Embed Size (px)
Citation preview
CARATERIZAÇÃO MECÂNICA DE MATERAIS PARA A
TECNOLOGIA DE DEFORMAÇÃO PLÁSTICA DE CHAPA NA
MASSA
João Pedro Inácio Ricardo
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Carlos Manuel Alves da Silva
Prof. Maria Beatriz Cipriano de Jesus Silva
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Carlos Manuel Alves da Silva
Vogal: Dr. Ivo Manuel Ferreira de Bragança
Junho 2016


i
Resumo
As tendências da indústria automóvel, no sentido do aumento da eficiência da produção bem como o
cumprimento de elevados padrões de qualidade e preço, têm fomentado o desenvolvimento de novas
tecnologias de deformação plástica. Neste contexto, a Deformação Plástica de Chapa na Massa
(DPMC) surge como uma tecnologia de fabrico que se carateriza por aplicar estados de tensão
característicos da deformação plástica na massa em componentes de chapa. Este escoamento
tridimensional na chapa exige novas metodologias para a caracterização do comportamento mecânico
e da enformabilidade dos materiais.
O trabalho desenvolvido apresenta uma nova metodologia experimental para a obtenção da curva
tensão-extensão e da tenacidade à fratura adequada a processos de DPMC. Os ensaios realizados
consistiram em ensaios de tração uniaxial, ensaios de compressão de discos empilhados, ensaios de
compressão uniaxial e um novo ensaio denominado ensaio de duplo entalhe. Este novo ensaio é
baseado na utilização de provetes de duplo entalhe em condições de corte puro.
A metodologia foi aplicada com sucesso para a liga de Alumínio AA5754-H111 com 5 mm de espessura
e os resultados obtidos de caracterização mecânica e à fratura com o novo ensaio apresentaram uma
boa correlação com os obtidos através dos ensaios convencionais.
Palavras-chave: Deformação Plástica de Chapa na Massa, Experimentação, Curva Tensão-
Extensão, Ensaio de Corte, Tenacidade à Fratura

ii
Abstract
The new trends of automotive industry towards production efficiency and high standards of quality and
price fosters the development of new metal forming technologies. In this context, sheet bulk metal
forming (SBMF) arises as a new technology which is characterized by applying stress states
characteristic of bulk forming on sheet metal parts. These tridimensional plastic flow conditions of bulk
metal forming requires new methodologies for characterizing the mechanical behavior and formability
of materials.
The research work presents a new experimental methodology for obtaining the stress-strain curve and
fracture toughness suitable with SBMF processes. Uniaxial tensile tests, stacked compression tests,
uniaxial compression tests and a new test called double-notched specimens loaded in pure shear were
performed.
The methodology has been successfully applied to aluminum alloy AA5754-H111 with 5 mm thickness
and the results of mechanical and fracture characterization with the new test showed a good correlation
with those obtained by conventional tests.
Keywords: Sheet-bulk metal forming, experimentation, in-plane shear test, stress–strain curve, fracture toughness
iii
Agradecimentos
Desejo apresentar os meus agradecimentos a todos os que de alguma forma contribuíram para a
realização da presente dissertação.
Ao Professor Carlos Silva pela disponibilidade, forte apoio durante todo o trabalho e por todas
oportunidades de aprendizagem.
À Professora Beatriz Silva que permitiu a possibilidade de realizar investigação, conhecimentos
transmitidos e pela paciência nos momentos mais complicados.
Ao Professor Paulo Martins por toda a partilha de conhecimento.
Ao Senhor Carlos Farinha, pela ajuda e disponibilidade durante a preparação dos provetes.
À Área Científica de Tecnologia Mecânica e Gestão Industrial do Instituto Superior Técnico pelas
facilidades e meios concedidos que tornaram possível a realização desta tese.
Ao Ricardo Martins, Bernardo Salvado, Bernardo Calado, Maria Pissarra, Cristiana Alves e Pedro Luz
pela amizade e encorajamento.
À Julieta, a minha querida irmã, por todo o apoio que me levantou sempre que precisei.
Aos meus avós, pela compreensão, carinho e apoio concedidos.
Aos meus pais, Francisco e Vitália, por tudo.
iv
Índice
Resumo .....................................................................................................................................................i
Abstract..................................................................................................................................................... ii
Agradecimentos ....................................................................................................................................... iii
Lista de Tabelas .......................................................................................................................................v
Lista de Figuras ....................................................................................................................................... vi
Abreviaturas .......................................................................................................................................... viii
Nomenclatura .......................................................................................................................................... ix
1. Introdução ........................................................................................................................................ 1
2. Estado da Arte .................................................................................................................................. 3
2.1. Deformação plástica de chapa na massa ............................................................................... 3
2.2. Caraterização mecânica .......................................................................................................... 9
2.2.1. Ensaio de compressão de discos empilhados ................................................................ 9
2.3. Caraterização da tenacidade à fratura .................................................................................. 10
2.3.1. Tenacidade à fratura modo I ......................................................................................... 11
2.3.2. Tenacidade à fratura modo II ........................................................................................ 14
3. Trabalho Experimental ................................................................................................................... 18
3.1. Ensaios de tração .................................................................................................................. 18
3.2. Ensaios de compressão de discos empilhados .................................................................... 19
3.3. Ensaios de compressão em discos cilíndricos ...................................................................... 20
3.4. Ensaios de duplo entalhe à tração ........................................................................................ 21
3.5. Ensaios de duplo entalhe ao corte ........................................................................................ 22
4. Resultados e Discussão ................................................................................................................. 26
4.1. Ensaios de tração .................................................................................................................. 26
4.2. Ensaios de compressão de discos empilhados .................................................................... 28
4.3. Ensaios de compressão de provetes cilíndricos ................................................................... 29
4.4. Ensaios de duplo entalhe à tração ........................................................................................ 30
4.5. Ensaios de duplo entalhe ao corte ........................................................................................ 31
5. Conclusões e Perspetivas de Trabalho Futuro .............................................................................. 36
6. Referências .................................................................................................................................... 37
v
Lista de Tabelas
Tabela 3.1 - Propriedades geométricas dos provetes de tração .......................................................... 18
Tabela 3.2 - Propriedades geométricas dos provetes de discos empilhados ....................................... 20
Tabela 3.3 - Propriedades geométricas dos provetes cilíndricos de compressão................................ 21
Tabela 3.4 - Propriedades geométricas dos provetes de duplo entalhe à tração................................. 22
Tabela 3.5 - Propriedades geométricas dos provetes duplo entalhe ao corte ...................................... 23
Tabela 3.6 - Dimensão dos calços e punção no ensaio de duplo entalhe ao corte ............................. 24
Tabela 4.1 - Resumo das propriedades mecânicas das chapas da liga de alumínio AA5754-H111
fornecidas com 5 mm de espessura ..................................................................................................... 27
vi
Lista de Figuras
Figura 2.1 - Produtos fabricados por DPCM (Mori e Nakano, 2015) ...................................................... 3
Figura 2.2 - Classificação de processos de deformação de DPCM (Merklein et al., 2012) ................... 4
Figura 2.3 - Comparação entre processos de estampagem convencional e forjamento de chapas
(Nakano, 2001) ........................................................................................................................................ 5
Figura 2.4 - Metodologia para investigação de condições de atrito (Vierzigmann et al., 2010) ............. 6
Figura 2.5 - Exemplo dos resultados de simulação numérica (Merklein et al., 2012) ............................ 7
Figura 2.6 - Deformação e padrões de fissura para a evolução da indentação, profundidade de
indentação final de 4 mm (Soyarslan et al., 2011) .................................................................................. 7
Figura 2.7 - Dano total para o modelo com paredes laterais, profundidade da indentação de 4 mm
(Soyarslan et al., 2011) ........................................................................................................................... 8
Figura 2.8 - Curvas de força-deslocamento da ferramenta dos ensaios e simulações (Soyarslan et al.,
2011) ........................................................................................................................................................ 8
Figura 2.9 - Provetes do ensaio de compressão convencional e ECDE (Alves et al., 2011) ............... 10
Figura 2.10 - Comparação de força entre ensaio de compressão normalizado e EDEC (Alves et al.,
2011) ...................................................................................................................................................... 10
Figura 2.11 - Modos de fratura: (a) modo I, (b) modo II e (c) modo III (Martins et al., 2014). .............. 11
Figura 2.12 - Provete de ensaio de tenacidade à fratura (Cotterel e Reddel, 1977) ............................ 12
Figura 2.13 - Representação esquemática da força em função do deslocamento para os diferentes
comprimentos do ligamento (Madeira, 2014) ........................................................................................ 13
Figura 2.14 – Representação esquemática da determinação da tenacidade à fratura graficamente
(Madeira, 2014) ..................................................................................................................................... 14
Figura 2.15 - Provete de duplo entalhe intercalados carregado à tração (Cotterell et al., 1982) ......... 15
Figura 2.16 - Geometria do provete de duplo entalhe à torção para tenacidade à fratura em modo II em
condições de tensão plana (Isik et al., 2015) ........................................................................................ 15
Figura 2.17 - Representação esquemática do torque em função do angulo de rotação para os diferentes
comprimentos do ligamento (Isik et al., 2015)....................................................................................... 16
Figura 2.18 - Representação esquemática da determinação da tenacidade à fratura graficamente para
o provete de duplo entalhe à torção (Isik et al., 2015) .......................................................................... 17
Figura 3.1 – (a) Geometria e direção dos provetes de tração; (b) Provetes de tração pré e pós ensaio
............................................................................................................................................................... 18
Figura 3.2 - Máquina universal de ensaios INSTRON, modelo 4507 ................................................... 19
vii
Figura 3.3 – (a) Geometria e direção dos provetes de compressão de discos empilhados; (b) Provetes
do ensaio de compressão de discos empilhados, um disco antes do ensaio, dois discos depois do
ensaio e três discos depois do ensaio .................................................................................................. 19
Figura 3.4 - Máquina universal de ensaios INSTRON, modelo SATEC 1200 ...................................... 20
Figura 3.5 – Geometria e direção dos provetes cilíndricos de compressão ......................................... 21
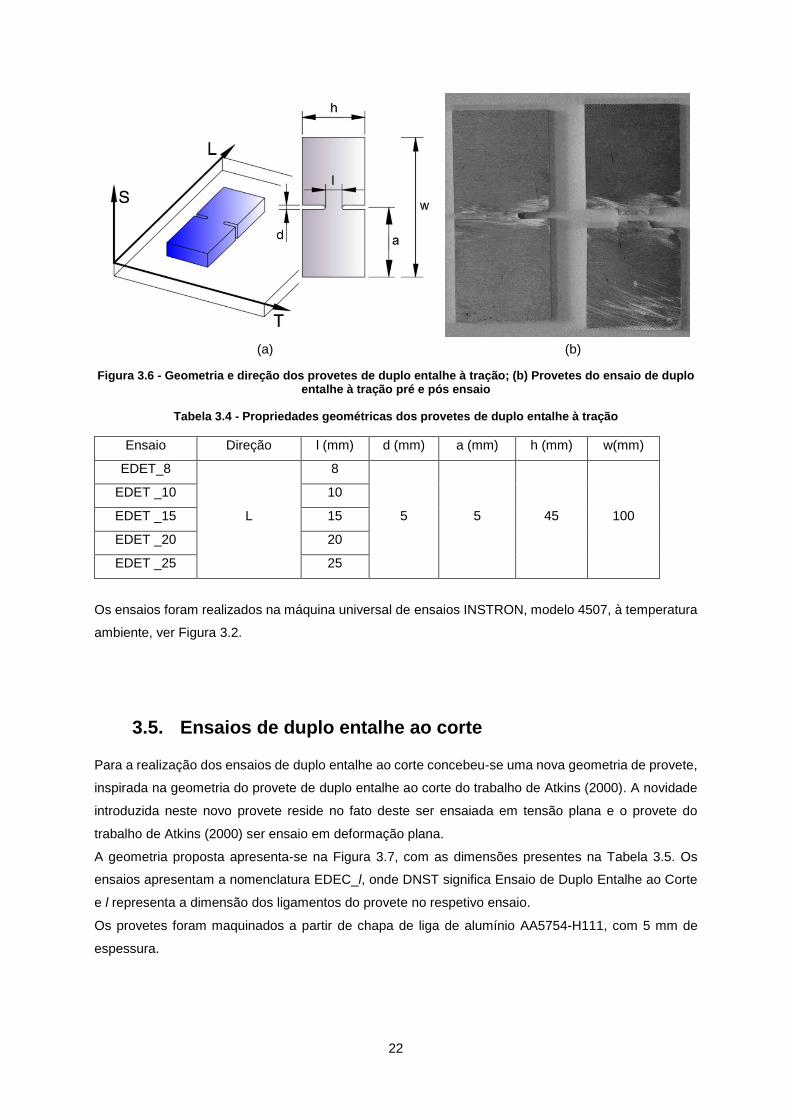
Figura 3.6 - Geometria e direção dos provetes de duplo entalhe à tração; (b) Provetes do ensaio de
duplo entalhe à tração pré e pós ensaio ............................................................................................... 22
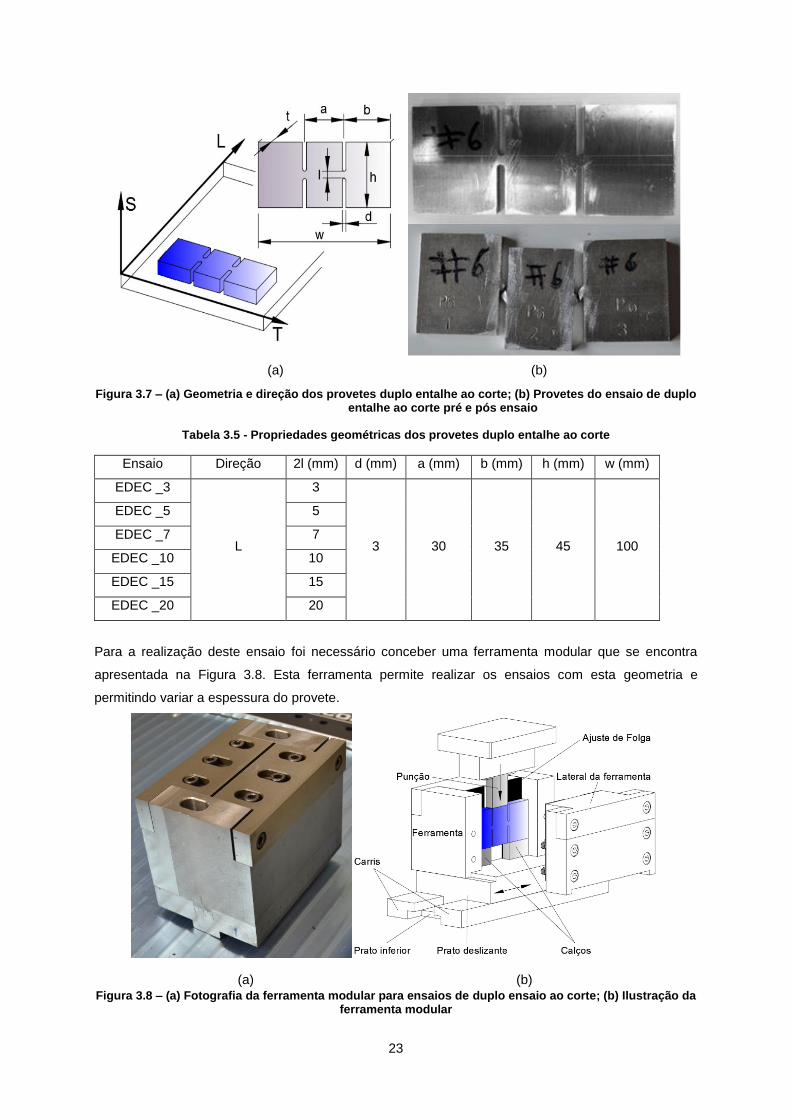
Figura 3.7 – (a) Geometria e direção dos provetes duplo entalhe ao corte; (b) Provetes do ensaio de
duplo entalhe ao corte pré e pós ensaio ............................................................................................... 23
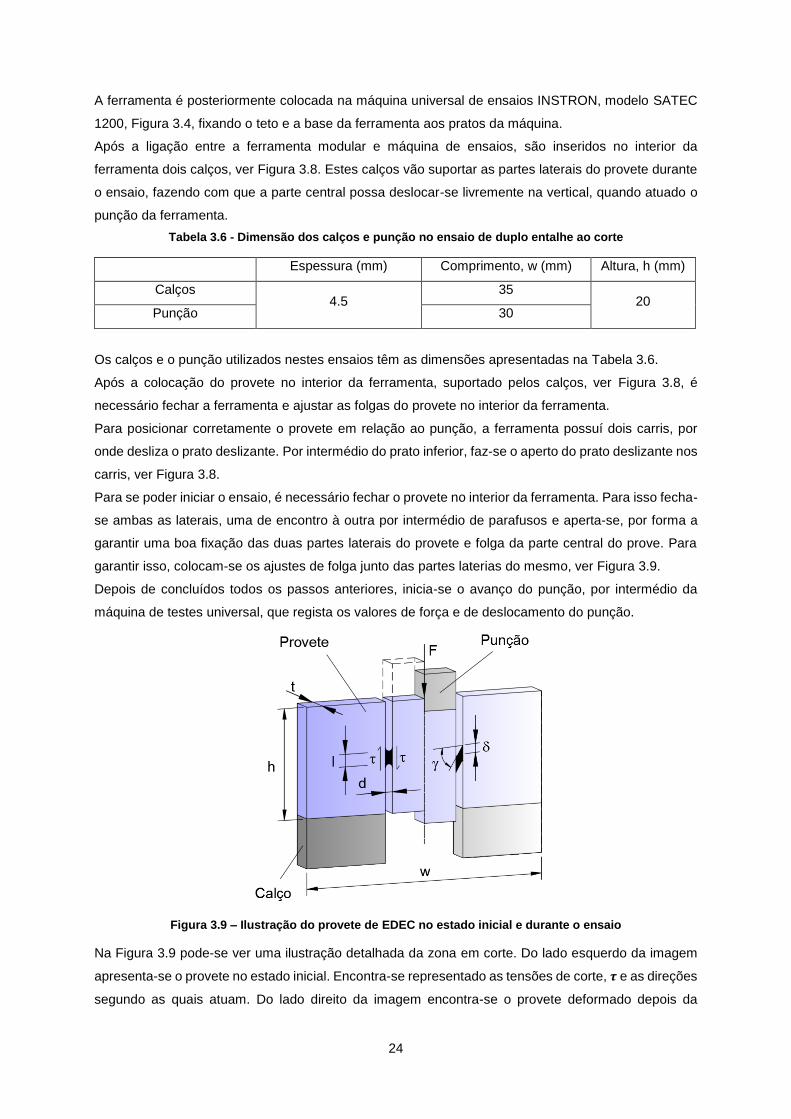
Figura 3.8 – (a) Fotografia da ferramenta modular para ensaios de duplo ensaio ao corte; (b) Ilustração
da ferramenta modular .......................................................................................................................... 23
Figura 3.9 – Ilustração do provete de EDEC no estado inicial e durante o ensaio .............................. 24
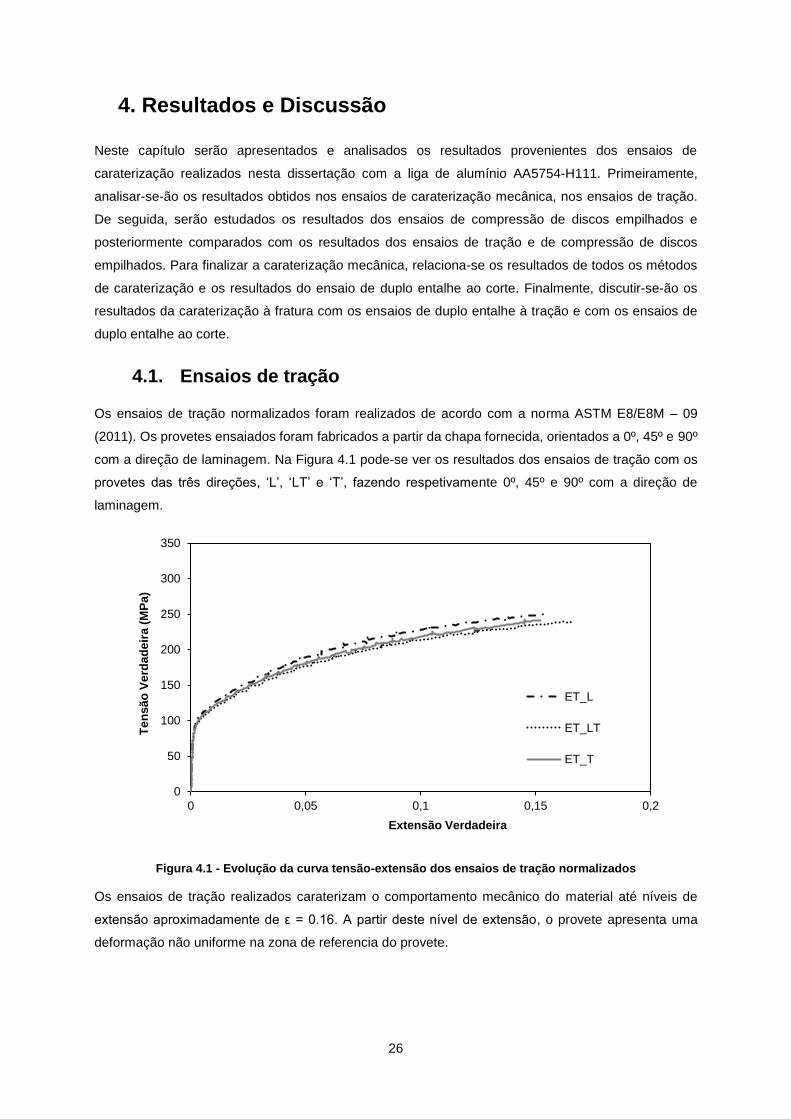
Figura 4.1 - Evolução da curva tensão-extensão dos ensaios de tração normalizados ....................... 26
Figura 4.2 - Evolução da curva tensão-extensão do ensaio de tração normalizado (ET) e dos ensaios
de compressão de discos empilhados (ECDE _2 e ECDE _3)............................................................. 28
Figura 4.3 - Evolução da curva tensão-extensão do ensaio de tração normalizado (ET), ensaio de
compressão de discos empilhados (ECDE) e dos ensaios de compressão de provetes cilindricos
(EC_S, EC_T e EC_L) ........................................................................................................................... 30
Figura 4.4 - (a) Evolução da força com o deslocamento para ensaio de duplo entalhe à tração; (b)
Evolução do trabalho total normalizado com o comprimento do ligamento para o ensaio de duplo entalhe
à tração .................................................................................................................................................. 31
Figura 4.5 - Evoluções das curvas tensão-extensão obtidos pelo ensaio de duplo entalhe ao corte obtido
com provetes de diferentes dimensões de ligamentos 2l ..................................................................... 33
Figura 4.6 – (a) Evolução da força com o deslocamento para ensaio de duplo entalhe ao corte; (b)
Evolução do trabalho total normalizado com o comprimento do ligamento para o ensaio de duplo entalhe
ao corte .................................................................................................................................................. 35
viii
Abreviaturas
AEF Análise de Elementos Finitos
DPCM Deformação Plástica de Chapa na Massa
EC Ensaio de Compressão
ECDE Ensaio de Compressão de Discos Empilhados
EDET Ensaio de Duplo Entalhe à Tração
EDEC Ensaio de Duplo Entalhe ao Corte
ET Ensaio de Tração
ix
Nomenclatura
Símbolos latinos Definição
𝑑 Diâmetro do provete
h Altura do provete
l Comprimento do ligamento
R Tenacidade à fratura
𝑟 Coeficiente de anisotropia
�� Coeficiente de anisotropia normal
𝑡 Espessura da chapa
w Largura do provete de chapa
𝑤𝑒 Trabalho essencial de fratura específico
𝑊𝑒 Trabalho essencial de fratura
wp Trabalho plástico específico
Wp Trabalho plástico
wt Trabalho total específico
WT Trabalho total
Símbolos gregos Definição
Δ𝑟 Anisotropia planar
휀 Extensão efetiva
휀��é𝑑𝑖𝑎 Valor médio da extensão
𝜎 Tensão verdadeira
𝜎𝑒 Tensão de cedência
𝜎𝑚é𝑑𝑖𝑎 Tensão média
μ Coeficiente de atrito de Coulomb

x
1
1. Introdução
A poupança de recursos apresenta-se como prioridade para o século XXI, motivando uma investigação
intensiva nas tecnologias de fabrico utilizadas no sector dos transportes, com o objetivo de otimizar a
massa das estruturas. A redução de massa nas estruturas é de extrema importância no sector dos
transportes, por forma a cumprir as exigentes normas de emissões de gases de efeitos de estufa.
