Embed Size (px)
Citation preview

131
Capítulo 7
Planejamento do Processo Assistido por Computador (CAPP)
7.1. Evolução do CAPP
O CAPP tem-se evidenciado como a atividade que interliga o CAD ao CAM, porque o
planejamento do processo é a atividade que converte dados de projeto em instruções detalhadas de
manufatura. Durante as últimas duas décadas muitos esforços foram feitos no sentido de estruturar e
criar sistemas CAPP. Um grande número de sistemas foram desenvolvidos, visando reduzir o tempo
do planejamento do processo. Entretanto, a maioria destes sistemas são de cunho acadêmico.
O CAPP tem recebido cada vez mais atenção da indústria, devido às razões abaixo:
• A qualidade dos planos de processo e de operações depende muito do conhecimento (uma
combinação de inteligência e experiência) do processista. Com o número cada vez maior de
indústrias necessitando da atividade de planejamento do processo, em comparação com o número de
processistas, o nível de qualidade desta atividade tem estado aquém do desejado. Além disso, como
o planejamento do processo é uma tarefa de elevada habili dade, feita por indivíduos experientes,
existe uma grande probabili dade de perda do conhecimento com a saída deste profissional, a menos
que se encontre meios de preservar este conhecimento e experiência.
• Mesmo para um especialista, a geração de um bom plano de processo é uma tarefa que demanda um
tempo longo. No caso da necessidade de um grande número de planos de processo, que é comum
nas indústrias de hoje devido à variedade de peças, esta tarefa torna-se tediosa, podendo levar a
situações onde o processista decide segundo um grupo padrão de processos, em vez de considerar
cada alternativa e selecionar a melhor. As pressões de datas de entrega podem também induzir o
processista a cometer erros, e também selecionar uma sequência de operações que não seja muito
eficiente ou econômica.
• Existe um elevado grau de variabili dade no planejamento do processo. Num estudo foi relatado
que, numa amostra de 425 engrenagens relativamente simples, foram gerados manualmente 377
planos de processo diferentes, 54 tipos diferentes de máquinas, e 15 tipos diferentes de materiais.
• O planejamento do processo é uma atividade altamente subjetiva, e ainda não foi organizada numa
metodologia precisa e objetiva. A seleção de máquinas e ferramentas é feita frequentemente sem
efetuar-se cálculos científicos exatos. Além disso, normalmente existe mais de uma maneira de
fabricar uma peça, e a melhor maneira nem sempre é selecionada. Tudo isto leva a uma grande
quantidade de planos de processos diferentes, quando feita pelo processista.

132
• As indústrias estão migrando de instalações integradas em níveis operacionais locais (p.ex. sistemas
CAD, sistemas de gerenciamento de materiais), para uma integração progressiva de sistemas. As
pressões decorrentes de competição do mercado tem levado à necessidade de integrar-se a
manufatura através do computador (CIM). Com a emergência do CIM, principalmente nas
indústrias de fabricação de peças, o planejamento do processo passou a receber grande atenção.
CAPP é a aplicação de computadores para assistir o processista no planejamento do processo. O
CAPP tem por objetivo reduzir o tempo e esforço necessários para preparar planos de processo, e
obter-se planos mais consistentes. Um outro objetivo é fornecer a interface entre o CAD e o CAM,
visando a integração da manufatura.
Um progresso significativo tem sido alcançado na automação do processo atual de produção, e
também na fase de projeto. Entretanto, para integrar-se o projeto e a produção, tem-se encontrado
grandes dificuldades. O CAPP tem o potencial de atingir esta integração. Há uma previsão de que
em breve 50% dos planos de processo para produzir peças individuais ou sub-conjuntos, serão
gerados automaticamente em empresas com menos de 1000 empregados. Portanto, examinando as
tendências do CAPP e do CIM, pode-se concluir que o CAPP está no momento numa posição
estratégica para ser a ponte que inteliga o CAD e o CAM, e portanto é uma área crucial para pesquisa
e desenvolvimento.
Um sistema CAPP completo deve incluir: interface com o CAD, seleção de materiais, seleção de
operações, sequência das operações, seleção de máquinas e ferramentas, determinação das superfícies
intermediárias, seleção de dispositi vos de fixação, seleção de condições de usinagem, estimativa de
tempos e/ou custos, impressão do plano.
Os sistemas CAPP desenvolvidos até agora podem ser classificados segundo as seguintes
categorias: variante e generativo.
7.2. Sistema CAPP Var iante
Nos sistemas CAPP variantes, aplica-se a abordagem de Tecnologia de Grupo (GT). Os passos
gerais de desenvolvimento e implementação destes sistemas são descritos abaixo:
(a) Estabelecer um esquema de codificação: Um sistema variante normalmente começa com a
construção de um sistema de classificação e codificação, pois isto oferece um modo relativamente
fácil de identificar similaridades entre peças (existentes ou novas). Hoje existem vários sistemas de
classificação e codificação disponíveis (ver Capítulo 6). Empresas podem adquirir um sistema C&C
comercial sofisticado, mas a maioria delas prefere desenvolver o seu próprio. Sugere-se que a
empresa, após decidir por utili zar um sistema CAPP variante, pesquise os sistemas C&C disponíveis,
e compare cada um deles com as necessidades da empresa, antes de desenvolver o seu próprio. Isto

133
porque o uso de um sistema existente pode reduzir bastante o tempo e custo de desenvolvimento. O
sistema C&C (comercial ou não) deve abranger todas as peças, e aquelas que serão planejadas no
futuro. Como é difícil predizer o que vai acontecer no futuro, deve-se incluir flexibili dade no
sistema. Por exemplo, deve-se deixar dígitos de código não usados para uma futura expansão.
(b) Formar famílias de peças: A idéia da GT é agrupar-se inúmeras peças num número
gerenciável de famílias de peças, para que se possa lidar com um número limitado de “features” , em
vez de um número extremamente grande delas. Um ponto chave na formação de famílias reside no
fato de que as peças devem ter “ features” conhecidas, facilmente identificáveis. Além disso, o
número de famílias de peças e o tamanho da família devem ser equili brados. Um grande número de
famílias destrói o propósito básico da GT, enquanto que um número grande de peças numa família
torna difícil o gerenciamento.
(c) Desenvolver planos de processo padrão: Depois das famílias terem sido formadas, a cada
família é atribuído um plano de processo padrão. Este plano consiste de um conjunto de processos de
usinagem, que representam um conjunto de processos comuns para fabricar as peças naquela família.
Este plano de processo deve ser o mais simples possível, e ao mesmo tempo detalhado o suficiente
para distiguí-lo de outros.
(d) Extrair e modificar os planos padrões para novas peças: Os passos anteriores são comumente
denominados de estágio preparatório (ver figura 7.1). Depois disto, inicia-se o estágio de produção.
Inicialmente, uma peça é projetada, codificada, baseada em suas “ features” , usando-se o sistema de
codificação. O código resultante é então usado como base na qual a peça é atribuída a uma família.
Se o sistema de codificação é desenvolvido de maneira adequada, a peça deve ser similar às suas
“parentes” na mesma família. Além disso, o plano de processo padrão para aquela família deve
representar o conjunto básico de processos que devem ser executados sobre a peça. Para criar um
plano de processo detalhado para esta peça, o plano padrão deve ser extraído da base de dados e
modificado (ver figura 7.2). A modificação baseia-se nas “ features” presentes na peça. Isto é feito
pelo processista. Depois que o plano de processo é alterado e documentado, ele está pronto para ser
liberado para o chão-de-fábrica.
7.2.1. Um Exemplo Simpli ficado de Sistema CAPP Variante
Um exemplo será apresentado para ilustrar a construção passo-a-passo de um sistema CAPP
variante. Neste exemplo, um sistema de codificação simpli ficado será utili zado (ver figura 7.3).
Como este exemplo é bem simpli ficado, este sistema não é considerado apropriado para uma
aplicação real. Entretanto, ele é suficiente para descrever os princípios de codificação para o
planejamento do processo. O código será chamado de “CODE”, e o sistema variante será chamado
de “SV” .

134
Figura 7.1. Estágio preparatório
Figura 7.2. Estágio de produção
Dígito 1 Dígito 2 Dígito 3 Dígito 4Forma Primária Forma secundária Forma auxili ar Forma inicial
0 Ro- L/D ≤ 0,05 Sem elemento de forma Sem elemento de forma Barra redonda1 ta- 0,05 < L/D < 3 Degraus Sem
elementode forma
F Semelemento deforma
Barrahexagonal
2 cio- L/D ≥ 3 com seção Com rosca u Com rosca Barra quadrada3 nal L/D ≤ 2 com elemento
não-axisimétricotransversal Com rasgo r Com rasgo Chapa
4 L/D > 2 com elementonão-axisimétrico
circular Seçãotransversalrotacional
o Furos compadrão
Chapa
5 Não- Plana Seção transversalretangular
s Furosvariados
Fundido ouforjado
6 Rota- Longa Retangular com chanfro Superfície com degraus Montagemsoldada
7 cional Cúbica Barra hexagonal Superfície curva Pré-usinada
Figura 7.3. O código CODE

135
Este sistema será usado numa fábrica que produz peças pequenas, que variam desde eixos
simples até bombas hidráulicas delicadas. A apresentação será feita seguindo-se a seguinte
sequência: formação das famílias, estrutura da base de dados, algoritmo de procura, edição do plano
de processo.
7.2.1.1. Formação de Famílias
Num sistema CAPP, a formação de famílias baseia-se em geral nas suas “ features de
manufatura”. Peças que exigem processos similares devem ser agrupadas numa mesma família.
Como uma família não é definida de forma rígida, não existe uma regra exata que possa ser
aplicada à formação de famílias. Os próprios usuários devem definir o que é uma família. Para o
planejamento do processo, todas as peças numa família devem possuir planos de processo similares;
portanto, um plano de processo padrão pode ser compartilhado por toda a família. Um número
mínimo de modificações no plano padrão será necessário para adaptá-lo a cada membro da família.
Antes de inicar-se o agrupamento, as informações sobre o projeto e operações a serem
executadas sobre todas as peças devem ser obtidas de entrevistas a processistas ou de arquivos de
planos de processos. O projeto de cada peça é codificado segundo o código CODE, e o plano de
processo associado a ela é representado numa outra forma de código, chamado código de operações
(ou código OP) (figura 7.4). Este código representa um grupo de operações a serem executadas numa
máquina e/ou estação. Por exemplo, pode-se usar o código FURAR01 para representar a sequência:
1-fixar peça na furadeira, 2-fixar broca helicoidal; 3-executar furos; 4-retirar broca helicoidal e fixar
alargador; 5-alargar furos; 6-retirar peça da furadeira. As operações em cada código OP são
chamadas de plano de operações. Um código OP não necessariamente inclui todas as operações
exigidas por uma máquina para usinar uma peça. Ele é usado para representar um grupo lógico de
operações numa máquina, para que o plano de processo possa ser representado de uma forma mais
concisa. Tal representação é chamadade sequência de código OP (figura 7.4). Um plano de processo
simpli ficado pode ser armazenado e extraído pelo computador facilmente quando representado desta
forma. Além disso, ele pode contribuir para a formação da família. Por exemplo, assumindo que esta
pequena fábrica possui um total de 10 peças, depois de codificá-las, podemos obter um resumo em
forma de tabela (figura 7.5).

