-
62
Electrodes soudage larcSoudage bord bord sans chanfrein
(lectrode rutile ou basique, rendement standard)
Soudage bord bord avec chanfrein (lectrode rutile ou basique,
rendement standard)
Pour les paisseurs suprieures 10 mm, le chanfrein en X est
conseill. Les valeurs ci-dessus pourront tre extrapoles, en prenant
pour valeurs le double de celles relatives la mi-paisseur des tles
assembler.Nota: toutes ces valeurs ne sont donnes qu titre
indicatif, celles-ci pouvant lgrement varier en fonction de la
prcision des prparations et de lhabilet des soudeurs.
Type dassemblage Epaisseur Ecartement Diamtre dlectrode
Intensits Nombres recommandes dlectrodes
1,0 mm 0 mm 1,6 mm 30/35 A 6En une 1,5 mm 1,0 mm 1,6 mm 30/40 A
8seule 2,0 mm 50 A 6passe 2,0 mm 1,0 mm 2,5 mm 60 A 8 plat 3,15 mm
80 A 4
3,0 mm 2,0 mm 3,15 mm 90 A 64,0 mm 130 A 4
4,0 mm 3,0 mm 4,0 mm 140 A 7
3,0 mm 2,0 mm 1re passe: 3,2 95 A 5En 2me passe: 4 160 A 4deux
1re passe: 4 130 A 4passes 4,0 mm 3,0 mm 2me passe: 4 170 A 4avec
1re passe: 4 150 A 5lectrode 5,0 mm 4,0 mm 2me passe: 5 200 A
4ordinaire 1re passe: 5 180 A 4 plat 6,0 mm 4,0 mm 2me passe: 5 220
A 4
1re passe: 5 180 A 57,0 mm 4,0 mm 2me passe: 5 220 A 4
Epais. Rpartition Angle Nombre Diam. des Intensit Nombre
Vitessede la tle des passes du chanfrein de electrodes dlectrodes
en
(mm.) passes (mm) (A) (au mtre) (m/h)
6 80 2 3,2 100 A 3,3 4,84,0 160 A 5
3,2 100 A 3,38 70 3 4,0 170 A 4 3
4,0 160 A 6
3,2 100 A 3,3 10 70 3 4,0 170 A 6 2,4
4,0 160 A 8
12 60 5 3,2 105 A 3,3 1,84,0-4,0-4,0-4,0 170 A 18
3,2 105 A 3,3 12 60 4 4,0 170 A 5 2,2
5,0-5,0 200 A 10
3,2 105 A 3,3 14 60 5 4,0 170 A 5 1,6
5,0-5,0-5,0 200 A 13
3,2 110 A 4
16 60 6 4,0 170 A 5 1,25,0-5,0 220 A 106,0-6,0 260 A 7
4,0 150 A 3
20 60 8 4,0 170 A 5 0,955,0-5,0 220 A 96,0-6,0-6,0-6,0 260 A
16
-
63
Cha
pit
re 6
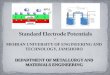
Comment lire une tiquette sur un tui dlectrodes enrobes
Agrments
Nature du courant
Tension damorage 42V (Uo)
Intensitsmoyennes et maxi
Quantit par sachet sous-vide
Symbolisation despositions de soudage
Conditions dtuvage
Numro de fabrication N de lot
Classification normalisation Numrode rfrence
2008
-480
2008
-480
Diamtre et longueurdes lectrodes
Dsignation commerciale
-
Polarit llectrode.+
64
Electrodes soudage larc
Une lectrode rutile acide ou cellulosique se choisit en fonction
des critres suivants :
Les positions de soudage : toujours plat en gnral plat en toutes
positions en toute positions
mais principalementen verticale descendante
Laspect du cordon souhait(sachant que laspectdes soudures est
dautantplus sduisant que la fusionet le dtachement de laitiersont
meilleurs et quil y a moins de projections).
