Embed Size (px)
Citation preview

CAPÍTULO IV
RESULTADOS DE LA INVESTIGACIÓN
90
CAPÍTULO IV
RESULTADOS DE LA INVESTIGACIÓN
Este capítulo se fundamenta en determinar los resultados obtenidos en la
investigación, a través del análisis de los datos que se compone del
desarrollo de los objetivos específicos, basados en cada fase de la
investigación.
1. ANÁLISIS DE LOS DATOS Y DISCUSIÓN DE LOS RESULTADOS
1.1. ANÁLISIS SEGÚN CADA FASE
En esta parte de la investigación se muestran las distintas fases, su
desarrollo, las actividades y recursos utilizados para el logro de cada objetivo
correspondiente a cada una de ellas.
FASE I: ANÁLISIS DE LA SITUACIÓN ACTUAL
Para alcanzar el primer objetivo orientado a analizar el funcionamiento
de los sistemas CNC, conjuntamente con la primera fase de la metodología
titulada Análisis de la situación actual, en primer lugar se lleva a cabo una
revisión bibliográfica selectiva y documental, para el desarrollo de
conocimientosútiles en esta investigación. De aquí, se extrajo información
91
plasmada en las bases teóricas y además se conoció lo que era en sí el
sistema de control numérico por computador (CNC).
Para dicho concepto se resalta lo expuesto por Freile (2009, p.4): “Control de
una máquina herramienta a través de un código numérico, el cuál puede ser
efectuado por un controlador específico o un computador utilizando un
software para control numérico”.
Esta revisión bibliográfica dio a conocer que en la industria existe una
cierta cantidad de máquinas CNC, las cuales poseen manuales técnicos, que
al analizarlos han sido de gran valor para la investigación.Dentro de los
manuales implementados para el análisis del funcionamiento de los sistemas
CNC se encuentra elTORNO 5300, y la FRESADORA 5400; ambos
procedentes de la compañía Lab-Volt.
El TORNO CNC, modelo 5300 permite adquirir las competencias
necesarias en el diseño asistido por computadora (CAD) y la fabricación
asistida por computadora (CAM) mediante el uso de un Torno CNC
controlado por microprocesador. Con este sistema, los estudiantes se
pueden capacitar de manera práctica para programar y editar los códigos de
control numérico con una computadora (CNC), aprender a operar los
componentes, controles y herramientas del torno, ajustar una referencia cero
programada, seguir los pasos necesarios para maquinar una pieza específica
y aplicar el lenguaje de código de máquina en las técnicas actuales de
torneado.
92
En el manual del TORNO 5300especifica que la maquina CNCutiliza dos
tornillos de bola, cada uno arrastrado por un motor paso a paso, para mover
el carro transversal que desplaza la herramienta de corte a lo largo del eje Z
(derecha e izquierda) y del eje X (adelante y atrás) con una precisión de
posicionamiento máxima. El torno CNC puede maquinar materiales blandos,
como plástico y cera, y materiales duros,como aluminio, acero dulce y
bronce. Es posible maquinar piezas con una gran variedad de salientes,
agujeros y ranuras cilíndricas.Una computadora externa se utiliza para crear
programas de pieza CN con los códigos de máquina G y M, o sus códigos de
conversión equivalentes. Los programas creados se descargan en el
microprocesador integrado del Torno CNC, que los almacena y ejecuta.
Se pudo precisar, que el torno se conecta directamente al puerto serie o
Ethernet de la computadora, o directamente a una red, no se necesita
ninguna tarjeta de interfaz adicional. Cuenta con la función de
diseñoCAD/CAM y la emulación de la trayectoria de la herramienta de corte,
de manera que los estudiantes pueden hacer el dibujo de la pieza, fijar las
trayectorias y las etapas de corte de la herramienta. También es posible
crear un programa para simular el movimiento de la misma en la pantalla y
así verificar el código CN y la pieza terminada antes de pasar al verdadero
torneado. El Torno CNC cuenta con un panel de control que permite operarlo
manualmente y se puede comunicar, mediante conexiones de baja tensión,
con unidades robotizadas.
93
Por otra parte, diversos tipos y modelos, se puede encontrar que en términos
generales el torno posee una estructura característica particular que lo
diferencia de otros tipos de máquina tanto en lo físico (hardware), como en lo
virtual (software) por lo cual se determinan las características a continuación.
A nivel de hardwareel TORNO 5300posee un cabezal rotatorio y no
traslacional según las especificaciones técnicas, que sostiene la pieza con la
cual se está trabajando, y es la encargada de que esta gire para su
mecanizado; además, debe tener los mecanismos de sujeción apropiados
para que el material no se mueva desu sitio ni se salga del torno. Poseen un
soporte para la herramienta de mecanizado, la cual se desplaza en dos ejes
cartesianos “X” y “Y”. Los tornos CNC suelen tener una pantalla protectora,
que previene que la viruta que se produce como desecho del proceso salga
al exterior, y pueda causar diversos daños. La herramienta de corte es
intercambiable, permitiendo utilizar cuchillas de diferente forma para lograr
aumentar la precisión en el resultado final, además estas deben ser muy
afiladas y poder soportar el desgaste.
A nivel de software la programación se realiza mediante un juego de
instrucciones expresados en el llamado “código G & M” que consisten en
determinar el movimiento de la herramienta de corte a través de
coordenadas, ya sea absolutas o incrementales, en coordenadas
cartesianas. Posee además una serie de botones de control para conectarse
con la máquina CNC para permitir la descarga del archivo con el código para
el mecanizado.
94
En cuanto a la fresadora, se dispone del sistema de FRESADORA
CNCmodelo 5400, la cual proporciona formación en fabricación asistida por
ordenador (CAM) basado en microprocesadores.El referido sistema permite a
los estudiantes la práctica de control numérico por computador (CNC) el
código de programación y edición, aprender a controlar los componentes de
planta, controles y herramientas, establecer una referencia programado cero,
siga las medidas necesarias para mecanizar una pieza a las especificaciones
del programa.
El modelo 5400 de CNC puede mecanizar piezas de materiales blandos,
como la cera y acrílico, así como los materiales más duros, como el aluminio
y latón. Se compone de una mesa de fresado, un cabezal que lleva el motor
de giro, y una columna vertical. Dos tornillos de plomo, cada una accionada
por un motor paso a paso, se utilizan para mover la tabla a lo largo del eje X
(izquierda y derecha) y el eje Y (hacia atrás y hacia delante). Un tornillo en
tercer lugar, también impulsado por un motor paso a paso, se utiliza para
mover la pala a lo largo del eje Z (arriba y abajo) para el posicionamiento de
la fresa. Los programas creados se descargan en el microprocesador a bordo
de la fábrica de CNC, que almacena y ejecuta.Las puertas de seguridad
brindan una protección adecuada durante el maquinado.
La FRESADORA CNC5400 se puede comunicar, mediante conexiones de
bajo voltaje, con unidades robotizadas para que los estudiantes puedan crear
celdas de trabajo automatizadas, que son ideales para la implantación de
sistemas de fabricación integrada por computadora (FIC). Para esto, la
95
Fresadora CNC cuenta con un puerto E/S TTL de quince pines para cuatro
entradas y salidas digitales de cinco voltios. Estas entradas y salidas se
utilizan para comunicar la fresadora con una celda de automatización.
Para conocer más a fondo sobre las máquinas CNC se llevaron a cabo
visitas aleatorias al laboratorio de mecanizado de una universidad privada de
la región, donde en primer lugar se aplicó la observación directa a las
máquinas e instrumentos que estaban relacionados con la investigación,
recopilando todo lo observado en el cuaderno de notas.
Con la finalidad de desarrollar un sistema CNC para el posicionamiento de
resistencias eléctricas en placas electrónicas, que permita mejorar la forma
de elaboración de dichas placas y reducir los costos al momento de
producirlas, se estudiaron la FRESADORA CNC5400 y el TORNO CNC 5300
del laboratorio de mecanizado mencionado anteriormente, para tener un
modelo o guía a seguir y de esta manera cumplir con el desarrollo del
prototipo de la presente investigación.
La organización de la información se llevó a cabo con la técnica de la
observación directa mediante la cual se realizó la construcción y el desarrollo
de unos cuadros en los cuales, el funcionamiento de las máquinas CNC se
dividirá en etapas donde destacan subprocesos en los que se pueden
identificar los problemas o deficiencias principales, presentes en el complejo
sistema.
96
Para alcanzar este propósito, se procedió a elaborar una lista de verificación.
De esta manera se procede a dar una breve explicación de los resultados
obtenidos reflejados a continuación.
Con respecto a la primera etapa del proceso denominada Pre arranque del
Sistema(Ver anexo C), se establece que.
1. Mecanismo de sujeción de la pieza: De forma manual, y con la ayuda
de un kit de herramientas, el operador asegura el bloque de material a
mecanizar con un tornillo con mordazas para inmovilizarlo en la mesa de
fresado, en el caso del modelo FRESADORA CNC 5400. En el caso del
TORNO CNC 5300 y también de forma manualel material a trabajar se fija en
el plato de tres mordazas, que centra la pieza y la mantiene en su posición.
2. Herramienta de trabajo intercambiable: Según las condiciones y
necesidades del software el operador puede cambiar la herramienta de
trabajo, por una más adecuada, en el caso del TORNO CNC 5300 se posee
una herramienta de corte con inserto de carburo y un juego de seis
herramientas de corte (tipos AR4, AL4, BR4, BL4, C4 y E4), diferentes
cilindros de cera Delrin® maquinables, por otro lado, la FRESADORA CNC
5400 está equipada por un conjunto de herramientas R8 que se colocan
sobre un bastidor sólido de acero para ampliar y mejorar las capacidades del
sistema.
3. Método de arranque: En los dos modelos de máquinas CNC, los
programas a ejecutar son creados en una computadora externa y luego se
descargan al microprocesador integrado, el cual los almacena y también los
97
ejecuta al presionar un botón de arranque que se encuentra en el tablero de
control.
4. Comunicación entre PC y máquina CNC: El TORNO CNC 5300y la
FRESADORA CNC 5400 se conectan a un computador por medio de
conexión serial. También se pueden conectar a un computador a través de
conexión Ethernet.
5. Motores paso a paso: Para el modelo de FRESADORA CNC 5400, se
cuenta con tres motores paso a paso para mover los soportes
correspondientes de sus ejes (X, Y y Z). En el caso del TORNO CNC 5300,
solo se cuenta con dos motores paso a paso para realizar el mecanizado
debido a que únicamente se desplaza en los ejes (X y Y).
6. Tornillo sin fin: Los tornillos sin fin se emplean para el desplazamiento
de los soportes de cada uno de los ejes presentes en las máquinas CNC, con
la finalidad de que la pieza a mecanizar se acerque o aleje de la herramienta
de corte. Existe un tornillo sin fin por cada motor paso a paso presente en el
hardware.
7. Interfaz Hombre-Máquina: Los dos modelos de máquinas CNC, cuentan
con un panel de control con múltiples funciones, en el cual por medio de un
visualizador LCD de líneas múltiples se pueden observar de forma
automática las coordenadas de los diferentes ejes, la velocidad de los
motores paso a paso, y la velocidad que posee la herramienta de corte, los
códigos G y M en uso así como el estado de los puertos E/S TTL. El panel de
control también presenta un teclado de membrana de doce (12) teclas
98
mediante el cual se pueden controlar de forma manual velocidades de los
dispositivos en el proceso, las unidades a utilizar (pulgadas o milímetros), las
E/S TTL y las salidas de solenoides. Por ultimo, en dicho panel se cuenta con
una luz indicadora de encendido.
8. Sistema de calibración: El sistema de calibración implementado en la
FRESADORA CNC 5400 y en el TORNO CNC 5300, se realiza con la ayuda
del menú de opciones inmerso en el panel de control. El operador ingresa los
valores para los ejes cartesianos, en los cuales se desea posicionar a
lamáquina para que inicie el proceso de mecanizado. En la mayoría de los
casos estos valores se toman como cero (0).
Con respecto a la segunda etapa del proceso denominada Procesamiento y
Seguridad (Ver anexo D), se obtuvo que:
1. Pantalla Protectora: La visualización del mecanizado se realiza por medio
de una pantalla protectora que poseen estas dos máquinas CNC, esta
pantalla cuenta con un par de sensores magnéticos que al activarse sirven
de paro forzado al momento de la ejecución, deteniendo el movimiento de los
ejes y el de la herramienta de trabajo. El rígido componente con que está
fabricada la pantalla protectora sirve para evitar que los desperdicios de
material que son desprendidos a grandes velocidades, no logren afectar la
integridad del operador.
2. Remoción de la pieza mecanizada: Para la FRESADORA CNC 5400 y
el TORNO CNC 5300, al momento de finalizar el proceso de mecanizado, el
operador con ayuda de un kit de herramientas básico y de forma manual,
99
debe remover la pieza mecanizada sujeta al plato de tres mordazas en el
caso del torno, y al tornillo con mordazas en el caso de la fresadora.
