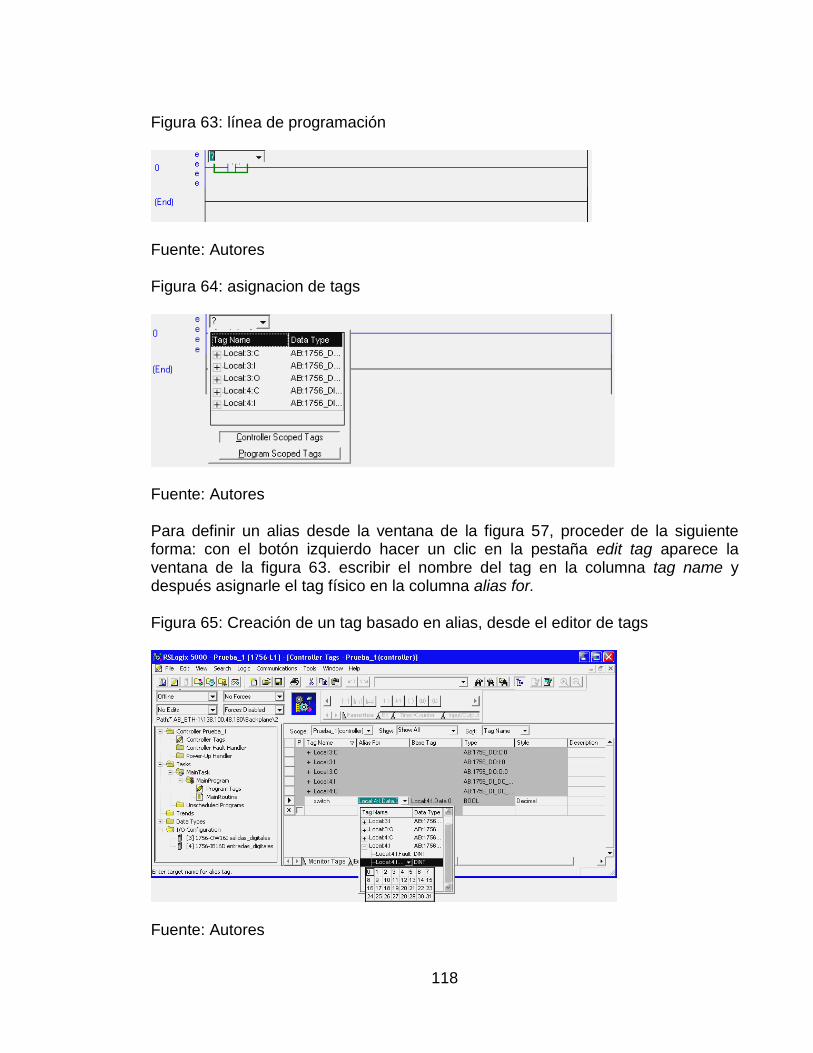
118
Figura 63: línea de programación
Fuente: Autores Figura 64: asignacion de tags
Fuente: Autores Para definir un alias desde la ventana de la figura 57, proceder de la siguiente forma: con el botón izquierdo hacer un clic en la pestaña edit tag aparece la ventana de la figura 63. escribir el nombre del tag en la columna tag name y después asignarle el tag físico en la columna alias for. Figura 65: Creación de un tag basado en alias, desde el editor de tags
Fuente: Autores
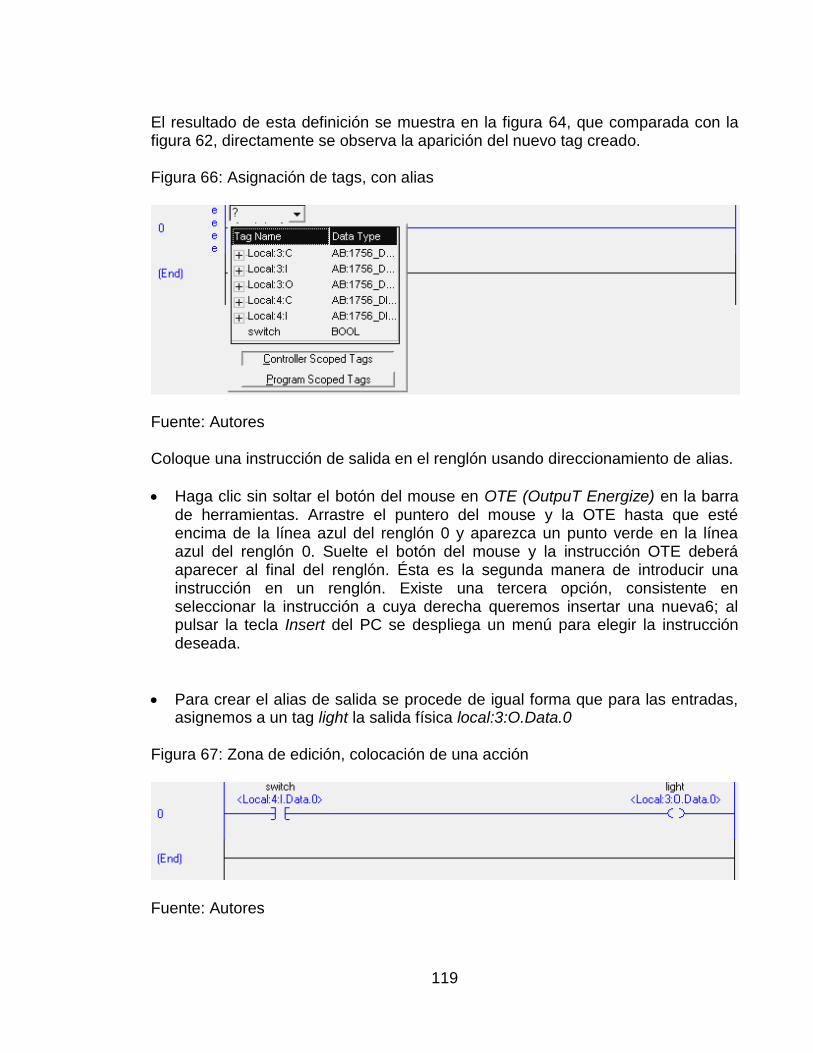
119
El resultado de esta definición se muestra en la figura 64, que comparada con la figura 62, directamente se observa la aparición del nuevo tag creado. Figura 66: Asignación de tags, con alias
Fuente: Autores Coloque una instrucción de salida en el renglón usando direccionamiento de alias.
