Embed Size (px)
Citation preview

Índice
Automatización de una Célula de Fabricación Flexible
i
CAPÍTULO 1. ENUNCIADO .................................................................... 1
CAPÍTULO 2. VISIÓN GENERAL DE LA CÉLULA DE
FABRICACIÓN FLEXIBLE............................................. 2
2.1. Características de la Mercancía a Fabricar........................................................ 2
2.1.1. Cilindros Neumáticos ................................................................................. 4
2.1.2. Piezas con Tapa ........................................................................................... 5
2.1.3. Características de cada uno de los Elementos de las
Piezas ............................................................................................................ 5
2.2. Características Generales de las Estaciones........................................................ 6
2.2.1. Zona de Fabricación ................................................................................... 8
2.2.1.1. Transporte .......................................................................................... 9
2.2.1.2. Estación 1: Módulo de Carga de Camisas ..................................... 10
2.2.1.3. Estación 2: Módulo de Montaje de Componentes ........................ 11
2.2.1.4. Estación 3: Montaje de Culatas ...................................................... 12
2.2.1.5. Estación 4: Verificación .................................................................. 12
2.2.2. Zona de Almacén Intermedio .................................................................. 13
2.2.2.1. Estación 5: Almacén Intermedio .................................................... 14
2.2.2.2. Estación 5: Función de gestión ....................................................... 15
2.2.3. Zona de Expedición .................................................................................. 16
2.2.3.1. Transporte ........................................................................................ 17
2.2.3.2. Estación 6: Módulo de Carga de Bases.......................................... 18
2.2.3.3. Robot 1: Colocación de Piezas sobre la Base................................. 18
2.2.3.4. Robot 2: Expedición de Palets ........................................................ 19
2.2.3.5. Estación 7: Almacén Final .............................................................. 19
2.3. Red de Comunicaciones ...................................................................................... 21
CAPÍTULO 3. DESCRIPCIÓN GENERAL DE LA ESTACIÓN DE
GESTIÓN ........................................................................ 24
3.1. Descripción general ............................................................................................. 24
3.2. Descripción de l hardware de la estación ........................................................... 26
3.2.1. Fuente de alimentación. ............................................................................ 26
3.2.2. Electroválvulas y regulador de presión del aire..................................... 26
3.2.3. Tarjetas de potencia de los motores paso a paso. .................................. 26
3.2.4. Módulos de entradas/salidas directas. .................................................... 27
Memoria
Departamento de Informática e Ingeniería de Sistemas
ii
3.2.5. Módulos de entradas/salidas de los transportes..................................... 28
3.2.6. Módulos Momentum. ............................................................................... 32
3.2.7. El autómata. .............................................................................................. 32
3.2.8. Elementos mecánicos ................................................................................ 33
3.2.8.1. Topes mecánicos............................................................................... 33
3.2.8.2. Enclavamientos ................................................................................ 34
3.2.8.3. Desvios .............................................................................................. 34
3.2.8.4. Paso a paso........................................................................................ 34
3.2.9. Interface de Lectura y escritura de los palets ........................................ 35
3.2.10. Otros elementos......................................................................................... 35
3.2.10.1. Los cabezales de lectura y escritura ............................................... 35
3.2.10.2. Las pastillas de memoria de los palets ........................................... 35
3.3. Configuración de los elementos de la estación. ................................................. 36
3.3.1. Módulos del autómata. ............................................................................. 36
3.3.1.1. Procesador. ....................................................................................... 36
3.3.1.2. Comunicaciones Fipio. .................................................................... 36
3.3.1.3. Comunicaciones por red Fipway. ................................................... 37
3.3.1.4. Módulos de entradas y salidas........................................................ 38
3.3.1.5. Módulos de comunicación con los identificadores
de productos. .................................................................................... 39
3.3.1.6. Módulo de control de ejes paso a paso........................................... 41
3.3.1.7. Módulo de comunicación por Ethernet ......................................... 41
3.3.2. Interface del identificador de productos................................................. 41
CAPÍTULO 4. MANUAL DE FUNCIONAMIENTO.............................. 45
4.1. Puesta en marcha ................................................................................................. 45
4.1.1. Carga de programas a las estaciones...................................................... 45
4.1.2. Modos de funcionamiento ........................................................................ 47
4.1.2.1. Modo Manual Independiente.......................................................... 47
4.1.2.2. Modo Manual Integrado ................................................................. 48
4.1.2.3. Modo Automático Independiente ................................................... 48
4.1.2.4. Modo Automático Integrado .......................................................... 48
4.1.3. Selección del modo de funcionamiento ................................................... 49
4.2. Secuencia de producción..................................................................................... 50

Índice
Automatización de una Célula de Fabricación Flexible
iii
4.3. Producción de piezas ........................................................................................... 52
4.4. Producción de pedidos......................................................................................... 54
4.5. Alarmas ................................................................................................................. 59
4.6. Cómo solucionar las alarmas .............................................................................. 63
4.6.1. Las setas de emergencia ........................................................................... 63
4.6.2. Pedidos o piezas no localizados................................................................ 63
4.6.3. Piezas o pedidos que no corresponden.................................................... 64
4.6.4. Máximo tiempo de operación .................................................................. 64
4.6.5. Fallo por máximos tiempos de automático integrado ........................... 65
4.6.6. Operación de lectura o escritura defectuosa.......................................... 65
4.6.7. Palet vacío y memoria llena ..................................................................... 65
4.7. Arranque en frío de la producción..................................................................... 66
CAPÍTULO 5. PROGRAMA DE AUTÓMATA...................................... 70
5.1. Estructura............................................................................................................. 70
5.1.1. Secciones.................................................................................................... 70
5.1.1.1. Comunicaciones ............................................................................... 70
5.1.1.2. Gestión de piezas .............................................................................. 71
5.1.1.3. Gestión de pedidos ........................................................................... 72
5.1.1.4. Gestión de Magelis........................................................................... 72
5.1.1.5. Tabla compartida ............................................................................. 73
5.1.1.6. Alarmas ............................................................................................. 73
5.1.2. Preliminar.................................................................................................. 73
5.1.3. Grafcet ....................................................................................................... 74
5.1.3.1. Chart ................................................................................................. 74
5.1.3.2. Macroetapa 9.................................................................................... 75
5.1.3.3. Macroetapa 19.................................................................................. 76
5.1.4. Post............................................................................................................. 76
5.1.5. Subrutinas ................................................................................................. 76
5.2. Tratamiento del problema. ................................................................................. 79
5.2.1. Estructura de las tablas de memoria ...................................................... 80
5.2.1.1. Tablas de piezas ............................................................................... 80
5.2.1.2. Tablas de pedidos............................................................................. 82
5.2.1.2.1. Tabla de lanzamiento del pedido ........................................... 83

Memoria
Departamento de Informática e Ingeniería de Sistemas
iv
5.2.1.2.2. Tablas de pedidos en memoria .............................................. 84
5.2.1.2.3. Tabla de petición de extracción de un
pedido almacenado ................................................................. 87
5.2.1.3. Mapa de la memoria del palet de la zona de
expedición. ........................................................................................ 88
5.2.1.4. Tablas de lectura de palet. .............................................................. 90
5.2.1.4.1. Zona de fabricación: Tabla principal. .................................. 90
5.2.1.4.2. Zona de fabricación: Tabla secundaria. ............................... 91
5.2.1.4.3. Zona de expedición: Tabla principal. ................................... 92
5.2.1.4.4. Zona de expedición: Tabla secundaria. ................................ 93
5.2.1.5. Cola de piezas................................................................................... 94
5.2.1.6. Tablas de volcado de información hacia Magelis......................... 96
5.2.1.7. Tabla de escritura de palets desde Magelis................................... 97
5.2.1.8. Tabla de volcado de datos de pedido terminado
hacia el almacén final. ..................................................................... 98
5.2.2. Los Grafcets ............................................................................................ 100
5.2.2.1. Chart ............................................................................................... 100
5.2.2.2. Las macroetapas ............................................................................ 101
5.2.2.3. La macroetapa de la estación 1..................................................... 102
5.2.2.3.1. Secuencia de acciones ........................................................... 102
5.2.2.3.2. Etapas de ejecución normal ................................................. 108
5.2.2.3.3. Alarmas .................................................................................. 118
5.2.2.3.4. Etapas de control Magelis .................................................... 119
5.2.2.4. La macroetapa de la estación 2..................................................... 122
5.2.2.4.1. Etapas de ejecución normal ................................................. 122
5.2.2.4.2. Alarmas .................................................................................. 130
5.2.2.5. La macroetapa de la estación 3..................................................... 131
5.2.2.5.1. Etapas de ejecución normal ................................................. 131
5.2.2.5.2. Alarmas.................................................................................. 137
5.2.2.6. La macroetapa de la estación 4..................................................... 138
5.2.2.6.1. Etapas de ejecución normal ................................................. 138
5.2.2.6.2. Alarmas .................................................................................. 144
5.2.2.7. Grafcet de la cola de piezas ........................................................... 144
5.2.2.8. La macroetapa de la estación 7..................................................... 148

Índice
Automatización de una Célula de Fabricación Flexible
v
5.2.2.8.1. Etapas de ejecución normal ................................................. 148
5.2.2.8.2. Alarmas .................................................................................. 155
5.2.2.9. La macroetapa de la estación 6..................................................... 156
5.2.2.9.1. Etapas de ejecución normal ................................................. 156
5.2.2.9.2. Alarmas .................................................................................. 166
5.2.2.10. La macroetapa de la estación 8..................................................... 166
5.2.2.10.1. Etapas de ejecución normal ................................................. 167
5.2.2.10.2. Alarmas .................................................................................. 178
5.2.2.11. La macroetapa de la estación 5..................................................... 179
5.2.2.11.1. Etapas de ejecución normal ................................................. 179
5.2.2.11.2. Alarmas .................................................................................. 186
5.2.3. Las secciones: Datos que deben controlarse cada ciclo ....................... 186
5.2.3.1. Comunicaciones ............................................................................. 186
5.2.3.1.1. Comunicación por medio del interface del
transporte de la zona de fabricación................................... 187
5.2.3.1.2. Comunicación por medio del interface del
transporte de la zona de expedición .................................... 188
5.2.3.1.3. Control del acceso al almacén intermedio
desde las estaciones 4 y 8...................................................... 190
5.2.3.1.4. Acceso a la modificación de la tabla de
escritura de los palets ........................................................... 190
5.2.3.2. Gestión de piezas ............................................................................ 191
5.2.3.3. Gestión de pedidos ......................................................................... 193
5.2.3.4. Gestión de Magelis......................................................................... 193
5.2.3.5. Tabla compartida ........................................................................... 194
5.2.3.6. Alarmas ........................................................................................... 194
5.2.4. Subrutinas ............................................................................................... 195
5.2.4.1. SR0 y SR37..................................................................................... 195
5.2.4.2. SR 1 ................................................................................................. 196
5.2.4.3. SR 2 y SR4...................................................................................... 196
5.2.4.4. SR 3 y SR5...................................................................................... 198
5.2.4.5. SR 4 ................................................................................................. 199
5.2.4.6. SR 5 ................................................................................................. 199
5.2.4.7. SR 6 y SR7...................................................................................... 199

Memoria
Departamento de Informática e Ingeniería de Sistemas
vi
5.2.4.8. SR 7 ................................................................................................. 201
5.2.4.9. SR 8, SR9 y SR10........................................................................... 201
5.2.4.10. SR 9 ................................................................................................. 202
5.2.4.11. SR 10 ............................................................................................... 202
5.2.4.12. SR 11 ............................................................................................... 202
5.2.4.13. SR12, SR13, SR14, SR15, SR16, SR17, SR 18,
SR19, SR20, SR21, SR22, SR23 y SR24....................................... 202
5.2.4.14. SR 25 ............................................................................................... 203
5.2.4.15. SR 26 ............................................................................................... 204
5.2.4.16. SR 27 ............................................................................................... 205
5.2.4.17. SR 28 ............................................................................................... 206
5.2.4.18. SR 29 ............................................................................................... 207
5.2.4.19. SR 30 ............................................................................................... 209
5.2.4.20. SR 31 ............................................................................................... 209
5.2.4.21. SR 32 y SR36.................................................................................. 210
5.2.4.22. SR 33 ............................................................................................... 212
5.2.4.23. SR 34 y SR35.................................................................................. 213
5.2.4.24. SR 35 ............................................................................................... 214
5.2.4.25. SR 36 ............................................................................................... 214
5.2.4.26. SR37 ................................................................................................ 214
5.2.5. Post: Las respuestas del autómata ........................................................ 214
5.3. Control del encendido de las cintas .................................................................. 215
5.3.1. Gestión del bit de encendido de cintas .................................................. 217
5.4. Las tablas de animación. ................................................................................... 218
CAPÍTULO 6. Conclusiones ....................................................................... i
CAPÍTULO 7. Trabajos realizados sobre la célula.................................... 1
7.1. PUESTA EN MARCHA DE LA CELULA DE
FABRICACION..................................................................................................... 1
7.2. HARD ................................................................................................................... 1
CAPÍTULO 8. Bibliografía .........................................................................I

Índice
Automatización de una Célula de Fabricación Flexible
vii
Anexo 1
Anexo 2
Anexo 3
Anexo 4
Anexo 5
Anexo 6: Tomo1.
Anexo 6: Tomo2.
MEMORIA EN CD-ROM


Enunciado
Automatización de una Célula de Fabricación Flexible
1
CAPÍTULO 1. ENUNCIADO
Este proyecto es parte de otro proyecto mucho mayor el cual quiere dar solución a la
puesta en funcionamiento de una línea de fabricación flexible de cilindros de simple
efecto. Es decir, a la automatización de una línea de fabricación, ensamblaje y
verificación que no es una línea en serie sino una serie de acciones a realizar sobre unas
piezas que dependerá del estado de las mismas en cada momento.
La puesta en funcionamiento constará de varias fases diferentes que serán:
a) Un proceso de montaje y cableado de las distintas partes del sistema de
control.
b) El proceso de configuración, creación y depuración del programa de control
de la estación gestora sobre PL7 PRO.
c) La comunicación entre las distintas estaciones y la coordinación de los
procesos de dichas células hasta formar el conjunto de acciones secuenciales
que conforman todo el proceso.
a) En la primera de las fases se detalla el cableado y puesta en funcionamiento del
autómata gestor utilizado en la célula y las partes dependientes del mismo que serán:
La estación 5 con el terminal telefax al que se conectan sus entradas, dos agentes de
bus FIPIO TSX MOMENTUM 170ADM35010, los terminales del propio bus FIPIO y
los dos módulos de identificado de productos.
b) En la segunda fase se detalla el funcionamiento de la línea en las partes
implicadas en este proyecto en sus distintos modos de funcionamiento y el programa de
control de la célula, tanto en forma independiente como en conjunto.
c) La tercera fase explica el proceso de coordinación y comunicaciones necesarias
para que las estaciones atiendan a sus aplicaciones en función del estado de la
producción comunicando su propio estado a las demás.

Memoria
Departamento de Informática e Ingeniería de Sistemas
2
CAPÍTULO 2. VISIÓN GENERAL DE LA CÉLULA DE
FABRICACIÓN FLEXIBLE
La estación gestora, objeto del presente proyecto, es una de las partes de un conjunto
de estaciones que simulan un proceso productivo completo. La finalidad de todas ellas
en conjunto es la fabricación y expedición de una determinada mercancía constituida
por un conjunto de tres cilindros neumáticos sobre una determinada base. Por lo tanto
podríamos decir que la célula en conjunto constituye una pequeña fábrica destinada a la
produccción y expedición de unas determinadas piezas.
En la figura adjunta podemos ver un ejemplo de la disposición de dichas piezas
sobre el medio de expedición una vez completado el proceso de fabricación.
La célula de fabricación, mediante la solicitud de un determinado pedido de
fabricación, comienza el proceso necesario para
la expedición del mismo.
Un pedido estará compuesto por un máximo
de 3 piezas depositadas sobre una base concreta.
En lo referente al tipo de base para depositar las
piezas a expender tenemos 2 posibilidades,
mientras que con el tipo de pieza a colocar en la
base tenemos 6 posibilidades diferentes.
2.1. Características de la Mercancía a Fabricar
Ya se ha comentado en los párrafos anteriores que la célula de fabricación está
compuesta por una serie de estaciones diferentes que se encargan de realizar cada una
de ellas una operación determinada dentro del proceso productivo. La misión final
consiste en expender un pedido que se haya solicitado fabricar a nuestra pequeña
factoría.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
3
Para poder comentar la función de cada una de las estaciones vamos a partir del
resultado final que se desea obtener con la célula de fabricación completa. Por lo tanto
deberemos conocer las características de las posibles piezas a fabricar y por lo tanto de
las posibilidades de pedidos a solicitar para su expedición.
Los tipos de base posibles para depositar las piezas a expender difieren en el color
de las mismas. Así tenemos la posibilidad de depositar las piezas sobre una base de
color blanco o sobre una base de color negro.
En lo referente a los diferente tipos de piezas que es posible expender podemos
dividirlas en dos grupos diferentes. Por un lado tenemos los cilindros neumáticos y por
otro los cilindros cerrados (otro tipo de pieza similar a las anteriores, también
denominadas piezas con tapa). En el cuadro resumen mostrado a continuación podemos
observar la forma de cada una de las piezas.
Color de la Pieza Negra Roja Metálica
Piezas con Tapa
Piezas sin Tapa
(cilindros
neumáticos)
Igualmente tal y como podemos ver en la figura anterior, dentro de un mismo tipo
de piezas tenemos 3 posibilidades de las mismas según el color que posea cada una de

Memoria
Departamento de Informática e Ingeniería de Sistemas
4
ellas. Tal y como podemos ver en la mencionada figura, tenemos piezas de color negro,
rojo o metálico; según se desee.
La composición de los dos tipos de piezas (con tapa o sin tapa) se diferencian en la
composición de las subpiezas que, a su vez, las componen. Por lo tanto dependiendo del
tipo de pieza que se desee fabricar el proceso productivo será uno u otro.
2.1.1. Cilindros Neumáticos
Ya hemos comentado que las piezas a fabricar simulan cilindros neumáticos de
simple efecto. Así cada una de las piezas estará formada por los siguientes
subelementos.
• Camisa: Esta pieza constituye la parte exterior o carcasa del cilindro
neumático a fabricar. Este será el soporte del resto de las piezas a colocar en
el proceso de producción.
• Émbolo: Este elemento será el encargado de provocar el desplazamiento del
eje al inyectar aire comprimido sobre el orificio destinado a tal efecto en la
camisa. El diseño de los mismos evitará que el aire se escape a la atmósfera
gracias a una junta que posee en su interior.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
5
• Muelle: Dado que los cilindros neumáticos a fabricar son de simple efecto,
deberemos de provocar el retorno del émbolo a su posición de origen una vez
cortado el flujo de aire comprimido. Así la misión del muelle es la
proporcionar esta fuerza de retorno del émbolo para que éste se recoja.
• Tapa: La camisa del cilindro neumático deberá de ser cerrada para que las
piezas internas no abandonen dicha situación al inyectar aire comprimido al
cilindro neumático. Esta función la llevamos a cabo por medio de la
colocación de la tapa mencionada.
2.1.2. Piezas con Tapa
El otro grupo de piezas que se pueden fabricar mediante la célula de fabricación
flexible son las denominadas como con tapa. Estas piezas están formadas únicamente
por la camisa y una tapa que no posee orificio para la extensión del émbolo.
En estas piezas no será necesaria la colocación de los elementos mencionados en el
apartado anterior, ya que con la camisa se encuentra sólidamente colocada la tapa de la
camisa y por lo tanto tenemos una pieza compacta.
2.1.3. Características de cada uno de los Elementos de las
Piezas
Cada uno de los tres tipos de piezas a fabricar tiene unas características que las
hacen diferentes entre si. Así tenemos diferencias en lo referente a los colores y tamaños
de los elementos que las forman o constituyen. A continuación vamos a comentar cada
una de estas características de cada tipo de pieza.
El diámetro de todas las piezas es el mismo, en cambio la altura ellas no. Debemos
de mencionar que las camisas de color negro tienen una altura menor que las roas y las
metálicas. Por lo tanto en las piezas negras deberemos de instalar unos émbolos con una
longitud más corta que las otras piezas. Los émbolos de menor longitud son de color
metálico, mientras que los émbolos largos son de color negro.

Memoria
Departamento de Informática e Ingeniería de Sistemas
6
Así, para poder realizar la fabricación de ambos tipos de piezas deberemos de
disponer de los dos tipos de émbolos para colocárselos a las piezas adecuadas.
En lo referente a los muelles no tenemos ningún tipo de diferencia para cada una de
las piezas fabricadas. La diferencia existente en la altura de las diferentes piezas
únicamente diferirá en la compresión del muelle dentro de cada una de las camisas.
En la tabla siguiente podemos ver la relación de elementos de cada una de las piezas
a fabricar.
Tipo de Pieza
Camisa Negra Roja Metálica
Émbolo Metálico (longitud corta)
Negro (longitud larga)
Muelle Standard
2.2. Características Generales de las Estaciones
El montaje o fabricación de las piezas anteriormente comentadas es realizado por
medio de la acción conjunta de todas las estaciones que componen la célula de
fabricación flexible.
Así, de forma automática, se irán realizando la fabricación y expedición de las
diferentes piezas solicitadas a nuestra fábrica. Cada una de las estaciones que
conforman la célula de fabricación flexible poseen una función determinada y concreta
y llevan a cabo un proceso para conseguir montar la pieza con las características
adecuadas según lo anteriormente mencionado.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
7
La fabricación de las piezas se realiza teniendo en cuenta el mantenimiento de un
pequeño stock dentro de la fábrica para poder atender los posibles pedidos. Así en el
almacén de piezas intermedio tendremos acumuladas un pequeño número de piezas
para poder servir pedidos, ordenando la fabricación cuando el número de piezas de un
determinado tipo sea inferior a un margen de seguridad prefijado.
Por el contrario la formación de palets con mercancía se lleva a cabo por medio del
lanzamiento de pedidos de fabricación a la célula de fabricación. Cuando se solicite un
determinado pedido la célula de fabricación realizará las operaciones apropiadas para
componerlo y ser capaz de servirlo.
En la célula de fabricación podemos distinguir tres zonas diferentes.
• Zona de fabricación en la cual se realizará el montaje de cada uno de los
tipos de pieza solicitados por el almacén intermedio.
• Zona del almacén intermedio en la cual se depositarán las piezas fabricadas
hasta que se solicite la expedición de las mismas en un determinado pedido.
• Zona de expedición en la cual se realizarán las operaciones necesarias para
la composición del pedido solicitado.
Todas estas zonas se encuentran coordinadas por medio de un sistema que
podríamos denominar como gestor o coordinador. Dicho elemento es el encargado de
decirle a cada una de las estaciones la operación que debe realizar en cada momento
para llevar a cabo la fabricación completa y efectiva de cada uno de los tipos de piezas.

