Embed Size (px)
Citation preview
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
1
Bloque IV: Problemas de funcionamiento y análisis de coste (20h)
4.1 CRITERIOS
Los criterios recogidos a continuación sobre los problemas de funcionamiento de la
EDAR, en relación al proceso, tienen detrás gran cantidad de bagaje técnico en su
literatura y en la práctica.
Lo que se pretende es resumir la parte más importante de esta información a la luz de
la experiencia profesional. Por otro lado, hay que señalar que habrá que relativizar las
generalizaciones que aquí se hagan debido a las diferentes características de cada
EDAR en cuanto a su diseño y tecnología, así como a las del agua objeto del
tratamiento.
También hay que incidir en que el operador de la planta no debe restringirse al
perímetro de la estación pues en ella influyen causas determinadas por su cuenca de
vertido. Si bien suele ser difícil actuar, desde la planta, sobre las causas de problemas
que allí se originen, tanto técnica como administrativamente, el conocimiento de estas
infraestructuras ayuda a proveer problemas futuros para el funcionamiento de la
EDAR.
Por último, cabe señalar que una característica intrínseca a esta industria es que,
aunque se lleve un buen control de calidad, el principal producto primo, el agua
residual, un resultado negativo o improcedente , sino que como mucho se acoplará al
problema de fondo minimizándolo. Esto se debe a la naturaleza química y biológica
que condiciona el proceso.
4.2. LÍNEA DE AGUA
4.2.1 Método operatorio
La principal dificultad para corregir un problema en la línea de agua consiste en definir
correctamente el problema en cuestión ya que diferentes causas pueden dar lugar a
efectos aparentemente similares, que se caracterizan con las siguientes pautas:
- Caracterización previa del grupo de causas, con examen visual. Una vez
conocida la marcha rutinaria, cuando la planta esté en régimen, se verán sus
variaciones.
- Definición del problema en el laboratorio. En este caso se usará toda la batería
de análisis físico, químico y biológico de que se dispone.
- Definición de la causa.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
2
- Definición de la solución. A veces la solución no se puede tomar en base a la
eliminación de las causas por lo que habrá que operar, en el sentido de adaptar
el punto de funcionamiento de la planta, con las causas que permitan seguir
dando un producto de calidad con los mismos condicionantes.
De esta última opción hay que deducri que no hay con obsesionarse con eliminar las
causas del problema porque muchas veces están fuera del alcance de la EDAR, por ser
importadas por el agua de entrada. Es decir, con determinadas anormalidades en el
proceso, se pueden seguir garantizando las calidades finales del agua: esto debe de ser
la meta del operador y lo que condicione las medidas a tomar, en caso de problemas.
a) Desbaste
El problema que suele afectar a esta parte de la planta es el que toca a su
dimensionamiento, ya que es imposible estimar a priori la cantidad de arenas y
detritus que generará la cuenca servida. Es más, aún con la planta funcionando,
las cantidades de estos productos son altamente variables en función
generalmente de las lluvias. Estas lluvias pueden originar en sus primeros
momentos auténticas avenidas a los colectores, limpiando y arrastrando
basuras y arenas hacia la planta.
Los problemas más importantes de la instalación son:
Decantación de arenas.
Este problema suele ser debido a dos causas, una externa y otra interna:
1.- Cuenca de recogida con muchas zonas interurbanas o no urbanizadas, así
como aperturas locales de los colectores. Así, se va creando un lecho de arenas
gruesas en el fondo del colector que, una vez alcanzado una altura, descarga
sobre la planta llegando a colapsarla.
2.- Poca velocidad de avance en los canales de las rejas. Este efecto provoca
que se produzca una decantación en los mismos. En general, estos canales
suelen estar bien dimensionados y suele ser un problema de explotación.
Las soluciones a estos problemas suelen ser:
1) Pozo de predesarenado o de gruesos a la entrada de la planta. Normalmente
este tipo de productos, más que ser transportados en suspensión por el agua,
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
3
van rodando por el fondo de los colectores por lo que este tipo de unidades se
muestran muy eficaces.
2) En caso de que el caudal lo permita, una solución sería cerrar algún canal de
rejas, a fin de aumentar la velocidad de avance en las que se queden
trabajando. Con velocidades de paso entre 0,6–1 m/s no suele haber
problemas. En los desbastes con microtamizado este problema no suele darse.
Olores.
En general, el pretratamiento suele ser uno de los focos de olor en las plantas
debido sobre todo a dos circunstancias:
1) El agua que llega a la planta no ha recibido todavía ningún tratamiento
por lo que en ese sentido es una mera prolongación del alcantarillado.
2) El gran porcentaje de los residuos retirados del agua son altamente
putrescibles y suelen estar almacenado durante días.
Las soluciones más comunes son:
1) Que el pretratamiento, al igual que otros procesos susceptibles de oler de la
planta, cuente con un edificio propio para contener los olores. En caso de
existir este edificio, puede aprovecharse para colocar en su interior la
aspiración del aire del interior y, después, tratarlo químicamente para eliminar
los olores. Una extracción de aire con diez renovaciones horarias es suficiente.
2) La implantación de prensas continuas que, por deshidratar casi
completamente los detritus de las rejas, lo convierten en algo inerte y casi
imputrescible y, por la misma razón, almacenable durante mucho tiempo. Por
otro lado, la disminución drástica del volumen de residuos a transportar hace
más atractiva esta solución.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
4
Desarenado
Los parámetros de funcionamiento más comunes en estas unidades son:
Velocidad de paso [m/s]
Carga hidráulica
[ ]
Aireación
[ ]
Desarenado en canal
0,30 70
Desarenado en canal con aireación
0,15 70 0,5-2
El no cumplimiento de estos parámetros definirá las condiciones causantes de
un problema como la acumulación excesiva de arenas. Este problema depende
de la granulometría de las arenas a extraer. En general, las bombas de arenas
habrán de cumplir la condición de una capacidad no inferior a 50 l/m3 de agua
residual en caso de no ser una red separativa, Siempre que esto no suponga
una mezcla de agua y arena, la solubilidad de la mezcla será mayor del 20/25 %,
salvo en caso de bombas muy especiales.
Los actuales bombeos sobre el puente de los desarenadores suelen no
presentar problemas por bombear suspensiones muy diluidas. Un caso
diferente es el de los desarenadores de rasqueta que concentran la arena,
provocan atascos y conllevan una mayor vigilancia operacional.
b) Decantación primaria
Se pueden dar los siguientes problemas:
1) Fermentaciones aerobias en el fondo del decantador.
Normalmente se manifiestan por burbujas más o menos extendidas en la
superficie, seguidas de pérdidas de rendimiento del proceso. En la última fase,
se podrán producir flotaciones de los fangos anaeróbicos del fondo. Las causas
de estos fenómenos suelen ser básicamente dos:
- Purgas insuficientes. Esto suele ocasionar, en una primera etapa, un aparente
buen espesamiento del fango en el propio decantador primario aunque, una
vez comenzados los procesos de fermentación, estos lodos pierden parte del
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
5
poder de espesamiento. Un buen control de planta deberá incluir el control de
nivel de fangos en el fondo del decantador.
- Averías en los sistemas de barrido. Estas averías pueden ser totales o parciales
y, de esa forma, se manifiesta en la superficie del decantador. La solución pasa
por la reparación del mecanismo afectado.
2) Altas concentraciones en la purgas.
Suelen ir acompañados de procesos de putrefacción de los lodos con los
efectos indeseables que esto provoca. De no solucionarse, el problema irá
creciendo y aumentará la aparente necesidad de purga. Esto, con fangos muy
concentrados, hará que los sistemas de espesamiento colapsen, bajen el
rendimiento y comiencen a verter en planta grandes cantidades de reciclados
lo que no hará sino agravar el problema.
3) Baja concentración de las purgas.
Un exceso de purga no será grave si la carga hidráulica a la que se someten los
sistemas de espesamiento es alta. Sin embargo, lo más frecuente es que una
avería del sistema de barrido no acerque los lodos al sistema de purga sino que
provoque la fermentación de los fangos en el decantador.
c) Tratamiento físico-químico (TFQ)
Este tratamiento se considera integrado dentro del proceso de coagulación y
floculación así como en el decantador primario. El inconveniente que se
plantea al intentar describir los problemas de su explotación viene dado por las
finalidades y calidades que el proyecto asigne a la instalación.
- TFQ previo a tratamiento biológico
Este procedimiento suele aplicarse allí donde los vertidos industriales y el
aumento de la DBO o sus variaciones bruscas suponen un obstáculo para un
correcto funcionamiento del reactor biológico. Este tratamiento tiene la
característica de ser un proceso blando, con dosis no muy altas de reactivos
como ClFe, Hipoclorito, neutralizadores de bacterias, etc.
- TFQ final
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
6
Se trata de procesos que intentan llegar a un rendimiento máximo en lo que la
alimentación de sólidos suspendidos se refiere. A su vez, esto influye en el
rendimiento de la DBO y la EDAR. Son tratamientos duros, con altas dosis de
reactivos que incluirán normalmente cal, coagulante y polímeros. Al mismo
tiempo, la instalación está dotada de sistemas completos de coagulación y
floculación, sin los cuales es impensable producir los resultados comentados.
Cuando el sistema no funciona correctamente, la solución aparente suele ser
una creciente dosificación de reactivos lo que a su vez suele llevar a una
generación formidable de fangos.
- Incorrecta incorporación de reactivos
La primera incorporación a realizar es la del reactivo acondicionador del pH,
debiendo determinarse la correcta finalización de la reacción antes de
producirse la adicción de cualquier otro reactivo. De esta forma, ahorraremos
un reactivo disminuyendo la excesiva formación de fangos en el sistema.
