Embed Size (px)
Citation preview
Gülzow, 30. November 1995 127
Gülzower Fachgespräch: Workshop „Aufbereitung von Biogas“ 17./18. Juni 2003, FAL Braunschweig
Gasaufbereitung mittels Druckwechseladsorption
A. Schulte-Schulze BerndtRÜTGERS CarboTech Engineering, Essen
1 Einführung / Verwertung von Biogas
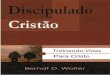
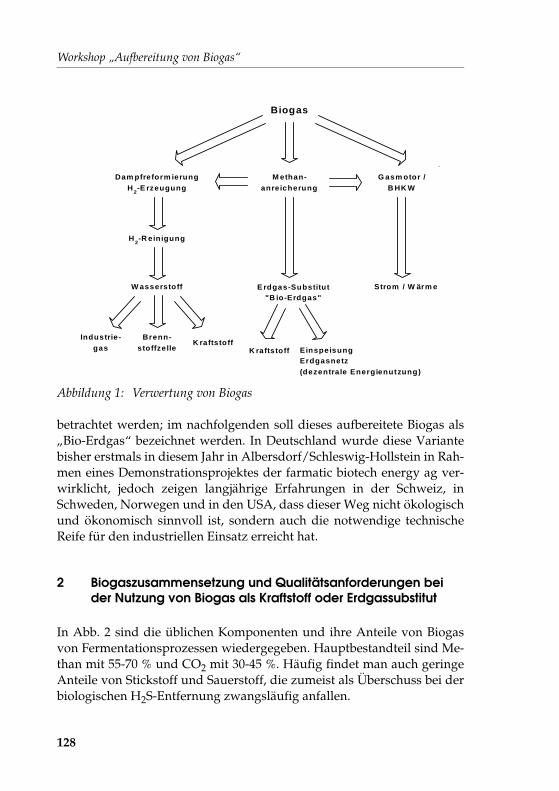
Die in Europa mit Abstand am weitesten verbreitete Methode der Nut-zung von Biogas aus Fermentationsanlagen, Deponiegas und Klärgas be-steht in der Erzeugung von Strom und Wärme in BHKWs (Abb. 1) bzw.in Gasmotoren zur ausschließlichen Stromerzeugung oder Heizkesselnzur ausschließlichen Wärmeerzeugung.
Nachteilig bei Gasmotoren bzw. BHKWs ist die begrenzte Nutzungdes Energiepotentials der Biogase. Bei Gasmotoren wird lediglich 35-40 %der Energie als produzierter Strom genutzt, die entstehende Abwärmekann als verlorene Energie betrachtet werden. Bei BHKWs, die einezusätzliche Abwärmenutzung erlauben, besteht die Problematik desStandortes. Häufig ist eine Abwärmenutzung aufgrund dezentraler Lageder Biogaserzeugungsanlage nicht oder nur zum Teil möglich.
Eine andere Variante der Biogasnutzung liegt in der Erzeugung vonWasserstoff mittels Reformer und H2-Reinigung mit anschließender Nut-zung des Wasserstoffs als Industriegas, Kraftstoff oder Stromlieferantmittels Brennstoffzelle. Diese Variante ist vor allem durch eine aufwen-dige, komplexe und bisher industriell nicht erprobte Prozesswandlungs-kette charakterisiert und daher weder kurz- noch mittelfristig als wirt-schaftlich sinnvoller Weg einzustufen; auch fehlt jegliche Infrastrukturfür das Wasserstoff-Handling zur Versorgung der Endverbraucher.
Als aussichtsreichste Alternative der Biogasnutzung kann daher nurder Weg der Biogasaufbereitung zu Treibstoff- oder Erdgasqualität
Workshop „Aufbereitung von Biogas“
128
betrachtet werden; im nachfolgenden soll dieses aufbereitete Biogas als„Bio-Erdgas“ bezeichnet werden. In Deutschland wurde diese Variantebisher erstmals in diesem Jahr in Albersdorf/Schleswig-Hollstein in Rah-men eines Demonstrationsprojektes der farmatic biotech energy ag ver-wirklicht, jedoch zeigen langjährige Erfahrungen in der Schweiz, inSchweden, Norwegen und in den USA, dass dieser Weg nicht ökologischund ökonomisch sinnvoll ist, sondern auch die notwendige technischeReife für den industriellen Einsatz erreicht hat.
2 Biogaszusammensetzung und Qualitätsanforderungen bei der Nutzung von Biogas als Kraftstoff oder Erdgassubstitut
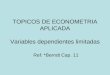
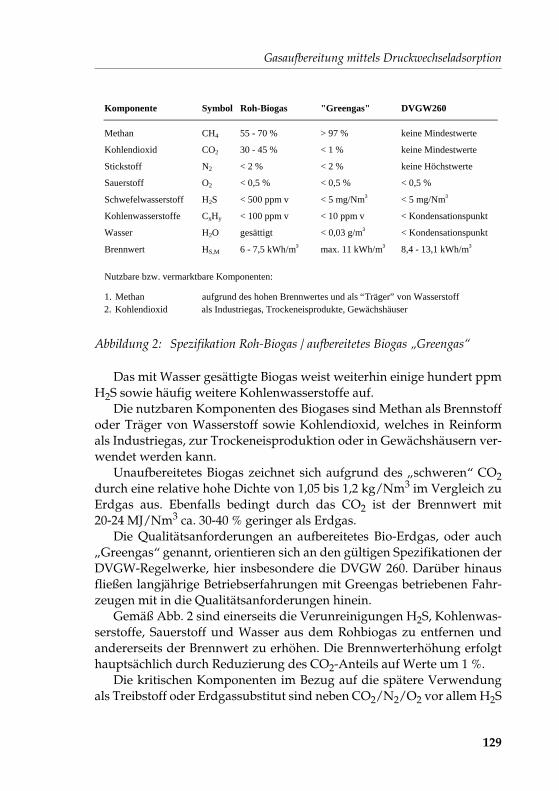
In Abb. 2 sind die üblichen Komponenten und ihre Anteile von Biogasvon Fermentationsprozessen wiedergegeben. Hauptbestandteil sind Me-than mit 55-70 % und CO2 mit 30-45 %. Häufig findet man auch geringeAnteile von Stickstoff und Sauerstoff, die zumeist als Überschuss bei derbiologischen H2S-Entfernung zwangsläufig anfallen.