136
Código OP Plano de Operações01 SERRA01 Serrar no comprimento correto02 TORNO02 Facear
Fazer furo de centroFazer furoAlargarMandrilarTornear cili ndro externo
Tornear rasgoChanfrarSangrarVirar peçaFacearChanfrar
03 RETIF05 Retificar04 INSP06 Inspecionar cotas
Inspecionar rugosidade
Exemplo de sequência de códigos OP:01 SERRA0102 TORNO0203 RETIF0504 INSP06
Figura 7.4. Plano de operações, código OP e sequência de códigos OP
Peça Código Sequência de códigos OPA112 1110 SERRA01, TORNO02, RETIF05, INSP06A115 6514 FRESAR02, FURAR01, INSP03A120 2110 SERRA01, TORNO02, RETIF05, INSP06A123 2010 SERRA01, TORNO01, INSP06A131 2110 SERRA01, TORNO02, INSP06A212 7605 FRESAR05, INSP03A230 6604 FRESAR05, INSP03A432 2120 SERRA01, TORNO02, INSP06A451 2130 SERRA01, TORNO02, INSP06A510 7654 FRESAR05, FURAR01, RETIF06, INSP06
Figura 7.5. Tabela contendo as sequência de códigos OP para as peças fabricadas na fábrica
Armazenando-se estas informações sob a forma de matriz operação-peça (ver item 6.3), tem-se a
seguinte matriz:
A112 A115 A120 A123 A131 A212 A230 A432 A451 A510SERRA01 1 1 1 1 1 1TORNO01 1TORNO02 1 1 1 1 1FURAR01 1 1FRESAR02 1FRESAR05 1 1 1RETIF05 1 1RETIF06 1INSP03 1 1 1INSP06 1 1 1 1 1 1 1

137
Aplicando o método ROC a esta matriz (item 6.3.3), obtém-se a seguinte matriz final:
A123 A120 A131 A432 A451 A112 A115 A212 A230 A510TORNO01 1RETIF05 1 1TORNO02 1 1 1 1 1SERRA01 1 1 1 1 1 1FRESAR02 1RETIF06 1FURAR01 1 1FRESAR05 1 1 1
da qual conclui-se que haverá 2 famílias: uma contendo as peças A123, A120, A131, A432,
A451, A112, e a outra contendo as peças A115, A212, A230 e A510.
Estas famílias devem ser representadas de uma maneira que seja consistente com o código
CODE. A representação usada é chamada de matriz de família de peças, que também é binária.
Usa-se POij para representar uma matriz de família de peças para a família O; i =1,...,I, onde I é o
número de possíveis valores em cada posição do código, e j=1,...,J, onde J é o comprimento do
código. No CODE, I=8 e J=4. POij = 1 significa que o dígito j pode ter um valor i.
Uma matriz de família de peças pode ser construída da seguinte maneira:
CkO
j ≡ valor do dígito j para a peça k na família O; k=1,...,K (K=número de peças)
Procedimento:
Aplicando o procedimento acima, pode-se obter uma matriz de família de peças para a 1a família
da família exemplo (figura 7.6).
7.2.1.2. Estrutura da Base de Dados
O sistema SV contém somente uma pequena quantidade de informações, em contraste com uma
aplicação industrial onde milhares de peças e planos de processos precisam ser armazenados e
extraídos. Devido à grande quantidade de informações, sistemas de bancos de dados desempenham
um importante papel em sistemas CAPP. Estas bases de dados contêm todas as informações
necessárias para uma aplicação, e podem ser acessadas por vários programas diferentes para
aplicações específicas. Existem basicamente três tipos de abordagens para construir-se uma base de
dados: hierárquica, em rede e relacional. Para o presente sistema, será utili zada a abordagem
hierárquica.
Para k variando de 1 a K façaPara j variando de 1 a J faça
i = CkO
j
POij = 1

138
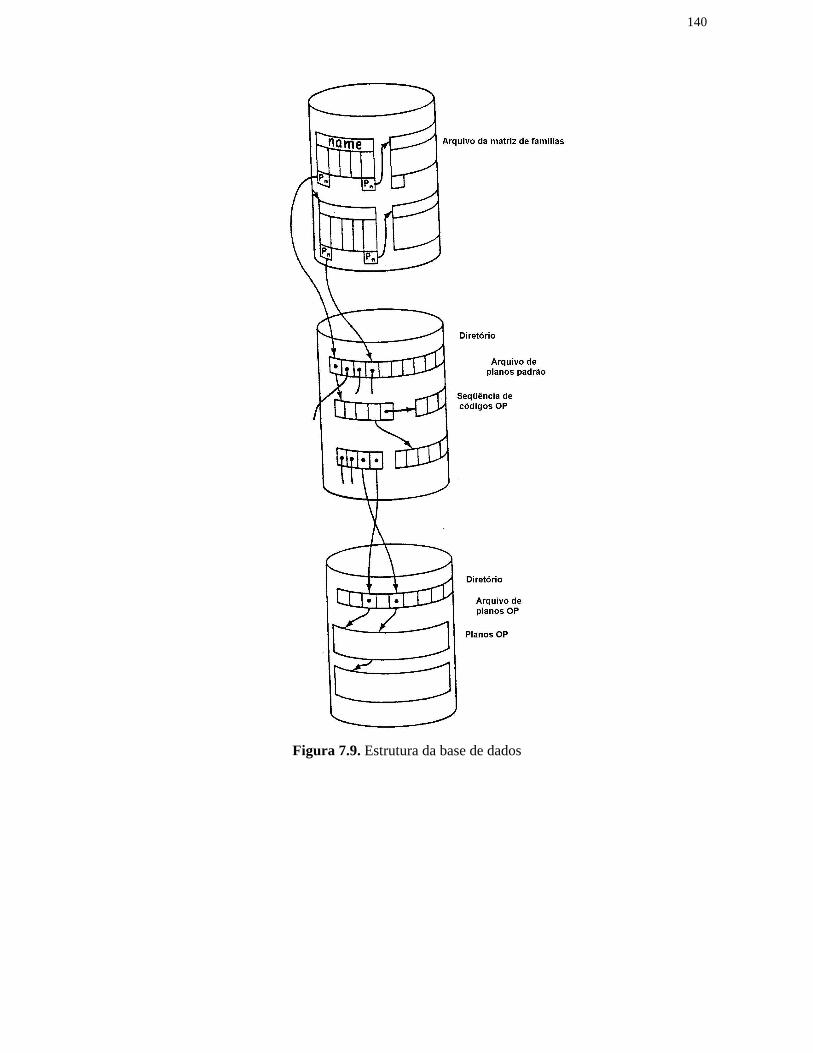
A figura 7.7 ilustra a hierarquia dos dados. Cada família é acessada pelo seu número. Um plano
padrão é associado a cada família, e é representado por uma sequência de códigos OP. Nesta
sequência cada código OP possui um plano OP armazenado num nível hierárquico mais baixo. Os
dados para cada nível são armazenados num arquivo; portanto, o SV necessita de três arquivos: 1-um
arquivo de matriz de famílias; 2-um arquivo de planos padrão; 3-um arquivo de planos OP.
Posição1 2 3 4
0 1 11 1 1 12 1 1
POO
ij 3 1O = 1 4
567
Figura 7.6. Matriz de família de peças
O nome da família e a matriz de famílias são armazenadas como um registro na base de dados.
Um ponteiro é usado para ligar ao próximo registro, e um outro ponteiro é usado para localizar o
plano padrão associado no arquivo de planos padrão. Pode-se atribuir dois bytes ao nome da família,
dois bytes para ponteiros, e IxJ (8x4) bytes para a matriz de famílias. Portanto, um total de 36
(8x4+4) bytes são necessários para cada registro. A figura 7.8 ilustra a estrutura de um registro de
matriz de famílias.
Como a sequência de códigos OP possui um comprimento variável, a estrutura de um arquivo de
planos padrão deve incluir registros com comprimentos variáveis. O restante do arquivo é dividido
em segmentos que podem armazenar até 5 códigos OP. O último byte é usado para indicar a
continuação da sequência.
O arquivo de planos OP possui uma estrutura similar ao arquivo de planos padrão, exceto que
ele possui ponteiros ligando-o ao arquivo de planos padrão. Como os registros no arquivo de planos
padrão possuem uma relação “one-to-many” com aqueles do arquivo de planos OP, é necessário
manter ponteiros que indiquem “de onde eles vêm” no arquivo de planos OP. Esta organização torna
mais fácil a manutenção deste arquivo.
k Peça Código1 A123 20102 A120 2110 C
11
1 = 2 C21
1 = 23 A131 2110 C
11
2 = 0 C21
2 = 14 A432 2120 C
11
3 = 1 C21
3 = 15 A451 2130 C
11
4 = 0 C21
4 = 06 A112 1110

139
Figura 7.7. Hierarquia dos dados no sistema SV
Figura 7.8. Conteúdo dos registros dos dados
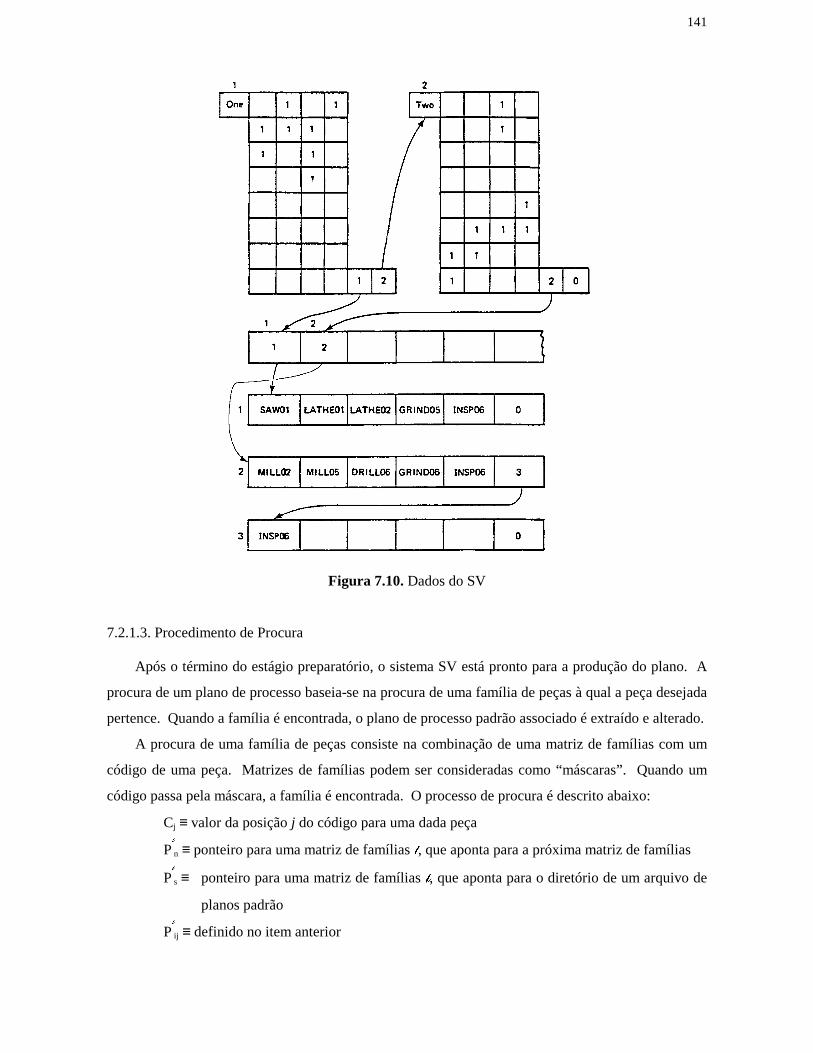
A figura 7.9 ilustra a estrutura genérica da base de dados do SV. O armazenamento das famílias
1 e 2 neste problema é ilustrado na figura 7.10.
140
Figura 7.9. Estrutura da base de dados
141
Figura 7.10. Dados do SV
7.2.1.3. Procedimento de Procura
Após o término do estágio preparatório, o sistema SV está pronto para a produção do plano. A
procura de um plano de processo baseia-se na procura de uma família de peças à qual a peça desejada
pertence. Quando a família é encontrada, o plano de processo padrão associado é extraído e alterado.
A procura de uma família de peças consiste na combinação de uma matriz de famílias com um
código de uma peça. Matrizes de famílias podem ser consideradas como “máscaras” . Quando um
código passa pela máscara, a família é encontrada. O processo de procura é descrito abaixo:
Cj ≡ valor da posição j do código para uma dada peça
POn ≡ ponteiro para uma matriz de famílias O, que aponta para a próxima matriz de famílias
POs ≡ ponteiro para uma matriz de famílias O, que aponta para o diretório de um arquivo de
planos padrão
POij ≡ definido no item anterior

142
O algoritmo abaixo pode ser aplicado para encontrar um plano de processo padrão:
Passo 1: Para todos os O, faça o passo 2.
Passo 2: Para j=1 até J, faça o passo 3. Após terminar, vá para o passo 5.
Passo 3: i=Cj; se POij ≠ 0, interromper este passo e terminar; senão vá para o passo 4.
Passo 4: O = POn; vá para o passo 2.
Passo 5: O plano de processo padrão foi encontrado; POs é o ponteiro para o plano padrão.
Terminar o algoritmo
Pode-se demonstrar este algoritmo de procura no exemplo acima. No caso da peça ilustrada na
figura 7.11, o seu código é 6514. Pode-se então iniciar a procura da família, onde C1=6, C2=5, C3=1 e
C4=4. A figura 7.12 ilustra o procedimento de procura passo-a-passo.
Figura 7.11. Peça a ser planejada
7.2.1.4. Edição do Plano
Antes que o plano de processo possa ser enviado para o chão-de-fábrica, algumas modificações
devem ser feitas. Existem dois tipos de edição: uma é a edição do próprio plano padrão, e a outra é a
edição do plano para a peça específica. A edição do plano padrão significa uma mudança permanente
no arquivo de planos padrão. Esta edição deve ser feita com muito cuidado, pois a eficiência de um
plano padrão afeta os planos obtidos para toda uma família de peças. Além das considerações
técnicas de manutenção de arquivos, a estrutura da base de dados deve ser suficientemente flexível
para expansões, adições e deleções de registros.
A edição de um plano de processo específico para uma peça requer a mesma experiência como
da edição de um plano padrão. Entretanto, é uma mudança temporária e portanto ela não afeta
nenhuma outra peça na família. Durante o processo de edição, o plano padrão necessita ser
modificado para satisfazer necessidades específicas daquela peça. Algumas operações, ou registros