La productivit (taux de dpt en g/min).
CRITERES DE CHOIX
Excellent Trs bien Satisfaisant Non recommand
Critres de choix lectrodes rutilesUne lectrode rutile acide ou
cellulosique se choisit en fonction des critres suivants :
Aspect des
cordons
Position
Toujours plat
En gnral plat
En toutespositions
En toutes positions
mais surtout en verticale
descendante
PR
OD
UC
TIV
ITE
NO
RM
ALE
SatisfaisantSAFER G 48 N
ouSAFER G 53
SAFER G 48 Nou
SAFER G 53
SAFER G 48 Nou SAFER G 53ou AFLEX C 44
SAFER G 48 N
Trs bon SAFER G 47 Nou AFLEX C 44SAFER G 47 Nou AFLEX C 44 SAFER
GTi SAFER L 51
HA
UTE
P
RO
DU
CTI
VI
T ExcellentSAFER GF 160
ou SAFER GF 180 - - -
CE
LLU
LOS
IQU
ES Satisfaisant - - - FLEXAL 60/70
Electrodes PagesCourant POSITION DE SOUDAGE
CARACTERISTIQUES PARTICULIERESC.C. C.A.Uo V Plat
Verticalemontante
Verticaledescendante Plafond
SAFER G 48 N 68 45 Peu sensible la propret et la prparation des
pices.
SAFER G 47 N 68 45 Utilisable en automatique manuel, trs facile
demploi.
SAFER GTi 69 45Peu de fumes, bonne rsilience, idale pour
soudagede tubes en toutes positions, conseille surtout aux
bonssoudeurs.
SAFER L51 69 50 Verticale descendante type.
SAFER G53 68 50Par rapport SAFER G 48 N : fusion plus douce,
moins bien enverticale descendante, plus sensible la propret et
laprparation des joints.
AFLEX C 44 69 50 Haute scurit du mtal fondu utilisable en
soudage toutes positions.
SAFER GF 160SAFER GF 180
610 + 60
Electrodes haut rendement.Fusion extrmementdouce,
laitierparfaitementautodtachable etcordon de trs belaspect.
* SAFER G 48 NTaux de dpt : 22 g/min.
Taux dedpt engramme*
Rendement
4 5 %SAFER GF 160 45 67 165
SAFER GF 180 60 81 185
FLEXAL 60/70 610 ou+
-
Electrodes cellulosiques type E6010/7010 pour le soudage detube
en 1re passe (CC ) et en remplissage (CC +). Produitagr GDF.
-
65
Cha
pit
re 6
Critres de choix lectrodes basiques1. Electrodes non alliesLes
lectrodes non allies prsentent, pour la plupart, un hydrogne
diffusible largement infrieur au maximum requis gnralement,ce qui
diminue les risques de fissuration froid.En fonction de critres
prcis :- soudage en postion avec passe de pntration sans reprise
envers,- productivit,- rsiliences basse temprature,- rendement lev
sur travaux plat.Vous devez trouver, dans la gamme SAF-FRO,
llectrode approprie.
2. Electrodes faiblement allies3 types: pour aciers haute limite
lastique, pour obtenir des rsiliences trs basses tempratures, dpt
rsistant au fluage.
Electrodes Pages
Critres de choix
CaractristiquesNormesNature ducourant
Rsistance*mcanique
EN ISO(2560-A)
AWS(A 5.1) C.C.
C.A.Uo V
AmMpa
ReMpa
SAFER N 49 611 E 380 B 12 H10 E 7016 + 65 540 440 Trs bonnes
proprits demploi (assimilable une rutile). Cette electrode a une
faible tension damorage.
SAFER PRESTIGE 611 E 424 B 12 H5 E 7016.1 + 65 570 470
Maniabilit pour le soudage en position et les passes
de pntration. KV 50 C. Trs bas H2 diffusible.
