Embed Size (px)
Citation preview
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 252
Chốt Đẩy
(Ejector Pin)
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 253
1. Nội dung nghiên cứu.
a). Giới thiệu và định nghĩa chốt đẩy. b). Hiệu chỉnh chốt đẩy. c). Sử dụng EMX 5.0 để tạo chốt đẩy trong khuôn ép nhựa. d). Ví dụ minh họa cụ thể.
2. Giới thiệu về chốt đẩy.
a). Giới thiệu chung. Dùng để đẩy sản phẩm ra sau khi mở khuôn do có sự hút của chân không giữa sản phẩm và cối khuôn. Hệ thống đẩy có nhiều loại: Hệ thống dùng chốt đẩy, hệ thống dùng lưỡi đẩy, hệ thống dùng ống đẩy, hệ thống dùng tấm tháo, hệ thống dùng khí nén. Ngoài ra còn có hệ thống đẩy cuống phun và miệng phun.
Một hệ thống đẩy thường có 4 bộ phận cơ bản sau: – Bộ phận truyền động đẩy: Truyền chuyển động cho bộ phận
đẩy, gồm có:
+ Thanh đẩy (Knockout).
+ Tấm đẩy (Ejector Base Plate).
+ Tấm giữ (Ejector Retainer Plate). – Bộ phận dẫn hướng: Dẫn hướng cho chuyển động của hệ
thống đẩy, gồm có:
+ Bạc dẫn hướng hệ thống đẩy (Ejector Guide Bushing).
+ Chốt dẫn hướng hệ thống đẩy (Ejector Leader Pin).
+ Các bộ phận hỗ trợ lắp chốt dẫn hướng (đinh vít – Screw, chốt định vị – Dowel pin, vòng chặn – C Ring).
– Bộ phận hay cơ cấu đẩy: Trực tiếp đẩy chi tiết đúc và kênh nhựa, gồm có:
+ Chốt đẩy (Ejector Pins).
+ Lưỡi đẩy (Ejector Blades/Rectangular Ejector Pins).
+ Ống đẩy (Ejector Sleeves).
+ Chốt tháo cuống phun (Sprue Puller Pin).
+ Chốt đẩy kênh nhựa (Free flange – position ejector pins – Misumi).
+ Tấm tháo (Stripper Plate). – Bộ phận hồi: Đưa hệ thống đẩy trở về vị trí ban đầu khi đóng
khuôn, gồm có:
+ Chốt hồi (Return Pin).
+ Lò xo (Spring).
Một số lưu ý khi thiết kế hệ thống đẩy: – Tấm đẩy hầu như luôn được lấp ở nữa khuôn di động. Độ dày
của tấm đẩy cũng rất quan trọng, nếu tấm đẩy quá mỏng thì nó sẽ bị uốn cong và lực đẩy sẽ không đều trên toàn bộ sản
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 254
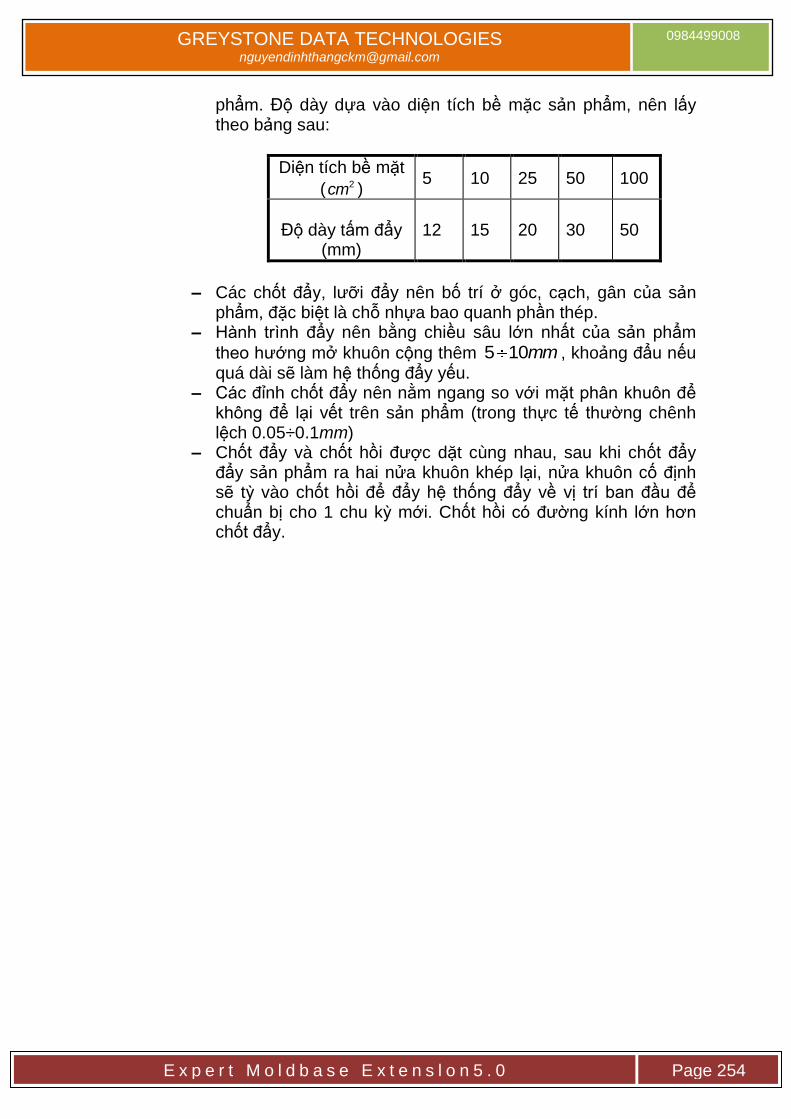
phẩm. Độ dày dựa vào diện tích bề mặc sản phẩm, nên lấy theo bảng sau:
Diện tích bề mặt
( 2cm ) 5 10 25 50 100
Độ dày tấm đẩy
(mm) 12 15 20 30 50
– Các chốt đẩy, lưỡi đẩy nên bố trí ở góc, cạch, gân của sản
phẩm, đặc biệt là chỗ nhựa bao quanh phần thép. – Hành trình đẩy nên bằng chiều sâu lớn nhất của sản phẩm
theo hướng mở khuôn cộng thêm 5 10mm , khoảng đẩu nếu quá dài sẽ làm hệ thống đẩy yếu.