Na grande maioria dos processos de produção atuais apenas se consegue produzir componentes de
elevada complexidade geométrica de massa reduzida e elevado desempenho com elevado custo. Este
fato abre portas à investigação de novos processos de fabrico, que permitem produzir peças de elevado
desempenho que são sujeitas a elevadas cargas a partir de chapas metálicas. O desenvolvimento da
tecnologia de Deformação Plástica de Chapa na Massa (DPCM) permite dar resposta a esta área em
crescente procura.
A DPCM foi apresentada pela primeira vez por Merklein et al. (2010), onde define esta tecnologia como
deformação de chapa onde ocorre escoamento tridimensional de material tal como nos processos na
massa. A DPCM engloba vários processos conhecidos e amplamente utilizados na deformação plástica
na massa, tais como o forjamento, mas que são aplicados a chapas metálicas. Outra caraterística que
também carateriza esta tecnologia é a existência de detalhes geométricos com dimensão da ordem de
grandeza da espessura da chapa, projetados fora do plano da chapa.
Embora muitos dos processos que fazem parte desta tecnologia de deformação sejam bastante
aplicados na massa, a particularidade de os aplicar à chapa introduz variáveis desconhecidas na
aplicação dos processos. No caso específico da aplicação do forjamento à chapa, K. Mori e T. Nakano
(2015) apresentam um artigo onde expõem diferentes trabalhos realizados nesta área, identificando as
suas vantagens e desvantagens, similaridades e diferenças da aplicação do processo de forjamento
para deformação na massa e deformação na chapa.
Vários estudos já foram realizados sobre a aplicação destes processos na chapa, entre eles o trabalho
de Soyarslan et al. (2011), com a realização de uma indentação na direção perpendicular à da
espessura da chapa e respetiva simulação numérica revelaram algumas limitações, entre elas a
ausência de um critério de dano que cumprisse as necessidades da simulação e previsse o início da
abertura de fenda.
A ausência do critério de dano capaz de satisfazer esta necessidade é o tema central que vai ser
desenvolvido neste trabalho, apresentando uma metodologia de ensaio capaz de caraterizar o critério
de dano para aplicações de Deformação Plástica de Chapa na Massa. Esta metodologia vai ser capaz,
para além de caraterizar o critério de dano, de caraterizar mecanicamente chapas, permitindo a
obtenção de curvas tensão-extensão para elevados níveis de extensão. Neste trabalho é ainda
apresentada a ferramenta concebida para a realização dos ensaios da metodologia proposta.
A tese encontra-se organizada em 5 capítulos, sendo a presente introdução o primeiro.
2
O Capítulo 2 – Estado da Arte tem início com a apresentação do processo de deformação plástica de
chapa na massa, a sua origem como tecnologia e apresentação do trabalho de investigação que já foi
realizado. De seguida uma seção onde se apresenta os métodos de ensaios para a determinação das
propriedades mecânicas dos materiais. Depois apresenta-se a metodologia de ensaios para a
determinação da tenacidade à fratura através do método da energia para provetes de chapa. Por fim
expõe-se o trabalho de caraterização da tenacidade à fratura em modo II.
O Capítulo 3 – Trabalho Experimental, inicia-se com a caraterização das propriedades do material e
com a apresentação dos equipamentos utilizados em cada um dos ensaios de caraterização. Por fim é
apresentado o novo ensaio de caraterização da tenacidade à fratura e a ferramenta que foi projetada
para a execução destes ensaios.
No Capítulo 4 – Resultados e Discussão, são apresentados e analisados os resultados obtidos a partir
dos ensaios de caraterização mecânica e uma comparação entre os vários ensaios, realizados na liga
de alumínio AA5754-H111. Posteriormente é apresentada a caraterização à fratura através do método
proposto por Cotterell e Reddel (1977) e comparado com os resultados obtidos através da metodologia
proposta.
Finalmente, no Capítulo 5 – Conclusões e Perspetivas de Trabalho Futuro, são identificadas as
principais conclusões do trabalho realizado e apontadas algumas investigações que podem ser
efetuadas em trabalhos no futuro.
3
2. Estado da Arte
Este capítulo iniciar-se-á com a apresentação e descrição do processo de Deformação Plástica de
Chapa na Massa, com os trabalhos já realizados na área. De seguida será abordada a temática da
caraterização mecânica e conclui-se com o tema da mecânica da fratura.
2.1. Deformação plástica de chapa na massa
A Deformação Plástica de Chapa na Massa (DPCM) é um conjunto de vários processos bem
conhecidos para deformação na massa, que estão a ser desenvolvidos e investigada a sua aplicação
em chapas metálicas. Estes processos são definidos como processos de deformação de chapa em que
ocorre escoamento do material tridimensionalmente os quais permitem combinar as vantagens da
deformação plástica de chapa e da deformação plástica na massa. A DPCM proporciona então
vantagens económicas e ambientais para a produção de peças metálicas com detalhes geométricos
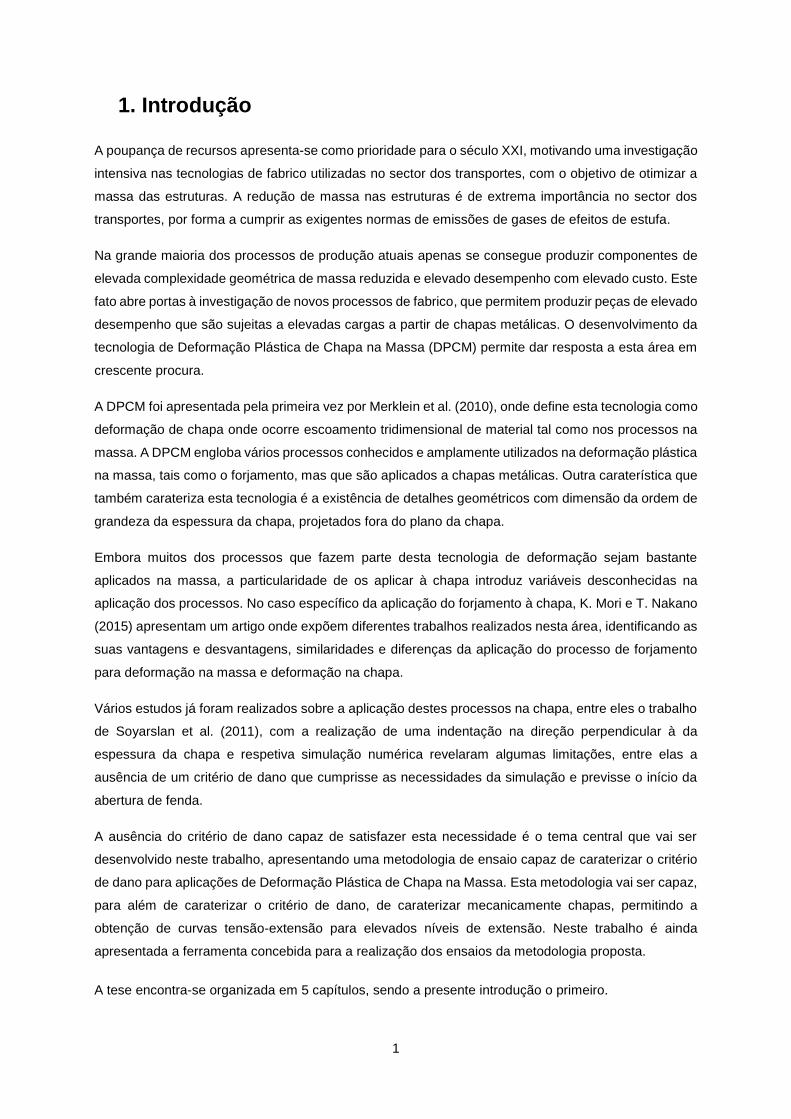
complexos posicionados fora das superfícies originais das chapas, ver Figura 2.1.
Figura 2.1 - Produtos fabricados por DPCM (Mori e Nakano, 2015)
As primeiras definições deste processo surgiram do trabalho de Merklein et al. (2010), onde refere a
produção de peças metálicas complexas através da deformação plástica tridimensional dos materiais
a partir de chapas.
O DPCM apresenta várias vantagens económicas e ambientais uma vez que permite reduzir o número
de operações complexas, de estampagem, corte-fino ou maquinagem utilizadas na produção e
montagem de anéis sincronizadores, engrenagens de discos, tambores de engrenagens e
mecanismos, entre outras peças metálicas complexas fabricadas a partir de chapa metálica. Esta
tecnologia permite ainda reduzir desperdício associado às operações de acabamento das peças.
4
K. Mori e T. Nakano (2015) apresentam as vantagens e desvantagens da aplicação de processos de
forjamento a chapas. Como vantagens são apresentados:
Aumento da flexibilidade de formas dos produtos fabricados;
Aumento da enformabilidade devido à aplicação de tensões de compressão;
Menor número de fases que a estampagem convencional;
Possibilidade de forjar degraus e criar superfícies dentadas;
Aumento da precisão dimensional devido à menor formação de rebarbas devido ao corte.
São ainda apresentadas as desvantagens do forjamento de chapas:
Aumento do desgaste e fratura das ferramentas devido à elevada pressão de contato;
Aumento do custo de material devido ao elevado custo das chapas e elevado nível de
desperdício de matéria-prima;
Necessidade de prensas com maior capacidade devido a cargas mais elevadas na
deformação;
Diminuição da maquiniabilidade e adaptação à têmpera devido à elevada enformabilidade
das chapas.
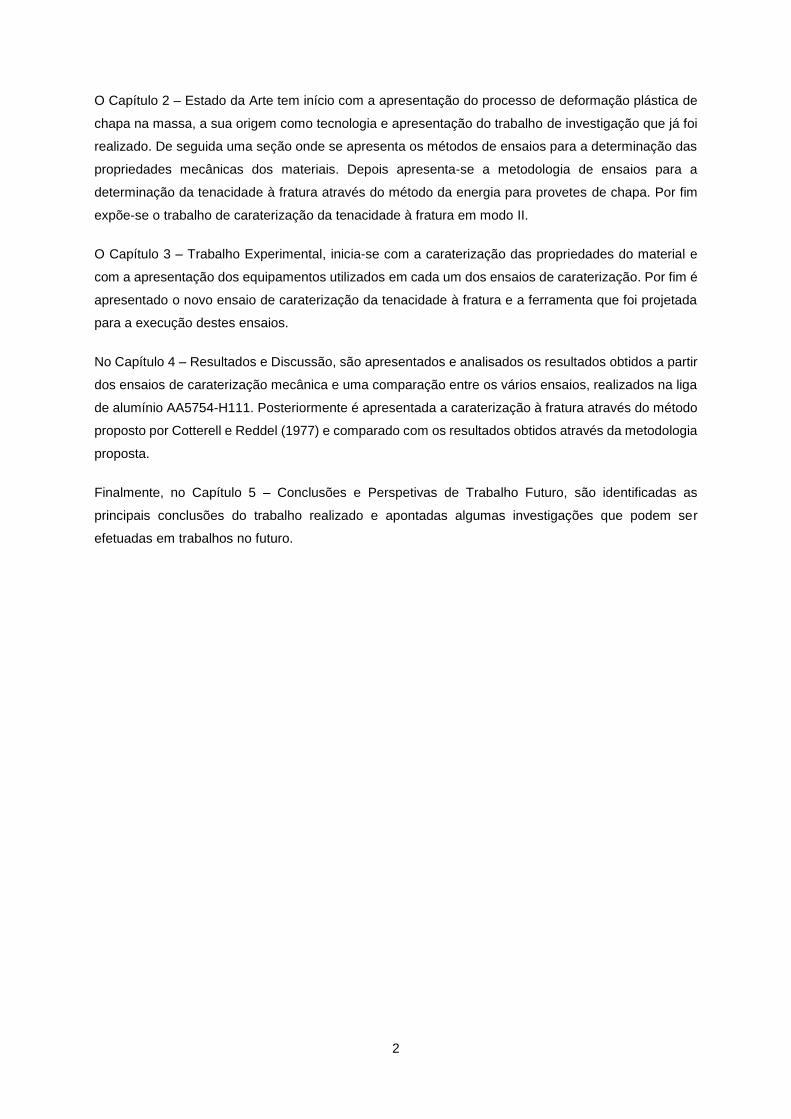
Posteriormente Merklein et al. (2012) apresentam um trabalho sobre todos os avanços feitos em DPCM.
São apresentados os diversos processos largamente aplicados na deformação plástica na massa, que
podem ser utilizados em Deformação Plástica de Chapa na Massa. Os processos são divididos quanto
ao movimento da ferramenta e à variação da espessura da chapa. Entre esses processos encontram-
-se o forjamento de chapa, a cunhagem, a trefilagem de chapa, flou-torneamento, forjamento orbital e
boss forming, ver Figura 2.2. Estes processos dividem-se em dois grupos, de acordo com o tipo de
movimento da ferramenta, os processos rotacionais e os processos translacionais. O movimento
translacional ou rotacional da ferramenta tem uma grande influência no aumento da zona em
deformação (Merklein et al., 2012). Conforme a variação da espessura da chapa, são distinguidos como
aumento da espessura, diminuição da espessura ou diminuição e aumento da espessura da chapa.
Refere ainda que o conhecimento prático por parte da indústria na aplicação do DPCM sofre falta de
bases de conhecimento científico.
Figura 2.2 - Classificação de processos de deformação de DPCM (Merklein et al., 2012)
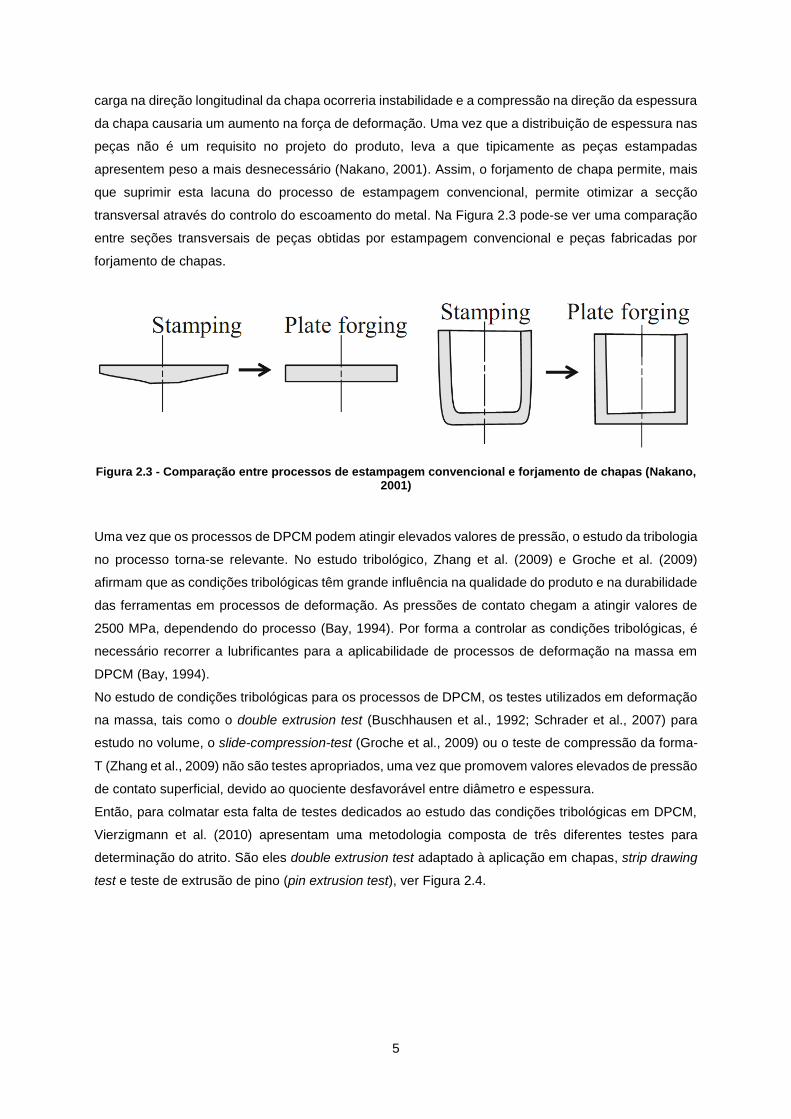
Por exemplo, enquanto na estampagem convencional as chapas são deformadas através de forças de
tração e apresentam boa precisão dimensional, no entanto a distribuição da espessura da peça
estampada é difícil de controlar. Se na tentativa de controlar a espessura da peça se aplicasse uma
5
carga na direção longitudinal da chapa ocorreria instabilidade e a compressão na direção da espessura
da chapa causaria um aumento na força de deformação. Uma vez que a distribuição de espessura nas
peças não é um requisito no projeto do produto, leva a que tipicamente as peças estampadas
apresentem peso a mais desnecessário (Nakano, 2001). Assim, o forjamento de chapa permite, mais
que suprimir esta lacuna do processo de estampagem convencional, permite otimizar a secção
transversal através do controlo do escoamento do metal. Na Figura 2.3 pode-se ver uma comparação
entre seções transversais de peças obtidas por estampagem convencional e peças fabricadas por
forjamento de chapas.