SAFER MF 48 T 612 E 423 B 32 H5 E 7018 + 530 470 Soudage de
tubes particulirement de faibles paisseurs et diamtres.
SAFER NF 510 612 E 423 B 32 H5 E 7018 + 75 550 470 Dusage gnral.
Trs bas H2 diffusible.
SAFER NF 510 A 612 E 423 B 32 H5 E 7018 + 70 590 510 Taux de dpt
lev. Bonne maniabilit en position sur tles paisses ( 10 mm). KV 40
C peu sensibles lnergie de soudage.
SAFER NF 58 613 E 424 B 32 H5 E 7018-1 + 70 590 510 Trs bonnes
caractristiques mcaniques
(essai COD. KV 50 C). Trs bas H2 diffusible.
Electrodes Pages
Critres de choix
CaractristiquesNormesNature
du courantRsistance*mcanique
AWS(A 5.1) C.C.
C.A.Uo V
Rm(MPa)
Re(MPa)
Electrodes haute limite lastique
SAFER MD 56 6-14 E 8018 G + 70 640 560 Recommande en 1re passe
des aciers haute limite lastique(Mo = 0,5 %).
SAFER ND 65 6-14 E 9018 G + 70 710 650 KV 50 C peu sensible
lnergie de soudage. Essais CTOD. Excellente maniabilit. Trs bas
hydrogne diffusible.
SAFER MD 70 6-15 E 10018 D2 + 70 760 700 Dpt rsistant au
fluage.
SAFER ND 80 6-15 E 11018 G + 70 850 790 Maniabilit : trs bas H2
diffusible.
SAFER ND 100 6-15 E 12018 G + 70 1050 980 KV 50 C : peu sensible
lnergie de soudage.Electrodes pour aciers donnant des rsiliences
trs basses tempratures
SAFER NF 59 6-16 E 8018 G + 70 - - KV 60 C : trs bas hydrogne
diffusible.
SAFER Ni 55 6-16 E 8018 C1 + 70 - - KV 70 C : maniabilit type
510 A.Electrodes pour aciers au chrome molybdne % Cr % Mo
SAFFRO CD 55 sc 6-17 E 8018 B1 + 70 0,5 0,5 Les versions sc
donnent de bonnes caractristiques
aprs Step Cooling et ont une excellente fusion et
maniabilit.SAFFRO CD 60 sc 6-17 E 8018 B2 + 70 1,25 0,5
SAFFRO CD 65 sc 6-18 E 9018 B3 + 70 2,25 1
TENCOR 6-18 E 8018 G + 70 acier type E36 Acier patinable.
Polarit llectrode.+
* Valeur type
* Valeur type
-
66
Electrodes soudage larcCritres de choix lectrodes inoxydablesLe
choix dune lectrode inoxydable se fait en fonction des applications
et des classifications AWS souhaites. Le tableau ci-dessous, avec 3
entres spcifiques, vous aidera slectionner votre lectrode. La
version DRY ou VPM permetdobtenir une conservation permanente des
lectrodes enrobes et une utilisation immdiate sans prcautions
particulires.
Critres de choix lectrodes spcialesLA GAMME LEXALLa gamme LEXAL
est spcialement adapte pour le soudage des aciers DUPLEX. Lenrobage
est de type rutile basique mehomogne. La maniabilit est adapte au
soudage en toutes positions. Le mtal fondu satisfait aux essais de
corrosion G48A delASTM et NACE.
Critres de choix Parfaite maniabilit en C.C. et C.A.(Uo 45 V)
plat et en verticalemontante. Enlvement facile du laitier. Cordon
de bel aspect sans tracede laitier. Conforme lAWS (si 0.90%).
Existe en version DRY ou VPM.
Adopte au soudage plat Trs faible mission de fume (2fois moins
quune lectrodeclassique correspondante). Conformit lAWS. Soudageen
courant continu uniquement.