Memoria
Departamento de Informática e Ingeniería de Sistemas
8
A continuación vamos a pasar a comentar las características de cada una de las
estaciones para así poder comprender mejor la función de cada una de ellas dentro de la
célula de fabricación.
2.2.1. Zona de Fabricación
En esta zona tenemos situadas las estaciones necesarias para llevar a cabo el
ensamblado de los diferentes elementos que componen la pieza a fabricar en cada
momento. Así tenemos las siguientes estaciones:
a.- Transporte: Encargado del traslado de las piezas de una estación a otra por medio
de un transbordador destinado a tal efecto.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
9
b.- Estación 1: Encargada de la colocación de la camisa deseada en el palet del
transbordador.
c.- Estación 2: Por medio de esta estación podremos colocar el émbolo y el muelle en
las piezas que así lo requieran. La colocación del émbolo se realiza de forma
acorde al tipo de pieza tratada en cada momento.
d.- Estación 3: Esta estación coloca y rosca la tapa a las piezas que así lo requieran,
es decir, en las piezas con tapa no realiza ninguna operación.
e.- Estación 4: Antes de dar por finalizada la fabricación de una determinada pieza se
realiza un test para comprobar que la pieza ha sido fabricada correctamente. Esta
estación se encarga de tal función desechando las que son defectuosas y
permitiendo el resto de proceso para las piezas fabricadas correctamente.
2.2.1.1. Transporte
Para llevar las piezas desde una estación a otra y para
que cada una de ellas realice su función tenemos el
módulo de transporte. Una serie de cintas transportadores,
topes y enclavamientos; aseguran la circulación o
detención de cada uno de los transbordadores de palets
afectados.
Para el desplazamiento de las piezas a lo largo del
recorrido se usan unos transbordadores sobre los cuales se
coloca un palet de transporte metálico.
Sobre dicho elemento deberemos situar una base
plástica dotada de una única hendidura en su parte
central en la cual se adaptan perfectamente las piezas
a fabricar. De este modo las piezas podrán ser
trasladadas de estación a estación de forma segura.

Memoria
Departamento de Informática e Ingeniería de Sistemas
10
Cada uno de los transbordadores posee en su parte inferior una pequeña memoria en
la cual se podrá almacenar la información de la mercancía que transporta. Por medio de
una serie de cabezas lectoras se podrán realizar lecturas y escrituras de información.
En cada una de las estaciones tenemos un tope que
se encargará de detener el transbordador frente a la
entrada de cada una de ellas. Posteriormente, y por
medio de un enclavamiento, se fijará el transbordador
para mantenerlo fijo en la posición correcta. Así las
cabezas lectoras podrán realizar sus operaciones de
lectura y escritura.
En la figura adjunta podemos observar estos elementos. De izquierda a derecha
tenemos en primer lugar la cabeza lectora que leerá la información de la memoria del
transbordador. Posteriormente tenemos el enclavamiento que fija el transbordador en la
posición en la cual se encuentra para que no se desplace. Por último tenemos el tope que
se encarga de detener o liberar el palet según corresponda.
2.2.1.2. Estación 1: Módulo de Carga de Camisas
Esta estación es la encargada de suministrar al elemento de transporte la camisa de
la pieza a fabricar en un determinado momento. En un acumulador se almacenan
apiladas y en orden aleatorio los diferentes tipos de piezas a fabricar. La estación se
encargará de ir sacando camisas de dicho
almacén hasta que se encuentre una pieza con las
características solicitadas. Dentro del mencionado
almacén tendremos tanto las camisas de los
cilindros neumáticos como los cuerpos de los
diferentes tipos de piezas con tapa posibles de
fabricar.
Por medio de una serie de cilindros
neumáticos se atrapan y trasladan las piezas de un

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
11
punto a otro de la estación. La identificación de las características de la pieza tratada en
cada momento se realiza por medio de una serie de detectores ópticos inductivos y
capacitivos capaces de diferenciar las características de cada una de las piezas.
2.2.1.3. Estación 2: Módulo de Montaje de Componentes
Esta estación es la encargada de realizar el montaje de los elementos internos que
componen los cilindros neumáticos fabricados. Por tanto se encargará de colocar el
émbolo adecuado para el tipo de pieza fabricada en cada momento a sí como el muelle
que llevan dichos elementos.
En esta estación tenemos tres almacenes de elementos. Uno para los émbolos
negros, otro para los émbolos metálicos y otro para los muelles. Así la estación recogerá
las piezas necesarias de cada uno de los almacenes en función de la pieza que estemos
fabricando en cada momento. Como es lógico la estación colocará, sobre la camisa ya
colocada en el transbordador, en primer lugar el émbolo apropiado para, posteriormente
colocar el muelle.
En el caso de que sobre el transbordador no
se disponga de una pieza cuya fase de
fabricación no permita la ejecución completa
del proceso la fabricación no se realiza. Así
solamente se colocarán el émbolo y el muelle
sobre las piezas que tengan únicamente
colocada la camisa sobre las mismas.
La estación dispone de un eje sin fin
controlado por medio de un motor paso a paso
y una serie de elementos neumáticos para la ejecución de movimientos discretos.

Memoria
Departamento de Informática e Ingeniería de Sistemas
12
2.2.1.4. Estación 3: Montaje de Culatas
En los cilindros neumáticos
fabricados deberemos de colocar una
tapa para encerrar y compactar los
elementos internos de los mismos, esta
tapa es el elemento denominado como
culata. Cada uno de los tres tipos
diferentes de cilindros neumáticos
fabricados posee el mismo tipo de
culata. Por lo tanto, todas las piezas que
lleguen a esta estación con el émbolo y
el muelle debidamente colocados deberán de ser tapadas mediante la culata mencionada.
En un almacén se encuentran una serie de culatas. Cuando llega una pieza sobre la
cual la estación debe de actuar una pinza atrapa la pieza para sujetarla. La máquina saca
una culata del almacén y procede a roscarla sobre la camisa del cilindro sujeto. En esta
estación todos los elementos con de tipo neumático.
2.2.1.5. Estación 4: Verificación
Cuando el proceso de fabricación ha terminado la estación 4 se encarga de realizar
un test para comprobar el correcto
funcionamiento del elemento fabricado por
las estaciones que anteriormente han
actuado sobre la pieza en cuestión.
Esta estación recoge la pieza del
transporte y la pasa a un elemento que se
encargará de inyectar aire por la entrada del
cilindro neumático fabricado. Mediante un
sensor se comprobará la distancia de
recorrido que realiza el émbolo del pistón
al mismo tiempo que el retorno del mismo. De este modo podremos determinar si la
pieza fabricada es dada por buena o no.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
13
Si la pieza es considerada como defectuosa será depositada sobre un contenedor que
irá acumulando las piezas defectuosas. En cambio si la pieza está correctamente
fabricada será trasladada a una cinta transportadora que la conducirá hasta la siguiente
estación de la célula de fabricación.
2.2.2. Zona de Almacén Intermedio
Entre la zona de transporte y la zona de expedición tenemos un almacén en el cual
se guardarán las piezas ya fabricadas. Éstas serán mantenidas en él hasta el momento en
el cual se desee cargar dichas piezas en un determinado palet para así poder servir un
determinado pedido dentro de la zona de expedición.
La fabricación de las piezas se realiza
de una en una, por lo tanto la finalización
de las mismas no se realizará
consecutivamente sino que se realizará de
forma secuencial y, lo que es más, aleatoria
(una pieza puede tener una serie de
incidencias que impida la realización de
una fase de la fabricación en el primer
intento).
Igualmente en la zona de expedición podemos tener activos varios pedidos. Las
piezas que lo compondrán no tienen porque llegar al mismo tiempo que el transbordador
hasta el punto de carga de piezas. Esta situación podríamos decir que sería demasiado
casual e inesperada.
Por tanto será necesaria la existencia de una zona de almacenaje para mantener las
piezas hasta el momento de colocarlas en un palet. De este modo cuando debamos
colocar una pieza sobre el palet del pedido podremos realizar la operación si dicha pieza
se encuentra en la zona del almacén intermedio.
Memoria
Departamento de Informática e Ingeniería de Sistemas
14
Esta función la realiza una única estación. Ésta recibirá las piezas desde la cinta
transportadora de salida de la estación de verificación anteriormente comentada y las
entregará en otro tramo que la conducirá hasta la zona de expedición de pedidos.
a.- Estación 5: Estación encargada de realizar el almacenaje de las piezas sueltas ya
fabricadas hasta el momento de expedición de las mismas.
2.2.2.1. Estación 5: Almacén Intermedio
Esta estación será la encargada de realizar el almacenaje de las piezas sueltas ya
fabricadas hasta el momento de expedición de las mismas. Recibirá las piezas desde la
cinta transportadora de salida de la estación de visualización anteriormente comentada y
las entregará en otro tramo que la conducirá hasta la zona de expedición de pedidos.
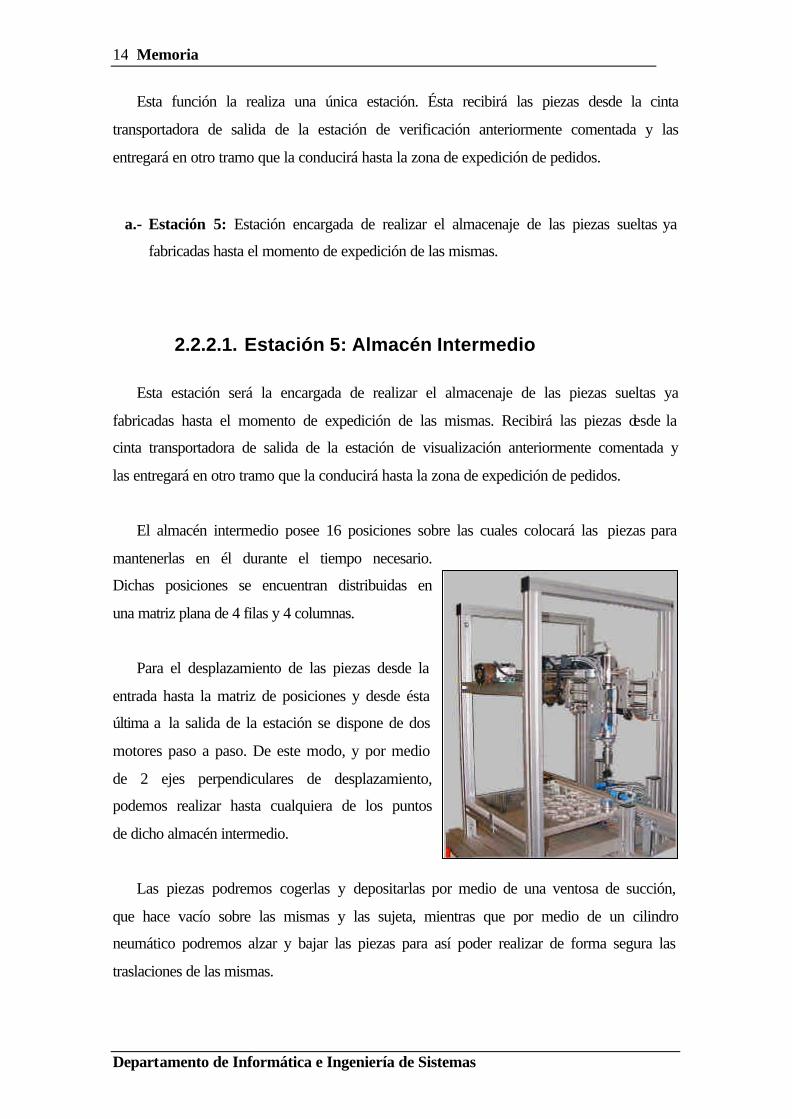
El almacén intermedio posee 16 posiciones sobre las cuales colocará las piezas para
mantenerlas en él durante el tiempo necesario.
Dichas posiciones se encuentran distribuidas en
una matriz plana de 4 filas y 4 columnas.
Para el desplazamiento de las piezas desde la
entrada hasta la matriz de posiciones y desde ésta
última a la salida de la estación se dispone de dos
motores paso a paso. De este modo, y por medio
de 2 ejes perpendiculares de desplazamiento,
podemos realizar hasta cualquiera de los puntos
de dicho almacén intermedio.
Las piezas podremos cogerlas y depositarlas por medio de una ventosa de succión,
que hace vacío sobre las mismas y las sujeta, mientras que por medio de un cilindro
neumático podremos alzar y bajar las piezas para así poder realizar de forma segura las
traslaciones de las mismas.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
15
2.2.2.2. Estación 5: Función de gestión
Además de la función de almacenaje intermedio de las piezas en un pequeño stock,
para servir los pedidos activos en cada momento, es el autómata de esta estación junto
con todos los periféricos controlados por él, el encargado de la labor de gestión y
coordinación de todos los procesos de fabricación. Esta labor es la que desglosaremos a
lo lago de todo este documento y analizaremos las decisiones alcanzadas durante el
proceso de programación y depurado del programa.
El objetivo de la estación gestora, es que todo funcione cuando y como debe ser, es
decir, que ambas zonas, tanto la de fabricación como la de expedición, estén en
comunicación constante entre sí en cuanto a la información que deben intercambiarse, y
también físicamente por medio de la coordinación de las secuencias de producción.
Así, se debe coordinar por una parte, los movimientos y procesos de la elaboración
de las piezas propiamente dichas, por otra parte la gestión de los pedidos activos en cada
momento y los que están todavía sin entrar en la cadena de expedición, y por último el
intercambio físico de una pieza terminada a través del almacén intermedio para su
colocación en el palet del pedido que solicitó su fabricación.
Para tener una información fiable de todo este flujo de operaciones, se dispone de
unos identificadores de productos consistentes en unas memorias regrabables
incrustadas en cada transbordador, sobre la que se volcará toda información relevante
relativa al proceso de fabricación o producción de la pieza o pedido que el transportador
está gestionando.
Las operaciones sobre dichas memorias, encaminadas a la lectura, comprobación y
escritura de la información que llevan, será otra de las tareas a desarrollar por la
estación gestora teniendo en cuenta que existen ocho estaciones sobre las que se
realizan operaciones de distinto tipo ( 4 en la zona de fabricaión y otras 4 en la de
expedición ) y únicamente disponemos de dos conexiones al autómata, es decir, que
cada conexión gestiona 4 cabezales de lectura y, por lo tanto deben controlarse como
recurso compartido. Así mismo, la información relevante a manejar en las estaciones de

Memoria
Departamento de Informática e Ingeniería de Sistemas
16
la zona de fabricación, es distinta a la que se utiliza en la zona de expedición lo que
complica la gestión y el intercambio de la información.
2.2.3. Zona de Expedición
Por último en la célula de fabricación flexible tenemos los elementos las estaciones
destinadas a realizar las funciones de expedición de los pedidos solicitados a la misma.
Las estaciones o elementos que componen está sección son las siguientes:
a.- Transporte: Este elemento, al igual que ocurría en la zona de fabricación será el
encargado de trasladar los palets de una estación a otra para que así cada una de
ellas pueda realizar su función.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
17
b.- Estación 6: Esta estación será la encargada de realizar la colocación encima del
palet de transporte interno de las bases sobre las cuales se servirán los pedidos de
piezas solicitadas.
c.- Robot 1: Por medio de dicho robot se cogerán las piezas entregadas por el
almacén intermedio para poder colocarlas sobre los orificios de la base del palet de
transporte interno situado en la zona de influencia de la misma.
d.- Robot 2: Este segundo robot será el encargado de tomar el pedido (conjunto de
base más las piezas correspondientes) ya completado para ser expedido de forma
que abandone la célula de fabricación flexible.
e.- Estación 7: Esta estación almacenará los pedidos ya formados pedido (conjunto
de base más las piezas correspondientes) sobre los palets utilizados para el
transporte interno de la célula de fabricación flexible hasta el momento en el cual
deban de ser expedidos.
2.2.3.1. Transporte
La forma del módulo de transporte de la zona de expedición posee unas
características muy similares a las del módulo de transporte de la zona de fabricación
comentado en el apartado 2.2.1.1. titulado como
“Transporte” y que está situado más atrás.
La diferencia con dicho módulo de transporte estriba
únicamente en el número de piezas transportadas por cada
transbordador que circula por el mismo. En el transporte
de la zona de fabricación únicamente transporta una pieza
(se fabrican de una en una). Por el contrario en el
transporte de la zona de expedición, comentada en el
presente apartado, se transporta 3 piezas diferentes en un
transbordador. Esta situación es fácilmente comprensible dado que en esta segunda fase
estamos tratando los pedidos ya formados y estos están compuestos por 3 piezas.

Memoria
Departamento de Informática e Ingeniería de Sistemas
18
2.2.3.2. Estación 6: Módulo de Carga de Bases
Esta estación será la encargada de dotar al
palet situado a su entrada de la base sobre la cual
irán depositadas las piezas fabricadas. Esta
estación necesitará disponer de un palet vacío
para poder depositar dicho elemento.
La estación posee dos alimentadores internos
sobre los cuales deberemos introducir cada uno
de los dos tipos de base posibles, uno en cada uno
de ellos. La situación de cada uno de los tipos de
base debe ser la mostrada en la figura adjunta.
Por medio de una serie de cilindros neumáticos y unas ventosas de vacío tendremos
la posibilidad de trasladar las piezas de un punto a otro hasta colocarlas sobre el palet de
la entrada.
2.2.3.3. Robot 11: Colocación de Piezas sobre la Base
Dicho elemento, en el momento de realización del presente proyecto fin de carrera
no se encuentra todavía instalado por lo que su función es realizada de forma manual
con el apoyo de una pantalla de explotación Magelis.
Dicho robot será el encargado de recoger cada una de las piezas entregadas por el
almacén intermedio (estación 5) para depositarlas en la posición correcta dentro de la
base del palet situado en la posición de dicho robot.
1 En el momento de la ejecución del presente proyecto fin de carrera, la función de este robot (Colocación de Piezas sobre la Base) junto con la función del robot 2 (Expedición de Palets) está previsto que sea realizada por un único robot. Éste último elemento se encuentra dotado de una garra diseñada específicamente para la manipulación de los elementos que debe tomar en cada punto. El robot destinado finalmente para esta operación no se encuentra instalado, por lo cual su utilización dentro del proceso productivo es imposible.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
19
2.2.3.4. Robot 22: Expedición de Palets
Dicho elemento, en el momento de realización del presente proyecto final de carrera
no se encuentra todavía instalado por lo que su función es realizada de forma manual
con el apoyo de una pantalla de explotación Magelis.
Este segundo robot será el encargado de recoger la mercancía del palet de su zona
de influencia para depositar en un punto en el cual se considerará por expedida la
mercancía. Dicho robot tomará el conjunto formado por la base más las tres piezas que
se encuentren situados sobre el mismo.
2.2.3.5. Estación 7: Almacén Final
En ésta última estación será el lugar en el cual se vayan almacenando los palets
sobre los cuales se colocará o está colocada la
mercancía. Dicho almacén contendrá los palets
vacíos usados posteriormente para el transbordo
de los pedidos dentro de la zona de transporte.
Igualmente, en el mismo también podremos
almacenar los palets con un pedido ya formado
hasta el momento en el cual deban de ser
servidos o expendidos fuera de la célula de
fabricación flexible. Este almacén posee la
forma característica de un almacén de
estanterías elevadas.
La expedición de los pedidos, es de suponer que se realizará de forma conjunta para
varios de ellos por medio de un camión u otro sistema de transporte. Por lo tanto cuando
éste último llegue hasta la célula de fabricación deberemos proporcionar todos los
pedidos ya fabricados y compuestos que deban ser expedidos hacia el mismo. Al igual
2 En el momento de la ejecución del presente proyecto fin de carrera, la función de este robot (Expedición de Palets) junto con la función del robot 1 (Colocación de Piezas sobre la Base) está previsto que sea realizada por un único robot. Éste último elemento se encuentra dotado de una garra diseñada específicamente para la manipulación de los elementos que debe tomar en cada punto. El robot destinado finalmente para esta operación no se encuentra instalado, por lo cual su utilización dentro del proceso productivo es imposible.

Memoria
Departamento de Informática e Ingeniería de Sistemas
20
que sucedía con el caso del almacén intermedio de la estación 5, el conjunto de pedidos
que deban ser expedidos en un determinado momento no tienen por qué coincidir con la
secuencia de paso por el punto de expedición. También es posible que el momento de
expedición de un determinado pedido sea bastante posterior al de composición del
mismo. Por lo tanto será necesaria la utilización de un almacén en el cual podamos
almacenar los palets con pedido.
El almacén de estanterías elevadas dispone de 72 posiciones de almacenamiento.
Gracias a su estructura modular dicho número podría ser ampliado o reducido de una
forma sencilla el número de lugares de almacenamiento disponibles. El almacén consta
de 2 filas de estanterías, las cuales están separadas por un corredor estrecho.
Para manejar de modo totalmente automático los distintos lugares de
almacenamiento se dispone de un dispositivo de servicio de estanterías que puede
acceder mediante 2 ejes a cualquiera de las posiciones del mencionado almacén. Dichos
ejes se encuentran controlados por medio de un servocontrolador que actúa sobre 2
motores, uno para cada uno de los ejes.
La carga y descarga de los palets sobre cada uno de los puestos se realiza por medio
de un brazo telescópico que al introducirse por la parte interior de los palets es capaz de
tomarlos en posesión o dejarlos. Este elemento se encuentra controlado por medio de un
motor de corriente continua discretamente controlado.
Igualmente esta estación debe ser capaz de recoger y dejar palets sobre el
transbordador situado en la entrada de la misma. Para ello dispone de un cargador
formado por dos cilindros neumáticos que realizan las operaciones oportunas de
traslado de palets que en cada momento se precisen.

