Embed Size (px)
Citation preview

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
TITULO DEL DOCUMENTO: REPORTE No. DOCUMENTO: S/N
0 HOJA 1 DE
PREFACIO
ANTE LA INTERROGATIVA QUE SE PRESENTA, DE QUE SI ES NECESARIO O NO COLOCARLE UNA
PLACA DE REFUERZO AL ACCESORIO WELDOLET SOLDADO (PARA REALIZACION DE HOT TAPPING)
DE TRATAMIENTO Y BOMBEO, SE PRESENTA LO SIGUIENTE:
REVISANDO EL CATALOGO DEL FABRICANTE BONNEY-FORGE PARA CONEXIONES RAMALES
DEL TIPO "OLETS", SE ENCONTRO QUE ESTE TIPO DE ACCESORIOS NO NECESITAN REFUERZO
EXTRA ALGUNO (SIEMPRE Y CUANDO HAYAN SIDO CORRECTAMENTE SOLICITADOS), YA QUE
LOS CODIGOS ASME B31.1, B31.3, B31.4 Y B31.8. Y TAMBIEN SE ENCUENTRAN EN EL ESTANDAR
MSS-SP-97 PARA "ACCESORIOS FORJADOS REFORZADOS INTEGRALMENTE PARA DERIVACIONES
DE RAMALES".
ADEMAS QUE EL WELDOLET PROVEE 100% REFUERZO A LA TUBERIA PARA TODOS LOS TAMAÑOS,
PESOS Y CEDULAS. Y SON FABRICADOS DE ACUERDO A LOS REQUERIMIENTOS DE EL CODIGO
ASME B16.9 PARA "ACCESORIOS DE ACERO SOLDABLES A TOPE".
A SEGÚN LA ESPECIFICACION TOMADA COMO REFERENCIA (D50A), CONTIENE UNA TABLA DE
CABEZAL-RAMAL, QUE A PESAR DE SER PARA DISEÑO PUEDE SER CONTEMPLADA PARA HACER
LA COMPARATIVA DE CÓMO PIDE LA REDUCCION DEL DIAMETRO DE 6"x 3". ES CIERTO QUE
AUNQUE PIDE QUE SEA POR MEDIO DE TE REDUCTORA, EL WELDOLET ES EL ACCESORIO INME -
DIATO INFERIOR USADO PARA REDUCIR EL DIAMETRO DE 6"x 2 1/2". ADEMAS LA NOTA 9 ACLA -
RA QUE NO ES LIMITATIVA.
A TODO ESTO LA NORMA CID-NOR-N-SI-0001 NO HACE REFERENCIA A QUE HACER EN EL CASO
QUE UN WELDOLET SEA SOLDADO PARA DERIVAR UN RAMAL, UNICAMENTE HABLA DE CONEC -
TAR UNA TUBERIA Y DE CÓMO REFORZARLA.
POR ULTIMO, SERIA BUENO HACER LA OBSERVACION QUE A LA SOLDADURA DEL RAMAL YA
SE LE HA INSPECCIONADO CON LIQUIDOS PENETRANTES. Y CUMPLIO CON LA PRUEBA DE PRE -
Y COMO DATO TENEMOS QUE EL ESPESOR MINIMO DE PARED ENCONTRADO EN ESA AREA DEL
A CONTINUACION SE DESARROLLA LA SIGUIENTE FORMULA PARA LA COMPROBACION DE QUE
EL ESPESOR MINIMO DE PARED TOMADO EN LA LINEA DE CONDENSADOS DE ALTA DE 6"Ø-600#
ES ACEPTABLE.
REVISION:
EN LA LINEA DE CONDENSADOS DE 6"Ø - 600# EN EL SUBNIVEL DEL MODULO 1 EN LA PLATAFORMA
ESTOS SON EN SI "ACCESORIOS REFORZADOS INTEGRALMENTE", Y ESTAN AMPARADOS BAJO
SION HIDROSTATICA. LA CUAL FUE ELEVADA HASTA EL RANGO DE 104 kg/cm2. SIENDO LA PRE -
SION DE OPERACIÓN MAXIMA (EN EL CASO DE REPRESIONAMIENTO DE LA LINEA) DE 70 kg/cm2.
Y LA PRESION DE OPERACIÓN NORMAL ESTA EN EL RANGO DE 16-25 kg/cm2.
CABEZAL ES IGUAL A 0.336".

