Embed Size (px)
Citation preview
Calderas a Bagazo Carlos O. Alderetes
Proyecto, operación y mantenimiento
2016 – Argentina
Título: Calderas a Bagazo – Proyecto, operación y mantenimiento
Autor: Carlos Alderetes
Contribuciones: Dora Paz, Marcos Golato, Federico Franck Colombres
ISBN: 978-987-42-0250-5
CDD 621.182
Primera Edición: 2016
Edición del Autor
Reservado todos los derechos
Impreso en Argentina
1
Dedicado a:
A mis padres, Ricardo y Lolita
A mi esposa e hijos, Estela, Ramiro y Facundo
A mí querida Escuela de Agricultura y Sacarotecnia de la Universidad Nacional de Tucumán (UNT) que me enseñó a pensar críticamente
A Don Angel Armando Grancelli
2
PREFACIO
Los generadores de vapor en la industria azucarera son equipos críticos, pues proveen tanto la energía térmica para el proceso, como la potencia necesaria para el accionamiento de los equipos y maquinarias involucrados. Sirven también, para generar y suministrar energía sobrante a la red pública, produciendo nuevos ingresos por este servicio a través de la cogeneración
Considerando que hay más de 1000 ingenios azucareros de caña alrededor del mundo y teniendo en cuenta la cantidad de generadores de vapor instalados en cada uno de ellos, puede decirse que la industria azucarera sea tal vez entre las industrias, la de mayor demanda de calderas industriales
A nivel global puede estimarse entonces que existen más de 3000 calderas instaladas, y a modo de ejemplo, citaremos que solamente en los ingenios del Estado de San Pablo-Brasil, hubo censadas en el año 2009 unas 480 calderas, sin contar las que estaban en fase de montaje y en proyectos a implementarse. Es difícil encontrar otra industria que concentre tantos generadores de vapor en su actividad
Por otro lado, el creciente interés y desarrollo de la cogeneración en la industria, trajo dos hechos importantes. Por un lado, importantes inversiones en calderas de gran capacidad y eficiencia, con elevadas presiones y temperaturas de trabajo. Y por el otro, un replanteo integral de las prácticas operacionales y de mantenimiento, sostenidas hasta el momento, con calderas tradicionales de baja presión y eficiencia. Dependiendo del país y cogenerando a partir del bagazo, la industria azucarera aporta hasta más del 5% de la energía total requerida por el mismo, generando importantes ahorros de combustibles fósiles no renovables
También sumándose a estos cambios, ya están en marcha en Brasil y otros países las primeras calderas de un solo domo (monodrum) y las de lecho fluidizado que introducen una nueva tecnología e innovación en este campo, con capacidades y condiciones de trabajo nunca antes visto, salvo en las centrales termoeléctricas
Por lo anterior, cobra gran importancia el conocimiento, manejo e implementación de las buenas prácticas establecidas en los códigos y normas internacionales para calderas, tales como, los de la Sociedad Americana de Ingenieros Mecánicos (ASME), del National Board Inspector Code (NBIC), EPRI (Energy Power Research Institute) o las del Comité Europeo de Normalización (CEN), como también la adopción de nuevas técnicas en el campo del conocimiento que posibilitan un manejo más responsable y eficiente de este equipamiento
Nuevos conocimientos sobre las propiedades del bagazo, sumados a la aparición de herramientas computacionales de cálculo, diseño y simulación tales como CFD (Computational Fuid Dynamics), FEM (Finite Element Method), más un importante avance
3
tecnológico en las áreas de la instrumentación-control automático, en técnicas no destructivas (NDT) de inspección y mantenimiento, etc. han ocasionado un verdadero proceso de modernización nunca antes visto en este campo.
Con relación al uso de herramientas computacionales (CFD), caben destacarse los trabajos del Sugar Research Institute (SRI) de Australia, que lideran las investigaciones en el campo de la generación de vapor con bagazo conducidas por el Dr.Terry Dixon y sus colaboradores
Si bien las modernas calderas se van imponiendo en nuevos proyectos, queda una gran mayoría de equipos antiguos que precisan ser repotenciados. Como herramienta de mejora aplicable a ambos equipos, queremos destacar al secado del bagazo que en Argentina y en otros países latinoamericanos tiene experiencias exitosas. Es por esta razón que como capítulo especial, este tema ha sido escrito con la colaboración de un grupo de especialistas de la Estación Experimental Agroindustrial Obispo Colombres (EEAOC) de Tucumán
La importancia de estos equipos, sumada al hecho de que varios de los textos en español sobre calderas han sido más bien descriptivos, con escasos cálculos y estar además desactualizados, han motivado el propósito de escribir un libro práctico destinado exclusivamente a las calderas que operan con bagazo y que integre las herramientas antes citadas
Este libro que pretende ser práctico, actualizado e integral, está dirigido a los profesionales y técnicos de la industria azucarera que deben operan con dichos equipos y enfrentar en su quehacer diario situaciones de distinta naturaleza, al mismo tiempo de aportar a la difusión de las mejoras prácticas de ingeniería en este campo. También está dirigido a los estudiantes de ingeniería que desean actuar en dicha industria
El libro tiene desarrollado en diversos capitulos, ejemplos de cálculos térmicos, hidráulicos y mecánicos basados en los mejores estándares de ingeniería, para ejemplificar los conceptos y brindar las herramientas que posibiliten un mejor análisis de los problemas. Como en todo trabajo de esta naturaleza y a pesar del cuidado puesto, puede haberse escapado algún error y pedimos disculpas por ello
Finalmente, es un deseo que este libro sea usado en las oficinas técnicas de los ingenios azucareros de Latinoamérica y que se constituya en un auxiliar permanente por parte de quienes deben tratar con las calderas
Carlos Alderetes
Argentina – 2015
4
AGRADECIMIENTOS
A los investigadores Dr.Ing. Dora Paz, Ing. Marcos Golato e Ing. Federico Franck Colombres del sector de ingeniería de la prestigiosa Estación Experimental Agroindustrial Obispo Colombres (EEAOC) de Tucumán, por su colaboración en el capítulo sobre el secado de bagazo, que aportaron sobre sus exitosas experiencias logradas en este campo en ingenios de Argentina y otros países latinoamericanos
A la firma Caldema Equipamientos Industriales Ltda de Brasil que permitió la reproducción de algunas figuras de sus equipos, ayudando así a mejorar la ilustración gráfica y presentación de los mismos
SOBRE EL AUTOR
Carlos Alderetes: Es Ingeniero Mecánico graduado en la Universidad Tecnológica Nacional (UTN), Facultad Regional Tucumán, Argentina, con posgrado de especialización en Administración y Marketing Estratégico en la Universidad de Belgrano, Buenos Aires. Es también Perito Sacarotecnico egresado de la Escuela de Agricultura y Sacarotecnia de la Universidad Nacional de Tucumán (UNT). Cuenta con más de 25 años de experiencia continua en la industria ocupando cargos de gerencias y jefaturas en empresas nacionales y multinacionales de Argentina y Bolivia en las actividades de azúcar-alcohol, gas y petróleo, química, y celulosa-papel.
Ex Profesor Asociado de la cátedra Tecnología de la Energía Térmica e Ingeniería de las Instalaciones de la carrera de Ingeniería Química en la Universidad Tecnológica Nacional (UTN – FRRE) - Argentina, en donde actualmente imparte cursos de posgrado en temas de su especialidad
Es miembro de ASME y participa como Instructor de ASME Virtual en cursos online sobre calderas y dispositivos de alivio de presión para los países de habla hispana. Ha capacitado por este medio a profesionales de México, España, Perú, Bolivia, Chile, Ecuador y Brasil. Colabora como coordinador del subgrupo de performance de calderas del Latin América Boiler Users Affinity Group de ASME. También integra la Junta Nacional de Inspección de Calderas y Recipientes a Presión de Argentina liderada por el INTI participando en sus comisiones técnicas
SOBRE LOS COLABORADORES
Dora Paz: Es Doctora en Ingeniería Química, de la Universidad Nacional de Tucumán (UNT), Argentina, siendo el tema de su tesis: Modelado Exergoeconómico de Fábricas de Azúcar de Caña. Es Investigador Principal en la Estación Experimental Agroindustrial
5
Obispo Colombres (EEAOC), de Tucumán, Argentina; Coordinadora del Programa de investigación: Industrialización de la caña de azúcar, y Jefe de Sección Ingeniería y Proyectos Agrondustriales.
Es además Profesor Adjunto, en la cátedra de Balances de Masa y Energía en la carrera de Ingenieria Química de la UNT. Es Profesor de Usos térmicos de la biomasa en la Maestría en Ingeniería Bioenergética de la Universidad Tecnológica Nacional UTN), Facultad Regional Tucumán, Argentina.
Cuenta con más de 25 años de experiencia en uso racional de la energía, simulación digital de procesos, dimensionado de sistemas de secado de bagazo, eficiencia exergética y aprovechamiento energético de residuos, ha participado en más de 30 proyectos de investigación, y publicado más de 70 papers en revistas científicas y de difusión, nacionales e internacionales. Ha dictado cursos de capacitación y realizado trabajos de consultoría en Argentina y en el exterior (Panamá, Colombia, Nicaragua, México, Guatemala, entre otros). Actualmente es Directora de proyecto FITS “Incremento
de la eficiencia energética de sistemas de producción de bioelectricidad en la industria sucroalcoholera a partir de biomasas residuales: bagazo presecado y residuos agrícolas de cosecha (BIORAC)” (2015-2017). También es vicepresidente de la Sociedad Argentina de Técnicos de la Caña de Azúcar (SATCA).
Marcos Golato: Es Ingeniero Mecánico graduado de la Universidad Nacional de Tucumán (UNT), Argentina. Es también Técnico Mecánico egresado del Colegio Salesiano Lorenzo Massa de Tucumán. Es Investigador Adjunto en la Sección Ingeniería y Proyectos Agroindustriales de la Estación Experimental Agroindustrial Obispo Colombres (EEAOC), de Tucumán; y es Responsable del Laboratorio de Ensayos y Mediciones Industriales (LEMI) de la misma Institución.
Es Profesor Asociado, del Departamento de Mecánica de la Facultad de Ciencias Exactas y Tecnología de la UNT; Responsable de la Cátedra de Sistemas de Control de la carrera de Ingeniería Mecánica de la UNT y Miembro de la Comisión Académica de esa carrera.
Cuenta con más de 12 años de experiencia en mediciones de variables de procesos, ensayos en generadores de vapor y secadores de bagazo, médula y cáscara de limón: También posee experiencia en el monitoreo de emisiones de gases y material particulado efluentes por chimeneas de generadores de vapor de la industria azucarera y citrícola. Acredita más de 10 años de experiencia como docente en el área de control y automatización de procesos; Y ha participado en más de 10 proyectos de investigación con financiamiento externo y publicado más de 20 artículos en revistas científicas y de difusión sobre temas de eficiencia y aprovechamiento energético.
Federico José Franck Colombres: Es Ingeniero Mecánico graduado de la Universidad Nacional de Tucumán (UNT), Argentina. Es Investigador Asistente en la Sección Ingeniería y Proyectos Agroindustriales de la Estación Experimental Agroindustrial Obispo Colombres (EEAOC), de Tucumán. Profesor Asociado en las
6
cátedras de Termodinámica de la carrera de Ingeniería Mecánica e Ingeniería Azucarera y de Termodinámica y Máquinas Térmicas de la carrera de Ingeniería Industrial, de la Facultad de Ciencias Exactas y Tecnología de la UNT.
Cuenta con más de 8 años de experiencia en balances de materia y energía, mediciones industriales; simulación de procesos; determinación de eficiencia y regulación en generadores de vapor y secadores; diseño térmico y mecánico de secadores de bagazo y otros equipos; mantenimiento de equipos; optimización energética; tratamientos de efluentes; estudios de generación y cogeneración a partir de biomasa para plantas termoeléctricas, industria azucarera y citrícola. Ha participado en más de 10 proyectos de investigación, y publicado más de 10 papers en revistas científicas y de difusión, nacionales e internacionales. Ha dictado cursos de capacitación y realizado trabajos de consultoría en Argentina y en el exterior (Panamá, Nicaragua, México y Guatemala).
7
INDICE GENERAL
Capítulo Nº1 Páginas 1.0 La Industria azucarera mundial 13
1.1 La Industria azucarera argentina 15
1.2 Referencias 16
Capítulo Nº2 2.0 Balance termo energético 18
2.1 Cogeneración 19
2.2 Optimización energética - Exergía 24
2.3 Referencias 24
Capítulo Nº3 3.0 Biomasa 27
3.1 Producción y manejo del bagazo 28
3.2 Propiedades físicas del bagazo 37
3.3 Residuos de cosecha cañera – RAC 43
3.4 Composición química del bagazo y RAC 45
3.5 Composición mineral del bagazo 48
3.6 Poder calorífico del bagazo y RAC 49
3.7 Efecto de las cenizas sobre el poder calorífico 51
3.8 Combustibles adicionales 52
3.9 Exergía de los combustibles 53
3.10 Referencias 56
Capítulo Nº4 4.0 Combustión del bagazo 60
4.1 Estática de la combustión 60
4.2 Balance de masas 62
4.3 Exceso de aire 64
4.4 Combustión incompleta 68
4.5 Residuos de la combustión 73
4.6 Acción de las cenizas 77
4.7 Dinámica de la combustión 82
4.8 Tiempo de quemado de las partículas 84
4.9 Aire primario y secundario 86
4.10 Balance de energía en la combustión 90
4.11 Temperatura teórica o máxima de combustión 95
4.12 Pérdidas energéticas en la combustión 98
4.13 Pérdida de exergía en la combustión 100
4.14 Referencias 104
Capítulo Nº5 5.0 Generación de vapor 107
8
5.1 Clasificación de las calderas 111
5.2 Calderas de diseño tradicional 112
5.3 Calderas de un solo domo (monodrum) 115
5.4 Calderas de lecho fluidizado (CFB) 117
5.2 Parámetros de diseño y performance 120
5.3 Demanda de vapor y energía 123
5.4 Selección de las condiciones de operación 127
5.5 Selección de capacidad y cantidad de equipos 129
5.6 Referencias 132
5.7 Website 134
Capítulo Nº6 6.0 Calidad de agua y vapor 136
6.1 Agua de alimentación 138
6.2 Parámetros fisicoquímicos del agua 142
6.3 Requerimientos de calidad de agua 145
6.4 Calidad de vapor 150
6.5 Parámetros de control de agua 152
6.6 Tratamiento del agua 155
6.7 Purgas de la caldera 157
6.8 Ciclos de concentración 160
6.9 Análisis energético del purgado 161
6.10 Desgasificación térmica 163
6.11 Capacidad del tanque de agua de alimentación 165
6.12 Capacidad del sistema de bombeo 175
6.13 Referencias 177
Capítulo Nº7 7.0 Selección de materiales 179
7.1 Especificación de los materiales 180
7.2 Resistencia mecánica de los aceros. Creep 182
7.3 Parámetro de Larson & Miller 189
7.4 Aceros para calderas según ASME I y II 193
7.5 Resistencia a la fatiga 196
7.6 Materiales de soldadura 198
7.7 Aceros para cañerías de vapor 200
7.8 Materiales refractarios 204
7.9 Instalación de materiales refractarios 210
7.10 Referencias 212
7.11 Website 213
Capítulo Nº8 8.0 Proyecto del generador de vapor 215
8.1 Mecánica de fluidos computacional CFD 219
8.2 Referencias 221
Capítulo Nº9
9
9.0 Diseño térmico del generador de vapor 223
9.1 Proyecto del hogar 224
9.2 Transferencia de calor en el hogar 228
9.3 Propiedades de la radiación 233
9.4 La superficie radiante 250
9.5 Referencias 262
Capítulo Nº10 10.0 Diseño térmico del hogar 263
10.1 Balance energético del hogar 264
10.2 Modelo de Konakov 267
10.3 Método normativo ruso 270
10.4 Parámetros de diseño del hogar 273
10.5 Temperatura de salida del hogar 281
10.5 La geometría del hogar 292
10.6 Cálculo del hogar según método estándar ruso 287
10.7 Radiación en cavidades 292
10.8 Construcción y componentes del hogar 294
10.9 Referencias 308
10.10 Website 309
Capítulo Nº11 11.0 Banco de convección 311
11.1 Tubos pantallas (Screen) 313
11.2 Banco de convección - Arreglos 314
11.3 Dimensionado del banco convectivo 316
11.4 Referencias 319
Capítulo Nº12 12.0 Circulación natural del agua 321
12.1 Objetivos de la circulación 324
12.2 Parámetros de la circulación natural 326
12.3 Requisitos de la circulación 332
12.4 La circulación en calderas a bagazo 336
12.5 Cálculos de circulación en calderas 337
12.6 Separación del sistema agua-vapor ( domos) 344
12.7 Factores que afectan la separación 348
12.8 Dimensionado de los domos 350
12.9 Selección de materiales para el domo 355
12.10 Diseño mecánico del domo 356
12.11 Referencias 359
Capítulo Nº13 13.0 Sobrecalentamiento del vapor 362
13.1 Proyecto del sobrecalentador 363
13.2 Factores que afectan al sobrecalentamiento 364
13.3 Tipos de sobrecalentadores 366
10
13.4 Disposición de los sobrecalentadores. 368
13.5 Materiales para sobrecalentadores 370
13.6 Diseño mecánico 373
13.7 Soportes y colectores de serpentines 376
13.8 Flujo de fluidos en el sobrecalentador 378
13.9 Diseño térmico del sobrecalentador 382
13.10 Regulación del sobrecalentamiento 400
13.11 Referencias 405
Capítulo Nº14 14.0 Economizador 407
14.1 Temperatura de precalentamiento del agua 408
14.2 Instalación de economizadores 410
14.3 Tipo y construcción de economizadores 411
14.4 Cálculo del economizador 414
14.5 Coeficiente total de transmisión del calor 417
14.6 Pre dimensionado de un economizador 424
14.7 Operación del economizador 424
14.8 Referencias 425
Capítulo Nº15 15.0 Pre calentadores de aire 426
15.1 Temperaturas y etapas de precalentamiento 427
15.2 Disposición de aire y gases 428
15.3 Construcción del pre calentador de aire 429
15.4 Flujo de fluidos y transferencia de calor 431
15.5 Dimensionado del pre calentador de aire 434
15.6 Precalentamiento del aire en la combustión 440
15.7 Cálculo del pre calentador de aire 443
15.8 Optimizando el desempeño del calentador 445
15.9 Ensayo de performance según ASME PTC4.3 446
15.10 Referencias 446
Capítulo Nº16 16.0 Secado del bagazo 449
16.1 Aplicaciones y beneficios del secado de bagazo 450
16.2 Factores de diseño y ubicación del secador 451
16.3 Balances masa y energía -Tipos de secadores 456
16.4 Referencias. 469
Capítulo Nº17 17.0 Manejo de gases y cenizas 471
17.1 Flujo de fluidos y pérdida de carga 473
17.2 Selección de ventiladores 475
17.3 Regulación de ventiladores 481
17.4 Control y ensayos de ventiladores 482
17.5 Cálculo de la chimenea 483
11
17.6 Contaminación ambiental 487
17.7 Limpieza de gases 490
17.8 Diseño de equipos separadores de partículas 491
17.9 Recolección de cenizas 503
17.10 Referencias 509
17.11 Website 510
Capítulo Nº18 18.0 Sistemas de control 512
18.1 Sistemas de control en la caldera 513
18.2 Sistema de control de nivel 515
18.3 Instalación del sistema de control de nivel 517
18.4 Sistema de control de la demanda 519
18.5 Sistema de control de temperatura 521
18.6 Sistema de control de la combustión 523
18.7 Sistema de control de tiro 525
18.8 Referencias 524
18.9 Website 526
Capítulo Nº19 19.0 Operación de la caldera 528
19.1 Secado de la mampostería en calderas nuevas 529
19.2 Controles pre-operacionales 531
19.3 Arranque en frío y levantamiento de presión 533
19.4 Arranque en caliente (hot start) 535
19.5 Marcha normal 536
19.6 Parada normal 538
19.7 Paradas de emergencia 540
19.8 Tensiones térmicas en la puesta en marcha 541
19.9 Referencias 541
19.20 Website 542
Capítulo Nº20 20.0 Ensayos de performance 545
20.1 Códigos de ensayos de performance ASME PTC 546
20.2 Ensayo de performance ASME PTC4-2013 547
20.3 Pretest de comprobación 547
20.4 Objetivos de un ensayo de recepción 548
20.5 Métodos de ensayos 549
20.6 Duración, operaciones y registro del ensayo 549
20.7 Valoración de las pérdidas de energía 551
20.8 Resultados y análisis de incertidumbre 554
20.9 Ejecución del ensayo de calderas 566
20.10 Cálculo de las pérdidas de energía 572
20.11 Mediciones e instrumentos 575
20.12 Análisis exergético y test de performance 576
12
20.13 Referencias 585
Capítulo Nº21 21.0 Mantenimiento 587
21.1 Mecanismos de desgaste y tipos de fallas 588
21.2 Objetivos del mantenimiento e indicadores 592
21.3 Organización del mantenimiento 594
21.4 Técnicas del mantenimiento 596
21.5 Erosión de las cenizas 599
21.6 Control de espesores 604
21.7 Protección contra el desgaste 606
21.8 Fallas por sobrecalentamiento 607
21.9 Réplicas metalográficas 609
21.10 Extensión de vida útil según EPRI 610
21.11 Mediciones de temperatura en el metal 616
21.12 Prueba hidrostática 617
21.13 Tratamiento pre-operacional 618
21-14 Reparaciones y alteraciones 622
21.15 Reemplazo y reparación de tubos 622
21.16 Dispositivos de alivio de presión 630
21.17. Sopladores de hollín 635
21.18 Reparación de domos 640
21.19 Mantenimiento predictivo de equipos rotantes 642
21.20 Conservación en la interzafra (lay-up) 644
21.21 Limpieza química 647
21.22 Referencias 648
21.23 Website 652
Capítulo Nº22 22.0 Montaje de calderas 654
22.1 Organización del montaje 654
22.2 La curva S del proyecto 656
22.3 Composición del peso de una caldera 657
22.4 Referencias 665
13
1. LA INDUSTRIA AZUCARERA MUNDIAL
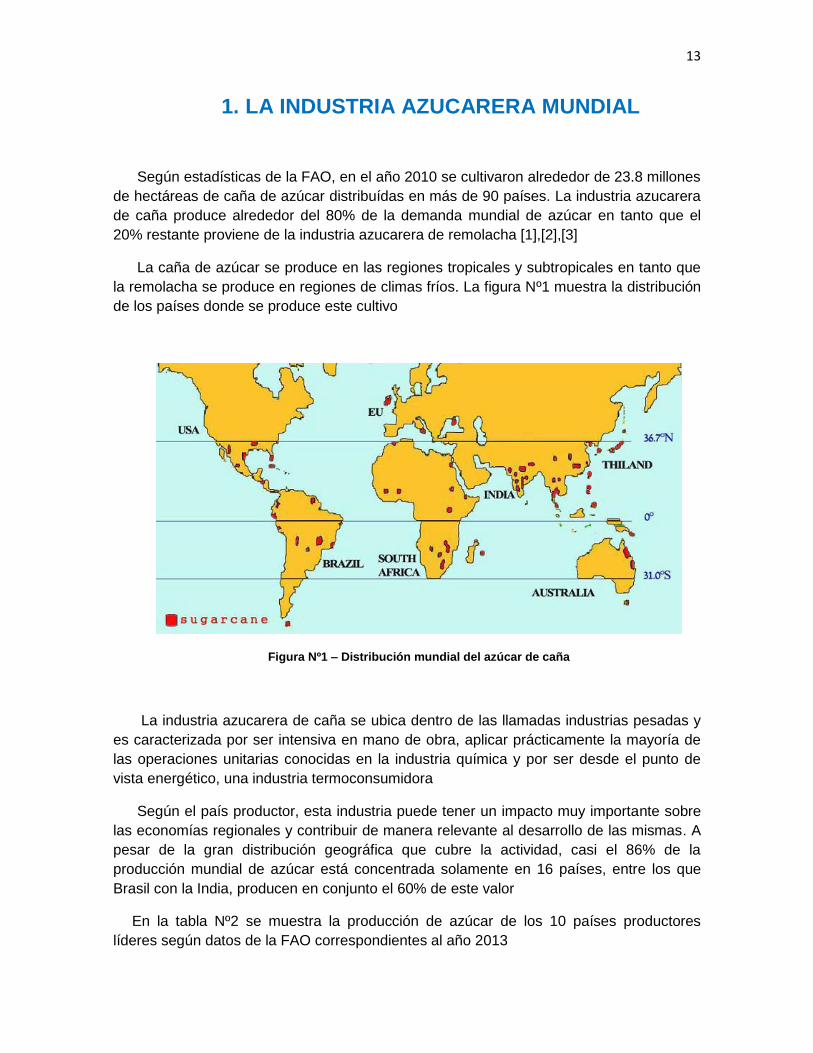
Según estadísticas de la FAO, en el año 2010 se cultivaron alrededor de 23.8 millones de hectáreas de caña de azúcar distribuídas en más de 90 países. La industria azucarera de caña produce alrededor del 80% de la demanda mundial de azúcar en tanto que el 20% restante proviene de la industria azucarera de remolacha [1],[2],[3]
La caña de azúcar se produce en las regiones tropicales y subtropicales en tanto que la remolacha se produce en regiones de climas fríos. La figura Nº1 muestra la distribución de los países donde se produce este cultivo
Figura Nº1 – Distribución mundial del azúcar de caña
La industria azucarera de caña se ubica dentro de las llamadas industrias pesadas y es caracterizada por ser intensiva en mano de obra, aplicar prácticamente la mayoría de las operaciones unitarias conocidas en la industria química y por ser desde el punto de vista energético, una industria termoconsumidora
Según el país productor, esta industria puede tener un impacto muy importante sobre las economías regionales y contribuir de manera relevante al desarrollo de las mismas. A pesar de la gran distribución geográfica que cubre la actividad, casi el 86% de la producción mundial de azúcar está concentrada solamente en 16 países, entre los que Brasil con la India, producen en conjunto el 60% de este valor
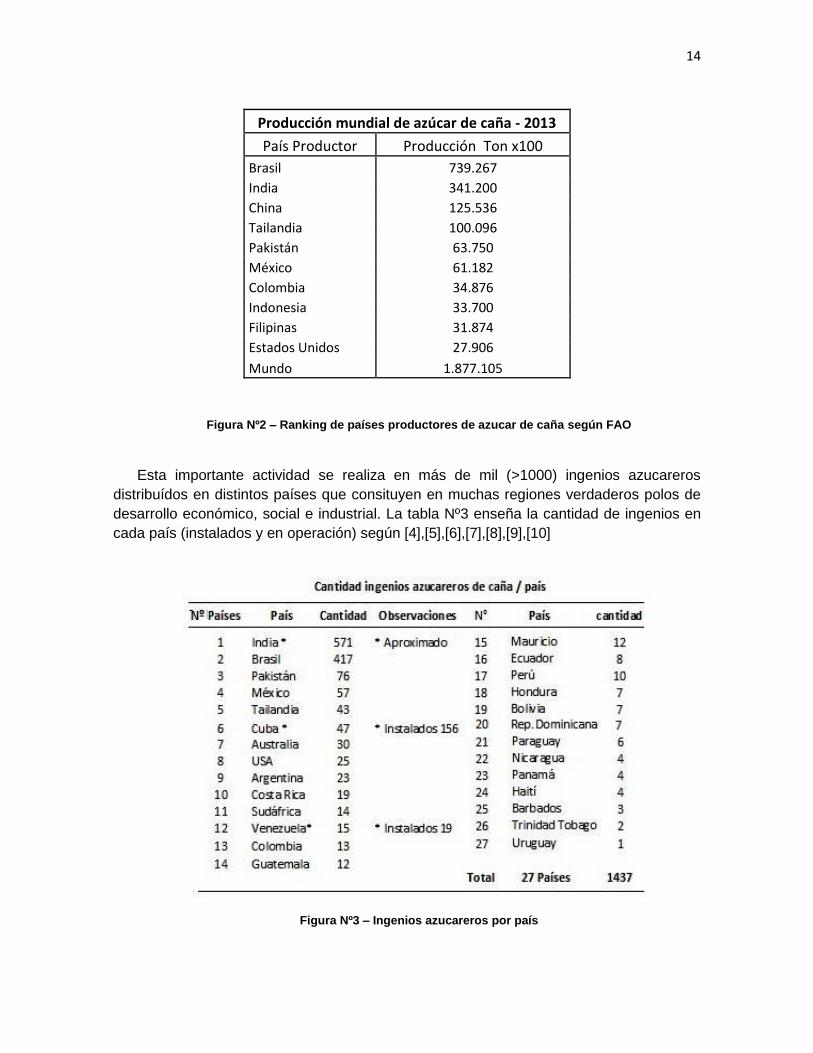
En la tabla Nº2 se muestra la producción de azúcar de los 10 países productores líderes según datos de la FAO correspondientes al año 2013
14
Figura Nº2 – Ranking de países productores de azucar de caña según FAO
Esta importante actividad se realiza en más de mil (>1000) ingenios azucareros
distribuídos en distintos países que consituyen en muchas regiones verdaderos polos de desarrollo económico, social e industrial. La tabla Nº3 enseña la cantidad de ingenios en cada país (instalados y en operación) según [4],[5],[6],[7],[8],[9],[10]
Figura Nº3 – Ingenios azucareros por país
Producción mundial de azúcar de caña - 2013
País Productor Producción Ton x100
Brasil 739.267
India 341.200
China 125.536
Tailandia 100.096
Pakistán 63.750
México 61.182
Colombia 34.876
Indonesia 33.700
Filipinas 31.874
Estados Unidos 27.906
Mundo 1.877.105
15
Los datos anteriores, si bien corresponden a un relevamiento parcial de la industria y no incluyen los proyectos de ingenios en ejecución o en estudios, queda clara la magnitud de esta actividad en cuanto a la proporción de unidades industriales instaladas y al impacto que tienen tanto en el plano social como económico de las regiones donde están instalados
1.1 LA INDUSTRIA AZUCARERA ARGENTINA
Según datos estadísticos del Centro Azucarero Argentino y de la Estación Experimental Agroindustrial Obispo Colombres de la provincia de Tucumán, la industria azucarera se concentra geográficamente en la región noroeste de Argentina y se extiende en una pequeña área sobre la región noreste [10],[11],[12],[13]. Sin embargo el área potencial de desarrollo cañero está localizada sobre la región noreste del país
Este cultivo se desarrolla en una superficie de aproximadamente 264.000 hectáreas distribuidas entre las cinco provincias productoras tal como se muestra en la tabla Nº4. La producción, rendimientos culturales y fabriles obtenidos de estas plantaciones son también indicados en dicha tabla
Las cifras de producción de azúcar mostradas en la tabla Nº4 son obtenidas en 23 ingenios azucareros distribuídos entre cinco provincias. Algunos de estos ingenios poseen refinerías y casi la mayoría cuenta con destilerías de alcohol
Indicadores Zafra 2009 / 10
Superficie cosechada (Ha) 263.968
Rendimiento cultural (ton / Ha) 75
Caña molida total (ton) 19.797.550
Azúcar producido total (T.M.V.C) 2.140.115
Rendimiento fabril (Ton MVC / ton.caña 10.81%
Rendimiento azúcar campo (TMVC / Ha) 8.107
Figura Nº4 – Indicadores promedios de producción y rendimientos
La capacidad de molienda de estos ingenios varía entre un máximo de 24.000 y un
mínimo de 1500 Ton.caña/día. En la provincia de Tucumán la capacidad promedio de los 15 ingenios está en el orden de las 5200 Ton.caña/dia, en tanto que en las provincias de Salta y Jujuy este promedio se eleva a las 9300 ton.caña/día
16
Para los ingenios del nordeste este valor cae a las 2100 ton.caña/dia. Su rendimiento fabril está entre 9 y 11% caña y el tiempo de zafra puede oscilar entre los 150 y 180 días por año
Estas fábricas azucareras que trabajan entre cinco y seis meses por zafra, en conjunto tienen en operación próxima a un centenar de calderas a bagazo que deben garantizar su funcionamiento tanto durante la zafra como posterior a ella en aquellos casos donde las destilerías anexas quedan operativas
Con relación a las destilerías anexas, la Ley Nº26093 estableció a partir del 1º de enero del 2010 la obligatoriedad de mezclar todas las naftas con 5% de alcohol anhidro. Esto tuvo como antecedentes la Ley Nº26334/2007 que incluyó en la cadena de valor de la caña de azúcar la producción de Bioetanol como combustible. De estos ingenios sólo 11 cuentan con instalaciones para el deshidratado del etanol
1.2 REFERENCIAS
1. FAO – Website: www.faostat.fao.org – Country by commodities. Statistics Division.
Sugarcane
2. FAS-UDSA- Website: www.fas.usda.gov – world sugar production and prices
3. Sugar Beet – White Sugar. Agribusiness Handbook, 2009. Publicación de la FAO
Investment Centre Division
4. Atlas de la agroenergía y de los biocombustibles en las Américas, Costa Rica,
2007. Publicación del IICA, disponible: www.iica.int
5. Do Carmo Bastos Vadson: La capacitación de la industria nacional de
equipamientos. Presentación de Dedini, Campinas, enero del 2008. Brasil. En
Portugués y disponible en: www.dedini.com.br
6. Duarte Rigoberto: Estudio sobre el mercado del azúcar, 2007- Honduras.
Publicación de la Comision para la defensa y promocion de la competencia,
disponible en: www.cdpc.hn
7. Moreno Andréia: a todo vapor. JornalCana, Mayo de 2010. www.jornalcana.com.br
8. Website: www.sugartech.co.za: The sugar factories in South Africa
9. Website: www.pakistaneconomist.com. The sugar factories in Pakistan
10. Nebbia Fernando – Situación actual y perspectivas del sector sucroalcolero de
Argentina. Centro Azucarero Argentino. Noviembre del 2009
17
11. Scandaliaris Jorge, et.al – Reporte Agroindustrial Nº53/Junio del 2011. Publicación
de la Estación Experimental Agroindustrial Obispo Colombres de Tucumán -
Argentina
12. Scandaliaris Jorge. et.al – Manual del Cañero – Publicado por la Estación
Experimental Agroindustrial Obispo Colombres de Tucumán – Argentina, 2009
13. Perez Daniela, et.al – Análisis económico del cultivo de caña de azúcar – zafra
2009 – Reporte Agroindustrial, Año V, Boletín Nº34. Publicado por la Estación
Experimental Agroindustrial Obispo Colombres de Tucumán – Argentina, 2009
18
2. BALANCE TERMOENERGETICO
La industria azucarera requiere de vapor tanto para la generación de energía, como para las diversas operaciones unitarias que integran el proceso de fabricación. En la usina, el vapor convertirá en energía eléctrica, la energía térmica transportada por el vapor proveniente de la combustión del bagazo en las calderas
La energía generada servirá para el accionamiento de las distintas maquinarias, equipos productivos y auxiliares que integran la planta industrial. El vapor de escape y/o de extracción del turbogenerador y de las turbinas de mando de equipos, proveerá la energía térmica para las diferentes operaciones de calentamiento, evaporación, cocimiento, dilución, refundición, centrifugación y secado que demanda la fabricación del azúcar
En aquellos ingenios que posean destilería anexa se deberá proporcionar también la energía para los equipos y el vapor para las operaciones de calentamiento, destilación, rectificación y deshidratación del etanol. En estas destilerías podrá existir también la necesidad de vapor para concentrar en múltiples efectos las vinazas antes de su disposición final.
Las fábricas azucareras de caña tradicionales operan termodinámicamente bajo un ciclo de Rankine con vapor sobrecalentado y con turbinas de contrapresión de las que su vapor de escape es utilizado para proporcionar la energía térmica requerida por el proceso, actuando los equipos consumidores como condensadores a presión.
El consumo de potencia y de energía térmica en los ingenios y la relación entre estas dos demandas, depende de numerosas variables que podrán hacer variar estas proporciones dentro de ciertos rangos que deberán ser tenidos en cuenta a la hora de efectuar procesos de benchmarking energético entre distintas fábricas. Entres estas variables podemos mencionar:
1. Variedad de caña y porcentaje de fibra 2. Tipo de cosecha de caña, contenido de trash, etc. 3. Limpieza de la caña antes de su molienda 4. Sistema de preparación y extracción empleado (trapiche, difusor) 5. Grado de imbibición empleado 6. Tipo de accionamiento de las maquinarias y equipos (turbina, motor eléctrico) 7. Presión y contrapresión de trabajo en turbogeneradores y turbinas de mando 8. Tipo de equipos y esquema de evaporación-calentamiento 9. Tipo de tachos y sistema de cocimientos 10. Tipo de equipos y sistema de vacío usado 11. Refinería, destilería y deshidratadora anexas 12. Tiempo aprovechado 13. Tipo de calderas y combustibles utilizados. Condiciones de operación
19
14. Sistema de recuperación de condensados y agua de reposición 15. Equipos de control de contaminación ambiental en calderas
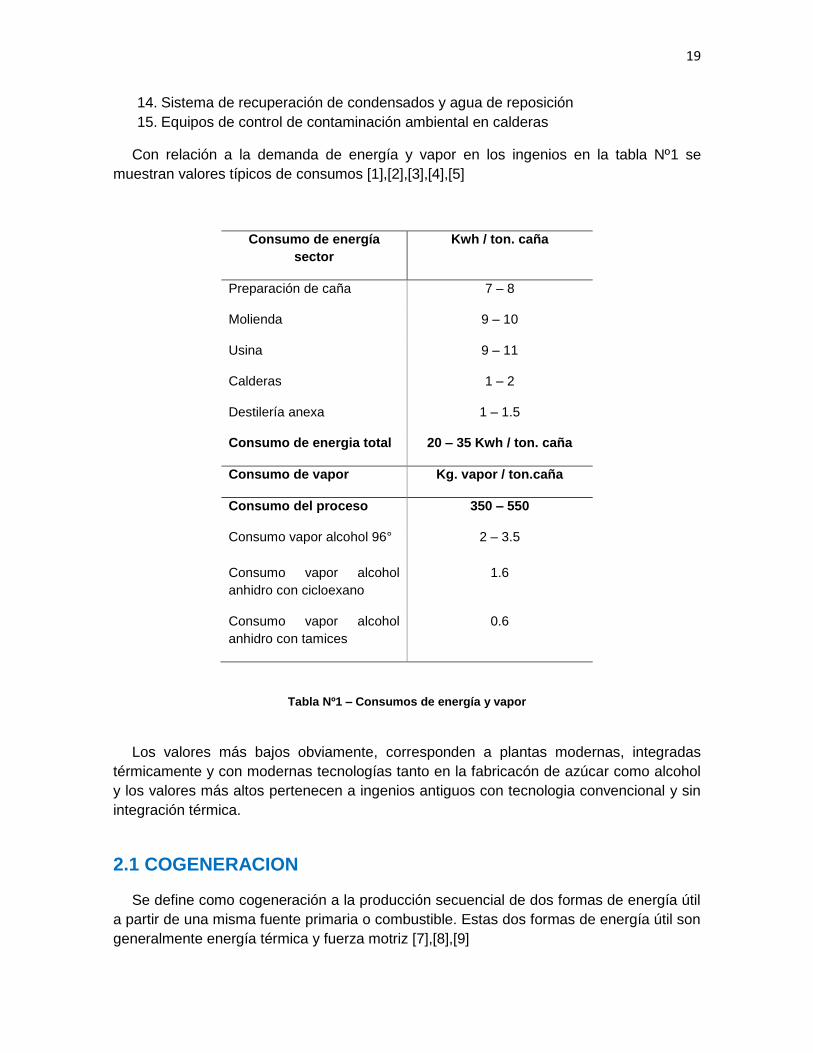
Con relación a la demanda de energía y vapor en los ingenios en la tabla Nº1 se muestran valores típicos de consumos [1],[2],[3],[4],[5]
Consumo de energía sector
Kwh / ton. caña
Preparación de caña 7 – 8
Molienda 9 – 10
Usina 9 – 11
Calderas 1 – 2
Destilería anexa 1 – 1.5
Consumo de energia total 20 – 35 Kwh / ton. caña
Consumo de vapor Kg. vapor / ton.caña
Consumo del proceso 350 – 550
Consumo vapor alcohol 96° 2 – 3.5
Consumo vapor alcohol anhidro con cicloexano
1.6
Consumo vapor alcohol anhidro con tamices
0.6
Tabla Nº1 – Consumos de energía y vapor
Los valores más bajos obviamente, corresponden a plantas modernas, integradas
térmicamente y con modernas tecnologías tanto en la fabricacón de azúcar como alcohol y los valores más altos pertenecen a ingenios antiguos con tecnologia convencional y sin integración térmica.
2.1 COGENERACION
Se define como cogeneración a la producción secuencial de dos formas de energía útil a partir de una misma fuente primaria o combustible. Estas dos formas de energía útil son generalmente energía térmica y fuerza motriz [7],[8],[9]
20
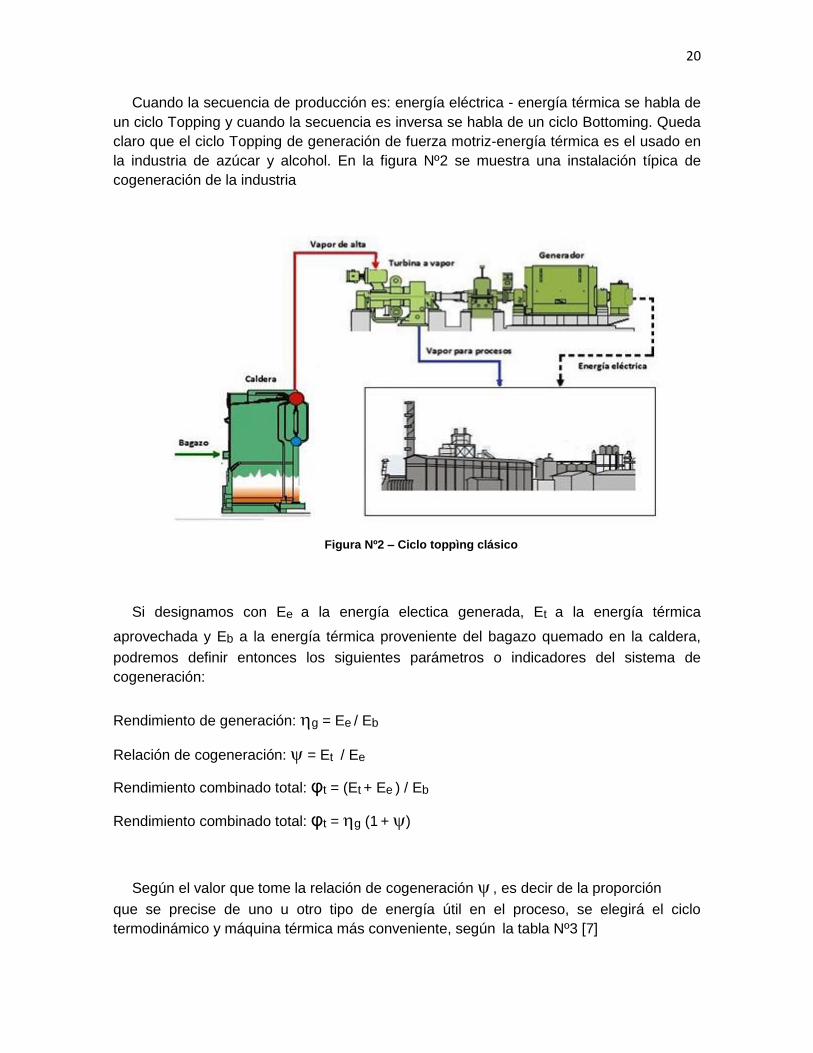
Cuando la secuencia de producción es: energía eléctrica - energía térmica se habla de un ciclo Topping y cuando la secuencia es inversa se habla de un ciclo Bottoming. Queda claro que el ciclo Topping de generación de fuerza motriz-energía térmica es el usado en la industria de azúcar y alcohol. En la figura Nº2 se muestra una instalación típica de cogeneración de la industria
Figura Nº2 – Ciclo toppìng clásico
Si designamos con Ee a la energía electica generada, Et a la energía térmica
aprovechada y Eb a la energía térmica proveniente del bagazo quemado en la caldera, podremos definir entonces los siguientes parámetros o indicadores del sistema de cogeneración:
Rendimiento de generación: g = Ee / Eb
Relación de cogeneración: = Et / Ee
Rendimiento combinado total: φt = (Et + Ee ) / Eb
Rendimiento combinado total: φt = g (1 + )
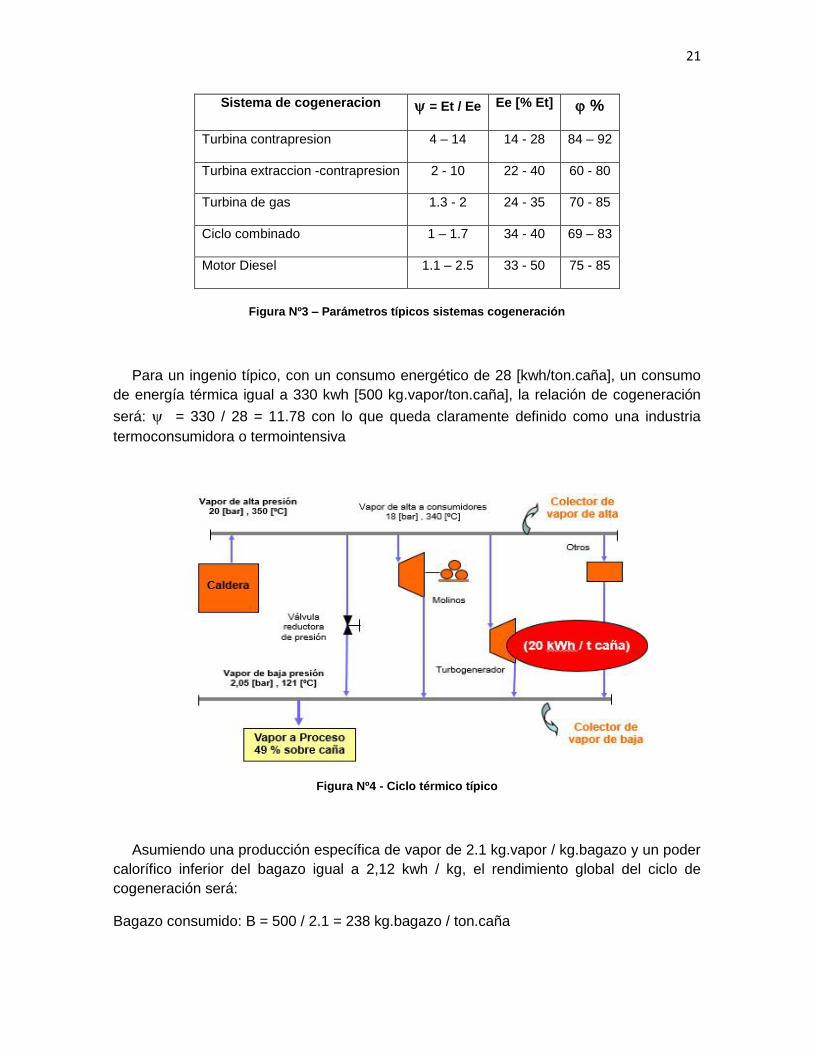
Según el valor que tome la relación de cogeneración , es decir de la proporción
que se precise de uno u otro tipo de energía útil en el proceso, se elegirá el ciclo termodinámico y máquina térmica más conveniente, según la tabla Nº3 [7]
21
Sistema de cogeneracion = Et / Ee Ee [% Et] %
Turbina contrapresion 4 – 14 14 - 28 84 – 92
Turbina extraccion -contrapresion 2 - 10 22 - 40 60 - 80
Turbina de gas 1.3 - 2 24 - 35 70 - 85
Ciclo combinado 1 – 1.7 34 - 40 69 – 83
Motor Diesel 1.1 – 2.5 33 - 50 75 - 85
Figura Nº3 – Parámetros típicos sistemas cogeneración
Para un ingenio típico, con un consumo energético de 28 [kwh/ton.caña], un consumo de energía térmica igual a 330 kwh [500 kg.vapor/ton.caña], la relación de cogeneración
será: = 330 / 28 = 11.78 con lo que queda claramente definido como una industria termoconsumidora o termointensiva
Figura Nº4 - Ciclo térmico típico
Asumiendo una producción específica de vapor de 2.1 kg.vapor / kg.bagazo y un poder calorífico inferior del bagazo igual a 2,12 kwh / kg, el rendimiento global del ciclo de cogeneración será:
Bagazo consumido: B = 500 / 2.1 = 238 kg.bagazo / ton.caña
22
Energía entregada al ciclo: Eb = 238 x 2,12 = 504 kwh / ton.caña
Rendimiento de generación: g = Ee / Eb = (28 / 504) 100 ≈ 6%
Rendimiento combinado del ciclo: φt = (Et + Ee ) / Eb = ( 28 + 330) / 504 = 0,7103
Rendimiento total del ciclo de cogeneración: φt ≈ 71 %
Vemos que solo casi el 6% de la energía térmica del bagazo se convierte en energía eléctrica, el (65%) se usa en las operaciones de transferencia de calor y el (29%) restante son pérdidas del proceso de conversión
Las sucesivas crisis energéticas mundiales obligaron a numerosos países desarrollados a buscar fuentes energéticas alternativas a los combustibles fósiles y a establecer serios programas de uso racional de los combustibles, siendo la cogeneración en distintas industrias la que mayor desarrollo mundial ha tenido [7],[8].
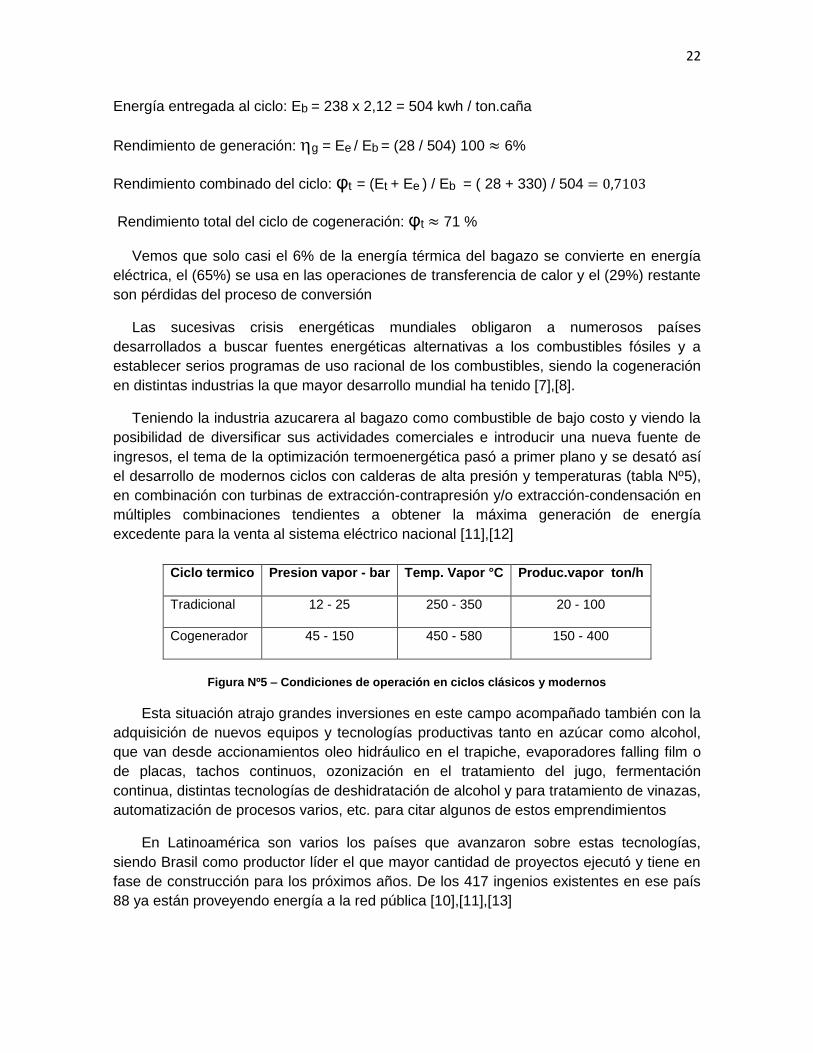
Teniendo la industria azucarera al bagazo como combustible de bajo costo y viendo la posibilidad de diversificar sus actividades comerciales e introducir una nueva fuente de ingresos, el tema de la optimización termoenergética pasó a primer plano y se desató así el desarrollo de modernos ciclos con calderas de alta presión y temperaturas (tabla Nº5), en combinación con turbinas de extracción-contrapresión y/o extracción-condensación en múltiples combinaciones tendientes a obtener la máxima generación de energía excedente para la venta al sistema eléctrico nacional [11],[12]
Ciclo termico Presion vapor - bar Temp. Vapor °C Produc.vapor ton/h
Tradicional 12 - 25 250 - 350 20 - 100
Cogenerador 45 - 150 450 - 580 150 - 400
Figura Nº5 – Condiciones de operación en ciclos clásicos y modernos
Esta situación atrajo grandes inversiones en este campo acompañado también con la adquisición de nuevos equipos y tecnologías productivas tanto en azúcar como alcohol, que van desde accionamientos oleo hidráulico en el trapiche, evaporadores falling film o de placas, tachos continuos, ozonización en el tratamiento del jugo, fermentación continua, distintas tecnologías de deshidratación de alcohol y para tratamiento de vinazas, automatización de procesos varios, etc. para citar algunos de estos emprendimientos
En Latinoamérica son varios los países que avanzaron sobre estas tecnologías, siendo Brasil como productor líder el que mayor cantidad de proyectos ejecutó y tiene en fase de construcción para los próximos años. De los 417 ingenios existentes en ese país 88 ya están proveyendo energía a la red pública [10],[11],[13]
23
En el mercado de las calderas durante el año 2010 se introdujeron también en Brasil, nuevas tecnologías de combustión como los son las calderas de lecho fluidizado burbujeante, de las que tres equipos están ya en marcha y que en conjunto dan 600 ton/h de vapor a 65 bar y 525ºC [12],[14]. Estas tecnologías representan lo más avanzado en este campo y con una filosofía distinta a lo usado por décadas
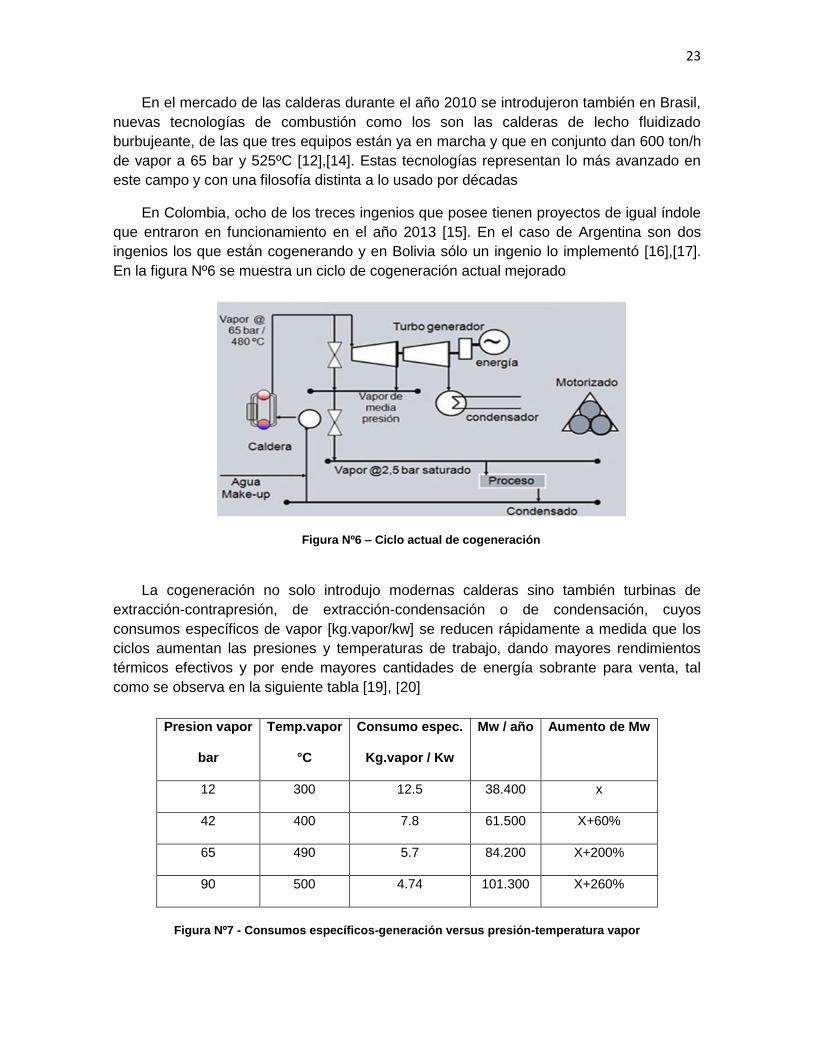
En Colombia, ocho de los treces ingenios que posee tienen proyectos de igual índole que entraron en funcionamiento en el año 2013 [15]. En el caso de Argentina son dos ingenios los que están cogenerando y en Bolivia sólo un ingenio lo implementó [16],[17]. En la figura Nº6 se muestra un ciclo de cogeneración actual mejorado
Figura Nº6 – Ciclo actual de cogeneración
La cogeneración no solo introdujo modernas calderas sino también turbinas de
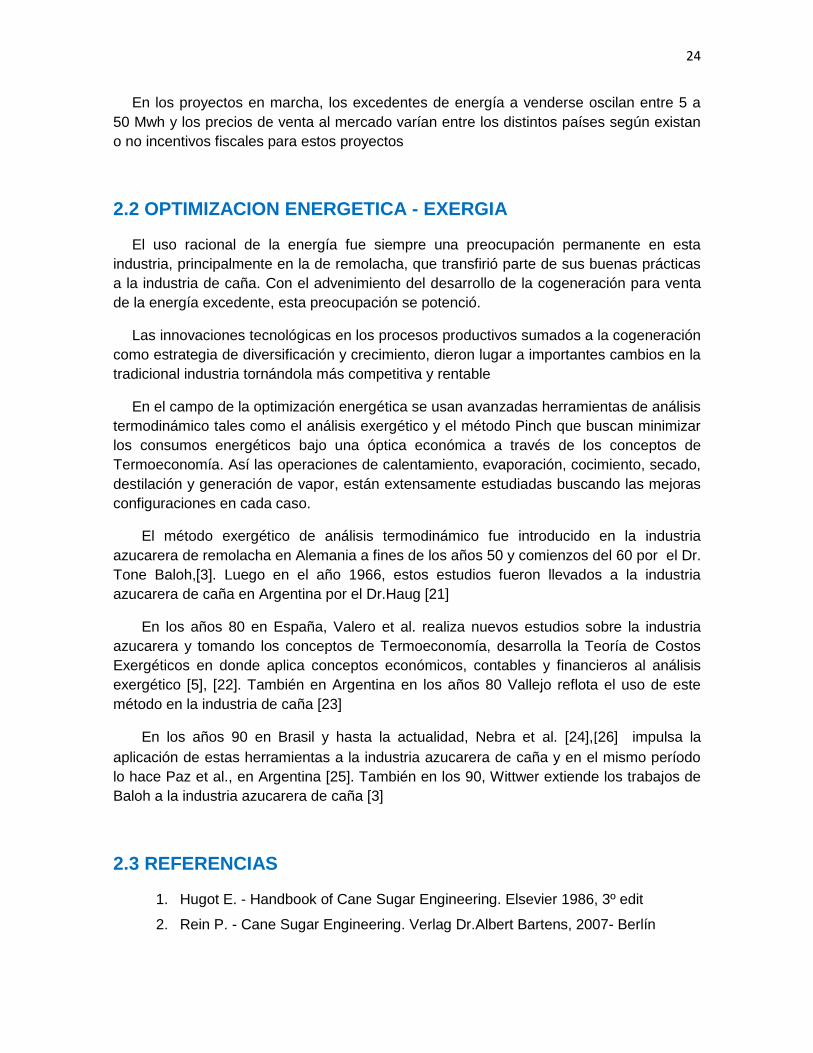
extracción-contrapresión, de extracción-condensación o de condensación, cuyos consumos específicos de vapor [kg.vapor/kw] se reducen rápidamente a medida que los ciclos aumentan las presiones y temperaturas de trabajo, dando mayores rendimientos térmicos efectivos y por ende mayores cantidades de energía sobrante para venta, tal como se observa en la siguiente tabla [19], [20]
Presion vapor
bar
Temp.vapor
°C
Consumo espec.
Kg.vapor / Kw
Mw / año Aumento de Mw
12 300 12.5 38.400 x
42 400 7.8 61.500 X+60%
65 490 5.7 84.200 X+200%
90 500 4.74 101.300 X+260%
Figura Nº7 - Consumos específicos-generación versus presión-temperatura vapor
24
En los proyectos en marcha, los excedentes de energía a venderse oscilan entre 5 a 50 Mwh y los precios de venta al mercado varían entre los distintos países según existan o no incentivos fiscales para estos proyectos
2.2 OPTIMIZACION ENERGETICA - EXERGIA
El uso racional de la energía fue siempre una preocupación permanente en esta industria, principalmente en la de remolacha, que transfirió parte de sus buenas prácticas a la industria de caña. Con el advenimiento del desarrollo de la cogeneración para venta de la energía excedente, esta preocupación se potenció.
Las innovaciones tecnológicas en los procesos productivos sumados a la cogeneración como estrategia de diversificación y crecimiento, dieron lugar a importantes cambios en la tradicional industria tornándola más competitiva y rentable
En el campo de la optimización energética se usan avanzadas herramientas de análisis termodinámico tales como el análisis exergético y el método Pinch que buscan minimizar los consumos energéticos bajo una óptica económica a través de los conceptos de Termoeconomía. Así las operaciones de calentamiento, evaporación, cocimiento, secado, destilación y generación de vapor, están extensamente estudiadas buscando las mejoras configuraciones en cada caso.
El método exergético de análisis termodinámico fue introducido en la industria azucarera de remolacha en Alemania a fines de los años 50 y comienzos del 60 por el Dr. Tone Baloh,[3]. Luego en el año 1966, estos estudios fueron llevados a la industria azucarera de caña en Argentina por el Dr.Haug [21]
En los años 80 en España, Valero et al. realiza nuevos estudios sobre la industria azucarera y tomando los conceptos de Termoeconomía, desarrolla la Teoría de Costos Exergéticos en donde aplica conceptos económicos, contables y financieros al análisis exergético [5], [22]. También en Argentina en los años 80 Vallejo reflota el uso de este método en la industria de caña [23]
En los años 90 en Brasil y hasta la actualidad, Nebra et al. [24],[26] impulsa la aplicación de estas herramientas a la industria azucarera de caña y en el mismo período lo hace Paz et al., en Argentina [25]. También en los 90, Wittwer extiende los trabajos de Baloh a la industria azucarera de caña [3]
2.3 REFERENCIAS
1. Hugot E. - Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
2. Rein P. - Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
25
3. Baloh T & Wittwer E.- Manual de Energía para Fabricas de Azúcar. Verlag. Dr.
Albert Bartens, Berlín 1995
4. Nebra S. et al.- Analysis of process steam demand reduction and electricity
generation in sugar and ethanol production from sugarcane. Energy conversion
and management. Elsevier Volumen 48 – 2007
5. Valero A.& Guallar J.- Análisis exergético de una planta azucarera.
Departamento Ingeniería Mecánica, Universidad de Zaragoza, España – 1989
6. Seabra Joaquim E.A.- Avaliaçao tecnico-economica de opçoes para
aproveitamento integral da biomassa de cana no Brasil- Tese de Doutorado-
Universidad Estadual de Campinas – 2008, Brasil
7. Morvay Z. y Gvozdenac D. – Applied Industrial Energy and Enviromental
Management. Edit. John Wiley Sons Ltd, 2008
8. Flin D. - Cogeneration, a user guide. Institution of Engineering and Technology,
2010 (UK)
9. Kiameh P. – Power Generation Handbook. McGraw Hill, 1ºedit. -2002
10. Pistore T. – Estudos de casos de sistemas de cogeraçao, trabajo presentado en
el Curso Internacional sobre Energía na industria açucar e alcool. Brasil
11. Procknor Celso – Evoluçao do proceso de cogeneraçao de energía no Brasil.
XII Simposio Agroindustrial Internacional (STAB). Brasil, 2008
12. Favero Marco – Artículo: De 417 usinas, 88 exportan energía. Revista
electrónica Jornal Cana, mayo 2010 – Brasil
13. Canal D – Cogeneraçao de energía em alta. Publicación de Dedini Industrias de
Base. Edición Nº21- Brasil
14. Moreno Andrea – Revista electrónica JornalCana, setiembre 2010-junio 2011
15. Castillo Fernando - Cogeneración en el sector azucarero colombiano. Segundas
Jornadas de Generación. Bogotá, Marzo de 2009. Cenicaña
16. Sustaita Gabriel – Proyecto de cogeneración de energía eléctrica, Ingenio La
Florida. Congreso Sociedad Argentina de Técnicos de la Caña de Azúcar, abril
del 2011- Orán, Argentina
17. Torres R.y Gutierrez J.- Proyecto sustentable de bioetanol y energía eléctrica a
partir de la caña de azúcar, caso Ingenio y Refinería San Martin de Tabacal.
Congreso Sociedad Argentina de Técnicos de la Caña de Azúcar, abril del
2011- Orán, Argentina
26
18. Costa Paulo – Cogeneración de energía. XIV Seminario de ahorro de energía,
cogeneración y energía renovable. México, 2008
19. Schegliaiev V.A. – Turbinas de vapor – Editorial Mir - 1976
20. Haug Carlos – Análisis de las transformaciones energéticas y de las pérdidas
de energía por medio de la exergía con relación a la industria azucarera.
Publicación del Instituto de Mecánica de la Universidad Nacional de Tucumán
(1966)
21. Valero A.& Guallar J. – Thermoeconomic study for a sugar factory –
Departamento Ingeniería Mecánica, Universidad de Zaragoza, España – 1989
22. Vallejo Eduardo – El concepto de exergía y su aplicación a la industria
azucarera. Publicación de la Estación Experimental Agrícola de Tucumán, 1982
- Argentina
23. Nebra Silvia et al. – Design of evaporation systems and heaters networks in
sugar cane factories using a thermoeconomic optimization procedure.
International Journal of Thermodynamics, Volume 10, September 2007
24. Paz D.y Cárdenas G. – Análisis exergético de un sistema de calentamiento-
evaporación-cocimiento. International Sugar Journal, 1997,99:1182S
25. Higa Marcio – Otimizaçao de consumo de energía em usinas de açucar e
alcool atraves dos Métodos do Pinch Point e Promagraçao Linear. Tesis de
Maestrado en la Universidad Estadual de Campinas, San Pablo, Brasil – 1999
27
3. BIOMASA
Se define como biomasa a toda la materia orgánica de origen vegetal, animal o
industrial (residuos) que puede ser transformada en energía. Mediante diferentes tecnologías se pueden obtener combustibles líquidos, sólidos o gaseosos a partir de la biomasa.
Es una fuente renovable de energía ya que la misma proviene del Sol, la cual es
captada por la clorofila de los vegetales y través del proceso de fotosíntesis convierte el dióxido de carbono (CO2) de la atmósfera y el agua del suelo en carbohidratos, formando la materia orgánica. Cuando estos carbohidratos se queman liberan la energía y se convierten en CO2 y H2O nuevamente que vuelven a la atmósfera, repitiéndose el ciclo indefinidamente [1],[2],[3]
Las fuentes de biomasa que pueden ser usadas para generar energía son muy variables e incluyen a todos los residuos agrícolas, agroindustriales, animales, urbanos e industriales, tales como aserrín, cascaras de arroz, cáscaras de girasol, bagazo, papeles, etc., los que mediante una adecuada tecnología se podrán usar de manera eficiente.
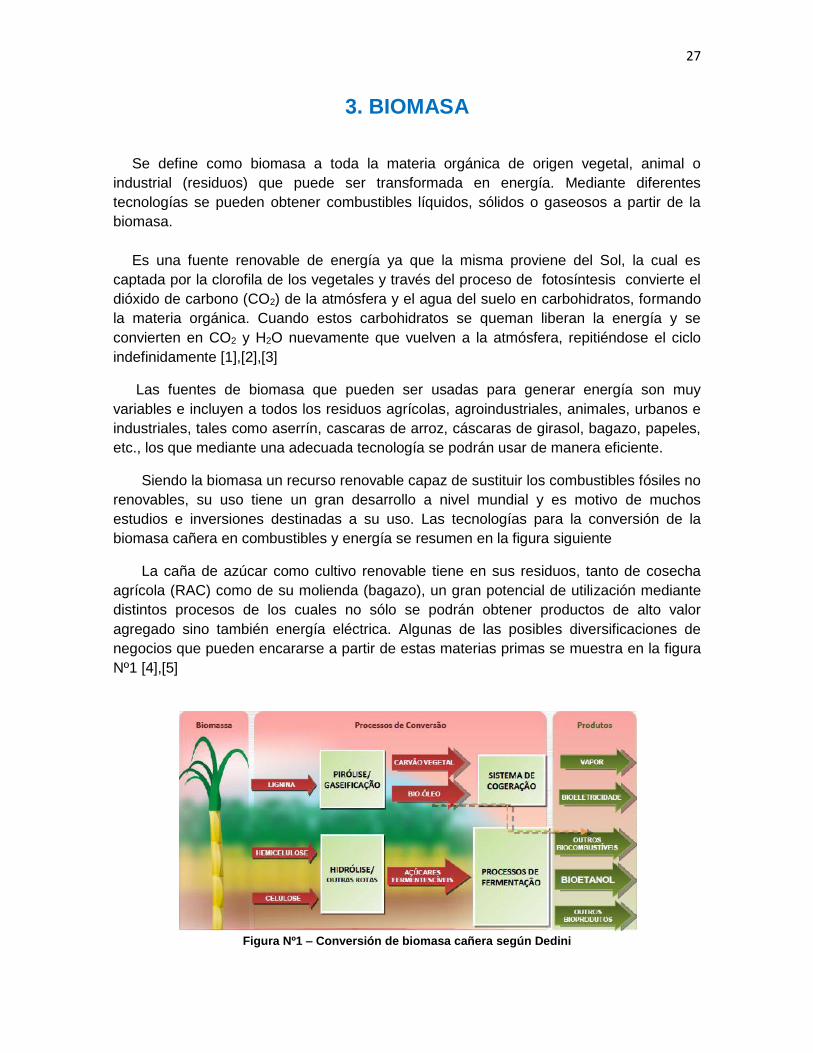
Siendo la biomasa un recurso renovable capaz de sustituir los combustibles fósiles no renovables, su uso tiene un gran desarrollo a nivel mundial y es motivo de muchos estudios e inversiones destinadas a su uso. Las tecnologías para la conversión de la biomasa cañera en combustibles y energía se resumen en la figura siguiente
La caña de azúcar como cultivo renovable tiene en sus residuos, tanto de cosecha agrícola (RAC) como de su molienda (bagazo), un gran potencial de utilización mediante distintos procesos de los cuales no sólo se podrán obtener productos de alto valor agregado sino también energía eléctrica. Algunas de las posibles diversificaciones de negocios que pueden encararse a partir de estas materias primas se muestra en la figura Nº1 [4],[5]
Figura Nº1 – Conversión de biomasa cañera según Dedini
28
3.1 PRODUCCION Y MANEJO DEL BAGAZO
El bagazo es el residuo del proceso extractivo de la caña de azúcar y está compuesto por los siguientes elementos:
Contenido de agua: 48-53% Contenido de fibra: 39-53% Sólidos disueltos: 1.5 – 6%
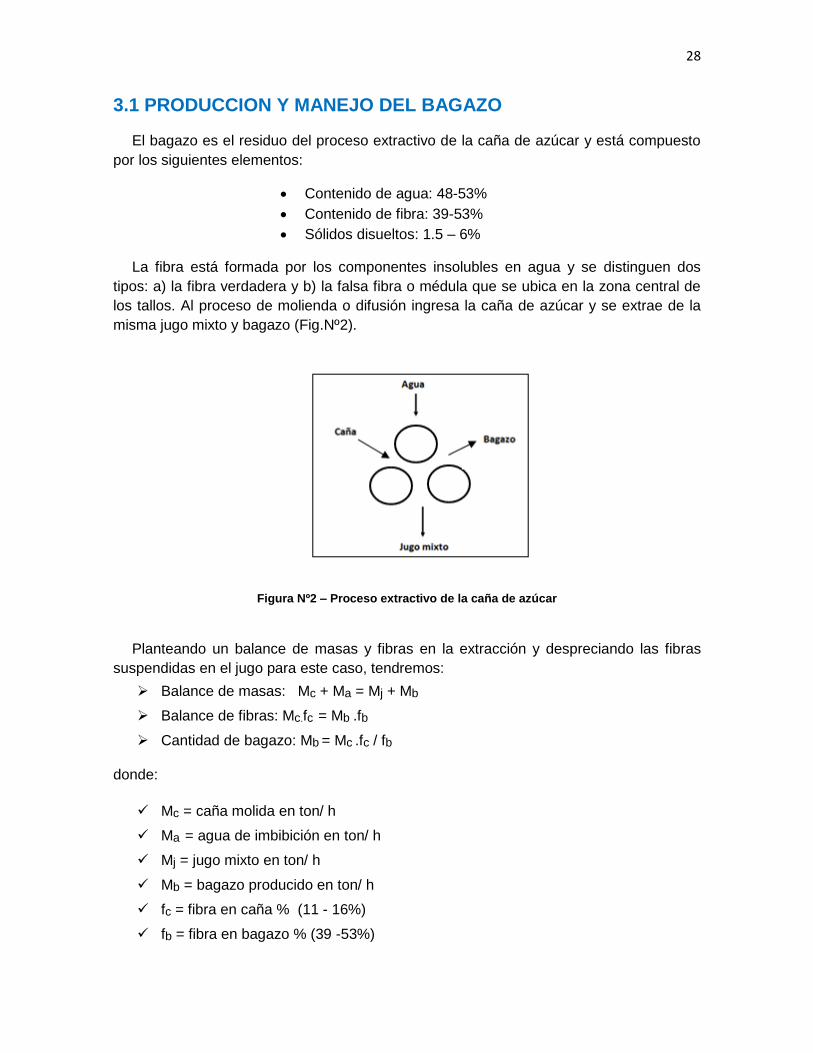
La fibra está formada por los componentes insolubles en agua y se distinguen dos tipos: a) la fibra verdadera y b) la falsa fibra o médula que se ubica en la zona central de los tallos. Al proceso de molienda o difusión ingresa la caña de azúcar y se extrae de la misma jugo mixto y bagazo (Fig.Nº2).
Figura Nº2 – Proceso extractivo de la caña de azúcar
Planteando un balance de masas y fibras en la extracción y despreciando las fibras
suspendidas en el jugo para este caso, tendremos:
Balance de masas: Mc + Ma = Mj + Mb Balance de fibras: Mc.fc = Mb .fb Cantidad de bagazo: Mb = Mc .fc / fb
donde:
Mc = caña molida en ton/ h
Ma = agua de imbibición en ton/ h
Mj = jugo mixto en ton/ h
Mb = bagazo producido en ton/ h
fc = fibra en caña % (11 - 16%)
fb = fibra en bagazo % (39 -53%)
29
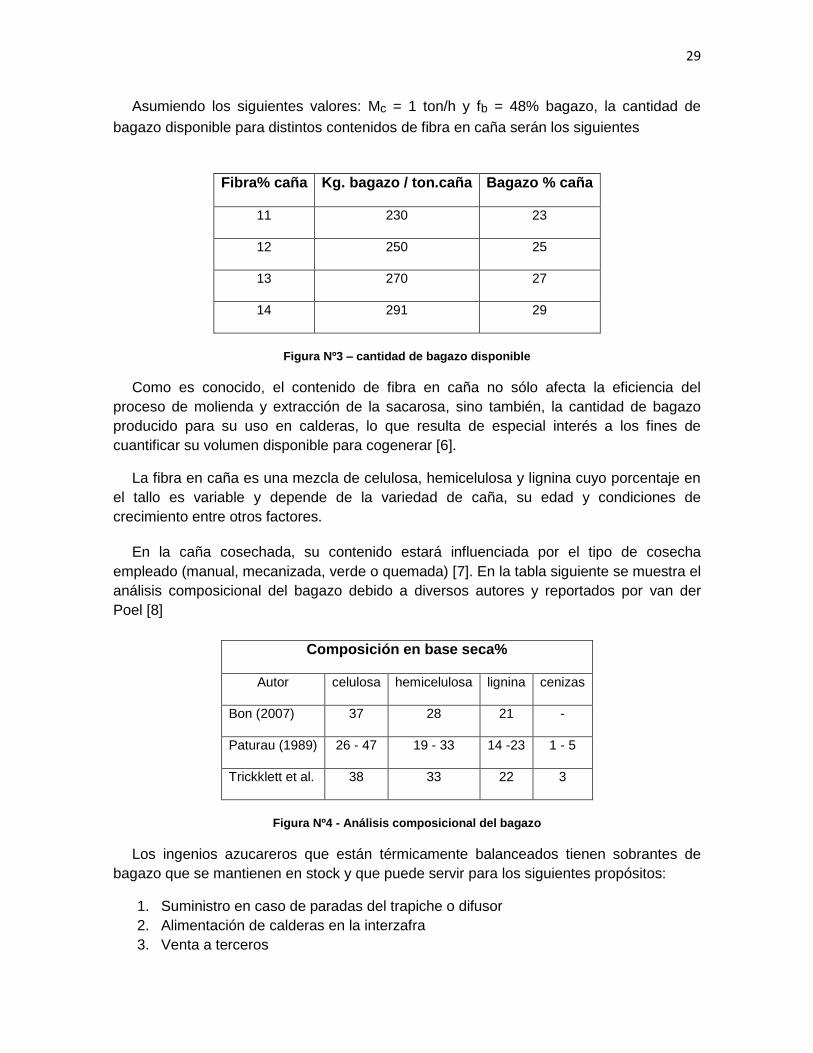
Asumiendo los siguientes valores: Mc = 1 ton/h y fb = 48% bagazo, la cantidad de bagazo disponible para distintos contenidos de fibra en caña serán los siguientes
Fibra% caña Kg. bagazo / ton.caña Bagazo % caña
11 230 23
12 250 25
13 270 27
14 291 29
Figura Nº3 – cantidad de bagazo disponible
Como es conocido, el contenido de fibra en caña no sólo afecta la eficiencia del proceso de molienda y extracción de la sacarosa, sino también, la cantidad de bagazo producido para su uso en calderas, lo que resulta de especial interés a los fines de cuantificar su volumen disponible para cogenerar [6].
La fibra en caña es una mezcla de celulosa, hemicelulosa y lignina cuyo porcentaje en el tallo es variable y depende de la variedad de caña, su edad y condiciones de crecimiento entre otros factores.
En la caña cosechada, su contenido estará influenciada por el tipo de cosecha empleado (manual, mecanizada, verde o quemada) [7]. En la tabla siguiente se muestra el análisis composicional del bagazo debido a diversos autores y reportados por van der Poel [8]
Composición en base seca%
Autor celulosa hemicelulosa lignina cenizas
Bon (2007) 37 28 21 -
Paturau (1989) 26 - 47 19 - 33 14 -23 1 - 5
Trickklett et al. 38 33 22 3
Figura Nº4 - Análisis composicional del bagazo
Los ingenios azucareros que están térmicamente balanceados tienen sobrantes de bagazo que se mantienen en stock y que puede servir para los siguientes propósitos:
1. Suministro en caso de paradas del trapiche o difusor 2. Alimentación de calderas en la interzafra 3. Venta a terceros
30
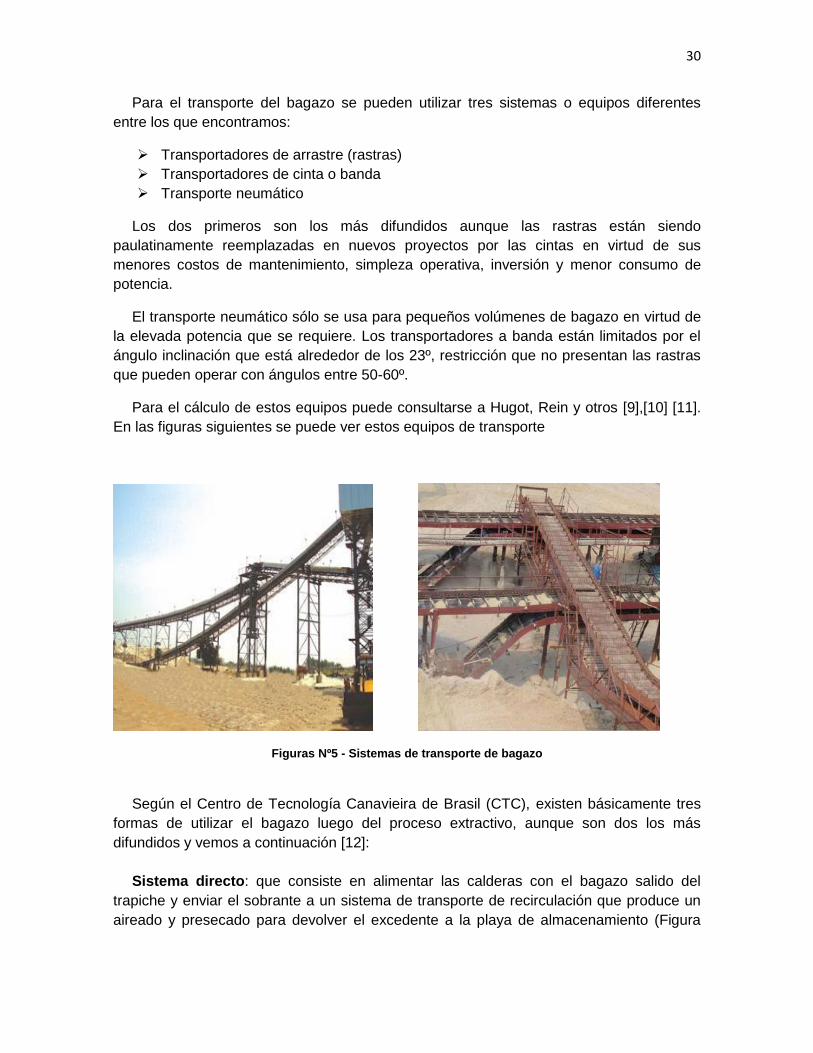
Para el transporte del bagazo se pueden utilizar tres sistemas o equipos diferentes entre los que encontramos:
Transportadores de arrastre (rastras) Transportadores de cinta o banda Transporte neumático
Los dos primeros son los más difundidos aunque las rastras están siendo paulatinamente reemplazadas en nuevos proyectos por las cintas en virtud de sus menores costos de mantenimiento, simpleza operativa, inversión y menor consumo de potencia.
El transporte neumático sólo se usa para pequeños volúmenes de bagazo en virtud de la elevada potencia que se requiere. Los transportadores a banda están limitados por el ángulo inclinación que está alrededor de los 23º, restricción que no presentan las rastras que pueden operar con ángulos entre 50-60º.
Para el cálculo de estos equipos puede consultarse a Hugot, Rein y otros [9],[10] [11]. En las figuras siguientes se puede ver estos equipos de transporte
Figuras Nº5 - Sistemas de transporte de bagazo
Según el Centro de Tecnología Canavieira de Brasil (CTC), existen básicamente tres
formas de utilizar el bagazo luego del proceso extractivo, aunque son dos los más difundidos y vemos a continuación [12]:
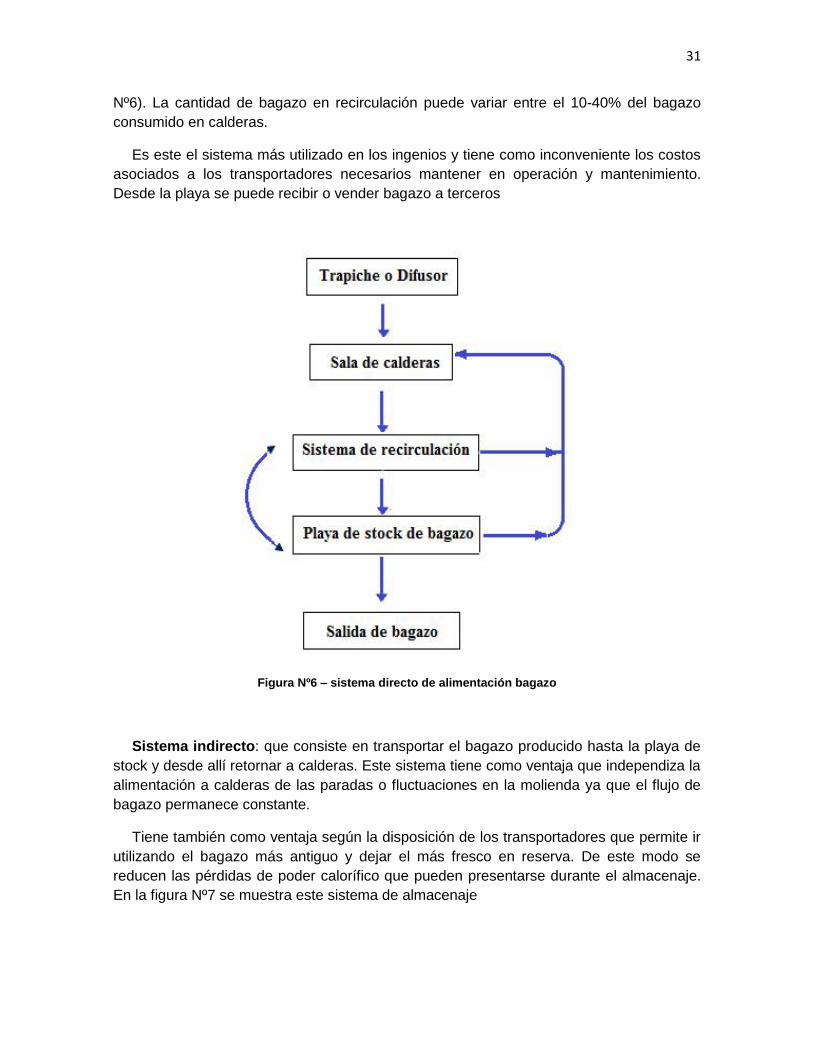
Sistema directo: que consiste en alimentar las calderas con el bagazo salido del
trapiche y enviar el sobrante a un sistema de transporte de recirculación que produce un aireado y presecado para devolver el excedente a la playa de almacenamiento (Figura
31
Nº6). La cantidad de bagazo en recirculación puede variar entre el 10-40% del bagazo consumido en calderas.
Es este el sistema más utilizado en los ingenios y tiene como inconveniente los costos asociados a los transportadores necesarios mantener en operación y mantenimiento. Desde la playa se puede recibir o vender bagazo a terceros
Figura Nº6 – sistema directo de alimentación bagazo
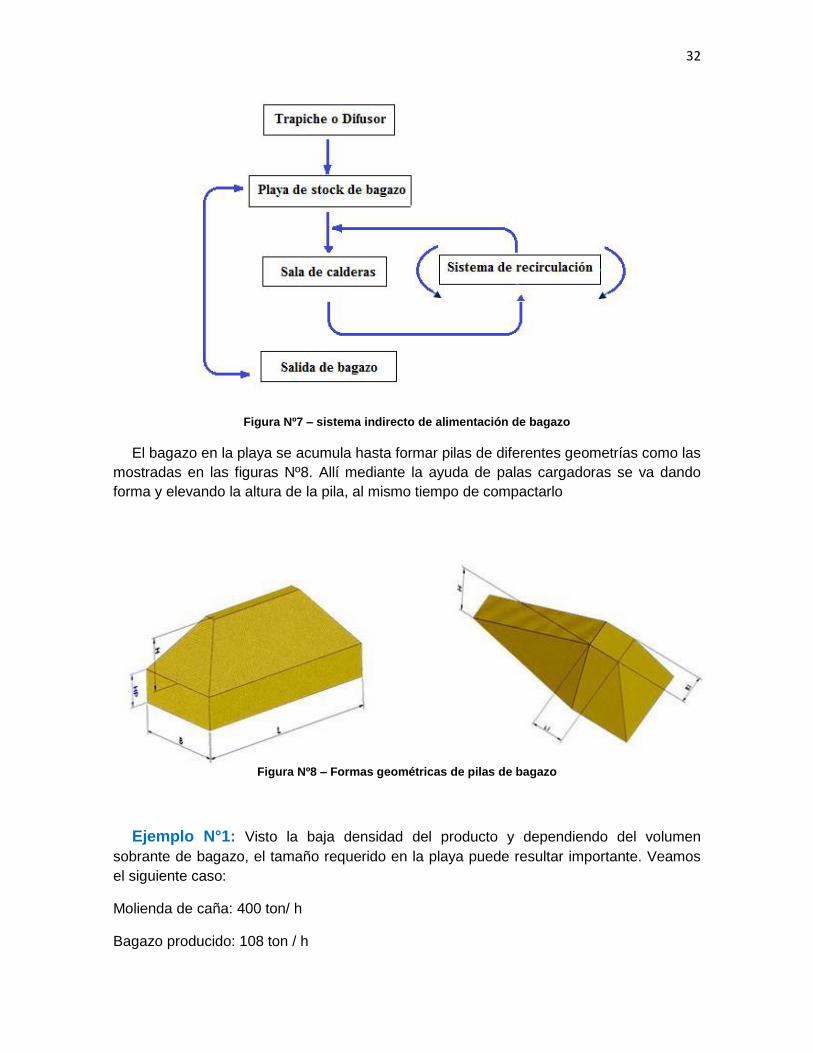
Sistema indirecto: que consiste en transportar el bagazo producido hasta la playa de stock y desde allí retornar a calderas. Este sistema tiene como ventaja que independiza la alimentación a calderas de las paradas o fluctuaciones en la molienda ya que el flujo de bagazo permanece constante.
Tiene también como ventaja según la disposición de los transportadores que permite ir utilizando el bagazo más antiguo y dejar el más fresco en reserva. De este modo se reducen las pérdidas de poder calorífico que pueden presentarse durante el almacenaje. En la figura Nº7 se muestra este sistema de almacenaje
32
Figura Nº7 – sistema indirecto de alimentación de bagazo
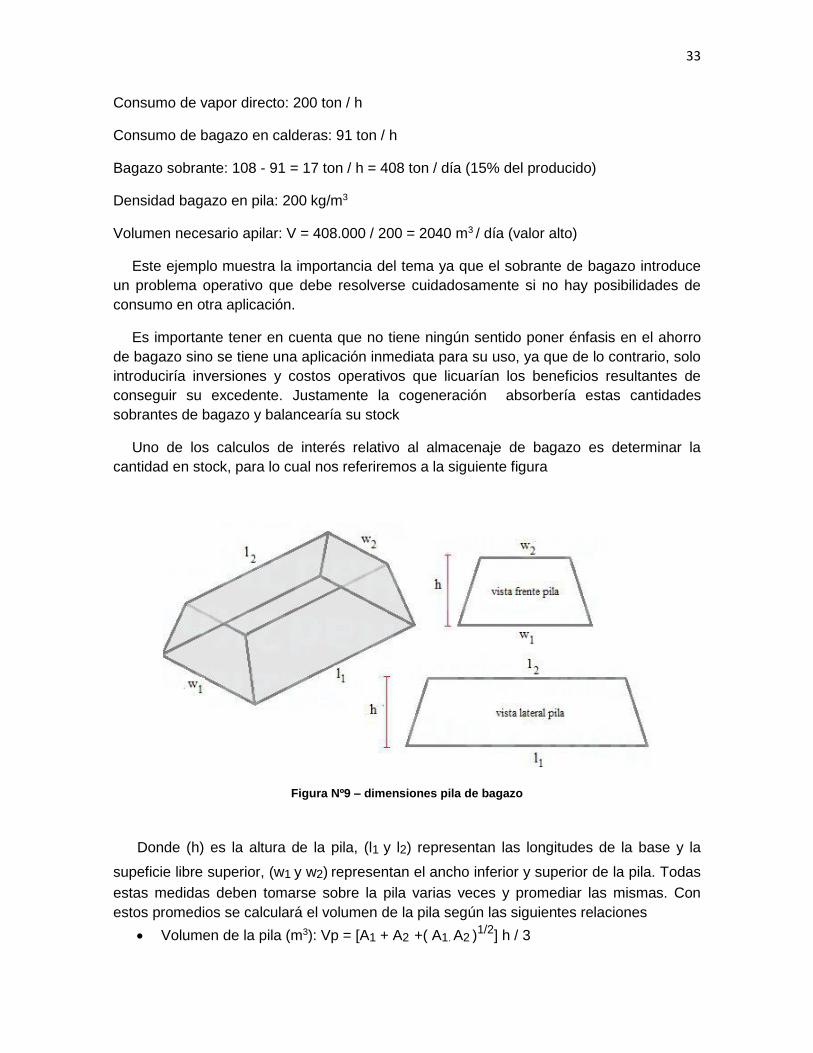
El bagazo en la playa se acumula hasta formar pilas de diferentes geometrías como las mostradas en las figuras Nº8. Allí mediante la ayuda de palas cargadoras se va dando forma y elevando la altura de la pila, al mismo tiempo de compactarlo
Figura Nº8 – Formas geométricas de pilas de bagazo
Ejemplo N°1: Visto la baja densidad del producto y dependiendo del volumen sobrante de bagazo, el tamaño requerido en la playa puede resultar importante. Veamos el siguiente caso:
Molienda de caña: 400 ton/ h
Bagazo producido: 108 ton / h
33
Consumo de vapor directo: 200 ton / h
Consumo de bagazo en calderas: 91 ton / h
Bagazo sobrante: 108 - 91 = 17 ton / h = 408 ton / día (15% del producido)
Densidad bagazo en pila: 200 kg/m3
Volumen necesario apilar: V = 408.000 / 200 = 2040 m3 / día (valor alto)
Este ejemplo muestra la importancia del tema ya que el sobrante de bagazo introduce un problema operativo que debe resolverse cuidadosamente si no hay posibilidades de consumo en otra aplicación.
Es importante tener en cuenta que no tiene ningún sentido poner énfasis en el ahorro de bagazo sino se tiene una aplicación inmediata para su uso, ya que de lo contrario, solo introduciría inversiones y costos operativos que licuarían los beneficios resultantes de conseguir su excedente. Justamente la cogeneración absorbería estas cantidades sobrantes de bagazo y balancearía su stock
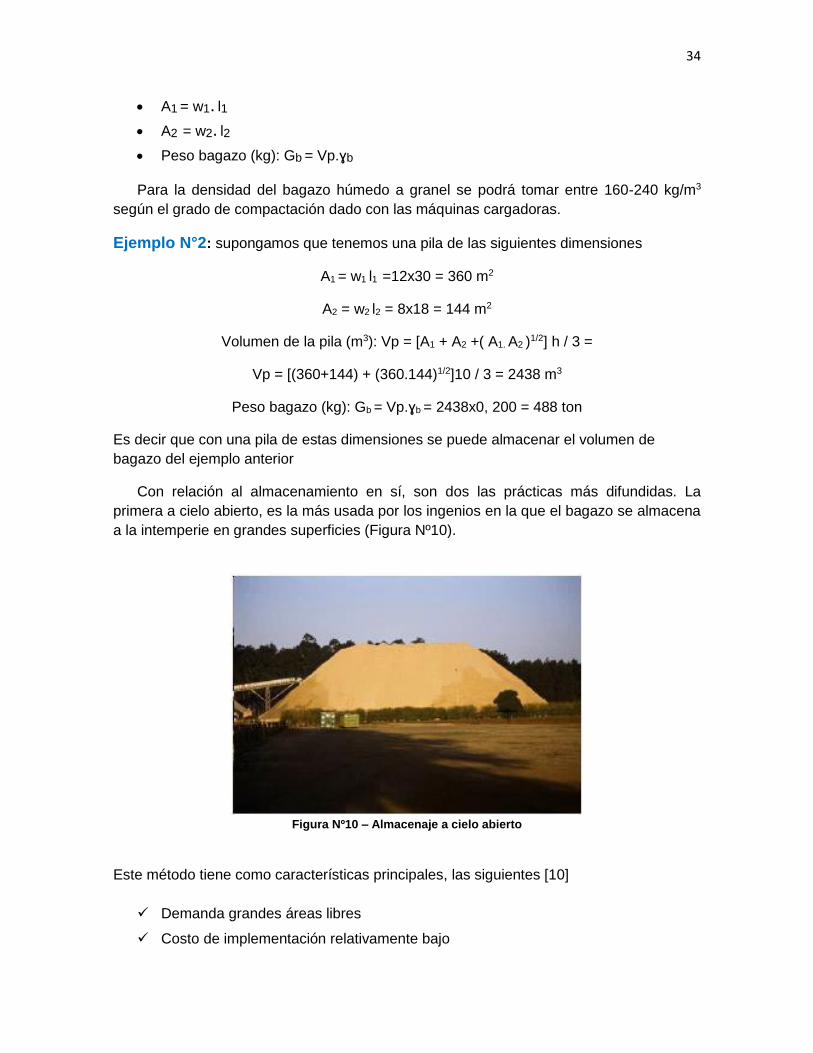
Uno de los calculos de interés relativo al almacenaje de bagazo es determinar la cantidad en stock, para lo cual nos referiremos a la siguiente figura
Figura Nº9 – dimensiones pila de bagazo
Donde (h) es la altura de la pila, (l1 y l2) representan las longitudes de la base y la
supeficie libre superior, (w1 y w2) representan el ancho inferior y superior de la pila. Todas estas medidas deben tomarse sobre la pila varias veces y promediar las mismas. Con estos promedios se calculará el volumen de la pila según las siguientes relaciones
Volumen de la pila (m3): Vp = [A1 + A2 +( A1. A2 )1/2] h / 3
34
A1 = w1. l1
A2 = w2. l2
Peso bagazo (kg): Gb = Vp.ɣb
Para la densidad del bagazo húmedo a granel se podrá tomar entre 160-240 kg/m3
según el grado de compactación dado con las máquinas cargadoras.
Ejemplo N°2: supongamos que tenemos una pila de las siguientes dimensiones
A1 = w1 l1 =12x30 = 360 m2
A2 = w2 l2 = 8x18 = 144 m2
Volumen de la pila (m3): Vp = [A1 + A2 +( A1. A2 )1/2] h / 3 =
Vp = [(360+144) + (360.144)1/2]10 / 3 = 2438 m3
Peso bagazo (kg): Gb = Vp.ɣb = 2438x0, 200 = 488 ton
Es decir que con una pila de estas dimensiones se puede almacenar el volumen de bagazo del ejemplo anterior
Con relación al almacenamiento en sí, son dos las prácticas más difundidas. La primera a cielo abierto, es la más usada por los ingenios en la que el bagazo se almacena a la intemperie en grandes superficies (Figura Nº10).
Figura Nº10 – Almacenaje a cielo abierto
Este método tiene como características principales, las siguientes [10]
Demanda grandes áreas libres
Costo de implementación relativamente bajo
35
Flexibilidad de adecuación de las pilas a las áreas disponibles en el ingenio
En pilas de bagazo formadas con palas mecánicas la densidad del producto
almacenado aumenta en las regiones inferiores reduciendo las áreas necesarias
para una misma cantidad almacenada
La incidencia de las lluvias que actúa perjudicialmente humedeciendo el bagazo y
afectando su poder calorífico, salvo que se prevea protección
Costos operativos altos en las pilas formadas con palas mecánicas
Altura variables pudiendo llegar hasta 30 m
La otra práctica consiste en almacenar el producto bajo superficies cubiertas como se muestra en la figura Nº11
Este sistema obviamente demanda mayores inversiones y se usa para regular las fluctuaciones que pueda presentar el proceso de extracción aprovisionando bagazo de humedad controlada. Con esta práctica desaparecen los problemas de humedad producido por las lluvias. Con relación a la capacidad de estos depósitos esta puede variar entre 1 a 4 días de molienda.
En general poseen un sistema de alimentación superior mediante cinta transportadora y su descarga se hace de forma lateral también por medio de una cinta o rastra. Rein describe otras instalaciones de almacenaje y manipuleo de bagazo
Figura Nº11 – Almacenaje en superficies cubiertas
El bagazo durante su almacenaje esta sujeto a procesos bioquímicos que originan
fermentaciones dando lugar a cambios en su composición química y temperatura, ocasionando en ciertas circunstancias combustiones espontáneas que de no ser controladas pueden representar peligros potenciales de incendio, de aquí que el
36
monitoreo frecuente de la temperatura de la pila sea una medida preventiva necesaria. El manipuleo y almacenaje genera también un ambiente polvoriento molesto para la salud
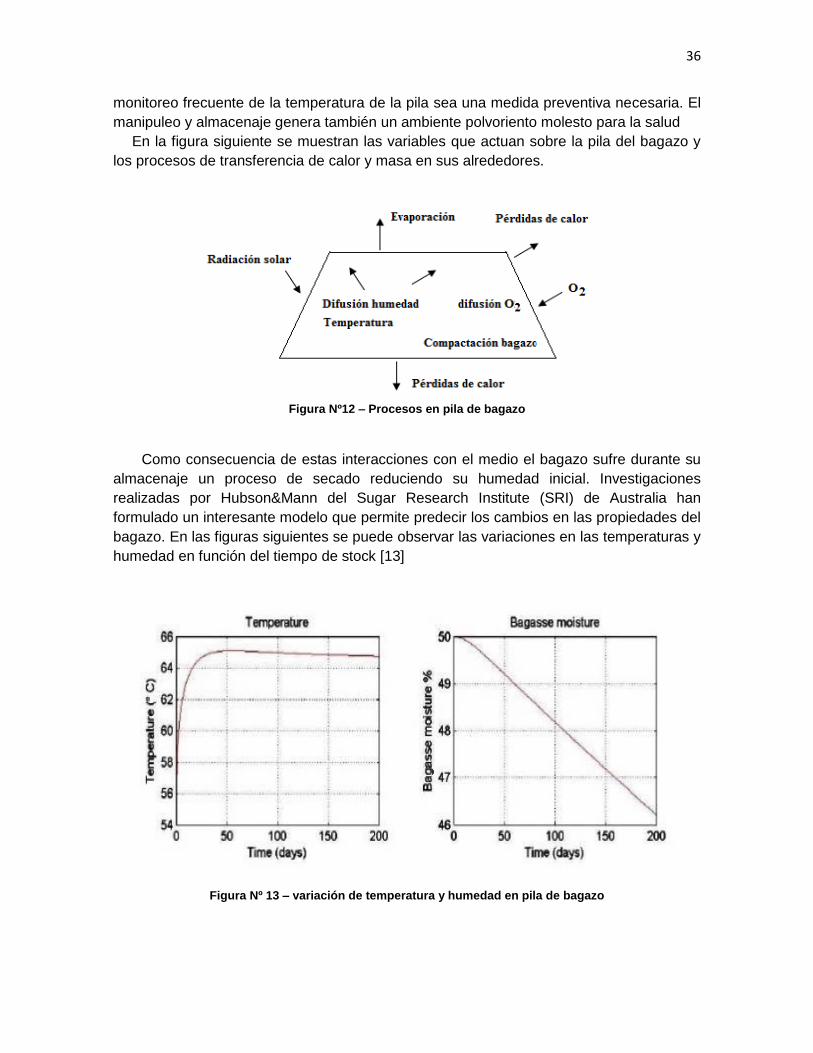
En la figura siguiente se muestran las variables que actuan sobre la pila del bagazo y los procesos de transferencia de calor y masa en sus alrededores.
Figura Nº12 – Procesos en pila de bagazo
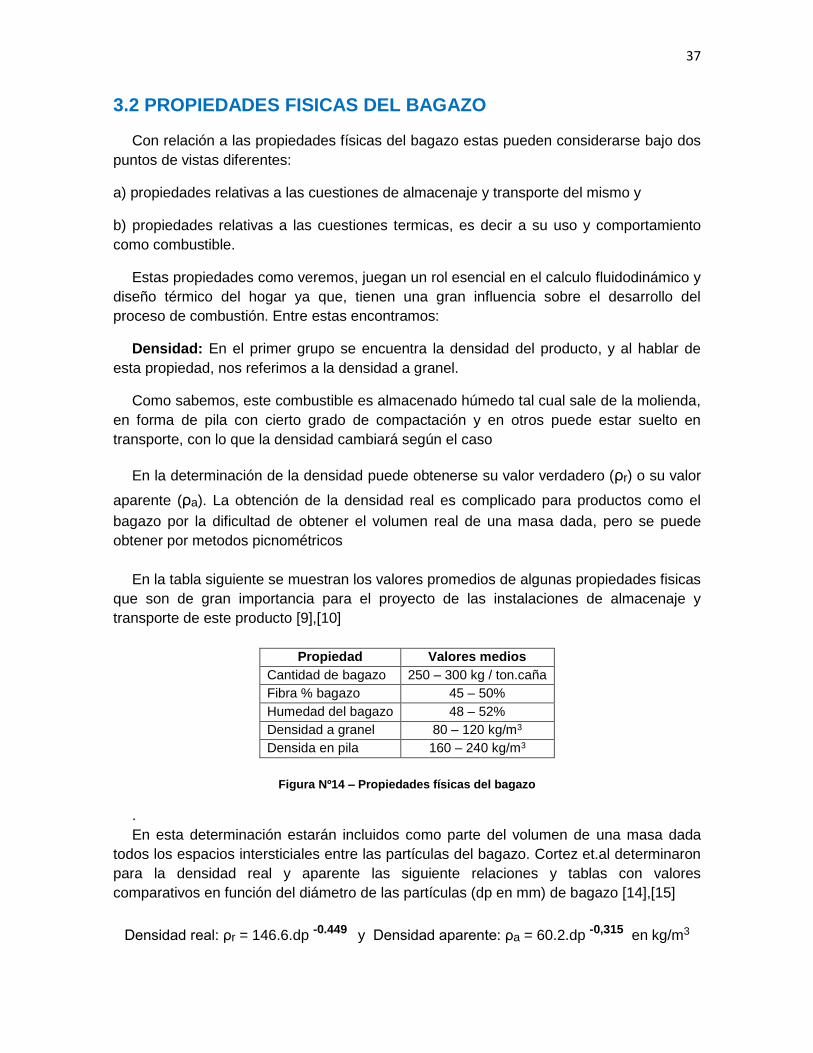
Como consecuencia de estas interacciones con el medio el bagazo sufre durante su
almacenaje un proceso de secado reduciendo su humedad inicial. Investigaciones realizadas por Hubson&Mann del Sugar Research Institute (SRI) de Australia han formulado un interesante modelo que permite predecir los cambios en las propiedades del bagazo. En las figuras siguientes se puede observar las variaciones en las temperaturas y humedad en función del tiempo de stock [13]
Figura Nº 13 – variación de temperatura y humedad en pila de bagazo
37
3.2 PROPIEDADES FISICAS DEL BAGAZO
Con relación a las propiedades físicas del bagazo estas pueden considerarse bajo dos puntos de vistas diferentes:
a) propiedades relativas a las cuestiones de almacenaje y transporte del mismo y
b) propiedades relativas a las cuestiones termicas, es decir a su uso y comportamiento como combustible.
Estas propiedades como veremos, juegan un rol esencial en el calculo fluidodinámico y diseño térmico del hogar ya que, tienen una gran influencia sobre el desarrollo del proceso de combustión. Entre estas encontramos:
Densidad: En el primer grupo se encuentra la densidad del producto, y al hablar de esta propiedad, nos referimos a la densidad a granel.
Como sabemos, este combustible es almacenado húmedo tal cual sale de la molienda, en forma de pila con cierto grado de compactación y en otros puede estar suelto en transporte, con lo que la densidad cambiará según el caso
En la determinación de la densidad puede obtenerse su valor verdadero (ρr) o su valor
aparente (ρa). La obtención de la densidad real es complicado para productos como el bagazo por la dificultad de obtener el volumen real de una masa dada, pero se puede obtener por metodos picnométricos
En la tabla siguiente se muestran los valores promedios de algunas propiedades fisicas
que son de gran importancia para el proyecto de las instalaciones de almacenaje y transporte de este producto [9],[10]
Propiedad Valores medios
Cantidad de bagazo 250 – 300 kg / ton.caña Fibra % bagazo 45 – 50% Humedad del bagazo 48 – 52% Densidad a granel 80 – 120 kg/m3 Densida en pila 160 – 240 kg/m3
Figura Nº14 – Propiedades físicas del bagazo
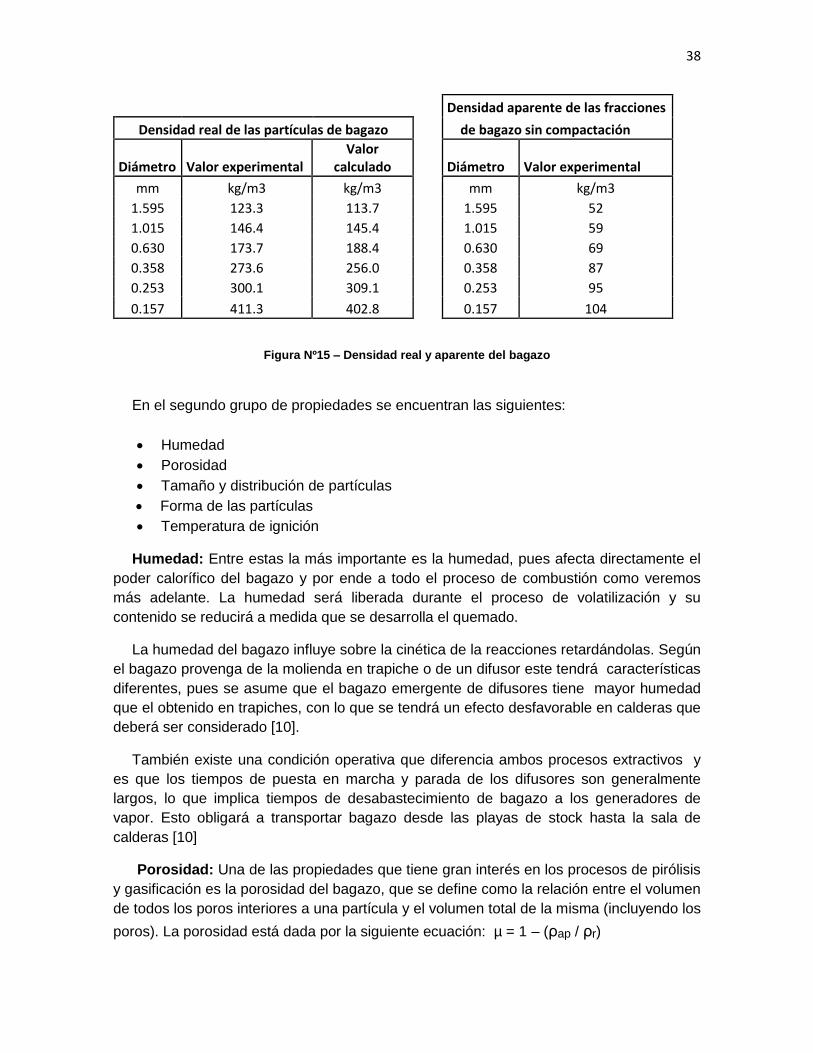
. En esta determinación estarán incluidos como parte del volumen de una masa dada
todos los espacios intersticiales entre las partículas del bagazo. Cortez et.al determinaron para la densidad real y aparente las siguiente relaciones y tablas con valores comparativos en función del diámetro de las partículas (dp en mm) de bagazo [14],[15]
Densidad real: ρr = 146.6.dp -0.449 y Densidad aparente: ρa = 60.2.dp -0,315 en kg/m3
38
Densidad aparente de las fracciones
Densidad real de las partículas de bagazo
de bagazo sin compactación
Diámetro Valor experimental Valor
calculado
Diámetro Valor experimental
mm kg/m3 kg/m3
mm kg/m3
1.595 123.3 113.7
1.595 52
1.015 146.4 145.4
1.015 59
0.630 173.7 188.4
0.630 69
0.358 273.6 256.0
0.358 87
0.253 300.1 309.1
0.253 95
0.157 411.3 402.8
0.157 104
Figura Nº15 – Densidad real y aparente del bagazo
En el segundo grupo de propiedades se encuentran las siguientes: Humedad Porosidad Tamaño y distribución de partículas Forma de las partículas Temperatura de ignición
Humedad: Entre estas la más importante es la humedad, pues afecta directamente el poder calorífico del bagazo y por ende a todo el proceso de combustión como veremos más adelante. La humedad será liberada durante el proceso de volatilización y su contenido se reducirá a medida que se desarrolla el quemado.
La humedad del bagazo influye sobre la cinética de la reacciones retardándolas. Según el bagazo provenga de la molienda en trapiche o de un difusor este tendrá características diferentes, pues se asume que el bagazo emergente de difusores tiene mayor humedad que el obtenido en trapiches, con lo que se tendrá un efecto desfavorable en calderas que deberá ser considerado [10].
También existe una condición operativa que diferencia ambos procesos extractivos y es que los tiempos de puesta en marcha y parada de los difusores son generalmente largos, lo que implica tiempos de desabastecimiento de bagazo a los generadores de vapor. Esto obligará a transportar bagazo desde las playas de stock hasta la sala de calderas [10]
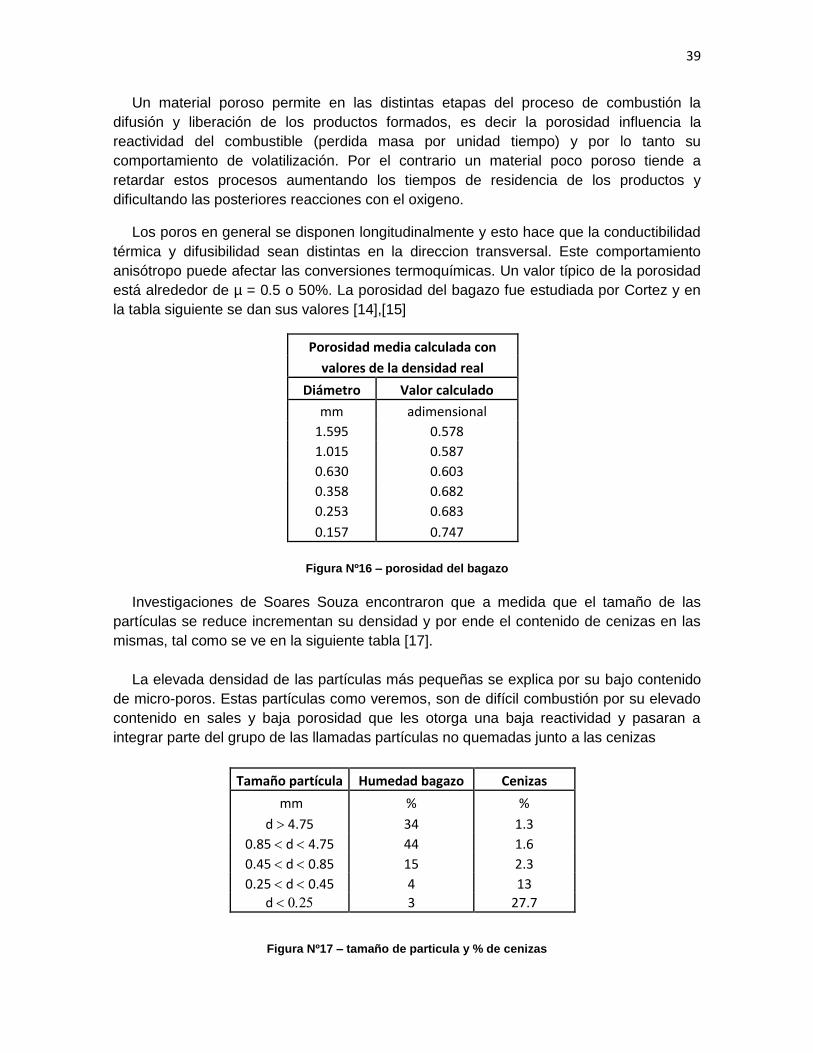
Porosidad: Una de las propiedades que tiene gran interés en los procesos de pirólisis y gasificación es la porosidad del bagazo, que se define como la relación entre el volumen de todos los poros interiores a una partícula y el volumen total de la misma (incluyendo los
poros). La porosidad está dada por la siguiente ecuación: µ = 1 – (ρap / ρr)
39
Un material poroso permite en las distintas etapas del proceso de combustión la difusión y liberación de los productos formados, es decir la porosidad influencia la reactividad del combustible (perdida masa por unidad tiempo) y por lo tanto su comportamiento de volatilización. Por el contrario un material poco poroso tiende a retardar estos procesos aumentando los tiempos de residencia de los productos y dificultando las posteriores reacciones con el oxigeno.
Los poros en general se disponen longitudinalmente y esto hace que la conductibilidad térmica y difusibilidad sean distintas en la direccion transversal. Este comportamiento anisótropo puede afectar las conversiones termoquímicas. Un valor típico de la porosidad está alrededor de µ = 0.5 o 50%. La porosidad del bagazo fue estudiada por Cortez y en la tabla siguiente se dan sus valores [14],[15]
Porosidad media calculada con
valores de la densidad real
Diámetro Valor calculado
mm adimensional
1.595 0.578
1.015 0.587
0.630 0.603
0.358 0.682
0.253 0.683
0.157 0.747
Figura Nº16 – porosidad del bagazo
Investigaciones de Soares Souza encontraron que a medida que el tamaño de las partículas se reduce incrementan su densidad y por ende el contenido de cenizas en las mismas, tal como se ve en la siguiente tabla [17].
La elevada densidad de las partículas más pequeñas se explica por su bajo contenido
de micro-poros. Estas partículas como veremos, son de difícil combustión por su elevado contenido en sales y baja porosidad que les otorga una baja reactividad y pasaran a integrar parte del grupo de las llamadas partículas no quemadas junto a las cenizas
Tamaño partícula Humedad bagazo Cenizas
mm % %
d 4.75 34 1.3
0.85 d 4.75 44 1.6
0.45 d 0.85 15 2.3
0.25 d 0.45 4 13
d 3 27.7
Figura Nº17 – tamaño de particula y % de cenizas
40
Tamaño y forma de las partículas: Una propiedad de gran importancia en el proceso de combustión, es el tamaño de las partículas y su distribución (granulometría), que se determinan por técnicas estandarizadas de tamizado.
El tamaño de las partículas de bagazo oscilan en promedio entre 1-5 mm hasta un máximo de 25 mm de longitud, un ancho entre 0.3-10mm y un espesor entre 0.1-5 mm, dimensiones estas que varían mucho con el tipo y grado de preparación de la caña, tipo de fibra y del número de molinos del trapiche.
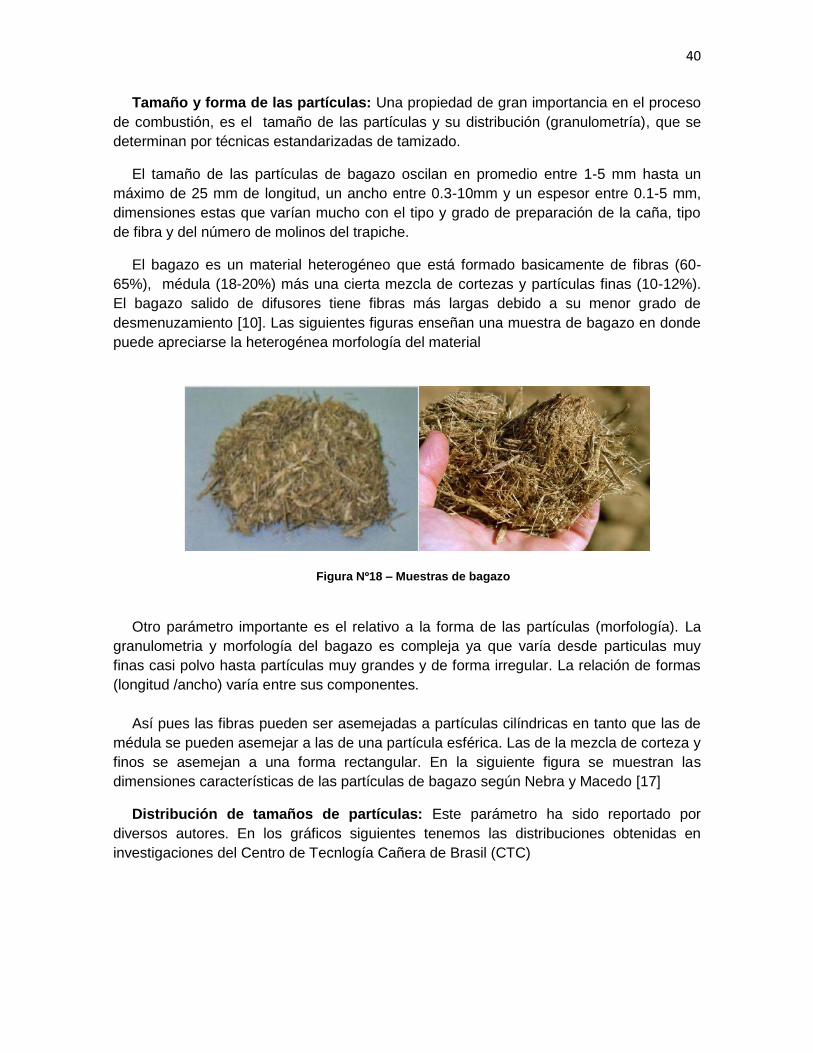
El bagazo es un material heterogéneo que está formado basicamente de fibras (60-65%), médula (18-20%) más una cierta mezcla de cortezas y partículas finas (10-12%). El bagazo salido de difusores tiene fibras más largas debido a su menor grado de desmenuzamiento [10]. Las siguientes figuras enseñan una muestra de bagazo en donde puede apreciarse la heterogénea morfología del material
Figura Nº18 – Muestras de bagazo
Otro parámetro importante es el relativo a la forma de las partículas (morfología). La
granulometria y morfología del bagazo es compleja ya que varía desde particulas muy finas casi polvo hasta partículas muy grandes y de forma irregular. La relación de formas (longitud /ancho) varía entre sus componentes.
Así pues las fibras pueden ser asemejadas a partículas cilíndricas en tanto que las de
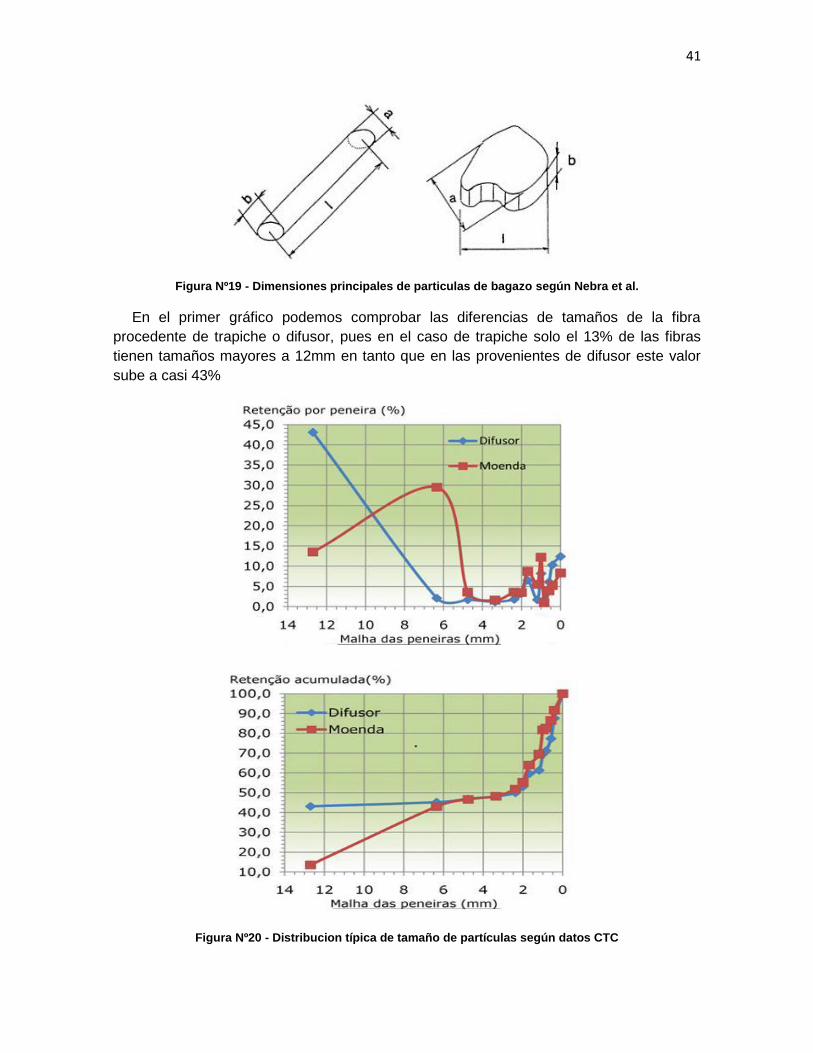
médula se pueden asemejar a las de una partícula esférica. Las de la mezcla de corteza y finos se asemejan a una forma rectangular. En la siguiente figura se muestran las dimensiones características de las partículas de bagazo según Nebra y Macedo [17]
Distribución de tamaños de partículas: Este parámetro ha sido reportado por diversos autores. En los gráficos siguientes tenemos las distribuciones obtenidas en investigaciones del Centro de Tecnlogía Cañera de Brasil (CTC)
41
Figura Nº19 - Dimensiones principales de particulas de bagazo según Nebra et al.
En el primer gráfico podemos comprobar las diferencias de tamaños de la fibra procedente de trapiche o difusor, pues en el caso de trapiche solo el 13% de las fibras tienen tamaños mayores a 12mm en tanto que en las provenientes de difusor este valor sube a casi 43%
Figura Nº20 - Distribucion típica de tamaño de partículas según datos CTC
42
El tamaño de las partículas y su distribución, son críticas, porque están íntimamente vinculadas a los procesos aerodinámicos y térmicos que tienen lugar en los hogares de las calderas. Esta variable también tendrá influencia sobre las pérdidas térmicas por combustión incompleta debido a las partículas no quemadas.
Con relación a la combustion del bagazo, es fácil suponer que una partícula pequeña arrastrada por la corriente gaseosa será consumida más rápidamente que otra grande, es decir el tamaño afecta tanto a la tasa (kg/hora) a la cual el combustible reacciona con el oxígeno como a otros aspectos operacionales del hogar donde combustiona. Las partículas al quemarse a mayor velocidad necesitarán un menor tiempo de retención en el hogar.
Visto la dispersión de tamaños y formas de las partículas del bagazo, es decir su compleja morfología, se torna necesario definir algun tipo de promedio para estas variables. Otro aspecto de vital interes, es la forma de las partículas que, influye sobre sobre la tasa de reacción gas-sólido que dependen de la superficie disponible de las partículas.
Así para igual volumen las partículas con mayor superficie de contacto disponible se consumirán más rápidamente que aquellas de menor area de transferencia. Podemos decir entonces que la superficie activa de las partículas influencian la reactividad del combustible. El muestreo de partículas de bagazo generadas por un proceso de molienda presenta en general una distribución estadística de diámetros aproximada a la normal [18], [19], [20].
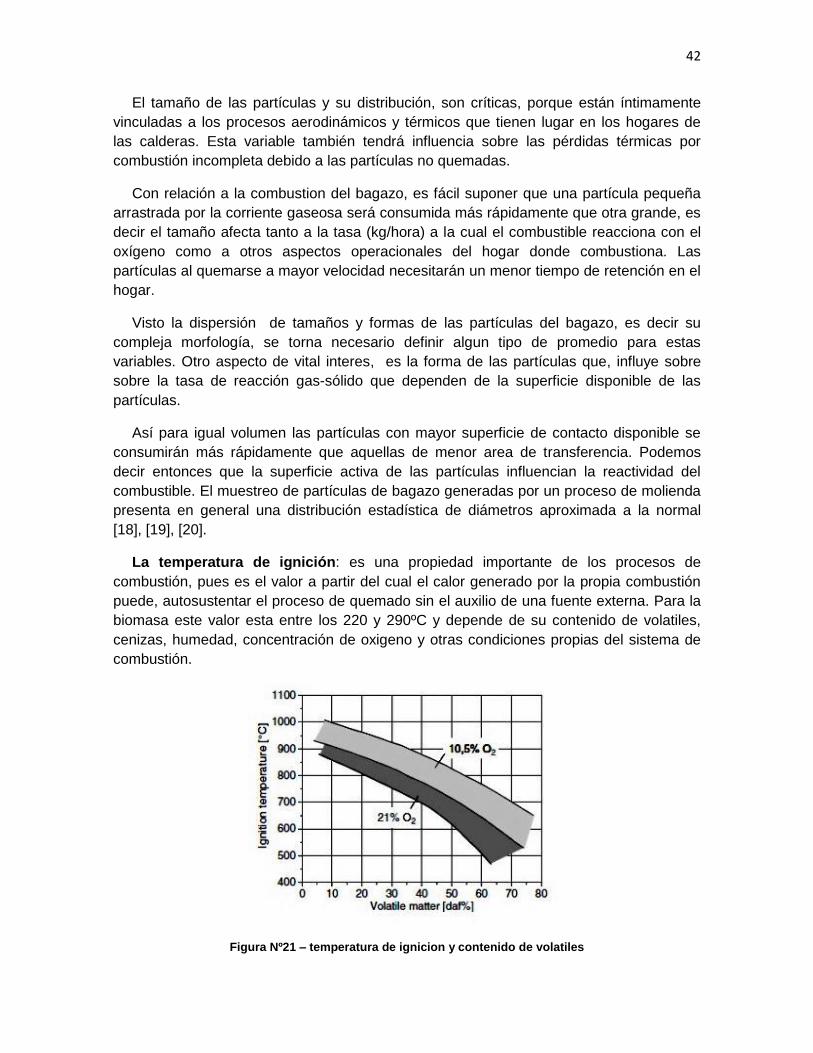
La temperatura de ignición: es una propiedad importante de los procesos de combustión, pues es el valor a partir del cual el calor generado por la propia combustión puede, autosustentar el proceso de quemado sin el auxilio de una fuente externa. Para la biomasa este valor esta entre los 220 y 290ºC y depende de su contenido de volatiles, cenizas, humedad, concentración de oxigeno y otras condiciones propias del sistema de combustión.
Figura Nº21 – temperatura de ignicion y contenido de volatiles
43
En general esta temperatura decrece a medida que aumenta el contenido de materias volatiles tal como puede verse en la figura anterior aplicable para carbón pulverizado [21].
La velocidad de ignición, entendida como la velocidad a la cual la llama se propaga en la mezcla, tiene también una clara dependencia de los componentes volatiles, el contenido de cenizas y el aire primario en la mezcla. El papel del aire primario es esencial pues si es proporcionado en la cantidad adecuada permite alcanzar las maximas velocidades.
Por el contrario, proporcionado en la cantidad inadecuada tiende a retardar el proceso, al igual que si lo hace en cantidades excesivas, que provocarán el descenso de la temperatura de la llama. Un contenido de cenizas elevado también tiene efectos de retardo sobre la ignición. En el proceso de combustión es válido el conocido Principio de las Tres Ts (3T): tiempo/ temperatura/ turbulencia ya que cada una de estas variables influye de manera decisiva sobre el desarrollo del proceso [22]
3.3 RESIDUOS DE COSECHA DE CAÑA (RAC)
Con el creciente desarrollo e interés mundial por el uso de la biomasa como combustible renovable, los residuos agrícolas de la cosecha de la caña de azúcar (RAC) o trash pasaron en los últimos años a tener una gran importancia y aplicación para cogeneración con distintas tecnologías, tales como combustión simultánea mezclados con el bagazo, gasificación, pirolisis, etc.
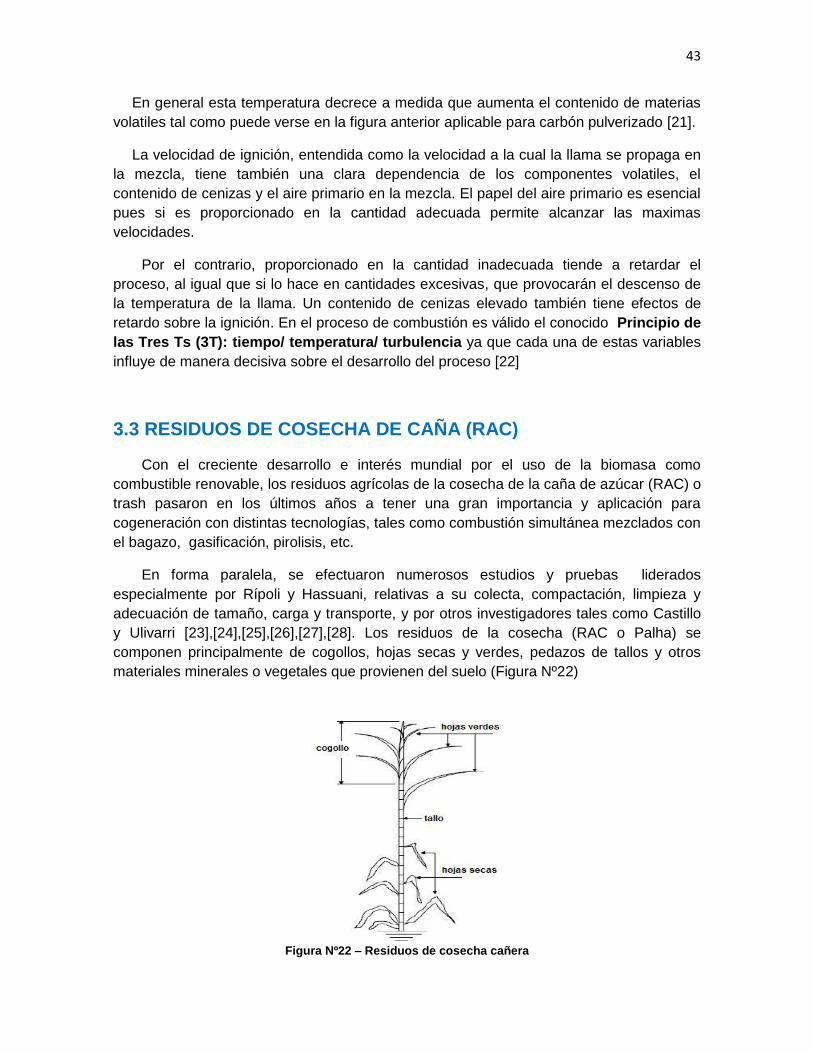
En forma paralela, se efectuaron numerosos estudios y pruebas liderados especialmente por Rípoli y Hassuani, relativas a su colecta, compactación, limpieza y adecuación de tamaño, carga y transporte, y por otros investigadores tales como Castillo y Ulivarri [23],[24],[25],[26],[27],[28]. Los residuos de la cosecha (RAC o Palha) se componen principalmente de cogollos, hojas secas y verdes, pedazos de tallos y otros materiales minerales o vegetales que provienen del suelo (Figura Nº22)
Figura Nº22 – Residuos de cosecha cañera
44
Parte de este material se deja en el campo ya que sirve para [23],[24]:
protección contra la erosión
disminuye la amplitud de variación térmica de la superficie del suelo
incrementa la actividad microbiológica
controla el crecimiento de plantas dañinas
reduce costos de producción
Se estima que el 50% del RAC es posible ser recuperado para su uso como combustible y que el otro 50% se puede dejar en el campo por los beneficios antes mencionados. La cantidad de Rac disponible por hectárea es muy variable ya que depende del tipo de variedad de caña, la época del año y particularmente del nivel de producción del cañaveral
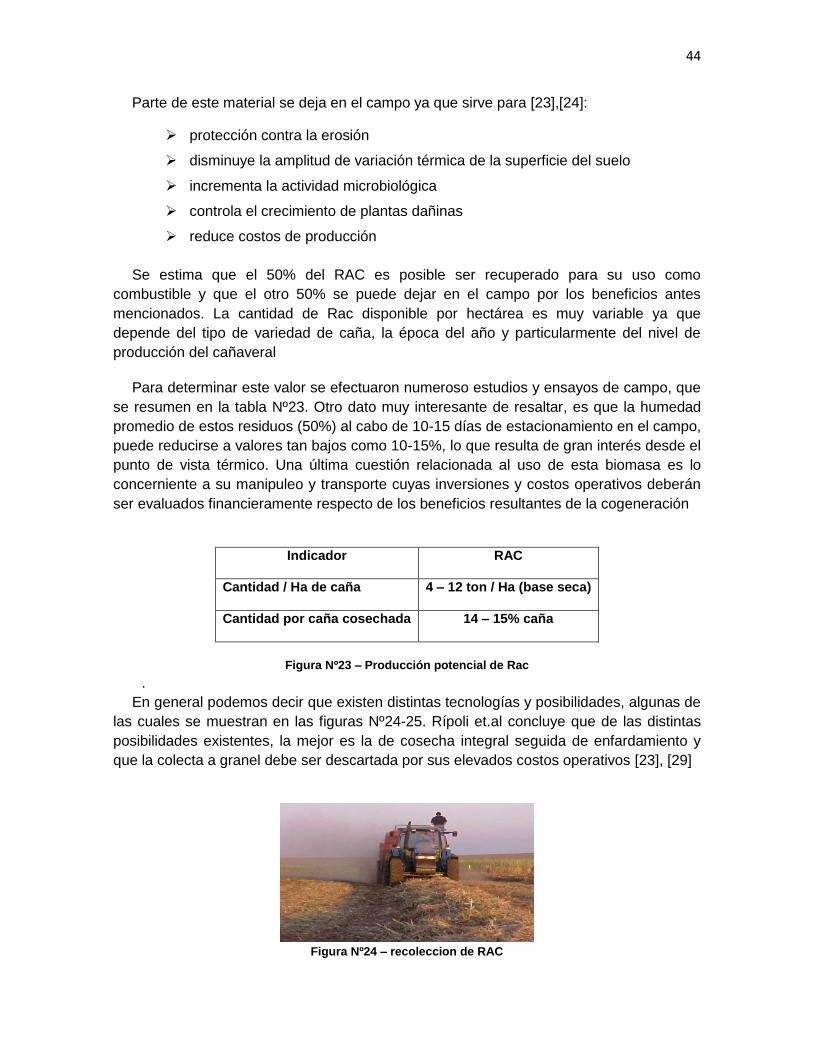
Para determinar este valor se efectuaron numeroso estudios y ensayos de campo, que se resumen en la tabla Nº23. Otro dato muy interesante de resaltar, es que la humedad promedio de estos residuos (50%) al cabo de 10-15 días de estacionamiento en el campo, puede reducirse a valores tan bajos como 10-15%, lo que resulta de gran interés desde el punto de vista térmico. Una última cuestión relacionada al uso de esta biomasa es lo concerniente a su manipuleo y transporte cuyas inversiones y costos operativos deberán ser evaluados financieramente respecto de los beneficios resultantes de la cogeneración
Indicador RAC
Cantidad / Ha de caña 4 – 12 ton / Ha (base seca)
Cantidad por caña cosechada 14 – 15% caña
Figura Nº23 – Producción potencial de Rac
. En general podemos decir que existen distintas tecnologías y posibilidades, algunas de
las cuales se muestran en las figuras Nº24-25. Rípoli et.al concluye que de las distintas posibilidades existentes, la mejor es la de cosecha integral seguida de enfardamiento y que la colecta a granel debe ser descartada por sus elevados costos operativos [23], [29]
Figura Nº24 – recoleccion de RAC
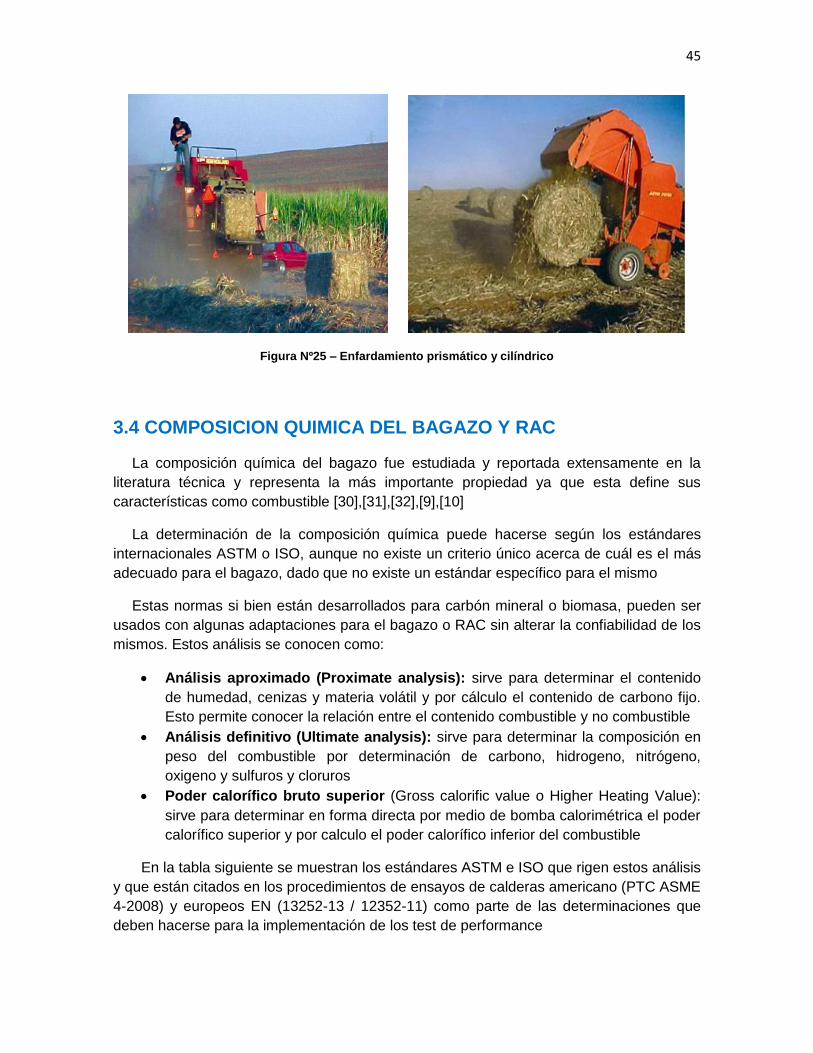
45
Figura Nº25 – Enfardamiento prismático y cilíndrico
3.4 COMPOSICION QUIMICA DEL BAGAZO Y RAC
La composición química del bagazo fue estudiada y reportada extensamente en la literatura técnica y representa la más importante propiedad ya que esta define sus características como combustible [30],[31],[32],[9],[10]
La determinación de la composición química puede hacerse según los estándares internacionales ASTM o ISO, aunque no existe un criterio único acerca de cuál es el más adecuado para el bagazo, dado que no existe un estándar específico para el mismo
Estas normas si bien están desarrollados para carbón mineral o biomasa, pueden ser usados con algunas adaptaciones para el bagazo o RAC sin alterar la confiabilidad de los mismos. Estos análisis se conocen como:
Análisis aproximado (Proximate analysis): sirve para determinar el contenido de humedad, cenizas y materia volátil y por cálculo el contenido de carbono fijo. Esto permite conocer la relación entre el contenido combustible y no combustible
Análisis definitivo (Ultimate analysis): sirve para determinar la composición en peso del combustible por determinación de carbono, hidrogeno, nitrógeno, oxigeno y sulfuros y cloruros
Poder calorífico bruto superior (Gross calorific value o Higher Heating Value): sirve para determinar en forma directa por medio de bomba calorimétrica el poder calorífico superior y por calculo el poder calorífico inferior del combustible
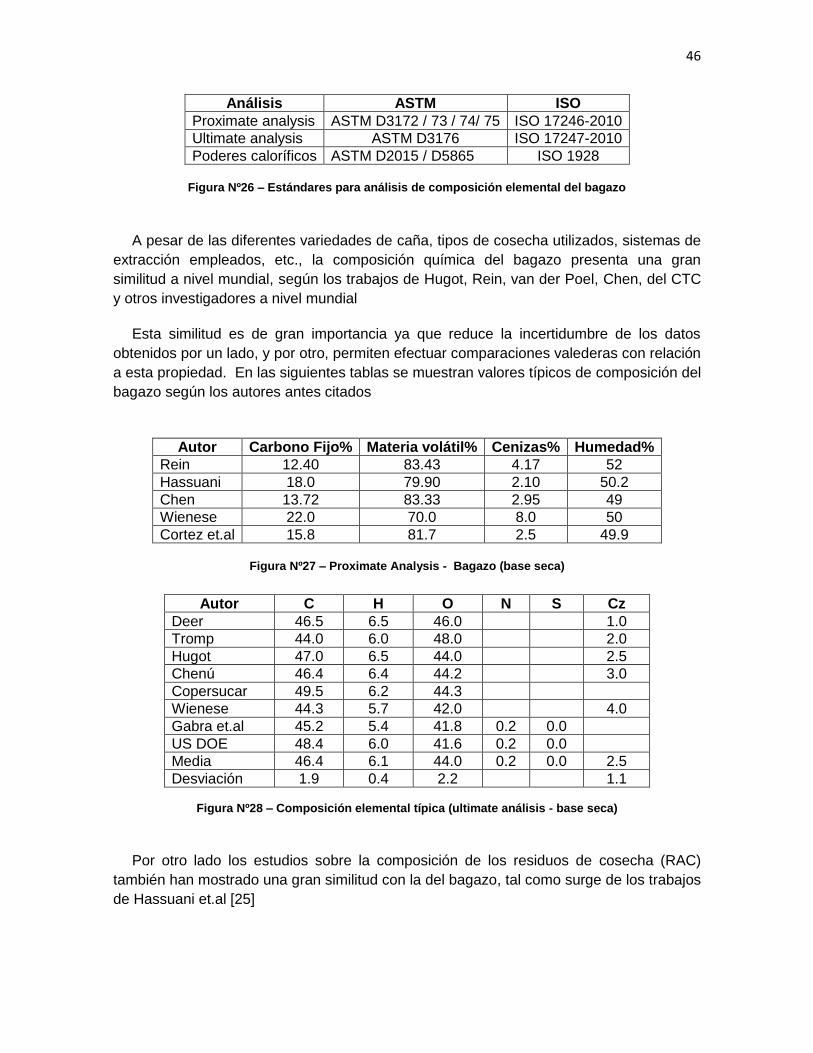
En la tabla siguiente se muestran los estándares ASTM e ISO que rigen estos análisis y que están citados en los procedimientos de ensayos de calderas americano (PTC ASME 4-2008) y europeos EN (13252-13 / 12352-11) como parte de las determinaciones que deben hacerse para la implementación de los test de performance
46
Análisis ASTM ISO Proximate analysis ASTM D3172 / 73 / 74/ 75 ISO 17246-2010 Ultimate analysis ASTM D3176 ISO 17247-2010 Poderes caloríficos ASTM D2015 / D5865 ISO 1928
Figura Nº26 – Estándares para análisis de composición elemental del bagazo
A pesar de las diferentes variedades de caña, tipos de cosecha utilizados, sistemas de extracción empleados, etc., la composición química del bagazo presenta una gran similitud a nivel mundial, según los trabajos de Hugot, Rein, van der Poel, Chen, del CTC y otros investigadores a nivel mundial
Esta similitud es de gran importancia ya que reduce la incertidumbre de los datos obtenidos por un lado, y por otro, permiten efectuar comparaciones valederas con relación a esta propiedad. En las siguientes tablas se muestran valores típicos de composición del bagazo según los autores antes citados
Autor Carbono Fijo% Materia volátil% Cenizas% Humedad%
Rein 12.40 83.43 4.17 52 Hassuani 18.0 79.90 2.10 50.2 Chen 13.72 83.33 2.95 49 Wienese 22.0 70.0 8.0 50 Cortez et.al 15.8 81.7 2.5 49.9
Figura Nº27 – Proximate Analysis - Bagazo (base seca)
Autor C H O N S Cz
Deer 46.5 6.5 46.0 1.0 Tromp 44.0 6.0 48.0 2.0 Hugot 47.0 6.5 44.0 2.5 Chenú 46.4 6.4 44.2 3.0 Copersucar 49.5 6.2 44.3 Wienese 44.3 5.7 42.0 4.0 Gabra et.al 45.2 5.4 41.8 0.2 0.0 US DOE 48.4 6.0 41.6 0.2 0.0 Media 46.4 6.1 44.0 0.2 0.0 2.5 Desviación 1.9 0.4 2.2 1.1
Figura Nº28 – Composición elemental típica (ultimate análisis - base seca)
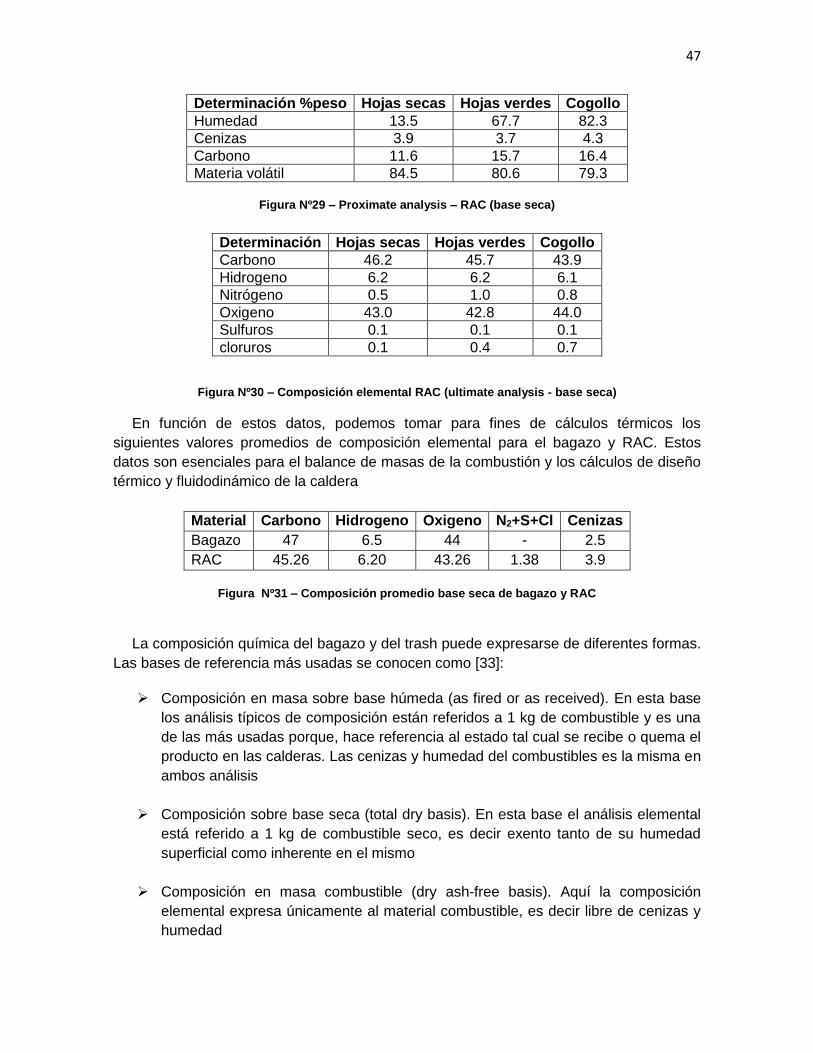
Por otro lado los estudios sobre la composición de los residuos de cosecha (RAC) también han mostrado una gran similitud con la del bagazo, tal como surge de los trabajos de Hassuani et.al [25]
47
Determinación %peso Hojas secas Hojas verdes Cogollo Humedad 13.5 67.7 82.3 Cenizas 3.9 3.7 4.3 Carbono 11.6 15.7 16.4 Materia volátil 84.5 80.6 79.3
Figura Nº29 – Proximate analysis – RAC (base seca)
Determinación Hojas secas Hojas verdes Cogollo Carbono 46.2 45.7 43.9 Hidrogeno 6.2 6.2 6.1 Nitrógeno 0.5 1.0 0.8 Oxigeno 43.0 42.8 44.0 Sulfuros 0.1 0.1 0.1 cloruros 0.1 0.4 0.7
Figura Nº30 – Composición elemental RAC (ultimate analysis - base seca)
En función de estos datos, podemos tomar para fines de cálculos térmicos los siguientes valores promedios de composición elemental para el bagazo y RAC. Estos datos son esenciales para el balance de masas de la combustión y los cálculos de diseño térmico y fluidodinámico de la caldera
Material Carbono Hidrogeno Oxigeno N2+S+Cl Cenizas Bagazo 47 6.5 44 - 2.5 RAC 45.26 6.20 43.26 1.38 3.9
Figura Nº31 – Composición promedio base seca de bagazo y RAC
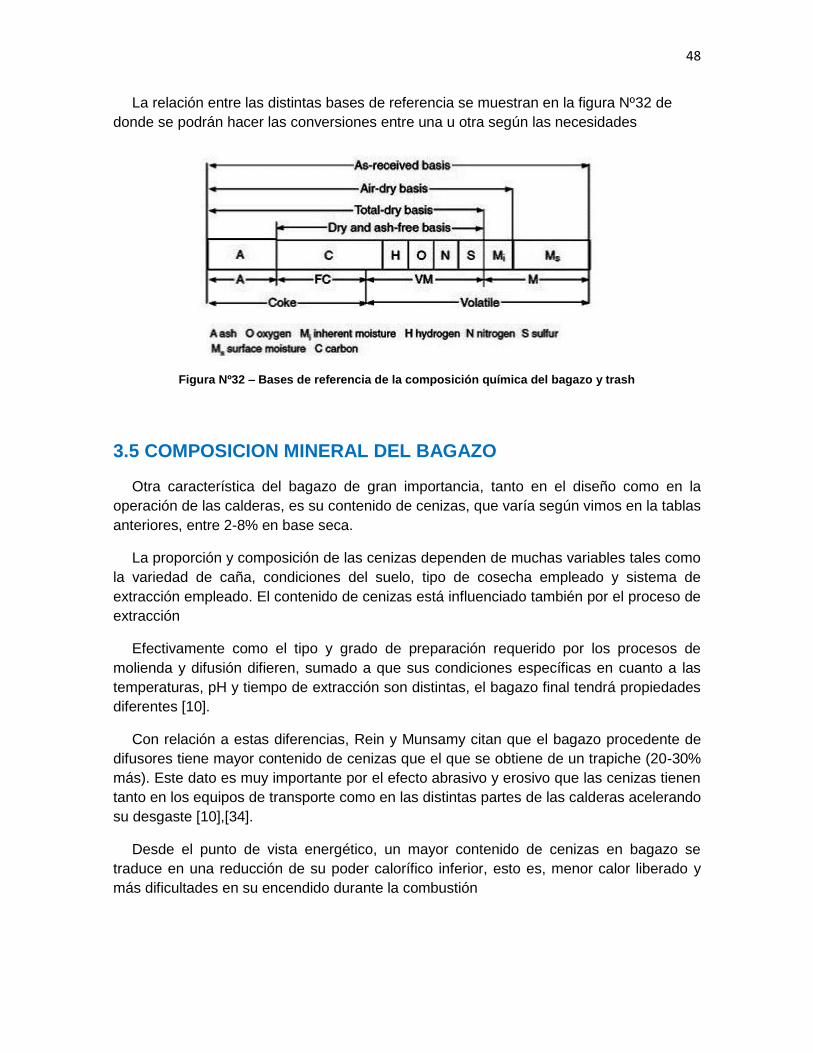
La composición química del bagazo y del trash puede expresarse de diferentes formas.
Las bases de referencia más usadas se conocen como [33]:
Composición en masa sobre base húmeda (as fired or as received). En esta base los análisis típicos de composición están referidos a 1 kg de combustible y es una de las más usadas porque, hace referencia al estado tal cual se recibe o quema el producto en las calderas. Las cenizas y humedad del combustibles es la misma en ambos análisis
Composición sobre base seca (total dry basis). En esta base el análisis elemental está referido a 1 kg de combustible seco, es decir exento tanto de su humedad superficial como inherente en el mismo
Composición en masa combustible (dry ash-free basis). Aquí la composición elemental expresa únicamente al material combustible, es decir libre de cenizas y humedad
48
La relación entre las distintas bases de referencia se muestran en la figura Nº32 de donde se podrán hacer las conversiones entre una u otra según las necesidades
Figura Nº32 – Bases de referencia de la composición química del bagazo y trash
3.5 COMPOSICION MINERAL DEL BAGAZO
Otra característica del bagazo de gran importancia, tanto en el diseño como en la operación de las calderas, es su contenido de cenizas, que varía según vimos en la tablas anteriores, entre 2-8% en base seca.
La proporción y composición de las cenizas dependen de muchas variables tales como la variedad de caña, condiciones del suelo, tipo de cosecha empleado y sistema de extracción empleado. El contenido de cenizas está influenciado también por el proceso de extracción
Efectivamente como el tipo y grado de preparación requerido por los procesos de molienda y difusión difieren, sumado a que sus condiciones específicas en cuanto a las temperaturas, pH y tiempo de extracción son distintas, el bagazo final tendrá propiedades diferentes [10].
Con relación a estas diferencias, Rein y Munsamy citan que el bagazo procedente de difusores tiene mayor contenido de cenizas que el que se obtiene de un trapiche (20-30% más). Este dato es muy importante por el efecto abrasivo y erosivo que las cenizas tienen tanto en los equipos de transporte como en las distintas partes de las calderas acelerando su desgaste [10],[34].
Desde el punto de vista energético, un mayor contenido de cenizas en bagazo se traduce en una reducción de su poder calorífico inferior, esto es, menor calor liberado y más dificultades en su encendido durante la combustión
49
3.6 PODER CALORIFICO DEL BAGAZO Y RAC
El poder calorífico del bagazo y del RAC, es la propiedad más importante desde el punto de vista energético. Existen dos tipos de poderes caloríficos que se definen como:
Poder calorífico superior Hs: es la cantidad de calor que se obtiene de la combustión completa de la unidad de masa o volumen de un combustible cuando los productos de la combustión han alcanzado la misma temperatura que tenían el combustible y el aire antes de la combustión (25ºC) y cuando el agua proveniente de la combustión y de la humedad del propio combustible se encuentren en fase líquida después de la combustión. En este proceso se asume que el vapor de agua ha entregado totalmente su calor latente de vaporización y se encuentra por ende condensado
Poder calorífico inferior Hi: es la cantidad de calor que se obtiene de la combustión completa de la unidad de masa o volumen del combustible cuando los productos de la combustión han alcanzado la misma temperatura que tenían el combustible y el aire antes de la combustión (25ºC) y cuando el agua proveniente de la combustión y de la humedad del propio combustible se encuentren en fase gaseosa, es decir sin haber entregado su calor latente de vaporización
Ambos poderes caloríficos pueden estar referidos en base seca o húmeda. Hablaremos entonces del poder calorífico del bagazo seco o húmedo. La relación entre ambos poderes caloríficos, está dada según Baehr, por la siguiente ecuación [35]:
Hs – Hi = r (9𝐻
100+
𝑤
100)
donde:
r = calor latente de vaporización del vapor: 540 kcal / kg
H = porcentaje de hidrógeno del bagazo
W = porcentaje de humedad del bagazo
La determinación del poder calorífico superior (Hs) se determina mediante bomba calorimétrica siguiendo los estándares antes citados, y una vez conocido, se podrá calcular por la ecuación anterior el poder calorífico inferior (Hi).
El test de performance ASME PTC 4-2013 dice que la incertidumbre con que se obtiene este valor (Hi), es mayor que la incertidumbre obtenida en la determinación del poder calorífico superior (Hs), razón por la cual se prefiere este último como base de cálculos.
En forma reciente, para determinar el poder calorífico superior y las cenizas en bagazo, se comenzó a usar una moderna técnica conocida como espectroscopía de infrarrojo
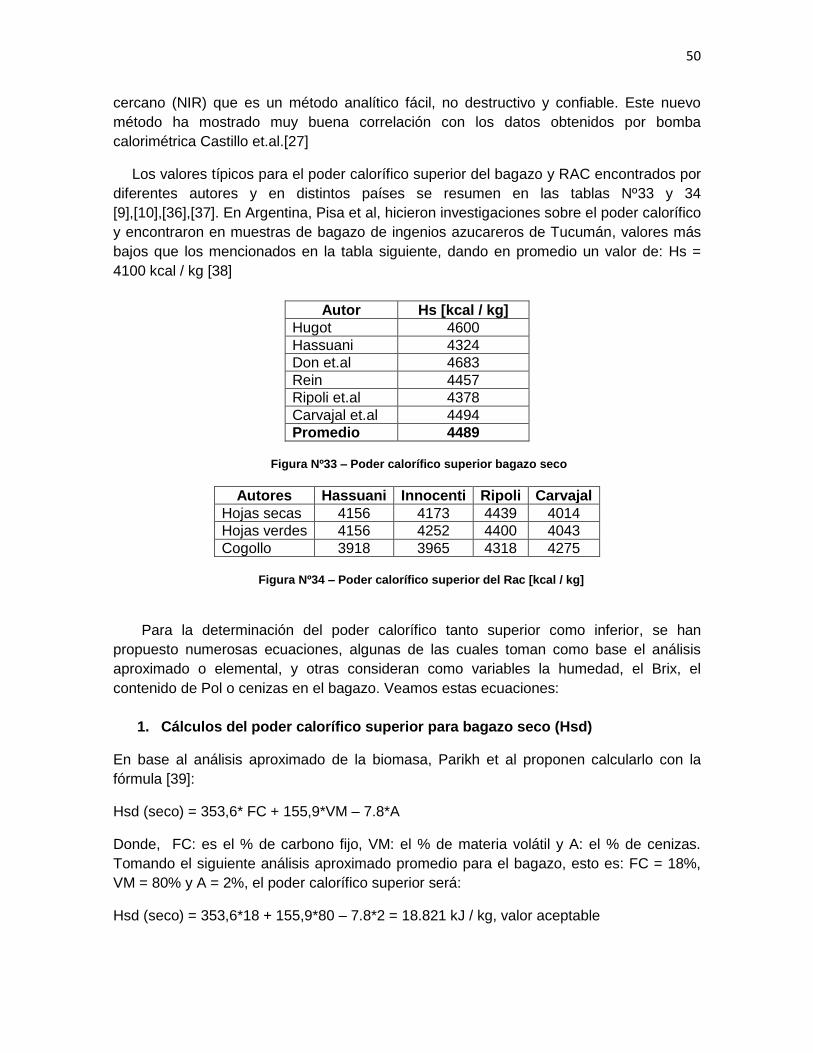
50
cercano (NIR) que es un método analítico fácil, no destructivo y confiable. Este nuevo método ha mostrado muy buena correlación con los datos obtenidos por bomba calorimétrica Castillo et.al.[27]
Los valores típicos para el poder calorífico superior del bagazo y RAC encontrados por diferentes autores y en distintos países se resumen en las tablas Nº33 y 34 [9],[10],[36],[37]. En Argentina, Pisa et al, hicieron investigaciones sobre el poder calorífico y encontraron en muestras de bagazo de ingenios azucareros de Tucumán, valores más bajos que los mencionados en la tabla siguiente, dando en promedio un valor de: Hs = 4100 kcal / kg [38]
Autor Hs [kcal / kg]
Hugot 4600 Hassuani 4324 Don et.al 4683 Rein 4457 Ripoli et.al 4378 Carvajal et.al 4494 Promedio 4489
Figura Nº33 – Poder calorífico superior bagazo seco
Autores Hassuani Innocenti Ripoli Carvajal Hojas secas 4156 4173 4439 4014 Hojas verdes 4156 4252 4400 4043 Cogollo 3918 3965 4318 4275
Figura Nº34 – Poder calorífico superior del Rac [kcal / kg]
Para la determinación del poder calorífico tanto superior como inferior, se han
propuesto numerosas ecuaciones, algunas de las cuales toman como base el análisis aproximado o elemental, y otras consideran como variables la humedad, el Brix, el contenido de Pol o cenizas en el bagazo. Veamos estas ecuaciones:
1. Cálculos del poder calorífico superior para bagazo seco (Hsd)
En base al análisis aproximado de la biomasa, Parikh et al proponen calcularlo con la fórmula [39]:
Hsd (seco) = 353,6* FC + 155,9*VM – 7.8*A
Donde, FC: es el % de carbono fijo, VM: el % de materia volátil y A: el % de cenizas. Tomando el siguiente análisis aproximado promedio para el bagazo, esto es: FC = 18%, VM = 80% y A = 2%, el poder calorífico superior será:
Hsd (seco) = 353,6*18 + 155,9*80 – 7.8*2 = 18.821 kJ / kg, valor aceptable
51
Esta fórmula tiene la ventaja que con análisis muy sencillos y no costosos es posible obtener valores razonables de esta propiedad
Van Loo et.al, tomando como base el análisis elemental de la biomasa recomienda la siguiente ecuación [52]:
Hsd (seco) = 349.1*C + 1178.3*H + 100.5*S – (103.4*O + 1.5*N + 21.1*A)
Asumiendo una composición promedio para el bagazo seco de C: 47%, O: 44%, H: 6.5% y A: 2.5% el poder calorífico resulta:
Hsd = 349.1*47 + 1178.3*6.5 – (103.4*44 + 21.1*2.5) = 19464 kJ / kg, valor aceptable
2. Cálculos del poder calorífico superior para bagazo húmedo (Hs)
El Centro de Tecnología Canavieira (CTC) de Brasil presenta un resumen actualizado de ecuaciones desarrolladas para el bagazo húmedo específicamente y son [40]:
Don, et al: Hs = 19605 – 196,05*W – 196,05*A – 31,14*B
Birkett, et al: Hs = 19410 – 194,10* W – 194,10*A
Hugot: Hs = 4.600 – 46 * W – 13 * S
Donde: W: es la humedad del bagazo (%), A: es el contenido de cenizas (%), B: es el Brix del bagazo (%) y S: es el contenido de sacarosa o Pol en el bagazo (%). En las dos primeras ecuaciones Hs se expresa en kJ/kg y en la última se expresa en kcal/kg
3. Cálculos del poder calorífico inferior (Hi) para bagazo húmedo Para esta propiedad del bagazo húmedo, se propusieron según el CTC, las siguientes ecuaciones:
Lamusse, Hi = 18309 – 207,63* W – 196,05*A – 31,14*B
Wienese, Hi = 18260 – 207,01* W – 182,6*A – 31,14*B
Davis et.al, Hi = 18260 – 207,63* W – 182,6*A – 31,14*B
Hugot, Hi = 4.250 – 48,5 * W – 13 * S
Donde: W: es la humedad del bagazo (%), A: es el contenido de cenizas (%), B: es el Brix del bagazo (%) y S: es el contenido de sacarosa o Pol en el bagazo (%). En las tres primeras ecuaciones Ho se expresa en kJ/kg y en la última se expresa en kcal/kg
52
3.7 EFECTO DE LAS CENIZAS SOBRE EL PODER CALORIFICO
Con la extension del uso de RAC mezclados en proporciones diversas con el bagazo, apareció la cuestión de la presencia de un mayor contenido de cenizas en el mismo, lo que indujo a analizar la influencia de este material mineral sobre el poder calorífico.
Esta relación entre el contenido de cenizas, el poder calorífico del bagazo y RAC fueron estudiadas por Carvajal et.al quienes propusieron algunas relaciones para su manejo y estas son [41]. En ellas podemos ver la variación de Hs con el contenido de cenizas y puede verse claramente la disminuición del poder calorífico a medida que crece el contenido inorgánico
Carvajal & Briceño: Hs = 21200 – 237*W – 222*A – 50.9*S
BSES: Hs = 19574 – 195.74* (W+A) – 38.177*S
Wienese: Hs = 19605 – 196,05*(W + A) – 31,14*B
Ejemplo Nº3: cenizas = 2.5% , humedad = 50%, Pol en bagazo = 2%, el poder calorífico superior resulta según la relación de Carvajal & Briceño:
Hs = 21200 – 237*50 – 222*2.5 – 50.9*3 = 8642.3 kJ/kg
Los citados autores colombianos haciendo un análisis de sensibilidad mostraron que la variable de mayor impacto sobre el poder calorífico superior, está dado por el contenido de cenizas, seguido de la humedad
Como veremos más adelante, las cenizas impactan sobre la velocidad de ignición del bagazo reduciéndola, es decir dificultando el encendido del mismo y por lo tanto su combustión. Como ya explicáramos, las partículas más pequeñas del bagazo son de baja porosidad y alto contenido de cenizas, lo que complica la combustión completa de la mismas
3.8 COMBUSTIBLES ADICIONALES
Los ingenios azucareros que no se encuentran balanceados térmicamente, o bien por razones operativas, (paradas frecuentes de molienda, excesiva humedad del bagazo, etc) deben recurrir a veces al uso de otros combustibles para auxiliar al bagazo faltante y mantener así las condiciones de operación de las calderas.
Estos combustibles son llamados comúnmente “combustibles adicionales” justamente
por el caracter de adicional al combustible principal que es el bagazo. Estos combustibles son usados en combustión simultánea con el bagazo en las calderas. En el caso de los ingenios azucareros argentinos los combustibles adicionales usados son gas natural, fuel oil y leña. En otros países, los ingenios usan carbón en cofiring con el bagazo
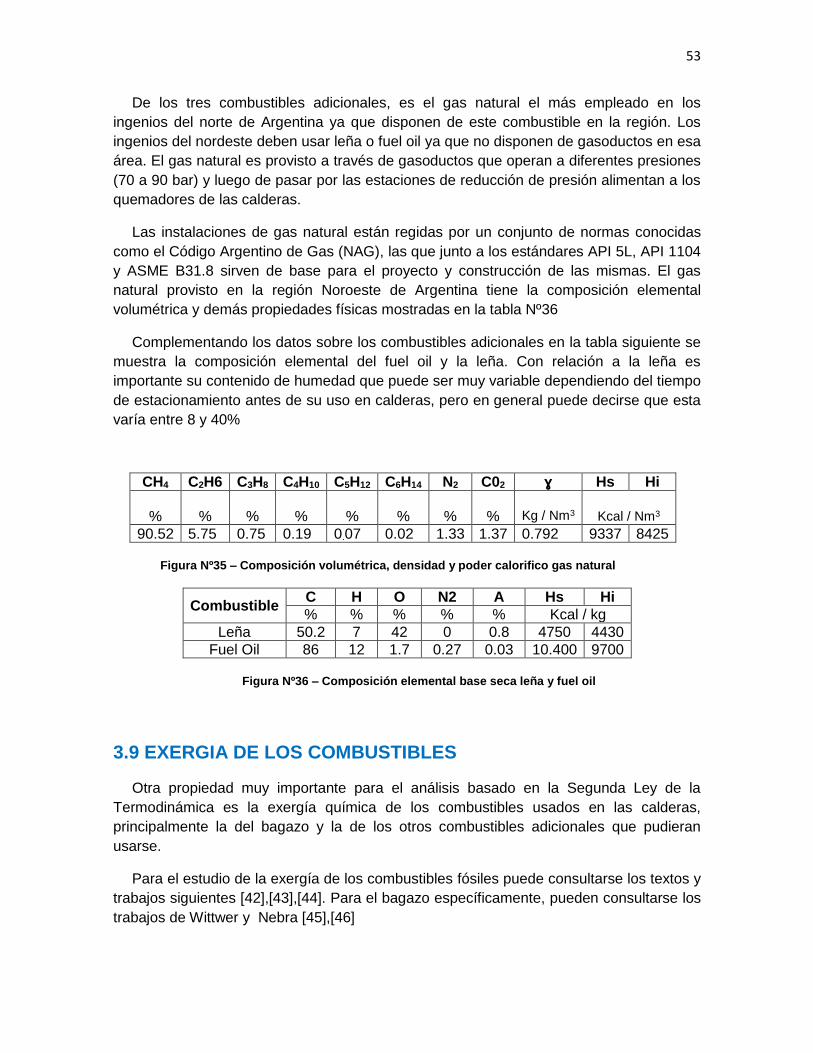
53
De los tres combustibles adicionales, es el gas natural el más empleado en los ingenios del norte de Argentina ya que disponen de este combustible en la región. Los ingenios del nordeste deben usar leña o fuel oil ya que no disponen de gasoductos en esa área. El gas natural es provisto a través de gasoductos que operan a diferentes presiones (70 a 90 bar) y luego de pasar por las estaciones de reducción de presión alimentan a los quemadores de las calderas.
Las instalaciones de gas natural están regidas por un conjunto de normas conocidas como el Código Argentino de Gas (NAG), las que junto a los estándares API 5L, API 1104 y ASME B31.8 sirven de base para el proyecto y construcción de las mismas. El gas natural provisto en la región Noroeste de Argentina tiene la composición elemental volumétrica y demás propiedades físicas mostradas en la tabla Nº36
Complementando los datos sobre los combustibles adicionales en la tabla siguiente se muestra la composición elemental del fuel oil y la leña. Con relación a la leña es importante su contenido de humedad que puede ser muy variable dependiendo del tiempo de estacionamiento antes de su uso en calderas, pero en general puede decirse que esta varía entre 8 y 40%
CH4 C2H6 C3H8 C4H10 C5H12 C6H14 N2 C02 ɣ Hs Hi
%
%
%
%
%
%
%
%
Kg / Nm3
Kcal / Nm3 90.52 5.75 0.75 0.19 0.07 0.02 1.33 1.37 0.792 9337 8425
Figura Nº35 – Composición volumétrica, densidad y poder calorifico gas natural
Combustible C H O N2 A Hs Hi % % % % % Kcal / kg
Leña 50.2 7 42 0 0.8 4750 4430 Fuel Oil 86 12 1.7 0.27 0.03 10.400 9700
Figura Nº36 – Composición elemental base seca leña y fuel oil
3.9 EXERGIA DE LOS COMBUSTIBLES
Otra propiedad muy importante para el análisis basado en la Segunda Ley de la Termodinámica es la exergía química de los combustibles usados en las calderas, principalmente la del bagazo y la de los otros combustibles adicionales que pudieran usarse.
Para el estudio de la exergía de los combustibles fósiles puede consultarse los textos y trabajos siguientes [42],[43],[44]. Para el bagazo específicamente, pueden consultarse los trabajos de Wittwer y Nebra [45],[46]

54
La exergia química se puede definir como el trabajo máximo posible de obtener de un combustible cuando es llevado desde sus condiciones actuales al equilibrio con el medio ambiente a través de procesos reversibles.
Despreciendo las exergías cinéticas y potenciales, la exergía específica total de una corriente de combustible está dada por la suma de su exergia física o termomecánica y de su exergía química. Según Valero y Szargut, esta vale [47],[48]
et = ef + eq = i – io – To (s – so) + ∑ (µi - µoi) ni
donde (i, io y s, so) representan las entalpías y entropías molares de la sustancia o mezcla
a las presiones y temperaturas actuales (P, t) y del estado de referencia ( To, po), (µi, µoi)
son los potenciales químicos de los elementos en el estado actual y de referencia y (ni) las fracciones molares de cada componente
El calculo de la exergía química para combustibles industriales y particularmente para los sólidos, en un poco compleja, razón por la que se han propuesto algunas ecuaciones sencillas para calcularlas, a partir de sus poderes caloríficos. Entre ellas, tenemos las propuestas por Rant que, establece para los distintos tipos de combustibles las siguientes relaciones [49], [50]:
Sólidos: es ≈ Hi + w.r
Liquidos: eL ≈ 0.975 Hs
Gaseosos: eg ≈ 0.95 Hs
Para el caso de los combustibles sólidos y líquidos de composición compleja, Szargut y Styrylska establecieron relaciones entre la exergía química (eb) y el poder calorífico
inferior (Hi), basados en el contenido de H/C, O/C, N/C y S/C.
Propusieron un método aproximado de cálculo, expresando estas relaciones en función de sus fracciones de masas (Zx / Zy). Para diferentes combustibles estas relaciones son:
Madera
Carbón, hulla, lignito

55
Combustibles líquidos industriales
La exergía química de los combustibles sólidos considerando la humedad, su contenido de cenizas y sulfuros, esta dada según Szargut por:
eb = (Hi + r.xw) + 9683xs + ecz.xcz + ewxw
en la que (r) es el calor latente de vaporización del agua, (xw,xcz,xs) son las fracciones de
masa de agua, cenizas y sulfuros respectivamente y (ecz, ew) son las exergías químicas específicas de las cenizas y el agua líquida.
Dada la similitud en la composición lignocelulósica de la madera y el bagazo y que en la composición de este último, los sulfuros y la exergía de las cenizas pueden despreciarse, nos queda entonces que la exergía específica del bagazo húmedo se podrá determinar a partir de la relación propuesta por Szargut para la madera. Tendremos entonces que la exergía del bagazo húmedo será:
eb = (Hi + r.xw) + ew.xw
Considerando una composición elemental base seca de Xc = 49.5%, XH2 = 6.2% y X02 = 44.3%, humedad del bagazo Xw = 50%, que r = 2442 [kJ/kg] y la exergía química del
agua líquida ew = 50 [kJ/kg], poderes caloríficos inferior y superior respectivamente Hi = 7655 [kJ/kg], Hs = 9627 [kJ/kg] tendremos que la exergía química del bagazo resulta aplicando la ecuación anterior:
eb = 10260 [kJ/kg] > Hs 9627 [kJ/kg]
Wittwer propone para el caso del bagazo, considerar la exergía del mismo como igual al poder calorífico superior, esto es:
eb = Hs
Martinez et.al calculando la exergía química a partir de los potenciales químicos, obtiene para bagazo de 50% de humedad los siguientes valores [51]:
eb = 9925 [kJ/kg] > Hs = 9418 [kJ/kg]
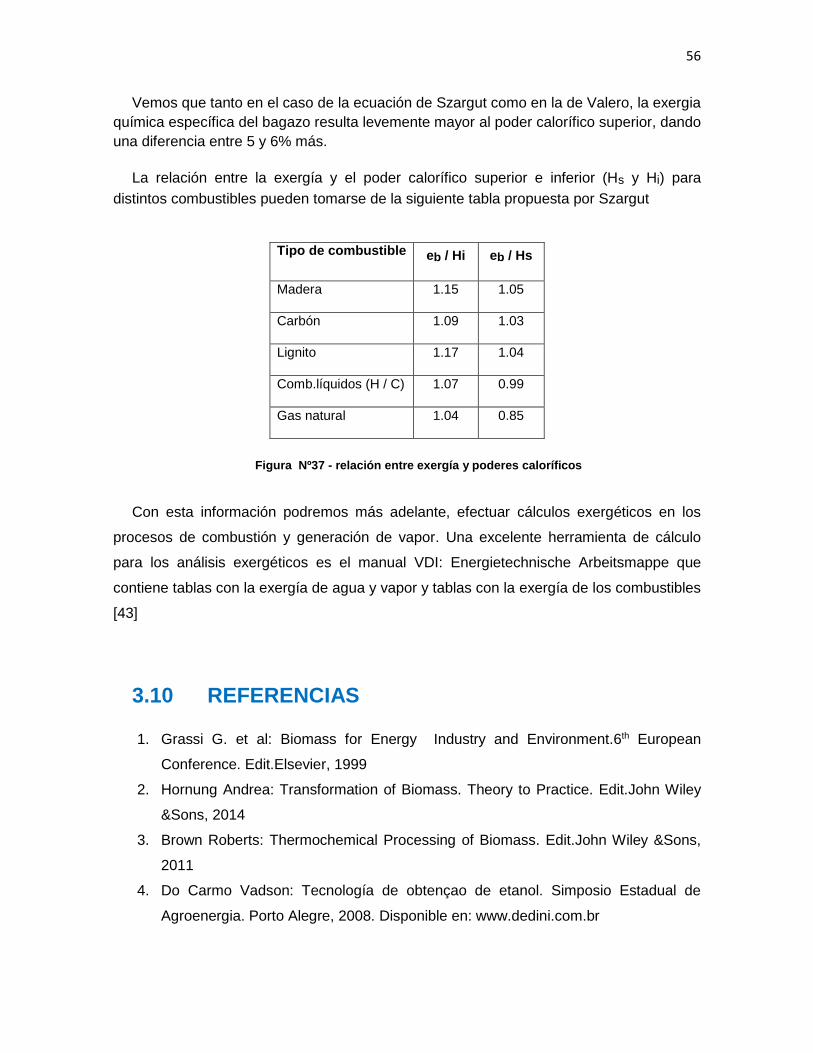
56
Vemos que tanto en el caso de la ecuación de Szargut como en la de Valero, la exergia química específica del bagazo resulta levemente mayor al poder calorífico superior, dando una diferencia entre 5 y 6% más.
La relación entre la exergía y el poder calorífico superior e inferior (Hs y Hi) para distintos combustibles pueden tomarse de la siguiente tabla propuesta por Szargut
Tipo de combustible eb / Hi eb / Hs
Madera 1.15 1.05
Carbón 1.09 1.03
Lignito 1.17 1.04
Comb.líquidos (H / C) 1.07 0.99
Gas natural 1.04 0.85
Figura Nº37 - relación entre exergía y poderes caloríficos
Con esta información podremos más adelante, efectuar cálculos exergéticos en los
procesos de combustión y generación de vapor. Una excelente herramienta de cálculo
para los análisis exergéticos es el manual VDI: Energietechnische Arbeitsmappe que
contiene tablas con la exergía de agua y vapor y tablas con la exergía de los combustibles
[43]
3.10 REFERENCIAS
1. Grassi G. et al: Biomass for Energy Industry and Environment.6th European
Conference. Edit.Elsevier, 1999
2. Hornung Andrea: Transformation of Biomass. Theory to Practice. Edit.John Wiley
&Sons, 2014
3. Brown Roberts: Thermochemical Processing of Biomass. Edit.John Wiley &Sons,
2011
4. Do Carmo Vadson: Tecnología de obtençao de etanol. Simposio Estadual de
Agroenergia. Porto Alegre, 2008. Disponible en: www.dedini.com.br
57
5. Oliverio José: As usinas do futuro. IV Seminario de Manutençao. Riberao Preto,
2012. Disponible en: www.dedini.com.br
6. Scandaliaris Jorge et al: Manual del Cañero – Publicado por la Estación
Experimental Agroindustrial Obispo Colombres de Tucumán – Argentina, 2009
7. Scandaliaris J. et al: Importancia de la calidad de la materia prima en la
productividad de la agroindustria cañera. Gacetilla Industrial de la EEAOC, Nº67,
Agosto del 2005. Tucumán
8. Van der Poel J. et al: Sugar Technology. Beet and cane sugar manufacturers. Edit.
Verlag Dr.Albert Bartens, 1998 - Berlín
9. Hugot E.: Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
10. Rein P.: Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
11. Cema: Belt Conveyors for Bulk Materials. Edit.by CEMA, 2002
12. CTC Anón: Bagaço e palha da cana. Disponible en www.ctccanavieira.com.br
13. Mann A. et al: The prediction of heating and spontaneus combustion in bagasse
stockpile. ASSCT, 2005: Bagasse storaged workshop. Australia
14. Cortez Luis et al: Caracterización del bagazo de caña de azúcar. Part.I:
propiedades físicas. Revista Encontro de energía no meio rural. An.6 - 2006
Disponible en: www.proceedings.scielo.br
15. Cortez Luis et al: Caracterización del bagazo de caña de azúcar. Part.II:
propiedades fluidodinámicas. Revista Encontro de energía no meio rural. An.6 -
2006 Disponible en: www.proceedings.scielo.br
16. Soares Souza Marcela: Influença das condiçoes de quema nas caracteristicas
físco-químicas das cinzas do bagaço de cana de açucar. Tese Mestrado na
Universidad Federal de Mina Gerais, 2010
17. Nebra Silvia et al: Bagasse particles shape and size and their free settling velocity.
Int. Sugar J. 1988;90(1077):168
18. Fernández Humberto et al: Efectos del tamaño de partículas y la humedad sobre la
combustión del bagazo de caña en un horno de lecho fijo. Revista Ion, 2013, 26(2):
73-85 – Bucamaranga, Colombia
19. Jenkins B. et al: Combustion properties of biomass. Rev. Fuel Processing Energy.
Edit. Elsevier, 54-1988, pág.17-46
20. Luo Minchung et al: Combustion characteristics of bagasse. Proceeding of ASSCT,
1992 – pág.316-325
58
21. Santos de Souza Marcio: Solid Fuel Combustion and Gasification. Edit. Marcel
Dekker, 2005
22. Rayaprolu Kumar: Boilers for Power and Process. Edit.CRC, 2009
23. Rípoli Tomaz et al: Análise de desiçao sobre o aproveitamento da biomassa
canaviera, para fins de cogeraçao. XLIII Congreso da Sober, Ribeirao Preto, 2005,
(SP) Brasil
24. Ripoli Marco: Mapeamento do palhico enfardado de cana de açucar e do seu
potencial energético. Tese Mestrado (UNESP), 2002 – Piracicaba, Brasil
25. Hassuani Suleiman et.al: Biomas power generation. Sugar cane bagasse and
trash. Edit. PNUD y CTC, 2005. Brasil
26. Hassuani Suleiman et al: Sugarcane Trash Recovery Alternatives for Power
Generation. Proceedings ISSCT, Vol.25, 2005
27. Castillo Edgar: Potencial del proceso de pirólisis como alternativa para la
valoración de los residuos de cosecha en el sector azucarero colombiano.
Edit.Tecnicaña Nº21, 2009. Cali, Colombia
28. Ulivarri J. et al: RAC potencialmente disponible en el área cañera de Tucumán y
alternativas de enfardado. Paper presentado en el congreso de SATCA, Salta,
Argentina – 2011
29. Ripoli Marco: Ensaio de dois sistemas de obtenção de biomassa de cana de
açúcar para fins energéticos. Tese Doutorado (UNESP), 2004. Brasil
30. Lenço Paulo: Caracterizaçao do bagaço de cana de açucar para geraçao de
energía. Tese de Doutorado, Universidad Estadual de Campinas, 2010. Brasil
31. Wienese A: Boilers, boiler fuel and boiler efficiency. Proceeding os SASTA, Vo.75,
2001. Páginas 275-281
32. Diaz R.: Caracterización energética del bagazo de caña de azúcar del ingenio
Valdez en Ecuador. Curso Internacional de aprovechamiento energético de la
biomasa. Setiembre de 2008, Ecuador
33. Basu Prabir: Biomass gasification, pyrolisis and torrefaction, 2th ed.Edit. Elsevier,
2013 – NY, US
34. Munsamy SS: Optimising bagasse dewatering in a cane diffuser at Sezela Sugar
Factory. Proceeding SASTA, Vol.81, 2008. Páginas 154-159
35. Baehr Hans: Thermodynamik. Edit. Springer Verlag, 2005
36. Don C. et al: Calorific Value of South African Bagasse. Proceeding SASTA, 1997,
pág.169-173
59
37. Wright P.G: The effect of dirt on bagasse quantity and heating value. Proceeding of
ASSCT, Vol.25, 2003
38. Pisa Jorge et al: Poder calorífico del bagazo de caña de azúcar. Revista CET,
2004. Publicación de la Universidad Nacional de Tucumán
39. Parikh Jigisha et al: A correlation for calculating HHV from proximate analysis of
solid fuels. Revista Fuel 84 (2005), páginas 487-494. Elsevier
40. CTC Anón: Bagaço e palha da cana. Disponible en www.ctccanavieira.com.br
41. Carvajal Arbey et al: Estimation of the heating value of bagasse blended with of
different quantity of trash as biomass fuel. Proceeding of ISSCT, Vol.25, 2005
42. Kotas T: The exergy method of thermal plant analysis. Edit.Butterwoths, 1985
43. VDI: Energietechnische Arbeitsmappe. Edit.Springer Verlag, 2000, US
44. Bejan Adrian: Advanced Engineering Thermodynamics, 3th ed. Edit. John Wiley &
Sons, 2006
45. Wittwer Enrique: Die exergie der bagasse. Revista Zuckerind 118-11 (1993),
páginas 859-862
46. Nebra Silvia et al: Exergy of sugar cane bagasse. Paper publicado en el 14th
European Biomass Conference and Exhibition Biomass for Energy, Industrie and
Climate Protecion, France 2005
47. Valero Antonio et al: Determinación de la exergía para sustancias de interés
industrial. Revista Ingeniería Química, Marzo 1986, pp120-128
48. Szargut Jan: Exergy Method. Technical and ecological applications. Edit.Wit Press,
2005
49. Rant Zoran: Bestimmung der spezifischen Exergie von Brennstoffen, Allgemeine,
Warmetechnik (10) 1961/9, pp.172-176
50. Rant Zoran: La aplicacion del 2° Principio de la Termodinamica a los procesos
tecnicos. Segunda Conferencia Internacional del Uso del Combustible en la
Industria. Buenos Aires, Argentina, 1966
51. Martínez A. et al: Cálculo de la exergía especifica de los combustibles sólidos,
líquidos y gaseosos. Revista Cubana de Química, Vol. XIV, N°3, 2002 - Cuba
60
4. COMBUSTION DEL BAGAZO
Por su interés, la combustión del bagazo ha sido tratada en casi la mayoría de los textos sobre la industria azucarera, asi como en diversas publicaciones técnicas y en algunos libros sobre generación de vapor
Entre estos textos, el de Hugot y Baloh merecen destacarse ya que abordan el tema con detalles que le suman un interesante valor a las tareas de los tecnicos interesados en este proceso [1],[2]. La combustión como fenómeno físicoquímico, puede ser abordado desde dos puntos de vistas:
Estático: que comprende a los balances estequiométricos de masas y de energía, describiendo los estados inciales y finales del proceso y las cantidades puestas en juego
Dinámico: que abarca fenómenos térmocinéticos y aerodinámicos de la combustión, en donde intervienen la velocidad (de reacción, de las partículas, de los gases), el espacio (volumen y superficie del hogar) y el tiempo (de reacción, de retención de las partículas, etc) como variables esenciales.
La dinámica de la combustión está fuertemente influenciada por un conjunto de variables físicas, tales como la forma y tamaño de las partículas, porosidad, densidad, corrientes de aire y gases (velocidad y dirección), grado de turbulencia, temperaturas, etc. que actúan simultánemente y en una compleja interacción dando lugar a fenómenos de difícil explicación. Ambos enfoques son esenciales ya que permitirán el análisis, diseño, cálculo y simulación de las partes componentes de la caldera.
4.1 ESTATICA DE LA COMBUSTION
La combustión es una reacción química exotérmica de oxidación en la que los elementos combustibles (C, H, S) reaccionan con el oxígeno dando como productos resultantes, gases de combustión y cenizas. Los productos reaccionantes son el bagazo y el aire de combustión y los gases de combustión y cenizas constituyen los productos de esa reacción.
Las reacciones de combustión más importantes son las debidas al carbono e hidrógeno según las siguientes ecuaciones químicas:
C + O2 CO2 + 8080 Kcal / kg
H2 + ½ O2 H2O + 29.000 Kcal / kg

61
En este proceso, como los elementos reaccionantes no se encuentran en una misma fase (solido-gaseoso), se dice que las reacciones son heterogéneas. El aire atmosferico actua como el comburente natural en el proceso de combustión y su composición esta indicada en la tabla siguiente
Componentes % Volumen % Peso
Oxigeno 21.00 23.21
Nitrogeno 78.05 75.48
Argon 0.92 1.27
Dioxido de carbono 0.03 0.04
Figura Nº1 – Composición elemental del aire seco
En la práctica, el aire no es seco, sino que contiene una cierta cantidad de vapor de
agua, razón por la que se lo denomina aire húmedo. Para encontrar la masa y volumen de aire húmedo necesario será preciso conocer para una temperatura ambiente y humedada relativa dada, los siguientes factores por los que habrá que multiplicar los pesos y volumenes de aire seco respectivamente, siendo estos:
x = 0.622 ps
p
φ−ps
y f = φ ps
p−ps
donde: donde x (representa los kg.agua / kg.aire seco), f ( Nm3 agua / Nm3 aire seco), ps es la presión de saturación del vapor de agua, p es la presión de la mezcla aire seco-agua y generalmente igual a la presión atmosférica y φ es la humedad relativa ambiente.
Las presiones se expresan en general en mbar. La siguiente tabla nos permite conocer para el aire saturado (a una presión de 1000 mbar) las relaciones entre sus principales variables para las condiciones ambientales normales:
T - °C Ps - mmbar Xs – g / kg.
10 12.27 7.27
20 23.37 14.88
30 42.42 27.55
40 73.75 49.52
Figura Nº 2 - Propiedades del aire húmedo
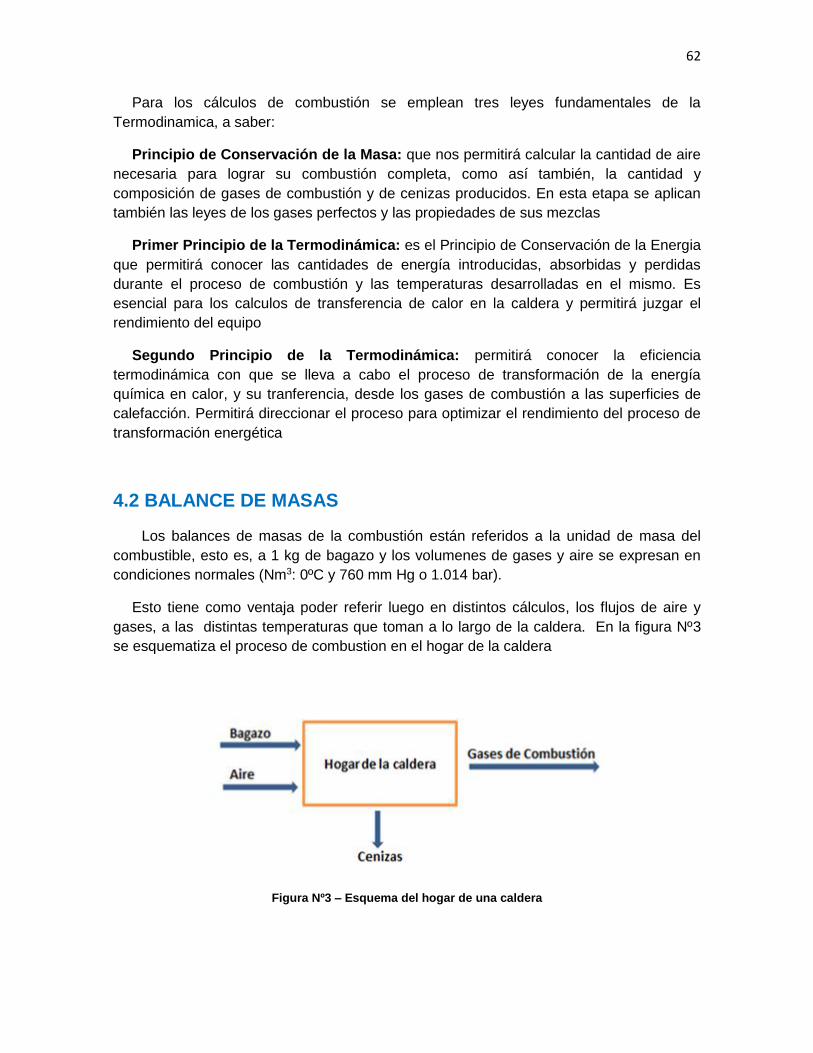
62
Para los cálculos de combustión se emplean tres leyes fundamentales de la Termodinamica, a saber:
Principio de Conservación de la Masa: que nos permitirá calcular la cantidad de aire necesaria para lograr su combustión completa, como así también, la cantidad y composición de gases de combustión y de cenizas producidos. En esta etapa se aplican también las leyes de los gases perfectos y las propiedades de sus mezclas
Primer Principio de la Termodinámica: es el Principio de Conservación de la Energia que permitirá conocer las cantidades de energía introducidas, absorbidas y perdidas durante el proceso de combustión y las temperaturas desarrolladas en el mismo. Es esencial para los calculos de transferencia de calor en la caldera y permitirá juzgar el rendimiento del equipo
Segundo Principio de la Termodinámica: permitirá conocer la eficiencia termodinámica con que se lleva a cabo el proceso de transformación de la energía química en calor, y su tranferencia, desde los gases de combustión a las superficies de calefacción. Permitirá direccionar el proceso para optimizar el rendimiento del proceso de transformación energética
4.2 BALANCE DE MASAS
Los balances de masas de la combustión están referidos a la unidad de masa del combustible, esto es, a 1 kg de bagazo y los volumenes de gases y aire se expresan en condiciones normales (Nm3: 0ºC y 760 mm Hg o 1.014 bar).
Esto tiene como ventaja poder referir luego en distintos cálculos, los flujos de aire y gases, a las distintas temperaturas que toman a lo largo de la caldera. En la figura Nº3 se esquematiza el proceso de combustion en el hogar de la caldera
Figura Nº3 – Esquema del hogar de una caldera
63
Planteando un balance de masas global referido a 1 kg de bagazo tendremos:
1 + Gar = Ggh + Gcz
Gar = Gat
Ggh = 1+ Gat - Gcz
donde:
Gar = cantidad de aire real en [kg. o Nm3 / kg.bagazo]
Ggh = cantidad de gases húmedos de combustión en [kg. o Nm3 / kg.bagazo]
Gcz = cantidad de cenizas en [kg./ kg.bagazo]
Gat = cantidad teórica o mínima de aire en [kg. o Nm3/ kg.bagazo]
= factor de dilucion o coeficiente de exceso de aire
La resolución de los balances de masas de la combustión requiere determinar los siguientes parámetros [3],[4]:
1. Oxígeno mínimo (Omin o Vomin): es la cantidad mínima de oxígeno que se requiere
para conseguir la combustión completa del combustible
2. Aire mínimo o teórico (Gamin o Vamin): es la cantidad mínima o teórica de aire que
contiene el oxigeno mínimo requerido para la combustión completa. Se calculan
estas cantidades tanto para el aire seco como húmedo
3. Aire real (Gar o Var): es la cantidad real de aire que se introduce en el hogar para
garantizar su mezcla y distribución adecuada con el bagazo y asegurar la
combustión completa. Se determinan estas cantidades para el aire seco y húmedo
4. Gases húmedos de combustión (Ggh o Vgh): es la cantidad de gases humedos de
combustión resultantes de la combustión completa del bagazo
5. Factor de dilución (λ) o coeficiente de exceso de aire: es la relación entre el aire
real y el aire teórico
6. Cenizas (Gcz): esta formada por todo los materiales minerales no combustibles
que constituyen los residuos de la combustión
64
7. Gases secos de combustión (Ggs o Vgs): es la cantidad de gases secos de
combustión resultantes de la combustión completa del bagazo, exentos de
humedad
8. Composición de los gases de combustión: se determinan aquí las cantidades de
gases formados por la reacción del carbono, hidrógeno y azufre con el oxigeno
(CO2, H2O, SO2) y los que acompañan al aire sin participar de la reacción (N2, O2,
Ar, CO2). Sus cantidades también se expresan en fracciones de masa y
volumenes y constituyen datos muy importantes para otros calculos. Se pueden
expresar referidos a gases humedos como secos
9. Contenido máximo de CO2 en los gases secos obtenido con el aire mínimo
estequiométrico y que sirve como referencia para el control de la combustión
10. Propiedades de la mezcla de gases: peso específico, calor específico, entalpía,
entropía, exergía, etc que son determinados a partir de las propiedades de la
mezcla de gases perfectos y su concentracion
Los balances de masas como dijéramos están referidos a la unidad de masa del combustible y se expresan bajo dos formas: en térmicos másicos [kg./kg] y en forma volumetrica [Nm3/ kg].
El balance estequiométrico en términos de volúmenes permitirá calcular los caudales, velocidades y perdidas de carga en el circuito de aire y gases y la potencia requeridas en los ventiladores teniendo en cuenta los cambios de temperaturas de los fluídos a través del equipo
4.3 EXCESO DE AIRE
En las ecuaciones del balance de masas, se ha introducido una variable esencial del proceso de combustión que es, el factor de dilución o coeficiente de exceso de aire (λ),
cuyo valor depende de numerosos aspectos tales como:
tipo de combustible (liquido, solido o gaseoso),
forma de quemado (pila, en suspensión, ciclónica o en lecho fluidizado)
distribución y temperatura del aire,
geometría y tipo de hogar,
humedad, tamaño, distribución y porosidad de las partículas, etc.
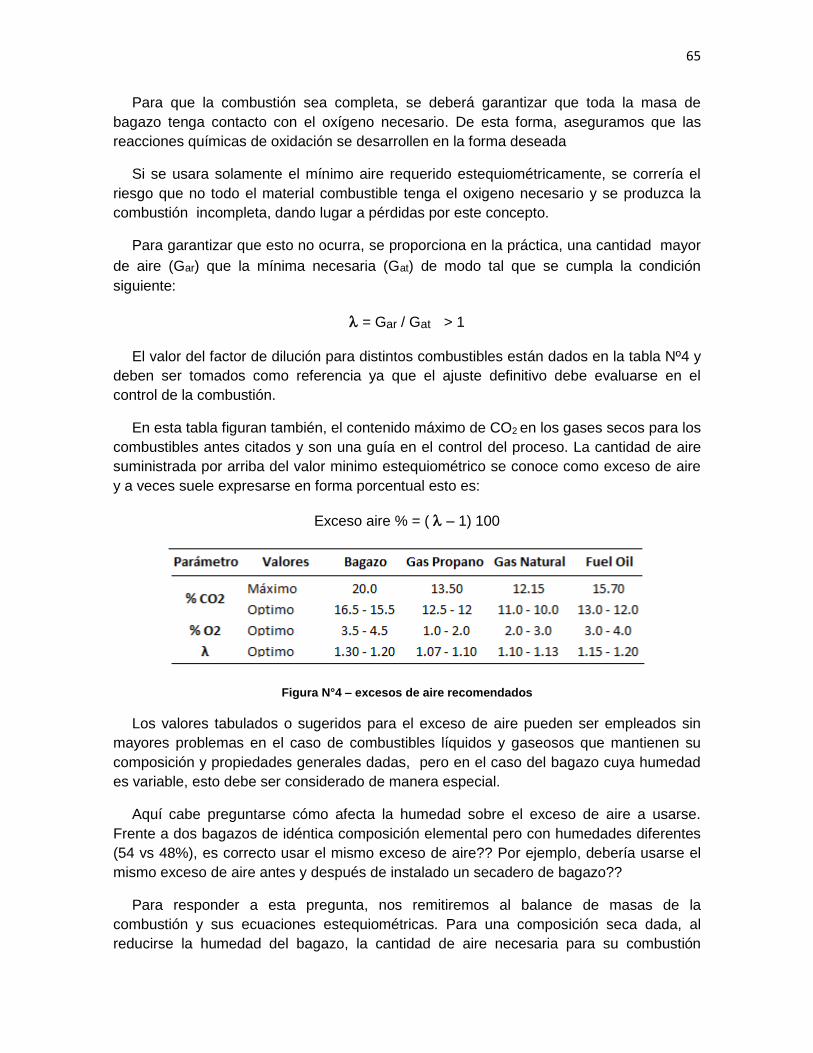
65
Para que la combustión sea completa, se deberá garantizar que toda la masa de bagazo tenga contacto con el oxígeno necesario. De esta forma, aseguramos que las reacciones químicas de oxidación se desarrollen en la forma deseada
Si se usara solamente el mínimo aire requerido estequiométricamente, se correría el riesgo que no todo el material combustible tenga el oxigeno necesario y se produzca la combustión incompleta, dando lugar a pérdidas por este concepto.
Para garantizar que esto no ocurra, se proporciona en la práctica, una cantidad mayor de aire (Gar) que la mínima necesaria (Gat) de modo tal que se cumpla la condición siguiente:
= Gar / Gat > 1
El valor del factor de dilución para distintos combustibles están dados en la tabla Nº4 y deben ser tomados como referencia ya que el ajuste definitivo debe evaluarse en el control de la combustión.
En esta tabla figuran también, el contenido máximo de CO2 en los gases secos para los combustibles antes citados y son una guía en el control del proceso. La cantidad de aire suministrada por arriba del valor minimo estequiométrico se conoce como exceso de aire y a veces suele expresarse en forma porcentual esto es:
Exceso aire % = ( – 1) 100
Figura N°4 – excesos de aire recomendados
Los valores tabulados o sugeridos para el exceso de aire pueden ser empleados sin mayores problemas en el caso de combustibles líquidos y gaseosos que mantienen su composición y propiedades generales dadas, pero en el caso del bagazo cuya humedad es variable, esto debe ser considerado de manera especial.
Aquí cabe preguntarse cómo afecta la humedad sobre el exceso de aire a usarse. Frente a dos bagazos de idéntica composición elemental pero con humedades diferentes (54 vs 48%), es correcto usar el mismo exceso de aire?? Por ejemplo, debería usarse el mismo exceso de aire antes y después de instalado un secadero de bagazo??
Para responder a esta pregunta, nos remitiremos al balance de masas de la combustión y sus ecuaciones estequiométricas. Para una composición seca dada, al reducirse la humedad del bagazo, la cantidad de aire necesaria para su combustión
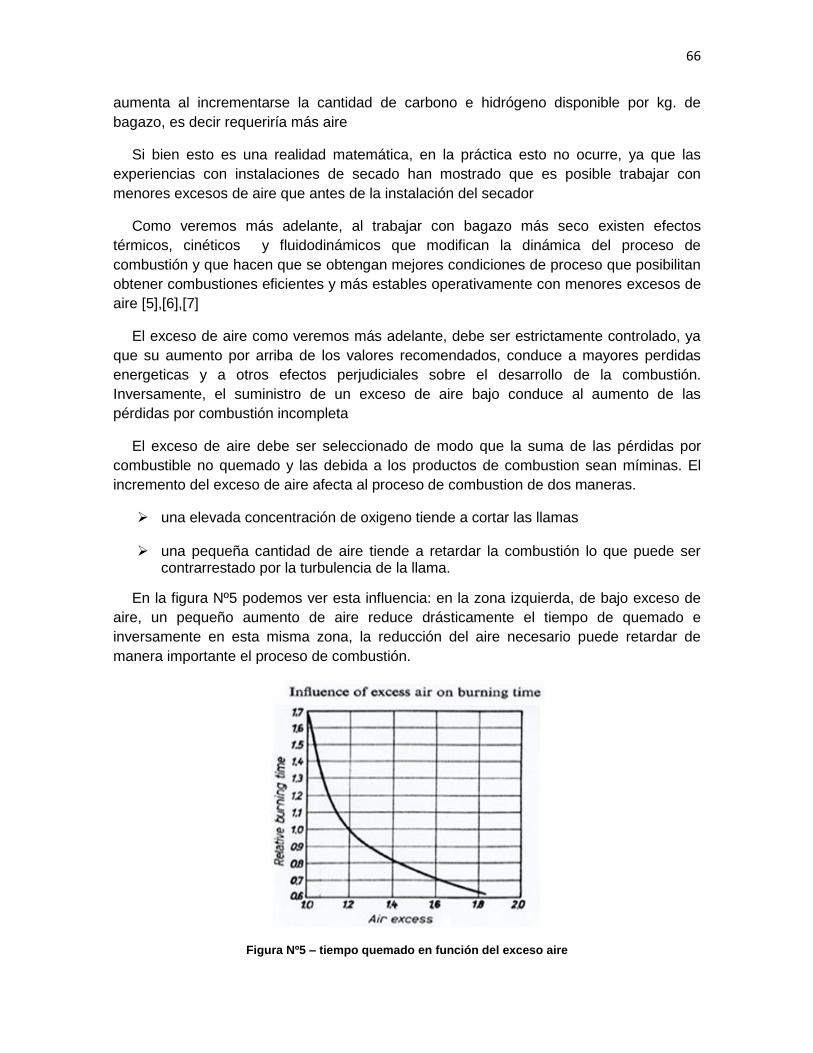
66
aumenta al incrementarse la cantidad de carbono e hidrógeno disponible por kg. de bagazo, es decir requeriría más aire
Si bien esto es una realidad matemática, en la práctica esto no ocurre, ya que las experiencias con instalaciones de secado han mostrado que es posible trabajar con menores excesos de aire que antes de la instalación del secador
Como veremos más adelante, al trabajar con bagazo más seco existen efectos térmicos, cinéticos y fluidodinámicos que modifican la dinámica del proceso de combustión y que hacen que se obtengan mejores condiciones de proceso que posibilitan obtener combustiones eficientes y más estables operativamente con menores excesos de aire [5],[6],[7]
El exceso de aire como veremos más adelante, debe ser estrictamente controlado, ya que su aumento por arriba de los valores recomendados, conduce a mayores perdidas energeticas y a otros efectos perjudiciales sobre el desarrollo de la combustión. Inversamente, el suministro de un exceso de aire bajo conduce al aumento de las pérdidas por combustión incompleta
El exceso de aire debe ser seleccionado de modo que la suma de las pérdidas por combustible no quemado y las debida a los productos de combustion sean míminas. El incremento del exceso de aire afecta al proceso de combustion de dos maneras.
una elevada concentración de oxigeno tiende a cortar las llamas
una pequeña cantidad de aire tiende a retardar la combustión lo que puede ser contrarrestado por la turbulencia de la llama.
En la figura Nº5 podemos ver esta influencia: en la zona izquierda, de bajo exceso de aire, un pequeño aumento de aire reduce drásticamente el tiempo de quemado e inversamente en esta misma zona, la reducción del aire necesario puede retardar de manera importante el proceso de combustión.
Figura Nº5 – tiempo quemado en función del exceso aire
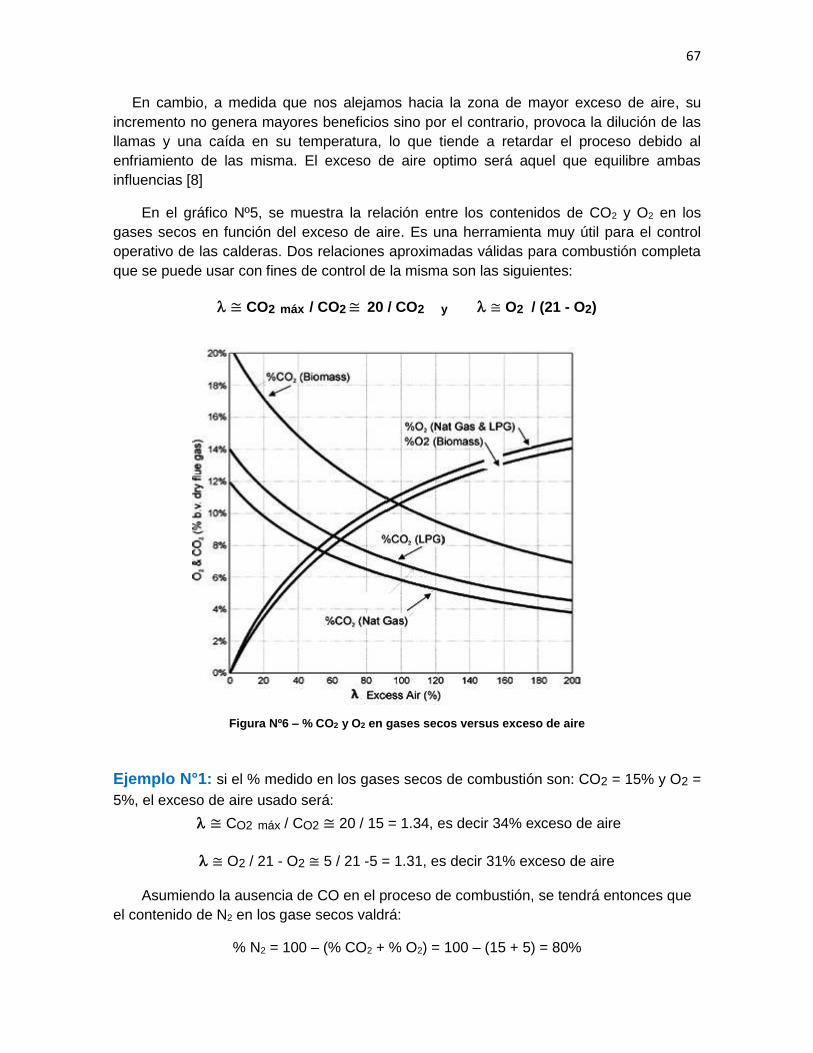
67
En cambio, a medida que nos alejamos hacia la zona de mayor exceso de aire, su incremento no genera mayores beneficios sino por el contrario, provoca la dilución de las llamas y una caída en su temperatura, lo que tiende a retardar el proceso debido al enfriamiento de las misma. El exceso de aire optimo será aquel que equilibre ambas influencias [8]
En el gráfico Nº5, se muestra la relación entre los contenidos de CO2 y O2 en los gases secos en función del exceso de aire. Es una herramienta muy útil para el control operativo de las calderas. Dos relaciones aproximadas válidas para combustión completa que se puede usar con fines de control de la misma son las siguientes:
≅ CO2 máx / CO2 ≅ 20 / CO2 y ≅ O2 / (21 - O2)
Figura Nº6 – % CO2 y O2 en gases secos versus exceso de aire
Ejemplo N°1: si el % medido en los gases secos de combustión son: CO2 = 15% y O2 = 5%, el exceso de aire usado será:
≅ CO2 máx / CO2 ≅ 20 / 15 = 1.34, es decir 34% exceso de aire
≅ O2 / 21 - O2 ≅ 5 / 21 -5 = 1.31, es decir 31% exceso de aire
Asumiendo la ausencia de CO en el proceso de combustión, se tendrá entonces que el contenido de N2 en los gase secos valdrá:
% N2 = 100 – (% CO2 + % O2) = 100 – (15 + 5) = 80%
68
El exceso de aire en estas condiciones (hipótesis de combustión completa) se podrá calcular de una manera más exacta con la relación siguiente:
= 1
1 – 79.21.
%O2%N2
= 1
1 – 79∗21∗
580
= 1.3, o sea 30% de exceso aire
Vemos que la segunda relación basada sobre la medición del %O2 aproxima mejor al exceso de aire real
4.4 COMBUSTION INCOMPLETA
Se dice que una combustión es incompleta, cuando en los gases producidos por ella, existen todavía gases capaces de ser oxidados, es decir gases combustibles. De estos el más importante es el CO y es el único que consideraremos. Este gas aparece cuando el aire es insuficiente o cuando la mezcla aire-combustible es defectuosa aún cuando el primero esté en exceso.
Esto es importante tenerlo en cuenta ya que a veces en la práctica se presenta la aparente contradicción de combustión incompleta en presencia de exceso de aire. Queda claro que este fenómeno no sólo depende del exceso de aire sino también de cómo este se distribuye y difunde en el combustible
En la combustión incompleta se presentan las siguientes reacciones. Si designamos con “C” al carbono presente en el bagazo tendremos:
C + ½ O2 CO + 2200 Kcal / kg combustión incompleta
C + O2 CO2 + 8080 Kcal / kg combustion completa
CO + ½ O2 CO2 + 2420 Kcal / kg combustión completa
Es decir se pierden casi un 73% de la energia disponible en este proceso, de aquí la importancia de mantenerlo controlado. Si “c” representa los kg.carbono / kg.bagazo y ante
un proceso de combustión incompleta, tendremos que sólo la fracción “x.c” reacciona
formando CO2 y los (1- x) restantes formarán CO. Esto quiere decir que el volumen de CO2 y VCO serán:
VCO2 = 1.864*x*c
VCO = 1.864 (1- x)*c
Siendo X = %CO2
%CO2+%CO con 0 < X < 1
Cuando en el control de la combustión se detecte CO, el factor de dilución λ ya no se
podrá calcular con las relaciones antes citadas sino con:
69
= 1
1 – 79(21.
%O2−0.5.%CO)%N2
Volviendo al ejemplo anterior pero supongamos ahora que en el análisis de gases se detectó CO = 0.1%, CO2 = 15% y O2 = 5%, el exceso de aire será:
%N2 = 100 (%CO2 + %O2 + %CO) = 100 – (15 + 5 + 0.1) = 79.9
= 1
1 – 79(21.
%O2−0.5%CO)%N2
= 1
1 – 79(21.
5−0.5∗0.1)79.9
= 1.30, exceso aire 30%
En presencia de combustión incompleta, los gases al salir de la caldera se oxidan totalmente en la atmósfera liberando allí la diferencia entre los calores de reacción del CO2 y el CO. Esta energía que se libera y pierde en la atmósfera se conoce como pérdida por calor latente o por combustión incompleta y se calcula por la ecuación
Pco = 3020 Vgsi. ψCO [kcal/ kg.bagazo]
donde: 3020 es el poder calorífico del CO en [kcal/ Nm3], Vgsi es el volumen de gases secos provenientes de la combustión incompleta del carbono en [Nm3/kg.bagazo] y ψCO es el % de CO en los gases secos.
Expresando esta ecuación en función del volumen de gases secos producidos en la combustión completa con el exceso de aire λ y un %CO dado en los gases secos,
quedará finalmente como [9]
Pco = 563.260. Vgs. ψCO / Hi (186,51 – 0,94295. ψCO) [kcal/ kg.bagazo]
Veamos ahora cómo se desarrolla el balance de masas de la combustión a través de un ejercicio práctico
Ejemplo N°2: dada la composición química del bagazo, veamos el cálculo completo del balance de masas de la combustión. Esta información será una de las principales en el proyecto de la caldera y sus instalaciones auxiliares. Asumiremos la siguiente composición elemental sobre base seca
1 kg.bagazo seco = c + h + o + cz
1 = 0.47 + 0.065 + 0.44 + 0.025 [kg]
Cálculo de la composición húmeda
Si la humedad del bagazo es de w = 52% su composición húmeda será entonces:
c’ = c (1 – w) = 0.47 (1 – 0.52) = 0.2256 [kg.C/ kg.bagazo]
h’ = h (1 – w) = 0.065 (1 – 0.52) = 0.0312 [kg.H2/ kg.bagazo]
70
o’ = o (1 – w) = 0.44 ( 1 – 0.52) = 0.2112 [kg.O2/ kg.bagazo]
cz’ = z (1 – w) = 0.025 (1 – 0.52) = 0.012 [kg.cz/ kg.bagazo]
Cálculo de las necesidades de aire comburente
1) Cálculo del oxígeno mínimo (peso y volumen)
Omin = 2.664*c + 7.937*h – o = 2.664*0.2256 + 7.937*0.0312 – 0.2112 = 0.637
Omin = 0.637 [kg.O2/ kg.bagazo]
Vomin = 1.864*c + 5.556*h – 0.7*o = 1.864*0.2256 + 5.556*0.0312 – 0.7*0.2112
Vomin = 0.446 [Nm3 oxígeno / kg.bagazo]
2) Cálculo del aire mínimo (seco)
Gamin = Omin / 0.232 = 0.637 / 0.232 = 2.745 [kg.aire / kg.bagazo]
Vamin = Vomin / 0.21 = 0.446 / 0.21 = 2.123 [Nm3 aire / kg.bagazo]
3) Cálculo del aire seco real (asumimos λ = 1.35 o sea 35% exceso de aire)
Gars = Gamin = 1.35* 2.745 = 3.70 [kg.aire / kg.bagazo]
Vars = Vamin = 1.35*2.123 = 2.86 [Nm3 aire / kg.bagazo]
4) Cálculo del aire húmedo real (suponiendo ta = 30ºC y humedad relativa φ = 80%)
x = 0.622 x 42.42 / (1000/0.8) – 42.42 = 0.0218 [kg.agua / kg.aire seco]
f = 0.8 x 42.42 / (1000 – 42.42) = 0.035 [Nm3 agua / Nm3 aire seco]
Garh = Gars (1 + x) = Gamin (1+x) = 3.7 (1 + 0.0218) = 3.78 [kg.aire / kg.bagazo]
Varh = V ars (1 + f) = Vat (1+ f) = 2.86 (1 + 0.035) = 2.96 [Nm3 aire / kg.bagazo]
Cálculo de los productos de la combustión
5) Cálculo de CO2 ( resultante de la combustión + contenido en el aire atmosférico)
Gc02 = 3.664*c + 0.0004 λ Gamin = 3.664*0.2256 + 0.0004*3.70 = 0.83
Gc02 = 0.83 [kg.C02 / kg bagazo]
Vco2 = 1.864*c + 0.0003 λ Vamin = 1.864*0.2256 + 0.0003*2.86 = 0.421
Vco2 = 0.421 [Nm3 CO2 / kg.bagazo]
6) Cálculo de H20 (formada por combustión + humedad bagazo + humedad ambiental)
71
GH20 = 8.937*h + w + x Gars = 8.937*0.0312 + 0.52 + 3.7*0.0218 = 0.878
GH20 = 0.878 [kg.H20 / kg.bagazo]
VH20 = 11.2*h + 1.244*w + Vars f= 11.2*0.0312 + 1.244*0.52 + 2.86*0.035 = 1.096
VH20 = 1.096 [Nm3 H2O / kg.bagazo]
7) Cálculo del O2 (aportado – consumido)
G02 = 0.232(λ – 1) Gamin = 0.232(1.35 – 1)2,745 = 0.223 [kg.O2 / kg.bagazo]
V02 = Vo ( λ -1) = 0.446 (1.35 – 1) = 0.156 [Nm3 O2 / kg.bagazo]
8) Cálculo del N2 (proveniente del aire ambiental)
GN2 = 0.7548 λ Gamin = 0.754*3.70 = 2.79 [kg.N2 / kg.bagazo]
VN2 = 79 λ Vomin / 21 = 79*1.35*0.446 / 21 = 2.265 [Nm3 N2 / kg.bagazo]
9) Cálculo del Ar (proveniente del aire ambiental)
Gar = 0.0127 λ Gamin = 0.0127*3.70 = 0.047 [kg.Ar / kg.bagazo]
Var = 0.0092 λ Vamin = 0.0092*2.86 = 0.026 [Nm3 Ar / kg.bagazo]
10) Cálculo de gases húmedos (resultantes de la combustión)
Ggh = ∑ Gx = GCO2 + GH20 + GO2 + GN2 + Gar = 0.83 + 0.878 + 0.223 + 2.79 + 0.047
Ggh = 4.76 [kg.gases húmedos /kg.bagazo]
Vgh = ∑ Vx = VCO2 + VH20 + V02 + VN2 + + Var = 0.421 +1.096 + 0.156 + 2.265 + 0.026
Vgh = 3.964 [Nm3 gases húm./ kg.bagazo]
11) Cálculo de gases secos (resultantes de la combustión)
Ggs = Ggh – GH20 = 4.626 – 0.878 = 3.748 [kg.gases secos /kg.bagazo]
Vgs = Vgh – VH2o = 3.964 – 1.096 = 2.868 [Nm3 gases secos / kg.bagazo]
12) Contenido CO2 y O2 en gases secos (en el escape por la chimenea)
CO2 = VCO2 / Vgs = 0.421 / 2.868 = 0.1467, es decir C02 = 14.67%
O2 = VO2 / Vgs = 0.156 / 2.868 = 0.0544, es decir O2 = 5.44%
Cálculo de la composición porcentual de los productos de la combustión
13) Composición porcentual gases húmedos
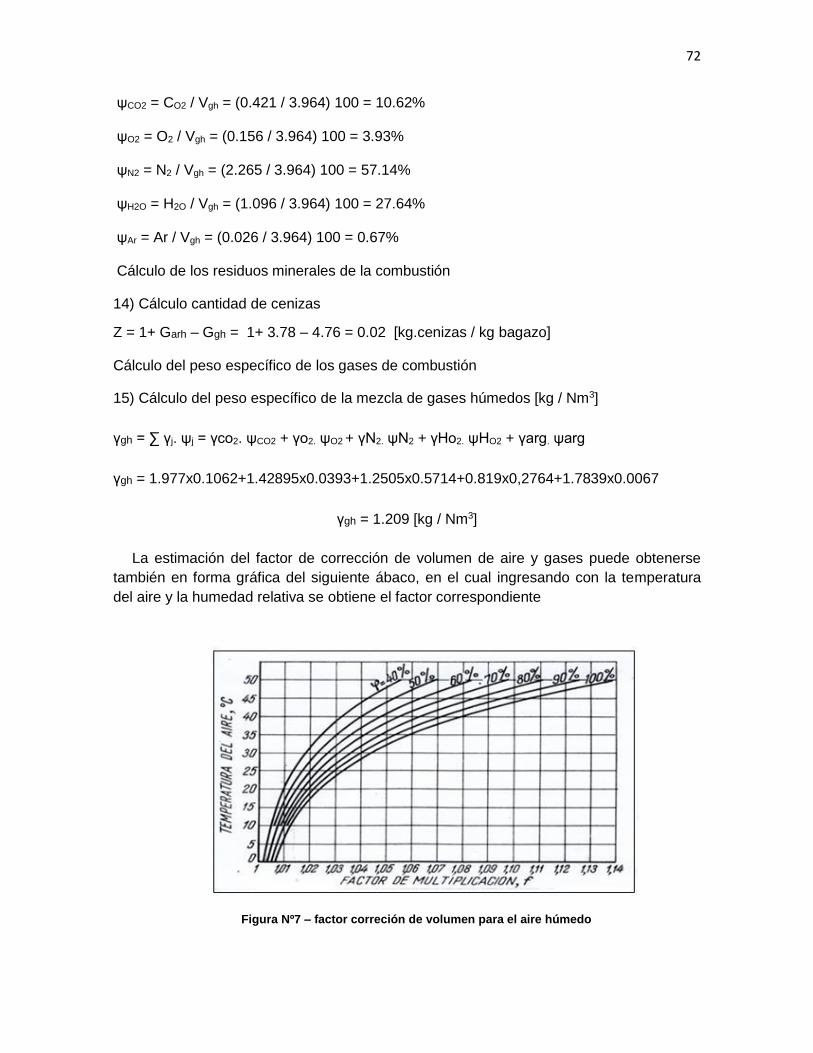
72
ψCO2 = CO2 / Vgh = (0.421 / 3.964) 100 = 10.62% ψO2 = O2 / Vgh = (0.156 / 3.964) 100 = 3.93% ψN2 = N2 / Vgh = (2.265 / 3.964) 100 = 57.14% ψH2O = H2O / Vgh = (1.096 / 3.964) 100 = 27.64% ψAr = Ar / Vgh = (0.026 / 3.964) 100 = 0.67% Cálculo de los residuos minerales de la combustión
14) Cálculo cantidad de cenizas
Z = 1+ Garh – Ggh = 1+ 3.78 – 4.76 = 0.02 [kg.cenizas / kg bagazo]
Cálculo del peso específico de los gases de combustión
15) Cálculo del peso específico de la mezcla de gases húmedos [kg / Nm3] γgh = ∑ γj. ψj = γco2. ψCO2 + γo2. ψO2 + γN2. ψN2 + γHo2. ψHO2 + γarg. ψarg γgh = 1.977x0.1062+1.42895x0.0393+1.2505x0.5714+0.819x0,2764+1.7839x0.0067
γgh = 1.209 [kg / Nm3]
La estimación del factor de corrección de volumen de aire y gases puede obtenerse también en forma gráfica del siguiente ábaco, en el cual ingresando con la temperatura del aire y la humedad relativa se obtiene el factor correspondiente
Figura Nº7 – factor correción de volumen para el aire húmedo
73
Para una temperatura ambiente de 30ºC y una humedad relativa del 80%, como las asumidas en el cálculo, el factor de correción será según el gráfico Nº7:
factor de corrección: f = 1.035
flujo de aire real corregido: Varh = f.Vars = 1.035*2.86 = 2.96 [Nm3 / kg]
fujo de gases húmedos corregido: Vgh’ = 1 + Varh = 1 + 2.96 = 3.96 [Nm3 / kg]
Como vemos, el factor (f) coincide con el obtenido por cálculo; y los resultados son iguales en consecuencia. La tabla siguiente resume el balance de masas calculado para las condiciones fijadas
Tabla resúmen del balance de masas
Flujo Aire - kg / kg Gases húmedos Nm3 / kg Cenizas – kg / kg
Masico 3.78 4.76 0.02
Volumetrico 2.96 3.96
Dado que la composición elemental del bagazo presenta una coincidencia muy grande entre las distintas investigaciones realizadas alrededor del mundo, resulta válido asumir para ciertos tipos de cálculos, una determinada composición promedio y facilitar los cálculos de combustión
En este sentido, Angeleri y Wittwer han propuesto cálculos simplificados y gráficos de gran ayuda para realizar los balances másicos de la combustión, en función de las dos variables que se presentan en la práctica industrial, que son la humedad del bagazo y el exceso de aire. En estos trabajos asumen que la composición elemental responde a la propuesta por Hugot y que el aire ambiente está a 30ºC y con una humedad relativa del 80% [10],[11]
Estos cálculos si bien son sencillos, son laboriosos si hay que analizar escenarios diferentes, con otras composiciones químicas, humedad de bagazo y exceso de aire. Es por ellos que con ayuda de una planilla electrónica de cálculo como Excel los balances de masas y energía se resuelven de manera sencilla y con buen grado de exactitud.
4.5 RESIDUOS DE LA COMBUSTION
Uno de los productos que se determina en el balance de masas como resultantes de la combustión, son las llamadas cenizas. Ellas contienen todos los componentes inorgánicos
74
que acompañan al combustible, mezcladas con cierta proporción de partículas de bagazo no quemado y escorias, que representan los residuos que deja la combustión del bagazo.
Las cenizas se van acumulando en el hogar a medida que se desarrolla la combustión y están sometidas a elevadas temperaturas que originan complejos procesos de transformación de los minerales. En general se distinguen dos tipos de cenizas:
1) cenizas secas de fondo (bottom ash)
2) cenizas secas volantes (fly ash).
Las primeras corresponden a las acumuladas y recogidas en el hogar y las segundas a las más livianas arrastradas por los gases y recolectadas en los diferentes sistemas de captación de partículas. En la tabla Nº8 se muestran algunas de las propiedades de las cenizas y en la figura Nº9 se observan sus distintos aspectos
Densidad
relativa cenizas secas- kg/m3
Densidad relativa cenizas húmedas
kg/m3
pH
Calor específico
kcal / kgºC
color
570 - 650
730 - 850
11.5 - 12
0.2 – 0.3
Blanco a grisáceo oscuro
Figura Nº8 - propiedades generales de las cenizas
La composición química de las cenizas se determina según las Normas ASTM D3682/D5016/D1757 y sus principales constituyentes están dados en las tablas Nº9. La primera, corresponde a investigaciones sobre cenizas provenientes de ingenios cubanos (Hernandez et.al) y la segunda, a datos de Rein [12], [13]
Figura Nº9 - muestra de bagazo y cenizas varias de hornos calderas
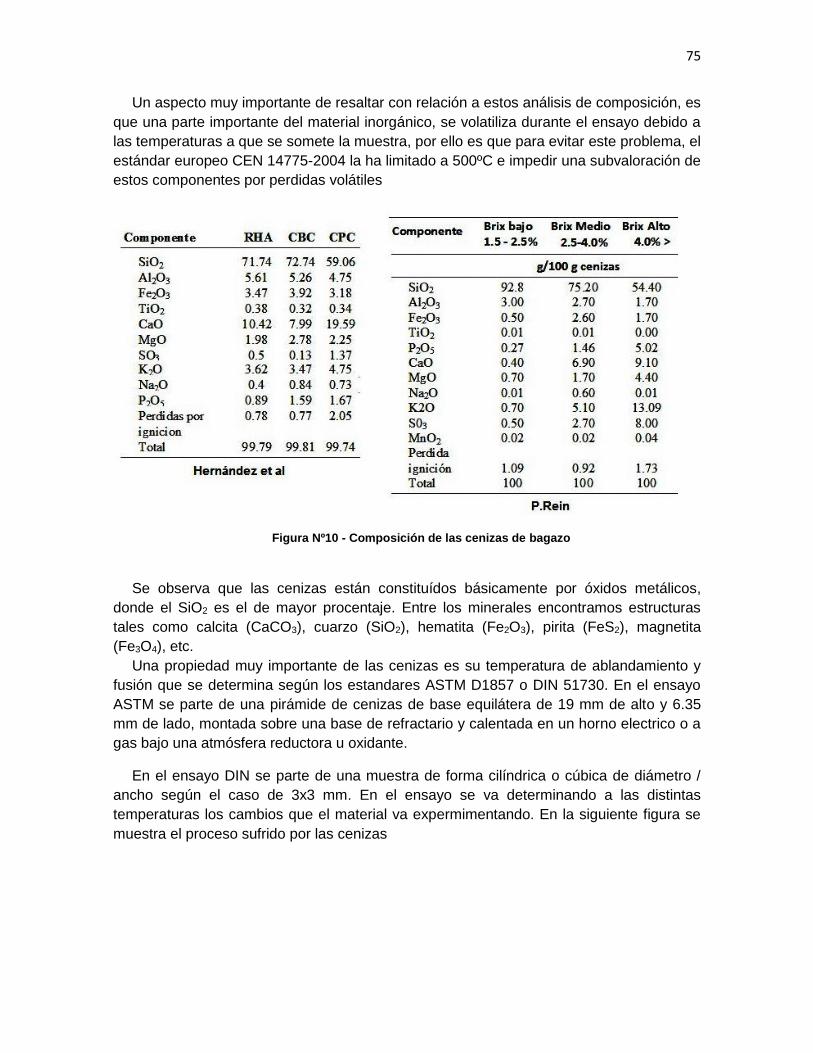
75
Un aspecto muy importante de resaltar con relación a estos análisis de composición, es que una parte importante del material inorgánico, se volatiliza durante el ensayo debido a las temperaturas a que se somete la muestra, por ello es que para evitar este problema, el estándar europeo CEN 14775-2004 la ha limitado a 500ºC e impedir una subvaloración de estos componentes por perdidas volátiles
Figura Nº10 - Composición de las cenizas de bagazo
Se observa que las cenizas están constituídos básicamente por óxidos metálicos,
donde el SiO2 es el de mayor procentaje. Entre los minerales encontramos estructuras tales como calcita (CaCO3), cuarzo (SiO2), hematita (Fe2O3), pirita (FeS2), magnetita (Fe3O4), etc.
Una propiedad muy importante de las cenizas es su temperatura de ablandamiento y fusión que se determina según los estandares ASTM D1857 o DIN 51730. En el ensayo ASTM se parte de una pirámide de cenizas de base equilátera de 19 mm de alto y 6.35 mm de lado, montada sobre una base de refractario y calentada en un horno electrico o a gas bajo una atmósfera reductora u oxidante.
En el ensayo DIN se parte de una muestra de forma cilíndrica o cúbica de diámetro / ancho según el caso de 3x3 mm. En el ensayo se va determinando a las distintas temperaturas los cambios que el material va expermimentando. En la siguiente figura se muestra el proceso sufrido por las cenizas
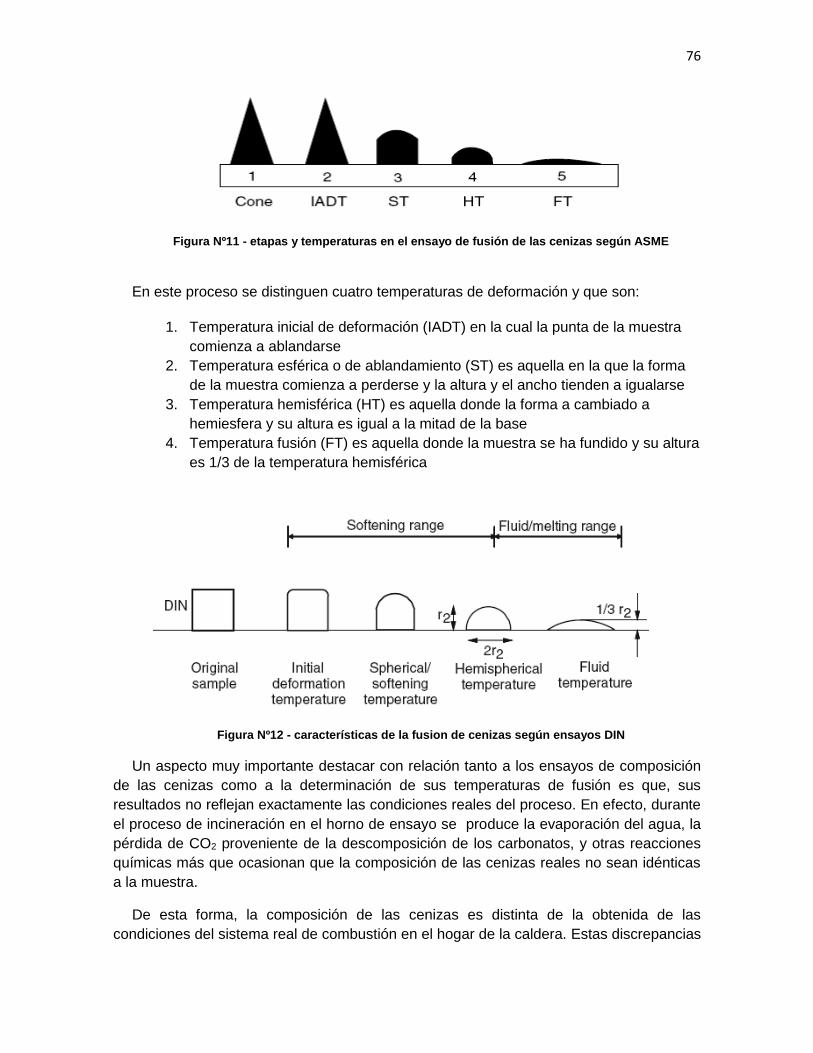
76
Figura Nº11 - etapas y temperaturas en el ensayo de fusión de las cenizas según ASME
En este proceso se distinguen cuatro temperaturas de deformación y que son:
1. Temperatura inicial de deformación (IADT) en la cual la punta de la muestra comienza a ablandarse
2. Temperatura esférica o de ablandamiento (ST) es aquella en la que la forma de la muestra comienza a perderse y la altura y el ancho tienden a igualarse
3. Temperatura hemisférica (HT) es aquella donde la forma a cambiado a hemiesfera y su altura es igual a la mitad de la base
4. Temperatura fusión (FT) es aquella donde la muestra se ha fundido y su altura es 1/3 de la temperatura hemisférica
Figura Nº12 - características de la fusion de cenizas según ensayos DIN
Un aspecto muy importante destacar con relación tanto a los ensayos de composición de las cenizas como a la determinación de sus temperaturas de fusión es que, sus resultados no reflejan exactamente las condiciones reales del proceso. En efecto, durante el proceso de incineración en el horno de ensayo se produce la evaporación del agua, la pérdida de CO2 proveniente de la descomposición de los carbonatos, y otras reacciones químicas más que ocasionan que la composición de las cenizas reales no sean idénticas a la muestra.
De esta forma, la composición de las cenizas es distinta de la obtenida de las condiciones del sistema real de combustión en el hogar de la caldera. Estas discrepancias
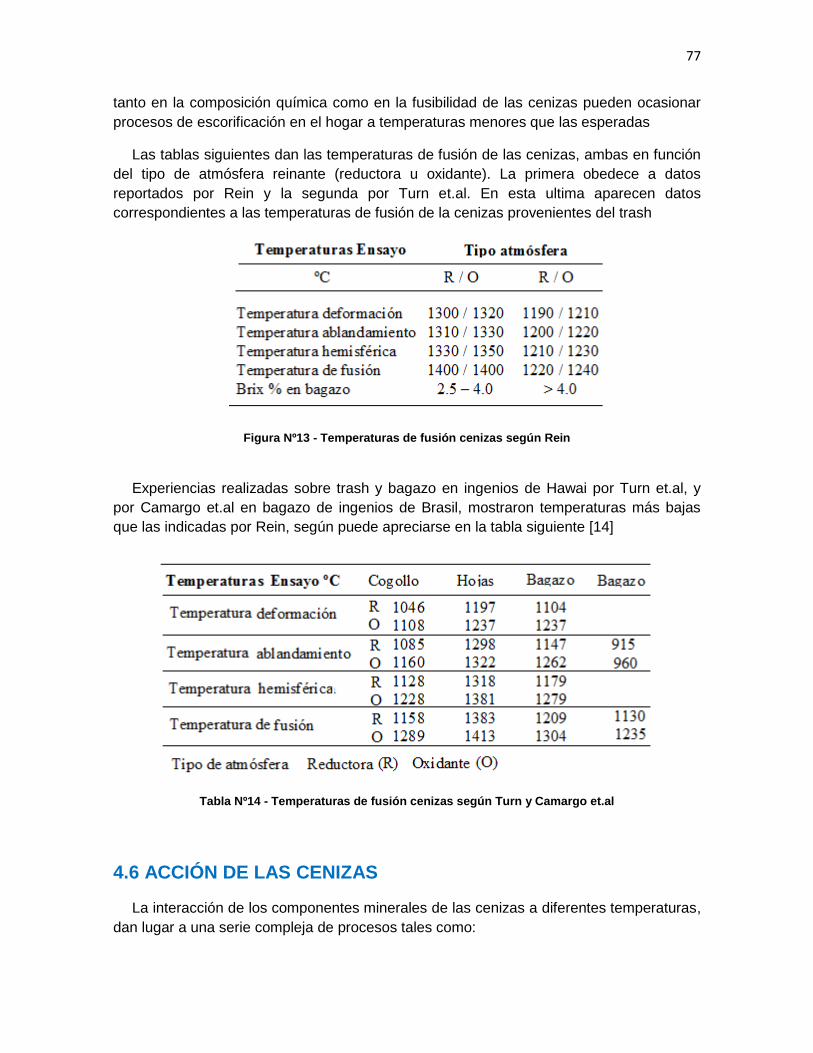
77
tanto en la composición química como en la fusibilidad de las cenizas pueden ocasionar procesos de escorificación en el hogar a temperaturas menores que las esperadas
Las tablas siguientes dan las temperaturas de fusión de las cenizas, ambas en función del tipo de atmósfera reinante (reductora u oxidante). La primera obedece a datos reportados por Rein y la segunda por Turn et.al. En esta ultima aparecen datos correspondientes a las temperaturas de fusión de la cenizas provenientes del trash
Figura Nº13 - Temperaturas de fusión cenizas según Rein
Experiencias realizadas sobre trash y bagazo en ingenios de Hawai por Turn et.al, y
por Camargo et.al en bagazo de ingenios de Brasil, mostraron temperaturas más bajas que las indicadas por Rein, según puede apreciarse en la tabla siguiente [14]
Tabla Nº14 - Temperaturas de fusión cenizas según Turn y Camargo et.al
4.6 ACCIÓN DE LAS CENIZAS
La interacción de los componentes minerales de las cenizas a diferentes temperaturas, dan lugar a una serie compleja de procesos tales como:
78
Aglomeración Sinterizado Clinkerización
que tienen gran importancia en el proyecto de las calderas ya que los mismos producen sobre el equipo:
Reducción de la transferencia de calor Erosión de las partes a presión y otras partes componentes Escorificación (slagging) de las superficies radiantes del hogar Ensuciamiento o incrustaciones (fouling) en las superficies de intercambio Corrosión de las partes a presión Obstrucción y taponamientos al flujo de gases
Esto quiere decir que cuestiones tales como, la geometría del horno, su tamaño y diseño, la superficie radiante del hogar, ubicación y tipo de sopladores, espaciamiento de los tubos, sistemas de captación y extracción de partículas, etc. están determinados por las características de las cenizas.
Con relación a la composición de la cenizas y al efecto producido por los distintos constituyentes podemos decir:
Cenizas con elevados contenidos de oxidos ácidos y básicos tales como SiO2, Al2O3, TiO2, MgO y CaO que tienen elevadas temperaturas de ablandamiento, (1600-2800ºC) no forman escorias y pasan a formar parte de las cenizas volantes con su estructura orginal produciendo erosión
Los óxidos básicos Na2O, K2O, OCa, OMg, Fe2O3 tienden a reducir las temperaturas de ablandamiento
La pirita (FeS2) es un componente indeseable ya que en su paso por el hogar se disocia reaccionando con el O2 formando S02 y S03 que originan corrosión
El azufre (S) reacciona con el Na y K (Na2SiO3, SO4K2) formando compuestos de baja fusibilidad (900-1100ºC) que dan lugar a procesos de corrosión y escorificación
Los componentes de baja fusibilidad (700-850ºC) principalmente cloruros y sulfatos alcalinos (Cl2Ca, Cl2Mg, ClNa, SO4Na2) forman capas adhesivas sobre las superficies de los sobrecalentadores y banco de convección
En general, la escorificación (slagging) se produce en el hogar sobre las paredes de agua, grilla y parte del sobrecalentador, es decir en las superficies que reciben calor por radiación, en tanto que las cenizas que se depositan sobre el sobrecalentador y el banco convectivo se llaman incustraciones (fouling), en donde prevalece la transferencia de calor por convección.
Los fenónemos de escorificación-ensuciamiento están interrelacionados ya que un aumento del primero reduce la transferencia de calor en el hogar elevando las temperaturas en el mismo. Las cenizas fundidas en el hogar por las mayores
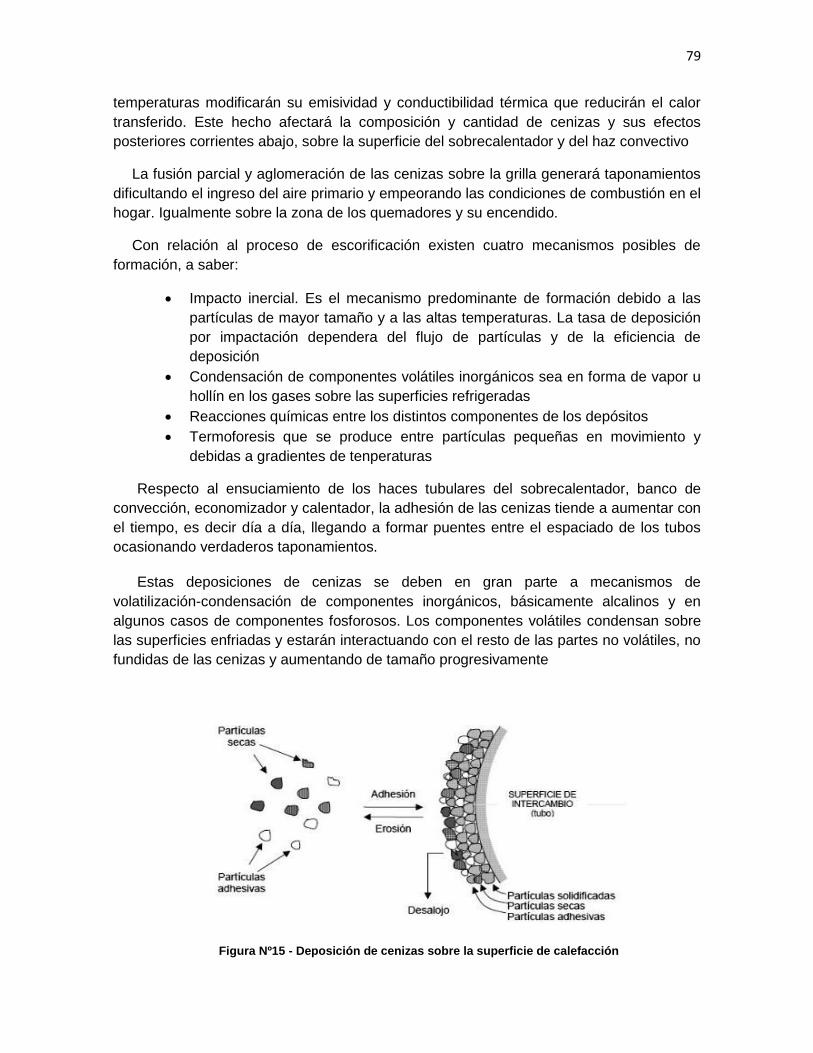
79
temperaturas modificarán su emisividad y conductibilidad térmica que reducirán el calor transferido. Este hecho afectará la composición y cantidad de cenizas y sus efectos posteriores corrientes abajo, sobre la superficie del sobrecalentador y del haz convectivo
La fusión parcial y aglomeración de las cenizas sobre la grilla generará taponamientos dificultando el ingreso del aire primario y empeorando las condiciones de combustión en el hogar. Igualmente sobre la zona de los quemadores y su encendido.
Con relación al proceso de escorificación existen cuatro mecanismos posibles de formación, a saber:
Impacto inercial. Es el mecanismo predominante de formación debido a las partículas de mayor tamaño y a las altas temperaturas. La tasa de deposición por impactación dependera del flujo de partículas y de la eficiencia de deposición
Condensación de componentes volátiles inorgánicos sea en forma de vapor u hollín en los gases sobre las superficies refrigeradas
Reacciones químicas entre los distintos componentes de los depósitos Termoforesis que se produce entre partículas pequeñas en movimiento y
debidas a gradientes de tenperaturas
Respecto al ensuciamiento de los haces tubulares del sobrecalentador, banco de convección, economizador y calentador, la adhesión de las cenizas tiende a aumentar con el tiempo, es decir día a día, llegando a formar puentes entre el espaciado de los tubos ocasionando verdaderos taponamientos.
Estas deposiciones de cenizas se deben en gran parte a mecanismos de volatilización-condensación de componentes inorgánicos, básicamente alcalinos y en algunos casos de componentes fosforosos. Los componentes volátiles condensan sobre las superficies enfriadas y estarán interactuando con el resto de las partes no volátiles, no fundidas de las cenizas y aumentando de tamaño progresivamente
Figura Nº15 - Deposición de cenizas sobre la superficie de calefacción
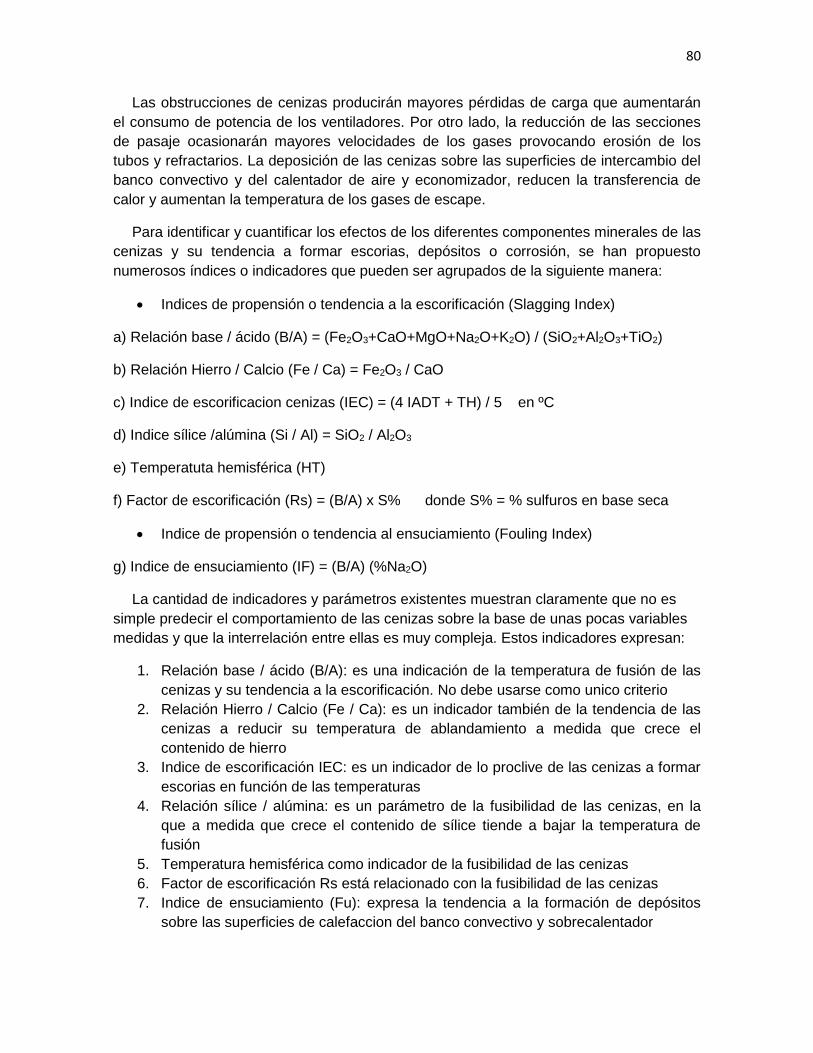
80
Las obstrucciones de cenizas producirán mayores pérdidas de carga que aumentarán el consumo de potencia de los ventiladores. Por otro lado, la reducción de las secciones de pasaje ocasionarán mayores velocidades de los gases provocando erosión de los tubos y refractarios. La deposición de las cenizas sobre las superficies de intercambio del banco convectivo y del calentador de aire y economizador, reducen la transferencia de calor y aumentan la temperatura de los gases de escape.
Para identificar y cuantificar los efectos de los diferentes componentes minerales de las cenizas y su tendencia a formar escorias, depósitos o corrosión, se han propuesto numerosos índices o indicadores que pueden ser agrupados de la siguiente manera:
Indices de propensión o tendencia a la escorificación (Slagging Index)
a) Relación base / ácido (B/A) = (Fe2O3+CaO+MgO+Na2O+K2O) / (SiO2+Al2O3+TiO2)
b) Relación Hierro / Calcio (Fe / Ca) = Fe2O3 / CaO
c) Indice de escorificacion cenizas (IEC) = (4 IADT + TH) / 5 en ºC
d) Indice sílice /alúmina (Si / Al) = SiO2 / Al2O3
e) Temperatuta hemisférica (HT)
f) Factor de escorificación (Rs) = (B/A) x S% donde S% = % sulfuros en base seca
Indice de propensión o tendencia al ensuciamiento (Fouling Index)
g) Indice de ensuciamiento (IF) = (B/A) (%Na2O)
La cantidad de indicadores y parámetros existentes muestran claramente que no es simple predecir el comportamiento de las cenizas sobre la base de unas pocas variables medidas y que la interrelación entre ellas es muy compleja. Estos indicadores expresan:
1. Relación base / ácido (B/A): es una indicación de la temperatura de fusión de las cenizas y su tendencia a la escorificación. No debe usarse como unico criterio
2. Relación Hierro / Calcio (Fe / Ca): es un indicador también de la tendencia de las cenizas a reducir su temperatura de ablandamiento a medida que crece el contenido de hierro
3. Indice de escorificación IEC: es un indicador de lo proclive de las cenizas a formar escorias en función de las temperaturas
4. Relación sílice / alúmina: es un parámetro de la fusibilidad de las cenizas, en la que a medida que crece el contenido de sílice tiende a bajar la temperatura de fusión
5. Temperatura hemisférica como indicador de la fusibilidad de las cenizas 6. Factor de escorificación Rs está relacionado con la fusibilidad de las cenizas 7. Indice de ensuciamiento (Fu): expresa la tendencia a la formación de depósitos
sobre las superficies de calefaccion del banco convectivo y sobrecalentador
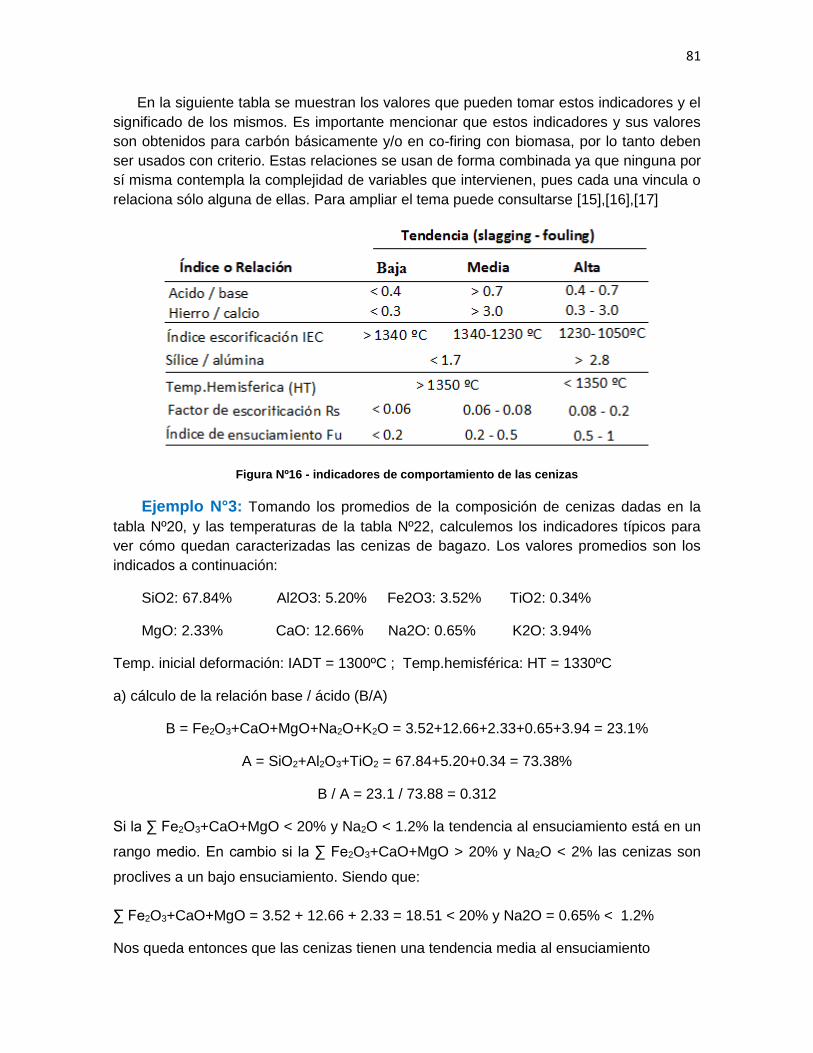
81
En la siguiente tabla se muestran los valores que pueden tomar estos indicadores y el significado de los mismos. Es importante mencionar que estos indicadores y sus valores son obtenidos para carbón básicamente y/o en co-firing con biomasa, por lo tanto deben ser usados con criterio. Estas relaciones se usan de forma combinada ya que ninguna por sí misma contempla la complejidad de variables que intervienen, pues cada una vincula o relaciona sólo alguna de ellas. Para ampliar el tema puede consultarse [15],[16],[17]
Figura Nº16 - indicadores de comportamiento de las cenizas
Ejemplo N°3: Tomando los promedios de la composición de cenizas dadas en la tabla Nº20, y las temperaturas de la tabla Nº22, calculemos los indicadores típicos para ver cómo quedan caracterizadas las cenizas de bagazo. Los valores promedios son los indicados a continuación:
SiO2: 67.84% Al2O3: 5.20% Fe2O3: 3.52% TiO2: 0.34%
MgO: 2.33% CaO: 12.66% Na2O: 0.65% K2O: 3.94%
Temp. inicial deformación: IADT = 1300ºC ; Temp.hemisférica: HT = 1330ºC
a) cálculo de la relación base / ácido (B/A)
B = Fe2O3+CaO+MgO+Na2O+K2O = 3.52+12.66+2.33+0.65+3.94 = 23.1%
A = SiO2+Al2O3+TiO2 = 67.84+5.20+0.34 = 73.38%
B / A = 23.1 / 73.88 = 0.312
Si la ∑ Fe2O3+CaO+MgO < 20% y Na2O < 1.2% la tendencia al ensuciamiento está en un
rango medio. En cambio si la ∑ Fe2O3+CaO+MgO > 20% y Na2O < 2% las cenizas son
proclives a un bajo ensuciamiento. Siendo que:
∑ Fe2O3+CaO+MgO = 3.52 + 12.66 + 2.33 = 18.51 < 20% y Na2O = 0.65% < 1.2%
Nos queda entonces que las cenizas tienen una tendencia media al ensuciamiento
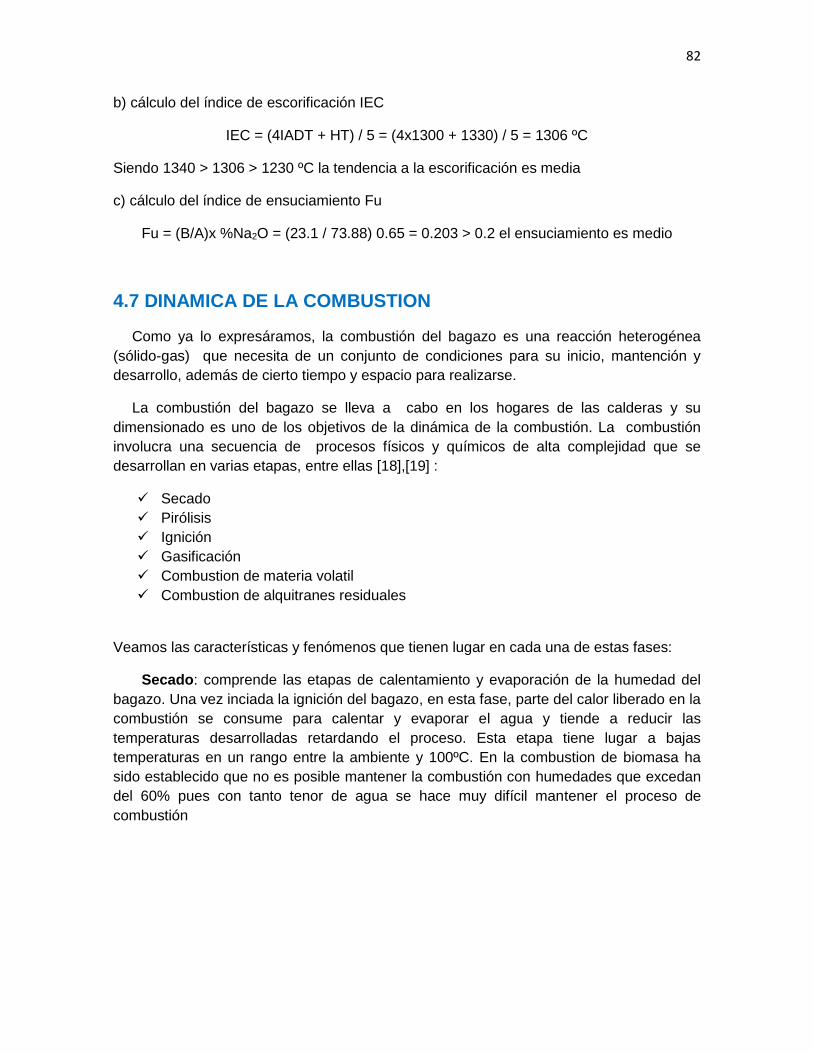
82
b) cálculo del índice de escorificación IEC
IEC = (4IADT + HT) / 5 = (4x1300 + 1330) / 5 = 1306 ºC
Siendo 1340 > 1306 > 1230 ºC la tendencia a la escorificación es media
c) cálculo del índice de ensuciamiento Fu
Fu = (B/A)x %Na2O = (23.1 / 73.88) 0.65 = 0.203 > 0.2 el ensuciamiento es medio
4.7 DINAMICA DE LA COMBUSTION
Como ya lo expresáramos, la combustión del bagazo es una reacción heterogénea (sólido-gas) que necesita de un conjunto de condiciones para su inicio, mantención y desarrollo, además de cierto tiempo y espacio para realizarse.
La combustión del bagazo se lleva a cabo en los hogares de las calderas y su dimensionado es uno de los objetivos de la dinámica de la combustión. La combustión involucra una secuencia de procesos físicos y químicos de alta complejidad que se desarrollan en varias etapas, entre ellas [18],[19] :
Secado Pirólisis Ignición Gasificación Combustion de materia volatil Combustion de alquitranes residuales
Veamos las características y fenómenos que tienen lugar en cada una de estas fases:
Secado: comprende las etapas de calentamiento y evaporación de la humedad del bagazo. Una vez inciada la ignición del bagazo, en esta fase, parte del calor liberado en la combustión se consume para calentar y evaporar el agua y tiende a reducir las temperaturas desarrolladas retardando el proceso. Esta etapa tiene lugar a bajas temperaturas en un rango entre la ambiente y 100ºC. En la combustion de biomasa ha sido establecido que no es posible mantener la combustión con humedades que excedan del 60% pues con tanto tenor de agua se hace muy difícil mantener el proceso de combustión
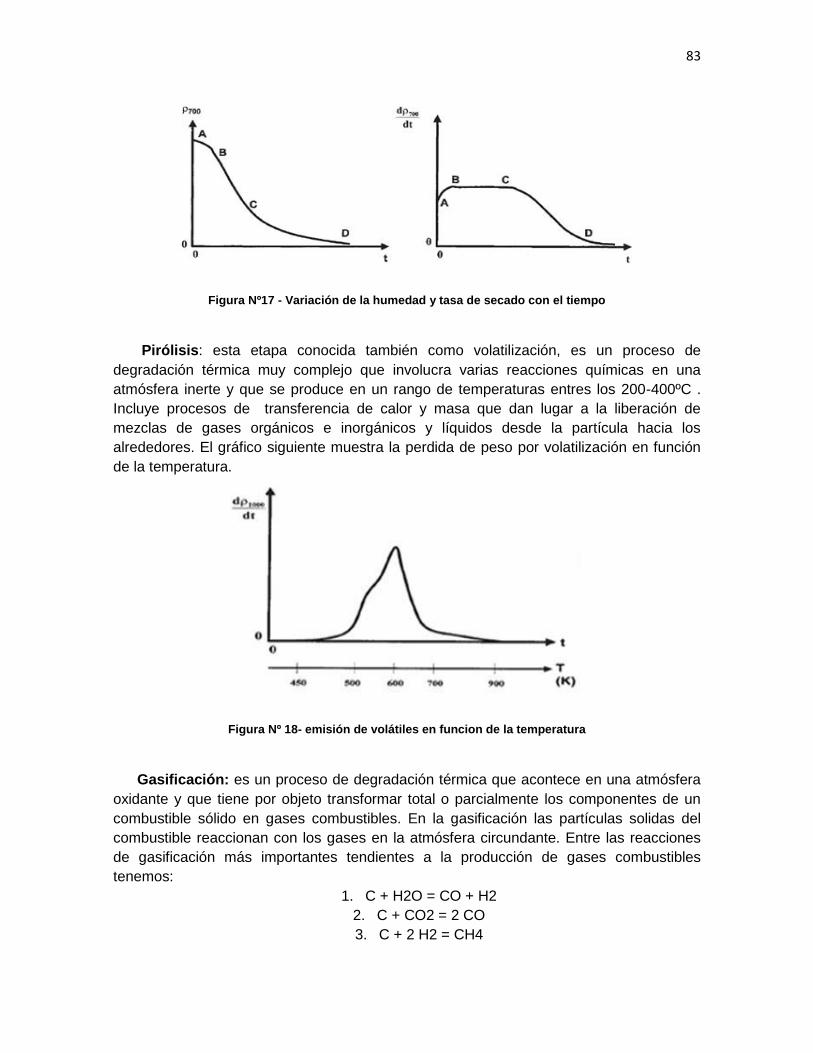
83
Figura Nº17 - Variación de la humedad y tasa de secado con el tiempo
Pirólisis: esta etapa conocida también como volatilización, es un proceso de
degradación térmica muy complejo que involucra varias reacciones químicas en una atmósfera inerte y que se produce en un rango de temperaturas entres los 200-400ºC . Incluye procesos de transferencia de calor y masa que dan lugar a la liberación de mezclas de gases orgánicos e inorgánicos y líquidos desde la partícula hacia los alrededores. El gráfico siguiente muestra la perdida de peso por volatilización en función de la temperatura.
Figura Nº 18- emisión de volátiles en funcion de la temperatura
Gasificación: es un proceso de degradación térmica que acontece en una atmósfera
oxidante y que tiene por objeto transformar total o parcialmente los componentes de un combustible sólido en gases combustibles. En la gasificación las partículas solidas del combustible reaccionan con los gases en la atmósfera circundante. Entre las reacciones de gasificación más importantes tendientes a la producción de gases combustibles tenemos:
1. C + H2O = CO + H2 2. C + CO2 = 2 CO 3. C + 2 H2 = CH4
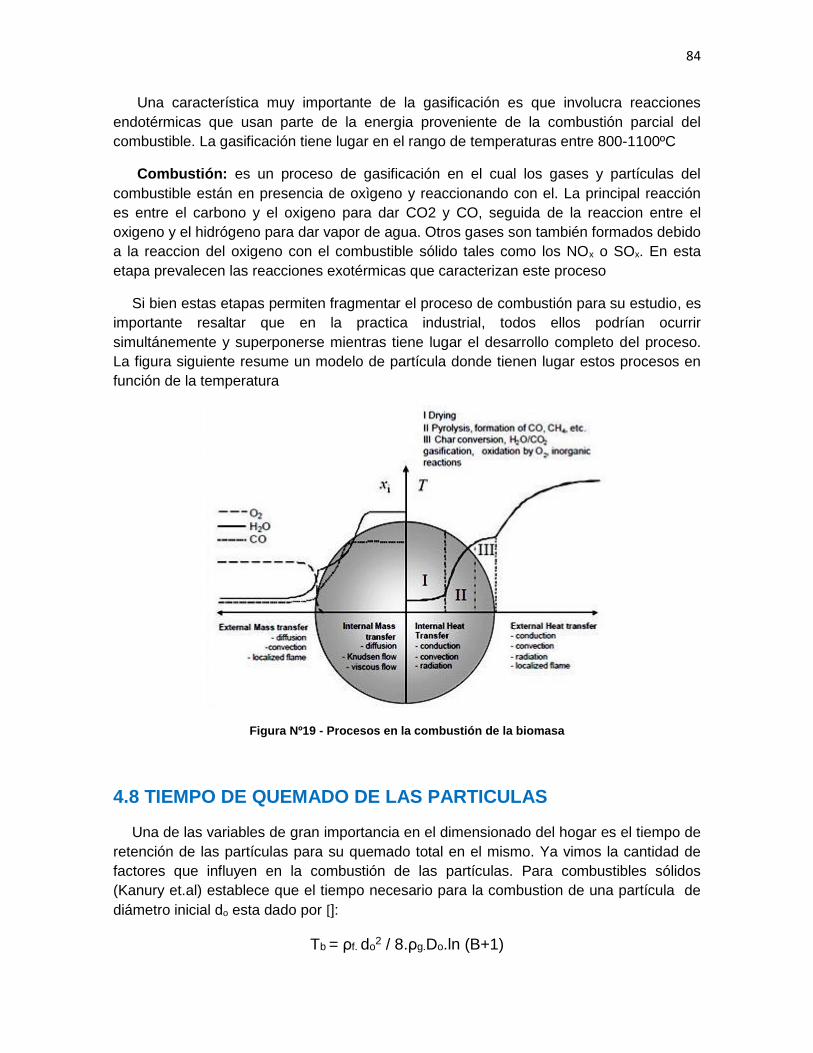
84
Una característica muy importante de la gasificación es que involucra reacciones endotérmicas que usan parte de la energia proveniente de la combustión parcial del combustible. La gasificación tiene lugar en el rango de temperaturas entre 800-1100ºC
Combustión: es un proceso de gasificación en el cual los gases y partículas del combustible están en presencia de oxìgeno y reaccionando con el. La principal reacción es entre el carbono y el oxigeno para dar CO2 y CO, seguida de la reaccion entre el oxigeno y el hidrógeno para dar vapor de agua. Otros gases son también formados debido a la reaccion del oxigeno con el combustible sólido tales como los NOx o SOx. En esta etapa prevalecen las reacciones exotérmicas que caracterizan este proceso
Si bien estas etapas permiten fragmentar el proceso de combustión para su estudio, es importante resaltar que en la practica industrial, todos ellos podrían ocurrir simultánemente y superponerse mientras tiene lugar el desarrollo completo del proceso. La figura siguiente resume un modelo de partícula donde tienen lugar estos procesos en función de la temperatura
Figura Nº19 - Procesos en la combustión de la biomasa
4.8 TIEMPO DE QUEMADO DE LAS PARTICULAS
Una de las variables de gran importancia en el dimensionado del hogar es el tiempo de retención de las partículas para su quemado total en el mismo. Ya vimos la cantidad de factores que influyen en la combustión de las partículas. Para combustibles sólidos (Kanury et.al) establece que el tiempo necesario para la combustion de una partícula de diámetro inicial do esta dado por []:
Tb = ρf. do2 / 8.ρg.Do.ln (B+1)
85
donde:
Tb = es el tiempo requerido para el quemado de la partícula (segundos)
ρf = es la densidad de la particula (g/cm3)
do = es el diámetro de la partícula (cm)
ρg.Do = producto de la densidad por la difusividad del gas en los alrededores (g/cm/seg)
B = número de transferencia de masa = f.Y
f = requerimiento de oxigeno normalizado del combustible (g O2 / g combustible)
Y = concentracion de masa de oxigeno en el gas alrededor (0.232 aire)
Como podemos ver el tiempo requerido para el quemado de una partícula está fuertemente influenciado por un conjunto de variables (densidad, difusividad,
concentración de oxigeno, etc) entre las que el diámetro es la de mayor impacto (do2 ). En general el tiempo de quemado de una partícula puede expresarse de la forma:
Tb = Kd. do2
donde Kd = f ( ρf / Tp. %O2)
Beeston et.al encontraron en sus experiencias que el tiempo de quemado de una partícula de carbón es proporcional al cuadrado del diámetro e inversamente proporcional a la temperatura de la partícula Tp y la concentración de oxígeno, según la siguiente relación:
Tb = ρf. do2 / 3.ρg.Do.(Tp/To)0.75
En las calderas a bagazo los hogares son dimensionados de modo tal que el tiempo de retención de las partículas este en el orden de los 2-3 segundos para asegurar su combustión completa. Esto permite reducir el nivel de emisión de partículas por la chimenea y por ende la contaminación ambiental
El tiempo de retención (Tr) de las partículas en el hogar se puede calcular con la
siguiente expresión [15]:
VH = B.Hu
𝑄ℎ
Tr = VH
Vgh =
B.Hu
Qh.Vgh =
B.Hu
Qh (1+λLmin) (segundos)