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
21
2.3. Red de Comunicaciones
155.210.154.
155.210.154.25
155.210.154.155.210.154.
155.210.154.155.210.154.
Caja red Fipway Cable Fipway
Autómata
Red Ethernet
Módulo conex. Ethernet
Resto red
Etherne

Memoria
Departamento de Informática e Ingeniería de Sistemas
22
Todos los elementos de que componen la célula de fabricación flexible se
encuentran conectados entre si por medio de una red de comunicación industrial.
Además a dicha red también tenemos conectados una serie de ordenadores mediante los
cuales tendremos la posibilidad de conectarnos a cualquiera de los autómatas de la
célula de fabricación flexible.
Se ha utilizado una red FIPWAY de la casa Schneider en bus a la que van
conectados los 7 autómatas que se encuentran en la célula y 3 PC´s por medio de una
tarjeta Fipway isa. El bus comienza en la estación 1 (en la caja Fipway situada junto a
ella, se coloca un terminador) y acaba en la estación 7. Los ordenadores con tarjeta
Fipway ocupan las posiciones 8, 9 y 10 de la red, respectivamente. Ésta es la estructura
usual para este tipo de redes, aunque sería recomendable una configuración en anillo
para prevenir posibles cortes de la red entre dos estaciones. Podría cerrarse el anillo
quitando los terminadores de las cajas Fipway de las estaciones 1 y 7 y uniéndolas con
un cable.
La red Fipway permite un flujo de datos binario de 1 Mb/s. Cada uno de los equipos
conectados a la red está identificado en el bus por un nº 0..63.
0: Reservado al árbitro del bus.
63: Para el terminal de explotación.
1..62: Para el resto de equipos/autómatas.
Además, el autómata 5 dispone de un módulo de conexión Ethernet y tiene su

Visión General de la Célula de Fabricación Flexible
Automatización de una Célula de Fabricación Flexible
23
propio IP, con lo que se puede conectar a él a través de esa red o bien conectar con otros
autómatas a través del puente Ethernet / Fipway que posee. Este hecho amplía
notablemente las posibilidades de comunicación con la célula de fabricación, dado que
nos podremos conectar a la misma por medio de la red INTERNET.

Memoria
Departamento de Informática e Ingeniería de Sistemas
24
CAPÍTULO 3. DESCRIPCIÓN GENERAL DE LA ESTACIÓN
DE GESTIÓN
La estación gestora de la producción es la estación 5 que, además, es la encargada
de controlar los transportes, de realizar todas las tareas de lectura y escritura de los
palets y de coordinación de los recursos compartidos involucrados en las
comunicaciones.
Para realizar todas estas tareas, el autómata tiene a su disposición una serie de
recursos físicos que pasamos a describir de forma general.
3.1. Descripción general
(A). El elemento central sobre el que se
agrupan los demás, es el
autómata. Es el elemento
principal encargado de captar las
entradas digitales de los sensores,
activar las salidas, normalmente a
relé, gestionar todos los procesos
mediante su programa interno,
servir las comunicaciones de los
distintos buses de campo como el
bus Fipio conectado a su vía 0,
etc.
(B). Los ojos del autómata, son los
sensores. Éstos son todos ellos
digitales y se componen de 14 entradas digitales conectadas a él mediante un
módulo TeleFast y, además, otras 25 entradas gestionadas por los dos
módulos Momentum esclavos de bus Fipio.

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
25
(C). Los actuadores de la estación son sus salidas. Dispone de 4 salidas cableadas
directamente sobre el módulo de salidas así como otras 24 a través de los
Momentum antes mencionados y que mueven los distintos elementos del los
transportes.
(D). Los accionamientos controlados por las salidas del autómata son, muchos de
ellos, neumáticos. Esto implica que cada uno de ellos debe tener una
electroválvula y, al menos en grupos, un regulador de la presión del aire. En
el grupo de salidas directas del autómata tenemos 3 salidas neumáticas
simples, y en ambos grupos de los transportes se localizan 5 válvulas
neumáticas simples y tres dobles aunque utilizadas como simples,
disponiendo, así de 11 salidas simples.
(E). Para la propia comunicación con los elementos de entradas y salidas de los
transportes, es necesario el uso de dos módulos Momentum, conectados a un
bus Fipio como esclavos. Este bus está compuesto por los dos módulos
mencionados, una caja de conexión adicional para un terminal Magelis, unos
6 metros de cable y dos terminadores de línea.
(F). Otra función de la estación gestora es la de recibir y almacenar información de
forma segura en los transbordadores. Éstos van provistos de unas memorias
regrabables EEPROM que mantienen la información. Estas operaciones son
lanzadas por el autómata a través de sus dos módulos TSX SCY 21601
conectados cada uno de ellos, a través de tarjetas PCMCIA TSX SCP 114,
con un interface IVI-KHD2-4HRX y que, a su vez, gestionan 4 cabezales
inductivos de lectura/escritura IVI-GM-VI. Eso nos hace el total de los 8
cabezales, uno por estación.

Memoria
Departamento de Informática e Ingeniería de Sistemas
26
3.2. Descripción del hardware de la estación
3.2.1. Fuente de alimentación.
Dispone de 3 funetes de alimentación, una para el conjunto de los
sensores y accionadores del almacén y otras dos una para cada uno de
los transportes con sus salidas correspondientes.
En el caso de la fuente del almacén, es la encargada de
suministrar la corriente a las tarjetas de potencia, a los módulos de entradas y salidas, a
los motores de continua que activan las cintas transportadoras correspondientes al tramo
del almacén de la estación 5. Todas ellas son fuentes Siemens SITOP power 5 de
24V/5A.
3.2.2. Electroválvulas y regulador de presión del aire.
Estos elementos son los encargados de suministrar la potencia
neumática suficiente para activar las salidas.
Tenemos en total 25 electroválvulas, 3 en el frontal de la estación 5
para los elementos neumáticos del almacén, y 11 en cada uno de los
frontales del panel de los transportes, para sus respectivos
enclavamientos, topes, etc.
3.2.3. Tarjetas de potencia de los motores paso
a paso.
Son dos tarjetas de PORTESCAP ESD-1200 cuya misión es
suministrar la corriente necesaria a los accionamientos mecánicos de los
ejes paso a paso.

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
27
3.2.4. Módulos de entradas/salidas directas.
Los módulos de precableado de las entradas y
salidas se encuentran duplicados. Esto es así porque
unos fueron instalados por Festo durante el montaje de
la célula y los otros fueron cableados posteriormente.
Los módulos de precableado de Festo (K-0997 y K-
25966) integran cada un de ellos entradas y salidas en el mismo módulo. Esta
configuración no está soportada por los autómatas de Telemecanique y, en
consecuencia, debieron ser separados en entradas, por un lado, y salidas, por el otro.
Las salidas, al ser muy pocas, en concreto 4, fueron
cableadas directamente al módulo TSX DSY 08R5A,
pero la mayor cantidad de entradas obligó a una
solución más eficiente como fue el cableado a un
módulo TeleFast de Telemecanique que ya puede ser
conectado, mediante su manguera de cables,
directamente al autómata.
El módulo TeleFast , en un módulo de entrads ABE-7H16R31 para 16 entradas al
que están cableadas todas las correspondientes a la estación 5.
El mapa de entradas/salidas directas al autómata incluidas las de TeleFast, son:
Denominación
Festo
Numeración
autómata
MODULO 0
ENTRADA DENOMINACION ENTRADA
AUTOMATA
I 0,0 Seta emergencia %I 1,0
I 0,1 Marcha %I 1,1
I 0,2 Manual/Automatico %I 1,2
I 0,3 Independiente/integrado %I 1,3

Memoria
Departamento de Informática e Ingeniería de Sistemas
28
I 0,4 Reset %I 1,4
I 0,5 Capacitivo a la salida %I 1,5
I 0,6 Capacitivo a la entrada %I 1,6
I 0,7 Inductivo a la entrada %I 1,7
SALIDA DENOMINACION SALIDA
AUTOMATA
O 0.0 Bajar pistón %Q 2,0
O 0.1 Abrir tope paso piezas %Q 2,1
O 0.2 Vacío para coger la pieza %Q 2,2
O 0.3 Cinta transportadora
estación 5
%Q 2,3
MODULO 1
ENTRADA DENOMINACION ENTRADA
AUTOMATA
I 1,0 Óptico a la entrada %I 1,8
I 1,1 Pistón arriba %I 1,9
I 1,2 Pistón abajo %I 1,10
I 1,3 Vacío en el brazo %I 1,11
I 1,4 tope abierto coge pieza %I 1,12
I 1,5 Óptico en el tope %I 1,13
Al mismo tiempo también serán considerados componentes hardware de la estación
5 a pesar de estar montados sobre otro frontal, los elementos controlados por esta
estación, y son los siguientes:
3.2.5. Módulos de entradas/salidas de los transportes.
Igual que nos ocurría con los módulos de entradas/salidas del frontal de la estación
5, los módulos de precableado de Festo incorporan por igual entradas y salidas. En este
caso no usaremos TeleFast porque los módulos se encuentran demasiado lejanos. Para
solventar este problema el cableado tanto de las entradas con de las salidas se hará

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
29
mediante dos módulos Momentum, uno para cada
transporte. Estos Elementos de precableado, son en
realidad, esclavos de bus Fipio, a través del cual son
controlados.
El mapa de entradas/salidas de los Momentum son:
Transporte de la zona de piezas
Denominación
Festo
Numeración
autómata
MODULO 0
ENTRADA DENOMINACIÓN ENTRADA
AUTÓMATA
I 0,0 Palet en estación 1 %I\0.2.1\0.0
I 0,1 Palet en estación 2 %I\0.2.1\0.1
I 0,2 Palet en estación 3 %I\0.2.1\0.2
I 0,3 Palet en estación 4 %I\0.2.1\0.3
I 0,4 Sensor de desvío activo %I\0.2.1\0.4
I 0,5 Palet en desvío %I\0.2.1\0.5
I 0,6 %I\0.2.1\0.6
I 0,7 Emergencia transporte 1 %I\0.2.1\0.7
SALIDA DENOMINACION SALIDA
AUTOMATA
O 0.0 Enclavamiento en estación
1
%I\0.2.1\0.16
O 0.1 Enclavamiento en estación
2
%I\0.2.1\0.17
O 0.2 Enclavamiento en estación
3
%I\0.2.1\0.18
O 0.3 Enclavamiento en estación
4
%I\0.2.1\0.19
O 0.4 Activación del desvío %I\0.2.1\0.20

Memoria
Departamento de Informática e Ingeniería de Sistemas
30
O 0.5 Tope de la estación 1 %I\0.2.1\0.21
O 0.6 Tope de la estación 2 %I\0.2.1\0.22
O 0.7 Tope de la estación 3 %I\0.2.1\0.23
MODULO 1
ENTRADA DENOMINACION ENTRADA
AUTÓMATA
I 1,0 Marcha de transporte 1 %I\0.2.1\0.8
I 1,1 Ind/Integrado en trasnsporte
1
%I\0.2.1\0.9
I 1,2 Reset en transporte 1 %I\0.2.1\0.10
I 1,3 Man/Automático transporte
1
%I\0.2.1\0.11
MODULO 1
ENTRADA DENOMINACION ENTRADA
AUTÓMATA
O 1,0 Tope de la estación 4 %I\0.2.1\0.24
O 1,1 Tope del desvío %I\0.2.1\0.25
O 1,2 %I\0.2.1\0.26
O 1,3 Cintas 1 y 2 transporte 1 %I\0.2.1\0.27
O 1,4 Cintas 3, 4 y 5 transporte 1 %I\0.2.1\0.28
Transporte de la zona de pedidos
Denominación
Festo
Numeración
autómata
MODULO 0
ENTRADA DENOMINACION ENTRADA
AUTÓMATA
I 0,0 Palet en estación 6 %I\0.2.2\0.0
I 0,1 Palet en estación 8 %I\0.2.2\0.1
I 0,2 Palet en estación 9 %I\0.2.2\0.2
I 0,3 Palet en estación 7 %I\0.2.2\0.3
I 0,4 Sensor de desvío activo %I\0.2.2\0.4
I 0,5 Palet en desvío %I\0.2.2\0.5

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
31
I 0,6 %I\0.2.2\0.6
I 0,7 Emergencia transporte 2 %I\0.2.2\0.7
SALIDA DENOMINACION SALIDA
AUTOMATA
O 0.0 Enclavamiento estación de
placas
%I\0.2.2\0.16
O 0.1 Enclavamiento estación
robot 1
%I\0.2.2\0.17
O 0.2 Enclavamiento estación
robot 2
%I\0.2.2\0.18
O 0.3 Enclavamiento estación
almacén
%I\0.2.2\0.19
O 0.4 Activación del desvío %I\0.2.2\0.20
O 0.5 Tope de la estación de
placas
%I\0.2.2\0.21
O 0.6 Tope de la estación del
robot 1
%I\0.2.2\0.22
O 0.7 Tope de la estación del
robot 2
%I\0.2.2\0.23
MODULO 1
ENTRADA DENOMINACIÓN ENTRADA
AUTÓMATA
I 1,0 Marcha de transporte 2 %I\0.2.2\0.8
I 1,1 Ind/Integrado en trasnsporte
2
%I\0.2.2\0.9
I 1,2 Reset en transporte 2 %I\0.2.2\0.10
I 1,3 Man/Automático transporte
2
%I\0.2.2\0.11
I 1,4 Optico en robot 1 %I\0.2.2\0.12
I 1,5 Optico en robot 2 %I\0.2.2\0.13
I 1,6 Optico en robot almacén %I\0.2.2\0.14
MODULO 1
ENTRADA DENOMINACIÓN ENTRADA
AUTÓMATA

Memoria
Departamento de Informática e Ingeniería de Sistemas
32
AUTÓMATA
O 1,0 Tope de la estación de
placas
%I\0.2.2\0.24
O 1,1 Tope del desvío %I\0.2.2\0.25
O 1,2 %I\0.2.2\0.26
O 1,3 Cintas 1 y 2 transporte 2 %I\0.2.2\0.27
O 1,4 Cintas 3, 4 y 5 transporte 2 %I\0.2.2\0.28
3.2.6. Módulos Momentum.
Como he mencionado, son módulos de precableado esclavos de un bus Fipio,
conectado al autómata a través de la vía 0 del módulo del procesador.
El módulo adaptador de bus Fipio de los Momentum 170 ADM 350 10 es el 170
FNT 110 01 que es el interface que comunica con el autómata.
3.2.7. El autómata.
Es un TSX Premium 57352 en el que se han instalado una serie de módulos.
(A). Un módulo de 16 entradas digitales TSX DEY 16FK cableadas mediante
terminal TeleFast a los módulos de precableado K-0997 y K-25966 de Festo.
(B). Un módulo de 8 salidas a relé TSX DSY 08R5A.
(C). Dos módulos de comunicaciones TXS SCY 21601 para tarjetas PCMCIA
donde van conectadas sendas tarjetas TSX SCP 114 RS 485 MP compatibles
con RS 422 configuradas en modo caracteres. Los cables de conexión son
TSX SCP CX 4030.

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
33
(D). Un módulo de comando de ejes para motores paso a paso TSX CFY 21 capaz
de gobernar dos motores y por lo tanto el movimiento en dos ejes de
coordenadas.
(E). Un módulo acoplador TCP/IP TSX ETY 110 para comunicación por medio de
red Ethernet.
(F). Elementos de conexionado del bus Fipio gestionado a través de la vía 0 del
procesador como son 6 metros de cable trenzado apantallado, tres conectores
DCTAP conformes con el standard IEC 1158-2 y dos terminadores de línea
que pueden ser simplemente dos resistencias de 150 Ω.
3.2.8. Elementos mecánicos
Los elementos mecánicos controlados por al estación gestora del sistema, son los
referentes a los transportes de ambas zonas. Si bien, físicamente, también controla los
elementos mecánicos del almacén intermedio, en el desarrollo de este proyecto
únicamente nos ocuparemos de la parte de gestión de los dos transportes y por lo tanto,
si se requiere mayor información acerca de los elementos controlados de la estación 5,
deberá acudirse a la memoria del proyecto que se está realizando sobre la dicha estación
tratada como almacén.
Los elementos mecánicos de los transportes son casi idénticos tanto para la zona de
fabricación como para la zona de expedición y, además, casi todas las estaciones poseen
los mismos accionamientos. Vamos a detallar los comunes para todas las estaciones y
después particularizaremos.
3.2.8.1. Topes mecánicos
Cada una de las estaciones, las 8, y además, ambos desvíos, tienen un
tope metálico cuya misión es retener un palet en la estación para realizar
sobre él las operaciones que sean necesarias. No es sino un gatillo
accionado neumáticamente por una electroválvula de simple efecto.

Memoria
Departamento de Informática e Ingeniería de Sistemas
34
Hemos dicho que tenemos una por estación más dos por los desvíos, nos hacen un
total de 10 topes.
3.2.8.2. Enclavamientos
Otro elemento común a todas las estaciones pero que no poseen
los desvíos, son los enclavamientos. Son unos gatillos también
neumáticos, cuya función es asegurar el palet en una posición
determinada para que pueda ser leído correctamente y saber
exactamente su posición para realizar las operaciones con seguridad.
Además también levanta físicamente el trasbordador de la cinta
transportadora, lo que reduce el rozamiento y el consumo de
corriente de los motores de continua.
Hemos dicho que tenemos un enclavamiento por estación, lo que nos suma un total
de 8 enclavamientos.
3.2.8.3. Desvios
Después nos aparece un dispositivo montado al lado de la cinta transportadora cuya
misión es desviar o no el palet por la pequeña cinta que comunica la dos cintas
principales. Este camino acortado no se utiliza al finalizar este proyecto pero se espera
que se incluya en los siguientes. Esto nos suma 2 elementos más.
3.2.8.4. Paso a paso
Por último tenemos un elemento digamos paso a paso, situado al final de la cinta de
salida del almacén, cuya función es sacar las piezas que le llegan al futuro robot, de una
en una, para que no se la acumulen y la garra de dicho robot tenga margen para sujetar
las piezas.
Esto nos hace un total de 21 elementos mecánicos que deben ser accionados por
electroválvulas y 3 que corresponden al propio almacén y que no explicaremos, 24. Si

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
35
retrocedemos al apartado 3.2.2. donde explicábamos las electroválvulas, leemos que
disponemos de 25, con los que todavía nos sobra una.
3.2.9. Interface de Lectura y escritura de los palets
Los interfaces de lectura y escritura de los palets son dos y están situados cada uno
en un panel frontal del transporte al que corresponden. Sus características técnicas se
describen en el Anexo 3 apartado 1.1. Decir que comunica en RS 485 y enlaza el
módulo TSX SCP 21601 con los cabezales.
3.2.10. Otros elementos
3.2.10.1. Los cabezales de lectura y escritura
Son loe elementos que realizan la operación de alimentación de las
pastillas de memoria insertadas en los palets y las acciones de lectura y
escritura sobre las mismas.
Son 8 cabezales, uno por estación, y del modelo IVIH-18GM-VI.
3.2.10.2. Las pastillas de memoria de los palets
Son unos elementos electrónicos que tienen la función de
recibir las ondas magnéticas que le van a dar la alimentación, y
de guardar la información que le será transmitida por medio de
los cabezales de lectura y escritura.
Estas pastillas y su funcionamiento están ampliamente
explicados en la referencia bibliográfica 27, páginas 401 a 408, decir que el modelo es
IDC 12 de 1K.

Memoria
Departamento de Informática e Ingeniería de Sistemas
36
3.3. Configuración de los elementos de la estación.
Los módulos del autómata deben ser configurados anteriormente a cualquier posible
actuación sobre la estación, así como otros elementos que se verán más adelante.
La descripción de la configuración será somera en los campos que no involucren mi
trabajo y más exhaustiva en los campos en se haya basado el proyecto.
3.3.1. Módulos del autómata.
En los módulos del autómata hay, por norma
general, dos pantallas por cada uno de ellos, una
de configuración y otra de depuración, que
únicamente es visible en modo conectado.
Dispone de 7 módulos incluido el propio
procesador.
3.3.1.1. Procesador.
En esta zona debemos configurar
básicamente, si queremos que las palabras de la
memoria interna se borren al reiniciar el autómata y si se dispone o no de una tarjeta de
memoria y cuanta memoria adicional va a introducir esa tarjeta en el sistema.
3.3.1.2. Comunicaciones Fipio.
Es necesario configurar los módulos Momentum en esta pantalla.
Para ello únicamente se hace doble clic sobre el círculo de la rama y se creará un
nuevo esclavo de bus Fipio de la lista que aparece. Para nuestro caso están configurados
los dos módulos Momentum en las posiciones 1 y 2 y una tarjeta PCMCIA para colgar
un terminal Magelis.