143
OP inteiros poderão ser removidos e/ou alterados. Operações adicionais poderão ser necessárias para
satisfazer o projeto.
Figura 7.12. Procedimento de procura da família
7.3. Planejamento do Processo Generativo
O planejamento do processo generativo pode ser definido como um sistema que sintetiza a
informação dos processos visando gerar automaticamente um plano de processo para uma nova peça.
A lógica de decisão e fórmulas de otimização são codificadas no próprio sistema, reduzindo-se ao
mínimo a intervenção humana. Um sistema generativo tem por objetivo produzir um plano de
processo completo, inciando-se com os dados de projeto advindos do desenho da peça, e continuando
através do conhecimento completo dos processos de manufatura. Ele também requer técnicas
matemáticas sofisticadas para os aspectos combinatóricos de programação e descrição da peça.
A abordagem generativa possui as seguintes vantagens em relação à abordagem variante:
• Pode gerar planos de processo consistentes rapidamente;
• Novas peças podem ser planejadas tão facilmente como peças já existentes;

144
• Ele pode ser potencialmente interligado com sistemas de gerenciamento de informações de
uma fábrica.
Da mesma forma que um sistema variante, vários componentes funcionais básicos são essenciais
num sistema CAPP generativo. Estes componentes são os seguintes:
(a) Descrição da peça: O planejamento do processo generativo começa com a identificação das
características da peça: “ features” , cotas e tolerâncias, qualidade superficial, e outras especificações.
Estas características são preparadas de uma forma “legível” para o sistema generativo. Uma situação
ideal seria construir uma interface entre o sistema CAPP e a base de dados do CAD, para que as
características da peça sejam interpretadas diretamente pelo sistema CAPP.
(b) Seleção das operações e de sua sequência: Depois que as características da peça são
introduzidas no sistema CAPP, são feitas as necessárias manipulações e cáculos para gerar as
informações sobre as operações.
(c) Construção da base de dados de máquinas e ferramentas: Máquinas ferramenta disponíveis
são introduzidas na base de dados para serem acessadas pelo sistema CAPP. Bases de dados
estruturadas eficientemente oferecem respostas rápidas ao questionamento do usuário.
(d) Seleção de condições de usinagem: Um bom plano de processo inclui os parâmetros de
usinagem (velocidade de corte, avanço, profundidade de corte, fluido de corte).
(e) Geração de relatório: Esta função prepara a documentação final do plano de processo. Ela
inclui as operações, operações elementares, e desenhos de fabricação.
Deve-se mencionar que a tomada de decisões por parte de tais sistemas ainda é um grande
obstáculo para que eles tornem-se efetivamente operacionais numa fábrica. Uma implementação com
sucesso desta abordagem requer os desenvolvimentos abaixo:
• A lógica do processista deve ser identificada e capturada
• A peça a ser produzida deve ser claramente e precisamente definida num formato compatível
com o computador
7.3.1. Formato de Representação da Peça
O formato de entrada de um sistema CAPP afeta a facili dade com que o sistema pode ser
utili zado, e a capacidade do sistema. Um sistema usando uma linguagem descriti va muito longa e
especial como entrada é mais difícil de ser utili zado. A tradução do projeto original para um formato
específico de entrada pode ser tediosa e difícil de automatizar. Neste caso é provavelmente mais fácil
e rápido planejar uma peça manualmente do que preparar a sua entrada para o computador.

145
Entretanto, tal entrada pode fornecer informações mais completas sobre a peça, e mais funções de
planejamento podem ser geradas usando-se a entrada.
Muitos tipos diferentes de formatos de representação de peças têm sido utili zados no
planejamento do processo. Estes formatos são ilustrados a seguir.
7.3.1.1. Código
Como ilustrado na abordagem variante, códigos GT podem ser usados como entrada para
sistemas CAPP variantes. Entretanto, alguns sistemas generativos utili zam códigos de peças como
entrada para o sistema (p.ex. APPAS1 e GENPLAN). Tais códigos são mais detalhados do que os dos
sistemas variantes, e algumas vezes combina-se dígitos com valores definidos de parâmetros. Como
um código deve ser conciso, é fácil de manipulá-lo. Para determinar a sequência de operações, um
código para toda a peça é apropriado, pois ele fornece informações globais. Entretanto, quando
exige-se um processamento detalhado, a codificação de superfícies é inevitável. Um código de
superfície normalmente descreve a forma da superfície, dimensões, acabamentos, e tolerâncias.
7.3.1.2. Linguagem
Linguagens descriti vas especialmente projetadas podem fornecer informações detalhadas para
sistemas CAPP. Uma linguagem pode ser projetada para fornecer todas as informações necessárias
para as funções necessárias de um sistema CAPP.
O sistema AUTAP utili za uma linguagem similar a um modelador de sólidos CSG. Uma peça é
descrita pela união de algumas primitivas e modificadores. A figura 7.13 ilustra a descrição de uma
peça rotacional. CYLE (cili ndro), CHAL (chanfro à esquerda), CHAR (chanfro à direita), UNCUL
(rebaixo à esquerda) e RADIR (raio de concordância à direita) são algumas das primitivas e
modificadores. O material, os processos, a seleção de máquinas e estimativas de tempo podem ser
feitos pelo sistema, tendo como origem este formato de entrada. Uma desvantagem é que a sequência
de operações é afetada diretamente pela sequência na qual a peça é modelada. Apesar do sistema
modelar uma peça da esquerda para a direita, ainda assim pode haver mais de uma representação
possível para uma peça.
Um outro sistema (CIMS/PRO) utili za um linguagem chamada CIMS/DEC, na qual a forma da
peça é modelada através da varredura (translação e rotação) para gerar superfícies (ver figura 7.14).
Um módulo de reconhecimento de padrões identifica automaticamente superfícies usinadas, tais
como planos, cili ndros, roscas, furos e canais. 26 tipos diferentes de superfícies usinadas podem ser
caracterizadas. A direção de aproximação da ferramenta também pode ser determinada (cada
1 O sistema CAPP generativo APPAS foi desenvolvido em 1977, e utili zou como formato de representação depeças o sistema C&C COFORM (“COde FOR Machining”), o qual é descrito no Apêndice X)

146
superfície possui um conjunto de direções de aproximação pré-definidas). Esta linguagem pode
modelar tanto peças rotacionais (por varredura rotacional) e prismáticas (varredura linear).
Figura 7.13. Entrada da peça no sistema AUTAP (Eversheim e Fuchs, 1980)
Figura 7.14. Modelagem de uma peça no sistema CIMS/DEC (Kakino et al, 1977)

147
GARI é um sistema CAPP baseado em Inteligência Artificial, no qual uma peça é descrita
através de algumas palavras tais como diâmetro, acabamento, etc. (figura 7.15). Regras são então
aplicadas para determinar os processos e máquinas necessárias para produzir uma peça. A base de
conhecimento (onde a capacidade de máquinas e processos são armazenados) utili za o mesmo
conjunto de palavras; portanto, decisões podem ser tomadas através da procura na base de
conhecimento, visando satisfazer a descrição da peça. A introdução da peça deve, entretanto, ser
feita pelo operador.
Figura 7.15. Modelagem da peça no sistema GARI (Descotte e Latombe, 1981)
7.3.1.3. Modeladores Baseados em Primitivas (“CSG”)
Uma peça modelada em CSG (“Constructive Solid Geometry” ) é uma árvore binária que é
constituída de primitivas (p.ex. paralelepípedo, cili ndro, cone, toro) e operadores boleanos (i.e. união,
subtração, interseção). As primitivas são representadas por “ folhas” (ou ramos terminais) na árvore,
e objetos mais complexos são os nós. A raiz corresponde à peça completa. Os operadores
correspondem aos ramos.
A cada primitiva é associada uma transformação 3-D que especifica a sua posição, orientação e
dimensões. A especificação da estrutura da peça é feita normalmente através interface gráfica de
janelas e ícones. O modelo pode ser alterado mudando-se os parâmetros das primitivas, ou pela
adição ou remoção de ramos da árvore. Uma peça modelada em CSG corresponde a um sólido válido
(i.e. sem ambiguidade). A figura 7.16 ilustra uma peça modelada em CSG.

148
Figura 7.16. Uma peça modelada em CSG
Um importante benefício de CSG consiste de que a história da modelagem é mantida no modelo.
Entretanto, como existem muitas maneiras diferentes de usar-se as primitivas, transformações e
operações para criar um modelo particular, tal modelo não é único.
7.3.1.4. Modeladores Baseados no Contorno (“B-Rep”)
Esta representação consiste do armazenamento de informações sobre a topologia e geometria da
peça. A topologia de uma peça é o modo no qual as faces, arestas e vértices estão conectados. Os
elementos da topologia são conectados aos elementos da geometria, i.e., superfícies são conectadas a
faces, curvas a arestas e pontos a vértices.
A figura 7.17 ilustra um modelo B-rep simples, onde é mostrada apenas a topologia do sólido.
Redundância
Quando faces, arestas e vértices estão presentes numa estrutura B-rep (“Boundary
Representation” ), a topologia é redundante. Por exemplo, uma aresta pode ser obtida de duas faces;
um vértice pode ser obtido de três faces; etc. (ver figura 7.18). Esta redundância causa um aumento
no tamanho da base de dados porque uma quantidade maior de informações do que o necessário é
armazenado. Entretanto, isto acelera as transformações que são aplicadas ao sólido, pois todos os
elementos necessários estão disponíveis.

149
Figura 7.17. Uma peça modelada em B-rep (apenas a topologia)
Consistência
Devido ao elevado tamanho de bases de dados de modeladores B-rep, a sub-rotina responsável
por checar a consistência de um objeto após uma transformação torna-se mais complicada e leva um
tempo mais longo de execução. Tal sub-rotina deve funcionar de tal forma que, se conclui-se que um
sólido é inconsistente, o usuário deve ser alertado.

150
Figura 7.18. Redundância inerente à topologia de modeladores B-rep
Operadores de Euler
A modificação da topologia de um sólido deve obedecer a fórmula de Euler-Poincaré, que é:
F - E + V - H = 2 * (B - G)
onde: F=no de faces H=no de furos
E=no de arestas B=no de sólidos (incluindo quaisquer cavidades)
V=no de vértices G=no de anéis
As operações que modificam a base de dados do sólido são denominadas “operadores de Euler” .
Estrutura “ winged-edge”
Esta estrutura é a mais utili zada em sistemas B-rep, pois fornece um acesso mais rápido aos
vários elementos na base de dados, que consequentemente acelera as transformações aplicadas aos
sólidos, tais como operadores de Euler. Na figura 7.19(a) ilustra-se três tipos diferentes de estruturas
“winged-edge” (i.e. aresta, face e vértice), enquanto na figura 7.19(b) ilustra-se a estrutura de dados
do modelador G.P.M., que baseia-se na estrutura “winged-edge”.

151
Figura 7.19. Estrutura “winged-edge”: (a) aresta, face e vértice; (b) modelador G.P.M.
Operações Boleanas e de Varredura
Operações de varredura e boleanas são normalmente fornecidas como opção de criar-se um
sólido em B-rep. Como operações boleanas não são inerentes a modeladores B-rep, sua
implementação requer algoritmos não-triviais, mesmo quando superfícies planas são consideradas
(ver figura 7.20).

152
Figura 7.20. União de dois paralelepípedos num modelador B-rep
Operações boleanas em modeladores B-rep levam um tempo bem mais elevado comparado com
modeladores CSG, pois o contorno de um sólido deve ser intersectado com o contorno do outro
sólido para obter-se o sólido desejado, e tais intersecções tomam um longo tempo computacional.
7.3.1.5. Modeladores Baseados em “Features”
A modelagem através de “features” baseia-se na idéia de construir-se a peça (ou produto)
diretamente a partir de “features” , que são os “ tijolos” . Em vez de utili zar-se formas analíti cas como
paralelepípedos e cili ndros, o usuário cria a peça com “primitivas de um nível mais alto” , que são
mais relevantes para uma aplicação específica. Algumas das “ features” encontradas em peças de
revolução numa empresa aeronéutica são ilustradas na figura 7.21.
A figura 7.22 ilustra uma peça fabricada nesta mesma indústria, e as “ features” utili zadas para a
sua composição são mostradas na figura 7.23.

