Embed Size (px)
Citation preview

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. EL POR QUÉ DE LA PIEZA
BRIDAS

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. EL POR QUÉ DE LA PIEZA
En este apartado vamos a exponer el por qué del diseño y fabricación de la bridas de
sujeción, que hacen la función unión entre tapa superior y la caja principal aparte de
ser un sistema de giro y bloqueo para la orientación del cabezal.
DISEÑO DE LA PIEZA.
La carencia encontrada a la hora de lograr un ensamblaje de la tapa superior y la caja y
así poder dar el ángulo deseado al cabezal nos llevó al diseño de unas bridas de unión.
Nuestra finalidad desde un primer momento fue obtener:
- Diseño diferenciador.
- Simple.
-Fácil de producir.
- Barato.
-Sencillo de usar.
-Reciclable.
PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. EL POR QUÉ DE LA PIEZA
La primera idea y croquizando sobre papel, diseñamos un cierre con unos tornillos que salían en voladizo de la tapa superior y se roscada sobre unas patillas que irían en la caja.
Esta idea pronto quedo obsoleta por qué era un sistema en el que tendríamos mucha holgura entre piezas y en el que se dañaría en poco tiempo ambos contornos de sujeción.
La segunda idea y final partió del intento de mejorar el anterior sistema. Esta salió del
montaje de la depuradora de una piscina que dio con la solución, de ella sacamos la
rampa de apriete y el rodeo de toda la superficie a sellar. Esta pieza era de inyección
de plástico y muy sencilla, disponía de un arco que tenía un corte en un lateral y con
un tornillo de apriete en un lado.
A la hora de empezar a diseñar la geometría de la pieza vino determinada de las ideas
de partida, mejoras que queríamos implantar, material y el proceso de fabricación.
Esta debía tener el menor espesor y peso posible, siempre y cuando garantizase un
buen funcionamiento, en las condiciones de uso a la que sería sometida y que no fuese
un problema para el proceso de fabricación.
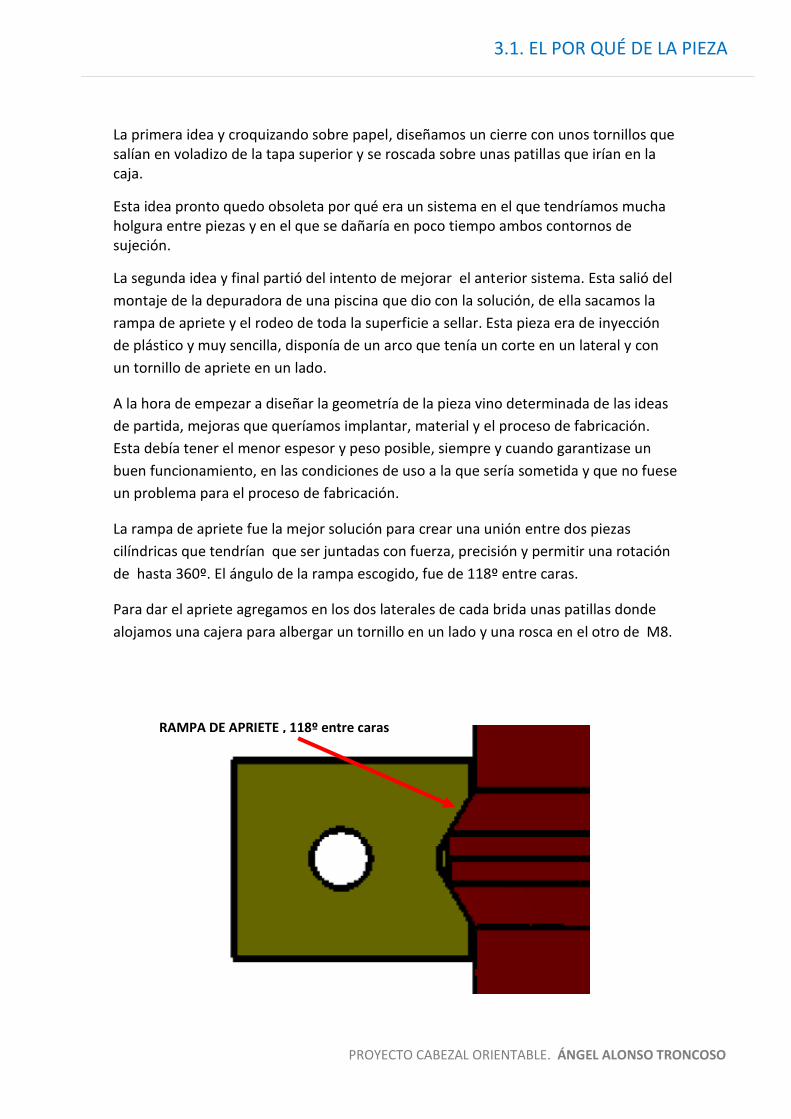
La rampa de apriete fue la mejor solución para crear una unión entre dos piezas
cilíndricas que tendrían que ser juntadas con fuerza, precisión y permitir una rotación
de hasta 360º. El ángulo de la rampa escogido, fue de 118º entre caras.