– Các đỉnh chốt đẩy nên nằm ngang so với mặt phân khuôn để không để lại vết trên sản phẩm (trong thực tế thường chênh lệch 0.05÷0.1mm)
– Chốt đẩy và chốt hồi được dặt cùng nhau, sau khi chốt đẩy đẩy sản phẩm ra hai nửa khuôn khép lại, nửa khuôn cố định sẽ tỳ vào chốt hồi để đẩy hệ thống đẩy về vị trí ban đầu để chuẩn bị cho 1 chu kỳ mới. Chốt hồi có đường kính lớn hơn chốt đẩy.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 255
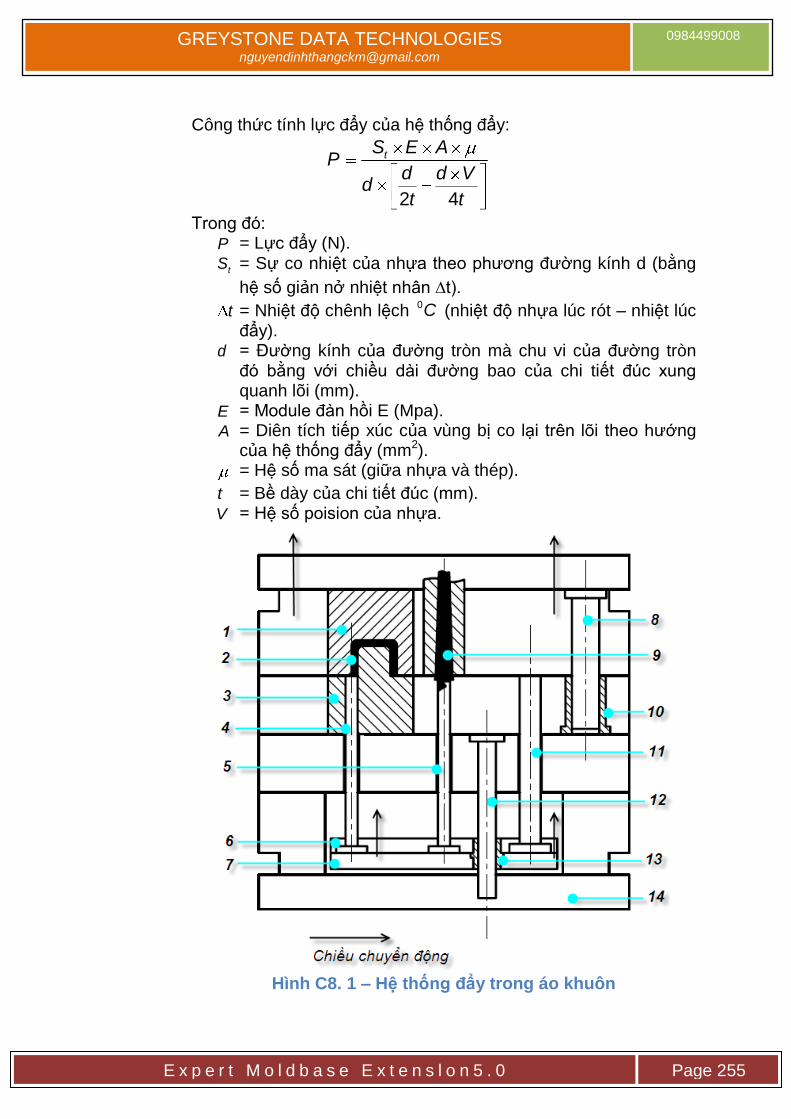
Công thức tính lực đẩy của hệ thống đẩy:
2 4
tS E AP
d d Vd
t t
Trong đó: P = Lực đẩy (N).
tS = Sự co nhiệt của nhựa theo phương đường kính d (bằng
hệ số giản nở nhiệt nhân ∆t).
t = Nhiệt độ chênh lệch 0C (nhiệt độ nhựa lúc rót – nhiệt lúc
đẩy). d = Đường kính của đường tròn mà chu vi của đường tròn
đó bằng với chiều dài đường bao của chi tiết đúc xung quanh lõi (mm).
E = Module đàn hồi E (Mpa). A = Diên tích tiếp xúc của vùng bị co lại trên lõi theo hướng
của hệ thống đẩy (mm2). = Hệ số ma sát (giữa nhựa và thép).
t = Bề dày của chi tiết đúc (mm).
V = Hệ số poision của nhựa.
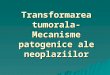
Hình C8. 1 – Hệ thống đẩy trong áo khuôn
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 256
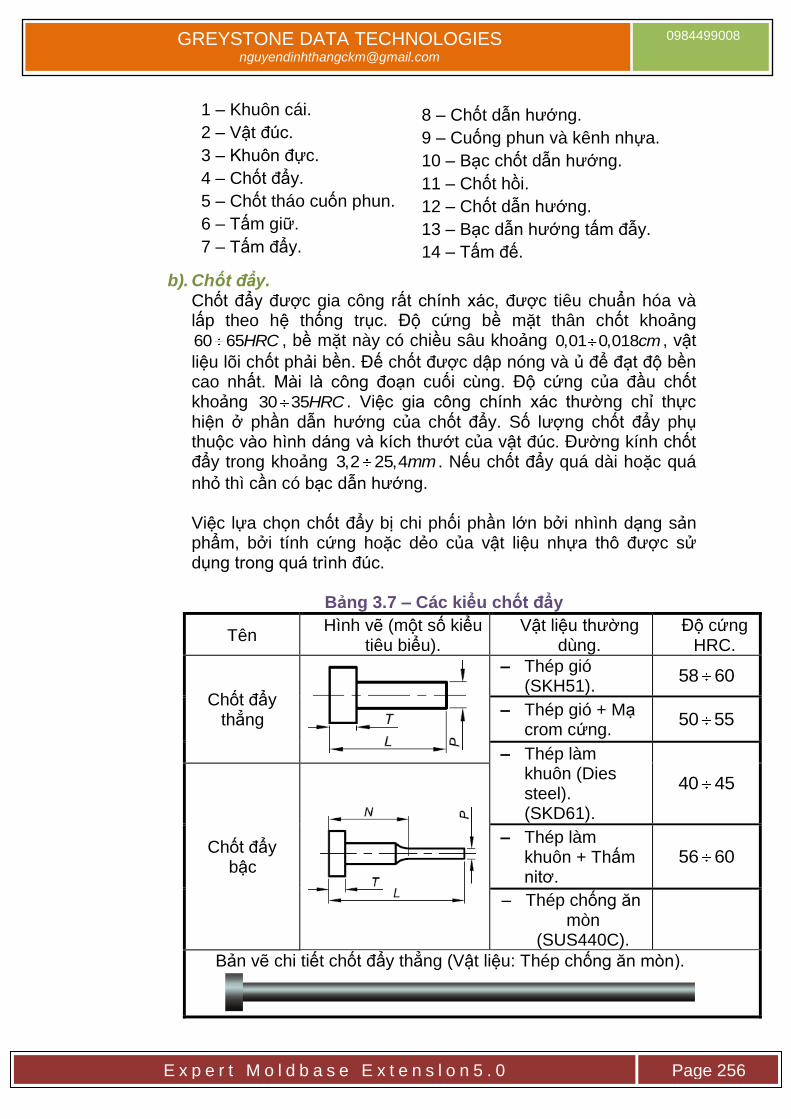
b). Chốt đẩy.
Chốt đẩy được gia công rất chính xác, được tiêu chuẩn hóa và lấp theo hệ thống trục. Độ cứng bề mặt thân chốt khoảng 60 65HRC , bề mặt này có chiều sâu khoảng 0,01 0,018cm , vật
liệu lõi chốt phải bền. Đế chốt được dập nóng và ủ để đạt độ bền cao nhất. Mài là công đoạn cuối cùng. Độ cứng của đầu chốt khoảng 30 35HRC . Việc gia công chính xác thường chỉ thực
hiện ở phần dẫn hướng của chốt đẩy. Số lượng chốt đẩy phụ thuộc vào hình dáng và kích thướt của vật đúc. Đường kính chốt đẩy trong khoảng 3,2 25,4mm . Nếu chốt đẩy quá dài hoặc quá
nhỏ thì cần có bạc dẫn hướng.
