Embed Size (px)
DESCRIPTION
BIORREACTORES
Citation preview

Los fermentadores o biorreactores
LOS FERMENTADORES O BIORREACTORES
El fermentador o biorreactor es el corazón del proceso de fermentación o conversión enzimática. El diseño de biorreactores es una tarea complicada, basada en principios científicos y de ingeniería y en muchas reglas empíricas. Los aspectos específicos del biorreactor y su operación incluyen varias decisiones críticas.
i. Configuración del reactor: Por ejemplo, ¿debería ser el reactor un tanque agitado por medios mecánicos o por aire?
ii. Tamaño del reactor: ¿Qué tamaño de reactor se necesita para alcanzar la velocidad de producción deseada?
iii. Condiciones del proceso dentro del reactor: ¿Qué condiciones de reacción, tales como temperatura, pH y tensión de oxígeno disuelto deberían mantenerse en el recipiente y cómo se controlarían dichos parámetros?. ¿Cómo se controlaría la contaminación?.
iv. Modo de operación: ¿Operaría el reactor en discontinuo o mediante un proceso de flujo continuo?. ¿Debería alimentarse el substrato en forma intermitente?. ¿Debería operar un reactor solo o en serie con otros?
Las decisiones tomadas en el diseño del reactor tienen un efecto considerable sobre el rendimiento global del proceso. Todavía no existen procedimientos sencillos o estándar para el diseño de reactores que cubran todos los aspectos del recipiente y su operación. El conocimiento de cinética de las reacciones es esencial para comprender como funcionan los reactores biológicos, aunque también son necesarias otras áreas de la ingeniería química como los balances de masa y energía, el mezclado, la transferencia de materia y la transmisión de calor
Ingeniería de los biorreactores.Antes de empezar el diseño de un reactor deben definirse claramente ciertos objetivos.
Propósitos sencillos como “producir 1 g de anticuerpos monoclonales por día” o “producir 1000 toneladas de aminoácidos por año”, son el punto de partida. Otros objetivos también son importantes. En los procesos industriales, el producto debe fabricarse al menor costo posible con el fin de maximizar los beneficios comerciales de la empresa. En algunos casos, los objetivos económicos se ven superados por asuntos de seguridad, por la necesidad de obtener productos de elevada pureza o por consideraciones reguladoras. El diseño final del reactor será un reflejo de todos estos requisitos y, en la mayoría de los casos, representa una solución de compromiso a los intereses en conflicto.
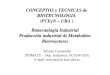
En este apartado se considerarán algunas contribuciones a los costos de bioprocesamiento para diferentes tipos de producto y la importancia de la ingeniería de reactores en la mejora del rendimiento global del proceso. Como se muestra en la figura 1, el valor de los productos de bioprocesado cubre un amplio intervalo de posibilidades.
Precio por Tonelada (U$S) Producto100.000.000 Proteínas de cultivo de células de
mamíferos1.000.000 Vitamina B12
10.000Levadura de panadería
100Proteína de origen unicelular
1 Agua residual
Figura 1
1

Los fermentadores o biorreactores
Para reducir el costo de cualquier bioproceso es necesario en primer lugar identificar qué aspectos son los que determinan el costo final. La reducción de los costos de producción varía de un proceso a otro. En la figura 2 se muestra un esquema de tipo general.
--Salarios --Servicios (agua, vapor, aire)
--Seguros
Figura 2
Los componentes más importantes son:i. Investigación y desarrollo.ii. La etapa de fermentación o de reaccióniii. El procesado y recuperación posterioriv. La administración y comercialización
En muchos de los productos bioprocesados, el costo de administración y comercialización es relativamente pequeño. Entre los productos en los que domina el costo de la reacción pueden citarse la biomasa, como la levadura de panadería y las proteínas de origen unicelular, los metabolitos catabólicos como el etanol y el ácido láctico, y productos de bioconversión como el jarabe de maíz rico en fructosa y el ácido 6-aminopenicilanico. Los productos intracelulares como las proteínas, antibióticos, vitaminas y aminoácidos presentan elevados costos de tratamiento posterior en comparación con los costos de reacción. Para productos de biotecnología nuevos y de alto valor como los anticuerpos y proteínas recombinantes, los costos reales del proceso representan únicamente una pequeña parte del total debido a las enormes inversiones necesarias en investigación y desarrollo y en aprobación regularizadora. La introducción rápida de los productos en el mercado es la medida de ahorro más importante en estos casos, siendo despreciable cualquier ahorro debido a las mejoras en la eficiencia del rector. Sin embargo, para la mayoría de los productos de fermentación fuera de esta categoría de "productos de alto valor" los costos de bioprocesado representan una contribución apreciable al precio final del producto.
Si en la estructura de costos predomina la etapa de reacción, esto puede deberse a los elevados costos de las materias primas o al elevado costo de operación del reactor. Las contribuciones relativas de todos estos factores dependen del proceso específico en cuestión. Por ejemplo, para producir antibióticos de alto valor, el costo de 1000 m3 de medio
2
COSTO TOTAL DE PRODUCCIÓN
Investigación y Desarrollo
Fermentación Recuperación del producto
Administración y Marketing
Materiales de partida
Operación del Biorreactor

Los fermentadores o biorreactores
de cultivo varía entre 25.000 y 100.000 U$S. Por el contrario, el costo de la energía para la operación de un fermentador de tanque de 1000 m3 con agitación, aire comprimido y agua de refrigeración es de alrededor de 8.000 U$S. Para productos de alto valor y bajo rendimiento, como antibióticos, vitaminas, enzimas y pigmentos, el costo del medio de cultivo representa entre el 60 y 90% de los costos de fermentación. Para metabolitos de bajo costo y alto rendimiento como etanol, biomasa y ácido láctico, el costo de la materia prima varía entre el 40% de los costos de fermentación para el ácido cítrico y el 70% para el etanol producido a partir de melaza. El resto de los costos de operación de los biorreactores son principalmente costos laborales y servicios. Como se muestra en la figura 3, la identificación de la estructura de costos de los bioprocesos, ayuda a definir los objetivos para el diseño del reactor. Incluso aunque la reacción en si misma no sea determinante del costo final, diferentes aspectos del diseño del reactor, pueden todavía ser importantes. Si el costo de investigación y desarrollo es el dominante, el diseño del reactor va dirigido hacia la necesidad de un rápido cambio de escala, siendo esto más importante que maximizar la conversión o minimizar los costos de operación. Para productos biotecnológicos nuevos destinados a usos terapéuticos, las pautas de regulación requieren la validación del esquema de producción completo y la garantía de que el control de proceso cumpla ciertas normas de calidad y seguridad. Cuando el costo de las materias primas es insignificante tiene prioridad maximizar la conversión del substrato y el rendimiento de producto. Si el tratamiento posterior del producto es caro, el reactor se diseña y opera a fin de maximizar la concentración del producto obtenido en el reactor, lo cual evita el costo que representa la recuperación del producto a partir de soluciones diluidas. Cuando los costos de la reacción son importantes, el reactor debe ser tan pequeño como sea posible con el fin de reducir tanto los costos de operación como los de capital. Para alcanzar la velocidad total de producción deseada un recipiente de pequeño tamaño, la productividad volumétrica del reactor deberá ser suficientemente elevada.
Como se indica en la figura 3, la productividad volumétrica depende de la concentración del catalizador y de su velocidad específica de producción. Para alcanzar elevadas velocidades volumétricas, el reactor debe permitir alcanzar la máxima actividad del catalizador a la mayor concentración posible del mismo. La extensión en la que pueden alcanzarse estas concentraciones límites, depende del funcionamiento del reactor. Por ejemplo, si la mezcla o la transferencia de materia es inadecuada se producirá falta de oxígeno o de nutriente y la densidad máxima de células será menor. Por el contrario, si los niveles de efecto de corte (cizalla) del reactor son elevados las células se disgregarán y las enzimas se desactivarán, por lo que disminuye la concentración efectiva de catalizador.
La productividad específica máxima se obtiene cuando el catalizador es capaz de alcanzar elevados niveles de producción y en aquellas condiciones en el reactor que permitan el óptimo funcionamiento catalítico. Para metabolitos sencillos como el etanol, butanol o ácido acético, relacionados con el metabolismo energético de la célula, el rendimiento máximo teórico está limitado por los principios termodinámicos y estequiométricos. Por tanto, la reducción de los costos de producción y los beneficios comerciales se basan principalmente en mejoras sobre la operación del reactor, lo cual permite que el sistema se aproxime al rendimiento máximo teórico.
Para la producción de antibióticos y enzimas, es más rentable, en un principio, la identificación de las cepas de elevada producción y las condiciones ambientales óptimas, que las posibles mejoras en el diseño del reactor y en la operación del mismo.
3