Para dar el apriete agregamos en los dos laterales de cada brida unas patillas donde
alojamos una cajera para albergar un tornillo en un lado y una rosca en el otro de M8.
RAMPA DE APRIETE , 118º entre caras

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. EL POR QUÉ DE LA PIEZA
La elección de colocar los tornillos en posiciones cambiadas y enfrentados nos permitió
que el apriete siempre fuera por toda la pieza y no sólo de un punto.
Una de estas bridas está dispuesta de un rebaje con un grabado que nos marca el cero
de partida del cabezal orientable.
Por último en la parte superior un tornillo unió estas bridas a la tapa superior e impide
el giro de esta
PUNTOS DE APRIETE ENTRE BRIDAS
RANURA CON GRABADO PARA COLOCACION DEL CERO DE PARTIDA
ROSCA PARA TORNILLO FIJADOR A TAPA SUPERIOR

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
PROCESO
Área Control Amarre OT Descripción Operaciones
SIERRA ---- 1 S 1.1 Cortar material: F127 240 x 100 x 25 mm
FRESADORA HAAS 1 F 1.2
Centrar : Cero pieza en el centro del tocho.
F 1.3 Planeado: A limpiar
2 F 2.4
Centrar : Cero pieza en el centro tocho.
F 2.5 Planeado: Hasta cota.
F 2.6 AUTOCONTROL.
EROSIÓN POR HILO
ONA 1 H 1.7
Amarar y Centrar : Utilizar bridas en laterales y centrar en medio de tocho.
H 1.8 Cortar : 1 + 1 bridas simétricas según contorno 3D. Hilo 0.25mm
H 1.9 AUTOCONTROL.
FRESADORA Fagor 8055 1 F 1.10 Centrar : 1+1 .Cero pieza en centro de la brida
F 1.11 Puntear : 1+1 . Punteado M8 y Ø 9.
F 1.12 Taladrado : Brida basica .M8
F 1.13 Taladrado : Brida centrador. Ø 9.
F 1.14 Mecanizado : Brida centrador .Cajeras Ø 15.
F 1.15 AUTOCONTROL.
2 F 2.16 Centrar : Brida centrador. En caras de la patilla de brida.
F 2.17 Puntear : Brida centrador. Punteado M4.
F 2.18 Taladrado : Brida centrador. Taladro M4.
F 2.19 AUTOCONTROL.
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
FRESADORA Convencional 1 F 1.20 Amarar y Centrar : Brida centrador. Centrar en el centro de la brida.
F 1.21 Cabezal : Brida centrador. Dar ángulo de 30,5 a cabezal hure.
F 1.22 Mecanizado : Brida centrador. Ranura 12mm.
F 1.23 Mecanizado : Brida centrador. Ranura 1mm.
F 1.24 AUTOCONTROL.
ROSCADO Roscadora 1 R 2.25 Roscar : Brida basica .M8..
2 R 2.26 Roscar : Brida centrador. M4.
R 2.27 AUTOCONTROL.
AJUSTE Montaje 1 A 1.28 Montaje : Ensamblar bridas con tornillos M8 en posición de montaje colocando chapa de 1mm entre ellas.
A 1.29 AUTOCONTROL.
TORNO Siemens Sinumerik
840 D
1 T 1.30 Amarre y centrado : Amarrar con bridas en plato. Centrar en centro del diámetro interior y cara frontal.
T 1.31 Cilindrar : Contorno interior S/P. Desbaste(demasía de 0.1)
T 1.32 Cilindrar : Ver observaciones . Contorno interior S/P. Acabado.