Inmediatamente después del reactor biológico y después de favorecer la
coagulación y floculación, se añadirán polímeros que actúen como aglomerante
en la decantación secundaria, de manera que rompa el flóculo y reduzca las
flotantes a la salida de agua tratada.
d) Tratamiento biológico
Dada la interacción que existe entre el reactor biológico y el decantador
secundario, no hay problemas aislados de uno solo de ellos pues, en general,
son problemas comunes excepto los mecánicos por lo que hablaremos de los
problemas según donde se detecten.
Problemas detectables en el reactor biológico
1) Disminución del índice volumétrico de los fangos
Suele ser debido a la presencia de grandes cantidades de materia inorgánica
tales como las arcillas. Suele presentarse en forma de fenómeno repentino y,
normalmente, no permite la regeneración de la edad del fango. La tasa de
volátiles podría estar por debajo de los límites de depuración y, por lo tanto, se
verá afectado el efluente de la planta con un aumento de la turbidez.
Aparentemente, este problema presenta características favorables por
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
7
aumentar la decantabilidad de los fangos pero, a corto plazo, planteará los
problemas descritos.
2) Aumento del índice volumétrico de fangos
En la literatura publicada sobre este tema se encuentran muchas causas para
este tipo de problemas. Entre estas causas se nombran el bajo pH, anoxias
locales en el reactor biológico, desnivel en los niveles de nitrógeno, altas cotas
del parámetro F/M o la proliferación de bacterias filamentosas. En general, se
atajarán las causas del problema permitiendo una generación rápida de lodos
mediante un aumento de las purgas. En el caso particular de las filamentosas,
se realizará una fuerte purga que aunque suba F/M, baje la edad del fango por
debajo de los 2 o 3 días. Este método es el que nos afecta a la calidad del agua.
Algunas filamentosas son susceptibles del tratamiento por anoxias.
Normalemente, las filamentosas dan un buen afluente aunque el problema se
plantea cuando el índica volumétrico (SVI) sube demasiado y no puede
garantizarse una separación correcta de agua y sólidos en la decantación
secundaria.
3) Formación de espumas
- Espumas ligeras.
Las aguas residuales contienen tensoactivos y detergentes pero sus efectos
solo son visibles cuando los sólidos volátiles (MLSS) son muy pequeños por
lo que el fenómeno es típico de la puesta en marcha. Cuando la
concentración en el reactor supera los 400 mg/l, el fenómeno se inhibe
solo. Para este caso, es aconsejable recircular gran cantidad y usar
rociadores, si existen. También pueden usarse antiespumantes aunque no
están indicados. Como la solución definitiva pasa por aumentar los MLSS, el
mejor remedio es bypassear el tratamiento primario para acelerar este
proceso.
- Espumas densas y consistentes
A este fenómeno también se le conoce por el nombre de foaming.
Normalmente está formada por Nocardia (bacterias filamentosas). En caso
de aireación forzada, este fenómeno ha de ser tenido en cuenta y
controlado pues la capa que se forma puede llegar a constituir un obstáculo
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
8
para la buena transferencia de oxígeno al agua y los elementos mecánicos
de aireación pueden sufrir bastante. Otro problema es la dificultad de
arranque de estos elementos por los picos de consumo.
Si estos mecanismos no son suficientes, y a fin de evitar espumas en el
secundario, se puede intentar una cloración suave a razón de 5-10 Kg/m3.
e) Decantador secundario
Los problemas comunes en el decantador secundario son los siguientes:
1) Agua turbia en el efluente
- Falta de oxígeno en el tratamiento. Se combate rápidamente con una enérgica
aireación durante un tiempo equivalente a un periodo de retención mientras se
aumenta al máximo la recirculación. Luego, según se va recuperando el
sistema, la planta se irá acoplando a su punto de funcionamiento normal.
- Muy baja edad de los fangos. Se presenta un crecimiento bacteriano disperso
sin floculación y, por tanto, con muy mala sedimentación. Es típica de la
segunda fase de la puesta en marcha. Si no se está en esta fase, se disminuirán
las purgas pero sin anularlas.
2) Pequeños flóculos
Se presentan en el seno del agua correctamente clarificada. Sus causas más
normales son la alta edad del fango y la desnitrificación. La retención de
nitrógeno gaseoso en coagulos hacen ascender a los flóculos. Para solucionarlo,
hay que disminuir la edad del fango y bajar la aireación.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
9
Fig. 4.1. Diagrama de flujo de motogeneración de EDAR a través del consumo de
biogás. Esta solución se adopta cuando las producciones de gas son interesantes
económicamente. Los formatos de aplicación pueden variar desde una instalación
vertiendo energía a red, para lo que hay que tener un estudio previo de compañía, o
directamente en isla para autoconsumo. Esta última solución es la más extendía y pasa
por acoplar en paralelo un cuadro de control de motores (CCM) con el cuadro general
de distribución.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
10
4.3 ESPESAMIENTO DE FANGOS
4.3.1 Método operatorio
Los métodos de espesamiento son relativamente sencillos de gestionar y optimizar y,
por el contrario, su importancia para el resultado final de los productos de la línea de
fangos es crucial. Así pues, no se tiene en pie la generalizada práctica de dejar para un
segundo nivel la optimización de la línea de fangos.
4.3.2 Espesamiento de gravedad
- Baja concentración de purgas
- Efluentes muy cargados. Las causas más frecuentes son la alta carga hidráulica, la alta
carga másica y la incompleta digestión en el caso de fangos digeridos.
4.3.3 Espesamiento por flotación
Normalmente, en el campo de las aguas residuales urbanas, este proceso se usa para
el espesamiento de fangos biológicos en exceso. El gran problema que se plantea es
lógicamente el de la no flotación o poca concentración en los flotantes.
La primera afirmación que es necesario hacer es que un fango que no tenga
características de flotabilidad, no flotará por más que lo sometamos a cambios
variables que no afecten a las características del mismo. Por tanto, su funcionamiento
pasa por unas elementales pruebas de laboratorio que, de una forma empírica pero
efectiva, nos den las claves de la operación.
Los fangos biológicos de retorno, es decir, de alta concentración, no tienen una buena
flotación. Una solución cara consiste en diluir los fangos hasta que sean fangos de
reactor hasta un máximo de 3.000 mg/l. Otra solución, si la instalación lo permite, es
una floculación con adicción de polímero.
En la mayoría de los casos, el mal funcionamiento viene dado por una incorrecta
regulación del punto de funcionamiento de la unidad. Básicamente, esta regulación se
deduce de la fórmula que nos da la relación aire/sólido y que se transcribe así:
(4.1)
Dónde:

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
11
C = A/S = 0.01 N aire/gr.sólido
S = Solubilidad del aire = 18.7 N aire/m3 agua
E = eficacia de mezclado aire/agua, propio de cada sistema = 0,6-0,7
P = Presión absoluta del sistema (atm)
R = Recirculación de agua clarificada
C = Carga másica = gr sólido/h
4.3.4 Digestión anaerobia
Fundamentos básicos
Para conocer el funcionamiento y la solución de los problemas de esta línea de
tratamiento, es necesario conocer al menos el esquema teórico en que se asienta el
sistema. Tras la observación de los sistemas, se pueden interpretar a luz de la teoría y
extraer, por tanto, las conclusiones que nos llevarán a la solución de problemas de
funcionamiento en esta línea, que es el objetivo central de este estudio.
- Acidogénesis
Es un mecanismo biológico basado principalmente en microorganismos, tipo
clostridio y cuyas funciones básicas son dos:
1) Solubilización mediante hidrólisis enzimáticas de productos orgánicos
complicados tales como grasas, proteínas, celulosas, etc. En esta operación
se obtiene una reducción de complejidad de los productos presentes.
2) Producción de derivados orgánicos a partir de otros más sencillos como
ácidos, alcoholes, aldehídos, etc.
- Metanogénesisis
Es la fase de gasificación propiamente dicha y, por tanto, un mecanismo
complementario y subsiguiente del anterior que, a partir de los productos
relativamente sencillos de la fase ácido-genética (también por vía reductora),
enlaza con productos gaseosos tales como el metano y el dióxido de carbono.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
12
Estos elementos son los componentes típicos del biogás resultante y está claro
que, dado el tipo de reacción que ha tenido lugar, pueden aparecer otros
componentes como nitrógeno, monóxido de carbono, hidrógeno, sulfuro de
hidrógeno, etc., todos ellos en poco más que trazas.
Alimentación de los fangos al digestor
Los parámetros más importantes en la calidad de los fangos mixtos de entrada
a los digestores son:
1) Temperatura
2) Concentración. Es obvio que, a mayor temperatura y en condiciones
normales, se obtendrá un mayor rendimiento de descomposición de la
masa orgánica en el digestor. A su vez, estos vienen relacionados con la
concentración del lodo que entra y, por tanto, con el volumen bombeado al
digestor. Sin embargo, es más importante el efecto de barrido de los
microorganismos generadores de metano.
3) Elementos tóxicos. Sustancias químicas como hidrógeno, sodio, potasio o
amonio, en determinadas concentraciones se convierten en tóxicos para el
sistema y acaban por inhibirlo. Por lo tanto, habrá que acudir a soluciones
externas cuando se pueda. Las sustancias que se usan para correcciones,
por ejemplo, la cal o las magnesitas usadas para alcalinizar, también
presentan problemas solo que a dosis más altas. Respecto la acidez se
hablará más adelante.