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
ESPESOR MINIMO REQUERIDO POR PRESION
DONDE
t = PD t = Espesor de pared mínimo requerido (pulg.)
2S P =
D = Diámetro exterior (pulg.)
t = S =
t = 0.131 pulg.
t = 3.33 mm.
ESTO POR REQUERIMIENTO OPERATIVO EN CASO DE REPRESION DE LA LINEA, ADEMAS DE
COINCIDIR CON LA PRESION MAXIMA DE OPERACIÓN INDICADA EN LA ESPECIFICACION
TOMADA COMO REFERENCIA (D50A)
LA FORMULA FUE TOMADA DEL DOCUMENTO NORMATIVO CID-NOR-N-SI-001 TEMA 6
PARRAFO 6.1.2.9 Y ESTA ESTABLECIDA BAJO EL CODIGO ASME B31.4 CAP. II, PARRAFO 404.1.2
Presión de diseño (Ib/pulg2)
(1000 lb/pulg2) (6.625 pulg.) Esfuerzo permisible (lb/pulg2)
2 (25200 lb/pulg2)
SE CONSIDERO LA PRESION MAXIMA DE OPERACIÓN = 70.32 kg/cm2 (1000 lb/pulg2)

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
S/N
1

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
TITULO DEL DOCUMENTO: REPORTE No. DOCUMENTO: S/N
0 HOJA 1 DE
PREFACIO
ANTE LA INTERROGATIVA QUE SE PRESENTA, DE QUE SI ES NECESARIO O NO COLOCARLE UNA
PLACA DE REFUERZO AL ACCESORIO WELDOLET SOLDADO (PARA REALIZACION DE HOT TAPPING)
DE TRATAMIENTO Y BOMBEO, SE PRESENTA LO SIGUIENTE:
A SEGÚN LA ESPECIFICACION TOMADA COMO REFERENCIA (D50A), CONTIENE UNA TABLA DE
CABEZAL-RAMAL, QUE A PESAR DE SER PARA DISEÑO PUEDE SER CONTEMPLADA PARA HACER
LA COMPARATIVA DE CÓMO PIDE LA REDUCCION DEL DIAMETRO DE 6"x 3"; PIDE QUE SEA
POR MEDIO DE TE REDUCTORA.
Y ADEMAS, LA TABLA DEL PUNTO 6.3.7.1.2. "RELACION DE DIAMETROS CABEZAL/RAMAL" Y
RELACION DE ESFZO. CIRCUNF. DE DISEÑO Y RESISTENCIA MINIMA ESPECIFICADA A LA FLUENCIA
DEL CABEZAL QUE VIENE EN LA NORMA CID-NOR-N-SI-0001 HACE ENFASIS A QUE DEBE SER PREFE -
RENTEMENTE UNA TE ENVOLVENTE.
Y ANTE TODO ESTO ESTA EL RIESGO DE RUPTURA DEL CABEZAL EN LOS ALREDEDORES DELACCESORIO WELDOLET POR EL ESFUERZO SOBRE ESTE DEBIDO AL TRABAJO DE LA CORTADORA.Y ES QUE ADEMAS CUENTA CON LA FATIGA POR EL CALOR APLICADO DE LAS SOLDADURASDEL WELDOLET. ES EXACTAMENTE AHÍ DONDE ENTRA LA FUNCION DE LA ENVOLVENTE.
RECOMENDACIÓN
SE RECOMIENDA UTILIZAR PARA LA REALIZACION DEL HOT TAPPING UNA TE ENVOLVENTE
BI-PARTIDA CON DERIVACION BRIDADA DE 3"-600# Y BORE = 2.900".
SERIA VALIDO, AUNQUE RIESGOSO, EL USO DE LA CONEXIÓN REFORZADA (WELDOLET) SIEMPRE
Y CUANDO VAYA ASENTADA SOBRE UNA PLACA DE REFUERZO Y NO DIRECTO AL TUBO. ESTO ES
PORQUE DESCONOCEMOS EL TIEMPO DE VIDA REAL QUE TENGA LA LINEA, LO CUAL TRAE CON -
SIGO AFECTACION EN LAS PROPIEDADES DEL MATERIAL DE FABRICACION. Y CON LOS TRABAJOS
DE SOLDADURA SE PONE A ESA AREA EN MAYOR CONSIDERACIÓN. ESTO PODRIA SOLUCIONARSE
CON UN RELEVADO DE ESFUERZOS PARA DEVOLVERLE A LA TUBERÍA LO MAS QUE SE PUEDA DE
SUS PROPIEDADES, PERO POR EL HECHO DE SER UNA LINEA EN OPERACIÓN CONVENDRIA MAS
(ECONÓMICA Y TECNICAMENTE HABLANDO) IRSE POR LA RECOMENDACIÓN DE LA TE ENVOL -
VENTE.
POR ULTIMO SE RECOMIENDA QUE SI POR RECUPERAR LA CONEXIÓN SE LLEGASE A RETIRAR EL
WELDOLET, LA TE ENVOLVENTE SE UBICARA SOBRE LA MISMA POSICIÓN QUE ESTE TENIA PARA
PROTEGER EL AREA AFECTADA POR LOS TRABAJOS DE SOLDADURA.
REVISION:
EN LA LINEA DE CONDENSADOS DE 6"Ø - 600# EN EL SUBNIVEL DEL MODULO 1 EN LA PLATAFORMA