3. Apagado:En las dos máquinas CNC existe un botón de apagado que el
operador de forma manual puede pulsar para detener el sistema.
4. Paro de emergencia: En caso de algún evento imprevisto el operador
cuenta con un botón de paro de emergencia de activación manual el cual
requiere de una llave para su desbloqueo, con este dispositivo el operador
puede solucionar el problema que se haya presentado y reiniciar el proceso
en el punto donde este se había detenido.
5. Alarma de emergencia: La FRESADORA CNC 5400 al igual que el
TORNO CNC 5300, no poseen una alarma de emergencia dentro de su
arquitectura en el caso de que haya sucedido un desperfecto en el proceso o
alguna falla.
Posteriormente, se realizó la técnica de entrevista, dirigida a profesores y
operadores de la universidad con conocimientos de la máquina
FRESADORA CNC 5400 y el TORNO CNC 5300 por medio del instrumento
denominado cuestionario ( ver anexo E). El cuestionario consta de diez (10)
preguntas orientadas al conocimiento de las máquinas que actualmente se
encuentran en la estructura, para comprender la situación presente.
Tabla 1

100
Posibilidad de programación en línea
Opciones Frecuencia porcentual Frecuencia absoluta
Si 40 2 No 60 3
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
Gráfico 1. Posibilidad de programación en línea
Fuente: Molina, Sánchez y Santarrosa (2012)
En la primera pregunta se tuvo como finalidad, verificar si actualmente las
máquinas disponibles en los laboratorios cuentan con la posibilidad de
programarlas en línea, resaltando con un 60% de respuestas afirmativas, que
señalan que los equipos disponibles no cuentan con esa capacidad,
constituyendo una carencia en la situación actual.
Tabla 2
Existencia protección contra sobrecargas
Opciones Frecuencia porcentual Frecuencia absoluta
Si 40 2 No 60 3
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
40%
60%
1-PERMITE PROGRAMACION EN LINEA
SI
NO
101
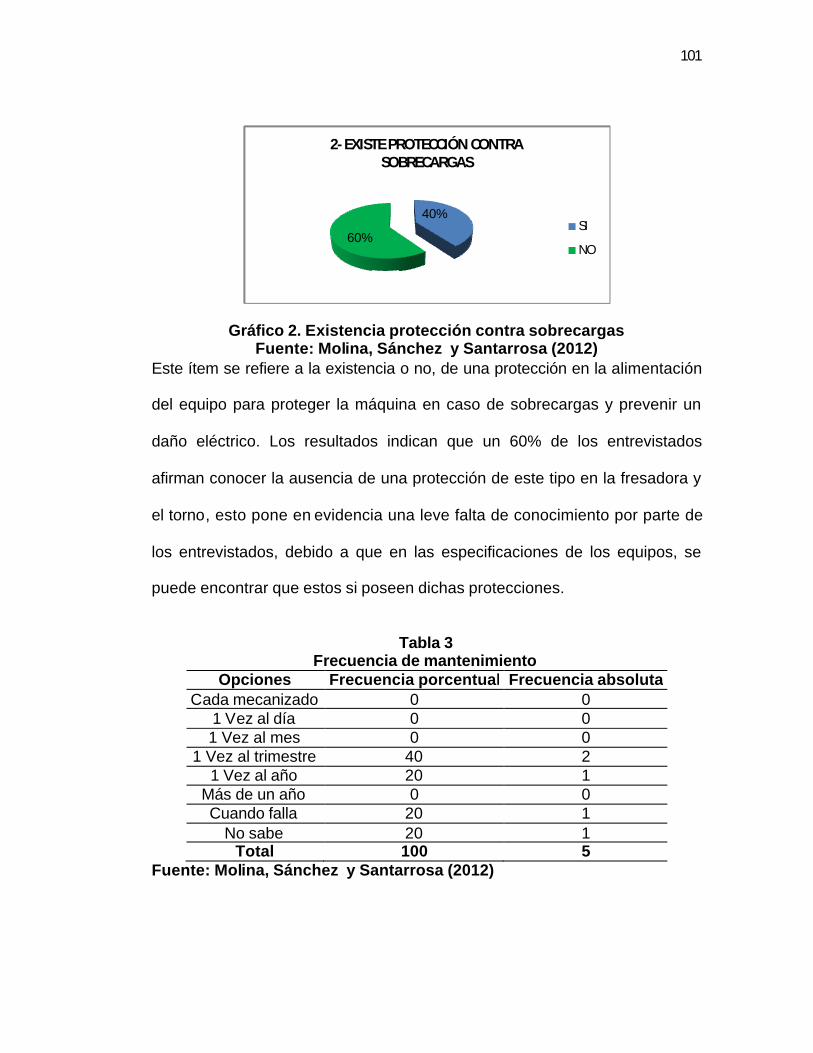
Gráfico 2. Existencia protección contra sobrecargas
Fuente: Molina, Sánchez y Santarrosa (2012) Este ítem se refiere a la existencia o no, de una protección en la alimentación
del equipo para proteger la máquina en caso de sobrecargas y prevenir un
daño eléctrico. Los resultados indican que un 60% de los entrevistados
afirman conocer la ausencia de una protección de este tipo en la fresadora y
el torno, esto pone en evidencia una leve falta de conocimiento por parte de
los entrevistados, debido a que en las especificaciones de los equipos, se
puede encontrar que estos si poseen dichas protecciones.
Tabla 3
Frecuencia de mantenimiento Opciones Frecuencia porcentual Frecuencia absoluta
Cada mecanizado 0 0 1 Vez al día 0 0 1 Vez al mes 0 0
1 Vez al trimestre 40 2 1 Vez al año 20 1
Más de un año 0 0 Cuando falla 20 1
No sabe 20 1 Total 100 5
Fuente: Molina, Sánchez y Santarrosa (2012)
40%
60%
2- EXISTE PROTECCIÓN CONTRA SOBRECARGAS
SI
NO
102
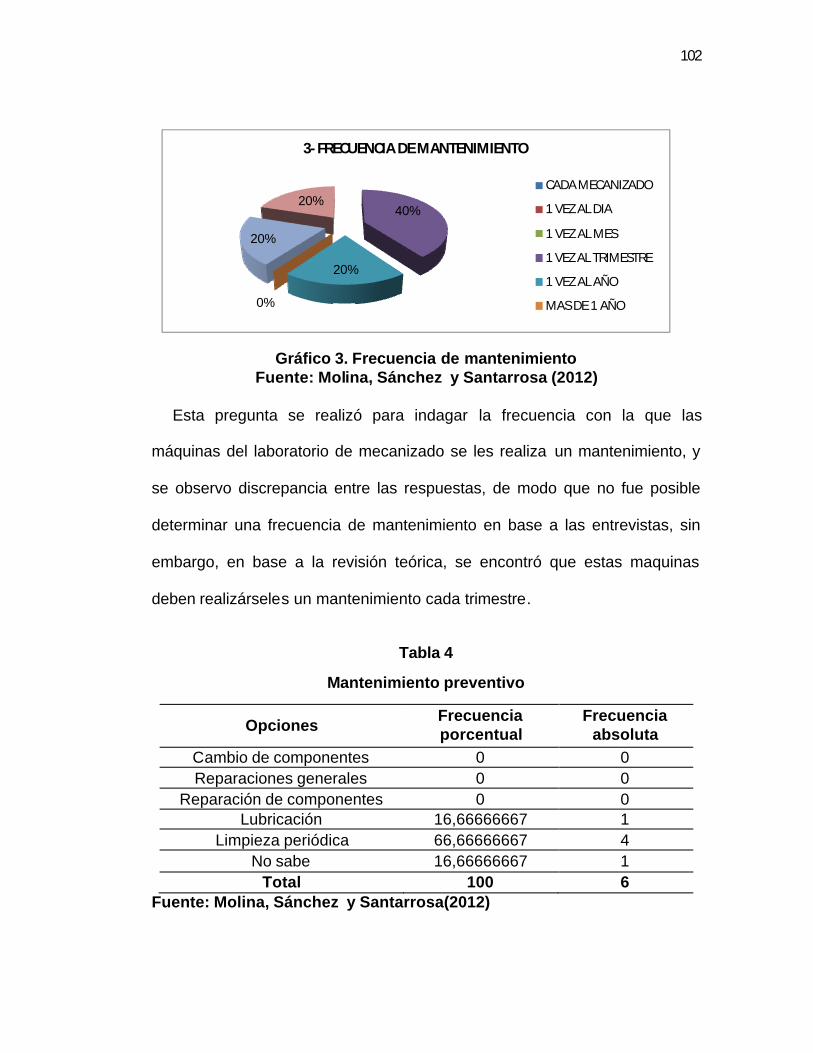
Gráfico 3. Frecuencia de mantenimiento
Fuente: Molina, Sánchez y Santarrosa (2012)
Esta pregunta se realizó para indagar la frecuencia con la que las
máquinas del laboratorio de mecanizado se les realiza un mantenimiento, y
se observo discrepancia entre las respuestas, de modo que no fue posible
determinar una frecuencia de mantenimiento en base a las entrevistas, sin
embargo, en base a la revisión teórica, se encontró que estas maquinas
deben realizárseles un mantenimiento cada trimestre.
Tabla 4
Mantenimiento preventivo
Opciones Frecuencia porcentual
Frecuencia absoluta
Cambio de componentes 0 0 Reparaciones generales 0 0
Reparación de componentes 0 0 Lubricación 16,66666667 1
Limpieza periódica 66,66666667 4 No sabe 16,66666667 1
Total 100 6 Fuente: Molina, Sánchez y Santarrosa(2012)
40%
20%
0%
20%
20%
3- FRECUENCIA DE MANTENIMIENTO
CADA MECANIZADO
1 VEZ AL DIA
1 VEZ AL MES
1 VEZ AL TRIMESTRE
1 VEZ AL AÑO
MAS DE 1 AÑO
103
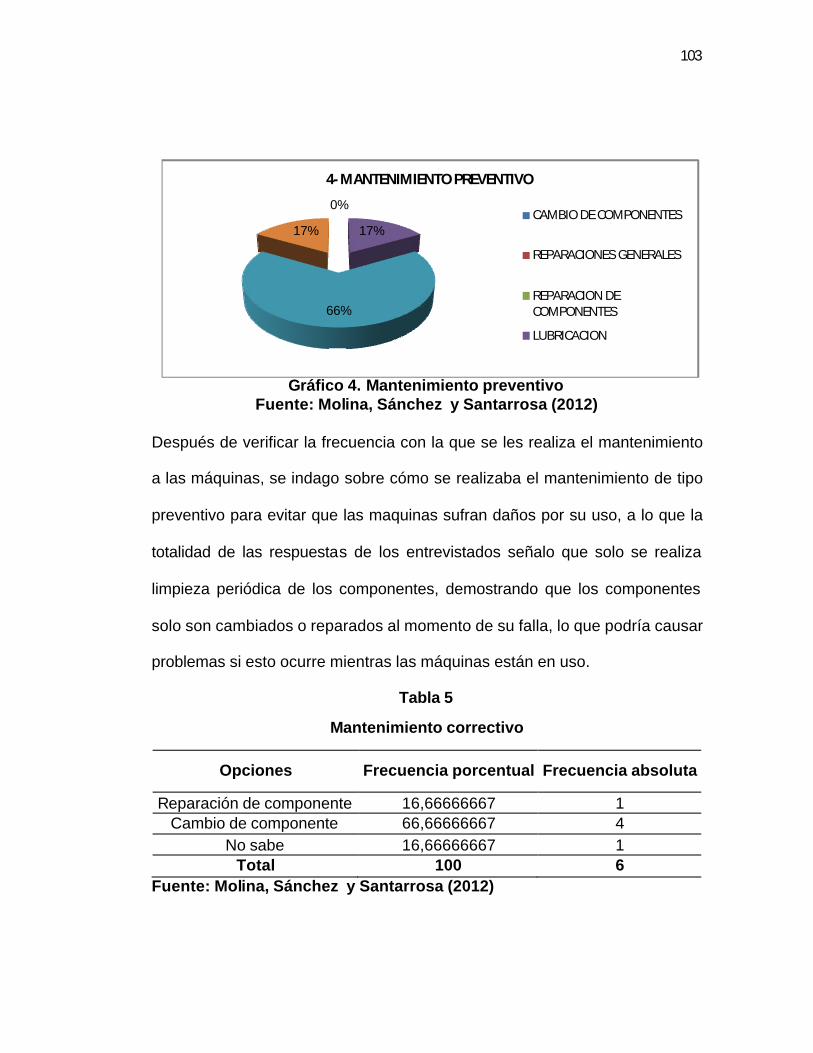
Gráfico 4. Mantenimiento preventivo Fuente: Molina, Sánchez y Santarrosa (2012)
Después de verificar la frecuencia con la que se les realiza el mantenimiento
a las máquinas, se indago sobre cómo se realizaba el mantenimiento de tipo
preventivo para evitar que las maquinas sufran daños por su uso, a lo que la
totalidad de las respuestas de los entrevistados señalo que solo se realiza
limpieza periódica de los componentes, demostrando que los componentes
solo son cambiados o reparados al momento de su falla, lo que podría causar
problemas si esto ocurre mientras las máquinas están en uso.