4) Ácidos volátiles. Cantidades importantes de estos ácidos pueden inhibir el
proceso. Existen diferentes teorías sobre la intoxicación de los
microorganismos por el catión de hidrógeno, atribuyéndolo unas al efecto
de la toxicidad directa y otras al efecto del descenso de la reproductividad
que aparece con el descenso del pH.
En cualquier caso, dependiendo de la instalación, a partir de concentraciones
comprendidas entre 5.000 y 10.000 mg/l, se inhibe el proceso. En la práctica, lo
que observaremos con más frecuencia y trataremos de mantener es la relación
entre la acidez volátil y la alcalinidad, parámetro que se revela verdaderamente
eficaz en la puesta en marcha cuando todavía no se conoce el comportamiento
de la instalación. Posteriormente, en funcionamiento normal, suele ser
suficiente la vigilancia de las variaciones del pH. La anterior relación, según sus
valores, da idea del punto de funcionamiento de la instalación.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
13
Fig. 4.2. Ciclo de control de la relación entre la acidez volátil y la alcalinidad

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
14
4.4 EXPLOTACIÓN DE LA EDAR
El objetivo principal de cualquier EDAR es conseguir unos rendimientos que sean acordes con la legislación vigente y a unos costos económicos, sociales y medio-ambientales mínimos. Esto viene marcado por el Real Decreto 509/1996, de 15 de marzo, de desarrollo del Real Decreto-ley 11/1995, de 28 de diciembre, por el que se establecen las normas aplicables al tratamiento de las aguas residuales urbanas.
Tabla 4.1 Parámetros de control de vertido para aguas residuales urbanas.
Parámetros Concentración Porcentaje mínimo de reducción (1)
Método de medida de referencia
Demanda bioquímica de oxígeno (DBO 5 a 20 ºC) sin nitrificación (2).
25 mg/l 02
70-90 40 de conformidad con el apartado 3 del artículo 5 R.D.L. (3).
Muestra homogeneizada, sin filtrar ni decantar. Determinación antes y después de cinco días de incubación a 20 ºC ± 1 ºC, en completa oscuridad. Aplicación de un inhibidor de la nitrificación.
Demanda química de oxígeno (DQO).
125 mg/l 02 75 Muestra homogeneizada, sin filtrar ni decantar. Dicromato potásico.
Total de sólidos en suspensión.
35 mg/l (4) 35 de conformidad con el apartado 3 del art. 5 R.D.L. (más de 10.000 h-e) (3). 60 de conformidad con el apartado 3 del art. 5 R.D.L. (de 2.000 a 10.000 h-e (3).
90 (4) 90 de conformidad con el apartado 3 del art. 5 R.D.L. (más de 10.000 h-e) (3). 70 de conformidad con el apartado 3 del art. 5 R.D.L. (de 2.000 a 10.000 h-e) (3).
Filtración de una muestra representativa a través de una membrana de filtración de 0,45 micras. Secado a 105 ºC y pesaje. Centrifugación de una muestra representativa (durante cinco minutos como mínimo, con una aceleración media de 2.800 a 3.200 g), secado a 105 ºC y pesaje.
(1) Reducción relacionada con la carga del caudal de entrada.
(2) Este parámetro puede sustituirse por otro: carbono orgánico total (COT) o demanda
total de oxígeno (DTO), si puede establecerse una correlación entre DBO5 y el
parámetro sustituto.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
15
(3) Se refiere a los supuestos en regiones consideradas de alta montaña contemplada
en el apartado 3 del artículo 5 del Real Decreto-ley 11/1995, de 28 de diciembre.
(4) Este requisito es optativo.
Los análisis de vertidos procedentes de sistemas de depuración por lagunaje se llevarán a cabo sobre muestras filtradas; no obstante, la concentración de sólidos totales en suspensión en las muestras de aguas sin filtrar no deberá superar los 150 mg/l.
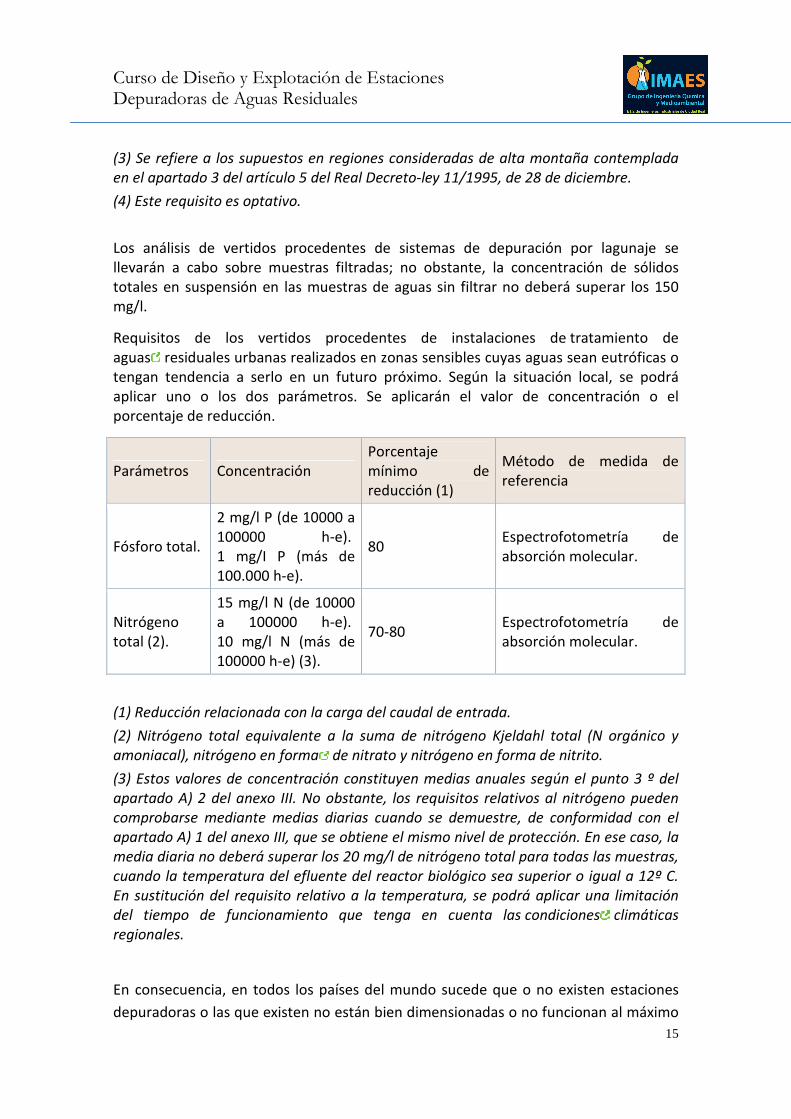
Requisitos de los vertidos procedentes de instalaciones de tratamiento de aguas residuales urbanas realizados en zonas sensibles cuyas aguas sean eutróficas o tengan tendencia a serlo en un futuro próximo. Según la situación local, se podrá aplicar uno o los dos parámetros. Se aplicarán el valor de concentración o el porcentaje de reducción.
Parámetros Concentración Porcentaje mínimo de reducción (1)
Método de medida de referencia
Fósforo total.
2 mg/l P (de 10000 a 100000 h-e). 1 mg/I P (más de 100.000 h-e).
80 Espectrofotometría de absorción molecular.
Nitrógeno total (2).
15 mg/l N (de 10000 a 100000 h-e). 10 mg/l N (más de 100000 h-e) (3).
70-80 Espectrofotometría de absorción molecular.
(1) Reducción relacionada con la carga del caudal de entrada.
(2) Nitrógeno total equivalente a la suma de nitrógeno Kjeldahl total (N orgánico y
amoniacal), nitrógeno en forma de nitrato y nitrógeno en forma de nitrito.
(3) Estos valores de concentración constituyen medias anuales según el punto 3 º del
apartado A) 2 del anexo III. No obstante, los requisitos relativos al nitrógeno pueden
comprobarse mediante medias diarias cuando se demuestre, de conformidad con el
apartado A) 1 del anexo III, que se obtiene el mismo nivel de protección. En ese caso, la
media diaria no deberá superar los 20 mg/l de nitrógeno total para todas las muestras,
cuando la temperatura del efluente del reactor biológico sea superior o igual a 12º C.
En sustitución del requisito relativo a la temperatura, se podrá aplicar una limitación
del tiempo de funcionamiento que tenga en cuenta las condiciones climáticas
regionales.
En consecuencia, en todos los países del mundo sucede que o no existen estaciones
depuradoras o las que existen no están bien dimensionadas o no funcionan al máximo
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
16
de sus posibilidades. Estas dos últimas situaciones no son exclusivas de países
subdesarrollados o en vías de desarrollo.
Los conceptos básicos que constituyen en la inversión económica para asegurar el
funcionamiento de una estación depuradora son los siguientes:
- Coste de construcción
- Revisión de precios de las obras en construcción
- Mantenimiento y explotación
- Mejora y ampliaciones
- Amortización
- Financieros
- Gestión
Los costes de construcción son los únicos que se consideran. Constituyen una parte
solo del coste total y, además, acaban con la ejecución de las obras. Sin embargo, los
costes de mantenimiento y explotación, aunque evolucionan de forma más gradual,
llegan a superar el coste de ejecución y han de preverse de forma continuada mientras
no se disponga de otra forma de depuración que exija mantenimiento.
Una estación depuradora tiene un objetivo claro que es la depuración de las aguas a
un costo mínimo. Este es el objetivo real. La construcción de la depuradora es un
medio para la consecución de este fin.