Haga clic sin soltar el botón del mouse en OTE (OutpuT Energize) en la barra de herramientas. Arrastre el puntero del mouse y la OTE hasta que esté encima de la línea azul del renglón 0 y aparezca un punto verde en la línea azul del renglón 0. Suelte el botón del mouse y la instrucción OTE deberá aparecer al final del renglón. Ésta es la segunda manera de introducir una instrucción en un renglón. Existe una tercera opción, consistente en seleccionar la instrucción a cuya derecha queremos insertar una nueva6; al pulsar la tecla Insert del PC se despliega un menú para elegir la instrucción deseada.
Para crear el alias de salida se procede de igual forma que para las entradas, asignemos a un tag light la salida física local:3:O.Data.0
Figura 67: Zona de edición, colocación de una acción
Fuente: Autores
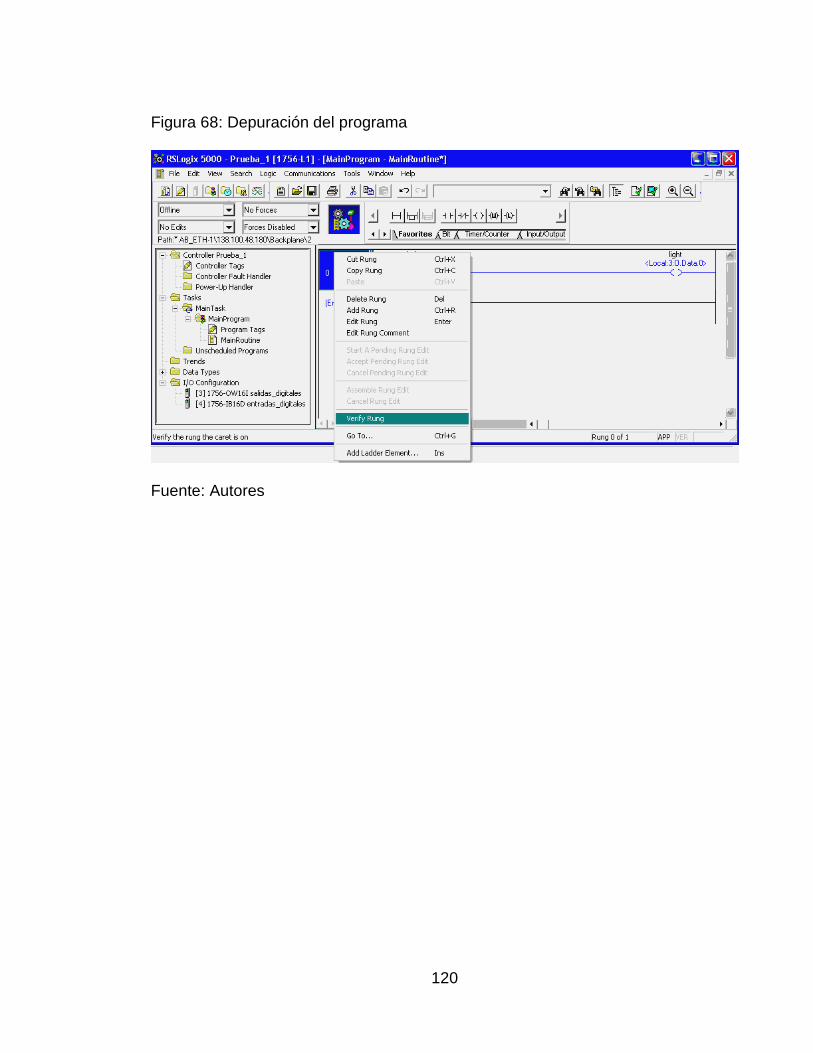
120
Figura 68: Depuración del programa
Fuente: Autores
121
9.6 PRACTICA SEIS ENCENDIDO Y APAGADO DE LUCES.
9.6.1 Introducción Al interactuar con el autómata, el rs logix 5000 y la programación en ladder, es posible crear un sistema de encendido y apagado de cualquier elemento eléctrico o electrónico mediante la aplicación de un sistema de interrupción manual, el cual es muy útil en diferentes campos de la automatización industrial. 9.6.2 Objetivo general Implementar la conexión y el funcionamiento del plc, 9.6.3 Objetivos específicos Elaborar un programa en ladder donde se evidencie el encendido y el apagado de una luz. 9.6.4 Materiales y equipos
Autómata programable o plc.