Tabla 5
Mantenimiento correctivo
Opciones Frecuencia porcentual Frecuencia absoluta
Reparación de componente 16,66666667 1 Cambio de componente 66,66666667 4
No sabe 16,66666667 1 Total 100 6
Fuente: Molina, Sánchez y Santarrosa (2012)
0%
17%
66%
17%
4- MANTENIMIENTO PREVENTIVO
CAMBIO DE COMPONENTES
REPARACIONES GENERALES
REPARACION DE COMPONENTES
LUBRICACION
104
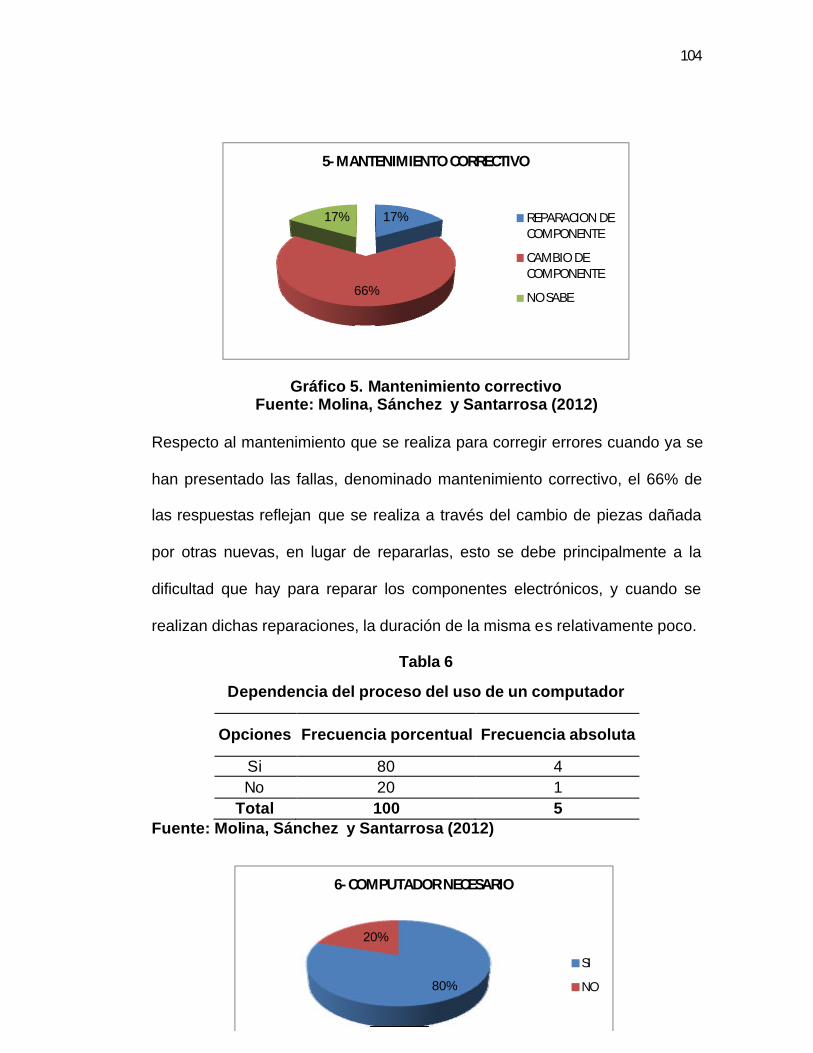
Gráfico 5. Mantenimiento correctivo
Fuente: Molina, Sánchez y Santarrosa (2012)
Respecto al mantenimiento que se realiza para corregir errores cuando ya se
han presentado las fallas, denominado mantenimiento correctivo, el 66% de
las respuestas reflejan que se realiza a través del cambio de piezas dañada
por otras nuevas, en lugar de repararlas, esto se debe principalmente a la
dificultad que hay para reparar los componentes electrónicos, y cuando se
realizan dichas reparaciones, la duración de la misma es relativamente poco.
Tabla 6
Dependencia del proceso del uso de un computador
Opciones Frecuencia porcentual Frecuencia absoluta
Si 80 4 No 20 1
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
17%
66%
17%
5- MANTENIMIENTO CORRECTIVO
REPARACION DE COMPONENTE
CAMBIO DE COMPONENTE
NO SABE
80%
20%
6- COMPUTADOR NECESARIO
SI
NO
105
Gráfico 6. Dependencia del proceso del uso de un computador
Fuente: Molina, Sánchez y Santarrosa (2012)
Esta pregunta se realizó con el fin de conocer si es realmente necesario que
un computador controle la fresadora y el torno, o si en cambio estos pueden
funcionar de forma independiente, a la cual el 80% de las respuestas
afirmaron que la máquina necesita de un ordenador para poder realizar el
trabajo, demostrando la dependencia que las maquinas CNC son
dependientes del mismo, lo cual puede causar problemas si durante un
proceso el computador llegase a fallar.
Tabla 7
Tipo de conexión entre el computador y fresadora/torno
Opciones Frecuencia porcentual Frecuencia absoluta
Conexión serial 100 5 Conexión Ethernet 0 0
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
100%
0%
7- CONEXIÓN ENTRE COMPUTADOR Y FRESADORA/TORNO
CONEXIÓN SERIAL
CONEXIÓN ETHERNET
106
Gráfico 7. Tipo de conexión entre el computador y fresadora/torno
Fuente: Molina, Sánchez y Santarrosa (2012)
Siendo que estas máquinas trabajan conectadas a un computador, fue
necesario indagar sobre el tipo de conexión que permite la comunicación
entre los dos equipos para la transferencia de la información del programa.
Se determinó que esta comunicación se realiza mediante una conexión serial
obteniendo esta opción la totalidad de las respuestas.
Tabla 8
Acoplamiento de dispositivos para crear celdas de trabajo
Opciones Frecuencia porcentual Frecuencia absoluta
Si 100 5
No 0 0
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
100%
0%
8- ACOPLAR DISPOSITIVOS PARA CREAR CELDAS DE TRABAJO
SI
NO
107
Gráfico 8. Acoplamiento de dispositivos para crear celdas de trabajo Fuente: Molina, Sánchez y Santarrosa (2012)
Este ítem se realizó para determinar si las máquinas cuentan con la
posibilidad de crear celdas de trabajo automatizadas a través del
acoplamiento de dispositivos, y así mejorar la productividad, a la cual el
100% de los entrevistados respondieron la pregunta afirmando la posibilidad
de realizar las mencionadas celdas de trabajo.
Tabla 9 Materiales que pueden ser mecanizados
Opciones Frecuencia porcentual Frecuencia absoluta Metal 12,5 1
Plástico 62,5 5 Madera 25 2
Total 100 8
Fuente: Molina, Sánchez y Santarrosa (2012)
12%
63%
25%
9- MATERIALES QUE PUEDEN SER MECANIZADOS
METAL
PLASTICO
MADERA
108
Gráfico 9. Materiales que pueden ser mecanizados Fuente: Molina, Sánchez y Santarrosa (2012)
Para esta pregunta se tomó en cuenta la posibilidad de que la máquina es
capaz de trabajar con distintos materiales, pero se procedió a indagar cuál es
el material preferido en base al mayor número de respuestas obtenidas
favoreciendo esa opción, la cual para efectos de la entrevista, resulto ser el
plástico, con un 63% de respuestas obtenidas, sin embargo después de una
revisión teórica se pudo conocer que la maquina no está diseñada para el
trabajo sobre madera, demostrando poca confiabilidad sobre los
conocimientos de algunos de los entrevistados.
Tabla 10
Fuente: Molina, Sánchez y Santarrosa (2012)
Apertura de la morsa
Opciones Frecuencia porcentual Frecuencia absoluta
98mm x 79mm 40 2 118mm x 99mm 0 0 138mm x119mm 0 0
No sabe 60 3 Total 100 5
40%
0%
60%
10- APERTURA DE LA MORSA
98mm X 79mm
118mm X 99mm
138mm X 119mm
NO SABE
109
Gráfico 10. Apertura de la morsa
Fuente: Molina, Sánchez y Santarrosa (2012)
Las máquinas poseen una morsa para sujetar las piezas sobre las que
van a realizar el trabajo; la apertura máxima de la morsa determina cuá les
son las dimensiones máximas que puede tener dicha pieza, por lo que es un
factor determinante para conocer las capacidades de la máquina. Las
respuestas obtenidas señalan que el 60% de los entrevistados realmente no
saben cuál es su rango máximo de apertura, demostrando que los
entrevistados no están conscientes de los límites que esta máquina tiene
para trabajar los materiales. Revisando los manuales, se encontró que las
maquinas tienen un rango de apertura de 98mm X 79mm.
FASE II: DEFINICIÓN DE LAS ESPECIFICACIONES
Una vez analizado el sistema de control existente en las máquinas CNC, y
aplicando la entrevista en conjunto con la observación directa de los
procesos, se procede iniciar la siguiente fase de la investigación. Por lo cual
se realizó la técnica de entrevista, dirigida a profesores y operadores de la
universidad con conocimientos de la máquina FRESADORA CNC 5400 y el
TORNO CNC 5300 por medio del instrumento denominado cuestionario (ver
anexo E). La entrevista consta de siete (7)preguntas para la determinación
de los requerimientos técnicos del diseño propuesto se obtuvieron los
siguientes resultados:
110
Tabla 11
Posicionador de resistencias eléctricas
Opciones Frecuencia porcentual Frecuencia absoluta
Si 100 5
No 0 0
Total 100 5
Fuente: Molina, Sánchez y Santarrosa (2012)
Gráfico 11. Posicionador de resistencias eléctricas Fuente: Molina, Sánchez y Santarrosa (2012)
Esteítem se realizó con el fin de conocer si la realización del posicionador
de resistencias que busca diseñar el presente trabajo especial de grado es
realmente necesaria y permite la solución de requerimientos relacionados,
obteniendo un 100% de apoyo a la idea por parte de los entrevistados, y
afirmando la necesidad de un proyecto enfocado a la solución de este
problema.
Tabla 12
100%
0%
11- ES NECESARIO EL POSICIONADOR DE RESISTENCIAS ELECTRICAS
SI
NO
111
Implementación del posicionador en una universidad
Opciones Frecuencia porcentual Frecuencia absoluta
Si 100 5 No 0 0
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
Gráfico 12. Implementación del posicionador en una universidad
Fuente: Molina, Sánchez y Santarrosa (2012)
El presente trabajo está enfocado a realizar un posicionador de resistencias
para producciones pequeñas, por lo tanto se dirige principalmente a la
realización de circuitos a nivel universitario, este ítem tiene como finalidad
verificar si la implementación de una máquina para la colocación de
resistencias eléctricas en una baquelita, resulta adecuado para los
laboratorios de una universidad. La totalidad de las respuestas afirmativas de
los entrevistados señala que es importante para la universidad la realización
del mencionado proyecto.
Tabla 13
Sistema de coordenadas más adecuado
Opciones Frecuencia porcentual Frecuencia absoluta
100%
0%
12- ES ADECUADO IMPLEMENTAR EL POSICIONADOR EN UNA UNIVERSIDAD
SI
NO
112
Cilíndricas 25 2 Cartesianas 50 4
Esféricas 25 2 Total 100 8
Fuente: Molina, Sánchez y Santarrosa (2012)
Gráfico 13. Sistema de coordenadas más adecuado
Fuente: Molina, Sánchez y Santarrosa (2012)
El posicionador de resistencias debe desplazarse con las mismas en un
espacio tridimensional, por lo que el programa debe manejar las distancias
en las que se mueve por el espacio con un sistema de medición espacial, por
lo cual este ítem indaga sobre el sistema de coordenadas más adecuado
para la utilización del sistema, en el que se determinó que el mejor de todos,
es el sistema de coordenadas cartesianas (X,Y,Z) con un 50% de las
respuestas, el cual por las características del diseño, resulta el más
adecuado por el sistema de rieles que utiliza.
Tabla 14
Necesidad de que el software cuente con CAD
25%
50%
25%
13- SISTEMA DE COORDENADAS MAS ADECUADO
CILINDRICAS
CARTESIANAS
ESFERICAS
113
Opciones Frecuencia porcentual Frecuencia absoluta
Si 100 5 No 0 0
Total 100 5 Fuente: Molina, Sánchez y Santarrosa (2012)
Gráfico 14.Necesidad de que el software cuente con CAD Fuente: Molina, Sánchez y Santarrosa (2012)
La pregunta 14 tiene como objetivo verificar la necesidad de que el
software del posicionador de resistencias cuente con la herramienta de
diseño asistido por computadora; la totalidad de los entrevistados consideran
necesario la inclusión de esta utilidad en el software de la maquina CNC,
señalando que es un requerimiento importante para su eficiente desempeño
ya que facilitaría a los usuarios el manejo del mismo.