T 1.33 AUTOCONTROL.
Observaciones: En caso de que en torno deje un mal desbaste parar y pasar a electroerosión. Electroerosión ONA 1 E 1.34 Centrar :
1+1 cero pieza en el centro la brida. Posición de erosión. Alinear electrodo.
E 1.35 Erosionado: Hasta Z=54, GAP electrodo 0,15.
E 1.36 AUTOCONTROL.
Observaciones: En electroerosión terminar con una tabla grande ya que necesitamos una rugosidad considerable. TRATAMIENTOS 1 TR 1.37 Cincado en dorado.
TR 1.38 AUTOCONTROL.
AJUSTE 1 A 1.39 Montaje.
A 1.40 AUTOCONTROL.
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
BRIDA BÁSICA.
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
BRIDA CENTRADOR.
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
SIERRA AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
S 1.1 Hoja sierra ------- ------- ------- 4' ---- 11' 15' -----------
FRESADORA AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
F 1.2 Centrador bola ------- ------- ------- 4' ---- ---- 4' -----------
F 1.3 Plato Ø 50 ------- 541 325 5' ---- 6' 11' manual
FRESADORA AMARRE 2
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
Centrador bola ------- ------- ------- 4' ---- ---- 4' -----------
Plato Ø 50 ------- 541 325 7' 3' 8' 18' 10021
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
HILO AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
H 1.7 Comparador ------- ------- ------- 6' ---- ---- 6' -----------
H 1.8 Hilo 0.25mm ------- ------- ------- 12' 6' 14h 8' 14h 26' 10022
FRESADORA AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
F 1.10 Centrador bola Y comparador
------- ------- ------- 12' ---- ---- 12' -----------
F 1.11 Broca de puntear 25 4.456 400 7' 4' 2' 13' 10023
F 1.12 Broca Ø 6.8 30 655 131 7' 2' 6' 15' 10024
F 1.13 Broca Ø 9 30 495 99 8' 2' 8' 18' 10025
F 1.14 Fresa Plana Ø 10 35 2.546 509 5' 5' 6' 16' 10026
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
FRESADORA AMARRE 3
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
F 2.16 Centrador bola ------- ------- ------- 4' ---- ---- 4' -----------
F 2.17 Broca de puntear ------- 4.456 400 6' 4' 2' 12' 10029
F 2.18 Broca Ø 3.3 30 1.350 270 4' 2' 4' 10' 10030
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
FRESADORA AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
F 1.20 Palpador ------- ------- ------- 6' ------- ------- 6' -----------
F 1.21 Ángulo 30.5º ------- ------- ------- 7' ------- ------- 7' -----------
F 1.22 Fresa Plana Ø 12 20 2.255 manual 5' ------- 4' 9' manual
F 1.23 Fresa Esf Ø 1 15 MAX manual 4' ------- 3' 7' manual
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
ROSCADORA AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
R 1.24 Macho M8 ------- ------- ------- 4' ---- 2' 6' -----------
R 2.25 Macho M4 ------- ------- ------- 4' ---- 1' 5' -----------
AJUSTE AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
A 1.27 Llave allen ------- ------- ------- 4' ---- ---- 4' -----------
TORNO AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
T 1.29 Comparador ------- ------- ------- 7' ---- ---- 7' -----------
T 1.30 Placa triangular 80
LIMS=2500
0.4 mm/re
4' 7' 32' 43' 10031
T 1.31 Placa rómbica 80
LIMS=2500
0.25 mm/re
2' 4' 4' 18' 10032
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
3.1. HOJAS DE PROCESOS: BRIDAS
P4.03- BRIDAS Ref. Pieza: 04_P4.03
Material: F 127 Bruto: 240 X 100 X 25
ELECTROEROSIÓN AMARRE 1
Nº OT Herramienta Longitud
Hta. RPM Av Hora/ prepara
Hora/ program
Hora/ mecaniz
Total tiempo
Programa
E 1.34 Comparador ------- ------- ------- 7' ---- ---- 7' -----------
E 1.35 Electrodo ------- ------- ------- 4' 7' 10' 2h 21' 10033
PROCESO PL 28
Realizada: Ángel Alonso Troncoso Diciembre 2013

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
Las bridas han sido las piezas más completas en referencia a las máquinas utilizadas en
su fabricación ya que pasaron por casi todas las áreas que tuvimos a nuestro alcance.