Programa rslogix 5000.
Programa ladder.
Leds y reles. 9.6.5 Conocimientos previos
Conocimiento de la programación en LADDER.
Conocimiento de RSlogix 5000
Como conectar el PLC.
Como conectar un led o un bombillo 9.6.6 Cuestionario
Elabore un programa en LADDER donde se pueda ver el funcionamiento de encendido y apagado de un bombillo o led.
Implemente un nuevo programa donde maneje 8 luces o leds donde primero hagan una secuencia ascendente y luego una descendente.
Copie y pegue los dos programas debajo del cuestionario
Haga una pequeña descripción de donde se pueden implementar estos programas en la industria o en la vida cotidiana.
122
9.7 PRACTICA SIETE AUTOMATIZACIÓN CON SENSORES.
9.7.1 Introducción A lo largo del tiempo las industrias han tratado de automatizar los procesos repetitivos, debido a que los desarrollos con estas características son más fáciles y factibles de hacer, que cuando los desarrolla un ser humano, previniendo enfermedades de los empleados y teniendo en cuenta que no se debe tomar esto como un inconveniente de trabajo porque la mano de obra puede pasar a hacer otros procesos de mayor complejidad o donde estas técnicas de automatización no se puedan emplear. 9.7.2 Objetivos generales En esta práctica veremos cómo se hace una pequeña automatización de una fábrica de llenado de 4 botellas, teniendo en cuenta el conocimiento adquirido en las prácticas anteriores se pueden utilizar cualquiera de los dos sensores o en su defecto para un mejor desarrollo de la misma utilizarlos ambos. 9.7.3 Objetivos específicos
Comprender la imagen descrita a continuación.
Reconocer cada una de sus partes a utilizar.
Identificar las aplicaciones del sensor para el siguiente ejemplo. 9.7.4 Procedimiento Vea la siguiente imagen y diseñe el programa requerido para la imagen en el programa rslogix 5000. ayuda: el sensor cuenta hasta cuatro, luego sube el pistón 1, luego activa las válvulas durante 20 segundos que llena los envases, luego baja el pistón dos, espera 10 segundos mientras que pasan los envases y el pistón 1 y 2 vuelven a su posición inicial. La cinta se puede manipular por medio de alguno de los dos sensores o también con algunas de las funciones descritas en los temas anteriores.
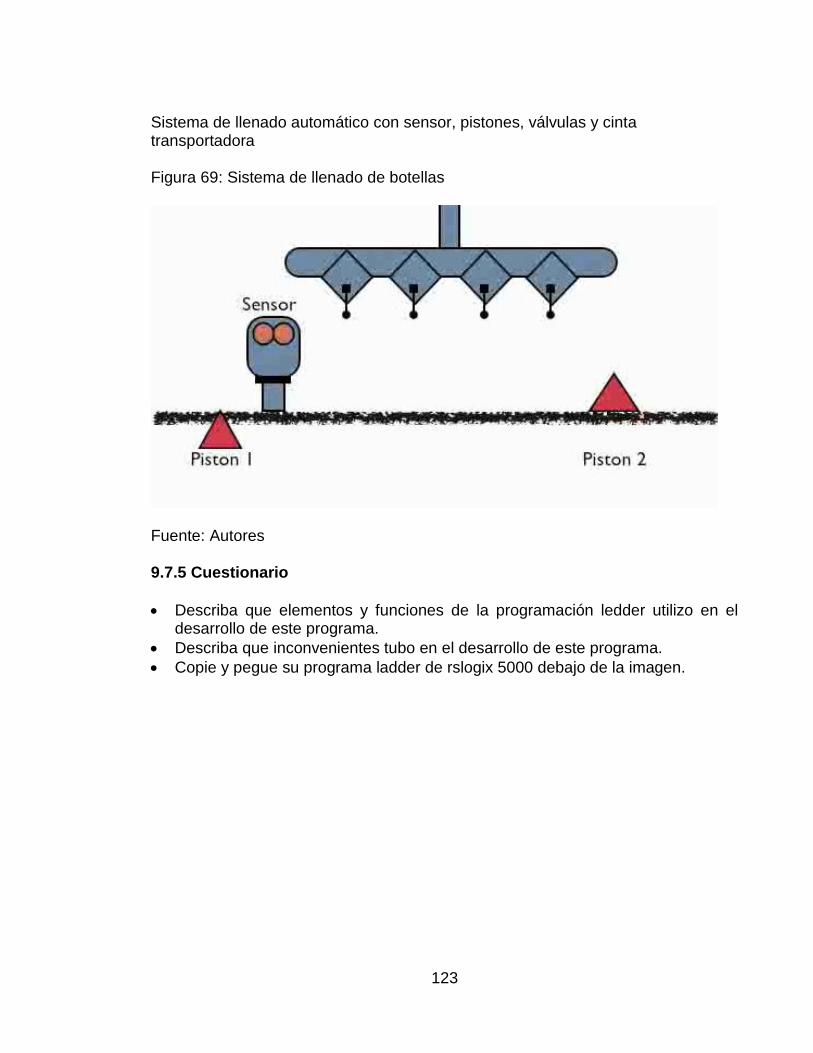
123
Sistema de llenado automático con sensor, pistones, válvulas y cinta transportadora Figura 69: Sistema de llenado de botellas
Fuente: Autores 9.7.5 Cuestionario
Describa que elementos y funciones de la programación ledder utilizo en el desarrollo de este programa.