153
Figura 7.21. “Features” encontradas em peças rotacionais numa empresa aeronáutica
Figura 7.22. Um atuador de válvula

154
Figura 7.23. “Features” usadas para construir a peça da figura 7.22
Um sistema CAD onde as peças são modeladas por “ features” é ilustrado no Apêndice XI.
7.3.2. Lógica de Decisão
Num sistema CAPP generativo, a lógica de decisão do sistema é o coração do software e
direciona o fluxo do programa. A lógica de decisão determina como um processo é selecionado. A
função mais importante da lógica de decisão é combinar as capacidades dos processos com as
especificações de projeto. Capacidades de processo podem ser descritas como regras do tipo
“ IF...THEN...” . Tais regras podem ser armazenadas sob a forma de sentenças lógicas num
computador. Entretanto, tais programas podem ser muito longos e ineficientes. Ainda mais
desvantajosa é a inflexibili dade de tal software, que o torna virtualmente inútil para o planejamento
do processo.
Existem vários métodos para descrever-se a estrutura de decisão no planejamento do processo.
Os métodos de representação do conhecimento relacionam-se diretamente à lógica de decisão nestes

155
sistemas. A seguir serão discutidos os seguintes métodos de lógica de decisão no planejamento do
processo: árvores de decisão, tabelas de decisão e inteligência artifi cial.
7.3.2.1. Árvores de Decisão
Uma árvore de decisão é uma maneira natural de representar informações sobre o planejamento
do processo. Condições (IF) são colocadas nos ramos da árvore, e ações pré-determinadas podem ser
encontradas na junção de cada ramo. Uma árvore de decisão pode ser implementada como (i) código
de computador; (ii ) dados.
Código de computador
Quando uma árvore de decisão é implementada como código de computador, a árvore pode ser
diretamente mapeada num fluxograma. A raiz corresponde ao nó inicial (figura 7.24), e cada ramo
corresponde a um nó de decisão. Cada ramo possui uma sentença de decisão (uma condição
verdadeira, e uma falsa). A cada junção, um conjunto de ações é incluído para a condição verdadeira.
Para uma condição falsa, um outro ramo pode ser tomado ou o processo pode ser direcionado para o
fim do bloco lógico. Quando a condição falsa inclui um outro ramo, estes dois ramos são chamados
de saídas de um nó OU. Quando a condição falsa vai diretamente para o final de um conjunto de
ações (que tem raiz na mesma sentença de decisão), o ramo atual e o seguinte são parte do mesmo nó
E. Uma sentença de decisão pode ser um predicado ou uma expressão matemática.
A figura 7.24 ilustra um exemplo de árvore de decisão e sua representação por fluxograma.
Pode ser escrito numa “pseudo-linguagem” como se segue:
; raizif E1 then N1
else if E7 then A5
; nó N1procedure N1if E2 then N2
else if E3 then A4
; nó N2procedure N2if E4 then A1
else if E5 then A2else if E6 then A3
Este formato de linguagem permite a fácil construção de árvores de decisão que são
frequentemente usadas em sistemas CAPP generativos. Apesar desta abordagem ser fácil de
implementar, a expansão de tais sistemas pode ser difícil , especialmente para um programador que
não é o desenvolvedor original.
Dados
Quando implementando uma árvore de decisão na forma de dados, um outro programa é
necessário para interpretar os dados e caminhar ao longo da árvore de decisão. Existem alguns
métodos que podem ser usados para projetar tal sistema. Um exemplo simples será apresentado a
seguir para demonstrar uma estrutura básica que alguém pode usar.

156
Este sistema será chamado de DCTREE, o qual utili za um sistema de consulta (“query” ) para
obter informações de projeto e então imprimir as conclusões finais. No DCTREE, existem os
seguintes componentes principais: (i) os dados da árvore de decisão; (ii ) um módulo de execução. A
primeira parte é fornecida pelo usuário, que traduz uma árvore de decisão na forma de um grafo, para
o formato da linguagem DCTREE. O módulo de execução lê a árvore de decisão, e então gera as
perguntas, toma decisões e imprime as conclusões.
O formato da linguagem de entrada subdivide-se em duas partes: (i) definição da expressão, (ii )
definição da estrutura da árvore (figura 7.25). Na definição da expressão, cada expressão com um
identificador Q (pergunta) ou A (ação) é armazenada num buffer. Outras expressões são compiladas
como expressões de condição. Uma expressão de condição (p.ex. “&1 ≤ 0,002”) usa notação pós-
fixada e operações de pilhas. Uma variável (&1) causa o módulo de execução introduzir um número
real e armazená-lo na pilha.
Figura 7.24. Fluxograma estruturado que corresponde a uma árvore de decisão

157
Figura 7.25. Implementação de uma árvore de decisão num programa

158
Figura 7.26. Entrada para o sistema DCTREE
A árvore é representada por identificadores de expressão e ponteiros. Por exemplo, uma seta
(→) representa “apontar para”. A sintaxe é:
EE
OUE E E An n n n im0 1 2
→
( , ,..., ) |
onde En
o = raiz
En
i = número da expressão (ação de destino)
A i = ação de execução
| = ou E’s ou A’s, mas não ambos.
A figura 7.26 ilustra como uma árvore de decisão pode ser representada em DCTREE.
O módulo de execução efetua a tomada de decisões (ver figura 7.27). Este algoritmo recursivo
pode avaliar uma árvore inteira e retornar conclusões.

159
Figura 7.27. Algoritmo do módulo de execução
7.3.2.2. Tabelas de Decisão
Tabelas de decisão podem também ser facilmente implementadas num computador. Entretanto,
usando-se tabelas de decisão para o planejamento do processo, normalmente é necessário um
programa pré-processador para implementar a tabela e controlar a operação da tabela. Tal software
chama-se uma linguagem de tabela de decisão. Este software consiste de: (i) uma tabela de decisão;
(ii ) um programa externo.
A tabela de decisão é representada no seu formato original. Por exemplo, a árvore de decisão da
figura 7.25 pode ser representada pela tabela de decisão da figura 7.28.
O programa externo é utili zado para controlar a tabela de decisão. Chamando-se este exemplo
de DCTABLE, uma sub-rotina (TAB(N)) avalia a tabela N. Durante ou após a análise da tabela, um
TAB(N1) pode ser adicionado à tabela N, que significa que várias tabelas podem ser conectadas. O
programa abaixo demonstra o controle de uma tabela de decisão.
; Programa de tabela de decisão para a seleção de processosread forma, diâmetro, tol_pos, tol_dimiencon=1while (iencon=1) do tab(100) andwrite (“ processo selecionado” ), p andif (p = “” ) then iencon=0else iencon=1 endif andp=“” enddo

160
No programa acima, forma, diâmetro, tolerância de posição e tolerância dimensional são dados
de entrada. Um vetor de processo p que armazena um nome de processo selecionado é inicializado
como vazio (“” ). A variável iencon é igualada a 1. Quando nenhuma das regras na tabela é
verdadeira, iencon torna-se igual a 0. Um procedimento de repetição (while ... do) é executado até
que nenhuma regra seja verdadeira.
Um algoritmo simples para a sub-rotina TAB(N) pode ser como ilustrado abaixo.
Ci = expressões de condição (i=1,2,...,n)
A j = expressões de ação (j=1,2,...,m)
RkO = entradas de regras (k=1,2,...,n+m; O=1,2,...,M), onde M é o número de colunas (na
tabela da figura 7.28, M=7)
Passo 1: O = 0; while O < M, do passos 2 até 5 enddo
Passo 2: k = 0; LOGIC = .T.; O = O + 1
Passo 3: k = k + 1; while RkO ≠ “” ; do passo 4 enddo
Passo 4: If Ck ≠ RkO, then k = n + 1; else LOGIC = .F. endif
Passo 5: If LOGIC = .T., then O = M + 1 and do passo 6; else endif
Passo 6: For j = 1 to m, do passo 7 enddo
Passo 7: If Rj+n,1 ≠ “” , then Aj enddo; else, endif
7.3.2.3. Inteligência Artificial
Programas tradicionais (procedurais) de computador são usados para resolver problemas
formalizados, onde os princípios são bem entendidos. Problemas menos formalizados e menos
entendidos levaram ao desenvolvimento da Inteligência Artificial (“ IA” ), particularmente sob a forma
de Sistemas baseados no Conhecimento (ou Sistemas Especialistas, “SE”). IA foi desenvolvida
visando simular a inteligência do ser humano no computador. IA procura adaptar e acumular a
sabedoria de um profissional, podendo aprender e até criar com base naquele conhecimento.
Os primeiros SE foram na área médica (p.ex. MYCIN), visando o diagnóstico de doenças
infecciosas, incorporando regras do tipo IF...THEN... e incertezas. Outras aplicações iniciais de SE
consistiram da interpretação de informações geológicas (PROSPECTOR), e o planejamento de
experimentos em genética molecular (MOLGEN). Com os avanços na tecnologia de
microcomputadores, novas portas foram abertas em IA, com o aparecimento de muitos “shells”
comerciais para o desenvolvimento de SE.

161
Figura 7.28. Tabela de decisão
Infelizmente, devido a uma certa ignorância sobre este assunto, muitas expectativas sobre SE são
prematuras, como por exemplo:
• SE podem resolver qualquer problema atualmente resolvido por especialistas humanos;
• SE são desenvolvidos por engenheiros de conhecimento, com poucas informações advindas
dos especialistas;
• SE podem ser rapidamente desenvolvidos e expandidos;
• SE podem ser a resposta para todos os problemas de software.
Sistemas Especialistas
Em IA, existem dois métodos usados na solução de problemas: IA fraca e IA forte. Os primeiros
métodos em IA tentavam emular a atividade de processamento e aprendizado do ser humano. Estes
sistemas foram denominados como “ fracos” , pois eles eram independentes do domínio, e tendiam a
explodir devido à sua falta de foco. O conhecimento dependente do domínio ia sendo “aprendido” ao
longo da execução das tarefas. Concluiu-se então que esta abordagem era insuficiente, e
consequentemente formulações mais fortes emergiram das mais fracas. Estas últimas consideram
explicitamente um domínio limitado do problema.
162
Em SE, existem duas abordagens para se chegar a uma solução: a de derivação e a de formação.
Na abordagem de derivação, fatos a respeito de um estado conhecido são utili zados para chegar-se a
uma solução conhecida usando-se lógica de dedução. A solução é aquela que é mais apropriada de
uma lista de soluções pré-definidas na base de conhecimento. Estratégias de controle usadas na
abordagem de derivação são: encadeamento para a frente, encadeamento para trás e encadeamento
combinado.
A abordagem de formação usa a informação sobre o estado atual para propagar mais
informações, visando gerar soluções de nível mais alto a partir de componentes possíveis de soluções
na base de conhecimento. Uma estratégia de controle da abordagem de formação é a redução do
problema.
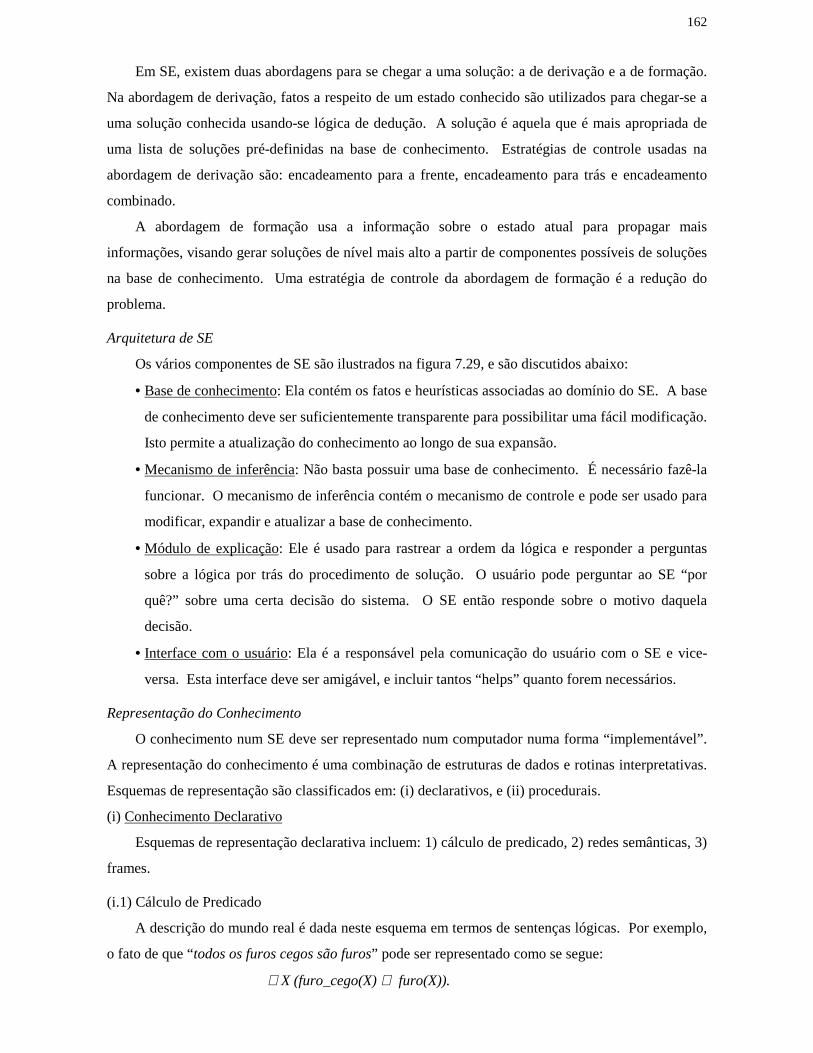
Arquitetura de SE
Os vários componentes de SE são ilustrados na figura 7.29, e são discutidos abaixo:
• Base de conhecimento: Ela contém os fatos e heurísticas associadas ao domínio do SE. A base
de conhecimento deve ser suficientemente transparente para possibilit ar uma fácil modificação.
Isto permite a atualização do conhecimento ao longo de sua expansão.
• Mecanismo de inferência: Não basta possuir uma base de conhecimento. É necessário fazê-la
funcionar. O mecanismo de inferência contém o mecanismo de controle e pode ser usado para
modificar, expandir e atualizar a base de conhecimento.
• Módulo de explicação: Ele é usado para rastrear a ordem da lógica e responder a perguntas
sobre a lógica por trás do procedimento de solução. O usuário pode perguntar ao SE “por
quê?” sobre uma certa decisão do sistema. O SE então responde sobre o motivo daquela
decisão.
• Interface com o usuário: Ela é a responsável pela comunicação do usuário com o SE e vice-
versa. Esta interface deve ser amigável, e incluir tantos “helps” quanto forem necessários.
Representação do Conhecimento
O conhecimento num SE deve ser representado num computador numa forma “implementável” .
A representação do conhecimento é uma combinação de estruturas de dados e rotinas interpretativas.
Esquemas de representação são classificados em: (i) declarativos, e (ii ) procedurais.
(i) Conhecimento Declarativo
Esquemas de representação declarativa incluem: 1) cálculo de predicado, 2) redes semânticas, 3)
frames.
(i.1) Cálculo de Predicado
A descrição do mundo real é dada neste esquema em termos de sentenças lógicas. Por exemplo,
o fato de que “todos os furos cegos são furos” pode ser representado como se segue:
∀ X (furo_cego(X) ⇒ furo(X)).