Los fermentadores o biorreactores
Figura 3
Configuraciones del biorreactor.El tanque cilíndrico, con o sin agitación, es el reactor más utilizado en bioprocesado.
Sin embargo, existe una gran cantidad de configuraciones de fermentadores en diferentes industrias de bioprocesos. Continuamente se desarrollan biorreactores para aplicaciones específicas.
Los reactores utilizados en fermentaciones anaerobias sin inyección de aire ni agitación son de construcción más sencilla. En la siguiente discusión sobre configuración de biorreactores, se supondrá que son para operación aerobia.
Tanques agitados.En la figura 4 se muestra un típico biorreactor aireado y agitado. La mezcla y
dispersión de las burbujas se alcanza mediante agitación mecánica, lo cual requiere una relativa gran cantidad de energía por unidad de volumen. Los deflectores se utilizan para disminuir la formación de vórtices. Existe una amplia variedad de formas y tamaños de rodetes que producen diferentes tipos de flujo dentro del recipiente. En los fermentadores altos se instalan varios rodetes, sobre un mismo eje, para mejorar la mezcla.
Generalmente sólo el 70 - 80% del volumen de los reactores agitados se llena con líquido, lo que permite que exista un espacio en la parte superior para retirar las gotas que arrastra el gas de salida y dar cabida a cualquier espuma que se forme. Si la formación de espuma es un problema, se puede instalar otro rodete llamado separador de espumas. Otra posibilidad consiste en añadir agentes antiespumantes al medio de cultivo, aunque estos
4
Investigación y Desarrollo
Materiales de partida
Operación del biorreactor
Recuperación del producto
Maximizar la conversión del
sustrato
Maximizar el rendimiento del
producto
Maximizar velocidad de cambio de
escala, Minimizar riesgo
de contaminación
Maximizar la ProductividadMinimizar el volumen del
reactor
Maximizar la concentración del producto
FACTOR DETERMINANTE DEL COSTO

Los fermentadores o biorreactores
pueden reducir la transferencia de oxígeno, por lo que se suele preferir la opción de la dispersión mecánica de la espuma.
Figura 4El factor de forma de los reactores agitados, es decir, la relación entre la altura y el
diámetro, puede variar considerablemente. La forma más barata de la construcción tiene una relación aproximada de 1, ya que esta forma presenta la menor superficie y, por tanto, necesita la mínima cantidad de material para un determinado volumen. Sin embargo, cuando se necesita aireación la relación de forma aumenta, lo cual proporciona tiempo de contacto mayor entre las burbujas que ascienden y el liquido así como una mayor presión hidrostática en el fondo del reactor.
Los tanques agitados se utilizan para reacciones con enzimas libres e inmovilizadas, así como para el cultivo de células en suspensión e inmovilizadas. Cuando se utilizan determinados catalizadores que pueden ser dañados o destruidos por el rodete cuando gira a gran velocidad, es necesario tener un cuidado especial. Elevados niveles de efecto cortante pueden también dañar células sensibles.
Columna de burbujasOtra alternativa al reactor agitado la constituyen aquellos reactores sin agitación
mecánica. En los reactores de columna de burbujas, la aireación y la mezcla se alcanzan mediante la inyección de gas, proceso que requiere menos energía que la agitación mecánica. Las columnas de burbujas se utilizan industrialmente para la producción de levaduras para panadería, cerveza y vinagre. Y en el tratamiento de aguas residuales. Las columnas de burbujas son de estructura muy sencilla. Como lo muestra la figura 5, consisten generalmente en un recipiente cilíndrico con alturas superiores al doble del diámetro. En la producción de levaduras para panadería es normal utilizar una relación altura diámetro de 3:1, mientras que en otras aplicaciones pueden utilizarse torres con relaciones de 6:1.
5

Los fermentadores o biorreactores
Aparte del difusor para la inyección del aire, los reactores de columnas de burbujas no presentan estructuras internas.
Figura 5Algunas veces, en los reactores muy altos se instalan placas horizontales perforadas para evitar la coalescencia de las burbujas y lograr una mejor redistribución del aire. Las ventajas de este tipo de reactores incluyen los bajos costo de capital, la ausencia de partes móviles y un adecuado rendimiento en la transferencia de calor y masa. Al igual que en los tanques agitados, la formación de espuma puede ser un problema que necesite una dispersión mecánica o la adición de un agente antiespumante.
La hidrodinámica de la columna de burbujas y las características de la transmisión de calor depende por completo del comportamiento de las burbujas formadas en el difusor. Existen diferentes regímenes de flujo dependiendo del caudal de gas, del diseño del difusor, del diámetro de la columna y de las propiedades del medio como puede ser la viscosidad. Un flujo homogéneo se produce solamente con caudales bajos de gas y cuando las burbujas que abandonan el difusor se distribuyen a lo largo de toda al sección de la columna. En el flujo homogéneo, todas las burbujas ascienden con la misma velocidad y no existe retromezcla de la fase gas. La mezcla del líquido en este tipo de régimen de flujo es bastante limitada y se reduce únicamente a su arrastre en la estela de las burbujas. Normalmente se opera a mayores velocidades de gas, donde se desarrolla un flujo caótico de circulación y se produce el denominado flujo heterogéneo que se muestra en la figura 6.
Figura 6
6