Figura 2.3 - Comparação entre processos de estampagem convencional e forjamento de chapas (Nakano, 2001)
Uma vez que os processos de DPCM podem atingir elevados valores de pressão, o estudo da tribologia
no processo torna-se relevante. No estudo tribológico, Zhang et al. (2009) e Groche et al. (2009)
afirmam que as condições tribológicas têm grande influência na qualidade do produto e na durabilidade
das ferramentas em processos de deformação. As pressões de contato chegam a atingir valores de
2500 MPa, dependendo do processo (Bay, 1994). Por forma a controlar as condições tribológicas, é
necessário recorrer a lubrificantes para a aplicabilidade de processos de deformação na massa em
DPCM (Bay, 1994).
No estudo de condições tribológicas para os processos de DPCM, os testes utilizados em deformação
na massa, tais como o double extrusion test (Buschhausen et al., 1992; Schrader et al., 2007) para
estudo no volume, o slide-compression-test (Groche et al., 2009) ou o teste de compressão da forma-
T (Zhang et al., 2009) não são testes apropriados, uma vez que promovem valores elevados de pressão
de contato superficial, devido ao quociente desfavorável entre diâmetro e espessura.
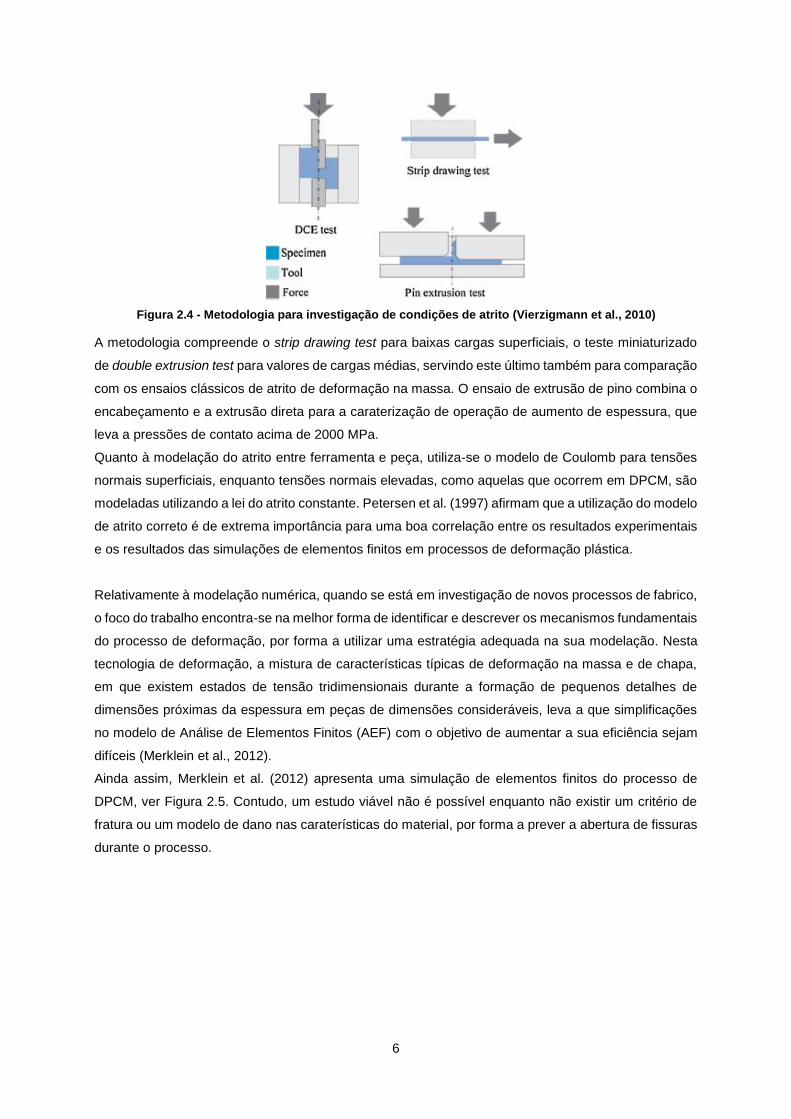
Então, para colmatar esta falta de testes dedicados ao estudo das condições tribológicas em DPCM,
Vierzigmann et al. (2010) apresentam uma metodologia composta de três diferentes testes para
determinação do atrito. São eles double extrusion test adaptado à aplicação em chapas, strip drawing
test e teste de extrusão de pino (pin extrusion test), ver Figura 2.4.
6
Figura 2.4 - Metodologia para investigação de condições de atrito (Vierzigmann et al., 2010)
A metodologia compreende o strip drawing test para baixas cargas superficiais, o teste miniaturizado
de double extrusion test para valores de cargas médias, servindo este último também para comparação
com os ensaios clássicos de atrito de deformação na massa. O ensaio de extrusão de pino combina o
encabeçamento e a extrusão direta para a caraterização de operação de aumento de espessura, que
leva a pressões de contato acima de 2000 MPa.
Quanto à modelação do atrito entre ferramenta e peça, utiliza-se o modelo de Coulomb para tensões
normais superficiais, enquanto tensões normais elevadas, como aquelas que ocorrem em DPCM, são
modeladas utilizando a lei do atrito constante. Petersen et al. (1997) afirmam que a utilização do modelo
de atrito correto é de extrema importância para uma boa correlação entre os resultados experimentais
e os resultados das simulações de elementos finitos em processos de deformação plástica.
Relativamente à modelação numérica, quando se está em investigação de novos processos de fabrico,
o foco do trabalho encontra-se na melhor forma de identificar e descrever os mecanismos fundamentais
do processo de deformação, por forma a utilizar uma estratégia adequada na sua modelação. Nesta
tecnologia de deformação, a mistura de características típicas de deformação na massa e de chapa,
em que existem estados de tensão tridimensionais durante a formação de pequenos detalhes de
dimensões próximas da espessura em peças de dimensões consideráveis, leva a que simplificações
no modelo de Análise de Elementos Finitos (AEF) com o objetivo de aumentar a sua eficiência sejam
difíceis (Merklein et al., 2012).
Ainda assim, Merklein et al. (2012) apresenta uma simulação de elementos finitos do processo de
DPCM, ver Figura 2.5. Contudo, um estudo viável não é possível enquanto não existir um critério de
fratura ou um modelo de dano nas caraterísticas do material, por forma a prever a abertura de fissuras
durante o processo.
7
Figura 2.5 - Exemplo dos resultados de simulação numérica (Merklein et al., 2012)
A fratura em materiais dúcteis ocorre por nucleação, crescimento e coalescência de defeitos no interior
do material. A origem da nucleação é por norma uma inclusão ou uma partícula (Merklein et al., 2012).
As condições de dano diferem dependendo do tipo de carga aplicada, não têm o mesmo
comportamento para tensões normais e para tensões de corte. Em condições rácio de triaxilaidade η
de médios ou elevados a nucleação cresce exponencialmente com a carga até à coalescência, levando
a uma perda considerável de enformabilidade (Gurson, 1977).
𝜂 = 𝜎𝑚
𝜎 =
𝑡𝑒𝑛𝑠ã𝑜 𝑚é𝑑𝑖𝑎
𝑡𝑒𝑛𝑠ã𝑜 𝑒𝑓𝑒𝑡𝑖𝑣𝑎 (2.1)
Uma vez que a caraterização de fratura é feita no plano da triaxialidade, torna-se importante caraterizar
a exequibilidade dos processos. Para a modelação do material para aplicações em DPCM é necessário
compreender que as chapas durante o processo de deformação estão suscetíveis a uma grande gama
de triaxialidade, especialmente no ramo negativo. O rácio de trixialidade a ter em conta durante o
processo é o caso 𝜂 ≤ 1 3⁄ , quando as tensões de corte são preponderantes (Merklein et al., 2012).
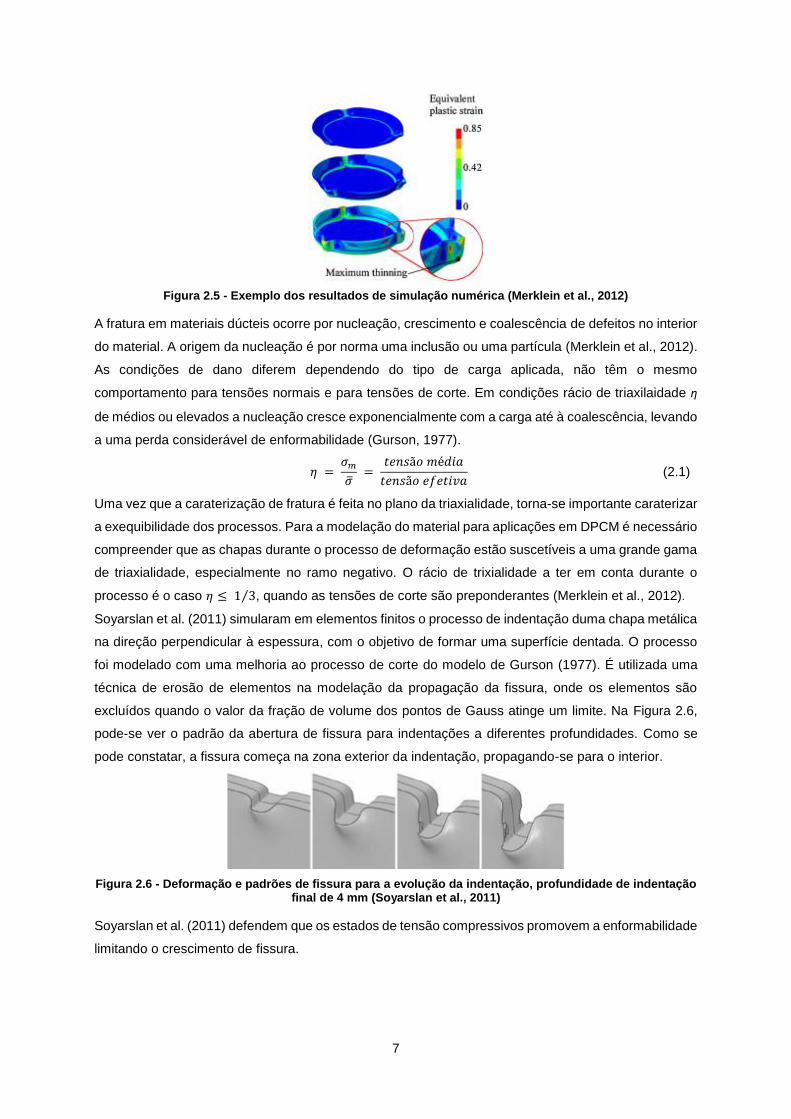
Soyarslan et al. (2011) simularam em elementos finitos o processo de indentação duma chapa metálica
na direção perpendicular à espessura, com o objetivo de formar uma superfície dentada. O processo
foi modelado com uma melhoria ao processo de corte do modelo de Gurson (1977). É utilizada uma
técnica de erosão de elementos na modelação da propagação da fissura, onde os elementos são
excluídos quando o valor da fração de volume dos pontos de Gauss atinge um limite. Na Figura 2.6,
pode-se ver o padrão da abertura de fissura para indentações a diferentes profundidades. Como se
pode constatar, a fissura começa na zona exterior da indentação, propagando-se para o interior.
Figura 2.6 - Deformação e padrões de fissura para a evolução da indentação, profundidade de indentação final de 4 mm (Soyarslan et al., 2011)
Soyarslan et al. (2011) defendem que os estados de tensão compressivos promovem a enformabilidade
limitando o crescimento de fissura.
8
Na tentativa de melhoria do processo indentação, Soyarslan et al. (2011) realizaram uma simulação
em elementos finitos do processo onde foi acrescentado paredes laterais na zona em indentação, com
o objetivo de controlar o escoamento do material da peça segundo a direção da espessura.
Além desta vantagem, concluíram que esta melhoria no processo ajuda no controlo da instabilidade da
peça. Esta melhoria no processo utilizou as mesmas condições de atrito nas paredes laterais que utiliza
na interceção com a ferramenta.
As melhorias apresentadas pela simulação numérica com constrangimento lateral na peça são
apresentadas na Figura 2.7, onde se pode ver a distribuição de porosidade na peça. A azul encontram-
se as zonas de menor porosidade e consequentemente o aparecimento de fissuras nas peças são
nulas, em contraste com os pontos a vermelho, pontos onde a porosidade é máxima nesta simulação
(Soyarslan et al. (2011).
Concluíram ainda que esta melhoria no processo apresentava duas vantagens, primeiro que a limitação
na expansão na direção da espessura é eficaz no controlo da origem de fratura e segundo que o fluxo
de escoamento é completamente alterado e aumenta a zona em deformação.
Figura 2.7 - Dano total para o modelo com paredes laterais, profundidade da indentação de 4 mm (Soyarslan et al., 2011)
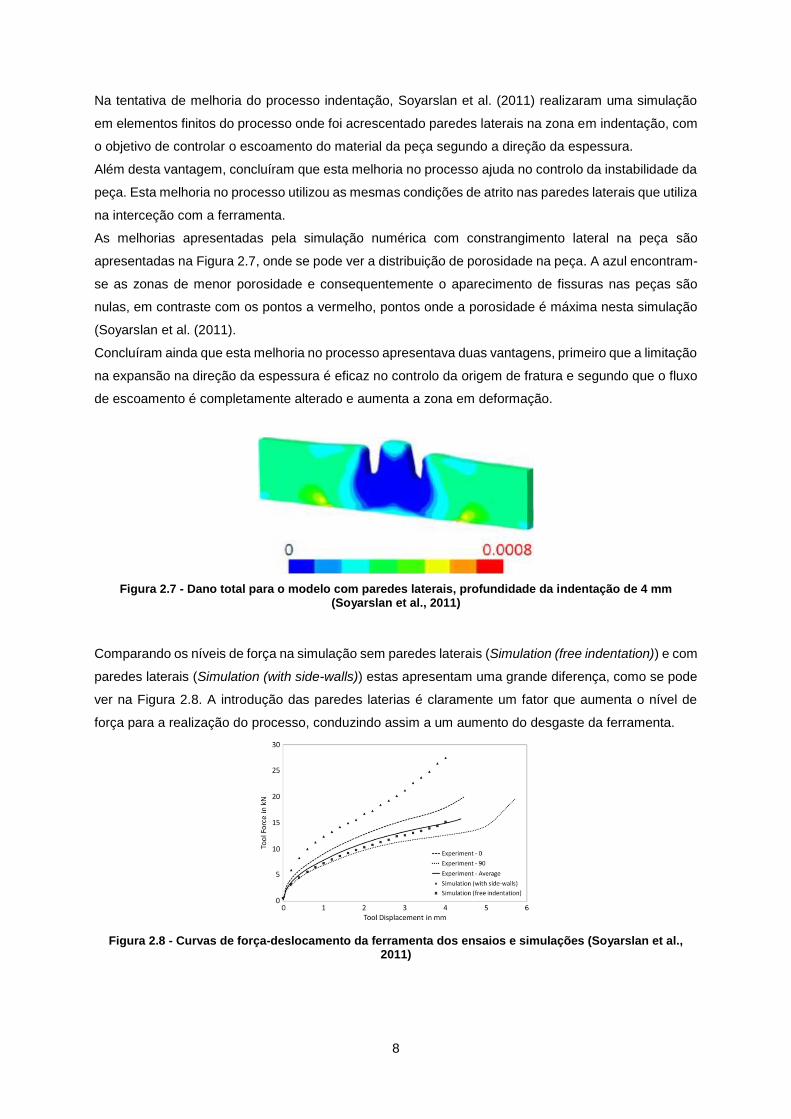
Comparando os níveis de força na simulação sem paredes laterais (Simulation (free indentation)) e com
paredes laterais (Simulation (with side-walls)) estas apresentam uma grande diferença, como se pode
ver na Figura 2.8. A introdução das paredes laterias é claramente um fator que aumenta o nível de
força para a realização do processo, conduzindo assim a um aumento do desgaste da ferramenta.
Figura 2.8 - Curvas de força-deslocamento da ferramenta dos ensaios e simulações (Soyarslan et al., 2011)
9
Por forma a identificar os parâmetros que são necessários para a utilização nos métodos de simulação
apresentados acima torna-se importante caraterizar os materiais. Sendo também importante a
caraterização à fratura, especialmente ao corte, que é o caso do rácio de triaxialidade 𝜂 ≤ 1 3⁄ .
Merklein et al. (2012) expõe quais os requisitos essenciais das ferramentas utilizadas em DPCM,
incluindo cargas excêntricas, cargas axissimétricas, forças de contato normais locais elevadas e
tensões e extensões locais elevadas. É referido ainda que o nível de tensões normais em DPCM é
muito elevado quando comparado com o processo de estampagem profunda, sendo da ordem de
grandeza do forjamento a frio. Assim, as ferramentas de DPCM devem seguir uma metodologia de
construção similar às ferramentas de forjamento a frio.
2.2. Caraterização mecânica
2.2.1. Ensaio de compressão de discos empilhados
O Ensaio de Compressão de Discos Empilhados, ECDE, foi originalmente apresentando por Pawelski
(1967) como alternativa aos típicos ensaios de tração e expansão hidráulica para caraterizar matérias-
primas fornecidas em placa e chapa. Este teste consiste na utilização de discos circulares que são
fabricados a partir das chapas e que posteriormente são empilhadas de forma a criar um provete com
um rácio h0/d0 da gama dos rácios dos ensaios de compressão de provete cilíndrico normalizados,
ASTM E 9 – 89a (2000). Ao contrário de outros ensaios de caraterização mecânica, os ensaios de
compressão de discos empilhados não são normalizados. Aliás, este ensaio recebeu pouca atenção
em investigação científica e literatura técnica.
Dos trabalhos desenvolvidos sobre este ensaio destaca-se o trabalho de Merklein e Kuppert (2009),
onde é discutida a utilização do ECDE para a determinação da curva tensão-extensão de materiais
anisotrópicos. Destaca-se ainda o trabalho de Hochholdinger et al. (2009) em que recorre ao ECDE
para construir uma curva de escoamento termo-mecânica de um aço de baixo carbono.
Posteriormente Alves et al. (2011) desenvolve um trabalho onde apresenta os fundamentos e as
capacidades do ECDE. Neste trabalho justifica-se a razão pela qual tem de haver um rácio h0/d0 mínimo
para os provetes e a razão pela qual os provetes não podem ser apenas um disco fabricado a partir da
chapa, esta limitação deve-se ao fato dos rácios pequenos de altura/diâmetro do provete levam a
aumento da sensibilidade ao atrito com a superfície da ferramenta, levando a resultados
sobrevalorizados. Analisa ainda a deformação mecânica de provetes com vários discos afirmando que
a existência de escorregamento entre os vários discos causa alteração nos resultados, mas essa
variação não é muito significativa no resultado final.