Tabla 15
Lenguaje de programación más adecuado
Opciones Frecuencia porcentual
Frecuencia absoluta
Diagrama de contactos 11,11111111 1 Lista de instrucciones 11,11111111 1
100%
0%
14- NECESIDAD DE QUE EL SOFTWARE CUENTE CON CAD
SI
NO
114
Diagrama de bloques funcionales 11,11111111 1
Lenguaje de texto estructurado 55,55555556 5 Grafico funcional secuencial 11,11111111 1
Total 100 9 Fuente: Molina, Sánchez y Santarrosa (2012)
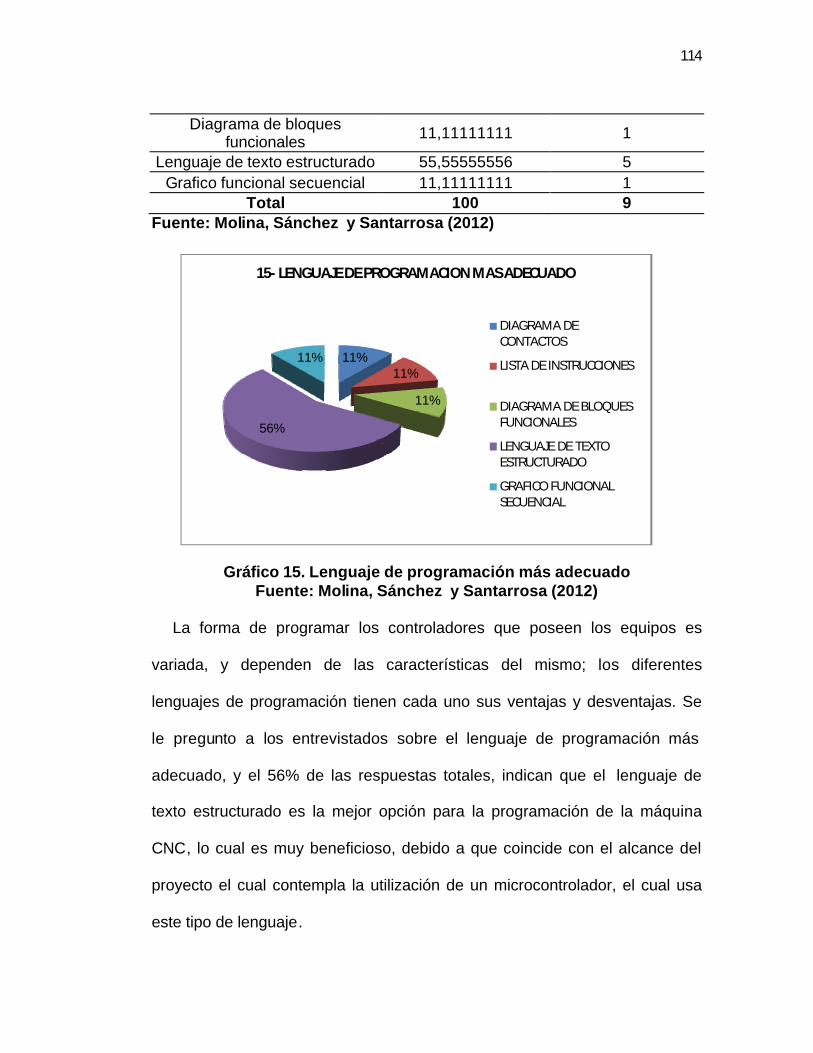
Gráfico 15. Lenguaje de programación más adecuado
Fuente: Molina, Sánchez y Santarrosa (2012) La forma de programar los controladores que poseen los equipos es
variada, y dependen de las características del mismo; los diferentes
lenguajes de programación tienen cada uno sus ventajas y desventajas. Se
le pregunto a los entrevistados sobre el lenguaje de programación más
adecuado, y el 56% de las respuestas totales, indican que el lenguaje de
texto estructurado es la mejor opción para la programación de la máquina
CNC, lo cual es muy beneficioso, debido a que coincide con el alcance del
proyecto el cual contempla la utilización de un microcontrolador, el cual usa
este tipo de lenguaje.
11%11%
11%
56%
11%
15- LENGUAJE DE PROGRAMACION MAS ADECUADO
DIAGRAMA DE CONTACTOS
LISTA DE INSTRUCCIONES
DIAGRAMA DE BLOQUES FUNCIONALES
LENGUAJE DE TEXTO ESTRUCTURADO
GRAFICO FUNCIONAL SECUENCIAL
115
Tabla 16
Dispositivo de control más adecuado
Opciones Frecuencia porcentual Frecuencia absoluta
PLC compacto 14,28571429 1 PLC Modular 14,28571429 1
Nano PLC 0 0 Microcontrolador 57,14285714 4 Dispositivo PLD 14,28571429 1
Total 100 7 Fuente: Molina, Sánchez y Santarrosa (2012)
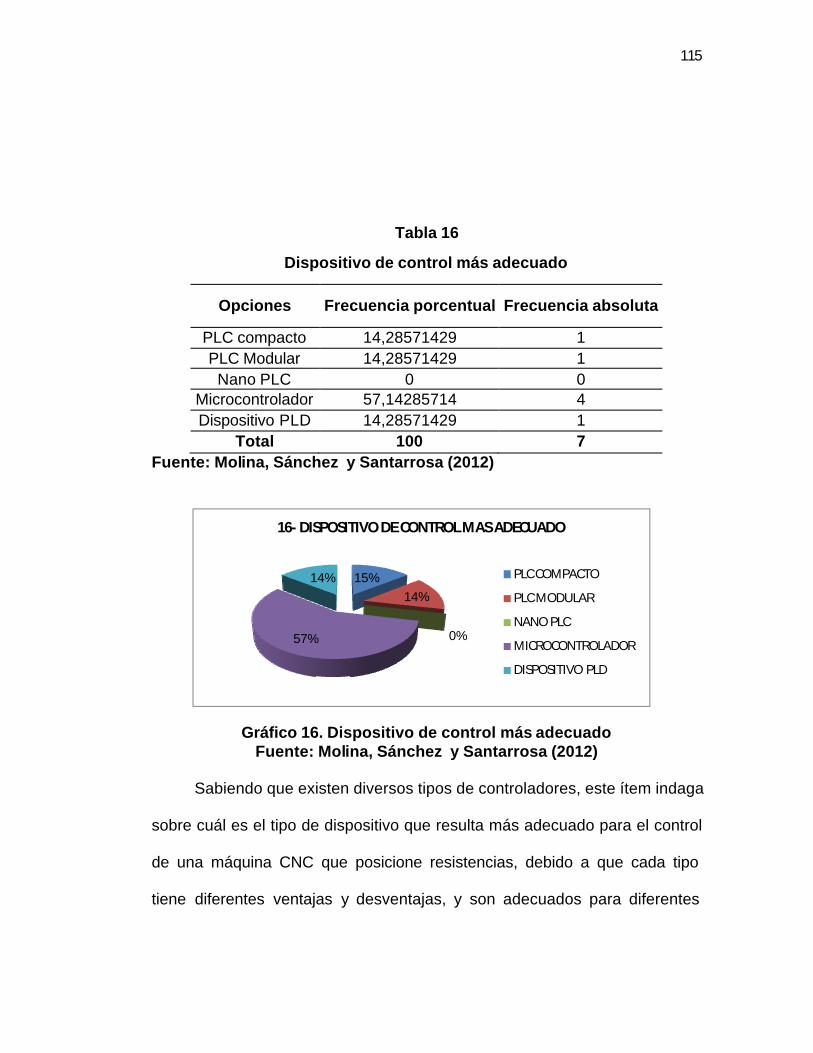
Gráfico 16. Dispositivo de control más adecuado
Fuente: Molina, Sánchez y Santarrosa (2012)
Sabiendo que existen diversos tipos de controladores, este ítem indaga
sobre cuál es el tipo de dispositivo que resulta más adecuado para el control
de una máquina CNC que posicione resistencias, debido a que cada tipo
tiene diferentes ventajas y desventajas, y son adecuados para diferentes
15%14%
0%57%
14%
16- DISPOSITIVO DE CONTROL MAS ADECUADO
PLC COMPACTO
PLC MODULAR
NANO PLC
MICROCONTROLADOR
DISPOSITIVO PLD
116
tareas, a lo que los entrevistados respondieron que el más adecuado es el
microcontrolador, con el 57% de las respuestas afirmativas, dando respaldo a
lo planteado por el proyecto para su realización.
Tabla 17
Control local – remoto
Opciones Frecuencia porcentual Frecuencia absoluta
Local 57,14285714 4 Remoto 42,85714286 3
Total 100 7 Fuente: Molina, Sánchez y Santarrosa (2012)
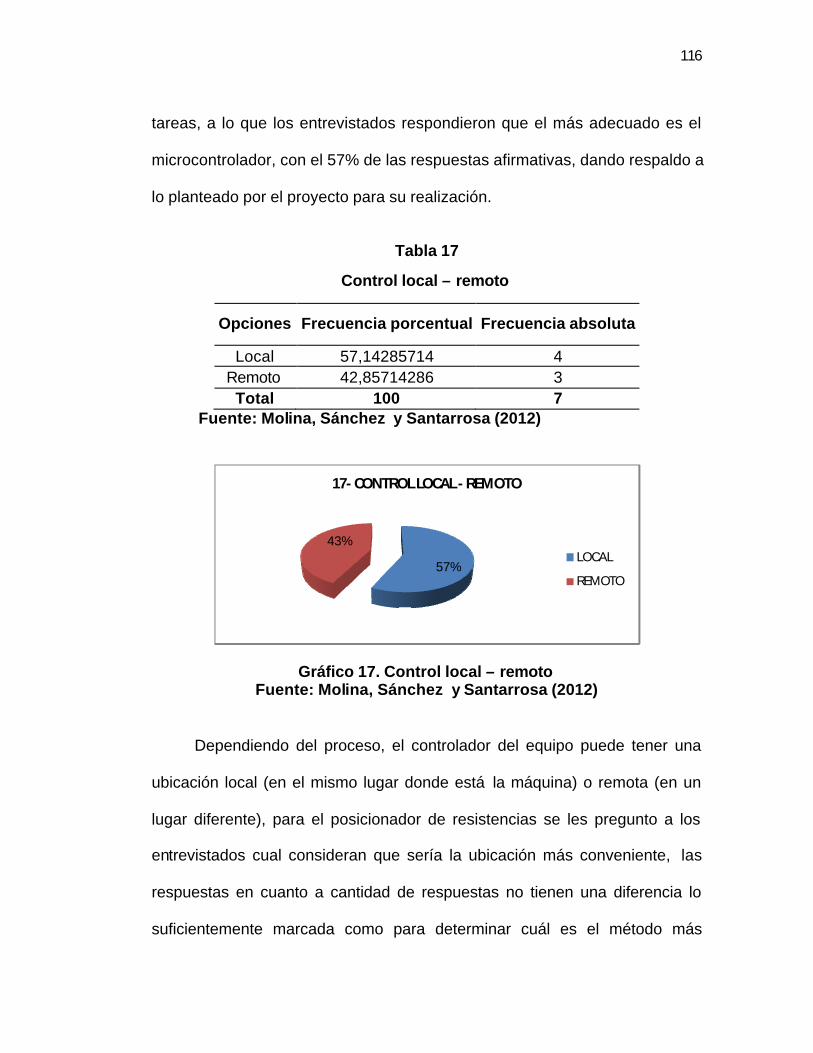
Gráfico 17. Control local – remoto Fuente: Molina, Sánchez y Santarrosa (2012)
Dependiendo del proceso, el controlador del equipo puede tener una
ubicación local (en el mismo lugar donde está la máquina) o remota (en un
lugar diferente), para el posicionador de resistencias se les pregunto a los
entrevistados cual consideran que sería la ubicación más conveniente, las
respuestas en cuanto a cantidad de respuestas no tienen una diferencia lo
suficientemente marcada como para determinar cuál es el método más
57%
43%
17- CONTROL LOCAL - REMOTO
LOCAL
REMOTO
117
eficiente, sin embargo, basados en las revisiones teóricas, se determino que
es más eficiente que los controladores de la maquina se ubiquen de forma
local, debido a que son equipos pequeños para ambientes de trabajo a nivel
de universidad.
Seguidamente, tomando en cuenta los datos recolectados sobre el estado
actual del sistema y las respuestas obtenidas a través del cuestionario, se
procede a definir una serie de requerimientos correspondiente a la fase II de
la metodología aplicada, cuyo objetivo es determinar los requerimientos
técnicos necesarios para la automatización del sistema.