Los fermentadores o biorreactores
En este régimen, las burbujas y el líquido tienden a ascender por el centro de la columna, mientras que en las proximidades de las paredes existe un flujo descendiente de líquido. La circulación del líquido arrastra a las burbujas y se produce una cierta retromezcla del gas. El tiempo de mezcla del líquido en las columnas de burbujas depende del tipo de flujo.
Reactores de tiro o corriente de aire (air lift).Al igual que en las columnas de burbujas, en estos reactores la mezcla se produce sin
agitación mecánica. Existen varios tipos diferentes de reactores de tiro de aire. El rasgo característico que
los diferencia de la columna de burbujas es que las corrientes de flujo de líquido están más definidas debido a la separación física de las corrientes ascendentes y descendentes. Como se muestra en la figura 7, el gas es inyectado únicamente en la parte de la sección del reactor denominado "riser" El gas existente en el reactor y la disminución de la densidad producen un movimiento de líquido ascendente en el "riser". El gas se retira del líquido en la parte superior del reactor dejando el líquido más pesado libre de las burbujas y se recircula a través del "downcomer". En estos reactores el líquido circula como resultado de la diferencia de densidades entre el "riser" y el "downcomer".
En los reactores de bucle interno de las figuras 7(a) y 7(b) el "riser" y el "downcomer" están separados por un deflector interno o tubo de tiro. El aire puede inyectarse bien en el tubo de tiro o en el anillo. En los reactores de tiro de aire de bucle externo de la figura 7(c), se conectan dos tubos verticales separados mediante pequeñas secciones horizontales en la parte superior e inferior.
Figura 7
En este dispositivo, la separación del gas es más efectiva que en los reactores de bucle interno ya que el "riser" y el "downcomer" se encuentran separados. Asimismo, en el "downcomer" se arrastran muy pocas burbujas, lo que provoca que la diferencia de densidades entre los fluidos del "riser" y del "downcomer" aumente y la circulación del
7

Los fermentadores o biorreactores
líquido sea más rápida. Por consiguiente la mezcla es mejor en los reactores de bucle externo que en los de bucle interno.
Los reactores de tiro de aire proporcionan generalmente mejores mezclas que las columnas de burbujas, excepto cuando se opera a velocidades bajas de líquido. La configuración de tiro de aire le confiere mayor estabilidad al flujo de líquido que en la columna de burbujas, pudiendo utilizarse mayores caudales de gas sin producir problemas de operación como puede ser el flujo pistón o nebulizaciones.
Reactores agitados mecánicamente y por aire, Comparación de las características de operación
Tanto los tanques agitados como los reactores de columnas de burbujas y los de tiro de aire pueden conseguir una mezcla y transferencia de materia adecuadas con fluidos de baja viscosidad. Cuando se necesita un fermentador de gran tamaño (50-500 m3) para un cultivo de viscosidad baja, el reactor de columna de burbujas representa una elección muy atractiva debido a que es simple y barato, tanto desde el punto de vista de instalación como de operación. Los reactores agitados mecánicamente no son prácticos para volúmenes superiores a los 5000 m3 ya que la potencia necesaria para conseguir una mezcla adecuada llega a ser extremadamente alta.
Si el cultivo tiene una alta viscosidad, los reactores agitados por aire no proporcionan una mezcla suficiente y, por tanto, la transferencia de materia es deficiente. En ese caso, los reactores agitados mecánicamente son más apropiados ya que mediante ese sistema se pueden suministrar mayores potencias. A pesar de todo, las velocidades de transferencia de materia disminuyen rápidamente en los reactores agitados mecánicamente cuando la viscosidad supera los 50-100 cP.
Un punto importante a la hora de elegir un reactor agitado por aire y mecánicamente es el referido a la transmisión de calor. La agitación mecánica genera mucho más calor que la inyección de gas comprimido. Cuando el calor de reacción es elevado, como es el caso de producción de proteínas de origen unicelular a partir de metanol, la eliminación del calor producido por el rozamiento mecánico puede ser un problema, por lo que es preferible utilizar un reactor agitado por aire. Los reactores tanque agitado mecánicamente y los agitados por aire representan la gran parte de las configuraciones de biorreactores utilizadas para cultivos aerobios. Sin embargo, pueden utilizares otras configuraciones diferentes para determinados procesos de carácter específico.
Transferencia de calorEn los reactores biológicos, si el calor generado durante la conversión del sustrato es
inadecuado para mantener el sistema en un nivel aceptable de temperatura, el calor debe ser agregado o removido.
La determinación de los requerimientos de transferencia de calor surge de una consideración del balance global de energía. En un sistema con presión constante y con cambios despreciables en la energía cinética y potencial, el balance de energía puede conducirse en términos de cambios de entalpía, es decir calor de las transformaciones químicas o transformaciones de fases (evaporación, condensación), flujo de calor sensible en las corrientes másicas y transferencias a los fluidos de intercambio. Consideremos:
Qmet= velocidad de generación de calor por crecimiento celular y mantenimientoQag= velocidad de generación de calor por agitación mecánicaQgas= velocidad de generación de calor por aireaciónQacc= velocidad de acumulación de calorQexch= velocidad de transferencia de calor por intercambioQevap= velocidad de pérdidas de calor por evaporaciónQsens= velocidad de ganancia de entalpía sensible de la corriente ( salida – entrada)
8

Los fermentadores o biorreactores
Luego, el balance
Qmet + Qag + Qgas = Qacc + Qexch + Qevap + Qsens
En condiciones experimentales, Qevap y Qsens son despreciables. En condiciones de diseño de un reactor se asume que Qacc= 0, y el calor Qag y el Qgas se determinan de correlaciones, restando sólo averiguar el Qmet para calcular el calor de intercambio necesario:
Qecch= Qmet + Qag + Qgas
Donde
Qmet= Vreactor X/Y
Y= coeficiente de generación de calor (g.cel./kcal)
Luego
Qecch= UA.T
Cálculo del coeficiente de generación de calor (Y)La célula usa la energía química muy eficientemente pero como en todo proceso real,
algo de la energía que hay en los sustratos, es liberada como calor. La generación del calor metabólico, determina los requerimientos de intercambio en el biorreactor. La producción de calor celular, es producto del metabolismo energético y de crecimiento celular. Se define el Y ( gramos de masa celular por kilocaloría de calor evolucionado). Si Ys son los gramos de masa celular producida por gramo de sustrato consumido y Hs y Hc son los calores de combustión en kilocalorías por gramos de sustrato y material celular respectivamente, se puede escribir:
Esto se deduce de un balance de energía sobre dos caminos como se muestra en el siguiente esquema para un crecimiento aeróbico:
O2 + sustrato I: Combustión total CO2 + H2O Hs, kcal/g.sust.oxidado
Hc, kcal/g.cel.comb. II: Respiración celular III: Combustión Material celular
H2O + CO2 + células
De este esquema puede deducirse que de la diferencia entre el calor generado por gramo de sustrato completamente oxidado (Hs, kcal/g.sust.oxidado) menos el calor de la
9