10
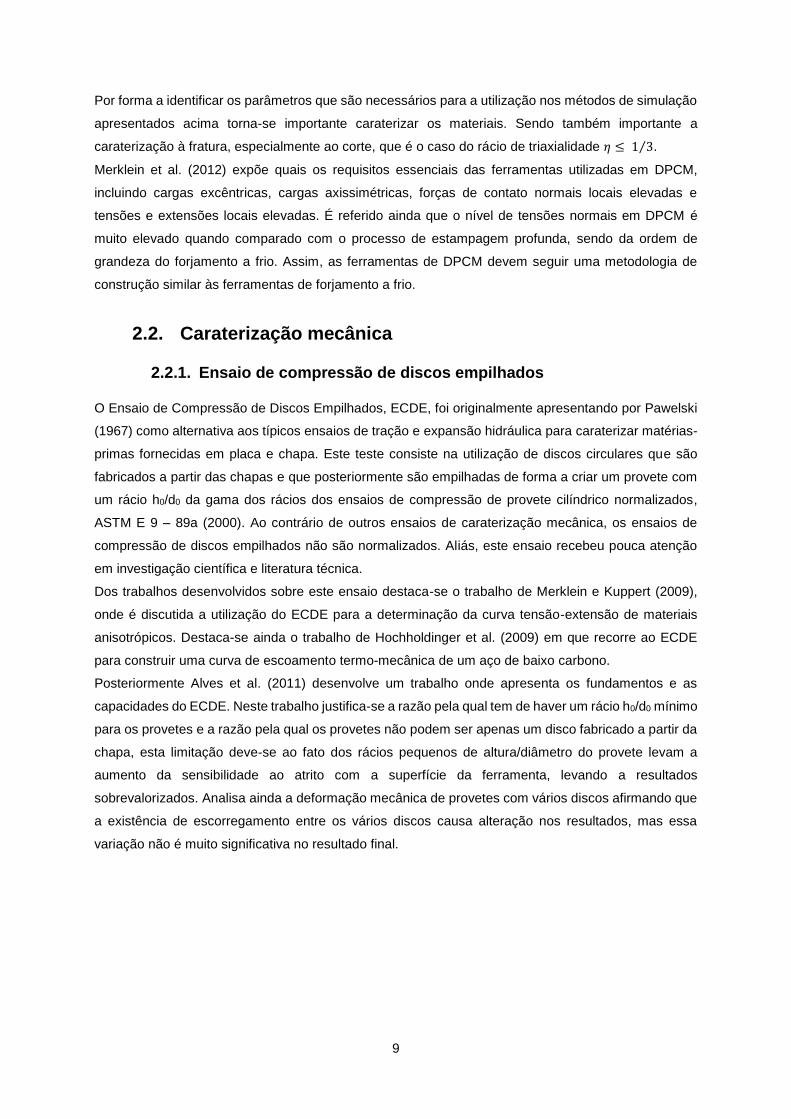
Figura 2.9 - Provetes do ensaio de compressão convencional e ECDE (Alves et al., 2011)
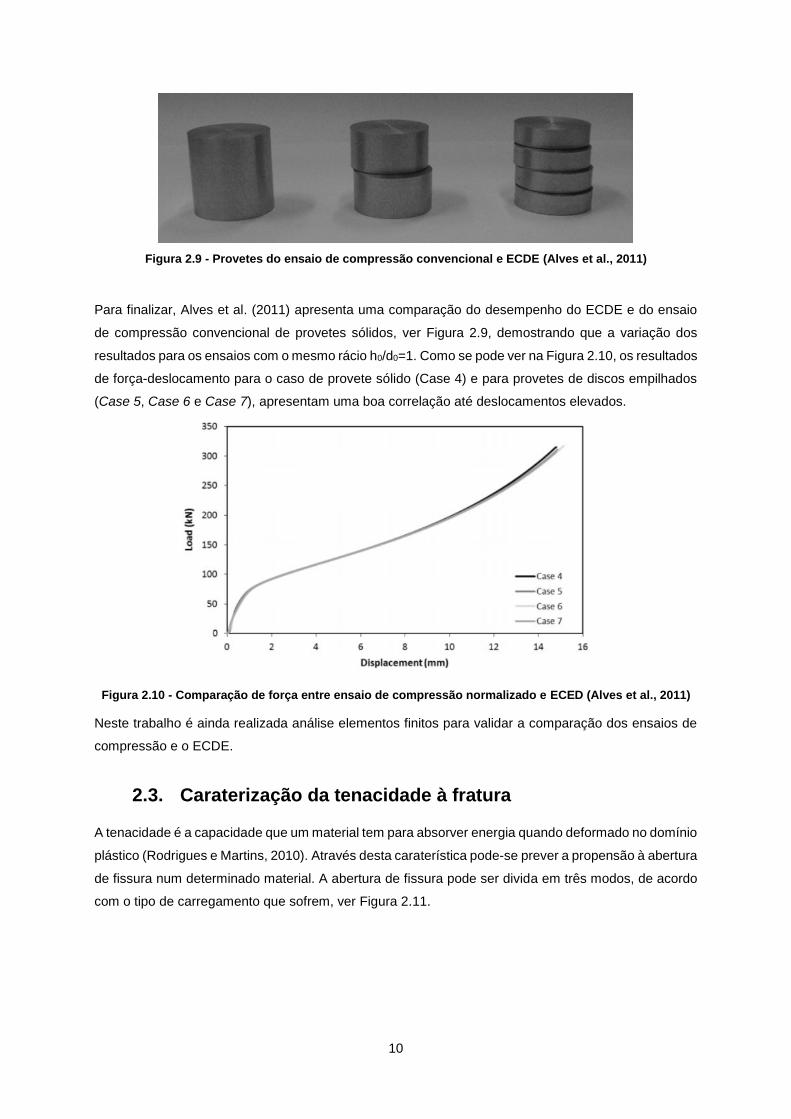
Para finalizar, Alves et al. (2011) apresenta uma comparação do desempenho do ECDE e do ensaio
de compressão convencional de provetes sólidos, ver Figura 2.9, demostrando que a variação dos
resultados para os ensaios com o mesmo rácio h0/d0=1. Como se pode ver na Figura 2.10, os resultados
de força-deslocamento para o caso de provete sólido (Case 4) e para provetes de discos empilhados
(Case 5, Case 6 e Case 7), apresentam uma boa correlação até deslocamentos elevados.
Figura 2.10 - Comparação de força entre ensaio de compressão normalizado e ECED (Alves et al., 2011)
Neste trabalho é ainda realizada análise elementos finitos para validar a comparação dos ensaios de
compressão e o ECDE.
2.3. Caraterização da tenacidade à fratura
A tenacidade é a capacidade que um material tem para absorver energia quando deformado no domínio
plástico (Rodrigues e Martins, 2010). Através desta caraterística pode-se prever a propensão à abertura
de fissura num determinado material. A abertura de fissura pode ser divida em três modos, de acordo
com o tipo de carregamento que sofrem, ver Figura 2.11.
11
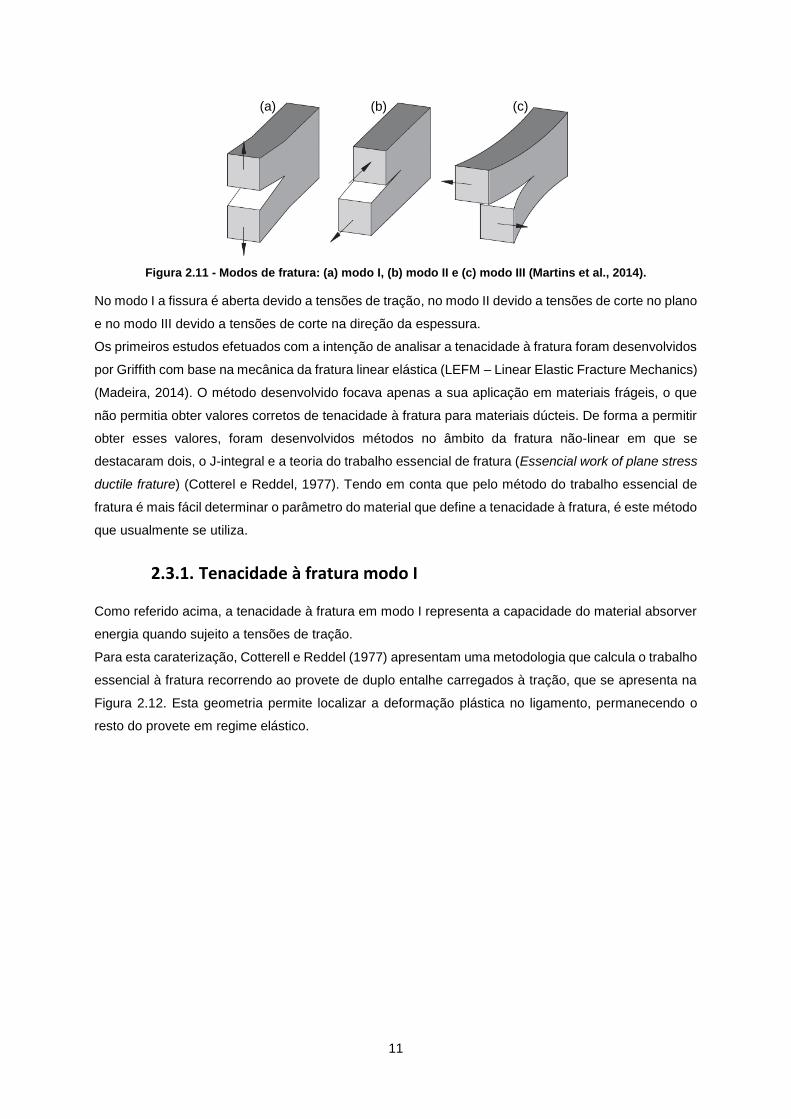
Figura 2.11 - Modos de fratura: (a) modo I, (b) modo II e (c) modo III (Martins et al., 2014).
No modo I a fissura é aberta devido a tensões de tração, no modo II devido a tensões de corte no plano
e no modo III devido a tensões de corte na direção da espessura.
Os primeiros estudos efetuados com a intenção de analisar a tenacidade à fratura foram desenvolvidos
por Griffith com base na mecânica da fratura linear elástica (LEFM – Linear Elastic Fracture Mechanics)
(Madeira, 2014). O método desenvolvido focava apenas a sua aplicação em materiais frágeis, o que
não permitia obter valores corretos de tenacidade à fratura para materiais dúcteis. De forma a permitir
obter esses valores, foram desenvolvidos métodos no âmbito da fratura não-linear em que se
destacaram dois, o J-integral e a teoria do trabalho essencial de fratura (Essencial work of plane stress
ductile frature) (Cotterel e Reddel, 1977). Tendo em conta que pelo método do trabalho essencial de
fratura é mais fácil determinar o parâmetro do material que define a tenacidade à fratura, é este método
que usualmente se utiliza.
2.3.1. Tenacidade à fratura modo I
Como referido acima, a tenacidade à fratura em modo I representa a capacidade do material absorver
energia quando sujeito a tensões de tração.
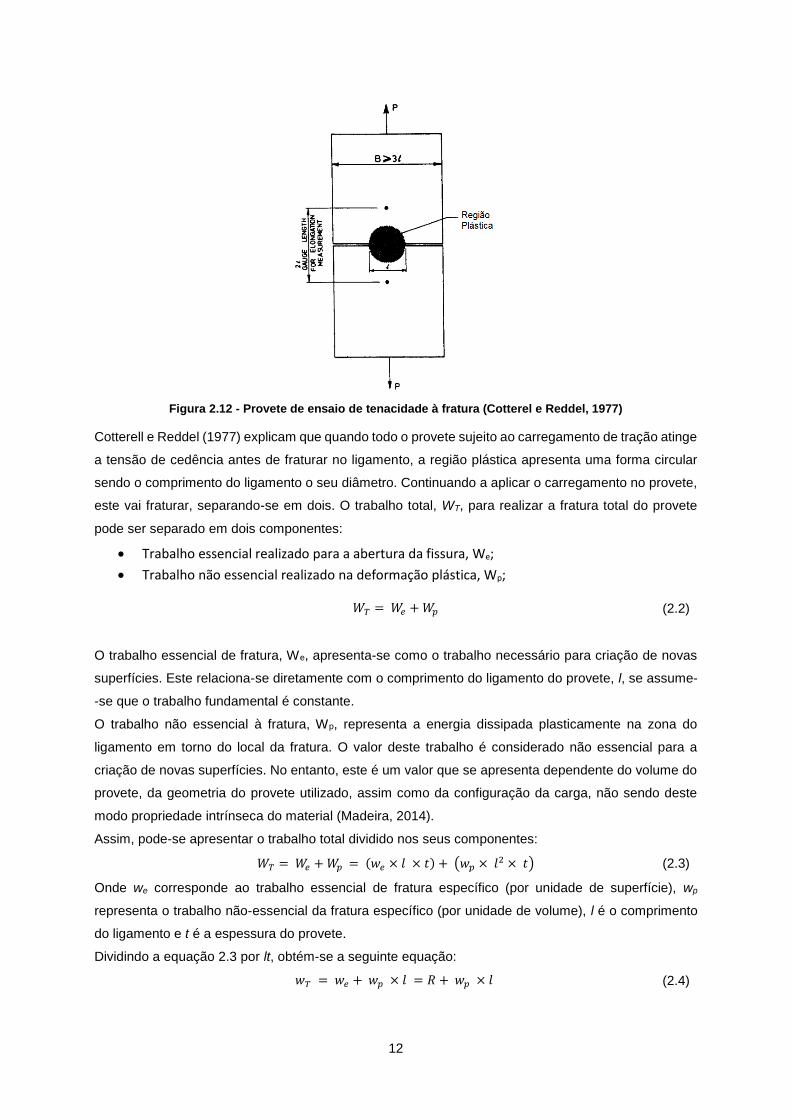
Para esta caraterização, Cotterell e Reddel (1977) apresentam uma metodologia que calcula o trabalho
essencial à fratura recorrendo ao provete de duplo entalhe carregados à tração, que se apresenta na
Figura 2.12. Esta geometria permite localizar a deformação plástica no ligamento, permanecendo o
resto do provete em regime elástico.
(a) (b) (c)
12
Figura 2.12 - Provete de ensaio de tenacidade à fratura (Cotterel e Reddel, 1977)
Cotterell e Reddel (1977) explicam que quando todo o provete sujeito ao carregamento de tração atinge
a tensão de cedência antes de fraturar no ligamento, a região plástica apresenta uma forma circular
sendo o comprimento do ligamento o seu diâmetro. Continuando a aplicar o carregamento no provete,
este vai fraturar, separando-se em dois. O trabalho total, WT, para realizar a fratura total do provete
pode ser separado em dois componentes:
Trabalho essencial realizado para a abertura da fissura, We;
Trabalho não essencial realizado na deformação plástica, Wp;
𝑊𝑇 = 𝑊𝑒 + 𝑊𝑝 (2.2)
O trabalho essencial de fratura, We, apresenta-se como o trabalho necessário para criação de novas
superfícies. Este relaciona-se diretamente com o comprimento do ligamento do provete, l, se assume-
-se que o trabalho fundamental é constante.
O trabalho não essencial à fratura, Wp, representa a energia dissipada plasticamente na zona do
ligamento em torno do local da fratura. O valor deste trabalho é considerado não essencial para a
criação de novas superfícies. No entanto, este é um valor que se apresenta dependente do volume do
provete, da geometria do provete utilizado, assim como da configuração da carga, não sendo deste
modo propriedade intrínseca do material (Madeira, 2014).
Assim, pode-se apresentar o trabalho total dividido nos seus componentes:
𝑊𝑇 = 𝑊𝑒 + 𝑊𝑝 = (𝑤𝑒 × 𝑙 × 𝑡) + (𝑤𝑝 × 𝑙2 × 𝑡) (2.3)
Onde we corresponde ao trabalho essencial de fratura específico (por unidade de superfície), wp
representa o trabalho não-essencial da fratura específico (por unidade de volume), l é o comprimento
do ligamento e t é a espessura do provete.
Dividindo a equação 2.3 por lt, obtém-se a seguinte equação:
𝑤𝑇 = 𝑤𝑒 + 𝑤𝑝 × 𝑙 = 𝑅 + 𝑤𝑝 × 𝑙 (2.4)
13
Onde wT é o trabalho total específico e R é a tenacidade à fratura definida como a quantidade de energia
por unidade de área que é requerida para criar novas superfícies.
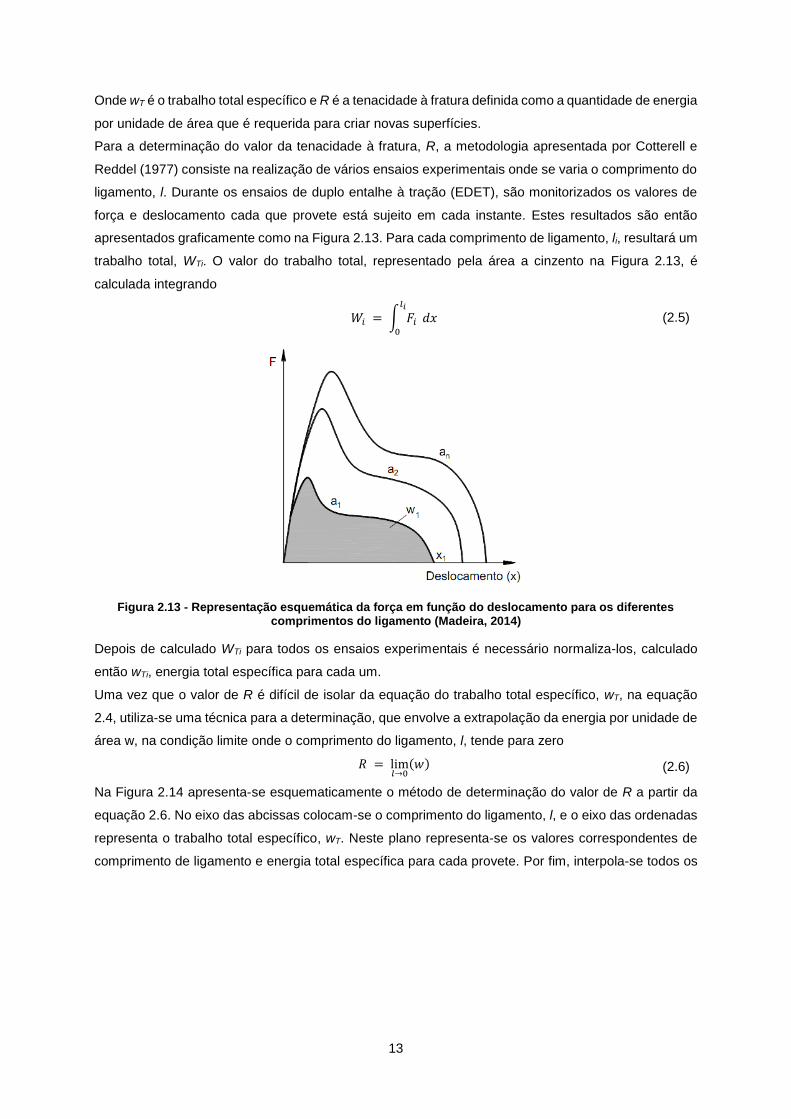
Para a determinação do valor da tenacidade à fratura, R, a metodologia apresentada por Cotterell e
Reddel (1977) consiste na realização de vários ensaios experimentais onde se varia o comprimento do
ligamento, l. Durante os ensaios de duplo entalhe à tração (EDET), são monitorizados os valores de
força e deslocamento cada que provete está sujeito em cada instante. Estes resultados são então
apresentados graficamente como na Figura 2.13. Para cada comprimento de ligamento, li, resultará um
trabalho total, WTi. O valor do trabalho total, representado pela área a cinzento na Figura 2.13, é
calculada integrando
𝑊𝑖 = ∫ 𝐹𝑖
𝑙𝑖
0
𝑑𝑥 (2.5)
Figura 2.13 - Representação esquemática da força em função do deslocamento para os diferentes comprimentos do ligamento (Madeira, 2014)
Depois de calculado WTi para todos os ensaios experimentais é necessário normaliza-los, calculado
então wTi, energia total específica para cada um.
Uma vez que o valor de R é difícil de isolar da equação do trabalho total específico, wT, na equação
2.4, utiliza-se uma técnica para a determinação, que envolve a extrapolação da energia por unidade de
área w, na condição limite onde o comprimento do ligamento, l, tende para zero
𝑅 = lim𝑙→0
(𝑤) (2.6)
Na Figura 2.14 apresenta-se esquematicamente o método de determinação do valor de R a partir da
equação 2.6. No eixo das abcissas colocam-se o comprimento do ligamento, l, e o eixo das ordenadas
representa o trabalho total específico, wT. Neste plano representa-se os valores correspondentes de
comprimento de ligamento e energia total específica para cada provete. Por fim, interpola-se todos os
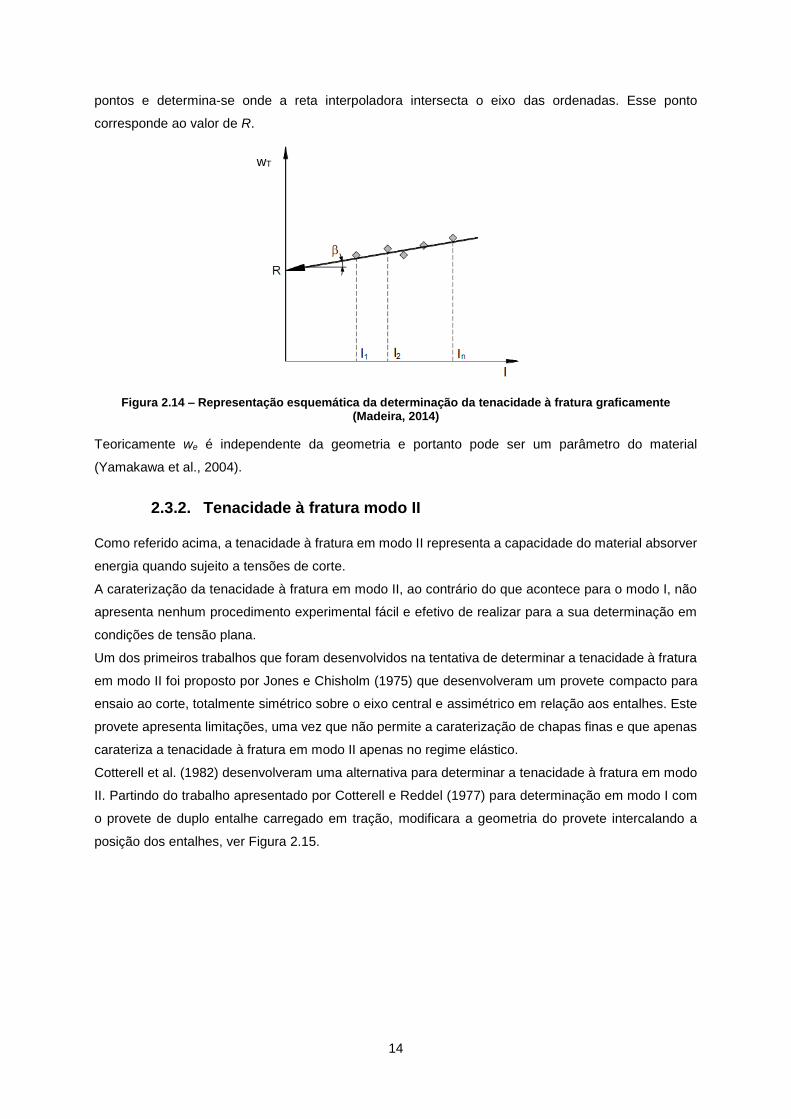
14
pontos e determina-se onde a reta interpoladora intersecta o eixo das ordenadas. Esse ponto
corresponde ao valor de R.
