Embed Size (px)
Citation preview

Bedienen und Programmieren Ausgabe 08/2003
sinumerik
SINUMERIK 802S base line SINUMERIK 802C base line Drehen


Gültig für
Steuerung SoftwarestandSINUMERIK 802S 4SINUMERIK 802C 4
Ausgabe 08.03
SINUMERIK 802S base lineSINUMERIK 802C base line
Bedienen und ProgrammierenDrehen
BenutzerhandbuchProgrammierhandbuch
Einführung 1
Einschalten, Referenzpunktfahren 2
Einrichten 3
Handgesteuerter Betrieb 4
Automatikbetrieb 5
Teileprogrammierung 6
Dienste und Diagnose 7
Programmieren 8

SINUMERIK–Dokumentation
Auflagenschlüssel
Die nachfolgend aufgeführten Ausgaben sind bis zur vorliegenden Ausgabe erschienen.
In der Spalte ”Bemerkung” ist durch Buchstaben gekennzeichnet, welchen Status die bishererschienen Ausgaben besitzen.
Kennzeichnung des Status in der Spalte ”Bemerkung”:
A Neue Dokumentation.. . . . . B Unveränderter Nachdruck mit neuer Bestell–Nummer. . . . . C Überarbeitete Version mit neuem Ausgabestand. . . . . .
Hat sich der auf der Seite dargestellte technische Sachverhalt gegenüber demvorherigen Ausgabestand geändert, wird dies durch den verändertenAusgabestand in der Kopfzeile der jeweiligen Seite angezeigt.
Ausgabe Bestell–Nr. Bemerkung02.99 6FC5 598–2AA00–0AP1 A04.00 6FC5 598–3AA00–0AP1 A01.02 6FC5 598–3AA00–0AP2 C08.03 6FC5 598–4AA01–0AP0 A
MarkenSIMATIC�, SIMATIC HMI�, SIMATIC NET�, SIROTEC�, SINUMERIK� und SIMODRIVE� sind Marken vonSiemens. Die übrigen Namen in dieser Druckschrift können Marken sein, deren Benutzung durch Dritte fürderen Zwecke die Rechte der Inhaber verletzen können.
Copyright Siemens AG 2003. All rights reserved
Weitergabe sowie Vervielfältigung dieser Unterlage, Verwertung undMitteilung ihres Inhalts nicht gestattet, soweit nicht ausdrücklichzugestanden. Zuwiderhandlungen verpflichten zu Schadenersatz. AlleRechte vorbehalten, insbesondere für den Fall der Patenterteilungoder GM–Eintragung.
Siemens AG 2003. All rights reserved.
Haftungsausschluß
Wir haben den Inhalt der Druckschrift auf Übereinstimmung mit derbeschriebenen Hard– und Software geprüft. Dennoch könnenAbweichungen nicht ausgeschlossen werden, so daß wir für dievollständige Übereinstimmung keine Gewähr übernehmen. DieAngaben in dieser Druckschrift werden jedoch regelmäßig überprüft,und notwendige Korrekturen sind in den nachfolgenden Auflagenenthalten. Für Verbesserungsvorschläge sind wir dankbar.
Technische Änderungen vorbehalten.
Siemens–AktiengesellschaftBestell–Nr. 6FC5 598–4AA11–0AP0Printed in the Federal Republic of Germany
3ls

vSINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Sicherheitstechnische HinweiseDieses Handbuch enthält Hinweise, die Sie zu Ihrer persönlichen Sicherheit sowie zur Vermeidungvon Sachschäden an dem Produkt und der angeschlossenen Ausrüstung beachten müssen. DieHinweise sind durch ein Warndreieck hervorgehoben und je nach Gefährdungsgrad folgenderma-ßen dargestellt:
!Gefahr
bedeutet, daß Tod oder schwere Körperverletzung oder erheblicher Sachschaden eintreten werden, wenn dieentsprechenden Vorsichtsmaßnahmen nicht getroffen werden.
!Warnung
bedeutet, daß Tod oder schwere Körperverletzung oder erheblicher Sachschaden eintreten können, wenn dieentsprechenden Vorsichtsmaßnahmen nicht getroffen werden.
!Vorsicht
mit Warndreieck bedeutet, daß eine leichte Körperverletzung oder leichter Sachschaden eintreten kann, wenn dieentsprechenden Vorsichtsmaßnahmen nicht beachtet werden.
Vorsicht
ohne Warndreieck bedeutet, daß ein Sachschaden eintreten kann, wenn die entsprechenden Vorsichtsmaßnah-men nicht getroffen werden.
Hinweis
ist eine wichtige Information über das Produkt oder den jeweiligen Teil der Dokumentation, auf den besondersaufmerksam gemacht werden soll.
Qualifiziertes PersonalInbetriebsetzung und Betrieb eines Gerätes dürfen nur von qualifiziertem Personal vorgenommen werden. Qualifi-ziertes Personal im Sinne der sicherheitstechnischen Hinweise dieses Handbuches sind Personen, die die Be-rechtigung haben, Geräte, Systeme und Stromkreise gemäß den Standards der Sicherheitstechnik in Betrieb zunehmen.
Bestimmungsgemäßer GebrauchBeachten Sie folgendes:
!Warnung
Das Gerät darf nur für die im Katalog und in der technischen Beschreibung vorgesehenen Einsatzfälle und nur inVerbindung mit von Siemens empfohlenen bzw. zugelassenen Fremdgeräten und –komponenten verwendet wer-den.
Der einwandfreie und sichere Betrieb des Produkts setzt sachgemäßen Transport, sachgemäße Lagerung, Auf-stellung und Montage sowie sorgfältige Bedienung und Instandhaltung voraus.

viSINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
SINUMERIK 802S base line Flachbedientafel OP vi. . . . . . . . . . . . . . . . . . . . . . . . . .
1 Einführung 1-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Bildschirmeinteilung 1-11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Bedienbereiche 1-14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Übersicht der wichtigsten Softkeyfunktionen 1-15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Taschenrechner 1-16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 Koordinatensysteme 1-20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 Einschalten und Referenzpunktfahren 2-23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 Einrichten 3-25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Werkzeuge und Werkzeugkorrekturen eingeben 3-25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1.1 Neues Werkzeug anlegen 3-26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1.2 Werkzeugkorrekturdaten 3-27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1.3 Werkzeugkorrekturen ermitteln 3-28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Nullpunktverschiebung eingeben/ändern 3-30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.2.1 Nullpunktverschiebung ermitteln 3-31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Setting-Daten programmieren - Bedienbereich Parameter 3-33. . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Rechenparameter R - Bedienbereich Parameter 3-35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Handgesteuerter Betrieb 4-36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Betriebsart Jog - Bedienbereich Maschine 4-36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.1.1 Zuordnen von Handrädern 4-38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Betriebsart MDA (Handeingabe) - Bedienbereich Maschine 4-40. . . . . . . . . . . . . . . . . . . . . . . . .
5 Automatikbetrieb 5-43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Teileprogramm auswählen, starten - Bedienbereich Maschine 5-46. . . . . . . . . . . . . . . . . . . . . . .
5.2 Satzsuchlauf - Bedienbereich Maschine 5-47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Teileprogramm stoppen, abbrechen 5-47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Wiederanfahren nach Unterbrechung 5-48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Abarbeiten von Extern (RS232–Schnittstelle) 5-49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Teach In 5-50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Teileprogrammierung 6-53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Neues Programm eingeben - Bedienbereich Programm 6-55. . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Teileprogramm editieren - Betriebsart Programm 6-56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Programmierunterstützung 6-59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3.1 Vertikales Menü 6-59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3.2 Zyklen 6-60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3.3 Kontur 6-61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3.4 Freie Softkeybelegung 6-77. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Dienste und Diagnose 7-78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Datenübertragung über RS232-Schnittstelle 7-78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.1.1 Schnittstellenparameter 7-81. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.1.2 Sonderfunktionen 7-82. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.1.3 Schnittstellenparametrierung 7-82. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose 7-85. . . . . . . . . . . . . . . . . . . . . . . . . . .

viiSINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8 Programmieren 8-98. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Grundlagen der NC-Programmierung 8-98. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.1 Programmaufbau 8-98. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.2 Wortaufbau und Adresse 8-99. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.3 Satzaufbau 8-99. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1.4 Zeichensatz 8-101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Wegangaben 8-103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.1 Absolut- / Kettenmaßangabe: G90, G91 8-103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.2 Metrische und inch-Maßangabe: G71, G70 8-104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.3 Radius- / Durchmessermaßangabe: G22, G23 8-105. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.4 Programmierbare Nullpunktverschiebung: G158 8-106. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.2.5 Werkstückeinspannung - einstellbare Nullpunktverschiebung: G54 bis G57, G500, G53 8-107.
8.3 Bewegungen von Achsen 8-108. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.1 Geradeninterpolation mit Eilgang: G0 8-108. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.2 Geradeninterpolation mit Vorschub: G1 8-109. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.3 Kreisinterpolation: G2, G3 8-109. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.4 Kreisinterpolation über Zwischenpunkt: G5 8-113. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.5 Gewindeschneiden mit konstanter Steigung: G33 8-114. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.6 Festpunktanfahren: G75 8-117. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.7 Referenzpunktanfahren: G74 8-117. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.8 Vorschub F 8-117. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.9 Genauhalt / Bahnsteuerbetrieb: G9, G60, G64 8-118. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.3.10 Verweilzeit: G4 8-121. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Bewegungen der Spindel 8-122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.4.1 Spindeldrehzahl S, Drehrichtungen 8-122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.4.2 Spindeldrehzahlbegrenzung: G25, G26 8-122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.4.3 Spindelpositionieren: SPOS 8-123. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Spezielle Drehfunktionen 8-124. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.5.1 Konstante Schnittgeschwindigkeit: G96, G97 8-124. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.5.2 Rundung, Fase 8-125. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Werkzeug und Werkzeugkorrektur 8-128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.1 Allgemeine Hinweise 8-128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.2 Werkzeug T 8-128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.3 Werkzeugkorrekturnummer D 8-129. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.4 Anwahl der Werkzeugradiuskorrektur: G41, G42 8-133. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.5 Eckenverhalten: G450, G451 8-135. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.6 Werkzeugradiuskorrektur AUS: G40 8-136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.7 Spezialfälle der Werkzeugradiuskorrektur 8-137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.6.8 Beispiel für Werkzeugradiuskorrektur 8-139. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 Zusatzfunktion M 8-140. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.8 Rechenparameter R 8-141. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.9 Programmsprünge 8-143. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.9.1 Label - Sprungziel für Programmsprünge 8-143. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.9.2 Unbedingte Programmsprünge 8-143. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.9.3 Bedingte Programmsprünge 8-144. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.9.4 Programmbeispiel für Sprünge 8-146. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.10 Unterprogrammtechnik 8-147. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 Zyklen 9-150. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Allgemeines zu den Standardzyklen 9-150. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.1.1 Überblick über die Zyklen 9-150. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.1.2 Fehlermeldungen und Fehlerbehandlung in den Zyklen 9-151. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Bohren, Plansenken – LCYC82 9-153. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Tieflochbohren – LCYC83 9-156. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
viiiSINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.4 Gewindebohren mit Ausgleichsfutter – LCYC840 9-160. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Ausbohren – LCYC85 9-163. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Einstichzyklus - LCYC93 9-165. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Freistichzyklus - LCYC94 9-169. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Abspanzyklus - LCYC95 9-172. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Gewindeschneiden - LCYC97 9-177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.14.1 Übersicht der Anweisungen 9-180. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ixSINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
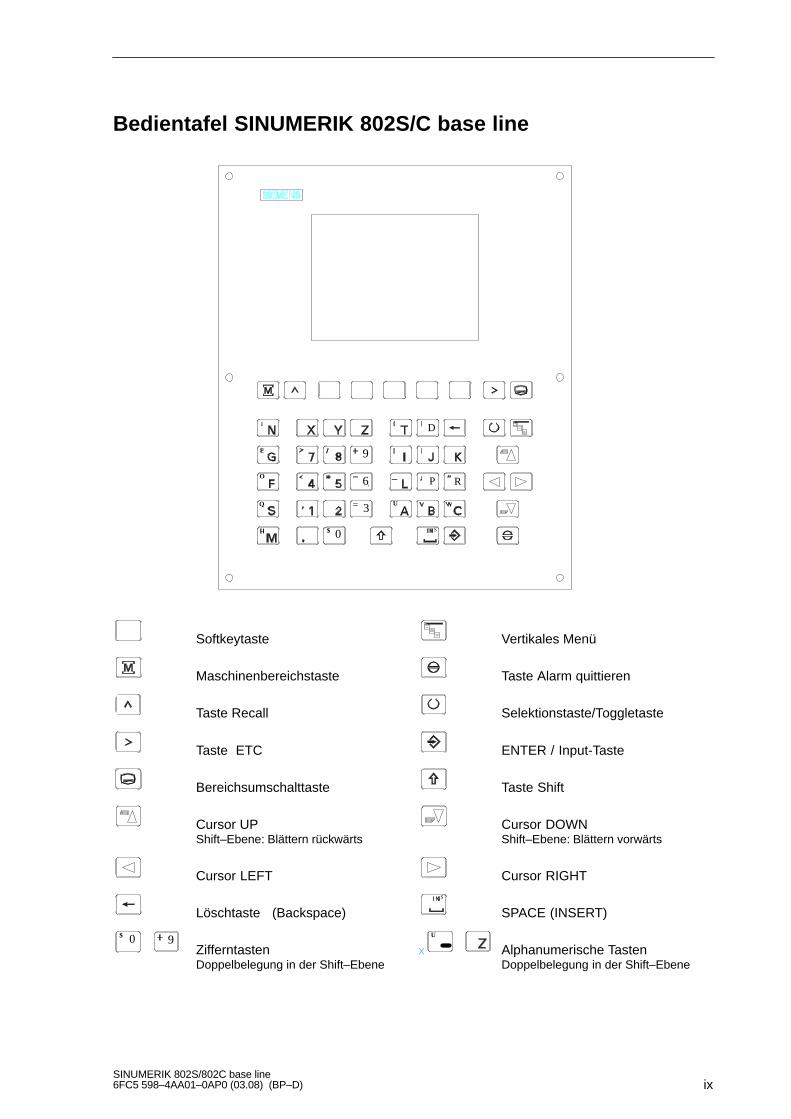
Bedientafel SINUMERIK 802S/C base line
O
Q
$
9
6
3
0
D
P R
U
S
Softkeytaste
Maschinenbereichstaste
Taste Recall
Taste ETC
Bereichsumschalttaste
Cursor UPShift–Ebene: Blättern rückwärts
Cursor LEFT
Löschtaste (Backspace)
$ 0
9ZifferntastenDoppelbelegung in der Shift–Ebene
Vertikales Menü
Taste Alarm quittieren
Selektionstaste/Toggletaste
ENTER / Input-Taste
Taste Shift
Cursor DOWNShift–Ebene: Blättern vorwärts
Cursor RIGHTS
SPACE (INSERT)
xU
Alphanumerische TastenDoppelbelegung in der Shift–Ebene
xSINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
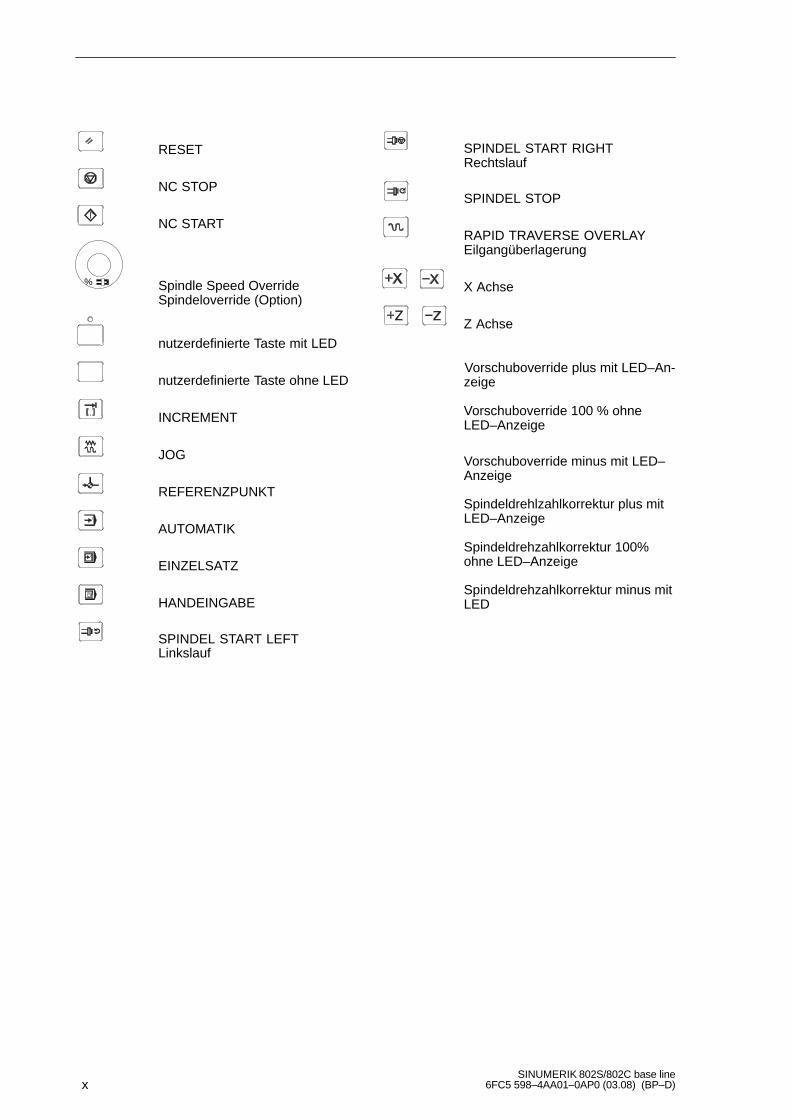
RESET
NC STOP
NC START
% Spindle Speed OverrideSpindeloverride (Option)
nutzerdefinierte Taste mit LED
nutzerdefinierte Taste ohne LED
INCREMENT
JOG
REFERENZPUNKT
AUTOMATIK
EINZELSATZ
HANDEINGABE
SPINDEL START LEFTLinkslauf
SPINDEL START RIGHTRechtslauf
SPINDEL STOP
RAPID TRAVERSE OVERLAYEilgangüberlagerung
X Achse
Z Achse
Vorschuboverride plus mit LED–An-zeige
Vorschuboverride 100 % ohneLED–Anzeige
Vorschuboverride minus mit LED–Anzeige
Spindeldrehlzahlkorrektur plus mitLED–Anzeige
Spindeldrehzahlkorrektur 100%ohne LED–Anzeige
Spindeldrehzahlkorrektur minus mitLED

1-11SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Einführung
1.1 Bildschirmeinteilung
1 2 3 4
5
9
11
10
12
6
7
8
Bild 1-1 Bildschirmeinteilung
Die einzelnen Abkürzungen im Bildschirm haben folgende Bedeutung:
Tabelle 1-1 Erklärung der Bildelemente
Bildelement Abkürzung Bedeutung
MA Maschine
1 PA Parameter
AktuellerB di b
PR ProgrammierungBedienbe-reich
DI Dienstereich
DG Diagnose
2 STOP Programm angehalten2
Programm-RUN Programm läuft
Programm-zustand RESET Programm abgebrochen
3Jog Handverfahren
3MDA Handeingabe mit Automatikfunktion
Betriebsart Auto Automatik
1

Einführung
1.1 Bildschirmeinteilung
1-12SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 1-1 Erklärung der Bildelemente
Bildelement BedeutungAbkürzung
SKP Satz ausblenden
Programmsätze, die vor der Satz–Nr. mit einem Schrägstrichgekennzeichnet sind, werden beim Programmanlauf nichtberücksichtigt.
DRY Probelaufvorschub
Verfahrbewegungen werden mit dem über das Settingdatum”Probelaufvorschub” vorgegebenen Vorschubwert ausgeführt.
ROV Korrektur Eilgang
Der Korrekturschalter für den Vorschub wirkt auch auf denEilgangvorschub.
Status-anzeige
4
SBL Einzelsatz mit Stop nach jedem Satz
Bei aktivierter Funktion werden die Teileprogrammsätze einzelnwie folgt abgearbeitet:
Jeder Satz wird einzeln dekodiert, an jedem Satzende erfolgt einHalt. Eine Ausnahme bilden nur Gewindesätze ohne Probelauf-vorschub. Hier erfolgt ein Halt erst am Ende des laufenden Ge-windesatzes. SBL kann nur im RESET–Zustand angewählt wer-den.
M1 Programmierter Halt
Bei aktiver Funktion wird die Programmbearbeitung jeweils beiden Sätzen angehalten, in denen die Zusatzfunktion M01 pro-grammiert ist.
Am Bildschirm erscheint dann “5 Halt M00/M01 aktiv”.
PRT Programmtest
1...1000INC
Schrittmaß
Befindet sich die Steuerung in der Betriebsart Jog erfolgt anstelleder aktiven Programmbeeinflussungen die Anzeige des gewähl-ten Schrittmaßes.
Betriebs-meldungen
5
123456789
1011121314151617181920212223
Halt: Kein NC–Ready
Halt: NOT–AUS aktivHalt: Alarm mit Stop aktivHalt: M0/M01 aktivHalt: Satz in Einzelsatz beendetHalt: NC–STOP aktivWarten: Einlesefreigabe fehltWarten: Vorschubfreigabe fehltWarten: Verweilzeit aktivWarten: HiFu–Quittung fehltWarten: Achsfreigabe fehltWarten: Genauhalt nicht erreicht
Warten: auf Spindel
Warten: Vorschub–Override auf 0%Halt: NC–Satz fehlerhaft
Warten: Satzvorlauf aktivWarten: Spindelfreigabe fehltWarten: Achs–Vorschub–Wert ist 0

Einführung
1.1 Bildschirmeinteilung
1-13SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 1-1 Erklärung der Bildelemente
Bildelement BedeutungAbkürzung
6
Programm-name
7
Alarmzeile
Die Alarmzeile wird nur angezeigt, wenn ein NC– oder PLC–Alarmansteht. Die Zeile enthält von dem jüngsten Alarm die Alarmnummerund das Löschkriterium.
8
Arbeitsfen-ster
Arbeitsfenster und NC–Anzeige
9
Recall-symbol
Ist dieses Symbol oberhalb der Softkeyleiste eingeblendet, befindetman sich in einer untergeordneten Menüebene.
Mit Betätigen der Taste Recall kehrt man ohne Speicherung von Da-ten in die übergeordnete Menüebene zurück.
10
Menü-erwei-terung
ETC ist möglich
Ist dieses Symbol oberhalb der Softkeyleiste eingeblendet,stehen weitere Menüfunktionen zur Verfügung. Mit dem Betätigender Taste ETC können diese Funktionen angewählt werden.
11
Softkeylei-ste
12
VertikalesMenü
Ist dieses Symbol oberhalb der Softkeyleiste eingeblendet, stehenweitere Menüfunktionen zur Verfügung. Mit Betätigung der Taste VMwerden diese Funktionen auf dem Bildschirm aufgeblendet und ste-hen zur Anwahl mit dem Cursor UP und Cursor DOWN zur Verfü-gung.
Vorschub– override
Hier wird die aktuelle Vorschubkorrektur angezeigt.
GetriebestufeHier wird die aktuelle Getriebestufe 1...5 angezeigt.
Spindel–
drehzahl–
korrektur
Hier wird die aktuelle Spindeldrehzahlkorrektur angezeigt.

Einführung
1.2 Bedienbereiche
1-14SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
1.2 Bedienbereiche
Die Grundfunktionen sind in der Steuerung zu folgenden Bedienbereichen zusammengefaßt:
Bedienbereiche
Maschine Parameter Programm Dienste Diagnose
Teile-programmabarbeitenHand-steuerung
Editieren vonDaten fürProgramme
Erstellenvon Teile-program-men
Ein- undAuslesenvon Daten
AlarmanzeigeInbetrieb-nahme
Bild 1-2 Bedienbereiche SINUMERIK 802S
Bedienbereichswechsel
Durch das Betätigen der Maschinenbereichstaste gelangen Sie direkt in den Bedienbereich Ma-schine.
Durch Betätigen der Bereichsumschalttaste gelangen Sie aus jedem Bedienbereich in das Grund-menü.
Durch zweimaliges Betätigen gelangen Sie wieder in den vorherigen Bedienbereich.
Nach dem Einschalten der Steuerung befinden Sie sich immer im Bereich Maschine.
Schutzstufen
Das Eingeben bzw. Verändern von Daten der Steuerung ist an sensiblen Stellen durch einKennwort geschützt.
Der Bediener kann die Schutzstufen im Menü Anzeige Maschinendaten im BedienbereichDiagnose verändern.
Voreinstellung: Schutzstufe 3.
Das Eingeben bzw. Verändern von Daten ist in den folgenden Menüs von der eingestelltenSchutzstufe abhängig:
� Werkzeugkorrekturen
� Nullpunktverschiebungen
� Settingdaten
� RS232 – Einstellung
Einführung
1.3 Übersicht der wichtigsten Softkeyfunktionen
1-15SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
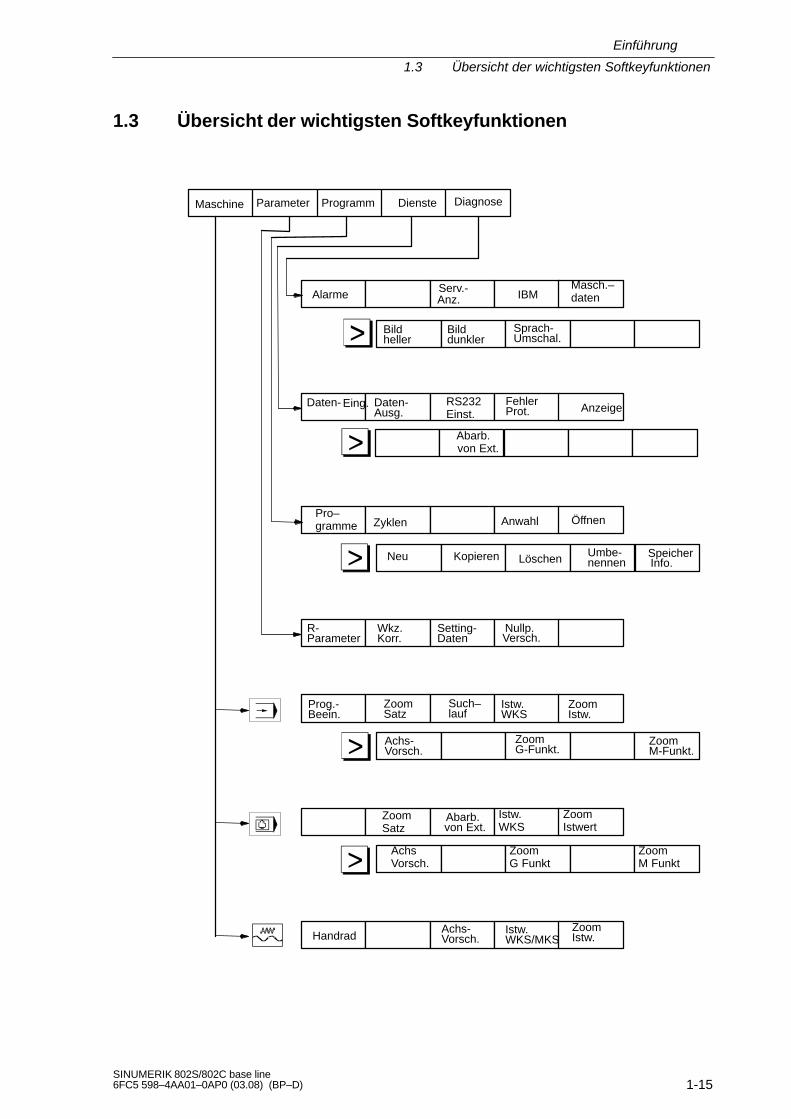
1.3 Übersicht der wichtigsten Softkeyfunktionen
Maschine Parameter Programm Dienste Diagnose
Alarme Serv.- IBM
Bild Bild Sprach-
Daten- Daten- Fehler
Prog.-
Anzeige
Zyklen Anwahl
Speicher
R- Wkz. Setting- Nullp.
Neu Kopieren Löschen Umbe-
Such– Istw. Zoom
Achs- Zoom
HandradAchs- Istw. Zoom
Anz.
heller dunkler Umschal.
Eing.Ausg. Prot.
Info.
Parameter Korr. Daten Versch.
nennen
Beein. WKS Istw.
Vorsch. G-Funkt.
Zoom
Zoom
Satz
M-Funkt.
Vorsch. WKS/MKS Istw.
lauf
Istw.WKS
ZoomIstwert
AchsVorsch.
ZoomG Funkt
ZoomSatz
ZoomM Funkt
Pro–gramme
Masch.–daten
RS232Einst.
Öffnen
Abarb.von Ext.
Abarb.von Ext.

Einführung
1.4 Taschenrechner
1-16SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
1.4 Taschenrechner
Die Funktion läßt sich bei allen Eingabefeldern für numerische Werte mit dem “=” – Zeichen aktivie-ren. Sie können die vier Grundrechenarten, sowie die Funktionen Sinus, Kosinus, Quadrieren unddie Funktion Quadratwurzel zur Berechnung des Wertes benutzen.
Ist das Eingabefeld bereits mit einem Wert belegt, übernimmt die Funktion diesen in die Ein-gabezeile des Taschenrechners.
Bild 1-3 Taschenrechner
zugelassene Zeichen
Folgende Zeichen sind bei der Eingabe zugelassen:
+ Wert X plus Wert Y
– Wert X minus Wert Y
* Wert X multipliziert mit Wert Y
/ Wert X dividiert durch Wert Y
S Sinus – FunktionDer Wert X vor dem Eingabekursor wird durch den Wert sin(X) ersetzt.
C Kosinus – FunktionDer Wert X vor dem Eingabekursor wird durch den Wert cos(X) ersetzt.
Q Quadrat – FunktionDer Wert X vor dem Eingabekursor wird durch den Wert X2 ersetzt.
R Quadratwurzel – FunktionDer Wert X vor dem Eingabecursor wird durch den Wert �X ersetzt.
Rechenbeispiele
Aufgabe Eingabe
100 + (67*3) 100+67*3
sin(45�) 45 S –> 0.707107
cos(45�) 45 C –> 0.707107
42 4 Q –> 16
�4 4 R –> 2
Die Berechnung erfolgt mit der Input – Taste. Die Softkey–FunktionOk trägt das Ergebnis indas Eingabefeld ein und schließt selbständig den Taschenrechner.
=3

Einführung
1.4 Taschenrechner
1-17SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Zum Berechnen von Hilfspunkten auf einer Kontur bietet der Taschenrechner folgenden Funk-tionen an:
� tangentialen Übergang zwischen einem Kreissektor und einer Geraden berechnen
� einen Punkt in der Ebene verschieben
� Umrechnen von Polarkoordinaten in kartesische Koordinaten
� Ergänzen des zweiten Endpunktes eines über Winkelbeziehung gegebenen Konturab-schnittes Gerade – Gerade
Diese Funktionen arbeiten direkt mit den Eingabefeldern der Programmierunterstützung zu-sammen. Werte, die in diesen Eingabefeldern stehen, übernimmt der Taschenrechner in dieEingabezeile und kopiert das berechnete Ergebnis automatisch in die Eingabefelder der Pro-grammierunterstützung.
Softkeys
Die Funktion dient zum Berechnen eines Punktes auf einem Kreis. Der Punkt ergibt sich aus demWinkel der angelegten Tangente und dem Drehsinn des Kreises.
Bild 1-4 Berechnung eines Punktes auf einem Kreis
Geben Sie den Kreismittelpunkt, den Winkel der Tangente und den Kreisradius ein.
Die Funktion schaltet die Maske von Durchmesserprogrammierung auf Radiusprogrammierung um.
Mit dem Softkey G2 / G3 ist der Drehsinn des Kreises festzulegen.
x Es erfolgt das Berechnen des Abszissen – und Ordinatenwertes. Dabei ist die Abszisse die ersteAchse der Ebene und die Ordinate die zweite Achse der Ebene.
Beispiel
Ist die Ebene G18 aktiv, so ist die Abszisse die Z – Achse und die Ordinate die X – Achse.
Der Abszissenwert wird in das Eingabefeld kopiert, aus dem die Taschenrechnerfunktion auf-gerufen wurde, der Ordinatenwert in das nachfolgende Eingabefeld.
G2/G3

Einführung
1.4 Taschenrechner
1-18SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Beispiel
Berechnen des Schnittpunktes zwischen dem Kreissektor und der Geraden .
Gegeben: Radius: 10Kreismittelpunkt: Z 147 X103Anschlußwinkel der Geraden: –45�
Ergebnis: Z = 154.071X = 117.142
Die Funktion berechnet den fehlenden Endpunkt des Konturabschnittes Gerade–Gerade, wobei diezweite Gerade senkrecht auf der ersten Geraden steht.
Von den Geraden sind folgende Werte bekannt:
Gerade 1: Startpunkt und Anstiegswinkel
Gerade 2: Länge und ein Endpunkt im kartesischen Koordinatensystem
Bild 1-5
Die Funktion schaltet die Maske von Durchmesserprogrammierung auf Radiusprogrammierung um.
Die Funktion wählt die gegebene Koordinate des Endpunktes aus. Der Ordinatenwert bzw. der Abszissenwert ist gegeben.
Die zweite Gerade ist im Uhrzeigersinn bzw. entgegen dem Uhrzeigersinn um 90 Grad gegenüberder ersten Geraden gedreht.
Die Funktion wählt die entsprechende Einstellung aus.

Einführung
1.4 Taschenrechner
1-19SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
x Es erfolgt das Berechnen des fehlenden Endpunktes. Der Abszissenwert wird in das Eingabefeldkopiert, aus dem die Taschenrechnerfunktion aufgerufen wurde, der Ordinatenwert in das nachfol-gende Eingabefeld.
Beispiel
Bild 1-6
Die vorliegende Zeichnung muß um den Wert des Kreismittelpunktes ergänzt werden, umanschließend den Schnittpunkt zwischen dem Kreissektor der Geraden berechnen zu können.Das Berechnen der fehlenden Koordinate des Mittelpunktes erfolgt mit der Taschenrechner-
funktion , da der Radius im tangentialen Übergang senkrecht auf der Geraden steht.
Berechnen von M1 im Abschnitt 1:
In diesem Abschnitt steht der Radius entgegen dem Uhrzeigersinn gedreht auf dem Gera-denabschnitt.
Wählen Sie mit den Softkeys und die gegebene Konstellation aus .
Geben Sie die Koordinaten des Pol–Punktes P1, den Anstiegswinkel der Geraden, dengegebenen Ordinatenwert und den Kreisradius als Länge ein.
Bild 1-7
Ergebnis: Z = 24.601X = 60

Einführung
1.5 Koordinatensysteme
1-20SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
1.5 Koordinatensysteme
Für Werkzeugmaschinen werden rechtsdrehende, rechtwinklige Koordinatensysteme benutzt.Hiermit werden die Bewegungen an der Maschine als Relativbewegung zwischen Werkzeugund Werkstück beschrieben.
+Z
+Y
+X+ Z
+ X
Bild 1-8 Festlegung der Achsrichtungen zueinander, Koordinatensystem fürdie Programmierung beim Drehen
Maschinenkoordinatensystem MKS
Wie das Koordinatensystem an der Maschine liegt, ist vom jeweiligen Maschinentyp abhän-gig. Es kann in verschiedene Lagen gedreht sein.
+Z
+X
Bild 1-9 Maschinenkoordinaten/–Achsen am Beispiel der Drehmaschine
Der Ursprung dieses Koordinatensystems ist der Maschinennullpunkt. Hier haben alle Ach-sen die Position Null. Dieser Punkt stellt nur einen Bezugspunkt dar. Er wird vom Maschinen-hersteller festgelegt. Er muß nicht anfahrbar sein. Der Verfahrbereich der Maschinenachsenkann im negativen Bereich liegen.

Einführung
1.5 Koordinatensysteme
1-21SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Werkstückkoordinatensystem (WKS)
Das anfangs beschriebene Koordinatensystem (siehe Bild 1-8) wird ebenfalls zur Beschrei-bung der Geometrie eines Werkstückes im Werkstückprogramm benutzt.Der Werkstücknullpunkt ist vom Programmierer in der Z–Achse frei wählbar. In der X–Achseliegt er in der Drehmitte.
XWerkstück
ZWerkstück
�
Werkstück
W��Werkstücknullpunkt
Bild 1-10 Werkstückkoordinatensystem
Einspannen des Werkstücks
Zur Bearbeitung wird das Werkstück an der Maschine eingespannt. Das Werkstück muß da-bei so ausgerichtet werden, daß die Achsen des Werkstückkoordinatensystems mit denen derMaschine parallel verlaufen. Eine sich ergebende Verschiebung des Maschinennullpunkteszum Werkstücknullpunkt wird in der Z–Achse ermittelt und in einen vorgesehenen Datenbe-reich für die einstellbare Nullpunktverschiebung eingetragen. Im NC–Programm wird dieseVerschiebung beim Programmlauf mit beispielsweise einem programmierten G54 aktiviert(siehe Kapitel ”Werkstückeinspannung –einstellbare Nullpunktverschiebung ...”).
XMaschine XWerkstück
ZWerkstück
M W
z.B.
Z
G54
Werkstück
Maschine
Bild 1-11 Werkstück auf der Maschine
aktuelles Werkstückkoordinatensystem
Mittels programmierbarer Nullpunktverschiebung G158 kann eine Verschiebung gegenüberdem Werkstückkoodinatensystem erzeugt werden. Hierbei entsteht das aktuelle Werkstück-koordinatensystem (siehe Kapitel ”Programmierbare Nullpunktverschiebung: G158”).

Einführung
1.5 Koordinatensysteme
1-22SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Platz für Notizen

2-23SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Einschalten und Referenzpunktfahren
Hinweis
Wenn Sie die SINUMERIK 802S und die Maschinen einschalten, beachten Sie auch die Ma-schinendokumentation, da Einschalten und Referenzpunktanfahren maschinenabhängigeFunktionen sind.
Bedienfolge
Als erstes schalten Sie die Versorgungsspannung der CNC und der Maschine ein. Nach demHochlauf der Steuerung befinden Sie sich im Bedienbereich Maschine, Betriebsart Jog.
Das Fenster “Referenzpunkt fahren” ist aktiv.
Bild 2-1 Grundbild Jog-Ref
Aktivieren Sie ”Referenzpunkt fahren” mit der Taste Ref an der Maschinensteuertafel.
Im Fenster Referenzpunkt fahren (Bild 2-1) wird angezeigt, ob die Achsen referiert werdenmüssen oder nicht.
Achse muß referiert werden
Achse hat den Referenzpunkt erreicht
Drücken Sie die Richtungstasten.
Wenn Sie die falsche Anfahrrichtung wählen, erfolgt keine Bewegung.
Fahren Sie nacheinander in jeder Achse den Referenzpunkt an.
2
...+X
-Z

Einschalten und Referenzpunktfahren
2-24SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Sie beenden die Funktion durch Anwahl einer anderen Betriebsart (MDA, Automatik oderJog).

3-25SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Einrichten
Vorbemerkungen
Bevor Sie mit der CNC arbeiten können, richten Sie die Maschine, Werkzeuge usw. auf derCNC ein mit:
� Eingeben der Werkzeuge und Werkzeugkorrekturen
� Eingeben/ändern der Nullpunktverschiebung
� Eingeben der Setting-Daten
3.1 Werkzeuge und Werkzeugkorrekturen eingeben
Funktionalität
Die Werkzeugkorrekturen bestehen aus einer Reihe von Daten, die die Geometrie, den Ver-schleiß und den Werkzeugtyp beschreiben.Jedes Werkzeug enthält je nach Werkzeugtyp eine festgelegte Parameteranzahl.
Werkzeuge werden jeweils durch eine Nummer (T-Nummer) gekennzeichnet.
Siehe auch Kapitel 8.6 “Werkzeug und Werkzeugkorrektur”
Bedienfolgen
Die Funktion öffnet das Fenster Werkzeugkorrekturdaten, das die Korrekturwerte des aktiven Werk-zeuges enthält. Wählen Sie ein anderes Werkzeug mit den Softkeys <<T oder T>> aus, bleibt dieEinstellung nach dem Verlassen des Fensters erhalten.
Bild 3-1 Fenster Werkzeugkorrekturdaten
3
ToolCorr.