En un primer momento pensamos en realizar su fabricación en el área de fresadora y
torno, pero a la hora de lanzar el proceso nos encontramos con los problemas
provenientes de los embotellamientos de áreas del taller, tocho de partida con forma
no adecuada, amarres que ocasionaron vibraciones, dureza del material, etc… dieron
lugar a un largo proceso por todo tipo de maquinas que hizo de estas piezas unas de
las más complejas y de las de mayor aprendizaje.
SIERRA ELÉCTRICA.
El proceso de fabricación comenzó por cortar el material en la sierra eléctrica.
El aprovechamiento de recursos hizo que tuviéramos en mente la colocación de las
bridas enfrentadas y metidas una dentro de otra.
El material de partida fue un acero F 127 que tenía unas dimensiones de 240 x 100 x
25 mm.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
FRESADORA HAAS.
Después del corte en la sierra, la pieza tenía unas caras rugosas, por lo que llevamos el
material a la fresadora HAAS donde por las caras 240 x 100 realizamos un planeado
manual a limpiar en el primer amarre. Volteamos la pieza, volvimos a planear, esta vez
utilizamos un programa creado a pie de máquina para dejar en cota de 23mm y
paralelas la dos caras .
La herramienta empleada fue un plato de 50mm. Con la ayuda de unas paralelas y las
mordazas hicimos el amarre.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
HILO ONA.
Esta máquina fue un cuello de botella constante en todo el proceso de fabricación,
debido a que es una de las maquinas más lentas y junto a que no hicimos un
planteamiento previo de que piezas a lanzar para evitar el colapso, nos llevo a tener
máquinas paradas y otras desbordadas.
Una vez conseguida las medidas de ancho, amarramos el tocho sobre la mesa de la
máquina de hilo con unas bridas de sujeción. El toque por contacto de esta máquina
nos permitió colocar el cero pieza en el centro del tocho de una forma rápida.
El hilo empleado ha sido de Latón duro recubierto de Zinc, su diámetro es de 0.25mm.