Abbildung 1: Verwertung von Biogas
4
Dam pfreform ierungH
2-E rzeugung
Biogas
M ethan-anreicherung
G asm otor /B HK W
H2-R einigung
W asserstoff E rdgas-Substitut"B io-Erdgas"
Strom / W ärm e
Brenn-stoffzelle
K raftstoffIndustrie-
gas EinspeisungErdgasnetz(dezentrale Energienutzung)
K raftstoff
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 129
Das mit Wasser gesättigte Biogas weist weiterhin einige hundert ppmH2S sowie häufig weitere Kohlenwasserstoffe auf.
Die nutzbaren Komponenten des Biogases sind Methan als Brennstoffoder Träger von Wasserstoff sowie Kohlendioxid, welches in Reinformals Industriegas, zur Trockeneisproduktion oder in Gewächshäusern ver-wendet werden kann.
Unaufbereitetes Biogas zeichnet sich aufgrund des „schweren“ CO2durch eine relative hohe Dichte von 1,05 bis 1,2 kg/Nm3 im Vergleich zuErdgas aus. Ebenfalls bedingt durch das CO2 ist der Brennwert mit20-24 MJ/Nm3 ca. 30-40 % geringer als Erdgas.
Die Qualitätsanforderungen an aufbereitetes Bio-Erdgas, oder auch„Greengas“ genannt, orientieren sich an den gültigen Spezifikationen derDVGW-Regelwerke, hier insbesondere die DVGW 260. Darüber hinausfließen langjährige Betriebserfahrungen mit Greengas betriebenen Fahr-zeugen mit in die Qualitätsanforderungen hinein.
Gemäß Abb. 2 sind einerseits die Verunreinigungen H2S, Kohlenwas-serstoffe, Sauerstoff und Wasser aus dem Rohbiogas zu entfernen undandererseits der Brennwert zu erhöhen. Die Brennwerterhöhung erfolgthauptsächlich durch Reduzierung des CO2-Anteils auf Werte um 1 %.
Die kritischen Komponenten im Bezug auf die spätere Verwendungals Treibstoff oder Erdgassubstitut sind neben CO2/N2/O2 vor allem H2S
Abbildung 2: Spezifikation Roh-Biogas / aufbereitetes Biogas „Greengas“
Komponente Symbol Roh-Biogas "Greengas" DVGW260
Methan CH4 55 - 70 % > 97 % keine Mindestwerte
Kohlendioxid CO2 30 - 45 % < 1 % keine Mindestwerte
Stickstoff N2 < 2 % < 2 % keine Höchstwerte
Sauerstoff O2 < 0,5 % < 0,5 % < 0,5 %
Schwefelwasserstoff H2S < 500 ppm v < 5 mg/Nm3 < 5 mg/Nm3
Kohlenwasserstoffe CxHy < 100 ppm v < 10 ppm v < Kondensationspunkt
Wasser H2O gesättigt < 0,03 g/m3 < Kondensationspunkt
Brennwert HS,M 6 - 7,5 kWh/m3 max. 11 kWh/m3 8,4 - 13,1 kWh/m3
Nutzbare bzw. vermarktbare Komponenten:
1. Methan aufgrund des hohen Brennwertes und als “Träger” von Wasserstoff
2. Kohlendioxid als Industriegas, Trockeneisprodukte, Gewächshäuser2. Kohlendioxid als Industriegas, Trockeneisprodukte, Gewächshäuser
Workshop „Aufbereitung von Biogas“
130
und Wasser. Neben der Giftigkeit von H2S ist insbesondere der stark kor-rosive Charakter in Verbindung mit Wasser hervorzuheben.
Dies führt automatisch zu der Forderung H2S und Wasser neben CO2aus dem Biogas zu entfernen, um eine unproblematische weitere Verwer-tung zu gewährleisten.
Bei zu hohen N2-/O2-Gehalten müssen auch diese Bestandteile weiterreduziert werden, da ansonsten der geforderte Brennwert nicht eingehal-ten werden kann.
3 Verfahren zur Biogasaufbereitung
Bedingt durch die Qualitätsanforderungen an Bio-Erdgas ergibt sich diezwingende Notwendigkeit, Biogas aufzubereiten, d.h. neben CO2 müssenauch die weiteren Verunreinigungen sicher, dauerhaft und kostengünstigentfernt werden.
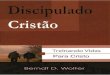
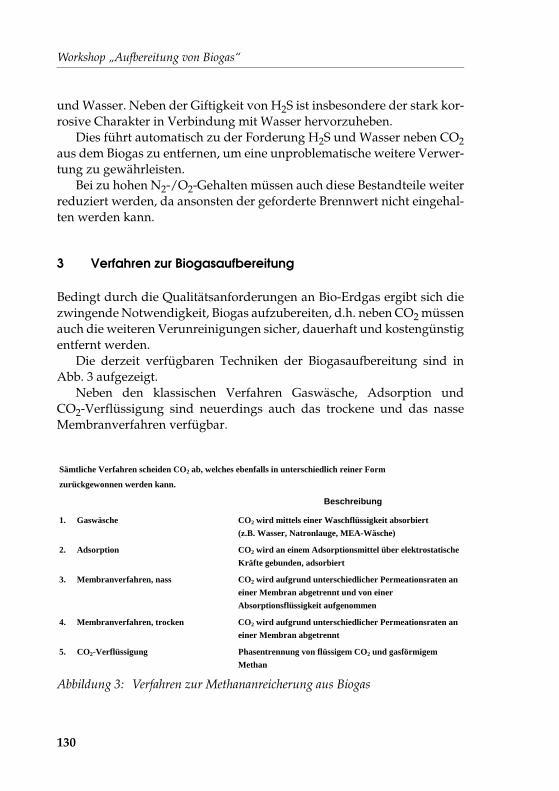
Die derzeit verfügbaren Techniken der Biogasaufbereitung sind inAbb. 3 aufgezeigt.