Einrichten
3.1 Werkzeuge und Werkzeugkorrekturen eingeben
3-26SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Softkeys
Anwahl der nächst niedrigeren bzw. höheren Schneidennummer
Anwahl des nächst niedrigeren bzw. höheren Werkzeugs
Ermittlung der Längenkorrekturwerte
Erweitern Sie die Softkeyfunktionen mit der ETC-Taste.
Alle Korrekturwerte der Schneide werden auf Null gesetzt.
Anlegen einer neuen Schneide und Belegung dieser mit den entsprechenden Parametern
Die neue Schneide wird für das aktuell angezeigte Werkzeug angelegt und automatisch dienächst höhere Schneidennummer vergeben (D1 - D9).
Es steht ein Speicher für 30 Schneiden (gesamt) zur Verfügung
Die Werkzeugkorrekturdaten aller Schneiden des Werkzeugs werden gelöscht.
Anlegen der Werkzeugkorrekturdaten für ein neues Werkzeug.Hinweis: Es können maximal 15 Werkzeuge angelegt werden.
Das Dialogfenster und eine Übersicht der vergebenen Werkzeugnummern wird geöffnet. Geben Siedie Nummer des zu suchenden Werkzeugs ein und starten Sie den Suchvorgang mit dem SoftkeyOK. Existiert das gesuchte Werkzeug, öffnet die Suchfunktion das Korrekturdatenfenster.
3.1.1 Neues Werkzeug anlegen
Bedienfolge
Zum Anlegen eines neuen Werkzeugs betätigen Sie den Softkey
Das Eingabefenster und eine Übersicht der vergebenen Werkzeugnummern wird geöffnet.
<< D
D >>
<< T
T >>
GetComp.
Resetedge
Newedge
Delete tool
Newtool
Suchen
Newtool
Einrichten
3.1 Werkzeuge und Werkzeugkorrekturen eingeben
3-27SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
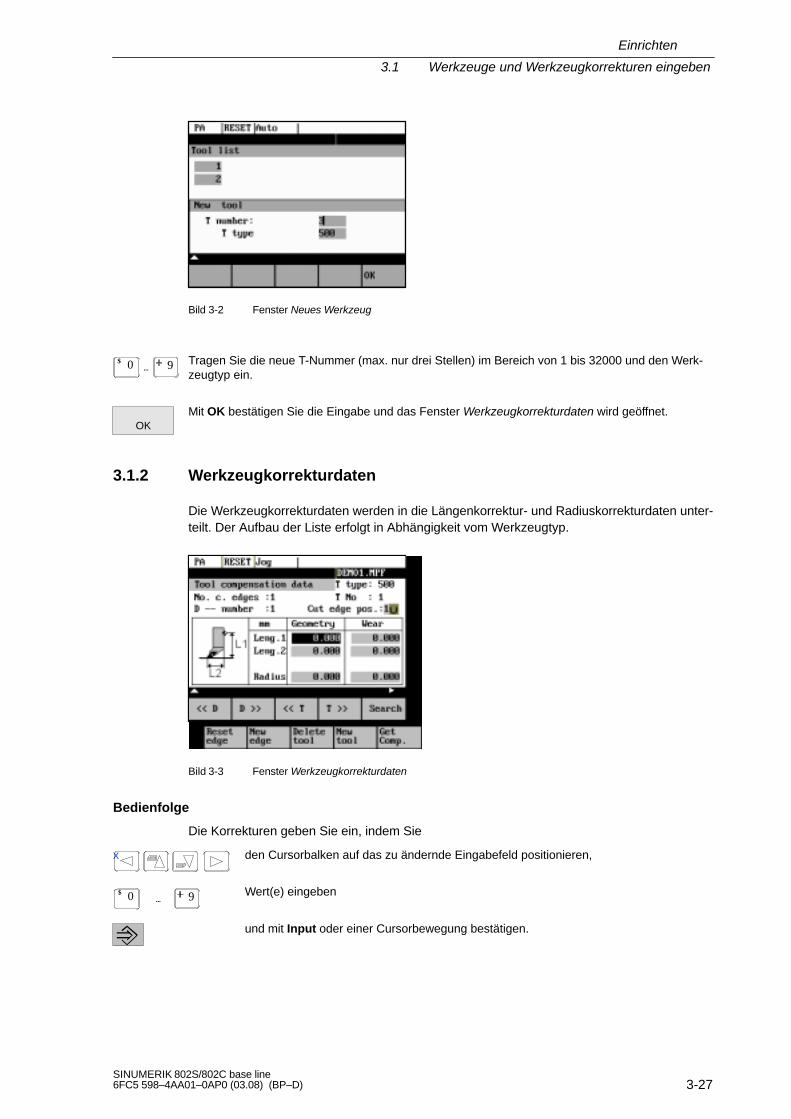
Bild 3-2 Fenster Neues Werkzeug
Tragen Sie die neue T-Nummer (max. nur drei Stellen) im Bereich von 1 bis 32000 und den Werk-zeugtyp ein.
Mit OK bestätigen Sie die Eingabe und das Fenster Werkzeugkorrekturdaten wird geöffnet.
3.1.2 Werkzeugkorrekturdaten
Die Werkzeugkorrekturdaten werden in die Längenkorrektur- und Radiuskorrekturdaten unter-teilt. Der Aufbau der Liste erfolgt in Abhängigkeit vom Werkzeugtyp.
Bild 3-3 Fenster Werkzeugkorrekturdaten
Bedienfolge
Die Korrekturen geben Sie ein, indem Sie
x den Cursorbalken auf das zu ändernde Eingabefeld positionieren,
Wert(e) eingeben
und mit Input oder einer Cursorbewegung bestätigen.
$ 0 9...
OK
$ 0 9...

Einrichten
3.1 Werkzeuge und Werkzeugkorrekturen eingeben
3-28SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
3.1.3 Werkzeugkorrekturen ermitteln
Funktionalität
Die Funktion ermöglicht es Ihnen, die unbekannte Geometrie eines Werkzeuges T zu ermit-teln.
Voraussetzung
Das betreffende Werkzeug ist eingewechselt. Sie fahren mit der Schneide des Werkzeugesin der Betriebsart JOG einen Punkt an der Maschine an, dessen Maschinenkoordinaten-werte bekannt sind. Dies kann ein Werkstück sein, dessen Lage Sie kennen. Der Maschi-nenkoordinatenwert ist aufteilbar in zwei Komponenten: gespeicherte Nullpunktverschie-bung und Offset.
Vorgehen
Der Offset–Wert ist in das vorgesehene Feld “Offset” einzutragen. Die entsprechende Null-punktverschiebung (z.B.: G54) ist auszuwählen bzw. G500, wenn keine Nullpunktverschie-bung einberechnet werden soll. Diese Einträge sind jeweils für die angewählte Achse vorzu-nehmen (siehe Bild 3–6).Beachten Sie: Die Zuordnung von Länge 1 oder 2 zur Achse ist abhängig vom Werkzeugtyp(Drehwerkzeug, Bohrer).Beim Drehwerkzeug ist der Offset–Wert für die X–Achse ein Durchmessermaß!
Anhand der Istposition des Punktes F (Maschinenkoordinate), des Offset–Eintrages und dergewählten Nullpunktverschiebung Gxx (Position der Schneide) kann die Steuerung für dievorgewählte Achse X oder Z die jeweils zugeordnete Korrektur der Länge 1 oder Länge 2 be-rechnen.
Hinweis: Als bekannte Maschinenkoordinate können Sie auch eine bereits ermittelte Null-punktverschiebung (z.B. G54–Wert) verwenden. Fahren Sie in diesem Fall mit der Schneidedes Werkzeuges den Werkstücknullpunkt an. Steht die Schneide direkt am Werkstücknull-punkt, so ist der Offset–Wert Null .
XMaschine
Z
Werkstück
Maschine
F
Länge 2=?
Istposition Z
F-Werkzeugträgerbezugspunkt
Län
ge
1=?
Istposition X
Offset
Offs
etM
M–Maschinennullpunkt
Der Offset–Wert in der X–Achse ist ein Durchmesser–Wert!
W
W–Werkstücknullpunkt
Gxx
Bild 3-4 Ermittlung der Längenkorrekturen am Beispiel Drehmeißel

Einrichten
3.1 Werkzeuge und Werkzeugkorrekturen eingeben
3-29SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
XMaschine
M
Z
Werkstück
Maschine
Länge 1=?
Istposition Z
F–Werkzeugträgerbezugspunkt
M–Maschinennullpunkt
FW
OffsetGxx
W–Werkstücknullpunkt
Bild 3-5 Ermittlung der Längenkorrektur am Beispiel Bohrer: Länge 1/Z–Achse
Bedienfolge
Wählen Sie den Softkey Get Comp. an. Das Fenster Korrekturwerte wird geöffnet.
Bild 3-6 Fenster Korrekturwerte
� Geben Sie Offset ein, falls die Werkzeugschneide den Nullpunkt Gxx nicht anfahren kann.Arbeiten Sie ohne Nullpunktverschiebung, so wählen Sie G500 und geben Offset ein.
� Die Steuerung ermittelt nach Betätigung des Softkeys Calculate die gesuchte GeometrieLänge 1 oder 2 entsprechend der vorgewählten Achse. Diese wird aufgrund der angefah-renen Istposition, der gewählten Gxx–Funktion und des eingegebenen Offset–Wertes be-rechnet.Der ermittelte Korrekturwert wird gespeichert.
GetComp.

Einrichten
3.2 Nullpunktverschiebung eingeben/ändern
3-30SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
3.2 Nullpunktverschiebung eingeben/ändern
Funktionalität
Der Istwertspeicher und damit auch die Istwertanzeige sind nach dem Referenzpunktfahrenauf den Maschinennullpunkt bezogen. Das Bearbeitungsprogramm des Werkstücks beziehtsich aber auf den Werkstücknullpunkt. Diese Verschiebung ist als Nullpunktverschiebung einzugeben.
Bedienfolgen
Nullpunktverschiebung über Softkey Parameter und Zero Offset anwählen.
Am Bildschirm erscheint eine Übersicht über die einstellbaren Nullpunktverschiebungen.
Bild 3-7 Fenster Nullpunktverschiebung
Cursorbalken auf das zu ändernde Eingabefeld positionieren,
Wert(e) eingeben.
Mit Blättern vorwärts wird die nächste Übersicht der Nullpunktverschiebung eingeblendet. Es er-scheinen G56 und G57.
Rückkehr in die übergeordnete Menüebene, ohne die Werte der Nullpunktverschiebungen zu über-nehmen.
Softkeys
Mit Hilfe dieser Funktion kann die Nullpunktverschiebung bezogen auf den Koordinatenursprungdes Maschinenkoordinatensystems ermittelt werden. Nach dem Auswählen des zum Messen ge-nutzten Werkzeuges können Sie in dem Fenster Determine die dafür notwendigen Bedingungeneinstellen (siehe Kapitel 3.2.1).
Es wird ein Fenster mit der programmierten Nullpunktverschiebung aufgeblendet. Die Werte sindnicht editierbar.
Anzeige der Summe der aktiven Nullpunktverschiebungen. Die Werte sind nicht editierbar.
Parameter
ZeroOffset
$ 0 9...
Deter–mine
Pro-grammed
Sum

Einrichten
3.2 Nullpunktverschiebung eingeben/ändern
3-31SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
3.2.1 Nullpunktverschiebung ermitteln
Voraussetzung
Sie haben das Fenster mit der entsprechenden Nullpunktverschiebung (z.B. G54) und dieAchse ausgewählt, für die Sie die Verschiebung ermitteln möchten.
XMaschine
M
Z
Werkstück
Maschine
Nullpunktverschiebung Z=?
F
Länge 2
Istposition Z
F-Werkzeugträgerbezugspunkt
M-Maschinennullpunkt
W
W-Werkstücknullpunkt
Bild 3-8 Ermittlung der Nullpunktverschiebung -Achse Z
Vorgehensweise
� Das Ermitteln einer Nullpunktverschiebung ist nur mit einem bekannten Werkzeug mög-lich. In dem Dialogfenster ist das aktive Werkzeug einzutragen. Mit Betätigung des SoftkeyOK wird das Werkzeug übernommen und das Fenster Ermitteln geöffnet.
� Die ausgewählte Achse erscheint im Bereich ”Achse”.
Die zur Achse gehörende Ist–Position des Werkzeugträgerbezugspunktes (MKS) er-schient im benachbarten Feld.
� Für die Werkzeugschneide erscheint die D-Nummer 1.
Haben Sie die gültigen Korrekturen für das eingesetzte Werkzeug unter einer anderen D-Nummer als D1 abgelegt, so tragen Sie diese D-Nummer hier ein.
� Der gespeicherte Werkzeugtyp wird automatisch angezeigt.
� Der wirksame Korrekturwert der Länge (Geometrie) wird angezeigt.
� Wählen Sie das Vorzeichen zur Verrechnung der Längenkorrektur aus (-, +) oder wählenSie ”ohne” Berücksichtigung der Längenkorrektur.Ein negatives Vorzeichen subtrahiert den Längenkorrekturwert von der Istposition. DasErgebnis ist die Nullpunktverschiebung in der vorgewählten Achse.
� OffsetErreicht das Werkzeug nicht den Nullpunkt, kann mit dem Wert Offset eine zusätzlicheVerschiebung zu einem Punkt eingegeben werden, der vom Werkzeug angefahren werdenkann.

Einrichten
3.2 Nullpunktverschiebung eingeben/ändern
3-32SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 3-9 Maske Werkzeug auswählen
Bild 3-10 Maske Nullpunktverschiebung ermitteln
Mit dem Softkey können die Nullpunktverschiebungen G54 bis G57 angewählt werden. Die Softkey-beschriftung zeigt die gewählte Nullpunktverschiebung an.
Die nächste Achse wird zum Bestimmen der Nullpunktverschiebung gewählt.
Mit dem Softkey Berechnen wird die Berechnung der Nullpunktverschiebung durchgeführt.
Mit OK wird das Fenster verlassen.
NextUFrame
NextAxis
Calcu–late
OK

Einrichten
3.3 Setting-Daten programmieren - Bedienbereich Parameter
3-33SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
3.3 Setting-Daten programmieren - Bedienbereich Parameter
Funktionalität
Mit den Setting-Daten legen Sie die Einstellungen für die Betriebszustände fest. Diese kön-nen bei Bedarf verändert werden.
Bedienfolgen
Setting-Daten über Softkey Parameter und Sett.-daten anwählen.
Der Softkey Sett.-daten verzweigt in eine weitere Menüebene, in der verschiedene Steue-rungsoptionen eingestellt werden können.
Bild 3-11 Grundbild Setting-Daten
Positionieren Sie mit den Cursor-Tasten den Cursorbalken innerhalb der Anzeigebereiche auf diegewünschte Zeile
tragen Sie den neuen Wert in die Eingabefelder ein.
Mit Input oder einer Cursorbewegung bestätigen.
Softkeys
Die Funktion erlaubt das Verändern folgender Einstellungen:
Jog-Vorschub
Vorschubwert im Jog - Betrieb
Ist der Vorschubwert “Null”, verwendet die Steuerung den in den Maschinendaten hin-terlegten Wert.
Spindel
Spindeldrehzahl
Drehrichtung der Spindel
Parameter
Sett.data
$ 0 9...
Jog-Data

Einrichten
3.3 Setting-Daten programmieren - Bedienbereich Parameter
3-34SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
169 Minimal / Maximal
Eine Einschränkung für die Spindeldrehzahl in den Feldern max. (G26)/min. (G25)kann nur innerhalb der in den Maschinendaten festgelegten Grenzwerte erfolgen.
Programmiert (LIMS)
Programmierbare obere Drehzahlbegrenzung (LIMS) bei konstanter Schnittgeschwin-digkeit (G96).
Probelaufvorschub für Probelaufbetrieb (DRY)
Der hier eingebbare Vorschub wird bei Anwahl der Funktion Probelaufvorschub (siehe Pro-grammbeeinflussung Bild 5-3) in der Betriebsart Automatik bei der Programmabarbeitung an-stelle des programmierten Vorschubs verwendet.
Startwinkel für Gewindeschneiden (SF)
Zum Gewindeschneiden wird eine Startposition für die Spindel als Anfangswinkel angezeigt.Durch Ändern des Winkels kann, wenn der Arbeitsgang des Gewindeschneidens wiederholtwird, ein mehrgängiges Gewinde geschnitten werden.
SpindleData
Dryfeed
Startangle

Einrichten
3.4 Rechenparameter R - Bedienbereich Parameter
3-35SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
3.4 Rechenparameter R - Bedienbereich Parameter
Funktionalität
Im Grundbild R-Parameter werden sämtliche in der Steuerung vorhandene R-Parameter auf-gelistet (siehe auch Kapitel 8.8 “Rechenparameter R”). Diese können bei Bedarf verändertwerden.
Bild 3-12 Fenster R - Parameter
Bedienfolgen
Über Softkey Parameter und R Parameter
den Cursorbalken auf das zu ändernde Eingabefeld positionieren,
Wert(e) eingeben
und mit Input oder einer Cursorbewegung bestätigen.
Parameter R Para.meter
$ 0 9...

4-36SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Handgesteuerter Betrieb
Vorbemerkung
Der handgesteuerte Betrieb ist in der Betriebsart Jog und MDA möglich.
In der Betriebsart Jog können Sie die Achsen verfahren und in der Betriebsart MDA einzelneTeileprogrammsätze eingeben und abarbeiten.
4.1 Betriebsart Jog - Bedienbereich Maschine
Funktionalität
In der Betriebsart Jog können Sie
� die Achsen verfahren,
� die Verfahrgeschwindigkeit mit dem Override-Schalter einstellen usw.
Bedienfolgen
Betriebsart Jog über Taste Jog an der Maschinensteuertafel anwählen.
Zum Verfahren der Achsen drücken Sie die entsprechende Taste der X- oder Z-Achse.
Solange diese Taste gedrückt ist, verfahren die Achsen kontinuierlich mit der in den Setting-daten hinterlegten Geschwindigkeit. Ist der Wert der Settingdaten “Null”, wird der in den Ma-schinendaten hinterlegte Wert verwendet.
Stellen Sie ggf. die Geschwindigkeit mit dem Override-Schalter ein.
Die Geschwindigkeit kann über einstellbare Inkremente eingestellt werden:
0%, 1%, 2%, 4%, 8%, 10%, 20%, 30%, 40%, 50%, 60%, 75%, 80%, 85%, 90%, 95%, 100%, 105%,110%, 115%, 120%.
Wenn Sie zusätzlich die Taste Eilgangüberlagerung betätigen, wird die gewählte Achse mit Eil-ganggeschwindigkeit verfahren, solange beide Tasten gedrückt sind.
4
+X
-Z
...

Handgesteuerter Betrieb
4.1 Betriebsart Jog - Bedienbereich Maschine
4-37SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
In der Betriebsart Schrittmaß können Sie mit der gleichen Bedienfolge einstellbare Schritte verfah-ren. Die eingestellte Schrittweite wird im Anzeigebereich visualisiert. Zum Abwählen ist Jog noch-mals zu drücken.
Im Grundbild ”JOG” werden Lage–, Vorschub– und Spindelwert einschließlich Vorschubover-ride und Spindelkorrektur, aktuelle Getriebestufe und das aktuelle Werkzeug angezeigt.
Bild 4-1 Grundbild Jog
Parameter
Tabelle 4-1 Beschreibung der Parameter im Grundbild Jog
Parameter Erläuterung
MKS
XZ
Anzeige der Adressen vorhandener Achsen im Maschinenkoordinatensystem(MKS).
+X
-Z
Verfahren Sie eine Achse in positive (+) oder negative (-) Richtung, erscheint indem entsprechenden Feld ein Plus- oder Minuszeichen.
Befindet sich die Achse in Position, wird kein Vorzeichen angezeigt.
Ist mm
In diesen Feldern wird die aktuelle Position der Achsen im MKS oder WKS ange-zeigt.
Repos.-Versch.
Werden die Achsen im Zustand ”Programm unterbrochen” in der Betriebsart Jogverfahren, wird in der Spalte die verfahrene Wegstrecke jeder Achse bezogen aufdie Unterbrechungsstelle angezeigt.
Spindel SU/min
Anzeigen des Ist- und Sollwertes der Spindeldrehzahl
Vorschub Fmm/min
Anzeige des Bahnvorschub-Ist- und Sollwertes.
Werkzeug Anzeige des aktuell im Eingriff befindlichen Werkzeugs mit der aktuellen Schnei-dennummer
Istwert Vor-schubover-
ride
Anzeige Istwert Vorschuboverride
IstwertSpindelkor-
rektur
Anzeige aktuelle Spindelkorrektur
Getriebe-stufe
Anzeige aktuelle Getriebestufe für die Maschine
[ . ]

Handgesteuerter Betrieb
4.1 Betriebsart Jog - Bedienbereich Maschine
4-38SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Softkeys
Einblenden des Handrad-Fensters
Einblenden des Achsvorschub-Fensters oder Vorschub/Werkzeug-Fensters
Mit dem Softkey kann zwischen dem Achsvorschub-Fenster und dem Vorschub/Werkzeug-Fenster gewechselt werden. Die Softkeybeschriftung ändert sich beim Öffnen des Achsvorschub-Fensters in Vorschub/Wkz.
Die Anzeige der Istwerte erfolgt in Abhängigkeit des angewählten Koordinatensystems. Es wirdzwischen zwei Koordinatensystemen unterschieden, dem Maschinen-Koordinatensystem (MKS)und dem Werkstück-Koordinatensystem (WKS).
Der Softkey schaltet zwischen dem MKS und WKS um. Dabei ändert sich die Softkeybe-schriftung wie folgt:
� Die Werte des Maschinen-Koordinatensystems werden angewählt, die Beschriftung desSoftkeys ändert sich auf Istw.-WKS.
� Bei der Anwahl des Werkstück-Koordinatensystems ändert sich die Beschriftung in Istw.-MKS.
Großdarstellung der Istwerte.
Durch Betätigen der RECALL–Taste gelangen Sie in das nächsthöhere Menü.
4.1.1 Zuordnen von Handrädern
Dem jeweiligen Handrad wird eine Achse zugeordnet und ist nach dem OK aktiv.
Bedienfolgen
In der Betriebsart Jog das Handrad-Fensters einblenden.
Nach dem Öffnen des Fensters werden in der Spalte ”Achse” alle Achsbezeichner angezeigt,die gleichzeitig in der Softkeyleiste erscheinen. Je nach Anzahl angeschlossener Handräderist das Wechseln von Handrad 1 auf Handrad 2 mit dem Cursor möglich.
Stellen Sie den Cursor auf die Zeile mit dem Handrad, dem Sie eine Achse zuordnen wollen. Betäti-gen Sie anschließend den Softkey, der den Namen der Achse enthält.
Hand–rad
Achs–vorschubInterp.–vorschub
Istwert–WKS
Istwert–MKS
ZoomIstwert
Hand–rad

Handgesteuerter Betrieb
4.1 Betriebsart Jog - Bedienbereich Maschine
4-39SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Im Fenster erscheint das Symbol .
Bild 4-2 Handrad-Fenster
Mit dem Softkey WKS/MKS wählen Sie die Achsen aus dem Maschinen- oder Werkstückkoordina-tensystem zur Handradzuordnung aus. Die aktuelle Einstellung ist im Handradfenster ersichtlich.
Mit OK wird die gewählte Einstellung übernommen und das Fenster geschlossen.
Menüerweiterung
Die getroffene Zuordnung wird für das selektierte Handrad zurückgesetzt.
WKS
MKS
OK
De–select

Handgesteuerter Betrieb
4.2 Betriebsart MDA (Handeingabe) - Bedienbereich Maschine
4-40SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
4.2 Betriebsart MDA (Handeingabe) - Bedienbereich Maschine
Funktionalität
In der Betriebsart MDA können Sie einen Teileprogrammsatz erstellen und abarbeiten.
Es können keine Konturen abgearbeitet/programmiert werden, die mehrere Sätze benötigen(z. B. Rundungen, Fasen).
!Vorsicht
Es gelten die gleichen Sicherheitsverriegelungen wie im vollautomatischen Betrieb.
Weiterhin sind die gleichen Vorbedingungen wie beim vollautomatischen Betrieb notwendig.
Warten Sie vor dem NC–Start und vor Eingabe eines NC–Programms in der Betriebsart”MDA”, bis die Meldung ”Satzspeichern aktiv” auf dem Bildschirm angezeigt wird.
Bedienfolgen
Betriebsart MDA über Taste MDA an der Maschinensteuertafel anwählen.
Bild 4-3 Grundbild MDA
Satz über Steuerungstastatur eingeben.
Durch Drücken von NC-START wird der eingegebene Satz abgearbeitet. Während der Bearbeitungist das Editieren des Satzes nicht mehr möglich.
Nach dem Bearbeiten bleibt der Inhalt des Eingabefeldes erhalten, so daß der Satz mit einemerneuten NC–Start verfahren werden kann. Die Eingabe eines Zeichens löscht den Satz.
$ 0 9...

Handgesteuerter Betrieb
4.2 Betriebsart MDA (Handeingabe) - Bedienbereich Maschine
4-41SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Parameter
Tabelle 4-2 Beschreibung der Parameter im Arbeitsfenster MDA
Parameter Erläuterung
MKS
XZ
Anzeige vorhandener Achsen im MKS oder WKS.
+X- Z
Verfahren Sie eine Achse in positive (+) oder negative (-) Richtung, erscheint indem entsprechenden Feld ein Plus- oder Minuszeichen.
Befindet sich die Achse in Position wird kein Vorzeichen angezeigt.
Istwert mm
In diesen Feldern wird die aktuelle Position der Achsen im MKS oder WKS ange-zeigt.
Spindel SU/min
Anzeige des Ist- und Sollwertes der Spindeldrehzahl
Vorschub F Anzeige des Bahnvorschub Ist- und Sollwertes in mm/min oder mm/U.
Werkzeug Anzeige des aktuell im Eingriff befindlichen Werkzeugs mit der aktuellen Schnei-dennummer (T..., D...).
Editierfen-ster
Im Programmzustand ”Stop” oder ”Reset” dient ein Editierfenster zur Eingabe desTeileprogrammsatzes.
Istwert Vor-schubover-
ride
Anzeige Istwert Vorschuboverride
IstwertSpindel-
drehzahl–override
Anzeige Istwert Spindeldrehzahloverride
Getriebe-stufe
Anzeige aktuelle Getriebestufe für die Maschine
Softkeys
Die Anzeige der Istwerte für die Betriebsart MDA erfolgt in Abhängigkeit des angewählten Koordina-tensystems. Es wird zwischen zwei Koordinatensystemen unterschieden, dem Maschinen-Koordinatensystem(MKS) und dem Werkstück-Koordinatensystem (WKS).
Großdarstellung der Istwerte
Menüerweiterung
Einblenden des Achsvorschub- oder Vorschub/Werkzeug-FenstersMit dem Softkey kann zwischen den beiden Fenstern gewechselt werden. Die Softkeybeschriftungändert sich beim Öffnen des Achsvorschub-Fensters in Vorschub/Wkz.
Das G-Funktionsfenster beinhaltet alle aktiven G-Funktionen, wobei jede G-Funktion einer Gruppezugeordnet ist und einen festen Platz im Fenster einnimmt. Über die Tasten Blättern rückwärts oder vorwärts können weitere G-Funktionen angezeigt wer-den. Das Fenster kann über Recall verlassen werden.
Istwert–WKS
Istwert–MKS
ZoomIstwert
Achs–vorschubInterp.–vorschubZoomG–Funkt.

Handgesteuerter Betrieb
4.2 Betriebsart MDA (Handeingabe) - Bedienbereich Maschine
4-42SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
In dem Fenster wird der aktuell editierte Satz in voller Länge angezeigt.
Öffnet das M-Funktionsfenster zur Anzeige aller aktiven M-Funktionen des Satzes.
ZoomSatzanzeigeZoomM–Funkt.

5-43SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Automatikbetrieb
Funktionalität
Im Automatikbetrieb können Sie Teileprogramme vollautomatisch abarbeiten, d.h. dies ist dieBetriebsart für den Normalbetrieb der Teilebearbeitung.
Vorbedingungen
Vorbedingungen für die Abarbeitung von Teileprogrammen sind:
� Referenzpunkt angefahren.
� Sie haben das zugehörige Teileprogramm bereits in der Steuerung gespeichert.
� Sie haben notwendige Korrekturwerte geprüft bzw. eingegeben, z.B.Nullpunktverschiebungen oder Werkzeugkorrekturen.
� Die notwendigen Sicherheitsverriegelungen sind aktiviert.
Bedienfolge
Über dieTaste Automatik wird die Betriebsart Automatik angewählt.
Es erscheint das Grundbild Automatik, in dem Positions-, Vorschub-, Spindel-, Werkzeug-werte und der aktuelle Satz angezeigt werden.
Abarbei-
ten
v. ext.
Bild 5-1 Grundbild Automatik
5

Automatikbetrieb
5-44SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Parameter
Tabelle 5-1 Beschreibung der Parameter im Arbeitsfenster
Parameter Erläuterung
MKS
XZ
Anzeige der vorhandener Achsen im MKS oder WKS.
+ X- Z
Verfahren Sie eine Achse in positive (+) oder negative (-) Richtung, erscheint indem entsprechenden Feld ein Plus- oder Minuszeichen.
Befindet sich die Achse in Position wird kein Vorzeichen angezeigt.
Istmm
In diesen Feldern wird die aktuelle Position der Achsen im MKS oder WKSangezeigt.
Restweg In diesen Feldern wird der verbleibende Restweg der Achsen im MKS oder WKSangezeigt.
Spindel SU/min
Anzeigen des Soll- und Istwerts der Spindeldrehzahl
Vorschub Fmm/min
oder mm/U
Anzeige des Bahnvorschub Ist- und Sollwertes
Werkzeug Anzeige des aktuell im Eingriff befindlichen Werkzeugs und der aktuellen Schneide(T..., D...).
AktuellerSatz
Die Satzanzeige enthält den aktuellen und den nachfolgenden Satz, die bei Bedarfabgeschnitten werden. Der aktuelle Satz wird mit dem “>”–Zeichen markiert.
Istwert Vor-schubover-
ride
Anzeige Istwert Vorschuboverride
IstwertSpindel–override
Anzeige aktuelle Spindeloverride
Getriebe-stufe
Anzeige aktuelle Getriebestufe für die Maschine
Softkeys
Das Fenster für die Auswahl der Programmbeeinflussung (z. B. Ausblendsatz, Programmtest) wirdeingeblendet.
In dem Fenster wird der vorherige, der aktuelle und der nachfolgende Satz in voller Länge ange-zeigt. Weiterhin wird der Name des aktuellen Programms oder Unterprogramms angezeigt.
Mit Satzsuchlauf gehen Sie an die gewünschte Stelle des Programms.
Der Softkey Search bietet die Funktionen Zeile suchen, Text suchen an.
Der Cursor wird auf den Hauptprogrammsatz der Unterbrechungsstelle gesetzt. Das Suchziel wirdin den Unterprogrammebenen automatisch eingestellt.
Progr.control
ZoomSatzanzeige
Search
Search
Interr.point

Automatikbetrieb
5-45SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Suche fortsetzen
Der Softkey Start B search startet den Suchvorgang, in dem die gleichen Berechnungen wie imnormalen Programmbetrieb, aber ohne Achsbewegungen, ausgeführt werden.
Mit NC-Reset kann man den Satzsuchlauf abbrechen.
Die Werte des Maschinen- oder Werkstückkoordinatensystems werden angewählt. Die Beschriftungdes Softkeys ändert sich auf Istw.-WKS oder Istw.-MKS.
Großdarstellung der Istwerte
Menüerweiterung
Einblenden des Achsvorschub- oder Vorschub/Werkzeug-Fensters
Mit dem Softkey kann zwischen den Fenstern gewechselt werden. Die Softkeybeschriftungändert sich beim Öffnen des Achsvorschub-Fensters in Vorsch. Wkz.
Ein externes Programm wird über die RS232–Schnittstelle in die Steuerung übertragen und mit NC-START sofort abgearbeitet.
Öffnet das G-Funktions-Fenster zur Anzeige aller aktiven G-Funktionen.
Das G-Funktions-Fenster beinhaltet alle aktiven G-Funktionen, wobei jede G-Funktion einerGruppe zugeordnet ist und einen festen Platz im Fenster einnimmt. Über die Tasten Blätternrückwärts oder vorwärts können zusammen mit der SHIFT–Taste weitere G-Funktionen an-gezeigt werden.
Bild 5-2 Fenster aktive G-Funktionen
Öffnet das M-Funktions-Fenster zur Anzeige aller aktiven M-Funktionen.
Contin.search
Start Bsearch
Istwert–WKS
Istwert–MKS
Zoomakt.val
Axisfeed.
Interp.–vorschub
Abarbeitenv. ext.
ZoomG–Funkt.
ZoomM–Funkt.
Automatikbetrieb
5.1 Teileprogramm auswählen, starten - Bedienbereich Maschine
5-46SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
5.1 Teileprogramm auswählen, starten - Bedienbereich Maschine
Funktionalität
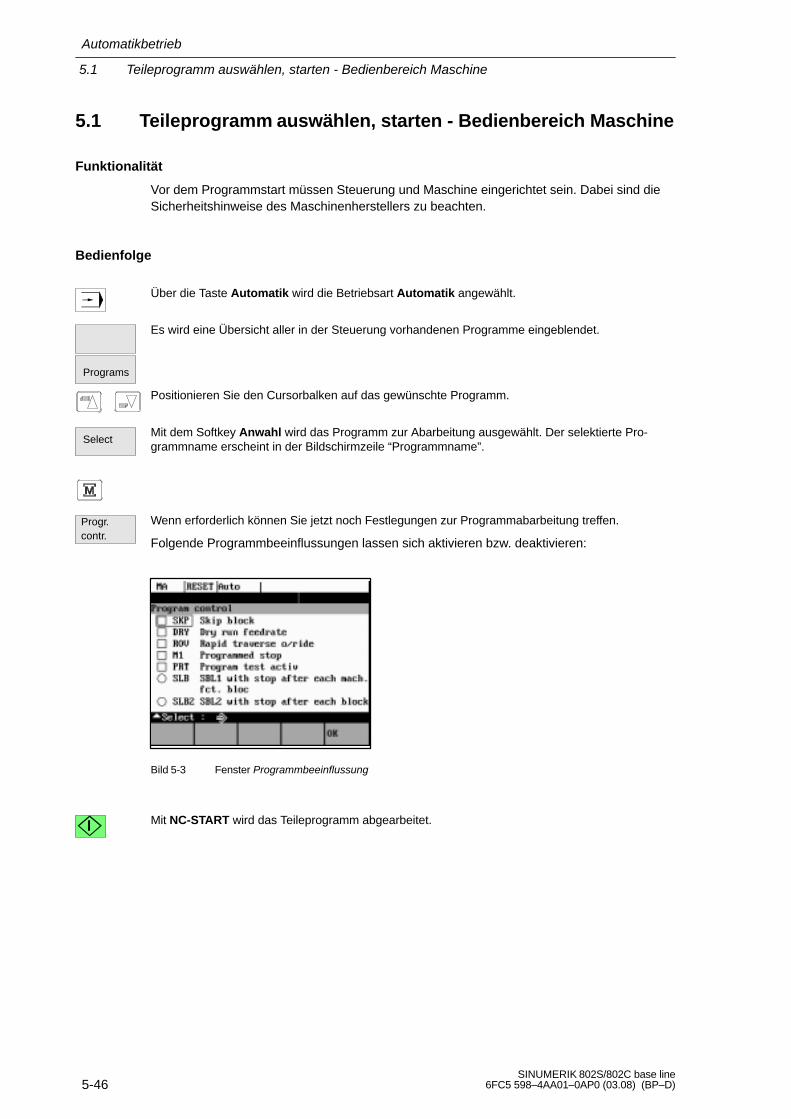
Vor dem Programmstart müssen Steuerung und Maschine eingerichtet sein. Dabei sind dieSicherheitshinweise des Maschinenherstellers zu beachten.
Bedienfolge
Über die Taste Automatik wird die Betriebsart Automatik angewählt.
Es wird eine Übersicht aller in der Steuerung vorhandenen Programme eingeblendet.
Positionieren Sie den Cursorbalken auf das gewünschte Programm.
Mit dem Softkey Anwahl wird das Programm zur Abarbeitung ausgewählt. Der selektierte Pro-grammname erscheint in der Bildschirmzeile “Programmname”.
Wenn erforderlich können Sie jetzt noch Festlegungen zur Programmabarbeitung treffen.
Folgende Programmbeeinflussungen lassen sich aktivieren bzw. deaktivieren:
Bild 5-3 Fenster Programmbeeinflussung
Mit NC-START wird das Teileprogramm abgearbeitet.
Programs
Select
Progr.contr.

Automatikbetrieb
5.2 Satzsuchlauf - Bedienbereich Maschine
5-47SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
5.2 Satzsuchlauf - Bedienbereich Maschine
Bedienfolge
Voraussetzung: Es wurde das gewünschte Programm bereits angewählt (vgl. Kapitel 5.1) unddie Steuerung befindet sich im Reset-Zustand.
Der Satzsuchlauf ermöglicht einen Programmvorlauf bis an die gewünschte Teileprogrammstelle.Das Suchziel wird durch direktes Positionieren des Cursorbalkens auf den gewünschten Satz desTeileprogramms eingestellt.
Bild 5-4 Fenster Suchen
Die Funktion startet den Programmvorlauf und schließt das Fenster Suchen.
Suchergebnis
Anzeige des gewünschten Satzes im Fenster Aktueller Satz
5.3 Teileprogramm stoppen, abbrechen
Funktionalität
Teileprogramme können gestoppt und abgebrochen werden.
Bedienfolge
Mit NC-STOP wird die Abarbeitung eines Teileprogramms unterbrochen. Die unterbrochene Bearbeitung kann mit NC-START fortgesetzt werden.
Mit RESET können Sie das laufende Programm abbrechen. Beim erneuten Betätigen von NC-START wird das abgebrochene Programm neu gestartet und vonAnfang an abgearbeitet.
Search
Start Bsearch

Automatikbetrieb
5.4 Wiederanfahren nach Unterbrechung
5-48SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
5.4 Wiederanfahren nach Unterbrechung
Funktionalität
Nach Programmunterbrechung (NC-STOP) können Sie das Werkzeug im Handbetrieb (Jog)von der Kontur wegfahren. Dabei speichert die Steuerung die Koordinaten der Unterbre-chungsstelle. Die verfahrenen Wegdifferenzen der Achsen werden angezeigt.
Bedienfolge
Betriebsart Automatik anwählen
Öffnen des Suchlauf-Fensters zum Laden der Unterbrechungsstelle.
Die Unterbrechungsstelle wird geladen. Es wird auf die Anfangsposition des unterbrochenen Satzesabgeglichen.
Der Suchlauf auf die Unterbrechungsstelle wird gestartet.
Die Bearbeitung mit NC-START fortsetzen.
Search
Interr.Point
Start Bsearch

Automatikbetrieb
5.5 Abarbeiten von Extern (RS232–Schnittstelle)
5-49SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
5.5 Abarbeiten von Extern (RS232–Schnittstelle)
Funktionalität
Ein externes Programm wird über die RS232–Schnittstelle in die Steuerung übertragen undmit NC-START sofort abgearbeitet.
Während der Abarbeitung des Zwischenspeicherinhaltes wird automatisch nachgeladen. Alsexternes Gerät kann zum Beispiel ein PC dienen, der über das PCIN–Tool für den Daten-transfer verfügt.
Bedienfolge
Voraussetzung: Die Steuerung befindet sich im Zustand Reset. Die RS232–Schnittstelle ist richtig parametriert (siehe Kap. 7) und durch keine andere Anwen-dung belegt (DataIn, DatatOut, STEP7).
Softkey betätigen
Schalten Sie das Programm für Datenausgabe aktiv, indem Sie am externen Gerät (PC)WINPCIN (bzw. PCIN) aktivieren.
Das Programm wird in den Zwischenspeicher Übertragen und in der Programmanwahl auto-matisch selektiert und angezeigt.Vorteilhaft für die Programmabarbeitung: Warten Sie, bis sich der Zwischenspeicher gefüllthat.
Die Bearbeitung beginnt mit NC-START. Das Programm wird laufend nachgeladen.
Bei Programmende oder bei RESET wird das Programm in der Steuerung automatisch ent-fernt.
Hinweis� Alternativ ist das Aktivieren von Abarbeiten von Extern im Bereich Dienste möglich.
� Aufgetretene Übertragungsfehler werden im Bereich Dienste mit der Softkey Error log ange-zeigt.
Abarbeitenv. ext.