Describa que inconvenientes tubo en el desarrollo de este programa.
Copie y pegue su programa ladder de rslogix 5000 debajo de la imagen.
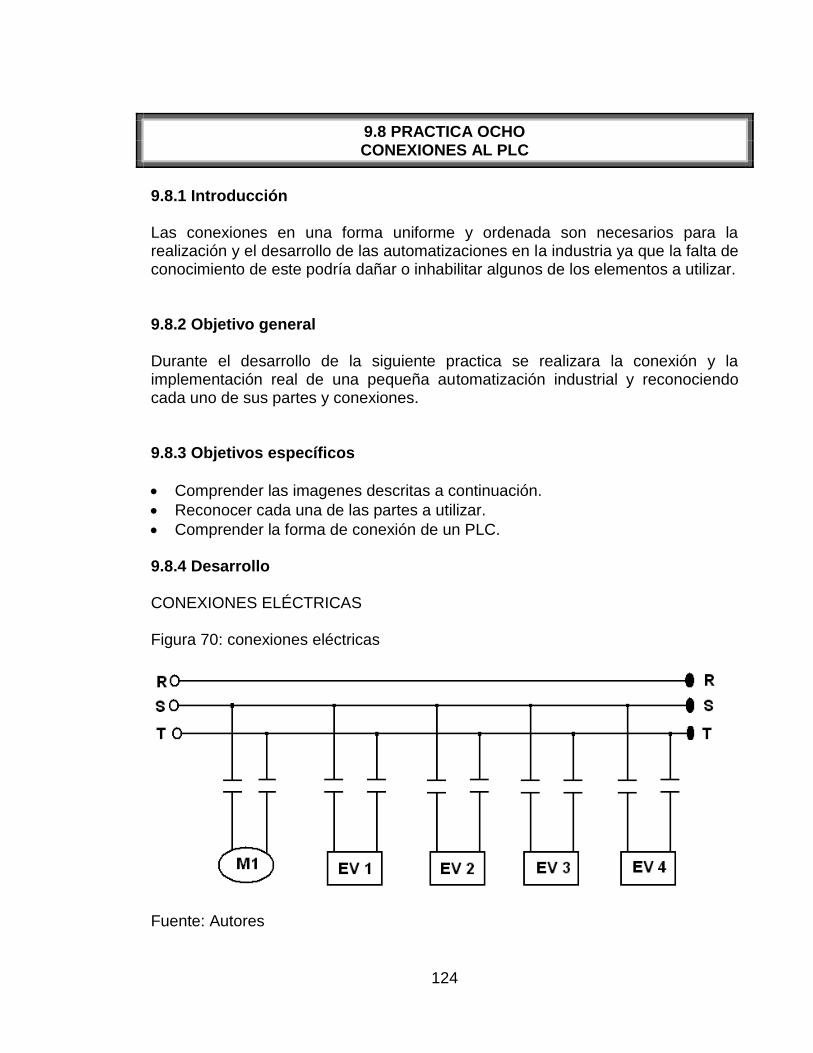
124
9.8 PRACTICA OCHO CONEXIONES AL PLC
9.8.1 Introducción Las conexiones en una forma uniforme y ordenada son necesarios para la realización y el desarrollo de las automatizaciones en la industria ya que la falta de conocimiento de este podría dañar o inhabilitar algunos de los elementos a utilizar. 9.8.2 Objetivo general Durante el desarrollo de la siguiente practica se realizara la conexión y la implementación real de una pequeña automatización industrial y reconociendo cada uno de sus partes y conexiones. 9.8.3 Objetivos específicos
Comprender las imagenes descritas a continuación.
Reconocer cada una de las partes a utilizar.