El programa creado en CAM con un corte por contorno en el que introducimos una
pausa 10mm antes del corte total de las piezas, nos permitió colocar unos imanes que
impidieron la caída de las piezas. Si la pieza callera aria un cortocircuito y la maquina
pararía.
PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
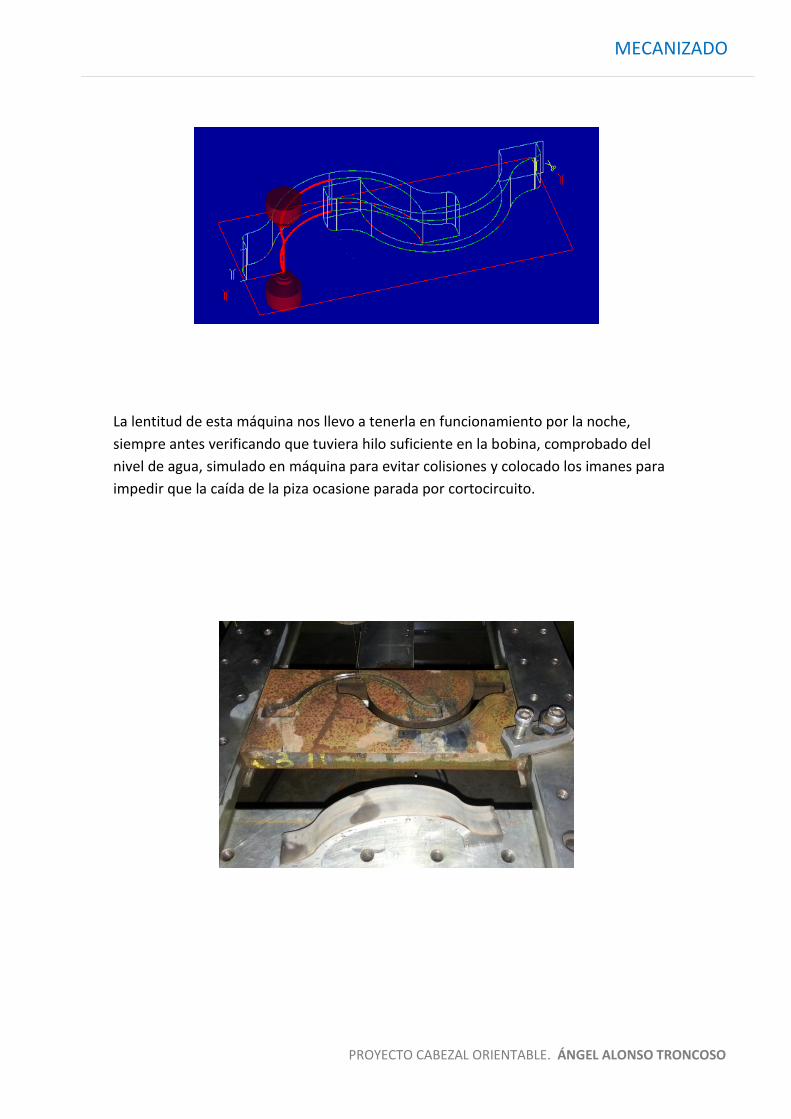
La lentitud de esta máquina nos llevo a tenerla en funcionamiento por la noche,
siempre antes verificando que tuviera hilo suficiente en la bobina, comprobado del
nivel de agua, simulado en máquina para evitar colisiones y colocado los imanes para
impedir que la caída de la piza ocasione parada por cortocircuito.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
FRESADORA KONDIA 8055.
De nuevo ya en el área de fresado y teniendo el contorno de las dos bridas era hora de
mecanizar los elementos de unión.
La posición de mecanizado consistió en el apoyo de las bridas sobre las patillas dejando
el arco hacia arriba. El amarre fue simple sobre unas paralelas y apriete en las
mordazas.
Colocamos el cero pieza al medio de la brida con el centrador taster y hicimos un
programa de punteado, taladrado y cajera circular a pie de máquina.
Las herramientas utilizadas fueron: broca de puntear, broca de Ø 6,8 para
posteriormente roscar a M8, broca de Ø 9 y un fresolín de Ø 10mm con el que
realizamos unas cajeras para albergar la cabeza de los tornillos de M8. Estes procesos
se realizaron por igual en ambas bridas.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
Tuvimos que realizar un segundo amarre para realizar un elemento de unión entre la
brida que llevaría una ranura de centrado y la tapa superior, este sería un taladro de Ø
3,3 que posteriormente se roscaría a M4. La posición de amarre de la pieza se ve en la
siguiente imagen.
FRESADORA CONVENCIONAL.
La gran carga de trabajo que había en esos momentos para fresadoras cnc nos llevo a
seguir con la fabricación en una máquina convencional.
Para poder hacer la ranura de posicionamiento de cero cabezal, primero mecanizamos