Automatikbetrieb
5.6 Teach In
5-50SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
5.6 Teach In
Funktionalität
Mit der Unterbetriebsart Teach In können Achspositionswerte direkt in einen neu zu generie-renden oder zu ändernden Teileprogrammsatz übernommen werden.
Die Achspositionen werden dabei in der Betriebsart Automatik durch Verfahren mit den JOG–Tasten oder Handrad erreicht. Die Unterbetriebsart Teach In ist zuvor im Bedienbereich Pro-grammierung über den betreffenden Softkey (s.u.) einzuschalten.
Bedienfolge
Voraussetzung: – Option “Teach In” ist gesetzt – Die Steuerung befindet sich im Zustand Stop oder Reset.
Es wird eine Übersicht aller in der Steuerung vorhandenen Programme eingeblendet.
Durch Betätigung von Open wird der Editor für das ausgewählte Programm aufgerufen und dasEditorfenster eingeblendet.
Menüerweiterung
anwählen
Menüerweiterung
anwählen
Bild 5-5 Grundbild Teach In
Programs
open
Edit
Teach Inon

Automatikbetrieb
5.6 Teach In
5-51SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Softkeys
Generierung eines Satzes mit technologischen Daten
Über eine Maske ist die Eingabe folgender Werte möglich:
� Vorschubwert
� Spindeldrehzahl und –drehrichtung (links; rechts; stop)
� Werkzeug– und Schneidennummer
� Vorschubmodus F–mode (aktiv; mm/min entspricht G94; mm/Umdrehung der Spindel ent-spricht G95)
� Einfahrverhalten (aktiv; Genauhalt G60; Bahnsteuerbetrieb G64)
Bild 5-6 Eingabemaske technologischer Daten
Mit OK wird ein Satz mit den eingegebenen technologischen Werten erzeugt und vor demSatz eingefügt auf dem der Cursor steht. Mit RECALL wird die Eingabe verworfen und zumGrundbild Teach In zurückgekehrt.
Generierung von NC–Sätzen mittels Verfahrtasten oder Handrad
Einfache NC–Sätze werden durch achsparalleles Verfahren mittels Verfahrtasten der Achsenoder Handrad generiert. Es können auch die Werte eines vorhandenen Satzes korrigiert wer-den.
Bild 5-7 Teach In von NC–Sätzen
Generieren eines Eilgangsatzes (G0)
Technol.Data
Teach InRecords
FastTrav.
Automatikbetrieb
5.6 Teach In
5-52SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Generieren eines linearen Vorschubsatzes (G1)
Generieren eines Kreissatzes (G5 mit Zwischenpunkt und Endpunkt)
Ein Satz wird mit den geteachten Werten generiert. Der neue Satz wird vor dem Satz mit der Cur-sorposition eingefügt.
Werte werden in dem Satz korrigiert (aus der Maske übernommen) auf dem der Cursor steht.
Mit RECALL wird zum Grundbild Teach In zurückgekehrt. Danach können Änderungen bzw.Ergänzungen per Hand eingefügt werden.
Generierung eines M2–Satzes, der hinter dem aktuellen Satz (Cursorposition) eingefügt wird.
Verfahren des programmierten Satzes
Es wird auf das eingestellte Maschinenbild der Betriebsart Automatik zurückgeschaltet. MitNC–Start wird das angewählte aber unterbrochene Programm mit dem zuletzt markiertenSatz fortgesetzt (falls die Steuerung sich nicht im Reset–Zustand befand). Teach In bleibt da-bei weiterhin eingeschaltet. Der Satzsuchlauf von NCK ist nicht möglich.
Ausschalten der Unterbetriebsart Teach In.
Hinweis
Nach dem Ausschalten von Teach In ist ein weiteres Editieren des unterbrochenen Pro-gramms nicht mehr möglich.
Beispiel
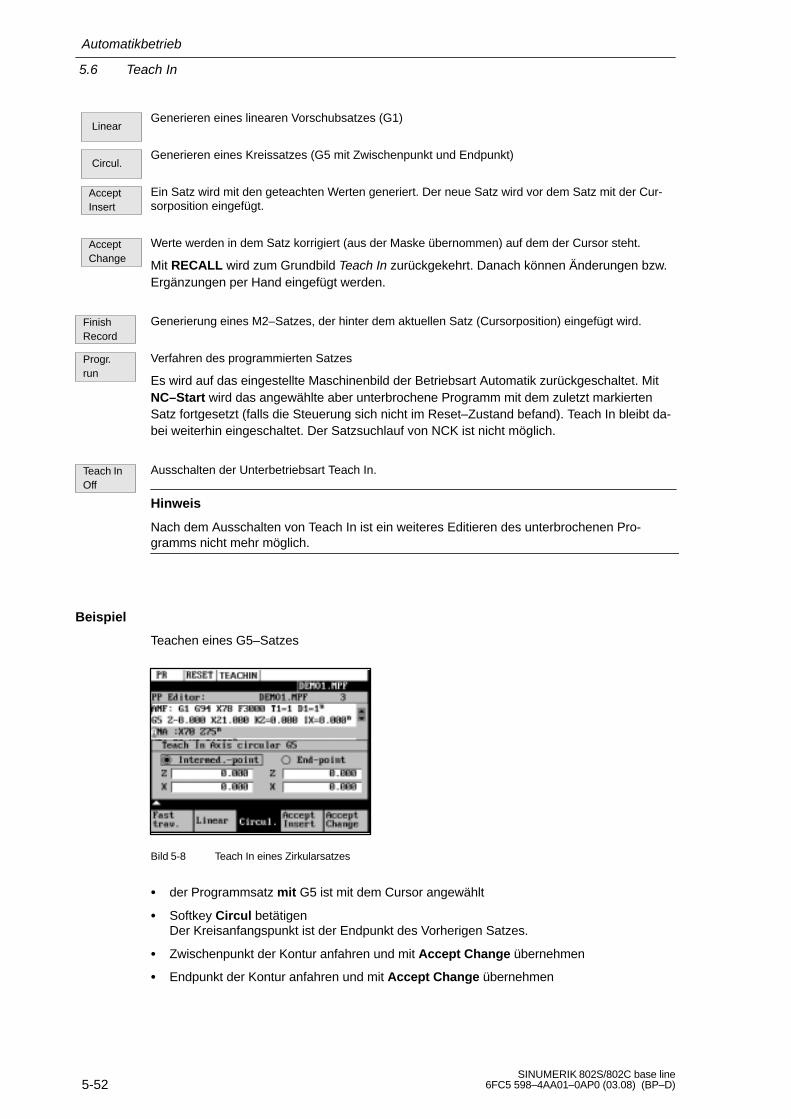
Teachen eines G5–Satzes
Bild 5-8 Teach In eines Zirkularsatzes
� der Programmsatz mit G5 ist mit dem Cursor angewählt
� Softkey Circul betätigenDer Kreisanfangspunkt ist der Endpunkt des Vorherigen Satzes.
� Zwischenpunkt der Kontur anfahren und mit Accept Change übernehmen
� Endpunkt der Kontur anfahren und mit Accept Change übernehmen
Linear
Circul.
AcceptInsert
AcceptChange
FinishRecord
Progr.run
Teach InOff

6-53SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Teileprogrammierung
Funktionalität
Hier erfahren Sie, wie Sie ein neues Teileprogramm anlegen können.
In Abhängigkeit der Zugriffsberechtigung können auch die Standard-Zyklen angezeigt werden.
Bedienfolge
Sie befinden sich auf der Grundebene.
Das Grundbild Programmierung wird geöffnet.
Bild 6-1 Grundbild Programmierung
Beim ersten Anwählen des Bereiches Programme ist automatisch das Verzeichnis für Teile-programme und Unterprogramme angewählt (s.o.).
Softkeys
Mit dem Softkey Zyklen wird das Verzeichnis Standardzyklen angezeigt.
Dieser Softkey wird nur angeboten, wenn die entsprechende Zugriffsberechtigung vorliegt.
Die Funktion wählt das durch den Cursor markierte Programm zum Ausführen an. Mit dem näch-sten NC-START wird dieses Programm gestartet.
Die durch den Cursor markierte Datei wird zum Bearbeiten geöffnet.
Menüerweiterung
6
Programs
Cycles
Select
Open

Teileprogrammierung
6-54SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Mit Softkey Neu kann ein neues Programm angelegt werden. Es wird ein Fenster aufgeblendet, daszur Eingabe des Programmnamen und Typs auffordert.
Nach Bestätigung mit OK wird der Programmeditor aufgerufen und Sie können entspre-chende Teileprogrammsätze eingeben. Mit RECALL brechen Sie die Funktion ab.
Mit Softkey Kopieren wird das angewählte Programm in ein anderes Programm kopiert.
Es wird das mit dem Cursor markierte Programm nach Rückfrage gelöscht.
Mit Softkey OK wird der Löschauftrag durchgeführt, mit RECALL verworfen.
Mit dem Softkey Rename wird ein Fenster aufgeblendet, in dem Sie das zuvor mit dem Cursor mar-kierte Programm umbenennen können.
Nach der Eingabe des neuen Namen, bestätigen Sie mit OK den Auftrag oder brechen mitRECALL ab.
Über Softkey Programme kann in das Programm-Verzeichnis umgeschaltet werden.
Sie haben die Möglichkeit sich den gesamt verfügbaren NC-Speicher (in KByte) anzeigen zu las-sen.
New
Copy
Delete
Rename
Speicher–Info

Teileprogrammierung
6.1 Neues Programm eingeben - Bedienbereich Programm
6-55SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
6.1 Neues Programm eingeben - Bedienbereich Programm
Funktionalität
Hier erfahren Sie, wie Sie eine neue Datei für ein Teileprogramm anlegen können. Es wird einFenster aufgeblendet, welches zur Eingabe des Programmnamens und Typs auffordert.
Bild 6-2 Eingabemaske Programm neu
Bedienfolge
Sie haben den Bedienbereich Programme angewählt und befinden sich in der Übersicht der bereitsin der NC angelegten Programme.
Nach Drücken des Softkey Neu erhalten Sie ein Dialogfenster, in das Sie den neuen Haupt- bzw.Unterprogrammnamen eintragen. Die Erweiterung für Hauptprogramme .MPF wird automatisch ein-getragen. Die Erweiterung für Unterprogramme .SPF muß mit dem Programmnamen eingegebenwerden.
Geben Sie den neuen Namen ein.
Schließen Sie die Eingabe mit dem Softkey OK ab. Die neue Teileprogrammdatei wird erzeugt undkann nun editiert werden.
Mit RECALL können Sie die Erstellung des Programms unterbrechen, das Fenster wird geschlos-sen.
Program
New
...U
OK

Teileprogrammierung
6.2 Teileprogramm editieren - Betriebsart Programm
6-56SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
6.2 Teileprogramm editieren - Betriebsart Programm
Funktionalität
Ein Teileprogramm oder Abschnitte eines Teileprogramms können nur dann editiert werden,wenn sich dieses nicht in Abarbeitung befindet.
Alle Änderungen im Teileprogramm werden sofort gespeichert.
Bild 6-3 Editorfenster
Bedienfolge
Sie befinden sich auf der Grundebene und haben den Bedienbereich Programm angewählt, in demautomatisch die Programmübersicht angezeigt wird.
Mit den Cursor-Tasten wählen Sie das zu bearbeitende Programm aus.
Durch Betätigung von Open wird der Editor für das ausgewählte Programm aufgerufen und dasEditorfenster eingeblendet.
Die Datei kann nun editiert werden.
Softkeys
Freie Softkeys
Die Softkeys 1 - 4 können vom Anwender mit vordefinierten Funktionen belegt werden (sieheKapitel 6.3.4 “Freie Softkeybelegung”).
Vom Steuerungshersteller werden die Softkeys technologiespezifisch vorbelegt.
Die Konturfunktionen werden im Kapitel 6.3 ”Programmierunterstützung” beschrieben.
Menüerweiterung
Programs
open
Contour

Teileprogrammierung
6.2 Teileprogramm editieren - Betriebsart Programm
6-57SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Die Funktion markiert einen Textabschnitt bis zur aktuellen Cursorposition.
Die Funktion löscht einen markierten Text.
Die Funktion kopiert einen markierten Text in die Zwischenablage.
Die Funktion fügt einen Text aus der Zwischenablage an der aktuellen Cursorposition ein.
Zur Rückübersetzung muß der Cursor auf der Zyklus – Aufrufzeile im Programm stehen. Die not-wendigen Parameter sind direkt vor dem Zyklusaufruf anzuordnen und nicht durch Anweisungs –oder Kommentarzeilen zu trennen. Die Funktion dekodiert den Zyklusnamen und bereitet die Maskemit den entsprechenden Parametern auf. Liegen Parameter außerhalb des Gültigkeitsbereiches,setzt die Funktion automatisch Standardwerte ein. Nach dem Schließen der Maske wird der ur-sprüngliche Parameterblock durch den korrigierten ersetzt.Beachte: Es können nur automatisch generierte Blöcke/Sätze rückübersetzt werden.
Hinweis
Zum Ausführen dieser Funktionen außerhalb des Menüs “Bearbeiten” können auch die Ta-stenkombinationen <SHIFT>
Softkey 1 MarkierenSoftkey 2 Block löschenSoftkey 3 Block kopierenSoftkey 4 Block einfügen
genutzt werden
Menüerweiterung
Mit Hilfe dieser Funktion kann die Zuordnung der Softkeyfunktionen eins bis vier durch den Bedie-ner verändert werden.Eine ausführlichere Beschreibung finden Sie im Abschnitt NO TAG.
Mit Softkey Suchen und weiter suchen kann eine Zeichenkette in der angezeigten Programmdateigesucht werden.
Geben Sie den Suchbegriff in die Eingabezeile ein und starten Sie den Suchvorgang mit dem Soft-key OK.Wird die zu suchende Zeichenkette in der Programmdatei nicht gefunden, erscheint eine Fehlermel-dung, die mit OK zu quittieren ist.Mit RECALL schließen Sie das Dialogfenster, ohne den Suchvorgang zu starten.
Geben Sie die Zeilennummer in die Dialogzeile ein.
Der Suchvorgang wird mit OK gestartet.Mit RECALL schließen Sie das Dialogfenster, ohne den Suchvorgang zu starten.
Die Funktion durchsucht die Datei auf eine weitere Übereinstimmung mit dem Suchziel.
Die Funktion schließt die Datei und kehrt in das Teileprogrammverzeichnis zurück.
Edit
Markieren
Delete
Copy
Einfügen
Zyklenrückübersetzen
Assign SK
Search
Text
Zeilennummer
Contin.Search
Schließen

Teileprogrammierung
6.2 Teileprogramm editieren - Betriebsart Programm
6-58SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Editieren von kyrilischen Buchstaben
Diese Funktion ist nur bei angewählter russischer Sprache verfügbar.
Vorgehensweise
Die Steuerung bietet ein Fenster zum Auswählen von kyrillischen Buchstaben an. Dieses wirdmittels Toggle–Taste aktiviert bzw. deaktiviert.
Bild 6-4
Ein Zeichen wählen Sie aus, indem Sie
� die Zeile mit den Buchstaben X, Y oder Z auswählen
� die Ziffer bzw. den Buchstaben der zum Zeichen gehörenden Spalte eingeben.
Das Zeichen wird mit der Eingabe der Ziffer in die bearbeitete Datei kopiert.

Teileprogrammierung
6.3 Programmierunterstützung
6-59SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
6.3 Programmierunterstützung
Funktionalität
Die Programmierunterstützung beinhaltet verschiedene Hilfestufen, die das Programmierenvon Teileprogrammen vereinfacht, ohne Ihnen die Möglichkeit der freien Eingabe zu nehmen.
6.3.1 Vertikales Menü
Funktionalität
Das vertikale Menü steht Ihnen im Programmeditor zur Verfügung.
Mit dem vertikalen Menü besteht die Möglichkeit, bestimmte NC-Anweisungen schnell in dasTeileprogramm einzufügen.
Bedienfolge
Sie befinden sich im Programmeditor.
Drücken Sie die Taste VM und wählen Sie aus der angebotenen Liste die Anweisung aus.
Bild 6-5 vertikales Menü
Zeilen, die mit “...” abgeschlossen sind, enthalten eine Sammlung von NC-Anweisungen, diemit der Input-Taste oder der zur Zeile gehörenden Ziffer aufgelistet werden können.

Teileprogrammierung
6.3 Programmierunterstützung
6-60SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-6 vertikales Menü
Mit dem Cursor können Sie in der Liste navigieren.
Mit Input erfolgt die Übernahme in das Programm.
Alternativ können mit den Ziffern 1 bis 7, die auf diesen Zeilen stehen, Anweisungen selektiertund in das Teileprogramm übernommen werden.
6.3.2 Zyklen
Funktionalität
Die Eingabe von Parametern zur Versorgung der Bearbeitungszyklen kann, neben der freienEingabe, mit Hilfe von Eingabemasken erfolgen, in denen Sie alle notwendigen R-Parametersetzten.
Bedienfolge
Die Auswahl der Dialogmasken erfolgt entweder mit den angebotenen Softkeyfunktionen oder mitdem vertikalen Menü.
Bild 6-7
Die Zyklenunterstützung bietet eine Dialogmaske zum Ausfüllen aller notwendigen R-Parame-ter an. Eine Grafik und ein kontextbezogener Hilfetext unterstützt Sie beim Ausfüllen.
LCYC 93
LCYC 94

Teileprogrammierung
6.3 Programmierunterstützung
6-61SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Die Softkeyfunktion OK übernimmt den generierten Zyklenaufruf in das Teileprogramm.
6.3.3 Kontur
Funktionalität
Zum schnellen und sicheren Erstellen von Teileprogrammen bietet die Steuerung verschie-dene Konturmasken an. Füllen Sie in den Dialogmasken die notwendigen Parameter aus.
Mit Hilfe der Konturmasken lassen sich folgende Konturelemente bzw. Konturabschnitte pro-grammieren:
� Geradenabschnitt mit Angabe von Endpunkt oder Winkel
� Kreissektor mit Angabe von Mittelpunkt / Endpunkt / Radius
� Konturabschnitt Gerade – Gerade mit Angabe von Winkel und Endpunkt
� Konturabschnitt Gerade – Kreis mit tangentialem Übergang; berechnet aus Winkel, Radiusund Endpunkt
� Konturabschnitt Gerade – Kreis mit beliebigem Übergang; berechnet aus Winkel, Mittel-punkt und Endpunkt
� Konturabschnitt Kreis – Gerade mit tangentialem Übergang; berechnet aus Winkel, Radiusund Endpunkt
� Konturabschnitt Kreis – Gerade mit beliebigem Übergang; berechnet aus Winkel, Mittel-punkt und Endpunkt
� Konturabschnitt Kreis – Kreis mit tangentialem Übergang; berechnet aus Mittelpunkt, Ra-dius und Endpunkt
� Konturabschnitt Kreis – Kreis mit beliebigem Übergang; berechnet aus Mittelpunkte undEndpunkt
� Konturabschnitt Kreis – Gerade – Kreis mit tangentialen Übergängen
� Konturabschnitt Kreis – Kreis – Kreis mit tangentialen Übergängen
� Konturabschnitt Gerade – Kreis – Gerade mit tangentialen Übergängen
Bild 6-8
Softkeys
Die Softkeyfunktionen verzweigen in die Konturelemente.
OK

Teileprogrammierung
6.3 Programmierunterstützung
6-62SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierhilfe zur Programmierung von Geradenabschnitten.
Bild 6-9
Geben Sie den Endpunkt der Gerade ein.
Der Satz wird im Eilgang oder mit dem programmierten Bahnvorschub verfahren.
Der Endpunkt kann im Absolutmaß, inkrementeller Maßangabe (bezogen auf den Startpunkt) oderin Polarkoordinaten eingegeben werden. Die Dialogmaske zeigt die aktuelle Einstellung an.
Der Endpunkt kann auch durch eine Koordinate und dem Winkel zwischen 1. Achse und derGeraden bestimmt werden.
Wird der Endpunkt mittels Polarkoordinaten bestimmt, braucht man die Länge des Vektorszwischen Pol und Endpunkt, sowie den Winkel des Vektors bezogen auf den Pol.Voraussetzung dafür ist, das vorher ein Pol gesetzt wurde. Dieser gilt dann bis ein neuer ge-setzt wird.
Bild 6-10
Der Softkey OK übernimmt den Satz in das Teileprogramm und bietet in der DialogmaskeZusatzfunktionen die Möglichkeit, durch die Eingabe von weiteren Anweisungen den Satz zuergänzen.
G0/G1
OK

Teileprogrammierung
6.3 Programmierunterstützung
6-63SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Zusatzfunktionen
Bild 6-11 Dialogmaske Zusatzfunktionen
Geben Sie die zusätzlichen Befehle in die Felder ein. Die Befehle können durch Leerzeichen,Komma oder Semikolon voneinander getrennt werden.
Diese Dialogmaske steht für alle Konturelemente zur Verfügung.
Der Softkey OK trägt die Befehle in das Teileprogramm ein.
Über RECALL wird die Dialogmaske ohne Speicherung der Werte verlassen.
Die Dialogmaske dient zum Erstellen eines Kreissatzes mit Hilfe der Koordinaten Endpunkt undMittelpunkt.
Bild 6-12
Geben Sie die Endpunkt– und Mittelpunktskoordinaten in die Eingabefelder ein. Nicht mehrbenötigte Eingabefelder werden weggeblendet.
Für die Eingabe der Koordinaten gibt es drei Varianten:
� absolut
� inkrementell
� polar.
Der Softkey schaltet den Drehsinn von G2 auf G3 um. In der Anzeige erscheint G3.Bei wiederholtem Betätigen wird auf G2 zurückgeschaltet.
OK
G2/G3

Teileprogrammierung
6.3 Programmierunterstützung
6-64SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Der Softkey OK übernimmt den Satz in das Teileprogramm und bietet in einer weiterenDialogmaske Zusatzbefehle an.
Die Funktion dient zur Berechnung des Schnittpunktes zwischen zwei Geraden.
Es sind die Koordinaten des Endpunktes der zweiten Geraden und die Winkel der Geradenanzugeben.
Kann der Startpunkt nicht aus den vorherigen Sätzen ermittelt werden, muß der Bediener denStartpunkt setzen.
Bild 6-13 Schnittpunktberechnung zwischen zwei Geraden
Tabelle 6-1 Eingabe in die Dialogmaske
Endpunkt Gerade 2 E Der Endpunkt der Geraden ist einzugeben.
Winkel Gerade 1 A1 Die Angabe des Winkels erfolgt entgegen dem Uhrzeigersinn von0 bis 360 Grad.
Winkel Gerade 2 A2 Die Angabe des Winkels erfolgt entgegen dem Uhrzeigersinn von0 bis 360 Grad.
Vorschub F Vorschub
Die Funktion berechnet den tangentialen Übergang zwischen einer Geraden und einem Kreissektor.Die Gerade muß durch den Startpunkt und Winkel beschrieben sein. Der Kreis ist durch den Radiusund Endpunkt zu beschreiben.
Zur Berechnung von Schnittpunkten mit beliebigen Übergangswinkeln blendet die Softkey-funktion POI die Mittelpunktskoordinaten ein.
Bild 6-14 Gerade – Kreis mit tangentialem Übergang
OK

Teileprogrammierung
6.3 Programmierunterstützung
6-65SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 6-2 Eingabe in die Dialogmaske
Endpunkt Kreis E Der Endpunkt des Kreises ist einzugeben.
Winkel Gerade A Die Angabe des Winkels erfolgt entgegen des Uhrzeigersinn von0 bis 360 Grad.
Radius Kreis R Eingabefeld für den Kreisradius
Vorschub F Eingabefeld für den Interpolationsvorschub.
Mittelpunkt Kreis M Ist kein tangentialer Übergang zwischen der Gerade und demKreis gegeben, muß der Kreismittelpunkt bekannt sein. Die An-gabe erfolgt in Abhängigkeit der im vorherigen Satz gewähltenBerechnungsart (Absolut–, Kettenmaß oder Polarkoordinaten).
Der Softkey schaltet den Drehsinn von G2 auf G3 um. In der Anzeige erscheint G3. Bei wiederhol-tem Betätigen wird auf G2 zurückgeschaltet. Die Anzeige wechselt auf G2.
Der Endpunkt kann im Absolutmaß, Kettenmaß oder Polarkoordinaten aufgenommen werden.
Die Dialogmaske zeigt die aktuelle Einstellung an.
Sie können zwischen tangentialem oder beliebigem Übergang wählen.
Kann der Startpunkt nicht aus den vorhergehenden Sätzen ermittelt werden, muß der Bedie-ner den Startpunkt setzen.
Die Maske generiert einen Geraden – und einen Kreissatz aus den eingegebenen Daten.
Existieren mehrere Schnittpunkte, muß der Bediener in einem Dialog den gewünschtenSchnittpunkt auswählen.
Wurde eine Koordinate nicht eingegeben, versucht das Programm diese aus den vorhande-nen Angaben zu berechnen. Existieren mehrere Möglichkeiten, muß der Bediener im Dialogauswählen.
Die Funktion berechnet den tangentialen Übergang zwischen einem Kreissektor und einer Gera-den. Der Kreissektor ist durch die Parameter Startpunkt, Radius und die Gerade durch die Parame-ter Endpunkt, Winkel zu beschreiben.
Bild 6-15 tangentialer Übergang
G2/G3
G90/G91
POI

Teileprogrammierung
6.3 Programmierunterstützung
6-66SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 6-3 Eingabe in die Dialogmaske
Endpunkt Gerade E Der Endpunkt der Gerade ist in absoluten, inkrementellen oderPolarkoordinaten einzugeben.
Mittelpunkt M Der Mittelpunkt des Kreises ist in absoluten, inkrementellen oderPolarkoordinaten einzugeben.
Radius Kreis R Eingabefeld für den Kreisradius
Winkel Gerade 1 A Die Angabe des Winkels erfolgt entgegen des Uhrzeigersinn von0 bis 360 Grad und auf den Schnittpunkt bezogen.
Vorschub F Eingabefeld für den Interpolationsvorschub.
Der Softkey schaltet den Drehsinn von G2 auf G3 um. In der Anzeige erscheint G3. Bei wiederhol-tem Betätigen wird auf G2 zurückgeschaltet. Die Anzeige wechselt auf G2.
Sie können zwischen tangentialem oder beliebigem Übergang wählen.
Die Maske generiert einen Geraden – und einen Kreissatz aus den eingegebenen Daten.
Kann der Startpunkt nicht aus den vorhergehenden Sätzen ermittelt werden, muß der Bedie-ner den Startpunkt setzen.
Existieren mehrere Schnittpunkte, muß der Bediener in einem Dialog den gewünschtenSchnittpunkt auswählen.
Die Funktion berechnet den tangentialen Übergang zwischen zwei Kreissektoren. Der Kreissektor 1ist durch die Parameter Startpunkt, Mittelpunkt und der Kreissektor 2 durch die Parameter End-punkt, Radius zu beschreiben.
Bild 6-16 tangentialer Übergang
Tabelle 6-4 Eingabe in die Dialogmaske
Endpunkt Kreis 2 E 1. und 2. Geometrieachse der Ebene
Mittelpunkt Kreis 1 M1 1. und 2. Geometrieachse der Ebene
Radius Kreis 1 R1 Eingabefeld Radius
Mittelpunkt Kreis 2 M2 1. und 2. Geometrieachse der Ebene
Radius Kreis 2 R2 Eingabefeld Radius
Vorschub F Eingabefeld für den Interpolationsvorschub.
G2/G3
POI

Teileprogrammierung
6.3 Programmierunterstützung
6-67SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Die Angabe der Punkte erfolgt in Abhängigkeit der vorher gewählten Berechnungsart (Abso-lut–, Kettenmaß oder Polarkoordinaten). Nicht mehr benötigte Eingabefelder werden ausge-blendet. Wenn bei den Mittelpunktskoordinaten ein Wert weggelassen wird,muß der Radiuseingegeben werden.
Der Softkey schaltet den Drehsinn von G2 auf G3 um. In der Anzeige erscheint G3. Bei wiederhol-tem Betätigen wird auf G2 zurückgeschaltet. Die Anzeige wechselt auf G2.
Sie können zwischen tangentialem oder beliebigem Übergang wählen.
Kann der Startpunkt nicht aus den vorhergehenden Sätzen ermittelt werden, muß der Bedie-ner den Startpunkt setzen.
Die Maske generiert aus den eingegebenen Daten zwei Kreissätze.
Auswahl des Schnittpunktes
Existieren mehrere Schnittpunkte, muß der Bediener in einem Dialog den gewünschtenSchnittpunkt auswählen.
Bild 6-17
Die Kontur unter Verwendung von Schnittpunkt 1 wird gezeichnet.
Bild 6-18 Anwahl Schnittpunkt 1
Die Kontur unter Verwendung von Schnittpunkt 2 wird gezeichnet.
G2/G3
POI
POI 1
POI 2

Teileprogrammierung
6.3 Programmierunterstützung
6-68SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-19
Der Schnittpunkt der dargestellten Kontur wird in das Teileprogramm übernommen.
Die Funktion fügt eine Gerade tangential zwischen zwei Kreissektoren ein. Die Sektoren sind durchihre Mittelpunkte und Radien bestimmt. In Abhängigkeit des gewählten Drehsinns ergeben sich un-terschiedliche tangentiale Schnittpunkte.
In der angebotenen Maske sind die Parameter Mittelpunkt, Radius für den Sektor 1 und dieParameter Endpunkt, Mittelpunkt und Radius für den Sektor 2 einzutragen. Weiterhin ist derDrehsinn der Kreise zu wählen. Ein Hilfebild zeigt die aktuelle Einstellung.
Die Funktion OK berechnet aus den gegebenen Werten drei Sätze und fügt diese in das Teile-programm ein.
Bild 6-20 Maske zur Berechnung des Konturabschnittes Kreis–Gerade–Kreis
Tabelle 6-5 Eingabe in Dialogmaske
Endpunkt E 1. und 2. Geometrieachse der Ebene
Werden keine Koordinaten eingegeben, liefert die Funk-tion den Schnittpunkt zwischen dem eingefügten Kreis-sektor und Sektor 2.
Mittelpunkt Kreis 1 M1 1. und 2. Geometrieachse der Ebene (Absolutkoordina-ten)
Radius Kreis 1 R1 Eingabefeld Radius 1
Mittelpunkt Kreis 2 M2 1. und 2. Geometrieachse der Ebene (Absolutkoordina-ten)
Radius Kreis 2 R2 Eingabefeld Radius 2
Vorschub F Eingabefeld für den Interpolationsvorschub
OK

Teileprogrammierung
6.3 Programmierunterstützung
6-69SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Läßt sich der Startpunkt nicht aus den vorhergehenden Sätzen ermitteln, sind in der Maske“Startpunkt” die entsprechenden Koordinaten einzutragen.
Die Maske generiert einen Geraden – und zwei Kreissätze aus den eingegebenen Daten.
Der Softkey legt den Drehsinn der beiden Kreissektoren fest. Es kann zwischen
Sektor 1 Sektor 2
G2 G3,
G3 G2,
G2 G2 und
G3 G3
gewählt werden.
Der Endpunkt und die Mittelpunktskoordinaten können im Absolutmaß, Kettenmaß oder Polarkoor-dinaten aufgenommen werden. Die Dialogmaske zeigt die aktuelle Einstellung an.
Beispiel DIAMON
Bild 6-21
Gegeben: R1 50 mmR2 100 mmR3 40mmM1 Z –159 X 138M2 Z –316 X84M3 Z –413 X 292
Startpunkt: Als Startpunkt wird der Punkt X = 138 und Z = –109 mm (–159 – R50) angenom-men.
G2/G3
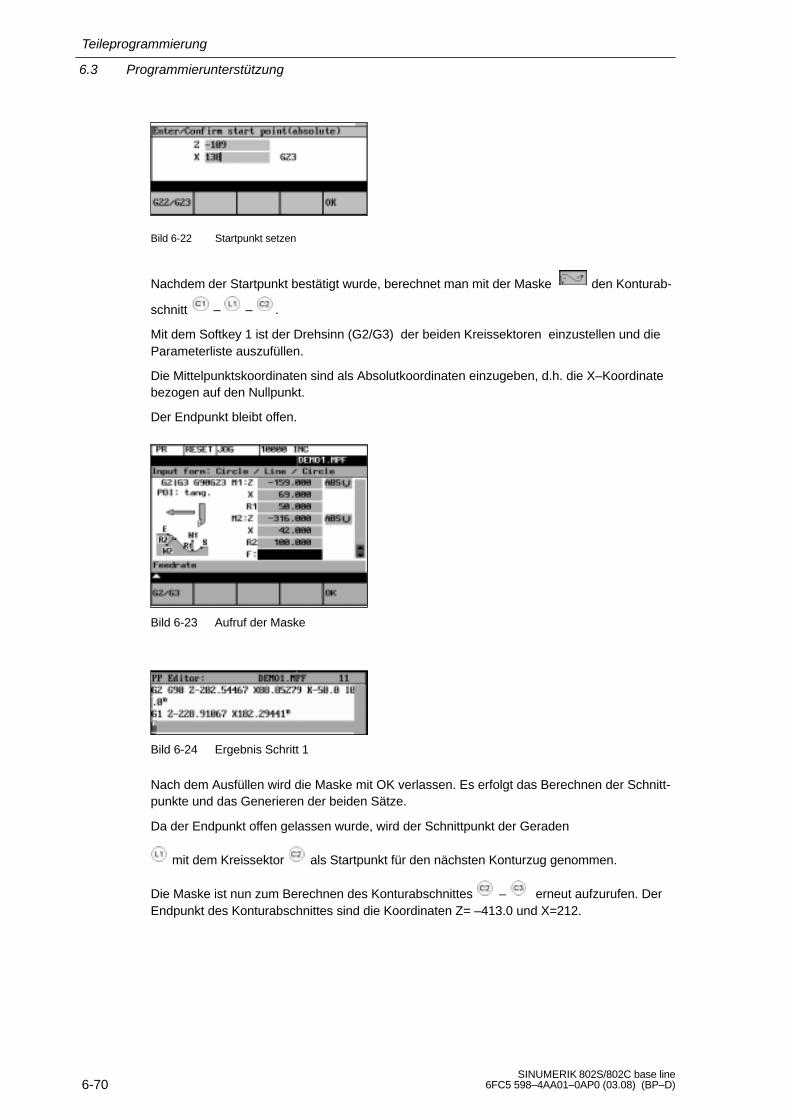
Teileprogrammierung
6.3 Programmierunterstützung
6-70SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-22 Startpunkt setzen
Nachdem der Startpunkt bestätigt wurde, berechnet man mit der Maske den Konturab-
schnitt – – .
Mit dem Softkey 1 ist der Drehsinn (G2/G3) der beiden Kreissektoren einzustellen und dieParameterliste auszufüllen.
Die Mittelpunktskoordinaten sind als Absolutkoordinaten einzugeben, d.h. die X–Koordinatebezogen auf den Nullpunkt.
Der Endpunkt bleibt offen.
Bild 6-23 Aufruf der Maske
Bild 6-24 Ergebnis Schritt 1
Nach dem Ausfüllen wird die Maske mit OK verlassen. Es erfolgt das Berechnen der Schnitt-punkte und das Generieren der beiden Sätze.
Da der Endpunkt offen gelassen wurde, wird der Schnittpunkt der Geraden
mit dem Kreissektor als Startpunkt für den nächsten Konturzug genommen.
Die Maske ist nun zum Berechnen des Konturabschnittes – erneut aufzurufen. DerEndpunkt des Konturabschnittes sind die Koordinaten Z= –413.0 und X=212.

Teileprogrammierung
6.3 Programmierunterstützung
6-71SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-25 Aufruf der Maske
Bild 6-26 Ergebnis Schritt 2
Die Funktion fügt einen Kreissektor zwischen zwei benachbarte Kreissektoren ein. Die Kreissekto-ren sind durch ihre Mittelpunkte und Kreisradien beschrieben. Der eingefügte Sektor wird durchseinen Radius beschrieben.
Dem Bediener wird eine Maske angeboten, in die er die Parameter Mittelpunkt, Radius fürKreissektor 1 und die Parameter Endpunkt, Mittelpunkt und Radius für den Kreissektor 2 ein-trägt. Weiterhin muß der Radius für den eingefügten Kreissektor 3 eingegeben und der Dreh-sinn festgelegt werden.
Ein Hilfebild zeigt die gewählte Einstellung.
Die Funktion OK berechnet aus den gegebenen Werten drei Sätze und fügt diese in das Teile-programm ein.
Bild 6-27 Maske zur Berechnung des Konturabschnitts Kreis–Kreis–Kreis
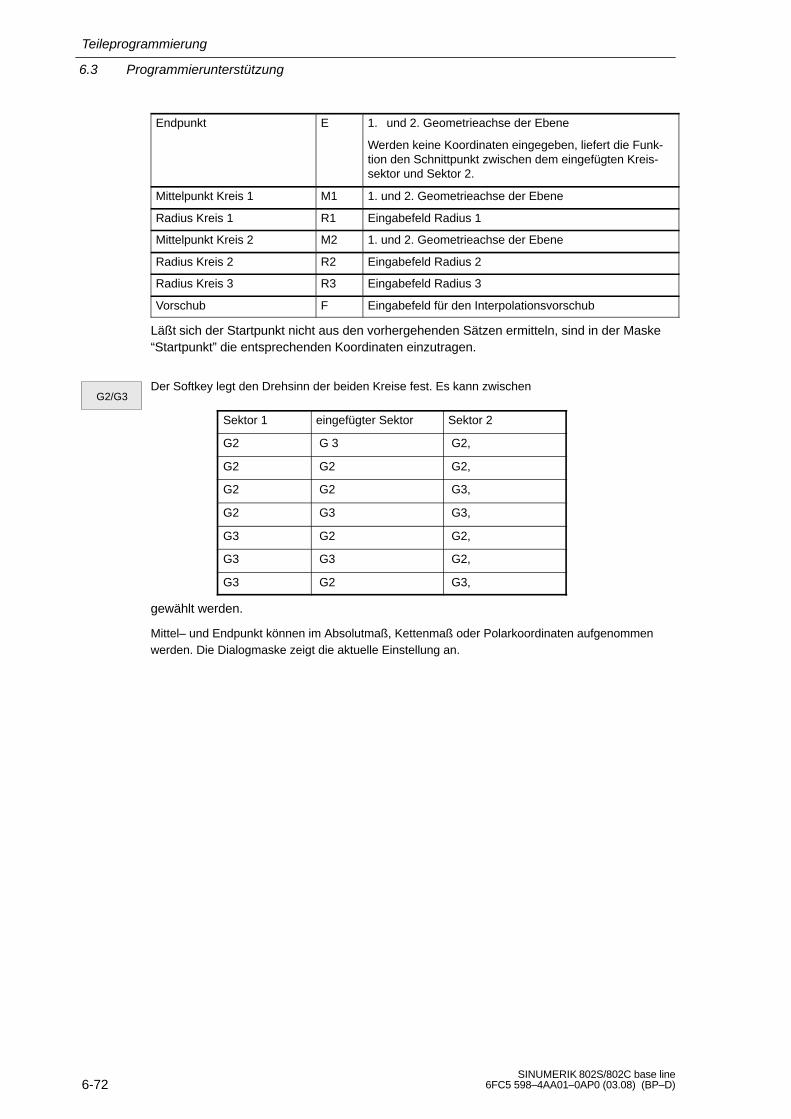
Teileprogrammierung
6.3 Programmierunterstützung
6-72SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Endpunkt E 1. und 2. Geometrieachse der Ebene
Werden keine Koordinaten eingegeben, liefert die Funk-tion den Schnittpunkt zwischen dem eingefügten Kreis-sektor und Sektor 2.
Mittelpunkt Kreis 1 M1 1. und 2. Geometrieachse der Ebene
Radius Kreis 1 R1 Eingabefeld Radius 1
Mittelpunkt Kreis 2 M2 1. und 2. Geometrieachse der Ebene
Radius Kreis 2 R2 Eingabefeld Radius 2
Radius Kreis 3 R3 Eingabefeld Radius 3
Vorschub F Eingabefeld für den Interpolationsvorschub
Läßt sich der Startpunkt nicht aus den vorhergehenden Sätzen ermitteln, sind in der Maske“Startpunkt” die entsprechenden Koordinaten einzutragen.
Der Softkey legt den Drehsinn der beiden Kreise fest. Es kann zwischen
Sektor 1 eingefügter Sektor Sektor 2
G2 G 3 G2,
G2 G2 G2,
G2 G2 G3,
G2 G3 G3,
G3 G2 G2,
G3 G3 G2,
G3 G2 G3,
gewählt werden.
Mittel– und Endpunkt können im Absolutmaß, Kettenmaß oder Polarkoordinaten aufgenommenwerden. Die Dialogmaske zeigt die aktuelle Einstellung an.
G2/G3

Teileprogrammierung
6.3 Programmierunterstützung
6-73SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Beispiel DIAMON – G23
Bild 6-28
Gegeben: R1 39 mmR2 69 mmR3 39 mmR4 49 mmR5 39 mmM1 Z –111 X 196M2 Z –233 X 260M3 Z –390 X 162
Als Startpunkt werden die Koordinaten Z –72, X 196 gewählt.
Nachdem der Startpunkt bestätigt wurde, berechnet man mit der Maske den Konturab-
schnitt – . Der Endpunkt wird offen gelassen, da die Koordinaten nicht bekannt sind.
Mit dem Softkey 1 ist der Drehsinn der beiden Kreise einzustellen (G2 – G3 – G2) und dieParameterliste auszufüllen.
Bild 6-29 Startpunkt setzen

Teileprogrammierung
6.3 Programmierunterstützung
6-74SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-30 Maske Kreis–Kreis–Kreis
Bild 6-31 Ergebnis Schritt 1
Die Funktion liefert als Endpunkt den Schnittpunkt zwischen Kreissektor 2 und Kreissektor 3.
Im zweiten Schritt berechnet man mit der Maske den Konturabschnitt
– . Es ist der Drehsinn G2 – G3 – G2 zur Berechnung auszuwählen. Startpunkt ist derEndpunkt der ersten Berechnung.
Bild 6-32 Maske Kreis–Kreis–Kreis

Teileprogrammierung
6.3 Programmierunterstützung
6-75SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-33 Ergebnis Schritt 2
Als Ergebnis liefert die Funktion den Schnittpunkt zwischen dem Kreissektor 4 und dem Kreis-sektor 5 als Endpunkt.
Zum Berechnen des tangentialen Überganges zwischen und nutzt man die MaskeKreis – Gerade.
Bild 6-34 Maske Kreis–Gerade
Bild 6-35 Ergebnis Schritt 3
Die Funktion fügt einen Kreissektor (mit tangentialen Übergängen) zwischen zwei Geraden ein. DerKreissektor wird durch den Mittelpunkt und den Radius beschrieben. Es sind die Koordinaten desEndpunktes der zweiten Geraden und optional der Winkel A2 anzugeben. Die erste Gerade wirddurch den Startpunkt und den Winkel A1 beschrieben.
Kann der Startpunkt nicht aus den vorherigen Sätzen ermittelt werden, muß der Bediener denStartpunkt setzen.