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
37
3.3.1.3. Comunicaciones por red Fipway.
Para las comunicaciones por red Fipway, se utiliza una tarjeta PCMCIA TSX FPP
20 conectada a la vía 1 del módulo del procesador del autómata, quedando la vía 0
como la propia para conexión UnitelWay. En las figuras adjuntas se muestra la
configuración requerida para cada tipo de enlace por medio de las dos pantallas.
En estas dos pantallas de configuración deben introducirse los datos
correspondientes a este tipo de conexión.
En la primera pantalla deben introducirse la velocidad de comunicación, el tipo de
función (maestro o esclavo) del autómata y la paridad.
En la segunda pantalla primero
deberemos seleccionar el tipo de tarjeta
gestora de la comunicación Fipway que en
nuestro caso será la TSX FPP 20.
Este tipo de tarjetas tienen unas características similares a las utilizadas en los
módulos TSX SCY 21601 descritos en el apartado 0 y que se detallan con más
profundidad en el Anexo 1. Tienen una diferencia importante en su configuración y es

Memoria
Departamento de Informática e Ingeniería de Sistemas
38
que, antes de ser insertadas en la vía del autómata debe ser establecido el punto de red
Fipway mediante cuatro selectores. Estos tienen forma de ruleta, los dos primeros
establecen el número de la red, en nuestro caso será el 1 y los dos segundos el número
del punto de conexión en la red, que para nosotros será el 5.
Una vez hecho esto se procede a la inserción y atornillado de la tarjeta en el
autómata y se pasa a configurarla. Para ello se introducen los datos relacionados con el
tipo de intercambio de información entre las estaciones colgadas de bus Fipway, que
pueden ser:
-. Sin datos comunes,
-. Por medio de palabras comunes y el número de red, o bien,
-. Por medio de tabla compartida, como es nuestro caso. Además deben introducirse
la dirección de inicio de la tabla compartida, la dirección de inicio de las palabras
accesibles como escritura de la estación 5 y la cantidad de palabras que se van a poder
escribir.
3.3.1.4. Módulos de entradas y salidas.
El módulo de entradas y el módulo de salidas solamente pueden configurar el valor
del filtrado para depurar los ruidos en el caso de las entradas, el valor de retorno en el
caso de las salidas y la tarea MAST o FAST en el que están utilizadas en ambos casos.

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
39
3.3.1.5. Módulos de comunicación con los
identificadores de productos.
Sobre los identificadores de productos se basa la parte principal de este proyecto, así
que esta parte se describirá con mayor detalle.
Características
Las características técnicas tanto de los módulos TSX SCY 21601 como de las
tarjetas PCMCIA TSX SCP 114 MP,
pueden consultarse en el Anexo 1 al final
del documento.
Configuración
Sobre el módulo de comunicaciones
TSX SCY 21601, se conecta una tarjeta
PCMCIA TSX SCP 114 RS485 MP
compatible con RS422 por la vía 1 ya
que la vía 0 es integrada por el propio
módulo. Para descargar un poco la memoria del autómata la vía 0 se queda sin
configurar.
En esta pantalla de configuración del módulo deben tenerse en cuenta, además, las
características del interface, el tipo de tarjeta insertada y el módulo va a estar conectado.

Memoria
Departamento de Informática e Ingeniería de Sistemas
40
Las características del interface se describirán en el apartado 3.3.2. . pero las que nos
condicionan la configuración de este módulo las iremos mencionando. Además de ellas
mencionaremos las de la tarjeta a través de la que vamos a enlazar que será la
mencionada TSX SCP 114 MP.
En primer lugar, debe configurarse el enlace en
modo caracteres.
En segundo lugar, la velocidad de comunicación. Puede ser
cualquiera en el rango de 1200 a 9600 bits/s pero para acelerar las
transmisiones nosotros elegimos la de 9600 bits/s. Este es uno de los
puntos criticos que debemos ajustar además en el identificador de
productos de la forma que mencionaremos en el apartado 3.3.2. .
Seguidamente, especificamos la configuración de los
datos transmitidos y recibidos, es decir, de cada paquete
de datos, cuantos bits son datos propiamente dichos,
cuantos bits de paridad y si hay bit de stop. Aquí
debemos consultar el manual del interface para
asegurarnos de que tenemos la siguiente configuración:
-. 8 bits de datos
-. Sin paridad
-. 1 bit de Stop
Y por último y lo más importante, debemos
indicarle al autómata la forma en que se sabrá cuando
se ha terminado la comunicación. Puede ser mediante
un carácter especial o mediante un silencio que dure el tiempo especificado. Es esta
última forma de operar la que usaremos. Este paso debe realizarse siempre que la
transmisión de datos sea mediante órdenes del tipo OUT_IN_CHAR, es decir, órdenes
en que se mandan datos y se espera respuesta. En nuestro caso esta configurado con 5
ms.
Con esto queda configurado completamente el módulo de comunicaciones.

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
41
3.3.1.6. Módulo de control de ejes paso a paso
La configuración del módulo de control de los ejes paso a paso, es muy compleja y
excede de las competencias de este proyecto. Decir, solamente, que deben introducirse
unos valores correctos para la aceleración y velocidad, que, posteriormente, deben
ajustarse de forma manual en las pantallas de ajuste y depuración, y definir la toma de
posición de origen y el tipo de leva.
3.3.1.7. Módulo de comunicación por Ethernet
Este módulo tampoco está dentro de los
objetivos definidos para el proyecto, pero
diremos que es aquí donde se pueden
configurar los distintos puntos de conexión
vía ethernet y por añadidura por medio de
internet, así como las pasarelas para vincular
estos puntos de conexión con su número de
red específica con los correspondiente datos
de red y de estación.
3.3.2. Interface del identificador de productos
Los otros dispositivos configurables de relevancia para es desarrollo de este
proyecto son los interfaces de los identificadores de productos, es decir, los encargados

Memoria
Departamento de Informática e Ingeniería de Sistemas
42
de recibir las órdenes del autómata al que están conectados a
través de una tarjeta PCMCIA TSX SCP 114 MP, a los racks 3
y 4 .
Como se describe en el apartado 0, hay varios parámetros
que deben ser establecidos. Algunos de ellos son fijos para el
interface (aunque en el módulo 21601 sean modificables),
como son la estructura de los datos, pero otros pueden ser variados mediante una serie
de microrruptores, ocho en concreto.
Estos switches están en el frontal del interface y
configuran los siguientes parámetros:
-. Del S1 al S3, la velocidad de transmisión, que en este
módulo varia de los 300 baudios a los 19200 baudios según
la posición de los switches:
Rango en Baudios S1 S2 S3 300 Baudios OPEN OPEN OPEN 600 Baudios OPEN OPEN CLOSE 1200 Baudios OPEN CLOSE OPEN 2400 Baudios OPEN CLOSE CLOSE 4800 Baudios CLOSE OPEN OPEN 9600 Baudios CLOSE OPEN CLOSE 19200 Baudios CLOSE CLOSE OPEN
No definido CLOSE CLOSE CLOSE
-. Del S4 al S6 el tipo de operación del interface disponiendo de 4 tipos distintos de
operación:
Modo de Operación Básica S4 S5 S6 Codigo Fijo OPEN OPEN OPEN
Lectura/Escritura OPEN CLOSE CLOSE 3964R con Interprete RK512 OPEN CLOSE OPEN 3964R sin Interprete RK512 CLOSE OPEN OPEN
-. Del S7 al S8 el tipo de conexión serie pudiendo elegir entre 3 posibles:
Estandar S7 S8 RS232 / RS485 OPEN OPEN

Descripción General de la Estación de Gestión
Automatización de una Célula de Fabricación Flexible
43
RS232 / RS422 OPEN CLOSE 20 mA bucle de corriente CLOSE OPEN
Para el caso que nos ocupa, la configuración total de este módulo será:
-. Velocidad 9600 bits/s.
-. Modo lectura escritura.
-. Tipo de conexión serie RS485.
Esto nos hace la siguiente secuencia de switches:
S1 S2 S3 S4 S5 S6 S7 S8 CLOSE OPEN CLOSE OPEN CLOSE CLOSE OPEN OPEN
En este punto hubo una dificultad debida a que en el manual, como se ha
comentado, los switches aparecen en OPEN o en CLOSE, pero, a la hora de situarlos en
el interface las denominaciones que se les da es ON y OFF. Hubo que averiguar cual era
la denominación que se le daba a cada switch buscando en el lateral del interface donde
estaba dibujado las mismas tablas pero con las denominaciones en ON y OFF.
Así, conseguimos saber que OPEN se correspondía a OFF y CLOSE a ON y
averiguar por tanto cómo abrir o cerrar los interruptores, quedando al final esta
secuencia:
S1 S2 S3 S4 S5 S6 S7 S8 ON OFF ON OFF ON ON OFF OFF
La configuración del cableado de los terminales del cable TSX SCP CX 4030 que es
el utilizado por la tarjeta de comunicaciones TSX SCP 114, también fue otro de los
puntos críticos en este punto.
La problemática surgió porque el tipo de conexión establecido fue un RS485 MP, y
el interface está preparado para un RS232 por defecto. El
terminal sub-D de 9 pines del frontal, está ya diseñado en
ese sentido, por lo que, para otro tipo de nivel físico se
tiene que utilizar el conexionado por medio de los propios
tornillos.
Debido a que en el manual no especifica exactamente

Memoria
Departamento de Informática e Ingeniería de Sistemas
44
como deben cruzarse los cables para realizar la conexión RS485, sino que, únicamente
especifica los tornillos que corresponden a dicha configuración, hubo que deducir como
cruzarlos para que la comunicación fuese exitosa. Los detalles de dicho trabajo se
detallan en el Anexo 4 apartado 1.5.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
45
CAPÍTULO 4. MANUAL DE FUNCIONAMIENTO
En este apartado se explicará la operaciones previas necesarias para que la máquina
esté disponible para empezar a funcionar.
4.1. Puesta en marcha
La puesta en marcha de la célula se refiere a las operaciones de carga de programas
y de rearmes de las estaciones para dejar la célula preparada.
Los pasos a realizar serán los siguientes.
4.1.1. Carga de programas a las estaciones.
Lo primero que debe hacerse para preparar cualquier maquina de las que componen
la célula, es transmitirle el programa de funcionamiento.
A) Para ello abrimos PL7 Pro de cualquiera de las formas posibles de Windows.
B) En la pantalla principal del PL7 desde el menú
de Archivo seleccionamos Abrir.
C) Buscamos el programa correspondiente a la estación que queremos configurar y
le seleccionamos Abrir.

Memoria
Departamento de Informática e Ingeniería de Sistemas
46
D) El programa se encuentra abierto en nuestra sesión de PL7. Ahora el siguiente
paso es seleccionar el autómata al que queremos volcarle dicho programa. Hay tres
formas de transmitir el programa dependiendo del tipo de conexión de que
dispongamos.
La forma de selección de la dirección y la transmisión del programa es la misma
para los tres pero previamente vamos a elegir el driver a través del cual transmitiremos.
Disponemos de tres Unite, Fip ó Xip, dependiendo de si comunicamos por
Unitelway, Fipway o Ethernet.
Nosotros lo haremos casi siempre por XIP, porque suele ser más rápido que el Fip, e
infinitamente más rápido que el Unite.
Para seleccionar dicho driver primero debemos cargarlo, y para ello lo abriremos
como cualquier programa para windows.
En la pantalla del Xip, pinchamos la solapa de Tune,
Start para lanzar el driver, y , por último Aceptar.
Una vez esté el driver en funcionamiento podremos
transferir el programa al autómata.
Seleccionaremos la dirección del mismo escribiendo entre
llaves 1,5 ( red 1 punto de conexión 5 ) seguido de SYS dentro
de la pantalla de Definir dirección del autómata del menú
Autómata del PL7, y elegiremos el driver XIP de la ventana

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
47
desplegable de dicha pantalla; aceptamos.
E) En este punto podremos transferir en programa a la estación. Para ello,
seleccionamos Conectar del menú Autómata, y usaremos la opción PC->Autómata de
dicha pantalla.
El programa comenzará la transmisión
que puede llevar unos minutos
dependiendo de la aplicación y, una vez
acabada el autómata quedará en estado de
Stop.
F) Desde el menú
Autómata podremos a éste en Run y ya tenemos la aplicación en funcionamiento.
G) Repitiendo estas operaciones para cada una de las estaciones tendremos la célula
preparada para empezar a producir.
4.1.2. Modos de funcionamiento
Las estaciones están pensadas para trabajar en distintos modos de funcionamiento
que son:
4.1.2.1. Modo Manual Independiente
En este modo, cada una de las estaciones es controlada de forma manual mediante
mandos manuales.
Existe la problemática de que las botoneras no están
preparadas para asumir el control de todas las funciones de
que disponen las estaciones, por lo que este modo solo tiene sentido en el caso de
control desde SCADA o desde Magelis, en los que estén implementados dichos mandos
manuales.

Memoria
Departamento de Informática e Ingeniería de Sistemas
48
Este modo de funcionamiento, se utiliza, en principio, como medio de solución de
problemas de producción y está ampliamente descrito en los proyectos fin de carrera del
sistema SCADA de supervisión y en los distintos proyectos fin de carrera referentes a
las Magelis.
4.1.2.2. Modo Manual Integrado
Este modo es el denominado Modo Test de cada una de las máquinas y realiza una
secuencia completa de producción a una velocidad más lenta en la que se pueda detectar
cualquier tipo de fallo de ejecución.
Está implementado en los PL7 de las estaciones y es descrito ampliamente en los
correspondientes proyectos fin de carrera sobre la programación de dichas estaciones.
4.1.2.3. Modo Automático Independiente
En este modo de funcionamiento las estaciones producirían por su cuenta, es decir,
estarían constantemente realizando sus secuencias de producción sin tener en cuenta la
interrelación entre ellas. Esta forma de producir solo tiene sentido desde el punto de
vista de prácticas futuras.
Esta forma de fabricación en la que intervienen las comunicaciones no forma parte
del presente documento y viene descrito en el proyecto fin de carrera relativo a la
programación de las estaciones.
4.1.2.4. Modo Automático Integrado
Este es el modo de funcionamiento que se tomará por defecto, por lo que a partir de
este momento todo lo que se comente será referido a este modo, a no ser que se
especifique de otra forma.
En modo integrado la célula estera producirá en conjunto y se llegarán a obtener
productos terminados coherentes, como son piezas totalmente ensambladas con la

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
49
información correspondiente en la zona de fabricación, que, posteriormente, se
montarán sobre los palets de la zona de expedición, según corresponda a los pedidos
recibidos.
Es aquí donde, realmente tiene sentido este proyecto relativo a las comunicaciones.
4.1.3. Selección del modo de funcionamiento
Una vez puesto el autómata en Run, o como respuesta a una pulsación de
emergencia y posterior rearme, el autómata queda en espera de recibir confirmación del
modo de funcionamiento, acción que se
realiza bien por botonera bien por SCADA o
Magelis. Esta selección para cualquiera de
los modos de funcionamiento se realiza
mediante el posicionamiento de los selectores de la botonera en su posición correcta y la
pulsación del botón de marcha. Para el caso de SCADA o Magelis el procedimiento es
similar en sus respectivas pantallas.
En este momento comienza el rearme automático, pues, como he dicho, el modo que
seleccionaremos por defecto el automático integrado, y las estaciones entran en un ciclo
de espera una vez realizado éste.

Memoria
Departamento de Informática e Ingeniería de Sistemas
50
En el caso de la estación gestora o estación 5, se realiza
un rearme de los motores paso a paso y el encendido de las
cintas correspondientes al almacén.
4.2. Secuencia de producción
Pasaremos a exponer seguidamente la secuencia en que
se desarrollan los diferentes procesos de fabricación, pero antes debemos tener ciertas
nociones de los elementos implicados en el conjunto.
Disponemos de 5 transbordadores para la zona de fabricación de piezas y otros 5
para la zona de expedición, por lo tanto hemos diseñado la aplicación de forma que en
memoria sólo pueda haber un máximo de 5 piezas y 5 pedidos activos simultáneamente,
superado el límite, la estación, simplemente, ignora las demás peticiones.
La secuencia de los procesos implicados en la producción es como sigue:
A) La estación gestora permanece en espera de recibir un pedido. En esta fase
las cintas transportadoras de la zona de expedición están paradas.
B) En el momento que un pedido es lanzado por cualquiera de los medios que
describiremos más adelante, las cintas mencionadas se ponen en
funcionamiento.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
51
C) Cualquiera de las estaciones involucradas en la producción de piezas o
pedidos permanece en espera de
que llegue a su posición un
transbordador. En ese momento
se realiza una primera lectura de
la memoria del palet y una
segunda lectura de confirmación
de la primera, y se procede a la
identificación, por la información
contenida en ella, del estado de
producción alcanzado por la
mercancía transportada.
D) Esta información es buscada en memoria hasta encontrar los datos de la tabla
que coincidan con la fecha y hora del pedido o pieza. Si se localiza dicha
información se procede a la confirmación de los demás datos de la memoria
y si no se lanza una alarma.
E) Una vez confirmado que el palet transporta una información correcta, la
estación gestora transmite, por medio de la tabla compartida, la orden
relativa al tipo de operación correspondiente y se procede a la realización de

Memoria
Departamento de Informática e Ingeniería de Sistemas
52
la operación, si procede, ó a la liberación del palet para que continúe su
secuencia de montaje.
F) Realizada la operación, la máquina responde a la estación gestora que dicha
operación ha concluido y si se ha hecho de forma correcta o defectuosa.
G) Si en cualquiera de las fases mencionadas se produce algún tipo de acción
incorrecta, saltará una alarma que el operario podrá distinguir por el
accionado intermitente durante 5 segundos del enclavamiento
correspondiente a la estación en defecto.
4.3. Producción de piezas
La producción de piezas se realiza de forma automática sin necesidad de ser
controladas por el operario.
Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
53
Esto es así, porque la política de producción que se ha seguido es la siguiente:
Si en el almacén ( refiriéndome siempre como almacén la estación intermedia de
stock o estación 5 ), falta una pieza de cualquier tipo, automáticamente ésta es mandada
a producir en cuanto se tenga un hueco libre en la memoria gestora de las piezas y se
localice un palet vacío donde colocar la pieza.
La política de llenado del almacén será siempre la de producir primero la pieza de la
que menos stock exista, es decir, se comprueba el número de piezas totales de cada tipo
existente en almacén, en producción y en cola, y se lanza el pedido de la pieza con
menor número de existencias.
Este proceso de producción de piezas, continuará hasta que en almacén haya 4
piezas negras, 4 piezas rojas, 4 piezas metálicas 1 negra con tapa, 1 roja con tapa y 1
metálica con tapa. En total 15 piezas, que estarán distribuidas entre la zona de
fabricación, la cola y el almacén antes de que todas ellas lleguen a depositarse en éste
último.
La disposición en almacén de dichas piezas es por columnas teniendo así, 1 columna
para cada tipo incluyendo en el mismo tipo todas las piezas con tapa.

Memoria
Departamento de Informática e Ingeniería de Sistemas
54
Se ha decidido esta política de producción porque se supone que tendremos mayor
demanda de cilindros neumáticos propiamente dichos que de piezas cerradas o con tapa.
4.4. Producción de pedidos
La producción o, mejor dicho, el completado de los pedidos, se realiza en la segunda
zona de la célula. En esta fase vamos a recibir el pedido de 3 piezas de cualquier tipo
que deberán ser montadas sobre una base
blanca o negra.
El conjunto base más tres piezas, está
montado sobre una placa metálica que es la que
encaja sobre el transbordador. Ésta placa
metálica debe ser colocada sobre el palet con
anterioridad al depósito de la base. Ésta
operación la realiza la estación 7 o almacén
final debido a que la forma que tiene este
almacén de guardar los pedidos ya montados
completamente, es recogiéndolos por medio de

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
55
un cargador neumático. Éste cargador, recoge todo el conjunto, es decir, descarga del
palet la placa metálica, la base y las piezas para depositarlas en una de sus 72
posiciones. Por lo tanto debe ser colocada sobre los palets vacíos una placa metálica
antes de poder volcar un pedido sobre la memoria de dicho palet que será el que deba
servirse.
Una vez que el pedido está en la memoria del autómata y que la estación 7 ha
colocado una placa sobre un palet vacío, éste llega a la estación 6 que será la que cargue
una base blanca o negra en función de la que se requiera para dicho pedido.

Memoria
Departamento de Informática e Ingeniería de Sistemas
56
Esta operación puede tardar algunos segundos debido al retraso que imponen las
operaciones de lectura y escritura sobre las pastillas de los transbordadores.
Una vez la base ha sido depositada, el palet continúa su trayecto, alcanzando la
estación 8, una de las que el futuro robot deberá controlar.
En ella, es donde el pedido es descompuesto en sus tres piezas para ser requeridas
secuencialmente al almacén intermedio. Esta petición de las piezas se ha hecho de
forma inteligente:
A) Se lee la pieza necesaria para el pedido, la primera de ellas.
B) Se observa si está presente en el almacén o a la entrada del mismo esperando ser
almacenada.
C) Si la respuesta es afirmativa, se lanza una petición al sistema en la que se solicita
tomar el control del almacén para realizar la extracción de la pieza.
D) Una vez el sistema concede el permiso, se manda la orden se sacar la pieza si se
encuentra en almacén o de pasar la pieza si ésta se encuentra a la entrada del
mismo.
E) Cuando el almacén ha sacado la pieza correspondiente, por medio de una
magelis, se simula su carga en el palet, función que desempeñará el robot.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
57
F) Se repetirá el proceso para cada una de las piezas necesarias, hasta que las tres
estén sobre el transbordador ó nos encontremos que alguna de ellas no esté
disponible. En este caso el palet es liberado para permitir la estrada de otro
posible pedido que quizá sí pueda servirse, y aquel recirculará por todo el
transporte para dar tiempo a que las piezas que le faltan sean producidas.
G) Una vez que el pedido se ha montado en su totalidad, el transbordador se dirige
hacia la estación 7 en la que se almacenará en espera de que se lo solicite para
sacarlo a un posible transporte exterior.