Việc lựa chọn chốt đẩy bị chi phối phần lớn bởi nhình dạng sản phẩm, bởi tính cứng hoặc dẻo của vật liệu nhựa thô được sử dụng trong quá trình đúc.
Bảng 3.7 – Các kiểu chốt đẩy
Tên Hình vẽ (một số kiểu
tiêu biểu). Vật liệu thường
dùng. Độ cứng
HRC.
Chốt đẩy thẳng
– Thép gió (SKH51).
58 60
– Thép gió + Mạ crom cứng.
50 55
– Thép làm khuôn (Dies steel). (SKD61).
40 45
Chốt đẩy bậc
– Thép làm khuôn + Thấm nitơ.
56 60
– Thép chống ăn mòn
(SUS440C).
Bản vẽ chi tiết chốt đẩy thẳng (Vật liệu: Thép chống ăn mòn).
8 – Chốt dẫn hướng.
9 – Cuống phun và kênh nhựa.
10 – Bạc chốt dẫn hướng.
11 – Chốt hồi.
12 – Chốt dẫn hướng.
13 – Bạc dẫn hướng tấm đẫy.
14 – Tấm đế.
1 – Khuôn cái.
2 – Vật đúc.
3 – Khuôn đực.
4 – Chốt đẩy.
5 – Chốt tháo cuốn phun.
6 – Tấm giữ.
7 – Tấm đẩy.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 257
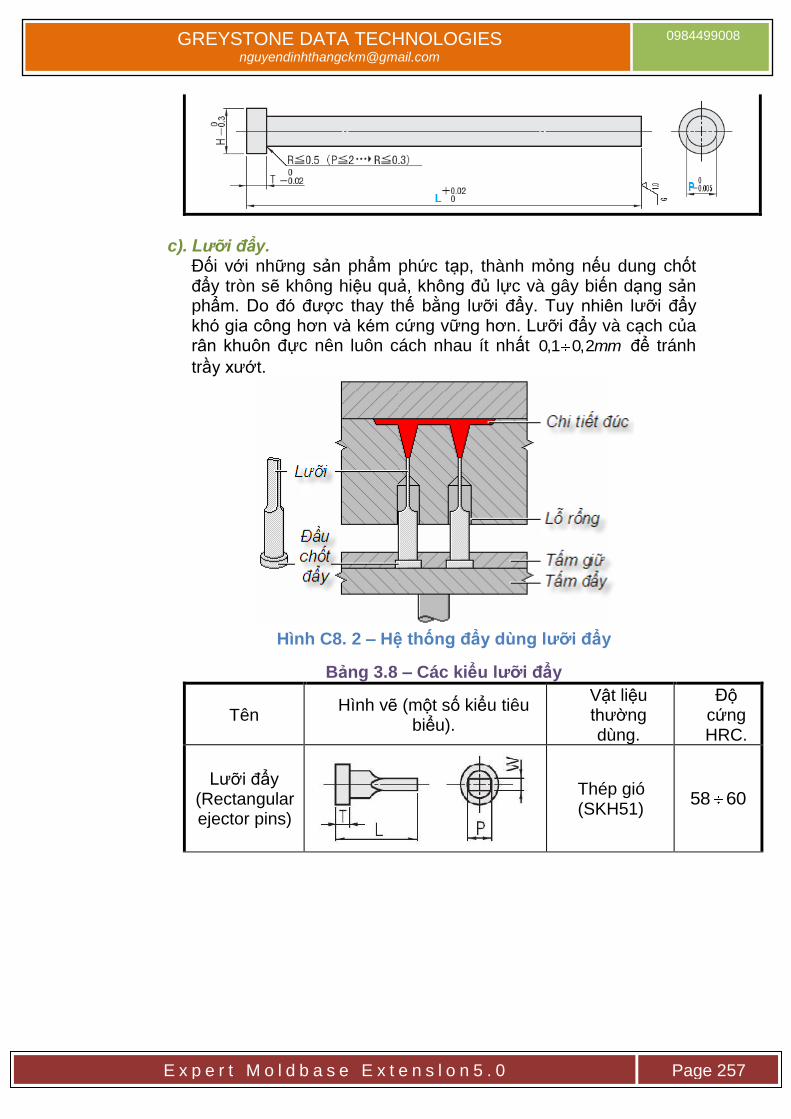
c). Lưỡi đẩy. Đối với những sản phẩm phức tạp, thành mỏng nếu dung chốt đẩy tròn sẽ không hiệu quả, không đủ lực và gây biến dạng sản phẩm. Do đó được thay thế bằng lưỡi đẩy. Tuy nhiên lưỡi đẩy khó gia công hơn và kém cứng vững hơn. Lưỡi đẩy và cạch của rân khuôn đực nên luôn cách nhau ít nhất 0,1 0,2mm để tránh
trầy xướt.
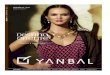
Hình C8. 2 – Hệ thống đẩy dùng lưỡi đẩy
Bảng 3.8 – Các kiểu lưỡi đẩy
Tên Hình vẽ (một số kiểu tiêu
biểu).
Vật liệu thường dùng.
Độ cứng HRC.
Lưỡi đẩy (Rectangular ejector pins)
Thép gió (SKH51)
58 60
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 258
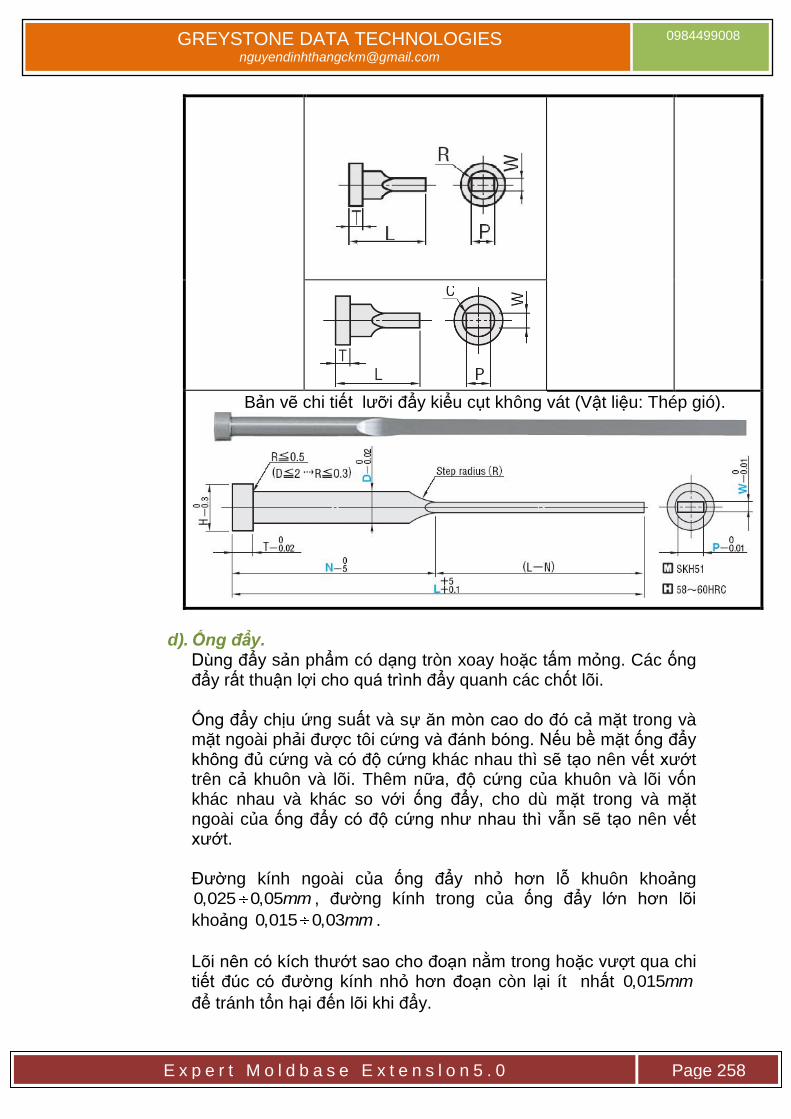
Bản vẽ chi tiết lưỡi đẩy kiểu cụt không vát (Vật liệu: Thép gió).