86
donde: VH es el volumen del hogar (m3), B consumo de bagazo (kg/h), Hu (poder
calorífico superior bagazo (kcal/kg), Qh carga térmica maxima del hogar (Kcal /m3), Vgh es
el flujo volumétrico de gases húmedos de combustión (m3/segundo) a la temperatura de
salida del hogar, λ factor de dilución y Lmin, flujo volumétrico de aire mínimo (Nm3/segundo).
Como podemos ver, para una carga térmica dada, el tiempo de retención se reduce a medida que aumenta el exceso de aire, es decir, la particula tiene menos tiempo en el hogar. Más adelante veremos en el dimensionado del hogar cómo influyen las distintas variables
En las figuras siguientes se muestra la influencia del tamaño de las partículas sobre el tiempo de combustión a diferentes temperaturas obtenidas para carbón pulverizado
Figura Nº20 - Influencia tamaño partícula sobre el tiempo de quemado
4.9 AIRE PRIMARIO Y SECUNDARIO
Conocida la cantidad de aire real que se usará para garantizar que la combustión sea completa, el paso siguiente consistirá en determinar cómo será distribuido en la cámara de combustión. Parte del aire servirá para ayudar al secado del bagazo y proporcionar las condiciones para el desarrollo de las etapas de volatilización, gasificación y combustión.
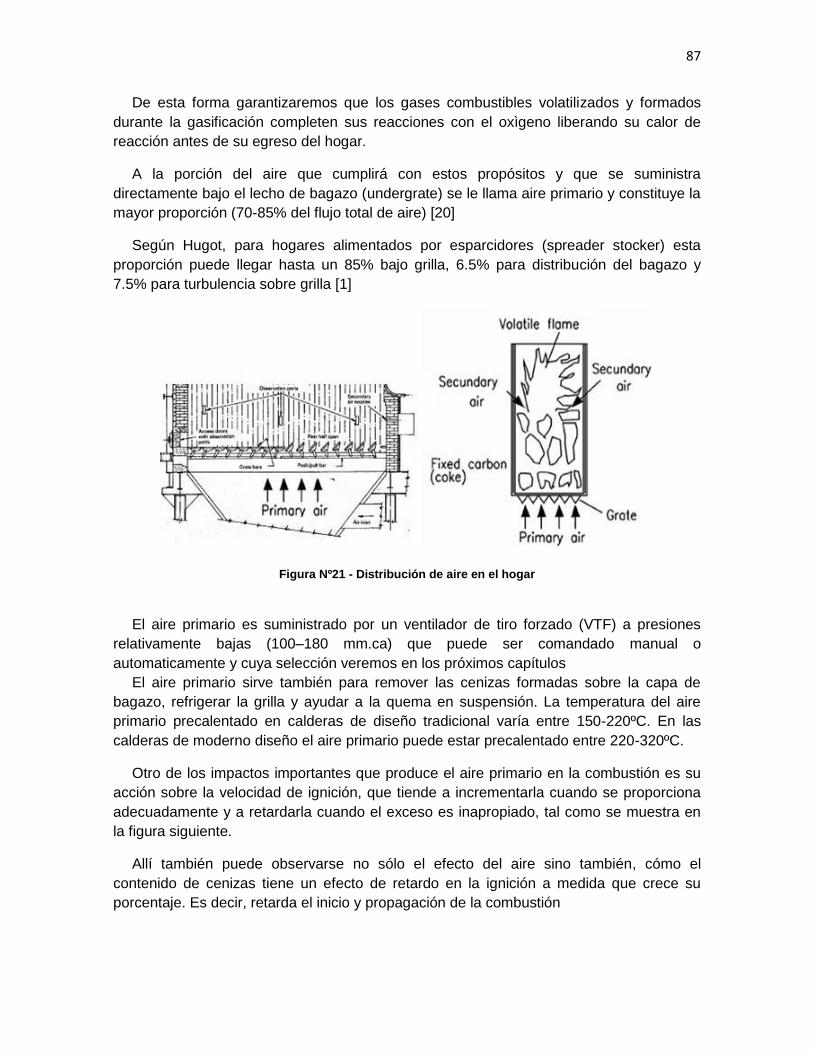
87
De esta forma garantizaremos que los gases combustibles volatilizados y formados durante la gasificación completen sus reacciones con el oxìgeno liberando su calor de reacción antes de su egreso del hogar.
A la porción del aire que cumplirá con estos propósitos y que se suministra directamente bajo el lecho de bagazo (undergrate) se le llama aire primario y constituye la mayor proporción (70-85% del flujo total de aire) [20]
Según Hugot, para hogares alimentados por esparcidores (spreader stocker) esta proporción puede llegar hasta un 85% bajo grilla, 6.5% para distribución del bagazo y 7.5% para turbulencia sobre grilla [1]
Figura Nº21 - Distribución de aire en el hogar
El aire primario es suministrado por un ventilador de tiro forzado (VTF) a presiones
relativamente bajas (100–180 mm.ca) que puede ser comandado manual o automaticamente y cuya selección veremos en los próximos capítulos
El aire primario sirve también para remover las cenizas formadas sobre la capa de bagazo, refrigerar la grilla y ayudar a la quema en suspensión. La temperatura del aire primario precalentado en calderas de diseño tradicional varía entre 150-220ºC. En las calderas de moderno diseño el aire primario puede estar precalentado entre 220-320ºC.
Otro de los impactos importantes que produce el aire primario en la combustión es su acción sobre la velocidad de ignición, que tiende a incrementarla cuando se proporciona adecuadamente y a retardarla cuando el exceso es inapropiado, tal como se muestra en la figura siguiente.
Allí también puede observarse no sólo el efecto del aire sino también, cómo el contenido de cenizas tiene un efecto de retardo en la ignición a medida que crece su porcentaje. Es decir, retarda el inicio y propagación de la combustión
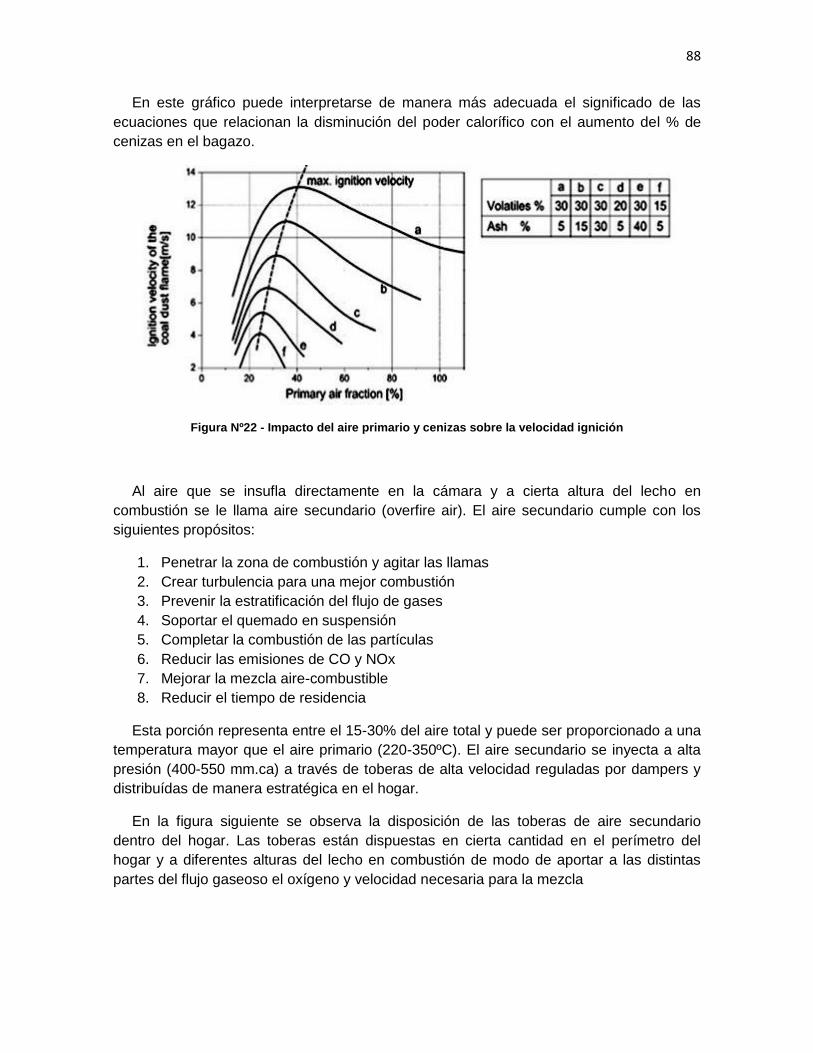
88
En este gráfico puede interpretarse de manera más adecuada el significado de las ecuaciones que relacionan la disminución del poder calorífico con el aumento del % de cenizas en el bagazo.
Figura Nº22 - Impacto del aire primario y cenizas sobre la velocidad ignición
Al aire que se insufla directamente en la cámara y a cierta altura del lecho en combustión se le llama aire secundario (overfire air). El aire secundario cumple con los siguientes propósitos:
1. Penetrar la zona de combustión y agitar las llamas 2. Crear turbulencia para una mejor combustión 3. Prevenir la estratificación del flujo de gases 4. Soportar el quemado en suspensión 5. Completar la combustión de las partículas 6. Reducir las emisiones de CO y NOx 7. Mejorar la mezcla aire-combustible 8. Reducir el tiempo de residencia
Esta porción representa entre el 15-30% del aire total y puede ser proporcionado a una temperatura mayor que el aire primario (220-350ºC). El aire secundario se inyecta a alta presión (400-550 mm.ca) a través de toberas de alta velocidad reguladas por dampers y distribuídas de manera estratégica en el hogar.
En la figura siguiente se observa la disposición de las toberas de aire secundario dentro del hogar. Las toberas están dispuestas en cierta cantidad en el perímetro del hogar y a diferentes alturas del lecho en combustión de modo de aportar a las distintas partes del flujo gaseoso el oxígeno y velocidad necesaria para la mezcla
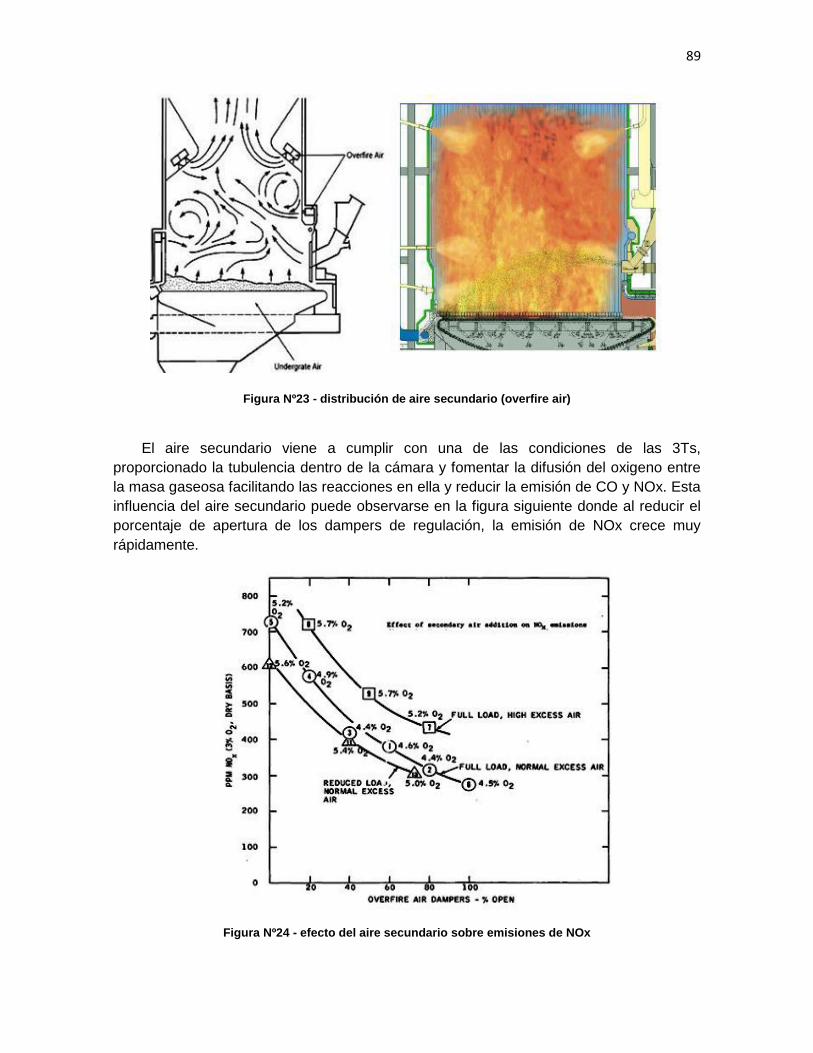
89
Figura Nº23 - distribución de aire secundario (overfire air)
El aire secundario viene a cumplir con una de las condiciones de las 3Ts, proporcionado la tubulencia dentro de la cámara y fomentar la difusión del oxigeno entre la masa gaseosa facilitando las reacciones en ella y reducir la emisión de CO y NOx. Esta influencia del aire secundario puede observarse en la figura siguiente donde al reducir el porcentaje de apertura de los dampers de regulación, la emisión de NOx crece muy rápidamente.
Figura Nº24 - efecto del aire secundario sobre emisiones de NOx
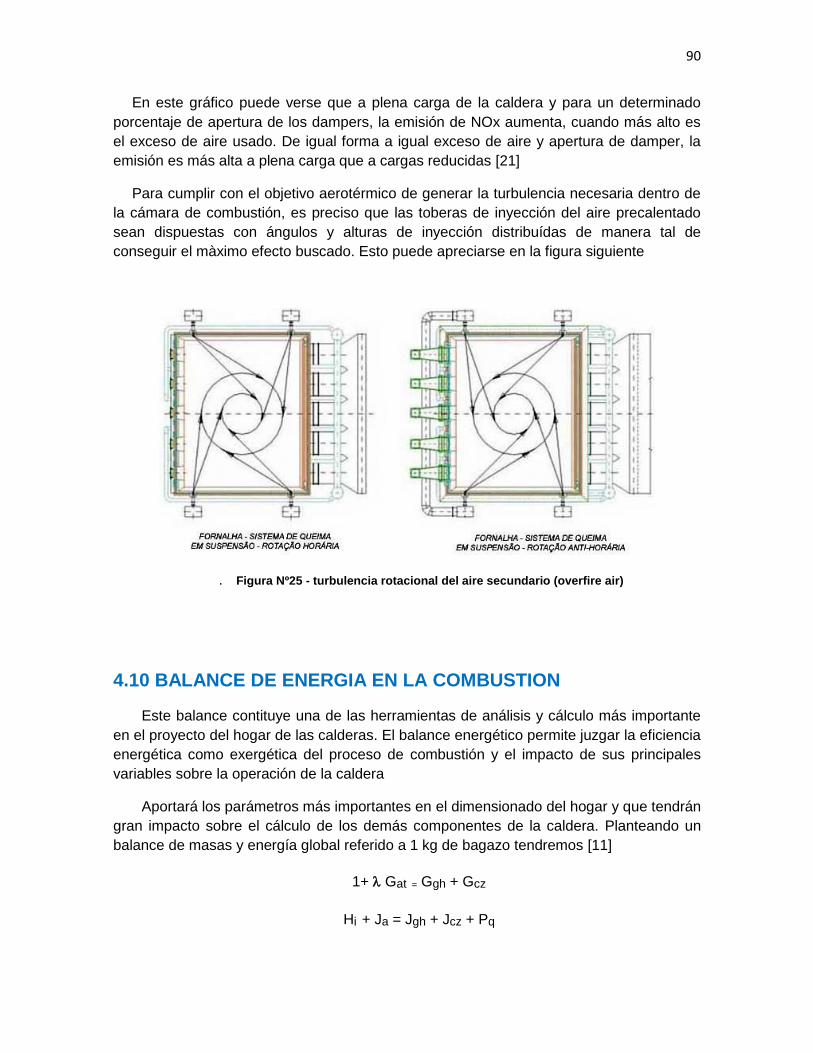
90
En este gráfico puede verse que a plena carga de la caldera y para un determinado porcentaje de apertura de los dampers, la emisión de NOx aumenta, cuando más alto es el exceso de aire usado. De igual forma a igual exceso de aire y apertura de damper, la emisión es más alta a plena carga que a cargas reducidas [21]
Para cumplir con el objetivo aerotérmico de generar la turbulencia necesaria dentro de la cámara de combustión, es preciso que las toberas de inyección del aire precalentado sean dispuestas con ángulos y alturas de inyección distribuídas de manera tal de conseguir el màximo efecto buscado. Esto puede apreciarse en la figura siguiente
. Figura Nº25 - turbulencia rotacional del aire secundario (overfire air)
4.10 BALANCE DE ENERGIA EN LA COMBUSTION
Este balance contituye una de las herramientas de análisis y cálculo más importante en el proyecto del hogar de las calderas. El balance energético permite juzgar la eficiencia energética como exergética del proceso de combustión y el impacto de sus principales variables sobre la operación de la caldera
Aportará los parámetros más importantes en el dimensionado del hogar y que tendrán gran impacto sobre el cálculo de los demás componentes de la caldera. Planteando un balance de masas y energía global referido a 1 kg de bagazo tendremos [11]
1+ Gat = Ggh + Gcz
Hi + Ja = Jgh + Jcz + Pq
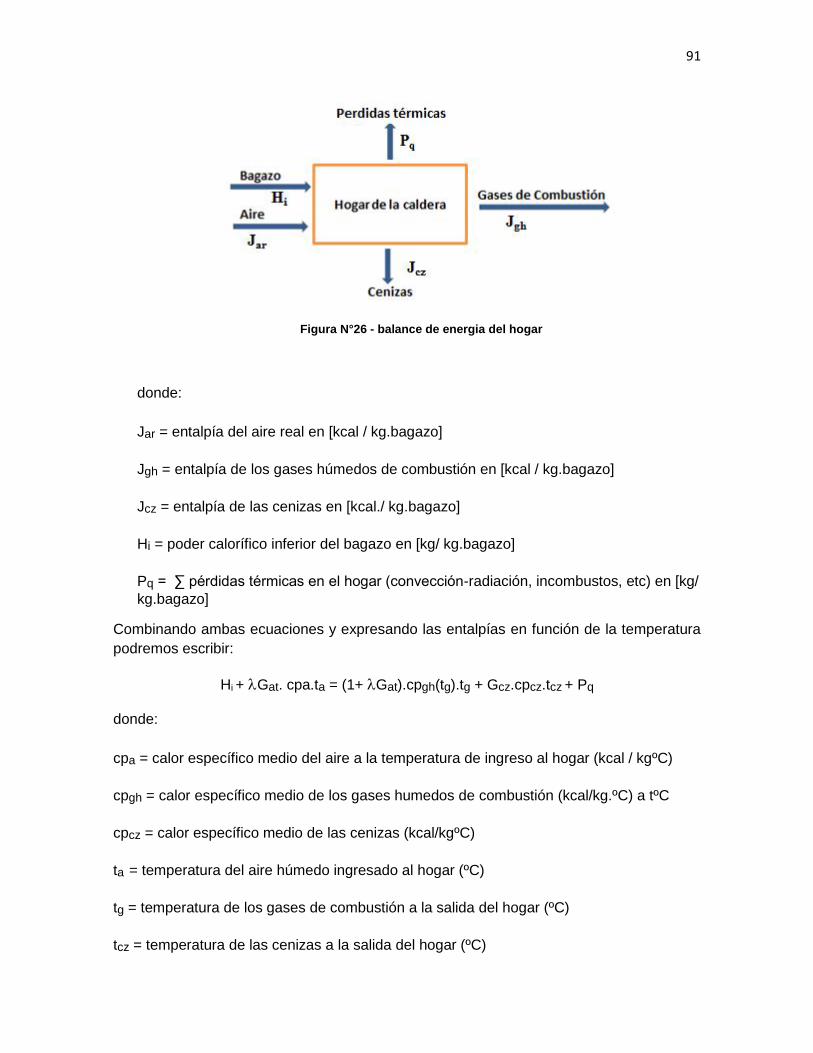
91
Figura N°26 - balance de energia del hogar
donde:
Jar = entalpía del aire real en [kcal / kg.bagazo]
Jgh = entalpía de los gases húmedos de combustión en [kcal / kg.bagazo]
Jcz = entalpía de las cenizas en [kcal./ kg.bagazo]
Hi = poder calorífico inferior del bagazo en [kg/ kg.bagazo]
Pq = ∑ pérdidas térmicas en el hogar (convección-radiación, incombustos, etc) en [kg/ kg.bagazo]
Combinando ambas ecuaciones y expresando las entalpías en función de la temperatura podremos escribir:
Hi + Gat. cpa.ta = (1+ Gat).cpgh(tg).tg + Gcz.cpcz.tcz + Pq
donde:
cpa = calor específico medio del aire a la temperatura de ingreso al hogar (kcal / kgºC)
cpgh = calor específico medio de los gases humedos de combustión (kcal/kg.ºC) a tºC
cpcz = calor específico medio de las cenizas (kcal/kgºC)
ta = temperatura del aire húmedo ingresado al hogar (ºC)
tg = temperatura de los gases de combustión a la salida del hogar (ºC)
tcz = temperatura de las cenizas a la salida del hogar (ºC)
92
Para el balance térmico del hogar será preciso determinar usar algunas propiedades termodinámicas relativas a los gases perfectos y sus mezclas, tal es el caso de los gases de combustión. La entalpía de los gases perfectos (Jg) es sólo función de la temperatura y puede calcularse como:
Jg = Jo + ∫ cp(t)dtt
to
donde (Jg y Jo) son las entalpías de los gases a la temperatura (tg) y a la temperatura de
referencia (to) respectivamente, siendo esta última por convención to =25ºC a p = 1 bar
El calor específico de una mezcla de gases (cpgh) se puede calcular a partir de las fracciones de masas o volumenes de los mismos según
Cpgh = ∑i. cpi
𝑛
𝑖=1
i = fracciones de masa o volúmenes de los componentes de los gases de combustion
cpi = calor específico medio de cada gas, entre la temperatura de referencia (to) y la
temperatura de los gases (tg) en [kcal/kgºC o kcal/Nm3ºC]
La entalpía de los gases puede estimarse a partir de su calor específico medio (cpm) a presión constante. Estos se pueden obtener de la tabla Nº27 o bien calcularlos a partir del calor molar en función de la temperatura, según la ecuación [22],[23]:
cpm = 1
t−to ∫ cp. dt
t
to=
(cp1.t1−cp2.t2)
t2−t1
El calor específico molar responde a una ecuación de tipo polinómica de la forma
cp = a + bT + cT2 + dT3
donde cp es el calor específico de cada gas en [kJ/kg.molºK]; (a,b,c,d) son constantes y (T) su temperatura [ºK]. Estas ecuaciones se puede obtener de la tabla Nº
Las ecuaciones de predicción de los calores específicos molares son de gran utilidad para la determinación de la entalpía de los gases de combustión, particularmente usando planillas como el Excel, con las que se puede agregar todas la variables participantes y que permitan simular diferentes escenarios
Para estimaciones térmicas corrientes, el calor específico medio de los gases de combustión puede obtenerse también de los gráficos siguientes para distintos combustibles o bien de las tablas del código de performance ASME PTC4-2013,[21]
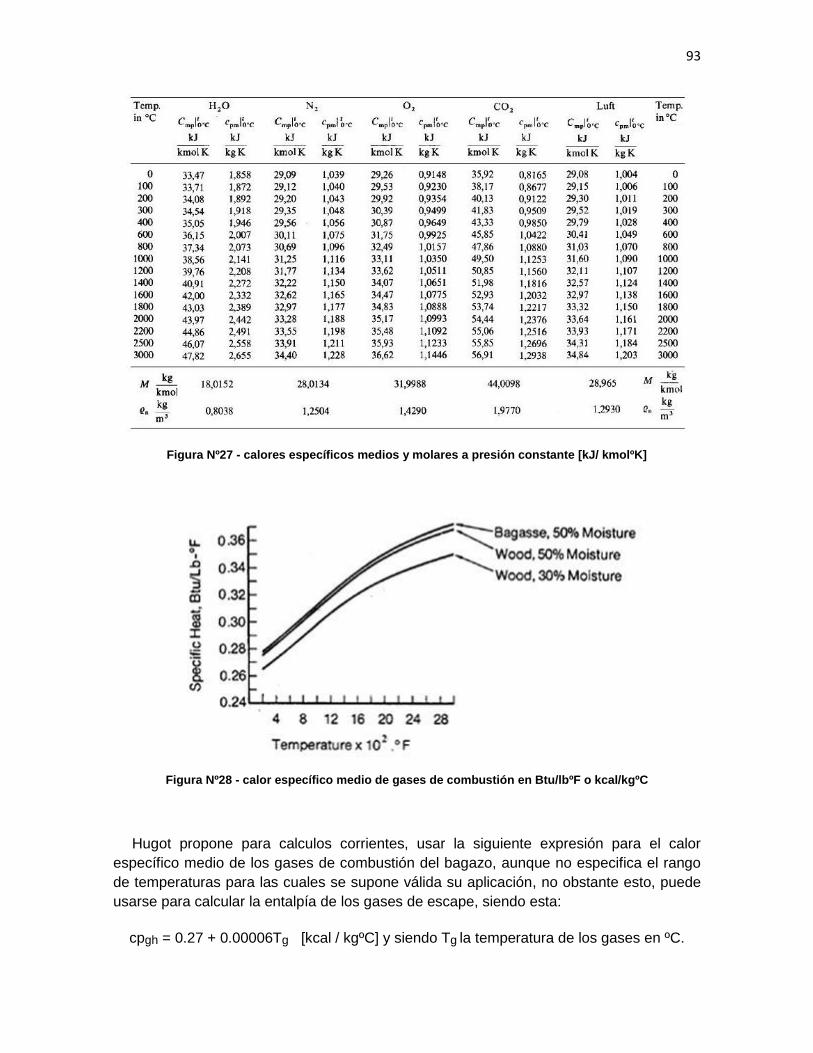
93
Figura Nº27 - calores específicos medios y molares a presión constante [kJ/ kmolºK]
Figura Nº28 - calor específico medio de gases de combustión en Btu/lbºF o kcal/kgºC
Hugot propone para calculos corrientes, usar la siguiente expresión para el calor específico medio de los gases de combustión del bagazo, aunque no especifica el rango de temperaturas para las cuales se supone válida su aplicación, no obstante esto, puede usarse para calcular la entalpía de los gases de escape, siendo esta:
cpgh = 0.27 + 0.00006Tg [kcal / kgºC] y siendo Tg la temperatura de los gases en ºC.
94
Dado que en la operación de la calderas, tanto la humedad del bagazo como el exceso de aire son parámetros variables, el cálculo manual del calor específico de los gases de combustión resulta tedioso, ya que supone su estimación para cierto rango de humedad de bagazo, exceso de aire y temperatura de gases. Más adelante verermos algunas aplicaciones de estos conceptos en Excel.
Ejemplo N°4: si se quema bagazo del 50% de humedad con un exceso de aire = 1.3, calcularemos la variación de entalpía de los gases a la entrada y salida del calentador de aire, en el que supondremos que el salto térmico de ellos es de: ∆t = 100ºC , dado por las
diferencias entre te = 330ºC y ts = 200ºC
a) calculo del flujo de gases y su composición en fracciones de masas. De las ecuaciones generales del balance de materia obtenemos:
Ggh = 4.753 [kg/ kg.bagazo] y N2 = 0.591, H20 = 0.176, CO2 = 0.181, O2 = 0.042 y
Ar = 0.010 [kg/ kg.bagazo]
b) calculo del calor específico de la mezcla de gases. Leyendo de la tabla los valores de (cp) para te = 330ºC y ts = 200ºC para los diferentes gases, tendremos
Cpgh = ∑i. cpi
𝑛
𝑖=1
cpgh300 = 0.591x1.048+0.176x1.918+0.181x0.9509+0.042x0.9499+0.010x0.02= 1.167
cpgh300 = 1.167 [kJ/ kg.ºC]
cpgh200 = 0.591x1.043+0.176x1.892+0.181x0.9122+0.042x0.935+0.010x0.02= 1.153
cpgh200 = 1.153 [kJ/ kg.ºC]
c) cálculo del calor específico medio
cpm = (cp1.t1−cp2.t2)
t2−t1= (1.167x300 – 1.153x200)/(300 – 200) = 1.195 [kJ/kgºC]
cpm = 0.285 [kcal/kgºC]
d) cálculo de la variación de entalpía de los gases
∆J = J300 – J200 = Ggh.cpm (ts – te)
∆J = 4.753x0.285(300 – 200) = 135.46 [kcal/ kg.bagazo]
De esta forma podemos estimar las entalpías a diferentes temperaturas para los cálculos de transferencia de calor en los distintos componentes del generador de vapor
95
4.11 TEMPERATURA MAXIMA O TEORICA DE COMBUSTION
Si en el balance de energía se asume que la entalpía de las cenizas y las pérdidas de energía en el hogar son despreciables frente a los cambios de energía entre los productos reaccionantes y finales de la combustión, el balance se podrá escribir entonces:
Hi + Ga. cpa.(ta – to) = (1+ Ga).cpgh.(tga – to)
Si se conoce la relación cpgh = f(tga), será posible despejar de esta ecuación la temperatura de los gases a la salida del hogar [24]
tga = to + Hi+λGa.cpa(ta−to)
(1+λGa)cpgh
tga = f ( Hi, ta, , to )
Vemos que la temperatura final de los gases es función del exceso de aire, del poder calorífico del bagazo (humedad) y de la temperatura del aire precalentado. Bajo la hipótesis de la ausencia de pérdidas de calor, toda la energía aportada por el combustible y el aire precalentado se transferirán a los gases de combustión, elevando su temperatura desde las condiciones iniciales hasta su máximo valor. La temperatura así alcanzada por los gases, será la máxima lograda bajo las condiciones establecidas.
Esta temperatura se conoce como temperatura teórica de la llama, temperatura adiabática o temperatura máxima de combustión y representa uno de los datos más importantes en el proyecto térmico del hogar y en el cálculo de la radiación térmica. La
temperatura adiabática (tga) es un valor teórico ya que en la practica habrá transferencia de calor hacia las paredes del hogar reduciendo su valor.
Dado que la temperatura adiabática y el calor específico de los gases son desconocidos, siendo este último función de la primera, su determinación requerirá de un cálculo iterativo o por tanteos que, podrá resolverse por medios gráficos tales como el diagrama entalpía-temperaturas (J-t) de Rosin y Fehling o bien por herramientas computacionales
La temperatura adiabática si bien es un valor teórico, tiene una gran relevancia en el dimensionado del hogar y es por ello que su determinación debe precisarse. Su estimación puede hacerse a partir de los calores específicos medios o mediante balance de entalpías.
La entalpía de los gases de combustión pueden estimarse a partir de los calores molares o bien de tablas termodinámicas para gases perfectos. Respecto de esta información son recomendadas las Tablas Termoquímicas JANAF que contienen las más importantes propiedades de los gases perfectos que interesan y sirven para cálculos tanto energéticos como exergéticos [25],[26]
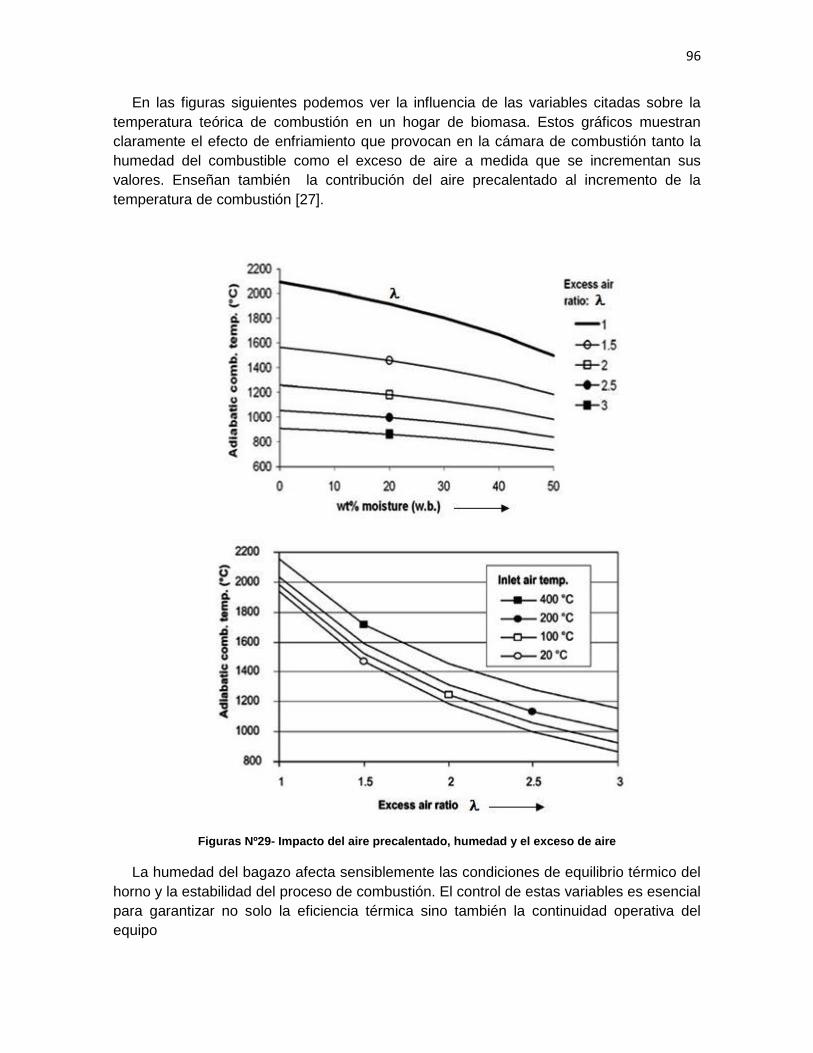
96
En las figuras siguientes podemos ver la influencia de las variables citadas sobre la temperatura teórica de combustión en un hogar de biomasa. Estos gráficos muestran claramente el efecto de enfriamiento que provocan en la cámara de combustión tanto la humedad del combustible como el exceso de aire a medida que se incrementan sus valores. Enseñan también la contribución del aire precalentado al incremento de la temperatura de combustión [27].
Figuras Nº29- Impacto del aire precalentado, humedad y el exceso de aire
La humedad del bagazo afecta sensiblemente las condiciones de equilibrio térmico del horno y la estabilidad del proceso de combustión. El control de estas variables es esencial para garantizar no solo la eficiencia térmica sino también la continuidad operativa del equipo

97
Usando la expresión propuesta por Hugot para el calor específico y los datos del balance de masas, haremos un ejemplo de cálculo de la temperatura teórica de combustión.
Ejemplo N°5: humedad bagazo w = 0.5; exceso de aire usado λ = 1.3, Hi = 1779 (kcal/kg). Del balance de masas obtenemos: Ggh = 4.78 y Ga = 3.80 [kg.gases y aire/ kg bagazo] respectivamente. Supondremos que el aire está precalentado a 200ºC y que la temperatura ambiente es de 20ºC. Dado que la temperatura adiabática es desconocida,
supondremos la misma igual a tga = 1200ºC, valor que habrá que verificar:
a) entalpía aire precalentado
Ja = Ga.cpa.(ta – to) = 3.80 x0.24 (200-20) = 164 [kcal/kg]
b) calor específico gases
cpgh = 0.27 + 0.00006Tg = 0.27 + 0.00006 x1200 = 0.342 [kcal/kgºC]
c) temperatura adiabática
dado que la temperatura asumida no coincide con la supuesta, habrá que recalcular hasta alcanzar la aproximación deseada.
En este tipo de cálculo iterativo es importante definir cual es el grado de exactitud que desea lograrse en el valor final. Por ejemplo, en la transferencia de calor por radiación que varía según la cuarta potencia de la temperatura, una diferencia de (8ºC) como la obtenida en el caso anterior no es despreciable, pues cambia de manera sustancial los resultados. En estos casos, donde el impacto del valor buscado es muy importante, la aproximación debe ser estar reducida a ≤ 1ºC
Este mismo problema y usando las ecuaciones anteriores se puede resolver muy fácilmente en Excel usando algunas herramientas de Solver tales como: Buscar Objetivo. Aquí se colocan las ecuaciones pertinentes al balance de masas y energía y se pide al software que encuentre la temperatura de los gases que conduce a igualar la energía ingresada al hogar con la salida del mismo.
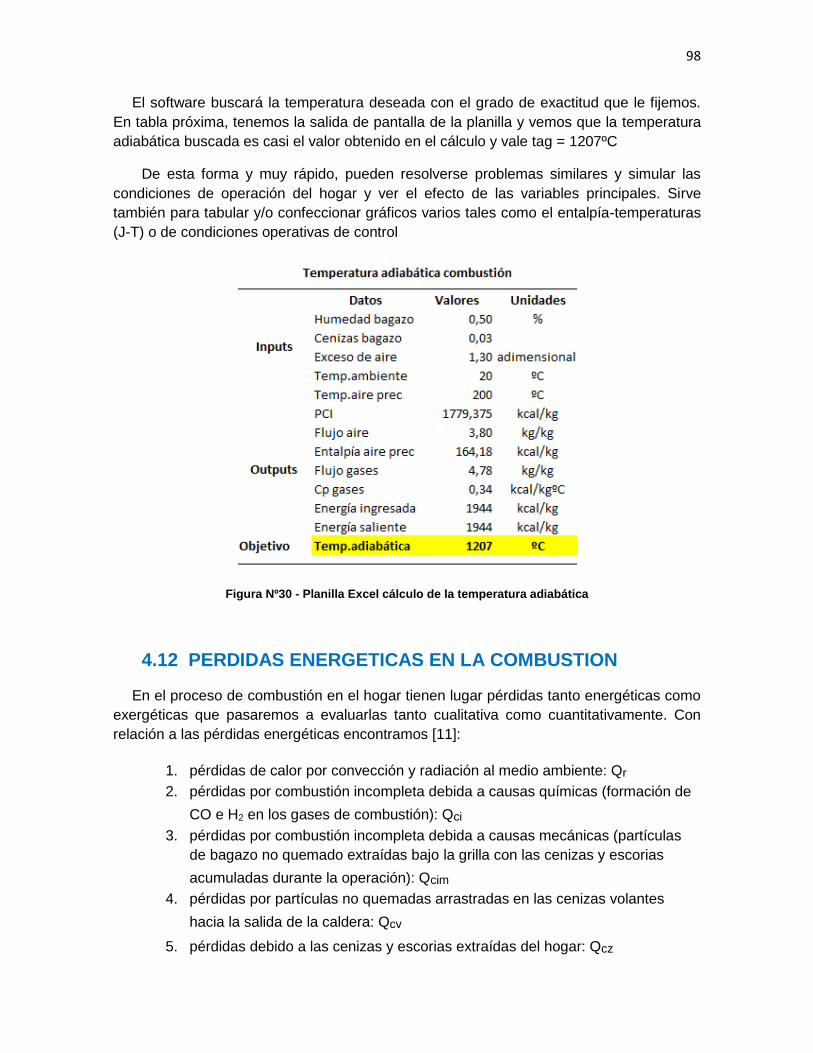
98
El software buscará la temperatura deseada con el grado de exactitud que le fijemos. En tabla próxima, tenemos la salida de pantalla de la planilla y vemos que la temperatura adiabática buscada es casi el valor obtenido en el cálculo y vale tag = 1207ºC
De esta forma y muy rápido, pueden resolverse problemas similares y simular las condiciones de operación del hogar y ver el efecto de las variables principales. Sirve también para tabular y/o confeccionar gráficos varios tales como el entalpía-temperaturas (J-T) o de condiciones operativas de control
Figura Nº30 - Planilla Excel cálculo de la temperatura adiabática
4.12 PERDIDAS ENERGETICAS EN LA COMBUSTION
En el proceso de combustión en el hogar tienen lugar pérdidas tanto energéticas como exergéticas que pasaremos a evaluarlas tanto cualitativa como cuantitativamente. Con relación a las pérdidas energéticas encontramos [11]:
1. pérdidas de calor por convección y radiación al medio ambiente: Qr 2. pérdidas por combustión incompleta debida a causas químicas (formación de
CO e H2 en los gases de combustión): Qci 3. pérdidas por combustión incompleta debida a causas mecánicas (partículas
de bagazo no quemado extraídas bajo la grilla con las cenizas y escorias
acumuladas durante la operación): Qcim 4. pérdidas por partículas no quemadas arrastradas en las cenizas volantes
hacia la salida de la caldera: Qcv
5. pérdidas debido a las cenizas y escorias extraídas del hogar: Qcz
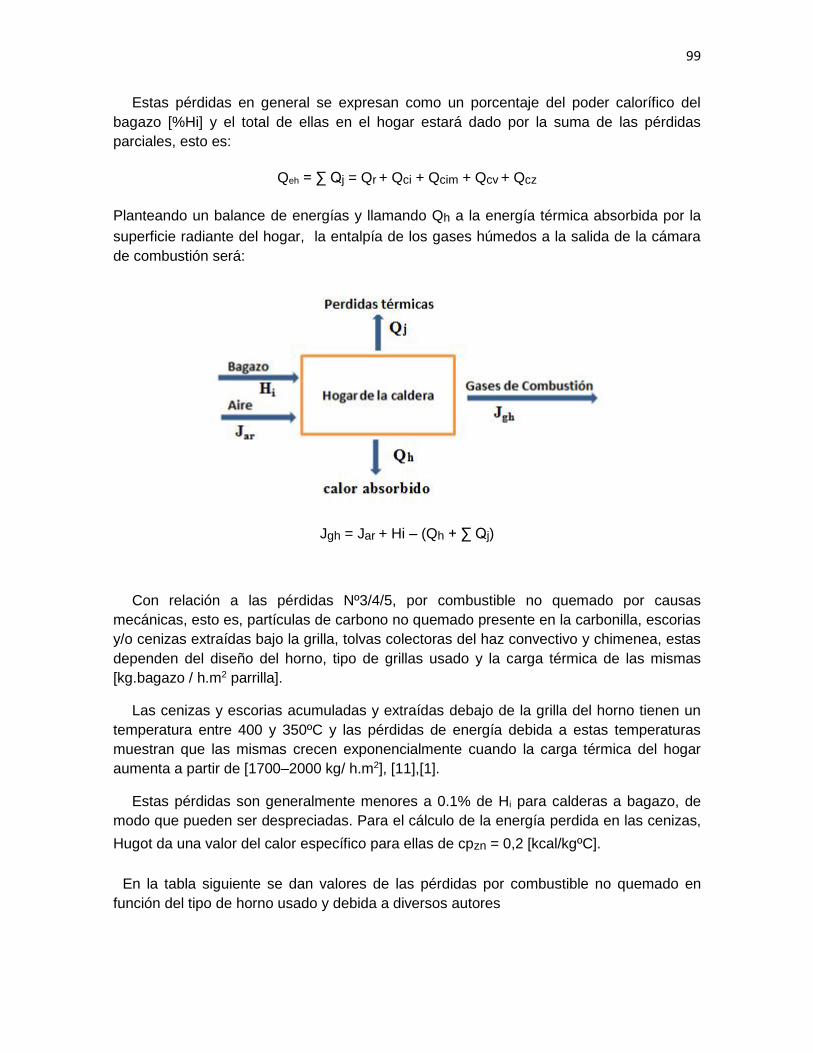
99
Estas pérdidas en general se expresan como un porcentaje del poder calorífico del bagazo [%Hi] y el total de ellas en el hogar estará dado por la suma de las pérdidas parciales, esto es:
Qeh = ∑ Qj = Qr + Qci + Qcim + Qcv + Qcz
Planteando un balance de energías y llamando Qh a la energía térmica absorbida por la superficie radiante del hogar, la entalpía de los gases húmedos a la salida de la cámara de combustión será:
Jgh = Jar + Hi – (Qh + ∑ Qj)
Con relación a las pérdidas Nº3/4/5, por combustible no quemado por causas mecánicas, esto es, partículas de carbono no quemado presente en la carbonilla, escorias y/o cenizas extraídas bajo la grilla, tolvas colectoras del haz convectivo y chimenea, estas dependen del diseño del horno, tipo de grillas usado y la carga térmica de las mismas [kg.bagazo / h.m2 parrilla].
Las cenizas y escorias acumuladas y extraídas debajo de la grilla del horno tienen un temperatura entre 400 y 350ºC y las pérdidas de energía debida a estas temperaturas muestran que las mismas crecen exponencialmente cuando la carga térmica del hogar aumenta a partir de [1700–2000 kg/ h.m2], [11],[1].
Estas pérdidas son generalmente menores a 0.1% de Hi para calderas a bagazo, de modo que pueden ser despreciadas. Para el cálculo de la energía perdida en las cenizas,
Hugot da una valor del calor específico para ellas de cpzn = 0,2 [kcal/kgºC]. En la tabla siguiente se dan valores de las pérdidas por combustible no quemado en
función del tipo de horno usado y debida a diversos autores
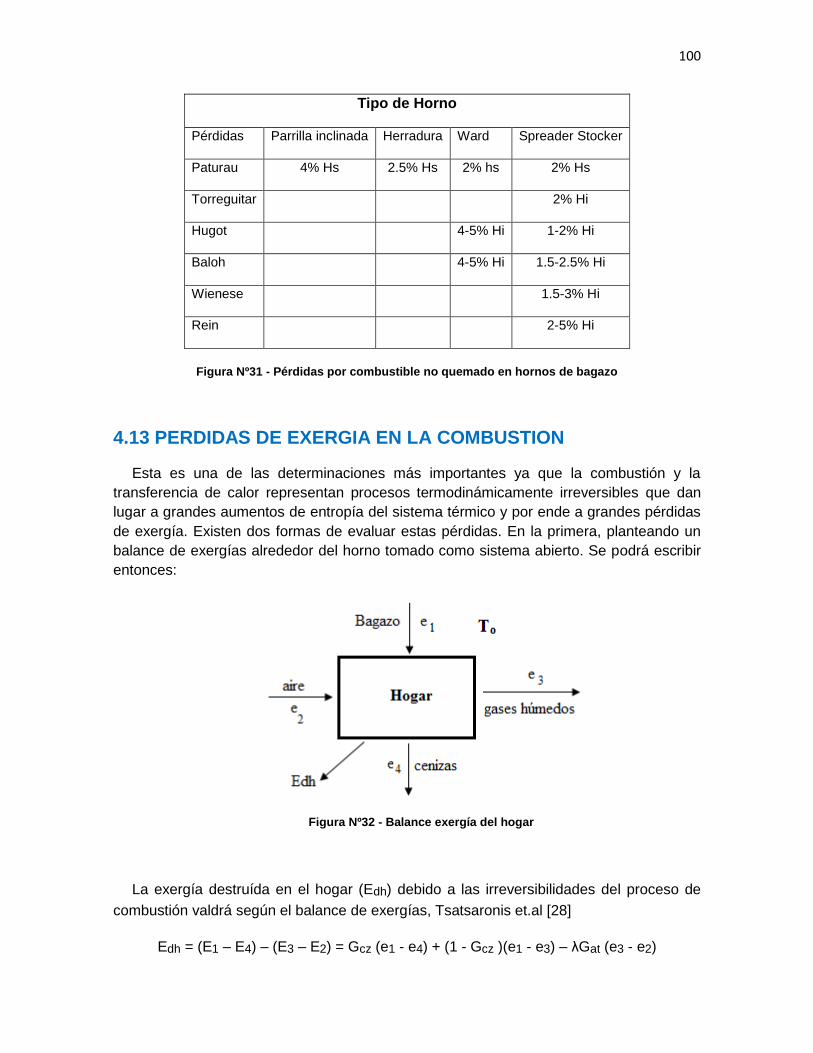
100
Tipo de Horno
Pérdidas Parrilla inclinada Herradura Ward Spreader Stocker
Paturau 4% Hs 2.5% Hs 2% hs 2% Hs
Torreguitar 2% Hi
Hugot 4-5% Hi 1-2% Hi
Baloh 4-5% Hi 1.5-2.5% Hi
Wienese 1.5-3% Hi
Rein 2-5% Hi
Figura Nº31 - Pérdidas por combustible no quemado en hornos de bagazo
4.13 PERDIDAS DE EXERGIA EN LA COMBUSTION
Esta es una de las determinaciones más importantes ya que la combustión y la transferencia de calor representan procesos termodinámicamente irreversibles que dan lugar a grandes aumentos de entropía del sistema térmico y por ende a grandes pérdidas de exergía. Existen dos formas de evaluar estas pérdidas. En la primera, planteando un balance de exergías alrededor del horno tomado como sistema abierto. Se podrá escribir entonces:
Figura Nº32 - Balance exergía del hogar
La exergía destruída en el hogar (Edh) debido a las irreversibilidades del proceso de combustión valdrá según el balance de exergías, Tsatsaronis et.al [28]
Edh = (E1 – E4) – (E3 – E2) = Gcz (e1 - e4) + (1 - Gcz )(e1 - e3) – λGat (e3 - e2)
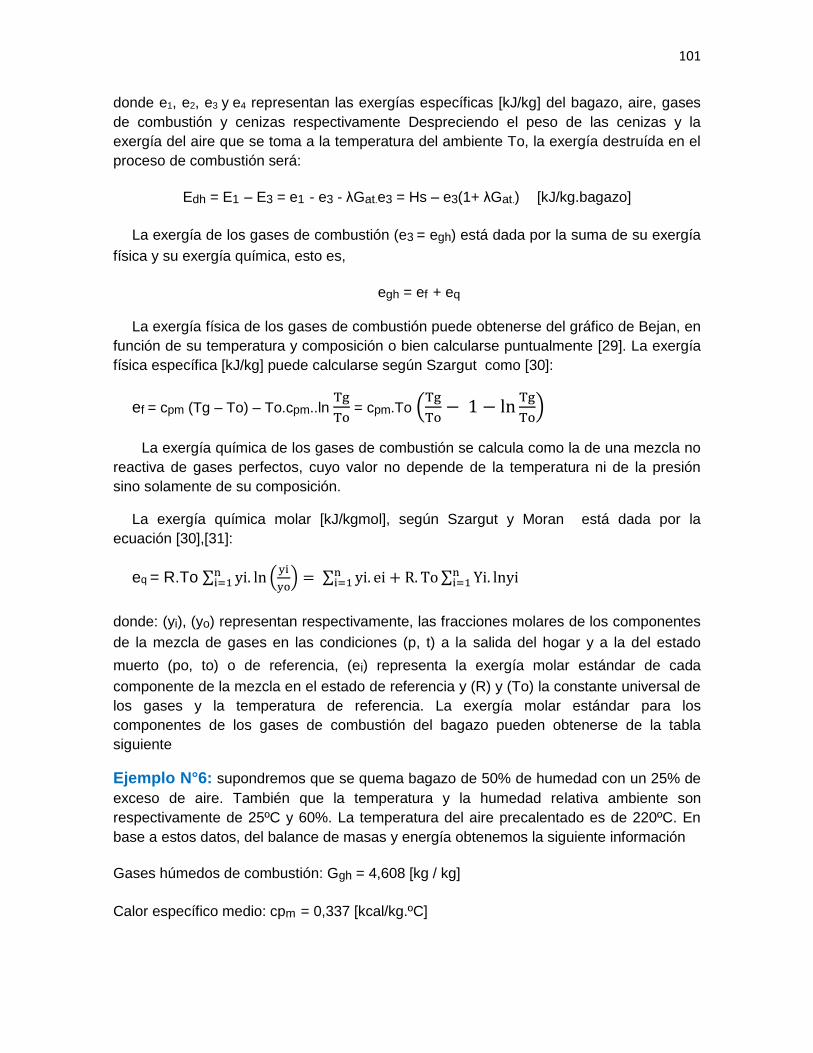
101
donde e1, e2, e3 y e4 representan las exergías específicas [kJ/kg] del bagazo, aire, gases de combustión y cenizas respectivamente Despreciendo el peso de las cenizas y la exergía del aire que se toma a la temperatura del ambiente To, la exergía destruída en el proceso de combustión será:
Edh = E1 – E3 = e1 - e3 - λGat.e3 = Hs – e3(1+ λGat.) [kJ/kg.bagazo]
La exergía de los gases de combustión (e3 = egh) está dada por la suma de su exergía física y su exergía química, esto es,
egh = ef + eq
La exergía física de los gases de combustión puede obtenerse del gráfico de Bejan, en función de su temperatura y composición o bien calcularse puntualmente [29]. La exergía física específica [kJ/kg] puede calcularse según Szargut como [30]:
ef = cpm (Tg – To) – To.cpm..ln Tg
To = cpm.To (
Tg
To− 1 − ln
Tg
To)
La exergía química de los gases de combustión se calcula como la de una mezcla no reactiva de gases perfectos, cuyo valor no depende de la temperatura ni de la presión sino solamente de su composición.
La exergía química molar [kJ/kgmol], según Szargut y Moran está dada por la ecuación [30],[31]:
eq = R.To ∑ yi. ln (yi
yo) = ∑ yi. ei + R. To ∑ Yi. lnyin
i=1ni=1
ni=1
donde: (yi), (yo) representan respectivamente, las fracciones molares de los componentes de la mezcla de gases en las condiciones (p, t) a la salida del hogar y a la del estado
muerto (po, to) o de referencia, (ei) representa la exergía molar estándar de cada componente de la mezcla en el estado de referencia y (R) y (To) la constante universal de los gases y la temperatura de referencia. La exergía molar estándar para los componentes de los gases de combustión del bagazo pueden obtenerse de la tabla siguiente
Ejemplo N°6: supondremos que se quema bagazo de 50% de humedad con un 25% de exceso de aire. También que la temperatura y la humedad relativa ambiente son respectivamente de 25ºC y 60%. La temperatura del aire precalentado es de 220ºC. En base a estos datos, del balance de masas y energía obtenemos la siguiente información
Gases húmedos de combustión: Ggh = 4,608 [kg / kg]
Calor específico medio: cpm = 0,337 [kcal/kg.ºC]
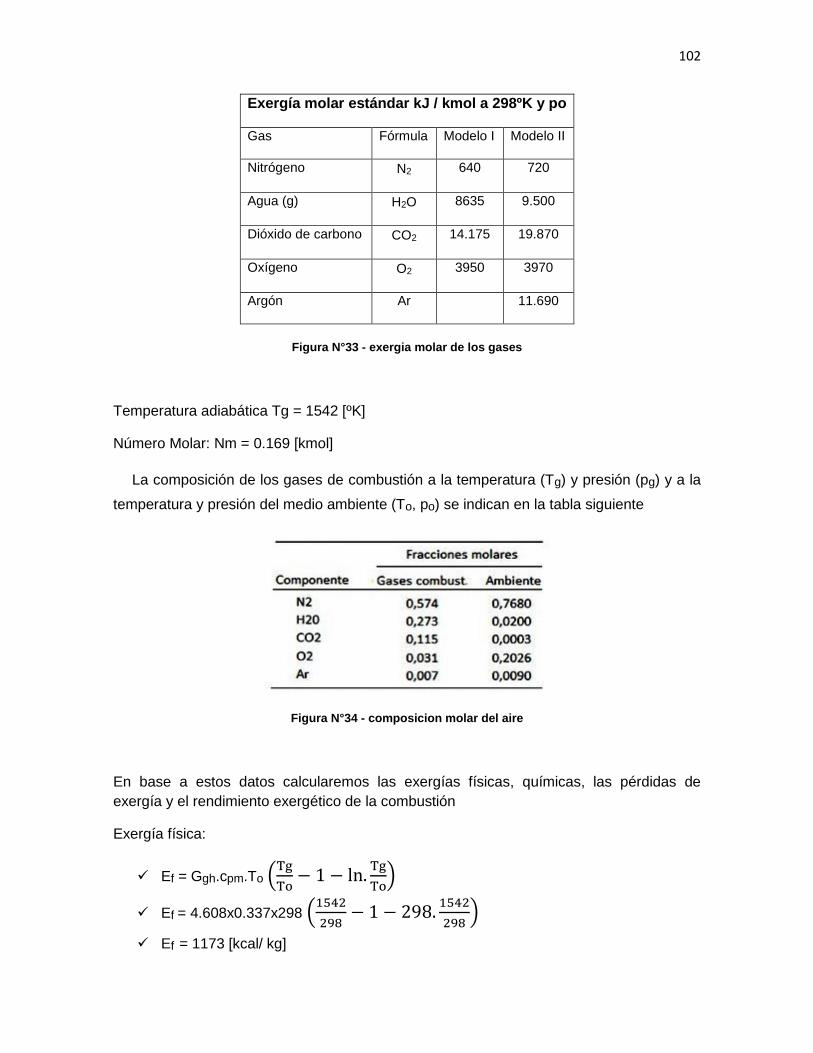
102
Exergía molar estándar kJ / kmol a 298ºK y po
Gas Fórmula Modelo I Modelo II
Nitrógeno N2 640 720
Agua (g) H2O 8635 9.500
Dióxido de carbono CO2 14.175 19.870
Oxígeno O2 3950 3970
Argón Ar 11.690
Figura N°33 - exergia molar de los gases
Temperatura adiabática Tg = 1542 [ºK]
Número Molar: Nm = 0.169 [kmol]
La composición de los gases de combustión a la temperatura (Tg) y presión (pg) y a la
temperatura y presión del medio ambiente (To, po) se indican en la tabla siguiente
Figura N°34 - composicion molar del aire
En base a estos datos calcularemos las exergías físicas, químicas, las pérdidas de exergía y el rendimiento exergético de la combustión
Exergía física:
Ef = Ggh.cpm.To (Tg
To− 1 − ln.
Tg
To)
Ef = 4.608x0.337x298 (1542
298− 1 − 298.
1542
298)
Ef = 1173 [kcal/ kg]

103
Exergía química
Eq = Nm (R. To. ∑ Yi. Ln(Yi
Yo)n
1 )
Eq = (0.169x8.374x298(0.574xln(0.574/0.768)+0.273xln(0.273/0.020) + …..
+0.115xln(0.115/0.003)+0.031xln(0.031/0.2026)+0.007xln(0.007/0.0090)) / 4.186
Eq = 118 [kcal/ kg]
Exergía gases combustión: Egh = Ef + Eq = 1173 + 118 = 1291 [kcal/kg]
La pérdida de exergía en el proceso de combustión será igual a:
Edh = Hs - Egh = 2354 – 1291 = 1063 [kcal/kg]
Pérdida relativa de exergía será: Erdh = (Edh/ Hs)100 = 45%
Rendimiento exergético: = Egh / Hs = (1291 / 2354) 100 = 55%
Exergía química relativa gases: Erq = Eq / Hs = (118 / 2354)100 = 5%
La segunda forma de obtener la pérdida de exergía en el proceso de combustión, es a partir del cálculo de la exergía del calor (Eq) a la temperatura adiabática (Ta) resultante en el hogar, teniendo a To como temperatura ambiente. Este procedimiento simplificado, tiene en cuenta solamente la pérdida debida a la exergía física. Según Andriánova et al esta vale [32]:
Exergia del calor: d(Eq) = dQ (1 − To/Ta)
Eq = Q – To ∫ dQ/T1
0= Q − To(s1 − s0)
Siendo: To (s1 – so) = c ln Ta
To y el calor específico c =
Q
Ta−To
Reemplazando por su igual en la expresión de la exergía del calor, nos queda entonces que esta magnitud (Eq) y la exergía destruída (Edh) en el proceso de combustión valen:
Exergia del calor Eq = Hs (1 −To
Ta−To. ln
Ta
To) kcal / kg
Exergía destruída en el hogar: Edh = Hs – Eq
Rendimiento exergético combustión: = (Eq / Hs)100
104
Estas ecuaciones nos muestran que las pérdidas exergéticas serán tanto más altas cuanto más bajas sean las temperaturas en el hogar, que como vimos, serán funciones de la humedad del bagazo y del exceso de aire principalmente
Ejemplo N°7: tomando el caso anterior donde obtuvimos una temperatura teórica de combustión Ta = 1269ºC (1542ºK), con un exceso de aire λ = 1.25 y una humedad en el
bagazo de w = 50%, Hs = 2354 [kcal/kg] y asumiendo una temperatura ambiente de 25ºC (298ºK), la exergía y pérdida de exergía en estas condiciones serán:
Eq = Hs (1 −To
Ta−To. ln
Ta
To) = 2534 (1 −
298
1542−298ln
1542
298)
Eq = 1428 [ kcal/kg.bagazo]
Edh = Hs – Eq = 2354 – 1428 = 926 [ kcal/kg.bagazo]
ε = (Eq / Hs)100 = (1428/2354)100 ≅ 61%
Edh% = (926/2354)100 ≅ 39%
La exergía del calor (Eq) es la parte de la exergía química del combustible transferida a los gases de combustión en el proceso reactivo. Vemos que, si a la exergía destruída (39%) le sumamos el 5% de las pérdidas debidas a la exergía química de los gases de combustión, se pierde en el hogar debido a las irreversibilidades del proceso de combustión entre un 44 a 45% de la exergía del bagazo, según los resultados obtenidos por los dos procedimientos de cálculo
4.14 REFERENCIAS
1. Hugot E.: Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
2. Baloh T & Wittwer E.- Manual de Energía para Fabricas de Azúcar. Verlag. Dr.
Albert Bartens, Berlín 1995
3. Baehr Hans: Thermodynamik. Edit. Springer Verlag, 2005
4. McAllister Sara et al: Fundamentals of combustion process. Edit.Springer, 2011
5. Paz Dora et.al – Secado de bagazo en transporte neumático: beneficios operativos
y ambientales. Revista Avance Agroindustrial 32 (4)/ 37, EEAOC. Tucumán,
Argentina (2011)
6. Paz Dora et.al – Monitoreo de un sistema de secado de bagazo acoplado a una
caldera en un ingenio de México. Revista Industrial y Agrícola de Tucumán. Tomo
87(2); 33-44, de 2010. Argentina
105
7. Maranhao Correia L. Sistema individual de secado de bagazo. Boletín Técnico
Nº16, GEPLACEA, Octubre-Diciembre de 1980, México
8. Dolezal Richard: Large Boiler Furnaces. Edit. Springer Verlag, 1966
9. Gumz Wilhelm: Kurzes Handbuch der Brennstoff und Feuerungstechnik, 3th.edit.
Edit.Springer Verlag, 1962
10. Angeleri Eduardo: La combustión del bagazo. Revista Ingeniería e Industria, Junio
de 1956, pp.99-106. Buenos Aires, Argentina
11. Wittwer Enrique et al: Manual de Energía para Fabricas de Azúcar. Verlag. Dr.
Albert Bartens, Berlín 1995
12. Rein P.: Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
13. Turn Scott: Physicochemical Analysis of Selected Biomass Materials in Hawaii.
Edit. University of Hawai, 2005
14. Camargo C.A. et al: Conservação de Energia na Indústria do Açúcar e do Álcool –
Manual de Recomendações, 1 ed. São Paulo: IPT – Instituto de Pesquisas
Tecnológicas, 1990
15. Rayaprolu Kumar: Boilers for Power and Process. Edit.CRC, 2009
16. Gupta R.P. et al: Impact of Mineral Impurities in Solid Fuel Combustion.
Edit.Kluwer Academic Publisher, 2002
17. Kitto J.B. et al: Steam, its generation and use, 41th edit. Edit. Babcok Willcox Co,
2005, US
18. Santos de Souza Marcio: Solid Fuel Combustion and Gasification. Edit. Marcel
Dekker, 2005
19. Habik Saad et al: Fundamentals and Technology of Combustion. Edit. Elsevier,
2002
20. Kanury Anjaneya: Introduction to Combustion Phenomena. Edit.Gordon and
Breach Science Publishers, 1975
21. EPA 600/7-77: Proceeding of second stationary source combustion symposium.
Vol.III, Utility and large industrial boiler. Edit. EPA, 1977, US
22. Rajput R.K.: Engineering Thermodynamics, 3th.edit. Edit.Laxmi Publications, 2007
– India
23. Moran Michael et al: Fundamentals Engineering Thermodynamics, 9th.edit. Edit
Wiley Sons, 2014
24. Mesny Marcelo: Generadores de vapor. Edit. Marymar, 1976. Argentina
106
25. Chase Malcom: NIST-JANAF-Thermochemical-Tables-4th-Edition. Edit. NIST,
1996, US
26. Rogers G. et al: Thermodynamics and transport properties of fluid, 5th edit.
Edit.Blackwell Publishing, 1995, US
27. Van Loo Sjaak et al: The Handbook of Biomass Combustion and Co-firing. Edit.
Earthscan, 2008, UK
28. Tsatsaronis G. et al: Exergy, energy systems analysis and optimization. Chapter
1.3: Exergy analysis of simple process. Edit.EOLSS Publisher, 2009
29. Bejan Adrian: Advanced Engineering Thermodynamics, 3th ed. Edit. John Wiley &
Sons, 2006
30. Szargut Jan: Exergy Method. Technical and ecological applications. Edit.Wit Press,
2005
31. Moran Michael et al: Engineering Thermodynamics. The CRC Handbook of
Thermal Engineering. Edit.CRC Press, 2000
32. Andrianova T. et al: Problemas de termodinamica tecnica. Edit.Mir, 1977
107
5. GENERACIÓN DE VAPOR
En la industria azucarera el vapor es producido por medio de calderas acuotubulares de circulación natural, en las cuales los gases de combustión circulan por el exterior de los tubos mientras que la mezcla agua-vapor fluye por el interior de los mismos, transfiriéndose calor entre ambos fluidos a través de las paredes tubulares.
Para una correcta y clara especificación de las calderas, es necesario precisar y/o definir la terminología relativa a estos equipos, ya que a veces resulta confusa en la literatura técnica. Una parte de la información será provista por los estándares y códigos más difundidos internacionalmente relativos al diseño mecánico, construcción, inspección y ensayos de calderas y otra parte vendrá del diseño térmico. Estos son:
ASME Boiler and Pressure Vessels Code: Secciones I, II, V, VIII, IX y el
código de performance PTC 4-2013
Estándares Europeos EN 12952-1/16: Water-tube boilers and auxiliary
installations
Indian Boiler Regulations (IBR) 1950, 11th edition - 2010
De manera complementaria nos referiremos a las Normas Argentinas IRAM IAP A25-5/A25-6 y a las Norma Brasileras NBR que definen también las partes constituyentes, equipos auxiliares, accesorios y parámetros operativos de estos equipos. Estas normas establecen las siguientes definiciones [1],[2],[3],[4],[5],[6],[7],[8]:
1) Generador de vapor: es el conjunto constituído por la caldera de vapor con uno, algunos o todos los equipos de transferencia de calor y auxiliares citados a continuación:
Caldera: está constituída por los elementos dentro de los cuales se genera el vapor a una presión superior a la atmosférica mediante el intercambio de calor con los gases de combustión
Hogar: es el recinto donde tiene lugar el proceso de combustión Sobrecalentador: es el equipo destinado a elevar a presión constante la
temperatura del vapor saturado generado en la caldera Desobrecalentador: es el dispositivo responsable de reducir la temperatura del
vapor sobrecalentado hasta un valor próximo al de saturación Atemperador: es el dispositivo responsable de reducir y adecuar la temperatura del
vapor sobrecalentado Economizador: es el equipo responsable de elevar la temperatura del agua de
alimentación aprovechando parte de la energía de los gases de combustión. Puede estar ubicado antes o después del calentador de aire
Calentador de aire: es el equipo destinado a precalentar el aire de combustión antes de su ingreso al hogar aprovechando la energía de los gases de
108
combustión. Se ubica a la salida de la caldera antes o después de un economizador si existe
Equipos auxiliares: son los destinados al movimiento de aire, gases y cenizas de combustión. Tambien de suministrar el agua de alimentación y el combustible al generador de vapor
2) Capacidad de vaporización o producción de vapor (Gv): es la máxima cantidad de vapor capaz de ser generado en forma continua por el equipo y bajo determinadas condiciones especificadas en el vapor y ciclo de configuración. Se expresa en [kg/h, ton/hora] y su valor incluye las purgas especificadas y consumo de vapor de auxiliares. Esta capacidad es referida como MCR (Maximum Continuous Rating)
3) Capacidad pico de vaporización (Gpk): es la màxima cantidad de vapor capaz de ser entregado por el equipo en forma intermitente y bajo determinadas condiciones especificadas en el vapor y ciclo de configuración. Se expresa en [kg/h, ton/hora] y su valor incluye las purgas especificadas y consumo de vapor de auxiliares. Normalmente se expresa como porcentaje del valor norminal (10%) y se indica el tiempo de duración del pico o sobrecarga que puede generarse con cierta intermitencia y sin afectar la operación futura del equipo (ejemplo: 2 horas no continuas cada 24 horas). La operación frecuente de la caldera en estas condicones no solo reduce su rendimiento sino también la vida útil del equipo por las mayores temperaturas a las que se exponen las distintas partes integrantes. Es especificada por el fabricante
4) Presión de trabajo (pt): es la presión a la cual opera el equipo de forma permanente en las condiciones normales de régimen. Se expresa en [kg/cm2, bar] y se mide sobre el domo de la caldera
5) Presión máxima de trabajo (pmax): es la máxima presión posible de ser alcanzada en la caldera en condiciones admisibles de seguridad (MAWP). Se expresa en [kg/cm2, bar] y es el valor determinado por las tensiones admisibles de diseño.
6) Presión de diseño (pd): es la presión para la cual se efectúa el cálculo mecánico de la caldera y sus partes componentes. Según el estándar utilizado esta puede tomar distintos valores
ASME: pd = pmax (MAWP)
EN 12952-3: pd ≥ pmax
La relación entre la presión de diseño y la de trabajo es fijada por el proyectista del equipo y varía según los fabricantes entre los siguientes valores
pd = (1.15 – 1.25) pt [kg/cm2; bar]
7) Presión vapor sobrecalentado (pv): es la presión de vapor a la salida del sobrecalentador y se expresa en [kg/cm2; bar]
109
8) Temperatura máxima de trabajo (tv): es la máxima temperatura que puede alcanzar el vapor sobrecalentado en condiciones admisibles de seguridad. Esta temperatura se expresa a veces con cierta tolerancia: tv ± 3 a 5 ºC
9) temperatura del agua de alimentación (tw): es la temperatura a la que ingresa el agua al equipo generador de vapor y se expresa en [ºC]
10) Superficie de calefacción de la caldera (Fb): es la superficie a través de la cual intercambian calor, de un lado la mezcla agua-vapor y del otro, los gases de combustión o refractarios que ceden el mismo. En el Código ASME I (Power Boiler) en los párrafos PG-101.1 a 101.1.3 se fijan los criterios para el cómputo de la superficie de calefacción de la caldera. Establece que en un sistema de circulación en contacto, por un lado el agua o vapor húmedo que se está calentando y, en el otro lado, los gases o refractarios que se están enfriando, la superficie de calefacción debe medirse del lado que se está recibiendo calor, es decir medirse del lado de los gases y se expresa en [m2]. Define también que la superficie de calefacción de una pared de agua y otra superficie equivalente dentro del hogar deben medirse como el área proyectada (diámetro x longitud) agregando cualquier superficie extendida en el lado del hogar. Es decir, la superficie radiante de las paredes de agua será igual al área proyectada de los tubos que mira a la llama.
La superficie de calefacción de una caldera (Fb) se compone entonces de la superficie
radiante (Fr) instalada en el hogar (paredes de agua) y de la superficie del haz de
convección (Fcv). La superficie de calefacción de la caldera resulta:
Fb = Fr+ Fcv [m2]
11) Producción específica de vapor (gv): es la relación entre la cantidad de vapor
generado en la caldera y la superficie de calefacción. Se expresa en kg/h.m2 y es un indicador muy importante de productividad del equipo y se usa como elemento de benchmark entre diferentes diseños. Su expresión es:
gv = Gv / Fb [kg/h.m2]
12) Volumen del hogar (Vh): es el volumen de la cámara o recinto donde tiene lugar el
proceso de combustión y se expresa en [m3]
13) Carga térmica del hogar (Qh): es la relación entre la cantidad de calor liberado en el hogar en el proceso de combustión y el volúmen del horno. Se expresa como:
Qh = B.Hs / Vh [kcal / h.m3]
B es el consumo de combustible en [kg/ h] y Hs el poder calorífico superior [kcal / kg]
14) Superficie del hogar (Fh): es la superficie transversal del hogar y se expresa en m2
110
15) Carga térmica de la superficie hogar: es la relación entre la cantidad de calor liberado en el hogar y la superficie transversal del mismo. Se expresa como:
Qfh = B.Hs / Fh [kcal / h.m2]
Con ciertas restricciones, este parámetro puede servir como una medida de la velocidad del flujo de gases a través del horno (velocidad másica), asumiendo que el horno es llenado completamente por las llamas y no hay recirculación
16) Superficie de la grilla (Sp): es la superficie proyectada de la grilla dentro del hogar sobre un plano horizontal que pasa por el punto medio de la misma. Esta dada por su ancho y profundidad y se expresa en m2
17) Carga térmica de la grilla (Qp): es la relación entre el calor desprendido en el proceso de combustión y la superficie de la grilla. Su expresión es:
Qp = B.Hs / Sp [kcal/h.m2]
18) Carga de la grilla (Bp): es la relación entre la cantidad de combustible quemado y la superficie de la grilla. Su expresión es:
Bp = B / Sp [kg/h.m2]
19) Consumo de combustible (B): es la cantidad efectiva de combustible quemado en la
caldera y se expresa en [kg/h; Nm3/h]
20) Poder evaporante del combustible (b): es la relación entre el vapor generado y el combustible consumido para producirlo y se expresa:
v = Gv / B [kg.vapor / kg.combustible]
Es un valor muy utilizado en la práctica como indicador de la eficiencia de una caldera
20) Rendimiento del generador de vapor: está definido como la relación entre la energía térmica entregada al agua-vapor y la energía térmica aportada por el combustible quemado, esto es:
ŋ = Gv (iv – iw) / B.H [%]
Dependiendo de la norma usada para calcular el rendimiento, este puede estar refererido al poder calorífico superior (Hs) o inferior (Hi). Más adelante en el capítulo sobre el ensayo de performance analizaremos nuevamente el concepto de rendimiento según el ASME PTC 4-2013 y el estándard EN 12952-15. Definido algunos conceptos básicos veamos ahora la clasificación de los mismos
21) Superficie de calefacción de los equipos recuperadores de calor (sobrecalentador, economizador y calentador de aire): es el área de todos los elementos del recuperador de
111
calor que están en contacto, de un lado con los gases calientes y del otro con el (aire / agua / vapor). Se mide del lado en contacto con los gases
5.1 CLASIFICACION DE LA CALDERAS
Existen muchos criterios para clasificar estas calderas, pero en función del desarrollo que estos equipos tuvieron en los últimos años, impulsados por los nuevos negocios que presenta la cogeneración y el aprovechamiento de la biomasa, podemos intentar una clasificación en función del tipo de diseño y condiciones operativas hoy imperantes en la industria azucarera. Estos criterios de clasificación son:
1. Basada en la tecnología de combustión Calderas convencionales con combustion suspendida o semi suspendida sobre
grillas horizontales o inclinadas, fijas o móviles Calderas de lecho fluidizado tipo BFBC o CFBC
2. Basada en la producción de vapor Baja capacidad– Gv ≤ 100 ton / h Media capacidad – 250 ≥ Gv ≥ 150 ton / h Alta capacidad – 400 ≥ Gv ≥ 250 ton / h
3. Basada en la presión de trabajo Baja presión – pt < 25 bar Media presión – 70 ≥ pt ≥ 30 Alta presión – 150 ≥ pt ≥ 80
4. Basada en la forma de soporte Colgante Soportada en la base (bottom supported)
5. Basada en la separación agua-vapor Un sólo domo – (single drum) Dos domos (double drum o bi-drum)
Realizada esta clasificación, veamos en qué segmento se ubican los equipos instalados en casi la mayoría de los ingenios azucareros. Es oportuno en este análisis, mencionar como punto de referencia de la importancia de estos equipos que, a nivel mundial, se estima que hay instalados alrededor de 3000 unidades, de las cuales Brasil como el mayor productor de azúcar y alcohol tiene aproximadamente el 50% de esta cifra, de las cuales sólo en el Estado de San Pablo hay unas 458 unidades en operación [9],[10]
En Argentina, de un listado de 42 equipos instalados entre los años 1952-1980 se observó que la capacidad promedio estaba en el orden de las 46 ton/h y con presiones y
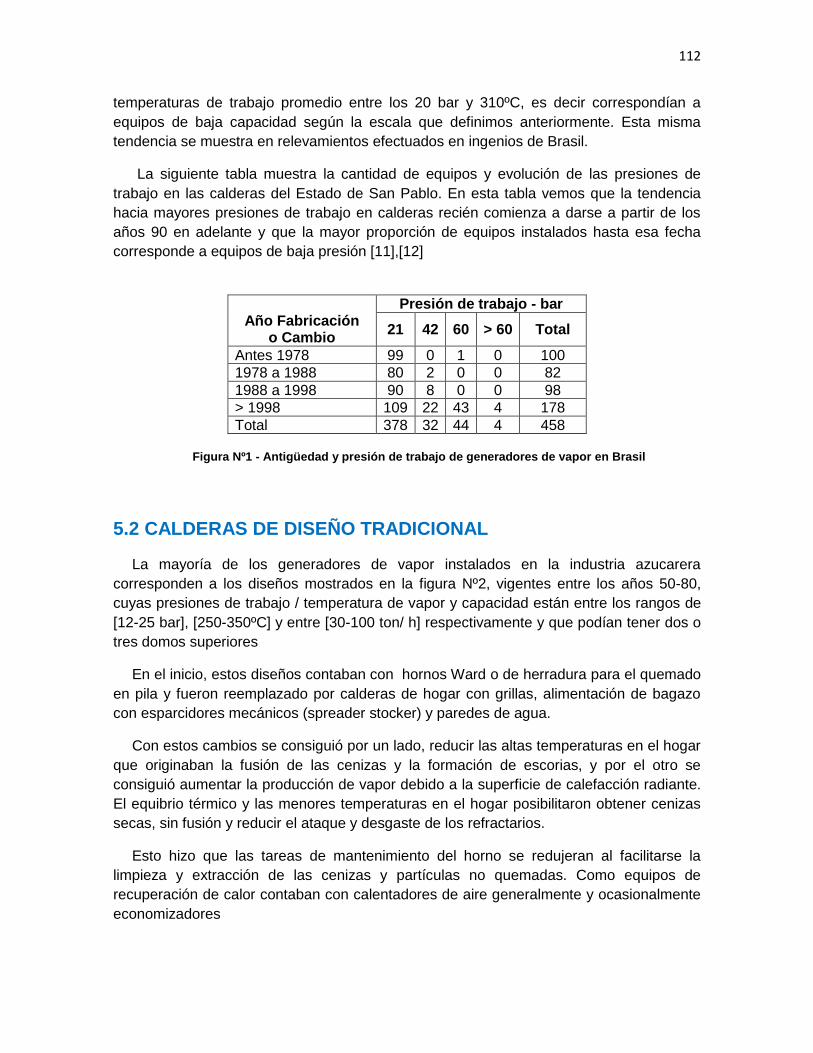
112
temperaturas de trabajo promedio entre los 20 bar y 310ºC, es decir correspondían a equipos de baja capacidad según la escala que definimos anteriormente. Esta misma tendencia se muestra en relevamientos efectuados en ingenios de Brasil.
La siguiente tabla muestra la cantidad de equipos y evolución de las presiones de trabajo en las calderas del Estado de San Pablo. En esta tabla vemos que la tendencia hacia mayores presiones de trabajo en calderas recién comienza a darse a partir de los años 90 en adelante y que la mayor proporción de equipos instalados hasta esa fecha corresponde a equipos de baja presión [11],[12]
Año Fabricación o Cambio
Presión de trabajo - bar
21 42 60 > 60 Total
Antes 1978 99 0 1 0 100 1978 a 1988 80 2 0 0 82 1988 a 1998 90 8 0 0 98 > 1998 109 22 43 4 178 Total 378 32 44 4 458
Figura Nº1 - Antigüedad y presión de trabajo de generadores de vapor en Brasil
5.2 CALDERAS DE DISEÑO TRADICIONAL
La mayoría de los generadores de vapor instalados en la industria azucarera corresponden a los diseños mostrados en la figura Nº2, vigentes entre los años 50-80, cuyas presiones de trabajo / temperatura de vapor y capacidad están entre los rangos de [12-25 bar], [250-350ºC] y entre [30-100 ton/ h] respectivamente y que podían tener dos o tres domos superiores
En el inicio, estos diseños contaban con hornos Ward o de herradura para el quemado en pila y fueron reemplazado por calderas de hogar con grillas, alimentación de bagazo con esparcidores mecánicos (spreader stocker) y paredes de agua.
Con estos cambios se consiguió por un lado, reducir las altas temperaturas en el hogar que originaban la fusión de las cenizas y la formación de escorias, y por el otro se consiguió aumentar la producción de vapor debido a la superficie de calefacción radiante. El equibrio térmico y las menores temperaturas en el hogar posibilitaron obtener cenizas secas, sin fusión y reducir el ataque y desgaste de los refractarios.
Esto hizo que las tareas de mantenimiento del horno se redujeran al facilitarse la limpieza y extracción de las cenizas y partículas no quemadas. Como equipos de recuperación de calor contaban con calentadores de aire generalmente y ocasionalmente economizadores
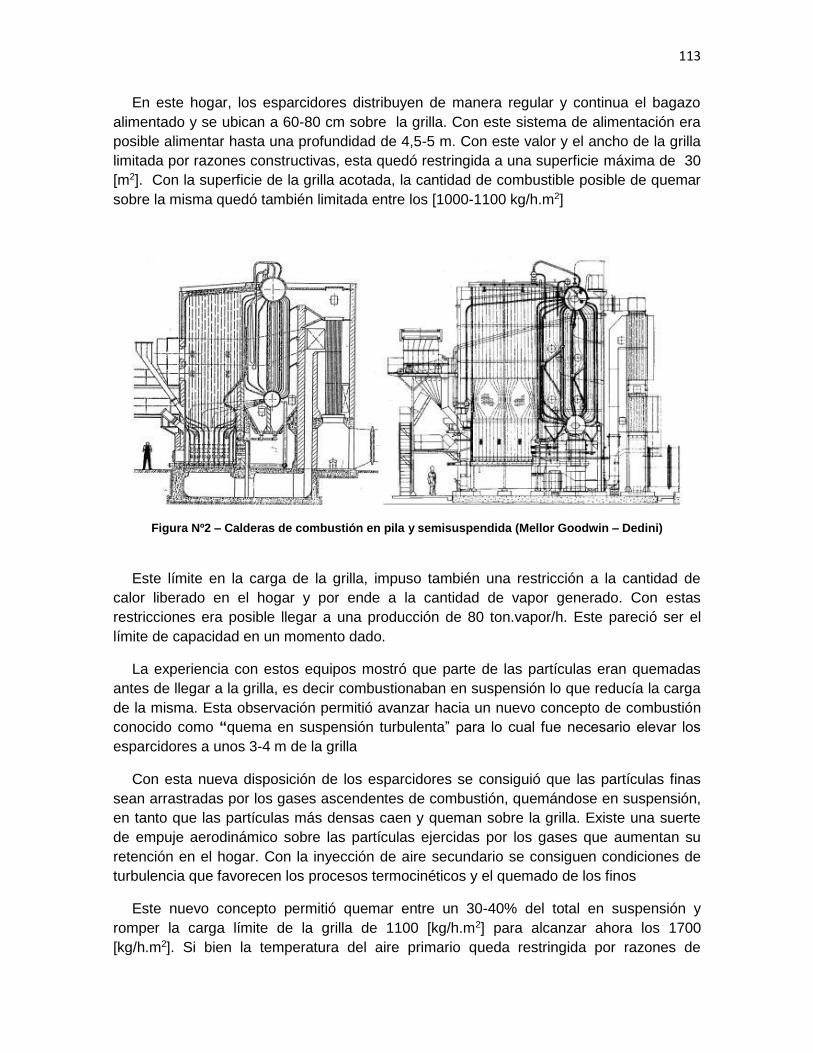
113
En este hogar, los esparcidores distribuyen de manera regular y continua el bagazo alimentado y se ubican a 60-80 cm sobre la grilla. Con este sistema de alimentación era posible alimentar hasta una profundidad de 4,5-5 m. Con este valor y el ancho de la grilla limitada por razones constructivas, esta quedó restringida a una superficie máxima de 30 [m2]. Con la superficie de la grilla acotada, la cantidad de combustible posible de quemar sobre la misma quedó también limitada entre los [1000-1100 kg/h.m2]
Figura Nº2 – Calderas de combustión en pila y semisuspendida (Mellor Goodwin – Dedini)
Este límite en la carga de la grilla, impuso también una restricción a la cantidad de
calor liberado en el hogar y por ende a la cantidad de vapor generado. Con estas restricciones era posible llegar a una producción de 80 ton.vapor/h. Este pareció ser el límite de capacidad en un momento dado.
La experiencia con estos equipos mostró que parte de las partículas eran quemadas antes de llegar a la grilla, es decir combustionaban en suspensión lo que reducía la carga de la misma. Esta observación permitió avanzar hacia un nuevo concepto de combustión conocido como “quema en suspensión turbulenta” para lo cual fue necesario elevar los
esparcidores a unos 3-4 m de la grilla
Con esta nueva disposición de los esparcidores se consiguió que las partículas finas sean arrastradas por los gases ascendentes de combustión, quemándose en suspensión, en tanto que las partículas más densas caen y queman sobre la grilla. Existe una suerte de empuje aerodinámico sobre las partículas ejercidas por los gases que aumentan su retención en el hogar. Con la inyección de aire secundario se consiguen condiciones de turbulencia que favorecen los procesos termocinéticos y el quemado de los finos
Este nuevo concepto permitió quemar entre un 30-40% del total en suspensión y romper la carga límite de la grilla de 1100 [kg/h.m2] para alcanzar ahora los 1700 [kg/h.m2]. Si bien la temperatura del aire primario queda restringida por razones de

114
refrigeración de la grilla para evitar su quemado por las elevadas temperaturas, el aire secundario puede suministrarse a mayor temperatura (300-350ºC), hecho que permite una mayor recuperación de energia de los gases que salen de la caldera. Esto permitió reducir también la superficie del haz convectivo de la caldera y aumentar la del calentador de aire [13],[14]
Al elevar la temperatura del aire precalentado secundario y por ende las temperaturas del hogar, obliga también a aumentar la supeficie radiante para mantener la temperatura media y evitar la fusión de las cenizas. Al aumentar la superficie de calefacción radiante se incrementa el vapor generado en el hogar y mejora la producción específica de vapor del equipo [kg/h.m2].
Estas mejoras permitieron superar la barrera de las 80 ton/h y alcanzar las producciones de vapor actuales. El primer equipo en incorporar estos conceptos en su diseño y alcanzar las 120 ton/h fue instalado en el Ingenio San Martín de Tabacal en Argentina en 1964, constituyéndose en el más grande generador de vapor a bagazo del mundo en ese momento [13]
La investigación continua, los avances en el conocimiento de los materiales y la incorporación de herramientas computacionales de cálculos y de simulación en la mecánica de fluídos (CFD) y el proyecto mecánico (FEM, CADWorks, etc.) han ido optimizando el diseño y performance de estos equipos hasta llegar a las unidades de gran capacidad y rendimientos actuales.
Estos equipos tienen capacidad entre 120-200 ton/h y con presiones entre 42-68 bar y temperaturas de vapor entre 450-520ºC. En la figura siguiente se muestran equipos de diseño moderno, de alta presión y temperatura de vapor, de dos domos
Figuras Nº3 - Generadores de vapor de diseño moderno (Caldema)
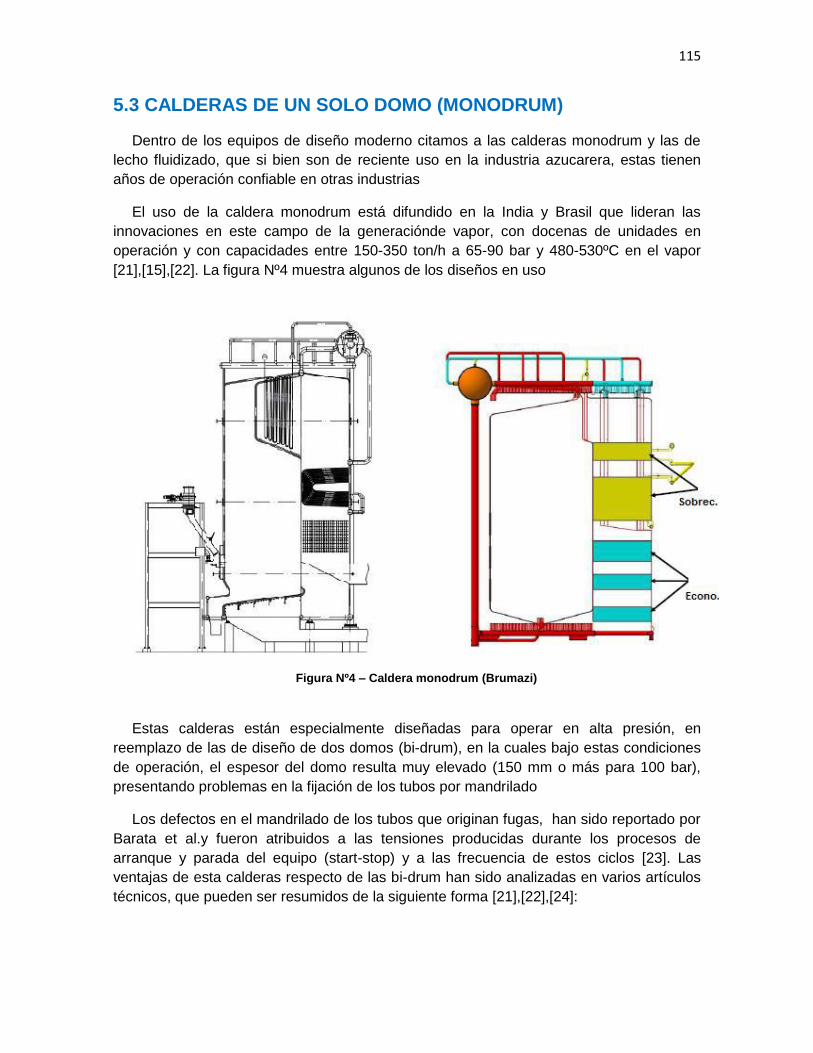
115
5.3 CALDERAS DE UN SOLO DOMO (MONODRUM)
Dentro de los equipos de diseño moderno citamos a las calderas monodrum y las de lecho fluidizado, que si bien son de reciente uso en la industria azucarera, estas tienen años de operación confiable en otras industrias
El uso de la caldera monodrum está difundido en la India y Brasil que lideran las innovaciones en este campo de la generaciónde vapor, con docenas de unidades en operación y con capacidades entre 150-350 ton/h a 65-90 bar y 480-530ºC en el vapor [21],[15],[22]. La figura Nº4 muestra algunos de los diseños en uso
Figura Nº4 – Caldera monodrum (Brumazi)
Estas calderas están especialmente diseñadas para operar en alta presión, en
reemplazo de las de diseño de dos domos (bi-drum), en la cuales bajo estas condiciones de operación, el espesor del domo resulta muy elevado (150 mm o más para 100 bar), presentando problemas en la fijación de los tubos por mandrilado
Los defectos en el mandrilado de los tubos que originan fugas, han sido reportado por Barata et al.y fueron atribuidos a las tensiones producidas durante los procesos de arranque y parada del equipo (start-stop) y a las frecuencia de estos ciclos [23]. Las ventajas de esta calderas respecto de las bi-drum han sido analizadas en varios artículos técnicos, que pueden ser resumidos de la siguiente forma [21],[22],[24]:

116
El domo resulta de menores dimensiones y por ende de menor espesor. Al contener menor volumen de agua y menor espesor, resulta más liviano
Los tubos van soldados al domo lo cual reduce los problemas de fallas durante los ciclos de start-stop. Esto permite reducir los tiempos de puesta en marcha y lograr arranques más rápidos (1/3 del tiempo para calderas bidrum)
La caldera está soportada en la base de modo que expande hacia arriba y evita la distribución desigual de temperatura entre colectores y paredes
Al estar el sobrecalentador, banco convectivo y economizador en flujo recto, sin cambios de dirección, se minimizan los problemas de erosión
Posibilidad de colocar sobrecalentadores drenables y de efectuar su limpieza química
Estando el sobrecalentador fuera del hogar se puede usar equipos del tipo convectivo operando en paralelo, con lo que se consigue menor temperatura en la pared metálica
Montaje modular más rápido ya que se puede armar el hogar y colocar el domo después, al revés de las calderas bi-drum que requieren tener montado el domo y el banco de convección primero
Pueden colocarse en el hogar grillas del tipo pinhole o vibratorias Dan buen tiempo de retención en el hogar y una mayor proporción de quema en
suspensión debido a la mayor inyección de aire secundario a 350ºC (50 a 60%) a través de toberas en las esquinas que generan un movimento rotacional en el recinto
Evaporación del banco reducida en favor de grandes sobrecalentadores Dan hogares de mayor altura y volumen que mejora el tiempo de retención Hay una mayor carga radiante en el hogar que mejora la producción de vapor
Figura Nº5 – esquema caldera monodrum (Caldema)
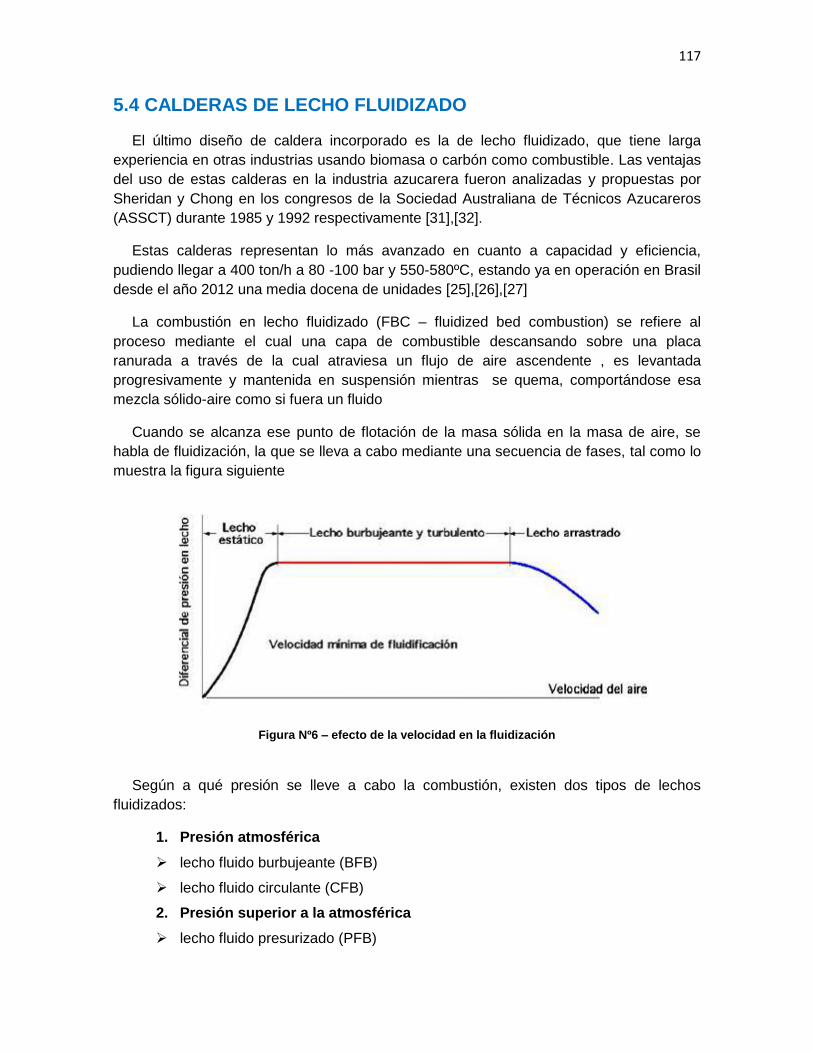
117
5.4 CALDERAS DE LECHO FLUIDIZADO
El último diseño de caldera incorporado es la de lecho fluidizado, que tiene larga experiencia en otras industrias usando biomasa o carbón como combustible. Las ventajas del uso de estas calderas en la industria azucarera fueron analizadas y propuestas por Sheridan y Chong en los congresos de la Sociedad Australiana de Técnicos Azucareros (ASSCT) durante 1985 y 1992 respectivamente [31],[32].
Estas calderas representan lo más avanzado en cuanto a capacidad y eficiencia, pudiendo llegar a 400 ton/h a 80 -100 bar y 550-580ºC, estando ya en operación en Brasil desde el año 2012 una media docena de unidades [25],[26],[27]
La combustión en lecho fluidizado (FBC – fluidized bed combustion) se refiere al proceso mediante el cual una capa de combustible descansando sobre una placa ranurada a través de la cual atraviesa un flujo de aire ascendente , es levantada progresivamente y mantenida en suspensión mientras se quema, comportándose esa mezcla sólido-aire como si fuera un fluido
Cuando se alcanza ese punto de flotación de la masa sólida en la masa de aire, se habla de fluidización, la que se lleva a cabo mediante una secuencia de fases, tal como lo muestra la figura siguiente
Figura Nº6 – efecto de la velocidad en la fluidización
Según a qué presión se lleve a cabo la combustión, existen dos tipos de lechos
fluidizados:
1. Presión atmosférica
lecho fluido burbujeante (BFB)
lecho fluido circulante (CFB)
2. Presión superior a la atmosférica
lecho fluido presurizado (PFB)
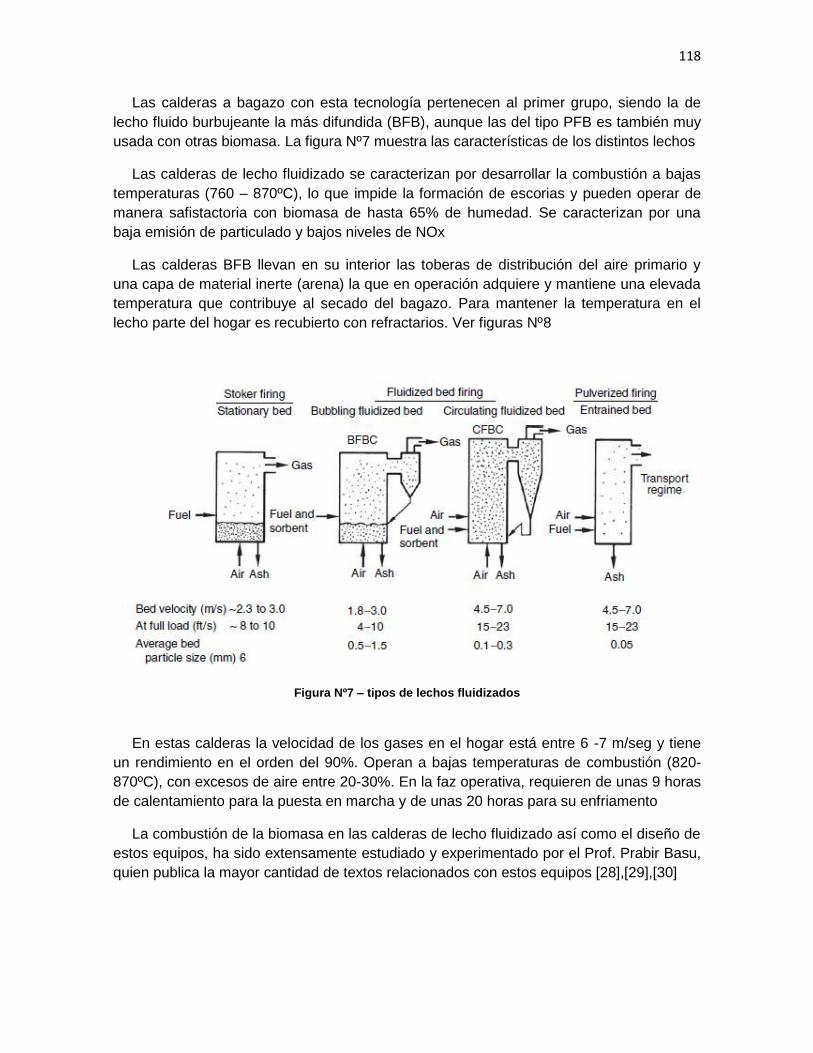
118
Las calderas a bagazo con esta tecnología pertenecen al primer grupo, siendo la de lecho fluido burbujeante la más difundida (BFB), aunque las del tipo PFB es también muy usada con otras biomasa. La figura Nº7 muestra las características de los distintos lechos
Las calderas de lecho fluidizado se caracterizan por desarrollar la combustión a bajas temperaturas (760 – 870ºC), lo que impide la formación de escorias y pueden operar de manera safistactoria con biomasa de hasta 65% de humedad. Se caracterizan por una baja emisión de particulado y bajos niveles de NOx
Las calderas BFB llevan en su interior las toberas de distribución del aire primario y una capa de material inerte (arena) la que en operación adquiere y mantiene una elevada temperatura que contribuye al secado del bagazo. Para mantener la temperatura en el lecho parte del hogar es recubierto con refractarios. Ver figuras Nº8
Figura Nº7 – tipos de lechos fluidizados
En estas calderas la velocidad de los gases en el hogar está entre 6 -7 m/seg y tiene
un rendimiento en el orden del 90%. Operan a bajas temperaturas de combustión (820-870ºC), con excesos de aire entre 20-30%. En la faz operativa, requieren de unas 9 horas de calentamiento para la puesta en marcha y de unas 20 horas para su enfriamento
La combustión de la biomasa en las calderas de lecho fluidizado así como el diseño de estos equipos, ha sido extensamente estudiado y experimentado por el Prof. Prabir Basu, quien publica la mayor cantidad de textos relacionados con estos equipos [28],[29],[30]
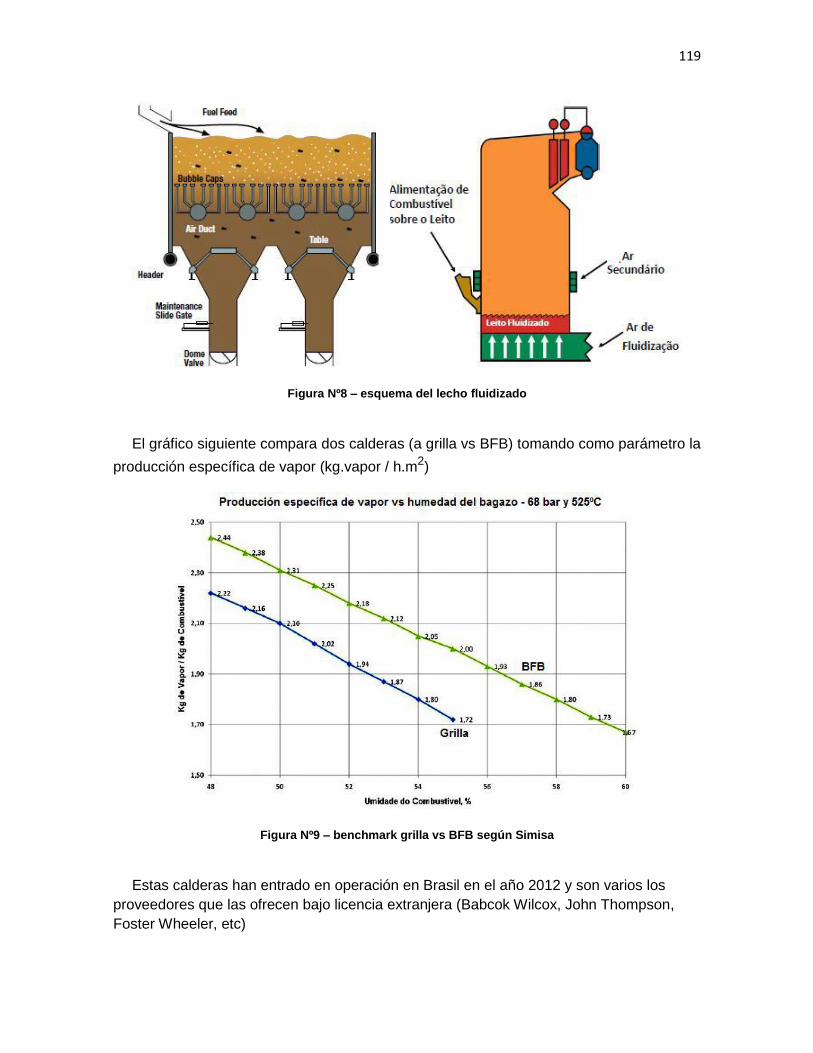
119
Figura Nº8 – esquema del lecho fluidizado
El gráfico siguiente compara dos calderas (a grilla vs BFB) tomando como parámetro la
producción específica de vapor (kg.vapor / h.m2)
Figura Nº9 – benchmark grilla vs BFB según Simisa
Estas calderas han entrado en operación en Brasil en el año 2012 y son varios los
proveedores que las ofrecen bajo licencia extranjera (Babcok Wilcox, John Thompson, Foster Wheeler, etc)
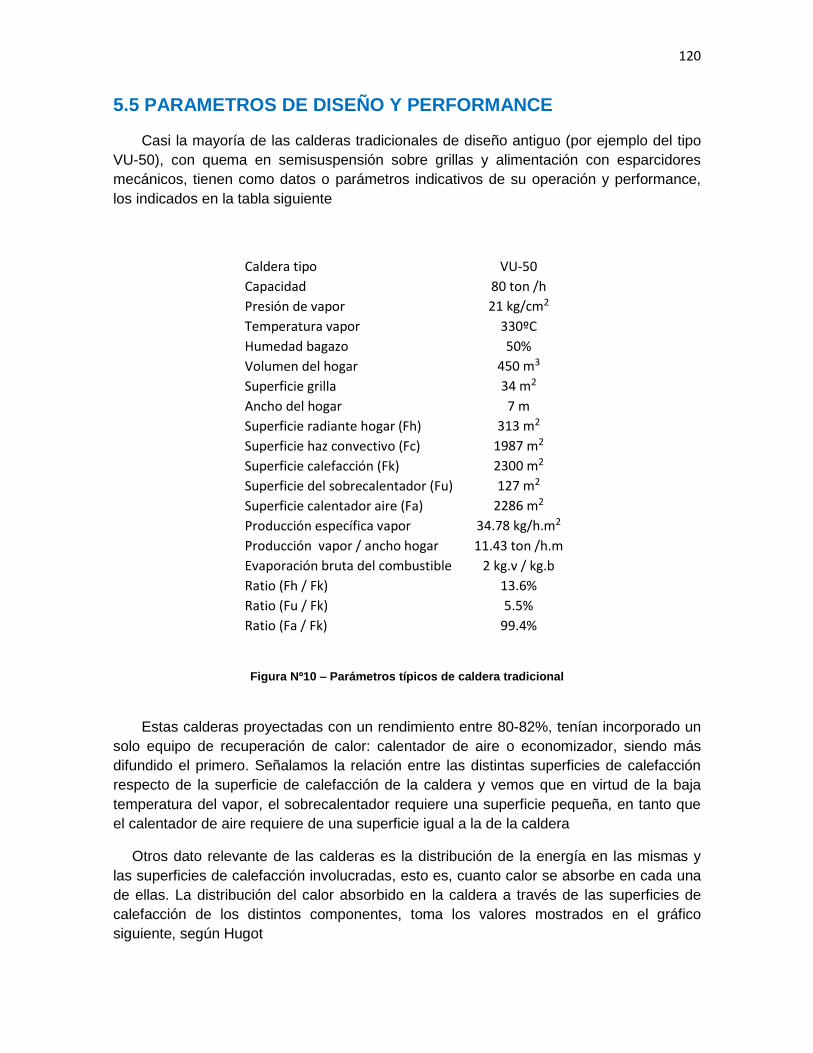
120
5.5 PARAMETROS DE DISEÑO Y PERFORMANCE
Casi la mayoría de las calderas tradicionales de diseño antiguo (por ejemplo del tipo VU-50), con quema en semisuspensión sobre grillas y alimentación con esparcidores mecánicos, tienen como datos o parámetros indicativos de su operación y performance, los indicados en la tabla siguiente
Caldera tipo VU-50
Capacidad 80 ton /h
Presión de vapor 21 kg/cm2
Temperatura vapor 330ºC
Humedad bagazo 50%
Volumen del hogar 450 m3
Superficie grilla 34 m2
Ancho del hogar 7 m
Superficie radiante hogar (Fh) 313 m2
Superficie haz convectivo (Fc) 1987 m2
Superficie calefacción (Fk) 2300 m2
Superficie del sobrecalentador (Fu) 127 m2
Superficie calentador aire (Fa) 2286 m2
Producción específica vapor 34.78 kg/h.m2
Producción vapor / ancho hogar 11.43 ton /h.m
Evaporación bruta del combustible 2 kg.v / kg.b
Ratio (Fh / Fk) 13.6%
Ratio (Fu / Fk) 5.5%
Ratio (Fa / Fk) 99.4%
Figura Nº10 – Parámetros típicos de caldera tradicional
Estas calderas proyectadas con un rendimiento entre 80-82%, tenían incorporado un
solo equipo de recuperación de calor: calentador de aire o economizador, siendo más difundido el primero. Señalamos la relación entre las distintas superficies de calefacción respecto de la superficie de calefacción de la caldera y vemos que en virtud de la baja temperatura del vapor, el sobrecalentador requiere una superficie pequeña, en tanto que el calentador de aire requiere de una superficie igual a la de la caldera
Otros dato relevante de las calderas es la distribución de la energía en las mismas y las superficies de calefacción involucradas, esto es, cuanto calor se absorbe en cada una de ellas. La distribución del calor absorbido en la caldera a través de las superficies de calefacción de los distintos componentes, toma los valores mostrados en el gráfico siguiente, según Hugot
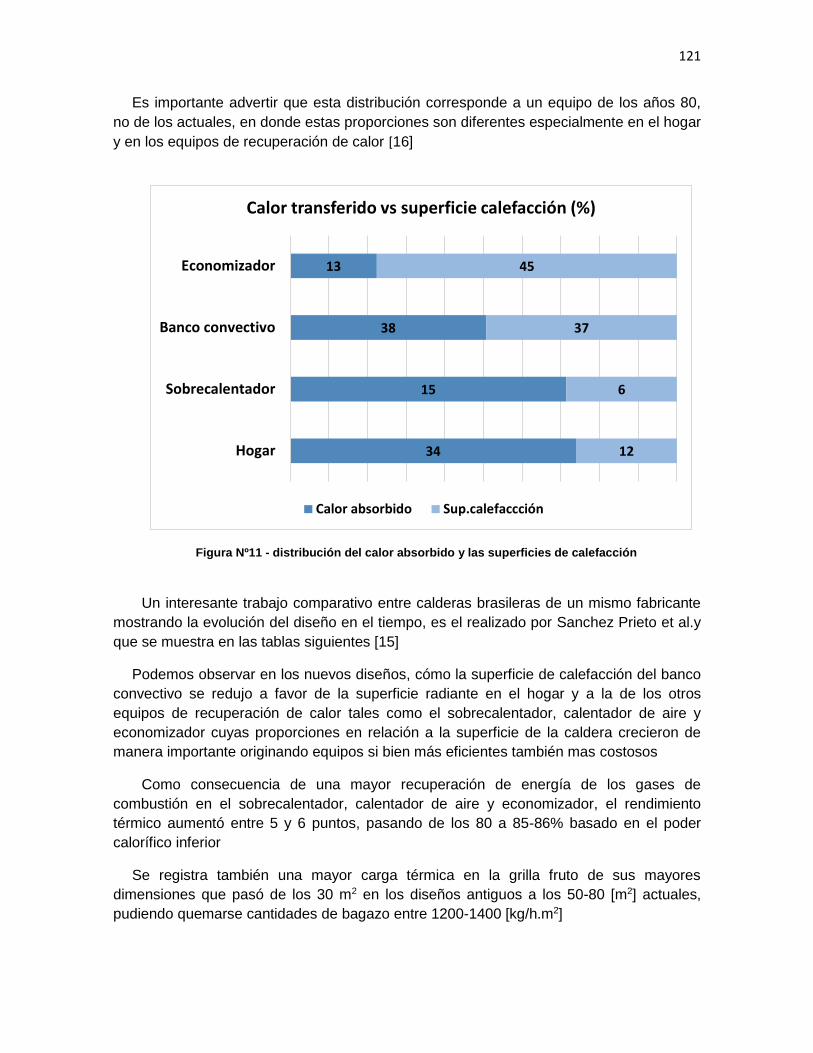
121
Es importante advertir que esta distribución corresponde a un equipo de los años 80, no de los actuales, en donde estas proporciones son diferentes especialmente en el hogar y en los equipos de recuperación de calor [16]
Figura Nº11 - distribución del calor absorbido y las superficies de calefacción
Un interesante trabajo comparativo entre calderas brasileras de un mismo fabricante
mostrando la evolución del diseño en el tiempo, es el realizado por Sanchez Prieto et al.y que se muestra en las tablas siguientes [15]
Podemos observar en los nuevos diseños, cómo la superficie de calefacción del banco convectivo se redujo a favor de la superficie radiante en el hogar y a la de los otros equipos de recuperación de calor tales como el sobrecalentador, calentador de aire y economizador cuyas proporciones en relación a la superficie de la caldera crecieron de manera importante originando equipos si bien más eficientes también mas costosos
Como consecuencia de una mayor recuperación de energía de los gases de combustión en el sobrecalentador, calentador de aire y economizador, el rendimiento térmico aumentó entre 5 y 6 puntos, pasando de los 80 a 85-86% basado en el poder calorífico inferior
Se registra también una mayor carga térmica en la grilla fruto de sus mayores dimensiones que pasó de los 30 m2 en los diseños antiguos a los 50-80 [m2] actuales, pudiendo quemarse cantidades de bagazo entre 1200-1400 [kg/h.m2]
34
15
38
13
12
6
37
45
Hogar
Sobrecalentador
Banco convectivo
Economizador
Calor transferido vs superficie calefacción (%)
Calor absorbido Sup.calefaccción
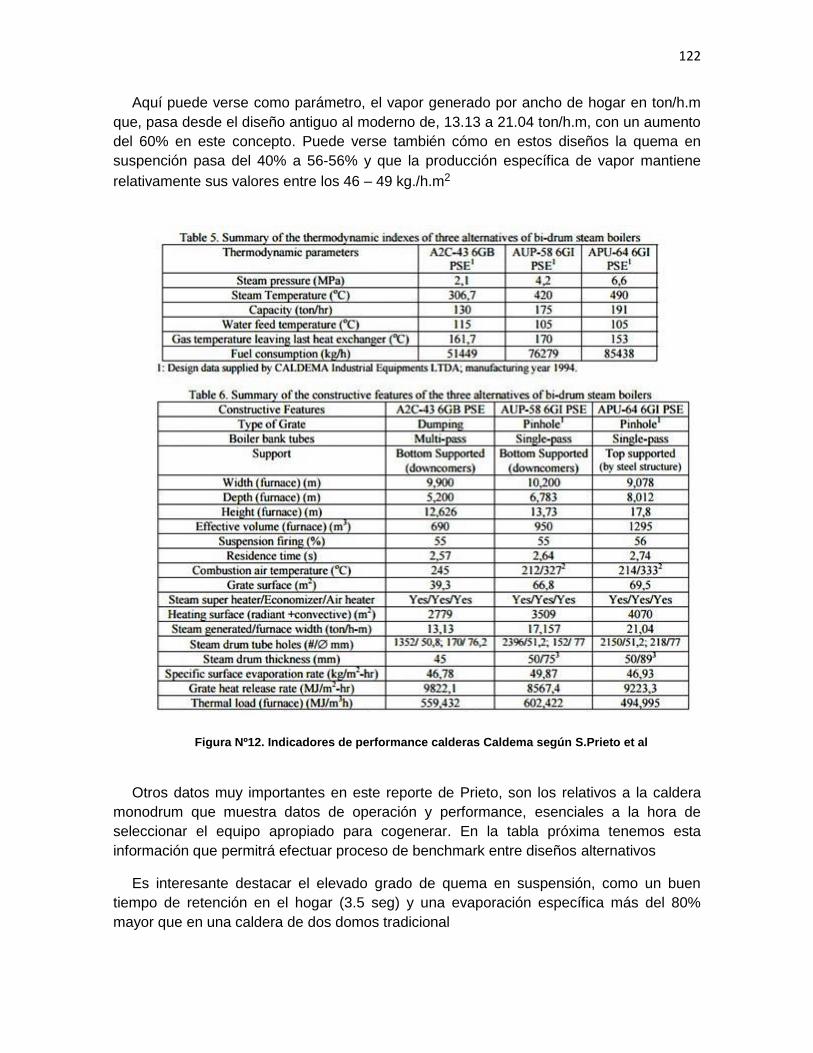
122
Aquí puede verse como parámetro, el vapor generado por ancho de hogar en ton/h.m que, pasa desde el diseño antiguo al moderno de, 13.13 a 21.04 ton/h.m, con un aumento del 60% en este concepto. Puede verse también cómo en estos diseños la quema en suspención pasa del 40% a 56-56% y que la producción específica de vapor mantiene relativamente sus valores entre los 46 – 49 kg./h.m2
Figura Nº12. Indicadores de performance calderas Caldema según S.Prieto et al
Otros datos muy importantes en este reporte de Prieto, son los relativos a la caldera
monodrum que muestra datos de operación y performance, esenciales a la hora de seleccionar el equipo apropiado para cogenerar. En la tabla próxima tenemos esta información que permitrá efectuar proceso de benchmark entre diseños alternativos
Es interesante destacar el elevado grado de quema en suspensión, como un buen tiempo de retención en el hogar (3.5 seg) y una evaporación específica más del 80% mayor que en una caldera de dos domos tradicional
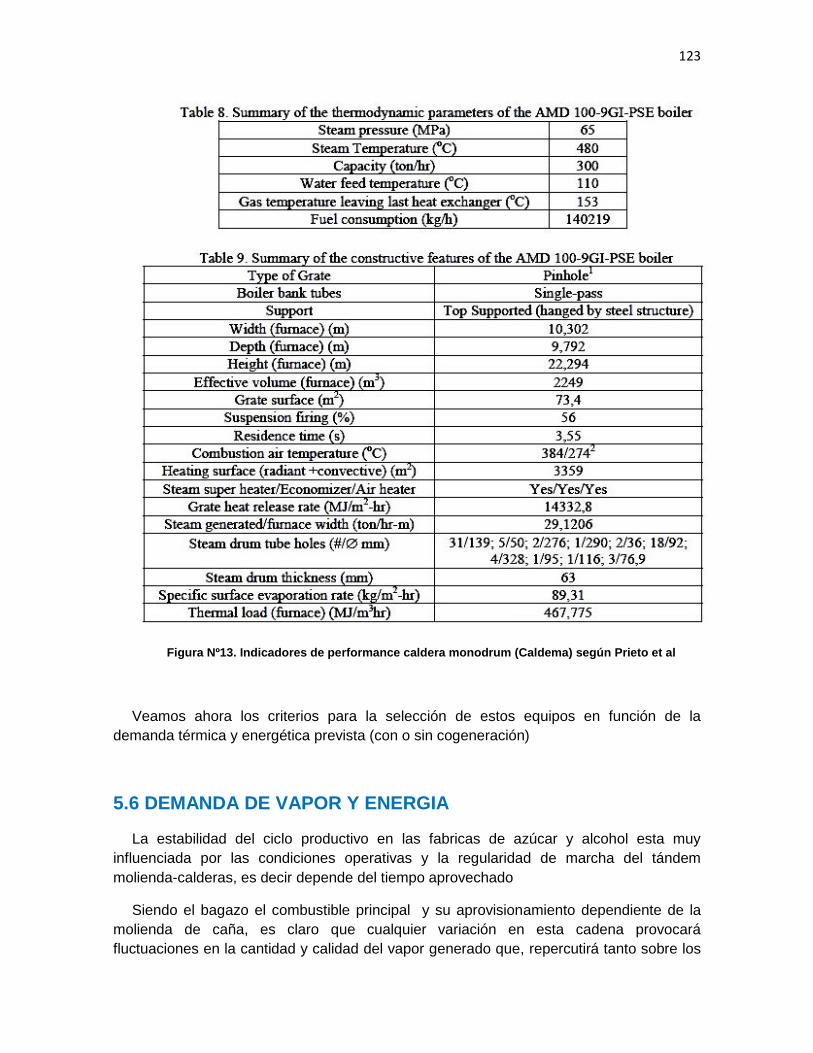
123
Figura Nº13. Indicadores de performance caldera monodrum (Caldema) según Prieto et al
Veamos ahora los criterios para la selección de estos equipos en función de la demanda térmica y energética prevista (con o sin cogeneración)
5.6 DEMANDA DE VAPOR Y ENERGIA
La estabilidad del ciclo productivo en las fabricas de azúcar y alcohol esta muy influenciada por las condiciones operativas y la regularidad de marcha del tándem molienda-calderas, es decir depende del tiempo aprovechado
Siendo el bagazo el combustible principal y su aprovisionamiento dependiente de la molienda de caña, es claro que cualquier variación en esta cadena provocará fluctuaciones en la cantidad y calidad del vapor generado que, repercutirá tanto sobre los
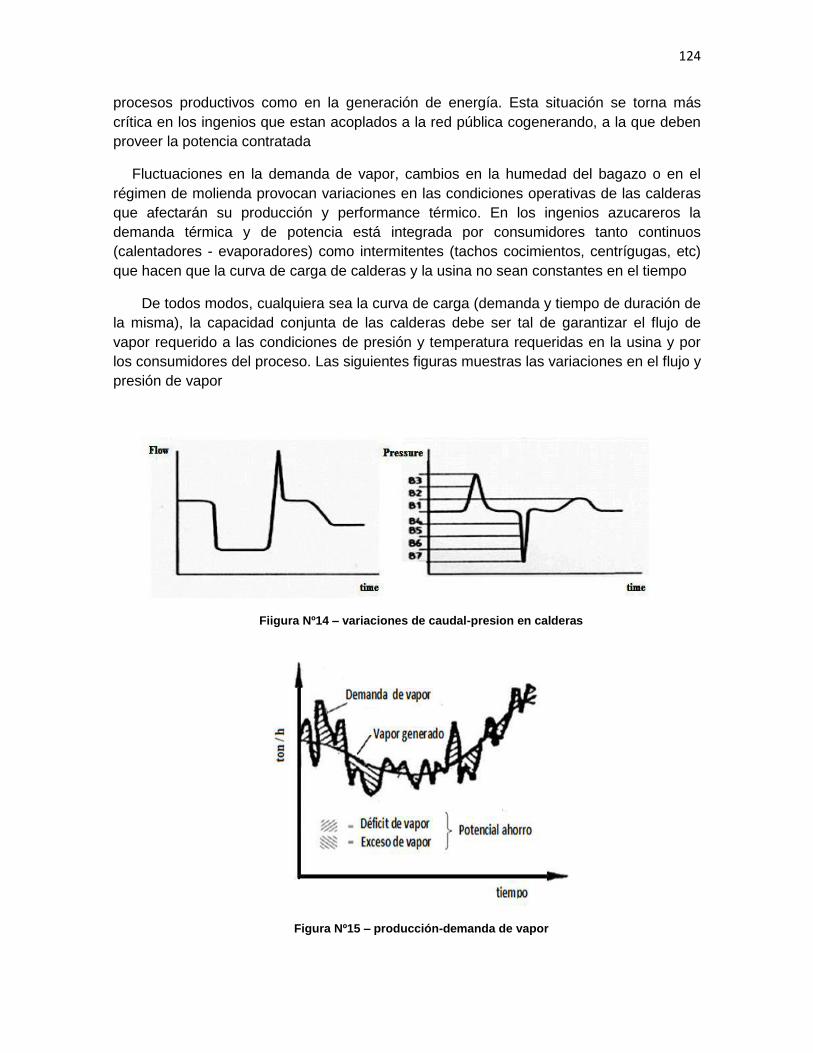
124
procesos productivos como en la generación de energía. Esta situación se torna más crítica en los ingenios que estan acoplados a la red pública cogenerando, a la que deben proveer la potencia contratada
Fluctuaciones en la demanda de vapor, cambios en la humedad del bagazo o en el régimen de molienda provocan variaciones en las condiciones operativas de las calderas que afectarán su producción y performance térmico. En los ingenios azucareros la demanda térmica y de potencia está integrada por consumidores tanto continuos (calentadores - evaporadores) como intermitentes (tachos cocimientos, centrígugas, etc) que hacen que la curva de carga de calderas y la usina no sean constantes en el tiempo
De todos modos, cualquiera sea la curva de carga (demanda y tiempo de duración de la misma), la capacidad conjunta de las calderas debe ser tal de garantizar el flujo de vapor requerido a las condiciones de presión y temperatura requeridas en la usina y por los consumidores del proceso. Las siguientes figuras muestras las variaciones en el flujo y presión de vapor
Fiigura Nº14 – variaciones de caudal-presion en calderas
Figura Nº15 – producción-demanda de vapor
125
Con relación a la demanda de vapor podemos distinguir las siguientes condiciones:
1. Carga o demanda máxima continua del sistema en ton.vapor / hora a una presión y temperatura especificada
2. Las condiciones de carga mínima compatibles con un rendimiento aceptable antes de su apagado (turndown)
3. Las condiciones de máxima eficiencia tomadas del promedio de carga del sistema
Respecto a las variaciones de la demanda de vapor y la forma de considerarlas en en el proceso de selección de la capacidad y cantidad de las calderas, encontramos:
Variación estacional: que tiene que ver con los cambios en la calidad de la materia prima a medida que transcurre la zafra y que pueden influenciar en el consumo de vapor. La demanda máxima y mínima en cada estación debería estar determinada Variación diaria: la carga puede variar día a día y dentro del mismo día
dependiendo de cambios en el proceso productivo. Aquí también deben determinarse los valores máximos y mínimos ocurridos. Las variaciones de carga estacionales y diarias con sus máximos y mínimos servirán para determinar la capacidad y cantidad de calderas que deberán atender estas condiciones y los requerimientos de modulación (turndown) Demanda instantánea (peak load): es un cambio repentino de la carga y que
habitualemente tiene una corta duración. Pueden aparecer como picos durante las puestas en marcha de algunos equipos o en cambios de operaciones en el proceso productivo. Estas cargas son esenciales ser tenidas en cuenta porque si los equipos principales y auxiliares no tienen capacidad para absorberlos (subdimensionados) generarán problemas en el proceso Seguimiento de la carga (load tracking): define la capacidad o aptitud del
generador para responder a los cambios en la demanda de vapor. Este concepto se enfoca en la capacidad de la caldera para proporcionar el flujo demandado a la presión requerida. Esta característica dependerá de muchas variables tales como: el diseño y operación de la caldera (un solo domo, de dos domos, superficie radiante en el hogar, humedad del bagazo), de la asistencia de quemadores auxiliares y su capacidad de modulación, del sistema de control automático implementado en el generador, etc Tiempos inactivos (downtime): son los tiempos perdidos debido a paradas por
diversas causas. Entre ellas: a) horas de parada debido a fallas imprevistas, b) horas de parada debido a mantenimiento programado, c) horas de parada debido a problemas operativos (falta de caña, reducción del ritmo de producción por lluvias, etc). Sustrayendo a las horas totales de marcha estimadas para un período dado (día, semana o mes) tendremos las horas de marcha reales, esto es:
Hr = 24 - ∑ Hp (horas reales marcha / día)
Carga promedio (average load): es la relación entre la cantidad de vapor generado y las horas de marcha reales en el período considerado (día, semana, mes), esto es:
Gp = Ga / Hr
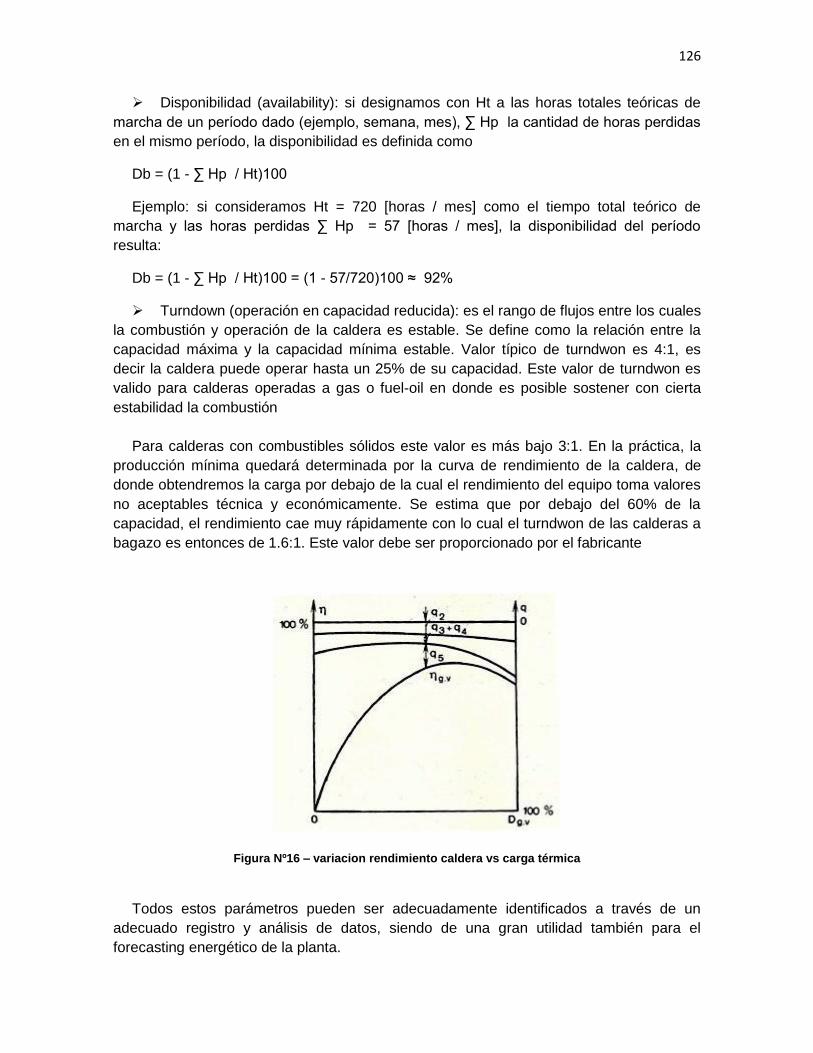
126
Disponibilidad (availability): si designamos con Ht a las horas totales teóricas de marcha de un período dado (ejemplo, semana, mes), ∑ Hp la cantidad de horas perdidas
en el mismo período, la disponibilidad es definida como
Db = (1 - ∑ Hp / Ht)100
Ejemplo: si consideramos Ht = 720 [horas / mes] como el tiempo total teórico de marcha y las horas perdidas ∑ Hp = 57 [horas / mes], la disponibilidad del período
resulta:
Db = (1 - ∑ Hp / Ht)100 = (1 - 57/720)100 ≈ 92%
Turndown (operación en capacidad reducida): es el rango de flujos entre los cuales la combustión y operación de la caldera es estable. Se define como la relación entre la capacidad máxima y la capacidad mínima estable. Valor típico de turndwon es 4:1, es decir la caldera puede operar hasta un 25% de su capacidad. Este valor de turndwon es valido para calderas operadas a gas o fuel-oil en donde es posible sostener con cierta estabilidad la combustión
Para calderas con combustibles sólidos este valor es más bajo 3:1. En la práctica, la
producción mínima quedará determinada por la curva de rendimiento de la caldera, de donde obtendremos la carga por debajo de la cual el rendimiento del equipo toma valores no aceptables técnica y económicamente. Se estima que por debajo del 60% de la capacidad, el rendimiento cae muy rápidamente con lo cual el turndwon de las calderas a bagazo es entonces de 1.6:1. Este valor debe ser proporcionado por el fabricante
Figura Nº16 – variacion rendimiento caldera vs carga térmica
Todos estos parámetros pueden ser adecuadamente identificados a través de un
adecuado registro y análisis de datos, siendo de una gran utilidad también para el forecasting energético de la planta.
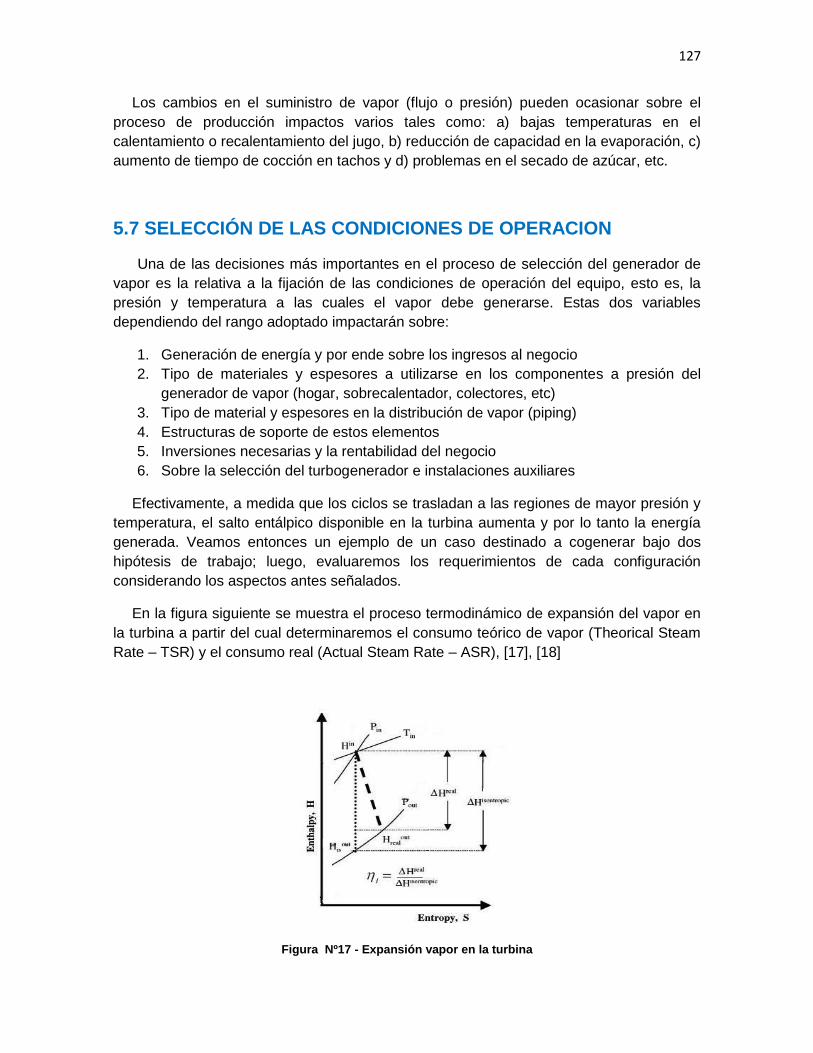
127
Los cambios en el suministro de vapor (flujo o presión) pueden ocasionar sobre el proceso de producción impactos varios tales como: a) bajas temperaturas en el calentamiento o recalentamiento del jugo, b) reducción de capacidad en la evaporación, c) aumento de tiempo de cocción en tachos y d) problemas en el secado de azúcar, etc.
5.7 SELECCIÓN DE LAS CONDICIONES DE OPERACION
Una de las decisiones más importantes en el proceso de selección del generador de vapor es la relativa a la fijación de las condiciones de operación del equipo, esto es, la presión y temperatura a las cuales el vapor debe generarse. Estas dos variables dependiendo del rango adoptado impactarán sobre:
1. Generación de energía y por ende sobre los ingresos al negocio 2. Tipo de materiales y espesores a utilizarse en los componentes a presión del
generador de vapor (hogar, sobrecalentador, colectores, etc) 3. Tipo de material y espesores en la distribución de vapor (piping) 4. Estructuras de soporte de estos elementos 5. Inversiones necesarias y la rentabilidad del negocio 6. Sobre la selección del turbogenerador e instalaciones auxiliares
Efectivamente, a medida que los ciclos se trasladan a las regiones de mayor presión y temperatura, el salto entálpico disponible en la turbina aumenta y por lo tanto la energía generada. Veamos entonces un ejemplo de un caso destinado a cogenerar bajo dos hipótesis de trabajo; luego, evaluaremos los requerimientos de cada configuración considerando los aspectos antes señalados.
En la figura siguiente se muestra el proceso termodinámico de expansión del vapor en la turbina a partir del cual determinaremos el consumo teórico de vapor (Theorical Steam Rate – TSR) y el consumo real (Actual Steam Rate – ASR), [17], [18]
Figura Nº17 - Expansión vapor en la turbina
128
Ejemplo Nº1: evaluaremos dos casos cuyas condiciones son las siguentes.
Vaporización bruta del bagazo: v = 2.100 kg. vapor / ton.bagazo Rendimiento interno de la turbina (extracción- condensación): ƞi = 0.82 Rendimiento mecánico turbina: ƞm = 0.97 Rendimiento electrico generador: ƞg = 0.98 Rendimiento total turbina: ƞc = ƞi. ƞm. ƞg = 0.82x0.97x0.98 = 0.78 = 78% Presión de salida de la turbina: 2.5 bar
Caso 1: caldera que opera a 60 bar y 480ºC. Entrando al diagrama de Mollier del vapor de agua obtenemos que el salto entalpico teórico disponible será:
Salto teórico: ∆H1 = h1 – h2 = 3374.1 – 2622,2 = 751,7 kJ / kg
Consumo teórico de vapor: TSR1 = 3600 / ∆H1 = 3600 / 751,7 = 4.789 kg./kwh
Consumo real de vapor: ASR1 = TRS1 / ƞc = 4.789/ 0.78 = 6.13 kg./ kwh
Energía generada: EG1 = ASR1 / v = 2100 / 6.13 = 342,57 kw / ton.bagazo
Consumo específico bagazo: CE1 = 2,92 kg.bagazo / kw
Caso 2: caldera que opera a 100 bar y 500ºC. Entrando al diagrama de Mollier del vapor de agua obtenemos que el salto entalpico teórico disponible será:
Salto teórico: ∆H2 = h1 – h2 = 3374.6 – 2534,9 = 839,7 kJ / kg
Consumo teórico de vapor: TSR2 = 3600 / ∆H1 = 3600 / 839,7 = 4.287 kg./ kwh
Consumo real de vapor: ASR2 = TRS2 / ƞc = 4.287/ 0.78 = 5.49 kg./ kwh
Energía generada: EG2 = ASR2 / v = 2100 / 5.49 = 382,51 kw / ton.bagazo
Consumo específico bagazo: CE2 = 2,61 kg.bagazo / kw
Vemos que al generar a 100 bar y 500ºC es posible obtener un 11.65% más de energía por tonelada de bagazo que el ciclo de 60 bar y 480ºC, sin embargo, los mayores ingresos por el aumento de generación eléctrica deberán ser contrastados con la mayor inversión que demandará este ciclo.
Si bien las mayores presiones conducen a un incremento de generación eléctrica, también conducen a mayores esfuerzos mecánicos a resistir. Esto significa espesores más altos originando equipos de mayor peso, robustez estructural y costos también. Estas mayores presiones demandarán para la distribución de vapor, de un piping también costoso y pesado. En los ejemplos analizados al usar uno u otro caso, tendríamos los siguientes cambios:
En el sobrecalentador deberá pasarse de un acero ASME SA-209 T1 a otro de calidad ASME SA-213 T11 o SA-213 T22 más costosos
129
En piping, para la cañería de vapor deberá pasarse del acero ASTM A 335-P11 a un grado P22 y en los accesorios (valvulas, bridas y accesorios) pasar de la serie 900 a la serie 1500 (más costosa y pesada)
Por otro lado, la elevación de la temperatura del vapor en apenas decenas de grados puede exigir cambios en la calidad de los materiales y llevar a duplicar el costo del sobrecalentador y colectores, tal es el caso de pasar de un acero SA- 213 T22 a otro SA- 213 T91
Esto quiere decir, que los mayores ingresos potenciales en la cogeneración debido al uso de rangos elevados de presiones y temperaturas, deben ser analizados financieramente de manera cuidadosa ya que, exigirán mayores inversiones afectando la rentabilidad o el tiempo de recupero de la inversión [19], [20]
Estas decisiones pueden variar de un país a otro dependiendo del precio de la energía, cargas impositivas, etc, que afectarán a los ingresos del negocio y habrá para cada caso una situación de equilibrio en la que debe incluirse el análisis de riesgo de la inversión en cada país. Cada proyecto deberá analizarse también exergéticamente para seleccionar la opción que maximize los beneficios tanto térmicos como financieros
5.8 SELECCIÓN DE CAPACIDAD Y CANTIDAD DE EQUIPOS
Con una demanda de vapor del orden de los 500 kg/ton.caña y con las capacidades de producción de vapor entre 20-80 ton/h, la mayoría de los ingenios cuenta con salas de 5 a 10 calderas y más también, dependiendo de su capacidad de molienda. Es claro que con las capacidades actuales superiores a las 200 ton/h es posible atender tal vez con una o dos calderas todo el vapor necesario para la planta
Habiendo definido los parámetros más importantes de los generadores de vapor, la etapa siguiente será la selección de los equipos que atenderán la demanda. La definición no es sencilla, pues debe evaluarse cada escenario posible teniendo en cuenta aspectos tales como:
1. Con o sin cogeneración 2. Tipo de ciclo de cogeneración adoptado (contrapresión, extracción y
contrapresión, condensación o extracción-condensación) 3. Presion y temperatura de trabajo 4. Capacidades de los equipos: iguales, distintas y cantidad de los mismos 5. Flexibilidad del sistema en cuanto a capacidad para distintas cargas 6. Inversiones necesarias (crecerán con el número de equipos) 7. Costos operativos (crecerán con el número de unidades) 8. Confiabilidad operativa del sistema 9. Tiempo aprovechado promedio 10. Ampliaciones futuras 11. Requisitos de manutención
130
Ejemplo Nº2: supongamos un ingenio que molerá 12.000 tn.caña/día, que quiere cogenerar con un turbogenerador de extracción-condensación y desea seleccionar sus calderas bajo las siguientes condiciones.
Molienda caña horaria: Mc = 500 [ton/ h]
Tiempo aprovechado: Tap = 90%
Dias de zafra: Z = 150 días
Bagazo % caña: xb = 28%
Demanda máxima de vapor: Gvmax = 250 [ton/h]
Demanda mínima: Gvmin = 100 [ton/h]
Indice bruto vaporizacion del bagazo: b = 2.1 [kg.vapor / kg.bagazo]
Consumo específico de vapor de la turbina de extracción-condensación: Ce = 6.13 kg. [vapor / kw] (60 bar y 480ºC), según vimos en el ejemplo Nº1
Para esta condiciones haremos unos breves cálculos para analizar los escenarios posibles en el proceso de selección de las capacidades y cantidad de generadores de vapor necesarios. Tenemos entonces:
1. Bagazo producido: Gb = Mc.xb = 500x0.28 = 140 ton.bagazo/h
2. Bagazo consumido: B = Gvmax / b = 250.000 / 2.1 = 119.048 = 119 ton/h
3. Indice utilización bagazo (B / Gb): Iu = (119/140)100 = 85%
4. Bagazo sobrante: Bs = Gb – B = 140 – 119 = 21 ton/h
5. Indice exceso bagazo: Ieb = 100 - Iub = 100 – 85 = 15%
6. Generación específica energía: ge = b / Ce = 2.1 / 6.13 = 0.34 kwh/ kg. bagazo
7. Bagazo total acumulado para la interzafra: Bt = Bs x 24 x Z = 21 x 150 x 24
8. Bagazo total acumulado: Bt = 75.600 ton / zafra
En la tabla siguiente haremos un breve análisis de escenarios posibles discutiendo cada caso observando las ventajas y desventajas de una u otra alternativa desde el punto de vista operativo y de la flexibilidad del sistema
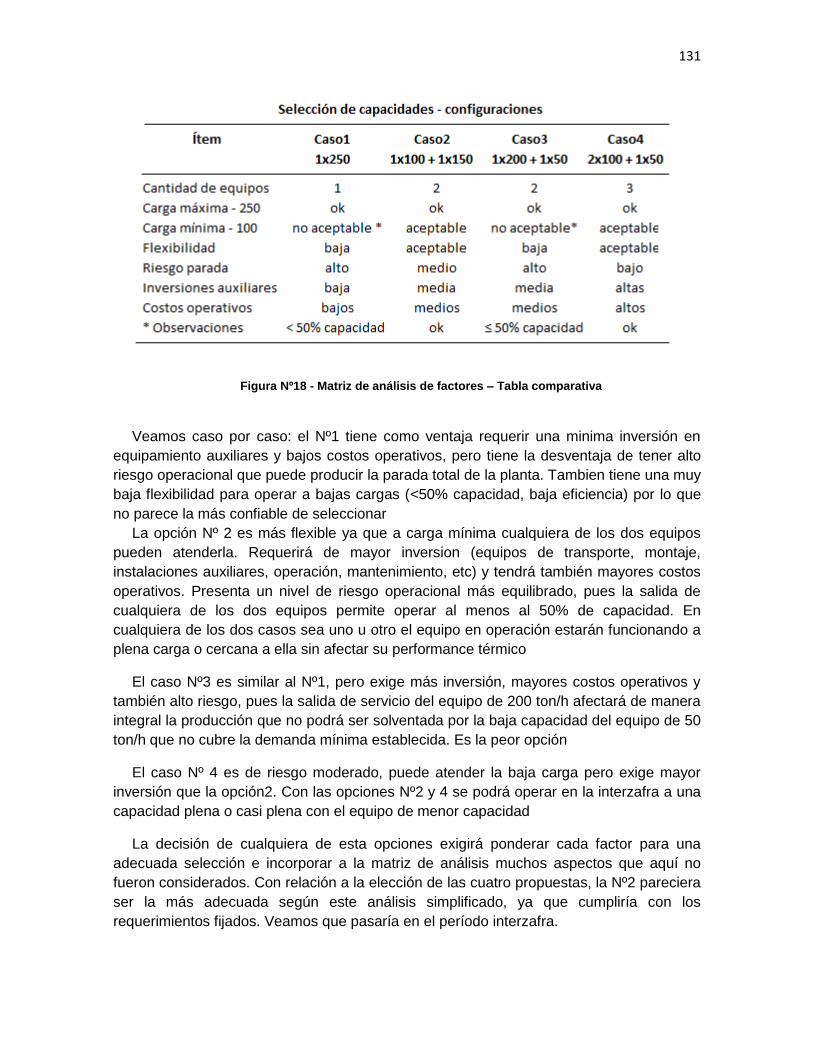
131
Figura Nº18 - Matriz de análisis de factores – Tabla comparativa
Veamos caso por caso: el Nº1 tiene como ventaja requerir una minima inversión en
equipamiento auxiliares y bajos costos operativos, pero tiene la desventaja de tener alto riesgo operacional que puede producir la parada total de la planta. Tambien tiene una muy baja flexibilidad para operar a bajas cargas (<50% capacidad, baja eficiencia) por lo que no parece la más confiable de seleccionar
La opción Nº 2 es más flexible ya que a carga mínima cualquiera de los dos equipos pueden atenderla. Requerirá de mayor inversion (equipos de transporte, montaje, instalaciones auxiliares, operación, mantenimiento, etc) y tendrá también mayores costos operativos. Presenta un nivel de riesgo operacional más equilibrado, pues la salida de cualquiera de los dos equipos permite operar al menos al 50% de capacidad. En cualquiera de los dos casos sea uno u otro el equipo en operación estarán funcionando a plena carga o cercana a ella sin afectar su performance térmico
El caso Nº3 es similar al Nº1, pero exige más inversión, mayores costos operativos y también alto riesgo, pues la salida de servicio del equipo de 200 ton/h afectará de manera integral la producción que no podrá ser solventada por la baja capacidad del equipo de 50 ton/h que no cubre la demanda mínima establecida. Es la peor opción
El caso Nº 4 es de riesgo moderado, puede atender la baja carga pero exige mayor inversión que la opción2. Con las opciones Nº2 y 4 se podrá operar en la interzafra a una capacidad plena o casi plena con el equipo de menor capacidad
La decisión de cualquiera de esta opciones exigirá ponderar cada factor para una adecuada selección e incorporar a la matriz de análisis muchos aspectos que aquí no fueron considerados. Con relación a la elección de las cuatro propuestas, la Nº2 pareciera ser la más adecuada según este análisis simplificado, ya que cumpliría con los requerimientos fijados. Veamos que pasaría en el período interzafra.
132
Ejemplo Nº3: siguiendo con los cálculos anteriores y tomando los datos allí existentes, veamos que sucede con la cogeneración:
Consumo específico de energía del ingenio: ec = 20 kwh / ton.caña
Energía consumida: Ec = ec x M = 20 x 500 = 10.000 kwh
Consumo específico vapor turbogenerador: ge = 6.13 kg.vapor / kwh
Energía generada: Eg = Gv / ge = (250.000 / 6.13) = 40.783 kwh
Energía disponible (venta): Ev = Eg – Ec = 40.783 – 10.000 = 30.783 kwh (zafra)
Potencia diaria entregada a la red: Pd 30 Mw x 24 = 720 Mw diarios
Generación específica energía: ge = b / Ce = 2.1 / 6.13 = 0.34 kwh/ kg. bagazo
Bagazo consumido para generar 30.000 kw: B30 = 30.000 / 0.34 = 88.235 kg./ h
B30 88 ton / h
Bagazo total acumulado: Bt = 75.600 ton / zafra
Duración de la interzafra: T = (75.600 / 88) / 24 36 días
5.9 REFERENCIAS
1. ASME Boiler and Pressure Vessels Code. Section I / II / V / IX. Published by the
American Society of Mechanical Engineers, NY, 2010
2. EN 12952-2: Water-tube boiler and auxiliary installations – Parts 1/2/3/5/6.
Published by European Committee for Standardization (CEN), 2003
3. Indian Boilers Regulations, 1950 – 11th Edition. Akalank´s Kumar Publications,
2010. India
4. Norma IRAM IAP A-25-5:1962: Generadores de vapor y agua caliente.
Nomenclatura y clasificación de sus partes y accesorios. Edit.IRAM, Bs.As, 1962
5. Norma IRAM IAP A-25-6:1962: Generadores de vapor y agua caliente.
Nomenclatura del dimensionamiento y cálculo. Edit.IRAM, Bs.As, 1962. Argentina
6. Norma Brasilera NBR 11096: Caldeiras estacionarias aquotubulares e
flamotubulares a vapor. Terminología. Edit. ABNT, Brasil, 2000
133
7. Stultz. & Kitto- Steam, its generation and use, 41 editions. Published by Babcok
Wilcox Company, USA, 2005
8. Mesny Marcelo – Generación de vapor. Editorial Marymar, Buenos Aires.
Argentina, 1976
9. Borges Gustavo et al: Co-geraçao de energía eletrica no sector sucroalcooleiro:
cadastro das usinas em Sao Paulo. Secretaria de Saneamento e Energía.
Fortaleza, Ceará, setembro del 2008
10. Anónimo: Idade das caldeiras no Brasil. Minuta de Proposta, Setembro 2010,
Brasil, disponible en: www.mma.gov.br/
11. Olivério José: Cogeraçao, uma nova fonte de renda para usina de açucar e alcool,
ou bioelectricidade, um novo negocio. Presentación de Dedini en Simtec 2008,
Piracicaba, Brasil. Disponible en www.dedini.com.br
12. Anónimo: Subgrupo de combustao externa de bagaço de cana de açucar.
Conama, Brasilia, setembro de 2010. Disponible en: www.mma.gov.br/
13. Torreguitar Raúl: La combustión del bagazo. Revista Calor, Junio de 1965, pp29-
32, Buenos Aires, Argentina
14. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
15. Sanchez M.G. et al: The evolution through the single-drum steam boiler inside the
expansion of cogeneration in the Brazilian sugar mill context, ENCIT 2006, 11th
Brazilian Congress of Thermal Sciences and Engineering, Curitiba, Brazil,
16. Hugot E. - Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
17. Leyzerovich Alexander: Steam turbine for modern fossil fuel power plants. Editorial,
CRC, 2007
18. Bloch Heinz et al: Steam turbines. Design, applications and rerating, 2th edit.
Edit.McGraw Hill, 2009
19. Procknor Celso: Pressao alta. Artículo revista STAB, Nov./ Dez, 2007. Brasil
20. Procknor Celso: Ciclos regenerativos para uso da palha. Artículo revista STAB,
Jul./ Ago, 2008. Brasil
21. Barata J. et al: From bi-drum to monodrum steam boilers. A step forward into co-
generation in brazilian sugar mills. Proceedings ISSCT, Vol.26, 2007, pp.1433-
1438
22. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, US
134
23. Barata J. et al: The evolution of the Brazilian bagasse boiler: From the furnace to
the single-drum boiler, SINATUB, Ribeirão Preto, São Paulo, Brazil, Dec. 2005
24. Sotelo Ernest: Atmospheric fluidized-bed combustion performance guideline.
Research Project Nº2683-15. Edit. EPRI, 199. Disponible en: www.epri.com
25. Acenso Joao: Caldeiras de leito fluidizado. Paper presentado en 12º Seminario
Brasileiro Agroindustrial. Riberao Preto, 2010. Disponible en: www.dedini.com
26. Marino Ericson: Visao atualizada sobre a produçao de vapor em usinas e
destilarias. Paper presentado en 14º Seminario Brasileiro Agroindustrial. Riberao
Preto, 2013
27. de Villiers Etienne:John Thompson boilers and the latest development. Paper de
John Thopmson, 2013. Disponible en: www.johnthompson.co.za
28. Basu Prabir: Circulating fluidized boilers. Edit.Springer Verlag, 2015
29. Basu Prabir: Fluidized bed boilers. Design and applications.Edit.Pergamon Press
Canada Ltd, 1984
30. Basu Prabir: Combustion and gasification in fluidized beds. Edit.Taylor & Fancis,
Group. 2006,
31. Sheridan N.: Fluidised bed combustor and their applications to sugar mills.
Proceedings of ASSCT, 1985, pp307-314, Australia
32. Chong Y. et al: Bagasse combustion in a fluidised bed. Proceedings of ASSCT,
1992, pp326-333, Australia
5.10 WEBSITE
www.dedini.com.br
www.caldema.com.br
www.simisa.com.br
www.johnthompson.co.za
www.hpb.com.br
www.thermaxindia.com
www.babcokpower.com
www.asme.org
www.dipp.nic.in
www.procknor.com.br
135
www.mellorgoodwin.com
www.brumazi.com.br
www.iram.org.ar
www.abnt.org.br
www.epri.com
www.lito-gonella.com
www.mitrepowertech.com
www.sermatec.com.br
www.vgb.org
www.nace.org
www.bacbcok.com
www.amecfw.com
www.agrestsrl.com
www.fainser.com
www.assct.com.au
www.sasta.co.za
www.stab.org.br
136
6. CALIDAD DE AGUA Y VAPOR
El generador de vapor y las turbinas a vapor constituyen un tándem que debe ser atendido con la mayor atención posible, ya que su vida útil y seguridad operacional dependen, tanto de la calidad del agua con que se alimenta y mantiene en la caldera, como de la calidad del vapor generado en ella
El desarrollo creciente de la cogeneración que trajo mayores presiones y temperaturas de trabajo en las calderas y mayor potencia en los turbogeneradores, imponen que el tema de la calidad de agua y vapor sea mantenido bajo rigurosas reglas de control y las mejores prácticas de ingeniería
6.1 AGUA DE ALIMENTACION
La provisión de agua para calderas está compuesta de una mezcla de condensados recuperados y de agua tratada de reposición (makeup). La recuperación de condensados es una cuestión esencial en la economía térmica de la fábrica, pues impacta directamente en la temperatura del agua de la alimentación a calderas y por ende en el consumo de bagazo.
Los condensados que se recuperan alrededor del 75-85%, provienen de los equipos consumidores de vapor escape principalmente (calentadores de jugo, evaporación y cocimiento). La proporción de condensados recuperados no es constante, pues depende de la molienda, de las fluctuaciones en la demanda de vapor y de la regularidad de marcha de la planta. Si se recuperan condensados provenientes de vapores vegetales, estos pueden contener arrastres que impiden su uso y disponibilidad 1],2]
Es por estas razones que el consumo de agua de reposición pueda presentar variaciones y de allí que la planta de tratamiento debe estar adecuadamente dimensionada. Las variaciones en la disponibilidad de condensados afecta la temperatura del agua de alimentación. En la práctica, la temperatura del agua de alimentación se encuentra entre los 90-120ºC. En la figura Nº1 vemos una instalación típica de recupero de condensados con control de arrastres
La recuperación de condensados es relevante también ya que afecta al consumo global de agua del proceso, que demanda cantidades importantes e impacta en los costos y en cuestiones ambientales 3],4],5]. El proceso demanda cantidades considerables de agua caliente para dilución de mieles y azúcares, lavado de tachos de cocimientos, en la centrifugación de azúcares, imbibición, lavado de tortas de cachaza y preparación de jarabes
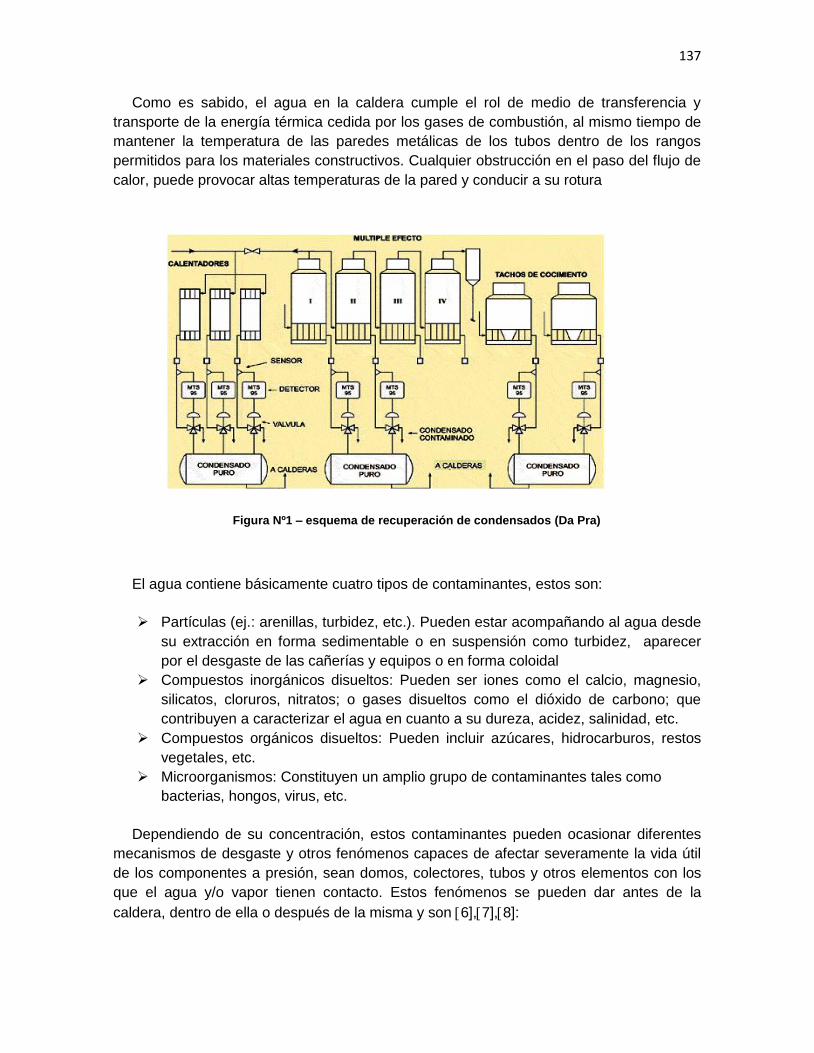
137
Como es sabido, el agua en la caldera cumple el rol de medio de transferencia y transporte de la energía térmica cedida por los gases de combustión, al mismo tiempo de mantener la temperatura de las paredes metálicas de los tubos dentro de los rangos permitidos para los materiales constructivos. Cualquier obstrucción en el paso del flujo de calor, puede provocar altas temperaturas de la pared y conducir a su rotura
Figura Nº1 – esquema de recuperación de condensados (Da Pra)
El agua contiene básicamente cuatro tipos de contaminantes, estos son:
Partículas (ej.: arenillas, turbidez, etc.). Pueden estar acompañando al agua desde su extracción en forma sedimentable o en suspensión como turbidez, aparecer por el desgaste de las cañerías y equipos o en forma coloidal
Compuestos inorgánicos disueltos: Pueden ser iones como el calcio, magnesio, silicatos, cloruros, nitratos; o gases disueltos como el dióxido de carbono; que contribuyen a caracterizar el agua en cuanto a su dureza, acidez, salinidad, etc.
Compuestos orgánicos disueltos: Pueden incluir azúcares, hidrocarburos, restos vegetales, etc.
Microorganismos: Constituyen un amplio grupo de contaminantes tales como bacterias, hongos, virus, etc.
Dependiendo de su concentración, estos contaminantes pueden ocasionar diferentes mecanismos de desgaste y otros fenómenos capaces de afectar severamente la vida útil de los componentes a presión, sean domos, colectores, tubos y otros elementos con los que el agua y/o vapor tienen contacto. Estos fenómenos se pueden dar antes de la caldera, dentro de ella o después de la misma y son 6],7],8]:
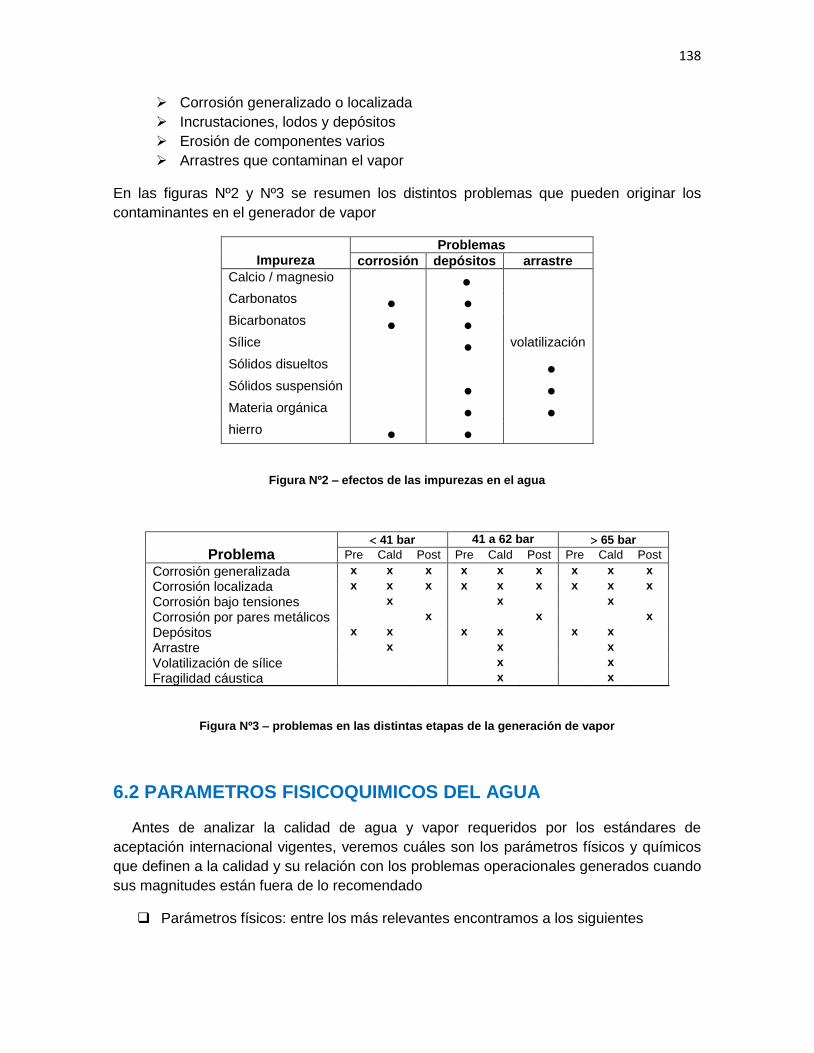
138
Corrosión generalizado o localizada Incrustaciones, lodos y depósitos Erosión de componentes varios Arrastres que contaminan el vapor
En las figuras Nº2 y Nº3 se resumen los distintos problemas que pueden originar los contaminantes en el generador de vapor
Impureza
Problemas corrosión depósitos arrastre
Calcio / magnesio
Carbonatos Bicarbonatos Sílice volatilización
Sólidos disueltos Sólidos suspensión Materia orgánica hierro
Figura Nº2 – efectos de las impurezas en el agua
Problema
41 bar 41 a 62 bar 65 bar Pre Cald Post Pre Cald Post Pre Cald Post
Corrosión generalizada x x x x x x x x x Corrosión localizada x x x x x x x x x Corrosión bajo tensiones x x x Corrosión por pares metálicos x x x Depósitos x x x x x x Arrastre x x x Volatilización de sílice x x Fragilidad cáustica x x
Figura Nº3 – problemas en las distintas etapas de la generación de vapor
6.2 PARAMETROS FISICOQUIMICOS DEL AGUA
Antes de analizar la calidad de agua y vapor requeridos por los estándares de aceptación internacional vigentes, veremos cuáles son los parámetros físicos y químicos que definen a la calidad y su relación con los problemas operacionales generados cuando sus magnitudes están fuera de lo recomendado
Parámetros físicos: entre los más relevantes encontramos a los siguientes
139
Turbidez: es la dificultad del agua para transmitir la luz debido a materiales insolubles en suspensión, coloidales o muy finos, que se presentan principalmente en aguas superficiales. Son difíciles de decantar y filtrar, y pueden dar lugar a la formación de depósitos en las conducciones de agua, equipos de proceso, etc. La turbidez se mide en NTU: Unidades Nefelométricas de Turbidez.
Conductividad: La conductividad eléctrica es una medida de la resistencia que opone el agua al paso de la corriente eléctrica a su través. Este parámetro está relacionado con la concentración de sales en disolución, cuya disociación genera iones capaces de transportar la energía eléctrica.
La conductividad en el Sistema Internacional se expresa en Siemens por centímetro
S/cm] o en submúltiplos: mili Siemens mS/cm] o en micro Siemens S/cm]. También puede expresarse en su valor inverso que es la resistividad eléctrica medida en Ohm/cm] y sus submúltiplos. Ejemplos: Agua pura: 0.055 µS/cm, Agua destilada: 0.5 µS/cm
La conductividad generalmente aumenta con la temperatura, por lo que es necesario corregirla. Para realizar mediciones comparativas, la temperatura de referencia es de 20 ºC ó 25 ºC. Este es uno de los parámetros más importantes en el control de calidad ya que está asociado a otros parámetros químicos
Parámetros químicos: entre los más importantes tenemos:
pH: es una medida de la naturaleza ácida o alcalina de una solución acuosa y mide la concentración de iones hidrógeno. Se define como pH = - log (H+) y está dado en una escala de 0-14 en la que el valor pH =7 establece el punto o condición de neutralidad. Los valores de pH 7 son ácidos y los pH 7 son alcalinos. . Los valores del pH han de ser referidos a la temperatura de medición, pues varían con ella
Dureza: mide la capacidad del agua para producir incrustaciones y es debida a la presencia de sales disueltas de calcio y magnesio. La dureza del agua se expresa normalmente como cantidad equivalente de carbonato de calcio (mg CO3Ca / lt = ppm CO3Ca) o en grados hidrométricos, de los cuales el más común es el francés (1ºF = 10 ppm CO3Ca / lt agua). Se puede expresar también en milimol / lt = 100 ppm de CO3Ca
Alcalinidad: es una medida de la capacidad para neutralizar ácidos. Contribuyen a la alcalinidad principalmente los iones bicarbonato, CO3H-, carbonato, CO3=, y oxhidrilo, OH-, pero también los fosfatos y ácido silícico u otros ácidos de carácter débil. Este parámetro se puede expresar de dos formas: como alcalinidad total (TAC) o alcalinidad simple (T), las que a su vez son conocidas como alcalinidad (m) y (p) respectivamente. Se expresa en ppm de CO3Ca
Sólidos disueltos totales (TDS): Los sólidos disueltos o salinidad total, es una medida de la cantidad de materia disuelta en el agua, determinada por evaporación de un volumen de agua previamente filtrada. Corresponde al residuo seco con filtración previa.
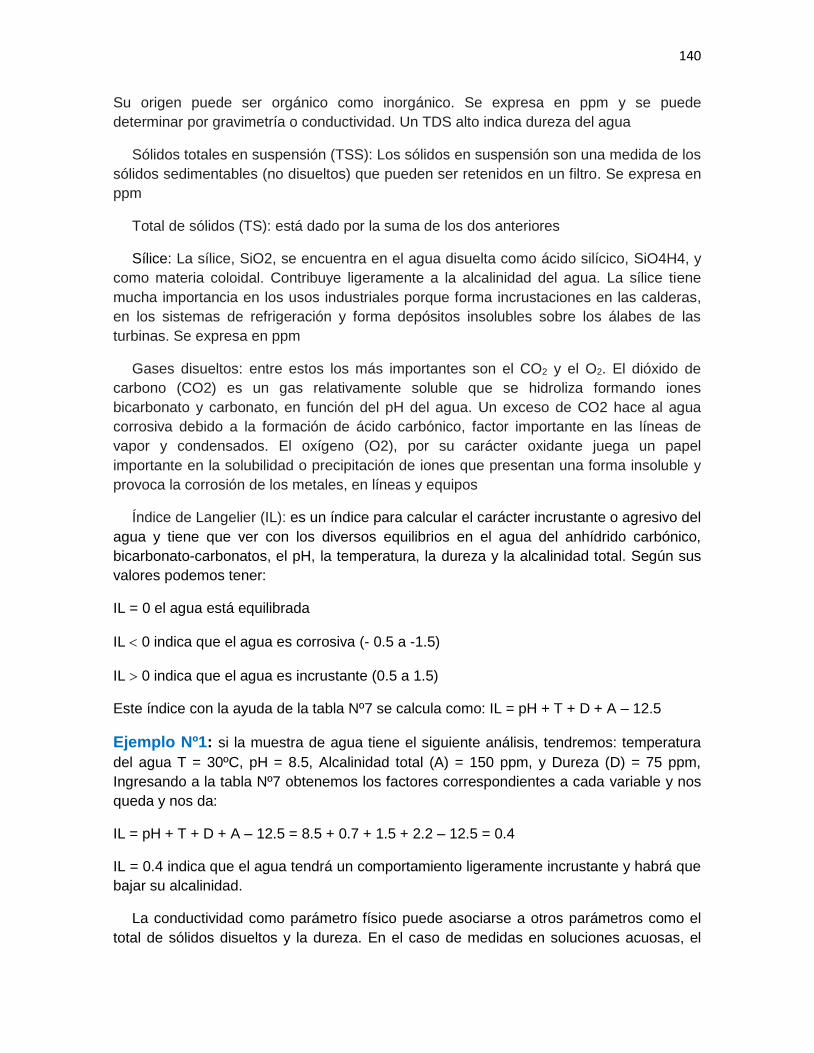
140
Su origen puede ser orgánico como inorgánico. Se expresa en ppm y se puede determinar por gravimetría o conductividad. Un TDS alto indica dureza del agua
Sólidos totales en suspensión (TSS): Los sólidos en suspensión son una medida de los sólidos sedimentables (no disueltos) que pueden ser retenidos en un filtro. Se expresa en ppm
Total de sólidos (TS): está dado por la suma de los dos anteriores
Sílice: La sílice, SiO2, se encuentra en el agua disuelta como ácido silícico, SiO4H4, y como materia coloidal. Contribuye ligeramente a la alcalinidad del agua. La sílice tiene mucha importancia en los usos industriales porque forma incrustaciones en las calderas, en los sistemas de refrigeración y forma depósitos insolubles sobre los álabes de las turbinas. Se expresa en ppm
Gases disueltos: entre estos los más importantes son el CO2 y el O2. El dióxido de carbono (CO2) es un gas relativamente soluble que se hidroliza formando iones bicarbonato y carbonato, en función del pH del agua. Un exceso de CO2 hace al agua corrosiva debido a la formación de ácido carbónico, factor importante en las líneas de vapor y condensados. El oxígeno (O2), por su carácter oxidante juega un papel importante en la solubilidad o precipitación de iones que presentan una forma insoluble y provoca la corrosión de los metales, en líneas y equipos
Índice de Langelier (IL): es un índice para calcular el carácter incrustante o agresivo del agua y tiene que ver con los diversos equilibrios en el agua del anhídrido carbónico, bicarbonato-carbonatos, el pH, la temperatura, la dureza y la alcalinidad total. Según sus valores podemos tener:
IL = 0 el agua está equilibrada
IL 0 indica que el agua es corrosiva (- 0.5 a -1.5)
IL 0 indica que el agua es incrustante (0.5 a 1.5)
Este índice con la ayuda de la tabla Nº7 se calcula como: IL = pH + T + D + A – 12.5
Ejemplo Nº1: si la muestra de agua tiene el siguiente análisis, tendremos: temperatura del agua T = 30ºC, pH = 8.5, Alcalinidad total (A) = 150 ppm, y Dureza (D) = 75 ppm, Ingresando a la tabla Nº7 obtenemos los factores correspondientes a cada variable y nos queda y nos da:
IL = pH + T + D + A – 12.5 = 8.5 + 0.7 + 1.5 + 2.2 – 12.5 = 0.4
IL = 0.4 indica que el agua tendrá un comportamiento ligeramente incrustante y habrá que bajar su alcalinidad.
La conductividad como parámetro físico puede asociarse a otros parámetros como el total de sólidos disueltos y la dureza. En el caso de medidas en soluciones acuosas, el
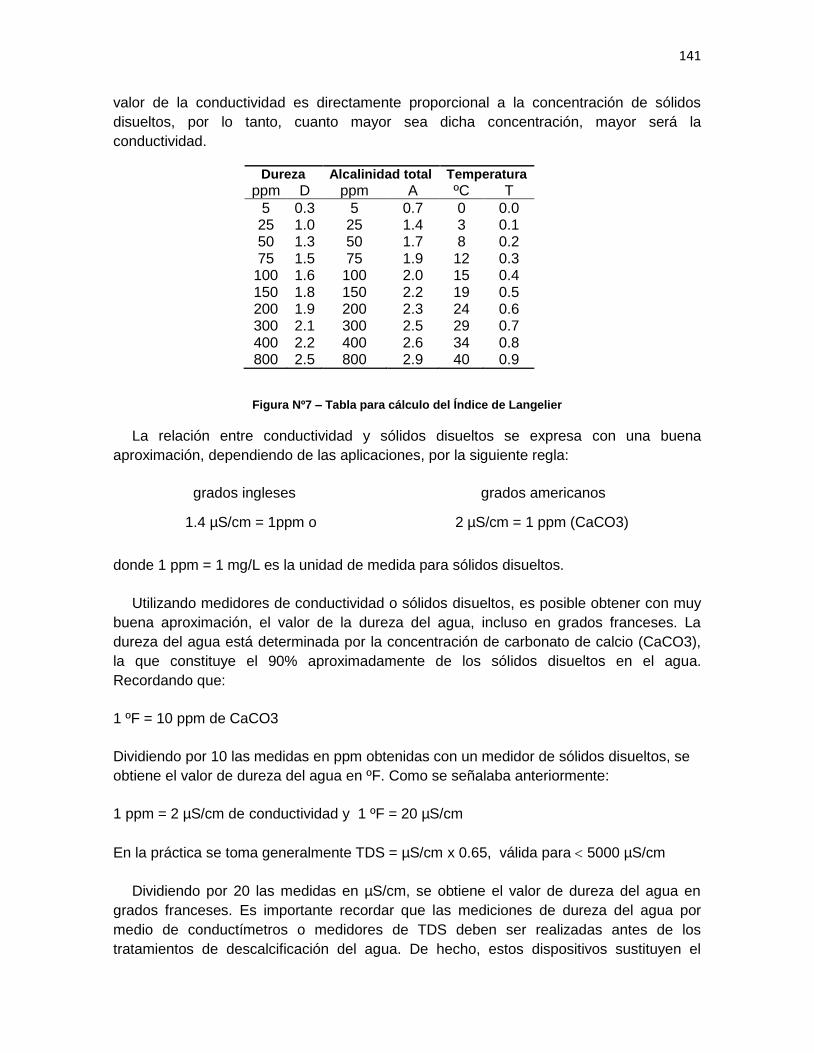
141
valor de la conductividad es directamente proporcional a la concentración de sólidos disueltos, por lo tanto, cuanto mayor sea dicha concentración, mayor será la conductividad.
Dureza Alcalinidad total Temperatura ppm D ppm A ºC T
5 0.3 5 0.7 0 0.0 25 1.0 25 1.4 3 0.1 50 1.3 50 1.7 8 0.2 75 1.5 75 1.9 12 0.3
100 1.6 100 2.0 15 0.4 150 1.8 150 2.2 19 0.5 200 1.9 200 2.3 24 0.6 300 2.1 300 2.5 29 0.7 400 2.2 400 2.6 34 0.8 800 2.5 800 2.9 40 0.9
Figura Nº7 – Tabla para cálculo del Índice de Langelier
La relación entre conductividad y sólidos disueltos se expresa con una buena aproximación, dependiendo de las aplicaciones, por la siguiente regla:
grados ingleses grados americanos
1.4 µS/cm = 1ppm o 2 µS/cm = 1 ppm (CaCO3)
donde 1 ppm = 1 mg/L es la unidad de medida para sólidos disueltos.
Utilizando medidores de conductividad o sólidos disueltos, es posible obtener con muy buena aproximación, el valor de la dureza del agua, incluso en grados franceses. La dureza del agua está determinada por la concentración de carbonato de calcio (CaCO3), la que constituye el 90% aproximadamente de los sólidos disueltos en el agua. Recordando que:
1 ºF = 10 ppm de CaCO3
Dividiendo por 10 las medidas en ppm obtenidas con un medidor de sólidos disueltos, se obtiene el valor de dureza del agua en ºF. Como se señalaba anteriormente:
1 ppm = 2 µS/cm de conductividad y 1 ºF = 20 µS/cm
En la práctica se toma generalmente TDS = µS/cm x 0.65, válida para 5000 µS/cm
Dividiendo por 20 las medidas en µS/cm, se obtiene el valor de dureza del agua en grados franceses. Es importante recordar que las mediciones de dureza del agua por medio de conductímetros o medidores de TDS deben ser realizadas antes de los tratamientos de descalcificación del agua. De hecho, estos dispositivos sustituyen el
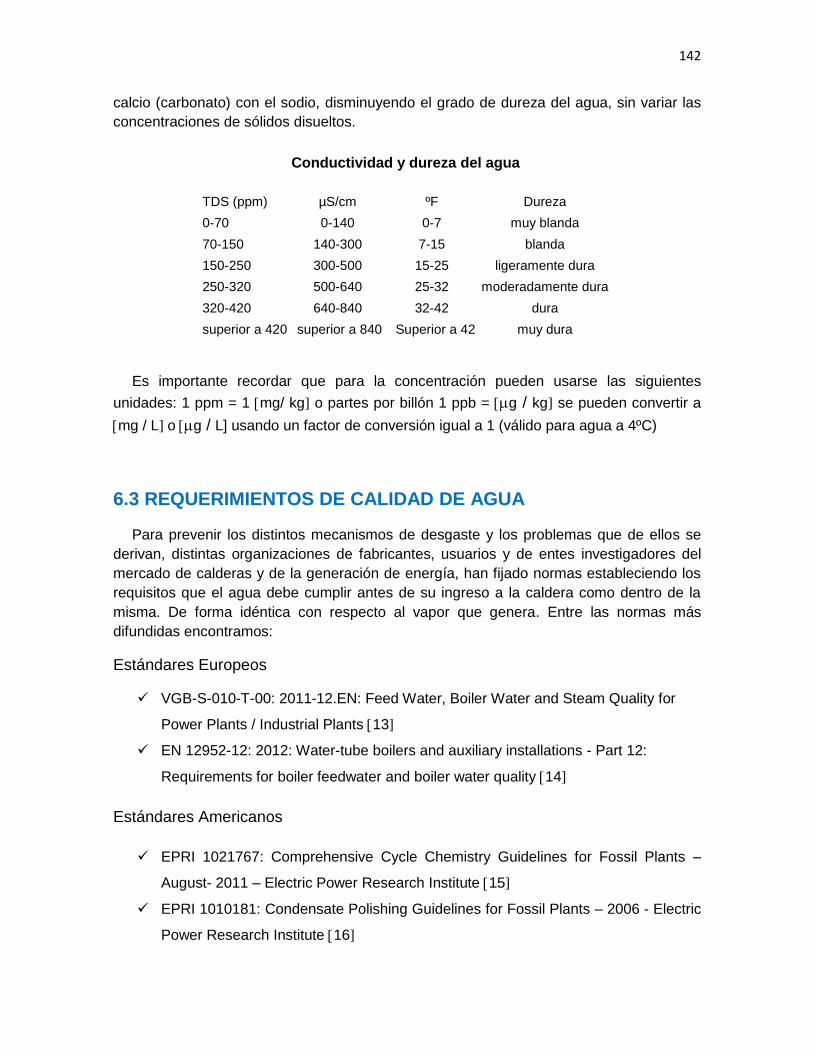
142
calcio (carbonato) con el sodio, disminuyendo el grado de dureza del agua, sin variar las concentraciones de sólidos disueltos.
Conductividad y dureza del agua
TDS (ppm) µS/cm ºF Dureza
0-70 0-140 0-7 muy blanda
70-150 140-300 7-15 blanda
150-250 300-500 15-25 ligeramente dura
250-320 500-640 25-32 moderadamente dura
320-420 640-840 32-42 dura
superior a 420 superior a 840 Superior a 42 muy dura
Es importante recordar que para la concentración pueden usarse las siguientes
unidades: 1 ppm = 1 mg/ kg] o partes por billón 1 ppb = g / kg] se pueden convertir a
mg / L] o g / L] usando un factor de conversión igual a 1 (válido para agua a 4ºC)
6.3 REQUERIMIENTOS DE CALIDAD DE AGUA
Para prevenir los distintos mecanismos de desgaste y los problemas que de ellos se derivan, distintas organizaciones de fabricantes, usuarios y de entes investigadores del mercado de calderas y de la generación de energía, han fijado normas estableciendo los requisitos que el agua debe cumplir antes de su ingreso a la caldera como dentro de la misma. De forma idéntica con respecto al vapor que genera. Entre las normas más difundidas encontramos:
Estándares Europeos
VGB-S-010-T-00: 2011-12.EN: Feed Water, Boiler Water and Steam Quality for
Power Plants / Industrial Plants 13]
EN 12952-12: 2012: Water-tube boilers and auxiliary installations - Part 12:
Requirements for boiler feedwater and boiler water quality 14]
Estándares Americanos
EPRI 1021767: Comprehensive Cycle Chemistry Guidelines for Fossil Plants –
August- 2011 – Electric Power Research Institute 15]
EPRI 1010181: Condensate Polishing Guidelines for Fossil Plants – 2006 - Electric
Power Research Institute 16]
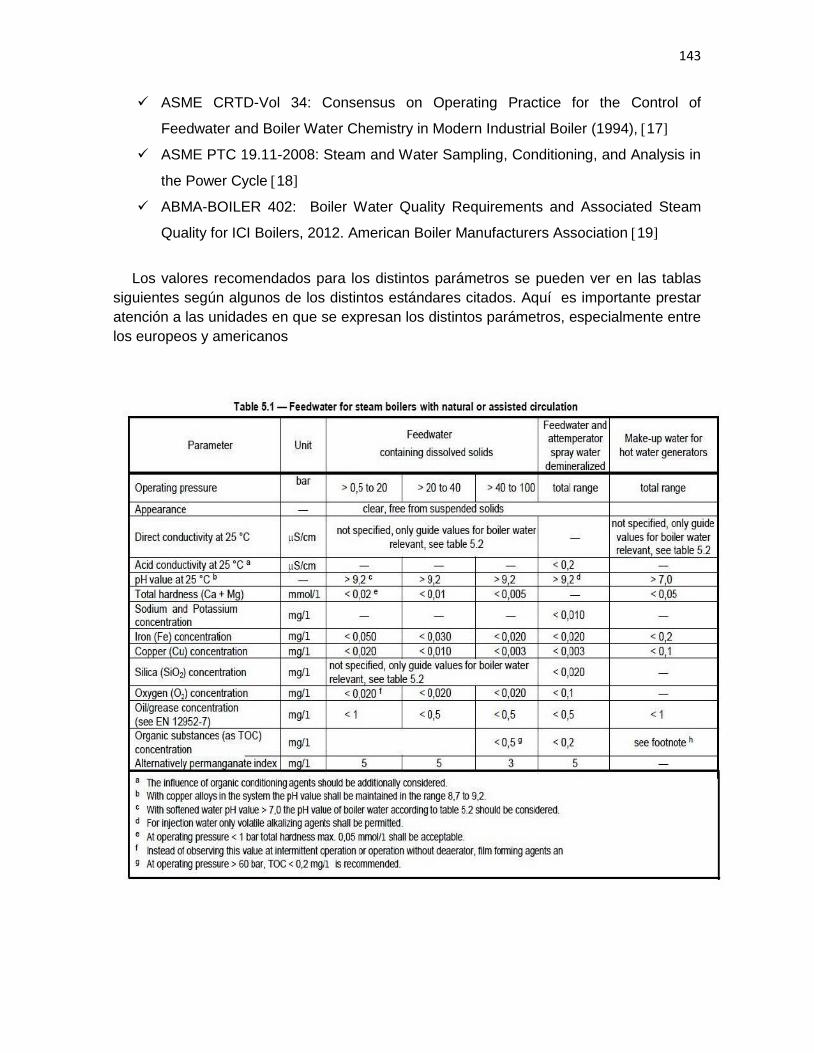
143
ASME CRTD-Vol 34: Consensus on Operating Practice for the Control of
Feedwater and Boiler Water Chemistry in Modern Industrial Boiler (1994), 17]
ASME PTC 19.11-2008: Steam and Water Sampling, Conditioning, and Analysis in
the Power Cycle 18]
ABMA-BOILER 402: Boiler Water Quality Requirements and Associated Steam
Quality for ICI Boilers, 2012. American Boiler Manufacturers Association 19]
Los valores recomendados para los distintos parámetros se pueden ver en las tablas
siguientes según algunos de los distintos estándares citados. Aquí es importante prestar atención a las unidades en que se expresan los distintos parámetros, especialmente entre los europeos y americanos
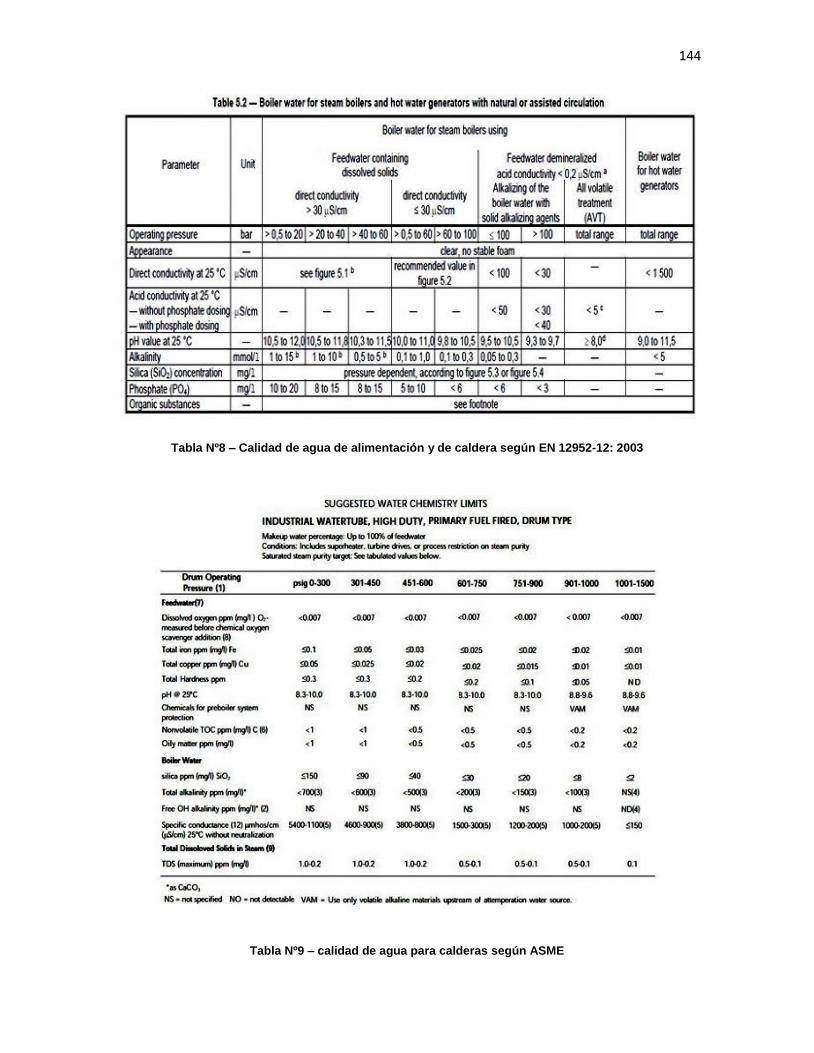
144
Tabla Nº8 – Calidad de agua de alimentación y de caldera según EN 12952-12: 2003
Tabla Nº9 – calidad de agua para calderas según ASME
145
6.4 CALIDAD DE VAPOR
Dado que el vapor alimenta a las turbinas, este deberá reunir ciertas condiciones a los efectos de no producir daños sobre las partes móviles y fijas de regulación del equipo. Una calidad inadecuada en el vapor puede generar problemas tales como:
depósitos (álabes, toberas, válvulas) erosión (humedad) corrosión (humedad) fatiga (debida al pitting en áreas diversas) vibraciones (desbalanceo rotor) pérdida de eficiencia (mayor rozamiento por mayor rugosidad superficial)
Una de las causas más frecuentes de estos problemas se debe al arrastre de partículas contaminantes por parte del vapor. El arrastre puede ser ocasionado por causas tanto mecánicas como químicas tal como se indica en la tabla Nº10
Mecánicas Químicas Daños separador de gotas Elevado TDS Nivel de agua excesivo Exceso de alcalinidad / sílice Condiciones de sobrecarga Exceso de sólidos en suspensión Diseño del separador Material oleoso Dimensiones del domo Detergentes Presión de operación por debajo de la nominal
Formación de espumas
Figura Nº10 – causas de arrastres
Además del arrastre, otra fuente de contaminación que debe ser evaluada es la
atemperación del vapor cuando se usa atemperadores de mezcla. En estos equipos debe prestarse especial atención a la calidad de agua empleada (ver tabla Nº7) ya que se puede producir una importante contaminación
Para evitar estos problemas y por cuestiones de garantía de la vida útil de las turbinas,
los fabricantes han establecidos determinados niveles de pureza en el vapor que el cliente deberá garantizar en la operación de la caldera. La pureza del vapor, es la cantidad de contaminantes saliendo del domo y medidas en ppm] y el título, es la cantidad de vapor seco por kg.de vapor húmedo kg./ kg]. Ambos parámetros deben ser monitoreados especialmente en las unidades de grandes potencias
La determinación del título tiene interés ya que la fracción de agua contiene una concentración muy alta de contaminantes. Lo ideal es que el vapor fuese totalmente seco, lo cual en la práctica es imposible. La determinación del título puede hacerse siguiendo el estándar ASME PTC 19.11- 2008 20]
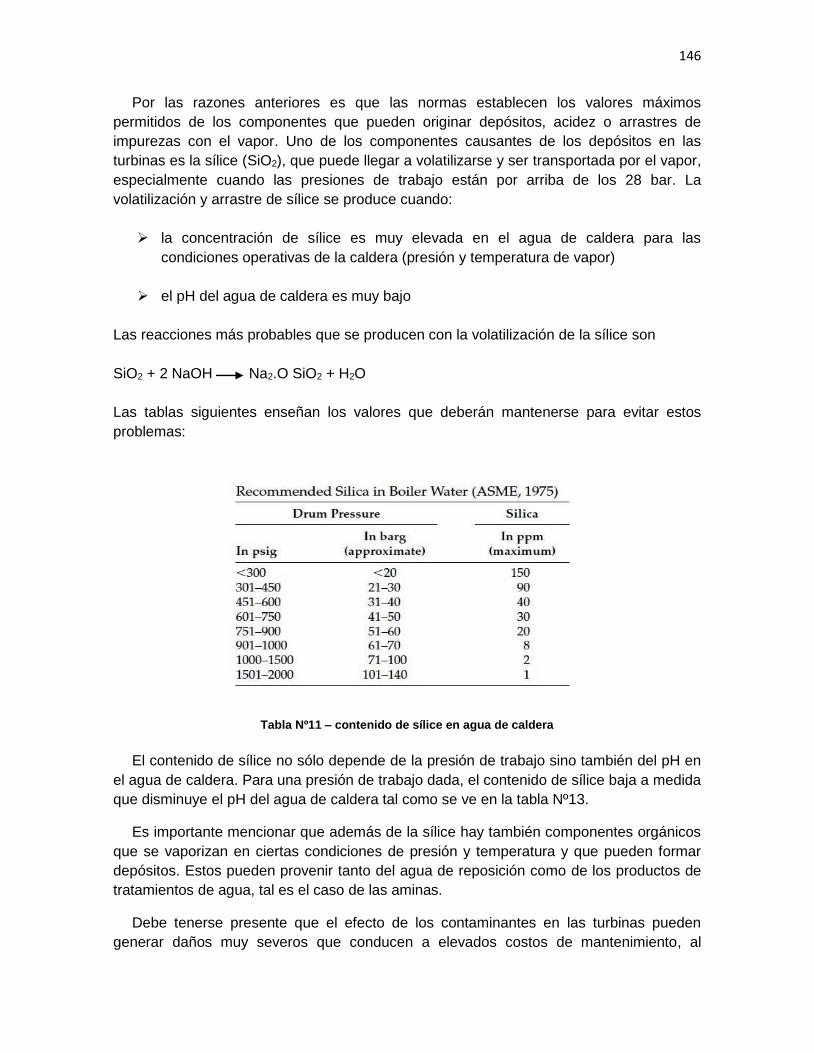
146
Por las razones anteriores es que las normas establecen los valores máximos permitidos de los componentes que pueden originar depósitos, acidez o arrastres de impurezas con el vapor. Uno de los componentes causantes de los depósitos en las turbinas es la sílice (SiO2), que puede llegar a volatilizarse y ser transportada por el vapor, especialmente cuando las presiones de trabajo están por arriba de los 28 bar. La volatilización y arrastre de sílice se produce cuando:
la concentración de sílice es muy elevada en el agua de caldera para las
condiciones operativas de la caldera (presión y temperatura de vapor)
el pH del agua de caldera es muy bajo Las reacciones más probables que se producen con la volatilización de la sílice son SiO2 + 2 NaOH Na2.O SiO2 + H2O
Las tablas siguientes enseñan los valores que deberán mantenerse para evitar estos problemas:
Tabla Nº11 – contenido de sílice en agua de caldera
El contenido de sílice no sólo depende de la presión de trabajo sino también del pH en el agua de caldera. Para una presión de trabajo dada, el contenido de sílice baja a medida que disminuye el pH del agua de caldera tal como se ve en la tabla Nº13.
Es importante mencionar que además de la sílice hay también componentes orgánicos que se vaporizan en ciertas condiciones de presión y temperatura y que pueden formar depósitos. Estos pueden provenir tanto del agua de reposición como de los productos de tratamientos de agua, tal es el caso de las aminas.
Debe tenerse presente que el efecto de los contaminantes en las turbinas pueden generar daños muy severos que conducen a elevados costos de mantenimiento, al
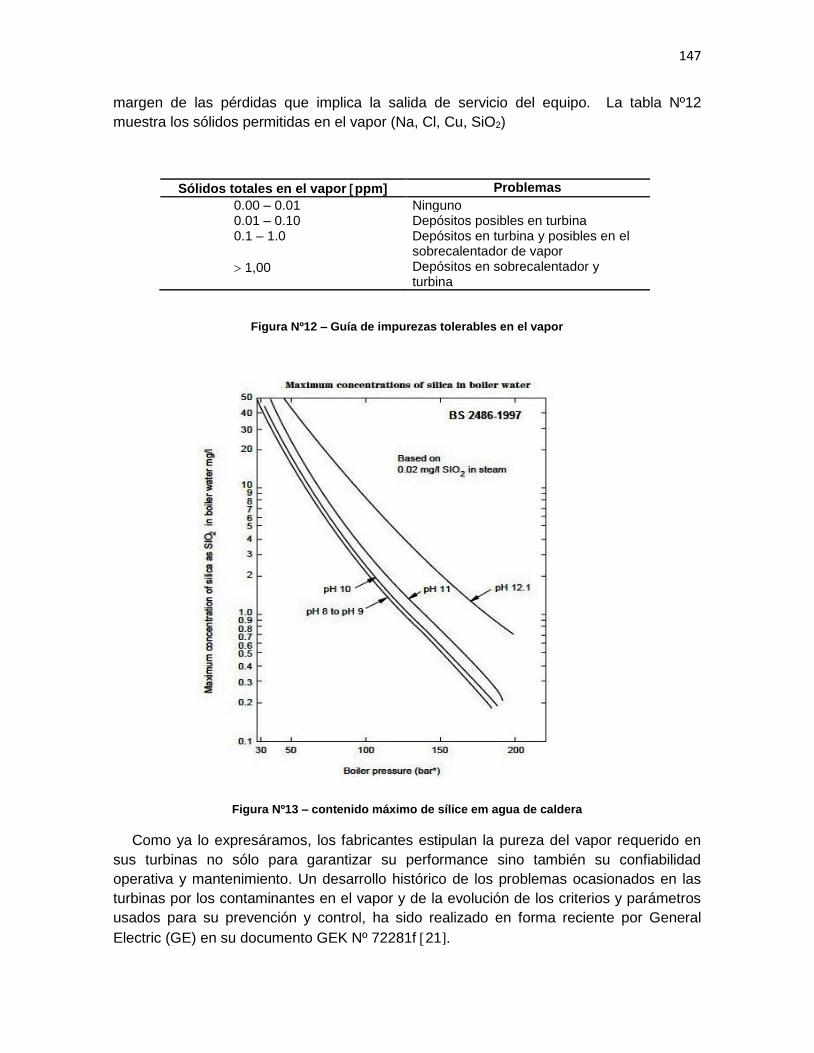
147
margen de las pérdidas que implica la salida de servicio del equipo. La tabla Nº12 muestra los sólidos permitidas en el vapor (Na, Cl, Cu, SiO2)
Sólidos totales en el vapor ppm] Problemas 0.00 – 0.01 Ninguno 0.01 – 0.10 Depósitos posibles en turbina 0.1 – 1.0 Depósitos en turbina y posibles en el
sobrecalentador de vapor 1,00 Depósitos en sobrecalentador y
turbina
Figura Nº12 – Guía de impurezas tolerables en el vapor
Figura Nº13 – contenido máximo de sílice em agua de caldera
Como ya lo expresáramos, los fabricantes estipulan la pureza del vapor requerido en sus turbinas no sólo para garantizar su performance sino también su confiabilidad operativa y mantenimiento. Un desarrollo histórico de los problemas ocasionados en las turbinas por los contaminantes en el vapor y de la evolución de los criterios y parámetros usados para su prevención y control, ha sido realizado en forma reciente por General Electric (GE) en su documento GEK Nº 72281f 21].
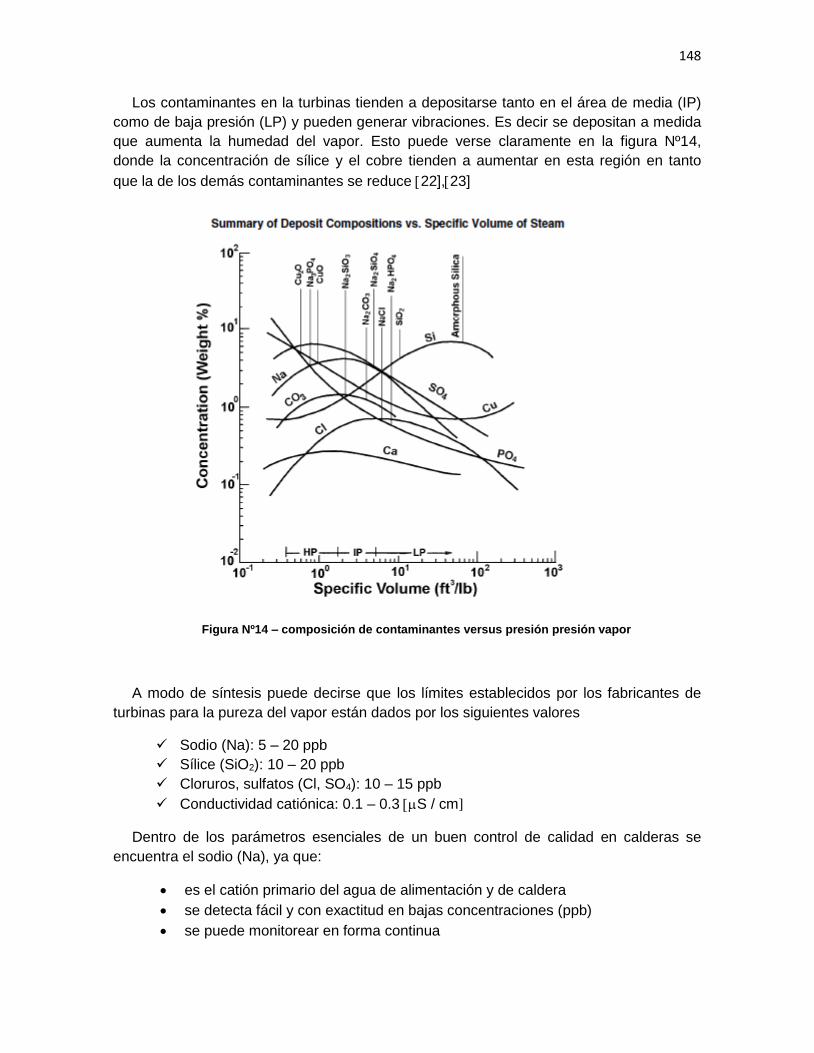
148
Los contaminantes en la turbinas tienden a depositarse tanto en el área de media (IP) como de baja presión (LP) y pueden generar vibraciones. Es decir se depositan a medida que aumenta la humedad del vapor. Esto puede verse claramente en la figura Nº14, donde la concentración de sílice y el cobre tienden a aumentar en esta región en tanto que la de los demás contaminantes se reduce 22],23]
Figura Nº14 – composición de contaminantes versus presión presión vapor
A modo de síntesis puede decirse que los límites establecidos por los fabricantes de turbinas para la pureza del vapor están dados por los siguientes valores
Sodio (Na): 5 – 20 ppb Sílice (SiO2): 10 – 20 ppb Cloruros, sulfatos (Cl, SO4): 10 – 15 ppb Conductividad catiónica: 0.1 – 0.3 S / cm]
Dentro de los parámetros esenciales de un buen control de calidad en calderas se encuentra el sodio (Na), ya que:
es el catión primario del agua de alimentación y de caldera se detecta fácil y con exactitud en bajas concentraciones (ppb) se puede monitorear en forma continua
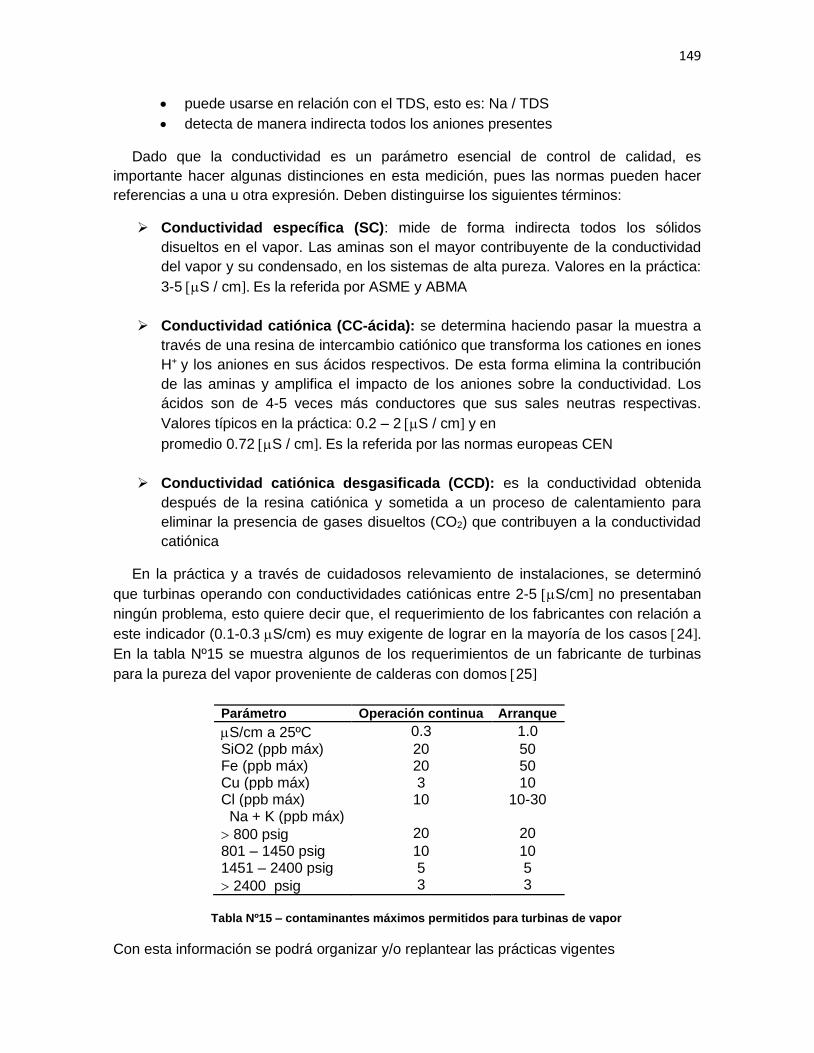
149
puede usarse en relación con el TDS, esto es: Na / TDS detecta de manera indirecta todos los aniones presentes
Dado que la conductividad es un parámetro esencial de control de calidad, es importante hacer algunas distinciones en esta medición, pues las normas pueden hacer referencias a una u otra expresión. Deben distinguirse los siguientes términos:
Conductividad específica (SC): mide de forma indirecta todos los sólidos disueltos en el vapor. Las aminas son el mayor contribuyente de la conductividad del vapor y su condensado, en los sistemas de alta pureza. Valores en la práctica: 3-5 S / cm]. Es la referida por ASME y ABMA
Conductividad catiónica (CC-ácida): se determina haciendo pasar la muestra a través de una resina de intercambio catiónico que transforma los cationes en iones H+ y los aniones en sus ácidos respectivos. De esta forma elimina la contribución de las aminas y amplifica el impacto de los aniones sobre la conductividad. Los ácidos son de 4-5 veces más conductores que sus sales neutras respectivas. Valores típicos en la práctica: 0.2 – 2 S / cm] y en promedio 0.72 S / cm]. Es la referida por las normas europeas CEN
Conductividad catiónica desgasificada (CCD): es la conductividad obtenida después de la resina catiónica y sometida a un proceso de calentamiento para eliminar la presencia de gases disueltos (CO2) que contribuyen a la conductividad catiónica
En la práctica y a través de cuidadosos relevamiento de instalaciones, se determinó que turbinas operando con conductividades catiónicas entre 2-5 S/cm] no presentaban ningún problema, esto quiere decir que, el requerimiento de los fabricantes con relación a este indicador (0.1-0.3 S/cm) es muy exigente de lograr en la mayoría de los casos 24]. En la tabla Nº15 se muestra algunos de los requerimientos de un fabricante de turbinas para la pureza del vapor proveniente de calderas con domos 25]
Parámetro Operación continua Arranque S/cm a 25ºC 0.3 1.0 SiO2 (ppb máx) 20 50 Fe (ppb máx) 20 50 Cu (ppb máx) 3 10 Cl (ppb máx) 10 10-30 Na + K (ppb máx) 800 psig 20 20 801 – 1450 psig 10 10 1451 – 2400 psig 5 5 2400 psig 3 3
Tabla Nº15 – contaminantes máximos permitidos para turbinas de vapor
Con esta información se podrá organizar y/o replantear las prácticas vigentes
150
Ejemplo Nº2: si tuviésemos que adquirir una caldera que opera a 65 bar y 480ºC, las condiciones básicas que deberán cumplirse para el agua de alimentación y el agua de caldera, según los estándares ASME-EN vistos en las tablas anteriores, serán las siguientes:
Condiciones requeridas para la caldera de 65 bar x 480ºC
Parámetros H20 alimentación H20 caldera pH 8.5 – 9.6 9.8 – 10.5 TSD 20 ppm 1200 ppm Conductividad SC 30 S/cm 1500 S/cm Conductividad ácida (CC)
- -
Alcalinidad - 200 ppm Dureza 0. 5 ppm SiO2 - 8 ppm Mat. orgánica 0.2 ppm
6.5 PARAMETROS DE CONTROL DE AGUA
Cada componente químico en el agua, según su concentración, temperatura y pH del medio, tiene un impacto tanto individual como combinado sobre la caldera que debe ser evaluado correctamente. En la tabla Nº2 resumimos los problemas provocados por cada uno de ellos. Entre las variables de mayor impacto cuyos valores deben mantenerse encontramos a:
pH: este parámetro tiene como finalidad básica prevenir el ataque corrosivo de las partes metálicas manteniéndolo dentro de los valores recomendados. Sin embargo, el excederse en el carácter alcalino del agua no trae condiciones más seguras sino por el contrario puede generar problemas graves tal es el caso del fenómeno de la fragilidad cáustica
Este fenómeno se produce por concentraciones elevadas de soda cáustica libre en el agua de caldera y se presentan sobre depósitos porosos, grietas o hendiduras propias del diseño de las partes en las que se puede generar cierta inmovilidad del producto interactuando con el metal. Cuando el pH del agua de caldera es excedido de ciertos valores, el ataque cáustico se incrementa rápidamente produciendo la rotura de la película protectora de magnetita según la siguiente reacción química
2 Fe3O4 + 8 NaOH 4 NaFeO2 + 2 Na2FeO2 + 4 H2OFe + 2NaOH Na2FeO2 + 2Hº
El ataque químico trae como consecuencia una corrosión localizada, que provoca en el metal fisuras en su estructura cristalina que progresan en profundidad, alterando su resistencia mecánica y por ende conduciéndolo a la rotura. En el gráfico Nº16 se muestra el ataque relativo del acero a distintos valores de pH, en donde se observa que este se
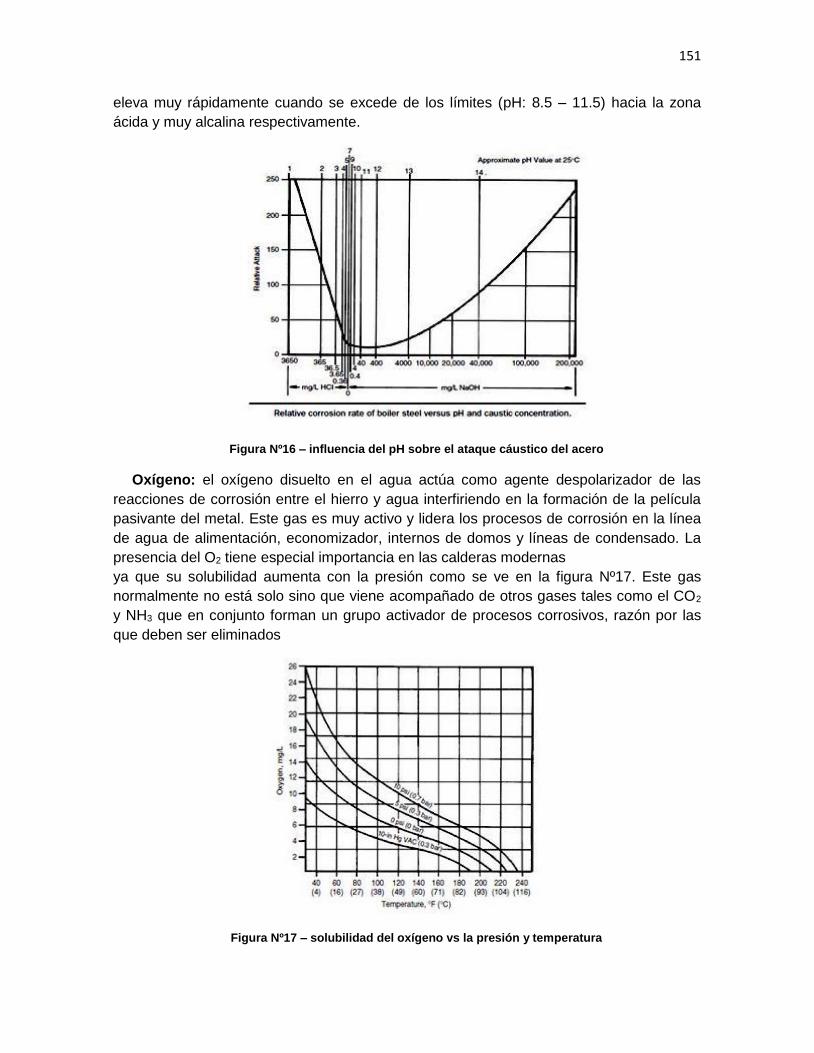
151
eleva muy rápidamente cuando se excede de los límites (pH: 8.5 – 11.5) hacia la zona ácida y muy alcalina respectivamente.
Figura Nº16 – influencia del pH sobre el ataque cáustico del acero
Oxígeno: el oxígeno disuelto en el agua actúa como agente despolarizador de las reacciones de corrosión entre el hierro y agua interfiriendo en la formación de la película pasivante del metal. Este gas es muy activo y lidera los procesos de corrosión en la línea de agua de alimentación, economizador, internos de domos y líneas de condensado. La presencia del O2 tiene especial importancia en las calderas modernas ya que su solubilidad aumenta con la presión como se ve en la figura Nº17. Este gas normalmente no está solo sino que viene acompañado de otros gases tales como el CO2 y NH3 que en conjunto forman un grupo activador de procesos corrosivos, razón por las que deben ser eliminados
Figura Nº17 – solubilidad del oxígeno vs la presión y temperatura
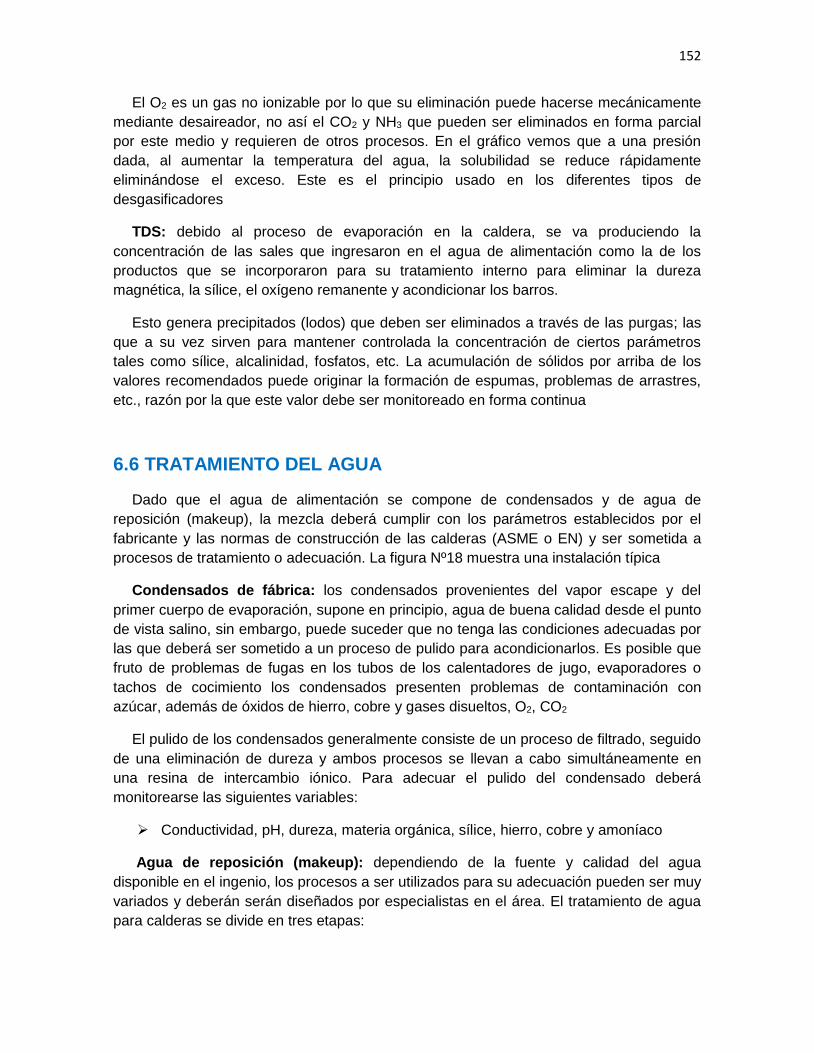
152
El O2 es un gas no ionizable por lo que su eliminación puede hacerse mecánicamente mediante desaireador, no así el CO2 y NH3 que pueden ser eliminados en forma parcial por este medio y requieren de otros procesos. En el gráfico vemos que a una presión dada, al aumentar la temperatura del agua, la solubilidad se reduce rápidamente eliminándose el exceso. Este es el principio usado en los diferentes tipos de desgasificadores
TDS: debido al proceso de evaporación en la caldera, se va produciendo la concentración de las sales que ingresaron en el agua de alimentación como la de los productos que se incorporaron para su tratamiento interno para eliminar la dureza magnética, la sílice, el oxígeno remanente y acondicionar los barros.
Esto genera precipitados (lodos) que deben ser eliminados a través de las purgas; las que a su vez sirven para mantener controlada la concentración de ciertos parámetros tales como sílice, alcalinidad, fosfatos, etc. La acumulación de sólidos por arriba de los valores recomendados puede originar la formación de espumas, problemas de arrastres, etc., razón por la que este valor debe ser monitoreado en forma continua
6.6 TRATAMIENTO DEL AGUA
Dado que el agua de alimentación se compone de condensados y de agua de reposición (makeup), la mezcla deberá cumplir con los parámetros establecidos por el fabricante y las normas de construcción de las calderas (ASME o EN) y ser sometida a procesos de tratamiento o adecuación. La figura Nº18 muestra una instalación típica
Condensados de fábrica: los condensados provenientes del vapor escape y del primer cuerpo de evaporación, supone en principio, agua de buena calidad desde el punto de vista salino, sin embargo, puede suceder que no tenga las condiciones adecuadas por las que deberá ser sometido a un proceso de pulido para acondicionarlos. Es posible que fruto de problemas de fugas en los tubos de los calentadores de jugo, evaporadores o tachos de cocimiento los condensados presenten problemas de contaminación con azúcar, además de óxidos de hierro, cobre y gases disueltos, O2, CO2
El pulido de los condensados generalmente consiste de un proceso de filtrado, seguido de una eliminación de dureza y ambos procesos se llevan a cabo simultáneamente en una resina de intercambio iónico. Para adecuar el pulido del condensado deberá monitorearse las siguientes variables:
Conductividad, pH, dureza, materia orgánica, sílice, hierro, cobre y amoníaco
Agua de reposición (makeup): dependiendo de la fuente y calidad del agua disponible en el ingenio, los procesos a ser utilizados para su adecuación pueden ser muy variados y deberán serán diseñados por especialistas en el área. El tratamiento de agua para calderas se divide en tres etapas:
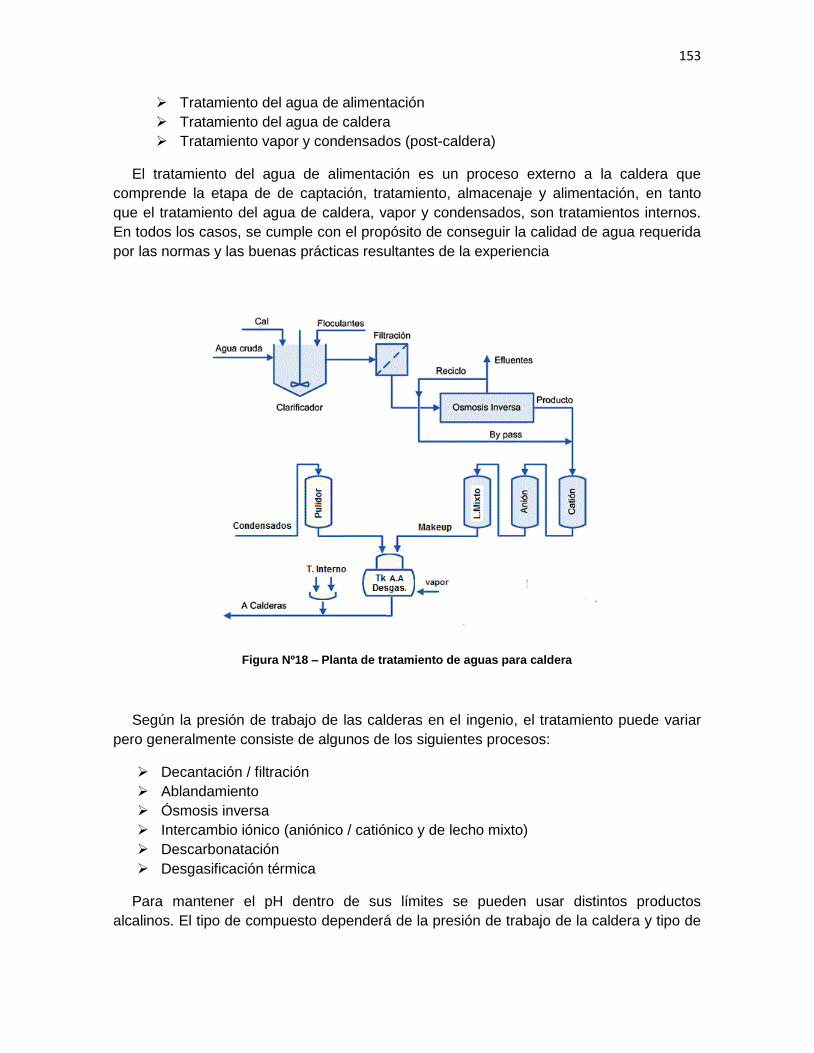
153
Tratamiento del agua de alimentación Tratamiento del agua de caldera Tratamiento vapor y condensados (post-caldera)
El tratamiento del agua de alimentación es un proceso externo a la caldera que comprende la etapa de de captación, tratamiento, almacenaje y alimentación, en tanto que el tratamiento del agua de caldera, vapor y condensados, son tratamientos internos. En todos los casos, se cumple con el propósito de conseguir la calidad de agua requerida por las normas y las buenas prácticas resultantes de la experiencia
Figura Nº18 – Planta de tratamiento de aguas para caldera
Según la presión de trabajo de las calderas en el ingenio, el tratamiento puede variar pero generalmente consiste de algunos de los siguientes procesos:
Decantación / filtración Ablandamiento Ósmosis inversa Intercambio iónico (aniónico / catiónico y de lecho mixto) Descarbonatación Desgasificación térmica
Para mantener el pH dentro de sus límites se pueden usar distintos productos alcalinos. El tipo de compuesto dependerá de la presión de trabajo de la caldera y tipo de
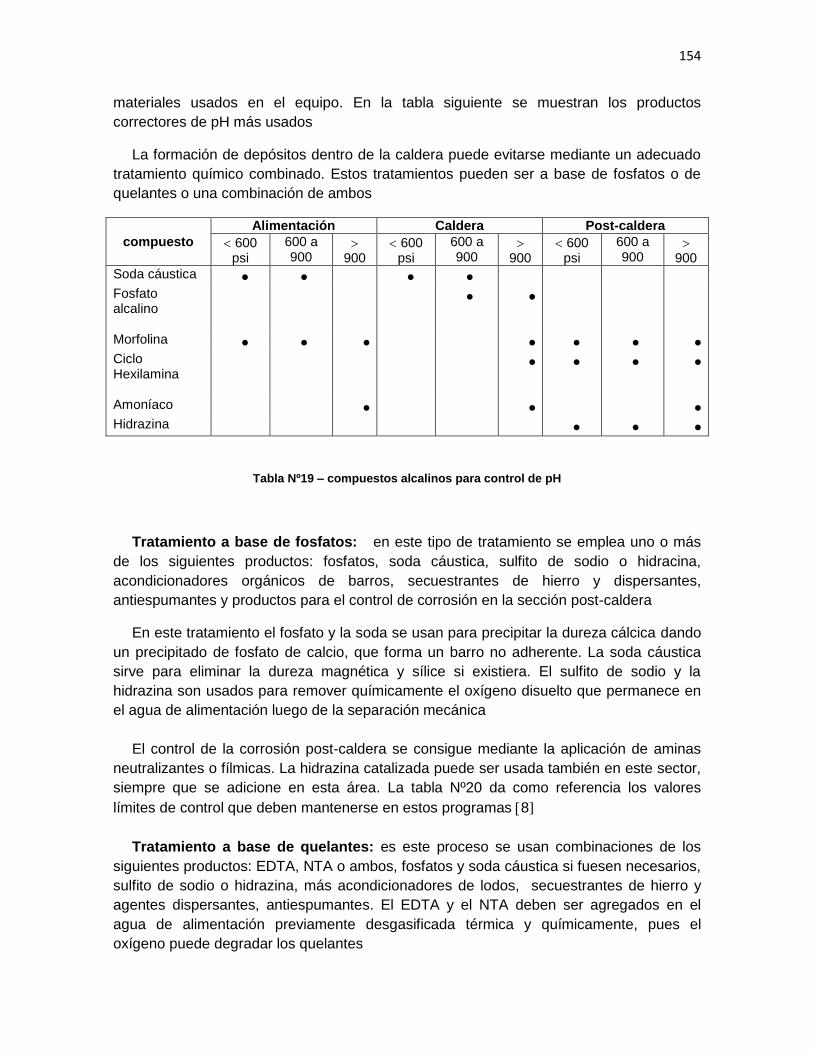
154
materiales usados en el equipo. En la tabla siguiente se muestran los productos correctores de pH más usados
La formación de depósitos dentro de la caldera puede evitarse mediante un adecuado tratamiento químico combinado. Estos tratamientos pueden ser a base de fosfatos o de quelantes o una combinación de ambos
compuesto Alimentación Caldera Post-caldera
600 psi
600 a 900
900
600 psi
600 a 900
900
600 psi
600 a 900
900
Soda cáustica Fosfato alcalino
Morfolina Ciclo Hexilamina
Amoníaco Hidrazina
Tabla Nº19 – compuestos alcalinos para control de pH
Tratamiento a base de fosfatos: en este tipo de tratamiento se emplea uno o más de los siguientes productos: fosfatos, soda cáustica, sulfito de sodio o hidracina, acondicionadores orgánicos de barros, secuestrantes de hierro y dispersantes, antiespumantes y productos para el control de corrosión en la sección post-caldera
En este tratamiento el fosfato y la soda se usan para precipitar la dureza cálcica dando un precipitado de fosfato de calcio, que forma un barro no adherente. La soda cáustica sirve para eliminar la dureza magnética y sílice si existiera. El sulfito de sodio y la hidrazina son usados para remover químicamente el oxígeno disuelto que permanece en el agua de alimentación luego de la separación mecánica
El control de la corrosión post-caldera se consigue mediante la aplicación de aminas neutralizantes o fílmicas. La hidrazina catalizada puede ser usada también en este sector, siempre que se adicione en esta área. La tabla Nº20 da como referencia los valores límites de control que deben mantenerse en estos programas 8]
Tratamiento a base de quelantes: es este proceso se usan combinaciones de los
siguientes productos: EDTA, NTA o ambos, fosfatos y soda cáustica si fuesen necesarios, sulfito de sodio o hidrazina, más acondicionadores de lodos, secuestrantes de hierro y agentes dispersantes, antiespumantes. El EDTA y el NTA deben ser agregados en el agua de alimentación previamente desgasificada térmica y químicamente, pues el oxígeno puede degradar los quelantes
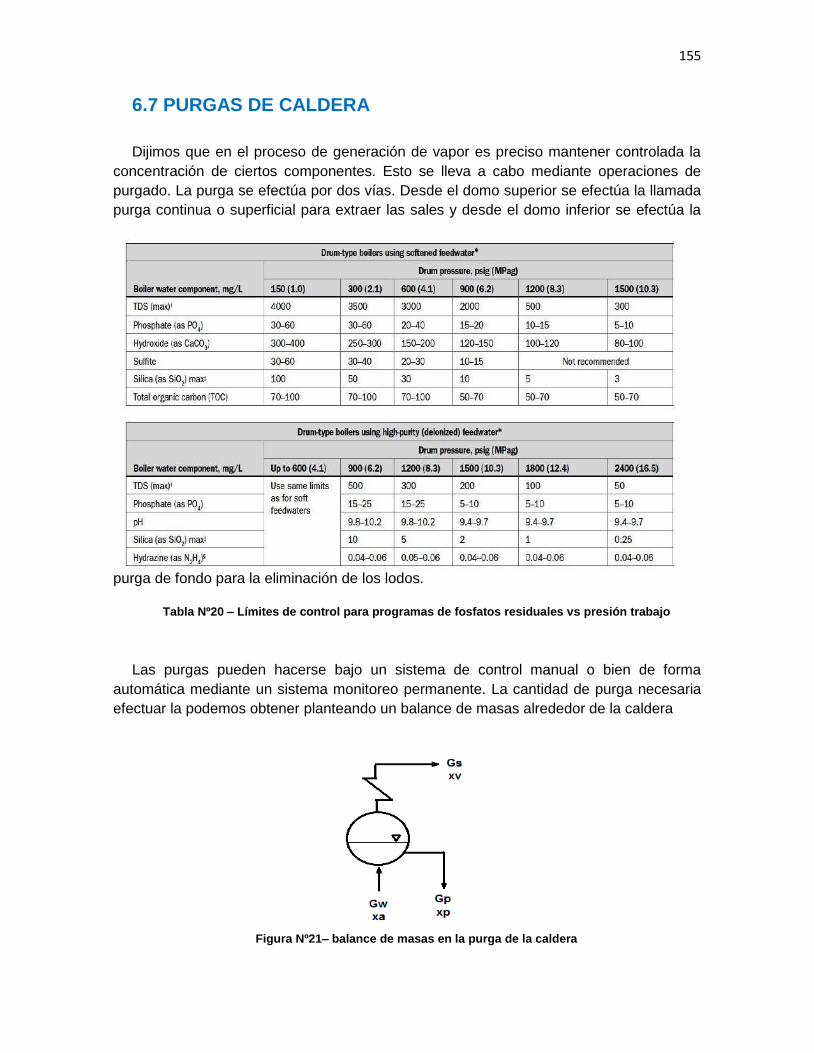
155
6.7 PURGAS DE CALDERA Dijimos que en el proceso de generación de vapor es preciso mantener controlada la
concentración de ciertos componentes. Esto se lleva a cabo mediante operaciones de purgado. La purga se efectúa por dos vías. Desde el domo superior se efectúa la llamada purga continua o superficial para extraer las sales y desde el domo inferior se efectúa la
purga de fondo para la eliminación de los lodos.
Tabla Nº20 – Límites de control para programas de fosfatos residuales vs presión trabajo
Las purgas pueden hacerse bajo un sistema de control manual o bien de forma
automática mediante un sistema monitoreo permanente. La cantidad de purga necesaria efectuar la podemos obtener planteando un balance de masas alrededor de la caldera
Figura Nº21– balance de masas en la purga de la caldera
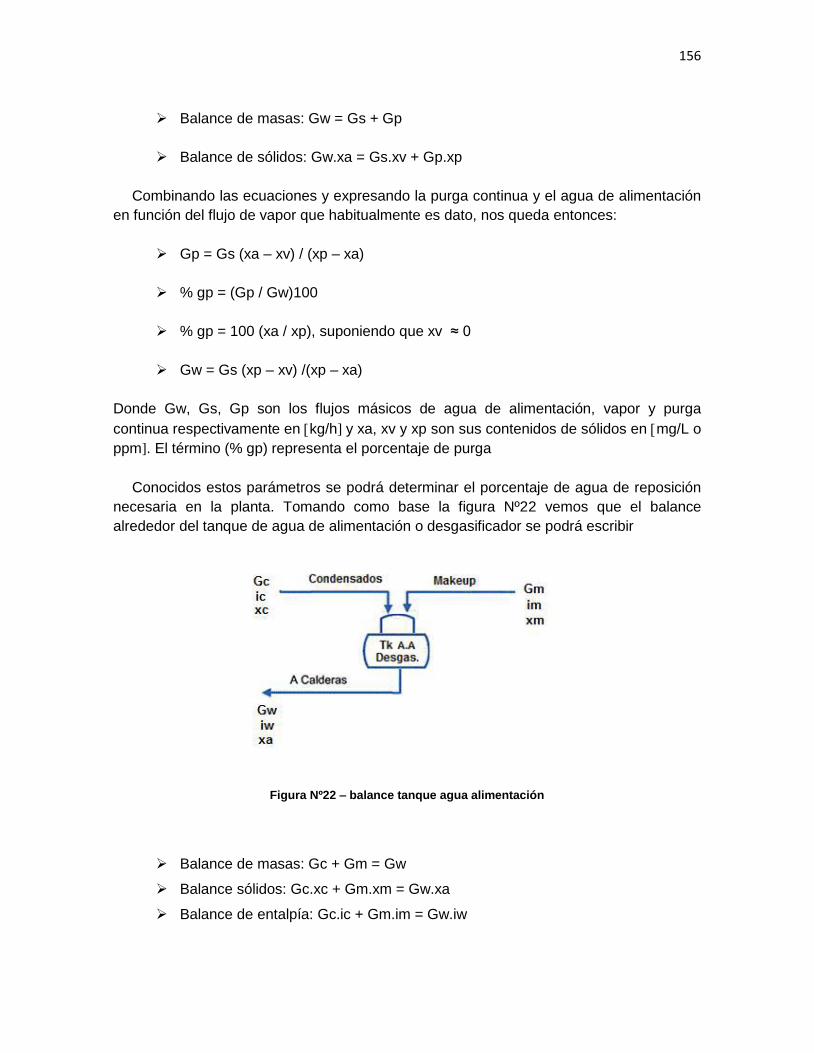
156
Balance de masas: Gw = Gs + Gp
Balance de sólidos: Gw.xa = Gs.xv + Gp.xp Combinando las ecuaciones y expresando la purga continua y el agua de alimentación
en función del flujo de vapor que habitualmente es dato, nos queda entonces:
Gp = Gs (xa – xv) / (xp – xa)
% gp = (Gp / Gw)100
% gp = 100 (xa / xp), suponiendo que xv ≈ 0
Gw = Gs (xp – xv) /(xp – xa)
Donde Gw, Gs, Gp son los flujos másicos de agua de alimentación, vapor y purga continua respectivamente en kg/h] y xa, xv y xp son sus contenidos de sólidos en mg/L o ppm]. El término (% gp) representa el porcentaje de purga
Conocidos estos parámetros se podrá determinar el porcentaje de agua de reposición
necesaria en la planta. Tomando como base la figura Nº22 vemos que el balance alrededor del tanque de agua de alimentación o desgasificador se podrá escribir
Figura Nº22 – balance tanque agua alimentación
Balance de masas: Gc + Gm = Gw
Balance sólidos: Gc.xc + Gm.xm = Gw.xa
Balance de entalpía: Gc.ic + Gm.im = Gw.iw
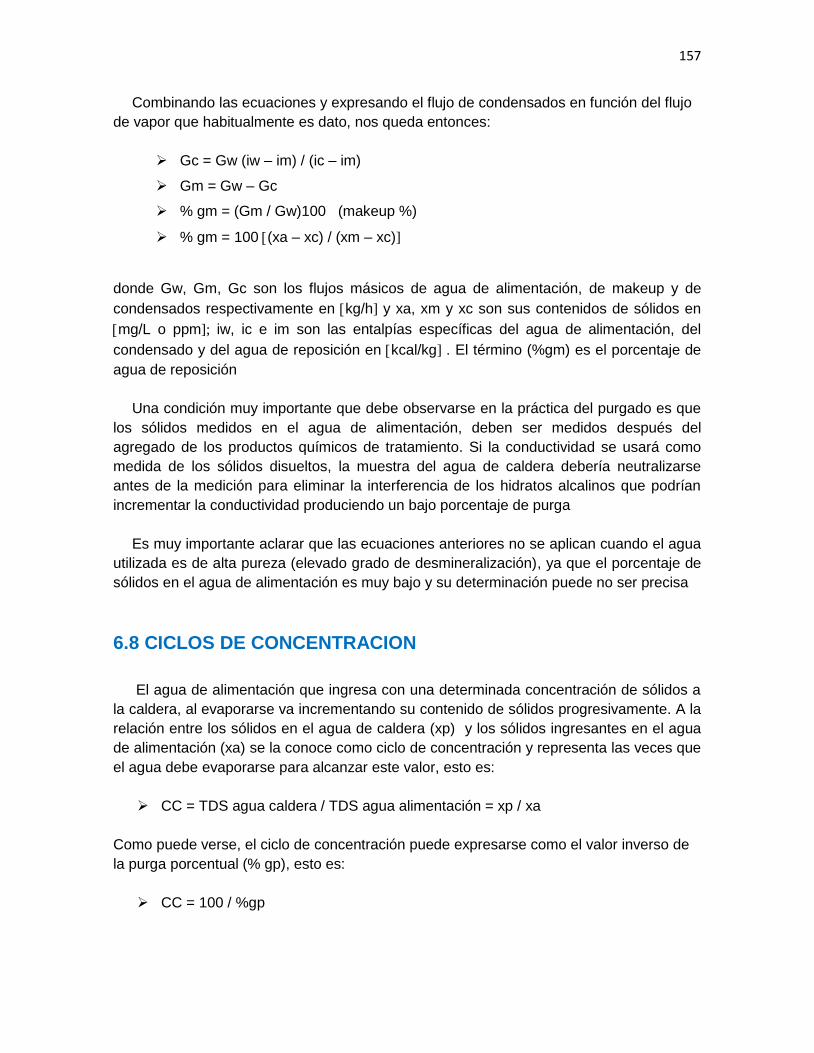
157
Combinando las ecuaciones y expresando el flujo de condensados en función del flujo de vapor que habitualmente es dato, nos queda entonces:
Gc = Gw (iw – im) / (ic – im)
Gm = Gw – Gc
% gm = (Gm / Gw)100 (makeup %)
% gm = 100 (xa – xc) / (xm – xc)]
donde Gw, Gm, Gc son los flujos másicos de agua de alimentación, de makeup y de condensados respectivamente en kg/h] y xa, xm y xc son sus contenidos de sólidos en mg/L o ppm]; iw, ic e im son las entalpías específicas del agua de alimentación, del condensado y del agua de reposición en kcal/kg] . El término (%gm) es el porcentaje de agua de reposición
Una condición muy importante que debe observarse en la práctica del purgado es que los sólidos medidos en el agua de alimentación, deben ser medidos después del agregado de los productos químicos de tratamiento. Si la conductividad se usará como medida de los sólidos disueltos, la muestra del agua de caldera debería neutralizarse antes de la medición para eliminar la interferencia de los hidratos alcalinos que podrían incrementar la conductividad produciendo un bajo porcentaje de purga
Es muy importante aclarar que las ecuaciones anteriores no se aplican cuando el agua utilizada es de alta pureza (elevado grado de desmineralización), ya que el porcentaje de sólidos en el agua de alimentación es muy bajo y su determinación puede no ser precisa
6.8 CICLOS DE CONCENTRACION
El agua de alimentación que ingresa con una determinada concentración de sólidos a la caldera, al evaporarse va incrementando su contenido de sólidos progresivamente. A la relación entre los sólidos en el agua de caldera (xp) y los sólidos ingresantes en el agua de alimentación (xa) se la conoce como ciclo de concentración y representa las veces que el agua debe evaporarse para alcanzar este valor, esto es:
CC = TDS agua caldera / TDS agua alimentación = xp / xa Como puede verse, el ciclo de concentración puede expresarse como el valor inverso de la purga porcentual (% gp), esto es:
CC = 100 / %gp
158
Para el cálculo del (CC) se ha tomado generalmente a los cloruros como indicador, aunque como ya expresáramos, el sodio es otro elemento que se puede monitorear aún en muy bajas concentraciones y con adecuada precisión. El (CC) interesa para establecer las concentraciones deseadas de aquellos parámetros críticos tal es el caso de la sílice
El cálculo de los ciclos de concentración tiene limitaciones cuando el agua de alimentación está desmineralizada y presenta muy bajo contenido de sólidos. En estos casos, suele agregarse al agua de alimentación y caldera trazadores químicos fluorescentes que, tienen la propiedad de no ser volátiles, reactivos ni precipitables. A través de ellos se puede conocer con certidumbre el ciclo de concentración 8]
Si el flujo de vapor y de la purga continua es medido, el ciclo de concentración puede
ser determinado por la ecuación siguiente
CC = (Gs + Gp) / Gp Una vez que se ha determinado el (CC) la purga (Gp) puede calcularse como:
Gp = Gs / (CC – 1) De la misma forma el flujo de agua de alimentación puede determinarse por las
ecuaciones siguientes
Gw = Gs + Gp Gw = Gs.CC / (CC – 1)
Cuando el agua tiene un elevado grado de desmineralización, la purga y el CC pueden
determinarse mediante las siguientes ecuaciones
ln Ct = - (Gp / V)t + ln Ci Donde: Ci es la concentración inicial, Ct es la concentración final en el tiempo t ambas en ppm], t es el tiempo transcurrido entre la concentración inicial y la final en horas], V es el volumen de agua de la caldera en kg], Gp es el flujo de purga continua en kg/h]
Una vez que la purga ha sido determinada, el flujo de agua de alimentación y el CC puede ser calculado con las ecuaciones siguientes
Go = Gas + Gap
CC = Gw / Gp
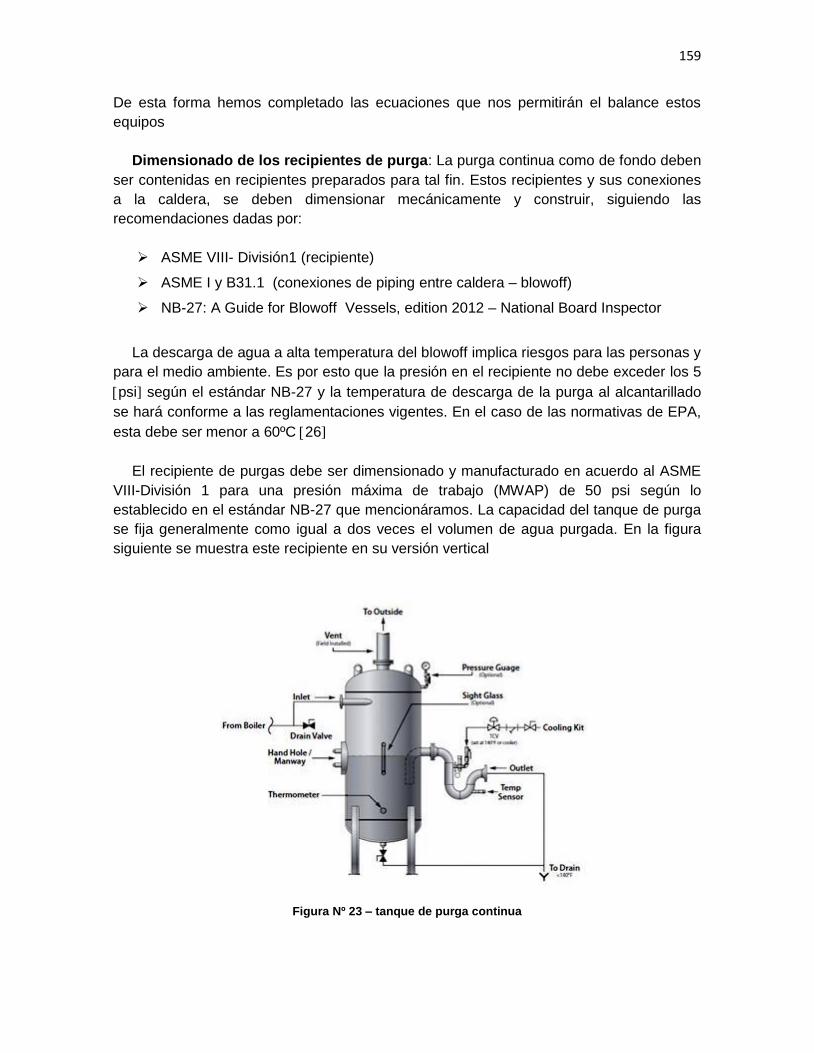
159
De esta forma hemos completado las ecuaciones que nos permitirán el balance estos equipos
Dimensionado de los recipientes de purga: La purga continua como de fondo deben ser contenidas en recipientes preparados para tal fin. Estos recipientes y sus conexiones a la caldera, se deben dimensionar mecánicamente y construir, siguiendo las recomendaciones dadas por:
ASME VIII- División1 (recipiente)
ASME I y B31.1 (conexiones de piping entre caldera – blowoff)
NB-27: A Guide for Blowoff Vessels, edition 2012 – National Board Inspector
La descarga de agua a alta temperatura del blowoff implica riesgos para las personas y
para el medio ambiente. Es por esto que la presión en el recipiente no debe exceder los 5 psi] según el estándar NB-27 y la temperatura de descarga de la purga al alcantarillado se hará conforme a las reglamentaciones vigentes. En el caso de las normativas de EPA, esta debe ser menor a 60ºC 26]
El recipiente de purgas debe ser dimensionado y manufacturado en acuerdo al ASME
VIII-División 1 para una presión máxima de trabajo (MWAP) de 50 psi según lo establecido en el estándar NB-27 que mencionáramos. La capacidad del tanque de purga se fija generalmente como igual a dos veces el volumen de agua purgada. En la figura siguiente se muestra este recipiente en su versión vertical
Figura Nº 23 – tanque de purga continua
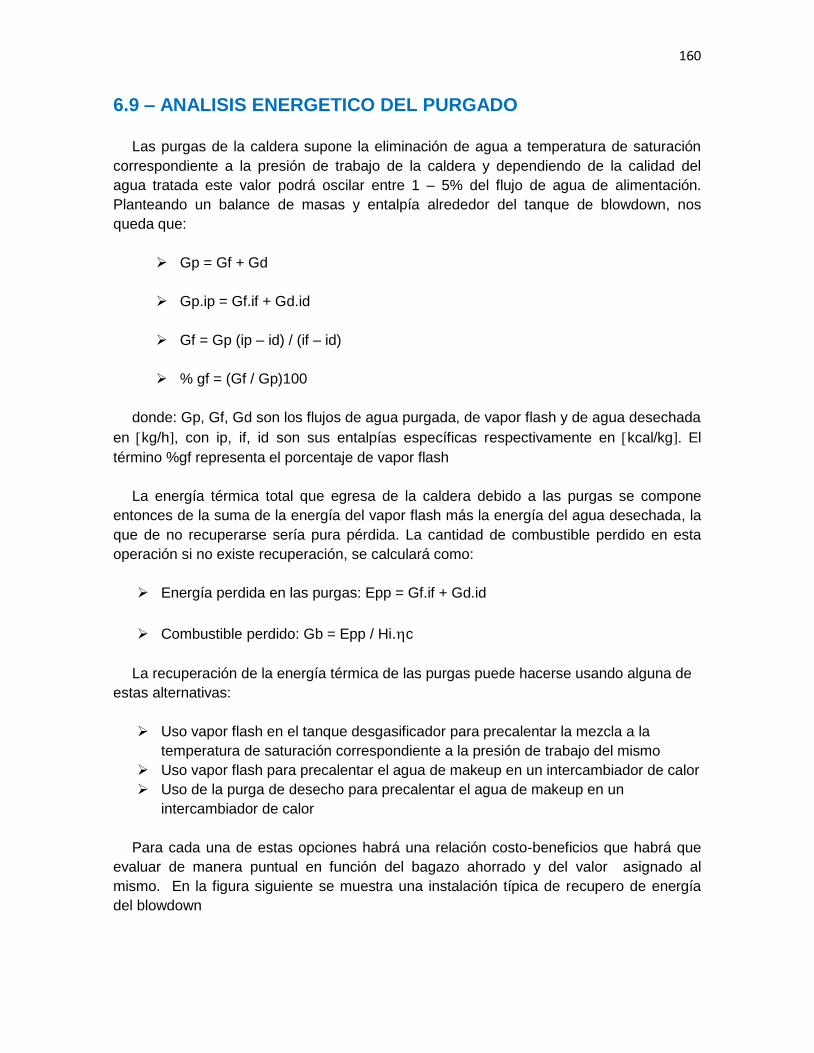
160
6.9 – ANALISIS ENERGETICO DEL PURGADO
Las purgas de la caldera supone la eliminación de agua a temperatura de saturación correspondiente a la presión de trabajo de la caldera y dependiendo de la calidad del agua tratada este valor podrá oscilar entre 1 – 5% del flujo de agua de alimentación. Planteando un balance de masas y entalpía alrededor del tanque de blowdown, nos queda que:
Gp = Gf + Gd
Gp.ip = Gf.if + Gd.id
Gf = Gp (ip – id) / (if – id)
% gf = (Gf / Gp)100
donde: Gp, Gf, Gd son los flujos de agua purgada, de vapor flash y de agua desechada
en kg/h], con ip, if, id son sus entalpías específicas respectivamente en kcal/kg]. El término %gf representa el porcentaje de vapor flash
La energía térmica total que egresa de la caldera debido a las purgas se compone entonces de la suma de la energía del vapor flash más la energía del agua desechada, la que de no recuperarse sería pura pérdida. La cantidad de combustible perdido en esta operación si no existe recuperación, se calculará como:
Energía perdida en las purgas: Epp = Gf.if + Gd.id
Combustible perdido: Gb = Epp / Hi.c
La recuperación de la energía térmica de las purgas puede hacerse usando alguna de estas alternativas:
Uso vapor flash en el tanque desgasificador para precalentar la mezcla a la temperatura de saturación correspondiente a la presión de trabajo del mismo
Uso vapor flash para precalentar el agua de makeup en un intercambiador de calor Uso de la purga de desecho para precalentar el agua de makeup en un
intercambiador de calor
Para cada una de estas opciones habrá una relación costo-beneficios que habrá que evaluar de manera puntual en función del bagazo ahorrado y del valor asignado al mismo. En la figura siguiente se muestra una instalación típica de recupero de energía del blowdown
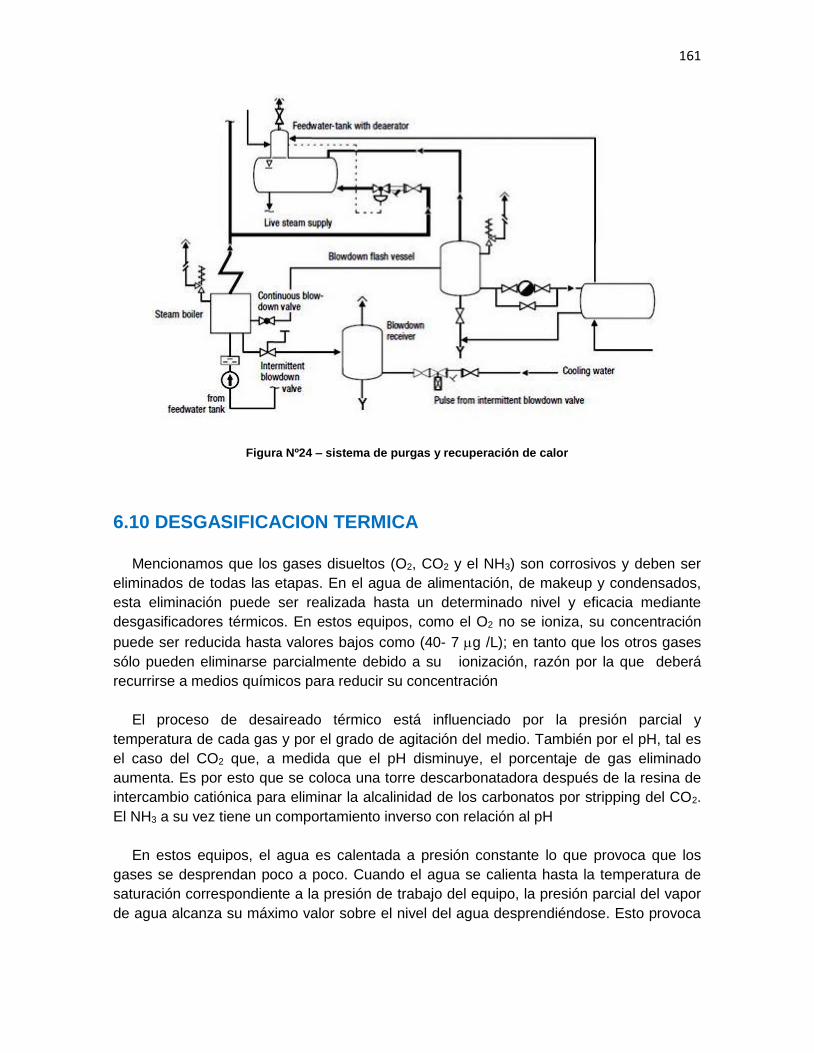
161
Figura Nº24 – sistema de purgas y recuperación de calor
6.10 DESGASIFICACION TERMICA
Mencionamos que los gases disueltos (O2, CO2 y el NH3) son corrosivos y deben ser
eliminados de todas las etapas. En el agua de alimentación, de makeup y condensados, esta eliminación puede ser realizada hasta un determinado nivel y eficacia mediante desgasificadores térmicos. En estos equipos, como el O2 no se ioniza, su concentración puede ser reducida hasta valores bajos como (40- 7 g /L); en tanto que los otros gases sólo pueden eliminarse parcialmente debido a su ionización, razón por la que deberá recurrirse a medios químicos para reducir su concentración
El proceso de desaireado térmico está influenciado por la presión parcial y
temperatura de cada gas y por el grado de agitación del medio. También por el pH, tal es el caso del CO2 que, a medida que el pH disminuye, el porcentaje de gas eliminado aumenta. Es por esto que se coloca una torre descarbonatadora después de la resina de intercambio catiónica para eliminar la alcalinidad de los carbonatos por stripping del CO2. El NH3 a su vez tiene un comportamiento inverso con relación al pH
En estos equipos, el agua es calentada a presión constante lo que provoca que los
gases se desprendan poco a poco. Cuando el agua se calienta hasta la temperatura de saturación correspondiente a la presión de trabajo del equipo, la presión parcial del vapor de agua alcanza su máximo valor sobre el nivel del agua desprendiéndose. Esto provoca
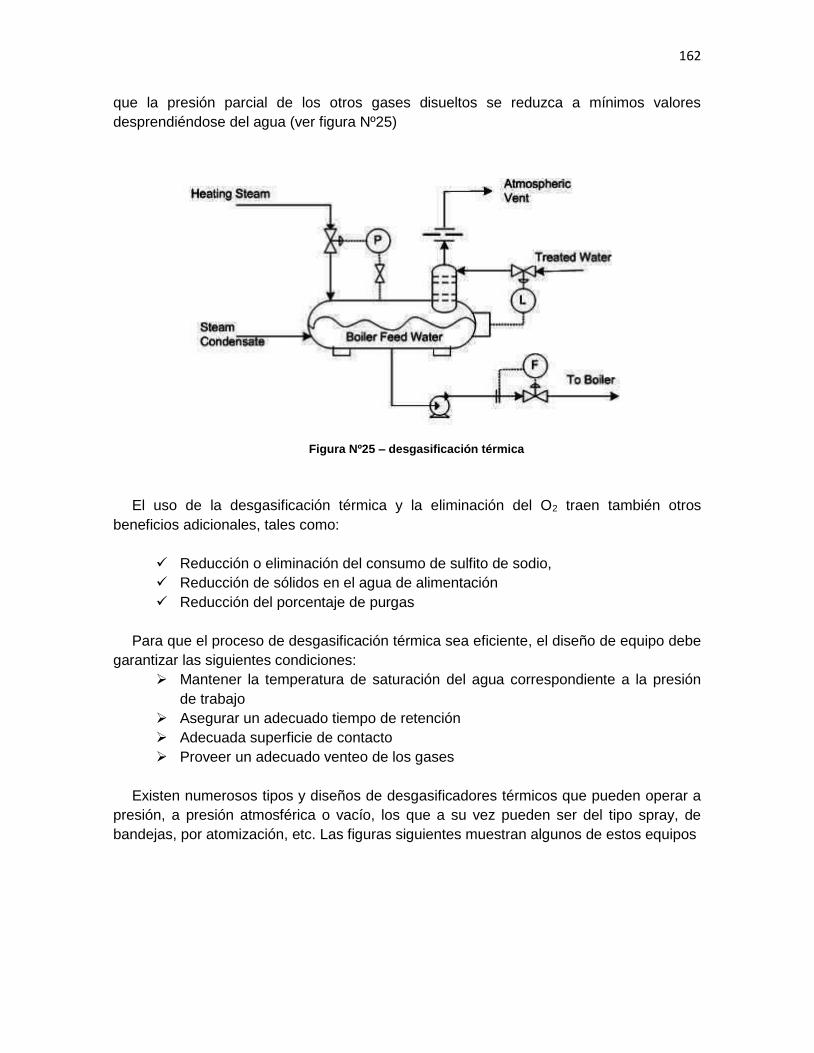
162
que la presión parcial de los otros gases disueltos se reduzca a mínimos valores desprendiéndose del agua (ver figura Nº25)
Figura Nº25 – desgasificación térmica
El uso de la desgasificación térmica y la eliminación del O2 traen también otros
beneficios adicionales, tales como:
Reducción o eliminación del consumo de sulfito de sodio, Reducción de sólidos en el agua de alimentación Reducción del porcentaje de purgas
Para que el proceso de desgasificación térmica sea eficiente, el diseño de equipo debe
garantizar las siguientes condiciones: Mantener la temperatura de saturación del agua correspondiente a la presión
de trabajo Asegurar un adecuado tiempo de retención Adecuada superficie de contacto Proveer un adecuado venteo de los gases
Existen numerosos tipos y diseños de desgasificadores térmicos que pueden operar a
presión, a presión atmosférica o vacío, los que a su vez pueden ser del tipo spray, de bandejas, por atomización, etc. Las figuras siguientes muestran algunos de estos equipos