Memoria
Departamento de Informática e Ingeniería de Sistemas
58
H) La información contenida en la pastilla del palet, se le transmite a la estación de
almacén final por medio de una instrucción WRITE_VAR donde se guarda, y la
que permanecía residente en memoria referente a dicho pedido se borra.
I) La otra posibilidad de que dispone SCADA es la de pedir a la estación gestora
que le extraiga un pedido completo guardado en almacén en fechas anteriores.
En este caso el proceso se desarrolla casi a la inversa. El almacén final espera a
que llegue un palet sin placa metálica, y en es momento, en lugar de sacarle una

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
59
placa, lo que le pone encima es el pedido que solicitó SCADA, devolviendo a la
estación gestora la misma información que ésta le mandó cuando le dio orden de
almacenar el pedido. Tanto éste traslado de información como el inverso se
realizan por medio de las funciones WRITE_VAR.
4.5. Alarmas
Pueden producirse una cantidad considerable de alarmas. Vamos a mencionarlas
todas y describir su por qué, y como poder diferenciarlas.
Se han contemplado 17 grupos de alarmas distintas para la estación gestora, que son:
A) La seta principal de emergencia: Incluye la pulsación de la seta de la estación
o del correspondiente botón de seta SCADA o Magelis. Esta alarma provoca el
borrado del grafcet y, como consecuencia, la paralización de toda la estación y
de los transportes con todos sus elementos incluidos enclavamientos, topes, etc.

Memoria
Departamento de Informática e Ingeniería de Sistemas
60
B) La seta de emergencia del transporte de la zona de fabricación. Esta alarma
provoca la paralización de las cintas del transporte y la liberación de los
enclavamientos pero no evita que los grafcet sigan su curso, es decir, si una
operación de colocado de émbolo por ejemplo estuviese en marcha, seguiría su
curso a pesar de que saca las órdenes de la tabla compartida. La eliminación de
esta alarma consiste en el desenclavamiento de la seta y la pulsación del botón
de reset de dicha botonera. Esto también hace que las órdenes se depositen de
nuevo en la tabla compartida.
C) La seta de emergencia del transporte de la zona de expedición. Su función y
efecto es idéntico a la anterior pero para la zona de pedidos.
D) Piezas no localizadas. Esta alarmas salta cuando se ha producido una lectura de
un palet, y no se ha conseguido encontrar en la memoria, la información
correspondiente a la de la conseguida por la lectura. Esta alarma no dice que
pieza es la defectuosa ni en que estación, aunque esto se sabe por la activación
intermitente del enclavamiento. Para conocer estos datos deben verse otras
marcas y palabras internas, que reflejará un programa SCADA o un terminal
Magelis.
E) Pedidos no localizados. Es la alarma equivalente a la anterior pero para la zona
de expedición o de pedidos.
F) Pieza en estación 1 no corresponde. Esta alarma nos indicará que en la
estación 1 se ha realizado una lectura, se ha encontrado una pieza en memoria
que corresponde con la fecha y hora de la que hay en el palet, pero alguna parte
del resto de la información no es la misma. No nos dirá cual es la pieza que ha
dado la operación defectuosa. Para conocer estos datos deben verse otras marcas
y palabras internas, que reflejará un programa SCADA o un terminal Magelis.
G) Pieza en estación 2 no corresponde. Esta alarma es la misma que la anterior
pero en la estación 2.
H) Pieza en estación 3 no corresponde. Idem. pero en la estación 3.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
61
I) Pieza en estación 4 no corresponde . Idem. pero en la estación 4.
J) Máximo tiempo de operación. Esta alarma nos indica que se ha producido un
defecto en alguna operación de lectura o escritura en cualquiera de las dos zonas.
No nos indicará cual ha sido la estación en defecto ni en que tipo de operación se
ha producido. Para conocer estos datos deben verse otras marcas y palabras
internas, que reflejará un programa SCADA o un terminal Magelis.
K) Máximo tiempo automático integrado. Antes de que la estación gestora lance
cualquier operación a una máquina, espera a que ésta se encuentre en automático
integrado, para poder atenderla. Si, por el motivo que sea, dicha espera es mayor
de 3 minutos, el palet es liberado y esta alarma se dispara. No nos dirá que
estación es aunque la activación intermitente del enclavamiento sí.
L) Lectura o escritura defectuosa en transporte 1. Después de todas las
operaciones tanto de lectura como de escritura, se realiza una lectura para
comprobar la información. Si falla la segunda lectura vuelven a repetirse las dos
operaciones. Esta alarma indica que, en alguna estación de la zona de
fabricación, la secuencia de comprobación, el ciclo de dos lecturas con sus
comprobaciones, ha fallado.

Memoria
Departamento de Informática e Ingeniería de Sistemas
62
M) Lectura o escritura defectuosa en transporte 2. La misma alarma que la
anterior pero para la zona de expedición.
N) Palet vacío y memoria llena. La información residente en los palets puede ser
modificada por medio de un terminal Magelis. Este punto es peliagudo, puesto
que si se pretende modificar una información de un palet que este vacío, pero no
se encuentra un hueco en memoria para albergar esa nueva información, nos
encontraríamos con una pieza en producción que no estaría incluida en ninguno
de los contadores de que disponemos y podríamos tener el caso de que, una vez
fabricada, no pudiésemos almacenarla. El intentar modificar un palet vacío sin
tener memoria libre nos salta esta alarma.
O) Pedido en estación 6 no corresponde. Esta alarma es la misma que hemos
descrito en el punto F) pero para los pedidos de la estación 6, es decir, que
hemos encontrado la información en memoria pero no corresponde exactamente
con la que tenemos en el palet.
P) Pedido en estación 7 no corresponde. Idem. pero en la estación 7.
Q) Pedido en estación 8 no corresponde. Idem. pero en la estación 8.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
63
4.6. Cómo solucionar las alarmas
Para la solución de las alarmas debemos dividirlas en varios grupos:
4.6.1. Las setas de emergencia
El rearme de las emergencias producidas por seta de emergencia, se ha mencionado
en los puntos A, B y C del apartado anterior, pero los describiremos en más detalle.
A) La seta de emergencia principal, se encuentra en el frontal de la estación y su
pulsación conlleva la paralización total de la máquina puesto que borra los
grafcet de la estación de gestión. Esta misma acción también esta reflejada
en una botoneras presentes en las Magelis y en el SCADA.
Su rearme se realiza mediante la pulsación del botón de reset de la botonera
de la estación, o del pulsador equivalente de la Magelis o del SCADA.
B) Las setas de emergencia de los transportes provocan la parada de los mismos
así como la liberación de los enclavamientos de los palets. Cada transporte
tiene una seta independiente que paraliza la cintas a las que hace referencia,
y el rearme de las mismas ocurre cuando se presiona el botón de reset del
transporte correspondiente.
4.6.2. Pedidos o piezas no localizados
Estas alarmas descritas en los puntos D y E del apartado anterior, nos indican que en
alguno de los palets hay una información que no se corresponde con ninguna de las que
se encuentran en memoria.
La solución no puede ser otra que apartar dicho palet de la producción y borrarlo de
forma manual cuando se tenga oportunidad.

Memoria
Departamento de Informática e Ingeniería de Sistemas
64
Una acción aconsejada es que, cuando la producción de termine, se revise la
memoria de las piezas y palets para comprobar si ha quedado algo en ella que quizá
fuese la información que debiera haber correspondido a dicho palet.
4.6.3. Piezas o pedidos que no corresponden
Esta emergencia ocurre cuando, después de una lectura de un transbordador y
habiendo localizado la pieza o el pedido en memoria a través de su fecha y hora, alguna
parte del resto de la información no se corresponde en su totalidad.
La solución más lógica es intentar que las informaciones sean comparadas por un
operario a través de un terminal Magelis y contrastadas con la mercancía real. El
operario decidirá cual es la información correcta y procederá a la escritura del palet o de
la memoria del autómata según sea necesario.
La otra solución más drástica es eliminar de memoria la información de dicha pieza
o pedido, y borrar el palet para que se reinicie la secuencia de producción, pero no está
recomendada esta acción pues, si no se hace correctamente puede provocar fallos de
producción al no actualizarse contadores y demás información interna.
4.6.4. Máximo tiempo de operación
Estas alarmas mencionadas en el punto J del apartado anterior, son producidas
porque estaba previsto un tiempo máximo para una operación de lectura o escritura de
un palet, y se ha traspasado.
La causa más frecuente para este tipo de alarmas, es que el palet haya sido
enclavado en una posición que no es la que debe por algún tipo de fallo de coordinación
en la liberación de un palet y el enclavamiento del siguiente si estos van totalmente
pegados.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
65
Normalmente basta con esperara a que pase la alarma y que el palet recircule sin
más consecuencias.
Otra causa menos frecuente y más grave es que, por alguna razón, el cabezal no
pueda acceder a la pastilla de memoria del palet. Entonces deberemos analizar, si lo que
falla es la memoria o el cabezal y repararlos.
4.6.5. Fallo por máximos tiempos de automático integrado
Un fallo por máximo tiempo de espera a automático integrado ( Punto K del anterior
apartado), es el que se produce cuando se sobrepasan los 3 minutos esperando que una
estación recupere el estado de producción automática.
Estos fallos no es necesario rearmarlos pues al cabo de unos segundos de avisar al
operario por medio de la activación intermitente de los enclavamientos, el palet es
liberado y recircula de nuevo.
La acción indicada en este caso, es realizar un rearme de la estación que no se halle
en estado de producción automática, de la forma que se especifique en dicha estación.
4.6.6. Operación de lectura o escritura defectuosa
Estos fallos, descritos en los puntos L y M del apartado anterior, ocurren cuando se
han realizado dos intentos de lectura o escritura con sus correspondientes lecturas de
comprobación y la información no se corresponde entre unas y otras. Este tipo de fallo
es muy raro encontrarlo y lo único que puede hacerse es revisar el buen funcionamiento
tanto de la memoria del palet como de los cabezales.
4.6.7. Palet vacío y memoria llena
Cuando se intenta escribir un palet vacío desde una magelis con una información
referente a una pieza o pedido nuevo y, sin embargo, no tenemos memoria libre para
asumir esos nuevos datos, entonces el sistema nos avisa con esta alarma.

Memoria
Departamento de Informática e Ingeniería de Sistemas
66
Su solución es tan sencilla como esperar a que se libere memoria, porque se haya
producido una pieza o un pedido y volver a intentarlo.
4.7. Arranque en frío de la producción
Este es un procedimiento que implica el reinicio de toda la producción y la pérdida
de todos los datos de la producción en curso. Por lo tanto no es muy recomendable su
uso sino es de verdad necesario.
Este arranque en frío, únicamente puede realizarse en la secuencia de rearme de una
emergencia global.
Es decir, para provocar un arranque en frío desde un estado de producción,
primeramente debe pulsarse la seta de emergencia para parar la producción, y, después,
rearme para que el grafcet vuelva a iniciarse.
Desde el momento en que se pulsa rearme hasta que la máquina entra en automático
integrado, estado en el que se pierde la posibilidad de rearme en frío, pasan 5 segundos.

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
67
En ese intervalo debe pulsarse el botón de reinicialización de la Magelis para que se dé
paso a la secuencia de borrado de memorias y palets.
Si transcurre ese tiempo sin pulsar reinicialización, deberá volverse a pulsar
emergencia, y rearme para disponer de otros 5 segundos.
La secuencia de reinicialización tiene 2 partes, fundamentalmente, que pasaremos a
comentar. Además, la secuencia de rienicialización dispone de un grafcet distintop para
cada uno de los transportes, con lo que, si se requiere, costaría muy poco tiempo y
código la programación de la inicialización de los transportes de forma independiente.
La política a seguir en esta inicialización, es
conseguir borrar el contenido de los palets que se
encuentren en las cintas transportadoras, función que
se realizará en las estaciones 4 y 9.
Se han elegido dichas estaciones, porque, tras ellas
tenemos un largo trecho de cinta donde podrán llegar
los palets sin que entren dentro de las zonas de ninguna
estación. Por lo tanto, lo que queremos conseguir en
una primera fase, es que todos los palets terminen uno
detrás de otro, en la posición de las estaciones 4 y 9.

Memoria
Departamento de Informática e Ingeniería de Sistemas
68
1. Así, en una primera fase, durante la etapa %X12, lo que hacemos es bajar
todos los stoppers, excepto los de las estaciones 4 y 9, y estaremos atentos a
las posibles llegadas de palets a las estaciones contrarias, es decir, a las
máquinas 2 y 6. Si se detecta un paso de un palet por estas estaciones 2 o 6,
se salta a la etapa %X11, ó %X31 en el caso del transporte 2, y se retorna a
la etapa %X12 cuando el sensor de la estación 2 o 6 detecta el flanco
descendente. Esto se hace así, para que el contador de tiempo de dicha
etapa %X12 se reinicie a cero, y vuelva a esperar la llegada de otro palet.
2. Cuando transcurren 30 segundos con la etapa %X12 activa, tiempo
suficiente para que el último palet llegue hasta la estación 2 por muy lejos
que esté, se pasa a la etapa %X13, que lo que hace es esperar a que haya un
palet en la estación 4 o, si se trata de la etapa %X33, a que haya un palet en
la estación 9. En esta etapa, se levantan los topes de las estaciones 2 y 6
pero no los de las estaciones 1, 3, 7 y 8. A estas alturas todos los palets
estarán en fila uno detrás de otro en dichas estaciones y esta transición se
cumplirá inmediatamente, pasando a la
etapa %X14 de espera a que el palet llegue
al tope, y a la %X15 de enclavamiento. A
partir de aquí se inicia la secuencia de
borrado de los palets, que irán pasando uno
tras otro por las etapas %X16, %X17 y
%X18 para cada uno de los palets,
retornando después a la etapa %X14, y
volviendo a empezar el ciclo para otro
transbordador.
Cuando todos los palets han sido borrados, el grafcet quedará en la etapa %X14,
esperando un palet en la estación 4 que no llegará pues todos habrán sido borrados y
estarán esperando en fila tras la estación 2 o la 6 que tienen los topes levantados.
Cuando transcurran 30 segundos en esa etapa, tiempo suficiente para que hubiese
llegado cualquier palet por muy alejado que estuviese, se pasa a la etapa %X20 en el
primer transporte, o la %X39, en el segundo, que son las etapas normales de
funcionamiento en automático integrado y cuya activación permite la evolución del

Manual de Funcionamiento
Automatización de una Célula de Fabricación Flexible
69
grafcet de la página 1 del chart que entra en la macroetepa 9, y, por lo tanto inicia el
funcionamiento de la célula.
Estas etapas de funcionamiento normal
también son alcanzadas desde las etapas iniciales,
%X10 o %X30, si después de 5 segundos de
rearmar la máquina, no se ha pulsado el botón de
reinicialización de la célula.
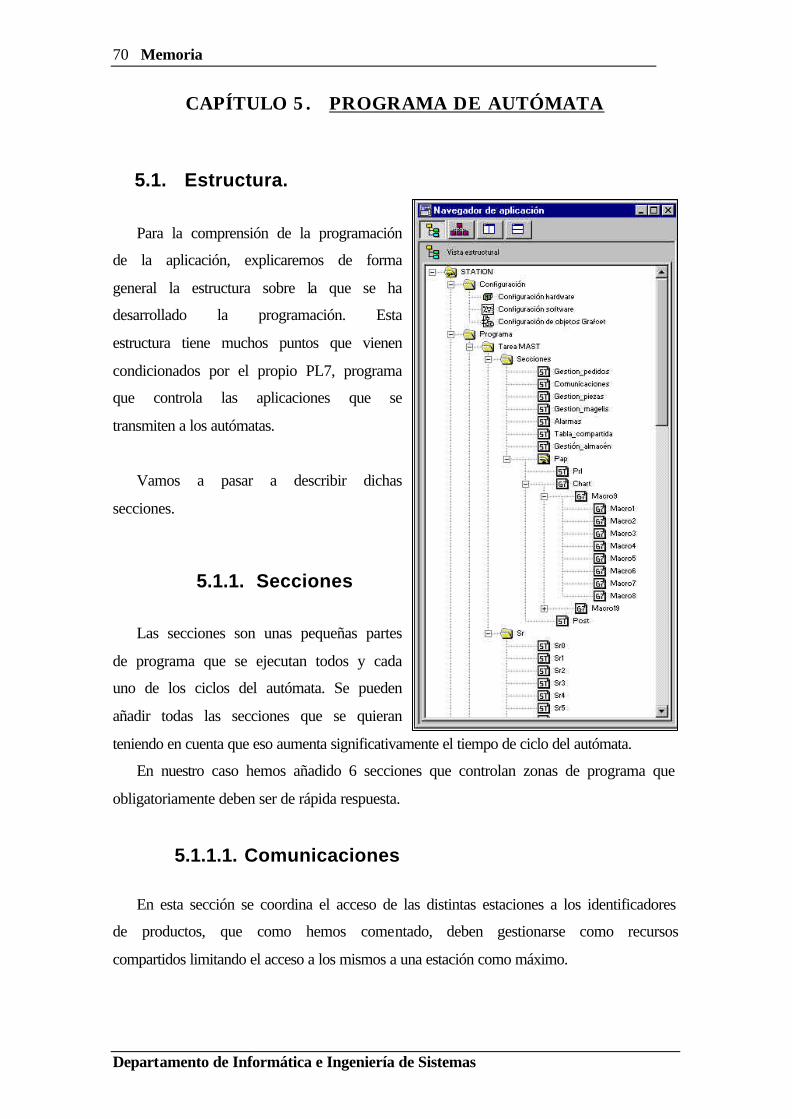
Memoria
Departamento de Informática e Ingeniería de Sistemas
70
CAPÍTULO 5. PROGRAMA DE AUTÓMATA
5.1. Estructura.
Para la comprensión de la programación
de la aplicación, explicaremos de forma
general la estructura sobre la que se ha
desarrollado la programación. Esta
estructura tiene muchos puntos que vienen
condicionados por el propio PL7, programa
que controla las aplicaciones que se
transmiten a los autómatas.
Vamos a pasar a describir dichas
secciones.
5.1.1. Secciones
Las secciones son unas pequeñas partes
de programa que se ejecutan todos y cada
uno de los ciclos del autómata. Se pueden
añadir todas las secciones que se quieran
teniendo en cuenta que eso aumenta significativamente el tiempo de ciclo del autómata.
En nuestro caso hemos añadido 6 secciones que controlan zonas de programa que
obligatoriamente deben ser de rápida respuesta.
5.1.1.1. Comunicaciones
En esta sección se coordina el acceso de las distintas estaciones a los identificadores
de productos, que como hemos comentado, deben gestionarse como recursos
compartidos limitando el acceso a los mismos a una estación como máximo.

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
71
Este control es doble, es decir, tenemos dos identificadores, uno para cada zona de
producción, con lo que es independiente el acceso a dichos identificadores y, por tanto,
el control de cada uno de ellos.
En esta sección también se controla el acceso al otro recurso compartido como es el
almacén intermedio. Este almacén puede recibir órdenes de extraer piezas para la zona
de expedición ó bien, de almacenado de las piezas que se van terminando de fabricar en
la zona de producción y se vuelcan en la cola de piezas. El código necesario para la
gestión del almacén desde este punto de vista, está implementado en esta sección.
Y por último, la última zona de código, gestiona el apagado y encendido de las
cintas transportadoras en función de si hay o no piezas o pedidos activos y de si se ha
producido algún tipo de alarma.
5.1.1.2. Gestión de piezas
En esta sección, se comprueba
constantemente, si las tablas de memoria
correspondientes a las piezas en producción,
están o no vacías, lo que nos permite saber en
cada momento si podemos o no recibir más
piezas.
Además, realizamos un control de los
contadores de piezas para agruparlos e
interpretarlos.
Otra función, que se comprenderá más
adelante cuando se explique el
funcionamiento de la macroetapa 8, la que
está encargada de pedir las piezas necesarias
para cada pedido al almacén, es decidir, con
la información de memoria, si el palet del
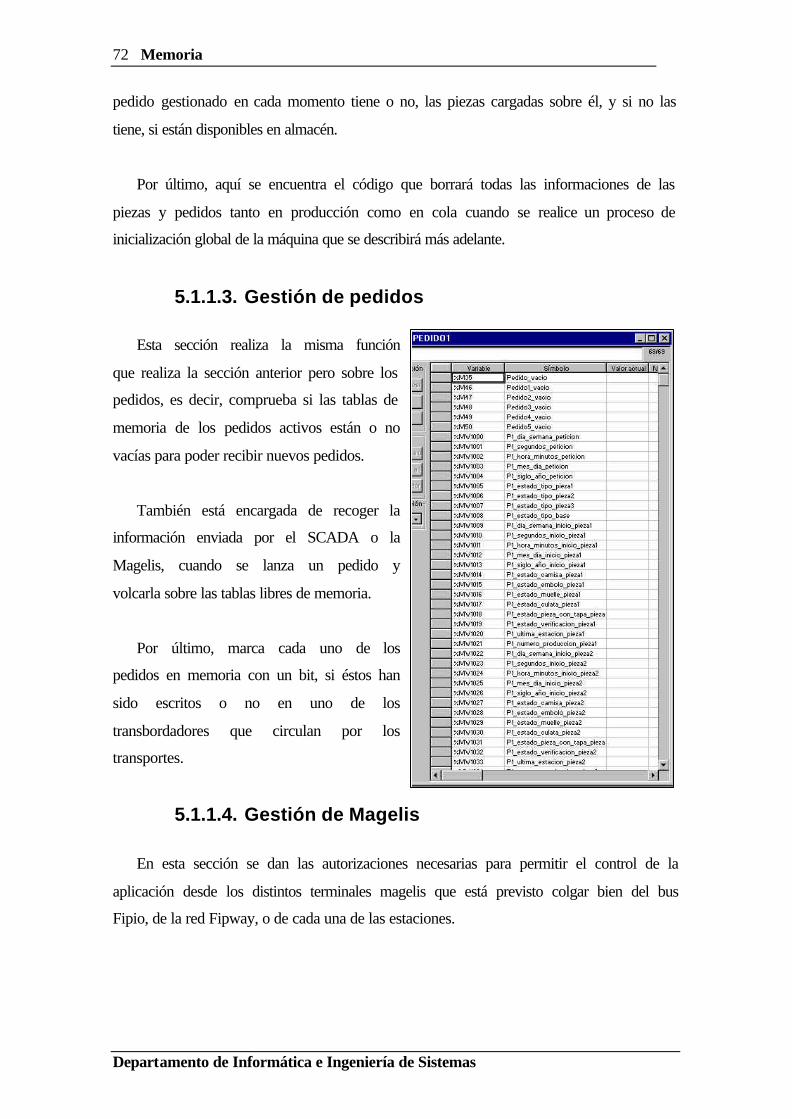
Memoria
Departamento de Informática e Ingeniería de Sistemas
72
pedido gestionado en cada momento tiene o no, las piezas cargadas sobre él, y si no las
tiene, si están disponibles en almacén.
Por último, aquí se encuentra el código que borrará todas las informaciones de las
piezas y pedidos tanto en producción como en cola cuando se realice un proceso de
inicialización global de la máquina que se describirá más adelante.
5.1.1.3. Gestión de pedidos
Esta sección realiza la misma función
que realiza la sección anterior pero sobre los
pedidos, es decir, comprueba si las tablas de
memoria de los pedidos activos están o no
vacías para poder recibir nuevos pedidos.
También está encargada de recoger la
información enviada por el SCADA o la
Magelis, cuando se lanza un pedido y
volcarla sobre las tablas libres de memoria.
Por último, marca cada uno de los
pedidos en memoria con un bit, si éstos han
sido escritos o no en uno de los
transbordadores que circulan por los
transportes.
5.1.1.4. Gestión de Magelis
En esta sección se dan las autorizaciones necesarias para permitir el control de la
aplicación desde los distintos terminales magelis que está previsto colgar bien del bus
Fipio, de la red Fipway, o de cada una de las estaciones.