Teileprogrammierung
6.3 Programmierunterstützung
6-76SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 6-36 Gerade–Kreis–Gerade
Tabelle 6-6 Eingabe in Dialogmaske
Endpunkt Gerade 2 E Es ist der Endpunkt der Geraden einzugeben
Mittelpunkt Kreis M 1. und 2. Achse der Ebene
Winkel Gerade 1 A1 Die Eingabe des Winkels erfolgt entgegen dem Uhrzei-gersinn.
Winkel Gerade 2 A2 Die Eingabe des Winkels erfolgt entgegen dem Uhrzei-gersinn.
Vorschub F Eingabefeld für den Vorschub
End– und Mittelpunkt können in absoluten, inkrementellen oder Polarkoordinaten angegebenwerden. Die Maske generiert einen Kreis– und zwei Geradensätze aus den eingegebenenDaten.
Der Softkey schaltet den Drehsinn von G2 auf G3 um. In der Anzeige erscheint G3. Bei wiederhol-tem Betätigen wird auf G2 zurückgeschaltet. Die Anzeige wechselt auf G2.G2/G3

Teileprogrammierung
6.3 Programmierunterstützung
6-77SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
6.3.4 Freie Softkeybelegung
Der Bediener hat die Möglichkeit, andere Zyklen oder Konturen den Softkeys zuzuordnen. Dafürstehen die Softkeys 1 bis 4 der Softkeyleiste im Bedienbereich Programm zur Verfügung.
Nach dem Aktivieren der Funktion Softkey zuordn. wird eine Liste alle verfügbaren Zyklenoder Konturen zur Auswahl angeboten.
Bild 6-37
Positionieren Sie den Cursor auf das gewünschte Element.
Ordnen Sie durch das Betätigen des gewünschten Softkeys das Element dem Softkey 1 bis 4zu. Die getroffene Zuordnung erscheint in der angedeuteten Softkeyleiste unterhalb der Aus-wahlliste.
Bestätigen Sie abschließend die getroffene Zuordnung mit dem Softkey OK.
AssignSK
OK

7-78SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
Funktionalität
Über die RS232-Schnittstelle der Steuerung können Sie Daten (z. B. Teileprogramme) zu ei-nem externen Datensicherungsgerät ausgeben oder von dort einlesen. Die RS232-Schnitt-stelle und Ihr Datensicherungsgerät müssen aufeinander abgestimmt sein. Die Steuerungbietet Ihnen eine entsprechende Dialogmaske an, in der Sie die speziellen Daten für das Ge-rät festlegen können.
Nach dem Anwählen des Bedienbereichs Dienste erhalten Sie eine Liste der zur Verfügungstehenden Teile- und Unterprogramme.
Bild 7-1 Grundbild Dienste
Dateiarten
Dateien können bei gesetzter Zugriffsberechtigung über die RS232-Schnittstelle ein- bzw.ausgelesen werden.Ist die Zugriffsberechtigung gesetzt (vgl. ”Technisches Handbuch”), können folgende Datenübertragen werden:
� Daten
– Optionsdaten
– Maschinendaten
– Settingdaten
– Werkzeugkorrekturen
– Nullpunktverschiebungen
– R-Parameter
7

Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
7-79SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
� Teileprogramme
– Teileprogramme
– Unterprogramme
� Inbetriebnahmedaten
– NCK-Daten
– PLC-Daten
– Alarmtexte
� Kompensationsdaten
– Spindelsteigung/Geberfehler
� Zyklen
– Standardzyklen
Bedienfolge
Bedienbereich Dienste über Softkey Service auswählen.
Softkeys
Die Funktion startet das Einlesen der Daten.
Die Datenausgabe zum PG/PC oder zu einem anderen Gerät wird gestartet.
Diese Funktion erlaubt bei gesetzter Zugriffsberechtigung das Verändern der Schnittstellenparame-ter und die anschließende Speicherung.
Bild 7-2 Schnittstelleneinstellung
Positionieren Sie den Cursor auf das gewünschte Datum.
Mit der Selektionstaste läßt sich in der linken Spalte die Einstellung ändern. Die Sonderfunk-tionen werden mit der Select-Taste aktiviert bzw. deaktiviert.
Übertragungsprotokoll aktivieren
Mit diesen Softkeys wird die RS232-Schnittstelle an das entsprechende Übertragungsproto-koll angepaßt. Es sind 2 Protokolle voreingestellt.
Service
Data InStart
DatenausgabeStart
RS232setting

Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
7-80SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Protokoll für die Übertragung von Daten, Teileprogrammen und Zyklen.
Protokoll für die Übertragung von Inbetriebnahmedaten.Die Baudrate kann entsprechend der Gegenstelle angepaßt werden.
Speichern der Einstellung
Mit RECALL kann das Fenster verlassen werden, ohne die getroffenen Einstellungen zuübernehmen.
Zu den übertragenen Daten wird ein Protokoll ausgegeben. Es enthält
� für auszugebende Dateien- den Dateinamen- eine Fehlerquittung
� für einzugebende Dateien- den Dateinamen und die Pfadangabe- eine Fehlerquittung
Übertragungsmeldungen:
OK Übertragung ordnungsgemäß beendet
ERR EOF Textendezeichen wurde empfangen, aber Archivdatei ist nichtvollständig
Time Out Zeitüberwachung meldet eine Unterbrechung der Übertragung
User Abort Übertragung durch den Softkey Stop beendet
Error Com Fehler am Port COM 1
NC / PLC Error Fehlermeldung der NC
Error Data Datenfehler
1. Dateien mit/ohne Vorspann eingelesen
oder
2. Dateien im Lochstreifenformat ohne Dateinamen gesendet.
Error File Name Der Dateiname entspricht nicht der Namenskonvention der NC.
no access right Keine Zugriffsberechtigung für diese Funktion.
Anzeige der Daten, die sich unter den mit “...” gekennzeichneten Datenarten befinden. Damit kön-nen einzelne Dateien übertragen werden.
Menüerweiterung
Ein externes Programme wird über die R232–Schnittstelle in die Steuerung übertragen und mit NC–Start sofort abgearbeitet (siehe Kapitel 5.5).
Hinweis
Alternativ ist das Aktivieren von Abarbeiten von Extern im Bereich Automatik möglich.
TextRS232
RS232binär
OK
Errorlog
show
Abarbeitenv. ext.

Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
7-81SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
7.1.1 Schnittstellenparameter
Tabelle 7-1 Schnittstellenparameter
Parameter Beschreibung
Geräteart � XON/XOFFEine Möglichkeit zur Steuerung der Übertragung ist die Verwendung von XON(DC1, DEVICE CONTROL 1) und XOFF (DEVICE CONTROL 2) Steuerzeichen.Wenn der Puffer des peripheren Gerätes voll ist, sendet es XOFF, sobald eswieder Daten empfangen kann, XON.
� RTS/CTSDas Signal RTS ( Request to Send) steuert den Sendebetrieb der Datenübertra-gungseinrichtung.Aktiv: Daten sollen gesendet werden.Passiv: Sendebetrieb erst verlassen, wenn alle übergebenen Daten gesendetsind.
Das CTS - Signal zeigt als Quittungssignal für RTS die Sendebereitschaft derDatenübertragungseinrichtung an
XON Dies ist das Zeichen, mit dem eine Übertragung gestartet wird. Es wirkt nur für dieGeräteart XON/XOFF
XOFF Dies ist das Zeichen, mit dem eine Übertragung gestoppt wird
Übertra-gungsende
Dies ist das Zeichen, mit dem das Übertragungsende einer Textdatei signalisiertwird.
Zur Übertragung von Binärdaten darf die Sonderfunktion “Stop mit Übertragungs-ende”-Zeichen nicht aktiv sein.
Baudrate Einstellen der Schnittstellengeschwindigkeit.300 Baud600 Baud1200 Baud2400 Baud4800 Baud9600 Baud
19200 Baud
38400 Baud
Datenbits Anzahl der Datenbits bei der asynchronen Übertragung.Eingabe:7 Datenbits8 Datenbits (Voreinstellung)
Stopp Bits Anzahl der Stopp - Bits bei der asynchronen Übertragung.
Eingabe:1 Stopp-Bit (Voreinstellung)2 Stopp-Bits
Parität Paritätsbits werden zur Fehlererkennung verwendet. Diese werden dem codiertenZeichen hinzugefügt, um die Anzahl der auf “1” gesetzten Stellen zu einer ungera-den Zahl oder zu einer geraden Zahl zu machen.
Eingabe:keine Parität (Voreinstellung)gerade Paritätungerade Parität

Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
7-82SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
7.1.2 Sonderfunktionen
Tabelle 7-2 Sonderfunktionen
Funktion aktiv inaktiv
Start mit XON Der Start der Übertragung erfolgtdann, wenn im Datenstrom ein XON-Zeichen von Sender empfangenwurde.
Der Start der Übertragung erfolgt un-abhängig von einem XON-Zeichen.
Überschreibenmit Bestätigung
Beim Einlesen wird geprüft, ob die Da-tei in der NC bereits existiert.
Die Dateien werden ohne Rückfrageüberschrieben
Satzende mitCR LF
Bei der Ausgabe im Lochstreifenfor-mat werden CR-Zeichen (hexadezimal0D) eingefügt.
Kein Einfügen zusätzlicher Zeichen.
Stopp beiÜbertragungs-ende
Das Übertragungsende-Zeichen ist ak-tiv.
Das Zeichen wird nicht ausgewertet
DSR-Signalauswerten
Die Übertragung wird bei fehlendemDSR-Signal unterbrochen.
DSR-Signal ohne Wirkung.
Vor- und Nach-spann
Vorspann überlesen, wenn Datenempfangen werdenBei der Datenausgabe wird ein Vor-spann mit 120 * 0 h erzeugt.
Vor- und Nachspann werden mit ein-gelesen.Bei der Datenausgabe wird kein Vor-spann ausgegeben.
Lochstreifenfor-mat
Einlesen von Teileprogrammen Einlesen von Archiven im SINUMERIK-Archivformat.
Zeitüberwa-chung
Bei Übertragungsproblemen wird dieÜbertragung nach 5 Sekunden abge-brochen.
kein Abbruch der Übertragung
7.1.3 Schnittstellenparametrierung
Nachfolgend finden Sie Beispiele zur Einstellung der R232-Schnittstelle.
Inbetriebnahmedaten
Einstellung für die Übertragung von Archiven mit den Inbetriebnahmedaten
Bild 7-3

Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
7-83SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 7-4
Lochstreifen Ein / Ausgabe
Bei Lochstreifen Leser/Stanzer ist Vor- und Nachspann anzukreuzen.
Wenn der Lochstreifenleser über CTS gesteuert wird, ist “Stopp bei Übertragungsende” anzu-kreuzen.
Geräteart: RTS/CTS
XON: 0
XOFF: 0
Übertragungsende: 0
Baudrate: 9600 Baud
Datenbits: 8
Stopp Bits: 2
Parität: keine Parität
Start mit XONÜberschreiben mit Bestätigung
X Satzende mit CR LFStopp bei Übertragungsende
X DSR - Signal auswertenX Vor - und Nachspann X LochstreifenformatX Zeitüberwachung
Parameter für seriellen Drucker
Ein Drucker mit serieller Schnittstelle wird mit passendem Kabel (Leitungskontrolle an CTS)angeschlossen.
Geräteart: RTS/CTS
XON: 11(H)
XOFF 13 (H)
Übertragungsende: 1A(H)
Baudrate: 9600 Baud
Datenbits: 8

Dienste und Diagnose
7.1 Datenübertragung über RS232-Schnittstelle
7-84SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Stopp Bits: 1
Parität: keine Parität
Start mit XONÜberschreiben mit Bestätigung
X Satzende mit CR LFX Stopp bei Übertragungsende
DSR - Signal auswertenVor - und Nachspann
X LochstreifenformatX Zeitüberwachung

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-85SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
Funktionalität
Im Bedienbereich Diagnose können Sie Service- und Diagnosefunktionen aufrufen, Inbetrieb-nahmeschalter setzen usw.
Bedienfolge
Nach Anwahl des Softkey Diagnose wird das Grundbild Diagnose geöffnet.
Bild 7-5 Grundbild Diagnose
Softkeys für Diagnosefunktionen
Im Fenster erscheinen zeilenweise die anstehenden Alarme begonnen mit dem höchstpriorenAlarm.
Es werden Alarmnummer, Löschkriterium und der Fehlertext angezeigt. Der Fehlertext beziehtsich auf die Alarmnummer, auf der der Cursor steht.
Bilderklärung:
� Nummer
Unter Nummer wird die Alarmnummer angezeigt. Die Alarme werden in zeitlicher Reihen-folge ausgegeben.
� Löschkriterium
Zu jedem Alarm wird das Symbol derjenigen Taste zum Löschen des Alarms angezeigt.
– Gerät aus- und wiedereinschalten
– Taste RESET drücken
– Taste “Alarm quittieren” drücken
– Alarm wird mit NC-Start gelöscht
� Text Es wird der Alarmtext angezeigt.
Diagnose
Alarms

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-86SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Das Fenster Service Achsen wird eigeblendet.
Im Fenster werden Informationen über den Achsantrieb angezeigt.
Bild 7-6 Fenster Service Achsen
Die Softkeys Achse+ bzw.Achse- werden zusätzlich eingeblendet. Mit ihnen können dieWerte für die nächste bzw.vorhergehende Achse eingeblendet werden.
Zum Optimieren der Antriebe steht eine Oszillograph–Funktion zur Verfügung, die eine graphischeDarstellung des Geschwindigkeitssollwertes ermöglicht. Der Geschwindigkeitssollwert entsprichtder +10V Schnittstelle.
Der Aufzeichnungsstart läßt sich an verschiedene Kriterien knüpfen, die es ermöglichen, syn-chron zu internen Steuerungszuständen aufzuzeichnen. Die Einstellung ist mit der Funktion“Select Signal” vorzunehmen.
Zum Analysieren des Ergebnisses stehen folgende Funktionen zur Verfügung:
� Ändern der Skalierung der Abszisse und Ordinate,
� Messen eines Wertes mit Hilfe des horizontalen oder vertikalen Markers,
� Messen von Abszissen– und Ordinatenwerten als Differenz zwischen zwei Markerpositio-nen.
Bild 7-7 Grundbild Servo–Trace
Die Titelzeile des Diagramms enthält die aktuelle Einteilung der Abszisse und Ordinate, dieUrsprungswerte des Diagramms, die aktuellen Markerpositionen und die Differenzwerte derMarker.
Das gezeigte Diagramm kann mit den Cursortasten im sichtbaren Bildschirmbereich verscho-ben werden.
Servicedisplay
ServiceAxes
Servotrace
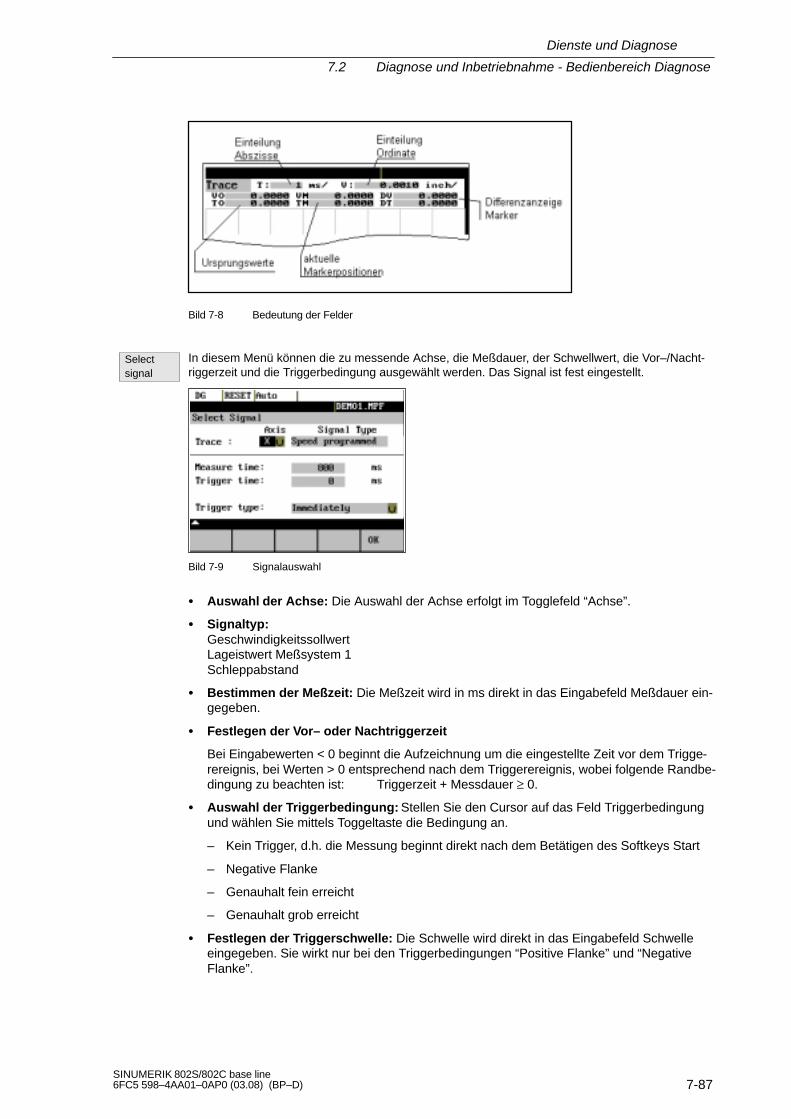
Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-87SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 7-8 Bedeutung der Felder
In diesem Menü können die zu messende Achse, die Meßdauer, der Schwellwert, die Vor–/Nacht-riggerzeit und die Triggerbedingung ausgewählt werden. Das Signal ist fest eingestellt.
Bild 7-9 Signalauswahl
� Auswahl der Achse: Die Auswahl der Achse erfolgt im Togglefeld “Achse”.
� Signaltyp: GeschwindigkeitssollwertLageistwert Meßsystem 1Schleppabstand
� Bestimmen der Meßzeit: Die Meßzeit wird in ms direkt in das Eingabefeld Meßdauer ein-gegeben.
� Festlegen der Vor– oder Nachtriggerzeit
Bei Eingabewerten < 0 beginnt die Aufzeichnung um die eingestellte Zeit vor dem Trigge-rereignis, bei Werten > 0 entsprechend nach dem Triggerereignis, wobei folgende Randbe-dingung zu beachten ist: Triggerzeit + Messdauer ≥ 0.
� Auswahl der Triggerbedingung: Stellen Sie den Cursor auf das Feld Triggerbedingungund wählen Sie mittels Toggeltaste die Bedingung an.
– Kein Trigger, d.h. die Messung beginnt direkt nach dem Betätigen des Softkeys Start
– Negative Flanke
– Genauhalt fein erreicht
– Genauhalt grob erreicht
� Festlegen der Triggerschwelle: Die Schwelle wird direkt in das Eingabefeld Schwelleeingegeben. Sie wirkt nur bei den Triggerbedingungen “Positive Flanke” und “NegativeFlanke”.
Selectsignal

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-88SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Die Funktion verzweigt in eine weitere Softkeyebene, in der der horizontale oder vertikale Markerein– bzw. ausgeschaltet werden kann. In der Statuszeile erscheinen nach dem Einschalten die ent-sprechenden Markerwerte.
Das Bewegen der Marker erfolgt mit der Schrittweite von einem Inkrement mittels Cursorta-sten. Größere Schrittweiten können mit Hilfe der Eingabefelder eingestellt werden. Der Wertgibt an, um wieviel Rastereinheiten pro <SHIFT> + Cursorbewegung der Marker zu ver-schieben ist.
Erreicht ein Marker den Rand des Diagramms, wird automatisch das nächste Raster in hori-zontaler oder vertikaler Richtung eingeblendet.
Bild 7-10 Einstellen der Marker
Mit Hilfe der Marker lassen sich Differenzen in horizontaler oder vertikaler Richtung ermitteln.Dazu ist der Marker auf den Startpunkt zu positionieren und der Softkey “Fix H – Mark.” oder“Fix T– Mark.” zu betätigen. In der Statuszeile wird nun die Differenz zwischen dem Anfangs-punkt und der aktuellen Markerposition angezeigt. Die Softkeybeschriftung ändert sich auf“Free H – Mark.” oder “Free T – Mark.”.
Die Funktion gibt eine Erläuterung zu den dargestellten Werten.
Der Softkey Start startet die Aufzeichnung. Die Softkeybeschriftung ändert sich auf Stop. Der Hin-weis “Aufzeichnung aktiv” wird ausgegeben.
Ist die Meßzeit abgelaufen, ändert sich die Softkeybeschriftung auf Start.
Mit dem Betätigen des Softkey Stop kann die laufende Messung abgebrochen werden. Die Soft-keybeschriftung ändert sich auf Start.
Es erfolgt das Ändern der Skalierung in folgenden Schritten:1, 2, 5, 10, 20, 50, 100, 200, 500, 1000 ms/div.
Es erfolgt das horizontale Skalieren in folgenden Schritten: 0.01, 0.05, 0.1, 0.5, 1, 5, 10, 50, 100, 500, 1000, 5000 Einheiten / Teilung
Die Funktion errechnet aus den Spitzenwerten die vertikale Skalierung.
Das Fenster enthält die Versionsnummern und das Erstellungsdatum der einzelnen CNC-Kompo-nenten.
Anzeige des Steuerungstyps
Marker
Help
Start
Stop
ZoomTime +
ZoomTime -
ZoomV +
ZoomV -
Auto.scaling
Version
Type

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-89SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 7-11 Steuerungstyp
Hier wird das OEM–Bild eingeblendet.
Bild 7-12
Softkeys für Inbetriebnahmefunktionen
Lesehinweis
Siehe auch “Technisches Handbuch”
Die Funktion Inbetriebnahme verzweigt in folgende Softkeyfunktionen:
Bild 7-13
Inbetriebnahmeschalter
Sie haben die Möglichkeit, den System - Hochlauf mit unterschiedlichen Parametern durchzu-führen.
!Vorsicht
Die Veränderung im Inbetriebnahmezweig haben einen wesentlichen Einfluß auf die Maschine.
StartUp
StartUpswitch

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-90SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Auswahl des Hochlaufmodus der NC.
Bild 7-14 Inbetriebnahme NC
Bild 7-15 Inbetriebnahme PLC
Die PLC kann in folgenden Modi gestartet werden:
� Neustart
� Urlöschen
Zusätzlich ist es möglich des Start mit
� anschließender Simulation oder
� anschließendem Debug - Mode
zu verknüpfen.
Mit OK starten Sie die NC-Inbetriebnahme.
Mit RECALL wird ohne Aktion zum IBN-Grundbild zurückgekehrt.
Die Funktion ermöglicht das Einfügen bzw. das Verändern von PLC – Alarmmeldungen. Wählen Siedie gewünschte Alarmnummer mit der Softkeyfunktion “Next Number” aus. Der aktuell gültige Textwird in dem Fenster und in der Eingabezeile angezeigt.
NC
PLC
OK
EditPLC txt

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-91SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bild 7-16 Maske zum Editieren eines PLC–Alarmtextes
Geben Sie den neuen Text in die Eingabezeile ein. Die Eingabe ist mit INPUT abzuschließen.
Die Notation der Texte ist der Inbetriebnahmeanleitung zu entnehmen.
Die Funktion wählt die nachfolgende Textnummer zum Editieren an. Ist die letzte Textnummer er-reicht, beginnt der Vorgang erneut mit der ersten Nummer.
Die Funktion wählt die eingegebene Nummer zum Editieren an.
Es erfolgt das Speichern der geänderten Texte. Der Editor wird anschließend verlassen.
Der Editor wird ohne Speichern der Änderungen verlassen.
Editieren Chinesischer Zeichen Diese Funktion ist nur verfügbar, wenn ein chinesischer Zeichensatz geladen ist!
Der Editor zeigt eine Sektion chinesischer Schriftzeichen an. Mit dem Cursor ist das Navigie-ren in der Liste möglich. Befindet sich das gesuchte Zeichen nicht in der Sektion, kann manmit den Buchstaben A – Z eine andere Sektion wählen. Das gewünschte Zeichen wird mitdem Softkey 4 in die Eingabezeile übernommen. In diesem Mode ist die Eingabe von lateini-schen Buchstaben nicht möglich.
Bild 7-17 Maske zum Editieren eines PLC–Alarmtextes in chinesisch
Folgende Softkeyfunktionen sind realisiert:
Die Funktion wählt die nachfolgende Textnummer zum Editieren an. Ist die letzte Textnummer er-reicht, beginnt der Vorgang erneut mit der ersten Nummer.
NextNumber
SearchNumber
Save &Exit
Recall
NextNumber

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-92SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Die Funktion wählt die eingegebene Nummer zum Editieren an.
Die Funktion wechselt zwischen der Auswahl der Sektion und der Eingabe von lateinischen Buch-staben.
Das ausgewählte Zeichen wird in die Eingabezeile übernommen.
Es erfolgt das Speichern der geänderten Texte. Der Editor wird anschließend verlassen.
Der Editor wird ohne Speichern der Änderungen verlassen.
Das Menü S7–Conn ermöglicht das Verbinden der PLC mit dem externen ProgrammierpaketS7–200.
Ist die RS232 – Schnittstelle bereits durch die Datenübertragung belegt, können Sie erst nachdem Beenden der Übertragung die Steuerung mit dem Programmierpaket koppeln.
Mit dem Aktivieren der Verbindung erfolgt eine Initialisierung der RS323 – Schnittstelle. Dienachfolgenden Schnittstellenparameter sind durch das eingesetzte Programmierpaket festge-legt.
Device RTS – CTSBaud rate 38400Stop bits 1Parity evenData bits 8
Bild 7-18 S7–200 Verbindung
Die Funktion aktiviert die Verbindung zwischen dem PC und der Steuerung. Die Softkeybeschriftungändert sich in Connection off (Conn. off).
Der Zustand aktiv bzw. inaktiv bleibt über Power On (außer bei Hochlauf mit default Daten)hinaus erhalten.
Verlassen wird das Menü mit RECALL.
Sie können sich über die momentanen Zustände von folgenden Speicherzellen der PLC, die Siegegebenenfalls auch verändern können, informieren.
Es besteht die Möglichkeit 6 Operanden gleichzeitig anzuzeigen.
Eingänge I Eingangsbyte (IBx), Eingangswort (Iwx), Eingangsdoppelwort (IDx)
Ausgänge Q Ausgangsbyte (Qbx), Ausgangswort (Qwx), Ausgangsdoppelwort (QDx)
SearchNumber
ChangeMode
ChooseChar
Save &Exit
Recall
STEP 7connect
Conn.on
Conn.off
PLC-status

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-93SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Merker M Merkerbyte (Mx), Merkerwort (Mw), Merkerdoppelwort (MDx)
Zeiten T Zeit (Tx)
Zähler C Zähler (Zx)
Daten V Datenbyte (Vbx), Datenwort (Vwx), Datendoppelwort (VDx)
Format B
H
D
binär
hexadezimal
dezimal
Die Binärdarstellung ist bei Doppelwörtern nicht möglich. Zähler und Zeitenwerden dezimal dargestellt.
Bild 7-19 PLC–Status–Anzeige
Es stehen Ihnen weitere Softkey in diesem Menüpunkt zur Verfügung.
� ÄndernDie zyklische Aktualisierung der Werte wird unterbrochen. Sie können anschließenddie Werte der Operanden verändern.
� AbbruchDie zyklische Aktualisierung wird fortgesetzt, ohne die eingegebenen Werte in die PLCzu übertragen.
� ÜbernahmeDie eingegebenen Werte werden an die PLC übertragen und die zyklische Aktualisie-rung fortgesetzt.
� LöschenAlle Operanden werden gelöscht.
� Operand +Die Adresse des Operanden kann jeweils um 1 erhöht werden.
� Operand -Die Adresse des Operanden kann jeweils um 1 erniedrigt werden.
Kennwort setzenSetpassw.

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-94SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
In der Steuerung werden vier Kennwortstufen unterschieden, die eine unterschiedliche Zug-riffsberechtigung erlauben:
� Siemens-Kennwort
� System-Kennwort
� Hersteller-Kennwort
� Anwender-Kennwort
Entsprechend der Zugriffsstufen (siehe auch “Technisches Handbuch”) können Sie Daten be-arbeiten.
DEMO.MPF
Geben Sie das Kennwort ein.
Ist Ihnen das Kennwort nicht bekannt, erhalten Sie keine Zugriffsberechtigung.
Nach dem Drücken des Softkeys OK ist das Kennwort gesetzt.
Mit RECALL wird ohne Aktion zum Grundbild IBN zurückgekehrt.
Die Zugriffsberechtigung wird zurückgesetzt.
Kennwort ändern
Bild 7-20
Je nach Zugriffsberechtigung werden in der Softkeyleiste verschiedene Möglichkeiten zurKennwort-Änderung angeboten.
Wählen Sie die Kennwortstufe mit Hilfe der Softkeys aus. Geben Sie das neue Kennwort einund schließen Sie die Eingabe mit OK ab.
Zur Kontrolle wird das neue Kennwort nochmals abgefragt.
Mit OK wird die Kennwortänderung abgeschlossen.
Mit RECALL wird ohne Aktion zum Grundbild IBN zurückgekehrt.
Deletepassw.
Changepassw.

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-95SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Daten sichern
Die Funktion sichert den Inhalt des flüchtigen Speichers in einen nicht flüchtigen Speicherbe-reich.Voraussetzung: Es befindet sich kein Programm in Abarbeitung.
Während die Datensicherung läuft dürfen keinerlei Bedienhandlungen durchgeführt werden!
Softkeys für Servicefunktionen
Maschinendaten (siehe auch “Technisches Handbuch”)
Bild 7-21
Die Veränderung von Maschinendaten haben einen wesentlichen Einfluß auf die Maschine.Fehlerhafte Parametrierung kann zur Zerstörung der Maschine führen.
Einheiten userdef Anwenderdefiniert
m/s**2 Meter / Sekunde
U/s**3 Umdrehung/Sekunde
s Sekunde
Kgm**2 Trägheitsmoment
mH Induktivität
Nm Drehmoment
us Mikro - Sekunden
uA Mikro - Ampere
uVs Mikro - Volt - Sekunden
Wirksamkeit so sofort wirksam
cf mit Bestätigung
re Reset
po Power on
allgemeine Maschinendaten
Öffnen Sie das Fenster Allgemeine Maschinendaten. Mit den Blättern-Tasten können Sie vor-und zurückblättern.
Savedata
Masch.-data
GeneralMD

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-96SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
achsspezifische Maschinendaten
Öffnen Sie Das Fenster Achsspezifische Maschinendaten. Die Softkeyleiste wird mit den Soft-keys Achse + und Achse - ergänzt.
Bild 7-22
Es werden die Daten der Achse X angezeigt.
sonstige Maschinendaten
Öffnen Sie Das Fenster sonstige Maschinendaten. Mit den “Blättertasten” können Sie vor- undzurückblättern.
Anzeige Maschinendaten
Öffnen Sie Das Fenster Anzeige Maschinendaten. Mit den “Blättertasten” können Sie vor- undzurückblättern.
Die Funktion speichert die getroffenen Einstellungen.
Suchen
Tragen Sie die Nummer bzw. den Namen des gewünschten Maschinendatums ein und drük-ken Sie Input.
Der Cursor springt auf das gesuchte Datum.
Bild 7-23
Das nächste Auftreten des Suchbegriffs wird gesucht.
Mit Achse + bzw. Achse - wird auf den Maschinendatenbereich der nächsten bzw. vorherigenAchse umgeschaltet.
Mit diesem Softkey können die Maschinendaten, die mit “cf” gekennzeichnet sind, aktiviert werden.
Helligkeit
Mit dem Softkey können Sie die Helligkeit des Bildschirms anpassen.
Über ein Anzeige Maschinendatum kann die Hochlaufeinstellung vorgegeben werden. DieNachregulierung über Softkey beeinflußt die Einstellung im Anzeige Maschinendatum nicht.
AxisMD
OtherMD
DisplayMD
Save
Search
Contin.search
Axis +
Axis -
ActiveMD
Displaybright.
Displaydarker

Dienste und Diagnose
7.2 Diagnose und Inbetriebnahme - Bedienbereich Diagnose
7-97SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Sprachumschaltung
Mit Softkey Sprachumsch. können Sie zwischen Vordergrund- und Hintergrundsprachewechseln.
Changelang.

8-98SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmieren
8.1 Grundlagen der NC-Programmierung
8.1.1 Programmaufbau
Aufbau und Inhalt
Das NC–Programm besteht aus einer Folge von Sätzen (siehe Tabelle 8-1). Jeder Satz stellteinen Bearbeitungsschritt dar.
In einem Satz werden Anweisungen in Form von Wörtern geschrieben.
Der letzte Satz in der Abarbeitungsreihenfolge enthält ein spezielles Wort für das Program-mende: M2 .
Tabelle 8-1 NC–Programmaufbau
Satz Wort Wort Wort ... ; Kommentar
Satz N10 G0 X20 ... ; 1. Satz
Satz N20 G2 Z37 ... ; 2. Satz
Satz N30 G91 ... ... ; ...
Satz N40 ... ... ...
Satz N50 M2 ; Programmende
Programmnamen
Jedes Programm hat einen eigenen Programmnamen.
Hinweis
Der Name kann beim Erstellen des Programmes unter Einhaltung folgender Festlegungen freigewählt werden:
� die ersten beiden Zeichen müssen Buchstaben sein
� sonst Buchstaben, Ziffern oder Unterstrich
� maximal 8 Zeichen verwenden
� keine Trennzeichen verwenden (siehe Kap. ”Zeichensatz”)
Beispiel: WELLE527
8

Programmieren
8.1 Grundlagen der NC-Programmierung
8-99SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.1.2 Wortaufbau und Adresse
Funktionalität/Aufbau
Das Wort ist ein Element eines Satzes und stellt in der Hauptsache eine Steueranweisungdar.
Das Wort (siehe Bild 8-1) besteht aus
� Adreßzeichen,
das Adreßzeichen ist im allgemeinen ein Buchstabe
� und Zahlenwert.
Der Zahlenwert besteht aus einer Ziffernfolge, die bei bestimmten Adressen um ein voran-gestelltes Vorzeichen und einen Dezimalpunkt ergänzt sein kann.
Ein positives Vorzeichen (+) kann entfallen.
Wort
Adresse Wert
Beispiel: G1
Wort
Adresse Wert
X-20.1
Wort
Adresse Wert
F300Erläuterung: Verfahre mit
Linearinterpola-tion
Weg oder Endpo-sition für die X–Achse:–20.1 mm
Vorschub:300 mm/min
Bild 8-1 Wortaufbau
mehrere Adreßzeichen
Ein Wort kann auch mehrere Adreßbuchstaben enthalten. Hier muß jedoch der Zahlenwertüber das dazwischenliegende Zeichen “=” zugewiesen werden.Beispiel: CR=5.23
8.1.3 Satzaufbau
Funktionalität
Ein Satz sollte alle Daten zur Ausführung eines Arbeitsschrittes enthalten.
Der Satz besteht im allgemeinen aus mehreren Wörtern und wird stets mit dem Satzendezei-chen ” LF ” (neue Zeile) abgeschlossen. Es wird automatisch bei Betätigung der Zeilenschal-tung oder Input-Taste beim Schreiben erzeugt.

Programmieren
8.1 Grundlagen der NC-Programmierung
8-100SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
/N... Wort1 Wort2 ... Wortn ;Kommentar LF
Satzendezeichen, nicht sichtbar
nur bei Bedarf, steht am Ende, mit ; vom übrigen Satz getrennt
Zwischen–raum
Zwischen–raum
Zwischen–raum
Zwischen–raum
Anweisungen des Satzes
Satznummer – steht vor den Anweisungen,nur bei Bedarf, anstelle von N steht beiHauptsätzen das Zeichen :
Satzunterdrückung, nur bei Bedarf , steht am Anfang
(BLANK)
Gesamtzeichenzahl in einem Satz: 127 Zeichen
Bild 8-2 Schema des Satzaufbaus
Wortreihenfolge
Stehen mehrere Anweisungen in einem Satz, so wird folgende Reihenfolge empfohlen:N... G... X... Z... F... S... T... D... M...
Hinweis zu Satznummern
Wählen Sie zunächst die Satznummern in 5er oder 10er Sprüngen. Dies erlaubt Ihnen, späterSätze einfügen zu können und dennoch die aufsteigende Reihenfolge der Satznummern ein-zuhalten.
Satzunterdrückung (siehe Bild 5–3)
Sätze eines Programms, die nicht bei jedem Programmablauf ausgeführt werden sollen, kön-nen durch das Zeichen Schrägstrich ” / ” vor dem Wort der Satznummer extra gekennzeich-net werden. Das Satzunterdrücken selbst wird über Bedienung (SKP) oder durch die Anpaßsteuerungaktiviert (Signal). Ein Abschnitt kann durch mehrere aufeinanderfolgende Sätze mit ” / ” aus-geblendet werden.Ist während der Programmabarbeitung eine Satzunterdrückung aktiv, werden alle mit ” / ” ge-kennzeichneten Programmsätze nicht ausgeführt. Alle in den betreffenden Sätzen enthalte-nen Anweisungen werden nicht berücksichtigt. Das Programm wird mit dem nächsten Satzohne Kennzeichnung fortgesetzt.
Kommentar, Anmerkung
Die Anweisungen in den Sätzen eines Programmes können durch Kommentare (Anmerkun-gen) erläutert werden.Kommentare werden zusammen mit dem Inhalt des übrigen Satzes in der aktuellen Satzan-zeige angezeigt.