d). Ống đẩy. Dùng đẩy sản phẩm có dạng tròn xoay hoặc tấm mỏng. Các ống đẩy rất thuận lợi cho quá trình đẩy quanh các chốt lõi.
Ống đẩy chịu ứng suất và sự ăn mòn cao do đó cả mặt trong và mặt ngoài phải được tôi cứng và đánh bóng. Nếu bề mặt ống đẩy không đủ cứng và có độ cứng khác nhau thì sẽ tạo nên vết xướt trên cả khuôn và lõi. Thêm nữa, độ cứng của khuôn và lõi vốn khác nhau và khác so với ống đẩy, cho dù mặt trong và mặt ngoài của ống đẩy có độ cứng như nhau thì vẫn sẽ tạo nên vết xướt.
Đường kính ngoài của ống đẩy nhỏ hơn lỗ khuôn khoảng 0,025 0,05mm , đường kính trong của ống đẩy lớn hơn lõi
khoảng 0,015 0,03mm .
Lõi nên có kích thướt sao cho đoạn nằm trong hoặc vượt qua chi tiết đúc có đường kính nhỏ hơn đoạn còn lại ít nhất 0,015mm
để tránh tổn hại đến lõi khi đẩy.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 259
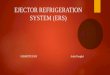
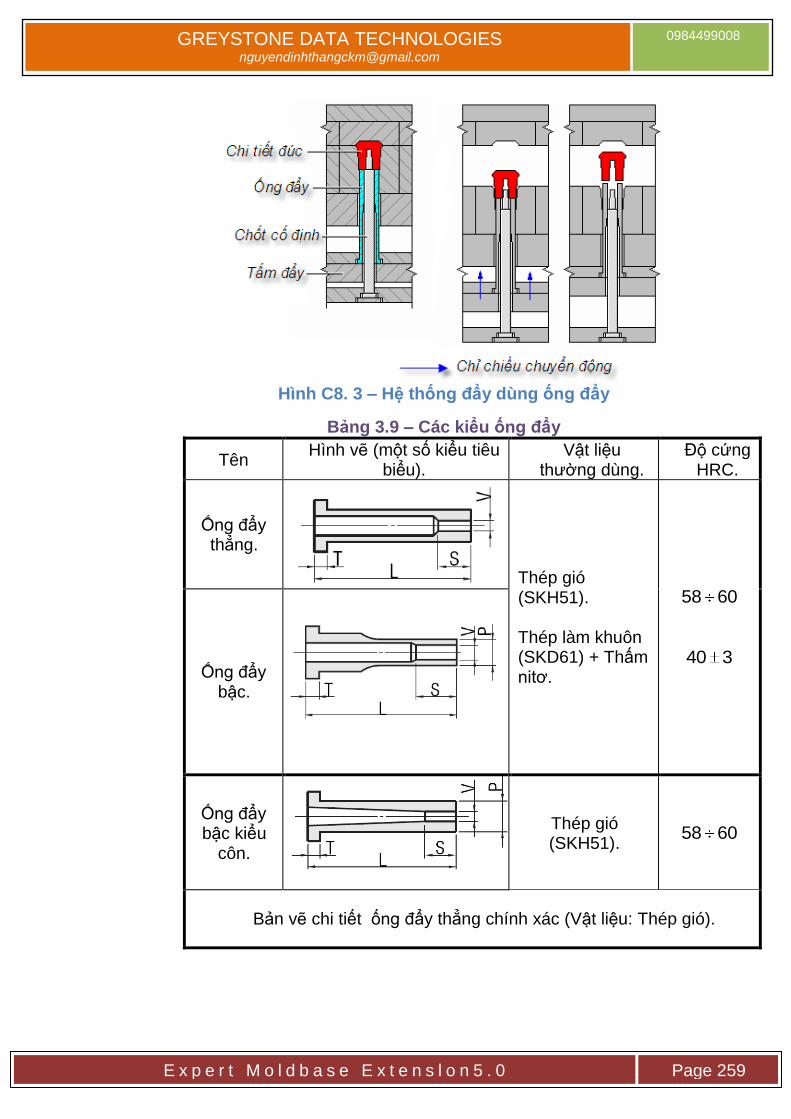
Hình C8. 3 – Hệ thống đẩy dùng ống đẩy
Bảng 3.9 – Các kiểu ống đẩy
Tên Hình vẽ (một số kiểu tiêu
biểu). Vật liệu
thường dùng. Độ cứng
HRC.
Ống đẩy thẳng.
Thép gió (SKH51). Thép làm khuôn (SKD61) + Thấm nitơ.
58 60
40 3 Ống đẩy
bậc.
Ống đẩy bậc kiểu
côn.
Thép gió (SKH51).
58 60
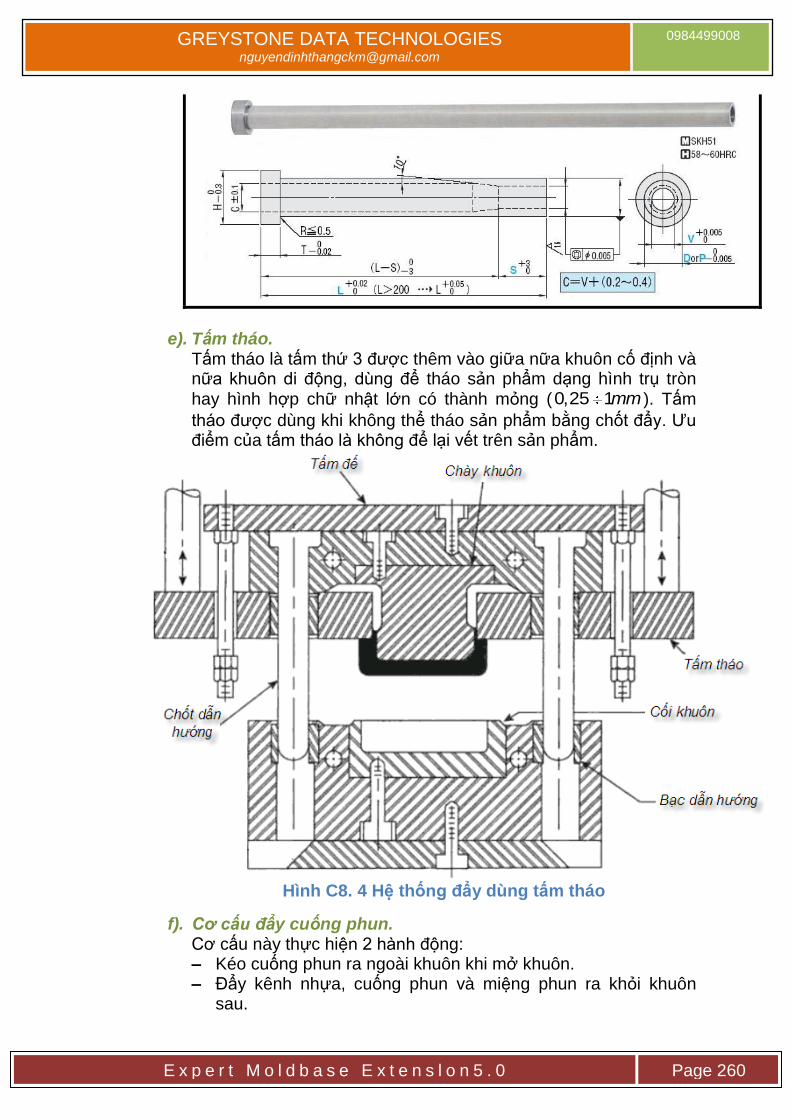
Bản vẽ chi tiết ống đẩy thẳng chính xác (Vật liệu: Thép gió).