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
73
5.1.1.5. Tabla compartida
Esta sección realiza el volcado de los datos en
la tabla compartida. Estos datos fijados
previamente y detallados en el mapa de memoria
del Anexo 4, son, entre otros, las entradas, las
salidas, los bits de maquina disponible y estado
del automatismo, las alarmas, etc.
5.1.1.6. Alarmas
Esta sección, agrupa los distintos bits
de las diferentes alarmas para poder
lanzarlos sobre la zona de tabla
compartida correspondiente ya que de otra
forma se nos escapan pues son muchas las
alarmas contempladas por programa.
5.1.2. Preliminar
El preliminar es una sección que el PL7 introduce en cada aplicación por defecto y
que, por regla general, se dedica a recoger las
alarmas de hardware y de setas de emergencia.
Esta función es la que primeramente está
implementada en el preliminar. Se recogen las
pulsaciones de las setas de emergencia que son
tres, la de la propia estación y las de los dos
transporte, y, también recogen los rearmes permitidos para cada una de estas setas de
emergencia.
En el caso de los transportes, las setas de emergencia paralizan las cintas y, además,
quitan de la tabla compartida, de las palabras %MW270-%MW276, la posibles órdenes
que hubiese mandado el sistema de gestión a las distintas estaciones almacenándolas en

Memoria
Departamento de Informática e Ingeniería de Sistemas
74
otras palabras auxiliares, para, posteriormente rehabiliatarlas, cuando se produzca el
rearme correspondiente.
También se invoca desde aquí a la subrutina 1, SR1, que realiza parte del
mencionado volcado de datos sobre tabla compartida, y el resto de código se refiere al
rearme y control de los motores paso a paso.
5.1.3. Grafcet
En este apartado se implementa la red de las acciones que el autómata debe realizar.
En nuestro caso hemos dividido la aplicación en macroetapas para que el desarrollo
de las distintas acciones de una estación sean simultaneas e independientes de todas las
demás estaciones. Así, tendremos una macroetapa para cada una de las estaciones, esto
nos hace un total de 8.
5.1.3.1. Chart
Es la página principal de un grafcet. Es aquí, por regla general, donde se dibuja todo
el grafcet de la aplicación.
En el caso de nuestro problema, el realizar todo el dibujo en estas páginas, nos
hubiese traído muchos problemas de comprensión, de ahí que hayamos optado por la
solución de las macroetapas.

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
75
En la página 0 del chart está implementada una secuencia provisional de lo que sería
la guía GEMMA que no está terminada y quedaría por depurar.
En la página 1 tenemos tres pequeñas ramas:
A) La primera de ellas, entra en la gestión de las 8 macroetapas antes
mencionadas que son el núcleo de este proyecto, en las que se coordinan
todas las comunicaciones y acciones de la producción.
B) La segunda de ellas es la que entra en la macroetapa 19 a partir de la cual se
realiza el control de los ejes de los motores paso a paso.
C) Por último, el tercer grafcet es un elemento de comunicación con el
supervisor SCADA. Este elemento nos da información de si el terminal
SCADA está en ese momento activo y conectado a nuestra célula, es la
implementación de un bit de actividad SCADA.
En las páginas 2 y 3 se encuentran dos pequeños grafcet que controlan la secuencia
de inicialización total de todas las máquinas uno para cada uno de los transportes; esta
secuencia está explicada con mayor detalle en el apartado 4.7. El grafcet se pone en
funcionamiento inmediatamente después de la puesta en run del autómata o de un
rearme trás una emergencia.
Si se deja evolucionar, a los
5 segundos de la secuencia de
inicio, el gracet pasa al estado
normal de producción que son
las etapas %X20 y %X39.
Estas son las etapas en que se
permite la evolución de los gracet de producción de la página 1 del chart.
5.1.3.2. Macroetapa 9
La macroetapa 9 es la puerta de las 8 ramas de grafcet cada una de las cuales
comunicará con una de las estaciones de fabricación de piezas o expedición de pedidos.

Memoria
Departamento de Informática e Ingeniería de Sistemas
76
5.1.3.3. Macroetapa 19
Realiza la misma función, para el control de los motores paso a paso y, por lo tanto,
para el almacén intermedio, que la que realiza la macroetapa 9 para las estaciones, es
una macroetapa de entrada, únicamente para separar la gestión de las comunicaciones
por medio de la macro 9 y el almacén por medio de la macro 19.
5.1.4. Post
En el post se realiza el control de las salidas del autómata, que en definitiva son las
que, físicamente, actúan sobre los componentes de la célula, moviendo los transportes,
cerrando los enclavamientos, etc.
Aquí se detallan las etapas del grafcet que activan cada una de las salidas, bien sean
salidas directas, por Fipio, motores, etc.
5.1.5. Subrutinas
Para descargar de tareas a las distintas zonas del programa y, por lo tanto, de tareas
concretas que no necesitan realizarse sino en ocasiones puntuales, se crean las
subrutinas.

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
77
Las subrutinas son zonas de código que se invocan puntualmente desde cualquier
lugar de la aplicación para realizar tareas muy concretas y esporádicas.
Durante la realización del proyecto nos hayamos antes un problema no previsto.
Llegado a un punto de la programación, el PL7 nos dio un error que no conocíamos,
un error de saturación del módulo principal, por el cual no nos permitía introducir más
programa dentro del módulo principal. Ésta fue otra de las razones por la que tuvimos
que recurrir a realizar un programa muy estructurado y descargar partes del mismo en
subrutinas. Es la razón fundamental por la que son tan numerosas.
Como un pequeño resumen daremos unos pocos datos de
cuales son las funciones de cada una en un plano general:
A) SR0: Comprueba la realización correcta de la escritura
en los palets en la zona de fabricación.
B) SR1: Volcado en tabla compartida de los datos
referentes a alarmas y entradas del sistema.
C) SR2: Rutina de lectura de los palets para la zona de
fabricación sobre la tabla de comprobación. Esta tabla se
explicará en el apartado 5.2.1.
D) SR3: Rutina de lectura y de escritura de los palets para la
zona de fabricación sobre la tabla de primera lectura.
Esta tabla se explicará en el apartado 5.2.1.
E) SR4: Rutina de lectura de los palets para la zona de
expedición sobre la tabla de comprobación. Esta tabla se
explicará en el apartado 5.2.1.
F) SR5: Rutina de lectura y escritura de los palets para la
zona de expedición sobre la tabla de primera lectura.

Memoria
Departamento de Informática e Ingeniería de Sistemas
78
Esta tabla se explicará en el apartado 5.2.1.
G) SR6: Realiza un volcado y conversión de la información leída de un palet sobre
una tabla de palabras donde la recoge la Magelis.
H) SR7: Es la operación contraria a la SR6, nos servirá para cambiar la información
grabada en un palet.
I) SR8: En la zona de expedición, la información de un pedido guardada en la
memoria del autómata nos es exactamente la misma que la almacenada en la
pastilla del palet. Esta conversión de informaciones es realizada por esta
subrutina cuando se refiere a la estación 6.
J) SR9: Realiza la misma opración que la SR8 pero en la estación 7.
K) SR10: Idem. Para la estación 8.
L) SR11: Subrutina de borrado manual de los palets.
M) SR12-SR24: Subrutina de gestión del almacén.
N) SR25: Subrutina encargada de evaluar el estado del almacén intermedio y
decidir la pieza que debe producirse en función de la pieza más necesaria dentro
del stock, es decir, producirá primero una pieza de las que menos haya.
O) SR26: Subrutina que actualiza la información de la memoria de una pieza en
función del tipo de operación conseguida en la estación 1.
P) SR27: Conseguida una lectura correcta de un palet en la zona de fabricación,
esta subrutina evalúa el tipo de operación que debe realizarse sobre la mercancía
en función de la estación que mande la propia lectura. Además comprueba que
esta información sea la misma que está guardada en memoria.
Q) SR28: Realiza la misma función que SR27 pero para la estación 7.

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
79
R) SR29: Gestiona las diferentes órdenes que deben enviarse a la estación 7 en
función del estado del palet.
S) SR30: Manda una señal al SCADA indicándole que alguna de las tablas de
pedidos ha sido modificada para que pueda actualizarla en su base de datos.
T) SR31: Todas las operaciones de lectura de la memoria de los palets en la zona de
expedición tienen una fase de comprobación de la información con la de
memoria. Como he dicho en la explicación de la SR8, la información leída debe
convertirse en otra para poder realizar esta comparación. Esta subrutina es la que
realiza dicha comparación.
U) SR32: Realiza una conversión de la información leída de un palet de la zona de
fabricación para que pueda ser interpretada.
V) SR33: Si ocurre un fallo en la comparación de la información contenida en un
palet con la guardada en memoria, esta subrutina es encargada de averiguar cual
es la pieza defectuosa y en que estación ha ocurrido el fallo de comparación.
W) SR34: Realiza la misma función que la SR0 pero para la lectura en lugar de la
escritura en la zona de fabricación.
X) SR35: Realiza la misma función que la SR35 pero para la zona de expedición.
Y) SR36: Realiza la misma operación que la SR32 pero para la zona de espedición.
Z) SR37: Realiza la misma función que la SR0 pero para la zona de expedición.
5.2. Tratamiento del problema.
En esta sección detallaremos las soluciones dadas a los problemas planteados y
explicaremos con detalle el código de la aplicación.

Memoria
Departamento de Informática e Ingeniería de Sistemas
80
5.2.1. Estructura de las tablas de memoria
Tanto para la gestión de la producción de piezas, como de pedidos, para el
intercambio de la información de cada pieza con el almacén y para otras funciones que
veremos, son necesarias las tablas de palabras.
Vamos a ver donde están situadas y su función una por una.
5.2.1.1. Tablas de piezas
Explicaremos la estructura de una de ellas y daremos las direcciones del resto pues
son todas iguales. No obstante, todas las tablas de este capitulo están detalladas en el
Anexo 4.
WORD BYTE ALTO BYTE BAJO
%MW1325 0 DIA DE SEMANA INICIO
%MW1326 SEGUNDOS DE INICIO 0
%MW1327 HORA DE INICIO MINUTOS DE INICIO
%MW1328 MES DE INICIO DIA DE INICIO
%MW1329 SIGLO DE INICIO AÑO DE INICIO
%MW1330 ESTADO PIEZA TIPO PIEZA
%MW1331 ESTADO CAMISA CAMISA
%MW1332 ESTADO EMBOLO EMBOLO
%MW1333 ESTADO MUELLE MUELLE
%MW1334 ESTADO CULATA CULATA
%MW1335 ESTADO TAPA TAPA
%MW1336 ESTADO VERIFICACION VERIFICACION
%MW1337 0 ULTIMA ESTACION
%MW1338 PIEZA CARGADA
%MW1339 ESTADO DE PRODUCCION
%MW1340 NUMERO DE PEDIDO NUMERO DE PEDIDO

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
81
ESTADO PRODUCCION SIGNIFICADO
0 NO PRODUCIDA
1 EN PRODUCCION
2 FIN DE PRODUCCION
A) Las 5 primeras palabras, %MW1325 a %MW1329, contienen la fecha y hora de
comienzo de la producción de dicha pieza, la hora en que se grabó en el palet.
B) Las 7 siguientes palabras, de la %MW1330 a la %MW1336, contienen
información referente a las operaciones efectuadas sobre la pieza a la que hacen
referencia. En todas ellas el significado del Byte Alto es distinto del significado
del Byte Bajo, el Alto nos indica el estado en que se encuentra la operación
según la tabla de estado de la producción y en el bajo el tipo de operación. En
caso de que una operación haya sido intentada sin éxito, en el byte bajo se
guardará en número de veces que dicha operación ha fallado. Así, por ejemplo,
una pieza que tuviese puesta la camisa pero que la operación del émbolo hubiese
fallado tres veces, tendría la siguiente información en hexadecimal:
%MW BYTE ALTO BYTE BAJO
MW1331 02 02
MW1332 01 03
Los Bytes altos indican el estado de producción ( 02=producida, 01=en producción),
y los bajos el número de errores que en el caso de pieza terminada se sustituye por un
02, todo en hexadecimal.
En cuanto al tipo de operación, estas son 5, la colocación de la camisa sobre el palet,
la del émbolo dentro de la camisa, posteriormente el muelle sobre el émbolo, el roscado
de la culata para cerrar el cilindro y por último, la verificación del conjunto. La
operación denominada tapa, no es una operación en si, se refiere a que la pieza
solicitada es una pieza con tapa y por lo tanto, no se le debe efectuar ninguna operación,
y automáticamente se consideran todas realizadas.
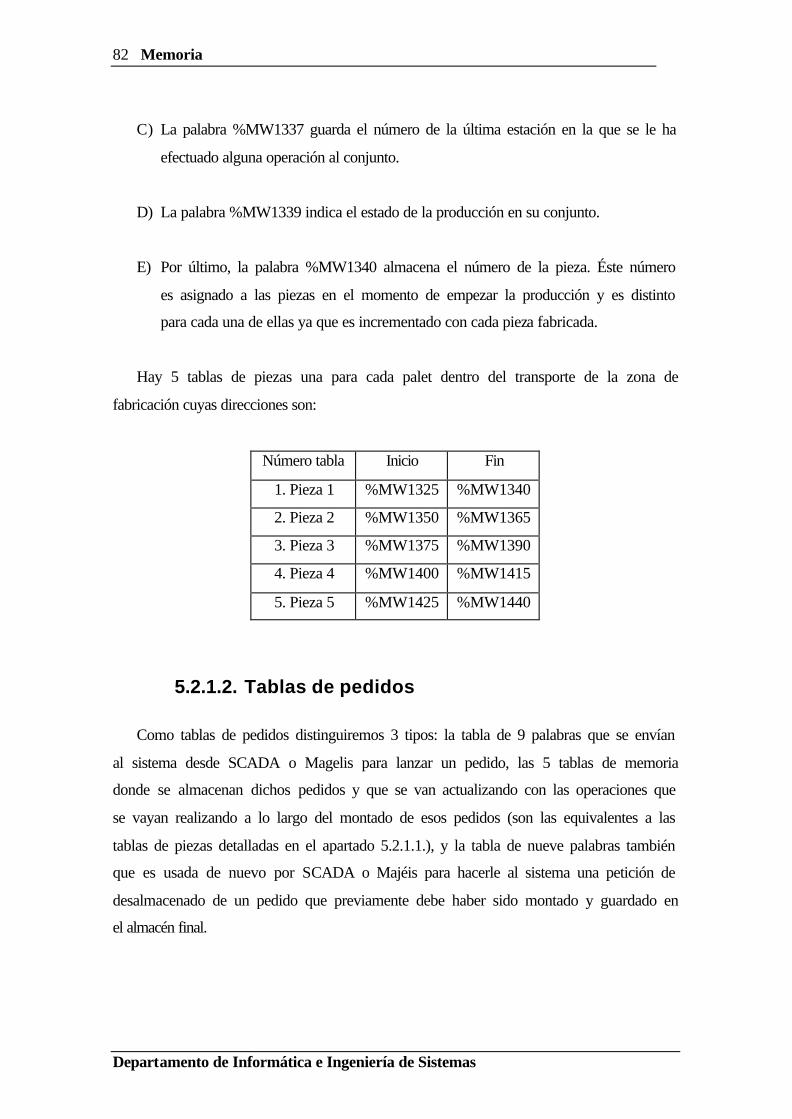
Memoria
Departamento de Informática e Ingeniería de Sistemas
82
C) La palabra %MW1337 guarda el número de la última estación en la que se le ha
efectuado alguna operación al conjunto.
D) La palabra %MW1339 indica el estado de la producción en su conjunto.
E) Por último, la palabra %MW1340 almacena el número de la pieza. Éste número
es asignado a las piezas en el momento de empezar la producción y es distinto
para cada una de ellas ya que es incrementado con cada pieza fabricada.
Hay 5 tablas de piezas una para cada palet dentro del transporte de la zona de
fabricación cuyas direcciones son:
Número tabla Inicio Fin
1. Pieza 1 %MW1325 %MW1340
2. Pieza 2 %MW1350 %MW1365
3. Pieza 3 %MW1375 %MW1390
4. Pieza 4 %MW1400 %MW1415
5. Pieza 5 %MW1425 %MW1440
5.2.1.2. Tablas de pedidos
Como tablas de pedidos distinguiremos 3 tipos: la tabla de 9 palabras que se envían
al sistema desde SCADA o Magelis para lanzar un pedido, las 5 tablas de memoria
donde se almacenan dichos pedidos y que se van actualizando con las operaciones que
se vayan realizando a lo largo del montado de esos pedidos (son las equivalentes a las
tablas de piezas detalladas en el apartado 5.2.1.1.), y la tabla de nueve palabras también
que es usada de nuevo por SCADA o Majéis para hacerle al sistema una petición de
desalmacenado de un pedido que previamente debe haber sido montado y guardado en
el almacén final.

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
83
5.2.1.2.1. Tabla de lanzamiento del pedido
La forma que tiene el sistema de producción de los pedidos es que un operario
externos, de alguna forma, le indique qué tres piezas y qué base que van a ser los
componentes de un pedido. Las dos formas contempladas de realizar un pedido son a
través de un terminal de supervisión SCADA o de un terminal de explotación Magelis.
Ambos van a seguir el mismo método, si el sistema está preparado para recibir un
pedido, se escribirán en la tabla de palabras que se detalla más abajo, las 5 palabras de
la fecha de lanzamiento del pedido y las cuatro palabras que contendrán la codificación
de las tres piezas y la base, según las codificaciones que se describen en el apartado 2.1.
La tabla de palabras sobre la que se escribe dicha información es:
Palabra Datos
%MW350 Día de la semana de la petición del pedido
%MW351 Segundos de la petición del pedido
%MW352 Horas y minutos de la petición del pedido
%MW353 Mes y día de la petición del pedido
%MW354 Siglo y año de la petición del pedido
%MW355 Tipo de pieza 1
%MW356 Tipo de pieza 2
%MW357 Tipo de pieza 3
%MW358 Tipo de base
Una vez la información del pedido está escrita en dichas palabras, se le indica al
sistema que las recoja mediante el flanco descendente de un bit, el %M35, que debe
poner a cero el sistema que lanza el pedido, y que retornará a 1 el gestor cuando haya
recogido la información sobre una de las tablas de memoria de pedidos que se describen
a continuación, siempre y cuando sigan quedando posiciones libres de memoria para
recibir más pedidos.