A este respecto, es oportuno señalar que uno de los problemas que más a menudo
tiene que afrontar el jefe de planta es el cómo actuar ante la llegada improvisada de
un vertido incontrolado que, en un principio, no se sabe cómo puede afectar al
funcionamiento de la planta y a sus instalaciones. Si se acepta el vertido, corre el
riesgo de que se produzcan inhibiciones en el proceso biológico, en la digestión de los
fangos o el deterioro en los equipos. Si el vertido es rechazado, pueden existir otras
posibilidades como desviar aguas abajo el vertido en cuestión.
Las arenas producen con frecuencia la colmatación de los desarenadores si llegan en
gran cantidad. El progresivo avance de las pequeñas partículas hasta las fases finales
del proceso, o sea, hasta la digestión, provocan la consiguiente perturbación en el
proceso digestivo.
Por ello, es aconsejable, según la experiencia, disponer en todas las estaciones
depuradoras de un pozo de gruesos o previo de desbaste.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
17
Como resumen de lo expuesto puede afirmarse que todas las depuradoras, además de
los equipos convencionales, han de disponer de:
- Pozo de gruesos
- Sistema de tamizado de fangos
- Sistemas rápidos de vaciado y limpieza de digestores
El control de los vertidos es una tarea si no suficiente, sí necesaria para que una
depuradora funcione.
A la vista de objetivos básicos que ha de alcanzar toda estación depuradora, las tareas
fundamentales que se han de llevar a cabo son:
a) Mantenimiento y conservación de equipos e instalaciones.
b) Explotación de estos equipos e instalaciones para alcanzar los objetivos
previstos.
c) Control del proceso de esos equipos e instalaciones para alcanzar los objetivos
previstos.
d) Control y seguimiento de marcha económica, administrativa y del resto de los
aspectos generales de la planta.
Por ello, en casi todas las plantas, la organización se basa en cuatro áreas
supervisadas y controladas por el jefe de planta, correspondientes a estas
cuatro tareas:
- Mantenimiento
- Explotación
- Laboratorio
- Administración
Los factores que afectan al número total de personal, además del caudal total a
tratar, son:
- Disposición en planta de la estación
- Homogeneización del proceso y normalización de equipos
- Nivel y grado de tratamiento

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
18
- Tipos de residuos sólidos
- Vertidos industriales
Los tipos de ocupación que se dan en la mayoría de las plantas son, como mínimo,
cinco:
- Jefe de planta
- Administrativo
- Laboratorio
- Mantenimiento
- Explotación
Seguidamente se hacen unas breves consideraciones sobre el mantenimiento. Esta
tarea tiene por objeto asegurar y garantizar el normal funcionamiento de todos los
equipos en instalaciones. Dentro de los dos tipos de mantenimiento: preventivo y
correctivo.
Un hecho particular de las depuradoras es que son unas instalaciones que tienen que
funcionar 24 horas durante 365 días al año. Esto obliga a la existencia permanente de
unos equipos de repuestos que permitan la rápida reparación o la sustitución de las
piezas defectuosas.
El laboratorio ha de servir de apoyo al jefe de planta para que se pueda decidir en la
que se logra la explotación óptima de la estación depuradora, no solo desde el punto
de vista técnico, sino también económico y social.
El producto final de todo proceso de depuración es el residuo sólido proveniente de las
rejillas, grasas y flotantes, arenas, fango y gas. Los tres primeros no representan
problema técnico ni económico grave en su eliminación, ya que sus volúmenes no son
preocupantes. El agua tratada debe devolverse al cauce o reutilizarse si es
económicamente viable. El gas es recomendable reutilizarlo por su potencial técnico y
económico.
Todo proceso de depuración que funcione normalmente bien produce fangos. Debe
estimarse que, por cada metro cúbico de agua tratada por día, se producen al día un
ratio de 2 Kg MS/m3 de fango deshidratado.
El conseguir este producto exige una importante inversión en reactivos por tonelada
de fango deshidratado. A estas cifras hay que añadir los costes de retirada que,
independientemente de su uso ulterior, tienen un coste alto.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
19
Parece claramente admitido que una digestión anaerobia de los fangos con generación
de gas y accionamiento de motogeneradores ofrece unas ventajas importantes:
1) Estabilización de los lodos y disminución de su volumen
2) Producción de energía
Del destino final de los fangos, hay cuatro escenarios típicos:
- Agricultura
- Descarga en vertedero o en el mar
- Secado térmico
- Incineración
Particularmente, merece la pena mencionar el tema de recuperación de energía. Del
presupuesto que se destina al mantenimiento y explotación de estaciones
depuradoras, se puede estimar que, como media, un porcentaje del 20 % al 35 % es
destinado al pago del consumo energético. Este porcentaje varía de manera
inversamente proporcional al tamaño de la planta, pudiendo ser en plantas pequeñas
entre cinco o seis veces más importante que en plantas grandes.
Desde el punto de vista teórico y atendiendo a los costes actuales de energía, parece
suficientemente justificada la inversión para caudales superiores a los 2 m3/s. Sin
embargo, en determinados casos puede ser razonable la recuperación para caudales
menores por medio de motogeneradores de tamaño reducido.
Las otras alternativas consisten en quemar el gas en antorcha, lo que puede constituir
un derroche energético, o bien estudiar la posibilidad de almacenar el gas sobrante
una vez filtrado. Este gas se puede utilizar como combustible en industrias próximas a
la depuradora o para el accionamiento de vehículos de la planta que no requieran
excesiva autonomía.
Riesgos
Los tres tipos de riesgos más frecuentes en las estaciones depuradoras,
estadísticamente, son:
- Caídas
- Riesgos eléctricos
- Asfixia, intoxicación o riesgos de explosión
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
20
Por ello, económica y socialmente, todas las inversiones serán de la mayor rentabilidad
encaminadas a reducir estos riesgos. En consecuencia, no sólo es aconsejable sino
legalmente obligatorio y con responsabilidad civil y penal, directa subsidiaria, seguir las
siguientes indicaciones:
- El que todas las actividades peligrosas sean realizadas por dos operarios. A la
larga, no es un gran desembolso.
- La abundancia de chalecos salvavidas, cinturones de seguridad, pértigas y
flotadores.
- El que las escaleras portátiles no sean metálicas para evitar el riesgo eléctrico.
Son particularmente peligrosas las caídas a los tanques de aireación pues el oxígeno
disuelto no favorece la natación.
Por todo ello, y por pequeña que sea la instalación, debe contarse con un equipo
mínimo constituido:
- Ventiladores portátiles para ventilar bocas de hombre y pozos.
- Linternas antideflagrantes para iluminar tanques o colectores con posible
existencia de gas.
- Cinturones de seguridad para entrar en las bocas de hombre y pozos.
- Máscaras de respiración autónoma para las posibles atmósferas nocivas o con
carencia de oxígeno.
- Medidores de gases para la detección de gases nocivos o explosivos.
Previamente a la puesta en marcha de una depuradora es aconsejable, desde los
puntos de vista legales, técnicos y humanos, la inspección previa de las instalaciones
por parte de los organismos competentes en materia de seguridad e higiene en el
trabajo.
En las plantas de grandes dimensiones es admitido, generalmente, que un nivel
razonable de automatismo contribuya a facilitar las tareas de mantenimiento y
explotación, sin que pueda eliminarse totalmente el control de personal que sigue
siendo necesario. Se contará con medios sencillos que permitan comprobar la
fiabilidad de las medidas de los aparatos automáticos para poder corregirlos en caso
necesario.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
21
Es relativamente frecuente que instalaciones que funcionan automáticamente no lo
hagan de forma adecuada debido a fallos en los sensores o en los equipos automáticos
que controlan y envían señales erróneas a los operadores o los equipos que
comandan.
Las tareas básicas que suelen automatizarse son las siguientes:
- Información sobre la marcha del proceso
- Alarmas
- Elaboración y archivo de datos
- Información periódica
- Tareas auxiliares de mantenimiento y explotación
La realización de estas tareas se puede lograr mediante tres escalones:
1) Adquisición de datos y transmisión de los mismos al ordenador de planta
2) Control de proceso en la planta depuradora
3) Supervisión centralizada del conjunto de las planta depuradoras
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
22
4.5 MODELO DE EXPLOTACIÓN Y MANTENIMIENTO DE LA PLANTA
A continuación, se desarrollarán los puntos más importantes que hay que tener en
cuenta a la hora de plantear una explotación de la planta y su mantenimiento a largo
plazo.
El objeto del informe es describir la organización necesaria para la explotación de las
instalaciones de la EDAR. La explotación se define como el conjunto de actividades
encaminadas a conseguir un funcionamiento óptimo de las diferentes instalaciones de
la Estación Depuradora de Aguas Residuales.
Estudiando las características de las instalaciones, se destacan tres actividades como
las más importantes:
Supervisión: Se realizará en cada una de las máquinas y elementos que constituyen los
procesos unitarios en lo referente a su funcionamiento normal dentro del proceso.
Operación: De los elementos y máquinas cuyo funcionamiento suponga intervención
manual, de forma continua o discontinua.
Control de procesos: Será llevado a cabo mediante un programa de muestreos
realizado en diferentes puntos de la planta y la ejecución de análisis cuyos resultados
permitan actuar sobre cada elemento, área y conjunto de las instalaciones, por razón
de adaptación, a nuevas condiciones de funcionamiento.
Supervisión
Se procederá a la entrada de agua residual proveniente del pretratamiento de la EDAR
actual, directamente a la arqueta de entrada del nuevo reactor biológico y de ahí a los
nuevos decantadores secundarios.
Se realizará el control de toda la planta basado en los criterios de funcionamiento
presentes en el anexo I del documento.