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
S/N
ACCESORIO WELDOLET POR EL ESFUERZO SOBRE ESTE DEBIDO AL TRABAJO DE LA CORTADORA.

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
TITULO DEL DOCUMENTO: CALCULO DE REFUERZO PARA No. DOCUMENTO: S/N
RAMAL EN HOT TAPPING DE 6"x 3"Ø 0 HOJA 1 DE 3
LINEA DE 6"Ø ASTM A-106 Gr. B SIN COSTURA, OPERA COMO DUCTO DE CONDENSADOS AMARGOS
EN LA PLATAFORMA DE TRATAMIENTO Y BOMBEO DEL COMPLEJO INYECCION-A, A UNA PRESION
MISMO MATERIAL CON CED. 80 (ESP. DE PARED = 0.300")
DICHO RAMAL SERA INSTALADO POR PROCEDIMIENTO HOT TAPPING. Y COMO SE DESCONOCE
MENOR LECTURA = 0.336".
DATOS DE CABEZAL DATOS DE RAMAL
Do = 6.625" do = 3.500"
Di = 5.761" di = 2.900"
t = 0.336" tn = 0.300"
CONDICIONES DE OPERACIÓN:
SERVICIO: CONDENSADO AMARGO
CODIGO: ANSI/ASME B31.3
S = 35000 PSI
P = 1000 PSI
T = 17.5°C
1.- RELACION DE DIAMETROS
Rnd = (dn/Dn) * 100 = (3/6) * 100 = 50%
Rnd = 50%
2.- RELACION DE ESFUERZOS EN CABEZAL
RS = (PDo / 2St) * 100
RS = (1000 * 6.625 / 2 * 35000 * 0.336) * 100
RS = (6625 / 23520) * 100
RS = 28.16%
3.- REQUERIMIENTOS DE REFUERZOS, DOCUMENTO NORMATIVO DE PEMEX CID-NOR-N-SI-0001
PAG. 106 PUNTO 6.3.7.1.2 ULTIMA EDICION
REVISION:
DE 1000 PSI Y UNA TEMPERATURA DE 17.5°C. EN LA CUAL SERA INSTALADO UN RAMAL DE 3"Ø DEL
EL ESPESOR DE PARED DE LA LINEA DE 6"Ø SE OBTUVO MEDIANTE CALIBRACION RESULTANDO LA