Para ello, se procede a detallar técnicamente cómo se desarrollan los
procesos en base a la automatización de los mismos. Todo ello, para luego
listar las señales de entradas y salidas en conjunto con los dispositivos de
control.
El proceso de posicionamiento de resistencias eléctricas en placas
electrónicas de manera global está divido en Cuatro (4) etapas, donde cada
una posee un grupo de sensores y dispositivos de control encargados de
monitorear y controlar las variables en cada una de estas, suministrando
información al microcontrolador de la máquina. Todas las etapas serán
controladas por el microcontrolador siendo estas:
1- Pre-Arranque
2- Selección de la resistencia eléctrica
3- Posicionamiento de la resistencia eléctrica
4- Sistema de seguridad
118
Primeramente, se conectará el posicionador de resistencias con la
computadora a través de un puerto serial y además se colocará la placa
perforada en la base destinada para sujetarla, posteriormente se energiza la
máquina mediante el botón de encendido ubicado en el panel de control,
además la pantalla LCD empezará a funcionar mostrando desde este
momento en adelante toda la información referida al proceso, desde el inicio
hasta su culminación. Seguidamente el posicionador de resistencia entrará
en modo de espera hasta que reciba el conjunto de instrucciones a seguir de
la computadora la cual posee el diseño a realizar, esto ocurre a través de un
comando que es accionado desde el software.
Al recibir el conjunto de instrucciones por parte del ordenador comenzará
a realizar el proceso de posicionamiento de resistencias eléctricas, donde
inicialmente una pinza robótica la cual usa un motor para controlar la
apertura y cierre del mecanismo de sujeción, sujetara dicho componente
electrónico. A partir de este momento la pinza robótica se colocará en su
posición inicial para luego proceder a colocar dicha resistencia según lo
establecido por el usuario en el programa.
El desplazamiento de la pinza robótica se realiza en base a un sistema de
coordenadas cartesianas donde el movimiento de los tres (3) ejes. Se
realizará a partir de un conjunto de rieles electromecánicos que a su vez
cuenta con motores paso a paso controlador por microcontrolador.
El Movimiento en el eje X y Y para el posicionamiento de cada resistencia
está determinado por las coordenadas codificadas en el programa. El
119
movimiento en el eje Z para la ubicación de cada resistencia se realizara de
forma estándar debido a que siempre realizara el proceso de ascender y
descender con una distancia prestablecida.
Además, la máquina contará con un sistema de seguridad el cual estará
establecido por una alarma indicadora que permita al usuario conocer si hay
una falla dentro del proceso de posicionamiento de resistencia, por lo cual el
usuario con un botón de paro emergencia tendrá la potestad de detener el
proceso si él lo ve necesario, luego de haberse solucionado el problema, se
presionara un botón de continuación de proceso.
Cabe destacar, que la máquina dispone de un teclado matricial el cual
permitirá en caso de que haya alguna falla en el proceso poder manejar los
ejes X, Y y Z por medio del teclado en lo que sería el proceso de calibración
o posicionamiento de dichos ejes si el operador lo ve necesario. Ya una vez
conocido el proceso a continuación se presenta el listado del hardware de las
entradas y salidas correspondientes al microcontrolador.
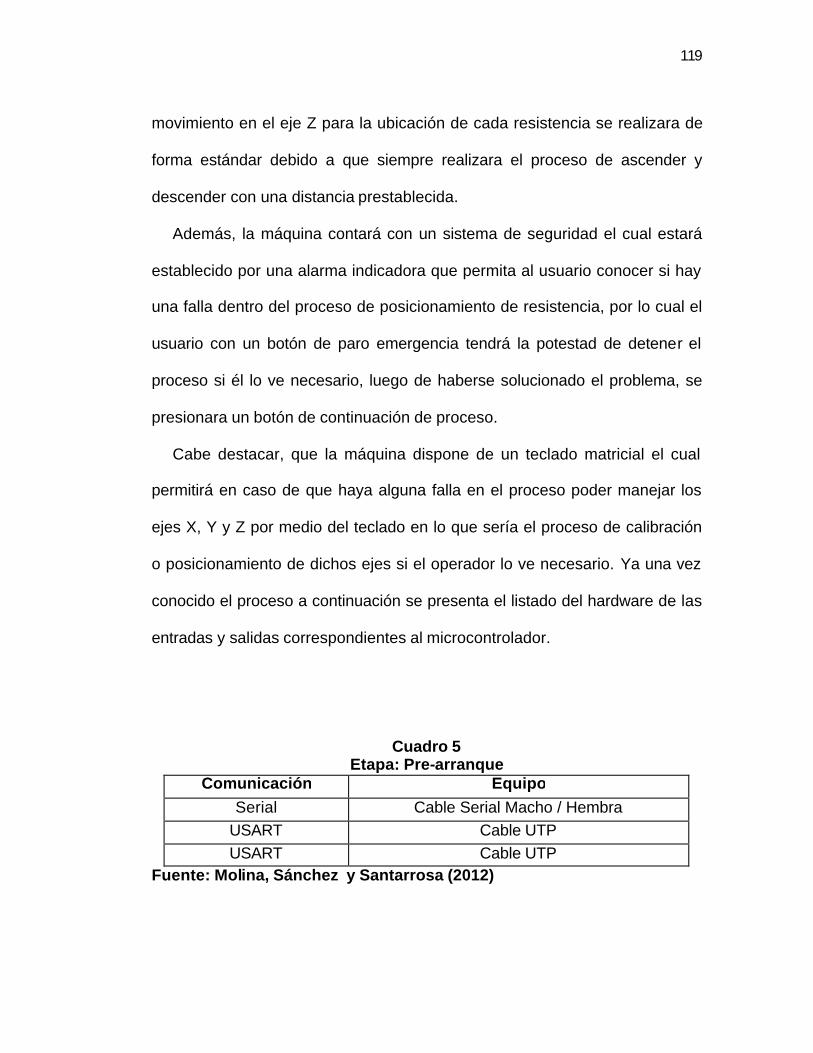
Cuadro 5 Etapa: Pre-arranque
Comunicación Equipo Serial Cable Serial Macho / Hembra
USART Cable UTP USART Cable UTP
Fuente: Molina, Sánchez y Santarrosa (2012)
120
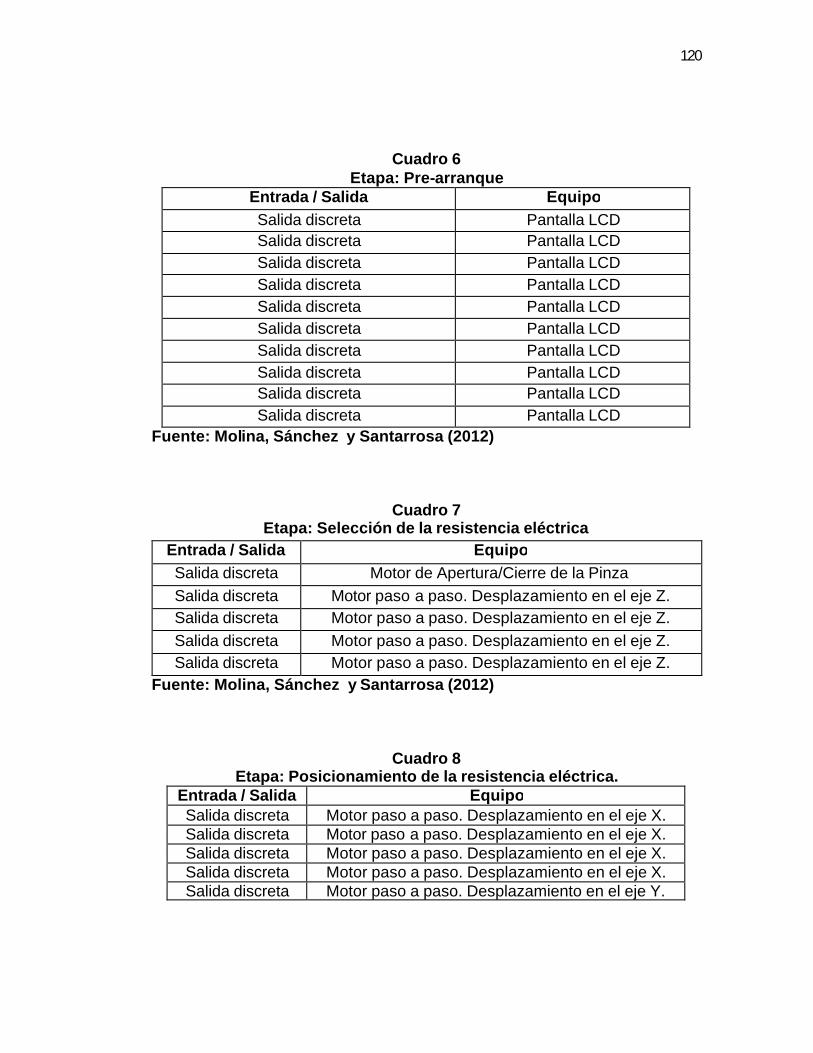
Cuadro 6 Etapa: Pre-arranque
Entrada / Salida Equipo Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD Salida discreta Pantalla LCD
Fuente: Molina, Sánchez y Santarrosa (2012)
Cuadro 7 Etapa: Selección de la resistencia eléctrica
Fuente: Molina, Sánchez y Santarrosa (2012)
Cuadro 8 Etapa: Posicionamiento de la resistencia eléctrica.
Entrada / Salida Equipo Salida discreta Motor paso a paso. Desplazamiento en el eje X. Salida discreta Motor paso a paso. Desplazamiento en el eje X. Salida discreta Motor paso a paso. Desplazamiento en el eje X. Salida discreta Motor paso a paso. Desplazamiento en el eje X. Salida discreta Motor paso a paso. Desplazamiento en el eje Y.
Entrada / Salida Equipo Salida discreta Motor de Apertura/Cierre de la Pinza Salida discreta Motor paso a paso. Desplazamiento en el eje Z. Salida discreta Motor paso a paso. Desplazamiento en el eje Z. Salida discreta Motor paso a paso. Desplazamiento en el eje Z. Salida discreta Motor paso a paso. Desplazamiento en el eje Z.
121
Cuadro 8 (Cont…)
Entrada / Salida Equipo Salida discreta Motor paso a paso. Desplazamiento en el eje Y.
Salida discreta Motor paso a paso. Desplazamiento en el eje Y.
Salida discreta Motor paso a paso. Desplazamiento en el eje Y.
Fuente: Molina, Sánchez y Santarrosa (2012)
Cuadro 9 Etapa: Sistema de Seguridad
Entrada / Salida Equipo Salida discreta Alarma de Emergencia
Entrada discreta Botón de paro de emergencia Entrada discreta Botón de continuación de proceso Salida discreta Teclado Matricial Salida discreta Teclado Matricial Salida discreta Teclado Matricial Salida discreta Teclado Matricial
Entrada discreta Teclado Matricial Entrada discreta Teclado Matricial Entrada discreta Teclado Matricial Entrada discreta Teclado Matricial
Fuente: Molina, Sánchez y Santarrosa (2012)
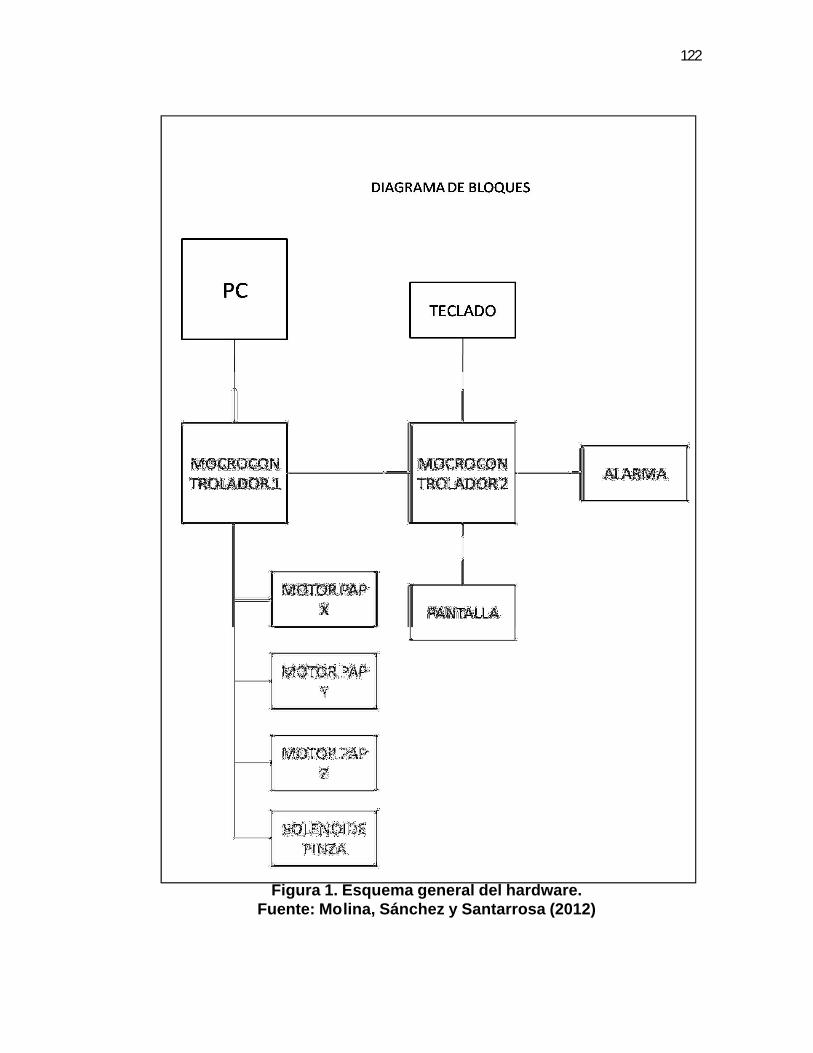
Fase III: ESQUEMA GENERAL DEL HARDWARE
Continuando con el desarrollo del tercer objetivo, se engloba lo referente al
diseño del hardware que servirá como guía para la elaboración del prototipo.