Las actividades a realizar por cada zona de la depuradora se encuentran descritas en
las tablas abajo:
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
23
TRATAMIENTO BIOLOGICO
Frecuencia: Cada 4 horas
Actividades:
I. ARQUETA DE REPARTO A REACTORES
- Comprobación de las lecturas y registros de los medidores de caudal electromagnético.
II. CÁMARA ANAEROBIAS 1, 2 Y 3
- Supervisión, control y registro de los caudales de recirculación externa de fangos.
- Comprobación del funcionamiento de los agitadores.
- Limpieza de la zona.
III. CÁMARA ANOXICA
- Comprobación de las lecturas y registros de los medidores redox
- Comprobación del funcionamiento de los agitadores.
- Limpieza de la zona
IV. CAMARAS FACULTATIVAS 1 Y 2 Y CAMARAS OXICAS 1, 2 Y 3
- Comprobación del funcionamiento de los agitadores.
- Comprobación de las lecturas y registros de los medidores de Oxígeno disuelto y de
medidor Redox..
- Comprobación de Instrumentación de los medidores de Oxígeno y Redox tras medición
portátil in Situ.
- Comprobación del funcionamiento de los sistemas de aporte de aire y consignas en los
mandos de control de operación.
- Comprobación cualitativa de niveles de ruido, vibraciones, calentamiento de los motores.
- Volumen de fangos, dejando decantar el "licor mezcla", durante media hora en una
probeta de 1 litro.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
24
TRATAMIENTO BIOLOGICO ( cont.)
Frecuencia: Cada 4 horas
Actividades:
VI. DECANTACIÓN SECUNDARIA
- Inspección visual del agua.
- Inspección visual mediante probeta de la clarificación del efluente.
- Comprobación auditiva y visual del correcto funcionamiento de los motores reductores
de arrastre de rasquetas de barrido superficial y de fondo.
- Comprobación del funcionamiento de las purgas de fangos biológicos.
- Comprobación de los sistemas de seguridad y control.
- Limpieza de la zona.
VII. RECIRCULACIÓN DE FANGOS BIOLÓGICOS
- Comprobación de su correcto funcionamiento.
- Limpieza de la zona.
VIII. BOMBEO DE FANGOS EN EXCESO A FLOTADORES
- Supervisión auditiva del arranque y parada de las bombas.
- Comprobación de los sistemas de seguridad.
- Limpieza de la zona.
V. RECIRCULACIÓN INTERNA DEL LICOR-MIXTO ( LINEA 1)
- Comprobación de su correcto funcionamiento.
- Comprobación de las lecturas y registros de lo medidor de caudal de rec. interna
- Comprobación de los sistemas de seguridad.
- Limpieza de la zona.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
25
- Limpieza de la zona.
- Registros de fangos biológicos en exceso.
IX. BOMBEO DE FANGOS EN EXCESO A FLOTADORES
- Supervisión auditiva del arranque y parada de las bombas.
- Comprobación de los sistemas de seguridad.
- Limpieza de la zona.
- Registros de caudalímetro de fangos biológicos en exceso.
AGUA TRATADA
Frecuencia: Cada 4 horas
Actividades:
- Comprobación del correcto funcionamiento del bombeo de agua
tratada al depósito de agua de servicio.
- Comprobación del correcto funcionamiento del grupo de presión y
del filtro de anillas.
- Registros del caudalímetro de agua tratada.
ESPESADORES DE FLOTACIÓN
Frecuencia: Cada 4 horas
Actividades:
- Comprobación del correcto funcionamiento del bombeo de
flotantes de la decantación secundaria y de las bombas de fangos
biológicos en exceso.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
26
- Comprobación del correcto funcionamiento de los calderiles de
presurización y sus compresores.
DESHIDRATACIÓN DE FANGOS
Frecuencia: Cada 2 horas
Actividades: I. DEPÓSITO DE ALMACENAMIENTO
Comprobación de funcionamiento de los agitadores.
Comprobación de los niveles de fango.
Comprobación de los equipos de seguridad.
Registro del caudal de fangos a deposito almacenamiento.
II. BOMBEO DE FANGOS A DESHIDRATACIÓN
- Supervisión auditiva del arranque y parada de las bombas.
- Comprobación de su funcionamiento y temporizados.
- Comprobación de los equipos de seguridad.
- Limpieza de la zona.
- Registos de caudal de fangos a centrifugas.
III. POLIELECTROLITO
- Comprobación del funcionamiento de los equipos compactos de
dosificación, preparación de la mezcla, agitadores y niveles de las
cubas de dilución.
- Comprobación del funcionamiento de las bombas dosificadoras y
ajuste de los rotámetros de dilución.
- Registros de la cantidad de poli consumida en deshidratación.
III. CENTRÍFUGAS DECANTADORAS

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
27
- Supervisión el caudal impulsado por las bombas de fangos.
- Comprobar el funcionamiento de las centrífugas, comprobando la
entrada del fango y la descarga.
- Comprobación de la salida de sobrenadantes.
- Limpieza de la zona.
- Registro del caudal de fangos a centrifugas
IV. ALMACENAMENTO DE FANGOS DESHIDRATADOS
I. ELEVACIÓN DE FANGOS A SILOS DE ALMACENAMIENTO
- Comprobación del funcionamiento de las bombas de fangos,
supervisando el nivel de ruidos y vibraciones.
DESHIDRATACIÓN DE FANGOS ( CONT)
Frecuencia: Cada 4 horas
II. SILOS DE ALMACENAMIENTO
Actividades:
- Supervisión de los niveles de fangos.
- Comprobación del funcionamiento de las descargas.
- Limpieza de la zona.
- Registros del volumen de fangos retirados.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
28
Las conclusiones que se pueden extraer de las operaciones descritas con anterioridad
son las siguientes:
- La línea de agua, debido a su carácter de proceso continuo, necesita una supervisión
de los equipos que la componen. Siempre que estos funcionen correctamente se
ajustarán a sus distintos parámetros para encaminar los procesos a un tratamiento
correcto del agua:
TRATAMIENTO DE ESCURRIDOS DE CENTRIFUGAS
Frecuencia: Cada 4 horas
Actividades:
- Comprobación del correcto funcionamiento del bombeo de
escurridos a la cámara de mezcla rápida.
- Comprobación de la inyección de cloruro férrico en la cámara de
mezcla rápida.
- Comprobación del correcto funcionamiento del agitador de
mezcla rápida.
- Comprobación de la inyección de polielectrolito en la cámara de
floculación.
- Comprobación del correcto funcionamiento del agitador de
floculación
- Supervisión visual del decantador de sobrenadantes.
- Comprobación del correcto funcionamiento del bombeo de
fangos y flotantes del decantador de sobrenadantes a cámara de
mezcla.
- Inspección y registro de los niveles de poliectrolito y cloruro
férrico.
- Registros del caudal de fangos del decantador de sobrenadantes
a cámara de mezcla.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
29
a) Esta supervisión y ajuste de parámetros puede realizarse en un recorrido que
se efectúe desde el principio al fin de ella. Será una persona encargada en cada
turno, pudiendo ser acompañado por otro operario de explotación para
ayudarle en su labor y como medida de seguridad.
b) El encargado realizará este recorrido una o dos veces en su turno procurando
ajustarse en lo posible al intervalo fijado. No obstante, contará con cierta
libertad de acción para poder elegir el momento en caso de presentarse algún
inconveniente que requiera su presencia inmediata.
c) Para que no existan dudas sobre los puntos a supervisar ni sobre las
modificaciones en los parámetros que se hayan realizado, se rellenarán unos
partes de explotación donde figurarán todos los registros a realizar.
- La segunda conclusión que extraemos es que la línea de fangos, al ser un proceso más
delicado, requiere una dedicación permanente y exclusiva del personal de explotación
en la puesta en marcha y duración del proceso.
Operación
Las tareas de operación irán encaminadas a conseguir los siguientes objetivos:
a) Optimizar el rendimiento de los diferentes procesos y sistemas unitarios de que
constan las instalaciones.
b) Optimizar el empleo de los productos químicos, efectuando las pruebas
necesarias para determinar las características y dosis de aquellos que producen
las mejores prestaciones técnico-económicas.
c) Minimizar el coste derivado del consumo de energía eléctrica sin perjuicio del
pleno cumplimiento de la calidad exigida al agua tratada y a los fangos
evacuados de la depuradora, ni detrimento de la función para la que se
diseñaron las distintas instalaciones.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
30
d) Tomar muestras y realizar los análisis precisos para obtener los valores de
todas las variables que definen el proceso en las líneas de agua y fango para
efectuar el control y funcionamiento de dichos procesos. En circunstancias
singulares (por vertidos anómalos u otras causas), se realizarán otras tomas de
muestras y determinaciones analíticas.
Control De Procesos
Se llevará a cabo, fundamentalmente, mediante un programa de muestreo realizado
en diferentes puntos de la planta y la ejecución de análisis cuyos resultados permitan
actuar sobre cada elemento, área y conjunto de las instalaciones.
La adecuada operación de los procesos de depuración se comprobará por
determinación de variables de control de calidad obtenidas mediante determinaciones
analíticas.
El control de los procesos incluye las tareas siguientes:
� Toma de muestras.
� Determinaciones analíticas de laboratorio.
� Toma de datos manuales.
� Registro de medidas en continuo realizadas mediante instrumentos.
La toma de muestras compuestas proporcionales al caudal y las determinaciones
analíticas se llevarán a cabo mediante un programa de muestreo realizado en
diferentes puntos de la planta. La ejecución de las analíticas en el laboratorio de la
EDAR, cuyos resultados permitan actuar sobre cada elemento, área y conjunto de las
instalaciones, se adaptarán a nuevas condiciones de funcionamiento. Esto será
realizado por personal cualificado.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
31
Mantenimiento
Es el conjunto de operaciones a realizar en los diversos equipos de la planta para que,
en todo momento, se encuentren en óptimas condiciones de funcionamiento y
seguridad. Dividiremos esta actividad en dos apartados claramente diferenciados:
� Mantenimiento preventivo.