Figura 2.14 – Representação esquemática da determinação da tenacidade à fratura graficamente (Madeira, 2014)
Teoricamente we é independente da geometria e portanto pode ser um parâmetro do material
(Yamakawa et al., 2004).
2.3.2. Tenacidade à fratura modo II
Como referido acima, a tenacidade à fratura em modo II representa a capacidade do material absorver
energia quando sujeito a tensões de corte.
A caraterização da tenacidade à fratura em modo II, ao contrário do que acontece para o modo I, não
apresenta nenhum procedimento experimental fácil e efetivo de realizar para a sua determinação em
condições de tensão plana.
Um dos primeiros trabalhos que foram desenvolvidos na tentativa de determinar a tenacidade à fratura
em modo II foi proposto por Jones e Chisholm (1975) que desenvolveram um provete compacto para
ensaio ao corte, totalmente simétrico sobre o eixo central e assimétrico em relação aos entalhes. Este
provete apresenta limitações, uma vez que não permite a caraterização de chapas finas e que apenas
carateriza a tenacidade à fratura em modo II apenas no regime elástico.
Cotterell et al. (1982) desenvolveram uma alternativa para determinar a tenacidade à fratura em modo
II. Partindo do trabalho apresentado por Cotterell e Reddel (1977) para determinação em modo I com
o provete de duplo entalhe carregado em tração, modificara a geometria do provete intercalando a
posição dos entalhes, ver Figura 2.15.
wT
15
Figura 2.15 - Provete de duplo entalhe intercalados carregado à tração (Cotterell et al., 1982)
Este provete produz fraturas combinando os modos I e II ao longo do ligamento inclinado, com um
ângulo φ entre as direções dos entalhes e a horizontal, ver Figura 2.15. O tratamento dos resultados
experimentais é capaz de separar o trabalho total essencial específico 𝑤𝑒 nas componentes do modo
I, 𝑤𝑒 𝐼, modo II, 𝑤𝑒 𝐼𝐼, para o deslocamento do componente paralelo a φ.
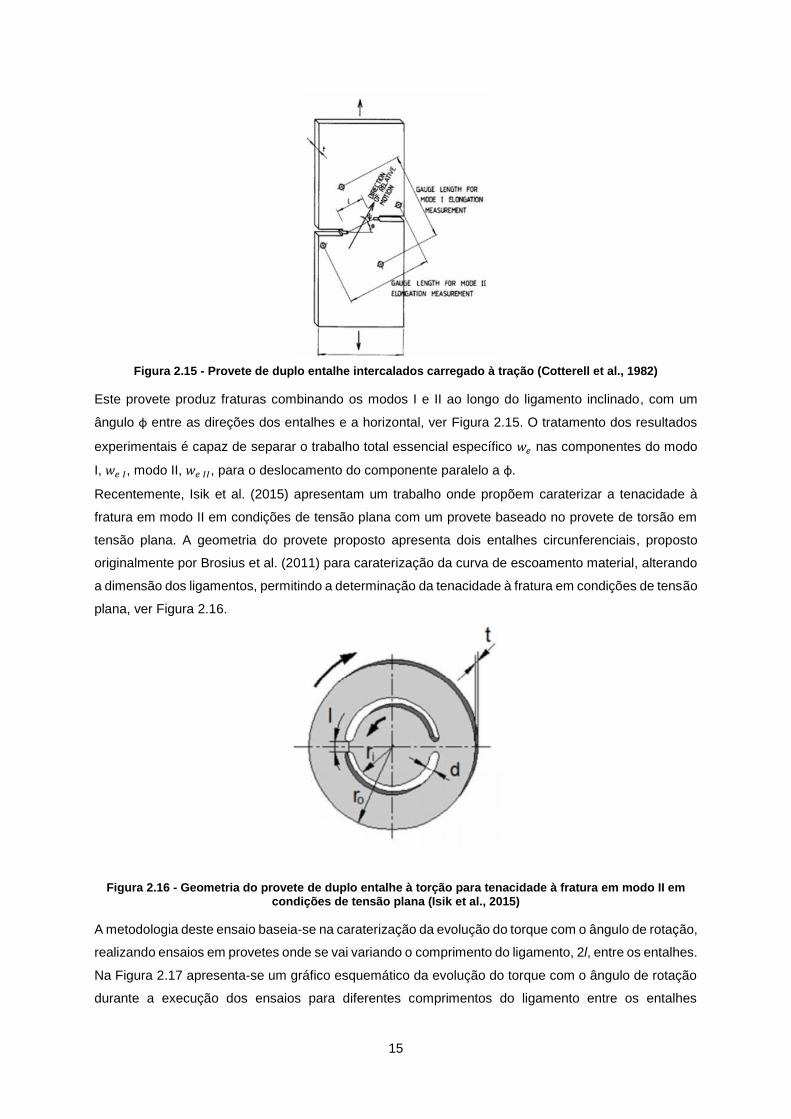
Recentemente, Isik et al. (2015) apresentam um trabalho onde propõem caraterizar a tenacidade à
fratura em modo II em condições de tensão plana com um provete baseado no provete de torsão em
tensão plana. A geometria do provete proposto apresenta dois entalhes circunferenciais, proposto
originalmente por Brosius et al. (2011) para caraterização da curva de escoamento material, alterando
a dimensão dos ligamentos, permitindo a determinação da tenacidade à fratura em condições de tensão
plana, ver Figura 2.16.
Figura 2.16 - Geometria do provete de duplo entalhe à torção para tenacidade à fratura em modo II em condições de tensão plana (Isik et al., 2015)
A metodologia deste ensaio baseia-se na caraterização da evolução do torque com o ângulo de rotação,
realizando ensaios em provetes onde se vai variando o comprimento do ligamento, 2l, entre os entalhes.
Na Figura 2.17 apresenta-se um gráfico esquemático da evolução do torque com o ângulo de rotação
durante a execução dos ensaios para diferentes comprimentos do ligamento entre os entalhes

16
circunferenciais. Constata-se que o valor do torque aumento com o ângulo de rotação até um valor
máximo a partir do qual se inicia a propagação de fissura, a partir do qual há um decréscimo no valor
do torque até à separação do provete em dois.
Figura 2.17 - Representação esquemática do torque em função do angulo de rotação para os diferentes comprimentos do ligamento (Isik et al., 2015)
Uma vez que a propagação de fratura ocorre geralmente precedida de elevada deformação plástica, é
aceitável negligenciar a deformação elástica, considera-se um comportamento material rígido-plástico.
O incremento quase estático da propagação da fissura no provete do ensaio de torsão de duplo entalhe
de área igual a A sujeito a um carregamento autoequilibrado pelo torque com o ângulo de rotação, θ,
pode ser expresso por
𝑇𝑑𝜃 = 2𝑊𝑝𝑑𝑉𝑝 + 2𝑅𝑑𝐴 (2.7)
Onde Wp é o trabalho plástico por unidade de volume e R é a tenacidade à fratura (definido como
trabalho essencial específico para abertura de fissura) em cada região em deformação plástica.
Nestas circunstancias, o trabalho total WT consumido no fim de cada ensaio é dado por
Tal como no trabalho de Cotterell e Reddel (1977), divide-se o trabalho total pela área dos dois
ligamentos, 2tl, obtém-se o trabalho total específico wT
𝑤𝑇 = 𝑊𝑇
2𝑡𝑙 = 2 (∫ 𝜎𝑑휀
0
) 𝜋𝑙2
8 𝑡 + 𝑅 (2.9)
Se o primeiro termo do lado direito da equação 2.9 for aproximado pelo produto entre a tensão média
de escoamento, 𝜎𝑚é𝑑𝑖𝑎, e pelo valor médio final da extensão plástica, 휀��é𝑑𝑖𝑎, para o total da deformação
do provete, obtém-se,
𝑤𝑇 = 𝜎𝑚é𝑑𝑖𝑎휀��é𝑑𝑖𝑎 𝜋
8 2𝑙 + 𝑅 (2.10)
𝑊𝑇 = 2 (∫ 𝜎𝑑휀
0
) 𝜋𝑙2
4 𝑡 + 2𝑅𝑡𝑙 (2.8)
17
Onde o valor médio da tensão de escoamento, 𝜎𝑚é𝑑𝑖𝑎, é obtido por integração da curva tensão-extensão
do entre os valores médios iniciais e finais da extensão plástica휀��é𝑑𝑖𝑎 obtidos nas medições
𝜎𝑚é𝑑𝑖𝑎 = (1 휀��é𝑑𝑖𝑎⁄ ) ∫ 𝜎𝑑휀
𝑚é𝑑𝑖𝑎
0
(2.11)
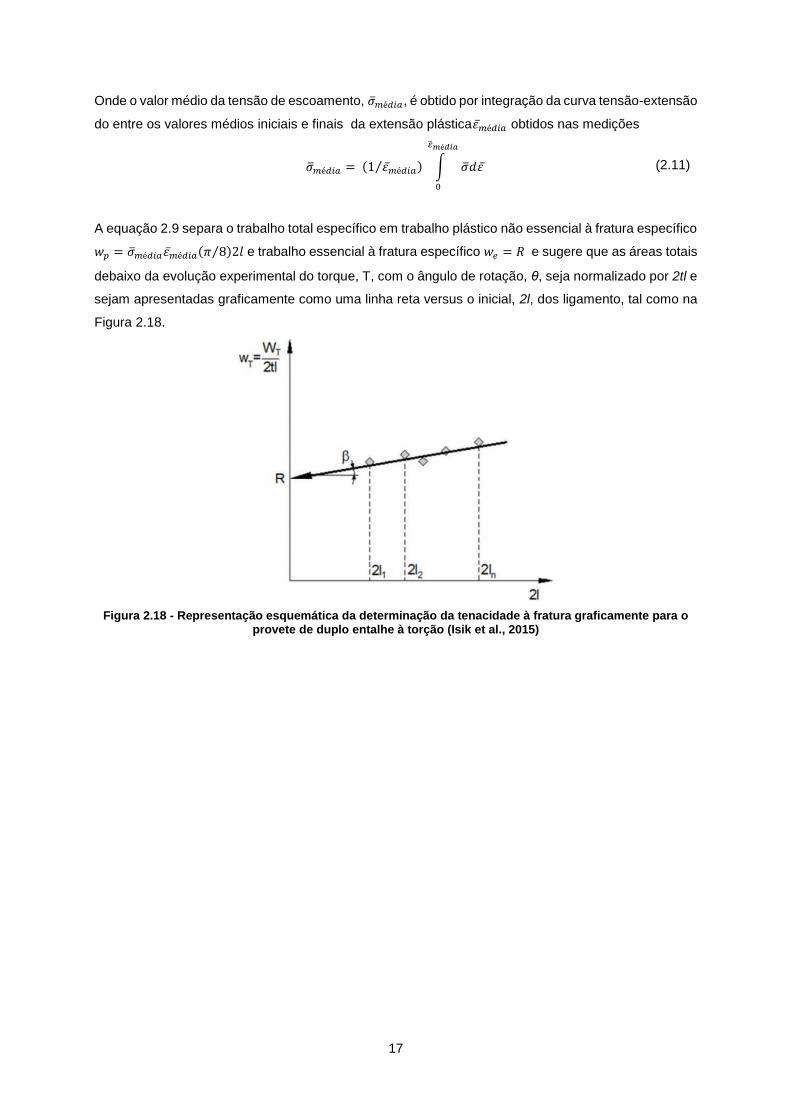
A equação 2.9 separa o trabalho total específico em trabalho plástico não essencial à fratura específico
𝑤𝑝 = 𝜎𝑚é𝑑𝑖𝑎휀��é𝑑𝑖𝑎(𝜋 8⁄ )2𝑙 e trabalho essencial à fratura específico 𝑤𝑒 = 𝑅 e sugere que as áreas totais
debaixo da evolução experimental do torque, T, com o ângulo de rotação, θ, seja normalizado por 2tl e
sejam apresentadas graficamente como uma linha reta versus o inicial, 2l, dos ligamento, tal como na
Figura 2.18.
Figura 2.18 - Representação esquemática da determinação da tenacidade à fratura graficamente para o provete de duplo entalhe à torção (Isik et al., 2015)
18
3. Trabalho Experimental
Neste capítulo serão apresentados os ensaios de caraterização realizados e os equipamentos
utilizados para os mesmos. Começa-se por apresentar os ensaios de tração normalizado, seguindo-se
o ensaio de compressão de discos empilhados e os ensaios em provetes cilíndricos. Posteriormente
descreve-se o ensaio de duplo entalhe à tração. Para finalizar, introduz-se o ensaio com o provete de
duplo entalhe ao corte e a ferramenta projetada a realização do mesmo. Os ensaios foram realizados
em provetes fabricados na liga de alumínio AA5754-H111, fornecido sobre a forma de chapas com
5mm de espessura.
3.1. Ensaios de tração
Para a realização dos ensaios de tração, começou-se por maquinar os provetes de acordo com a norma
ASTM E8/E8M (2011). Os provetes foram maquinados a partir da chapa fornecida, alinhando-os com
as direções 0º,45º e 90º, relativamente à direção de laminagem da chapa (‘L’), respetivamente ET_L,
ET_LT, ET_T. A nomenclatura ET significa Ensaio de Tração e L/LT/T é a direção segundo a qual o
provete foi fabricado, relativamente à direção de laminagem da chapa. Os provetes foram maquinados,
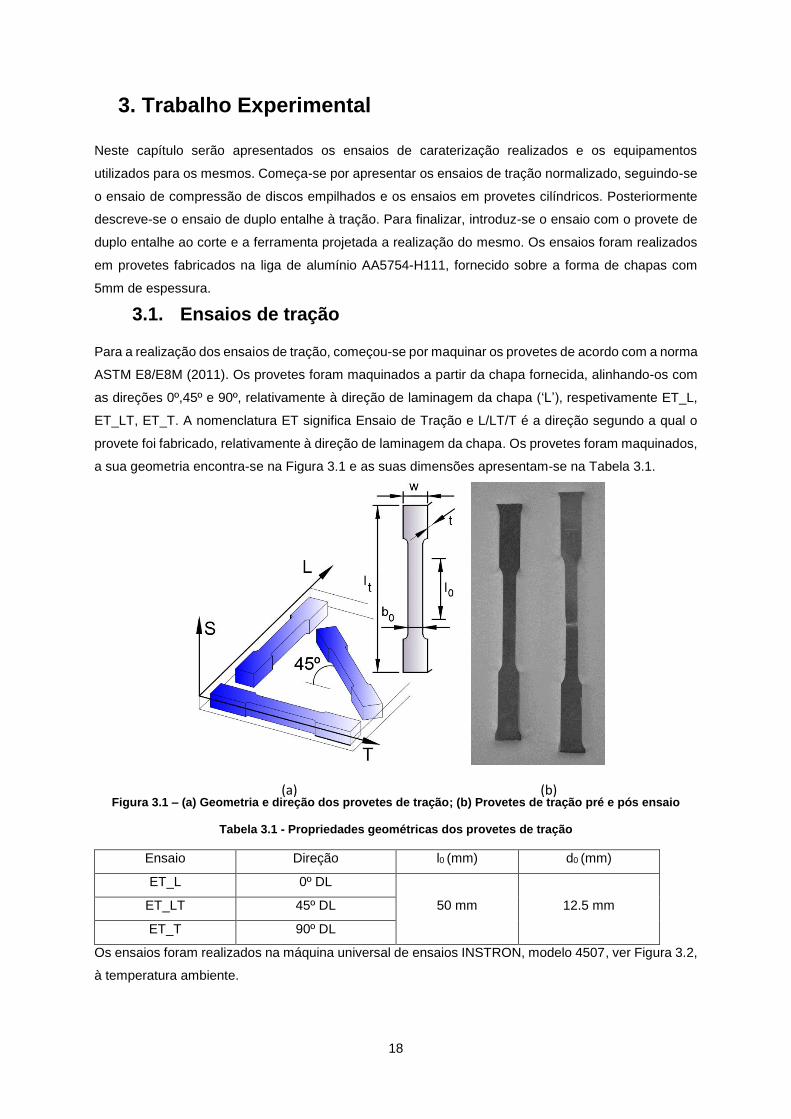
a sua geometria encontra-se na Figura 3.1 e as suas dimensões apresentam-se na Tabela 3.1.
Figura 3.1 – (a) Geometria e direção dos provetes de tração; (b) Provetes de tração pré e pós ensaio
Tabela 3.1 - Propriedades geométricas dos provetes de tração
Ensaio Direção l0 (mm) d0 (mm)
ET_L 0º DL
50 mm 12.5 mm ET_LT 45º DL
ET_T 90º DL
Os ensaios foram realizados na máquina universal de ensaios INSTRON, modelo 4507, ver Figura 3.2,
à temperatura ambiente.
(a) (b)
19
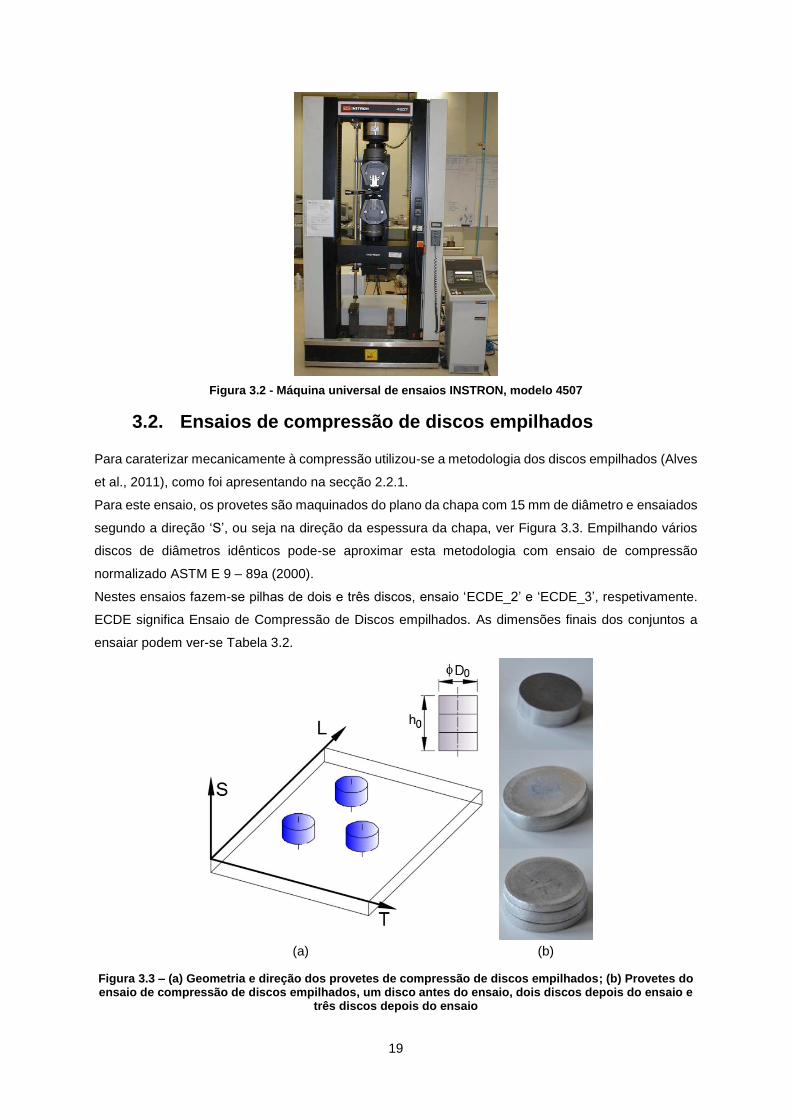
Figura 3.2 - Máquina universal de ensaios INSTRON, modelo 4507
3.2. Ensaios de compressão de discos empilhados
Para caraterizar mecanicamente à compressão utilizou-se a metodologia dos discos empilhados (Alves
et al., 2011), como foi apresentando na secção 2.2.1.