Los fermentadores o biorreactores
combustión celular (YsHc), será una aproximación razonable al calor generado por gramo de sustrato consumido en la fermentación que produce células, agua y CO2. Con datos experimentales de entalpía puede determinarse Y y en caso de no disponer de los mismos se pueden calcular mediante balance de grado de reductancia. Como aproximación puede considerarse un valor promedio de 104 a 124 kcal/mol de O2. Por ejemplo en la siguiente estequiometría el cálculo sería:
CH1.66N0.20 O0.27 (biomasa) + 1.28 O2 CO2 + 0.10 N2 + 0.83 H2O
Con la consideración antes mencionada, el calor de combustión de 104 kcal/ mol de O2, da como resultado una liberación de calor de combustión de las bacterias de
Sin embargo, el peso celular medido experimentalmente incluye cenizas (10 %), con lo que
Hc(0.90)(6.41)= 5.81 kcal/grs. Cel seca
Los valores de Y dependen del microorganismo y del sustrato metabolizado. En general los hidrocarburos producen más calor que las especies parcialmente oxigenadas (Y(CH4) Y(CH3OH)) y Y(n-alcanos) Y(glucosa). Por lo tanto, con sustratos más reducidos, hay necesidad de mayor remoción de calor en el biorreactor.
Lechos empaquetados Los reactores de lecho empaquetado se utilizan con biocatalizadores inmovilizados o
en forma de partículas. El reactor consiste en un tubo, generalmente vertical, relleno empaquetado con partículas de catalizador. El medio de cultivo puede alimentarse por la parte superior o inferior de la columna y forma una fase líquida continua entre las partículas. En los lechos empaquetados, el daño debido al desgaste de las partículas es mínimo en comparación con los reactores agitados. Los reactores de lecho empaquetado han sido utilizados a escala comercial con células y enzimas inmovilizadas para la producción de aspartato y fumarato, la conversión de penicilina a ácido 6-aminopenicilánico y en la resolución de isómeros de aminoácidos.
La transferencia de materia entre el medio líquido y el catalizador sólido se facilita trabajando a caudales elevados de líquido a través del lecho para lo cual normalmente de recircula el líquido, tal como se muestra en la figura 8. Para evitar que el catalizador se arrastre fuera de la columna se colocan pantallas a la salida del líquido. Las partículas deben ser relativamente incompresibles y capaces de soportar su propio peso en la columna sin deformarse y obstruir el flujo de líquido.
10

Los fermentadores o biorreactores
Figura 8El medio recirculado debe estar también limpio y libre de desechos para evitar el
taponamiento del lecho. La aireación se realiza generalmente en un recipiente separado, ya que si se inyectara el aire directamente en el lecho, la coalescencia de las burbujas produciría bolsas de gas y canalizaciones o una distribución deficiente del flujo. Los lechos empaquetados no pueden utilizarse en procesos que produzcan grandes cantidades de dióxido de carbono u otros gases que puedan quedar atrapados en el relleno.
Lechos fluidizadosCuando se hace fluir hacia arriba un líquido sobre un lecho empaquetado de partículas
de catalizador de tamaño y densidad apropiados, este se expande debido al movimiento ascendente de las partículas. Este es el fundamento de operación de los reactores de lecho fluidizado, tal como se lo muestra en la figura 9.
Figura 9Aprovechando que las partículas presentes en el lecho fluidizado están en continuo
movimiento y no se producen canalizaciones ni atascos en el mismo, el aire puede introducirse directamente en la columna. Los reactores de lecho fluidizado se usan en el tratamiento de residuos con arena o un material similar que soporta las mezclas de poblaciones microbiana. También pueden utilizarse con organismos floculantes en los procesos de fabricación de la cerveza o en la producción de vinagre.
11

Los fermentadores o biorreactores
Lecho de goteoEl reactor de lecho de goteo (en inglés, trickle bed) es otra variante de lecho
empaquetado. Como se muestra en la figura 10, el líquido es rociado en forma de "spray" sobre la parte superior del empaquetamiento y las gotas descienden a través del lecho en forma de pequeñas corrientes. El aire puede introducirse por la base, y puesto que la fase líquida no es continua a través de la columna, el aire o cualquier gas se mueve con relativa facilidad alrededor del empaquetamiento. Este tipo de reactores se utiliza ampliamente para el tratamiento aerobio de aguas residuales.
Figura 10
Consideraciones prácticas para la construcción de biorreactoresLos biorreactores industriales para operaciones asépticas se diseñan generalmente
como recipientes de acero capaces de resistir desde vacío completo hasta presiones de 3 atm a 150-180 °C. En los reactores de gran tamaño se colocan "bocas de hombre" para permitir la entrada de trabajadores a su interior y así realizar la limpieza y el mantenimiento del mismo, mientras que los reactores pequeños se diseñan con una tapa desmontable. En los fermentadores a escala de laboratorio se utilizan habitualmente las tapas planas, mientras que en los reactores de gran tamaño se utilizan extremos torisféricos o elípticos. Los fermentadores de gran tamaño están equipados con mirillas para inspeccionar el contenido del reactor. Es normal también la colocación en la tapa superior la colocación de boquillas para el ingreso de medio de cultivo, antiespumantes y ácidos o álcalis, como así también tuberías de salida de gases, manómetros de presión y válvulas de seguridad para el caso de emergencias. También es normal la colocación de sensores de pH, de temperatura y de concentración de oxígeno disuelto, así como disponer de una salida, esterilizable con vapor, para la toma de muestras. El reactor debe poder drenarse completamente mediante válvulas ubicadas en el punto más bajo del reactor. Si el reactor se agita por medios mecánicos debe instalarse un agitador en la parte superior o inferior del mismo.
Reglas fundamentalesLa práctica de un buen diseño incorpora varias reglas fundamentales. Estas reglas
están dirigidas especialmente al trabajo aséptico, es decir a mantener el proceso de fermentación libre de contaminación.
Cuando se trata con organismos patógenos aparecen problemas adicionales, porque el diseño debe contemplar la necesidad de contener esos organismos. Los microorganismos son una fuente rica en proteína, mucha de las cuales resultan extrañas al cuerpo humano.
12