� Mantenimiento correctivo.
a) Mantenimiento preventivo
Se trata del conjunto de operaciones a realizar en todos y cada uno de los equipos
ofertados, de forma anticipada y con carácter sistemático que disminuyan al máximo
el factor de averías, roturas, accidentes y sus consecuencias.
La empresa encargada de la explotación de la planta depuradora practicará un
mantenimiento preventivo que evite el factor averías, gracias a una supervisión
constante y sistemática de los distintos equipos que integran la planta.
b) Mantenimiento Correctivo
Se entiende como mantenimiento correctivo el conjunto de operaciones necesarias
para reparar las averías y roturas producidas en los equipos durante su
funcionamiento.
Esta actividad está relacionada directamente con la efectividad del equipo y programa
de mantenimiento preventivo por lo que la tendencia de su evolución se corregirá
actuando sobre el mantenimiento preventivo implantado.
Personal
La determinación del personal necesario se efectúa conforme a los procesos en que
puede descomponerse el conjunto de las instalaciones de la estación depuradora,
evaluándose las necesidades en puestos de trabajo que requiere cada una de las
funciones que se desarrolla en las mismas. Por lo tanto, la distribución del personal se

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
32
ha realizado atendiendo a los puestos y turnos de trabajo y se ha reflejado
esquemáticamente.
Las necesidades de personal requerido para llevar a cabo el servicio de explotación se
han determinado tras el análisis de la estructura idónea de dicho servicio. Los puestos
de trabajo están clasificados en dos categorías:
� Explotación, Mantenimiento y Conservación.
� Dirección y Control.
a) De explotación, mantenimiento y conservación
En esta categoría se incluyen los operarios a nivel de planta por turno de trabajo.
Se estima que la operatividad idónea se consigue con tres turnos de ocho horas
cada uno, dejando por la noche la planta siempre con operarios. Nuestra
experiencia en la explotación de diferentes EDARs así nos lo aconseja.
b) De Dirección y Control
El personal de este grupo no tendrá un turno de trabajo coincidente con el resto de
los operarios ya que deberá ajustarse a las necesidades del funcionamiento de la
planta. Su trabajo, en régimen normal, lo realizarán en jornada partida.
De acuerdo con estas consideraciones, la distribución del personal se realizará de la
siguiente forma:
PERSONAL NECESARIO
(TURNOS DE 8 HORAS DE LUNES A VIERNES)
EXPLOTACIÓN MANTENIMIENTO Y
CONSERVACIÓN
Mañana
Tarde
Noche
*Jefe de Planta 0,50 0,50 -
*Jefe de Explotación 0,50 0,50 -
Operador 2,00 - -
Operador - 1,00 -
Operador - - 2,00
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
33
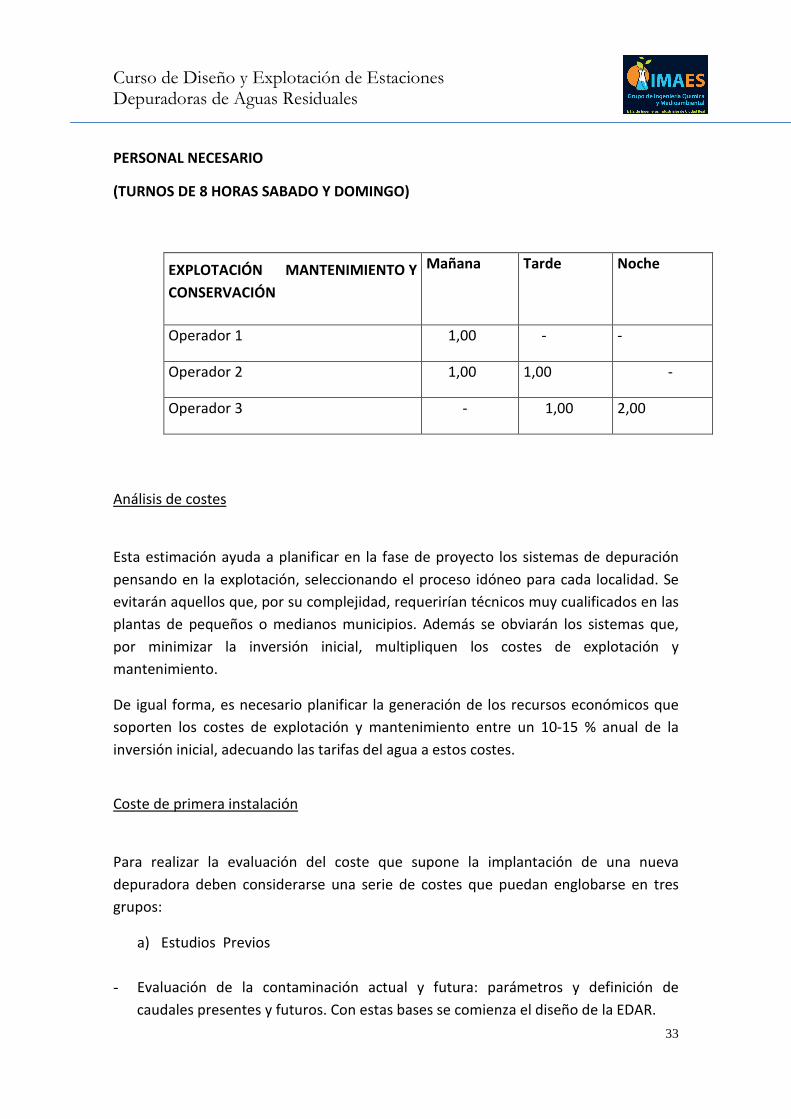
PERSONAL NECESARIO
(TURNOS DE 8 HORAS SABADO Y DOMINGO)
EXPLOTACIÓN MANTENIMIENTO Y
CONSERVACIÓN
Mañana
Tarde
Noche
Operador 1 1,00 - -
Operador 2 1,00 1,00 -
Operador 3 - 1,00 2,00
Análisis de costes
Esta estimación ayuda a planificar en la fase de proyecto los sistemas de depuración
pensando en la explotación, seleccionando el proceso idóneo para cada localidad. Se
evitarán aquellos que, por su complejidad, requerirían técnicos muy cualificados en las
plantas de pequeños o medianos municipios. Además se obviarán los sistemas que,
por minimizar la inversión inicial, multipliquen los costes de explotación y
mantenimiento.
De igual forma, es necesario planificar la generación de los recursos económicos que
soporten los costes de explotación y mantenimiento entre un 10-15 % anual de la
inversión inicial, adecuando las tarifas del agua a estos costes.
Coste de primera instalación
Para realizar la evaluación del coste que supone la implantación de una nueva
depuradora deben considerarse una serie de costes que puedan englobarse en tres
grupos:
a) Estudios Previos
- Evaluación de la contaminación actual y futura: parámetros y definición de
caudales presentes y futuros. Con estas bases se comienza el diseño de la EDAR.
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
34
- Definición de la tipología de la depuradora: adoptados los parámetros de diseño,
conocidas las características del agua residual y fijados el rendimiento que se
deben garantizar se define el tipo de EDAR.
- Tramitación medioambiental: estudio de impacto ambiental (EIA).
- Redacción del proyecto.
b) Costes de construcción
Aun teniendo en cuenta la incertidumbre en la estimación previa, con ratio de
costes medios, se puede realizar con márgenes de errores asumibles (± 10 %) que,
en buena medida, pueden servir para la toma de decisiones previas.