163
Figura Nº26 – tipos de desgasificadores térmicos
Dimensionado de los desgasificadores: Los desgasificadores se diseñan y
construyen mecánicamente bajo las reglas de la Sección VIII- Div.1 del código ASME. Su capacidad de almacenaje si bien puede variar entre fabricantes, está normalmente calculada para manejar entre el 10-12% del flujo según la 5ta edición del estándar del Heat Exchange Institute, Inc. (HEI) 27]
6.11 CAPACIDAD DEL TANQUE DE AGUA DE ALIMENTACION
El tanque de agua de alimentación, al igual que el resto de los equipos anteriores, es un componente clave dentro de las instalaciones y de la confiabilidad operativa. La disposición de condensados en cantidad suficiente dependerá de la regularidad de marcha de la molienda y de las fluctuaciones en la demanda de vapor. Para contemplar estas situaciones y evitar el uso de agua de makeup, Hugot recomienda la siguiente ecuación para calcular la capacidad del tanque de agua de alimentación en litros (Cfw):
Cfw = 100.M L]
M = molienda de caña en ton/h]
El tanque de agua de alimentación cumple con varios propósitos: recibir el
condensado, el agua de makeup, los productos químicos de tratamiento interno, el vapor para calefaccionar la mezcla y como desaireador. Es por esto que un buen diseño del tanque debe contemplar los siguientes ítems
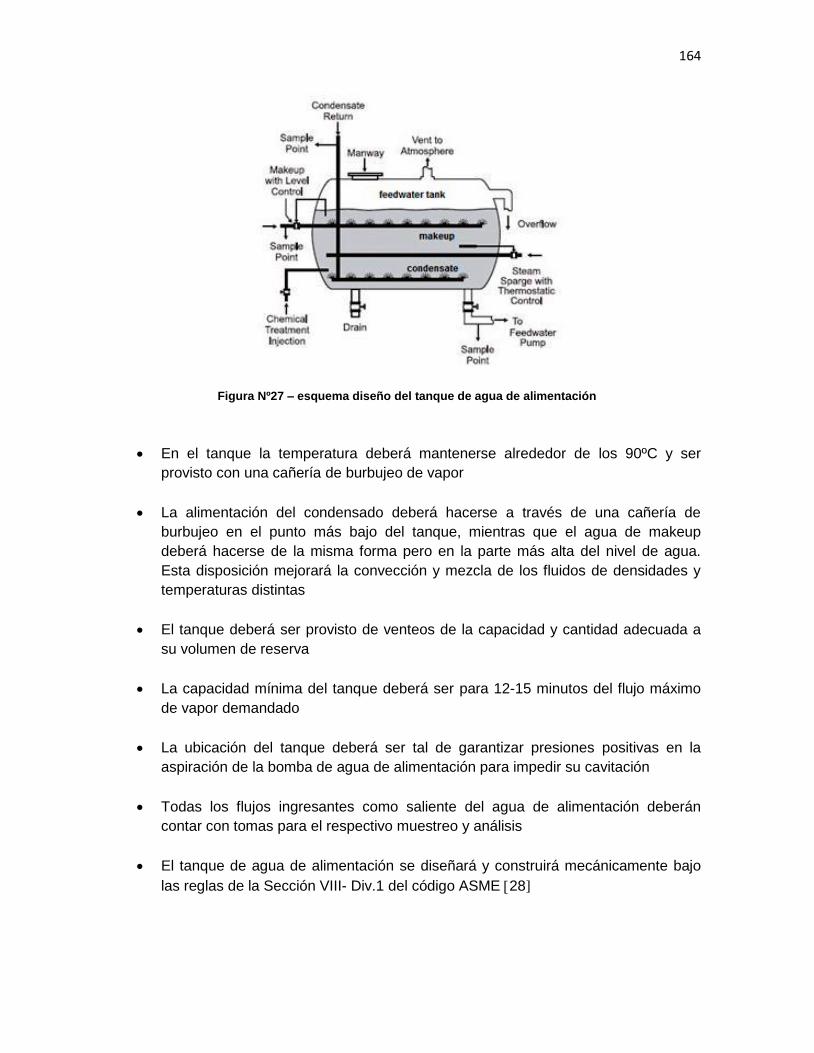
164
Figura Nº27 – esquema diseño del tanque de agua de alimentación
En el tanque la temperatura deberá mantenerse alrededor de los 90ºC y ser provisto con una cañería de burbujeo de vapor
La alimentación del condensado deberá hacerse a través de una cañería de burbujeo en el punto más bajo del tanque, mientras que el agua de makeup deberá hacerse de la misma forma pero en la parte más alta del nivel de agua. Esta disposición mejorará la convección y mezcla de los fluidos de densidades y temperaturas distintas
El tanque deberá ser provisto de venteos de la capacidad y cantidad adecuada a su volumen de reserva
La capacidad mínima del tanque deberá ser para 12-15 minutos del flujo máximo de vapor demandado
La ubicación del tanque deberá ser tal de garantizar presiones positivas en la aspiración de la bomba de agua de alimentación para impedir su cavitación
Todas los flujos ingresantes como saliente del agua de alimentación deberán contar con tomas para el respectivo muestreo y análisis
El tanque de agua de alimentación se diseñará y construirá mecánicamente bajo las reglas de la Sección VIII- Div.1 del código ASME 28]
165
6.12 CAPACIDAD DEL SISTEMA DE BOMBEO
La selección del equipo de bombeo y el diseño de su instalación debe ser realizada por un especialista, ya que se trata de un componente crítico que afecta a la seguridad de la caldera. Por otro lado, la bomba es un consumidor de energía de relevancia en las modernas instalaciones de cogeneración cuyo consumo implica una disminución de la energía disponible para la venta a la red
Ejemplo Nº3: para una caldera de 200 ton/h que opera a 65 bar con agua de alimentación a 120ºC (v = 0.001 m3/ kg y que debe levantar su presión desde p1= 1 bar hasta p2= 65 bar, la potencia teórica necesaria para su impulsión será:
Nb = Gw.v (p2 – p1)102 = (200x103/3600) x 0.001(65 – 1)102 = 361 kW
El código ASME en su sección I, párrafos PG-61 / 61.5, relativo al suministro del agua
de alimentación establece lo siguiente 29]
“Todas las calderas de más de 47 m2 de superficie de calefacción deben tener al menos dos medios de alimentación de agua. Cada fuente de alimentación debe ser capaz de suministrar agua a la caldera a una presión del 3% mayor que la presión máxima de regulación de cualquier válvula de alivio de presión en la caldera misma
Las calderas alimentadas con combustibles sólidos que no están en suspensión y para calderas cuyo ajuste o fuente de calor puede continuar suministrando suficiente calor como para dañar la caldera si se interrumpe el suministro de agua, uno de dichos medios de alimentación no debe ser susceptible a la misma interrupción que el otro, y cada uno de ellos debe suministrar suficiente agua para impedir el daño a la caldera”
Este último párrafo se aplica perfectamente a las calderas de bagazo en las que el
combustible acumulado sobre la grilla y en combustión, puede seguir aportando calor a las paredes de agua, aún luego de haberse cortado el suministro de aire. Aunque el código ASME no lo explicita, se entiende que la capacidad de la bomba deber ser como mínimo igual al máximo flujo de vapor producido por la caldera.
Sobre este asunto resultan más claras y específicas las directivas del estándar
europeo EN 12952-7:2002 que establece lo siguiente para este tipo de calderas: Se requieren al menos de dos bombas de agua de alimentación La capacidad de la bomba será al menos 1.25 veces la capacidad de producción
de todas las calderas y por cuestiones de seguridad será suficiente con 1.15 veces la capacidad máxima continua de la caldera (MCR)
Si las calderas tuvieran una purga continua superior al 5% del flujo de vapor, la capacidad de la bomba deberá incrementarse en la misma proporción (5%)
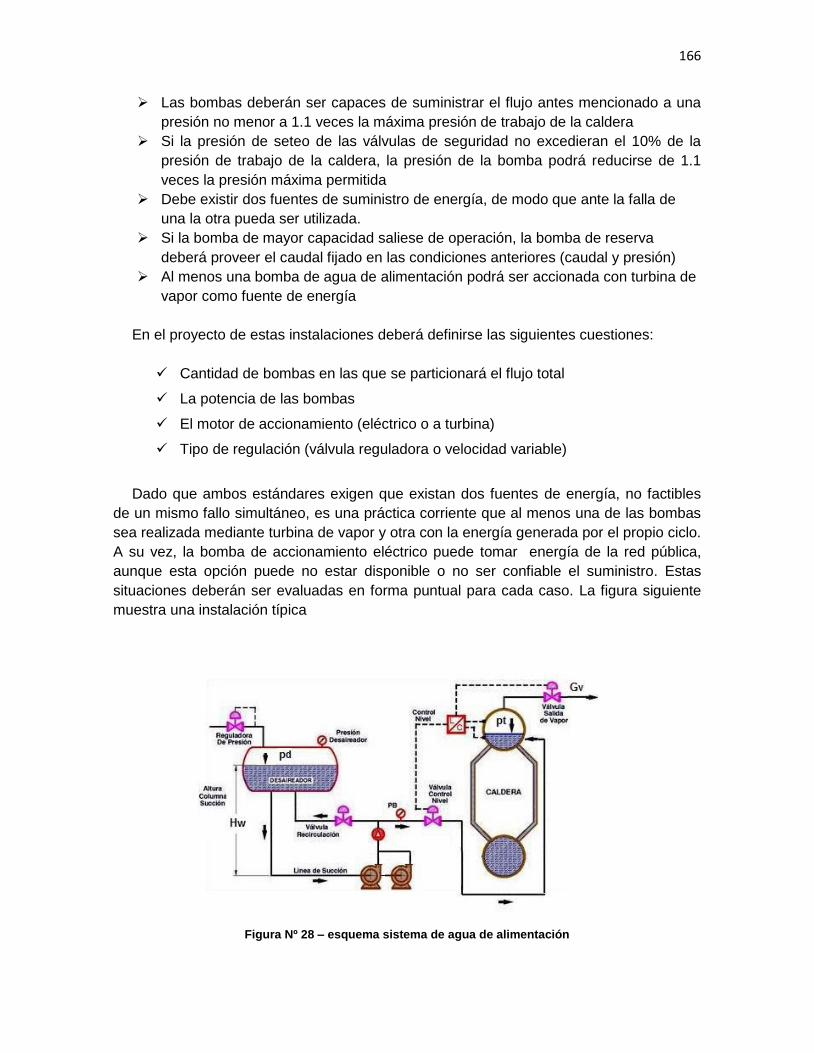
166
Las bombas deberán ser capaces de suministrar el flujo antes mencionado a una presión no menor a 1.1 veces la máxima presión de trabajo de la caldera
Si la presión de seteo de las válvulas de seguridad no excedieran el 10% de la presión de trabajo de la caldera, la presión de la bomba podrá reducirse de 1.1 veces la presión máxima permitida
Debe existir dos fuentes de suministro de energía, de modo que ante la falla de una la otra pueda ser utilizada.
Si la bomba de mayor capacidad saliese de operación, la bomba de reserva deberá proveer el caudal fijado en las condiciones anteriores (caudal y presión)
Al menos una bomba de agua de alimentación podrá ser accionada con turbina de vapor como fuente de energía
En el proyecto de estas instalaciones deberá definirse las siguientes cuestiones:
Cantidad de bombas en las que se particionará el flujo total
La potencia de las bombas
El motor de accionamiento (eléctrico o a turbina)
Tipo de regulación (válvula reguladora o velocidad variable)
Dado que ambos estándares exigen que existan dos fuentes de energía, no factibles
de un mismo fallo simultáneo, es una práctica corriente que al menos una de las bombas sea realizada mediante turbina de vapor y otra con la energía generada por el propio ciclo. A su vez, la bomba de accionamiento eléctrico puede tomar energía de la red pública, aunque esta opción puede no estar disponible o no ser confiable el suministro. Estas situaciones deberán ser evaluadas en forma puntual para cada caso. La figura siguiente muestra una instalación típica
Figura Nº 28 – esquema sistema de agua de alimentación
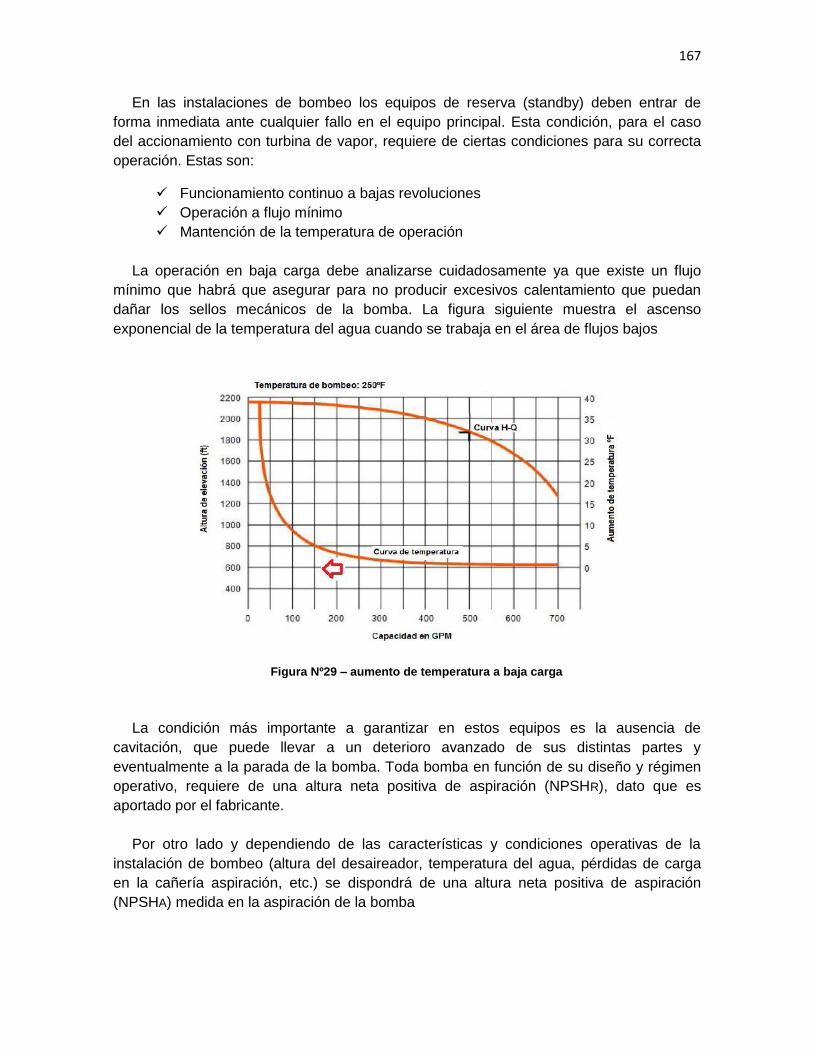
167
En las instalaciones de bombeo los equipos de reserva (standby) deben entrar de forma inmediata ante cualquier fallo en el equipo principal. Esta condición, para el caso del accionamiento con turbina de vapor, requiere de ciertas condiciones para su correcta operación. Estas son:
Funcionamiento continuo a bajas revoluciones Operación a flujo mínimo Mantención de la temperatura de operación
La operación en baja carga debe analizarse cuidadosamente ya que existe un flujo
mínimo que habrá que asegurar para no producir excesivos calentamiento que puedan dañar los sellos mecánicos de la bomba. La figura siguiente muestra el ascenso exponencial de la temperatura del agua cuando se trabaja en el área de flujos bajos
Figura Nº29 – aumento de temperatura a baja carga
La condición más importante a garantizar en estos equipos es la ausencia de
cavitación, que puede llevar a un deterioro avanzado de sus distintas partes y eventualmente a la parada de la bomba. Toda bomba en función de su diseño y régimen operativo, requiere de una altura neta positiva de aspiración (NPSHR), dato que es aportado por el fabricante.
Por otro lado y dependiendo de las características y condiciones operativas de la
instalación de bombeo (altura del desaireador, temperatura del agua, pérdidas de carga en la cañería aspiración, etc.) se dispondrá de una altura neta positiva de aspiración (NPSHA) medida en la aspiración de la bomba
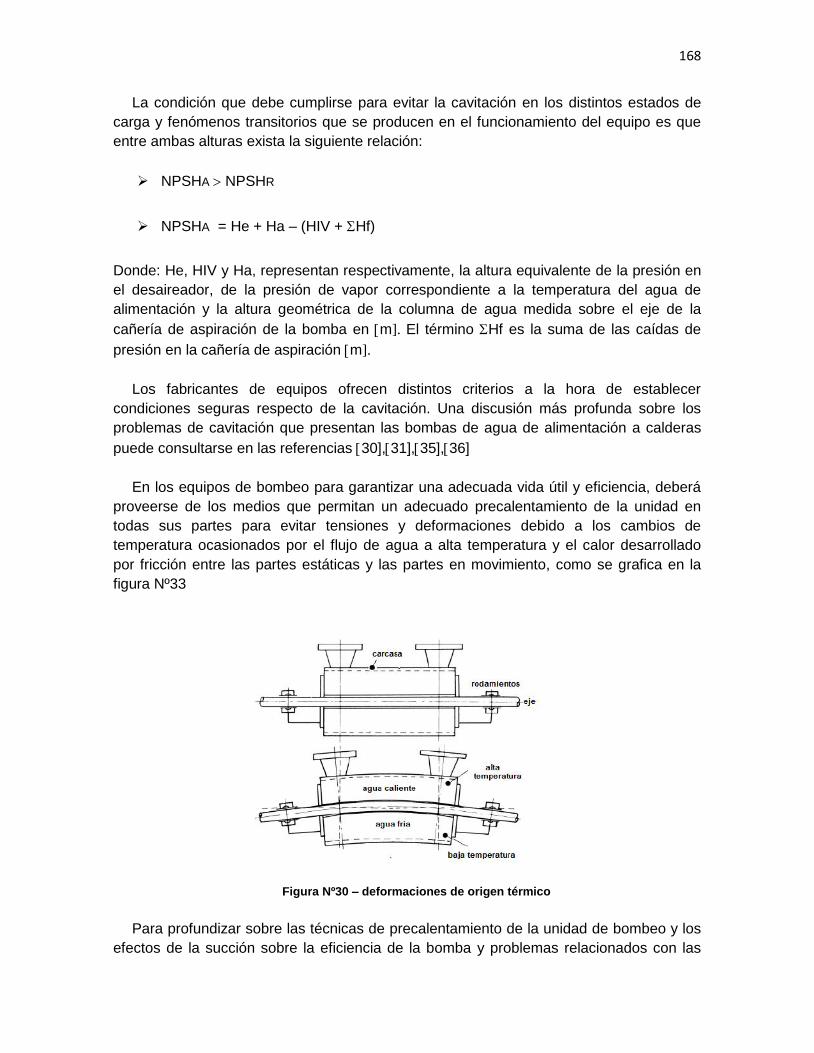
168
La condición que debe cumplirse para evitar la cavitación en los distintos estados de carga y fenómenos transitorios que se producen en el funcionamiento del equipo es que entre ambas alturas exista la siguiente relación:
NPSHA NPSHR
NPSHA = He + Ha – (HIV + Hf)
Donde: He, HIV y Ha, representan respectivamente, la altura equivalente de la presión en el desaireador, de la presión de vapor correspondiente a la temperatura del agua de alimentación y la altura geométrica de la columna de agua medida sobre el eje de la cañería de aspiración de la bomba en m]. El término Hf es la suma de las caídas de presión en la cañería de aspiración m].
Los fabricantes de equipos ofrecen distintos criterios a la hora de establecer
condiciones seguras respecto de la cavitación. Una discusión más profunda sobre los problemas de cavitación que presentan las bombas de agua de alimentación a calderas puede consultarse en las referencias 30],31],35],36]
En los equipos de bombeo para garantizar una adecuada vida útil y eficiencia, deberá
proveerse de los medios que permitan un adecuado precalentamiento de la unidad en todas sus partes para evitar tensiones y deformaciones debido a los cambios de temperatura ocasionados por el flujo de agua a alta temperatura y el calor desarrollado por fricción entre las partes estáticas y las partes en movimiento, como se grafica en la figura Nº33
Figura Nº30 – deformaciones de origen térmico
Para profundizar sobre las técnicas de precalentamiento de la unidad de bombeo y los
efectos de la succión sobre la eficiencia de la bomba y problemas relacionados con las

169
bombas de agua de alimentación a calderas en centrales térmicas, puede consultarse los estándares de EPRI 32],33]. En las figuras siguientes se muestran equipos típicos de estas instalaciones
Figura Nº31 – Instalación de bombas multietapas
Ejemplo Nº4: Para ejemplificar el uso de la información antes desarrollada y las ecuaciones pertinentes desarrollaremos algunos cálculos de aplicación. Para ello vamos a suponer que se trata de estimar los parámetros más importantes relacionados con una caldera de bagazo de las siguientes características:
Máxima carga continua: Gs = MCR = 200 ton/h] Presión de trabajo: pt = 65 bar] Temperatura de trabajo: tv = 490ºC Humedad del bagazo: w = 50% Poder calorífico inferior: Hi = 1728 kcal/kg] Temperatura de agua de alimentación: tw = 105ºC Temperatura del agua de makeup: tm = 20ºC Temperatura del condensado: tc = 127ºC Temperatura purga continua: tp = 281ºC
Para esta caldera se dispone de agua de alimentación de las siguientes características
y sobre la cuales desarrollamos los siguientes cálculos
Parámetros H20 alimentación H20 caldera pH 8.8 10.2 TSD 20 ppm 1100 ppm Conductividad SC 17 S/cm 1600 S/cm Alcalinidad - 180 ppm Cl 0.5 30 SiO2 - 7 ppm
170
Como los sólidos en el vapor son muy bajos, vamos a despreciarlos en nuestros cálculos, esto es, supondremos xv ≈ 0
1) cálculo del porcentaje de purga
% gp = 100 (xa / xp) = 100 (20 / 1100) = 1.8%
2) cálculo del flujo de purga
Gp = Gs. xa / (xp – xa) = 200.000x20 / (1100 – 20) = 3704 kg/h]
3) cálculo del flujo de agua de alimentación
Gw = Gs + Gp = 200.000 + 3704 = 203.704 kg/h]
4) cálculo del flujo de condensados al tanque desaireador
Go = Go (is – imp) / (ice – imp) = 203.704(105 – 20)/ (127 – 20) = 161.821 kg/h]
5) cálculo del flujo de agua makeup de reposición
Gm = Gw – Gc = 203.704 – 161.821 = 41.883 kg/h]
6) cálculo del porcentaje de agua de reposición
% gm = (Gm / Gw) 100 = (41.883 / 203.704)100 = 20.56%
7) cálculo del porcentaje de recuperación de condensados
gc% = 100 - %gm = 100 – 20.56 = 79.44%
8) cálculo del ciclo de concentración
CC = 100 / %gp = xp / xa = 1100 / 20 = 55 CC (Cl) = Cl en Caldera / Cl en alimentación = 30 / 0.5 = 60
9) cálculo del vapor flash recuperado (blowoff) y enviado al desaireador
Tomando las entalpías de los fluidos en el tanque de flasheo de purga nos queda Gf = Gp (ip – id) / (if – id) = 3704 (281 – 105) / (641 – 105) = 1216 kg/h] Porcentaje de vapor flash: % gf = (Gf / Gp) 100 = (1216 / 3704)100 = 33%
10) cálculo de la purga saliente del blowoff
Gps = Gp – Gf = 3704 – 1216 = 2488 kg/h] (a 105ºC)
171
Este condensado es subenfriado con agua antes de salir del tanque blowoff
11) cálculo del agua de enfriamiento de la purga
Si admitimos que la purga debe ser volcada al alcantarillado a 60ºC, la cantidad de agua de enfriamiento a inyectar será: Ga = Gps (ip – is) / (is – ia) = 2488 (105 – 60) / (60 – 20) = 2799 kg/h Como se ve, la cantidad de agua fría requerida en esta operación es muy importante, de aquí la conveniencia de subenfriar la purga a través de un intercambiador de calor que precaliente el agua de makeup
12) cálculo del flujo total de purga volcada al alcantarillado
Gps + Ga = Gpt = 2488 + 2799 = 5287 kg/h
13) cálculo del precalentamiento del agua makeup
Si subenfriáramos la purga que sale del blowoff (105) hasta 60ºC en el intercambiador de calor, la temperatura de salida del agua de makeup será Gps (ip – is) = Gm (im – ia), im = Gp (ip – ic) + Ga.ia] / Ga = 2488(105 – 60) + 41.883x20] / 41.883 im ≈ tm = 22ºC La ganancia térmica en el agua de makeup es mínima pero se ahorra una considerable cantidad de agua (2799 kg/h) y energía para su bombeo y se evita volcar al alcantarillado un mayor flujo de efluente líquido
14) cálculo de la potencia de la bomba – selección de equipos
Vamos a fijar la capacidad y presión de la bomba conforme al estándar europeo EN 12952-7:2002. El caudal de purga continua es menor al 5%, de modo que no se consideran en este caso. Siguiendo al estándar tendremos:
Capacidad bomba: Cp = MCR x 1.25 = 200 x 1.25 = 250 ton/h]
Capacidad volumétrica bombas: Qp = (25.000 / 954) = 262 m3 /h]
Presión bomba: Pp = 1.1 MAWP = 1.1 x 71 = 1.1 x 71 ≈ 78 bar]
Altura de elevación de la bomba Hm = 795.378 / 954 = 833 m.c.a]
172
Vamos a elegir dos bombas multietapas con accionamiento eléctrico de 131 m3 /h]
cada una y una bomba de 262 m3 /h] en standby accionada con turbina. Las bombas eléctricas podrán operar en baja carga cuando sea necesario. El rendimiento total de
las bombas multietapas es de b = 0.75 y el del motor eléctrico m = 0.97
En función de estos datos, la potencia del motor eléctrico (Nb) será:
Nb = x Qp x Hm
367.405 x b x m =
954 x 131 x 833
367.405 x 0.75 x 0.97 ≈ 390 kw]
Es decir que el consumo total de potencia en las bombas de agua de alimentación será de: Nt = 780 Kw
15) cálculo de la potencia y consumo de vapor de la turbina
Si se dispone de vapor de extracción del turbogenerador (10–12 bar), este puede alimentar una turbina multietapa expandiéndose hasta la presión de vapor de escape. Recordando que la potencia requerida por la bomba es de:
Nb = x Qp x Hm
367.405 x b =
954 x 262 x 833
367.405 x 0.75 = 756 kw]
Teniendo en cuenta las pérdidas mecánicas en la turbina (mt), la potencia necesaria a suministrar a la bomba será:
Nt = Nb / mt = 756 / 0.95 = 764 / 0.95 = 796 Kw]
Suponiendo que se dispone de vapor de extracción de 11 bar y 330ºC y que se expande
hasta 1.5 bar, con un rendimiento interno en la turbina de t = 68%, se obtiene del
diagrama de Mollier y de las tablas de vapor los siguientes valores
Vapor de extracción: p1 = 11 bar, t1 = 330ºC, i1 = 3113 kJ/kg]
Vapor de escape: p2 = 1.5 bar, t2 = 172ºC, i2 = 2818 kJ/kg]
Salto entálpico real: i = 3113 – 2818 = 295 kJ/kg] Consumo de vapor: Gt = Nt x3600 / i = 3600x 796 / 295 = 9714 kg/h]
Consumo específico vapor: gv = Gt / Nt = 9714 / 796 = 12.2 kg./ kWh] En la selección de los equipos de bombeo existen varias alternativas a la elegida en el caso analizado. Por ejemplo se podría haber seleccionado:
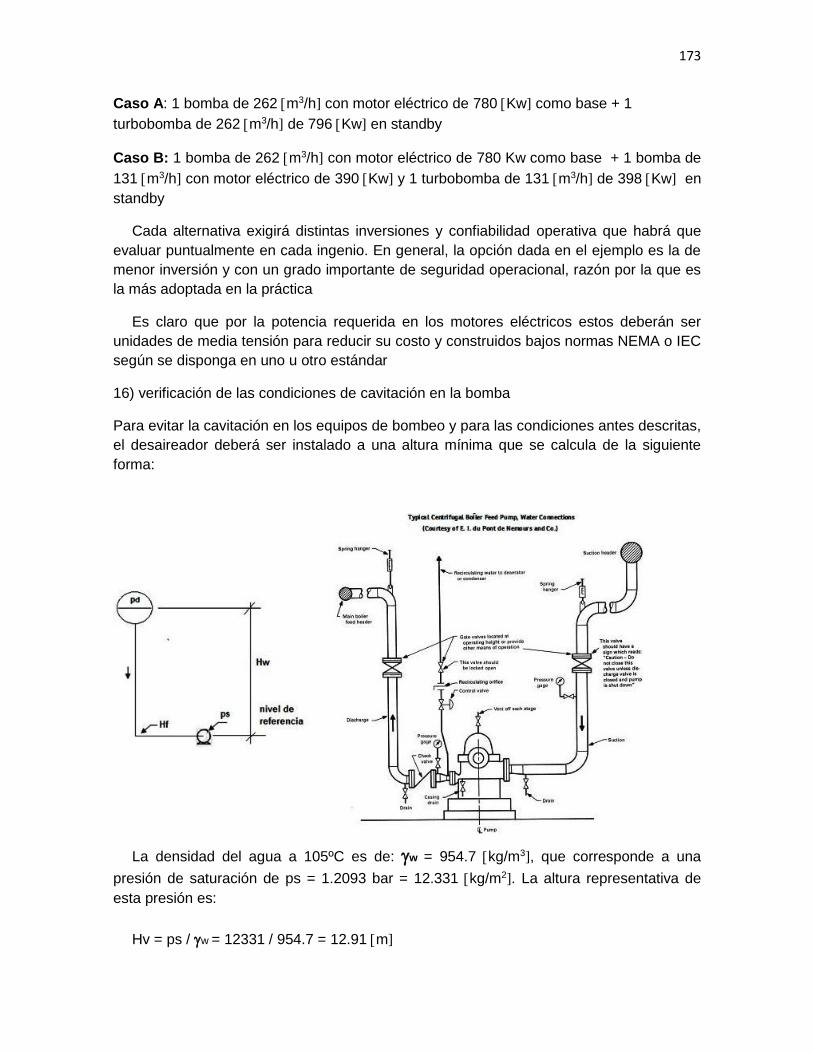
173
Caso A: 1 bomba de 262 m3/h] con motor eléctrico de 780 Kw] como base + 1 turbobomba de 262 m3/h] de 796 Kw] en standby
Caso B: 1 bomba de 262 m3/h] con motor eléctrico de 780 Kw como base + 1 bomba de 131 m3/h] con motor eléctrico de 390 Kw] y 1 turbobomba de 131 m3/h] de 398 Kw] en standby
Cada alternativa exigirá distintas inversiones y confiabilidad operativa que habrá que evaluar puntualmente en cada ingenio. En general, la opción dada en el ejemplo es la de menor inversión y con un grado importante de seguridad operacional, razón por la que es la más adoptada en la práctica
Es claro que por la potencia requerida en los motores eléctricos estos deberán ser unidades de media tensión para reducir su costo y construidos bajos normas NEMA o IEC según se disponga en uno u otro estándar
16) verificación de las condiciones de cavitación en la bomba
Para evitar la cavitación en los equipos de bombeo y para las condiciones antes descritas, el desaireador deberá ser instalado a una altura mínima que se calcula de la siguiente forma:
La densidad del agua a 105ºC es de: w = 954.7 kg/m3], que corresponde a una
presión de saturación de ps = 1.2093 bar = 12.331 kg/m2]. La altura representativa de esta presión es:
Hv = ps / w = 12331 / 954.7 = 12.91 m]
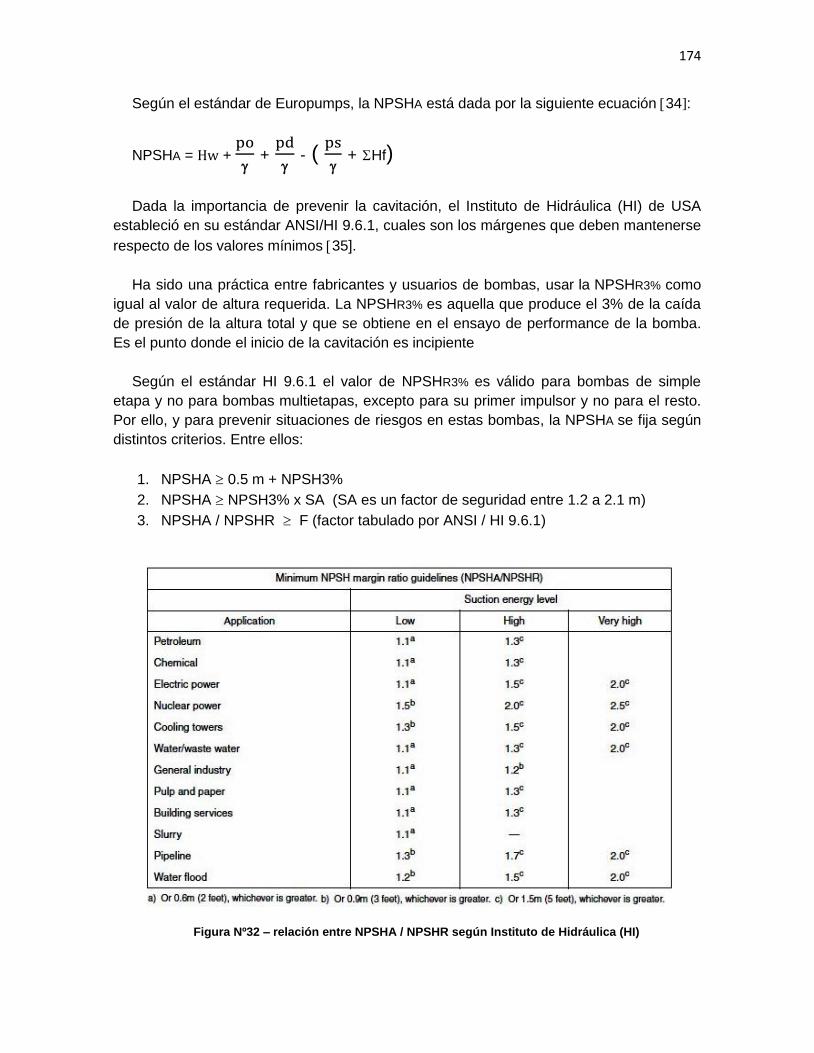
174
Según el estándar de Europumps, la NPSHA está dada por la siguiente ecuación 34]:
NPSHA = Hw + po
+
pd
- (
ps
+ Hf)
Dada la importancia de prevenir la cavitación, el Instituto de Hidráulica (HI) de USA
estableció en su estándar ANSI/HI 9.6.1, cuales son los márgenes que deben mantenerse respecto de los valores mínimos 35].
Ha sido una práctica entre fabricantes y usuarios de bombas, usar la NPSHR3% como
igual al valor de altura requerida. La NPSHR3% es aquella que produce el 3% de la caída de presión de la altura total y que se obtiene en el ensayo de performance de la bomba. Es el punto donde el inicio de la cavitación es incipiente
Según el estándar HI 9.6.1 el valor de NPSHR3% es válido para bombas de simple
etapa y no para bombas multietapas, excepto para su primer impulsor y no para el resto. Por ello, y para prevenir situaciones de riesgos en estas bombas, la NPSHA se fija según distintos criterios. Entre ellos:
1. NPSHA 0.5 m + NPSH3% 2. NPSHA NPSH3% x SA (SA es un factor de seguridad entre 1.2 a 2.1 m) 3. NPSHA / NPSHR F (factor tabulado por ANSI / HI 9.6.1)
Figura Nº32 – relación entre NPSHA / NPSHR según Instituto de Hidráulica (HI)
175
El factor F se puede tomar de la tabla anterior y dada por el estándar HI 9.6.1. Vemos que si nos situamos en la aplicación: Electric Power y en la columna de alta energía de succión, la relación entre las energías disponible y requerida debe ser:
NPSHA / NPSHR 1.5
Las bombas multietapas tiene velocidades periféricas entre 50-60 m/sec lo que les otorga una alta energía de succión. Según datos del fabricante, para la bomba seleccionada y al caudal nominal:
altura positiva requerida en la succión es: NPSHR = 3 m.
Nos queda que la altura disponible debe ser entonces: NPSHA = 1.5 x 3 = 4.5 m
Para que se cumpla esta condición, el desaireador deberá ser colocado a una altura
(Hw) mínima respecto de la bomba. Despejando (Hw) de la ecuación nos queda:
Hw = NPSHA + Hf + ps
-
po
-
pd
Dando valores a las demás variables tendremos:
Presión atmosférica: po = 720 mm Hg = 9788 kg /m2]
Presión del desaireador: pd = 0.2 bar = 2039 kg /m2]
Caída total de presión en la aspiración: Hf = 2 m] reemplazando valores en la ecuación anterior nos queda entonces NPSHA = 4.5 + 2 + (12331 – 9788 - 2039) / 954.7] = 7.02 m] En la práctica y para contemplar cualquier variación en la temperatura del agua, se podría colocar el desaireador a Hw = 8 m
6.13 REFERENCIAS
1. Hugot E. - Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
2. Rein P. - Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
3. Neto Elia André – Uso y reuso de agua na indústria canavieira. Centro Tecnología
Canavieira (CTC). San Pablo, Brasil, 15 mayo 2009
4. Cesca Mario, et.al – Uso eficiente del agua en ingenios azucareros- Revista CET
24. Año 13, Nº24, diciembre del 2004. Universidad Nacional de Tucumán
176
5. César Marcos – Consumo de agua de processo na indústria açucareira. XXIX
Simposio da Agroindustria da Cana de Açúcar de Alagoas- Alagoas, julio del 2013
– Maceió, Brasil
6. Frayne Colin - Boiler Water Treatment Principles and Practice Vol.1 & 2.
Edit.Chemical Publishing Co. NY-2002
7. Pincus Leo – Practical Boiler Water Treatment. Edit.McGraw Hill, 1962
8. Flynn Daniel - Nalco Water Handbook, 3ºedit. Edit. McGraw Hill, 2009
9. Majnouni D. et.al – Chemical cleaning of an industrial boiler. An overview.
Magazine: The Analyst, Vol.XI, Nº4, Fall 2004
10. Mellor Goodwin SAC – Condiciones del agua para los generadores de vapor.
Norma Ca-M-13a. Buenos Aires, Argentina
11. Drew Química Argentina SAIC – Tratamiento de agua para sistemas generadores
de vapor. Folletín técnico. Argentina 1987
12. VGB–R–513e, 2º edition 2006 – Guideline to: Internal Cleaning of Water-Tube
Steam Generating Plants and Associated Pipe Works
13. VGB-S-010-T-00: 2011-12.EN: Feed Water, Boiler Water and Steam Quality for
Power Plants / Industrial Plants
14. EN 12952-12: 2012: Water-tube boilers and auxiliary installations - Part 12:
Requirements for boiler feedwater and boiler water quality
15. EPRI 1021767: Comprehensive Cycle Chemistry Guidelines for Fossil Plants –
August- 2011 – Electric Power Research Institute
16. EPRI 1010181: Condensate Polishing Guidelines for Fossil Plants – 2006 - Electric
Power Research Institute
17. ASME CRTD-Vol 34: Consensus on Operating Practice for the Control of
Feedwater and Boiler Water Chemistry in Modern Industrial Boiler (1994)
18. ASME PTC 19.11-2008: Steam and Water Sampling, Conditioning, and Analysis in
the Power Cycle
19. ABMA-BOILER 402: Boiler Water Quality Requirements and Associated Steam
Quality for ICI Boilers, 2012. American Boiler Manufacturers Association
20. ASME PTC 19.11- 2008: Steam and water sampling, conditioning, and analysis in
the power cycle
21. GE Energy: Steam purity recommendations for steam turbine. Document GEK
72281f, July 2012 – General Electric Company
177
22. EPRI: Turbine Steam, chemistry and corrosion. Report TR-108185, September
1997, USA
23. EPRI: Steam turbine efficiency and corrosion. Effects of surface finish, deposit and
moisture. Report TR 1003997, October 2001 – USA
24. Knowles Garth: Steam purity considerations for new turbines. Presentations,
Halifax, Nova Scotia, June 2007 – Canada
25. Elliot Company: Guidelines for steam purity. Technical Bulletin
26. National Board of Boiler and Pressure Vessels Inspector: NB-27: A Guide for
Blowoff Vessels, edition 2012
27. Heat Exchange Institute Inc.: Standards and typical specifications for deaerators,
1992 – USA
28. ASME Boiler and Pressure Vessels Code. Section VIII, Divison I: Rules for
Construction of Pressure Vessels. Published by the American Society of
Mechanical Engineers, NY, 2010
29. ASME Boiler and Pressure Vessels Code. Section I: Rules for Construction of
Power Boilers. Published by the American Society of Mechanical Engineers, NY,
2010
30. Karassik Igor et.al: Pumps Handbook, 4º edition. Edit.McGraw Hill, 2008
31. Europumps: NPSH for rotary pumping. Edit.Elsevier, 2009
32. EPRI: Boiler feedpump operation and maintenance guideline. Vol 1. Report TR-
104292-V1, September 1994
33. EPRI: Suction effect on feedpump performance. Report GS-7398. August 1991
34. Hydraulic Institute: ANSI / Hi 9.6.1-2012 – Rotodynamic Pumps, Guideline for
NSPH Margin
35. Heinz P.Bloch: Pump Users Handbook_Life Extension, 3th. Edit.CRC Press, 2010,
USA
36. Ron Palgrave: Troubleshooting Centrifugal Pumps and Their Systems.
Edit.Elsevier, 2003
6.14 WEBSITE
1. www.nalco.com
2. www.epri.com
178
3. www.gewater.com
4. www.abma.com
5. www.nace.org
6. www.gouldspumps.com
7. www.ksb.com
8. www.imbil.com.br
9. www.grupotgm.com.br
10. www.gepower.com
11. www.sulzer.com
12. www.weg.net
13. www.siemens.com
14. www.elliott-turbo.com
179
7. SELECCIÓN DE MATERIALES
La selección de materiales es una etapa crítica del diseño mecánico del generador de vapor ya que impactará sobre:
La integridad estructural del equipo La seguridad La disponibilidad operativa El ciclo de vida útil El costo del equipo
El proyecto y construcción de una caldera deben garantizar una operación confiable a lo largo del ciclo de vida útil proyectado (25-30 años). Esto exige tener un adecuado conocimiento de las propiedades y comportamiento de los materiales, como también de los métodos de fabricación posibles. De esta forma, se podrá lograr un equipo de construcción económica, compatible con su vida útil y performance esperado
La caldera está compuesta tanto de materiales metálicos como no metálicos. Entre los metálicos se encuentra mayoritariamente el acero, aunque hay partes de fundición también. Entre los no metálicos tenemos materiales refractarios, aislantes varios, etc. El acero usado en las calderas es principalmente acero al carbono, en el que este último elemento (C) se encuentra entre 0.15 y 0.35% 1,3
Para el análisis de los materiales requeridos en la construcción de una caldera, resulta conveniente segmentarla en sus distintas partes, tales como:
Partes bajo presión (PP): domos, tubos, colectores, cañerías, recipiente de purga, etc.
Partes sin presión (NPP): estructura de soporte, calentador de aire, ductos, chimeneas, etc.
Partes varias compradas (PV): sopladores, ventiladores, atemperador, válvulas, accesorios, ciclones, etc.
Partes de combustión (PC): quemadores, grillas, toberas de aire secundario, esparcidores, etc.
Partes auxiliares: bombas, desaireador, equipos extractores de cenizas, tolvas, etc.
En la operación de una caldera, además de las solicitaciones mecánicas y térmicas ocasionadas por la presión y la temperatura de trabajo, hay otros fenómenos que deben evaluarse ya que tienen una marcada influencia sobre la vida de los componentes y por ende en la seguridad del equipo. Estos fenómenos afectan el comportamiento de los materiales y su duración, ocasionando la falla de los mismos
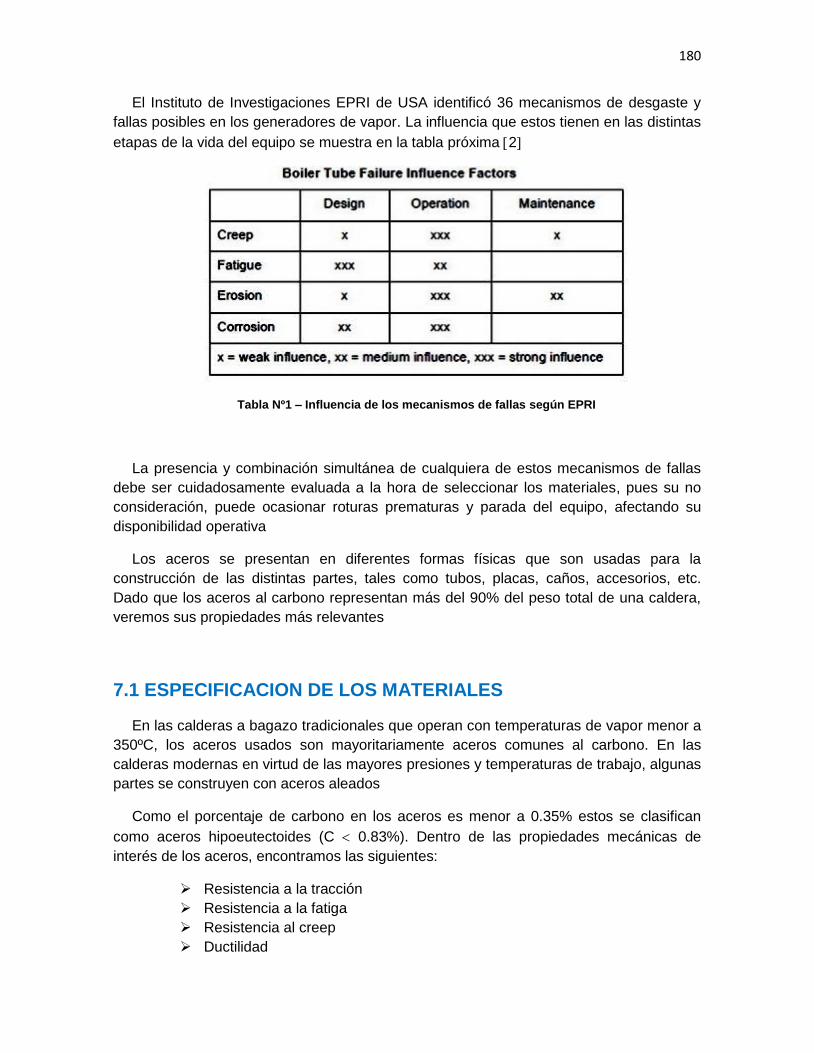
180
El Instituto de Investigaciones EPRI de USA identificó 36 mecanismos de desgaste y fallas posibles en los generadores de vapor. La influencia que estos tienen en las distintas etapas de la vida del equipo se muestra en la tabla próxima 2
Tabla Nº1 – Influencia de los mecanismos de fallas según EPRI
La presencia y combinación simultánea de cualquiera de estos mecanismos de fallas debe ser cuidadosamente evaluada a la hora de seleccionar los materiales, pues su no consideración, puede ocasionar roturas prematuras y parada del equipo, afectando su disponibilidad operativa
Los aceros se presentan en diferentes formas físicas que son usadas para la construcción de las distintas partes, tales como tubos, placas, caños, accesorios, etc. Dado que los aceros al carbono representan más del 90% del peso total de una caldera, veremos sus propiedades más relevantes
7.1 ESPECIFICACION DE LOS MATERIALES
En las calderas a bagazo tradicionales que operan con temperaturas de vapor menor a 350ºC, los aceros usados son mayoritariamente aceros comunes al carbono. En las calderas modernas en virtud de las mayores presiones y temperaturas de trabajo, algunas partes se construyen con aceros aleados
Como el porcentaje de carbono en los aceros es menor a 0.35% estos se clasifican como aceros hipoeutectoides (C 0.83%). Dentro de las propiedades mecánicas de interés de los aceros, encontramos las siguientes:
Resistencia a la tracción Resistencia a la fatiga Resistencia al creep Ductilidad
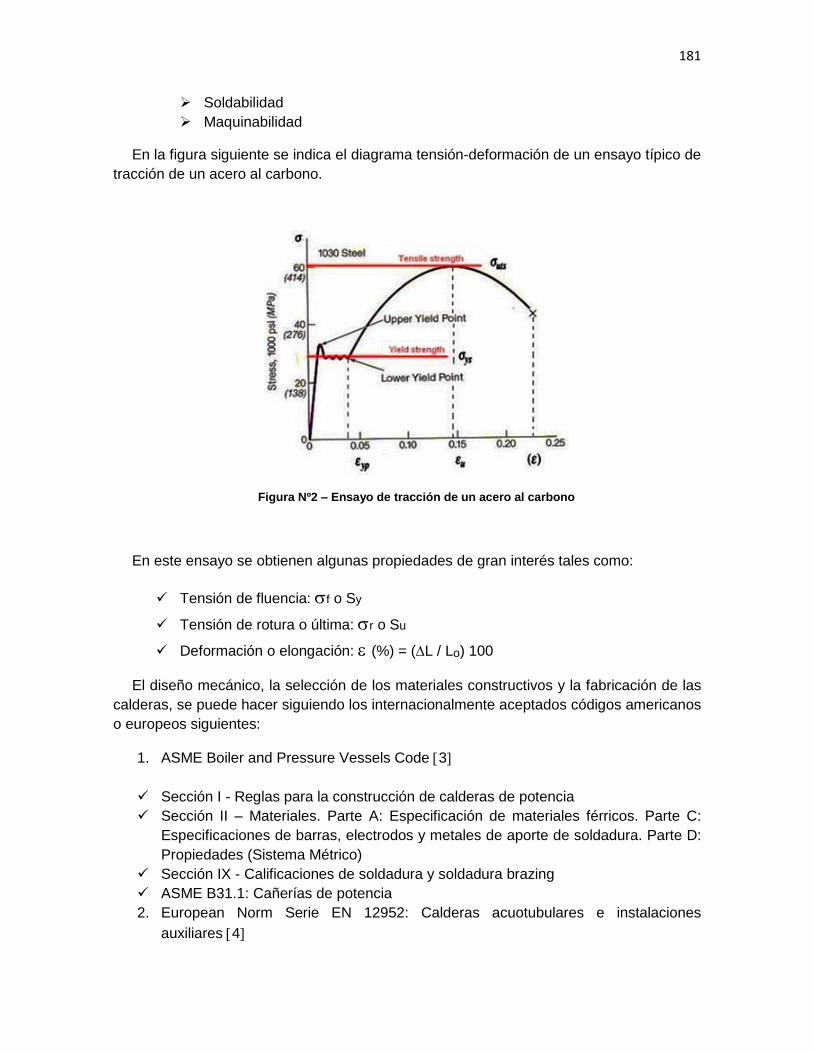
181
Soldabilidad Maquinabilidad
En la figura siguiente se indica el diagrama tensión-deformación de un ensayo típico de tracción de un acero al carbono.
Figura Nº2 – Ensayo de tracción de un acero al carbono
En este ensayo se obtienen algunas propiedades de gran interés tales como:
Tensión de fluencia: f o Sy
Tensión de rotura o última: r o Su
Deformación o elongación: (%) = (L / Lo) 100
El diseño mecánico, la selección de los materiales constructivos y la fabricación de las calderas, se puede hacer siguiendo los internacionalmente aceptados códigos americanos o europeos siguientes:
1. ASME Boiler and Pressure Vessels Code 3
Sección I - Reglas para la construcción de calderas de potencia Sección II – Materiales. Parte A: Especificación de materiales férricos. Parte C:
Especificaciones de barras, electrodos y metales de aporte de soldadura. Parte D: Propiedades (Sistema Métrico)
Sección IX - Calificaciones de soldadura y soldadura brazing ASME B31.1: Cañerías de potencia 2. European Norm Serie EN 12952: Calderas acuotubulares e instalaciones
auxiliares 4
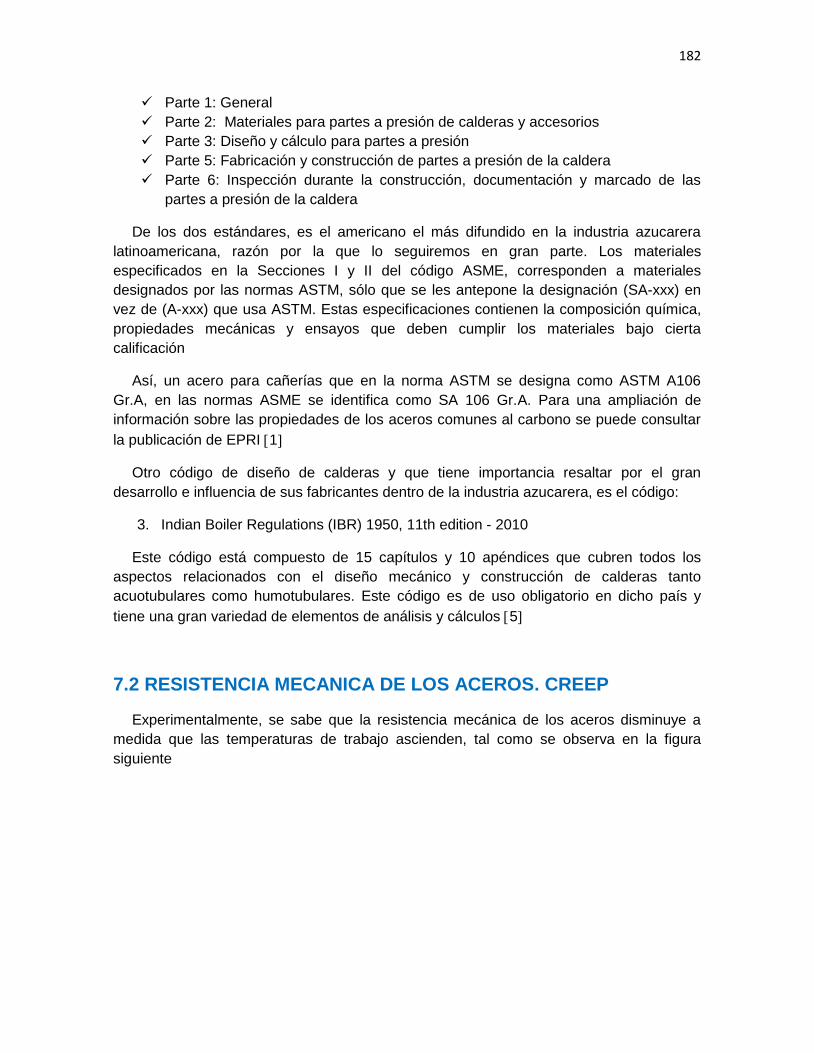
182
Parte 1: General Parte 2: Materiales para partes a presión de calderas y accesorios Parte 3: Diseño y cálculo para partes a presión Parte 5: Fabricación y construcción de partes a presión de la caldera Parte 6: Inspección durante la construcción, documentación y marcado de las
partes a presión de la caldera
De los dos estándares, es el americano el más difundido en la industria azucarera latinoamericana, razón por la que lo seguiremos en gran parte. Los materiales especificados en la Secciones I y II del código ASME, corresponden a materiales designados por las normas ASTM, sólo que se les antepone la designación (SA-xxx) en vez de (A-xxx) que usa ASTM. Estas especificaciones contienen la composición química, propiedades mecánicas y ensayos que deben cumplir los materiales bajo cierta calificación
Así, un acero para cañerías que en la norma ASTM se designa como ASTM A106 Gr.A, en las normas ASME se identifica como SA 106 Gr.A. Para una ampliación de información sobre las propiedades de los aceros comunes al carbono se puede consultar la publicación de EPRI 1
Otro código de diseño de calderas y que tiene importancia resaltar por el gran desarrollo e influencia de sus fabricantes dentro de la industria azucarera, es el código:
3. Indian Boiler Regulations (IBR) 1950, 11th edition - 2010
Este código está compuesto de 15 capítulos y 10 apéndices que cubren todos los aspectos relacionados con el diseño mecánico y construcción de calderas tanto acuotubulares como humotubulares. Este código es de uso obligatorio en dicho país y tiene una gran variedad de elementos de análisis y cálculos 5
7.2 RESISTENCIA MECANICA DE LOS ACEROS. CREEP
Experimentalmente, se sabe que la resistencia mecánica de los aceros disminuye a medida que las temperaturas de trabajo ascienden, tal como se observa en la figura siguiente
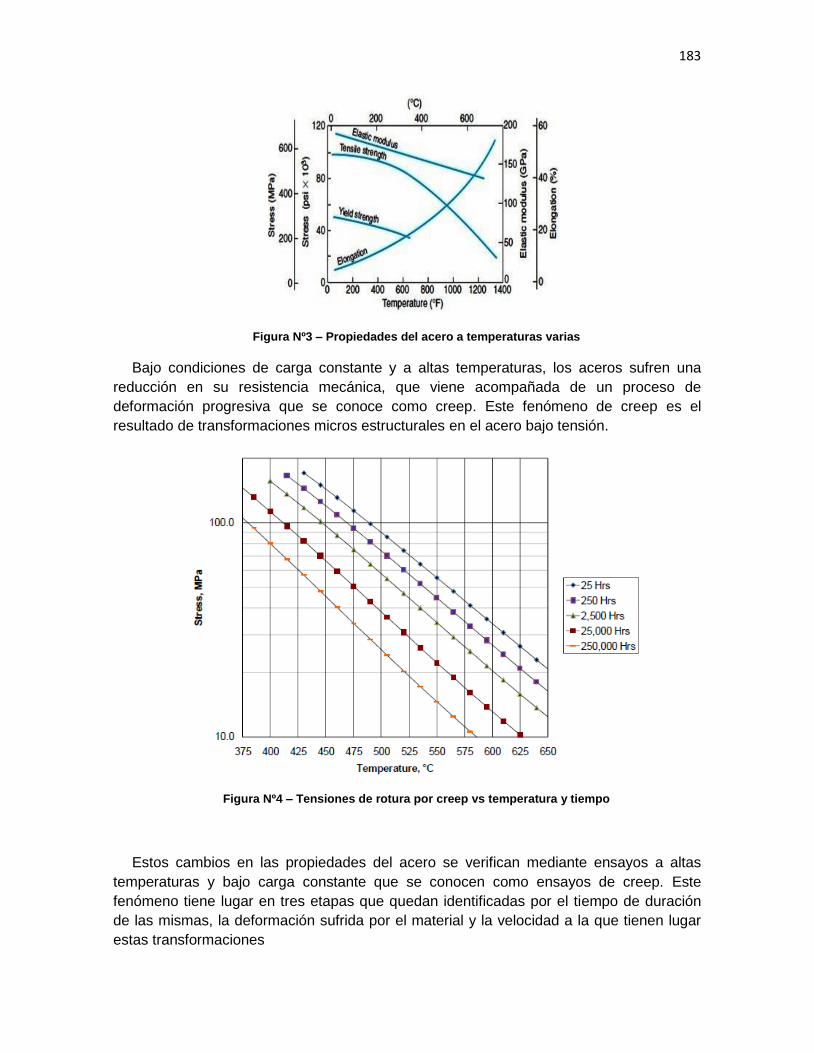
183
Figura Nº3 – Propiedades del acero a temperaturas varias
Bajo condiciones de carga constante y a altas temperaturas, los aceros sufren una reducción en su resistencia mecánica, que viene acompañada de un proceso de deformación progresiva que se conoce como creep. Este fenómeno de creep es el resultado de transformaciones micros estructurales en el acero bajo tensión.
Figura Nº4 – Tensiones de rotura por creep vs temperatura y tiempo
Estos cambios en las propiedades del acero se verifican mediante ensayos a altas temperaturas y bajo carga constante que se conocen como ensayos de creep. Este fenómeno tiene lugar en tres etapas que quedan identificadas por el tiempo de duración de las mismas, la deformación sufrida por el material y la velocidad a la que tienen lugar estas transformaciones
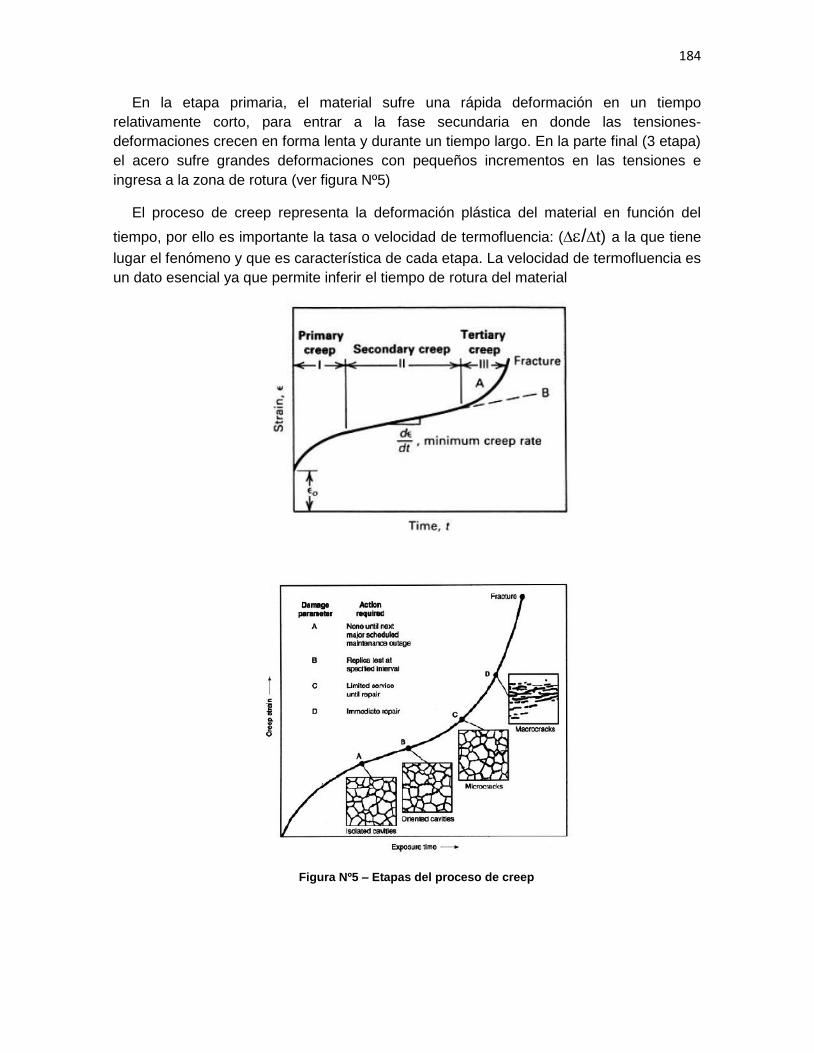
184
En la etapa primaria, el material sufre una rápida deformación en un tiempo relativamente corto, para entrar a la fase secundaria en donde las tensiones-deformaciones crecen en forma lenta y durante un tiempo largo. En la parte final (3 etapa) el acero sufre grandes deformaciones con pequeños incrementos en las tensiones e ingresa a la zona de rotura (ver figura Nº5)
El proceso de creep representa la deformación plástica del material en función del
tiempo, por ello es importante la tasa o velocidad de termofluencia: (/t) a la que tiene
lugar el fenómeno y que es característica de cada etapa. La velocidad de termofluencia es un dato esencial ya que permite inferir el tiempo de rotura del material
Figura Nº5 – Etapas del proceso de creep
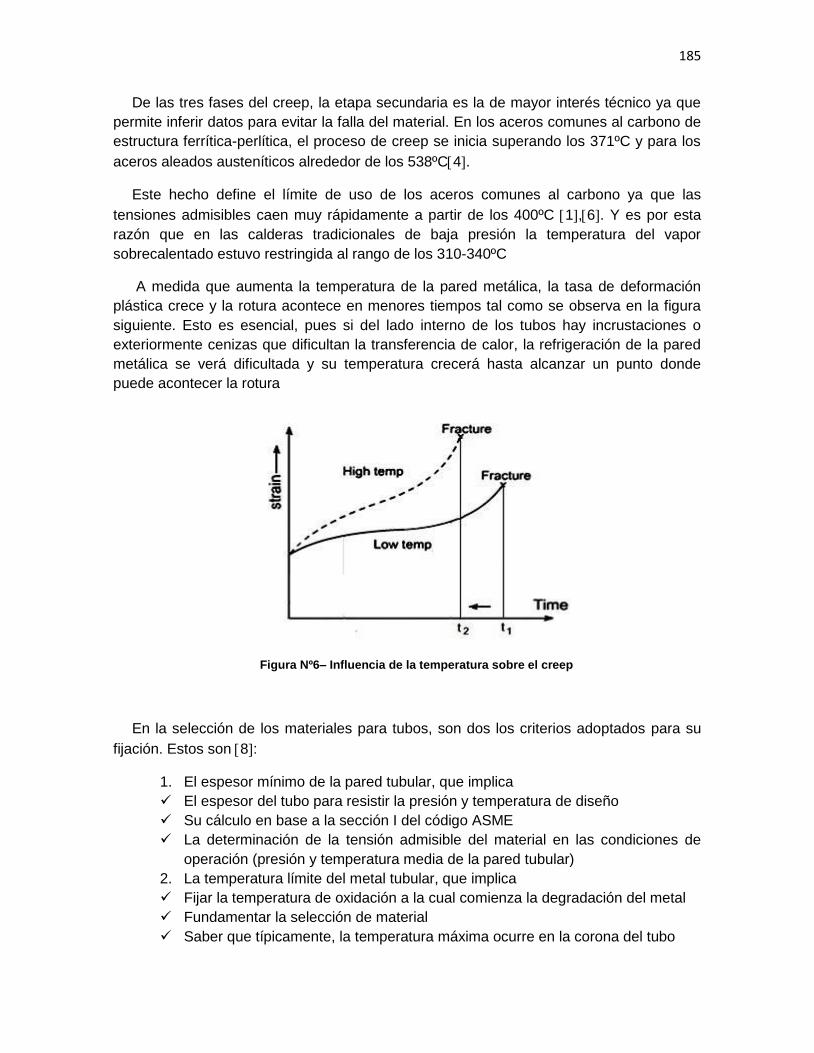
185
De las tres fases del creep, la etapa secundaria es la de mayor interés técnico ya que permite inferir datos para evitar la falla del material. En los aceros comunes al carbono de estructura ferrítica-perlítica, el proceso de creep se inicia superando los 371ºC y para los aceros aleados austeníticos alrededor de los 538ºC4.
Este hecho define el límite de uso de los aceros comunes al carbono ya que las tensiones admisibles caen muy rápidamente a partir de los 400ºC 1,6. Y es por esta razón que en las calderas tradicionales de baja presión la temperatura del vapor sobrecalentado estuvo restringida al rango de los 310-340ºC
A medida que aumenta la temperatura de la pared metálica, la tasa de deformación plástica crece y la rotura acontece en menores tiempos tal como se observa en la figura siguiente. Esto es esencial, pues si del lado interno de los tubos hay incrustaciones o exteriormente cenizas que dificultan la transferencia de calor, la refrigeración de la pared metálica se verá dificultada y su temperatura crecerá hasta alcanzar un punto donde puede acontecer la rotura
Figura Nº6– Influencia de la temperatura sobre el creep
En la selección de los materiales para tubos, son dos los criterios adoptados para su fijación. Estos son 8:
1. El espesor mínimo de la pared tubular, que implica El espesor del tubo para resistir la presión y temperatura de diseño Su cálculo en base a la sección I del código ASME La determinación de la tensión admisible del material en las condiciones de
operación (presión y temperatura media de la pared tubular) 2. La temperatura límite del metal tubular, que implica Fijar la temperatura de oxidación a la cual comienza la degradación del metal Fundamentar la selección de material Saber que típicamente, la temperatura máxima ocurre en la corona del tubo
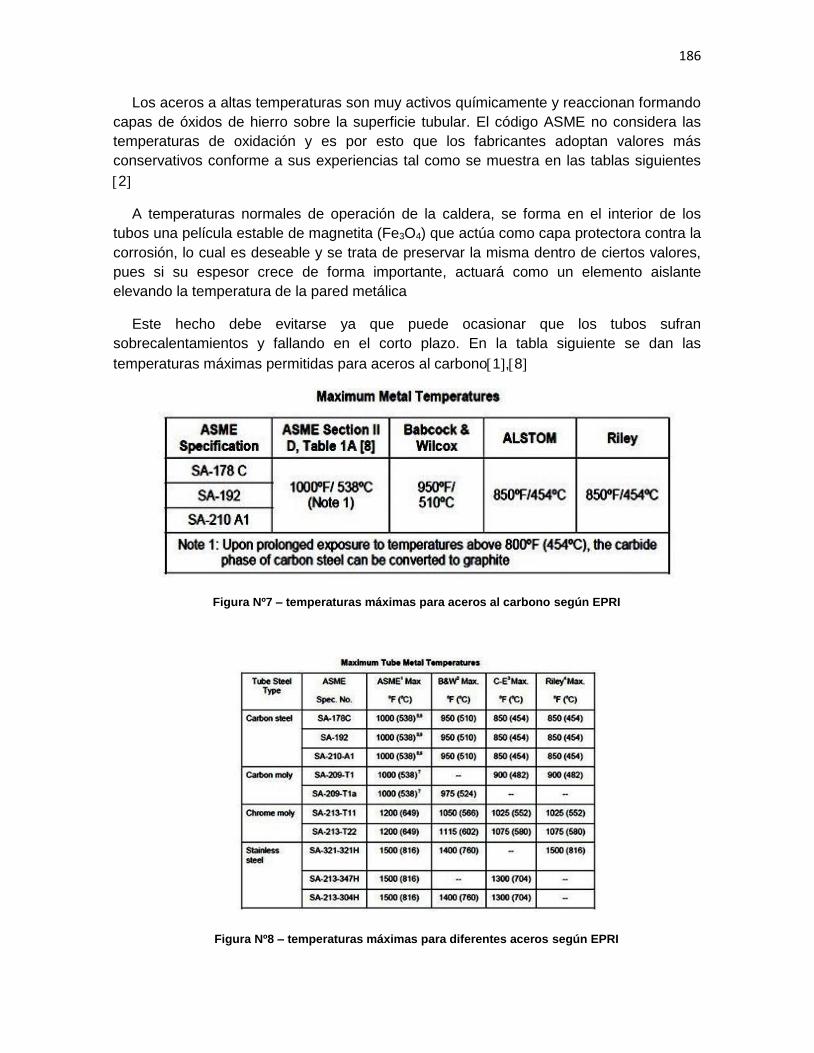
186
Los aceros a altas temperaturas son muy activos químicamente y reaccionan formando capas de óxidos de hierro sobre la superficie tubular. El código ASME no considera las temperaturas de oxidación y es por esto que los fabricantes adoptan valores más conservativos conforme a sus experiencias tal como se muestra en las tablas siguientes 2
A temperaturas normales de operación de la caldera, se forma en el interior de los tubos una película estable de magnetita (Fe3O4) que actúa como capa protectora contra la corrosión, lo cual es deseable y se trata de preservar la misma dentro de ciertos valores, pues si su espesor crece de forma importante, actuará como un elemento aislante elevando la temperatura de la pared metálica
Este hecho debe evitarse ya que puede ocasionar que los tubos sufran sobrecalentamientos y fallando en el corto plazo. En la tabla siguiente se dan las temperaturas máximas permitidas para aceros al carbono1,8
Figura Nº7 – temperaturas máximas para aceros al carbono según EPRI
Figura Nº8 – temperaturas máximas para diferentes aceros según EPRI
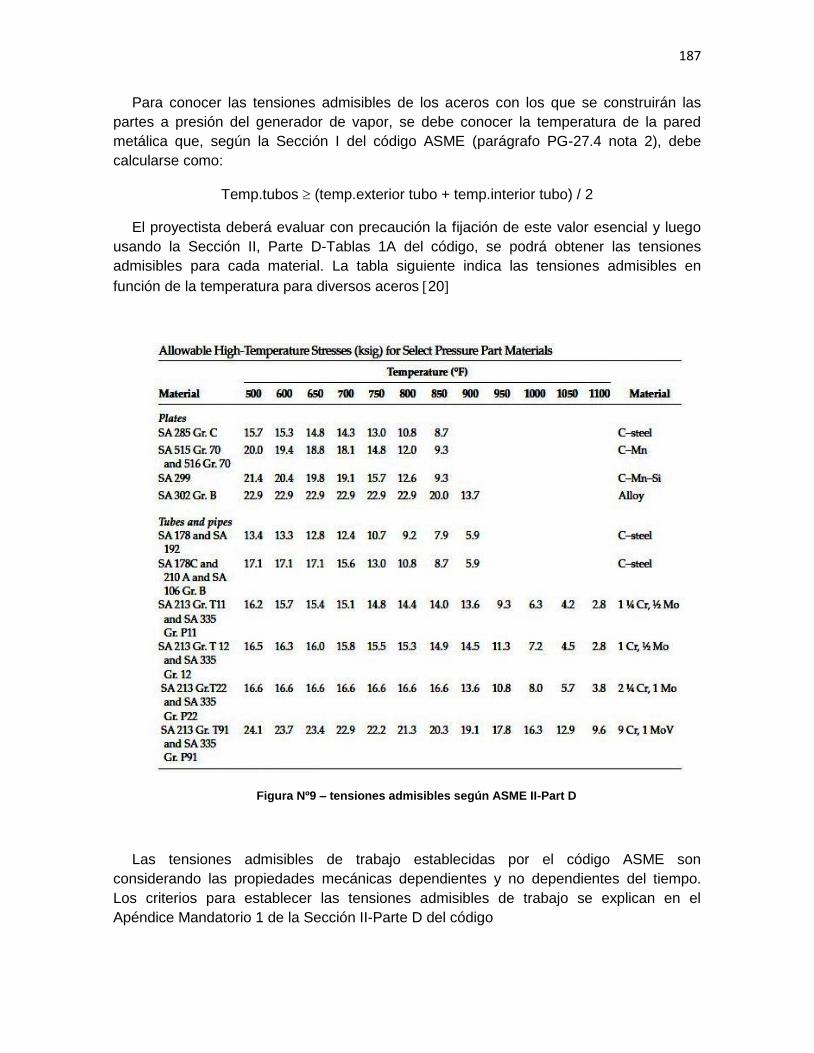
187
Para conocer las tensiones admisibles de los aceros con los que se construirán las partes a presión del generador de vapor, se debe conocer la temperatura de la pared metálica que, según la Sección I del código ASME (parágrafo PG-27.4 nota 2), debe calcularse como:
Temp.tubos (temp.exterior tubo + temp.interior tubo) / 2
El proyectista deberá evaluar con precaución la fijación de este valor esencial y luego usando la Sección II, Parte D-Tablas 1A del código, se podrá obtener las tensiones admisibles para cada material. La tabla siguiente indica las tensiones admisibles en función de la temperatura para diversos aceros 20
Figura Nº9 – tensiones admisibles según ASME II-Part D
Las tensiones admisibles de trabajo establecidas por el código ASME son considerando las propiedades mecánicas dependientes y no dependientes del tiempo. Los criterios para establecer las tensiones admisibles de trabajo se explican en el Apéndice Mandatorio 1 de la Sección II-Parte D del código
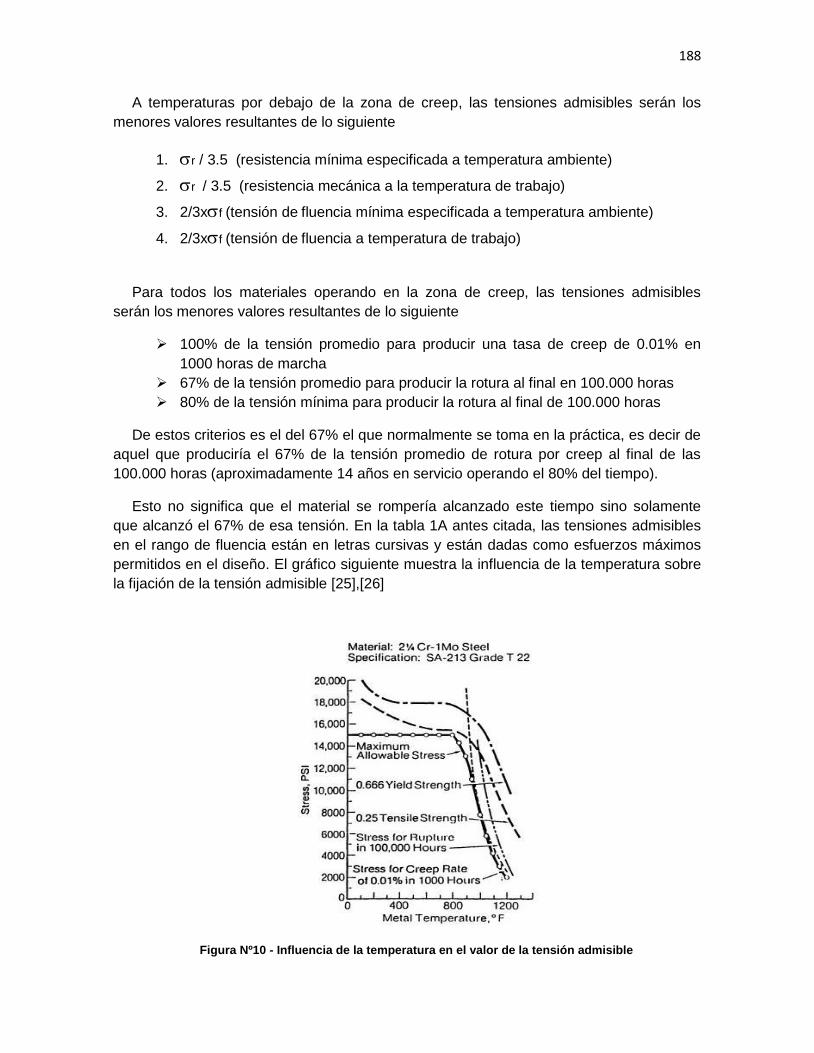
188
A temperaturas por debajo de la zona de creep, las tensiones admisibles serán los menores valores resultantes de lo siguiente
1. r / 3.5 (resistencia mínima especificada a temperatura ambiente)
2. r / 3.5 (resistencia mecánica a la temperatura de trabajo)
3. 2/3xf (tensión de fluencia mínima especificada a temperatura ambiente)
4. 2/3xf (tensión de fluencia a temperatura de trabajo)
Para todos los materiales operando en la zona de creep, las tensiones admisibles serán los menores valores resultantes de lo siguiente
100% de la tensión promedio para producir una tasa de creep de 0.01% en 1000 horas de marcha
67% de la tensión promedio para producir la rotura al final en 100.000 horas 80% de la tensión mínima para producir la rotura al final de 100.000 horas
De estos criterios es el del 67% el que normalmente se toma en la práctica, es decir de aquel que produciría el 67% de la tensión promedio de rotura por creep al final de las 100.000 horas (aproximadamente 14 años en servicio operando el 80% del tiempo).
Esto no significa que el material se rompería alcanzado este tiempo sino solamente que alcanzó el 67% de esa tensión. En la tabla 1A antes citada, las tensiones admisibles en el rango de fluencia están en letras cursivas y están dadas como esfuerzos máximos permitidos en el diseño. El gráfico siguiente muestra la influencia de la temperatura sobre la fijación de la tensión admisible [25],[26]
Figura Nº10 - Influencia de la temperatura en el valor de la tensión admisible
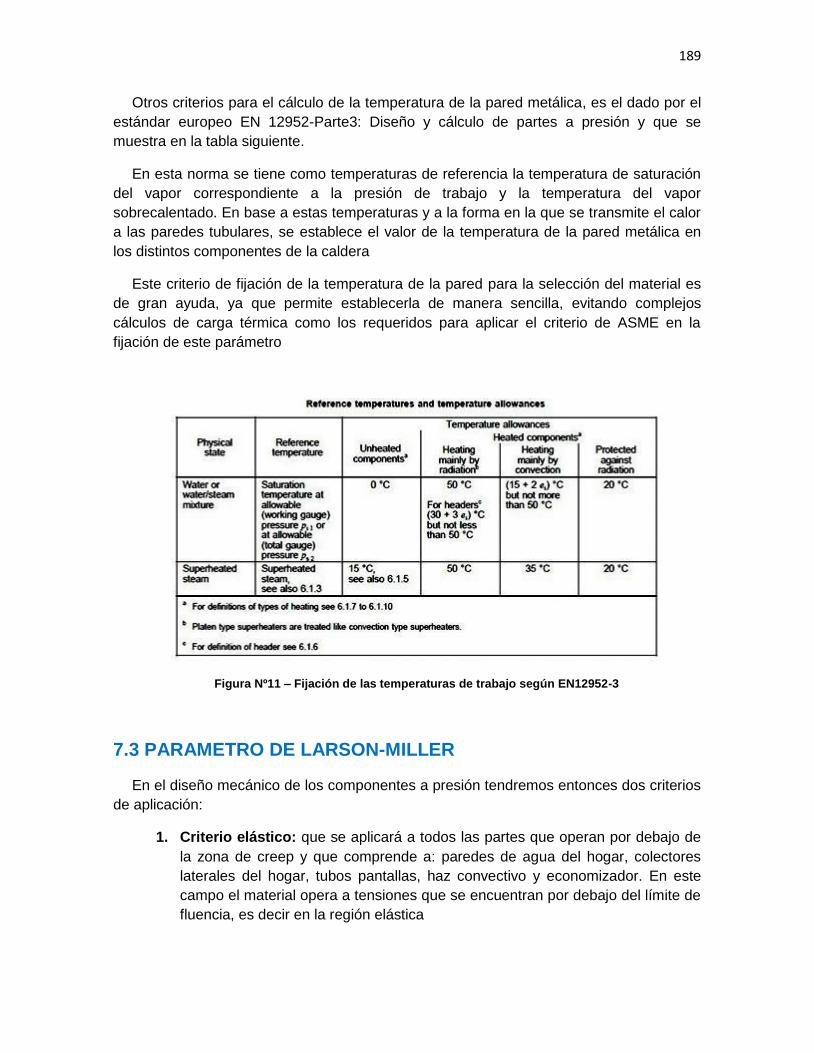
189
Otros criterios para el cálculo de la temperatura de la pared metálica, es el dado por el estándar europeo EN 12952-Parte3: Diseño y cálculo de partes a presión y que se muestra en la tabla siguiente.
En esta norma se tiene como temperaturas de referencia la temperatura de saturación del vapor correspondiente a la presión de trabajo y la temperatura del vapor sobrecalentado. En base a estas temperaturas y a la forma en la que se transmite el calor a las paredes tubulares, se establece el valor de la temperatura de la pared metálica en los distintos componentes de la caldera
Este criterio de fijación de la temperatura de la pared para la selección del material es de gran ayuda, ya que permite establecerla de manera sencilla, evitando complejos cálculos de carga térmica como los requeridos para aplicar el criterio de ASME en la fijación de este parámetro
Figura Nº11 – Fijación de las temperaturas de trabajo según EN12952-3
7.3 PARAMETRO DE LARSON-MILLER
En el diseño mecánico de los componentes a presión tendremos entonces dos criterios de aplicación:
1. Criterio elástico: que se aplicará a todos las partes que operan por debajo de la zona de creep y que comprende a: paredes de agua del hogar, colectores laterales del hogar, tubos pantallas, haz convectivo y economizador. En este campo el material opera a tensiones que se encuentran por debajo del límite de fluencia, es decir en la región elástica
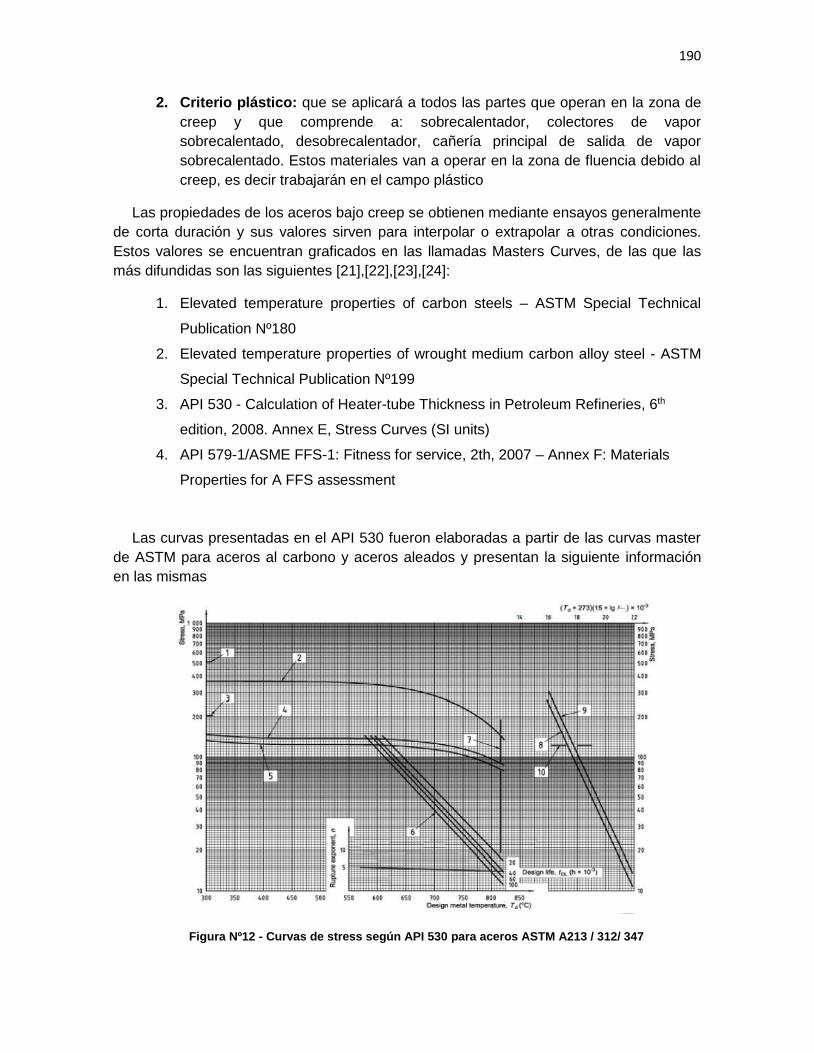
190
2. Criterio plástico: que se aplicará a todos las partes que operan en la zona de creep y que comprende a: sobrecalentador, colectores de vapor sobrecalentado, desobrecalentador, cañería principal de salida de vapor sobrecalentado. Estos materiales van a operar en la zona de fluencia debido al creep, es decir trabajarán en el campo plástico
Las propiedades de los aceros bajo creep se obtienen mediante ensayos generalmente de corta duración y sus valores sirven para interpolar o extrapolar a otras condiciones. Estos valores se encuentran graficados en las llamadas Masters Curves, de las que las más difundidas son las siguientes [21],[22],[23],[24]:
1. Elevated temperature properties of carbon steels – ASTM Special Technical
Publication Nº180
2. Elevated temperature properties of wrought medium carbon alloy steel - ASTM
Special Technical Publication Nº199
3. API 530 - Calculation of Heater-tube Thickness in Petroleum Refineries, 6th
edition, 2008. Annex E, Stress Curves (SI units)
4. API 579-1/ASME FFS-1: Fitness for service, 2th, 2007 – Annex F: Materials
Properties for A FFS assessment
Las curvas presentadas en el API 530 fueron elaboradas a partir de las curvas master de ASTM para aceros al carbono y aceros aleados y presentan la siguiente información en las mismas
Figura Nº12 - Curvas de stress según API 530 para aceros ASTM A213 / 312/ 347
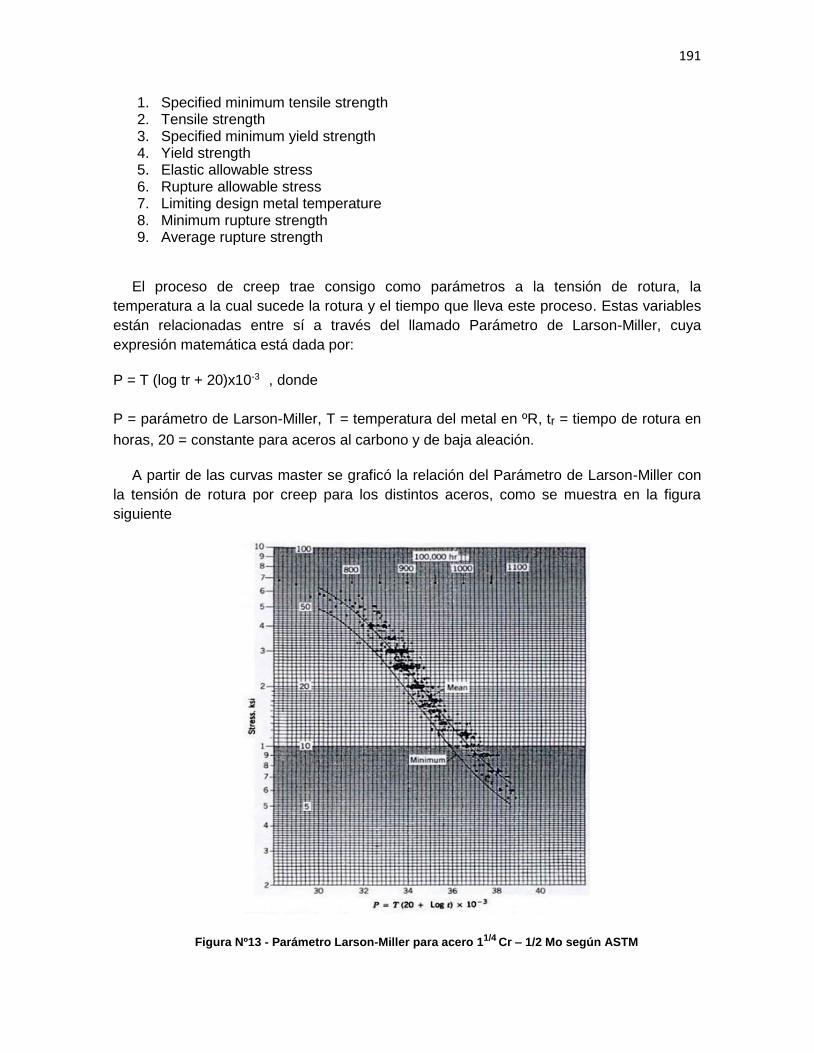
191
1. Specified minimum tensile strength 2. Tensile strength 3. Specified minimum yield strength 4. Yield strength 5. Elastic allowable stress 6. Rupture allowable stress 7. Limiting design metal temperature 8. Minimum rupture strength 9. Average rupture strength
El proceso de creep trae consigo como parámetros a la tensión de rotura, la temperatura a la cual sucede la rotura y el tiempo que lleva este proceso. Estas variables están relacionadas entre sí a través del llamado Parámetro de Larson-Miller, cuya expresión matemática está dada por:
P = T (log tr + 20)x10-3 , donde
P = parámetro de Larson-Miller, T = temperatura del metal en ºR, tr = tiempo de rotura en horas, 20 = constante para aceros al carbono y de baja aleación.
A partir de las curvas master se graficó la relación del Parámetro de Larson-Miller con la tensión de rotura por creep para los distintos aceros, como se muestra en la figura siguiente
Figura Nº13 - Parámetro Larson-Miller para acero 11/4 Cr – 1/2 Mo según ASTM
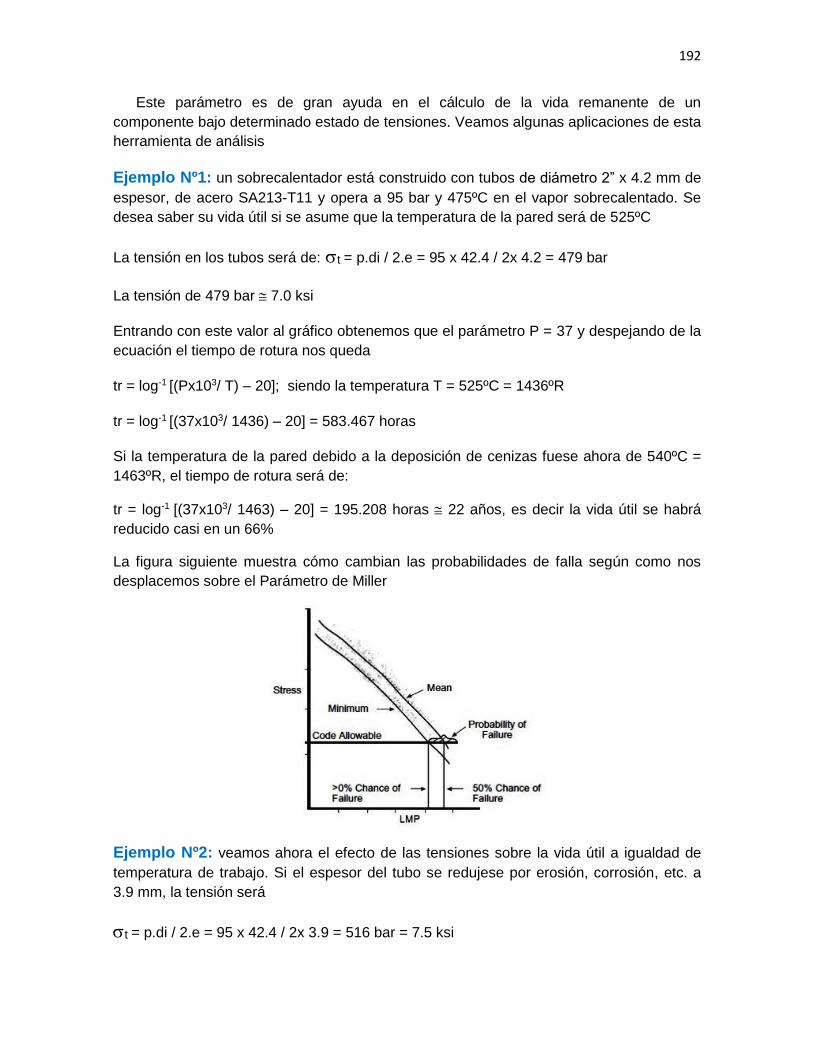
192
Este parámetro es de gran ayuda en el cálculo de la vida remanente de un componente bajo determinado estado de tensiones. Veamos algunas aplicaciones de esta herramienta de análisis
Ejemplo Nº1: un sobrecalentador está construido con tubos de diámetro 2” x 4.2 mm de espesor, de acero SA213-T11 y opera a 95 bar y 475ºC en el vapor sobrecalentado. Se desea saber su vida útil si se asume que la temperatura de la pared será de 525ºC
La tensión en los tubos será de: t = p.di / 2.e = 95 x 42.4 / 2x 4.2 = 479 bar
La tensión de 479 bar 7.0 ksi
Entrando con este valor al gráfico obtenemos que el parámetro P = 37 y despejando de la ecuación el tiempo de rotura nos queda
tr = log-1 [(Px103/ T) – 20]; siendo la temperatura T = 525ºC = 1436ºR
tr = log-1 [(37x103/ 1436) – 20] = 583.467 horas
Si la temperatura de la pared debido a la deposición de cenizas fuese ahora de 540ºC = 1463ºR, el tiempo de rotura será de:
tr = log-1 [(37x103/ 1463) – 20] = 195.208 horas 22 años, es decir la vida útil se habrá reducido casi en un 66%
La figura siguiente muestra cómo cambian las probabilidades de falla según como nos desplacemos sobre el Parámetro de Miller
Ejemplo Nº2: veamos ahora el efecto de las tensiones sobre la vida útil a igualdad de temperatura de trabajo. Si el espesor del tubo se redujese por erosión, corrosión, etc. a 3.9 mm, la tensión será
t = p.di / 2.e = 95 x 42.4 / 2x 3.9 = 516 bar = 7.5 ksi
193
Del gráfico obtenemos: P = 36.8
tr = log-1 [(36.8x103/ 1436) – 20] = 423.390 horas, es decir la vida útil se habrá reducido en
un 27% como consecuencia de la mayor tensión circunferencial
Ambos ejemplos muestran el efecto de la temperatura y de las tensiones sobre la vida del componente. El creep como fenómeno temporal, va generando daños que se acumulan en el tiempo y para calcular el mismo se emplean algunas reglas tales como de Miner-Palmgren [25],[26]:
Regla de la fracción de vida: está dada por (Ti / Tri) = 1, en donde Tri = tiempo total de rotura en las condiciones (1) y Ti, el tiempo parcial bajo las condiciones (1)
Regla de las deformaciones: está dada por (i / ri) = 1, donde ri representa
la elongación total del componente en el tiempo Tri y i representa la elongación parcial en el tiempo Ti
Cuando la sumatoria de las fracciones se hace igual a uno (1) se asume es el momento cuando acontece la rotura del material
Ejemplo Nº3: el caso anterior, el tiempo total de ruptura es de Tr = 583.467 horas y si el equipo ha funcionado Tri = 1850.000 horas bajo las condiciones iniciales, la fracción de vida consumida será
Ti / Tri = 185.000 / 583.467 = 0.317, es decir ha consumido el 31.7% de la vida esperada
Puede suceder que el equipo opere tiempos distintos en condiciones diferentes; en ese caso la regla de la fracción de vida se calcula de la siguiente forma
Ejemplo Nº4: supongamos que un sistema de cañerías se construyó de un material con 11/4 de Cr – ½ Mo diseñado para operar a una tensión circunferencial de 7 ksi y que funcionó a 537ºC (1460ºR) por 42.500 horas y a 676ºC por las próximas 42.500 horas. Queremos saber la fracción vida consumida
Ingresando al gráfico con la tensión = 7 ksi obtenemos el valor del parámetro P y calculando para las temperaturas de trabajo señaladas obtenemos que:
Tiempo de rotura a 537ºC - Tr1 = 220.000 horas Tiempo de rotura a 676ºC - Tr2 = 82.380 horas Fracción consumida en el período 1: T1 / Tr1 = 42.500 / 220.000 = 0.19
Fracción consumida en el período 2: T2 / Tr2 = 42.500 / 82.380 = 0.516 Fracción de vida total consumida: T = 0.19 + 0.516 = 0.71
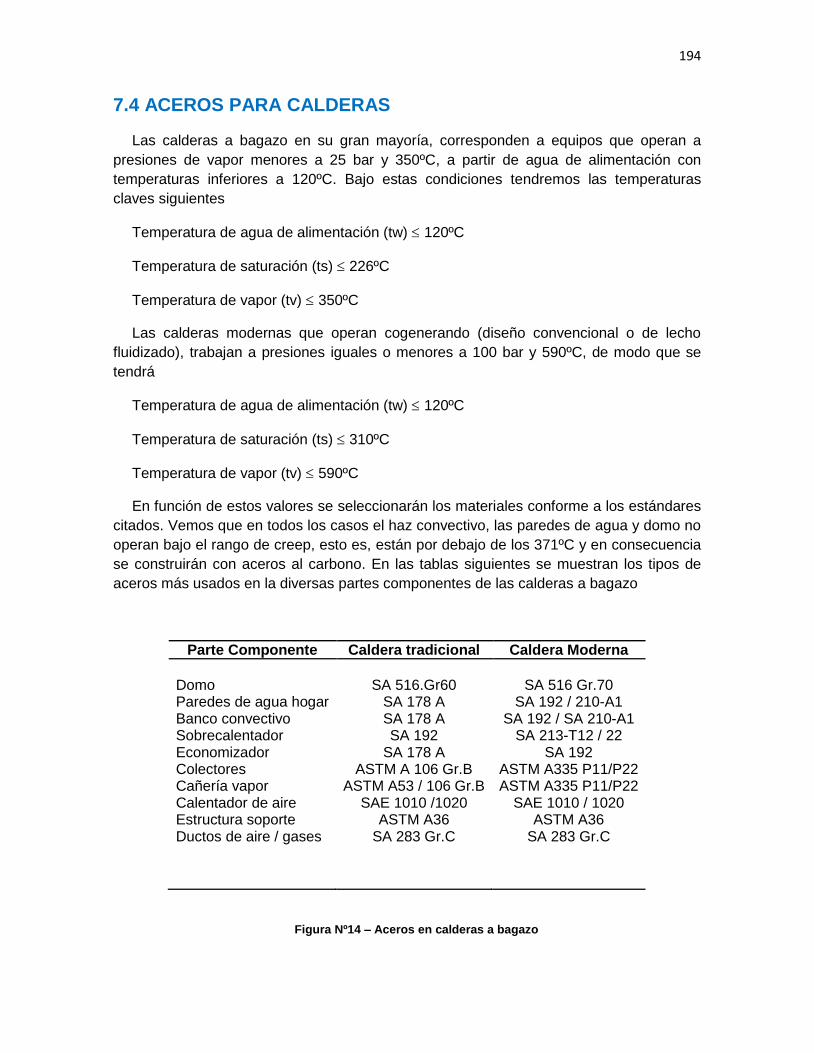
194
7.4 ACEROS PARA CALDERAS
Las calderas a bagazo en su gran mayoría, corresponden a equipos que operan a presiones de vapor menores a 25 bar y 350ºC, a partir de agua de alimentación con temperaturas inferiores a 120ºC. Bajo estas condiciones tendremos las temperaturas claves siguientes
Temperatura de agua de alimentación (tw) 120ºC
Temperatura de saturación (ts) 226ºC
Temperatura de vapor (tv) 350ºC
Las calderas modernas que operan cogenerando (diseño convencional o de lecho fluidizado), trabajan a presiones iguales o menores a 100 bar y 590ºC, de modo que se tendrá
Temperatura de agua de alimentación (tw) 120ºC
Temperatura de saturación (ts) 310ºC
Temperatura de vapor (tv) 590ºC
En función de estos valores se seleccionarán los materiales conforme a los estándares citados. Vemos que en todos los casos el haz convectivo, las paredes de agua y domo no operan bajo el rango de creep, esto es, están por debajo de los 371ºC y en consecuencia se construirán con aceros al carbono. En las tablas siguientes se muestran los tipos de aceros más usados en la diversas partes componentes de las calderas a bagazo
Parte Componente Caldera tradicional Caldera Moderna
Domo
SA 516.Gr60
SA 516 Gr.70 Paredes de agua hogar SA 178 A SA 192 / 210-A1 Banco convectivo SA 178 A SA 192 / SA 210-A1 Sobrecalentador SA 192 SA 213-T12 / 22 Economizador SA 178 A SA 192 Colectores ASTM A 106 Gr.B ASTM A335 P11/P22 Cañería vapor ASTM A53 / 106 Gr.B ASTM A335 P11/P22 Calentador de aire SAE 1010 /1020 SAE 1010 / 1020 Estructura soporte Ductos de aire / gases
ASTM A36 SA 283 Gr.C
ASTM A36 SA 283 Gr.C
Figura Nº14 – Aceros en calderas a bagazo
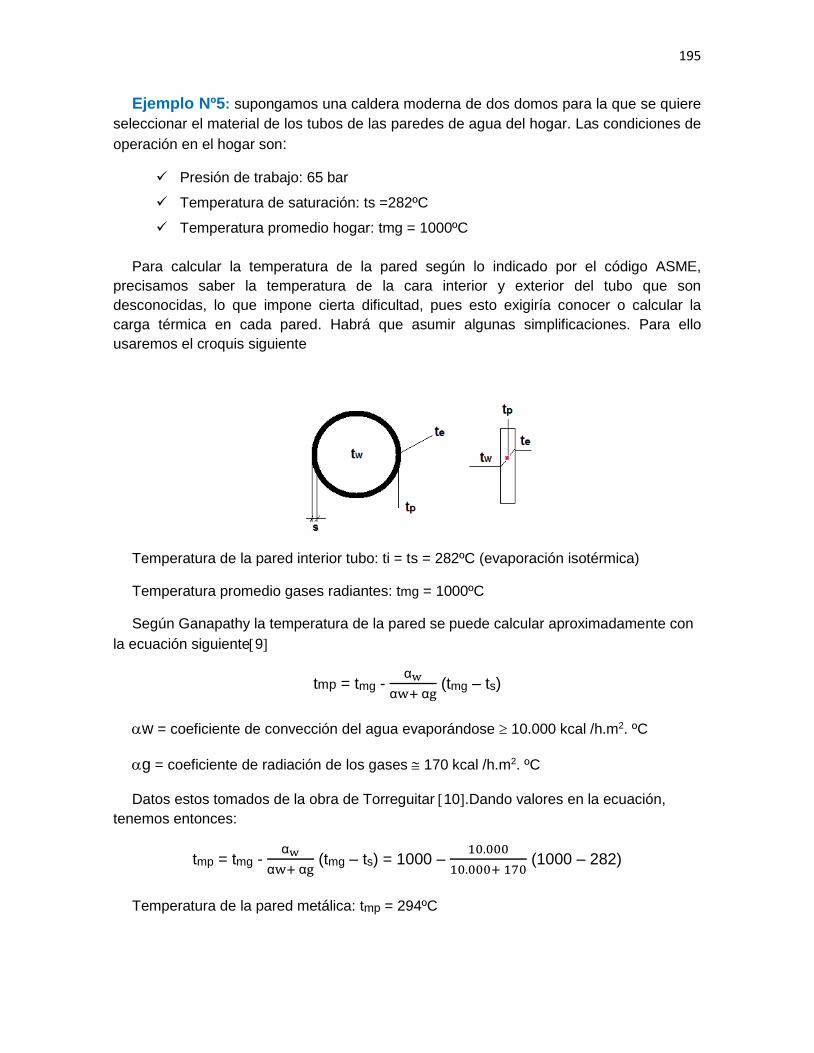
195
Ejemplo Nº5: supongamos una caldera moderna de dos domos para la que se quiere seleccionar el material de los tubos de las paredes de agua del hogar. Las condiciones de operación en el hogar son:
Presión de trabajo: 65 bar
Temperatura de saturación: ts =282ºC
Temperatura promedio hogar: tmg = 1000ºC
Para calcular la temperatura de la pared según lo indicado por el código ASME, precisamos saber la temperatura de la cara interior y exterior del tubo que son desconocidas, lo que impone cierta dificultad, pues esto exigiría conocer o calcular la carga térmica en cada pared. Habrá que asumir algunas simplificaciones. Para ello usaremos el croquis siguiente
Temperatura de la pared interior tubo: ti = ts = 282ºC (evaporación isotérmica)
Temperatura promedio gases radiantes: tmg = 1000ºC
Según Ganapathy la temperatura de la pared se puede calcular aproximadamente con la ecuación siguiente9
tmp = tmg - αw
αw+ αg (tmg – ts)
w = coeficiente de convección del agua evaporándose 10.000 kcal /h.m2. ºC
g = coeficiente de radiación de los gases 170 kcal /h.m2. ºC
Datos estos tomados de la obra de Torreguitar 10.Dando valores en la ecuación, tenemos entonces:
tmp = tmg - αw
αw+ αg (tmg – ts) = 1000 –
10.000
10.000+ 170 (1000 – 282)
Temperatura de la pared metálica: tmp = 294ºC
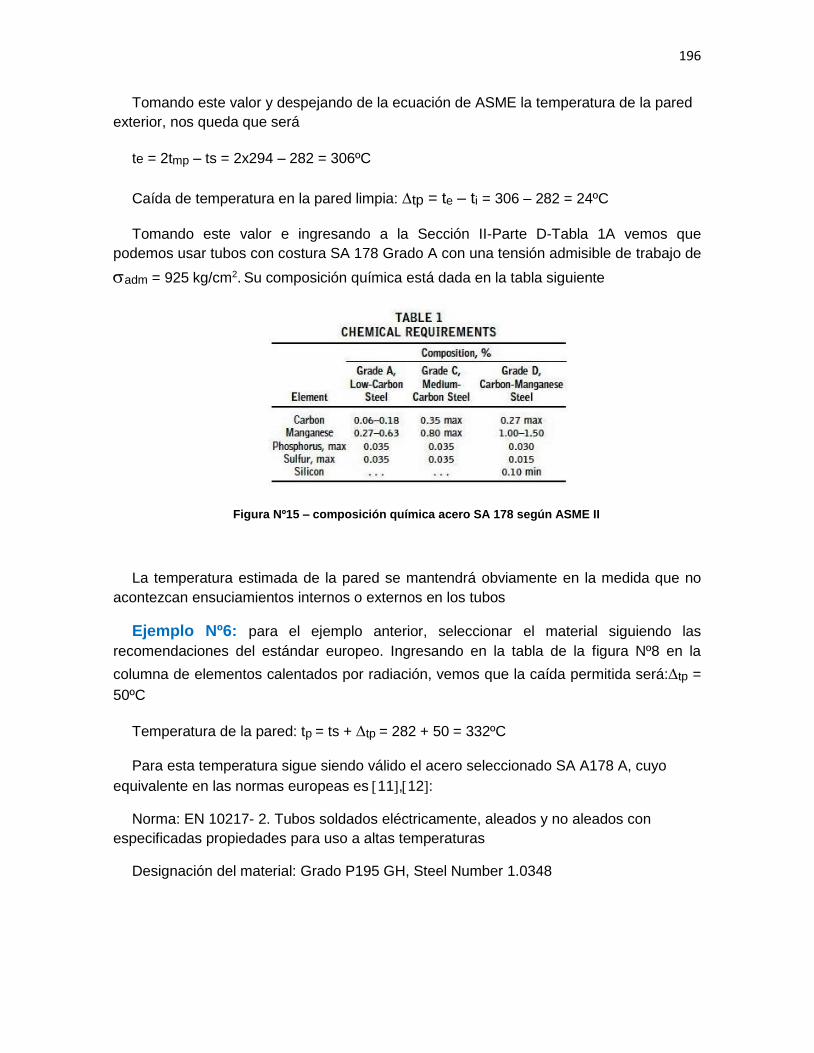
196
Tomando este valor y despejando de la ecuación de ASME la temperatura de la pared exterior, nos queda que será
te = 2tmp – ts = 2x294 – 282 = 306ºC
Caída de temperatura en la pared limpia: tp = te – ti = 306 – 282 = 24ºC
Tomando este valor e ingresando a la Sección II-Parte D-Tabla 1A vemos que podemos usar tubos con costura SA 178 Grado A con una tensión admisible de trabajo de
adm = 925 kg/cm2. Su composición química está dada en la tabla siguiente
Figura Nº15 – composición química acero SA 178 según ASME II
La temperatura estimada de la pared se mantendrá obviamente en la medida que no acontezcan ensuciamientos internos o externos en los tubos
Ejemplo Nº6: para el ejemplo anterior, seleccionar el material siguiendo las recomendaciones del estándar europeo. Ingresando en la tabla de la figura Nº8 en la
columna de elementos calentados por radiación, vemos que la caída permitida será:tp = 50ºC
Temperatura de la pared: tp = ts + tp = 282 + 50 = 332ºC
Para esta temperatura sigue siendo válido el acero seleccionado SA A178 A, cuyo equivalente en las normas europeas es 11,12:
Norma: EN 10217- 2. Tubos soldados eléctricamente, aleados y no aleados con especificadas propiedades para uso a altas temperaturas
Designación del material: Grado P195 GH, Steel Number 1.0348
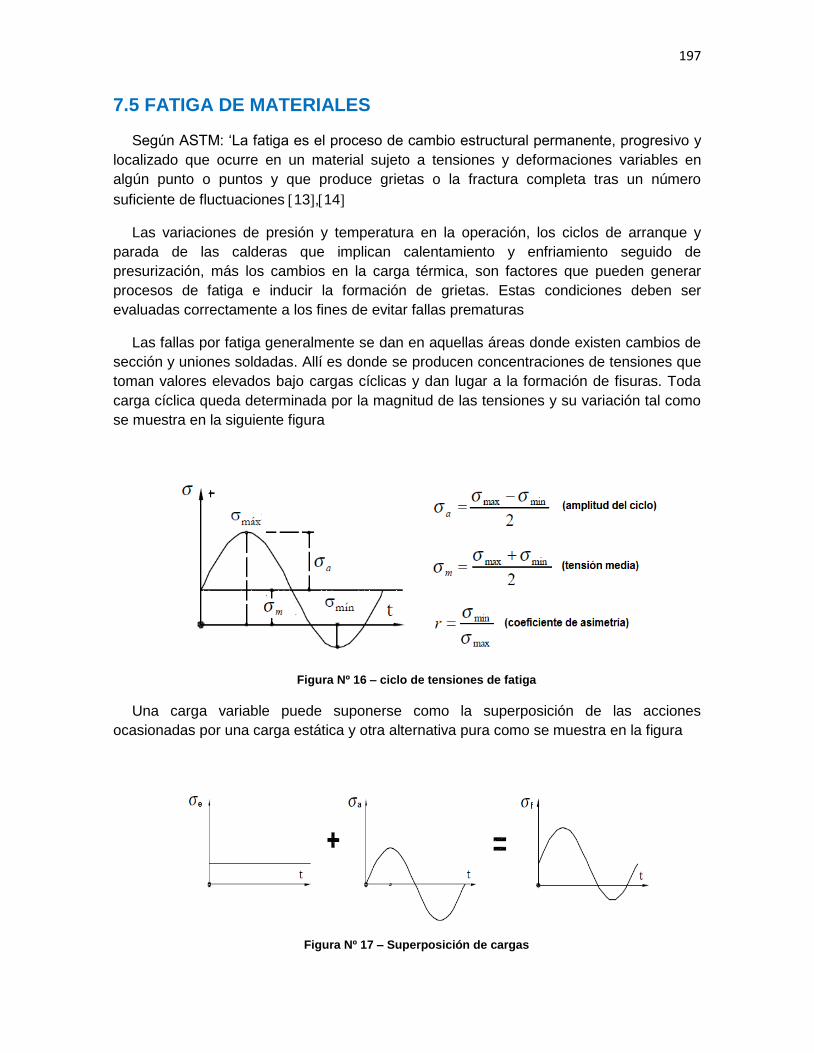
197
7.5 FATIGA DE MATERIALES
Según ASTM: ‘La fatiga es el proceso de cambio estructural permanente, progresivo y localizado que ocurre en un material sujeto a tensiones y deformaciones variables en algún punto o puntos y que produce grietas o la fractura completa tras un número suficiente de fluctuaciones 13,14
Las variaciones de presión y temperatura en la operación, los ciclos de arranque y parada de las calderas que implican calentamiento y enfriamiento seguido de presurización, más los cambios en la carga térmica, son factores que pueden generar procesos de fatiga e inducir la formación de grietas. Estas condiciones deben ser evaluadas correctamente a los fines de evitar fallas prematuras
Las fallas por fatiga generalmente se dan en aquellas áreas donde existen cambios de sección y uniones soldadas. Allí es donde se producen concentraciones de tensiones que toman valores elevados bajo cargas cíclicas y dan lugar a la formación de fisuras. Toda carga cíclica queda determinada por la magnitud de las tensiones y su variación tal como se muestra en la siguiente figura
Figura Nº 16 – ciclo de tensiones de fatiga
Una carga variable puede suponerse como la superposición de las acciones ocasionadas por una carga estática y otra alternativa pura como se muestra en la figura
Figura Nº 17 – Superposición de cargas
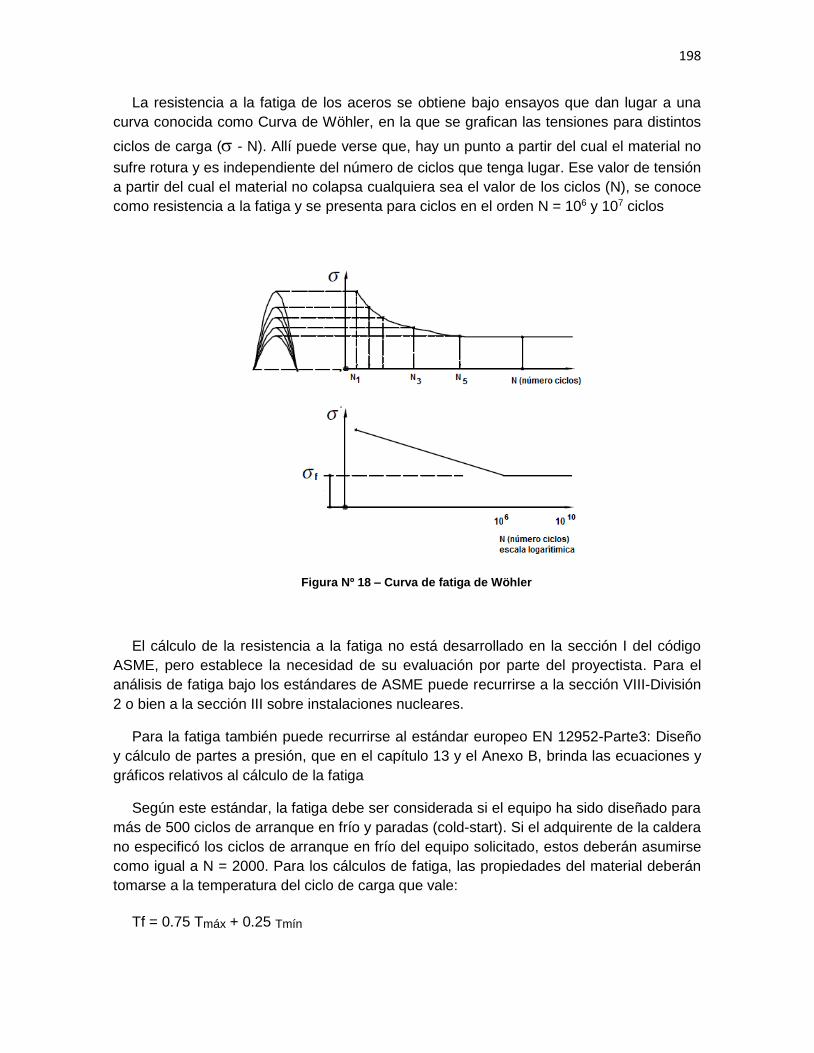
198
La resistencia a la fatiga de los aceros se obtiene bajo ensayos que dan lugar a una curva conocida como Curva de Wöhler, en la que se grafican las tensiones para distintos
ciclos de carga ( - N). Allí puede verse que, hay un punto a partir del cual el material no
sufre rotura y es independiente del número de ciclos que tenga lugar. Ese valor de tensión a partir del cual el material no colapsa cualquiera sea el valor de los ciclos (N), se conoce como resistencia a la fatiga y se presenta para ciclos en el orden N = 106 y 107 ciclos
Figura Nº 18 – Curva de fatiga de Wöhler
El cálculo de la resistencia a la fatiga no está desarrollado en la sección I del código ASME, pero establece la necesidad de su evaluación por parte del proyectista. Para el análisis de fatiga bajo los estándares de ASME puede recurrirse a la sección VIII-División 2 o bien a la sección III sobre instalaciones nucleares.
Para la fatiga también puede recurrirse al estándar europeo EN 12952-Parte3: Diseño y cálculo de partes a presión, que en el capítulo 13 y el Anexo B, brinda las ecuaciones y gráficos relativos al cálculo de la fatiga
Según este estándar, la fatiga debe ser considerada si el equipo ha sido diseñado para más de 500 ciclos de arranque en frío y paradas (cold-start). Si el adquirente de la caldera no especificó los ciclos de arranque en frío del equipo solicitado, estos deberán asumirse como igual a N = 2000. Para los cálculos de fatiga, las propiedades del material deberán tomarse a la temperatura del ciclo de carga que vale:
Tf = 0.75 Tmáx + 0.25 Tmín
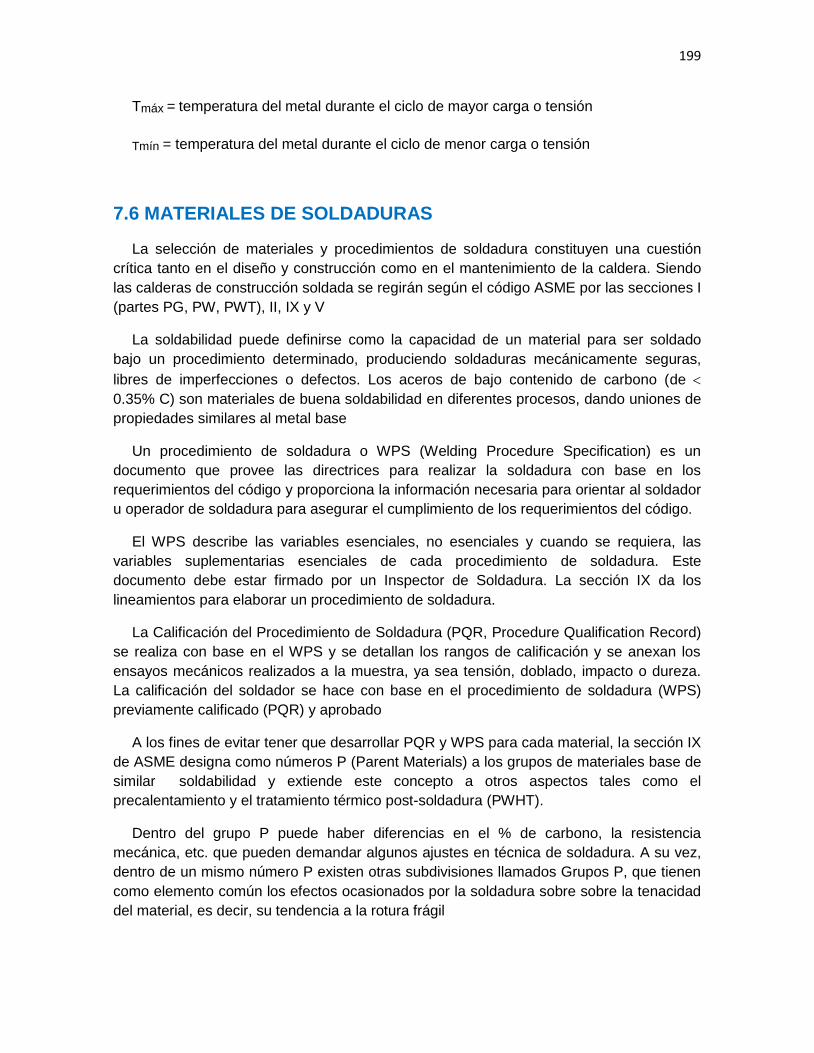
199
Tmáx = temperatura del metal durante el ciclo de mayor carga o tensión
Tmín = temperatura del metal durante el ciclo de menor carga o tensión
7.6 MATERIALES DE SOLDADURAS
La selección de materiales y procedimientos de soldadura constituyen una cuestión crítica tanto en el diseño y construcción como en el mantenimiento de la caldera. Siendo las calderas de construcción soldada se regirán según el código ASME por las secciones I (partes PG, PW, PWT), II, IX y V
La soldabilidad puede definirse como la capacidad de un material para ser soldado bajo un procedimiento determinado, produciendo soldaduras mecánicamente seguras, libres de imperfecciones o defectos. Los aceros de bajo contenido de carbono (de 0.35% C) son materiales de buena soldabilidad en diferentes procesos, dando uniones de propiedades similares al metal base
Un procedimiento de soldadura o WPS (Welding Procedure Specification) es un documento que provee las directrices para realizar la soldadura con base en los requerimientos del código y proporciona la información necesaria para orientar al soldador u operador de soldadura para asegurar el cumplimiento de los requerimientos del código.
El WPS describe las variables esenciales, no esenciales y cuando se requiera, las variables suplementarias esenciales de cada procedimiento de soldadura. Este documento debe estar firmado por un Inspector de Soldadura. La sección IX da los lineamientos para elaborar un procedimiento de soldadura.
La Calificación del Procedimiento de Soldadura (PQR, Procedure Qualification Record) se realiza con base en el WPS y se detallan los rangos de calificación y se anexan los ensayos mecánicos realizados a la muestra, ya sea tensión, doblado, impacto o dureza. La calificación del soldador se hace con base en el procedimiento de soldadura (WPS) previamente calificado (PQR) y aprobado
A los fines de evitar tener que desarrollar PQR y WPS para cada material, la sección IX de ASME designa como números P (Parent Materials) a los grupos de materiales base de similar soldabilidad y extiende este concepto a otros aspectos tales como el precalentamiento y el tratamiento térmico post-soldadura (PWHT).
Dentro del grupo P puede haber diferencias en el % de carbono, la resistencia mecánica, etc. que pueden demandar algunos ajustes en técnica de soldadura. A su vez, dentro de un mismo número P existen otras subdivisiones llamados Grupos P, que tienen como elemento común los efectos ocasionados por la soldadura sobre sobre la tenacidad del material, es decir, su tendencia a la rotura frágil
200
Esto significa que el procedimiento de soldadura resultará de una combinación de números P / Grupos P. La sección IX designa a los números P con dos dígitos; siendo el primero el elemento base de la aleación. Entre los números P de mayor interés, encontramos los siguientes
P1: agrupa a los aceros al carbono y carbono-manganeso
P3, P4, P5A, P5B, P5C: agrupa a aceros de baja aleación C-Mo y Cr-Mo
P6 y P7: agrupa a los aceros de alta aleación, comúnmente llamados aceros inoxidables martensíticos (P6) y ferríticos (P7) respectivamente
P8: cubre a los aceros inoxidables austeníticos al Cr-Ni
Otros elementos esenciales en esta designación son los materiales de aporte o relleno, cuya nomenclatura toma como base las especificaciones de la AWS (American Welding Society). La designación que toma AWS para los electrodos es de la forma A5.X. En ASME a esta denominación se le agrega el prefijo FS, de este modo un electrodo A5.1 en AWS será FS A5.1 en ASME. Los materiales para los distintos procesos se especificarán de la siguiente forma
1. SMAW: AWS A-5.1 o ASME SFA-5.1
2. GTAW O GMAW: AWS A-5.18 o ASME SFA-5.18
3. FCAW: AWS A-5.20 o ASME SFA-5.20
4. SAW: AWS A-5.17 o SFA-5.17
7.7 ACEROS PARA TRANSPORTE DEL VAPOR
El transporte de vapor desde la caldera hasta el turbogenerador se hará conforme al estándar ASME B31.1- Power Piping. Aquí se fijan las condiciones para la selección de materiales para cañerías y accesorios, así como los aspectos relacionados con el diseño mecánico, la fabricación, ensayos, inspección, montaje, mantenimiento y dispositivos de alivio de presión [27]
Este estándar junto al set de normas ASME B36 y B16 permitirá saber todos los componentes de piping (bridas, accesorios, válvulas, etc.) y proyectar la línea de vapor. En función de las temperaturas habituales de trabajo en las calderas a bagazo se pueden especificar los siguientes materiales:
ASTM A53 Gr.B - caño sin costura para temperaturas 371ºC
ASTM A106 Gr.B - caño sin costura para temperaturas 400ºC
ASTM A335 Gr.P11 - caño sin costura para temperaturas 482ºC
ASTM A335 Gr.P12 - caño sin costura para temperaturas 510ºC
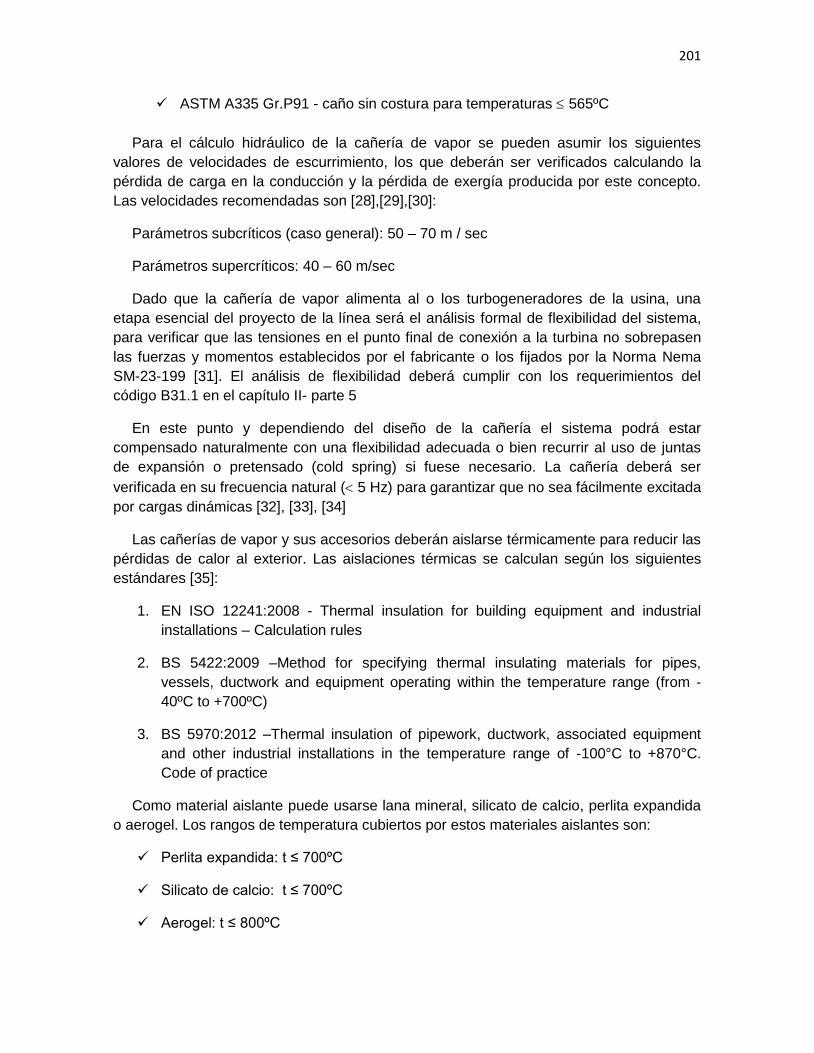
201
ASTM A335 Gr.P91 - caño sin costura para temperaturas 565ºC
Para el cálculo hidráulico de la cañería de vapor se pueden asumir los siguientes valores de velocidades de escurrimiento, los que deberán ser verificados calculando la pérdida de carga en la conducción y la pérdida de exergía producida por este concepto. Las velocidades recomendadas son [28],[29],[30]:
Parámetros subcríticos (caso general): 50 – 70 m / sec
Parámetros supercríticos: 40 – 60 m/sec
Dado que la cañería de vapor alimenta al o los turbogeneradores de la usina, una etapa esencial del proyecto de la línea será el análisis formal de flexibilidad del sistema, para verificar que las tensiones en el punto final de conexión a la turbina no sobrepasen las fuerzas y momentos establecidos por el fabricante o los fijados por la Norma Nema SM-23-199 [31]. El análisis de flexibilidad deberá cumplir con los requerimientos del código B31.1 en el capítulo II- parte 5
En este punto y dependiendo del diseño de la cañería el sistema podrá estar compensado naturalmente con una flexibilidad adecuada o bien recurrir al uso de juntas de expansión o pretensado (cold spring) si fuese necesario. La cañería deberá ser verificada en su frecuencia natural ( 5 Hz) para garantizar que no sea fácilmente excitada por cargas dinámicas [32], [33], [34]
Las cañerías de vapor y sus accesorios deberán aislarse térmicamente para reducir las pérdidas de calor al exterior. Las aislaciones térmicas se calculan según los siguientes estándares [35]:
1. EN ISO 12241:2008 - Thermal insulation for building equipment and industrial installations – Calculation rules
2. BS 5422:2009 –Method for specifying thermal insulating materials for pipes, vessels, ductwork and equipment operating within the temperature range (from - 40ºC to +700ºC)
3. BS 5970:2012 –Thermal insulation of pipework, ductwork, associated equipment and other industrial installations in the temperature range of -100°C to +870°C. Code of practice
Como material aislante puede usarse lana mineral, silicato de calcio, perlita expandida o aerogel. Los rangos de temperatura cubiertos por estos materiales aislantes son:
Perlita expandida: t ≤ 700ºC
Silicato de calcio: t ≤ 700ºC
Aerogel: t ≤ 800ºC
202
Lana mineral: t ≤ 550ºC
La lana mineral puede presentarse como colchoneta armada con tejido exagonal de las siguientes medidas: espesores: 25 a 120 mm, dimensiones: ancho (1 m) x largo (2 a 5 m) y densidad: 80 a 220 kg/m3. Está cubierta en la norma ASTM C553. La lana puede proveerse también preformada como media caña, al igual que el silicato de calcio y la perlita expandida. La figura ilustra estas instalaciones
Figura Nº 19 – Aislaciones térmicas de cañerías
La media caña se presenta en las siguientes medidas aunque esto puede variar entre los distintos proveedores:
Diámetros: ½ a 20”, según el material
Espesores: 25 a 100 mm
Las aislaciones deben estar provistas de su respectiva protección, que son aquellas que forman la parte externa de la misma y tienen por objeto brindar protección mecánica, además de actuar como barrera de vapor y de otros elementos ambientales. Estos pueden ser:
Aluminio liso o corrugado, espesor: 0.6 – 0.8 mm
Chapa de acero inoxidable, espesor: 0.4 mm
Con relación al espesor necesario, debe calcularse para cada caso en particular, atento al precio del combustible en el lugar, pero una regla práctica muy difundida en la
203
actividad establece un espesor necesario de 1” por cada 100ºC si se aísla con lana mineral.
Ejemplo Nº7: supongamos que se quiere determinar el diámetro, material, espesor y pérdida de carga del colector de vapor de una caldera que opera en las siguientes condiciones:
Capacidad (MCR): Gv = 200 ton/h
Presión y temperatura del vapor sobrecalentado: 65 bar y 450ºC
Longitud de la cañería: L = 150 m, factor fricción del caño: = 0.02
De las tablas de vapor obtenemos: v = 0.047 m3/kg y = 1 / v = 21.27 kg/m3
Caudal de vapor: Qv = Gv. V / 3600 = 200.000 x 0,047 / 3600 = 2.62 m3/sec
Adoptando una velocidad de Cv = 60 m/seg, la sección necesaria será:
F = Q / Cv = 2.62 / 60 = 0.043 m2, entonces el diámetro necesario será:
D = (4 F / 3.14)1/2 = (4 x 0.043 /3.14)1/2 = 0.234 m = 234 mm
Adoptamos un caño de 10” de material ASTM A335-Gr.P11 y Schedule 60, que tiene un espesor de t = 12.7 mm, un diámetro interno de Di = 247.6 mm y una sección transversal de F`= 0.0482 m2. Para este material la tensión admisible tomada de la tabla
A-2 para aceros de baja aleación del código B31.1 es de: adm = 96.51 MPa
La tensión de trabajo resultante en el caño será de:
= p.Di / 2(t – 0.125t) = 6.5 x 247.6 / 2 (12.7 – 0.125x12.7)
= 72.41 96.51 MPa, nos da un buen margen para desgaste por erosión
Como adoptamos un caño de una sección mayor que el calculado, verificaremos la velocidad real del vapor. Tenemos entonces
C´ = Q / F’ = 2.62 / 0.0482 = 54.35 m/seg que es aceptable
La caída de presión para flujo compresible está dado por la ecuación siguiente y para simplificar asumiremos que las presiones están dadas en kg/cm2
P = (L / Di). (C2/2g) .10-4 = 0.02 (150 / 0.247).(54.352 / 2x9.81) 21.27x10-4
Pérdida de carga en la cañería: P = 3.89 kg/cm2
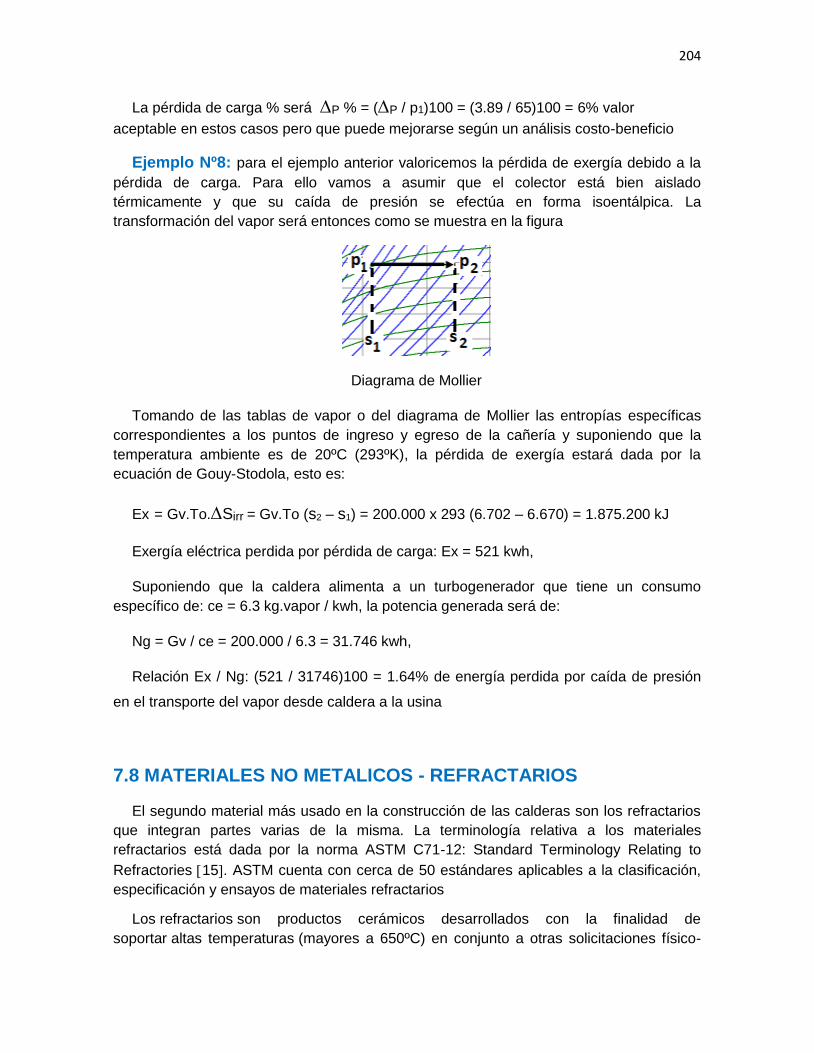
204
La pérdida de carga % será P % = (P / p1)100 = (3.89 / 65)100 = 6% valor aceptable en estos casos pero que puede mejorarse según un análisis costo-beneficio
Ejemplo Nº8: para el ejemplo anterior valoricemos la pérdida de exergía debido a la pérdida de carga. Para ello vamos a asumir que el colector está bien aislado térmicamente y que su caída de presión se efectúa en forma isoentálpica. La transformación del vapor será entonces como se muestra en la figura
Diagrama de Mollier
Tomando de las tablas de vapor o del diagrama de Mollier las entropías específicas correspondientes a los puntos de ingreso y egreso de la cañería y suponiendo que la temperatura ambiente es de 20ºC (293ºK), la pérdida de exergía estará dada por la ecuación de Gouy-Stodola, esto es:
Ex = Gv.To.Sirr = Gv.To (s2 – s1) = 200.000 x 293 (6.702 – 6.670) = 1.875.200 kJ
Exergía eléctrica perdida por pérdida de carga: Ex = 521 kwh,
Suponiendo que la caldera alimenta a un turbogenerador que tiene un consumo específico de: ce = 6.3 kg.vapor / kwh, la potencia generada será de:
Ng = Gv / ce = 200.000 / 6.3 = 31.746 kwh,
Relación Ex / Ng: (521 / 31746)100 = 1.64% de energía perdida por caída de presión
en el transporte del vapor desde caldera a la usina
7.8 MATERIALES NO METALICOS - REFRACTARIOS
El segundo material más usado en la construcción de las calderas son los refractarios que integran partes varias de la misma. La terminología relativa a los materiales refractarios está dada por la norma ASTM C71-12: Standard Terminology Relating to Refractories 15. ASTM cuenta con cerca de 50 estándares aplicables a la clasificación, especificación y ensayos de materiales refractarios
Los refractarios son productos cerámicos desarrollados con la finalidad de soportar altas temperaturas (mayores a 650ºC) en conjunto a otras solicitaciones físico-
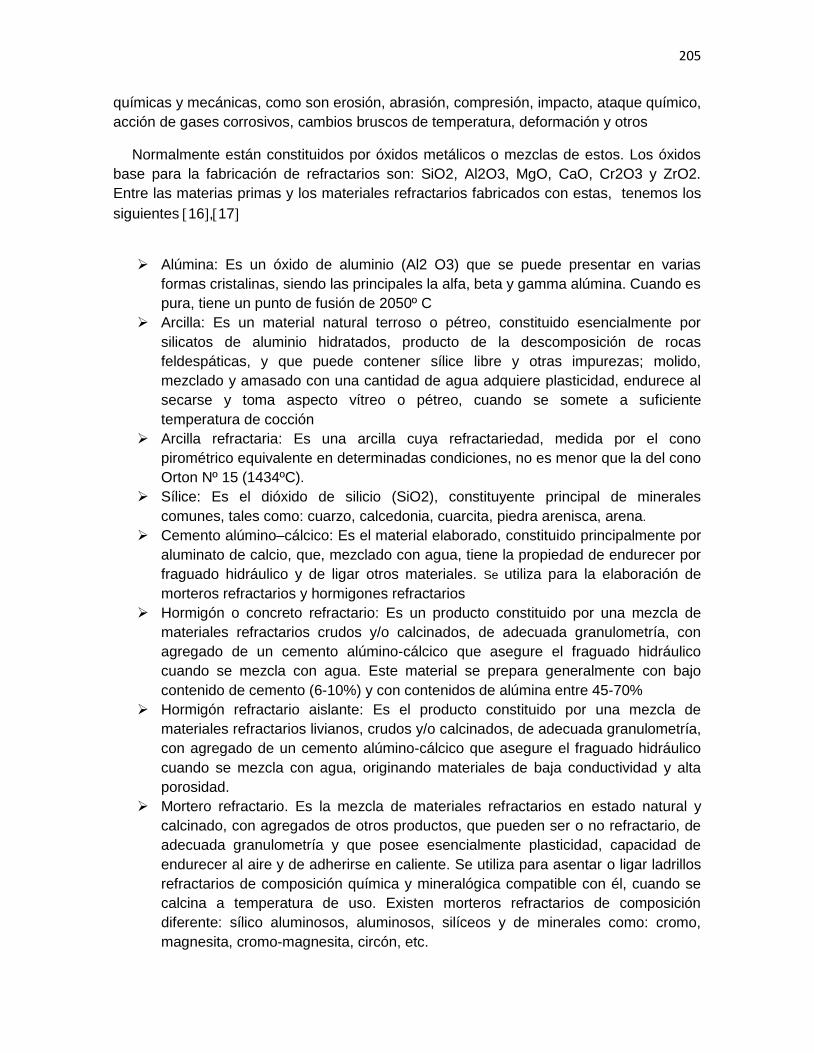
205
químicas y mecánicas, como son erosión, abrasión, compresión, impacto, ataque químico, acción de gases corrosivos, cambios bruscos de temperatura, deformación y otros
Normalmente están constituidos por óxidos metálicos o mezclas de estos. Los óxidos base para la fabricación de refractarios son: SiO2, Al2O3, MgO, CaO, Cr2O3 y ZrO2. Entre las materias primas y los materiales refractarios fabricados con estas, tenemos los siguientes 16,17
Alúmina: Es un óxido de aluminio (Al2 O3) que se puede presentar en varias formas cristalinas, siendo las principales la alfa, beta y gamma alúmina. Cuando es pura, tiene un punto de fusión de 2050º C
Arcilla: Es un material natural terroso o pétreo, constituido esencialmente por silicatos de aluminio hidratados, producto de la descomposición de rocas feldespáticas, y que puede contener sílice libre y otras impurezas; molido, mezclado y amasado con una cantidad de agua adquiere plasticidad, endurece al secarse y toma aspecto vítreo o pétreo, cuando se somete a suficiente temperatura de cocción
Arcilla refractaria: Es una arcilla cuya refractariedad, medida por el cono pirométrico equivalente en determinadas condiciones, no es menor que la del cono Orton Nº 15 (1434ºC).
Sílice: Es el dióxido de silicio (SiO2), constituyente principal de minerales comunes, tales como: cuarzo, calcedonia, cuarcita, piedra arenisca, arena.
Cemento alúmino–cálcico: Es el material elaborado, constituido principalmente por aluminato de calcio, que, mezclado con agua, tiene la propiedad de endurecer por fraguado hidráulico y de ligar otros materiales. Se utiliza para la elaboración de morteros refractarios y hormigones refractarios
Hormigón o concreto refractario: Es un producto constituido por una mezcla de materiales refractarios crudos y/o calcinados, de adecuada granulometría, con agregado de un cemento alúmino-cálcico que asegure el fraguado hidráulico cuando se mezcla con agua. Este material se prepara generalmente con bajo contenido de cemento (6-10%) y con contenidos de alúmina entre 45-70%
Hormigón refractario aislante: Es el producto constituido por una mezcla de materiales refractarios livianos, crudos y/o calcinados, de adecuada granulometría, con agregado de un cemento alúmino-cálcico que asegure el fraguado hidráulico cuando se mezcla con agua, originando materiales de baja conductividad y alta porosidad.
Mortero refractario. Es la mezcla de materiales refractarios en estado natural y calcinado, con agregados de otros productos, que pueden ser o no refractario, de adecuada granulometría y que posee esencialmente plasticidad, capacidad de endurecer al aire y de adherirse en caliente. Se utiliza para asentar o ligar ladrillos refractarios de composición química y mineralógica compatible con él, cuando se calcina a temperatura de uso. Existen morteros refractarios de composición diferente: sílico aluminosos, aluminosos, silíceos y de minerales como: cromo, magnesita, cromo-magnesita, circón, etc.
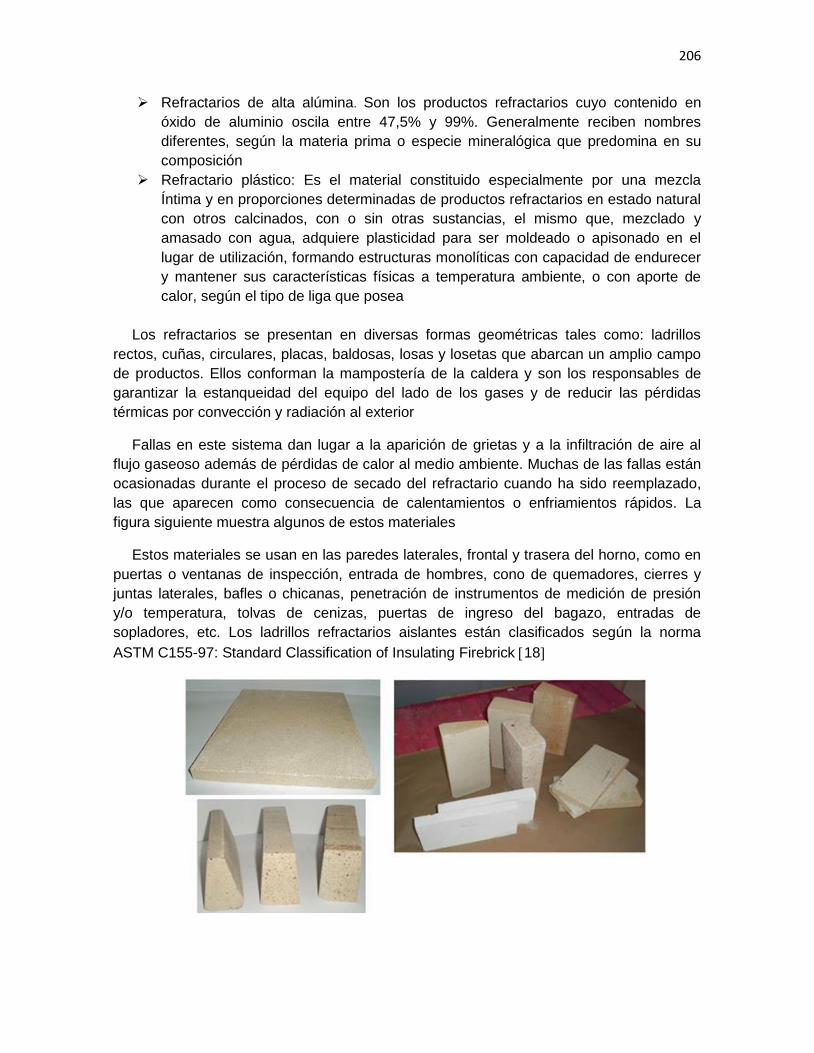
206
Refractarios de alta alúmina. Son los productos refractarios cuyo contenido en óxido de aluminio oscila entre 47,5% y 99%. Generalmente reciben nombres diferentes, según la materia prima o especie mineralógica que predomina en su composición
Refractario plástico: Es el material constituido especialmente por una mezcla Íntima y en proporciones determinadas de productos refractarios en estado natural con otros calcinados, con o sin otras sustancias, el mismo que, mezclado y amasado con agua, adquiere plasticidad para ser moldeado o apisonado en el lugar de utilización, formando estructuras monolíticas con capacidad de endurecer y mantener sus características físicas a temperatura ambiente, o con aporte de calor, según el tipo de liga que posea
Los refractarios se presentan en diversas formas geométricas tales como: ladrillos rectos, cuñas, circulares, placas, baldosas, losas y losetas que abarcan un amplio campo de productos. Ellos conforman la mampostería de la caldera y son los responsables de garantizar la estanqueidad del equipo del lado de los gases y de reducir las pérdidas térmicas por convección y radiación al exterior
Fallas en este sistema dan lugar a la aparición de grietas y a la infiltración de aire al flujo gaseoso además de pérdidas de calor al medio ambiente. Muchas de las fallas están ocasionadas durante el proceso de secado del refractario cuando ha sido reemplazado, las que aparecen como consecuencia de calentamientos o enfriamientos rápidos. La figura siguiente muestra algunos de estos materiales
Estos materiales se usan en las paredes laterales, frontal y trasera del horno, como en puertas o ventanas de inspección, entrada de hombres, cono de quemadores, cierres y juntas laterales, bafles o chicanas, penetración de instrumentos de medición de presión y/o temperatura, tolvas de cenizas, puertas de ingreso del bagazo, entradas de sopladores, etc. Los ladrillos refractarios aislantes están clasificados según la norma ASTM C155-97: Standard Classification of Insulating Firebrick 18
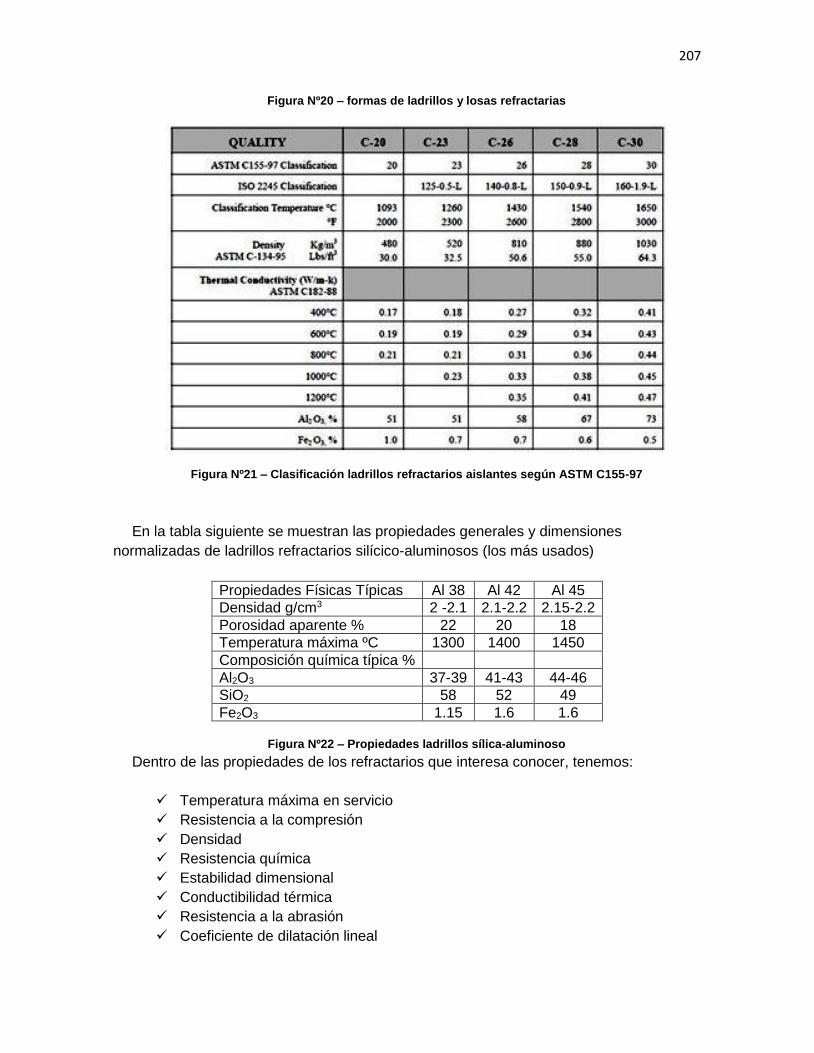
207
Figura Nº20 – formas de ladrillos y losas refractarias
Figura Nº21 – Clasificación ladrillos refractarios aislantes según ASTM C155-97
En la tabla siguiente se muestran las propiedades generales y dimensiones normalizadas de ladrillos refractarios silícico-aluminosos (los más usados)
Propiedades Físicas Típicas Al 38 Al 42 Al 45 Densidad g/cm3 2 -2.1 2.1-2.2 2.15-2.2 Porosidad aparente % 22 20 18 Temperatura máxima ºC 1300 1400 1450 Composición química típica % Al2O3 37-39 41-43 44-46 SiO2 58 52 49 Fe2O3 1.15 1.6 1.6
Figura Nº22 – Propiedades ladrillos sílica-aluminoso
Dentro de las propiedades de los refractarios que interesa conocer, tenemos:
Temperatura máxima en servicio Resistencia a la compresión Densidad Resistencia química Estabilidad dimensional Conductibilidad térmica Resistencia a la abrasión Coeficiente de dilatación lineal
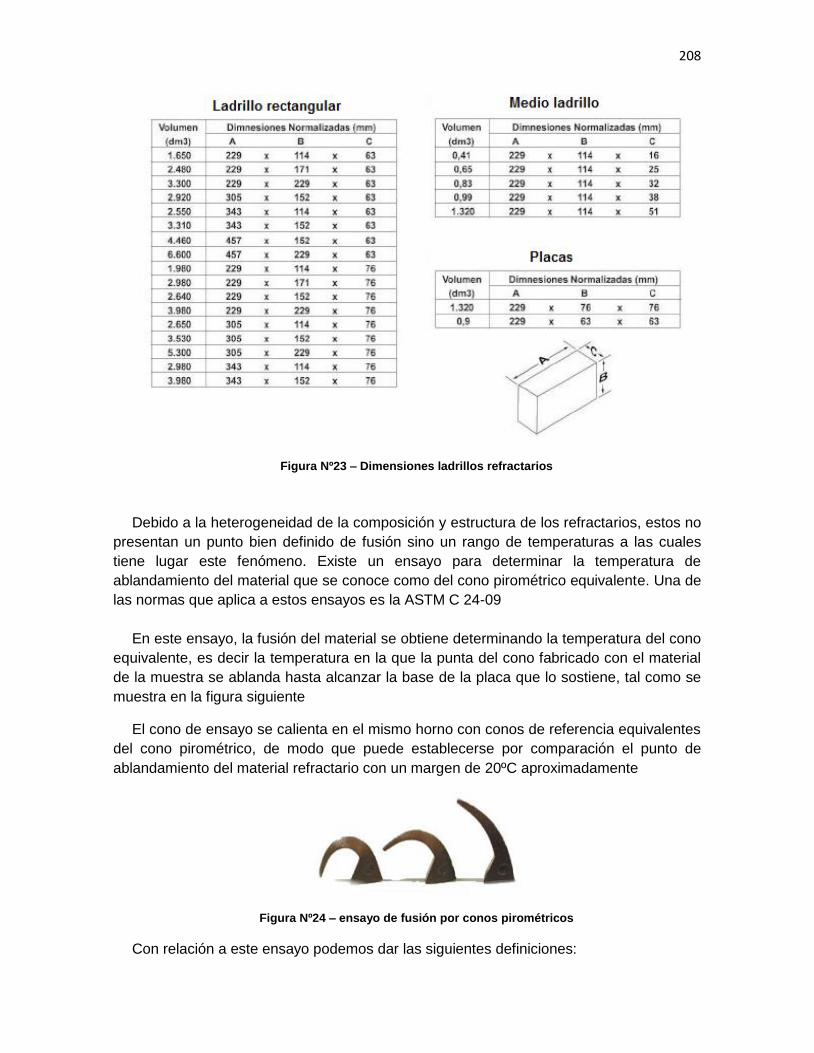
208
Figura Nº23 – Dimensiones ladrillos refractarios
Debido a la heterogeneidad de la composición y estructura de los refractarios, estos no presentan un punto bien definido de fusión sino un rango de temperaturas a las cuales tiene lugar este fenómeno. Existe un ensayo para determinar la temperatura de ablandamiento del material que se conoce como del cono pirométrico equivalente. Una de las normas que aplica a estos ensayos es la ASTM C 24-09
En este ensayo, la fusión del material se obtiene determinando la temperatura del cono
equivalente, es decir la temperatura en la que la punta del cono fabricado con el material de la muestra se ablanda hasta alcanzar la base de la placa que lo sostiene, tal como se muestra en la figura siguiente
El cono de ensayo se calienta en el mismo horno con conos de referencia equivalentes del cono pirométrico, de modo que puede establecerse por comparación el punto de ablandamiento del material refractario con un margen de 20ºC aproximadamente
Figura Nº24 – ensayo de fusión por conos pirométricos
Con relación a este ensayo podemos dar las siguientes definiciones:
209
Cono pirométrico de equivalente (C.P.E): es el cono pirométrico normal o patrón, que simultáneamente con el cono pirométrico de la muestra de ensayo toca con sus vértices la plaqueta que lo soporta, cuando se calienta a determinada velocidad
Cono pirométrico de la muestra de ensayo: Es el cono pirométrico preparado por tallado de la muestra original o por moldeo de la muestra molida y en pasta plástica, de formas y dimensiones iguales al cono pirométrico normal
Cono pirométrico normal: es una pieza moldeada con materiales refractarios en forma de pirámide trunca, de base triangular, de dimensiones normalizadas, que se identifica con un número característico equivalente a una determinada temperatura, en grados Celsius, cuando en un régimen de calentamiento, en condiciones recomendadas, el vértice de la pirámide toca la plaqueta de soporte
Cono Orton: Es un cono pirométrico desarrollado por Edward Orton Jr. y adoptado como cono patrón normalizado por Estados Unidos de Norteamérica y otros países.
Cono Seger: Es un cono pirométrico desarrollado por el profesor Hermann Seger y adoptado como patrón normalizado por Alemania y otros países. En la tabla siguiente se da la equivalencia entre el número de cono Seger y la temperatura de fusión del material
Otra propiedad de gran importancia relacionada con las pérdidas de calor por
convección y radiación a través de las paredes, es la conductividad térmica de los refractarios; que cuanto más baja sea, menor será la pérdida al medio exterior. Esta propiedad puede determinarse mediante ensayo bajo la norma ASTM C201-93: Standard Test Method for Thermal Conductivity of Refractories 19
Otros materiales aislantes que complementan a los refractarios son:
Lana mineral: en forma de colchonetas o placas que constituyen la última capa aislante previa a la cubierta protectora. Se presenta como colchoneta armada con las siguientes medidas: espesores: 25 a 120 mm, dimensiones: ancho (1 m) x largo (2 a 5 m) y densidad: 80 a 220 kg/m3. Está cubierta en la norma ASTM C553. Se puede usar en el rango de 200 y 600ºC. Como placa o paneles tiene las siguiente medidas: ancho (0.5m) x largo (1m) y con espesores entre 25-100 mm. Está cubierta en la norma ASTM C612. y se puede usar en el rango de 200 y 900ºC
Fibra cerámica: en forma de colchonetas, placas, rollos, etc. que se usan para aquellas zonas de alta temperatura en las que los refractarios no son útiles. En forma de manta se puede usar hasta 1000ºC y se presenta con densidades que van desde 64 – 160 kg/m3, con espesores desde 12.7 hasta 50 mm, ancho: 610 y 1220 mm y largos desde 3810 a 15.240 mm
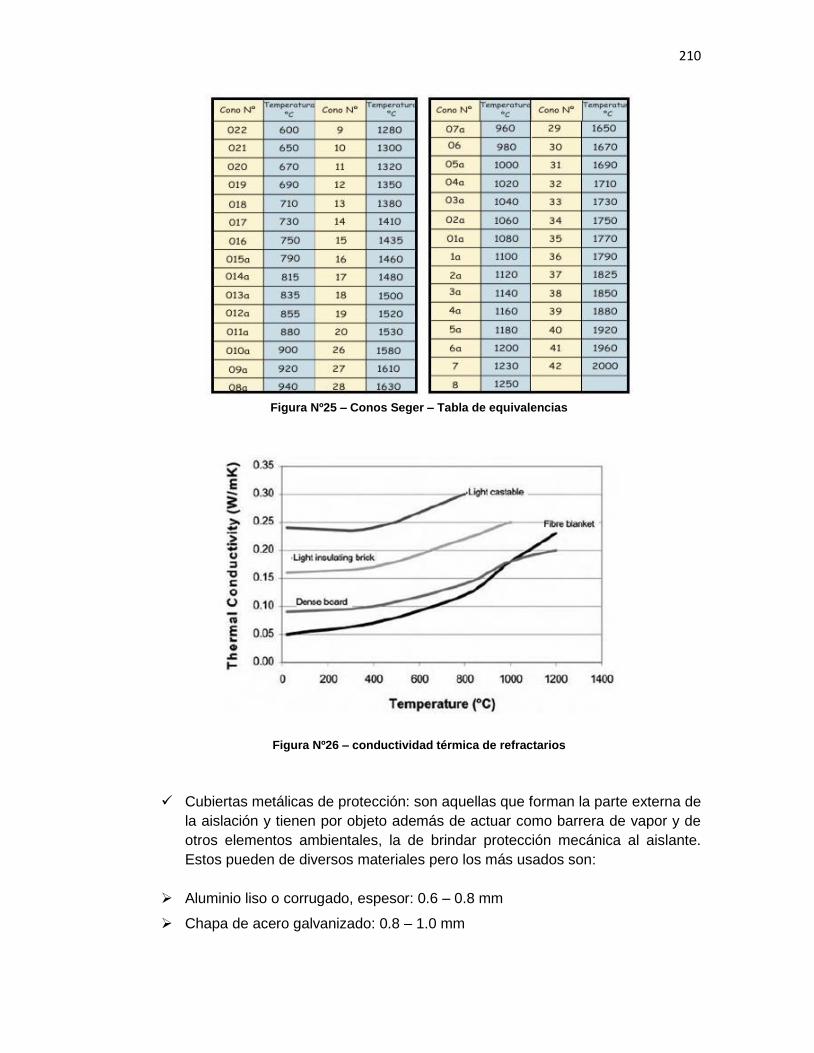
210
Figura Nº25 – Conos Seger – Tabla de equivalencias
Figura Nº26 – conductividad térmica de refractarios
Cubiertas metálicas de protección: son aquellas que forman la parte externa de
la aislación y tienen por objeto además de actuar como barrera de vapor y de otros elementos ambientales, la de brindar protección mecánica al aislante. Estos pueden de diversos materiales pero los más usados son:
Aluminio liso o corrugado, espesor: 0.6 – 0.8 mm
Chapa de acero galvanizado: 0.8 – 1.0 mm

211
7.9 INSTALACION DE MATERIALES REFRACTARIOS
En las calderas antiguas el hogar está formado por paredes totalmente refractarias o bien por paredes de agua con un paso (distancia entre centros de tubos) entre 1.5 a 2xdiámetro del tubo. En cambio, en las calderas modernas los tubos del hogar son tangentes, lo que da lugar a una pared metálica totalmente estanca.
Las necesidades de aislación en un caso u otro, es claro que serán distintas. En las figuras siguientes podemos ver la ejecución de las aislaciones refractarias en cada tipo de hogar
Figura Nº27 – montaje de refractarios y aislantes en el hogar
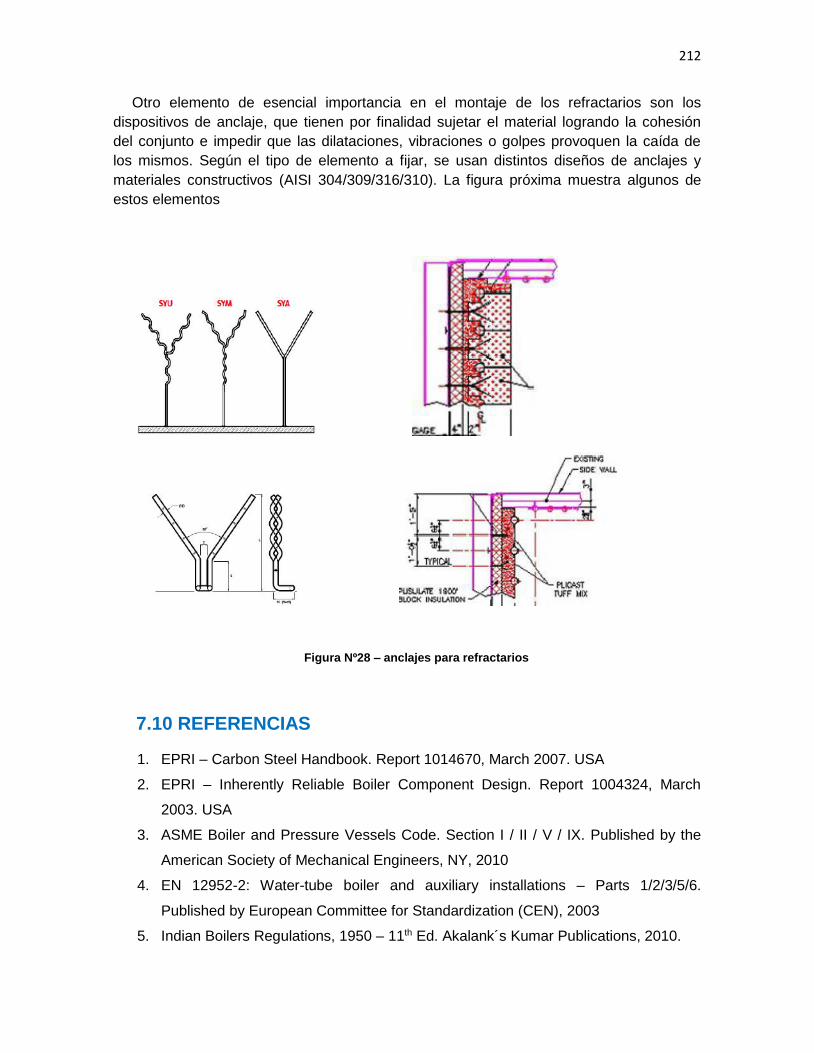
212
Otro elemento de esencial importancia en el montaje de los refractarios son los dispositivos de anclaje, que tienen por finalidad sujetar el material logrando la cohesión del conjunto e impedir que las dilataciones, vibraciones o golpes provoquen la caída de los mismos. Según el tipo de elemento a fijar, se usan distintos diseños de anclajes y materiales constructivos (AISI 304/309/316/310). La figura próxima muestra algunos de estos elementos
Figura Nº28 – anclajes para refractarios
7.10 REFERENCIAS
1. EPRI – Carbon Steel Handbook. Report 1014670, March 2007. USA
2. EPRI – Inherently Reliable Boiler Component Design. Report 1004324, March
2003. USA
3. ASME Boiler and Pressure Vessels Code. Section I / II / V / IX. Published by the
American Society of Mechanical Engineers, NY, 2010
4. EN 12952-2: Water-tube boiler and auxiliary installations – Parts 1/2/3/5/6.
Published by European Committee for Standardization (CEN), 2003
5. Indian Boilers Regulations, 1950 – 11th Ed. Akalank´s Kumar Publications, 2010.
213
6. French David – Creep and creep failure. Edit.National Board Bulletin, July 1991 –
7. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
8. French David – Materials considerations in boiler design. Technical Publication of
Babcock Power Inc, 002 RPI, 1982, USA
9. Ganapathy V. – Waste Heat Boilers Deskbook,2nd Ed. Published by Fairmont Press
Inc, 1991, USA
10. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
11. EN 10217- 2. Tubos soldados eléctricamente, aleados y no aleados con
especificadas propiedades para uso a altas temperaturas. Published by European
Committee for Standardization (CEN), 2002
12. Bringas John. Handbook of Comparative World Steel Standards, 3th. Edit. by
ASTM, August, 2004. USA
13. Bannantine Juli et.al - Fundamentals Metal Fatigue Analysis. Edit. Prentice Hall,
1991 – USA
14. Liu Alan - Mechanics and Mechanisms of Fracture. An Introduction. Edit. ASM
International, August 2005 – USA
15. ASTM C71-12: Standard Terminology Relating to Refractories. Edit. ASTM
International, West Conshohocken, PA, 2012
16. Schacht Charles - Refractories Handbook. Edit.Marcel Dekker Inc, 2004. USA
17. Carniglia Stephen – Handbook of Industrial-Refractories Technology. Edit. Noyes
Publications, 1992 – USA
18. ASTM C155-97: Standard Classification of Insulating Firebrick. Edit. ASTM
International, West Conshohocken, PA, 2012
19. ASTM C201-93: Standard Test Method for Thermal Conductivity of Refractories.
Edit. ASTM International, West Conshohocken, PA, 2012
20. Rayaprolu Kumar - Boilers for power and process. Edit.CRC, 2009, USA
21. Elevated temperature properties of carbon steels – ASTM Special Technical
Publication Nº180, 1970 - USA
22. Elevated temperature properties of wrought medium carbon alloy steel - ASTM
Special Technical Publication Nº199, 1972 - USA
23. API 530 - Calculation of Heater-tube Thickness in Petroleum Refineries, 6th edition,
2008. Annex E, Stress Curves (SI units)
214
24. API 579-1/ASME FFS-1: Fitness for service, 2th, 2007 – Annex F: Materials
Properties for A FFS assessment
25. Wiswanathan R.: Damage mechanism and life assessment of high-temperature
components, 2th. Edit.ASM International, 1993
26. Wiswanathan R.: Creep resistant steels. Edit. CRC Press, 2008
27. ASME B31.1 – Power Piping, edit.2014. Edit.ASME
28. Herning Frizt – Transporte de fluidos por tuberías. Edit Labor SA, 1975
29. Rizhkin V.Ya – Centrales Termoeléctricas, tomo II. Edit. Mir, 1979
30. Silva Telles Pedro – Tabelas e gráficos para projeto de tubulaçoes, 2edición. Edit.
Internciencia, Brasil,1978
31. NEMA SM 23-199: Steam turbine for mechanical drive service
32. Peng L.C.et al- Pipe stress engineering. Edit.ASME Press, 2009
33. Silva Telles Pedro - Tubulaçoes Industriais – Cálculo, 9 edicion. Edit. LTC, 2006.
Brasil
34. Filho França José - Manual para análise de tensoes de tubulaçoes industriais –
flexiblidade. Edit. LTC, 2013 – Brasil
35. Alderetes Carlos: Aislaciones térmicas industriales. Curso de capacitación para
CTI Solari y Asociados, Bs.As., Argentina, 2013 / 14
7.11 WEBSITE
www.iram.org.ar
www.icontec.org
www.plibrico.com
www.erecos.com
www.suinsa.com.ar
www.morganthermalceramics.com
www.silicon-usa.com
www.astm.org
www.asme.org
www.epri.com
www.nationalboard.org
www.caldema.com.br
www.thermaxindia.com.in
www.mellorgoodwin.com
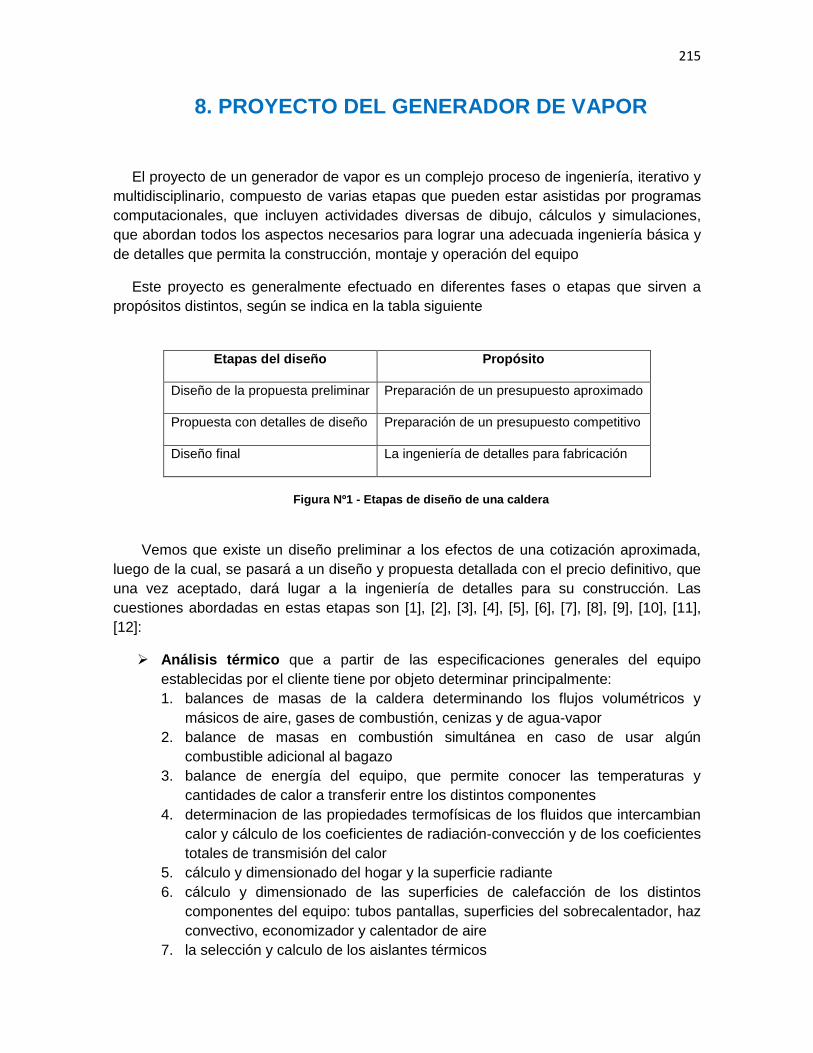
215
8. PROYECTO DEL GENERADOR DE VAPOR
El proyecto de un generador de vapor es un complejo proceso de ingeniería, iterativo y multidisciplinario, compuesto de varias etapas que pueden estar asistidas por programas computacionales, que incluyen actividades diversas de dibujo, cálculos y simulaciones, que abordan todos los aspectos necesarios para lograr una adecuada ingeniería básica y de detalles que permita la construcción, montaje y operación del equipo
Este proyecto es generalmente efectuado en diferentes fases o etapas que sirven a propósitos distintos, según se indica en la tabla siguiente
Figura Nº1 - Etapas de diseño de una caldera
Vemos que existe un diseño preliminar a los efectos de una cotización aproximada,
luego de la cual, se pasará a un diseño y propuesta detallada con el precio definitivo, que una vez aceptado, dará lugar a la ingeniería de detalles para su construcción. Las cuestiones abordadas en estas etapas son [1], [2], [3], [4], [5], [6], [7], [8], [9], [10], [11], [12]:
Análisis térmico que a partir de las especificaciones generales del equipo establecidas por el cliente tiene por objeto determinar principalmente: 1. balances de masas de la caldera determinando los flujos volumétricos y
másicos de aire, gases de combustión, cenizas y de agua-vapor 2. balance de masas en combustión simultánea en caso de usar algún
combustible adicional al bagazo 3. balance de energía del equipo, que permite conocer las temperaturas y
cantidades de calor a transferir entre los distintos componentes 4. determinacion de las propiedades termofísicas de los fluidos que intercambian
calor y cálculo de los coeficientes de radiación-convección y de los coeficientes totales de transmisión del calor
5. cálculo y dimensionado del hogar y la superficie radiante 6. cálculo y dimensionado de las superficies de calefacción de los distintos
componentes del equipo: tubos pantallas, superficies del sobrecalentador, haz convectivo, economizador y calentador de aire
7. la selección y calculo de los aislantes térmicos
Etapas del diseño Propósito
Diseño de la propuesta preliminar Preparación de un presupuesto aproximado
Propuesta con detalles de diseño Preparación de un presupuesto competitivo
Diseño final La ingeniería de detalles para fabricación
216
8. las diferentes pérdidas de energía y las formas de reducirlas
Análisis fluidodinámico, hoy asistido por herramientas computacionales CFD (computational fluid dynamics) que tiene por objeto: 1. simular y analizar la distribución de los flujos de aire, gases de combustión,
agua y vapor a través de las secciones de pasaje 2. optimizar el dimensionado de ductos de aire y gases 3. diseñar y optimizar la inyección y distribución del aire primario-secundario 4. simular, analizar y chequear la adecuada circulación natural del agua a través
del downcomer y paredes de agua del hogar 5. fijar las velocidades de escurrimiento de aire y gases y las caídas de presión a
traves de las areas de circulación como así también para el agua y vapor 6. estudiar fenómenos de vibración ocasionados por el flujo de fluídos 7. comprobar la ausencia de zonas de probables desgaste erosivo 8. dimensionar los equipos de suministro de aire y evacuación de gases de
combustión (ventiladores de aire forzado y de tiro inducido) 9. selección del equipo de agua de alimentación 10. dimensionar los dispositivos de separación y recoleccion de partículas en
gases de combustión 11. dimensionado de la chimenea y su dispersión de partículas
Análisis mecánico, este incluye básicamente 1. Selección de los materiales constructivos con que se fabricarán las distintas partes
del generador de vapor previendo las temperaturas de trabajo a las que estarán sometidas y los diferentes mecanismos de desgaste que pudieran estar presentes,
2. dimensionar los componentes bajo los diferentes estados de cargas y tensiones que solicitan a estos elementos, tanto estáticas como dinámicas. En este proceso los materiales y su dimensionado estarán condicionados por las temperaturas de trabajo, el fenómeno de creep y la fatiga de los mismos
3. chequear las deformaciones y fuerzas resultantes de los efectos térmicos y mecánicos sobre los distintos elementos estructurales y las formas de compensarlas
4. diseñar y dimensionar la forma en que será sustentada la caldera y las demas partes constituyentes (apoyada o suspendida)
5. analizar y comprobar por el método de elementos finitos (Finite Element Method - FEM) la distribución de las temperaturas de las paredes metálicas en zonas críticas y las tensiones que ocasionan
6. establecer las técnicas constructivas de soldadura de los distintos elementos, su control de calidad, inspecciones y ensayos según el estándar adoptado (ASME, EN o IR)
7. cálculo y dimensionado de equipos auxiliares para la alimentación de combustible al hogar
8. dimensionado de los dispositivo de evacuación de las cenizas del hogar
217
9. seleccionar los dispositivos de alivio de presión en los distintos componentes que lo requieran (domo, sobrecalentador y economizador)
Análisis civil, que incluye entre otras cosas 1. Cálculo y dimensionado de las fundaciones necesarias 2. Cálculo y dimensionado de las estructuras de la caldera y equipos auxiliares 3. Verificación a las cargas sísmicas y las acciones del viento 4. Aspectos constructivos de las paredes refractarias diversas
Análisis de la instrumentación y control, que define entre otros ítems 1. Las variables que serán medidas y registradas 2. Variables a ser controladas 3. Tipo y filosofía del sistema de control 4. Sistema de gestión de quemadores (BMS) 5. Diagramas de lógica 6. Desarrollo de P&ID 7. Montaje de instrumentos y típicos de instalación 8. Procedimientos de seguridad y alertas
Análsis eléctrico-electrónico, que incluye 1. Definir los requerimientos de potencias, voltajes, etc de los equipos 2. Diagrama unifilar 3. Distribución de energía electrica a los equipos e instalaciones involucradas 4. Diseño y ubicación de tableros de mando y control 5. Cuadro general de interruptores de maniobra y protección electrica 6. Definir los enclavamientos necesarios establecidos en las prácticas operativas
para la puesta en marcha y paradas de normales y de emergencia
Análisis ambiental, que involucra 1. Determinacion de los efluentes sólidos, liquidos y gaseosos 2. Cálculo y diseño de instalaciones de extracción de cenizas y escorias de tolvas 3. Lavado y separacion de cenizas en gases de escape (scrubbers, ciclones, etc) 4. Sistemas de recuperación de calor de purgas
Análsis operacional y de seguridad, que incluye 1. Analisis de riesgos potenciales 2. Medidas de prevención de riesgos 3. Prácticas de puesta en marcha (startup) y parada del equipo(shutdown) 4. Operación normal y recomendaciones principales 5. Paradas de emergencias
Análisis de montaje, que define 1. Cronograma de montaje 2. Secuencia de armado
218
3. Análisis de interferencias 4. Recursos necesarios 5. Análisis de riesgo 6. Controles y ensayos de calidad
Análisis de calidad / trazabilidad que exige 1. Definición del plan de calidad según requerimientos del código de construcción
adoptado (ASME Seccion I, V y IX) 2. Establecer las inspecciones y ensayos antes y durante la fabricación del equipo y
partes componentes y en el montaje 3. Registro de todas las actividades de control de calidad 4. Acompañamiento de todas las actividades de precommissioning y commissioning
establecidas y acordadas con el el cliente 5. Manejo de no conformidades según el sistema de gestión de calidad adoptado
Ensayos de aceptación del equipo, que incluye 1. Pruebas de performance según el código acordado entre el proveedor y el cliente
para comprobar el funcionamiento y el cumplimiento de los parámetros operativos garantizados, tales como la capacidad, rendimiento, temperatura de vapor, etc
Estas actividades y otras más, conforman una larga lista de trabajos que deben ser
efectuados por los fabricantes para la entrega del equipo al cliente. Recepcionado el mismo y vencido el plazo de garantías, todos los defectos o problemas que surgieran pasan a depender exclusivamente del cliente y es por ello que es muy importante contar con la mayor información posible para poder no sólo asegurar una adecuada y eficiente operación sino también mejorar su desempeño [13], [14]
La mayoría de los usuarios de calderas no disponen de las herramientas de cálculo y simulación con que cuentan los fabricantes y es por esto que resulta imprescindible conocer los aspectos fundamentales que rigen el proyecto de estos equipos para evaluar la operación de manera más exacta. Conocer más profundamente estos temas resulta importante también, dado que en un marco de gran competitividad entre fabricantes de calderas, se estará en mejores condiciones de evaluar técnicamente sus propuestas o bien especificar más claramente determinados aspectos que puedan ser de interés para el usuario de la caldera
Si bien el hombre de planta no tiene los recursos ingenieriles del diseño, tiene a su
favor de contar con el mayor tiempo de observación y operación del equipo y poder certificar por vía de la experiencia, el cumplimiento de los supuestos o hipótesis asumidos en el diseño, pues errores en la etapa del proyecto y defectos producidos en las etapas de fabricación o montaje, pueden ser causantes de algunos problemas
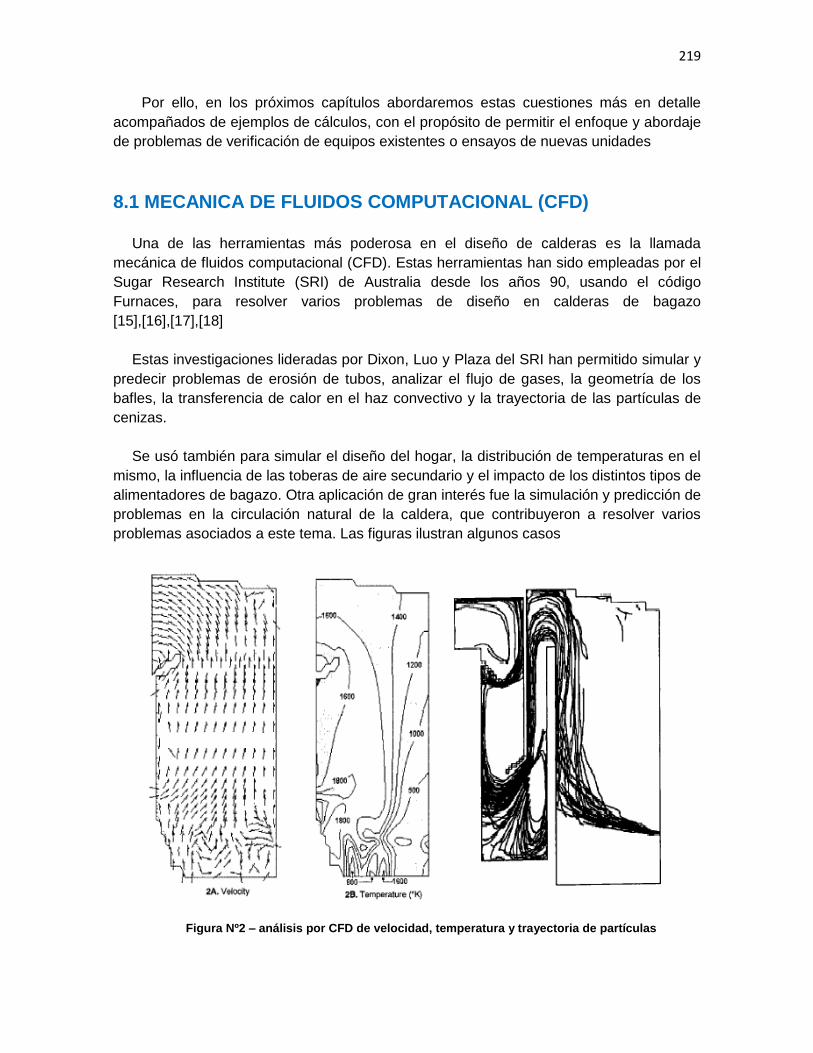
219
Por ello, en los próximos capítulos abordaremos estas cuestiones más en detalle acompañados de ejemplos de cálculos, con el propósito de permitir el enfoque y abordaje de problemas de verificación de equipos existentes o ensayos de nuevas unidades
8.1 MECANICA DE FLUIDOS COMPUTACIONAL (CFD)
Una de las herramientas más poderosa en el diseño de calderas es la llamada mecánica de fluidos computacional (CFD). Estas herramientas han sido empleadas por el Sugar Research Institute (SRI) de Australia desde los años 90, usando el código Furnaces, para resolver varios problemas de diseño en calderas de bagazo [15],[16],[17],[18]
Estas investigaciones lideradas por Dixon, Luo y Plaza del SRI han permitido simular y
predecir problemas de erosión de tubos, analizar el flujo de gases, la geometría de los bafles, la transferencia de calor en el haz convectivo y la trayectoria de las partículas de cenizas.
Se usó también para simular el diseño del hogar, la distribución de temperaturas en el
mismo, la influencia de las toberas de aire secundario y el impacto de los distintos tipos de alimentadores de bagazo. Otra aplicación de gran interés fue la simulación y predicción de problemas en la circulación natural de la caldera, que contribuyeron a resolver varios problemas asociados a este tema. Las figuras ilustran algunos casos
Figura Nº2 – análisis por CFD de velocidad, temperatura y trayectoria de partículas
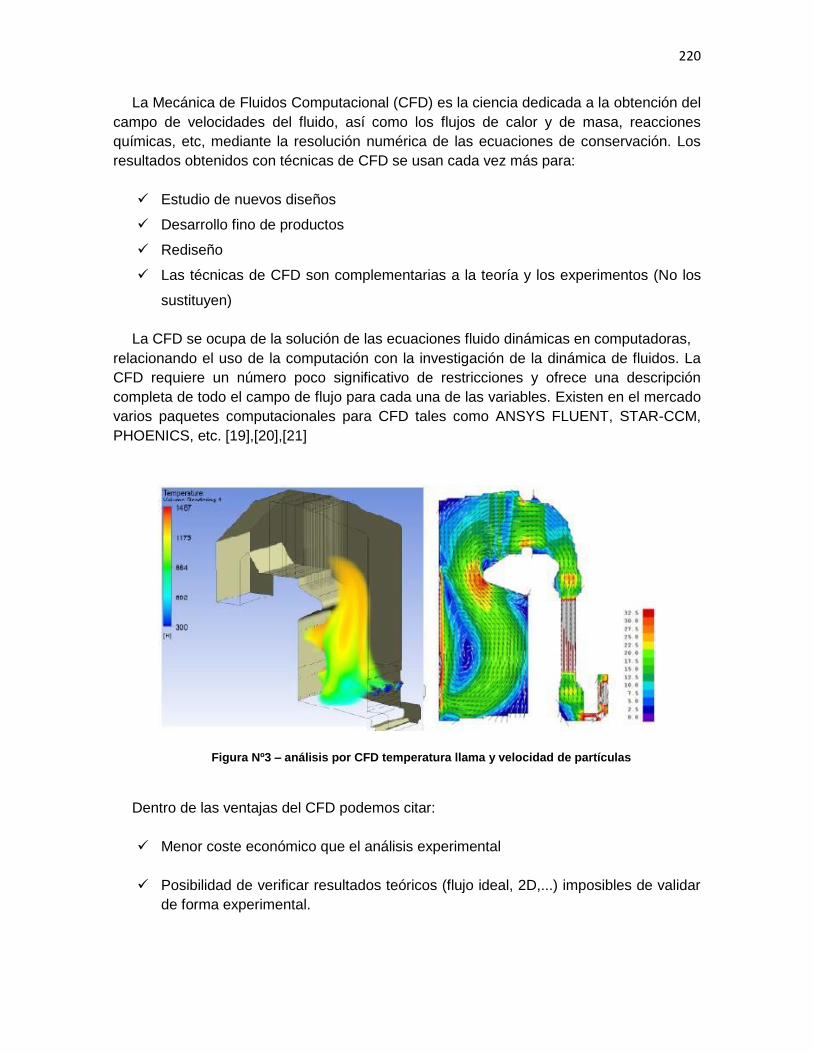
220
La Mecánica de Fluidos Computacional (CFD) es la ciencia dedicada a la obtención del campo de velocidades del fluido, así como los flujos de calor y de masa, reacciones químicas, etc, mediante la resolución numérica de las ecuaciones de conservación. Los resultados obtenidos con técnicas de CFD se usan cada vez más para:
Estudio de nuevos diseños
Desarrollo fino de productos
Rediseño
Las técnicas de CFD son complementarias a la teoría y los experimentos (No los
sustituyen)
La CFD se ocupa de la solución de las ecuaciones fluido dinámicas en computadoras, relacionando el uso de la computación con la investigación de la dinámica de fluidos. La CFD requiere un número poco significativo de restricciones y ofrece una descripción completa de todo el campo de flujo para cada una de las variables. Existen en el mercado varios paquetes computacionales para CFD tales como ANSYS FLUENT, STAR-CCM, PHOENICS, etc. [19],[20],[21]
Figura Nº3 – análisis por CFD temperatura llama y velocidad de partículas
Dentro de las ventajas del CFD podemos citar:
Menor coste económico que el análisis experimental
Posibilidad de verificar resultados teóricos (flujo ideal, 2D,...) imposibles de validar
de forma experimental.
221
Suministra información completa 3D del campo de velocidades presiones y demás variables de velocidades, presiones y demás variables dependientes.
Avances de los soportes informáticos permiten afrontar problemas de mecánica de fluidos cada vez más complejos.
Esta herramienta seguramente está adoptada por las firmas líderes del mercado
latinoamericano de calderas
8.2 REFERENCIAS
1. Toupin Kevin et al: Pressure parts replacement in-kind, upgrade, redesign. Whats
are yours options and how do you make the right decision?. Paper of Riley Power
Inc, presented at Power-Gen International, 2005, La Vegas, USA. Disponible en
www.babcockpower.com
2. Tiley R. et al: State of the art boiler design for high reliability under cycling
operation. EPRI Technical Report Nº1009914, 2004. Edit.EPRI, USA
3. Reznikov M.I et.al – Steam boilers of thermal power station. Edit.Mir, 1985
4. EN 12952-Part.3-2003: Water-tube boilers and auxiliary installations. Design and
calculation of pressure parts. Edit. by CEN; 2003
5. Mellor Goodwin SA – Diseño y Operación de Calderas de Vapor. Curso
organizado por la Universidad Tecnológica Nacional, Facultad Regional Tucumán
(UTN), Argentina, Agosto de 1983
6. Davidis E. et al – Diseño y Selección de Calderas para Combustibles Celulósicos –
Calderas Salcor Caren SA. Curso organizado por la Universidad Tecnológica
Nacional, Facultad Regional Tucumán, Argentina, Agosto de 1983
7. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
8. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991, U.S.
9. Ganapathy V. – Industrial Boilers and Heat Recovery Steam Generators. Edit.
Marcel Dekker Inc, 2003, U.S.
10. Effenberger Helmut: Dampferzeugung. Edit. Springer Verlag, 2000
222
11. Boyko E. et al.: Diseño térmico de calderas (en ruso) - Тепловой расчет парового
котла. Edit. IPC KSTU, 2005
12. ASME Boiler and Pressure Vessels Code. Section I: Rules for Construction of
Power Boilers. Published by the American Society of Mechanical Engineers, NY,
2010
13. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
14. Singer Joseph: Combustion fossil power. Edit.Combustion Engineering, 1991, USA
15. Dixon Terry et al: Prediction of erosion in the convection tube banks of boilers.
Proceedings of ASSCT, 1995, pp307-316
16. Dixon Terry et al: Options for upgrading bagasse furnace performance.
Proceedings of ASSCT, 1995, pp317-324
17. Luo M. et al: Modelling combustion in corner-fired sugar mills boilers. Proceedings
of ASSCT, 1997, pp466-472
18. Plaza F. et al: Improved estimates of boiler performance by combining empirical
and CFD models. Proceedings of ASSCT, Vol.28, 2006
19. Gupta Devkumar et al: Computational modeling of pulverized coal fire boilers. Edit.
CRC Press, 2015
20. Cebeci Tuncer et al: CFD for Engineers. Edit. Springer Verlag, 2005
21. Amano R. et al: Computational Fluid Dynamics and Heat Transfer. Edit.Wit Press,
2011, USA
223
9. DISEÑO TERMICO DEL GENERADOR DE VAPOR
El diseño térmico del generador de vapor comprende básicamente, el cálculo y
dimensionado de los siguientes items:
Determinación de la energía ingresante Cálculo de las pérdidas de energía Determinación del rendimiento térmico Diseño del hogar Diseño de tubos pantallas Diseño del sobrecalentador Diseño del dispositivo de atemperación del vapor Diseño del haz convectivo Transferencia de calor por cavidades Diseño del economizador primario o secundario según sea haga el proceso en una
o dos etapas de precalentamiento del agua de alimentación Diseño del calentador de aire primario o secundario según sea haga el proceso en
una o dos etapas de precalentamiento del aire de combustión Cálculo y verificación de la temperatura del metal en partes varias Verificar que las velocidades masicas sean las adecuadas y que las caidas de
presion a traves de los distintos componentes se mantengan en valores razonables
Es importante recalcar que los análisis que desarrollaremos, servirán como herramientas de estudio y verificación del comportamiento de los equipos operados. Pueden servir también para recálculos de equipos existentes, tal es el caso cuando se desea hacer el revamping o retrofitting de los mismos
El proyecto en general consistirá en determinar las variaciones de temperatura a lo largo del equipo, determinando el calor transferido entre las distintas partes y dimensionando las superficies de calefacción necesarias. Efectuado esto, se harán las verificaciones desde el punto de vista fluidodinámico para asegurar que las pérdidas de carga se hallen dentro de los intervalos establecidos. Luego habrá que cumplir con el diseño mecánico e hidráulico
Es claro que esta partición del salto térmico en la caldera dependerá de las
temperaturas establecidas para cada componente. Por ejemplo, la temperatura de los gases a la salida del equipo deberá tener un valor tal que la pérdida por calor sensible se encuentre dentro del valor asignado al fijar el rendimiento de la caldera
En la figura siguiente tenemos las variaciones de temperatura a lo largo de una caldera
de diseño tradicional Como podemos ver, la caída de temperatura debe particionarse de forma tal de cumplir en cada etapa con el propósito buscado en cada componente. Es
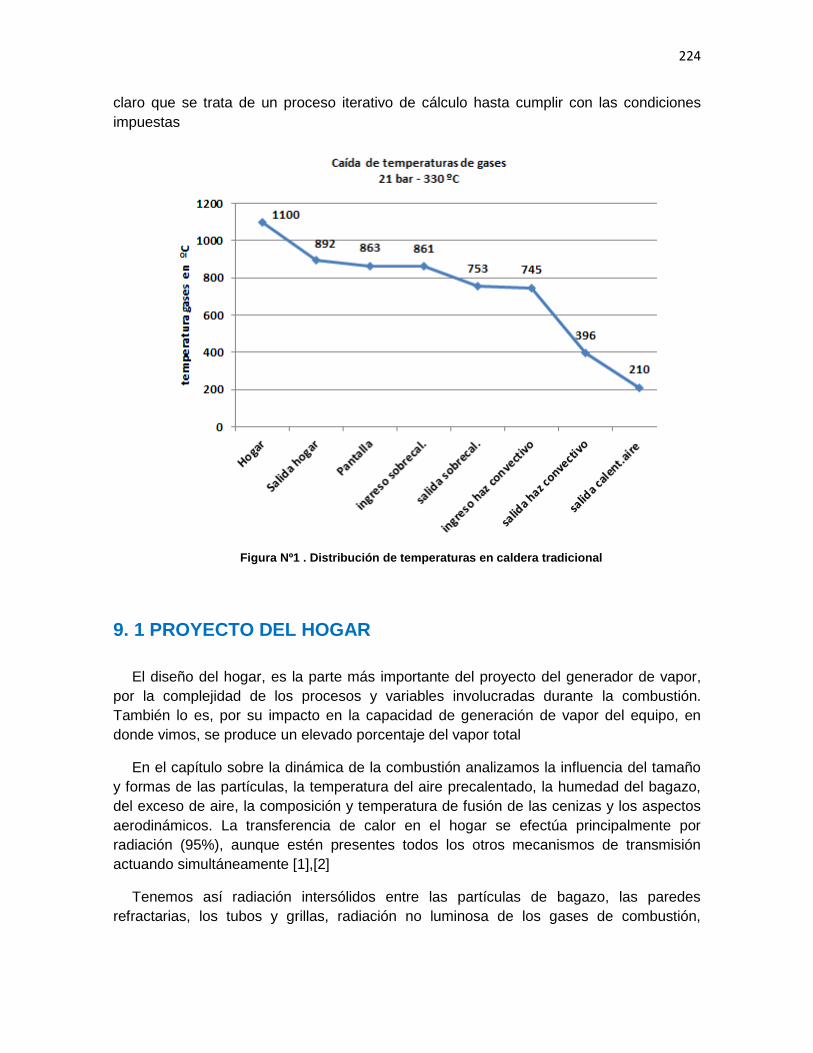
224
claro que se trata de un proceso iterativo de cálculo hasta cumplir con las condiciones impuestas
Figura Nº1 . Distribución de temperaturas en caldera tradicional
9. 1 PROYECTO DEL HOGAR
El diseño del hogar, es la parte más importante del proyecto del generador de vapor, por la complejidad de los procesos y variables involucradas durante la combustión. También lo es, por su impacto en la capacidad de generación de vapor del equipo, en donde vimos, se produce un elevado porcentaje del vapor total
En el capítulo sobre la dinámica de la combustión analizamos la influencia del tamaño y formas de las partículas, la temperatura del aire precalentado, la humedad del bagazo, del exceso de aire, la composición y temperatura de fusión de las cenizas y los aspectos aerodinámicos. La transferencia de calor en el hogar se efectúa principalmente por radiación (95%), aunque estén presentes todos los otros mecanismos de transmisión actuando simultáneamente [1],[2]
Tenemos así radiación intersólidos entre las partículas de bagazo, las paredes refractarias, los tubos y grillas, radiación no luminosa de los gases de combustión,
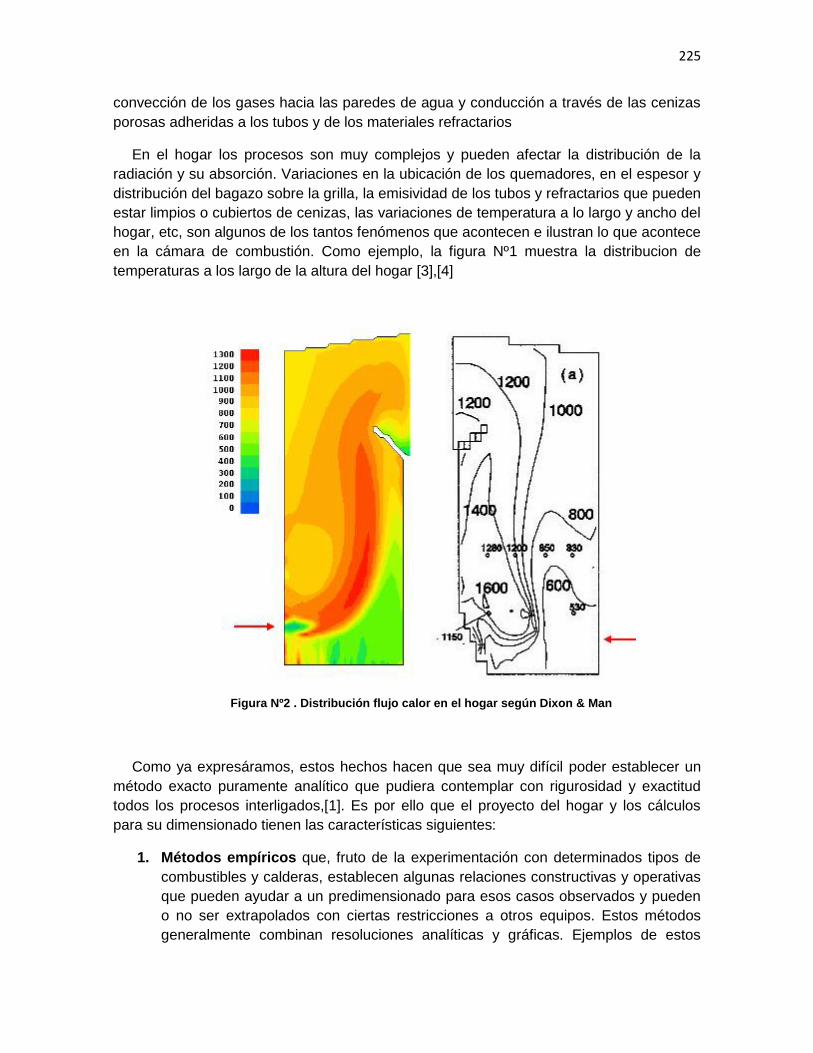
225
convección de los gases hacia las paredes de agua y conducción a través de las cenizas porosas adheridas a los tubos y de los materiales refractarios
En el hogar los procesos son muy complejos y pueden afectar la distribución de la radiación y su absorción. Variaciones en la ubicación de los quemadores, en el espesor y distribución del bagazo sobre la grilla, la emisividad de los tubos y refractarios que pueden estar limpios o cubiertos de cenizas, las variaciones de temperatura a lo largo y ancho del hogar, etc, son algunos de los tantos fenómenos que acontecen e ilustran lo que acontece en la cámara de combustión. Como ejemplo, la figura Nº1 muestra la distribucion de temperaturas a los largo de la altura del hogar [3],[4]
Figura Nº2 . Distribución flujo calor en el hogar según Dixon & Man
Como ya expresáramos, estos hechos hacen que sea muy difícil poder establecer un método exacto puramente analítico que pudiera contemplar con rigurosidad y exactitud todos los procesos interligados,[1]. Es por ello que el proyecto del hogar y los cálculos para su dimensionado tienen las características siguientes:
1. Métodos empíricos que, fruto de la experimentación con determinados tipos de combustibles y calderas, establecen algunas relaciones constructivas y operativas que pueden ayudar a un predimensionado para esos casos observados y pueden o no ser extrapolados con ciertas restricciones a otros equipos. Estos métodos generalmente combinan resoluciones analíticas y gráficas. Ejemplos de estos
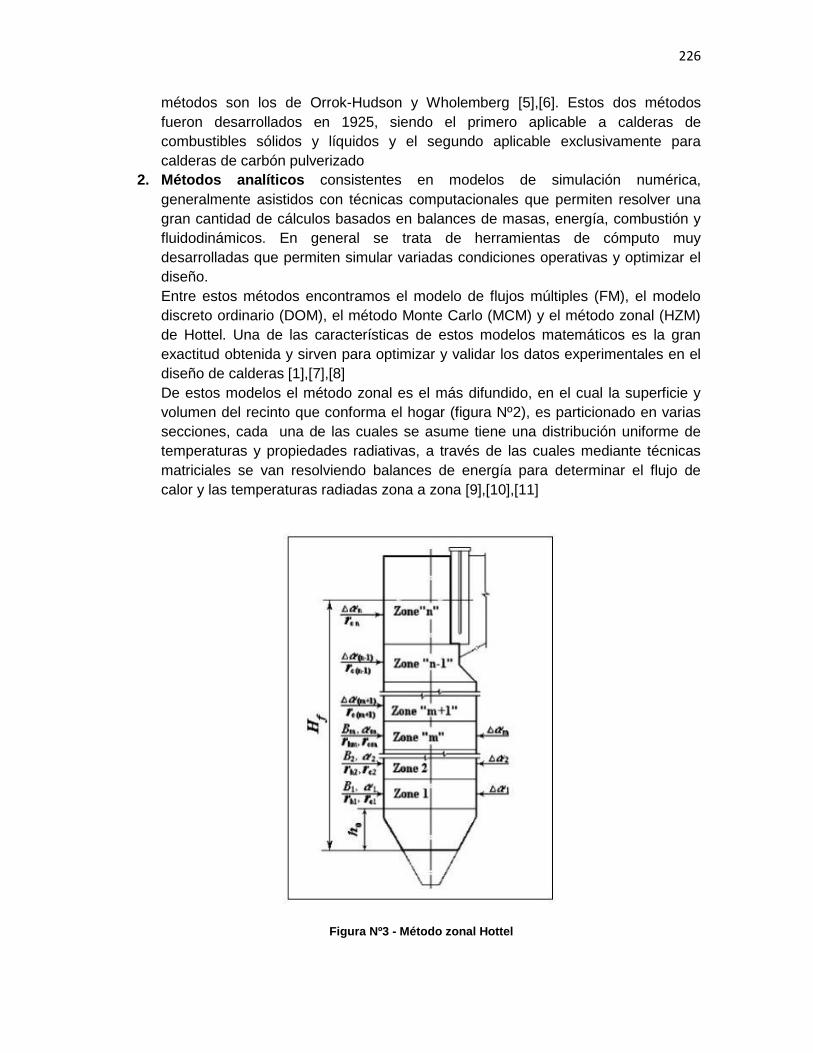
226
métodos son los de Orrok-Hudson y Wholemberg [5],[6]. Estos dos métodos fueron desarrollados en 1925, siendo el primero aplicable a calderas de combustibles sólidos y líquidos y el segundo aplicable exclusivamente para calderas de carbón pulverizado
2. Métodos analíticos consistentes en modelos de simulación numérica, generalmente asistidos con técnicas computacionales que permiten resolver una gran cantidad de cálculos basados en balances de masas, energía, combustión y fluidodinámicos. En general se trata de herramientas de cómputo muy desarrolladas que permiten simular variadas condiciones operativas y optimizar el diseño. Entre estos métodos encontramos el modelo de flujos múltiples (FM), el modelo discreto ordinario (DOM), el método Monte Carlo (MCM) y el método zonal (HZM) de Hottel. Una de las características de estos modelos matemáticos es la gran exactitud obtenida y sirven para optimizar y validar los datos experimentales en el diseño de calderas [1],[7],[8] De estos modelos el método zonal es el más difundido, en el cual la superficie y volumen del recinto que conforma el hogar (figura Nº2), es particionado en varias secciones, cada una de las cuales se asume tiene una distribución uniforme de temperaturas y propiedades radiativas, a través de las cuales mediante técnicas matriciales se van resolviendo balances de energía para determinar el flujo de calor y las temperaturas radiadas zona a zona [9],[10],[11]
Figura Nº3 - Método zonal Hottel
227
3. Métodos mixtos o semiempíricos que, a partir de resultados experimentales y con cierto soporte teórico permiten obtener soluciones aproximadas para los casos estudiados. De esta forma se cierran las discrepancias entre los resultados de la teoría con los obtenidos en el funcionamiento real. De estos modelos los más difundidos son el método de Konakov y el método normativo soviético (URSS) desarrollado por el Instituto Central de Calderas y Turbinas (TsKTI) y el Instituto Ruso de Ingeniería Térmica (VTI). La teoría y cálculos sobre la transferencia de calor por radiación en hogares de calderas ha sido desarrollada principalmente por los profesores rusos A.M. Gurvich, V.V.Mitor, N.Kuznetsov y A.G. Blokh, cuyos trabajos tuvieron un importante rol en la construcción y mantenimiento de calderas en Rusia. El método normativo ha sido desarrollado para combustibles varios y comprobado a través de numerosas unidades en operación La normativa mencionada fue originada en 1957, actualizada en 1973 y nuevamente en 1998. En esta última edición la parte correspondiente al cálculo del hogar fue modificada. Esta metodología también fue adoptada ampliamente en la bibliografía europea sobre caldera [12],[13],[14],[15], [16],[17] También ha sido empleada en el proyecto y remodelación de calderas a bagazo en Cuba y Brasil y de hecho representa tal vez el más completo procedimiento público disponible para estos propósitos, para diferenciarla de aquellas herramientas de uso privado y que forman parte del know how de los fabricantes de calderas. Dentro de este grupo de herramientas de cálculos, debe destacarse el presentado por Torreguitar-Weiss a fines de los años 60, quienes presentaron un método gráfico analítico que posibilita el dimensionado del hogar y fue una herramienta de gran utilidad en el cálculo de calderas a bagazo y de otros combustibles [18],[19]
El proyecto de un horno debe cumplir con los siguientes objetivos principales
Conseguir la combustión completa del combustible quemado Definir sus dimensiones principales (volumen y superficie) para dar lugar al
bagazo, cenizas y los gases generados en el proceso de combustión Asegurar el tiempo de retención necesario para lograr el quemado de las
partículas y minimizar la emisión de no quemados Evitar la fusión de cenizas y formación de escorias Establecer la temperatura de salida de los gases del hogar, dato esencial para el
diseño del sobrecalentador Fijar el grado de enfriamiento de los gases a través de la superficie de calefacción
radiante y obtener las temperaturas fijadas Comprobar las temperaturas de las paredes de agua para seleccionar los
materiales constructivos Determinar la producción de vapor del hogar en las paredes de agua y asegurar el
grado de enfriamiento requerido
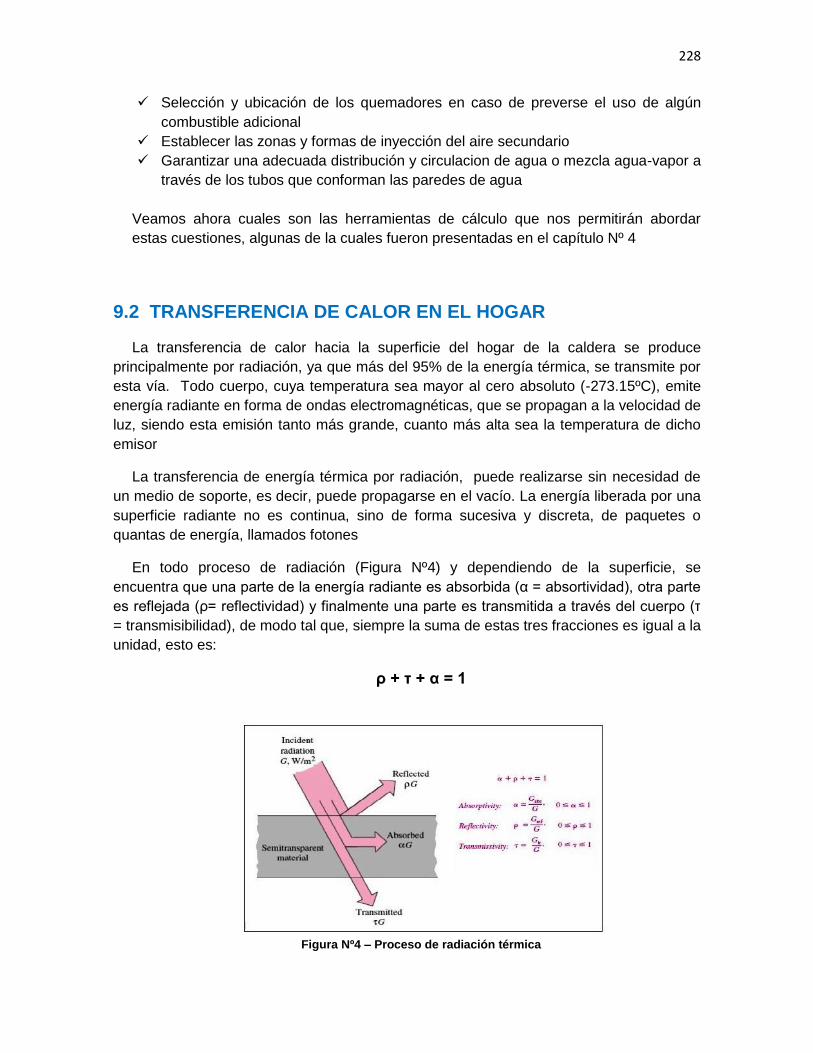
228
Selección y ubicación de los quemadores en caso de preverse el uso de algún combustible adicional
Establecer las zonas y formas de inyección del aire secundario Garantizar una adecuada distribución y circulacion de agua o mezcla agua-vapor a
través de los tubos que conforman las paredes de agua Veamos ahora cuales son las herramientas de cálculo que nos permitirán abordar estas cuestiones, algunas de la cuales fueron presentadas en el capítulo Nº 4
9.2 TRANSFERENCIA DE CALOR EN EL HOGAR
La transferencia de calor hacia la superficie del hogar de la caldera se produce principalmente por radiación, ya que más del 95% de la energía térmica, se transmite por esta vía. Todo cuerpo, cuya temperatura sea mayor al cero absoluto (-273.15ºC), emite energía radiante en forma de ondas electromagnéticas, que se propagan a la velocidad de luz, siendo esta emisión tanto más grande, cuanto más alta sea la temperatura de dicho emisor
La transferencia de energía térmica por radiación, puede realizarse sin necesidad de un medio de soporte, es decir, puede propagarse en el vacío. La energía liberada por una superficie radiante no es continua, sino de forma sucesiva y discreta, de paquetes o quantas de energía, llamados fotones
En todo proceso de radiación (Figura Nº4) y dependiendo de la superficie, se encuentra que una parte de la energía radiante es absorbida (α = absortividad), otra parte
es reflejada (ρ= reflectividad) y finalmente una parte es transmitida a través del cuerpo (τ
= transmisibilidad), de modo tal que, siempre la suma de estas tres fracciones es igual a la unidad, esto es:
ρ + τ + α = 1
Figura Nº4 – Proceso de radiación térmica
229
La capacidad de emisión es una característica de cada cuerpo. La tasa de emisión de un cuerpo depende de los siguientes factores:
La temperatura de la superficie La naturaleza de la superficie (pulida, oxidada, limpia, sucia, etc) Longitud de onda o frecuencia de la radiación
Un cuerpo que es capaz de radiar a una temperatura dada con máxima intensidad y de absorver toda la energía térmica radiante que le llega, recibe el nombre de cuerpo negro. Un cuerpo negro es un objeto teórico o ideal que absorbe toda la luz y toda la energía radiante que incide sobre él. Nada de la radiación incidente se refleja o pasa a través del cuerpo negro.
La capacidad de otro cuerpo de emitir energía radiante a la misma temperatura está determinada por su emisividad (ε), que se define como la relación entre la intensidad de emisión del cuerpo a cierta temperatura (Ec) y la intensidad de emisión del cuerpo negro a
la misma tenperatura (En), esto es:
ε = Ec / En
La ley de Kirchoff establece que la emisividad de un cuerpo en condiciones estacionarias tiene el mismo valor que la absortividad, esto es: ε = α
Dependiendo de los valores que tomen α, ρ y τ, los cuerpos o superficies se definen
como:
Negro: la radiación será completamente absorbida (α = ε = 1) Blanco: la radiación será completamente reflejada (ρ = 1) Opaco: la radiación transmitida es nula (τ = 0). Gris: la absortividad para todas las longitudes de onda es la misma (ε < 1) Difusa: la radiación es reflejada difusamente en todas las direcciones
Las superficies de las calderas son consideradas opacas donde se asume no está permitida la transmisión de radiación (τ = 0). Un cuerpo negro al que llega una cierta
radiación térmica (G) sobre su superficie (A), absorberá la cantidad
Qa = A.G
y emitirá según la ley de Boltzman una cantidad máxima teórica igual a:
Qe = AσTs4
donde (σ) es la constante de Boltzman = 5.67x10-11 kw/ m2.ºK4 o 4.9x10-8 kcal /h.m2ºK4 y
Ts es la temperatura de la superficie en ºK. Al producto (σTs4) se lo conoce como poder
emisivo del cuerpo negro. La radiación neta efectiva transferida es la diferencia entre la energía absorbida y emitida
230
Qn = A(G - σTs4)
Un radiador real es un cuerpo gris, es decir no absorbe toda la radiación incidente (100%), ni emite la máxima energía límite teórica. El calor neto transferido por radiación desde una superficie real gris, puede expresarse entonces:
Qn = A(αG – εσT4)
donde ε es la emisividad total y α es la absortividad total. Si estos dos parámetros (ε, α) son independientes de la longitud de onda, la superficie es denominada como radiador no selectivo o superficie gris.
Por la ley de Kirchoff sabemos que (α) y (ε) son iguales para las superficies grises, de
modo que se puede reemplazar (α) en la ecuacion anterior y nos queda solamente determinar la emisividad para describir las propiedades radiantes de la superficie.
Cuando la emisividad depende de la longitud de onda, la superficie es denominada radiador selectivo o no gris. Ejemplo de superficies no grises en una caldera son los depósitos de cenizas y la superficie radiante de las paredes de agua del hogar. La determinación del calor neto radiado en superficies no grises es más complicado debido a que la radiación es parcialmente absorbida y transmitida
A través de ciertos gases tales como aire seco, O2 o N2, la radiación pasa a través de ellos sin que tenga lugar absorción de calor. Estos gases no absorbentes o no participantes, no afectan la transferencia por radiación. Sin embargo, hay otros gases tales como el CO2 y H2O principalmente y en menor grado CO, que afectan la transferencia de calor por radiación, y es por esta razón, que se los conoce como gases absorbentes o gases participantes. Dado que estos gases, integran el flujo de gases de combustión, afectarán la transferencia de calor y la distribución de energía absorbida en la caldera.
Balance de radiación en recintos
El balance de la energía transmitida por radiación en un recinto, como es el caso del hogar de una caldera, se enfoca normalmente bajo dos hipótesis de trabajo que son:
Radiación con medio no participante: la radiación entre dos superfficies negras está dada por la ecuación:
Q12 = A1F12 σ (T24 – T1
4)
la cual tiene un uso limitado en calderas, porque las superficies del lado del fuego son generalmente grises. Sin embargo, su uso es válido cuando se desea computar la transferencia de calor por radiación, ya que ella estima la máxima tasa teórica de transferencia de calor entre dos superficies. La energía radiante que impacta sobre la superficie se llama energía incidente (G) y es la energía total proveniente de todas las superficies que forman el recinto.
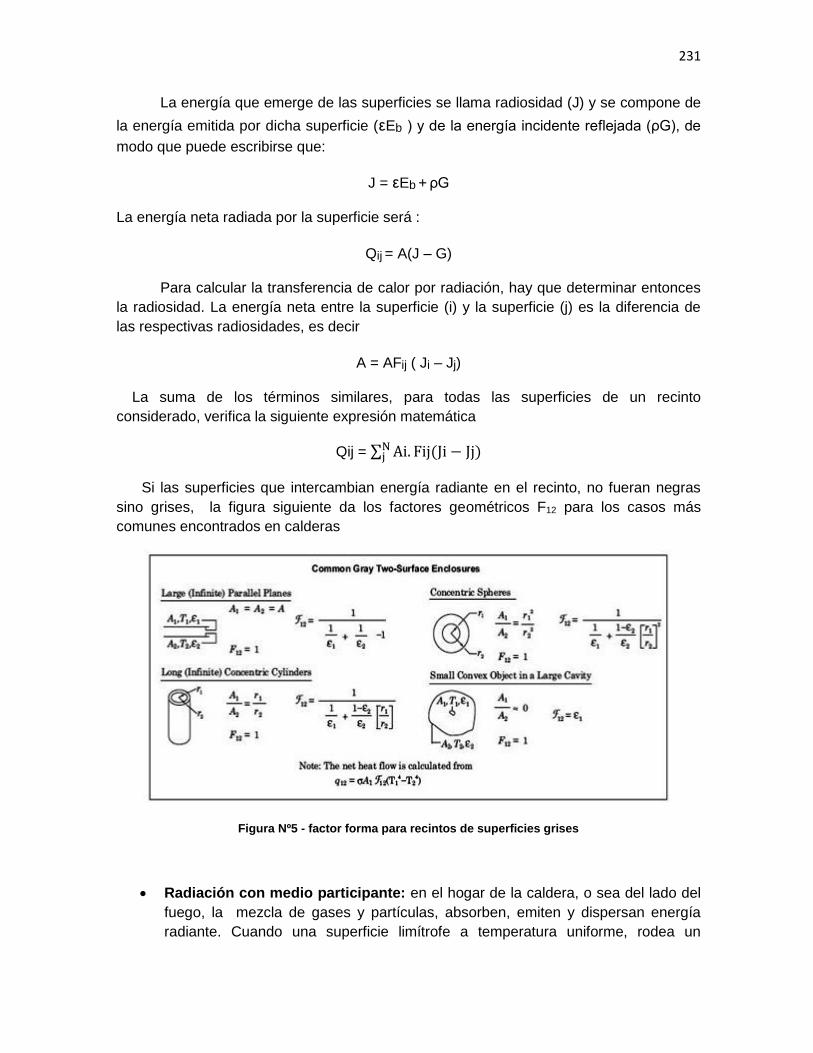
231
La energía que emerge de las superficies se llama radiosidad (J) y se compone de
la energía emitida por dicha superficie (εEb ) y de la energía incidente reflejada (ρG), de
modo que puede escribirse que:
J = εEb + ρG
La energía neta radiada por la superficie será :
Qij = A(J – G)
Para calcular la transferencia de calor por radiación, hay que determinar entonces la radiosidad. La energía neta entre la superficie (i) y la superficie (j) es la diferencia de las respectivas radiosidades, es decir
A = AFij ( Ji – Jj)
La suma de los términos similares, para todas las superficies de un recinto considerado, verifica la siguiente expresión matemática
Qij = ∑ Ai. Fij(Ji − Jj)Nj
Si las superficies que intercambian energía radiante en el recinto, no fueran negras sino grises, la figura siguiente da los factores geométricos F12 para los casos más comunes encontrados en calderas
Figura Nº5 - factor forma para recintos de superficies grises
Radiación con medio participante: en el hogar de la caldera, o sea del lado del fuego, la mezcla de gases y partículas, absorben, emiten y dispersan energía radiante. Cuando una superficie limítrofe a temperatura uniforme, rodea un

232
volumen de gas isotermo, la transferencia de calor por radiación se puede considerar como si fuese la correspondiente a una zona unica
La radiación incidente en la superficie se compone de: la radiación que se emite desde el gas (ε.Eg) y de la energía que llega desde las paredes que la rodean (1 - αg)Js, de modo que la radiación incidente puede escribirse entonces como:
Gs = ε.Eg + (1 - αg) Js
De manera análoga, la radiación que sale de la superficie (radiosidad Js) se compone
de: la emisión radiante directa (εs.Ebs) y de la radiación incidente reflejada (1- εs) Gs, por lo que su expresión será:
Js = εs.Ebs + (1- εs) Gs
La transferencia neta de calor, entre la superficie y los gases de combustión se evalua mediante la ecuación
Cuando las superficies son negras εs = 1 y la ecuación anterior se reduce a:
Qsg = As (εg.Ebg - αg.Ebs)
Para simplificar los cálculos estas dos ecuaciones suelen presentarse también bajo la forma siguiente:
Si se considera εs = 1 nos queda
donde en esta expresión la constante de Boltzman vale: 5.67x10-3 [Kw /m2.ºK4] o 4.9x10-8
Kcal / h.m2.ºK4
Dependiendo de la temperatura de la pared (Tp), en muchos casos su impacto puede ser despreciado pues su influencia es muy pequeña respecto de la que tiene la
233
temperatura de los gases. Por ejemplo para una temperatura de la pared de 400ºK y una temperatura en los gases de 1200ºK, su influencia es muy pequeña apenas del 1.2%. En estos casos la ecuación anterior puede simplificarse de la siguiente manera:
Estas ecuaciones representan las herramientas básicas de cálculo, pero que en la práctica, no pueden aplicarse de manera simple ya que la temperatura de los gases y paredes, varía de zona a zona y en distintos puntos, y esta situacion, obliga a utilizar herramientas de calculo más complejas como el método zonal que comentaremos más adelante [1],[20],[21],[22]
9.3 PROPIEDADES DE LA RADIACION
Los cuerpos que son buenos absorbentes de la radiación son también buenos emisores y conforme a la ley de Kirchoff, en el estado de equilibrio térmico, la emisividad es igual a la absortividad
Veamos cómo se comportan los materiales involucrados (gases de combustión, cenizas, refractarios y paredes de agua) en el proceso de radiación en el hogar
Emisividad de los materiales sólidos
Muchos de los materiales constructivos cuando están a altas temperaturas, tienen emisividades entre 0.8 y 0.95, de modo que pueden ser considerados como cuerpos negros. En la tabla Nº6 se indican las emisividades de los materiales usados. La emisividad depende de:
Composición Rugosidad Estado (limpia, sucia, oxidada) Longitud de onda de la radiación (en calderas esta dependencia entre ε = f(λ)
puede ser despreciada)
Propiedades térmicas de las cenizas
Las propiedades térmicas de los depósitos de cenizas en el horno y en otras superficies de intercambio, tienen un gran efecto sobre la transferencia de calor en la caldera. La reducción de la transferencia de calor debido a las cenizas afecta:
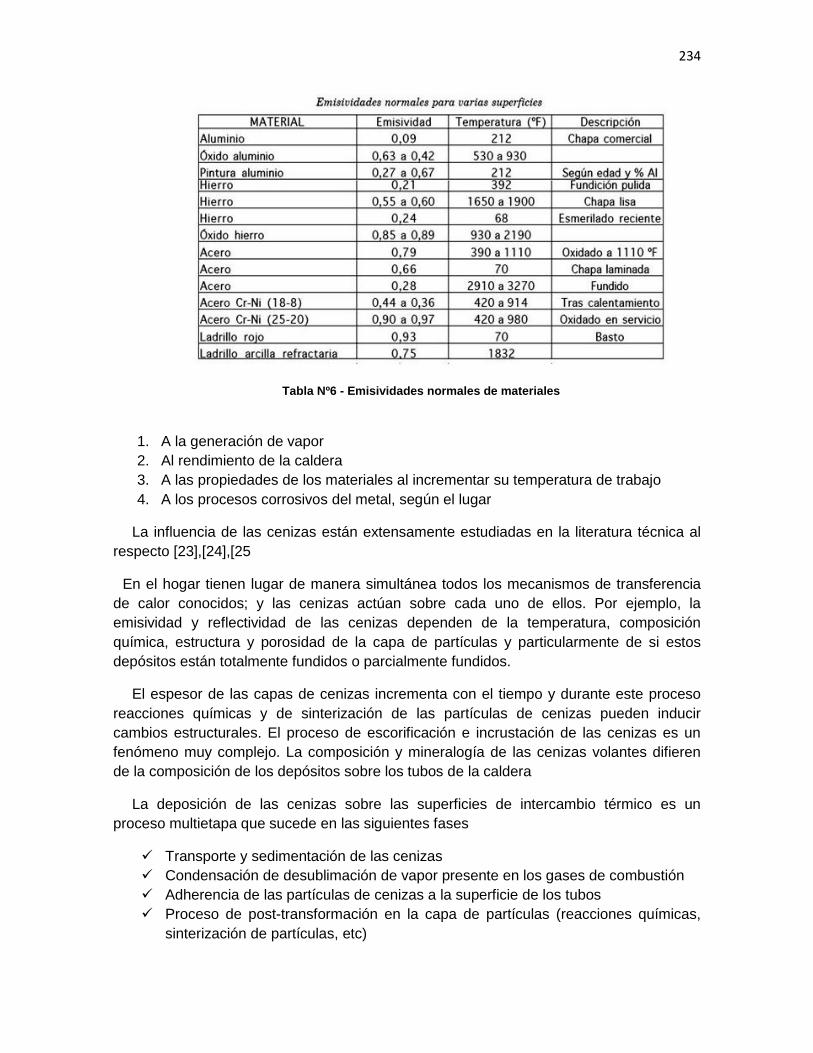
234
Tabla Nº6 - Emisividades normales de materiales
1. A la generación de vapor 2. Al rendimiento de la caldera 3. A las propiedades de los materiales al incrementar su temperatura de trabajo 4. A los procesos corrosivos del metal, según el lugar
La influencia de las cenizas están extensamente estudiadas en la literatura técnica al respecto [23],[24],[25
En el hogar tienen lugar de manera simultánea todos los mecanismos de transferencia de calor conocidos; y las cenizas actúan sobre cada uno de ellos. Por ejemplo, la emisividad y reflectividad de las cenizas dependen de la temperatura, composición química, estructura y porosidad de la capa de partículas y particularmente de si estos depósitos están totalmente fundidos o parcialmente fundidos.
El espesor de las capas de cenizas incrementa con el tiempo y durante este proceso reacciones químicas y de sinterización de las partículas de cenizas pueden inducir cambios estructurales. El proceso de escorificación e incrustación de las cenizas es un fenómeno muy complejo. La composición y mineralogía de las cenizas volantes difieren de la composición de los depósitos sobre los tubos de la caldera
La deposición de las cenizas sobre las superficies de intercambio térmico es un proceso multietapa que sucede en las siguientes fases
Transporte y sedimentación de las cenizas Condensación de desublimación de vapor presente en los gases de combustión Adherencia de las partículas de cenizas a la superficie de los tubos Proceso de post-transformación en la capa de partículas (reacciones químicas,
sinterización de partículas, etc)
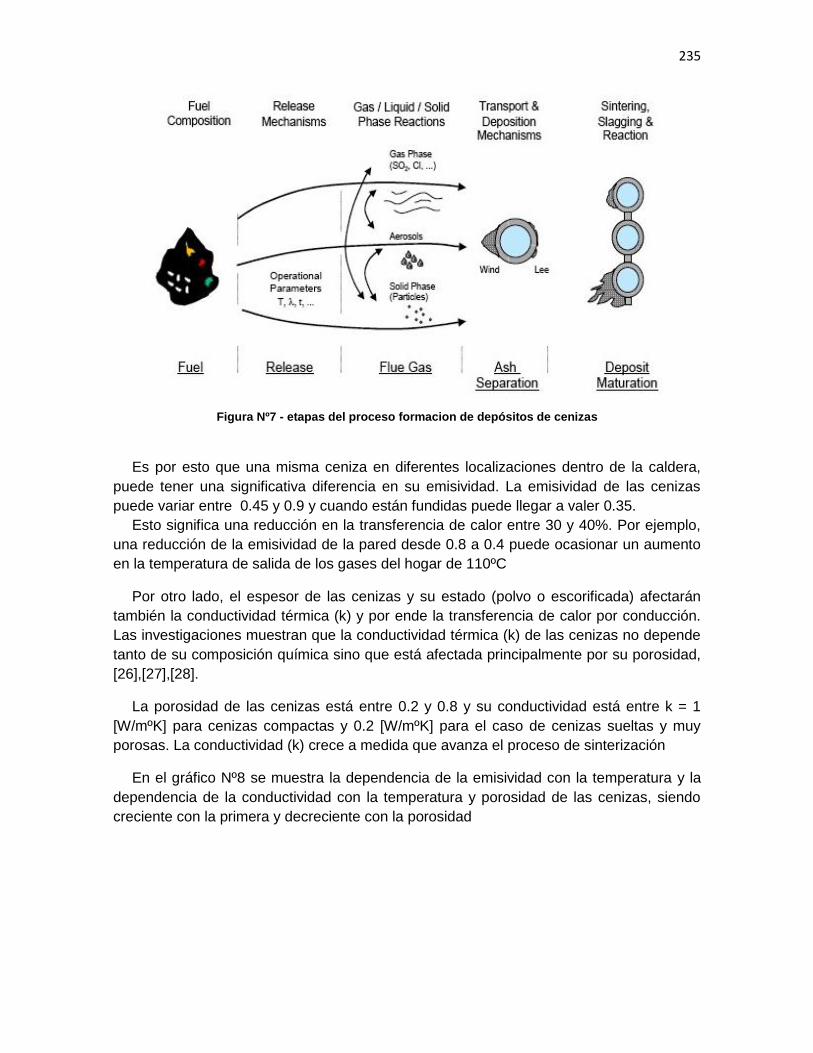
235
Figura Nº7 - etapas del proceso formacion de depósitos de cenizas
Es por esto que una misma ceniza en diferentes localizaciones dentro de la caldera,
puede tener una significativa diferencia en su emisividad. La emisividad de las cenizas puede variar entre 0.45 y 0.9 y cuando están fundidas puede llegar a valer 0.35.
Esto significa una reducción en la transferencia de calor entre 30 y 40%. Por ejemplo, una reducción de la emisividad de la pared desde 0.8 a 0.4 puede ocasionar un aumento en la temperatura de salida de los gases del hogar de 110ºC
Por otro lado, el espesor de las cenizas y su estado (polvo o escorificada) afectarán también la conductividad térmica (k) y por ende la transferencia de calor por conducción. Las investigaciones muestran que la conductividad térmica (k) de las cenizas no depende tanto de su composición química sino que está afectada principalmente por su porosidad, [26],[27],[28].
La porosidad de las cenizas está entre 0.2 y 0.8 y su conductividad está entre k = 1 [W/mºK] para cenizas compactas y 0.2 [W/mºK] para el caso de cenizas sueltas y muy porosas. La conductividad (k) crece a medida que avanza el proceso de sinterización
En el gráfico Nº8 se muestra la dependencia de la emisividad con la temperatura y la dependencia de la conductividad con la temperatura y porosidad de las cenizas, siendo creciente con la primera y decreciente con la porosidad
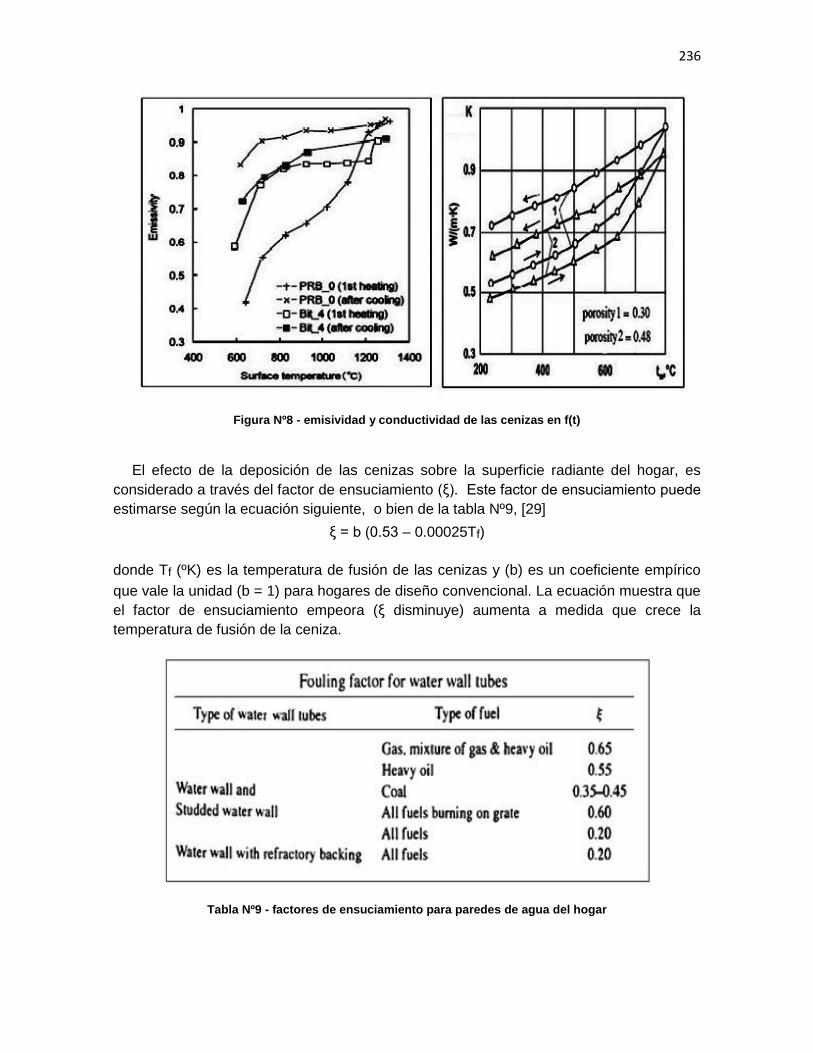
236
Figura Nº8 - emisividad y conductividad de las cenizas en f(t)
El efecto de la deposición de las cenizas sobre la superficie radiante del hogar, es
considerado a través del factor de ensuciamiento (ξ). Este factor de ensuciamiento puede
estimarse según la ecuación siguiente, o bien de la tabla Nº9, [29]
ξ = b (0.53 – 0.00025Tf)
donde Tf (ºK) es la temperatura de fusión de las cenizas y (b) es un coeficiente empírico que vale la unidad (b = 1) para hogares de diseño convencional. La ecuación muestra que el factor de ensuciamiento empeora (ξ disminuye) aumenta a medida que crece la temperatura de fusión de la ceniza.
Tabla Nº9 - factores de ensuciamiento para paredes de agua del hogar
237
Ejemplo Nº1: si tomamos como temperatura de fusión de las cenizas del bagazo un
valor promedio de Tf = 1100ºC + 273 = 1373ºK, el factor de ensuciamiento será:
ξ = b (0.53 – 0.00025Tf) = 1(0.53 – 0.00025x1373) = 0.18
El efecto del incrustamiento sobre la superficie radiante del hogar, en un intervalo de espesores dado, depende de la temperatura de la llama (Tm). Si asumimos una cantidad
(i) de capas depositadas de cenizas, de espesores (i) y de conductividad térmica (ki), el
siguiente número adimensional de ensuciamiento (Sko) puede ser derivado usando la temperatura promedio de la llama [29]
Sko = εg.σ.Tm3∑ (
i
ki)𝑛
𝑖
Podemos ver que para determinadas condiciones operativas, el número de ensuciamiento (Sko) es tanto más grande cuando más baja sea la conductividad de las capas de cenizas y más alta la temperatura de la llama.
Llamando Ta [ºK] a la temperatura de las cenizas en su capa externa y (Tm), (Tw) a las temperaturas media del hogar y la de la pared de agua respectivamente, el factor de ensuciamiento puede también derivarse de la ecuación siguiente [29]:
ξ = (Tm4 – Ta
4) / (Tm4 – Tw
4)
Ejemplo Nº2: asumiendo Ta = 900ºC + 273 = 1173ºK, Tm = 1273ºK y Tw = 551ºK, el factor resultará ser:
ξ = (Tm4 – Ta
4) / (Tm4 – Tw
4) = (12734 – 11734) / (12734 – 5514) = 0.28
Como es obvio, el factor de ensuciamiento tiene un papel fundamental en el diseño del hogar ya que aumentará la superficie radiante necesaria para lograr las temperaturas establecidas
Radiación de los gases
Como ya mencionáramos, los gases diatómicos tales como O2, N2 o H2 absorben o emiten cantidades despreciables de radiación comportándose como transparentes, mientras que los gases triatómicos por el contrario, absorben y emiten cantidades importantes de calor, tales como el CO2, H2O, SO2 y NH3
El H2O y el CO2 presentes en los gases de combustión juegan un papel muy importante en los cálculos de calderas, ya que son radiadores selectivos que emiten y absorben energía en ciertas longitudes de onda no visibles (infrarojo), por lo que se identifican como radiadores no luminosos
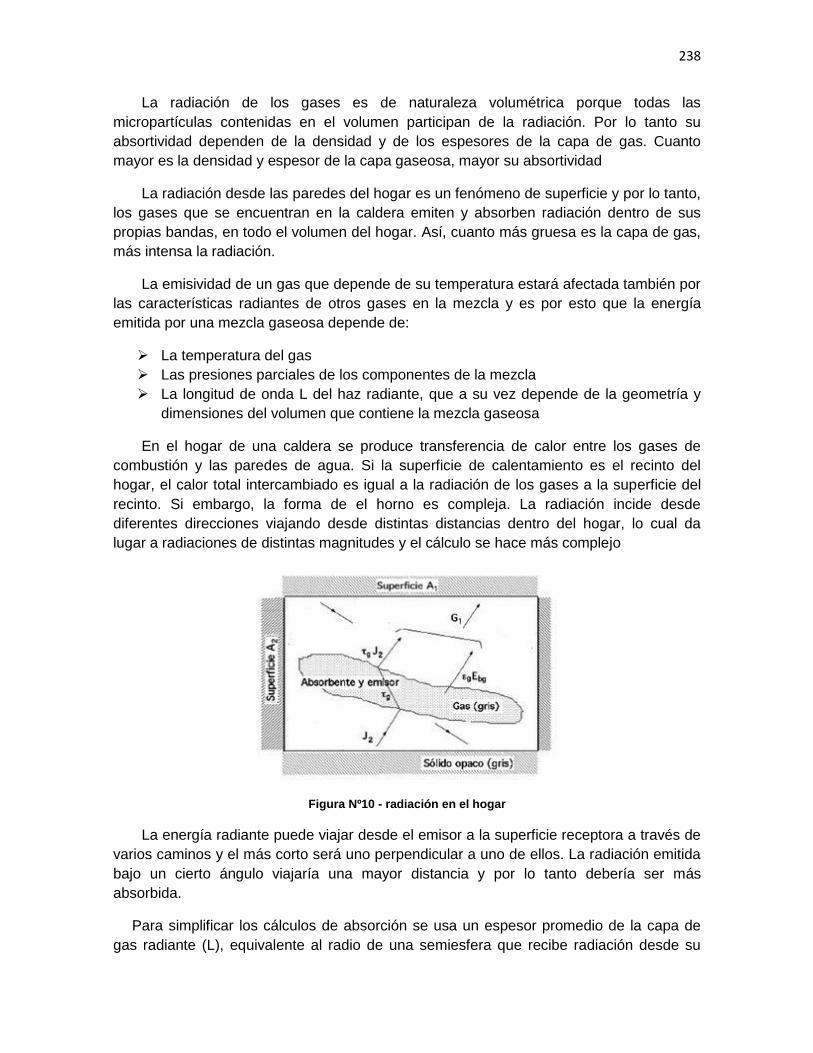
238
La radiación de los gases es de naturaleza volumétrica porque todas las micropartículas contenidas en el volumen participan de la radiación. Por lo tanto su absortividad dependen de la densidad y de los espesores de la capa de gas. Cuanto mayor es la densidad y espesor de la capa gaseosa, mayor su absortividad
La radiación desde las paredes del hogar es un fenómeno de superficie y por lo tanto, los gases que se encuentran en la caldera emiten y absorben radiación dentro de sus propias bandas, en todo el volumen del hogar. Así, cuanto más gruesa es la capa de gas, más intensa la radiación.
La emisividad de un gas que depende de su temperatura estará afectada también por las características radiantes de otros gases en la mezcla y es por esto que la energía emitida por una mezcla gaseosa depende de:
La temperatura del gas Las presiones parciales de los componentes de la mezcla La longitud de onda L del haz radiante, que a su vez depende de la geometría y
dimensiones del volumen que contiene la mezcla gaseosa
En el hogar de una caldera se produce transferencia de calor entre los gases de combustión y las paredes de agua. Si la superficie de calentamiento es el recinto del hogar, el calor total intercambiado es igual a la radiación de los gases a la superficie del recinto. Si embargo, la forma de el horno es compleja. La radiación incide desde diferentes direcciones viajando desde distintas distancias dentro del hogar, lo cual da lugar a radiaciones de distintas magnitudes y el cálculo se hace más complejo
Figura Nº10 - radiación en el hogar
La energía radiante puede viajar desde el emisor a la superficie receptora a través de varios caminos y el más corto será uno perpendicular a uno de ellos. La radiación emitida bajo un cierto ángulo viajaría una mayor distancia y por lo tanto debería ser más absorbida.
Para simplificar los cálculos de absorción se usa un espesor promedio de la capa de gas radiante (L), equivalente al radio de una semiesfera que recibe radiación desde su
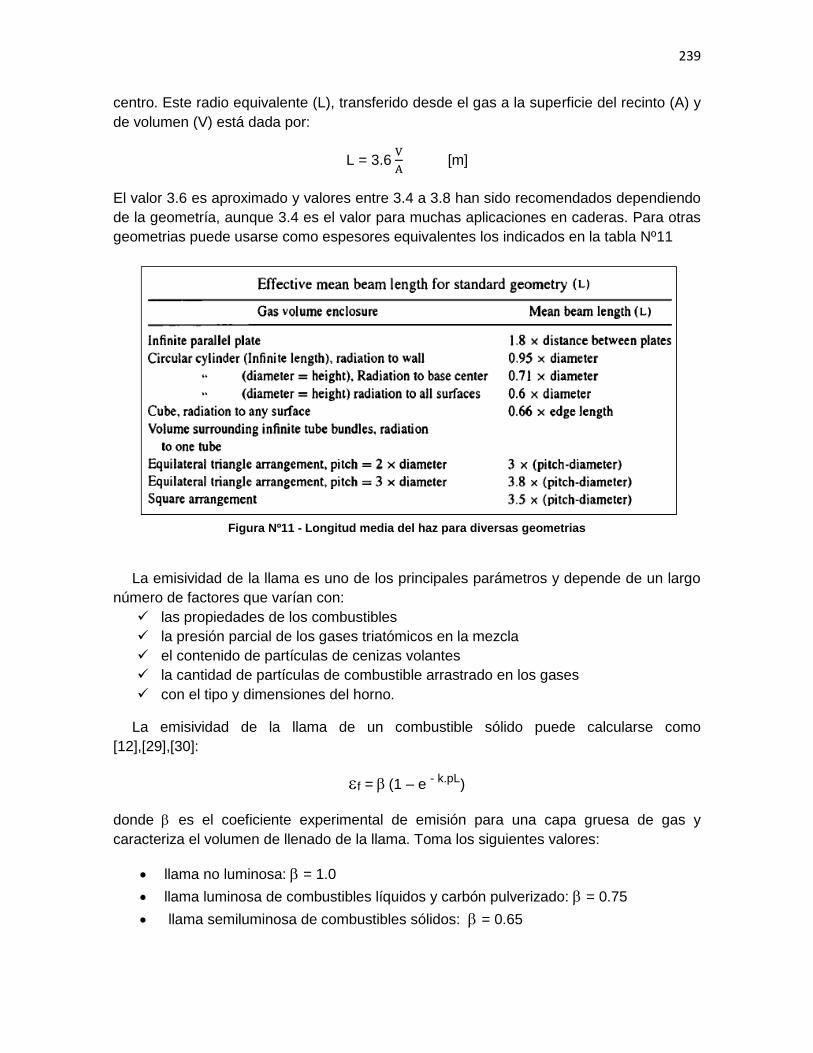
239
centro. Este radio equivalente (L), transferido desde el gas a la superficie del recinto (A) y de volumen (V) está dada por:
L = 3.6 V
A [m]
El valor 3.6 es aproximado y valores entre 3.4 a 3.8 han sido recomendados dependiendo de la geometría, aunque 3.4 es el valor para muchas aplicaciones en caderas. Para otras geometrias puede usarse como espesores equivalentes los indicados en la tabla Nº11
Figura Nº11 - Longitud media del haz para diversas geometrias
La emisividad de la llama es uno de los principales parámetros y depende de un largo
número de factores que varían con: las propiedades de los combustibles la presión parcial de los gases triatómicos en la mezcla el contenido de partículas de cenizas volantes la cantidad de partículas de combustible arrastrado en los gases con el tipo y dimensiones del horno.
La emisividad de la llama de un combustible sólido puede calcularse como [12],[29],[30]:
f = (1 – e - k.pL)
donde es el coeficiente experimental de emisión para una capa gruesa de gas y caracteriza el volumen de llenado de la llama. Toma los siguientes valores:
llama no luminosa: = 1.0
llama luminosa de combustibles líquidos y carbón pulverizado: = 0.75
llama semiluminosa de combustibles sólidos: = 0.65
240
donde (p 1) es la presión de los gases en el horno, (k) representa el efectivo coeficiente de absorción [atm.m] -1 en el horno y vale
k = kg.r + ka.a + kh.x1.x2
donde el primer término (kg.r) representa el coeficiente de absorción de los gases
triatómicos, el segundo término ( ka.a.) representa el coeficiente de absorción de las
cenizas y el tercer término (kh.x1.x2) representa la influencia de las partículas de combustible en los gases y del tipo de horno usado.
Para los gases triatómicos, la emisividad vale
kg.r = (0.8 + 1.6pw) (1- 0.38Tg.10-3) (pc + pw) / [(pc + pw)L]1/2
siendo Tg [ºK] la temperatura de los gases, pw y pc [atm] son las presiones parciales del vapor de agua y del dióxido de carbono, L [m] es la longitud equivalente del haz
Para las cenizas el coeficiente de absorción vale:
ka = 7 / (1 / dm2. Tg2)1/3
donde dm = diámetro media partícula de cenizas [m] = 20 [m], para hogares con grillas, Tg (ºK) temperatura de lo gases y [g/Nm3] es la concentración de cenizas en el flujo de gases. El término (kh.x1.x2) que representa la influencia de las partículas de combustible
en los gases y del tipo de horno usado vale: kh.x1.x2 = 0.5x0.03 = 0.015 para hogares con grillas y quema de biomasa
Ejemplo Nº3: supongamos que quemamos bagazo con 50% de humedad y con un exceso de aire de 35% y que la temperatura media en el horno es de 900ºC. Las dimensiones del hogar son: volumen (Vh = 415 m3) y superficie radiante (Fh = 350 m2) y se asume opera a la presión atmosférica (p = 1 atm). Para estas condiciones, del balance de masas de la combustión obtenemos que:
Presión parcial del CO2 (% volumen) es: pc = 10.8% = 0.108 Presión parcial del H2O= (% volumen) es: pw = 26.8% = 0.268 Longitud media equivalente: L = 3.6 Vh / Fh = 3.6 x 415 / 350 = 4.26 m Temperatura de los gases: Tg = 900 + 273 = 1173 ºK
Reemplazando valores en la ecuación de los gases triatómicos tenemos:
kg = (0.8 + 1.6x0.268) (1- 0.38x1173.10-3) (0.268 + 0.108) / [(0.268 + 0.108)4.26]1/2
kg = 0.202 [atm.m]-1
llevando este valor a la ecuación de la emisividad de la llama y considerando un valor medio = 0.9, nos queda
241
f = (1 – e - k.pL) = 0.9 (1 – e – 0.202x4.26) = 0.52
Para el cálculo de la emisividad y absortividad de gases se han propuestos métodos gráficos y analíticos, siendo clásicos los gráficos y debidos a los estudios del profesor Hottel particularmente [22],[31],[32]:
Para el cálculo analítico se han desarrollado varios modelos asistidos por computadoras, siendo el modelo WSGG (weighted sum of grey gases) uno de los más usados y el programa RADCAL que, valiendose de las últimas investigaciones actualizó los datos de Hottel. Mucho de estos modelos están incluidos en las herramientas de CFD como, Fluent, que incorporan las ecuaciones y permiten efectuar todo cálculo y simulación en lo relativo a la radiación entre otras tantas aplicaciones
En el modelo WSGG se asume que la emisividad total de un gas real (g) puede ser matemáticamente representada por una mezcla de gases grises formada por (n) componentes y de coeficientes de absorción respectivos k1, kN, esto es:
g (Tg) = Σ an (Tg) [1- e – KnpL] para n = 1.. N
Σ an = 1 (para n = 1...N) y an = b1 + b2Tg
siendo an los coeficientes de ponderación de cada gas gris, que están en función de la
temperatura de la mezcla de gases (Tg) bajo la forma de un polinomio
En general uno de los gases se asume que será limpio y por ende su coeficiente de absorción (k) será nulo. Esto representará una ventana en el espectro. Los coeficientes de ponderación están tabulados para diferentes combustibles según distintos autores y las ecuaciones anteriores dan resultados aceptables cuando se aplican a mezclas de dos (2) o tres (3) componentes más un gas limpio [33],[34] Valores típicos de los coeficientes de ponderación se dan en la tabla Nº12 y debido a Smith et.al [35]
El cálculo de la absortividad por este método es un poco más complejo por cuanto
depende de la temperatura de la fuente de radiación (Tp) y de su distribución espectral, es decir, de la variación de la radiación térmica con la longitud de onda, además de la temperatura y composición del propio gas
La absortividad total de un gas de temperatura (Tg) puede ser ajustada con la misma
fórmula para la emisividad, pero tomando la temperatura de la superficie (Tp) de emisión, esto es
αg (Tg, Tp) = Σ an (Tp) [1- e – KnpL] para n = 1.. N
Σ an = 1 (para n = 1.....N) y an = b1 + b2Tp
Veamos un ejemplo de aplicación del método WSGG
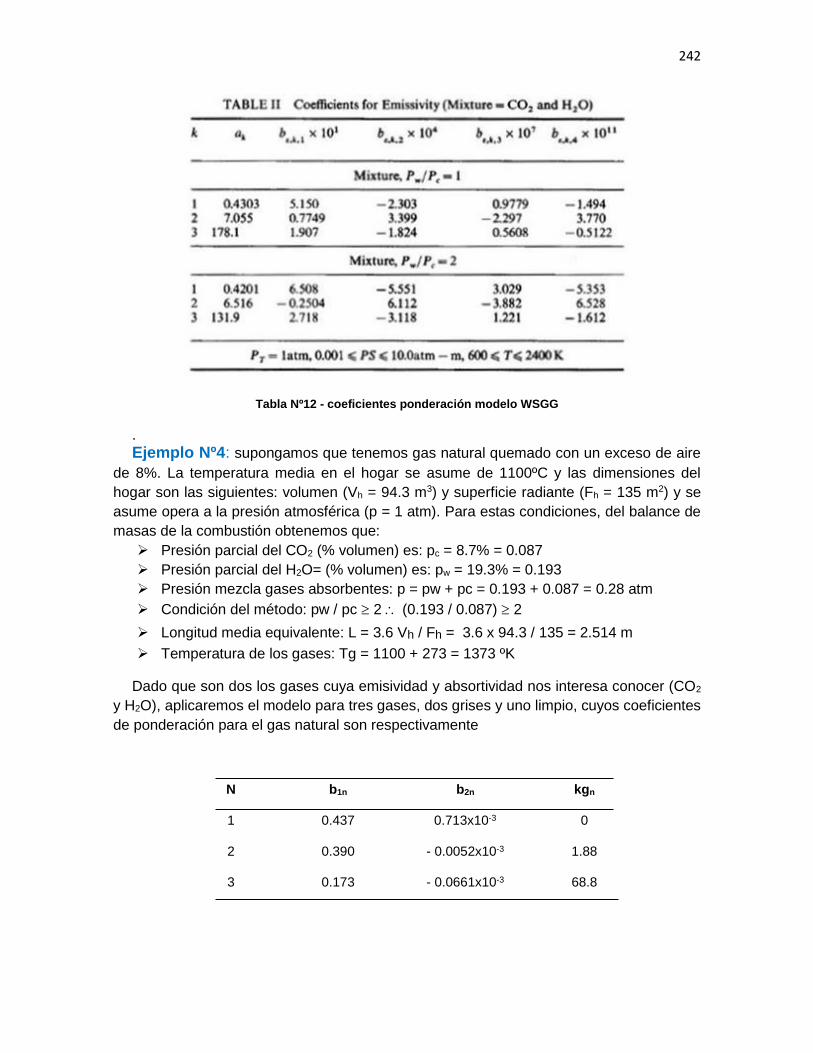
242
Tabla Nº12 - coeficientes ponderación modelo WSGG
. Ejemplo Nº4: supongamos que tenemos gas natural quemado con un exceso de aire
de 8%. La temperatura media en el hogar se asume de 1100ºC y las dimensiones del hogar son las siguientes: volumen (Vh = 94.3 m3) y superficie radiante (Fh = 135 m2) y se asume opera a la presión atmosférica (p = 1 atm). Para estas condiciones, del balance de masas de la combustión obtenemos que:
Presión parcial del CO2 (% volumen) es: pc = 8.7% = 0.087 Presión parcial del H2O= (% volumen) es: pw = 19.3% = 0.193 Presión mezcla gases absorbentes: p = pw + pc = 0.193 + 0.087 = 0.28 atm Condición del método: pw / pc 2 (0.193 / 0.087) 2
Longitud media equivalente: L = 3.6 Vh / Fh = 3.6 x 94.3 / 135 = 2.514 m Temperatura de los gases: Tg = 1100 + 273 = 1373 ºK
Dado que son dos los gases cuya emisividad y absortividad nos interesa conocer (CO2 y H2O), aplicaremos el modelo para tres gases, dos grises y uno limpio, cuyos coeficientes de ponderación para el gas natural son respectivamente
N b1n b2n kgn
1 0.437 0.713x10-3 0
2 0.390 - 0.0052x10-3 1.88
3 0.173 - 0.0661x10-3 68.8
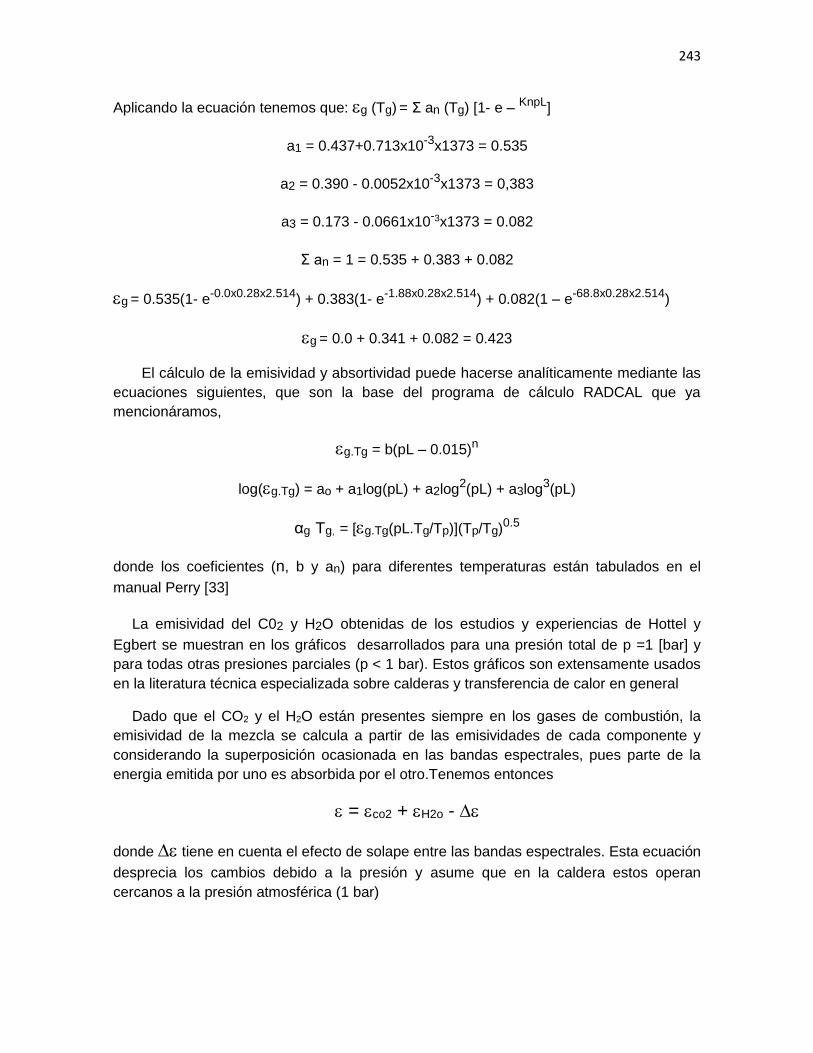
243
Aplicando la ecuación tenemos que: g (Tg) = Σ an (Tg) [1- e – KnpL]
a1 = 0.437+0.713x10-3x1373 = 0.535
a2 = 0.390 - 0.0052x10-3x1373 = 0,383
a3 = 0.173 - 0.0661x10-3x1373 = 0.082
Σ an = 1 = 0.535 + 0.383 + 0.082
g = 0.535(1- e-0.0x0.28x2.514) + 0.383(1- e-1.88x0.28x2.514) + 0.082(1 – e-68.8x0.28x2.514)
g = 0.0 + 0.341 + 0.082 = 0.423
El cálculo de la emisividad y absortividad puede hacerse analíticamente mediante las ecuaciones siguientes, que son la base del programa de cálculo RADCAL que ya mencionáramos,
g.Tg = b(pL – 0.015)n
log(g.Tg) = ao + a1log(pL) + a2log2(pL) + a3log3(pL)
αg Tg, = [g.Tg(pL.Tg/Tp)](Tp/Tg)0.5
donde los coeficientes (n, b y an) para diferentes temperaturas están tabulados en el manual Perry [33]
La emisividad del C02 y H2O obtenidas de los estudios y experiencias de Hottel y Egbert se muestran en los gráficos desarrollados para una presión total de p =1 [bar] y para todas otras presiones parciales (p < 1 bar). Estos gráficos son extensamente usados en la literatura técnica especializada sobre calderas y transferencia de calor en general
Dado que el CO2 y el H2O están presentes siempre en los gases de combustión, la emisividad de la mezcla se calcula a partir de las emisividades de cada componente y considerando la superposición ocasionada en las bandas espectrales, pues parte de la energia emitida por uno es absorbida por el otro.Tenemos entonces
= co2 + H2o -
donde tiene en cuenta el efecto de solape entre las bandas espectrales. Esta ecuación desprecia los cambios debido a la presión y asume que en la caldera estos operan cercanos a la presión atmosférica (1 bar)
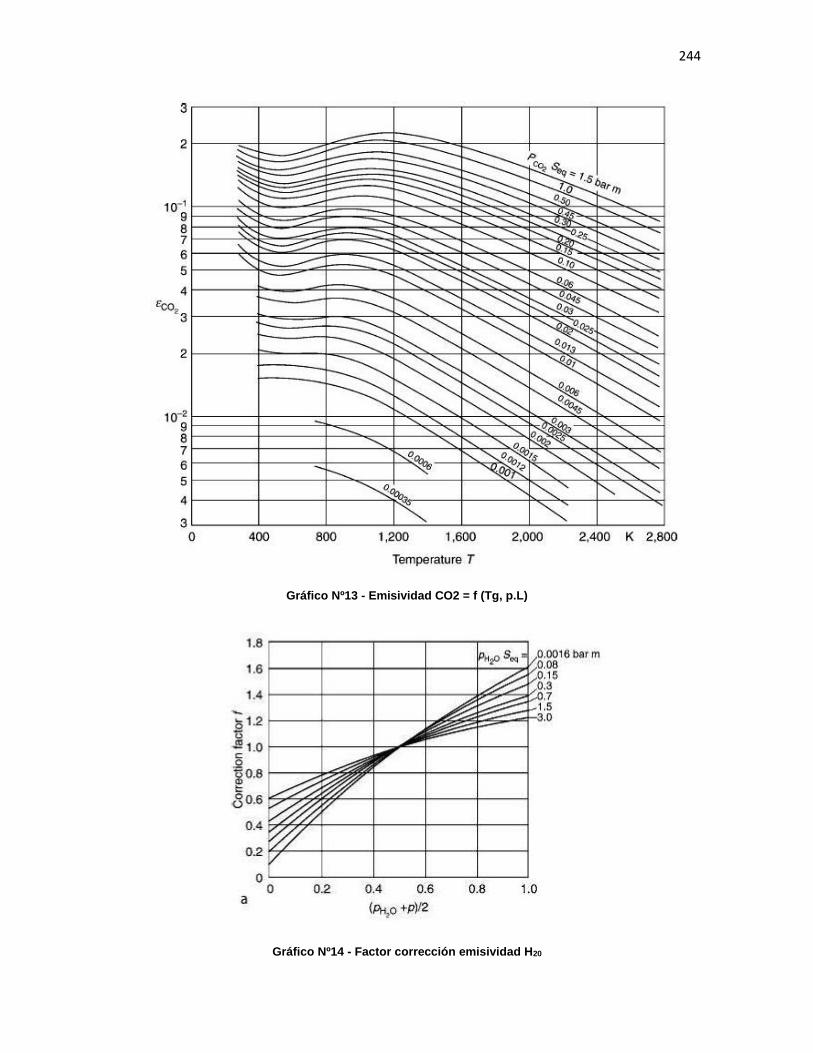
244
Gráfico Nº13 - Emisividad CO2 = f (Tg, p.L)
Gráfico Nº14 - Factor corrección emisividad H20
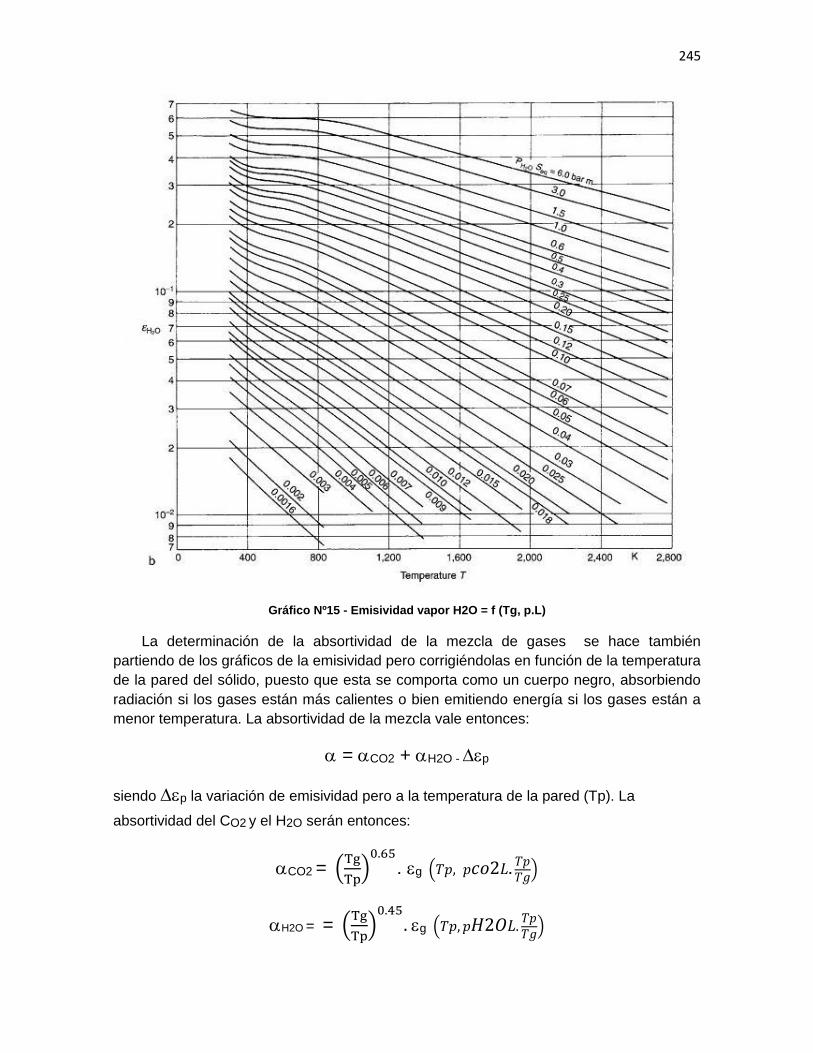
245
Gráfico Nº15 - Emisividad vapor H2O = f (Tg, p.L)
La determinación de la absortividad de la mezcla de gases se hace también partiendo de los gráficos de la emisividad pero corrigiéndolas en función de la temperatura de la pared del sólido, puesto que esta se comporta como un cuerpo negro, absorbiendo radiación si los gases están más calientes o bien emitiendo energía si los gases están a menor temperatura. La absortividad de la mezcla vale entonces:
= CO2 + H2O - p
siendo p la variación de emisividad pero a la temperatura de la pared (Tp). La
absortividad del CO2 y el H2O serán entonces:
CO2 = (Tg
Tp)
0.65. g (𝑇𝑝, 𝑝𝑐𝑜2𝐿. 𝑇𝑝
𝑇𝑔)
H2O = = (Tg
Tp)
0.45. g (𝑇𝑝, 𝑝𝐻2𝑂𝐿.
𝑇𝑝𝑇𝑔
)
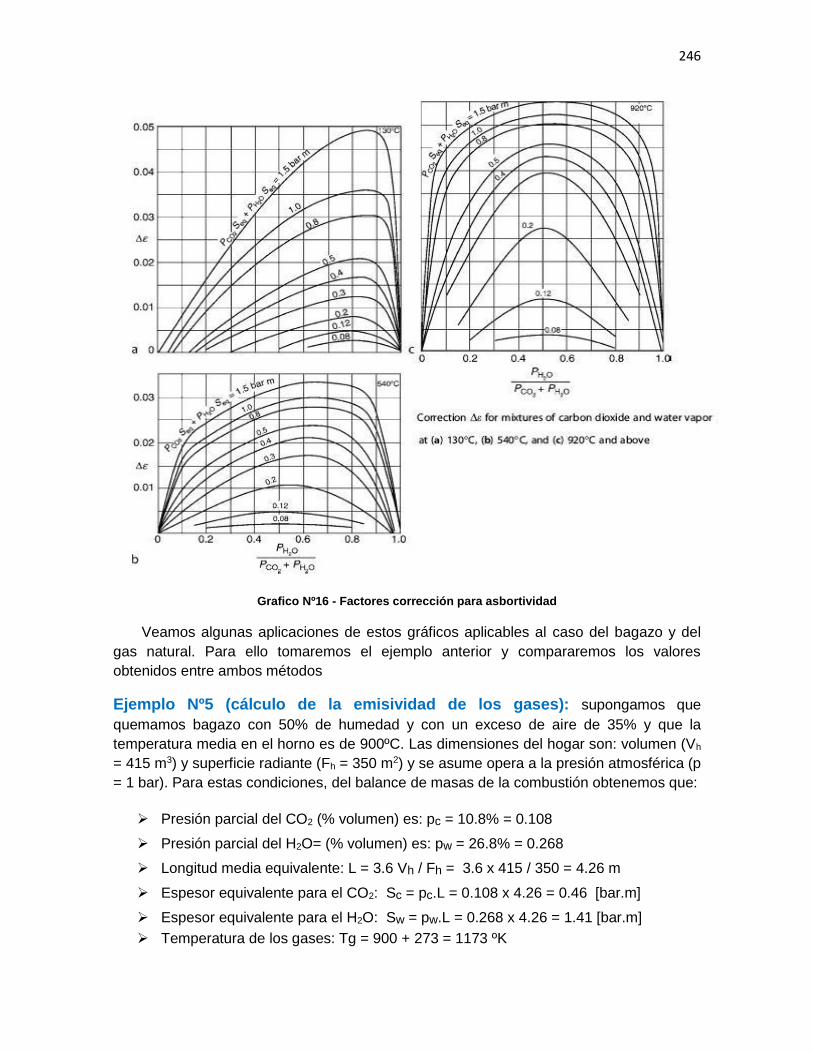
246
Grafico Nº16 - Factores corrección para asbortividad
Veamos algunas aplicaciones de estos gráficos aplicables al caso del bagazo y del gas natural. Para ello tomaremos el ejemplo anterior y compararemos los valores obtenidos entre ambos métodos
Ejemplo Nº5 (cálculo de la emisividad de los gases): supongamos que quemamos bagazo con 50% de humedad y con un exceso de aire de 35% y que la temperatura media en el horno es de 900ºC. Las dimensiones del hogar son: volumen (Vh = 415 m3) y superficie radiante (Fh = 350 m2) y se asume opera a la presión atmosférica (p = 1 bar). Para estas condiciones, del balance de masas de la combustión obtenemos que:
Presión parcial del CO2 (% volumen) es: pc = 10.8% = 0.108
Presión parcial del H2O= (% volumen) es: pw = 26.8% = 0.268
Longitud media equivalente: L = 3.6 Vh / Fh = 3.6 x 415 / 350 = 4.26 m
Espesor equivalente para el CO2: Sc = pc.L = 0.108 x 4.26 = 0.46 [bar.m]
Espesor equivalente para el H2O: Sw = pw.L = 0.268 x 4.26 = 1.41 [bar.m] Temperatura de los gases: Tg = 900 + 273 = 1173 ºK
247
Del gráfico Nº13 entrando con Sc y la temperatura de los gases obtenemos la
emisividad del CO2 igual a: εc = 0.18
Del gráfico Nº15 entrando con Sw y la temperatura de los gases obtenemos la
emisividad del H2O sin corregir la presión igual a: εw = 0.38 Para (p + pw)/2 = (1+0.268)/2 = 0.63 obtenemos del gráfico Nº14 el factor de
corrección de presión fp = 1.1
La emisividad corregida del vapor de agua será: εwc = 0.38x1.1 = 0.418 La corrección de la emisividad de la mezcla se obtiene de los gráficos Nº16 en
función de la temperatura y de la relación de presiones: pw / (pw + pc) como absisa
y del parámetro: pw.L + pc.L Para: 0.268 / (0.268 + 0.108) = 0.71 y la gráfica de 920ºC, tenemos que el
parámetro: 0.268x4.26 + 0.108x4.26 = 1.6 se obtiene = 0.055
Emisividad de la mezcla: = co2 + H2o - = 0.18 + 0.418 – 0.056
Emisividad de la mezcla: = 0.543 > 0.52 obtenido en forma analítica, siendo ambos valores totalmente equivalentes
Ejemplo Nº6 (cálculo de la absortividad de los gases): siguiendo con el ejemplo anterior, pasemos ahora a calcular la absortividad de la mezcla, la cual depende no sólo de la temperatura de los gases sino también de la pared con la cual intercambia calor. Asumiremos que la presión de trabajo de la caldera es de 20 bar, cuya temperatura de saturación (ts) es de 211ºC. Tendremos entonces:
Temperatura de la pared: tp = ts + 50ºC = 211 + 50 = 261ºC Temperatura de la pared de agua: Tp = tp + 273 = 261 + 273 = 534ºK
Espesor equivalente corregido para el CO2: Sc = pc.L (Tp/Tg) = 0.108 x 4.26 (534/1173) = 0.21 [bar.m]
Espesor equivalente corregido para el H2O: Sw = pw.L(Tp/Tg) = 0.268 x 4.26 (534/1173) = 0.52 [bar.m]
Del gráfico Nº13 entrando con Sc y la temperatura de la pared (Tp) obtenemos la
emisividad del CO2 igual a: εc = 0.13
Absortividad del CO2: αco2 = εc (Tg/Tp).065 = 0.13(1173/534)0.65 = 0.21
Del gráfico Nº15 entrando con Sw y la temperatura de la pared (Tp) obtenemos la
emisividad del H2O a: εw = 0.35
Absortividad del H2O: αH2o = εw (Tg/Tp).065 = 0.35 (1173/534)0.65 = 0.50 La corrección de la absortividad de la mezcla se obtiene de los gráficos Nº16 en
función de la temperatura y de la relación de presiones: pw / (pw + pc) como absisa
y del parámetro: pw.L + pc.L Para: 0.268 / (0.268 + 0.108) = 0.71 y la gráfica de 540ºC, tenemos que el
parámetro: 0.268x4.26 + 0.108x4.26 = 1.6 y se obtiene α = 0.034