Para este ensaio, os provetes são maquinados do plano da chapa com 15 mm de diâmetro e ensaiados
segundo a direção ‘S’, ou seja na direção da espessura da chapa, ver Figura 3.3. Empilhando vários
discos de diâmetros idênticos pode-se aproximar esta metodologia com ensaio de compressão
normalizado ASTM E 9 – 89a (2000).
Nestes ensaios fazem-se pilhas de dois e três discos, ensaio ‘ECDE_2’ e ‘ECDE_3’, respetivamente.
ECDE significa Ensaio de Compressão de Discos empilhados. As dimensões finais dos conjuntos a
ensaiar podem ver-se Tabela 3.2.
Figura 3.3 – (a) Geometria e direção dos provetes de compressão de discos empilhados; (b) Provetes do ensaio de compressão de discos empilhados, um disco antes do ensaio, dois discos depois do ensaio e
três discos depois do ensaio
(a) (b)
20
Tabela 3.2 - Propriedades geométricas dos provetes de discos empilhados
Ensaio Direção D0 (mm) h0 (mm) h0/D0
ECDE _2 S 15
10 0.67
ECDE _3 S 15 1
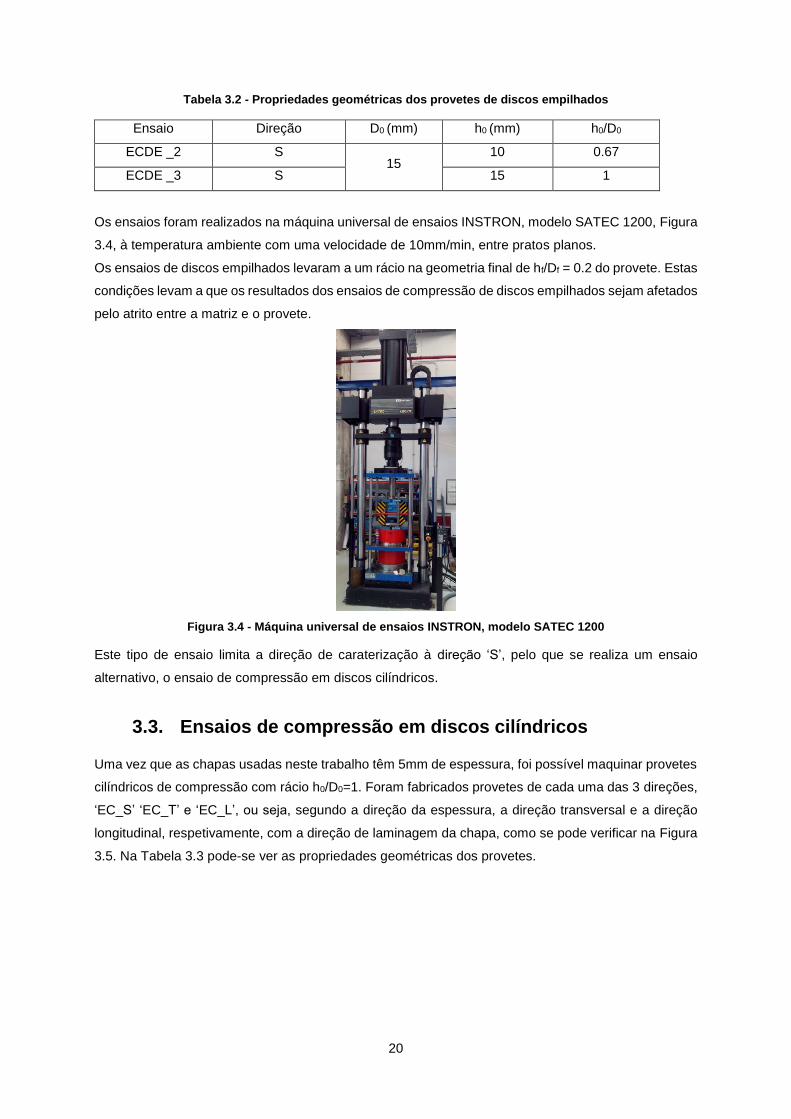
Os ensaios foram realizados na máquina universal de ensaios INSTRON, modelo SATEC 1200, Figura
3.4, à temperatura ambiente com uma velocidade de 10mm/min, entre pratos planos.
Os ensaios de discos empilhados levaram a um rácio na geometria final de hf/Df = 0.2 do provete. Estas
condições levam a que os resultados dos ensaios de compressão de discos empilhados sejam afetados
pelo atrito entre a matriz e o provete.
Figura 3.4 - Máquina universal de ensaios INSTRON, modelo SATEC 1200
Este tipo de ensaio limita a direção de caraterização à direção ‘S’, pelo que se realiza um ensaio
alternativo, o ensaio de compressão em discos cilíndricos.
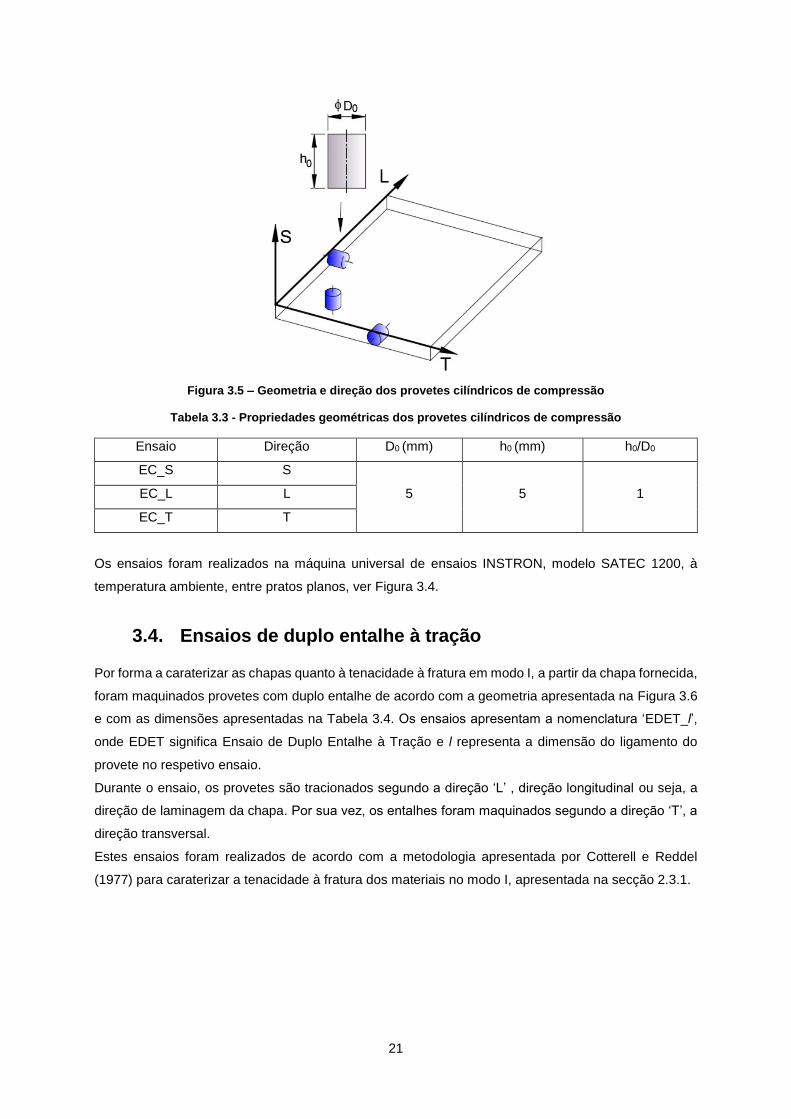
3.3. Ensaios de compressão em discos cilíndricos
Uma vez que as chapas usadas neste trabalho têm 5mm de espessura, foi possível maquinar provetes
cilíndricos de compressão com rácio h0/D0=1. Foram fabricados provetes de cada uma das 3 direções,
‘EC_S’ ‘EC_T’ e ‘EC_L’, ou seja, segundo a direção da espessura, a direção transversal e a direção
longitudinal, respetivamente, com a direção de laminagem da chapa, como se pode verificar na Figura
3.5. Na Tabela 3.3 pode-se ver as propriedades geométricas dos provetes.
21
Figura 3.5 – Geometria e direção dos provetes cilíndricos de compressão
Tabela 3.3 - Propriedades geométricas dos provetes cilíndricos de compressão
Ensaio Direção D0 (mm) h0 (mm) h0/D0
EC_S S
5 5 1 EC_L L
EC_T T
Os ensaios foram realizados na máquina universal de ensaios INSTRON, modelo SATEC 1200, à
temperatura ambiente, entre pratos planos, ver Figura 3.4.
3.4. Ensaios de duplo entalhe à tração
Por forma a caraterizar as chapas quanto à tenacidade à fratura em modo I, a partir da chapa fornecida,
foram maquinados provetes com duplo entalhe de acordo com a geometria apresentada na Figura 3.6
e com as dimensões apresentadas na Tabela 3.4. Os ensaios apresentam a nomenclatura ‘EDET_l’,
onde EDET significa Ensaio de Duplo Entalhe à Tração e l representa a dimensão do ligamento do
provete no respetivo ensaio.
Durante o ensaio, os provetes são tracionados segundo a direção ‘L’ , direção longitudinal ou seja, a
direção de laminagem da chapa. Por sua vez, os entalhes foram maquinados segundo a direção ‘T’, a
direção transversal.
Estes ensaios foram realizados de acordo com a metodologia apresentada por Cotterell e Reddel
(1977) para caraterizar a tenacidade à fratura dos materiais no modo I, apresentada na secção 2.3.1.
22
Figura 3.6 - Geometria e direção dos provetes de duplo entalhe à tração; (b) Provetes do ensaio de duplo entalhe à tração pré e pós ensaio
Tabela 3.4 - Propriedades geométricas dos provetes de duplo entalhe à tração
Ensaio Direção l (mm) d (mm) a (mm) h (mm) w(mm)
EDET_8
L
8
5 5 45 100
EDET _10 10
EDET _15 15
EDET _20 20
EDET _25 25
Os ensaios foram realizados na máquina universal de ensaios INSTRON, modelo 4507, à temperatura
ambiente, ver Figura 3.2.
3.5. Ensaios de duplo entalhe ao corte
Para a realização dos ensaios de duplo entalhe ao corte concebeu-se uma nova geometria de provete,
inspirada na geometria do provete de duplo entalhe ao corte do trabalho de Atkins (2000). A novidade
introduzida neste novo provete reside no fato deste ser ensaiada em tensão plana e o provete do
trabalho de Atkins (2000) ser ensaio em deformação plana.
A geometria proposta apresenta-se na Figura 3.7, com as dimensões presentes na Tabela 3.5. Os
ensaios apresentam a nomenclatura EDEC_l, onde DNST significa Ensaio de Duplo Entalhe ao Corte
e l representa a dimensão dos ligamentos do provete no respetivo ensaio.
Os provetes foram maquinados a partir de chapa de liga de alumínio AA5754-H111, com 5 mm de
espessura.
(a) (b)
23
Figura 3.7 – (a) Geometria e direção dos provetes duplo entalhe ao corte; (b) Provetes do ensaio de duplo entalhe ao corte pré e pós ensaio
Tabela 3.5 - Propriedades geométricas dos provetes duplo entalhe ao corte
Ensaio Direção 2l (mm) d (mm) a (mm) b (mm) h (mm) w (mm)
EDEC _3
L
3
3 30 35 45 100
EDEC _5 5
EDEC _7 7
EDEC _10 10
EDEC _15 15
EDEC _20 20
Para a realização deste ensaio foi necessário conceber uma ferramenta modular que se encontra
apresentada na Figura 3.8. Esta ferramenta permite realizar os ensaios com esta geometria e
permitindo variar a espessura do provete.
Figura 3.8 – (a) Fotografia da ferramenta modular para ensaios de duplo ensaio ao corte; (b) Ilustração da ferramenta modular
(a) (b)
(a) (b)
24
A ferramenta é posteriormente colocada na máquina universal de ensaios INSTRON, modelo SATEC
1200, Figura 3.4, fixando o teto e a base da ferramenta aos pratos da máquina.
Após a ligação entre a ferramenta modular e máquina de ensaios, são inseridos no interior da
ferramenta dois calços, ver Figura 3.8. Estes calços vão suportar as partes laterais do provete durante
o ensaio, fazendo com que a parte central possa deslocar-se livremente na vertical, quando atuado o
punção da ferramenta.
Tabela 3.6 - Dimensão dos calços e punção no ensaio de duplo entalhe ao corte
Espessura (mm) Comprimento, w (mm) Altura, h (mm)
Calços 4.5
35 20
Punção 30
Os calços e o punção utilizados nestes ensaios têm as dimensões apresentadas na Tabela 3.6.
Após a colocação do provete no interior da ferramenta, suportado pelos calços, ver Figura 3.8, é
necessário fechar a ferramenta e ajustar as folgas do provete no interior da ferramenta.
Para posicionar corretamente o provete em relação ao punção, a ferramenta possuí dois carris, por
onde desliza o prato deslizante. Por intermédio do prato inferior, faz-se o aperto do prato deslizante nos
carris, ver Figura 3.8.
Para se poder iniciar o ensaio, é necessário fechar o provete no interior da ferramenta. Para isso fecha-
se ambas as laterais, uma de encontro à outra por intermédio de parafusos e aperta-se, por forma a
garantir uma boa fixação das duas partes laterais do provete e folga da parte central do prove. Para
garantir isso, colocam-se os ajustes de folga junto das partes laterias do mesmo, ver Figura 3.9.
Depois de concluídos todos os passos anteriores, inicia-se o avanço do punção, por intermédio da
máquina de testes universal, que regista os valores de força e de deslocamento do punção.
Figura 3.9 – Ilustração do provete de EDEC no estado inicial e durante o ensaio
Na Figura 3.9 pode-se ver uma ilustração detalhada da zona em corte. Do lado esquerdo da imagem
apresenta-se o provete no estado inicial. Encontra-se representado as tensões de corte, 𝝉 e as direções
segundo as quais atuam. Do lado direito da imagem encontra-se o provete deformado depois da

25
atuação do punção. O deslocamento vertical do provete encontra-se representado por 𝜹, o qual é
imposto pelo punção. A distorção que o ligamento sofre devido ao movimento vertical, é representado
por 𝜸.
26
4. Resultados e Discussão
Neste capítulo serão apresentados e analisados os resultados provenientes dos ensaios de
caraterização realizados nesta dissertação com a liga de alumínio AA5754-H111. Primeiramente,
analisar-se-ão os resultados obtidos nos ensaios de caraterização mecânica, nos ensaios de tração.
De seguida, serão estudados os resultados dos ensaios de compressão de discos empilhados e
posteriormente comparados com os resultados dos ensaios de tração e de compressão de discos
empilhados. Para finalizar a caraterização mecânica, relaciona-se os resultados de todos os métodos
de caraterização e os resultados do ensaio de duplo entalhe ao corte. Finalmente, discutir-se-ão os
resultados da caraterização à fratura com os ensaios de duplo entalhe à tração e com os ensaios de
duplo entalhe ao corte.
4.1. Ensaios de tração
Os ensaios de tração normalizados foram realizados de acordo com a norma ASTM E8/E8M – 09
(2011). Os provetes ensaiados foram fabricados a partir da chapa fornecida, orientados a 0º, 45º e 90º
com a direção de laminagem. Na Figura 4.1 pode-se ver os resultados dos ensaios de tração com os
provetes das três direções, ‘L’, ‘LT’ e ‘T’, fazendo respetivamente 0º, 45º e 90º com a direção de
laminagem.
Figura 4.1 - Evolução da curva tensão-extensão dos ensaios de tração normalizados
Os ensaios de tração realizados caraterizam o comportamento mecânico do material até níveis de
extensão aproximadamente de ε = 0.16. A partir deste nível de extensão, o provete apresenta uma
deformação não uniforme na zona de referencia do provete.
0
50
100
150
200
250
300
350
0 0,05 0,1 0,15 0,2
Te
ns
ão
Ve
rda
de
ira
(M
Pa
)
Extensão Verdadeira
ET_L
ET_LT
ET_T
27
O resultado médio da curva tensão-extensão resultante do gráfico da Figura 4.1, pode ser aproximado
por uma equação de Ludwik-Hollomon, tem-se,
𝜎 = 401.8휀0.27 (4.1)
Tabela 4.1 - Resumo das propriedades mecânicas das chapas da liga de alumínio AA5754-H111 fornecidas com 5 mm de espessura
Ensaio Módulo de
Young (MPa)
Tensão de Cedência
(MPa)
Tensão de Rotura (MPa)
Extensão de fratura (%)
Coeficiente de anisotropia
ET_L 71 251 103.14 213.63 19.33 0.62
ET_LT 72 150 96.09 203.77 21.67 0.81
ET_T 71 822 99.08 210.08 22.00 0.73
Médias 71 741 99.44 209.16 21.00 �� = 0.72
∆𝑟 = -0.13
A Tabela 4.1 apresenta o resumo das propriedades mecânicas da liga de alumínio AA5754-H111
resultantes dos ensaios de tração, para cada uma das direções dos provetes (‘L’, ‘LT’ e ‘T’) e o resultado
médio de cada uma das propriedades.
Como se pode ver na Tabela 4.1, os valores do coeficiente de anisotropia são 0.62, 0.81 e 0.73, valores
típicos para ligas de alumínio (Rodrigues e Martins, 2010).
A anisotropia normal, ��, é definida pela seguinte equação,
�� =𝑟𝐸𝑇_𝐿 + 2𝑟𝐸𝑇_𝐿𝑇 + 𝑟𝐸𝑇_𝑇
4 (4.2)
E anisotropia planar, ∆𝑟, é definida por,
∆𝑟 =𝑟𝐸𝑇_𝐿 − 2𝑟𝐸𝑇_𝐿𝑇 + 𝑟𝐸𝑇_𝑇
2 (4.3)
Onde 𝑟𝐸𝑇_𝐿 , 𝑟𝐸𝑇_𝐿𝑇 𝑒 𝑟𝐸𝑇_𝑇 são os coeficientes de anisotropia, respetivamente da direção ‘L’, ‘ LT’ e ‘T’,
obtidos nos respetivos ensaios de tração através do extensómetro transversal na máquina universal de
ensaios INSTRON, modelo 4507.
O coeficiente de anisotropia planar fornece uma indicação quantitativa da diferença entre as
propriedades nas direções a 45º e nas dos eixos principais do plano da chapa (Rodrigues e Martins,
2010). Por isso, uma vez que o resultado do coeficiente de anisotropia planar é ∆𝑟 = -0.13, indica que
a anisotropia não é relevante no plano da chapa. Pode-se constatar esse fato observando a Figura 4.1,
onde se observa que os resultados da curva tensão-extensão têm um comportamento semelhante,
independente da direção segundo as quais foram maquinados os provetes.
28
O coeficiente de anisotropia normal quantifica a anisotropia segundo a espessura através dos ensaios
de tração. O valor do coeficiente de anisotropia planar é de �� = 0.72. Como mencionado acima, este é
um valor típico do coeficiente de anisotropia para alumínios (Rodrigues e Martins, 2010).