Comprender la forma de conexión de un PLC. 9.8.4 Desarrollo
CONEXIONES ELÉCTRICAS Figura 70: conexiones eléctricas
Fuente: Autores
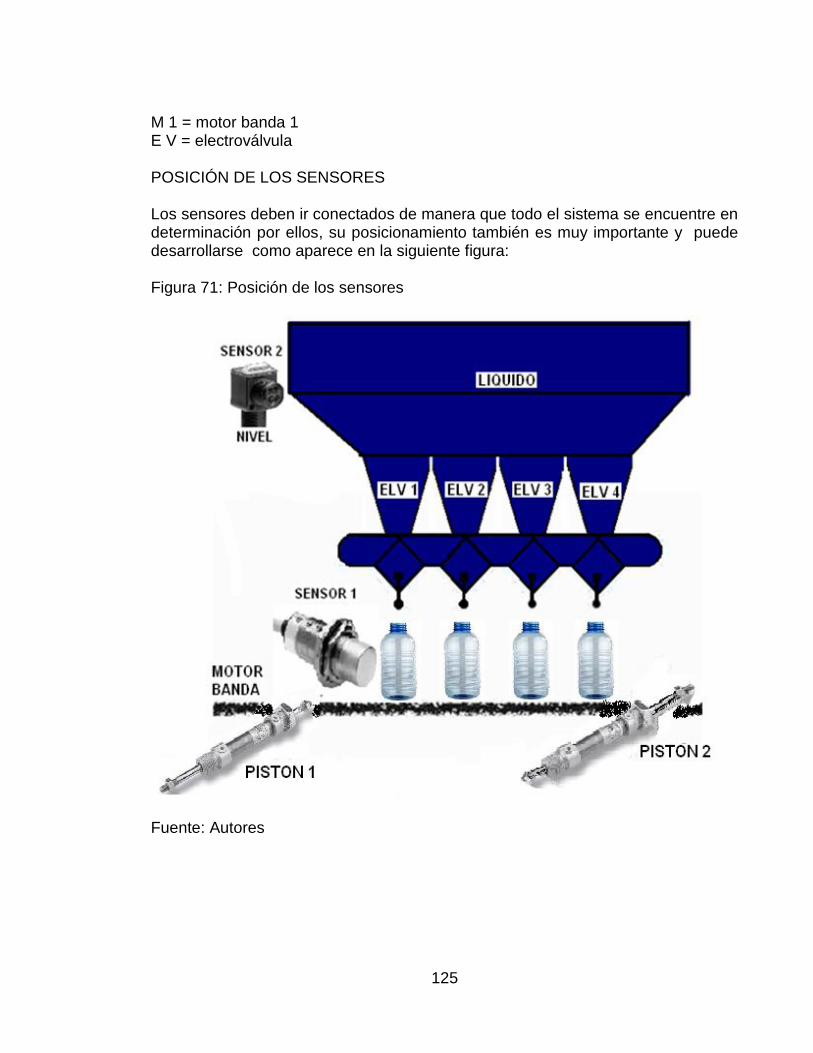
125
M 1 = motor banda 1 E V = electroválvula POSICIÓN DE LOS SENSORES Los sensores deben ir conectados de manera que todo el sistema se encuentre en determinación por ellos, su posicionamiento también es muy importante y puede desarrollarse como aparece en la siguiente figura: Figura 71: Posición de los sensores
Fuente: Autores
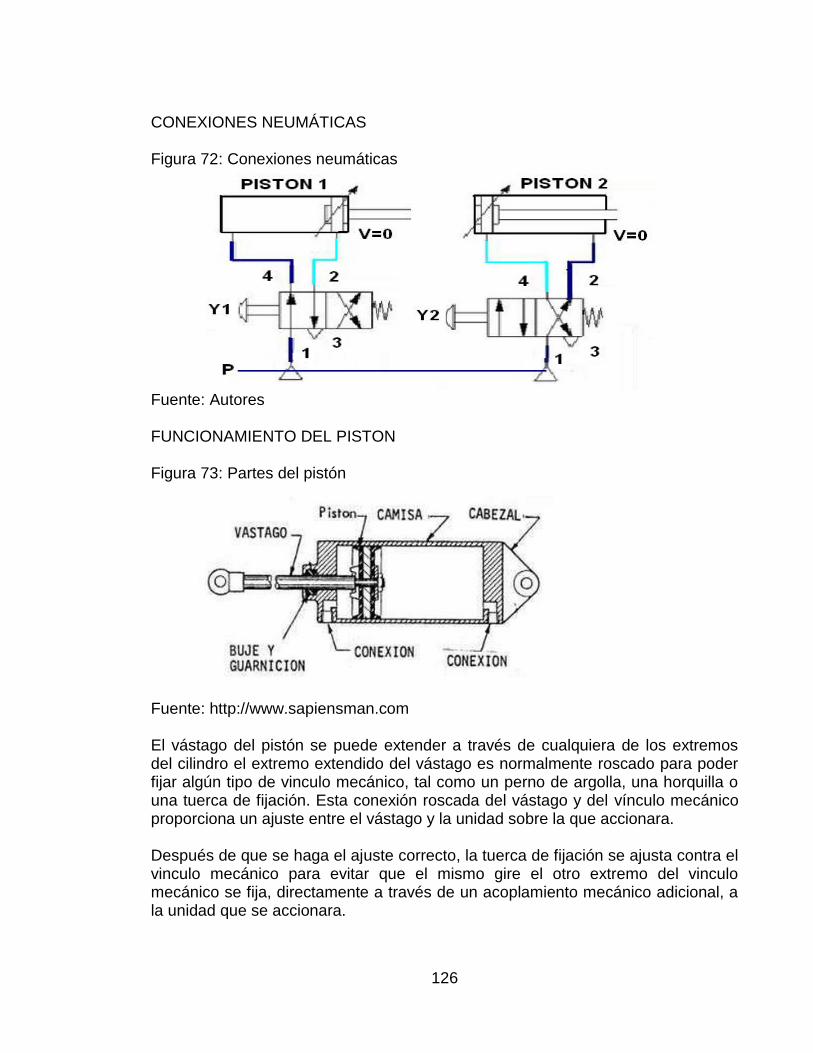
126
CONEXIONES NEUMÁTICAS Figura 72: Conexiones neumáticas
Fuente: Autores FUNCIONAMIENTO DEL PISTON
Figura 73: Partes del pistón
Fuente: http://www.sapiensman.com
El vástago del pistón se puede extender a través de cualquiera de los extremos del cilindro el extremo extendido del vástago es normalmente roscado para poder fijar algún tipo de vinculo mecánico, tal como un perno de argolla, una horquilla o una tuerca de fijación. Esta conexión roscada del vástago y del vínculo mecánico proporciona un ajuste entre el vástago y la unidad sobre la que accionara.