248
Absortividad de la mezcla: α = αco2 + αH2o - α = 0.21 + 0.50 – 0.034 Absortividad de la mezcla: α = 0.67
Los resultados experimentales dan las siguientes ecuaciones para la emisividad del CO2 y H2O
εCO2 = 3.5 √p. L 3 (Tg
100)3.5, εH2O = 3.5 p0.8.L0.6 (
Tg
100)3
donde Tg es la temperatura de los gases [ºK], la presión p de los gases [atm] y L [m]
Estas ecuaciones son muy importantes porque se deduce que la radiación de los gases se desvía considerablemente de la ley de Stefan-Boltzmann. Efectivamente, vemos
que la emisividad del CO2 crece proporcionalmente a T3.5, en tanto que la presión parcial y el espesor lo hacen según un exponente 0.33.
Se observa también que para el caso del vapor de agua el espesor y la presión
parcial tienen mayor influencia (exponentes 0.8 y 0.6) que en el caso del CO2, lo cual
explica que el efecto de la radiación sea superior en capas delgadas para el CO2 y en las capas gruesas para el agua. El gráfico Nº17 muestra la emisividad máxima para un espesor equivalente (pL → ∞) en función de la temperatura y vemos que el máximo valor
del H2O es varias veces la del CO2
Grafico Nº17 - Emisividad máxima CO2 y H2O
Ejemplo Nº7: con los datos de emisividad y absortividad del ejemplo del bagazo, calculemos la cantidad de calor transferido en el hogar y la influencia de la temperatura de los gases y la pared. Para simplificar, supondremos que los valores de emisividad y absortividad se mantienen constante. Los datos son:
Emisividad gases: εg = 0.54
Absortividad gases: αg = 0.67
Emisividad de la pared: εs = 0.8
249
σ = 5.67x10-11 [Kw/m2.ºK4]
Temperatura media de los gases: Tg = 1173 ºK
Temperatura pared: Tp = 534 ºK Superficie radiante del hogar: As = 350 m2
La transferencia neta de calor está dada por la ecuación
Qrh = As σ εs (εgTg4 – αgTp
4) / 1 – (1- αg)(1 – εs)
dando valores tenemos
Qrh = 350x 5.67.10-11x 0.8 (0.54x11734 – 0.67x5344) / 1 – (1- 0.67)(1 – 0.8) =
Qrh = 16. 451 Kw (14.147.860 kcal/h)
Para ver el efecto de las temperaturas sobre la absorción de calor, haremos un análisis de sensibilidad, suponiendo una variación del 5% en cada temperatura. La temperatura de los gases y la pared serán:
Caso 1: Tg1 = Tg + 5% = 1173 x 1.05 = 1231 ºK
Caso 2: Tp1 = Tp + 5% = 534 x 1.05 = 560 ºK
El calor transferido en el caso (1) será:
Qrh1 = 350x 5.67.10-11x 0.8 (0.54x12314 – 0.67x5344) / 1 – (1- 0.67)(1 – 0.8)
Qrh1 = 20.152 kw
Aumento calor transferido: ∆Qrh = Qrh1- Qrh = [(20.152 - 16. 451)/ 16. 451]100 =
∆Qrh = +22.5% (por aumento de la temperatura de los gases)
El calor transferido en el caso (2) será:
Qrh2 = 350x 5.67.10-11x 0.8 (0.54x11734 – 0.67x5604) / 1 – (1- 0.67)(1 – 0.8)
Qrh2 = 16.257 kw
Aumento calor transferido: ∆Qrh = Qrh1- Qrh2 = [(16.257 - 16. 451)/ 16. 451]100=
∆Qrh = - 1.18% ( reducción por aumento de la temperatura de la pared)
El ejemplo nos muestra que cuando la diferencia de temperaturas entre los gases (Tg)
y la pared (TP) es muy grande, el impacto de esta última es muy pequeña y puede despreciarse.
250
Enseña también la notable influencia de la temperatura de los gases en el proceso de transferencia de calor y la importancia de mantener las temperaturas de las mismas a través de una adecuada humedad del bagazo y un exceso de aire correcto
Radiación de llamas luminosas
Convencionalmente la luminosidad de una llama se refiere a la radiación de las partículas de hollín, el cual se origina siempre por combustión incompleta. Las partículas de carbón incandescentes en suspensión se forman por la descomposición térmica de los hidrocarburos, que al no tener el oxígeno suficiente dan lugar a la formación de estas partículas y se presentan en localizadas porciones de llamas que contienen menos del 1% de carbono en el combustible
Las partículas de hollín son pequeñas en relación con la longitud de onda de la radiación que interesa (200 a 1400 Aº), en consecuencia su emisividad monocromática (ελ) depende del volumen total de partículas por unidad de volumen de espacio (fv), cualquiera sea el tamaño de las partículas. Esta emisividad vale
λ = 1 – e - k.fv.L / λ
donde (fv) es la concentración volumétrica de hollín, (L) longitud de la trayectoria en las mismas unidades de la longitud de onda (λ) y (K), es una constante que depende de la
relación hidrógeno a carbono en el hollín (H/C) y que aumenta cuando disminuye esta relación (H/C)
9.4 LA SUPERFICIE RADIANTE
Superficie Radiante Efectiva
El enfriamiento de los gases desde su máxima temperatura hasta la temperatura de
salida del hogar, requiere determinar la superficie de calefacción radiante a través de la cual intercambiará calor con la mezcla agua-vapor que circula por los tubos. En este proceso pueden estar presentes cenizas sobre la superficie de los tubos y que como ya vimos, ejercen una marcada influencia sobre la transferencia de calor y sobre el valor de la temperatura de la pared metálica
Esta superficie de calefacción radiante, se materializa mediante tubos desnudos que conforman las paredes de agua, los cuales pueden disponerse en diversas configuraciones según la magnitud del calor transferido en el hogar como lo muestra la figura siguiente: distanciados, tangentes o membranados
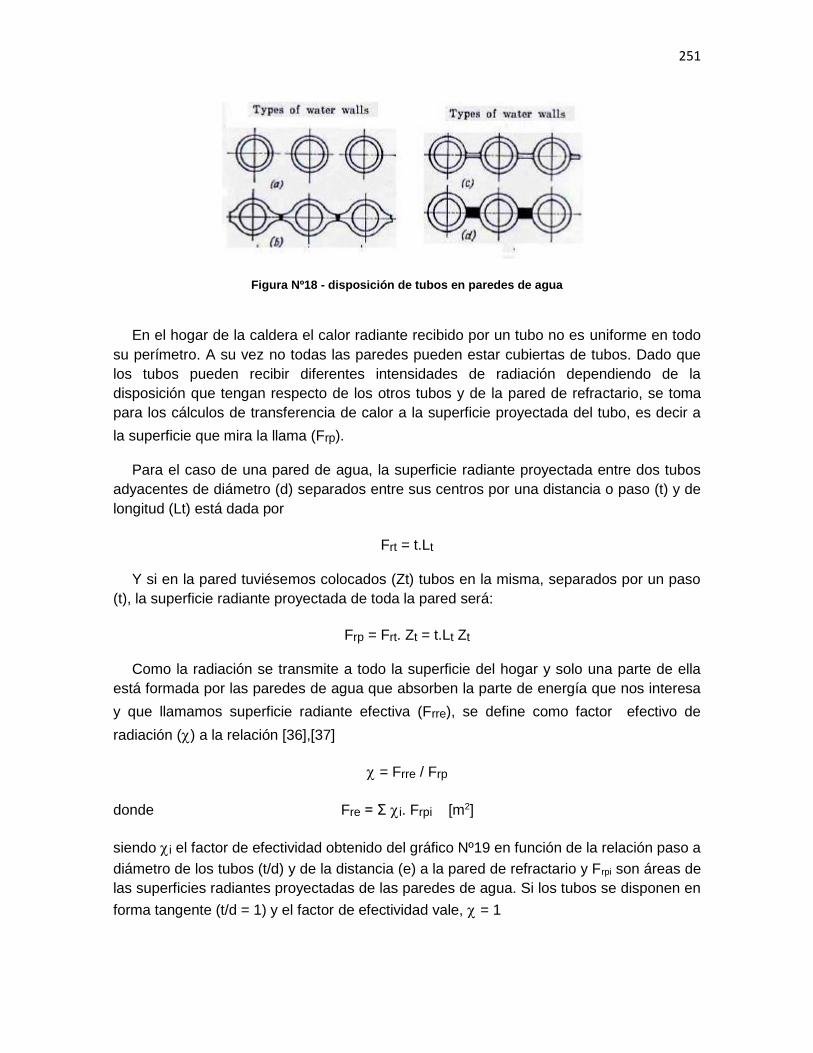
251
Figura Nº18 - disposición de tubos en paredes de agua
En el hogar de la caldera el calor radiante recibido por un tubo no es uniforme en todo
su perímetro. A su vez no todas las paredes pueden estar cubiertas de tubos. Dado que los tubos pueden recibir diferentes intensidades de radiación dependiendo de la disposición que tengan respecto de los otros tubos y de la pared de refractario, se toma para los cálculos de transferencia de calor a la superficie proyectada del tubo, es decir a
la superficie que mira la llama (Frp).
Para el caso de una pared de agua, la superficie radiante proyectada entre dos tubos adyacentes de diámetro (d) separados entre sus centros por una distancia o paso (t) y de longitud (Lt) está dada por
Frt = t.Lt
Y si en la pared tuviésemos colocados (Zt) tubos en la misma, separados por un paso (t), la superficie radiante proyectada de toda la pared será:
Frp = Frt. Zt = t.Lt Zt
Como la radiación se transmite a todo la superficie del hogar y solo una parte de ella está formada por las paredes de agua que absorben la parte de energía que nos interesa
y que llamamos superficie radiante efectiva (Frre), se define como factor efectivo de
radiación () a la relación [36],[37]
= Frre / Frp
donde Fre = Σ i. Frpi [m2]
siendo i el factor de efectividad obtenido del gráfico Nº19 en función de la relación paso a diámetro de los tubos (t/d) y de la distancia (e) a la pared de refractario y Frpi son áreas de las superficies radiantes proyectadas de las paredes de agua. Si los tubos se disponen en
forma tangente (t/d = 1) y el factor de efectividad vale, = 1
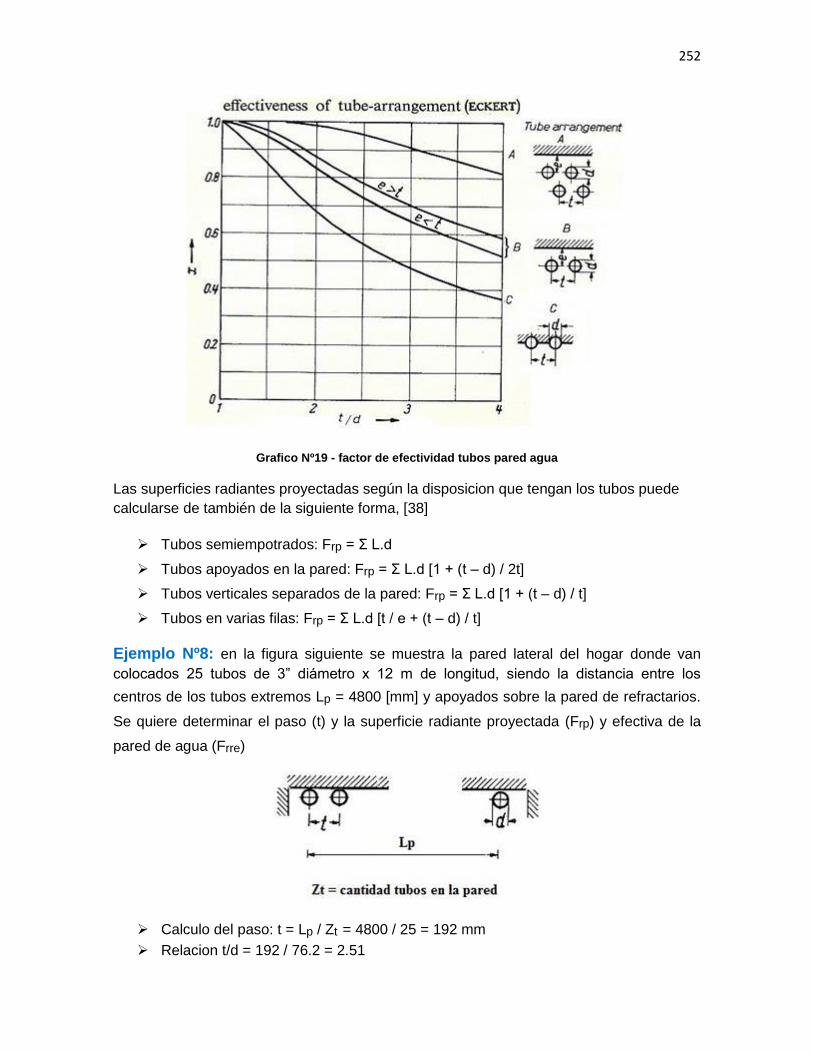
252
Grafico Nº19 - factor de efectividad tubos pared agua
Las superficies radiantes proyectadas según la disposicion que tengan los tubos puede calcularse de también de la siguiente forma, [38]
Tubos semiempotrados: Frp = Σ L.d
Tubos apoyados en la pared: Frp = Σ L.d [1 + (t – d) / 2t]
Tubos verticales separados de la pared: Frp = Σ L.d [1 + (t – d) / t]
Tubos en varias filas: Frp = Σ L.d [t / e + (t – d) / t]
Ejemplo Nº8: en la figura siguiente se muestra la pared lateral del hogar donde van colocados 25 tubos de 3” diámetro x 12 m de longitud, siendo la distancia entre los
centros de los tubos extremos Lp = 4800 [mm] y apoyados sobre la pared de refractarios.
Se quiere determinar el paso (t) y la superficie radiante proyectada (Frp) y efectiva de la
pared de agua (Frre)
Calculo del paso: t = Lp / Zt = 4800 / 25 = 192 mm Relacion t/d = 192 / 76.2 = 2.51
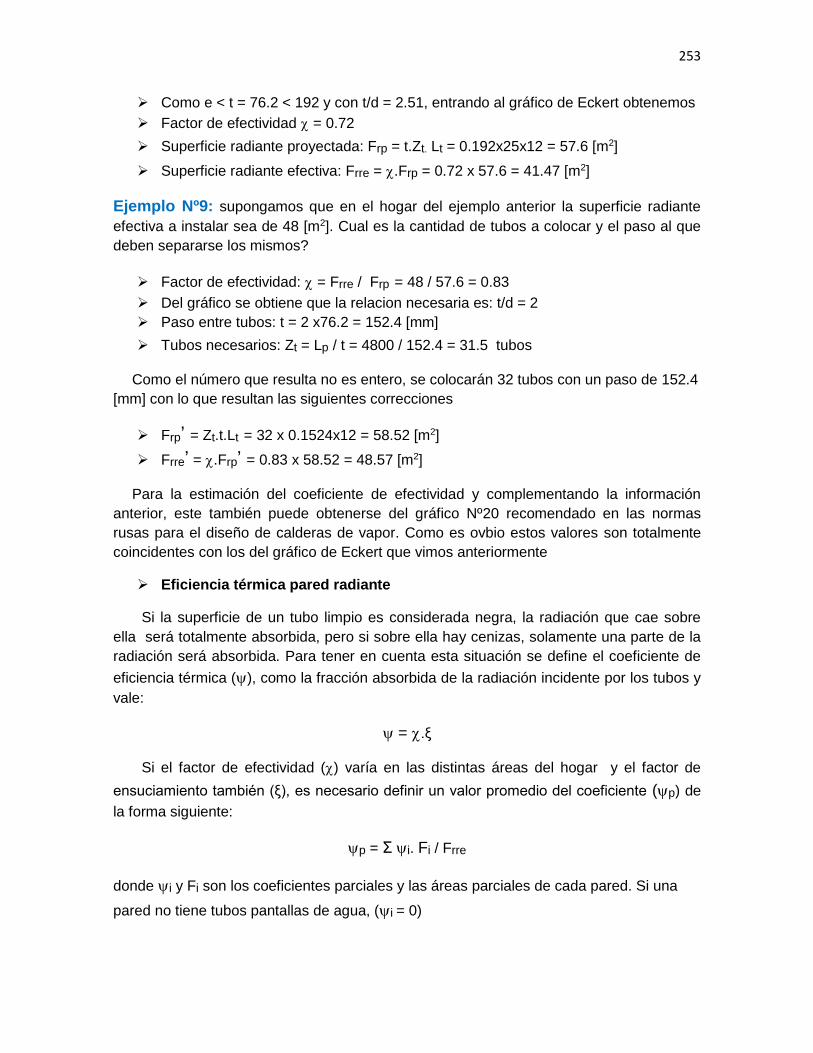
253
Como e < t = 76.2 < 192 y con t/d = 2.51, entrando al gráfico de Eckert obtenemos Factor de efectividad = 0.72
Superficie radiante proyectada: Frp = t.Zt. Lt = 0.192x25x12 = 57.6 [m2]
Superficie radiante efectiva: Frre = .Frp = 0.72 x 57.6 = 41.47 [m2]
Ejemplo Nº9: supongamos que en el hogar del ejemplo anterior la superficie radiante efectiva a instalar sea de 48 [m2]. Cual es la cantidad de tubos a colocar y el paso al que deben separarse los mismos?
Factor de efectividad: = Frre / Frp = 48 / 57.6 = 0.83 Del gráfico se obtiene que la relacion necesaria es: t/d = 2 Paso entre tubos: t = 2 x76.2 = 152.4 [mm]
Tubos necesarios: Zt = Lp / t = 4800 / 152.4 = 31.5 tubos
Como el número que resulta no es entero, se colocarán 32 tubos con un paso de 152.4 [mm] con lo que resultan las siguientes correcciones
Frp’ = Zt.t.Lt = 32 x 0.1524x12 = 58.52 [m2]
Frre’ = .Frp’ = 0.83 x 58.52 = 48.57 [m2]
Para la estimación del coeficiente de efectividad y complementando la información anterior, este también puede obtenerse del gráfico Nº20 recomendado en las normas rusas para el diseño de calderas de vapor. Como es ovbio estos valores son totalmente coincidentes con los del gráfico de Eckert que vimos anteriormente
Eficiencia térmica pared radiante
Si la superficie de un tubo limpio es considerada negra, la radiación que cae sobre ella será totalmente absorbida, pero si sobre ella hay cenizas, solamente una parte de la radiación será absorbida. Para tener en cuenta esta situación se define el coeficiente de
eficiencia térmica (), como la fracción absorbida de la radiación incidente por los tubos y vale:
= .ξ
Si el factor de efectividad () varía en las distintas áreas del hogar y el factor de
ensuciamiento también (ξ), es necesario definir un valor promedio del coeficiente (p) de la forma siguiente:
p = Σ i. Fi / Frre
donde i y Fi son los coeficientes parciales y las áreas parciales de cada pared. Si una
pared no tiene tubos pantallas de agua, (i = 0)
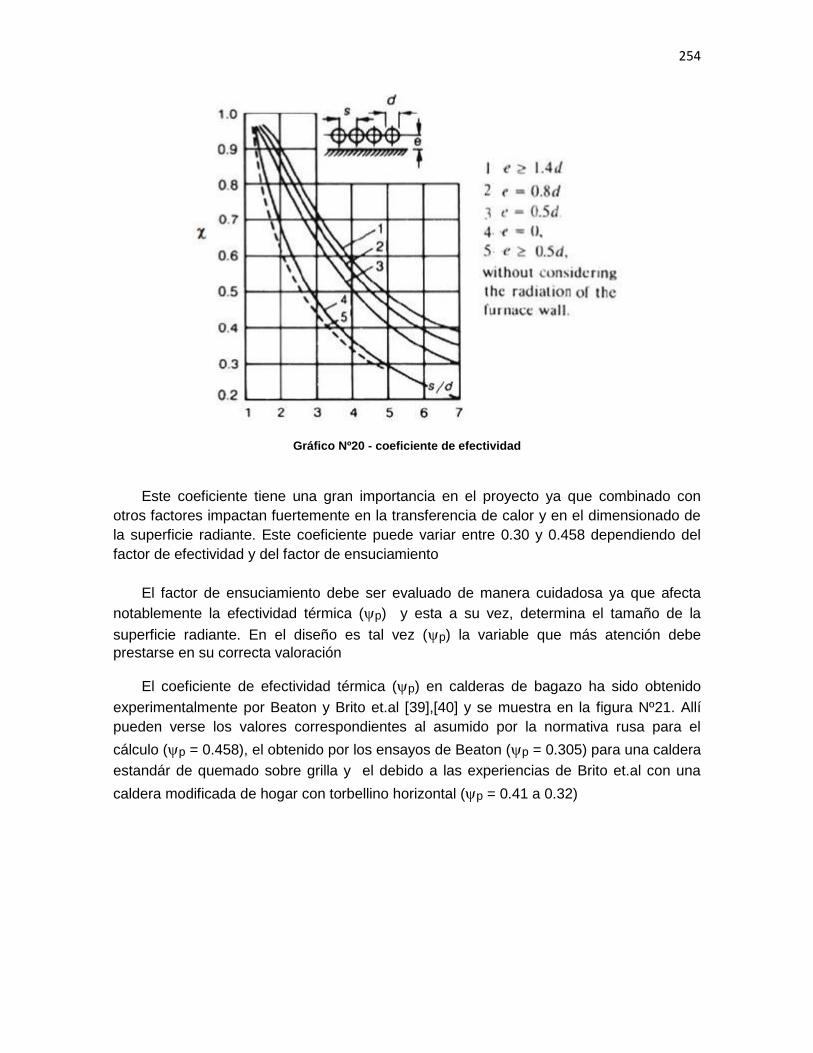
254
Gráfico Nº20 - coeficiente de efectividad
Este coeficiente tiene una gran importancia en el proyecto ya que combinado con otros factores impactan fuertemente en la transferencia de calor y en el dimensionado de la superficie radiante. Este coeficiente puede variar entre 0.30 y 0.458 dependiendo del factor de efectividad y del factor de ensuciamiento El factor de ensuciamiento debe ser evaluado de manera cuidadosa ya que afecta notablemente la efectividad térmica (p) y esta a su vez, determina el tamaño de la
superficie radiante. En el diseño es tal vez (p) la variable que más atención debe prestarse en su correcta valoración
El coeficiente de efectividad térmica (p) en calderas de bagazo ha sido obtenido experimentalmente por Beaton y Brito et.al [39],[40] y se muestra en la figura Nº21. Allí pueden verse los valores correspondientes al asumido por la normativa rusa para el
cálculo (p = 0.458), el obtenido por los ensayos de Beaton (p = 0.305) para una caldera estandár de quemado sobre grilla y el debido a las experiencias de Brito et.al con una
caldera modificada de hogar con torbellino horizontal (p = 0.41 a 0.32)
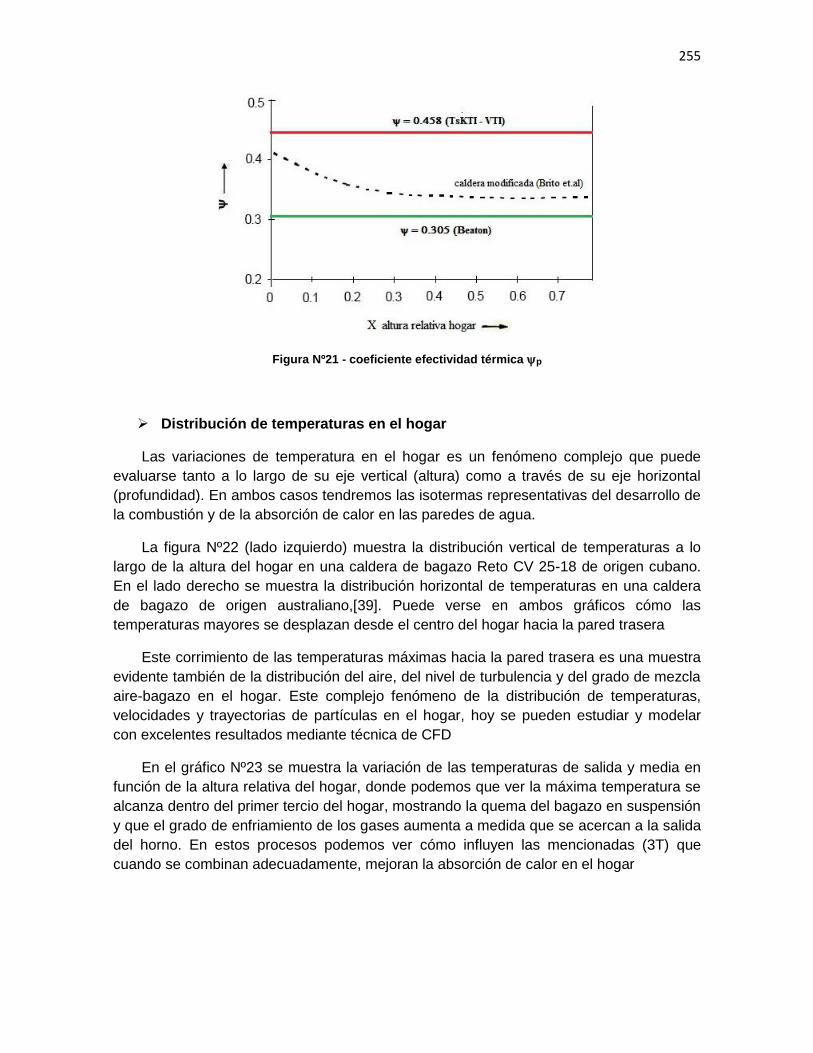
255
Figura Nº21 - coeficiente efectividad térmica p
Distribución de temperaturas en el hogar
Las variaciones de temperatura en el hogar es un fenómeno complejo que puede evaluarse tanto a lo largo de su eje vertical (altura) como a través de su eje horizontal (profundidad). En ambos casos tendremos las isotermas representativas del desarrollo de la combustión y de la absorción de calor en las paredes de agua.
La figura Nº22 (lado izquierdo) muestra la distribución vertical de temperaturas a lo largo de la altura del hogar en una caldera de bagazo Reto CV 25-18 de origen cubano. En el lado derecho se muestra la distribución horizontal de temperaturas en una caldera de bagazo de origen australiano,[39]. Puede verse en ambos gráficos cómo las temperaturas mayores se desplazan desde el centro del hogar hacia la pared trasera
Este corrimiento de las temperaturas máximas hacia la pared trasera es una muestra evidente también de la distribución del aire, del nivel de turbulencia y del grado de mezcla aire-bagazo en el hogar. Este complejo fenómeno de la distribución de temperaturas, velocidades y trayectorias de partículas en el hogar, hoy se pueden estudiar y modelar con excelentes resultados mediante técnica de CFD
En el gráfico Nº23 se muestra la variación de las temperaturas de salida y media en función de la altura relativa del hogar, donde podemos que ver la máxima temperatura se alcanza dentro del primer tercio del hogar, mostrando la quema del bagazo en suspensión y que el grado de enfriamiento de los gases aumenta a medida que se acercan a la salida del horno. En estos procesos podemos ver cómo influyen las mencionadas (3T) que cuando se combinan adecuadamente, mejoran la absorción de calor en el hogar
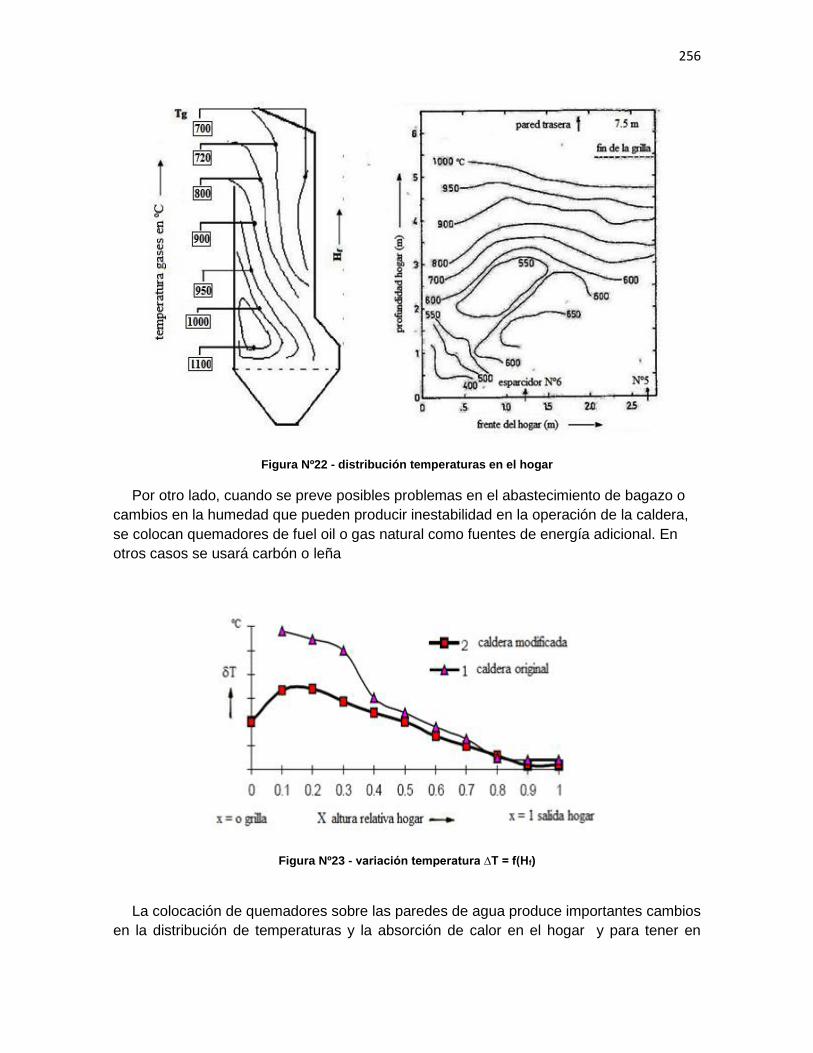
256
Figura Nº22 - distribución temperaturas en el hogar
Por otro lado, cuando se preve posibles problemas en el abastecimiento de bagazo o cambios en la humedad que pueden producir inestabilidad en la operación de la caldera, se colocan quemadores de fuel oil o gas natural como fuentes de energía adicional. En otros casos se usará carbón o leña
Figura Nº23 - variación temperatura ∆T = f(Hf)
La colocación de quemadores sobre las paredes de agua produce importantes cambios
en la distribución de temperaturas y la absorción de calor en el hogar y para tener en
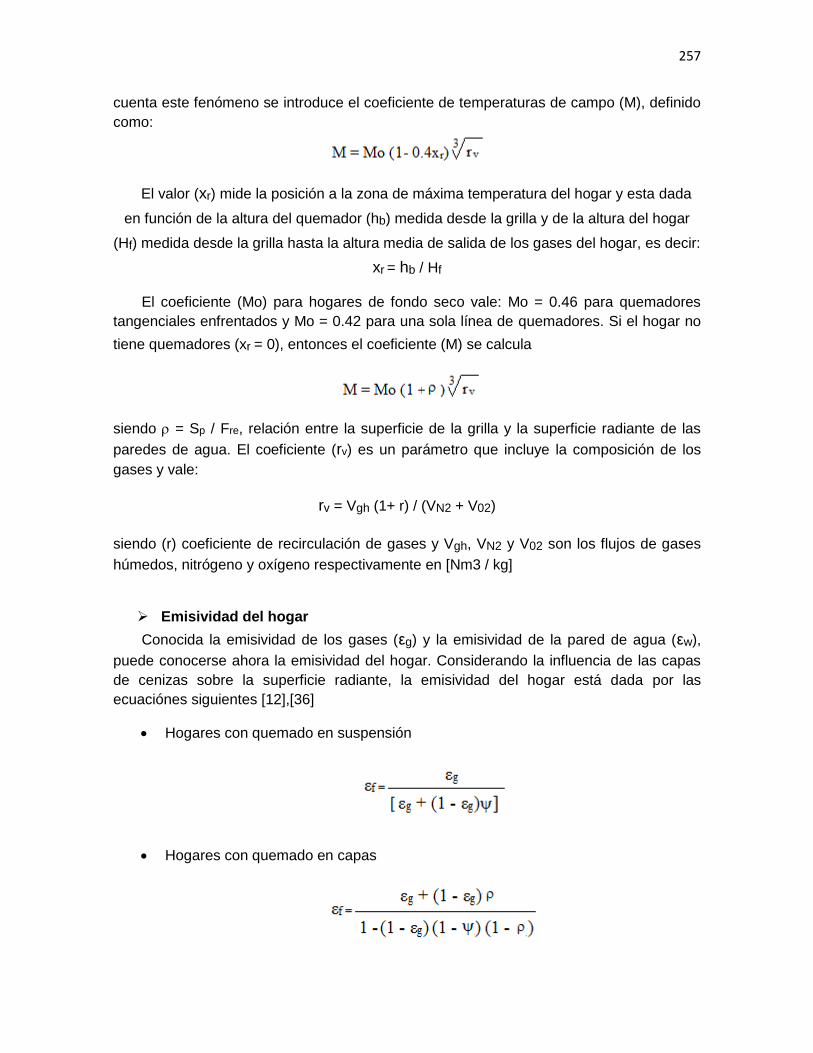
257
cuenta este fenómeno se introduce el coeficiente de temperaturas de campo (M), definido como:
El valor (xr) mide la posición a la zona de máxima temperatura del hogar y esta dada
en función de la altura del quemador (hb) medida desde la grilla y de la altura del hogar
(Hf) medida desde la grilla hasta la altura media de salida de los gases del hogar, es decir:
xr = hb / Hf
El coeficiente (Mo) para hogares de fondo seco vale: Mo = 0.46 para quemadores tangenciales enfrentados y Mo = 0.42 para una sola línea de quemadores. Si el hogar no
tiene quemadores (xr = 0), entonces el coeficiente (M) se calcula
siendo = Sp / Fre, relación entre la superficie de la grilla y la superficie radiante de las paredes de agua. El coeficiente (rv) es un parámetro que incluye la composición de los gases y vale:
rv = Vgh (1+ r) / (VN2 + V02)
siendo (r) coeficiente de recirculación de gases y Vgh, VN2 y V02 son los flujos de gases húmedos, nitrógeno y oxígeno respectivamente en [Nm3 / kg]
Emisividad del hogar
Conocida la emisividad de los gases (εg) y la emisividad de la pared de agua (εw), puede conocerse ahora la emisividad del hogar. Considerando la influencia de las capas de cenizas sobre la superficie radiante, la emisividad del hogar está dada por las ecuaciónes siguientes [12],[36]
Hogares con quemado en suspensión
Hogares con quemado en capas
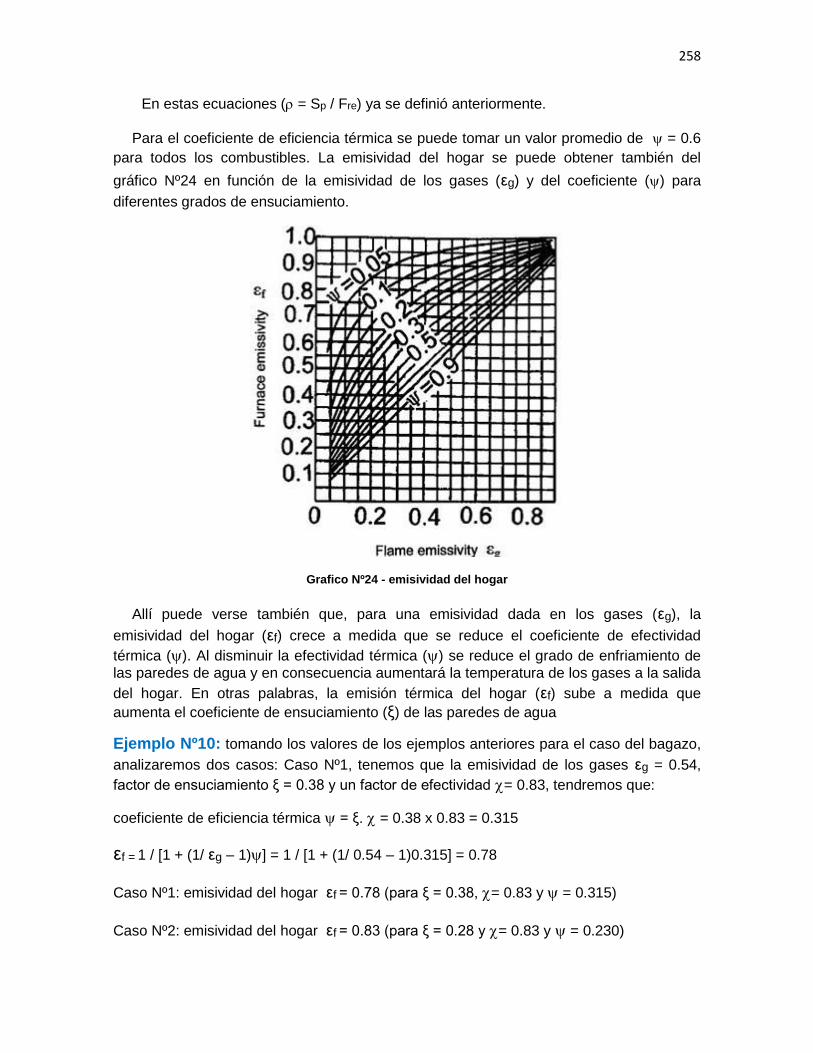
258
En estas ecuaciones ( = Sp / Fre) ya se definió anteriormente.
Para el coeficiente de eficiencia térmica se puede tomar un valor promedio de = 0.6 para todos los combustibles. La emisividad del hogar se puede obtener también del
gráfico Nº24 en función de la emisividad de los gases (εg) y del coeficiente () para diferentes grados de ensuciamiento.
Grafico Nº24 - emisividad del hogar
Allí puede verse también que, para una emisividad dada en los gases (εg), la
emisividad del hogar (εf) crece a medida que se reduce el coeficiente de efectividad térmica (). Al disminuir la efectividad térmica () se reduce el grado de enfriamiento de las paredes de agua y en consecuencia aumentará la temperatura de los gases a la salida del hogar. En otras palabras, la emisión térmica del hogar (εf) sube a medida que aumenta el coeficiente de ensuciamiento (ξ) de las paredes de agua
Ejemplo Nº10: tomando los valores de los ejemplos anteriores para el caso del bagazo, analizaremos dos casos: Caso Nº1, tenemos que la emisividad de los gases εg = 0.54, factor de ensuciamiento ξ = 0.38 y un factor de efectividad = 0.83, tendremos que:
coeficiente de eficiencia térmica = ξ. = 0.38 x 0.83 = 0.315
εf = 1 / [1 + (1/ εg – 1)] = 1 / [1 + (1/ 0.54 – 1)0.315] = 0.78
Caso Nº1: emisividad del hogar εf = 0.78 (para ξ = 0.38, = 0.83 y = 0.315)
Caso Nº2: emisividad del hogar εf = 0.83 (para ξ = 0.28 y = 0.83 y = 0.230)
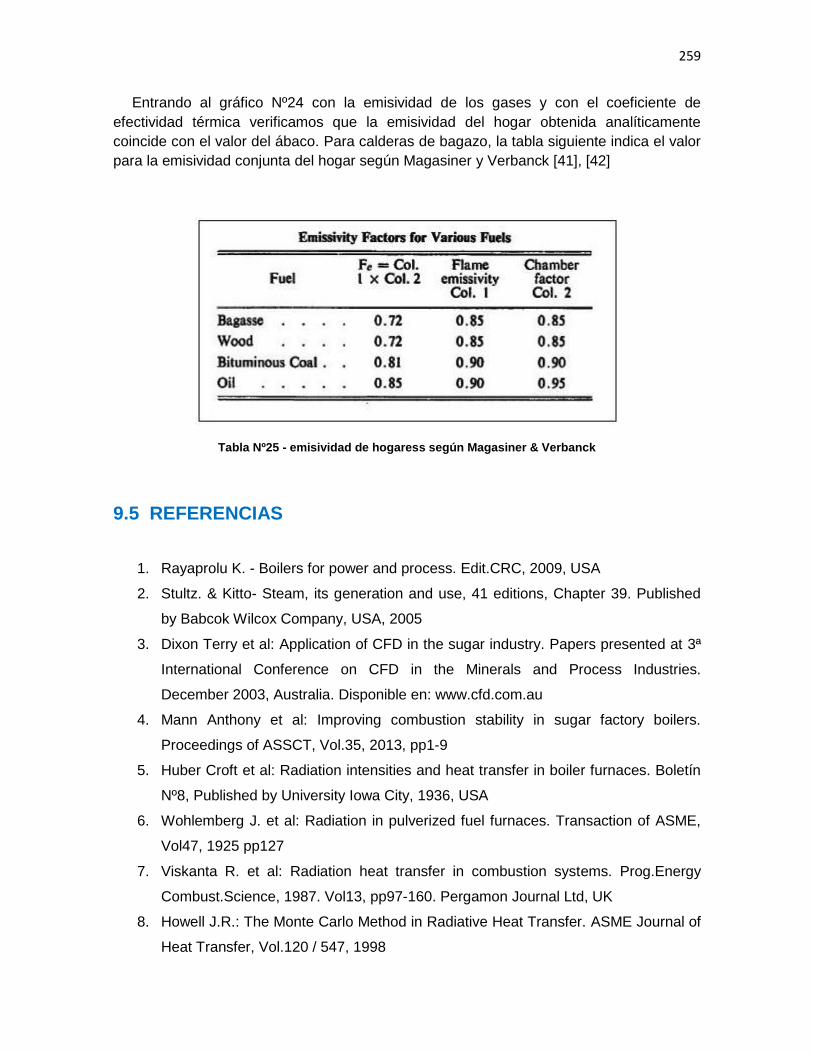
259
Entrando al gráfico Nº24 con la emisividad de los gases y con el coeficiente de efectividad térmica verificamos que la emisividad del hogar obtenida analíticamente coincide con el valor del ábaco. Para calderas de bagazo, la tabla siguiente indica el valor para la emisividad conjunta del hogar según Magasiner y Verbanck [41], [42]
Tabla Nº25 - emisividad de hogaress según Magasiner & Verbanck
9.5 REFERENCIAS
1. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, USA
2. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
3. Dixon Terry et al: Application of CFD in the sugar industry. Papers presented at 3ª
International Conference on CFD in the Minerals and Process Industries.
December 2003, Australia. Disponible en: www.cfd.com.au
4. Mann Anthony et al: Improving combustion stability in sugar factory boilers.
Proceedings of ASSCT, Vol.35, 2013, pp1-9
5. Huber Croft et al: Radiation intensities and heat transfer in boiler furnaces. Boletín
Nº8, Published by University Iowa City, 1936, USA
6. Wohlemberg J. et al: Radiation in pulverized fuel furnaces. Transaction of ASME,
Vol47, 1925 pp127
7. Viskanta R. et al: Radiation heat transfer in combustion systems. Prog.Energy
Combust.Science, 1987. Vol13, pp97-160. Pergamon Journal Ltd, UK
8. Howell J.R.: The Monte Carlo Method in Radiative Heat Transfer. ASME Journal of
Heat Transfer, Vol.120 / 547, 1998
260
9. Ivanovic Bladan: Reliable simple zonal method of the furnace thermal calculation.
Thermal Science: Vol 9, 2005, Nº2 pp 45-55
10. McHale C. et al: The application of the zone and Monte Carlo method to predict the
heat transfer in pulverized coal fired utility boilers. Paper presented at ASME
Meeting Annual, 1983. Technical paper of Babcock Power RPI-0026
11. Gleyzer Martin et al: Zonal method implementation to determine the thermal
radiation heat transfer in bidimensional furnaces. Proceeding of ENCIT 2012, . 14th
Brazilian Congress of Thermal Sciences and Engineering, Río Janeiro
12. Diseño térmico de calderas (en ruso) – Método Estándar Ruso, 3th edic. Edit.San
Petersburgo, CKTI (Тепловой расчет котлов-Нормативный метод), 1998.
13. Blokh A.G.:Heat transfer in steam boiler furnaces. Hemisphere Publishing Co,
1988, USA (traducción del ruso)
14. Boyko E. et al.: Diseño térmico de calderas (en ruso) - Тепловой расчет парового
котла. Edit. IPC KSTU, 2005
15. Effenberger Helmut: Dampferzeugung. Edit. Springer Verlag, 2000
16. Epple Bernd et al: Simulation von kraftwerken und wärmetechnischen Anlagen.
Edit. Springer Verlag, 2009, Germany
17. Dolezal Richard: Dampferzeugung. Springer Verlag, 1985, Germany
18. Mellor Goodwin: La combustión del bagazo y las condiciones de equilibrio térmico
en los hornos. Norma Ge-M-19. Argentina, 1966
19. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
20. Modest Michael: Radiative heat transfer, 2th edition.Published by Academic Press,
2003, USA
21. Siegel Roberts et al: Thermal radiation heat transfer, 3th. Edit. Hemisphere
Publishing Co, 1992, USA
22. McAdams Williams: Heat transmission, 3th edition. Published by McGraw Hill,
1954, USA
23. Gupta R. et al: Impact of Mineral Impurities in Solid Fuel Combustion. Edit.Kluwer
Academic Publisher, 2002, USA
24. Singer Joseph: Combustion fossil power. Edit.Combustion Engineering, 1991, USA
25. EPRI: Ash deposition impacts in the power industry. Report Nº1010315, 2006
26. Zbogar Ana et al: Surface Emissivity of Coal Ashes. IFRF Combustion Journal
27. Article Number 200305, November 2003
261
28. Shimogori Miki et al: Characterization of coal ash emissivity in high temperature
atmospheres. JSM International Journal, Serie B, Vol.49, Nº2, 2006
29. Ots A.: Thermophysical properties of ash deposit on boiler heat exchange
surfaces. Proceedings of International Conference on heat exchangers fouling and
cleaning, 2011, Grecia. Disponible en: www.heatexchanger-fouling.com
30. Dolezal Richard: Large boiler furnaces. Theory, Construction and Control. Edit.
Elsevier, 1967
31. Ganapathy V. – Industrial Boilers and Heat Recovery Steam Generators. Edit.
Marcel Dekker Inc, 2003, U.S.
32. Mehrotra Anil et al: Estimate gas emissivities for equipment and process design.
Chemical Engineering Progress, september 1995 , pp.70-77
33. Farag Ihab: Radiative heat transmission from non-luminous gases. Computational
study of the emissivities of water and carbon dioxide. Ph.D Thesis presented at
MIT, 1976. Chemical Engineering Department
34. Perry Robert et al: Manual del Ingeniero Químico, 6ª edition. Edit. McGraw Hill
Company, 1992
35. Gharehkhani Samira et al: Extension of Weighted Sum of Gray Gas Data to
Mathematical Simulation of Radiative Heat Transfer in a Boiler with Gas-Soot
Media. The Scientific World Journal, Vo.2014, artic.504601
36. Smith T.F. et al: Evaluation of Coefficients for the Weighted Sum of Gray Gases
Model. ASME Journal of Heat Transfer, Vol.104, pp.602-608, 1982
37. Basu P. et al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
38. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991, U.S.
39. Mariño Rafael. – Producción y transmisión industrial del calor. Edit.Dossat,
España, 1947
40. Brito A.L: Determinación de la temperatura de los gases a la salida del horno en
calderas para bagazo. Centro de estudios de eficiencia energética. Facultad de
Ingeniería Mecánica - Universidad de Oriente, 1977, Cuba. Disponible en:
https://es.scribd.com/doc/39899266
41. Beaton OP.et al: Eficiency analysis of a boiler for suspension burning of sugar
cane bagasse. Disponible en: ttp://www.unizar.es/dopazo
262
42. Magasiner N.: Boiler design and selection in the cane sugar industry. Proceedings
of SASTA, march 1966, pp.29-63
43. Verbanck H.: Development of a mathematical model for watertube boiler heat
transfer calculations. Proceedings of SASTA, 1997, pp.166-171
9.6 WEBSITE
www.dedini.com.br
www.caldema.com.br
www.simisa.com.br
www.johnthompson.co.za
www.hpb.com.br
www.thermaxindia.com
www.babcokpower.com
www.asme.org
www.dipp.nic.in
www.procknor.com.br
www.mellorgoodwin.com
www.iram.org.ar
www.abnt.org.br
www.epri.com
www.lito-gonella.com
www.mitrepowertech.com
www.sermatec.com.br
www.vgb.org
www.bacbcok.com
www.amecfw.com
www.agrestsrl.com
www.fainser.com
www.assct.com.au
www.sasta.co.za
www.stab.org.br
263
10. DISEÑO TERMICO DEL HOGAR
Llegado a este punto y habiendo visto los aspectos esenciales de la radiación térmica,
veremos ahora el cálculo del hogar, la determinación de las variables y parámetros fundamentales de su diseño, los aspectos geométricos que definen sus dimensiones principales y básicamente cómo se relacionan entre ellas, esto es, determinar:
La carga térmica y su distribución Temperatura media del hogar La temperatura de salida del hogar La superficie radiente efectiva Eficiencia radiante Las dimensiones del hogar: ancho, altura Tiempo de retención de las partículas Generación de vapor en el hogar y su distribución Interrelación entre estas magnitudes Valores típicos en calderas tradicionales y modernas
10.1 BALANCE ENERGETICO DEL HOGAR
El balance de masas del hogar puede escribirse según vimos (figura Nº1)
1+ Gat = Ggh + Gcz
Dado que Gcz << Ggh, podemos suponer Gzc = 0 y el balance de energía quedará escrito como:
Hi + Ga. cpa.ta = Qh + Qp + (1+ Ga).cpgh(ts).ts
Despreciendo las pérdidas térmicas (Qp) y el calor absorbido en el hogar (Qh), toda la energía liberada en el recinto se transferirá a los gases de combustión, de modo que el balance podrá escribirse ahora como:
Hi (w) + Ga. cpa.ta = (1+ Ga).cpgh(tad).tad
de donde podemos obtener la temperatura máxima o adiabática de combustión (tad) que
se dará el el hogar bajo un Hi = f(w), un exceso de aire () y una temperatura de aire
precalentado (ta)
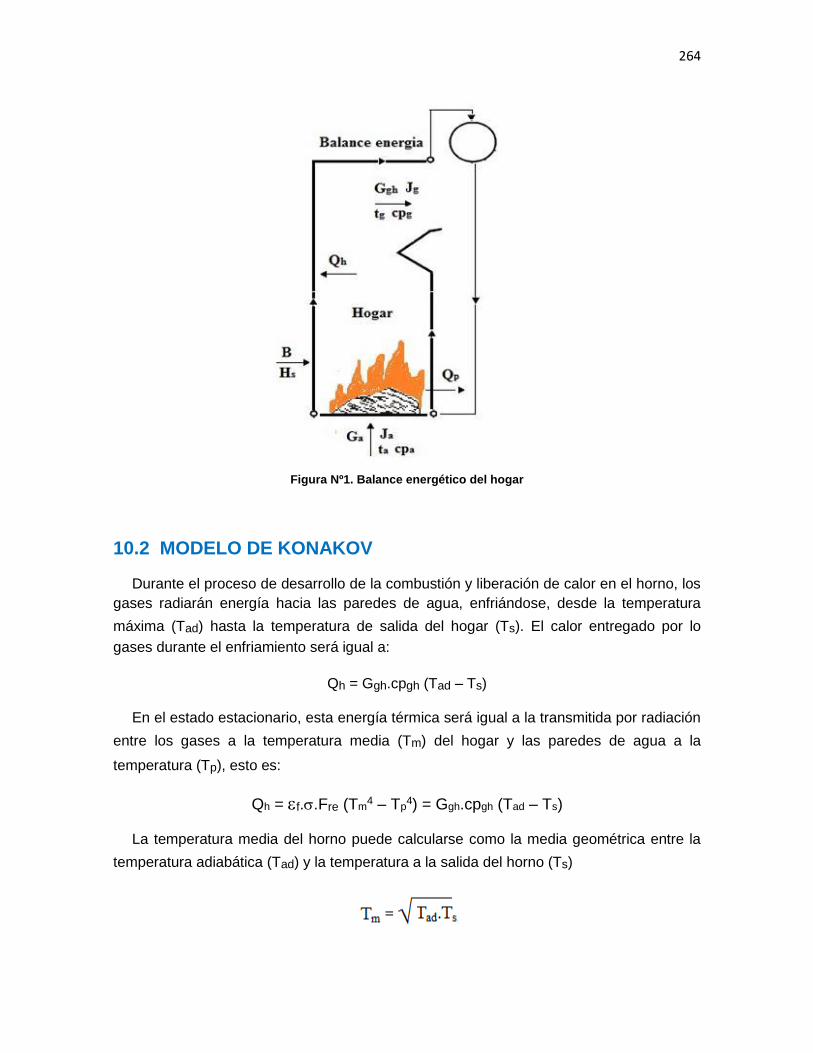
264
Figura Nº1. Balance energético del hogar
10.2 MODELO DE KONAKOV
Durante el proceso de desarrollo de la combustión y liberación de calor en el horno, los gases radiarán energía hacia las paredes de agua, enfriándose, desde la temperatura
máxima (Tad) hasta la temperatura de salida del hogar (Ts). El calor entregado por lo gases durante el enfriamiento será igual a:
Qh = Ggh.cpgh (Tad – Ts)
En el estado estacionario, esta energía térmica será igual a la transmitida por radiación
entre los gases a la temperatura media (Tm) del hogar y las paredes de agua a la
temperatura (Tp), esto es:
Qh = f..Fre (Tm4 – Tp4) = Ggh.cpgh (Tad – Ts)
La temperatura media del horno puede calcularse como la media geométrica entre la
temperatura adiabática (Tad) y la temperatura a la salida del horno (Ts)

265
Reemplazando esta expresión de (Tm) en el balance de energía anterior, puede escribirse
Qh = f ..Fre (Tad2.Ts
2 – Tp4) = Ggh.cpgh (Tad – Ts)
Por otro lado, la temperatura Tp4 << Tad
4, de modo que puede despreciarse en la ecuación anterior y quedará entonces:
Qh = f ..Fre Tad2.Ts
2 = Ggh.cpgh (Tad – Ts)
Dividiendo por Tad4, y reagrupando términos, la ecuación puede escribirse de la
siguiente forma
nos queda escrita como:
Llamando () a la relación entre la temperatura de salida (Ts) de los gases y la
temperatura adiabática (Tad) y reemplazando en la ecuación anterior tenemos:
Resolviendo para () esta ecuación cuadrática última, resulta entonces que:

266
El coeficiente adimensional de similitud (Ko), se conoce como Número de Konakov y relaciona el flujo térmico convectivo al flujo radiante. Este coeficiente tiene una gran
importancia ya que relaciona las variables esenciales del proyecto (Fre, Ts y f) y constituye el primer modelo para el dimensionado del hogar [1],[2],[3]
El cálculo del hogar será un proceso iterativo ya que dos de sus principales variables
son desconocidas (Ts, Fre). La ecuación anterior muestra que, para un Número de Konakov dado, la temperatura de los gases a la salida del hogar será tanto mayor cuanto
más baja sea la emisividad del hogar (f).
Esta relación es muy interesante para procesos de simulación donde se quiera evaluar el efecto de las cenizas sobre la emisividad de la pared, o bien de la humedad del bagazo sobre la emisividad de los gases y por ende sobre la absorción de calor en el hogar
Unas simplificaciones en el cálculo del hogar a partir del Número de Konakov es propuesto por Annaratone y consisten de las siguientes ecuaciones. La relación entre las temperaturas de salida del hogar y la adiabática, está dada por [4]:
donde el Número de Konakov se puede aproximar como:
siendo (qe) la carga térmica de enfriamiento del hogar [kcal /m2.h] y definida como
en la que (fv) es un factor de ensuciamiento que toma en cuenta la fusión de las cenizas sobre las superficies y el (%) de cobertura de las mismas. Este coeficiente varía entre (fv)
= 1 a 1.3. Un valor intermedio puede ser fv =1.15
Como se verá más adelante, la compleja distribución de temperaturas en el hogar tanto en su eje vertical como horizontal hace que sea difícil definir un solo valor como “temperatura de combustión”; sin embargo existe en la cámara de combustión, una
267
temperatura determinada y unívocamente medible, que sintetiza, todas las influencias presentes en el hogar.
Esta temperatura–clave, es aquella a la cual salen los gases de combustión del hogar. No es pues la temperatura de combustión sino aproximadamente, la temperatura final de la misma. Este valor final no es otra cosa que la expresión termométrica del complicado balance térmico del hogar y es por esto que es introducida en los cálculo de diseño del
mismo [5]. La temperatura media del hogar (Tm) es otro parámetro importante en el diseño ya que ella debe ser de un valor tal que garantice la ausencia de fusión y escorificación de las cenizas sobre la grilla y las paredes de agua.
Para que esto no acontezca su valor debería mantenerse por debajo de los 1200ºC ya que las temperaturas de fusión de las cenizas están entre los 1100 y 1300ºC según vimos en los capítulos anteriores. Dixon et.al fija este límite para el bagazo australiano en un
valor de Tm = 1150ºC y Torreguitar et al para el caso del bagazo argentino recomienda
como límite máximo Tm = 1100ºC [6],[7],[8]
10.3 METODO NORMATIVO RUSO – 3º EDICION 1998
Según este método, el calor absorbido por la superficie radiante (Qh) estará dado por la
diferencia entre el calor aportado (Qe) y el que egresa con los gases (Jgs) que salen del
hogar a la temperatura (ts). El balance de energía podrá escribirse entonces como
Qh = B (Qe – Jgs) = B.Vgh.cpm(tad – ts)
siendo (Jgs) la entalpía de los gases a la temperatura de salida del hogar y () el
coeficiente de retención de calor del hogar que vale, [1],[9]
donde (qrc) son las pérdidas de energía por convección y radiación en el hogar [%] y (b)
el rendimiento de la caldera [%]. El coeficiente () representa la fracción del calor disponible que es absorbido en las paredes de agua. Por otro lado, el calor específico
medio de los gases de combustión dado por el producto (Vgh.cpm) se calculará como:
La temperatura de los gases a la salida del hogar (Ts) puede estimarse según la
ecuación de Gurvich-Blokh, donde la relación adimensional () está dada por:

268
siendo (Bo) el Número de Boltzman que relaciona la energía absorbida en el hogar con la temperatura a la que se transiere la misma por radiación y está dado por
y donde (Be) es el Número de Buger Efectivo que vale
y (Bu) el Número de Buger que representa la capacidad de absorción radiante de los gases de combustión en el hogar y se calcula como:
Bu = k. p. L
siendo k, p y L, los coeficientes de absorción de los gases (C02 y H20), la presión de la mezcla en el horno y la longitud media del haz de rayos que ya definimos anteriormente
Combinando estas ecuaciones puede obtenerse la temperatura de los gases a la salida
del hogar (Ts)
o se podrá despejar la superficie radiante efectiva (Fre) que valdrá:
La distribución del calor en función de la altura del hogar, es decir su densidad
térmica (dqh), se determina zonalmente a través del coeficiente de captación de calor (Yh) y vale según esta normativa
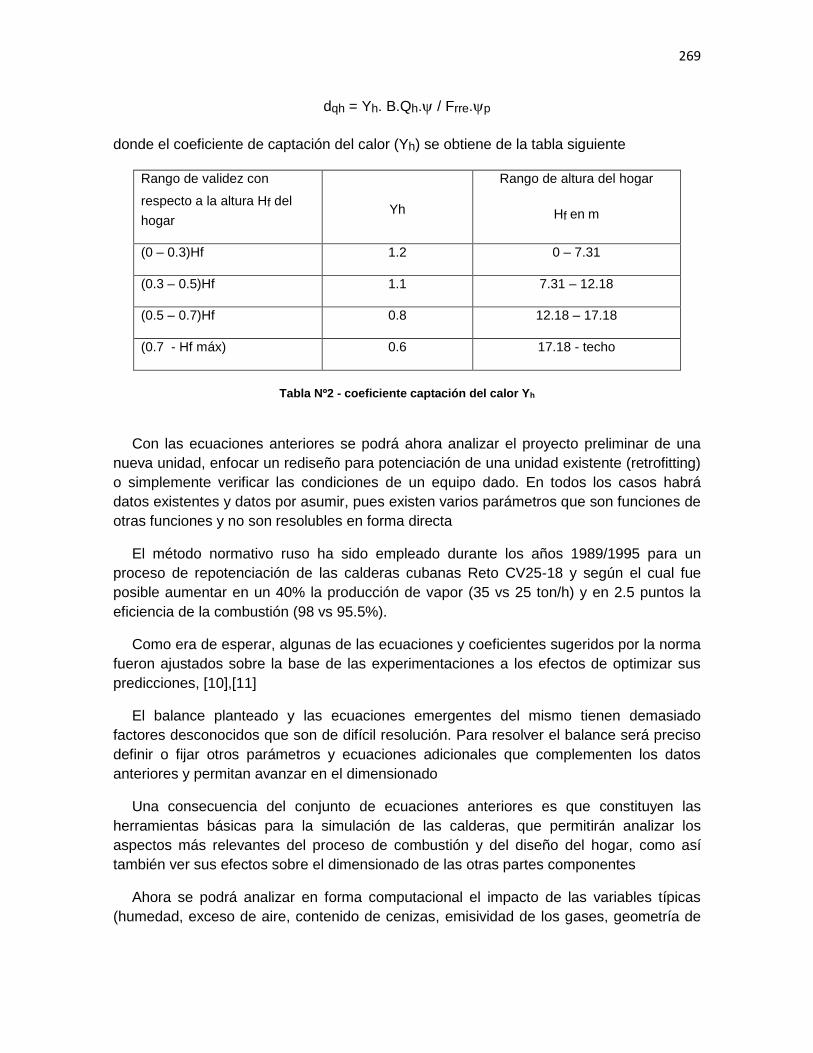
269
dqh = Yh. B.Qh. / Frre.p
donde el coeficiente de captación del calor (Yh) se obtiene de la tabla siguiente
Rango de validez con
respecto a la altura Hf del
hogar
Yh
Rango de altura del hogar
Hf en m
(0 – 0.3)Hf 1.2 0 – 7.31
(0.3 – 0.5)Hf 1.1 7.31 – 12.18
(0.5 – 0.7)Hf 0.8 12.18 – 17.18
(0.7 - Hf máx) 0.6 17.18 - techo
Tabla Nº2 - coeficiente captación del calor Yh
Con las ecuaciones anteriores se podrá ahora analizar el proyecto preliminar de una
nueva unidad, enfocar un rediseño para potenciación de una unidad existente (retrofitting) o simplemente verificar las condiciones de un equipo dado. En todos los casos habrá datos existentes y datos por asumir, pues existen varios parámetros que son funciones de otras funciones y no son resolubles en forma directa
El método normativo ruso ha sido empleado durante los años 1989/1995 para un proceso de repotenciación de las calderas cubanas Reto CV25-18 y según el cual fue posible aumentar en un 40% la producción de vapor (35 vs 25 ton/h) y en 2.5 puntos la eficiencia de la combustión (98 vs 95.5%).
Como era de esperar, algunas de las ecuaciones y coeficientes sugeridos por la norma fueron ajustados sobre la base de las experimentaciones a los efectos de optimizar sus predicciones, [10],[11]
El balance planteado y las ecuaciones emergentes del mismo tienen demasiado factores desconocidos que son de difícil resolución. Para resolver el balance será preciso definir o fijar otros parámetros y ecuaciones adicionales que complementen los datos anteriores y permitan avanzar en el dimensionado
Una consecuencia del conjunto de ecuaciones anteriores es que constituyen las herramientas básicas para la simulación de las calderas, que permitirán analizar los aspectos más relevantes del proceso de combustión y del diseño del hogar, como así también ver sus efectos sobre el dimensionado de las otras partes componentes
Ahora se podrá analizar en forma computacional el impacto de las variables típicas (humedad, exceso de aire, contenido de cenizas, emisividad de los gases, geometría de
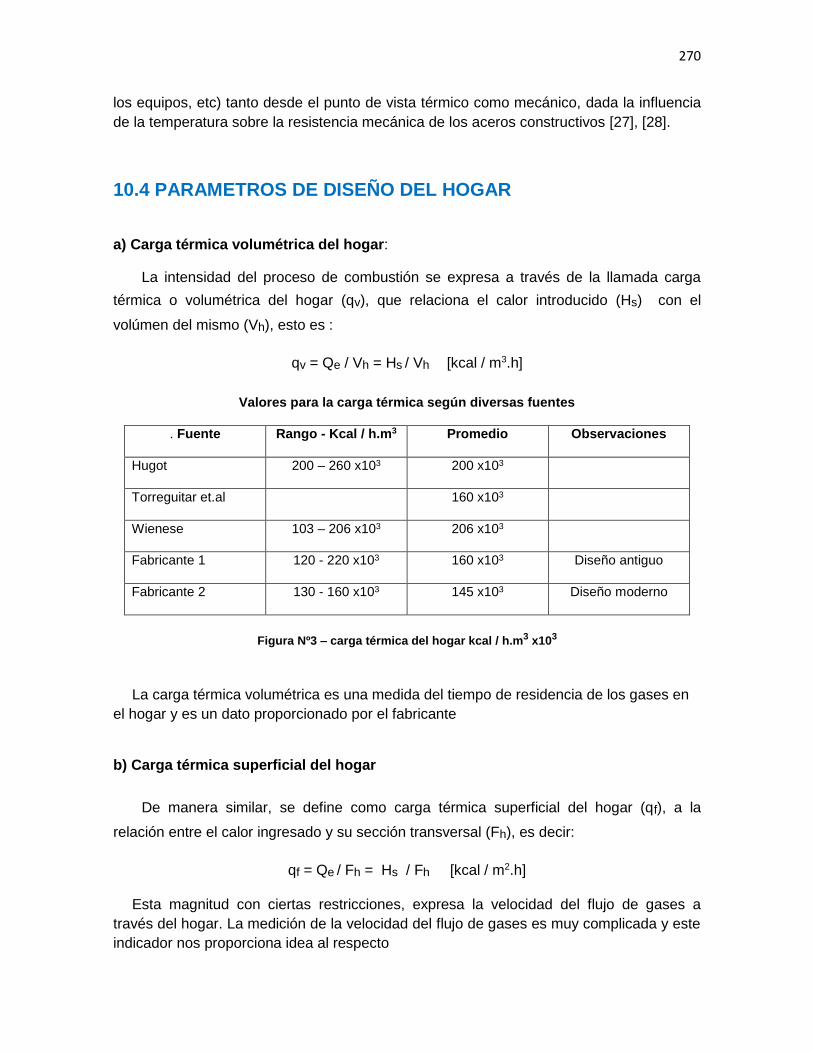
270
los equipos, etc) tanto desde el punto de vista térmico como mecánico, dada la influencia de la temperatura sobre la resistencia mecánica de los aceros constructivos [27], [28].
10.4 PARAMETROS DE DISEÑO DEL HOGAR
a) Carga térmica volumétrica del hogar:
La intensidad del proceso de combustión se expresa a través de la llamada carga
térmica o volumétrica del hogar (qv), que relaciona el calor introducido (Hs) con el
volúmen del mismo (Vh), esto es :
qv = Qe / Vh = Hs / Vh [kcal / m3.h]
Valores para la carga térmica según diversas fuentes
. Fuente Rango - Kcal / h.m3 Promedio Observaciones
Hugot 200 – 260 x103 200 x103
Torreguitar et.al 160 x103
Wienese 103 – 206 x103 206 x103
Fabricante 1 120 - 220 x103 160 x103 Diseño antiguo
Fabricante 2 130 - 160 x103 145 x103 Diseño moderno
Figura Nº3 – carga térmica del hogar kcal / h.m3 x103
La carga térmica volumétrica es una medida del tiempo de residencia de los gases en el hogar y es un dato proporcionado por el fabricante
b) Carga térmica superficial del hogar
De manera similar, se define como carga térmica superficial del hogar (qf), a la
relación entre el calor ingresado y su sección transversal (Fh), es decir:
qf = Qe / Fh = Hs / Fh [kcal / m2.h]
Esta magnitud con ciertas restricciones, expresa la velocidad del flujo de gases a través del hogar. La medición de la velocidad del flujo de gases es muy complicada y este indicador nos proporciona idea al respecto
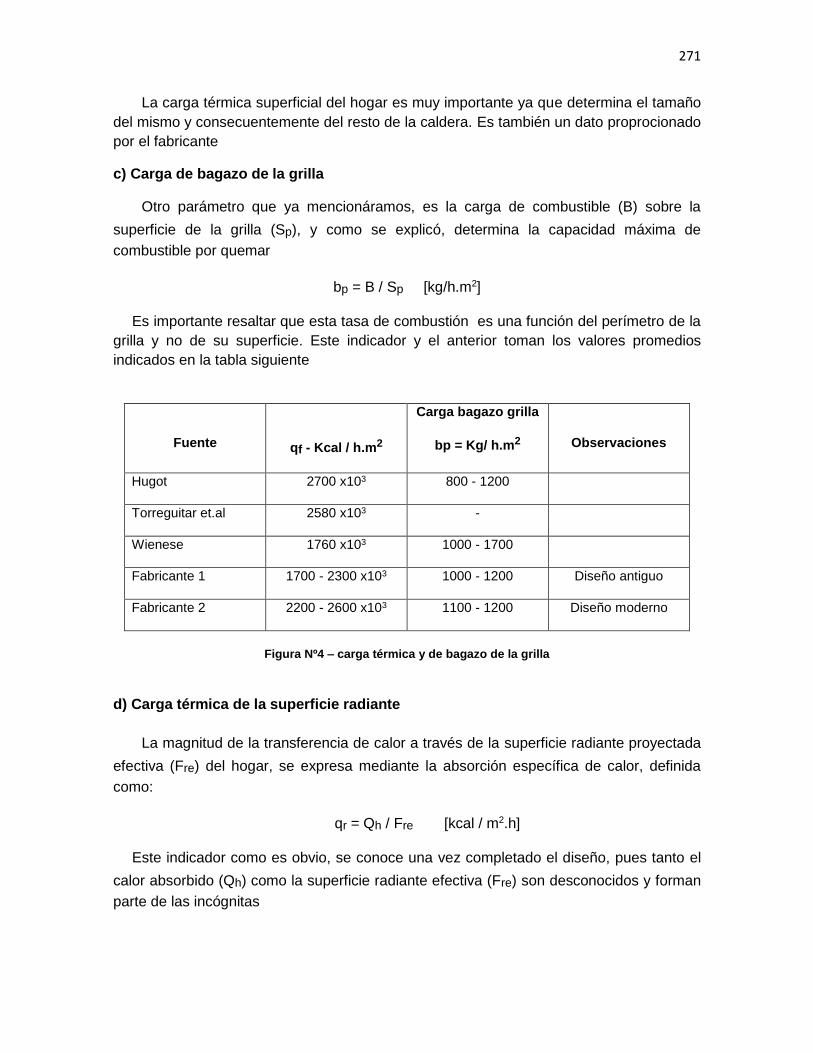
271
La carga térmica superficial del hogar es muy importante ya que determina el tamaño del mismo y consecuentemente del resto de la caldera. Es también un dato proprocionado por el fabricante
c) Carga de bagazo de la grilla
Otro parámetro que ya mencionáramos, es la carga de combustible (B) sobre la
superficie de la grilla (Sp), y como se explicó, determina la capacidad máxima de combustible por quemar
bp = B / Sp [kg/h.m2]
Es importante resaltar que esta tasa de combustión es una función del perímetro de la grilla y no de su superficie. Este indicador y el anterior toman los valores promedios indicados en la tabla siguiente
Fuente
qf - Kcal / h.m2
Carga bagazo grilla
bp = Kg/ h.m2
Observaciones
Hugot 2700 x103 800 - 1200
Torreguitar et.al 2580 x103 -
Wienese 1760 x103 1000 - 1700
Fabricante 1 1700 - 2300 x103 1000 - 1200 Diseño antiguo
Fabricante 2 2200 - 2600 x103 1100 - 1200 Diseño moderno
Figura Nº4 – carga térmica y de bagazo de la grilla
d) Carga térmica de la superficie radiante La magnitud de la transferencia de calor a través de la superficie radiante proyectada
efectiva (Fre) del hogar, se expresa mediante la absorción específica de calor, definida como:
qr = Qh / Fre [kcal / m2.h]
Este indicador como es obvio, se conoce una vez completado el diseño, pues tanto el
calor absorbido (Qh) como la superficie radiante efectiva (Fre) son desconocidos y forman parte de las incógnitas
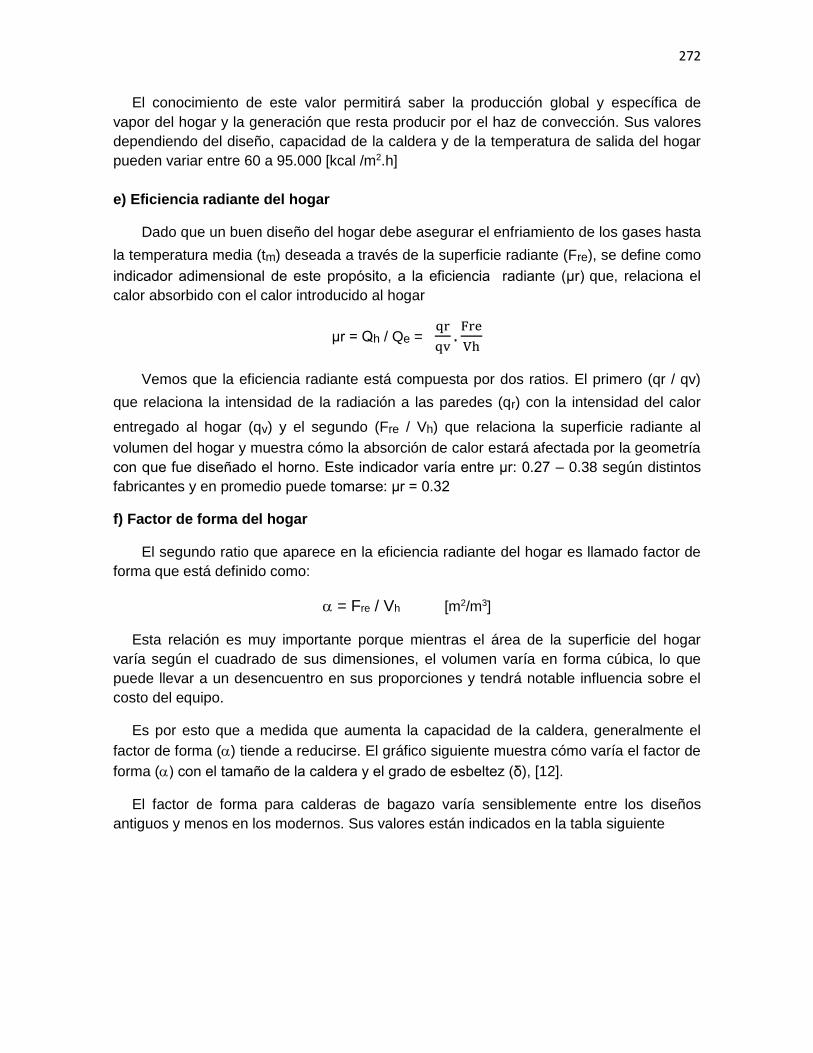
272
El conocimiento de este valor permitirá saber la producción global y específica de vapor del hogar y la generación que resta producir por el haz de convección. Sus valores dependiendo del diseño, capacidad de la caldera y de la temperatura de salida del hogar pueden variar entre 60 a 95.000 [kcal /m2.h]
e) Eficiencia radiante del hogar
Dado que un buen diseño del hogar debe asegurar el enfriamiento de los gases hasta
la temperatura media (tm) deseada a través de la superficie radiante (Fre), se define como indicador adimensional de este propósito, a la eficiencia radiante (μr) que, relaciona el calor absorbido con el calor introducido al hogar
μr = Qh / Qe = qr
qv.
Fre
Vh
Vemos que la eficiencia radiante está compuesta por dos ratios. El primero (qr / qv)
que relaciona la intensidad de la radiación a las paredes (qr) con la intensidad del calor
entregado al hogar (qv) y el segundo (Fre / Vh) que relaciona la superficie radiante al volumen del hogar y muestra cómo la absorción de calor estará afectada por la geometría con que fue diseñado el horno. Este indicador varía entre μr: 0.27 – 0.38 según distintos fabricantes y en promedio puede tomarse: μr = 0.32
f) Factor de forma del hogar
El segundo ratio que aparece en la eficiencia radiante del hogar es llamado factor de forma que está definido como:
= Fre / Vh [m2/m3]
Esta relación es muy importante porque mientras el área de la superficie del hogar varía según el cuadrado de sus dimensiones, el volumen varía en forma cúbica, lo que puede llevar a un desencuentro en sus proporciones y tendrá notable influencia sobre el costo del equipo.
Es por esto que a medida que aumenta la capacidad de la caldera, generalmente el factor de forma () tiende a reducirse. El gráfico siguiente muestra cómo varía el factor de forma () con el tamaño de la caldera y el grado de esbeltez (δ), [12].
El factor de forma para calderas de bagazo varía sensiblemente entre los diseños antiguos y menos en los modernos. Sus valores están indicados en la tabla siguiente
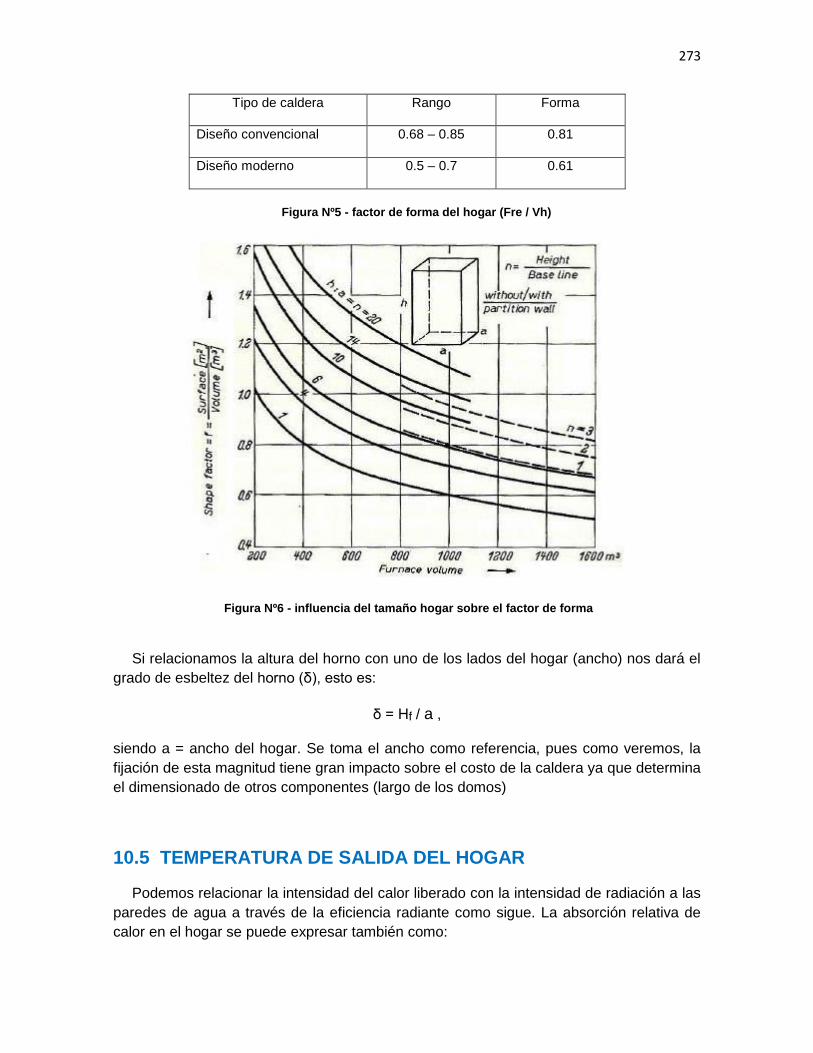
273
Tipo de caldera Rango Forma
Diseño convencional 0.68 – 0.85 0.81
Diseño moderno 0.5 – 0.7 0.61
Figura Nº5 - factor de forma del hogar (Fre / Vh)
Figura Nº6 - influencia del tamaño hogar sobre el factor de forma
Si relacionamos la altura del horno con uno de los lados del hogar (ancho) nos dará el
grado de esbeltez del horno (δ), esto es:
δ = Hf / a ,
siendo a = ancho del hogar. Se toma el ancho como referencia, pues como veremos, la fijación de esta magnitud tiene gran impacto sobre el costo de la caldera ya que determina el dimensionado de otros componentes (largo de los domos)
10.5 TEMPERATURA DE SALIDA DEL HOGAR
Podemos relacionar la intensidad del calor liberado con la intensidad de radiación a las paredes de agua a través de la eficiencia radiante como sigue. La absorción relativa de calor en el hogar se puede expresar también como:

274
μr = 1 – Ts
Tad
o decir, que la temperatura de salida de los gases del hogar aumentará según:
Ts = Tad (1 - r) = Tad (1 − qr
qv
Fre
Vh )
lo cual se puede expresar también a través de un coeficiente adimensional (θ) de
temperatura como:
= Ts
Tad= (1 −
qr
qv
Fre
Vh )
El indicador adimensional (θ) relaciona la intensidad del calor liberado (qv) con la
intensidad de la radiación a las paredes (qr), y vemos que disminuye con el incremento de la intensidad de la combustión
La carga térmica del hogar es proporcional a la carga de la caldera, mientras que el flujo promedio de calor a tavés de las paredes cae muy lentamente con la disminución de la carga. La ecuación muestra que al reducirse la carga térmica se producirá un incremento en la eficiencia radiante (μr) y consecuentemente provocará una reducción en
la temperatura de salida de los gases (Ts).
En forma paralela, una reducción en la carga térmica implica también una caída en la
temperatura del aire y en la temperatura de la llama Tad, Inversamente, el aumento de la carga térmica provocará el aumento de las temperaturas citadas
En general, las variaciones de la temperatura de salida (ts) de los gases con la carga del hogar, seguirán una ecuación de la forma
Ts ~ (Qe) n / 2 n = 0.2 – 0.4
es decir, que si la carga se duplica, la temperatura de salida subirá según una potencia (n/2) mientras las otras condiciones se mantengan constante. Estas ecuaciones permitirán
simular y predecir la temperatura de salida (Ts) al sobrecalentador [13]
De estos cálculos de diseño del hogar es importante resaltar que la temperatura de los
gases a la salida del hogar (Ts) debe estimarse con bastante certeza ya que de ella depende el diseño de las otras superficies de calefacción y porque particularmente define la selección de materiales para el sobrecalentador, especialmente en las modernas unidades generadoras donde la temperatura del vapor supera los 500ºC
Una baja temperatura de salida dará lugar a problemas operativos posteriores, en tanto que una temperatura alta, conducirá a una mayor y costosa superficie de calefacción del sobrecalentador.
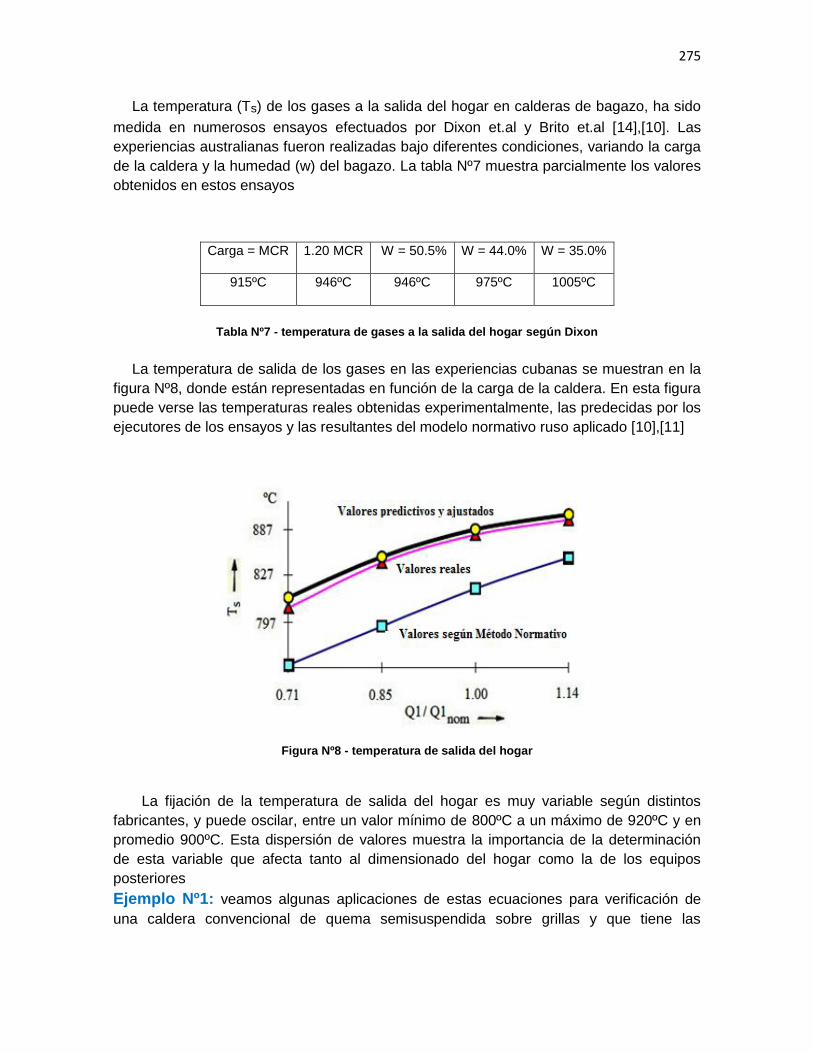
275
La temperatura (Ts) de los gases a la salida del hogar en calderas de bagazo, ha sido medida en numerosos ensayos efectuados por Dixon et.al y Brito et.al [14],[10]. Las experiencias australianas fueron realizadas bajo diferentes condiciones, variando la carga de la caldera y la humedad (w) del bagazo. La tabla Nº7 muestra parcialmente los valores obtenidos en estos ensayos
Carga = MCR 1.20 MCR W = 50.5% W = 44.0% W = 35.0%
915ºC 946ºC 946ºC 975ºC 1005ºC
Tabla Nº7 - temperatura de gases a la salida del hogar según Dixon
La temperatura de salida de los gases en las experiencias cubanas se muestran en la
figura Nº8, donde están representadas en función de la carga de la caldera. En esta figura puede verse las temperaturas reales obtenidas experimentalmente, las predecidas por los ejecutores de los ensayos y las resultantes del modelo normativo ruso aplicado [10],[11]
Figura Nº8 - temperatura de salida del hogar
La fijación de la temperatura de salida del hogar es muy variable según distintos fabricantes, y puede oscilar, entre un valor mínimo de 800ºC a un máximo de 920ºC y en promedio 900ºC. Esta dispersión de valores muestra la importancia de la determinación de esta variable que afecta tanto al dimensionado del hogar como la de los equipos posteriores Ejemplo Nº1: veamos algunas aplicaciones de estas ecuaciones para verificación de una caldera convencional de quema semisuspendida sobre grillas y que tiene las
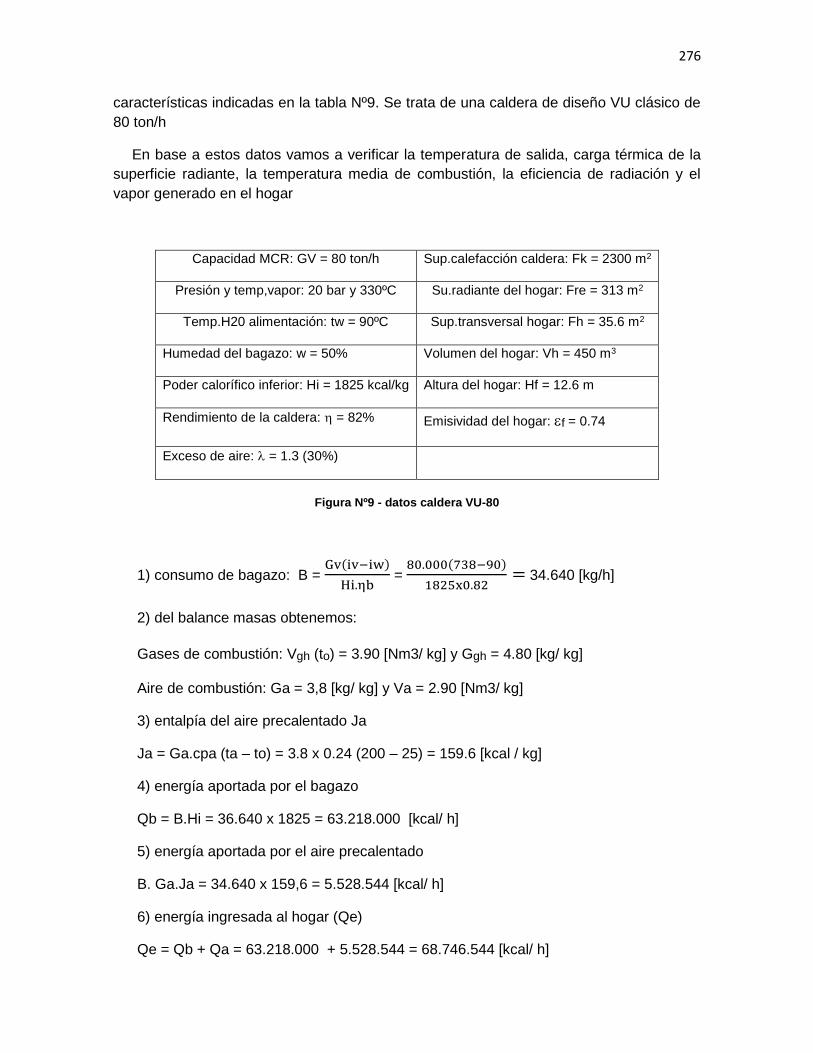
276
características indicadas en la tabla Nº9. Se trata de una caldera de diseño VU clásico de 80 ton/h
En base a estos datos vamos a verificar la temperatura de salida, carga térmica de la superficie radiante, la temperatura media de combustión, la eficiencia de radiación y el vapor generado en el hogar
Capacidad MCR: GV = 80 ton/h Sup.calefacción caldera: Fk = 2300 m2
Presión y temp,vapor: 20 bar y 330ºC Su.radiante del hogar: Fre = 313 m2
Temp.H20 alimentación: tw = 90ºC Sup.transversal hogar: Fh = 35.6 m2
Humedad del bagazo: w = 50% Volumen del hogar: Vh = 450 m3
Poder calorífico inferior: Hi = 1825 kcal/kg Altura del hogar: Hf = 12.6 m
Rendimiento de la caldera: = 82% Emisividad del hogar: f = 0.74
Exceso de aire: = 1.3 (30%)
Figura Nº9 - datos caldera VU-80
1) consumo de bagazo: B = Gv(iv−iw)
Hi.ηb =
80.000(738−90)
1825x0.82= 34.640 [kg/h]
2) del balance masas obtenemos:
Gases de combustión: Vgh (to) = 3.90 [Nm3/ kg] y Ggh = 4.80 [kg/ kg]
Aire de combustión: Ga = 3,8 [kg/ kg] y Va = 2.90 [Nm3/ kg]
3) entalpía del aire precalentado Ja
Ja = Ga.cpa (ta – to) = 3.8 x 0.24 (200 – 25) = 159.6 [kcal / kg]
4) energía aportada por el bagazo
Qb = B.Hi = 36.640 x 1825 = 63.218.000 [kcal/ h]
5) energía aportada por el aire precalentado
B. Ga.Ja = 34.640 x 159,6 = 5.528.544 [kcal/ h]
6) energía ingresada al hogar (Qe)
Qe = Qb + Qa = 63.218.000 + 5.528.544 = 68.746.544 [kcal/ h]
277
7) temperatura adiabática (Tad)
Vamos a suponer que la temperatura de salida está el orden de los 900ºC y la temperatura adiabática en 1300ºC. El cpm de los gases entre estas temperaturas es según el gráfico Nº cpm = 0.33 [kcal/kg.ºC]. La temperatura adiabática resulta
tad = (Qe / Gg.cpm) + to = (68.746.544 / 4.8x34.640x0.345) + 25 = 1278ºC
tad = 1278ºC 1300 ºC supuestos
Deberíamos recalcular, pero aceptaremos este valor y avanzaremos en el cálculo
Tad = tad + 273 = 1551ºK
8) cálculo del Nº Konakov
Usando la ecuación sugerida por Annaratone tenemos
q = B.Hi / Fre = 34.640 x 1825 / 313 = 201.794 [kcal/m2.h]
Ko = 0.278 fv2q / (Tad/100)4 = 0.278x1.152x201.794 / (1551/100)4 =
Ko = 1.28
9) recalculo de la temperatura adimensional (θ)
= Ko/2f [(1+ 2f/ Ko) 0.5 - 1] = 1.28 / 2x0.74 [(1 + 2x0.74/1.28) 0.5 - 1]
= 0.709
10) cálculo de la temperatura de salida (Ts) del hogar
Ts = .Tad = 0.709 x 1551 = 1099 ºK
ts = Ts - 273 = 1099 – 273 = 826ºC
consideraremos esta temperatura aceptable
11) cálculo de la temperatura media del hogar
Tm = √Ts. Tad2 = √1099𝑥1551
2 = 1305 ºK
tm = Tm – 273 = 1305 – 273 = 1032 ºC
tm = 1032 ºC < 1100 ºC para evitar la fusión cenizas
12) calculo del calor absorbido por la superficie radiante (Qh)
278
Qh = Ggh.cpm (tad – ts) = 4.8x34.640x0.33 (1278 – 826) = 24.801.132 kcal/h
13) calculo de la carga térmica de superficie radiante (absorción específica calor)
qf = Qh / Fre = 24.801.132 / 313 = 79.237 [kcal/m2.h]
14) calculo de la eficiencia radiante ()
= Qh / Qe = 24.801.132 / 68.746.544 = 0.36
= 36%
15 ) cálculo del vapor generado en el hogar (Gvh)
Gvh = Qh / (is – tw) = 24.801.132 / (668.8 – 90) = 42.849 [kg/h]
16) generación vapor relativa (Gvh / Gv)
Rv = Gvh / Gv = (42.849 / 80.000)100 = 53.56%
17) producción específica de vapor del hogar
dh = Gvh / Fre = 42.849 / 313 = 136.89 [kg/ m2.h]
Ejemplo Nº2: veamos qué resultados arroja si usamos el método normativo ruso
mencionado. Para ello debemos calcular primero los componentes del Nº de Boltzman y luego aplicar la ecuación de Gurvich para conocer la temperatura de salida de los gases
1) cálculo del Nº de Buger (Bu)
Bu = k.p.L donde p = 1 bar y L = 3.6 Vh / Fre = 3.6 x 450 / 313 = 5.17 m y según vimos en el ejemplo Nº el coeficiente de absorción de los gases vale: kg = 0.202, entonces nos queda
Bu = 0.202 x 5.17 = 1.04
2) cálculo de Nº de Buger efectivo (Be)
Be = 1.6 ln (1.4Bu2 + Bu + 2) / (1.4Bu2 – Bu + 2) =
Be = 1.6 (1.4x1.042 + 1.04+2)/( 1.4x1.042 - 1.04+2) = 0.415
3) cálculo del coeficiente de retención de calor del hogar ()
Aquí es preciso definir las pérdidas por convección y radiación (qrc) que la fijamos en qrc = 1.2 % (referida al Hi del bagazo). Nos queda entonces
= 1 – qrc / (qrc+ b) = 1 – 1.2 /(1.2 + 82) = 0.98
279
4) cálculo del coeficiente de distribución de temperaturas (M)
Vimos en los gráficos de los ensayos que la zona de máxima temperatura se
encuentra aproximadamente en la coordenada xr = Hmáx / Hf = 0.2 de la altura del horno. Por otro lado, del balance de masas de la combustión se obtiene que el volumen de gases húmedos y de N2 y O2 son:
Vgh = 3.9 [Nm3 / kg] y VN2 = 2.27 [Nm3/kg] y V02 = 0.14 [Nm3/kg]
rv = Vgh / (VN2 + V02) = 3.9 / (2.27 + 0.14) = 1.61
M = Mo (1 – 0.4.xr)√rv3
= 0.46 ( 1 – 0.4x0.2)√1.613 = 0.5
5) cálculo del coeficiente de efectividad térmica () del hogar
Vimos de los cálculos anteriores y de los ensayos que este valor oscila entre 0.45 y 0.305. Tomaremos un valor medio de = 0.36. El valor de () podemos obtenerlo del gráfico en función de la emisividad de los gases y de la pared
6) cálculo del Nº de Boltzman (Bo)
Bo = .B.Vgh.cpm / σ..Fre. Tad3
Bo = 0.98 x34.640 x3.9 x0.418 x108 / 4.96 x0.36 x313 x15513
Bo = 0.95
Aquí el flujo de gases es Vgh = 3.9 [Nm3 /kg] y cpm = 0.418 [kcal/Nm3ºK]
7) Cálculo de la temperatura de salida (ts)
Aplicando la ecuación de Gurvich tenemos: θ = Ts / Tad = Bo0.6 / (M.Be0.3 + Bo0.6)
θ = 0.950.6 / ( 0.5x0.4150.3 + 0.950.6 ) = 0.71
temperatura de salida: ts = θ. Ts – 273 = 1551x0.71 – 273 = 828ºC
El valor así obtenido practicamente coincide con el obtenido en el problema anterior. Si bien con este método es más largo el proceso de cálculo, tiene una gran ventaja que es poder evaluar más ajustadamente los efectos de las pérdidas de energía y el
ensuciamiento por parte de las cenizas a través de los coeficientes (
El desarrollo de estos cálculos es un problema multivariable cuya solución manual puede ser muy larga y tediosa, por ello resulta muy conveniente volcar las ecuaciones en una planilla electrónica de datos (Excel) y correr los parámetros que se evaluen críticos. Realizado esto, se podrá volcar sobre gráficos las variables de interés en función del parámetro elegido
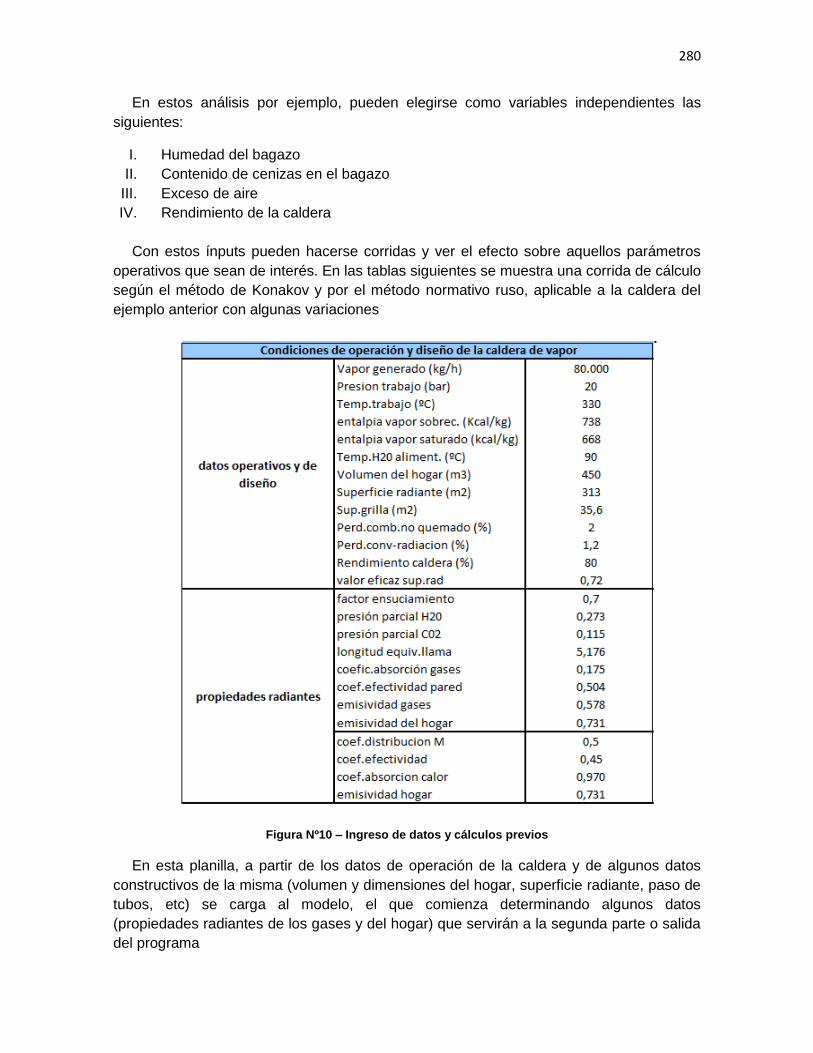
280
En estos análisis por ejemplo, pueden elegirse como variables independientes las siguientes:
I. Humedad del bagazo II. Contenido de cenizas en el bagazo
III. Exceso de aire IV. Rendimiento de la caldera
Con estos ínputs pueden hacerse corridas y ver el efecto sobre aquellos parámetros
operativos que sean de interés. En las tablas siguientes se muestra una corrida de cálculo según el método de Konakov y por el método normativo ruso, aplicable a la caldera del ejemplo anterior con algunas variaciones
Figura Nº10 – Ingreso de datos y cálculos previos
En esta planilla, a partir de los datos de operación de la caldera y de algunos datos constructivos de la misma (volumen y dimensiones del hogar, superficie radiante, paso de tubos, etc) se carga al modelo, el que comienza determinando algunos datos (propiedades radiantes de los gases y del hogar) que servirán a la segunda parte o salida del programa
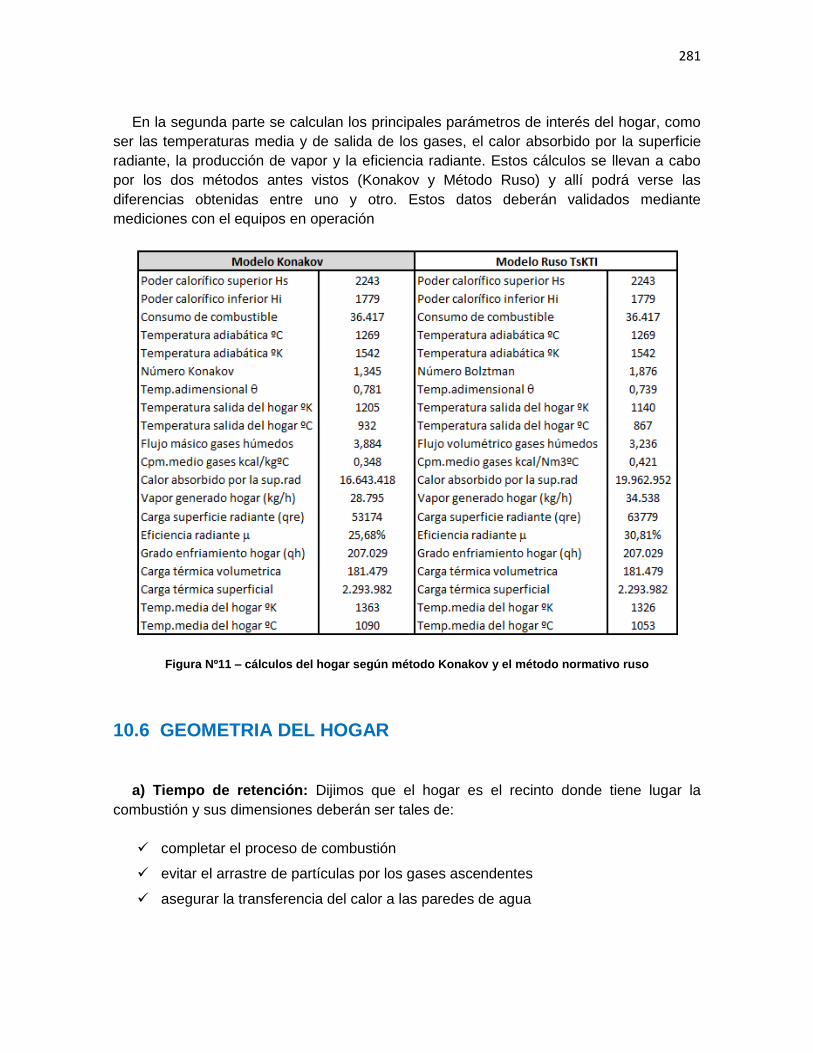
281
En la segunda parte se calculan los principales parámetros de interés del hogar, como
ser las temperaturas media y de salida de los gases, el calor absorbido por la superficie radiante, la producción de vapor y la eficiencia radiante. Estos cálculos se llevan a cabo por los dos métodos antes vistos (Konakov y Método Ruso) y allí podrá verse las diferencias obtenidas entre uno y otro. Estos datos deberán validados mediante mediciones con el equipos en operación
Figura Nº11 – cálculos del hogar según método Konakov y el método normativo ruso
10.6 GEOMETRIA DEL HOGAR
a) Tiempo de retención: Dijimos que el hogar es el recinto donde tiene lugar la
combustión y sus dimensiones deberán ser tales de: completar el proceso de combustión
evitar el arrastre de partículas por los gases ascendentes
asegurar la transferencia del calor a las paredes de agua
282
El tiempo de retención de las partículas forma parte de las (3Ts) que ya mencionáramos: Temperatura, Tiempo y Turbulencia, condiciones esenciales para un diseño eficiente. Este tiempo no puede medirse directamente y es por ello que se determina a partir del volumen del hogar y del flujo de gases de combustión generados en el mismo
La determinación del tiempo de retención puede ser realizada mediante métodos estadísticos usando una función de distribución. Por consiguiente F(t) es la probabilidad que una partícula dada permanezca en el sistema por un tiempo (t) o menor. La derivada de F(t) es la probabilidad que el tiempo de residencia caiga entre (t) + dt
f(t) = dF(t) / dt
y la fracción de material que ha estado en el sistema por un tiempo entre (t1) y (t2) esta dado por
Y1,2 = ∫ f(t)dt2
1
El tiempo de residencia esperado es
Er (t) = ∫ t. f(t)dt∞
0
Para profundizar el cálculo del tiempo de residencia a través de las funciones de distribución se puede hacer con auxilio de las herramientas computacionales CFD [27], [28].
El tiempo de residencia promedio (Tr) de las partículas en el hogar, puede determinarse por la ecuación siguiente [9],[15]
Tr = γg(tm).Hi
(1+λGat)qv [seg]
donde γg (tm) indica el peso específico de los gases [kg./ m3] a la temperatura media(tm)
del hogar, Hi el poder calorífico inferior [kcal /kg.bagazo], Gat el aire mínimo teórico
[kg.aire /kg.bagazo], λ el exceso de aire [kg.aire/kg.aire] y qv [kcal /m3.seg]
Si despreciamos los cambios de presión de los gases en el hogar, su peso específico
(γg) sólo será función de la temperatura (tm) y en consecuencia podemos escribir
γg (tm) = 𝛄g(to).To
Tm [kg./ m3]
y reemplazando en la anterior, nos queda que el tiempo de retención valdrá
Tr = To.γg(to).H𝑖
Tm(1+λGat)qv [seg]

283
Vemos que el tiempo de retención dismimuye a medida que crece el exceso de aire, la temperatura media y la carga térmica volumétrica del hogar. Esta ecuación es muy importante porque muestra cómo se combinan e impactan las diferentes variables.
Poniendo al flujo de los gases de combustión Vgh (tm) en función de su presión (Pg) y
su temperatura media (Tm) en el horno, al consumo de bagazo B en [kg/seg] y al volumen
efectivo del hogar Vhe en [m3], podemos escribir entonces que:
Vgh (tm) = Vgh (to). Tm
To.
Po
Pg [m3/ kg.bagazo]
y el tiempo de retención [seg] resultará:
El tiempo de retención es un parámetro muy importante en el diseño y que debe ser mantenido dentro de cierto rango ya que influye:
sobre la altura del hogar el costo de construcción producción de no quemados emisiones de particulado
El tiempo de retención toma los siguientes valores según distintas fuentes (tabla Nº10) [15],[16],[17]
Fuente Tiempo de retención en seg
Rayaprolu 2.5 – 3.5
Mellor Goddwin 2.0
Davidis 2.5
Dixon 1.5
Fabricantes varios 2.5 – 3.0
Tabla Nº10 - Tiempo de retención partículas en el hogar
Al definir el volumen del hogar (Vh) es importante recordar que la llama no ocupa la totalidad del recinto sino una parte solamente, es decir que habrá un volumen efectivo
(Vhe) cubierto por los gases que será una fracción del volumen total, esto es,
Vhe = v.Vh
284
siendo (v) el coeficiente de utilización volumétrica que está en un rango de v = 0.6 a 0.8, dependiendo del diseño de la cámara de combustión, de la ubicación de quemadores si los hubiera y del tipo y disposición de toberas de aire secundario. Mediciones realizadas por Dixon en Australia en calderas de bagazo muestran que este factor de utilización varía entre 0.6 y 0.75, [17],[18]
Teniendo en cuenta este factor, el tiempo de retención real en el hogar se calculará entonces con la siguiente ecuación:
Ejemplo Nº3: supongamos que se desea quemar bagazo de 50% de humedad con un exceso de aire λ = 1.30 en una caldera que opera bajos las siguientes condiciones:
Poder calorífico inferior: Hi = 1825 Kcal / kg
Carga térmica del hogar: qv = 140.000 kcal/m3.h = 38,89 kcal / m3.seg
Temperatura media del hogar: Tm = 1000ºC = 1273ºK
Coeficiente volumétrico: v = 0.75
Del balance de masas de la combustión del bagazo obtenemos
Gat = 2.8625 [kg.aire / kg.bagazo]
γgh(to) = 1.191 [kg. /Nm3]
reemplazando en la ecuación dada, se obtiene que el tiempo promedio de retención vale
Trh = To.γg(to).H𝑖.v
Tm(1+λGat)qv =
273x1.191x1825x0.75
1273(1+1.30x2.8625)38.89 = 1.9 [seg], < 2.5
Luego veremos otro ejemplo en el dimensionado del horno cómo se calcula y usa el
tiempo de retención para establecer la altura del hogar
Para evaluar el impacto de cada una de las variables sobre el tiempo de retención y dada la interrelación entre ellas, puede efectuarse un análisis de sensibilidad. Para que este análisis sea comparable, todas las variables deben ser incrementadas en la misma proporción para ver sus efectos
Sobre la base del ejemplo planteado e incrementando un 2% la humedad, el exceso de aire y la temperatura media, tenemos que el exceso de aire es el que mayor impacto provoca, reduciendo un 2.28% el tiempo de retención por cada 2% de aumento de la variable respecto del caso base, seguido de la humedad y la temperatura media
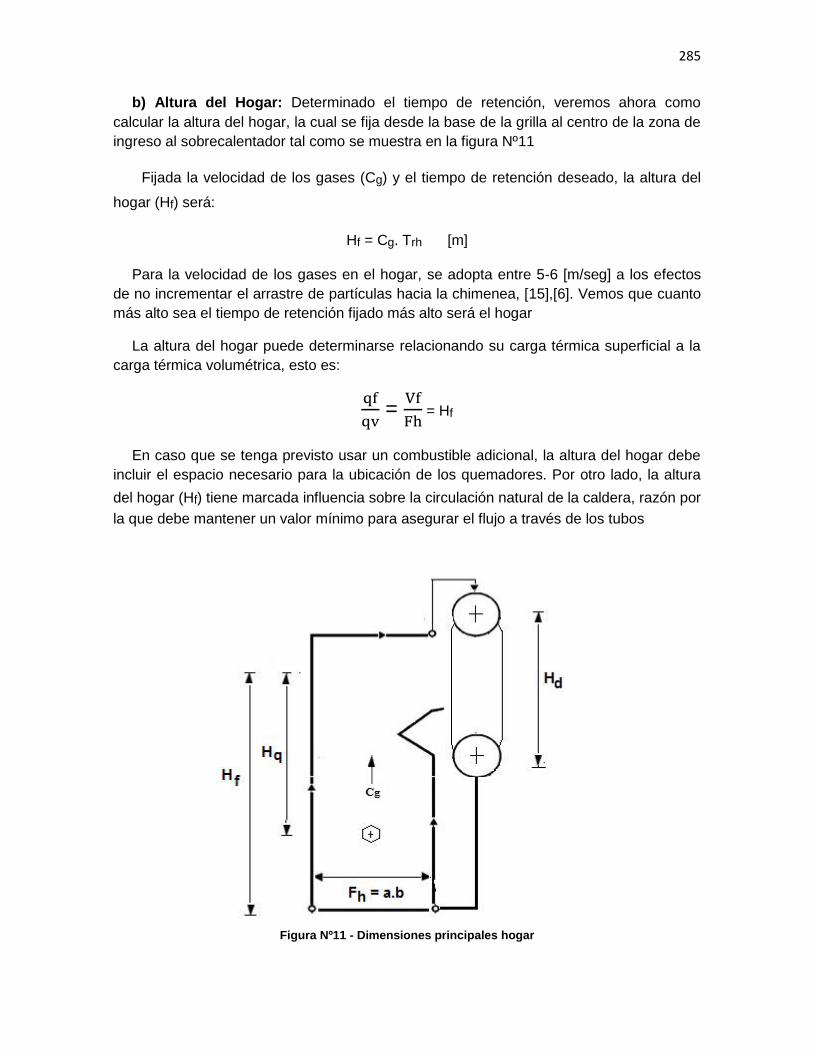
285
b) Altura del Hogar: Determinado el tiempo de retención, veremos ahora como calcular la altura del hogar, la cual se fija desde la base de la grilla al centro de la zona de ingreso al sobrecalentador tal como se muestra en la figura Nº11
Fijada la velocidad de los gases (Cg) y el tiempo de retención deseado, la altura del
hogar (Hf) será:
Hf = Cg. Trh [m]
Para la velocidad de los gases en el hogar, se adopta entre 5-6 [m/seg] a los efectos de no incrementar el arrastre de partículas hacia la chimenea, [15],[6]. Vemos que cuanto más alto sea el tiempo de retención fijado más alto será el hogar
La altura del hogar puede determinarse relacionando su carga térmica superficial a la carga térmica volumétrica, esto es:
qf
qv =
Vf
Fh = Hf
En caso que se tenga previsto usar un combustible adicional, la altura del hogar debe incluir el espacio necesario para la ubicación de los quemadores. Por otro lado, la altura
del hogar (Hf) tiene marcada influencia sobre la circulación natural de la caldera, razón por la que debe mantener un valor mínimo para asegurar el flujo a través de los tubos
Figura Nº11 - Dimensiones principales hogar
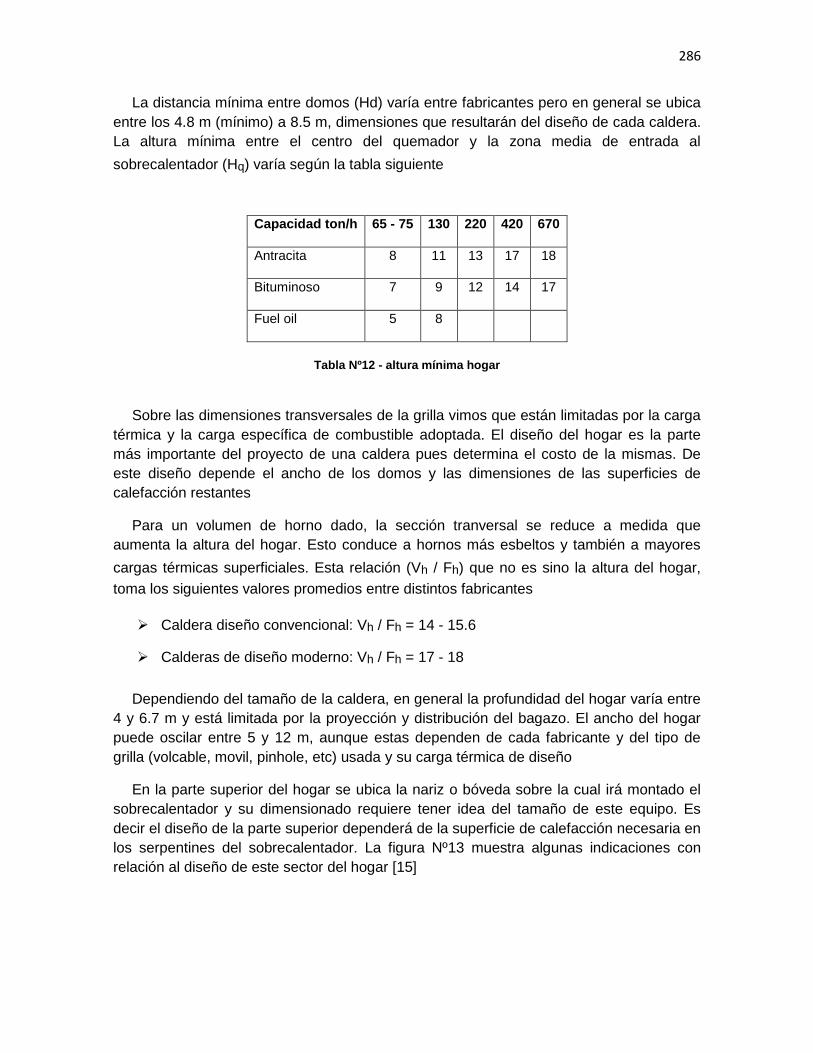
286
La distancia mínima entre domos (Hd) varía entre fabricantes pero en general se ubica entre los 4.8 m (mínimo) a 8.5 m, dimensiones que resultarán del diseño de cada caldera. La altura mínima entre el centro del quemador y la zona media de entrada al
sobrecalentador (Hq) varía según la tabla siguiente
Capacidad ton/h 65 - 75 130 220 420 670
Antracita 8 11 13 17 18
Bituminoso 7 9 12 14 17
Fuel oil 5 8
Tabla Nº12 - altura mínima hogar
Sobre las dimensiones transversales de la grilla vimos que están limitadas por la carga
térmica y la carga específica de combustible adoptada. El diseño del hogar es la parte más importante del proyecto de una caldera pues determina el costo de la mismas. De este diseño depende el ancho de los domos y las dimensiones de las superficies de calefacción restantes
Para un volumen de horno dado, la sección tranversal se reduce a medida que aumenta la altura del hogar. Esto conduce a hornos más esbeltos y también a mayores
cargas térmicas superficiales. Esta relación (Vh / Fh) que no es sino la altura del hogar, toma los siguientes valores promedios entre distintos fabricantes
Caldera diseño convencional: Vh / Fh = 14 - 15.6
Calderas de diseño moderno: Vh / Fh = 17 - 18
Dependiendo del tamaño de la caldera, en general la profundidad del hogar varía entre 4 y 6.7 m y está limitada por la proyección y distribución del bagazo. El ancho del hogar puede oscilar entre 5 y 12 m, aunque estas dependen de cada fabricante y del tipo de grilla (volcable, movil, pinhole, etc) usada y su carga térmica de diseño
En la parte superior del hogar se ubica la nariz o bóveda sobre la cual irá montado el sobrecalentador y su dimensionado requiere tener idea del tamaño de este equipo. Es decir el diseño de la parte superior dependerá de la superficie de calefacción necesaria en los serpentines del sobrecalentador. La figura Nº13 muestra algunas indicaciones con relación al diseño de este sector del hogar [15]
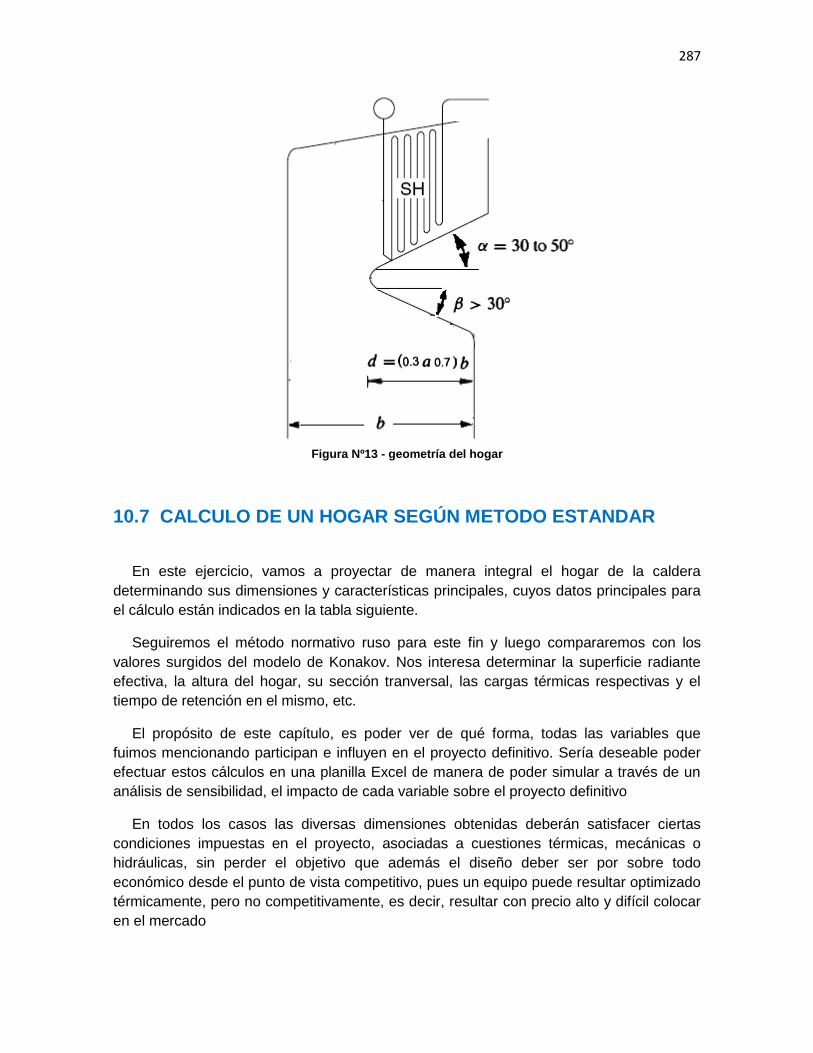
287
Figura Nº13 - geometría del hogar
10.7 CALCULO DE UN HOGAR SEGÚN METODO ESTANDAR
En este ejercicio, vamos a proyectar de manera integral el hogar de la caldera
determinando sus dimensiones y características principales, cuyos datos principales para el cálculo están indicados en la tabla siguiente.
Seguiremos el método normativo ruso para este fin y luego compararemos con los valores surgidos del modelo de Konakov. Nos interesa determinar la superficie radiante efectiva, la altura del hogar, su sección tranversal, las cargas térmicas respectivas y el tiempo de retención en el mismo, etc.
El propósito de este capítulo, es poder ver de qué forma, todas las variables que fuimos mencionando participan e influyen en el proyecto definitivo. Sería deseable poder efectuar estos cálculos en una planilla Excel de manera de poder simular a través de un análisis de sensibilidad, el impacto de cada variable sobre el proyecto definitivo
En todos los casos las diversas dimensiones obtenidas deberán satisfacer ciertas condiciones impuestas en el proyecto, asociadas a cuestiones térmicas, mecánicas o hidráulicas, sin perder el objetivo que además el diseño deber ser por sobre todo económico desde el punto de vista competitivo, pues un equipo puede resultar optimizado térmicamente, pero no competitivamente, es decir, resultar con precio alto y difícil colocar en el mercado
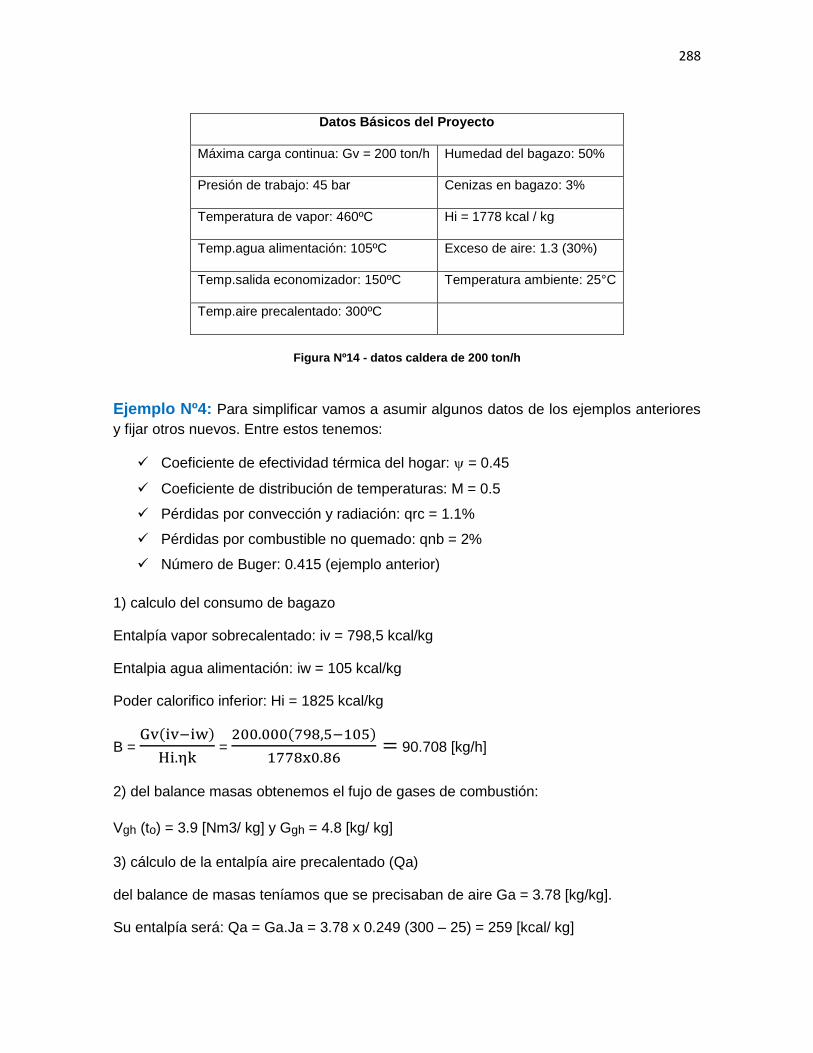
288
Datos Básicos del Proyecto
Máxima carga continua: Gv = 200 ton/h Humedad del bagazo: 50%
Presión de trabajo: 45 bar Cenizas en bagazo: 3%
Temperatura de vapor: 460ºC Hi = 1778 kcal / kg
Temp.agua alimentación: 105ºC Exceso de aire: 1.3 (30%)
Temp.salida economizador: 150ºC Temperatura ambiente: 25°C
Temp.aire precalentado: 300ºC
Figura Nº14 - datos caldera de 200 ton/h
Ejemplo Nº4: Para simplificar vamos a asumir algunos datos de los ejemplos anteriores y fijar otros nuevos. Entre estos tenemos:
Coeficiente de efectividad térmica del hogar: = 0.45
Coeficiente de distribución de temperaturas: M = 0.5
Pérdidas por convección y radiación: qrc = 1.1%
Pérdidas por combustible no quemado: qnb = 2%
Número de Buger: 0.415 (ejemplo anterior)
1) calculo del consumo de bagazo
Entalpía vapor sobrecalentado: iv = 798,5 kcal/kg
Entalpia agua alimentación: iw = 105 kcal/kg
Poder calorifico inferior: Hi = 1825 kcal/kg
B = Gv(iv−iw)
Hi.ηk =
200.000(798,5−105)
1778x0.86= 90.708 [kg/h]
2) del balance masas obtenemos el fujo de gases de combustión:
Vgh (to) = 3.9 [Nm3/ kg] y Ggh = 4.8 [kg/ kg]
3) cálculo de la entalpía aire precalentado (Qa)
del balance de masas teníamos que se precisaban de aire Ga = 3.78 [kg/kg].
Su entalpía será: Qa = Ga.Ja = 3.78 x 0.249 (300 – 25) = 259 [kcal/ kg]
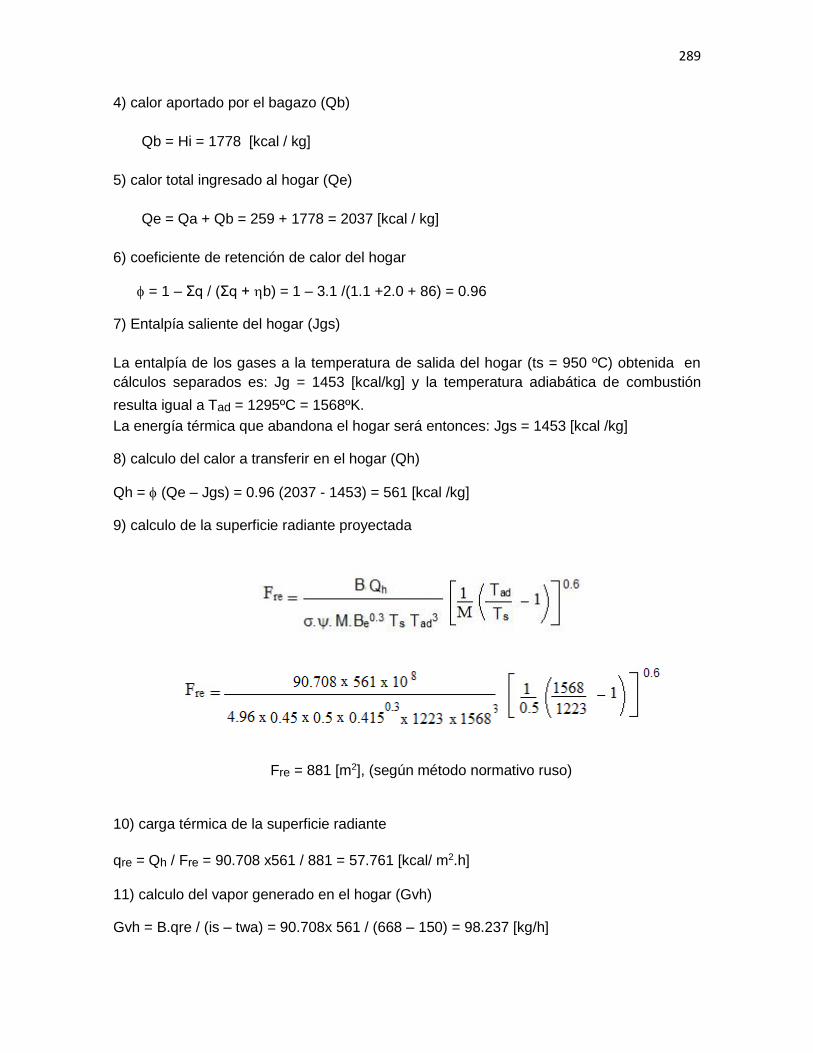
289
4) calor aportado por el bagazo (Qb) Qb = Hi = 1778 [kcal / kg]
5) calor total ingresado al hogar (Qe) Qe = Qa + Qb = 259 + 1778 = 2037 [kcal / kg]
6) coeficiente de retención de calor del hogar
= 1 – Σq / (Σq + b) = 1 – 3.1 /(1.1 +2.0 + 86) = 0.96
7) Entalpía saliente del hogar (Jgs)
La entalpía de los gases a la temperatura de salida del hogar (ts = 950 ºC) obtenida en cálculos separados es: Jg = 1453 [kcal/kg] y la temperatura adiabática de combustión
resulta igual a Tad = 1295ºC = 1568ºK. La energía térmica que abandona el hogar será entonces: Jgs = 1453 [kcal /kg]
8) calculo del calor a transferir en el hogar (Qh)
Qh = (Qe – Jgs) = 0.96 (2037 - 1453) = 561 [kcal /kg]
9) calculo de la superficie radiante proyectada
Fre = 881 [m2], (según método normativo ruso)
10) carga térmica de la superficie radiante
qre = Qh / Fre = 90.708 x561 / 881 = 57.761 [kcal/ m2.h]
11) calculo del vapor generado en el hogar (Gvh)
Gvh = B.qre / (is – twa) = 90.708x 561 / (668 – 150) = 98.237 [kg/h]
290
12) cálculo de la producción específica de vapor del hogar
dh = Gvh / Fre = 98.237 / 881 = 112 [kg/ m2.h]
13) cálculo de la temperatura media en el hogar (Tm)
Tm = √Tad. Ts2
= √1568𝑥12232
= 1384 ºK
tm = 1111ºC, en el límite de la temperatura de fusión de las cenizas
14) volumen de gases a temperatura media (Tm):
Vgh (tm) = Vgh(to).Tm
To =
3.9𝑥1384
273 = 19.77 [m3/ kg]
Asumiendo un tiempo de retención de Trh = 3 [seg], el volumen del hogar ser
15) cálculo del volúmen del hogar
Vh = Vgh(tm).B.Trh = 19.77x 90.708 x3 / 3600 = 1494 [m3]
16) cálculo de la altura del hogar
asumiendo una velocidad de cg = 6 [m/seg] en los gases, la altura del hogar será:
Hf = cg. Trh = 6 x 3 = 18 [m]
17) cálculo de la superficie del hogar
si fijamos un ancho de la grilla a = 12 m y una profundidad del hogar de 8m, la superficie desarrollada del hogar será
Ff = 2(8x12 + 12x18 + 18 x8) = 912 [m2]
18) calculo del valor eficaz de la superficie radiante
χ = Fre / Ff = 881 / 912 0.96
con este valor obtenemos del grafico de Eckert que el paso entre los tubos debe ser
t/d = 1.5. Usando tubos de 3” diámetro, la separacion entre centros de tubos será
t = 76.2 x1.5 = 114 mm
291
Con este paso las cantidades de tubos a colocar en las paredes frontales y laterales será: Pared frontal: Zf = a / t = 12.000 / 114 = 105 tubos
Pared lateral: Zl = b / t = 8000 / 114 = 70 tubos
19) cálculo de la sección transversal del hogar
Fh = 12x 8 = 96 [m2]
20) recálculo de la velocidad de los gases y el tiempo de retención
cg = B.Vgh / Fh x 3600 = 19.77x 90.708 / 96 x3600 = 5.18 [m/seg]
Trh = Hf / cg = 18 / 5.18 = 3.47 [seg] (aceptable) 21) carga específica de bagazo de la grilla será Carga grilla bp = B / Sp = 90.708 / 96 = 945 [kg /m2.h]
22) Carga térmica superficial y volumetrica del hogar Asumiendo un poder calorífico superior de Hs = 2200 [kcal /kg] en el bagazo, las cargas térmicas serán
qv = B.Hs / Vh = 90.708 x 2200 / 1494 = 133.572 [kcal/ m3.h]
qf = B.Hs / Fh = 90.708 x 2200 / 96 = 2.078.725 [kcal/ m2.h] 23) cálculo de la producción vapor / unidad de ancho de la caldera R = Gv / a = 200 / 8 = 25 ton / m
24) cálculo del grado de enfriamiento del hogar
q = B.Hi / Fre = 90.708 x 1825 / 881 = 187.902 [kcal/m2.h]
292
25) cálculo del Nº de Konakov (Ko) Para estimarlo debemos establecer el grado de enfriamiento del hogar y tomando como base el dato anterior, lo fijaremos en: q = 187.902 [kcal/m2.h]
Ko = 0,278.fv2q / (Tad/100)4 = 0.278x1,152x187.902 / (1568/100)4
Ko = 1,14 26) cálculo de la superficie radiante
Fre = 0,278.fv2.B.Hi / Ko.(Tad /100)4
Fre = 0.278 x1,152x 90.708x 1825 / 1.14x (1568/100)4
Fre = 883 [m2], que coincide prácticamente con el anterior
A través de estos cálculos, tenemos ya un predimensionado general sobre el que se deberá trabajar para su optimización y según vimos, satisface los diversos indicadores claves que fuimos estableciendo sobre los distintos aspectos del diseño.
Este es un ejercicio solamente de verificación de algunos aspectos y que sirven para
tener una idea integral de las cuestiones que el proyectista debe considerar. Otros escenarios hay que evaluar para arribar a una solución satisfactoria, integrando todos los aspectos, tanto térmicos, mecánicos, hidráulicos como económicos
10.8 RADIACION EN CAVIDADES
En la construcción de la caldera es inevitable dejar espacios o huecos entre los haces tubulares o entre uno u otro equipo de recuperación de calor, lugares que se los designa como cavidades. Estos espacios tienen por objeto preveer un aumento posible de superficie de calefacción en un caso, o en otros, la colocación de sopladores o ingresos de hombres y herramientas para inspección y reparación, etc.
Como vimos, la radiación de los gases varía según la tercera o cuarta potencia de su temperatura y también con el volumen que ocupan los mismos. Esto quiere decir que cuanto más grande sea la cavidad (espesor de la capa de gases) y la temperatura de los gases, mayor será la radiación emitida hacia las superficies que la rodean. Este fenómeno de transferencia térmica dentro del recinto se conoce como radiación en cavidades (Figura Nº15)
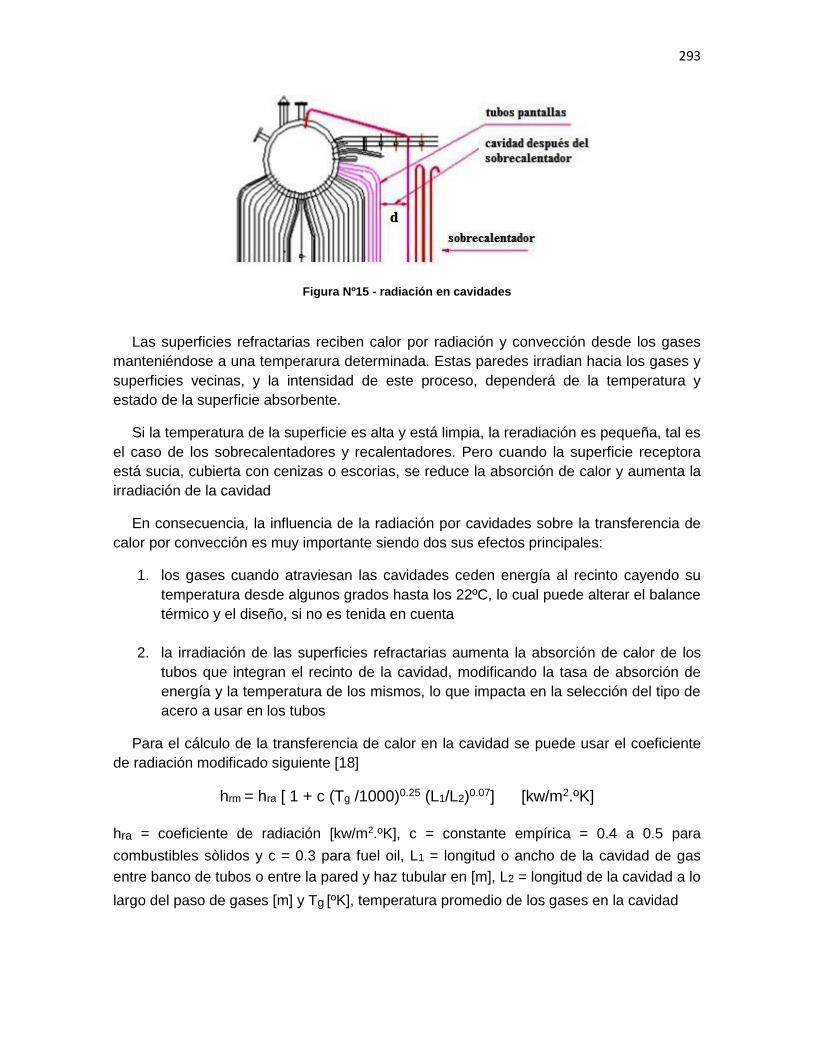
293
Figura Nº15 - radiación en cavidades
Las superficies refractarias reciben calor por radiación y convección desde los gases
manteniéndose a una temperarura determinada. Estas paredes irradian hacia los gases y superficies vecinas, y la intensidad de este proceso, dependerá de la temperatura y estado de la superficie absorbente.
Si la temperatura de la superficie es alta y está limpia, la reradiación es pequeña, tal es el caso de los sobrecalentadores y recalentadores. Pero cuando la superficie receptora está sucia, cubierta con cenizas o escorias, se reduce la absorción de calor y aumenta la irradiación de la cavidad
En consecuencia, la influencia de la radiación por cavidades sobre la transferencia de calor por convección es muy importante siendo dos sus efectos principales:
1. los gases cuando atraviesan las cavidades ceden energía al recinto cayendo su temperatura desde algunos grados hasta los 22ºC, lo cual puede alterar el balance térmico y el diseño, si no es tenida en cuenta
2. la irradiación de las superficies refractarias aumenta la absorción de calor de los tubos que integran el recinto de la cavidad, modificando la tasa de absorción de energía y la temperatura de los mismos, lo que impacta en la selección del tipo de acero a usar en los tubos
Para el cálculo de la transferencia de calor en la cavidad se puede usar el coeficiente de radiación modificado siguiente [18]
hrm = hra [ 1 + c (Tg /1000)0.25 (L1/L2)0.07] [kw/m2.ºK]
hra = coeficiente de radiación [kw/m2.ºK], c = constante empírica = 0.4 a 0.5 para
combustibles sòlidos y c = 0.3 para fuel oil, L1 = longitud o ancho de la cavidad de gas entre banco de tubos o entre la pared y haz tubular en [m], L2 = longitud de la cavidad a lo
largo del paso de gases [m] y Tg [ºK], temperatura promedio de los gases en la cavidad
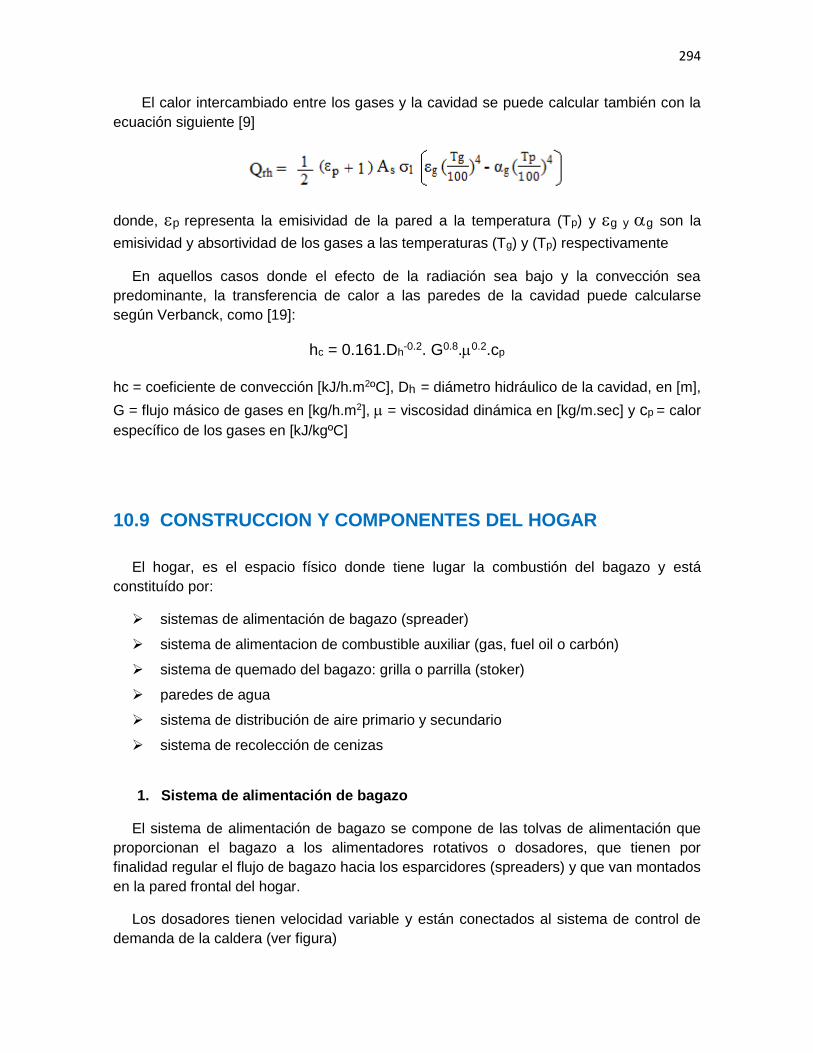
294
El calor intercambiado entre los gases y la cavidad se puede calcular también con la ecuación siguiente [9]
donde, p representa la emisividad de la pared a la temperatura (Tp) y g y g son la
emisividad y absortividad de los gases a las temperaturas (Tg) y (Tp) respectivamente
En aquellos casos donde el efecto de la radiación sea bajo y la convección sea predominante, la transferencia de calor a las paredes de la cavidad puede calcularse según Verbanck, como [19]:
hc = 0.161.Dh-0.2. G0.8.0.2.cp
hc = coeficiente de convección [kJ/h.m2ºC], Dh = diámetro hidráulico de la cavidad, en [m],
G = flujo másico de gases en [kg/h.m2], = viscosidad dinámica en [kg/m.sec] y cp = calor específico de los gases en [kJ/kgºC]
10.9 CONSTRUCCION Y COMPONENTES DEL HOGAR
El hogar, es el espacio físico donde tiene lugar la combustión del bagazo y está constituído por:
sistemas de alimentación de bagazo (spreader)
sistema de alimentacion de combustible auxiliar (gas, fuel oil o carbón)
sistema de quemado del bagazo: grilla o parrilla (stoker)
paredes de agua
sistema de distribución de aire primario y secundario
sistema de recolección de cenizas
1. Sistema de alimentación de bagazo
El sistema de alimentación de bagazo se compone de las tolvas de alimentación que proporcionan el bagazo a los alimentadores rotativos o dosadores, que tienen por finalidad regular el flujo de bagazo hacia los esparcidores (spreaders) y que van montados en la pared frontal del hogar.
Los dosadores tienen velocidad variable y están conectados al sistema de control de demanda de la caldera (ver figura)

295
Figura Nº16 - sistema de alimentación de bagazo
Las dos formas más difundidas de alimentación de bagazo al hogar son: Esparcidores mecánicos
Esparcidores neumáticos
El llamado sistema spreader stoker consiste de múltiples unidades alimentadoras-distribuidoras (spreader) y un sistema de grilla (stoker). La combustión a través de spreader stoker implica que una proporción importante del bagazo (partículas más finas) quema en suspensión y otra parte quema sobre la grilla (partículas más densas) y es por esto que este sistema es referido como de quema en semi-suspensión
Los esparcidores mecánicos son cilindros rotativos provistos de aletas que tienen por finalidad esparcir e impulsar el bagazo hacia el interior del hogar. Están distribuidos sobre la pared frontal a lo ancho del hogar, de modo de lograr una distribución adecuada. La figura muestra estos elementos
Los esparcidores mecánicos han sido reemplazados progresivamente por los esparcidores neumáticos. Estos últimos equipos fueron propuestos por Morgen en 1955 en un congreso de SASTA y luego recomendados por Magasiner en calderas que quemaban bagazo y carbón [20],[21]. Según Dixon, los esparcidores neumáticos fueron instalados en la industria australiana en el año 1962 [27]
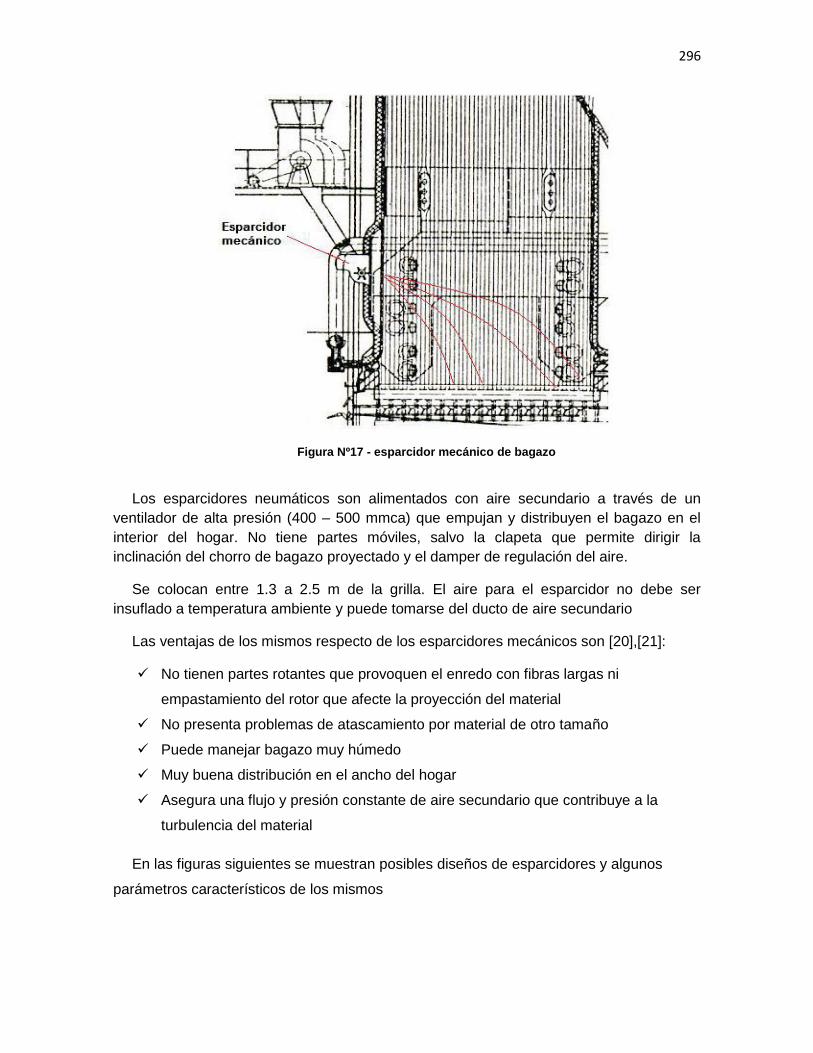
296
Figura Nº17 - esparcidor mecánico de bagazo
Los esparcidores neumáticos son alimentados con aire secundario a través de un ventilador de alta presión (400 – 500 mmca) que empujan y distribuyen el bagazo en el interior del hogar. No tiene partes móviles, salvo la clapeta que permite dirigir la inclinación del chorro de bagazo proyectado y el damper de regulación del aire.
Se colocan entre 1.3 a 2.5 m de la grilla. El aire para el esparcidor no debe ser insuflado a temperatura ambiente y puede tomarse del ducto de aire secundario
Las ventajas de los mismos respecto de los esparcidores mecánicos son [20],[21]:
No tienen partes rotantes que provoquen el enredo con fibras largas ni
empastamiento del rotor que afecte la proyección del material
No presenta problemas de atascamiento por material de otro tamaño
Puede manejar bagazo muy húmedo
Muy buena distribución en el ancho del hogar
Asegura una flujo y presión constante de aire secundario que contribuye a la
turbulencia del material
En las figuras siguientes se muestran posibles diseños de esparcidores y algunos
parámetros característicos de los mismos
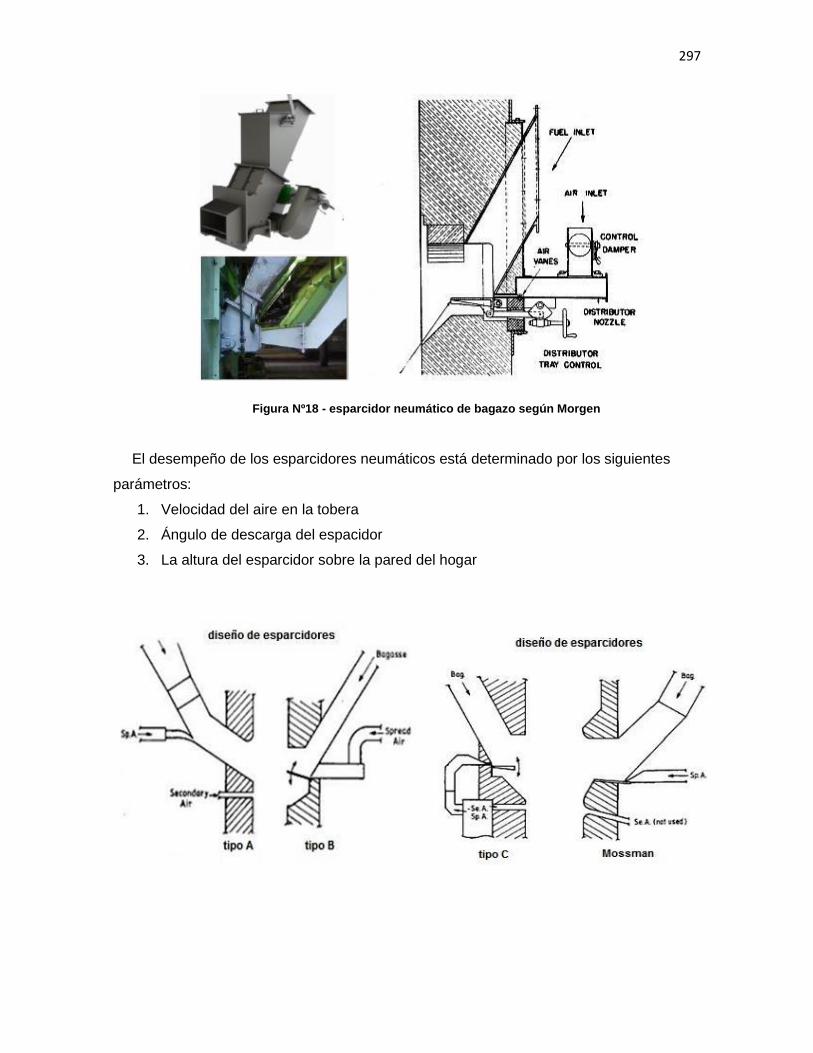
297
Figura Nº18 - esparcidor neumático de bagazo según Morgen
El desempeño de los esparcidores neumáticos está determinado por los siguientes
parámetros:
1. Velocidad del aire en la tobera
2. Ángulo de descarga del espacidor
3. La altura del esparcidor sobre la pared del hogar
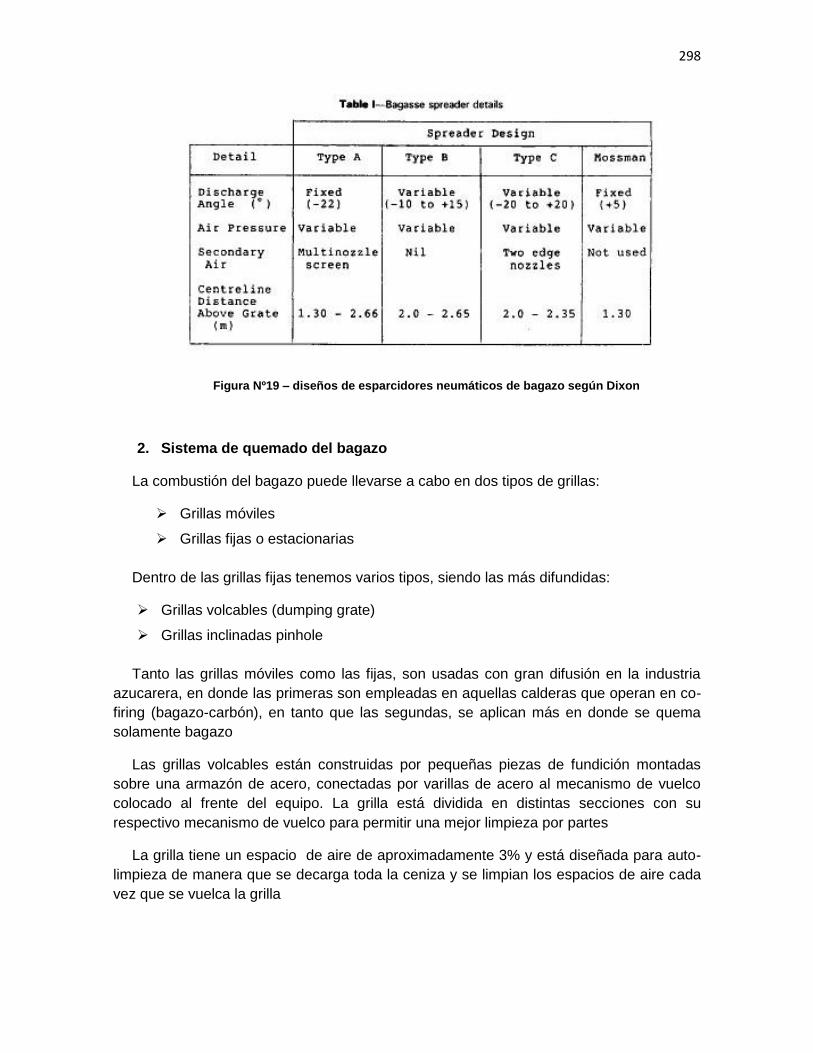
298
Figura Nº19 – diseños de esparcidores neumáticos de bagazo según Dixon
2. Sistema de quemado del bagazo
La combustión del bagazo puede llevarse a cabo en dos tipos de grillas:
Grillas móviles
Grillas fijas o estacionarias
Dentro de las grillas fijas tenemos varios tipos, siendo las más difundidas:
Grillas volcables (dumping grate)
Grillas inclinadas pinhole
Tanto las grillas móviles como las fijas, son usadas con gran difusión en la industria azucarera, en donde las primeras son empleadas en aquellas calderas que operan en co-firing (bagazo-carbón), en tanto que las segundas, se aplican más en donde se quema solamente bagazo
Las grillas volcables están construidas por pequeñas piezas de fundición montadas sobre una armazón de acero, conectadas por varillas de acero al mecanismo de vuelco colocado al frente del equipo. La grilla está dividida en distintas secciones con su respectivo mecanismo de vuelco para permitir una mejor limpieza por partes
La grilla tiene un espacio de aire de aproximadamente 3% y está diseñada para auto-limpieza de manera que se decarga toda la ceniza y se limpian los espacios de aire cada vez que se vuelca la grilla
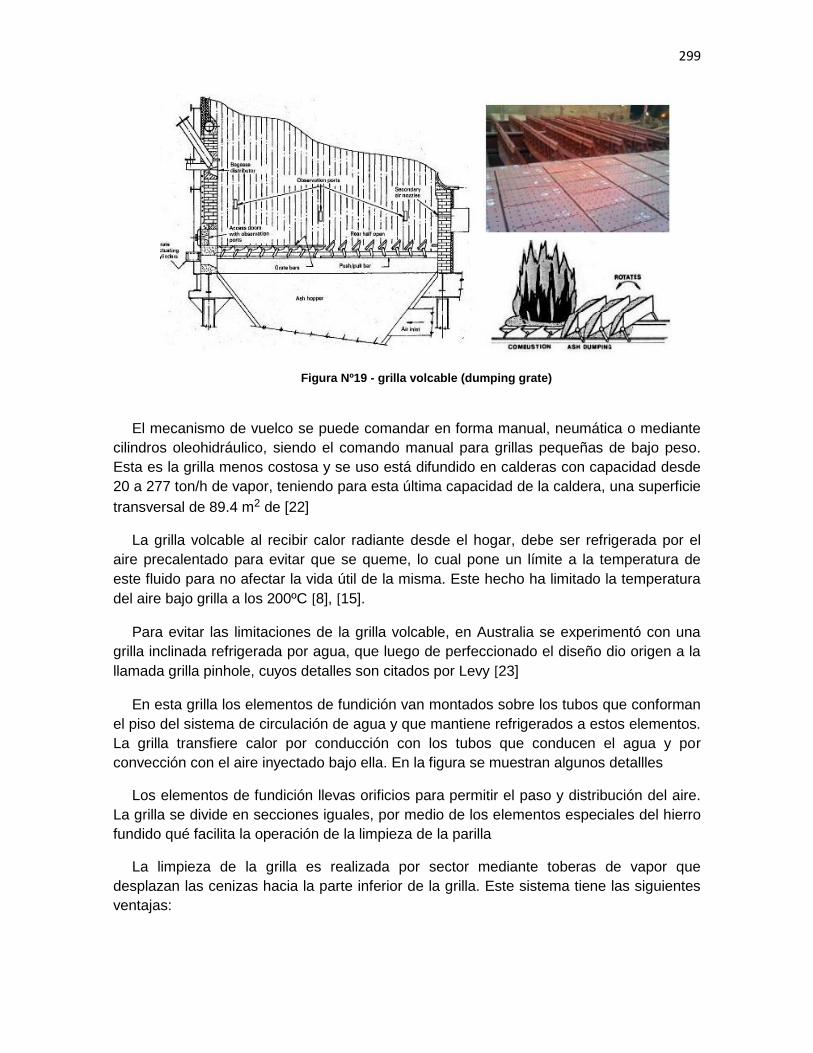
299
Figura Nº19 - grilla volcable (dumping grate)
El mecanismo de vuelco se puede comandar en forma manual, neumática o mediante
cilindros oleohidráulico, siendo el comando manual para grillas pequeñas de bajo peso. Esta es la grilla menos costosa y se uso está difundido en calderas con capacidad desde 20 a 277 ton/h de vapor, teniendo para esta última capacidad de la caldera, una superficie transversal de 89.4 m2 de [22]
La grilla volcable al recibir calor radiante desde el hogar, debe ser refrigerada por el aire precalentado para evitar que se queme, lo cual pone un límite a la temperatura de este fluido para no afectar la vida útil de la misma. Este hecho ha limitado la temperatura del aire bajo grilla a los 200ºC [8], [15].
Para evitar las limitaciones de la grilla volcable, en Australia se experimentó con una grilla inclinada refrigerada por agua, que luego de perfeccionado el diseño dio origen a la llamada grilla pinhole, cuyos detalles son citados por Levy [23]
En esta grilla los elementos de fundición van montados sobre los tubos que conforman el piso del sistema de circulación de agua y que mantiene refrigerados a estos elementos. La grilla transfiere calor por conducción con los tubos que conducen el agua y por convección con el aire inyectado bajo ella. En la figura se muestran algunos detallles
Los elementos de fundición llevas orificios para permitir el paso y distribución del aire. La grilla se divide en secciones iguales, por medio de los elementos especiales del hierro fundido qué facilita la operación de la limpieza de la parilla
La limpieza de la grilla es realizada por sector mediante toberas de vapor que desplazan las cenizas hacia la parte inferior de la grilla. Este sistema tiene las siguientes ventajas:
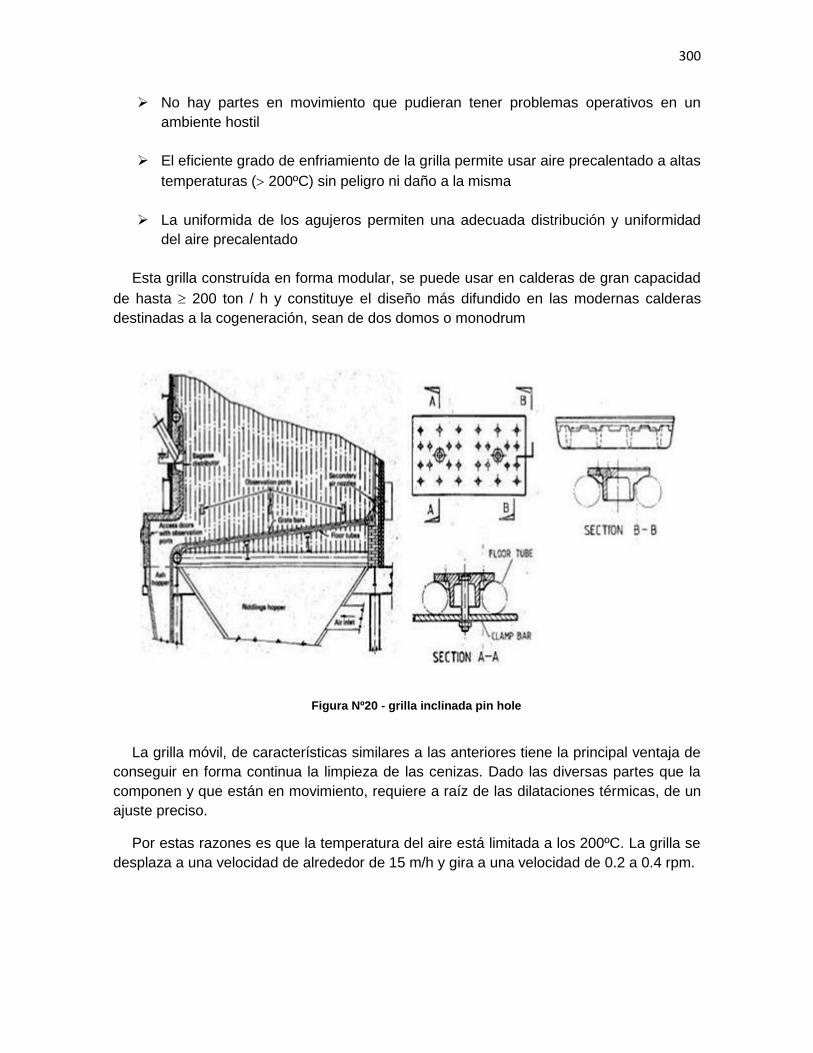
300
No hay partes en movimiento que pudieran tener problemas operativos en un ambiente hostil
El eficiente grado de enfriamiento de la grilla permite usar aire precalentado a altas temperaturas ( 200ºC) sin peligro ni daño a la misma
La uniformida de los agujeros permiten una adecuada distribución y uniformidad del aire precalentado
Esta grilla construída en forma modular, se puede usar en calderas de gran capacidad
de hasta 200 ton / h y constituye el diseño más difundido en las modernas calderas destinadas a la cogeneración, sean de dos domos o monodrum
Figura Nº20 - grilla inclinada pin hole
La grilla móvil, de características similares a las anteriores tiene la principal ventaja de conseguir en forma continua la limpieza de las cenizas. Dado las diversas partes que la componen y que están en movimiento, requiere a raíz de las dilataciones térmicas, de un ajuste preciso.
Por estas razones es que la temperatura del aire está limitada a los 200ºC. La grilla se desplaza a una velocidad de alrededor de 15 m/h y gira a una velocidad de 0.2 a 0.4 rpm.
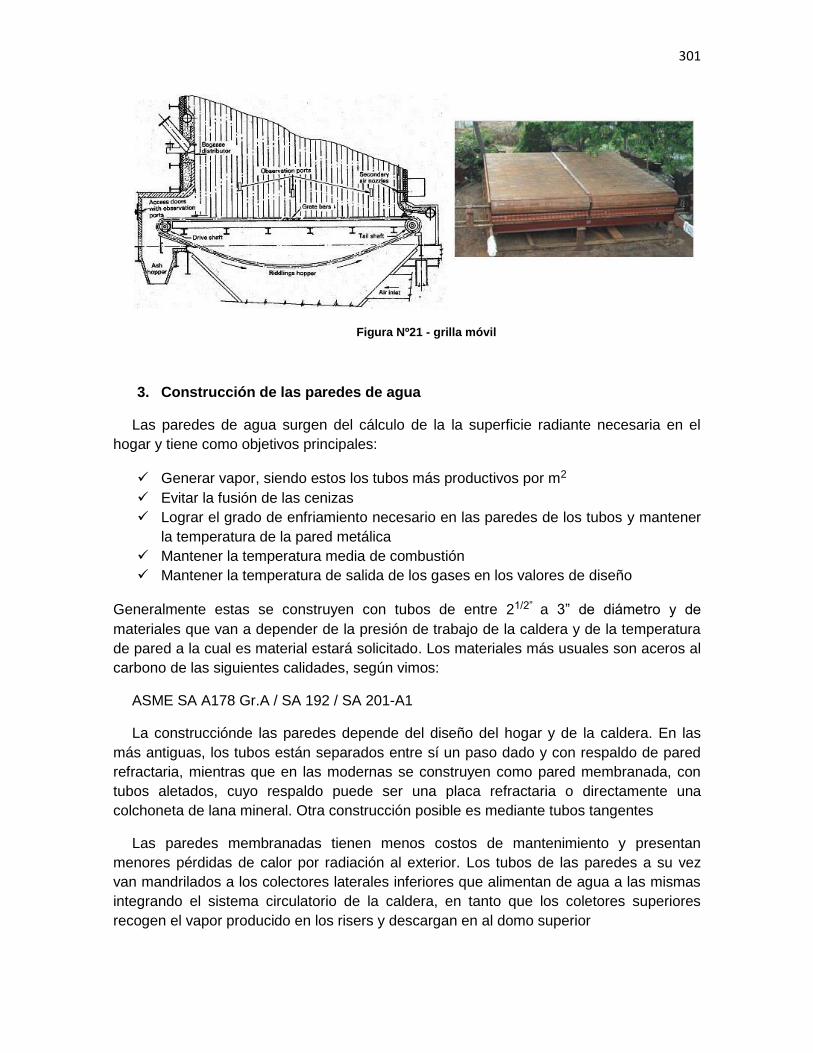
301
Figura Nº21 - grilla móvil
3. Construcción de las paredes de agua
Las paredes de agua surgen del cálculo de la la superficie radiante necesaria en el hogar y tiene como objetivos principales:
Generar vapor, siendo estos los tubos más productivos por m2 Evitar la fusión de las cenizas Lograr el grado de enfriamiento necesario en las paredes de los tubos y mantener
la temperatura de la pared metálica Mantener la temperatura media de combustión Mantener la temperatura de salida de los gases en los valores de diseño
Generalmente estas se construyen con tubos de entre 21/2” a 3” de diámetro y de
materiales que van a depender de la presión de trabajo de la caldera y de la temperatura de pared a la cual es material estará solicitado. Los materiales más usuales son aceros al carbono de las siguientes calidades, según vimos:
ASME SA A178 Gr.A / SA 192 / SA 201-A1
La construcciónde las paredes depende del diseño del hogar y de la caldera. En las más antiguas, los tubos están separados entre sí un paso dado y con respaldo de pared refractaria, mientras que en las modernas se construyen como pared membranada, con tubos aletados, cuyo respaldo puede ser una placa refractaria o directamente una colchoneta de lana mineral. Otra construcción posible es mediante tubos tangentes
Las paredes membranadas tienen menos costos de mantenimiento y presentan menores pérdidas de calor por radiación al exterior. Los tubos de las paredes a su vez van mandrilados a los colectores laterales inferiores que alimentan de agua a las mismas integrando el sistema circulatorio de la caldera, en tanto que los coletores superiores recogen el vapor producido en los risers y descargan en al domo superior

302
Las figuras muestran los elementos de una pared tradicional con tubos espaciados y una pared membranada
Figura Nº23 - construcción de paredes de agua
Las paredes de agua como elemento estructural, son placas que están sometidas a: la presión interior de la mezcla agua-vapor
presión de los gases, con una fluctuación aceptable de cálculo de 200 mm.ca, y
que puede ser mayor 500 mmca debido a una mala operación de los dampers
según Rayaprolu [15]
dilataciones térmicas debido a los cambios de temperatura
Estos elementos como ya vimos, no están sometidos a una carga térmica uniforme sino que cada pared recibe cantidades distintas de calor, lo cual implica tensiones térmicas diferentes. Análisis mediante elementos finitos muestran las distorsiones en cada plano de la pared (ver figura Nº24) y permiten calcular las tensiones térmicas
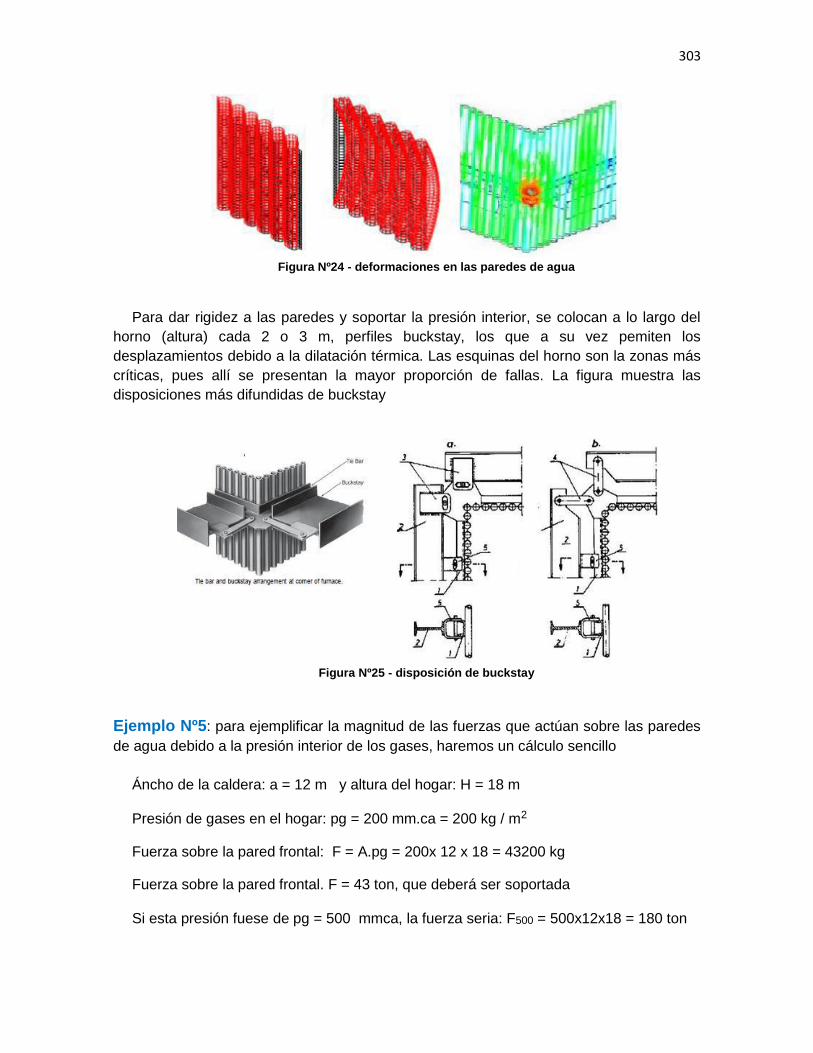
303
Figura Nº24 - deformaciones en las paredes de agua
Para dar rigidez a las paredes y soportar la presión interior, se colocan a lo largo del
horno (altura) cada 2 o 3 m, perfiles buckstay, los que a su vez pemiten los desplazamientos debido a la dilatación térmica. Las esquinas del horno son la zonas más críticas, pues allí se presentan la mayor proporción de fallas. La figura muestra las disposiciones más difundidas de buckstay
Figura Nº25 - disposición de buckstay
Ejemplo Nº5: para ejemplificar la magnitud de las fuerzas que actúan sobre las paredes de agua debido a la presión interior de los gases, haremos un cálculo sencillo
Áncho de la caldera: a = 12 m y altura del hogar: H = 18 m
Presión de gases en el hogar: pg = 200 mm.ca = 200 kg / m2
Fuerza sobre la pared frontal: F = A.pg = 200x 12 x 18 = 43200 kg
Fuerza sobre la pared frontal. F = 43 ton, que deberá ser soportada
Si esta presión fuese de pg = 500 mmca, la fuerza seria: F500 = 500x12x18 = 180 ton
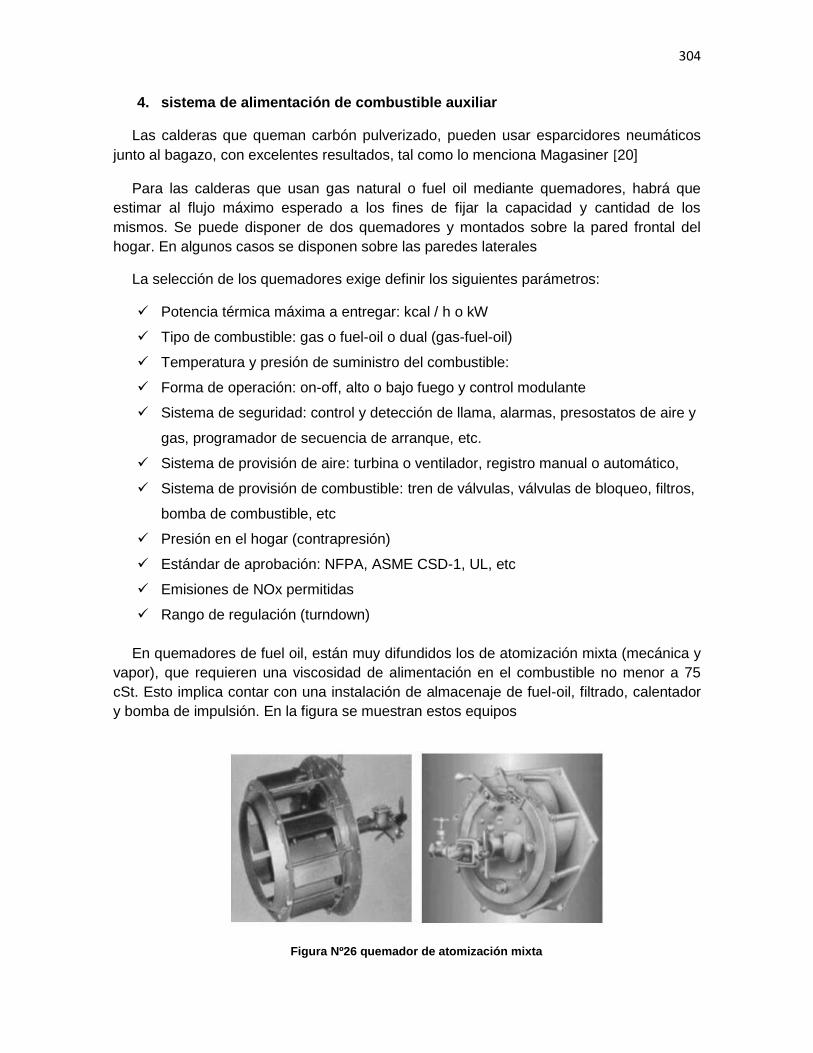
304
4. sistema de alimentación de combustible auxiliar
Las calderas que queman carbón pulverizado, pueden usar esparcidores neumáticos junto al bagazo, con excelentes resultados, tal como lo menciona Magasiner [20]
Para las calderas que usan gas natural o fuel oil mediante quemadores, habrá que estimar al flujo máximo esperado a los fines de fijar la capacidad y cantidad de los mismos. Se puede disponer de dos quemadores y montados sobre la pared frontal del hogar. En algunos casos se disponen sobre las paredes laterales
La selección de los quemadores exige definir los siguientes parámetros:
Potencia térmica máxima a entregar: kcal / h o kW
Tipo de combustible: gas o fuel-oil o dual (gas-fuel-oil)
Temperatura y presión de suministro del combustible:
Forma de operación: on-off, alto o bajo fuego y control modulante
Sistema de seguridad: control y detección de llama, alarmas, presostatos de aire y
gas, programador de secuencia de arranque, etc.
Sistema de provisión de aire: turbina o ventilador, registro manual o automático,
Sistema de provisión de combustible: tren de válvulas, válvulas de bloqueo, filtros,
bomba de combustible, etc
Presión en el hogar (contrapresión)
Estándar de aprobación: NFPA, ASME CSD-1, UL, etc
Emisiones de NOx permitidas
Rango de regulación (turndown)
En quemadores de fuel oil, están muy difundidos los de atomización mixta (mecánica y vapor), que requieren una viscosidad de alimentación en el combustible no menor a 75 cSt. Esto implica contar con una instalación de almacenaje de fuel-oil, filtrado, calentador y bomba de impulsión. En la figura se muestran estos equipos
Figura Nº26 quemador de atomización mixta
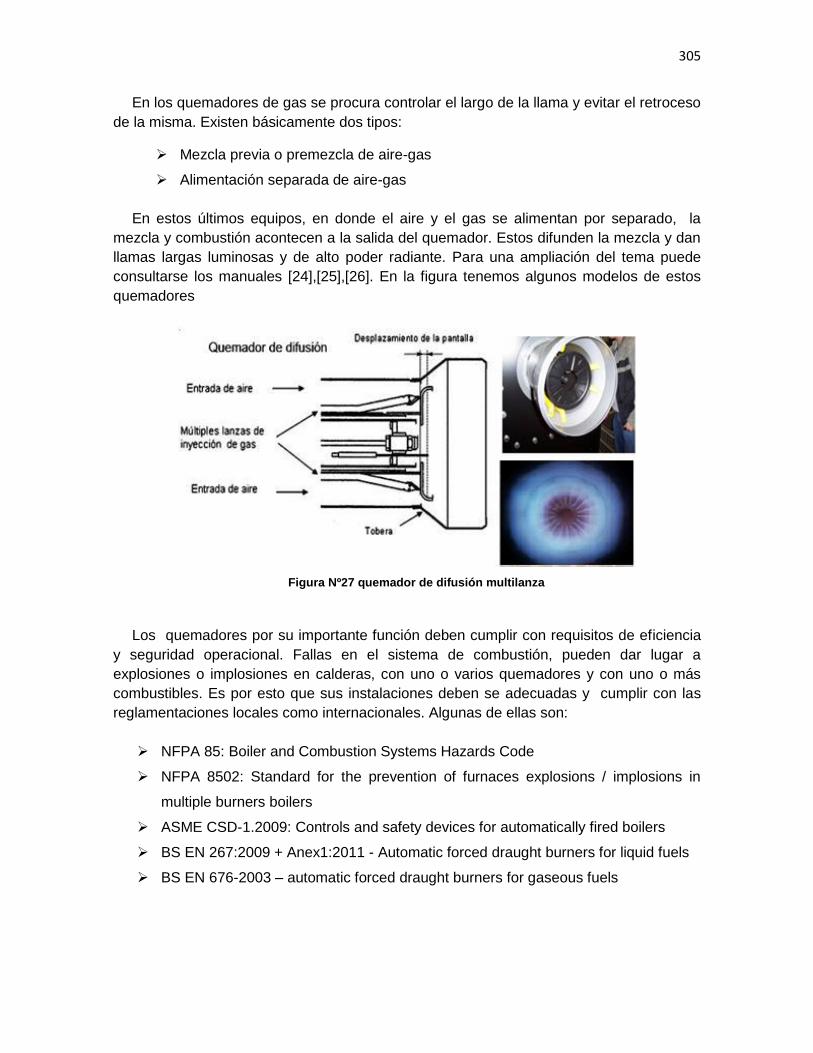
305
En los quemadores de gas se procura controlar el largo de la llama y evitar el retroceso de la misma. Existen básicamente dos tipos:
Mezcla previa o premezcla de aire-gas
Alimentación separada de aire-gas
En estos últimos equipos, en donde el aire y el gas se alimentan por separado, la mezcla y combustión acontecen a la salida del quemador. Estos difunden la mezcla y dan llamas largas luminosas y de alto poder radiante. Para una ampliación del tema puede consultarse los manuales [24],[25],[26]. En la figura tenemos algunos modelos de estos quemadores
Figura Nº27 quemador de difusión multilanza
Los quemadores por su importante función deben cumplir con requisitos de eficiencia
y seguridad operacional. Fallas en el sistema de combustión, pueden dar lugar a explosiones o implosiones en calderas, con uno o varios quemadores y con uno o más combustibles. Es por esto que sus instalaciones deben se adecuadas y cumplir con las reglamentaciones locales como internacionales. Algunas de ellas son:
NFPA 85: Boiler and Combustion Systems Hazards Code
NFPA 8502: Standard for the prevention of furnaces explosions / implosions in
multiple burners boilers
ASME CSD-1.2009: Controls and safety devices for automatically fired boilers
BS EN 267:2009 + Anex1:2011 - Automatic forced draught burners for liquid fuels
BS EN 676-2003 – automatic forced draught burners for gaseous fuels
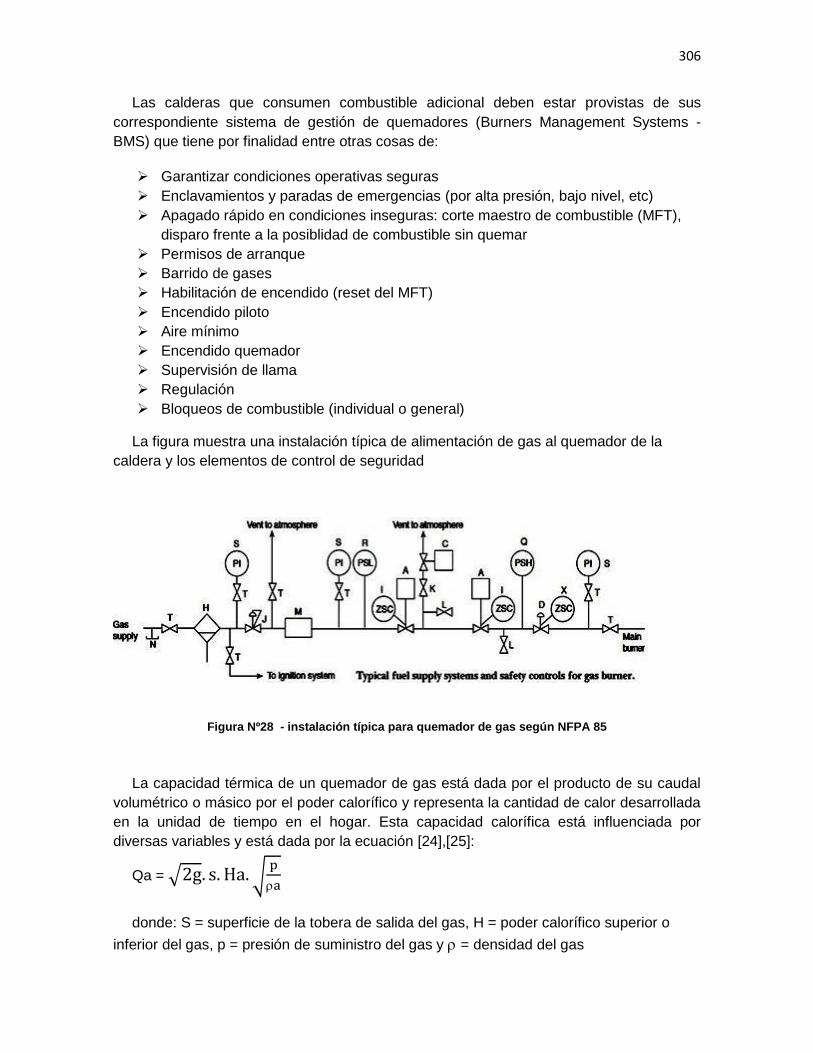
306
Las calderas que consumen combustible adicional deben estar provistas de sus correspondiente sistema de gestión de quemadores (Burners Management Systems - BMS) que tiene por finalidad entre otras cosas de:
Garantizar condiciones operativas seguras Enclavamientos y paradas de emergencias (por alta presión, bajo nivel, etc) Apagado rápido en condiciones inseguras: corte maestro de combustible (MFT),
disparo frente a la posiblidad de combustible sin quemar Permisos de arranque Barrido de gases Habilitación de encendido (reset del MFT) Encendido piloto Aire mínimo Encendido quemador Supervisión de llama Regulación Bloqueos de combustible (individual o general)
La figura muestra una instalación típica de alimentación de gas al quemador de la caldera y los elementos de control de seguridad
Figura Nº28 - instalación típica para quemador de gas según NFPA 85
La capacidad térmica de un quemador de gas está dada por el producto de su caudal volumétrico o másico por el poder calorífico y representa la cantidad de calor desarrollada en la unidad de tiempo en el hogar. Esta capacidad calorífica está influenciada por diversas variables y está dada por la ecuación [24],[25]:
Qa = √2g. s. Ha. √p
a
donde: S = superficie de la tobera de salida del gas, H = poder calorífico superior o
inferior del gas, p = presión de suministro del gas y = densidad del gas

307
Si al quemador de la capacidad antes citada lo alimentamos con gas de otro poder
calorífico Hb y densidad b, manteniendo constante la presión de suministro, la nueva capacidad estará dada por:
Qb = √2g. s. Hb. √p
b
Esto quiere decir que para que el quemador entregue la misma capacidad térmica en las dos situaciones mencionadas, deberá cumplirse la siguiente relación
Ha
√a=
Hb
√b
o que es lo mismo usando las densidades relativas del gas respecto del aire, esto es:
𝑊 = Ha
√a=
Hb
√δb
donde W, se conoce como Indice de Wobbe y que establece que si se mantiene la presión de suministro constante al quemador, dos gases de igual índice, desarrollarán la misma capacidad térmica. Cuando dos gases tienen el mísmo índice de Wobbe se dice que son intercambiables
Este es un parámetro muy útil para medir la intercambiablidad entre gases y es usado como criterio de clasificación de gases combustibles también. Esto es importante porque a veces, sea por falta de provisión o por razones de precios, se puede necesitar pasar de un gas a otro
Según usemos el poder calorífico superior o inferior como referencia, tendremos dos índices de Wobbe. Este índice toma los siguientes valores para los combustibles más usados, con Hs en Kcal / Nm3
Gas natural: Wgn = 9300 /√0.62 = 11.811
Propano: Wp = 22.400 / √1.52= 18.169
Butano: Wb = 27.500 / √2.03 = 19.301
Dos gases de índice Wobbe diferentes y a presiones distintas, desarrollarán una misma capacidad térmica si sus módulos son iguales. El módulo de un gas está dado por la siguiente relación que se obtuvo experimentalmente:
M = √P
W
Si las capacidades térmicas son iguales, debe verificarse las siguientes relaciones:
308
S1
S2=
P2
P1= (
W2
W1)
2
Ecuación que nos permitirá deducir la nueva sección del orificio del quemador de gas cuando se realice el cambio de combustible
10.10 REFERENCIAS
1. Diseño térmico de calderas (en ruso) – Método Estándar Ruso edic.1998. Edit.San
Petersburgo, ONG-CKTI (Тепловой расчет котлов -Нормативный метод)
2. Dolezal Richard: Dampferzeugung. Springer Verlag, 1985, Germany
3. Blokh A.G.:Heat transfer in steam boiler furnaces. Hemisphere Publishing Co,
1988, USA (traducción del ruso)
4. Annaratone Donatello: Steam generators. Edit.Springer Verlag, 2008
5. Orel Rodolfo: El cálculo de la combustión. Edit. Alsina, Bs.As, Argentina, 1954
6. Dixon Terry et al: Increasing boiler capacity by dried bagasse firing. Proceeding of
ASSCT, 1988, pp.445-42, Australia
7. Rein P. - Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
8. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
9. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
10. Brito A.L: Determinación de la temperatura de los gases a la salida del horno en
calderas para bagazo. Centro de estudios de eficiencia energética. Facultad de
Ingeniería Mecánica - Universidad de Oriente, 1977, Cuba. Disponible en:
https://es.scribd.com/doc/39899266
11. Beaton OP.et al: Eficiency analysis of a boiler for suspension burning of sugar
cane bagasse. Disponible en: ttp://www.unizar.es/dopazo
12. Dolezal Richard: Large boiler furnaces. Theory, Construction and Control. Edit.
Elsevier, 1967
13. Mesny Marcelo – Generación de vapor. Editorial Marymar, Buenos Aires.
Argentina, 1976
14. Dixon Terry et al: Options for upgrading bagasse furnace performance. Proceeding
of ASSCT, 1995, pp.317-323. Australia
309
15. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, US
16. Mellor Goodwin: La combustión del bagazo y las condiciones de equilibrio térmico
en los hornos. Norma Ge-M-19. Argentina, 1966
17. Dixon Terry et al: Combustion characteristics of bagasse supension boilers.
Proceeding of ASSCT, 1983, pp.265-271. Australia
18. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991, U.S
19. Verbanck H.: Development of a mathematical model for watertube boiler heat
transfer calculations. Proceedings of SASTA, 1997, pp.166-171. South Africa
20. Morgen E: The burning question of bagasse. Proceedings of SASTA, 1955, pp.41-
50. South Africa
21. Magasiner Norman et al: Pneumatic spreading of fibrous fuel and coal in boiler
combustion chamber. Proceedings of SASTA, 1988, pp.79-83. South Africa
Verbanck H.: Pinhole grate conversions of two 30 ton/h boilers at South Nyanza
Sugar Company, Kenia . Proceedings of SASTA, 1996, pp.200-203. South Africa
Levy P. et al: The steam cleaned stationary grate. Proceedings of ASSCT, 1984,
pp.173-179. Australia
22. Baukal Charles: Industrial Burners Handbook. Edit. CRCR, 2003, USA
23. Baukal Charles: The John Zink Hamworthy Combustion Handbook, Vol.1 to Vol3.
Edit.CRC 2013, USA
24. Rielo Spa: Forced draught burner handbook. Edit.Rielo, 2001, Italy
25. Epple Bernd et al: Simulation von kraftwerken und wärmetechnischen Anlagen.
Edit. Springer Verlag, 2009, Germany
26. O’Kelly Peter: Computer simulation of thermal plant operations. Edit. Springer
Verlag, 2013
27. Dixon Terry et al: Bagasse spreader design for suspension firing. Proceedings of
ASSCT, 1988, pp.279-284, Australia
10.11 WEBSITE
www.sermatec.com.br
www.caldema.com.br
www.thermaxindia.com

310
www.babcokpower.com
www.asme.org
www.dipp.nic.in
www.procknor.com.br
www.mellorgoodwin.com
www.epri.com
www.isgec.com
www.vgb.org
www.johnthompson.co.za
www.johnzinc.com
www.rielloburners.co.uk
www.saacke.com
www.nfpa.org
www.abnt.org.br
www.lito-gonella.com
www.mitrepowertech.com
www.dedini.com.br
www.bacbcok.com
www.amecfw.com
www.fainser.com
www.assct.com.au
www.sasta.co.za
www.stab.org.br
311
11. BANCO DE CONVECCION
El banco de tubos convectivo constituye la mayor parte de la superficie de calefacción
de la caldera y representa entre el 85 - 72% –de la misma, siendo el porcentaje más alto para calderas antiguas y el valor menor para las calderas modernas, en las que la superficie radiante va siendo cada vez más importante.
Se llama banco de convección por la forma predominante de transferencia de calor en el mismo. El haz convectivo, además de ser la mayor superficie de calefacción donde tiene lugar la evaporación del agua, cumple con dos funciones de gran importancia:
Forma parte del sistema de circulación natural de la caldera
Tiene una gran capacidad de retención de agua caliente
En el haz convectivo los tubos están segmentados de dos formas:
Downcomers: son los tubos descendentes que integran la parte trasera del banco convectivo y que tiene por finalidad alimentar de agua al sistema circulatorio compuesto por los colectores y las paredes del agua del hogar
Risers: son los tubos evaporadores que integran la parte delantera del banco convectivo y en donde tiene lugar la evaporación del agua, descargando el vapor producido en el domo
Esta división entre ambos ramales (risers y downcomers) se efectúan en el domo superior mediante un sistema de bafles. En el capítulo próximo se analizará en profundidad la circulación natural de la caldera
La temperatura de los gases a la salida del haz convectivo no debe superar los 450ºC máximo y se limita básicamente por tres razones:
1. evitar una vaporización excesiva en las últimas filas de los tubos de bajada (downcomers) que pueda alterar la circulación natural por reversión en el flujo de la mezcla agua-vapor. Estos tubos, cumplen la función de alimentar a los colectores de las paredes de agua del hogar y al resto del haz de convección [1,2],3],[4]
2. para las condiciones citadas, la temperatura de la pared metálica rara vez excede los 350ºC, lo que posibilita usar tubos de aceros al carbono en el banco de convección en vez de aceros aleados más costosos [3]
3. por lo anterior y para evitar un diseño antieconómico con grandes superficies de calefacción , la diferencia de temperatura entre los gases y el agua no debe ser menor a 65ºC
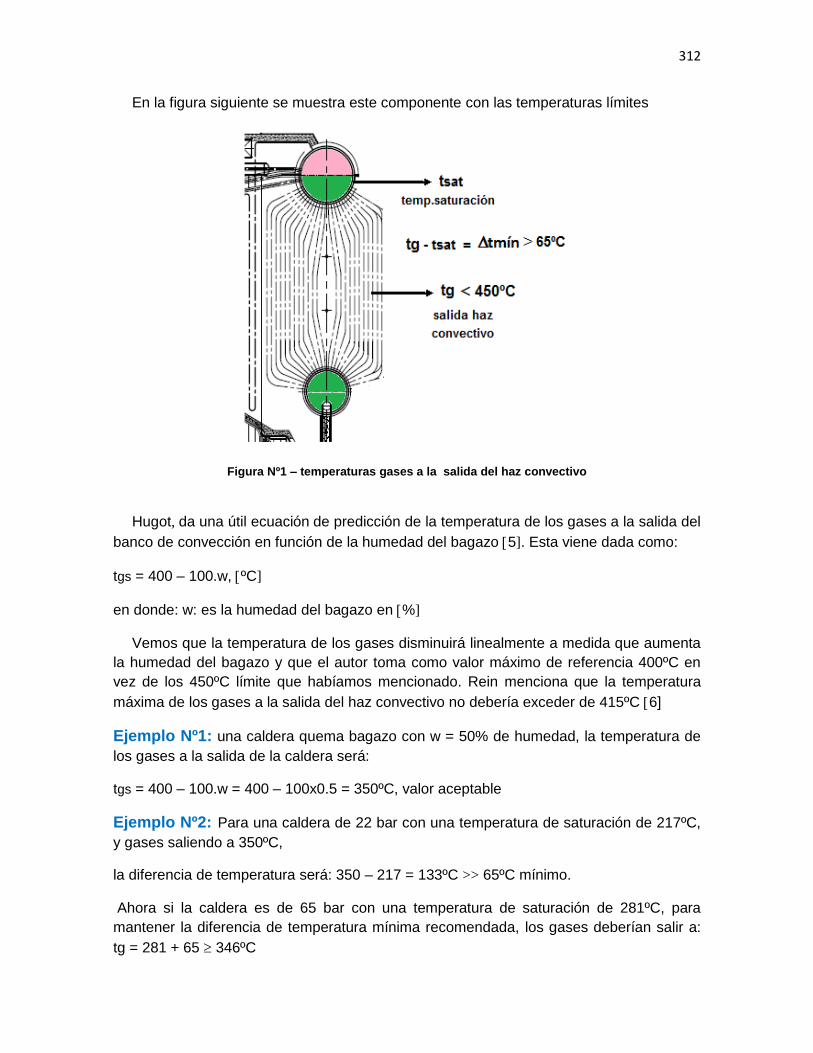
312
En la figura siguiente se muestra este componente con las temperaturas límites
Figura Nº1 – temperaturas gases a la salida del haz convectivo
Hugot, da una útil ecuación de predicción de la temperatura de los gases a la salida del
banco de convección en función de la humedad del bagazo 5]. Esta viene dada como:
tgs = 400 – 100.w, ºC]
en donde: w: es la humedad del bagazo en %]
Vemos que la temperatura de los gases disminuirá linealmente a medida que aumenta la humedad del bagazo y que el autor toma como valor máximo de referencia 400ºC en vez de los 450ºC límite que habíamos mencionado. Rein menciona que la temperatura máxima de los gases a la salida del haz convectivo no debería exceder de 415ºC 6]
Ejemplo Nº1: una caldera quema bagazo con w = 50% de humedad, la temperatura de los gases a la salida de la caldera será:
tgs = 400 – 100.w = 400 – 100x0.5 = 350ºC, valor aceptable
Ejemplo Nº2: Para una caldera de 22 bar con una temperatura de saturación de 217ºC, y gases saliendo a 350ºC,
la diferencia de temperatura será: 350 – 217 = 133ºC >> 65ºC mínimo.
Ahora si la caldera es de 65 bar con una temperatura de saturación de 281ºC, para mantener la diferencia de temperatura mínima recomendada, los gases deberían salir a: tg = 281 + 65 346ºC
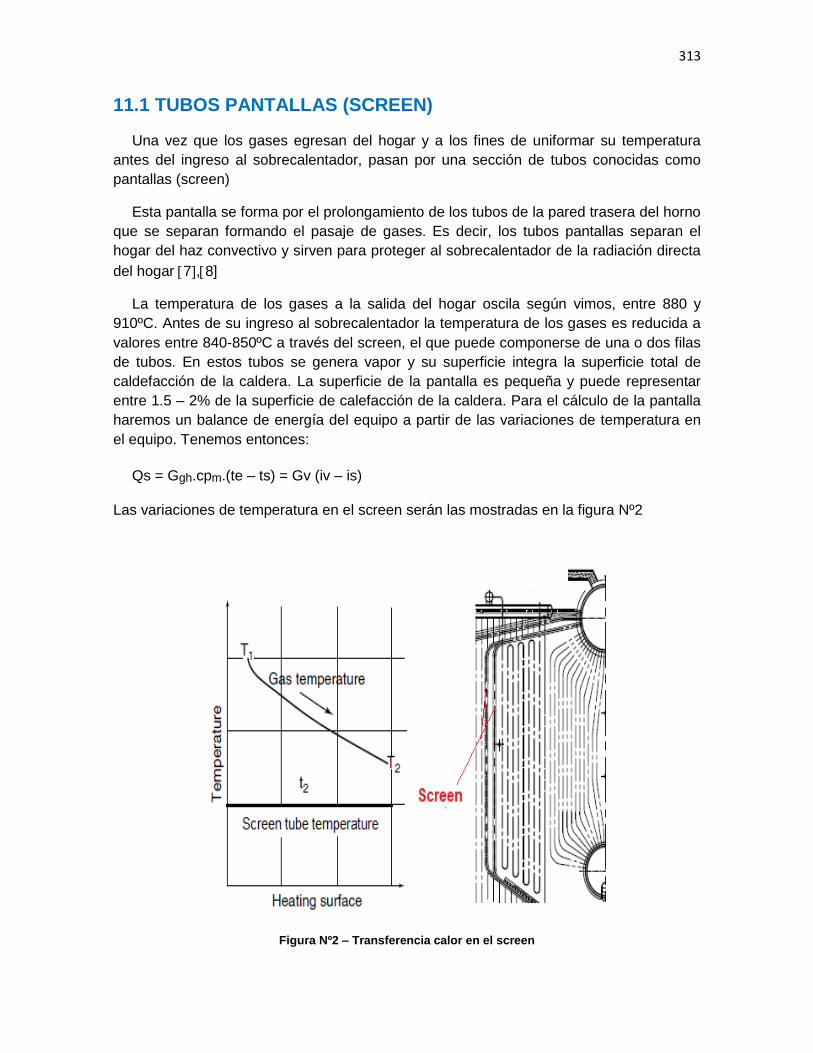
313
11.1 TUBOS PANTALLAS (SCREEN)
Una vez que los gases egresan del hogar y a los fines de uniformar su temperatura antes del ingreso al sobrecalentador, pasan por una sección de tubos conocidas como pantallas (screen)
Esta pantalla se forma por el prolongamiento de los tubos de la pared trasera del horno que se separan formando el pasaje de gases. Es decir, los tubos pantallas separan el hogar del haz convectivo y sirven para proteger al sobrecalentador de la radiación directa del hogar 7,8]
La temperatura de los gases a la salida del hogar oscila según vimos, entre 880 y 910ºC. Antes de su ingreso al sobrecalentador la temperatura de los gases es reducida a valores entre 840-850ºC a través del screen, el que puede componerse de una o dos filas de tubos. En estos tubos se genera vapor y su superficie integra la superficie total de caldefacción de la caldera. La superficie de la pantalla es pequeña y puede representar entre 1.5 – 2% de la superficie de calefacción de la caldera. Para el cálculo de la pantalla haremos un balance de energía del equipo a partir de las variaciones de temperatura en el equipo. Tenemos entonces:
Qs = Ggh.cpm.(te – ts) = Gv (iv – is)
Las variaciones de temperatura en el screen serán las mostradas en la figura Nº2
Figura Nº2 – Transferencia calor en el screen
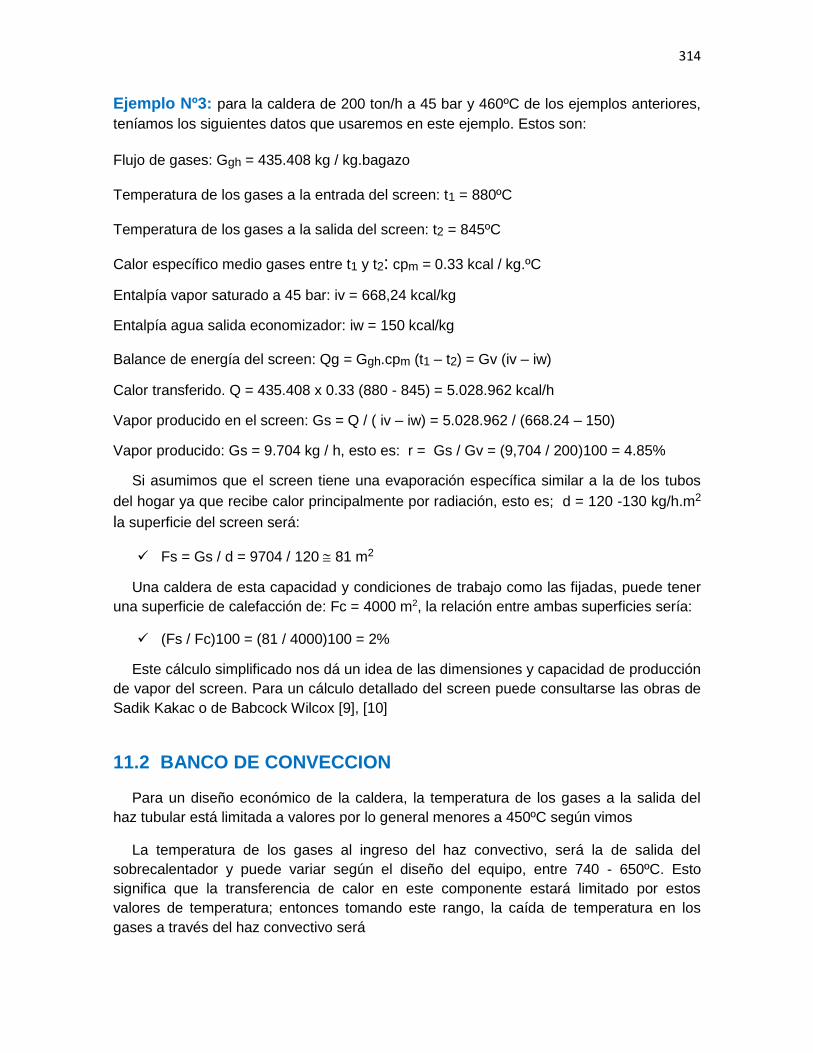
314
Ejemplo Nº3: para la caldera de 200 ton/h a 45 bar y 460ºC de los ejemplos anteriores, teníamos los siguientes datos que usaremos en este ejemplo. Estos son:
Flujo de gases: Ggh = 435.408 kg / kg.bagazo
Temperatura de los gases a la entrada del screen: t1 = 880ºC
Temperatura de los gases a la salida del screen: t2 = 845ºC
Calor específico medio gases entre t1 y t2: cpm = 0.33 kcal / kg.ºC
Entalpía vapor saturado a 45 bar: iv = 668,24 kcal/kg
Entalpía agua salida economizador: iw = 150 kcal/kg
Balance de energía del screen: Qg = Ggh.cpm (t1 – t2) = Gv (iv – iw)
Calor transferido. Q = 435.408 x 0.33 (880 - 845) = 5.028.962 kcal/h
Vapor producido en el screen: Gs = Q / ( iv – iw) = 5.028.962 / (668.24 – 150)
Vapor producido: Gs = 9.704 kg / h, esto es: r = Gs / Gv = (9,704 / 200)100 = 4.85%
Si asumimos que el screen tiene una evaporación específica similar a la de los tubos del hogar ya que recibe calor principalmente por radiación, esto es; d = 120 -130 kg/h.m2
la superficie del screen será:
Fs = Gs / d = 9704 / 120 81 m2
Una caldera de esta capacidad y condiciones de trabajo como las fijadas, puede tener una superficie de calefacción de: Fc = 4000 m2, la relación entre ambas superficies sería:
(Fs / Fc)100 = (81 / 4000)100 = 2%
Este cálculo simplificado nos dá un idea de las dimensiones y capacidad de producción de vapor del screen. Para un cálculo detallado del screen puede consultarse las obras de Sadik Kakac o de Babcock Wilcox [9], [10]
11.2 BANCO DE CONVECCION
Para un diseño económico de la caldera, la temperatura de los gases a la salida del haz tubular está limitada a valores por lo general menores a 450ºC según vimos
La temperatura de los gases al ingreso del haz convectivo, será la de salida del sobrecalentador y puede variar según el diseño del equipo, entre 740 - 650ºC. Esto significa que la transferencia de calor en este componente estará limitado por estos valores de temperatura; entonces tomando este rango, la caída de temperatura en los gases a través del haz convectivo será
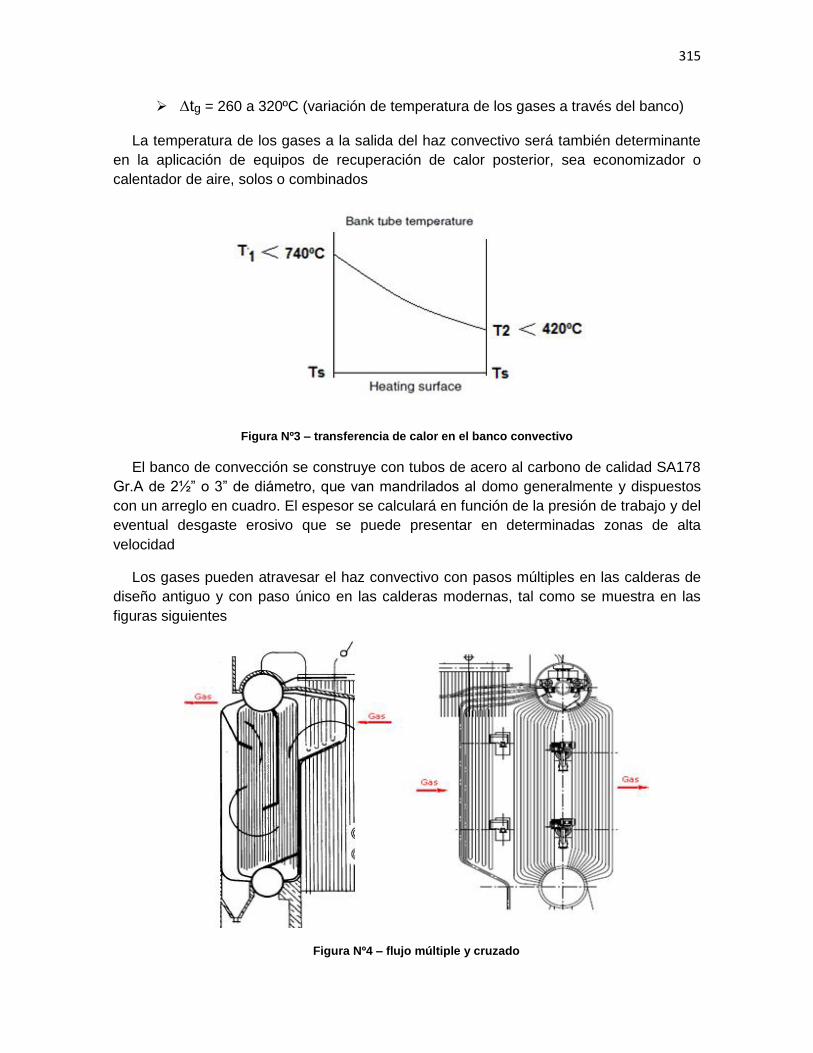
315
tg = 260 a 320ºC (variación de temperatura de los gases a través del banco)
La temperatura de los gases a la salida del haz convectivo será también determinante en la aplicación de equipos de recuperación de calor posterior, sea economizador o calentador de aire, solos o combinados
Figura Nº3 – transferencia de calor en el banco convectivo
El banco de convección se construye con tubos de acero al carbono de calidad SA178 Gr.A de 2½” o 3” de diámetro, que van mandrilados al domo generalmente y dispuestos con un arreglo en cuadro. El espesor se calculará en función de la presión de trabajo y del eventual desgaste erosivo que se puede presentar en determinadas zonas de alta velocidad
Los gases pueden atravesar el haz convectivo con pasos múltiples en las calderas de diseño antiguo y con paso único en las calderas modernas, tal como se muestra en las figuras siguientes
Figura Nº4 – flujo múltiple y cruzado
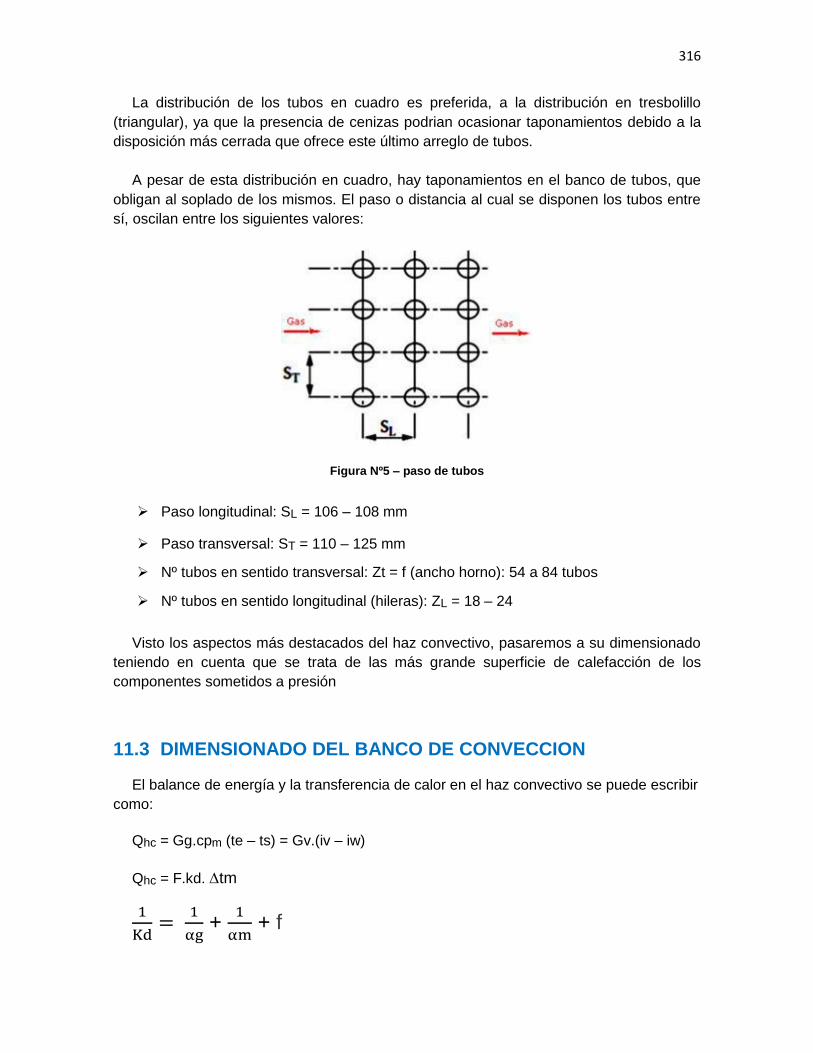
316
La distribución de los tubos en cuadro es preferida, a la distribución en tresbolillo (triangular), ya que la presencia de cenizas podrian ocasionar taponamientos debido a la disposición más cerrada que ofrece este último arreglo de tubos.
A pesar de esta distribución en cuadro, hay taponamientos en el banco de tubos, que
obligan al soplado de los mismos. El paso o distancia al cual se disponen los tubos entre sí, oscilan entre los siguientes valores:
Figura Nº5 – paso de tubos
Paso longitudinal: SL = 106 – 108 mm
Paso transversal: ST = 110 – 125 mm
Nº tubos en sentido transversal: Zt = f (ancho horno): 54 a 84 tubos
Nº tubos en sentido longitudinal (hileras): ZL = 18 – 24
Visto los aspectos más destacados del haz convectivo, pasaremos a su dimensionado teniendo en cuenta que se trata de las más grande superficie de calefacción de los componentes sometidos a presión
11.3 DIMENSIONADO DEL BANCO DE CONVECCION
El balance de energía y la transferencia de calor en el haz convectivo se puede escribir como:
Qhc = Gg.cpm (te – ts) = Gv.(iv – iw)
Qhc = F.kd. tm
1
Kd=
1
αg +
1
αm + f
317
donde: F = superficie de calefacción del haz en m2, kd = coeficiente total combinado de
transmisión del calor en kcal/h.m2ºC, g = coeficiente combinado de convección-radiación
de los gases en kcal/h.m2.ºC; m = coeficiente de convección de la mezcla agua-vapor en
kcal/h.m2.ºC; f = factor de ensuciamiento de los tubos por cenizas en (kcal/h.m2.ºC)-1 y
tm = diferencia logarítmica media de temperatura en ºC
El coeficiente de convección del lado interno de los tubos es generalmente despreciable ya que presenta valores muy elevados, de modo que la transferencia de calor queda determinada por el coeficiente pelicular del lado de los gases. Para el cálculo de este coeficiente se han propuesto varias ecuaciones y veremos las más difundidas en la literatura especializada
Para gases circulando en flujo turbulento, atravesando haces tubulares dispuestos en cuadro,se han propuesto numerosas ecuaciones, y según algunas de ellas, el coeficiente de convección está dado por:
Babcok Wilcox: g = 0.321.Re 0.61.Pr 0.33.Fa.Fd, en Btu / h.ft2.ºF
Kakac et.al: g = Cs.Cn.
d .Re 0.65.Pr 0.33 , en kW /m2.ºK
Grimison E. : Nu = B x Ren en Btu / h.ft2.ºF
Zuckaukas A.:: Nu = C.Ren.Pr0.36( Pr / Prs)1/4 en kW /m2.ºK
Verbanck H: Nu = 0.287.Re 0.60.Pr 0.33 en W /m2.ºK
En estas ecuaciones vemos que el coeficiente convectivo no sólo está infuenciado por las propiedades que dependen de la temperatura de los gases, sino también por la geometría del banco de tubos, caracterizada por el paso entretubos y la cantidad de hileras que integran el haz convectivo y por su velocidad [7],[8],[9],[10],[11],[12]
Un análisis interesante de las distintas ecuaciones propuestas para el cálculo de los coeficientes de convección a través de banco de tubos dispuestos en cuadro o en distribución triangular, es el realizado por Polupan et.al [14]. Este estudio muestra diferencias entre 20 y 48% entre algunas ecuaciones para las mismas condiciones de análisis, lo que pone en evidencia el cuidado en el uso de las mismas a la hora de dimensionar los equipos [13], [15],[16],[17],[18], [19]
El coeficiente total de transmisión del calor en el haz convectivo toma los siguientes valores: Kd = 59 – 64 kcal /h.m2ºC, según diversos autores [6],[9. Con relación a la velocidad de los gases a través del banco de tubos, esta varía entre 11 – 15 m/seg, la cual está limitada por la presencia de partículas de cenizas que pueden provocar la erosión de los tubos y su rotura prematura
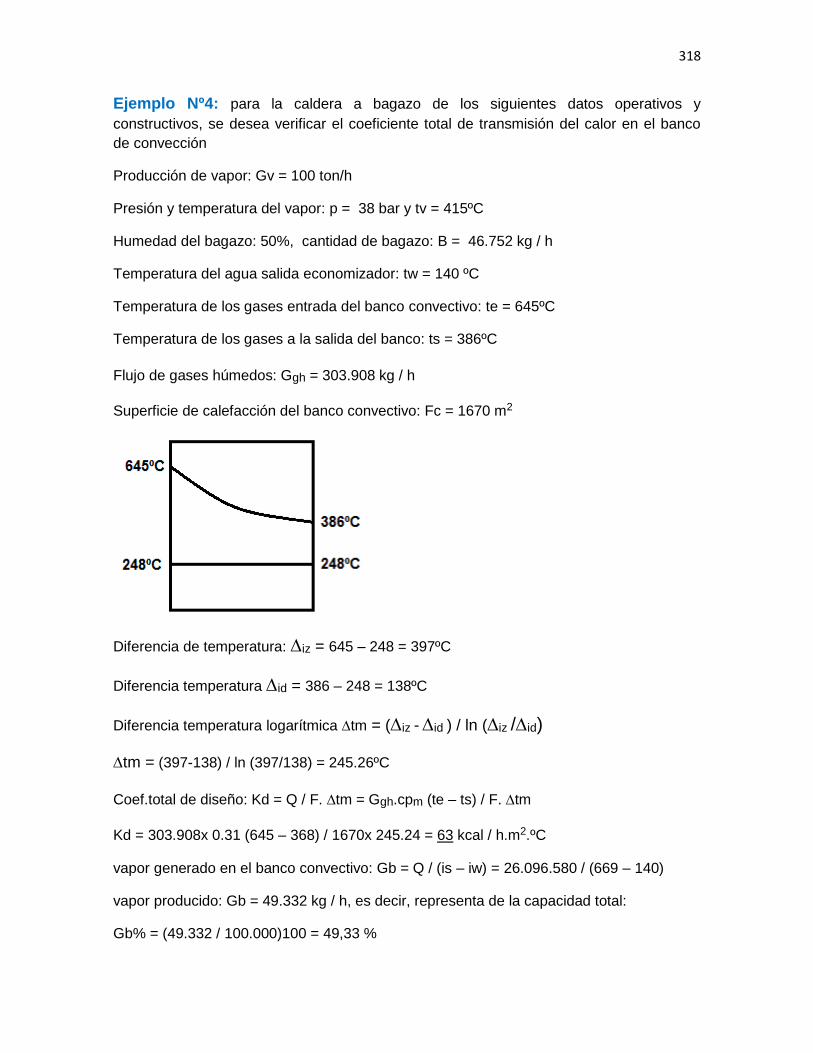
318
Ejemplo Nº4: para la caldera a bagazo de los siguientes datos operativos y constructivos, se desea verificar el coeficiente total de transmisión del calor en el banco de convección
Producción de vapor: Gv = 100 ton/h
Presión y temperatura del vapor: p = 38 bar y tv = 415ºC
Humedad del bagazo: 50%, cantidad de bagazo: B = 46.752 kg / h
Temperatura del agua salida economizador: tw = 140 ºC
Temperatura de los gases entrada del banco convectivo: te = 645ºC
Temperatura de los gases a la salida del banco: ts = 386ºC
Flujo de gases húmedos: Ggh = 303.908 kg / h
Superficie de calefacción del banco convectivo: Fc = 1670 m2
Diferencia de temperatura: iz = 645 – 248 = 397ºC
Diferencia temperatura id = 386 – 248 = 138ºC
Diferencia temperatura logarítmica tm = (iz - id ) / ln (iz /id)
tm = (397-138) / ln (397/138) = 245.26ºC
Coef.total de diseño: Kd = Q / F. tm = Ggh.cpm (te – ts) / F. tm
Kd = 303.908x 0.31 (645 – 368) / 1670x 245.24 = 63 kcal / h.m2.ºC
vapor generado en el banco convectivo: Gb = Q / (is – iw) = 26.096.580 / (669 – 140)
vapor producido: Gb = 49.332 kg / h, es decir, representa de la capacidad total:
Gb% = (49.332 / 100.000)100 = 49,33 %
319
Para la determinación gráfica de los coeficientes de convección para gases atravesando banco de tubos, puede consultarse las obras [18],[19]
11.4 REFERENCIAS
1. Mesny Marcelo – Generación de vapor. Editorial Marymar, Buenos Aires.
Argentina, 1976
2. Mellor Goodwin SA – Diseño y Operación de Calderas de Vapor. Curso
organizado por la Universidad Tecnológica Nacional, Facultad Regional Tucumán
(UTN), Argentina, Agosto de 1983
3. Davidis E. et al – Diseño y Selección de Calderas para Combustibles Celulósicos –
Calderas Salcor Caren SA. Curso organizado por la Universidad Tecnológica
Nacional, Facultad Regional Tucumán, Argentina, Agosto de 1983
4. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, US
5. Hugot E. - Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
6. Rein P. - Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
7. Dolezal Richard: Dampferzeugung. Springer Verlag, 1985, Germany
8. Boyko E. et al.: Diseño térmico de calderas (en ruso) - Тепловой расчет парового
котла. Edit. IPC KSTU, 2005
9. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
10. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991, U.S
11. VDI Heat Atlas, 2th edition. Published by Springer Verlag, Germany, 2010
12. Zukauskas A: Heat transfer from tubes in crossflow. Chapter II, Advances in Heat
Transfer, Vol.8, Edit by Academics Press, USA, 1972
13. Verbanck H.: Development of a mathematical model for watertube boiler heat
transfer calculations. Proceedings of SASTA, 1997, pp.166-171
14. Polupan G. et.al – Estudio comparativo de los métodos del cálculo de transferencia
de calor en banco de tubos. Revista Científica, Vol.14, Nº1, páginas 17-23, enero-
marzo de 2010 - México
15. Singer Joseph: Combustion fossil power. Edit.Combustion Engineering, 1991, USA
320
16. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
17. Annaratone Donatello: Handbook for heat exhangers and tubes bank design.
Edit.Springer Verlag, 2010
18. VDI: Energietechnische Arbeitsmappe. Edit.Springer Verlag, Berlín, 2000
19. Ganapathy V.: Nomograms for Steam Generation and Utilization. Edit.Fairmont
Press, 1985, India
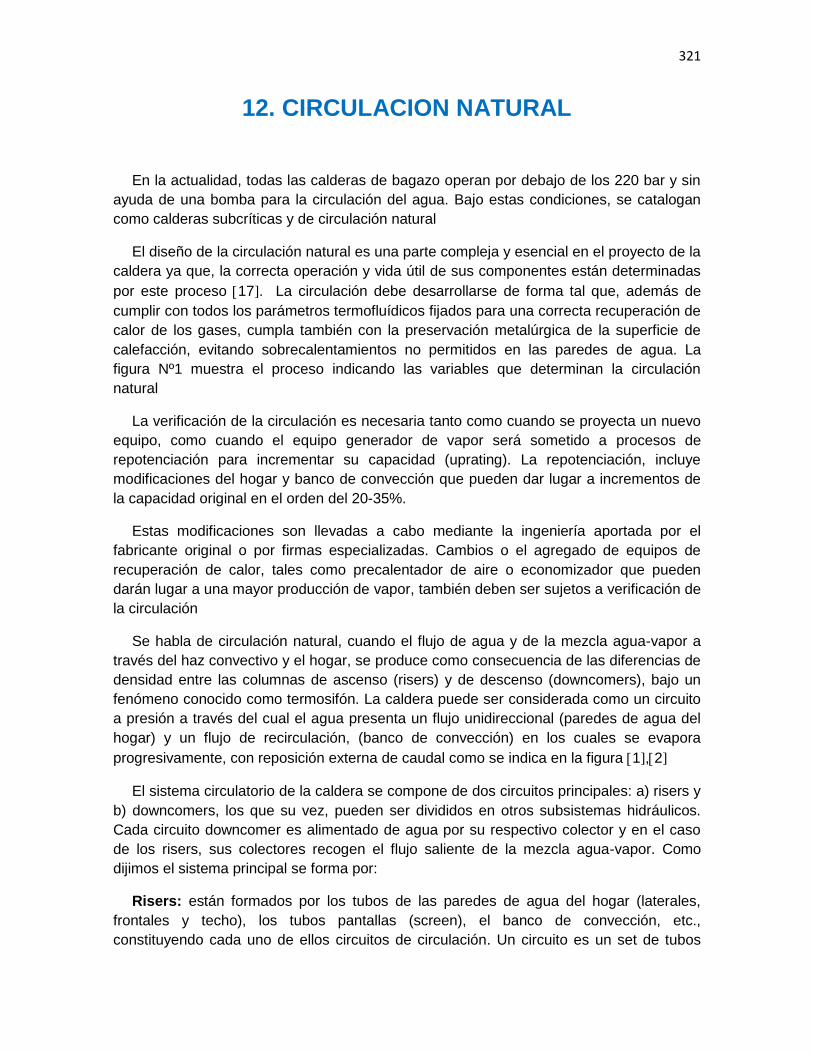
321
12. CIRCULACION NATURAL
En la actualidad, todas las calderas de bagazo operan por debajo de los 220 bar y sin ayuda de una bomba para la circulación del agua. Bajo estas condiciones, se catalogan como calderas subcríticas y de circulación natural
El diseño de la circulación natural es una parte compleja y esencial en el proyecto de la caldera ya que, la correcta operación y vida útil de sus componentes están determinadas por este proceso 17]. La circulación debe desarrollarse de forma tal que, además de cumplir con todos los parámetros termofluídicos fijados para una correcta recuperación de calor de los gases, cumpla también con la preservación metalúrgica de la superficie de calefacción, evitando sobrecalentamientos no permitidos en las paredes de agua. La figura Nº1 muestra el proceso indicando las variables que determinan la circulación natural
La verificación de la circulación es necesaria tanto como cuando se proyecta un nuevo equipo, como cuando el equipo generador de vapor será sometido a procesos de repotenciación para incrementar su capacidad (uprating). La repotenciación, incluye modificaciones del hogar y banco de convección que pueden dar lugar a incrementos de la capacidad original en el orden del 20-35%.
Estas modificaciones son llevadas a cabo mediante la ingeniería aportada por el fabricante original o por firmas especializadas. Cambios o el agregado de equipos de recuperación de calor, tales como precalentador de aire o economizador que pueden darán lugar a una mayor producción de vapor, también deben ser sujetos a verificación de la circulación
Se habla de circulación natural, cuando el flujo de agua y de la mezcla agua-vapor a través del haz convectivo y el hogar, se produce como consecuencia de las diferencias de densidad entre las columnas de ascenso (risers) y de descenso (downcomers), bajo un fenómeno conocido como termosifón. La caldera puede ser considerada como un circuito a presión a través del cual el agua presenta un flujo unidireccional (paredes de agua del hogar) y un flujo de recirculación, (banco de convección) en los cuales se evapora progresivamente, con reposición externa de caudal como se indica en la figura 1],2]
El sistema circulatorio de la caldera se compone de dos circuitos principales: a) risers y b) downcomers, los que su vez, pueden ser divididos en otros subsistemas hidráulicos. Cada circuito downcomer es alimentado de agua por su respectivo colector y en el caso de los risers, sus colectores recogen el flujo saliente de la mezcla agua-vapor. Como dijimos el sistema principal se forma por:
Risers: están formados por los tubos de las paredes de agua del hogar (laterales, frontales y techo), los tubos pantallas (screen), el banco de convección, etc., constituyendo cada uno de ellos circuitos de circulación. Un circuito es un set de tubos
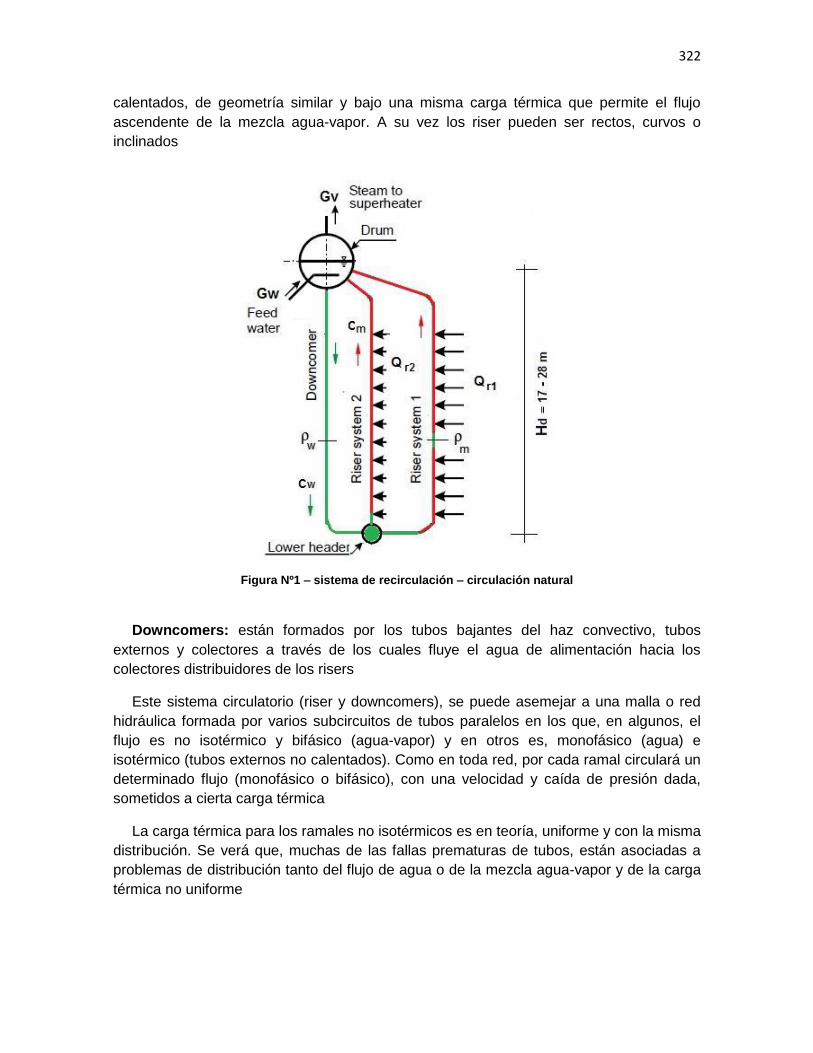
322
calentados, de geometría similar y bajo una misma carga térmica que permite el flujo ascendente de la mezcla agua-vapor. A su vez los riser pueden ser rectos, curvos o inclinados
Figura Nº1 – sistema de recirculación – circulación natural
Downcomers: están formados por los tubos bajantes del haz convectivo, tubos
externos y colectores a través de los cuales fluye el agua de alimentación hacia los colectores distribuidores de los risers
Este sistema circulatorio (riser y downcomers), se puede asemejar a una malla o red hidráulica formada por varios subcircuitos de tubos paralelos en los que, en algunos, el flujo es no isotérmico y bifásico (agua-vapor) y en otros es, monofásico (agua) e isotérmico (tubos externos no calentados). Como en toda red, por cada ramal circulará un determinado flujo (monofásico o bifásico), con una velocidad y caída de presión dada, sometidos a cierta carga térmica
La carga térmica para los ramales no isotérmicos es en teoría, uniforme y con la misma distribución. Se verá que, muchas de las fallas prematuras de tubos, están asociadas a problemas de distribución tanto del flujo de agua o de la mezcla agua-vapor y de la carga térmica no uniforme
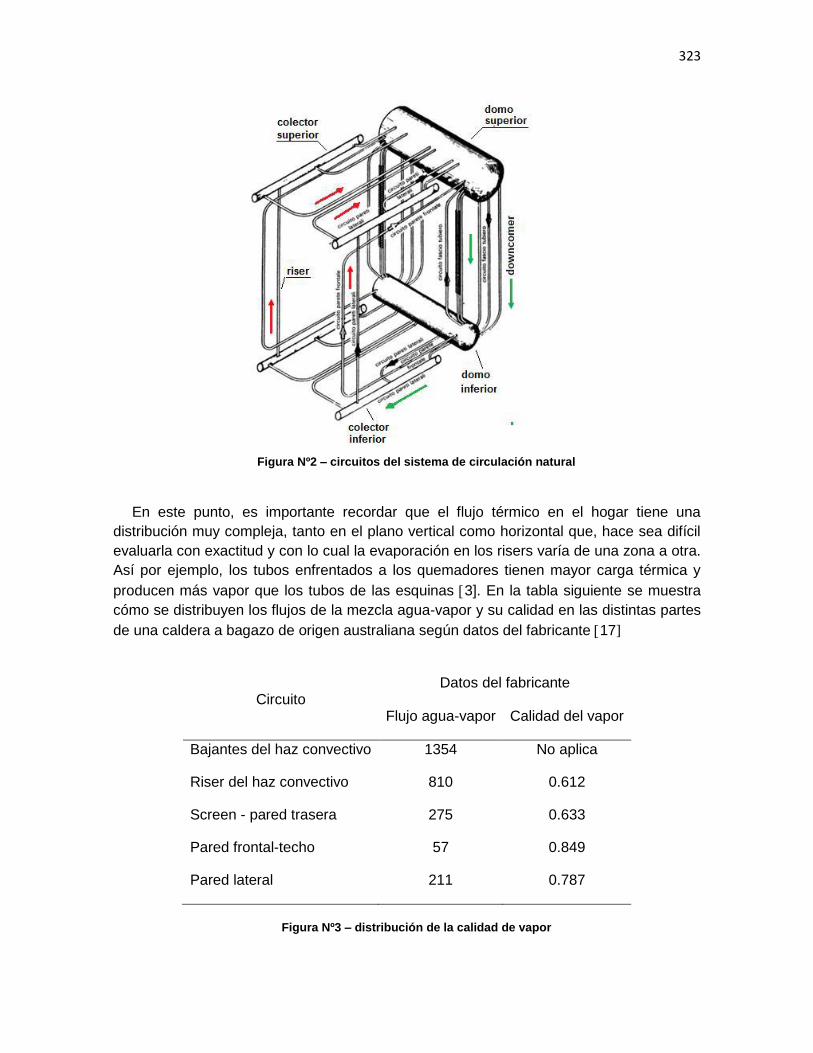
323
Figura Nº2 – circuitos del sistema de circulación natural
En este punto, es importante recordar que el flujo térmico en el hogar tiene una
distribución muy compleja, tanto en el plano vertical como horizontal que, hace sea difícil evaluarla con exactitud y con lo cual la evaporación en los risers varía de una zona a otra. Así por ejemplo, los tubos enfrentados a los quemadores tienen mayor carga térmica y producen más vapor que los tubos de las esquinas 3]. En la tabla siguiente se muestra cómo se distribuyen los flujos de la mezcla agua-vapor y su calidad en las distintas partes de una caldera a bagazo de origen australiana según datos del fabricante 17]
Circuito Datos del fabricante
Flujo agua-vapor Calidad del vapor
Bajantes del haz convectivo 1354 No aplica
Riser del haz convectivo 810 0.612
Screen - pared trasera 275 0.633
Pared frontal-techo 57 0.849
Pared lateral 211 0.787
Figura Nº3 – distribución de la calidad de vapor
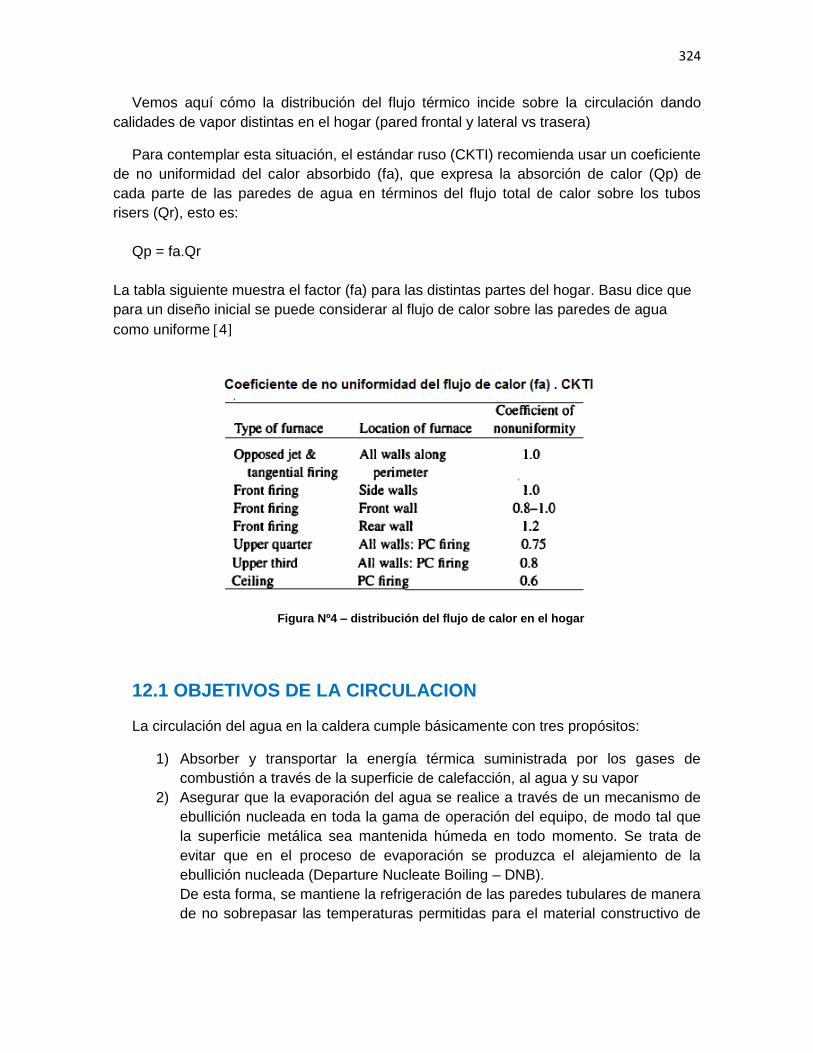
324
Vemos aquí cómo la distribución del flujo térmico incide sobre la circulación dando calidades de vapor distintas en el hogar (pared frontal y lateral vs trasera)
Para contemplar esta situación, el estándar ruso (CKTI) recomienda usar un coeficiente de no uniformidad del calor absorbido (fa), que expresa la absorción de calor (Qp) de cada parte de las paredes de agua en términos del flujo total de calor sobre los tubos risers (Qr), esto es:
Qp = fa.Qr
La tabla siguiente muestra el factor (fa) para las distintas partes del hogar. Basu dice que para un diseño inicial se puede considerar al flujo de calor sobre las paredes de agua como uniforme 4]
Figura Nº4 – distribución del flujo de calor en el hogar
12.1 OBJETIVOS DE LA CIRCULACION
La circulación del agua en la caldera cumple básicamente con tres propósitos:
1) Absorber y transportar la energía térmica suministrada por los gases de combustión a través de la superficie de calefacción, al agua y su vapor
2) Asegurar que la evaporación del agua se realice a través de un mecanismo de ebullición nucleada en toda la gama de operación del equipo, de modo tal que la superficie metálica sea mantenida húmeda en todo momento. Se trata de evitar que en el proceso de evaporación se produzca el alejamiento de la ebullición nucleada (Departure Nucleate Boiling – DNB). De esta forma, se mantiene la refrigeración de las paredes tubulares de manera de no sobrepasar las temperaturas permitidas para el material constructivo de
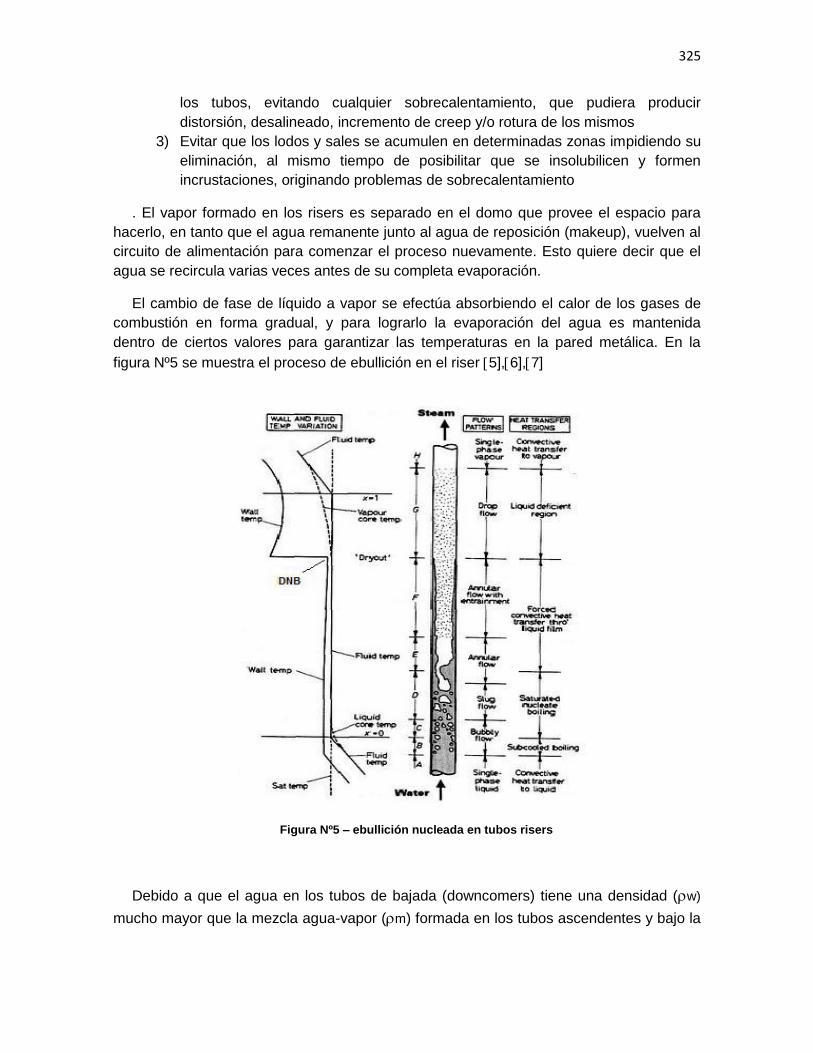
325
los tubos, evitando cualquier sobrecalentamiento, que pudiera producir distorsión, desalineado, incremento de creep y/o rotura de los mismos
3) Evitar que los lodos y sales se acumulen en determinadas zonas impidiendo su eliminación, al mismo tiempo de posibilitar que se insolubilicen y formen incrustaciones, originando problemas de sobrecalentamiento
. El vapor formado en los risers es separado en el domo que provee el espacio para hacerlo, en tanto que el agua remanente junto al agua de reposición (makeup), vuelven al circuito de alimentación para comenzar el proceso nuevamente. Esto quiere decir que el agua se recircula varias veces antes de su completa evaporación.
El cambio de fase de líquido a vapor se efectúa absorbiendo el calor de los gases de combustión en forma gradual, y para lograrlo la evaporación del agua es mantenida dentro de ciertos valores para garantizar las temperaturas en la pared metálica. En la figura Nº5 se muestra el proceso de ebullición en el riser 5],6],7]
Figura Nº5 – ebullición nucleada en tubos risers
Debido a que el agua en los tubos de bajada (downcomers) tiene una densidad (w) mucho mayor que la mezcla agua-vapor (m) formada en los tubos ascendentes y bajo la
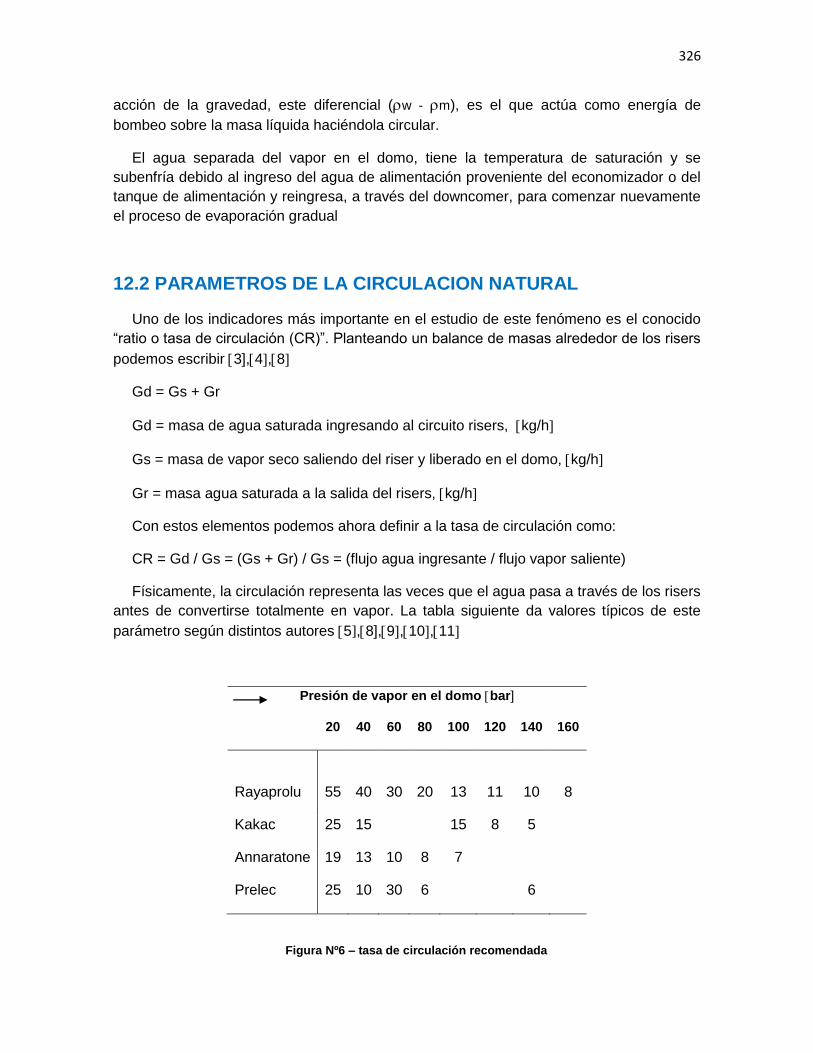
326
acción de la gravedad, este diferencial (w - m), es el que actúa como energía de bombeo sobre la masa líquida haciéndola circular.
El agua separada del vapor en el domo, tiene la temperatura de saturación y se subenfría debido al ingreso del agua de alimentación proveniente del economizador o del tanque de alimentación y reingresa, a través del downcomer, para comenzar nuevamente el proceso de evaporación gradual
12.2 PARAMETROS DE LA CIRCULACION NATURAL
Uno de los indicadores más importante en el estudio de este fenómeno es el conocido “ratio o tasa de circulación (CR)”. Planteando un balance de masas alrededor de los risers
podemos escribir 3],4,8
Gd = Gs + Gr
Gd = masa de agua saturada ingresando al circuito risers, kg/h
Gs = masa de vapor seco saliendo del riser y liberado en el domo, kg/h
Gr = masa agua saturada a la salida del risers, kg/h
Con estos elementos podemos ahora definir a la tasa de circulación como:
CR = Gd / Gs = (Gs + Gr) / Gs = (flujo agua ingresante / flujo vapor saliente)
Físicamente, la circulación representa las veces que el agua pasa a través de los risers antes de convertirse totalmente en vapor. La tabla siguiente da valores típicos de este parámetro según distintos autores 5],8],9,10,11
Presión de vapor en el domo bar]
20 40 60 80 100 120 140 160
Rayaprolu 55 40 30 20 13 11 10 8
Kakac 25 15 15 8 5
Annaratone 19 13 10 8 7
Prelec 25 10 30 6 6
Figura Nº6 – tasa de circulación recomendada
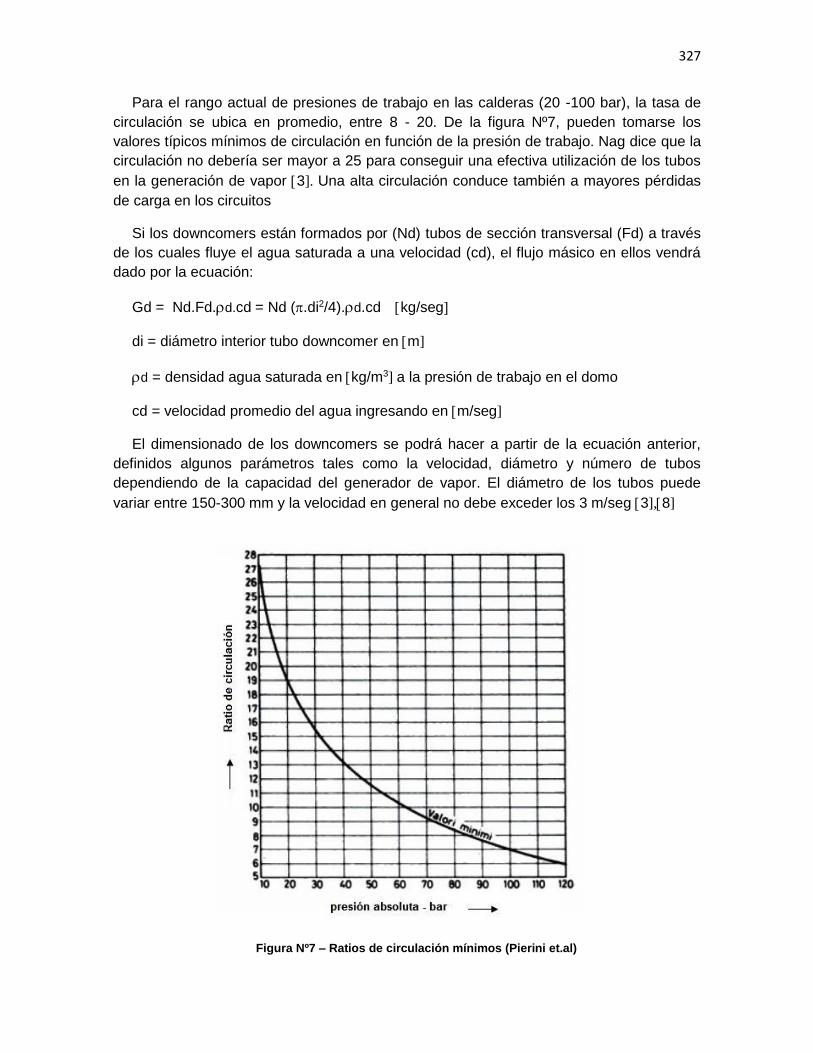
327
Para el rango actual de presiones de trabajo en las calderas (20 -100 bar), la tasa de circulación se ubica en promedio, entre 8 - 20. De la figura Nº7, pueden tomarse los valores típicos mínimos de circulación en función de la presión de trabajo. Nag dice que la circulación no debería ser mayor a 25 para conseguir una efectiva utilización de los tubos en la generación de vapor 3]. Una alta circulación conduce también a mayores pérdidas de carga en los circuitos
Si los downcomers están formados por (Nd) tubos de sección transversal (Fd) a través de los cuales fluye el agua saturada a una velocidad (cd), el flujo másico en ellos vendrá dado por la ecuación:
Gd = Nd.Fd.d.cd = Nd (.di2/4).d.cd kg/seg
di = diámetro interior tubo downcomer en m]
d = densidad agua saturada en kg/m3] a la presión de trabajo en el domo
cd = velocidad promedio del agua ingresando en m/seg]
El dimensionado de los downcomers se podrá hacer a partir de la ecuación anterior, definidos algunos parámetros tales como la velocidad, diámetro y número de tubos dependiendo de la capacidad del generador de vapor. El diámetro de los tubos puede variar entre 150-300 mm y la velocidad en general no debe exceder los 3 m/seg 3],8]
Figura Nº7 – Ratios de circulación mínimos (Pierini et.al)