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 260
e). Tấm tháo. Tấm tháo là tấm thứ 3 được thêm vào giữa nữa khuôn cố định và nữa khuôn di động, dùng để tháo sản phẩm dạng hình trụ tròn
hay hình hợp chữ nhật lớn có thành mỏng (0,25 1mm ). Tấm
tháo được dùng khi không thể tháo sản phẩm bằng chốt đẩy. Ưu điểm của tấm tháo là không để lại vết trên sản phẩm.
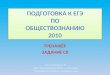
Hình C8. 4 Hệ thống đẩy dùng tấm tháo
f). Cơ cấu đẩy cuống phun. Cơ cấu này thực hiện 2 hành động: – Kéo cuống phun ra ngoài khuôn khi mở khuôn. – Đẩy kênh nhựa, cuống phun và miệng phun ra khỏi khuôn
sau.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 261
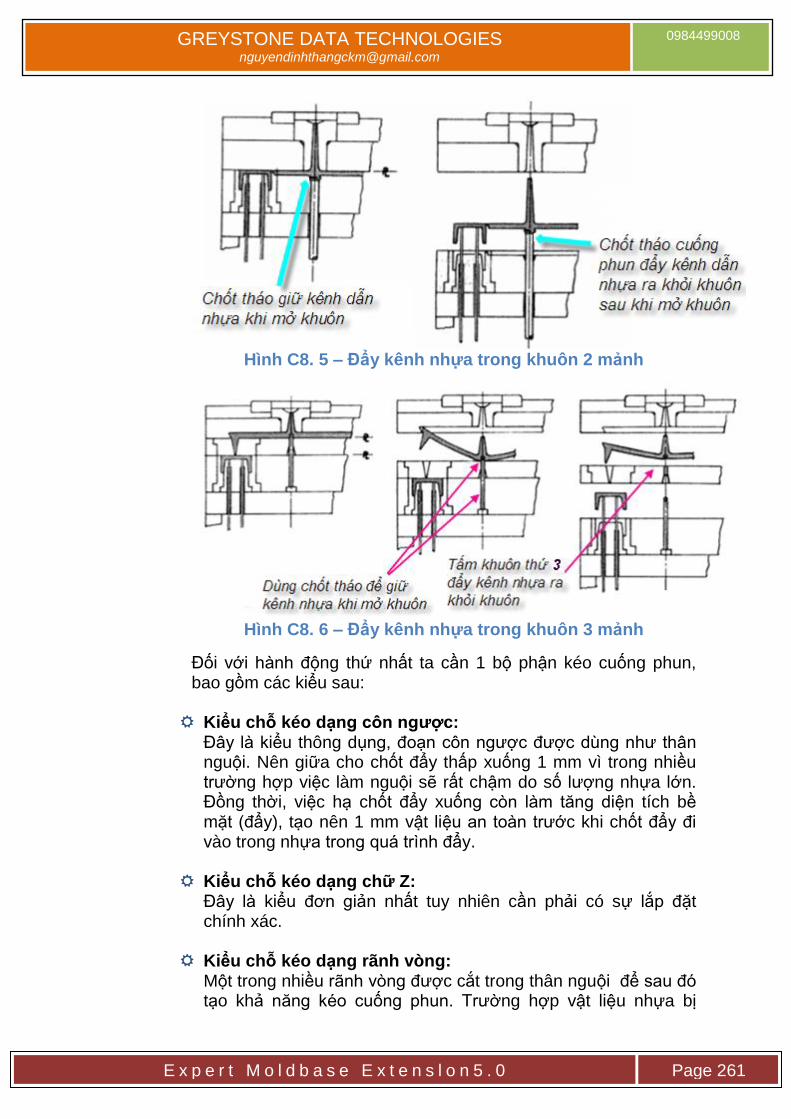
Hình C8. 5 – Đẩy kênh nhựa trong khuôn 2 mảnh
Hình C8. 6 – Đẩy kênh nhựa trong khuôn 3 mảnh
Đối với hành động thứ nhất ta cần 1 bộ phận kéo cuống phun, bao gồm các kiểu sau:
Kiểu chỗ kéo dạng côn ngược:
Đây là kiểu thông dụng, đoạn côn ngược được dùng như thân nguội. Nên giữa cho chốt đẩy thấp xuống 1 mm vì trong nhiều trường hợp việc làm nguội sẽ rất chậm do số lượng nhựa lớn. Đồng thời, việc hạ chốt đẩy xuống còn làm tăng diện tích bề mặt (đẩy), tạo nên 1 mm vật liệu an toàn trước khi chốt đẩy đi vào trong nhựa trong quá trình đẩy.
Kiểu chỗ kéo dạng chữ Z:
Đây là kiểu đơn giản nhất tuy nhiên cần phải có sự lắp đặt chính xác.