una cara en un trozo de material que estaba desechado girando el cabezal hure 30,5º.
Posteriormente volvimos a colocar el cabezal en posición 0º. Sin desamarrar este útil,
sujetamos la brida a mecanizar con unos tornillos y nos centramos al medio de pieza
tocando en las patillas de la brida con un centrador de giro.
ROSCADO M4
PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
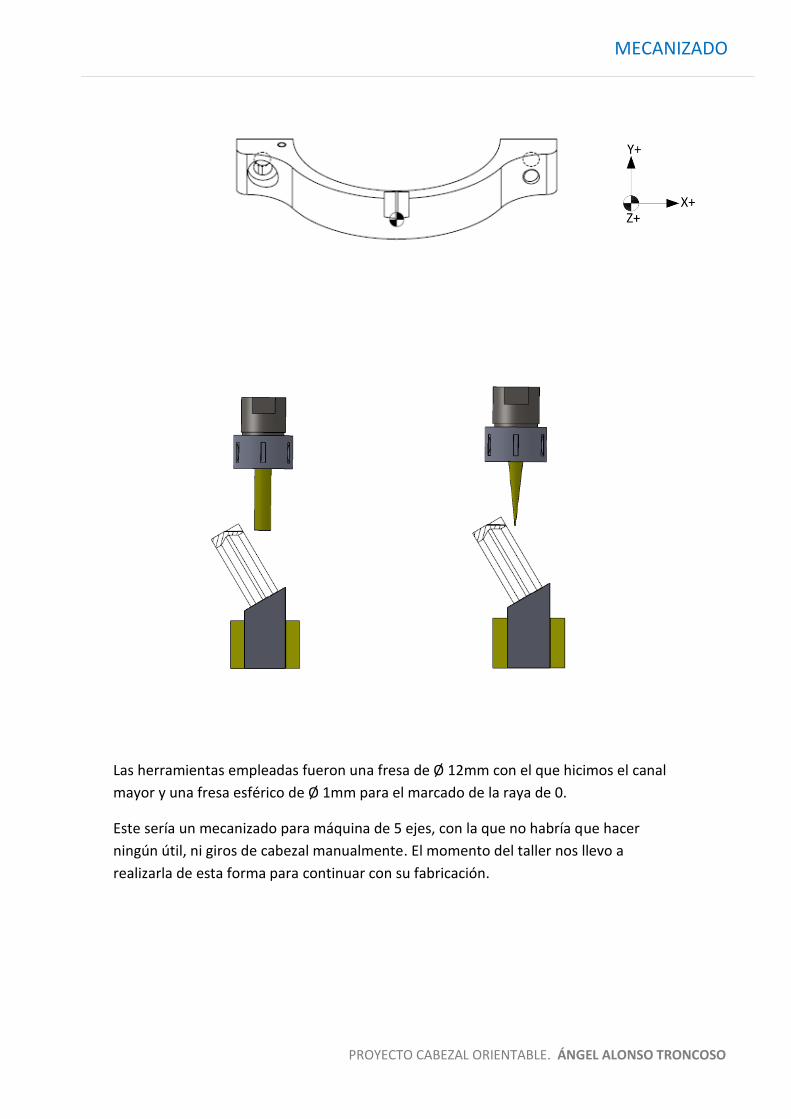
Las herramientas empleadas fueron una fresa de Ø 12mm con el que hicimos el canal
mayor y una fresa esférico de Ø 1mm para el marcado de la raya de 0.
Este sería un mecanizado para máquina de 5 ejes, con la que no habría que hacer
ningún útil, ni giros de cabezal manualmente. El momento del taller nos llevo a
realizarla de esta forma para continuar con su fabricación.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
ROSCADORA
El siguiente paso que debía hacerse en las piezas era el roscado de los agujeros de Ø
6,8 a M8 y Ø 3,3 a M4 para poder unir las piezas en posición funcional y mecanizar su
contorno interior en torno.
Para ello llevamos las bridas a el área de roscado, la máquina empleada fue una
roscadora neumática. El amarre de las piezas se hizo sobre unas mordazas y se
comenzó roscando muy poco a poco ya que la dureza del material era importante y
había riesgo de rotura de machos (sobre todo macho M4) que nos acarrearía un
posible erosionado por penetración para sacarlo.
Las herramientas empleadas fueron: Aceite de roscar y machos M8 y M4.
PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
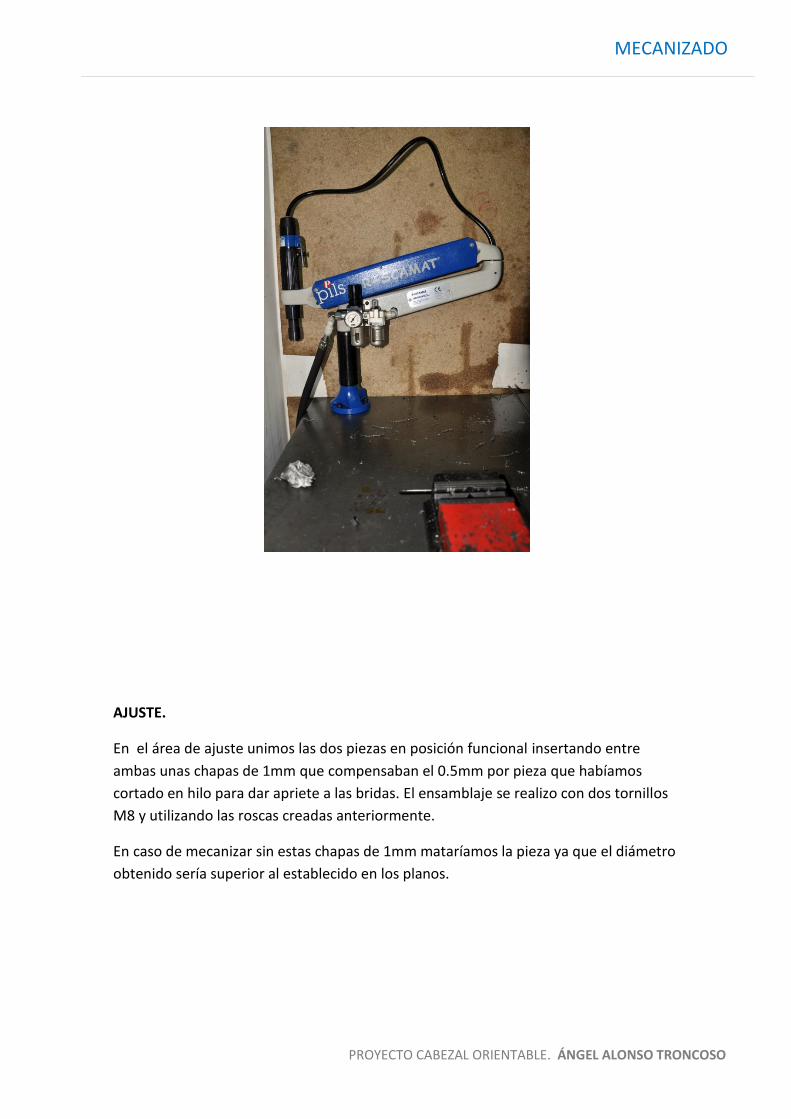
AJUSTE.
En el área de ajuste unimos las dos piezas en posición funcional insertando entre
ambas unas chapas de 1mm que compensaban el 0.5mm por pieza que habíamos
cortado en hilo para dar apriete a las bridas. El ensamblaje se realizo con dos tornillos
M8 y utilizando las roscas creadas anteriormente.
En caso de mecanizar sin estas chapas de 1mm mataríamos la pieza ya que el diámetro