328
Dado que en el circuito de risers tenemos un sistema circulante bifásico de agua y vapor, resulta importante conocer algunas de sus propiedades. La calidad o composición de la mezcla puede expresarse en términos de masa o en términos de volumen. Tendremos así:
Calidad o título de vapor: = Gs / (Gs + Gr)
Calidad volumétrica del vapor: = Vs / (Vs + Vr)
Vs = volumen de vapor seco contenido en la mezcla agua-vapor
Vr = volumen de líquido saturado en la mezcla bifásica
Estas composiciones del vapor en peso y volumen se expresan generalmente como porcentajes y se las designa como (%SWB) y (%SVB) respectivamente. El volumen específico y densidad del vapor húmedo se calculan respectivamente como:
vm = vr (1- ) + vs. m3/ kg]
m = (1- ) w + .s kg/m3]
Si llamamos (Ar) a la sección transversal ocupada por la fase líquida, y (As) a la sección transversal ocupada por las burbujas de vapor, tenemos que:
= As / (As + Ar)
Ar / As = (1- ) /
En el flujo de la mezcla agua-vapor, el vapor tiende a solapar la fase líquida moviéndose más rápidamente que ella. Este fenómeno se tiene en cuenta mediante el coeficiente de deslizamiento (Slip Ratio) que se define como:
S = velocidad del vapor / velocidad del agua = Cs / Cr
Este coeficiente se determinó experimentalmente y vale entre 1-10. El valor en altas presiones tiende a 1 debido a que la diferencia de densidad entre las fases se acorta. El coeficiente S disminuye a medida que aumentan las presiones. Combinando las ecuaciones anteriores la relación entre estas tres variables se expresan como:
S =
(1−).
(1−∝)
∝ .
vs
vr =
(1−).
Ar
As .
vs
vr
= .vs
.vs+(1−)vr.S =
1
1+(1
−1)
ρs
ρr
= vr
vs. s

329
= 1
1+(1−∝
∝)
1
La circulación también es definida como el valor inverso de la calidad del vapor () y se conoce como TDF (Top dryness fraction) y representa el título máximo que toma el vapor a la salida del riser, esto es:
TDF = Gs / (Gs + Gr) =
CR = 1 / TDF = 1 /
La presión disponible para la circulación natural está dado por:
pd = (w - m)g.H, Pa]
H = altura del riser, m]
w = densidad del agua saturada en el downcomer, kg/m3]
m = densidad de la mezcla agua-vapor en el riser, kg/m3]
Para simplificar, la densidad de la mezcla se toma como igual a la media entre la
densidad del agua saturada en la base del downcomer (w) y la densidad del vapor a la
salida del riser (s), esto es:
m = (w + s) / 2
Vemos que la presión disponible es proporcional a la altura del riser y a la diferencia de densidad entre la columna líquida y la columna de la mezcla agua-vapor. Como la circulación disminuye a medida que aumenta la presión de trabajo, las calderas que operan en este segmento resultan más altas. En el gráfico Nº8, vemos la diferencia de densidad entre agua y vapor para distintas presiones
La distribución axial del flujo de calor en los risers puede ser usada para calcular la distribución de la calidad en los mismos. La distribución de la densidad de la mezcla () a lo largo de la altura (h) está dada ahora por 3]:
(h) = (1- ) w + .s
La densidad promedio en el riser se obtiene como
= 1
𝐻∫ 𝜌(ℎ)𝑑ℎ
𝐻
0
donde h es la distancia desde el piso a una altura h del riser
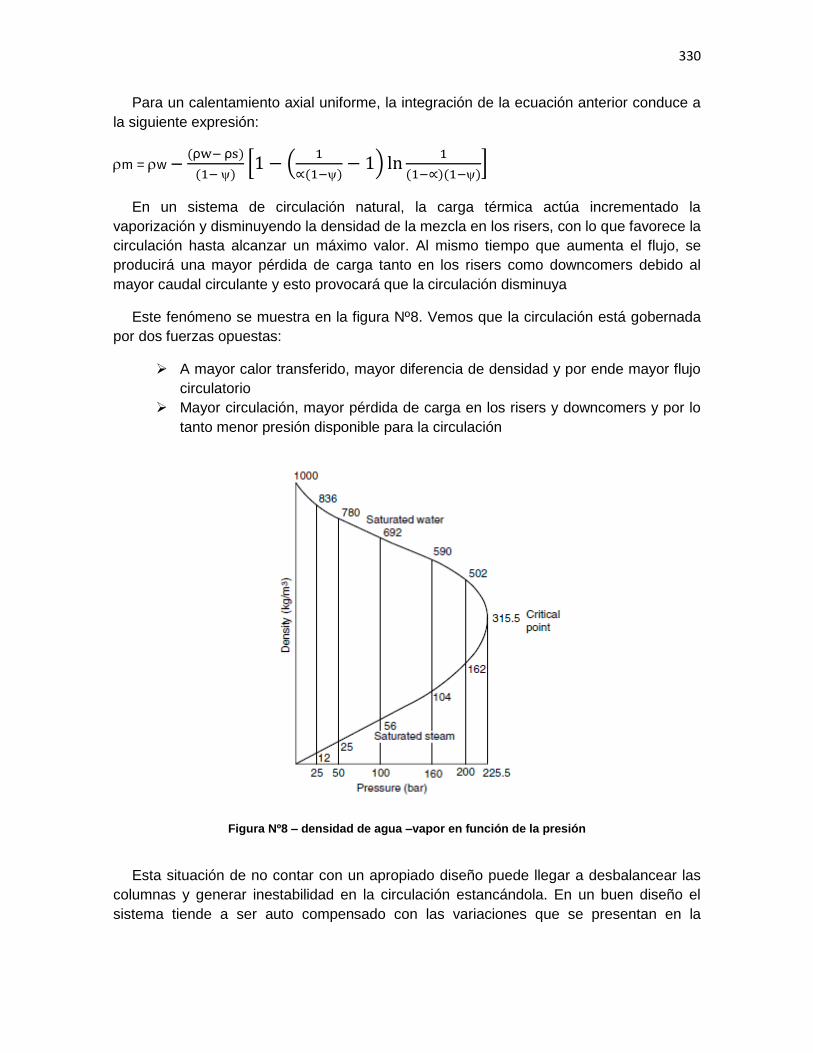
330
Para un calentamiento axial uniforme, la integración de la ecuación anterior conduce a la siguiente expresión:
m = w – (ρw− ρs)
(1− )[1 − (
1
∝(1−)− 1) ln
1
(1−∝)(1−)]
En un sistema de circulación natural, la carga térmica actúa incrementado la vaporización y disminuyendo la densidad de la mezcla en los risers, con lo que favorece la circulación hasta alcanzar un máximo valor. Al mismo tiempo que aumenta el flujo, se producirá una mayor pérdida de carga tanto en los risers como downcomers debido al mayor caudal circulante y esto provocará que la circulación disminuya
Este fenómeno se muestra en la figura Nº8. Vemos que la circulación está gobernada por dos fuerzas opuestas:
A mayor calor transferido, mayor diferencia de densidad y por ende mayor flujo circulatorio
Mayor circulación, mayor pérdida de carga en los risers y downcomers y por lo tanto menor presión disponible para la circulación
Figura Nº8 – densidad de agua –vapor en función de la presión
Esta situación de no contar con un apropiado diseño puede llegar a desbalancear las columnas y generar inestabilidad en la circulación estancándola. En un buen diseño el sistema tiende a ser auto compensado con las variaciones que se presentan en la
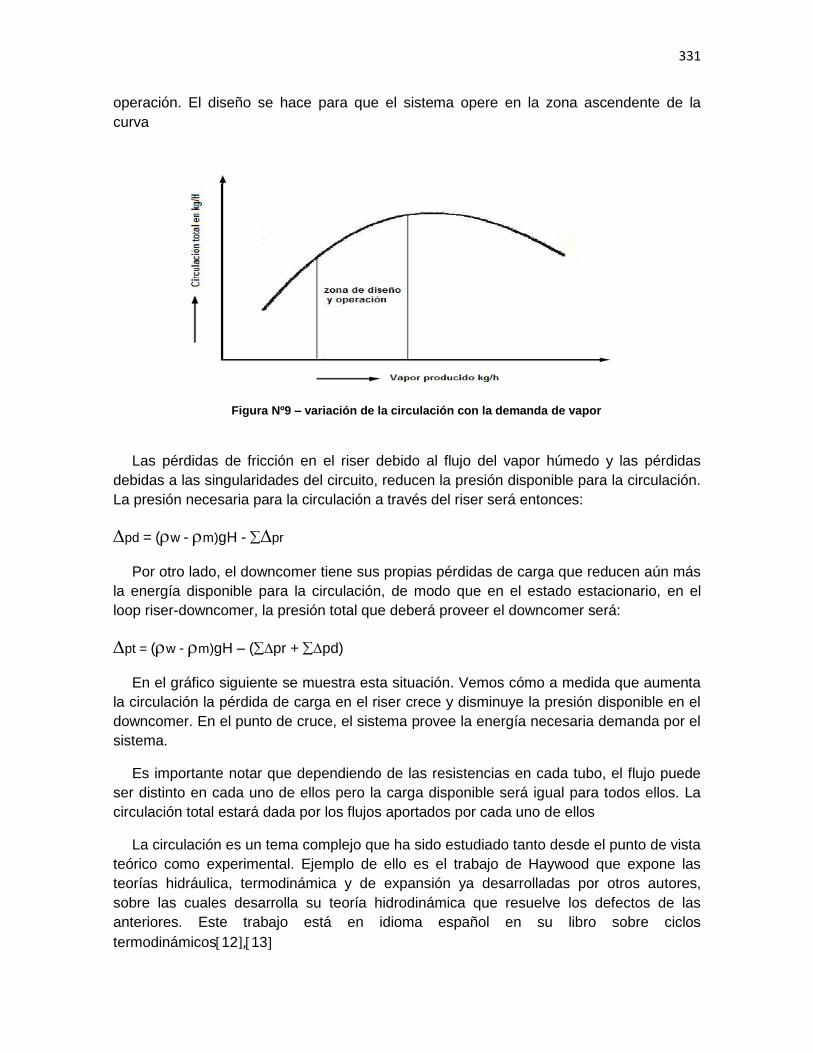
331
operación. El diseño se hace para que el sistema opere en la zona ascendente de la curva
Figura Nº9 – variación de la circulación con la demanda de vapor
Las pérdidas de fricción en el riser debido al flujo del vapor húmedo y las pérdidas
debidas a las singularidades del circuito, reducen la presión disponible para la circulación. La presión necesaria para la circulación a través del riser será entonces:
pd = (w - m)gH - pr
Por otro lado, el downcomer tiene sus propias pérdidas de carga que reducen aún más la energía disponible para la circulación, de modo que en el estado estacionario, en el loop riser-downcomer, la presión total que deberá proveer el downcomer será:
pt = (w - m)gH – (pr + pd)
En el gráfico siguiente se muestra esta situación. Vemos cómo a medida que aumenta la circulación la pérdida de carga en el riser crece y disminuye la presión disponible en el downcomer. En el punto de cruce, el sistema provee la energía necesaria demanda por el sistema.
Es importante notar que dependiendo de las resistencias en cada tubo, el flujo puede ser distinto en cada uno de ellos pero la carga disponible será igual para todos ellos. La circulación total estará dada por los flujos aportados por cada uno de ellos
La circulación es un tema complejo que ha sido estudiado tanto desde el punto de vista teórico como experimental. Ejemplo de ello es el trabajo de Haywood que expone las teorías hidráulica, termodinámica y de expansión ya desarrolladas por otros autores, sobre las cuales desarrolla su teoría hidrodinámica que resuelve los defectos de las anteriores. Este trabajo está en idioma español en su libro sobre ciclos termodinámicos12],13
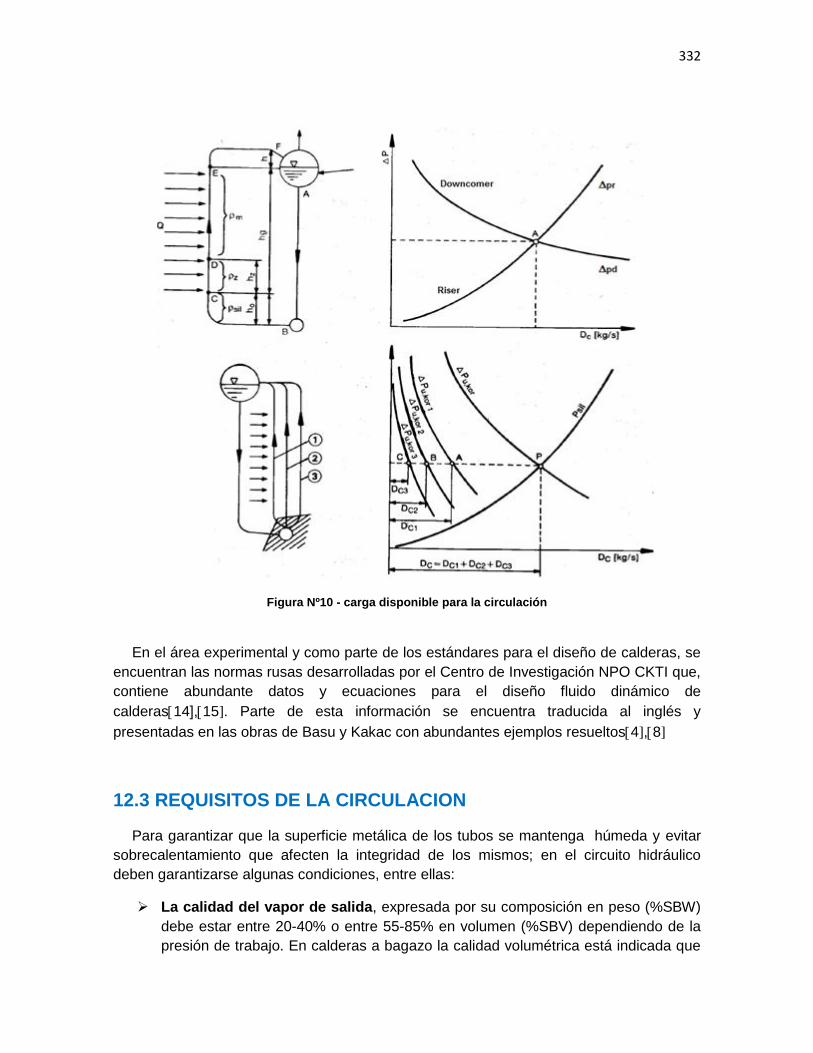
332
Figura Nº10 - carga disponible para la circulación
En el área experimental y como parte de los estándares para el diseño de calderas, se
encuentran las normas rusas desarrolladas por el Centro de Investigación NPO CKTI que, contiene abundante datos y ecuaciones para el diseño fluido dinámico de calderas14],15]. Parte de esta información se encuentra traducida al inglés y presentadas en las obras de Basu y Kakac con abundantes ejemplos resueltos4],8]
12.3 REQUISITOS DE LA CIRCULACION
Para garantizar que la superficie metálica de los tubos se mantenga húmeda y evitar sobrecalentamiento que afecten la integridad de los mismos; en el circuito hidráulico deben garantizarse algunas condiciones, entre ellas:
La calidad del vapor de salida, expresada por su composición en peso (%SBW) debe estar entre 20-40% o entre 55-85% en volumen (%SBV) dependiendo de la presión de trabajo. En calderas a bagazo la calidad volumétrica está indicada que
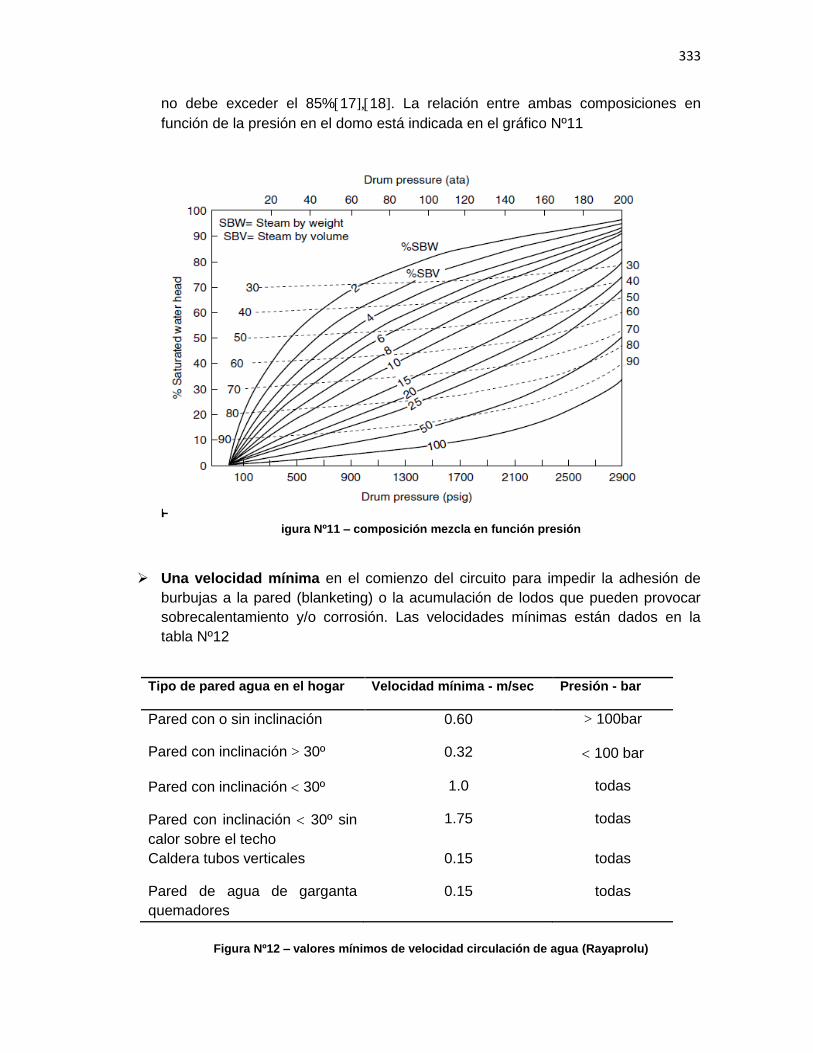
333
no debe exceder el 85%17],18]. La relación entre ambas composiciones en función de la presión en el domo está indicada en el gráfico Nº11
Figura Nº11 – composición mezcla en función presión
Una velocidad mínima en el comienzo del circuito para impedir la adhesión de burbujas a la pared (blanketing) o la acumulación de lodos que pueden provocar sobrecalentamiento y/o corrosión. Las velocidades mínimas están dados en la tabla Nº12
Figura Nº12 – valores mínimos de velocidad circulación de agua (Rayaprolu)
Tipo de pared agua en el hogar Velocidad mínima - m/sec Presión - bar
Pared con o sin inclinación 0.60 > 100bar
Pared con inclinación > 30º 0.32 100 bar
Pared con inclinación 30º 1.0 todas
Pared con inclinación 30º sin calor sobre el techo
1.75 todas
Caldera tubos verticales 0.15 todas
Pared de agua de garganta quemadores
0.15 todas
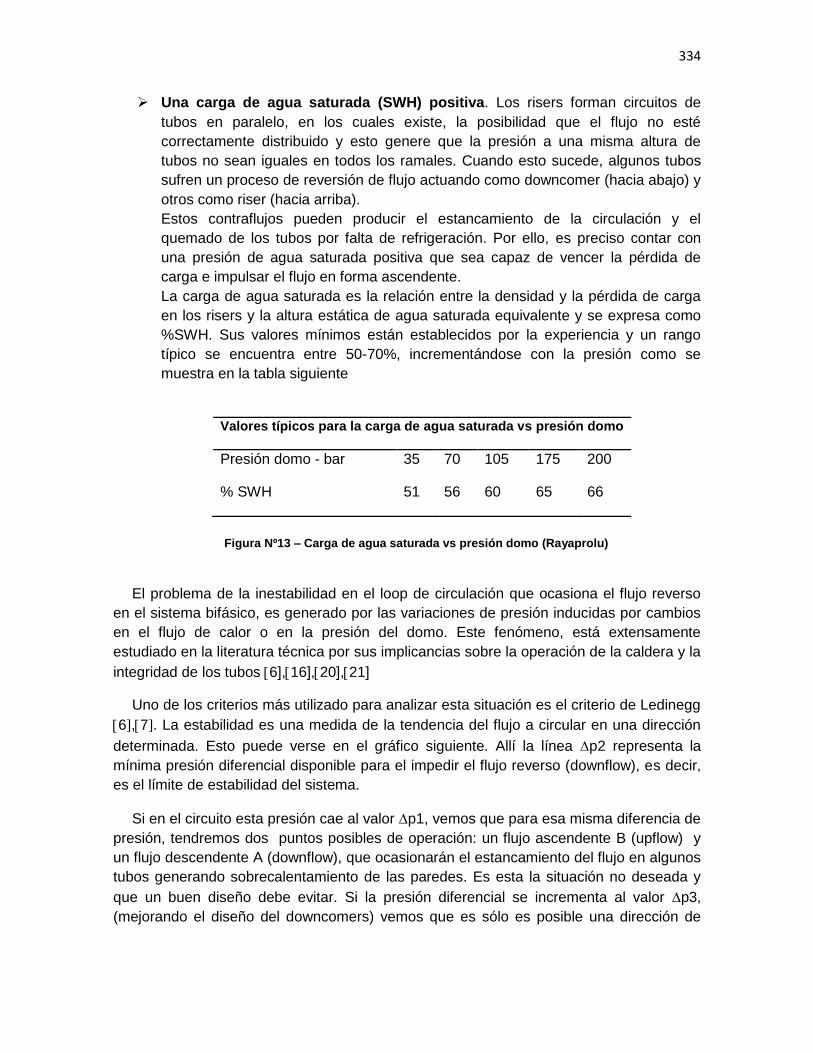
334
Una carga de agua saturada (SWH) positiva. Los risers forman circuitos de tubos en paralelo, en los cuales existe, la posibilidad que el flujo no esté correctamente distribuido y esto genere que la presión a una misma altura de tubos no sean iguales en todos los ramales. Cuando esto sucede, algunos tubos sufren un proceso de reversión de flujo actuando como downcomer (hacia abajo) y otros como riser (hacia arriba). Estos contraflujos pueden producir el estancamiento de la circulación y el quemado de los tubos por falta de refrigeración. Por ello, es preciso contar con una presión de agua saturada positiva que sea capaz de vencer la pérdida de carga e impulsar el flujo en forma ascendente. La carga de agua saturada es la relación entre la densidad y la pérdida de carga en los risers y la altura estática de agua saturada equivalente y se expresa como %SWH. Sus valores mínimos están establecidos por la experiencia y un rango típico se encuentra entre 50-70%, incrementándose con la presión como se muestra en la tabla siguiente
Valores típicos para la carga de agua saturada vs presión domo
Presión domo - bar 35 70 105 175 200
% SWH 51 56 60 65 66
Figura Nº13 – Carga de agua saturada vs presión domo (Rayaprolu)
El problema de la inestabilidad en el loop de circulación que ocasiona el flujo reverso
en el sistema bifásico, es generado por las variaciones de presión inducidas por cambios en el flujo de calor o en la presión del domo. Este fenómeno, está extensamente estudiado en la literatura técnica por sus implicancias sobre la operación de la caldera y la integridad de los tubos 6],16],20],21]
Uno de los criterios más utilizado para analizar esta situación es el criterio de Ledinegg 6],7]. La estabilidad es una medida de la tendencia del flujo a circular en una dirección determinada. Esto puede verse en el gráfico siguiente. Allí la línea p2 representa la mínima presión diferencial disponible para el impedir el flujo reverso (downflow), es decir, es el límite de estabilidad del sistema.
Si en el circuito esta presión cae al valor p1, vemos que para esa misma diferencia de presión, tendremos dos puntos posibles de operación: un flujo ascendente B (upflow) y un flujo descendente A (downflow), que ocasionarán el estancamiento del flujo en algunos tubos generando sobrecalentamiento de las paredes. Es esta la situación no deseada y que un buen diseño debe evitar. Si la presión diferencial se incrementa al valor p3, (mejorando el diseño del downcomers) vemos que es sólo es posible una dirección de
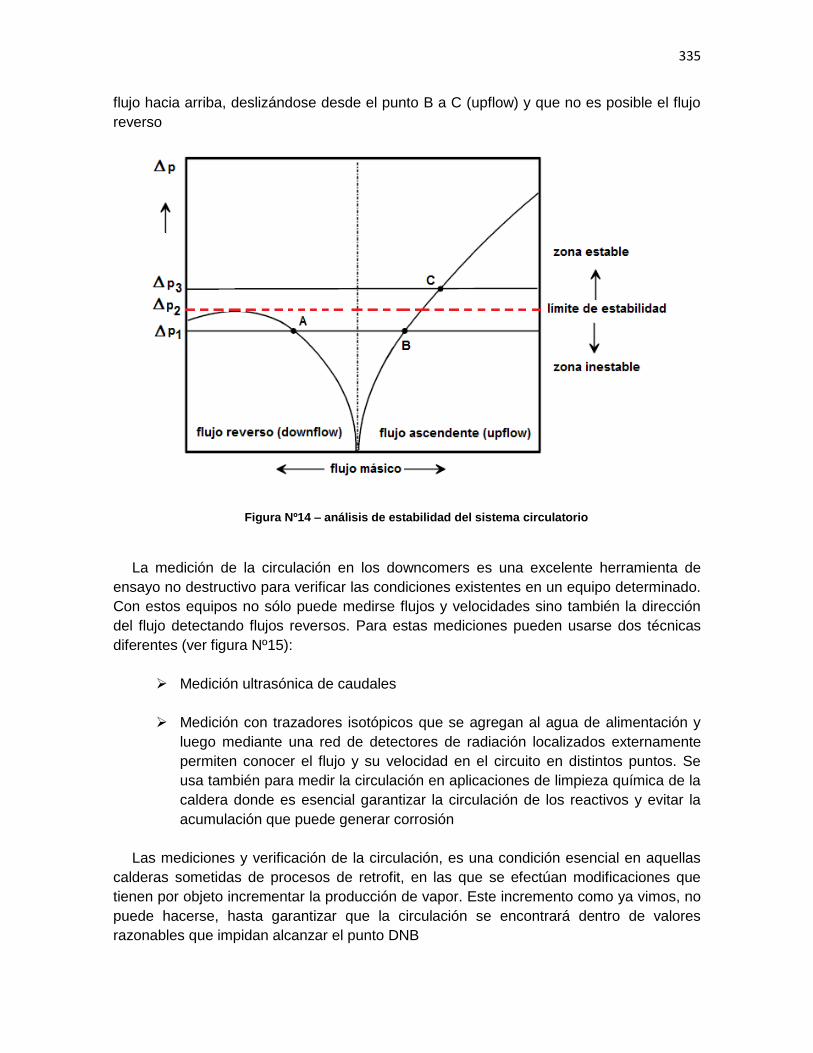
335
flujo hacia arriba, deslizándose desde el punto B a C (upflow) y que no es posible el flujo reverso
Figura Nº14 – análisis de estabilidad del sistema circulatorio
La medición de la circulación en los downcomers es una excelente herramienta de
ensayo no destructivo para verificar las condiciones existentes en un equipo determinado. Con estos equipos no sólo puede medirse flujos y velocidades sino también la dirección del flujo detectando flujos reversos. Para estas mediciones pueden usarse dos técnicas diferentes (ver figura Nº15):
Medición ultrasónica de caudales
Medición con trazadores isotópicos que se agregan al agua de alimentación y
luego mediante una red de detectores de radiación localizados externamente permiten conocer el flujo y su velocidad en el circuito en distintos puntos. Se usa también para medir la circulación en aplicaciones de limpieza química de la caldera donde es esencial garantizar la circulación de los reactivos y evitar la acumulación que puede generar corrosión
Las mediciones y verificación de la circulación, es una condición esencial en aquellas
calderas sometidas de procesos de retrofit, en las que se efectúan modificaciones que tienen por objeto incrementar la producción de vapor. Este incremento como ya vimos, no puede hacerse, hasta garantizar que la circulación se encontrará dentro de valores razonables que impidan alcanzar el punto DNB
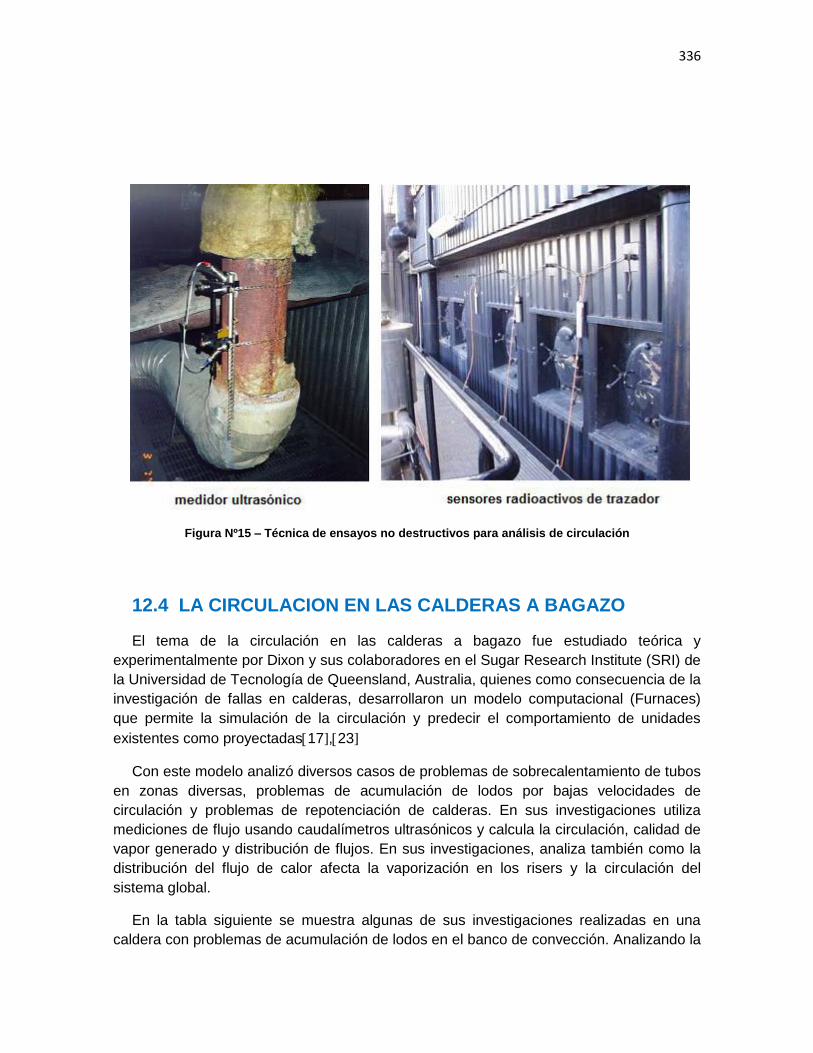
336
Figura Nº15 – Técnica de ensayos no destructivos para análisis de circulación
12.4 LA CIRCULACION EN LAS CALDERAS A BAGAZO
El tema de la circulación en las calderas a bagazo fue estudiado teórica y experimentalmente por Dixon y sus colaboradores en el Sugar Research Institute (SRI) de la Universidad de Tecnología de Queensland, Australia, quienes como consecuencia de la investigación de fallas en calderas, desarrollaron un modelo computacional (Furnaces) que permite la simulación de la circulación y predecir el comportamiento de unidades existentes como proyectadas17],23]
Con este modelo analizó diversos casos de problemas de sobrecalentamiento de tubos en zonas diversas, problemas de acumulación de lodos por bajas velocidades de circulación y problemas de repotenciación de calderas. En sus investigaciones utiliza mediciones de flujo usando caudalímetros ultrasónicos y calcula la circulación, calidad de vapor generado y distribución de flujos. En sus investigaciones, analiza también como la distribución del flujo de calor afecta la vaporización en los risers y la circulación del sistema global.
En la tabla siguiente se muestra algunas de sus investigaciones realizadas en una caldera con problemas de acumulación de lodos en el banco de convección. Analizando la
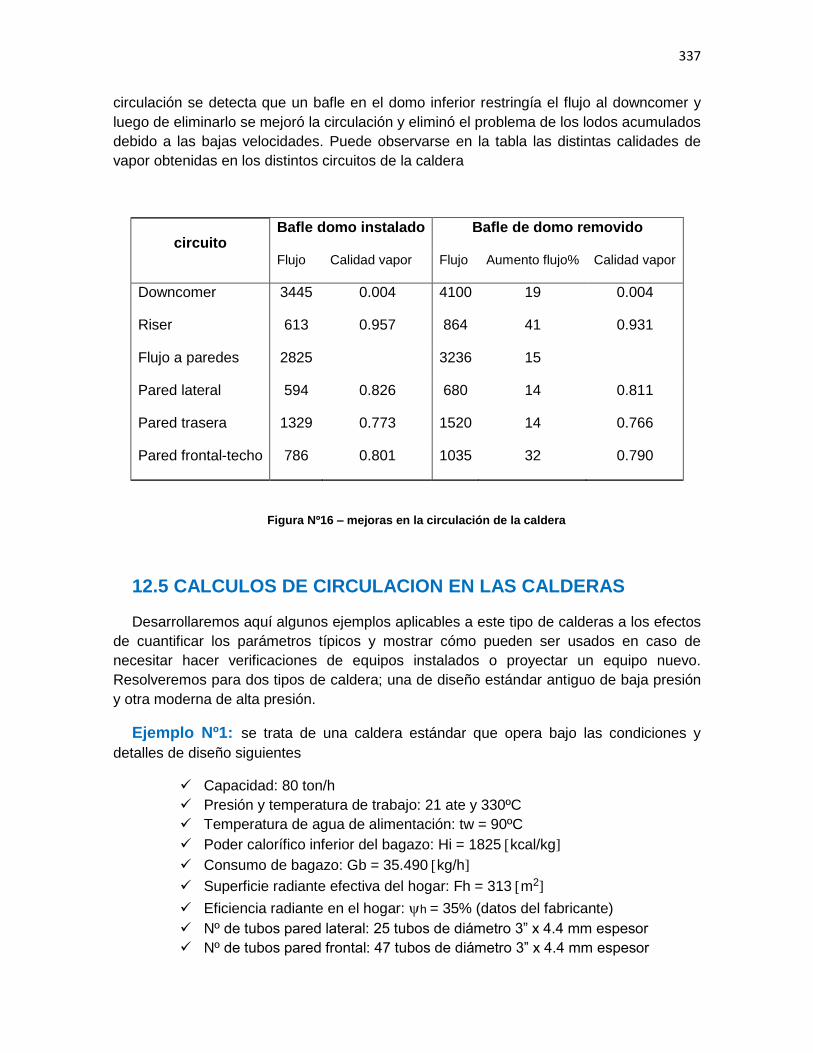
337
circulación se detecta que un bafle en el domo inferior restringía el flujo al downcomer y luego de eliminarlo se mejoró la circulación y eliminó el problema de los lodos acumulados debido a las bajas velocidades. Puede observarse en la tabla las distintas calidades de vapor obtenidas en los distintos circuitos de la caldera
circuito Bafle domo instalado Bafle de domo removido
Flujo Calidad vapor Flujo Aumento flujo% Calidad vapor
Downcomer 3445 0.004 4100 19 0.004
Riser 613 0.957 864 41 0.931
Flujo a paredes 2825 3236 15
Pared lateral 594 0.826 680 14 0.811
Pared trasera 1329 0.773 1520 14 0.766
Pared frontal-techo 786 0.801 1035 32 0.790
Figura Nº16 – mejoras en la circulación de la caldera
12.5 CALCULOS DE CIRCULACION EN LAS CALDERAS
Desarrollaremos aquí algunos ejemplos aplicables a este tipo de calderas a los efectos de cuantificar los parámetros típicos y mostrar cómo pueden ser usados en caso de necesitar hacer verificaciones de equipos instalados o proyectar un equipo nuevo. Resolveremos para dos tipos de caldera; una de diseño estándar antiguo de baja presión y otra moderna de alta presión.
Ejemplo Nº1: se trata de una caldera estándar que opera bajo las condiciones y detalles de diseño siguientes
Capacidad: 80 ton/h Presión y temperatura de trabajo: 21 ate y 330ºC Temperatura de agua de alimentación: tw = 90ºC Poder calorífico inferior del bagazo: Hi = 1825 kcal/kg] Consumo de bagazo: Gb = 35.490 kg/h] Superficie radiante efectiva del hogar: Fh = 313 m2]
Eficiencia radiante en el hogar: h = 35% (datos del fabricante) Nº de tubos pared lateral: 25 tubos de diámetro 3” x 4.4 mm espesor Nº de tubos pared frontal: 47 tubos de diámetro 3” x 4.4 mm espesor
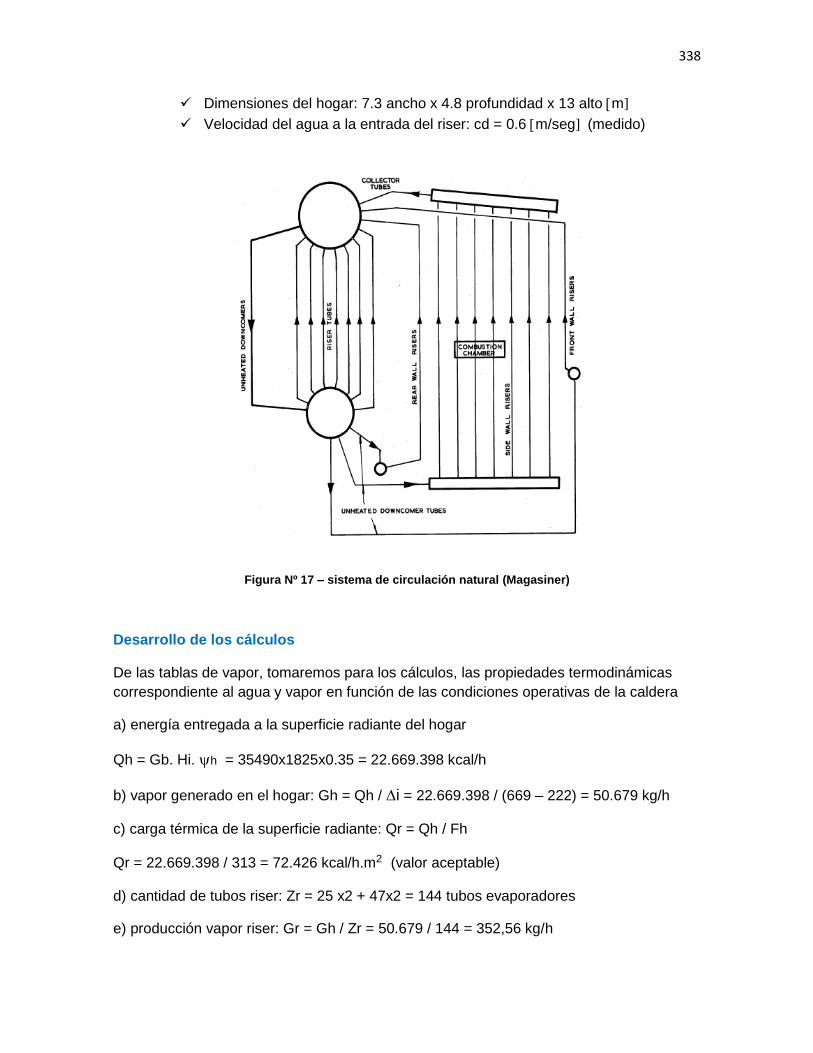
338
Dimensiones del hogar: 7.3 ancho x 4.8 profundidad x 13 alto m]
Velocidad del agua a la entrada del riser: cd = 0.6 m/seg] (medido)
Figura Nº 17 – sistema de circulación natural (Magasiner)
Desarrollo de los cálculos
De las tablas de vapor, tomaremos para los cálculos, las propiedades termodinámicas correspondiente al agua y vapor en función de las condiciones operativas de la caldera
a) energía entregada a la superficie radiante del hogar
Qh = Gb. Hi. h = 35490x1825x0.35 = 22.669.398 kcal/h
b) vapor generado en el hogar: Gh = Qh / i = 22.669.398 / (669 – 222) = 50.679 kg/h
c) carga térmica de la superficie radiante: Qr = Qh / Fh
Qr = 22.669.398 / 313 = 72.426 kcal/h.m2 (valor aceptable)
d) cantidad de tubos riser: Zr = 25 x2 + 47x2 = 144 tubos evaporadores
e) producción vapor riser: Gr = Gh / Zr = 50.679 / 144 = 352,56 kg/h
339
f) sección transversal de paso al agua: Fr = di2.Nt /4
Fr = 0.785 (0.0674)2x144 = 0.531 m2
g) flujo másico agua saturada gd = Fr.w.cd = 0.531x843x0.6 = 268,8 kg/seg
Gd = gdx3600 = 268,8x3600 = 935.841 kg/h
h) tasa de circulación CR = Gd / Gvh = 935.841 / 50.679 = 18.46
i) calidad del vapor: = 1/ CR = 1 / 18.46 = 0,0541, esto es: 5,41%
j) calidad volumétrica: = 1
1+(1
−1)
ρs
ρr
= 1
1+(1
0.0541 −1)
11,02
843
= 0,8144
volumen de vapor en el riser es de: 81.44% 85% máximo permitido
k) fracción hueca a la salida del riser
= (1/ -1) / (1- x/ x) = (1/ 0.8144) -1)] / (1 – 0.0541) / 0.0541]
= 0.013
l) cálculo de la densidad promedio de la mezcla
m = w – (ρw− ρs)
(1− )[1 − (
1
∝(1−)− 1) ln
1
(1−∝)(1−)]
m = 843 – (843− 11,025)
(1− 0.013)[1 − (
1
0.8144(1−0.013)− 1) ln
1
(1−0.8144)(1−0.013)]
m = 335,38, kg/m3]
m) relación de densidades en los ramales
Rdr = w / m = 843 / 335,38 = 2.51
Vemos que la presión ejercida en los tubos bajantes es 2.51 mayor que la ejercida en la columna de los tubos evaporadores
n) cálculo de la altura disponible
pd = H.g (w - m) = 13x9.81 (843 – 335.38) = 64737, Pa] = 0.647 bar
A este valor habrá que restarle las pérdidas de carga en ambos circuitos para tener la real fuerza impulsora en el circuito
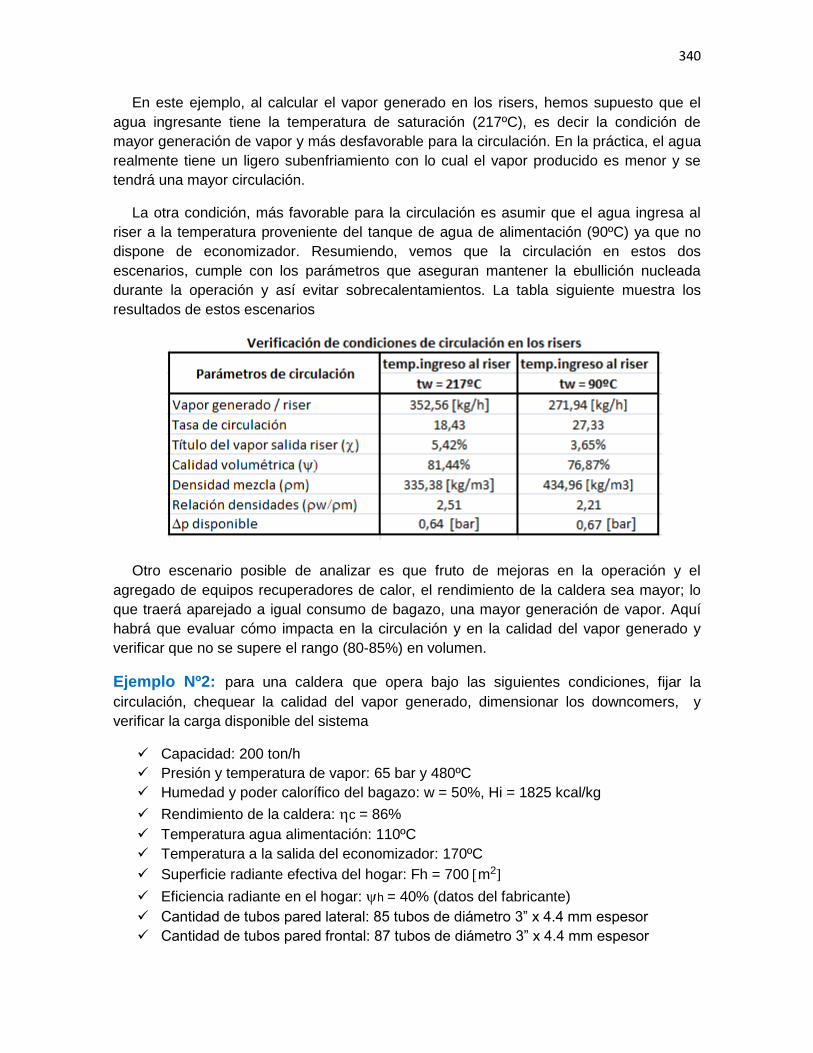
340
En este ejemplo, al calcular el vapor generado en los risers, hemos supuesto que el agua ingresante tiene la temperatura de saturación (217ºC), es decir la condición de mayor generación de vapor y más desfavorable para la circulación. En la práctica, el agua realmente tiene un ligero subenfriamiento con lo cual el vapor producido es menor y se tendrá una mayor circulación.
La otra condición, más favorable para la circulación es asumir que el agua ingresa al riser a la temperatura proveniente del tanque de agua de alimentación (90ºC) ya que no dispone de economizador. Resumiendo, vemos que la circulación en estos dos escenarios, cumple con los parámetros que aseguran mantener la ebullición nucleada durante la operación y así evitar sobrecalentamientos. La tabla siguiente muestra los resultados de estos escenarios
Otro escenario posible de analizar es que fruto de mejoras en la operación y el agregado de equipos recuperadores de calor, el rendimiento de la caldera sea mayor; lo que traerá aparejado a igual consumo de bagazo, una mayor generación de vapor. Aquí habrá que evaluar cómo impacta en la circulación y en la calidad del vapor generado y verificar que no se supere el rango (80-85%) en volumen.
Ejemplo Nº2: para una caldera que opera bajo las siguientes condiciones, fijar la circulación, chequear la calidad del vapor generado, dimensionar los downcomers, y verificar la carga disponible del sistema
Capacidad: 200 ton/h Presión y temperatura de vapor: 65 bar y 480ºC Humedad y poder calorífico del bagazo: w = 50%, Hi = 1825 kcal/kg
Rendimiento de la caldera: c = 86% Temperatura agua alimentación: 110ºC Temperatura a la salida del economizador: 170ºC Superficie radiante efectiva del hogar: Fh = 700 m2]
Eficiencia radiante en el hogar: h = 40% (datos del fabricante) Cantidad de tubos pared lateral: 85 tubos de diámetro 3” x 4.4 mm espesor Cantidad de tubos pared frontal: 87 tubos de diámetro 3” x 4.4 mm espesor
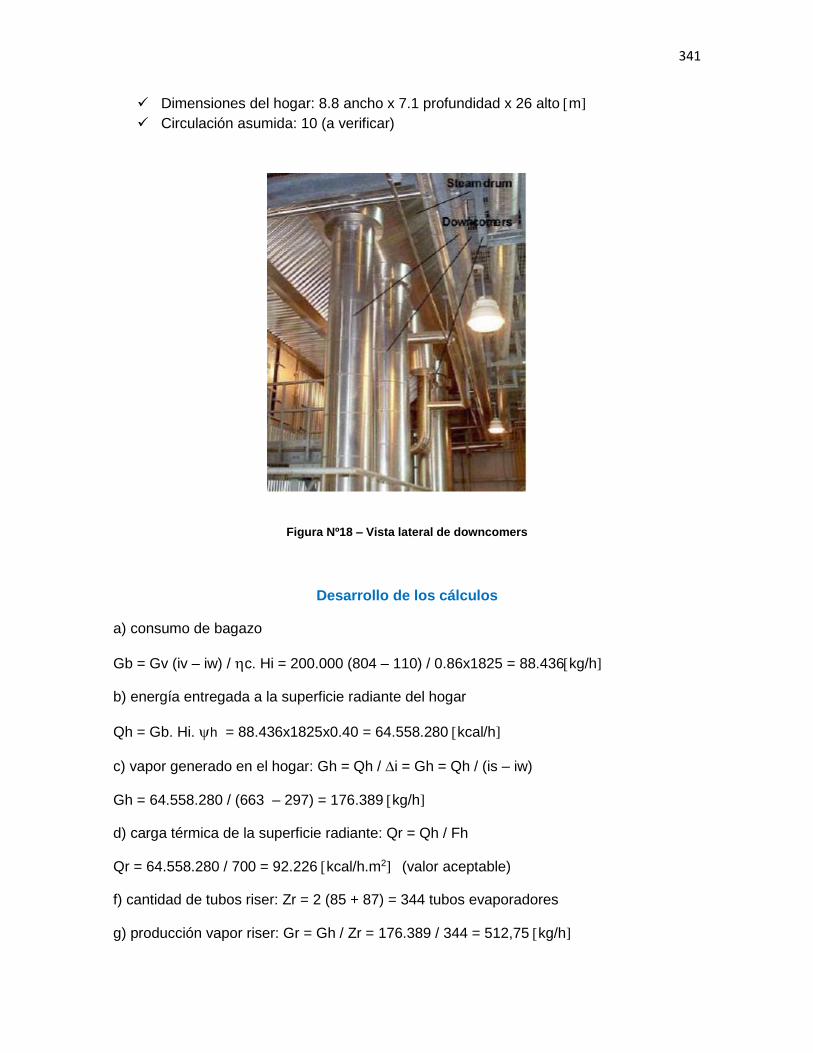
341
Dimensiones del hogar: 8.8 ancho x 7.1 profundidad x 26 alto m] Circulación asumida: 10 (a verificar)
Figura Nº18 – Vista lateral de downcomers
Desarrollo de los cálculos
a) consumo de bagazo
Gb = Gv (iv – iw) / c. Hi = 200.000 (804 – 110) / 0.86x1825 = 88.436kg/h]
b) energía entregada a la superficie radiante del hogar
Qh = Gb. Hi. h = 88.436x1825x0.40 = 64.558.280 kcal/h]
c) vapor generado en el hogar: Gh = Qh / i = Gh = Qh / (is – iw)
Gh = 64.558.280 / (663 – 297) = 176.389 kg/h]
d) carga térmica de la superficie radiante: Qr = Qh / Fh
Qr = 64.558.280 / 700 = 92.226 kcal/h.m2] (valor aceptable)
f) cantidad de tubos riser: Zr = 2 (85 + 87) = 344 tubos evaporadores
g) producción vapor riser: Gr = Gh / Zr = 176.389 / 344 = 512,75 kg/h]

342
h) flujo de agua al tubo riser: Gd = CR x Gr = 512,75 x10 = 5127 kg/h]
i) título del vapor en el riser: = (1 / CR)100 = (1/ 10)100 = 10% (valor adecuado)
j) calidad volumétrica vapor: = 1
1+(1
−1)
ρs
ρr
= 1
1+(1
0.10 −1)
34,21
746,92
= 0,7081
= 70,81% 80% máximo establecido
k) sección de paso del tubo riser
Los tubos de 3” de diámetro con 4.4 mm de espesor, según vimos en el ejemplo anterior tiene una sección transversal de:
Fr = 0.785 (0.0674)2 = 0.0035 m2 / tubo
g) flujo másico agua saturada gr = Gd / 3600 = 5127 / 3600 = 1.42 kg/seg]
h) verificación de la velocidad del agua al ingreso del riser
cr = gr / Fr.w = 1.42 / 0.0035 x 746,92 0,54 m/seg], valor aceptable
i) flujo total de agua en los downcomers al hogar
Gdt = Gd x Zr = (5127 x 344)/3600 = 490 kg/seg]
j) dimensionado del downcomers
Distribuiremos al flujo total desde el domo inferior, en seis (6) bajantes de 10” de diámetro
y 4.4 mm espesor cada uno, que alimentarán a los colectores de las paredes frontales y laterales. La sección de pasaje total será:
Fdt = Nd x /4xdi2 = 6x 0,785x (0,2452)2 = 0,283 m2
k) verificación de la velocidad en el downcomers
cd = Gdt / Fdt.w = 490 / 0.283x746,92 = 2.31m/seg ≤ 3 m/seg máx
l) volumen específico en la salida del riser
vr = vw + .vs = 0.00133 + 0.10x0.0292 = 0,00425m3/kg
densidad en la salida del raiser: r = 1/ vr = 1/ 0.00425 = 235,30 kg/m3
m) densidad de la mezcla
m = (w + r)/2 = (746,92 + 235,30) / 2 = 491,11 kg/m3
n) carga disponible en el ramal
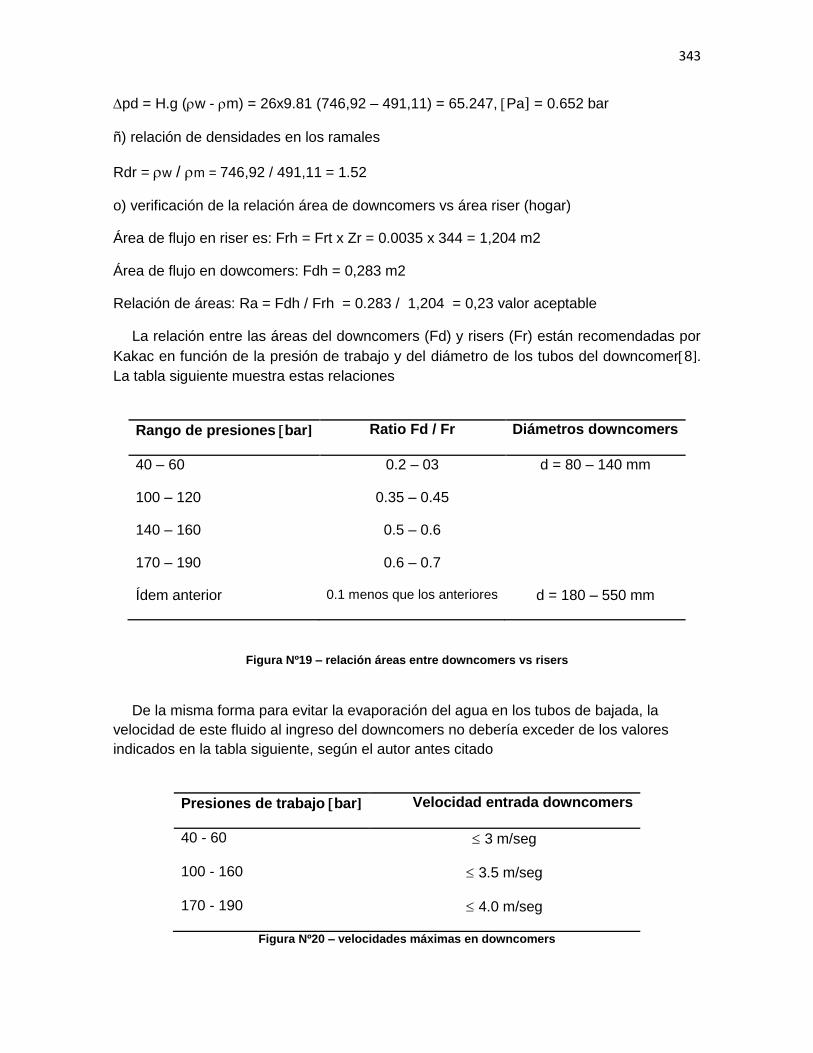
343
pd = H.g (w - m) = 26x9.81 (746,92 – 491,11) = 65.247, Pa] = 0.652 bar
ñ) relación de densidades en los ramales
Rdr = w / m = 746,92 / 491,11 = 1.52
o) verificación de la relación área de downcomers vs área riser (hogar)
Área de flujo en riser es: Frh = Frt x Zr = 0.0035 x 344 = 1,204 m2
Área de flujo en dowcomers: Fdh = 0,283 m2
Relación de áreas: Ra = Fdh / Frh = 0.283 / 1,204 = 0,23 valor aceptable
La relación entre las áreas del downcomers (Fd) y risers (Fr) están recomendadas por Kakac en función de la presión de trabajo y del diámetro de los tubos del downcomer8]. La tabla siguiente muestra estas relaciones
Rango de presiones bar] Ratio Fd / Fr Diámetros downcomers
40 – 60 0.2 – 03 d = 80 – 140 mm
100 – 120 0.35 – 0.45
140 – 160 0.5 – 0.6
170 – 190 0.6 – 0.7
Ídem anterior 0.1 menos que los anteriores d = 180 – 550 mm
Figura Nº19 – relación áreas entre downcomers vs risers
De la misma forma para evitar la evaporación del agua en los tubos de bajada, la
velocidad de este fluido al ingreso del downcomers no debería exceder de los valores indicados en la tabla siguiente, según el autor antes citado
Presiones de trabajo bar] Velocidad entrada downcomers
40 - 60 3 m/seg
100 - 160 3.5 m/seg
170 - 190 4.0 m/seg
Figura Nº20 – velocidades máximas en downcomers
344
12.6 SEPARACION DEL SISTEMA AGUA.VAPOR (DOMOS)
Una vez que el vapor fue generado en la caldera, el paso siguiente será el de separarlo de la mezcla agua-vapor que emerge de los risers. Esta separación y acondicionamiento de la mezcla se lleva a cabo en el domo de la caldera. Allí, la fase líquida es devuelta al downcomer junto al agua de alimentación para ser recirculada en el sistema, mientras que el vapor pasa a los dispositivos de tratamiento antes de su egreso de la caldera 5],6]
Las calderas a bagazo son generalmente de dos domos. El domo superior o domo de vapor (steam drum) es el de mayor diámetro y contiene al sistema bifásico agua-vapor. El domo inferior, de menor diámetro, se llama domo de agua (water drum) o también domo de lodos (mud drum). Este componente actúa como un gran colector con las siguientes funciones:
conectar los tubos risers y downcomers del banco convectivo
alimentar a los colectores downcomers de las distintas secciones evaporadoras
punto de descarga de los sedimentos (purga continua) para mantener los
sólidos dentro de los valores especificados
Con relación al domo superior, este cumple un importante rol según el punto de vista que se considere. Si analizamos al domo desde la fase de su construcción y montaje podemos decir que
es el componente a presión más pesado el layout y montaje giran alrededor de este elemento su fabricación y montaje son de mayor complejidad y tiempo de ejecución su manipuleo y transporte exige de una logística compleja exige de grúas y aparejos especiales durante la fabricación como montaje
Si consideramos el domo desde el punto de vista operativo, podemos decir que cumple con las siguientes funciones:
facilitar la separación del agua y el vapor purificar el vapor separándolo de la humedad y contaminantes permitir el control del nivel de agua en la caldera, uno de los parámetros
operativos más importantes del equipo mezclar los productos químicos y posibilitar el tratamiento del agua de caldera
contra la corrosión y formación de incrustaciones, etc. alojar los dispositivos y accesorios internos del domo servir de elemento de conexión entre los riser y downcomers por un lado y por
otro entre la salida del economizador y la entrada al sobrecalentador conexionado a las válvulas de seguridad, elementos esenciales para la
seguridad del equipo
345
Una elevada eficiencia en la separación del agua-vapor es necesaria con el fin de:
impedir el arrastre (carryover) de gotas de agua hacia el sobrecalentador, al que podrían producir daños térmicos y mecánicos importantes al formar incrustaciones que pueden incrementar la temperatura de la pared metálica a valores no permitidos, posibilitando su colapso debido al creep
minimizar el arrastre de vapor (carryunder) por el agua separada, ya que la presencia de vapor en el downcomer puede reducir la altura de bombeo
prevenir el arrastre de sólidos disueltos en las gotitas de agua transportadas por el vapor y que pueden ocasionar depósitos en el sobrecalentador y álabes de la turbina afectando la vida útil y performance de los equipos
El vapor al salir del domo puede arrastrar gotas de agua que contienen contaminantes sólidos, líquidos y gaseosos. Estos contaminantes pueden estar disueltos o en suspensión. El vapor que será usado en las turbinas deberá cumplir con los requisitos de flujo, presión, temperatura y pureza requeridos por el fabricante de estos equipos. La pureza de un vapor saturado es la cantidad de sólidos contenidos en el mismo y se expresa en partes por millón (ppm; 1 ppm = 1mg/litro). En calderas de altas presión y supercríticas la pureza se expresa en partes por billón (ppb)
La cantidad de agua a separar en el domo depende de la circulación de la caldera y para reducir su presencia en el vapor a pequeñas trazas, se requiere de una gran eficiencia de separación. La ecuación que indica el porcentaje necesario de agua a separar para tener un contenido dado de impurezas en el vapor está dada por:
Gws = 100 – 100xPs
CRxCw %
Gws = % de agua a separar
Ps = de impurezas en el vapor ppm
CR = tasa de circulación (kg.agua / kg.vapor)
Cw = concentración sólidos en el agua de caldera ppm
La separación de la mezcla agua-vapor se produce en dos etapas
etapa primaria: aquí se produce el mayor porcentaje de separación de agua; de modo que es muy pequeña la proporción de vapor recirculado a través del downcomers hacia los tubos risers. Para ello, el domo lleva un conjunto de elementos internos tales como bafles, chapas deflectoras, separadores ciclónicos, etc. que tienen por objeto provocar la eliminación del agua mediante distintos principios físicos tales como la gravedad, cambios de dirección y velocidad, fuerzas centrífugas, etc. etapa secundaria: en esta fase se consigue eliminar el agua remanente de la
etapa anterior y adecuar la humedad del vapor y su contenido de sílice vaporizada antes de su salida del domo. El vapor arrastra agua en forma de pequeñas gotitas que contienen contaminantes y su eliminación se consigue mediante la combinación de
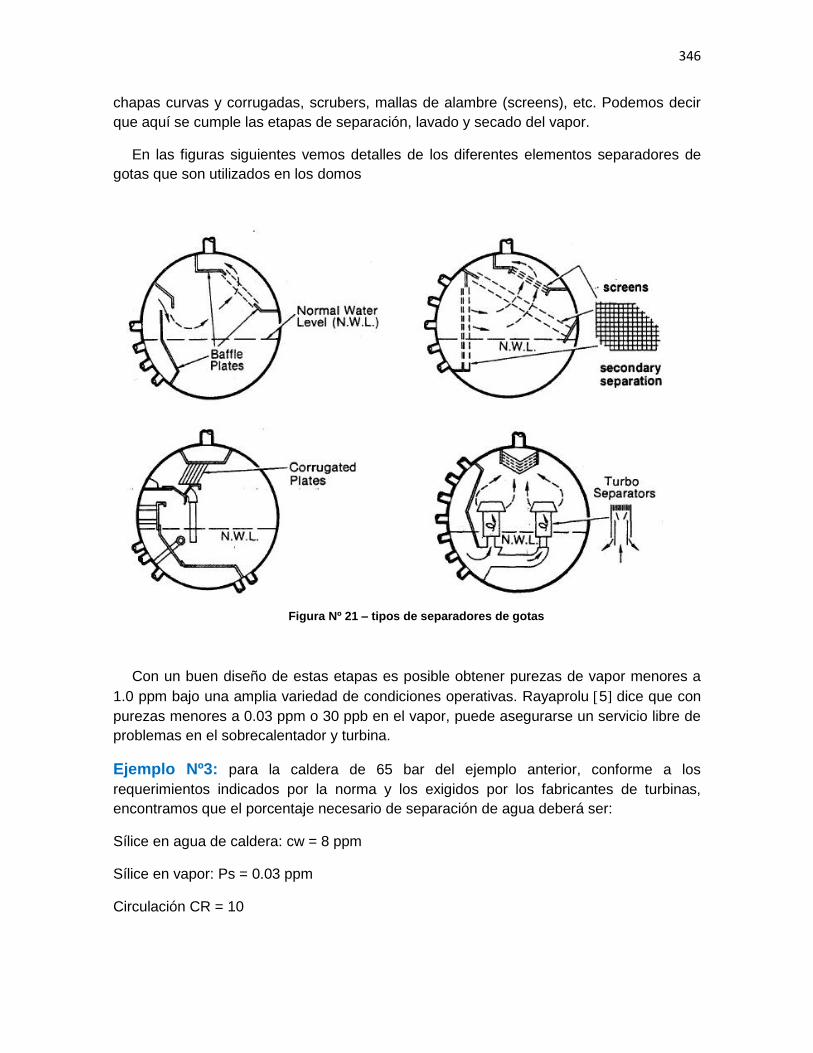
346
chapas curvas y corrugadas, scrubers, mallas de alambre (screens), etc. Podemos decir que aquí se cumple las etapas de separación, lavado y secado del vapor.
En las figuras siguientes vemos detalles de los diferentes elementos separadores de gotas que son utilizados en los domos
Figura Nº 21 – tipos de separadores de gotas
Con un buen diseño de estas etapas es posible obtener purezas de vapor menores a 1.0 ppm bajo una amplia variedad de condiciones operativas. Rayaprolu 5] dice que con purezas menores a 0.03 ppm o 30 ppb en el vapor, puede asegurarse un servicio libre de problemas en el sobrecalentador y turbina.
Ejemplo Nº3: para la caldera de 65 bar del ejemplo anterior, conforme a los requerimientos indicados por la norma y los exigidos por los fabricantes de turbinas, encontramos que el porcentaje necesario de separación de agua deberá ser:
Sílice en agua de caldera: cw = 8 ppm
Sílice en vapor: Ps = 0.03 ppm
Circulación CR = 10
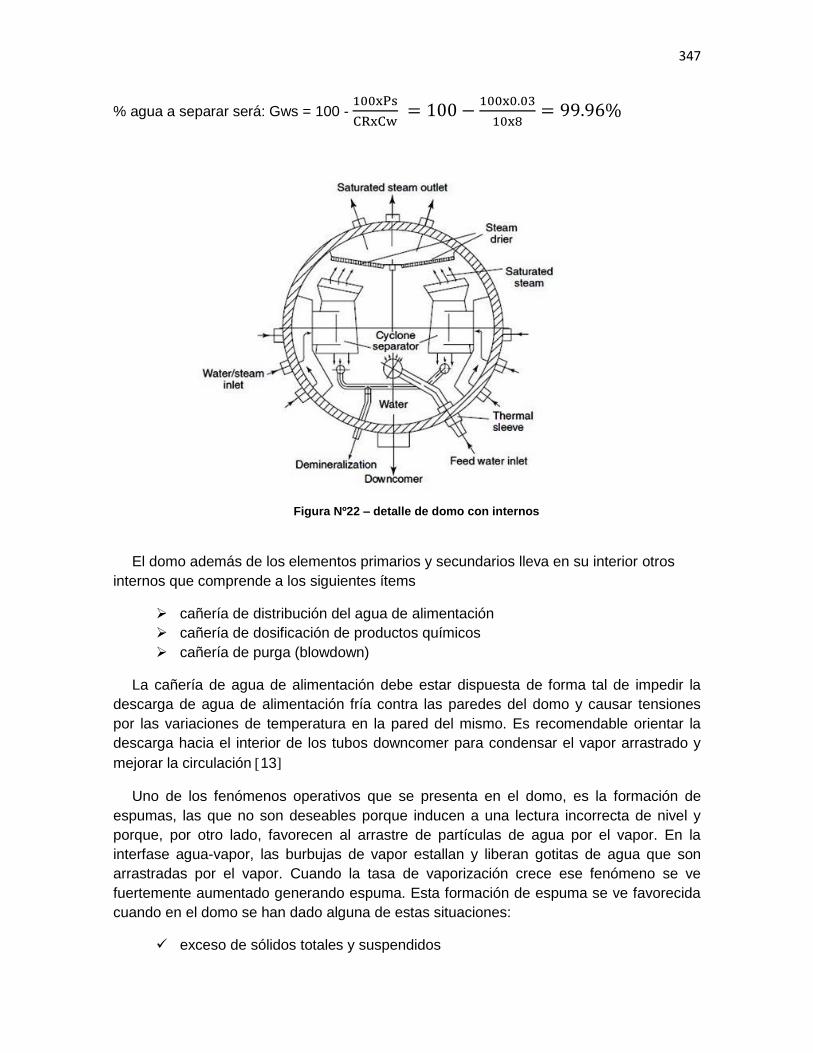
347
% agua a separar será: Gws = 100 - 100xPs
CRxCw = 100 −
100x0.03
10x8= 99.96%
Figura Nº22 – detalle de domo con internos
El domo además de los elementos primarios y secundarios lleva en su interior otros
internos que comprende a los siguientes ítems
cañería de distribución del agua de alimentación cañería de dosificación de productos químicos cañería de purga (blowdown)
La cañería de agua de alimentación debe estar dispuesta de forma tal de impedir la descarga de agua de alimentación fría contra las paredes del domo y causar tensiones por las variaciones de temperatura en la pared del mismo. Es recomendable orientar la descarga hacia el interior de los tubos downcomer para condensar el vapor arrastrado y mejorar la circulación 13]
Uno de los fenómenos operativos que se presenta en el domo, es la formación de espumas, las que no son deseables porque inducen a una lectura incorrecta de nivel y porque, por otro lado, favorecen al arrastre de partículas de agua por el vapor. En la interfase agua-vapor, las burbujas de vapor estallan y liberan gotitas de agua que son arrastradas por el vapor. Cuando la tasa de vaporización crece ese fenómeno se ve fuertemente aumentado generando espuma. Esta formación de espuma se ve favorecida cuando en el domo se han dado alguna de estas situaciones:
exceso de sólidos totales y suspendidos
348
alcalinidad elevada presencia de aceites alto contenido de fosfatos
12.7 FACTORES QUE AFECTAN LA SEPARACION
La separación de la mezcla agua-vapor en el domo está influenciada por una serie de variables tanto de diseño como de funcionamiento del equipo. Entre las variables de diseño tenemos 6]
presión longitud y diámetro del domo régimen de generación de vapor título promedio de ingreso del vapor tipo y arreglo de los separadores mecánicos el suministro de agua de alimentación disposición de los equipo de descarga de vapor disposición de las conexiones de downcomers y risers en el domo
Entre los parámetros operativos de la caldera podemos citar: la presión de operación la demanda de la caldera (carga parcial o máxima) tipo de demanda ( constante o variable) calidad del agua de caldera y de alimentación nivel de agua en el domo
Para el caso de los separadores mecánicos ciclónicos su eficiencia tiende a variar de la siguiente forma según las condiciones operativas imperantes
Arrastre de humedad con el vapor Tiende a crecer con la demanda de vapor hasta un punto a partir del cual el
arrastre crece muy rápidamente Aumenta con el nivel hasta que se produce la inundación Incrementa con el título del vapor Arrastre de vapor por el agua Declina con el aumento de nivel de agua se reduce con la disminución del título de vapor de entrada Pérdida de carga (presión entrada – presión domo) Incrementa con el flujo másico y el título del vapor
Es por estas razones que la separación en el domo combina las distintas acciones de cada tipo de separador. El centrífugo, que recibe el fluido rico en vapor descargándolo hacia el separador secundario. Este a su vez, desvía el flujo a través de las placas

349
corrugadas, cambiando continuamente la dirección del vapor y forzando el contacto de las pequeñas gotas con la película de agua que se forma sobre las placas
Este contacto promueve la coalescencia de las pequeñas gotas en una película de agua, mucho más fácilmente separables. El caudal de salida de las placas corrugadas descargan horizontalmente en el especio vapor del domo, reduciéndose de esta forma, el vector velocidad ascendente. El vapor que egresa del separador secundario se eleva al secador final de vapor que eliminará las últimas trazas de humedad
La posición relativa del separador secundario y el secador puede afectar el efecto de la caída por gravedad y por ende el funcionamiento del secador en sí mismo. La función del secador es la de coalescer la humedad residual sobre el metal mojado y permitir su purga de vuelta al domo. Los secadores se construyen con chapas corrugadas o del tipo cedazo. Las figuras siguientes muestran el domo y sus separadores
Figura Nº23 – domo y separadores de gotas

350
12.8 DIMENSIONADO DE LOS DOMOS
El dimensionado del domo debe ser tal que provea el espacio suficiente para la instalación de los internos además de permitir el acceso para mantenimiento e inspección. Su longitud está determinada por el ancho del hogar y la superficie deber ser tal de contar con la superficie o volumen necesario para la separación de las fases líquida y gaseosa
Los domos generalmente se especifican por su diámetro interior, siendo las medidas más difundidas en pulgadas: 42, 48, 54 y 60” para el domo superior y 30, 36 y 42” para el
domo inferior. El espesor de la chapa del domo varía entre 1 - 6” según la presión de
trabajo del mismo. Los cabezales son generalmente semielípticos con una excentricidad 2:1 (relación entre lado mayor y lado menor). Los domos superiores de 54” en adelante
llevan dos hileras de ciclones y los de medidas inferiores una sola hilera de ciclones 5]
El volumen del domo se calcula como un cilindro de eje horizontal con extremos semielípticos. Su cálculo analítico es un poco complejo por ello se recurre a métodos grafo-analíticos que permiten una rápida solución 26]. El volumen de líquido en el domo (Vw) estará compuesto por el volumen del cilindro de eje horizontal (Vc) y el volumen de los cabezales extremos (Ve), esto es:
Figura Nº24 – variables de calibración volumétrica del domo superior
Vw = Vc + 2Ve = h.L.D.K1 + (2h3.K2) / p]
K1, K2: son constantes tabuladas en función de la variable = h / D y p = D / b
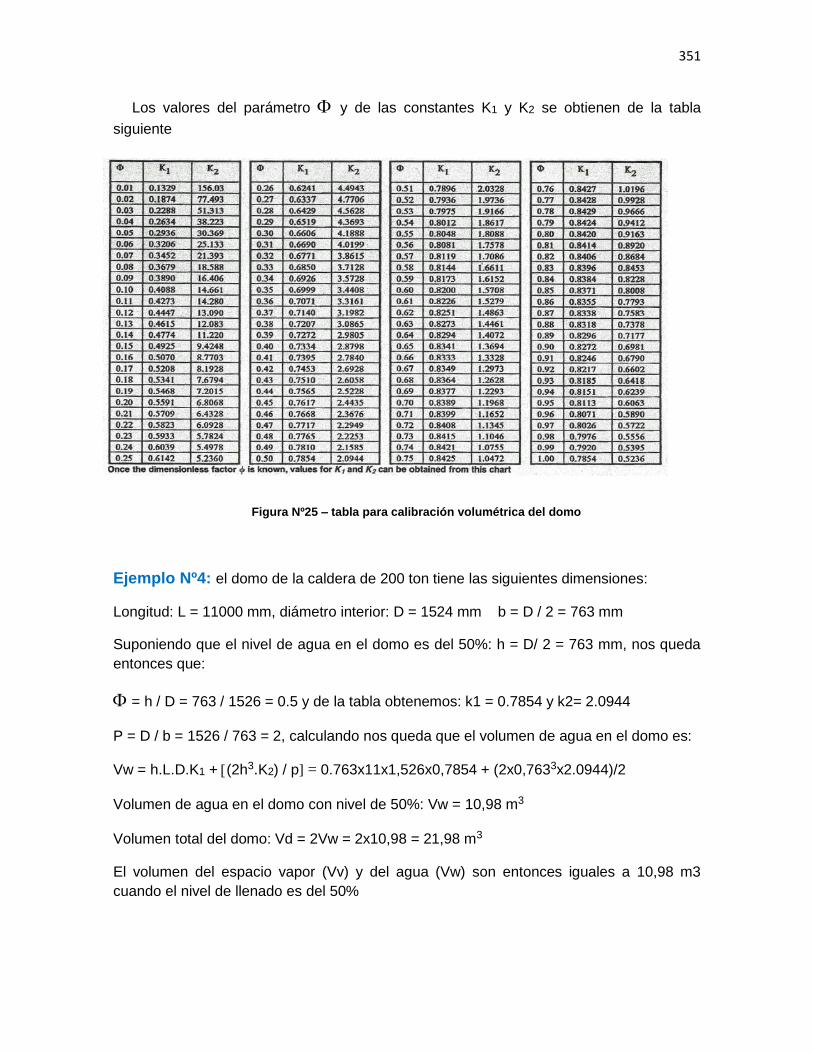
351
Los valores del parámetro y de las constantes K1 y K2 se obtienen de la tabla
siguiente
Figura Nº25 – tabla para calibración volumétrica del domo
Ejemplo Nº4: el domo de la caldera de 200 ton tiene las siguientes dimensiones:
Longitud: L = 11000 mm, diámetro interior: D = 1524 mm b = D / 2 = 763 mm
Suponiendo que el nivel de agua en el domo es del 50%: h = D/ 2 = 763 mm, nos queda entonces que:
= h / D = 763 / 1526 = 0.5 y de la tabla obtenemos: k1 = 0.7854 y k2= 2.0944
P = D / b = 1526 / 763 = 2, calculando nos queda que el volumen de agua en el domo es:
Vw = h.L.D.K1 + (2h3.K2) / p] = 0.763x11x1,526x0,7854 + (2x0,7633x2.0944)/2
Volumen de agua en el domo con nivel de 50%: Vw = 10,98 m3
Volumen total del domo: Vd = 2Vw = 2x10,98 = 21,98 m3
El volumen del espacio vapor (Vv) y del agua (Vw) son entonces iguales a 10,98 m3 cuando el nivel de llenado es del 50%
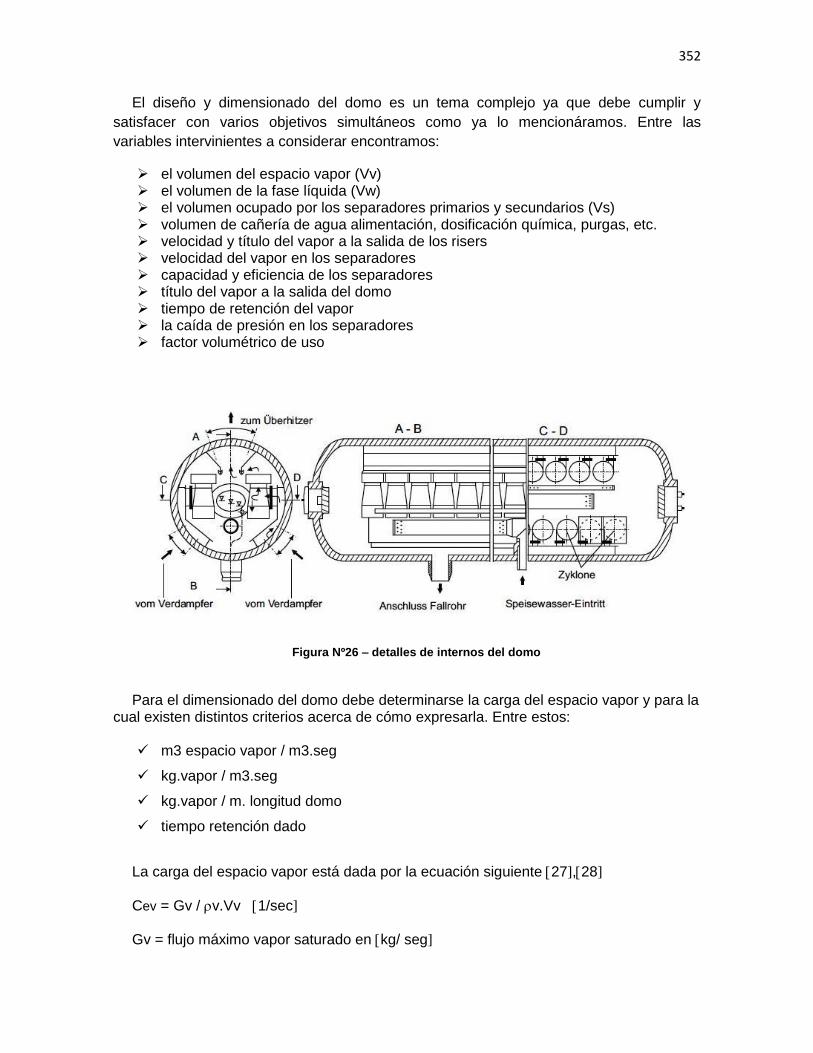
352
El diseño y dimensionado del domo es un tema complejo ya que debe cumplir y satisfacer con varios objetivos simultáneos como ya lo mencionáramos. Entre las variables intervinientes a considerar encontramos:
el volumen del espacio vapor (Vv) el volumen de la fase líquida (Vw) el volumen ocupado por los separadores primarios y secundarios (Vs) volumen de cañería de agua alimentación, dosificación química, purgas, etc. velocidad y título del vapor a la salida de los risers velocidad del vapor en los separadores capacidad y eficiencia de los separadores título del vapor a la salida del domo tiempo de retención del vapor la caída de presión en los separadores factor volumétrico de uso
Figura Nº26 – detalles de internos del domo
Para el dimensionado del domo debe determinarse la carga del espacio vapor y para la
cual existen distintos criterios acerca de cómo expresarla. Entre estos:
m3 espacio vapor / m3.seg
kg.vapor / m3.seg
kg.vapor / m. longitud domo
tiempo retención dado
La carga del espacio vapor está dada por la ecuación siguiente 27],28]
Cev = Gv / v.Vv 1/sec]
Gv = flujo máximo vapor saturado en kg/ seg]
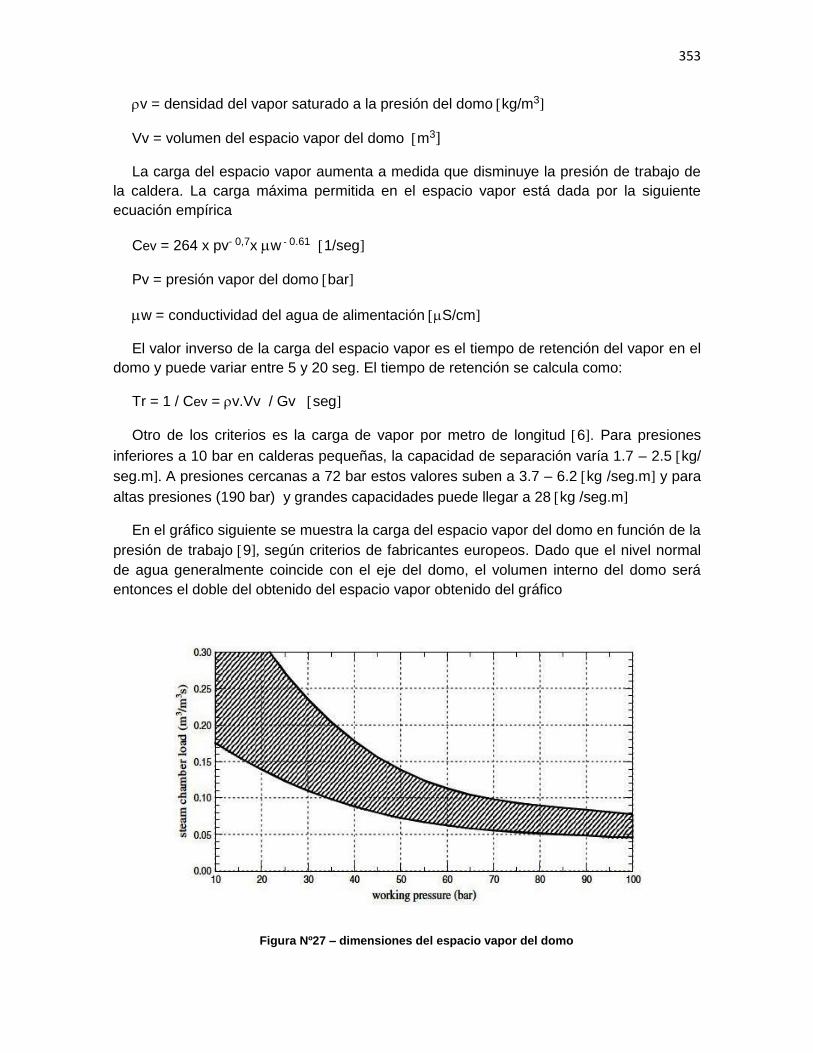
353
v = densidad del vapor saturado a la presión del domo kg/m3]
Vv = volumen del espacio vapor del domo m3]
La carga del espacio vapor aumenta a medida que disminuye la presión de trabajo de la caldera. La carga máxima permitida en el espacio vapor está dada por la siguiente ecuación empírica
Cev = 264 x pv- 0,7x w - 0.61 1/seg]
Pv = presión vapor del domo bar]
w = conductividad del agua de alimentación S/cm]
El valor inverso de la carga del espacio vapor es el tiempo de retención del vapor en el domo y puede variar entre 5 y 20 seg. El tiempo de retención se calcula como:
Tr = 1 / Cev = v.Vv / Gv seg]
Otro de los criterios es la carga de vapor por metro de longitud 6]. Para presiones inferiores a 10 bar en calderas pequeñas, la capacidad de separación varía 1.7 – 2.5 kg/ seg.m]. A presiones cercanas a 72 bar estos valores suben a 3.7 – 6.2 kg /seg.m] y para altas presiones (190 bar) y grandes capacidades puede llegar a 28 kg /seg.m]
En el gráfico siguiente se muestra la carga del espacio vapor del domo en función de la presión de trabajo 9], según criterios de fabricantes europeos. Dado que el nivel normal de agua generalmente coincide con el eje del domo, el volumen interno del domo será entonces el doble del obtenido del espacio vapor obtenido del gráfico
Figura Nº27 – dimensiones del espacio vapor del domo
354
A medida que crece la capacidad de las calderas modernas, por razones económicas, se ha ido aumentando el largo de los domos (L) en vez de su diámetro (D), ya que para una presión dada, su costo está dado por la siguiente relación:
Costo domo k.L.D2 , donde K = constante
Veremos un ejemplo de verificación del domo de vapor para la caldera de 65 bar y 200 ton/h y compararemos con aquel obtenido del gráfico anterior. Esto nos permitirá tener mejor idea de los criterios de los diseñadores
Ejemplo Nº5: según los datos anteriores y para las condiciones mencionadas tendremos:
Capacidad máxima continua (MCR): Gv = 200 ton/h a 65 bar relativos
Densidad vapor saturado: v = 34.48 kg / m3]
Conductividad del agua de alimentación: w = 2000 S/cm]
Flujo vapor saturado: Gv = Gs / 3600 = 200.000x3600 = 55.56 kg/ seg]
Volumen del espacio vapor: Vv = 10,98 m3]
Carga del espacio vapor: Cev = Gv / v.Vv = 55.56 / 34.48x10,98 = 0.146 1 / seg]
Carga del espacio vapor: Cev = 525,6 1/ h]
Tiempo de retención en el domo: Tr = 1 / Cev = 1 / 0.146 = 6.85 seg]
Longitud del domo: Ld = 11 m
Carga espacio vapor / m.longitud: Cl = Gv / Ld = 55.56 / 11 = 5.05 kg /m.seg]
Carga máxima del espacio vapor:
Cev(Max) = 264 x pv- 0,7x w - 0.61 = 264x66 - 0,7 x 2000 -0,61 = 0,127 1 / seg]
Cev(máx) = 457 1 / h] o con un tiempo de retención de Tr = 7.89 seg]
Según estos datos, nuestro domo de ejemplo debería ser de mayor dimensión ya que la carga Cev Cev (máx), lo que conduce a un menor tiempo de retención que podría afectar la calidad del vapor obtenido
Ingresando al gráfico con la presión de trabajo, vemos que la carga máxima y mínima del espacio vapor así como los tiempos de retención recomendados varían entre 0.06 y 0.10 1/sec], es decir entre 10 y 16.6 sec], valores superiores a los obtenidos en nuestro cálculo. Según estas reglas, nuestro domo debería ser de mayores dimensiones para garantizar la eficiencia de separación y asegurar la calidad de vapor saliente del mismo
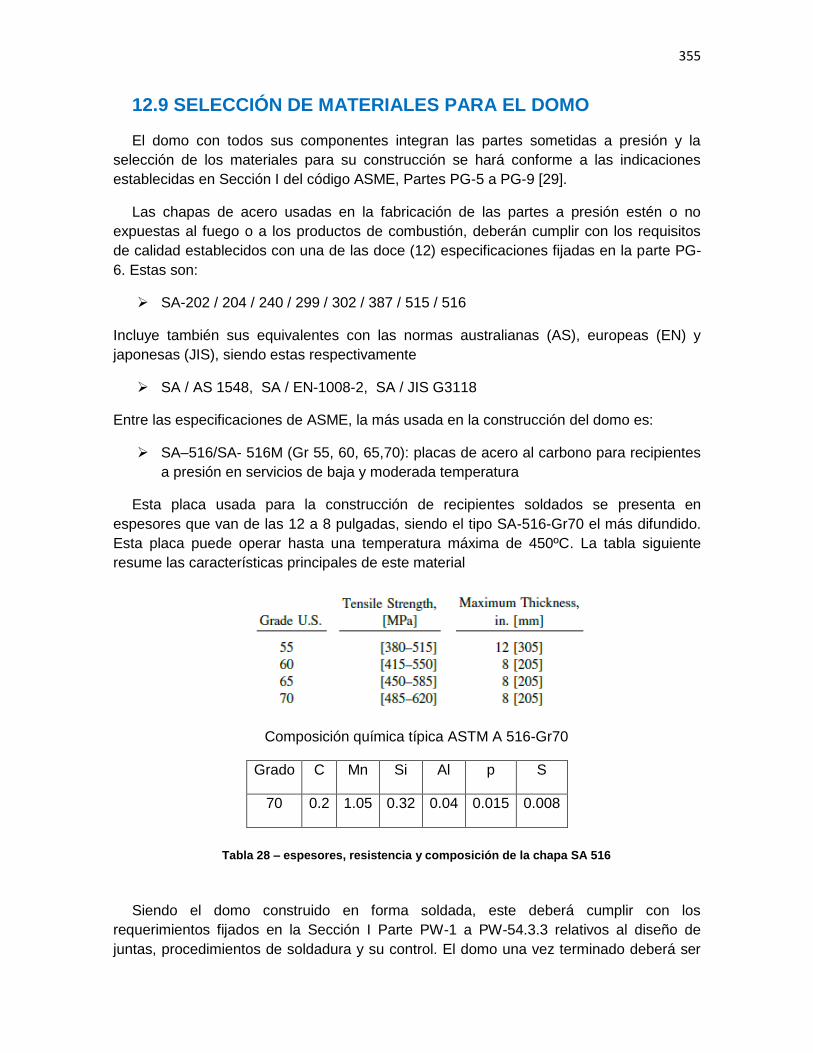
355
12.9 SELECCIÓN DE MATERIALES PARA EL DOMO
El domo con todos sus componentes integran las partes sometidas a presión y la selección de los materiales para su construcción se hará conforme a las indicaciones establecidas en Sección I del código ASME, Partes PG-5 a PG-9 [29].
Las chapas de acero usadas en la fabricación de las partes a presión estén o no expuestas al fuego o a los productos de combustión, deberán cumplir con los requisitos de calidad establecidos con una de las doce (12) especificaciones fijadas en la parte PG-6. Estas son:
SA-202 / 204 / 240 / 299 / 302 / 387 / 515 / 516
Incluye también sus equivalentes con las normas australianas (AS), europeas (EN) y japonesas (JIS), siendo estas respectivamente
SA / AS 1548, SA / EN-1008-2, SA / JIS G3118
Entre las especificaciones de ASME, la más usada en la construcción del domo es:
SA–516/SA- 516M (Gr 55, 60, 65,70): placas de acero al carbono para recipientes a presión en servicios de baja y moderada temperatura
Esta placa usada para la construcción de recipientes soldados se presenta en espesores que van de las 12 a 8 pulgadas, siendo el tipo SA-516-Gr70 el más difundido. Esta placa puede operar hasta una temperatura máxima de 450ºC. La tabla siguiente resume las características principales de este material
Composición química típica ASTM A 516-Gr70
Grado C Mn Si Al p S
70 0.2 1.05 0.32 0.04 0.015 0.008
Tabla 28 – espesores, resistencia y composición de la chapa SA 516
Siendo el domo construido en forma soldada, este deberá cumplir con los requerimientos fijados en la Sección I Parte PW-1 a PW-54.3.3 relativos al diseño de juntas, procedimientos de soldadura y su control. El domo una vez terminado deberá ser
356
probado hidrostáticamente a una presión no inferior a 1.5 veces la máxima presión de trabajo admisible. Esta prueba se podrá efectuar en el taller del fabricante o en el campo [29].
Los materiales también se podrán seleccionar según el estándar europeo:
EN 12952-2: Water-tube boiler and auxiliary installations - Part 2: Materials for pressure parts of boilers and accessories [30].
Según este estándar, las especificaciones de materiales para chapas y tubos son las siguientes:
EN 10028-Partes 1 a 3 – Productos planos de acero para aplicaciones a presión prEN 10216-1998 - Partes 1 a 5 – Tubos de acero sin costura para usos a presión prEN 10217-1998 – Partes 2 y 3 - Tubos de acero soldados para usos a presión
En las referencias [31],[32],[33] se podrán encontrar equivalencias entre los distintos aceros especificados bajo la designación ASME-ASTM y sus pares europeos EN, aunque no todos los aceros existen tanto en una parte como en otra
12.10 DISEÑO MECANICO DEL DOMO
Los esfuerzos mecánicos en el domo están dados por un lado, por la presión interior que genera las tensiones de membranas circunferenciales y longitudinales, siendo estas las principales. Por otro lado actúan también, otras cargas provenientes de: el contenido de agua, peso propio, soportes, cargas externas producidas por la dilatación de los tubos y también por los ciclos de calentamiento y enfriamiento que pueden darse, etc. Entonces, además de los esfuerzos de tracción sobre la chapa, están también presentes esfuerzos de flexión, fatiga, etc.
Los conceptos relativos a estos puntos son tratados en:
Partes PG-16 a PG-52 de la Sección I del código ASME – Reglas para la
construcción de calderas de potencia
Partes 5 a 7.5 del estándar EN 12952-3: Water-tube boiler and auxiliary
installations - Part 3: design and calculation of pressure parts
La Sección I de ASME no da ecuaciones para calcular las tensiones combinadas debido a las otras cargas actuantes distintas de la presión interior y que mencionáramos, pero pide considerarlas cuando estas generen tensiones mayores al 10% del valor admisible. Para hacer el análisis de tensiones combinadas se deberá recurrir al estándar europeo que desarrolla las ecuaciones para su cálculo
Según EPRI, como los domos están sometidos a la temperatura de saturación correspondiente a la presión de trabajo de la caldera y que, estos equipos son subcríticos
357
(temperatura 371ºC), el daño por creep en el acero al carbono puede ser despreciado. Reconoce también a la corrosión como un potencial peligro. Unidades que fueron sometidas a limpieza química ácida, mostraron en su ciclo de vida problemas de ataques corrosivos en sus internos y zona de soldaduras [34]
La organización citada dice también que, la fatiga térmica es otro de los problemas que pueden presentarse al igual que en los cabezales. En el domo superior y debido a su gran tamaño, las diferencias de temperaturas entre la parte inferior y superior generan tensiones en las uniones de los risers y downcomer que pueden ser lo suficientemente elevadas como para iniciar daño por fatiga. Esta situación combinada con procesos corrosivos puede inducir a la fractura del domo [34]
Es importante aclarar que la sección I del código ASME no provee reglas para la fijación de la temperatura de trabajo, la que deberá ser estimada por el proyectista. Hecho esto se podrá seleccionar el material y su tensión de trabajo. En el diseño mecánico hay dos conceptos claves:
Máxima presión de trabajo admisible (MAWP): es la presión determinada mediante el empleo de los valores de tensiones admisibles, las reglas de diseño y las dimensiones designadas en la Sección I. Al referirse a la MAWP debe entenderse que sus valores son presiones relativas
La tensión admisible: se obtendrá de las tablas 1A y 1B de la Sección II, Parte D en función del material constructivo seleccionado y de la máxima temperatura de trabajo esperada
Siendo los domos soldados, en el cálculo estático resistente se deberá considerar el factor de reducción de resistencia de las juntas soldadas debido a las incertidumbres que se pueden generar durante su ejecución
Este factor de reducción (w) está dado en la tabla PG-26 de la Sección I y se aplica a las costuras realizadas con cualquier proceso de soldadura, con o sin la adición de material de aporte, independientemente de si la soldadura se realiza como parte de la fabricación del material o como parte de la fabricación según la Sección I.
El factor de reducción (w) está tabulado en función del tipo de material y la temperatura de trabajo. Los componentes fabricados de acero al carbono están exceptuados de los requisitos de PG-26 y la tabla PG-26 [29]. El espesor de la chapa del domo, tubos y cabezales se determinará de acuerdo a la ecuación siguiente dada en el parágrafo PG-27.2.2 de la Sección I
t = P.D
2E+2yP+ c
t = espesor mínimo de la chapa en [mm] P = presión máxima de trabajo admisible en [kg/mm2] D = diámetro del domo en [mm]
358
= tensión admisible del acero en [kg/mm2] E = eficiencia del ligamento para domos con costura longitudinal, calculada según la
disposición de los tubos en el domo y dada en PG-52 o PG-53 Y = coeficiente de temperatura dado por la tabla PG-27.4.6 y varía entre 0.4 y
0.5 para temperaturas entre los 480 y 510ºC para aceros ferríticos C = sobreespesor o margen mínimo en [mm] para tener en cuenta procesos de
corrosión y/o erosión si se prevé que estos puedan ocurrir y para considerar también la tolerancia en la fabricación de las chapas
La eficiencia (E) tiene en cuenta el debilitamiento producido por el agujereado de las paredes del domo donde se mandrilarán los tubos. Según la disposición de los tubos (cuadro o tresbolillo) y el paso entre centros de tubos, la eficiencia se calcula como (ver figuras siguientes) sigue
Tubos en cuadro con igual paso por fila: E = (p – d) / p
Tubos en cuadro con paso distinto / fila: E = (p1 – nd) / p1
P = distancia entre centro de tubos adyacentes (paso) [mm] d = diámetro de la aberturas en [mm] n = número de filas
Mediante la ecuación (31) podremos también verificar la presión máxima admisible de trabajo de un domo dado a partir de sus datos constructivos y operativos de la caldera en la que funciona o funcionará Ejemplo Nº6: calculemos el espesor necesario en el domo de la caldera de los ejemplos anteriores
Presión máxima de trabajo admisible: P = 0.75 [kg /mm2] Temperatura de trabajo: T = 281ºC (temp.saturación a 66 bar) Longitud del domo: L = 11.000 mm Diámetro interior: D = 1524 mm Material constructivo: ASTM A 516.Gr 70 Tensión admisible: = 13,80 [kg /mm2], tabla 1A del ASME II, Parte D Y: factor de temperatura = 0.4 Diámetro de los tubos: d = 63.5 mm Paso entre tubos: p = 106 mm (constante entre filas) Sobreespesor. C = 2 mm a) cálculo de la eficiencia. E = = (p – d) / p = (106 – 63.5) / 106 = 0.4
b) espesor: t = P.D
2E+2yP+ c = t =
0.75x1524
2x13.80x0.4+2x0.4x0.75 + 0,2
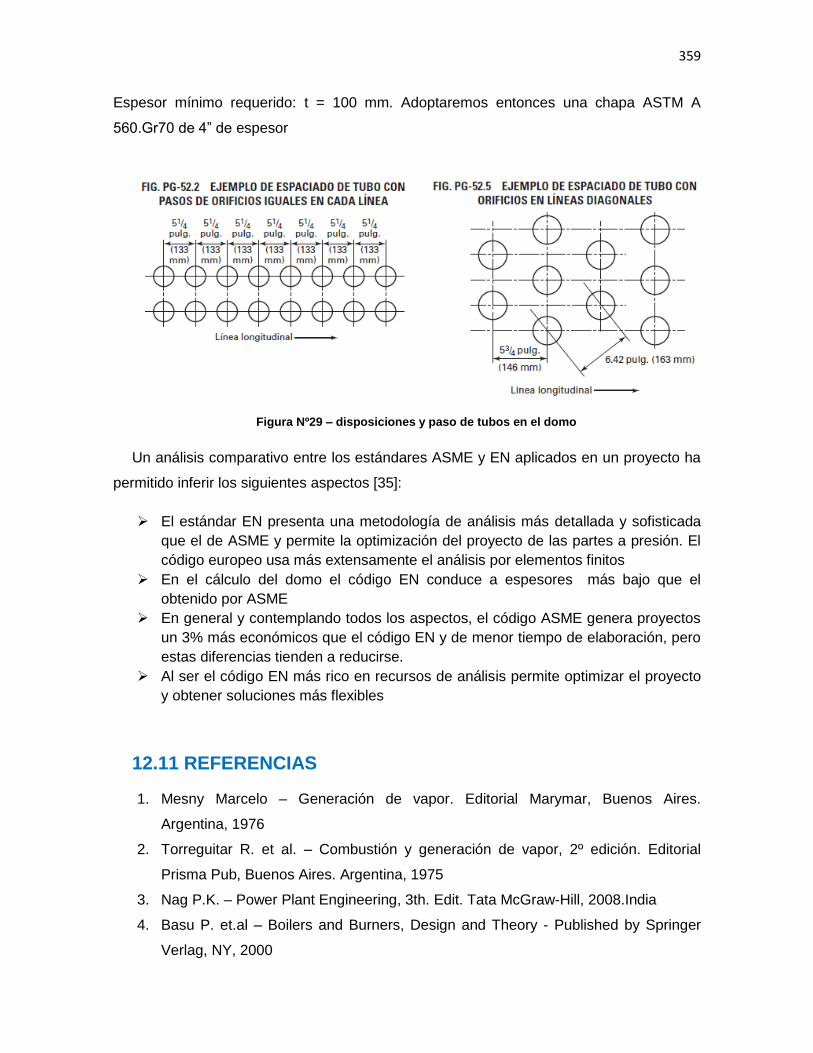
359
Espesor mínimo requerido: t = 100 mm. Adoptaremos entonces una chapa ASTM A
560.Gr70 de 4” de espesor
Figura Nº29 – disposiciones y paso de tubos en el domo
Un análisis comparativo entre los estándares ASME y EN aplicados en un proyecto ha
permitido inferir los siguientes aspectos [35]:
El estándar EN presenta una metodología de análisis más detallada y sofisticada que el de ASME y permite la optimización del proyecto de las partes a presión. El código europeo usa más extensamente el análisis por elementos finitos
En el cálculo del domo el código EN conduce a espesores más bajo que el obtenido por ASME
En general y contemplando todos los aspectos, el código ASME genera proyectos un 3% más económicos que el código EN y de menor tiempo de elaboración, pero estas diferencias tienden a reducirse.
Al ser el código EN más rico en recursos de análisis permite optimizar el proyecto y obtener soluciones más flexibles
12.11 REFERENCIAS
1. Mesny Marcelo – Generación de vapor. Editorial Marymar, Buenos Aires.
Argentina, 1976
2. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
3. Nag P.K. – Power Plant Engineering, 3th. Edit. Tata McGraw-Hill, 2008.India
4. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, NY, 2000
360
5. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, USA
6. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
7. Babcock Wilcox – HRSG Circulation Systems Design. SP 588, 2012
8. Sadi Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991
9. Annaratone D.- Steam Generators. Edit.Springer Verlag, 2008
10. Prelec Z – Brodsky Generatori Pare. Edit. Skolska knjiga. Zagreb,1990
11. Pierini F.et.al – La conduzione dei generatori di vapore. Editore Hoepli, 2009, Italy
12. Haywood R. Ciclos Termodinámicos de Potencia y Refrigeración, 2º edición.
Edit.Limusa, México, 2000
13. Singer J.- Combustion Fossil Power. Edit.Combustion Engineering, Inc. 1991, USA
14. Baldina O.et.al – Hydraulic calculation of boiler plant. The Normative Method,
Energy, Moscow, 1978 (en ruso)
15. Stevanovic V.et.al – Thermal-Hydraulics of Evaporating Tubes in the Forced
Circulation Loop of the Steam Boilers. FME Transactions Vol.36, Nº1, pp9-19
(2008)
16. Ganapathy V.- Boiler circulation calculation. Hydrocarbon Processing, January
1998
17. Dixon Terry et.al - Boiler circulation analysis. Proceeding of Australian Society of
Sugar Cane Technology, Vol.23:(377-383), 2001
18. Mellor Goodwin SA – Diseño y Operación de Calderas de Vapor. Curso
organizado por la Universidad Tecnológica Nacional, Facultad Regional Tucumán
(UTN), Argentina, Agosto de 1983
19. Diseño térmico de calderas (en ruso) – Método Estándar Ruso edic.1998. Edit.San
Petersburgo, ONG-CKTI (Тепловой расчет котлов -Нормативный метод)
20. Linzer W.et.al – Stability analysis of natural circulation systems. Proc.of the 2006
WSEAS/ASME. International Conference on Heat and Mass Transfer. Miami, USA
– 2006 (pp62-68)
21. Astrom K.J.et.al – Drum Boiler Dynamics. Automatica 36(2000), pp363-378. Edit.
Elsevier Science Ltd.
22. Ganapathy V. – Industrial Boilers and Heat Recovery Steam Generators. Edit.
Marcel Dekker Inc, 2003, USA
361
23. Dixon Terry et.al – Water distribution to the furnaces wall tubes of a bagasse fired
boiler. Proceeding of Australian Society of Sugar Cane Technology, Vol.21:(426-
431),1999
24. Ishigai Seikan – Steam Power Engineering – Thermal and Hydraulic Design
Principles. Edit. Cambridge University Press, 1999
25. Magasiner N. – Boiler design and selection in the cane sugar industry. Proc.South
African Sugar Technology. March 1966, pp29-63
26. Poddar Tarun - Calibrating storage vessels. Chemical Engineering Magazine,
pp177-178, November, 1992. Edt.MacGraw Hill
27. Straus Karl – Kraftwerkstechnik. Edit.Springer Verlag. 2009
28. Teir Sebastian et.al – Steam Boiler Technology, ebook. Helsinky University of
Technology. Department of Mechanical Engineering, 2002
29. ASME Boiler and Pressure Vessels Code. Section I: Rules for Construction of
Power Boilers. Published by the American Society of Mechanical Engineers, NY,
2010
30. EN 12952-2: Water-tube boiler and auxiliary installations - Part 2: Materials for
pressure parts of boilers and accessories
31. Upitis Elmar et.al – Comparison of ASME specifications and European Standards
for mechanical testing of steel for pressure equipment- Edit. ASME Standards
Technology LLC, December 16, 2005
32. Leser GmbH & Co – The Technical Handbook – Part 9: Materials, Equivalent
ASME / EN. Disponible en: www.leser.com
33. Bringas John. Handbook of Comparative World Steel Standards. ASTM DS67B
Edit., 3º edit.- Published by ASTM International, 2004
34. EPRI – Inherently realiable boiler component design. Edit. EPRI, Technical Report
1004324, march 2003
35. Fontaine Pascal et al. Comparison Study Between ASME code and EuroNorm EN
12952 for HRG Design. Paper Powergen Europe, 2012, Germany
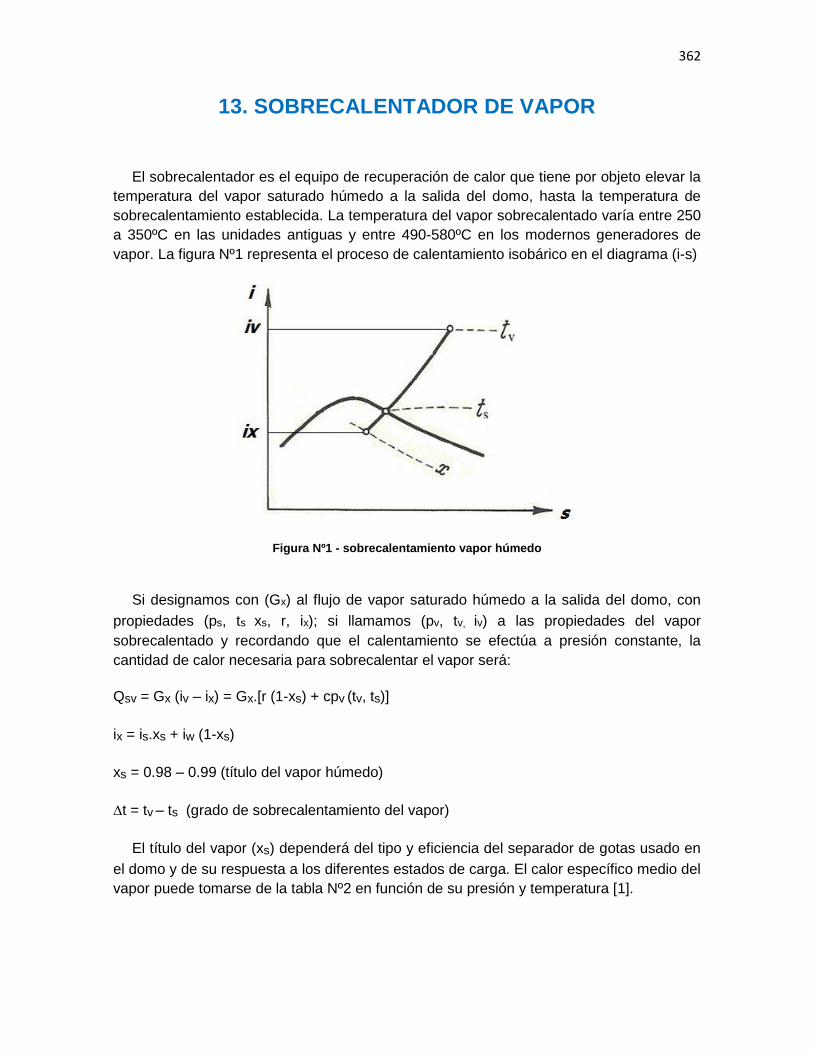
362
13. SOBRECALENTADOR DE VAPOR
El sobrecalentador es el equipo de recuperación de calor que tiene por objeto elevar la temperatura del vapor saturado húmedo a la salida del domo, hasta la temperatura de sobrecalentamiento establecida. La temperatura del vapor sobrecalentado varía entre 250 a 350ºC en las unidades antiguas y entre 490-580ºC en los modernos generadores de vapor. La figura Nº1 representa el proceso de calentamiento isobárico en el diagrama (i-s)
Figura Nº1 - sobrecalentamiento vapor húmedo
Si designamos con (Gx) al flujo de vapor saturado húmedo a la salida del domo, con propiedades (ps, ts xs, r, ix); si llamamos (pv, tv, iv) a las propiedades del vapor sobrecalentado y recordando que el calentamiento se efectúa a presión constante, la cantidad de calor necesaria para sobrecalentar el vapor será:
Qsv = Gx (iv – ix) = Gx.[r (1-xs) + cpv (tv, ts)]
ix = is.xs + iw (1-xs)
xs = 0.98 – 0.99 (título del vapor húmedo)
∆t = tv – ts (grado de sobrecalentamiento del vapor)
El título del vapor (xs) dependerá del tipo y eficiencia del separador de gotas usado en el domo y de su respuesta a los diferentes estados de carga. El calor específico medio del vapor puede tomarse de la tabla Nº2 en función de su presión y temperatura [1].
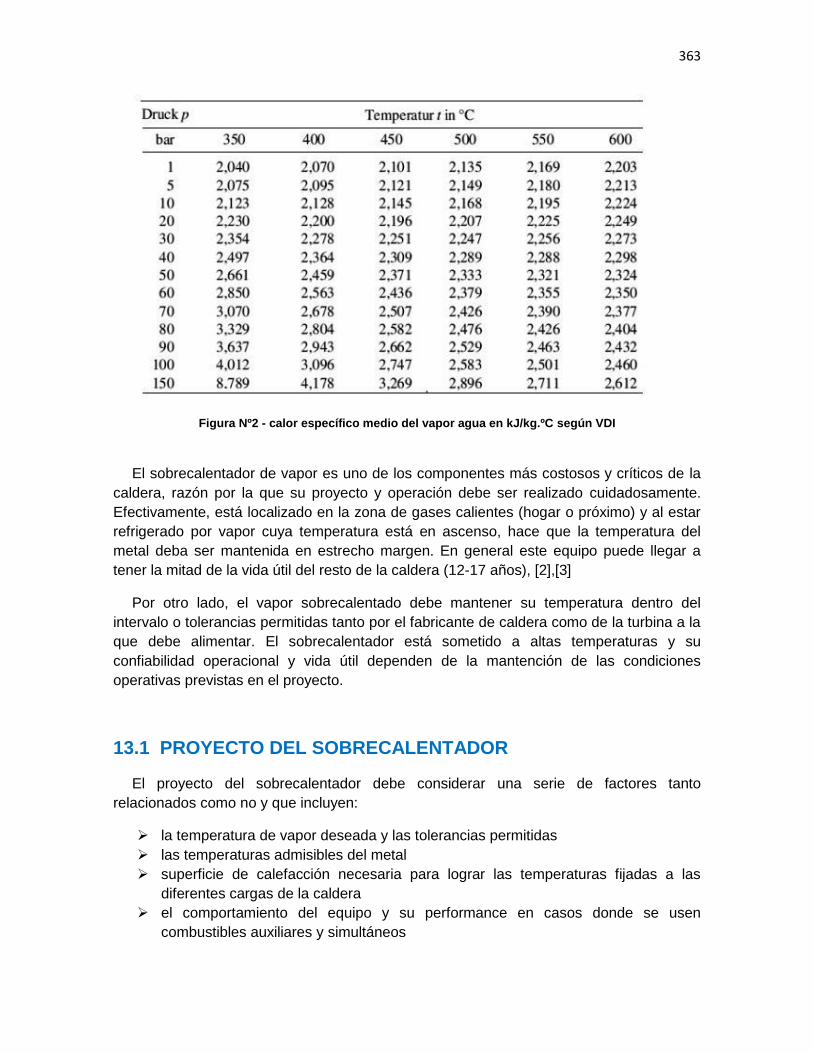
363
Figura Nº2 - calor específico medio del vapor agua en kJ/kg.ºC según VDI
El sobrecalentador de vapor es uno de los componentes más costosos y críticos de la
caldera, razón por la que su proyecto y operación debe ser realizado cuidadosamente. Efectivamente, está localizado en la zona de gases calientes (hogar o próximo) y al estar refrigerado por vapor cuya temperatura está en ascenso, hace que la temperatura del metal deba ser mantenida en estrecho margen. En general este equipo puede llegar a tener la mitad de la vida útil del resto de la caldera (12-17 años), [2],[3]
Por otro lado, el vapor sobrecalentado debe mantener su temperatura dentro del intervalo o tolerancias permitidas tanto por el fabricante de caldera como de la turbina a la que debe alimentar. El sobrecalentador está sometido a altas temperaturas y su confiabilidad operacional y vida útil dependen de la mantención de las condiciones operativas previstas en el proyecto.
13.1 PROYECTO DEL SOBRECALENTADOR
El proyecto del sobrecalentador debe considerar una serie de factores tanto relacionados como no y que incluyen:
la temperatura de vapor deseada y las tolerancias permitidas las temperaturas admisibles del metal superficie de calefacción necesaria para lograr las temperaturas fijadas a las
diferentes cargas de la caldera el comportamiento del equipo y su performance en casos donde se usen
combustibles auxiliares y simultáneos
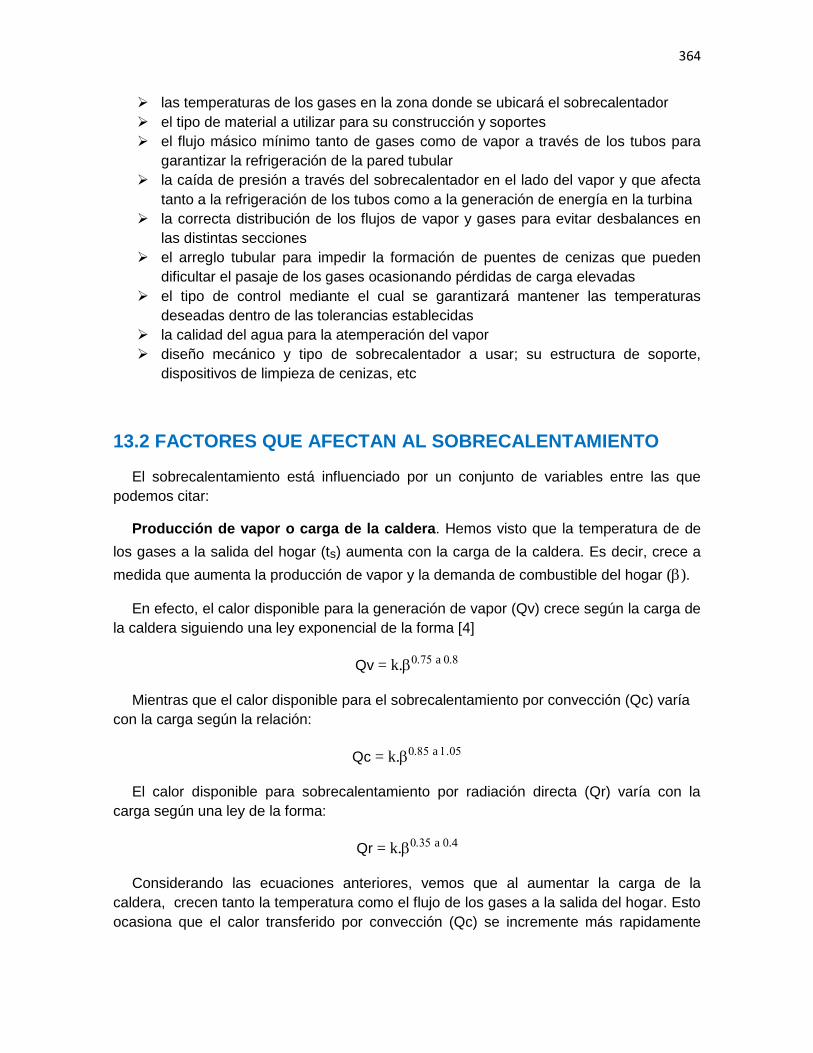
364
las temperaturas de los gases en la zona donde se ubicará el sobrecalentador el tipo de material a utilizar para su construcción y soportes el flujo másico mínimo tanto de gases como de vapor a través de los tubos para
garantizar la refrigeración de la pared tubular la caída de presión a través del sobrecalentador en el lado del vapor y que afecta
tanto a la refrigeración de los tubos como a la generación de energía en la turbina la correcta distribución de los flujos de vapor y gases para evitar desbalances en
las distintas secciones el arreglo tubular para impedir la formación de puentes de cenizas que pueden
dificultar el pasaje de los gases ocasionando pérdidas de carga elevadas el tipo de control mediante el cual se garantizará mantener las temperaturas
deseadas dentro de las tolerancias establecidas la calidad del agua para la atemperación del vapor diseño mecánico y tipo de sobrecalentador a usar; su estructura de soporte,
dispositivos de limpieza de cenizas, etc
13.2 FACTORES QUE AFECTAN AL SOBRECALENTAMIENTO
El sobrecalentamiento está influenciado por un conjunto de variables entre las que podemos citar:
Producción de vapor o carga de la caldera. Hemos visto que la temperatura de de
los gases a la salida del hogar (ts) aumenta con la carga de la caldera. Es decir, crece a
medida que aumenta la producción de vapor y la demanda de combustible del hogar ().
En efecto, el calor disponible para la generación de vapor (Qv) crece según la carga de la caldera siguiendo una ley exponencial de la forma [4]
Qv = k.a
Mientras que el calor disponible para el sobrecalentamiento por convección (Qc) varía con la carga según la relación:
Qc = k.a
El calor disponible para sobrecalentamiento por radiación directa (Qr) varía con la carga según una ley de la forma:
Qr = k.a 0.4
Considerando las ecuaciones anteriores, vemos que al aumentar la carga de la caldera, crecen tanto la temperatura como el flujo de los gases a la salida del hogar. Esto ocasiona que el calor transferido por convección (Qc) se incremente más rapidamente
365
que el transferido para generar vapor (Qv), lo cual poduce que en los sobrecalentadores de convección la temperatura del vapor tienda a subir con la carga
Por el contrario, en los sobrecalentadores de radiación, la temperatura tiende a disminuir con la carga. Debido a que la absorción de calor en el hogar (Qr) crece más lentamente que el flujo de vapor producido (Qv), la temperatura de salida del sobrecalentador disminuye [5],[6]. Este comportamiento de los dos tipos de sobrecalentadores con la carga se conoce como, curvas características de los mismos y se ilustra en la siguiente figura
Figura Nº3 - curva característica sobrecalentador
Temperatura del agua de alimentación: el aumento en esta variable produce una
reducción en la temperatura del vapor sobrecalentado debido a que se genera más vapor con menos combustible y por lo tanto menos gases de combustión, lo que afecta al calor transferido por convección
Exceso de aire: su aumento como sabemos, produce una reducción de la temperatura en el hogar y en el calor radiado hacia las paredes. Como un mayor exceso de aire genera un mayor flujo de gases a través de la superficie convectiva, produce un incremento de la temperatura del vapor
Limpieza de la superficie de calefacción: la remoción de cenizas de la superficie del sobrecalentador genera mayor absorción de calor y en consecuencia un aumento en la temperatura del vapor
Combustible: cambios en las propiedades de los combustibles o en la regulación de su combustión pueden alterar la temperatura del vapor

366
La humedad del vapor: si la humedad del vapor crece, la temperatura tiende a bajar pues parte del calor disponible se usará para evaporar el contenido de agua
Quemadores: su regulación y disposición puede alterar la temperatura del vapor
Todos estos aspectos deberán ser considerados en el proyecto de modo de asegurar que la operación sea confiable y eficiente. Cada diseño de sobrecalentador tiene comportamientos distintos frente a los cambios de estos parámetros como veremos a continuación
13.3 TIPOS DE SOBRECALENTADORES
Según la ubicación del sobrecalentador respecto del hogar y de la forma en que se transfiere predominantemente calor en los mismos, estos se clasifican en dos tipos:
Sobrecalentador de radiación: son aquellos en los que la transferencia de calor se realiza por radiación directa del hogar. Dada la importante influencia de la temperatura sobre la absorción de calor, pequeñas variaciones de la misma impactan de forma significativa sobre el calor radiado
Esto significa que es muy complejo predecir con exactitud la performance de estos equipos. A baja carga, con bajo flujo y menor velocidad en el vapor refrigerante y con altas temperaturas en el hogar, la posibilidad de fallas en los tubos es muy alta en estas condiciones
Dado que en estos equipos la diferencia logarítmica de temperaturas y el coeficiente de transferencia de calor son altos, la superficie de calefacción resulta menor y menos costosa a pesar de requerir materiales tubulares especiales más caros.
Estos equipos pueden estar localizados como paneles colgantes dentro del hogar o inmediatamente a la salida del mismo donde los tubos ven la llama todavía (semiradiante)
Figura Nº4 - sobrecalentrador de radiación
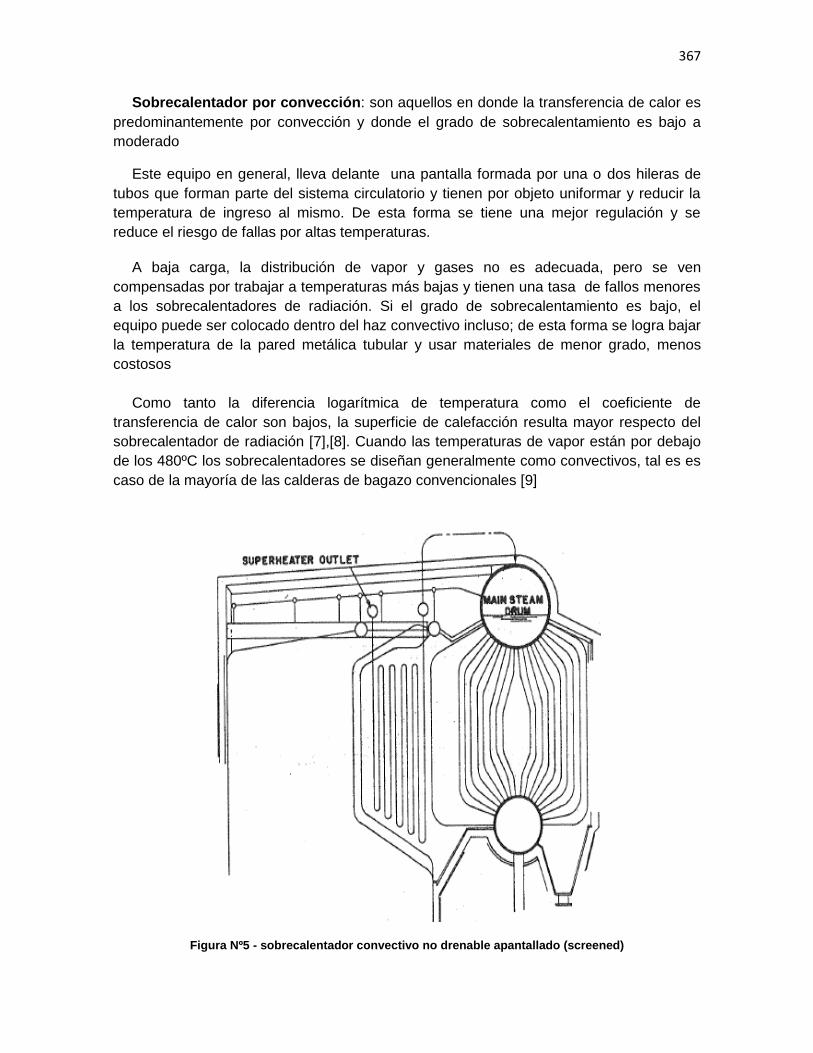
367
Sobrecalentador por convección: son aquellos en donde la transferencia de calor es predominantemente por convección y donde el grado de sobrecalentamiento es bajo a moderado
Este equipo en general, lleva delante una pantalla formada por una o dos hileras de tubos que forman parte del sistema circulatorio y tienen por objeto uniformar y reducir la temperatura de ingreso al mismo. De esta forma se tiene una mejor regulación y se reduce el riesgo de fallas por altas temperaturas.
A baja carga, la distribución de vapor y gases no es adecuada, pero se ven compensadas por trabajar a temperaturas más bajas y tienen una tasa de fallos menores a los sobrecalentadores de radiación. Si el grado de sobrecalentamiento es bajo, el equipo puede ser colocado dentro del haz convectivo incluso; de esta forma se logra bajar la temperatura de la pared metálica tubular y usar materiales de menor grado, menos costosos
Como tanto la diferencia logarítmica de temperatura como el coeficiente de
transferencia de calor son bajos, la superficie de calefacción resulta mayor respecto del sobrecalentador de radiación [7],[8]. Cuando las temperaturas de vapor están por debajo de los 480ºC los sobrecalentadores se diseñan generalmente como convectivos, tal es es caso de la mayoría de las calderas de bagazo convencionales [9]
Figura Nº5 - sobrecalentador convectivo no drenable apantallado (screened)
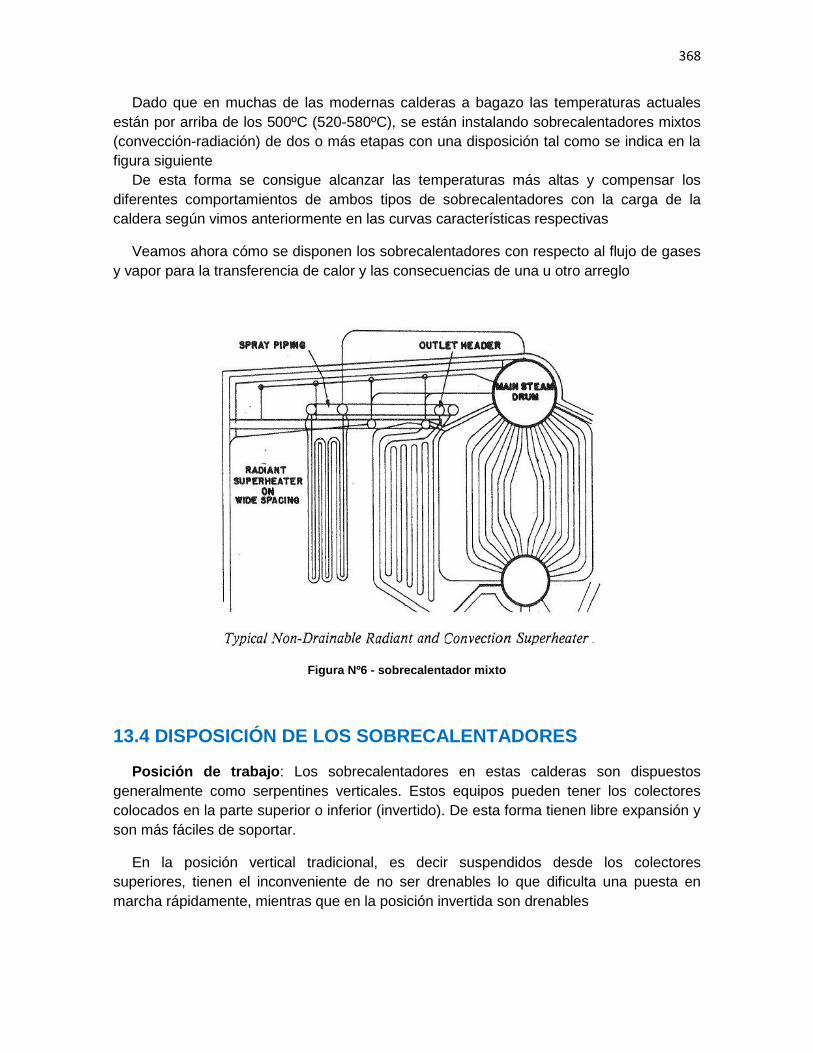
368
Dado que en muchas de las modernas calderas a bagazo las temperaturas actuales están por arriba de los 500ºC (520-580ºC), se están instalando sobrecalentadores mixtos (convección-radiación) de dos o más etapas con una disposición tal como se indica en la figura siguiente De esta forma se consigue alcanzar las temperaturas más altas y compensar los diferentes comportamientos de ambos tipos de sobrecalentadores con la carga de la caldera según vimos anteriormente en las curvas características respectivas
Veamos ahora cómo se disponen los sobrecalentadores con respecto al flujo de gases y vapor para la transferencia de calor y las consecuencias de una u otro arreglo
Figura Nº6 - sobrecalentador mixto
13.4 DISPOSICIÓN DE LOS SOBRECALENTADORES
Posición de trabajo: Los sobrecalentadores en estas calderas son dispuestos generalmente como serpentines verticales. Estos equipos pueden tener los colectores colocados en la parte superior o inferior (invertido). De esta forma tienen libre expansión y son más fáciles de soportar.
En la posición vertical tradicional, es decir suspendidos desde los colectores superiores, tienen el inconveniente de no ser drenables lo que dificulta una puesta en marcha rápidamente, mientras que en la posición invertida son drenables
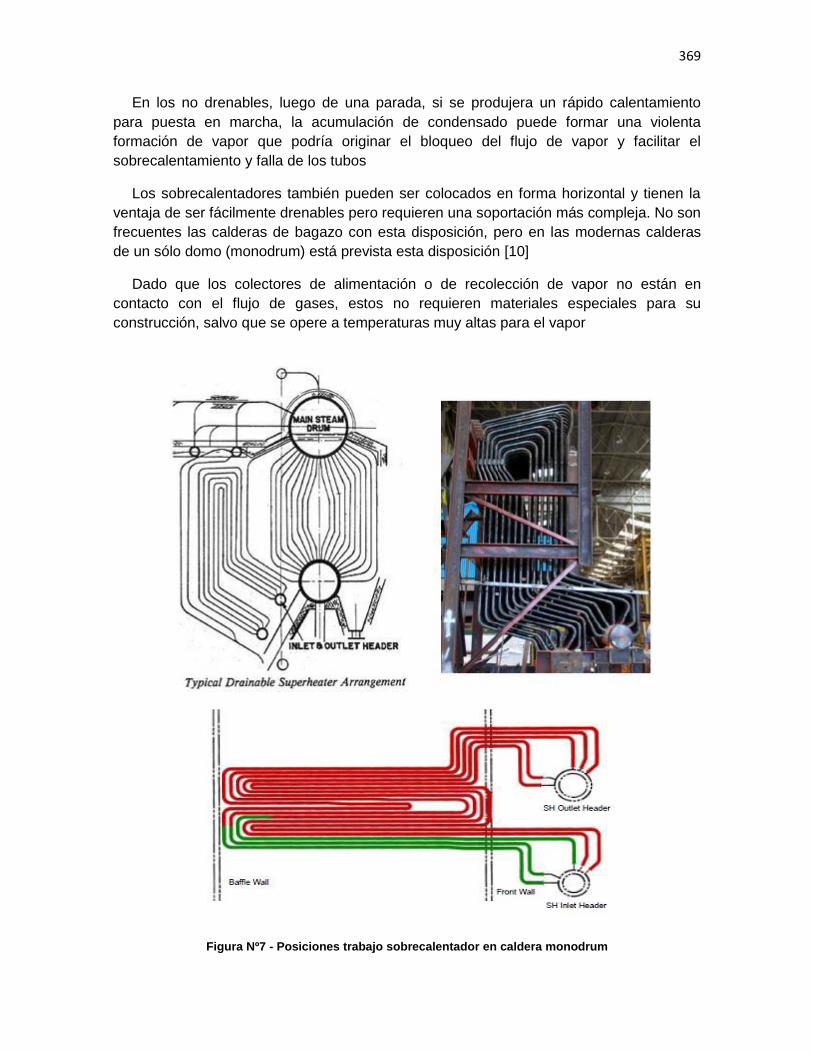
369
En los no drenables, luego de una parada, si se produjera un rápido calentamiento para puesta en marcha, la acumulación de condensado puede formar una violenta formación de vapor que podría originar el bloqueo del flujo de vapor y facilitar el sobrecalentamiento y falla de los tubos
Los sobrecalentadores también pueden ser colocados en forma horizontal y tienen la ventaja de ser fácilmente drenables pero requieren una soportación más compleja. No son frecuentes las calderas de bagazo con esta disposición, pero en las modernas calderas de un sólo domo (monodrum) está prevista esta disposición [10]
Dado que los colectores de alimentación o de recolección de vapor no están en contacto con el flujo de gases, estos no requieren materiales especiales para su construcción, salvo que se opere a temperaturas muy altas para el vapor
Figura Nº7 - Posiciones trabajo sobrecalentador en caldera monodrum
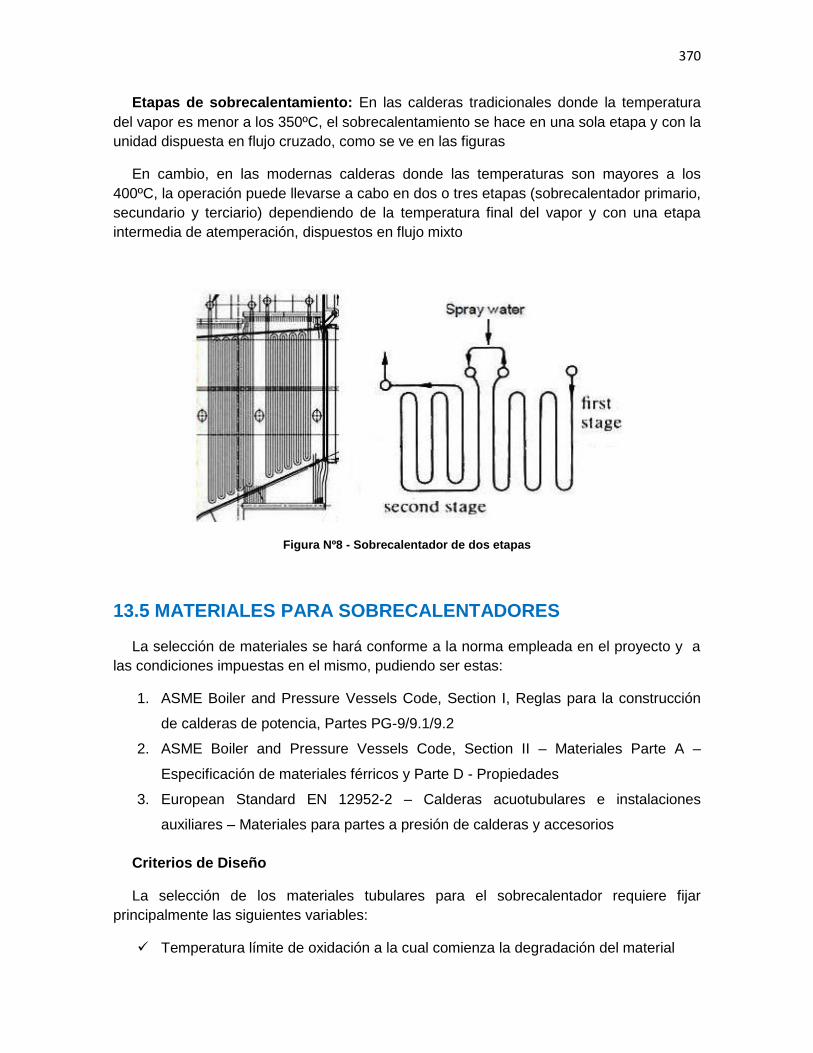
370
Etapas de sobrecalentamiento: En las calderas tradicionales donde la temperatura del vapor es menor a los 350ºC, el sobrecalentamiento se hace en una sola etapa y con la unidad dispuesta en flujo cruzado, como se ve en las figuras
En cambio, en las modernas calderas donde las temperaturas son mayores a los 400ºC, la operación puede llevarse a cabo en dos o tres etapas (sobrecalentador primario, secundario y terciario) dependiendo de la temperatura final del vapor y con una etapa intermedia de atemperación, dispuestos en flujo mixto
Figura Nº8 - Sobrecalentador de dos etapas
13.5 MATERIALES PARA SOBRECALENTADORES
La selección de materiales se hará conforme a la norma empleada en el proyecto y a las condiciones impuestas en el mismo, pudiendo ser estas:
1. ASME Boiler and Pressure Vessels Code, Section I, Reglas para la construcción
de calderas de potencia, Partes PG-9/9.1/9.2
2. ASME Boiler and Pressure Vessels Code, Section II – Materiales Parte A –
Especificación de materiales férricos y Parte D - Propiedades
3. European Standard EN 12952-2 – Calderas acuotubulares e instalaciones
auxiliares – Materiales para partes a presión de calderas y accesorios
Criterios de Diseño
La selección de los materiales tubulares para el sobrecalentador requiere fijar principalmente las siguientes variables:
Temperatura límite de oxidación a la cual comienza la degradación del material
371
Espesor mínimo de pared para operar a la presión y temperatura de trabajo, conforme a la Sección I del código ASME y a las tensiones admisibles para el material basadas en la temperatura media de la pared tubular
Temperatura máxima esperada en la pared media tubular durante la operación
Dado que los tubos están expuestos a la acción de los gases y cenizas por un lado, y por el lado interno a la acción del vapor, deberán contemplarse los efectos debido a:
Erosión Corrosión Expansión térmica Soldaduras de aditamentos para soportes Defectos de fabricación, etc
Con relación a la elección del material en función de la temperatura, no existe un criterio único ya que puede considerarse como la máxima de servicio las siguientes [11],[12]:
1. La temperatura límite de oxidación del material
2. La indicada para la tensión admisible dada por la tabla 1A, parte D de la Sección II
del código ASME (ver Sección I, Parte PG-5.1)
3. La resultante de las experiencias de oxidación obtenidas en los laboratorios de los
fabricantes
El código ASME no considera el límite de oxidación. La oxidación es un proceso
natural que ocurre en los aceros al carbono y su tasa de formación depende de las condiciones externas y temperatura del material. En servicios prolongados a temperaturas alrededor de los 454ºC, parte de los carburos pueden comenzar a transformarse en grafito Los óxidos forman generalmente una beneficiosa capa protectora que ayuda a prevenir la corrosión, tal es el caso de la magnetita (Fe3O4) que en condiciones normales de operación, forma una capa protectora estable sobre el lado del agua-vapor en los tubos En los sobrecalentadores si bien la atmósfera del lado del vapor puede considerarse próxima al de vapor puro, este reacciona con el acero para formar óxidos de Fe según la reacción química:
3 Fe + 4 H20 = Fe3O4 + H2
La tasa a la cual se forman estas escamas de óxido disminuyen con el espesor de las mismas pero nunca es cero. La relación del espesor (x) de la capa de óxido con el tiempo (t) está dada por:
x = k √𝑡2
La velocidad a la cual cambia el espesor será:
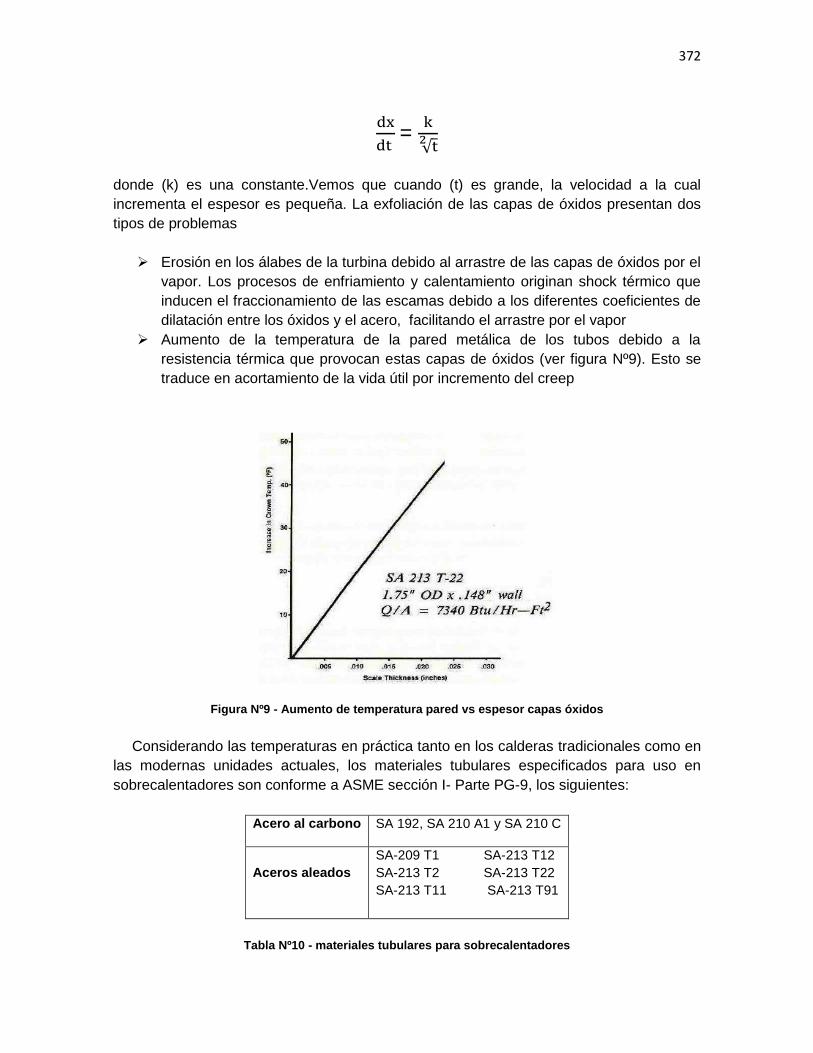
372
dx
dt =
k
√t2
donde (k) es una constante.Vemos que cuando (t) es grande, la velocidad a la cual incrementa el espesor es pequeña. La exfoliación de las capas de óxidos presentan dos tipos de problemas
Erosión en los álabes de la turbina debido al arrastre de las capas de óxidos por el vapor. Los procesos de enfriamiento y calentamiento originan shock térmico que inducen el fraccionamiento de las escamas debido a los diferentes coeficientes de dilatación entre los óxidos y el acero, facilitando el arrastre por el vapor
Aumento de la temperatura de la pared metálica de los tubos debido a la resistencia térmica que provocan estas capas de óxidos (ver figura Nº9). Esto se traduce en acortamiento de la vida útil por incremento del creep
Figura Nº9 - Aumento de temperatura pared vs espesor capas óxidos
Considerando las temperaturas en práctica tanto en los calderas tradicionales como en
las modernas unidades actuales, los materiales tubulares especificados para uso en sobrecalentadores son conforme a ASME sección I- Parte PG-9, los siguientes:
Acero al carbono SA 192, SA 210 A1 y SA 210 C
Aceros aleados
SA-209 T1 SA-213 T12 SA-213 T2 SA-213 T22 SA-213 T11 SA-213 T91
Tabla Nº10 - materiales tubulares para sobrecalentadores
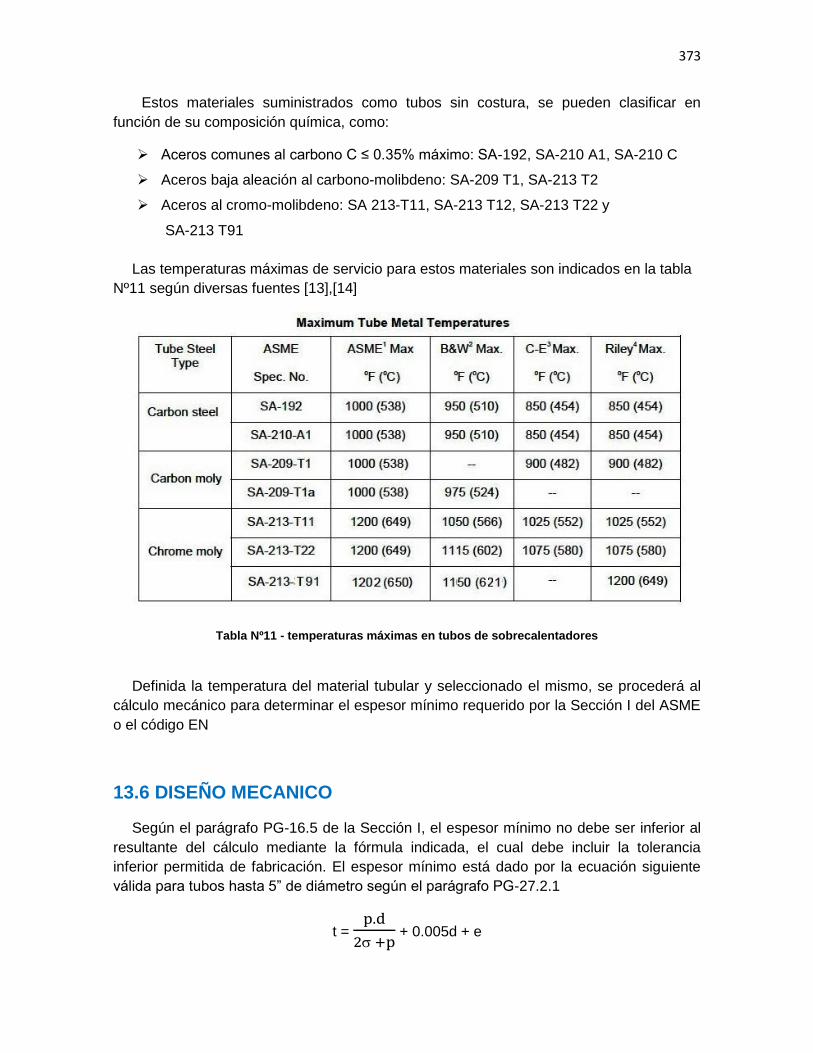
373
Estos materiales suministrados como tubos sin costura, se pueden clasificar en función de su composición química, como:
Aceros comunes al carbono C ≤ 0.35% máximo: SA-192, SA-210 A1, SA-210 C
Aceros baja aleación al carbono-molibdeno: SA-209 T1, SA-213 T2
Aceros al cromo-molibdeno: SA 213-T11, SA-213 T12, SA-213 T22 y
SA-213 T91
Las temperaturas máximas de servicio para estos materiales son indicados en la tabla Nº11 según diversas fuentes [13],[14]
Tabla Nº11 - temperaturas máximas en tubos de sobrecalentadores
Definida la temperatura del material tubular y seleccionado el mismo, se procederá al
cálculo mecánico para determinar el espesor mínimo requerido por la Sección I del ASME o el código EN
13.6 DISEÑO MECANICO
Según el parágrafo PG-16.5 de la Sección I, el espesor mínimo no debe ser inferior al resultante del cálculo mediante la fórmula indicada, el cual debe incluir la tolerancia inferior permitida de fabricación. El espesor mínimo está dado por la ecuación siguiente válida para tubos hasta 5” de diámetro según el parágrafo PG-27.2.1
t = p.d
2 +p + 0.005d + e
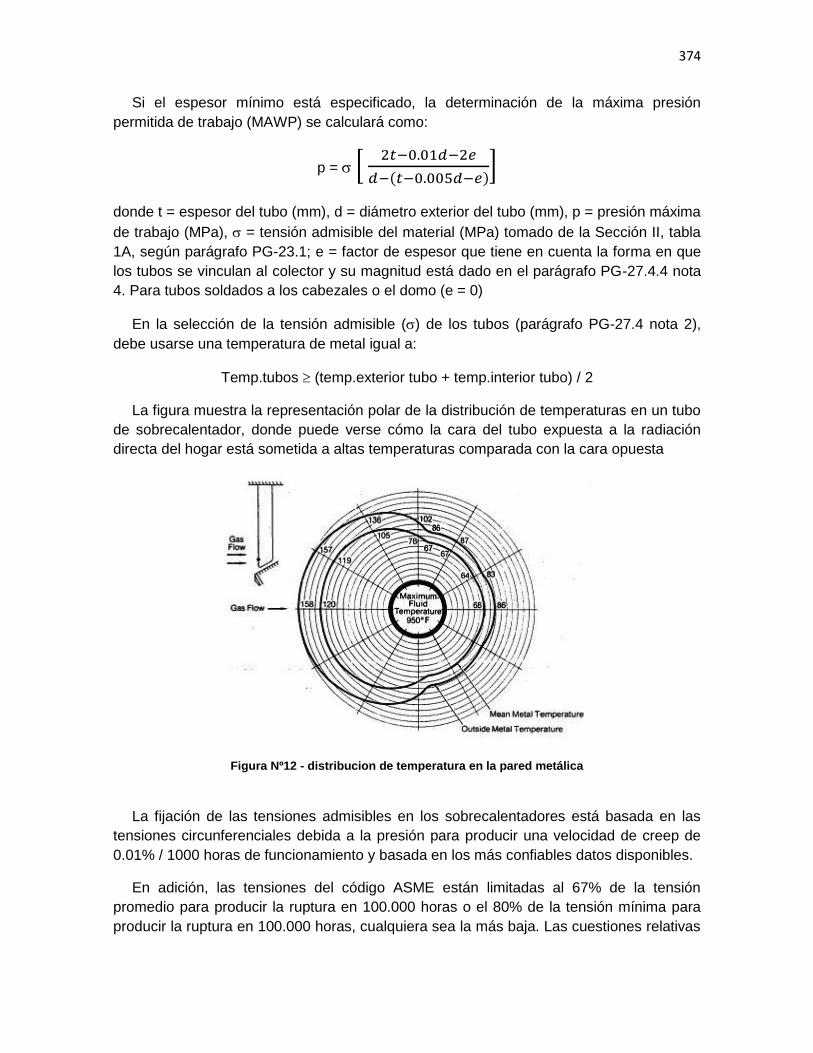
374
Si el espesor mínimo está especificado, la determinación de la máxima presión permitida de trabajo (MAWP) se calculará como:
p = [ 2𝑡−0.01𝑑−2𝑒
𝑑−(𝑡−0.005𝑑−𝑒)]
donde t = espesor del tubo (mm), d = diámetro exterior del tubo (mm), p = presión máxima de trabajo (MPa), = tensión admisible del material (MPa) tomado de la Sección II, tabla 1A, según parágrafo PG-23.1; e = factor de espesor que tiene en cuenta la forma en que los tubos se vinculan al colector y su magnitud está dado en el parágrafo PG-27.4.4 nota 4. Para tubos soldados a los cabezales o el domo (e = 0)
En la selección de la tensión admisible () de los tubos (parágrafo PG-27.4 nota 2), debe usarse una temperatura de metal igual a:
Temp.tubos (temp.exterior tubo + temp.interior tubo) / 2
La figura muestra la representación polar de la distribución de temperaturas en un tubo de sobrecalentador, donde puede verse cómo la cara del tubo expuesta a la radiación directa del hogar está sometida a altas temperaturas comparada con la cara opuesta
Figura Nº12 - distribucion de temperatura en la pared metálica
La fijación de las tensiones admisibles en los sobrecalentadores está basada en las
tensiones circunferenciales debida a la presión para producir una velocidad de creep de 0.01% / 1000 horas de funcionamiento y basada en los más confiables datos disponibles.
En adición, las tensiones del código ASME están limitadas al 67% de la tensión promedio para producir la ruptura en 100.000 horas o el 80% de la tensión mínima para producir la ruptura en 100.000 horas, cualquiera sea la más baja. Las cuestiones relativas
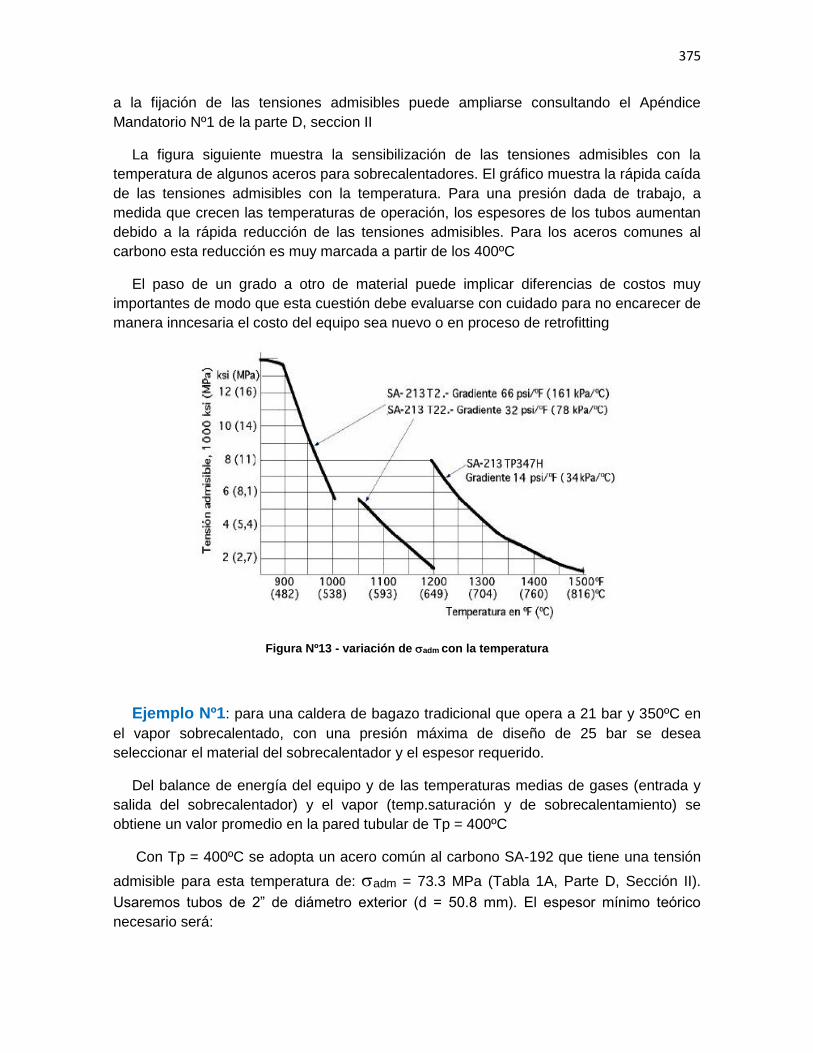
375
a la fijación de las tensiones admisibles puede ampliarse consultando el Apéndice Mandatorio Nº1 de la parte D, seccion II
La figura siguiente muestra la sensibilización de las tensiones admisibles con la temperatura de algunos aceros para sobrecalentadores. El gráfico muestra la rápida caída de las tensiones admisibles con la temperatura. Para una presión dada de trabajo, a medida que crecen las temperaturas de operación, los espesores de los tubos aumentan debido a la rápida reducción de las tensiones admisibles. Para los aceros comunes al carbono esta reducción es muy marcada a partir de los 400ºC
El paso de un grado a otro de material puede implicar diferencias de costos muy importantes de modo que esta cuestión debe evaluarse con cuidado para no encarecer de manera inncesaria el costo del equipo sea nuevo o en proceso de retrofitting
Figura Nº13 - variación de adm con la temperatura
Ejemplo Nº1: para una caldera de bagazo tradicional que opera a 21 bar y 350ºC en el vapor sobrecalentado, con una presión máxima de diseño de 25 bar se desea seleccionar el material del sobrecalentador y el espesor requerido.
Del balance de energía del equipo y de las temperaturas medias de gases (entrada y salida del sobrecalentador) y el vapor (temp.saturación y de sobrecalentamiento) se obtiene un valor promedio en la pared tubular de Tp = 400ºC
Con Tp = 400ºC se adopta un acero común al carbono SA-192 que tiene una tensión
admisible para esta temperatura de: adm = 73.3 MPa (Tabla 1A, Parte D, Sección II). Usaremos tubos de 2” de diámetro exterior (d = 50.8 mm). El espesor mínimo teórico
necesario será:
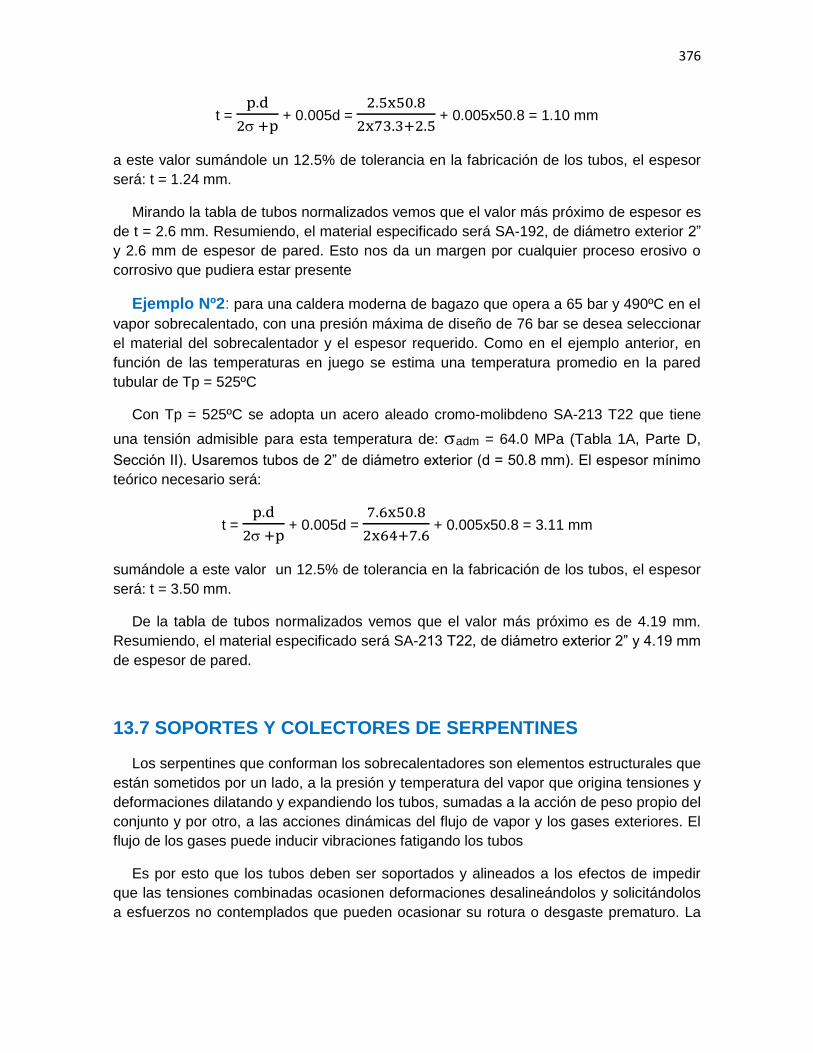
376
t = p.d
2 +p + 0.005d =
2.5x50.8
2x73.3+2.5 + 0.005x50.8 = 1.10 mm
a este valor sumándole un 12.5% de tolerancia en la fabricación de los tubos, el espesor será: t = 1.24 mm.
Mirando la tabla de tubos normalizados vemos que el valor más próximo de espesor es de t = 2.6 mm. Resumiendo, el material especificado será SA-192, de diámetro exterior 2”
y 2.6 mm de espesor de pared. Esto nos da un margen por cualquier proceso erosivo o corrosivo que pudiera estar presente
Ejemplo Nº2: para una caldera moderna de bagazo que opera a 65 bar y 490ºC en el vapor sobrecalentado, con una presión máxima de diseño de 76 bar se desea seleccionar el material del sobrecalentador y el espesor requerido. Como en el ejemplo anterior, en función de las temperaturas en juego se estima una temperatura promedio en la pared tubular de Tp = 525ºC
Con Tp = 525ºC se adopta un acero aleado cromo-molibdeno SA-213 T22 que tiene
una tensión admisible para esta temperatura de: adm = 64.0 MPa (Tabla 1A, Parte D, Sección II). Usaremos tubos de 2” de diámetro exterior (d = 50.8 mm). El espesor mínimo
teórico necesario será:
t = p.d
2 +p + 0.005d =
7.6x50.8
2x64+7.6 + 0.005x50.8 = 3.11 mm
sumándole a este valor un 12.5% de tolerancia en la fabricación de los tubos, el espesor será: t = 3.50 mm.
De la tabla de tubos normalizados vemos que el valor más próximo es de 4.19 mm. Resumiendo, el material especificado será SA-213 T22, de diámetro exterior 2” y 4.19 mm
de espesor de pared.
13.7 SOPORTES Y COLECTORES DE SERPENTINES
Los serpentines que conforman los sobrecalentadores son elementos estructurales que están sometidos por un lado, a la presión y temperatura del vapor que origina tensiones y deformaciones dilatando y expandiendo los tubos, sumadas a la acción de peso propio del conjunto y por otro, a las acciones dinámicas del flujo de vapor y los gases exteriores. El flujo de los gases puede inducir vibraciones fatigando los tubos
Es por esto que los tubos deben ser soportados y alineados a los efectos de impedir que las tensiones combinadas ocasionen deformaciones desalineándolos y solicitándolos a esfuerzos no contemplados que pueden ocasionar su rotura o desgaste prematuro. La
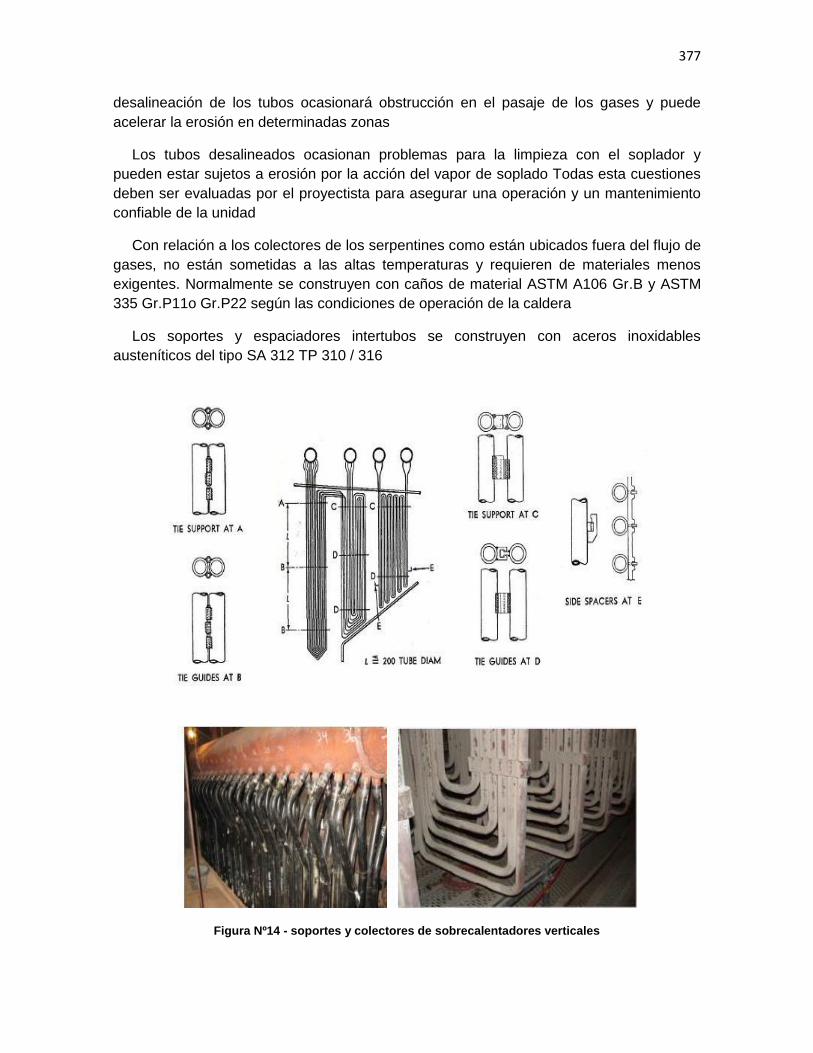
377
desalineación de los tubos ocasionará obstrucción en el pasaje de los gases y puede acelerar la erosión en determinadas zonas
Los tubos desalineados ocasionan problemas para la limpieza con el soplador y pueden estar sujetos a erosión por la acción del vapor de soplado Todas esta cuestiones deben ser evaluadas por el proyectista para asegurar una operación y un mantenimiento confiable de la unidad
Con relación a los colectores de los serpentines como están ubicados fuera del flujo de gases, no están sometidas a las altas temperaturas y requieren de materiales menos exigentes. Normalmente se construyen con caños de material ASTM A106 Gr.B y ASTM 335 Gr.P11o Gr.P22 según las condiciones de operación de la caldera
Los soportes y espaciadores intertubos se construyen con aceros inoxidables austeníticos del tipo SA 312 TP 310 / 316
Figura Nº14 - soportes y colectores de sobrecalentadores verticales
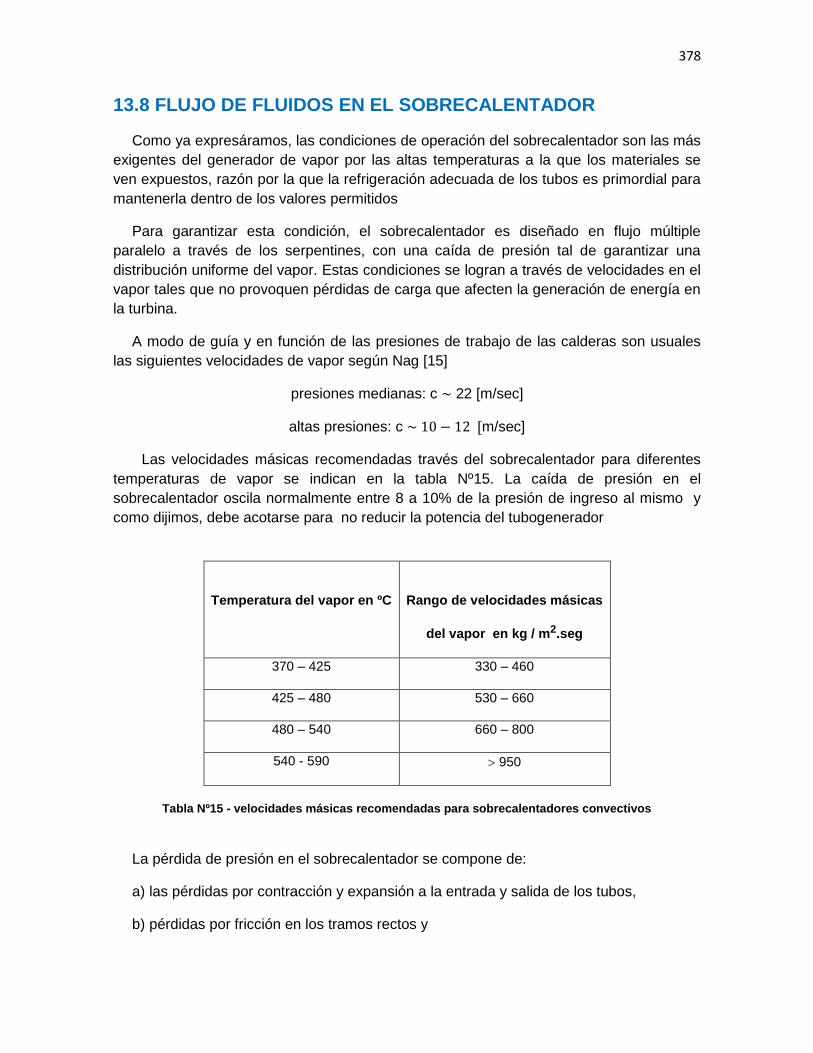
378
13.8 FLUJO DE FLUIDOS EN EL SOBRECALENTADOR
Como ya expresáramos, las condiciones de operación del sobrecalentador son las más exigentes del generador de vapor por las altas temperaturas a la que los materiales se ven expuestos, razón por la que la refrigeración adecuada de los tubos es primordial para mantenerla dentro de los valores permitidos
Para garantizar esta condición, el sobrecalentador es diseñado en flujo múltiple paralelo a través de los serpentines, con una caída de presión tal de garantizar una distribución uniforme del vapor. Estas condiciones se logran a través de velocidades en el vapor tales que no provoquen pérdidas de carga que afecten la generación de energía en la turbina.
A modo de guía y en función de las presiones de trabajo de las calderas son usuales las siguientes velocidades de vapor según Nag [15]
presiones medianas: c ~ 22 [m/sec]
altas presiones: c ~ 10 − 12 [m/sec]
Las velocidades másicas recomendadas través del sobrecalentador para diferentes temperaturas de vapor se indican en la tabla Nº15. La caída de presión en el sobrecalentador oscila normalmente entre 8 a 10% de la presión de ingreso al mismo y como dijimos, debe acotarse para no reducir la potencia del tubogenerador
Temperatura del vapor en ºC
Rango de velocidades másicas
del vapor en kg / m2.seg
370 – 425 330 – 460
425 – 480 530 – 660
480 – 540 660 – 800
540 - 590 950
Tabla Nº15 - velocidades másicas recomendadas para sobrecalentadores convectivos
La pérdida de presión en el sobrecalentador se compone de:
a) las pérdidas por contracción y expansión a la entrada y salida de los tubos,
b) pérdidas por fricción en los tramos rectos y
379
c) pérdidas debidas a los cambios de dirección.
Estas pérdidas están dadas respectivamente por las siguientes ecuaciones [16]
∆ps = ∆pc + ∆pL + ∆pr [kg/cm2]
1. Pérdidas a la entrada y salida de los tubos: ∆pc = 5.91x ve x Gv2
1013
2. Péridas en los tramos rectos: ∆pL = 3.94 x f x L x ve x Gv2
d x1010
3. Pérdidas debido a los cambios de dirección: ∆pr = n x 2.362 x c2
ve x 106
Donde: Gv = flujo másico de vapor [kg/h.m2], f = factor de fricción según diagrama de Moody, L = longitud del serpentín [m], ve = volumen específico medio entre la temperatura de ingreso y egreso del sobrecalentador [m3/kg], c = velocidad del vapor [m/sec], d = diámetro interior del serpentín en [mm], n = número de veces que cambia de dirección el vapor en el serpentín
Ejemplo Nº3: la caldera CE VU-50 de los ejemplos anteriores posee un sobrecalentador de vapor de una etapa compuesto por z = 64 serpentines con tubos de 38,22x42,40x15150 mm. La caldera opera a 24 bar y 330ºC y produce 80 ton/h. El serpentín tiene tres codos a 90º en su desarrollo. Veamos su pérdida de carga a la MCR y si la velocidad másica se encuentra dentro de los valores recomendados
Volumen específico a la temperatura media: ve = 0,0927 [m3/kg]
Sección pasaje del tubo: Ft = /4 x di2 = 0.785x0.03822 = 0,00114 [m2]
Caudal de vapor: Vv = Gv .ve = (80.000 x 0.0927) / 3600 = 2.06 [m3 /sec]
Velocidad vapor: c = Vv / Ft.z = 2.06 / 0.00114x64 = 28,23 [m/sec]
Flujo másico / serpentín: Gv = 80.000 / (64 x 0,00114) = 1.096.491 [kg/h.m2]
Diámetro interior tubos: d = 38,22 [mm]
Factor de fricción: f = 0.02 (diagrama de Moody)
1) Pérdidas a la entrada y salida de los tubos: ∆pc = 5.91x ve x Gv2
1013
∆pc = 5.91 x 0.0927 x 1.096.4912 / 1013 = 0,0657 [kg/cm2]
2) Pérdidas en los tramos rectos: ∆pL = 3.94 x f x L x ve x Gv2
d x1010
∆pL = 3.94x 0.02x 15.15x 0.0927 x (1.096.491)2 / (38,22x 1010 ) = 0.37 [kg/cm2]
380
3) Pérdidas debido a los cambios de dirección: ∆pr = n x 2.362 x c2
ve x 106
∆pr = 3x 2.362x 28,232 / (0.0927x 106) = 0.046 [kg/cm2]
4) Pérdida total: ∆ps = ∆pc + ∆pL + ∆pr = 0.0657+0.37+0.046 = 0.481 [kg/cm2]
5) Pérdida porcentual: ∆ps (%) = ∆ps / pv = 0.481 / 25 2% aceptable
6) Velocidad másica del vapor
cm = Gv / 3600 = 1.096.491 / 3600 = 304.58 [kg/sec.m2]
Ejemplo Nº4: una caldera moderna de 42 bar y 450ºC genera a MCR 130 ton/h y tiene un sobrecalentador de dos etapas compuesta por z = 50 serpentines construidos con tubos de 42,3x 50.8x 9510 mm
Volumen específico a temperatura media: ve = 0,0602 [m3/kg]
Sección pasaje del tubo: Ft = 0,0014 [m2]
Caudal de vapor: Vv = Gv .ve = (130.000 x 0.0602)/3600 = 2.174 [m3 /sec]
Velocidad vapor: c = Vv / Ft.z = 2.174 / 0.0014x50 = 30,95 [m/sec]
Flujo másico / serpentín: Gv = 130.000 / 50 x 0,0014 = 1.871.050 [kg/h.m2]
Diámetro interior tubos: d = 42,30 [mm]
Factor de fricción: f = 0.02 (diagrama de Moody)
1) Pérdidas a la entrada y salida de los tubos: ∆pc = 5.91x ve x Gv2
1013
∆pc = 5.91 x 0.0602 x 1.871.0502 / 1013 = 0,122 [kg/cm2]
2) Pérdidas en los tramos rectos: ∆pL = 3.94 x f x L x ve x Gv2
d x1010
∆pL = 3.94x 0.02x 9.513x 0.0602 x 1.871.0502 / (42,30x 1010 ) = 0.365 [kg/cm2]
3) Pérdidas debido a los cambios de dirección: ∆pr = n x 2.362 x c2
ve x 106
∆pr = 4x 2.362x 30,952 / (0.0602x 106) = 0.15 [kg/cm2]
4) Pérdida total: ∆ps = ∆pc + ∆pL + ∆pr = 0.122 + 0.365 + 0.15 = 0.638 [kg/cm2]
5) Pérdida porcentual: ∆ps (%) = ∆ps / pv = 0.638 / 42 1.52 % aceptable
381
6) Velocidad másica del vapor
cm = Gv / 3600 = 1.871.050 / 3600 = 514 [kg/sec.m2]
Concluída este etapa habrá que estimar o calcular las pérdidas en los colectores y los equipos de separación de gotas en el domo para comprobar la presión de trabajo en el mismo. Asumiendo las siguientes pérdidas de carga en estos elementos tendremos:
Pérdida de carga en colectores: ∆p ≅ 0.1 Pérdida de carga en el sobrecalentador: ∆ps = 0.638 Pérdida de carga en el separadores de gotas: ∆pi = 0.14 Presión en el domo: pd = pv + ∑ ∆p𝑛
1 = 42 + 0.1+0.638+0.14 43 kg/cm2
Respecto del flujo de los gases de combustión, sabemos que la transferencia de calor por convección es función de la velocidad de los gases y es por esto que las velocidades de los gases deberán ser tales de permitir la máxima transmisión de calor hacia el vapor, compatible con el aumento de potencia requerida en ventiladores por las mayores pérdidas de carga que esto implica
La velocidad de los gases dependerá del grado de ensuciamiento por parte de las cenizas y estará también limitada por los efectos erosivos que provocan. La tabla próxima indica las velocidades recomendadas para calderas de bagazo y biomasa
Autor Rango velocidades recomendadas en m/seg
Rayaprolu 15 - 18
Dixon 18
Fuertes 15 – 18
Fabricantes varios 11 – 13
Tabla Nº16 - velocidades de gases recomendadas para sobrecalentadores convectivos
Otra variable de diseño muy importante para evitar la formación de puentes de cenizas,
permitir la limpieza de los tubos, limitar el desgaste erosivo y obtener las velocidades establecidas, es la disposición de los tubos y sus espaciados (paso) frontal y longitudinal.
En estas calderas los tubos están dispuestos con un arreglo en cuadro (in-line) ya que la disposición en tresbolillo (staggered) ocasionaría serios problemas de taponamientos en el espacio intertubular. Los diámetros de los tubos usados en la construcción del sobrecalentador varían entre 44.5 (1 ¾”) y 50.8 (2”) mm.
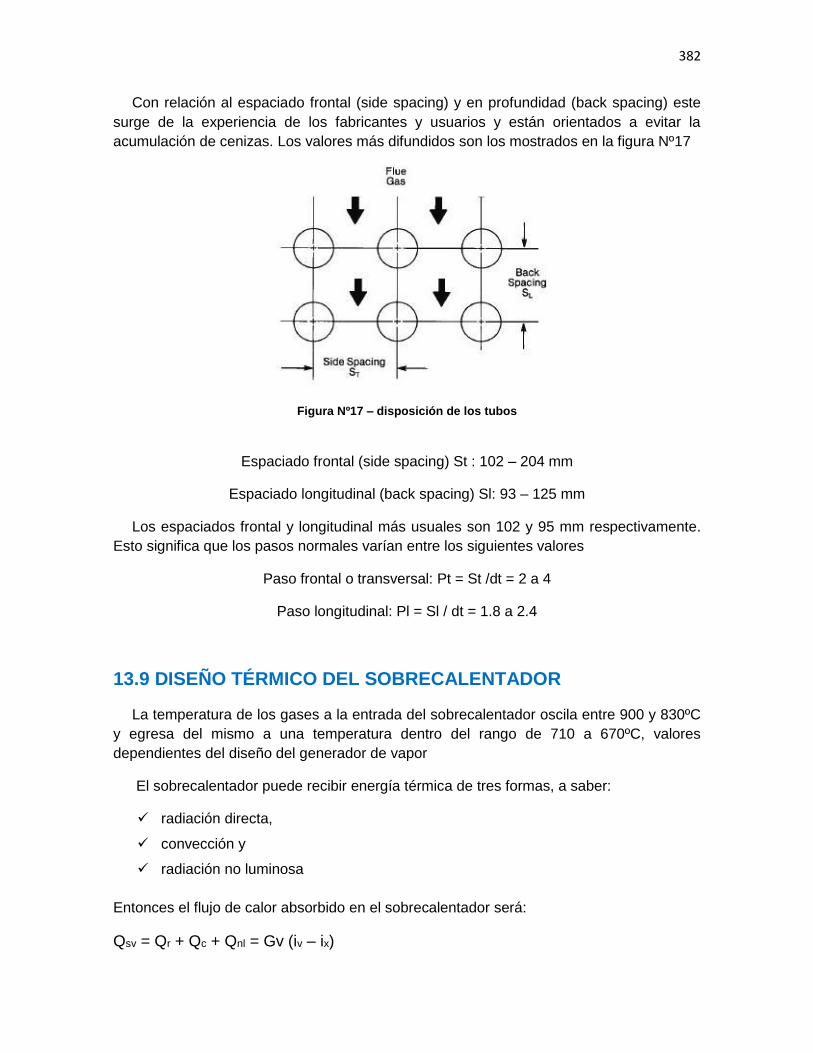
382
Con relación al espaciado frontal (side spacing) y en profundidad (back spacing) este surge de la experiencia de los fabricantes y usuarios y están orientados a evitar la acumulación de cenizas. Los valores más difundidos son los mostrados en la figura Nº17
Figura Nº17 – disposición de los tubos
Espaciado frontal (side spacing) St : 102 – 204 mm
Espaciado longitudinal (back spacing) Sl: 93 – 125 mm
Los espaciados frontal y longitudinal más usuales son 102 y 95 mm respectivamente. Esto significa que los pasos normales varían entre los siguientes valores
Paso frontal o transversal: Pt = St /dt = 2 a 4
Paso longitudinal: Pl = Sl / dt = 1.8 a 2.4
13.9 DISEÑO TÉRMICO DEL SOBRECALENTADOR
La temperatura de los gases a la entrada del sobrecalentador oscila entre 900 y 830ºC y egresa del mismo a una temperatura dentro del rango de 710 a 670ºC, valores dependientes del diseño del generador de vapor
El sobrecalentador puede recibir energía térmica de tres formas, a saber:
radiación directa,
convección y
radiación no luminosa
Entonces el flujo de calor absorbido en el sobrecalentador será:
Qsv = Qr + Qc + Qnl = Gv (iv – ix)

383
Radiación directa
La radiación externa (Qr) puede provenir de la llama en el horno o de una cavidad antes del sobrecalentador. Este calor incidente actúa entre los tubos de las primeras filas y puede llegar a radiar incluso hasta la cuarta fila.
La penetración del calor radiado puede ser determinada geométricamente o por medios analíticos. El efecto de la penetración radiante es particularmente importante en el caso del sobrecalentador por la temperatura de las paredes tubulares, en donde este valor puede ser muy alto en la primera fila. Con esta información se podrá verificar o seleccionar adecuadamente el tipo de material a utilizar
Si el sobrecalentador está localizado a la salida del hogar, recibirá radiación directa de la llama o de los gases calientes. Esta radiación externa (Qr) puede determinarse mediante la ecuación [17]
Qr = c..Fo ( Tm4 – Tp
4 )
donde Fo es la superficie del sobrecalentador expuesta a la llama, (Tm, Tp) son las
temperaturas absolutas de los gases y de la pared metálica del sobrecalentador y c la emisividad combinada de los gases y la pared
La fracción de energía radiante directa absorbida por cada fila de tubo depende del paso transversal (St) y diámetro externo (d) de los tubos y se calcula como [18], [19]:
𝑎1 = 3.14d
2S−
d
S[sin−1 (
d
S) +√(
S
d)
2
− 1 – S
d ]
a1 = es la fracción de la energía radiante absorbida por la primera fila de tubo. El término sin-1 (d / St) está en radianes. La energia absorbida por las filas sucesivas (Nº 2,3 y 4) valen:
a2 = a1 (1-a1)
a3 = [1 – (a1 + a2)] a1
a4 = [1 – (a1 + a2 + a3)] a1
Como era de esperar, la máxima absorción de energía radiante la recibe el primer tubo y aumenta a medida que se reduce el paso transversal, es decir a medida que se reduce la relación (St / d). Es por esta razón que en los sobrecalentadores de radiación se usan relaciones (St / d) grandes para reducir el efecto de las altas temperaturas
Otra solución práctica a esta cuestión, la constituyen los tubos pantallas que sirven para atenuar este efecto, a la vez de uniformar las temperaturas de los gases antes de su ingreso al sobrecalentador. El gráfico siguiente muestra la distribución de las diferentes formas de transferencia de calor para una caldera de bagazo en función de la carga [20]
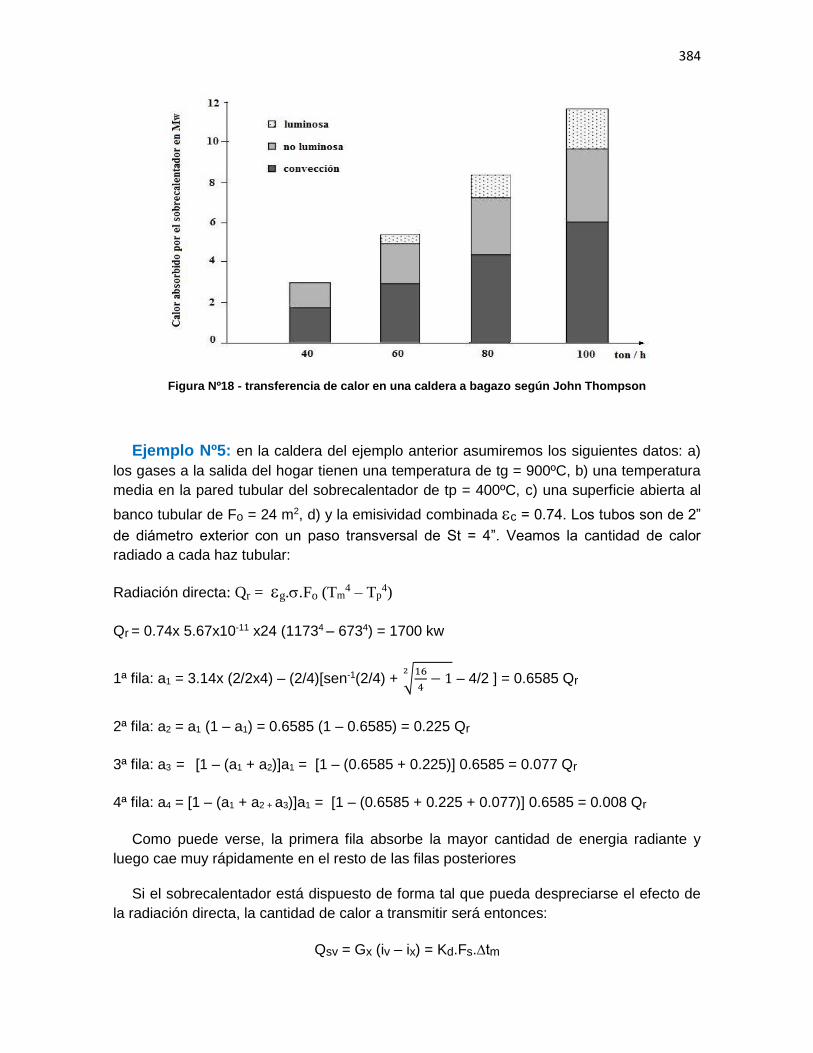
384
Figura Nº18 - transferencia de calor en una caldera a bagazo según John Thompson
Ejemplo Nº5: en la caldera del ejemplo anterior asumiremos los siguientes datos: a) los gases a la salida del hogar tienen una temperatura de tg = 900ºC, b) una temperatura media en la pared tubular del sobrecalentador de tp = 400ºC, c) una superficie abierta al
banco tubular de Fo = 24 m2, d) y la emisividad combinada c = 0.74. Los tubos son de 2”
de diámetro exterior con un paso transversal de St = 4”. Veamos la cantidad de calor
radiado a cada haz tubular:
Radiación directa: Qr = g..Fo (Tm4 – Tp
4)
Qr = 0.74x 5.67x10-11 x24 (11734 – 6734) = 1700 kw
1ª fila: a1 = 3.14x (2/2x4) – (2/4)[sen-1(2/4) + √16
4− 1
2 – 4/2 ] = 0.6585 Qr
2ª fila: a2 = a1 (1 – a1) = 0.6585 (1 – 0.6585) = 0.225 Qr
3ª fila: a3 = [1 – (a1 + a2)]a1 = [1 – (0.6585 + 0.225)] 0.6585 = 0.077 Qr
4ª fila: a4 = [1 – (a1 + a2 + a3)]a1 = [1 – (0.6585 + 0.225 + 0.077)] 0.6585 = 0.008 Qr
Como puede verse, la primera fila absorbe la mayor cantidad de energia radiante y luego cae muy rápidamente en el resto de las filas posteriores
Si el sobrecalentador está dispuesto de forma tal que pueda despreciarse el efecto de la radiación directa, la cantidad de calor a transmitir será entonces:
Qsv = Gx (iv – ix) = Kd.Fs.∆tm
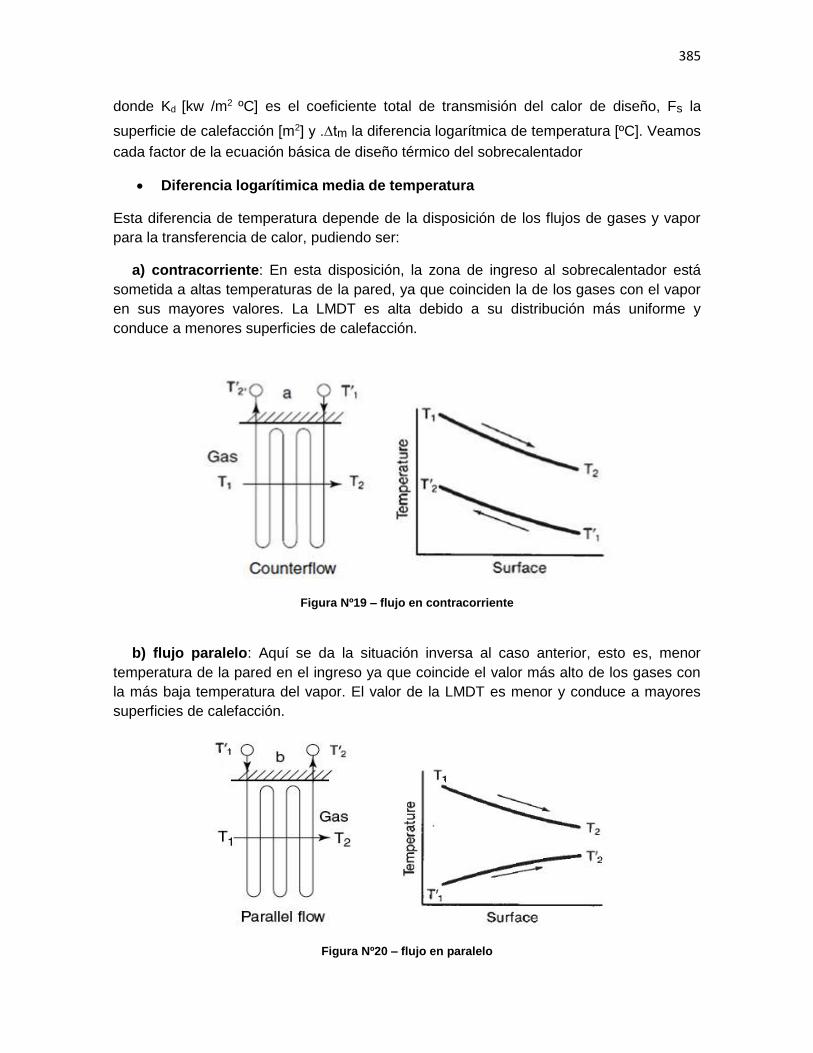
385
donde Kd [kw /m2 ºC] es el coeficiente total de transmisión del calor de diseño, Fs la
superficie de calefacción [m2] y .∆tm la diferencia logarítmica de temperatura [ºC]. Veamos cada factor de la ecuación básica de diseño térmico del sobrecalentador
Diferencia logarítimica media de temperatura
Esta diferencia de temperatura depende de la disposición de los flujos de gases y vapor para la transferencia de calor, pudiendo ser:
a) contracorriente: En esta disposición, la zona de ingreso al sobrecalentador está sometida a altas temperaturas de la pared, ya que coinciden la de los gases con el vapor en sus mayores valores. La LMDT es alta debido a su distribución más uniforme y conduce a menores superficies de calefacción.
Figura Nº19 – flujo en contracorriente
b) flujo paralelo: Aquí se da la situación inversa al caso anterior, esto es, menor
temperatura de la pared en el ingreso ya que coincide el valor más alto de los gases con la más baja temperatura del vapor. El valor de la LMDT es menor y conduce a mayores superficies de calefacción.
Figura Nº20 – flujo en paralelo
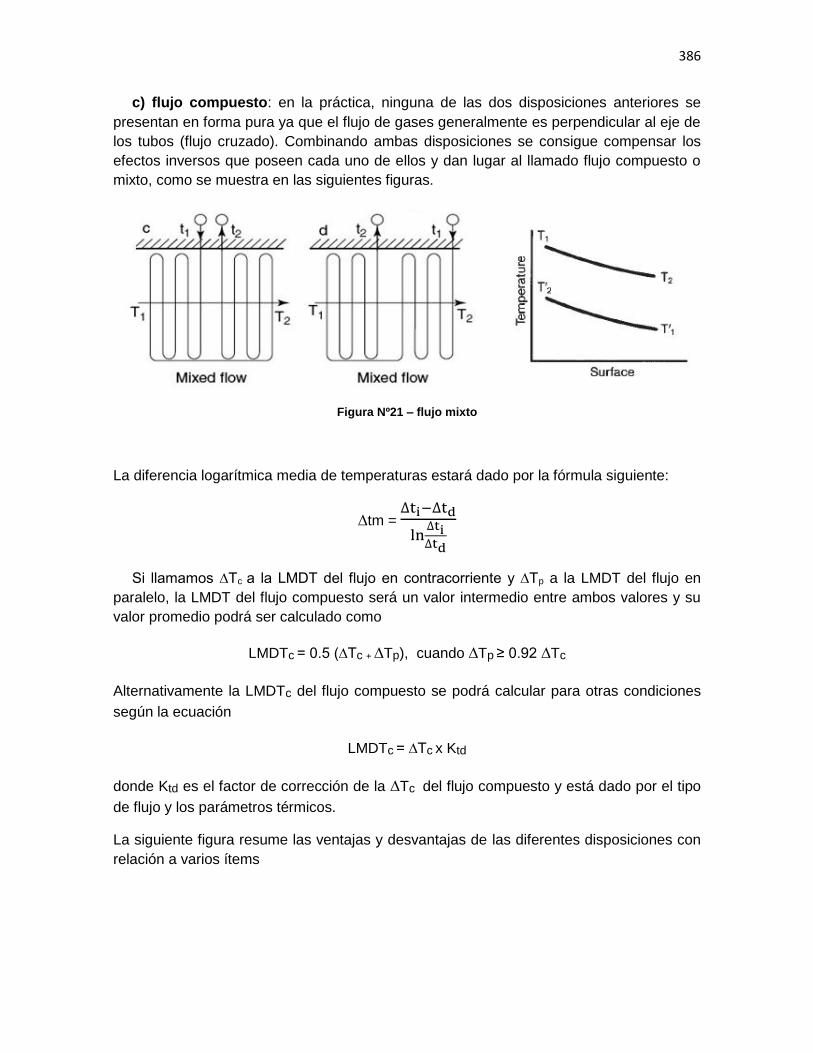
386
c) flujo compuesto: en la práctica, ninguna de las dos disposiciones anteriores se presentan en forma pura ya que el flujo de gases generalmente es perpendicular al eje de los tubos (flujo cruzado). Combinando ambas disposiciones se consigue compensar los efectos inversos que poseen cada uno de ellos y dan lugar al llamado flujo compuesto o mixto, como se muestra en las siguientes figuras.
Figura Nº21 – flujo mixto
La diferencia logarítmica media de temperaturas estará dado por la fórmula siguiente:
∆tm = ∆ti−∆td
ln∆ti∆td
Si llamamos ∆Tc a la LMDT del flujo en contracorriente y ∆Tp a la LMDT del flujo en paralelo, la LMDT del flujo compuesto será un valor intermedio entre ambos valores y su valor promedio podrá ser calculado como
LMDTc = 0.5 (∆Tc + ∆Tp), cuando ∆Tp ≥ 0.92 ∆Tc
Alternativamente la LMDTc del flujo compuesto se podrá calcular para otras condiciones según la ecuación
LMDTc = ∆Tc x Ktd
donde Ktd es el factor de corrección de la ∆Tc del flujo compuesto y está dado por el tipo de flujo y los parámetros térmicos.
La siguiente figura resume las ventajas y desvantajas de las diferentes disposiciones con relación a varios ítems
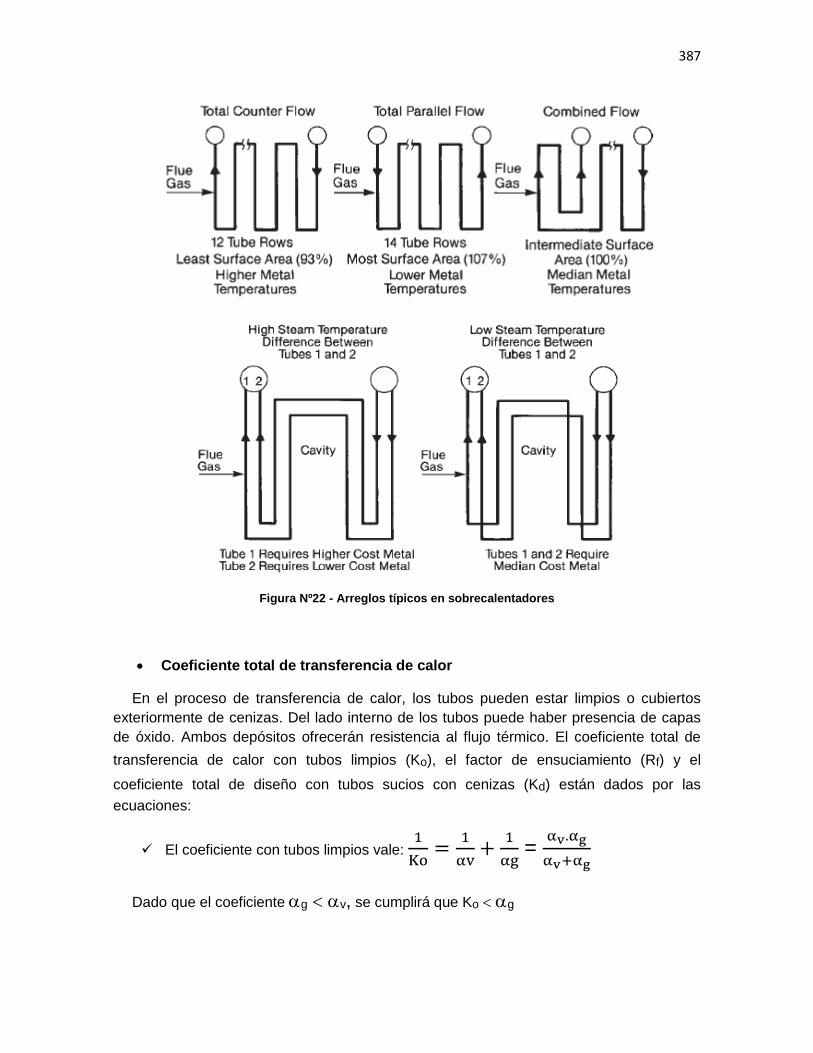
387
Figura Nº22 - Arreglos típicos en sobrecalentadores
Coeficiente total de transferencia de calor
En el proceso de transferencia de calor, los tubos pueden estar limpios o cubiertos exteriormente de cenizas. Del lado interno de los tubos puede haber presencia de capas de óxido. Ambos depósitos ofrecerán resistencia al flujo térmico. El coeficiente total de
transferencia de calor con tubos limpios (Ko), el factor de ensuciamiento (Rf) y el
coeficiente total de diseño con tubos sucios con cenizas (Kd) están dados por las ecuaciones:
El coeficiente con tubos limpios vale: 1
Ko=
1
αv+
1
αg =
αv.αg
αv+αg
Dado que el coeficiente g v, se cumplirá que Ko g
388
El coeficiente con tubos sucios con cenizas vale: 1
Kd=
1
αv+
1
αg + Rf
El factor de ensuciamiento vale: Rf = 1
Kd−
1
Ko
El coeficiente de diseño con tubos sucios vale:dαv.αg
αv+αg
El término () es el factor de efectividad y representa la relación entre la transferencia de calor con tubos sucios y limpios, cuyo valor varía entre 0.6 a 0.65 en calderas que
queman combustibles sólidos. En la ecuación anterior (g) es el coeficiente combinado de
convección y radiación de los gases y (v) es el coeficiente de convección del vapor sobrecalentado [21]
Factor de ensuciamiento (Rf)
El término (Rf) se llama factor de ensuciamiento y representa la resistencia térmica ofrecida por las capas de cenizas [m2.ºC / W].
Este es un parámetro esencial del diseño y representa una magnitud surgida básicamente de la experiencia ya que su cálculo es muy complejo. La influencia de las cenizas, sus transformaciones y efectos están extensamente estudiadas y documentadas en la obra de Gupta, Wall y Baxter [22] Según estos autores, la resistencia al flujo de calor de las cenizas, no sólo dependen de sus propiedades radiantes (emisividad y absortividad), conductibilidad térmica y composición química sino de su estructura física: tamaño de partícula, porosidad y condiciones de sinterizado; las que a su vez son dependientes de la temperatura.
La conductividad térmica de las cenizas varía entre f = 0.5 - 1 [W/ m.ºC], [Baxter],[22],[23]. Si asumimos un espesor de 10mm de cenizas y una conductibilidad
térmica de f = 0.5 [W/ m.ºC], el factor de ensuciamiento valdrá:
Rf = ef / f = 0.01 / 0.5 = 0.02 [m2.ºC / W]
El espesor de la capa de cenizas depositadas en el sobrecalentador puede estimarse por la siguiente ecuación simplificada [24]
d = 1000. f (𝑇𝑓−𝑇𝑝)
αg(Tg−Tf)
d = espesor de la capa de cenizas [mm], Tf = temperatura de la capa de cenizas [ºC], Tp =
temperatura de la pared metálica [ºC], Tg = temperatura de los gases [ºC], f =
conductibilidad térmica de las cenizas [W / mºC] y g = coeficiente de convección de los gases [ W / m2ºC].
389
El factor de ensuciamiento es muy importante ya que un valor alto, puede ocasionar problemas operativos para alcanzar y mantener la temperatura del vapor. También puede afectar significativamente la temperatura de la pared metálica y por ende la vida útil del sobrecalentador
Por el contrario, la sobrevaloración conducirá a una superficie de calefacción grande y costosa. Es por ello que la ubicación y cantidad de sopladores adecuada es esencial para mantener las condiciones de performance del sobrecalentador
Coeficientes de convección
La determinación de los coeficientes de convección requiere el estudio de las diferentes configuraciones a través de la cuales pueda darse la transferencia de calor y para ello analizaremos los casos posibles en función de los diseños imperantes en la práctica industrial. El primer caso corresponde al vapor sobrecalentado:
a) El coeficiente de convección (v) para vapor de agua sobrecalentado en flujo longitudinal turbulento por el interior de tubos, está dado por la ecuación siguiente, válida para el rango 0.7 Pr 160 que cubre la mayoría de los casos en calderas [25],[26]
v = 0.023
𝑑𝑖 Re0.8 Pr0.4 kw / m2 ºK
en la que () es la conductibilidad térmica del vapor a la temperatura media [kw/ mºC], (di) es el diámetro interior del tubo [m], (Re) es el número de Reynolds y (Pr) el número de Prandtl, ambos adimensionales.
Para calcular este coeficiente la ecuación anterior queda simplificada en la siguiente forma [25]
v = B (. cv)0.8 / di0.2 kw/ m2 ºK
donde () es la densidad media del vapor [kg/m3], (cv ) es la velocidad del vapor [m/sec] y
(di) diámetro interior del serpentín [m]. La constante (B) está en función de la presión y temperatura del vapor y vale:
B = 6.61 x 10 -3 para el rango 40 ≤ p ≤ 44 bar y T = 320-450ºC
B = 7.50 x 10 -3 para el rango 100 ≤ p ≤ 110 bar y T = 420-540ºC
B = 8.0 x 10 -3 para el rango 140 ≤ p ≤ 150 bar y T = 460-550ºC
Este coeficiente de convección se puede obtener gráficamente del Método Normativo Ruso, edición 1998. Ingresando con la presión [MPa] y temperatura del vapor [ºC], el diámetro del tubo y la velocidad, se puede obtener del gráfico el coeficiente de convección
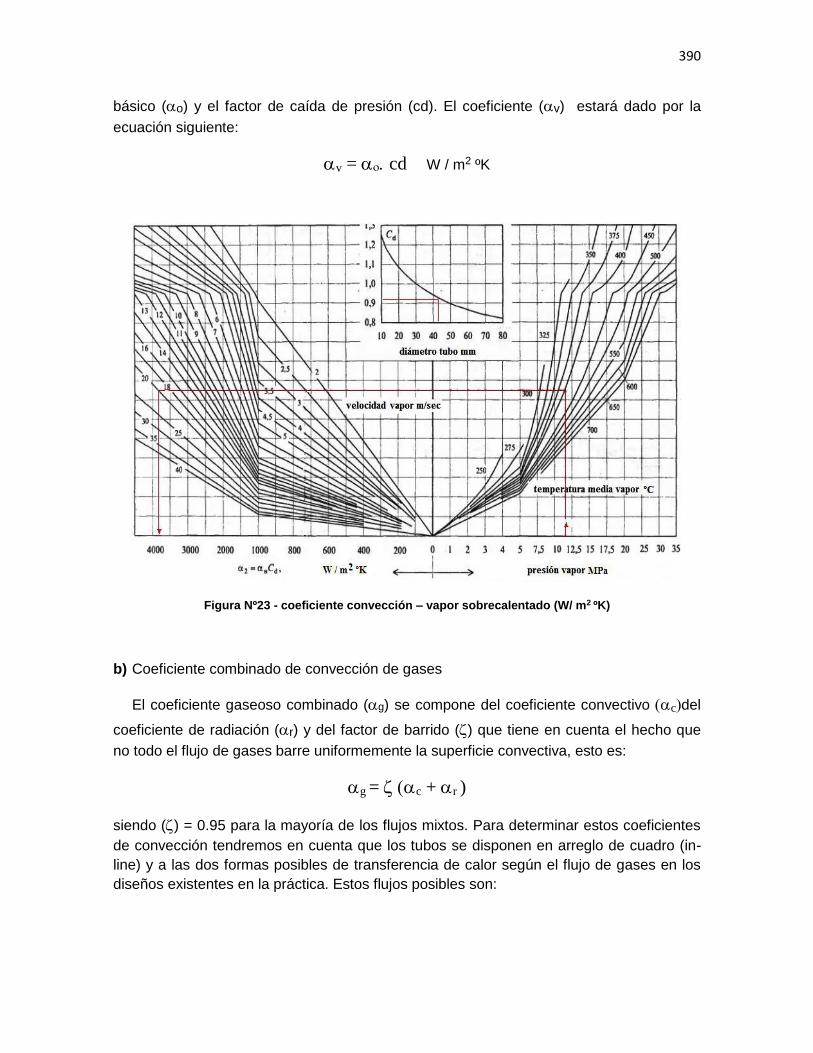
390
básico (o) y el factor de caída de presión (cd). El coeficiente (v) estará dado por la ecuación siguiente:
v = cd W / m2 ºK
Figura Nº23 - coeficiente convección – vapor sobrecalentado (W/ m2 ºK)
b) Coeficiente combinado de convección de gases
El coeficiente gaseoso combinado (g) se compone del coeficiente convectivo cdel
coeficiente de radiación (r) y del factor de barrido () que tiene en cuenta el hecho que no todo el flujo de gases barre uniformemente la superficie convectiva, esto es:
g = c + r )
siendo () = 0.95 para la mayoría de los flujos mixtos. Para determinar estos coeficientes de convección tendremos en cuenta que los tubos se disponen en arreglo de cuadro (in-line) y a las dos formas posibles de transferencia de calor según el flujo de gases en los diseños existentes en la práctica. Estos flujos posibles son:
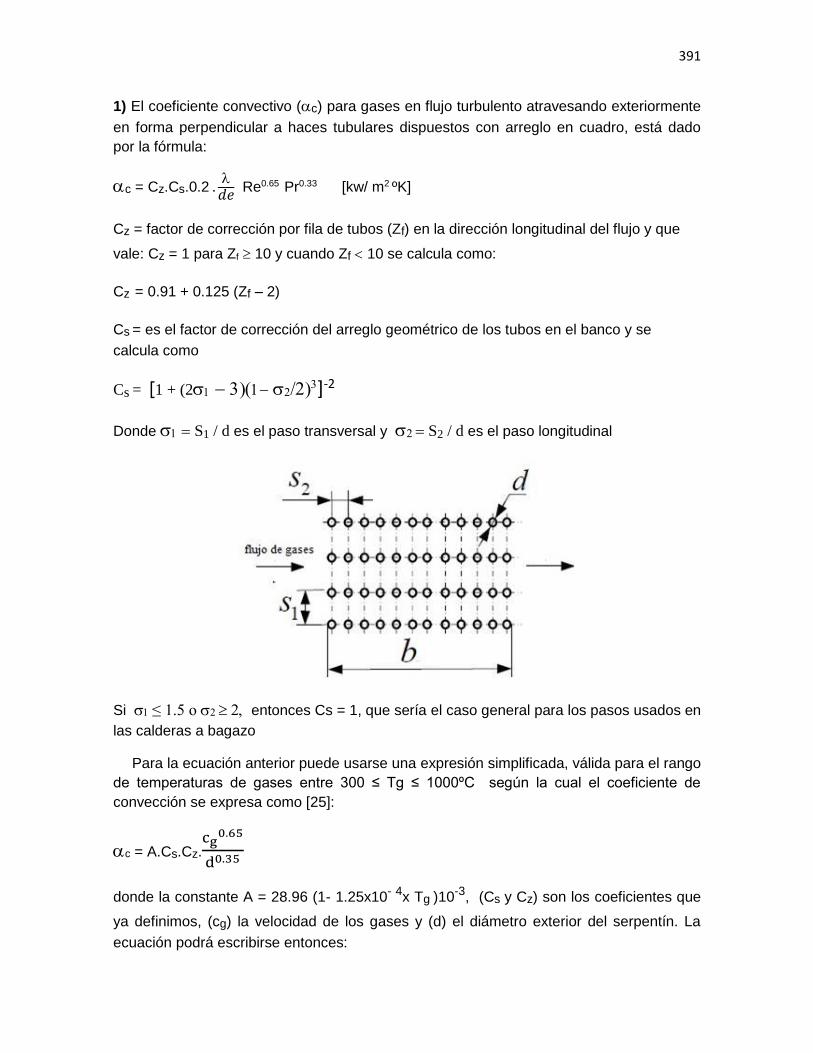
391
1) El coeficiente convectivo (c) para gases en flujo turbulento atravesando exteriormente en forma perpendicular a haces tubulares dispuestos con arreglo en cuadro, está dado por la fórmula:
c = Cz.Cs.0.2 .
𝑑𝑒 Re0.65 Pr0.33 [kw/ m2 ºK]
Cz = factor de corrección por fila de tubos (Zf) en la dirección longitudinal del flujo y que
vale: Cz = 1 para Zf 10 y cuando Zf 10 se calcula como:
Cz = 0.91 + 0.125 (Zf – 2)
Cs = es el factor de corrección del arreglo geométrico de los tubos en el banco y se calcula como
Cs = [1 + (2]-2
Donde S1 / d es el paso transversal y S2 / d es el paso longitudinal
Si ≤ 1.5 o entonces Cs = 1, que sería el caso general para los pasos usados en las calderas a bagazo
Para la ecuación anterior puede usarse una expresión simplificada, válida para el rango de temperaturas de gases entre 300 ≤ Tg ≤ 1000ºC según la cual el coeficiente de
convección se expresa como [25]:
c = A.Cs.Cz.cg
0.65
d0.35
donde la constante A = 28.96 (1- 1.25x10- 4x Tg )10-3, (Cs y Cz) son los coeficientes que
ya definimos, (cg) la velocidad de los gases y (d) el diámetro exterior del serpentín. La ecuación podrá escribirse entonces:
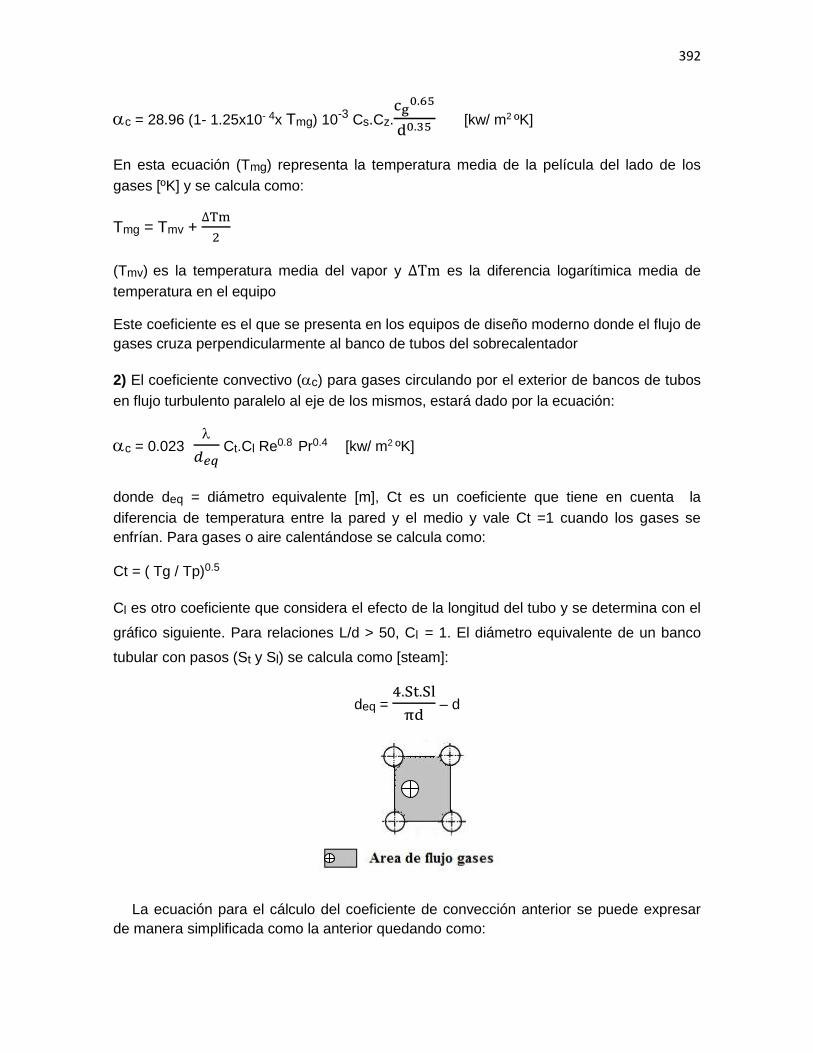
392
c = 28.96 (1- 1.25x10- 4x Tmg) 10-3 Cs.Cz.cg
0.65
d0.35 [kw/ m2 ºK]
En esta ecuación (Tmg) representa la temperatura media de la película del lado de los gases [ºK] y se calcula como:
Tmg = Tmv + ∆Tm
2
(Tmv) es la temperatura media del vapor y ∆Tm es la diferencia logarítimica media de temperatura en el equipo
Este coeficiente es el que se presenta en los equipos de diseño moderno donde el flujo de gases cruza perpendicularmente al banco de tubos del sobrecalentador
2) El coeficiente convectivo (c) para gases circulando por el exterior de bancos de tubos en flujo turbulento paralelo al eje de los mismos, estará dado por la ecuación:
c = 0.023
𝑑𝑒𝑞 Ct.Cl Re0.8 Pr0.4 [kw/ m2 ºK]
donde deq = diámetro equivalente [m], Ct es un coeficiente que tiene en cuenta la diferencia de temperatura entre la pared y el medio y vale Ct =1 cuando los gases se enfrían. Para gases o aire calentándose se calcula como:
Ct = ( Tg / Tp)0.5
Cl es otro coeficiente que considera el efecto de la longitud del tubo y se determina con el
gráfico siguiente. Para relaciones L/d > 50, Cl = 1. El diámetro equivalente de un banco
tubular con pasos (St y Sl) se calcula como [steam]:
deq = 4.St.Sl
πd – d
La ecuación para el cálculo del coeficiente de convección anterior se puede expresar de manera simplificada como la anterior quedando como:

393
c = A.Cg.08 / de0.2 = 3.7 (1 – 8.26.10-4.Tg)10-3 / de0.2 [kw/ m2 ºK]
Esta ecuación regirá para las calderas tradicionales donde el sobrecalentador se ubica en un conducto donde el flujo de gases lo atraviesa a lo largo de los tubos.
Todas las ecuaciones anteriores se aplican y son válidas para Número de Reynolds entre 1.5x103 -1.5x105 rangos estos siempre presentes en los casos de calderas [25]
Figura Nº24 - coeficiente de corrección longitud
3) El coeficiente de radiación no luminosa como se vió, se debe a la radiación del CO2 y el vapor de H2O contenidos en los gases húmedos y está dado por la ecuación [17],[18]
r = 5.1x10 -11x g x Tg3 [
1−(Tp
Tg)
4
1− Tp
Tg
] [kw / m2 ºK]
en la que (g) es la emisividad de los gases, (Tp y Tg) son las temperaturas absolutas de la pared del serpentín supuesto con cenizas y la media de los gases respectivamente
Una segunda expresión propuesta para el cálculo del coeficiente de radiación está dada por la ecuación [25]:
r = 5.1x10-11x g ((Tg4−Tp4
Tg−Tp) [kw / m2 ºK]
g = 0.9 (1 – e-KL)
K = (0.8 + 1.6pw) (1- 0.38Tg.10-3) (pc + pw) / [(pc + pw)L]1/2

394
siendo Tg [ºK] la temperatura de los gases, pw y pc [atm] son las presiones parciales del vapor de agua y del dióxido de carbono, L [m] es la longitud equivalente del haz. La
longitud equivalente para un haz de tubos con pasos transversales y longitudinales (St) y
(Sl) se puede calcular como:
L = 1.08 (St.Sl – 0.785d2) / d
Finalmente podemos usar otras ecuaciones simplificadas para el cálculo de esta variable dadas por [27]:
fórmula de Shack: CO2 = 3.5. √pL 3 [(Tg
100)
3.5− (
Tp
100)
3.5
]
fórmula de Shack: H2O = 3.5. .p0.8.L0.66 [(Tg
100)
3− (
Tp
100)
3
]
fórmula de Schwiedessen: CO2 = √pL 3 [0.0513(tg + tp) − 30.25]
fórmula de Schwiedessen: H2O = .p0.8.L0.66 [0.107(tg + tp) − 46.50]
En todas estas ecuaciones los coeficientes de radiación están dados en [ kcal/h.m2.ºC] y en las ecuaciones de Schwiedessen las temperaturas (tg y tp) están expresadas en ºC.
Calculados los coeficientes de radiación no luminosa (CO2, H2O), el coeficiente de radiación total como se vió estará dado por:
r = CO2 + H2O
Determinación de la temperatura de la pared tubular
Este es un cálculo de gran importancia en el sobrecalentador, ya que sirve para la verificación o selección del tipo de acero con el que será construído. Esta temperatuta promedio vale:
Tmp = Tmv + ( Rf + 1
αv)(Qc + Qr)
donde (Rf) es el factor de ensuciamiento varía entre: 2.5 - 4.3 [m2ºK / kw], (v) es el
coeficiente de convección del vapor a la pared [kw/m2ºK], (Tmv) la temperatura media del vapor [ºK] y (Qc, Qr) las cantidad de calor transferido en el equipo por convección y radiación por unidad de superficie [kw / m2]

395
En esta ecuación podemos ver que para una temperatura media del vapor, la temperatura de la pared metálica es función de la carga de la caldera y del factor de ensuciamiento principalmente, creciendo con el aumento de estos valores
Otra forma de calcular esta magnitud es a partir de las caídas de temperaturas a través de la pared tubular compuesta [17]. Estableciendo el conocido paralelo entre un circuito electrico y térmico, tenemos que:
Resistencia a través de la pared metálica: Rp = et
k
Resistencia a través de la película de gas: Rg = 1
αg
Resistencia a través de la película de vapor: Rv = 1
αv m2ºK / Kw
Resistencia total a través de la pared: Rt = Rp + Rg + Rv
Flujo calor transmitido será: Qp = (Tmg - Tmv) / Rt Kw / m2
Caída de temperatura a través de la pared metálica: ∆tp = Qp.Rp
Caída de temperatura a través de la película de gas: ∆tg = Qp.Rg
Caída de temperatura a través de la película de vapor: ∆tv = Qp.Rv
La temperatura promedio de la pared metálica será:
Tmp = [(Tg- ∆tg) + (Tmv + ∆tv)] / 2
La temperatura de la pared metálica en el caso del banco de convección, sobrecalentador y economizador está más próxima a la del fluído frío (agua, vapor) que a la de los gases. Esto es así, debido a la mayor transferencia de calor del lado del vapor o mezcla agua-vapor respecto de la transmitida del lado de los gases
Una aproximación a la temperatura de la pared metálica para banco de tubos en transferencia de calor entre gas-gas o líquido-gas está dada por [17],[18]
Tmp = tmg - αv
αv+ αg (tmg – tmv)
Con estas ecuaciones estamos ya en condiciones de poder proyectar un sobrecalentador o verificar las condiciones de uno existente
Ejemplo Nº6: una caldera de bagazo CE-VU 50 posee un sobrecalentador de vapor de una etapa compuesto por z = 64 serpentines dispuestos en Nf = 4 filas con tubos de 38,22x42,40x3787 mm cada uno, construidos con material ASME SA 192. El sobrecalentador está ubicado detrás de dos (2) hileras de tubos pantalla que lo protegen. Los gases circulan en flujo paralelo a los tubos del serpentín. La caldera produce 80 ton/h y opera a 24 bar-330ºC, con un rendimiento basado en el poder calorífico inferior de
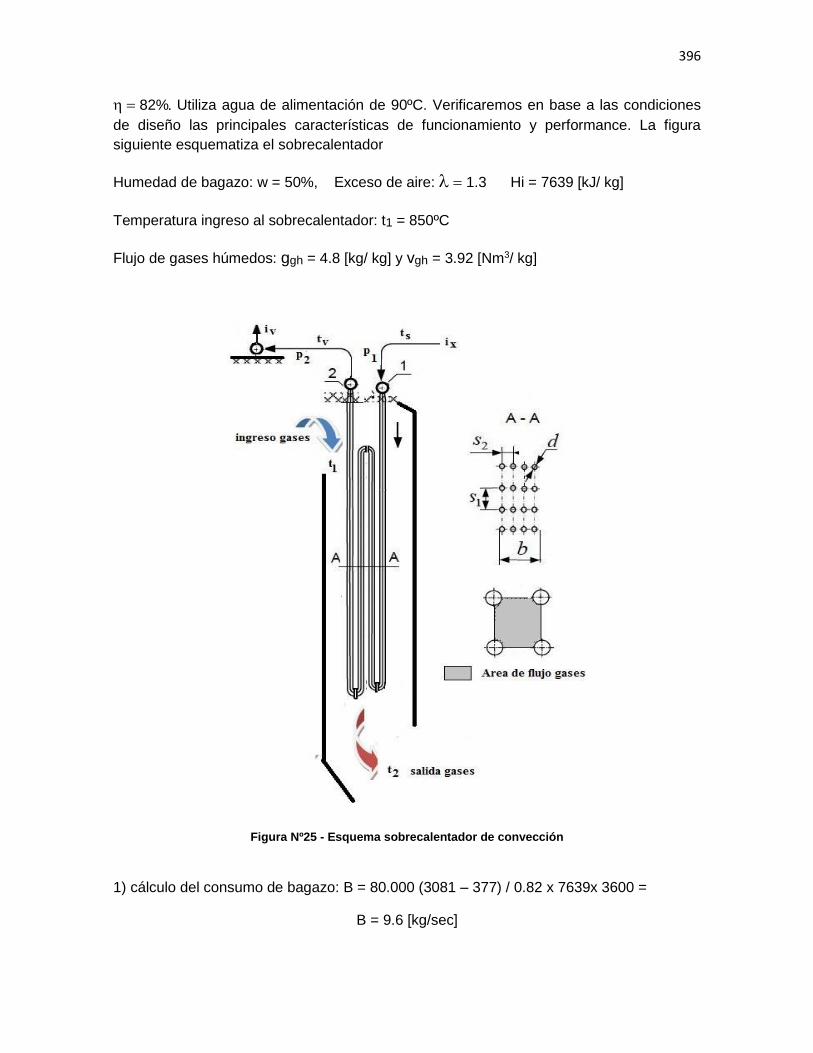
396
82%Utiliza agua de alimentación de 90ºC. Verificaremos en base a las condiciones de diseño las principales características de funcionamiento y performance. La figura siguiente esquematiza el sobrecalentador
Humedad de bagazo: w = 50%, Exceso de aire: 1.3Hi = 7639 [kJ/ kg]
Temperatura ingreso al sobrecalentador: t1 = 850ºC
Flujo de gases húmedos: ggh = 4.8 [kg/ kg] y vgh = 3.92 [Nm3/ kg]
Figura Nº25 - Esquema sobrecalentador de convección
1) cálculo del consumo de bagazo: B = 80.000 (3081 – 377) / 0.82 x 7639x 3600 =
B = 9.6 [kg/sec]
397
2) temperatura media del vapor: tmv = (330 / 224)/ 2 = 277ºC
3) flujo másico de gases de combustión: Ggh = ggh.B = 4.8x 9.6 = 46.08 [kg/sec]
4) flujo volumétrico de gases: Vgh = vgh.B = 3.92x 9.6 = 37, [Nm3/ sec]
5) volumen específico medio vapor: vm = (0.105 + 0.08) / 2 = 0.092 [m3 / kg]
6) cálculo de la sección de paso del sobrecal: Fp = 0.785 (0.0382)2x60 = 0.0687 [m2]
7) cálculo de la velocidad media del vapor: cv = Gv. vm / 3600 x Fp
cv = 80.000x0.092 / 3600x0.0687 = 29.76 [m/sec]
8) cálculo de la cantidad de calor absorbido en el sobrecalentador.
Aquí se asume que el vapor húmedo que sale del domo tiene un título x = 0.98
ix = is.xs + iw (1- xs) = 2802x0.98 + 962 (1- 0.98) = 2765 kJ/ kg
Qs = Gv (iv – ix) = 22,23 (3081 – 2765) = 7025 kw
9) calculo de la temperatura de salida de los gases del sobrecalentador
El balance energía en el sobrecalentador es: Qs = Ggh.cpm (te – ts)
ts = te – Qs / Ggh.cpm = 850 – (7025/ 46.08 x1.34) = 736ºC
La caída de temperatura de los gases en el sobrecalentador es entonces de:
∆ts = 850 – 736 = 114ºC.
Aquí se asumió que el calor específico medio de los gases es de cpm = 1.34 [kJ/ kg.ºC] que habrá que verificar según cálculos o recurriendo a los gráficos que ya vimos
10) cálculo de la diferencia logarítmica de temperaturas (contracorriente)
∆tm = ∆ti - ∆td / ln ∆ti
∆td = (850 – 330) – (736-224) / ln (520/512) = 516ºC
11) calculo de la superficie de calefacción
Sc = .d.lt.Nt.Nf = 3.14x0.0424x37.87x60x4 = 121 m2
12) calculo del coeficiente total de transferencia de calor
Kd = Qs / .Sc.∆tm = 7025 / 516x121x0.65 = 0.0728 [kw/ m2 ºK ]
Kd = 72.8 [w / m2ºK]
398
13) El coeficiente convectivo c para gases circulando por el exterior de bancos de tubos
en flujo turbulento paralelo al eje de los mismos se calcula como:
c = A.Cg.08 / de0.2 = [3.7 (1 – 8.26.10-4.Tg)10-3x Cg.08] / de0.2
La temperatura promedio de la película de los gases es: Tmg = Tmv + ∆tm / 2
Tmg = 277 + 516/2 = 535 ºC = 808 ºK y su velocidad media es: Cg = 15 [m/sec]
Los tubos del sobrecalentador están dispuestos en cuadro con pasos transversal St = 100 mm y paso longitudinal Sl = 150 mm, de modo que el diámetro equivalente será:
deq = (4St.Sl / d) – d = (4x0.10x0.15/3.14x0.0424) – 0.0424 = 0.408 m
c = [3.7 (1 - 8.26x10-4x808)10-3x 150.8] / 0.4080.2 = 0.0128 [Kw/ m2 ºK]
14) cálculo del coeficiente de radiación no luminosa
r = 5.1x10 -11x g x Tmg3 [
1−(Tp
Tg)
4
1− Tp
Tg
] [kw / m2 ºK]
Como es necesario conocer la temperatura de la pared, asumiremos un valor que luego habrá que verificar. Esta temperatura como se dijo anteriormente está más próxima del lado del vapor que de los gases, de modo que tendrá un valor igual a:
Tp = 340ºC = 613ºK
De cálculos anteriores la emisividad de los gases se puede tomar g = 0.54 (habría que
calcularla puntualmente). Nos queda entonces:
r = 5.1x10-11x 0.54 x 8083 [1−(
613
808)
4
1− 613
808
] = 0.040 [kw/ m2 ºK]
15) calculo del coeficiente de convección combinado
g = (c + r ) = (0.040 + 0.0128)0.95 = 0.050 [kw/ m2 ºK]
16) cálculo del coeficiente de convección para el vapor sobrecalentado
Este se calcula como: v = B (. cv)0.8 / di0.2 = 6.61 x 10-3x (. cv)0.8 / di0.2
v = 6.61 x 10-3x (10.86x 29.27)0.8 / 0.03820.2 = 1,275 [kw/ m2.ºC] = 1275 [W/ m2ºC]
399
Este valor es prácticamente equivalente al obtenido en forma gráfica donde se obtiene un
coeficiente para el vapor v = 1080 [W/ m2ºC]
17) verificación de la temperatura de la pared
El flujo de calor unitario a través de la superficie del sobrecalentador vale:
Q = Qs / Sc = 7025 / 121 = 58 [Kw / m2]
La temperatura de la pared sin cenizas (Rf = 0) vale:
Tmp = Tmv + ( Rf + 1/v)(Qc + Qr) = 550 + (1
1.275)58 = 595ºK = 322ºC 340ºC
Comprobemos este valor con la ecuación aproximada:
Tmp = tmg - αv
αv+ αg (tmg – tmv) = 535 –
1.275
1.275+ 0.05 (535 – 277)
Tmp ≅ 300ºC Tmax para el material ASME SA 192
Estos valores corresponden a tubos limpios sin la adhesión de cenizas ni escorias
sobre la pared metálica.
Como la temperatura de la pared que asumimos no coincide con la supuesta (Tp = 340ºC), habrá que recalcular nuevamente de forma iterativa hasta lograr al menos una diferencia no mayor a 3ºC entre ambos valores. Recalculando con una temperatura de pared Tp = 322ºC se obtiene este valor
Veamos que sucede con la temperatura cuando las cenizas están presentes sobre los tubos. La temperatura de la pared cubierta con cenizas con un factor de
ensuciamiento Rf = 2.5 m2 ºK / kw vale ahora:
Tmp = Tmv + (Rf + 1/v)(Qc + Qr) = 550 + (1
1.275+ 2.5)58 = 741 ºK = 467ºC Tmáx
Un tubo operando en estas condiciones acelerará su rotura por creep
Coeficiente total de transmisión del calor de diseño
Como expresáramos, el sobrecalentador es el componente más crítico del generador de vapor y a su vez el más caro. Para su cálculo vimos los factores intervinientes y las ecuaciones para su determinación, las cuales en función de las condiciones de operación definirán las dimensiones de la superficie de calefacción
El coeficiente total de diseño (Kd) es la variable de más peso ya que de su valor depende el tamaño de la superficie de calefacción. El costo del sobrecalentador quedará
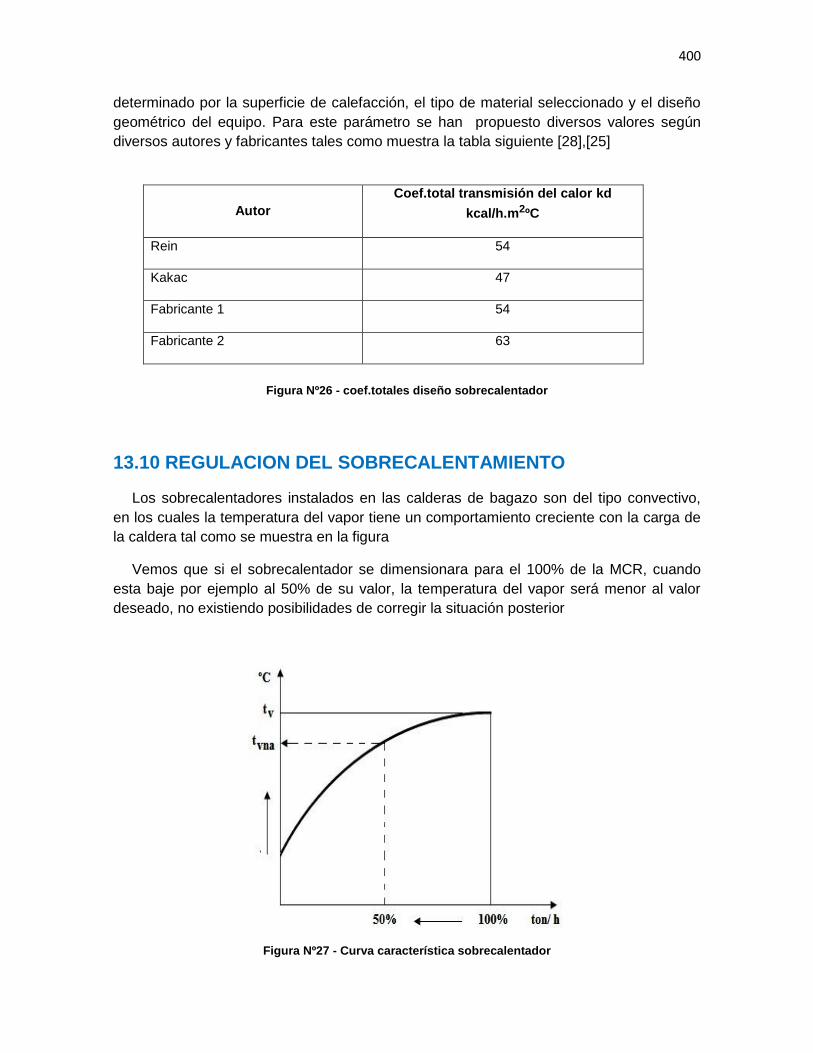
400
determinado por la superficie de calefacción, el tipo de material seleccionado y el diseño geométrico del equipo. Para este parámetro se han propuesto diversos valores según diversos autores y fabricantes tales como muestra la tabla siguiente [28],[25]
Autor Coef.total transmisión del calor kd
kcal/h.m2ºC
Rein 54
Kakac 47
Fabricante 1 54
Fabricante 2 63
Figura Nº26 - coef.totales diseño sobrecalentador
13.10 REGULACION DEL SOBRECALENTAMIENTO
Los sobrecalentadores instalados en las calderas de bagazo son del tipo convectivo, en los cuales la temperatura del vapor tiene un comportamiento creciente con la carga de la caldera tal como se muestra en la figura
Vemos que si el sobrecalentador se dimensionara para el 100% de la MCR, cuando esta baje por ejemplo al 50% de su valor, la temperatura del vapor será menor al valor deseado, no existiendo posibilidades de corregir la situación posterior
Figura Nº27 - Curva característica sobrecalentador
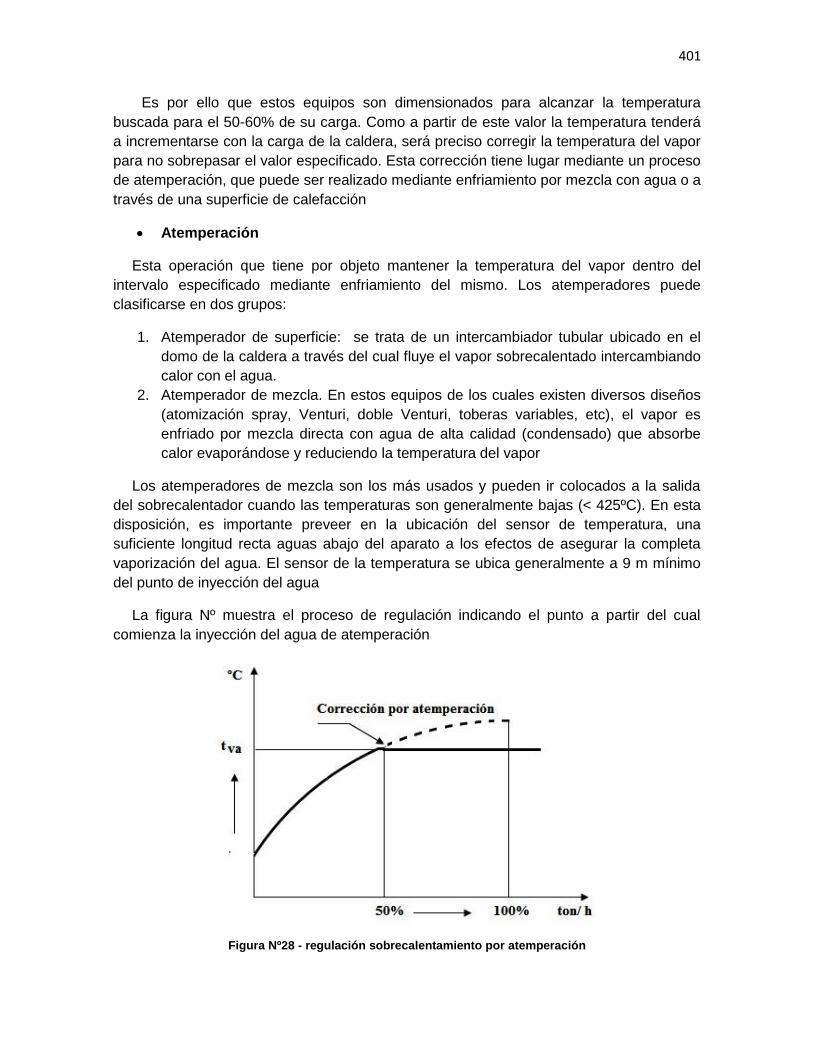
401
Es por ello que estos equipos son dimensionados para alcanzar la temperatura buscada para el 50-60% de su carga. Como a partir de este valor la temperatura tenderá a incrementarse con la carga de la caldera, será preciso corregir la temperatura del vapor para no sobrepasar el valor especificado. Esta corrección tiene lugar mediante un proceso de atemperación, que puede ser realizado mediante enfriamiento por mezcla con agua o a través de una superficie de calefacción
Atemperación
Esta operación que tiene por objeto mantener la temperatura del vapor dentro del intervalo especificado mediante enfriamiento del mismo. Los atemperadores puede clasificarse en dos grupos:
1. Atemperador de superficie: se trata de un intercambiador tubular ubicado en el domo de la caldera a través del cual fluye el vapor sobrecalentado intercambiando calor con el agua.
2. Atemperador de mezcla. En estos equipos de los cuales existen diversos diseños (atomización spray, Venturi, doble Venturi, toberas variables, etc), el vapor es enfriado por mezcla directa con agua de alta calidad (condensado) que absorbe calor evaporándose y reduciendo la temperatura del vapor
Los atemperadores de mezcla son los más usados y pueden ir colocados a la salida del sobrecalentador cuando las temperaturas son generalmente bajas (< 425ºC). En esta disposición, es importante preveer en la ubicación del sensor de temperatura, una suficiente longitud recta aguas abajo del aparato a los efectos de asegurar la completa vaporización del agua. El sensor de la temperatura se ubica generalmente a 9 m mínimo del punto de inyección del agua
La figura Nº muestra el proceso de regulación indicando el punto a partir del cual comienza la inyección del agua de atemperación
Figura Nº28 - regulación sobrecalentamiento por atemperación
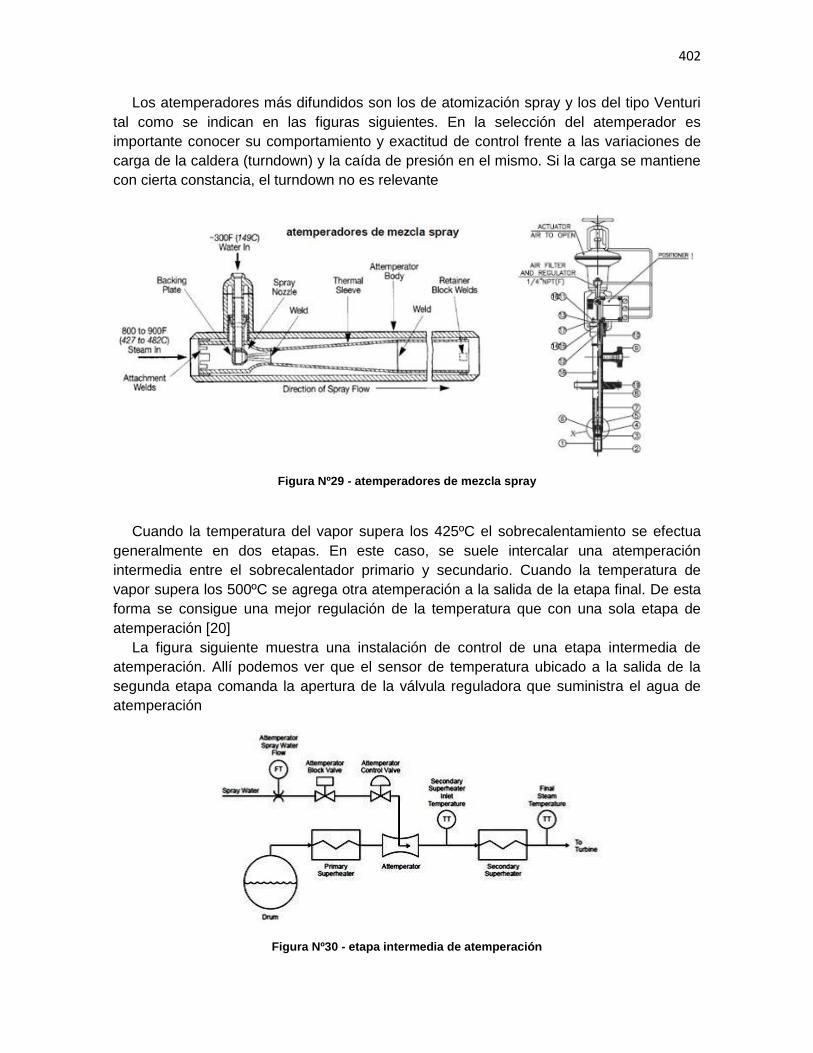
402
Los atemperadores más difundidos son los de atomización spray y los del tipo Venturi tal como se indican en las figuras siguientes. En la selección del atemperador es importante conocer su comportamiento y exactitud de control frente a las variaciones de carga de la caldera (turndown) y la caída de presión en el mismo. Si la carga se mantiene con cierta constancia, el turndown no es relevante
Figura Nº29 - atemperadores de mezcla spray
Cuando la temperatura del vapor supera los 425ºC el sobrecalentamiento se efectua generalmente en dos etapas. En este caso, se suele intercalar una atemperación intermedia entre el sobrecalentador primario y secundario. Cuando la temperatura de vapor supera los 500ºC se agrega otra atemperación a la salida de la etapa final. De esta forma se consigue una mejor regulación de la temperatura que con una sola etapa de atemperación [20] La figura siguiente muestra una instalación de control de una etapa intermedia de atemperación. Allí podemos ver que el sensor de temperatura ubicado a la salida de la segunda etapa comanda la apertura de la válvula reguladora que suministra el agua de atemperación
Figura Nº30 - etapa intermedia de atemperación
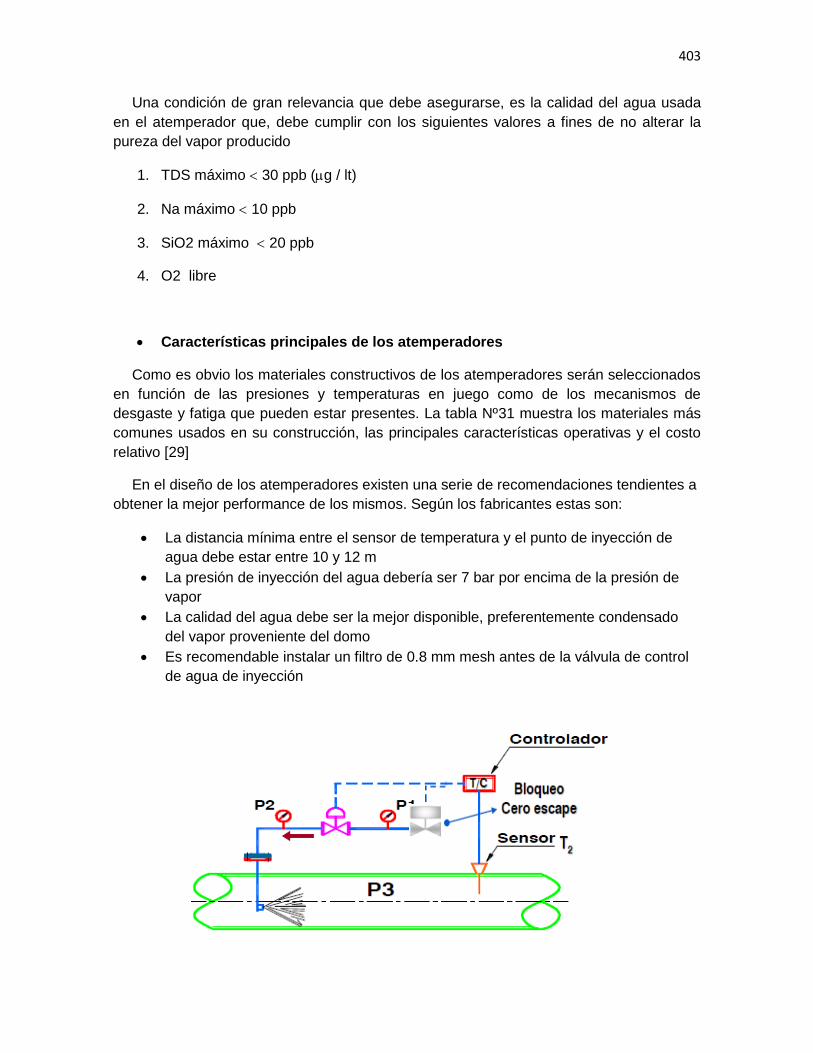
403
Una condición de gran relevancia que debe asegurarse, es la calidad del agua usada en el atemperador que, debe cumplir con los siguientes valores a fines de no alterar la pureza del vapor producido
1. TDS máximo 30 ppb (g / lt)
2. Na máximo 10 ppb
3. SiO2 máximo 20 ppb
4. O2 libre
Características principales de los atemperadores
Como es obvio los materiales constructivos de los atemperadores serán seleccionados en función de las presiones y temperaturas en juego como de los mecanismos de desgaste y fatiga que pueden estar presentes. La tabla Nº31 muestra los materiales más comunes usados en su construcción, las principales características operativas y el costo relativo [29]
En el diseño de los atemperadores existen una serie de recomendaciones tendientes a obtener la mejor performance de los mismos. Según los fabricantes estas son:
La distancia mínima entre el sensor de temperatura y el punto de inyección de agua debe estar entre 10 y 12 m
La presión de inyección del agua debería ser 7 bar por encima de la presión de vapor
La calidad del agua debe ser la mejor disponible, preferentemente condensado del vapor proveniente del domo
Es recomendable instalar un filtro de 0.8 mm mesh antes de la válvula de control de agua de inyección
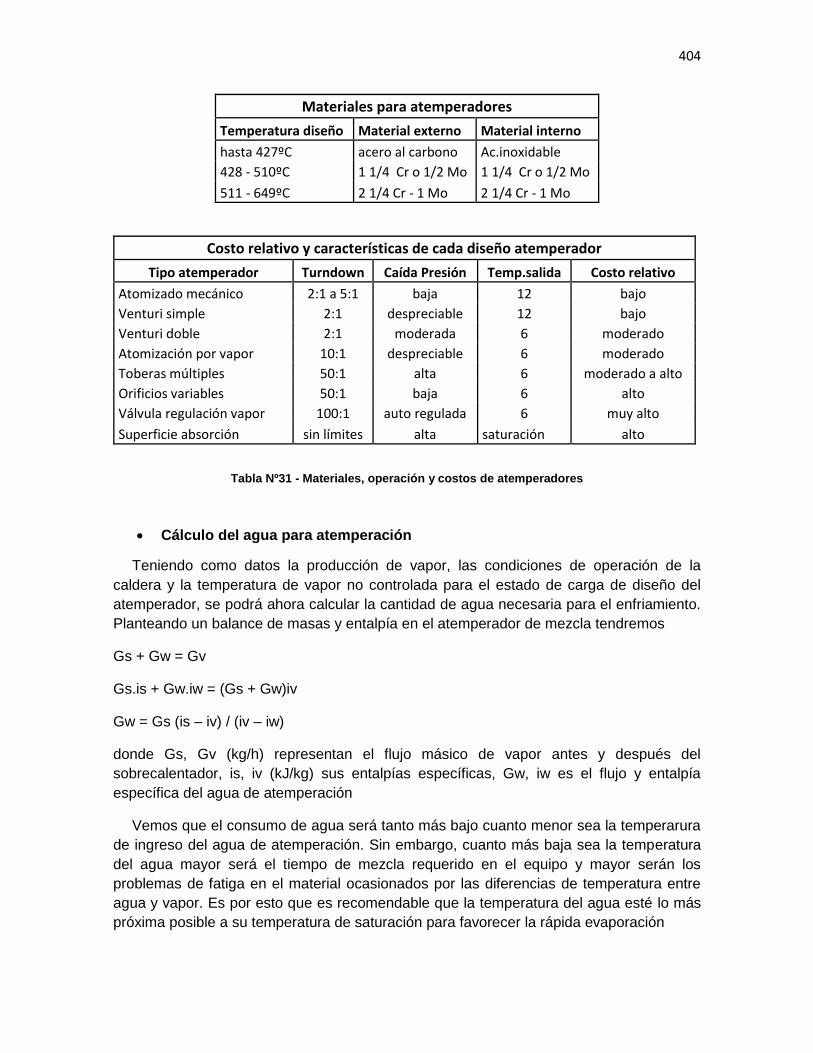
404
Materiales para atemperadores
Temperatura diseño Material externo Material interno
hasta 427ºC acero al carbono Ac.inoxidable
428 - 510ºC 1 1/4 Cr o 1/2 Mo 1 1/4 Cr o 1/2 Mo
511 - 649ºC 2 1/4 Cr - 1 Mo 2 1/4 Cr - 1 Mo
Costo relativo y características de cada diseño atemperador
Tipo atemperador Turndown Caída Presión Temp.salida Costo relativo
Atomizado mecánico 2:1 a 5:1 baja 12 bajo
Venturi simple 2:1 despreciable 12 bajo
Venturi doble 2:1 moderada 6 moderado
Atomización por vapor 10:1 despreciable 6 moderado
Toberas múltiples 50:1 alta 6 moderado a alto
Orificios variables 50:1 baja 6 alto
Válvula regulación vapor 100:1 auto regulada 6 muy alto
Superficie absorción sin límites alta saturación alto
Tabla Nº31 - Materiales, operación y costos de atemperadores
Cálculo del agua para atemperación
Teniendo como datos la producción de vapor, las condiciones de operación de la caldera y la temperatura de vapor no controlada para el estado de carga de diseño del atemperador, se podrá ahora calcular la cantidad de agua necesaria para el enfriamiento. Planteando un balance de masas y entalpía en el atemperador de mezcla tendremos
Gs + Gw = Gv
Gs.is + Gw.iw = (Gs + Gw)iv
Gw = Gs (is – iv) / (iv – iw)
donde Gs, Gv (kg/h) representan el flujo másico de vapor antes y después del sobrecalentador, is, iv (kJ/kg) sus entalpías específicas, Gw, iw es el flujo y entalpía específica del agua de atemperación
Vemos que el consumo de agua será tanto más bajo cuanto menor sea la temperarura de ingreso del agua de atemperación. Sin embargo, cuanto más baja sea la temperatura del agua mayor será el tiempo de mezcla requerido en el equipo y mayor serán los problemas de fatiga en el material ocasionados por las diferencias de temperatura entre agua y vapor. Es por esto que es recomendable que la temperatura del agua esté lo más próxima posible a su temperatura de saturación para favorecer la rápida evaporación
405
Ejemplo Nº7: supongamos que tenemos una caldera de 100 [ton/h] que opera a 21 bar y 350ºC, con una etapa de sobrecalentamiento y atemperación final a la salida del equipo, y que la temperatura no controlada a la salida del sobrecalentador sea de 380ºC. Calculemos el agua necesaria supuesta a la temperatura de alimentación a la caldera e igual a: tw = 130ºC. Tomando las entalpias de las tablas de vapor tenemos:
del balance de masas: Gw = Gs (is – iv) / (iv – iw)
Gw = 100.000 (3200 – 3133) / (3133 – 546)
consumo de agua: Gw = 2590 [kg / h]
consumo específico de agua: ce = Gw / Gs = 2590 / 100.000 = 0.026 kg / kg
vapor atemperado: Gv = Gs + Gw = 100 + 2.590 = 102.5 [ton/h]
13.11 REFERENCIAS
1. Mayinger Franz et al: Thermodynamik. Edit. Springer Verlag, 2007
2. Singer Joseph: Combustion fossil power. Edit.Combustion Engineering, 1991, USA
3. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
4. Mesny Marcelo – Generación de vapor. Editorial Marymar, Buenos Aires.
Argentina, 1976
5. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, US
6. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
7. Diseño térmico de calderas (en ruso) – Método Estándar Ruso edic.1998. Edit.San
Petersburgo, ONG-CKTI (Тепловой расчет котлов -Нормативный метод)
8. Boyko E. et al.: Diseño térmico de calderas (en ruso) - Тепловой расчет парового
котла. Edit. IPC KSTU, 2005
9. Lopez Afranio: Sobrecalentadores en calderas para cogeneración en la industria
azucarera – problemas operacionales y preocupaciones del diseño. XVIII Reunión
de SATCA, Tucumán, 2012, Argentina
10. Barata J. et al: From bi-drum to monudrum steam boilers – A step forward into co-
generation in brazilian sugar milss. Proced. ISSCT Vol.26, 2007, pp.1433-1438
406
11. EPRI – Inherently Reliable Boiler Component Design. Report 1004324, March
2003. USA
12. Wiswanathan R. - Damage mechanism and life assessment of high-temperature
components, 2th. Edit.ASM International, 1993
13. API 579-1/ASME FFS-1: Fitness for service, 2th, 2007 – Annex F: Materials
Properties for A FFS assessment
14. Wiswanathan R. - Creep resistant steels. Edit. CRC Press, 2008
15. Nag P.K.: Power Plant Engineering, 3th edit. Published by Tata McGraw Hill, India,
2008
16. Shields Carl: Calderas, Tipos, Características y sus Funciones. Edit. CECSA,
México, 1987
17. Dolezal Richard: Dampferzeugung. Springer Verlag, 1985, Germany
18. Effenberger Helmut: Dampferzeugung. Edit. Springer Verlag, 2000
19. Ganapathy V. – Industrial Boilers and Heat Recovery Steam Generators. Edit.
Marcel Dekker Inc, 2003, U.S.
20. Challinor Lauren: Dual fired boilers and attemperation systems for co-generation
applications. Paper of John Thompson, 2012
21. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
22. Gupta R. et al: Impact of Mineral Impurities in Solid Fuel Combustion. Edit.Kluwer
Academic Publisher, 2002, USA
23. Baxter L. et al: Experimental Measurements of the Thermal Conductivity of Ash
Deposits: Part 1. Measurement Technique. Energy & Fuels 2001, 15, pp.66-74
24. Dolezal Richard: Large boiler furnaces. Theory, Construction and Control. Edit.
Elsevier, 1967
25. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991, U.S
26. Zukauskas A: Heat transfer from tubes in crossflow. Chapter II, Advances in Heat
Transfer, Vol.8, Edit by Academics Press, USA, 1972
27. Bados José et al: Transmisión del calor. Edit Alsina, Argentina, 1956
28. Rein P.: Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
29. Donahue Kristin: Desuperheater selection and optimization. Chemical Engineering,
August, 2001
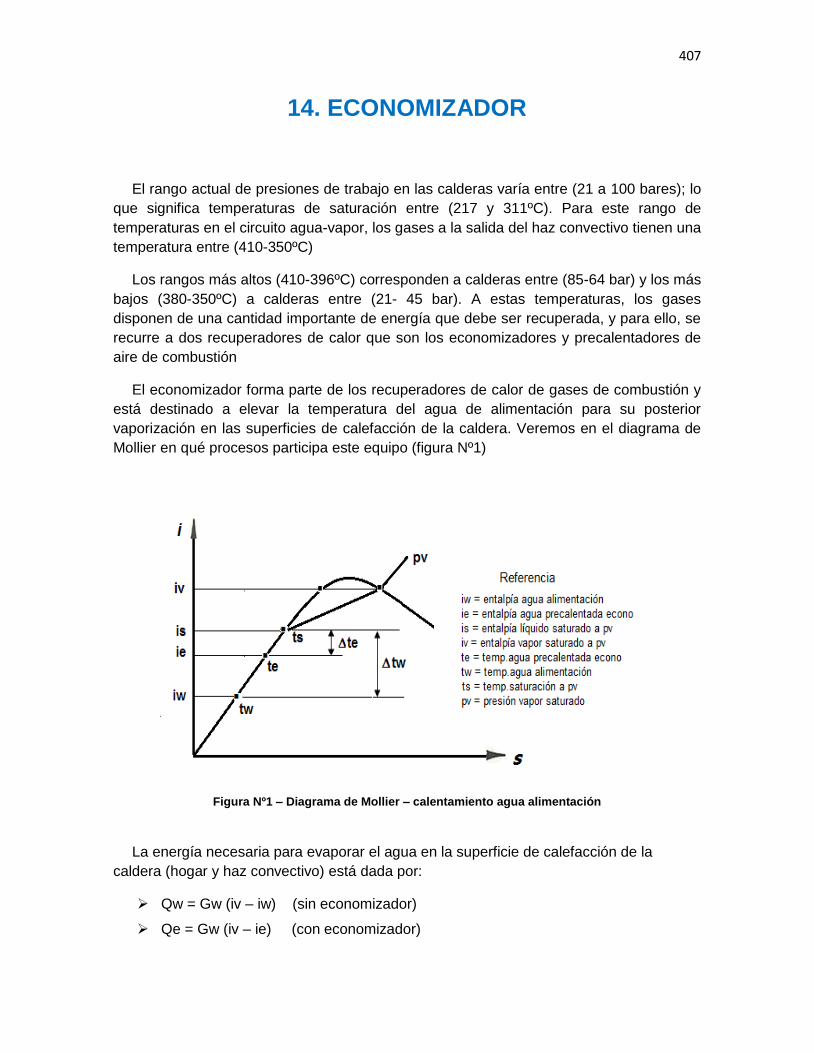
407
14. ECONOMIZADOR
El rango actual de presiones de trabajo en las calderas varía entre (21 a 100 bares); lo que significa temperaturas de saturación entre (217 y 311ºC). Para este rango de temperaturas en el circuito agua-vapor, los gases a la salida del haz convectivo tienen una temperatura entre (410-350ºC)
Los rangos más altos (410-396ºC) corresponden a calderas entre (85-64 bar) y los más bajos (380-350ºC) a calderas entre (21- 45 bar). A estas temperaturas, los gases disponen de una cantidad importante de energía que debe ser recuperada, y para ello, se recurre a dos recuperadores de calor que son los economizadores y precalentadores de aire de combustión
El economizador forma parte de los recuperadores de calor de gases de combustión y está destinado a elevar la temperatura del agua de alimentación para su posterior vaporización en las superficies de calefacción de la caldera. Veremos en el diagrama de Mollier en qué procesos participa este equipo (figura Nº1)
Figura Nº1 – Diagrama de Mollier – calentamiento agua alimentación
La energía necesaria para evaporar el agua en la superficie de calefacción de la
caldera (hogar y haz convectivo) está dada por:
Qw = Gw (iv – iw) (sin economizador)
Qe = Gw (iv – ie) (con economizador)
408
Esta energía a su vez se compone de dos partes, esto es:
Qw = Gw.cp (ts- tw) + (iv – is) (sin economizador)
Qe = Gw.cpe (ts – te) + (iv -is) (con economizador)
Vemos que el primer término corresponde al incremento de temperatura que debe proporcionársele al agua hasta alcanzar la temperatura de saturación a la cual comenzará a evaporar. Este término, es el que debe atender el economizador y definirse, cuál será la temperatura final que se dará al agua de alimentación
El segundo término, corresponde al calor latente de vaporización para conseguir el cambio de fase de agua a vapor y que será proporcionado por la caldera. A su vez, al aumentar las presiones de trabajo de las calderas modernas, el calor latente de vaporización va disminuyendo, de modo que para estas nuevas condiciones el papel del economizador irá creciendo
El ahorro de energía que introduce el economizador estará dado por
Qa = Gw (ie – iw) = Gw.cp (te – tw)
Vemos que el ahorro será tanto más alto cuanto más se aproxime la temperatura del economizador (te) a la de saturación (ts).
14.1 TEMPERATURA DE PRECALENTAMIENTO DEL AGUA
En la práctica, la temperatura final a alcanzarse en el economizador estará limitada por:
a) Salto térmico total disponible b) Balance entre inversión y beneficios (costo superficie calefacción versus mayor
rendimiento, ahorro combustible) c) Cuestiones operativas y de seguridad
Con relación al punto (a), la temperatura de los gases deben ser reducidos hasta un valor tal que garantice el rendimiento deseado. Esta reducción de temperatura se puede hacer con un economizador solamente o en combinación con un calentador de aire. Estos a su vez pueden ser de una o dos etapas.
Sobre el punto (b) cada equipo de transferencia de calor tendrá un diseño y superficie de calefacción resultante, con una eficiencia e inversión requerida que dependerá de las temperaturas en juego y de los fluidos participantes (agua-gases). Estos beneficios con las inversiones demandadas, deberán ser evaluados y optimizados en cada caso
Respecto del punto (c), algunos autores estiman que la temperatura a la salida del economizador debe restringirse a los efectos de evitar vaporización en el mismo a baja
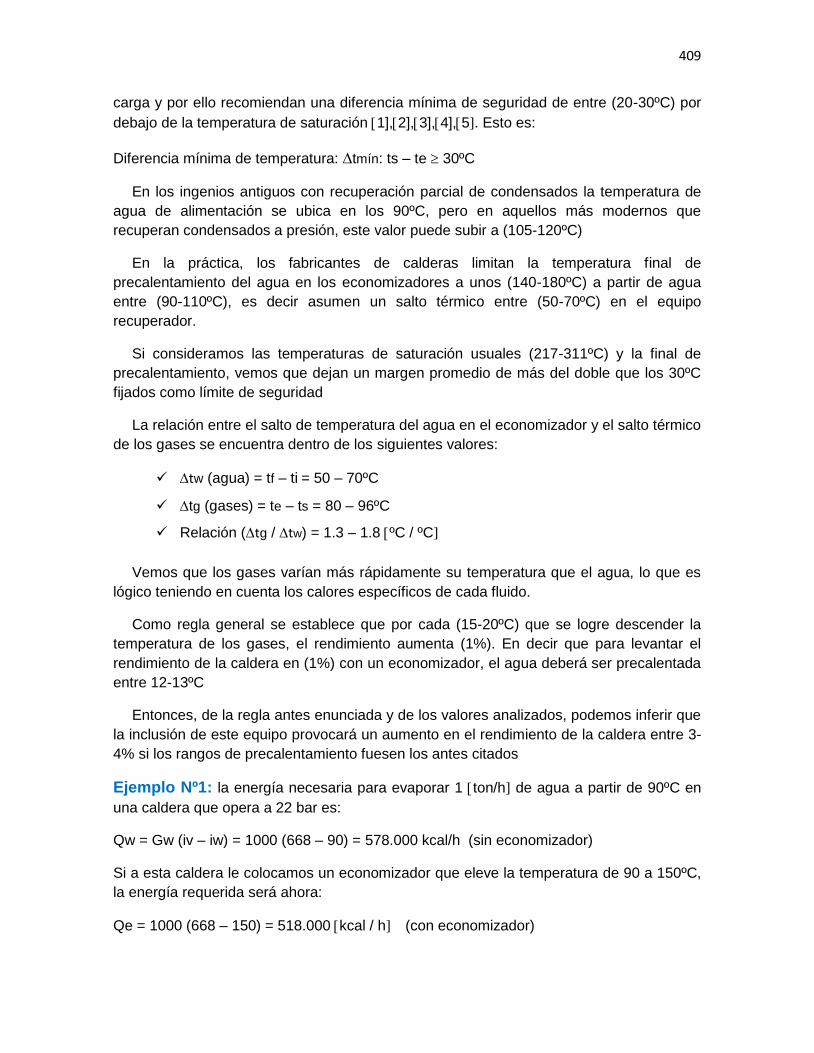
409
carga y por ello recomiendan una diferencia mínima de seguridad de entre (20-30ºC) por debajo de la temperatura de saturación 1],2],3],4],5]. Esto es:
Diferencia mínima de temperatura: tmín: ts – te 30ºC
En los ingenios antiguos con recuperación parcial de condensados la temperatura de agua de alimentación se ubica en los 90ºC, pero en aquellos más modernos que recuperan condensados a presión, este valor puede subir a (105-120ºC)
En la práctica, los fabricantes de calderas limitan la temperatura final de precalentamiento del agua en los economizadores a unos (140-180ºC) a partir de agua entre (90-110ºC), es decir asumen un salto térmico entre (50-70ºC) en el equipo recuperador.
Si consideramos las temperaturas de saturación usuales (217-311ºC) y la final de precalentamiento, vemos que dejan un margen promedio de más del doble que los 30ºC fijados como límite de seguridad
La relación entre el salto de temperatura del agua en el economizador y el salto térmico de los gases se encuentra dentro de los siguientes valores:
tw (agua) = tf – ti = 50 – 70ºC
tg (gases) = te – ts = 80 – 96ºC
Relación (tg / tw) = 1.3 – 1.8 ºC / ºC]
Vemos que los gases varían más rápidamente su temperatura que el agua, lo que es lógico teniendo en cuenta los calores específicos de cada fluido.
Como regla general se establece que por cada (15-20ºC) que se logre descender la temperatura de los gases, el rendimiento aumenta (1%). En decir que para levantar el rendimiento de la caldera en (1%) con un economizador, el agua deberá ser precalentada entre 12-13ºC
Entonces, de la regla antes enunciada y de los valores analizados, podemos inferir que la inclusión de este equipo provocará un aumento en el rendimiento de la caldera entre 3-4% si los rangos de precalentamiento fuesen los antes citados
Ejemplo Nº1: la energía necesaria para evaporar 1 ton/h] de agua a partir de 90ºC en una caldera que opera a 22 bar es:
Qw = Gw (iv – iw) = 1000 (668 – 90) = 578.000 kcal/h (sin economizador)
Si a esta caldera le colocamos un economizador que eleve la temperatura de 90 a 150ºC, la energía requerida será ahora:
Qe = 1000 (668 – 150) = 518.000 kcal / h] (con economizador)