Kiểu chỗ kéo dạng rãnh vòng:
Một trong nhiều rãnh vòng được cắt trong thân nguội để sau đó tạo khả năng kéo cuống phun. Trường hợp vật liệu nhựa bị
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 262
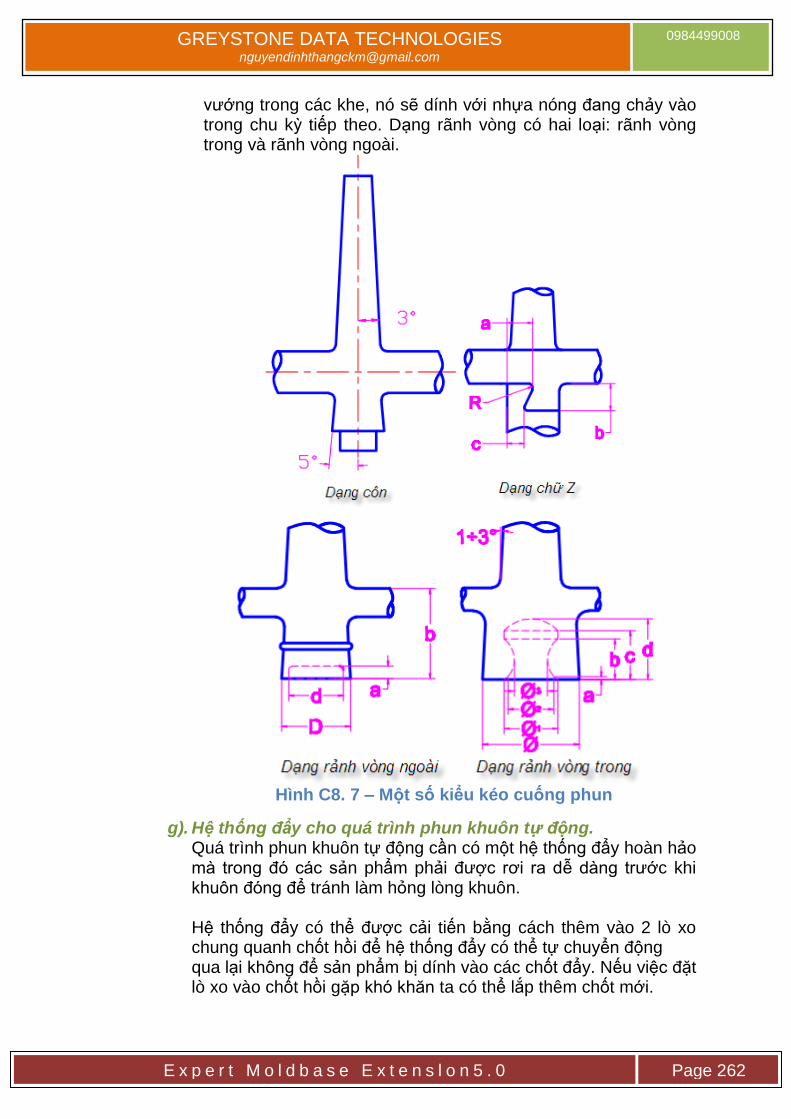
vướng trong các khe, nó sẽ dính với nhựa nóng đang chảy vào trong chu kỳ tiếp theo. Dạng rãnh vòng có hai loại: rãnh vòng trong và rãnh vòng ngoài.
Hình C8. 7 – Một số kiểu kéo cuống phun
g). Hệ thống đẩy cho quá trình phun khuôn tự động. Quá trình phun khuôn tự động cần có một hệ thống đẩy hoàn hảo mà trong đó các sản phẩm phải được rơi ra dễ dàng trước khi khuôn đóng để tránh làm hỏng lòng khuôn.
Hệ thống đẩy có thể được cải tiến bằng cách thêm vào 2 lò xo chung quanh chốt hồi để hệ thống đẩy có thể tự chuyển động qua lại không để sản phẩm bị dính vào các chốt đẩy. Nếu việc đặt lò xo vào chốt hồi gặp khó khăn ta có thể lắp thêm chốt mới.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 263
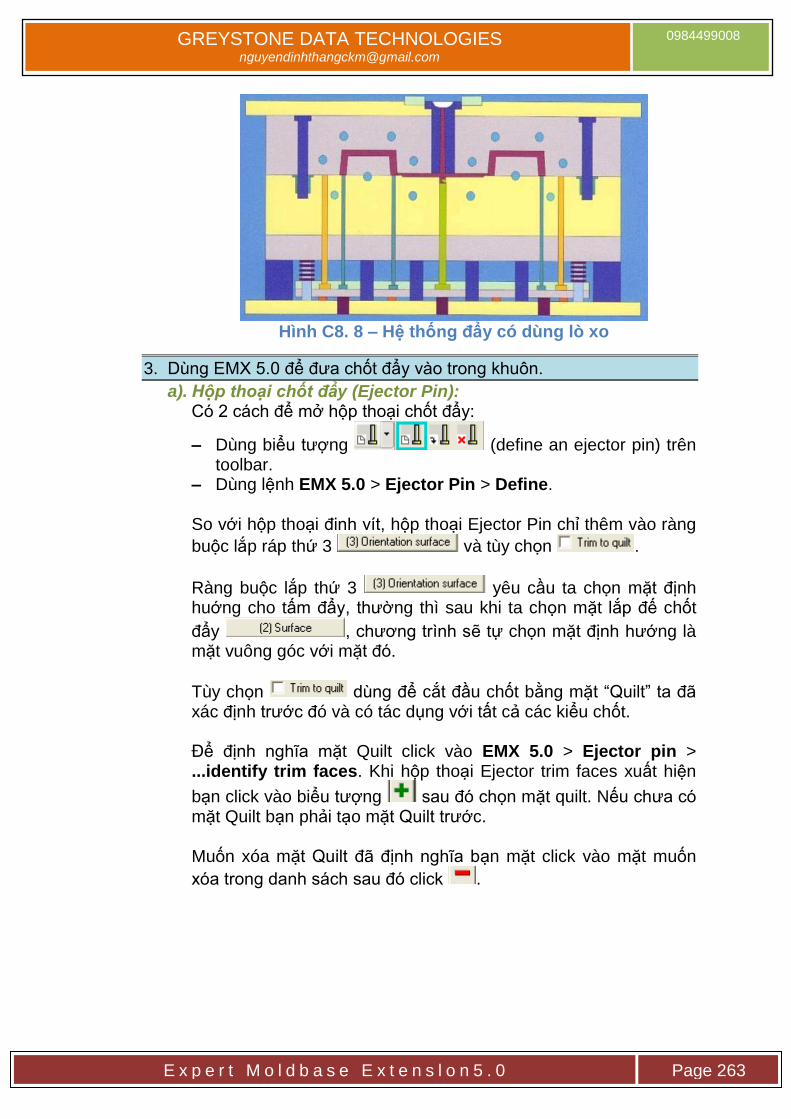
Hình C8. 8 – Hệ thống đẩy có dùng lò xo
3. Dùng EMX 5.0 để đưa chốt đẩy vào trong khuôn.
a). Hộp thoại chốt đẩy (Ejector Pin): Có 2 cách để mở hộp thoại chốt đẩy:
– Dùng biểu tượng (define an ejector pin) trên toolbar.
– Dùng lệnh EMX 5.0 > Ejector Pin > Define.
So với hộp thoại đinh vít, hộp thoại Ejector Pin chỉ thêm vào ràng
buộc lắp ráp thứ 3 và tùy chọn .
Ràng buộc lắp thứ 3 yêu cầu ta chọn mặt định huớng cho tấm đẩy, thường thì sau khi ta chọn mặt lắp đế chốt
đẩy , chương trình sẽ tự chọn mặt định hướng là mặt vuông góc với mặt đó.
Tùy chọn dùng để cắt đầu chốt bằng mặt “Quilt” ta đã xác định trước đó và có tác dụng với tất cả các kiểu chốt.
Để định nghĩa mặt Quilt click vào EMX 5.0 > Ejector pin > ...identify trim faces. Khi hộp thoại Ejector trim faces xuất hiện
bạn click vào biểu tượng sau đó chọn mặt quilt. Nếu chưa có mặt Quilt bạn phải tạo mặt Quilt trước.
Muốn xóa mặt Quilt đã định nghĩa bạn mặt click vào mặt muốn
xóa trong danh sách sau đó click .