163
Estas representações lógicas são bem definidas e fáceis de ser entendidas. Cada fato necessita
ser representado somente uma vez. Esquemas lógicos, entretanto, não são fáceis de usar quando o
objetivo é representar o conhecimento procedural.
Figura 7.29. Arquitetura de um sistema especialista
Abaixo é apresentado um exemplo mais completo de representação pelo cálculo de predicados,
de apenas uma pequena porção de conhecimento. Os fatos a serem representados são os seguintes:
Uma broca helicoidal é uma broca.Brocas são feitas de diferentes materiais; aço rápido, metal duro, etc.Uma broca helicoidal é especifi cada pelo seu diâmetro e comprimento.A broca helicoidal no 1 é feita de aço rápido.A broca helicoidal no 1 tem diâmetro = ¼” e comprimento = 1” .
Uma representação em cálculo de predicados do conhecimento declarativo acima é dado a
seguir:
∀ X (broca_helicoidal (X) ⇒ broca (X)).∀ X (broca (X) ⇒ feita_de (X, AR) ∨ feita_de (X,MD), ...).∀ X (broca_helicoidal (X)) ∧ ∃ Y (diâmetro(Y)) ⇒ diâmetro_broca_helicoidal(X, Y). ∀ X (broca_helicoidal (X)) ∧ ∃ Y (comprimento (Y)) ⇒ comprimento_broca_helicoidal(X, Y).∀ X (feita_de (broca_helicoidal_1, AR)).∀ X (diâmetro_broca_helicoidal(broca_helicoidal_1, 0.25).∀ X (comprimento_broca_helicoidal(broca_helicoidal_1, 1.0).
(i.2) Redes Semânticas
Redes semânticas foram desenvolvidas como um modelo psicológico explícito para a memória
associativa humana. Redes semânticas têm por objetivo descrever o mundo em termos de objetos
(nós) e relações (arestas rotuladas). De acordo com uma representação por redes semânticas, o
conhecimento é uma coleção de objetos e associações são representadas como um grafo rotulado
Usuário
Interface com oUsuário
Módulo deExplicação
Atualização da Basede Conhecimento
Mecanismo deInferência
Base de Conhecimento

164
direcionado. Elas são facilmente entendidas, mas são difíceis de implementar especialmente quando
o número de associações aumenta bastante.
A representação através de redes semânticas do exemplo da broca helicoidal é ilustrado abaixo:
é_uma (broca_helicoidal, broca).tem_propriedade (material, (AR, MD, ...), broca).tem_propriedade (diâmetro, broca_helicoidal).tem_propriedade (comprimento, broca_helicoidal).é_uma (broca_helicoidal_1, broca_helicoidal).tem_propriedade (material, AR, broca_helicoidal_1).tem_propriedade (diâmetro, 0.25, broca_helicoidal_1).tem_propriedade (comprimento, 1.0, broca_helicoidal_1).
(i.3) Frames
A notação de frames tem desempenhado um papel muito importante na pesquisa de
representação do conhecimento. Uma frame é uma estrutura de dados para representar uma situação
convencional. Atrelada a cada frame existem vários tipos de informações tais como: como usar a
frame, o que deve-se esperar que ocorrerá depois, o que fazer se estas expectativas forem
confirmadas, etc.
Os fatos acima sobre a broca helicoidal são representados através de frames como se segue:
nome: brocafeita_de: AR, MD, ...nome: broca_helicoidalé_uma: brocatem_propriedade: diâmetro, comprimentonome: broca_helicoidal_1é_uma: broca_helicoidalfeita_de: ARdiâmetro: 0.25comprimento: 1.0
(ii ) Conhecimento Procedural
O conhecimento procedural pode ser representado através de regras de produção.
(ii .1) Regras de Produção
Estes foram inicialmente desenvolvidos para a modelagem do conhecimento humano, e eles têm
se tornado cada vez mais populares em grandes programas IA. A idéia básica destes sistemas é que a
base de dados consiste de regras, na forma de pares condição-ação.
Uma regra de produção pode ser da seguinte forma:
IF <antecedente> THEN <consequente>, ouWHEN <premissa> BEGIN <ação>.
O antecedente ou premissa define um conjunto de parâmetros para combinar; enquanto o
consequente ou ação define uma lista de tarefas para executar. O antecedente algumas vezes é
chamado de “lado esquerdo” da regra, enquanto o consequente é chamado de “lado direito” . Notar

165
que os padrões definidos no lado esquerdo podem usar partículas OU ou E, para formar uma
descrição relativamente complexa. O mesmo se aplica a tarefas no lado direito. Um exemplo é dado
abaixo:
Seexiste uma feature furo cilíndrico passante com
orientação “ radial”diâmetro “ D”profundidade “ P”
EntãoAssocie esta feature a uma operação com
Nome: “ furar”Direção: “ transversal”Diâmetro: “ D”Profundidade : “ P+5”
Mecanismos de Inferência
Um mecanismo de encadeamento para a frente funciona a partir de um estado inicial de fatos
conhecidos até o objetivo (“goal” ) que é o estado final. O usuário é consultado para introduzir no
sistema valores de todos os fatos na base de conhecimento. Este tipo de abordagem é adequado para
problemas que têm poucos parâmetros de entrada e muitas soluções. Algumas vezes, nem todas as
entradas para o problema podem ser conhecidas ou relevantes, e portanto neste caso esta pode ser
uma escolha inadequada como estratégia de solução.
Um mecanismo de inferência de encadeamento para trás assume um estado final ou uma
hipótese de mais alto nível, e raciocina de volta para informações conhecidas ou fatos, visando
confirmar ou eliminar as hipóteses assumidas. Se estas hipóteses de baixo nível são desconhecidas,
elas tornam-se objetivos temporários (“sub-goals” ) e a inferência continua até que todas as
informações necessárias para as hipóteses de alto nível sejam determinadas. Este mecanismo de
inferência então utili za as informações obtidas das hipóteses de baixo nível para confirmar ou refutar
as hipóteses de alto nível assumidas.
O encadeamento combinado mescla as vantagens de ambas as abordagens acima. Iniciando com
um estado inicial de fatos conhecidos, uma probabili dade é atribuída a cada hipótese de alto nível. O
sistema então tenta confirmar a hipótese com a probabili dade mais elevada. Se isto não puder ser
feito, objetivos temporários são gerados e quaisquer informações necessárias são solicitadas do
usuário. Este tipo de procedimento é bastante eficiente. O usuário fornece somente informações
referentes ao problema específico.
A redução do problema divide um problema em problemas menores. Cada um destes problemas
menores então deve ser resolvido. O estado objetivo (“goal state”) é definido através de árvores E-
OU. Num nó E, todos os nós conectados ao nó sendo avaliado devem ser analisados. Um nó OU
indica que soluções alternativas existem para aquele nó. Em outras palavras, a escolha de soluções
diferentes pode ser feita através de um nó E.
A seguir são ilustrados exemplos de encadeamento para a frente e para trás, visando mostrar a
diferença entre estas abordagens de inferência. Será utili zada a base de conhecimento ilustrada na
figura 7.30.

166
R1: SE p1 é “ verdadeira”ENTÃO p3 é “ verdadeira” E
p4 é “ verdadeira”R2: SE p3 é “ verdadeira”
ENTÃO p5 é “ verdadeira” E p6 é “ verdadeira”
R3: SE p4 é “ verdadeira”ENTÃO p7 é “ verdadeira”
R4: SE p5 é “ verdadeira”ENTÃO p8 é “ verdadeira”
R5: SE p6 é “ verdadeira”ENTÃO p9 é “ verdadeira” E
p10 é “ verdadeira”R6: SE p2 é “ verdadeira”
ENTÃO p10 é “ verdadeira” E p11 é “ verdadeira”
Figura 7.30. Exemplo de base de conhecimento composta por regras, e sua representação gráfica
Na tabela 7.1 são ilustrados exemplos de rastreamento através do encadeamento para a frente, e
do encadeamento para trás, para as regras da figura 7.30.
Tabela 7.1. Exemplos de rastreamento pelos encadeamentos para a frente e para trás
Encadeamento para a frente Encadeamento para trásp1 é “verdadeira” (entrada do usuário)lado esquerdo de R1 é satisfeitoR1 é disparada (i.e. executada)p3 é “verdadeira” (de R1)Identificar regras com p3; lado esquerdo de R2 é satisfeitop4 é “verdadeira” (de R1)Identificar regras com p4; lado esquerdo de R3 é satisfeitoR2 é disparadap5 é “verdadeira” (de R2)Identificar regras com p5; lado esquerdo de R4 é satisfeitop6 é “verdadeira” (de R2)Identificar regras com p6; lado esquerdo de R5 é satisfeitoR3 é disparadap7 é “verdadeira” (de R3)Identificar regras com p7; nenhuma é encontradaR4 é disparadap8 é “verdadeira” (de R4)Identificar regras com p8; nenhuma é encontradaR5 é disparadap9 é “verdadeira” (de R5)Identificar regras com p9; nenhuma é encontradap10 é “verdadeira” (de R5)Identificar regras com p10; nenhuma é encontradaFim da procura
Determinar p10 (objetivo principal)Tentar R5 (primeira regra para p10)p6 é desconhecido (p6 = objetivo temporário)Tentar R2 (primeira regra para p6)p3 é desconhecido (p3 = objetivo temporário)Tentar R1 (primeira regra para p3)p1 é desconhecido (p1 = objetivo temporário)Perguntar ao usuário (nenhuma regra para p1)Entrada do usuário → p1 é “verdadeira”O sub-objetivo p1 é completadoDeterminar p3 (sub-opjetiv)p3 é “verdadeira”; p4 é “verdadeira” (de R1)O objetivo temporário p3 é satisfeito (p4 é “efeito colateral” )determinar p6 (sub-objetivo)p5 é “verdadeira”; p6 é “verdadeira” (de R2)O objetivo temporário p6 é satisfeito (p5 é “efeito colateral” )Determinar p10 (objetivo principal)p9 é “verdadeira”; p10 é “verdadeira” (de R5)O objetivo temporário p10 é satisfeito (p9 é “efeito
colateral” )Fim da procura
Questões Importantes sobre o Projeto de Sistemas Especialistas
O crescente uso de SE reflete a percepção cada vez maior de que, tornando mais eficiente o
desempenho de tarefas complexas de mão-de-obra excessiva e repetiti vas possibilit a uma empresa
alcançar ganhos substanciais pela melhoria do serviço, e diminuição do tempo de desenvolvimento de
um produto. A maioria das empresas que alcançaram o sucesso usando SE, podem tirar vantagens de
p1
p3 p4
p7p6p5
p8 p9
p10 p11
p2
R1
R3
R6
R2
R4
R5

167
um SE para obter conhecimento e experiência que podem ser distribuídos por toda a organização.
Por exemplo, um SE para o planejamento do processo deve conter um modelo de aplicação que
combina o conhecimento de vários especialistas em planejamento do processo da empresa, para
planejar as atividades de manufatura de uma nova linha de produtos.
Um outro bom uso de SE é que ele também pode preservar a experiência que pode ser perdida
para outra empresa. Um número significativo de empresas enfrentam a realidade que seus
especialistas podem estar mudando-se para outros empregos (algumas veezes para um concorrente),
ou então se aposentando. Um SE pode auxili ar uma empresa a capitalizar sobre a experiência dos
empregados, e retê-la por algum tempo.
Além disso, diariamente, o envio de um disquete (ou fita) carregado com uma aplicação de SE
para um escritório numa área distante custa bem menos do que realocar um especialista humano para
aquele escritório.
Para implementar um SE de forma apropriada, uma empresa deve estar preparada para levar
tempo e iniciar numa pequena escala, e portanto desenvolver a experiência interna necessária, e
eliminar problemas enquanto a aplicação ainda está num tamanho gerenciável. Uma aplicação de SE
leva tempo para ser desenvolvida, e pode não dar retorno do investimento até que uma
implementação em larga escala possa ser colocada em produção, difundindo os benefícios do SE por
toda a empresa. Em suma, os custos para introduzir esta tecnologia são geralmente elevados, mas
quando um sistema de produção baseado em SE está em funcionamento, os benefícios a longo prazo
são significativos.
Apesar das melhorias recentes nas ferramentas para o desenvolvimento de SE, a criação de um
SE ainda sofre dos problemas inerentes ao desenvolvimento de softwares complexos. Muito
provavelmente, será necessário a contratação de um engenheiro de conhecimento para coordenar o
projeto, e trabalhar com os especialistas que possuem o conhecimento que a empresa procura para
transformá-lo em lógica computacional.
Como todas as novas tecnologias, IA/SE não deve ser considerado um remédio para todos os
problemas. É portanto importante conhecer os pontos fortes e fracos desta tecnologia. IA é
recomendada para tarefas tais como interpretação, diagnóstico, e problemas não-claramente
definidos. Para problemas que podem ser solucionados através de algoritmos, recomenda-se não usar
a abordagem IA.
Para aumentar a possibili dade de sucesso com um projeto IA/SE, as seguintes questões devem
ser consideradas:
• Seleção do domínio do problema. Deve-se escolher um domínio adequado para técnicas de
IA/SE, e onde possa-se efetuar testes.
• Características do especialista humano. O especialista participando do projeto deve se
comunicar de forma clara, desejando cooperar e estar disponível para consulta.