Neben den klassischen Verfahren Gaswäsche, Adsorption undCO2-Verflüssigung sind neuerdings auch das trockene und das nasseMembranverfahren verfügbar.
Abbildung 3: Verfahren zur Methananreicherung aus Biogas
Sämtliche Verfahren scheiden CO2 ab, welches ebenfalls in unterschiedlich reiner Form
zurückgewonnen werden kann.
Beschreibung
1. Gaswäsche CO2 wird mittels einer Waschflüssigkeit absorbiert
(z.B. Wasser, Natronlauge, MEA-Wäsche)
2. Adsorption CO2 wird an einem Adsorptionsmittel über elektrostatische
Kräfte gebunden, adsorbiert
3. Membranverfahren, nass CO2 wird aufgrund unterschiedlicher Permeationsraten an
einer Membran abgetrennt und von einer
Absorptionsflüssigkeit aufgenommen
4. Membranverfahren, trocken CO2 wird aufgrund unterschiedlicher Permeationsraten an
einer Membran abgetrennt
5. CO2-Verflüssigung Phasentrennung von flüssigem CO2 und gasförmigem
Methan
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 131
Während die Gaswäsche, die Membranverfahren und die CO2-Ver-flüssigung lediglich das CO2 entfernen, weist das Adsorptionsverfahrenmittels Aktivkohle und Kohlenstoffmolekularsieb den Vorteil auf, dasshier nicht nur CO2 entfernt wird, sondern gleichzeitig auch die anderenVerunreinigungen wie Wasser, H2S, höhere Kohlenwasserstoffe sowieteilweise O2, N2 und Siliziumverbindungen entfernt werden.
Im nachfolgenden soll ausschließlich das Adsorptionsverfahren näherbetrachtet werden.
3.1 Grundlagen der Biogasaufbereitung durch Adsorptionspro-zess
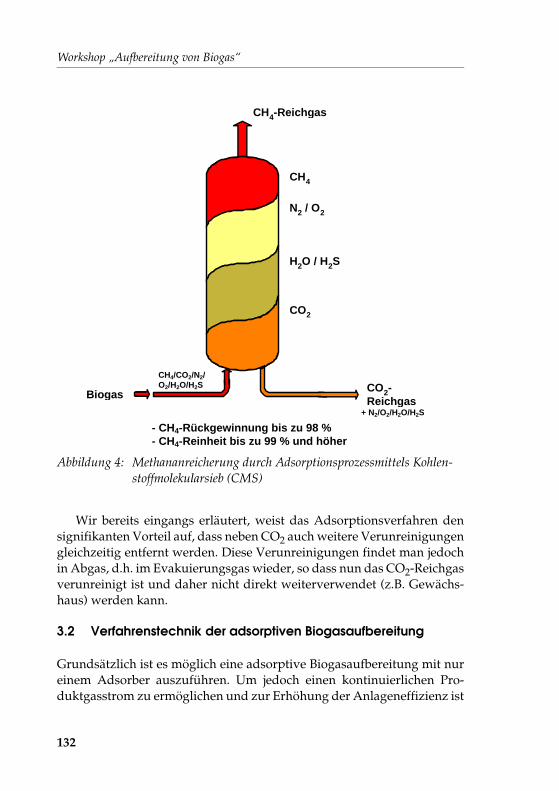
Das Herzstück der adsorptiven Biogasaufbereitung ist der mitKohlenstoffmolekularsieb gefüllte Adsorber (Abb. 4). Beim Durchströ-men dieses Adsorbers mit Biogas wird bevorzugt das CO2 adsorptiv ge-bunden; neben dem CO2 werden auch die Restfeuchte sowie teilweiseN2/O2 auf dem Molsieb gebunden.
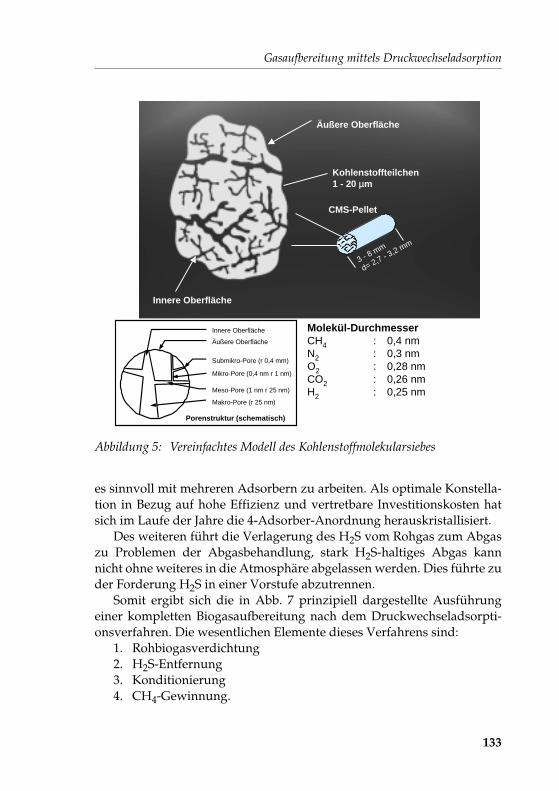
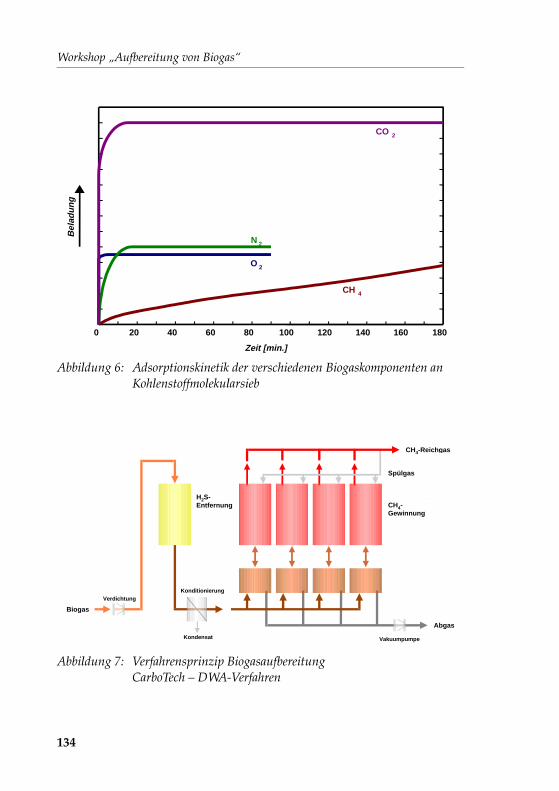
Abb. 5 zeigt ein vereinfachtes Modell des Kohlenstoffmolekularsiebes,dieses ist im weitesten Sinne eine veredelte Aktivkohle. Ziel dieser Ver-edelung war es, gezielt eine Porenstruktur einzustellen, die eine selektiveAbtrennung von CH4 erlaubt. Aufgrund der unterschiedlichen Molekül-durchmesser gelangen die kleinen Moleküle CO2, N2, O2 und H2Oschneller in die Poren als Methan; Abb. 6 zeigt deutlich diesen Effekt.