410
Asumiendo que nuestra caldera quema bagazo de 50% de humedad con Hi = 1725 kcal/
kg] y con un rendimiento de c = 0.74, el bagazo ahorrado por la instalación del economizador será de:
Ahorro bagazo Gb = (578.000 – 518.000) / 1725x0.74 47 kg.bagazo / ton.agua]
Es importante recordar que a medida que suben las presiones de trabajo en las calderas y por ende las temperaturas de saturación, la carga térmica del economizador crecerá proporcionalmente
14.2 INSTALACION DE ECONOMIZADORES
Estos equipos en general, son dispuestos horizontalmente con los tubos perpendiculares al flujo de gases, es decir en flujo cruzado. Pueden estar o no, combinados en serie con un calentador de aire. En las calderas antiguas generalmente se encuentra o un economizador o un calentador de aire y rara vez ambos
Figura Nº2 – ubicación del economizador
En las calderas actuales de diseño moderno y dependiendo de las temperaturas
adoptadas en el proyecto para el aire secundario (turbulencia) y primario (bajo grilla), el economizador puede estar colocado después del precalentador de aire (1ª etapa) o bien
411
intercalado, según se efectúe el proceso de recuperación en una o dos fases como se muestra en las figuras siguientes
Como expresáramos, la ubicación y el número de etapas en las que se fraccione el precalentamiento de agua-aire dependerán de las temperaturas que se deseen lograr en estos fluidos y también como un elemento de versatilidad a la hora de mantener, reparar y/o desmontar cada unidad. Con las superficies fraccionadas las tareas de mantenimiento, reparación y/o repotenciación resultan más sencillas que hacerlas con grandes unidades
Figura Nº3 – precalentamiento en etapas de aire-agua
14.3 TIPO Y CONSTRUCCION DE ECONOMIZADORES
Dada la presencia de cenizas en los gases de combustión, que pueden generar puentes entre los tubos obturando el libre flujo, los economizadores se construyen generalmente con tubos lisos. Si bien los tubos aletados de superficie extendida dan mayores coeficientes de transferencia de calor, su uso no es muy difundido en estos equipos por el alto potencial de taponamiento que presentan (ver figura)
Los economizadores forman parte de los componentes sujetos a la presión de trabajo de la caldera y por ende se calcularán mecánicamente bajos los lineamientos del código
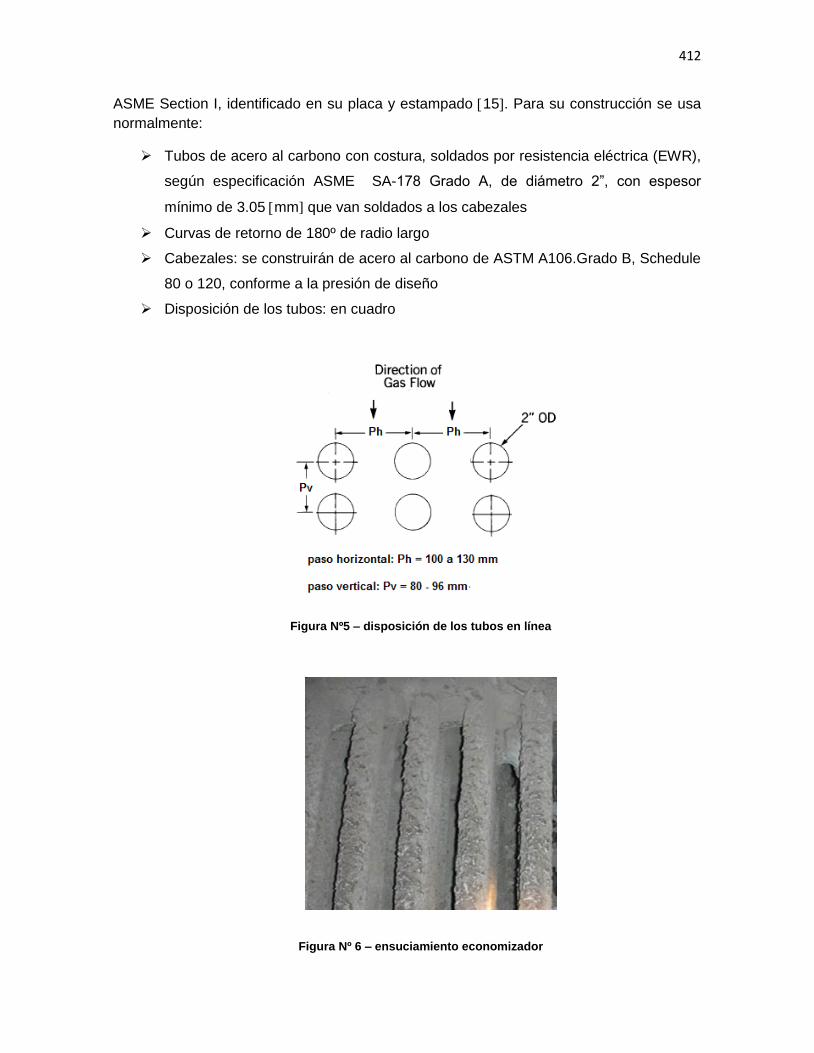
412
ASME Section I, identificado en su placa y estampado 15. Para su construcción se usa normalmente:
Tubos de acero al carbono con costura, soldados por resistencia eléctrica (EWR),
según especificación ASME SA-178 Grado A, de diámetro 2”, con espesor
mínimo de 3.05 mm] que van soldados a los cabezales
Curvas de retorno de 180º de radio largo
Cabezales: se construirán de acero al carbono de ASTM A106.Grado B, Schedule
80 o 120, conforme a la presión de diseño
Disposición de los tubos: en cuadro
Figura Nº5 – disposición de los tubos en línea
Figura Nº 6 – ensuciamiento economizador
413
Soporte estructural; deberá ser hecho de forma tal de garantizar el adecuado soporte del haz tubular
Los economizadores deberán ser provisto con sopladores de hollín para evitar la acumulación de cenizas en el espacio intertubular
Al menos el 10% de las soldaduras de los tubos deberán ser radiografiadas El economizador llevará válvulas de seguridad y su capacidad se determinará
conforme a la Sección I del código ASME
Las figuras siguientes muestran el equipo en cuestión, la disposición de los tubos y de los flujos de agua-gases de combustión
Figura Nº4 – Disposición de agua-gases en el economizador
A los efectos de restringir el tamaño de la superficie de calefacción del economizador y
las caídas de presión tanto en el circuito de los gases como del agua, se recomienda que las velocidades de estos fluidos estén dentro del siguiente rango que se indica en la tabla Nº 5 4,6],7]
En la práctica, las velocidades de los gases varía entre los 10 -12 m/seg] a los efectos de reducir el efecto erosivo de las cenizas y el consumo de energía del ventilador de tiro inducido y en el caso del agua dentro de los tubos oscila entre 1.5 - 2 m/seg]
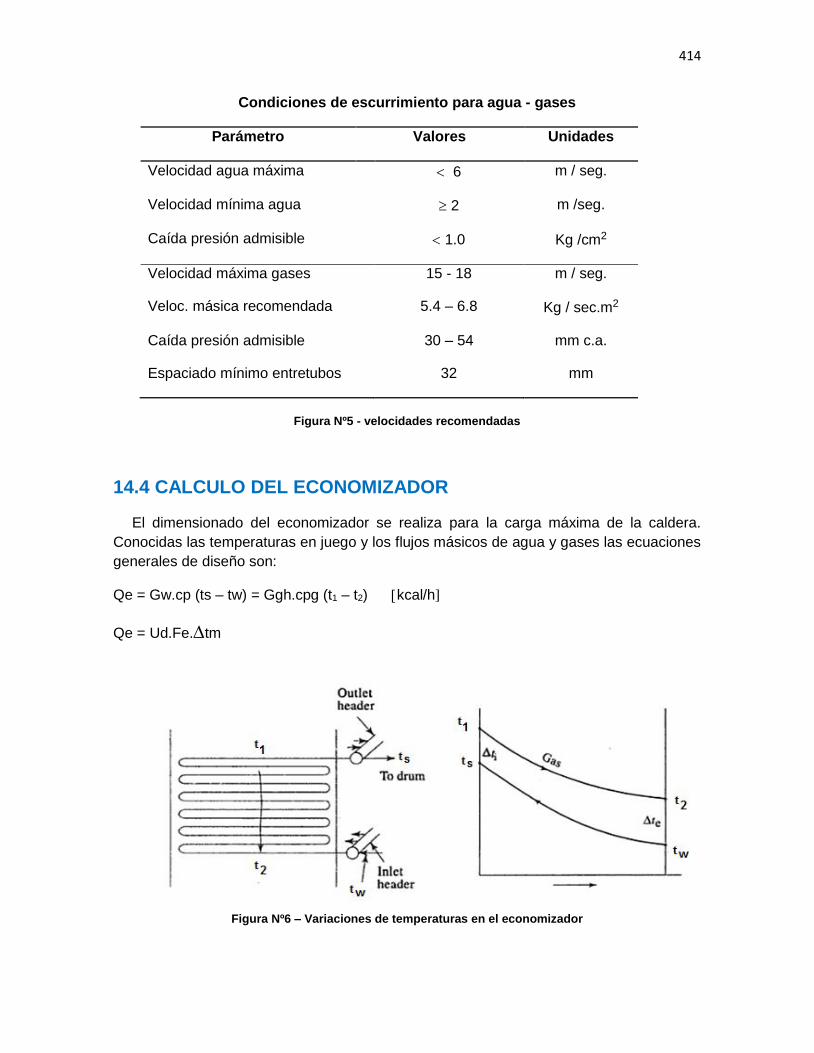
414
Condiciones de escurrimiento para agua - gases
Parámetro Valores Unidades
Velocidad agua máxima 6 m / seg.
Velocidad mínima agua 2 m /seg.
Caída presión admisible 1.0 Kg /cm2
Velocidad máxima gases 15 - 18 m / seg.
Veloc. másica recomendada 5.4 – 6.8 Kg / sec.m2
Caída presión admisible 30 – 54 mm c.a.
Espaciado mínimo entretubos 32 mm
Figura Nº5 - velocidades recomendadas
14.4 CALCULO DEL ECONOMIZADOR
El dimensionado del economizador se realiza para la carga máxima de la caldera. Conocidas las temperaturas en juego y los flujos másicos de agua y gases las ecuaciones generales de diseño son:
Qe = Gw.cp (ts – tw) = Ggh.cpg (t1 – t2) kcal/h]
Qe = Ud.Fe.tm
Figura Nº6 – Variaciones de temperaturas en el economizador

415
tm = ∆tiz− ∆tde
ln.∆tiz
∆tde
, ºC]
1
Ud=
1
hw+
1
hc + Rf , kcal/h.m2.ºC]
Fe = Qe
Ud.tm , m2]
Qe = calor a transferir en el economizador en kcal/ h]
Gw, Ggh = flujos másicos de agua y gases húmedos en kg/h]
tm = diferencia logarítmica media de temperaturas ºC]
Ud = coeficiente total de transferencia de calor de diseño kcal/h.m2.ºC]
Fe = superficie de calefacción del economizador m2]
hw, hc = coeficientes de convección de agua y gases en kcal/h.m2.ºC]
Rf = factor de ensuciamiento en h.m2.ºC / kcal]
t1, t2, tw y ts = temperaturas de ingreso y egreso de gases y agua ºC]
cpw y cpgh = calores específicos medios de agua y gases kcal/kg.ºC]
Dado que en estos equipos el coeficiente de convección del lado del agua es mucho mayor que del lado de los gases (hw >> hc), el dimensionado del equipo se hace sobre la base de este último coeficiente de convección (hc). A las temperaturas en juego, el efecto de la radiación por cavidades se desprecia, de modo que el coeficiente total de transferencia de calor estará dado por la relación aproximada 7]
Ud = 0.98 (hc + hr) kf , kcal/h.m2.ºC]
Kf = factor de efectividad de la superficie = 0.7 para carbón
hc = coeficiente de convección del lado de los gases kcal/h.m2.ºC]
hr = coeficiente radiación intertubular kcal/h.m2.ºC]
hc = [0.321G0.61
D0.39] . [
cp0.33.k0.67
u0.28 ] Fa. Fd =hc’.Fpp.Fa.Fd
en donde:
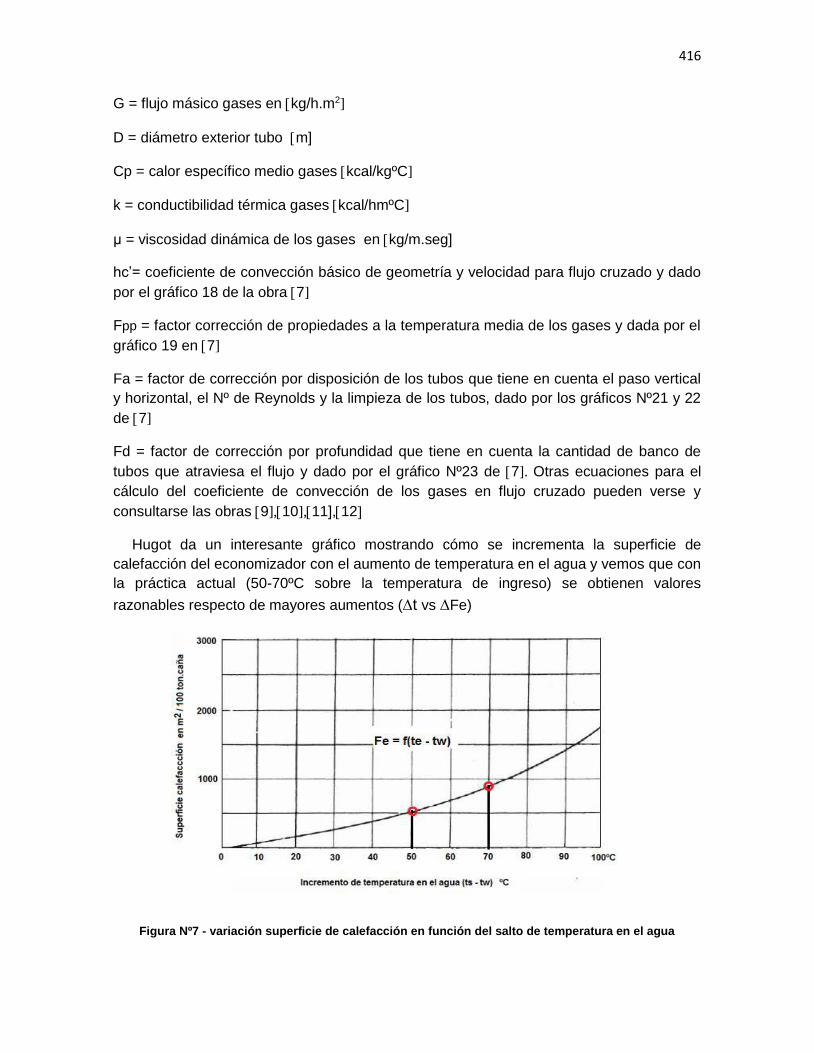
416
G = flujo másico gases en kg/h.m2]
D = diámetro exterior tubo m]
Cp = calor específico medio gases kcal/kgºC]
k = conductibilidad térmica gases kcal/hmºC]
μ = viscosidad dinámica de los gases en kg/m.seg]
hc’= coeficiente de convección básico de geometría y velocidad para flujo cruzado y dado por el gráfico 18 de la obra 7]
Fpp = factor corrección de propiedades a la temperatura media de los gases y dada por el gráfico 19 en 7]
Fa = factor de corrección por disposición de los tubos que tiene en cuenta el paso vertical y horizontal, el Nº de Reynolds y la limpieza de los tubos, dado por los gráficos Nº21 y 22 de 7]
Fd = factor de corrección por profundidad que tiene en cuenta la cantidad de banco de tubos que atraviesa el flujo y dado por el gráfico Nº23 de 7]. Otras ecuaciones para el cálculo del coeficiente de convección de los gases en flujo cruzado pueden verse y consultarse las obras 9],10],11],12
Hugot da un interesante gráfico mostrando cómo se incrementa la superficie de calefacción del economizador con el aumento de temperatura en el agua y vemos que con la práctica actual (50-70ºC sobre la temperatura de ingreso) se obtienen valores
razonables respecto de mayores aumentos (t vs Fe)
Figura Nº7 - variación superficie de calefacción en función del salto de temperatura en el agua
417
Como vemos, la superficie de calefacción del economizador (Fe) crece exponencialmente, cuanta más alta sea la temperatura final en el agua de alimentación, y es por ello que deben evaluarse cuidadosamente las inversiones requeridas, versus los beneficios obtenidos.
14.5 COEFICIENTE TOTAL DE TRANSFERENCIA DE CALOR
El coeficiente total de transferencia de calor para estos equipos varía obviamente según las condiciones impuestas en el proyecto (factor de ensuciamiento, geometría, saltos térmicos, etc.) y es por ello que, es difícil, dar un rango de valores estándar de referencia. No obstante esto, encontramos en la bibliografía los siguientes valores 4,6],7],8],9],10,16,17]
Coeficiente total de diseño: Ud = 46 – 58 kcal/h.m2.ºC] o 53 - 67 W/m2ºK]
Un relevamiento realizado por el autor sobre calderas existentes y provenientes de distintos fabricantes, los valores encontrados para el coeficiente (Ud) son:
Relevamiento fabricantes: Ud = 50 – 78 kcal/h.m2.ºC] o 58 – 90 W/m2ºK]
14.6 PREDIMENSIONADO DE UN ECONOMIZADOR
Desarrollaremos aquí un ejemplo completo de pre dimensionado con el propósito de mostrar las etapas involucradas y las variables que deben definirse y calcularse
Ejemplo Nº2: supongamos que se deseamos hacer un dimensionado preliminar de un economizador para una caldera que opera bajo las siguientes condiciones
Capacidad máxima continua: 200 ton/h
Presión y temperatura de trabajo: 65 bar y 480ºC
Humedad del bagazo: w =50%
Poder calorífico inferior del bagazo: Hi = 1725 kcal/ kg]
Temperatura agua de alimentación (tw): 90ºC
Temperatura agua salida economizador (te): 160ºC
Temperatura gases entrada economizador (t1): 260ºC
Contenido de O2 en gases secos salida calentador aire: 5%
Condiciones ambientales: To = 25ºC y 60% humedad
418
Rendimiento de la caldera: c = 86% (base Hi)
Desarrollo de los cálculos
1) Cálculo del exceso de aire:
= %O2 / (21 - %O2)]100 = 5 /(21 – 5)]100 = 31%
2) Balance de masas: para este exceso de aire tenemos que se generarán:
Flujo gases húmedos de combustión: Ggh = 4.78 kg / kg.bagazo]
3) Consumo de bagazo:
Gb = Gv (iv – iw) / c. Hi = 200.000 (804 – 90) / (0.86 x1725) = 96.259 kg/h]
4) Flujo total de gases entrando al economizador
Gght = Ggh. Gb = 4.78 x 96.259 = 460.118 kg.gases / h]
5) Balance de energía en el economizador
Qe = Gw (te – tw) = Gght.cpgh (t1 – t2),
de donde tenemos que la temperatura de los gases a la salida del economizador será:
t2 = t1 – Gw (te – tw) /Gght.cpg = 260 – 200.000(160 – 90)/ 460.118x0.28] = 151ºC
6) Caída de temperatura en los gases: t1 – t2 = 260 – 151 = 109 ºC
7) Temperatura media de los gases: tmg = (260 + 151) / 2 = 205ºC
8) Aumento de temperatura en el agua alimentación: te – tw = 160 – 90 = 70ºC
9) Temperatura media del agua: tmw = (160 + 90) / 2 = 125ºC
10) salto de temperatura en los gases vs salto temperatura en el agua
Rt = (t1 – t2) / (te – tw) = 109 / 70 = 1.55 ºC / ºC]
11) Verificación del calor específico de los gases según gráfico de Combustion: para tmg = 205ºC el cpg ≈ 0.287 kcal/kg.ºC], próximo al valor supuesto anteriormente; por ello no será preciso recalcular la temperatura de egreso
12) Cálculo de la diferencia logarítmica media de temperaturas
tm = (ti - td) / ln (ti / td) = (260 – 151) – (160 – 90) / ln (109 / 70) = 88ºC
13) Calor a transferir en el economizador
419
Qe = Ggh.cpg (t1 – t2) = 460.118x0.287 (260 – 151) = 14.393.871 kcal / h]
14) Cálculo del coeficiente total de transferencia de calor (diseño) Ud
Asumiremos aquí un valor estimado de Ud = 56 kcal/ h.m2 ºC] que habrá que verificar
15) Cálculo de la superficie del economizador
Fe = Qe / Ud. tm = 14.393.871 / 56 x 88 = 2921 m2]
16) Cálculo de la cantidad de tubos necesarios
Los tubos serán de material SA 178 Grado A, de 2” de diámetro. Los proveedores pueden
suministrar tubos desde 4 hasta 22 m de longitud según las necesidades del comprador. El economizador va precedido de un precalentador de aire y se dispone de un ancho en la caldera de 9 m, de modo que esta será la longitud transversal para el serpentín. Adoptando esta longitud de 9 m de cada tubo, tendremos
Superficie de calefacción tubo: st = .d.Lt = 3.14x0.0508x9 = 1.43 m2 / tubo
Cantidad de tubos necesaria: Nt = Fe / st = 2921 / 1.43 = 2042 tubos
17) Cálculo de la sección de pasaje para el agua
Para el agua adoptaremos una velocidad de circulación de cw = 1.5 m/seg]. El caudal de agua es:
Qw = Gw / 3600.w = 200.000 / 3600x939 = 0.0591 m3/ seg]
La sección necesaria para desarrollar esta velocidad será:
Sw = Qw / cw = 0.0591 / 1.5 = 0.0394 m2]
18) Cálculo de la sección en tubos para desarrollar los 1.5 m/seg] en el agua
Los tubos serán de 2” con 4.37 mm de espesor de pared. El diámetro interior será
Di = De – 2et = 50.8 – (2x4.37) = 42.06 mm]
la sección de paso del tubo será de: Sit = 3.14.di2 / 4 = 0.785 (0.04206)2 = 0.0013 m2
19) cálculo de la cantidad de tubos / paso
Ntp = Sw / Sit = 0.039 / 0.0013 = 30 tubos
Estos tubos serán alimentados por el colector y se distribuirán con un paso horizontal de Ph = 120 mm que determinará el ancho del economizador
20) Cálculo del ancho del economizador
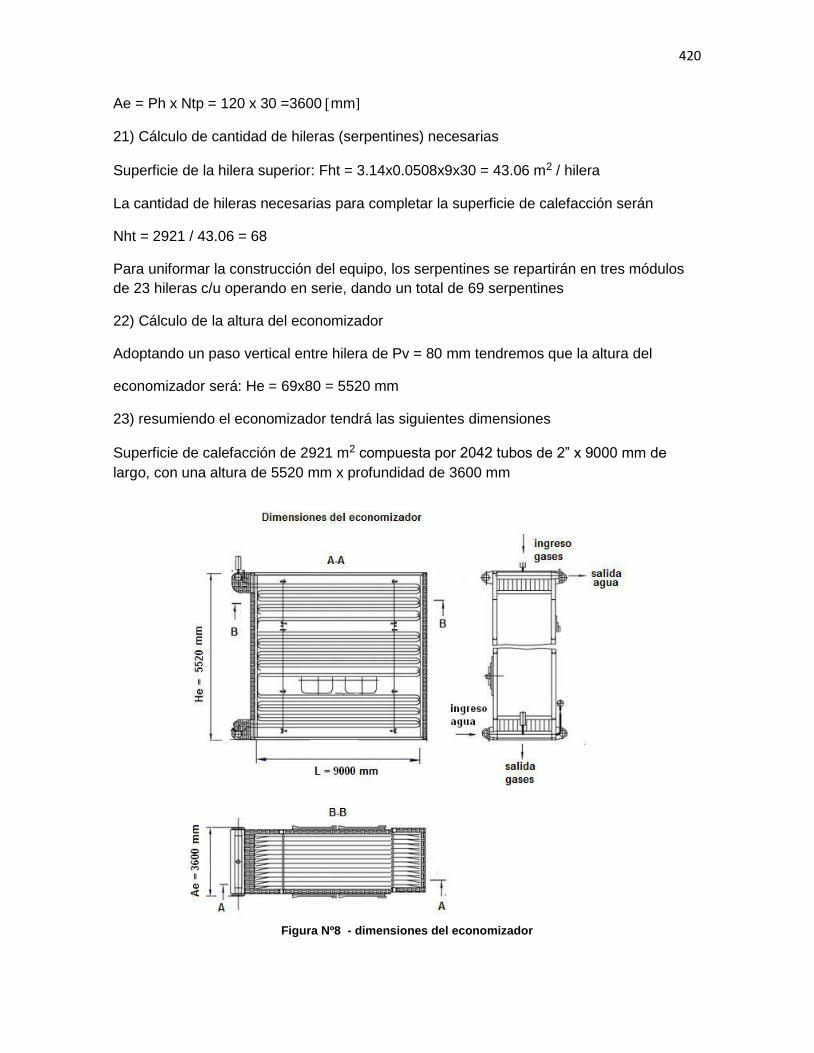
420
Ae = Ph x Ntp = 120 x 30 =3600 mm]
21) Cálculo de cantidad de hileras (serpentines) necesarias
Superficie de la hilera superior: Fht = 3.14x0.0508x9x30 = 43.06 m2 / hilera
La cantidad de hileras necesarias para completar la superficie de calefacción serán
Nht = 2921 / 43.06 = 68
Para uniformar la construcción del equipo, los serpentines se repartirán en tres módulos de 23 hileras c/u operando en serie, dando un total de 69 serpentines
22) Cálculo de la altura del economizador
Adoptando un paso vertical entre hilera de Pv = 80 mm tendremos que la altura del
economizador será: He = 69x80 = 5520 mm
23) resumiendo el economizador tendrá las siguientes dimensiones
Superficie de calefacción de 2921 m2 compuesta por 2042 tubos de 2” x 9000 mm de
largo, con una altura de 5520 mm x profundidad de 3600 mm
Figura Nº8 - dimensiones del economizador
421
24) verificación de la velocidad másica de los gases
La sección transversal del economizador es: Ste = Ae.Lt = 3.6 x 9 = 32.4 m2]
Área proyectada cubierta por los tubos: Apt = Ntp.dt.Lt = 30x0.0508x9 = 13.71 m2]
Sección libre al flujo de gases: Slg = Ste – Apt =32.4 – 13.71 = 18.69 m2]
Flujo másico de gases: Gmgh = Ggh / 3600 = 460.118 / 3600 = 127.81 kg /seg]
Velocidad másica de los gases: Cmg = Gmgh / Slg = 127.81 / 18.69 = 6.83
Velocidad másica Cmg = 6.83 kg/seg.m2] valor que está dentro del rango recomendado según la tabla anterior
25) verificación velocidad lineal de los gases
El flujo de gases de combustión para ( = 1.31) es: Vhg = 3.94 Nm3/kg, entonces a la temperatura media será:
Vtm = Vgh. Tm / To = 3.94 (205+273) / 273 = 6.89 m3/kg
Flujo volumétrico total: Vgt = Vtm .Gb / 3600 = (6.89x 96.259)/3600 = 184.23 m3 /seg
Velocidad de gases: vg = Vgt / Slg = 184,23 / 18.69 = 9.85 m/sec 10 – 12 m/seg
La velocidad si bien está en el rango inferior, es un valor aceptable. Este se redefinirá cuando se calcule el coeficiente de convección y el recalculo del coeficiente total de diseño (Ud)
Figura Nº9 - vistas del economizador
422
26) Cálculo de las pérdidas de presión del lado del agua
Con los datos del agua y del tubo de acero obtenemos los siguientes valores
Factor de fricción en los tubos (cierto grado de ensuciamiento interno): f = 0.02
La caída de presión en los tubos se compone de la pérdida en los tramos rectos más la pérdida por cambio de dirección en los codos de 180º (n = 69) y se calcula como:
pw = f.
2g cw2 n (lt + 3di) = 0.02x
939
2x9.81x1.52 x69 (9 + 3x0.04206)10-4 =
pw = 0.13 kg/cm2]
A esta caída de presión debemos sumarle las pérdidas en el colector por estrechamiento al ingreso de los tubos y las pérdidas por ensanchamiento a la salida de los tubos. Estas se calculan como:
pe = nc. .
2g cw2. 10-4 = 2x 0.5x939x1.52 / 2x9.81x10-4 = 0.01 kg/cm2]
Pérdida carga total: pt = pw + pe = 0.13 + 0.01 = 0.14 kg/cm2] pmáx
27) Cálculo de las pérdidas de presión del lado de los gases
Para calcular la caída de presión de los gases a través de banco de tubos dispuestos en línea se han propuesto varias ecuaciones y ábacos 1],5],7]. Una de las más sencillas propone14]:
pg = 0,204.fd.Nf.cg2.g, mm.ca], válida para Nf > 10
fd : factor disposición tubos y vale: fd = 0.08 (Pv / dt) / (Ph / dt)1,5
fd = 0.08 (80/50.8) / (120/50.8)1.5 = 0,034
Nf = Nº de filas del banco de tubos = 69
g = densidad gases a la temperatura media en kg/m3]
Cg = velocidad de los gases = 9.85 m/sec
A la temperatura media de los gases, su densidad es: g = go. To
Tm =
1.213∗273
(205+273)=
g = 0.69 kg/m3], entonces la caída de presión en los gases será:
pg = 0,204.fd.Nf.cg2.g = 0.204x 0.034x69x9.852 x0.69 = 46,33
pg = 46,33 mmca valor aceptable
423
28) cálculo del peso del economizador (estimación bruta)
Peso tubos de 2” y 4 mm espesor: Pt = 4.68 kg/m
Peso haz tubular: Pht = Pt x Lt x Zt = 4.68 x 9 x 2042 = 86.009 kg ≈ 86 ton
Peso cabezales de 8” diámetro, ASTM A106, Schedule 80: Pc = 64 kg/m
Pesos cabezales (2): Pct = Pc x Lc x 2 = 64 x 3,6 x 2 ≈ 500 kg
Pesos soportes tubos: Ps = 500 kg (estimado)
Peso aproximado economizador: Pec = 86 + 0,5 + 0,5 ≈ 87
Peso del economizador aproximado: Pec = 87 ton
En este peso no está incluida la estructura de soporte del mismo, ya que forma parte del conjunto estructural que se computa por separado
29) costo del economizador:
Esta estimación bruta se hará solamente para fines comparativos con el calentador de aire y tiene un valor relativo ya que el mismo puede variar de forma considerable en cada país dependiendo de la paridad cambiaria de su moneda con el dólar, la inflación y la existencia o no de fabricantes nacionales de tubos (costos de importación), con lo cual todo ello puede dar un resultado poco comparable
Precio del tubo de 2” sin costura SA 178: pt = 15 U$S / m
Cantidad de tubos: Zt = 2042
Longitud de cada tubo: Lt = 9 m
Precio caño 8” ASTM A 106 Gr.B, Schedule 80: pc = 140 U$S / m
Costo de materiales: estará dado principalmente por el costo del haz tubular y los colectores, más los soportes de los tubos que para este ejemplo no consideraremos
haz tubular: Cht = Lt x Zt x pt = 9x 2042 x 15 = 275.670 U$S
colectores: Cc = Nc x Lc x pc = 2x 3,6 x 140 = 1008 U$S
Costo aproximado del economizador: Peco = Cht + Cc = 276.678 U$S
Costo unitario / m2 = Puec = Peco / Fe = 276.678 / 2921 = 94,72 U$S / m2
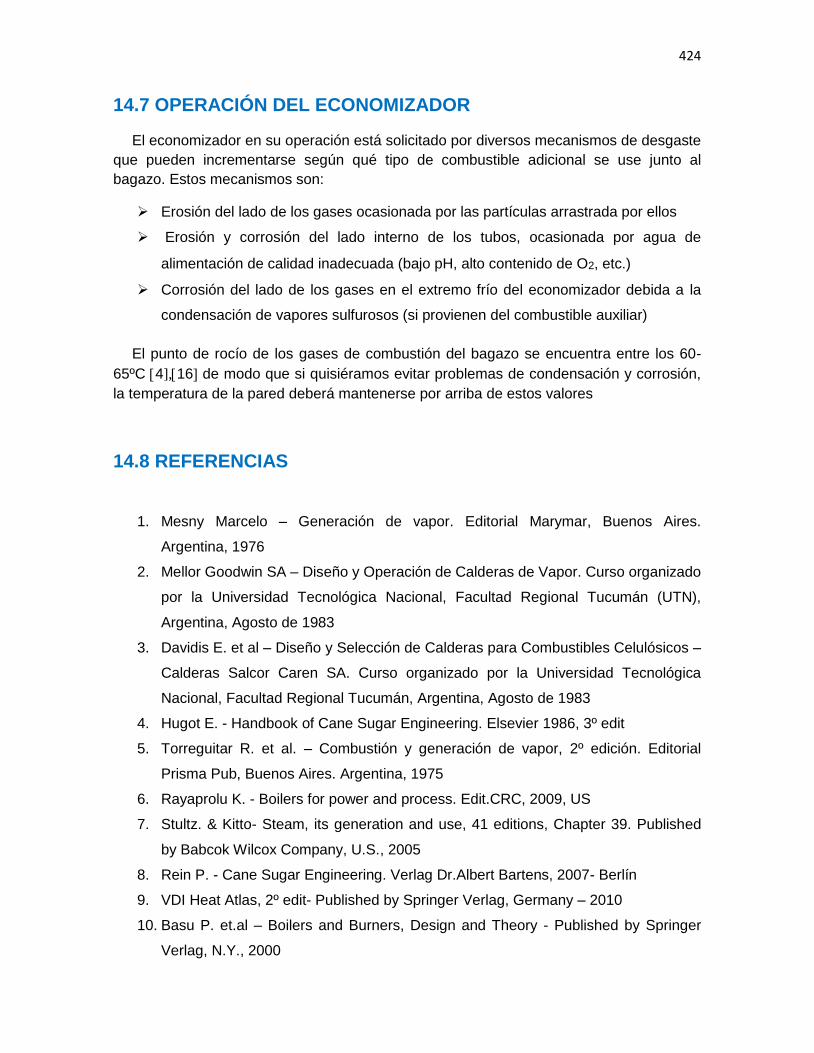
424
14.7 OPERACIÓN DEL ECONOMIZADOR
El economizador en su operación está solicitado por diversos mecanismos de desgaste que pueden incrementarse según qué tipo de combustible adicional se use junto al bagazo. Estos mecanismos son:
Erosión del lado de los gases ocasionada por las partículas arrastrada por ellos
Erosión y corrosión del lado interno de los tubos, ocasionada por agua de
alimentación de calidad inadecuada (bajo pH, alto contenido de O2, etc.)
Corrosión del lado de los gases en el extremo frío del economizador debida a la
condensación de vapores sulfurosos (si provienen del combustible auxiliar)
El punto de rocío de los gases de combustión del bagazo se encuentra entre los 60-65ºC 4],16 de modo que si quisiéramos evitar problemas de condensación y corrosión, la temperatura de la pared deberá mantenerse por arriba de estos valores
14.8 REFERENCIAS
1. Mesny Marcelo – Generación de vapor. Editorial Marymar, Buenos Aires.
Argentina, 1976
2. Mellor Goodwin SA – Diseño y Operación de Calderas de Vapor. Curso organizado
por la Universidad Tecnológica Nacional, Facultad Regional Tucumán (UTN),
Argentina, Agosto de 1983
3. Davidis E. et al – Diseño y Selección de Calderas para Combustibles Celulósicos –
Calderas Salcor Caren SA. Curso organizado por la Universidad Tecnológica
Nacional, Facultad Regional Tucumán, Argentina, Agosto de 1983
4. Hugot E. - Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
5. Torreguitar R. et al. – Combustión y generación de vapor, 2º edición. Editorial
Prisma Pub, Buenos Aires. Argentina, 1975
6. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, US
7. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, U.S., 2005
8. Rein P. - Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
9. VDI Heat Atlas, 2º edit- Published by Springer Verlag, Germany – 2010
10. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
425
11. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991, U.S.
12. Ganapathy V. – Industrial Boilers and Heat Recovery Steam Generators. Edit.
Marcel Dekker Inc, 2003, U.S.
13. Polupan G. et al – Estudio comparativo de los métodos del cálculo de transferencia
de calor en banco de tubos. Revista Científica, Vol.14, Nº1, páginas 17-23, enero-
marzo de 2010 - México
14. Dubbel H.- Manual del constructor de máquinas, tomo I. Edit.Labor, España, 1979
15. ASME Boiler and Pressure Vessels Code. Section I: Rules for Construction of
Power Boilers. Published by the American Society of Mechanical Engineers, NY,
2010
16. Barroso Jorge et al – On the optimization of boiler efficiency using bagasse as fuel
– Fuel (82) 2003, 1451-1463. Edit.Elsevier
17. Diseño térmico de calderas (en ruso) – Método Estándar Ruso edic.1998. Edit.San
Petersburgo, ONG-CKTI (Тепловой расчет котлов -Нормативный метод)
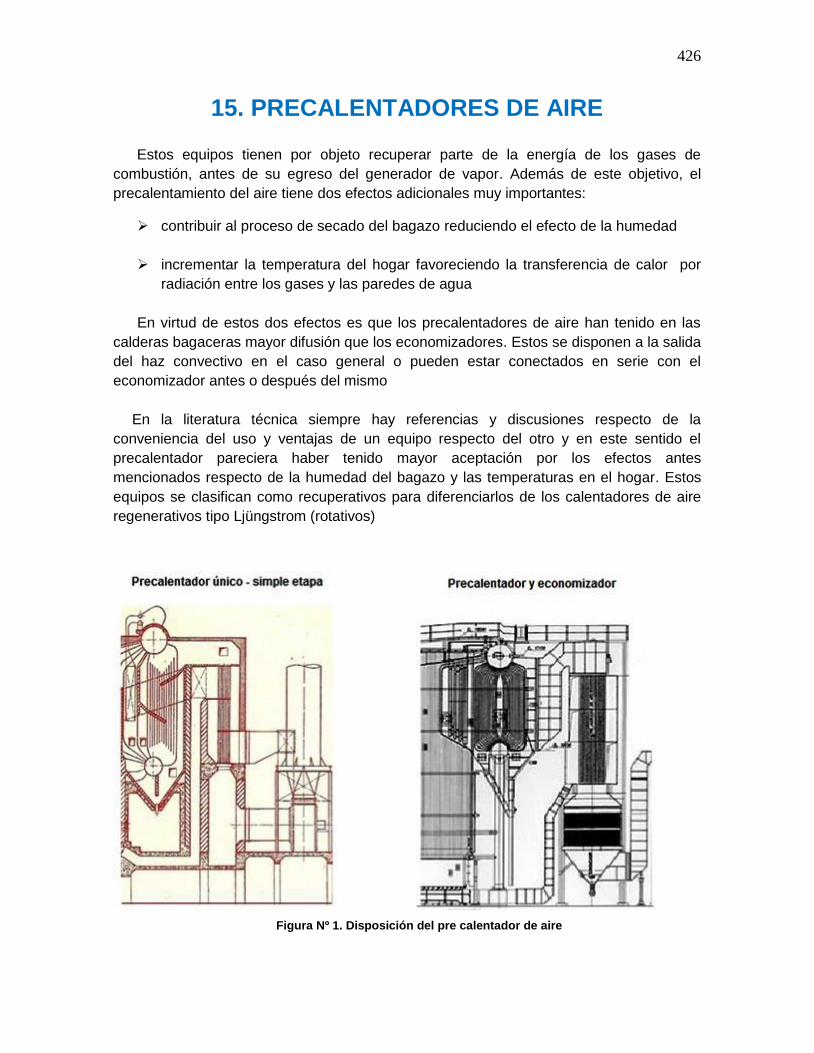
426
15. PRECALENTADORES DE AIRE
Estos equipos tienen por objeto recuperar parte de la energía de los gases de combustión, antes de su egreso del generador de vapor. Además de este objetivo, el precalentamiento del aire tiene dos efectos adicionales muy importantes:
contribuir al proceso de secado del bagazo reduciendo el efecto de la humedad
incrementar la temperatura del hogar favoreciendo la transferencia de calor por radiación entre los gases y las paredes de agua
En virtud de estos dos efectos es que los precalentadores de aire han tenido en las
calderas bagaceras mayor difusión que los economizadores. Estos se disponen a la salida del haz convectivo en el caso general o pueden estar conectados en serie con el economizador antes o después del mismo
En la literatura técnica siempre hay referencias y discusiones respecto de la
conveniencia del uso y ventajas de un equipo respecto del otro y en este sentido el precalentador pareciera haber tenido mayor aceptación por los efectos antes mencionados respecto de la humedad del bagazo y las temperaturas en el hogar. Estos equipos se clasifican como recuperativos para diferenciarlos de los calentadores de aire regenerativos tipo Ljüngstrom (rotativos)
Figura Nº 1. Disposición del pre calentador de aire
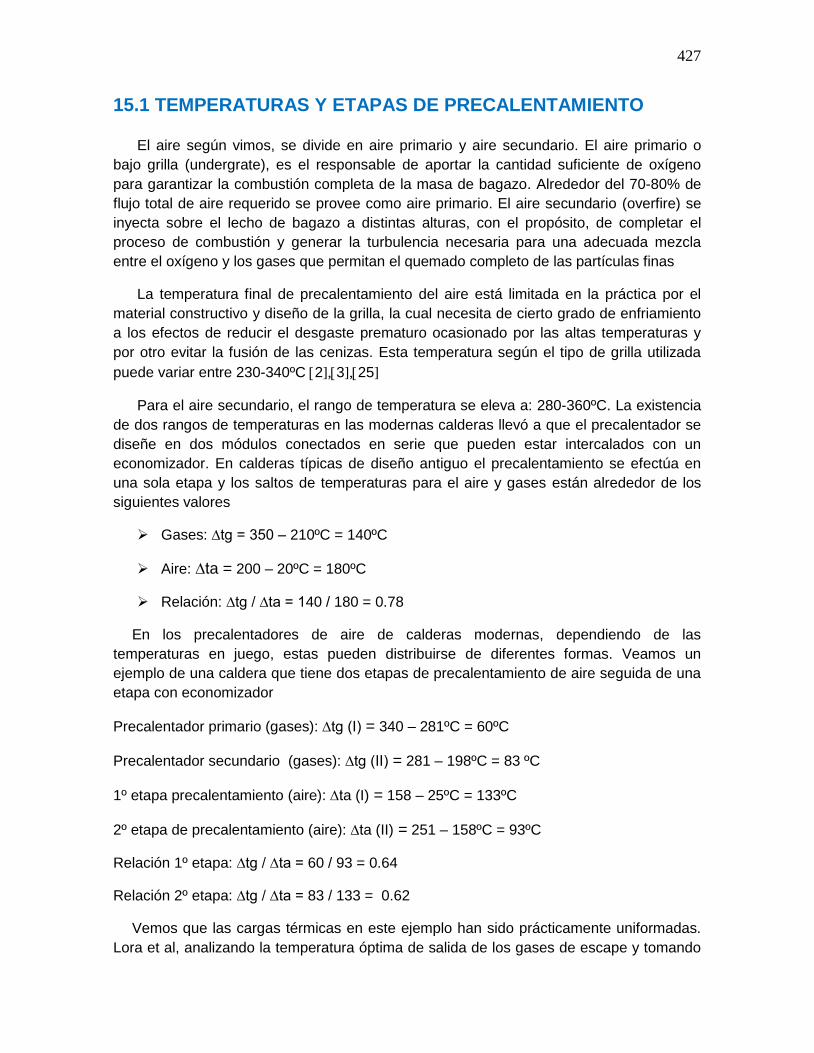
427
15.1 TEMPERATURAS Y ETAPAS DE PRECALENTAMIENTO
El aire según vimos, se divide en aire primario y aire secundario. El aire primario o bajo grilla (undergrate), es el responsable de aportar la cantidad suficiente de oxígeno para garantizar la combustión completa de la masa de bagazo. Alrededor del 70-80% de flujo total de aire requerido se provee como aire primario. El aire secundario (overfire) se inyecta sobre el lecho de bagazo a distintas alturas, con el propósito, de completar el proceso de combustión y generar la turbulencia necesaria para una adecuada mezcla entre el oxígeno y los gases que permitan el quemado completo de las partículas finas
La temperatura final de precalentamiento del aire está limitada en la práctica por el material constructivo y diseño de la grilla, la cual necesita de cierto grado de enfriamiento a los efectos de reducir el desgaste prematuro ocasionado por las altas temperaturas y por otro evitar la fusión de las cenizas. Esta temperatura según el tipo de grilla utilizada puede variar entre 230-340ºC 2],3],25]
Para el aire secundario, el rango de temperatura se eleva a: 280-360ºC. La existencia de dos rangos de temperaturas en las modernas calderas llevó a que el precalentador se diseñe en dos módulos conectados en serie que pueden estar intercalados con un economizador. En calderas típicas de diseño antiguo el precalentamiento se efectúa en una sola etapa y los saltos de temperaturas para el aire y gases están alrededor de los siguientes valores
Gases: ∆tg = 350 – 210ºC = 140ºC
Aire: ∆ta = 200 – 20ºC = 180ºC
Relación: ∆tg / ∆ta = 140 / 180 = 0.78
En los precalentadores de aire de calderas modernas, dependiendo de las temperaturas en juego, estas pueden distribuirse de diferentes formas. Veamos un ejemplo de una caldera que tiene dos etapas de precalentamiento de aire seguida de una etapa con economizador
Precalentador primario (gases): ∆tg (I) = 340 – 281ºC = 60ºC
Precalentador secundario (gases): ∆tg (II) = 281 – 198ºC = 83 ºC
1º etapa precalentamiento (aire): ∆ta (I) = 158 – 25ºC = 133ºC
2º etapa de precalentamiento (aire): ∆ta (II) = 251 – 158ºC = 93ºC
Relación 1º etapa: ∆tg / ∆ta = 60 / 93 = 0.64
Relación 2º etapa: ∆tg / ∆ta = 83 / 133 = 0.62
Vemos que las cargas térmicas en este ejemplo han sido prácticamente uniformadas. Lora et al, analizando la temperatura óptima de salida de los gases de escape y tomando
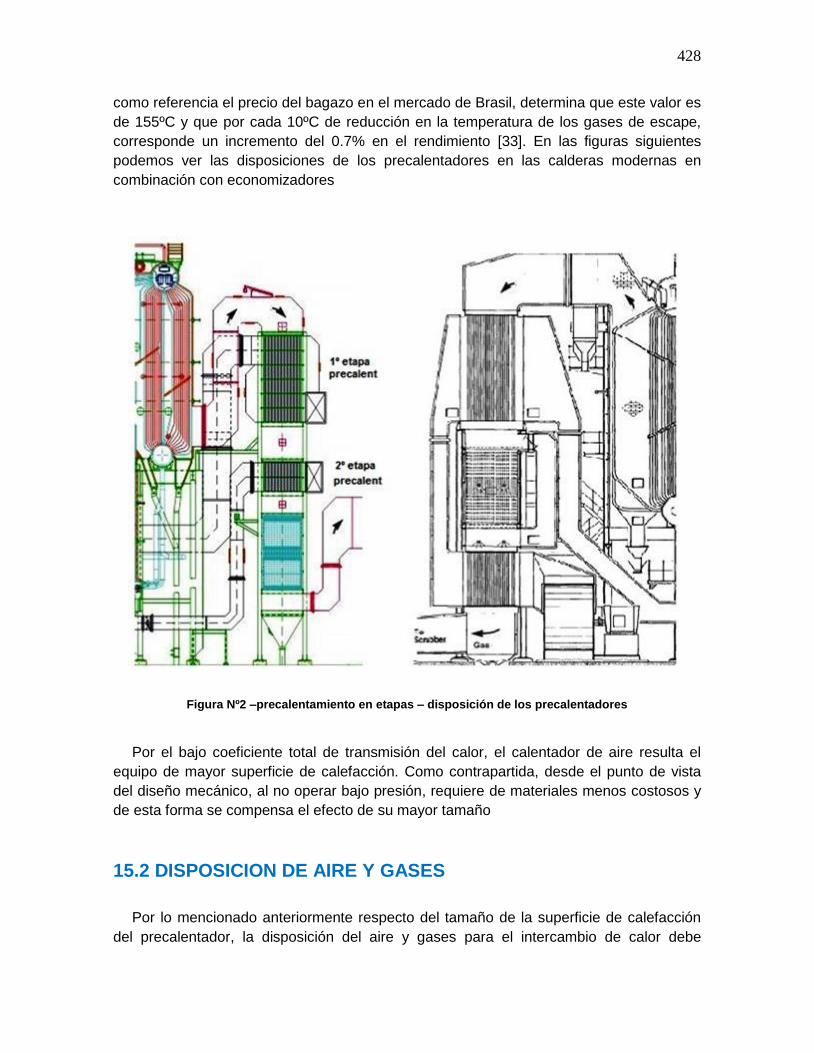
428
como referencia el precio del bagazo en el mercado de Brasil, determina que este valor es de 155ºC y que por cada 10ºC de reducción en la temperatura de los gases de escape, corresponde un incremento del 0.7% en el rendimiento [33]. En las figuras siguientes podemos ver las disposiciones de los precalentadores en las calderas modernas en combinación con economizadores
Figura Nº2 –precalentamiento en etapas – disposición de los precalentadores
Por el bajo coeficiente total de transmisión del calor, el calentador de aire resulta el equipo de mayor superficie de calefacción. Como contrapartida, desde el punto de vista del diseño mecánico, al no operar bajo presión, requiere de materiales menos costosos y de esta forma se compensa el efecto de su mayor tamaño
15.2 DISPOSICION DE AIRE Y GASES
Por lo mencionado anteriormente respecto del tamaño de la superficie de calefacción del precalentador, la disposición del aire y gases para el intercambio de calor debe
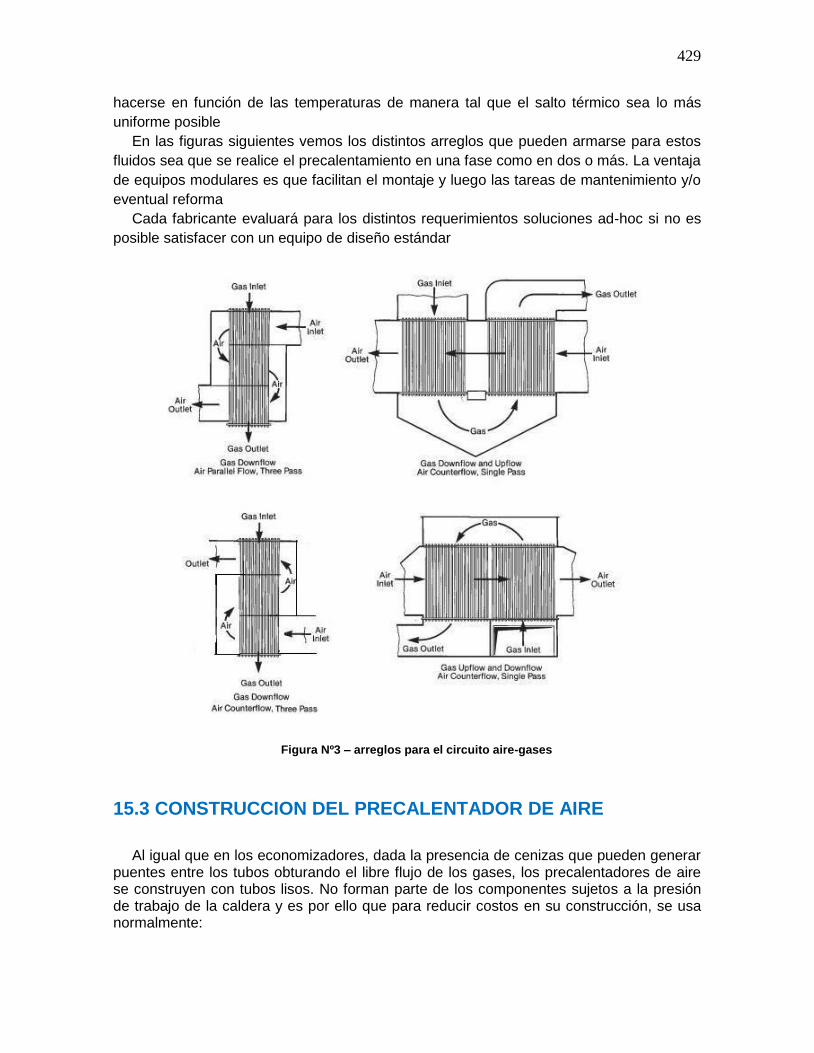
429
hacerse en función de las temperaturas de manera tal que el salto térmico sea lo más uniforme posible
En las figuras siguientes vemos los distintos arreglos que pueden armarse para estos fluidos sea que se realice el precalentamiento en una fase como en dos o más. La ventaja de equipos modulares es que facilitan el montaje y luego las tareas de mantenimiento y/o eventual reforma
Cada fabricante evaluará para los distintos requerimientos soluciones ad-hoc si no es posible satisfacer con un equipo de diseño estándar
Figura Nº3 – arreglos para el circuito aire-gases
15.3 CONSTRUCCION DEL PRECALENTADOR DE AIRE
Al igual que en los economizadores, dada la presencia de cenizas que pueden generar puentes entre los tubos obturando el libre flujo de los gases, los precalentadores de aire se construyen con tubos lisos. No forman parte de los componentes sujetos a la presión de trabajo de la caldera y es por ello que para reducir costos en su construcción, se usa normalmente:
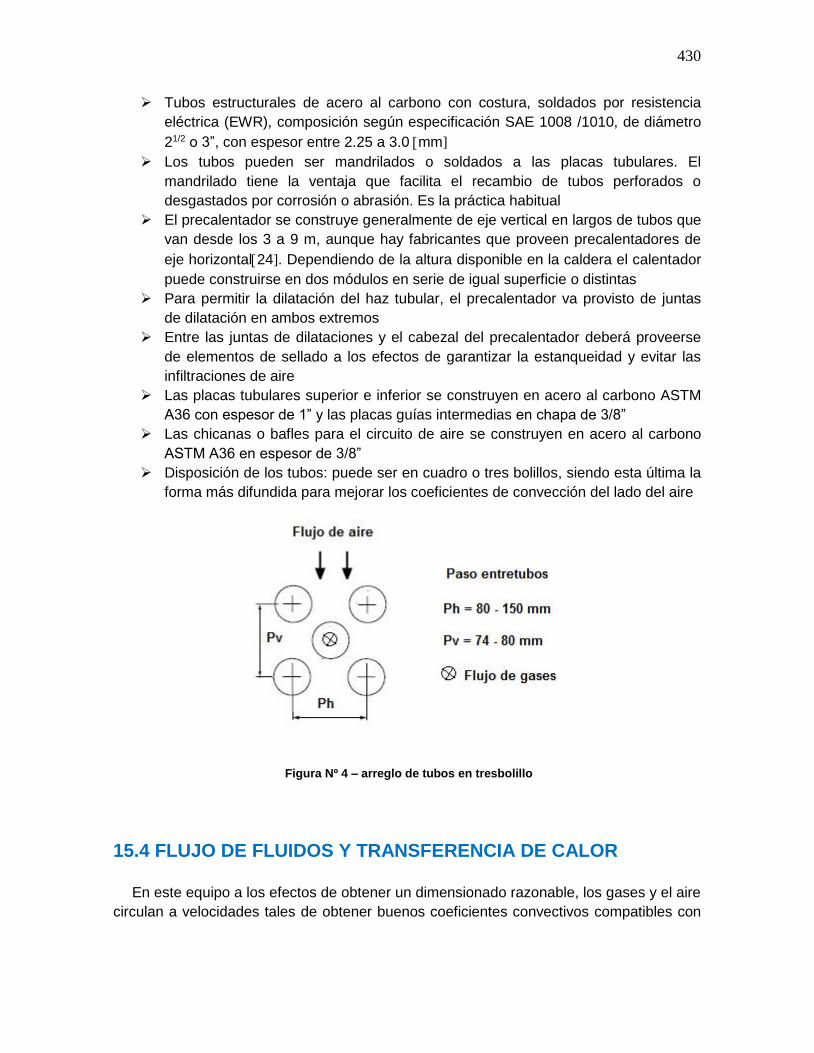
430
Tubos estructurales de acero al carbono con costura, soldados por resistencia eléctrica (EWR), composición según especificación SAE 1008 /1010, de diámetro 21/2 o 3”, con espesor entre 2.25 a 3.0 mm]
Los tubos pueden ser mandrilados o soldados a las placas tubulares. El mandrilado tiene la ventaja que facilita el recambio de tubos perforados o desgastados por corrosión o abrasión. Es la práctica habitual
El precalentador se construye generalmente de eje vertical en largos de tubos que van desde los 3 a 9 m, aunque hay fabricantes que proveen precalentadores de eje horizontal24]. Dependiendo de la altura disponible en la caldera el calentador puede construirse en dos módulos en serie de igual superficie o distintas
Para permitir la dilatación del haz tubular, el precalentador va provisto de juntas de dilatación en ambos extremos
Entre las juntas de dilataciones y el cabezal del precalentador deberá proveerse de elementos de sellado a los efectos de garantizar la estanqueidad y evitar las infiltraciones de aire
Las placas tubulares superior e inferior se construyen en acero al carbono ASTM A36 con espesor de 1” y las placas guías intermedias en chapa de 3/8”
Las chicanas o bafles para el circuito de aire se construyen en acero al carbono ASTM A36 en espesor de 3/8”
Disposición de los tubos: puede ser en cuadro o tres bolillos, siendo esta última la forma más difundida para mejorar los coeficientes de convección del lado del aire
Figura Nº 4 – arreglo de tubos en tresbolillo
15.4 FLUJO DE FLUIDOS Y TRANSFERENCIA DE CALOR
En este equipo a los efectos de obtener un dimensionado razonable, los gases y el aire circulan a velocidades tales de obtener buenos coeficientes convectivos compatibles con
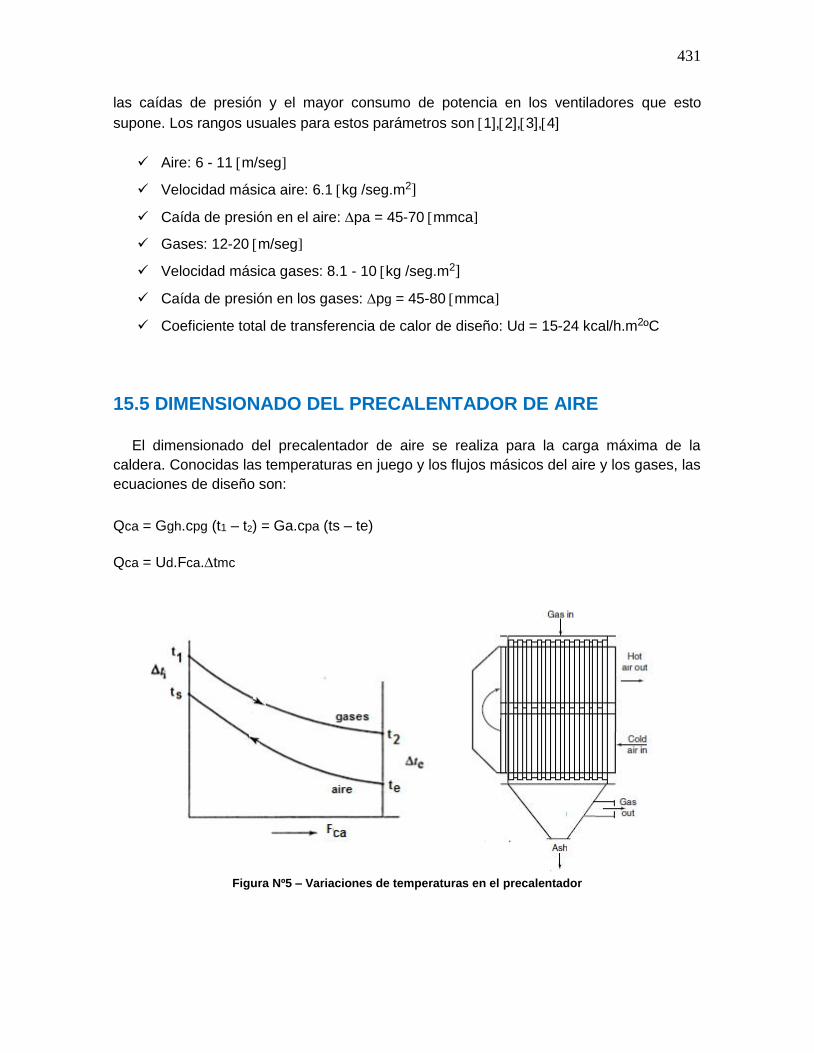
431
las caídas de presión y el mayor consumo de potencia en los ventiladores que esto supone. Los rangos usuales para estos parámetros son 1],2],3],4]
Aire: 6 - 11 m/seg]
Velocidad másica aire: 6.1 kg /seg.m2]
Caída de presión en el aire: pa = 45-70 mmca]
Gases: 12-20 m/seg]
Velocidad másica gases: 8.1 - 10 kg /seg.m2]
Caída de presión en los gases: pg = 45-80 mmca]
Coeficiente total de transferencia de calor de diseño: Ud = 15-24 kcal/h.m2ºC
15.5 DIMENSIONADO DEL PRECALENTADOR DE AIRE
El dimensionado del precalentador de aire se realiza para la carga máxima de la caldera. Conocidas las temperaturas en juego y los flujos másicos del aire y los gases, las ecuaciones de diseño son: Qca = Ggh.cpg (t1 – t2) = Ga.cpa (ts – te) Qca = Ud.Fca.tmc
Figura Nº5 – Variaciones de temperaturas en el precalentador
432
tm = (∆iz− ∆de)
ln∆iz
∆de
tmc = tm. Fc, Fc = factor corrección de temperatura para flujo cruzado ≈ 0.9
Ud = Rf.(ha. hg)
(ha + hg)
Fca = Qca
Ud.∆tmc
Qca = calor a transferir en el precalentador de aire en kcal/ h]
Ga, Ggh = flujos másicos de aire y gases húmedos en kg/h]
tm, tmc = diferencia logarítmica media de temperaturas ºC] sin corregir y corregida por
el factor de disposición del flujo respectivamente
Ud = coeficiente total de transferencia de calor de diseño kcal/h.m2.ºC]
Fca = superficie de calefacción del precalentador m2]
ha, hc = coeficientes de convección de aire y gases en kcal/h.m2.ºC]
Rf = factor de ensuciamiento en h.m2.ºC / kcal]
t1, t2, te y ts = temperaturas de ingreso y egreso de gases y aire ºC]
cpa y cpgh = calores específicos medios de aire y gases kcal/kg.ºC]
Para el cálculo detallado de los coeficientes de convección puede consultarse las
obras4],5],6],7].8].26],27],[29]. En general estos se obtienen de los números adimensionales de Nusselt, Prandtl y Reynolds como ya vimos. El coeficiente de diseño (Ud) del calentador de aire está influenciado tanto por el coeficiente del lado del aire como del lado de los gases, de allí que su optimización sea un trabajo iterativo de cálculo y dibujo ya que los coeficientes de convección para un rango de temperaturas dado, están muy influenciados por la geometría del equipo (diámetro tubo, paso lateral y longitudinal, etc.) y las condiciones de escurrimiento de los fluidos a través del haz tubular (velocidades, ubicación de bafles, etc.)
Un estudio comparativo temporal muy interesante, sobre las correlaciones para el
cálculo de los coeficientes de convección a través de bancos de tubos, ha sido realizado por Polupan et.al quienes analizaron tanto las ecuaciones tradicionales (Grimison) como las más recientes (Zukauskas, Kreith, etc) 9].
433
En este estudio muestran cómo impactan en cada ecuación las distintas variables y las desviaciones entre ellas para igualdad de condiciones, enseñando que el dimensionado de la superficie de calefacción puede tener variaciones entre 30 y 50% dependiendo que ecuación se emplee para el proyecto
Sapkal y Gowda usando herramientas de dinámica de fluídos computacional (CFD)
han realizado interesantes trabajos sobre optimización de diseños de precalentadores de aire y mostrado sus efectos sobre el rendimiento de la caldera incrementándolo a partir un diseño clásico 10],11]
También en el campo de la optimización del diseño del precalentador de aire, Marinha
ha usado el método exergético aunque con un enfoque más bien teórico. 12],13]. Sosa Arnao usando también el análisis exergético, estudia diferentes combinaciones de recuperadores de calor, sus inversiones y optimización concluyendo que el sistema economizador, precalentador de aire y secador conducen a la mejor relación de beneficios frente a los costos 28]
15.6 PRECALENTAMIENTO DEL AIRE EN LA COMBUSTION
Dijimos que uno de los efectos positivos del precalentamiento del aire era aumentar la temperatura del hogar mejorando el proceso de absorción de calor por radiación. Veamos ahora de qué magnitud es el aumento de temperatura en el hogar con relación al incremento de la temperatura del aire. En condiciones adiabáticas, el aumento de energía del aire precalentado debe ser igual al aumento de energía de los gases de combustión, en consecuencia podemos escribir
Gar. cpa.(ta – to) = Ggh.cpgh.(tg – to)
tg − to
ta − to=
Gar
Ggh.
cpa
cpgh
Suponiendo que el bagazo se quema con un exceso de aire de 31% y 50% de humedad (Hi = 1725 kcal/ kg), del balance de masas y energía obtenemos que el flujo de aire y gases húmedos de combustión son: Ga = 3.79 kg.aire / kg.bagazo] y Ggh = 4.78 kg.gases / kg.bagazo] cpa = 0.24 kcal/kgºC] y cpgh = 0.36 kcal/kgºC]
th = (tg – to) / (ta – to) = 3.79x0.24 / 4.78x0.36 = 0.52
434
Es decir, los gases aumentarán su temperatura un 52% del incremento de temperatura aportado por el aire. Hugot dice que puede tomarse un aumento promedio de temperatura en el hogar debido al precalentamiento del aire de alrededor th ≈ 60% 2] 15.7 CALCULO DEL PRECALENTADOR DE AIRE
Para este caso tomaremos los datos del ejemplo desarrollado en el capítulo sobre el economizador. El precalentador de aire estará ubicado antes del economizador ya dimensionado Ejemplo Nº1: recordemos que para el dimensionado preliminar del precalentador, la caldera opera bajo las siguientes condiciones Capacidad máxima continua: 200 ton/h
Presión y temperatura de trabajo: 65 bar y 480ºC
Humedad del bagazo: w =50%, Hi = 1725 kcal/ kg]
Temperatura gases salida del banco convectivo (t1): 380ºC
Temperatura aire entrada precalentador (te): 20ºC
Temperatura aire salida primer precalentador (ts): 240ºC
Bagazo consumido: Gb = 96.259 kg/h]
Flujo másico de gases húmedos: Ggh = 460.118 kg.gases / h]
Flujo volumétrico gases húmedos: Vgh = 379.453 Nm3 / h]
Contenido de O2 en gases secos salida calentador aire: 5%, exceso aire: 31%
Condiciones ambientales: To = 25ºC y 60% humedad
Desarrollo de los cálculos 1) Balance de masas: para O2 = 5% en los gases secos se necesitarán Flujo aire húmedo real: Ga = 3.79 kg / kg.bagazo] y Var = 2.95 Nm3 / kg] 2) Flujo total de aire entrando al hogar
Gat = Ga.Gb = 3.79 x 96.259 = 364.822 kg.aire / h]
Vat = Var. Gb = 2.95 x 96.259 = 283.964 Nm3 / h]
3) Balance energía precalentador
Qp = Gat.cpa (ts – te) = 364.822x 0.24(240 – 20) = 19.262.602 kcal/h]
435
4) Temperatura salida de los gases del precalentador t2 = t1 – (Qp / Ggh x.cpgh) = 380 – (19.262.602 / 460.118x0.28) = 230ºC 5) Caída de temperatura en los gases: t1 – t2 = 380 – 230 = 150 ºC 6) Temperatura media de los gases: tmg = (380 + 230) / 2 = 305ºC 7) Aumento de temperatura del aire: ts – te = 240 – 20 = 220ºC 8) Temperatura media del aire: tma = (240 + 20) / 2 = 130ºC 9) Calor específico gases y aire a las temperaturas medias cpg ≈ 0.29 kcal/kg.ºC], cpa = 0.24 kcal/kg.ºC] 10) Cálculo de la diferencia logarítmica media de temperaturas
tm = (ti - td) / ln (ti / td) = (380 – 240) – (230 – 20) / ln (140 /210) =
tm = 172.83 ºC]
11) Cálculo de la diferencia logarítmica media de temperaturas corregida
tmc = tm. Fc = 172.83 x 0.9 = 155.56 ºC
12) Coeficiente total de transferencia de calor (diseño) Ud
Asumiremos un valor de Ud = 20 kcal/ h.m2 ºC] que habrá que verificar
13) Cálculo de la superficie del precalentador
Fp = Qp / Ud. tmc = 19.262.602 / 20 x 155.56 = 6191 m2]
14) Flujo de gases a la temperatura media
Vgt = Tm
To.
Vgh
3600 =
(305+273)
273 379.453
3600 = 223, 62 m3/seg]
15) Cálculo de la sección de pasaje del tubo
El diámetro interior es: di = de – 2et = 63.5 – (2x3) = 57.5 mm]
La sección de paso será de: Spt = .di2 / 4 = 0.785 (0.0575)2 = 0.0026 m2]
16) Sección necesaria para desarrollar en los gases cg = 18 m/seg]
Sp= Vgc / cg = 223,62 / 18 = 12,42 m2] Velocidad másica de los gases: cgm = Ggh / Sp = 460.118/12.42 x 3600 = 10.3 Velocidad másica de los gases: cgm = 10.3 kg / sec.m2, valor aceptable
436
17) Tubos necesarios en el precalentador para tener cg = 18 m/seg]
Zp = Sp / Spt = 12,42 / 0.0026 = 4778 18) Selección de materiales de los tubos y disposición
Los tubos serán de material SAE 1008, de 21/2” de diámetro x 3 mm de espesor que se
dispondrán con los siguientes arreglos:
Paso horizontal Ph = 85 mm]
Paso longitudinal Pv = 75 mm]
Distribución de tubos en tresbolillo 19) Distribución de los tubos en sentido transversal
Se dispone de un ancho en la caldera de 9 m sobre los cuales los tubos irán repartidos
según un paso horizontal (Ph = 85 mm). La cantidad de tubos en esta línea será:
Tubos en la fila: Zf = 9000 / 85 = 106 tubos 20) Número de hileras de tubos en profundidad Zh = Zpt / Zf = 4778 / 106 = 45 hileras 21) Profundidad del precalentador
Bp = Zh x Pv = 45 x 75 = 3375 mm]
22) cálculo de la altura del precalentador (longitud de los tubos)
Ht = Fp / .dt.Ztp = 6191 / 3.14x0.0635x4776 = 6.5 m
Resumiendo el precalentador estará formando entonces por Ztp = 4778 tubos de 21/2” y
6500 mm] de longitud, distribuidos en 45 hileras de 106 tubos c/u. Sus dimensiones
serán 9000 mm de ancho x 3375 mm de profundidad x 6500 mm de altura
23) Cálculo de la velocidad del aire El caudal de aire a la temperatura media tma = 130ºC
Va = Tma
To.
Vat
3600 =
(130+273)
273 283.964
3600 = 116.44 m3/seg.
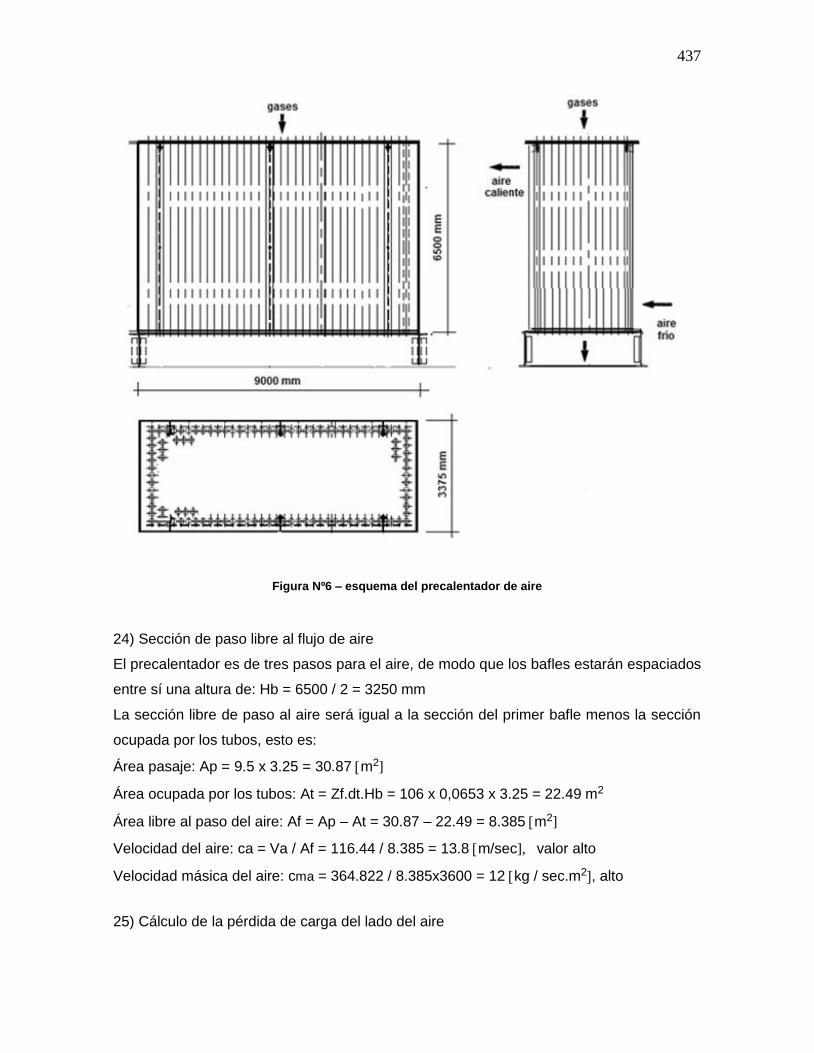
437
Figura Nº6 – esquema del precalentador de aire
24) Sección de paso libre al flujo de aire
El precalentador es de tres pasos para el aire, de modo que los bafles estarán espaciados
entre sí una altura de: Hb = 6500 / 2 = 3250 mm
La sección libre de paso al aire será igual a la sección del primer bafle menos la sección
ocupada por los tubos, esto es:
Área pasaje: Ap = 9.5 x 3.25 = 30.87 m2]
Área ocupada por los tubos: At = Zf.dt.Hb = 106 x 0,0653 x 3.25 = 22.49 m2
Área libre al paso del aire: Af = Ap – At = 30.87 – 22.49 = 8.385 m2]
Velocidad del aire: ca = Va / Af = 116.44 / 8.385 = 13.8 m/sec], valor alto
Velocidad másica del aire: cma = 364.822 / 8.385x3600 = 12 kg / sec.m2, alto
25) Cálculo de la pérdida de carga del lado del aire

438
Para aire o gases circulando a través de banco de tubos dispuestos en tres bolillos se calcula según la ecuación de Shack 14]
pa = 0.204.fd.Nf.ca2.a en mm.ca y válida para Nf 10 filas
fd = 0.1
(ph
dt−1)
1/3 = 0.1
(85
63.5−1)
1/3 = 0.142
Nf = Nº de filas del banco de tubos = 45
a = densidad aire a la temperatura media en kg/m3]
ca = velocidad del aire = 13.8 m/sec.
A la temperatura media del aire, su densidad es: a = ga. To
Tm =
1.29∗273
(130+273)=
a = 0.87 kg/m3], entonces la caída de presión en el aire será:
pa = 0,204.fd.Nf.cg2.a = 0.204x 0.142x45x13.82 x0.87 = 216 mmca valor alto que hay que rever y replantear el paso transversal 26) Cálculo de la pérdida de carga del lado de los gases
La pérdida de carga total en el lado de los gases se compone de las siguientes pérdidas
parciales:
pérdida por cambio de dirección a la entrada del precalentador
pérdida por rozamiento a través del haz tubular
pérdida por fuerzas ascensionales (efecto chimenea)
pérdida por variaciones de densidad
pérdida por ensanchamiento a la salida del precalentador
Calcularemos las pérdidas más importantes y estimaremos las demás.
a) Para gases circulando por el interior de haces tubulares, la caída de presión se calcula
según la ecuación siguiente15]
pg = 0.00094. g 0.852.cg1.852. Lt / di1.269 mmca
Densidad gases a la temperatura media: g = go. To
Tmg =
1.21∗273
(305+273) = 0.571 kg/m3]
pg = 0.00094x0.5710.852 x 181.852x 6.5 / 0.05751.269 = 30 mmca
b) pérdida por fuerzas ascensionales, se calculan como:
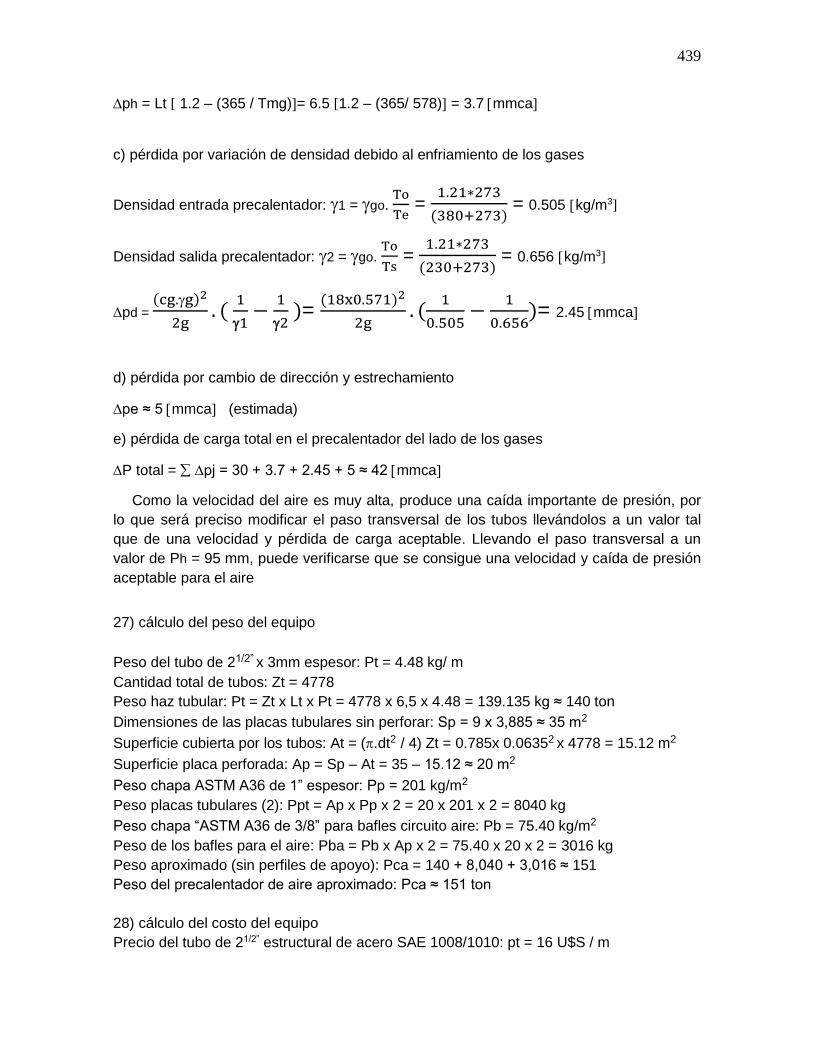
439
ph = Lt [ 1.2 – (365 / Tmg)= 6.5 [1.2 – (365/ 578) = 3.7 mmca
c) pérdida por variación de densidad debido al enfriamiento de los gases
Densidad entrada precalentador: 1 = go. To
Te =
1.21∗273
(380+273) = 0.505 kg/m3]
Densidad salida precalentador: 2 = go. To
Ts =
1.21∗273
(230+273) = 0.656 kg/m3]
pd = (cg.g)2
2g. (
1
1−
1
2 )=
(18x0.571)2
2g. (
1
0.505−
1
0.656)= 2.45 mmca
d) pérdida por cambio de dirección y estrechamiento
pe ≈ 5 mmca (estimada)
e) pérdida de carga total en el precalentador del lado de los gases
P total = pj = 30 + 3.7 + 2.45 + 5 ≈ 42 mmca
Como la velocidad del aire es muy alta, produce una caída importante de presión, por lo que será preciso modificar el paso transversal de los tubos llevándolos a un valor tal que de una velocidad y pérdida de carga aceptable. Llevando el paso transversal a un valor de Ph = 95 mm, puede verificarse que se consigue una velocidad y caída de presión aceptable para el aire
27) cálculo del peso del equipo Peso del tubo de 21/2” x 3mm espesor: Pt = 4.48 kg/ m Cantidad total de tubos: Zt = 4778 Peso haz tubular: Pt = Zt x Lt x Pt = 4778 x 6,5 x 4.48 = 139.135 kg ≈ 140 ton Dimensiones de las placas tubulares sin perforar: Sp = 9 x 3,885 ≈ 35 m2 Superficie cubierta por los tubos: At = (.dt2 / 4) Zt = 0.785x 0.06352 x 4778 = 15.12 m2
Superficie placa perforada: Ap = Sp – At = 35 – 15.12 ≈ 20 m2
Peso chapa ASTM A36 de 1” espesor: Pp = 201 kg/m2 Peso placas tubulares (2): Ppt = Ap x Pp x 2 = 20 x 201 x 2 = 8040 kg Peso chapa “ASTM A36 de 3/8” para bafles circuito aire: Pb = 75.40 kg/m2
Peso de los bafles para el aire: Pba = Pb x Ap x 2 = 75.40 x 20 x 2 = 3016 kg Peso aproximado (sin perfiles de apoyo): Pca = 140 + 8,040 + 3,016 ≈ 151 Peso del precalentador de aire aproximado: Pca ≈ 151 ton 28) cálculo del costo del equipo Precio del tubo de 21/2” estructural de acero SAE 1008/1010: pt = 16 U$S / m
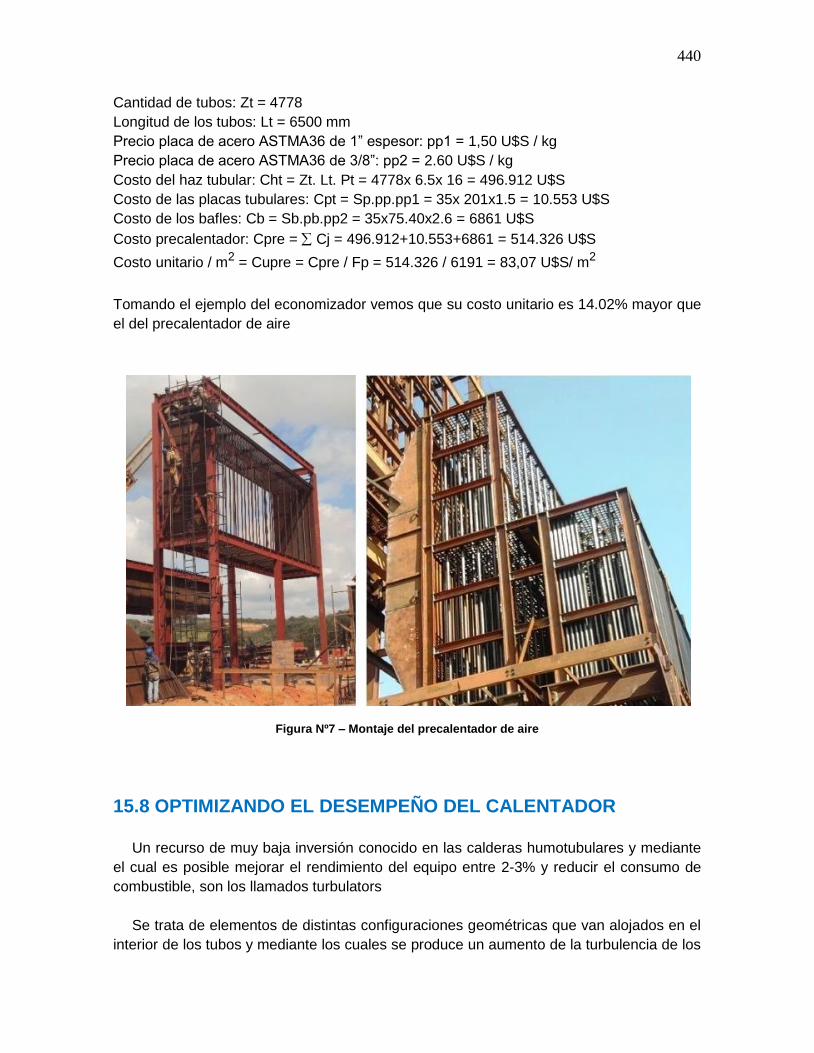
440
Cantidad de tubos: Zt = 4778 Longitud de los tubos: Lt = 6500 mm Precio placa de acero ASTMA36 de 1” espesor: pp1 = 1,50 U$S / kg Precio placa de acero ASTMA36 de 3/8”: pp2 = 2.60 U$S / kg Costo del haz tubular: Cht = Zt. Lt. Pt = 4778x 6.5x 16 = 496.912 U$S Costo de las placas tubulares: Cpt = Sp.pp.pp1 = 35x 201x1.5 = 10.553 U$S Costo de los bafles: Cb = Sb.pb.pp2 = 35x75.40x2.6 = 6861 U$S Costo precalentador: Cpre = Cj = 496.912+10.553+6861 = 514.326 U$S
Costo unitario / m2 = Cupre = Cpre / Fp = 514.326 / 6191 = 83,07 U$S/ m2
Tomando el ejemplo del economizador vemos que su costo unitario es 14.02% mayor que el del precalentador de aire
Figura Nº7 – Montaje del precalentador de aire
15.8 OPTIMIZANDO EL DESEMPEÑO DEL CALENTADOR
Un recurso de muy baja inversión conocido en las calderas humotubulares y mediante
el cual es posible mejorar el rendimiento del equipo entre 2-3% y reducir el consumo de combustible, son los llamados turbulators
Se trata de elementos de distintas configuraciones geométricas que van alojados en el
interior de los tubos y mediante los cuales se produce un aumento de la turbulencia de los
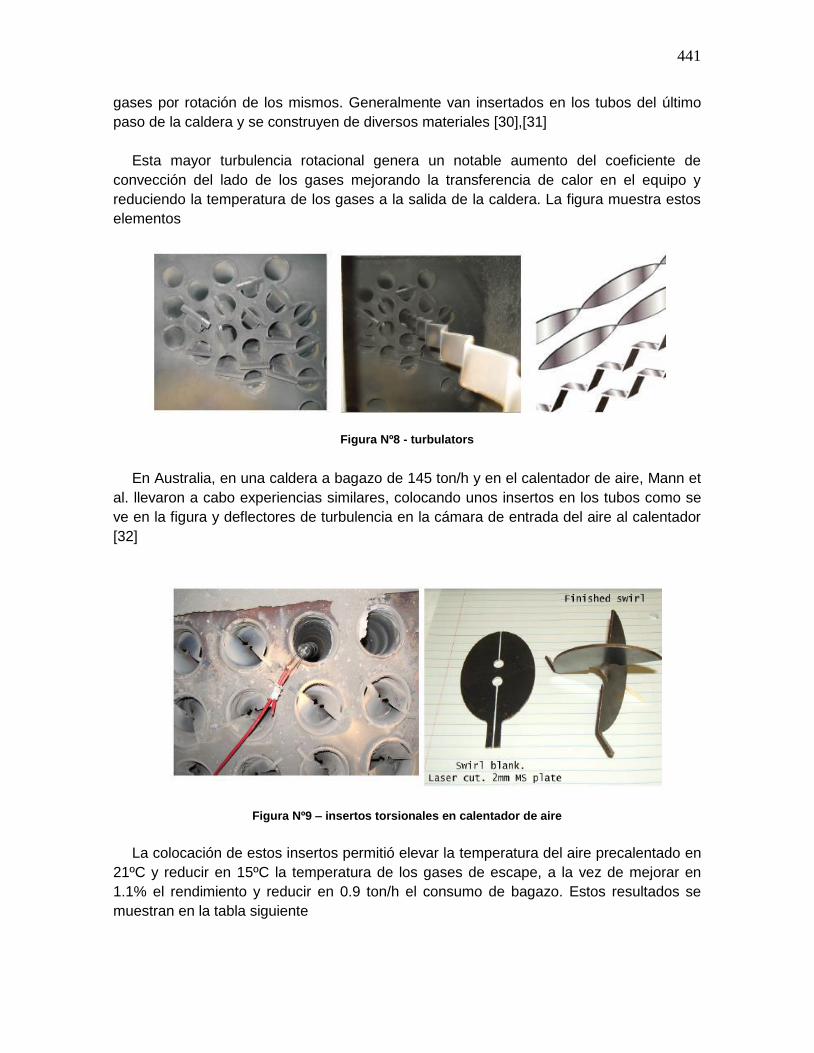
441
gases por rotación de los mismos. Generalmente van insertados en los tubos del último paso de la caldera y se construyen de diversos materiales [30],[31]
Esta mayor turbulencia rotacional genera un notable aumento del coeficiente de convección del lado de los gases mejorando la transferencia de calor en el equipo y reduciendo la temperatura de los gases a la salida de la caldera. La figura muestra estos elementos
Figura Nº8 - turbulators
En Australia, en una caldera a bagazo de 145 ton/h y en el calentador de aire, Mann et
al. llevaron a cabo experiencias similares, colocando unos insertos en los tubos como se ve en la figura y deflectores de turbulencia en la cámara de entrada del aire al calentador [32]
Figura Nº9 – insertos torsionales en calentador de aire
La colocación de estos insertos permitió elevar la temperatura del aire precalentado en
21ºC y reducir en 15ºC la temperatura de los gases de escape, a la vez de mejorar en 1.1% el rendimiento y reducir en 0.9 ton/h el consumo de bagazo. Estos resultados se muestran en la tabla siguiente
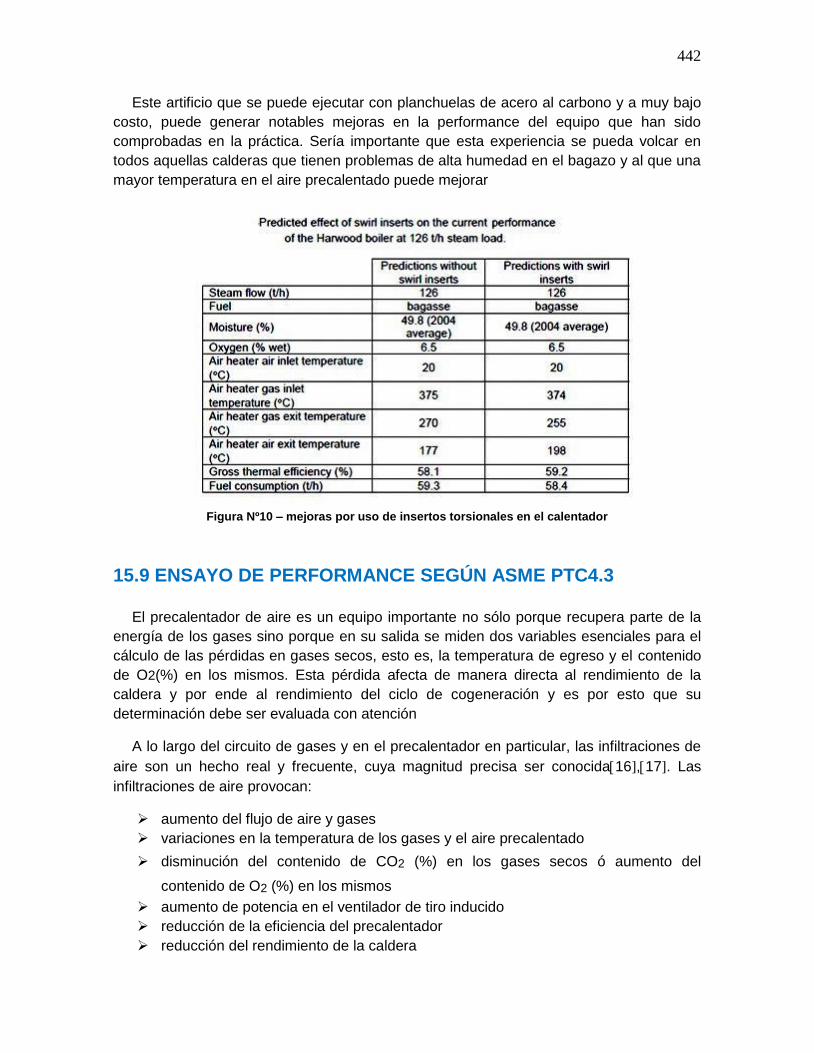
442
Este artificio que se puede ejecutar con planchuelas de acero al carbono y a muy bajo costo, puede generar notables mejoras en la performance del equipo que han sido comprobadas en la práctica. Sería importante que esta experiencia se pueda volcar en todos aquellas calderas que tienen problemas de alta humedad en el bagazo y al que una mayor temperatura en el aire precalentado puede mejorar
Figura Nº10 – mejoras por uso de insertos torsionales en el calentador
15.9 ENSAYO DE PERFORMANCE SEGÚN ASME PTC4.3
El precalentador de aire es un equipo importante no sólo porque recupera parte de la energía de los gases sino porque en su salida se miden dos variables esenciales para el cálculo de las pérdidas en gases secos, esto es, la temperatura de egreso y el contenido de O2(%) en los mismos. Esta pérdida afecta de manera directa al rendimiento de la caldera y por ende al rendimiento del ciclo de cogeneración y es por esto que su determinación debe ser evaluada con atención
A lo largo del circuito de gases y en el precalentador en particular, las infiltraciones de aire son un hecho real y frecuente, cuya magnitud precisa ser conocida16],17]. Las infiltraciones de aire provocan:
aumento del flujo de aire y gases variaciones en la temperatura de los gases y el aire precalentado
disminución del contenido de CO2 (%) en los gases secos ó aumento del
contenido de O2 (%) en los mismos aumento de potencia en el ventilador de tiro inducido reducción de la eficiencia del precalentador reducción del rendimiento de la caldera
443
En el circuito de los gases en donde se opera con depresión, las fallas en los cierres laterales de la caldera permiten el ingreso de aire diluyendo los gases de combustión. En el precalentador, donde el aire opera a presión y bajo defectos en las juntas de dilatación, en el mandrilado de los tubos o grietas en los mismos, provocan el ingreso de aire al flujo de los gases modificando su caudal y composición
Cuando los gases secos ingresan al precalentador, tienen un porcentaje dado de O2e
(%). Al producirse una entrada de aire al circuito de los gases, estos aumentan de
volumen y provocan que el contenido de O2s (%) se incremente. El aire infiltrado (Al) se podrá determinar a partir de este cambio en la composición de los gases secos de
combustión (O2s - O2e)
Son por estas razones que como suplemento del estándar PTC4.1-1964 para ensayo de calderas, ASME publica en el año 1968 el estándar ASME PTC 4.3: Air Heaters, que se reafirmó en el año 1991. Este estándar actualmente se encuentra en proceso de revisión y actualización18],19]
El estándar ASME PTC 4.3 tiene dos objetivos primarios por determinar
las fugas de aire la eficiencia del precalentador del lado de los gases
y como objetivos secundarios, determinar los siguientes parámetros operativos del equipo:
Ratio X Pérdidas de presión del lado de los gases y el aire Temperatura de aire y gases Performance actual del equipo versus la del fabricante Determinar los efectos del cambio en el equipo Correcciones en la temperatura de salida de los gases ocasionadas por cambios
en la temperatura de entrada del aire cuando se ensaya la caldera en un test de performance
El estándar contiene siete (7) secciones. En su primera parte brinda los objetivos y
alcance del test, luego las definiciones principales y los requisitos para el pretest y el ensayo principal. Posteriormente se refiere a las variables que se medirán y los estándares específicos que regirán las mediciones y los instrumentos para realizarlas. Finalmente las ecuaciones para el cálculo de los parámetros buscados
En el esquema siguiente establecemos las variables principales a medir y que servirán para el cálculo de las magnitudes buscadas. Estas son: t1 = temperatura de los gases a la entrada del precalentador (medida) ºC] t2 = temperatura de los gases a la salida del precalentador (medida) ºC
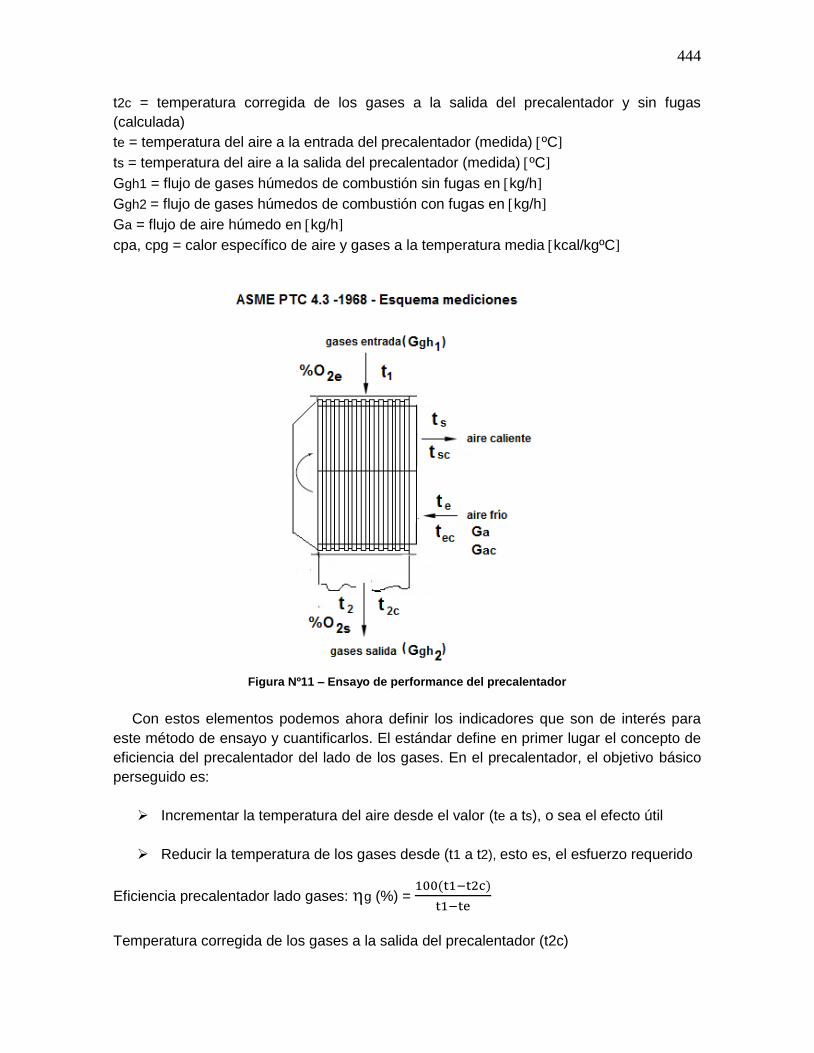
444
t2c = temperatura corregida de los gases a la salida del precalentador y sin fugas (calculada) te = temperatura del aire a la entrada del precalentador (medida) ºC] ts = temperatura del aire a la salida del precalentador (medida) ºC] Ggh1 = flujo de gases húmedos de combustión sin fugas en kg/h] Ggh2 = flujo de gases húmedos de combustión con fugas en kg/h] Ga = flujo de aire húmedo en kg/h] cpa, cpg = calor específico de aire y gases a la temperatura media kcal/kgºC]
Figura Nº11 – Ensayo de performance del precalentador
Con estos elementos podemos ahora definir los indicadores que son de interés para
este método de ensayo y cuantificarlos. El estándar define en primer lugar el concepto de eficiencia del precalentador del lado de los gases. En el precalentador, el objetivo básico perseguido es:
Incrementar la temperatura del aire desde el valor (te a ts), o sea el efecto útil
Reducir la temperatura de los gases desde (t1 a t2), esto es, el esfuerzo requerido
Eficiencia precalentador lado gases: g (%) = 100(t1−t2c)
t1−te
Temperatura corregida de los gases a la salida del precalentador (t2c)
445
t2c = Al.cpa (t2−te)
100.cpg + t2
Porcentaje de fuga: Al (%) = (CO2e−CO2s)90
CO2s =
(Ggh1−Ggh2)100
Ggh1
Tomando las recomendaciones del estándar ASME PTC4-2013 respecto de la
conveniencia de reemplazar el análisis del %CO2 por el %O2 en los gases secos para independizarlas del tipo de combustible usado y dado que el aire atmosférico tiene un contenido constante de oxígeno de 20.9% y que su incremento es una indicación directa del aire infiltrado, es una práctica común calcular la fuga mediante la siguiente ecuación20]
Infiltración de aire en el precalentador (% fugas): Al(%) = (O2s−O2e)90
20.9− O2s
El indicador del test (X- Ratio) se define como: XR = Ga.cpa
Ggh1=
t1−t2c
ts−te
El ensayo del precalentador requiere de mediciones de temperaturas, presiones, velocidades, flujos y análisis de gases. Una de las dificultades en este proceso es la estratificación de los flujos de gases y aire que pueden dar lecturas erróneas, de aquí que se estudie y dimensione de manera adecuada los dispositivos de medición (ubicación, cantidad de puntos de medición, instrumentos y métodos)
Es importante en este punto recurrir a las recomendaciones del estándar ASME PTC4-2013 y otros asociados a los fines de garantizar que estas mediciones garanticen los niveles de incertidumbres establecidos. Hay en el mercado firmas especializadas que proveen interesantes soluciones en este campo tan importante21],22],23].
Ejemplo Nº2: para la caldera de los ejemplos anteriores supongamos que las mediciones antes y después del precalentador arrojan los siguientes datos
% de oxígeno al ingreso del precalentador: O2e = 4.3%
% de oxígeno saliendo del precalentador: O2s = 5.0%
Temperatura de gases ingresando al precalentador: t1 = 378ºC
Temperatura de gases saliendo precalentador: t2 = 225ºC
Temperatura aire ingresando al precalentador: te = 28ºC
Temperatura del aire saliendo del precalentador: ts = 243ºC
446
Desarrollo de los cálculos
a) cálculo de la fuga de aire Al = (O2s−O2e)90
20.9− O2s=
(5.0 −4.3)90
20.9− 5.0 = 3.96%
b) cálculo de la temperatura de gases a la salida del precalentador (t2c) sin fugas
t2c = Al.cpa (t2−te)
100.cpg + t2 =
3,96x0,24 (225−28)
100x0,27 + 225 = 232ºC
c) cálculo de la eficiencia del precalentador (lado gases)
g (%) = 100(t1−t2c)
t1−te=
100(378 −232)
378−28= 41.71%
d) cálculo del indicador XR = Ga.cpa
Ggh1=
t1−t2c
ts−te =
378 −232
243−28 = 0.68
Vemos que la infiltración de aire reduce la temperatura de los gases desde 232 a 225ºC con lo que dará un cálculo erróneo de las pérdidas en gases secos. Por ello es esencial monitorear las fugas a la hora de evaluar el rendimiento de la caldera
15.10 REFERENCIAS
1. Rayaprolu K. - Boilers for power and process. Edit.CRC, 2009, US
2. Hugot E. - Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit
3. Rein P. - Cane Sugar Engineering. Verlag Dr.Albert Bartens, 2007- Berlín
4. Stultz. & Kitto- Steam, its generation and use, 41 editions, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
5. VDI Heat Atlas, 2º edit- Published by Springer Verlag, Germany – 2010
6. Basu P. et.al – Boilers and Burners, Design and Theory - Published by Springer
Verlag, N.Y., 2000
7. Sadik Kakac – Boilers, evaporators and condensers. Wiley-Interscience; 1º edition
1991
8. Ganapathy V. – Industrial Boilers and Heat Recovery Steam Generators. Edit.
Marcel Dekker Inc, 2003, US
9. Polupan G. et.al – Estudio comparativo de los métodos del cálculo de transferencia
de calor en banco de tubos. Revista Científica, Vol.14, Nº1, páginas 17-23, enero-
marzo de 2010 - México
447
10. Sapkal P.N. et al – Optimization of air preheater design for enhancement of heat
transfer coefficient. IJARME, Vol.1, Nº2, pag.44-51, 2011, India
11. Gowda T. et.al – Heat transfer analysis of recuperative air preheater. IJIRSET,
Vol.2, Issue 7, pag.2707-2714, July 2013, India
12. Marín Hernández J.J. et.al – Diseño exergoeconómico de la geometría de una
calentador de aire tubular vertical de tres pasos. RIIT Vol.X, Nº4, pág.285-293,
2009 – México
13. Marín Hernández J.J. et.al – Hacia una optimización exergoeconómica de la
producción de aire caliente en calderas bagaceras – 9º Congreso Iberoamericano
de Ingeniería Mecánica, Islas Canarias, España, 2009
14. Dubbel H.- Manual del constructor de máquinas, tomo I. Edit.Labor, España, 1979
15. Mariño Rafael. – Producción y transmisión industrial del calor. Edit.Dossat,
España, 1947
16. Pipat J. et.al - Performance análisis of primary air heater under particulate
condition in lignite-fired power plant. Journal of Engineering, Computing and
Achitecture, Vol.1, Issue 2, 2007, Thailandia
17. Kumar R. et.al – Performance evaluation of air preheater at off design condition.
Indian Institute of Technology, 2010
18. ASME Performance Test Code PTC 4.3-1968 – Air Heaters. Published by the
American Society of Mechanical Engineers, NY, 1968
19. ASME Performance Test Code PTC 4.3-200X – Air Heaters. Industry Review Draft.
Revisión pública, disponible en www.asme.org
20. Storm S. et al – Experiences with regenerative air preheater performance
evaluation and optimization. Power- Gen Europ, 8-18 June, 2010, Holland
21. Storm R. – Measurement of combustion air flow. Newsletter October 2012, Storm
Technologies, Inc
22. Hall S. – The cost impact of poor air heater performance. Vol.Nº8, September
2009. Storm Technologies, Inc
23. Storm D. - A practical approach to biomass firing. Vol. Nº6, July 2009. Storm
Technologies, Inc
24. www.equipalcool.com.br
25. Electo Silva Lora – Combustión y calderas. Curso internacional. Energía na
industria de açucar y alcool. Nest-Unifei. Brasil, Julio de 2004
448
26. Barroso Jorge et.al – On the optimization of boiler efficiency using bagasse as fuel
– Fuel (82) 2003, 1451-1463. Edit.Elsevier
27. Diseño térmico de calderas (en ruso) – Método Estándar Ruso edic.1998. Edit.San
Petersburgo, CKTI (Тепловой расчет котлов -Нормативный метод)
28. Sosa Arnao J. – Caldeiras aquatubulares de bagaço. Estudo de sistema de
recuperação de energia. Tese de Doutorado. UNICAMP, 2007. Campinas, Brasil
29. Zukauskas A: Heat transfer from tubes in crossflow. Chapter II, Advances in Heat
Transfer, Vol.8, Edit by Academics Press, USA, 1972
30. Nsaif R.: Investigation of twisted tape turbulators for the heat transfer fire tube
boiler. Heat transfer & Flow fluid, Nº1, 2009. Iraq
31. Anon: Consider installing turbulators on two and three pass firetube boilers. Steam
tip sheet Nº25, 2006. Disponible en: www.eere.energy.gov
32. Mann A. et al: Reducing bagasse consumption at Hardwool Mill: Proced. ASSCT,
Vol.28: 2006, Australia
33. Lora Silva et al: Determination of the optimum gas exhaust temperature in bagasse
boilers. Proceedings of ISSCT, Vol.25, 2005, pp.231-240
449
16. SECADO DEL BAGAZO
F. J. Franck Colombres, M. A. Golato, D. Paz y C. Alderetes
Al analizar la dinámica de la combustión y la estabilidad de dicho proceso, hemos visto la marcada influencia que ejerce el poder calorífico del bagazo sobre las temperaturas dentro del hogar y por ende sobre la transferencia de calor por radiación hacia las paredes de agua. Vimos también que en el hogar se produce más del 40% del total de vapor generado; de aquí que esta variable sea de esencial importancia
El poder calorífico es dependiente de la humedad del bagazo, resulta entonces muy importante mantener este parámetro lo más constante posible, a los efectos de lograr las temperaturas adecuadas de operación del hogar y garantizar la absorción de calor proyectada. Por otro lado, vimos también que las mayores pérdidas de exergía tienen lugar en el hogar y estas dependen de las temperaturas en juego. Cuanto más bajas sean las temperaturas de combustión en el hogar mayores serán las pérdidas exergéticas y la inestabilidad del proceso de combustión
La humedad interviene además, directa o indirectamente, en distintas variables relacionadas con la eficiencia de la combustión (y por lo tanto con la eficiencia de la caldera y el impacto ambiental). La evaporación de la humedad del combustible alarga el periodo endotérmico de la combustión, lo que retarda la ignición. En algunos casos, esta evaporación se realiza a costa de la energía de las partículas encendidas, lo que hace que estas se apaguen, dando lugar a la presencia de material incombusto en los gases de combustión
Por otro lado, el vapor que se genera crea un centro de presión local que impide la penetración del oxígeno, razón por la cual se requiere mayor cantidad de aire, lo que además de enfriar la cámara de combustión, resulta luego en pérdidas de calor sensible. El calor específico del vapor es bastante mayor que el del aire y el de los gases de combustión, por lo tanto, la presencia de vapor hace disminuir aún más la temperatura de la cámara de combustión [1]
La evaporación de la humedad del combustible en ocasiones rompe algunas partículas dando lugar a nuevas partículas de menor tamaño [2], en tal sentido, una distribución de tamaños más heterogénea impacta negativamente en la combustión, debido a que los distintos tamaños requieren diferentes condiciones y tiempos para los fenómenos físicos y químicos previos a la oxidación o combustión propiamente dicha, que lógicamente no se pueden satisfacer de la mejor manera para todo el espectro de tamaños
A su vez, los test de performance muestran que la mayor pérdida energética en la caldera es la debida a la humedad del bagazo y de aquí que se refuerce la idea de que su valor deba ser reducido y acotado, dentro de un intervalo aceptable de variación. En
450
consecuencia, se requiere que el bagazo ingrese con un determinado contenido de humedad al hogar para optimizar el proceso de la combustión, mejorando así el aprovechamiento del combustible.Para reducir y mantener controlada la humedad del combustible, una de las soluciones propuestas ha sido usar secadores de bagazo, empleando como fuentes térmicas posibles
energía solar
vapor de agua sobrecalentado
gases
Para el caso del bagazo a utilizarse en calderas, su secado empleando energía solar
es en general limitado por los requerimientos de espacios necesarios por las grandes cantidades de bagazo que se producen en la industria azucarera. El empleo de vapor se muestra como una alternativa prometedora, pero aún se encuentra en desarrollo. El secado empleando gases de combustión, si bien puede ser objeto de controversias, es el más difundido.
El secado de bagazo está extensamente estudiado y documentado en la literatura técnica azucarera [3], [4], [5], [6], [7], [8], [9], [10], [11]. En las obras de Rein y Van der Poel se encuentra un adecuado resumen de las experiencias [12], [13].
16.0 APLICACIÓN DEL SECADO EN CALDERAS
La conveniencia de instalar un secador de bagazo debe ser planteada y entendida en el marco correcto de la situación que se analice. Este marco corresponde a:
1. Caso de calderas nuevas por adquirir y donde puede plantearse la conveniencia de un diseño de la caldera en combinación con el secador y los equipos recuperadores de calor convencionales que acompañan a las calderas. Aquí hay que tener en cuenta, que en general los fabricantes de calderas no proveen secadores de bagazo, pues no forma parte de su core business
2. Calderas existentes en donde generalmente se tiene incorporado calentador de aire y/o economizador y a las que se les desea mejorar su performance. Este es el caso general y en donde los secadores tienen actualmente su más amplio espectro de aplicación.
Para las calderas del caso 2 y suponiendo que se trata de calderas en perfectas condiciones operativas y de mantenimiento, y que no serán sometidas a procesos de retrofit ó recalentamiento intermedio, las únicas opciones de mejorar su desempeño actual son:
a) Precalentamiento regenerativo del agua de alimentación
451
b) Secado del bagazo
c) Combinación de las dos anteriores
La aplicación del caso a) dependerá del balance termoenergético de la planta y disponibilidad de vapor sobrante. Esta solución cumpliría el mismo efecto del economizador, sólo que la energía recuperada dependería de un uso eficiente del vapor.
En el caso c), si el secado se realiza recuperando energía de los gases de combustión, el precalentamiento regenerativo del agua de alimentación permitiría prescindir del economizador y tener disponible gases de mayor temperatura, y por lo tanto de mayor potencial para el secado.
16.1 BENEFICIOS DEL SECADO DE BAGAZO
Los beneficios que se obtienen del secado de bagazo y de la posibilidad de mantener su humedad lo más constante posible, pueden resumirse de la siguiente manera, tomando las referencias antes citadas:
1. mayor poder calorífico 2. mayores temperaturas de combustión 3. mayor transferencia de calor por radiación en el hogar 4. mejor estabilidad en el proceso de combustión 5. incremento en la producción de vapor del hogar 6. mayor tiempo de retención en el hogar 7. menor exceso de aire 8. menor flujo de gases de combustión 9. menores pérdidas de calor en gases de escape 10. menor consumo de energía en ventiladores de aire forzado y de tiro inducido 11. eliminación del consumo de combustible auxiliar 12. incremento del rendimiento energético y exergético de la caldera 13. menores pérdidas de combustible no quemado 14. menor impacto ambiental
Con tantos beneficios enunciados, es lícito preguntarse por qué razón no se ha difundido masivamente su aplicación en la industria. Al respecto y dependiendo del tipo de secador que se trate podemos sintetizar las objeciones de la siguiente manera 1], 2], 3]
riesgos de incendios complicaciones operativas relación “inversión / beneficios” más alta respecto de un calentador de aire y/o
economizador mayores costos operativos (energía, mano de obra, mantenimiento) que otras
alternativas
452
requerimiento de mayor espacio que otras alternativas
Las principales objeciones están en relación con la comparación con otras alternativas, que en general se basan en estudios para modificaciones de calderas existentes, y no en estudios de proyectos de calderas nuevas encarados de manera holística.
16.1 FACTORES DE DISEÑO Y UBICACIÓN DEL SECADOR
Los secadores en general han sido concebidos no como parte integrante de la caldera sino como un equipo de recuperación auxiliar de los ya existentes (economizador y/o precalentador de aire) en combinaciones varias. Barroso et al., han llevado a cabo un interesante análisis de estas posibles combinaciones y sus resultados [14]. El secador puede emplearse en serie, o en paralelo respecto a los otros recuperadores de calor auxiliares. En la figura 1 se muestran algunas de estas combinaciones [6], [15]
Las ventajas del secado han sido analizadas y reportadas bajo los enfoques tanto energéticos como exergéticos y de ellos se desprende que la mejor opción analizando las posibles combinaciones se obtiene cuando la caldera está provista con un tándem de economizador, calentador de aire y secador [16], [17], [11], [18], [19]. Cuando la caldera posee un solo equipo recuperador es siempre más eficiente el conjunto caldera-calentador de aire-secador que caldera-economizador-secador.
Desde el punto de vista de la operación de la caldera, para garantizar una combustión estable del bagazo húmedo, se requiere aire suficientemente caliente, por ello sería conveniente poner el calentador primero y luego el economizador en la corriente de gases que salen del generador de vapor. Sin embargo, desde el punto de vista de los costos de inversión inicial, es conveniente situar el calentador de aire aguas abajo del economizador en la corriente de gases, lo que además da mayor seguridad de operación y facilita el mantenimiento, entre otros beneficios.
De todas maneras la elección de la posición de los equipos de recuperación de calor, precalentador, economizador y secador, dependerá de: por un lado, si se trata de un proyecto completamente nuevo o de un proyecto de modificación de una caldera existente, y por otro, del nivel de presión y temperatura de vapor necesario.
Para el diseño habrá que tener en cuenta: la temperatura mínima del aire precalentado, que depende del exceso de aire y la humedad con que se quema el combustible; la temperatura de ablandamiento o fusión de cenizas; la máxima temperatura alcanzada por los gases, que dependerá también del contenido de humedad del combustible que llega al hogar y de la temperatura a la que se precalienta el aire; la temperatura de los gases a la de salida del horno; la velocidad de los gases; el tiempo de residencia; la temperatura máxima del agua precalentada, que depende de la temperatura de saturación, de la presión de trabajo; la temperatura mínima de los gases en relación a la temperatura del
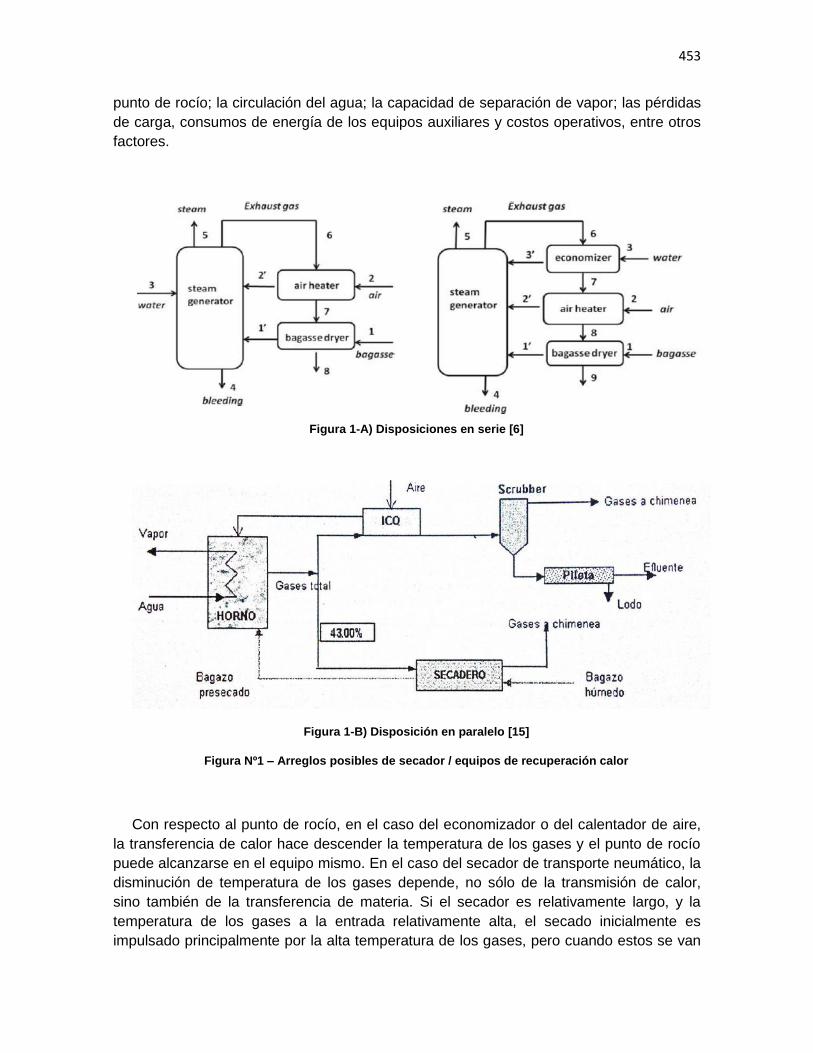
453
punto de rocío; la circulación del agua; la capacidad de separación de vapor; las pérdidas de carga, consumos de energía de los equipos auxiliares y costos operativos, entre otros factores.
Figura 1-A) Disposiciones en serie [6]
Figura 1-B) Disposición en paralelo [15]
Figura Nº1 – Arreglos posibles de secador / equipos de recuperación calor
Con respecto al punto de rocío, en el caso del economizador o del calentador de aire, la transferencia de calor hace descender la temperatura de los gases y el punto de rocío puede alcanzarse en el equipo mismo. En el caso del secador de transporte neumático, la disminución de temperatura de los gases depende, no sólo de la transmisión de calor, sino también de la transferencia de materia. Si el secador es relativamente largo, y la temperatura de los gases a la entrada relativamente alta, el secado inicialmente es impulsado principalmente por la alta temperatura de los gases, pero cuando estos se van
454
enfriando, la fuerza impulsora predominante pasa a ser la diferencia entre el contenido de humedad de los gases y el contenido de humedad correspondiente a la saturación adiabática [20], [21]
A medida que transcurre el secado los gases se van acercando a las condiciones de saturación, pero esta no se alcanza, y consecuentemente tampoco el punto de rocío, aún cuando haya pérdidas de calor al exterior, debido a que al acercarse los gases a la saturación disminuye también la fuerza impulsora del secado. Si bien el punto de rocío no se alcanza en el secador, el mismo puede alcanzarse inmediatamente luego de la separación de los gases y el bagazo, si desciende aún más la temperatura de los gases.
También la granulometría del bagazo es un importante factor a tener en cuenta en el secado, ya que los distintos tamaños de partículas requerirán diferentes tiempos o condiciones para el secado, y para la fluidización o el transporte, en el caso de secadores de lecho fluidizado o de transporte neumático. En este último, como la temperatura de ignición del bagazo depende de su humedad, es decir que para una determinada temperatura el bagazo no se enciende hasta que no se seca hasta una determinada humedad límite, y como los gases se van enfriando a medida que se va secando el bagazo, en general no hay riesgo de incendio en el secador. Pero si en el secador de transporte neumático se produce fluidización sin transporte de las partículas de mayor tamaño, estas pueden sobresecarse y encenderse.
La humedad final del bagazo presecado, alcanzada en el secador, debe ser acorde al diseño y materiales constructivos del generador de vapor. Un secado excesivo puede generar importantes complicaciones operativas y daños en el generador.
16.2 BALANCES DE MASA Y ENERGÍA
En el caso de secado con una fuente de energía externa al sistema caldera-secador (energía solar, vapor o gases de otra instalación), los balances para la caldera y el secador pueden hacerse por separado.
Para el secado con energía derivada del interior del sistema, los balances de la caldera y del secador están relacionados entre sí. En el caso del secado con vapor sobrecalentado de la caldera, simplemente hay que tener en cuenta que el caudal de vapor entregado por el sistema está disminuido en la cantidad de vapor necesario para el secado.
Los balances para el caso del secado con gases de combustión recuperados de la misma instalación son más complejos, y más aún para la disposición en paralelo. Su mayor complejidad es principalmente debida a que al variar la humedad del bagazo que llega al horno varía la cantidad de agua, y con ello el potencial de secado, de los gases que se emplean en el secador. A continuación se presenta un ejemplo ilustrativo para este caso.
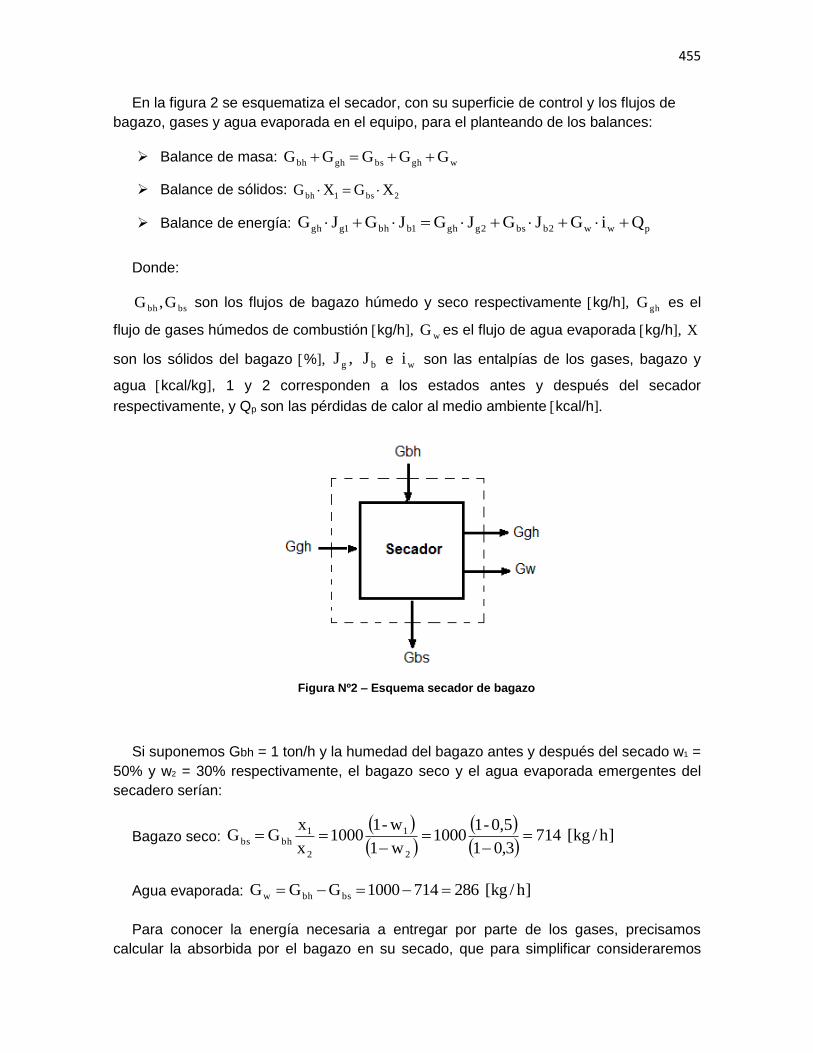
455
En la figura 2 se esquematiza el secador, con su superficie de control y los flujos de bagazo, gases y agua evaporada en el equipo, para el planteando de los balances:
Balance de masa: wghbsghbh GGGGG
Balance de sólidos: 2bs1bh XGXG
Balance de energía: pww2bbs2ggh1bbh1ggh QiGJGJGJGJG
Donde:
bsbh G,G son los flujos de bagazo húmedo y seco respectivamente kg/h], ghG es el
flujo de gases húmedos de combustión kg/h], wG es el flujo de agua evaporada kg/h], X
son los sólidos del bagazo %], bg J,J e wi son las entalpías de los gases, bagazo y
agua kcal/kg], 1 y 2 corresponden a los estados antes y después del secador respectivamente, y Qp son las pérdidas de calor al medio ambiente kcal/h].
Figura Nº2 – Esquema secador de bagazo
Si suponemos Gbh = 1 ton/h y la humedad del bagazo antes y después del secado w1 = 50% y w2 = 30% respectivamente, el bagazo seco y el agua evaporada emergentes del secadero serían:
Bagazo seco:
]h/kg[7143,01
0,5-11000
w1
w-11000
x
xGG
2
1
2
1bhbs
Agua evaporada: ]h/kg[2867141000GGG bsbhw
Para conocer la energía necesaria a entregar por parte de los gases, precisamos calcular la absorbida por el bagazo en su secado, que para simplificar consideraremos

456
similar a la absorbida únicamente por la fibra seca y la requerida para evaporar el agua. Para ello será preciso conocer la temperatura del bagazo a la salida del secador, que supondremos de 50ºC.
El calor específico de la fibra de bagazo [3] está dado por la siguiente ecuación:
]Cºkg/kcal[t.0016,0266,0Cp ff
Siendo ]Cºkg/kcal[32,0Cp f entre la temperatura ambiente (20ºC) y de salida del
bagazo (50ºC). Tomando un calor de vaporización del agua de 600 kcal/kg], será:
Energía absorbida por el bagazo: ]h/kcal[6897205032,0714Qb
Energía absorbida por el agua: ]h/kcal[600.1716007286Qw
Energía requerida total ]h/kcal[497.178QQQ wbs
Esta energía, a transferir en el secador, debe ser igual a la aportada por los gases con una temperatura de entrada al secador que depende de la temperatura de combustión, y con ella, de la transferencia de calor en la caldera y recuperadores, por lo que en general se requiere algún método iterativo para la resolución de los balances.
La temperatura de combustión depende directamente del poder calorífico, el cual varía con la humedad:
Reducción humedad: w = 50 – 30 = 20 puntos
Poder calorífico inferior con w1 = 50%: Hi = 1779 kcal/kg]
Poder calorífico inferior con w2 = 30%: Hi = 2725 kcal/kg]
Aumento del poder calorífico: 53%
Con este aumento del poder calorífico veamos cómo afecta a la temperatura adiabática de combustión y para ello tomaremos los datos del caso desarrollado en el capítulo 3. Allí
habíamos obtenido un valor de tad1 = 1207ºC con bagazo del 50% de humedad, 30% de exceso de aire y con aire precalentado a 200ºC. Se asumió que la temperatura ambiente era de 20ºC. Con este nuevo poder calorífico, la temperatura adiabática sube a:
Cº1787342,0.78,4
164272520
Cp.G1
tt.Cp.GHtt
gha
0aaaioga
Es decir, conseguiríamos un aumento en la temperatura adiabática de t = 48%.
457
El secado de bagazo no puede ejecutarse como proyecto aislado sin comprobar sus efectos sobre el balance térmico del hogar y de la caldera en su conjunto. El secado del bagazo representa una alteración de las condiciones de diseño de la caldera y como tal debe ser tratada.
En efecto, el calor transferido por radiación y la temperatura media en el hogar, está dado por:
sadghgh4p
4mrefh TTCp.GTTF..Q
sadm T.TT
Esto quiere decir que cuanto más baja sea la humedad del bagazo y por ende más alto su poder calorífico, mayor será la temperatura media del hogar. La temperatura media como vimos, está limitada por la temperatura de fusión de las cenizas.
Recordando lo analizado en el capítulo Nº10, teníamos que la temperatura de los gases a la salida del hogar es proporcional a la temperatura adiabática, lo que implica que un aumento de esta última alterará este valor, hecho que debe ser cuidadosamente analizado para evitar altas temperaturas de ingreso al sobrecalentador que pueden afectar la vida útil de los tubos.
Por otro lado, una mayor generación de vapor en el hogar implica variaciones en la circulación de las paredes de agua, que deben verificarse para asegurar que la temperatura de la pared tubular se mantiene dentro de los valores fijados en el diseño.
Asimismo, necesariamente el diseño del secador debe realizarse en forma paralela a los balances del mismo y de la caldera, y considerando los diferentes factores económicos, para asegurar el sistema más favorable.
16.3 TIPOS DE SECADORES
Son varios los tipos de secadores usados en la industria. Estos son del tipo:
de banda rotativo con gases (recuperados ó con cámara de combustión incorporada) rotativo con aire precalentado (con intercambiador a vapor) de transporte neumático de lecho fluidizado de vapor
Algunos de estos secadores han sido probados para bagazo a escala piloto. A escala industrial, el que mayor difusión ha tenido es el de transporte neumático, y en menor

458
medida el rotativo. En las referencias bibliográficas anteriores se pueden encontrar resúmenes de estas experiencias.
Secadores de transporte neumático
Los secadores en transporte neumático son conocidos y usados exitosamente en otras industrias que usan biomasa, pero en la industria azucarera recién a partir de los años 80, comienzan a tener una mayor difusión y perfeccionamiento [19], [22].
Los sistemas de secado de bagazo por transporte neumático generalmente emplean gases de combustión como agente de secado y como medio de transporte del bagazo. Los gases se dirigen al tubo o columna de secado vertical (1) (Figura 3) a través de un conducto de gases calientes (2) al ser succionados por la acción de un ventilador de tiro inducido. El bagazo húmedo ingresa a un tubo de secado por medio de una válvula rotativa (3) y es arrastrado en transporte neumático por los gases. A la salida del tubo de secado, se separa el bagazo presecado de los gases mediante uno o más ciclones (4), los cuales poseen en su base una válvula rotativa para la descarga del bagazo presecado (5). Los gases resultantes se dirigen a una chimenea por medio de un conducto de gases fríos (6).
Figura Nº3 – Secador de transporte neumático [23]
En la figura 4 vemos un esquema de un secador de este tipo acoplado a una caldera y
su funcionamiento, consistente en transportar neumáticamente el bagazo en flujo paralelo con los gases, intercambiando masa y energía en la columna de secado, para luego ser separado en un ciclón y alimentado presecado a la caldera para su utilización.
459
Figura Nº4 – Esquema de un secador acoplado a una caldera
La figura Nº5 corresponde a un ingenio de La India que cogenera y opera con una caldera de 70 t/h de vapor de 67 bar y 480ºC. Durante la zafra 2007-2008 fue instalado el secador y los resultados reportados se presentan en la tabla 1 [24].
Figura Nº5 – Secador de transporte neumático instalado en India [24]
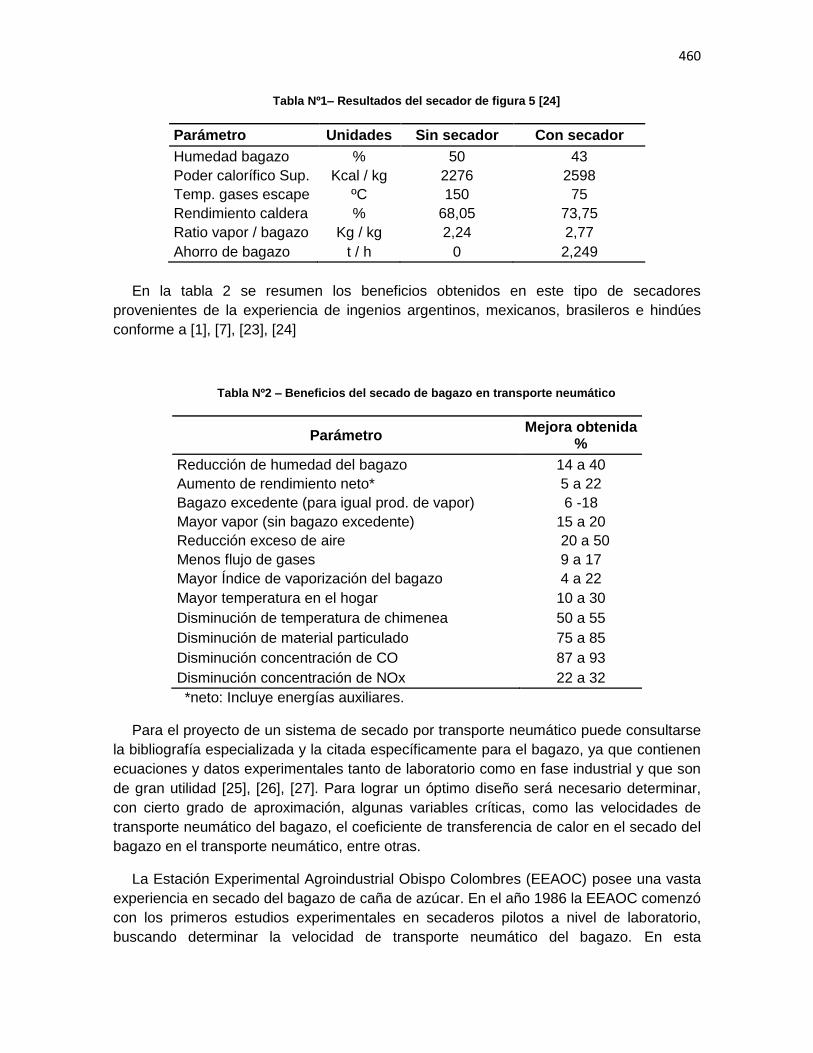
460
Tabla Nº1– Resultados del secador de figura 5 [24]
Parámetro Unidades Sin secador Con secador Humedad bagazo % 50 43 Poder calorífico Sup. Kcal / kg 2276 2598 Temp. gases escape ºC 150 75 Rendimiento caldera % 68,05 73,75 Ratio vapor / bagazo Kg / kg 2,24 2,77 Ahorro de bagazo t / h 0 2,249
En la tabla 2 se resumen los beneficios obtenidos en este tipo de secadores
provenientes de la experiencia de ingenios argentinos, mexicanos, brasileros e hindúes conforme a [1], [7], [23], [24]
Tabla Nº2 – Beneficios del secado de bagazo en transporte neumático
Parámetro Mejora obtenida %
Reducción de humedad del bagazo 14 a 40 Aumento de rendimiento neto* 5 a 22 Bagazo excedente (para igual prod. de vapor) 6 -18 Mayor vapor (sin bagazo excedente) 15 a 20 Reducción exceso de aire 20 a 50 Menos flujo de gases 9 a 17 Mayor Índice de vaporización del bagazo 4 a 22 Mayor temperatura en el hogar 10 a 30 Disminución de temperatura de chimenea 50 a 55 Disminución de material particulado 75 a 85 Disminución concentración de CO 87 a 93 Disminución concentración de NOx 22 a 32
*neto: Incluye energías auxiliares.
Para el proyecto de un sistema de secado por transporte neumático puede consultarse la bibliografía especializada y la citada específicamente para el bagazo, ya que contienen ecuaciones y datos experimentales tanto de laboratorio como en fase industrial y que son de gran utilidad [25], [26], [27]. Para lograr un óptimo diseño será necesario determinar, con cierto grado de aproximación, algunas variables críticas, como las velocidades de transporte neumático del bagazo, el coeficiente de transferencia de calor en el secado del bagazo en el transporte neumático, entre otras.
La Estación Experimental Agroindustrial Obispo Colombres (EEAOC) posee una vasta experiencia en secado del bagazo de caña de azúcar. En el año 1986 la EEAOC comenzó con los primeros estudios experimentales en secaderos pilotos a nivel de laboratorio, buscando determinar la velocidad de transporte neumático del bagazo. En esta
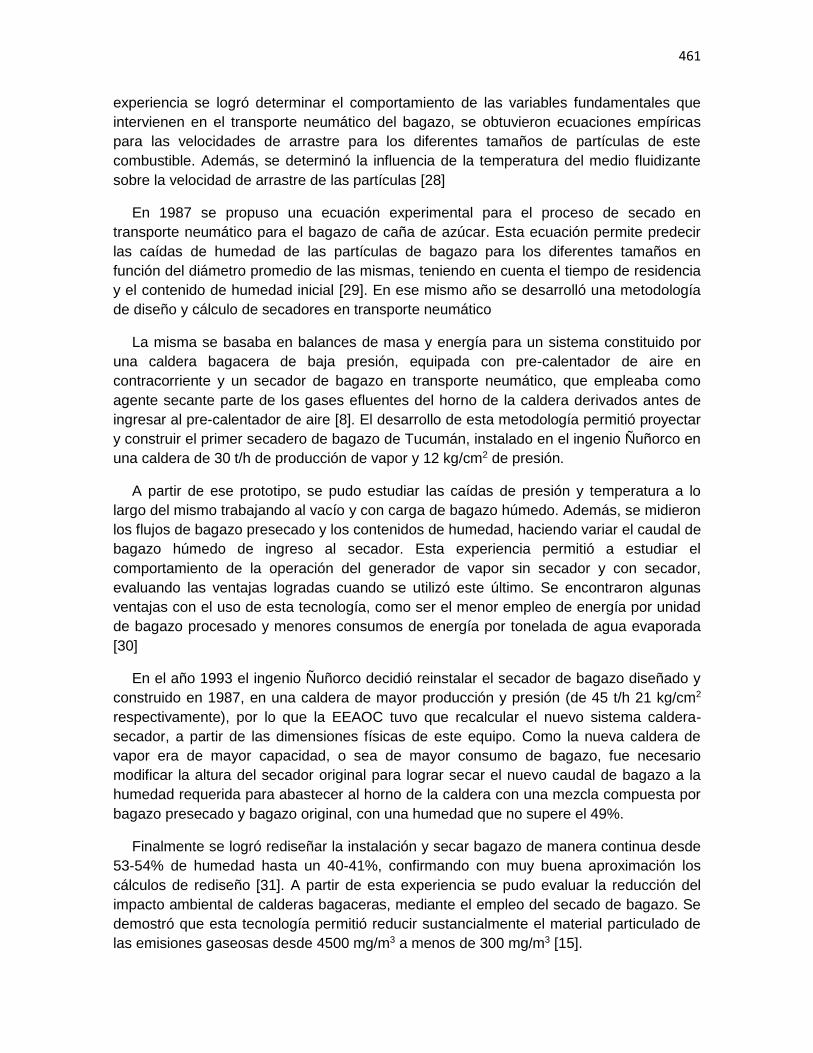
461
experiencia se logró determinar el comportamiento de las variables fundamentales que intervienen en el transporte neumático del bagazo, se obtuvieron ecuaciones empíricas para las velocidades de arrastre para los diferentes tamaños de partículas de este combustible. Además, se determinó la influencia de la temperatura del medio fluidizante sobre la velocidad de arrastre de las partículas [28]
En 1987 se propuso una ecuación experimental para el proceso de secado en transporte neumático para el bagazo de caña de azúcar. Esta ecuación permite predecir las caídas de humedad de las partículas de bagazo para los diferentes tamaños en función del diámetro promedio de las mismas, teniendo en cuenta el tiempo de residencia y el contenido de humedad inicial [29]. En ese mismo año se desarrolló una metodología de diseño y cálculo de secadores en transporte neumático
La misma se basaba en balances de masa y energía para un sistema constituido por una caldera bagacera de baja presión, equipada con pre-calentador de aire en contracorriente y un secador de bagazo en transporte neumático, que empleaba como agente secante parte de los gases efluentes del horno de la caldera derivados antes de ingresar al pre-calentador de aire [8]. El desarrollo de esta metodología permitió proyectar y construir el primer secadero de bagazo de Tucumán, instalado en el ingenio Ñuñorco en una caldera de 30 t/h de producción de vapor y 12 kg/cm2 de presión.
A partir de ese prototipo, se pudo estudiar las caídas de presión y temperatura a lo largo del mismo trabajando al vacío y con carga de bagazo húmedo. Además, se midieron los flujos de bagazo presecado y los contenidos de humedad, haciendo variar el caudal de bagazo húmedo de ingreso al secador. Esta experiencia permitió a estudiar el comportamiento de la operación del generador de vapor sin secador y con secador, evaluando las ventajas logradas cuando se utilizó este último. Se encontraron algunas ventajas con el uso de esta tecnología, como ser el menor empleo de energía por unidad de bagazo procesado y menores consumos de energía por tonelada de agua evaporada [30]
En el año 1993 el ingenio Ñuñorco decidió reinstalar el secador de bagazo diseñado y construido en 1987, en una caldera de mayor producción y presión (de 45 t/h 21 kg/cm2 respectivamente), por lo que la EEAOC tuvo que recalcular el nuevo sistema caldera-secador, a partir de las dimensiones físicas de este equipo. Como la nueva caldera de vapor era de mayor capacidad, o sea de mayor consumo de bagazo, fue necesario modificar la altura del secador original para lograr secar el nuevo caudal de bagazo a la humedad requerida para abastecer al horno de la caldera con una mezcla compuesta por bagazo presecado y bagazo original, con una humedad que no supere el 49%.
Finalmente se logró rediseñar la instalación y secar bagazo de manera continua desde 53-54% de humedad hasta un 40-41%, confirmando con muy buena aproximación los cálculos de rediseño [31]. A partir de esta experiencia se pudo evaluar la reducción del impacto ambiental de calderas bagaceras, mediante el empleo del secado de bagazo. Se demostró que esta tecnología permitió reducir sustancialmente el material particulado de las emisiones gaseosas desde 4500 mg/m3 a menos de 300 mg/m3 [15].
462
En el año 2002 se realizaron dos nuevos diseños de secadores, uno para una caldera de 80 t/h de producción de vapor y 21 kg/cm2 de presión, instalada en el Ingenio Ñuñorco; y otro equipo para el secado de médula de bagazo para una caldera de 30 t/h y 12 kg/cm2, para ese mismo ingenio azucarero. Además, en ese año se diseñó un secador de bagazo para el Ingenio Santa Bárbara para secar el bagazo húmedo de dos calderas de vapor, una de 30 t/h y otra de 40 t/h; con gases calientes proveniente de las mismas calderas y devolver el bagazo presecado a los hornos de estos generadores. Dicha configuración se encuentra operando desde entonces sin inconvenientes.
En el año 2003 se diseñó un secador de bagazo para una caldera de vapor con una producción nominal de 50 t/h de vapor a 15 kg/cm2 de presión, instalada en el ingenio Ofelina de la Compañía Azucarera La Estrella S.A., de la República de Panamá, con el objetivo de reducir el consumo de petróleo que se venía registrando en la caldera durante la zafra 2002. A partir de ensayos en la caldera se determinaron los parámetros de operación de la misma, el rendimiento térmico resultó próximo al 61% con un índice de
generación de 1,56 kg vapor/kg.bagazo húmedo, para una producción de vapor de 41,6 [t/h] y un bagazo con un contenido de humedad del 54,6%.
Posteriormente en el 2005 se puso en marcha el secador, obteniéndose para una similar producción de vapor un rendimiento térmico en el sistema caldera-secador del
76%, con un índice de generación de 2,06 kg vapor/kg.bagazo húmedo, operando la caldera con un contenido de humedad del bagazo de aproximadamente 31%. Esto le posibilitó al ingenio ahorrar 5400 kg/h de bagazo, lo que representó un 20% respecto al caso base. Luego en el año 2006 la Compañía obtuvo motivo de la incorporación del secador, el Premio a la Innovación Ambiental en Centroamérica.
En el año 2006 se diseñó un equipo de secado para el ingenio Santa Rosa de la República de Panamá, la caldera de vapor original era de 50 t/h de producción de vapor y 18 kg/cm2 de presión. Ensayos realizados en la misma, demostraron un índice de
producción de vapor de 1,57 kg vapor/kg.bagazo húmedo, con un consumo de bagazo de aproximadamente 32,0 t/h y una humedad del bagazo promedio del 50%, determinando un rendimiento térmico de la caldera cercano al 52%.
Con la puesta en marcha del secador de bagazo en el año 2007, se obtuvo una producción de vapor de 60 t/h a igual presión de trabajo, con un rendimiento térmico en el
sistema caldera-secador del 70% y un índice de generación de 2,28 kg vapor/kg.bagazo
húmedo, operando en la caldera con una humedad del bagazo de 36%. Esto posibilitó ahorrar aproximadamente 5400 kg/h de bagazo, lo que representó en este caso el 17% respecto al caso base.
En el año 2009 se realizó un anteproyecto de un sistema de secado de bagazo y médula de bagazo para el ingenio Ledesma de Argentina, para ser instalado en una caldera de 118 t/h de producción nominal a una presión de 44 kg/cm2, dotada con economizador de vapor y pre-calentador del aire primario para la combustión, este último aguas abajo del economizador en la corriente de gases. Esta propuesta fue un desafío
463
importante, ya que era la primera experiencia del grupo en el diseño de secadores de bagazo en calderas de alta presión.
Se partió de ensayos realizados en el generador de vapor para así obtener los datos base para el diseño del equipo. A partir de los resultados ensayos y cálculos, se
determinó que el generador de vapor funcionaba con un índice de 1,87 kg vapor/kgbagazo, con una producción de vapor de 104,8 t/h a 46,65 kg/cm2; y un rendimiento térmico de 77,8%, con un bagazo de 53% de humedad. Como el generador se encontraba operando por debajo de su producción de vapor nominal, se tomó como caso base de diseño 118 t/h de vapor, 46,65 kg/cm2 de presión.
Para estas condiciones, se determinó un potencial índice de generación de vapor de
1,90 kg vapor/kgbagazo y rendimiento del sistema caldera-secador de 80%. Se analizaron tres alternativas posibles de secado de bagazo, la primera, utilizando la totalidad de los gases efluentes a la salida del pre-calentador de aire de la caldera, la segunda alternativa fue derivar alrededor del 35% de los gases calientes, antes del equipo pre-calentador y la tercera fue derivar gases calientes desde la entrada del economizador de vapor de la caldera.
De las tres propuestas planteadas, la más beneficiosa desde el punto de vista energético, fue la tercera, es decir utilizando los gases de mayor temperatura para secar
el bagazo. Con ésta se lograría un índice de generación de vapor de 2,18 kg
vapor/kgbagazo y un rendimiento termodinámico del sistema de 91,5%, lo que les permitía obtener un ahorro de bagazo de 12,6%, equivalente a un consumo de gas natural de casi 6.700.000 m3/zafra [32].
En ese mismo año se diseñó un equipo de secado para una caldera de vapor de 60 t/h de producción nominal, a una presión de 18,5 kg/cm2, para el ingenio azucarero El Carmen de México, con el objetivo de disminuir el consumo de petróleo de la fábrica. Con datos proporcionados por el ingenio, se realizaron cálculos teóricos, obteniéndose un
índice de generación de vapor de 1,77 kg vapor/kg.bagazo húmedo y un rendimiento térmico de 59,43% para la caldera operando sin secador, con un bagazo de 50% de contenido de humedad.
De manera teórica se realizaron cálculos y se estimó que el índice de generación de
vapor para la caldera con secador de bagazo sería de 2,80 kg vapor/kg.bagazo húmedo, con un bagazo de 32% de humedad, lo que representaba casi un 58% de aumento de producción de vapor. El rendimiento del sistema caldera-secador se estimó alrededor de 70%. Finalmente el secador de bagazo fue construido; y a principios de 2010, se ensayó la caldera de vapor sin el secador de bagazo y luego con el secador en operación.
Los resultados para el primer caso fueron: índice de generación de vapor de 1,51 kg
vapor/kg.bagazo húmedo, con un rendimiento térmico de 55,8% para una producción de vapor de la caldera de 33,7 t/h y un bagazo con un contenido de humedad de 53%. El consumo
464
de petróleo registrado durante el ensayo fue de 2225,5 l/h, lo que representaba alrededor de 11,25 l/TC.
Estos resultados fueron muy desalentadores, ya que se encontraban por debajo de los considerados en el diseño teórico del equipo de secado. Luego de la puesta en marcha del secador, y de alcanzar condiciones de régimen con mezcla de bagazo presecado y húmedo, se realizaron ensayos al sistema caldera-secador, obteniendo como resultados un índice de 2,14 kg vapor/kgmezcla, con un rendimiento térmico del sistema de 63,8% y un consumo de petróleo en la planta de calderas al cabo de 14 horas de trabajo de 1526,6 l/h, equivalentes a 7,72 l/TC, logrando un ahorro de combustible de 31,4% [24].
También en el año 2010 se analizó, para el Grupo Santos de México, la posibilidad de instalar secadores de bagazo en los ingenios azucareros que poseía la compañía. Para ello se visitaron los ingenios Bellavista, Plan de Ayala y Cuatotolapan, y se realizaron ensayos en sus calderas de vapor con el objeto de estudiar la posibilidad del secado de bagazo en los principales generadores.
En el año 2011 se adecuaron instalaciones en el Ingenio Santa Bárbara de Tucumán para ejecutar ensayos de combustión de vinaza con materiales celulósicos y biogás, previstos en un proyecto federal de innovación productiva presentado en una convocatoria del 2009 a la Agencia de Promoción Científica y Tecnológica de la República Argentina. Estos ensayos tenían la particularidad de quemar en las calderas del ingenio, una mezcla combustible constituida por bagazo pre-secado, vinaza diluida y residuos agrícolas de la cosecha de la caña de azúcar (RAC).
El bagazo de 55,5% de humedad se presecó en un secador de transporte neumático hasta una humedad de aprox. 33,6%, la vinaza diluida proveniente de la salida de la columna de destilación de alcohol tenía aprox. 11,0 ºBx y el RAC empleado una humedad de 26,3%. La caldera original quemando sólo bagazo húmedo de 52%, producía en
promedio 32,25 t/h de vapor, a una presión de 17,4 kg/cm2, con un índice 1,32 kg vapor/kg.
Bagazo húmedo y un rendimiento térmico de 56,6%.
Con la incorporación del nuevo combustible mezcla, se logró una producción de vapor de 39,2 t/h a una presión de trabajo 22,0 kg/cm2, con un índice de 1,47 kg vapor/kgcombustible
mezcla y un rendimiento del sistema caldera-secador de 51%, para un contenido de humedad del combustible mezcla de 40,2% aproximadamente. Esta experiencia permitió quemar mezclas de bagazo presecado, RAC y vinaza en calderas bagaceras convencionales.
Para una relación de un 75,7% de bagazo húmedo, un 13,6% de RAC y un 10,7% de vinaza, manteniendo una combustión estable en el horno de la caldera, logrando un ahorro de bagazo del 21,1% con respecto al bagazo consumido por la misma caldera, operando únicamente con bagazo húmedo y sin secador de bagazo. Además se logró el objetivo buscado, emplear la vinaza en el proceso de combustión para disminuir el impacto ambiental que provocaba su vuelco a los cauces de los ríos. Con la experiencia se lograron emplear un 28,4% de vinaza en relación a la vinaza de la destilería [33]
465
En el año 2012 se realizó un estudio con el objetivo de analizar la incorporación de la tecnología de secado de bagazo como alternativa para el aumento de la eficiencia térmica y ahorro de combustible adicional de tres calderas de la planta de cogeneración del Ingenio Madre Tierra, Guatemala. Se relevaron las instalaciones y se recopilaron datos de operación con el fin de establecer las características de trabajo y desempeño de las unidades de generación de vapor. Luego se determinaron para cada una de ellas los beneficios a obtener con la incorporación de un secador en cada caso.
En el año 2012 se presentó en la Agencia Nacional de Promoción Científica y Tecnológica de la República Argentina un proyecto para el incremento de la eficiencia energética de sistemas de producción de bioelectricidad en la industria sucro-alcoholera a partir de biomasas residuales: bagazo presecado y residuos agrícolas de cosecha de la caña (RAC). A partir de ensayos realizados en una caldera de vapor moderna de alta presión, se definió el caso base a reformar.
La caldera ensayada arrojó una producción de vapor promedio de 128 t/h y un índice
de generación de 1,8 kg vapor/kg.bagazo húmedo, alcanzando un rendimiento neto de 79,6% para un contenido de humedad en el bagazo de 54,5%. Se determinó que derivando un 35% de los gases calientes antes del pre-calentador de aire al secador, el bagazo podrá presecarse hasta 44,2% de humedad, el índice de generación será de 1,9 kg
vapor/kgcombustible mezcla, con un rendimiento neto de 83,5% para la misma producción de vapor. Este beneficio y la incorporación de RAC permitirían incrementar la eficiencia del sistema de cogeneración, pasando de una producción de 15,0 GWh/año a 17,5 GWh/año, lo que representaría un incremento de 16,7% de generación de energía eléctrica anual.
En la tabla Nº3 siguiente se presenta un resumen de los estudios y proyectos de secadores de bagazo de la EEAOC en Argentina y otros países
Secadores rotativos
Los secadores de tambores rotativos también funcionan con un flujo de gases calientes paralelo al bagazo a secarse, pero el transporte de este se realiza en gran parte en forma mecánica dentro de un cilindro. El bagazo húmedo es elevado continuamente por la rotación del cilindro dejándolo caer a través de la corriente de gases calientes que circulan a lo largo del secador. El cilindro rotatorio posee distribuidas en su interior una serie de paletas con el objeto de mejorar la mezcla, el tiempo de residencia y el contacto de la cáscara con los gases secantes aumentando la transferencia de calor.
Dicho cilindro giratorio presenta una leve inclinación en sentido de la corriente de gases produciendo el movimiento de la cáscara en sentido longitudinal. También poseen ciclones para separar las partículas de bagazo de menor tamaño que son arrastradas por los gases. Los gases efluentes del ciclón son aspirados por un ventilador de tiro inducido que vence las pérdidas de carga del sistema de secado en cuestión, expulsándolos hacia la atmósfera a través de una chimenea.
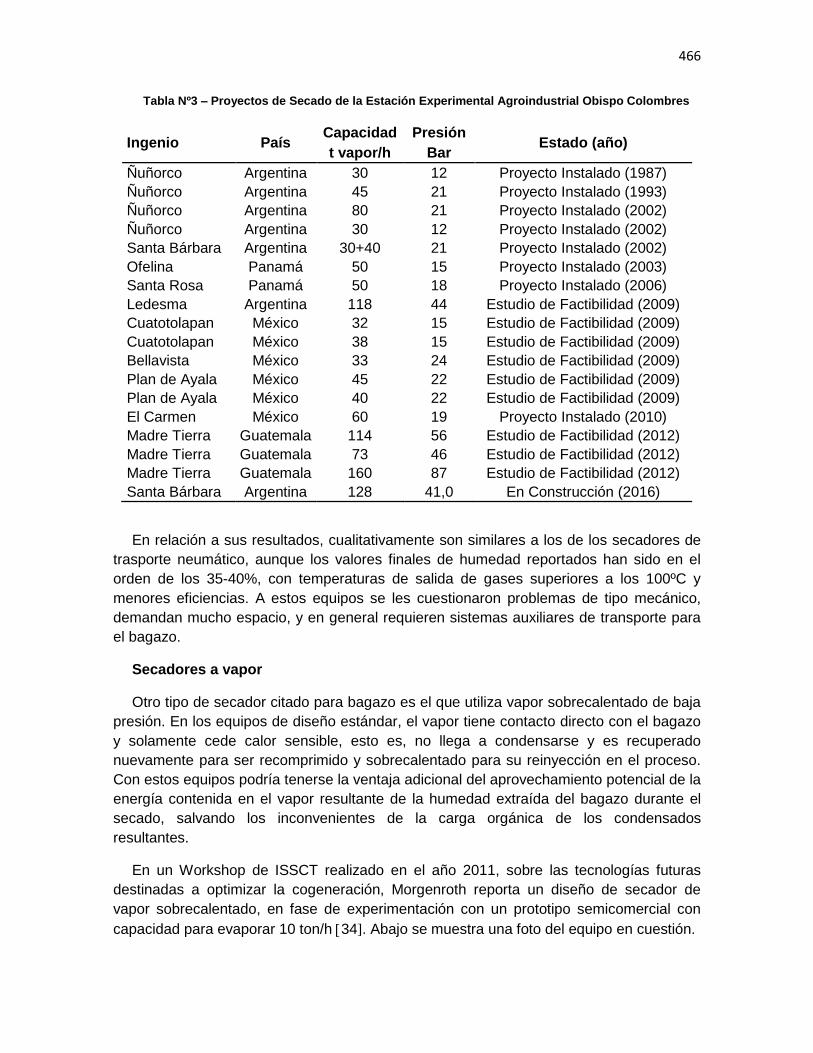
466
Tabla Nº3 – Proyectos de Secado de la Estación Experimental Agroindustrial Obispo Colombres
Ingenio País Capacidad Presión
Estado (año) t vapor/h Bar
Ñuñorco Argentina 30 12 Proyecto Instalado (1987) Ñuñorco Argentina 45 21 Proyecto Instalado (1993) Ñuñorco Argentina 80 21 Proyecto Instalado (2002) Ñuñorco Argentina 30 12 Proyecto Instalado (2002) Santa Bárbara Argentina 30+40 21 Proyecto Instalado (2002) Ofelina Panamá 50 15 Proyecto Instalado (2003) Santa Rosa Panamá 50 18 Proyecto Instalado (2006) Ledesma Argentina 118 44 Estudio de Factibilidad (2009) Cuatotolapan México 32 15 Estudio de Factibilidad (2009) Cuatotolapan México 38 15 Estudio de Factibilidad (2009) Bellavista México 33 24 Estudio de Factibilidad (2009) Plan de Ayala México 45 22 Estudio de Factibilidad (2009) Plan de Ayala México 40 22 Estudio de Factibilidad (2009) El Carmen México 60 19 Proyecto Instalado (2010) Madre Tierra Guatemala 114 56 Estudio de Factibilidad (2012) Madre Tierra Guatemala 73 46 Estudio de Factibilidad (2012) Madre Tierra Guatemala 160 87 Estudio de Factibilidad (2012) Santa Bárbara Argentina 128 41,0 En Construcción (2016)
En relación a sus resultados, cualitativamente son similares a los de los secadores de trasporte neumático, aunque los valores finales de humedad reportados han sido en el orden de los 35-40%, con temperaturas de salida de gases superiores a los 100ºC y menores eficiencias. A estos equipos se les cuestionaron problemas de tipo mecánico, demandan mucho espacio, y en general requieren sistemas auxiliares de transporte para el bagazo.
Secadores a vapor
Otro tipo de secador citado para bagazo es el que utiliza vapor sobrecalentado de baja presión. En los equipos de diseño estándar, el vapor tiene contacto directo con el bagazo y solamente cede calor sensible, esto es, no llega a condensarse y es recuperado nuevamente para ser recomprimido y sobrecalentado para su reinyección en el proceso. Con estos equipos podría tenerse la ventaja adicional del aprovechamiento potencial de la energía contenida en el vapor resultante de la humedad extraída del bagazo durante el secado, salvando los inconvenientes de la carga orgánica de los condensados resultantes.
En un Workshop de ISSCT realizado en el año 2011, sobre las tecnologías futuras destinadas a optimizar la cogeneración, Morgenroth reporta un diseño de secador de vapor sobrecalentado, en fase de experimentación con un prototipo semicomercial con capacidad para evaporar 10 ton/h 34]. Abajo se muestra una foto del equipo en cuestión.
467
Figura Nº7 – Secador a vapor [34]
Morgenroth y Batstone, proponen una fábrica de azúcar integrada con secadores de este tipo, en las que el vapor resultante del secado se aproveche para precalentar el jugo de la caña previo a la evaporación [35].
El secado de bagazo tal sea vez hoy la más clara alternativa para mejorar la eficiencia energética de las calderas, pues actúa sobre la causa raíz de sus problemas de baja performance (la humedad del bagazo), y no sobre las consecuencias de la misma, que obliga a ampliar el tamaño y costo de los equipos de generación de vapor al tener que incrementar las superficies de recuperación de energía de los gases.
16.4 REFERENCIAS
1. Franck Colombres, F. J., M. A. Golato; W. D. Morales; C. Cruz y D. Paz –
Secado de bagazo en transporte neumático: beneficios operativos y
ambientales. Sugar Journal 74 (5): 16-23, 2011. Louisiana. USA.
468
2. Agrest, J. – Combustible de bagazo y saneamiento ambiental. Problemas de
saneamiento en la industria azucarera. 4º Congreso Argentino de Saneamiento.
1973. Tucumán, Argentina.
3. Hugot, E. – Handbook of Cane Sugar Engineering. Elsevier 1986, 3º edit.
Amsterdam. Netherlands.
4. Darros Barbosa, R. – Secagem de bagaço de cana em sistema pneumático.
Tese de Mestrado, 1992. Universidade Estadual de Campinas, Brasil.
5. Bombino Matos E. F.; G. Roca Alarcón y R. Lesme Jaén – Perspectivas del
secado de bagazo. Tecnología Química, Vol.XXIII, Nº2, 2003. Cuba.
6. Sosa Arnao, J. H.; F. Marquezi de Oliveira; J. L. Gomez Corrêa; M. A. Silva and
S. A. Nebra – Sugar cane bagasse drying. A review. Drying 2004. Proceeding of
the 14th International Drying Symposium. Vol.B, pag.990-997, San Pablo,
Brasil.
7. Correia Maranhao L. E. – Sistema individual de secado de bagazo. Boletín
Técnico Nº16, GEPLACEA, Octubre-Diciembre de 1980, México.
8. Aralde, L. E.; D. Paz y G. J. Cárdenas – Metodología de cálculo de un secadero
de bagazo en transporte neumático. Revista Industrial y Agrícola de Tucumán.
Tomo 69(1-2); 71-79, 1992. Argentina.
9. Meirelles Almeida J. – Secagem de bagaço de cana em leito fluidizado. Tese de
Mestrado. UNICAMP, 1984, Brasil.
10. Nebra, S. A. – Secagem pneumático de bagaço de cana. Tese de Doutorado.
UNICAMP, 1985, Brasil.
11. Sosa Arnao, J. H. y S. A. Nebra – Bagasse role dryer in the energy recovery of
water tube boilers. Drying Technology 27: 587-594, 2009. USA.
12. Rein, P. - Cane Sugar Engineering. Verlag Dr. Albert Bartens, 2007. Berlin,
Germany.
13. Van der Poel, P.W.; H. M. Schiweck, T. K. Schwartz – Sugar Technology. Beet
and Cane Sugar Manufacturing. Verlag Dr. Albert Bartens, 1998. Berlin,
Germany.
14. Barroso, J.; F. Barreras; H. Amaveda y A. Lozano – On the optimization of boiler
efficiency using bagasse as fuel. Fuel (82) 2003, 1451-1463. Edit. Elsevier.
15. Paz, D.; M. A. Octaviano y G.J. Cárdenas – Reducción del impacto ambiental
de calderas bagaceras mediante el empleo del secado de bagazo. Revista
Industrial y Agrícola de Tucumán. Tomo 78 (I-II); 61-70, 2001. Argentina.
469
16. Cárdenas, G. J.; D. Paz y E. Wittwer – Análisis energético y exergético de un
sistema Caldera-secadero de bagazo. International Sugar Journal, 1994,
Vol.96, Nº 1146.
17. Paz, D.; C. E. Ortega, M. A. Octaviano y G. J. Cárdenas – Análisis exergético y
económico de la incorporación de un secadero de bagazo o un economizador
en una caldera bagacera. Revista Industrial y Agrícola de Tucumán. Tomo 77(1-
2); 79-87, de 2000. Argentina.
18. Sosa Arnao J. H. – Caldeiras aquatubulares de bagaço. Estudo de sistema de
recuperação de energia. Tese de Doutorado. UNICAMP, 2007. Brasil.
19. Vijayaraj, B.; R. Saravanan y S. Renganarayanan – Energy and exergy analysis
of bagasse drying. Advances en Energy Research (AER 2006).
20. Kneule, F. – El secado. Urmo 1982, 1º edición en español. Bilbao. España.
21. Treybal R. E. – Operaciones con transferencia de masa
Segúnda edición. Editorial Hispano Américana S. A. 1973. Bs. As. Argentina.
22. Agrest Jacobo y Asociados – Manual de Operación de Caldera Wat-40,
E.C.Welbers SAICAG -1984, Chaco, Argentina.
23. Franck Colombres, F.J.; M. A. Golato; W. D. Morales; G. Aso y D. Paz –
Monitoreo de un sistema de secado de bagazo acoplado a una caldera en un
ingenio de México. Revista Industrial y Agrícola de Tucumán. Tomo 87(2); 33-
44, de 2010. Argentina.
24. Mohan Rama – Waste heat recovery through bagasse drying. Disponible en
www.energymanagertrainning.com
25. Van’t Land C.M. – Drying in the process industry. John Wiley & Sons, 2012.
USA.
26. Mujumdar Arun S. – Handbook of industrial drying, 3th. Edit. Marcel Dekker Inc,
2006. USA.
27. Van’t Land C.M – Industrial drying equipment. Selection and applications.
Marcel Dekker Inc, 1991. USA.
28. Aralde, L.E.; E. Tosi; D. Paz de Vázquez y G. J. Cárdenas – Determinación de
la velocidad de transporte de bagazo de caña de azúcar. Rev. Ind. y Agríc. de
Tucumán 68 (1-2): 131-147, 1991. Argentina.
29. Aralde, L. E.; D. Paz de Vázquez; E. Tosi; G. J. Cárdenas; L. Tapiz y E.
Feilbogen – Ecuación experimental del proceso de secado en transporte
470
neumático de bagazo de caña de azúcar. Rev. Ind. y Agríc. de Tucumán 69 (1-
2): 15-21. 1992. Argentina.
30. Aralde, L. E.; D. Paz de Vázquez y G. J. Cárdenas – Análisis del
funcionamiento de un prototipo para secado de bagazo. Rev. Ind. y Agríc. de
Tucumán 70 (1-2): 7-13. 1993. Argentina.
31. Paz, D.; G. Aso; G. J. Cárdenas y M. A. Octaviano – Optimización del uso de
un secadero de bagazo preexistente en un ingenio de azúcar de caña. Rev. Ind.
y Agríc. de Tucumán 75 (1-2): 31-39. 1998. Argentina.
32. Cruz, M. C.; F. J. Franck Colombres; M. A. Golato; W. D. Morales y D. Paz –
Mejora en la eficiencia de calderas bagaceras de alta presión en la Argentina,
mediante secado de bagazo. Rev. Ind. y Agríc. de Tucumán 90 (2): 7-16. 2013.
Argentina.
33. Franck Colombres, F. J.; M. A. Golato; E. A. Feijóo; W. D. Morales; D. Paz* y M.
Octaviano. Combustión de vinaza con materiales celulósicos en calderas
bagaceras. Aceptado para ser publicado en Rev. Ind. y Agríc. de Tucumán.
Diciembre de 2015.
34. Morgenroth B. – Cogeneration concepts and power export potential. Workshop
ISSCT, 8th to 12th May 2011. Australia.
35. Morgenroth B. and D. Batstone – Energy efficiency improvement of cane sugar
factories by drying of bagasse with superheated steam. Sugar Industry 138:
393-397, Special Edition ISSCT Congress 2013. Brazil. Verlag Dr. Albert
Bartens, Berlin, Germany.
471
17. MANEJO DE GASES Y CENIZAS
El balance de masas de la caldera nos permite conocer los flujos de aire, gases y
cenizas a través de la instalación. Esta información es esencial ya que permite:
Fijar las velocidades de escurrimiento de los fluidos teniendo en cuenta su
impacto sobre la transferencia de calor y la erosión de los materiales
Dimensionar las secciones de los ductos que transportan el aire y gases
Determinar las pérdidas de carga de cada corriente y la presión requerida para
su movimiento
Seleccionar el tipo de ventilador requerido, capacidad y potencia necesaria
Definir los dispositivos de regulación de los flujos
Dimensionar los equipos de captura de partículas y limpieza de gases
Seleccionar y calcular los dispositivos de extracción de las cenizas
En el cálculo de la capacidad del ventilador de tiro inducido (VTI) y debido a la infiltración externa de aire, deberá contemplarse un plus por arriba de los valores calculados para la máxima capacidad de la caldera y del exceso de aire permitido
Efectivamente, considerando que la caldera operará bajo depresión y que el cierre de las paredes, ventanas, ductos, tolvas y juntas de expansión en calderas antiguas no es totalmente estanco, habrá un flujo de aire de infiltración que se agregará al flujo de los gases. Esta infiltración puede representar hasta un 17% del aire primario según el caso [1], [2], [3]. Este aire de infiltración debe evitarse ya que es responsable de:
Incrementar las pérdidas en los gases de escape
Enfriamiento de los gases reduciendo la transferencia de calor
Generar corrosión debido al ingreso de humedad
Aumento del consumo de potencia en ventiladores
Dilución de los gases alterando su composición (%O2 y %CO2) y el control de la
combustión
Teniendo en cuenta este hecho, el paso siguiente será calcular los flujos definitivos para avanzar en la selección del ventilador y su capacidad
Ejemplo Nº1: para la caldera de capacidad MCR = 200 ton/h (pv = 65 bar y tv = 480ºC) queremos determinar el flujo volumétrico y másico de aire y gases en los ventiladores. Asumiendo que la composición elemental del bagazo está dada por:
1 kg.bagazo seco = c + h + o + cz
472
1 = 0.47 + 0.065 + 0.44 + 0.025 [kg]
Si el bagazo se quema con 50% de humedad, para un exceso de aire máximo del 34% (recomendado 25-34%) y una humedad relativa ambiente promedio de 60%, del balance de masas obtenemos:
1. Flujo másico de aire: Ga = 3.880 kg.aire / kg.bagazo
2. Caudal volumétrico aire: Va = 3.023 Nm3 aire / kg.bagazo
3. Flujo másico de gases húmedos: Ggh = 4.868 kg.gases / kg.bagazo
4. Caudal volumétrico de gases húmedos : Vgh = 4.010 Nm3 gases / kg.bagazo
Si asumimos que el aire de infiltración es del 5% del aire primario total, el flujo será:
Aire de infiltración: Gi = 0.05 x Ga = 0.05x 3.880 = 0.194 kg.aire / kg.bagazo
Aire de infiltración: Vi = 0.05 x Va = 0.05x 3.023 = 0.151 Nm3 aire / kg.bagazo
Flujo de gases húmedos: Gght = Ggh + Gi = 4.868 + 0.194 = 5.062 kg.gases / kg.bagazo
Caudal de gases húmedos: Vght = Vgh + Vi = 4.010 + 0.151 = 4.161 Nm3 / kg.bagazo
Si el consumo de bagazo es de Gb = 96.259 kg/h, los flujos másicos y caudales de aire y gases serán
Ventilador de tiro forzado: Gaf = Gb x Ga = 96.259 x 3.880 = 373.485 kg/h
Ventilador de tiro forzado: Vaf = Gb x Va = 96.259 x 3.023 = 290.991 Nm3/ h
Si la temperatura ambiente es de 25°C, el caudal total que debe impulsar el ventilador de aire forzado será de:
Vat = Vaf x (T2 / T1) = 290.991 x (25 + 273) / 273 = 317.638 m3 / h
De este flujo un 80% irá bajo grilla como aire primario y el 20% restante irá como aire secundario al hogar
Ventilador de tiro inducido: Ggh = Gb x Ggh = 96.259 x 5.062 = 487.263 kg/h
Ventilador de tiro inducido: Vgh = Gb x Vght = 96.259 x 4.161 = 400.534 Nm3 / h
Si los gases ingresan al ventilador de tiro inducido a 170ºC, el caudal volumétrico total requerido será:
Vvti = Vgh x (170 +273) / 273 = 400.534 x (443 / 273) = 649.951 m3 / h
Llegado a este punto debe evaluarse si los caudales serán proporcionados por un solo ventilador o se dividirá en dos unidades de igual capacidad, lo cual dará más confiabilidad operativa. En el caso del aire secundario, en algunas calderas es provisto desde el propio VTF y en otros lleva su propio ventilador. Para el VTI la configuración clásica es dividir el
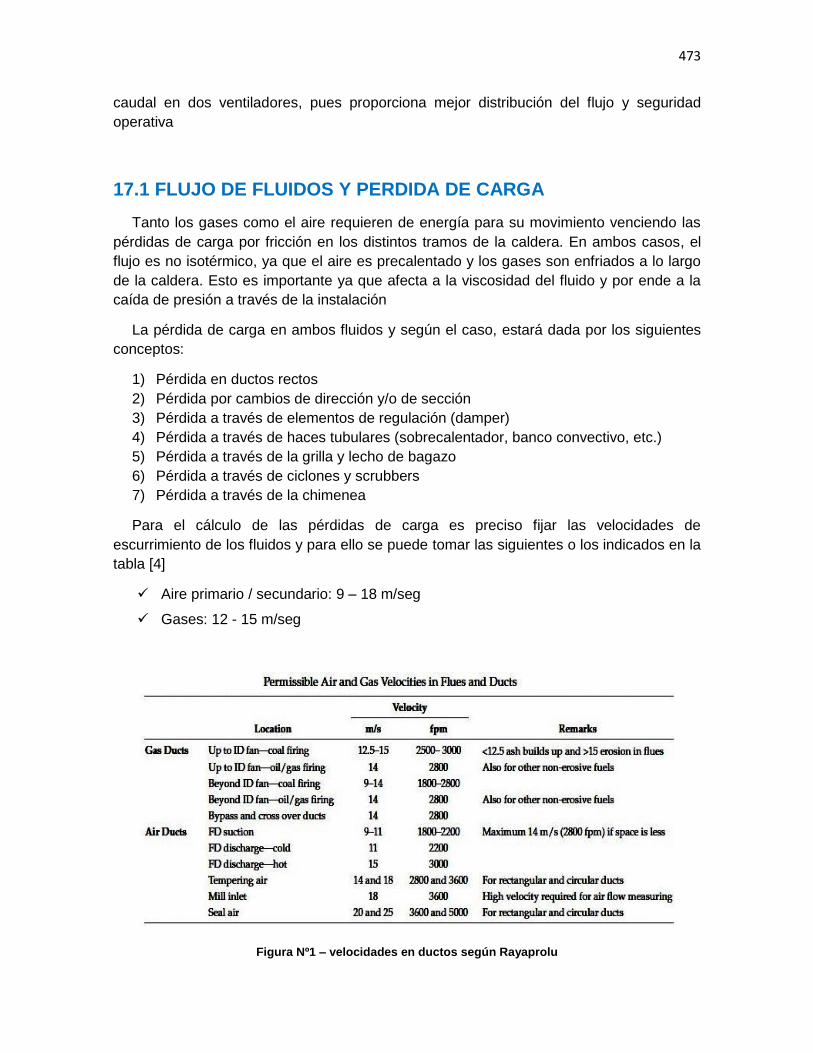
473
caudal en dos ventiladores, pues proporciona mejor distribución del flujo y seguridad operativa
17.1 FLUJO DE FLUIDOS Y PERDIDA DE CARGA
Tanto los gases como el aire requieren de energía para su movimiento venciendo las pérdidas de carga por fricción en los distintos tramos de la caldera. En ambos casos, el flujo es no isotérmico, ya que el aire es precalentado y los gases son enfriados a lo largo de la caldera. Esto es importante ya que afecta a la viscosidad del fluido y por ende a la caída de presión a través de la instalación
La pérdida de carga en ambos fluidos y según el caso, estará dada por los siguientes conceptos:
1) Pérdida en ductos rectos 2) Pérdida por cambios de dirección y/o de sección 3) Pérdida a través de elementos de regulación (damper) 4) Pérdida a través de haces tubulares (sobrecalentador, banco convectivo, etc.) 5) Pérdida a través de la grilla y lecho de bagazo 6) Pérdida a través de ciclones y scrubbers 7) Pérdida a través de la chimenea
Para el cálculo de las pérdidas de carga es preciso fijar las velocidades de escurrimiento de los fluidos y para ello se puede tomar las siguientes o los indicados en la tabla [4]
Aire primario / secundario: 9 – 18 m/seg
Gases: 12 - 15 m/seg
Figura Nº1 – velocidades en ductos según Rayaprolu

474
Otras propiedades de gran importancia son la viscosidad y peso específico del aire y gases en función de la temperatura. La viscosidad de gases como sabemos, al revés de los líquidos, aumenta con el incremento de la temperatura. Estas propiedades se pueden tomar de las obras [5],[6]
La pérdida de carga se expresa en [mm.ca = kg /m2] y para los diferentes ítems, se calculará de la siguiente forma [7],[8],[9]:
Pérdida para generar la velocidad: h1 = 𝐶2
2𝑔. 𝛾
Pérdida en ductos rectos: h2 = J. 𝐶2
2𝑔. 𝛾 mm.ca
Pérdida en conductos de mampostería (gases): h3 = 0.02 x Lc x 𝐶2
2𝑔. 𝛾.
1
𝑆𝑐
Pérdida por cambio de dirección a 90º: h4 = K. 𝐶2
2𝑔. 𝛾
Pérdida por cambio de sección: h5 = K1. 𝐶2
2𝑔. 𝛾
Pérdida en haces tubulares en cuadro: h6 = 0.146..C2 [(C..d) / ] – 0.0272
Pérdida en haces tubulares en tresbolillo: h7 = 1.866..C2 [(C..d) / ] – 0.24
Pérdida por el interior de tubos: h8 = 0.00094. g 0.852.C1.852. Lt / di1.269
Pérdida a través de los registros: h9 = K2. 𝐶2
2𝑔. 𝛾
Pérdida a través de la grilla y la capa de bagazo: h10 = .A.e2
Para las ecuaciones anteriores tenemos los siguientes significados: h = pérdida de
carga en mmca, C = velocidad de los gases en m/sec, = peso específico del aire o
gases a tºC en kg/m3, Lc = longitud del ducto en m, = / g = densidad de aire o gases a
tºC en kg/m3, d = diámetro del tubo en m, Lt = longitud del tubo en m, = viscosidad
dinámica de los gases en kg.sec / m2, = coef = 6.3, A = kg.aire / kg.bagazo, e = espesor de la capa bagazo en metros y K, J representan coeficientes tabulados
En estas ecuaciones los gases son considerados limpios, es decir, no está contemplada la presencia de las cenizas volantes en ellos y que aumentan la pérdida de carga al transportarlas neumáticamente. La caída de presión del lado de los gases, varía entre diseños de calderas y a modo de información citamos los siguientes valores:
Pérdida en el hogar: 5 – 6 mmca
Pérdida en sobrecalentador: 6 – 12 mmca
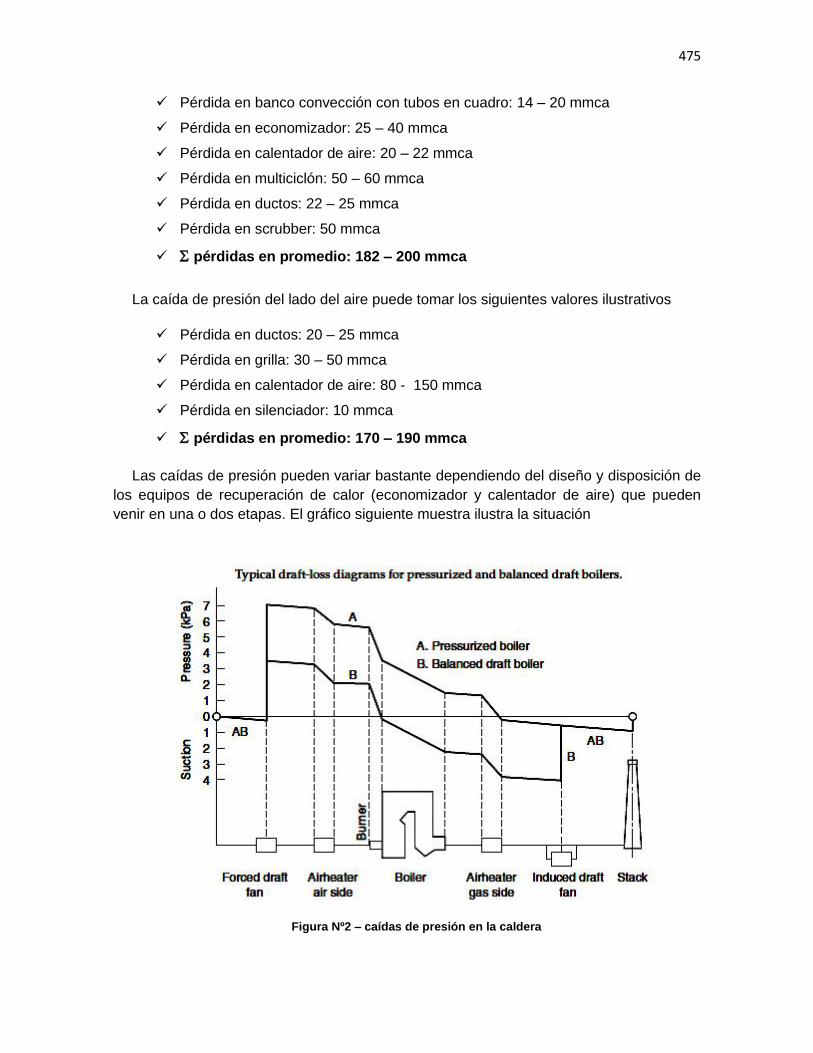
475
Pérdida en banco convección con tubos en cuadro: 14 – 20 mmca
Pérdida en economizador: 25 – 40 mmca
Pérdida en calentador de aire: 20 – 22 mmca
Pérdida en multiciclón: 50 – 60 mmca
Pérdida en ductos: 22 – 25 mmca
Pérdida en scrubber: 50 mmca
pérdidas en promedio: 182 – 200 mmca
La caída de presión del lado del aire puede tomar los siguientes valores ilustrativos
Pérdida en ductos: 20 – 25 mmca
Pérdida en grilla: 30 – 50 mmca
Pérdida en calentador de aire: 80 - 150 mmca
Pérdida en silenciador: 10 mmca
pérdidas en promedio: 170 – 190 mmca
Las caídas de presión pueden variar bastante dependiendo del diseño y disposición de los equipos de recuperación de calor (economizador y calentador de aire) que pueden venir en una o dos etapas. El gráfico siguiente muestra ilustra la situación
Figura Nº2 – caídas de presión en la caldera
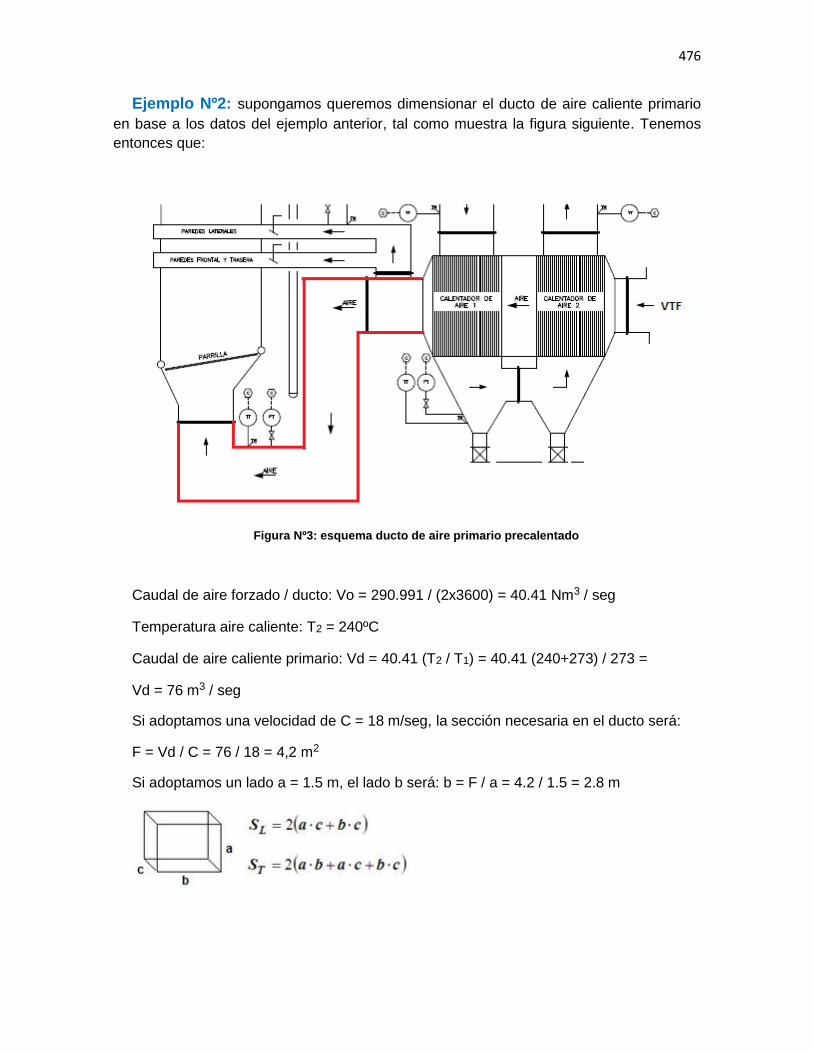
476
Ejemplo Nº2: supongamos queremos dimensionar el ducto de aire caliente primario en base a los datos del ejemplo anterior, tal como muestra la figura siguiente. Tenemos entonces que:
Figura Nº3: esquema ducto de aire primario precalentado
Caudal de aire forzado / ducto: Vo = 290.991 / (2x3600) = 40.41 Nm3 / seg
Temperatura aire caliente: T2 = 240ºC
Caudal de aire caliente primario: Vd = 40.41 (T2 / T1) = 40.41 (240+273) / 273 =
Vd = 76 m3 / seg
Si adoptamos una velocidad de C = 18 m/seg, la sección necesaria en el ducto será:
F = Vd / C = 76 / 18 = 4,2 m2
Si adoptamos un lado a = 1.5 m, el lado b será: b = F / a = 4.2 / 1.5 = 2.8 m
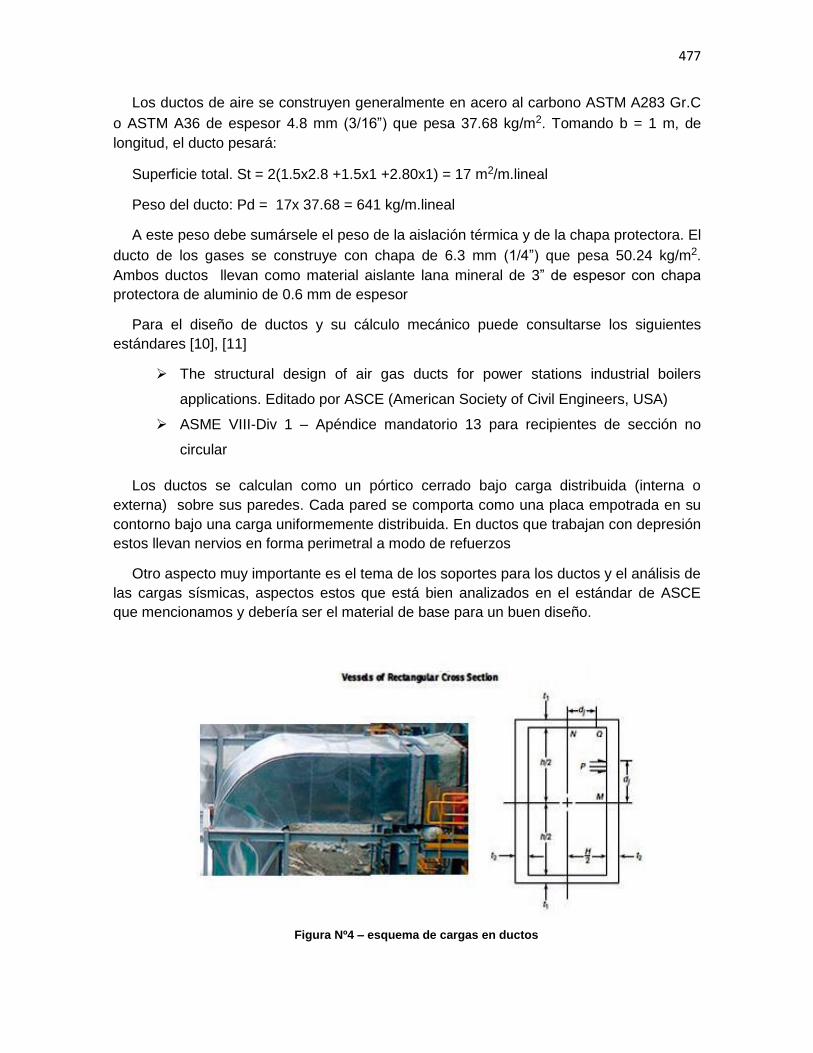
477
Los ductos de aire se construyen generalmente en acero al carbono ASTM A283 Gr.C o ASTM A36 de espesor 4.8 mm (3/16”) que pesa 37.68 kg/m2. Tomando b = 1 m, de longitud, el ducto pesará:
Superficie total. St = 2(1.5x2.8 +1.5x1 +2.80x1) = 17 m2/m.lineal
Peso del ducto: Pd = 17x 37.68 = 641 kg/m.lineal
A este peso debe sumársele el peso de la aislación térmica y de la chapa protectora. El ducto de los gases se construye con chapa de 6.3 mm (1/4”) que pesa 50.24 kg/m2. Ambos ductos llevan como material aislante lana mineral de 3” de espesor con chapa
protectora de aluminio de 0.6 mm de espesor
Para el diseño de ductos y su cálculo mecánico puede consultarse los siguientes estándares [10], [11]
The structural design of air gas ducts for power stations industrial boilers
applications. Editado por ASCE (American Society of Civil Engineers, USA)
ASME VIII-Div 1 – Apéndice mandatorio 13 para recipientes de sección no
circular
Los ductos se calculan como un pórtico cerrado bajo carga distribuida (interna o externa) sobre sus paredes. Cada pared se comporta como una placa empotrada en su contorno bajo una carga uniformemente distribuida. En ductos que trabajan con depresión estos llevan nervios en forma perimetral a modo de refuerzos
Otro aspecto muy importante es el tema de los soportes para los ductos y el análisis de las cargas sísmicas, aspectos estos que está bien analizados en el estándar de ASCE que mencionamos y debería ser el material de base para un buen diseño.
Figura Nº4 – esquema de cargas en ductos
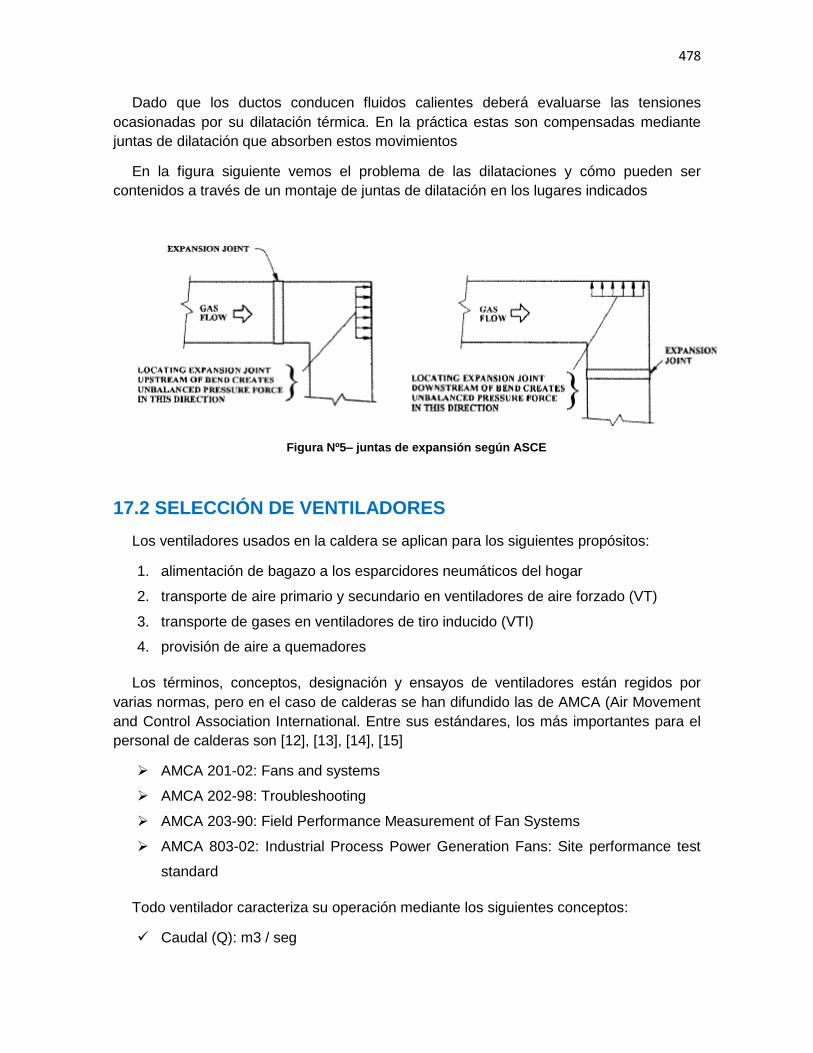
478
Dado que los ductos conducen fluidos calientes deberá evaluarse las tensiones ocasionadas por su dilatación térmica. En la práctica estas son compensadas mediante juntas de dilatación que absorben estos movimientos
En la figura siguiente vemos el problema de las dilataciones y cómo pueden ser contenidos a través de un montaje de juntas de dilatación en los lugares indicados
Figura Nº5– juntas de expansión según ASCE
17.2 SELECCIÓN DE VENTILADORES
Los ventiladores usados en la caldera se aplican para los siguientes propósitos:
1. alimentación de bagazo a los esparcidores neumáticos del hogar
2. transporte de aire primario y secundario en ventiladores de aire forzado (VT)
3. transporte de gases en ventiladores de tiro inducido (VTI)
4. provisión de aire a quemadores
Los términos, conceptos, designación y ensayos de ventiladores están regidos por varias normas, pero en el caso de calderas se han difundido las de AMCA (Air Movement and Control Association International. Entre sus estándares, los más importantes para el personal de calderas son [12], [13], [14], [15]
AMCA 201-02: Fans and systems
AMCA 202-98: Troubleshooting
AMCA 203-90: Field Performance Measurement of Fan Systems
AMCA 803-02: Industrial Process Power Generation Fans: Site performance test
standard
Todo ventilador caracteriza su operación mediante los siguientes conceptos:
Caudal (Q): m3 / seg
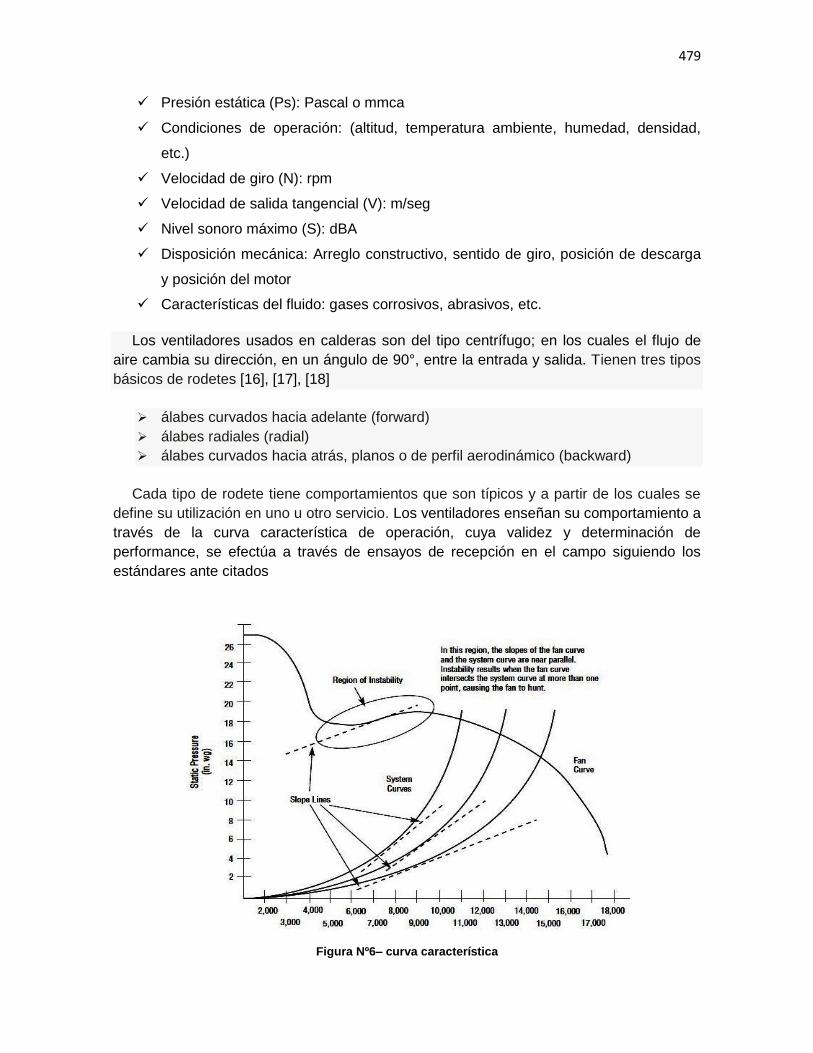
479
Presión estática (Ps): Pascal o mmca
Condiciones de operación: (altitud, temperatura ambiente, humedad, densidad,
etc.)
Velocidad de giro (N): rpm
Velocidad de salida tangencial (V): m/seg
Nivel sonoro máximo (S): dBA
Disposición mecánica: Arreglo constructivo, sentido de giro, posición de descarga
y posición del motor
Características del fluido: gases corrosivos, abrasivos, etc.
Los ventiladores usados en calderas son del tipo centrífugo; en los cuales el flujo de aire cambia su dirección, en un ángulo de 90°, entre la entrada y salida. Tienen tres tipos básicos de rodetes [16], [17], [18]
álabes curvados hacia adelante (forward) álabes radiales (radial) álabes curvados hacia atrás, planos o de perfil aerodinámico (backward)
Cada tipo de rodete tiene comportamientos que son típicos y a partir de los cuales se define su utilización en uno u otro servicio. Los ventiladores enseñan su comportamiento a través de la curva característica de operación, cuya validez y determinación de performance, se efectúa a través de ensayos de recepción en el campo siguiendo los estándares ante citados
Figura Nº6– curva característica
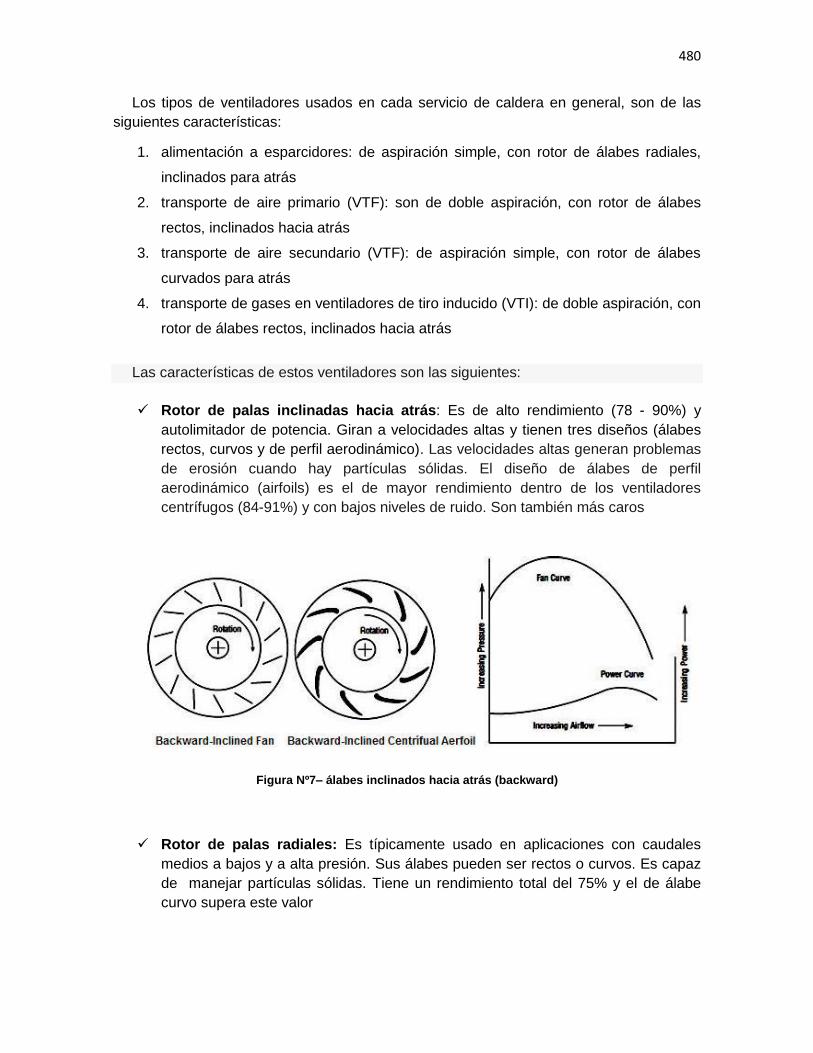
480
Los tipos de ventiladores usados en cada servicio de caldera en general, son de las siguientes características:
1. alimentación a esparcidores: de aspiración simple, con rotor de álabes radiales,
inclinados para atrás
2. transporte de aire primario (VTF): son de doble aspiración, con rotor de álabes
rectos, inclinados hacia atrás
3. transporte de aire secundario (VTF): de aspiración simple, con rotor de álabes
curvados para atrás
4. transporte de gases en ventiladores de tiro inducido (VTI): de doble aspiración, con
rotor de álabes rectos, inclinados hacia atrás
Las características de estos ventiladores son las siguientes:
Rotor de palas inclinadas hacia atrás: Es de alto rendimiento (78 - 90%) y autolimitador de potencia. Giran a velocidades altas y tienen tres diseños (álabes rectos, curvos y de perfil aerodinámico). Las velocidades altas generan problemas de erosión cuando hay partículas sólidas. El diseño de álabes de perfil aerodinámico (airfoils) es el de mayor rendimiento dentro de los ventiladores centrífugos (84-91%) y con bajos niveles de ruido. Son también más caros
Figura Nº7– álabes inclinados hacia atrás (backward)
Rotor de palas radiales: Es típicamente usado en aplicaciones con caudales medios a bajos y a alta presión. Sus álabes pueden ser rectos o curvos. Es capaz de manejar partículas sólidas. Tiene un rendimiento total del 75% y el de álabe curvo supera este valor
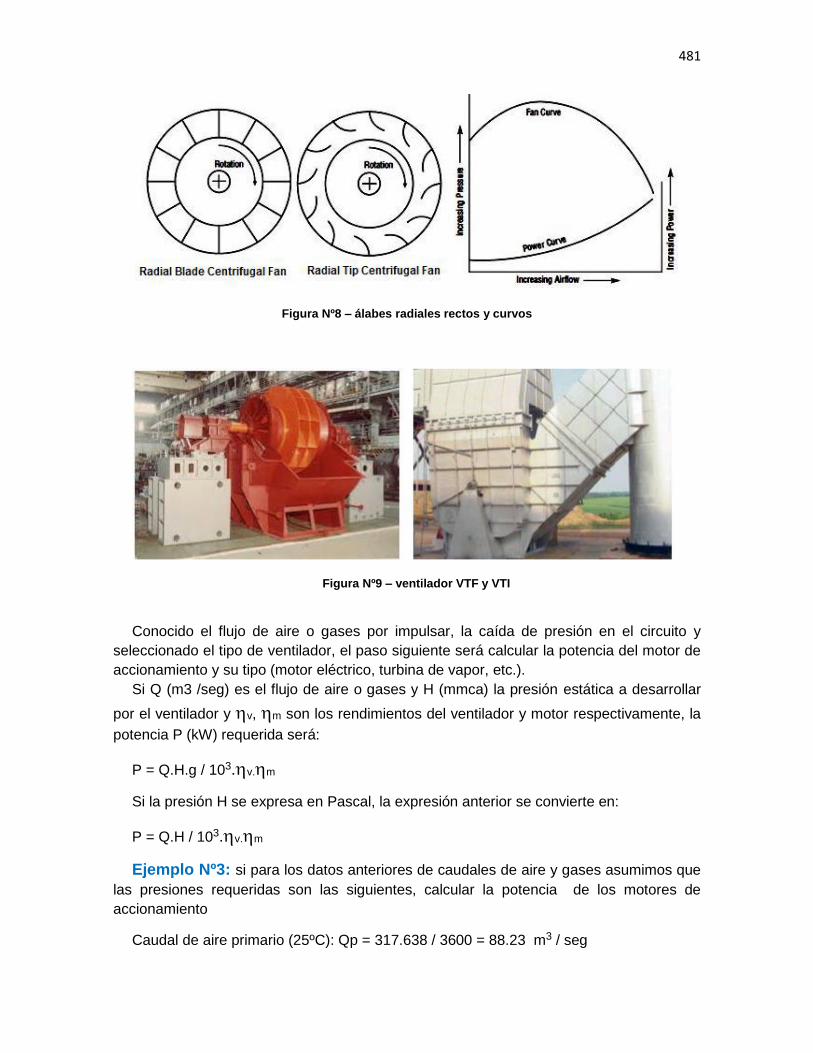
481
Figura Nº8 – álabes radiales rectos y curvos
Figura Nº9 – ventilador VTF y VTI
Conocido el flujo de aire o gases por impulsar, la caída de presión en el circuito y
seleccionado el tipo de ventilador, el paso siguiente será calcular la potencia del motor de accionamiento y su tipo (motor eléctrico, turbina de vapor, etc.).
Si Q (m3 /seg) es el flujo de aire o gases y H (mmca) la presión estática a desarrollar
por el ventilador y v, m son los rendimientos del ventilador y motor respectivamente, la potencia P (kW) requerida será:
P = Q.H.g / 103.v.m
Si la presión H se expresa en Pascal, la expresión anterior se convierte en:
P = Q.H / 103.v.m
Ejemplo Nº3: si para los datos anteriores de caudales de aire y gases asumimos que las presiones requeridas son las siguientes, calcular la potencia de los motores de accionamiento
Caudal de aire primario (25ºC): Qp = 317.638 / 3600 = 88.23 m3 / seg
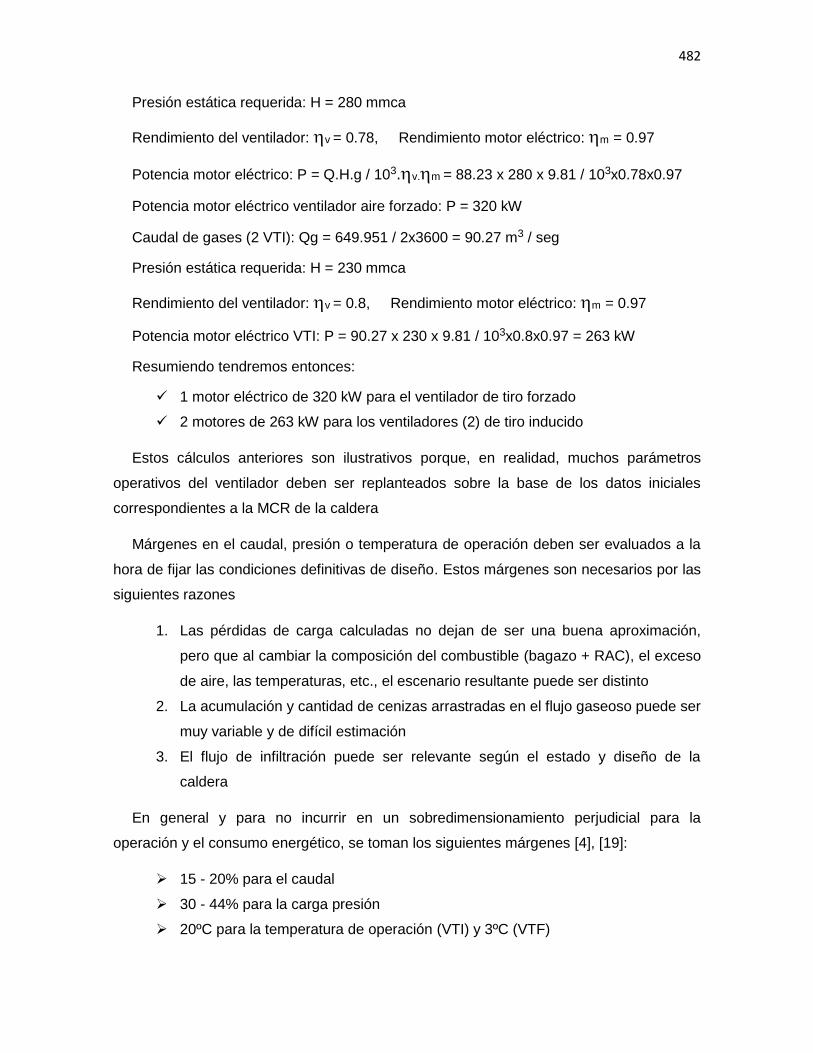
482
Presión estática requerida: H = 280 mmca
Rendimiento del ventilador: v = 0.78, Rendimiento motor eléctrico: m = 0.97
Potencia motor eléctrico: P = Q.H.g / 103.v.m = 88.23 x 280 x 9.81 / 103x0.78x0.97
Potencia motor eléctrico ventilador aire forzado: P = 320 kW
Caudal de gases (2 VTI): Qg = 649.951 / 2x3600 = 90.27 m3 / seg
Presión estática requerida: H = 230 mmca
Rendimiento del ventilador: v = 0.8, Rendimiento motor eléctrico: m = 0.97
Potencia motor eléctrico VTI: P = 90.27 x 230 x 9.81 / 103x0.8x0.97 = 263 kW
Resumiendo tendremos entonces:
1 motor eléctrico de 320 kW para el ventilador de tiro forzado
2 motores de 263 kW para los ventiladores (2) de tiro inducido
Estos cálculos anteriores son ilustrativos porque, en realidad, muchos parámetros
operativos del ventilador deben ser replanteados sobre la base de los datos iniciales
correspondientes a la MCR de la caldera
Márgenes en el caudal, presión o temperatura de operación deben ser evaluados a la
hora de fijar las condiciones definitivas de diseño. Estos márgenes son necesarios por las
siguientes razones
1. Las pérdidas de carga calculadas no dejan de ser una buena aproximación,
pero que al cambiar la composición del combustible (bagazo + RAC), el exceso
de aire, las temperaturas, etc., el escenario resultante puede ser distinto
2. La acumulación y cantidad de cenizas arrastradas en el flujo gaseoso puede ser
muy variable y de difícil estimación
3. El flujo de infiltración puede ser relevante según el estado y diseño de la
caldera
En general y para no incurrir en un sobredimensionamiento perjudicial para la
operación y el consumo energético, se toman los siguientes márgenes [4], [19]:
15 - 20% para el caudal
30 - 44% para la carga presión
20ºC para la temperatura de operación (VTI) y 3ºC (VTF)
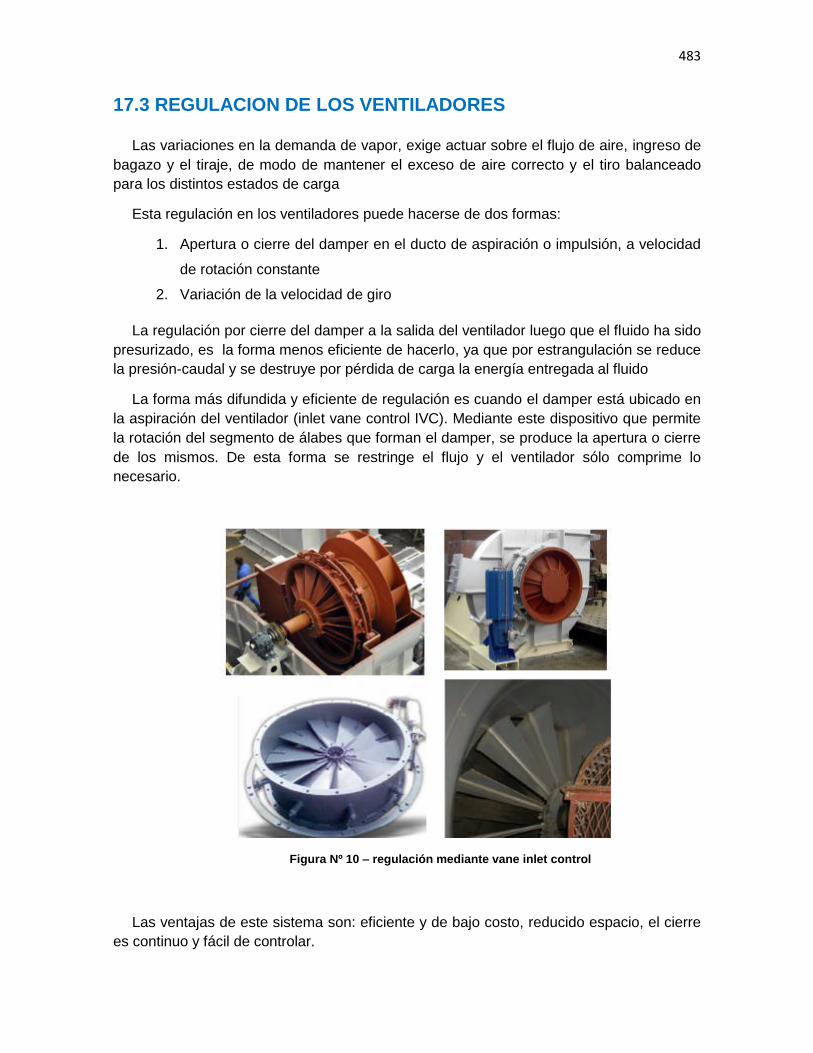
483
17.3 REGULACION DE LOS VENTILADORES
Las variaciones en la demanda de vapor, exige actuar sobre el flujo de aire, ingreso de bagazo y el tiraje, de modo de mantener el exceso de aire correcto y el tiro balanceado para los distintos estados de carga
Esta regulación en los ventiladores puede hacerse de dos formas:
1. Apertura o cierre del damper en el ducto de aspiración o impulsión, a velocidad
de rotación constante
2. Variación de la velocidad de giro
La regulación por cierre del damper a la salida del ventilador luego que el fluido ha sido presurizado, es la forma menos eficiente de hacerlo, ya que por estrangulación se reduce la presión-caudal y se destruye por pérdida de carga la energía entregada al fluido
La forma más difundida y eficiente de regulación es cuando el damper está ubicado en la aspiración del ventilador (inlet vane control IVC). Mediante este dispositivo que permite la rotación del segmento de álabes que forman el damper, se produce la apertura o cierre de los mismos. De esta forma se restringe el flujo y el ventilador sólo comprime lo necesario.
Figura Nº 10 – regulación mediante vane inlet control
Las ventajas de este sistema son: eficiente y de bajo costo, reducido espacio, el cierre es continuo y fácil de controlar.
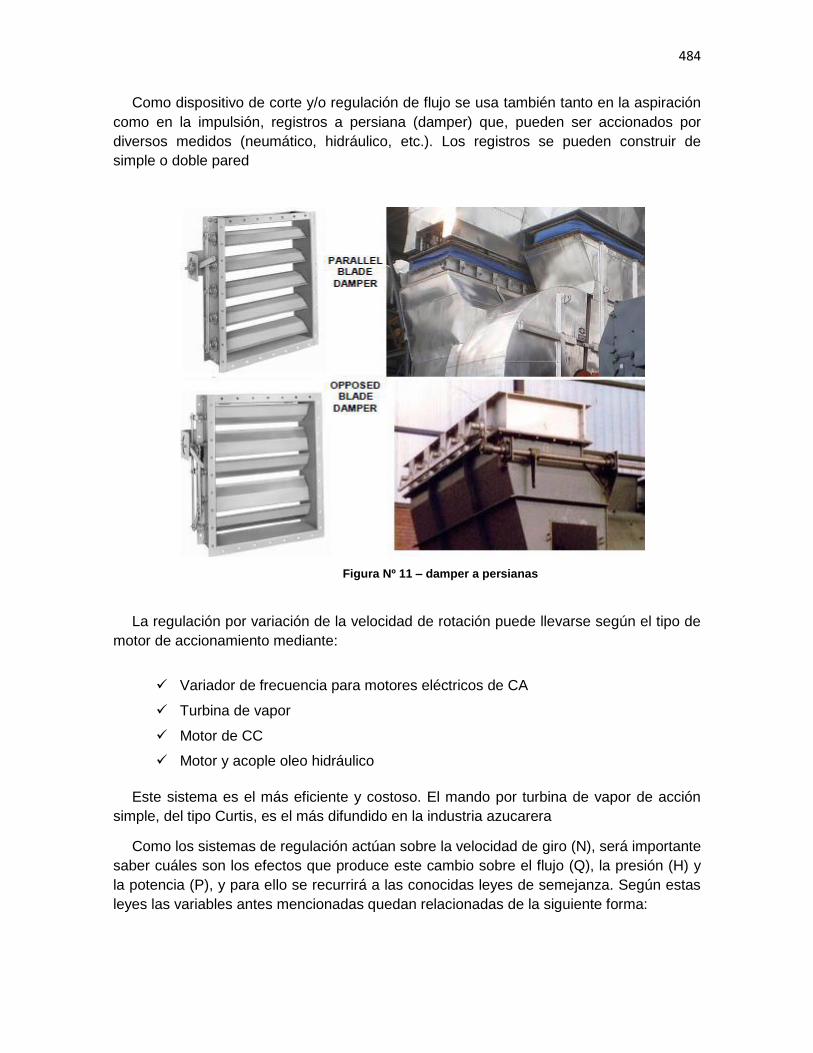
484
Como dispositivo de corte y/o regulación de flujo se usa también tanto en la aspiración como en la impulsión, registros a persiana (damper) que, pueden ser accionados por diversos medidos (neumático, hidráulico, etc.). Los registros se pueden construir de simple o doble pared
Figura Nº 11 – damper a persianas
La regulación por variación de la velocidad de rotación puede llevarse según el tipo de motor de accionamiento mediante:
Variador de frecuencia para motores eléctricos de CA
Turbina de vapor
Motor de CC
Motor y acople oleo hidráulico
Este sistema es el más eficiente y costoso. El mando por turbina de vapor de acción simple, del tipo Curtis, es el más difundido en la industria azucarera
Como los sistemas de regulación actúan sobre la velocidad de giro (N), será importante saber cuáles son los efectos que produce este cambio sobre el flujo (Q), la presión (H) y la potencia (P), y para ello se recurrirá a las conocidas leyes de semejanza. Según estas leyes las variables antes mencionadas quedan relacionadas de la siguiente forma:
485
Q2 = Q1 (N2
N1) , H2 = H1 (
N2
N1) ,2 P2 = P1 (
N2
N1)
3
17.4 CONTROL Y ENSAYO DE VENTILADORES
Los ventiladores tanto de tiro forzado como de tiro inducido necesitan ser ensayados y controlados neumáticamente a los efectos de garantizar que entregan el flujo de aire / gases en las condiciones requeridas, esto es, caudal, presión y energía consumida
Esto es particularmente importante en el VTI que está expuesto a un desgaste severo por las cenizas volantes arrastradas por los gases. Este material particulado va generando desgaste en los álabes y en el diámetro del rotor, con la consiguiente pérdida de capacidad y eficiencia operativa
El ensayo de los ventiladores requiere de un conjunto de mediciones que aplicadas bajo procedimientos estandarizados produce resultados confiables con niveles de incertidumbre aceptables. Entre estos estándares podemos citar [20], [21], [22]:
ASME Performance Test Code PTC 11-2008: Fans
AMCA 203-90: Field Performance Measurement of Fan Systems
BS 848-1:2007, BS EN ISO 5801:2008: Industrial Fans. Performance testing using
standardized airways
Para estos ensayos será preciso contar con los siguientes instrumentos y efectuar algunas mediciones de la instalación:
Tubo Pitot Tacómetro Mediciones de diámetro del rotor Mediciones de área transversal del ducto Manómetro abierto diferencial inclinado Condiciones ambientales: presión atmosférica, humedad relativa Temperatura y presión del aire / gas entrada y salida del ventilador Tensión y amperaje del motor de accionamiento o vatímetro
El procedimiento consiste básicamente en efectuar mediciones de presiones estáticas y dinámicas en la corriente del fluido, temperatura de ingreso-egreso y medir durante el tiempo fijado de ensayo la energía consumida por el ventilador
Deberá medirse las secciones transversales del ducto para que en función de las mediciones de velocidades, pueda estimarse el flujo de aire o gases. Con estos datos de caudal, presiones y energía se podrá contrastar con la curva característica del equipo original si existiera este documento. Si no existe habrá que elaborarla mediante ensayo
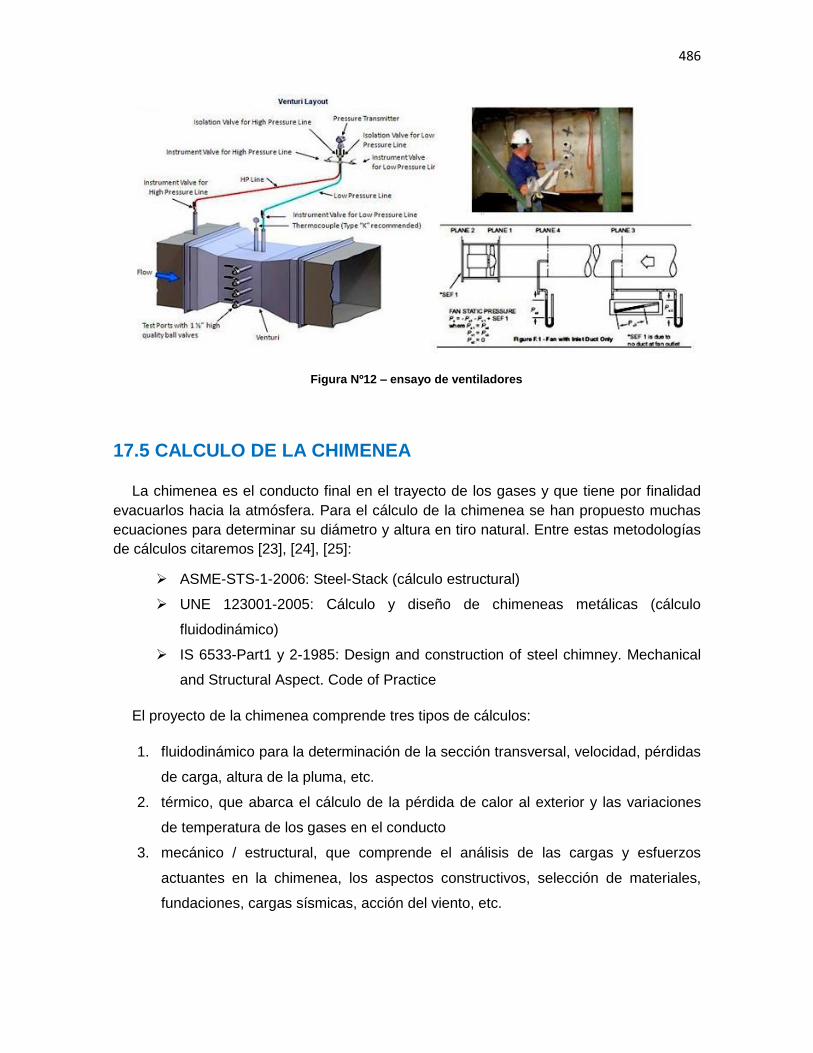
486
Figura Nº12 – ensayo de ventiladores
17.5 CALCULO DE LA CHIMENEA
La chimenea es el conducto final en el trayecto de los gases y que tiene por finalidad evacuarlos hacia la atmósfera. Para el cálculo de la chimenea se han propuesto muchas ecuaciones para determinar su diámetro y altura en tiro natural. Entre estas metodologías de cálculos citaremos [23], [24], [25]:
ASME-STS-1-2006: Steel-Stack (cálculo estructural)
UNE 123001-2005: Cálculo y diseño de chimeneas metálicas (cálculo
fluidodinámico)
IS 6533-Part1 y 2-1985: Design and construction of steel chimney. Mechanical
and Structural Aspect. Code of Practice
El proyecto de la chimenea comprende tres tipos de cálculos:
1. fluidodinámico para la determinación de la sección transversal, velocidad, pérdidas
de carga, altura de la pluma, etc.
2. térmico, que abarca el cálculo de la pérdida de calor al exterior y las variaciones
de temperatura de los gases en el conducto
3. mecánico / estructural, que comprende el análisis de las cargas y esfuerzos
actuantes en la chimenea, los aspectos constructivos, selección de materiales,
fundaciones, cargas sísmicas, acción del viento, etc.
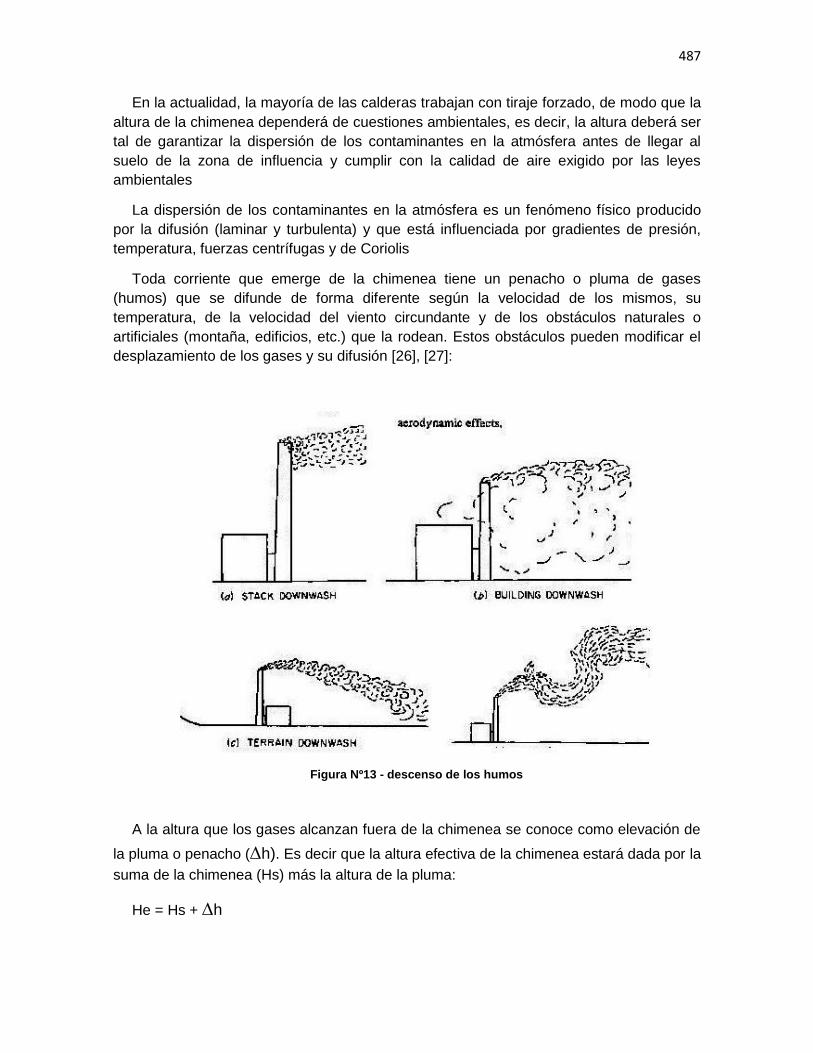
487
En la actualidad, la mayoría de las calderas trabajan con tiraje forzado, de modo que la altura de la chimenea dependerá de cuestiones ambientales, es decir, la altura deberá ser tal de garantizar la dispersión de los contaminantes en la atmósfera antes de llegar al suelo de la zona de influencia y cumplir con la calidad de aire exigido por las leyes ambientales
La dispersión de los contaminantes en la atmósfera es un fenómeno físico producido por la difusión (laminar y turbulenta) y que está influenciada por gradientes de presión, temperatura, fuerzas centrífugas y de Coriolis
Toda corriente que emerge de la chimenea tiene un penacho o pluma de gases (humos) que se difunde de forma diferente según la velocidad de los mismos, su temperatura, de la velocidad del viento circundante y de los obstáculos naturales o artificiales (montaña, edificios, etc.) que la rodean. Estos obstáculos pueden modificar el desplazamiento de los gases y su difusión [26], [27]:
Figura Nº13 - descenso de los humos
A la altura que los gases alcanzan fuera de la chimenea se conoce como elevación de
la pluma o penacho (h). Es decir que la altura efectiva de la chimenea estará dada por la suma de la chimenea (Hs) más la altura de la pluma:
He = Hs + h

488
La diferencia de temperatura entre los gases en la chimenea y el aire ambiente influyen sobre la densidad y por ende en la elevación de la pluma. La figura muestra este fenómeno
Figura Nº14 – elevación de la pluma
En la práctica, en las calderas modernas las chimeneas metálicas se construyen con una altura entre de H = 40 - 45 m para cumplir con los requerimientos ambientales
Ejemplo Nº5: Si suponemos que en la caldera de 200 ton/h el tiro fuese natural en la chimenea, con una altura de H = 40 m, tendríamos solamente:
Temperatura de los gases: Tg = 175ºC + 273 = 448ºK
Temperatura ambiente: Ta = 25ºC + 273 = 298ºK
Aire necesario (exceso máximo de 34%): Ga = 3.88 kg.aire / kg.bagazo
Tiro producido: hc = 353 H 1
𝑇𝑎 −
1
𝑇𝑔(
𝐺𝑎+1
𝐺𝑎) =
Tiro producido: hc = 353 x 40 1
298 –
1
448 (
3.88+1
3.88) = 7.85 mmca
El VTI deberá proporcionar la energía restante para la evacuación de los gases.
Para el cálculo de la sección transversal de la chimenea se adopta generalmente una velocidad entre 13-18 m/seg, de modo que si asumimos c= 18 m/seg, la sección necesaria será:
Flujo de gases húmedos: Vgh = 400.534 Nm3 / h
Caudal de gases húmedos a 175ºC: Qgh = 400.543
3600.
(175+273)
273= 183 m3 / seg
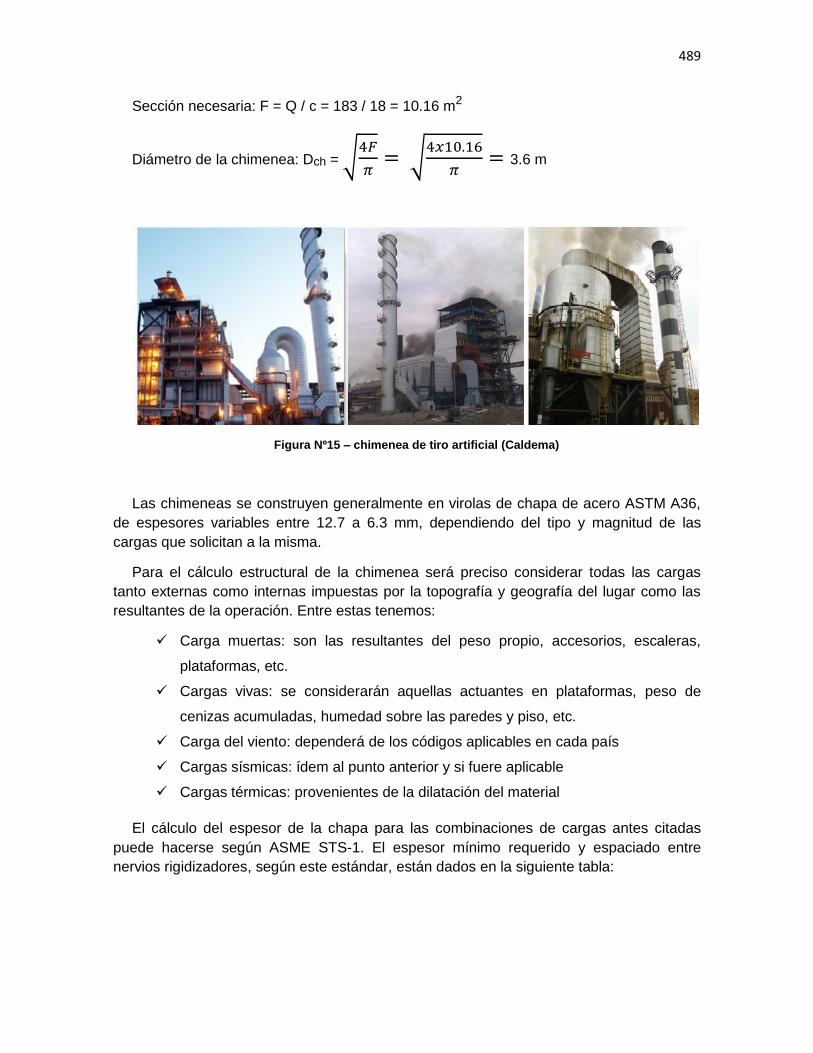
489
Sección necesaria: F = Q / c = 183 / 18 = 10.16 m2
Diámetro de la chimenea: Dch = √4𝐹
𝜋= √
4𝑥10.16
𝜋= 3.6 m
Figura Nº15 – chimenea de tiro artificial (Caldema)
Las chimeneas se construyen generalmente en virolas de chapa de acero ASTM A36, de espesores variables entre 12.7 a 6.3 mm, dependiendo del tipo y magnitud de las cargas que solicitan a la misma.
Para el cálculo estructural de la chimenea será preciso considerar todas las cargas tanto externas como internas impuestas por la topografía y geografía del lugar como las resultantes de la operación. Entre estas tenemos:
Carga muertas: son las resultantes del peso propio, accesorios, escaleras,
plataformas, etc.
Cargas vivas: se considerarán aquellas actuantes en plataformas, peso de
cenizas acumuladas, humedad sobre las paredes y piso, etc.
Carga del viento: dependerá de los códigos aplicables en cada país
Cargas sísmicas: ídem al punto anterior y si fuere aplicable
Cargas térmicas: provenientes de la dilatación del material
El cálculo del espesor de la chapa para las combinaciones de cargas antes citadas puede hacerse según ASME STS-1. El espesor mínimo requerido y espaciado entre nervios rigidizadores, según este estándar, están dados en la siguiente tabla:
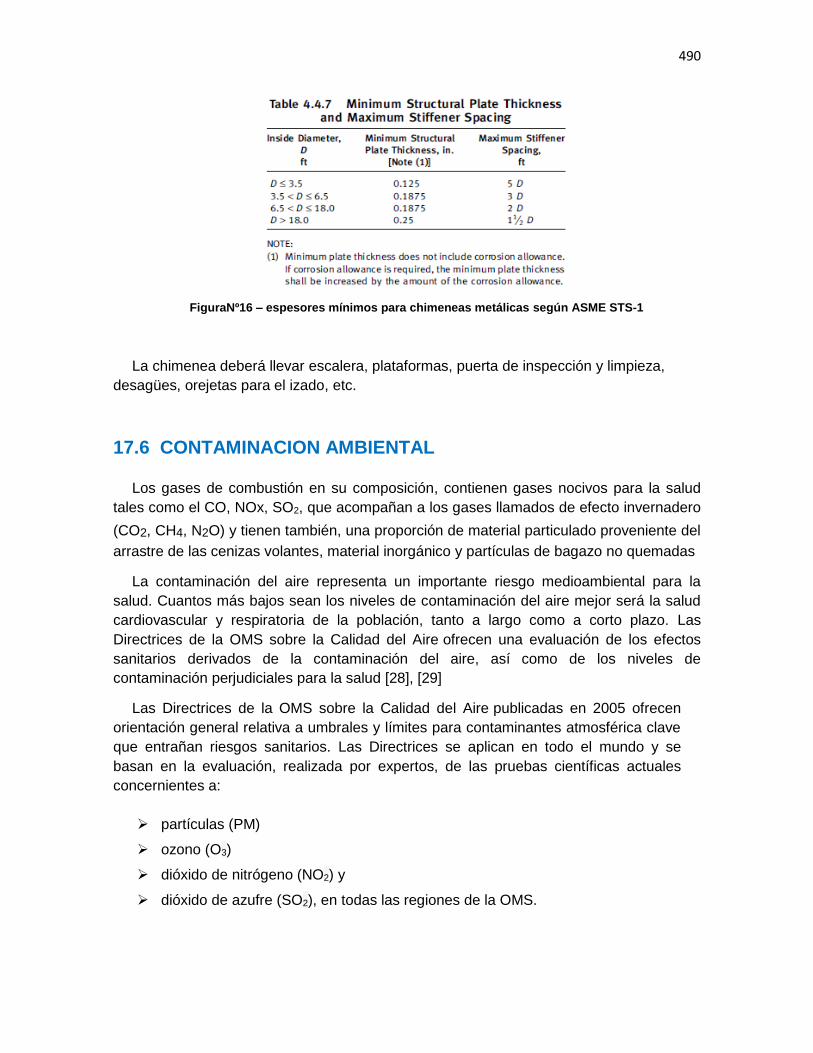
490
FiguraNº16 – espesores mínimos para chimeneas metálicas según ASME STS-1
La chimenea deberá llevar escalera, plataformas, puerta de inspección y limpieza, desagües, orejetas para el izado, etc.
17.6 CONTAMINACION AMBIENTAL
Los gases de combustión en su composición, contienen gases nocivos para la salud tales como el CO, NOx, SO2, que acompañan a los gases llamados de efecto invernadero
(CO2, CH4, N2O) y tienen también, una proporción de material particulado proveniente del arrastre de las cenizas volantes, material inorgánico y partículas de bagazo no quemadas
La contaminación del aire representa un importante riesgo medioambiental para la salud. Cuantos más bajos sean los niveles de contaminación del aire mejor será la salud cardiovascular y respiratoria de la población, tanto a largo como a corto plazo. Las Directrices de la OMS sobre la Calidad del Aire ofrecen una evaluación de los efectos sanitarios derivados de la contaminación del aire, así como de los niveles de contaminación perjudiciales para la salud [28], [29]
Las Directrices de la OMS sobre la Calidad del Aire publicadas en 2005 ofrecen orientación general relativa a umbrales y límites para contaminantes atmosférica clave que entrañan riesgos sanitarios. Las Directrices se aplican en todo el mundo y se basan en la evaluación, realizada por expertos, de las pruebas científicas actuales concernientes a:
partículas (PM)
ozono (O3)
dióxido de nitrógeno (NO2) y
dióxido de azufre (SO2), en todas las regiones de la OMS.
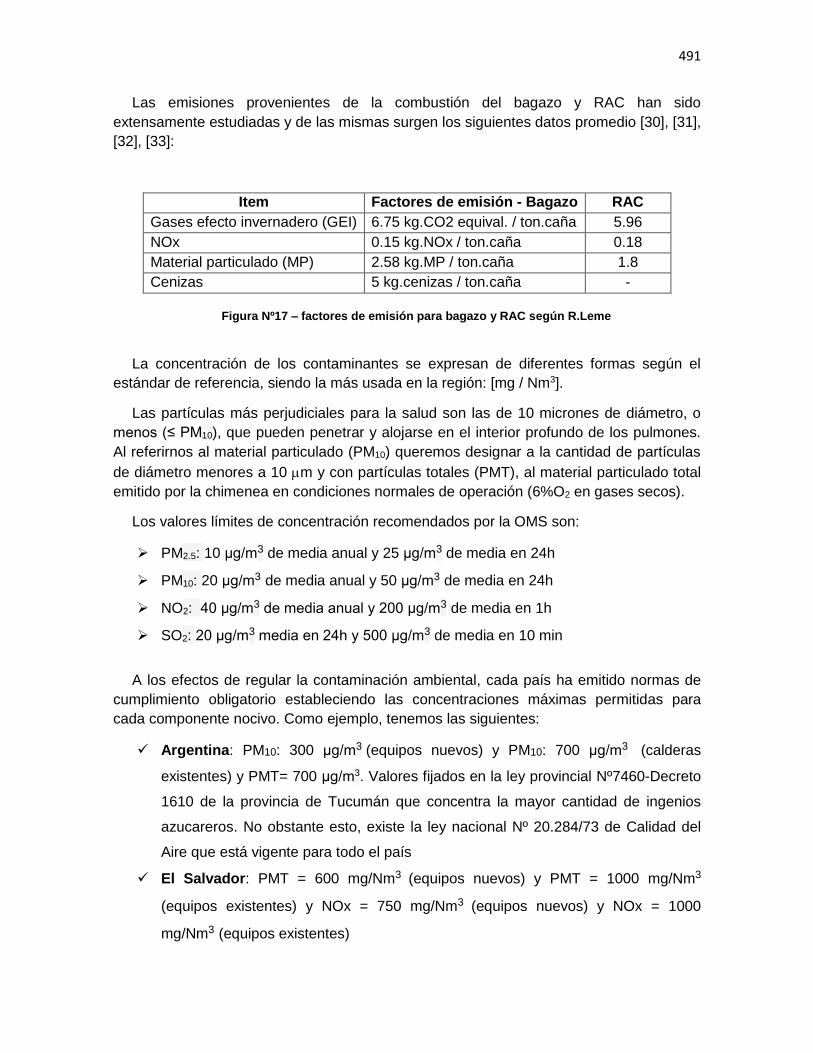
491
Las emisiones provenientes de la combustión del bagazo y RAC han sido extensamente estudiadas y de las mismas surgen los siguientes datos promedio [30], [31], [32], [33]:
Item Factores de emisión - Bagazo RAC Gases efecto invernadero (GEI) 6.75 kg.CO2 equival. / ton.caña 5.96 NOx 0.15 kg.NOx / ton.caña 0.18 Material particulado (MP) 2.58 kg.MP / ton.caña 1.8 Cenizas 5 kg.cenizas / ton.caña -
Figura Nº17 – factores de emisión para bagazo y RAC según R.Leme
La concentración de los contaminantes se expresan de diferentes formas según el estándar de referencia, siendo la más usada en la región: [mg / Nm3].
Las partículas más perjudiciales para la salud son las de 10 micrones de diámetro, o menos (≤ PM10), que pueden penetrar y alojarse en el interior profundo de los pulmones. Al referirnos al material particulado (PM10) queremos designar a la cantidad de partículas de diámetro menores a 10 m y con partículas totales (PMT), al material particulado total emitido por la chimenea en condiciones normales de operación (6%O2 en gases secos).
Los valores límites de concentración recomendados por la OMS son:
PM2.5: 10 μg/m3 de media anual y 25 μg/m3 de media en 24h
PM10: 20 μg/m3 de media anual y 50 μg/m3 de media en 24h
NO2: 40 μg/m3 de media anual y 200 μg/m3 de media en 1h
SO2: 20 μg/m3 media en 24h y 500 μg/m3 de media en 10 min
A los efectos de regular la contaminación ambiental, cada país ha emitido normas de cumplimiento obligatorio estableciendo las concentraciones máximas permitidas para cada componente nocivo. Como ejemplo, tenemos las siguientes:
Argentina: PM10: 300 μg/m3 (equipos nuevos) y PM10: 700 μg/m3 (calderas
existentes) y PMT= 700 μg/m3. Valores fijados en la ley provincial Nº7460-Decreto
1610 de la provincia de Tucumán que concentra la mayor cantidad de ingenios
azucareros. No obstante esto, existe la ley nacional Nº 20.284/73 de Calidad del
Aire que está vigente para todo el país
El Salvador: PMT = 600 mg/Nm3 (equipos nuevos) y PMT = 1000 mg/Nm3
(equipos existentes) y NOx = 750 mg/Nm3 (equipos nuevos) y NOx = 1000
mg/Nm3 (equipos existentes)
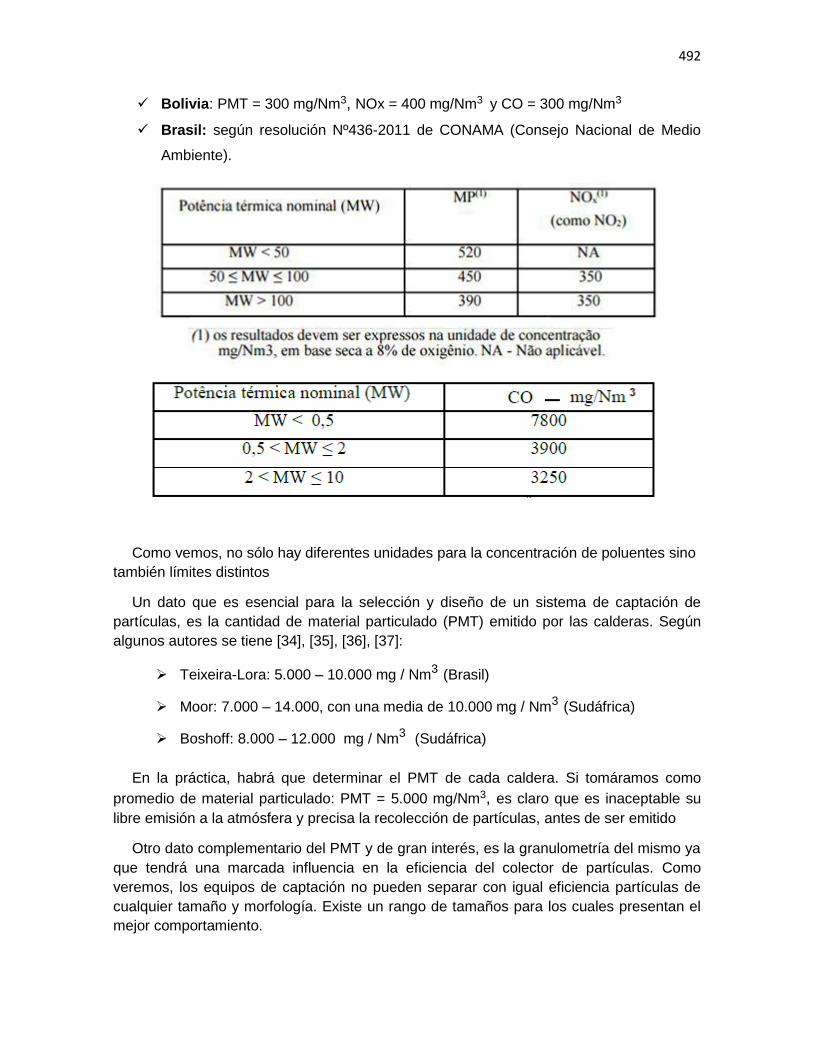
492
Bolivia: PMT = 300 mg/Nm3, NOx = 400 mg/Nm3 y CO = 300 mg/Nm3
Brasil: según resolución Nº436-2011 de CONAMA (Consejo Nacional de Medio
Ambiente).
Como vemos, no sólo hay diferentes unidades para la concentración de poluentes sino también límites distintos
Un dato que es esencial para la selección y diseño de un sistema de captación de partículas, es la cantidad de material particulado (PMT) emitido por las calderas. Según algunos autores se tiene [34], [35], [36], [37]:
Teixeira-Lora: 5.000 – 10.000 mg / Nm3 (Brasil)
Moor: 7.000 – 14.000, con una media de 10.000 mg / Nm3 (Sudáfrica)
Boshoff: 8.000 – 12.000 mg / Nm3 (Sudáfrica)
En la práctica, habrá que determinar el PMT de cada caldera. Si tomáramos como promedio de material particulado: PMT = 5.000 mg/Nm3, es claro que es inaceptable su libre emisión a la atmósfera y precisa la recolección de partículas, antes de ser emitido
Otro dato complementario del PMT y de gran interés, es la granulometría del mismo ya que tendrá una marcada influencia en la eficiencia del colector de partículas. Como veremos, los equipos de captación no pueden separar con igual eficiencia partículas de cualquier tamaño y morfología. Existe un rango de tamaños para los cuales presentan el mejor comportamiento.
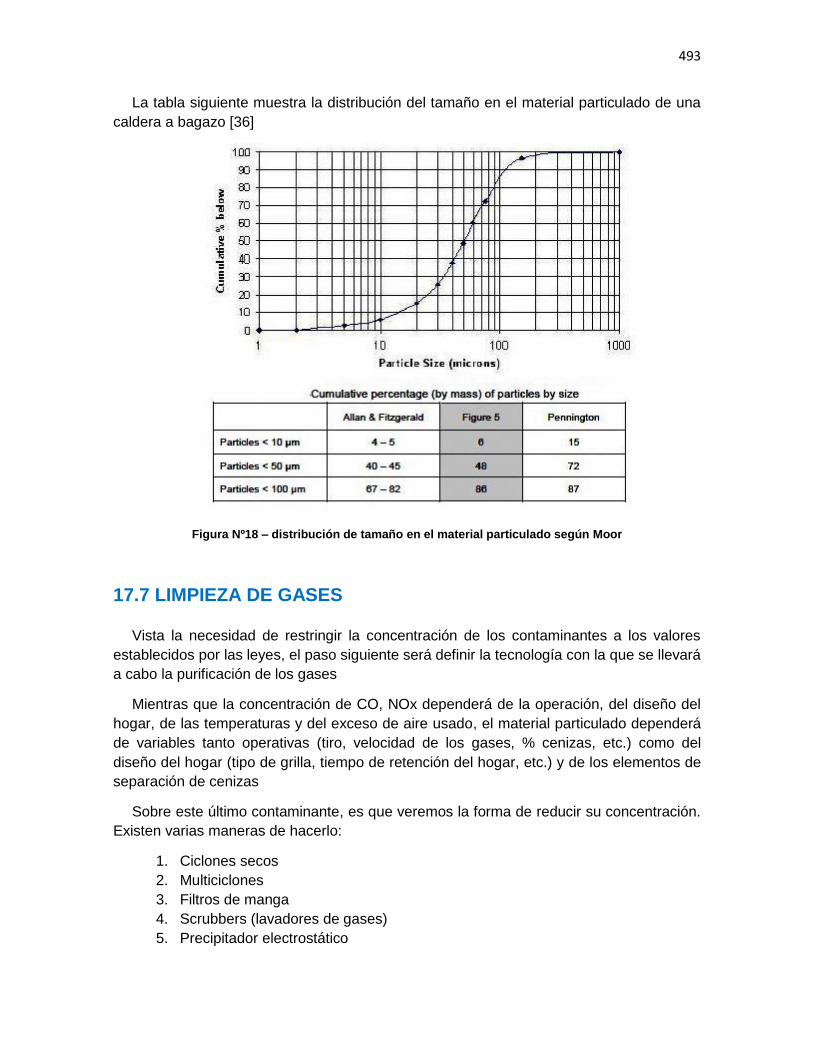
493
La tabla siguiente muestra la distribución del tamaño en el material particulado de una caldera a bagazo [36]
Figura Nº18 – distribución de tamaño en el material particulado según Moor
17.7 LIMPIEZA DE GASES
Vista la necesidad de restringir la concentración de los contaminantes a los valores establecidos por las leyes, el paso siguiente será definir la tecnología con la que se llevará a cabo la purificación de los gases
Mientras que la concentración de CO, NOx dependerá de la operación, del diseño del hogar, de las temperaturas y del exceso de aire usado, el material particulado dependerá de variables tanto operativas (tiro, velocidad de los gases, % cenizas, etc.) como del diseño del hogar (tipo de grilla, tiempo de retención del hogar, etc.) y de los elementos de separación de cenizas
Sobre este último contaminante, es que veremos la forma de reducir su concentración. Existen varias maneras de hacerlo:
1. Ciclones secos 2. Multiciclones 3. Filtros de manga 4. Scrubbers (lavadores de gases) 5. Precipitador electrostático
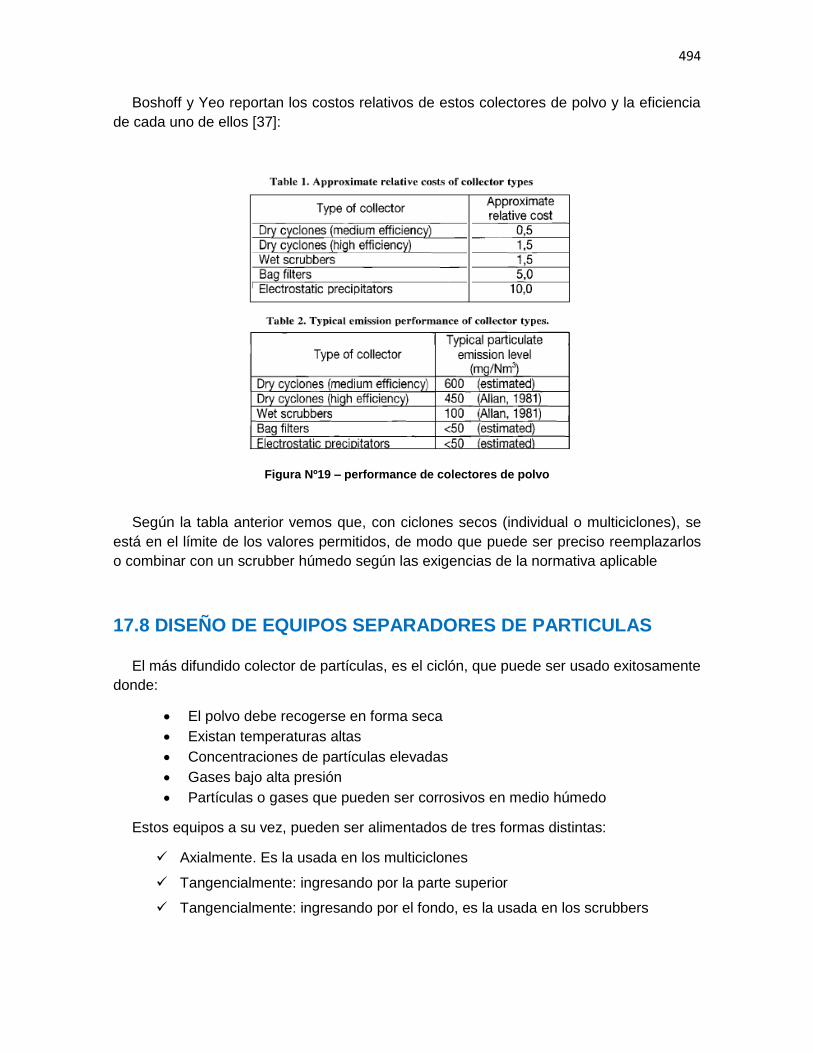
494
Boshoff y Yeo reportan los costos relativos de estos colectores de polvo y la eficiencia de cada uno de ellos [37]:
Figura Nº19 – performance de colectores de polvo
Según la tabla anterior vemos que, con ciclones secos (individual o multiciclones), se
está en el límite de los valores permitidos, de modo que puede ser preciso reemplazarlos o combinar con un scrubber húmedo según las exigencias de la normativa aplicable
17.8 DISEÑO DE EQUIPOS SEPARADORES DE PARTICULAS
El más difundido colector de partículas, es el ciclón, que puede ser usado exitosamente donde:
El polvo debe recogerse en forma seca Existan temperaturas altas Concentraciones de partículas elevadas Gases bajo alta presión Partículas o gases que pueden ser corrosivos en medio húmedo
Estos equipos a su vez, pueden ser alimentados de tres formas distintas:
Axialmente. Es la usada en los multiciclones
Tangencialmente: ingresando por la parte superior
Tangencialmente: ingresando por el fondo, es la usada en los scrubbers
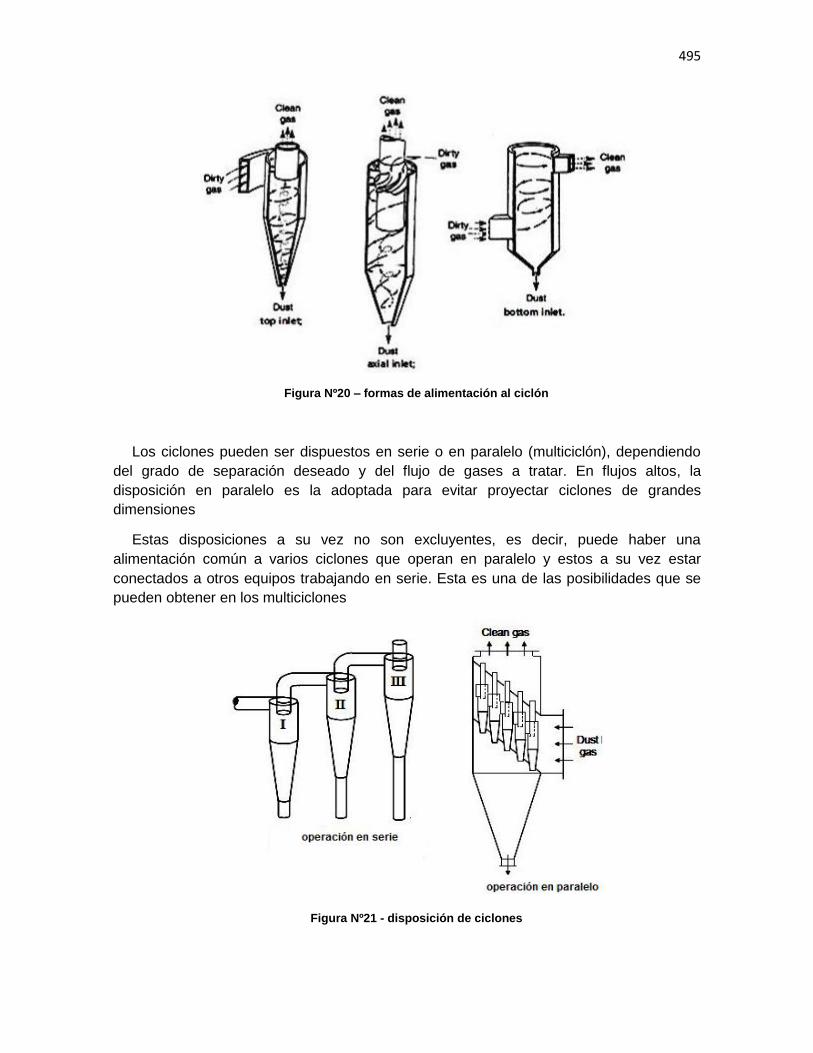
495
Figura Nº20 – formas de alimentación al ciclón
Los ciclones pueden ser dispuestos en serie o en paralelo (multiciclón), dependiendo del grado de separación deseado y del flujo de gases a tratar. En flujos altos, la disposición en paralelo es la adoptada para evitar proyectar ciclones de grandes dimensiones
Estas disposiciones a su vez no son excluyentes, es decir, puede haber una alimentación común a varios ciclones que operan en paralelo y estos a su vez estar conectados a otros equipos trabajando en serie. Esta es una de las posibilidades que se pueden obtener en los multiciclones
Figura Nº21 - disposición de ciclones