Los fermentadores o biorreactores
La inhalación de grandes dosis de microorganismos, normalmente producirá una reacción en la mayoría de los humanos.
En consecuencia se deberán extremar los cuidados a fin de evitar cualquier procedimiento o diseño que permita un escape de suspensión o aerosol de microorganismos fuera del fermentador.
Las reglas a tener en cuenta son:
a.- No hacer conexiones directas entre partes estériles y no estériles del sistema. Las bacterias tienen posibilidades de desarrollar dentro de válvulas cerradas.b.- Minimizar las conexiones bridadas. Debido a posibles vibraciones y a expansión térmica de los equipos, las conexiones bridadas se mueven y pueden dar lugar a entrada de los contaminantes.c.- Dentro de lo posible, se debe usar construcciones soldadas y asegurarse de pulir bien todas las soldaduras, de modo que no se acumulen sólidos del medio que puedan resistir la esterilización.d.- Evitar los espacios muertos, cavidades y similares. Los sólidos pueden acumularse en ellos y convertirse en un ambiente aislado donde los contaminantes escapen a la esterilización.e.- Asegurarse que varias partes del equipo puedan esterilizarse en forma independiente.f.- Todas las conexiones del recipiente deberán estar provistas de sellos de vapor.g.- Usar válvulas que sean fáciles de limpiar, mantener y esterilizar. Por ejemplo válvulas esféricas, a diafragma y globo con vástago no elevable.h.- Mantener una presión positiva en el fermentador de forma tal que siempre pierda hacia fuera. (Esto no es aplicable con los patógenos).
El tamaño del recipiente depende de las siguientes consideraciones:
a.- Capacidad total diseñada para la fermentación.b.- La importancia del riesgo de pérdidas costosas cuando se contamina un fermentador muy grande.c.- La capacidad de fabricación del constructor, en lo referente al montaje in situ vs. El transporte. En la actualidad se construyen recipientes de 200 m3 o más.
Requerimientos de Potencia en Fermentadores Agitados
Sistemas no aereados: Fluídos newtonianosLa mayoría de los medios de fermentación exhiben características newtonianas antes de ser inoculados, no obstante después de un crecimiento sustancial, la biomasa y la transformación que ella hace sufrir al medio ( degradación de compuestos, producción de metabolitos) confieren a las suspensiones en fermentación, propiedades reológicas muy diferentes de las del medio inicial. Las modificaciones son más pronunciadas cuando se tratan de organismos filamentosos que liberan polisacáridos durante el crecimiento.Las variables que caracterizan el comportamiento dinámico del fermentador son las siguientes:
1- Variables que caracterizan la geometría:
D: Diámetro del biorreactor [L]Di: Diámetro del agitador [L]HL: Altura del líquido [L]
13

Los fermentadores o biorreactores
l: Ancho de los bafles [L]Li: Altura de las paletas de las turbinas [L]Hi: Ancho de las paletas de las turbinas [L]
2- Variables que caracterizan el fluído que se agita:: densidad [M. L-3]: viscosidad [M.L-1.T-1]: tensión superficial [M.T-2]
3- Variables cinemáticas y dinámicas:P: Potencia absorbida por el agitador, que se desa evaluar [M.L2.T-3]N: velocidad de agitación [T-1]g: aceleración de la gravedad
l
HL Hi
Li
Di H2
D
En el esquema se pueden observar las dimensiones características de un Biorreactor de Tanque agitado con agitador tipo Rushton. Las dimensiones características se dan a continuación:
D/Di = 3 H2/Di = 1
HL/D = 1 Li/Di = 0.25
Hi/Di = 0.25 l/D = 0.1
La agitación queda definida por:
f(D, Di, HL, l, Li, Hi, , , , P, N, g)= 0
Se tiene además los siguientes números adimensionales:
Re= . N . Di2/ número de Reynolds (fuerzas inerciales/fuerzas viscosas)
14

Los fermentadores o biorreactores
Np= P/ ( . Di5 . N3 ) número de potencia (fuerzas externas/fuerzas inerciales)
La curva que expresa las variaciones de Np en función de Re, para un determinado tipo de agitador se denomina curva de potencia. En la Figura 11 se dan curvas características.
Figura 11
En los procesos a gran escala, frecuentemente es necesario multiplicar el número de impulsores a los efectos de proveer potencia suficiente para lograr la absorción deseada de oxígeno
De acuerdo al tamaño del fermentador serán necesarios más de un agitador. Este número está dado por
(HL - Di) / Di Ni (HL - 2 Di) / Di
En la que Ni es el número de agitadores a instalar.El espaciado apropiado en general, está dado por la siguiente relación:
Di Hi 2 Di
Siendo Hi, el espaciado existente entre los impulsores.La potencia que se consume es proporcional al número de agitadores. Los datos que
se muestran el la Figura 11 representan la conducta de un biorreactor agitado con un solo impulsor. Usando un diseño de fermentador estándar, Fukuda y otros (1968), encontraron una relación entre el número de potencia con un agitador y el número de potencia para N i
impulsores. (Figura 12).
15

Los fermentadores o biorreactores
Figura 12
Sistemas aireados: Fluídos newtonianosLa aireación, involucra una disminución de la potencia necesaria para la agitación. Se
define el número de aireación: Na.
Na= Qa / (N. Di3)
Donde Qa es el caudal de aire [m3/seg].Existe una relación para cada tipo de agitador dada por:
Pg / P = f (Na)
en la cual Pg representa la potencia que se consume por el agitador en las condiciones de aereación y agitación definidas por Na.
Operación asépticaLa mayoría de las fermentaciones aparte de las de la industria de la alimentación y
bebidas se realizan utilizando cultivos puros y condiciones asépticas. El mantenimiento del reactor libre de organismos no deseados es especialmente importante en cultivos de crecimiento lento, los cuales pueden verse invadidos rápidamente por contaminantes. Los fermentadores deben ser capaces de operar asépticamente durante varios días, algunas veces, incluso meses.
Generalmente, entre 3-5% de las fermentaciones realizadas en plantas industriales se pierden debido a fallos en el proceso de esterilización. Sin embargo, la frecuencia y causas de la contaminación difiere considerablemente de un proceso a otro.
Por ejemplo, la naturaleza del producto en las fermentaciones de antibióticos proporciona cierta protección contra los contaminantes, de manera que menos del 2% de los mismos se pierden debido a contaminaciones por microorganismos. Por el contrario, en la
16