Programmieren
8.1 Grundlagen der NC-Programmierung
8-101SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierbeispiel
N10 ; Firma G&S Auftr.Nr. 12A71 N20 ; Pumpenteil 17, ZeichnungsNr.: 123 677N30 ; Programm erstellte H. Adam, Abt. TV 4 :50 G17 G54 G94 F470 S220 D2 M3 ;Hauptsatz N60 G0 G90 X100 Z200N70 G1 Z185.6N80 X112/N90 X118 Z180 ;Satz kann unterdrückt werdenN100 X118 Z120N110 X135 Z70N120 X145 Z50N130 G0 G90 X200N140 M2 ;Programmende
8.1.4 Zeichensatz
Die folgenden Zeichen sind für die Programmierung verwendbar und werden entsprechendden Festlegungungen interpretiert.
Buchstaben
A, B, C, D, E, F, G, H, I, J, K, L, M, N,O, P, Q, R, S, T, U, V, W X, Y, Z
Klein–und Großbuchstaben werden nicht unterschieden. Damit sind Kleinbuchstaben denGroßbuchstaben gleichgestellt.
Ziffern
0, 1, 2, 3, 4, 5, 6, 7, 8, 9

Programmieren
8.1 Grundlagen der NC-Programmierung
8-102SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Abdruckbare Sonderzeichen
( runde Klammer auf) runde Klammer zu[ eckige Klammer auf] eckige Klammer zu< kleiner> größer: Hauptsatz, Labelabschluß= Zuweisung,Teil von Gleichheit/ Division, Satzunterdrückung* Multiplikation+ Addition, positives Vorzeichen– Subtraktion, negatives Vorzeichen“ Anführungszeichen _ Unterstrich (zu Buchstaben gehörig). Dezimalpunkt, Komma, Trennzeichen; Kommentarbeginn% reserviert, nicht verwenden& reserviert, nicht verwenden’ reserviert, nicht verwenden$ reserviert, nicht verwenden? reserviert, nicht verwenden! reserviert, nicht verwenden
Nicht abdruckbare Sonderzeichen
LF SatzendezeichenBlank Trennzeichen zwischen den Wörtern, LeerzeichenTabulator reserviert, nicht verwenden
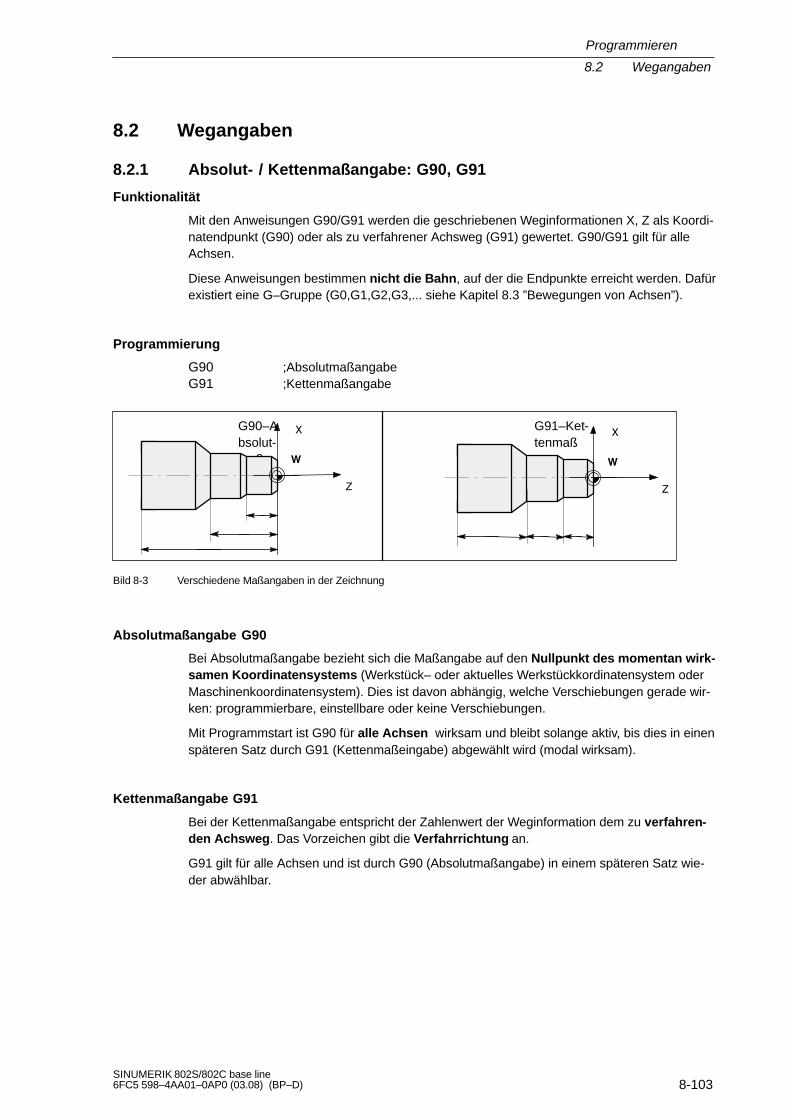
Programmieren
8.2 Wegangaben
8-103SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmieren
8.2 Wegangaben
8.2.1 Absolut- / Kettenmaßangabe: G90, G91
Funktionalität
Mit den Anweisungen G90/G91 werden die geschriebenen Weginformationen X, Z als Koordi-natendpunkt (G90) oder als zu verfahrener Achsweg (G91) gewertet. G90/G91 gilt für alleAchsen.
Diese Anweisungen bestimmen nicht die Bahn, auf der die Endpunkte erreicht werden. Dafürexistiert eine G–Gruppe (G0,G1,G2,G3,... siehe Kapitel 8.3 ”Bewegungen von Achsen”).
Programmierung
G90 ;AbsolutmaßangabeG91 ;Kettenmaßangabe
G90–Absolut-maß
G91–Ket-tenmaß
�
�
�
�
�
�
Bild 8-3 Verschiedene Maßangaben in der Zeichnung
Absolutmaßangabe G90
Bei Absolutmaßangabe bezieht sich die Maßangabe auf den Nullpunkt des momentan wirk-samen Koordinatensystems (Werkstück– oder aktuelles Werkstückkordinatensystem oderMaschinenkoordinatensystem). Dies ist davon abhängig, welche Verschiebungen gerade wir-ken: programmierbare, einstellbare oder keine Verschiebungen.
Mit Programmstart ist G90 für alle Achsen wirksam und bleibt solange aktiv, bis dies in einenspäteren Satz durch G91 (Kettenmaßeingabe) abgewählt wird (modal wirksam).
Kettenmaßangabe G91
Bei der Kettenmaßangabe entspricht der Zahlenwert der Weginformation dem zu verfahren-den Achsweg. Das Vorzeichen gibt die Verfahrrichtung an.
G91 gilt für alle Achsen und ist durch G90 (Absolutmaßangabe) in einem späteren Satz wie-der abwählbar.

Programmieren
8.2 Wegangaben
8-104SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierbeispiel G90 und G91
N10 G90 X20 Z90 ;Maßangabe absolutN20 X75 Z–32 ;Maßangabe weiterhin absolut...N180 G91 X40 Z20 ;Umschaltung auf KettenmaßangabeN190 X–12 Z17 ;weiterhin Kettenmaßangabe
8.2.2 Metrische und inch-Maßangabe: G71, G70
Funktionalität
Liegen Werkstückbemaßungen abweichend von der Grundsystemeinstellung der Steuerungvor (inch bzw. mm), so können die Bemaßungen direkt in das Programm eingegeben werden.Die Steuerung übernimmt die hierfür erforderlichen Umrechnungsarbeiten in das Grundsy-stem.
Programmierung
G70 ;Maßangabe inchG71 ;Maßangabe metrisch
Programmierbeispiel
N10 G70 X10 Z30 ;inch–Maßangabe N20 X40 Z50 ;G70 wirkt weiterhin...N80 G71 X19 Z17.3 ;metrische Maßangabe ab hier...
Informationen
Je nach Grundeinstellung interpretiert die Steuerung alle geometrischen Werte als metrischeoder inch–Maßangaben. Als geometrische Werte sind auch Werkzeugkorrekturen und ein-stellbare Nullpunktverschiebungen einschließlich der Anzeige zu verstehen; ebenso der Vor-schub F in mm/min bzw. inch/min. Die Grundeinstellung ist über Maschinendatum einstellbar.Alle in dieser Anleitung aufgeführten Beispiele gehen von einer metrischen Grundeinstel-lung aus.
G70 bzw. G71 wertet alle geometrischen Angaben, die sich auf das Werkstück direkt bezie-hen, entsprechend inch oder metrisch, z.B.:
� Weginformationen X, Z bei G0,G1,G2,G3,G33
� Interpolationsparameter I, K (auch Gewindesteigung)
� Kreisradius CR
� programmierbare Nullpunktverschiebung (G158)
Alle übrigen geometrischen Angaben, die keine direkten Werkstückangaben sind, wie Vor-schübe, Werkzeugkorrekturen, einstellbare Nullpunktverschiebungen werden nicht durchG70/G71 beeinflußt.

Programmieren
8.2 Wegangaben
8-105SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.2.3 Radius- / Durchmessermaßangabe: G22, G23
Funktionalität
Für die Bearbeitung von Teilen auf Drehmaschinen ist es üblich, die Wegangaben für dieX-Achse (Planachse) als Durchmessermaßangabe zu programmieren. Der geschriebeneWert wird von der Steuerung nur für diese Achse als Durchmesser interpretiert. Im Programm kann bei Bedarf auf Radiusangabe umgeschaltet werden.
Programmierung
G22 ;RadiusmaßangabeG23 ;Durchmessermaßangabe
�
�
�
Planachse
Längsachse
�
�
�
Planachse
Längsachse
Durchmessermaßangabe RadiusmaßangabeG23 G22
D40
D30
D20 R
20
R15
R10
Bild 8-4 Durchmesser– und Radiusmaßangabe für die Planachse
Informationen
G22 bzw. G23 wertet die Endpunktangabe für die Achse X als Radius– bzw. Durchmesserma-ßangabe.
Entsprechend erscheint der Istwert in der Anzeige beim Werkstückkoordinatensystem.
Eine programmierbare Verschiebung mit G158 X... wird stets als Radiusmaßangabe gewertet.Beschreibung dieser Funktion: siehe nachfolgendes Kapitel.
Programmierbeispiel
N10 G23 X44 Z30 ;für X–Achse DurchmesserN20 X48 Z25 ;G23 wirkt weiterhinN30 Z10...N110 G22 X22 Z30 ;Umschaltung auf Radiusmaßangabe für
X–Achse ab hierN120 X24 Z25N130 Z10...

Programmieren
8.2 Wegangaben
8-106SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.2.4 Programmierbare Nullpunktverschiebung: G158
Funktionalität
Bei wiederkehrenden Formen/Anordnungen in verschiedenen Positionen und Lagen auf einemWerkstück oder einfach bei der Wahl eines neuen Bezugspunktes für die Maßangaben set-zen Sie die programmierbare Nullpunktverschiebung ein. Damit entsteht das aktuelle Werk-stückkordinatensystem. Auf dieses beziehen sich die neuen geschriebenen Maßangaben.Die Verschiebung ist in allen Achsen möglich.
Die Anweisung mit G158 erfordert stets einen eigenen Satz.
�Werkstück
�Werkstück
�
Werkstück -Original
Werkstück –”verschoben”
Verschiebung X...Z...
X
Z
aktuell
aktuell
Bild 8-5 Beispiel für programmierbare Verschiebung
Verschiebung G158
Mit der Anweisung G158 ist für alle Achsen eine Nullpunktverschiebung programmierbar.Eine neue geschriebene Anweisung G158 ersetzt eine vorherige Anweisung der program-mierbaren Verschiebung.
löschen Verschiebung
Wird in einem Satz die Anweisung G158 ohne Achsen geschrieben, so wird eine aktive pro-grammierbare Verschiebung gelöscht.
Programmierbeispiel
N10 ...N20 G158 X3 Z5 ;programm. VerschiebungN30 L10 ;Unterprogrammaufruf, enthält die
zu verschiebende Geometrie...N70 G158 ;Verschiebung gelöscht...
Unterprogrammaufruf –siehe Kapitel 8.10 ”Unterprogrammtechnik”

Programmieren
8.2 Wegangaben
8-107SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.2.5 Werkstückeinspannung - einstellbare Nullpunktverschiebung: G54bis G57, G500, G53
Funktionalität
Die einstellbare Nullpunktverschiebung gibt die Lage des Werkstücknullpunktes auf der Ma-schine an (Verschiebung des Werkstücknullpunktes bezüglich Maschinennullpunkt). DieseVerschiebung wird beim Einspannen des Werkstückes an der Maschine ermittelt und ist indas vorgesehene Datenfeld per Bedienung einzutragen. Aktiviert wird der Wert vom Pro-gramm durch Auswahl aus vier möglichen Gruppierungen: G54 bis G57.
Bedienung siehe Kapitel 3.2 “Nullpunktverschiebung eingeben/ändern”
Programmierung
G54 ;1. einstellbare NullpunktverschiebungG55 ;2. einstellbare NullpunktverschiebungG56 ;3. einstellbare NullpunktverschiebungG57 ;4. einstellbare NullpunktverschiebungG500 ;einstellbare Nullpunktverschiebung AUS –modal
G53 ;einstellbare Nullpunktverschiebung AUS –satzweise, unterdrückt auch programmierbare Verschiebung
XMaschine XWerkstück
ZWerkstück
� �
z.B.
Z
G54
Werkstück
Nur in Z–Achse Verschiebung angeben!
Maschine
Bild 8-6 Einstellbare Nullpunktverschiebung
Programmierbeispiel
N10 G54 ... ;Aufruf erste einstellbare NullpunktverschiebungN20 X... Z... ;Bearbeiten Werkstück ...N90 G500 G0 X... ;Ausschalten einstellbare Nullpunktverschiebung

Programmieren
8.3 Bewegungen von Achsen
8-108SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.3 Bewegungen von Achsen
8.3.1 Geradeninterpolation mit Eilgang: G0
Funktionalität
Die Eilgangsbewegung G0 wird zum schnellen Positionieren des Werkzeuges benutzt, je-doch nicht zur direkten Werkstückbearbeitung.Es können alle Achsen gleichzeitig verfahren werden. Hierbei ergibt sich eine gerade Bahn.
Für jede Achse ist die maximale Geschwindigkeit (Eilgang) in Maschinendaten festgelegt.Verfährt nur eine Achse, so verfährt sie mit ihrem Eilgang. Werden zwei Achsen gleichzeitigverfahren, so wird die Bahngeschwindigkeit (resultierende Geschwindigkeit) so gewählt, dassich die größtmögliche Bahngeschwindigkeit unter Berücksichtigung beider Achsen ergibt.
Ein programmierter Vorschub (F–Wort) ist für G0 ohne Bedeutung.G0 wirkt bis auf Widerruf durch eine andere Anweisung aus dieser G–Gruppe (G1, G2,G3,...).
� �
�
�
�
��
��
Bild 8-7 Geradeninterpolation mit Eilgang von Punkt P1 nach P2
Programmierbeispiel
N10 G0 X100 Z65
Informationen
Für das Einfahren in die Position existiert eine weitere Gruppe von G–Funktionen (siehe Kapi-tel 8.3.9 ”Genauhalt/Bahnsteuerbetrieb: G60, G64”). Bei G60 –Genauhalt kann mit einer wei-teren Gruppe ein Fenster mit verschiedenen Genauigkeiten gewählt werden. Für Genauhaltgibt es weiterhin eine satzweise wirkende Anweisung: G9.Zur Anpassung an Ihre Positionieraufgaben sollten Sie diese Möglichkeiten beachten!

Programmieren
8.3 Bewegungen von Achsen
8-109SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.3.2 Geradeninterpolation mit Vorschub: G1
Funktionalität
Das Werkzeug bewegt sich vom Anfangspunkt zum Endpunkt auf einer geraden Bahn. Fürdie Bahngeschwindigkeit ist das programmierte F-Wort maßgebend.Es können alle Achsen gleichzeitig verfahren werden.G1 wirkt bis auf Widerruf durch eine andere Anweisung aus dieser G–Gruppe (G0, G2, G3,...).
� �
�
�
�
Bild 8-8 Geradeninterpolation mit G1
Programmierbeispiel
N05 G54 G0 G90 X40 Z200 S500 M3 ;Werkzeug fährt im Eilgang, Spindeldrehzahl = 500 U/min, Rechtslauf
N10 G1 Z120 F0.15 ;Geradeninterpolation mit Vorschub 0.15 mm/Umdrehung
N15 X45 Z105N20 Z80N25 G0 X100 ;Freifahren im Eilgang N30 M2 ;Programmende
8.3.3 Kreisinterpolation: G2, G3
Funktionalität
Das Werkzeug bewegt sich vom Anfangspunkt zum Endpunkt auf einer Kreisbahn. Die Rich-tung wird von der G–Funktion bestimmt:
G2 –im Uhrzeigersinn
G3 –gegen Uhrzeigersinn

Programmieren
8.3 Bewegungen von Achsen
8-110SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Für die Bahngeschwindigkeit ist das programmierte F-Wort maßgebend. Die Beschreibungdes gewünschten Kreises kann auf unterschiedliche Weise angegegeben werden:
– Mittelpunkt und Endpunkt
– Kreisradius und Endpunkt
– Mittelpunkt und Öffnungswinkel
– Öffnungswinkel und Endpunkt
G2/G3 wirken bis auf Widerruf durch eine andere Anweisung aus dieser G–Gruppe (G0, G1,...).
X
Z
G3
im Uhrzeigersinn gegen Uhrzeigersinn
G2
Bild 8-9 Festlegung der Kreisdrehrichtung G2/G3
G2/G3 und Mittelpunktangabe (+Endpunkt): G2/G3 und Radiusangabe (+Endpunkt):
G2/G3 und Öffnungswinkelangabe
Endpunkt X,Z
Anfangspunkt X,ZMittelpunkt I, J
Z
X Endpunkt X,Z
Anfangspunkt X,Z
Z
X
z.B. G2 X...Z...I...K... z.B. G2 X...Z...CR=...
Anfangspunkt X,Z
Z
X
z.B. G2 AR=... I...K...
ARWinkel
(+Mittelpunkt):
Kreisradius CR
Mittelpunkt I, K
G2/G3 und Öffnungswinkelangabe
Anfangspunkt X,Z
Z
X
z.B. G2 AR=... X...Z...
ARWinkel
(+Endpunkt):
Endpunkt X, Z
Bild 8-10 Möglichkeiten der Kreisprogrammierung

Programmieren
8.3 Bewegungen von Achsen
8-111SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierbeispiel: Mittelpunkt– und Endpunktangabe
4030
I
Z
X
Endpunkt
Mittelpunkt
Anfangspunkt
K
50
33
40
Bild 8-11 Beispiel für Mittelpunkt– und Endpunktangabe
N5 G90 Z30 X40 ;Anfangspunkt Kreis für N10 N10 G2 Z50 X40 K10 I–7 ;Endpunkt und Mittelpunkt
Programmierbeispiel: Endpunkt– und Radiusangabe
30Z
X
Endpunkt
Mittelpunkt
Anfangspunkt
50
40
Bild 8-12 Beispiel für Endpunkt– und Radiusangabe
N5 G90 Z30 X40 ;Anfangspunkt Kreis für N10 N10 G2 Z50 X40 CR=12.207 ;Endpunkt und Radius
Hinweis: Mit einem negativen Vorzeichen des Wertes bei CR=–... wird ein Kreissegment grö-ßer als ein Halbkreis ausgewählt.

Programmieren
8.3 Bewegungen von Achsen
8-112SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierbeispiel: Endpunkt und Öffnungswinkel
30Z
X
Endpunkt
Mittelpunkt
Anfangspunkt
50
1050
40
Bild 8-13 Beispiel für Endpunkt– und Öffnungswinkelangabe
N5 G90 Z30 X40 ;Anfangspunkt Kreis für N10 N10 G2 Z50 X40 AR=105 ;Endpunkt und Öffnungswinkel
Programmierbeispiel: Mittelpunkt und Öffnungswinkel
30Z
X
Endpunkt
Mittelpunkt
Anfangspunkt
40
1050I
K
33
40
Bild 8-14 Beispiel für Mittelpunkt– und Öffnungswinkelangabe
N5 G90 Z30 X40 ;Anfangspunkt Kreis für N10 N10 G2 K10 I–7 AR=105 ;Mittelpunkt und Öffnungswinkel
Eingabetoleranzen für Kreis
Kreise werden nur mit einer gewissen Maßtoleranz von der Steuerung akzeptiert. Verglichenwerden dabei Kreisradius im Anfangs– und Endpunkt. Liegt die Differenz innerhalb der Tole-ranz, wird der Mittelpunkt intern exakt gesetzt. Andernfalls erfolgt eine Alarmmeldung.
Der Toleranzwert ist über Maschinendatum einstellbar.

Programmieren
8.3 Bewegungen von Achsen
8-113SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.3.4 Kreisinterpolation über Zwischenpunkt: G5
Funktionalität
Kennen Sie drei Konturpunkte des Kreises, statt Mittelpunkt oder Radius oder Öffnungswin-kel, dann verwenden Sie vorteilhaft die Funktion G5.
Die Richtung des Kreises ergibt sich hierbei aus der Lage des Zwischenpunktes (zwischenAnfangs– und Endpunkt).
G5 wirkt bis auf Widerruf durch eine andere Anweisung aus dieser G–Gruppe (G0, G1, G2,...).
Hinweis: Die eingestellte Maßangabe G90 oder G91 ist für den Endpunkt und den Zwischen-punkt gültig!
30Z
X
EndpunktAnfangspunkt
5040
Zwischenpunkt
4045
Bild 8-15 Kreis mit End– und Zwischenpunktangabe am Beispiel G90
Programmierbeispiel
N5 G90 Z30 X40 ;Anfangspunkt Kreis für N10 N10 G5 Z50 X40 KZ=40 IX=45 ;End– und Zwischenpunkt
(IX als Radiusmaß zu programmieren)

Programmieren
8.3 Bewegungen von Achsen
8-114SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.3.5 Gewindeschneiden mit konstanter Steigung: G33
Funktionalität
Mit der Funktion G33 können Gewinde mit konstanter Steigung folgender Art bearbeitet wer-den:
� Gewinde auf zylindrischen Körpern
� Gewinde auf kegeligen Körpern
� Außen–/Innengewinde
� ein– und mehrgängige Gewinde
� Mehrsatzgewinde (Aneinanderreihung von Gewinden)
Voraussetzung ist eine Spindel mit Wegmeßsystem.
G33 wirkt bis auf Widerruf durch eine andere Anweisung aus dieser G–Gruppe (G0, G1,G2,G3,...).
außen
innen
Bild 8-16 Außen–/Innengewinde am Beispiel zylindrisches Gewinde
Rechts– oder Linksgewinde
Rechts– oder Linksgewinde werden mit der Drehrichtung der Spindel (M3–Rechtslauf,M4–Linkslauf – siehe Kapitel 8.4 “Bewegung der Spindel“) eingestellt. Dazu ist die Drehzah-langabe unter der Adresse S zu programmieren bzw. eine Drehzahl einzustellen.
Anmerkung: Für die Gewindelänge sind An– und Auslaufstrecken zu berücksichtigen!

Programmieren
8.3 Bewegungen von Achsen
8-115SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Endpunkt Startpunkt Null–Grad–Marke des Spindelgebers
SF=...
Versatz
Gewindelänge
Steigung
Steigung: I oder K(Wert ist über gesamteGewindelänge einesG33–Satzes konstant)
Rechts– oder Linksgewinde (M3 / M4)
weiterer Startpunktmöglich (für mehr-gängige Gewinde)
Seitenansicht Draufsicht
Bild 8-17 Programmierbare Größen beim Gewinde mit G33
X
ZX
Z
X
Z
X
Z
Winkel am Kegel istkleiner als 45 Grad
Winkel am Kegel istgrößer als 45 Grad
Steigung:
Steigung: K
Steigung:
I
I
Programmierung:
G33 Z... K...
G33 Z... X... K...
G33 Z... X... I...
G33 X... I...
(Steigung K, da in Z–Achse größerer Weg)
(Steigung I, da in X–Achse größerer Weg)
Steigung:
Zylindergewinde
Kegelgewinde
Plangewinde
K
Bild 8-18 Steigungszuordnung am Beipiel Z– / X–Achse
Bei Kegelgewinden (2 Achsangaben erforderlich) muß die erforderliche Steigungsadresse Ioder K der Achse mit dem größeren Weg (größere Gewindelänge) benutzt werden. Einezweite Steigung wird nicht angegeben.

Programmieren
8.3 Bewegungen von Achsen
8-116SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
STartpunktversatz SF=
Ein Startpunktversatz der Spindel wird erforderlich, wenn Gewinde in versetzten Schnittenoder mehrgängige Gewinde gefertigt werden sollen. Der Startpunktversatz wird im Gewinde-satz mit G33 unter der Adresse SF programmiert (absolute Position).Wird kein Startpunktversatz geschrieben, ist der Wert aus den Settingdaten aktiv.Beachte: Ein programmierter Wert für SF= wird stets auch in die Settingdaten eingetragen.
Programmierbeispiel
Zylindergewinde, zweigängig– Startpunktversatz 180 Grad, Gewindelänge (einschließlichEin– und Auslauf) 100 mm, Gewindesteigung 4 mm/Umdr.Rechtsgewinde, Zylinder bereits vorgefertigt:
N10 G54 G0 G90 X50 Z0 S500 M3 ;Startpunkt anfahren, Spindelauf rechtsN20 G33 Z–100 K4 SF=0 ;Steigung:4 mm/Umdr. N30 G0 X54N40 Z0N50 X50N60 G33 Z–100 K4 SF=180 ;2.Gang, 180 Grad versetztN70 G0 X54 ...
Mehrsatzgewinde
Werden mehrere Gewindesätze hintereinander programmiert (Mehrsatzgewinde), so ist eineStartpunktversatzangabe nur im 1.Gewindesatz sinnvoll. Nur hier wird die Angabe benutzt.
Mehrsatzgewinde werden automatisch durch G64–Bahnsteuerbetrieb verbunden (siehe Kapi-tel 8.3.9 ”Genauhalt/Bahnsteuerbetrieb: G60, G64”).
2.Satz mit G33
3.Satz mit G33
1.Satz mit G33
N10 G33 Z... K... SF=...N20 Z.... X.... K...N30 Z.... X... K...
X
Z
Bild 8-19 Beispiel für Mehrsatzgewinde (Gewindekettung)
Geschwindigkeit der Achsen
Bei G33–Gewinden ergibt sich die Geschwindigkeit der Achsen für die Gewindelänge aus derSpindeldrehzahl und der Gewindesteigung. Der Vorschub F ist nicht relevant. Er bleibt abergespeichert. Die im Maschinendatum festgelegte maximale Achsgeschwindigkeit (Eilgang)darf jedoch nicht überschritten werden.

Programmieren
8.3 Bewegungen von Achsen
8-117SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Informationen Wichtig
– Der Spindeldrehzahlkorrekturschalter (Override–Spindel) sollte bei Gewindebearbei-tung unverändert bleiben.
– Der Vorschubkorrekturschalter hat in diesem Satz keine Bedeutung.
8.3.6 Festpunktanfahren: G75
Funktionalität
Mit G75 kann ein Festpunkt an der Maschine, z.B. Werkzeugwechselpunkt angefahren wer-den. Die Position ist für alle Achsen fest in Maschinendaten hinterlegt. Es wirkt keine Ver-schiebung. Die Geschwindigkeit jeder Achse ist ihr Eilgang.G75 erfordert einen eigenen Satz und wirkt satzweise.Im Satz nach G75 ist der vorherige G–Befehl der Gruppe ”Interpolationsart” (G0, G1,G2, ...)wieder aktiv.
Programmierbeispiel
N10 G75 X0 Z0
Anmerkung: Die programmierten Zahlenwerte für X, Z werden ignoriert.
8.3.7 Referenzpunktanfahren: G74
Funktionalität
Mit G74 kann das Referenzpunktfahren im NC–Programm durchgeführt werden. Richtung undGeschwindigkeit jeder Achse sind in Maschinendaten hinterlegt.G74 erfordert einen eigenen Satz und wirkt satzweise. Im Satz nach G74 ist der vorherigeG–Befehl der Gruppe ”Interpolationsart” (G0, G1,G2, ...) wieder aktiv.
Programmierbeispiel
N10 G74 X0 Z0
Anmerkung: Die programmierten Zahlenwerte für X, Z werden ignoriert.
8.3.8 Vorschub F
Funktionalität
Der Vorschub F ist die Bahngeschwindigkeit und stellt den Betrag der geometrischeSumme der Geschwindigkeitskomponenten aller beteiligten Achsen dar.
Die Achsgeschwindigkeiten ergeben sich aus dem Anteil des Achsweges am Bahnweg.

Programmieren
8.3 Bewegungen von Achsen
8-118SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Der Vorschub F wirkt bei den Interpolationsarten G1, G2, G3, G5 und bleibt solange erhalten,bis ein neues F–Wort geschrieben wird.
Programmierung
F...
Anmerkung: Bei ganzzahligen Werten kann die Dezimalpunktangabe entfallen, z. B. F300
Maßeinheit für F– G94, G95
Die Maßeinheit des F–Wortes wird von G–Funktionen bestimmt:
� G94 F alsVorschub in mm/min
� G95 F als Vorschub in mm/Umdrehung der Spindel(nur sinnvoll, wenn Spindel läuft!)
Programmierbeispiel
N10 G94 F310 ;Vorschub im mm/min...N110 S200 M3 ;SpindellaufN120 G95 F15.5 ;Vorschub in mm/Umdrehung
Anmerkung: Schreiben Sie ein neues F–Wort, wenn Sie G94 – G95 wechseln!
Information
Für Drehmaschinen ist die Gruppe mit G94, G95 noch um die Funktionen G96, G97 für diekonstante Schnittgeschwindigkeit erweitert. Diese Funktionen haben zusätzlich noch Einflußauf das S–Wort (siehe Kapitel 8.5.1 ”Konstante Schnittgeschwindigkeit”).
8.3.9 Genauhalt / Bahnsteuerbetrieb: G9, G60, G64
Funktionalität
Zur Einstellung des Fahrverhaltens an den Satzgrenzen und zur Satzweiterschaltung existie-ren G–Funktionen, die eine optimale Anpassung an unterschiedliche Anforderungen ermögli-chen. Z.B., Sie wollen mit den Achsen schnell positionieren oder Sie wollen Bahnkonturenüber mehrere Sätze bearbeiten.
Programmierung
G60 ;Genauhalt –modal wirksamG64 ;Bahnsteuerbertrieb
G9 ;Genauhalt –satzweise wirksam
G601 ;Genauhaltfenster feinG602 ;Genauhaltfenster grob

Programmieren
8.3 Bewegungen von Achsen
8-119SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Genauhalt G60, G9
Ist die Funktion Genauhalt (G60 oder G9) wirksam, wird die Geschwindigkeit zum Erreichender genauen Zielposition am Ende des Satzes gegen Null abgebremst.
Hierbei ist mit einer weiteren modal wirkenden G–Gruppe einstellbar, wann die Verfahrbewe-gung dieses Satzes als beendet gilt und in den nächsten Satz geschaltet wird.
� G601 Genauhaltfenster feinDie Satzweiterschaltung erfolgt, wenn alle Achsen das ”Genauhaltfenster fein” (Wert imMaschinendatum) erreicht haben.
� G602 Genauhaltfenster grobDie Satzweiterschaltung erfolgt, wenn alle Achsen das ”Genauhaltfenster grob” (Wert imMaschinendatum) erreicht haben.
Die Wahl des Genauhaltfensters beeinflußt wesentlich die Gesamtzeit, wenn viele Positio-niervorgänge ausgeführt werden. Feine Abgleiche benötigen mehr Zeit.
S
S
X
Z
G601
G602
(fein)
(grob)
Satzweiterschaltungbei ”grob” / bei ”fein”
Bild 8-20 Genauhaltfenster grob oder fein, wirksam bei G60/G9, vergrößerte Fensterdarstellung
Programmierbeispiel
N5 G602 ;Genauhaltfenster grobN10 G0 G60 Z... ;Genauhalt modalN20 X... Z... ;G60 wirkt weiterhin...N50 G1 G601 ... ;Genauhaltfenster feinN80 G64 Z... ;Umschalten auf Bahnsteuerbetrieb...N100 G0 G9 Z... ;Genauhalt wirkt nur für diesen Satz N111 ... ;wieder Bahnsteuerbetrieb...
Anmerkung: Der Befehl G9 erzeugt nur für den Satz, in dem er steht, Genauhalt; G60 jedochbis auf Widerruf durch G64.

Programmieren
8.3 Bewegungen von Achsen
8-120SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Bahnsteuerbetrieb G64
Ziel des Bahnsteuerbetriebes ist es, ein Abbremsen an den Satzgrenzen zu vermeiden undmit möglichst gleicher Bahngeschwindigkeit (bei tangentiellen Übergängen) in den näch-sten Satz zu wechseln. Die Funktion arbeitet mit vorausschauender Geschwindigkeitsführungin den nächsten Satz.Bei nichttangentiellen Bahnübergängen (Ecken) wird die Geschwindigkeit gegebenenfalls der-art abgesenkt, daß keine der Achsen einen Geschwindigkeitsprung machen muß, der größerals die maximale Beschleunigung ist.Dabei kommt es zu einem geschwindigkeitsabhängigen Verschleifen von Konturecken.
S
X
Z
Satzweiterschaltungbei Vorschub F2
Satzweiterschaltungbei Vorschub F1
Vorschub F2 ist größer F1
Bild 8-21 Verschleifen von Konturecken bei G64
Programmierbeispiel
N10 G64 G1 Z... F... ;BahnsteuerbetriebN20 X.. ;weiter Bahnsteuerbetrieb...N180 G60 ... ;Umschalten auf Genauhalt

Programmieren
8.3 Bewegungen von Achsen
8-121SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Vorschub
programmierter Vorschub FF1
N1
G60 –Genauhalt
N2 N3 N5 N6 N7 N8 N9 N10 N11 N12 Satzweg
programmierte Geschwindigkeit kann nicht erreicht werden, da Satzwege zu kurz
G64 –Bahnsteuerbetrieb
N4
Bild 8-22 Vergleich des Geschwindigkeitsverhaltens G60 und G64 mit kurzen Wegen in den Sätzen
8.3.10 Verweilzeit: G4
Funktionalität
Sie können zwischen zwei NC–Sätzen die Bearbeitung für eine definierte Zeit unterbrechen,indem Sie einen eigenen Satz mit G4 einfügen; z.B. zum Freischneiden.Die Wörter mit F... oder S... werden nur für diesen Satz für die Zeitangaben benutzt. Ein vor-her programmierter Vorschub F und eine Spindeldrehzahl S bleiben erhalten.
Programmierung
G4 F... ;Verweilzeit in SekundenG4 S... ;Verweilzeit in Umdrehungen der Spindel
Programmierbeispiel
N5 G1 F200 Z–50 S300 M3 ;Vorschub F, Spindeldrehzahl SN10 G4 F2.5 ;Verweilzeit 2,5 sN20 Z70N30 G4 S30 ;30 Umdrehungen der Spindel verweilen, entspricht bei
S=300 U/min und 100 % Drehzahloverride: t=0,1 minN40 X... ;Vorschub und Spindeldrehzahl wirken weiterhin
Anmerkung
G4 S.. ist nur bei Vorhandensein einer gesteuerten Spindel möglich (wenn Drehzahlvorgabenebenfalls über S... programmiert werden).

Programmieren
8.4 Bewegungen der Spindel
8-122SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.4 Bewegungen der Spindel
8.4.1 Spindeldrehzahl S, Drehrichtungen
Funktionalität
Die Drehzahl der Spindel wird unter der Adresse S in Umdrehungen pro Minute programmiert,wenn die Maschine über eine gesteuerte Spindel verfügt.Die Drehrichtung und der Beginn bzw. das Ende der Bewegung werden über M–Befehle vor-gegeben (siehe Kapitel 8.7 ”Zusatzfunktion M”).
Anmerkung: Bei ganzzahligen S–Werten kann die Dezimalpunkteingabe entfallen, z.B. S270
Informationen
Wenn Sie M3 oder M4 in einem Satz mit Achsbewegungen schreiben, so werden die M–Be-fehle vor den Achsbewegungen wirksam.
Standardeinstellung: Die Achsbewegung beginnt erst, wenn die Spindel hochgelaufen ist (M3,M4). M5 wird ebenfalls vor der Achsbewegung ausgegeben. Jedoch wird der Spindelstillstandnicht abgewartet. Die Achsbewegungen beginnen bereits vor dem Spindelstillstand.Mit Programmende oder RESET wird die Spindel gestoppt.Anmerkung: Über Maschinendaten sind andere Einstellungen projektierbar.
Programmierbeispiel
N10 G1 X70 Z20 F300 S270 M3 ;vor dem Achsverfahren X, Zläuft Spindel auf 270 U/min imRechtslauf hoch
...N80 S450 ... ;Drehzahlwechsel...N170 G0 Z180 M5 ;Z–Bewegung im Satz, Spindel Halt
8.4.2 Spindeldrehzahlbegrenzung: G25, G26
Funktionalität
Über das Programm können Sie durch Schreiben von G25 oder G26 und der SpindeladresseS mit dem Grenzwert der Drehzahl die sonst geltenden Grenzwerte einschränken. Damit wer-den zugleich die in den Settingdaten eingetragenen Werte überschrieben.G25 oder G26 erfordert jeweils einen eigenen Satz. Eine vorher programmierte Drehzahl Sbleibt erhalten.
Programmierung
G25 S... ;untere SpindeldrehzahlbegrenzungG26 S... ;obere Spindeldrehzahlbegrenzung

Programmieren
8.4 Bewegungen der Spindel
8-123SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Informationen
Die äußersten Grenzen der Spindeldrehzahl werden im Maschinendatum gesetzt. Durch Ein-gabe über die Bedientafel können Settingdaten zur weiteren Begrenzung aktiv werden.Bei Drehmaschinen ist bei der speziellen Funktion G96 –konstante Schnittgeschwindigkeiteine zusätzliche obere Grenze programmierbar.
Programmierbeispiel
N10 G25 S12 ;untere Spindelgrenzdrehzahl : 12 U/min N20 G26 S700 ;obere Spindelgrenzdrehzahl : 700 U/min
8.4.3 Spindelpositionieren: SPOS
Funktionalität
Voraussetzung: Die Spindel muß technisch für einen Lageregelungsbetrieb ausgelegt sein.
Mit der Funktion SPOS= können Sie die Spindel in eine bestimmte Winkelstellung positio-nieren. Die Spindel wird durch Lageregelung in der Position gehalten.
Die Geschwindigkeit des Positioniervorganges ist im Maschinendatum festgelegt.
Aus der M3/M4–Bewegung heraus wird die jeweilige Drehrichtung bis zum Positionierendebeibehalten. Beim Positionieren aus dem Stillstand wird die Position auf kürzestem Weg an-gefahren. Die Richtung ergibt sich hierbei aus der jeweiligen Anfangs– und Endposition.
Ausnahme: erstes Bewegen der Spindel, d.h., wenn das Meßsystem noch nicht synchronisiertist. Für diesen Fall wird die Richtung im Maschinendatum vorgegeben.
Die Bewegung erfolgt paralell zu eventuellen Achsbewegungen im gleichen Satz. Dieser Satzist beendet, wenn beide Bewegungen abgschlossen sind.
Programmierung
SPOS=... ;absolute Position: 0 ... <360 Grad
Programmierbeispiel
N10 SPOS=14.3 ;Spindelposition 14,3 Grad ...N80 G0 X89 Z300 SPOS=25.6 ;Positionieren Spindel mit Achsbewegungen. Der Satz ist
beendet,wenn alle Bewegungen beendet sind.N81 X200 Z300 ;N81–Satz beginnt erst, wenn auch Spindelposition aus
N80 erreicht ist.