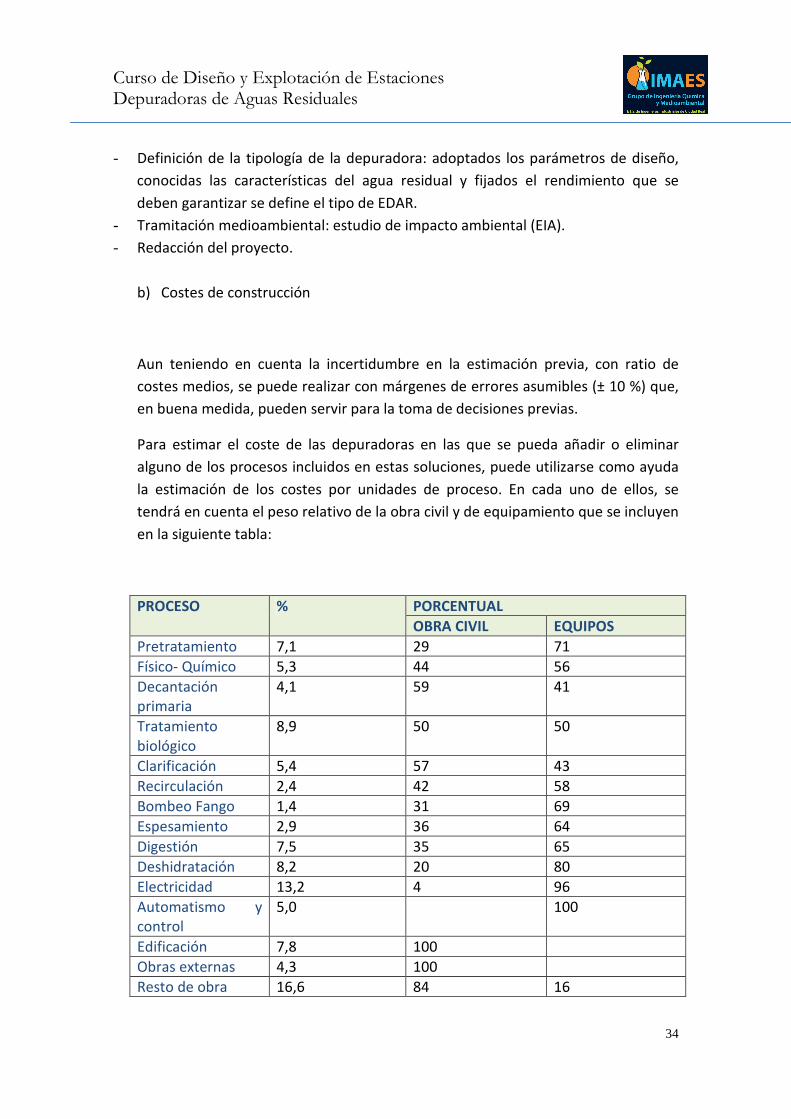
Para estimar el coste de las depuradoras en las que se pueda añadir o eliminar
alguno de los procesos incluidos en estas soluciones, puede utilizarse como ayuda
la estimación de los costes por unidades de proceso. En cada uno de ellos, se
tendrá en cuenta el peso relativo de la obra civil y de equipamiento que se incluyen
en la siguiente tabla:
PROCESO % PORCENTUAL
OBRA CIVIL EQUIPOS
Pretratamiento 7,1 29 71
Físico- Químico 5,3 44 56
Decantación primaria
4,1 59 41
Tratamiento biológico
8,9 50 50
Clarificación 5,4 57 43
Recirculación 2,4 42 58
Bombeo Fango 1,4 31 69
Espesamiento 2,9 36 64
Digestión 7,5 35 65
Deshidratación 8,2 20 80
Electricidad 13,2 4 96
Automatismo y control
5,0 100
Edificación 7,8 100
Obras externas 4,3 100
Resto de obra 16,6 84 16

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
35
c) Coste de explotación
En este apartado se aborda el análisis de los costes de la explotación, entendiendo que
en ese concepto se incluyen las labores de operación cuyo objetivo es obtener los
resultados de tratamiento previstos en la planta y los trabajos de mantenimiento. La
conservación, cuya finalidad es mantener las instalaciones en condiciones productivas,
evita el deterioro progresivo de los diferentes elementos individuales, tanto en el
equipamiento electromecánico como en la obra civil y edificios.
El análisis de los costes de explotación y mantenimiento de una EDAR se puede realizar
a través de un desglose de los mismos, simple pero no por ello menos eficaz. Así
pasamos a enumerar estos costes:
- Personal
- Energía
- Reactivos
- Evacuación y disposición de residuos
- Mantenimiento y conservación
1) Personal
El coste de personal viene dado por la plantilla necesaria y por el coste unitario de
cada uno de ellos. Los recursos humanos que se requieren en la explotación
ofrecen un aspecto creciente y, a la par, otro decreciente. La disminución de horas
anuales de trabajo en los convenios y legislación laboral implica un aumento en los
recursos humanos necesarios.
La dotación de recursos humanos de una planta varía en función de una serie
importante de factores, entre los que cabe destacar estos:
- Tipo de procesos existentes para el tratamiento del agua y fangos
- Existencia de instalaciones en exterior
- Grado de automatización
- Calidad y diversidad de equipamiento
- Antigüedad de las instalaciones
- Normativas laborales aplicables
- Normativa de seguridad y salud
- Tamaño de la planta

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
36
2) Energía
Su coste es muy importante a pesar de la bajada de los precios eléctricos unitarios
producida con la liberación del suministro eléctrico. Es, en gran parte, variable en
función de caudal y características del agua de entrada. Tanto el tamaño como el
tipo de EDAR hacen que el consumo eléctrico difiera sensiblemente entre unas y
otras plantas. Así, en los tratamiento blandos el consumo eléctrico es muy bajo o
incluso nulo (filtros verdes) y, en los tratamientos convencionales, el consumo es
mayor o menor según los diversos procesos.
Como ratio de consumo eléctrico habitual y englobando toda esta diversidad se
pueden adoptar estos:
0,25-0,65 Kwh/m3 de agua tratada
0,9-1,6 Kwh/kg de DBO5 eliminada
El coste total de energía supone habitualmente sobre un 20 % -30 % del total de la
explotación.
3) Reactivos
La variabilidad del importe de este coste es muy alta en función de que exista o no
tratamiento físico-químico en la línea de agua, estabilización química de los fangos,
etc.
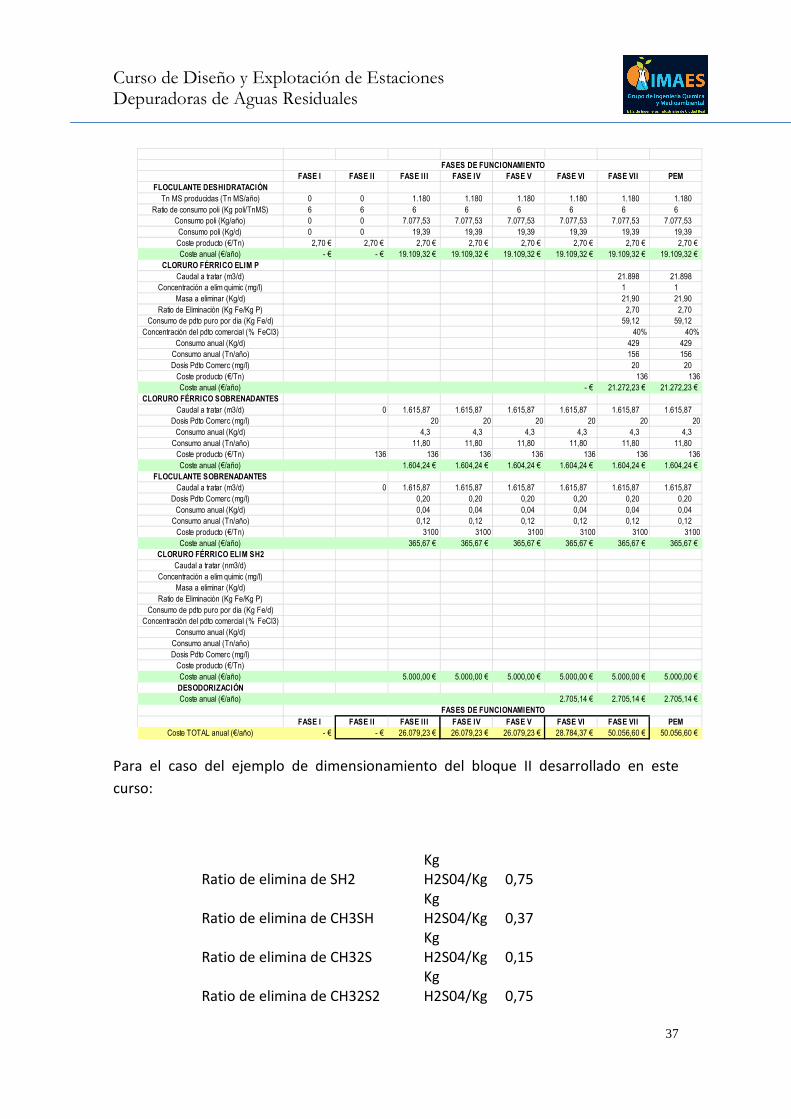
En todo caso, las dosis habituales que para estos tratamientos pueden utilizarse así
como los precios unitarios según tarifa del 2013 son:
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
37
FASE I FASE II FASE II I FASE IV FASE V FASE VI FASE VII PEM
FLOCULANTE DESHIDRATACIÓN
Tn MS producidas (Tn MS/año) 0 0 1.180 1.180 1.180 1.180 1.180 1.180
Ratio de consumo poli (Kg poli/TnMS) 6 6 6 6 6 6 6 6
Consumo poli (Kg/año) 0 0 7.077,53 7.077,53 7.077,53 7.077,53 7.077,53 7.077,53
Consumo poli (Kg/d) 0 0 19,39 19,39 19,39 19,39 19,39 19,39
Coste producto (€/Tn) 2,70 € 2,70 € 2,70 € 2,70 € 2,70 € 2,70 € 2,70 € 2,70 €
Coste anual (€/año) - € - € 19.109,32 € 19.109,32 € 19.109,32 € 19.109,32 € 19.109,32 € 19.109,32 €
CLORURO FÉRRICO ELIM P
Caudal a tratar (m3/d) 21.898 21.898
Concentración a elim quimic (mg/l) 1 1
Masa a eliminar (Kg/d) 21,90 21,90
Ratio de Eliminación (Kg Fe/Kg P) 2,70 2,70
Consumo de pdto puro por dia (Kg Fe/d) 59,12 59,12
Concentración del pdto comercial (% FeCl3) 40% 40%
Consumo anual (Kg/d) 429 429
Consumo anual (Tn/año) 156 156
Dosis Pdto Comerc (mg/l) 20 20
Coste producto (€/Tn) 136 136
Coste anual (€/año) - € 21.272,23 € 21.272,23 €
CLORURO FÉRRICO SOBRENADANTES
Caudal a tratar (m3/d) 0 1.615,87 1.615,87 1.615,87 1.615,87 1.615,87 1.615,87
Dosis Pdto Comerc (mg/l) 20 20 20 20 20 20
Consumo anual (Kg/d) 4,3 4,3 4,3 4,3 4,3 4,3
Consumo anual (Tn/año) 11,80 11,80 11,80 11,80 11,80 11,80
Coste producto (€/Tn) 136 136 136 136 136 136 136
Coste anual (€/año) 1.604,24 € 1.604,24 € 1.604,24 € 1.604,24 € 1.604,24 € 1.604,24 €
FLOCULANTE SOBRENADANTES
Caudal a tratar (m3/d) 0 1.615,87 1.615,87 1.615,87 1.615,87 1.615,87 1.615,87
Dosis Pdto Comerc (mg/l) 0,20 0,20 0,20 0,20 0,20 0,20
Consumo anual (Kg/d) 0,04 0,04 0,04 0,04 0,04 0,04
Consumo anual (Tn/año) 0,12 0,12 0,12 0,12 0,12 0,12
Coste producto (€/Tn) 3100 3100 3100 3100 3100 3100
Coste anual (€/año) 365,67 € 365,67 € 365,67 € 365,67 € 365,67 € 365,67 €
CLORURO FÉRRICO ELIM SH2
Caudal a tratar (nm3/d)
Concentración a elim quimic (mg/l)
Masa a eliminar (Kg/d)
Ratio de Eliminación (Kg Fe/Kg P)
Consumo de pdto puro por dia (Kg Fe/d)
Concentración del pdto comercial (% FeCl3)
Consumo anual (Kg/d)
Consumo anual (Tn/año)
Dosis Pdto Comerc (mg/l)
Coste producto (€/Tn)
Coste anual (€/año) 5.000,00 € 5.000,00 € 5.000,00 € 5.000,00 € 5.000,00 € 5.000,00 €
DESODORIZACIÓN
Coste anual (€/año) 2.705,14 € 2.705,14 € 2.705,14 €
FASE I FASE II FASE II I FASE IV FASE V FASE VI FASE VII PEM
Coste TOTAL anual (€/año) - € - € 26.079,23 € 26.079,23 € 26.079,23 € 28.784,37 € 50.056,60 € 50.056,60 €
FASES DE FUNCIONAMIENTO
FASES DE FUNCIONAMIENTO
Para el caso del ejemplo de dimensionamiento del bloque II desarrollado en este
curso:
Ratio de elimina de SH2 Kg H2S04/Kg 0,75