Después de que se haga el ajuste correcto, la tuerca de fijación se ajusta contra el vinculo mecánico para evitar que el mismo gire el otro extremo del vinculo mecánico se fija, directamente a través de un acoplamiento mecánico adicional, a la unidad que se accionara.
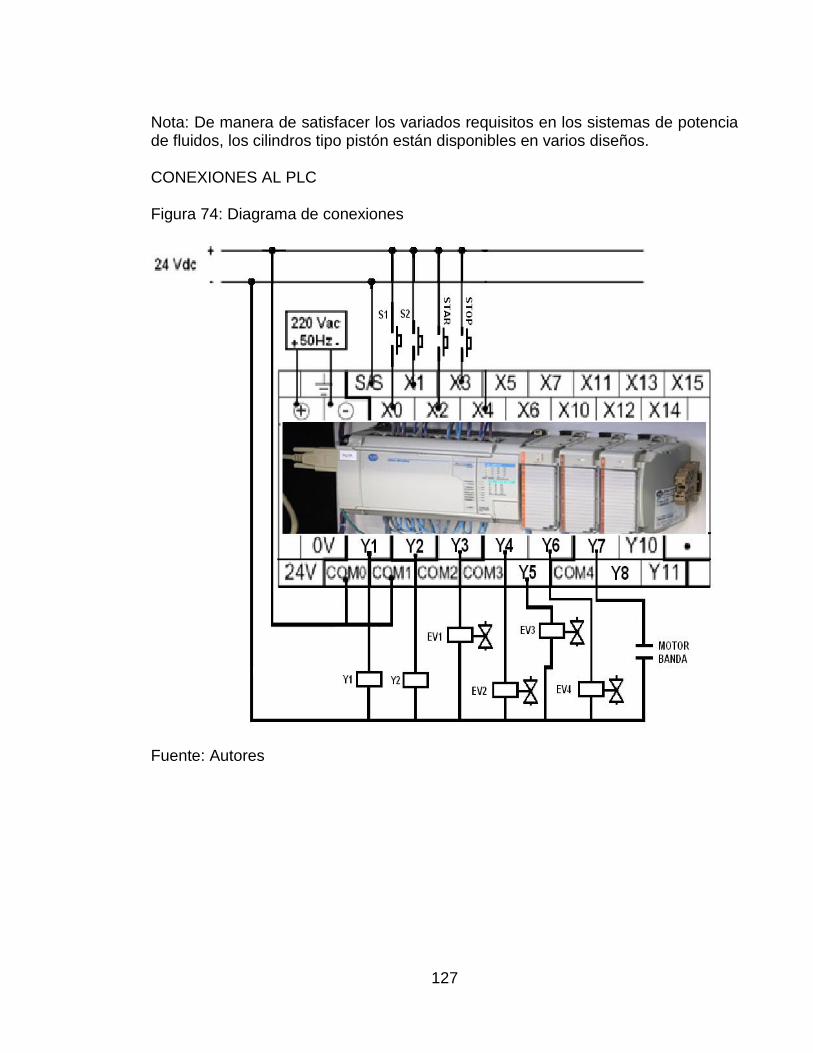
127
Nota: De manera de satisfacer los variados requisitos en los sistemas de potencia de fluidos, los cilindros tipo pistón están disponibles en varios diseños.