Programmieren
8.5 Spezielle Drehfunktionen
8-124SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.5 Spezielle Drehfunktionen
8.5.1 Konstante Schnittgeschwindigkeit: G96, G97
Funktionalität
Voraussetzung: Es muß eine gesteuerte Spindel vorhanden sein.
Bei eingeschalteter G96–Funktion wird die Spindeldrehzahl dem augenblicklich bearbeitetenWerkstückdurchmesser (Planachse) derart angepaßt, daß eine programmierte Schnittge-schwindigkeit S an der Werkzeugschneide konstant bleibt (Spindeldrehzahl mal Durchmesser= konstant).
Das S–Wort wird ab dem Satz mit G96 als Schnittgeschwindigkeit gewertet. G96 ist modalwirksam bis auf Widerruf durch eine andere G–Funktion der Gruppe (G94, G95, G97).
Programmierung
G96 S... LIMS=... F... ;konstante Schnittgeschwindigkeit EING97 ;konstante Schnittgeschwindigkeit AUS
AWL
S Schnittgeschwindigkeit , Maßeinheit m/min
LIMS= obere Grenzdrehzahl der Spindel, nur bei G96 wirksam
F Vorschub in der Maßeinheit mm/Umdrehung -wie bei G95
Anmerkung: Der Vorschub F wird hierbei stets in der Maßeinheit mm/Umdrehung interpretiert. War vorher G94 statt G95 aktiv, muß ein passender F–Wert neu geschrieben werden!
M WD2 D1
X (Planachse)
D1 x SD1=D2 x SD2=Dn x SDn=konstant
SD=Spindeldrehzahl
D1, D2 =Durchmesser
Bild 8-23 Konstante Schnittgeschwindigkeit G96
Verfahren mit Eilgang
Beim Fahren mit Eilgang G0 werden keine Drehzahländerungen vorgenommen.
Ausnahme: Wird die Kontur im Eilgang angefahren und der nächste Satz enthält eine Inter-polationsart G1 oder G2, G3, G5 (Kontursatz), dann stellt sich bereits im Anfahrsatz mit G0die Drehzahl für den Kontursatz ein.

Programmieren
8.5 Spezielle Drehfunktionen
8-125SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
obere Grenzdrehzahl LIMS=
Bei der Bearbeitung von großen zu kleinen Durchmessern hin, kann die Spindeldrehzahlstark ansteigen. Hier empfiehlt sich die Angabe der oberen SpindeldrehzahlbegrenzungLIMS=... . LIMS wirkt nur bei G96.Mit der Programmierung von LIMS=... wird der in den Settingdaten eingetragene Wert über-schrieben.Die mit G26 programmierte bzw. über Maschinendaten festgelegte obere Grenzdrehzahl kannmit LIMS= nicht überschritten werden.
konstante Schnittgeschwindigkeit ausschalten: G97
Die Funktion ”Konstante Schnittgeschwindigkeit” wird mit G97 ausgeschaltet. Ist G97 wirk-sam, wird ein geschriebenes S-Wort wieder in Umdrehungen pro Minute als Spindeldrehzahlgewertet.Wird kein neues S–Wort geschrieben, so dreht die Spindel mit der Drehzahl weiter, die zuletztbei aktiver G96–Funktion ermittelt wurde.
Programmierbeispiel
N10 ... M3 ;Drehrichtung der SpindelN20 G96 S120 LIMS=2500 ;Konstante Schnittgeschwindigkeit einschalten, 120 m/min,
Grenzdrehzahl 2500 U/minN30 G0 X150 ;keine Drehzahländerung, da Satz N31 mit G0N31 X50 Z... ;keine Drehzahländerung, da Satz N32 mit G0 N32 X40 ;Anfahren an Kontur, neue Drehzahl wird automatisch so
eingestellt, wie für den Anfang des Satzes N40 erforderlich N40 G1 F0.2 X32 Z... ;Vorschub 0,2 mm/Umdrehung ...N180 G97 X... Z... ;Ausschalten konstante SchnittgeschwindigkeitN190 S... ;neue Spindeldrehzahl, U/min
Informationen
Die Funktion G96 kann auch mit G94 oder G95 (gleiche G–Gruppe) ausgeschaltet werden. Indiesem Fall wirkt die zuletzt programmierte Spindeldrehzahl S für den weiteren Bearbei-tungsablauf, sofern kein neues S–Wort geschrieben wird.
8.5.2 Rundung, Fase
Funktionalität
In eine Konturecke können Sie die Elemente Fase oder Rundung eingefügen.Die jeweilige Anweisung CHF= ... oder RND=... wird in dem Satz mit Achsbewegungen ge-schrieben, der auf die Ecke hinführt.

Programmieren
8.5 Spezielle Drehfunktionen
8-126SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierung
CHF=... ;Fase einfügen, Wert: Länge der FaseRND=... ;Rundung einfügen, Wert: Radius der Rundung
Fase CHF=
Zwischen Linear- und Kreiskonturen in beliebiger Kombination wird ein lineares Stück ein-gebaut. Die Kante wird gebrochen.
Winkelhalbierende
Fase
X
Z
N10 G1 ...CHF=...
N20 G1 ...
Bild 8-24 Einfügen einer Fase am Beispiel zwischen zwei Geraden
Programmierbeispiel Fase
N10 G1 Z... CHF=5 ;Fase 5mm einfügenN20 X... Z...
Gundung RND=
Zwischen Linear- und Kreiskonturen in beliebigen Kombinationen wird mit tangentialem An-schluß ein Kreiskonturelement eingefügt.
X
Z
RND=...
RundungN50 G1 ...RND=...
N60 G3 ...
X
Z
RND=...
Rundung
N10 G1 ...RND=...
N20 G1 ...
Gerade/Gerade: Gerade/Kreis:
Bild 8-25 Einfügen von Rundungen an Beispielen

Programmieren
8.5 Spezielle Drehfunktionen
8-127SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierbeispiel Rundung
N10 G1 Z... RND=8 ;Rundung mit Radius 8 mm einfügenN20 X... Z......N50 G1 Z... RND=7.3 ;Rundung mit Radius 7,3 mm einfügenN60 G3 X... Z...
Informationen
Hinweis:Eine Reduzierung des programmierten Wertes für Fase und Rundung wird bei nicht ausrei-chender Konturlänge eines beteiligten Satzes automatisch vorgenommen.
Keine Fase/Rundung wird eingefügt, wenn mehr als ein Satz im Anschluß programmiert wird,der keine Informationen zum Verfahren der Achsen enthält .

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-128SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.6 Werkzeug und Werkzeugkorrektur
8.6.1 Allgemeine Hinweise
Funktionalität
Bei der Programmerstellung für die Werkstückbearbeitung müssen Sie nicht Werkzeuglängenoder Schneidenradius berücksichtigen. Sie programmieren die Werkstückmaße direkt, z.B.nach der Zeichnung.
Die Werkzeugdaten geben Sie getrennt in einen speziellen Datenbereich ein.Im Programm rufen Sie lediglich das benötigte Werkzeug mit seinen Korrekturdaten auf. DieSteuerung führt an Hand dieser Daten die erforderlichen Bahnkorrekturen aus, um das be-schriebene Werkstück zu erstellen.
��
�
�
�������� �������������
�
������������������
������ ���������
T2
T1
Bild 8-26 Bearbeitung eines Werkstückes mit verschiedenen Werkzeugabmessungen
8.6.2 Werkzeug T
Funktionalität
Mit der Programmierung des T–Wortes erfolgt die Wahl des Werkzeuges. Ob es sich hierbeium einen Werkzeugwechsel oder nur um eine Vorwahl handelt, ist im Maschinendatum fest-gelegt:
� Werkzeugwechsel (Werkzeugaufruf) erfolgt mit T–Wort direkt (z.B. bei Werkzeugrevolveran Drehmaschinen üblich) oder
� der Wechsel erfolgt nach der Vorwahl mit dem T–Wort durch die zusätzliche AnweisungM6 (siehe auch Kapitel 8.7 ”Zusatzfunktionen M”).
Beachte:Wurde ein bestimmtes Werkzeug aktiviert, so bleibt dies auch über das Programmende unddem Aus–/Einschalten der Steuerung hinaus als aktives Werkzeug gespeichert.Wechseln Sie ein Werkzeug von Hand, so geben Sie den Wechsel auch in die Steuerung ein,damit die Steuerung das richtige Werkzeug kennt. Z. B. können Sie einen Satz mit demneuen T–Wort in der Betriebsart MDA starten.
Programmierung
T... ;Werkzeugnummer: 1 ... 32 000

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-129SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Maximal sind 15 Werkzeuge in der Steuerung gleichzeitig speicherbar.
Programmierbeispiel
Werkzeugwechsel ohne M6:N10 T1 ;Werkzeug 1 ...N70 T588 ;Werkzeug 588
8.6.3 Werkzeugkorrekturnummer D
Funktionalität
Einem bestimmten Werkzeug können jeweils 1 bis 9 Datenfelder mit verschiedenen Werk-zeugkorrektursätzen (für mehrere Schneiden) zugeordnet werden. Ist eine spezielle Schneideerforderlich, kann sie mit D und entsprechender Nummer programmiert werden. Wird kein D–Wort geschrieben, ist automatisch D1 wirksam.Bei Programmierung von D0 sind die Korrekturen für das Werkzeug unwirksam.
Hinweis
Maximal sind 30 Datenfelder mit Werkzeugkorrektursätzen in der Steuerung gleichzeitig spei-cherbar.
Programmierung
D... ;Werkzeugkorrekturnummer: 1 ... 9,D0: keine Korrekturen wirksam !
T1
T2
T3
T6
T...
D1
D1
D1
D1
D1
D2 D3 D9
D2
D2 D3
T9 D1 D2
Bild 8-27 Zuordnung von Werkzeugkorrekturnummern zum Werkzeug am Beispiel
Informationen
Werkzeuglängenkorrekturen wirken sofort, wenn das Werkzeug aktiv ist; wenn keine D–Nummer programmiert wurde, mit den Werten von D1.Die Korrektur wird mit dem ersten programmierten Verfahren der zugehörigen Längenkorrek-turachse herausgefahren.
Eine Werkzeugradiuskorrektur muß zusätzlich durch G41/G42 eingeschaltet werden.
Hinweis

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-130SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierbeispiel
Werkzeugwechsel :
N10 T1 ;Werkzeug 1 wird aktiviert mit zugehörigem D1N11 G0 X... Z... ;der Längenkorrekturausgleich wird hier überlagert N50 T4 D2 ;Werkzeug 4 einwechseln, D2 von T4 aktiv...N70 G0 Z... D1 ;D1 für Werkzeug 4 aktiv, nur Schneide gewechselt
Inhalt eines Korrekturspeichers
In den Korrekturspeicher tragen Sie ein:
� geometrischen Größen: Länge, RadiusDiese bestehen aus mehreren Komponenten (Geometrie, Verschleiß). Die Komponentenverrechnet die Steuerung zu einer resultierenden Größe (z.B. Gesamtlänge 1, Gesamtra-dius). Das jeweilige Gesamtmaß kommt bei Aktivierung des Korrekturspeichers zur Wir-kung.Wie diese Werte in den Achsen verrechnet werden, bestimmt der Werkzeugtyp und dieBefehle G17, G18 (siehe nachfolgende Bilder).
� WerkzeugtypDer Typ bestimmt, welche Geometrieangaben erforderlich sind und wie diese verrechnetwerden (Bohrer oder Drehwerkzeuge). Es wird nur nach der Hunderter–Stelle unterschie-den:
– Typ 2xy : Bohrer
– Typ 5xy : Drehwerkzeugexy steht für beliebige Ziffern; vom Anwender können diese für eigene Kenn-zeichnungen genutzt werden, Beispiel: Typ 500 oder 510
� SchneidenlageBei dem Werkzeugtyp 5xy (Drehwerkzeuge) geben Sie zusätzlich die Schneidenlage an.
Werkzeugparameter
An den Stellen wo DP... steht, wird der Wert für den jeweiligen Werkzeugparameter eingetra-gen. Welche Parameter benutzt werden, hängt vom Werkzeugtyp ab. Nicht benötigte Werk-zeugparameter sind mit dem Wert Null zu belegen.
Werkzeug-Typ: DP1
Schneidenlage: DP2
Geometrie Verschleiß
Länge 1: DP3 DP12
Länge 2: DP4 DP13
Radius: DP6 DP15
Die nachfolgenden Bilder geben Auskunft über die notwendigen Werkzeugparameter für denjeweiligen Werkzeugtyp.

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-131SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
F
Länge 1
Länge 2Werkzeugspitze P
(X)
(Z)(Schneide)
Drehmeißel
Z
X
ÜbrigeWerte sind auf0 zu setzen.
DP1
DP3
5xy
Länge 1
Einträge inWerkzeugparameter
DP4
Verschleißwerte entsprechend Erfor-dernis
Wirkung
G18: Länge 1 in XLänge 2 in Z
Länge 2
F –Werkzeugträgerbezugspunkt
Bild 8-28 Erforderliche Längenkorrekturwerte bei Drehwerkzeugen
Z
X
ÜbrigeWerte sind auf0 zu setzen.
DP1
DP3
5xy
Länge 1
Einträge inWerkzeugparameter
DP4
Verschleißwerte entsprechend Er-fordernis
Wirkung
G18: Länge 1 in XLänge 2 in Z
Länge 2
DP1
DP3
5xy
Länge 1
DP4 Länge 2
D1
D2
Einstechstahl
Länge 2(Schneide 2 =D2)Werkzeugspitze P
D1:
D2 :
F –
Länge 2
D1: Länge 1(X )
Werkzeugspitze P(Schneide 1 =D1)
Werkzeugträger–bezugspunkt
D2: Länge 1(X )
(Z)
(Z )
Bild 8-29 Drehwerkzeug mit zwei Schneiden –Längenkorrektur

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-132SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Länge 1
Länge 2
Werkzeugspitze P
(X)
(Z)
(Schneide)
P
R –Radius der Schneide (Werkzeugradius)
S –Lage des Schneidenmittelpunktes
Drehmeißel
Z
X
Der Werkzeugparameter DP2 gibt die Lage der Schneide an. Lagewert 1 bis 9 ist möglich:
Z
X
Z
X
P=S
1 2 3 4 5 6
7 8 9
Schneidenlage DP2:
Hinweis: Die Angaben Länge1, Länge2 beziehen sichauf den Punkt P bei Schneidenlage 1..8 ; bei 9aber auf S (S=P)
P
Wirkung
G18: Länge 1 in XLänge 2 in Z
ÜbrigeWerte sind auf0 zu setzen.
DP1 5xy
Länge 1
Einträge inWerkzeugparameter
DP4
Verschleißwerte entsprechend Er-fordernis
Länge 2
DP2 1...9
DP6 Radius
F –Werkzeugträgerbezugspunkt
F
S S
S S
S
S
S
S
S
DP3
Bild 8-30 Erforderliche Korrekturdaten bei Drehwerkzeugen mit Werkzeugradiuskorrektur

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-133SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
ÜbrigeWerte sind auf0 zu setzen.
F –Werkzeugträgerbezugspunkt
DP1
Einträge inWerkzeugparameter
DP3
2xy
Länge 1
Wirkung
G17: Länge 1 in Z
G18:
Verschleißwerte entsprechend Erfor-dernis
Länge 1
F
Drehwerkzeuge
Bild 8-31 Erforderliche Korrekturdaten beim Bohrer
Zentrierbohrung
Schalten Sie beim Einbringen einer Zentrierbohrung auf G17 um. Damit wirkt die Längenkor-rektur für den Bohrer in der Z–Achse. Nach dem Bohren ist mit G18 auf normale Korrektur fürDrehwerkzeuge zurückzuschalten.Beispiel:N10 T... ;Bohrer, =Werkzeugtyp 200N20 G17 G1 F... Z... ;Längenkorrektur wirkt in Z–AchseN30 Z...N40 G18 .... ;Bohren beendet
� F
Z
X
Bild 8-32 Einbringen einer Zentrierbohrung
8.6.4 Anwahl der Werkzeugradiuskorrektur: G41, G42
Funktionalität
Es muß ein Werkzeug mit entsprechender D–Nummer aktiv sein. Die Werkzeugradiuskorrek-tur (Schneidenradiuskorrektur) wird durch G41/G42 eingeschaltet. Damit errechnet die Steue-rung automatisch für den jeweiligen aktuellen Werkzeugradius die erforderlichen äquidistan-ten Werkzeugbahnen zur programmierten Kontur.Es muß G18 aktiv sein.

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-134SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
�
Schneidenradius
Bild 8-33 Werkzeugradiuskorrektur (Schneidenradiuskorrektur)
Programmierung
G41 X... Z... ;Werkzeugradiuskorrektur links von der KonturG42 X... Z... ;Werkzeugradiuskorrektur rechts von der Kontur
Anmerkung: Die Anwahl kann nur bei Linearinterpolation (G0, G1) erfolgen.Programmieren Sie beide Achsen. Wenn Sie nur eine Achse angeben, wird die zweite Achsemit dem letzten programmierten Wert automatisch ergänzt.
G42
G41
Bild 8-34 Korrektur rechts / links von der Kontur
Korrektur beginnen
Das Werkzeug fährt auf einer Geraden die Kontur an und stellt sich senkrecht zur Bahntan-gente im Anfangspunkt der Kontur.Wählen Sie den Startpunkt so, daß ein kollissionsfreies Fahren sichergestellt ist!

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-135SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
S
S
S
R
P1
korrigierter Werkzeugweg
P0 –Startpunkt
Anfangskontur: Gerade
P1 –Anfangspunkt der KonturR –Schneidenradius
Anfangskontur: Kreis
G42
MP
Kreisradius
S
P1
korrigierter Werkzeugweg
Tangente
P0 –Startpunkt
G42
R
Bild 8-35 Beginn der Werkzeugradiuskorrektur am Beispiel G42, Schneidenlage =3
Informationen
In der Regel folgt dem Satz mit G41/G42 der erste Satz mit der Werkstückkontur. Die Kontur-beschreibung darf jedoch durch einen dazwischenliegenden Satz unterbrochen werden, derkeine Angaben für den Konturweg enthält, z. B. nur M–Befehl.
Programmierbeispiel
N10 T... F...N15 X... Z... ; P0–StartpunktN20 G1 G42 X... Z... ;Anwahl rechts von der Kontur , P1N30 X... Z... ; Anfangskontur, Kreis oder Gerade
8.6.5 Eckenverhalten: G450, G451
Funktionalität
Mit den Funktionen G450 und G451 können Sie das Verhalten beim unstetigen Übergang voneinem Konturelement auf ein anderes Konturelement (Eckenverhalten) bei aktivem G41/G42einstellen.Innen– und Außenecken werden von der Steuerung selbst erkannt. Bei Innenecken wird im-mer der Schnittpunkt der äquidistanten Bahnen angefahren.
Programmierung
G450 ;ÜbergangskreisG451 ;Schnittpunkt

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-136SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
S
Übergangskreis(Radius = Werkzeugradius)
SchnittpunktAußenecke AußeneckeG450 G451
S
Bild 8-36 Eckenverhalten an Außenecke
Innenecke Schnittpunkt
S S
Bild 8-37 Eckenverhalten an Innenecke
Übergangskreis G450
Der Werkzeugmittelpunkt umfährt die Werkstückaußenecke auf einem Kreisbogen mit demWerkzeugradius.Der Übergangskreis gehört datentechnisch zum nächsten Satz mit Verfahrbewegungen; z.B.bezüglich Vorschubwert.
Schnittpunkt G451
Bei G451 – Schnittpunkt der Äquidistanten wird der Punkt (Schnittpunkt) angefahren, der sichaus den Mittelpunktsbahnen des Werkzeuges ergibt (Kreis oder Gerade) .
8.6.6 Werkzeugradiuskorrektur AUS: G40
Funktionalität
Die Abwahl des Korrekturbetriebes G41/G42 erfolgt mit G40. Diese G–Funktion ist auch dieStellung bei Programmanfang.
Das Werkzeug beendet den Satz vor G40 in Normalenstellung (Korrekturvektor senkrecht zurTangente im Endpunkt); unabhängig vom Abfahrwinkel.Den programmierten Endpunkt im Satz mit G40 erreicht die Werkzeugspitze.
Wählen Sie den Endpunkt des G40–Satzes stets so, daß ein kollisionsfreies Fahren sicherge-stellt ist!

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-137SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Programmierung
G40 X... Z... ;Werkzeugradiuskorrektur AUS
Anmerkung: Die Abwahl des Korrekturbetriebes kann nur bei Linearinterpolation (G0, G1) er-folgen.
Programmieren Sie beide Achsen. Wenn Sie nur eine Achse angeben, wird die zweite Achsemit dem letzten programmierten Wert automatisch ergänzt.
R
P1
Endkontur: Gerade
R –Schneidenradius
Endkontur: Kreis
G40
P1Tangente
S
P2 –Endpunkt, Satz mit G40
P2
P1 –Endpunkt, letzter Satz mit z.B. G42
S
P2
MP
KreisradiusR
G40
Bild 8-38 Werkzeugradiuskorrektur mit G40 beenden am Beispiel G42, Schneidenlage =3
Programmierbeispiel
...N100 X... Z... ;letzter Satz an der Kontur, Kreis oder Gerade, P1N110 G40 G1 X... Z... ;Werkzeugradiuskorrektur ausschalten, P2
8.6.7 Spezialfälle der Werkzeugradiuskorrektur
Wechsel der Korrekturrichtung
Die Korrekturrichtung G41 <–> G42 kann gewechselt werden, ohne G40 zwischendurch zuschreiben.Der letzte Satz mit der alten Korrekturrichtung endet mit der Normalenstellung des Korrektur-vektors im Endpunkt. Die neue Korrekturrichtung wird wie ein Korrekturbeginn ausgeführt(Normalenstellung im Anfangspunkt).
Wiederholung G41, G41 oder G42, G42
Die gleiche Korrektur kann erneut programmiert werden, ohne G40 dazwischen zu schrei-ben.Der letzte Satz vor dem neuen Korrekturaufruf endet mit der Normalenstellung des Korrektur-vektors im Endpunkt. Die neue Korrektur wird als Korrekturbeginn ausgeführt ( Verhalten wiebeim Wechsel der Korrekturrichtung beschrieben).

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-138SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Wechsel der Korrekturnummer D
Die Korrekturnummer D kann im Korrekturbetrieb gewechselt werden. Ein veränderter Werk-zeugradius beginnt dabei bereits im Anfang des Satzes zu wirken, in dem die neue D–Num-mer steht. Seine volle Änderung wird erst am Ende des Satzes erreicht. Die Änderung wirdalso kontinuierlich über den gesamten Satz herausgefahren; auch bei Kreisinterpolation.
Abbruch der Korrektur durch M2
Wird der Korrekturbetrieb durch M2 (Programmende) abgebrochen ohne den Befehl G40 zuschreiben, so endet der letzte Satz mit Koordinaten in Normalenstellung des Korrekturvektors.Es erfolgt keine Ausgleichsbewegung. Das Programm endet mit dieser Werkzeugposition.
kritische Bearbeitungsfälle
Achten Sie beim Programmieren besonders auf Fälle, in denen der Konturweg bei Innenek-ken kleiner als der Werkzeugradius ist; bei zwei aufeinanderfolgenden Innenecken kleiner alsder Durchmesser.
Vermeiden Sie diese Fälle!
Kontrollieren Sie auch über mehrere Sätze, daß keine ”Flaschenhälse” in der Kontur enthaltensind.
Wenn Sie einen Test/Probelauf durchführen, verwenden Sie dazu den größten zur Auswahlstehenden Werkzeugradius.
B
programmierte Kontur
R
B < R
Kollision
R – SchneidenradiusB – kleiner Konturweg
Abhilfe: Schalten Sie hier von G450 auf G451 um.
S
S
Bild 8-39 Kritischer Bearbeitungsfall am Beispiel Übergangskreis

Programmieren
8.6 Werkzeug und Werkzeugkorrektur
8-139SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.6.8 Beispiel für Werkzeugradiuskorrektur
S
S
W
Z
X
SS
45ƒ
R55
R30
R20
5203084020
S
S
S
Bild 8-40 Beispiel Werkzeugradiuskorrektur, Schneidenradius vergrößert dargestellt
Programmierbeispiel
N1 ;KonturschnittN2 T1 ;Werkzeug 1 mit Korrektur D1 N10 G22 F... S... M... ;Radiusmaßangabe, technologische WerteN15 G54 G0 G90 X100 Z15N20 X0 Z6N30 G1 G42 G451 X0 Z0 ;Korrekturbetrieb beginnenN40 G91 X20 CHF=(5* 1.41) ;Fase einfügenN50 Z–25N60 X10 Z–30N70 Z–8N80 G3 X20 Z–20 CR=20N90 G1 Z–20N95 X5N100 Z–25N110 G40 G0 G90 X100 ;Korrekturbetrieb beendenN120 M2

Programmieren
8.7 Zusatzfunktion M
8-140SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.7 Zusatzfunktion M
Funktionalität
Mit der Zusatzfunktion M können z.B. Schalthandlungen, wie ”Kühlmittel EIN /AUS”, undsonstige Funktionalität ausgelöst werden.
Ein geringer Teil der M–Funktionen wird vom Steuerungshersteller mit einer festen Funktiona-lität belegt. Der übrige Teil steht dem Maschinenhersteller zur freien Verfügung.
Es können maximal 5 M–Funktionen in einem Satz stehen.
Hinweis
Einen Überblick über die in der Steuerung verwendeten und reservierten M–Zusatzfunktionenfinden Sie in Kapitel 8.1.5. “Übersicht der Anweisungen”.
Programmierung
M...
Wirkung
Wirkung in Sätzen mit Achsbewegungen:Stehen die Funktionen M0, M1, M2 in einem Satz mit Verfahrbewegungen der Achsen, sowerden diese M–Funktionen nach den Verfahrbewegungen wirksam.
Die Funktionen M3, M4, M5 werden vor den Verfahrbewegungen an die interne Anpas-steuerung ausgegeben. Die Achsbewegungen beginnen erst, wenn die gesteuerte Spindel beiM3, M4 hochgelaufen ist. Bei M5 wird jedoch der Spindelstillstand nicht abgewartet. DieAchsbewegungen beginnen bereits vor dem Stillstand.
Bei den übrigen M–Funktionen erfolgt eine Ausgabe an die interne Anpassteuerung mit denVerfahrbewegungen.
Möchten Sie eine M–Funktion gezielt vor oder nach einer Achsbewegung programmieren,dann fügen Sie einen eigenen Satz mit dieser M–Funktion ein. Bedenken Sie: dieser Satzunterbricht einen G64–Bahnsteuerbetrieb und erzeugt Genauhalt!
Programmierbeispiel
N10 S...N20 X... M3 ;M–Funktion im Satz mit Achsbewegung
Spindel läuft vor der X–Achsbewegung hochN180 M78 M67 M10 M12 M37 ;max. 5 M–Funktionen im Satz

Programmieren
8.8 Rechenparameter R
8-141SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.8 Rechenparameter R
Funktionalität
Soll ein NC–Programm nicht nur für einmalig festgelegte Werte gelten, oder müssen SieWerte berechnen, dann setzen Sie hierzu Rechenparameter ein. Benötigte Werte können Siebeim Programmlauf durch die Steuerung berechnen oder setzen lassen. Eine andere Möglichkeit besteht im Setzen der Rechenparameterwerte durch Bedienung.Sind die Rechenparameter mit Werten besetzt, können sie im Programm anderen NC–Adres-sen zugewiesen werden, die im Wert flexibel sein sollen.
Programmierung
R0=... bisR249=...(bis R299=... , wenn keine Bearbeitungszyklen)
Erläuterung
Es stehen 250 Rechenparameter mit folgender Einteilung zur Verfügung:
R0 ... R99 – zur freien Verfügung
R100 ... R249 – Übergabeparameter für Bearbeitungszyklen
R250 ...R299 – interne Rechenparameter für Bearbeitungszyklen.
Wenn Sie die Bearbeitungszyklen nicht nutzen (siehe Kapitel LEERER MERKER ”Bearbei-tungszyklen”), dann steht Ihnen dieser Teil der Rechenparameter ebenfalls zur freien Verfü-gung.
Wertzuweisung
Den Rechenparametern können Sie Werte im folgenden Bereich zuweisen:
�(0.000 0001 ... 9999 9999) (8 Dezimalstellen und Vorzeichen und Dezimalpunkt).
Bei ganzzahligen Werten kann der Dezimalpunkt entfallen. Ein positives Vorzeichen kannstets entfallen.
Beispiel:R0=3.5678 R1=–37.3 R2=2 R3=–7 R4=–45678.1234
Mit der Exponentialschreibweise können Sie einen erweiterten Zahlenbereich zuweisen:
� ( 10–300 ... 10+300 ).
Der Wert des Exponenten wird nach den Zeichen EX geschrieben; maximaleGesamtzeichenzahl: 10 (einschließlich der Vorzeichen und Dezimalpunkt)Wertebereich von EX: –300 bis +300
Beispiel:R0=–0.1EX–5 ;Bedeutung: R0 = –0,000 001R1=1.874EX8 ;Bedeutung: R1 = 187 400 000

Programmieren
8.8 Rechenparameter R
8-142SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Anmerkung: In einem Satz können mehrere Zuweisungen erfolgen; auch Zuweisung von Re-chenausdrücken.
Zuweisung zu anderen Adressen
Die Flexibiltät eines NC–Programmes entsteht dadurch, daß Sie anderen NC–Adressen dieseRechenparameter oder Rechenausdrücke mit Rechenparametern zuweisen. Es können allenAdressen Werte, Rechenausdrücke oder Rechenparameter zugewiesen werden; Ausnahme:Adresse N, G und L.
Bei der Zuweisung schreiben Sie nach dem Adreßzeichen das Zeichen ”=”. Eine Zuweisungmit negativem Vorzeichen ist möglich.
Erfolgen Zuweisungen an Achsadressen (Verfahranweisungen), dann ist hierfür ein eigenerSatz notwendig.
Beispiel:N10 G0 X=R2 ;Zuweisung zur X–Achse
Rechenoperationen/–funktionen
Bei Anwendung der Operatoren/Rechenfunktionen ist die übliche mathematische Schreib-weise einzuhalten. Prioritäten der Abarbeitung werden durch runde Klammern gesetzt. An-sonsten gilt Punkt– vor Strichrechnung.Für die trigonometrischen Funktionen gilt die Gradangabe.
Programmierbeispiel: R–Parameter
N10 R1= R1+1 ;das neue R1 ergibt sich aus dem alten R1 plus 1 N20 R1=R2+R3 R4=R5–R6 R7=R8* R9 R10=R11/R12 N30 R13=SIN(25.3) ;R13 ergibt Sinus von 25,3 Grad N40 R14=R1*R2+R3 ;Punkt– geht vor Strichrechnung R14=(R1*R2)+R3N50 R14=R3+R2*R1 ;Ergebnis, wie Satz N40
N60 R15=SQRT(R1*R1+R2*R2) R12 + R22Bedeutung: R15 =;
Programmierbeispiel: Zuweisung zu Achsen
N10 G1 G91 X=R1 Z=R2 F300N20 Z=R3N30 X=–R4N40 Z=–R5...

Programmieren
8.9 Programmsprünge
8-143SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.9 Programmsprünge
8.9.1 Label - Sprungziel für Programmsprünge
Funktionalität
Label dienen zur Kennzeichnung von Sätzen als Sprungziel bei Programmsprüngen. Mit Pro-grammsprüngen wird die Verzweigung des Programmablaufes möglich.
Label sind frei wählbar, aber umfassen minimal 2 – maximal 8 Buchstaben oder Ziffern, wobeidie beiden ersten Zeichen Buchstaben oder Unterstriche sein müssen.
Label werden in dem Satz, der als Sprungziel dient, durch einen Doppelpunkt abgeschlos-sen. Sie stehen stets am Anfang des Satzes. Ist zusätzlich eine Satznummer vorhanden,steht das Label nach der Satznummer.
Label müssen innerhalb eines Programmes eindeutig sein.
Programmierbeispiel
N10 MARKE1: G1 X20 ;MARKE1 ist Label, Sprungziel...TR789: G0 X10 Z20 ;TR789 ist Label, Sprungziel keine Satznummer vorhanden
8.9.2 Unbedingte Programmsprünge
Funktionalität
NC–Programme arbeiten ihre Sätze in der Reihenfolge ab, in der sie beim Schreiben an-geordnet wurden.
Die Reihenfolge der Abarbeitung kann durch Einbringen von Programmsprüngen geändertwerden.
Sprungziel kann nur ein Satz mit Label sein. Dieser Satz muß innerhalb des Programmes lie-gen.
Die unbedingte Sprunganweisung erfordert einen eigenen Satz.
Programmierung
GOTOF Label ;Sprung vorwärtsGOTOB Label ;Sprung rückwärts
AWL
GOTOF Sprungrichtung vorwärts (in Richtung letzter Satz des Programmes)
GOTOB Sprungrichtung rückwärts (in Richtung erster Satz des Programmes)
Label gewählte Zeichenfolge für Label

Programmieren
8.9 Programmsprünge
8-144SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
N10......
N20 GOTOF MARKE0...............N50 MARKE0: R1 = R2+R3
; Sprung auf Label MARKE1N51......
; Sprung auf Label MARKE0
GOTOF MARKE1
G0 X... Z...Programm–ablauf
...
MARKE2: X... Z...N100 M2 ;ProgrammendeMARKE1: X... Z...
; Sprung auf LabelMARKE2N150 GOTOB MARKE2
Bild 8-41 Unbedingte Sprünge am Beispiel
8.9.3 Bedingte Programmsprünge
Funktionalitt
Nach der IF-Anweisung werden Sprungbedingungen formuliert. Ist die Sprungbedingungerfüllt (Wert nicht Null), dann erfolgt der Sprung. Sprungziel kann nur ein Satz mit Label sein. Dieser Satz muß innerhalb des Programmes lie-gen.
Bedingte Sprunganweisungen erfordern einen eigenen Satz. Es können mehrere bedingteSprunganweisungen in einem Satz stehen.
Bei Verwendung von bedingten Programmsprüngen können Sie gegebenenfalls eine deutli-che Programmverkürzung erzielen.
Programmierung
IF Bedingung GOTOF Label ;Sprung vorwärtsIF Bedingung GOTOB Label ;Sprung rückwärts
AWL
GOTOF Sprungrichtung vorwärts (in Richtung letzter Satz des Programmes)
GOTOB Sprungrichtung rückwärts (in Richtung erster Satz des Programmes)
Label gewählte Zeichenfolge für Label
IF Einleitung der Sprungbedingung
Bedin-gung
Rechenparameter, Rechenausdruck im Vergleich für die Formulierung der Bedingung

Programmieren
8.9 Programmsprünge
8-145SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Vergleichsoperationen
Operatoren Bedeutung
= = gleich
< > ungleich
> größer
< kleiner
> = größer oder gleich
< = kleiner oder gleich
Die Vergleichsoperationen unterstützen die Formulierung einer Sprungbedingung. Vergleich-bar sind dabei auch Rechenausdrücke.
Das Ergebnis von vergleichenden Operationen ist ”erfüllt” oder ”nicht erfüllt”. ”Nicht erfüllt” istdem Wert Null gleichzusetzen.
Programmierbeispiel für vergleichende Operatoren
R1>1 ;R1 größer 11 < R1 ;1 kleiner R1R1<R2+R3 ;R1 kleiner R2 plus R3R6>=SIN( R7*R7) ;R6 größer oder gleich SIN (R7)2
Programmierbeispiel
N10 IF R1 GOTOF MARKE1 ;wenn R1 nicht Null ist, springe zu Satz mitMARKE1...N100 IF R1>1 GOTOF MARKE2 ;wenn R1 größer 1 ist, springe zu Satz mit MARKE2...N1000 IF R45==R7+1 GOTOB MARKE3 ;wenn R45 gleich R7 plus 1 ist, springe zu Satz mit
MARKE3...mehrere bedingte Sprünge im Satz:...N20 IF R1==1 GOTOB MA1 IF R1==2 GOTOF MA2 ......
Anmerkung: An der ersten erfüllten Bedingung wird gesprungen.

Programmieren
8.9 Programmsprünge
8-146SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.9.4 Programmbeispiel für Sprünge
Aufgabe
Anfahren von Punkten auf einem Kreisabschnitt:Gegeben: Anfangswinkel: 30° in R1
Kreisradius: 32 mm in R2Abstand der Positionen: 10° in R3Anzahl der Punkte: 11 in R4Lage Kreismittelpunkt in Z: 50 mm in R5Lage Kreismittelpunkt in X: 20 mm in R6%
R3
R5
20
50
R4 = 11 (Anzahl der Punkte)X
Z
Pkt.1
R1
Pkt.2
Pkt.11 R3
Pkt.10
R3
Pkt.3
R6
Bild 8-42 Anfahren von Punkten auf einem Kreisabschnitt
Programmierbeispiel
N10 R1=30 R2=32 R3=10 R4=11 R5=50 R6=20;Zuweisung der Anfangswerte
N20 MA1: G0 Z=R2 *COS (R1)+R5 X=R2*SIN(R1)+R6;Rechnung und Zuweisung zu Achsadressen
N30 R1=R1+R3 R4= R4–1 N40 IF R4 > 0 GOTOB MA1 N50 M2
Erläuterung
Im Satz N10 werden die Anfangsbedingungen den entsprechenden Rechenparametern zuge-wiesen. In N20 erfolgt die Berechnung der Koordinaten in X und Z und die Abarbeitung.
Im Satz N30 wird R1 um den Abstandswinkel R3 erhöht; R4 um 1 erniedrigt.Ist R4 > 0, wird erneut N20 abgearbeitet, sonst N50 mit Programmende.

Programmieren
8.10 Unterprogrammtechnik
8-147SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
8.10 Unterprogrammtechnik
Einsatz
Prinzipiell besteht zwischen einem Haupt– und einem Unterprogramm kein Unterschied.
In Unterprogrammen werden oft wiederkehrende Bearbeitungsfolgen, z.B. bestimmte Kontur-formen, abgelegt. Im Hauptprogramm wird dieses Unterprogramm an den benötigten Stellenaufgerufen und damit abgearbeitet.
Eine Form des Unterprogrammes ist der Bearbeitungszyklus. Bearbeitungszyklen enthaltenallgemein gültige Bearbeitungsfälle (z.B.: Gewindeschneiden, Abspanen, etc.). Durch Versor-gung mit Werten über vorgesehene Rechenparameter können Sie eine Anpassung an Ihrenkonkreten Anwendungsfall erzielen. (siehe Kapitel LEERER MERKER ”Bearbeitungszyklen”).
Aufbau
Der Aufbau eines Unterprogrammes ist identisch mit dem eines Hautprogrammes (siehe Ka-pitel 8.1.1 ”Programmaufbau”). Unterprogramme werden wie Hauptprogramme im letzten Satzdes Programmablaufes mit M2-Programmende versehen. Dies bedeutet hier die Rückkehr indie aufrufende Programmebene.
Programmende
Als Ersatz für das M2–Programmende kann im Unterprogramm auch die EndeanweisungRET verwendet werden.
RET erfordert einen eigenen Satz.
Die RET–Anweisung ist dann zu benutzen, wenn ein G64–Bahnsteuerbetrieb durch die Rück-kehr nicht unterbrochen werden soll. Bei M2 wird G64 unterbrochen und Genauhalt erzeugt.
M2
M2
N20 X...Z...
N10 R1=34 ...
L10N20 L10 ;Aufruf
N80 L10 ;Aufruf
N21 ...
Hauptprogramm
Unterprogramm
Rückkehr
Rückkehr
MAIN123
...
...
...
...
...
...
...
...
...
...
...
Ablauf
Bild 8-43 Beispiel für Ablauf bei zweimaligen Aufruf eines Unterprogrammes

Programmieren
8.10 Unterprogrammtechnik
8-148SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Unterprogrammname
Um ein bestimmtes Unterprogramm aus mehreren auswählen zu können, bekommt das Pro-gramm einen Namen. Der Name kann beim Erstellen des Programmes unter Einhaltung fol-gender Festlegungen frei gewählt werden:
� die ersten beiden Zeichen müssen Buchstaben sein
� sonst Buchstaben, Ziffern oder Unterstrich
� maximal 8 Zeichen verwenden
� keine Trennzeichen verwenden (siehe Kap. ”Zeichenvorrat”)
Es gelten die gleichen Regeln wie für Hauptprogrammnamen.
Beispiel: BUCHSE7
Zusätzlich besteht bei Unterprogrammen die Möglichkeit, das Adreßwort L... zu verwenden.Für den Wert sind 7 Dezimalstellen (nur ganzzahlig) möglich.
Beachten Sie: Führende Nullen haben bei der Adresse L Bedeutung für die Unterscheidung.
Beispiel: L128 ist nicht L0128 oder L00128 !Dies sind 3 verschiedene Unterprogramme.
Unterprogrammaufruf
Unterprogramme werden in einem Programm (Haupt– oder Unterprogramm) mit ihrem Na-men aufgerufen.Dafür ist ein eigener Satz erforderlich.
Beispiel:N10 L785 ;Aufruf des Unterprogrammes L785N20 WELLE7 ;Aufruf des Unterprogrammes WELLE7
Programmwiederholung P ...
Soll ein Unterprogramm mehrfach hintereinander abgearbeitet werden, so schreiben Sie imSatz des Aufrufes nach dem Unterprogrammnamen unter der Adresse P die Anzahl derDurchläufe. Maximal sind 9999 Durchläufe möglich (P1 ... P9999).
Beispiel:N10 L785 P3 ;Aufruf des Unterprogrammes L785, 3 Durchläufe
Schachtelungstiefe
Unterprogramme können nicht nur im Hauptprogramm aufgerufen werden, sondern auch ineinem Unterprogramm. Insgesamt stehen für einen derartigen geschachtelten Aufruf 4 Pro-grammebenen zur Verfügung; einschließlich der Hauptprogrammebene.