Beim Durchströmen der Kohlenstoffmolekularsieb-Schüttung stelltsich dadurch in Strömungsrichtung eine immer stärkere CH4-Anreiche-rung ein.
Bei entsprechender Einstellung der Strömungsgeschwindigkeit bzw.Verweilzeit wird daher vom Adsorberkopf ein Produktgas mit nahezu100 % CH4 gewonnen. Nach einer gewissen Beladungszeit ist das Molsiebsoweit beladen, dass die weiteren Komponenten (N2/O2/CO2/H2O/H2S) beginnen durchzubrechen. Zu diesem Zeitpunkt wird der Adsorpti-onsvorgang beendet und der Regenerationsvorgang eingeleitet. ZurRegeneration wird zunächst der unter Druck (5-10 bar) stehende Adsor-ber entspannt und anschließend mit einer Vakuumpumpe evakuiert. Beidiesem Evakuierungsvorgang werden sämtliche zuvor adsorbiertenKomponenten wieder von dem Molsieb entfernt und am Ende des Rege-nerationsschrittes liegt wieder ein völlig regeneriertes Molsieb vor.
Workshop „Aufbereitung von Biogas“
132
Wir bereits eingangs erläutert, weist das Adsorptionsverfahren densignifikanten Vorteil auf, dass neben CO2 auch weitere Verunreinigungengleichzeitig entfernt werden. Diese Verunreinigungen findet man jedochin Abgas, d.h. im Evakuierungsgas wieder, so dass nun das CO2-Reichgasverunreinigt ist und daher nicht direkt weiterverwendet (z.B. Gewächs-haus) werden kann.
3.2 Verfahrenstechnik der adsorptiven Biogasaufbereitung
Grundsätzlich ist es möglich eine adsorptive Biogasaufbereitung mit nureinem Adsorber auszuführen. Um jedoch einen kontinuierlichen Pro-duktgasstrom zu ermöglichen und zur Erhöhung der Anlageneffizienz ist
Abbildung 4: Methananreicherung durch Adsorptionsprozessmittels Kohlen-stoffmolekularsieb (CMS)
BiogasCO2-Reichgas
CH4-Reichgas
CH4
N2 / O2
H2O / H2S
CO2
- CH4-Rückgewinnung bis zu 98 %- CH4-Reinheit bis zu 99 % und höher
CH4/CO2/N2/O2/H2O/H2S
+ N2/O2/H2O/H2S
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 133
es sinnvoll mit mehreren Adsorbern zu arbeiten. Als optimale Konstella-tion in Bezug auf hohe Effizienz und vertretbare Investitionskosten hatsich im Laufe der Jahre die 4-Adsorber-Anordnung herauskristallisiert.
Des weiteren führt die Verlagerung des H2S vom Rohgas zum Abgaszu Problemen der Abgasbehandlung, stark H2S-haltiges Abgas kannnicht ohne weiteres in die Atmosphäre abgelassen werden. Dies führte zuder Forderung H2S in einer Vorstufe abzutrennen.
Somit ergibt sich die in Abb. 7 prinzipiell dargestellte Ausführungeiner kompletten Biogasaufbereitung nach dem Druckwechseladsorpti-onsverfahren. Die wesentlichen Elemente dieses Verfahrens sind:
1. Rohbiogasverdichtung2. H2S-Entfernung3. Konditionierung4. CH4-Gewinnung.
Abbildung 5: Vereinfachtes Modell des Kohlenstoffmolekularsiebes
´́´´̀´́́́´́ ´´ `̀̀`̀`́
CMS-Pellet
Kohlenstoffteilchen1 - 20 µm
3 - 8 mm
d= 2,7 - 3,2 mm
Äußere Oberfläche
Innere Oberfläche
Molekül-DurchmesserCH4 : 0,4 nmN2 : 0,3 nmO2 : 0,28 nmCO2 : 0,26 nmH2 : 0,25 nm
Innere Oberfläche
Äußere Oberfläche
Submikro-Pore (r 0,4 mm)
Meso-Pore (1 nm r 25 nm)
Makro-Pore (r 25 nm)
Mikro-Pore (0,4 nm r 1 nm)
Porenstruktur (schematisch)
Workshop „Aufbereitung von Biogas“
134
Abbildung 6: Adsorptionskinetik der verschiedenen Biogaskomponenten an Kohlenstoffmolekularsieb
Abbildung 7: Verfahrensprinzip BiogasaufbereitungCarboTech – DWA-Verfahren
20 40 60 80 100 120 140 160 1800
CH 4
N 2
O 2
CO 2
Zeit [min.]