Memoria
Departamento de Informática e Ingeniería de Sistemas
84
5.2.1.2.2. Tablas de pedidos en memoria
Son las equivalentes a las de piezas explicadas en el apartado 5.2.1.1. y, como
hicimos en el apartado anterior, explicaremos la estructura de una de ellas y daremos las
direcciones del resto pues son todas iguales. No obstante, todas las tablas de este
capitulo están detalladas en el Anexo 4.
WORD BYTE ALTO BYTE BAJO
%MW1000 0 DIA DE SEMANA PETICION
%MW1001 SEGUNDOS DE PETICION 0
%MW1002 HORA DE PETICION MINUTOS DE PETICION
%MW1003 MES DE PETICION DIA DE PETICION
%MW1004 SIGLO DE PETICION AÑO DE PETICION
%MW1005 ESTADO PIEZA 1 TIPO PIEZA 1
%MW1006 ESTADO PIEZA 2 TIPO PIEZA 2
%MW1007 ESTADO PIEZA 3 TIPO PIEZA 3
%MW1008 ESTADO BASE TIPO BASE
%MW1009 0 DIA DE SEMANA INICIO PIEZA1
%MW1010 SEGUNDOS DE INICIO PIEZA 1 0
%MW1011 HORA DE INICIO PIEZA 1 MINUTOS DE INICIO PIEZA 1
%MW1012 MES DE INICIO PIEZA 1 DIA DE INICIO PIEZA 1
%MW1013 SIGLO DE INICIO PIEZA 1 AÑO DE INICIO PIEZA 1
%MW1014 0 CAMISA
%MW1015 0 EMBOLO
%MW1016 0 MUELLE
%MW1017 0 CULATA
%MW1018 0 TAPA
%MW1019 0 VERIFICACION
%MW1020 0 ULTIMA ESTACION
%MW1021 NUMERO DE PRODUCCION NUMERO DE PRODUCCION
%MW1022 0 DIA DE SEMANA INICIO PIEZA2
%MW1023 SEGUNDOS DE INICIO PIEZA 2 0
%MW1024 HORA DE INICIO PIEZA 2 MINUTOS DE INICIO PIEZA 2
%MW1025 MES DE INICIO PIEZA 2 DIA DE INICIO PIEZA 2
%MW1026 SIGLO DE INICIO PIEZA 2 AÑO DE INICIO PIEZA 2
%MW1027 0 CAMISA
%MW1028 0 EMBOLO

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
85
%MW1029 0 MUELLE
%MW1030 0 CULATA
%MW1031 0 TAPA
%MW1032 0 VERIFICACION
%MW1033 0 ULTIMA ESTACION
%MW1034 NUMERO DE PRODUCCION NUMERO DE PRODUCCION
%MW1035 0 DIA DE SEMANA INICIO PIEZA3
%MW1036 SEGUNDOS DE INICIO PIEZA 3 0
%MW1037 HORA DE INICIO PIEZA 3 MINUTOS DE INICIO PIEZA 3
%MW1038 MES DE INICIO PIEZA 3 DIA DE INICIO PIEZA 3
%MW1039 SIGLO DE INICIO PIEZA 3 AÑO DE INICIO PIEZA 3
%MW1040 0 CAMISA
%MW1041 0 EMBOLO
%MW1042 0 MUELLE
%MW1043 0 CULATA
%MW1044 0 TAPA
%MW1045 0 VERIFICACION
%MW1046 0 ULTIMA ESTACION
%MW1047 NUMERO DE PRODUCCION NUMERO DE PRODUCCION
%MW1048 0 DIA DE SEMANA FINALIZACION
%MW1049 SEGUNDOS DE FINALIZACION 0
%MW1050 HORA DE FINALIZACION MINUTOS DE FINALIZACION
%MW1051 MES DE FINALIZACION DIA DE FINALIZACION
%MW1052 SIGLO DE FINALIZACION AÑO DE FINALIZACION
%MW1053 ESTADO DEL PEDIDO
%MW1054 ESTADO DEL PALET ESTADO DEL PALET
%MW1055 CHECK SUM
A) Las 5 primeras palabras, %MW1000 a %MW1004, contienen la fecha y hora
del lanzamiento del pedido, es decir, la hora que toma el SCADA o la Magelis
cuando está preparando el pedido.
B) Las 4 siguientes palabras, de la %MW1005 a la %MW1008, contienen el tipo de
las tres piezas que van a componer el pedido y el tipo de base sobre el que se van
a montar dichas piezas.

Memoria
Departamento de Informática e Ingeniería de Sistemas
86
C) A partir de ahí, las siguientes 13 palabras, de la %MW1009 a la %MW1021,
integran, aproximadamente, la tabla de la pieza 1 casi íntegramente, es decir los
mismos datos que tendría esa pieza si estuviese en fase de fabricación; las 5
palabras con la fecha de inicio de producción, y las 8 palabras con las
operaciones posibles, que en este caso estarán todas ya realizadas, y la última
estación por la que ha pasado además del número de producción que le
correspondió.
D) Hasta la palabra %MW1048, se encuentran los mismos datoas pero para las
piezas 2 y 3, y a partir de la %MW1048 hasta la %MW1052 tenemos la fecha y
hora de fin de fabricación. Estas palabras, durante el tiempo que se encuentre el
palet en proceso de montaje de las piezas sobre el mismo, no tiene ningun dato,
y se utilizarán para almacenar la fecha y hora de producción de la base, hasta el
momento en que el pedido llegue completo a almacén final en que serán
sustituidas por la hora de finalización.
E) La palabra %MW1054 es una de las más importantes para el desarrollo del
montaje del pedido, pues cada uno de los bits codifica una operación realizada y
nos será muy útil para reconocer información válida en las diferentes estaciones.
La codificación de la información en esa palabra se detalla en la siguiente tabla:
ESTADO DEL PALET
X0 PLACA CARGADA EN PALET
X1 BASE NEGRA CARGADA EN PALET
X2 BASE BLANCA CARGADA EN PALET
X3 PIEZA 1 CARGADA EN PALET
X4 PIEZA 2 CARGADA EN PALET
X5 PIEZA 3 CARGADA EN PALET
X6 PALET HA SIDO ALMACENADO
X7 PALET SALE DE ALMACEN
...
X15 COMPLETANDO PEDIDO

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
87
Hay 5 tablas de pedidos una para cada palet dentro del transporte de la zona de
expedición cuyas direcciones son:
Número tabla Inicio Fin
1. Pedido 1 %MW1000 %MW1055
2. Pedido 2 %MW1060 %MW1115
3. Pedido 3 %MW1120 %MW1175
4. Pedido 4 %MW1180 %MW1235
5. Pedido 5 %MW1240 %MW1295
5.2.1.2.3. Tabla de petición de extracción de un
pedido almacenado
Es una tabla exactamente igual que la descrita en el apartado 5.2.1.2.1. para el
lanzamiento del pedido y que contendrá la misma información que la que se depositó
allí al lanzarlo a producir, solo que en otra zona de memoria y gestionada por el flanco
descendente del bit %M0.
Palabra Datos
%MW360 Día de la semana de búsqueda del pedido
%MW361 Segundos de búsqueda del pedido
%MW362 Horas y minutos de búsqueda del pedido
%MW363 Mes y día de búsqueda del pedido
%MW364 Siglo y año de búsqueda del pedido
%MW365 Tipo de pieza 1 de búsqueda
%MW366 Tipo de pieza 2 de búsqueda
%MW367 Tipo de pieza 3 de búsqueda
%MW368 Tipo de base de búsqueda

Memoria
Departamento de Informática e Ingeniería de Sistemas
88
5.2.1.3. Mapa de la memoria del palet de la zona de
expedición.
La memoria de la pastilla del palet en la zona de expedición, almacena una
información del pedido que no es la misma que la que se encuentra en la memoria del
autómata.
La tabla siguiente nos muestra la estructura de la memoria de palet y podremos ver
las diferencias:
%MW1650 0 DIA DE SEMANA PETICION %MW1651 SEGUNDOS DE PETICION 0 %MW1652 HORA DE PETICION MINUTOS DE PETICION %MW1653 MES DE PETICION DIA DE PETICION %MW1654 SIGLO DE PETICION AÑO DE PETICION %MW1655 0 DIA DE SEMANA INICIO PIEZA 1 %MW1656 SEGUNDOS DE INICIO PIEZA 1 0 %MW1657 HORA DE INICIO PIEZA 1 MINUTOS DE INICIO PIEZA 1 %MW1658 MES DE INICIO PIEZA 1 DIA DE INICIO PIEZA 1 %MW1659 SIGLO DE INICIO PIEZA 1 AÑO DE INICIO PIEZA 1 %MW1660 0 TIPO PIEZA 1 %MW1661 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1662 0 DIA DE SEMANA INICIO PIEZA 2 %MW1663 SEGUNDOS DE INICIO PIEZA 2 0 %MW1664 HORA DE INICIO PIEZA 2 MINUTOS DE INICIO PIEZA 2 %MW1665 MES DE INICIO PIEZA 2 DIA DE INICIO PIEZA 2 %MW1666 SIGLO DE INICIO PIEZA 2 AÑO DE INICIO PIEZA 2 %MW1667 0 TIPO PIEZA 2 %MW1668 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1669 0 DIA DE SEMANA INICIO PIEZA 3 %MW1670 SEGUNDOS DE INICIO PIEZA 3 0 %MW1671 HORA DE INICIO PIEZA 3 MINUTOS DE INICIO PIEZA 3 %MW1672 MES DE INICIO PIEZA 3 DIA DE INICIO PIEZA 3 %MW1673 SIGLO DE INICIO PIEZA 3 AÑO DE INICIO PIEZA 3 %MW1674 0 TIPO PIEZA 3 %MW1675 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1676 0 DIA DE SEMANA INICIO BASE %MW1677 SEGUNDOS DE INICIO BASE 0 %MW1678 HORA DE INICIO BASE MINUTOS DE INICIO BASE %MW1679 MES DE INICIO BASE DIA DE INICIO BASE %MW1680 SIGLO DE INICIOBASE AÑO DE INICIO BASE %MW1681 0 TIPO BASE %MW1682 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1683 ESTADO DE LA PLACA PLACA %MW1684 ESTADO DE LA BASE BASE %MW1685 ESTADO DEL PALET ESTADO DEL PALET %MW1686 0 DIA DE SEMANA FINALIZACION %MW1687 SEGUNDOS DE FINALIZACION 0 %MW1688 HORA DE FINALIZACION MINUTOS DE FINALIZACION

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
89
%MW1689 MES DE FINALIZACION DIA DE FINALIZACION %MW1690 SIGLO DE FINALIZACION AÑO DE FINALIZACION %MW1691 CHECK SUM CHECK SUM %MW1692 0 ORDEN %MW1693 STATUS STATUS
A) Las 5 primeras palabras son iguales en ambos casos y nos indican la fecha y
hora de petición del pedido.
B) Las 4 palabras siguientes de la tabla del pedido ( %MW1005-%MW1008 ), se
encuentran también en la del palet pero en distintas posiciones, después de las
palabras correspondientes a la fecha y hora de inicio de fabricación de cada una
de las piezas. Esta disposición nos será útil a la hora de recoger la información
que el almacén intermedio nos dé de cada pieza, pero nos será más engorroso
para la gestión de la información del pedido en sí.
C) Otra diferencia importante que observamos es que en esta tabla se han suprimido
las operaciones de cada una de las piezas por entender que ya han sido
fabricadas y por lo tanto ya están todas las operaciones realizadas.
D) Por último, hay una información que es la pastilla del palet está reflejada como
fecha de inicio de la base, que es fecha que se escribirá en esas palabras cuando
la base correspondiente sea colocada sobre la placa metálica, y que no tiene sitio
en la memoria de pedidos.
Para solucionar esta falta de espacio y poder tener dicha información, en la
memoria del autómata correspondiente a los pedidos, se guardará la fecha de la base en
las palabras %MW1050-%MW1054 marcadas como la fecha de finalización. Esto es
así, porque estas direcciones de fecha de finalización no son utilizadas hasta que el
pedido concluye definitivamente y es almacenado. Así, esta información sólo es
relevante en el momento en que debe ser transmitida al almacén final por medio de un
WRITE_VAR para que la adjunte al resto. Con esto se consigue recoger la información
relativa a la base sin tener que cambiar las tablas para nada.

Memoria
Departamento de Informática e Ingeniería de Sistemas
90
Un detalle que hay que dejar claro, es que esta tabla que aquí se muestra como
residente en las palabras %MW1650-%MW1693, en realidad está guardada en la
memoria del palet en la dirección hexadecimal 00, y la única razón por la que se ubica
en estas palabras, como se verá en el apartado siguiente, es para que se vea su estructura
y porque es ésta la tabla que utiliza es sistema cuando lee la información del palet.
5.2.1.4. Tablas de lectura de palet.
Las tablas de lectura de los palets son cuatro, dos para la zona de fabricación y otras
dos para la zona de expedición.
La razón de que haya dos tablas para cada una de las zonas es que, tras cada una de
las operaciones de lectura o de escritura sobre los transbordadores, se realiza una lectura
de comprobación de la información.
Así, deberemos tener dos tablas distintas una para cada una de las operaciones y que
después compararemos para asegurara la integridad de la información; luego dos
operaciones más dos zonas de producción, nos hace un total de 4 tablas.
Otro detalle importante de dichas tablas de lectura, es que, al tener dos tablas para
cada una de las zonas, y la información de cada zona es distinta en clase y tamaño,
también deberán serlo las tablas.
Veremos entonces cuales son las cuatro tablas y en que direcciones se encuentran:
5.2.1.4.1. Zona de fabricación: Tabla principal.
Nos referimos con tabla principal a la que primero definimos, y que se encuentra en
las siguientes direcciones:
WORD BYTE ALTO BYTE BAJO %MW1500 %MB3001 0 DIA DE SEMANA INICIO %MB3000 %MW1501 %MB3003 SEGUNDOS DE INICIO 0 %MB3002 %MW1502 %MB3005 HORA DE INICIO MINUTOS DE INICIO %MB3004 %MW1503 %MB3007 MES DE INICIO DIA DE INICIO %MB3006 %MW1504 %MB3009 SIGLO DE INICIO AÑO DE INICIO %MB3008

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
91
%MW1505 %MB3011 0 TIPO PIEZA %MB3010 %MW1506 %MB3013 0 CAMISA %MB3012 %MW1507 %MB3015 0 EMBOLO %MB3014 %MW1508 %MB3017 0 MUELLE %MB3016 %MW1509 %MB3019 0 CULATA %MB3018 %MW1510 %MB3021 0 TAPA %MB3020 %MW1511 %MB3023 0 VERIFICACION %MB3022 %MW1512 %MB3025 0 ULTIMA ESTACION %MB3024 %MW1513 %MB3027 PIEZA CARGADA %MB3026 %MW1514 %MB3029 ESTADO DE PRODUCCION %MB3028 %MW1515 %MB3031 NUMERO DE PEDIDO NUMERO DE PEDIDO %MB3030 %MW1516 %MB3033 0 CHECK SUM %MB3032 %MW1517 %MB3035 0 ORDEN %MB3034 %MW1518 %MB3037 STATUS STATUS %MB3036 %MW1519 %MB3039 %MB3038
Como puede observarse tiene exactamente la misma disposición que la que tenemos
en memoria de cada una de las piezas. Esta tabla será la que contenga la información
que grabaremos en el palet directamente. La utilizaremos en todas las operaciones de
escritura de los palet de la zona de fabricación y en las lecturas de comprobación de la
primera lectura, como se explicará en el apartado 5.2.2.3.
5.2.1.4.2. Zona de fabricación: Tabla secundaria.
La función de esta tabla, como hemos dicho, es la de comprobación, únicamente
tiene información podríamos decir volátil.
Esta tabla se usa en todas las lecturas de comprobación que siguen a las escrituras, y
también realiza la primera lectura del palet antes de decidir la clase de mercancía que
alberga.
La estructura de esta tabla es exacta a la anterior y además igual a las tablas de
piezas de la memoria.
WORD BYTE ALTO BYTE BAJO
%MW1530 %MB3061 0 DIA DE SEMANA PETICION %MB3060 %MW1531 %MB3063 SEGUNDOS DE PETICION 0 %MB3062 %MW1532 %MB3065 HORA DE PETICION MINUTOS DE PETICION %MB3064 %MW1533 %MB3067 MES DE PETICION DIA DE PETICION %MB3066

Memoria
Departamento de Informática e Ingeniería de Sistemas
92
%MW1534 %MB3069 SIGLO DE PETICION AÑO DE PETICION %MB3068 %MW1535 %MB3071 0 DIA DE SEMANA INICIO %MB3070 %MW1536 %MB3073 SEGUNDOS DE INICIO 0 %MB3072 %MW1537 %MB3075 HORA DE INICIO MINUTOS DE INICIO %MB3074 %MW1538 %MB3077 MES DE INICIO DIA DE INICIO %MB3076 %MW1539 %MB3079 SIGLO DE INICIO AÑO DE INICIO %MB3078 %MW1540 %MB3081 0 TIPO PIEZA %MB3080 %MW1541 %MB3083 0 PLACA %MB3082 %MW1542 %MB3085 0 BASE %MB3084 %MW1543 %MB3087 0 PIEZA 1 %MB3086 %MW1544 %MB3089 0 PIEZA 2 %MB3088 %MW1545 %MB3091 0 PIEZA 3 %MB3090 %MW1546 %MB3093 0 ESTADO DEL PALET %MB3092 %MW1547 %MB3095 0 ULTIMA ESTACION %MB3094 %MW1548 %MB3097 PIEZA CARGADA %MB3096 %MW1549 %MB3099 ESTADO DE PRODUCCION %MB3098 %MW1550 %MB3101 NUMERO DE PEDIDO NUMERO DE PEDIDO %MB3100 %MW1551 %MB3103 0 CHECK SUM %MB3102 %MW1552 %MB3105 0 ORDEN %MB3104 %MW1553 %MB3107 STATUS STATUS %MB3106 %MW1554 %MB3109 %MB3108
5.2.1.4.3. Zona de expedición: Tabla principal.
Es la equivalente a la tabla principal de la zona de fabricación, pero para los
pedidos. Como se podrá observar es la misma que poníamos como la tabla de
información del apartado 5.2.1.3. y de hecho es la misma pues, como comentábamos en
dicho capítulo, ésta es la que realmente se encuentra en memoria y la aquella residía en
la dirección 00 del palet.
%MW1650 0 DIA DE SEMANA PETICION %MW1651 SEGUNDOS DE PETICION 0 %MW1652 HORA DE PETICION MINUTOS DE PETICION %MW1653 MES DE PETICION DIA DE PETICION %MW1654 SIGLO DE PETICION AÑO DE PETICION %MW1655 0 DIA DE SEMANA INICIO PIEZA 1 %MW1656 SEGUNDOS DE INICIO PIEZA 1 0 %MW1657 HORA DE INICIO PIEZA 1 MINUTOS DE INICIO PIEZA 1 %MW1658 MES DE INICIO PIEZA 1 DIA DE INICIO PIEZA 1 %MW1659 SIGLO DE INICIO PIEZA 1 AÑO DE INICIO PIEZA 1 %MW1660 0 TIPO PIEZA 1 %MW1661 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1662 0 DIA DE SEMANA INICIO PIEZA 2 %MW1663 SEGUNDOS DE INICIO PIEZA 2 0 %MW1664 HORA DE INICIO PIEZA 2 MINUTOS DE INICIO PIEZA 2 %MW1665 MES DE INICIO PIEZA 2 DIA DE INICIO PIEZA 2 %MW1666 SIGLO DE INICIO PIEZA 2 AÑO DE INICIO PIEZA 2

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
93
%MW1667 0 TIPO PIEZA 2 %MW1668 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1669 0 DIA DE SEMANA INICIO PIEZA 3 %MW1670 SEGUNDOS DE INICIO PIEZA 3 0 %MW1671 HORA DE INICIO PIEZA 3 MINUTOS DE INICIO PIEZA 3 %MW1672 MES DE INICIO PIEZA 3 DIA DE INICIO PIEZA 3 %MW1673 SIGLO DE INICIO PIEZA 3 AÑO DE INICIO PIEZA 3 %MW1674 0 TIPO PIEZA 3 %MW1675 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1676 0 DIA DE SEMANA INICIO BASE %MW1677 SEGUNDOS DE INICIO BASE 0 %MW1678 HORA DE INICIO BASE MINUTOS DE INICIO BASE %MW1679 MES DE INICIO BASE DIA DE INICIO BASE %MW1680 SIGLO DE INICIOBASE AÑO DE INICIO BASE %MW1681 0 TIPO BASE %MW1682 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1683 ESTADO DE LA PLACA PLACA %MW1684 ESTADO DE LA BASE BASE %MW1685 ESTADO DEL PALET ESTADO DEL PALET %MW1686 0 DIA DE SEMANA FINALIZACION %MW1687 SEGUNDOS DE FINALIZACION 0 %MW1688 HORA DE FINALIZACION MINUTOS DE FINALIZACION %MW1689 MES DE FINALIZACION DIA DE FINALIZACION %MW1690 SIGLO DE FINALIZACION AÑO DE FINALIZACION %MW1691 CHECK SUM CHECK SUM %MW1692 0 ORDEN %MW1693 STATUS STATUS
Se utiliza en los mismos casos que su equivalente para piezas, siempre que debamos
realizar una escritura y en la lectura de comprobación de la información del palet como
se describirá en el apartado 5.2.2.8.
5.2.1.4.4. Zona de expedición: Tabla secundaria.
Cumple la misma función que su equivalente para la zona de fabricación pero para
los pedidos. Su estructura es la misma que la anterior para que la comparación de la
información sea más rápida, pero como puede observarse ni ésta ni la anterior tienen el
mismo formato que las tablas de pedidos de la memoria.
%MW1555 0 DIA DE SEMANA PETICION %MW1556 SEGUNDOS DE PETICION 0 %MW1557 HORA DE PETICION MINUTOS DE PETICION %MW1558 MES DE PETICION DIA DE PETICION %MW1559 SIGLO DE PETICION AÑO DE PETICION %MW1560 0 DIA DE SEMANA INICIO PIEZA 1 %MW1561 SEGUNDOS DE INICIO PIEZA 1 0 %MW1562 HORA DE INICIO PIEZA 1 MINUTOS DE INICIO PIEZA 1