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
TITULO DEL DOCUMENTO: CALCULO DE REFUERZO PARA No. DOCUMENTO: S/N
RAMAL EN HOT TAPPING DE 6"x 3"Ø 0 HOJA 2 DE 3
4.- CALCULO DEL ESPESOR DE PARED REQUERIDO POR PRESION INTERNA EN CABEZAL (t r) Y
RAMAL (t r n)
PARA CABEZAL DONDE
tr = P * Do / 2 (SE + PY) P = 1000 PSI
tr = 1000 * 6.625 / 2 (20000 * 1 + 1000 * 0.4) Do = 6.625"
tr = 6625 / 2 (20000 + 400) S = 20000 PSI (ASME B31.3 APENDICE A)
tr = 0.162" E = 1
Y = 0.4 (ASME B31.3 TABLA 304.1.1)
NOTA: DETERMINANDO 0.110" POR PENETRACION DE ELECTRODO SE REQUERIRA UN ESPESOR
DE PARED DE: 0.162" + 0.110" = 0.272" < 0.336"
POR LO TANTO NO SE REQUERIRA BAJAR LA PRESION DE OPERACION DEL FLUJO
PARA REALIZAR EL HOT TAPPING.
PARA RAMAL DONDE
trn = P * do / 2 (SE + PY) P = 1000 PSI
trn = 1000 * 3.500 / 2 (20000 * 1 + 1000 * 0.4) Do = 3.500"
trn = 3500 / 2 (20000 + 400) S = 20000 PSI (ASME B31.3 APENDICE A)
trn = 0.085" E = 1
Y = 0.4 (ASME B31.3 TABLA 304.1.1)
5.- OBTENCION DEL AREA REQUERIDA DE REFUERZO (AR)
AR = di * tr (2 - sen B)
AR = 2.900 * 0.162 (2 - sen 90°)
AR = 0.4698 (1)
AR =
6.- AREA DE REFUERZO SUMINISTRADA POR EL ESPESOR EXCEDENTE EN EL CABEZAL (A1)
A1 = (t - tr) * di = (0.336 - 0.162) * 2.900
REVISION:
0.4698 pulg2

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS
A1 =
TITULO DEL DOCUMENTO: CALCULO DE REFUERZO PARA No. DOCUMENTO: S/N
RAMAL EN HOT TAPPING DE 6"x 3"Ø 0 HOJA 3 DE 3
7.- AREA DE REFUERZO SUMINISTRADA POR EL ESPESOR EXCEDENTE EN EL RAMAL (A2)
L = 2.5 * t = 2.5 * 0.336 = 0.84"
L = 2.5 * tn + te siendo te = t tenemos entonces
L = 2.5 * 0.300 + 0.336 = 1.59"
SE ESCOGE EL VALOR MENOR, POR LO TANTO:
A2 = 2 (tn - trn) * L = 2 (0.300 - 0.085) * 0.84
A2 =
8.- AREA DE REFUERZO SUMINISTRADA POR SOLDADURA (A3)
A3 =
A3 =
A3 =
9.- AREA DE REFUERZO FALTANTE (A4)
A4 = AR - (A1 + A2 + A3)
A4 = 0.4698 - (0.5046 + 0.3612 + 0.252)
A4 = -0.648
COMO EL VALOR DEL AREA DE REFUERZO FALTANTE ES NEGATIVO,
NO SE REQUIERE REFUERZO ADICIONAL DE EL DOCUMENTO NORMATIVO DE PEMEX
CID-NOR-N-SI-0001 PAG. 106 PUNTO 6.3.7.1.2
10.- DIMENSIONAMIENTO DEL REFUERZO
Dp = 2 * di = 2 * 2.900
Dp = 5.8" LONGITUD DE REFUERZO
te = t = 0.336" ESPESOR DE REFUERZO
0.5046 pulg2
REVISION:
0.3612 pulg2
0.7 * tn2
4 * 0.7 * (0.300)2
0.252 pulg2 NUNCA DEBE SER MENOR DE 0.250 pulg2

document.xls
INSTITUTO TECNOLOGICO SUPERIOR DE COMALCALCO
FORMATO PARA LA ELABORACIÓN DE DOCUMENTOS TÉCNICOS

document.xls
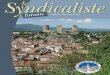
0.133 50
0.15 112
0.20 298
0.25 482
0.30 666
0.336 800
0.10 0.15 0.20 0.25 0.30 0.3550
100
150
200
250
300
350
400
450
500
550
600
650
700
750
800
850
900
TABLA 1
PROFUNDIDAD DE PENETRACION DE HAZ ( in )
TE
MP
AR
AT
UR
AS
( °
F )
PROFUNDIDAD DE PENETRACION A UTILIZAR EN LOS CALCULOS
![J. Braz. Chem. Soc. Articlestatic.sites.sbq.org.br/jbcs.sbq.org.br/pdf/160177AR.pdf · 2020. 1. 8. · Henry reactions,27 we hypothesized that HT [Calc.] could promote the in situ](https://img.pdfslide.tips/doc/110x75/60e0c27bb7bbdf5b0f1361d4/j-braz-chem-soc-2020-1-8-henry-reactions27-we-hypothesized-that-ht-calc.jpg)