Bel
adu
ng
CH4-Reichgas
Abgas
Vakuumpumpe
Spülgas
CH4-Gewinnung
H2S-Entfernung
Biogas
VerdichtungKonditionierung
Kondensat
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 135
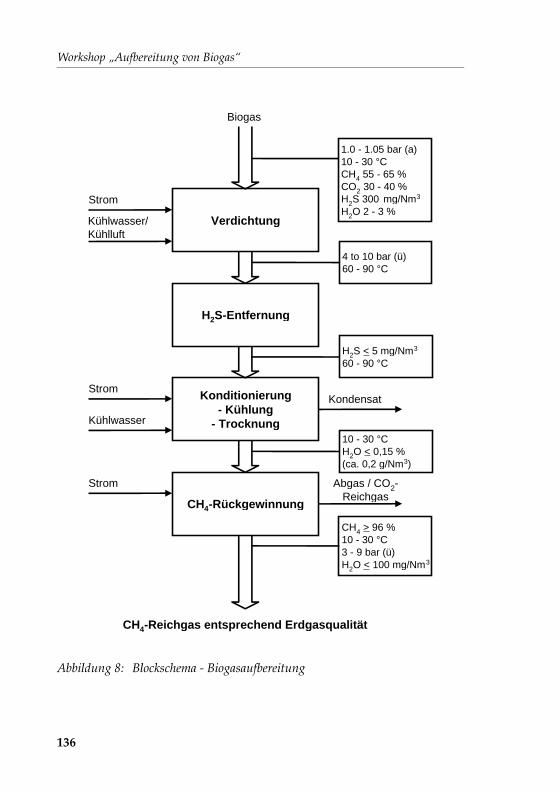
Anhand des Blockschema „Biogasaufbereitung“ (Abb. 8) werden dieeinzelnen Schritte näher spezifiziert. Das Rohbiogas wird zunächst ver-dichtet (ölfreie Verdichtung auf 4-10 bar mittels Kolbenverdichter) undgelangt anschließend bei 60-90 °C in die H2S-Entfernung.
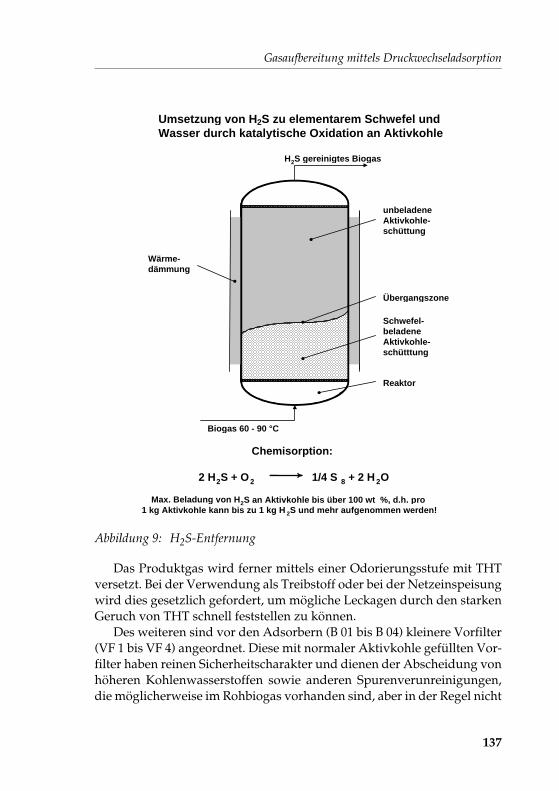
Das Grundprinzip der H2S-Entfernung (Abb. 9) basiert auf der Spal-tung des H2S-Moleküls mittels einer Aktivkohle unter leicht erhöhterTemperatur (60-90 °C) und anschließender Anlagerung des freiwerden-den Schwefels auf der Aktivkohleoberfläche. Durch Verwendung vonspeziell dotierter Aktivkohle kann eine Beladungskapazität von über 100Gewichtsprozent erreicht werden, damit sind Standzeiten von einem Jahrund länger möglich. Der H2S-Gehalt des gereinigten Biogases liegt deut-lich unter 5 mg/Nm3.
In der nachfolgenden Konditionierung wird einerseits die Gastempe-ratur auf ca. 20-30 °C herabgesetzt und andererseits mittels Kältetrock-nung auf einen Drucktaupunkt von ca. 3-5 °C getrocknet.
Die Vortrocknung dient sowohl der Verhinderung von Kondensationin den nachfolgenden Anlagenteilen (Korrosion) als auch der Minimie-rung der Adsorbergröße und damit Vakuumpumpe.
Das nahezu H2S-freie und vorgetrocknete Biogas gelangt anschlie-ßend in die 4-Bett-Druckwechsel-Adsorptionsanlage zur Gewinnung vonMethan.