obtenido sería superior al establecido en los planos.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
TORNO Siemens Sinumerik 840 D.
Una vez realizado el ensamblaje nos fuimos al área de torno.
Aquí, nos dimos cuenta a simple vista que el tipo de amarre planificado iba a ser
imposible ya que las garras no eran capaz de abrirse un diámetro tan grande.
La mejor solución fue la sujeción del conjunto sobre el plato, amarrando este con unas
bridas de sujeción y calzos. El aparatoso amarre se situaba sobre dos puntos en el que
había gran superficie como eran las patillas de las piezas y un tercer punto de sujeción
pero de menor importancia en el borde del contorno.
CHAPAS SEPARADORAS 1mm

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
La alineación se hizo con un reloj comparador sobre el interior del conjunto girando el
plato manualmente y corrigiendo su desviación con un mazo para hacer coincidir el eje
del diámetro de las bridas con el plato. Fue un proceso complicado y delicado ya el
mínimo apriete de los tornillos movía la alineación.
Terminada la colocación de la pieza y de cero, lanzamos un desbastado del canal
interior (demasía de 0,1mm) programado a pie de máquina, la herramienta empleada
fue una placa triangular.
Al comenzar el mecanizado y coger revoluciones el plato, se creaban vibraciones por
culpa de la distribución de pesos (notándose en el cadenado de la máquina). También
el tipo de porta plaquitas muy débil, estaba en voladizo y la flexión influía en el tipo de
acabado . Dejamos terminar el proceso de desbaste con muy poco avance y
revoluciones pero la piza quedo vibrada.
BRIDAS + CALZOS

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
Visto que no lograríamos mecanizar de ese modo, optamos por no lanzar el acabado y
buscar otras alternativas antes de desechar la pieza.
ELECTROEROSION POR PENETRACIÓN ONA.
La mala mecanización en el torno nos llevo a terminar el proceso en la máquina de
electroerosión por penetración ya que era nuestra última alternativa.