Los fermentadores o biorreactores
producción a escala industrial de -interferón de fibroblastos humanos cultivados en biorreactores de 50 litros se ha encontrado una contaminación del 17%.
Los fermentadores industriales están diseñados para la esterilización "in situ" con vapor a presión. El reactor debe disponer de un número mínimo de estructuras internas, puertas, boquillas y otros accesorios, que aseguren que el vapor alcance a todas partes del equipo. Para que la esterilización sea efectiva, todo el aire del recipiente y de las tuberías de conexión debe ser desplazado por vapor. El reactor debe estar libre de grietas y zonas estancas donde puedan acumularse líquidos o sólidos, por lo que normalmente se utilizan soldaduras pulidas como métodos de unión.
Tras la esterilización, todo el medio nutriente y el aire que entra al fermentador debe ser estéril. Tan pronto cuando se para el flujo de vapor, se introduce aire estéril con el fin de mantener una ligera presión positiva en el reactor y evitar la entrada de los contaminantes existentes en el medioambiente. A su vez se colocan filtros que previenen el paso de microorganismos en las líneas de salida de gases. Esto permite mantener el cultivo dentro del fermentador y previene de la contaminación que se produciría en caso de un descenso de la presión de operación.
El flujo de líquidos y gases desde y hacia el fermentador se controla por medio de válvulas. Puesto que las válvulas son un potencial foco de contaminantes, su construcción debe ser apta para la operación aséptica. Los diseños comunes de válvulas exclusa y globo, tienden a presentar fugas alrededor del vástago de la válvula y acumulan sólidos del cultivo en el mecanismo de cierre. Aunque estas válvulas se utilizan en la industria de la fermentación, no son aconsejables si se necesita un elevado nivel de asepsia. Para ello se recomiendan las válvulas de estrangulamiento y de diafragma. Estos diseños utilizan mangas flexibles o diafragmas de manera que el mecanismo de cierre está aislado del contenido de la tubería y no existen espacios muertos en la estructura de la válvula. Como cierre de la válvula se utiliza goma o neopreno, capaces de aguantar repetidos ciclos de esterilización. El mayor inconveniente que presenta este tipo de válvulas es la necesidad de revisar regularmente estos componentes. Si se desea minimizar costos en la construcción de fermentadores, es ventajosa la utilización de válvulas tipo esférico.
En reactores agitados, otro potencial punto de entrada de contaminantes es la unión entre el eje del agitador y el reactor (prensa estopa). El espacio existente entre el eje del agitador y el espacio del reactor debe estar sellado. Si el fermentador opera durante largos períodos de tiempo, el desgaste de las juntas facilita la entrada de contaminantes. Para prevenir este tipo de contaminación se han diseñado varios tipos de cierre del agitador. En los fermentadores de gran tamaño se utiliza normalmente cierres mecánicos. En estos dispositivos, una parte del ensamblaje permanece estacionaria mientras que la otra gira sobre el eje. Las superficies de ambos componentes, realizadas con máquinas de precisión, se presionan mediante muelles o fuelles de expansión y son enfriadas y lubricadas con agua. Los cierres mecánicos construidos con carburo de silicio y carburo de tungsteno, son especialmente indicados para su utilización en los fermentadores. Los cierres del agitador son especialmente un punto crítico del reactor, especialmente si este tiene su entrada por la parte inferior. En este caso debería instalarse un cierre mecánico doble para evitar fugas. En los recipientes pequeños pueden utilizarse mecanismos de transmisión magnéticos para acoplar el eje del agitador y el motor, de manera que el eje no perfore el recipiente. Con este dispositivo puede transmitirse potencia suficiente para agitar recipientes de hasta 800 litros. Sin embargo, la utilidad de los agitadores magnéticos es bastante limitada para cultivos viscosos, especialmente cuando se necesitan elevadas velocidades de transferencia de oxígeno.
Inoculación y muestreo del fermentadorEn el diseño del fermentador debe tenerse en cuenta la necesidad de inoculación y
recogida de muestra de manera aséptica. El inoculo de reactores de gran tamaño procede
17

Los fermentadores o biorreactores
de reactores mas pequeños. Con el fin de evitar la contaminación durante dicha operación, ambos recipientes se mantienen a presión positiva de aire. El método de transferencia aséptica más sencillo consiste en presurizar el recipiente que contiene el inoculo con aire estéril, de manera que el cultivo es arrastrado hacia el fermentador grande.
Figura 13En la figura 13 se muestra un ejemplo del sistema de tuberías y conexiones de
válvulas que se necesitan para el traspaso. El fermentador y sus tuberías, y el tanque que contiene el inoculo y sus tuberías incluyendo las válvulas H e I, se esterilizan por separado antes de añadir el cultivo al tanque del inoculo. Con las válvulas H e I cerradas, el recipiente pequeño se une al fermentador mediante las conexiones A y B. Dado que estas conexiones están abiertas antes de ser unidas, estas deben esterilizarse antes de abrir el tanque de inoculo. Con las válvulas D, H, I y C cerradas, y con las válvulas A y B ligeramente abiertas, el vapor fluye a través de E, F y G, saliendo lentamente por A y B. Tras 20 minutos de esterilización con vapor se cierran las válvulas E y G y los conectores A y B, por lo que la ruta desde el tanque del inoculo hasta el fermentador se encuentra esterilizada. Se abren las válvulas D y C para que fluya aire estéril al fermentador y mantener así la línea bajo presión positiva. Entonces se cierra la válvula F y se abren las válvulas H e I y se usa aire estéril para forzar el contenido existente en el tanque del inoculo a entrar al fermentador. La línea que conecta los recipientes se vacía de la mayoría del líquido residual soplando con aire estéril. Posteriormente se cierran las válvulas D, C, H e I, con el fin de aislar el fermentador y vaciar el tanque del inoculo que ahora puede desconectarse en los puntos A y B.
Para recoger caldo para análisis se colocan en los fermentadores lugares de muestreo. En la figura 14 se presenta una posición típica de muestreo que mantiene el carácter aséptico del proceso. Inicialmente la válvula A está cerrada, mientras que las válvulas B y C están abiertas con el fin de mantener una barrera de vapor entre el reactor y el ambiente exterior. Entonces se cierra la válvula C, se cierra parcialmente la válvula B para permitir que el vapor y el condensado fluyan a través de la puerta de muestreo. Para el muestreo se abre durante un breve instante la válvula A para enfriar la tubería y extraer cualquier condensado que pudiera diluir la muestra y posteriormente se descarga el caldo.
18

Los fermentadores o biorreactores
Figura 14
Materiales de construcciónLos fermentadores se construyen con materiales que puedan soportar repetidos ciclos
de limpieza y esterilización con vapor. Los materiales que se encuentran en contacto con el caldo y los medios de fermentación deben ser no reactivos y no absorbentes. Para construir fermentadores de hasta 30 litros de capacidad se utiliza el vidrio. Las ventajas del vidrio son varias: es liso, no tóxico, resistente a la corrosión y transparente, lo que permite una rápida inspección del contenido del recipiente. Puesto que se necesitan vías de entrada para el medio, el inoculo, el aire y para los diferentes instrumentos de medición como los sensores de pH y de temperatura, los fermentadores de vidrio se equipan generalmente con tapas de acero inoxidable que permiten la colocación de juntas y uniones de manera segura y sencilla.
La mayoría de los fermentadores a escala piloto y a gran escala se construyen en acero inoxidable resistente a la corrosión (AISI 316), aunque también se han utilizado acero dulce revestido de acero inoxidable. Para la camisa y otras superficies aisladas del caldo puede utilizarse acero inoxidable de menor calidad.(AISI 304). En todas las partes del fermentador que entran en contacto con el cultivo debe evitarse el cobre y materiales que lo contengan debido a su efecto tóxico sobre las células. Las superficies interiores de acero estarán pulidas “a espejo” para facilitar la limpieza y esterilización del reactor y las soldaduras se nivelan antes de ser pulidas. En todos los casos se preferirá el “electropulido” al pulido mecánico.
Diseño del difusorEl difusor, los rodetes y los deflectores determinan la eficacia de la mezcla y de la
transferencia de oxígeno en los biorreactores agitados. En los biorreactores se utilizan normalmente tres tipos de difusores: porosos, de orificio y de boquilla. Los difusores porosos de vidrio, cerámica o metal sinterizado se utilizan en aplicaciones a pequeña escala, ya que el gas que puede atravesarlos es limitado debido a la gran resistencia al flujo que ofrece este tipo de difusores. Un problema añadido puede ser el crecimiento de células en los pequeños orificios que puede llegar a bloquear el difusor. Los difusores de orificio, también conocidos como tuberías perforadas, están constituidos por pequeños agujeros realizados en la tubería, la cual se coloca dentro de un anillo o atravesada en la base del reactor. En este difusor, los agujeros deben ser lo suficientemente grandes como para minimizar los taponamientos. Los difusores de orificio se han utilizado en producción de levaduras y proteínas de seres unicelulares así como en el tratamiento de residuos. Los difusores de boquilla se utilizan en muchos biorreactores agitados tanto a escala de laboratorio como a escala de producción. Estos difusores consisten en una única tubería abierta o semiabierta que proporciona una corriente de burbujas de aire. Las ventajas que representa este difusor,
19