A continuación, se plantea elesquema general de hardware por el que
actuara el controladorprincipal del proceso, en este caso un par de
microcontroladores PIC. Este se describe a continuación:
122
Figura 1. Esquema general del hardware. Fuente: Molina, Sánchez y Santarrosa (2012)
123
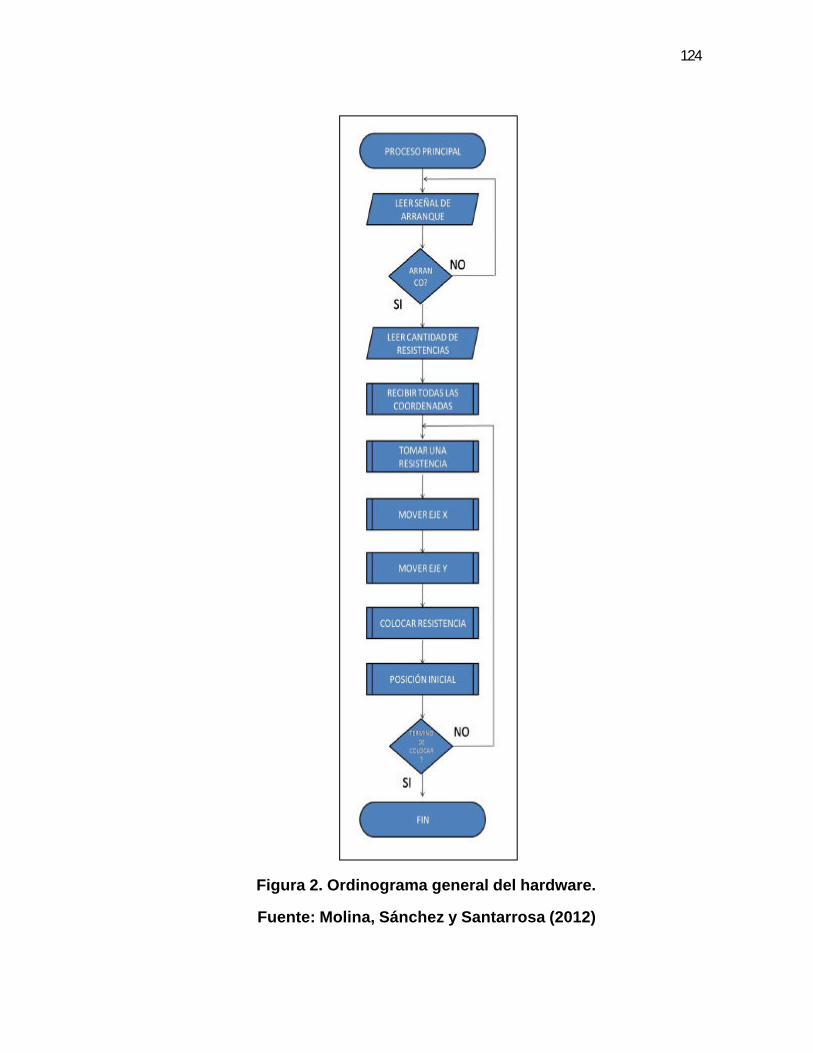
Fase IV: ORDINOGRAMA GENERAL
Por otro lado, continuando con el desarrollo de la metodología, se realizó
unordinograma general, con la ayuda del software Microsoft Power Point,
donde se tiene una visualización genérica de todas las etapas que engloban
la filosofía operacional del proceso objeto deestudio, lo que servirá como
punto de inicio para eldesarrollo del software y de esta manera tener el paso
inicial para el cumplimiento del objetivo 4 que resalta: Elaborar la lógica de
control para el funcionamiento delsistema de control numérico por
computador (CNC). A continuación los cuadros correspondientes dicho
ordinograma:
124
Figura 2. Ordinograma general del hardware.
Fuente: Molina, Sánchez y Santarrosa (2012)
125
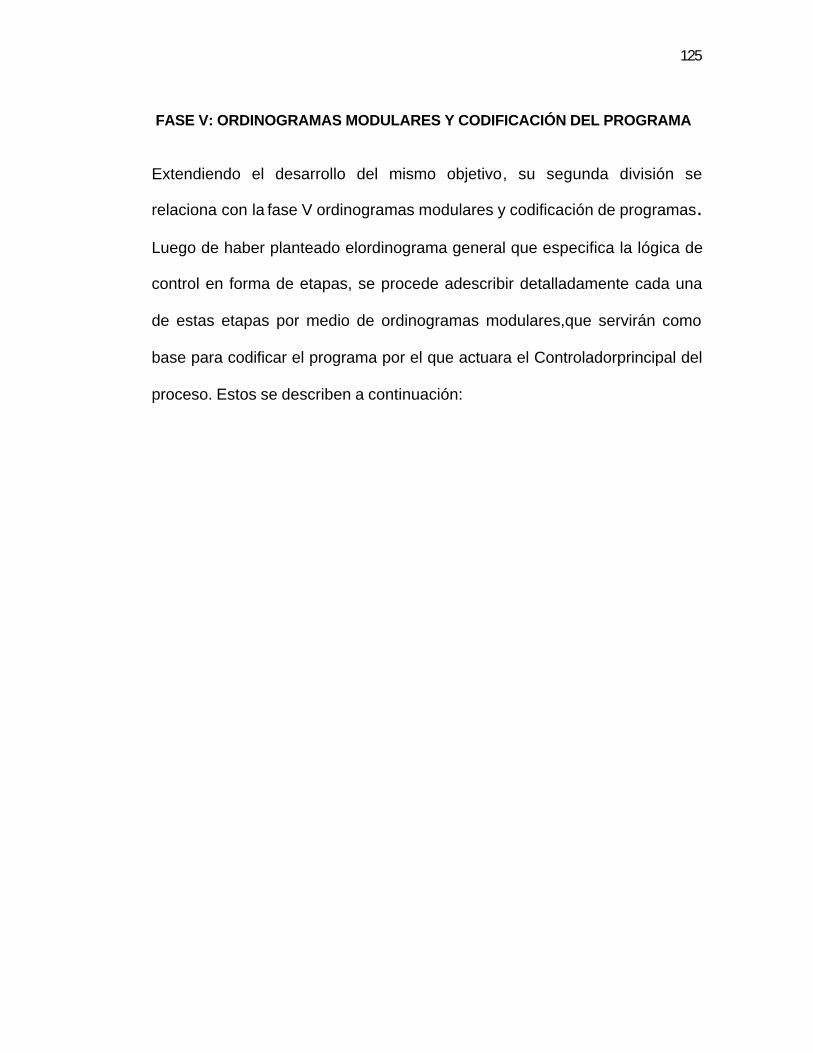
FASE V: ORDINOGRAMAS MODULARES Y CODIFICACIÓN DEL PROGRAMA
Extendiendo el desarrollo del mismo objetivo, su segunda división se
relaciona con la fase V ordinogramas modulares y codificación de programas.
Luego de haber planteado elordinograma general que especifica la lógica de
control en forma de etapas, se procede adescribir detalladamente cada una
de estas etapas por medio de ordinogramas modulares,que servirán como
base para codificar el programa por el que actuara el Controladorprincipal del
proceso. Estos se describen a continuación:
126
Figura 3. Proceso.
Fuente: Molina, Sánchez y Santarrosa (2012)

127
Figura 4. Sujeción de resistencia.
Fuente: Molina, Sánchez y Santarrosa (2012)
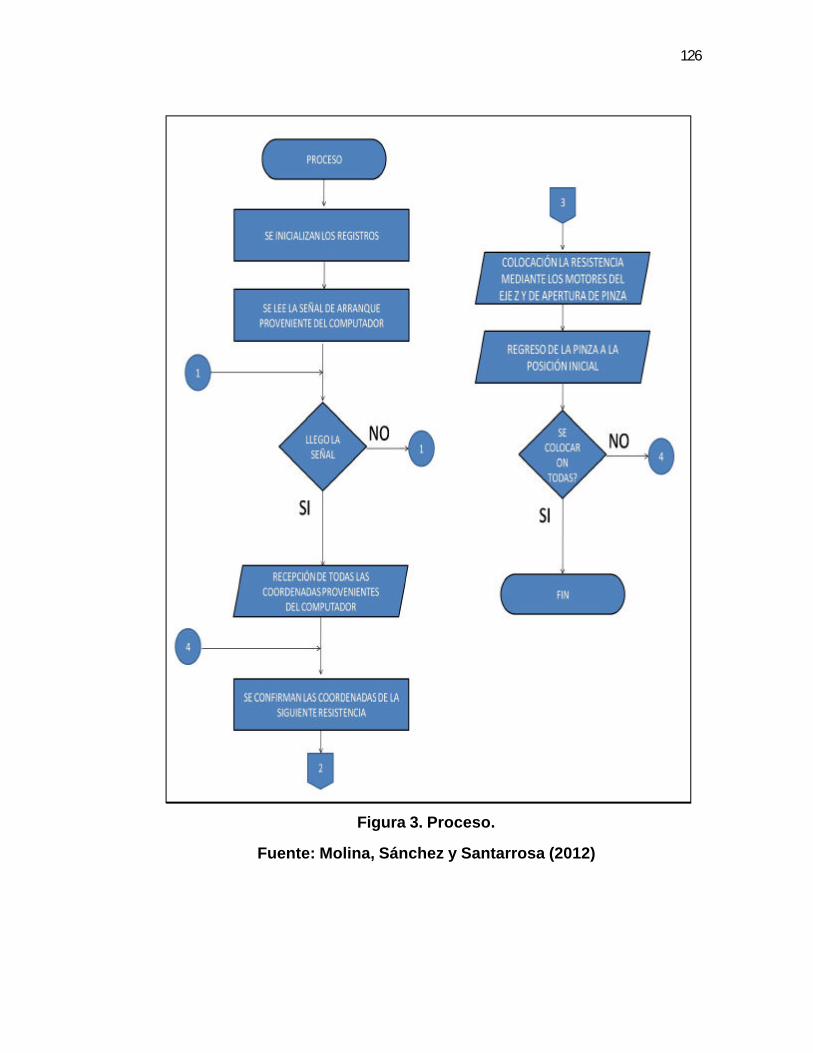
128
Figura 5. Calibración.