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 264
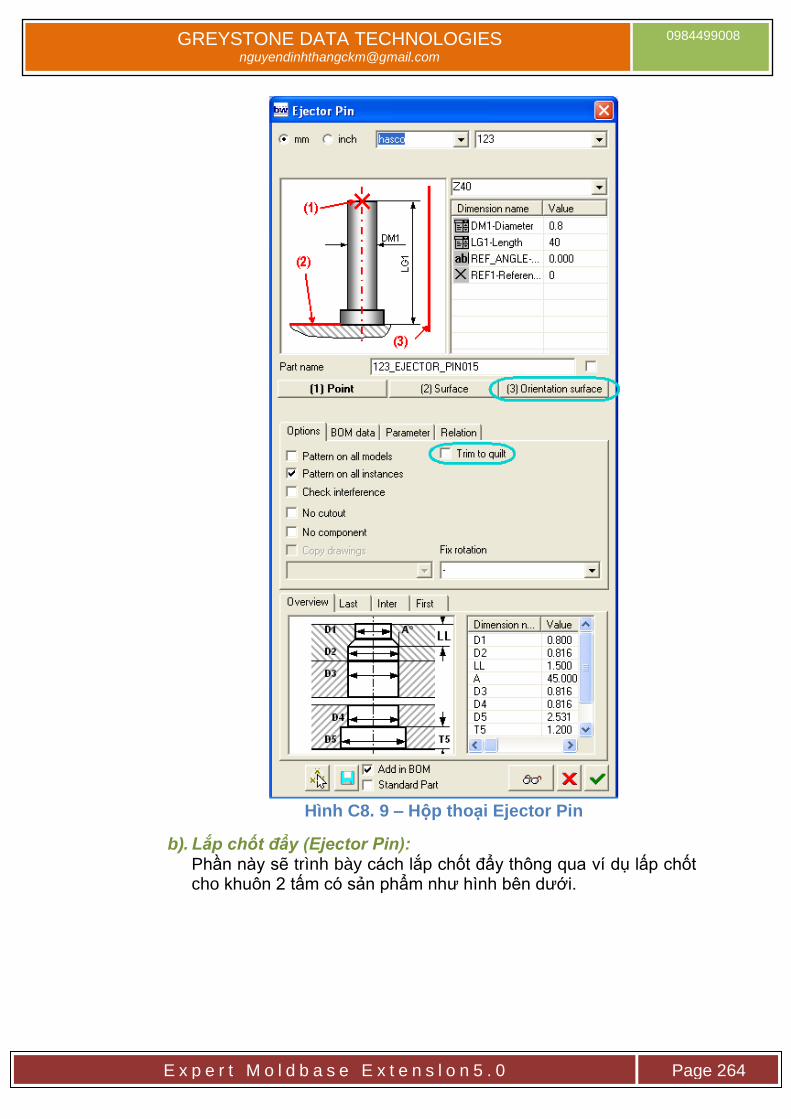
Hình C8. 9 – Hộp thoại Ejector Pin
b). Lắp chốt đẩy (Ejector Pin): Phần này sẽ trình bày cách lắp chốt đẩy thông qua ví dụ lấp chốt cho khuôn 2 tấm có sản phẩm như hình bên dưới.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 265
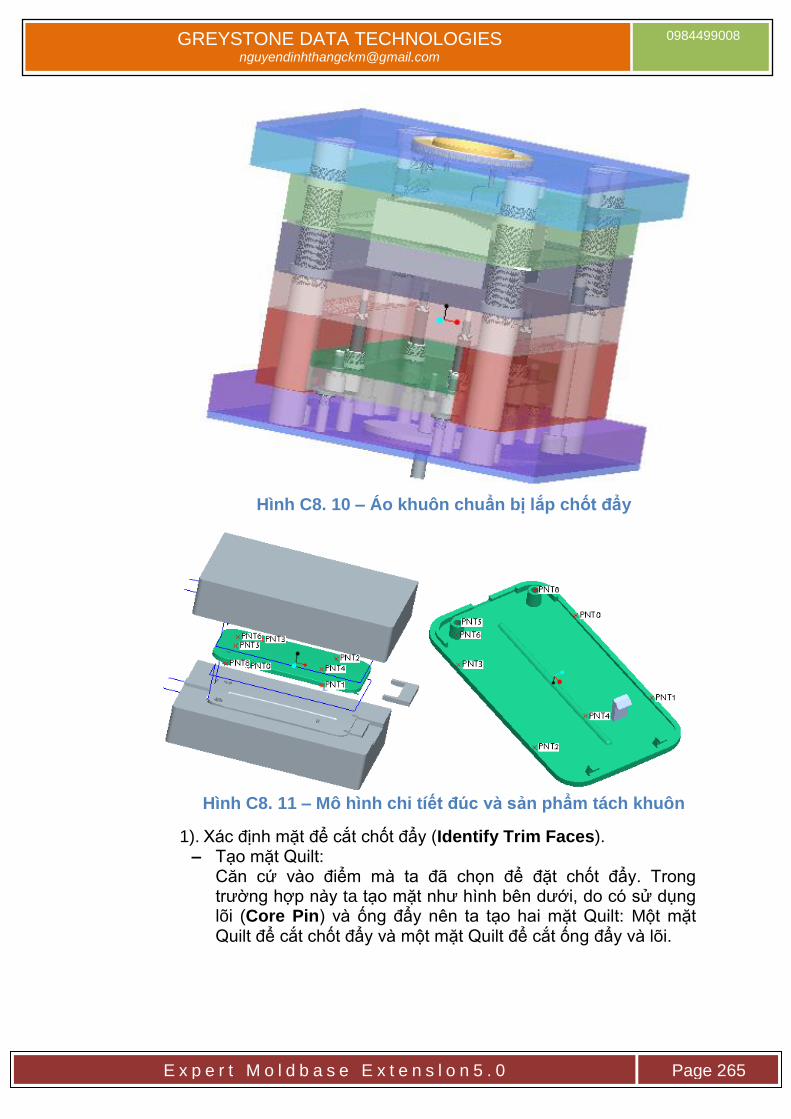
Hình C8. 10 – Áo khuôn chuẩn bị lắp chốt đẩy
Hình C8. 11 – Mô hình chi tíết đúc và sản phẩm tách khuôn
1). Xác định mặt để cắt chốt đẩy (Identify Trim Faces). – Tạo mặt Quilt:
Căn cứ vào điểm mà ta đã chọn để đặt chốt đẩy. Trong trường hợp này ta tạo mặt như hình bên dưới, do có sử dụng lõi (Core Pin) và ống đẩy nên ta tạo hai mặt Quilt: Một mặt Quilt để cắt chốt đẩy và một mặt Quilt để cắt ống đẩy và lõi.