Los fermentadores o biorreactores
son la baja resistencia al flujo de gas y el mínimo riesgo de taponamiento. También se han desarrollado otros diseños diferentes de difusores. En los difusores eyector-inyector de dos fases, el gas y el líquido se bombean simultáneamente a través de una boquilla para producir pequeñas burbujas. En los diseños combinados difusor-agitador construidos para los fermentadores de menor tamaño, se utiliza un eje de agitador hueco para la salida del aire. Independientemente del diseño del difusor, éste debe tener en cuenta la posibilidad de realizar la limpieza del interior de la tubería “in situ”.
MezcladoEl mezclado es una operación física que hace al fluido más uniforme, eliminando
gradientes de concentración, temperatura y otras propiedades. El mezclado incluye:
i. Combinación de los componentes solubles del medio, como los azúcaresii. La dispersión de gases, como el aire, cuando atraviesa el líquido en pequeñas
burbujasiii. El mantenimiento de la suspensión de partículas sólidas, como las célulasiv. Donde es necesario, la dispersión de los líquidos inmiscibles para formar una
emulsión o suspensión de gotas finasv. La mejora de la transmisión del calor hacia o desde el líquido
El mezclado es una de las operaciones más importantes en el bioprocesado. Para crear las condiciones ambientales óptimas para la fermentación, los biorreactores deben proporcionar a las células acceso a todos los substratos, incluyendo el oxígeno en los cultivos aerobios. No es suficiente con llenar el fermentador con el medio rico en nutrientes, ya que a menos que el cultivo se encuentre bien mezclado se formarán zonas sin nutrientes en aquellos puntos de mayor consumo por parte de las células. Este problema aumenta si la mezcla no mantiene en suspensión uniforme la biomasa.
La mezcla se puede alcanzar de diferentes maneras, siendo la más común en el bioprocesado la agitación mecánica mediante el rodete.
Equipo de mezclaLos tanques agitados se construyen generalmente de forma cilíndrica con la base
conformada de tal manera de eliminar esquinas y cavidades donde las corrientes del fluido no puedan penetrar y propiciar la formación de regiones estancadas.
La mezcla se alcanza utilizando un rodete instalado sobre el fondo del tanque. El efecto rotatorio del rodete consiste en bombear el líquido y crear un flujo regular. El líquido es empujado fuera del rodete, circula a través del reactor y periódicamente regresa a la región del rodete. Para que exista una mezcla eficaz con un solo rodete, la profundidad del líquido en el tanque no debe ser superior a 1.0-1.25 veces el diámetro del mismo.
Los deflectores, que son láminas metálicas unidas a la pared del tanque por medio de soportes, reducen los vórtices del líquido. Para prevenir la formación de vórtices, generalmente es suficiente colocar cuatro deflectores regularmente espaciados. La anchura óptima de los deflectores depende del diseño del rodete y de la viscosidad del fluido, pero es del orden de 1/10 a 1/12 el diámetro del tanque. Para líquidos de baja viscosidad, los deflectores se colocan perpendiculares a la pared del tanque, tal como se muestra en la figura 15(a). Los deflectores también pueden montarse separados de la pared a una distancia de 1/50 el diámetro del tanque o formando un ángulo, tal como se muestra en la figura 15(b y c). Estas disposiciones evitan la sedimentación y la formación de zonas estancadas al lado de los deflectores durante la mezcla de suspensiones viscosas de células.
20

Los fermentadores o biorreactores
Figura 15
En la figura 16 se muestran algunos diseños de rodetes aunque existen muchos más. Algunos rodetes presentan también palas planas; en otros, como las hélices y los tornillos helicoidales, la pendiente de las palas varía en forma continua.
La elección del rodete depende de varios factores, entre los que se destacan la viscosidad del fluido que se va a mezclar y la sensibilidad del sistema al esfuerzo de corte (cizalla mecánica).
Figura 16El rodete más usado en la industria de la fermentación es la turbina de disco con 6
palas planas. Este se conoce también como turbina Rushton.
21

Los fermentadores o biorreactores
Control de la evaporaciónA los cultivos aerobios se les inyecta aire de manera ininterrumpida. Sin embargo, la
mayoría de los componentes del aire son inertes y salen directamente a través de la línea de salida de gases. Si el aire que entra al fermentador se encuentra seco, el agua del medio está continuamente siendo extraída del mismo y abandona el sistema como vapor. La pérdida de agua por evaporación durante un período de varios días puede ser importante. Este problema es más significativo en los reactores agitados por aire, ya que los caudales de gas para una mezcla y transferencia de materia adecuadas es generalmente mayor que en los reactores agitados mecánicamente.
Para evitar problemas de evaporación, el aire inyectado en los fermentadores puede humectarse previamente haciéndolo burbujear a través de columnas de agua situadas fuera del fermentador. De esta manera el aire húmedo que entra al fermentador tiene menos capacidad de evaporación que el aire seco. Los fermentadores pueden equiparse también con condensadores de agua fría para retornar al caldo cualquier vapor arrastrado en el gas de salida. La evaporación puede ser importante cuando se trabaja con productos o substratos más volátiles que el agua. Por ejemplo, las especies Acetobacter se utilizan para producir ácido acético a partir de etanol en un proceso altamente aerobio que requiere grandes cantidades de aire. Para reactores agitados operando con caudales de aire de 0,5-1,0 v v m (volúmenes de aire por volumen de medio y por minuto) se ha encontrado que partiendo de una concentración inicial de alcohol del 5% se pierde el 30-50% del substrato en 48 horas debido a la evaporación.
Monitorización y control de los biorreactoresEl ambiente existente en el interior de los reactores debe permitir una óptima actividad
catalítica. Parámetros como la temperatura, el pH la concentración de oxígeno disuelto, la velocidad del agitador y la velocidad de difusión de aire tienen un importante efecto sobre el rendimiento de la fermentación y sobre las reacciones enzimáticas. Para proporcionar un ambiente adecuado, las propiedades del sistema deben estar monitorizadas y así poder controlar cualquier desviación de los valores deseados. En la industria de la fermentación existen varios niveles del control de proceso. El más simple es el control manual, que requiere un operador humano para manipular dispositivos como bombas, motores y válvulas. El control automático se utiliza para mantener los parámetros en sus valores prefijados. Debido al aumento del uso de computadoras en la industria de la fermentación es posible utilizar estrategias avanzadas de control y optimización basadas en modelos matemáticos de fermentación.
CAMBIO DE ESCALAEn general, scale-up (cambio de escala) está asociado con la transferencia o
mejoramiento de los procesos obtenidos en el laboratorio a escala industrial. Es conocido que en la industria química y farmacéutica, los procesos comerciales se realizan en base a datos experimentales.
En la industria química, en la década del 1930 los cambios se realizaban en un incremento individual que no debía pasar un factor de 10. No obstante en la actualidad, se han utilizado factores mayores.
En la industria fermentativa, los reactores con los mayores volúmenes se encuentran en la producción de antibióticos, fermentación alcohólica y planta de tratamiento de efluentes.
El propósito del cambio de escala es la selección de las condiciones de diseño y de operación para asegurar que el efecto de las diferentes variables sobre el proceso es el mismo en unidades de diferentes tamaños. El objetivo es obtener similares rendimientos con la misma calidad de producto.
Los caminos que uno puede escoger para aumentar la productividad son:
22