Fuente: Molina, Sánchez y Santarrosa (2012)
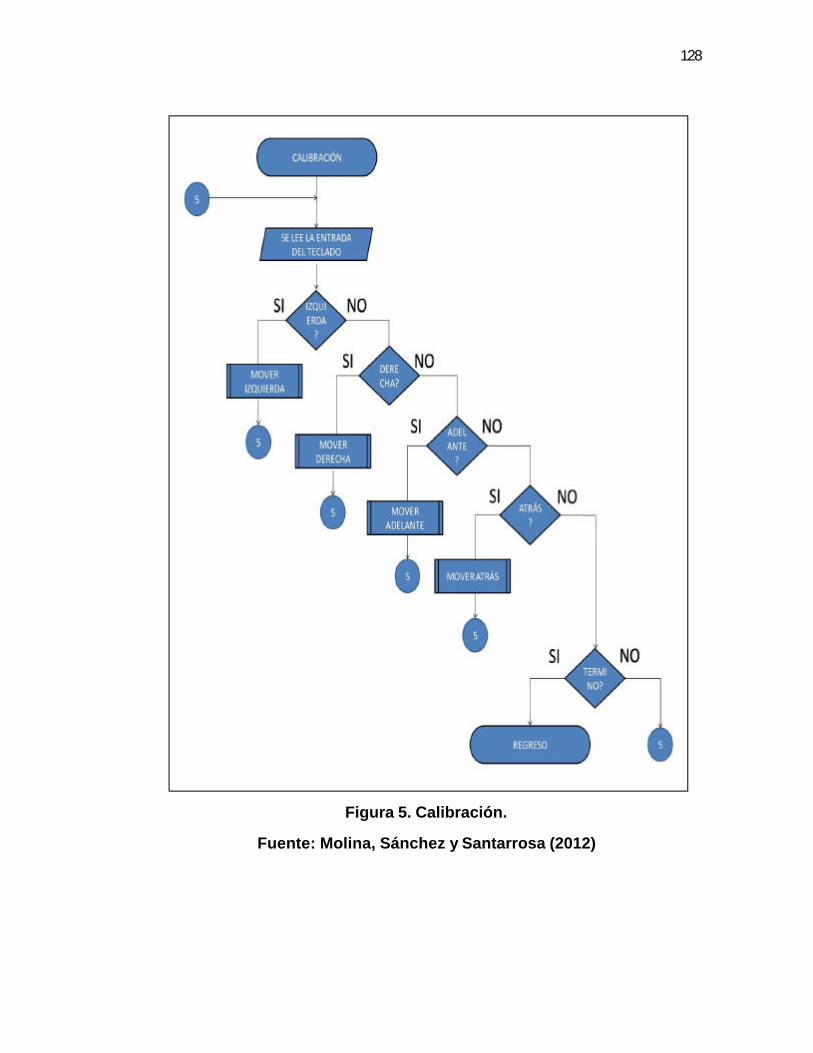
129
Figura 6. Paro de emergencia
Fuente: Molina, Sánchez y Santarrosa (2012)
130
Por otro lado, para la codificación del programa se utilizó el software
MPLAB IDE versión 8.10, mediante la aplicación del lenguaje "assembler", el
cual permitió la creación de una estructura organizada y de fácil manejo.
La codificación está estructurada en una serie de rutinas; una de éstas es la
rutina principal, la cual está encargada de dirigir el camino que toma el
programa a través de cada una de las sub-rutinas, correspondientes a las
distintas etapas del proceso que son monitoreados constantemente. Otras
sub-rutinas están conformadas por la lógica necesaria para el ajuste de
diversas variables como son las que corresponden a cada uno de los ejes
cartesianos del prototipo.
En este programa cada sensor es representado con un bit el cual trabaja con
lógica inversa por lo cual es ununo (1) lógico, evitando la activación de
cualquier elemento; al momento de activarse el sensor asociado, el bit
cambia de estado de un uno (1) acero (0) lógico, permitiendo realizar la
activación correspondiente a cada uno de los motores y actuadores que
forman parte del sistema. De esta manera se observa como los sensores
trabajan con una lógica negativa, y esto se da para seguir un protocolo de
falla segura durante todo el proceso.
Se desarrollaron rutinas específicas para el control de los actuadores de
tal manera que existiese compatibilidad con cada uno de los motores paso a
paso presentes en el prototipo, las cuales implementan instrucciones como
RRF (rotateright file) y RLF (rotateleft file) para el accionamiento de los
terminales de las bobinas. También se utilizó una estructura de contador para
131
el control de la posición de los motores, con respecto a las coordenadas
cartesianas, introducidas por el usuario. La comunicación del computador
asociada al microcontrolador se realizó por medio de una conexión serial. El
PIC 16F877A puede configurarse como una unidad de comunicación en serie
para la transmisión de datos asíncrona (USART).
Para programar el modulo USART se utilizaron 3 registros, el primero de
ellos se encarga de configurar y dar formato a la transmisión de datos, el
segundo de configurar y dar formato a la recepción de datos y el tercero se
encarga de configurar la velocidad de las comunicaciones de datos.
Por último, en lo referente a la programación del microcontrolador se
implementaron registros de propósito general ubicados en los bancos de
memoria 2 y 3 para el almacenamiento de coordenadas cartesianas
provenientes del computador, con la ayuda del direccionamiento indirecto
para poder manipular eficientemente el almacenamiento de dichos datos.
Cabe destacar que se utilizo el programa Visual Basic 2008 ( Ver anexo
F), el cual consta del uso de una serie de pantallas de operación
(despliegues), que proporcionan herramientas como botones, cuadros de
texto, gráficos, etiquetas, menús, temporizadores, barras de progreso, entre
otros,además permite trabajar con una serie de variables como son las
booleanas, bytes,intenger, doubles, que le da la facilidad al programador de
tener un control, con el cual puede realizar tanto la entrada como la salida de
datos, en el que se desarrollará básicamente el diseño del circuito electrónico
132
que se quiera transferir al prototipo para el posicionamiento de las
resistencias eléctricas en la placa electrónica.
Dentro de las sentencias empleadas en el entorno de Visual Basic 2008,
se encuentran las condiciones If – ElseIf, las cuales permitieron manipular las
condiciones de trabajo de los botones de apertura y cierre de la
comunicación por el puerto serial COM2. A su vez, las sentencias True y
False, determinaron la habilitación y deshabilitación del botón de envío de
datos hacia el microcontrolador. Las barras de progreso se programaron en
conjunto con un temporizador, con el siguiente juego de instrucciones; para
la inicialización del temporizador TIMER1.STARTUP (), y para reflejar el
incremento de dichas barras se utilizo la sentencia
PROGRESSBAR1.INCREMENT ().
El diseño asistido por computador (CAD), realizado en el entorno de
Visual Basic 2008, se creó con la utilización de un grupo de botones
denominados RADIOBUTTOM, los cuales están constituidos por una serie
códigos para cada una de las posiciones dentro del diseño de la placa
electrónica.
Además, el software antes mencionado permite la programación directa,
desarrollo de despliegues a nivel de la IHM, enella se visualiza el
funcionamiento correcto del sistema y monitoreo desus variables y se
encarga de mostrar las diferentes fallas que puedanpresentarse.
133
FASE VI: DEPURACIÓN DEL SOFTWARE
Siguiendo con la fase VI, correspondiente a la Depuración del software,
para culminar el alcance del siguiente objetivo: Elaborar la lógica de control
para el funcionamiento del sistema de control numérico por computador
(CNC), se procedió a las pruebas correspondientes al programa que fue
codificado y a la verificación de los despliegues realizados en el computador.
Estas pruebas tuvieron como punto de partida la puesta en marcha del
software del prototipo realizado en el programa MPLAB IDE v8.10 mediante
la utilización de la opción "Debugger" ubicada en la barra de herramientas del
mismo, la cual despliega un conjunto de 8 herramientas para la depuración.
Un punto importante fue la verificación del programa que el
microcontrolador estaba ejecutando, observando de esta manera que las
instrucciones encargadas de enviar indicaciones al Hardware se estuviesen
ejecutando de la forma correcta.
En primera instancia se colocó el software del prototipo en modo RUN para
que inicie su funcionamiento, realizando forzados de entradas por medio del
software para ir dando cumplimiento a la lógica del programa.
En el transcurso de este proceso se fue detallando cada sentencia del
programa con las opciones de " StepInto", " StepOver" y " StepOut" para
corregir los errores lógicos que se fueron presentando.
La pantalla de operaciones elaborada mediante Visual Basic 2008,
proporcionó herramientas interactivas para localizar errores en tiempo de
134
ejecución y errores en la lógica del programa. Las herramientas de
depuración en incluyen:
• Puntos de interrupción y expresiones de interrupción:
Establece un punto de interrupción para detener un programa en
ejecución. Se puede establecer un punto de interrupción en tiempo de diseño
o en tiempo de ejecución mientras se esté en modo de interrupción.
• Expresiones de inspección.
Emplee las expresiones de inspección para examinar una variable o
expresión en particular. El valor de cada expresión de inspección es
actualizado en los puntos de interrupción
• Opciones paso a paso:
Use las opciones paso a paso para ejecutar porciones de código ya sea
una instrucción o procedimiento a la vez.
• Pila de llamadas:
Emplee Pila de llamadas para visualizar todas las llamadas a
procedimientos activas y rastrear la ejecución de una serie de procedimientos
anidados.
• La ventana inmediato
En modo de interrupción, se puede probar una sentencia ejecutable
escribiéndola en la ventana inmediato. Visual Basic ejecuta la sentencia
inmediatamente de modo que se pueda evaluar el código.
• Las ventanas locales
135
Esta ventana automáticamente visualiza todas las variables declaradas en
el procedimiento actual, junto con sus valores.
Con respecto a errores lógicos presentes en el sistema se observó que al
trabajar con el eje Y, a medida de que el motor paso a paso retornaba a su
posición inicial lo hacía con coordenadas erróneas después de haber
realizado un proceso de posicionamiento. Al momento de utilizar los valores
que debían corresponder al eje Y, el bit 7 del registro FSR se encontraba
desactivado por lo que apunto hacia el banco en el cual se encontraba la
información correspondiente al eje X. La manera de corregir este problema,
fue mediante la activación del bit mencionado anteriormente antes de
efectuar la lógica correspondiente al movimiento del motor del eje Y.
En el entorno de Visual Basic 2008, se presentaron problemas debido a
errores de sintaxis a lo largo de la programación, por lo cual se utilizaron
continuamente guías y manuales de programación.
FASE VII: ADAPTACIÓN ENTRE HARDWARE Y SOFTWARE En esta fase de la investigación luego de formar la estructura del
hardware y el software se acuerdan los mecanismos para la comunicación
entre ambos, garantizando que la información entre y salga de forma correcta
mediante simulaciones por computador. De esta manera el hardware se
desarrolló en un entorno virtual, denominado Proteus ISIS 7, el cual nos
permitió implementar cada uno de los componentes que forman parte del
mecanismo del prototipo, entre estos:
136
- Microcontroladores PIC 16F877A.
- CI MAX232.
- Motores paso a paso con sus respectivos drivers.
- Conectores seriales para la comunicación con el computador (COMPIM).
- Osciladores de 4MHZ.
- Diodos.
- Pantalla LCD.
- Teclado matricial 4x3.
- Capacitores.
- Transistores.
- Pulsadores.
- Leds.
- Resistencias eléctricas.
Al haber desarrollado el sistema de control por medio del software MPLAB
IDE versión 8.10 y compilar la serie de códigos elaborados en lenguaje
ensamblador se crea el archivo .hex. Dicho archivo se utilizó en el programa
Proteus ISIS para la comprobación de la comunicación entre el hardware y el
software, con el fin de verificar que la lógica de control corresponda con los
ordinogramas desarrollados en la investigación.
Para poder lograr la comunicación entre el computador (Visual Basic
2008) y los dispositivos electrónicos ubicados en Proteus ISIS, se utilizó la
herramienta Virtual Serial Port Driver 7.1, el cual es un software que nos
permite enlazar dos (2) puertos seriales de forma virtual.
137
Al conectar cada uno de los software mencionados previamente, se
observó una transmisión eficiente de información al momento de enviar las
coordenadas y otros datos desde los despliegues en VB 2008, hacia el
microcontrolador PIC 16F877A, logrando una correcta adaptación entre cada
una de las etapas del proceso.
Por último, al momento de realizar las simulaciones, se encontraron
errores que no se percibieron durante la etapa de depuración, debido que
están relacionados con los componentes físicos del prototipo y sus
conexiones. Entre ellos.
- Se observo que el funcionamiento de los motores requiere de un tiempo
para realizar su movimiento, el cual debe ser considerado por el
temporizador del microcontrolador.
- Fallas en las conexiones entre el microcontrolador y el puerto serial
COMPIM
- Fallas en la transmisión de datos desde el entorno de trabajo de VB2008
hacia el microcontrolador
- Se presentaron problemas en el modulo de transmisión USART. Debido a
que el microcontrolador que trabaja como maestro, tiene que comunicarse
con dos dispositivos simultáneamente (microcontrolador secundario y el
ordenador).
- Se observo que al acoplar VB2008 y Proteus ISIS, existía una diferencia
entre las velocidades del modulo de transmisión USART.
138
Cada falla encontrada fue corregida y revaluada en simulaciones
continúas para garantizar el completo funcionamiento del sistema.
FASE VIII: IMPLEMENTACIÓN DEL HARDWARE
Una vez realizado el análisis de la fase anterior sobre la adaptación del
hardware con el software, seprocede con la implementación del hardware
correspondiente a la Fase VIII de lametodología, cumpliendo así con el
siguiente objetivo: Construir un prototipo con base en los resultados de la
simulación para la integración de hardware y software del sistema de control
numérico por computador (CNC) propuesto (Ver anexo G). Para desarrollar
elprototipo se realizó un listado de los materiales a utilizar en la fabricación
delmismo,detallando las características técnicas proporcionadas por las
hojas del fabricante,para realizar de esta manera una correcta
implementación de los dispositivos electrónicos.