CONEXIONES AL PLC
Figura 74: Diagrama de conexiones
Fuente: Autores
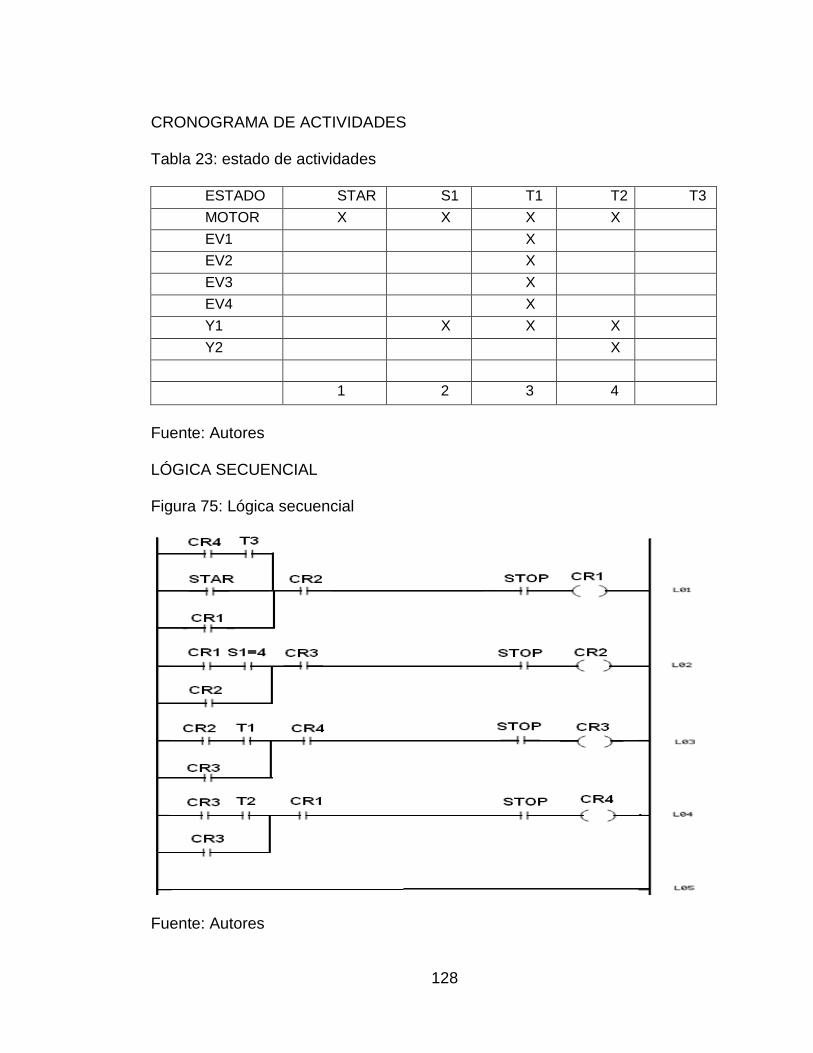
128
CRONOGRAMA DE ACTIVIDADES Tabla 23: estado de actividades
ESTADO STAR S1 T1 T2 T3
MOTOR X X X X
EV1 X
EV2 X
EV3 X
EV4 X
Y1 X X X
Y2 X
1 2 3 4
Fuente: Autores LÓGICA SECUENCIAL Figura 75: Lógica secuencial
Fuente: Autores
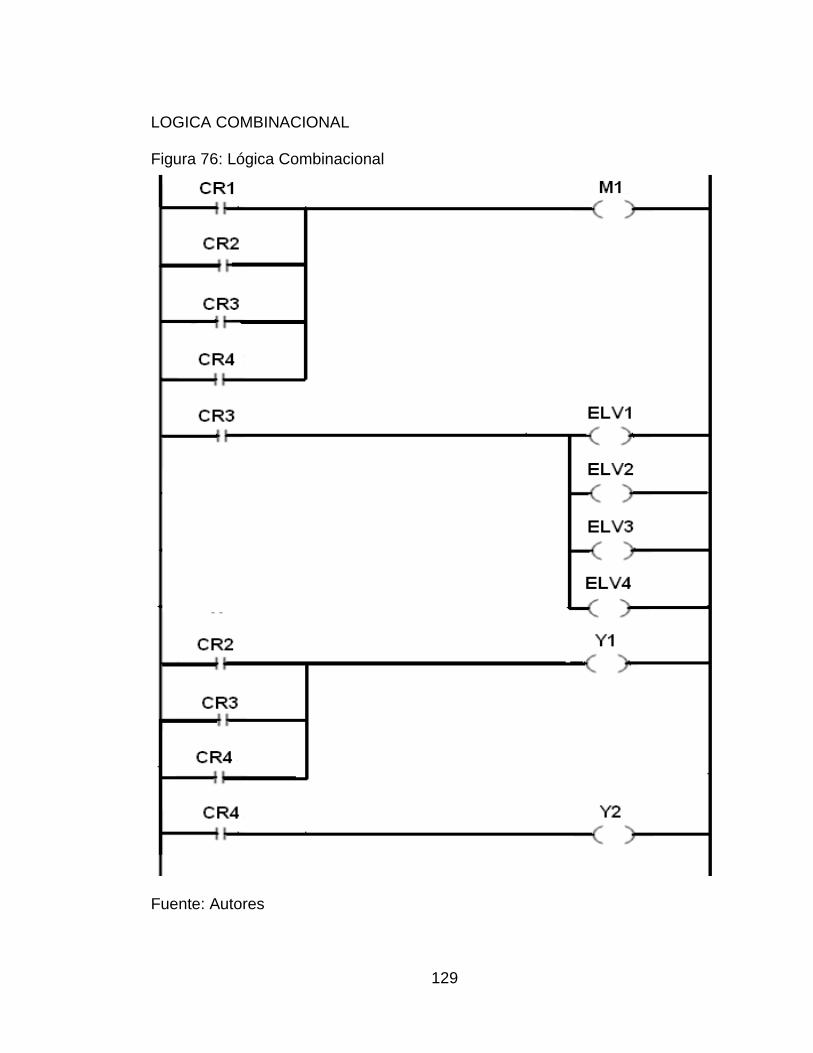
129
LOGICA COMBINACIONAL
Figura 76: Lógica Combinacional
Fuente: Autores
130
9.8.5 Cuestionario
Describa que inconvenientes tubo en el desarrollo y comprensión de esta práctica.