Programmieren
8.10 Unterprogrammtechnik
8-149SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Anmerkung: Wenn Sie mit Bearbeitungszyklen arbeiten, berücksichtigen Sie bitte, daß dieseebenfalls eine der vier Programmebenen benötigen.
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊ
ÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊÊ
1.Ebene 2.Ebene 3.Ebene 4.Ebene
Hauptprogramm
UnterprogrammUnterprogramm
Unterprogramm
Bild 8-44 Ablauf bei vier Programmebenen
Informationen
Im Unterprogramm können modal wirkende G–Funktionen verändert werden, z.B. G90 –>G91. Achten Sie bei der Rückkehr ins aufrufende Programm darauf, daß alle modal wirken-den Funktionen so eingestellt sind, wie Sie diese benötigen.
Gleiches gilt für die Rechenparameter R. Achten Sie darauf, daß Ihre in oberen Programme-benen benutzten Rechenparameter nicht in tieferen Programmebenen ungewollt in den Wer-ten geändert werden.

9-150SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Zyklen
Vorbemerkung
Zyklen sind Technologieunterprogramme, die einen bestimmten Bearbeitungsvorgang wiezum Beispiel Bohren, Abspanen oder Gewindeschneiden allgemeingültig realisieren. Die An-passung an das konkrete Problem erfolgt über Versorgungsparameter.
Im System werden zur Technologie Drehen Standardzyklen angeboten.
9.1 Allgemeines zu den Standardzyklen
9.1.1 Überblick über die Zyklen
LCYC82 Bohren, PlansenkenLCYC83 TieflochbohrenLCYC840 Gewindebohren mit AusgleichsfutterLCYC85 AusbohrenLCYC93 EinstichLCYC94 Freistich (Form E und F nach DIN)LCYC95 Abspanen ohne HinterschnittenLCYC97 Gewindeschneiden
Versorgungsparameter
Als Versorgungsparameter für die Zyklen werden die Rechenparameter von R100 bis R249verwendet.
Vor Aufruf eines Zyklus sind die Übergabeparamter für diesen Zyklus mit Werten zu verse-hen. Die Werte dieser Übergabeparameter sind nach Beenden des Zyklus unverändert.
Rechenparameter
Bei Verwendung der Bearbeitungszyklen muß der Anwender dafür Sorge tragen, daß die Re-chenparameter R100 bis R249 für die Versorgung der Zyklen reserviert bleiben und nicht an-derweitig im Programm benutzt werden. Die Zyklen benutzen R250 bis R299 als interne Re-chenparameter.
Aufruf– und Rückkehrbedingungen
Vor Zyklusaufruf muß G23 (bei LCYC93, 94, 95, 97) bzw. G17 (bei LCYC82, 83, 840, 85)(Durchmesserprogrammierung) aktiv sein sonst erfolgt die Fehlermeldung 17040 illegal axisindex. Die passenden Werte für Vorschub, Spindeldrehzahl und Spindeldrehrichtung sind imTeileprogramm zu programmieren, falls es dafür keine Versorgungsparameter im Zyklus gibt.
Nach Zyklusende wirken immer G0 G90 G40.
9
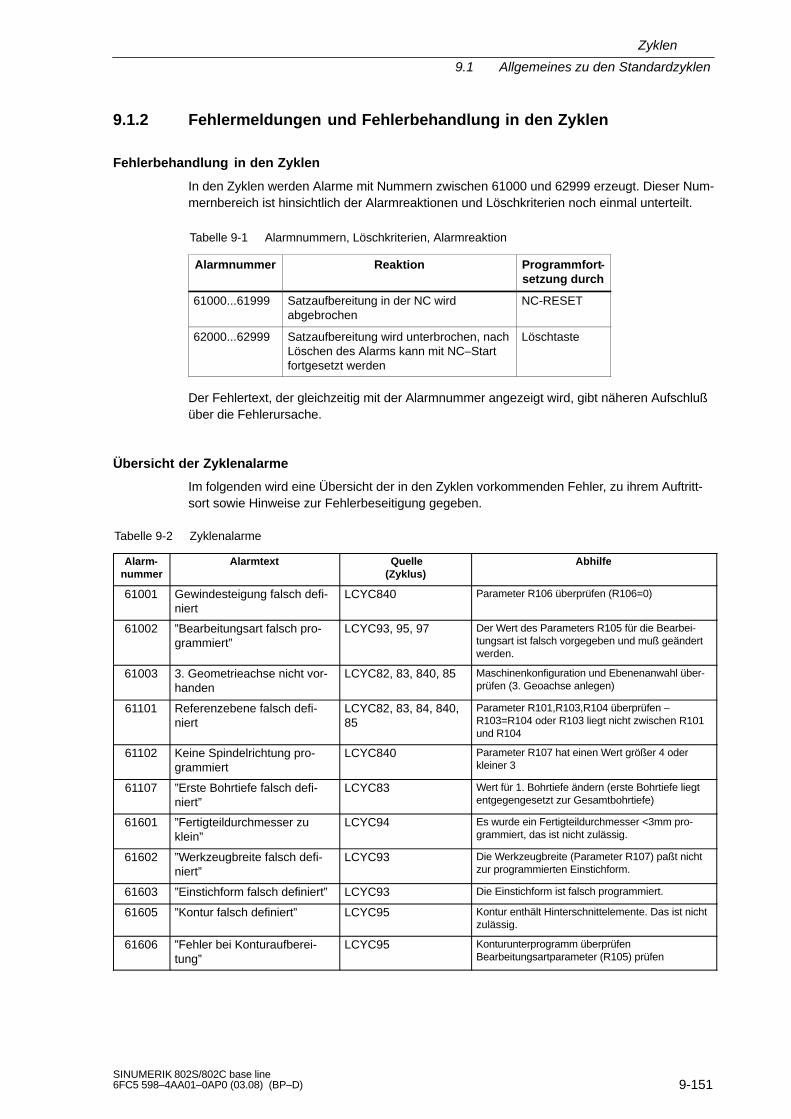
Zyklen
9.1 Allgemeines zu den Standardzyklen
9-151SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.1.2 Fehlermeldungen und Fehlerbehandlung in den Zyklen
Fehlerbehandlung in den Zyklen
In den Zyklen werden Alarme mit Nummern zwischen 61000 und 62999 erzeugt. Dieser Num-mernbereich ist hinsichtlich der Alarmreaktionen und Löschkriterien noch einmal unterteilt.
Tabelle 9-1 Alarmnummern, Löschkriterien, Alarmreaktion
Alarmnummer Reaktion Programmfort-setzung durch
61000...61999 Satzaufbereitung in der NC wirdabgebrochen
NC-RESET
62000...62999 Satzaufbereitung wird unterbrochen, nachLöschen des Alarms kann mit NC–Startfortgesetzt werden
Löschtaste
Der Fehlertext, der gleichzeitig mit der Alarmnummer angezeigt wird, gibt näheren Aufschlußüber die Fehlerursache.
Übersicht der Zyklenalarme
Im folgenden wird eine Übersicht der in den Zyklen vorkommenden Fehler, zu ihrem Auftritt-sort sowie Hinweise zur Fehlerbeseitigung gegeben.
Tabelle 9-2 Zyklenalarme
Alarm-nummer
Alarmtext Quelle (Zyklus)
Abhilfe
61001 Gewindesteigung falsch defi-niert
LCYC840 Parameter R106 überprüfen (R106=0)
61002 ”Bearbeitungsart falsch pro-grammiert”
LCYC93, 95, 97 Der Wert des Parameters R105 für die Bearbei-tungsart ist falsch vorgegeben und muß geändertwerden.
61003 3. Geometrieachse nicht vor-handen
LCYC82, 83, 840, 85 Maschinenkonfiguration und Ebenenanwahl über-prüfen (3. Geoachse anlegen)
61101 Referenzebene falsch defi-niert
LCYC82, 83, 84, 840,85
Parameter R101,R103,R104 überprüfen –R103=R104 oder R103 liegt nicht zwischen R101und R104
61102 Keine Spindelrichtung pro-grammiert
LCYC840 Parameter R107 hat einen Wert größer 4 oderkleiner 3
61107 ”Erste Bohrtiefe falsch defi-niert”
LCYC83 Wert für 1. Bohrtiefe ändern (erste Bohrtiefe liegtentgegengesetzt zur Gesamtbohrtiefe)
61601 ”Fertigteildurchmesser zuklein”
LCYC94 Es wurde ein Fertigteildurchmesser <3mm pro-grammiert, das ist nicht zulässig.
61602 ”Werkzeugbreite falsch defi-niert”
LCYC93 Die Werkzeugbreite (Parameter R107) paßt nichtzur programmierten Einstichform.
61603 ”Einstichform falsch definiert” LCYC93 Die Einstichform ist falsch programmiert.
61605 ”Kontur falsch definiert” LCYC95 Kontur enthält Hinterschnittelemente. Das ist nichtzulässig.
61606 ”Fehler bei Konturaufberei-tung”
LCYC95 Konturunterprogramm überprüfenBearbeitungsartparameter (R105) prüfen

Zyklen
9.1 Allgemeines zu den Standardzyklen
9-152SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 9-2 Zyklenalarme
Alarm-nummer
Abhilfe Quelle (Zyklus)
Alarmtext
61608 ”Falsche Schneidenlage pro-grammiert”
LCYC94 Es muß eine Schneidenlage 1...4, passend zurFreistichform programmiert werden.
61609 ”Form falsch definiert” LCYC94 Parameter für die Freistichform prüfen.
61610 ”Keine Zustelltiefe program-miert”
LCYC95 Beim Schruppen muß der Parameter für die Zu-stelltiefe R108>0 programmiert werden.

Zyklen
9.2 Bohren, Plansenken – LCYC82
9-153SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.2 Bohren, Plansenken – LCYC82
Funktion
Das Werkzeug bohrt mit der programmierten Spindeldrehzahl und Vorschubgeschwindigkeitbis zur eingegebenen Endtiefe. Wenn die Endbohrtiefe erreicht ist, kann eine Verweilzeit pro-grammiert werden. Der Rückzug aus der Bohrung erfolgt mit Eilgangsgeschwindigkeit.
Aufruf
LCYC82
G0
G1
G4
R101
R103+R102R103
R104X
Z
Bild 9-1 Bewegungsablauf und Parameter im Zyklus
Voraussetzung
Die Spindeldrehzahl und –richtung sowie der Vorschub der Bohrachse ist im übergeordnetenProgramm festzulegen.
Die Bohrposition ist vor dem Zyklusaufruf im übergeordneten Programm anzufahren.
Vor Zyklusaufruf ist das entsprechende Werkzeug mit Werkzeugkorrektur anzuwählen.
G17 muß aktiv sein.
Parameter
Parameter Bedeutung, Wertebereich
R101 Rückzugsebene (absolut)
R102 Sicherheitsabstand
R103 Referenzebene (Absolut)
R104 Endbohrtiefe (absolut)
R105 Verweilzeit in Sekunden

Zyklen
9.2 Bohren, Plansenken – LCYC82
9-154SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Informationen
R101 Die Rückzugsebene bestimmt die Position der Bohrachse nach Zyklusende.
R102 Der Sicherheitsabstand wirkt bezüglich der Referenzebene. Diese wird um den Sicherheitsabstandweiter vorverlegt.
Die Richtung, in der der Sicherheitsabstand wirkt, wird vom Zyklus automatisch bestimmt.
R103 Unter dem Parameter für die Referenzebene wird der aus der Zeichnung ersichtliche Anfangspunktder Bohrung programmiert.
R104 Die Bohrtiefe wird unter diesen Parameter absolut bezogen auf den Werkstücknullpunkt vorgege-ben.
R105 Unter R105 wird die Verweilzeit auf Bohrtiefe (Spänebrechen) in Sekunden programmiert.
Bewegungsablauf
Ausgansposition vor Zyklusbeginn ist die zuletzt im übergeordneten Programm angefahrenePosition (Bohrposition)
Der Zyklus erzeugt folgenden Bewegungsablauf :
1. Anfahren der um den Sicherheitsabstand vorverlegten Referenzebene mit G0
2. Fahren auf Endbohrtiefe mit G1 und mit dem im übergeordneten Programm programmier-ten Vorschub
3. Verweilzeit auf Endbohrtiefe ausführen
4. Rückzug auf die Rückzugsebene mit G0
Beispiel: Bohren–Plansenken
Das Programm führt an der Position X24 Y15 in der XY–Ebene einmalig eine Bohrung derTiefe 27mm unter Verwendung des Zyklus LCYC82 aus. Die Verweilzeit ist mit 2s angegebender Sicherheitsabstand in der Bohrachse (hier Z) mit 4mm. Nach Zyklusende steht das Werk-zeug auf X24 Y15 Z110.
75102
Z
X
Bild 9-2 Beispielskizze

Zyklen
9.2 Bohren, Plansenken – LCYC82
9-155SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
N10 G0 G18 G90 F500 T2 D1 S500 M4 ; Bestimmung Technologiewerte
N20 Z110 X0 ; Anfahren der Bohrposition
N25 G17
N30 R101=110 R102=4 R103=102 R104=75 ; Parameterversorgung
N35 R105=2 ; Parameterversorgung
N40 LCYC82 ; Aufruf des Zyklus
N50 M2 ; Programmende

Zyklen
9.3 Tieflochbohren – LCYC83
9-156SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.3 Tieflochbohren – LCYC83
Funktion
Der Zyklus Tieflochbohren fertigt eine Zentrierbohrungen bis zur Endbohrtiefe durch mehrma-lige, schrittweise Tiefenzustellung, deren maximaler Betrag vorgebbar ist. Wahlweise kannder Bohrer nach jeder Zustelltiefe zum Entspänen auf die Referenzebene oder aber zum Spä-nebrechen um jeweils 1mm zurückgezogen werden.
AufrufLCYC83
R103
R101
2. Bohrtiefe
1. Bohrtiefe R110
G1
G0
usw.
Bewegungsablaufwird für jedeBohrtiefe wiederholt
dieser
G4
Vorhalteabstandzur akt. Bohrt.
Anmerkung:Der Vorhalteabstand zur aktuellen Bohrtiefe wurde nur bei der ersten Bohrtiefe in derDarstellung eingezeichnet, wirkt aber bei jeder Bohrtiefe
R103 + R102
R104
nächste Bohrt.
G0
G1
G0
G0
...
G4
G4
Bild 9-3 Bewegungsablauf und Parameter im Zyklus
Voraussetzung
Die Spindeldrehzahl und –richtung ist im übergeordneten Programm festzulegen.
Die Bohrposition ist vor dem Zyklusaufruf im übergeordneten Programm anzufahren.
Vor Zyklusaufruf muß eine Werkzeugkorrektur für den Bohrer angewählt werden.
G17 muß aktiv sein.
Parameter
Parameter Bedeutung, Wertebereich
R101 Rückzugsebene (absolut)
R102 Sicherheitsabstand, ohne Vorzeichen eingeben
R103 Referenzebene (absolut)
R104 Endbohrtiefe (absolut)
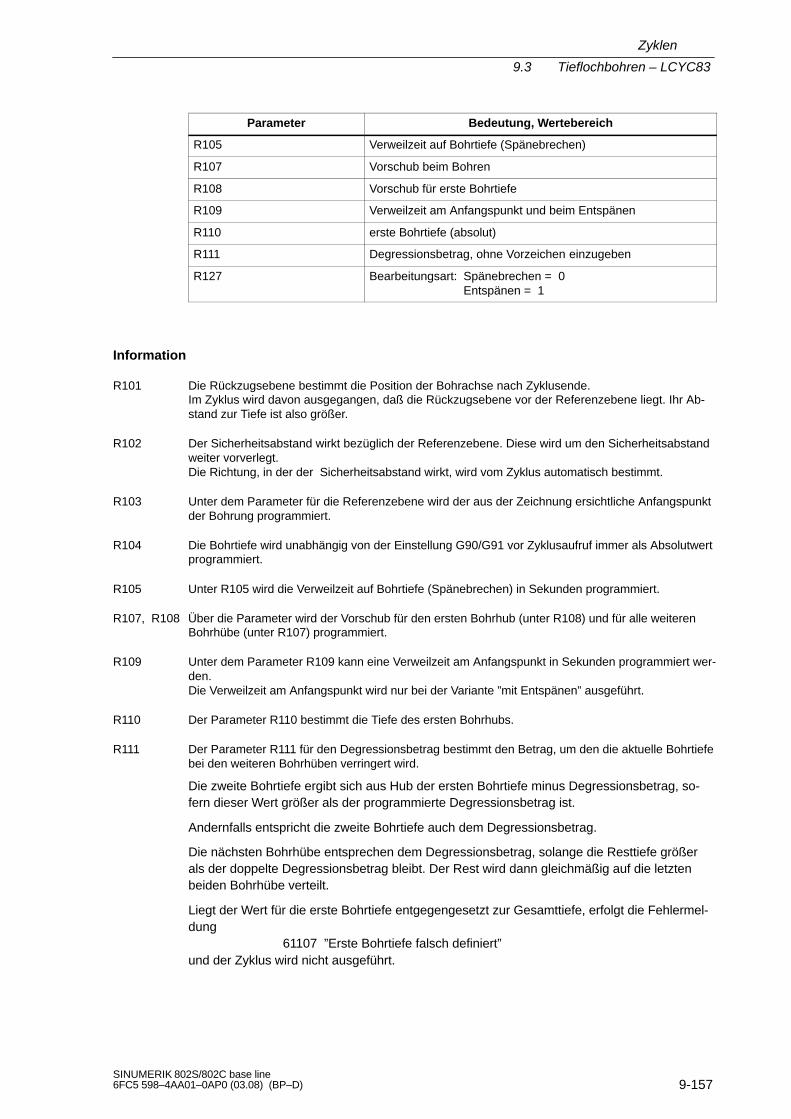
Zyklen
9.3 Tieflochbohren – LCYC83
9-157SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Parameter Bedeutung, Wertebereich
R105 Verweilzeit auf Bohrtiefe (Spänebrechen)
R107 Vorschub beim Bohren
R108 Vorschub für erste Bohrtiefe
R109 Verweilzeit am Anfangspunkt und beim Entspänen
R110 erste Bohrtiefe (absolut)
R111 Degressionsbetrag, ohne Vorzeichen einzugeben
R127 Bearbeitungsart: Spänebrechen = 0Entspänen = 1
Information
R101 Die Rückzugsebene bestimmt die Position der Bohrachse nach Zyklusende.Im Zyklus wird davon ausgegangen, daß die Rückzugsebene vor der Referenzebene liegt. Ihr Ab-stand zur Tiefe ist also größer.
R102 Der Sicherheitsabstand wirkt bezüglich der Referenzebene. Diese wird um den Sicherheitsabstandweiter vorverlegt.Die Richtung, in der der Sicherheitsabstand wirkt, wird vom Zyklus automatisch bestimmt.
R103 Unter dem Parameter für die Referenzebene wird der aus der Zeichnung ersichtliche Anfangspunktder Bohrung programmiert.
R104 Die Bohrtiefe wird unabhängig von der Einstellung G90/G91 vor Zyklusaufruf immer als Absolutwertprogrammiert.
R105 Unter R105 wird die Verweilzeit auf Bohrtiefe (Spänebrechen) in Sekunden programmiert.
R107, R108 Über die Parameter wird der Vorschub für den ersten Bohrhub (unter R108) und für alle weiterenBohrhübe (unter R107) programmiert.
R109 Unter dem Parameter R109 kann eine Verweilzeit am Anfangspunkt in Sekunden programmiert wer-den.Die Verweilzeit am Anfangspunkt wird nur bei der Variante ”mit Entspänen” ausgeführt.
R110 Der Parameter R110 bestimmt die Tiefe des ersten Bohrhubs.
R111 Der Parameter R111 für den Degressionsbetrag bestimmt den Betrag, um den die aktuelle Bohrtiefebei den weiteren Bohrhüben verringert wird.
Die zweite Bohrtiefe ergibt sich aus Hub der ersten Bohrtiefe minus Degressionsbetrag, so-fern dieser Wert größer als der programmierte Degressionsbetrag ist.
Andernfalls entspricht die zweite Bohrtiefe auch dem Degressionsbetrag.
Die nächsten Bohrhübe entsprechen dem Degressionsbetrag, solange die Resttiefe größerals der doppelte Degressionsbetrag bleibt. Der Rest wird dann gleichmäßig auf die letztenbeiden Bohrhübe verteilt.
Liegt der Wert für die erste Bohrtiefe entgegengesetzt zur Gesamttiefe, erfolgt die Fehlermel-dung
61107 ”Erste Bohrtiefe falsch definiert”und der Zyklus wird nicht ausgeführt.

Zyklen
9.3 Tieflochbohren – LCYC83
9-158SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
R127 Wert 0:Der Bohrer fährt nach Erreichen jeder Bohrtiefe zum Spänebrechen um 1mm frei.
Wert 1:Der Bohrer fährt jeweils auf die um den Sicherheitsabstand vorverlegte Referenzebene zumEntspänen.
Bewegungsablauf
Ausgansposition vor Zyklusbeginn ist die zuletzt im übergeordneten Programm angefahrenePosition (Bohrposition)
Der Zyklus erzeugt folgenden Bewegungsablauf:
1. Anfahren der um den Sicherheitsabstand vorverlegten Referenzebene mit G0
2. Fahren auf erste Bohrtiefe mit G1, der Vorschub ergibt sich aus dem vor Zyklusaufruf pro-grammierten Vorschub, der mit dem Parameter R109 (Vorschubfaktor) verrechnet wird.Verweilzeit auf Bohrtiefe (Parameter R105) ausführen
bei Spänebrechen:
Rückzug um 1 mm von der aktuellen Bohrtiefe mit G1 und dem im aufrufenden Pro-gramm programmierten Vorschub zum Spänebrechen
bei Entspänen:
Rückzug auf die um den Sicherheitsabstand vorverlegte Referenzebene mit G0 zumEntspänenVerweilzeit am Anfangspunkt (Parameter R106) ausführen,
Anfahren der zuletzt erreichten Bohrtiefe verringert um den zyklusintern berechnetenVorhalteabstand mit G0
3. Fahren auf nächste Bohrtiefe mit G1 und dem programmierten Vorschub, dieser Bewe-gungsablauf wird solange fortgesetzt, bis die Endbohrtiefe erreicht wird
4. Rückzug auf die Rückzugsebene mit G0.
Beispiel: Tieflochbohren
X
Z
503020 202
150
1
a2a
a
5
Bild 9-4 Beispielskizze

Zyklen
9.3 Tieflochbohren – LCYC83
9-159SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
;Dieses Programm führt den Zyklus LCYC83 an der Positionen X0 aus.
N100 G0 G18 G90 T4 S500 M3 ;Bestimmung Technologiewerte
N110 Z155
N120 X0 ;Anfahren der ersten Bohrposition
N125 G17
R101=155 R102=1 R103=150
R104=5 R105=0 R109=0 R110=100 ;Parameterversorgung
R111=20 R107=500 R127=1 R108=400
N140 LCYC83 ;1. Aufruf des Zyklus
N199 M2

Zyklen
9.4 Gewindebohren mit Ausgleichsfutter – LCYC840
9-160SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.4 Gewindebohren mit Ausgleichsfutter – LCYC840
Funktion
Das Werkzeug bohrt mit der programmierten Spindeldrehzahl und Spindelrichtung bis zur ein-gegebenen Gewindetiefe. Der Vorschub der Bohrachse leitet sich aus der Spindeldrehzahlab. Mit diesem Zyklus können Gewindebohrungen mit Ausgleichsfutter und Spindelistwertge-ber gefertigt werden. Die Drehrichtungsumkehr erfolgt automatisch im Zyklus. Nach Zyklu-sende wirkt M5 (Spindelstop).
Aufruf
LCYC840
X
G0
G33
G33
R101
R103R103+R102
R104
Z
Bild 9-5
Voraussetzung
Der Zyklus kann nur mit einer drehzahlgeregelten Spindel mit Wegmeßsystem angewendetwerden. Der Zyklus überprüft nicht, ob der Istwertgeber für die Spindel tatsächlich vorhandenist.
Die Spindeldrehzahl und –richtung ist im übergeordneten Programm festzulegen.
Die Bohrposition ist vor dem Zyklusaufruf im übergeordneten Programm anzufahren.
Vor Zyklusaufruf ist das entsprechende Werkzeug mit Werkzeugkorrektur anzuwählen.
G17 muß aktiv sein
Parameter
Parameter Bedeutung, Wertebereich
R101 Rückzugsebene (absolut)
R102 Sicherheitsabstand
R103 Referenzebene (absolut)

Zyklen
9.4 Gewindebohren mit Ausgleichsfutter – LCYC840
9-161SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Parameter Bedeutung, Wertebereich
R104 Endbohrtiefe (absolut)
R106 Gewindesteigung als WertWertebereich: 0.001 .... 2000.000 mm
R126 Spindeldrehrichtung für GewindebohrenWertebereich: 3 (für M3), 4 (für M4)
Information
R101 –R104 Siehe LCYC84
R106 Abstand von einem Gewindegang zum nächsten als Zahlenwert.
R126 Mit der unter R126 angegebenen Spindeldrehrichtung wird der Gewindebohrsatz ausgeführt. DieDrehrichtung wird im Zyklus automatisch umgekehrt.
Bewegungsablauf
Ausgansposition vor Zyklusbeginn ist die zuletzt im übergeordneten Programm angefahrenePosition (Bohrposition)
Der Zyklus erzeugt folgenden Bewegungsablauf :
1. Anfahren der um den Sicherheitsabstand vorverlegten Referenzebene mit G0
2. Gewindebohren bis auf Endbohrtiefe mit G33
3. Rückzug auf die um den Sicherheitsabstand vorverlegte Referenzebene mit G33
4. Rückzug auf die Rückzugsebene mit G0

Zyklen
9.4 Gewindebohren mit Ausgleichsfutter – LCYC840
9-162SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Beispiel
Mit diesem Programm wird ein Gewinde auf der Position X0 gebohrt, die Bohrachse ist die Z–Achse. Der Drehrichtungsparameter R126 muß vorgegeben werden. Zur Bearbeitung muß einAusgleichsfutter eingesetzt werden. Die Drehzahl der Spindel wird im übergeordneten Pro-gramm vorgegeben.
5615
Z
X
Bild 9-6 Beispielskizze
N10 G0 G18 G90 S300 M3 D1 T1 ; Technologiewerte bestimmen
N20 X0 Z60 ; Anfahren der Bohrposition
G17
N30 R101=60 R102=2 R103=56 R104=15 ; Parameterversorgung
N40 R106=0.5 R126=3 ; Parameterversorgung
N40 LCYC840 ; Zyklusaufruf
N50 M2 ; Programmende

Zyklen
9.5 Ausbohren – LCYC85
9-163SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.5 Ausbohren – LCYC85
Funktion
Das Werkzeug bohrt mit der vorgegebenen Spindeldrehzahl und Vorschubgeschwindigkeit biszur eingegebenen Endbohrtiefe. Wenn die Endbohrtiefe erreicht ist, kann eine Verweilzeit pro-grammiert werden. Die Einfahr– bzw. Ausfahrbewegung erfolgt mit den jeweils unter den ent-sprechenden Parametern programmierten Vorschüben.
Aufruf
LCYC85
X
G0
G1
G4
R101
R103+R102R103
R104
Z
Bild 9-7 Bewegungsablauf und Parameter des Zyklus
Voraussetzung
Die Spindeldrehzahl und –richtung ist im übergeordneten Programm festzulegen.
Die Bohrposition ist vor dem Zyklusaufruf im übergeordneten Programm anzufahren.
Vor Zyklusaufruf ist das entsprechende Werkzeug mit Werkzeugkorrektur anzuwählen.
G17 muß aktiv sein.
Parameter
Parameter Bedeutung, Wertebereich
R101 Rückzugsebene (absolut)
R102 Sicherheitsabstand
R103 Referenzebene (absolut)
R104 Endbohrtiefe (absolut)
R105 Verweilzeit auf Bohrtiefe in Sekunden
R107 Vorschub beim Bohren
R108 Vorschub beim Rückzug aus Bohrung

Zyklen
9.5 Ausbohren – LCYC85
9-164SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Informationen
R101 – R105 siehe LCYC82
R107 Der hier vorgegebene Vorschubwert wirkt beim Bohren.
R108 Der unter R108 vorgegebene Vorschubwert wirkt beim Rückzug aus der Bohrung.
Bewegungsablauf
Ausgansposition vor Zyklusbeginn ist die zuletzt im übergeordneten Programm angefahrenePosition (Bohrposition)
Der Zyklus erzeugt folgenden Bewegungsablauf :
1. Anfahren der um den Sicherheitsabstand vorverlegten Referenzebene mit G0
2. Fahren auf Endbohrtiefe mit G1 und den unter dem Parameter R106 programmierten Vor-schub.
3. Verweilzeit auf Endbohrtiefe ausführen
4. Rückzug auf die um den Sicherheitsabstand vorverlegten Referenzebene mit G1 und demunter R107 vorgegebenen Rückzugsvorschub
Beispiel
Es ist keine Verweilzeit programmiert. Die Werkstückoberkante liegt bei Y=102.
10277
Z
X
Bild 9-8 Beispielskizze
N10 G0 G90 G18 F1000 S500 M3 T1 D1 ; Bestimmung der Technologiewerte
N20 Z110 X0 ; Anfahren der Bohrposition
N25 G17
N30 R101=105 R102=2 R103=102 R104=77 ; Definition der Parameter
N35 R105=0 R107=200 R108=400 ; Definition der Parameter
N40 LCYC85 ; Aufruf Bohrzyklus
N50 M2 ; Programmende

Zyklen
9.6 Einstichzyklus - LCYC93
9-165SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.6 Einstichzyklus - LCYC93
Funktion
Der Einstichzyklus ermöglicht die Herstellung von symmetrischen Einstichen für Längs– undPlanbearbeitung an zylindrischen Konturelementen. Es können Außen– und Inneneinstichegefertigt werden.
Aufruf
LCYC93
R101
R108
R116
R114 R118
R116 R115R100
R117
X
Z
Bild 9-9 Parameter im Zyklus Einstich bei Längsbearbeitung
Voraussetzung
Der Einstechzyklus setzt aktives G23 (Durchmesserprogrammierung) voraus. Vor Aufruf desEinstichzyklus muß die Werkzeugkorrektur des Werkzeugs aktiviert worden sein, dessenSchneidenbreite mit R107 programmiert wird. Die Nullage der Schneide liegt in Richtung desMaschinennullpunktes.
Parameter
Tabelle 9-3 Parameter für den Zyklus LCYC93
Parameter Bedeutung, Wertebereich
R100 Anfangspunkt in der Planachse
R101 Anfangspunkt in der Längsachse
R105 Bearbeitungsart, Wertebereich 1 ... 8
R106 Schlichtaufmaß, ohne Vorzeichen
R107 Schneidenbreite, ohne Vorzeichen
R108 Zustelltiefe , ohne Vorzeichen

Zyklen
9.6 Einstichzyklus - LCYC93
9-166SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 9-3 Parameter für den Zyklus LCYC93
Parameter Bedeutung, Wertebereich
R114 Einstichbreite, ohne Vorzeichen
R115 Einstichtiefe, ohne Vorzeichen
R116 Flankenwinkel , ohne Vorzeichen, zwischen 0 <= R116 < = 89.999 Grad
R117 Fase am Einstichrand
R118 Fase am Einstichgrund
R119 Verweilzeit am Einstichgrund
Informationen
R100 Unter dem Parameter R100 wird der Einstichdurchmesser in X vorgegeben.
R101 R101 bestimmt den Anfangspunkt des Einstichs in der Z-Achse.
R105 R105 bestimmt die Einstichvariante:
Tabelle 9-4 Varianten des Einstechens
Wert Längs/Plan Außen/Innen Lage Startpunkt
1 L A links
2 P A links
3 L I links
4 P I links
5 L A rechts
6 P A rechts
7 L I rechts
8 P I rechts
Hat der Parameter einen anderen Wert, so bricht der Zyklus mit dem Alarm61002 ”Bearbeitungsart falsch programmiert”
ab.
R106 Der Parameter R106 bestimmt das Schlichtaufmaß beim Schruppen des Einstichs.
R107 Der Parameter R107 bestimmt die Schneidenbreite des Einstichstahls. Diese muß der Breite destatsächlich verwendeten Werkzeugs entsprechen.
Ist die Schneide des aktiven Werkzeugs breiter, führt das zu einer Konturverletzung des pro-grammierten Einstichs, die aber vom Zyklus nicht überwacht wird.
Ist die programmierte Schneidenbreite größer als die Einstichbreite am Grund, bricht der Zy-klus mit dem Alarm
G1602 “Werkzeugbreite falsch definiert” ab.
R108 Durch Programmierung einer Zustelltiefe in R108 kann das achsparallele Einstechen in mehrereTiefenzustellungen aufgeteilt werden. Nach jeder Zustellung wird das Werkzeug um 1mm zum Spä-nebrechen zurückgezogen.

Zyklen
9.6 Einstichzyklus - LCYC93
9-167SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Einstichform
Die Parameter R114 ... R118 bestimmen die Form des Einstichs. Der Zyklus geht in seinerBerechnung immer von dem unter R100, R101 programmierten Punkt aus.
R114 Die im Parameter R114 programmierte Einstichbreite wird am Grund, ohne Berücksichtigung derFasen, gemessen.
R115 Der Parameter R115 bestimmt die Tiefe des Einstichs.
R116 Der Wert des Parameters R116 bestimmt die Schräge an den Flanken des Einstichs. Bei Wert 0wird ein Einstich mit achsparallelen Flanken (Rechteckform) gefertigt.
R117 R117 bestimmt die Fasen am Einstichrand.
R118 R118 bestimmt die Fasen am Einstichgrund.
Ergibt sich durch die für die Fasen programmierten Werte keine sinnvolle Einstichkontur,bricht der Zyklus mit dem Alarm
61603 ”Einstichform falsch definiert”ab.
R119 Die unter R119 anzugebende Verweilzeit am Einstechgrund muß so gewählt werden, daß minde-stens eine Spindelumdrehung erfolgt. Sie wird für ein F-Wort passend (also in Sekunden) program-miert.
Bewegungsablauf
Erreichte Position vor Zyklusbeginn:
eine beliebige Position, aus der jeder Einstich kollisionsfrei angefahren werden kann
Der Zyklus erzeugt folgenden Bewegungsablauf:
� Anfahren des zyklusintern ermittelten Startpunktes mit G0
� Ausführung der Tiefenzustellungen:Schruppen achsparallel bis zum Grund unter Berücksichtigung des Schlichtaufmaßes,nach jeder Zustellung wird zum Spänebrechen freigefahren
� Ausführung der Breitenzustellungen:senkrecht zur Tiefenzustellung erfolgen Breitenzustellungen jeweils mit G0, der Schrupp-vorgang zur Bearbeitung der Tiefe wird wiederholt
Die Zustellungen sowohl in der Tiefe als auch in der Breite werden gleichmäßig mit demgrößtmöglichen Wert verteilt.
� Schruppen der Flanken, die Zustellung entlang der Einstichbreite erfolgt dabei in mehrerenSchritten, wenn es erforderlich ist
� Schlichten der Gesamtkontur von beiden Rändern aus zur Mitte des Einstichsgrundes mitdem vor Zyklusaufruf programmierten Vorschubwert
Beispiel
Es wird ein Einstich vom Punkt (60,35) beginnend der Tiefe 25 mm und der Breite 30 mm ge-fertigt.
Am Grund sind zwei Fasen der Länge 2 mm programmiert.

Zyklen
9.6 Einstichzyklus - LCYC93
9-168SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Das Schlichtaufmaß beträgt 1mm.
X
Z
Fasen 2mm
Startpunkt (60, 35)R108=10
20°20°
30
25 mm
Bild 9-10 Beispielskizze
N10 G0 G90 Z100 X100 T2 D1 S300 M3 G23 ;Anwahl der Startposition
N20 G95 F0.3 ;u. Technologiewerte
R100=35 R101=60 R105=5 R106=1 R107=12 ;Parameter für Zyklusaufruf
R108=10 R114=30 R115=25 R116=20
R117=0 R118–2 R119=1
N60 LCYC93 ;Aufruf Einstichzyklus
N70 G90 G0 Z100 X50 ;nächste Position
N100 M2
Hinweis zum Beispiel
Die Werkzeugkorrektur des Einstechstahls muß in D1 des Werkzeugs T2 hinterlegt sein. DasWerkzeug muß eine Schneidenbreite von 12mm haben.