Ratio de elimina de CH3SH Kg H2S04/Kg 0,37
Ratio de elimina de CH32S Kg H2S04/Kg 0,15
Ratio de elimina de CH32S2 Kg H2S04/Kg 0,75

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
38
Ratio de elimina de SH2 Kg NaOH/Kg 2,34
Ratio de elimina de CH3SH Kg NaOH/Kg 1,67
Ratio de elimina de CH32S Kg NaOH/Kg 1,29
Ratio de elimina de CH32S2 Kg NaOH/Kg 1,7
Ratio de elimina de SH2 Kg ClONa/Kg 8,76
Ratio de elimina de CH3SH Kg ClONa/Kg 9,31
Ratio de elimina de CH32S Kg ClONa/Kg 10,81
Ratio de elimina de CH32S2 Kg ClONa/Kg 8,72
Consumo de H2SO4 Kg H2S04/h 0,027222465
Consumo de NaOH Kg NaOH/h 0,086342235
Consumo de ClONa Kg ClONa/h 0,335534806
Horas de funcionamiento día h/d 24 Días de funcionamiento año d/año 300
Consumo de H2SO4 Kg H2S04/año 196,0017476
Consumo de NaOH Kg NaOH/año 621,6640892
Consumo de ClONa Kg ClONa/año 2415,850607
Precio de H2SO4 €/Kg 0,27 Precio de NaOH €/Kg 0,2 Precio de ClONa €/Kg 0,130455115
En la estabilización de los fangos, las dosis de cal utilizada es del orden de 20-50 % de
la materia seca del fango. El polielectrolito catiónico utilizado en la deshidratación de
los fangos puede situarse entre 4–6 Kg. por tonelada de materia seca de fango
deshidratado.
Teniendo en cuenta estas consideraciones se puede resumir que el peso en el coste
derivado del empleo de reactivos está en torno al 5–15 % según las características de
la depuradora.

Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
39
4) Evaluación y disposición final de los fangos
Los residuos producidos en una depuradora pueden agruparse en estos apartados:
- Materiales retenidos en el desbaste de agua y tamizado de fangos secos
- Arenas y flotantes eliminados en el pretratamiento
- Fangos procedentes del proceso mixto de depuración
En este apartado se incluyen los costes de transporte y disposición final que van desde
la aplicación agrícola a la valoración energética o vertederos, así como las tarifas y
cánones (tasas) a pagar en cada uno de los casos. Su coste es variable en función de la
cantidad y de la calidad del fango, así como del destino final de este y de la ubicación
de los diferentes destinos.
La cantidad de fango se incrementa significativamente con la utilización de reactivos
en la línea de agua y, sobre todo, si se usa cal. Igualmente viene incrementada con la
estabilización química de los fangos y, en cambio, disminuye con una estabilización
biológica de los mismos. Por tanto, la calidad y el destino final de los fangos influyen
significativamente en el coste de evacuación por la distancia de vertederos y da como
resultado los siguientes valores medios para nuestro ejemplo dimensional:
FASE I FASE I I FASE II I FASE IV FASE V FASE VI FASE VI I PEM
Caudal a tratar (m3/d) 25.000 25.000 25.000 25.000 25.000 25.000 25.000 25.000
Caudal a tratar (m3/año) 9.125.000 9.125.000 9.125.000 9.125.000 9.125.000 9.125.000 9.125.000 9.125.000
Coeficiente Sol. Gruesos (g/m3) 35 35 35 35 35
Coeficiente Arenas (g/m3) 6 6 6 6 6
Coeficiente Grasas (g/m3) 6 6 6 6 6
Producción Sol Gruesos (Tn/año) - - - 319,4 319,4 319,4 319,4 319,4
Producción Arenas (Tn/año) - - - 54,8 54,8 54,8 54,8 54,8
Producción Grasas (Tn/año) - - - 54,8 54,8 54,8 54,8 54,8
Densidad Sol Gruesos (Tn/m3) 0,85 0,85 0,85 0,85 0,85 0,85 0,85 0,85
Densidad Arenas (Tn/m3) 1,2 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Densidad Grasas (Tn/m3) 1,2 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Nº Contenedores a retirar. Sol Gruesos (nº/año) - - - 75,15 75,15 75,15 75,15 75,15
Nº Contenedores a retirar. Arenas (nº/año) - - - 9,13 9,13 9,13 9,13 9,13
Nº Contenedores a retirar. Grasas (nº/año) - - - 9,13 9,13 9,13 9,13 9,13
Coste Canon Sol Gruesos (€/retirada) 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 €
Coste Canon Arenas (€/retirada) 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 €
Coste Canon Grasas (€/retirada) 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 € 36,67 €
Coste TOTAL Canon Sol Gruesos (€/año) - € - € - € 11.710,42 € 11.710,42 € 11.710,42 € 11.710,42 € 11.710,42 €
Coste TOTAL Canon Arenas (€/año) - € - € - € 2.007,50 € 2.007,50 € 2.007,50 € 2.007,50 € 2.007,50 €
Coste TOTAL Canon Grasas (€/año) - € - € - € 2.007,50 € 2.007,50 € 2.007,50 € 2.007,50 € 2.007,50 €
Coste TOTAL Residuos (€/año) - € - € - € 15.725,42 € 15.725,42 € 15.725,42 € 15.725,42 € 15.725,42 €
g MS/m3 400 400 400 400 400 400
Tn MS producidas (Tn MS/d) - - 10 10 10 10 10 10
Sequedad de deshidratado 20% 20% 25% 25% 25% 25% 25% 25%
Tn Fango hum producido (Tn /año) 0 0 40 40 40 40 40 40
Coste Canon Sol Fango Hum (€/TN f hum) 16 € 16 € 16 € 16 € 16 € 16 € 16 € 16 €
Coste TOTAL Retirada Fangos (€/año) - € - € 233.600 € 233.600 € 233.600 € 233.600 € 233.600 € 233.600 €
FASE I FASE I I FASE II I FASE IV FASE V FASE VI FASE VI I PEM
Coste TOTAL Residuos y Fangos (€/año) - € - € 233.600 € 249.325 € 249.325 € 249.325 € 249.325 € 249.325 €
FASES DE FUNCIONAMIENTO
FASES DE FUNCIONAMIENTO
Curso de Diseño y Explotación de Estaciones Depuradoras de Aguas Residuales
40
5) Mantenimiento y conservación
En este concepto se incluyen todos aquellos costes relacionados con el mantenimiento
y conservación de las instalaciones, excluidos los de personal propio que ya ha sido
contabilizado en el apartado correspondiente al personal. Entre los costes más
importantes se encuentran: la adquisición de repuestos, las reparaciones en talleres
externos o en la depuradora con personal externo, y el progresivo equipamiento de
talleres propios. Su coste es función del nivel de equipamiento, su calidad y del estado
de los mismos.
El cálculo del coste debería realizarse estudiando cada equipo y utilizando los ratios
medios de los costes del mantenimiento preventivo y correctivo habituales. Como
ratios habituales pueden adoptarse los siguientes:
- Costes del mantenimiento del conjunto del equipamiento electromecánico 2,5 %
anual del coste de adquisición.
- Obra civil y edificación el 0,5 % del coste de construcción.
La vida media de los equipos electromecánicos se suele encontrar en 8-12 años,
aunque los sometidos a condiciones especialmente duras pueden ser inferiores
(bombeo de químicos, depósitos con productos abrasivos). Los equipos de control e
instrumentación tienen una vida media de 4-8 años. En cuanto a la obra civil, su vida
útil media está entre 30-40 años.