Describa que elementos y funciones de la programación ledder utilizo en el desarrollo de este programa.
Copie y pegue su programa ladder de rslogix 5000 debajo de la imagen.
131
10. CONCLUSIONES Culminado el desarrollo del presente trabajo, la solución de las incógnitas que en este se presentaron y la comprensión de los aspectos que lo rodearon, los autores se permiten en arrojar las siguientes conclusiones.
El desarrollo del actual trabajo ha permitido incursionar a los estudiantes en un nuevo mundo de posibilidades donde basados en los conocimientos obtenidos estarán en capacidad de dar solución a algunos problemas industriales relacionados con la automatización.
Es alta La necesidad que demandan las instalaciones de las universidades en la adquisición de este tipo de documentación y de elementos de laboratorio relacionados con instrumentación industrial, para la preparación adecuada de sus futuros egresados.
Gracias a la gran versatilidad que posee el El PLC, este puede ser utilizado para gran variedad de sistemas de automatización.
La calibración de los sensores como su programación en el PLC debe ser verificada varias veces para evitar errores de detección y un mal funcionamiento de sistema.
132
BIBLIOGRAFÍA
Introducción a los PLC
[1] http://www.itescam.edu.mx/principal/sylabus/fpdb/recursos/r73348.pdf
Autómatas programables (PLC): origen e historia
[2] http://www.unicrom.com/art_origenhistoriaautomatas.asp
Funcionamiento sensor fotoeléctrico
[3] http://es.scribd.com/doc/7936757/sensores-fotoelectricos
los autómatas programables (PLC)¿qué es un PLC?
[4] www.misrespuestas.com/que-es-un-plc.html
Clasificación de entradas y salidas de los autómatas programables (PLC)
[5]http://ab.rockwellautomation.com/programmable-controllers/compactlogix
Desventajas de los autómatas programables (PLC)
[6]http://www.automatica.mex.tl/imagesnew/5/0/1/4/2/presentaci%c3%b3n%20p.l.c
Diferentes aplicaciones de los sensores fotoeléctricos
[7] http://www.cnad.edu.mx/sitio/matdidac/md/control/sensoresparte2.pdf
Selección de entradas PLC
[8]http://literature.rockwellautomation.com/idc/groups/literature/documents/sg/1785
-sg001_-es-p.pdf
Elaboración y montaje del banco de PLC
[9] http://isa.uniovi.es/docencia/ingdeautom/transparencias/plc-gral-2.pdf
Desventajas de los sensores de proximidad inductivos
[10]http://www.cadfamily.com/download/plc/scada/sensores%20de%20proximidad
%20inductivos%20allen%20bradley.pdf
Características generales fuente de alimentación
[11]http://www.automatica.mex.tl/imagesnew/5/0/1/4/2/presentaci%c3%b3n%20p.l.
c..pdf
133
Controlador lógico programable
[12]http://www.automatica.mex.tl/imagesnew/5/0/1/4/2/presentaci%c3%b3n%20p.l.
c..pdf
Campos de utilización de los autómatas programables (PLC)
[13] http://es.wikipedia.org/wiki/aut%c3%b3mata_programable#aplicaciones
Sensores fotoeléctricos.
[14]http://literature.rockwellautomation.com/idc/groups/literature/documents/ca/c11
6-ca501_-es-p.pdf
Sensor inductivo de proximidad
[15]http://literature.rockwellautomation.com/idc/groups/literature/documents/ca/c11
6-ca502_-es-p.pdf
Principio de funcionamiento
[16] http://www.dte.uvigo.es/recursos/proximidad/sensores_proximidad.swf
Histéresis (diferencia de travesía)
[17] http://www.monografias.com/trabajos67/tecnologia-control/tecnologia-
control3.shtml
Fuente de alimentación compacta
[18] http://ab.rockwellautomation.com/circuit-and-load-protection/electronic-circuit-
protection
Interruptores de 2 posiciones (800fp-sm22px10)
[19] http://ab.rockwellautomation.com/push-buttons-and-signaling-devices
Identificación y comprensión de los elementos del banco
[20http://literature.rockwellautomation.com/idc/groups/literature/documents/rm/178
5-rm003_-es-p.pdf
Conexiones al PLC
[21]http://literature.rockwellautomation.com/idc/groups/literature/documents/rm/178
5-rm003_-es-p.pdf
134
Chasis plc
[22]http://literature.rockwellautomation.com/idc/groups/literature/documents/um/17
85-um001_-es-p.pdf
Sensores auto réflex
[23] http://mei177048.blogspot.com/2011/06/sensor-tipo-autoreflex.html
Diagrama de conexión
[24] http://ab.rockwellautomation.com/connection-devices
Sensor de proximidad 871tm-dh5nn 18-a2
[25]http://literature.rockwellautomation.com/idc/groups/literature/documents/pp/871
tm8-pp001_-es-p.pdf
Conexión de un sensor de proximidad PNP a un PLC
[26] http://dircasa-calora.blogspot.com/2010/02/como-se-conecta-un-sensor-un-
plc.html





