168
• Características do engenheiro do conhecimento. Ele deve possuir habili dades organizacionais,
ser capaz de abstrair de casos específicos, e ser um bom programador.
• Características do usuário. O usuário deve cooperar com sugestões, e nunca deve temer usar o
computador.
• Infra-estrutura e suporte ao gerenciamento. Algum ajuste organizacional é frequentemente
exigido para tornar os participantes do projeto disponíveis quando necessário. Oportunidades
dever ser dadas para que o engenheiro de conhecimento observar a solução do problema, não
somente fazer perguntas sobre o mesmo. Finalmente, deve haver o compromisso da gerência
com a execução do projeto.
Sistemas Especialistas e Planejamento do Processo
A complexidade, em conjunto com a variedade das tarefas na preparação do plano de processo,
exigem uma grande parcela de tempo de um processista experiente em todos os sistemas CAPP
desenvolvidos.
A aplicação com sucesso da IA em muitas áreas da ciência e da engenharia revela que IA é
também aplicável ao planejamento do processo, uma vez que em geral este é um problema cuja
solução é não-algorítmica. Vários SE foram desenvolvidos no domínio do planejamento do processo,
e seus benefícios foram relatados.
Um sistema CAPP produtivo deve conter uma elevada quantidade de fatos sobre o chão-de-
fábrica e regras sobre o sequenciamento de operações. Além disso, o sistema deve ser flexível
porque os fatos e regras na base de dados requerem atualização constante. Isto é especialmente
verdadeiro no ambiente atual da manufatura. Um SE atinge este objetivo, pois armazena o
conhecimento de uma maneira especial, para que seja possível adicionar, deletar, e modificar fatos e
regras na base de conhecimento sem reescrever o programa.
Poucos protótipos de sistemas CAPP baseados em SE foram desenvolvidos desde os anos 80, e
alguns sistemas são mostrados no capítulo 8.
7.4. Áreas Impor tantes no Planejamento do Processo
Neste item serão examinadas áreas de extrema importância no planejamento do processo, que
são: seleção dos processos, determinação de superfícies intermediárias e sequenciamento dos
processos.
7.4.1. Seleção dos Processos
A maioria dos sistemas CAPP generativos baseiam a seleção dos processos nos seguintes
critérios:
• identificação das “ features” presentes na peça, e quais devem ser usinadas;

169
• combinação da capacidade da máquina com as exigências de projeto da superfície a ser
usinada.
Depois disso os parâmetros de usinagem (profundidade, velocidade e avanço) são selecionados,
usando técnicas tais como otimização geométrica, ajuste de curvas de condições de corte
recomendadas em “handbooks” , interfaceamento com uma base de dados de usinagem, etc.
Esta abordagem resulta em planos de processo eficientes na maioria dos casos. Entretanto,
normalmente ela não considera a geração de planos de processo com operações alternativas se estas
existirem. Por exemplo, uma superfície cilíndrica externa pode ser criada através de:
torneamento (desbaste) → torneamento (semi-acabamento) → retifi cação (desbaste) → retifi cação (acabamento)
ou
torneamento (desbaste) → torneamento (semi-acabamento) → torneamento (acabamento) → super-acabamento
Da mesma forma um furo pode ser usinado por exemplo através de:
furação com broca helicoidal → mandrilamento (semi-acabamento) → mandrilamento (acabamento)
ou
furação com broca helicoidal → mandrilamento (acabamento) → alargamento (acabamento)
Se um sistema CAPP leva em consideração a possibili dade da superfície ser usinada de maneiras
diferentes, isto torna tal sistema flexível. Se tais processos alternativos existirem para uma dada
superfície, então planos de processo alternativos com diferentes operações devem ser gerados.
7.4.2. Identificação de Superfícies Intermediárias
A maioria das superfícies usinadas sofrem várias operações antes de atingir as especificações do
desenho de projeto. Uma superfície cilíndrica externa pode sofrer operações como torneamento
(desbaste), torneamento (acabamento), etc. Semelhantemente, um furo pode ser usinado por
operações como furação com broca helicoidal, alargamento, mandrilamento (semi-acabamento),
mandrilamento (desbaste). É portanto importante que se identifique:
• quais devem ser os processos intermediários (desbaste, semi-acabamento, acabamento);
• qual deve ser a profundidade de corte para cada processo;
• qual a tolerância da dimansão (cota) de cada superfície intermediária formada por cada
processo.
É essencial determinar se uma superfície deve sofrer um processo de desbaste e acabamento, ou
então desbaste, semi-acabamento e acabamento. A lógica, através da qual o especialista decide sobre
estas questões, deve ser quantificada.
Os passos de remoção de material são governados não somente pelas considerações de economia
e produtividade, mas também pela natureza iminente de certos processos, e também pelo critério do
acabamento superficial. Por exemplo, a quantidade de sobre-material de um furo deixado para o
170
alargamento deve ser suficiente para que o alargador efetivamente remova material, em vez de
queimar a superfície. Portanto, o processo anterior ao alargamento deve deixar a quantidade
recomendada de sobre-material (para alargamento (semi-acabamento), esta quantidade é de 0,4mm
para diâmetros menores que 0.5” ). Semelhantemente, para o rebaixamento, os furos devem ser
razoavelmente retilíneos, e possuir um acabamento de pelo menos 3,2 µm. Este conhecimento
necessita ser quantificado, e algoritmos eficientes devem ser implementados.
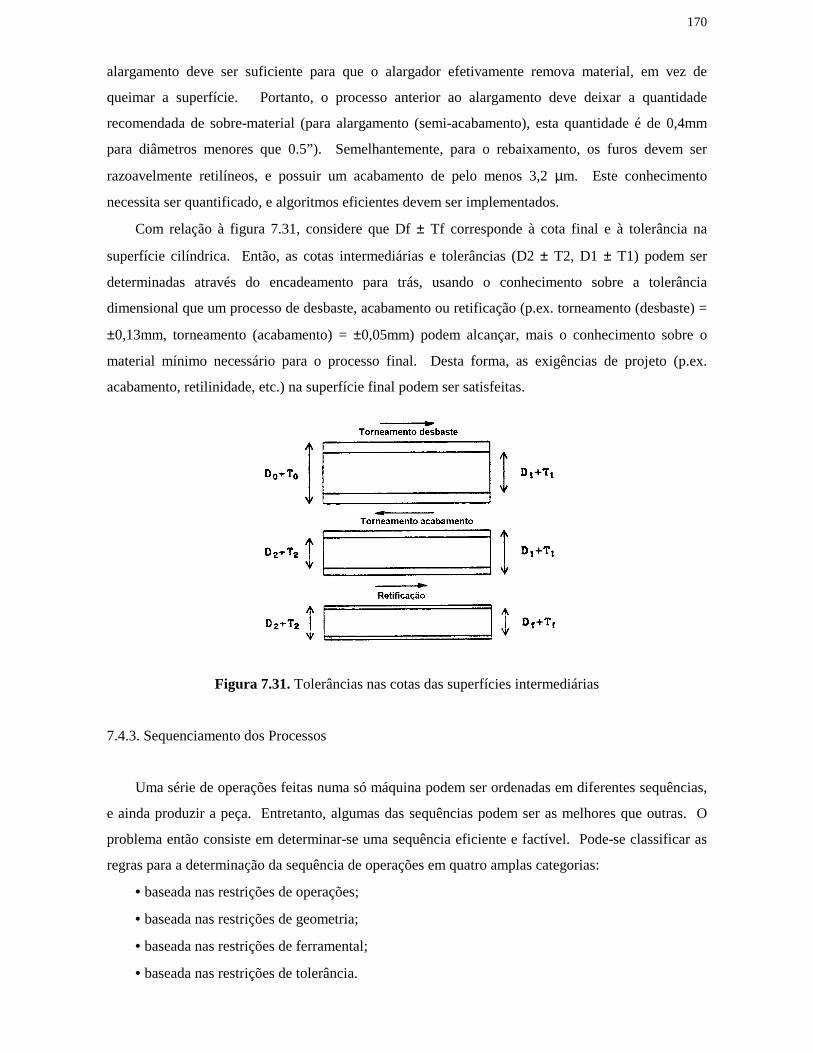
Com relação à figura 7.31, considere que Df ± Tf corresponde à cota final e à tolerância na
superfície cilíndrica. Então, as cotas intermediárias e tolerâncias (D2 ± T2, D1 ± T1) podem ser
determinadas através do encadeamento para trás, usando o conhecimento sobre a tolerância
dimensional que um processo de desbaste, acabamento ou retificação (p.ex. torneamento (desbaste) =
±0,13mm, torneamento (acabamento) = ±0,05mm) podem alcançar, mais o conhecimento sobre o
material mínimo necessário para o processo final. Desta forma, as exigências de projeto (p.ex.
acabamento, retili nidade, etc.) na superfície final podem ser satisfeitas.
Figura 7.31. Tolerâncias nas cotas das superfícies intermediárias
7.4.3. Sequenciamento dos Processos
Uma série de operações feitas numa só máquina podem ser ordenadas em diferentes sequências,
e ainda produzir a peça. Entretanto, algumas das sequências podem ser as melhores que outras. O
problema então consiste em determinar-se uma sequência eficiente e factível. Pode-se classificar as
regras para a determinação da sequência de operações em quatro amplas categorias:
• baseada nas restrições de operações;
• baseada nas restrições de geometria;
• baseada nas restrições de ferramental;
• baseada nas restrições de tolerância.

171
O problema de encontrar diferentes sequências possíveis, e selecionar-se a melhor é bem difícil .
Além disso, com o aumento no número de processos, o número de possíveis combinações aumenta
enormemente. Soluções analíti cas exatas não existem para estes tipos de problemas, e portanto
recomenda-se examinar uma abordagem heurística para a solução deste tipo de problema.
7.4.4. Procedimento para o Planejamento do Processo Generativo
Sugere-se abaixo um procedimento que pode ser aplicado ao planejamento do processo
generativo:
(1) Para cada superfície, selecionar operações(ou conjunto de operações) necessárias para usiná-la.
Se meios alternativos existem para usinar esta superfície, identifique todas estas alternativas.
Matrizes de capacidade do processo (ver item 7.5.2) podem ser utili zadas para efetuar este passo.
(2) Identificar as máquinas que podem executar as operações necessárias para cada superfície.
(3) Para cada superfície a ser usinada, determinar:
(3.1) superfícies intermediárias
(3.2) tolerância nas superfícies intermediárias.
(4) Determinar os parâmetros de corte (velocidade, avanço) para cada operação.
(5) Para cada conjunto de operações que podem produzir a peça, criar uma sequência que é factível
e eficiente. Heurísticas podem ser aplicadas para efetuar este passo.
(6) Apresentar resultados ao usuário num formato amigável.
As seções seguintes explicam os algoritmos e heurísticas que podem ser usados para
implementar as várias exigênias do planejamento do processo.
7.5. Conhecimento no Planejamento do Processo
Para gerar planos de processo, é necessário ter as seguintes informações:
• conhecimento sobre a peça (atributos da superfície a ser usinada);
• conhecimento do processo (capacidade do processo);
• conhecimento do máquina (capacidade da máquina);
• conhecimento dos parâmetros de usinagem.
Iniciando com estas informações, pode-se então construir algoritmos adequados para gerar
planos de processo bons e consistentes.