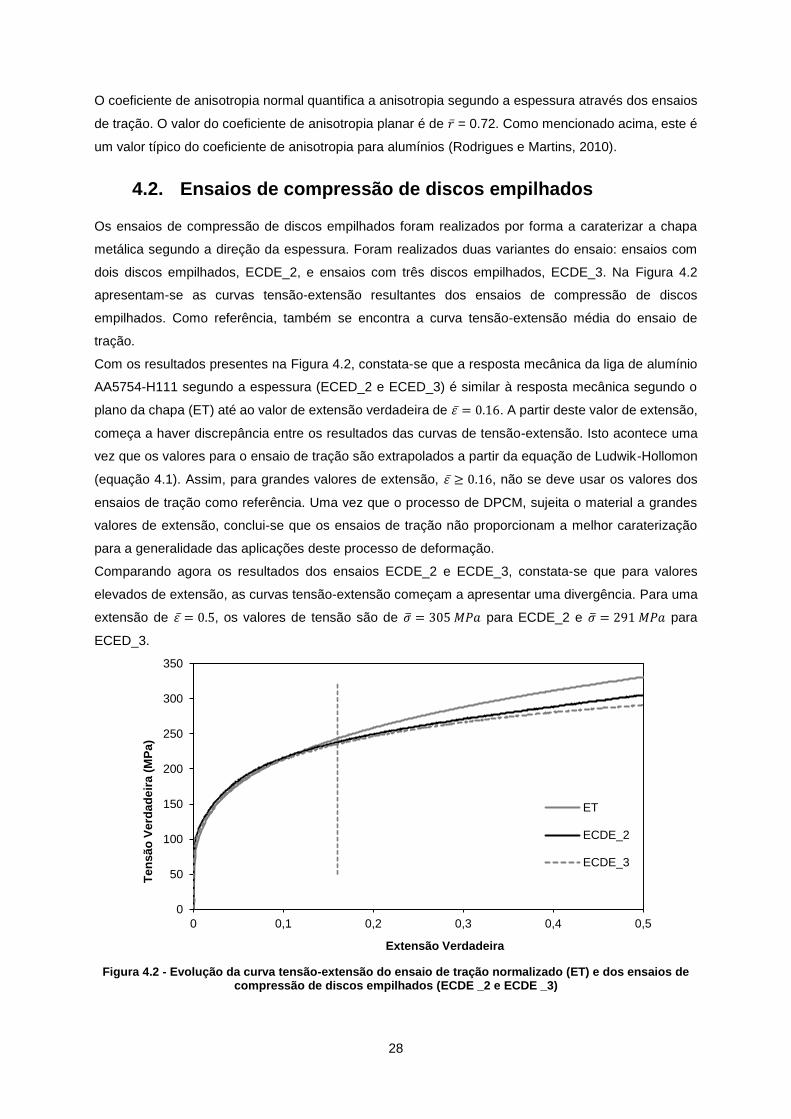
4.2. Ensaios de compressão de discos empilhados
Os ensaios de compressão de discos empilhados foram realizados por forma a caraterizar a chapa
metálica segundo a direção da espessura. Foram realizados duas variantes do ensaio: ensaios com
dois discos empilhados, ECDE_2, e ensaios com três discos empilhados, ECDE_3. Na Figura 4.2
apresentam-se as curvas tensão-extensão resultantes dos ensaios de compressão de discos
empilhados. Como referência, também se encontra a curva tensão-extensão média do ensaio de
tração.
Com os resultados presentes na Figura 4.2, constata-se que a resposta mecânica da liga de alumínio
AA5754-H111 segundo a espessura (ECED_2 e ECED_3) é similar à resposta mecânica segundo o
plano da chapa (ET) até ao valor de extensão verdadeira de 휀 = 0.16. A partir deste valor de extensão,
começa a haver discrepância entre os resultados das curvas de tensão-extensão. Isto acontece uma
vez que os valores para o ensaio de tração são extrapolados a partir da equação de Ludwik-Hollomon
(equação 4.1). Assim, para grandes valores de extensão, 휀 ≥ 0.16, não se deve usar os valores dos
ensaios de tração como referência. Uma vez que o processo de DPCM, sujeita o material a grandes
valores de extensão, conclui-se que os ensaios de tração não proporcionam a melhor caraterização
para a generalidade das aplicações deste processo de deformação.
Comparando agora os resultados dos ensaios ECDE_2 e ECDE_3, constata-se que para valores
elevados de extensão, as curvas tensão-extensão começam a apresentar uma divergência. Para uma
extensão de 휀 = 0.5, os valores de tensão são de 𝜎 = 305 𝑀𝑃𝑎 para ECDE_2 e 𝜎 = 291 𝑀𝑃𝑎 para
ECED_3.
Figura 4.2 - Evolução da curva tensão-extensão do ensaio de tração normalizado (ET) e dos ensaios de compressão de discos empilhados (ECDE _2 e ECDE _3)
0
50
100
150
200
250
300
350
0 0,1 0,2 0,3 0,4 0,5
Te
ns
ão
Ve
rda
de
ira
(M
Pa
)
Extensão Verdadeira
ET
ECDE_2
ECDE_3
29
As diferenças entre estes os resultados para dois e três discos empilhados devem-se ao fato do rácio
final entre altura e diâmetro ser muito pequeno, ℎ 𝑑⁄ ≅ 0.2. A justificação para este fato pode ser
encontrado no método da fatia elementar, em que a pressão média relaciona-se com o raio (R) e altura
(h) da seguinte forma,
𝑝𝑚é𝑑𝑖𝑎 ≅ 𝜎𝑒 (1 +2𝜇 𝑅
3ℎ) (4.4)
Assim, para um raio final maior e uma menor altura final do provete, o valor registado de pressão média
será maior, uma vez que o coeficiente de atrito (μ) e a tensão limite de elasticidade (σe) são semelhantes
em ambos os ensaios. Conclui-se ainda que para elevados valores de extensão na compressão, um
valor pequeno do coeficiente de atrito pode levar a discrepâncias entre os valores obtidos e os reais
valores da tensão do material.
Ainda assim, este ensaio apresenta uma vantagem face os ensaios de tração, uma vez que permite
determinar a curva tensão-extensão para valores de extensão cerca de três vezes superiores à
extensão dos ensaios de tração. Este fato torna este ensaio importante para a caraterização de
materiais para aplicar em DPCM.
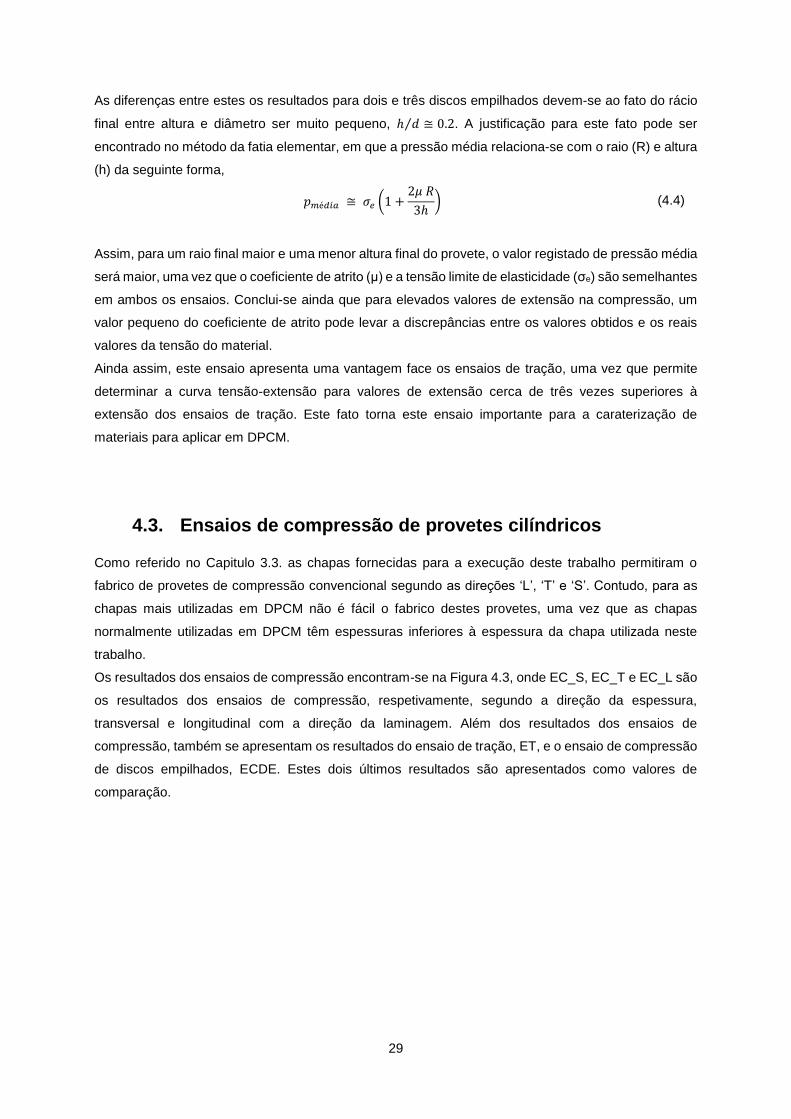
4.3. Ensaios de compressão de provetes cilíndricos
Como referido no Capitulo 3.3. as chapas fornecidas para a execução deste trabalho permitiram o
fabrico de provetes de compressão convencional segundo as direções ‘L’, ‘T’ e ‘S’. Contudo, para as
chapas mais utilizadas em DPCM não é fácil o fabrico destes provetes, uma vez que as chapas
normalmente utilizadas em DPCM têm espessuras inferiores à espessura da chapa utilizada neste
trabalho.
Os resultados dos ensaios de compressão encontram-se na Figura 4.3, onde EC_S, EC_T e EC_L são
os resultados dos ensaios de compressão, respetivamente, segundo a direção da espessura,
transversal e longitudinal com a direção da laminagem. Além dos resultados dos ensaios de
compressão, também se apresentam os resultados do ensaio de tração, ET, e o ensaio de compressão
de discos empilhados, ECDE. Estes dois últimos resultados são apresentados como valores de
comparação.
30
Figura 4.3 - Evolução da curva tensão-extensão do ensaio de tração normalizado (ET), ensaio de compressão de discos empilhados (ECDE) e dos ensaios de compressão de provetes cilindricos (EC_S,
EC_T e EC_L)
Como foi referido no subcapítulo anterior, o desvio dos resultados do ensaio de tração (ET) e os
resultados dos ensaios de compressão de discos empilhados (ECDE) divergem a partir de valores de
extensão de 휀 > 0.16. Este resultado também é válido para o caso dos ensaios de compressão (EC).
Os valores de tensão-extensão apresentam boa concordância para extensões até 휀 = 0.16.
Através da Figura 4.3, pode-se ainda comparar os resultados dos ECDE e de compressão, segundo as
três direções. A curva do ECDE encontra-se ligeiramente acima das curvas dos EC. Este desvio deve-
se ao fato dos resultados dos ECDE realizados serem sensíveis ao atrito para elevados níveis de
extensão.
Comparado, por fim, os resultados dos EC entre si, não se apresenta variação significativa nos
resultados dos ensaios de compressão segundo as três direções. Por este fato, pode-se afirmar que o
material caraterizado neste trabalho é isotrópico, e apresenta as mesmas propriedades mecânicas
segundo as três direções principais.
4.4. Ensaios de duplo entalhe à tração
Para a determinação da tenacidade à fratura à abertura de fissura em modo I utiliza-se a metodologia
de Cotterel e Reddel (1977), descrita na secção 2.3.1.
Na Figura 4.4 apresenta-se a evolução da força com o deslocamento para as várias dimensões dos
ligamentos dos provetes apresentados na Tabela 3.4. Os resultados da força-deslocamento
apresentam uma evolução gradual até ao valor máximo de força, ponto no qual se inicia a propagação
da fissura. De seguida um decréscimo mais rápido no valor da força com o deslocamento, relacionado
com a propagação da fratura, iniciada no pico da força. O aumento do ligamento do provete leva a um
aumento do valor do pico da força a partir do qual se inicia a fissura. Com os resultados apresentados
0
50
100
150
200
250
300
350
0 0,1 0,2 0,3 0,4 0,5
Te
ns
ão
Ve
rda
de
ira
(M
Pa
)
Extensão Verdadeira
ET
EDCE
EC_S
EC_T
EC_L
31
(a) (b)
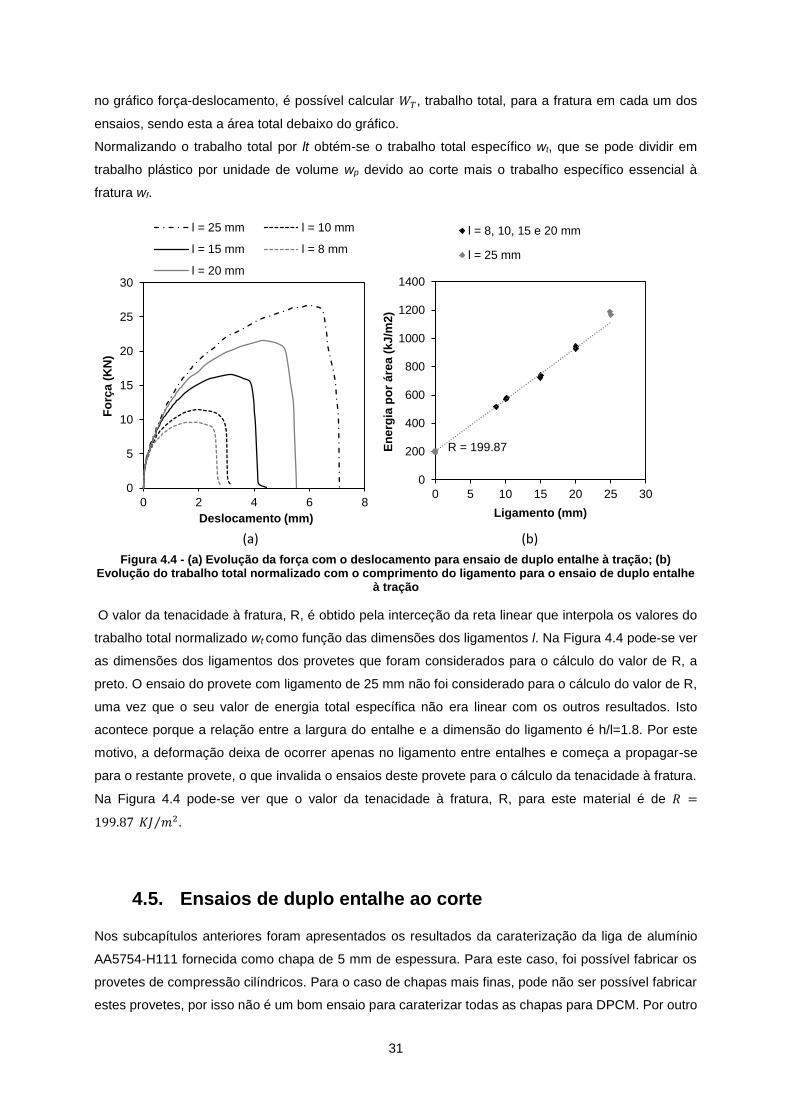
no gráfico força-deslocamento, é possível calcular 𝑊𝑇, trabalho total, para a fratura em cada um dos
ensaios, sendo esta a área total debaixo do gráfico.
Normalizando o trabalho total por lt obtém-se o trabalho total específico wt, que se pode dividir em
trabalho plástico por unidade de volume wp devido ao corte mais o trabalho específico essencial à
fratura wf.
Figura 4.4 - (a) Evolução da força com o deslocamento para ensaio de duplo entalhe à tração; (b) Evolução do trabalho total normalizado com o comprimento do ligamento para o ensaio de duplo entalhe
à tração
O valor da tenacidade à fratura, R, é obtido pela interceção da reta linear que interpola os valores do
trabalho total normalizado wt como função das dimensões dos ligamentos l. Na Figura 4.4 pode-se ver
as dimensões dos ligamentos dos provetes que foram considerados para o cálculo do valor de R, a
preto. O ensaio do provete com ligamento de 25 mm não foi considerado para o cálculo do valor de R,
uma vez que o seu valor de energia total específica não era linear com os outros resultados. Isto
acontece porque a relação entre a largura do entalhe e a dimensão do ligamento é h/l=1.8. Por este
motivo, a deformação deixa de ocorrer apenas no ligamento entre entalhes e começa a propagar-se
para o restante provete, o que invalida o ensaios deste provete para o cálculo da tenacidade à fratura.
Na Figura 4.4 pode-se ver que o valor da tenacidade à fratura, R, para este material é de 𝑅 =
199.87 𝐾𝐽 𝑚2⁄ .
4.5. Ensaios de duplo entalhe ao corte
Nos subcapítulos anteriores foram apresentados os resultados da caraterização da liga de alumínio
AA5754-H111 fornecida como chapa de 5 mm de espessura. Para este caso, foi possível fabricar os
provetes de compressão cilíndricos. Para o caso de chapas mais finas, pode não ser possível fabricar
estes provetes, por isso não é um bom ensaio para caraterizar todas as chapas para DPCM. Por outro
0
5
10
15
20
25
30
0 2 4 6 8
Fo
rça
(K
N)
Deslocamento (mm)
l = 25 mm l = 10 mm
l = 15 mm l = 8 mm
l = 20 mm
0
200
400
600
800
1000
1200
1400
0 5 10 15 20 25 30
En
erg
ia p
or
áre
a (
kJ
/m2
)
Ligamento (mm)
l = 8, 10, 15 e 20 mm
l = 25 mm
R = 199.87
32
lado, os ensaios de discos empilhados permite o seu fabrico independentemente da espessura da
chapa e como se observa acima, carateriza a curva tensão-extensão até elevados valores de extensão.
Contudo, em caso de materiais anisotrópicos apenas permite a caraterização na direção da espessura
do material. Os ensaios de tração permitem caraterizar materiais anisotrópicos, realizando ensaios
segundo as três direções ‘L’, ‘LT’ e ‘T’ (ver Figura 3.1). Ainda assim, estes ensaios apresentam uma
limitação no valor de extensão até onde permite caraterizar a curva tensão-extensão. Sendo o limite
neste trabalho extensão 휀 = 0.16.
Uma vez que o objetivo primeiro deste trabalho é propor um método para caraterizar materiais para a
tecnologia de deformação de chapa na massa, sejam fornecidos sob a forma de chapa fina ou chapa
onde a anisotropia é um fator relevante. Então é proposto um novo tipo de ensaio, o ensaio de duplo
entalhe ao corte, EDEC.
Para a determinação da curva tensão-extensão através do EDEC assume-se duas condições. Primeira,
considera-se que todo o trabalho plástico é consumido por deformação ao corte no ligamento. As
restantes partes do provete permanecem em regime rígido, uma vez que a deformação elástica é
negligenciável. Segundo, as tensões de corte e extensões são consideradas uniformemente
distribuídas dentro das duas regiões em deformação ao corte.
Nestas circunstâncias, a extensão de corte, 𝛾, da zona em deformação ao corte para um deslocamento
do punção igual a 𝛿, ver Figura 3.9, é dado por,
𝛾 ≅ tan 𝛾 =𝛿
𝑑 (4.5)
A tensão de corte, 𝜏, correspondente é calculado por,
𝜏 =𝐹
2𝑙𝑡 (4.6)
Onde F é a força de compressão do punção dividida por 2 uma vez que existem dois ligamentos
simétricos em deformação ao corte. O valor da tensão de corte, 𝜏, da equação 4.6 é o valor médio da
tensão, uma vez que se assume que a força é distribuída pelos dois ligamentos igualmente, uma vez
que é impossível determinar o exato valor de força a atuar em cada ligamento.