Soudage trs facile en position(verticale montante et sur tube)
Touten maintenant une trs bonnemanaiabilit plat. Bel aspect du
cordon etdcrassage facile. Existe en version DRY ou VPM.
AWS Fusion douce toutes positions Fusion douce trs faible
missionde fumesRutile basique toutes positionsbasicit > 1
E 308L - 16 - - STARINOX R 18.8 S(page 622)
E 308L - 17 SAFINOX R 308 L(page 619)STARINOX E 308 L HP DRY
(page 619) -
E 316L - 16 - - STARINOX R 18.8.3.S
E 316L - 17 SAFINOX R 316 L(page 619)STARINOX E 316 L HP DRY
(page 620) -
E 347 - 16 - - FROINOX 347(page 620)
E 309L - 16 - - SAFINOX R 24.12.S(page 623)
E 309L - 17 SAFINOX R 309 L(page 620)STARINOX E 309 L HP DRY
(page 621) -
E 309 Mo - 16 FROINOX 309 Mo L 16(page 621) - -
E 310 - 16 - - SAFINOX R 25.20(page 623)
E 310 Mo - 16 - - SAFINOX R CND 25.20(page 623)
E 312 - 16 - - SAFINOX R CN 29.10(page 624)
E 312 - 17 SAFINOX R 312(page 621) - -
E 307 - 16 - - STARINOX 307-16(page 622)
Critres de choix
NORME ACIER Dsignation Creusot-Loire Dsignation PagesWerkstoff N
ASTM/ASI (A 240) AFNOR
- 32.304 - URANUS 35 N LEXAL E 22.9.3 N 624
1.4417 - Z2CNDS 19.5 - LEXAL E 22.9.3 N* 624
1.4462 31.803 Z2 CND 22.05 N URANUS 45 N LEXAL E 22.9.3 N
624
* Solution gnralement satisfaisante, bien que prsentant des
caractristiques lgrement diffrentes de celles de lacier.
-
67
Cha
pit
re 6
Critres de choix lectrodes inconelsLes inconels sont utiliss
pour :- le soudage des alliages base de nickel (cf. tableau
ci-dessous); le soudage htrogne des fontes sur acier
(sur fontes usages, le mouillage obtenu est parfois meilleur
quavec une STARCAST Ni).- le soudage htrogne des aciers inox sur
acier au carbone sans traitement thermique aprs soudage.
Dans ces deux cas de soudage htrogne, la SAFINOX BNC 75.15 M
sera prfre.
LECTRODES POUR FONTES ET MTAUX NON FERREUXSAF-FRO vous propose
une gamme dlectrodes fonte adapte vos applications. La STARCAST BM
sera choisie pour sesqualits opratoires et la STARCAST Ni sera
prfre lorsquil est recherch une meilleure usinabilit du dpt.
Parfois laSAFINOX BNC 75.15 M (Inconel) est prfrable pour le
soudage htrogne des fontes sur acier ou le soudage des
fontesusages. Dune manire gnrale, il faut se rappeler que le
comportement de ce type dlectrodes est trs variable en fonctiondes
fontes. Pour le soudage des alliages lgers, ALCORD 5 Si constitue
unebonne solution de dpannage lorsque le soudage MIG nest pas
possible.
LECTRODES POUR APPLICATIONS PARTICULIRESSAF-FRO dispose dun
important laboratoire de recherche et de dveloppement mettant au
point lensemble de ses lectrodeset en particulier des formules
dlectrodes rpondant des spcifications techniques particulires. Elle
a dvelopp et mis ladisposition des clients par exemple les nuances
suivantes :
Critres de choix
DC AC EN ISO AWS Dsignation Pages
Soudage des fontes et soudage htrognefonte sur acier doux. oui
oui EN ISO 1071 EC Ni Fe-CI-1 STARCAST Ni Fe 625
Soudage des fontes et soudage htrognefontes sur acier doux.