Los fermentadores o biorreactores
Aumentar la escala. Cambiar la cepa. Cambiar el modo de operación de un proceso. Cambiar el medio de cultivo.
Durante el cambio de escala todas las variables cambian, pero debemos evitar un cambio en la cinética.
El cambio de escala está asociado con la transferencia de los datos obtenidos en el laboratorio a escala piloto a la escala industrial. Como una de las formas consistía en aumentar el volumen, veremos como se afectan las siguientes propiedades:
Influencia sobre el Número de generaciones
Si definimos como bo= biomasa inicial (cfu) y b= biomasa final (cfu)
1bdbdt
Integrando la ecuación anterior entre bo y b nos queda la expresión de la biomasa en función del tiempo:
b= bo e.t o expresado en forma logarítmica ln b/bo= t (1) Por otra parte sabemos que el tiempo en fase exponencial t puede expresarse en
términos de tg (tiempo de generación) y el Ng (número de generaciones):
t = Ng tg (2) Por otro lado tg= ln 2/ Reemplazando en la ecuación (2) y despejando Ng
Ng= t / ln2 y de la ec (1) Ng= (ln b/bo ) / ln 2 = (ln b - ln bo ) / ln 2
Pero b = X. V ; donde X= conc. celular en cfu/ml y V= volúmen en ml
Ng=( ( ln V.X ) - ln bo ) / ln 2
De la ecuación anterior podemos ver que el aumento de volúmen asociado al cambio de escala trae aparejado un incremento en el número de generaciones.
Dinámica del fluído
23
Volumen final
Número de generaciones
Esterilización Dinámica del fluido

Los fermentadores o biorreactores
Suponiendo que las condiciones de aireación que dan la máxima productividad en una fermentación específica han sido establecidas en un fermentador piloto y luego transferidas al fermentador de escala proceso tiene la misma configuración geométrica, el problema se concentra en estimar la velocidad de aireación en el gran recipiente y se asume por simplicidad agitación no mecánica.
Puesto que las propiedades físicas del caldo en el fermentador grande son las mismas que en el de laboratorio, se puede asumir:
(kLa)1 = (kLa)2
Los coeficientes volumétricos de transferencia pueden escribirse en función de las siguientes propiedades:
dondeF= velocidad de flujo de gasH= altura de líquidodb= diámetro de la burbuja= velocidad terminal ascendente de la burbujaV= volúmen de líquido
Un criterio muy utilizado en el cambio de escala de procesos aeróbicos es utilizar el mismo coeficiente de transferencia de masa de la escala de laboratorio, de donde
(kLa)1 = (kLa)2
siendo 1= escala de laboratorio 2= escala industrialConsiderando db1 = db2 y 1 =2
Por lo tanto
Por ejemplo si nuestro equipo industrial es 5 veces más alto que el de laboratorio:HL2 = 5 HL1
Reemplazando esta equivalencia en la ecuación anterior
= 5 y si (F/V)1 = 1 v.v.m
En el fermentador industrial debemos aplicar una relación (F/V)2 = 0,2 v.v.m.
24

Los fermentadores o biorreactores
Esterilización
Una esterilización fue corrida a escala piloto en un recipiente de 1000 lts. con un medio que contenía 106 esporas/cm3, requiriéndose una probabilidad de 1 batch en 1000 esterilizaciones.
Calculemos el factor = ln( No / N)= 34,5Si se requiere la misma probabilidad de contaminación en el reactor de 10000 dm3, y
se parte con un medio que posee la misma carga inicial de esporas, luego
= 36,8
El factor de esterilización aumenta con el cambio de escala, lo que hace necesario conocer el factor de degradación de los nutrientes para escoger un correcto valor de temperaturas y tiempos.
Métodos de Cambio de Escala más frecuentemente empleados
El cambio de escala de biorreactores geométricamente semejantes, se lleva a cabo generalmente por alguno de los siguientes métodos:
- Igual potencia de agitación por unidad de volumen.- Igual coeficiente de transferencia de masa- Máximo esfuerzo de corte- Igual tiempo de mezclado
Todos los factores antes mencionados están relacionados con las variables del sistema pero de diferentes formas. Los más comúnmente empleados son los criterios basados en igual potencia de agitación por unidad de volumen e igual coeficiente de transferencia de masa.
Potencia por unidad de volumen constanteLa potencia suministrada al sistema por la agitación y aireación tiene diferentes
efectos sobre la conducta hidrodinámica del sistema y las características de transferencia de masa. La relación P/V determina el valor del número de Reynolds el que influye en el grado de turbulencia y en el coeficiente de transferencia de masa, especialmente en la transferencia del oxígeno desde las burbujas de gas. Por un lado, la velocidad de agitación lineal, NDi, determina el máximo esfuerzo de corte en el tanque como el tamaño de las burbujas.
Cuando el fluido en el tanque es completamente turbulento, el número de potencia es
P N3Di5
Como el volumen varía proporcionalmente al Di3, luego
P/V N3Di2
Con la imposición de igual potencia por unidad de volumen,
N23 Di2
2 = N13 Di1
2, de donde
25

Los fermentadores o biorreactores
Este método fue empleado en el escalado de la producción de penicilina. En general, los fermentadores tenían una potencia de 2 kW/m3, con una velocidad de agitación calculada de acuerdo a la expresión antes citada.
Coeficiente Volumétrico de transferencia de masa constanteA menudo es un criterio muy utilizado, ya que en los procesos aerobios es importante
garantizar esta transferencia, aunque no hay garantía de un buen mezclado. Un gran número de correlaciones que relacionan el KLa con la Potencia por unidad de volumen y la velocidad superficial, han sido relacionadas y presentan la siguiente forma:
dondePg= potencia en el sistema aireadoV= volumen de líquido en el recipientevs= velocidad superficial del airek, x, y son factores empíricos específicos del sistema bajo investigación.
Cooper y otros (1944) determinaron kLa en varios recipientes agitados y aireados (volúmenes superiores a 66 dm3) con un solo impulsor usando la técnica del sulfito y derivaron en la siguiente expresión:
Puede observarse que los valores de KLa son prácticamente proporcionales a la Pg/V. Sin embargo, Bartholomew (1960), demostró que la relación dependía del tamaño del recipiente obteniendo la siguiente tabla:
Escala Exponente de Pg/VLaboratorio 0.95Planta piloto 0.67
Planta de producción 0.5
Los recipientes empleados por Bartholomew contenían más de un agitador en tanto que el recipiente empleado por Cooper poseía sólo uno. Es posible que los agitadores colocados en la parte superior, consuman más potencia que los inferiores.
26