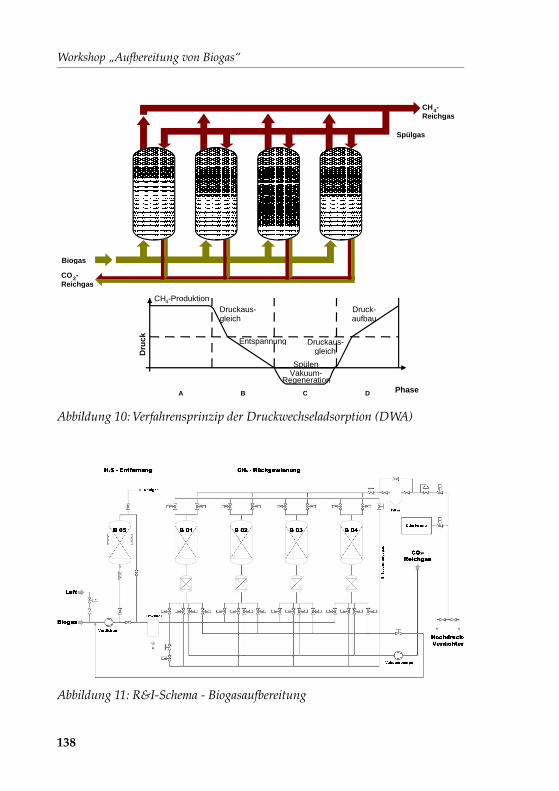
Jeder der vier Adsorber der Druckwechsel-Adsorptionsanlage durch-läuft einen viertaktigen Zyklus (Abb. 10). Nach der Phase A (CH4-Pro-duktion unter Druck) wird zunächst ein Druckausgleich mit dem über-nächsten Adsorber durchgeführt. Durch die anschließende Entspannungauf Umgebungsdruck ist dann Phase B abgeschlossen. In Phase C wirdmittels Vakuum der Adsorber wieder vollständig regeneriert. In derPhase D wird der vorher regenerierte Adsorber durch Druckausgleichund Druckaufbau wieder für den nächsten Produktionsschritt vorberei-tet.
Durch diese 4-Bett- und 4-Phasenausführung wird eine kontinuierli-che Gasproduktion gewährleistet. Das vereinfachte R&I-Schema(Abb. 11) zeigt die Gesamtanlagenausführung.
Zusätzliche, bisher nicht erwähnte Anlagenelemente sind einerseitsdie Luftzuführung vor der Verdichtung, diese wird notwendig, wennabsolut kein Sauerstoff im Rohgas vorhanden ist. Kleinste Mengen anSauerstoff sind notwendig, um eine entsprechende Umsetzung von H2Sin der H2S-Stufe sicherzustellen.
Workshop „Aufbereitung von Biogas“
136
Abbildung 8: Blockschema - Biogasaufbereitung
Biogas
Verdichtung
H2S-Entfernung
Konditionierung- Kühlung
- Trocknung
CH4-Rückgewinnung
CH4-Reichgas entsprechend Erdgasqualität
Strom
Kühlwasser/Kühlluft
Strom
Kühlwasser
Strom
4 to 10 bar (ü) 60 - 90 °C
H2S < 5 mg/Nm3
60 - 90 °C
10 - 30 °C H2O < 0,15 % (ca. 0,2 g/Nm3)
CH4 > 96 % 10 - 30 °C 3 - 9 bar (ü) H2O < 100 mg/Nm3
Kondensat
Abgas / CO2-Reichgas
1.0 - 1.05 bar (a) 10 - 30 °C CH4 55 - 65 % CO2 30 - 40 % H2S 300 mg/Nm3
H2O 2 - 3 %
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 137
Das Produktgas wird ferner mittels einer Odorierungsstufe mit THTversetzt. Bei der Verwendung als Treibstoff oder bei der Netzeinspeisungwird dies gesetzlich gefordert, um mögliche Leckagen durch den starkenGeruch von THT schnell feststellen zu können.
Des weiteren sind vor den Adsorbern (B 01 bis B 04) kleinere Vorfilter(VF 1 bis VF 4) angeordnet. Diese mit normaler Aktivkohle gefüllten Vor-filter haben reinen Sicherheitscharakter und dienen der Abscheidung vonhöheren Kohlenwasserstoffen sowie anderen Spurenverunreinigungen,die möglicherweise im Rohbiogas vorhanden sind, aber in der Regel nicht
Abbildung 9: H2S-Entfernung
H2S gereinigtes Biogas
unbeladeneAktivkohle-schüttung
Übergangszone
Schwefel-beladeneAktivkohle-schütttung
Reaktor
Biogas 60 - 90 °C
Chemisorption:
2 H2S + O2 1/4 S 8 + 2 H 2O
Max. Beladung von H 2S an Aktivkohle bis über 100 wt %, d.h. pro1 kg Aktivkohle kann bis zu 1 kg H 2S und mehr aufgenommen werden!
Wärme-dämmung
Umsetzung von H2S zu elementarem Schwefel undWasser durch katalytische Oxidation an Aktivkohle
Max. Beladung von H2S an Aktivkohle bis über 100 wt %, d.h. pro1 kg Aktivkohle kann bis zu 1 kg H 2S und mehr aufgenommen werden!
Workshop „Aufbereitung von Biogas“
138
Abbildung 10: Verfahrensprinzip der Druckwechseladsorption (DWA)
Abbildung 11: R&I-Schema - Biogasaufbereitung
Biogas
CO2-Reichgas
Spülgas
CH4-Reichgas
B
CH4-ProduktionDruckaus-gleich
Entspannung
Spülen
Druck-aufbau
A C D
Dru
ck
Phase
Druckaus-gleich
Vakuum-Regeneration
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 139
detektiert werden. Durch diese Vorfilter kann eine Lebensdauer derHauptadsorberfüllung von 10 Jahren und mehr erreicht werden.
In Verbindung mit online Produktgasanalysatoren (CH4, CO2, H2O,H2S) kann die gesamte Anlage mittels einer zentralen SPS-Steuerungvollautomatisch überwacht und betrieben werden, permanentes Betriebs-personal ist nicht erforderlich.