496
Son tres los parámetros que sirven para determinar el comportamiento de los ciclones. Estos son:
El diámetro de corte: dpc
La caída de presión: pc
La eficiencia de separación: g
El diámetro de corte (dpc) es definido como el diámetro de partícula que es retenida con una eficiencia del 50%. Este concepto es una característica del dispositivo y no debe confundirse con el diámetro medio de la partícula. El diámetro de corte vale:
dpc = (9..Bc
2.N.v1(p−g))
0.5
donde.
= viscosidad del fluido en Pa.s
Bc = ancho de la alimentación en m
N = número de espiras de la partícula (N = 5 -10 para ciclones comunes)
V1 = velocidad de ingreso del fluido m/seg
p = densidad de la partícula kg./m3
g = densidad del gas kg./m3
Otro de los parámetros de importancia es la pérdida de carga ya que afecta al consumo de energía del VTI. Una de las ecuaciones empíricas más popular es:
pc = kc.g.V12, in H20
donde: kc 0.22 , V1 = velocidad de ingreso del gas (50-60 ft/seg generalmente) y g =
densidad del gas en lb/ft3. Los siguientes son valores de pérdida de carga normales en diversos ciclones simples, aunque depende del diseño y tamaño de los mismos
ciclones de baja eficiencia: 50 – 100 mm ca
ciclones de media eficiencia: 100 – 150 mm ca
ciclones de alta eficiencia: 200 – 250 mm ca
En todo ciclón se encuentran tres fracciones de partículas. Las ingresantes (Me), las capturadas (Mc) y las salientes (Ms), de modo que el balance de masas del ciclón puede escribirse como:
Me = Mc + Ms
Y la eficiencia global de separación valdrá: g = Mc / Me = 1 – (Ms /Me)
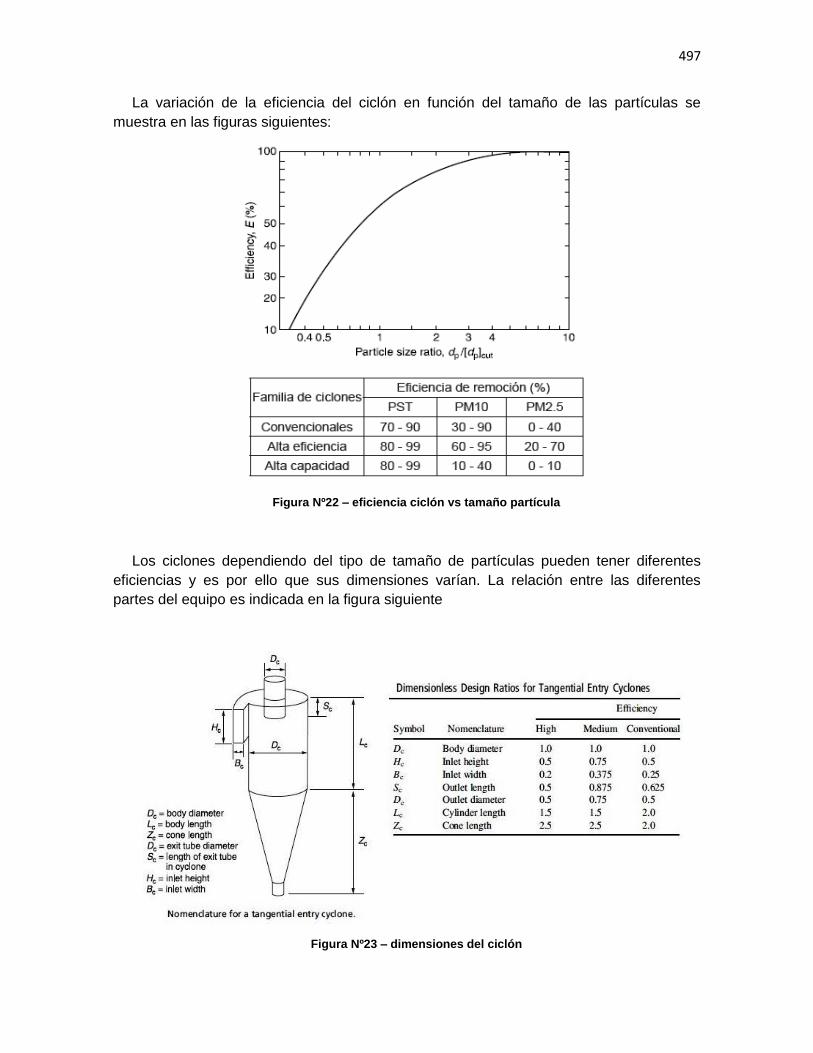
497
La variación de la eficiencia del ciclón en función del tamaño de las partículas se muestra en las figuras siguientes:
Figura Nº22 – eficiencia ciclón vs tamaño partícula
Los ciclones dependiendo del tipo de tamaño de partículas pueden tener diferentes eficiencias y es por ello que sus dimensiones varían. La relación entre las diferentes partes del equipo es indicada en la figura siguiente
Figura Nº23 – dimensiones del ciclón
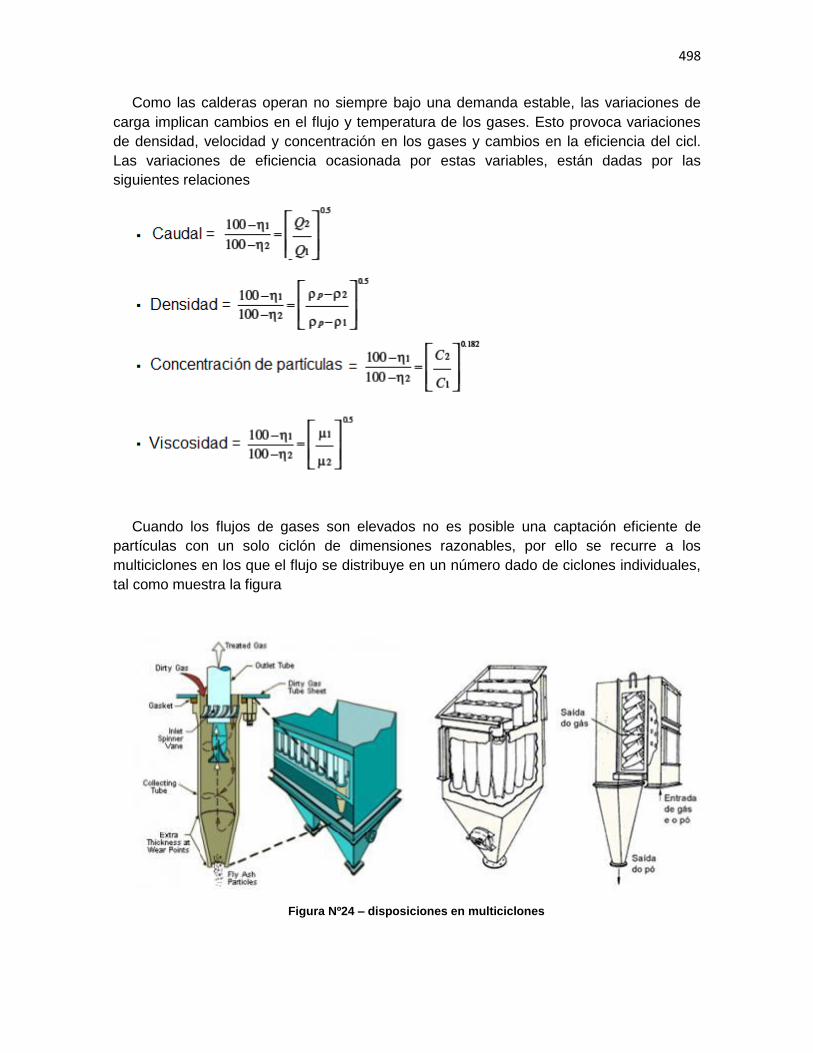
498
Como las calderas operan no siempre bajo una demanda estable, las variaciones de carga implican cambios en el flujo y temperatura de los gases. Esto provoca variaciones de densidad, velocidad y concentración en los gases y cambios en la eficiencia del cicl. Las variaciones de eficiencia ocasionada por estas variables, están dadas por las siguientes relaciones
Cuando los flujos de gases son elevados no es posible una captación eficiente de partículas con un solo ciclón de dimensiones razonables, por ello se recurre a los multiciclones en los que el flujo se distribuye en un número dado de ciclones individuales, tal como muestra la figura
Figura Nº24 – disposiciones en multiciclones

499
Figura Nº25 – disposición en multiciclones
El diseño del ciclón o multiciclón para un flujo de gas, concentración de partículas ingresantes y emisión permitida dada, consiste en una serie de cálculos fluidodinámico, cuyos detalles pueden ser consultados en las obras especializadas siguientes [38], [39], [40], [41]
Otro de los equipos muy difundidos en la industria son los lavadores de gases húmedos (wet scrubbers) que pueden actuar como separador complementario del multiciclón o bien usarse como equipo único. Estos equipos pueden no sólo separar el material particulado sino también algunos poluentes gaseosos de alta solubilidad
Son versátiles y eficientes, más que los multiciclones, pero tienen mayores costos operativos ligados al agua requerida, su recuperación y tratamiento posterior (filtración, decantación, etc.). Los lavadores de gases son más caros que los multiciclones pero menos que los precipitadores electrostáticos. Existen varios diseños de scrubbers pero los tipos más difundidos son:
Torres spray
Placas tamizadas irrigadas
Venturi Scrubbers
Los scrubber del tipo spray son de diseño y construcción sencilla, que llevan varios niveles de inyección de agua en contracorriente con los gases. Tienen alta eficiencia
(90%) en la remoción de partículas mayores a 5 m, bajando este valor a 60-80% cuando
se maneja partículas entre 3 - 5 m. La eficiencia cae a 50% o menos, cuando opera con
partículas finas de tamaño menor a 3 m. Son usados para operar con flujos de gases del
orden de 1 a 47 Nm3/ seg. La figura muestra estos equipos
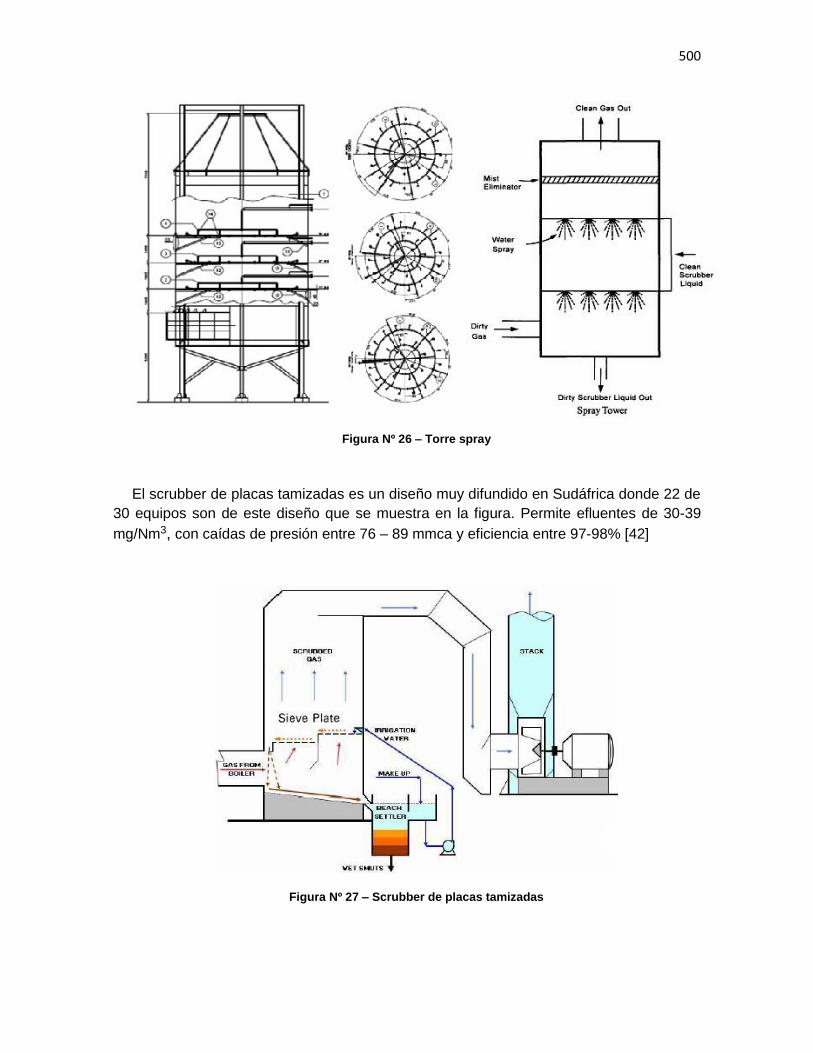
500
Figura Nº 26 – Torre spray
El scrubber de placas tamizadas es un diseño muy difundido en Sudáfrica donde 22 de 30 equipos son de este diseño que se muestra en la figura. Permite efluentes de 30-39 mg/Nm3, con caídas de presión entre 76 – 89 mmca y eficiencia entre 97-98% [42]
Figura Nº 27 – Scrubber de placas tamizadas
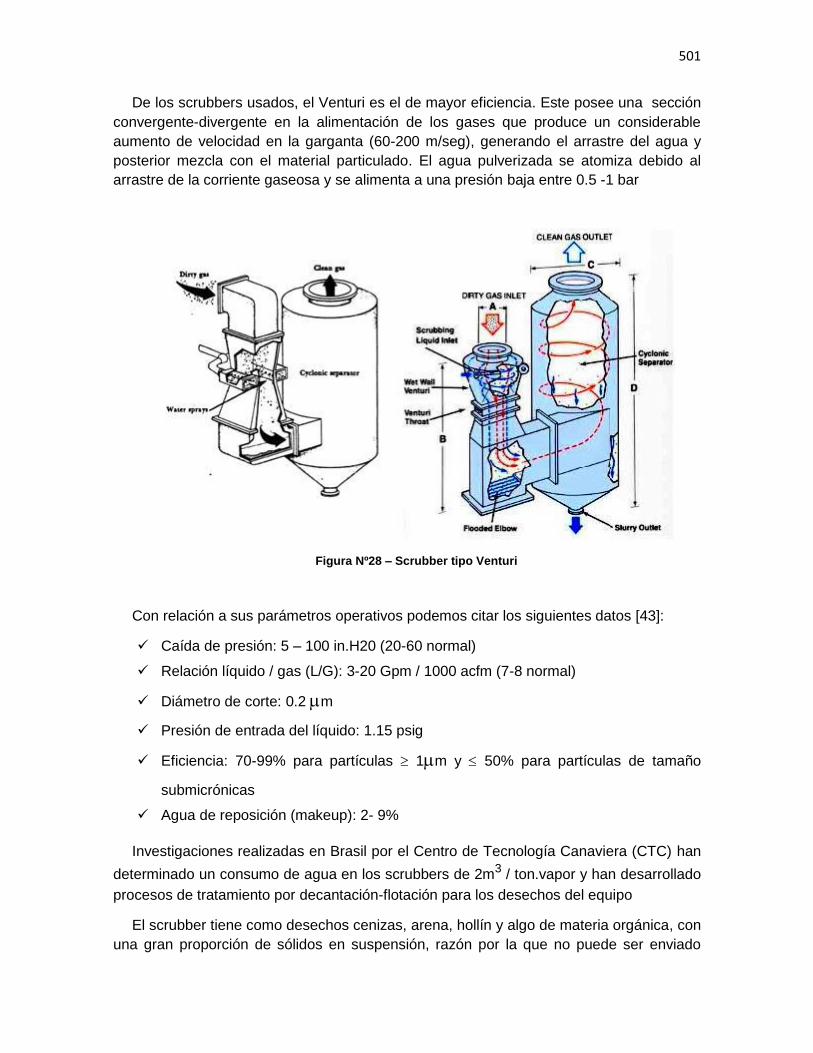
501
De los scrubbers usados, el Venturi es el de mayor eficiencia. Este posee una sección convergente-divergente en la alimentación de los gases que produce un considerable aumento de velocidad en la garganta (60-200 m/seg), generando el arrastre del agua y posterior mezcla con el material particulado. El agua pulverizada se atomiza debido al arrastre de la corriente gaseosa y se alimenta a una presión baja entre 0.5 -1 bar
Figura Nº28 – Scrubber tipo Venturi
Con relación a sus parámetros operativos podemos citar los siguientes datos [43]:
Caída de presión: 5 – 100 in.H20 (20-60 normal)
Relación líquido / gas (L/G): 3-20 Gpm / 1000 acfm (7-8 normal)
Diámetro de corte: 0.2 m
Presión de entrada del líquido: 1.15 psig
Eficiencia: 70-99% para partículas 1m y 50% para partículas de tamaño
submicrónicas
Agua de reposición (makeup): 2- 9%
Investigaciones realizadas en Brasil por el Centro de Tecnología Canaviera (CTC) han
determinado un consumo de agua en los scrubbers de 2m3 / ton.vapor y han desarrollado procesos de tratamiento por decantación-flotación para los desechos del equipo
El scrubber tiene como desechos cenizas, arena, hollín y algo de materia orgánica, con una gran proporción de sólidos en suspensión, razón por la que no puede ser enviado
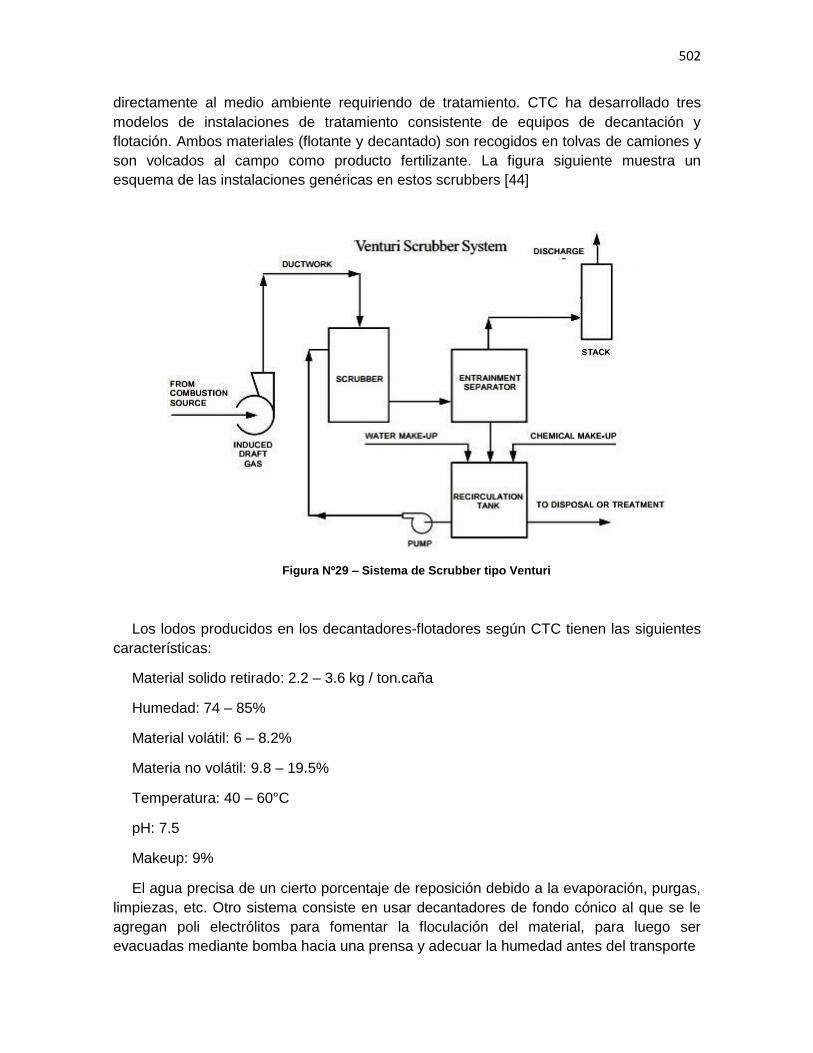
502
directamente al medio ambiente requiriendo de tratamiento. CTC ha desarrollado tres modelos de instalaciones de tratamiento consistente de equipos de decantación y flotación. Ambos materiales (flotante y decantado) son recogidos en tolvas de camiones y son volcados al campo como producto fertilizante. La figura siguiente muestra un esquema de las instalaciones genéricas en estos scrubbers [44]
Figura Nº29 – Sistema de Scrubber tipo Venturi
Los lodos producidos en los decantadores-flotadores según CTC tienen las siguientes características:
Material solido retirado: 2.2 – 3.6 kg / ton.caña
Humedad: 74 – 85%
Material volátil: 6 – 8.2%
Materia no volátil: 9.8 – 19.5%
Temperatura: 40 – 60°C
pH: 7.5
Makeup: 9%
El agua precisa de un cierto porcentaje de reposición debido a la evaporación, purgas, limpiezas, etc. Otro sistema consiste en usar decantadores de fondo cónico al que se le agregan poli electrólitos para fomentar la floculación del material, para luego ser evacuadas mediante bomba hacia una prensa y adecuar la humedad antes del transporte
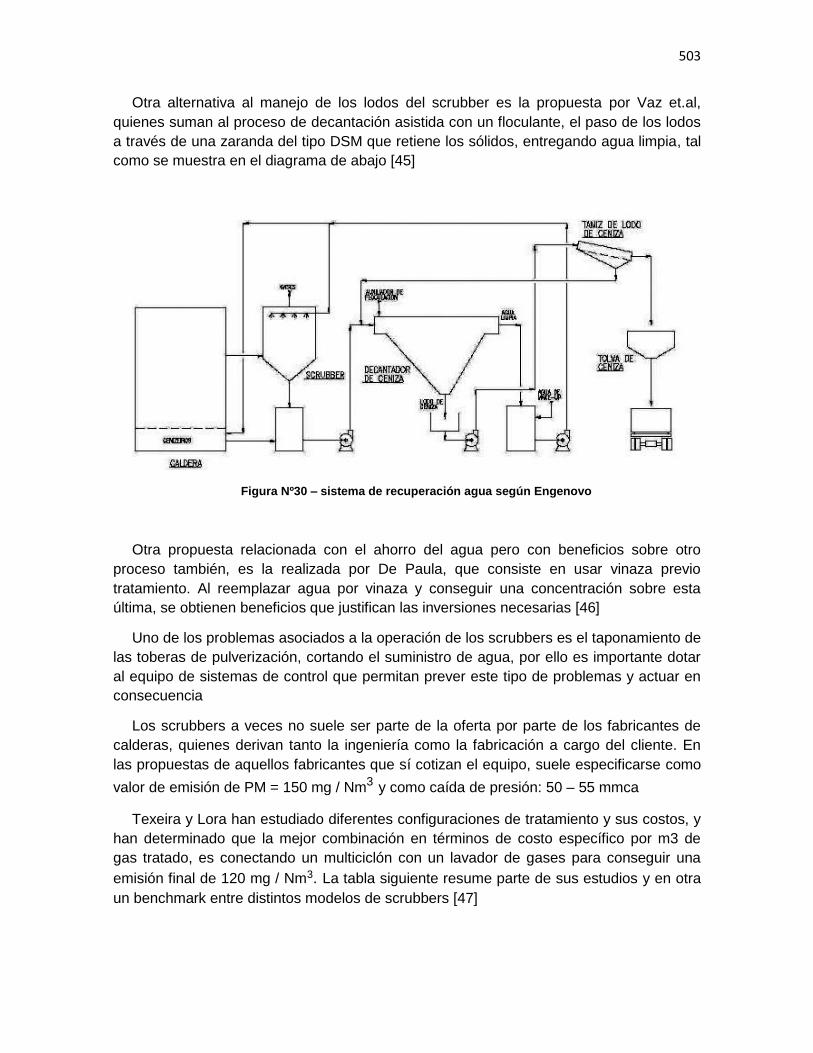
503
Otra alternativa al manejo de los lodos del scrubber es la propuesta por Vaz et.al, quienes suman al proceso de decantación asistida con un floculante, el paso de los lodos a través de una zaranda del tipo DSM que retiene los sólidos, entregando agua limpia, tal como se muestra en el diagrama de abajo [45]
Figura Nº30 – sistema de recuperación agua según Engenovo
Otra propuesta relacionada con el ahorro del agua pero con beneficios sobre otro proceso también, es la realizada por De Paula, que consiste en usar vinaza previo tratamiento. Al reemplazar agua por vinaza y conseguir una concentración sobre esta última, se obtienen beneficios que justifican las inversiones necesarias [46]
Uno de los problemas asociados a la operación de los scrubbers es el taponamiento de las toberas de pulverización, cortando el suministro de agua, por ello es importante dotar al equipo de sistemas de control que permitan prever este tipo de problemas y actuar en consecuencia
Los scrubbers a veces no suele ser parte de la oferta por parte de los fabricantes de calderas, quienes derivan tanto la ingeniería como la fabricación a cargo del cliente. En las propuestas de aquellos fabricantes que sí cotizan el equipo, suele especificarse como
valor de emisión de PM = 150 mg / Nm3 y como caída de presión: 50 – 55 mmca
Texeira y Lora han estudiado diferentes configuraciones de tratamiento y sus costos, y han determinado que la mejor combinación en términos de costo específico por m3 de gas tratado, es conectando un multiciclón con un lavador de gases para conseguir una emisión final de 120 mg / Nm3. La tabla siguiente resume parte de sus estudios y en otra un benchmark entre distintos modelos de scrubbers [47]
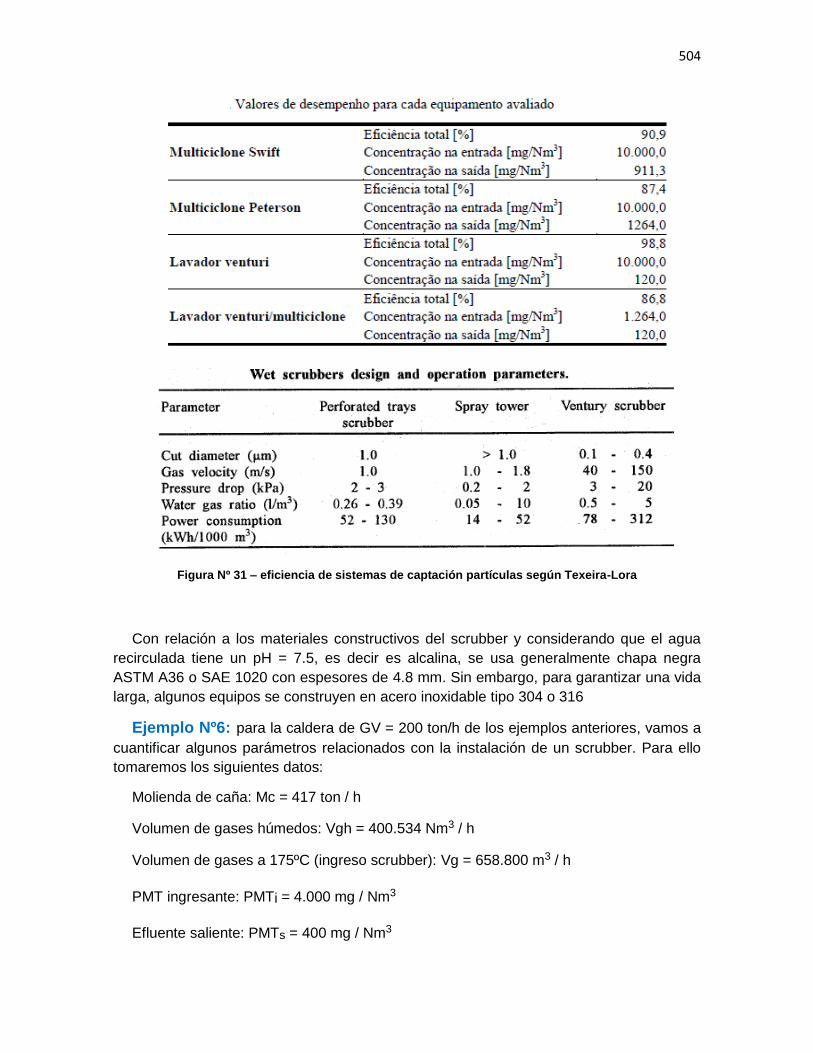
504
Figura Nº 31 – eficiencia de sistemas de captación partículas según Texeira-Lora
Con relación a los materiales constructivos del scrubber y considerando que el agua recirculada tiene un pH = 7.5, es decir es alcalina, se usa generalmente chapa negra ASTM A36 o SAE 1020 con espesores de 4.8 mm. Sin embargo, para garantizar una vida larga, algunos equipos se construyen en acero inoxidable tipo 304 o 316
Ejemplo Nº6: para la caldera de GV = 200 ton/h de los ejemplos anteriores, vamos a cuantificar algunos parámetros relacionados con la instalación de un scrubber. Para ello tomaremos los siguientes datos:
Molienda de caña: Mc = 417 ton / h
Volumen de gases húmedos: Vgh = 400.534 Nm3 / h
Volumen de gases a 175ºC (ingreso scrubber): Vg = 658.800 m3 / h
PMT ingresante: PMTi = 4.000 mg / Nm3
Efluente saliente: PMTs = 400 mg / Nm3
505
Consumo de agua del scrubber: gH20 = 2 m3 / ton.vapor
Material retenido: PMTc = PMTi – PMTs = 4.000 – 400 = 3600 mg / Nm3
Eficiencia de separación: s = (PMTc / PMTi) 100 = (3600 / 4.000)100 = 90% alto
Cantidad de particulado total. Gp = PMTc x Vgh = (3600 x 400.534)/106 = 1442 kg/h
Consume de agua: GH20 = gH20 x Gv = 2 x 200 = 400 m3 / h
Producción específica particulado: Gt = Gp / TCH = 1442 / 417 = 3.45 kg / ton.caña
Consumo específico agua: Gw = GH20 / TCH = 400 / 417 = 0.96 m3 / ton.caña
Relación líquido / gas: LG = 400.000 / 658.800 = 0.6 litros / m3
Figura Nº 32 – scrubbers tipo Venturi
Otro aspecto muy importante a mencionar es el relativo al control de las emisiones, para lo cual existen varios estándares con procedimientos detallados a seguir respecto del muestreo y técnicas de análisis para la determinación de poluentes varios. Entre estos encontramos:
ASME PTC 21: Particulate matter collection equipment
EPA -40 CFR, Pt. 60, App.A Meth 1/2/5/7/10/12/17-94: Protección del ambiente.
Códigos de Regulación Federal
ISO 10396 / 93: Emisiones de fuentes estacionarias. Toma de muestra para la
determinación automática de concentraciones de gases
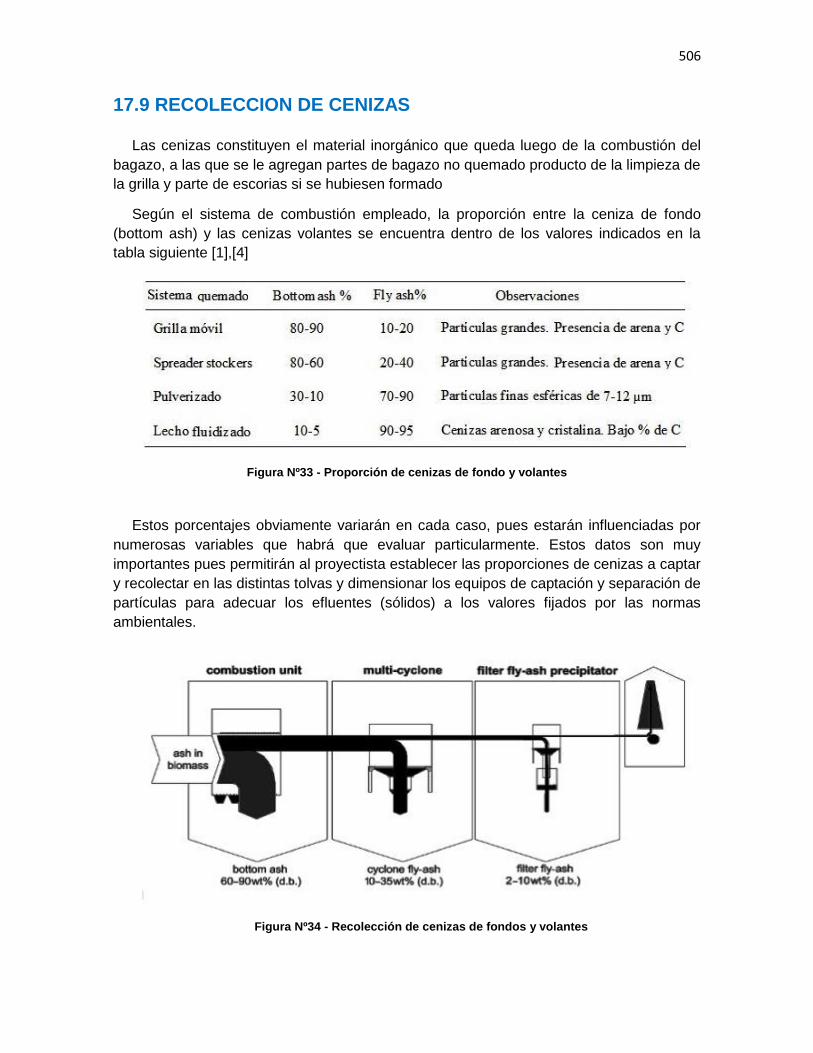
506
17.9 RECOLECCION DE CENIZAS
Las cenizas constituyen el material inorgánico que queda luego de la combustión del bagazo, a las que se le agregan partes de bagazo no quemado producto de la limpieza de la grilla y parte de escorias si se hubiesen formado
Según el sistema de combustión empleado, la proporción entre la ceniza de fondo (bottom ash) y las cenizas volantes se encuentra dentro de los valores indicados en la tabla siguiente [1],[4]
Figura Nº33 - Proporción de cenizas de fondo y volantes
Estos porcentajes obviamente variarán en cada caso, pues estarán influenciadas por numerosas variables que habrá que evaluar particularmente. Estos datos son muy importantes pues permitirán al proyectista establecer las proporciones de cenizas a captar y recolectar en las distintas tolvas y dimensionar los equipos de captación y separación de partículas para adecuar los efluentes (sólidos) a los valores fijados por las normas ambientales.
Figura Nº34 - Recolección de cenizas de fondos y volantes

507
Ejemplo Nº7: supondremos que la caldera de 200 ton/h tiene una evaporación bruta del combustible de 2.2 [kg.vapor/kg.bagazo] con bagazo de 50% de humedad. Asumiremos que las cenizas se producen a razón de cz = 5 kg / ton.caña. Con estos datos tendremos:
Molienda: M = 417 ton.caña / h
Cantidad de bagazo quemado: Gb = Gv / b = 200.000 / 2.2 = 91.000 kg.bagazo/hora
Cantidad de cenizas generada: Gcz = Gb.cz = 417x 5 = 2085 kg./ h
Cenizas extraídas en el hogar (bottom ash): Gzb = 0.7 x 2085 = 1460 kg/h
Cenizas volantes (fly ash): Gzfa = Gcz – Gzb = 2085 – 1460 = 625 kg/h
Cenizas en tolvas de banco convección y calentador aire: Gzh = 625 x 0.5 = 313 kg/h
Cenizas a scrubber: Gsc = Gzfa – Gzh = 625 – 313 = 312 kg/h
Material particulado total: PMT = 312 x106 / 400.534 = 779 mg / Nm3 4000 mg / Nm3
Si esta fuese la recolección de cenizas en la caldera (70% hogar + 15% tolvas + 15% en el scrubber), tal vez con un sistema de multiciclones podría tenerse emisiones aceptables. Estas cantidades mediante ensayos diversos deben ser verificadas en cada instalación.
Las calderas tanto de diseño antiguo como nuevas llevan tolvas para recoger las cenizas, ubicadas en el hogar, banco de convección, salida del calentador de aire y economizador. Desde estos puntos las cenizas pueden ser evacuadas por diferentes medios
Manualmente en contenedores móviles
Neumáticamente hacia un silo de cenizas, bajo presión o al vacío
Mecánicamente a través de redlers que pueden transportarlas en forma seca
o húmeda mediante el agregado de agua en las tolvas
En las calderas nuevas la tolva del hogar está llena de agua para reducir el volumen y enfriar las cenizas, desde donde son transportadas por redlers hacia el lugar de recolección
Figura Nº35 Sistema de recolección de cenizas en tolvas y redlers
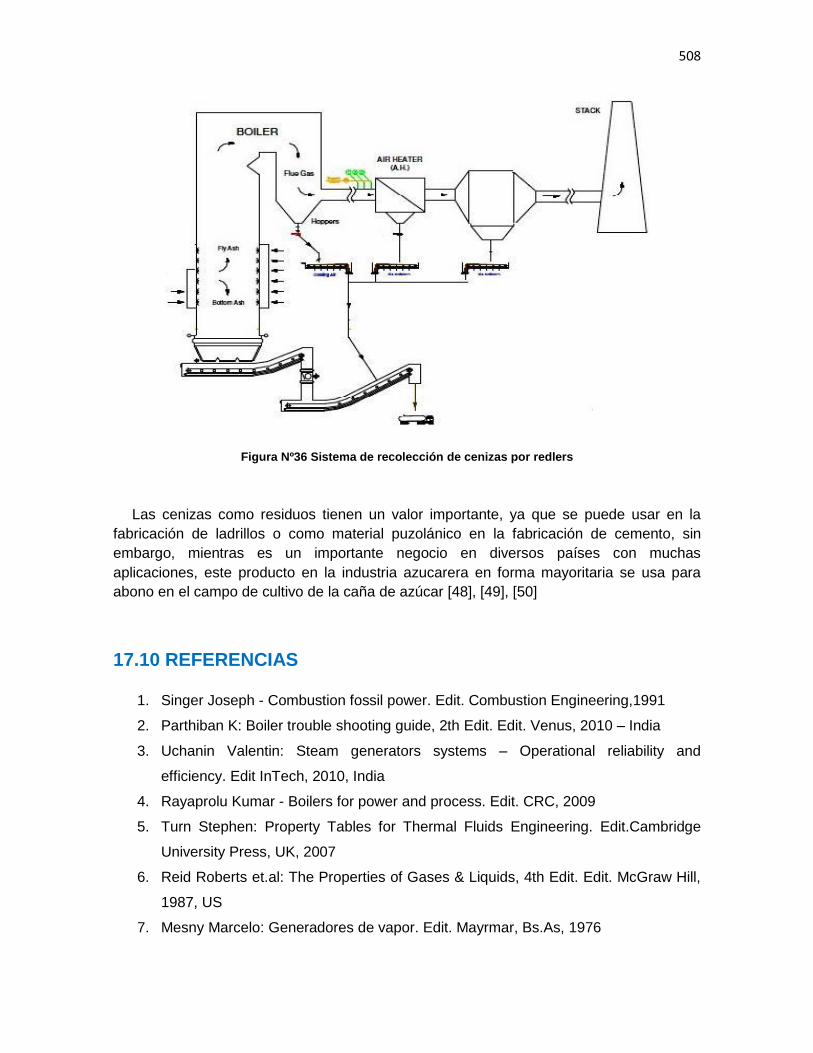
508
Figura Nº36 Sistema de recolección de cenizas por redlers
Las cenizas como residuos tienen un valor importante, ya que se puede usar en la fabricación de ladrillos o como material puzolánico en la fabricación de cemento, sin embargo, mientras es un importante negocio en diversos países con muchas aplicaciones, este producto en la industria azucarera en forma mayoritaria se usa para abono en el campo de cultivo de la caña de azúcar [48], [49], [50]
17.10 REFERENCIAS
1. Singer Joseph - Combustion fossil power. Edit. Combustion Engineering,1991
2. Parthiban K: Boiler trouble shooting guide, 2th Edit. Edit. Venus, 2010 – India
3. Uchanin Valentin: Steam generators systems – Operational reliability and
efficiency. Edit InTech, 2010, India
4. Rayaprolu Kumar - Boilers for power and process. Edit. CRC, 2009
5. Turn Stephen: Property Tables for Thermal Fluids Engineering. Edit.Cambridge
University Press, UK, 2007
6. Reid Roberts et.al: The Properties of Gases & Liquids, 4th Edit. Edit. McGraw Hill,
1987, US
7. Mesny Marcelo: Generadores de vapor. Edit. Mayrmar, Bs.As, 1976
509
8. VDI Heat Atlas, 2th Edit. Edit. By Springer, 2010, US
9. Mariño Rafael: Producción y transmisión industrial del calor. Edit.Dossat, Madrid
10. The structural design of air gas ducts for power stations industrial boilers
applications. Editado por ASCE (American Society of Civil Engineers, USA), 1995
11. ASME VIII-Div 1 – Apéndice mandatorio 13 para recipientes de sección no circular.
Published by ASME, NY, 2010
12. AMCA 201-02: Fans and systems. Edit by AMCA, 2007, USA
13. AMCA 202-98: Troubleshooting. Edit by AMCA, 2007, USA
14. AMCA 203-90: Field Performance Measurement of Fan Systems. Edit by AMCA,
2007, USA
15. AMCA 803-02: Industrial Process Power Generation Fans: Site performance test
standard. Edit by AMCA, 2008, USA
16. Bleier Frank: Fans Handbook– Selection, application and design. Edit. McGraw
Hill, 1998, US
17. Cory Bill: Fans and ventilation. A practical guide. Edit. Elsevier, 2005
18. Eck Bruno: Ventilatoren. Edit. Springer Verlag, 2003
19. EPRI TR 101698: Operation and maintenance guide for draft fans. Edit EPRI, 1983
20. ASME Performance Test Code PTC 11-2008: Fans. Edit.by ASME, 2008
21. AMCA 203-90: Field Performance Measurement of Fan Systems. Edit by AMCA,
2007, USA
22. BS 848-1:2007, BS EN ISO 5801:2008: Industrial Fans. Performance testing using
standardized airways. Edit by BSI, UK, 2008
23. ASME-STS-1-2006: Steel-Stack (cálculo estructural). Edit.by ASME, 2006
24. UNE 123001-2005: Cálculo y diseño de chimeneas metálicas (cálculo
fluidodinámico). Edit.UNE, 2005, España
25. IS 6533-Part1 y 2-1985: Design and construction of steel chimney. Mechanical and
Structural Aspect. Code of Practice. Edit by IS, India, 1985
26. Vallero Daniel: Fundamentals of Air Pollution, 5th edit. Edit.Elsevier, 2014
27. Schnelle Karl et al: Air pollution control technology handbook. Edit.CRC, 2002
28. OMS: Air Quality Guideline. Global Update, 2005. Edit. OMS, 2005
29. Liptak Bela et al: Enviromental Engineers Handbook. Edit.CRC 1999
30. Baker Roberts: Bagasse combustion in sugar mills. Reporte EPA 450/3-77.
Edit.EPA, 1977, US
510
31. Gonçalvez Erley et al: Analysis of gas emission and particulate materials in boilers
of the sugar and ethanol industry. Publicado en Ciencia & Tecnología: FATEC_JB,
Jabotical (SP) – Vol.6, Nº1 – páginas 15-21, 2014
32. Australian Goverment: Emission estimation technique manual for combustión in
boilers (NPI). Edit.Commonwealth of Australia, 2008
33. Leme Rodrigo: Estimativa das emissões de poluentes atmosféricos e uso de agua
na produção de eletricidade com biomassa de cana de açúcar. Tese de Mestrado.
Universidade Estadual de Campina (SP), Brasil, 2005
34. Teixeira Flavio: Emissão de poluentes e tecnologias de controle em caldeiras para
bagaço. II GERA - Workshop de Gestão de Energia e Resíduos na Agroindústria
Sucroalcooleira. Universidad de San Pablo, Brasil, 2007
35. Lora Electo et al: Air Pollution Control in the Sugar Cane Industry. Publicado en
XXIII ISSCT Congress Factory Program, New Delhi 1999, pág.323-332
36. Moor B: Flue gas scrubbing equipment for bagasse fired boiler. Publicado en
ISSCT Congress, Vol.26, Factory Program, New Delhi 1999, pág.1273-1283, 2007
37. Boshoff T. et al: Reduction of bagasse fired boiler stack particulate emission levels.
Proceeding of South African Sugar Technologist Association, 1999, Vol.73
38. Theodore Louis: Air pollution control equipment. Edit.Wiley&Sons, 2008
39. Stein Louis et al: Gas cyclones and swirl tubes, 2th edit. Edit.Springer Verlag, 2008
40. Brauer H. et al: Air pollution control equipment. Edit.Springer Verlag, 1981
41. Rietema K. et al: Cyclones in industry. Edit Elsevir, 1961
42. Moor B: Flue gas scrubbing equipment for bagasse fired boiler. Publicado en
ISSCT Congress, Vol.26, Factory Program, New Delhi 1999, pág.1273-1283, 2007
43. EPA: APTI Course 413 – Control of particulate emissions. Student Manual. Edit.
EPA, 1981
44. CTC-UNICA: Manual de conservação e reúso de agua na agroindústria
sucroenergética. Brasilia, 2009. Publicación Agencia Nacional de Aguas, Brasil
45. Vaz Claudio et al: Sistema para tratamiento de agua de cenizas de lavado de
gases de caldera. Publicación de Engenovo. Disponible en: www.engenovo.com.br
46. De Paula Nelia: Avaliaçao da utilização de vinhaça como liquido em lavadores de
gases. Tese de Mestre en la Universidad de Riberao Preto, 2010. Brasil
47. Teixeira Flavio et al: Metodología e ferramenta para seleção de equipamentos
para controle da emissão de particulados em caldeiras a bagaço. Presentado en el
511
IX Congreso Brasilero de Ingeniería y Ciencias Térmicas. ENCIT 2002, Mina
Gerais,
48. De Paula Marcos, et al: Potencial da cinza de bagaço de cana de açúcar como
material de substituição parcial de cimento Portland. Revista Brasileira de
Engenharia Agrícola e Ambiental. Vol.13, Nº3, 2009, pág.353-357
49. Kulkarni Apurva et al: Bagasse ash as an effective replacement in fly ash bricks.
Publicado en IJTT, Vol.4, Nº10, October 2013, India
50. Martirena J. et al: Propiedades puzolánica de desechos de la industria azucarera.
Revista Materiales de Construccion, Vol.50, N°260, 2000, España
17.11 WEBISTE
www.epa.gov
www.who.int
www.mma.gov.br
www.eeaoc.org.ar
www.nest.unifei.edu.br
www.stab.org.br
www.nyb.com
www.amca.org
www.howden.com
www.wartsila.com
www.clafil.com.ar
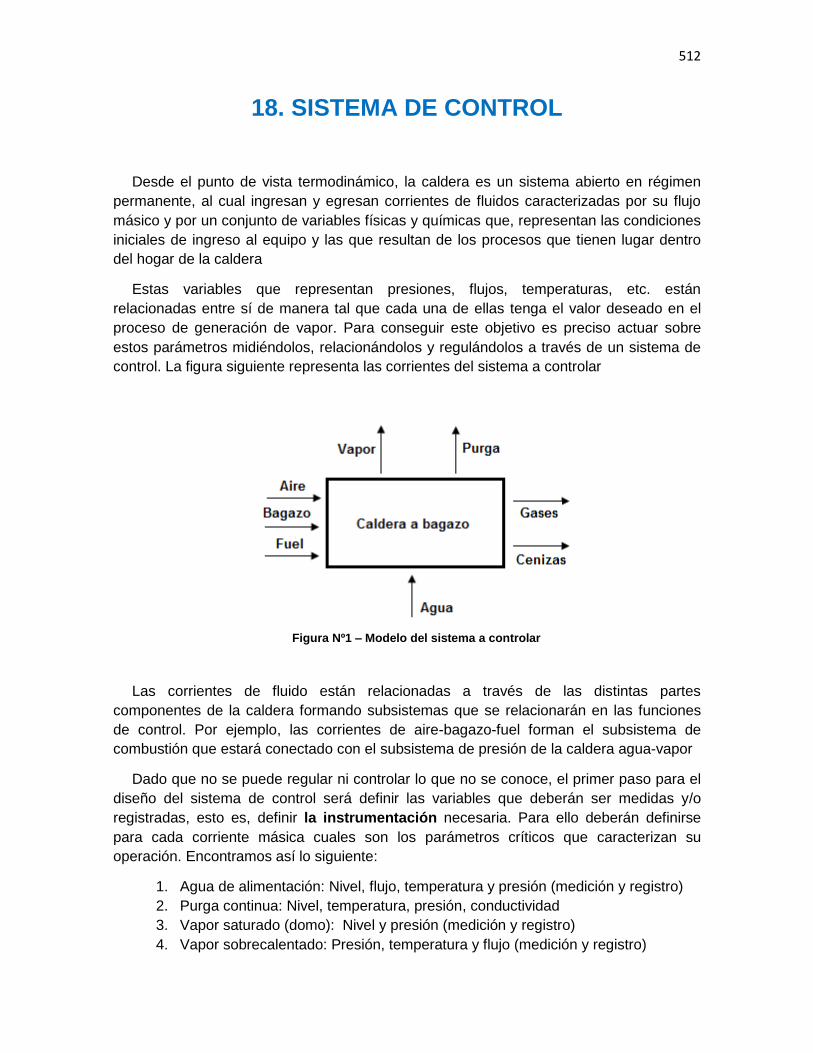
512
18. SISTEMA DE CONTROL
Desde el punto de vista termodinámico, la caldera es un sistema abierto en régimen permanente, al cual ingresan y egresan corrientes de fluidos caracterizadas por su flujo másico y por un conjunto de variables físicas y químicas que, representan las condiciones iniciales de ingreso al equipo y las que resultan de los procesos que tienen lugar dentro del hogar de la caldera
Estas variables que representan presiones, flujos, temperaturas, etc. están relacionadas entre sí de manera tal que cada una de ellas tenga el valor deseado en el proceso de generación de vapor. Para conseguir este objetivo es preciso actuar sobre estos parámetros midiéndolos, relacionándolos y regulándolos a través de un sistema de control. La figura siguiente representa las corrientes del sistema a controlar
Figura Nº1 – Modelo del sistema a controlar
Las corrientes de fluido están relacionadas a través de las distintas partes componentes de la caldera formando subsistemas que se relacionarán en las funciones de control. Por ejemplo, las corrientes de aire-bagazo-fuel forman el subsistema de combustión que estará conectado con el subsistema de presión de la caldera agua-vapor
Dado que no se puede regular ni controlar lo que no se conoce, el primer paso para el diseño del sistema de control será definir las variables que deberán ser medidas y/o registradas, esto es, definir la instrumentación necesaria. Para ello deberán definirse para cada corriente másica cuales son los parámetros críticos que caracterizan su operación. Encontramos así lo siguiente:
1. Agua de alimentación: Nivel, flujo, temperatura y presión (medición y registro) 2. Purga continua: Nivel, temperatura, presión, conductividad 3. Vapor saturado (domo): Nivel y presión (medición y registro) 4. Vapor sobrecalentado: Presión, temperatura y flujo (medición y registro)
513
5. Aire (primario y secundario): Presión, temperatura, flujo (medición y registro) 6. Gases de combustión: Presión, temperatura, velocidad, composición de gases
(% O2) (medición y registro) 7. Combustible auxiliar (quemadores): Flujo, presión y temperatura (medición y
registro) 8. Equipos auxiliares: Voltaje, corriente, rpm (medición y registro)
Una vez definida las variables a medir, el paso siguiente será especificar los instrumentos necesarios, el nivel de incertidumbre deseado en las mediciones y los requerimientos para su instalación según los estándares de ISA.
Para el conocimiento de la simbología y documentación de la instrumentación se puede consultar la obra de McAvinew & Mulley de ISA [1]. Los documentos necesarios conocer para la representación de la instrumentación y sistemas de control son [2],[3],[4],[5]:
ANSI / ISA – 5.1-1984 R (1992): Instrumentation symbols and identification
ISA-S5.3-1983, Símbolos gráficos para control distribuido, instrumentación de
desplegados compartidos, sistemas lógicos y computarizados.
ANSI/ISA-S5.4-1991, Diagramas de lazo de instrumentación.
ANSI/ISA S5.5-1985, Símbolos gráficos para desplegados de proceso.
Es claro que es muy difícil lograr una adecuada operación, rendimiento y mantenimiento de una caldera sobre la base de una insuficiente e inadecuada instrumentación. Sin las mediciones citadas no hay forma de obtener un historial y diagnóstico que permitiera saber el desempeño de un equipo dado
18.1 SISTEMA DE CONTROL DE LA CALDERA
Toda caldera deber ser capaz de proporcionar las siguientes condiciones:
Flujo de vapor conforme a lo requerido por la demanda Constancia de presión y temperatura de vapor requerida Las condiciones anteriores bajo una operación segura y eficiente
El sistema de control de una caldera se refiere al conjunto de instrumentos, dispositivos de transmisión de señales y elementos de control conectados entre sí, con el propósito de regular dentro de ciertos límites uno a varios parámetros esenciales para el funcionamiento adecuado del equipo
El sistema de control comprende los dispositivos de medición-regulación y los procedimientos para:
Puesta en marcha Parada del equipo Operación normal
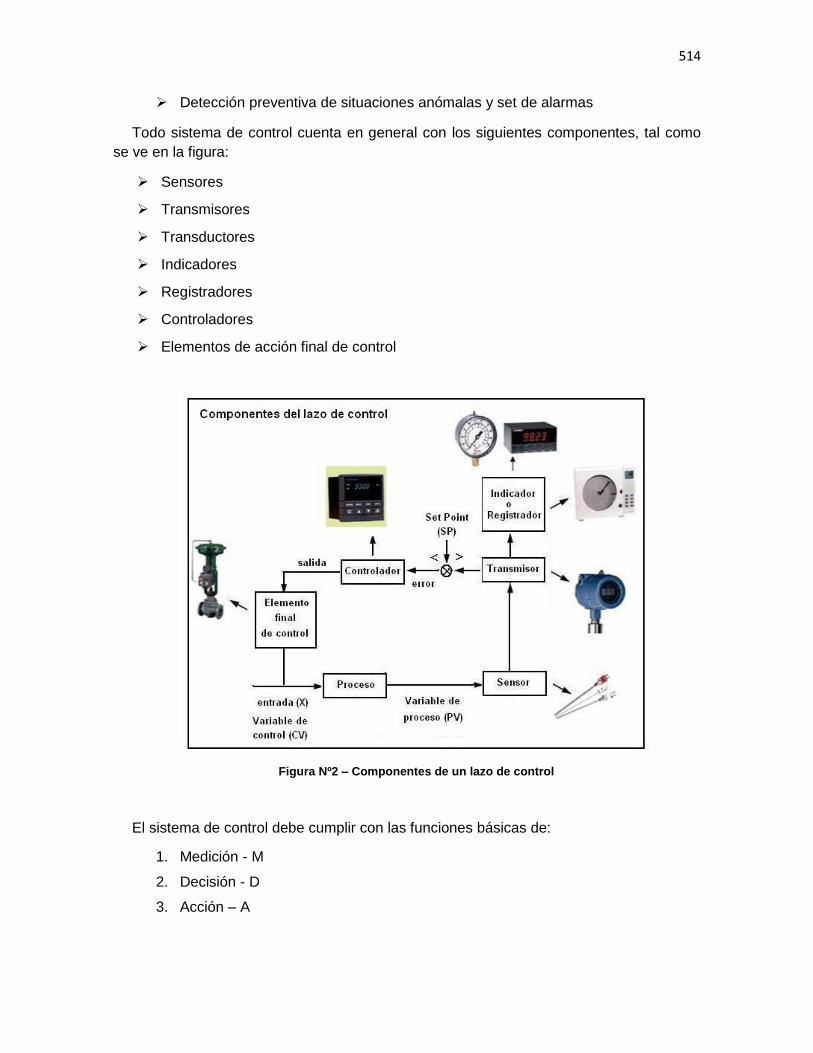
514
Detección preventiva de situaciones anómalas y set de alarmas
Todo sistema de control cuenta en general con los siguientes componentes, tal como se ve en la figura:
Sensores
Transmisores
Transductores
Indicadores
Registradores
Controladores
Elementos de acción final de control
Figura Nº2 – Componentes de un lazo de control
El sistema de control debe cumplir con las funciones básicas de:
1. Medición - M
2. Decisión - D
3. Acción – A
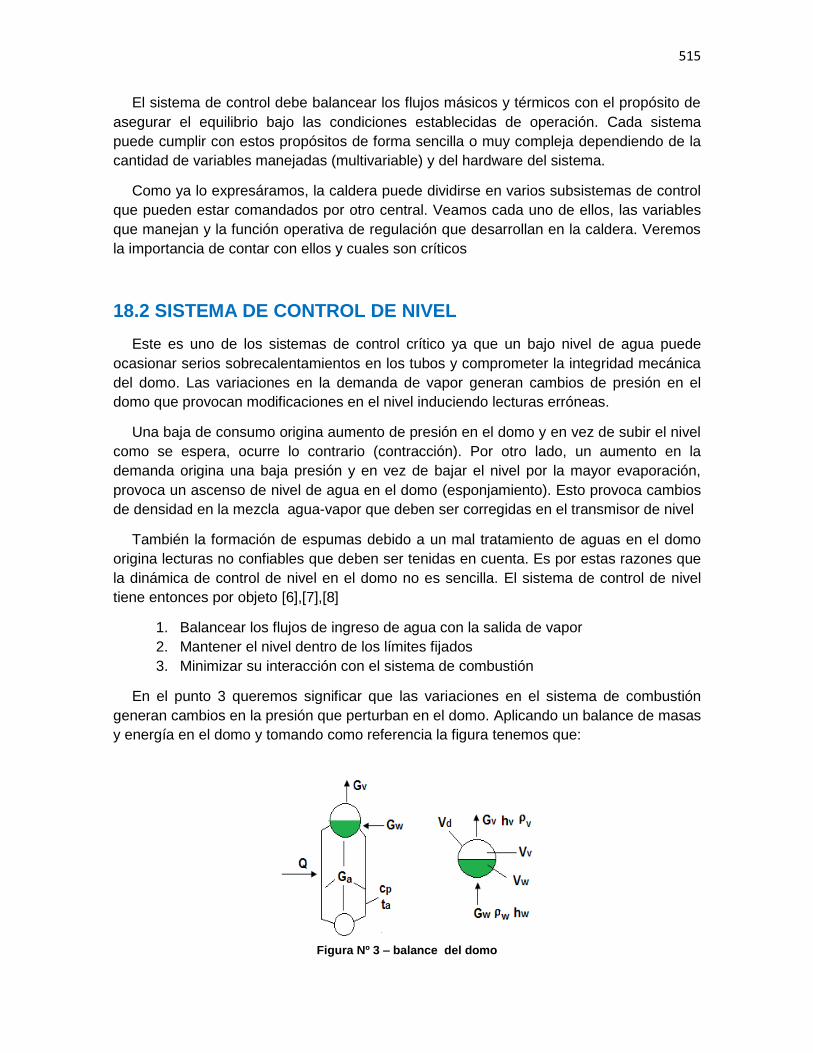
515
El sistema de control debe balancear los flujos másicos y térmicos con el propósito de asegurar el equilibrio bajo las condiciones establecidas de operación. Cada sistema puede cumplir con estos propósitos de forma sencilla o muy compleja dependiendo de la cantidad de variables manejadas (multivariable) y del hardware del sistema.
Como ya lo expresáramos, la caldera puede dividirse en varios subsistemas de control que pueden estar comandados por otro central. Veamos cada uno de ellos, las variables que manejan y la función operativa de regulación que desarrollan en la caldera. Veremos la importancia de contar con ellos y cuales son críticos
18.2 SISTEMA DE CONTROL DE NIVEL
Este es uno de los sistemas de control crítico ya que un bajo nivel de agua puede ocasionar serios sobrecalentamientos en los tubos y comprometer la integridad mecánica del domo. Las variaciones en la demanda de vapor generan cambios de presión en el domo que provocan modificaciones en el nivel induciendo lecturas erróneas.
Una baja de consumo origina aumento de presión en el domo y en vez de subir el nivel como se espera, ocurre lo contrario (contracción). Por otro lado, un aumento en la demanda origina una baja presión y en vez de bajar el nivel por la mayor evaporación, provoca un ascenso de nivel de agua en el domo (esponjamiento). Esto provoca cambios de densidad en la mezcla agua-vapor que deben ser corregidas en el transmisor de nivel
También la formación de espumas debido a un mal tratamiento de aguas en el domo origina lecturas no confiables que deben ser tenidas en cuenta. Es por estas razones que la dinámica de control de nivel en el domo no es sencilla. El sistema de control de nivel tiene entonces por objeto [6],[7],[8]
1. Balancear los flujos de ingreso de agua con la salida de vapor 2. Mantener el nivel dentro de los límites fijados 3. Minimizar su interacción con el sistema de combustión
En el punto 3 queremos significar que las variaciones en el sistema de combustión generan cambios en la presión que perturban en el domo. Aplicando un balance de masas y energía en el domo y tomando como referencia la figura tenemos que:
Figura Nº 3 – balance del domo
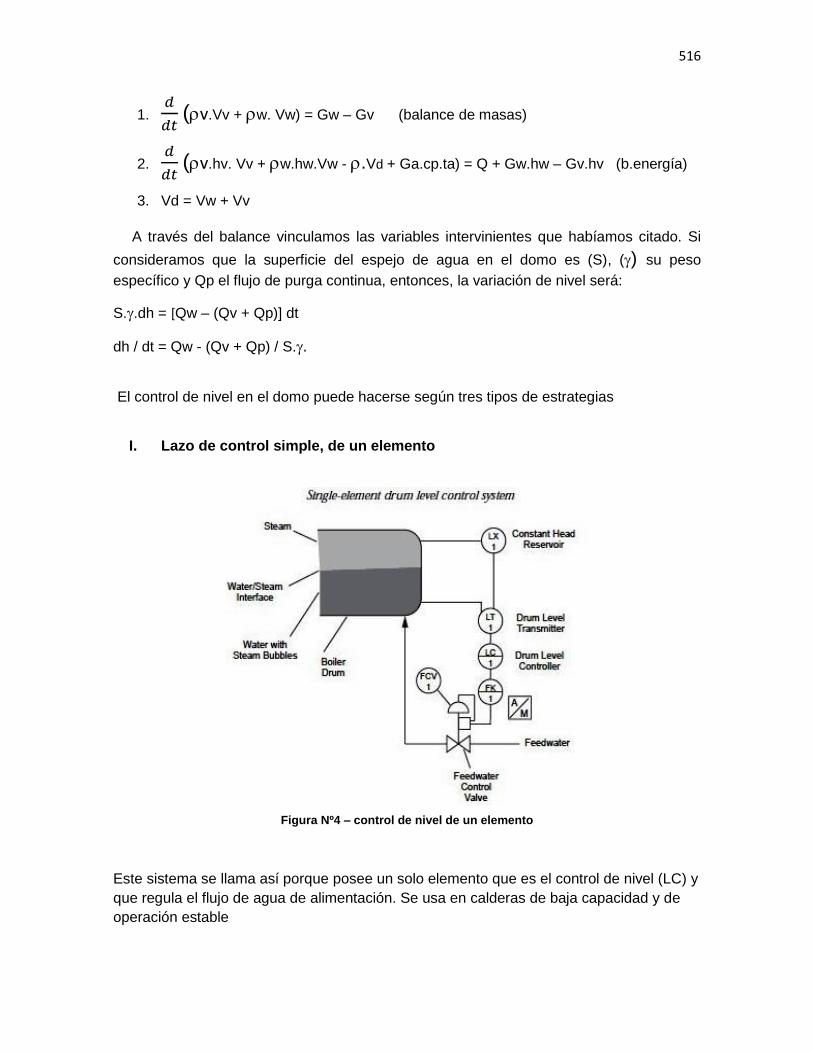
516
1. 𝑑
𝑑𝑡 (v.Vv + w. Vw) = Gw – Gv (balance de masas)
2. 𝑑
𝑑𝑡 (v.hv. Vv + w.hw.Vw - .Vd + Ga.cp.ta) = Q + Gw.hw – Gv.hv (b.energía)
3. Vd = Vw + Vv
A través del balance vinculamos las variables intervinientes que habíamos citado. Si
consideramos que la superficie del espejo de agua en el domo es (S), () su peso específico y Qp el flujo de purga continua, entonces, la variación de nivel será:
S..dh = [Qw – (Qv + Qp)] dt
dh / dt = Qw - (Qv + Qp) / S..
El control de nivel en el domo puede hacerse según tres tipos de estrategias
I. Lazo de control simple, de un elemento
Figura Nº4 – control de nivel de un elemento
Este sistema se llama así porque posee un solo elemento que es el control de nivel (LC) y que regula el flujo de agua de alimentación. Se usa en calderas de baja capacidad y de operación estable
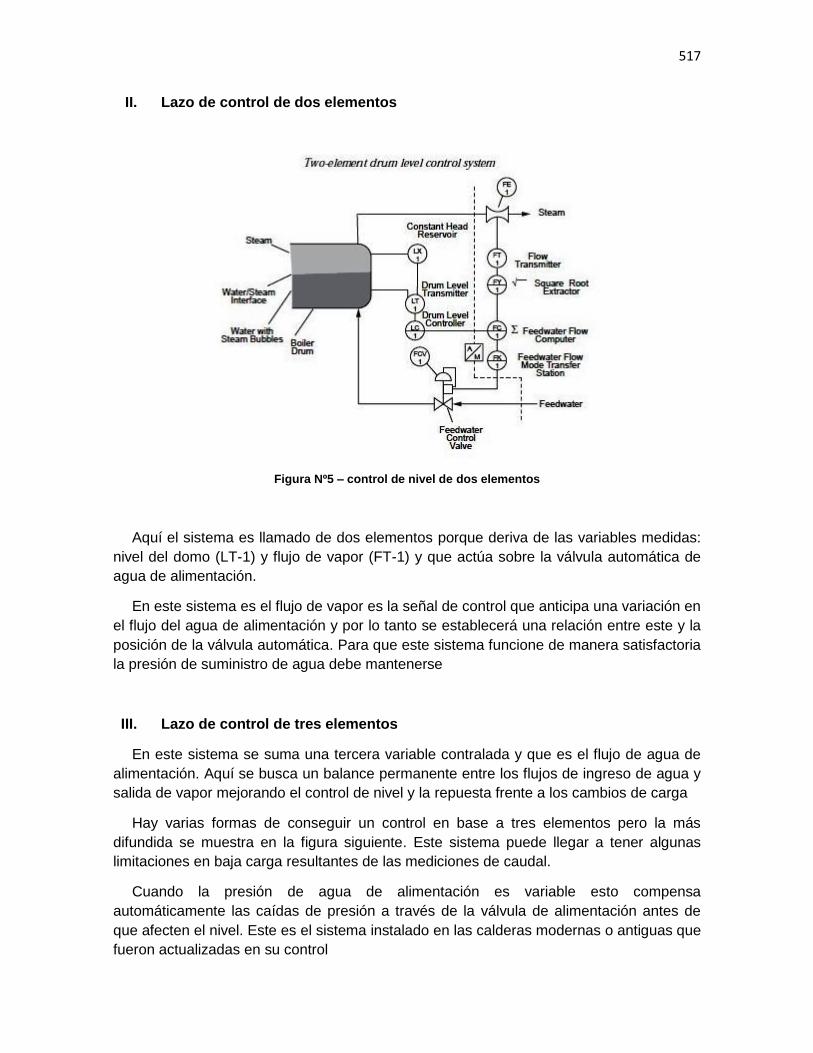
517
II. Lazo de control de dos elementos
Figura Nº5 – control de nivel de dos elementos
Aquí el sistema es llamado de dos elementos porque deriva de las variables medidas: nivel del domo (LT-1) y flujo de vapor (FT-1) y que actúa sobre la válvula automática de agua de alimentación.
En este sistema es el flujo de vapor es la señal de control que anticipa una variación en el flujo del agua de alimentación y por lo tanto se establecerá una relación entre este y la posición de la válvula automática. Para que este sistema funcione de manera satisfactoria la presión de suministro de agua debe mantenerse
III. Lazo de control de tres elementos
En este sistema se suma una tercera variable contralada y que es el flujo de agua de alimentación. Aquí se busca un balance permanente entre los flujos de ingreso de agua y salida de vapor mejorando el control de nivel y la repuesta frente a los cambios de carga
Hay varias formas de conseguir un control en base a tres elementos pero la más difundida se muestra en la figura siguiente. Este sistema puede llegar a tener algunas limitaciones en baja carga resultantes de las mediciones de caudal.
Cuando la presión de agua de alimentación es variable esto compensa automáticamente las caídas de presión a través de la válvula de alimentación antes de que afecten el nivel. Este es el sistema instalado en las calderas modernas o antiguas que fueron actualizadas en su control
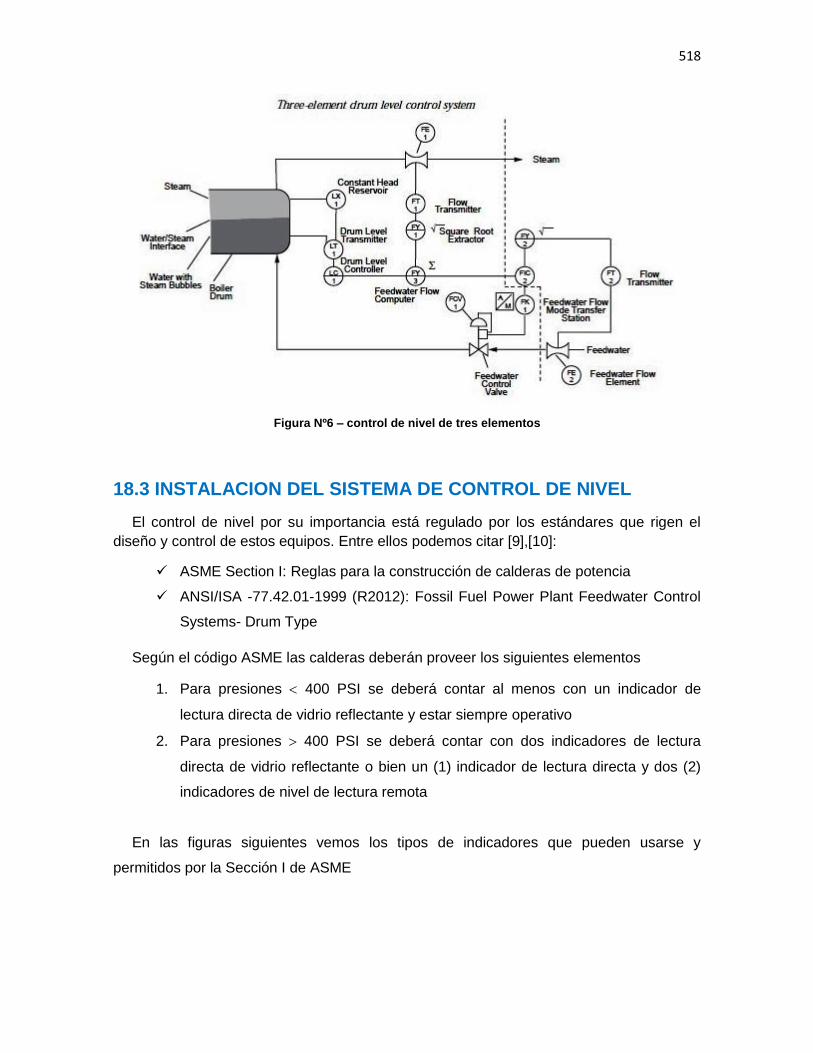
518
Figura Nº6 – control de nivel de tres elementos
18.3 INSTALACION DEL SISTEMA DE CONTROL DE NIVEL
El control de nivel por su importancia está regulado por los estándares que rigen el diseño y control de estos equipos. Entre ellos podemos citar [9],[10]:
ASME Section I: Reglas para la construcción de calderas de potencia
ANSI/ISA -77.42.01-1999 (R2012): Fossil Fuel Power Plant Feedwater Control
Systems- Drum Type
Según el código ASME las calderas deberán proveer los siguientes elementos
1. Para presiones 400 PSI se deberá contar al menos con un indicador de
lectura directa de vidrio reflectante y estar siempre operativo
2. Para presiones 400 PSI se deberá contar con dos indicadores de lectura
directa de vidrio reflectante o bien un (1) indicador de lectura directa y dos (2)
indicadores de nivel de lectura remota
En las figuras siguientes vemos los tipos de indicadores que pueden usarse y
permitidos por la Sección I de ASME
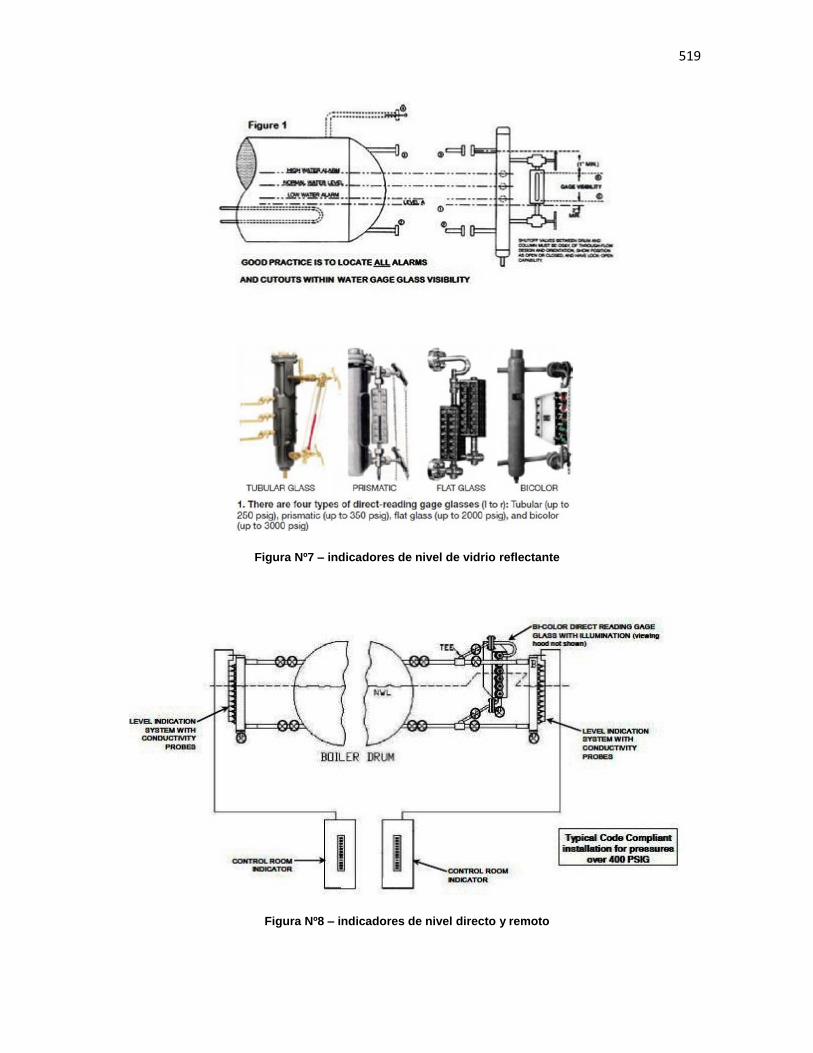
519
Figura Nº7 – indicadores de nivel de vidrio reflectante
Figura Nº8 – indicadores de nivel directo y remoto
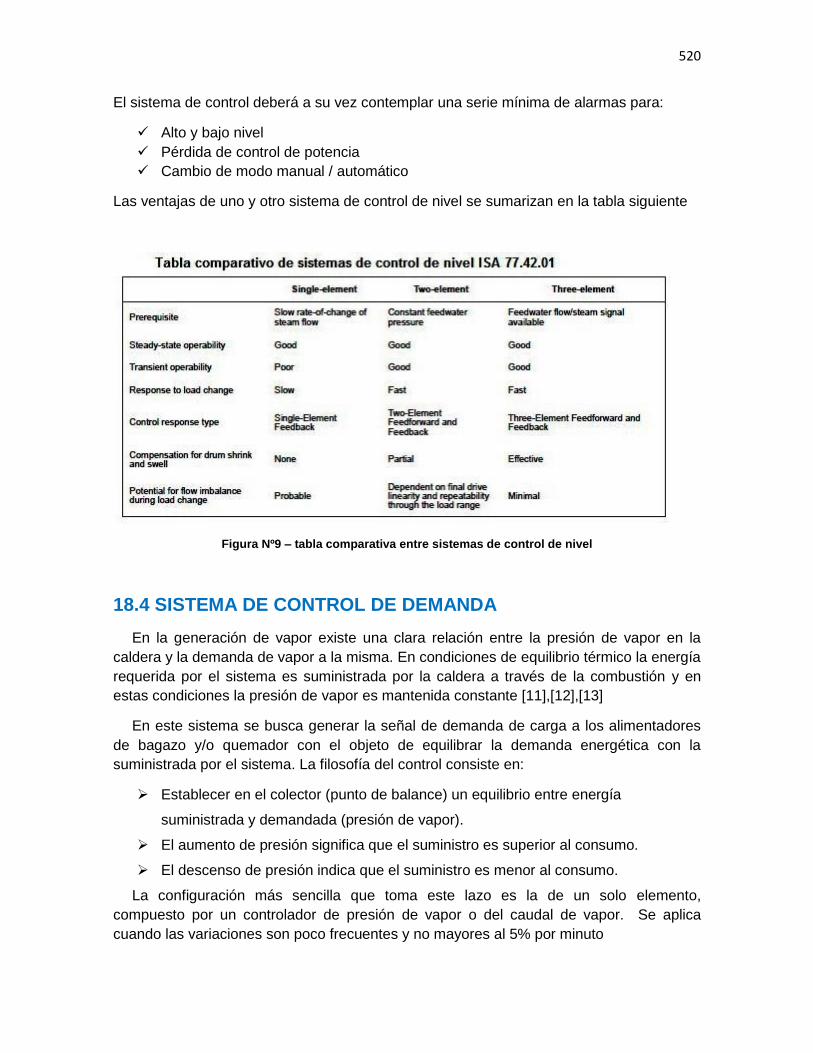
520
El sistema de control deberá a su vez contemplar una serie mínima de alarmas para:
Alto y bajo nivel Pérdida de control de potencia Cambio de modo manual / automático
Las ventajas de uno y otro sistema de control de nivel se sumarizan en la tabla siguiente
Figura Nº9 – tabla comparativa entre sistemas de control de nivel
18.4 SISTEMA DE CONTROL DE DEMANDA
En la generación de vapor existe una clara relación entre la presión de vapor en la caldera y la demanda de vapor a la misma. En condiciones de equilibrio térmico la energía requerida por el sistema es suministrada por la caldera a través de la combustión y en estas condiciones la presión de vapor es mantenida constante [11],[12],[13]
En este sistema se busca generar la señal de demanda de carga a los alimentadores de bagazo y/o quemador con el objeto de equilibrar la demanda energética con la suministrada por el sistema. La filosofía del control consiste en:
Establecer en el colector (punto de balance) un equilibrio entre energía
suministrada y demandada (presión de vapor).
El aumento de presión significa que el suministro es superior al consumo.
El descenso de presión indica que el suministro es menor al consumo.
La configuración más sencilla que toma este lazo es la de un solo elemento, compuesto por un controlador de presión de vapor o del caudal de vapor. Se aplica cuando las variaciones son poco frecuentes y no mayores al 5% por minuto
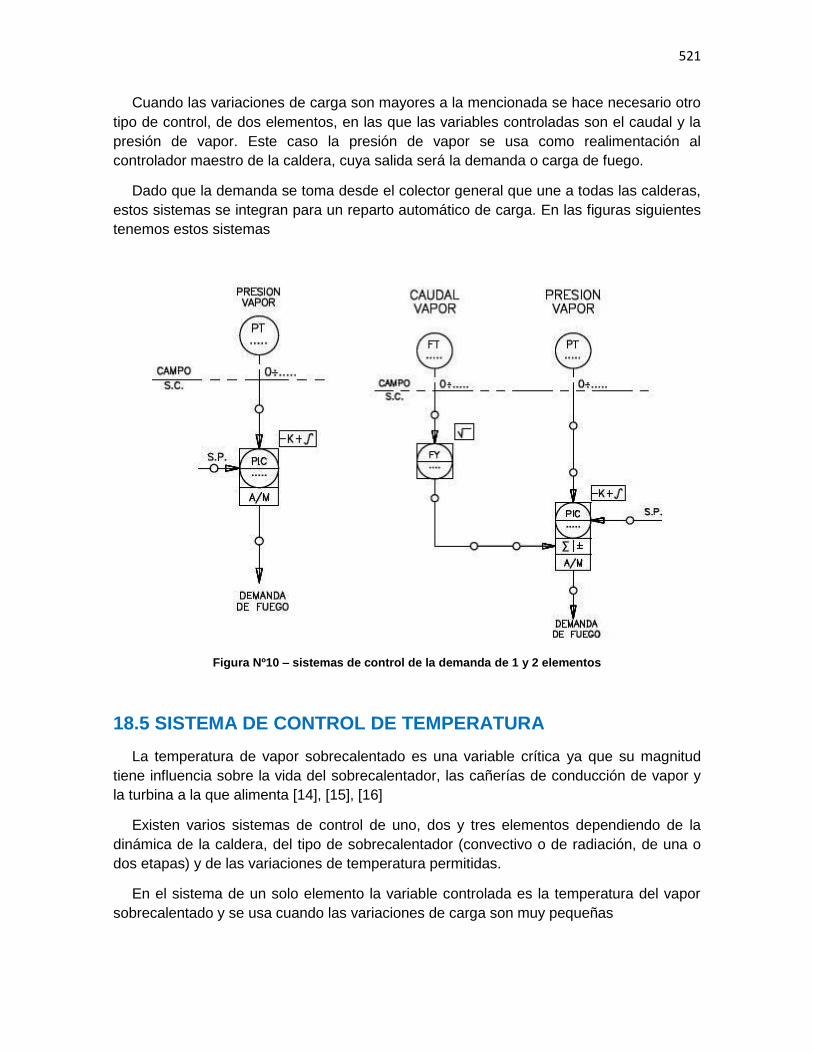
521
Cuando las variaciones de carga son mayores a la mencionada se hace necesario otro tipo de control, de dos elementos, en las que las variables controladas son el caudal y la presión de vapor. Este caso la presión de vapor se usa como realimentación al controlador maestro de la caldera, cuya salida será la demanda o carga de fuego.
Dado que la demanda se toma desde el colector general que une a todas las calderas, estos sistemas se integran para un reparto automático de carga. En las figuras siguientes tenemos estos sistemas
Figura Nº10 – sistemas de control de la demanda de 1 y 2 elementos
18.5 SISTEMA DE CONTROL DE TEMPERATURA
La temperatura de vapor sobrecalentado es una variable crítica ya que su magnitud tiene influencia sobre la vida del sobrecalentador, las cañerías de conducción de vapor y la turbina a la que alimenta [14], [15], [16]
Existen varios sistemas de control de uno, dos y tres elementos dependiendo de la dinámica de la caldera, del tipo de sobrecalentador (convectivo o de radiación, de una o dos etapas) y de las variaciones de temperatura permitidas.
En el sistema de un solo elemento la variable controlada es la temperatura del vapor sobrecalentado y se usa cuando las variaciones de carga son muy pequeñas
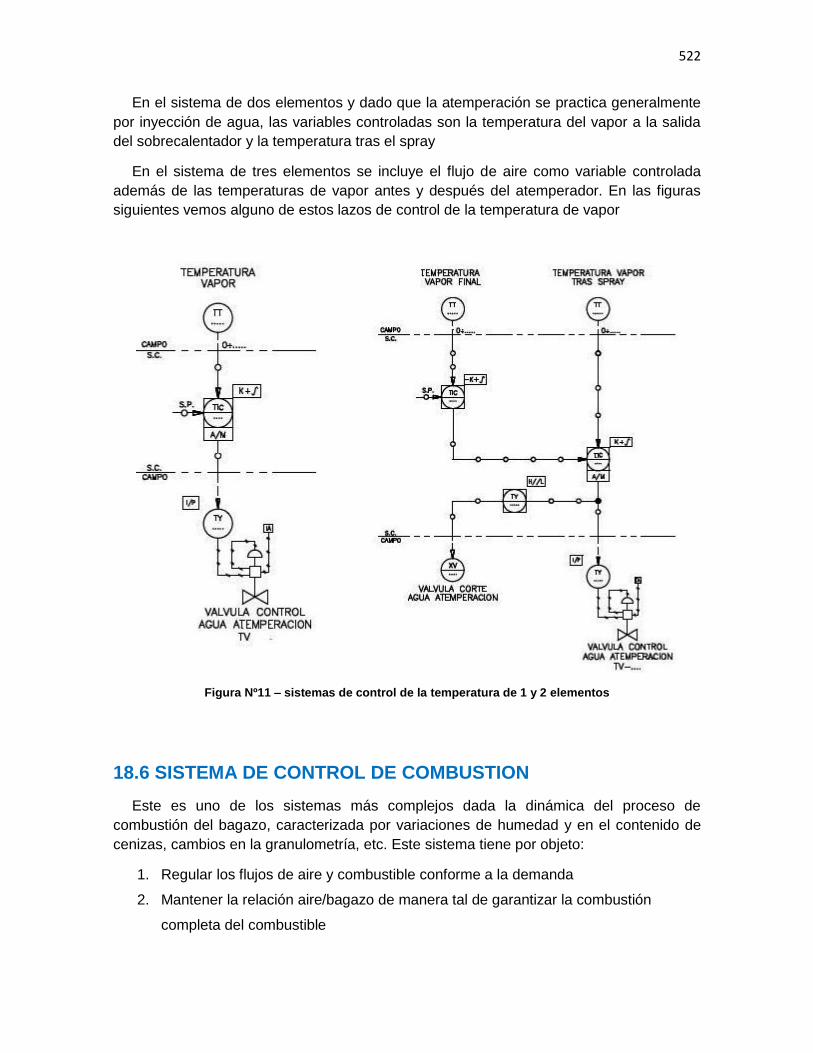
522
En el sistema de dos elementos y dado que la atemperación se practica generalmente por inyección de agua, las variables controladas son la temperatura del vapor a la salida del sobrecalentador y la temperatura tras el spray
En el sistema de tres elementos se incluye el flujo de aire como variable controlada además de las temperaturas de vapor antes y después del atemperador. En las figuras siguientes vemos alguno de estos lazos de control de la temperatura de vapor
Figura Nº11 – sistemas de control de la temperatura de 1 y 2 elementos
18.6 SISTEMA DE CONTROL DE COMBUSTION
Este es uno de los sistemas más complejos dada la dinámica del proceso de combustión del bagazo, caracterizada por variaciones de humedad y en el contenido de cenizas, cambios en la granulometría, etc. Este sistema tiene por objeto:
1. Regular los flujos de aire y combustible conforme a la demanda
2. Mantener la relación aire/bagazo de manera tal de garantizar la combustión
completa del combustible
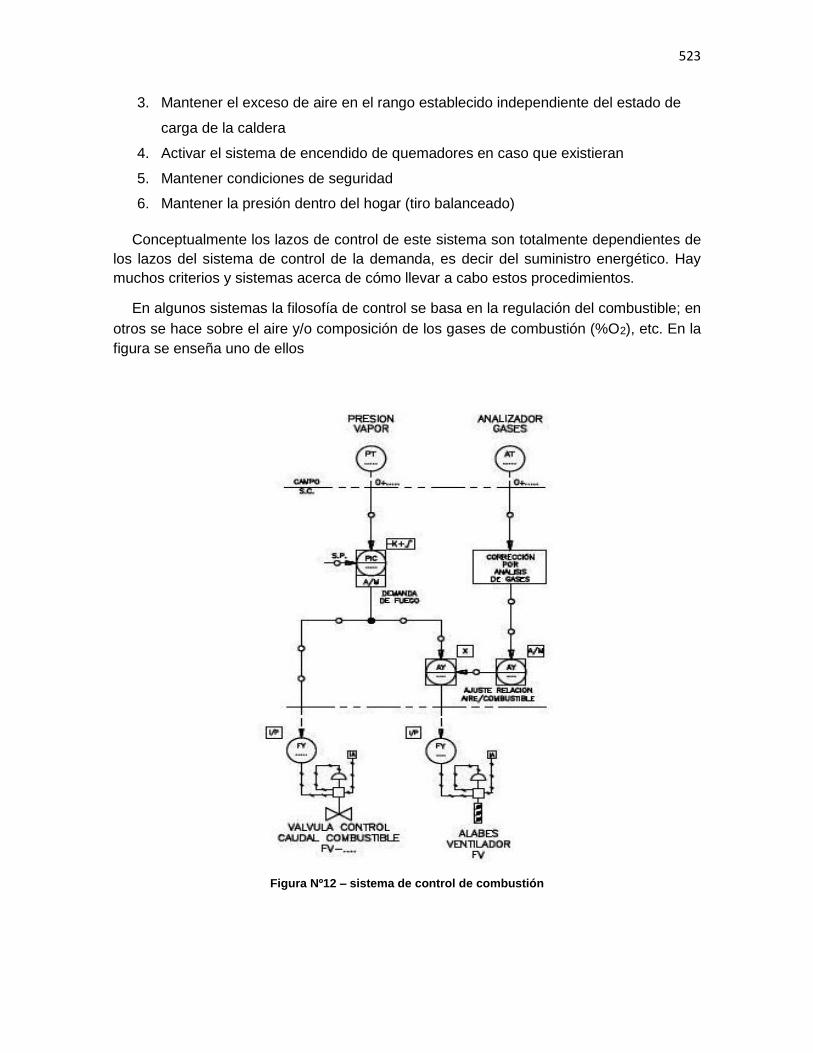
523
3. Mantener el exceso de aire en el rango establecido independiente del estado de
carga de la caldera
4. Activar el sistema de encendido de quemadores en caso que existieran
5. Mantener condiciones de seguridad
6. Mantener la presión dentro del hogar (tiro balanceado)
Conceptualmente los lazos de control de este sistema son totalmente dependientes de los lazos del sistema de control de la demanda, es decir del suministro energético. Hay muchos criterios y sistemas acerca de cómo llevar a cabo estos procedimientos.
En algunos sistemas la filosofía de control se basa en la regulación del combustible; en otros se hace sobre el aire y/o composición de los gases de combustión (%O2), etc. En la figura se enseña uno de ellos
Figura Nº12 – sistema de control de combustión
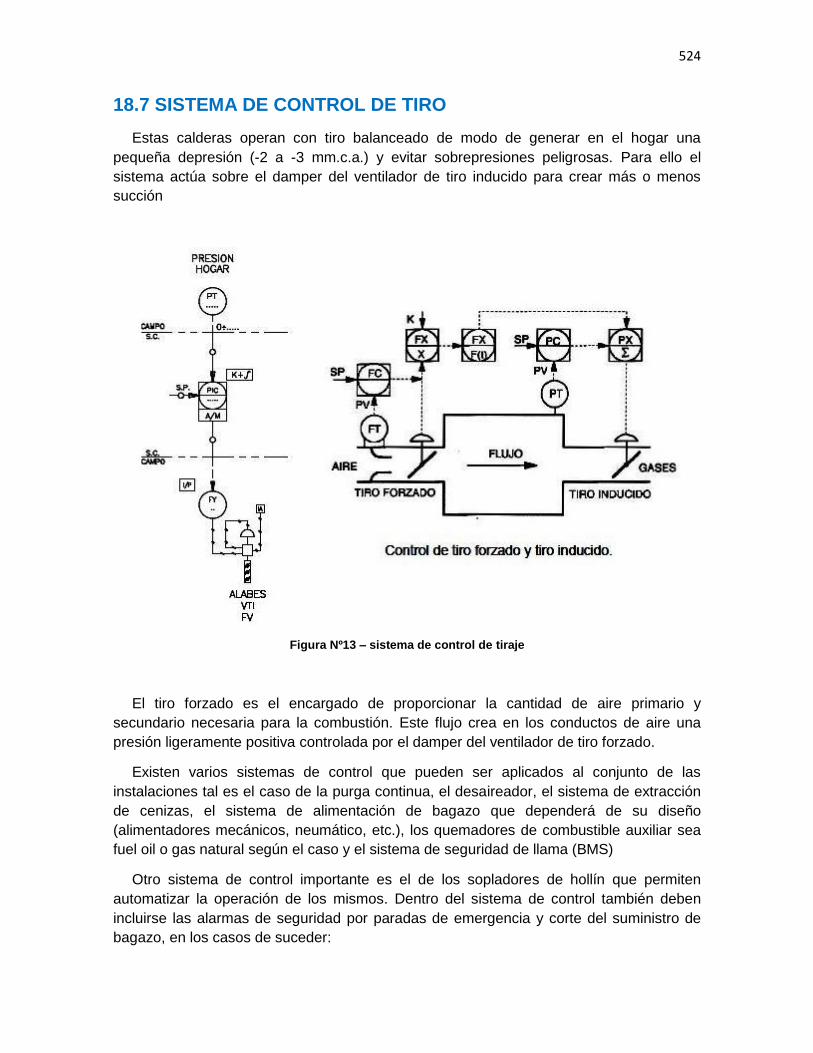
524
18.7 SISTEMA DE CONTROL DE TIRO
Estas calderas operan con tiro balanceado de modo de generar en el hogar una pequeña depresión (-2 a -3 mm.c.a.) y evitar sobrepresiones peligrosas. Para ello el sistema actúa sobre el damper del ventilador de tiro inducido para crear más o menos succión
Figura Nº13 – sistema de control de tiraje
El tiro forzado es el encargado de proporcionar la cantidad de aire primario y secundario necesaria para la combustión. Este flujo crea en los conductos de aire una presión ligeramente positiva controlada por el damper del ventilador de tiro forzado.
Existen varios sistemas de control que pueden ser aplicados al conjunto de las instalaciones tal es el caso de la purga continua, el desaireador, el sistema de extracción de cenizas, el sistema de alimentación de bagazo que dependerá de su diseño (alimentadores mecánicos, neumático, etc.), los quemadores de combustible auxiliar sea fuel oil o gas natural según el caso y el sistema de seguridad de llama (BMS)
Otro sistema de control importante es el de los sopladores de hollín que permiten automatizar la operación de los mismos. Dentro del sistema de control también deben incluirse las alarmas de seguridad por paradas de emergencia y corte del suministro de bagazo, en los casos de suceder:
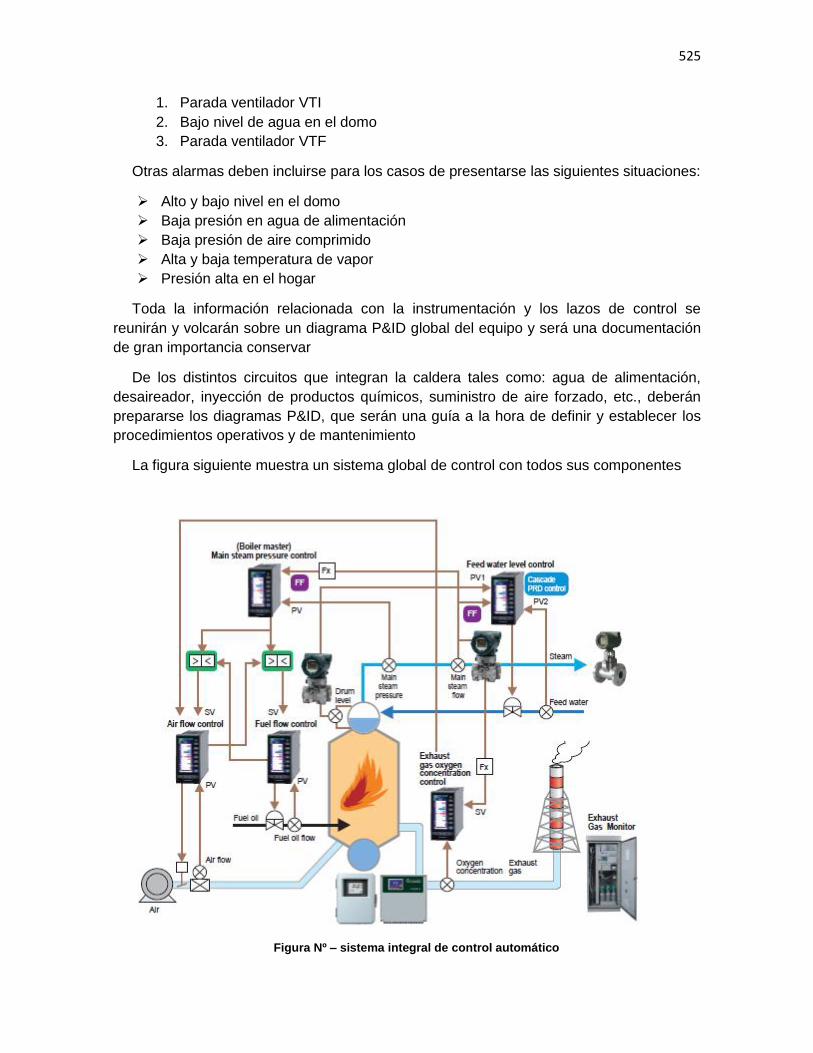
525
1. Parada ventilador VTI 2. Bajo nivel de agua en el domo 3. Parada ventilador VTF
Otras alarmas deben incluirse para los casos de presentarse las siguientes situaciones:
Alto y bajo nivel en el domo Baja presión en agua de alimentación Baja presión de aire comprimido Alta y baja temperatura de vapor Presión alta en el hogar
Toda la información relacionada con la instrumentación y los lazos de control se reunirán y volcarán sobre un diagrama P&ID global del equipo y será una documentación de gran importancia conservar
De los distintos circuitos que integran la caldera tales como: agua de alimentación, desaireador, inyección de productos químicos, suministro de aire forzado, etc., deberán prepararse los diagramas P&ID, que serán una guía a la hora de definir y establecer los procedimientos operativos y de mantenimiento
La figura siguiente muestra un sistema global de control con todos sus componentes
Figura Nº – sistema integral de control automático
526
18.8 REFERENCIAS
1. McAvinew Thomas & Mulley Raymond: Control systems documentation. Applying
symbols and identification, 2º edit. Edit. ISA, 2004
2. ANSI / ISA – 5.1-1984 R (1992): Instrumentation symbols and identification. ISA
3. ISA-S5.3-1983, Símbolos gráficos para control distribuido, instrumentación de
desplegados compartidos, sistemas lógicos y computarizados. Edit. ISA, 1983
4. ANSI/ISA-S5.4-1991, Diagramas de lazo de instrumentación. Edit. ISA, 1991
5. ANSI/ISA S5.5-1985, Símbolos gráficos para desplegados de proceso. ISA, 1985
6. Dukelow Sam. The Control of Boilers, 2th. Edit. ISA, 1991
7. Gilman Jerry. Boiler control systems engineering, 2th. Edit. ISA, 2010
8. Mesny Marcelo. Generadores de vapor. Edit. Marymar, Bs.As., 1976
9. ASME Section I: Reglas para la construcción de calderas de potencia. Edit. ASME,
NY, 2010
10. ANSI/ISA -77.42.01-1999 (R2012): Fossil Fuel Power Plant Feedwater Control
Systems- Drum Type
11. Lindsley David. Power plant control and instrumentation. Edit.IEE, UK, 2005
12. Lifschitz Eduardo. Calderas II- Control avanzado. Cuadernos Profesionales, Nº4.
Edit. AADECA, Bs.As, 2005
13. Sobrado Pedro. Control de calderas. Edit. ISA, Sección Española, 2007
14. Guyer Paul et.al. Introduction to boiler control systems. Edit.CED, NY, 2012
15. Marcos Salvador et.al. Control y seguridades en calderas. Edit ISA, Sección
Española, Madrid 2000
16. Lifschitz Eduardo. Calderas I- Conceptos y control básico. Cuadernos
Profesionales, Nº1. Edit. AADECA, Bs.As, 1993
527
18.9 WEBSITE
www.yokogawa.com
www.cleaverbrooks.com
www.clark-reliance.com
www.rklinger.com.br
www.rosemount.com
www.igema.com
www.fossil.ca
www.isa.org
www.burnsengineering.com
www.epri.com
www.wika.com
528
19. OPERACIÓN DE LA CALDERA
Bajo esta denominación se engloba al conjunto de procedimientos, métodos y rutinas
de trabajo relacionados con la conducción de la caldera y que incluye los siguientes aspectos operativos [1], [2], [3]:
1. Preparativos previos para la puesta en marcha 2. Puesta en marcha. Precauciones esenciales 3. Funcionamiento normal a diferentes regímenes de carga 4. Regulación de la operación y parámetros claves de control 5. Buenas prácticas de operación y mantenimiento 6. Registros de funcionamiento. Indicadores claves de desempeño 7. Parada normal del equipo 8. Parada de emergencia. Análisis de casos de parada. Peligros potenciales
Cada equipo en general es provisto por parte de sus fabricantes de un manual de operaciones que cubren los aspectos antes citados, ajustados al diseño específico de la caldera. Este es el documento base que debe ser respetado y mejorado en base a la experiencia acumulada. Puede ser incorporado como material de estudio en la capacitación del personal a cargo de la caldera
Por otro lado, cada caldera puede estar provista de quemadores para la combustión simultánea de bagazo con otro combustible auxiliar (gas natural o fuel-oil) o bien de equipos alimentadores de carbón, leña u otro residuo sólido. Esto introduce cambios en la forma de poner en marcha el equipo en cada caso. No obstante esto hay reglas generales que se pueden aplicar a todas las situaciones
19.1 SECADO DE MAMPOSTERIA EN CALDERAS NUEVAS
Todas las calderas sean de diseño antiguo o moderno cuentan con partes de materiales refractarios que actúan como aislantes térmicos y como sellantes de todas las hendiduras, huelgos, etc. en las distintas partes de la caldera. Mediante esto se logra una adecuada estanqueidad y se impide la salida de gases al exterior o el ingreso de aire frío a la caldera
Los refractarios deben ser secados cuidadosamente a los efectos de evitar calentamientos rápidos que originen un secado no uniforme y tensiones térmicas en el mismo, que pueden conducir a la aparición de fisuras y/o grietas que darán lugar a la infiltración de aire al circuito de gases calientes. El refractario fisurado implica una reducción de su capacidad de carga y una vida útil disminuida
En el marco de los preparativos previos a la puesta en marcha se debe conducir este proceso de secado, para lo cual existen algunas recomendaciones para implementar. En general y dado que a una caldera nueva debe hacérsele una limpieza química pre-
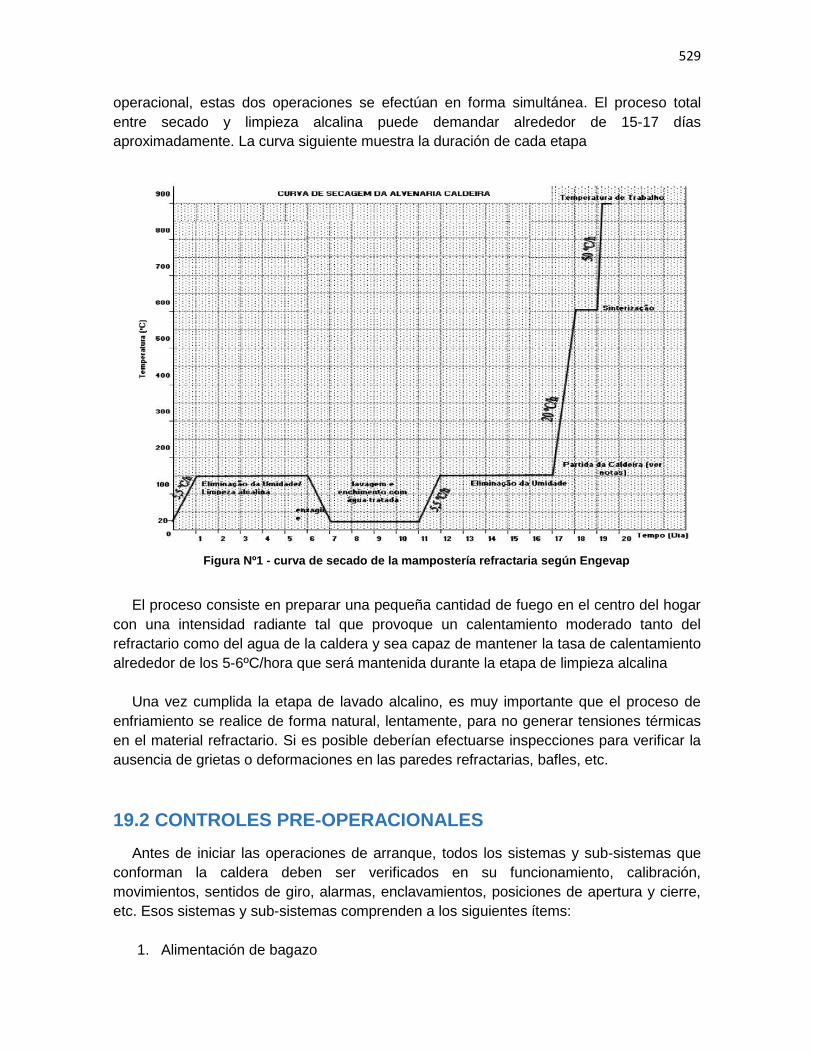
529
operacional, estas dos operaciones se efectúan en forma simultánea. El proceso total entre secado y limpieza alcalina puede demandar alrededor de 15-17 días aproximadamente. La curva siguiente muestra la duración de cada etapa
Figura Nº1 - curva de secado de la mampostería refractaria según Engevap
El proceso consiste en preparar una pequeña cantidad de fuego en el centro del hogar con una intensidad radiante tal que provoque un calentamiento moderado tanto del refractario como del agua de la caldera y sea capaz de mantener la tasa de calentamiento alrededor de los 5-6ºC/hora que será mantenida durante la etapa de limpieza alcalina
Una vez cumplida la etapa de lavado alcalino, es muy importante que el proceso de
enfriamiento se realice de forma natural, lentamente, para no generar tensiones térmicas en el material refractario. Si es posible deberían efectuarse inspecciones para verificar la ausencia de grietas o deformaciones en las paredes refractarias, bafles, etc.
19.2 CONTROLES PRE-OPERACIONALES
Antes de iniciar las operaciones de arranque, todos los sistemas y sub-sistemas que conforman la caldera deben ser verificados en su funcionamiento, calibración, movimientos, sentidos de giro, alarmas, enclavamientos, posiciones de apertura y cierre, etc. Esos sistemas y sub-sistemas comprenden a los siguientes ítems:
1. Alimentación de bagazo
530
2. Quemadores de gas o petróleo 3. Agua de alimentación, dosificación de productos químicos, bombas de agua de
alimentación, desaireador, etc. 4. Aire de instrumentos 5. Sala de compresores 6. Agua de enfriamiento 7. Iluminación de equipos, pasarelas de tránsito e instrumentos de campo 8. Lubricación para los equipos rotativos 9. Drenajes de purgas 10. Extracción de cenizas 11. Sopladores, drenajes 12. Desobrecalentador 13. Ventiladores de aire, ductos, dampers 14. Ventiladores de gases, dampers, ductos 15. Scrubbers 16. Provisión de energía eléctrica para equipos auxiliares 17. Sistemas de control, instrumentos, etc. 18. Transporte de vapor (piping), válvulas, trampas, etc.
Completado este proceso se lleva a cabo otro control conocido como walkdown checks
que tiene como propósito verificar lo siguiente:
que los domos están limpios y las entradas de hombre cerradas que el hogar, sobrecalentador y haz convectivo están limpios que todos los accesos al hogar están debidamente cerrados que los ductos de aire y gases están limpios y las puertas de inspección
cerradas que las pasarelas de acceso están libres de cualquier obstrucción
La etapa siguiente será el chequeo de las válvulas que deberán permanecer abiertas y
cerradas. Las que deben mantenerse abiertas son:
venteo del domo venteo a la salida del sobrecalentador venteo a la salida del economizador conexión de aire a los instrumentos válvula de bloqueo del nivel del domo conexión a los transmisores de presión de agua y vapor
Las que deben mantenerse cerradas son:
principal de salida de vapor venteo y drenaje del colector del sobrecalentador drenaje de los colectores del piso del hogar
531
venteo de los colectores del techo del hogar vapor a sopladores purgas del domo inferior muestreo de agua y vapor drenaje de los niveles del domo
También en el circuito de aire y gases deberá verificarse el cierre de dampers e
igualmente en todo a lo relativo a los tableros de control y mando de equipos, enclavamientos, etc. comprobándose su disponibilidad operativa. Cumplido esto, se estará en condiciones de alimentar con agua para el llenado de la caldera
19.3 ARRANQUE EN FRIO y LEVANTAMIENTO DE PRESION
En esta etapa se comenzará mediante la bomba de alimentación con el llenado de agua hasta alcanzar unos 50 mm por debajo del nivel normal en el domo. De igual forma se arrancará la bomba de dosificación de productos químicos y se regulará su dosificación Alcanzado este punto se parará la bomba de alimentación y la de dosificación
La alimentación de agua debe ser efectuada en forma lenta a los efectos de evitar
tensiones en las placas del domo. Completada esta operación y dependiendo del tipo de caldera se puede arrancar descargando un poco de bagazo sobre la grilla y rociándolo con gasoil o querosén para facilitar su encendido o bien usando una cierta cantidad de leña también rociada de combustible.
Una vez encendido el combustible se debe ir graduando la alimentación para levantar
lentamente la presión. El ventilador de tiro inducido (VTI) debe arrancarse con el dámper cerrado para evitar la sobrecarga del motor y se regulará su apertura para generar una pequeña depresión en el horno (-2 a -5 mm.c.a). El ventilador de tiro forzado (VTF) se pondrá en marcha también con el registro cerrado. Igual proceder con los ventiladores de aire secundario
Los siguientes sistemas de control deberán colocarse para operación manual
control de nivel de agua en el domo superior
control de combustión
control de presión en el hogar
control de temperatura del vapor sobrecalentado
En el transcurso del calentamiento, deberán operarse las descargas de la caldera
manualmente manteniéndose el nivel normal de operación y usar siempre que sea posible la purga continua. En esta etapa de calentamiento debe verificarse las condiciones de expansión térmica de la caldera para evitar tensiones térmicas peligrosas. Todos los
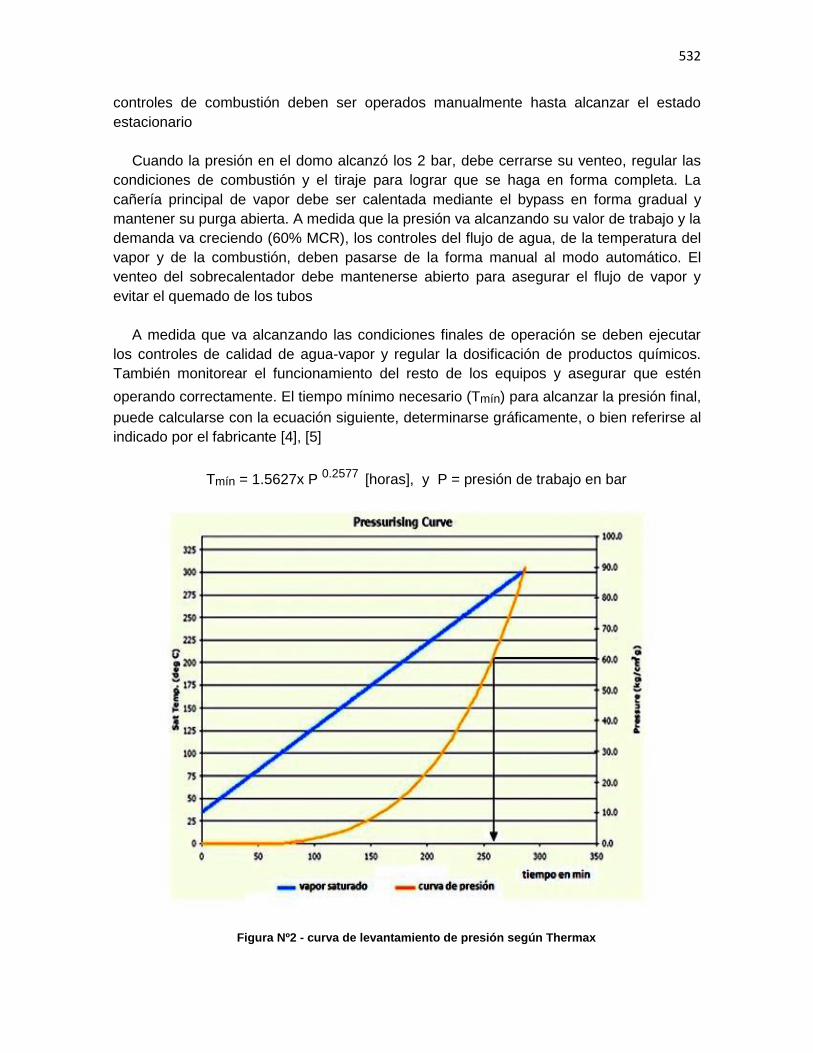
532
controles de combustión deben ser operados manualmente hasta alcanzar el estado estacionario
Cuando la presión en el domo alcanzó los 2 bar, debe cerrarse su venteo, regular las
condiciones de combustión y el tiraje para lograr que se haga en forma completa. La cañería principal de vapor debe ser calentada mediante el bypass en forma gradual y mantener su purga abierta. A medida que la presión va alcanzando su valor de trabajo y la demanda va creciendo (60% MCR), los controles del flujo de agua, de la temperatura del vapor y de la combustión, deben pasarse de la forma manual al modo automático. El venteo del sobrecalentador debe mantenerse abierto para asegurar el flujo de vapor y evitar el quemado de los tubos
A medida que va alcanzando las condiciones finales de operación se deben ejecutar
los controles de calidad de agua-vapor y regular la dosificación de productos químicos. También monitorear el funcionamiento del resto de los equipos y asegurar que estén
operando correctamente. El tiempo mínimo necesario (Tmín) para alcanzar la presión final, puede calcularse con la ecuación siguiente, determinarse gráficamente, o bien referirse al indicado por el fabricante [4], [5]
Tmín = 1.5627x P 0.2577 [horas], y P = presión de trabajo en bar
Figura Nº2 - curva de levantamiento de presión según Thermax
533
Como veremos más adelante, este es uno de las herramientas más importantes en la operación ya que tienen influencia directa sobre las tensiones térmicas que se producen el domo y tubos del haz convectivo
19.4 ARRANQUE EN CALIENTE (HOT START)
Si la caldera hubiese sido parada por un corto tiempo y se hubiese mantenido levemente presurizada, el paso siguiente será reponer el nivel de agua en forma gradual y arrancar los ventiladores de aire forzado y tiro inducido con los registros cerrados. En la alimentación de agua para el llenado a nivel normal deberá considerarse la temperatura del agua de reposición, pues puede acontecer que no se disponga de condensados y deba hacerse con agua de makeup, con lo que el proceso de llenado debe hacerse cuidadosamente para evitar tensiones térmicas por el choque del agua a temperatura diferentes
Luego de esto se deberá regular su apertura hasta logar un tiro balanceado y entonces se podrá da lugar a la alimentación de bagazo y regularizar la marcha. A medida que avanza la demanda y se estabilizó la combustión se podrá pasar de los comandos manuales a la modalidad automática y se efectuarán los controles de rutina correspondientes a la marcha normal
19.5 MARCHA NORMAL
En este punto, la conducción estará muy asociada a la demanda de vapor, esto es, a la variación del consumo por parte de la fábrica y también con la constancia de la molienda y humedad del bagazo. Si bien las calderas están automatizadas para mantener la constancia de la presión regulando el suministro de bagazo, la estabilidad de la marcha puede tener sus variaciones, atentas a que la combustión del bagazo tiene su inercia térmica hasta cumplimentar las fases del proceso de liberación de calor
En esta etapa será esencial el control de las temperaturas de gases y del vapor, del aire precalentado, del agua de alimentación, el exceso de aire (25-30%, o 14-16% CO2) y la calidad del agua de alimentación y pureza del vapor generado. Para mantener una adecuada eficiencia la limpieza de las superficies de calefacción es vital, por lo que la rutina de operación de los sopladores es importante implementarla de forma correcta
Todas las variables y parámetros que determinan la operación del equipo deben ser registradas a los fines de garantizar una marcha segura y servir como elementos de juicio frente a cualquier problema. El control y visualización de la combustión en el hogar es muy importante ya que permite adecuar la limpieza de la grillas. Igualmente la regulación y distribución del aire primario y secundario. La limpieza de la grilla para la eliminación de las cenizas dependerá del tipo de grilla, pudiendo ser por soplado, por volcamiento o por descarga en las tolvas si fuese del tipo móvil
534
En régimen normal y a la altura de la grilla la presión debe mantenerse alrededor de los -5 mmca y en el techo cercano a -10 mmca. Debe evitarse la presurización del hogar que provocará la expulsión de llamas y partículas al exterior. También y en función del análisis de agua de caldera se establecerá el régimen de purga continua que asegurará la mantención de la concentración de sólidos en los valores fijados
La purga de fondo del domo para eliminación de sedimentos debe hacerse en momentos de baja carga y nivel normal. Los colectores se purgarán en momentos de carga nula cuando la caldera esté parando y se haya extinguido el fuego, pues si se efectuase con producción de vapor alterará la circulación en las paredes de agua sobrecalentando el metal
El nivel de agua es una variable esencial pues su bajo nivel puede ocasionar dañar los tubos de la caldera por sobrecalentamiento. Igualmente un alto nivel puede ser peligroso por la posibilidad de arrastres con el vapor que pueden perjudicar a la turbina. Si esta situación se mantuviese se procederá a la purga de fondo y se comandará el nivel en forma manual hasta restablecer la situación
Las válvulas de seguridad del sobrecalentador y domo deben ser probadas para verificar su correcto funcionamiento, esto es, apertura y cierre a las presiones de timbre y de re cierre fijadas, regulándolas si fuese necesario. Esta operación de levantamiento de presión debe ser efectuada de manera gradual hasta alcanzar los valores de timbre de las válvulas
Con relación a los parámetros de control de las calderas y sus equipos auxiliares, una planilla de registro diario y por turno de trabajo, debería contener como mínimo la siguiente información operacional
Nº de caldera
Vapor producido
Presión de vapor: en el domo / salida del sobrecalentador
Temperatura: ambiental, del agua alimentación, del vapor sobrecalentado
Humedad: ambiente, del bagazo
Temperatura: aire primario, secundario y gases entrada y salida del calent.aire
Presiones: aire primario, secundario y gases de combustión en puntos diversos
Energía: ventiladores (VTI / VAF), bombas de agua de alimentación
Energía: equipos alimentadores de bagazo
Aire de instrumentos: presión, humedad,
Tiempo: horas de marcha y parada. Causas que las provocan y su duración
Operarios: nombre, apellido y cargo
Controles de agua y pureza de vapor: pH, conductividad, TSD, PO4, etc.
535
19.6 PARADA NORMAL
Corresponde a la parada del equipo en forma programada que puede ser por ejemplo, el de final de zafra en donde estará en estas condiciones por un largo período. El procedimiento genérico a seguir será el siguiente:
Reducir el consumo de bagazo conforme a la disminución de la demanda de vapor hasta un valor tal que sea posible la operación manual
Regular el tiro conforme al menor flujo de aire y gases producidos Cuando la carga se haya reducido por debajo del 20% de la capacidad de
producción de la caldera, se abrirá el venteo del sobrecalentador y luego de esto se desconectará el sistema de control de temperatura. Esto permitirá bajar la presión más rápidamente
En baja carga se aprovechará para efectuar el soplado de los distintos sectores Cuando se haya cortado totalmente la alimentación de bagazo y el nivel de
combustión en la grilla sea muy reducido, se purgarán los colectores y se repondrá el nivel de agua en el domo con agua caliente. Con la purga de fondo se procederá igualmente para eliminar los barros del domo inferior
Con la combustión extinguida se parará el ventilador de aire forzado y se dejará en marcha el ventilador de tiro inducido por un determinado tiempo (15-20 minutos) para favorecer el proceso de enfriamiento, para lo cual deberán abrirse todas las ventanas y puertas de inspección para permitir el ingreso de aire frío
Si la caldera se mantendrá seca, cuando en el domo haya unos 2 bar, se abrirá su venteo para evitar la formación de vacío y permitir la descarga del agua
La caldera se podrá desaguar totalmente cuando la temperatura esté por debajo de los 65ºC
19.7 PARADAS DE EMERGENCIA
Bajo estas circunstancias agrupamos todas aquellas situaciones que conducen al uso de un procedimiento de parada no previsto y que exige actuar rápidamente. Entre las situaciones que se catalogan como tales tenemos:
1. Bajo nivel de agua 2. Rotura de tubos 3. Parada de ventilador de tiro inducido 4. Explosión en el hogar 5. Parada de ventilador de aire forzado 6. Baja presión de aire de instrumentos 7. Parada de ventilador esparcidor
Las cuatro primeras situaciones revisten la mayor gravedad y exigen un rápido accionar. El procedimiento genérico para el caso Nº1 consiste en:
536
Corte del suministro de combustibles (bagazo y otro) Cerrar el registro del ventilador de aire forzado y de aire secundario y pararlos Cerrar el registro del ventilador de tiro inducido y pararlo Evitar reponer agua de alimentación para evitar tensiones térmicas Evaluar el paso siguiente si el nivel se recupera o no, o si se evalúa puede haber
daño en los tubos. Si fuese la última situación, abrir el venteo del sobrecalentador para despresurizar el equipo cero y dejar enfriar el equipo para inspección
En todos los casos se trata de cortar el desarrollo de la combustión para evitar que la carga térmica produzca daños en el equipo. En el caso Nº2 de la fuga de agua por una fisura o colapso del tubo, esto se detecta normalmente por el color blanco de los gases de escape, o por observación a través de las mirillas del hogar
Si el colapso de uno o varios tubos no permite mantener el nivel, deberá procederse como en el caso Nº1 y si la fuga fuese controlada, se deberá mantener el nivel y organizar una parada programada para inspección y reparación
Con relación a la explosiones en los hogares, estas se producen como consecuencia de la formación de gases inflamables en el horno, los que en presencia de una fuente de ignición y en un recinto cerrado, combustionan desarrollando grandes presiones. Es frecuente en las paradas que queden restos de bagazo y otros combustibles quemándose parcialmente sobre la grilla, en los que puede haber destilación de gases inflamables
Un ejemplo de explosión en un hogar de bagazo, es el que tiene lugar en el ingenio y refinería San Martín del Tabacal en Argentina en 1990, donde debido a una fuga de gas natural en la línea de alimentación a los quemadores y en presencia de residuos de bagazo quemándose sobre la grilla, se genera una explosión que se alivia hacia el resto de la caldera produciendo deformaciones en el haz convectivo y la rotura del calentador de aire. Esta explosión produjo la inutilización de la caldera [6]
19.8 TENSIONES TERMICAS EN LA PUESTA EN MARCHA
Las puestas en marcha y paradas de la caldera, originan ciclos de calentamiento y enfriamiento del metal que producen fatiga en el mismo en el largo plazo. Los arranques de una caldera pueden ser categorizados de tres formas [19]:
1. arranque en caliente (hot start): puesta en marcha después de 8 horas a 425°C
(diariamente)
2. arranque tibio (warm start): puesta en marcha después de 8 a 72 horas a 260°C
(después de un fin de semana)
3. arranque frio (cold start): puesta en marcha después de 72 horas o más a 21°C
(semanalmente)
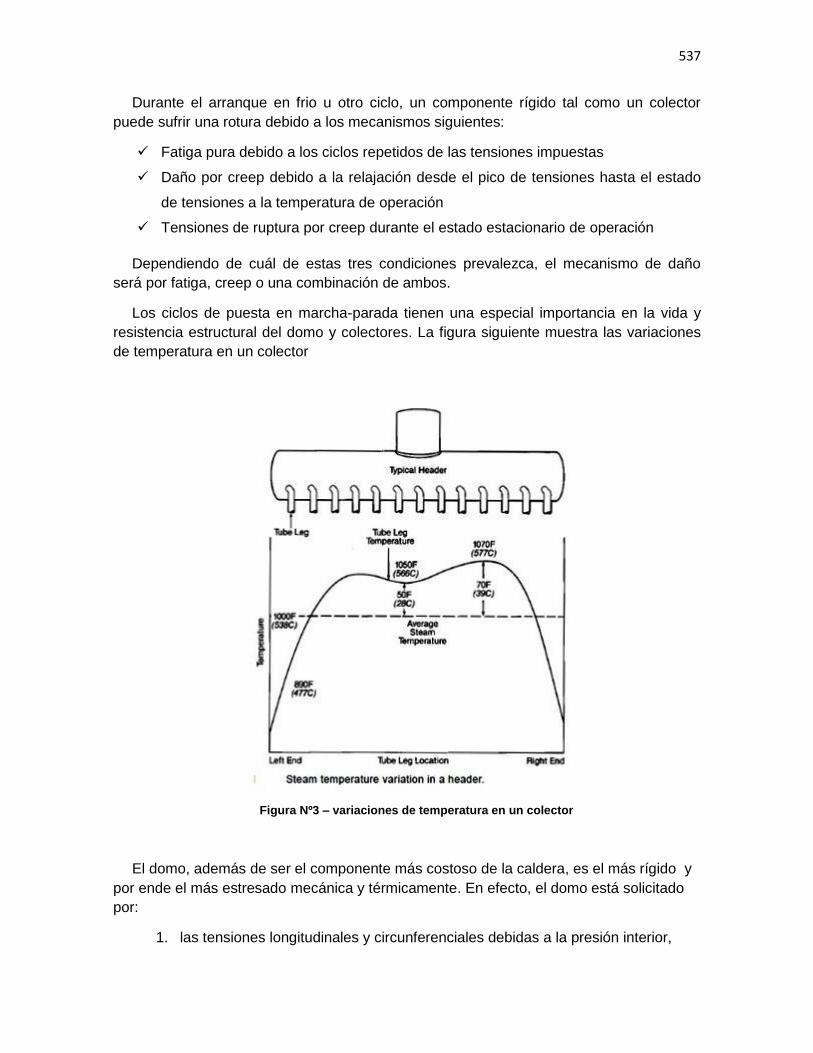
537
Durante el arranque en frio u otro ciclo, un componente rígido tal como un colector puede sufrir una rotura debido a los mecanismos siguientes:
Fatiga pura debido a los ciclos repetidos de las tensiones impuestas
Daño por creep debido a la relajación desde el pico de tensiones hasta el estado
de tensiones a la temperatura de operación
Tensiones de ruptura por creep durante el estado estacionario de operación
Dependiendo de cuál de estas tres condiciones prevalezca, el mecanismo de daño será por fatiga, creep o una combinación de ambos.
Los ciclos de puesta en marcha-parada tienen una especial importancia en la vida y resistencia estructural del domo y colectores. La figura siguiente muestra las variaciones de temperatura en un colector
Figura Nº3 – variaciones de temperatura en un colector
El domo, además de ser el componente más costoso de la caldera, es el más rígido y por ende el más estresado mecánica y térmicamente. En efecto, el domo está solicitado por:
1. las tensiones longitudinales y circunferenciales debidas a la presión interior,
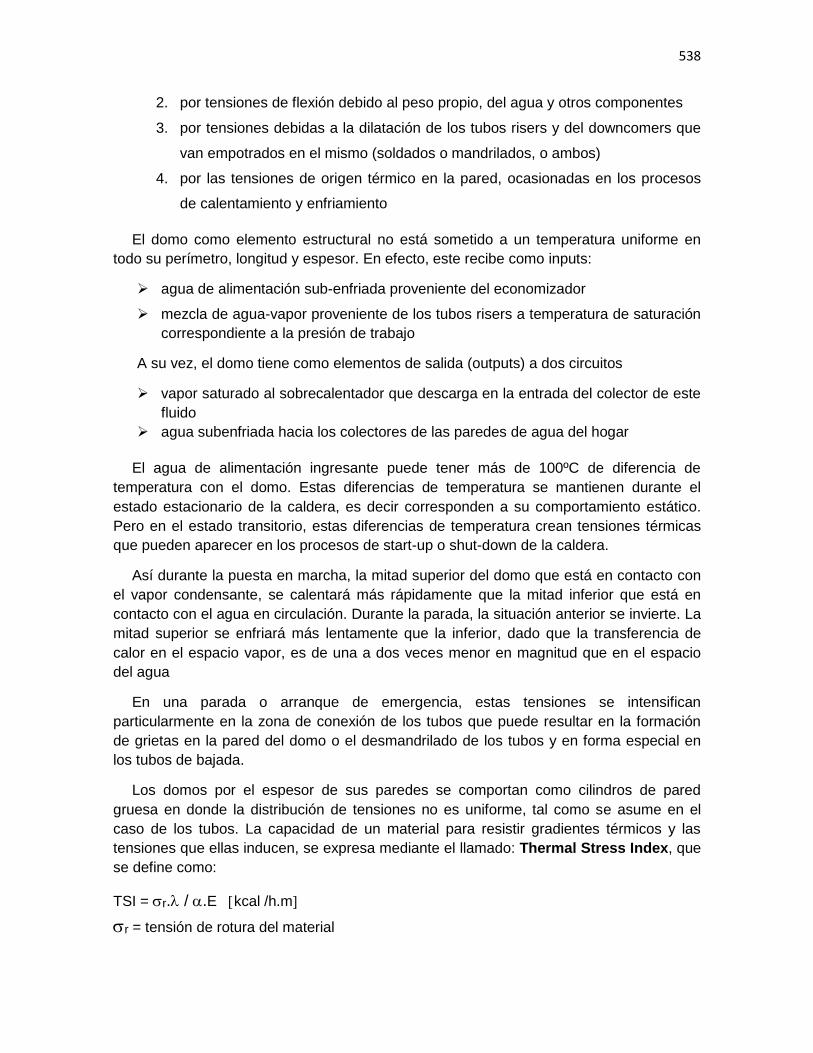
538
2. por tensiones de flexión debido al peso propio, del agua y otros componentes
3. por tensiones debidas a la dilatación de los tubos risers y del downcomers que
van empotrados en el mismo (soldados o mandrilados, o ambos)
4. por las tensiones de origen térmico en la pared, ocasionadas en los procesos
de calentamiento y enfriamiento
El domo como elemento estructural no está sometido a un temperatura uniforme en todo su perímetro, longitud y espesor. En efecto, este recibe como inputs:
agua de alimentación sub-enfriada proveniente del economizador
mezcla de agua-vapor proveniente de los tubos risers a temperatura de saturación correspondiente a la presión de trabajo
A su vez, el domo tiene como elementos de salida (outputs) a dos circuitos
vapor saturado al sobrecalentador que descarga en la entrada del colector de este fluido
agua subenfriada hacia los colectores de las paredes de agua del hogar
El agua de alimentación ingresante puede tener más de 100ºC de diferencia de temperatura con el domo. Estas diferencias de temperatura se mantienen durante el estado estacionario de la caldera, es decir corresponden a su comportamiento estático. Pero en el estado transitorio, estas diferencias de temperatura crean tensiones térmicas que pueden aparecer en los procesos de start-up o shut-down de la caldera.
Así durante la puesta en marcha, la mitad superior del domo que está en contacto con el vapor condensante, se calentará más rápidamente que la mitad inferior que está en contacto con el agua en circulación. Durante la parada, la situación anterior se invierte. La mitad superior se enfriará más lentamente que la inferior, dado que la transferencia de calor en el espacio vapor, es de una a dos veces menor en magnitud que en el espacio del agua
En una parada o arranque de emergencia, estas tensiones se intensifican particularmente en la zona de conexión de los tubos que puede resultar en la formación de grietas en la pared del domo o el desmandrilado de los tubos y en forma especial en los tubos de bajada.
Los domos por el espesor de sus paredes se comportan como cilindros de pared gruesa en donde la distribución de tensiones no es uniforme, tal como se asume en el caso de los tubos. La capacidad de un material para resistir gradientes térmicos y las tensiones que ellas inducen, se expresa mediante el llamado: Thermal Stress Index, que se define como:
TSI = r. / .E kcal /h.m
r = tensión de rotura del material
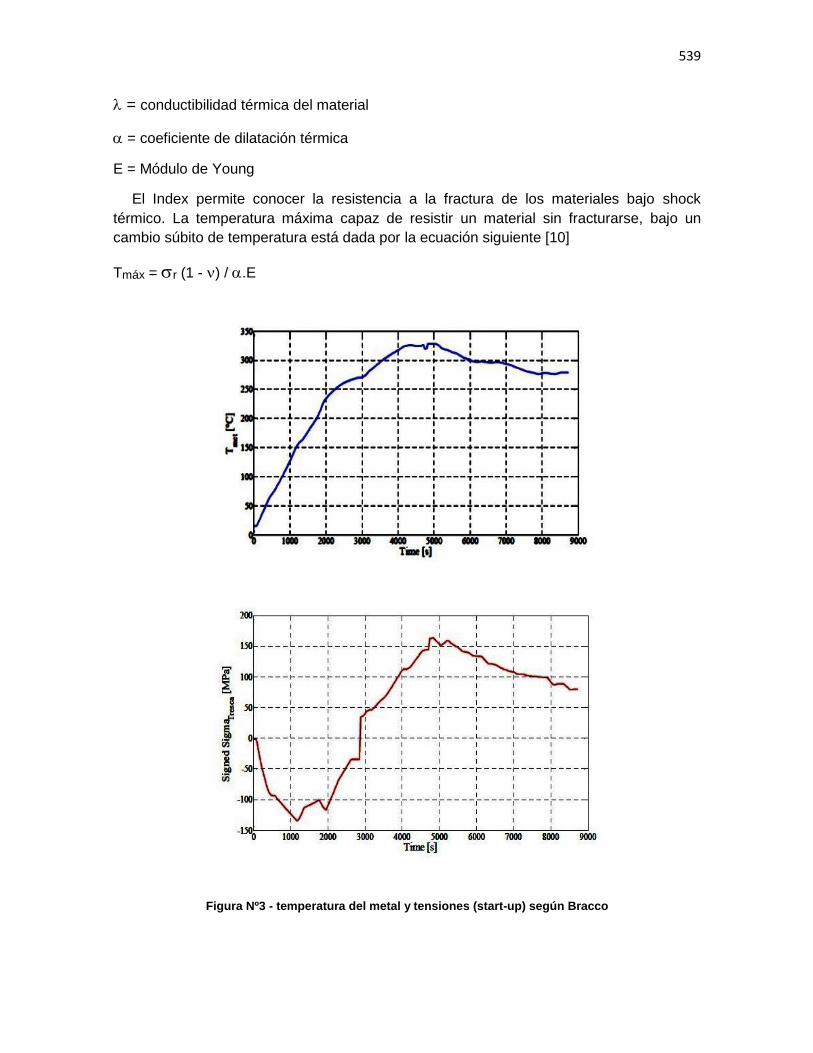
539
= conductibilidad térmica del material
= coeficiente de dilatación térmica
E = Módulo de Young
El Index permite conocer la resistencia a la fractura de los materiales bajo shock térmico. La temperatura máxima capaz de resistir un material sin fracturarse, bajo un cambio súbito de temperatura está dada por la ecuación siguiente [10]
Tmáx = r (1 - ) / .E
Figura Nº3 - temperatura del metal y tensiones (start-up) según Bracco
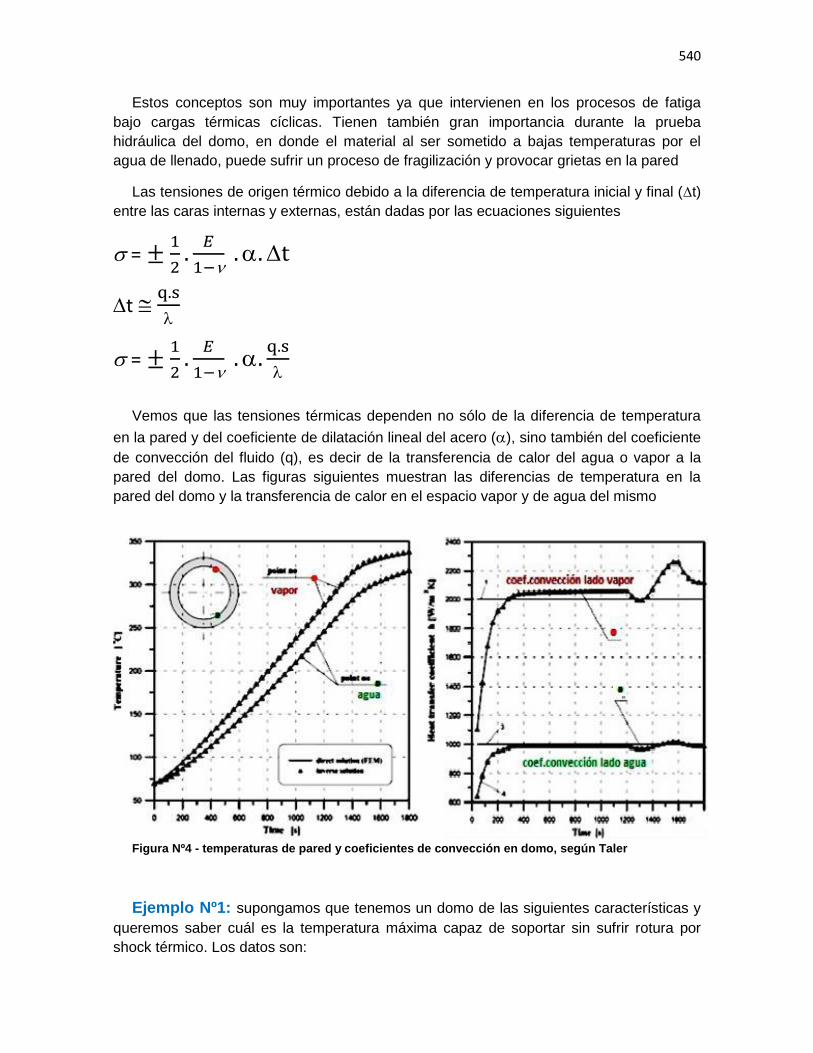
540
Estos conceptos son muy importantes ya que intervienen en los procesos de fatiga bajo cargas térmicas cíclicas. Tienen también gran importancia durante la prueba hidráulica del domo, en donde el material al ser sometido a bajas temperaturas por el agua de llenado, puede sufrir un proceso de fragilización y provocar grietas en la pared
Las tensiones de origen térmico debido a la diferencia de temperatura inicial y final (t) entre las caras internas y externas, están dadas por las ecuaciones siguientes
= ± 1
2.
𝐸
1− ..t
t q.s
= ± 1
2.
𝐸
1− ..
q.s
Vemos que las tensiones térmicas dependen no sólo de la diferencia de temperatura
en la pared y del coeficiente de dilatación lineal del acero (), sino también del coeficiente de convección del fluido (q), es decir de la transferencia de calor del agua o vapor a la pared del domo. Las figuras siguientes muestran las diferencias de temperatura en la pared del domo y la transferencia de calor en el espacio vapor y de agua del mismo
Figura Nº4 - temperaturas de pared y coeficientes de convección en domo, según Taler
Ejemplo Nº1: supongamos que tenemos un domo de las siguientes características y queremos saber cuál es la temperatura máxima capaz de soportar sin sufrir rotura por shock térmico. Los datos son:
541
Diámetro int.: 1576 mm, Largo: 8502 mm, Peso: 13.500 kg Espesor: 38 mm
Material: SA 516 Gr.70, Tensión de rotura: r = 4945 kg/cm2 (según ASME II)
Módulo de Poisson: 0.3 , Coeficiente de dilatación lineal: 12.6x10-6 1/ºC Presión de trabajo: 19 bar, temperatura de trabajo: 212ºC
Módulo de Young: E = 2.1x106 kg/cm2 , Tensión admisible: ad = 1407 kg/cm2
La temperatura máxima que el material podrá soportar sin colapsar por shock térmico será igual a:
Tmáx = r (1 - ) / .E = 4945 (1 – 0.3) / 12.6x10-6x 2.1x106 = 131ºC
Esto significa que durante el arranque, el proceso de calentamiento deberá ser tal de impedir que la temperatura del metal se aproxime a este valor rápidamente. Si queremos calcular cuál es la diferencia de temperatura que debe existir entre la cara interna y externa del domo para no sobrepasar la tensión admisible, tendremos
tmáx = 2 ad (1 - ) / .E = 2x1407 (1 – 0.3) / 2.1x106 x 12.6x10-6
tmáx = 74 ºC
Las tensiones térmicas serán tanto más peligrosas cuanto mayor sea el espesor del domo y es por esto que la diferencia de temperatura entre dos puntos contiguos no debe ser mayor de 50 - 55ºC, según Reznikov [7]
Ejemplo Nº2: Si miramos en la tabla del tiempo mínimo necesario para el levantamiento de presión, vemos que para esta caldera será preciso un período de Tc = 3.5 4 horas. Calcularemos en forma aproximada cual sería la tasa de calentamiento requerido en el domo:
Calor necesario para llevar el domo y su contenido desde 20 a 212ºC
Cantidad de agua: 8.300 kg a 50% nivel
Calor necesario para calentar el agua: Qw = 8300 (212 – 20) = 1.593.600 kcal
Calor para calentar el domo: Qd = 13.500x0.11 (212 – 20) = 285.120 kcal
Pérdida de calor estimada: Qp = 100.000 kcal
Calor total a entregar: Qt = Qw + Qd + Qp = 1.978.720 kcal
Tasa de calentamiento: q = Qt / Tc = 1.978.720 / 4 = 494.680 kcal / h
Velocidad de calentamiento: Vc = t / Tc = (212 – 20) / 4 = 48ºC / hora
Si tomáramos otras condiciones, por ejemplo de una caldera de 80 bar (295ºC) que parte de 20ºC, según el gráfico tenemos que se requiere:
Tc = 4.7 5 horas para el levantamiento de presión; la velocidad de calentamiento será
Vc = (295 – 20) / 5 = 55ºC / hora, valores aceptables en la práctica

542
Las tensiones térmicas en domos y colectores debido a las diferencias de temperaturas entre dos puntos contiguos se pueden calcular según el estándar europeo EN 12952-Parte 3 y la regla técnica alemana TRD 301. La norma alemana permite conocer la tasa de calentamiento o enfriamiento permitida para no sobrepasar las tensiones admisibles. Según estos los saltos térmicos permitidos vienen dadas por las siguientes ecuaciones [14],[15]:
Arranque:
t = t1 – t2 = 1−
.E .
a−ip
Parada:
t = t1 – t2 = 1−
.E .
b−ip
La magnitud de las tensiones térmicas puede llegar a provocar en algunas circunstancias la rotura del domo o producir grietas en el mismo, tal como se observa en las figuras siguientes. La bibliografía técnica reporta varios casos al respecto [11],[12],[13]
Figura Nº5 - fallas y rotura de domos
Taler, Duda y Bracco han propuestos métodos de cálculos basados en la aplicación de
herramientas tales como el método de elementos finitos (FEM) o técnicas de resolución
543
directa e inversa de problemas de conducción de calor, que han permitido modelar y validar experimentalmente el fenómeno de las tensiones térmicas durante la etapa transitoria y conocer más profundamente sus implicancias [16],[17],[18]
19.9 REFERENCIAS
1. ASME Sección VII: Guías recomendadas para el cuidado de calderas de potencia.
Published by ASME, NY, 2013
2. Mellor Goodwin SA – Instrucciones para puesta en marcha. Norma Ca-M-12a –
Buenos Aires, Argentina – 1965
3. Woodroff Everett et.al– Steam Plant Operation, 9th. Edit.McGraw Hill, 2011
4. Mellor Goodwin SA – Tiempo requerido para levantar presión en calderas – Norma
Ca-M-18, Buenos Aires, Argentina – 1970
5. Thermax Babcok Wilcox Limited – Operation and maintenance manual. Project
PB0751 – India, 2005
6. Alderetes Carlos – Relevamiento personal. San Martín del Tabacal, 1990.
Argentina
7. Reznikov M.I et.al – Steam boilers of thermal power station. Edit.Mir, 1985
8. Taler Jan et.al - Analysis to speed up of the start-up of steam boiler OP-380.
Journal of Power Technologies 94 (2) (2014) 1–8
9. Bracco Stefano - Simulation Models of Steam Drums Based on the Heat Transfer
Equations. Applied Mathematical Sciences, Vol. 4, 2010, no. 74, 3687 – 3712
10. Hertnarski Richard et.al – Thermal Stresses –Advanced Theory and Applications.
Edit Springer, 2008
11. EPRI - Investigation of Cracking in a Fossil Natural Circulation Boiler Drum. Report
Nº 1013268, 2006 – USA
12. EPRI - Thermal Fatigue of Fossil Boiler Drum Nozzles. Report Nº1008039, 2004
13. EPRI - Investigation of Cracking in Fossil Boiler Drums-Finite-Element and
Fracture Mechanics Analyses. Report Nº 1011916, 2005
14. EN 12952-Part.3-2003: Water-tube boilers and auxiliary installations. Design and
calculation of pressure parts
15. TRD 301-2001 - Zylinderschalen unter innerem Überdruck. Technische Regeln für
Dampfkessel (TRD), pp. 143-185, Heymanns Beuth Köln – Berlin, Germany
544
16. Taler Jan - Optimum heating of thick plate. International Journal of Heat and Mass
Transfer 52 (2009) 2335–2342
17. Duda Piotr - Inverse Method for Stress Monitoring in Pressure Components of
Steam Generators. Transactions of the 17th International Conference on Structural
Mechanics in Reactor Technology (SMiRT 17) Prague, Czech Republic, 2003 18. Bracco Stefano. Dynamic simulation of combined cycles operating in transient
conditions: an innovative approach to determine the steam drums life consumption.
Proceedings of ECOS 2012- Italy
19. Viswanathan R.- Damage mechanism and life assessment of high temperature
components. Edit by ASM International, 1993
19.10 WEBSITE
www.caldema.com.br
www.engevap.com.br
www.thermaxindia.com
www.sermatec.com.br
www.babcok.com
www.nationalboard.org
www.johnthompson.co.za
www.asme.org
www.epri.com
www.vgb.org
www.abma.com
www.assct.com.au
www.issct.org
545
20. ENSAYOS DE PERFORMANCE
La determinación del rendimiento y de los principales parámetros operativos de una
caldera se obtienen mediante la ejecución de pruebas o test de performance, que se llevan a cabo mediante estándares internacionales o nacionales que establecen de manera precisa la metodología a seguir, los cálculos, la incertidumbre y reportes necesarios
En algunos trabajos este tema fue presentado simplificándolo casi a un problema
puramente matemático, en el cual el rendimiento se obtiene mediante la simple aplicación de unas ecuaciones, sin mencionar al conjunto de consideraciones, procedimientos y mediciones requeridas para su implementación [4], [6]
Los dos estándares internacionales de performance aplicables a calderas acuotubulares y bajo los cuales se pueden ensayar las calderas de bagazo son [1], [2]:
1. Estándar Americano ASME PTC 4-2013 (Fired Steam Generators)
2. Estándar Europeo: EN 12952-15:2003: Acceptance Tests
Estos estándares no son aplicables a calderas de lecho fluidizado. Dada la mayor familiaridad de los usuarios de calderas con los estándares ASME, seguiremos los lineamientos dados en el Performance Test Code ASME PTC 4-2013
El código de ensayo de performance de calderas más difundido y utilizado en el campo industrial por más de 30 años, fue el Power Test Code: PTC 4.1-1964 Stationary Steam Generations Units [3]. Este código es el más citado en la bibliografía técnica sobre calderas en todos los idiomas conocidos. Fue el referente de la industria y muy utilizado bajo su forma simplificada conocida Abbreviated Form o Short Form [29]
. El código PTC 4.1-1964 fue superado y suplantado en 1998 por una nueva versión, siendo revisado y ampliado en el año 2008. En algunas publicaciones técnicas este estándar sigue siendo mencionado como vigente todavía 4], 5],6],7]. La edición conocida como Fired Steam Generators PTC4-2013, es la vigente
Las diferencias entre el antiguo estándar PTC 4.1 y el vigente PTC4 son muy importantes ya que este último introduce los avances en el conocimiento y tecnologías surgidas en los últimos años e incorpora el análisis de incertidumbre como metodología para asegurar la confiabilidad de las mediciones realizadas y de los resultados obtenidos. En el nuevo estándar no existe un método simplificado de ensayo como la forma abreviada del PTC 4.1
Por otro lado, el estándar EN 12952-15:2003 suplantó al conocido y difundido estándar europeo DIN 1942- Acceptance testing of steam Generators (Code of practice) -1994 publicado por la Asociación de Ingenieros Alemanes (VDI) 8]. Los ensayos de
546
performance se aplican bajos dos situaciones distintas según se trate de equipos nuevos o existentes, a saber [29]:
1. Ensayos de recepción o de aceptación del equipo. Tienen por objeto verificar
las condiciones establecidas en las especificaciones técnicas de compra y garantizadas por el fabricante en su propuesta técnico-comercial (capacidad, rendimiento, etc.) y es aplicable a los equipos nuevos. Estos test son de un gran valor ya que con las importantes inversiones realizadas en calderas ( U$S 10 millones) destinadas al negocio de la cogeneración, queda claro que la verificación de los principales indicadores de performance debe ser un propósito estratégico por parte del adquirente del equipo
2. Ensayos rutinarios. Son usados para verificación de las condiciones operativas de equipos existentes con el propósito de garantizar su adecuado desempeño, o bien, para evaluar su comportamiento luego de haberse modificado alguna condición inicial en su operación o diseño, tal es el caso de las calderas que fueron sometidas de procesos de revamp o retrofit
20.1 CODIGOS DE ENSAYO DE PERFORMANCE PTC ASME
ASME cuenta con 49 códigos de performance agrupados en siete categorías aplicables a numerosos equipos e instalaciones cuyos objetivos son [9]:
Proveer reglas y procedimientos para la conducción y reporte de ensayos de equipos mecánicos, procesos o sistemas
Sirven para determinar si los mismos cumplen con los criterios de performance establecidos
Para medir fenómenos relacionados a la operación o uso de tales equipos
Proveer validez a las comparaciones entre los desempeños esperados y actuales
Independiente del objeto de la prueba, la precisión y la fiabilidad debe ser la base del trabajo de principio a fin del ensayo
La exactitud y la fiabilidad se refiere a los métodos de medición y a los instrumentos requeridos para establecer las condiciones y cantidades bajo las cuales la prueba será hecha
En el PTC1 (General Instructions) se dan los lineamientos generales sobre los test de desempeño, su organización y requerimientos y en el PTC2 (Definition and Value) se dan los términos estándar, definiciones, unidades, valores de constantes y símbolos usados en los códigos de desempeño
547
20.2 CODIGO DE PERFORMANCE PTC4-2013
El objeto de este código es establecer procedimientos para conducir ensayos de performance de generadores de vapor mediante la quema de combustibles. Se aplica tanto en combustión única como simultánea de combustibles. El código provee procedimientos estándares que pueden producir el más alto nivel de precisión compatible con las prácticas y conocimientos de ingeniería actuales
Un test es considerado un ensayo ASME únicamente, si cumple con las siguientes condiciones:
1. El ensayo cumple con los procedimientos y variaciones definidas por el código
2. La incertidumbre de los resultados del ensayo, determinados conforme a la Sección siete (7), no exceden las incertidumbres del ensayo definidas en el acuerdo previo escrito en concordancia con la Sección tres (3) de este código
El estándar se compone de (7) secciones y (5) apéndices de uso no obligatorio
Sección1: se establecen los objetivos y alcances de la norma
Sección2: se dan las definiciones y descripción de términos
Sección3: se dan los principios que deben guiar el ensayo
Sección 4: se indican los métodos e instrumentos de medición de las variables involucradas
Sección 5: se explica el tratamiento de datos y el procedimiento de cálculo para obtener el rendimiento
Sección 6: se elabora el reporte final del ensayo, con las conclusiones finales
Sección 7: se toma el PTC 19.1 como base para el análisis de incertidumbre de las mediciones y resultados
Apéndice A: sugiere los modelos y secuencia de cálculos a realizar para la presentación de los reportes finales
Apéndice B: muestra ejemplos de cálculos y uso de las planillas tipo sugeridas
Apéndice C: contiene las derivaciones de las formulas y ecuaciones usadas en cálculos varios
Apéndice D: contiene la definición y cálculo del rendimiento bruto. Muestra también los cambios en el cálculo cuando se usa el poder calorífico inferior como referencia
548
Apéndice E: contiene la influencia de las propiedades del carbón, carbón pulverizado y sorbente sobre el diseño y performance de las calderas de lecho fluidizado
Tablas y figuras
Referencia
Los test de performance demandan tiempo y dinero que están a cargo del comprador de la caldera. El código alienta que las partes definan:
El nivel o calidad de test deseado y acordado
Que parámetros se medirán
Qué nivel de incertidumbre se desea. Ejemplo:
Eficiencia con incertidumbre al 0.5%
Capacidad máxima con incertidumbre al 1%
Qué instrumentos y métodos de medición se emplearán
La incertidumbre sistemática de cada instrumento y método de medición usado
Qué variables no serán medidas
Qué variables deberán verificarse el grado de incertidumbre de los resultados alcanzados (post-test)
Criterios de rechazo del test en caso de no alcanzarse el nivel de incertidumbre acordado previamente
En los principios guías, el código establece la conveniencia de que las partes incluso antes de la firma del contrato, definan y acuerden sobre el método a usarse para comparar los resultados del ensayo y los valores garantizados
En el código se describen estas decisiones y acuerdos y proporciona una guía para realizar una prueba de acuerdo con el mismo. Todas las partes de la prueba tienen derecho y son alentadas a presenciar el ensayo para asegurarse de que se lleve a cabo de conformidad con este código y con cualquier acuerdo escrito hecho antes de la prueba. El código y los resultados de su aplicación no indican ni sugieren ninguna condición con relación a tolerancias permitidas en el rendimiento
El acuerdo previo escrito debe definir los siguientes puntos:
Los objetivos del test Designar a un jefe de ensayo quien conducirá el mismo y tendrá autoridad sobre
todo el personal afectado al ensayo
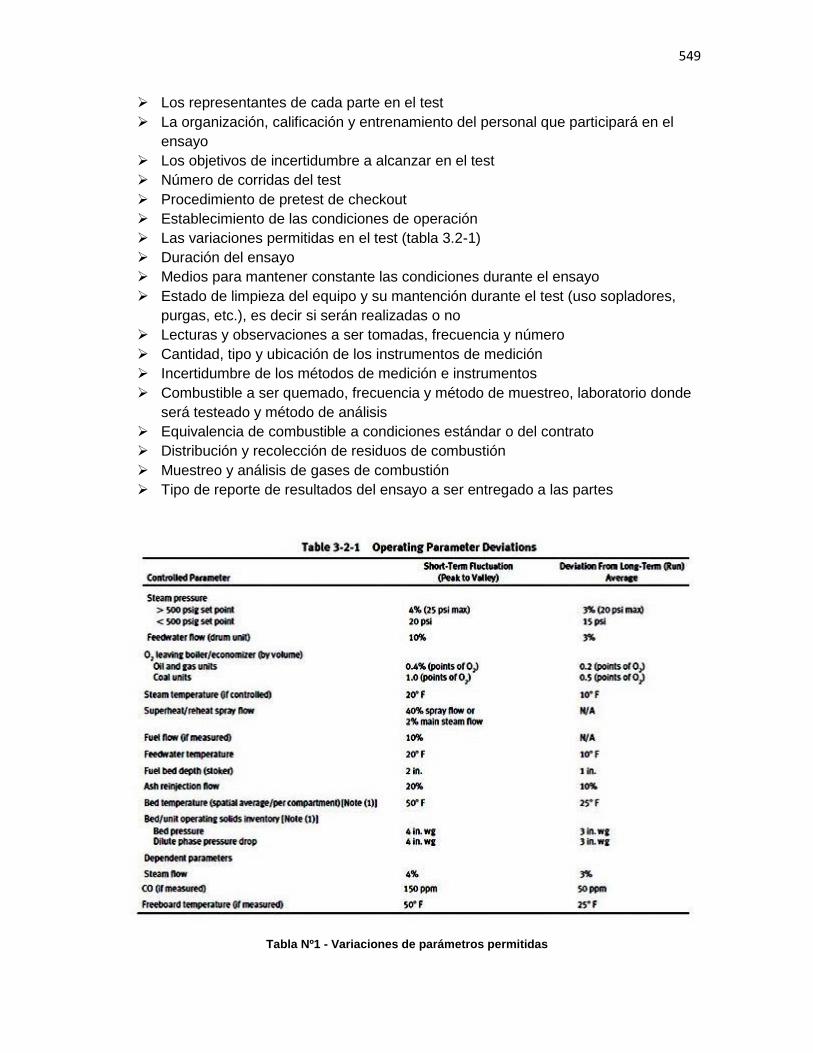
549
Los representantes de cada parte en el test La organización, calificación y entrenamiento del personal que participará en el
ensayo Los objetivos de incertidumbre a alcanzar en el test Número de corridas del test Procedimiento de pretest de checkout Establecimiento de las condiciones de operación Las variaciones permitidas en el test (tabla 3.2-1) Duración del ensayo Medios para mantener constante las condiciones durante el ensayo Estado de limpieza del equipo y su mantención durante el test (uso sopladores,
purgas, etc.), es decir si serán realizadas o no Lecturas y observaciones a ser tomadas, frecuencia y número Cantidad, tipo y ubicación de los instrumentos de medición Incertidumbre de los métodos de medición e instrumentos Combustible a ser quemado, frecuencia y método de muestreo, laboratorio donde
será testeado y método de análisis Equivalencia de combustible a condiciones estándar o del contrato Distribución y recolección de residuos de combustión Muestreo y análisis de gases de combustión Tipo de reporte de resultados del ensayo a ser entregado a las partes
Tabla Nº1 - Variaciones de parámetros permitidas
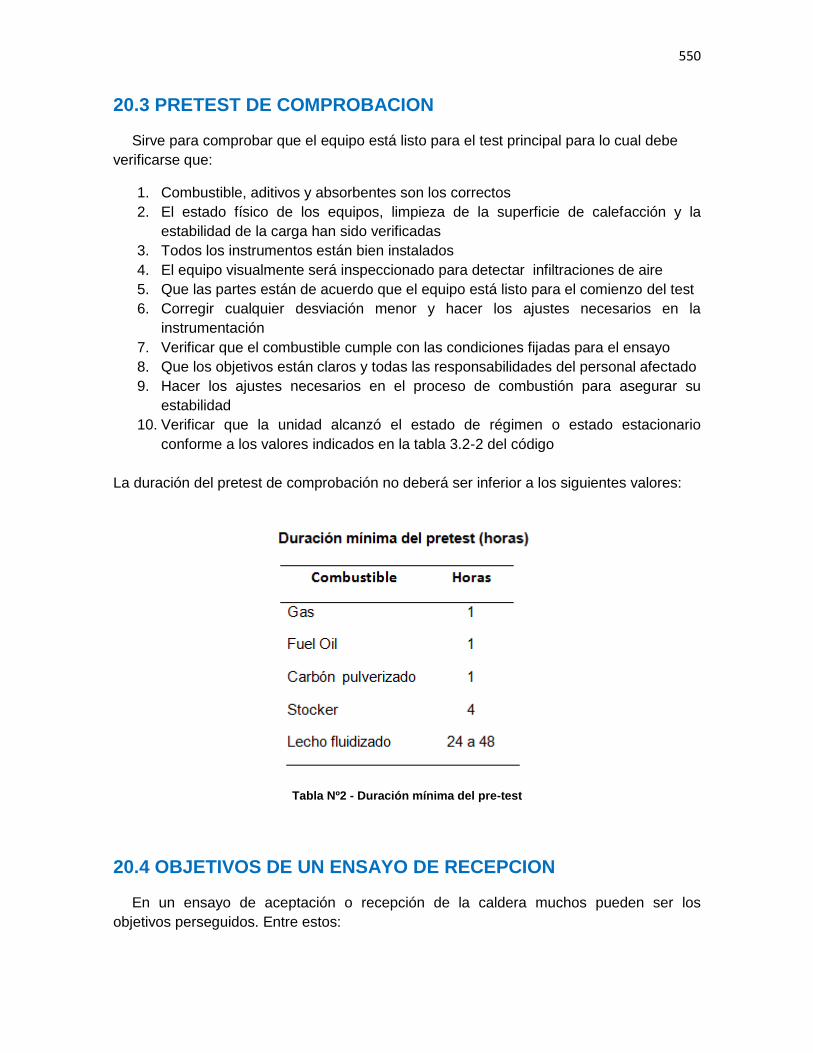
550
20.3 PRETEST DE COMPROBACION
Sirve para comprobar que el equipo está listo para el test principal para lo cual debe verificarse que:
1. Combustible, aditivos y absorbentes son los correctos 2. El estado físico de los equipos, limpieza de la superficie de calefacción y la
estabilidad de la carga han sido verificadas 3. Todos los instrumentos están bien instalados 4. El equipo visualmente será inspeccionado para detectar infiltraciones de aire 5. Que las partes están de acuerdo que el equipo está listo para el comienzo del test 6. Corregir cualquier desviación menor y hacer los ajustes necesarios en la
instrumentación 7. Verificar que el combustible cumple con las condiciones fijadas para el ensayo 8. Que los objetivos están claros y todas las responsabilidades del personal afectado 9. Hacer los ajustes necesarios en el proceso de combustión para asegurar su
estabilidad 10. Verificar que la unidad alcanzó el estado de régimen o estado estacionario
conforme a los valores indicados en la tabla 3.2-2 del código
La duración del pretest de comprobación no deberá ser inferior a los siguientes valores:
Tabla Nº2 - Duración mínima del pre-test
20.4 OBJETIVOS DE UN ENSAYO DE RECEPCION
En un ensayo de aceptación o recepción de la caldera muchos pueden ser los objetivos perseguidos. Entre estos:
551
Comparar el rendimiento actual con el rendimiento garantizado por el fabricante
Comparar el rendimiento actual a una condición de referencia establecida por las normas
Proveer métodos de conversión de performance entre dos condiciones de ensayos (real y especificada)
Determinar la performance específica de algún componente en particular o parámetros específicos de su funcionamiento (sobrecalentador, economizador, etc.)
Cualesquiera sean estos objetivos, los parámetros esenciales de performance a determinar son:
Carga máxima continua (MCR)
Rendimiento a MCR y cargas parciales
Calor de producción (Output) de la caldera
Presión / temperatura vapor a distintas cargas
Temperatura ingreso agua alimentación
Consumo de combustible a distintas cargas
Temperatura y composición gases de escape
Exceso de aire y temperatura ingreso al equipo
Carbón no quemado y sus pérdidas
Temperatura ambiental de referencia
Consumo de potencia de los equipos auxiliares
Caídas de presión en circuitos agua-vapor, aire-gases
Infiltraciones de aire
Un ensayo de performance queda usualmente cuantificado por tres características definidas así:
1. Capacidad: es el máximo flujo de vapor producido bajo condiciones especificadas
2. Rendimiento: relación entre la energía producida vs entregada
3. Producción (output): es toda la energía absorbida por el fluido de trabajo (agua-vapor) en el generador de vapor
552
La capacidad se define fácilmente y los principales problemas asociados con su determinación surgen de su medición. Independiente del rendimiento de la caldera la capacidad siempre debe verificarse. Los conceptos de rendimiento, entrada (input) y producción (output) están sujetos a varias posibles definiciones, según que se considere como tales. El código define y delimita claramente que es el input, output y el rendimiento.
20.5 METODOS DE ENSAYOS
Las calderas a bagazo se ensayarán mediante el Método del Balance de Energía (Energy Balance), también llamado Método Indirecto según el estándar europeo EN 12952-15:2003. El Método Input-Output o Método Directo no puede ser aplicado por el elevado grado de incertidumbre que presenta la medición directa del bagazo consumido durante el ensayo y requerida por el estándar
En este método se medirán todas las variables representativas de las pérdidas de energía en el equipo. Las pérdidas son consideradas como tales cuando consumen o transportan fuera del equipo, parte de la energía aportada por el combustible y no forman parte de la energía proporcionada al fluido de trabajo (agua-vapor)
La figura siguiente resume los flujos de energía ingresantes y salientes y detalla las principales pérdidas energéticas que se presentan en un generador de vapor
Ventajas del método del balance de energía:
Los parámetros primarios de medición (análisis y temperatura de gases de combustión) pueden ser hechos con mucha precisión
Permite localizar y cuantificar las fuentes de pérdidas energéticas
Posibilita por lo tanto definir y seleccionar los medios para reducirlas
Ajustar o corregir los resultados del ensayos a las condiciones de garantías o estándar fijadas
El impacto de los errores en medidas secundarias (pérdidas) afectan poco a la exactitud global del ensayo
Desventajas del método:
Exige muchas mediciones
No brinda datos o información automática respecto de la capacidad de producción de vapor del equipo
Muchas pérdidas no son posibles medir y puede ser dificultosa su estimación
Requiere mayor participación de personal durante la ejecución del ensayo
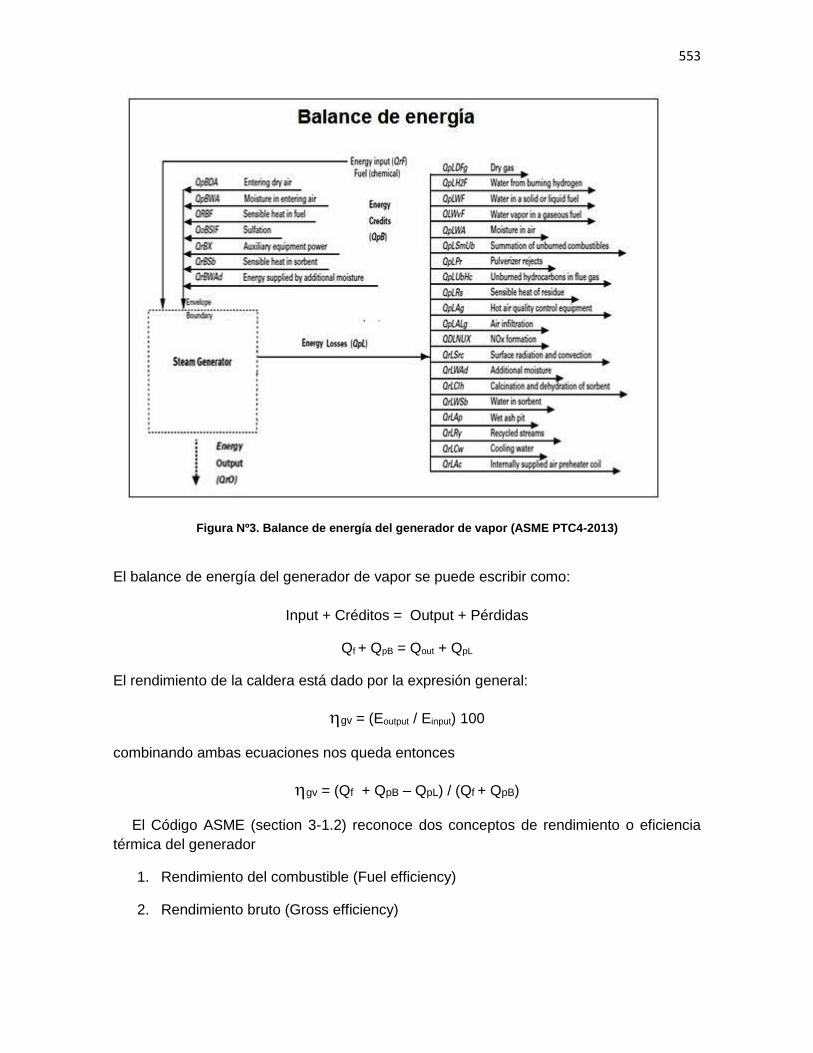
553
Figura Nº3. Balance de energía del generador de vapor (ASME PTC4-2013)
El balance de energía del generador de vapor se puede escribir como:
Input + Créditos = Output + Pérdidas
Qf + QpB = Qout + QpL
El rendimiento de la caldera está dado por la expresión general:
gv = (Eoutput / Einput) 100
combinando ambas ecuaciones nos queda entonces
gv = (Qf + QpB – QpL) / (Qf + QpB)
El Código ASME (section 3-1.2) reconoce dos conceptos de rendimiento o eficiencia térmica del generador
1. Rendimiento del combustible (Fuel efficiency)
2. Rendimiento bruto (Gross efficiency)
554
Rendimiento del combustible (Fuel efficiency): reconoce todas las energías absorbidas por el fluido de trabajo (agua-vapor) como egresos (output), pero cuenta sólo como ingreso (input) la energía química del combustible basada en su poder calorífico superior (Hs) y está dado por:
f = 100 (1 −QpL
Qf)
El código adopta esta definición como la más indicada y correcta para establecer el rendimiento del generador de vapor y que sigue a lo largo de su desarrollo
Rendimiento bruto (Gross efficiency): también en esta definición se reconocen todas las energías absorbidas por el fluido de trabajo como egresos (output), pero se cuentan como inputs todas las energías que cruzan los límites del generador de vapor y está dado por
b = 100 (1 −QpL
Qf+QpB)
Esta definición es opcional para el Código y se calcula según el Apéndice D no
obligatorio. Esta fue la definición adoptada en el antiguo estándar PTC 4.1
Vemos que, las pérdidas al distribuirse en una cantidad mayor de energía ingresante, resultarán menores y harán en consecuencia que el rendimiento bruto sea mayor que el
rendimiento del combustible, esto es b f
Según el Código de performance ASME PTC4-2008 el rendimiento del generador de vapor se expresa siempre sobre la base del poder calorífico superior (Hs) del combustible
El Código prefiere este valor (Hs) atento a que el mismo es obtenido por medición directa y con gran confiabilidad, en tanto que el poder calorífico inferior (Hi) se obtiene por cálculo a partir del dato anterior, siendo su incertidumbre mayor respecto de la obtenida en el ensayo de determinación del poder calorífico superior.
Si se desea expresar el rendimiento en base al poder calorífico inferior, el Anexo D, parte D-4, explica cómo computar las pérdidas y el rendimiento. La relación entre ambos rendimientos estará dada por la expresión siguiente:
i = s. Hs / Hi
20.6 DURACION, OPERACIONES Y REGISTROS DEL ENSAYO
La duración del test no debe ser menor a los valores de la tabla Nº 3-2.2
555
El jefe del ensayo y la otra parte pueden acordar prolongar la duración si es preciso, pero no reducirla
Si el soplador de hollín se acordó usar en el ensayo este debe ser registrado y usado en cada test
En el caso de calderas con grillas está permitida su limpieza en el ensayo y debe hacerse con la misma duración que antes del inicio del test
Las lecturas deben ser todas simultáneas cada t 15 minutos, excepto las cantidades pesadas
Las lecturas pueden ser puntuales o de monitoreo continuo Agua y combustibles medidos con instrumentos integradores pueden leerse cada
hora Las cantidades determinadas por pesadas, su frecuencia estará dada por la
capacidad del equipo, pero no superior a la hora Los flujos medidos con dispositivos de presión diferencial (placa orificio, Venturi,
etc.) deberán leerse con intervalos t 15 minutos El muestreo de combustibles y los análisis necesarios serán conforme a las
indicaciones de las normas ASTM respectivas El muestreo de cenizas y otros residuos y los análisis necesarios serán conforme a
las indicaciones de las normas ASTM respectivas Ingresado el equipo al test principal de performance, deberán efectuarse los siguientes registros
Curvas de rendimiento a cargas parciales. Se harán cuando el equipo haya operado a cargas distintas de la capacidad nominal y de donde se podrán hacer interpolaciones. El test debe registrar para los distintos estados de carga las mediciones y los parámetros principales. Las pérdidas de energía y el rendimiento en general son variables con la carga
Correcciones a los resultados del test. Cuando las condiciones de operación difieren respecto de las usadas para especificar los valores garantizados, será necesario corregir los resultados del ensayo a esas condiciones de referencia o estándar
Vemos según esta tabla que las calderas a bagazo por el método del balance de energia no deberán ser ensayadas por debajo de las 4 horas
Las correcciones se pueden hacer mediante el uso de factores provenientes de fuentes varias como tablas, gráficos, o cálculos provistos por el fabricante u otra fuente acordada entre las partes
Registros y reportes del test. Toda la documentación relativa a los instrumentos, métodos, mediciones y observaciones realizadas en el ensayo, deben contar con la fecha, firmas y datos de los observadores y realizadas en un formato digital preferentemente. Cada parte contará con su copia
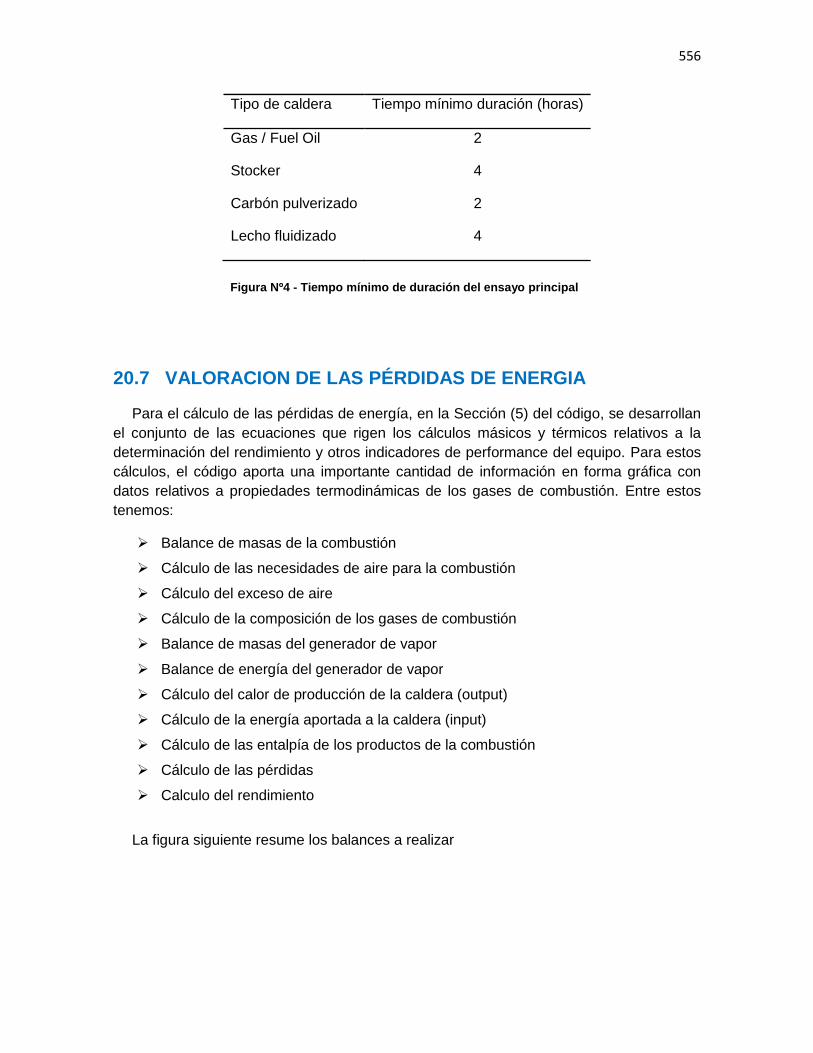
556
Tipo de caldera Tiempo mínimo duración (horas)
Gas / Fuel Oil 2
Stocker 4
Carbón pulverizado 2
Lecho fluidizado 4
Figura Nº4 - Tiempo mínimo de duración del ensayo principal
20.7 VALORACION DE LAS PÉRDIDAS DE ENERGIA
Para el cálculo de las pérdidas de energía, en la Sección (5) del código, se desarrollan el conjunto de las ecuaciones que rigen los cálculos másicos y térmicos relativos a la determinación del rendimiento y otros indicadores de performance del equipo. Para estos cálculos, el código aporta una importante cantidad de información en forma gráfica con datos relativos a propiedades termodinámicas de los gases de combustión. Entre estos tenemos:
Balance de masas de la combustión
Cálculo de las necesidades de aire para la combustión
Cálculo del exceso de aire
Cálculo de la composición de los gases de combustión
Balance de masas del generador de vapor
Balance de energía del generador de vapor
Cálculo del calor de producción de la caldera (output)
Cálculo de la energía aportada a la caldera (input)
Cálculo de las entalpía de los productos de la combustión
Cálculo de las pérdidas
Calculo del rendimiento
La figura siguiente resume los balances a realizar
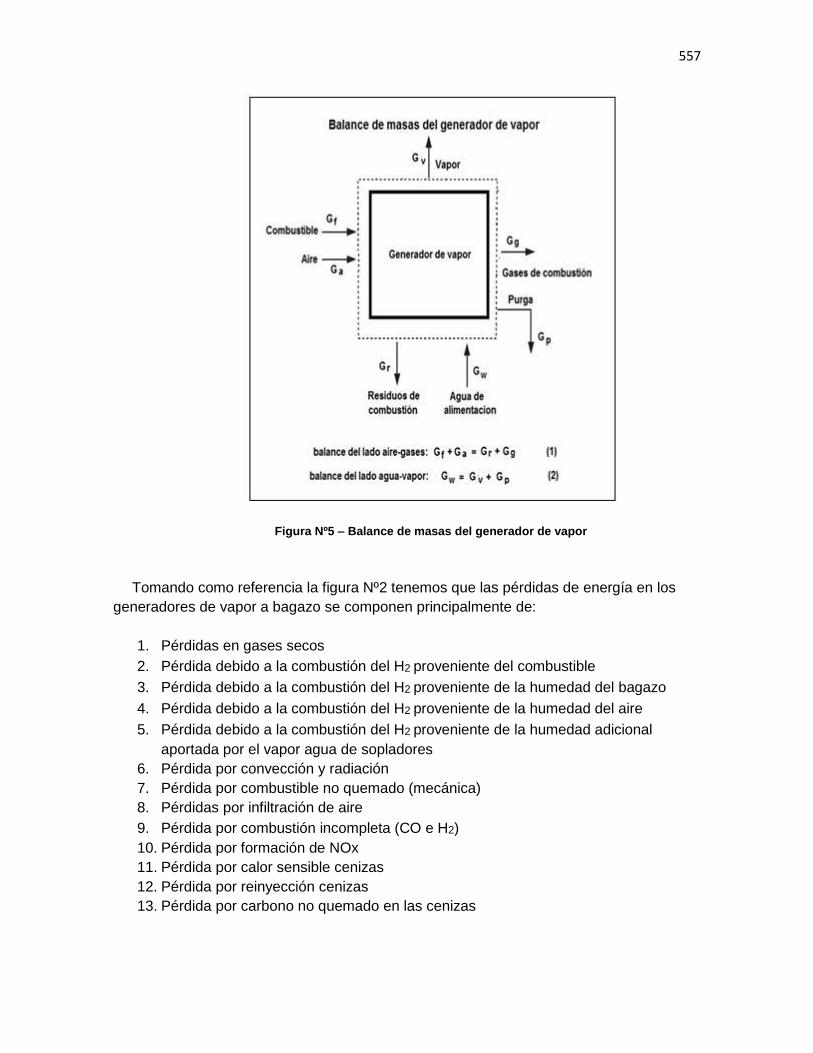
557
Figura Nº5 – Balance de masas del generador de vapor
Tomando como referencia la figura Nº2 tenemos que las pérdidas de energía en los
generadores de vapor a bagazo se componen principalmente de:
1. Pérdidas en gases secos 2. Pérdida debido a la combustión del H2 proveniente del combustible 3. Pérdida debido a la combustión del H2 proveniente de la humedad del bagazo
4. Pérdida debido a la combustión del H2 proveniente de la humedad del aire 5. Pérdida debido a la combustión del H2 proveniente de la humedad adicional
aportada por el vapor agua de sopladores 6. Pérdida por convección y radiación 7. Pérdida por combustible no quemado (mecánica) 8. Pérdidas por infiltración de aire 9. Pérdida por combustión incompleta (CO e H2) 10. Pérdida por formación de NOx 11. Pérdida por calor sensible cenizas 12. Pérdida por reinyección cenizas 13. Pérdida por carbono no quemado en las cenizas
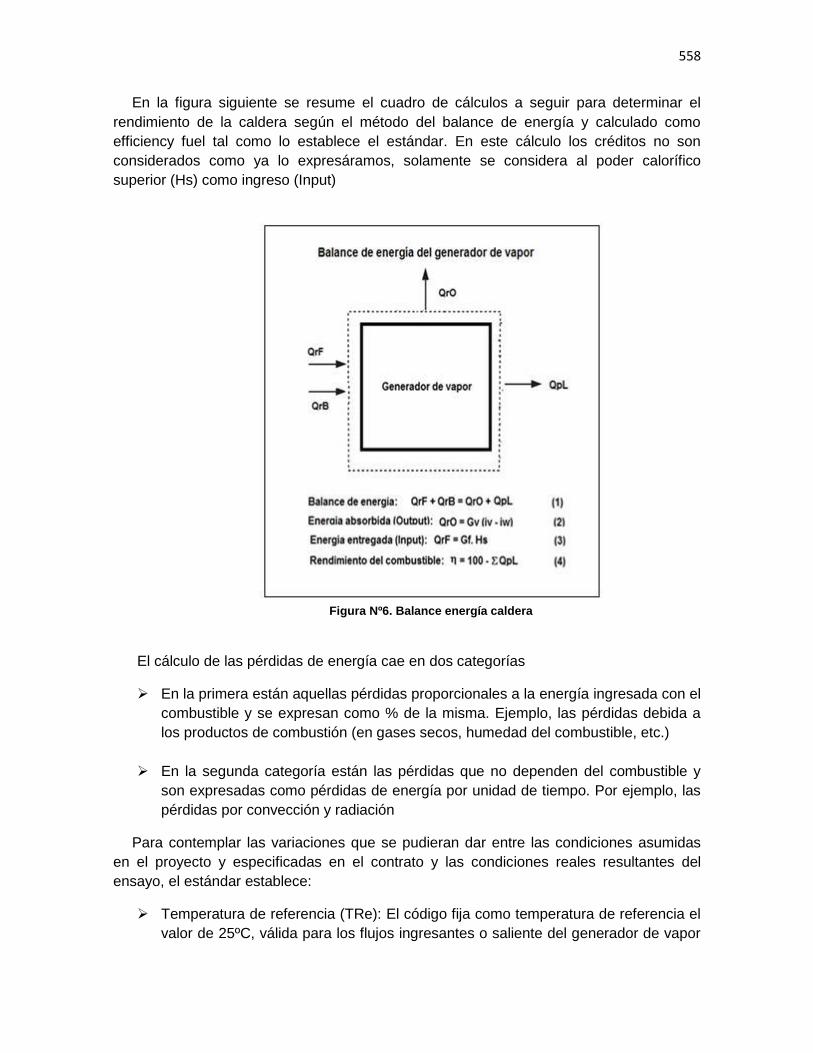
558
En la figura siguiente se resume el cuadro de cálculos a seguir para determinar el rendimiento de la caldera según el método del balance de energía y calculado como efficiency fuel tal como lo establece el estándar. En este cálculo los créditos no son considerados como ya lo expresáramos, solamente se considera al poder calorífico superior (Hs) como ingreso (Input)
Figura Nº6. Balance energía caldera
El cálculo de las pérdidas de energía cae en dos categorías
En la primera están aquellas pérdidas proporcionales a la energía ingresada con el combustible y se expresan como % de la misma. Ejemplo, las pérdidas debida a los productos de combustión (en gases secos, humedad del combustible, etc.)
En la segunda categoría están las pérdidas que no dependen del combustible y
son expresadas como pérdidas de energía por unidad de tiempo. Por ejemplo, las pérdidas por convección y radiación
Para contemplar las variaciones que se pudieran dar entre las condiciones asumidas en el proyecto y especificadas en el contrato y las condiciones reales resultantes del ensayo, el estándar establece:
Temperatura de referencia (TRe): El código fija como temperatura de referencia el valor de 25ºC, válida para los flujos ingresantes o saliente del generador de vapor
559
(combustible, aire y gases de escape) respecto de la cual se evaluarán los créditos y pérdidas de calor
Correcciones a las condiciones estándar o de diseño: En esta parte el código da las ecuaciones para corregir las variaciones respecto de las condiciones de diseño o garantizadas en el contrato y son utilizadas cuando se aplica el método del balance de energía
20.8 RESULTADOS Y ANALISIS DE INCERTIDUMBRE
Una vez que el ensayo fue ejecutado, se promediará los resultados de todas las mediciones realizadas y calculará el nivel de incertidumbre alcanzado y sus efectos sobre el cálculo del rendimiento
Todos los valores extremos de las mediciones (máximos y mínimos) y aquellos evaluados como erróneos deberán ser desechados de la evaluación estadística. Las partes deben acordar al respecto que se considerarán como tales valores
Los parámetros medidos pueden presentar variaciones en su localización espacial y en el tiempo. Deben ser analizados individualmente para el cálculo de su promedio y desviación estándar. El código provee las ecuaciones para cada caso
Para ambas mediciones (variables en el espacio y el tiempo) se calculará su promedio aritmético y la desviación estándar.
Si (x) es el parámetro medido en (N) observaciones, su promedio aritmético estará dado por la ecuación
Xm = 1
N (x1 + x2 + x3 + ⋯ + xn)
La desviación estándar de la media de las (N) observaciones del parámetro (x)
medido estará dada por
Varianza: S = ∑ (Xi−Xm)2n1
1
N−1
Desviación estándar: Sx = √S
El código en los Anexos A y B no obligatorios, presenta la planilla de registro de reducción de datos (MEAS). Sirve para promediar y calcular la desviación estándar de los parámetros medidos
560
La ejecución del ensayo exige numerosas mediciones de magnitudes de diferentes naturaleza y por ello es preciso recordar brevemente algunas definiciones y conceptos [10],[11], ],[12]. Entre ellos:
Metrología: es la ciencia de las mediciones. Esta incluye aspectos teóricos y
prácticos relacionados con las mediciones, cualquiera sea el campo de la ciencia o tecnología a la cual se aplique
Medición: conjunto de operaciones cuyo objetivo es determinar el valor de una magnitud. Se puede hacer en forma manual o automática, intermitente o continua
Magnitud: propiedad o atributo de un fenómeno, cuerpo o sustancia que puede ser expresado cuantitativamente mediante un número y una referencia
Mensurando: magnitud objeto de la medición. Es lo que queremos medir, por ejemplo, la presión
Método de medición: Descripción genérica de la secuencia lógica de operaciones utilizadas en una medición
Instrumento de medida: Dispositivo utilizado para realizar mediciones, sólo o asociado a uno o varios dispositivos suplementarios
Valor medido de una magnitud: es el valor de que resulta de una medida de la variable
Valor verdadero: Es el valor que se obtendría mediante una medición perfecta. Todo valor verdadero, es por naturaleza, desconocido. Es también aquel valor aceptado o establecido como tal
Valor convencional de una magnitud: Valor asignado a una magnitud particular y aceptado por convención porque la representa para un fin dado. Muchas veces designado como: mejor estimación, valor convencional o valor de referencia
Resultado de una medición: Valor atribuido a un mensurando, obtenido por medición.
Cuando se informa el resultado de un conjunto de mediciones tales como las efectuadas en el ensayo, debe indicarse si se hace referencia a:
La indicación El resultado sin corregir Al resultado corregido y si proviene de la media aritmética, obtenida de varios
valores. La expresión completa del resultado de una medición incluye información sobre la
incertidumbre de la medida En toda medición se introducen errores que deben ser minimizados. Distinguimos dos
conceptos y tipos de errores Error absoluto de una medición (): es la diferencia entre el valor medido (X) y el
valor verdadero del mensurando (T)
= X – T
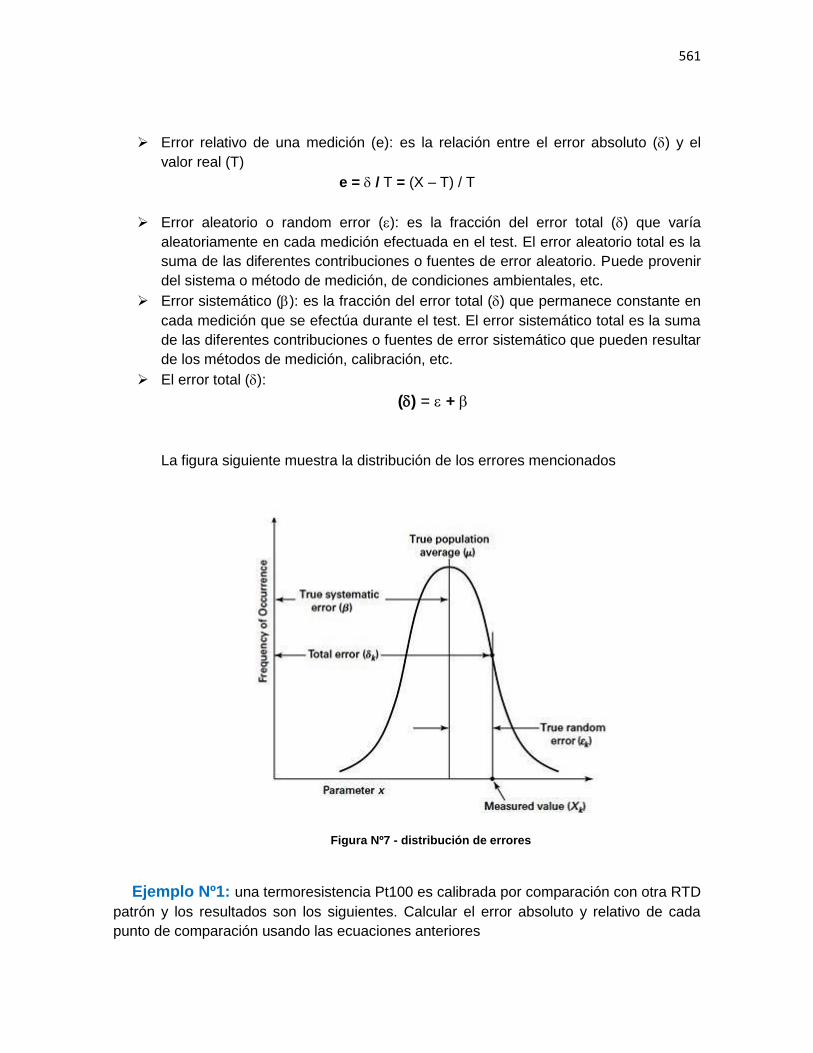
561
Error relativo de una medición (e): es la relación entre el error absoluto () y el valor real (T)
e = / T = (X – T) / T
Error aleatorio o random error (): es la fracción del error total () que varía aleatoriamente en cada medición efectuada en el test. El error aleatorio total es la suma de las diferentes contribuciones o fuentes de error aleatorio. Puede provenir del sistema o método de medición, de condiciones ambientales, etc.
Error sistemático (): es la fracción del error total () que permanece constante en cada medición que se efectúa durante el test. El error sistemático total es la suma de las diferentes contribuciones o fuentes de error sistemático que pueden resultar de los métodos de medición, calibración, etc.
El error total ():
() = + La figura siguiente muestra la distribución de los errores mencionados
Figura Nº7 - distribución de errores
Ejemplo Nº1: una termoresistencia Pt100 es calibrada por comparación con otra RTD patrón y los resultados son los siguientes. Calcular el error absoluto y relativo de cada punto de comparación usando las ecuaciones anteriores
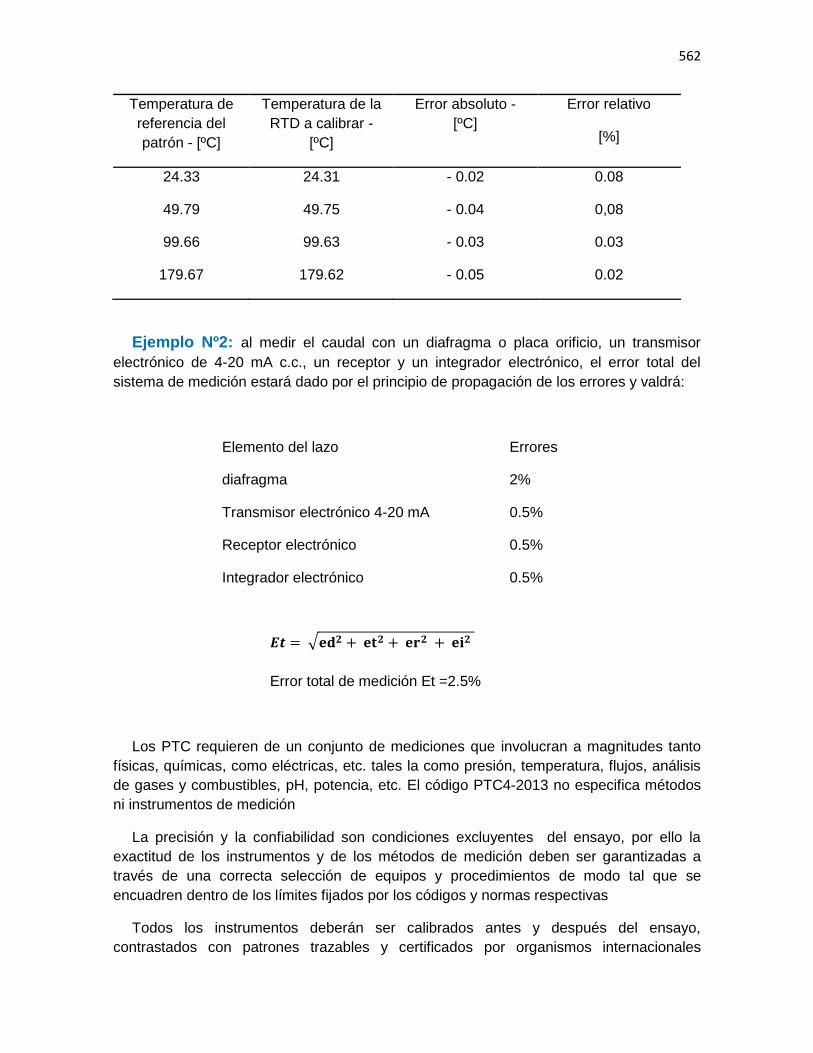
562
Temperatura de referencia del patrón - [ºC]
Temperatura de la RTD a calibrar -
[ºC]
Error absoluto - [ºC]
Error relativo
[%]
24.33 24.31 - 0.02 0.08
49.79 49.75 - 0.04 0,08
99.66 99.63 - 0.03 0.03
179.67 179.62 - 0.05 0.02
Ejemplo Nº2: al medir el caudal con un diafragma o placa orificio, un transmisor electrónico de 4-20 mA c.c., un receptor y un integrador electrónico, el error total del sistema de medición estará dado por el principio de propagación de los errores y valdrá:
Elemento del lazo Errores
diafragma 2%
Transmisor electrónico 4-20 mA 0.5%
Receptor electrónico 0.5%
Integrador electrónico 0.5%
𝑬𝒕 = √𝐞𝐝𝟐 + 𝐞𝐭𝟐 + 𝐞𝐫𝟐 + 𝐞𝐢𝟐 Error total de medición Et =2.5%
Los PTC requieren de un conjunto de mediciones que involucran a magnitudes tanto físicas, químicas, como eléctricas, etc. tales la como presión, temperatura, flujos, análisis de gases y combustibles, pH, potencia, etc. El código PTC4-2013 no especifica métodos ni instrumentos de medición
La precisión y la confiabilidad son condiciones excluyentes del ensayo, por ello la exactitud de los instrumentos y de los métodos de medición deben ser garantizadas a través de una correcta selección de equipos y procedimientos de modo tal que se encuadren dentro de los límites fijados por los códigos y normas respectivas
Todos los instrumentos deberán ser calibrados antes y después del ensayo, contrastados con patrones trazables y certificados por organismos internacionales
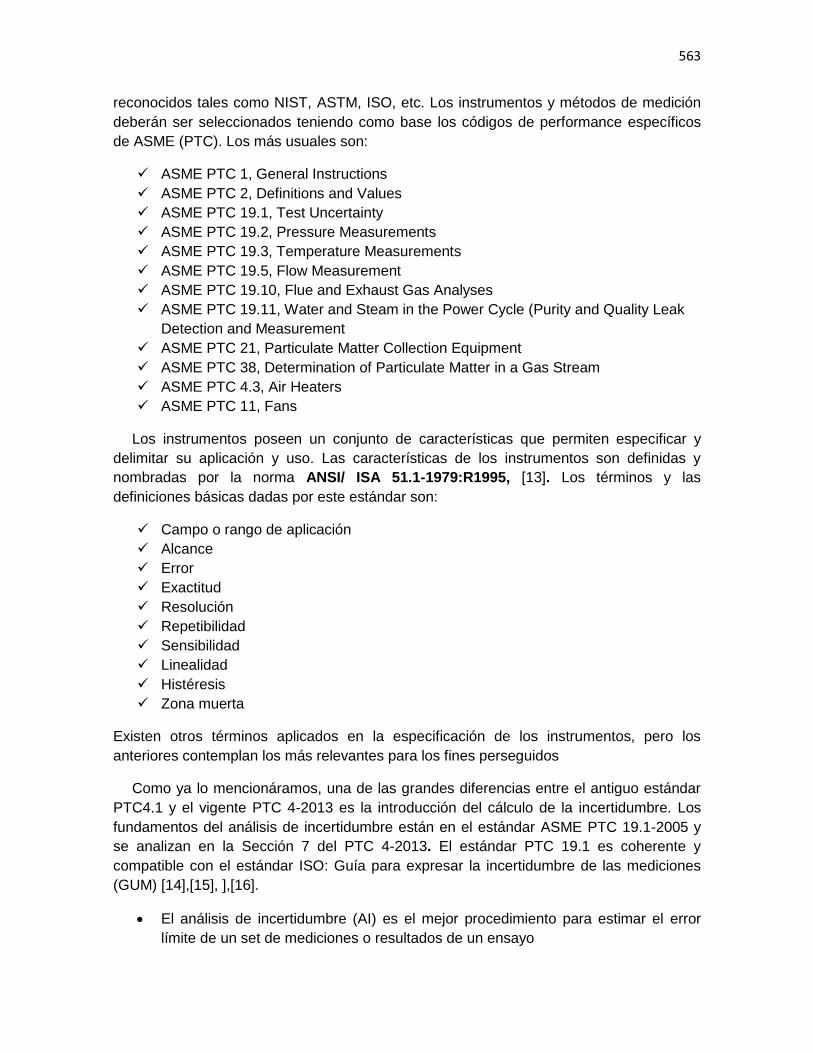
563
reconocidos tales como NIST, ASTM, ISO, etc. Los instrumentos y métodos de medición deberán ser seleccionados teniendo como base los códigos de performance específicos de ASME (PTC). Los más usuales son:
ASME PTC 1, General Instructions ASME PTC 2, Definitions and Values ASME PTC 19.1, Test Uncertainty ASME PTC 19.2, Pressure Measurements ASME PTC 19.3, Temperature Measurements ASME PTC 19.5, Flow Measurement ASME PTC 19.10, Flue and Exhaust Gas Analyses ASME PTC 19.11, Water and Steam in the Power Cycle (Purity and Quality Leak
Detection and Measurement ASME PTC 21, Particulate Matter Collection Equipment ASME PTC 38, Determination of Particulate Matter in a Gas Stream ASME PTC 4.3, Air Heaters ASME PTC 11, Fans
Los instrumentos poseen un conjunto de características que permiten especificar y delimitar su aplicación y uso. Las características de los instrumentos son definidas y nombradas por la norma ANSI/ ISA 51.1-1979:R1995, [13]. Los términos y las definiciones básicas dadas por este estándar son:
Campo o rango de aplicación Alcance Error Exactitud Resolución Repetibilidad Sensibilidad Linealidad Histéresis Zona muerta
Existen otros términos aplicados en la especificación de los instrumentos, pero los anteriores contemplan los más relevantes para los fines perseguidos
Como ya lo mencionáramos, una de las grandes diferencias entre el antiguo estándar PTC4.1 y el vigente PTC 4-2013 es la introducción del cálculo de la incertidumbre. Los fundamentos del análisis de incertidumbre están en el estándar ASME PTC 19.1-2005 y se analizan en la Sección 7 del PTC 4-2013. El estándar PTC 19.1 es coherente y compatible con el estándar ISO: Guía para expresar la incertidumbre de las mediciones (GUM) [14],[15], ],[16].
El análisis de incertidumbre (AI) es el mejor procedimiento para estimar el error límite de un set de mediciones o resultados de un ensayo
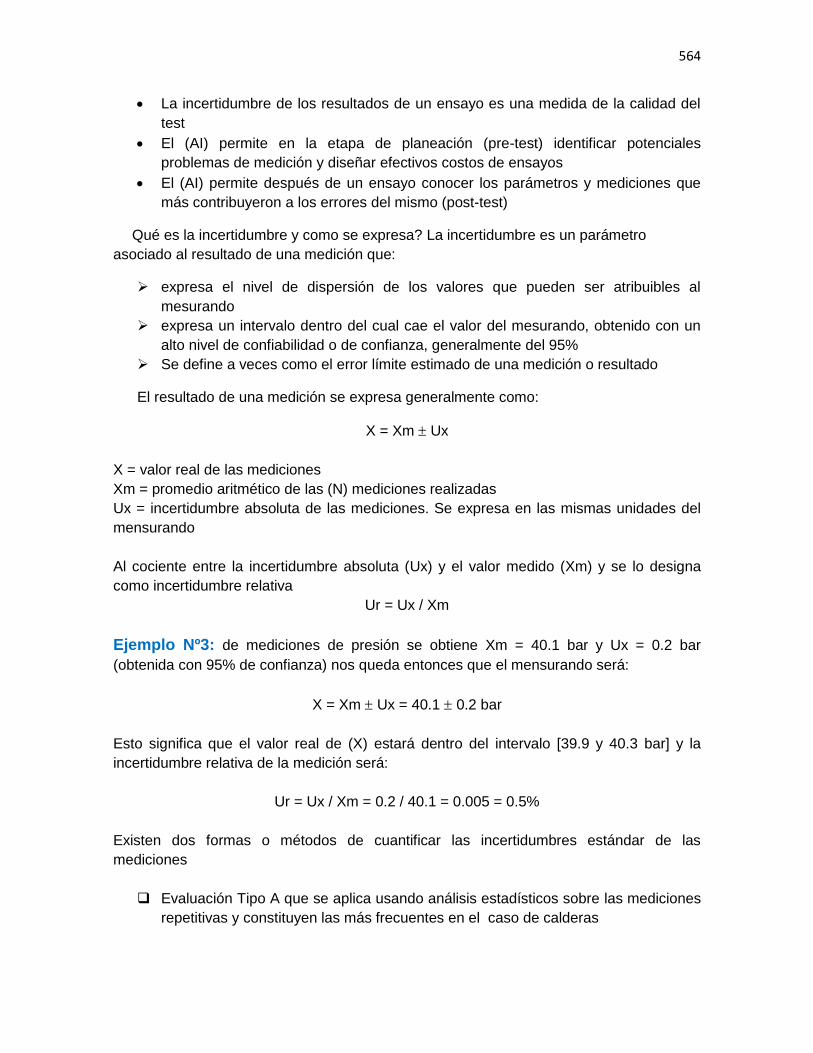
564
La incertidumbre de los resultados de un ensayo es una medida de la calidad del test
El (AI) permite en la etapa de planeación (pre-test) identificar potenciales problemas de medición y diseñar efectivos costos de ensayos
El (AI) permite después de un ensayo conocer los parámetros y mediciones que más contribuyeron a los errores del mismo (post-test)
Qué es la incertidumbre y como se expresa? La incertidumbre es un parámetro asociado al resultado de una medición que:
expresa el nivel de dispersión de los valores que pueden ser atribuibles al mesurando
expresa un intervalo dentro del cual cae el valor del mesurando, obtenido con un alto nivel de confiabilidad o de confianza, generalmente del 95%
Se define a veces como el error límite estimado de una medición o resultado
El resultado de una medición se expresa generalmente como:
X = Xm Ux X = valor real de las mediciones Xm = promedio aritmético de las (N) mediciones realizadas Ux = incertidumbre absoluta de las mediciones. Se expresa en las mismas unidades del mensurando Al cociente entre la incertidumbre absoluta (Ux) y el valor medido (Xm) y se lo designa como incertidumbre relativa
Ur = Ux / Xm Ejemplo Nº3: de mediciones de presión se obtiene Xm = 40.1 bar y Ux = 0.2 bar (obtenida con 95% de confianza) nos queda entonces que el mensurando será:
X = Xm Ux = 40.1 0.2 bar Esto significa que el valor real de (X) estará dentro del intervalo [39.9 y 40.3 bar] y la incertidumbre relativa de la medición será:
Ur = Ux / Xm = 0.2 / 40.1 = 0.005 = 0.5% Existen dos formas o métodos de cuantificar las incertidumbres estándar de las mediciones
Evaluación Tipo A que se aplica usando análisis estadísticos sobre las mediciones repetitivas y constituyen las más frecuentes en el caso de calderas
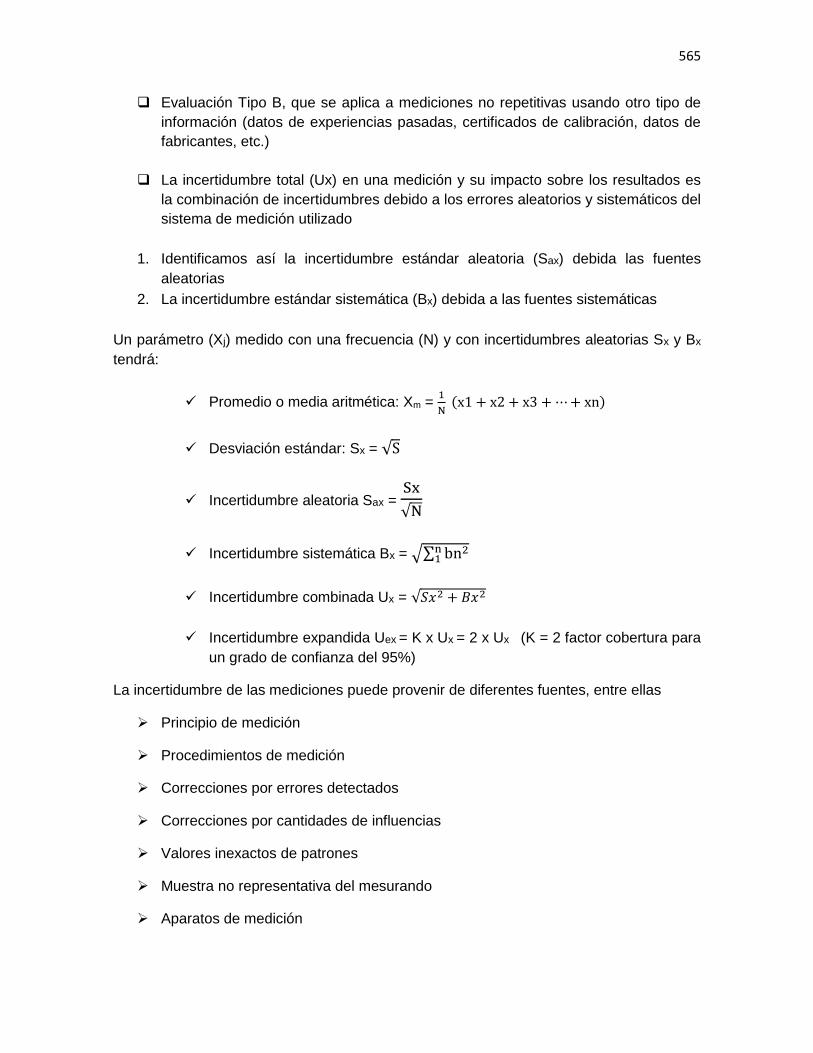
565
Evaluación Tipo B, que se aplica a mediciones no repetitivas usando otro tipo de información (datos de experiencias pasadas, certificados de calibración, datos de fabricantes, etc.)
La incertidumbre total (Ux) en una medición y su impacto sobre los resultados es
la combinación de incertidumbres debido a los errores aleatorios y sistemáticos del sistema de medición utilizado
1. Identificamos así la incertidumbre estándar aleatoria (Sax) debida las fuentes aleatorias
2. La incertidumbre estándar sistemática (Bx) debida a las fuentes sistemáticas Un parámetro (Xj) medido con una frecuencia (N) y con incertidumbres aleatorias Sx y Bx
tendrá:
Promedio o media aritmética: Xm = 1
N (x1 + x2 + x3 + ⋯ + xn)
Desviación estándar: Sx = √S
Incertidumbre aleatoria Sax = Sx
√N
Incertidumbre sistemática Bx = √∑ bn2n1
Incertidumbre combinada Ux = √𝑆𝑥2 + 𝐵𝑥2
Incertidumbre expandida Uex = K x Ux = 2 x Ux (K = 2 factor cobertura para un grado de confianza del 95%)
La incertidumbre de las mediciones puede provenir de diferentes fuentes, entre ellas
Principio de medición
Procedimientos de medición
Correcciones por errores detectados
Correcciones por cantidades de influencias
Valores inexactos de patrones
Muestra no representativa del mesurando
Aparatos de medición
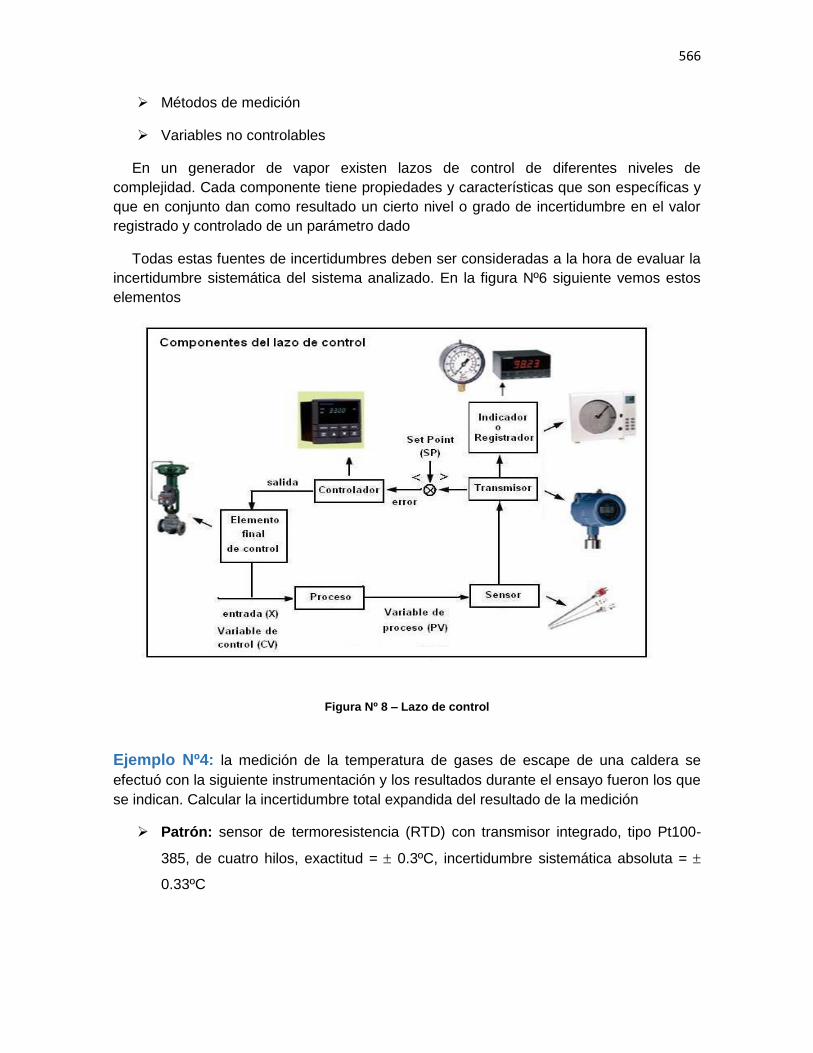
566
Métodos de medición
Variables no controlables
En un generador de vapor existen lazos de control de diferentes niveles de complejidad. Cada componente tiene propiedades y características que son específicas y que en conjunto dan como resultado un cierto nivel o grado de incertidumbre en el valor registrado y controlado de un parámetro dado
Todas estas fuentes de incertidumbres deben ser consideradas a la hora de evaluar la incertidumbre sistemática del sistema analizado. En la figura Nº6 siguiente vemos estos elementos
Figura Nº 8 – Lazo de control
Ejemplo Nº4: la medición de la temperatura de gases de escape de una caldera se efectuó con la siguiente instrumentación y los resultados durante el ensayo fueron los que se indican. Calcular la incertidumbre total expandida del resultado de la medición
Patrón: sensor de termoresistencia (RTD) con transmisor integrado, tipo Pt100-
385, de cuatro hilos, exactitud = 0.3ºC, incertidumbre sistemática absoluta =
0.33ºC
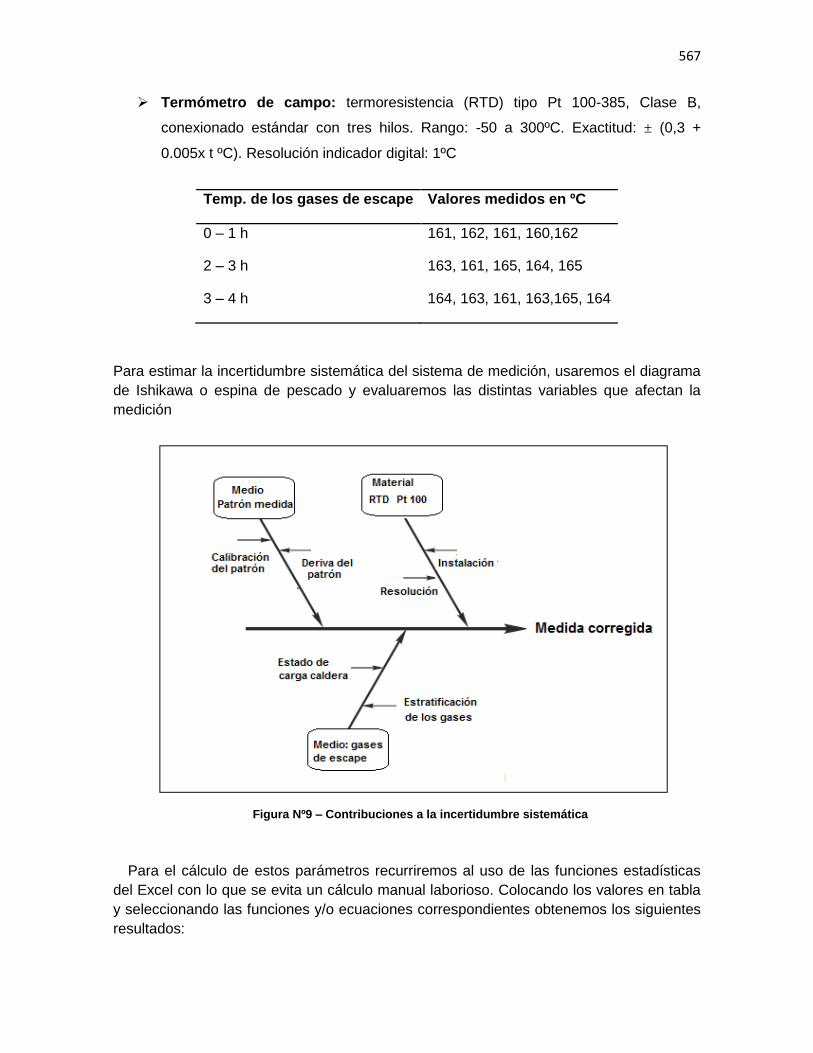
567
Termómetro de campo: termoresistencia (RTD) tipo Pt 100-385, Clase B,
conexionado estándar con tres hilos. Rango: -50 a 300ºC. Exactitud: ± (0,3 +
0.005x t ºC). Resolución indicador digital: 1ºC
Temp. de los gases de escape Valores medidos en ºC
0 – 1 h 161, 162, 161, 160,162
2 – 3 h 163, 161, 165, 164, 165
3 – 4 h 164, 163, 161, 163,165, 164
Para estimar la incertidumbre sistemática del sistema de medición, usaremos el diagrama de Ishikawa o espina de pescado y evaluaremos las distintas variables que afectan la medición
Figura Nº9 – Contribuciones a la incertidumbre sistemática
Para el cálculo de estos parámetros recurriremos al uso de las funciones estadísticas del Excel con lo que se evita un cálculo manual laborioso. Colocando los valores en tabla y seleccionando las funciones y/o ecuaciones correspondientes obtenemos los siguientes resultados:

568
1. Cálculo del promedio aritmético Xm = 1
N (x1 + x2 + x3 + ⋯ + xn)
Xm = 162.75ºC
2. Cálculo de la desviación estándar Sx = √S
Sx = 1.65ºC
3. Cálculo de la incertidumbre aleatoria Sax = Sx
√N
Sax = 1.65
√16 = 0.41ºC
4. Cálculo de la incertidumbre sistemática del sistema Bx = √∑ bn2n1
Para este cálculo debemos evaluar las contribuciones de los diferentes factores a la
incertidumbre sistemática total. Encontramos así lo siguiente
Incertidumbre de la calibración y deriva del patrón: uc = 0.33ºC
Incertidumbre debido a la resolución de la Pt 100: utr = resolución Pt100 / 2x√3
Incertidumbre debido a la resolución de la Pt 100: utr = 1ºC / 2x√3 = 0.28ºC Incertidumbre debido a la instalación de la Pt 100: ui = 0.05ºC (estimada)
Incertidumbre debido a la estratificación de los gases: ug = tgmáx / √12
Incertid. debido a la estratificación de los gases: ug =1.65ºC / √12 = 0.47ºC Incertidumbre debido a la variación del estado de carga: ucg = 0.50ºC
Bx = √∑ bn2n1 ) = √uc2 + utr2 + ui2 + ug2 + ucg2
Incertidumbre sistemática Bx = 0.66ºC
5. Cálculo de la incertidumbre combinada del sistema Ux = √(𝑆𝑎𝑥)2 + 𝐵𝑥2
Ux = √0.412 + 0.662 = 0.77ºC
6. Cálculo de la incertidumbre expandida del sistema Uex = 2 Ux
Uex = 2 Ux = 2 x 0.77 = 1.54ºC
7. Cálculo de la incertidumbre relativa Ur = Uex / Xm = 1.54 / 162.75 = 0.0094
Ur = 0.94 %
569
Esto significa que la temperatura real de los gases estará comprendida en el intervalo (161.21 y 164.29 ºC), es decir tgs = 162.75 1.54 ºC
En la sección 4 del código se da en la tabla 4-3-1 las incertidumbres sistemáticas típicas para diferentes tipos de instrumentación. Esto es de gran utilidad cuando no se disponen de datos del fabricante y sirven para estimar la incertidumbre sistemática total del sistema de medición analizado
Cada parámetro o indicador de performance (rendimiento, output, consumo de bagazo, etc.) depende de diferentes variables que impactan sobre el mismo con distintos efectos. A su vez, cada variable es determinada con un cierto grado de incertidumbre (alto o bajo) que refuerza su impacto sobre el parámetro que se mide. Este impacto combinado (influencia + nivel de incertidumbre) sobre los parámetros se considera mediante los llamados coeficientes de sensibilidad (j)
Estas contribuciones conjuntas de los coeficientes de sensibilidad y las incertidumbres combinadas sobre los resultados (R), se obtienen aplicando la llamada teoría de propagación de las incertidumbres
Coeficiente de sensibilidad: cuando hay entre un parámetro R y sus variables (X1, X2,..Xn) una relación matemática conocida, los coeficientes de sensibilidad serán:
R = f (X1, X2, Xn,)
Coeficiente de sensibilidad absoluto (i) = R
Xi =
R
xi
Coeficiente de sensibilidad relativo (r) = XiR (
RXi
) = Xi
R (
R
xi)
Los coeficientes de sensibilidad son también factores de conversión que permiten convertir las unidades de un input dado en unidades del parámetro (mensurando) calculado.
Para el análisis de sensibilidad dando un mismo incremento (1% por ejemplo) a cada input (xi) del sistema, manteniendo constante las demás, podemos calcular la variación que experimenta el parámetro y comparar cuales son los que mayor variación producen sobre el mismo
Ejemplo Nº5: veamos cómo influyen sobre las pérdidas en los gases secos de escape, las distintas variables que la determinan. En esta tabla se asumió un poder calorífico superior Hs = 2300 kcal/kg
570
Análisis de sensibilidad – influencia sobre las pérdidas en gases secos
Variable X X’ X i
Rendimiento base 68.88 68.80
Temp. ambiente 25ºC 25.50 0.25 68.90 +0.02 0.08
Temp. gases 180ºC 181.80 1.80 68.77 - 0.11 - 0.06
O2 gases secos 6% 6.06 0.06 68.85 - 0.03 - 0.50
Como era de esperar, a medida que crece la temperatura de los gases y el exceso de aire, el rendimiento disminuye, y aumenta, cuando sube la temperatura ambiente de referencia. Aquí puede verse que si bien el rendimiento tiene una mayor caída de valor con el 1% de aumento de temperatura de los gases de escape, resulta más sensible su
variación ( / X) con el exceso de aire seguida de la temperatura ambiente. Esto es obvio ya que el exceso de aire actúa sobre el flujo de gases secos que es el factor de mayor magnitud en la ecuación de la pérdida
Ejemplo Nº6: Veamos que sucede con el consumo de bagazo de la caldera y la influencia que tienen las distintas variables que lo determinan. El consumo de bagazo de una caldera que opera bajo las siguientes condiciones se calcula como:
Consumo de vapor: Gv = 100 [ton/h, presión y temperatura de vapor: p = 65 bar y 450ºC,
Hi = 1825 [kcal / kg] y c = 82% con agua de alimentación de tw = 110ºC
Gb = Gv (iv−iw)
Hi.c =
100.000 (786.95−110.23)
1825x0.82 = 45.220 [kg/h] de bagazo
Podemos expresar que el consumo Gb = f( Gv, Hi, c, i) = Gv. i
Hi. c
Calcularemos los coeficientes absolutos de sensibilidad de cada variable y su impacto sobre el parámetro elegido y luego ordenaremos por importancia
1 = ∂Gb
∂Gv=
∆i
Hi.c =
𝐺𝑏
𝐺𝑣 =
45.220
100.000 = 0.452
2 = ∂Gb
∂i=
Gb
Hi.c =
Gb
i =
45.220
676.72 = 66.82
3 = ∂Gb
∂c=
Gb.i
Hi.c2 = Gb
c =
45.220
0.82 = 55.146
571
4 = ∂Gb
∂Hi=
Gb.i
c.Hi2 = Gb
Hi =
45.220
1825 = 24.78
Nos queda entonces que el impacto sobre el consumo de bagazo, jerárquicamente depende de las siguientes variables:
1. Rendimiento de la caldera 2. De la temperatura del agua de alimentación, pues para una presión y temperatura
de trabajo dada, la entalpía del vapor se asume constante 3. Poder calorífico inferior, que depende de la humedad del bagazo 4. Demanda de vapor
Conocida la forma de determinar los coeficientes de sensibilidad, veamos ahora como se combina con la incertidumbre de la medición. La incertidumbre aleatoria y sistemática de un resultado (R) se obtiene por la ecuación de propagación
La incertidumbre aleatoria absoluta y relativa de un resultado (R) está dada por
Sar = [√∑ (i x Si)2n1 ], SRr =
Sar
𝑅
Incertidumbre sistemática absoluta y relativa de un resultado (R) está dada por
Bar = [√∑ (i x Bi)2n1 ], BRr =
Bar
𝑅
Incertidumbre combinada del resultado (R), UR = √(𝑆𝑎𝑟)2 + (𝐵𝑎𝑟)2
Incertidumbre expandida del resultado (R), URex = K x UR = 2 x UR (K = 2 factor de cobertura para un grado de confidencialidad del 95%)
En la tabla 1-3-1 del código se dan valores típicos de incertidumbre para los ensayos de performance destinados a la determinación del rendimiento por los dos métodos de ensayos conocidos en función del tipo de caldera y combustible
Con esta información podemos ahora implementar la ejecución del ensayo. Se puede usar las planillas de cálculos sugeridas en el estándar o elaborar planillas electrónicas ad-hoc. conforme a las instalaciones existentes y a las prácticas o niveles de ensayo acordado implementar
20.9 EJECUCION DEL ENSAYO DE CALDERA
En la figura próxima tenemos el esquema de una caldera de bagazo de diseño tradicional, indicando los flujos participantes y los puntos de medición. Luego en las tablas, tenemos los resultados del ensayo de performance
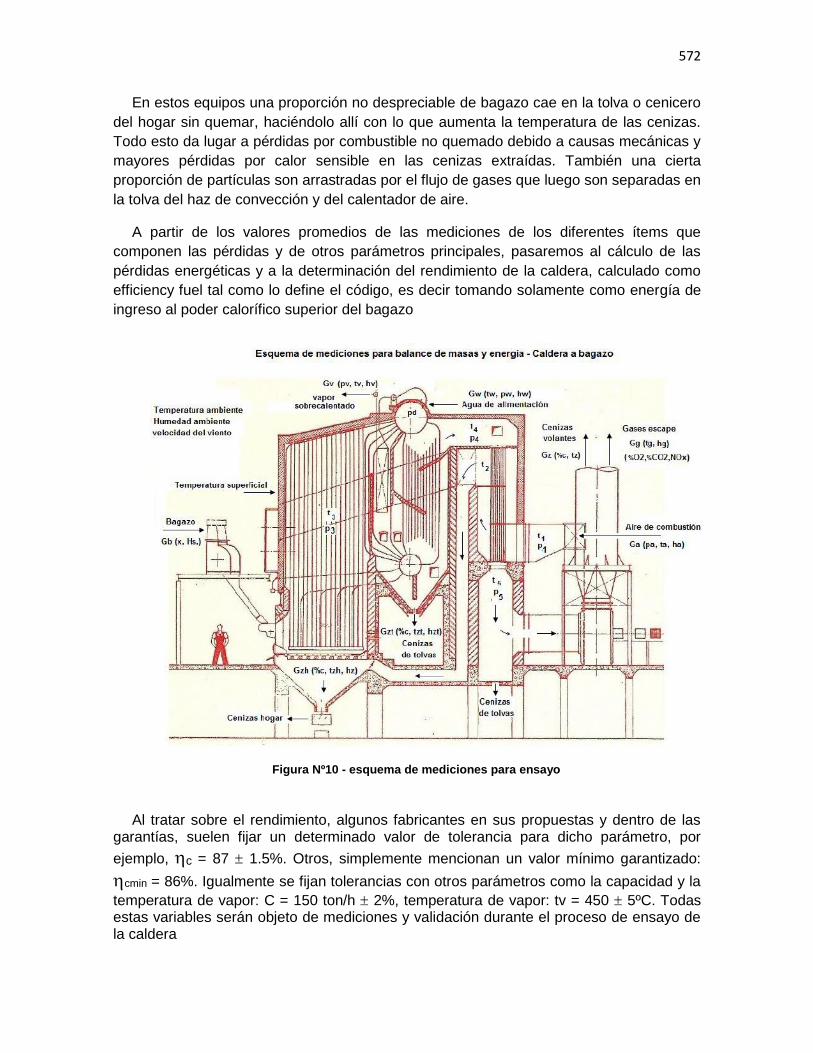
572
En estos equipos una proporción no despreciable de bagazo cae en la tolva o cenicero del hogar sin quemar, haciéndolo allí con lo que aumenta la temperatura de las cenizas. Todo esto da lugar a pérdidas por combustible no quemado debido a causas mecánicas y mayores pérdidas por calor sensible en las cenizas extraídas. También una cierta proporción de partículas son arrastradas por el flujo de gases que luego son separadas en la tolva del haz de convección y del calentador de aire.
A partir de los valores promedios de las mediciones de los diferentes ítems que componen las pérdidas y de otros parámetros principales, pasaremos al cálculo de las pérdidas energéticas y a la determinación del rendimiento de la caldera, calculado como efficiency fuel tal como lo define el código, es decir tomando solamente como energía de ingreso al poder calorífico superior del bagazo
Figura Nº10 - esquema de mediciones para ensayo
Al tratar sobre el rendimiento, algunos fabricantes en sus propuestas y dentro de las garantías, suelen fijar un determinado valor de tolerancia para dicho parámetro, por
ejemplo, c = 87 1.5%. Otros, simplemente mencionan un valor mínimo garantizado:
cmin = 86%. Igualmente se fijan tolerancias con otros parámetros como la capacidad y la temperatura de vapor: C = 150 ton/h 2%, temperatura de vapor: tv = 450 5ºC. Todas estas variables serán objeto de mediciones y validación durante el proceso de ensayo de la caldera
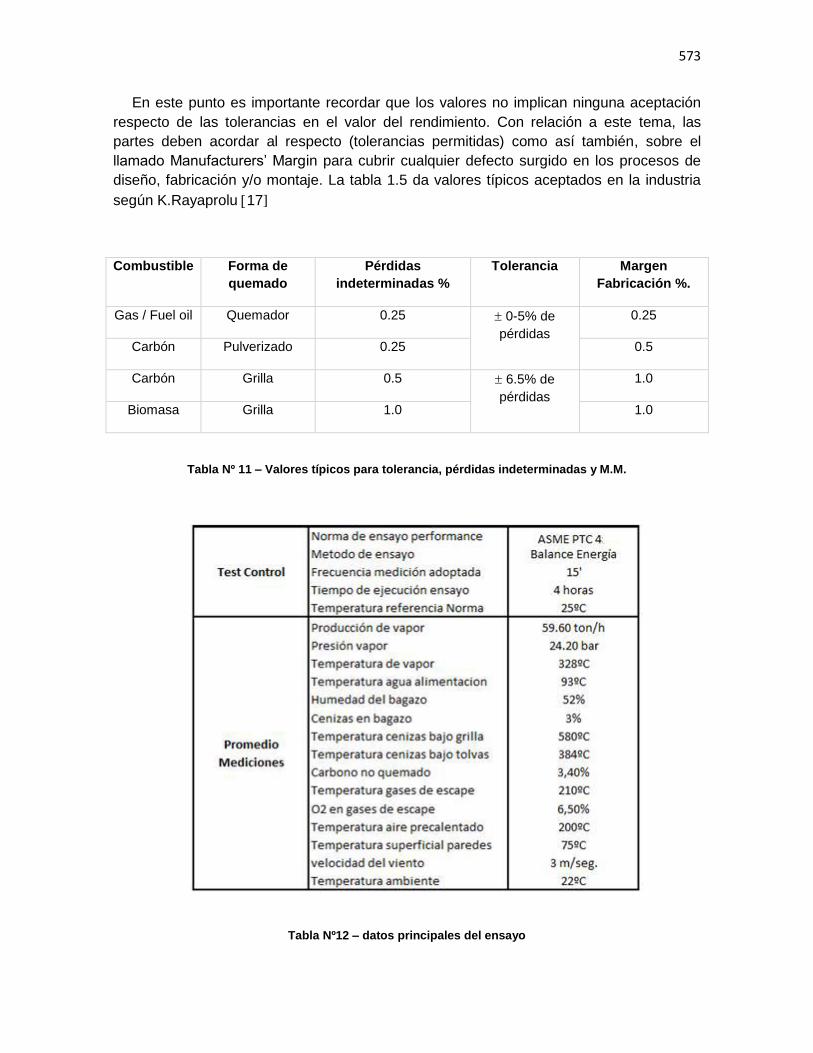
573
En este punto es importante recordar que los valores no implican ninguna aceptación respecto de las tolerancias en el valor del rendimiento. Con relación a este tema, las partes deben acordar al respecto (tolerancias permitidas) como así también, sobre el llamado Manufacturers’ Margin para cubrir cualquier defecto surgido en los procesos de diseño, fabricación y/o montaje. La tabla 1.5 da valores típicos aceptados en la industria según K.Rayaprolu 17]
Combustible Forma de quemado
Pérdidas indeterminadas %
Tolerancia Margen Fabricación %.
Gas / Fuel oil Quemador 0.25 0-5% de pérdidas
0.25
Carbón Pulverizado 0.25 0.5
Carbón Grilla 0.5 6.5% de pérdidas
1.0
Biomasa Grilla 1.0 1.0
Tabla Nº 11 – Valores típicos para tolerancia, pérdidas indeterminadas y M.M.
Tabla Nº12 – datos principales del ensayo
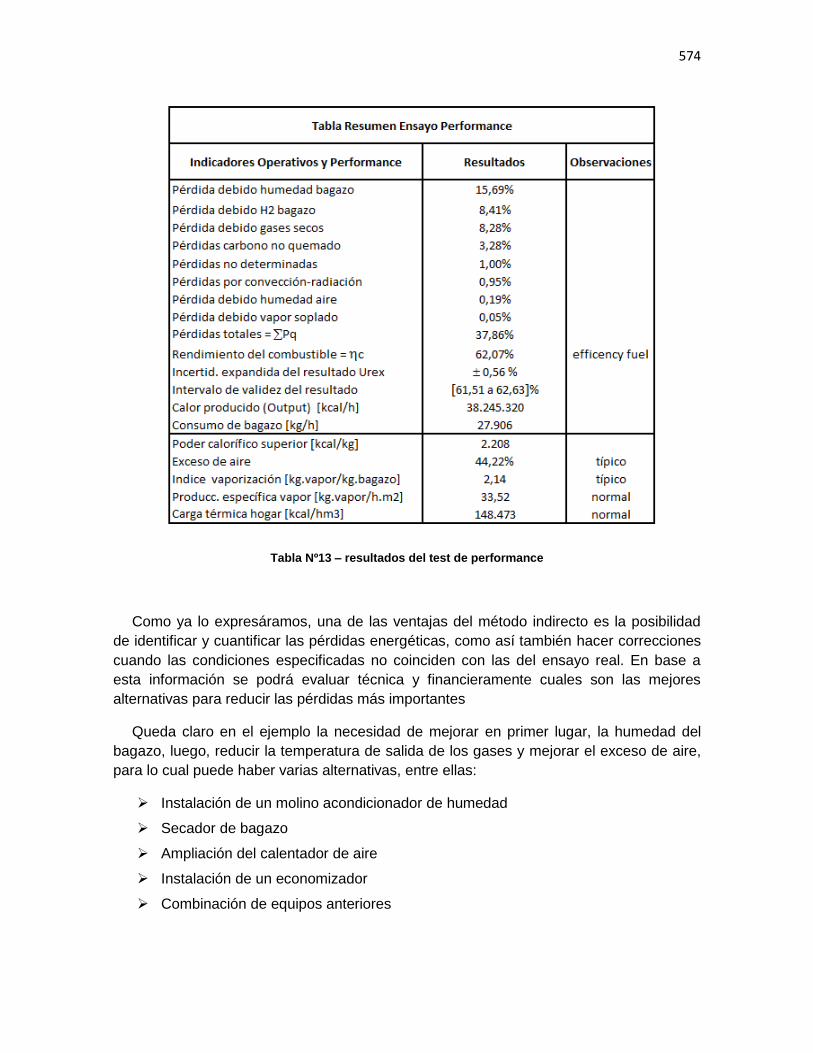
574
Tabla Nº13 – resultados del test de performance
Como ya lo expresáramos, una de las ventajas del método indirecto es la posibilidad de identificar y cuantificar las pérdidas energéticas, como así también hacer correcciones cuando las condiciones especificadas no coinciden con las del ensayo real. En base a esta información se podrá evaluar técnica y financieramente cuales son las mejores alternativas para reducir las pérdidas más importantes
Queda claro en el ejemplo la necesidad de mejorar en primer lugar, la humedad del bagazo, luego, reducir la temperatura de salida de los gases y mejorar el exceso de aire, para lo cual puede haber varias alternativas, entre ellas:
Instalación de un molino acondicionador de humedad
Secador de bagazo
Ampliación del calentador de aire
Instalación de un economizador
Combinación de equipos anteriores
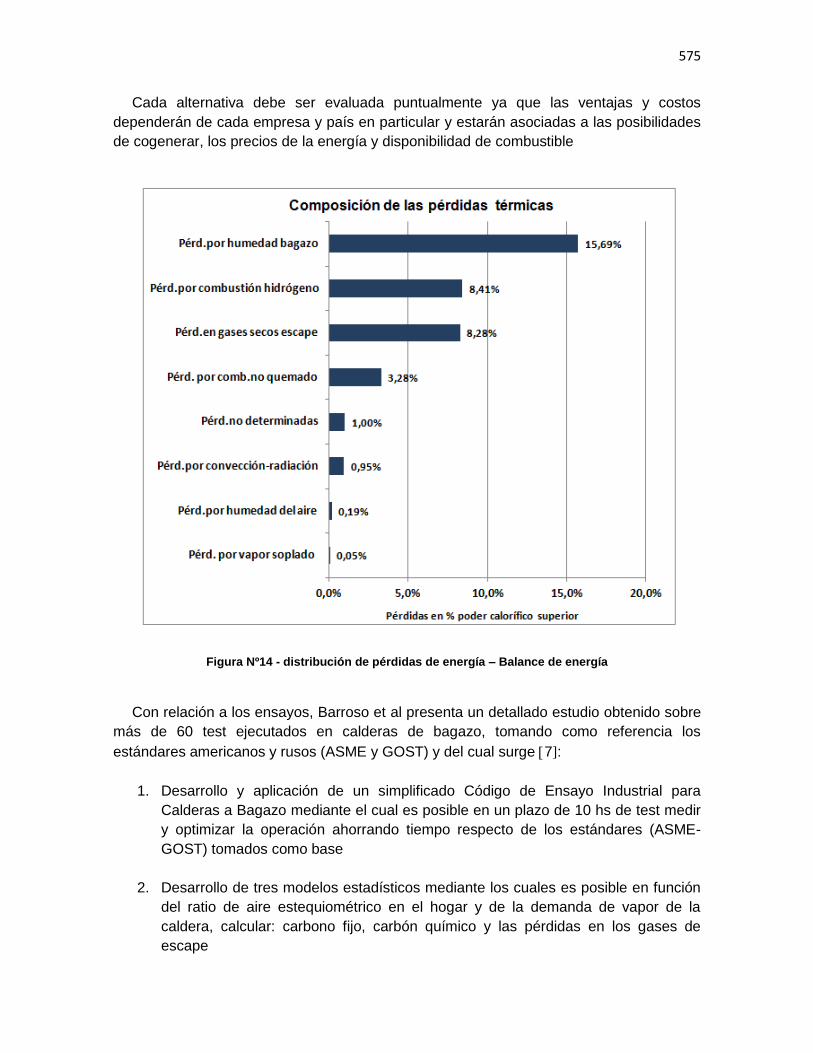
575
Cada alternativa debe ser evaluada puntualmente ya que las ventajas y costos dependerán de cada empresa y país en particular y estarán asociadas a las posibilidades de cogenerar, los precios de la energía y disponibilidad de combustible
Figura Nº14 - distribución de pérdidas de energía – Balance de energía
Con relación a los ensayos, Barroso et al presenta un detallado estudio obtenido sobre
más de 60 test ejecutados en calderas de bagazo, tomando como referencia los estándares americanos y rusos (ASME y GOST) y del cual surge 7]:
1. Desarrollo y aplicación de un simplificado Código de Ensayo Industrial para
Calderas a Bagazo mediante el cual es posible en un plazo de 10 hs de test medir y optimizar la operación ahorrando tiempo respecto de los estándares (ASME-GOST) tomados como base
2. Desarrollo de tres modelos estadísticos mediante los cuales es posible en función del ratio de aire estequiométrico en el hogar y de la demanda de vapor de la caldera, calcular: carbono fijo, carbón químico y las pérdidas en los gases de escape
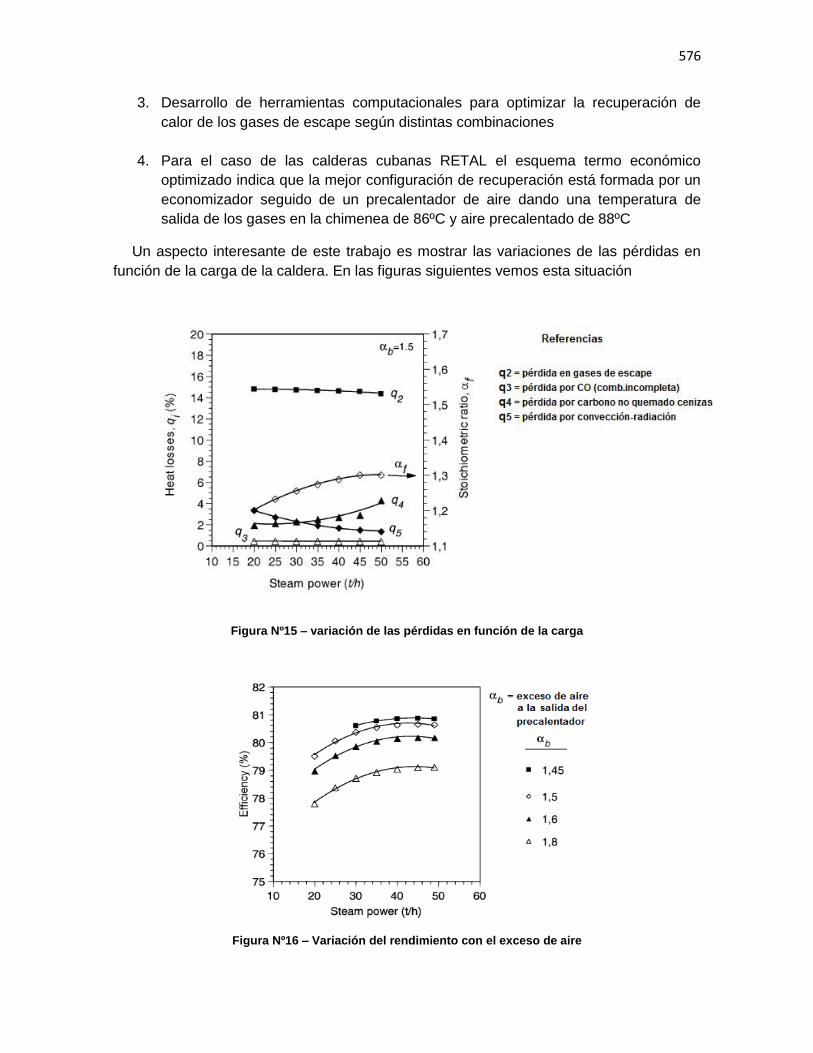
576
3. Desarrollo de herramientas computacionales para optimizar la recuperación de calor de los gases de escape según distintas combinaciones
4. Para el caso de las calderas cubanas RETAL el esquema termo económico optimizado indica que la mejor configuración de recuperación está formada por un economizador seguido de un precalentador de aire dando una temperatura de salida de los gases en la chimenea de 86ºC y aire precalentado de 88ºC
Un aspecto interesante de este trabajo es mostrar las variaciones de las pérdidas en función de la carga de la caldera. En las figuras siguientes vemos esta situación
Figura Nº15 – variación de las pérdidas en función de la carga
Figura Nº16 – Variación del rendimiento con el exceso de aire
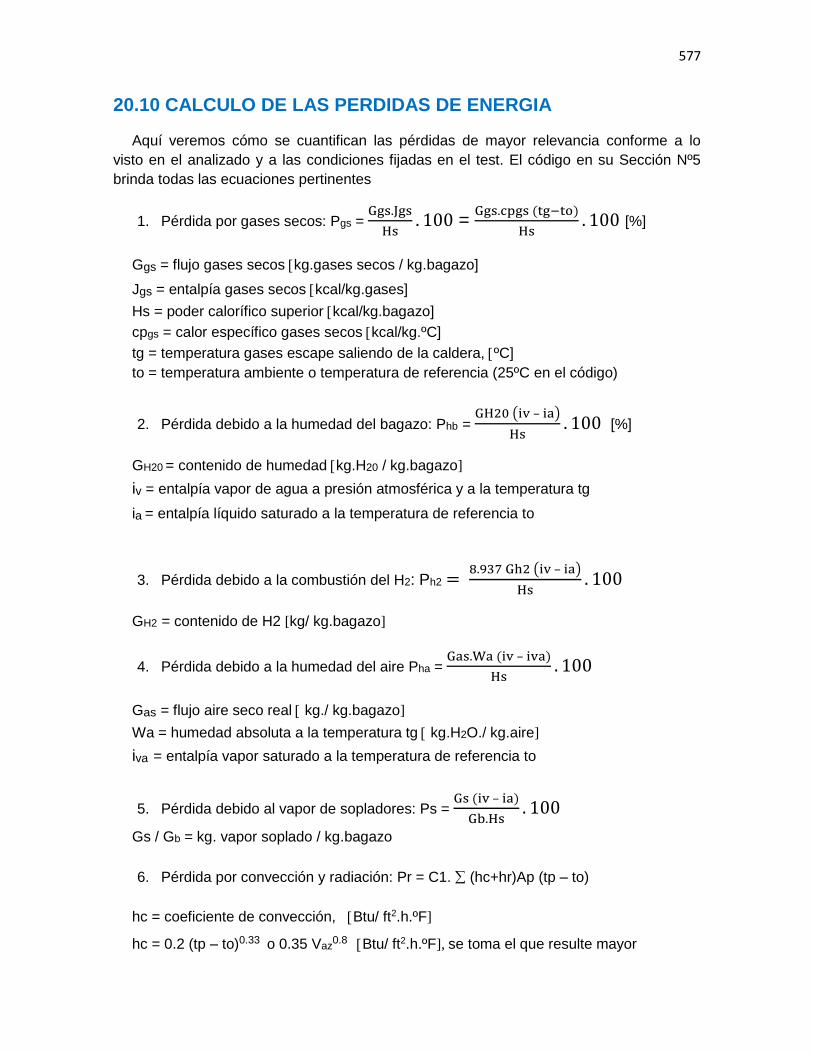
577
20.10 CALCULO DE LAS PERDIDAS DE ENERGIA
Aquí veremos cómo se cuantifican las pérdidas de mayor relevancia conforme a lo visto en el analizado y a las condiciones fijadas en el test. El código en su Sección Nº5 brinda todas las ecuaciones pertinentes
1. Pérdida por gases secos: Pgs = Ggs.Jgs
Hs. 100 =
Ggs.cpgs (tg−to)
Hs. 100 [%]
Ggs = flujo gases secos kg.gases secos / kg.bagazo]
Jgs = entalpía gases secos kcal/kg.gases]
Hs = poder calorífico superior kcal/kg.bagazo] cpgs = calor específico gases secos kcal/kg.ºC] tg = temperatura gases escape saliendo de la caldera, ºC] to = temperatura ambiente o temperatura de referencia (25ºC en el código)
2. Pérdida debido a la humedad del bagazo: Phb = GH20 (iv – ia)
Hs. 100 [%]
GH20 = contenido de humedad kg.H20 / kg.bagazo]
iv = entalpía vapor de agua a presión atmosférica y a la temperatura tg
ia = entalpía líquido saturado a la temperatura de referencia to
3. Pérdida debido a la combustión del H2: Ph2 = 8.937 Gh2 (iv – ia)
Hs. 100
GH2 = contenido de H2 [kg/ kg.bagazo]
4. Pérdida debido a la humedad del aire Pha = Gas.Wa (iv – iva)
Hs. 100
Gas = flujo aire seco real kg./ kg.bagazo]
Wa = humedad absoluta a la temperatura tg kg.H2O./ kg.aire]
iva = entalpía vapor saturado a la temperatura de referencia to
5. Pérdida debido al vapor de sopladores: Ps = Gs (iv – ia)
Gb.Hs. 100
Gs / Gb = kg. vapor soplado / kg.bagazo
6. Pérdida por convección y radiación: Pr = C1. (hc+hr)Ap (tp – to)
hc = coeficiente de convección, Btu/ ft2.h.ºF]
hc = 0.2 (tp – to)0.33 o 0.35 Vaz0.8 Btu/ ft2.h.ºF], se toma el que resulte mayor
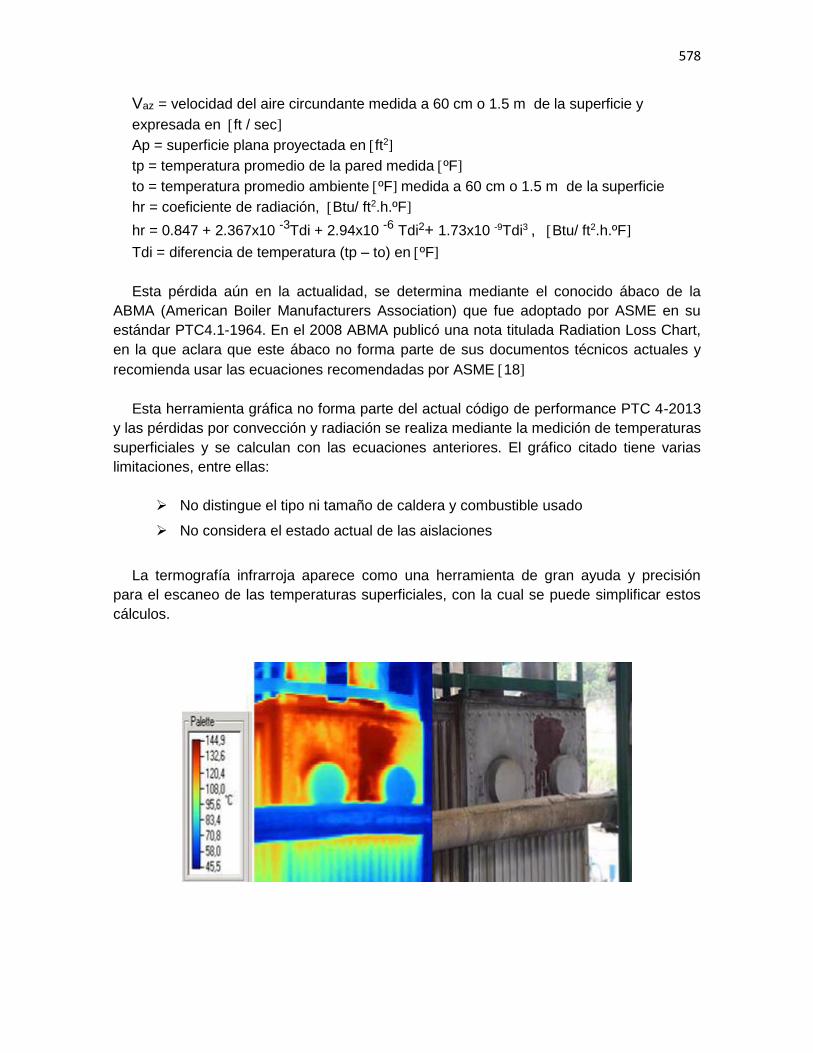
578
Vaz = velocidad del aire circundante medida a 60 cm o 1.5 m de la superficie y expresada en ft / sec]
Ap = superficie plana proyectada en ft2] tp = temperatura promedio de la pared medida ºF]
to = temperatura promedio ambiente ºF] medida a 60 cm o 1.5 m de la superficie hr = coeficiente de radiación, Btu/ ft2.h.ºF]
hr = 0.847 + 2.367x10 -3Tdi + 2.94x10 -6 Tdi2+ 1.73x10 -9Tdi3 , Btu/ ft2.h.ºF]
Tdi = diferencia de temperatura (tp – to) en ºF]
Esta pérdida aún en la actualidad, se determina mediante el conocido ábaco de la ABMA (American Boiler Manufacturers Association) que fue adoptado por ASME en su estándar PTC4.1-1964. En el 2008 ABMA publicó una nota titulada Radiation Loss Chart, en la que aclara que este ábaco no forma parte de sus documentos técnicos actuales y recomienda usar las ecuaciones recomendadas por ASME 18]
Esta herramienta gráfica no forma parte del actual código de performance PTC 4-2013 y las pérdidas por convección y radiación se realiza mediante la medición de temperaturas superficiales y se calculan con las ecuaciones anteriores. El gráfico citado tiene varias limitaciones, entre ellas:
No distingue el tipo ni tamaño de caldera y combustible usado
No considera el estado actual de las aislaciones
La termografía infrarroja aparece como una herramienta de gran ayuda y precisión
para el escaneo de las temperaturas superficiales, con la cual se puede simplificar estos cálculos.
579
Figura Nº17 – termografía de paredes laterales
Una herramienta gráfica mejorada pero con similares limitaciones al gráfico de la
ABMA, es el existente en el estándar europeo EN 12952-15:2003 que ya mencionáramos. Aquí se tiene en cuenta el tipo de caldera y combustible usado y viene en función de la carga de la caldera (output). Otra ventaja de esta herramienta es que brinda también la ecuación que da origen al gráfico lo que nos permite incorporarla a una planilla electrónica y calcular este valor de manera muy sencilla. La ecuación que da la pérdida por convección-radiación es:
Qrc = C. QN 0.7 Mw]
QN = producción máxima de calor de la caldera (output), Mw]
C = 0,0113 para calderas de fuel oil y gas natural
C = 0,0220 para calderas de hulla
C = 0,0315 para calderas de lignito y de lecho fluidizado (más similar al bagazo)
Ejemplo Nº7: para una caldera tipo queremos verificar las pérdidas por convección y radiación. Supongamos que: Energía ingresada Qe = Gb.Hs = 63.400 x 2200 = 139.480.000 kcal/h
Energía recuperada (output): QN = 97.500.000 kcal/h] = 113.4 Mw (ingreso al gráfico)
De la curva Nº1 se tiene que la pérdida de calor es de Qrc = 0.83 Mw = 713.800 kcal/h
Pérdida por convección-radiación: Pcr (%) = (Qrc / Qe)100 = (713.800 / 139.480.000)
Pérdida por convección-radiación: Pcr = 0.51 %]
Verificación analítica: Pcr = 0.0315x 113,4 0.7 = 0.86 Mw > valor apreciado en el gráfico
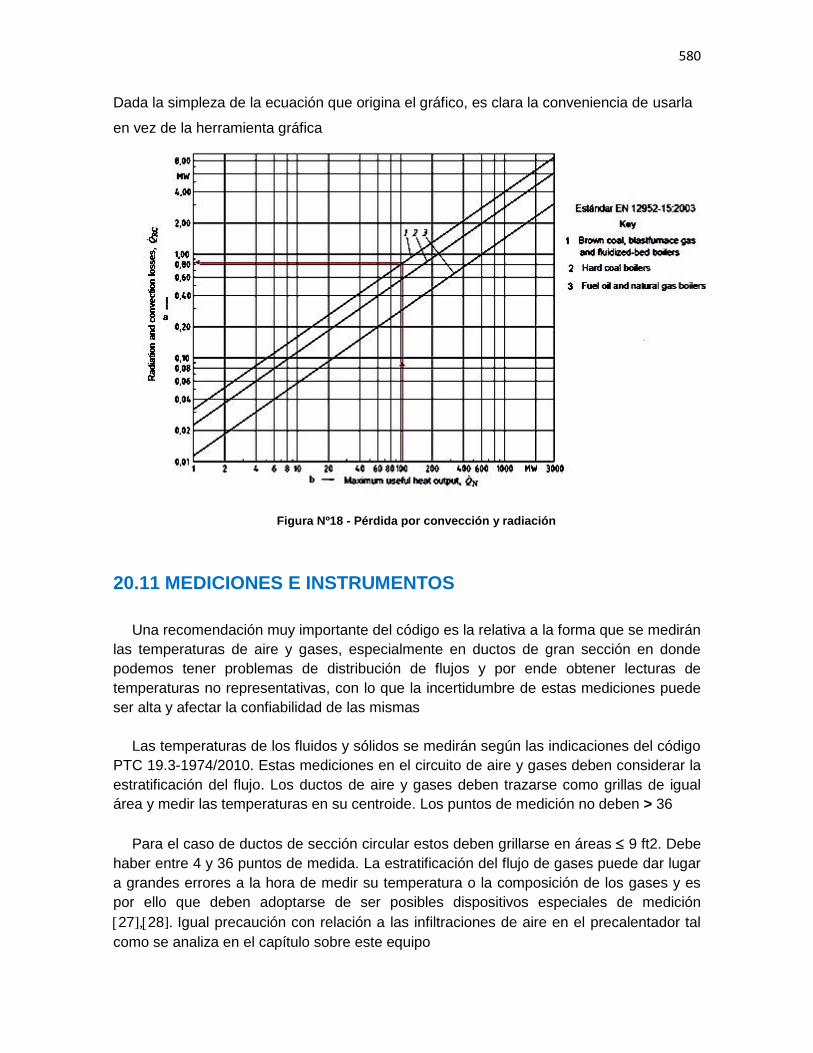
580
Dada la simpleza de la ecuación que origina el gráfico, es clara la conveniencia de usarla
en vez de la herramienta gráfica
Figura Nº18 - Pérdida por convección y radiación
20.11 MEDICIONES E INSTRUMENTOS
Una recomendación muy importante del código es la relativa a la forma que se medirán las temperaturas de aire y gases, especialmente en ductos de gran sección en donde podemos tener problemas de distribución de flujos y por ende obtener lecturas de temperaturas no representativas, con lo que la incertidumbre de estas mediciones puede ser alta y afectar la confiabilidad de las mismas
Las temperaturas de los fluidos y sólidos se medirán según las indicaciones del código PTC 19.3-1974/2010. Estas mediciones en el circuito de aire y gases deben considerar la estratificación del flujo. Los ductos de aire y gases deben trazarse como grillas de igual área y medir las temperaturas en su centroide. Los puntos de medición no deben > 36
Para el caso de ductos de sección circular estos deben grillarse en áreas 9 ft2. Debe
haber entre 4 y 36 puntos de medida. La estratificación del flujo de gases puede dar lugar a grandes errores a la hora de medir su temperatura o la composición de los gases y es por ello que deben adoptarse de ser posibles dispositivos especiales de medición 27],28]. Igual precaución con relación a las infiltraciones de aire en el precalentador tal como se analiza en el capítulo sobre este equipo
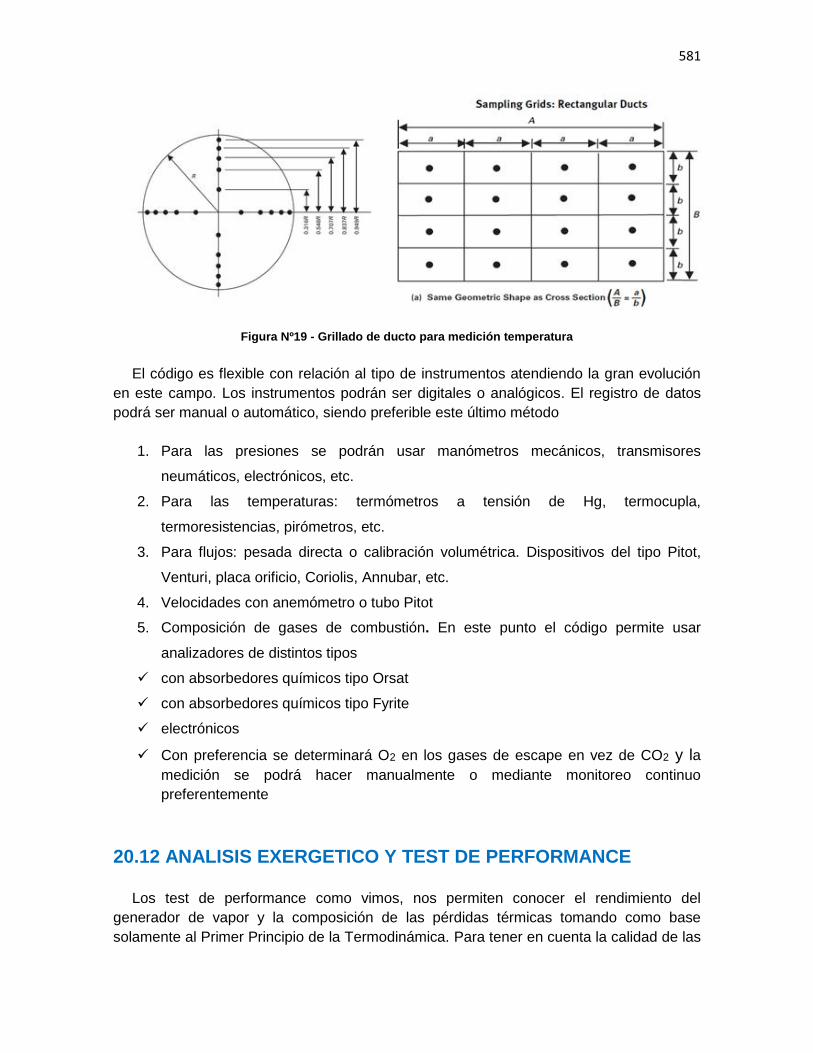
581
Figura Nº19 - Grillado de ducto para medición temperatura
El código es flexible con relación al tipo de instrumentos atendiendo la gran evolución
en este campo. Los instrumentos podrán ser digitales o analógicos. El registro de datos podrá ser manual o automático, siendo preferible este último método
1. Para las presiones se podrán usar manómetros mecánicos, transmisores
neumáticos, electrónicos, etc.
2. Para las temperaturas: termómetros a tensión de Hg, termocupla,
termoresistencias, pirómetros, etc.
3. Para flujos: pesada directa o calibración volumétrica. Dispositivos del tipo Pitot,
Venturi, placa orificio, Coriolis, Annubar, etc.
4. Velocidades con anemómetro o tubo Pitot
5. Composición de gases de combustión. En este punto el código permite usar
analizadores de distintos tipos
con absorbedores químicos tipo Orsat
con absorbedores químicos tipo Fyrite
electrónicos
Con preferencia se determinará O2 en los gases de escape en vez de CO2 y la medición se podrá hacer manualmente o mediante monitoreo continuo preferentemente
20.12 ANALISIS EXERGETICO Y TEST DE PERFORMANCE
Los test de performance como vimos, nos permiten conocer el rendimiento del generador de vapor y la composición de las pérdidas térmicas tomando como base solamente al Primer Principio de la Termodinámica. Para tener en cuenta la calidad de las
582
diferentes formas de energía y las transformaciones que ocurren en el proceso de combustión y generación de vapor, será preciso recurrir al Segundo Principio de la Termodinámica
El primer trabajo sobre la relación de los códigos de performance de ASME con el Segundo Principio de la Termodinámica a través del Análisis Exergético fue realizado por Valero 19], 20] quien propuso a dicha organización la necesidad de incorporar esta metodología a los efectos de valorar de manera más precisa las ineficiencias y los costos que tienen lugar en el proceso de generación de vapor y energía
El análisis exergético aplicado a calderas de bagazo fue presentado por diversos
autores, quienes mostraron la conveniencia de su uso para identificar las fuentes de destrucción de exergía y los medios para reducirlas 21],4], 22],23],26]
El rendimiento exergético de una caldera bagacera puede determinarse como sigue. A
través del método del balance de energía determinamos:
Rendimiento energético de la caldera (c) = 100 – ∑ Qj,nj=1 %]
Energía aprovechada. Qout = Gv ( iv – iw)
Bagazo consumido (Gb) = Gv (iv – iw) / c. Hs
Si la caldera opera con un rendimiento exergético (e) y con bagazo de exergía
específica igual al poder calorífico superior (Eb Hs) como ya vimos, tendremos que: Exergía entregada a la caldera: Ee = Gb.Eb = Gb.Hs
Exergía recuperada en la caldera: Ero = Gv (ev – ew)
Rendimiento exergético de la caldera será: e = Ero
Ee=
Gv (ev−ew)
Gb.Hs
Bagazo consumido: Gb = Gv (ev−ew)
e.Hs
Igualando el consumo de bagazo del balance energético y exergético, tenemos
entonces que la relación entre ambos rendimientos estará dado por:
e = c. (ev−ew
iv−iw)
Vemos que el rendimiento exergético no depende solamente del rendimiento
energético de la caldera sino también de las condiciones de presión y temperatura a la