172
7.5.1. Conhecimento sobre a Peça
A peça para a qual o plano de processo deve ser gerado, necessita ser representada de tal forma
que os atributos de cada superfície usinada estejam disponíveis. Tais atributos incluem:
comprimento, profundidade, raio, material, rugosidade, etc.
Além dos atributos dimensionais, as características geométricas da peça também devem estar
disponíveis, como cili ndricidade, concentricidade, etc. (ver Apêndice V).
A representação do conhecimento da peça envolve a extração e representação de todas as
superfícies numa forma adequada, para ser utili zado mais tarde na seleção dos processos que geram a
superfície segundo as especificações de projeto.
7.5.2. Conhecimento sobre os Processos
Todo processo de usinagem é utili zado para produzir uma classe de “features” presentes na peça,
visando satisfazer as exigências específicas de tolerâncias. Por exemplo, o alargamento produz uma
melhor retili nidade, enquanto o mandrilamento resulta num melhor paralelismo. A precisão de
processos pode ser obtida de diferentes fontes, incluindo artigos, “handbooks” , especialistas, etc.
Matrizes de capacidade de processos foram construídas para furos (tabelas 7.2, 7.3 e 7.4) e para
superfícies cilíndricas externas foi construída também uma matriz (tabela 7.5). A seguir descreve-se
brevemente as tolerâncias geométricas utili zadas.
Tabela 7.2. Matriz de capacidade de processos de furação (1)
Parâmetro Broca Helicoidal Broca de Lâmina Fresa de TopoDiâmetro mínimo daferramenta (in)
0,0625 (= 1/16”) 0,75 (= 3/4” ) 0,125 (= 1/8” )
Diâmetro máximo daferramenta (in)
2,0 4,0 1,0
Tolerância negativa (in) 0,007× D0,5 0,004× D0,5 + 0,0025 0,001Tolerância positi va (in) 0,007× D0,5 + 0,003 0,005× D0,5 + 0,003 0,001Retili nidade (in) 0,0005× (l/D)3 + 0,002 0,0003× (l/D)3 + 0,002 0,0025Circularidade (in) 0,004 0,004 0,004Paralelismo (in) 0,001× (l/D)3 + 0,003 0,006× (l/D)3 + 0,003 0,0035Profundidade máxima (in) 12,0 4,0 2,0Tolerância de posição (in) ± 0,008 ± 0,008 ± 0,008Rugosidade superficial(µin)
100 100 63

173
Tabela 7.3. Matriz de capacidade de processos de furação (2)
Parâmetro Broca Canhão RebaixadorDiâmetro mínimo da ferramenta (in) 0.075 0,25Diâmetro máximo da ferramenta (in) 2,0 3,0Tolerância negativa (in) 0,0024 0,004× D0,5 + 0,0025Tolerância positi va (in) 0,0029 0,005× D0,5 + 0,003Retili nidade (in) 0,0003× (l/D)3 + 0,001 0,01Circularidade (in) 0,002 0,003Paralelismo (in) 0,0004× (l/D)3 + 0,0015 0,01Profundidade máxima (in) 40 20Tolerância de posição (in) ± 0,002 ±0,0001Rugosidade superficial (µin) 30 50
Tabela 7.4. Matriz de capacidade de processos de furação (3)
Parâmetro Alargamento Mandrilamento Retificação BrunimentoDiâmetro mínimo da ferramenta (in) 0,0625 0,375 - -Diâmetro máximo da ferramenta (in) 4,0 100,0 - -Tolerância negativa (in) 0,0004 0,0003 0,0001 0,0001Tolerância positi va (in) 0,0004 0,0003 0,0001 0,0001Retili nidade (in) 0,1 0,0005 - -Circularidade (in) 0,0005 0,001 - -Paralelismo (in) 0,01 0,001 - -Profundidade máxima (in) 16,0 9,0 - -Tolerância de posição (in) ± 0,01 ± 0,0001 - -Rugosidade superficial (µin) 16 8 4 2
Tabela 7.5. Matriz de capacidade de processos de usinagem de superfícies externas
Parâmetro Torneamento (desbaste)
Torneamento(semi-
acabamento)
Torneamento
(acabamento)
Retificação Lapidação
Tolerância negativa (in) 0,005 0,001 0,0007 0,0001 0,0001Tolerância positi va (in) 0,005 0,001 0,0007 0,0001 0,0001Angularidade/Perpendicularidade (in)
0,01 0,002 0,001 - -
Rugosidade superficial(µin)
250 125 32 4 2
• Tamanho da ferramenta: este engloba o menor e maior diâmetros disponíveis, e corresponde à
primeira restrição ao processo de seleção. Por exemplo, se a furadeira disponível possui um tamanho
mínimo de ferramenta de 10mm, e o furo a ser usinado tem 5mm de diâmetro, então esta operação
não pode ser executada nesta máquina.
• Tolerância dimensional: Processos de furação produzem furos que poderão ter diâmetros
maiores ou menores do que o desejado. Da mesma forma existem tolerâncias dimensionais negativas
e/ou positi vas. A tolerância para todos os processos pode ser expressa em termos de uma tolerância

174
unitária fundamental (TUF), tal que:
TUF = a × (diâmetro)b + c
onde:
a = coeficiente numérico do processo
b = expoente que descreve o comportamento em função do diâmetro
c = constante (normalmente a melhor tolerância que pode ser alcançada pelo processo)
a, b e c podem ser introduzidos pelo usuário baseado nas exigências específicas.
• Retili nidade e Paralelismo: As equações que modelam a retili nidade e o paralelismo são da
forma:
RET (ou PAR) = a × (comprimento/diâmetro)b + c
• Circularidade: Não existe muita informação com relação a equações para modelar a
circularidade como função de atributos de furos como comprimento e diâmetro. Portanto, a
circularidade é tomada como uma constante que depende do processo.
• Limite na profundidade: Cada processo é capaz de produzir furos até uma certa profundidade.
Esta capacidade é uma função tanto dos processos quanto do movimento da árvore. É função
também do comprimento da ferramenta, capacidade de remoção dos cavacos, e também do diâmetro e
comprimento do furo. A restrição de profundidade é muito difícil de modelar, e assume-se que a
profundidade é uma constante que depende do processo. O quociente comprimento/diâmetro do furo
a ser usinado é comparado com os limites especificados para cada processo.
Um exemplo que ilustra a importância desta característica é o caso da furação profunda, quando
processos especiais são aplicados, como a utili zação de broca canhão, devido principalmente a
problemas na remoção de cavaco.
Para processos de usinagem de superfícies, esta restrição determina o número de passes que
serão necessários. Para o fresamento, isto corresponde a uma fração no diâmetro da fresa, enquanto
que para o torneamento cilíndrico isto é determinado pela potência da máquina e ferramental
utili zado.
• Tolerância de posição e rugosidade superficial: Estes valores são considerados constantes para
cada processo e podem portanto ser definidos pelo usuário.
• Planicidade: Erros de planicidade ocorrem devido a deflexões na ferramenta, ecentricidade da
ferramenta, erro na máquina, etc. A deflexão da ferramenta é provavelmente a componente
predominante. A planicidade depende da profundidade de corte, largura de corte, comprimento da
ferramente e diâmetro da ferramenta. Uma equação geral é como abaixo:

175
Planicidade = a × profundidade de corte × comprimento da ferramenta × diâmetro da ferramenta + blargura de corte
• Angularidade ou Perpendicularidade: Estes valores são constantes, e dependem do processo.
7.5.3. Conhecimento sobre as Máquinas
A potência, as dimensões máximas e mínimas das peças que podem ser manuseadas, os tipos de
ferramentas que podem ser usadas, a variabili dade, a rigidez, etc. são características de desempenho
de cada máquina, e que também restringem a geração de planos de processo. Portanto, este
conhecimento sobre todas as máquinas que serão usadas no planejamento do processo deve ser
armazenado.
7.5.4. Conhecimento dos Parâmetros de Usinagem
A seleção dos parâmettros de usinagem tais como a velocidade, o avanço, a profundidade de
corte, etc., pode ser feita de várias maneiras, incluindo programação geométrica, equações empíricas,
e informações advindas de “handbooks” . Em aplicações realísticas, dados disponíveis em
“handbooks” podem ser armazenados numa tabela, e serem extraídos para a seleção de parâmetros de
corte.
7.6. Seleção de Operações
Neste item algoritmos para efetuar a seleção de operações são apresentados. Aqui são
considerados algoritmos para as seguintes “ features” :
• furos simples;
• furos escalonados (i.e. com múltiplos diâmetros);
• superfícies externas.
7.6.1. Seleção de Operações para Furos Simples
Cada furo pode ser produzido por combinações diferentes de processos de furação.
Essencialmente, processos de execução de furos podem ser classificados nos seguintes tipos: (i)
processos em cheio; (ii ) processos que alargam e melhoram furos já existentes.
Na primeira categoria existem a furação com broca helicoidal, broca de lâmina, fresa de topo e
broca canhão. A outra categoria consiste do alargamento, mandrilamento, retificação e brunimento.
O mandrilamento e o alargamento são processos que podem ser subdivididos em operações de
desbaste, semi-acabamento e acabamento. Esta subdivisão pode ser feita baseado nas regras de

176
produção que dizem se e quando uma certa operação deve ocorrer. Portanto, o procedimento para a
seleção dos processos para furos simples foi dividido em duas partes:
• seleção do grupo básico de processos (usando uma matriz de capacidade de processos)
• subdivisão destes processos em operações de desbaste, semi-acabamento e acabamento
(baseado nas regras de produção)
Algoritmo para a Seleção dos Processos Básicos para Furos Simples
Processos básicos são selecionados pela combinação dos requisitos de cada superfície interna
que necessita ser usinada com os parâmetros capazes de produzir aquela superfície. Apesar de que
este é um requisito do procedimento de combinação de capacidade, certas regras devem ser seguidas
para obter um conjunto factível de processos. O início do processo deve ser um dos processos de
furação em cheio. Durante a seleção destes processos, a fresa de topo deve ser considerada (para
furos simples) somente se o fundo do furo é uma superfície plana. O rebaixamento é usado se o
fundo do furo é uma superfície plana e se a ferramenta inicial for uma broca helicoidal ou uma broca
de lâmina. Qualquer processo que não satisfaça as exigências do limite de profundidade, ou o menor
diâmetro da ferramenta, deve ser eliminado. Uma broca canhão é selecionada para produzir furos
profundos. O procedimento de combinação inicia com um dos processos de abertura de furos, e
então continua para checar o alargamento, o mandrilamento, a retificação e o brunimento. Se o
alargamento não satisfizer a retili nidade da superfície, a seleção dos processos é considerada
infactível. O mesmo ocorre se o mandrilamento não satisfizer as exigências de paralelismo, ou se a
retificação e o brunimento não satisfizerem as exigências de acabamento e tolerâncias. O
procedimento é como se segue:
0. Para qualquer superfície que termina numa superfície plana, incluir uma operação de
rebaixamento, se a operação que produz a superfície anterior não for fresamento de topo.
1. Checar o processo de abertura do furo (broca helicoidal, broca de lâmina ou fresa de topo);
combinar as exigências da superfície com a capacidade de cada processo. Não usar fresa de topo
se a superfície termina num cone.
2. Se a combinação é satisfatória para um ou mais processos de abertura do furo, li star estes
processos como aqueles que podem ser usados para gerar a superfície, e sair.
3. Eliminar todos os processos de abertura de furos que não atingem as exigências de mínimo
diâmetro da ferramenta. Se isto resulta em no de processos = 0, relatar isto e sair.
4. Eliminar todos os processos que não satisfazem as exigências de profundidade. Se isto resulta em
nenhum processo factível, vá para o passo 5; senão vá para o passo 9.
5. Testar broca canhão. Se for possível, selecionar este processo e sair..
6. Se a limitação for a profundidade do furo, sair.
177
7. Se a limitação for o diâmetro mínimo da ferramenta, ou retili nidade, ou circularidade, ou
paralelismo ou tolerância de posição, relatar e sair.
8. Se a limitação são tolarências dimensionais ou rugosidade superficial, checar retifi cação a
brunimento. Se houver sucesso, sair com este resultado.
9. Checar o alargamento para condições não satisfeitas pelos processos de abertura de furos. Se
houver sucesso, li star este como o processo posterior ao de abertura do furo, e continuar. Se o
alargamento não for possível devido à retili nidade, sair.
10. Checar o mandrilamento para condições não satisfeitas pelos processos de abertura de furos.
Se houver sucesso, li star este como o processo posterior ao de abertura do furo, e sair.
11. Se o mandrilamento não for possível devido ao diâmetro máximo da ferramenta, ou se o
mandrilamento não for possível e o alargamento for possível no passo 9, relatar e sair. Se o
mandrilamento tiver sucesso e o alargamento não, vá para o passo 15.
12. Checar o mandrilamento para condições não satisfeitas pelos processos de abertura de furos e
alargamento combinados. Se houver sucesso, li star este como o processo posterior ao de
abertura do furo e ao alargamento, e continuar.
13. Checar a retifi cação para as condições não satisfeitas pelos processos de abertura de furos e
alargamento combinados. Se houver sucesso, li star este como o processo posterior ao de
abertura do furo e alargamento, e sair.
14. Checar o brunimento para as condições não satisfeitas pelos processos de abertura de furos e
alargamento combinados. Se houver sucesso, li star este como o processo posterior ao de
abertura do furo e alargamento, e sair.
15. Checar a retifi cação para as condições não satisfeitas pelos processos de abertura de furos e
mandrilamento combinados. Se houver sucesso, li star este como o processo posterior ao de
abertura do furo e mandrilamento, e sair.
16. Checar o brunimento para as condições não satisfeitas pelos processos de abertura de furos e
mandrilamento combinados. Se houver sucesso, li star este como o processo posterior ao de
abertura do furo e mandrilamento, e sair.
17. Checar a retifi cação para as condições não satisfeitas pelos processos de abertura de furos,
alargamento e mandrilamento combinados. Se houver sucesso, li star este como o processo
posterior ao de abertura do furo, alargamento e mandrilamento, e sair.
18. Checar o brunimento para as condições não satisfeitas pelos processos de abertura de furos,
alargamento e mandrilamento combinados. Se houver sucesso, li star este como o processo
posterior ao de abertura do furo, alargamento e mandrilamento, e sair.