Zyklen
9.7 Freistichzyklus - LCYC94
9-169SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.7 Freistichzyklus - LCYC94
Funktion
Mit diesem Zyklus können Freistiche nach DIN 509 der Form E und F mit üblicher Beanspru-chung bei einem Fertigteildurchmesser > 3 mm gefertigt werden.
Vor Aufruf des Zyklus muß eine Werkzeugkorrektur aktiviert werden.
Aufruf
LCYC94
FORM EFORM F
X
Z
für Werkstücke mit ei-ner Bearbeitungsflä-che
für Werkstücke mitzwei rechtwinklig zu-einander stehendenBearbeitungsflächen
X
Z
R101
R100
Bild 9-11 Freistichformen E und F
Voraussetzung
Der Zyklus setzt aktives G23 (Durchmesserprogrammierung) voraus.
Parameter
Tabelle 9-5 Parameter für den Zyklus LCYC94
Parameter Bedeutung, Wertebereich
R100 Anfangspunkt in der Planachse, ohne Vorzeichen
R101 Anfangspunkt in der Längsachse
R105 Definition der Form:Wert 55 für Form EWert 56 für Form F
R107 Definition der Schneidenlage des Werkzeugs:Werte 1...4 für SL 1...4
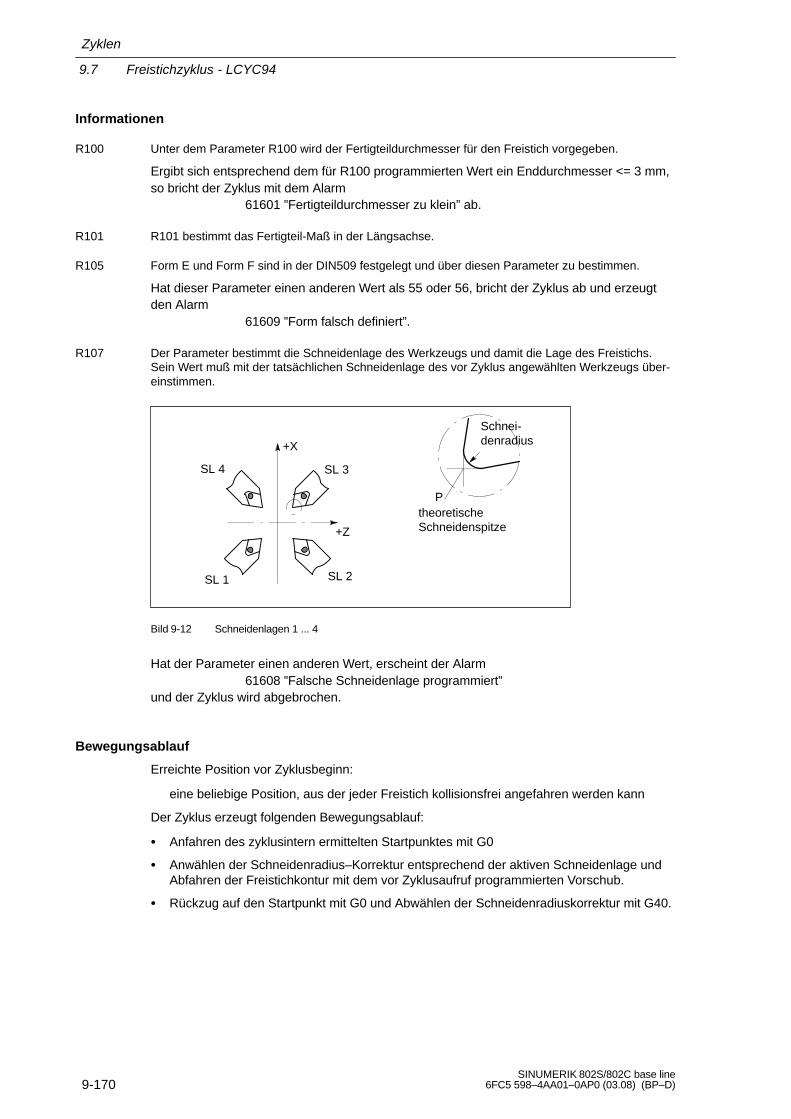
Zyklen
9.7 Freistichzyklus - LCYC94
9-170SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Informationen
R100 Unter dem Parameter R100 wird der Fertigteildurchmesser für den Freistich vorgegeben.
Ergibt sich entsprechend dem für R100 programmierten Wert ein Enddurchmesser <= 3 mm,so bricht der Zyklus mit dem Alarm
61601 ”Fertigteildurchmesser zu klein” ab.
R101 R101 bestimmt das Fertigteil-Maß in der Längsachse.
R105 Form E und Form F sind in der DIN509 festgelegt und über diesen Parameter zu bestimmen.
Hat dieser Parameter einen anderen Wert als 55 oder 56, bricht der Zyklus ab und erzeugtden Alarm
61609 ”Form falsch definiert”.
R107 Der Parameter bestimmt die Schneidenlage des Werkzeugs und damit die Lage des Freistichs.Sein Wert muß mit der tatsächlichen Schneidenlage des vor Zyklus angewählten Werkzeugs über-einstimmen.
SL 3
Schnei-denradius
theoretische Schneidenspitze
P
SL 4
SL 2SL 1
+X
+Z
Bild 9-12 Schneidenlagen 1 ... 4
Hat der Parameter einen anderen Wert, erscheint der Alarm61608 ”Falsche Schneidenlage programmiert”
und der Zyklus wird abgebrochen.
Bewegungsablauf
Erreichte Position vor Zyklusbeginn:
eine beliebige Position, aus der jeder Freistich kollisionsfrei angefahren werden kann
Der Zyklus erzeugt folgenden Bewegungsablauf:
� Anfahren des zyklusintern ermittelten Startpunktes mit G0
� Anwählen der Schneidenradius–Korrektur entsprechend der aktiven Schneidenlage undAbfahren der Freistichkontur mit dem vor Zyklusaufruf programmierten Vorschub.
� Rückzug auf den Startpunkt mit G0 und Abwählen der Schneidenradiuskorrektur mit G40.

Zyklen
9.7 Freistichzyklus - LCYC94
9-171SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Beispiel
Mit diesem Programm wird ein Freistich der Form E bearbeitet.
N50 G0 G90 G23 Z100 X50 T25 D3 S300 M3 ;Anwahl der Startposition
N55 G95 F0.3 ;u. Technologiewerte vorgeben
R100=20 R101=60 R105=55 R107=3 ;Parameter für Zyklusaufruf
N60 LCYC94 ;Aufruf Freistichzyklus
N70 G90 G0 Z100 X50 ;nächste Position
N99 M02

Zyklen
9.8 Abspanzyklus - LCYC95
9-172SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.8 Abspanzyklus - LCYC95
Funktion
Mit diesem Zyklus kann eine in einem Unterprogramm programmierte Kontur in Längs– oderin Planbearbeitung, außen oder innen durch achsparalleles Abspanen hergestellt werden.
Die Technologie (Schruppen/Schlichten/Komplettbearbeitung) ist wählbar. Der Zyklus kannaus jeder beliebigen kollisionsfreien Position heraus aufgerufen werden.
Vor Zyklusaufruf muß im aufrufenden Programm eine Werkzeugkorrektur aktiviert wordensein.
Aufruf
LCYC95
um Schlichtaufmaßverschobene Kontur
X
Z
1
23
45
Originalkontur
Zustellung
1 Zustellen2 Schruppen3 Restecken abspanen4 Abheben5 Rückfahren
Bild 9-13 Bewegungsablauf beim Zyklus LCYC95
Voraussetzung
� Der Zyklus setzt aktives G23 (Durchmesserprogrammierung) voraus.
� Die Datei SGUD.DEF, die auf der Zyklendiskette geliefert wird, muß in der Steuerung vor-handen sein.
� Der Abspanzyklus kann bis zur 3. Programmebene aufgerufen werden.
Parameter
Tabelle 9-6 Parameter für den Zyklus LCYC95
Parameter Bedeutung, Wertebereich
R105 Bearbeitungsart, Wertebereich 1 ... 12
R106 Schlichtaufmaß, ohne Vorzeichen

Zyklen
9.8 Abspanzyklus - LCYC95
9-173SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 9-6 Parameter für den Zyklus LCYC95
Parameter Bedeutung, Wertebereich
R108 Zustelltiefe, ohne Vorzeichen
R109 Zustellwinkel beim Schruppen
R110 Abhebmaß beim Schruppen
R111 Vorschub für Schruppen
R112 Vorschub für Schlichten
Informationen
R105 Die Bearbeitungsart:
� Längs/Plan
� Innen/Außen
� Schruppen/Schlichten/Komplettbearbeitung
wird über den Parameter für die Bearbeitungsart definiert.
Bei Längsbearbeitung erfolgt die Zustellung immer in der Planachse, bei der Planbearbeitungin der Längsachse.
Tabelle 9-7 Varianten des Abspanens
Wert Längs/Plan Außen/Innen Schruppen/Schlichten/Kom-plettbearbeitung
1 L A Schruppen
2 P A Schruppen
3 L I Schruppen
4 P I Schruppen
5 L A Schlichten
6 P A Schlichten
7 L I Schlichten
8 P I Schlichten
9 L A komplett
10 P A komplett
11 L I komplett
12 P I komplett
Ist für den Parameter ein anderer Wert programmiert, wird der Zyklus mit dem Alarm61002 ”Bearbeitungsart falsch programmiert”
abgebrochen.
R106 Über der Parameter R106 kann ein Schlichtaufmaß programmiert werden.
Das Schruppen erfolgt immer bis auf dieses Schlichtaufmaß. Dabei wird nach jedem achspa-rallelen Schruppvorgang die entstandene Restecke konturparallel sofort mit abgespant. Istkein Schlichtaufmaß programmiert, wird beim Schruppen bis auf die Endkontur abgespant.

Zyklen
9.8 Abspanzyklus - LCYC95
9-174SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
R108 Unter dem Parameter R108 wird die maximal mögliche Zustelltiefe für den Schruppvorgang vor-gegeben. Der Zyklus berechnet die aktuelle Zustelltiefe, mit der beim Schruppen gearbeitet wird,jedoch selbständig.
R109 Die Zustellbewegung beim Schruppen kann unter einem über den Parameter R109 programmierba-ren Winkel verfahren werden. Beim Plandrehen ist Schrägeinstechen nicht möglich; R109 muß aufNULL gesetzt werden.
R110 Der Parameter R110 bestimmt den Wert, um den nach jedem Schruppschnitt in beiden Achsen vonder Kontur abgehoben wird, um mit G0 zurückziehen zu können.
R111 Der unter R111 programmierte Vorschub wirkt beim Schruppen für alle Wege, bei denen Span ab-gehoben wird.
Ist als Bearbeitungsart nur Schlichten angewählt, so ist dieser Parameter ohne Bedeutung.
R112 Der unter R112 programmierte Vorschub wirkt beim Schlichten. Ist als Bearbeitungsart nur Schrup-pen angewählt, so ist dieser Parameter ohne Bedeutung.
Konturdefinition
Die abzuspanende Kontur wird in einem Unterprogramm programmiert. Der Name des Unter-programms wird dem Zyklus über die Variable _CNAME übergeben.
Die Kontur darf aus Geraden und Kreisabschnitten bestehen, Radien und Fasen könneneingefügt werden. Die programmierten Kreisabschnitte können maximal Viertelkreise sein.
Hinterschnitte dürfen in der Kontur nicht enthalten sein. Wird ein Hinterschnittelement erkannt,bricht der Zyklus ab und gibt den Alarm
61605 “Kontur falsch definiert”aus.
Die Kontur ist immer in der Richtung zu programmieren, wie sie beim Schlichten entspre-chend der gewählten Bearbeitungsrichtung abgefahren wird.
Beispiel zur Konturprogrammierung
P8(35,120)
P0 = programmierter Anfangspunkt der KonturP8 = programmierter Endpunkt
P0(100,40)
X
Z
P1(85,40)
P2(85,54)
P3(77,70)
P4(67,70)
P5(62,80)
P6(62,96)
P7(50,120)
Bild 9-14 Beispiel zur Konturprogrammierung
Zyklen
9.8 Abspanzyklus - LCYC95
9-175SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Mit den im Bild angegebenen Koordinaten ist die Kontur für die Bearbeitungsart längs außenfolgendermaßen zu programmieren:
N10 G1 Z100 X40 ;Anfangspunkt
N20 Z85 ;P1
N30 X54 ;P2
N40 Z77 X70 ;P3
N50 Z67 ;P4
N60 G2 Z62 X80 CR=5 ;P5
N70 G1 Z62 X96 ;P6
N80 G3 Z50 X120 CR=12 ;P7
N90 G1 Z35 ;P8
M2
Für die Bearbeitungsart plan außen muß die Kontur beginnend von P8 (35,120) nach P0(100,40) programmiert werden.
Bewegungsablauf
Erreichte Position vor Zyklusbeginn:
eine Position, aus der der Konturanfangspunkt kollisionsfrei angefahren werden kann
Der Zyklus erzeugt folgenden Bewegungsablauf:
Schruppen
� Zyklusstartpunkt (intern berechnet) mit G0 in beiden Achsen gleichzeitig anfahren
� Tiefenzustellung unter dem in R109 programmierten Winkel bis auf nächste Schrupptiefe
� Schrupp–Schnittpunkt achsparallel mit G1 und Vorschub R111 anfahren
� konturparallel entlang der Kontur+Schlichtaufmaß bis zum letzten Schrupp–Schnittpunktmit G1/G2/G3 und dem Vorschub R111 nachziehen
� Abheben in jeder Achse um den unter R110 programmierten Betrag (in mm) und Rückfah-ren mit G0
� bis die Gesamttiefe erreicht ist, wird dieser Ablauf wiederholt
Schlichten
� der Zyklusstartpunkt wird achsweise mit G0 angefahren
� der Konturanfangspunkt wird mit beiden Achsen gleichzeitig mit G0 angefahren
� Schlichten entlang der Kontur mit G1/G2/G3 und dem Vorschub R112
� Rückzug zum Zyklusstartpunkt mit beiden Achsen und G0
Beim Schlichten wird zyklusintern automatisch die Schneidenradiuskorrektur aktiviert.

Zyklen
9.8 Abspanzyklus - LCYC95
9-176SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Startpunkt
Der Zyklus ermittelt den Startpunkt für die Bearbeitung selbständig.Der Startpunkt wird beim Schruppen immer mit beiden Achsen gleichzeitig beim Schlichtenimmer achsweise angefahren. Zuerst fährt dabei die Zustellachse.
Bei Komplettbearbeitung wird nach dem letzten Schruppschnitt kein Rückzug auf den internberechneten Startpunkt ausgeführt.
Beispiel
Zur Ausführung des Zyklus sind 2 Programme erforderlich:
� Programm mit Zyklenaufruf
� Konturunterprogramm (TESTK1.MPF)
Die im Beispiel zur Konturprogrammierung dargestellte Kontur soll in Komplettbearbeitunglängs außen bearbeitet werden.
Die maximale Zustellung beträgt 5 mm, das Schlichtaufmaß 1.2 mm und der Zustellwinkel 7Grad.
Hauptprogramm
N10 T1 D1 G0 G23 G95 S500 M3 F0.4 ;Bestimmung der TechnologiewerteN20 Z125 X162 ;kollisionsfreie Anfahrposition vor Aufruf
_CNAME=”TESTK1” ;Name des Konturunterprogramms
R105=9 R106=1.2 R108=5 R109=7 ;weitere Parameter für ZyklusaufrufR110=1.5 R111=0.4 R112=0.25 ;besetzenN20 LCYC95 ;Zyklusaufruf N30 G0 G90 X81 ;Wiederanfahren der Startposition N35 Z125 ;achsweise fahren N99 M2
Unterprogramm “TESTK1” N10 G1 Z100 X40 ;AnfangspunktN20 Z85 ;P1N30 X54 ;P2N40 Z77 X70 ;P3N50 Z67 ;P4N60 G2 Z62 X80 CR=5 ;P5N70 G1 Z62 X96 ;P6N80 G3 Z50 X120 CR=12 ;P7N90 G1 Z35 ;P8
M2

Zyklen
9.9 Gewindeschneiden - LCYC97
9-177SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
9.9 Gewindeschneiden - LCYC97
Funktion
Mit dem Zyklus Gewindeschneiden können zylindrische oder keglige Außen– oder Innenge-winde in Längs– oder Planbearbeitung, sowohl ein– als auch mehrgängig, gefertigt werden.Die Tiefenzustellung erfolgt automatisch.
Rechts– oder Linksgewinde wird durch die Drehrichtung der Spindel bestimmt, die vor Zyklu-saufruf zu programmieren ist. Vorschub– und Spindeloverride sind in den Verfahrsätzen mitGewinde jeweils unwirksam.
Aufruf
LCYC97
X
Z
R103 R101
R109R110
R111 R100 = R102
Gewindeschneiden außen
Wirkung der Parameter für Stei-gung, Zustellwinkel und Schlich-taufmaß
R104 R106
Bild 9-15 Prinzipskizze zu den Parametern beim Gewindeschneiden
Parameter
Tabelle 9-8 Parameter für den Zyklus LCYC97
Parameter Bedeutung, Wertebereich
R100 Durchmesser des Gewindes am Anfangspunkt
R101 Anfangspunkt des Gewindes in der Längsachse
R102 Durchmesser am Endpunkt
R103 Endpunkt des Gewindes in der Längsachse
R104 Gewindesteigung als Wert, ohne Vorzeichen
R105 Bestimmung der Bearbeitungsart des Gewindes:Wertebereich: 1, 2
R106 Schlichtaufmaß, ohne Vorzeichen
R109 Einlaufweg, ohne Vorzeichen

Zyklen
9.9 Gewindeschneiden - LCYC97
9-178SINUMERIK 802S/802C base line
6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Tabelle 9-8 Parameter für den Zyklus LCYC97
Parameter Bedeutung, Wertebereich
R110 Auslaufweg, ohne Vorzeichen
R111 Gewindetiefe, ohne Vorzeichen
R112 Startpunktversatz, ohne Vorzeichen
R113 Anzahl der Schruppschnitte, ohne Vorzeichen
R114 Anzahl der Gewindegänge, ohne Vorzeichen
Informationen
R100, R101 Diese Parameter bestimmen den Gewindeanfangspunkt in X und Z.
R102, R103 Der Gewindeendpunkt wird unter R102 und R103 programmiert. Bei zylindrischen Gewinden hateiner dieser Parameter denselben Wert wie R100 bzw. R101.
R104 Die Gewindesteigung ist ein achsparalleler Wert und wird ohne Vorzeichen vorgegeben.
R105 Der Parameter R105 bestimmt, ob Außen– oder Innengewinde bearbeitet wird.
R105 = 1: Außengewinde
R105 = 2: Innengewinde
Ist für den Parameter ein anderer Wert programmiert, wird der Zyklus mit dem Alarm
61002 ”Bearbeitungsart falsch programmiert”
abgebrochen.
R106 Das programmierte Schlichtaufmaß wird von der vorgegebenen Gewindetiefe subtrahiert und derverbleibende Rest in Schruppschnitte zerlegt.
Das Schlichtaufmaß wird nach dem Schruppen in einem Schnitt abgetragen.
R109, R110 Die Parameter R109 und R110 bestimmen zyklusintern verrechnete Weg für Gewindeein– und Aus-lauf. Der programmierte Startpunkt wird im Zyklus um den Einlaufweg vorverlegt. Der Auslaufwegverlängert das Gewinde über den programmierten Endpunkt hinaus.
R111 Der Parameter R111 bestimmt die Gesamttiefe des Gewindes.
R112 Unter diesem Parameter kann ein Winkelwert programmiert werden, der den Anschnittpunkt desersten Gewindeganges am Umfang des Drehteils bestimmt, also ein Startpunktersatz.
Der Parameter kann Werte zwischen 0.0001 ... + 359.9999 Grad annehmen.
Ist kein Startpunktversatz angegeben , beginnt der erste Gewindegang automatisch bei derNull–Grad–Marke.
R113 Der Parameter R113 bestimmt die Anzahl der Schruppschnitte beim Gewindeschneiden. Der Zyklusberechnet die einzelnen aktuellen Zustelltiefen in Abhängigkeit von R105 und R111 selbständig.
R114 Der Parameter bestimmt die Anzahl der Gewindegänge. Die Gewindegänge werden symetrisch aufdem Umfang des Drehteils angeordnet.

Zyklen
9.9 Gewindeschneiden - LCYC97
9-179SINUMERIK 802S/802C base line6FC5 598–4AA01–0AP0 (03.08) (BP–D)
Unterscheidung Längs– und Plangewinde
Die Entscheidung, ob ein Längs– oder Plangewinde bearbeitet werden soll, wird vom Zyklusselbst getroffen. Ist der Winkel am Kegel kleiner oder gleich 45 Grad, so wird das Gewinde alsLängsgewinde bearbeitet, anderenfalls als Plangewinde.
Bewegungsablauf
Erreichte Position vor Zyklusbeginn:
eine beliebige Position, aus der der programmierte Gewindeanfangspunkt+Einlaufwegkollisionsfrei angefahren werden kann
Der Zyklus erzeugt folgenden Bewegungsablauf:
� Anfahren des zyklusintern ermittelten Startpunkts am Beginn des Einlaufwegs für den er-sten Gewindegang mit G0
� Zustellung zum Schruppen entsprechend der unter R105 festgelegten Zustellart
� Gewindeschneiden wird entsprechend der programmierten Anzahl der Schruppschnittewiederholt
� im folgenden Schnitt mit G33 wird das Schlichtaufmaß abgespant
� für jeden weiteren Gewindegang wird der gesamte Bewegungsablauf wiederholt
Beispiel
Ein zweigängiges Gewinde M42x2 soll bearbeitet werden.
X
Z
35
M42×2
Bild 9-16 Beispielskizze
N10 G23 G95 F0.3 G90 T1 D1 S1000 M4 ;Technologiewerte bestimmen
N20 G0 Z100 X120 ;Startposition programmierten
R100=42 R101=80 R102=42 R103=45 ;Parameter für Zyklusaufruf
R105=1 R106=1 R109=12 R110=6
R111=4 R112=0 R113=3 R114=2
N50 LCYC97 ;Zyklusaufruf
N100 G0 Z100 X60 ;Position nach Zyklusende
N110 M2
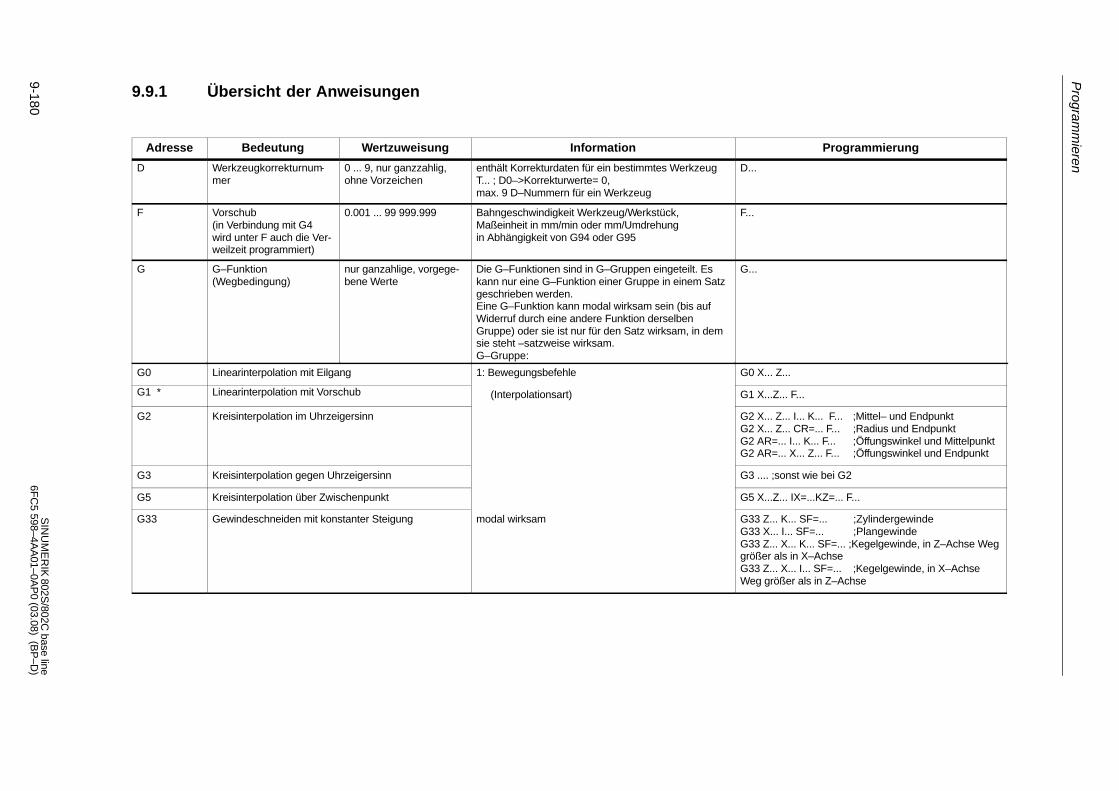
Program
mieren
9-180S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Programmieren
9.9.1 Übersicht der Anweisungen
Adresse Bedeutung Wertzuweisung Information Programmierung
D Werkzeugkorrekturnum-mer
0 ... 9, nur ganzzahlig,ohne Vorzeichen
enthält Korrekturdaten für ein bestimmtes WerkzeugT... ; D0–>Korrekturwerte= 0,max. 9 D–Nummern für ein Werkzeug
D...
F Vorschub(in Verbindung mit G4wird unter F auch die Ver-weilzeit programmiert)
0.001 ... 99 999.999 Bahngeschwindigkeit Werkzeug/Werkstück,Maßeinheit in mm/min oder mm/Umdrehungin Abhängigkeit von G94 oder G95
F...
G G–Funktion(Wegbedingung)
nur ganzahlige, vorgege-bene Werte
Die G–Funktionen sind in G–Gruppen eingeteilt. Eskann nur eine G–Funktion einer Gruppe in einem Satzgeschrieben werden. Eine G–Funktion kann modal wirksam sein (bis aufWiderruf durch eine andere Funktion derselbenGruppe) oder sie ist nur für den Satz wirksam, in demsie steht –satzweise wirksam.G–Gruppe:
G...
G0 Linearinterpolation mit Eilgang 1: Bewegungsbefehle G0 X... Z...
G1 * Linearinterpolation mit Vorschub (Interpolationsart) G1 X...Z... F...
G2 Kreisinterpolation im Uhrzeigersinn G2 X... Z... I... K... F... ;Mittel– und EndpunktG2 X... Z... CR=... F... ;Radius und EndpunktG2 AR=... I... K... F... ;Öffungswinkel und MittelpunktG2 AR=... X... Z... F... ;Öffungswinkel und Endpunkt
G3 Kreisinterpolation gegen Uhrzeigersinn G3 .... ;sonst wie bei G2
G5 Kreisinterpolation über Zwischenpunkt G5 X...Z... IX=...KZ=... F...
G33 Gewindeschneiden mit konstanter Steigung modal wirksam G33 Z... K... SF=... ;ZylindergewindeG33 X... I... SF=... ;PlangewindeG33 Z... X... K... SF=... ;Kegelgewinde, in Z–Achse Weggrößer als in X–AchseG33 Z... X... I... SF=... ;Kegelgewinde, in X–AchseWeg größer als in Z–Achse

Program
mieren
9-181S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse Bedeutung Information Programmierung
G4 Verweilzeit 2: spezielle Bewegungen,
satzweise wirksam
G4 F... ; eigener Satzoder G4 S.... ; eigener Satz
G74 Referenzpunktanfahren G74 X...Z... ; eigener Satz
G75 Festpunktanfahren G75 X... Z... ; eigener Satz
G158 programmierbare Verschiebung 3: Speicher schreiben G158 X...Z... ; eigener Satz
G25 untere Spindeldrehzahlbegrenzung satzweise wirksam G25 S... ; eigener Satz
G26 obere Spindeldrehzahlbegrenzung G26 S... ; eigener Satz
G17 (beim Zentrierbohren erforderlich) 6: Ebenenwahl
G18 * Z/X–Ebene
G40 * Werkzeugradiuskorrektur AUS 7: Werkzeugradiuskorrektur
G41 Werkzeugradiuskorrektur links von der Kontur modal wirksam
G42 Werkzeugradiuskorrektur rechts von der Kontur
G500 * einstellbare Nullpunktverschiebung AUS 8: einstellbare Nullpunktverschiebung
G54 1. einstellbare Nullpunktverschiebung modal wirksam
G55 2.einstellbare Nullpunktverschiebung
G56 3.einstellbare Nullpunktverschiebung
G57 4.einstellbare Nullpunktverschiebung
G53 satzweise Unterdrückung der einstellbaren Nullpunkt-verschiebung
9: Unterdrückung einstellbare Nullpunktverschiebungsatzweise wirksam
G60 * Genauhalt 10: Einfahrverhalten
d l i kG64 Bahnsteuerbetrieb modal wirksam
G9 satzweise Genauhalt 11: Genauhalt–satzweisesatzweise wirksam
G601 * Genauhaltfenster fein bei G60, G9 12: Genauhaltfenster
G602 Genauhaltfenster grob bei G60, G9 modal wirksam
G70 Maßangabe inch 13: Maßangabe inch / metr.
G71 * Maßangabe metrisch modal wirksam

Program
mieren
9-182S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse ProgrammierungInformationBedeutung
G90 * Absolutmaßangabe 14: Absolut–/Kettenmaß
G91 Kettenmaßangabe modal wirksam
G94 Vorschub F in mm/min 15: Vorschub/Spindel
G95 * Vorschub F in mm/Umdrehung der Spindel modal wirksam
G96 konstante Schnittgeschwindigkeit beim Drehen EIN(F in mm/Umdrehung, S in m/min)
G96 S... LIMS=... F...
G97 konstante Schnittgeschwindigkeit beim Drehen AUS
G450 * Übergangskreis 18: Eckenverhalten bei Werkzeugradiuskorrektur
G451 Schnittpunkt modal wirksam
G22 Radiusmaßangabe 29: Maßangabe Radius / Durchmesser
G23 * Durchmessermaßangabe modal wirksam
Die mit * gekennzeicheneten Funktionen wirken bei Programmanfang (im Auslieferungsstand der Steuerung, wenn nichts an-deres programmiert ist).

Program
mieren
9-183S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse Bedeutung Wertzuweisung Information Programmierung
I Interpolationsparameter �0.001 ... 99 999.999Gewinde:0.001 ... 2000.000
zur X–Achse gehörig, Bedeutung abhängig vonG2,G3–>Kreismittelpunkt oder G33–>Gewindesteigung
siehe G2, G3 und G33
K Interpolationsparameter �0.001 ... 99 999.999Gewinde:0.001 ... 2000.000
zur Z–Achse gehörig, sonst wie I siehe G2, G3 und G33
L Unterprogramm, Nameund Aufruf
7 Dezimalstellen, nur ganzzahlig, ohne Vor-zeichen
statt eines freien Namen kann auch L1 ...L9999999gewählt werden; damit wird das Unterprogramm auch in einem eigenenSatz aufgerufen,Beachte: L0001 ist nicht gleich L1
L.... ;eigener Satz
M Zusatzfunktion 0 ... 99nur ganzzahlig, ohne Vor-zeichen
z.B. zum Auslösen von Schalthandlungen,wie ”Kühlmittel EIN”,maximal 5 M–Funktionen in einem Satz,
M...
M0 programmierter Halt am Ende des Satzes mit M0 wird die Bearbeitung an-gehalten, die Fortsetzung des Ablaufes erfolgt mitneuem ”NC–START”
M1 wahlweiser Halt wie M0, jedoch erfolgt der Halt nur, wenn ein speziel-les Signal anliegt
M2 Programmende steht im lezten Satz der Abarbeitungsreihenfolge
M30 – reserviert, nicht verwenden
M17 – reserviert, nicht verwenden
M3 Spindel Rechtslauf
M4 Spindel Linkslauf
M5 Spindel Halt
M6 Werkzeugwechsel nur wenn über Maschinendatum mit M6 aktiviert ist,sonst Wechsel direkt mit T–Befehl
M40 automatische Gertriebestufenschaltung
M41 bis M45 Getriebestufe 1 bis Getriebestufe 5
M70 – reserviert, nicht verwenden
M... übrige M–Funktionen Funktionalität ist steuerungsseitig nicht festgelegt unddamit vom Maschinenhersteller frei verfügbar

Program
mieren
9-184S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse ProgrammierungInformationWertzuweisungBedeutung
N Satznummer–Nebensatz 0 ... 9999 9999nur ganzzahlig, ohne Vor-zeichen
kann zur Kennzeichnung von Sätzen mit einer Num-mer werwendet werden,steht am Anfang eines Satzes
z.B.: N20
: Satznummer–Hauptsatz 0 ... 9999 9999nur ganzzahlig, ohne Vor-zeichen
besondere Kennzeichnung von Sätzen – anstelle vonN... , dieser Satz sollte alle Anweisungen für einenkompletten nachfolgenden Bearbeitungsabschnitt ent-halten
z.B.: :20
P Anzahl Unterprogramm–Durchläufe
1 ... 9999 nur ganzzahlig, ohne Vor-zeichen
steht bei mehrfachen Unterprogrammdurchlauf im glei-chen Satz des Aufrufes,z.B.: N10 L871 P3 ; dreimaliger Durchlauf
z. B.: L781 P... ;eigener Satz
R0 bis R249
Rechenparameter � 0.0000001 ... 99999999 (8 Dezimalstellen) odermit Exponentangabe:� (10–300 ... 10+300 )
R0 bis R99 –freie VerfügungR100 bis R249 –Übergabeparameter für die Bearbei-tungszyklen
Rechenfunktionen Neben den 4 Grundrechenarten mit den Operatoren+ – * / existieren nachfolgendeRechenfunktionen:
SIN( ) Sinus Gradangabe z. B.: R1=SIN(17.35)
COS( ) Cosinus Gradangabe z. B.: R2=COS(R3)
TAN( ) Tangens Gradangabe z. B.: R4=TAN(R5)
SQRT( ) Quadratwurzel z. B.: R6=SQRT(R7)
ABS( ) Betrag z. B.: R8=ABS(R9)
TRUNC( ) ganzzahliger Teil z. B.: R10=TRUNC(R11)
RET Unterprogrammende 0.001 ... 99 999.999 Verwendung statt M2 –zur Aufrechterhaltung einesBahnsteuerbetriebes
RET ;eigener Satz
S Spindeldrehzahloder andere BedeutungbeiG4, G96
0.001 ... 99 999.999 Spindeldrehzahl Maßeinheit U/min,bei G96 wird S als konstante Schnittgeschwindigkeit inm/min gewertet (Drehen),bei G4 Verweilzeit in Spindelumdrehungen
S...
T Werkzeugnummer 1 ... 32 000nur ganzzahlig, ohne Vor-zeichen
Der Werkzeugwechsel kann mit dem T–Befehl direktoder erst bei M6 erfolgen. Dies ist im Maschinendatumeinstellbar.
T...
X Achse �0.001 ... 99 999.999 Weginformation X...

Program
mieren
9-185S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse ProgrammierungInformationWertzuweisungBedeutung
Z Achse �0.001 ... 99 999.999 Weginformation Z...
AR Öffnungswinkel für Kreis-interpolation
0.00001 ... 359.99999 Angabe in Grad, eine Möglichkeit zur Kreisfestlegungbei G2/G3
siehe G2; G3
CHF Fase 0.001 ... 99 999.999 fügt eine Fase zwischen zwei Kontursätzen mit demangegebenen Längenwert ein
N10 X... Z.... CHF=...N11 X... Z...
CR Radius für Kreisinterpola-tion
0.010 ... 99 999.999negatives Vorzeichen –für Kreisauswahl: größerHalbkreis
eine Möglichkeit zur Kreisfestlegung bei G2/G3 siehe G2; G3
GOTOB Sprunganweisung rück-wärts
– in Verbindung mit einen Label wird auf den markiertenSatz gesprungen, das Sprungziel liegt in RichtungProgrammanfang,
z.B.: N20 GOTOB MARKE1
GOTOF Sprunganweisung vor-wärts
– in Verbindung mit einen Label wird auf den markiertenSatz gesprungen, das Sprungziel liegt in RichtungProgrammende
z.B.: N20 GOTOF MARKE2
IF Sprungbedingung – bei erfüllter Sprungbedingung erfolgt der Sprung zurnachfolgenden Anweisung,
Vergleichsoperatoren:= = gleich, <> ungleich> größer, < kleiner>= größer oder gleich<= kleiner oder gleich
z.B.: N20 IF R1>5 GOTOB MARKE1
IX Zwischenpunkt für Kreis-interpolation
�0.001 ... 99 999.999 zur X–Achse gehörig, Angabe bei Kreisinterpolationmit G5
siehe G5
KZ Zwischenpunkt für Kreis-interpolation
�0.001 ... 99 999.999 zur Z–Achse gehörig, Angabe bei Kreisinterpolationmit G5
siehe G5
LCYC... Aufruf Bearbeitungszy-klus
nur vorgegebene Werte Aufruf der Bearbeitungszyklen erfordert einen eigenenSatz, die vorgesehenen Übergabeparameter müssenmit Werten belegt seinÜbergabeparameter:
LCYC82 Bohren, Plansenken R101: Rückzugsebene (absolut)R102: SicherheitsabstandR103: Referenzebene (absolut)R104: Endbohrtiefe (absolut)R105: Verweilzeit auf Bohrtiefe
N10 R100=... R101=... ....N20 LCYC82 ;eigener Satz

Program
mieren
9-186S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse ProgrammierungInformationWertzuweisungBedeutung
LCYC83 Tieflochbohren R101: Rückzugsebene (absolut)R102: SicherheitsabstandR103: Referenzebene (absolut)R104: Endbohrtiefe (absolut)R105: Verweilzeit auf BohrtiefeR107: Vorschub beim BohrenR108: Vorschub für erste BohrtiefeR109: Verweilzeit am Anfangspunkt u. bei EntspänenR110: erste Bohrtiefe (absolut)R111: DegressionsbetragR127: Bearbeitungsart: Spänebrechen=0
Entspänen=1
N10 R100=... R101=... ....N20 LCYC83 ;eigener Satz
LCYC840 Gewindebohren mit Ausgleichsfutter R101: Rückzugsebene (absolut)R102: SicherheitsabstandR103: Referenzebene (absolut)R104: Endbohrtiefe (absolut)R106: Gewindesteigung als WertR126: Spindeldrehrichtung für Gewindebohren
N10 R100=... R101=... ....N20 LCYC840 ;eigener Satz
LCYC85 Ausbohren R101: Rückzugsebene (absolut)R102: SicherheitsabstandR103: Referenzebene (absolut)R104: Endbohrtiefe (absolut)R105: Verweilzeit auf BohrtiefeR107: Vorschub beim BohrenR108: Vorschub beim Rückzug aus Bohrung
N10 R100=... R101=... ....N20 LCYC85 ;eigener Satz
LCYC93 Einstich (Drehzyklus) R100: Anfangspunkt in PlanachseR101: Anfangspunkt in LängsachseR105: Bearbeitungsart (1...8)R106: SchlichtaufmaßR107: SchneidenbreiteR108: ZustelltiefeR114: EinstichbreiteR116: FlankenwinkelR117: Fase am EinstichrandR118: Fase am EinstichgrundR119: Verweilzeit am Einstichgrund
N10 R100=... R101=... ....N20 LCYC93 ;eigener Satz
LCYC94 Freistich (Form E und F) (Drehzyklus) R100: Anfangspunkt in PlanachseR101: Anfangspunkt der Kontur in LängsachseR105: Form E=55, F=56R107: Schneidenlage (1...4)
N10 R100=... R101=... ....N20 LCYC94 ;eigener Satz

Program
mieren
9-187S
INU
ME
RIK
802S/802C
base line6F
C5 598–4A
A01–0A
P0 (03.08) (B
P–D
)
Adresse ProgrammierungInformationWertzuweisungBedeutung
LCYC95 Abspanen (Drehzyklus) R105: Bearbeitungsart (1...12)R106: SchlichtaufmaßR108: ZustelltiefeR109: Zustellwinkel beim SchruppenR110: Abhebemaß beim SchruppenR111: Vorschub für SchruppenR112: Vorschub für Schlichten
N10 R105=... R106=... ....N20 LCYC95 ;eigener Satz
LCYC97 Gewindeschneiden (Drehzyklus) R100: Gewindedurchmesser am AnfangR101: Anfangspunkt Gewinde in LängsachseR102: Gewindedurchmesser am EndeR103: Endpunkt Gewinde in LängsachseR104: GewindesteigungswertR105: Bearbeitungsart (1 und 2)R106: SchlichtaufmaßR109: EinlaufwegR110: AuslaufwegR111: GewindetiefeR112: StartpunktversatzR113: Anzahl der SchruppschnitteR114: Anzahl der Gewindegänge
N10 R100=... R101=... ....N20 LCYC97 ;eigener Satz
LIMS obere Grenzdrehzahl derSpindel bei G96
0.001 ... 99 999.999 begrenzt die Spindeldrehzahl bei eingeschalteterFunktion G96 – konstante Schnittgeschwindigkeitbeim Drehen
siehe G96
RND Rundung 0.010 ... 99 999.999 fügt eine Rundung tangential zwischen zwei Kontur-sätzen mit dem angegebenen Radiuswert ein
N10 X... Z.... RND=...N11 X... Z...
SF Gewindeeinsatzpunkt beiG33
0.001 ... 359.999 Angabe in Grad, der Gewindeeinsatzpunkt bei G33wird um den angegebenen Wert verschoben
siehe G33
SPOS Spindelposition 0.0000 ... 359.9999 Angabe in Grad, die Spindel hält an der angegebenenPosition an (Spindel muß dafür technisch ausgelegtsein)
SPOS=....
STOPRE Vorlaufstop – spezielle Funktion, der nächste Satz wird erst deko-diert, wenn der Satz vor STOPRE beendet ist
STOPRE ;eigener Satz
$P_TOOL aktive Werkzeugschneide nur lesbar ganzzahlig, D0 bis D9 IF $P_TOOL==7 GOTOF
$P_TOOLNO aktive Werkzeugschneide nur lesbar ganzzahlig TO – T32000 IF $P_TOOLNO==46 GOTOF
$P_TOOLP zuletzt programmierteWerkzeugnummer
nur lesbar ganzzahlig TO – T32000 IF $P_TOOLNP==11 GOTOF



© Siemens AG 2003Änderungen vorbehalten
Bestell-Nr.: 6FC5598-4AA01-0AP0
Gedruckt in der Bundesrepublik Deutschland
Siemens AG Automatisierungs- und Antriebstechnik Motion Control Systems Postfach 3180, D – 91050 Erlangen Bundesrepublik Deutschland www.ad.siemens.de











![Sparepartlist 1500S-1700S-2000S[1] · svejst: svejst 149. 031. 160. Rør for Spindel St empel Händtag Bøsning spindel , svejst for spindel, for spinàel, for styr Pipe for spindle](https://img.pdfslide.tips/doc/110x75/606c449dcee39415f123fb53/sparepartlist-1500s-1700s-2000s1-svejst-svejst-149-031-160-rr-for-spindel.jpg)