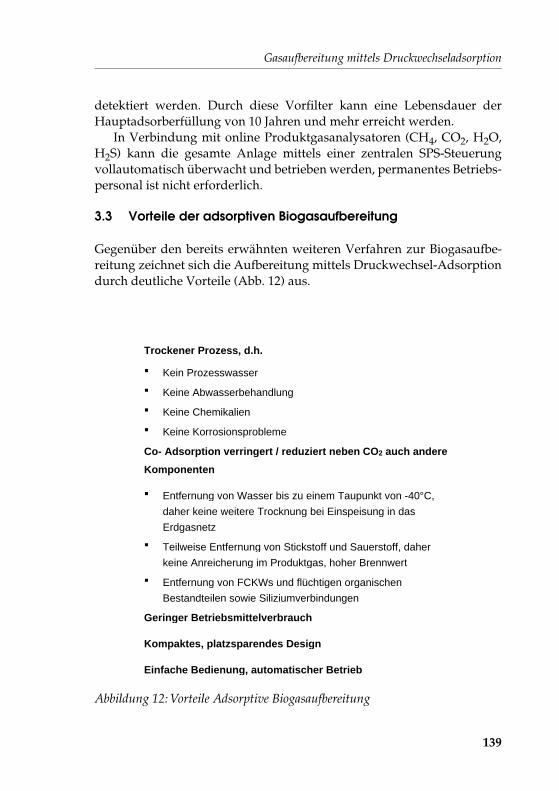
3.3 Vorteile der adsorptiven Biogasaufbereitung
Gegenüber den bereits erwähnten weiteren Verfahren zur Biogasaufbe-reitung zeichnet sich die Aufbereitung mittels Druckwechsel-Adsorptiondurch deutliche Vorteile (Abb. 12) aus.
Abbildung 12: Vorteile Adsorptive Biogasaufbereitung
Trockener Prozess, d.h.
� Kein Prozesswasser
� Keine Abwasserbehandlung
� Keine Chemikalien
� Keine Korrosionsprobleme
Co- Adsorption verringert / reduziert neben CO2 auch andere
Komponenten
� Entfernung von Wasser bis zu einem Taupunkt von -40°C,
daher keine weitere Trocknung bei Einspeisung in das
Erdgasnetz
� Teilweise Entfernung von Stickstoff und Sauerstoff, daher
keine Anreicherung im Produktgas, hoher Brennwert
� Entfernung von FCKWs und flüchtigen organischen
Bestandteilen sowie Siliziumverbindungen
Geringer Betriebsmittelverbrauch
Kompaktes, platzsparendes Design
Einfache Bedienung, automatischer Betrieb
Workshop „Aufbereitung von Biogas“
140
Die Vorteile resultieren hauptsächlich aus der Tatsache, dass dieserProzess ein trockener Prozess ist, damit
- kein Prozesswasser- kein Abwasser- keine Chemikalien- keine Korrosionsprobleme.
Ein weiterer wichtiger Pluspunkt ist die Co-Adsorption von anderenVerunreinigungen neben CO2.
Neben dem geringen Betriebsmittelverbrauch und der kompaktenund platzsparenden Bauform ist auch prozessbedingt ein unkomplizier-ter und damit bedienerfreundlicher Anlagenbetrieb herauszustellen.
4 Effizienz & Wirtschaftlichkeit der Biogasaufbereitung
4.1 Wirkungsgrad der Biogasaufbereitung nach dem DWA-Ver-fahren
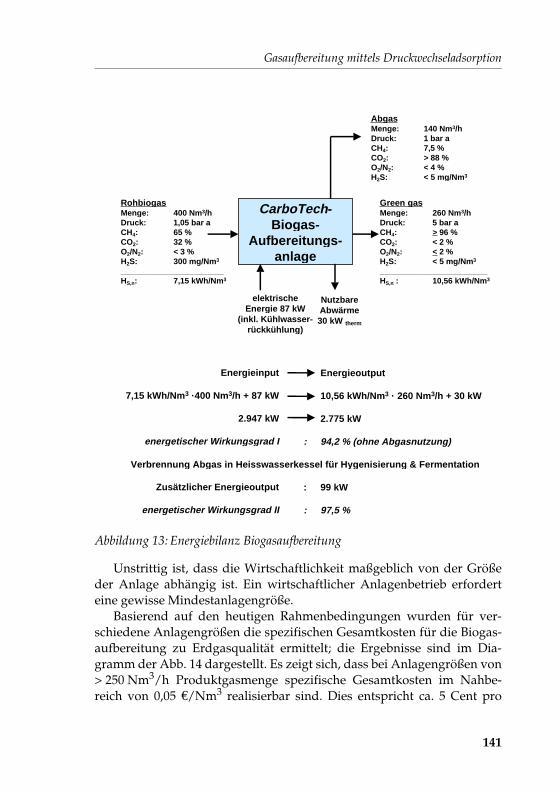
Am Beispiel der Energiebilanz einer mittelgroßen Biogasaufbereitungs-anlage mit ca. 400 Nm3/h Rohgas (Abb. 13) wird deutlich, dass es sichhierbei um einen hocheffizienten Aufbereitungsprozess mit über 94 %energetischem Wirkungsgrad handelt.
Zwangsläufig wird sich auch eine hohe Wirtschaftlichkeit der Anla-gen einstellen.
4.2 Wirtschaftlichkeit der Biogasaufbereitung
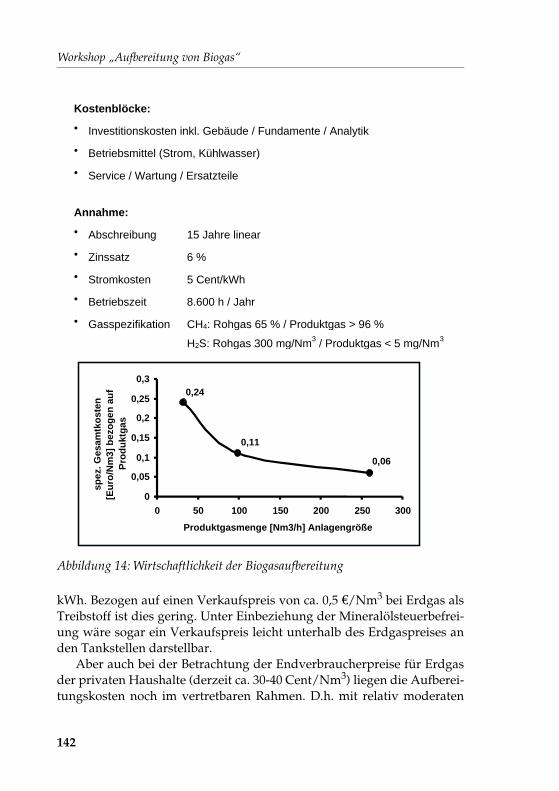
Die abschließende Betrachtung der Wirtschaftlichkeit der Biogasaufberei-tung (Abb. 14) zeigt, dass diese Technologie nicht zwangsläufig auf hoheSubventionszuwendungen angewiesen ist.