HERRAMIENTA EN VOLADIZO
PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
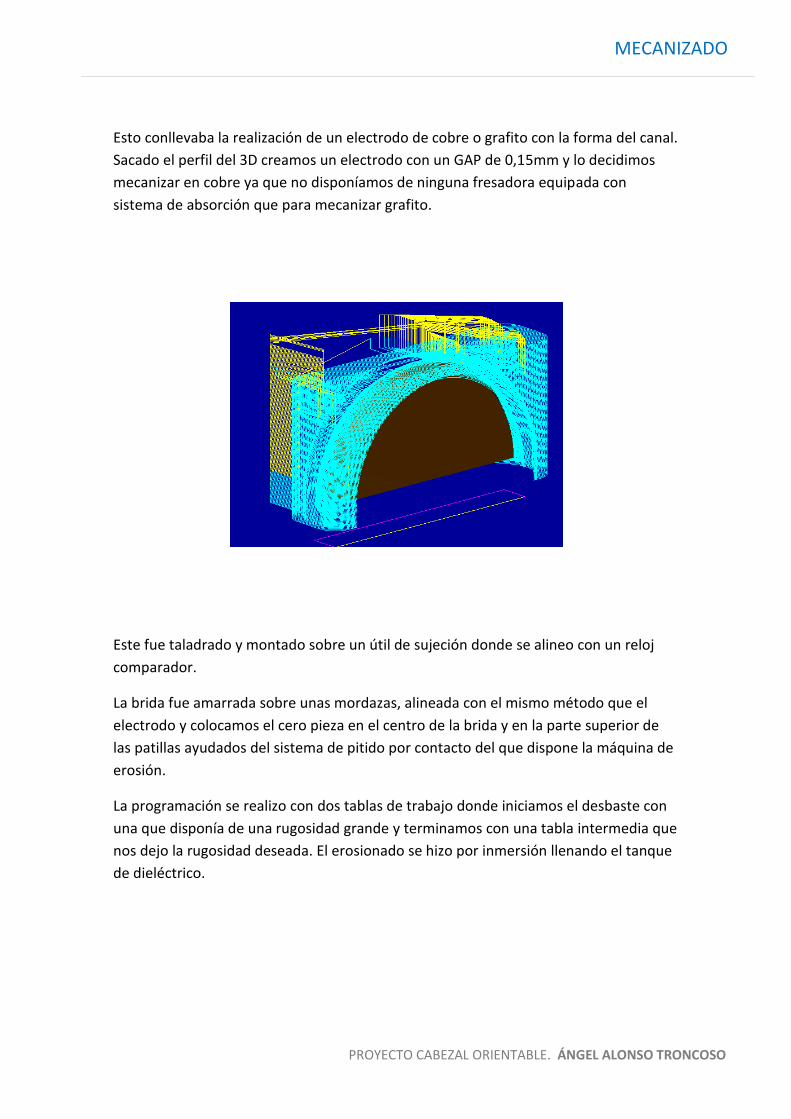
Esto conllevaba la realización de un electrodo de cobre o grafito con la forma del canal.
Sacado el perfil del 3D creamos un electrodo con un GAP de 0,15mm y lo decidimos
mecanizar en cobre ya que no disponíamos de ninguna fresadora equipada con
sistema de absorción que para mecanizar grafito.
Este fue taladrado y montado sobre un útil de sujeción donde se alineo con un reloj
comparador.
La brida fue amarrada sobre unas mordazas, alineada con el mismo método que el
electrodo y colocamos el cero pieza en el centro de la brida y en la parte superior de
las patillas ayudados del sistema de pitido por contacto del que dispone la máquina de
erosión.
La programación se realizo con dos tablas de trabajo donde iniciamos el desbaste con
una que disponía de una rugosidad grande y terminamos con una tabla intermedia que
nos dejo la rugosidad deseada. El erosionado se hizo por inmersión llenando el tanque
de dieléctrico.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
TRATAMIENTOS
Para la conservación y estética de la pieza escogimos un tratamiento superficial de
cincado en dorado ya que este color combinado con el negro, predominante en el
cabezal da un toque distintivo.

PROYECTO CABEZAL ORIENTABLE. ÁNGEL ALONSO TRONCOSO
MECANIZADO
Todos los tratamientos superficiales a los que sometimos nuestras piezas fueron una
donación de la empresa líder del sector UME, de la que los integrantes de este
proyecto estamos agradecidos.
POSIBLES MEJORAS
El gran numero de procesos por el que pasaron las bridas, hicieron que nos
replantaríamos otro sistema de fabricación en caso de volver a fabricarlas.
Este sería el posible orden y cambios que realizaríamos:
- Tocho de partida en cilindro para evitar vibraciones.
- Mecanizado de la ranura en torno desde un primer momento.
- Corte en hilo de contornos.
-Mecanizado de cajeras, taladros y marcado en fresadora cnc.
-Roscado.





