583
que opera la misma. Así, dos calderas de igual rendimiento pero, operando con distintas condiciones de presión y temperatura, tendrán rendimientos exergéticos distintos
Un aspecto muy importante al calcular el rendimiento exergético, es aclarar, a qué
rendimiento de caldera se refiere, es decir si, está referido al poder calorífico inferior o superior. Si el rendimiento se obtiene por el método del balance de energía según el código PTC4-2013, debe referirse al poder calorífico superior. Las ecuaciones anteriores están basadas en el poder calorífico superior y son coherentes con este punto
Si el rendimiento energético se calculó sobre la base del poder calorífico inferior, su
valor será ahora (ci), y la relación entre ambos rendimientos estará dada por 24],25]
e = (Hi
Eb)ci. (
ev−ew
iv−iw)
Ejemplo Nº8: supongamos dos calderas operando con un rendimiento de c = 65%,
(según ASME) a partir de agua a 90ºC. La temperatura ambiente se supone a 25ºC (298ºK). Calculando las exergías para cado caso se tendrá: Caso1: presión vapor pv = 21 bar y tv = 330ºC. De las tablas de vapor tenemos que Entalpía y entropía del vapor: iv = 3088 kJ/kg], sv = 6.835 kJ/kg.ºK]
Entalpía y entropía del agua alimentación: iw = 377,039 kJ/kg], sw = 1.192 kJ/kg.ºK]
Entalpía y entropía del agua referencia: io = 104,829 kJ/kg] , so = 0,367 kJ/kg.ºK]
Exergia del vapor: ev = iv - io – To (sv – so)
ev = 3088 – 104,829 – 298(6.835 - 0,367) = 1055,77 kJ/kg]
Exergia del agua alimentación: ew = iw - io – To (sw – so)
ew = 377,039 - 104,829 – 298 (1.192 - 0,367) = 26,36 kJ/kg]
El rendimiento exergético de la caldera vale entonces
Caldera Nº1: e = c. (ev−ew
iv−iw) =0.65
(1055.77−26.36)
(3088−377.039) = e = 24.63%
Caso 2: presión vapor pv = 65 bar y tv = 480ºC. Repitiendo el proceso anterior se obtiene:
rendimiento exergético caldera Nº2: e = 28.89% Vemos que a igualdad de rendimiento energético, la caldera Nº2 tiene un rendimiento exergético superior en 17.3% respecto de la Nº1.
584
La pérdida de exergía en el generador de vapor se compone de las pérdidas parciales y está dada por:
Ep = ∑ Ekn k=1 = Eh + Eht + Enq + Ecr + Egh + Ecz
Eh = exergía perdida en el hogar
Eht = exergía perdida por transferencia de calor en los distintos equipos de intercambio
(sobrecalentador, haz convectivo, economizado y calentador de aire)
Enq = exergía perdida por combustible no quemado
Ecr = exergía debido a las pérdidas por convección y radiación
Egh = exergía perdida en los gases húmedos de escape
Ecz = exergía perdida debido a las cenizas recogidas y volantes
Como se analizara en el capítulo Nº4, las mayores pérdidas de exergía están dadas en el proceso de combustión y transferencia de calor en el hogar (> 40%). Conforme a los trabajos exergéticos antes citados y aplicados a calderas convencionales, las pérdidas principales se distribuyen aproximadamente de la siguiente forma:
Exergía perdida en el hogar: 42%
Exergía perdida por transferencia de calor: 18%
Exergía perdida por gases de escape: 7%
Exergía perdida por convección y radiación: 0.2%
Exergía perdida por combustible no quemado: 0.3%
Estas pérdidas representan más del 85% de la exergía perdida total y sobre las cuales
se centrarán las acciones para reducirlas
20.13 REFERENCIAS
1. ASME Performance Test Code PTC 4-2008 – Fired Steam Generators. Published
by the American Society of Mechanical Engineers, NY, 2009
2. BS EN 12952-15. Water tube boilers and auxiliary installations – Part
15 – Acceptance Test, 2003. Published by British Standards
3. ASME Performance Test Code PTC 4.1-1964 – Steam Generating Unit. Published
by the American Society of Mechanical Engineers, NY, 1965
585
4. Arnao Sosa JH, Nebra Silvia. Two proposals to determine the efficiency of bagasse
boiler. Agreneb 2006 – Campinas, Brasil
5. Golato M, Colombres FJ. Metodología de cálculo de la eficiencia térmica de
generadores de vapor. Revista Industrial y Agrícola de Tucumán, Volumen 85, Nº2
(2009). Argentina
6. Aguirre AC, Montoya DF. Determinación de la eficiencia térmica de calderas en
diferentes ingenios de Colombia. VIII Congreso de la Asociación Colombiana de
Técnicos de la caña de azúcar- Colombia (2009)
7. Barroso et.al. On the optimization of boiler efficiency using bagasse as fuel. Fuel
82 (2003), pp.1451-1463. Edit.Elsevier Science Ltd
8. DIN 1942- Acceptance testing of steam generators-1994 (VDI Code of Practice).
Editado por VDI, Germany- Beuth Verlag GmbH
9. ASME Performance Test Code PTC 1 – General Instructions, 2011.
Published by the American Society of Mechanical Engineers, NY
10. Vocabulario Internacional de Metrología (VIM), 3º edición 2012. Centro Español de
Metrología. Disponible en Website: www.cem.es
11. Instrumentación Industrial, 8º edición. Antonio Creus. Edit. Alfaomega Grupo
Editor, México 2011
12. ASME Performance Test Code PTC 19.3 – Temperature Measurement
Instruments and Apparatus, 1974. Published by the American Society of
Mechanical Engineers,
13. Process Instrumentation Terminology, ISA- 51.1-1979 (R1993).Editorial,
International Society of Automation
14. ASME Performance Test Code PTC 19.1 – Test Uncertainty,2005. Published by
the American Society of Mechanical Engineers, NY
15. Guide to the Expression of Uncertainty in Measurement (GUM), JCGM 100:2008,
publicado por BIPM. Disponible en Website: www.bipm.org
16. Expresión de la incertidumbre de medida en calibraciones, EA- 4/02, 1999.
Publicado por Centro Español de Metrología. Disponible en Website: www.cem.es
17. Rayaprolu K. Boilers for power and process. Edit.CRC, 2009
18. The ABMA loss radiation curve, 2008. American Boiler Manufacturers Association.
Website: www.abma.com
586
19. Valero A.& Lozano M. Evaluación de los rendimientos energéticos y exergéticos de
calderas de vapor por pérdidas separadas. Revista Energía (enero/febrero), 1986.
España
20. Valero A. Consideration on the implementation of Second Law analyses in ASME
performance test code. 1988
21. Marín Hernandez, et.al. Aplicación del método exergético para determinar pérdidas
separadas e irreversibilidades en calderas bagaceras. 8º Congreso de Ingeniería
Mecánica, Cuzco, 23-25 Octubre, 2007. Perú
22. Arnao Sosa JH, Nebra Silvia. First and Second Law to analize the performance of
bagasse boilers. International Journal of Thermodynamics. Vol XX (Nº X) / 1, April
4, 2011
23. Cortez L & Gomez E. A method for exergy analysis of sugar cane bagasse boilers.
Brazilian Journal of Chemical Engineering, 15 (1), 1-8. Brasil (1998)
24. Baehr H.& Kabelac S. Thermodynamik. Edit. Springer Verlag, 2006.Germany
25. Spliethoff H. Power Generation from solid fuels. Edit. Springer Verlag,2010
26. Alderetes Carlos – Análisis energético y exergético de calderas industriales. 3º
Congreso de ASME, Sección Bolivia. Santa Cruz de la Sierra, Bolivia. 2011
27. Storm R. – Measurement of combustion air flow. Newsletter October 2012, Storm
Technologies, Inc
28. Storm D. - A practical approach to biomass firing. Vol. Nº6, July 2009. Storm
Technologies, Inc
29. Alderetes Carlos: Ensayos de performance de calderas industriales según ASME
PTC4-2008. Curso de capacitación de ASME Virtual, 2014. Disponible en:
www.asme.org/products/courses/ensayo-performance-calderas-industriales-segun
587
21. MANTENIMIENTO
Las calderas son equipos proyectados para una vida útil de 25-30 años. Lograr ese
objetivo requiere en primer término, de una operación adecuada y luego, de la implementación de un programa de mantenimiento coherente que contemple actividades tanto preventivas como de monitoreo de condiciones
Las distintas partes de la caldera y particularmente las que están bajo presión, están sometidas a procesos de desgaste y tensiones, muchas veces combinadas entre sí, que dan lugar a un cuadro complejo de solicitaciones mecánicas y térmicas, originando fallas. Estas fallas se resumen en la tabla Nº1 y pueden ser:
Corrosión (interna y/o externa, ataque ácido o cáustico)
Erosión (interna y/o externa)
Abrasión
Fatiga en tubos, domos, colectores
Creep en tubos y colectores
Vibraciones provenientes del lado del agua o gases
Tensiones provenientes de dilataciones térmicas, variaciones de presión o temperaturas, paradas o arranques bruscos, etc.
Estas causas tiene gran impacto ya que pueden generar situaciones tales como:
1. Pérdida de eficiencia
2. Reducción de capacidad
3. Rotura, deformaciones, fisuras y grietas en los componentes
4. Reducción de vida útil
5. Incremento de tiempos de parada
6. Riesgos para las personas
7. Aumento de costos de mantenimiento
8. Aumento del consumo de combustible (bagazo o gas)
9. Reducción de capacidad de producción de azúcar
10. Riesgos para las turbinas y la generación de energía
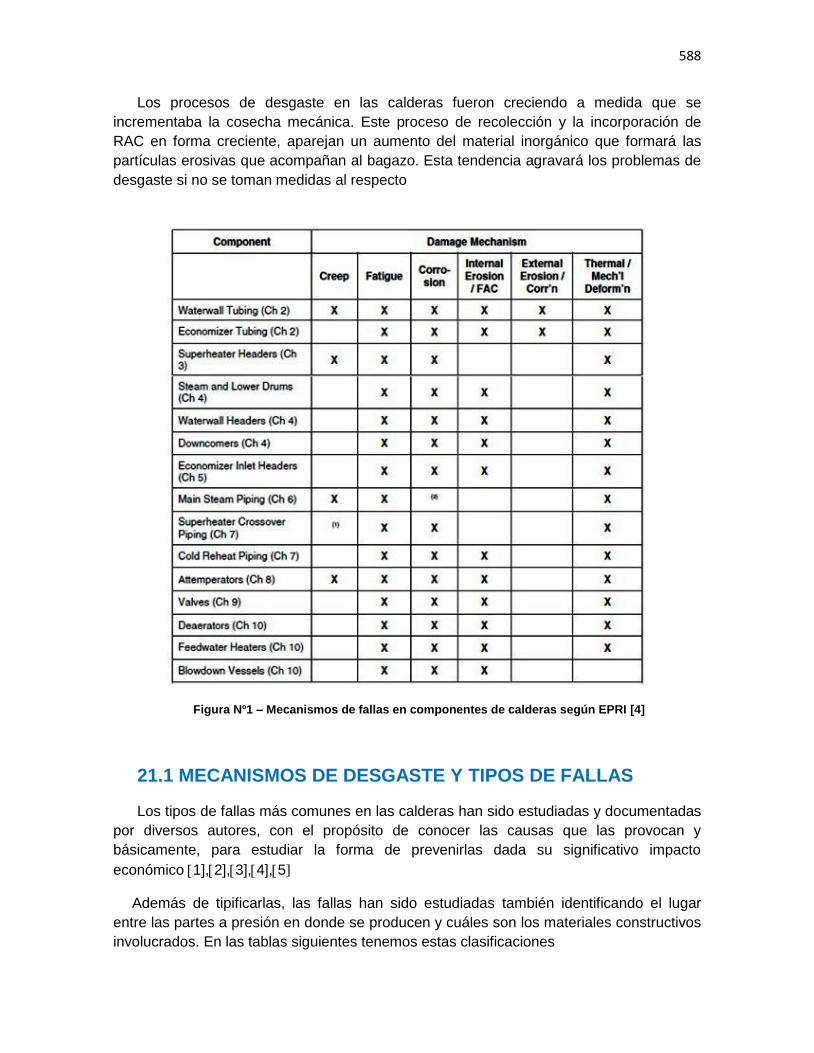
588
Los procesos de desgaste en las calderas fueron creciendo a medida que se incrementaba la cosecha mecánica. Este proceso de recolección y la incorporación de RAC en forma creciente, aparejan un aumento del material inorgánico que formará las partículas erosivas que acompañan al bagazo. Esta tendencia agravará los problemas de desgaste si no se toman medidas al respecto
Figura Nº1 – Mecanismos de fallas en componentes de calderas según EPRI [4]
21.1 MECANISMOS DE DESGASTE Y TIPOS DE FALLAS
Los tipos de fallas más comunes en las calderas han sido estudiadas y documentadas por diversos autores, con el propósito de conocer las causas que las provocan y básicamente, para estudiar la forma de prevenirlas dada su significativo impacto económico 1],2],3],4],5]
Además de tipificarlas, las fallas han sido estudiadas también identificando el lugar entre las partes a presión en donde se producen y cuáles son los materiales constructivos involucrados. En las tablas siguientes tenemos estas clasificaciones
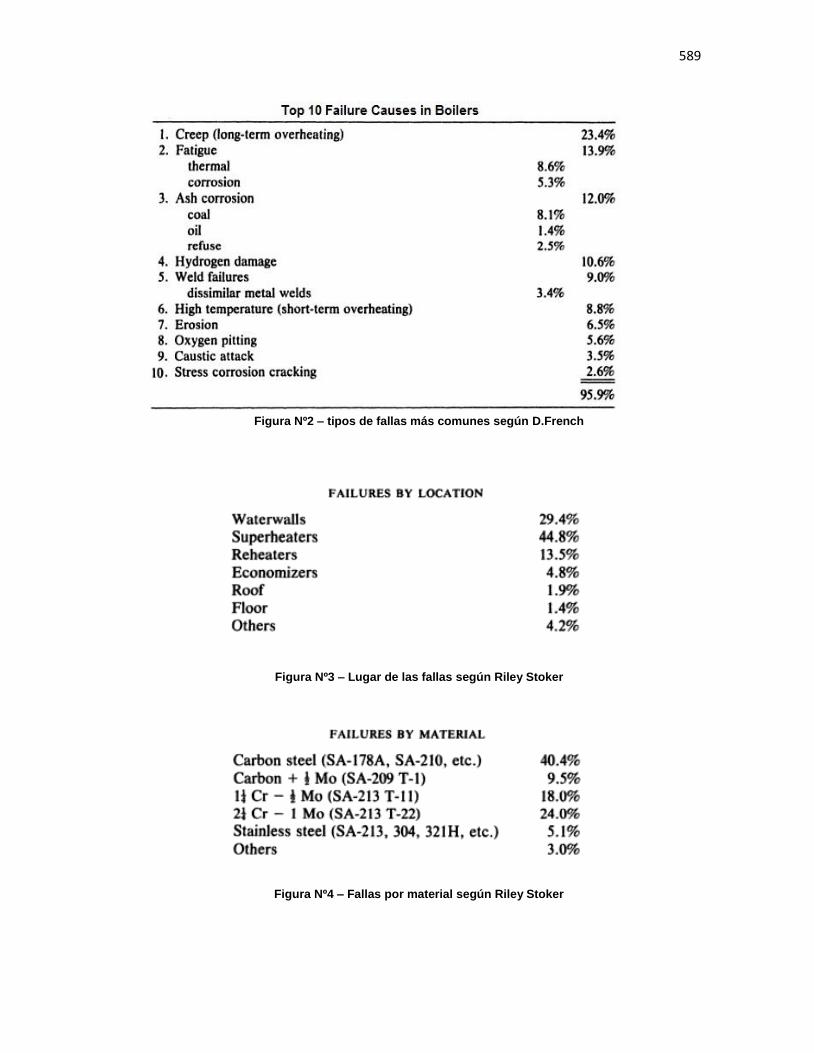
589
Figura Nº2 – tipos de fallas más comunes según D.French
Figura Nº3 – Lugar de las fallas según Riley Stoker
Figura Nº4 – Fallas por material según Riley Stoker
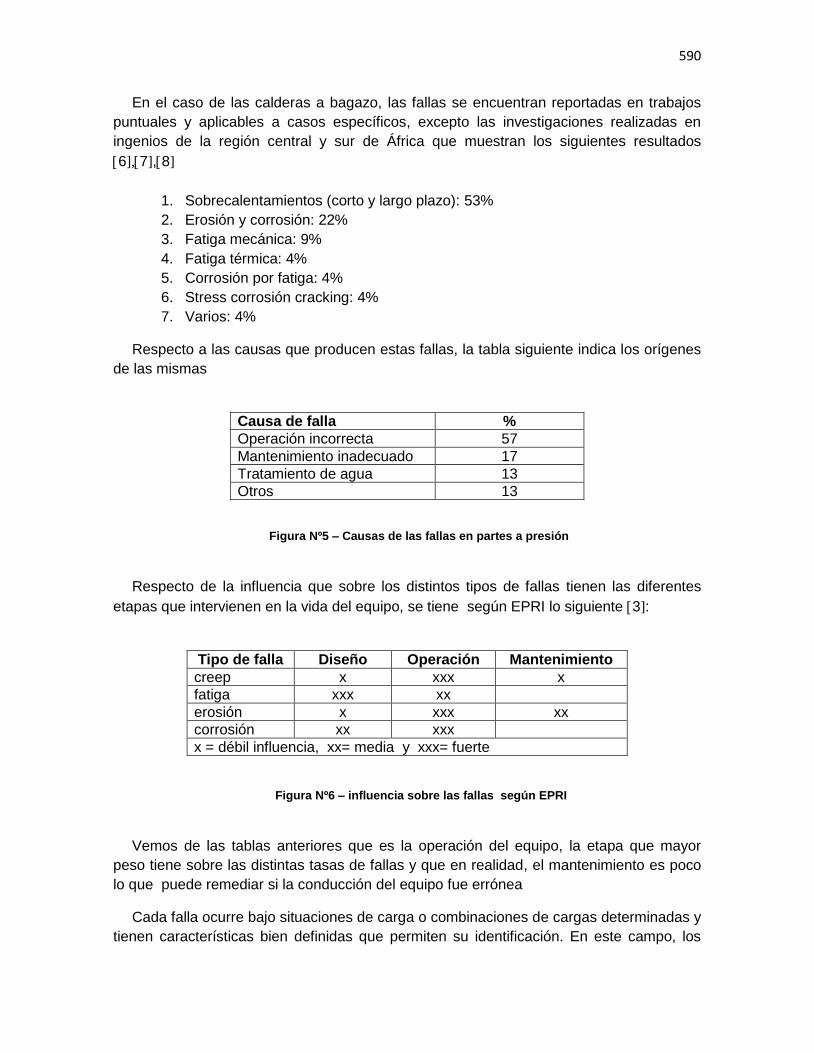
590
En el caso de las calderas a bagazo, las fallas se encuentran reportadas en trabajos puntuales y aplicables a casos específicos, excepto las investigaciones realizadas en ingenios de la región central y sur de África que muestran los siguientes resultados 6],7],8]
1. Sobrecalentamientos (corto y largo plazo): 53% 2. Erosión y corrosión: 22% 3. Fatiga mecánica: 9% 4. Fatiga térmica: 4% 5. Corrosión por fatiga: 4% 6. Stress corrosión cracking: 4% 7. Varios: 4%
Respecto a las causas que producen estas fallas, la tabla siguiente indica los orígenes de las mismas
Causa de falla % Operación incorrecta 57 Mantenimiento inadecuado 17 Tratamiento de agua 13 Otros 13
Figura Nº5 – Causas de las fallas en partes a presión
Respecto de la influencia que sobre los distintos tipos de fallas tienen las diferentes
etapas que intervienen en la vida del equipo, se tiene según EPRI lo siguiente 3]:
Tipo de falla Diseño Operación Mantenimiento creep x xxx x fatiga xxx xx erosión x xxx xx corrosión xx xxx x = débil influencia, xx= media y xxx= fuerte
Figura Nº6 – influencia sobre las fallas según EPRI
Vemos de las tablas anteriores que es la operación del equipo, la etapa que mayor
peso tiene sobre las distintas tasas de fallas y que en realidad, el mantenimiento es poco lo que puede remediar si la conducción del equipo fue errónea
Cada falla ocurre bajo situaciones de carga o combinaciones de cargas determinadas y tienen características bien definidas que permiten su identificación. En este campo, los
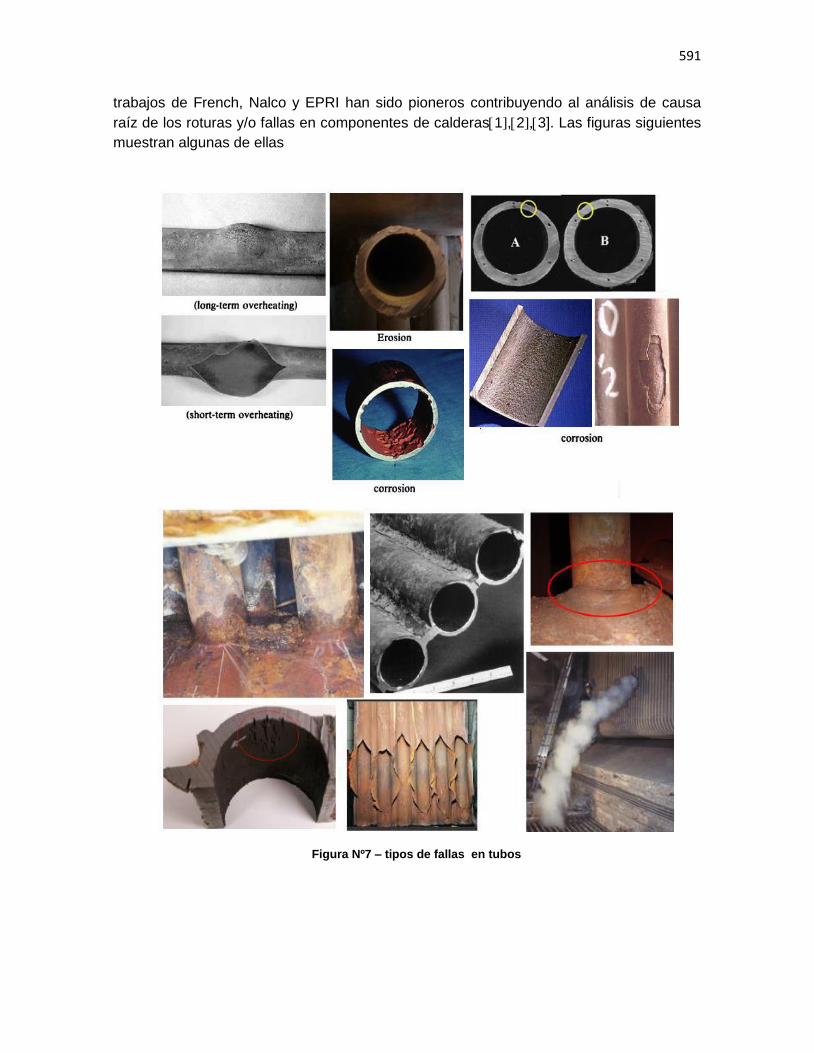
591
trabajos de French, Nalco y EPRI han sido pioneros contribuyendo al análisis de causa raíz de los roturas y/o fallas en componentes de calderas1],2],3]. Las figuras siguientes muestran algunas de ellas
Figura Nº7 – tipos de fallas en tubos
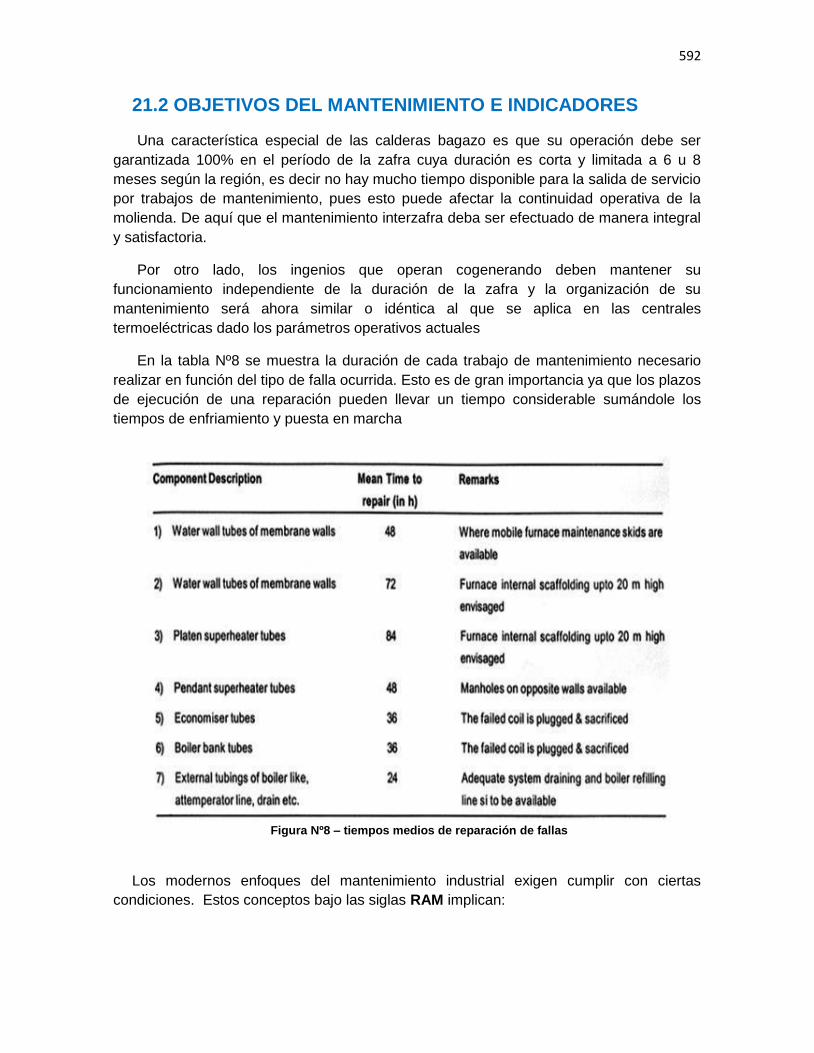
592
21.2 OBJETIVOS DEL MANTENIMIENTO E INDICADORES
Una característica especial de las calderas bagazo es que su operación debe ser garantizada 100% en el período de la zafra cuya duración es corta y limitada a 6 u 8 meses según la región, es decir no hay mucho tiempo disponible para la salida de servicio por trabajos de mantenimiento, pues esto puede afectar la continuidad operativa de la molienda. De aquí que el mantenimiento interzafra deba ser efectuado de manera integral y satisfactoria.
Por otro lado, los ingenios que operan cogenerando deben mantener su funcionamiento independiente de la duración de la zafra y la organización de su mantenimiento será ahora similar o idéntica al que se aplica en las centrales termoeléctricas dado los parámetros operativos actuales
En la tabla Nº8 se muestra la duración de cada trabajo de mantenimiento necesario realizar en función del tipo de falla ocurrida. Esto es de gran importancia ya que los plazos de ejecución de una reparación pueden llevar un tiempo considerable sumándole los tiempos de enfriamiento y puesta en marcha
Figura Nº8 – tiempos medios de reparación de fallas
Los modernos enfoques del mantenimiento industrial exigen cumplir con ciertas
condiciones. Estos conceptos bajo las siglas RAM implican:
593
Reliability (Uptime) R = relaciona los tiempos de marcha segura y confiable del equipo
Availability A = relaciona el tiempo disponible del equipo en operación en relación al tiempo total
A = Uptime / Tiempo total = R / T
Maintainability (Downtime) M = relaciona los tiempos de parada o improductivos del equipo
Un elevado RAM debe hacerse sobre la base de cumplir con las siguientes condiciones:
Seguridad
Eficiencia
Disponibilidad
De esta forma es posible extender el Ciclo de Vida de los equipos (Life Cicle) y reducir el impacto de los costos operativos. Los conceptos de RAM y su aplicación en forma estandarizada están regidos por la norma [9]:
ASME RAM-1-2013: Reliability, Availability and Maintainability of Equipment and Systems in Power Plant
En la industria azucarera en general, el mantenimiento de calderas está a cargo del propio sector operativo, con algún soporte de otras áreas. Este sector tiene definido sus funciones, obligaciones y parámetros de performance que podrán variar de ingenio a ingenio. Entre los indicadores claves de desempeño (KPI) podemos citar:
1. Vapor generado total vs capacidad disponible nominal
2. Vapor generado vs caña molida
3. Vapor generado vs azúcar y/o alcohol producido
4. Vapor generado vs bagazo consumido
6. Horas marcha vs horas disponible
7. Horas de parada vs horas disponible
8. Vapor producido vs Kwh generado
9. Bagazo consumido sobre bagazo producido
10. Bagazo consumido vs Kwh vendido
594
Entre los indicadores de mantenimiento relacionados con la confiabilidad y disponibilidad del sector para prestar el servicio de vapor, podemos citar
Tiempo medio entre fallas (MTBF) / equipo y de la sala en conjunto
Tiempo medio entre reparaciones (MTTR) / ídem
Índice de disponibilidad ID = MTBF / (MTBF + MTTR) por caldera y de la sala en conjunto
Entre los indicadores que impactan sobre el OPEX (Operational Expenditure) por equipo o el de la sala en forma conjunta, tenemos
Presupuesto ejecutado vs caña molida
Presupuesto ejecutado vs azúcar producido
Presupuesto ejecutado / caldera
Presupuesto por caldera vs vapor producido en la misma
Cada ingenio definirá en función de sus herramientas de management cuáles son los parámetros que más se adecuan a la planta y al control de los objetivos estratégicos definidos por su dirección empresarial. Estos indicadores serán particularmente seguidos en aquellas plantas que cogeneran ya que la venta de energía a la red debe hacerse sobre una base rentable sostenible técnica y económicamente
21.3 ORGANIZACIÓN DEL MANTENIMIENTO
Existen distintos criterios para organizar el mantenimiento del equipo, por ejemplo: agrupar los componentes que operan a presión y aquellos que no, otro criterio puede ser por sector (hogar, haz convectivo, etc.) y completado esto definir las actividades
Si bien los técnicos de cada planta pueden organizarlo según sus propios criterios, es recomendable seguir aquellas prácticas recomendadas por los estándares internacionales y las fijadas por el propio fabricante. Aquí podemos citar algunos [10 a 21]
ASME PTB 2-2009: Guide to Life Cycle Management of Pressure Equipment
Integrity
ASME Sección VII: Guías recomendadas para el cuidado de calderas de potencia.
Este es el documento base
National Board Inspection Code (NBIC), Part:3: Reparaciones y alteraciones
ASME Sección IX - Calificaciones de soldadura y soldadura brazing
ASME Sección V: Exanimación No Destructiva
595
ASME B31.1: Cañerías de potencia
EPRI 1012194: Guideline for the Nondestructive Examination of Boilers
EPRI 1017471: Field Guide for Boiler Tube Failures
American Society for Nondestructive Testing (ASNT): Práctica Recomendada SNT-
TC-1A
ASME PCC2: Reparación de equipos a presión y cañerías
API 579-1 / ASME FFS-1: Fitness for Service
API 580-RP: Inspección basada en riesgo
De estos estándares, el ASME PTB2-2009 constituye una excelente síntesis de las
normas aplicables a calderas y recipientes a presión. Todo programa de mantenimiento debe ser integral (mecánico, eléctrico, y de instrumentos) y debe definir en forma primaria los siguientes aspectos, a saber:
Dónde inspeccionar (equipo, componentes, partes y zonas)
Qué inspeccionar: fisuras, grietas, corrosión, incrustaciones, lodos,
deformaciones, etc. o cualquier detalle que indique alguna anormalidad
respecto de las condiciones iniciales o normales
Cómo inspeccionar (manual, visual, con instrumentos)
Frecuencia de inspección (diaria, mensual, anual, etc.)
Momento de la inspección (marcha, parada)
Trabajos correctivos y preventivos
Registros de las inspecciones
Estos mismos conceptos aplicables a los componentes estáticos de la caldera, deben extenderse a sus equipos auxiliares dinámicos (bombas de agua de alimentación, ventiladores, bombas dosificadoras, equipos de alimentación de bagazo) tanto desde el punto de vista mecánico como eléctrico (tableros, líneas de transmisión de energía, etc.)
Un capítulo especial dentro del mantenimiento es el relacionado con la instrumentación y los dispositivos de control automático, ya que son elementos vitales para la seguridad y la correcta operación. Sin instrumentación adecuada no es posible conocer la marcha y mucho menos diagnosticar si existe algún problema
Para la formulación del programa de mantención, la caldera es normalmente segmentada en sus diversas partes desde el punto de vista operativo, funcional y de la seguridad y en base a eso se definen las acciones. Una muestra de esto lo son los checklist del Apéndice B y C de la sección ASME VII 11]
El registro de las operaciones más todas las otras relacionadas con el mantenimiento son esenciales para una buena gestión del mismo. Sin historial es muy difícil lograr un
596
adecuado diagnóstico de un problema. En este sentido cobra gran importancia la ejecución de ensayos periódicos de performance para observar si el equipo se encuentra en condiciones aceptables de marcha o presenta desviaciones y saber las causas que las producen
21.4 TECNICAS DE MANTENIMIENTO
Por la naturaleza de los procesos de desgaste y tensiones existentes en sus componentes, el mantenimiento tendrá la aplicación de herramientas de carácter:
Correctivo: incluye todos los trabajos sobre partes falladas o componentes que requieran una acción de corrección. Son las reparaciones no posibles de postergar porque pueden afectar la operación o la seguridad
Preventivo: abarca el reemplazo de piezas, repuestos, etc. con desgaste tal que no puedan seguir en operación confiablemente. Se incluyen aquí desde tubos, refractarios, bafles, ventiladores, partes de la grilla, juntas, cañerías espárragos, etc. Se incluyen aquí también los trabajos de calibración o re calibración de instrumentos, válvulas de seguridad, etc.[23]
Predictivo: están incluidas aquí todas las técnicas de monitoreo pertenecientes a los llamados ensayos no destructivos (NDT) contemplados o no en la sección V de ASME y en los estándares de ASNT y también las normas relacionadas con el monitoreo de condiciones de los equipos rotantes tales como bombas y ventiladores. Se trata pues de las técnicas más avanzadas para determinar el estado de ciertos componentes y poder predecir sobre sus datos y otros, las acciones a seguir
Dentro de las técnicas de ensayos no destructivos más usuales y recomendadas encontramos las siguientes, aunque hay que decir que la evolución de las tecnologías existentes es tal que hay muchos nuevos métodos que si bien pueden no estar todavía homologados en la sección V de ASME, están en uso y plena aceptación en la industria. Entre los NDT (Nondestructive Testing) más difundidos tenemos
a. Ultrasonido (UT): B-Scan, Phased Array
b. Termografía infrarroja (IT)
c. Inspección Visual (VT): boroscopía, video endoscopía
d. Gammagrafía con radiografiado digital (RT y DR)
e. Réplicas metalográficas (RM)
f. Partículas magnéticas (MT)
g. Tintas penetrantes (PT)
h. Ensayo de fugas (LT)
i. Emisión acústica (AE)
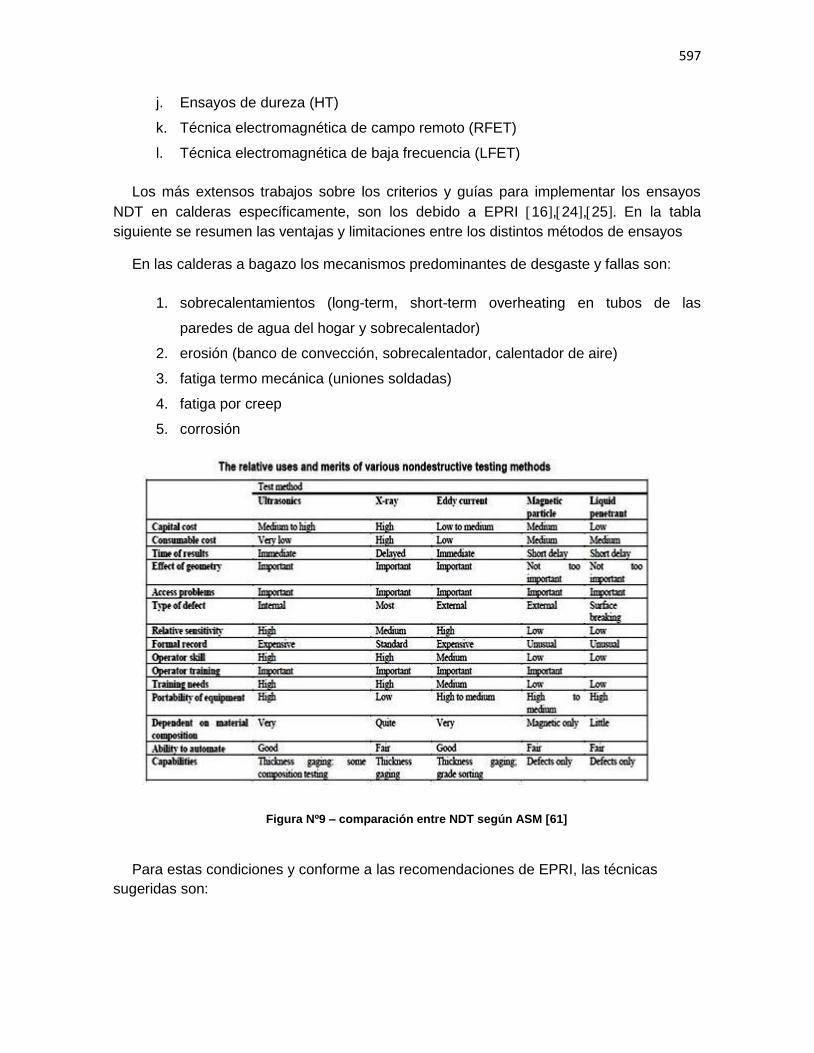
597
j. Ensayos de dureza (HT)
k. Técnica electromagnética de campo remoto (RFET)
l. Técnica electromagnética de baja frecuencia (LFET)
Los más extensos trabajos sobre los criterios y guías para implementar los ensayos NDT en calderas específicamente, son los debido a EPRI 16],24],25]. En la tabla siguiente se resumen las ventajas y limitaciones entre los distintos métodos de ensayos
En las calderas a bagazo los mecanismos predominantes de desgaste y fallas son:
1. sobrecalentamientos (long-term, short-term overheating en tubos de las
paredes de agua del hogar y sobrecalentador)
2. erosión (banco de convección, sobrecalentador, calentador de aire)
3. fatiga termo mecánica (uniones soldadas)
4. fatiga por creep
5. corrosión
Figura Nº9 – comparación entre NDT según ASM [61]
Para estas condiciones y conforme a las recomendaciones de EPRI, las técnicas
sugeridas son:
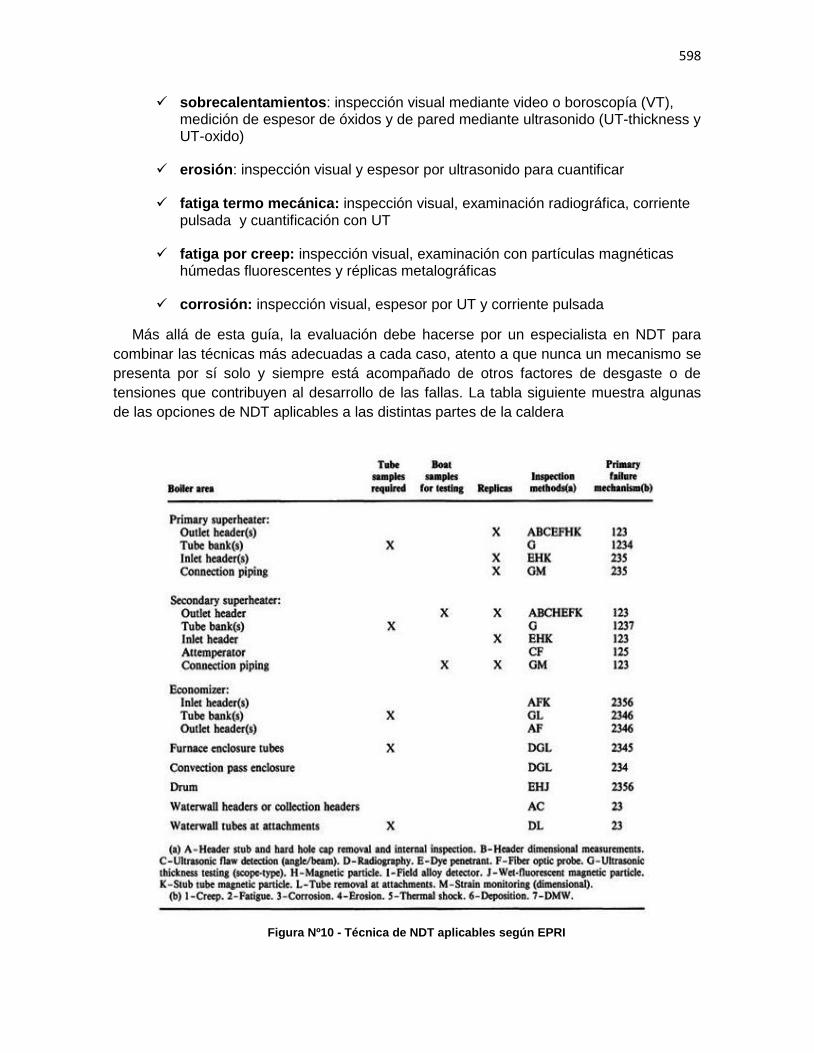
598
sobrecalentamientos: inspección visual mediante video o boroscopía (VT), medición de espesor de óxidos y de pared mediante ultrasonido (UT-thickness y UT-oxido)
erosión: inspección visual y espesor por ultrasonido para cuantificar
fatiga termo mecánica: inspección visual, examinación radiográfica, corriente pulsada y cuantificación con UT
fatiga por creep: inspección visual, examinación con partículas magnéticas húmedas fluorescentes y réplicas metalográficas
corrosión: inspección visual, espesor por UT y corriente pulsada
Más allá de esta guía, la evaluación debe hacerse por un especialista en NDT para combinar las técnicas más adecuadas a cada caso, atento a que nunca un mecanismo se presenta por sí solo y siempre está acompañado de otros factores de desgaste o de tensiones que contribuyen al desarrollo de las fallas. La tabla siguiente muestra algunas de las opciones de NDT aplicables a las distintas partes de la caldera
Figura Nº10 - Técnica de NDT aplicables según EPRI
599
Visto los mecanismos generales de fallas pasaremos a analizar cada uno de ellos y las formas de prevención. Conocer e identificar las fallas es una herramienta que todo técnico sea en operación o mantenimiento debe poder evaluarlas.
Si bien el análisis de fallas de materiales es toda una especialidad en el campo de la metalurgia, saber los lineamientos básicos será esencial. El análisis de fallas y su correcta caracterización contribuirán al conocimiento de la causa raíz y de las estrategias para prevenirlas
21.5 EROSION DE LAS CENIZAS
Uno de los efectos que las cenizas ocasionan es la erosión que produce el desgaste de las partes en contacto con los gases. De la misma forma que se definieron índices o indicadores para predecir la tendencia a la escorificación y ensuciamiento, existen también indicadores del proceso de desgaste
Para el caso de las partículas de carbón se ha definido que el índice de abrasión de las mismas está dada por:
AI = qc + 0.5pc + 0.2Ac [mg/ kg]
donde qc, pc y Ac representan las fracciones en peso de cuarzo, pirita y cenizas y se calculan como:
qc = 0.01Ac(SiO2 – 1.5Al2O3)
pc = 1.3 (S – 0.3)
Por analogía con las cenizas volantes, se determinó que las partículas responsables de la erosión en las calderas son aquellas cuyo tamaño son mayores a los 45 µm y se estableció que el índice que expresa este degaste ocasionado por ellas vale:
EIfa = 0.44ϕ (SiO2 - 1.5Al2O3) + 0.18(SiO2 - 1.5Al2O3) – 0.35ϕ + 0.14
Índice de erosión cenizas volantes (Fly ash erosion index)
donde ϕ representa la fracción de cenizas con partículas de tamaño > 45 µm.
Como se observa el índice erosivo está fuertemente influenciado por el valor de ϕ. Según los valores tomados por este índice, el nivel de erosión es:
< 0.24 baja erosión; 0.25 – 0.29 erosión media; > 0.3 erosión alta
Las investigaciones sobre los mecanismos de erosión ocasionada por las cenizas volantes han mostrado que este complejo proceso depende de:
Velocidad del flujo de gases. Crece con el cubo de la velocidad (V3)
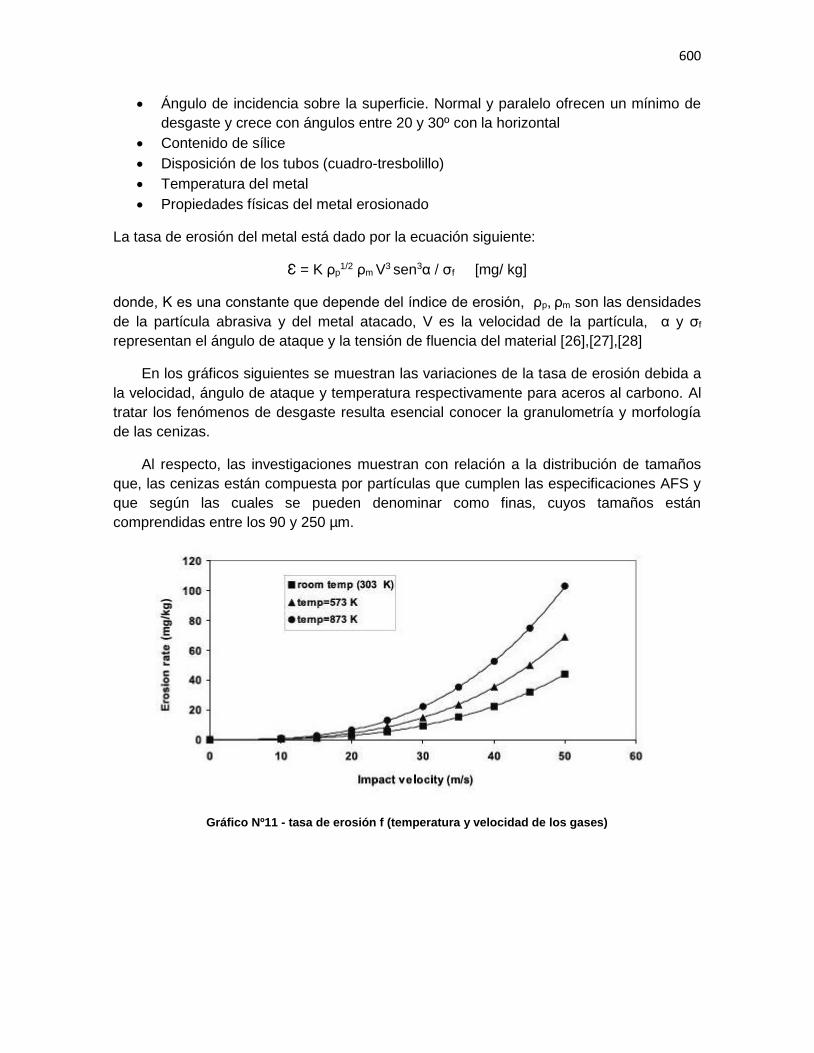
600
Ángulo de incidencia sobre la superficie. Normal y paralelo ofrecen un mínimo de desgaste y crece con ángulos entre 20 y 30º con la horizontal
Contenido de sílice Disposición de los tubos (cuadro-tresbolillo) Temperatura del metal Propiedades físicas del metal erosionado
La tasa de erosión del metal está dado por la ecuación siguiente:
Ɛ = K ρp1/2 ρm V3 sen3α / σf [mg/ kg]
donde, K es una constante que depende del índice de erosión, ρp, ρm son las densidades de la partícula abrasiva y del metal atacado, V es la velocidad de la partícula, α y σf representan el ángulo de ataque y la tensión de fluencia del material [26],[27],[28]
En los gráficos siguientes se muestran las variaciones de la tasa de erosión debida a la velocidad, ángulo de ataque y temperatura respectivamente para aceros al carbono. Al tratar los fenómenos de desgaste resulta esencial conocer la granulometría y morfología de las cenizas.
Al respecto, las investigaciones muestran con relación a la distribución de tamaños que, las cenizas están compuesta por partículas que cumplen las especificaciones AFS y que según las cuales se pueden denominar como finas, cuyos tamaños están comprendidas entre los 90 y 250 µm.
Gráfico Nº11 - tasa de erosión f (temperatura y velocidad de los gases)
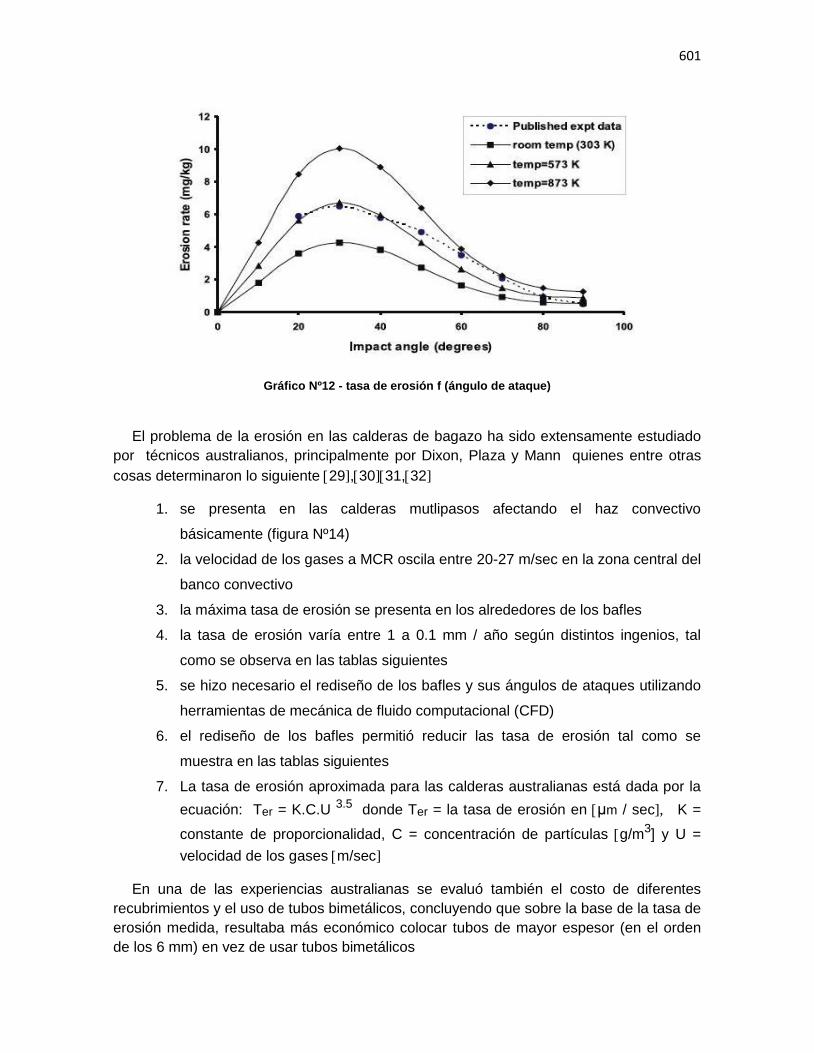
601
Gráfico Nº12 - tasa de erosión f (ángulo de ataque)
El problema de la erosión en las calderas de bagazo ha sido extensamente estudiado
por técnicos australianos, principalmente por Dixon, Plaza y Mann quienes entre otras cosas determinaron lo siguiente 29],30]31,32]
1. se presenta en las calderas mutlipasos afectando el haz convectivo
básicamente (figura Nº14)
2. la velocidad de los gases a MCR oscila entre 20-27 m/sec en la zona central del
banco convectivo
3. la máxima tasa de erosión se presenta en los alrededores de los bafles
4. la tasa de erosión varía entre 1 a 0.1 mm / año según distintos ingenios, tal
como se observa en las tablas siguientes
5. se hizo necesario el rediseño de los bafles y sus ángulos de ataques utilizando
herramientas de mecánica de fluido computacional (CFD)
6. el rediseño de los bafles permitió reducir las tasa de erosión tal como se
muestra en las tablas siguientes
7. La tasa de erosión aproximada para las calderas australianas está dada por la
ecuación: Ter = K.C.U 3.5 donde Ter = la tasa de erosión en μm / sec], K =
constante de proporcionalidad, C = concentración de partículas g/m3] y U =
velocidad de los gases m/sec]
En una de las experiencias australianas se evaluó también el costo de diferentes recubrimientos y el uso de tubos bimetálicos, concluyendo que sobre la base de la tasa de erosión medida, resultaba más económico colocar tubos de mayor espesor (en el orden de los 6 mm) en vez de usar tubos bimetálicos
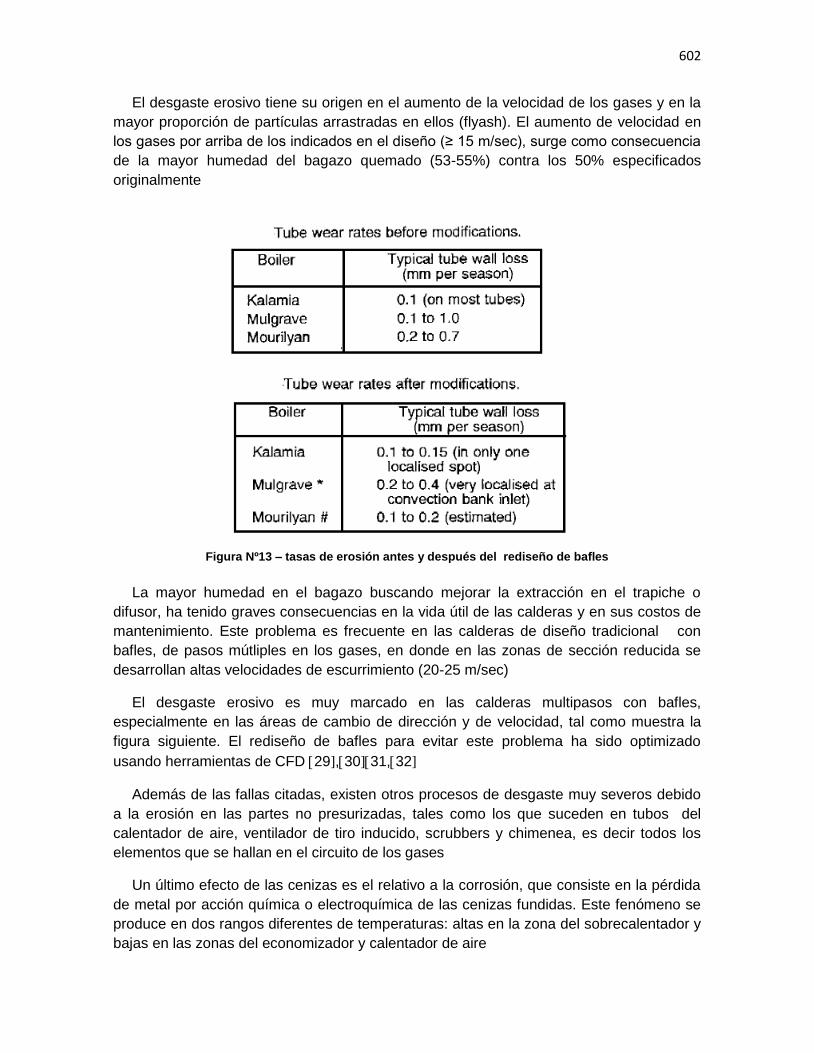
602
El desgaste erosivo tiene su origen en el aumento de la velocidad de los gases y en la mayor proporción de partículas arrastradas en ellos (flyash). El aumento de velocidad en los gases por arriba de los indicados en el diseño (≥ 15 m/sec), surge como consecuencia
de la mayor humedad del bagazo quemado (53-55%) contra los 50% especificados originalmente
Figura Nº13 – tasas de erosión antes y después del rediseño de bafles
La mayor humedad en el bagazo buscando mejorar la extracción en el trapiche o difusor, ha tenido graves consecuencias en la vida útil de las calderas y en sus costos de mantenimiento. Este problema es frecuente en las calderas de diseño tradicional con bafles, de pasos mútliples en los gases, en donde en las zonas de sección reducida se desarrollan altas velocidades de escurrimiento (20-25 m/sec)
El desgaste erosivo es muy marcado en las calderas multipasos con bafles, especialmente en las áreas de cambio de dirección y de velocidad, tal como muestra la figura siguiente. El rediseño de bafles para evitar este problema ha sido optimizado usando herramientas de CFD 29],30]31,32]
Además de las fallas citadas, existen otros procesos de desgaste muy severos debido a la erosión en las partes no presurizadas, tales como los que suceden en tubos del calentador de aire, ventilador de tiro inducido, scrubbers y chimenea, es decir todos los elementos que se hallan en el circuito de los gases
Un último efecto de las cenizas es el relativo a la corrosión, que consiste en la pérdida de metal por acción química o electroquímica de las cenizas fundidas. Este fenómeno se produce en dos rangos diferentes de temperaturas: altas en la zona del sobrecalentador y bajas en las zonas del economizador y calentador de aire
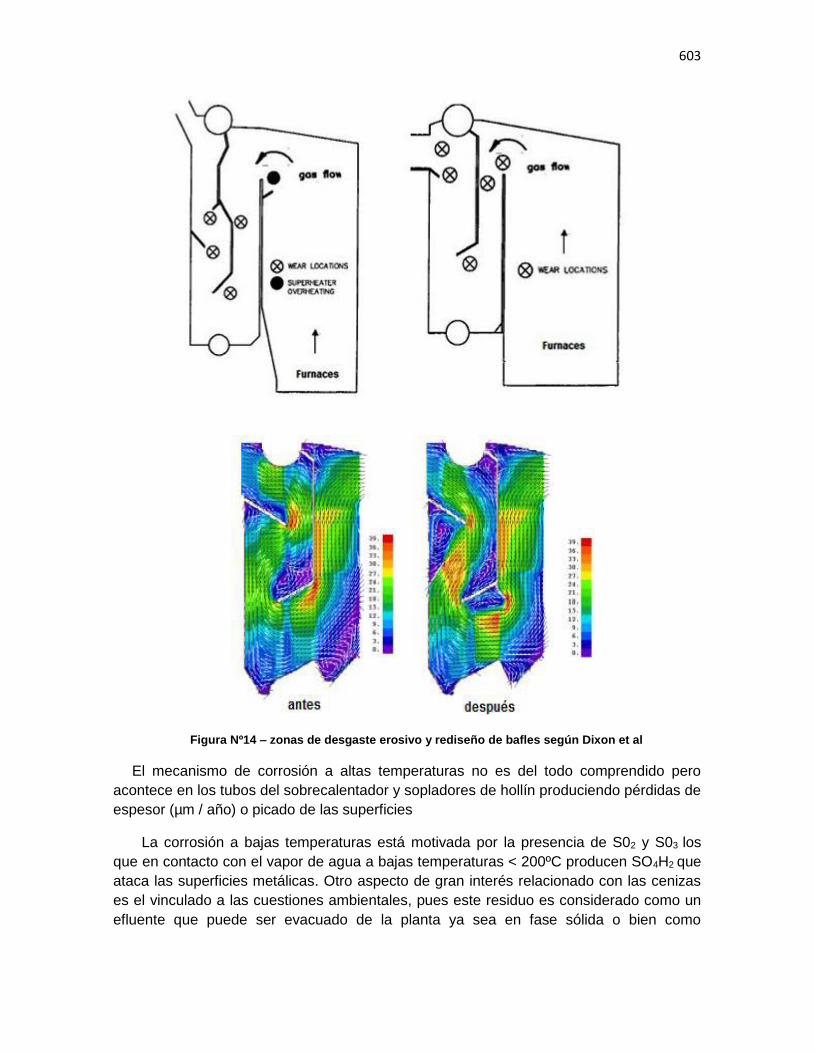
603
Figura Nº14 – zonas de desgaste erosivo y rediseño de bafles según Dixon et al
El mecanismo de corrosión a altas temperaturas no es del todo comprendido pero acontece en los tubos del sobrecalentador y sopladores de hollín produciendo pérdidas de espesor (µm / año) o picado de las superficies
La corrosión a bajas temperaturas está motivada por la presencia de S02 y S03 los que en contacto con el vapor de agua a bajas temperaturas < 200ºC producen SO4H2 que ataca las superficies metálicas. Otro aspecto de gran interés relacionado con las cenizas es el vinculado a las cuestiones ambientales, pues este residuo es considerado como un efluente que puede ser evacuado de la planta ya sea en fase sólida o bien como
604
suspensión en agua. Parte de estos efluentes sólidos serán volcados como partículas a la atmósfera junto a los gases de combustión.
Como sabemos la emisión de partículas sólidas están normadas en cada país que fijan los valores máximos permitidos a liberarse al aire libre. De aquí que es fundamental conocer la proporción de cenizas volantes (fly-ash) que salen del hogar hacia el resto del generador de vapor, como así también saber su granulometría y morfología. Con estos datos se podrá definir cuáles son los equipos y la tecnología más apropiada para su manejo y que aseguren cumplir con las leyes ambientales.
Las cenizas volantes que son arrastradas por el flujo de gases a través del generador de vapor están formadas por partículas de forma esférica y con un rango de tamaños entre los 0.5 y 100 µm. Ellas consisten de SiO2, Al2O3 y Fe2O3 en forma de partículas de estructuras cristalinas tales como cuarzo, cristobalita, pirita, etc.
21.6 CONTROL DE ESPESOR
La pérdida de espesor por corrosión y/o erosión en tubos, colectores, domos y otros componentes de la caldera, puede ser determinada según el caso, mediante diversas técnicas. Entre ellas [14],[62],[63],[64]:
ultrasonido convencional (técnica impulso-eco) en forma directa o en forma remota con robots magnéticos según el área a cubrir
por medición ultrasónica de la capa interna de óxidos en tubos del sobrecalentador,
mediante radiografiado digital a través de un sistema de tomografía computarizada
técnicas electromagnéticas de baja frecuencia (LFET) o de frecuencia remota (RFET)
El objetivo es determinar si el espesor resultante es suficiente para soportar las tensiones ocasionadas por la presión y temperatura de trabajo. Se trata de determinar concretamente su vida remanente
No hay en el código ASME VII recomendación alguna respecto de cuál es el espesor mínimo que debe mantenerse en un tubo para asegurar una operación segura y es por esto que hay diversos criterios a seguir. Veamos tres de ellos:
1. Babcok Wilcox: para tubos del economizador y de las paredes de agua del hogar o del haz convectivo con espesores 70% del original deberán ser restablecidos o reemplazados. Para tubos del sobrecalentador con espesores 85% del original deberán ser restablecidos o reemplazados. Restablecer espesores de la pared 2.3 mm es muy difícil por la posibilidad de quemar la pared y por la distorsión que puede producir, aseguran 34]. Los tubos cuyos espesores sean ≥ 85% pueden seguir en uso siendo monitoreados
605
2. API 510: Pressure Vessel Inspection Code: In-Service Inspection, Rating, Repair and Alteration. Según este estándar la vida remanente se podrá calcular en base a la pérdida de espesor y a la velocidad de corrosión y erosión 35]. Definiremos entonces las tasas de corrosión, de la siguiente forma:
Tasa corrosión de largo plazo - CLP = ti – ta / (Ti – Ta) Tasa de corrosión corto plazo: CCP = tp – ta / (Tp – Ta)
ti = espesor inicial en mm
ta = espesor actual medido en mm Ti - Ta = intervalo de tiempo transcurrido (años) entre el momento inicial y el de la medición actual tp = espesor previo a la medición en mm Todas esta mediciones se suponen son efectuadas en el mismo lugar de monitoreo (CML – condition monitoring locations) Definido estos conceptos, la vida residual del tubo se calculará como
Vida Remanente VR = ta – tr / CLP o CCP tr = espesor requerido para soportar la presión y sin considerar la corrosión
3. Método de D. French: según este criterio, mientras la rotura del tubo no
acontezca, el diámetro exterior y el espesor se reducirán por erosión / corrosión mientras el radio interno Ri se mantiene aproximadamente constante. El espesor mínimo a reemplazar se calculará como:
tmín = p. Ri / σadm – (P/2)]
Ejemplo Nº1: supongamos que las mediciones de espesores en los tubos del haz convectivo de una caldera de algunos años en operación, son los siguientes:
Presión de trabajo de la caldera: 60 bar Diámetro nominal tubo: 63.5 mm Espesor inicial: 4.20 mm Diámetro interior: 55.10 mm Espesor final zafra anterior: tp = 4.18 mm Espesor final zafra actual: ta = 4.12 mm Duración de la zafra: Tp – Ta = 6 meses = 0.5 año
Tasa de corrosión corto plazo: CCP = (4.18 – 4.12 ) / 0.5 = 0.12 mm / año
Calculo del espesor mínimo requerido t = p.di / 2 σadm
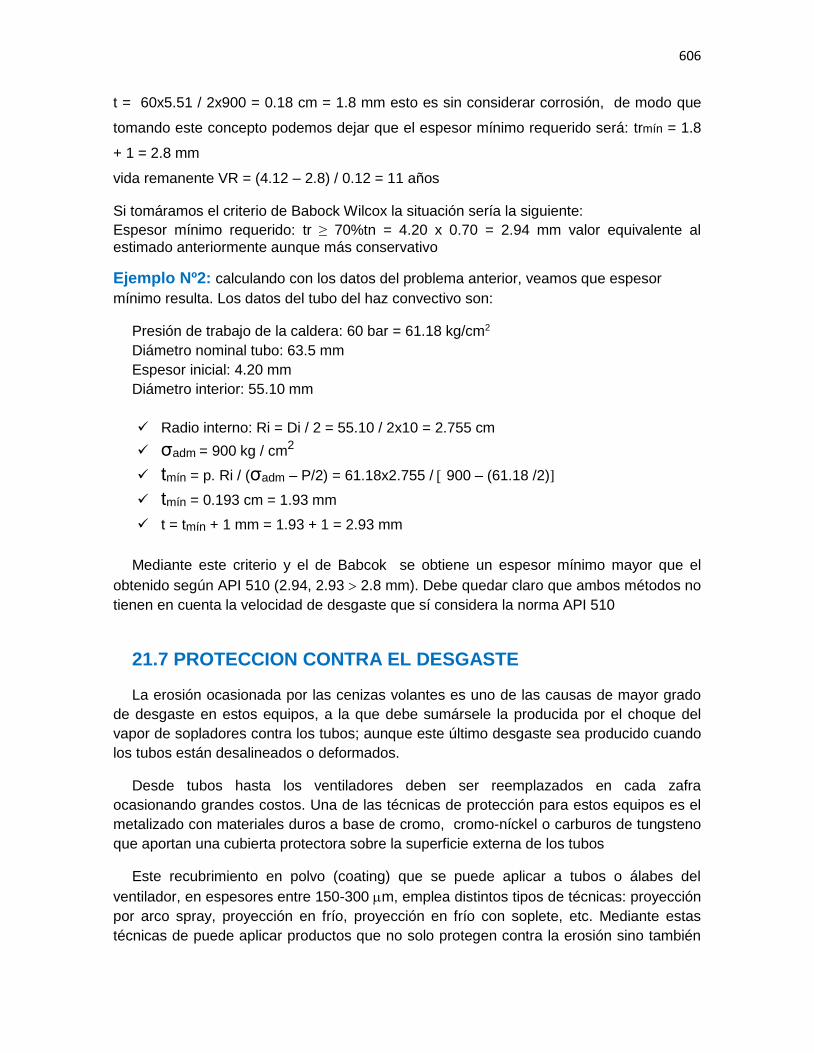
606
t = 60x5.51 / 2x900 = 0.18 cm = 1.8 mm esto es sin considerar corrosión, de modo que
tomando este concepto podemos dejar que el espesor mínimo requerido será: trmín = 1.8
+ 1 = 2.8 mm
vida remanente VR = (4.12 – 2.8) / 0.12 = 11 años
Si tomáramos el criterio de Babock Wilcox la situación sería la siguiente: Espesor mínimo requerido: tr ≥ 70%tn = 4.20 x 0.70 = 2.94 mm valor equivalente al estimado anteriormente aunque más conservativo
Ejemplo Nº2: calculando con los datos del problema anterior, veamos que espesor mínimo resulta. Los datos del tubo del haz convectivo son:
Presión de trabajo de la caldera: 60 bar = 61.18 kg/cm2 Diámetro nominal tubo: 63.5 mm Espesor inicial: 4.20 mm Diámetro interior: 55.10 mm Radio interno: Ri = Di / 2 = 55.10 / 2x10 = 2.755 cm
σadm = 900 kg / cm2
tmín = p. Ri / (σadm – P/2) = 61.18x2.755 / 900 – (61.18 /2)]
tmín = 0.193 cm = 1.93 mm
t = tmín + 1 mm = 1.93 + 1 = 2.93 mm
Mediante este criterio y el de Babcok se obtiene un espesor mínimo mayor que el obtenido según API 510 (2.94, 2.93 2.8 mm). Debe quedar claro que ambos métodos no tienen en cuenta la velocidad de desgaste que sí considera la norma API 510
21.7 PROTECCION CONTRA EL DESGASTE
La erosión ocasionada por las cenizas volantes es uno de las causas de mayor grado de desgaste en estos equipos, a la que debe sumársele la producida por el choque del vapor de sopladores contra los tubos; aunque este último desgaste sea producido cuando los tubos están desalineados o deformados.
Desde tubos hasta los ventiladores deben ser reemplazados en cada zafra ocasionando grandes costos. Una de las técnicas de protección para estos equipos es el metalizado con materiales duros a base de cromo, cromo-níckel o carburos de tungsteno que aportan una cubierta protectora sobre la superficie externa de los tubos
Este recubrimiento en polvo (coating) que se puede aplicar a tubos o álabes del ventilador, en espesores entre 150-300 m, emplea distintos tipos de técnicas: proyección por arco spray, proyección en frío, proyección en frío con soplete, etc. Mediante estas técnicas de puede aplicar productos que no solo protegen contra la erosión sino también
607
contra la corrosión. Se trata de una tecnología extensamente probada incluso en centrales térmicas con excelentes resultados 36],37]
Otra tecnología usada con el mismo fin y de gran éxito es el cladding que aporta materiales duros y anticorrosivos mediante láser. En este proceso se puede agregar desde componentes cerámicos de gran dureza a aleaciones anticorrosivas. Las grandes ventajas que presenta el proceso de láser “cladding” son:
1. Es un tratamiento localizado, es decir, se produce un bajo aporte de calor, con lo que el área afectada térmicamente es mínima.
2. Se obtienen solidificaciones rápidas, es decir, se dan calentamientos y enfriamientos rápidos, formándose microestructuras finas y o fases meta estables.
3. La energía total que da el láser no es muy grande reproduciendo una distorsión térmica mínima del substrato y mejorando con ello su calidad.
Los tubos así recubiertos son llamados bimetálicos y el sobre espesor que suman, pasa a incorporarse como parte resistente del material, por ello en la sección I del código ASME partes PG-27.2.2 a PG-27.4.3 están mencionados
Figura Nº15 – Aplicación de recubrimiento duro por arco spray
21.8 FALLAS POR SOBRECALENTAMIENTO
Estas fallas se clasifican de dos formas según como haya transcurrido el sobrecalentamiento del metal, a saber:
1. Sobrecalentamiento de corto plazo (Short-term Overheating): se caracteriza por la rotura del tubo en forma de boca de pescado, con adelgazamiento de las paredes en el perímetro de la rotura. Se produce en tiempos relativamente cortos, generalmente durante
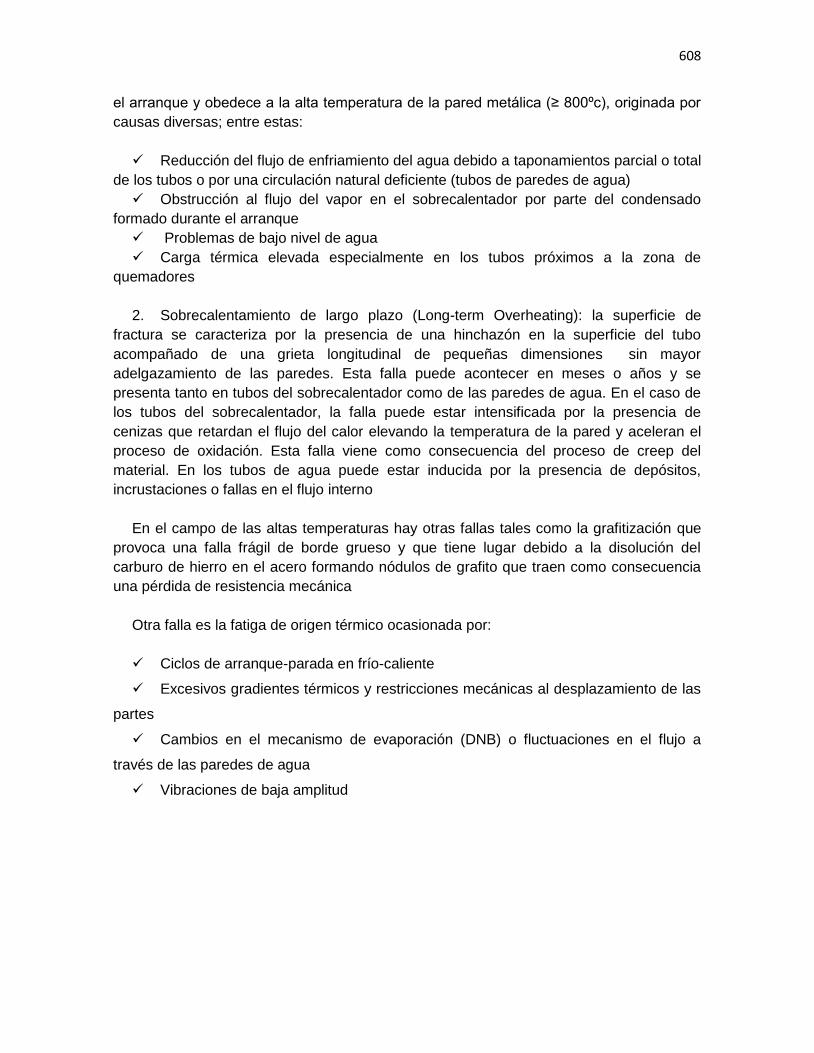
608
el arranque y obedece a la alta temperatura de la pared metálica (≥ 800ºc), originada por
causas diversas; entre estas: Reducción del flujo de enfriamiento del agua debido a taponamientos parcial o total
de los tubos o por una circulación natural deficiente (tubos de paredes de agua) Obstrucción al flujo del vapor en el sobrecalentador por parte del condensado
formado durante el arranque Problemas de bajo nivel de agua Carga térmica elevada especialmente en los tubos próximos a la zona de
quemadores 2. Sobrecalentamiento de largo plazo (Long-term Overheating): la superficie de
fractura se caracteriza por la presencia de una hinchazón en la superficie del tubo acompañado de una grieta longitudinal de pequeñas dimensiones sin mayor adelgazamiento de las paredes. Esta falla puede acontecer en meses o años y se presenta tanto en tubos del sobrecalentador como de las paredes de agua. En el caso de los tubos del sobrecalentador, la falla puede estar intensificada por la presencia de cenizas que retardan el flujo del calor elevando la temperatura de la pared y aceleran el proceso de oxidación. Esta falla viene como consecuencia del proceso de creep del material. En los tubos de agua puede estar inducida por la presencia de depósitos, incrustaciones o fallas en el flujo interno
En el campo de las altas temperaturas hay otras fallas tales como la grafitización que
provoca una falla frágil de borde grueso y que tiene lugar debido a la disolución del carburo de hierro en el acero formando nódulos de grafito que traen como consecuencia una pérdida de resistencia mecánica
Otra falla es la fatiga de origen térmico ocasionada por: Ciclos de arranque-parada en frío-caliente
Excesivos gradientes térmicos y restricciones mecánicas al desplazamiento de las
partes
Cambios en el mecanismo de evaporación (DNB) o fluctuaciones en el flujo a
través de las paredes de agua
Vibraciones de baja amplitud
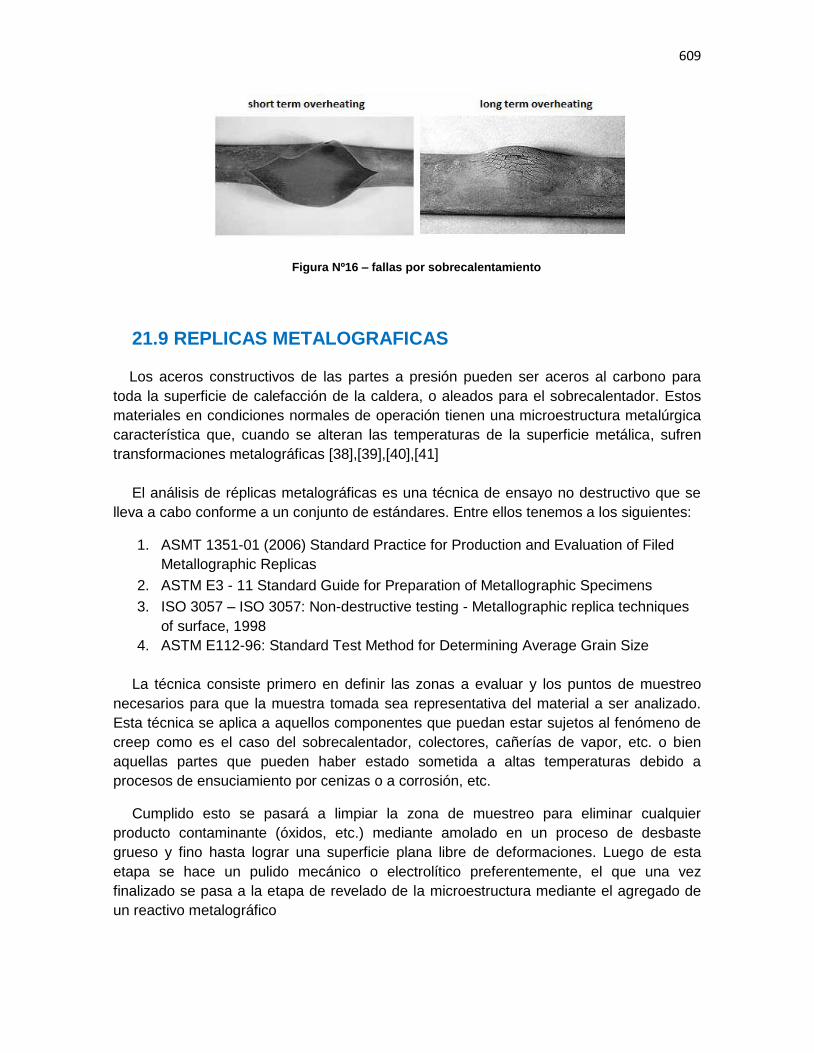
609
Figura Nº16 – fallas por sobrecalentamiento
21.9 REPLICAS METALOGRAFICAS
Los aceros constructivos de las partes a presión pueden ser aceros al carbono para toda la superficie de calefacción de la caldera, o aleados para el sobrecalentador. Estos materiales en condiciones normales de operación tienen una microestructura metalúrgica característica que, cuando se alteran las temperaturas de la superficie metálica, sufren transformaciones metalográficas [38],[39],[40],[41]
El análisis de réplicas metalográficas es una técnica de ensayo no destructivo que se lleva a cabo conforme a un conjunto de estándares. Entre ellos tenemos a los siguientes:
1. ASMT 1351-01 (2006) Standard Practice for Production and Evaluation of Filed Metallographic Replicas
2. ASTM E3 - 11 Standard Guide for Preparation of Metallographic Specimens
3. ISO 3057 – ISO 3057: Non-destructive testing - Metallographic replica techniques of surface, 1998
4. ASTM E112-96: Standard Test Method for Determining Average Grain Size
La técnica consiste primero en definir las zonas a evaluar y los puntos de muestreo necesarios para que la muestra tomada sea representativa del material a ser analizado. Esta técnica se aplica a aquellos componentes que puedan estar sujetos al fenómeno de creep como es el caso del sobrecalentador, colectores, cañerías de vapor, etc. o bien aquellas partes que pueden haber estado sometida a altas temperaturas debido a procesos de ensuciamiento por cenizas o a corrosión, etc.
Cumplido esto se pasará a limpiar la zona de muestreo para eliminar cualquier producto contaminante (óxidos, etc.) mediante amolado en un proceso de desbaste grueso y fino hasta lograr una superficie plana libre de deformaciones. Luego de esta etapa se hace un pulido mecánico o electrolítico preferentemente, el que una vez finalizado se pasa a la etapa de revelado de la microestructura mediante el agregado de un reactivo metalográfico
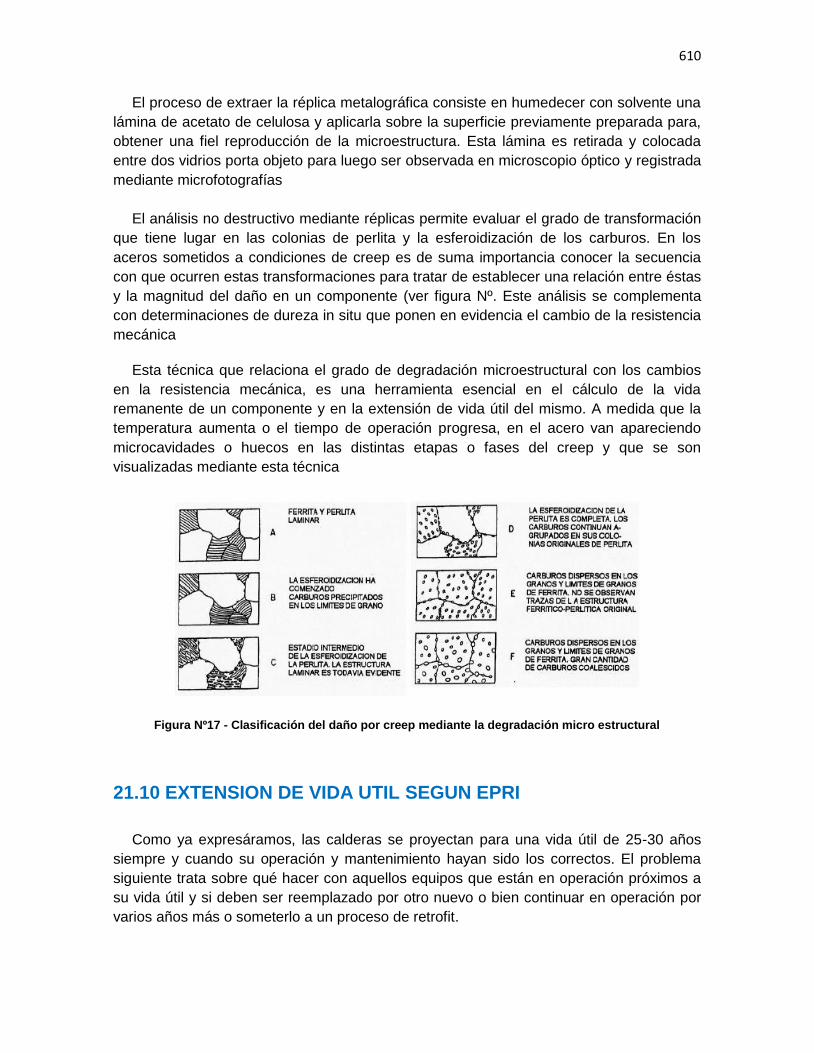
610
El proceso de extraer la réplica metalográfica consiste en humedecer con solvente una lámina de acetato de celulosa y aplicarla sobre la superficie previamente preparada para, obtener una fiel reproducción de la microestructura. Esta lámina es retirada y colocada entre dos vidrios porta objeto para luego ser observada en microscopio óptico y registrada mediante microfotografías
El análisis no destructivo mediante réplicas permite evaluar el grado de transformación
que tiene lugar en las colonias de perlita y la esferoidización de los carburos. En los aceros sometidos a condiciones de creep es de suma importancia conocer la secuencia con que ocurren estas transformaciones para tratar de establecer una relación entre éstas y la magnitud del daño en un componente (ver figura Nº. Este análisis se complementa con determinaciones de dureza in situ que ponen en evidencia el cambio de la resistencia mecánica
Esta técnica que relaciona el grado de degradación microestructural con los cambios en la resistencia mecánica, es una herramienta esencial en el cálculo de la vida remanente de un componente y en la extensión de vida útil del mismo. A medida que la temperatura aumenta o el tiempo de operación progresa, en el acero van apareciendo microcavidades o huecos en las distintas etapas o fases del creep y que se son visualizadas mediante esta técnica
Figura Nº17 - Clasificación del daño por creep mediante la degradación micro estructural
21.10 EXTENSION DE VIDA UTIL SEGUN EPRI
Como ya expresáramos, las calderas se proyectan para una vida útil de 25-30 años siempre y cuando su operación y mantenimiento hayan sido los correctos. El problema siguiente trata sobre qué hacer con aquellos equipos que están en operación próximos a su vida útil y si deben ser reemplazado por otro nuevo o bien continuar en operación por varios años más o someterlo a un proceso de retrofit.
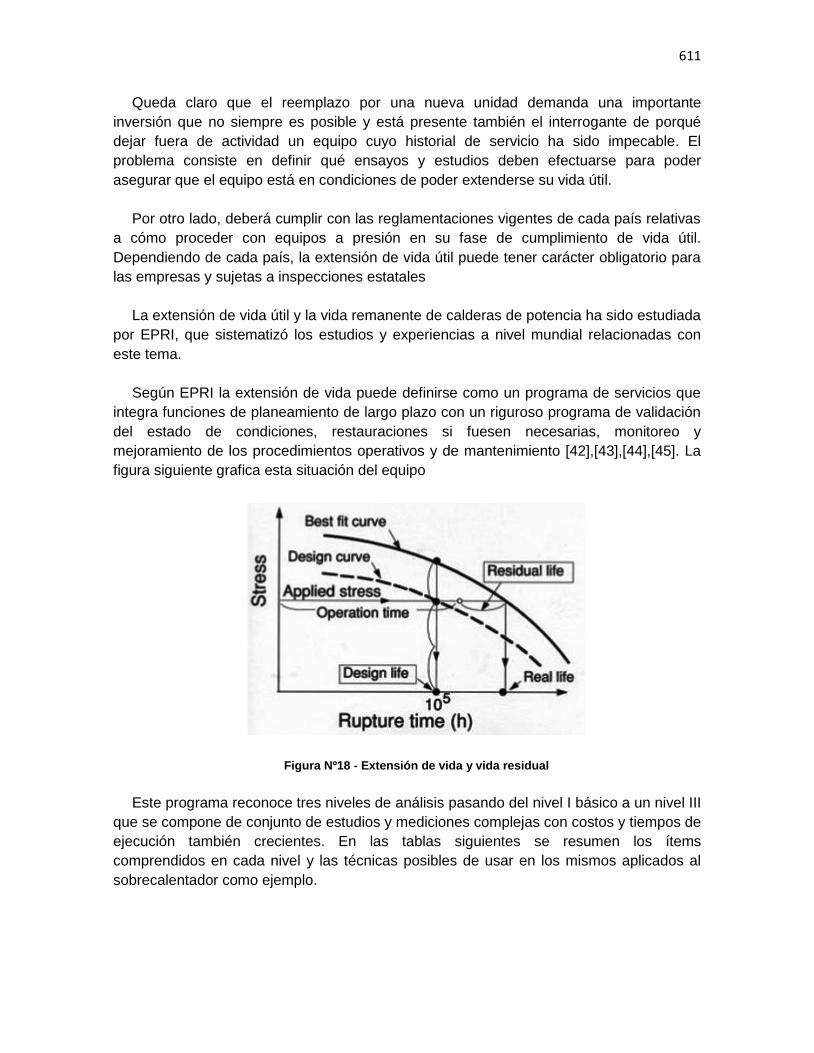
611
Queda claro que el reemplazo por una nueva unidad demanda una importante inversión que no siempre es posible y está presente también el interrogante de porqué dejar fuera de actividad un equipo cuyo historial de servicio ha sido impecable. El problema consiste en definir qué ensayos y estudios deben efectuarse para poder asegurar que el equipo está en condiciones de poder extenderse su vida útil.
Por otro lado, deberá cumplir con las reglamentaciones vigentes de cada país relativas
a cómo proceder con equipos a presión en su fase de cumplimiento de vida útil. Dependiendo de cada país, la extensión de vida útil puede tener carácter obligatorio para las empresas y sujetas a inspecciones estatales
La extensión de vida útil y la vida remanente de calderas de potencia ha sido estudiada
por EPRI, que sistematizó los estudios y experiencias a nivel mundial relacionadas con este tema.
Según EPRI la extensión de vida puede definirse como un programa de servicios que
integra funciones de planeamiento de largo plazo con un riguroso programa de validación del estado de condiciones, restauraciones si fuesen necesarias, monitoreo y mejoramiento de los procedimientos operativos y de mantenimiento [42],[43],[44],[45]. La figura siguiente grafica esta situación del equipo
Figura Nº18 - Extensión de vida y vida residual
Este programa reconoce tres niveles de análisis pasando del nivel I básico a un nivel III
que se compone de conjunto de estudios y mediciones complejas con costos y tiempos de ejecución también crecientes. En las tablas siguientes se resumen los ítems comprendidos en cada nivel y las técnicas posibles de usar en los mismos aplicados al sobrecalentador como ejemplo.
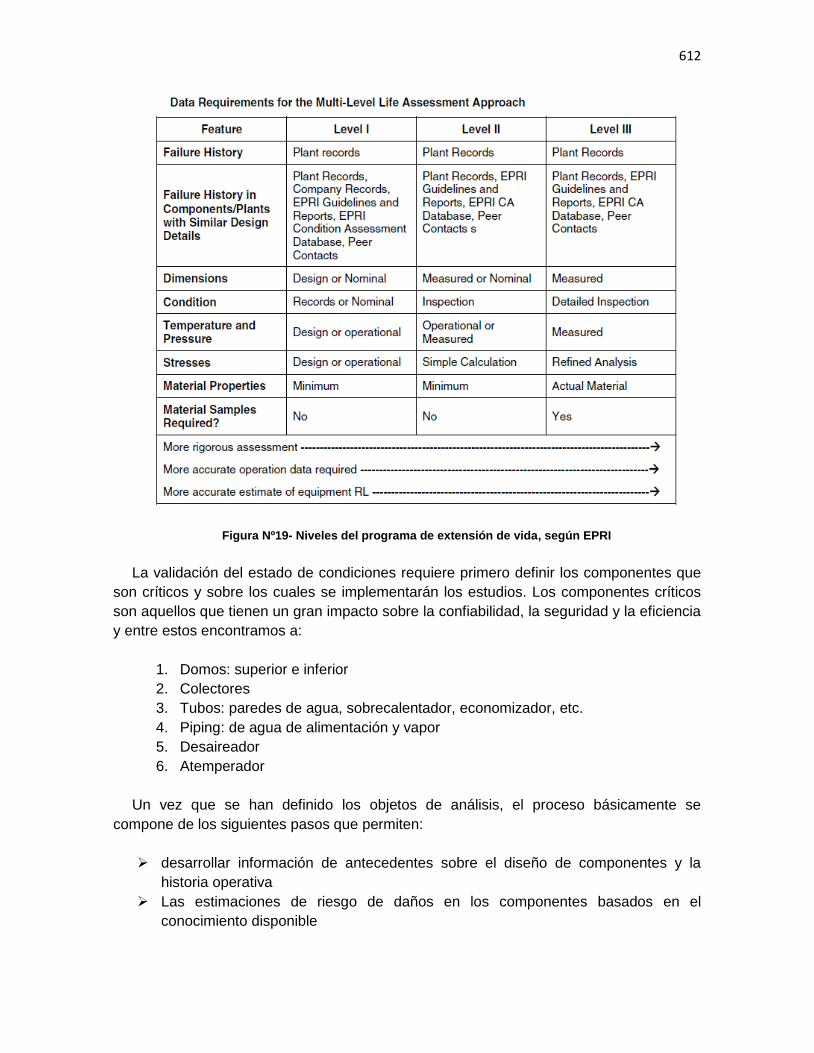
612
Figura Nº19- Niveles del programa de extensión de vida, según EPRI
La validación del estado de condiciones requiere primero definir los componentes que
son críticos y sobre los cuales se implementarán los estudios. Los componentes críticos son aquellos que tienen un gran impacto sobre la confiabilidad, la seguridad y la eficiencia y entre estos encontramos a:
1. Domos: superior e inferior 2. Colectores 3. Tubos: paredes de agua, sobrecalentador, economizador, etc. 4. Piping: de agua de alimentación y vapor 5. Desaireador 6. Atemperador
Un vez que se han definido los objetos de análisis, el proceso básicamente se
compone de los siguientes pasos que permiten: desarrollar información de antecedentes sobre el diseño de componentes y la
historia operativa Las estimaciones de riesgo de daños en los componentes basados en el
conocimiento disponible
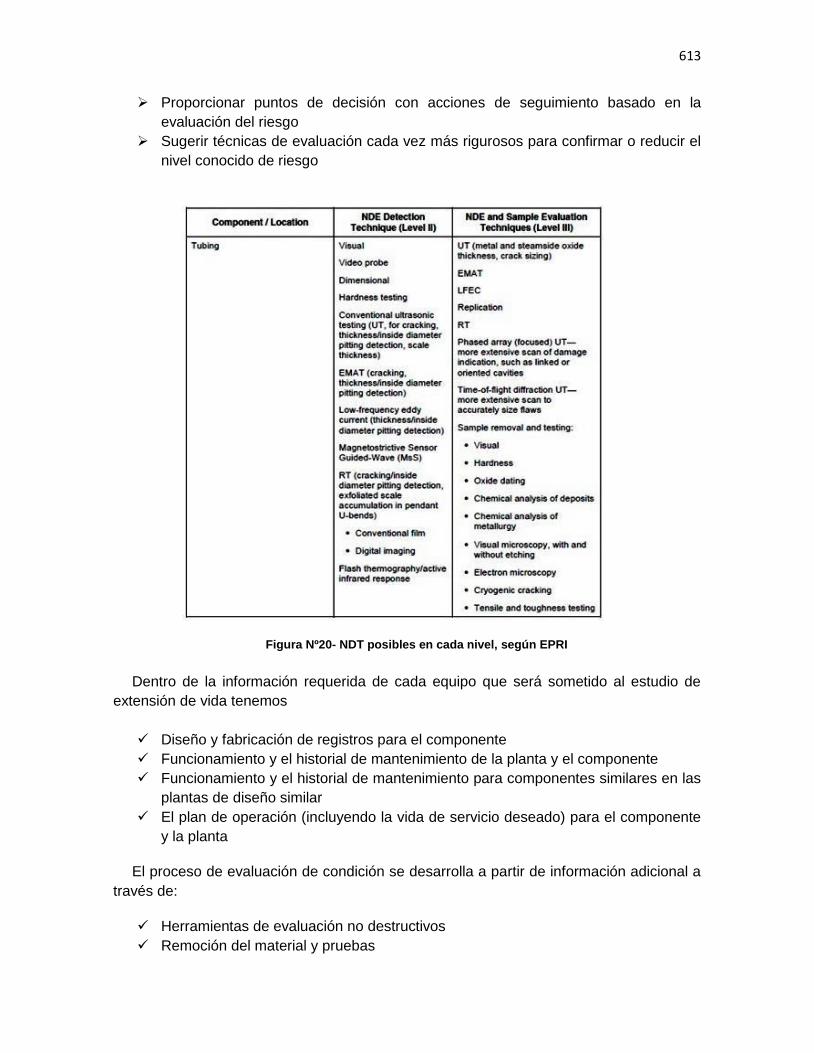
613
Proporcionar puntos de decisión con acciones de seguimiento basado en la evaluación del riesgo
Sugerir técnicas de evaluación cada vez más rigurosos para confirmar o reducir el nivel conocido de riesgo
Figura Nº20- NDT posibles en cada nivel, según EPRI
Dentro de la información requerida de cada equipo que será sometido al estudio de
extensión de vida tenemos Diseño y fabricación de registros para el componente Funcionamiento y el historial de mantenimiento de la planta y el componente Funcionamiento y el historial de mantenimiento para componentes similares en las
plantas de diseño similar El plan de operación (incluyendo la vida de servicio deseado) para el componente
y la planta
El proceso de evaluación de condición se desarrolla a partir de información adicional a través de:
Herramientas de evaluación no destructivos Remoción del material y pruebas
614
Análisis de tensión El análisis de mecánica de fractura Otras herramientas de software para predecir la progresión del daño y riesgo
En general, el enfoque de gestión de la vida más rentable implica abordar la causa raíz (s) de daños a los componentes y la eliminación de la vulnerabilidad a los daños futuros.
Ejemplo Nº3: en una caldera de bagazo tradicional, el sobrecalentador fue definido como un componente crítico ya que sus mecanismos de falla se componen de creep de largo plazo y de fatiga por la operación cíclica. Para determinar qué tipo de nivel de análisis se requiere con el propósito de implementar un programa de extensión de vida, se deberá responder a las cuatro preguntas siguientes
1. Ha excedido el componente significativamente la temperatura y presión de
trabajo?
2. En la vida extendida futura estará sometido a presiones, temperaturas y ciclos
fuera de las condiciones de diseño?
3. Ha sido la historia de falla excesiva?
4. Los registros de temperatura son inadecuados o no existen?
Si todas las preguntas fueron respondidas de manera afirmativa, esto significa que el nivel I de validación es inadecuado, pero si todas fueron respondidas negativamente, se podrá usar el nivel I. Asumamos que el equipo presenta los siguientes datos y que se respondió negativamente el cuestionario anterior
Material constructivo: SA 192, Diámetro del tubo: 2”, Espesor: t = 3 mm
Horas de operación acumuladas: 50.400 hs (diez años de zafra)
Temperatura de trabajo del material: Tmáx = 430ºC (medido) Tensión máxima admisible de trabajo: 8651psi
Ingresando con este valor a la curva de creep del acero al carbono, obtenemos el mínimo parámetro de Miller, P = 32.4. Despejando de la ecuación de Miller el valor del tiempo necesario para alcanzar el tiempo de rotura por creep, tenemos
Parámetro de Miller vale: P = T (log tr + 20)x10-3 , de donde obtenemos que
tr = log-1 [(Px103/ T) – 20]; siendo la temperatura T = 430ºC = 1265ºR ,
dando valores nos queda: tr = log-1[(32.4x1000/1265) - 20] = 409.872 horas 50.400
La vida remanente será: Vr = 409.872 – 50.400 = 359.472 horas
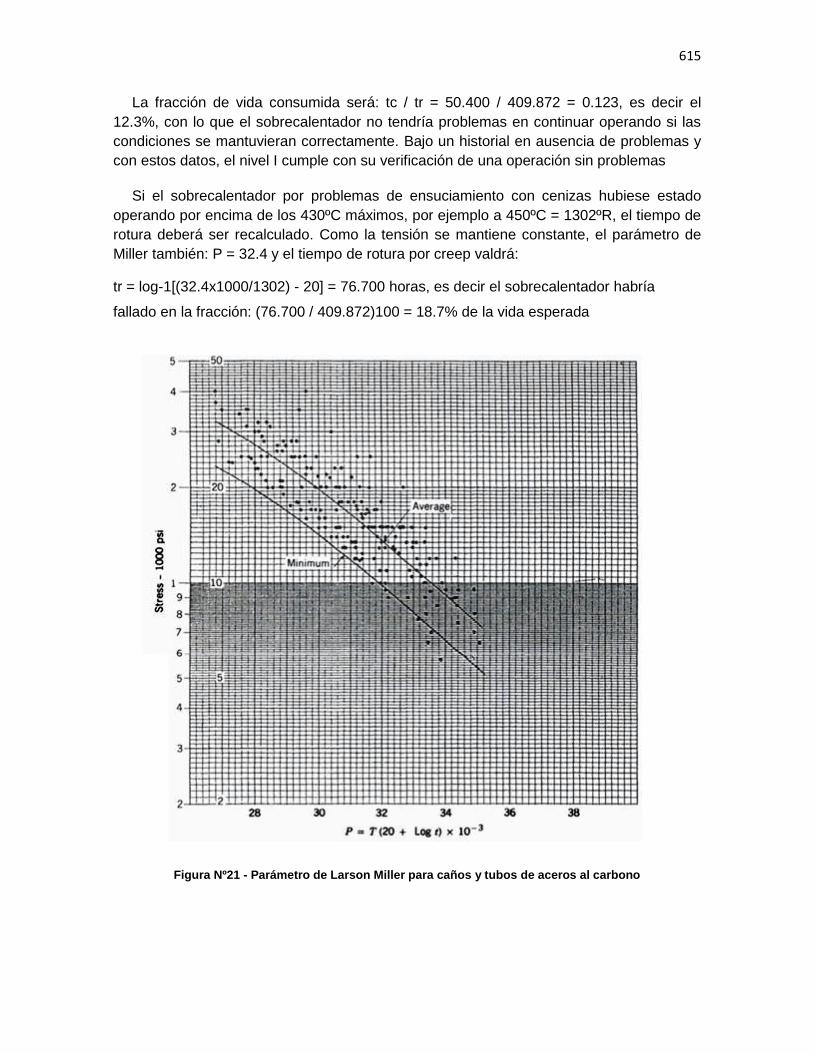
615
La fracción de vida consumida será: tc / tr = 50.400 / 409.872 = 0.123, es decir el 12.3%, con lo que el sobrecalentador no tendría problemas en continuar operando si las condiciones se mantuvieran correctamente. Bajo un historial en ausencia de problemas y con estos datos, el nivel I cumple con su verificación de una operación sin problemas
Si el sobrecalentador por problemas de ensuciamiento con cenizas hubiese estado operando por encima de los 430ºC máximos, por ejemplo a 450ºC = 1302ºR, el tiempo de rotura deberá ser recalculado. Como la tensión se mantiene constante, el parámetro de Miller también: P = 32.4 y el tiempo de rotura por creep valdrá:
tr = log-1[(32.4x1000/1302) - 20] = 76.700 horas, es decir el sobrecalentador habría
fallado en la fracción: (76.700 / 409.872)100 = 18.7% de la vida esperada
Figura Nº21 - Parámetro de Larson Miller para caños y tubos de aceros al carbono
616
Ejemplo Nº4: si para un sobrecalentador de material ASTM A192 se le fijara una tensión máxima de trabajo de 8600 psi y una vida útil de 130.000 horas, cuál sería la temperatura que debería alcanzarse en la pared para producir su rotura en ese tiempo? Ingresando al diagrama obtenemos que P = 32.4 y despejando de la ecuación la temperatura de trabajo, tendremos que vale:
T = P / (20 + log tr) = 32.4x103 / (20 + log130.000) = 1290°R = 443°C
El ejemplo N°3 sirve para demostrar cómo la vida útil se redujo drásticamente como consecuencia del aumento de temperatura de la pared metálica, fallando al 18.7% del total de horas de marcha esperadas
Si fuera este el caso en donde existen reportes que el equipo puede haber estado sometido a temperaturas muy por arriba de las permitidas, el cambio de análisis del nivel I a II incluirá otras determinaciones tales como mediciones de espesores y fallas por ultrasonido, réplicas metalográficas, dureza y análisis químicos como mínimo con el objeto de verificar la ausencia de cualquier falla o cambios en la microestructura que modifiquen la resistencia mecánica del acero. Es aquí, en donde se puede aplicar como herramientas complementarias las del estándar API 579- Fitness for Service 20]
21.11 MEDICIONES DE TEMPERATURA DEL METAL
Vimos el impacto que tiene la temperatura sobre la vida de los tubos, por ello uno de los controles más importante y necesario realizar es la medición de las temperaturas en la superficie de los tubos (tube skin temperature). Estas mediciones se llevan a cabo en las zonas más críticas tales como en las paredes de agua, tubos del haz convectivo y en el sobrecalentador
También se pueden efectuar mediciones de temperatura en los colectores de vapor sobrecalentado y en el domo. En estos puntos tienen por finalidad verificar que las diferencia de temperatura entre la pared interna y externa no sobrepase los valores permitidos a los fines de evitar tensiones térmicas peligrosas durante los procesos de start-up de la caldera
Las mediciones se pueden hacer mediante termocuplas (Tipo K, N con vaina de Hastelloy X, Inconel 600) de diseño especial que van soldadas a la superficie del tubo. Estas tienen diferentes formas según la temperatura de trabajo, las facilidades de acceso, etc. Es claro que en estas mediciones se desea una rápida velocidad de respuesta y exactitud. En la figura siguiente se muestran algunos tipos

617
Figura Nº22 - Medición de temperatura superficial
Si se miden varios tubos, estas señales pueden ser recolectadas en un transmisor
multipuntos y se puede colocar valores de alarmas para temperaturas máximas
21.12 PRUEBA HIDROSTATICA
Las calderas a bagazo nuevas se ensamblan y montan en el terreno de operación y una vez completado este proceso, debe ser sometida a una prueba hidrostática con el propósito de verificar su resistencia mecánica y la ausencia de grietas o fisuras que pueden dar lugar a fugas de agua y/o vapor según el caso
Antes de este proceso el equipo debe ser preparado cuidando no dejar ningún elemento extraño dentro de la caldera. Esta prueba hidrostática se lleva a cabo siguiendo los lineamientos de las secciones I (partes PG-99 y PW-55) y VII (parte C2.270) de ASME. Según estos estándares la prueba debe efectuarse bajo el siguiente procedimiento:
La caldera debe ser llenada con agua a temperatura no inferior a la ambiente y bajo ningún caso por debajo de los 20ºC
El ensayo se practicará en dos etapas consistentes en:
La presión de prueba hidráulica debe ser aplicada gradualmente hasta no menos de 1,5 veces la máxima presión de trabajo admisible (MAWP) que figura en el Informe de Datos del Fabricante (Manufacturer Data Report) y que será estampada en la caldera.
618
Ninguna parte de la caldera podrá estar sometida a una tensión general primaria de membrana mayor que el 90% de su tensión de fluencia (tolerancia 0.2%) a la temperatura de ensayo. La tensión primaria de membrana a la que los componentes de la caldera estarán sujetos durante la prueba hidráulica deberá ser tenida en cuenta en el diseño de los componentes. No se requiere realizar durante esta etapa una inspección visual minuciosa para detectar pérdidas. En estas condiciones la caldera se puede mantener ente 10 a 15 minutos
La presión de prueba hidráulica puede entonces ser reducida hasta la máxima
presión de trabajo admisible (MAWP) mostrada en el Informe de Datos y a ser estampada en la caldera y mantenida a esta presión mientras la caldera es cuidadosamente examinada. La temperatura del metal no debe exceder los 50 ºC durante este minucioso examen. En este estado se puede mantener la presión durante una hora o más dependiendo de la inspección
Para la ejecución de la prueba la instrumentación debe ser adecuada. Los manómetros pueden ser digitales o industriales tipo Bourdon y deben tener una escala igual al doble de la presión de prueba, con una apreciación tal que permita claramente la lectura del valor establecido.
Los manómetros antes de la prueba deben ser calibrados. La constancia del valor de la presión fijada debe quedar asentada en un registrador gráfico o digital. Completado el proceso deberá confeccionarse el registro del ensayo proporcionado por el fabricante y que deberá ser conformada por el cliente
La prueba hidráulica se practica también cuando el equipo estuvo mucho tiempo fuera de operación o cuando se realizaron trabajos de reparación o alteración en cualquier parte del circuito bajo presión. Si durante la fase de presurización se detectasen fugas en uniones soldadas, zona de madriladura de tubos o por juntas, el ensayo debe detenerse, vaciar la caldera y efectuar los trabajos de reparación necesarios y volver a ensayar hasta alcanzar los criterios de aceptación del ensayo
Los criterios de aceptación del ensayo hidrostático de una caldera nueva deben cumplir con lo siguiente:
Fisuras en uniones soldadas: ninguna
Fugas en zonas de mandrilado: ninguna
Fugas por juntas de uniones bridadas: ninguna
21.13 TRATAMIENTO PRE-OPERACIONAL
Es siempre conveniente cuando se trata de unidades nuevas, someterlas a distintos procesos con el propósito de eliminar todas las impurezas tales como óxidos, grasas,
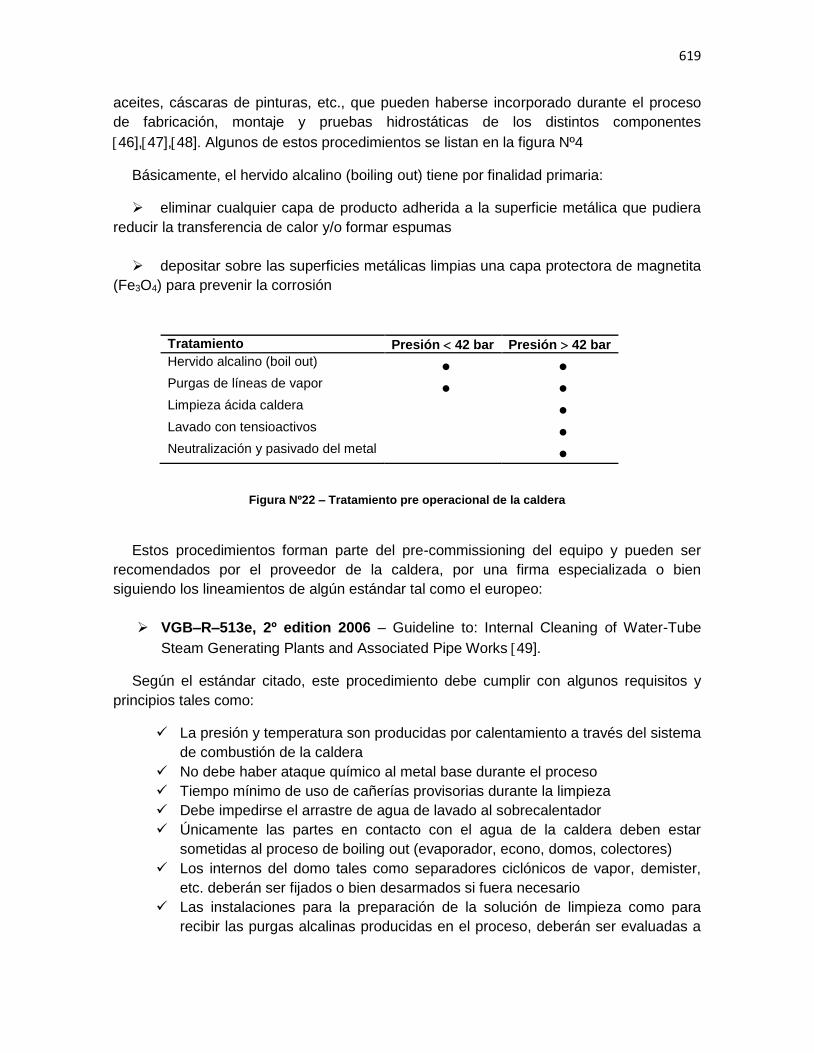
619
aceites, cáscaras de pinturas, etc., que pueden haberse incorporado durante el proceso de fabricación, montaje y pruebas hidrostáticas de los distintos componentes 46],47],48]. Algunos de estos procedimientos se listan en la figura Nº4
Básicamente, el hervido alcalino (boiling out) tiene por finalidad primaria:
eliminar cualquier capa de producto adherida a la superficie metálica que pudiera reducir la transferencia de calor y/o formar espumas
depositar sobre las superficies metálicas limpias una capa protectora de magnetita
(Fe3O4) para prevenir la corrosión
Tratamiento Presión 42 bar Presión 42 bar Hervido alcalino (boil out) Purgas de líneas de vapor Limpieza ácida caldera Lavado con tensioactivos Neutralización y pasivado del metal
Figura Nº22 – Tratamiento pre operacional de la caldera
Estos procedimientos forman parte del pre-commissioning del equipo y pueden ser
recomendados por el proveedor de la caldera, por una firma especializada o bien siguiendo los lineamientos de algún estándar tal como el europeo:
VGB–R–513e, 2º edition 2006 – Guideline to: Internal Cleaning of Water-Tube
Steam Generating Plants and Associated Pipe Works 49].
Según el estándar citado, este procedimiento debe cumplir con algunos requisitos y principios tales como:
La presión y temperatura son producidas por calentamiento a través del sistema de combustión de la caldera
No debe haber ataque químico al metal base durante el proceso Tiempo mínimo de uso de cañerías provisorias durante la limpieza Debe impedirse el arrastre de agua de lavado al sobrecalentador Únicamente las partes en contacto con el agua de la caldera deben estar
sometidas al proceso de boiling out (evaporador, econo, domos, colectores) Los internos del domo tales como separadores ciclónicos de vapor, demister,
etc. deberán ser fijados o bien desarmados si fuera necesario Las instalaciones para la preparación de la solución de limpieza como para
recibir las purgas alcalinas producidas en el proceso, deberán ser evaluadas a
620
los efectos de cumplir con los requisitos de seguridad y disposiciones legales respecto del vuelco de estos efluentes líquidos
Igualmente con relación al sistema de bombeo, cañerías y dispositivos de bloqueo de flujo necesarios para la alimentación de la solución
Si las partes refractarias de la caldera no hubieran sido sometidas al proceso de secado pre-operacional, la rampa de calentamiento y aumento de presión en la caldera para el hervido alcalino, se hará siguiendo las recomendaciones del fabricante respecto del secado de refractarios
El agua usada para el boiling out deberá ser al menos ablandada y desaireada Si se contara con agua desmineralizada para el boiling out, no deberá usarse
solamente soda cáustica (NaOH), debido a que su acumulación en las grietas, hendiduras o zonas inmóviles del equipo pueden producir fragilidad cáustica por excesiva concentración
Soluciones de limpieza: Para el lavado existen varios productos y combinaciones de ellos con los que se preparará la disolución en las proporciones indicadas en la figura Nº5 según el caso. Las soluciones más usuales en el tratamiento básico están compuestas por los productos: Nº1-2, Nº1-4, o Nº1-2-4. Cuando se desea asegurar el pasivado se le agregará el producto Nº5
Alimentación a la caldera: una vez que la solución ha sido preparada, se podrá alimentar en forma paralela con el agua de alimentación, dosificando su flujo a medida que aumenta el nivel de agua en el domo. Cuando el agua haya alcanzado el menor nivel aceptable en la caldera verificado en el elemento de control visual, se dará por concluida la etapa de carga y se procederá a cerrar las tapas del domo y comenzar con la fase de calentamiento y presurización.
El venteo del domo, del colector del sobrecalentador y la válvula de seguridad quedarán abiertos hasta que comience a salir vapor, luego de lo cual se cerrarán (excepto la del sobrecalentador) para comenzar a levantar presión lentamente
Calentamiento y presurización: Completado el paso anterior, se procederá al proceso de calentamiento quemando bagazo o leña en el hogar, de forma tal de asegurar que al cabo de unas 8 horas se alcance el 15% de la presión de trabajo. Si la caldera opera a 65 bar, en esta primera etapa deberá lograrse unos 10 bar, lo cual implica que la tasa de calentamiento no debe exceder los 22ºC/hora.
La temperatura de los gases a la entrada del sobrecalentador no deberá exceder los 400-450ºC. Alcanzada esta presión, el fuego se regulará para mantener la misma durante 24 horas y cada tres, se irán efectuando purgas de fondo rápidas (3–7seg).
Cumplido el período mínimo de hervor, se apagará el fuego para permitir el enfriamiento y la precipitación de los lodos. En estas condiciones se hará una última descarga y se tomará una muestra sobre la que se determinará alcalinidad, pH, grasas y aceites
621
Productos kg / m3 de H20
1. Hidróxido de sodio (NaOH)
1 kg (100%) o 2 kg (50%)
2. Fosfato trisódico (Na3PO4 – 12H2O) 0.5 - 4 kg
3. Nitrato de sodio (NaNO3) 0.15 kg
4. Carbonato de sodio (CO3Na2) 1 kg
5. Solución amoniacal (≈25% NH4OH) 0.5 lt
6. Solución de hidracina (15%) 0.1 lt
7. detergente tensoactivo no iónico 0.1 kg
Figura Nº23 – soluciones para hervido alcalino
Si el análisis de la muestra indica la presencia de estos elementos, se repondrá el nivel
de solución a su valor normal e iniciará el proceso de combustión nuevamente hasta alcanzar en esta segunda etapa el 25% de la presión de trabajo según la tabla Nº6. Hecho esto, se repetirán los procesos antes citados como el primer día
Presión trabajo bar] Presión del boiling out bar] 20 4 – 5 20 – 40 5 - 10 40 – 60 10 - 15 60 - 80 15 - 20
Figura Nº 24 – presión de trabajo y hervido alcalino
La duración total puede estar entre 72 - 96 horas. El proceso se puede dar por concluido cuando la proporción de grasas-aceites en la descarga sea inferior a 5 ppm y la alcalinidad se encuentre estable dentro del rango establecido por la norma ASTM D 1067 (variación menor del 10% entre tres análisis consecutivos)
Vaciado y enjuague de la caldera: verificado el análisis de la descarga se dejará enfriar naturalmente la caldera, y cuando la presión haya descendido hasta unos 0.5 bar, se abrirán los venteos del domo para permitir la descarga del agua.
Cuando el agua tenga unos 70ºC se drenará la solución alcalina y se procederá al lavado con agua de una temperatura similar. Si no se contase con agua caliente de 70ºC, se dejará enfriar la caldera hasta unos 50-45ºC.
Cuando se haya alcanzado estos valores se vaciará la caldera y se procederá al enjuague con agua fresca una o dos veces. Luego, se medirá el pH de la descarga y si
622
este fuera todavía mayor al del agua fresca, se harán los enjuagues necesarios hasta que su valor sea coincidente
Una vez alcanzada esta condición, se abrirán los domos para su ventilación y se inspeccionarán internamente. Desde ese punto se hará el lavado con agua a presión de todos los tubos tanto de los riser como downcomers como así también de la superficie del domo y sus internos, asegurando eliminar cualquier residuo sobre las paredes metálicas.
Puede utilizarse aire comprimido para la limpieza de los separadores de gotas y para una mayor seguridad en la inspección de las partes, se podrá usar video endoscopía también. Completada la limpieza el equipo deberá ser llenado con agua fresca para una última etapa de enjuague y luego de esto quedará la caldera en condiciones de poder operar. Se eliminarán todos los bloqueos de válvulas para la prueba y se revisarán los indicadores visuales de nivel, que no estén manchados o dañados por la solución alcalina. De ser necesario se reemplazarán por unos nuevos
21.14 REPARACIONES Y ALTERACIONES
En el transcurso de la vida operativa de la caldera existirán necesidades de reparación o alteración de algún componente o condición operativa. A los fines de entender la diferencia e incumbencia de ambos conceptos vamos a definirlos siguiendo a la Parte 3 del National Board Inspection Code (NBIC), [75]
Reparación: es definida como cualquier trabajo necesario para restaurar en un equipo a presión una condición adecuada para un funcionamiento seguro en las condiciones de diseño existentes
Alteración: significa cualquier cambio en un parámetro de un equipo a presión como los descritos en el Manufacturer´s Data Report que requiera un cambio de los cálculos de diseño o de lo contrario, pueda afectar la capacidad para contener la presión del equipo. Cambios no físicos tales como la máxima presión de trabajo permisible o de la temperatura (interna o externa) es una alteración. Una reducción de la temperatura mínima de diseño de metal es también una alteración.
Los trabajos que impliquen una alteración deben ser autorizados y supervisados por un Inspector Autorizado o por el fabricante del equipo. Alterar un equipo sin la formación y experiencia adecuada puede constituirse en una situación de mucho riesgo tanto para el propio equipo como para las personas
21.15 REEMPLAZO Y REPARACION DE TUBOS
Cuando se producen fugas en los tubos de las paredes de agua, del haz convectivo o de otro equipo de recuperación de calor (sobrecalentador, economizador, etc.) y estos
623
han quedado debidamente identificados, el paso siguiente será definir si serán reemplazados o anulados mediante un tapón (plugged). La decisión dependerá del tiempo disponible para el trabajo, de la ubicación del o los tubos dañados y de la facilidad de acceso para trabajar
El plugging no es recomendable pero es aceptado por el National Board como reparación temporaria y debe hacerse sólo en casos de extrema necesidad. Es recomendable instalar un tapón que sea del mismo material o de material compatible con el tubo que será taponado, para evitar una reacción química que afecte los tubos y la placa [75]
El taponado debe hacerse en ambos extremos y el tubo debe ser cortado con la
herramienta indicada y retirado de su ubicación. Los tubos taponados en el hogar deben ser retirados para evitar el quemado del material no refrigerado y evitar sobrecalentamientos a los tubos vecinos. El tubo taponado puede o no ser retirado, dependiendo de su ubicación. Si no se puede retirar debe practicársele un agujero para su ventilación. Es importante en la anulación de tubos del lado del fuego en el horno, tener en cuenta los siguientes factores:
1. tubos pantallas: la remoción o taponamiento de tubos tenderá a incrementar la temperatura del vapor sobrecalentado
2. paredes de agua (con tubos espaciados): la remoción o taponamiento de tubos de las paredes laterales, techo o pared trasera, afectarán a los refractarios y a los tubos adyacentes incrementando la temperatura en la zona debido a la menor refrigeración. Para mitigar estos efectos se recomienda cubrir con refractario la zona del tubo removido y taponado, incluso parte de los tubos adyacentes tal como se muestra en la figura siguiente. Las paredes de agua con tubos tangentes (membranados) no deben ser taponados, deben ser reparados
3. tubos del piso: la remoción o taponamiento de estos tubos afectará la circulación de las paredes de agua
Si el o los tubos fallados son del banco convectivo, sus efectos no serán tan impactantes como los anteriores
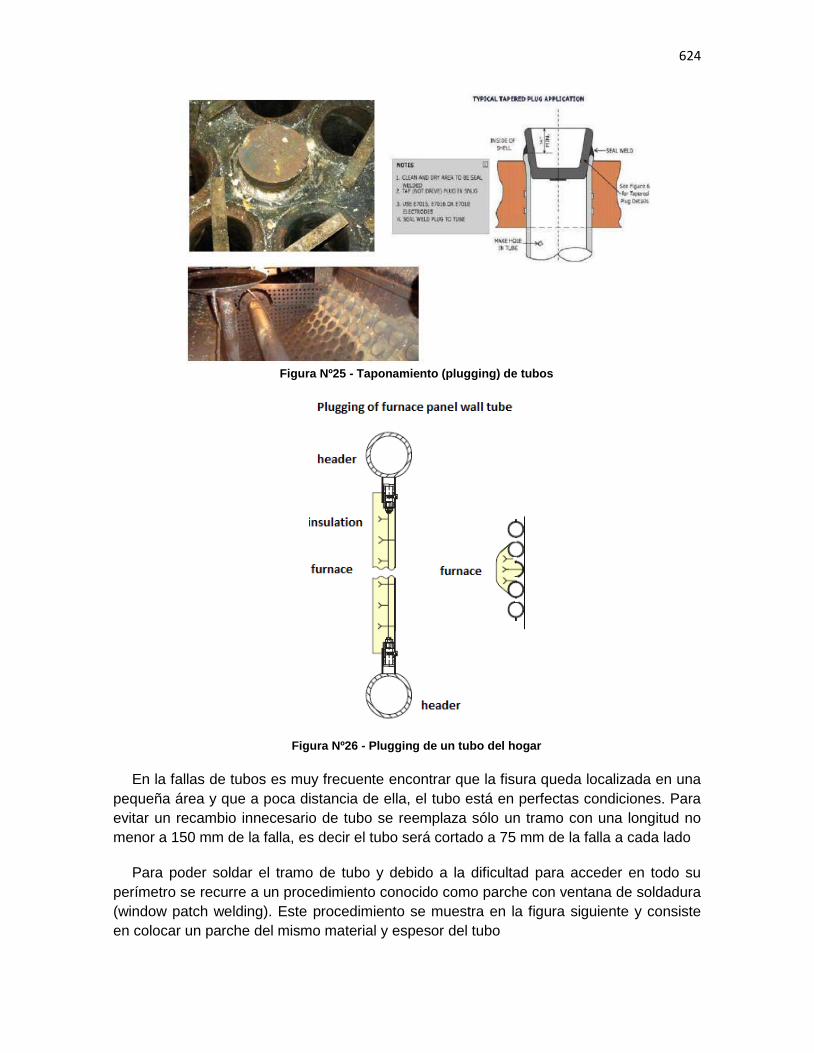
624
Figura Nº25 - Taponamiento (plugging) de tubos
Figura Nº26 - Plugging de un tubo del hogar
En la fallas de tubos es muy frecuente encontrar que la fisura queda localizada en una pequeña área y que a poca distancia de ella, el tubo está en perfectas condiciones. Para evitar un recambio innecesario de tubo se reemplaza sólo un tramo con una longitud no menor a 150 mm de la falla, es decir el tubo será cortado a 75 mm de la falla a cada lado
Para poder soldar el tramo de tubo y debido a la dificultad para acceder en todo su perímetro se recurre a un procedimiento conocido como parche con ventana de soldadura (window patch welding). Este procedimiento se muestra en la figura siguiente y consiste en colocar un parche del mismo material y espesor del tubo
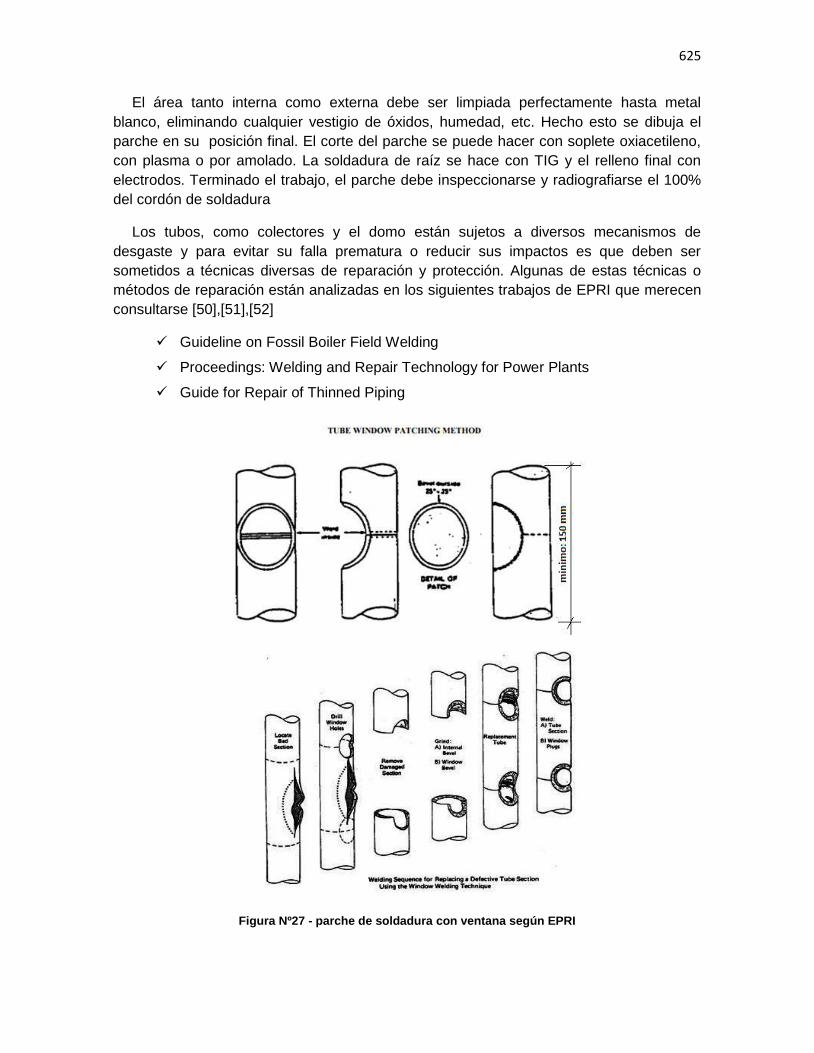
625
El área tanto interna como externa debe ser limpiada perfectamente hasta metal blanco, eliminando cualquier vestigio de óxidos, humedad, etc. Hecho esto se dibuja el parche en su posición final. El corte del parche se puede hacer con soplete oxiacetileno, con plasma o por amolado. La soldadura de raíz se hace con TIG y el relleno final con electrodos. Terminado el trabajo, el parche debe inspeccionarse y radiografiarse el 100% del cordón de soldadura
Los tubos, como colectores y el domo están sujetos a diversos mecanismos de desgaste y para evitar su falla prematura o reducir sus impactos es que deben ser sometidos a técnicas diversas de reparación y protección. Algunas de estas técnicas o métodos de reparación están analizadas en los siguientes trabajos de EPRI que merecen consultarse [50],[51],[52]
Guideline on Fossil Boiler Field Welding
Proceedings: Welding and Repair Technology for Power Plants
Guide for Repair of Thinned Piping
Figura Nº27 - parche de soldadura con ventana según EPRI
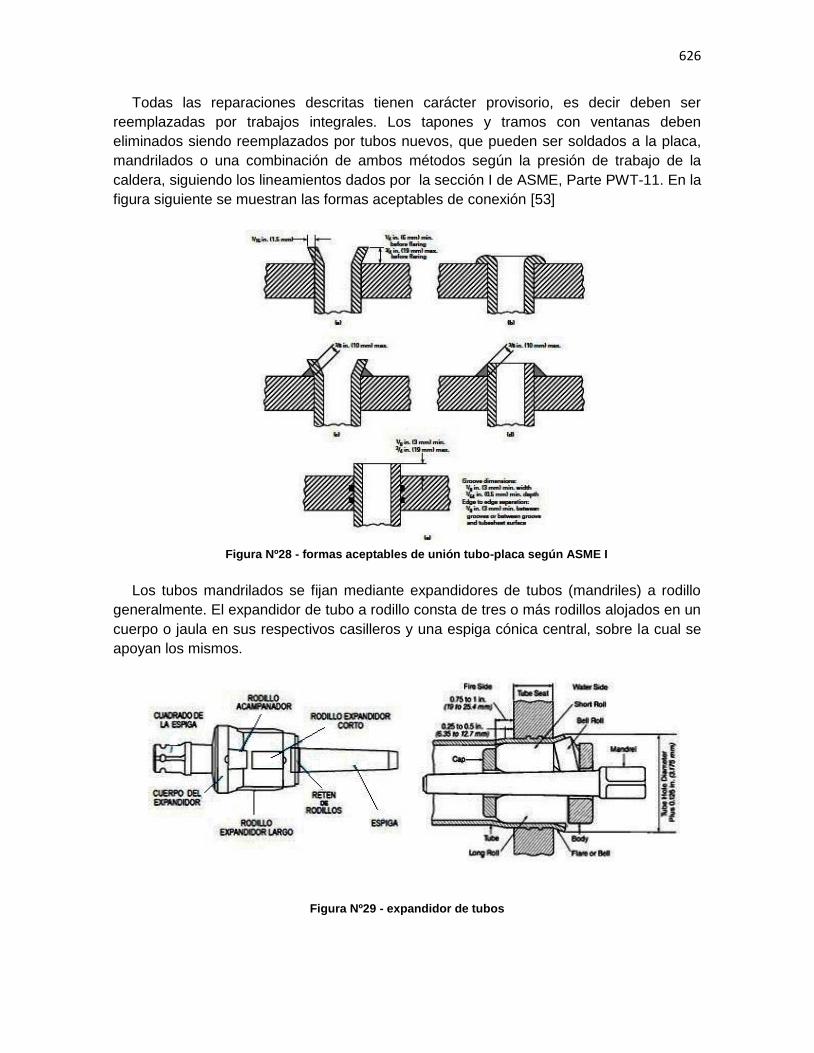
626
Todas las reparaciones descritas tienen carácter provisorio, es decir deben ser reemplazadas por trabajos integrales. Los tapones y tramos con ventanas deben eliminados siendo reemplazados por tubos nuevos, que pueden ser soldados a la placa, mandrilados o una combinación de ambos métodos según la presión de trabajo de la caldera, siguiendo los lineamientos dados por la sección I de ASME, Parte PWT-11. En la figura siguiente se muestran las formas aceptables de conexión [53]
Figura Nº28 - formas aceptables de unión tubo-placa según ASME I
Los tubos mandrilados se fijan mediante expandidores de tubos (mandriles) a rodillo
generalmente. El expandidor de tubo a rodillo consta de tres o más rodillos alojados en un cuerpo o jaula en sus respectivos casilleros y una espiga cónica central, sobre la cual se apoyan los mismos.
Figura Nº29 - expandidor de tubos
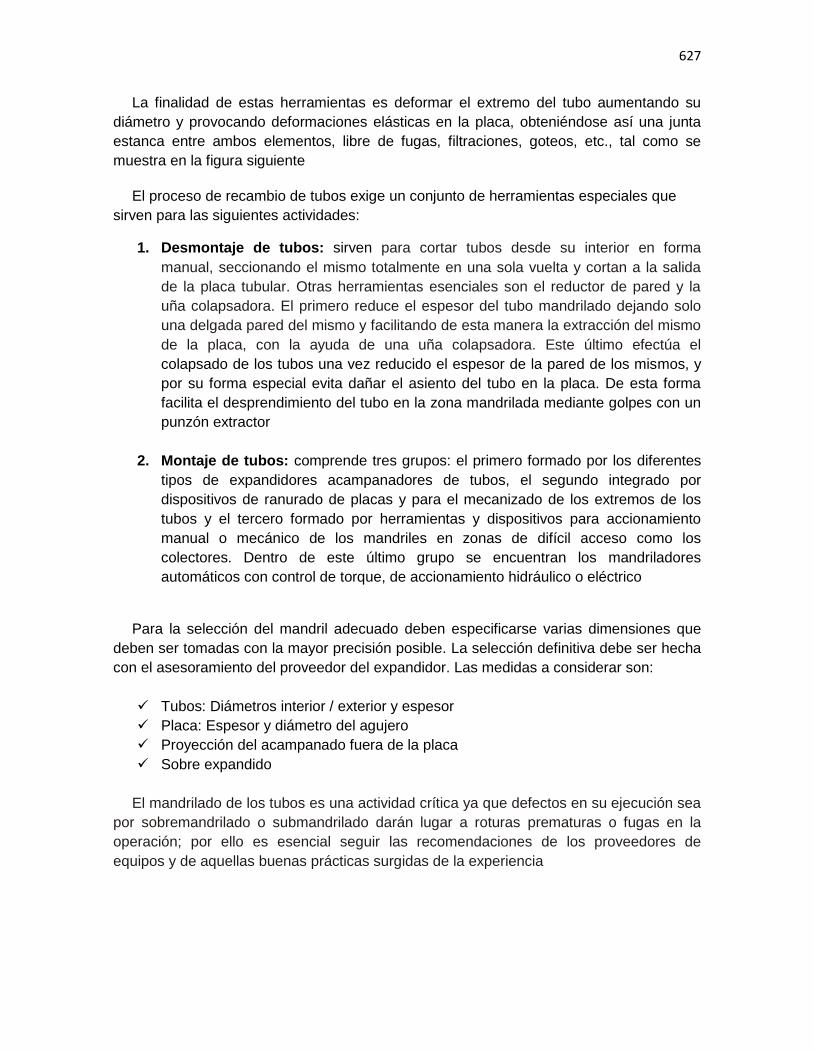
627
La finalidad de estas herramientas es deformar el extremo del tubo aumentando su diámetro y provocando deformaciones elásticas en la placa, obteniéndose así una junta estanca entre ambos elementos, libre de fugas, filtraciones, goteos, etc., tal como se muestra en la figura siguiente
El proceso de recambio de tubos exige un conjunto de herramientas especiales que sirven para las siguientes actividades:
1. Desmontaje de tubos: sirven para cortar tubos desde su interior en forma manual, seccionando el mismo totalmente en una sola vuelta y cortan a la salida de la placa tubular. Otras herramientas esenciales son el reductor de pared y la uña colapsadora. El primero reduce el espesor del tubo mandrilado dejando solo una delgada pared del mismo y facilitando de esta manera la extracción del mismo de la placa, con la ayuda de una uña colapsadora. Este último efectúa el colapsado de los tubos una vez reducido el espesor de la pared de los mismos, y por su forma especial evita dañar el asiento del tubo en la placa. De esta forma facilita el desprendimiento del tubo en la zona mandrilada mediante golpes con un punzón extractor
2. Montaje de tubos: comprende tres grupos: el primero formado por los diferentes
tipos de expandidores acampanadores de tubos, el segundo integrado por dispositivos de ranurado de placas y para el mecanizado de los extremos de los tubos y el tercero formado por herramientas y dispositivos para accionamiento manual o mecánico de los mandriles en zonas de difícil acceso como los colectores. Dentro de este último grupo se encuentran los mandriladores automáticos con control de torque, de accionamiento hidráulico o eléctrico
Para la selección del mandril adecuado deben especificarse varias dimensiones que deben ser tomadas con la mayor precisión posible. La selección definitiva debe ser hecha con el asesoramiento del proveedor del expandidor. Las medidas a considerar son:
Tubos: Diámetros interior / exterior y espesor Placa: Espesor y diámetro del agujero Proyección del acampanado fuera de la placa Sobre expandido
El mandrilado de los tubos es una actividad crítica ya que defectos en su ejecución sea
por sobremandrilado o submandrilado darán lugar a roturas prematuras o fugas en la operación; por ello es esencial seguir las recomendaciones de los proveedores de equipos y de aquellas buenas prácticas surgidas de la experiencia
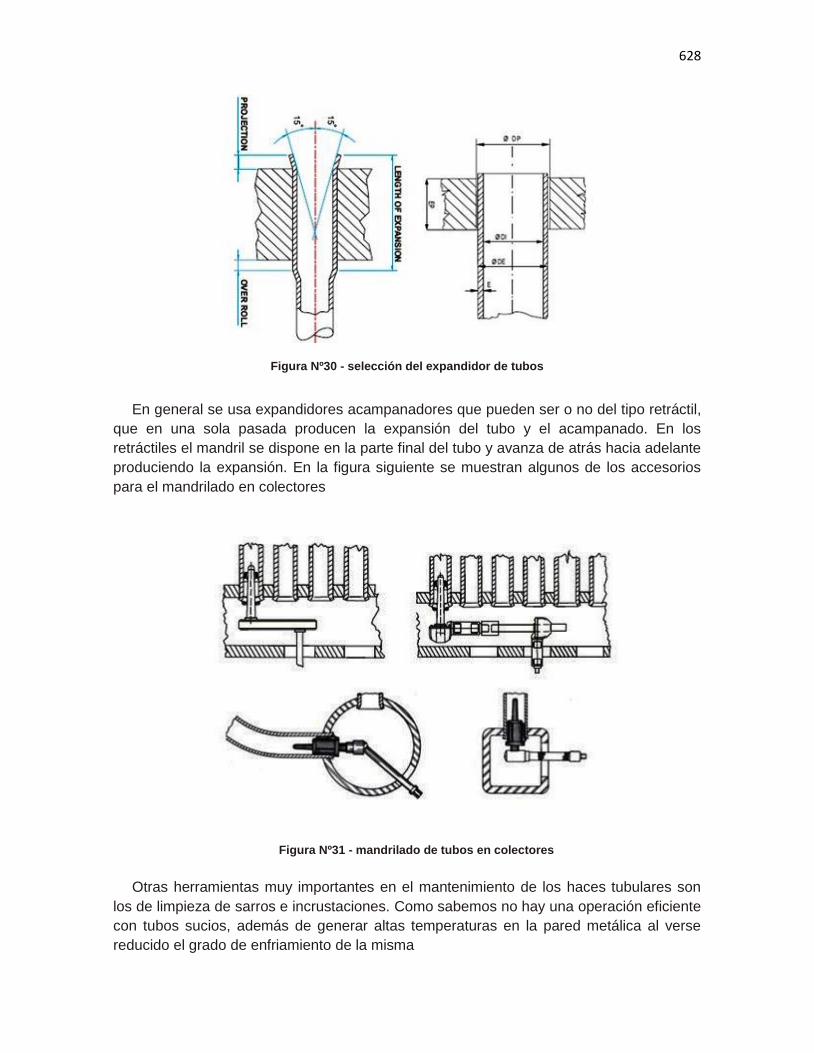
628
Figura Nº30 - selección del expandidor de tubos
En general se usa expandidores acampanadores que pueden ser o no del tipo retráctil, que en una sola pasada producen la expansión del tubo y el acampanado. En los retráctiles el mandril se dispone en la parte final del tubo y avanza de atrás hacia adelante produciendo la expansión. En la figura siguiente se muestran algunos de los accesorios para el mandrilado en colectores
Figura Nº31 - mandrilado de tubos en colectores
Otras herramientas muy importantes en el mantenimiento de los haces tubulares son
los de limpieza de sarros e incrustaciones. Como sabemos no hay una operación eficiente con tubos sucios, además de generar altas temperaturas en la pared metálica al verse reducido el grado de enfriamiento de la misma
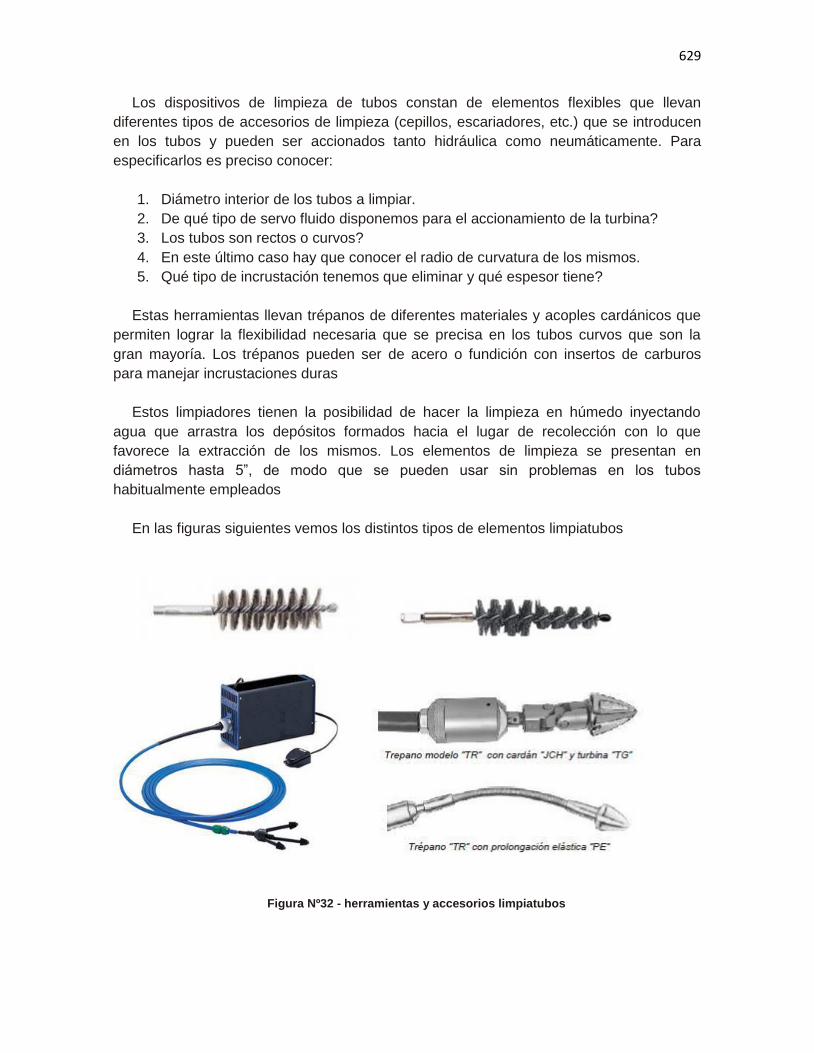
629
Los dispositivos de limpieza de tubos constan de elementos flexibles que llevan diferentes tipos de accesorios de limpieza (cepillos, escariadores, etc.) que se introducen en los tubos y pueden ser accionados tanto hidráulica como neumáticamente. Para especificarlos es preciso conocer:
1. Diámetro interior de los tubos a limpiar. 2. De qué tipo de servo fluido disponemos para el accionamiento de la turbina? 3. Los tubos son rectos o curvos? 4. En este último caso hay que conocer el radio de curvatura de los mismos. 5. Qué tipo de incrustación tenemos que eliminar y qué espesor tiene?
Estas herramientas llevan trépanos de diferentes materiales y acoples cardánicos que
permiten lograr la flexibilidad necesaria que se precisa en los tubos curvos que son la gran mayoría. Los trépanos pueden ser de acero o fundición con insertos de carburos para manejar incrustaciones duras
Estos limpiadores tienen la posibilidad de hacer la limpieza en húmedo inyectando
agua que arrastra los depósitos formados hacia el lugar de recolección con lo que favorece la extracción de los mismos. Los elementos de limpieza se presentan en diámetros hasta 5”, de modo que se pueden usar sin problemas en los tubos
habitualmente empleados En las figuras siguientes vemos los distintos tipos de elementos limpiatubos
Figura Nº32 - herramientas y accesorios limpiatubos
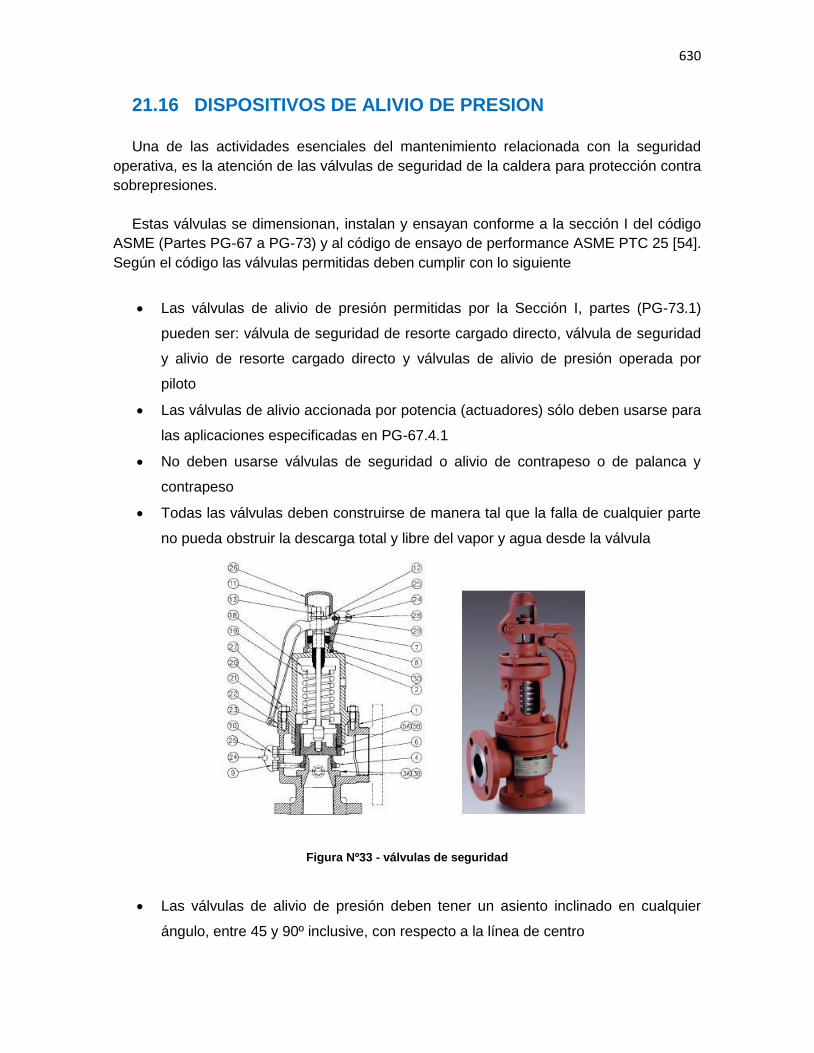
630
21.16 DISPOSITIVOS DE ALIVIO DE PRESION Una de las actividades esenciales del mantenimiento relacionada con la seguridad
operativa, es la atención de las válvulas de seguridad de la caldera para protección contra sobrepresiones.
Estas válvulas se dimensionan, instalan y ensayan conforme a la sección I del código
ASME (Partes PG-67 a PG-73) y al código de ensayo de performance ASME PTC 25 [54]. Según el código las válvulas permitidas deben cumplir con lo siguiente
Las válvulas de alivio de presión permitidas por la Sección I, partes (PG-73.1)
pueden ser: válvula de seguridad de resorte cargado directo, válvula de seguridad
y alivio de resorte cargado directo y válvulas de alivio de presión operada por
piloto
Las válvulas de alivio accionada por potencia (actuadores) sólo deben usarse para
las aplicaciones especificadas en PG-67.4.1
No deben usarse válvulas de seguridad o alivio de contrapeso o de palanca y
contrapeso
Todas las válvulas deben construirse de manera tal que la falla de cualquier parte
no pueda obstruir la descarga total y libre del vapor y agua desde la válvula
Figura Nº33 - válvulas de seguridad
Las válvulas de alivio de presión deben tener un asiento inclinado en cualquier
ángulo, entre 45 y 90º inclusive, con respecto a la línea de centro
631
Cada válvula debe tener un dispositivo de apertura sustancial para verificar que el
disco se encuentra libre, lo cual puede verificarse cuando la presión sea de al
menos el 75% de la presión de ajuste (accionamiento a palanca)
Con relación a la capacidad de alivio de las válvulas tenemos:
La capacidad de alivio de presión de las válvulas del domo de la caldera no podrán
ser menores al 75% de la capacidad máxima de generación de vapor de la
caldera, esto es:
Cd = Cj > 75% Cmáx (kg/h)
Para el caso de un domo con dos válvulas de seguridad, la capacidad de la válvula
más pequeña debe ser igual o mayor al 50% de la capacidad de la válvula más
grande
Cd = C1 + C2 > 75% Cmáx; C1 50% C2
El economizador debe tener una o más válvula de alivio de presión con una
capacidad total (kgmáx/h), calculada a partir de la máxima absorción de calor
esperada, determinada por el fabricante (Btu/h/1000) o (Watt / 646)
Los dispositivos de alivio del economizador deben regularse a la MWAP del
economizador
El sobrecalentador (PG-68) debe tener una o más válvula de alivio de presión
entre la salida del mismo y la primera válvula de corte
Todas las calderas cuyas superficies de calefacción Sb ≤ 46 m2 llevarán una sola
válvula de seguridad
Si Sb > 46 m2 y el flujo de vapor superior a los 1800 kg/h serán necesarias dos o
más válvulas de seguridad
La capacidad de la o las válvulas serán como mínimo igual a la máxima capacidad
de generación de vapor del equipo y bajo ningún caso deben permitir que la
presión sea > 6% de la máxima presión de trabajo del equipo (MAWP)
La máxima presión de seteo de las válvulas no podrá exceder el 3% de la MAWP
Una o más válvulas de alivio deben regularse a la MAWP o por debajo de esta
La capacidad mínima de alivio de las válvulas (Cmín) debe ser > Cmáx de
evaporación a la MAWP de la caldera, para lo cual el fabricante debe garantizar:
Sistema de control que regule cualquier alimentación auxiliar de combustible a la
fuente principal de calor
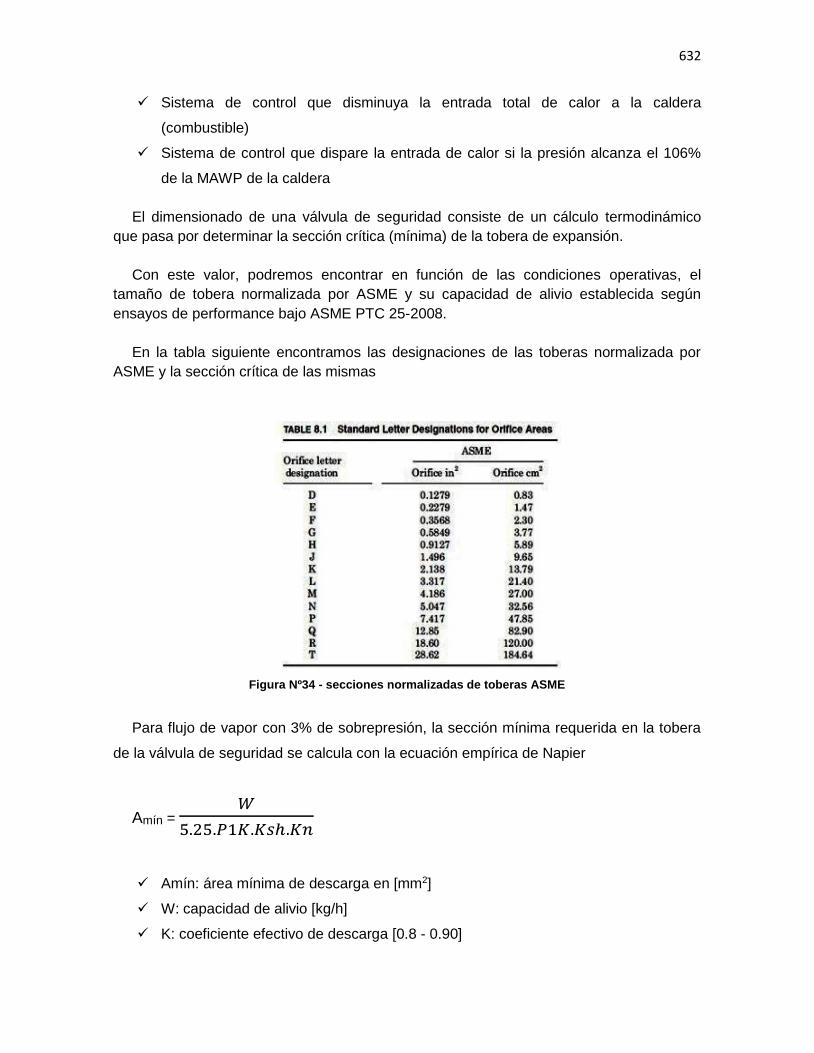
632
Sistema de control que disminuya la entrada total de calor a la caldera
(combustible)
Sistema de control que dispare la entrada de calor si la presión alcanza el 106%
de la MAWP de la caldera
El dimensionado de una válvula de seguridad consiste de un cálculo termodinámico que pasa por determinar la sección crítica (mínima) de la tobera de expansión.
Con este valor, podremos encontrar en función de las condiciones operativas, el
tamaño de tobera normalizada por ASME y su capacidad de alivio establecida según ensayos de performance bajo ASME PTC 25-2008.
En la tabla siguiente encontramos las designaciones de las toberas normalizada por
ASME y la sección crítica de las mismas
Figura Nº34 - secciones normalizadas de toberas ASME
Para flujo de vapor con 3% de sobrepresión, la sección mínima requerida en la tobera
de la válvula de seguridad se calcula con la ecuación empírica de Napier
Amín = 𝑊
5.25.𝑃1𝐾.𝐾𝑠ℎ.𝐾𝑛
Amín: área mínima de descarga en [mm2]
W: capacidad de alivio [kg/h]
K: coeficiente efectivo de descarga [0.8 - 0.90]
633
P1: presión absoluta de alivio MPA = presión trabajo + sobrepresión (3%) +
presión atmosférica
Ksh: factor de corrección por sobrecalentamiento del vapor (Ksh =1.0 para vapor
saturado)
Kn: coeficiente de corrección para vapor saturado seco a presiones entre 10.34
MPa y 22.06 Mpa
Ejemplo N°5: supongamos tener una caldera que opera bajo las siguientes condiciones:
Carga máxima continua (MCR): 70 ton/h
Carga pico: 10% MCR: 77 ton/h
Presión de diseño (pd): 52 bar
Presión de trabajo: 45 bar (domo)
Temperatura de trabajo: 450ºC
Presión salida sobrecalentador: 43 bar
Superficie de calefacción caldera (Sb): 710 m2
Pérdida de carga en el sobrecalentador: 2 bar
Para el cálculo debemos usar el catálogo de cualquier fabricante autorizado con el
código V para sus válvulas. Como Sb > 47 m2 y MCR > 1800 kg/h, adoptaremos dos válvulas de igual tamaño para el domo y una válvula para el sobrecalentador, conforme a ASME I
1. Predimensionado de las válvulas de seguridad del domo y el sobrecalentador
capacidad válvulas domo > 75% capacidad máxima
C > 77.000 x 0.75 = 57.750 kg/h
Domo: dos válvulas de Cd = 28.875 kg/h cada una
Sobrecalentador: Csob = 77.000 – 57.750 = 19.259 kg/h
2. Cálculo de la presión de seteo de las válvulas
Presión de seteo 1º válvula domo (low set): Pls = pd = 52 bar
Presión de seteo 2º válvula domo (high set – 3%):
Phs = 1,03x52 = 53,6 bar
Presión de seteo válvula del sobrecalentador:
Psob = pd - p = 52 – 2 = 50 bar
634
3. Sección mínima requerida en la tobera
P1 = 45 +1 + 45x.0.03 = 47.35 bar = 4.735 Mpa
K = 0.90 vapor
Ksh =1.0 para vapor saturado y Ksh = 0.95 sobrecalentado
Kn = 1
W = Cd = 28.875 kg / h
Sección necesaria en el domo: Amín = 28.875 / 5.25 x 4.735x0.90 = 1291 mm2
Sección adoptada según tabla de toberas ASME: K = 13.79 cm2 (domo)
Sección necesaria en el sobrecalentador: Amín = 19.259 / 5.25 x 4.4x0.90x0.95
Amín = 975 mm2 = 9.75 cm2
Sección adoptada según tabla ASME: J = 9.65. cm2 (sobrecalentador)
4. Capacidad de alivio de las válvulas del domo (según catálogo)
Capacidad alivio 1º válvula domo con tobera K = 29.902 kg/h a (low set)
Capacidad alivio 2º válvula domo con K = 30.679 kg/h a (high set)
Capacidad conjunta de alivio en el domo: 29.902 + 30.679 = 60.581 kg/h
(60.581/ 77.000)100 = 78.67% - ok > 75% requerido
5. Capacidad de alivio de la válvula del sobrecalentador
Csob = 77.000 - 60.581 = 16.419 kg/h
Capacidad con orificio de tobera J = 17.044 kg/h (del catálogo)
Csob (J) = 17.044 kg/h > 16.419 ok
6. Capacidad total de alivio: 29.902 + 30.679 + 17.044 = 77.625 kg/h > Cmáx
7. Resumen de los cálculos y selección
Domo: se montarán 2 válvulas 3”x K x 4”
Sobrecalentador: se montará 1 válvula de 21/2”x J x 4”
Un aspecto que es esencial en la calibración y control de funcionamiento de las válvulas son los valores de seteo de las presiones de alivio, blowdown y acumulación. El diagrama de operaciones de seteo de las válvulas indicado en la figura siguiente muestra los siguientes valores
Seteo de alta
Seteo de baja
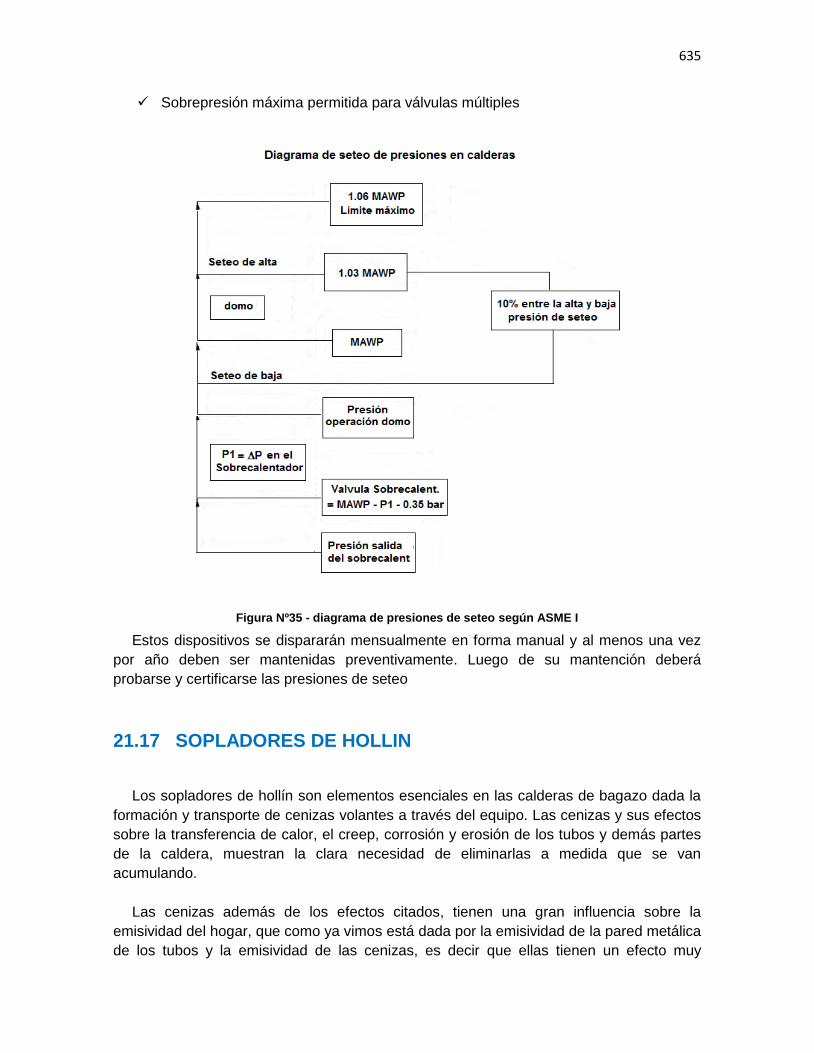
635
Sobrepresión máxima permitida para válvulas múltiples
Figura Nº35 - diagrama de presiones de seteo según ASME I
Estos dispositivos se dispararán mensualmente en forma manual y al menos una vez por año deben ser mantenidas preventivamente. Luego de su mantención deberá probarse y certificarse las presiones de seteo
21.17 SOPLADORES DE HOLLIN
Los sopladores de hollín son elementos esenciales en las calderas de bagazo dada la formación y transporte de cenizas volantes a través del equipo. Las cenizas y sus efectos sobre la transferencia de calor, el creep, corrosión y erosión de los tubos y demás partes de la caldera, muestran la clara necesidad de eliminarlas a medida que se van acumulando.
Las cenizas además de los efectos citados, tienen una gran influencia sobre la
emisividad del hogar, que como ya vimos está dada por la emisividad de la pared metálica de los tubos y la emisividad de las cenizas, es decir que ellas tienen un efecto muy

636
importante sobre la absorción de calor radiante, por ello la eliminación del hogar es esencial. A pesar de esto la mayoría de los equipos no está provisto de sopladores en el hogar
Para lograr la eliminación de las cenizas se usan los sopladores. Hay básicamente dos
tipos: 1) rotativos fijos que están presentes en la mayoría de las calderas tradicionales, con accionamiento manual a cadena o eléctrico. En estos equipos la lanza que dispone las toberas de soplado está localizada dentro del área de limpieza en forma permanente y dotada de movimiento de rotación y 2) retráctiles rotativos, presentes en las modernas calderas, que consta de una lanza retráctil y con movimiento rotativo también. La lanza se ubica fuera de la caldera en el período no operativo
Figura Nº36 - tipos de sopladores
Como fluido limpiador puede utilizarse agua a presión, aire comprimido, vapor saturado
o sobrecalentado. En los sopladores con vapor se genera la expansión supersónica del mismo dando lugar a una corriente de elevada energía cinética que se transforma en presión al impactar sobre las capas de cenizas produciendo su desplazamiento y pulverización. La figura siguiente muestra el consumo de vapor de sopladores fijos
La eficiencia de un soplador, esto es, su aptitud para eliminar las cenizas sobre los
tubos depende de tres parámetros: de la resistencia mecánica de las cenizas a su desintegración (Sc), de la resistencia de adhesión a la pared (Sa) y de la tensión de impacto creada por el jet de vapor (Sj) que sale de la tobera del soplador [55],[56]. Las siguientes figuras muestran los dos mecanismos de remoción de las cenizas
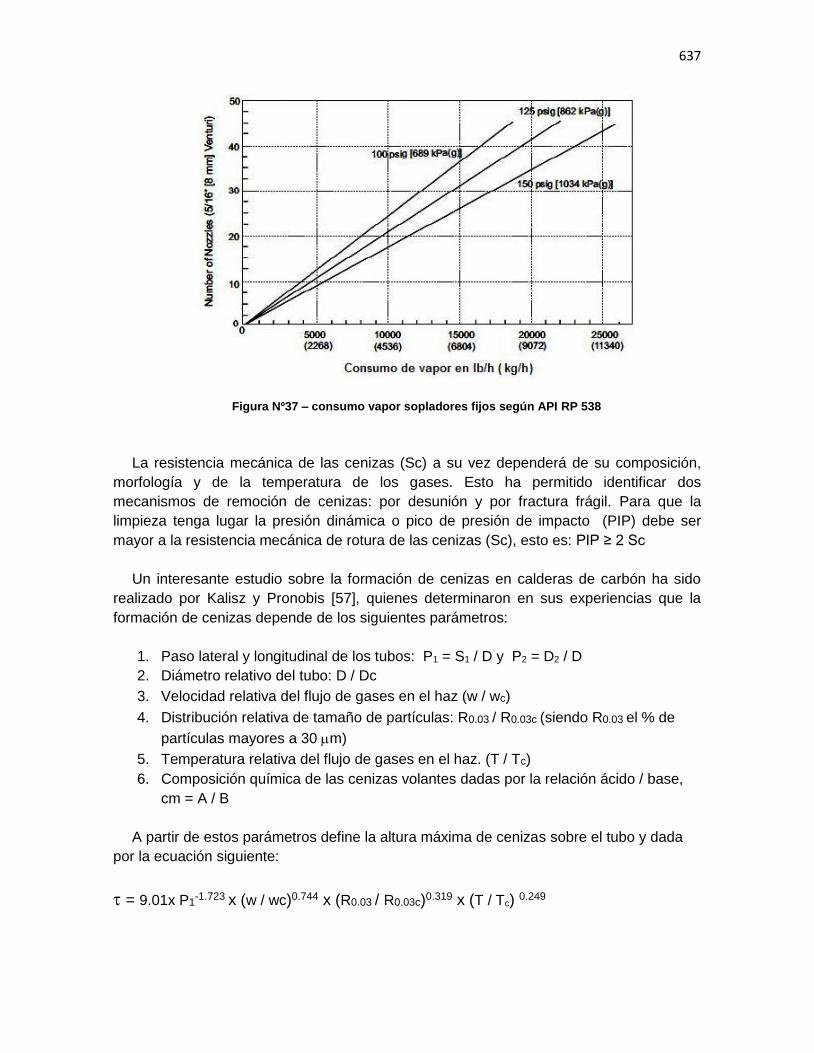
637
Figura Nº37 – consumo vapor sopladores fijos según API RP 538
La resistencia mecánica de las cenizas (Sc) a su vez dependerá de su composición,
morfología y de la temperatura de los gases. Esto ha permitido identificar dos mecanismos de remoción de cenizas: por desunión y por fractura frágil. Para que la limpieza tenga lugar la presión dinámica o pico de presión de impacto (PIP) debe ser mayor a la resistencia mecánica de rotura de las cenizas (Sc), esto es: PIP ≥ 2 Sc
Un interesante estudio sobre la formación de cenizas en calderas de carbón ha sido
realizado por Kalisz y Pronobis [57], quienes determinaron en sus experiencias que la formación de cenizas depende de los siguientes parámetros:
1. Paso lateral y longitudinal de los tubos: P1 = S1 / D y P2 = D2 / D 2. Diámetro relativo del tubo: D / Dc 3. Velocidad relativa del flujo de gases en el haz (w / wc)
4. Distribución relativa de tamaño de partículas: R0.03 / R0.03c (siendo R0.03 el % de partículas mayores a 30 m)
5. Temperatura relativa del flujo de gases en el haz. (T / Tc) 6. Composición química de las cenizas volantes dadas por la relación ácido / base,
cm = A / B
A partir de estos parámetros define la altura máxima de cenizas sobre el tubo y dada por la ecuación siguiente:
= 9.01x P1-1.723 x (w / wc)0.744 x (R0.03 / R0.03c)0.319 x (T / Tc) 0.249
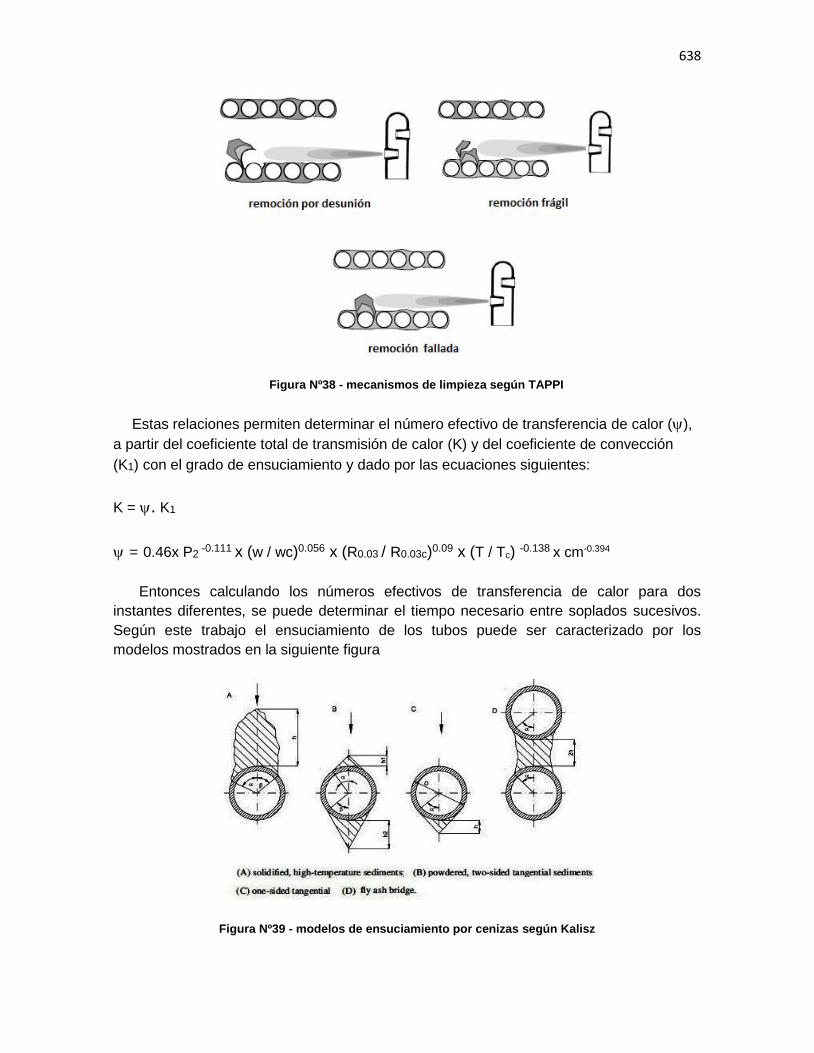
638
Figura Nº38 - mecanismos de limpieza según TAPPI
Estas relaciones permiten determinar el número efectivo de transferencia de calor (), a partir del coeficiente total de transmisión de calor (K) y del coeficiente de convección (K1) con el grado de ensuciamiento y dado por las ecuaciones siguientes:
K = . K1
= 0.46x P2 -0.111 x (w / wc)0.056 x (R0.03 / R0.03c)0.09 x (T / Tc) -0.138 x cm-0.394
Entonces calculando los números efectivos de transferencia de calor para dos instantes diferentes, se puede determinar el tiempo necesario entre soplados sucesivos. Según este trabajo el ensuciamiento de los tubos puede ser caracterizado por los modelos mostrados en la siguiente figura
Figura Nº39 - modelos de ensuciamiento por cenizas según Kalisz
639
Desde el punto de vista constructivo y del mantenimiento de los sopladores, el elemento más importante es la lanza donde van alojadas las toberas de vapor. Estas lanzas se construyen en caños de 2” hasta 4”en Schedule 40 o 80 para operar entre 300 y 600 psi, con recorridos hasta 10 m y los materiales dependerán de las temperaturas de trabajo: Los materiales usuales son:
Rango de temperaturas Materiales según ASTM 20 – 482ºC A213- T11 o A335-P5 482 – 871ºC A269- TP 304, A312 TP-304 871-1037ºC A269- TP 309 / 310 / 317
Figura Nº40 - aceros para lanza de sopladores
Para las toberas de la lanza el material deberá ser como mínimo del tipo ASTM A240-TP 310 o equivalente. Uno de los aspectos más importantes en el caso de los sopladores fijos, es el tema de los soportes, que si no son adecuadamente mantenidos estos sufren deformaciones que alteran su alineación respecto del banco de tubos y al soplar pueden ocasionar la erosión de los mismos
Con relación a la ubicación de los sopladores, estos deben ser ubicados en todas las
superficies de calefacción afectadas por las cenizas, es decir deben ir colocados en el hogar, banco de convección y equipos de recuperación de calor. Las calderas antiguas están provistas generalmente de sopladores fijos rotativos en el sobrecalentador y el haz convectivo y mientras que en las modernas se colocan sopladores retráctiles en la zona del sobrecalentador y sopladores fijos en el haz convectivo, economizador y calentador de aire según el diseño de cada fabricante.
La cantidad de sopladores depende del diseño de la caldera del fabricante, pero en la
calderas antiguas se puede encontrar dos (2) en el sobrecalentador y cuatro (4) en el haz convectivo, todos fijos. En la calderas modernas se puede encontrar dos (2) sopladores retráctiles en el sobrecalentador, cuatro (4) fijos en el haz convectivo y un número similar en el economizador y calentador de aire
En el soplado puede usarse vapor saturado o sobrecalentado, aunque con el primero
existe la posibilidad concreta de erosionar los tubos debido a la humedad que acompaña al vapor. Con vapor sobrecalentado se puede tener vapor seco en la expansión de la tobera y se evita así este proceso de desgaste
El ciclo de soplado, con su consumo de vapor, duración y modalidad de ejecución, es
una operación que debe ser cuidadosamente evaluada ya que si bien tiene un propósito operativo muy claro, energéticamente puede ser muy ineficiente, atento a que estamos expandiendo a la presión en el circuito de gases, vapor de alto contenido exergético. Habrá que evaluar la pérdida de exergía de cada proceso de soplado y contrastarla con los beneficios obtenidos
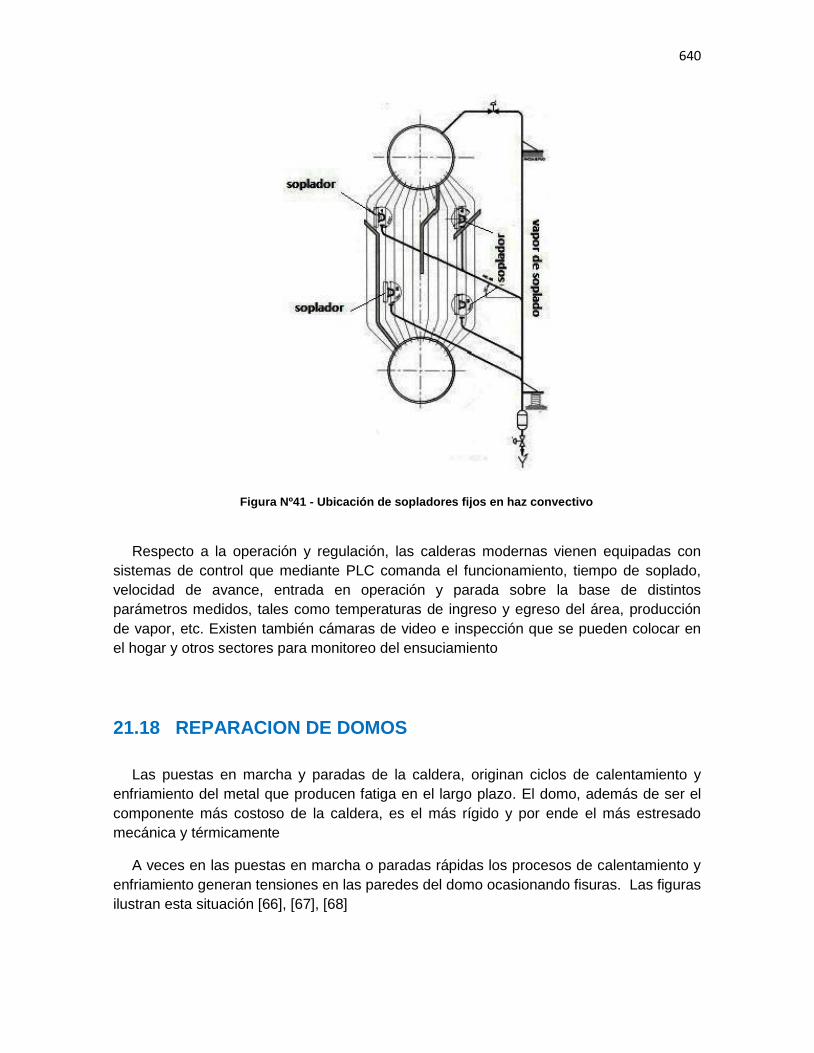
640
Figura Nº41 - Ubicación de sopladores fijos en haz convectivo
Respecto a la operación y regulación, las calderas modernas vienen equipadas con sistemas de control que mediante PLC comanda el funcionamiento, tiempo de soplado, velocidad de avance, entrada en operación y parada sobre la base de distintos parámetros medidos, tales como temperaturas de ingreso y egreso del área, producción de vapor, etc. Existen también cámaras de video e inspección que se pueden colocar en el hogar y otros sectores para monitoreo del ensuciamiento
21.18 REPARACION DE DOMOS
Las puestas en marcha y paradas de la caldera, originan ciclos de calentamiento y enfriamiento del metal que producen fatiga en el largo plazo. El domo, además de ser el componente más costoso de la caldera, es el más rígido y por ende el más estresado mecánica y térmicamente
A veces en las puestas en marcha o paradas rápidas los procesos de calentamiento y enfriamiento generan tensiones en las paredes del domo ocasionando fisuras. Las figuras ilustran esta situación [66], [67], [68]
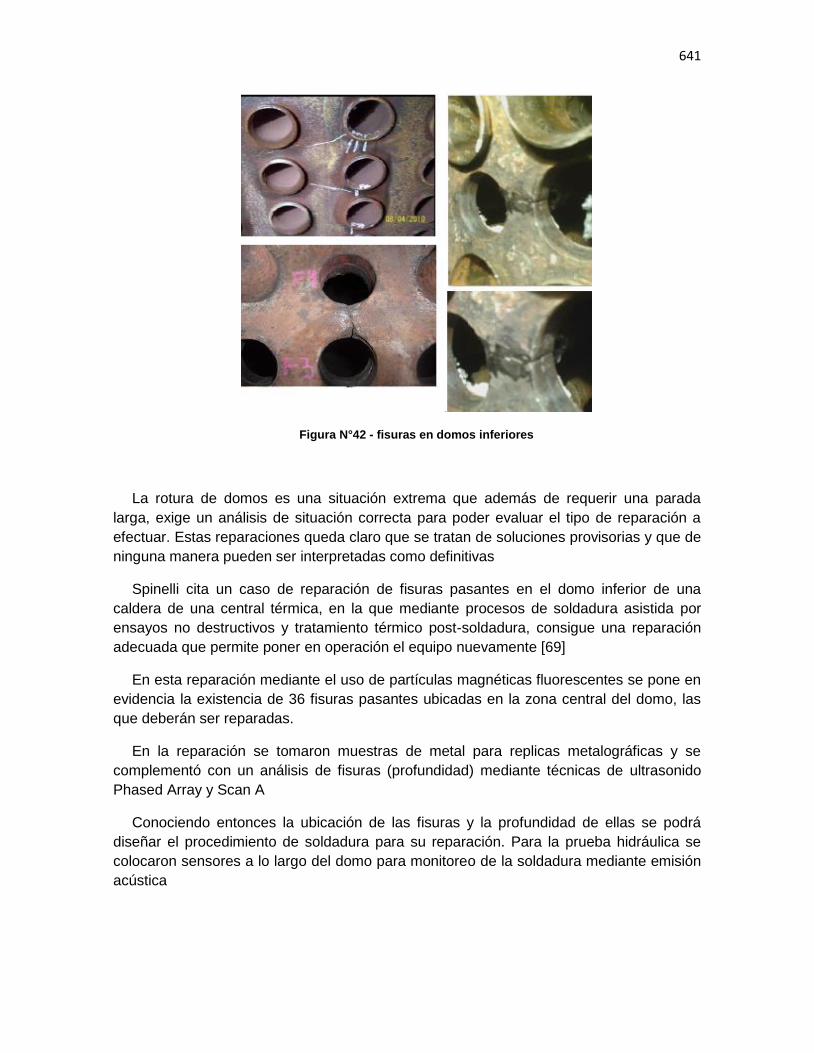
641
Figura N°42 - fisuras en domos inferiores
La rotura de domos es una situación extrema que además de requerir una parada larga, exige un análisis de situación correcta para poder evaluar el tipo de reparación a efectuar. Estas reparaciones queda claro que se tratan de soluciones provisorias y que de ninguna manera pueden ser interpretadas como definitivas
Spinelli cita un caso de reparación de fisuras pasantes en el domo inferior de una caldera de una central térmica, en la que mediante procesos de soldadura asistida por ensayos no destructivos y tratamiento térmico post-soldadura, consigue una reparación adecuada que permite poner en operación el equipo nuevamente [69]
En esta reparación mediante el uso de partículas magnéticas fluorescentes se pone en evidencia la existencia de 36 fisuras pasantes ubicadas en la zona central del domo, las que deberán ser reparadas.
En la reparación se tomaron muestras de metal para replicas metalográficas y se complementó con un análisis de fisuras (profundidad) mediante técnicas de ultrasonido Phased Array y Scan A
Conociendo entonces la ubicación de las fisuras y la profundidad de ellas se podrá diseñar el procedimiento de soldadura para su reparación. Para la prueba hidráulica se colocaron sensores a lo largo del domo para monitoreo de la soldadura mediante emisión acústica
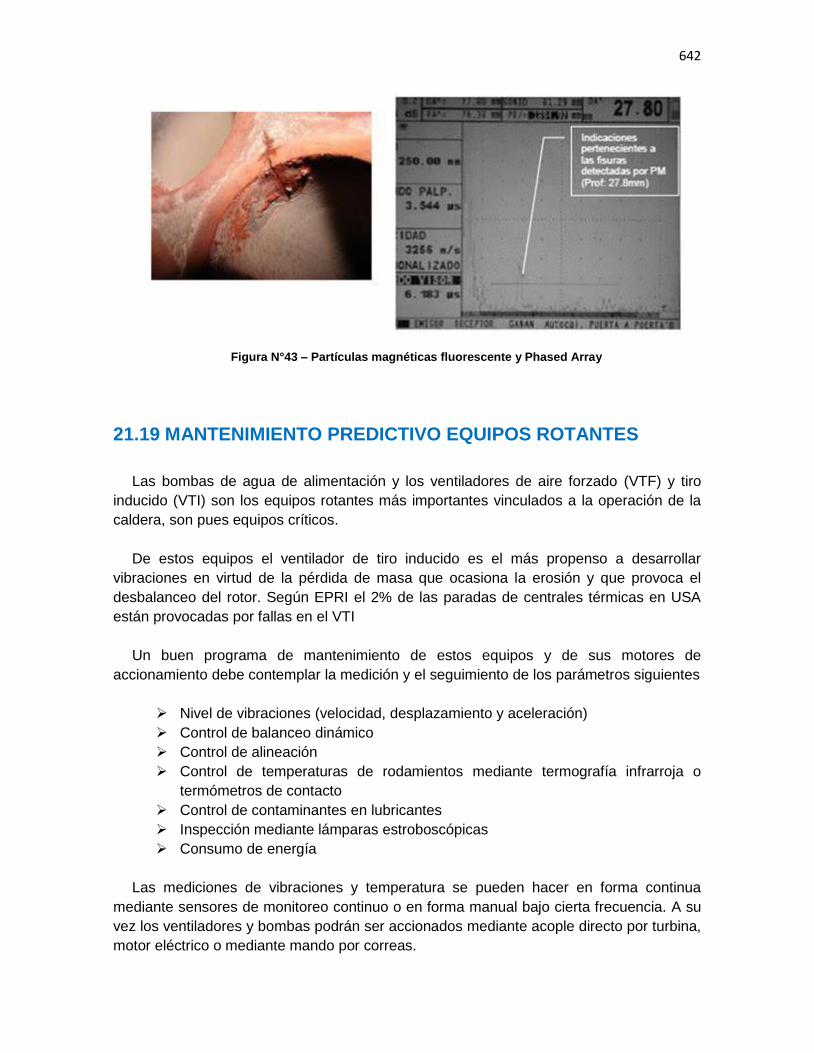
642
Figura N°43 – Partículas magnéticas fluorescente y Phased Array
21.19 MANTENIMIENTO PREDICTIVO EQUIPOS ROTANTES
Las bombas de agua de alimentación y los ventiladores de aire forzado (VTF) y tiro inducido (VTI) son los equipos rotantes más importantes vinculados a la operación de la caldera, son pues equipos críticos.
De estos equipos el ventilador de tiro inducido es el más propenso a desarrollar
vibraciones en virtud de la pérdida de masa que ocasiona la erosión y que provoca el desbalanceo del rotor. Según EPRI el 2% de las paradas de centrales térmicas en USA están provocadas por fallas en el VTI
Un buen programa de mantenimiento de estos equipos y de sus motores de
accionamiento debe contemplar la medición y el seguimiento de los parámetros siguientes
Nivel de vibraciones (velocidad, desplazamiento y aceleración) Control de balanceo dinámico Control de alineación Control de temperaturas de rodamientos mediante termografía infrarroja o
termómetros de contacto Control de contaminantes en lubricantes Inspección mediante lámparas estroboscópicas Consumo de energía
Las mediciones de vibraciones y temperatura se pueden hacer en forma continua
mediante sensores de monitoreo continuo o en forma manual bajo cierta frecuencia. A su vez los ventiladores y bombas podrán ser accionados mediante acople directo por turbina, motor eléctrico o mediante mando por correas.
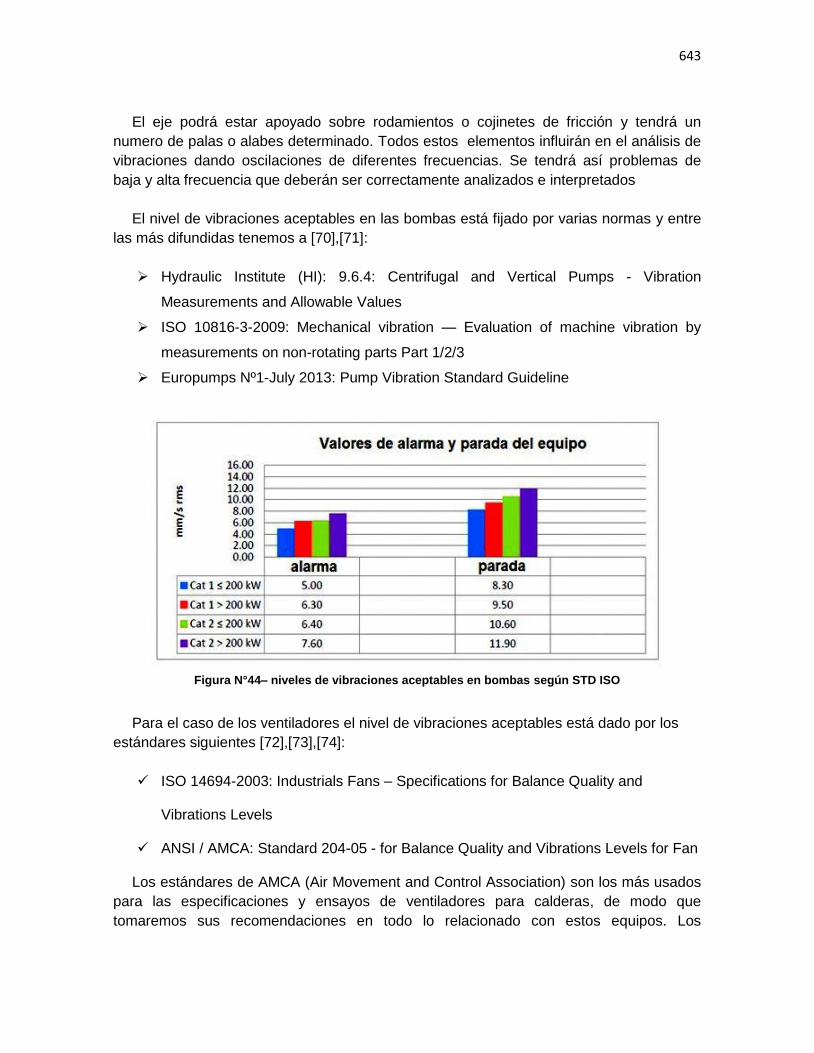
643
El eje podrá estar apoyado sobre rodamientos o cojinetes de fricción y tendrá un
numero de palas o alabes determinado. Todos estos elementos influirán en el análisis de vibraciones dando oscilaciones de diferentes frecuencias. Se tendrá así problemas de baja y alta frecuencia que deberán ser correctamente analizados e interpretados
El nivel de vibraciones aceptables en las bombas está fijado por varias normas y entre
las más difundidas tenemos a [70],[71]: Hydraulic Institute (HI): 9.6.4: Centrifugal and Vertical Pumps - Vibration
Measurements and Allowable Values
ISO 10816-3-2009: Mechanical vibration — Evaluation of machine vibration by
measurements on non-rotating parts Part 1/2/3
Europumps Nº1-July 2013: Pump Vibration Standard Guideline
Figura N°44– niveles de vibraciones aceptables en bombas según STD ISO
Para el caso de los ventiladores el nivel de vibraciones aceptables está dado por los estándares siguientes [72],[73],[74]:
ISO 14694-2003: Industrials Fans – Specifications for Balance Quality and
Vibrations Levels
ANSI / AMCA: Standard 204-05 - for Balance Quality and Vibrations Levels for Fan
Los estándares de AMCA (Air Movement and Control Association) son los más usados para las especificaciones y ensayos de ventiladores para calderas, de modo que tomaremos sus recomendaciones en todo lo relacionado con estos equipos. Los
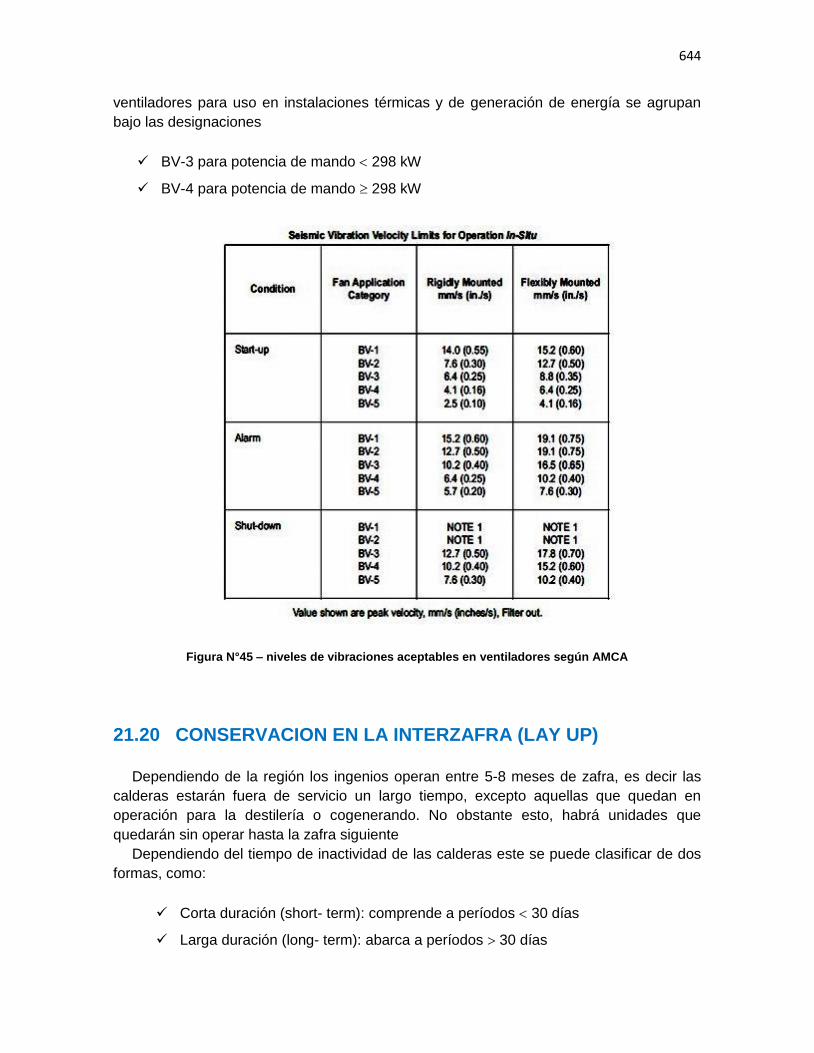
644
ventiladores para uso en instalaciones térmicas y de generación de energía se agrupan bajo las designaciones
BV-3 para potencia de mando 298 kW
BV-4 para potencia de mando 298 kW
Figura N°45 – niveles de vibraciones aceptables en ventiladores según AMCA
21.20 CONSERVACION EN LA INTERZAFRA (LAY UP) Dependiendo de la región los ingenios operan entre 5-8 meses de zafra, es decir las
calderas estarán fuera de servicio un largo tiempo, excepto aquellas que quedan en operación para la destilería o cogenerando. No obstante esto, habrá unidades que quedarán sin operar hasta la zafra siguiente
Dependiendo del tiempo de inactividad de las calderas este se puede clasificar de dos formas, como:
Corta duración (short- term): comprende a períodos 30 días
Larga duración (long- term): abarca a períodos 30 días
645
Estando las calderas fuera de operación y por varios meses, la acción del oxígeno y de la humedad, pueden generar procesos corrosivos de las diferentes partes y es por ello la necesidad de proteger los mismos. Los procedimientos para conservación de las calderas (Lay-Up) están descritos en el estándar de ASME [58]:
CRTD-Vol.66: Consensus fo the Lay-UP of Boilers, Turbine, Turbine Condensers
and Auxiliary Equipment
Aquí se describen dos métodos de conservación conocidos como procedimiento seco y
húmedo respectivamente. La elección de uno u otro método dependerá de los tiempos disponibles y necesidad de uso de los equipos. Por ejemplo, la posibilidad de congelamiento del agua hace que el método seco sea excluyente. En las calderas modernas de gran capacidad se usan métodos combinados con el auxilio de un gas inerte (nitrógeno) que desplace el oxígeno
Método de protección húmedo: consiste en llenar la caldera con agua tratada
caliente, pudiendo ser agua desaireada y desmineralizada o condensado pulido de alta calidad, más el agregado de inhibidores de corrosión. Para calderas de baja presión que no tienen sobrecalentador o tienen sobrecalentadores drenables se puede usar compuestos inorgánicos no volátiles como el sulfito de sodio como secuestrante de oxígeno
En calderas de mediana y alta presión se usan compuestos orgánicos volátiles. En las
calderas de media presión (hasta ~ 60 kg/cm²) normalmente se utiliza hidracina (N2H
4) y
amoníaco (NH3) manteniendo en la caldera la siguiente condición, mínimo 200 ppm de
hidracina y 10 ppm de amonio, para permanecer un pH entre 9,5 y 10,5. Deberá implementarse un sistema de control para asegurar la mantención de estos
parámetros y reponer producto cuando sea necesario. Para llenar con agua, debemos mantener todas las válvulas de descarga o purga de la caldera cerrada, excepto las válvulas de ventilación que serán cerradas a medida que el agua rebalse por las mismas, debiendo mantenerse cerradas todo el tiempo de conservación (preservación) de la caldera.
Para homogeneizar la solución y permitir su distribución a través de todas las partes,
un pequeño fuego puede ayudar a mejorar la convección o bien presurizar con ayuda de nitrógeno a través de alguna conexión. Esto último ayudará a expulsar durante en venteo el aire acumulado.
Método de protección en seco: una vez que la caldera ha sido drenada
completamente, se procederá a su inspección y limpieza de todas las partes a presión,: domos, colectores, tubos, etc., para luego ser secadas mediante un pequeño fuego en el hogar que proporcione gases calientes
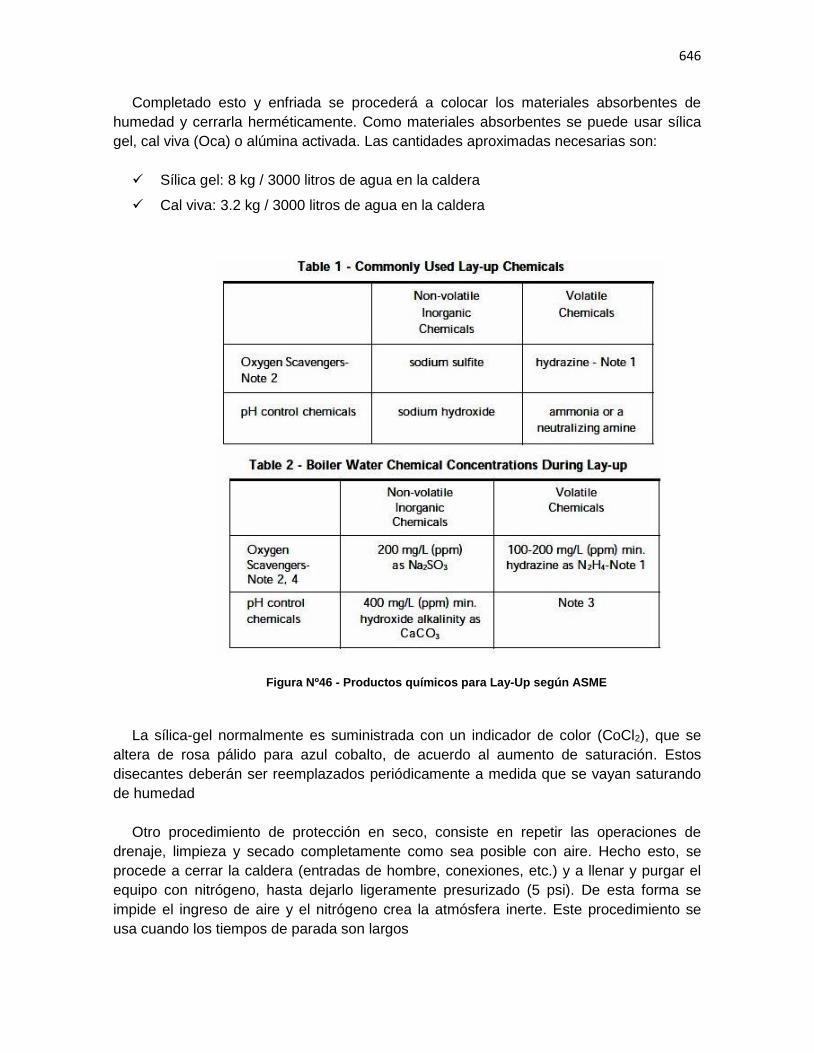
646
Completado esto y enfriada se procederá a colocar los materiales absorbentes de humedad y cerrarla herméticamente. Como materiales absorbentes se puede usar sílica gel, cal viva (Oca) o alúmina activada. Las cantidades aproximadas necesarias son:
Sílica gel: 8 kg / 3000 litros de agua en la caldera
Cal viva: 3.2 kg / 3000 litros de agua en la caldera
Figura Nº46 - Productos químicos para Lay-Up según ASME
La sílica-gel normalmente es suministrada con un indicador de color (CoCl2), que se
altera de rosa pálido para azul cobalto, de acuerdo al aumento de saturación. Estos disecantes deberán ser reemplazados periódicamente a medida que se vayan saturando de humedad
Otro procedimiento de protección en seco, consiste en repetir las operaciones de
drenaje, limpieza y secado completamente como sea posible con aire. Hecho esto, se procede a cerrar la caldera (entradas de hombre, conexiones, etc.) y a llenar y purgar el equipo con nitrógeno, hasta dejarlo ligeramente presurizado (5 psi). De esta forma se impide el ingreso de aire y el nitrógeno crea la atmósfera inerte. Este procedimiento se usa cuando los tiempos de parada son largos
647
Cada ingenio y en función de sus tiempos de parada y necesidades de inspección y mantenimiento de las calderas elegirá uno u otro procedimiento. Así, el método húmedo se usa cuando los tiempos de parada son cortos y se desea la disponibilidad de la caldera en breve plazo, mientras que cuando los tiempos son largos se usa el procedimiento seco
Todas las partes del lado de los gases necesitan también ser protegidas del aire,
oxígeno y humedad que, en contacto con el metal y los residuos de cenizas, pueden generar corrosión. Con el equipo frío y con agua por debajo de los 60ºC deberá lavarse y drenarse todos los residuos de cenizas y partículas acumuladas sobre las superficies metálicas de tubos, economizador, calentador, de aire y ventiladores de tiro inducido.
Luego se secará mediante lámparas eléctricas o resistencia, aire caliente o bien algún
material disecante tal como cal viva a razón de 14 kg / 50 m2 de superficie a proteger. Se colocarán bandejas con cal adecuadamente distribuidas y se monitorearán semanalmente. Hecho esto se cerrará todos los accesos
21.21 LIMPIEZA QUIMICA Independientemente del tipo de tratamiento de agua usado, los tubos de la caldera
sufren un proceso de ensuciamiento proveniente principalmente de la formación de magnetita (Fe3O4) que, se produce por reacción del hierro con el vapor a alta temperatura. Esta capa en pequeños espesores es útil ya que previene de los procesos corrosivos
Cuando la capa de magnetita crece y se incorporan además otros componentes
químicos como incrustaciones, este material se comporta como una capa aislante de baja conductividad térmica que dificulta la transferencia de calor aumentando la temperatura de la pared metálica y favoreciendo el proceso de sobrecalentamiento y rotura por creep
Para evitar este problema que reduce la eficiencia de la caldera y la vida útil de los
tubos, se hace necesario una limpieza química interna. Los criterios para definir cuándo una limpieza es necesaria se basan en el espesor de la capa incrustante y la composición química de las mismas, para lo cual debe efectuarse un muestreo
Babcok Wilcox presenta una tabla de guía acerca de cuándo se hace preciso efectuar
la limpieza química, pero aclara que estos valores pueden cambiar de un diseño de equipo a otro [59]. El estándar alemán VGB-R-513e fija como valor máximo permitido una densidad de depósitos de 100 g/m2, valor a partir del cual se hace necesario una limpieza química ácida
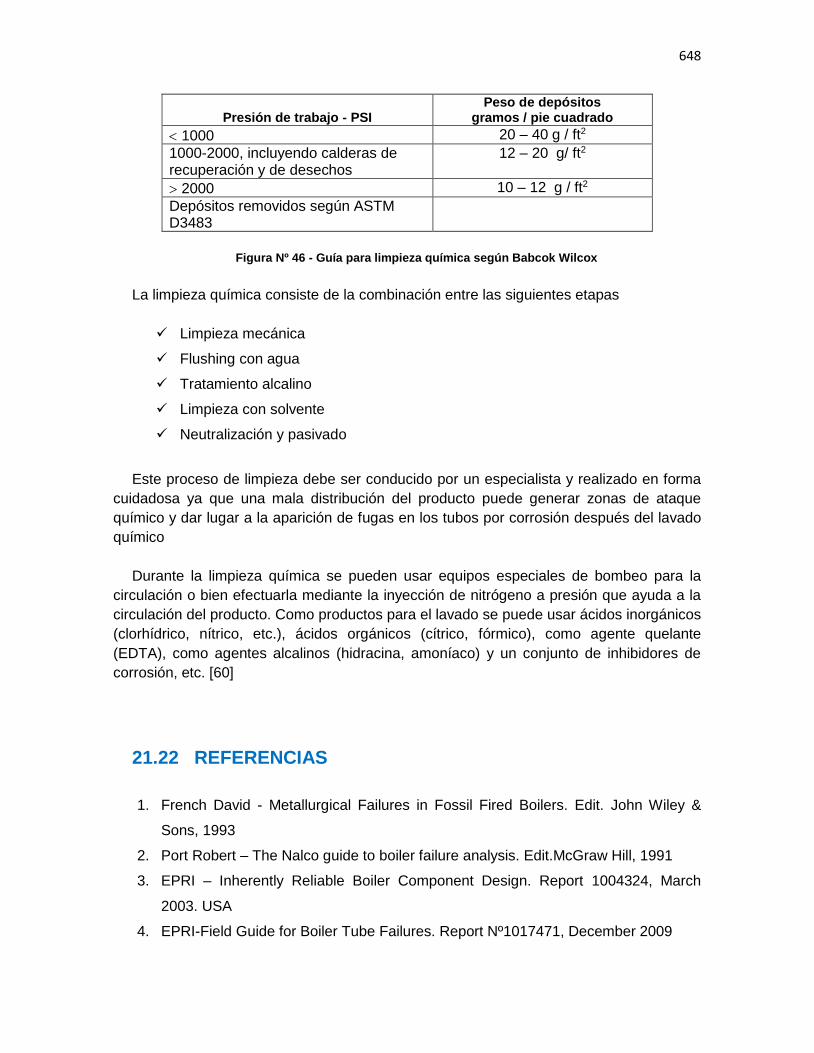
648
Presión de trabajo - PSI
Peso de depósitos gramos / pie cuadrado
1000 20 – 40 g / ft2 1000-2000, incluyendo calderas de recuperación y de desechos
12 – 20 g/ ft2
2000 10 – 12 g / ft2 Depósitos removidos según ASTM D3483
Figura Nº 46 - Guía para limpieza química según Babcok Wilcox
La limpieza química consiste de la combinación entre las siguientes etapas
Limpieza mecánica
Flushing con agua
Tratamiento alcalino
Limpieza con solvente
Neutralización y pasivado
Este proceso de limpieza debe ser conducido por un especialista y realizado en forma
cuidadosa ya que una mala distribución del producto puede generar zonas de ataque químico y dar lugar a la aparición de fugas en los tubos por corrosión después del lavado químico
Durante la limpieza química se pueden usar equipos especiales de bombeo para la
circulación o bien efectuarla mediante la inyección de nitrógeno a presión que ayuda a la circulación del producto. Como productos para el lavado se puede usar ácidos inorgánicos (clorhídrico, nítrico, etc.), ácidos orgánicos (cítrico, fórmico), como agente quelante (EDTA), como agentes alcalinos (hidracina, amoníaco) y un conjunto de inhibidores de corrosión, etc. [60]
21.22 REFERENCIAS
1. French David - Metallurgical Failures in Fossil Fired Boilers. Edit. John Wiley &
Sons, 1993
2. Port Robert – The Nalco guide to boiler failure analysis. Edit.McGraw Hill, 1991
3. EPRI – Inherently Reliable Boiler Component Design. Report 1004324, March
2003. USA
4. EPRI-Field Guide for Boiler Tube Failures. Report Nº1017471, December 2009
649
5. EPRI – Failure and Inspections of Fossil Fired Boiler Tube. Report Cd 3272,
December 1983
6. K.B.Mcintyre – A review of the common causes of boiler failure in the sugar
industry. Proceedings of South African Sug. Technol. Ass (2002) 76
7. Silva Lora et.al – Failures in steam bagasse boilers. ISJ, 1994. Vol.96, Nº1146
8. Ney Prieto Peres – Implicações na caldeira com a utilização de pahla. Seminario
STAB, 2013. Brasil
9. ASME RAM-1-2013: Reliability, Availability and Maintainability of Equipment and
Systems in Power Plant, 2013 – Published by ASME, NY
10. ASME PTB 2-2009: Guide to Life Cycle Management of Pressure Equipment
Integrity - Published by ASME, NY
11. ASME Sección VII: Guías recomendadas para el cuidado de calderas de potencia.
Published by ASME, NY, 2010
12. National Board Inspection Code (NBIC), Part:3: Reparaciones y alteraciones, 2007,
USA
13. ASME Sección IX - Calificaciones de soldadura y soldadura brazing
14. ASME Sección V: Exanimación No Destructiva. Published by ASME, NY, 2010
15. ASME B31.1: Cañerías de potencia. Published by ASME, NY, 2010
16. EPRI 1012194: Guideline for the Nondestructive Examination of Boilers, 2007
17. EPRI 1017471: Field Guide for Boiler Tube Failures, 2009
18. American Society for Nondestructive Testing (ASNT): Práctica Recomendada SNT-
TC-1A
19. ASME PCC2: Reparación de equipos a presión y cañerías. Edit. ASME, 2011
20. API 579-1 / ASME FFS-1: Fitness for Service, 2th. Edit. API,2007
21. API 580-RP: Inspección basada en riesgo. Edit.API, 2002
22. Acuña Cristian – Procedimientos de inspecciones y ensayos no destructivos.
disponible en ww.akurends.com.ar
23. Castro Mora Javier – Operación y mantenimiento de calderas. Edit. Universidad
Nacional de Colombia, Bogotá 2002
24. EPRI-NDT Guidelines for Fossil Power Plants. Report Nº TR-108450, 1997
25. EPRI – Fossil-Fired Boiler Tube Inspection. Vol.1: NDT Guideline. Report Nº4633,
1986
26. Singer Joseph - Combustion fossil power. Edit. Combustion Engineering,1991
27. Rayaprolu Kumar - Boilers for power and process. Edit. CRC, 2009
650
28. Das S. et.al. - Analytical model for erosion behaviour of impacted fly-ash particles
on coal-fired boiler components. Edit. Sadhana, Vol.31, Part.5, 2006
29. Mann A. et.al. – Modelling of boiler tube erosion. Proc.Aust.Soc.Sugar Cane
Technnology; 23: 369-375 – 2001, Australia
30. Dixon T. et.al – Prediction of erosion in the convection tube banks of boilers.
Proc.Aust.Soc.Sugar Cane Technnology; page. 307-316 – 1995, Australia
31. Dixon T. et.al – Peformance of baffled boilers with redesigned convection banks.
Proc.Aust.Soc.Sugar Cane Technnology, 21, pag.432-437, 1999
32. Farmer N. et.al – Reducing boiler tube wear. Proc.Aust.Soc.Sugar Cane
Technnology, 1983
33. Johnson T. – Boiler tube replacement analysis. Proc.Aust.Soc.Sugar Cane
Technnology, 1990
34. Babcok & Wilcox – Tube thickness evaluation repair or replacement guideline.
Plant Service Bulletin Nº PSB-26, 1994
35. API 510 – Pressure Vessel Inspection Code. Maintenance inspection, rating, repair
and alteration. Edit. API, 2014
36. Harley Chris - Advanced Erosion Protection Technology for Steam Boiler Tubes.
Power Engineering Online, 2006
37. EPRI - Inclusion of Clad Thickness in the Calculated Strength of ASME Section I
Boiler Tubes. Report Nº 1010510, 2005
38. ASMT 1351-01 (2006) Standard Practice for Production and Evaluation of Filed
Metallographic Replicas
39. ASTM E3 - 11 Standard Guide for Preparation of Metallographic Specimens
40. ISO 3057 – ISO 3057: Non-destructive testing - Metallographic replica techniques
of surface, 1998
41. ASTM E112-96: Standard Test Method for Determining Average Grain Size
42. Viswanathan R. – Life extension and assessment of fossil power plant. EPRI
Report CS-5208, 1987
43. EPRI – Remaining life estimation of boiler pressure parts. Report. CS Nº 5588,
Volume Nº1, 1988
44. EPRI – Generic guidelines for the life extension of fossil fuel power plants. Report
CS 4778, 1986
45. EPRI - Life Extension Guidelines and Best Practices. Report Nº 1012353, 2006
651
46. Majnouni D. et.al – Chemical cleaning of an industrial boiler. An overview.
Magazine: The Analyst, Vol.XI, Nº4, Fall 2004
47. Mellor Goodwin SAC – Condiciones del agua para los generadores de vapor.
Norma Ca-M-13a. Buenos Aires, Argentina
48. Drew Química Argentina SAIC – Tratamiento de agua para sistemas generadores
de vapor. Folletín técnico. Argentina 1987
49. VGB–R–513e, 2º edition 2006 – Guideline to: Internal Cleaning of Water-Tube
Steam Generating Plants and Associated Pipe Works
50. EPRI - Guideline on Fossil Boiler Field Welding
51. EPRI - Proceedings: Welding and Repair Technology for Power Plants
52. EPRI - Guide for Repair of Thinned Piping
53. ASME Boiler and Pressure Vessels Code. Section I: Rules for Construction of
Power Boilers. Published by ASME - NY, 2010
54. ASME PTC 25 - Pressure Relief Devices. Edit by ASME, 2014
55. TAPPI – Recovery boilers sootblowers: the basics. TIP 0416-19, 2009
56. Jameel M.I. - Steam saving in recovery boilers. 10 th Latin American Recovery
Congress. Concepción, Chile, 1996
57. Pronobis Marek - Investigations on fouling rate in convective bundles of coal-fired
boilers in relation to optimization of sootblower operation. Fuel (84), 2005, pag.927-
947. Elsevier
58. CRTD-Vol.66: Consensus fo the Lay-UP of Boilers, Turbine, Turbine Condensers
and Auxiliary Equipment
59. Babcok & Wilcox - Chemical Cleaning Guide. PSB 44, 1994
60. EPRI – Boiler chemical cleaning waste management manual. Report Nº101095,
2002, USA
61. ASM – Metals Handbook – Desk Edition – Edit. By ASM, 1998
62. IRAM-NM-ISO 9712: Ensayos no destructivos – Calificación y certificación del
personal. Edit por IRAM, 2009 - Argentina
63. Mix Paul – Introduction to nondestructive testing. Edit John Wiley& Sons, 2005
64. Allgaier Michael et.al - Nondestructive testing Handbook, 2th. Edit. By ASNT 1992,
USA
65. Hellier Charles – Handbook of nondestructive evaluation. Edit.McGraw Hill, 2003,
USA
652
66. EPRI - Investigation of Cracking in Fossil Boiler Drums-Finite-Element and Fracture
Mechanics Analyses. Report Nº 1011916, 2005
67. EPRI - Investigation of Cracking in a Fossil Natural Circulation Boiler Drum. Report
Nº 1013268, 2006 – USA
68. Tielsch Helmut - Failures and Repairs of Headers and Drums in Fossil Fired Boiler-
ASME Conference on PVP, Honolulu – Hawai, 1995
69. Spinelli Norberto: reparaciones de rotura de domos en calderas. Disponible en
www.calderasyrecipientes.com
70. HI: 9.6.4 - Centrifugal and Vertical Pumps - Vibration Measurements and Allowable
Values
71. ISO 10816-3-2009: Mechanical vibration — Evaluation of machine vibration by
measurements on non rotating parts Part 1/2/3
72. ISO 14694-2003: Industrials Fans – Specifications for Balance Quality and
Vibrations Levels
73. ANSI / AMCA: Standard 204-05 - for Balance Quality and Vibrations Levels for
Fan. Edit by AMCA, 2005, USA
74. AMCA: Standard 201-2 – Fans and Systems. Edit by AMCA, 2007, USA
75. National Board Inspection Code (NBIC), NB23- Parte 3-2011, Repairs and
Alterations. Edit.NBI, USA 2011
21.23 WEBSITE
www.caldema.com.br
www.codistil.com.br
www.engevap.com.br
www.thermaxindia.com
www.simisa.com.br
www.sermatec.com.br
www.babcok.com
www.babcokpower.com
www.nationalboard.org
www.epri.com
www.asme.org

653
www.abma.com
www.flyash.info
www.assct.com.au
www.intecndt.com.ar
www.asnt.org
www.bindt.org
www.gemeasurement.com
www.nalco.com
654
22. MONTAJE DE CALDERAS
El desarrollo creciente de la cogeneración impulsó la adquisición de nuevas calderas o a repotenciar las existentes a través de procesos de retrofit. Esto trajo aparejado la necesidad de desmontar equipos existentes o partes de ellos y montar equipos nuevos
El montaje de una caldera es una parte importante de la inversión cuando se adquiere un equipo nuevo e igualmente, un gasto no despreciable, cuando debe desmontarse un equipo obsoleto. Para el caso de un equipo nuevo, el montaje es una fase crítica del ensamblaje y entrega final del equipo listo para operar 1]
El montaje, dependiendo de la distancia del ingenio al proveedor y de lo que el cliente desee y contrate, puede admitir varias opciones, entre ellas:
a) Montaje con mano de obra propia
b) Montaje con mano propia y de terceros
c) Montaje a través de terceros contratados por el cliente
d) Montaje a cargo del fabricante del equipo
e) Montaje a través de terceros contratados por el proveedor de equipo
Generalmente las opciones (c y e) suelen ser las más empleadas. Por la importancia del asunto, es esencial que quienes participen tengan una vasta experiencia, además de contar con un sistema de aseguramiento de la calidad para sus procesos, pues en esta etapa pueden introducirse errores que pueden originar fallas en cualquiera de los componentes conectados, sean estructurales o especialmente en las partes a presión
Fallas en las soldaduras, desalineado, tensiones residuales, inadecuado tratamiento térmico, golpes, montajes forzados, etc. son algunos de los múltiples problemas que se pueden generar en el montaje y que pueden dar origen a fallas prematuras. De aquí que los procedimientos a usarse en cada fase deben ser muy claros y con parámetros de control precisos de modo que la fase de comisionado del equipo se vea facilitada
22.1 ORGANIZACIÓN DEL MONTAJE
La erección del equipo requiere de una planificación cuidadosa no sólo por los costos que su demora implica, sino también para evitar improvisaciones que pueden dar lugar a problemas futuros y mayores costos.
La planificación exige el uso de herramientas de programación tales como el Diagrama de Gantt, Camino Crítico de Pert o el Método de Roy. Exige también de una gestión de la obra que puede incluir herramientas de gerenciamiento de proyectos tales como las del
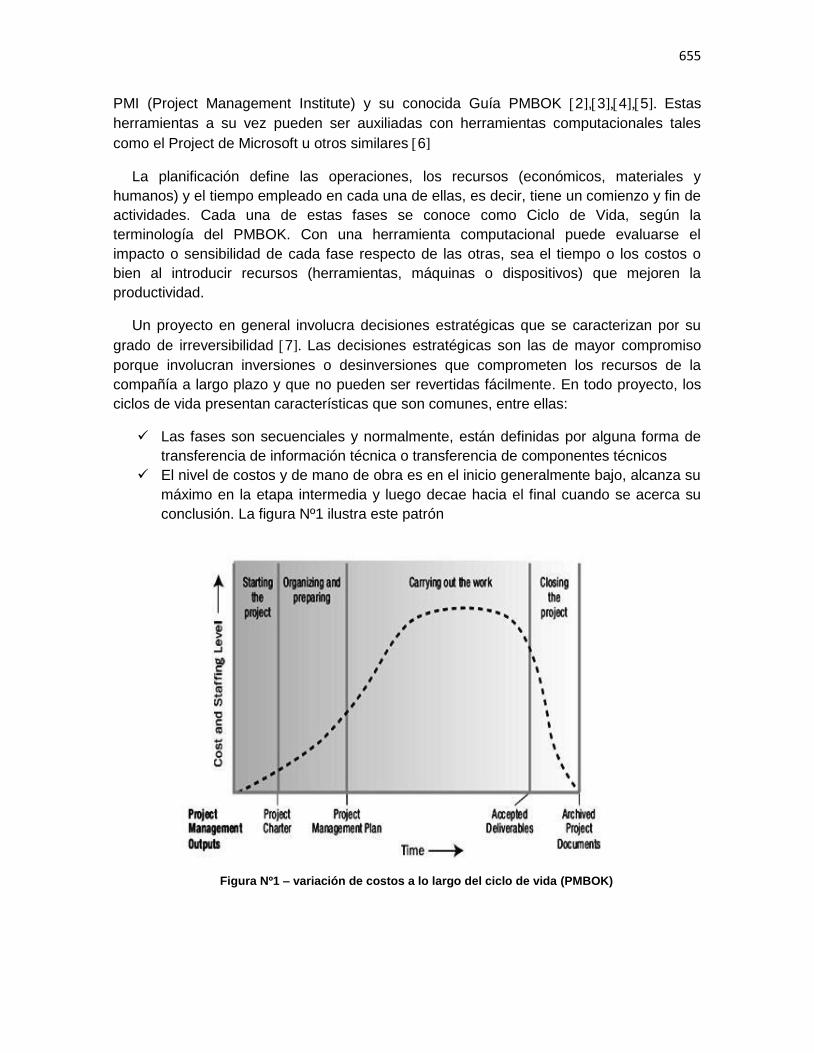
655
PMI (Project Management Institute) y su conocida Guía PMBOK 2],3],4],5]. Estas herramientas a su vez pueden ser auxiliadas con herramientas computacionales tales como el Project de Microsoft u otros similares 6]
La planificación define las operaciones, los recursos (económicos, materiales y humanos) y el tiempo empleado en cada una de ellas, es decir, tiene un comienzo y fin de actividades. Cada una de estas fases se conoce como Ciclo de Vida, según la terminología del PMBOK. Con una herramienta computacional puede evaluarse el impacto o sensibilidad de cada fase respecto de las otras, sea el tiempo o los costos o bien al introducir recursos (herramientas, máquinas o dispositivos) que mejoren la productividad.
Un proyecto en general involucra decisiones estratégicas que se caracterizan por su grado de irreversibilidad 7]. Las decisiones estratégicas son las de mayor compromiso porque involucran inversiones o desinversiones que comprometen los recursos de la compañía a largo plazo y que no pueden ser revertidas fácilmente. En todo proyecto, los ciclos de vida presentan características que son comunes, entre ellas:
Las fases son secuenciales y normalmente, están definidas por alguna forma de transferencia de información técnica o transferencia de componentes técnicos
El nivel de costos y de mano de obra es en el inicio generalmente bajo, alcanza su máximo en la etapa intermedia y luego decae hacia el final cuando se acerca su conclusión. La figura Nº1 ilustra este patrón
Figura Nº1 – variación de costos a lo largo del ciclo de vida (PMBOK)
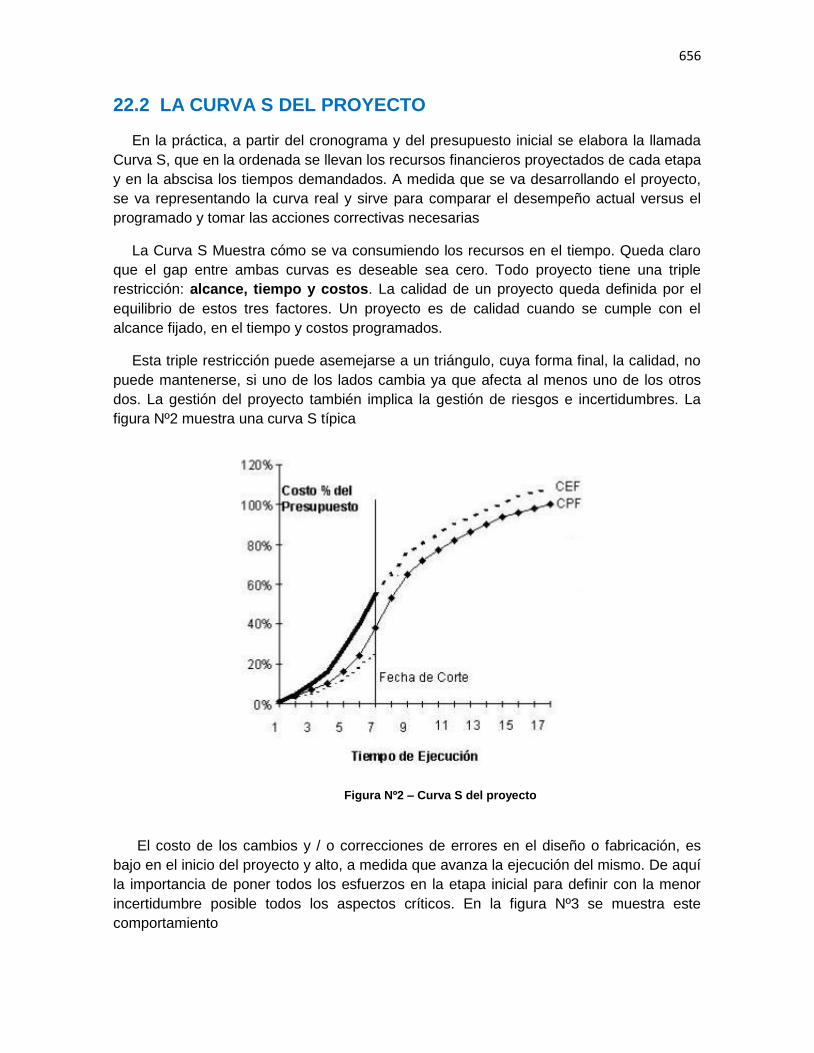
656
22.2 LA CURVA S DEL PROYECTO
En la práctica, a partir del cronograma y del presupuesto inicial se elabora la llamada Curva S, que en la ordenada se llevan los recursos financieros proyectados de cada etapa y en la abscisa los tiempos demandados. A medida que se va desarrollando el proyecto, se va representando la curva real y sirve para comparar el desempeño actual versus el programado y tomar las acciones correctivas necesarias
La Curva S Muestra cómo se va consumiendo los recursos en el tiempo. Queda claro que el gap entre ambas curvas es deseable sea cero. Todo proyecto tiene una triple restricción: alcance, tiempo y costos. La calidad de un proyecto queda definida por el equilibrio de estos tres factores. Un proyecto es de calidad cuando se cumple con el alcance fijado, en el tiempo y costos programados.
Esta triple restricción puede asemejarse a un triángulo, cuya forma final, la calidad, no puede mantenerse, si uno de los lados cambia ya que afecta al menos uno de los otros dos. La gestión del proyecto también implica la gestión de riesgos e incertidumbres. La figura Nº2 muestra una curva S típica
Figura Nº2 – Curva S del proyecto
El costo de los cambios y / o correcciones de errores en el diseño o fabricación, es bajo en el inicio del proyecto y alto, a medida que avanza la ejecución del mismo. De aquí la importancia de poner todos los esfuerzos en la etapa inicial para definir con la menor incertidumbre posible todos los aspectos críticos. En la figura Nº3 se muestra este comportamiento
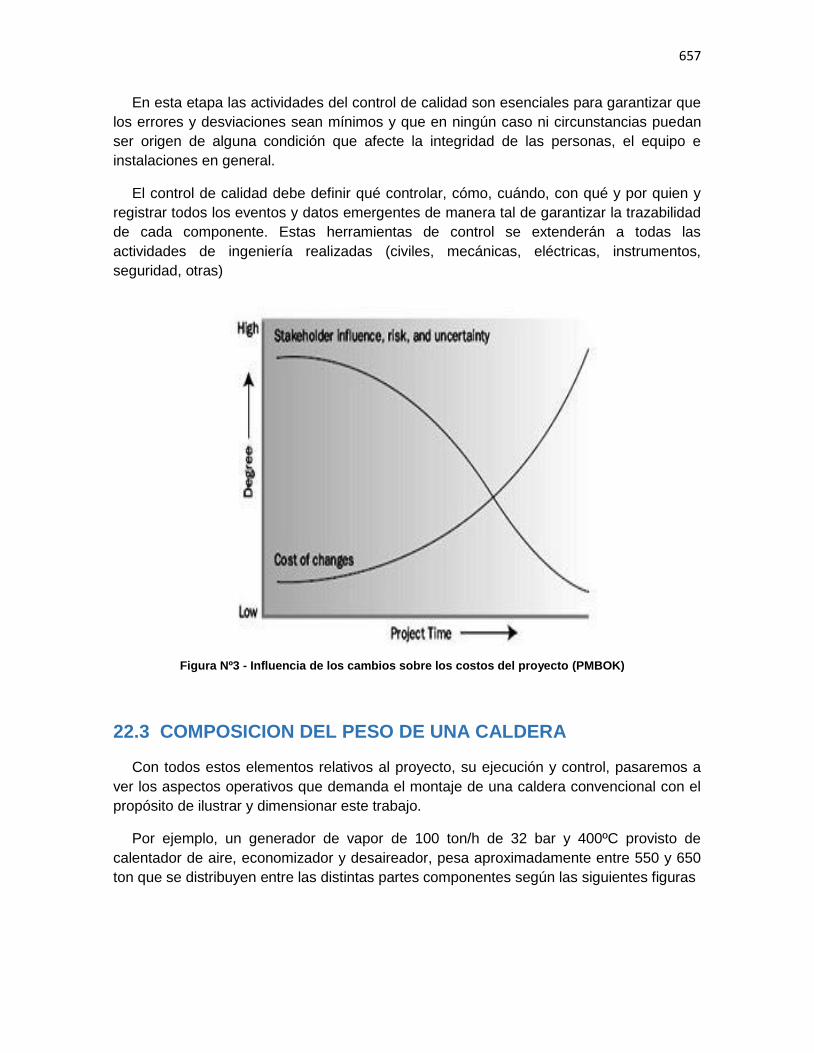
657
En esta etapa las actividades del control de calidad son esenciales para garantizar que los errores y desviaciones sean mínimos y que en ningún caso ni circunstancias puedan ser origen de alguna condición que afecte la integridad de las personas, el equipo e instalaciones en general.
El control de calidad debe definir qué controlar, cómo, cuándo, con qué y por quien y registrar todos los eventos y datos emergentes de manera tal de garantizar la trazabilidad de cada componente. Estas herramientas de control se extenderán a todas las actividades de ingeniería realizadas (civiles, mecánicas, eléctricas, instrumentos, seguridad, otras)
Figura Nº3 - Influencia de los cambios sobre los costos del proyecto (PMBOK)
22.3 COMPOSICION DEL PESO DE UNA CALDERA
Con todos estos elementos relativos al proyecto, su ejecución y control, pasaremos a ver los aspectos operativos que demanda el montaje de una caldera convencional con el propósito de ilustrar y dimensionar este trabajo.
Por ejemplo, un generador de vapor de 100 ton/h de 32 bar y 400ºC provisto de calentador de aire, economizador y desaireador, pesa aproximadamente entre 550 y 650 ton que se distribuyen entre las distintas partes componentes según las siguientes figuras
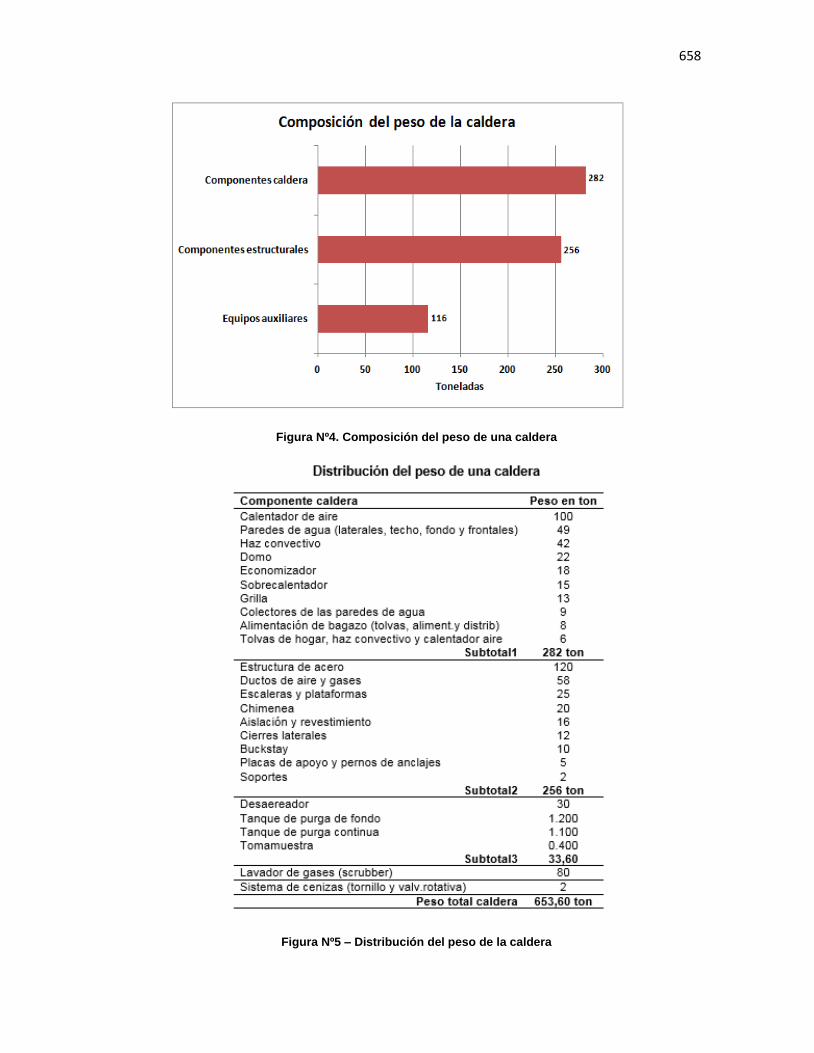
658
Figura Nº4. Composición del peso de una caldera
Figura Nº5 – Distribución del peso de la caldera
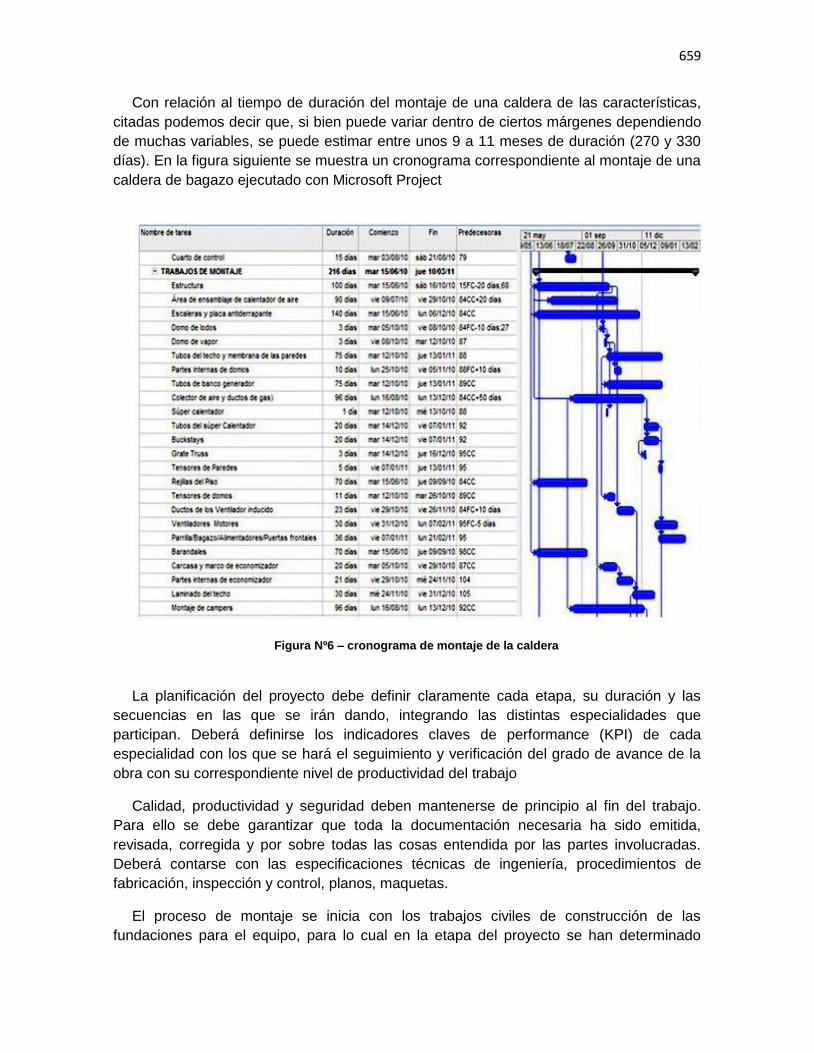
659
Con relación al tiempo de duración del montaje de una caldera de las características, citadas podemos decir que, si bien puede variar dentro de ciertos márgenes dependiendo de muchas variables, se puede estimar entre unos 9 a 11 meses de duración (270 y 330 días). En la figura siguiente se muestra un cronograma correspondiente al montaje de una caldera de bagazo ejecutado con Microsoft Project
Figura Nº6 – cronograma de montaje de la caldera
La planificación del proyecto debe definir claramente cada etapa, su duración y las
secuencias en las que se irán dando, integrando las distintas especialidades que participan. Deberá definirse los indicadores claves de performance (KPI) de cada especialidad con los que se hará el seguimiento y verificación del grado de avance de la obra con su correspondiente nivel de productividad del trabajo
Calidad, productividad y seguridad deben mantenerse de principio al fin del trabajo. Para ello se debe garantizar que toda la documentación necesaria ha sido emitida, revisada, corregida y por sobre todas las cosas entendida por las partes involucradas. Deberá contarse con las especificaciones técnicas de ingeniería, procedimientos de fabricación, inspección y control, planos, maquetas.
El proceso de montaje se inicia con los trabajos civiles de construcción de las fundaciones para el equipo, para lo cual en la etapa del proyecto se han determinado
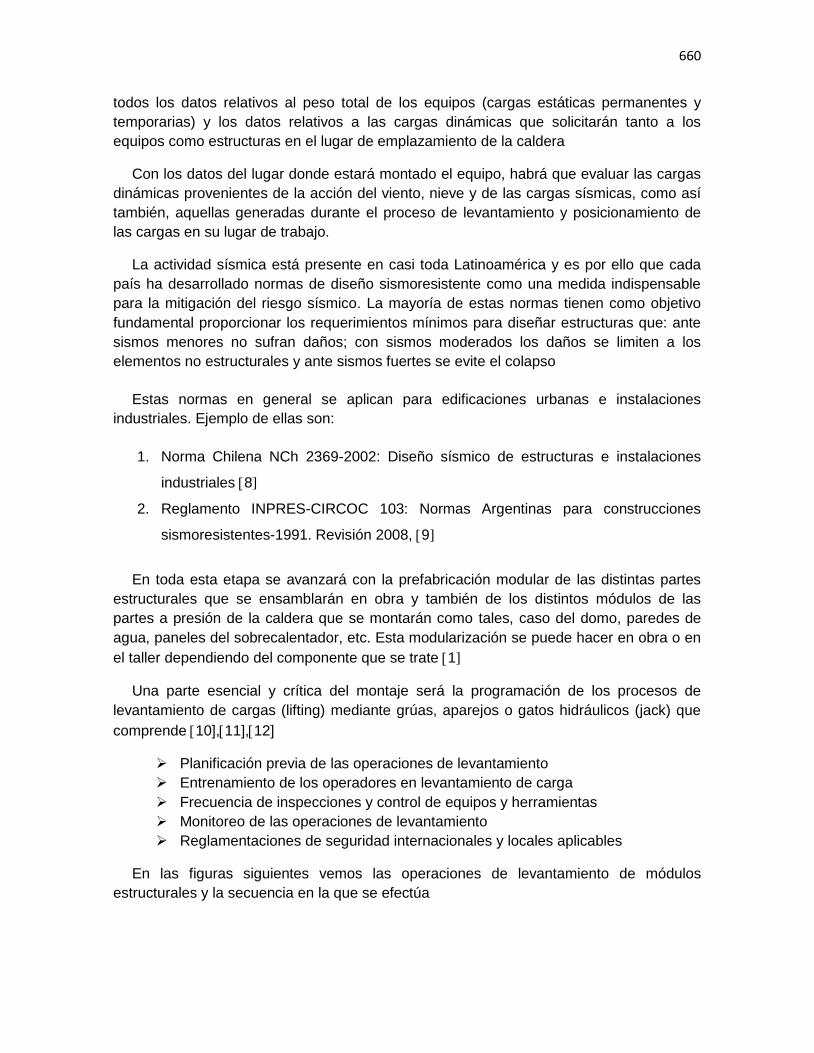
660
todos los datos relativos al peso total de los equipos (cargas estáticas permanentes y temporarias) y los datos relativos a las cargas dinámicas que solicitarán tanto a los equipos como estructuras en el lugar de emplazamiento de la caldera
Con los datos del lugar donde estará montado el equipo, habrá que evaluar las cargas dinámicas provenientes de la acción del viento, nieve y de las cargas sísmicas, como así también, aquellas generadas durante el proceso de levantamiento y posicionamiento de las cargas en su lugar de trabajo.
La actividad sísmica está presente en casi toda Latinoamérica y es por ello que cada país ha desarrollado normas de diseño sismoresistente como una medida indispensable para la mitigación del riesgo sísmico. La mayoría de estas normas tienen como objetivo fundamental proporcionar los requerimientos mínimos para diseñar estructuras que: ante sismos menores no sufran daños; con sismos moderados los daños se limiten a los elementos no estructurales y ante sismos fuertes se evite el colapso
Estas normas en general se aplican para edificaciones urbanas e instalaciones industriales. Ejemplo de ellas son:
1. Norma Chilena NCh 2369-2002: Diseño sísmico de estructuras e instalaciones
industriales 8]
2. Reglamento INPRES-CIRCOC 103: Normas Argentinas para construcciones
sismoresistentes-1991. Revisión 2008, 9]
En toda esta etapa se avanzará con la prefabricación modular de las distintas partes estructurales que se ensamblarán en obra y también de los distintos módulos de las partes a presión de la caldera que se montarán como tales, caso del domo, paredes de agua, paneles del sobrecalentador, etc. Esta modularización se puede hacer en obra o en el taller dependiendo del componente que se trate 1]
Una parte esencial y crítica del montaje será la programación de los procesos de levantamiento de cargas (lifting) mediante grúas, aparejos o gatos hidráulicos (jack) que comprende 10],11],12]
Planificación previa de las operaciones de levantamiento Entrenamiento de los operadores en levantamiento de carga Frecuencia de inspecciones y control de equipos y herramientas Monitoreo de las operaciones de levantamiento Reglamentaciones de seguridad internacionales y locales aplicables
En las figuras siguientes vemos las operaciones de levantamiento de módulos estructurales y la secuencia en la que se efectúa
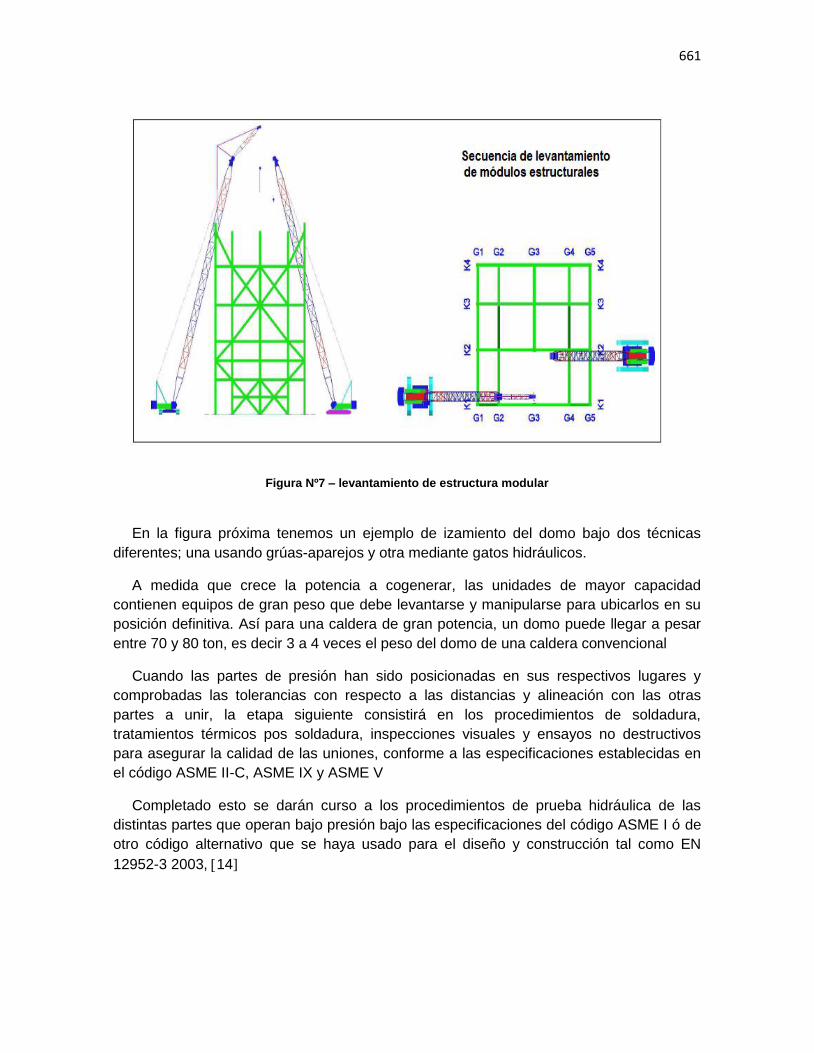
661
Figura Nº7 – levantamiento de estructura modular
En la figura próxima tenemos un ejemplo de izamiento del domo bajo dos técnicas
diferentes; una usando grúas-aparejos y otra mediante gatos hidráulicos.
A medida que crece la potencia a cogenerar, las unidades de mayor capacidad contienen equipos de gran peso que debe levantarse y manipularse para ubicarlos en su posición definitiva. Así para una caldera de gran potencia, un domo puede llegar a pesar entre 70 y 80 ton, es decir 3 a 4 veces el peso del domo de una caldera convencional
Cuando las partes de presión han sido posicionadas en sus respectivos lugares y comprobadas las tolerancias con respecto a las distancias y alineación con las otras partes a unir, la etapa siguiente consistirá en los procedimientos de soldadura, tratamientos térmicos pos soldadura, inspecciones visuales y ensayos no destructivos para asegurar la calidad de las uniones, conforme a las especificaciones establecidas en el código ASME II-C, ASME IX y ASME V
Completado esto se darán curso a los procedimientos de prueba hidráulica de las distintas partes que operan bajo presión bajo las especificaciones del código ASME I ó de otro código alternativo que se haya usado para el diseño y construcción tal como EN 12952-3 2003, 14]
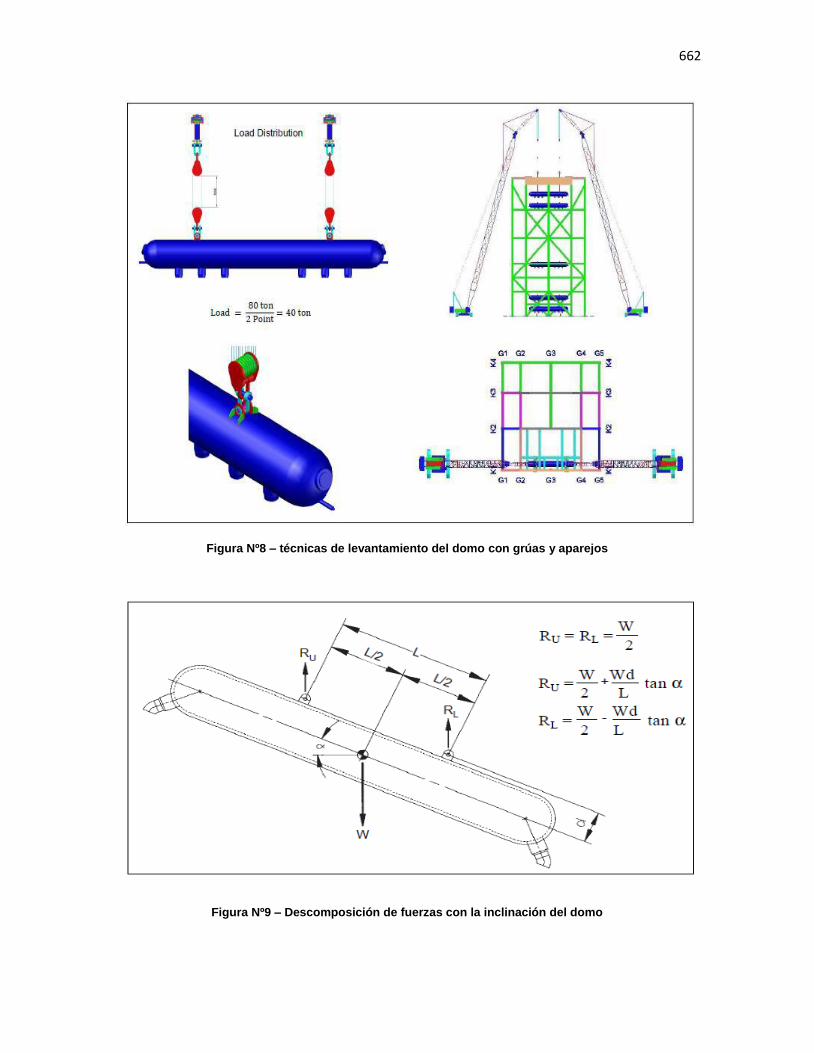
662
Figura Nº8 – técnicas de levantamiento del domo con grúas y aparejos
Figura Nº9 – Descomposición de fuerzas con la inclinación del domo
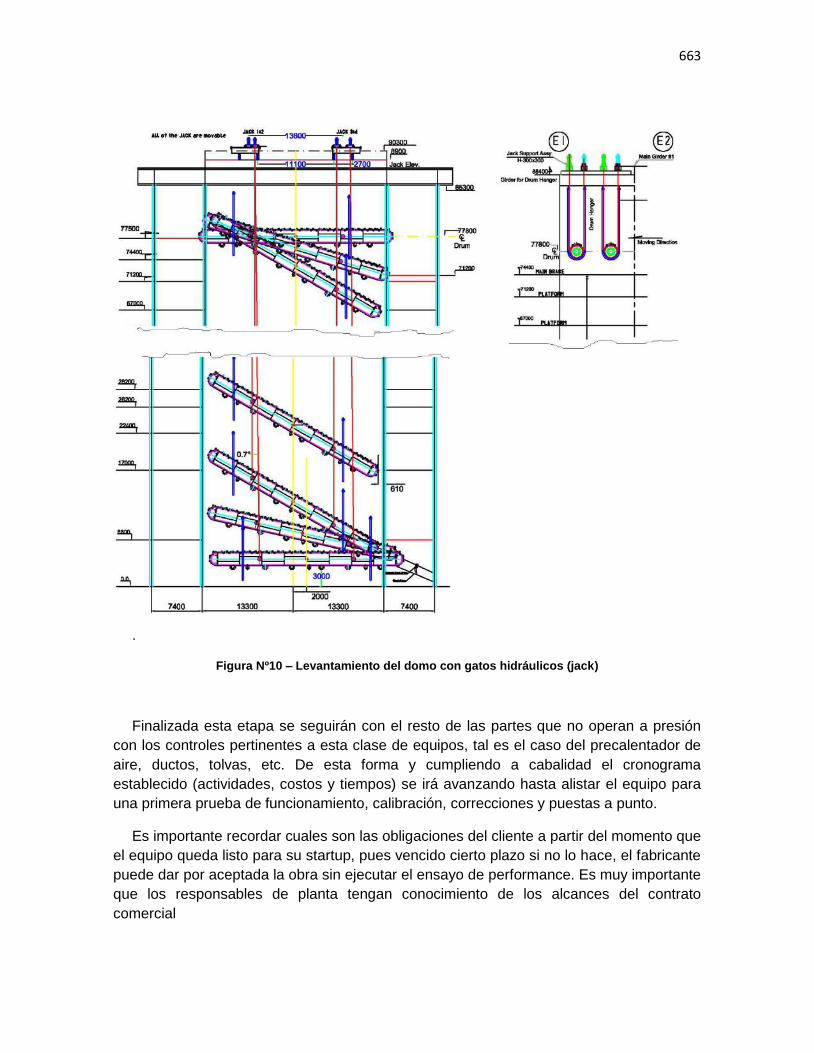
663
.
Figura Nº10 – Levantamiento del domo con gatos hidráulicos (jack)
Finalizada esta etapa se seguirán con el resto de las partes que no operan a presión con los controles pertinentes a esta clase de equipos, tal es el caso del precalentador de aire, ductos, tolvas, etc. De esta forma y cumpliendo a cabalidad el cronograma establecido (actividades, costos y tiempos) se irá avanzando hasta alistar el equipo para una primera prueba de funcionamiento, calibración, correcciones y puestas a punto.
Es importante recordar cuales son las obligaciones del cliente a partir del momento que el equipo queda listo para su startup, pues vencido cierto plazo si no lo hace, el fabricante puede dar por aceptada la obra sin ejecutar el ensayo de performance. Es muy importante que los responsables de planta tengan conocimiento de los alcances del contrato comercial
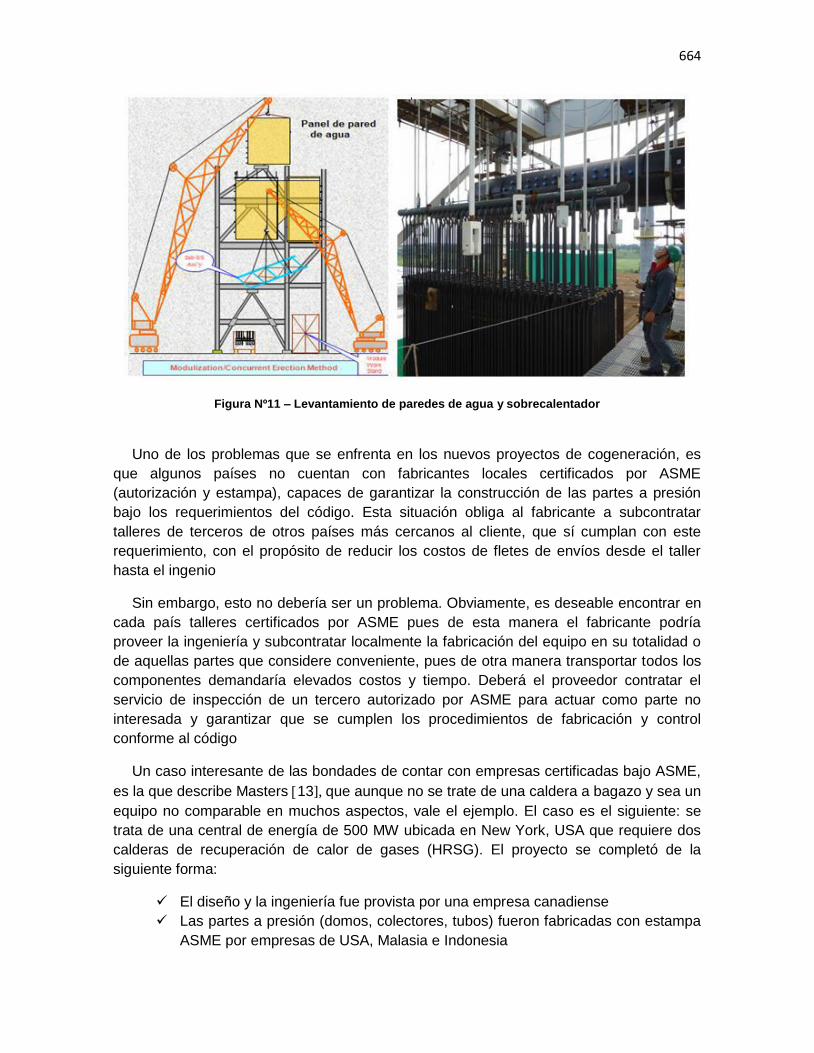
664
Figura Nº11 – Levantamiento de paredes de agua y sobrecalentador
Uno de los problemas que se enfrenta en los nuevos proyectos de cogeneración, es
que algunos países no cuentan con fabricantes locales certificados por ASME (autorización y estampa), capaces de garantizar la construcción de las partes a presión bajo los requerimientos del código. Esta situación obliga al fabricante a subcontratar talleres de terceros de otros países más cercanos al cliente, que sí cumplan con este requerimiento, con el propósito de reducir los costos de fletes de envíos desde el taller hasta el ingenio
Sin embargo, esto no debería ser un problema. Obviamente, es deseable encontrar en cada país talleres certificados por ASME pues de esta manera el fabricante podría proveer la ingeniería y subcontratar localmente la fabricación del equipo en su totalidad o de aquellas partes que considere conveniente, pues de otra manera transportar todos los componentes demandaría elevados costos y tiempo. Deberá el proveedor contratar el servicio de inspección de un tercero autorizado por ASME para actuar como parte no interesada y garantizar que se cumplen los procedimientos de fabricación y control conforme al código
Un caso interesante de las bondades de contar con empresas certificadas bajo ASME, es la que describe Masters 13], que aunque no se trate de una caldera a bagazo y sea un equipo no comparable en muchos aspectos, vale el ejemplo. El caso es el siguiente: se trata de una central de energía de 500 MW ubicada en New York, USA que requiere dos calderas de recuperación de calor de gases (HRSG). El proyecto se completó de la siguiente forma:
El diseño y la ingeniería fue provista por una empresa canadiense Las partes a presión (domos, colectores, tubos) fueron fabricadas con estampa
ASME por empresas de USA, Malasia e Indonesia
665
Los materiales fueron provistos por empresas de Vietnam, USA y otros países El ensamblado, montaje y prueba hidráulica fue realizado en México por una
empresa ecuatoriana autorizada por ASME y luego enviada por barcaza a USA para su instalación en la central
Es importante destacar que la caldera no necesariamente debe ser diseñada, construida y ensayada bajo el código ASME, pues bien podría darse el caso de proveedores europeos o a solicitud del cliente, que el equipo sea proyectado bajo los estándares europeos EN 12952-2003: Water tube boilers and auxiliary installations. Partes: 1 a 16 14]
22.4 REFERENCIAS
1. Steam, its generation and use, 41 editions, Stultz. & Kitto, Chapter 39. Published
by Babcok Wilcox Company, USA, 2005
2. Investigación de Operaciones, Hamdy A.Taha, 7º edición. Editorial Pearson
Educación, México 2003
3. Investigación de Operaciones, Wayne L.Winston, 4º edición. Editorial Thompson
Editores, México 2005
4. Introducción a la Investigación de Operaciones, 8º edición. Hiller & Lieberman.
Editorial McGraw Hill, México, 2006
5. A Guide to Project Management to Body of Knowledge (PMBOK Guide), 4º edition.
Edit. PMI, USA-2008
6. Microsoft Project Professional, 2010 – Microsoft, USA
7. Evaluación de decisiones estratégicas, Ghemawat Pankaj y Patricio del Sol.
Edit.Mc Graw Hill, 1999
8. Norma Chilena NCh 2369-2002: Diseño sísmico de estructuras e instalaciones
industriales. Editado por el Instituto Nacional de Normalización, 2002- Chile
9. Reglamento INPRES-CIRCOC 103: Normas Argentinas para construcciones
sismoresistentes-1991. Revisión 2008. Editado por el Instituto Nacional de
Tecnología Industrial (INTI), Bs.As. Argentina, 2008
10. Bechtel Rigging Handbook, 2º edition. Edit. Bechtel Corporation, 2002-USA
11. Cranes. Design, Practices and Maintenance - Verschoof J. 2º edition. Edit.
Professional Engineering Publishing. UK, 2002
12. Cranes and Derrick, Shapiro L.& Shapiro J., 4º edit. Edit.McGraw Hill, 2011

666
13. Con estampa o sin estampa, Marks Masters. Edit.HSB Global Standards
14. BS EN 12952-3:2003: Water tube boilers and auxiliary installations. Edit. BSI UK,
2003

667
Calderas a Bagazo
Proyecto, operación y mantenimiento
Los generadores de vapor en la industria azucarera son equipos críticos, pues proveen tanto la energía térmica para el proceso, como la potencia necesaria para el accionamiento de los equipos y maquinarias involucrados. Sirven también, para generar y suministrar energía sobrante a la red pública a partir de la combustión del bagazo, produciendo nuevos ingresos por este servicio a través de la cogeneración
Considerando que hay más de 1000 ingenios azucareros de caña alrededor del mundo y teniendo en cuenta la cantidad de generadores de vapor instalados en cada uno de ellos, puede decirse que la industria azucarera sea tal vez entre las industrias, la de mayor demanda de calderas industriales
La importancia de estos equipos, sumada al hecho de que varios de los textos en español sobre calderas han sido más bien descriptivos, con escasos cálculos y estar desactualizados, han motivado el propósito de escribir un libro práctico destinado exclusivamente a las calderas que operan con bagazo y que integre los últimos desarrollos producidos en este campo
Este libro que pretende ser práctico, actualizado e integral, está dirigido a los profesionales y técnicos de la industria azucarera que deben operan con dichos equipos y enfrentar en su quehacer diario situaciones de distinta naturaleza, al mismo tiempo de aportar a la difusión de las mejoras prácticas de ingeniería en el rubro. También está dirigido a los estudiantes de ingeniería que desean actuar en dicha industria
El libro tiene desarrollado en diversos capitulos, ejemplos de cálculos térmicos, hidráulicos y mecánicos basados en los mejores estándares de ingeniería, para ejemplificar los conceptos y brindar las herramientas que posibiliten un mejor análisis de los problemas
Carlos Alderetes





