El microcontrolador escogido para el diseño del prototipo PIC 16f877A
(Ver anexo H), cuenta con una serie de características:
- Frecuencia máxima de DX – 20MHz
- Memoria de programa flash de 8Kb
- Puertos A, B, C, D y E que correspondes a E/S
- Está conformado por 40 pines
- Posee una gama de 15 interrupciones
- Cuenta con tres temporizadores
- Comunicaciones seriales de tipo MSSP y USART.
139
- Comunicación paralela PSP.
- Cuenta con 8 canales de entrada que trabajan como módulos A /D de 10
bits
- El lenguaje de programación cuenta con un total de 35 instrucciones.
- La máxima capacidad de corriente de cada uno de los pines de I/O en modo
sumidero es de 25 mA y en modo fuente 20 mA.
- Su voltaje de funcionamiento es de 5 vdc.
Siguiendo con la descripción del listado de los componentes, se utilizó
una pantalla LCD de 2x16, en la cual cada carácter dispone de una matriz de
5x7 puntos ( pixeles), este dispositivo está gobernado internamente por un
microcontrolador Hitachi 44780. Está conformado por 16 pines de los cuales,
8 corresponden al bus de datos, 2 encargados de la regulación del led
interno que ilumina la pantalla, 2 pines de alimentación (rango de voltaje de
5v) y 4 pines de configuración de la misma.
Así mismo, se implemento un teclado matricial 4x3, el cual es un
dispositivo de entrada de datos que consta de 12 teclas o pulsadores,
dispuestos e interconectados en filas y columnas. Dispone de un conector
SIL (Single in line) macho de 7 pines que corresponden con las 4 filas y 3
columnas de las que dispone.
Con respecto a la estructura del prototipo se utilizó un conjunto de ejes
denominados X, Y y Z( Ver anexo I). El eje X, corresponde a un escáner HP,
y los otros ejes Y y Z, provenientes de dos impresoras HP modelo 136D. Por
lo cual se acoplaron de tal manera que el eje Z, está sujeto al eje Y, y ambos
140
son soportados por el eje X, tomando la forma de un robot cartesiano. En el
eje Z, se sitúa la herramienta de trabajo, conformada por una pinza la cual
está compuesta por 2 piezas metálicas, que al estar unidas logran la sujeción
de las resistencias eléctricas.
El eje X posee intrínsecamente un motor paso a paso unipolar MITSUMI de
modelo M35SP-7, el cual posee las siguientes características:
- Angulo de paso de 7.5°
- Rango de voltaje de 12v – 24v
- Rango de corriente por fase de 517mA Max.
- 4 bobinas
- Resistencia interna de 50 ohm por fase.
- Torque máximo 34.3 mNxm
Referente a los drivers (controladores), para cada uno de los motores
paso a paso se implemento el CI L293B, el cual posee una corriente de
salida de 1A por canal, protección contra altas temperaturas, rango máximo
de voltaje de alimentación de 36v y voltaje máximo de entrada de 7v.
Para la comunicación entre el ordenador y elmicrocontrolador es
necesario el uso del CI MAX232 (Ver anexo J), el mismo dispone
internamente de cuatro(4) conversores de niveles TTl al bus Standard RS232
y viceversa, para la comunicación serial. El CI lleva internamente dos
conversores de nivel de TTL a RS232 y otros de RS232 a TLL con lo que en
total se pueden manejar cuatro(4) señales del puerto serial de la PC, por lo
general las más usadas son TX, RX, RTS y CTS. Para que el MAX232
141
funcione correctamente se deben colocar unos condensadores externos de
1uF.
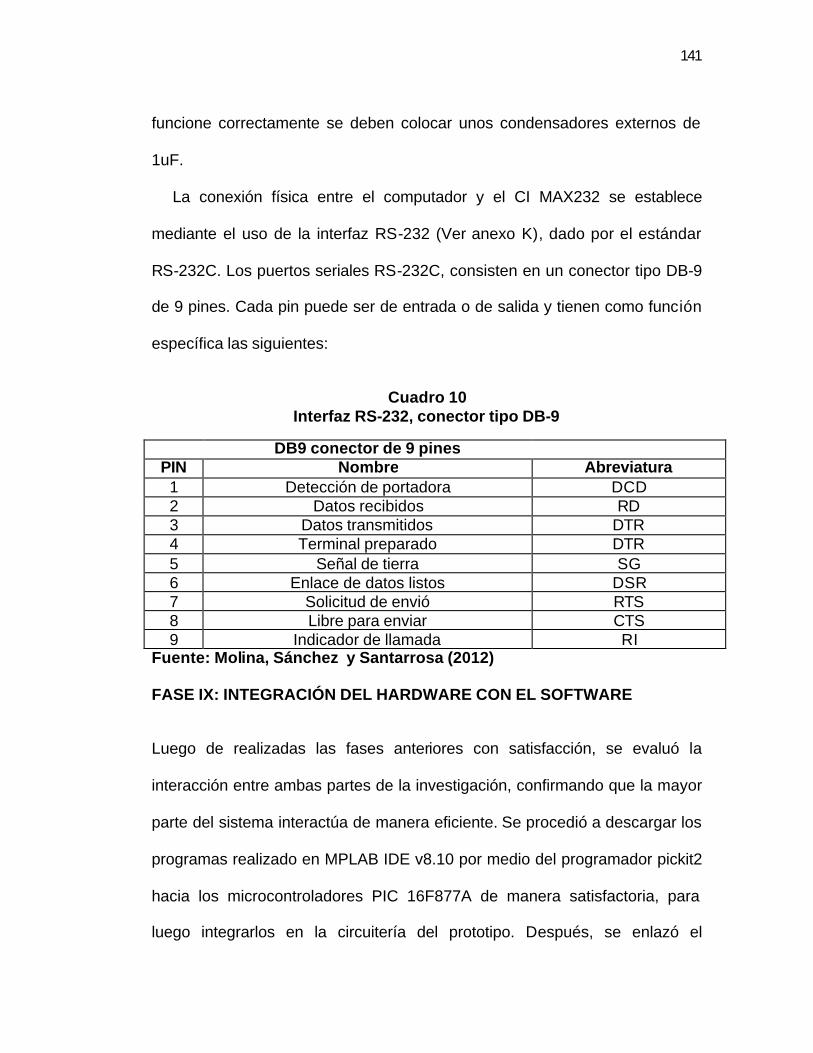
La conexión física entre el computador y el CI MAX232 se establece
mediante el uso de la interfaz RS-232 (Ver anexo K), dado por el estándar
RS-232C. Los puertos seriales RS-232C, consisten en un conector tipo DB-9
de 9 pines. Cada pin puede ser de entrada o de salida y tienen como función
específica las siguientes:
Cuadro 10
Interfaz RS-232, conector tipo DB-9
DB9 conector de 9 pines PIN Nombre Abreviatura
1 Detección de portadora DCD 2 Datos recibidos RD 3 Datos transmitidos DTR 4 Terminal preparado DTR 5 Señal de tierra SG 6 Enlace de datos listos DSR 7 Solicitud de envió RTS 8 Libre para enviar CTS 9 Indicador de llamada RI
Fuente: Molina, Sánchez y Santarrosa (2012) FASE IX: INTEGRACIÓN DEL HARDWARE CON EL SOFTWARE
Luego de realizadas las fases anteriores con satisfacción, se evaluó la
interacción entre ambas partes de la investigación, confirmando que la mayor
parte del sistema interactúa de manera eficiente. Se procedió a descargar los
programas realizado en MPLAB IDE v8.10 por medio del programador pickit2
hacia los microcontroladores PIC 16F877A de manera satisfactoria, para
luego integrarlos en la circuitería del prototipo. Después, se enlazó el
142
ordenador con el diseño circuital por medio del cable serial RS-232 para la
transmisión de datos. Finalmente se verificó la continuidad de todas las
conexiones.
Se dio inicio a las pruebas del prototipo, bajo condiciones ideales,
confirmando que físicamente trabajara de acuerdo a lo propuesto en la
investigación. Primeramente se energizó el prototipo y se encendió la
computadora para ejecutar el software desarrollado en la aplicación Visual
Basic 2008, se seleccionaron las coordenadas de prueba a ejecutar por el
posicionador de resistencias, se habilito el puerto serial desde dicha
aplicación, y posteriormente se envió un conjunto de datos al
microcontrolador.Se verificó la correcta transmisión de la informaciónal
visualizar en la pantalla LCD las coordenadas recibidas.
Se observó que los motores paso a paso desplazaban los ejes, realizando
los movimientos necesarios para la correcta posición de las resistencias
según las coordenadas. También se verificó la apertura y cierre de la pinza,
para comprobar los tiempos que empleaba en dichos movimientos, y verificar
si permitían la correcta sujeción y colocación de la resistencia, además de la
pantalla LCD, la cual mostraba constantemente la información
correspondiente al desenvolvimiento del sistema.
Se evaluó el nivel de precisión del sistema para determinar las exigencias
del diseño ya que los motores no desplazaban los ejes de forma precisa con
respecto a las distancias que tenían las perforaciones de la placa electrónica,
143
por lo cual se requirió de una calibración manual para ajustar los puntos de
referencia.
Las correas de desplazamiento de los ejes, a lo largo de las pruebas
tendían a descarrilarse, afectando el desempeño del posicionador, de modo
que fue necesario colocar una goma para su sujeción. Cabe destacar que
también se presentaron problemas con la alimentación, debido a la demanda
de corriente que tenían los motores al momento del arranque era mayor a la
corriente nominal de los mismos.
FASE X: PRUEBAS FINALES DEL PROTOTIPO
En esta fase se puso a prueba el prototipo (ver anexo B), bajo condiciones
reales, tal cual como si fuera implementado en el área de trabajo para su
supervisión con la ayuda de un experto y de esta manera realizar los ajustes
y correcciones finales.
Las pruebas finales del sistema fueron diseñadas para localizar
discrepancias o anomalías entre el sistema de control recientemente
construido y los objetos y requerimientos inicialmente establecidos con los
usuarios del sistema, por ello, estas pruebas se debieron realizar como si el
sistema estuviese operando normalmente . Las condiciones de las pruebas
finales se detallan a continuación:
- Posicionado de 5 resistencias eléctricas (1 watt) sobre la placa perforada.
- Puesta en marcha del sistema a lo largo de 5 horas continuas, para
garantizar su estabilidad en el tiempo
144
- Evaluación del desempeño del sistema a temperatura ambiente y a
diferentes niveles de temperatura (16°C – 36°C).
- Apagado forzado del sistema durante el proceso, para verificar que una
desconexión no descalibre el sistema.
1.2. PRESENTAR LA PROPUESTA Ya culminadas las fases metodológicas siguiendo con la metodología
propuesta por Angulo (1986) en conjunto con los criterios de los autores de la
presente investigación, y por tanto el cumplimiento de los objetivos
planteados en la investigación, se procede a discutir las ventajas y beneficios
del sistema diseñado. Ya después de haber realizado el prototipo, se
determino que su precisión al momento del posicionamiento de una
resistencia eléctrica, variaba en torno a las variables dentro del proceso, pero
sin embargo cumplió con los objetivos propuestos, ya que cada una de las
etapas que fueron prestablecidas para el alcance de dicho diseño funcionaba
de manera correcta.
En lo referente al diseño del circuito por parte del usuario, se presentaban
dos (2) alternativas para el ingreso de las coordenadas, de forma escrita y
por medio del CAD. Con respecto al diseño asistido por computador (CAD),
se presento al usuario un entorno diferente y más versátil, al que visto
actualmente, ya que por medio de un despliegue grafico se requerían las
posiciones para cada uno de los componentes según las necesidades del
diseñador.
145
Para la comunicación dentro del computador y el microcontrolador
PIC16F877A, se optó por la comunicación serial, ya que no requiere de una
alta inversión económica, es de fácil acceso para el campo universitario,
también posee una opción para la regulación de velocidad de transmisión y
recepción de datos, y por ultimo se puede configurar de diferentes maneras.
En este caso, el tipo de comunicación implementado fue half-dúplex. Para la
herramienta de trabajo se considero a nivel de hardware, el uso de un
solenoide para la sujeción de una resistencia eléctrica, ya que su costo es
menor, si se compara con una pinza robótica. Además, al momento de su
control, solo se necesita aplicarle un voltaje determinado para que realice el
movimiento de apertura y cierre, conocido como carrera.
La presente propuesta se caracteriza en el posicionamiento de resistencias,
únicamente en una dirección, como lo plantea el objetivo general de la
investigación: “Desarrollar un sistema de control numérico por computador
(CNC) para el posicionamiento de resistencias eléctricas en placas
electrónicas”, por lo cual el posicionamiento de componentes en diferentes
direcciones, no se planteo como un objetivo primordial.Por último, el presente
trabajo esta enfocado a realizar un posicionador de resistencias eléctricas
para producciones pequeñas, por lo tanto se dirige principalmente a la
realización de circuitos a nivel universitario, lo cual resulta adecuado para los
laboratorios de institutos universitarios.