178
Algoritmo para a Subdivisão de Processos Básicos para Furos Simples
O próximo passo consiste em subdividir os processos de alargamento e mandrilamento em
operações de desbaste, semi-acabamento e acabamento. Estas operações do mesmo processo variam
na quantidade de material removido, no avanço e na velocidade da operação. Regras de produção são
usadas para formular um algoritmo que efetua esta tarefa. As regras são as seguintes:
• Furos devem ser alargados (desbaste) antes do rebaixamento.
• Se a tolerância de posição e precisão dimensional for menor que 0,05mm, serão necessárias
operações de semi-acabamento e acabamento.
• Se a tolerância de posição exigida for maior que aquela que pode ser alcançada pelos processos
de abertura de furos, utili zar mandrilamento (semi-acabamento) após o processo de abertura do
furo, antes do alargamento final.
• Se a tolerância dimensional exigida for menor que 0,05mm, ou se o paralelismo não puder ser
obtido através de furação, usar mandrilamento (semi-acabamento) antes do alargamento final.
• Se a retificação for utili zada como processo final, o processo anterior de mandrilamento ou
alargamento (se houver) deve ser uma operação de semi-acabamento.
As regras acima podem ser aplicadas como no procedimento a seguir:
1. Se mais que uma operação for executada para gerar a superfície, checar a segunda operação. Se
a segunda operação for mandrilamento ou alargamento, continuar; senão, sair deste
procedimento. Se a segunda operação for mandrilamento, vá para o passo 6.
2. Se a segunda operação for alargamento, checar a operação 3. Se esta for uma operação de
retifi cação, então li star a operação de alargamento como uma de semi-acabamento, e sair; senão
continuar.
3. Checar as tolerâncias de posição e dimensionais para esta superfície. Se quaisquer destes
valores for menor que 0,05mm, subdividir o alargamento em semi-acabamento e acabamento, e
sair; senão continuar.
4. Checar se o processo de abertura do furo satisfaz as tolerâncias de posição e paralelismo. Se
não satisfaz pelo menos um deles, subdividir o alargamento em semi-acabamento e acabamento, e
sair; senão continuar.
5. Como nenhuma das condições acima foi aplicada, manter a operação de alargamento
(acabamento).
6. Se a segunda operação for mandrilamento, checar a operação 3. Se esta não existir, continuar;
senão, vá para o passo 7.
a. Checar as tolerâncias de posição e dimensionais para esta superfície. Se quaisquer destes
valores for menor que 0,05mm, subdividir o mandrilamento em desbaste, semi-acabamento
e acabamento, e sair; senão, continuar.

179
b. Se a condição acima não puder ser satisfeita, subdividir o mandrilamento em desbaste e
mandrilamento (acabamento), e sair.
7. Se a operação 3 for retifi cação ou brunimento, subdividir o mandrilamento em desbaste e semi-
acabamento, e sair; senão continuar.
8. Se a operação 3 for alargamento, checar (a) se a tolerância de posição ou as dimensionais são
menores que 0,05mm; (b) se o processo de abertura do furo não satisfaz a tolerância de posição e
a de paralelismo. Se (a) ou (b) for verdadeira, subdividir o mandrilamento em desbaste, semi-
acabamento e acabamento, e sair; senão vá para o passo 9
a. Se a operação 4 for retifi cação ou brunimento, subdividir o alargamento em semi-
acabamento, e sair.
b. Se a operação 4 não existir, subdividir o alargamento em acabamento, e sair.
9. Se a operação 4 for retifi cação ou brunimento, subdividir o mandrilamento em desbaste e semi-
acabamento. Se a operação 4 não existir, subdividir o mandrilamento em desbaste e acabamento,
e o alargamento em acabamento.
7.6.2. Seleção de Operações para Superfícies Rotacionais Externas
Tais superfícies podem ser cili ndros, chanfros, cones, planos e superfícies curvas (côncavas ou
convexas). As operações utili zadas para a sua geração são: torneamento cilíndrico, torneamento
cônico, torneamento com ferramenta de perfil , chanframento (quebra-canto), sangramento,
faceamento, retificação e lapidação.
Algumas dificuldades práticas ocorrem na seleção destes processos, por exemplo, como
diferenciar entre um chanfro (chanframento) e um cone (torneamento cônico). Além disso, como
selecionar o torneamento como sendo de desbaste, semi-acabamento e acabamento. Algumas
heurísticas usadas por processistas foram convertidas em regras de produção, e ilustradas no
algoritmo a seguir. Este algoritmo utili za uma matriz de capacidade do processo.
A seleção de operações para superfícies externas é feita pela combinação da capacidade do
processo com as exigências da superfície, e utili zando-se regras de produção. Por exemplo, se uma
superfície é perpendicular ao eixo da peça, e se ela não for uma das extremidades, e se sua
perpendicularidade é maior que 0,01, e se sua rugosidade é de 2,5 µm, então esta superfície deverá
ser usinada através de operações de torneamento que produzam as superfícies cilíndrica e plana
adjacentes. Semelhantemente, se o comprimento de uma superfície cônica for menor que 6,3 mm,
então deve-se selecionar uma operação de chanframento, senão selecionar o torneamento cônico. O
algoritmo é descrito abaixo:

180
1. Checar se a superfície é paralela ou perpendicular ao eixo da peça, cônica ou curva.
2. Se a superfície for cônica, e se o comprimento do cone for de 6,3 mm, selecionar chanframento,
senão selecionar torneamento cônico. Se a rugosidade ou tolerância dimensional não puderem
ser satisfeitas pelo torneamento, selecionar retifi cação ou lapidação. Se a rugosidade não puder
ser satisfeita, ou se o torneamento não puder satisfazer as tolerâncias de paralelismo ou
angularidade, relatar e sair.
3. Se a superfície for curva, dependendo se ela for côncava ou convexa, selecionar torneamento com
perfil côncavo ou convexo. Se a rugosidade ou tolerância dimensional não puderem ser
satisfeitos pelo torneamento, selecionar retifi cação ou lapidação. Sair.
4. Se a superfície for perpendicular ao eixo da peça, determinar se ela corresponde à extremidade
da peça ou a uma superfície intermediária.
5. Se ela for uma face perpendicular intermediária, ela será usinada através de torneamento.
Checar a exigência de angularidade nesta face. Se ela for menor que 0,25mm, selecionar o
faceamento. Checar a rugosidade. Se esta for menor que 1,65 µm, adicione o processo de
retifi cação. Se a rugosidade for menor que 0,1 µm, adicionar lapidação. Sair.
6. Se a superfície corresponder à extremidade, selecionar o faceamento. Checar a rugosidade. Se
esta for menor que 1,65 µm, adicionar o processo de retifi cação. Se a rugosidade for menor que
0,1 µm, adicionar lapidação. Sair.
7. Se a superfície for paralela, primeiramente tente torneamento (desbaste). Se satisfizer as
exigências, selecione este processo e sair.
8. Se o torneamento (desbaste) não satisfizer as exigências devido somente à rugosidade ou à
tolerância dimensional, checar o torneamento (acabamento) para estas características. Se for
satsfatório, selecionar os processos torneamento (desbaste) e torneamento (acabamento) e sair;
senão tentar retifi cação e então lapidação. Se um deles for satisfatório, selecionar o torneamento
(desbaste) e o respectivo processo de acabamento. Sair.
9. Checar o torneamento (acabamento). Se ele satisaz as exigências, selecionar os seguintes
processos: torneamento (desbaste), torneamento (semi-acabamento) e torneamento (acabamento).
Sair.
10. Se o torneamento (acabamento) não for satisfatório devido à tolerância dimensional ou à
rugosidade, checar primeiramente a retifi cação e então a lapidação. Se for satisfatório,
selecionar os processos: torneamento (desbaste) e o respectivo processo de acabamento. Sair.
7.6.3. Seleção de Processos para Furos Escalonados (de Múltiplos Diâmetros)
Furos escalonados compartilham a mesma linha de centro, e possuem em geral os seus diâmetros
decrescentes.

181
Se os furos escalonados requerem um chanfro entre diâmetros, este chanfro poderá ser obtido
por uma broca, desde que o ângulo do chanfro for igual à metade do ângulo da broca; ou então por
uma ferramenta de mandrilar, desde que o seu ângulo de posição for o mesmo do ângulo do chanfro.
Se os furos não têm chanfro entre eles, então eles poderão ser obtidos por uma fresa de topo ou por
um rebaixador.
Se houver um rasgo nalgum dos diâmetros deste furo, este pode ser produzido usando-se uma
fresa do tipo “Woodruff ” . Se houver a presença de um cone entre furos (cujo comprimento é maior
do que o de um chanfro), ele deverá ser usinado através de torneamento cilíndrico interno.
Se a precisão para todos os diâmetros puder ser obtida com broca helicoidal, então uma broca
escalonada é utili zada. No caso desta broca, a velocidade de rotação deve variar para cada diâmetro
ao longo da furação. Brocas escalonadas são ideais para grandes lotes. Entretanto, elas não são tão
eficientes como brocas helicoidais normais (de um só diâmetro). Além disso, o diâmetro e a potência
da máquina são fatores que limitam o uso de brocas escalonadas.
Máquinas com múltiplas brocas também podem ser utili zadas para executar estes furos. Neste
caso, a profundidade do diâmetro mais profundo não pode exceder o comprimento máximo da broca
(ou o curso do fuso). Furos escalonados são usinados mais eficientemente nestas máquinas quando
eles são usinados desde o início (furação em cheio) até a sua geometria final.
Se furos escalonados não puderem ser produzidos através de furação com broca helicoidal, ou
por fresamento de topo, devido a restrições de tolerância, então o mandrilamento torna-se a única
alternativa.
Um algoritmo para a seleção de processos para a usinagem de furos escalonados é dado a seguir:
1. Se a superfície do furo for cônica,
a. Se o comprimento do cone for maior que 6,3mm, selecionar torneamento cônico interno.
Se a rugosidade ou tolerância dimensional não puder ser satisfeita pelo torneamento,
selecionar retifi cação. Se a rugosidade não puder ser satisfeita, ou se o torneamento não
satisfizer o paralelismo ou a angularidade, relatar e sair.
b. Se o comprimento do cone for menor que 6,3mm, e o ângulo do cone for o mesmo que o da
broca helicoidal (p.ex. 58°), a operação anterior formará o cone se for uma operação de
furação com broca helicoidal. Se a operação anterior for fresamento de topo, ou se o
ângulo não for satisfeito, o cone será usinado através de mandrilamento. Sair.
2. Se o furo possuir um rasgo, então utili ze uma fresa do tipo “ Woodruff” . Sair.
3. Checar a profundidade do furo em relação à superfície. Tomar este valor como sendo o
comprimento temporário do furo.
4. Checar o próximo processo de furação em cheio para produzir esta superfície.

182
5. Se o processo de abertura do furo não satisfizer as exigências de profundidade, eliminar este
processo, e voltar para o passo 4.
6. Se o furo possui ums superfície plana no seu fundo,
a. Se o processo de abertura do furo for fresamento de topo, checar se a fresa de topo pode
produzir esta superfície. Se SIM, vá para o passo 7.
b. Se o processo de abertura do furo não for fresamento de topo, checar se o rebaixamento
pode produzir esta superfície. Se SIM, incluir o rebaixamento como a última operação, e
vá para o passo 7.
7. Se o processo de abertura do furo pode produzir esta superfície,
a. Se este furo não for o último desta superfície, vá para o próximo furo mais profundo, e
retornar para o passo 1.
b. Senão, sair deste procedimento.
8. Checar se o mandrilamento é capaz de satisfazer as exigências não satisfeitas pelo processo de
abertura do furo.
9. Se o mandrilamento satisfaz as exigências,
a. Se este furo não for o último desta superfície, vá para o próximo furo mais profundo, e
retornar para o passo 1.
b. Senão, sair do procedimento.
10. Se o mandrilamento não satisfaz as exigências, checar a retifi cação
11. Se a retifi cação satisfaz as exigências,
a. Se este furo não for o último desta superfície, vá para o próximo furo mais profundo, e
retornar para o passo 1.
b. Senão, sair do procedimento.
12. Se a retifi cação não satisfaz as exigências, checar a lapidação
13. Se a lapidação satisfaz as exigências,
a. Se este furo não for o último desta superfície, vá para o próximo furo mais profundo, e
retornar para o passo 1.
b. Senão, sair do procedimento.

183
EXERCÍCIOS
Para as peças (ou “ features” ) ilustradas abaixo, aplique os algoritmos descritos neste capítulo.
⊥ ∅0,003 M A
C
B
,8751,25
,250
1,25
∅0,010 M A B C
∅0,250±0,005
0,600
4
16
A
A
8
∅0,250-0,001
∅0,030 M A B C
A0,10-0,1
0,8-0,1
1,0-0,1
1,2-0,1
1,5-0,1
58°3,2µin
4µin
32µin
32µin
∅0,4
∅0,5
1
2
3





