Memoria
Departamento de Informática e Ingeniería de Sistemas
94
%MW1563 MES DE INICIO PIEZA 1 DIA DE INICIO PIEZA 1 %MW1564 SIGLO DE INICIO PIEZA 1 AÑO DE INICIO PIEZA 1 %MW1565 0 TIPO PIEZA 1 %MW1566 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1567 0 DIA DE SEMANA INICIO PIEZA 2 %MW1568 SEGUNDOS DE INICIO PIEZA 2 0 %MW1569 HORA DE INICIO PIEZA 2 MINUTOS DE INICIO PIEZA 2 %MW1570 MES DE INICIO PIEZA 2 DIA DE INICIO PIEZA 2 %MW1571 SIGLO DE INICIO PIEZA 2 AÑO DE INICIO PIEZA 2 %MW1572 0 TIPO PIEZA 2 %MW1573 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1574 0 DIA DE SEMANA INICIO PIEZA 3 %MW1575 SEGUNDOS DE INICIO PIEZA 3 0 %MW1576 HORA DE INICIO PIEZA 3 MINUTOS DE INICIO PIEZA 3 %MW1577 MES DE INICIO PIEZA 3 DIA DE INICIO PIEZA 3 %MW1578 SIGLO DE INICIO PIEZA 3 AÑO DE INICIO PIEZA 3 %MW1579 0 TIPO PIEZA 3 %MW1580 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1581 0 DIA DE SEMANA INICIO BASE %MW1582 SEGUNDOS DE INICIO BASE 0 %MW1583 HORA DE INICIO BASE MINUTOS DE INICIO BASE %MW1584 MES DE INICIO BASE DIA DE INICIO BASE %MW1585 SIGLO DE INICIOBASE AÑO DE INICIO BASE %MW1586 0 TIPO BASE %MW1587 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW1588 ESTADO DE LA PLACA PLACA %MW1589 ESTADO DE LA BASE BASE %MW1590 ESTADO DEL PALET ESTADO DEL PALET %MW1591 0 DIA DE SEMANA FINALIZACION %MW1592 SEGUNDOS DE FINALIZACION 0 %MW1593 HORA DE FINALIZACION MINUTOS DE FINALIZACION %MW1594 MES DE FINALIZACION DIA DE FINALIZACION %MW1595 SIGLO DE FINALIZACION AÑO DE FINALIZACION %MW1596 CHECK SUM CHECK SUM %MW1597 0 ORDEN %MW1598 STATUS STATUS
5.2.1.5. Cola de piezas.
Esta cola tiene como función almacenar una serie de datos por cada una de las
piezas terminadas que llegan al almacén. Los datos que el almacén guardará de cada una
de las piezas se muestra en la siguiente tabla, donde las palabras marcadas como de
intercambio son las que se extraen de las tablas de piezas y se vuelcan sobre la de la
cola en la última dirección libre:
WORD BYTE ALTO BYTE BAJO %MW1325 0 DIA DE SEMANA INICIO palabra de intercambio %MW1326 SEGUNDOS DE INICIO 0 palabra de intercambio %MW1327 HORA DE INICIO MINUTOS DE INICIO palabra de intercambio

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
95
%MW1328 MES DE INICIO DIA DE INICIO palabra de intercambio %MW1329 SIGLO DE INICIO AÑO DE INICIO palabra de intercambio %MW1330 ESTADO PIEZA TIPO PIEZA palabra de intercambio %MW1331 ESTADO CAMISA CAMISA %MW1332 ESTADO EMBOLO EMBOLO %MW1333 ESTADO MUELLE MUELLE %MW1334 ESTADO CULATA CULATA %MW1335 ESTADO TAPA TAPA %MW1336 ESTADO VERIFICACION VERIFICACION %MW1337 0 ULTIMA ESTACION %MW1338 PIEZA CARGADA %MW1339 ESTADO DE PRODUCCION %MW1340 NUMERO DE PEDIDO NUMERO DE PEDIDO palabra de intercambio
Ejemplo para la pieza 1
La cola de piezas está distribuida en tres zonas, 10 palabras en la dirección
%MW1600 que llamaremos buffer de entrada de almacén, otras 10 palabras en la
dirección %MW1610 que llamaremos buffer de salida de almacén y otras 100 palabras
en la dirección %MW1700-%MW1800 que es la cola propiamente dicha. Esto es así
porque la cola de piezas es una tabla de 100 palabras con capacidad para unas 13
piezas(7 para cada pieza), pero la zona de la que el almacén recoge su información es la
zona de 10 palabras del buffer de entrada. Realmente, si contamos las palabras que
guarda el almacén, 7, vemos que no son necesarias las 10 palabras de la zona
%MW1600, pero quedan para futuros usos.
La cola, como ya se ha dicho y se explicará en el apartado 5.2.2.7. , lo que hace es
testear constantemente la zona de recepción de información del almacén ( palabras
%MW1600-%MW1609 ), si ésta zona está vacía, recoge las 7 primeras palabras de la
cola ( palabras %MW1700-%MW1706 ), las vuelca sobre las anteriores, borra éstas
últimas y las pasa al final de la cola, a las direcciones %MW1793-%MW1799. Si la
zona de intercambio de la entrada no está vacía, es que el almacén está en espera de
recibir la orden de almacenado de la pieza cuya información se ha volcado en dicha
zona. Cuando el almacén nos da conformidad de que ha almacenado la pieza, la cola
borra la zona de intercambio, y vuelve a empezar.
El buffer de salida realiza la misma función que el de entrada pero cuando las piezas
son extraídas desde la macroetapa 8 para ser montadas sobre un palet: El almacén

Memoria
Departamento de Informática e Ingeniería de Sistemas
96
volcará sobre esas direcciones ( palabras %MW1610-%MW1619 ) las palabras
correspondiente a dichas piezas para que sean integradas a las tablas de pedidos.
5.2.1.6. Tablas de volcado de información hacia Magelis.
Estas tablas son las tablas que la Magelis utiliza para recibir la información de la
lectura de los palets. El sistema, cuando realiza una lectura y comprueba que la
información es correcta y a que pieza de las de memoria corresponde, vuelca una copia
de la información de la pieza en unas zonas de memoria a las que accede la Magelis
para sus propias gestiones. Estas tablas tienen casi la misma estructura que las tablas de
piezas con la diferencia de que cierta información como son la fecha y la hora de las
primeras 5 palabras deben ser convertidas desde formato BCD a decimal además de
separar los campos correspondientes pues el autómata los guarda de dos en dos para
ahorrar espacio.
Como he dicho, son tablas donde se almacena una copia de las piezas, con lo que
serán 4 tablas distintas, por lo tanto explicaremos una y daremos las direcciones de las
demás.
WORD BYTE ALTO BYTE BAJO WORD BYTE ALTO BYTE BAJO
%MW1325 0 DIA DE SEMANA INICIO %MW600 DIA DE SEMANA INICIO
%MW1326 SEGUNDOS DE INICIO 0 %MW601 SEGUNDOS DE INICIO
%MW1327 HORA DE INICIO MINUTOS DE INICIO %MW602 MINUTOS DE INICIO
%MW603 HORA DE INICIO
%MW1328 MES DE INICIO DIA DE INICIO %MW604 DIA DE INICIO
%MW605 MES DE INICIO
%MW1329 SIGLO DE INICIO AÑO DE INICIO %MW606 SIGLO DE INICIO AÑO DE INICIO
%MW1330 ESTADO PIEZA TIPO PIEZA %MW607 ESTADO PIEZA
%MW608 TIPO PIEZA
%MW1331 ESTADO CAMISA CAMISA %MW609 ESTADO CAMISA
%MW610 CAMISA
%MW1332 ESTADO EMBOLO EMBOLO %MW611 ESTADO EMBOLO
%MW612 EMBOLO
%MW1333 ESTADO MUELLE MUELLE %MW613 ESTADO MUELLE
%MW614 MUELLE
%MW1334 ESTADO CULATA CULATA %MW615 ESTADO CULATA
%MW616 CULATA
%MW1335 ESTADO TAPA TAPA %MW617 ESTADO TAPA
%MW618 TAPA
%MW1336 ESTADO VERIFICACION VERIFICACION %MW619 ESTADO VERIFICACION
%MW620 VERIFICACION
%MW1337 0 ULTIMA ESTACION %MW621 ULTIMA ESTACION

Programa del Autómata
Automatización de una Célula de Fabricación Flexible
97
%MW1338 PIEZA CARGADA
%MW1339 ESTADO DE PRODUCCION
%MW1340 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW622 NUMERO DE PEDIDO
Como se observa en la tabla, casi todas las palabras de la tabla de memoria, son
separadas en dos y, además, en el caso de las fechas, deben ser convertidas a decimal.
Esto es así, porque la Magelis no puede acceder a una parte de una palabra y para
tener la información completas debemos pasársela en dos palabras.
Las direcciones de las otras tablas son:
Tabla de memoria Dirección en memoria Tabla de Magelis Dirección en memoria
Pieza 1 %MW1325-%MW1340 Tabla 1 %MW600-%MW622
Pieza 2 %MW1350-%MW1365 Tabla 2 %MW625-%MW647
Pieza 3 %MW1375-%MW1390 Tabla 3 %MW650-%MW672
Pieza 4 %MW1400-%MW1415 Tabla 4 %MW675-%MW697
5.2.1.7. Tabla de escritura de palets desde Magelis.
Al igual que la magelis tiene 4 tabla de lectura de las piezas, también puede mandar
orden de modificar el contenido de un palet y por lo tanto de la información de la pieza
en memoria.
Para realizar esta operación, únicamente es necesaria una tabla que la estación
gestora deberá sustituir por la correspondiente en memoria a la que se quiere modificar
además de escribirla en el palet.
Esta tabla, tiene el mismo problema que las anterior pero a la inversa; debe convertir
las fechas desde formato decimal a BCD y unir los bytes altos con los bajos como
corresponda. Este proceso se explicará en el apartado 5.2.4.7. y la tabla es la siguiente:
BYTE ALTO BYTE BAJO WORD BYTE ALTO BYTE BAJO 0 DIA DE SEMANA INICIO %MW700 DIA DE SEMANA INICIO
SEGUNDOS DE INICIO 0 %MW701 SEGUNDOS DE INICIO HORA DE INICIO MINUTOS DE INICIO %MW702 MINUTOS DE INICIO
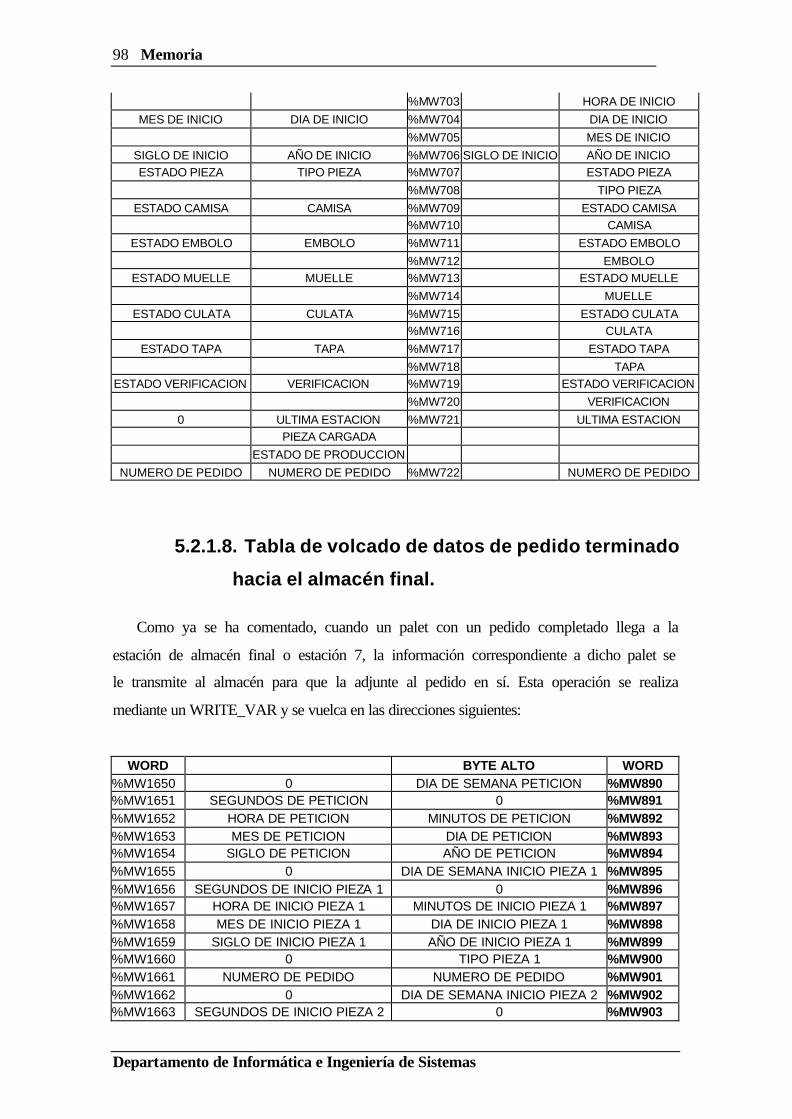
Memoria
Departamento de Informática e Ingeniería de Sistemas
98
%MW703 HORA DE INICIO MES DE INICIO DIA DE INICIO %MW704 DIA DE INICIO
%MW705 MES DE INICIO SIGLO DE INICIO AÑO DE INICIO %MW706 SIGLO DE INICIO AÑO DE INICIO ESTADO PIEZA TIPO PIEZA %MW707 ESTADO PIEZA
%MW708 TIPO PIEZA ESTADO CAMISA CAMISA %MW709 ESTADO CAMISA
%MW710 CAMISA ESTADO EMBOLO EMBOLO %MW711 ESTADO EMBOLO
%MW712 EMBOLO ESTADO MUELLE MUELLE %MW713 ESTADO MUELLE
%MW714 MUELLE ESTADO CULATA CULATA %MW715 ESTADO CULATA
%MW716 CULATA ESTADO TAPA TAPA %MW717 ESTADO TAPA
%MW718 TAPA ESTADO VERIFICACION VERIFICACION %MW719 ESTADO VERIFICACION %MW720 VERIFICACION
0 ULTIMA ESTACION %MW721 ULTIMA ESTACION PIEZA CARGADA ESTADO DE PRODUCCION
NUMERO DE PEDIDO NUMERO DE PEDIDO %MW722 NUMERO DE PEDIDO
5.2.1.8. Tabla de volcado de datos de pedido terminado
hacia el almacén final.
Como ya se ha comentado, cuando un palet con un pedido completado llega a la
estación de almacén final o estación 7, la información correspondiente a dicho palet se
le transmite al almacén para que la adjunte al pedido en sí. Esta operación se realiza
mediante un WRITE_VAR y se vuelca en las direcciones siguientes:
WORD BYTE ALTO WORD %MW1650 0 DIA DE SEMANA PETICION %MW890 %MW1651 SEGUNDOS DE PETICION 0 %MW891 %MW1652 HORA DE PETICION MINUTOS DE PETICION %MW892 %MW1653 MES DE PETICION DIA DE PETICION %MW893 %MW1654 SIGLO DE PETICION AÑO DE PETICION %MW894 %MW1655 0 DIA DE SEMANA INICIO PIEZA 1 %MW895 %MW1656 SEGUNDOS DE INICIO PIEZA 1 0 %MW896 %MW1657 HORA DE INICIO PIEZA 1 MINUTOS DE INICIO PIEZA 1 %MW897 %MW1658 MES DE INICIO PIEZA 1 DIA DE INICIO PIEZA 1 %MW898 %MW1659 SIGLO DE INICIO PIEZA 1 AÑO DE INICIO PIEZA 1 %MW899 %MW1660 0 TIPO PIEZA 1 %MW900 %MW1661 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW901 %MW1662 0 DIA DE SEMANA INICIO PIEZA 2 %MW902 %MW1663 SEGUNDOS DE INICIO PIEZA 2 0 %MW903
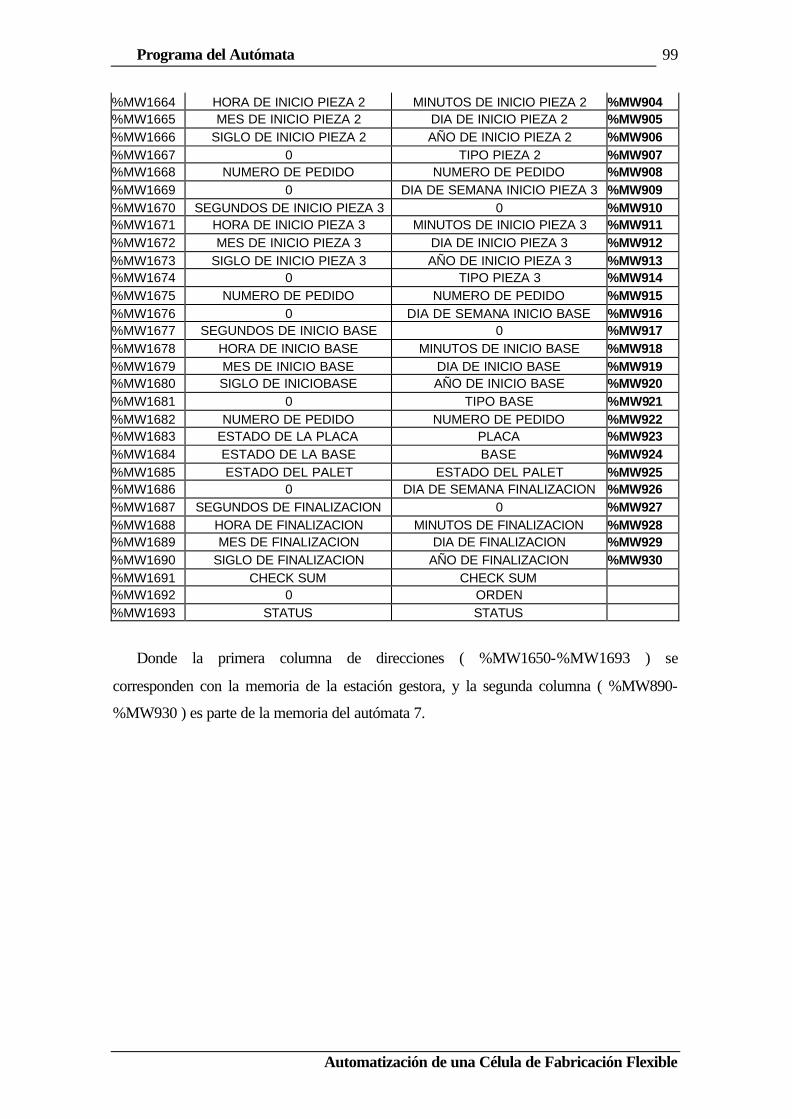
Programa del Autómata
Automatización de una Célula de Fabricación Flexible
99
%MW1664 HORA DE INICIO PIEZA 2 MINUTOS DE INICIO PIEZA 2 %MW904 %MW1665 MES DE INICIO PIEZA 2 DIA DE INICIO PIEZA 2 %MW905 %MW1666 SIGLO DE INICIO PIEZA 2 AÑO DE INICIO PIEZA 2 %MW906 %MW1667 0 TIPO PIEZA 2 %MW907 %MW1668 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW908 %MW1669 0 DIA DE SEMANA INICIO PIEZA 3 %MW909 %MW1670 SEGUNDOS DE INICIO PIEZA 3 0 %MW910 %MW1671 HORA DE INICIO PIEZA 3 MINUTOS DE INICIO PIEZA 3 %MW911 %MW1672 MES DE INICIO PIEZA 3 DIA DE INICIO PIEZA 3 %MW912 %MW1673 SIGLO DE INICIO PIEZA 3 AÑO DE INICIO PIEZA 3 %MW913 %MW1674 0 TIPO PIEZA 3 %MW914 %MW1675 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW915 %MW1676 0 DIA DE SEMANA INICIO BASE %MW916 %MW1677 SEGUNDOS DE INICIO BASE 0 %MW917 %MW1678 HORA DE INICIO BASE MINUTOS DE INICIO BASE %MW918 %MW1679 MES DE INICIO BASE DIA DE INICIO BASE %MW919 %MW1680 SIGLO DE INICIOBASE AÑO DE INICIO BASE %MW920 %MW1681 0 TIPO BASE %MW921 %MW1682 NUMERO DE PEDIDO NUMERO DE PEDIDO %MW922 %MW1683 ESTADO DE LA PLACA PLACA %MW923 %MW1684 ESTADO DE LA BASE BASE %MW924 %MW1685 ESTADO DEL PALET ESTADO DEL PALET %MW925 %MW1686 0 DIA DE SEMANA FINALIZACION %MW926 %MW1687 SEGUNDOS DE FINALIZACION 0 %MW927 %MW1688 HORA DE FINALIZACION MINUTOS DE FINALIZACION %MW928 %MW1689 MES DE FINALIZACION DIA DE FINALIZACION %MW929 %MW1690 SIGLO DE FINALIZACION AÑO DE FINALIZACION %MW930 %MW1691 CHECK SUM CHECK SUM %MW1692 0 ORDEN %MW1693 STATUS STATUS
Donde la primera columna de direcciones ( %MW1650-%MW1693 ) se
corresponden con la memoria de la estación gestora, y la segunda columna ( %MW890-
%MW930 ) es parte de la memoria del autómata 7.

Memoria
Departamento de Informática e Ingeniería de Sistemas
100
5.2.2. Los Grafcets
En esta sección vamos a detallar las funciones específicas de cada uno de los grafcet
para la total comprensión de la aplicación.
5.2.2.1. Chart
El chart, a pesar de ser la página principal de las aplicaciones normales, en nuestro
caso no va a ser así pues hemos estructurado todo el grafcet sobre un serie de
macroetapas cada una de las cuales controlará una máquina.
Así, el chart, únicamente será la puerta de entrada a las macroetapas de nuestra
aplicación.
Aun así, en el chart es necesario implementar unas cuantas funciones que pasaremos
a detallar, entre las cuales destaca la guía GEMMA que todavía no está terminada a la
finalización de este proyecto. Esta guía no cumple su función propia así que únicamente
la mencionamos aquí, si se requiere mayor información se puede consultar la referencia
bibliográfica 1, o el anexo 6 carpeta 5.2.1.7.-5.
A) En la página 1 del chart, están las etapas iniciales del grafcet que permiten la
entrada a las 9 macroetapas que serán en centro de este proyecto y a la
macroetapa 19 que será la encargada de controlar los ejes paso a paso y el
almacén.
Estos grafcet aparecen descritos en la carpeta 5.2.1.7.-10 del anexo 6 y la
transición que permite su evolución está condicionada por el hecho de que la
máquina esté en posición normal de funcionamiento, cosa que ocurrirá cuando se
activen las etapas %X20 y %X39 que se describirán seguidamente.
En la acción al activar de la etapa %X0, se borrarán todos los bits de alarmas, los
punteros, y todos los bits que vayan a ser necesarios en las etapas siguientes.



![07grafcet [Modo de compatibilidad]automata.cps.unizar.es/webcursoaut/07grafcet2011.pdf · GRAFCET Ramón Piedrafita Moreno Área de Ingeniería de Sistemas y Automática Escuela Universitaria](https://img.pdfslide.tips/doc/110x75/5be746d209d3f23a558be777/07grafcet-modo-de-compatibilidad-grafcet-ramon-piedrafita-moreno-area-de.jpg)

