A partir da curva 𝜏(𝛾)derivada das equações 4.5 e 4.5 é possível determinar a tensão de escoamento
utilizando as expressões de Von Mises para a tensão efetiva 𝜎 e a extensão efetiva 휀 (Rodrigues e
Martins, 2010)
𝜎 = 𝛾
√3 휀 = √3𝜏 (4.7)
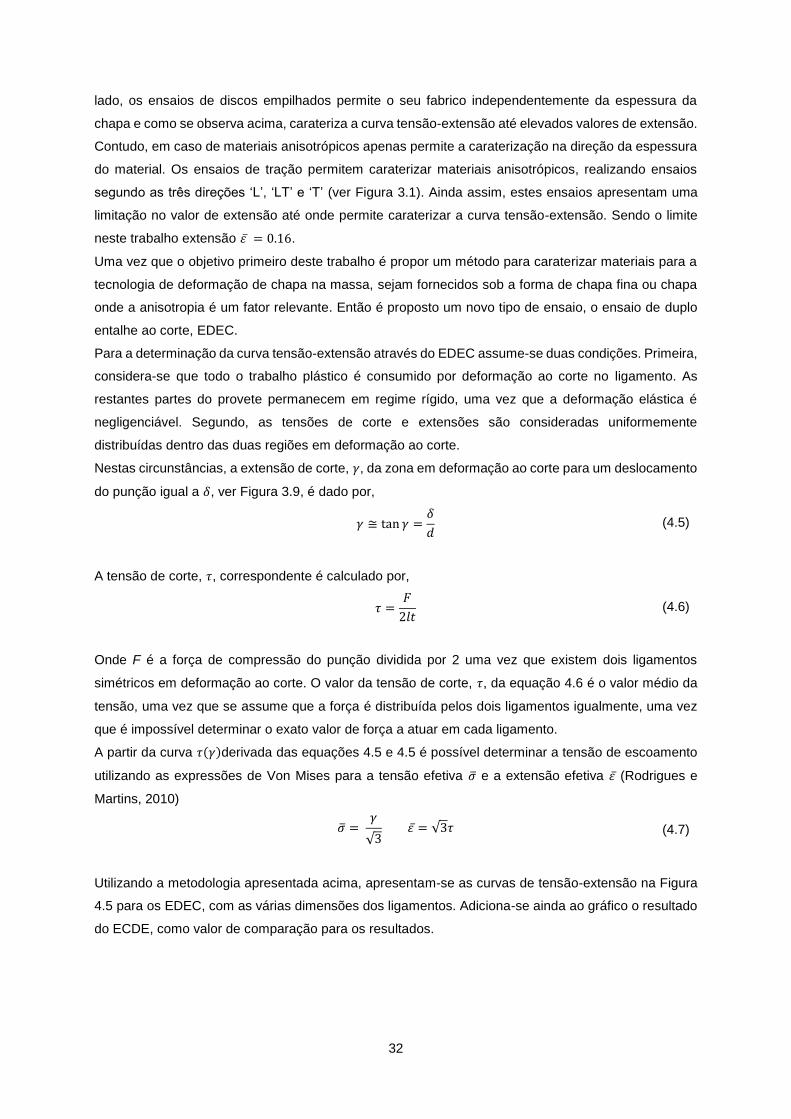
Utilizando a metodologia apresentada acima, apresentam-se as curvas de tensão-extensão na Figura
4.5 para os EDEC, com as várias dimensões dos ligamentos. Adiciona-se ainda ao gráfico o resultado
do ECDE, como valor de comparação para os resultados.
33
Figura 4.5 - Evoluções das curvas tensão-extensão obtidos pelo ensaio de duplo entalhe ao corte obtido com provetes de diferentes dimensões de ligamentos 2l
Os resultados dos EDEC, para os ligamentos 2l=3 mm, 2l=5 mm e 2l=7 mm, estes apresentam uma
boa correlação com os ECDE. Contudo, para os ligamentos 2l=20 mm, 2l=15 mm e 2l=10 mm os
resultados apresentam um desvio face à curva do resultado do ECDE. Por este motivo, é necessário
utilizar valores de ligamentos pequenos, até 10 mm de comprimento, uma vez que no caso dos
ligamentos grandes nos EDEC, permite que a deformação plástica ocorra fora dos ligamentos. Nestas
condições, o escoamento de material desvia-se das condições de corte puro.
Também se pode observar na Figura 4.5 que os EDEC permitem a caraterização do material até valores
elevados de extensão nas direções do plano da chapa.
Pelas razões apresentadas acima, o EDEC é o ensaio capaz de caraterizar mecanicamente materiais
para aplicações de DPCM.
Na Figura 4.6, apresenta-se a evolução da força com o deslocamento para as várias dimensões dos
ligamentos dos provetes apresentados na Tabela 3.5. O resultado do EDEC apresenta a mesma
evolução do EDET, com o aumento da força com o deslocamento do punção, até um pico de força a
partir do qual o valor de força desce. Contudo, no caso deste ensaio, ainda existe um patamar depois
do decréscimo da força, que está relacionado com a fratura faseada dos dois ligamentos.
Embora o tipo de abertura de fissura no EDET é em modo I e no EDEC a abertura de fenda é em modo
II, o método para determinar o valor da tenacidade à fratura, R, é muito semelhante. Utiliza-se o método
proposto por Cotterel e Reddel (1977) para o EDET, através do método da energia.
O provete é carregado ao corte e assume uma deformação plástica extensiva nas duas regiões em
deformação. O trabalho total 𝑊𝑇 consumido durante o ensaio é dado por,
𝑊𝑇 = ∫ 𝐹𝑑𝛿𝛿
0
= 𝐹𝑑𝛿 = 2𝑤𝑝𝑑𝑉𝑝 + 2𝑅𝑑𝐴 (4.8)
0
50
100
150
200
250
300
350
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Ten
são
Ve
rdad
eir
a (M
Pa)
Extensão Verdadeira
ECDE
2l = 20 mm
2l = 15 mm
2l = 10 mm
2l = 7 mm
2l = 5 mm
2l = 3 mm
34
Onde wp é o trabalho plástico por volume e R a tenacidade à fratura, que é definido como a quantidade
de energia necessária por unidade de área para criar uma nova superfície, definido com o trabalho
necessário para abertura da fissura com área A. Graficamente, o trabalho total é a área de cada um
dos gráficos da Figura 4.6(a).
De acordo com a definição de trabalho plástico por unidade de volume, pode-se reescrever a equação
4.8 como,
𝑊𝑇 = 2 (∫ 𝜎𝑑 휀
0
) 𝛼𝑙𝑡 + 2𝑅𝑡𝑙 (4.9)
Onde ld=αl2 é a área de cada região em deformação ao corte e α é a constante que permite exprimir a
largura dos entalhes como função do comprimento 2l dos ligamentos. Dividindo a equação pela área,
2tl, obtem-se a relação do trabalho total específico wT,
𝑤𝑇 = (∫ 𝜎𝑑휀
0
) 𝛼𝑙 + 𝑅 (4.10)
Considera-se que a tensão de corte e as extensões estão distribuídas uniformemente na região em
deformação ao corte, aproxima-se o integral da equação (acima) como produto da tensão média 𝜎𝑚é𝑑𝑖𝑎
e do valor médio de extensão plástica 휀��é𝑑𝑖𝑎. Reescrevendo a equação obtem-se
𝑤𝑇 =1
2𝜎𝑚é𝑑𝑖𝑎 𝛼𝑙 + 𝑅 (4.11)
Onde a 𝜎𝑚é𝑑𝑖𝑎 é calculada através do cálculo do integral da curva da tensão-extensão entre os valores
inicias e finais da média da extensão plástica 휀��é𝑑𝑖𝑎,
𝜎𝑚é𝑑𝑖𝑎 = (1휀��é𝑑𝑖𝑎
⁄ ) ∫ 𝜎𝑑휀𝑚é𝑑𝑖𝑎
0
(4.12)
Na equação 4.11 pode-se concluir que o trabalho específico total 𝑤𝑇 é constituído por dois termos; (i)
o trabalho plástico específico não essencial 𝑤𝑝 =1
2𝜎𝑚é𝑑𝑖𝑎 𝛼𝑙 e (ii) o trabalho de fratura essencial
específico 𝑤𝑓 = 𝑅 (tenacidade à fratura).
Uma vez que o valor de R é difícil de isolar do trabalho específico (w), utiliza-se uma técnica onde se
extrapola o valor de energia por unidade de área (w) limite, quando a dimensão do ligamento é nula,
𝑅 = lim𝑙→0
(𝑤) (4.13)
Graficamente, a equação 4.13 corresponde à interceção com o eixo dos yy da reta que interpola os
valores de energia específicos para as diferentes dimensões de ligamento 2l, ver Figura 4.6(b). É
através desta metodologia que se calcula os valores da tenacidade à fratura em modo II para o provete
do EDEC, apresentando-os de seguida.
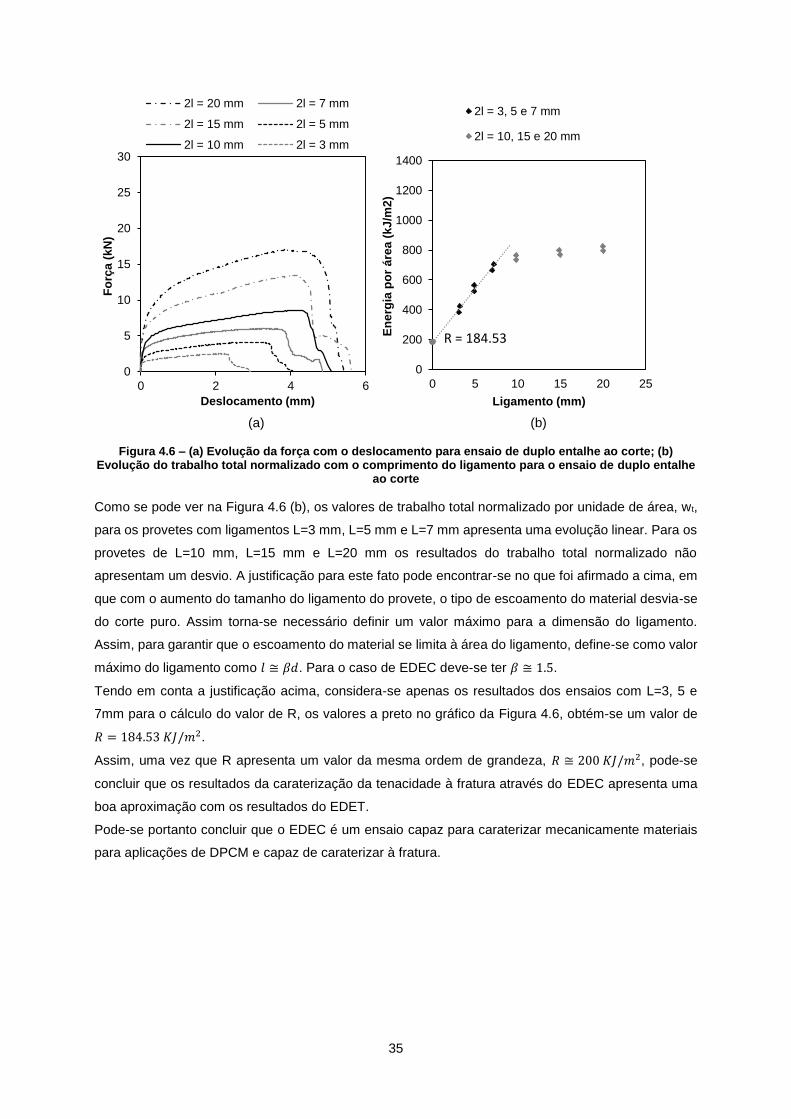
35
(a) (b)
Figura 4.6 – (a) Evolução da força com o deslocamento para ensaio de duplo entalhe ao corte; (b) Evolução do trabalho total normalizado com o comprimento do ligamento para o ensaio de duplo entalhe
ao corte
Como se pode ver na Figura 4.6 (b), os valores de trabalho total normalizado por unidade de área, wt,
para os provetes com ligamentos L=3 mm, L=5 mm e L=7 mm apresenta uma evolução linear. Para os
provetes de L=10 mm, L=15 mm e L=20 mm os resultados do trabalho total normalizado não
apresentam um desvio. A justificação para este fato pode encontrar-se no que foi afirmado a cima, em
que com o aumento do tamanho do ligamento do provete, o tipo de escoamento do material desvia-se
do corte puro. Assim torna-se necessário definir um valor máximo para a dimensão do ligamento.
Assim, para garantir que o escoamento do material se limita à área do ligamento, define-se como valor
máximo do ligamento como 𝑙 ≅ 𝛽𝑑. Para o caso de EDEC deve-se ter 𝛽 ≅ 1.5.
Tendo em conta a justificação acima, considera-se apenas os resultados dos ensaios com L=3, 5 e
7mm para o cálculo do valor de R, os valores a preto no gráfico da Figura 4.6, obtém-se um valor de
𝑅 = 184.53 𝐾𝐽/𝑚2.
Assim, uma vez que R apresenta um valor da mesma ordem de grandeza, 𝑅 ≅ 200 𝐾𝐽/𝑚2, pode-se
concluir que os resultados da caraterização da tenacidade à fratura através do EDEC apresenta uma
boa aproximação com os resultados do EDET.
Pode-se portanto concluir que o EDEC é um ensaio capaz para caraterizar mecanicamente materiais
para aplicações de DPCM e capaz de caraterizar à fratura.
0
5
10
15
20
25
30
0 2 4 6
Fo
rça
(k
N)
Deslocamento (mm)
2l = 20 mm 2l = 7 mm
2l = 15 mm 2l = 5 mm
2l = 10 mm 2l = 3 mm
0
200
400
600
800
1000
1200
1400
0 5 10 15 20 25E
ne
rgia
po
r á
rea
(k
J/m
2)
Ligamento (mm)
2l = 3, 5 e 7 mm
2l = 10, 15 e 20 mm
R = 184.53
36
5. Conclusões e Perspetivas de Trabalho Futuro
Neste capítulo são apresentadas as principais conclusões do trabalho efetuado, bem como as
perspetivas de trabalho que possa ser desenvolvido no futuro.
Este trabalho apresenta um novo ensaio experimental que permite determinar em simultâneo a curva
tensão-extensão e a tenacidade à fratura em modo II. O ensaio realiza-se através de um provete com
uma geometria com quatro entalhes que é carregado ao corte. No provete ocorre a combinação de
estados de tensão plana típicos de deformação em chapa metálica com escoamento tridimensional
resultante do carregamento na direção perpendicular à espessura, condição típica de deformação na
massa.
Esta metodologia experimental foi realizada em chapas da liga de Alumínio AA5754-H111 fornecida
com 5 mm de espessura. Os resultados experimentais da caraterização mecânica deste ensaio foram
comparados com os resultados experimentais dos ensaios de tração mecânica, ensaios de compressão
de discos empilhados e ensaios de compressão. Para baixos níveis de extensão apresentam uma boa
similaridade com a curva tensão-extensão dos ensaios de tração. O novo ensaio permite caraterizar a
curva tensão-extensão para valores de extensão bem mais elevados que os níveis de extensão
permitidos nos ensaios de tração, uma vez que não ocorre o fenómeno de estricção no provete.
Para a determinação da tenacidade à fratura comparou-se os resultados obtidos através desta nova
metodologia experimental com os resultados experimentais do ensaio que segue a metodologia
apresentada por Cotterell e Reddel (1977), e os resultados de ambos os ensaios apresentam uma boa
relação. Esta metodologia requer que os ligamentos do provete tenham no máximo dimensão igual ou
inferior a 1.5 vezes a largura do entalhe. Isto assegura que o trabalho plástico é completamente
consumido em corte na zona entre os entalhes do provete. A utilização de provetes com ligamentos
superiores a este valor irá originar a que a deformação não se localize no ligamento, não se verificando
as condições de corte no ligamento.
No futuro, ao nível da caraterização mecânica poderão ser realizados ensaios para ligas metálicas onde
a anisotropia da chapa passe a ser relevante, repetindo tanto a caraterização mecânica como a
caraterização da tenacidade à fratura nas direções longitudinais e transversais à direção de laminagem
da chapa. Pode ainda estender-se a aplicação da metodologia experimental proposta a diferentes ligas
metálicas, tanto de diferentes ligas de alumínio como a ligas de aço.
Poderão ainda realizar-se simulações numéricas por elementos finitos desta geometria validando-os
com o resultado deste trabalho. Com esta caraterização, pode-se então realizar simulações numéricas
do processo e a respetiva validação através dos ensaios experimentais.
37
6. Referências
Alves, L.M., Nielsen, C.V., Martins, P.A.F. (2011), Revisiting the Fundamentals and Capabilities of the
Stack Compression Test, Experimental Mechanics, 51, 1565-1572
Atkins, A.G. (2000), Ductile Shear Fracture Mechanics, Key Engineering Materials, 180, 59-68
ASTM Standard E8/E8M, 2011, Standard Test Methods for Tension Testing of Metallic Materials, ASTM
International, West Conshohocken, PA
ASTM Standard E9 – 89a, 2011, Standard Test Methods of Compression Testing of Metallic Materials
at Room Temperature, ASTM International, West Conshohocken, PA
Bay, N. (1994), The State of the Art in Cold Forging Lubrication, Journal of Materials Processing
Technology, 46, 19-40
Brosius, A., Yin, Q., Güner, A., Tekkaya, A.E. (2011) A New Shear Test for Sheet Metal
Characterization, Steel Research International, 82, 383-328
Buschhausen, A., Lee, J.Y., Weinmann, K., Altan, T. (1992), Evaluation of Lubrication and Friction in
Cold Forging Using a Double Backward Extrusion Process, Journal of Materials Processing Technology,
33, 95-108
Cotterell, B., Lee, E., Mai, Y.W. (1982) Mixed mode plane stress ductile fracture, International Journal
of Fracture, 20, 243-250
Cotterell, B., Reddel, J.K. (1977), The essential work of plane stress ductile fracture, International
Journal of Fracture, 13, 267-277
Groche, P., Stahlmann, J., Hartel, J., Köhler, M. (2009), Hydrodynamics Effects of Macroscopic
Deterministic Surface Structures in Cold Forging Processes, Tribology International, 42, 1173-1179
Gurson, A.L. (1977), Continuum theory of ductile rupture by void nucleation and growth – Part I. Yeld
criteria and rules for porous ductile media, Journal of Engineering Materials and Technology, 99, 2-15
Hochnoldinger, N., Grass, H. Lipp, A., Hora, P. (2009), Determination of flow curves by stack
compression tests and inverse analysis for the simulation of hot forming, 7th European LS-DYNA
Conference, Salzburg, Austria
Isik, K., Silva, M.B., Atkins, A.G., Tekkaya, A.E., Martins, P.A.F. (2015) A new test for determining
fracture toughness in plane stress in mode II, Journal of Strain Analysis for Engineering Design, 50,
221-231
38
Jones, D.L., Chisholm, D.B. (1975) An investigation of the edge-siding mode in fracture mechanics,
Engineering Fracture Mechanics, 7, 261-270
Madeira, T. (2014), Caraterização de chapa metálica para a Industria Automóvel, Dissertação de
Mestrado, IST
Martins, P.A.F., Bay, N., Tekkaya, A.E., Atkins, A.G. (2014), Characterization of fracture loci in metal
forming, International Journal of Mechanical Sciences, 83, 112-123
Merklein, M., Allwood, J.M., Behrens, B.-A., Brosius, A., Hagenah, H, Kuzman, K., Mori, K., Tekkaya,
A.E., Weckenmann, A. (2012), Bulk forming of sheet metal, CIRP Annals – Manufacturing Technology,
61, 725-745
Merklein, M., Koch, J., Schenider T., Opel S., Vierzigman, U. (2010), Manufacturing of complex function
components with variants by using a new metal forming process – sheet bulk metal forming,
International Journal of Material Forming, 3, 347-350.
Merklein, M., Kupert, A. (2009), A method for the layer compression test considering the anisotropic
material behavior, International Journal of Material Forming, 12, 483-486
Mori, K.,Nakano, T. (2015), State-of-the-art of plate forging in Japan, Production Engineering, 10, 81-
91
Nakano, T. (2001), Compound Technology of Sheet Metal Forming and Cold Forging, Journal of the
Japan Society for Technology of Plasticity, 42, 388-392
Pawelski, O. (1967). Über das stauchen von holzylindern und seine eifung zur bestimmung der
formänderungsfestigkeit dünner bleche, Archiv für Eisenhüttenwesen, 38, 437-442
Petersen, S.B., Martins, P.A.F., Bay, N. (1997), Friction in Bulk Metal Forming, Journal of Materials
Processing Technology, 66, 186-194
Rodrigues, J.M.C., Martins, P.A.F. (2010), Tecnologia Mecânica, Editora Escolar
Schrader, T., Shirgoakar, M., Altan, T. (2007), A Critical Evaluation of the Double Cut Extrusion Test for
Selection of Cold Forging Lubricants, Journal of Material Processing, 189, 36-44
Soyarslan, C., Fassmann, D., Plugge, B., Isik, K., Kwiatkowski, L., Shaper, M., et al. (2011), An
Experimental and Numerical assessment of Sheet-Bulk Formability of Mild Steel DC04, Journal of
Manufacturing Science and Engineering, 133 (6)
Vierzigmann, U., Merklein, M., Engel, U. (2010), Tailored Surfaces in Sheet-Bulk Metal Forming,
Tribology of Manufacturing Processes. Proceedings of the 4th ICMP International Conference on
Tribology in Manufacturing Processes, vol. 2, 541-550
39
Yamakawa, R.S., Razziono, C.A., Correa, C.A., Hage, E. (2004), Influence of notching and molding
conditions on determination of EWF parameters in polyamide 6, Polymer testing, 23, 195-202
Zhang, Q., Felder, E., Bruschi, S. (2009), Evaluation of Friction Condition in Cold Forging by Using T-
Shape Compression Test, Journal of Materials Processing Technology, 209, 5720-5729





















![[HBR_2008] How Pixar Fosters Collective Creativity](https://img.pdfslide.tips/doc/110x75/55226a964a7959575e8b48cb/hbr2008-how-pixar-fosters-collective-creativity.jpg)