Lutilisation dune me bi-mtallique donne ce produit une
maniabilitremarquable en toutes positions.
oui oui EN ISO 1071 EC Ni Fe-CI-1 STARCAST BM 626
Rparation des fontes usages. Soudage htrogne fontes sur cuivre
ou acierinoxydable. Repair of used cast iron.
EN ISO 1071 EC Ni-CI-1 STARCAST Ni 626
Alliages daluminium : soudage et brasage. oui oui - - ALCORD 5
Si 626
Critres de choix
Applications Normes
Acier Dsignation PagesAFNOR Werstoft N
Aciers rsistants la corrosion enmilieu sulfurique chaud. Z1 NCDU
25.20 1.4500 URANUS B6 SAFINOX R CNDU 20 25 5 S VPM 624
SAFINOX BNC 75.15 M(page 625)
SAFINEL 625 DRY(page 625)
Critres de choix
Classification AWS E Ni Cr Fe 2 E Ni Cr Mo 3
Maniabilit plat et en position ++ +++
Facilit dobtention dune bonnecompacit en position ++ +++
Tenue la temprature 700 C 1100 C
Rm 680 MPa 800 MPa
Points particuliers Adapte au soudage htrogne. Trs bonne
rsistance la corrosionmarine.
-
68Ancienne rf. Nouvelle rf.
Electrodes soudage larcElectrodes rutiles pour le soudage des
aciers non allis SAFER G 48 NNormes : EN ISO 2560 - A
E 380 RC 11 AWS 5.1
E 6013
Applications : emploi gnral pour lindustrie et lartisanat,
soudage de pices mal prpares, de tubes, menuiserie mtalliques
charpente moyenne ou lgres.
Caractristiques particulires : amorage et ramorage faciles,
bonne maniabilit, universelle toutes positions.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle1.6 300 220 1 320 1080-0021 W 000
288 2212.0 350 355 1 065 1080-0014 W 000 288 2222.5 350 250 750
1080-0015 W 000 288 2233.2 350 155 465 1080-0016 W 000 288 2244.0
350 100 300 1080-0017 W 000 288 2265.0 450 65 195 1080-0018 W 000
288 2286.0 450 - - 1080-0013 W 000 288 2293.2 450 155 465 1080-0019
W 000 288 2254.0 450 100 300 1080-0020 W 000 288 227
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle1.6 300 220 1 320 1080-0240 W 000
288 2462.0 350 330 990 1080-0241 W 000 288 2472.5 350 215 645
1080-0242 W 000 288 2483.2 350 140 420 1080-0243 W 000 288 2494.0
350 85 255 1080-0244 W 000 288 2515.0 450 50 150 1080-0245 W 000
288 2533.2 450 140 420 1080-0271 W 000 288 2504.0 450 85 255
1080-0272 W 000 288 252
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle2.0 350 310 930 1080-0521 W 000 288
2322.5 350 230 690 1080-0522 W 000 288 2333.2 350 165 495 1080-0523
W 000 288 2344.0 350 110 330 1080-0524 W 000 288 2365.0 450 65 195
1080-0525 W 000 288 2383.2 450 165 495 1080-0531 W 000 288 2354.0
450 110 330 1080-0532 W 000 288 237
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 10 C(J)
Valeur type 520 440 26 50Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.07 0.45 0.6 0.012 0.019
SAFER G 47 NNormes : EN ISO 2560 - A
E 420 RR 12 AWS 5.1
E 6013
Applications : emploi gnral pour lindustrie adapt aux travaux
divers
de bel aspect, spcialement recommand en angle, charpente lgre,
serrurerie, menuiserie mtallique, tlerie,
pices galvanises, travaux dentretien.