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 266
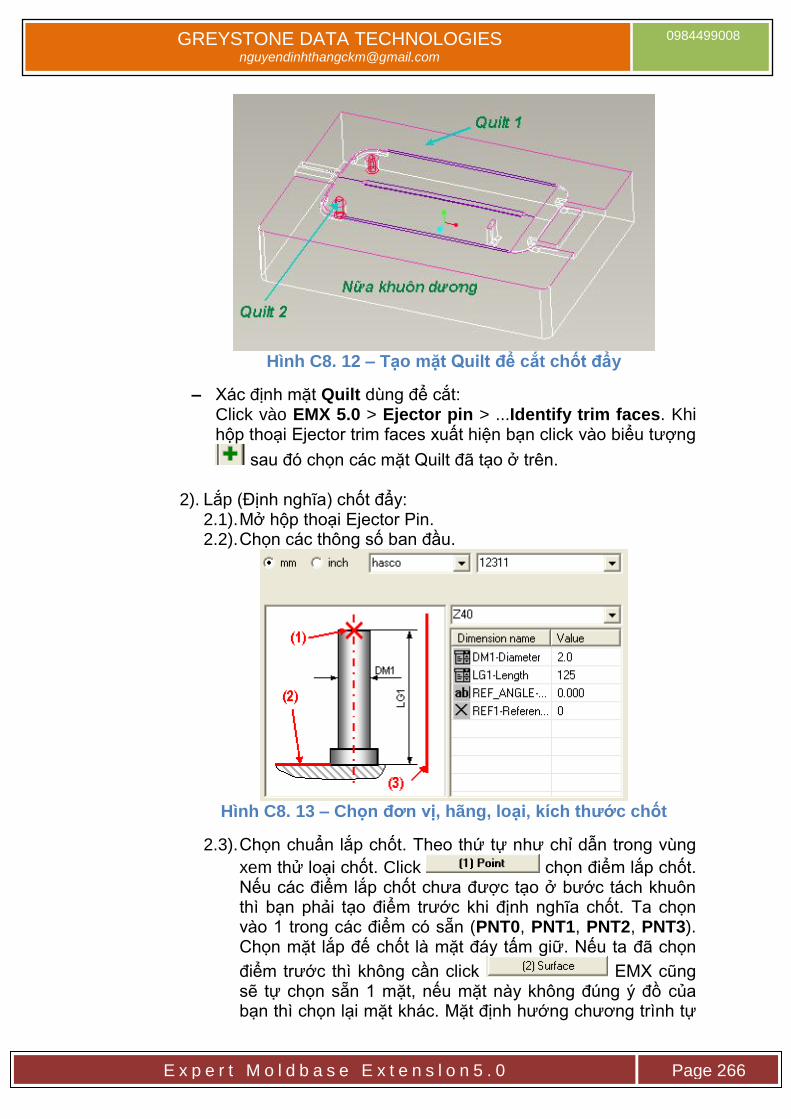
Hình C8. 12 – Tạo mặt Quilt để cắt chốt đẩy
– Xác định mặt Quilt dùng để cắt: Click vào EMX 5.0 > Ejector pin > ...Identify trim faces. Khi hộp thoại Ejector trim faces xuất hiện bạn click vào biểu tượng
sau đó chọn các mặt Quilt đã tạo ở trên.
2). Lắp (Định nghĩa) chốt đẩy: 2.1). Mở hộp thoại Ejector Pin. 2.2). Chọn các thông số ban đầu.
Hình C8. 13 – Chọn đơn vị, hãng, loại, kích thước chốt
2.3). Chọn chuẩn lắp chốt. Theo thứ tự như chỉ dẫn trong vùng
xem thử loại chốt. Click chọn điểm lắp chốt. Nếu các điểm lắp chốt chưa được tạo ở bước tách khuôn thì bạn phải tạo điểm trước khi định nghĩa chốt. Ta chọn vào 1 trong các điểm có sẵn (PNT0, PNT1, PNT2, PNT3). Chọn mặt lắp đế chốt là mặt đáy tấm giữ. Nếu ta đã chọn
điểm trước thì không cần click EMX cũng sẽ tự chọn sẵn 1 mặt, nếu mặt này không đúng ý đồ của bạn thì chọn lại mặt khác. Mặt định hướng chương trình tự
GREYSTONE DATA TECHNOLOGIES [email protected]
0984499008
E x p e r t M o l d b a s e E x t e n s l o n 5 . 0
Page 267
chọn là mặt vuông góc với mặt lắp đế chốt. Nếu muốn
chọn lại bạn click rồi chọn mặt. 2.4). Thay đổi các tùy chọn trong mục (Options). Ta chọn 2 tùy
chọn và . Nếu mặt Quilt được chọn để cắt chốt không phải là mặt phẳng thì bạn chọn
thêm kiểu chống xoay trong danh sách . 2.5). Điều chỉnh kích thước lỗ. Trường hợp này ta chấp nhận
các giá trị mặc định.
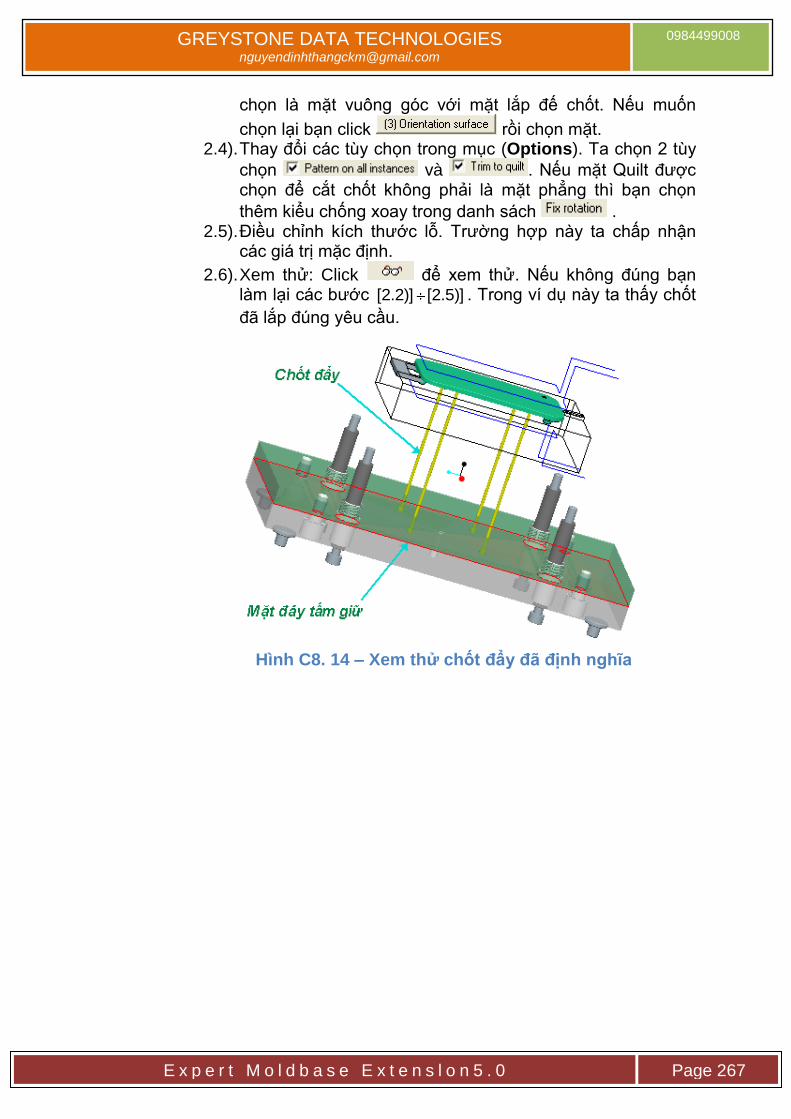
2.6). Xem thử: Click để xem thử. Nếu không đúng bạn làm lại các bước [2.2)] [2.5)] . Trong ví dụ này ta thấy chốt
đã lắp đúng yêu cầu.
Hình C8. 14 – Xem thử chốt đẩy đã định nghĩa