Aufgrund von inzwischen über 10 Jahre Betriebserfahrungen mitBiogasaufbereitungsanlagen nach dem Druckwechsel-Adsorptionsver-fahren kann von einer ausgereiften, industriellen Reife dieser Technolo-gie ausgegangen werden.
Die Anlagenkonzeption sowie der Anlagenbetrieb wurde inzwischensoweit optimiert, dass heute verlässliche Daten für die Kostenkalkulationvorliegen.
Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 141
Unstrittig ist, dass die Wirtschaftlichkeit maßgeblich von der Größeder Anlage abhängig ist. Ein wirtschaftlicher Anlagenbetrieb erforderteine gewisse Mindestanlagengröße.
Basierend auf den heutigen Rahmenbedingungen wurden für ver-schiedene Anlagengrößen die spezifischen Gesamtkosten für die Biogas-aufbereitung zu Erdgasqualität ermittelt; die Ergebnisse sind im Dia-gramm der Abb. 14 dargestellt. Es zeigt sich, dass bei Anlagengrößen von> 250 Nm3/h Produktgasmenge spezifische Gesamtkosten im Nahbe-reich von 0,05 �/Nm3 realisierbar sind. Dies entspricht ca. 5 Cent pro
Abbildung 13: Energiebilanz Biogasaufbereitung
:
Verbrennung Abgas in Heisswasserkessel für Hygenisierung & Fermentation
:
:
Energieoutput
10,56 kWh/Nm3 · 260 Nm3/h + 30 kW
2.775 kW
94,2 % (ohne Abgasnutzung)
99 kW
97,5 %
CarboTech-Biogas-
Aufbereitungs-anlage
elektrischeEnergie 87 kW
(inkl. Kühlwasser-rückkühlung)
NutzbareAbwärme30 kW therm
AbgasMenge: 140 Nm3/hDruck: 1 bar aCH4: 7,5 %CO2: > 88 %O2/N2: < 4 %H2S: < 5 mg/Nm3
Green gasMenge: 260 Nm3/hDruck: 5 bar aCH4: > 96 %CO2: < 2 %O2/N2: < 2 %H2S: < 5 mg/Nm3
________________________HS,n : 10,56 kWh/Nm3
RohbiogasMenge: 400 Nm3/hDruck: 1,05 bar aCH4: 65 %CO2: 32 %O2/N2: < 3 %H2S: 300 mg/Nm3
_______________________HS,n: 7,15 kWh/Nm3
Energieinput
7,15 kWh/Nm3 ·400 Nm3/h + 87 kW
2.947 kW
energetischer Wirkungsgrad I
Zusätzlicher Energieoutput
energetischer Wirkungsgrad II
Workshop „Aufbereitung von Biogas“
142
kWh. Bezogen auf einen Verkaufspreis von ca. 0,5 �/Nm3 bei Erdgas alsTreibstoff ist dies gering. Unter Einbeziehung der Mineralölsteuerbefrei-ung wäre sogar ein Verkaufspreis leicht unterhalb des Erdgaspreises anden Tankstellen darstellbar.
Aber auch bei der Betrachtung der Endverbraucherpreise für Erdgasder privaten Haushalte (derzeit ca. 30-40 Cent/Nm3) liegen die Aufberei-tungskosten noch im vertretbaren Rahmen. D.h. mit relativ moderaten
Abbildung 14: Wirtschaftlichkeit der Biogasaufbereitung
Kostenblöcke:
• Investitionskosten inkl. Gebäude / Fundamente / Analytik
• Betriebsmittel (Strom, Kühlwasser)
• Service / Wartung / Ersatzteile
Annahme:
• Abschreibung 15 Jahre linear
• Zinssatz 6 %
• Stromkosten 5 Cent/kWh
• Betriebszeit 8.600 h / Jahr
• Gasspezifikation CH4: Rohgas 65 % / Produktgas > 96 %
H2S: Rohgas 300 mg/Nm3 / Produktgas < 5 mg/Nm3
0,06
0,24
0,11
0
0,05
0,1
0,15
0,2
0,25
0,3
0 50 100 150 200 250 300
Produktgasmenge [Nm3/h] Anlagengröße
spez
. Ges
amtk
ost
en
[Eu
ro/N
m3]
bez
og
en a
uf
Pro
du
ktg
as

Gasaufbereitung mittels Druckwechseladsorption
Gülzow, 30. November 1995 143
Zusatzaufwendungen lässt sich nahezu CO2-neutral Primärenergie ausheimischen Ressourcen bereitstellen.
Darüber hinaus ist von weiterem Technologieverbesserungspotentialund Kosteneinsparung durch Serienfertigung auszugehen, so dass dieAufbereitungskosten noch weiter gesenkt werden können.
Anschrift des Autors:Dr. Alfons Schulte-Schulze BerndtRÜTGERS CarboTech Engineering GmbHAm Technologiepark 145307 Essenwww.carbotech.de

![TOP 4 Vortrag Berndt-SIB-NLLeipzig1 [Kompatibilitätsmodus] · 2018. 3. 12. · 3 | 24. März 2014 | Dipl.-Ing. Gerlind Berndt Vergabe von Planungsleistungen 2013 Es wurden Verträge](https://img.pdfslide.tips/doc/110x75/6117ec01fcb7353818072b60/top-4-vortrag-berndt-sib-nlleipzig1-kompatibilittsmodus-2018-3-12-3-24.jpg)