Caractristiques particulires : amorage et ramorage instantane,
fusion douce sans projections adhrentes, laitier autodtachable, bel
aspect plat et en montant.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
ReMPa) A (%)
KV 20 C(J)
Valeur type 520 480 28 30Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.08 0.5 0.6 0.012 0.020
SAFER G 53Normes : EN ISO 2560 - A
E 380 RC 11 AWS 5.1
E 6013
Applications : similaires celles de G 48 N avec une
orientation
pour les ralisations industrielles, charpente moyennes ou lgres,
wagonnage, rservoirs
canalisations, constructions tubulaires, travaux de montage sur
chantiers.
Caractristiques particulires : maniabilit, aspect des dpots,
amorage et ramorage facile, fusion plus douce que G 48 N.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 10 C(J)
Valeur type 510 470 27 30Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.07 0.45 0.6 0.014 0.020
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
AgrmentsABS BV CE DNV SNCF
AgrmentsABS BV CE DNV LRS TV
AgrmentsABS BV CE LRS
Existe
en mini-tu
i
voir page 6
30
-
69
Cha
pit
re 6
Ancienne rf. Nouvelle rf.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle2.0 300 360 1 080 1080-0002 W 000
288 2392.5 350 230 690 1080-0003 W 000 288 2403.2 350 150 450
1080-0004 W 000 288 2414.0 350 100 300 1080-0005 W 000 288 2435.0
450 60 180 1080-0006 W 000 288 2453.2 450 150 450 1080-0008 W 000
288 2424.0 450 100 300 1080-0009 W 000 288 244
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle2.5 350 275 825 1080-0602 W 000 288
2173.2 350 160 480 1080-0603 W 000 288 2184.0 350 105 315 1080-0604
W 000 288 219
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
AgrmentsABS BV CE DB DNV GDF LRS TV
Electrodes rutiles pour le soudage des aciers non allis
ALFLEX C 44Normes : EN ISO 2560 - A
E 42 AR 12 AWS 5.1
E 6013
Applications : charpente mtallique, grosse chaudronnerie,
construction navale et ferroviaire, mcano soudure.
Caractristiques particulires : maniabilit et aspect des dpots
comme G48N, elle se distingue par une plus haute scurit du mtal
fondu, Amorage et ramorage facile.
Pour commander
en mm
Long. en mm
Packaging standardQuantit standard Rfrence
Poids par tui en kg Ancienne Nouvelle2.5 300 3.8 1903624 W 000
288 2553.2 450 5.7 1903632 W 000 288 256
Pour commander
en mm
Long. en mm
Packaging standardQuantit standard Rfrence
Poids par tui en kg Ancienne Nouvelle2.5 350 9.0 W 000 236 469 W
000 288 2923.2 350 9.5 W 000 236 468 W 000 288 2934.0 350 9.5 W 000
236 467 W 000 288 2945.0 350 9.5 W 000 236 466 W 000 288 295
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 520 450 30 70Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.07 0.3 0.5 0.030 0.030
FLEXAL 60Normes : EN ISO 2560 - A
E 383 C 21 AWS 5.1
E 6010
Applications : soudage par la mthode verticale descendante sur
tubes
des aciers avec une rsistance mcanique jusqu 500 MPa.
Caractristiques particulires : lectrode enrobage cellulosique
type 6010
recommande pour le soudage de tubes en premire passe et en
remplissage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re (MPa) A (%)
KV 30 C(J)
Valeur type 480 410 26 50Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.12 0.2 0.6 0.012 0.020
SAFER GTiNormes : EN ISO 2560 - A
E 380 RC 11 AWS 5.1
E 6013
Applications : adapt aux soudeurs professionnels pour les
travaux
en position sur chantiers.
Caractristiques particulires : lectrodes toutes positions
(y compris verticale descendante en angle), recommandes pour le
soudage sur tube, homologues GDF.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re (MPa) A (%)
KV 20 C(J)
Valeur type 500 450 28 60Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.07 0.3 0.5 0.012 0.008
AgrmentsBV CE LRS
AgrmentsCE TV
SAFER L 51Normes : EN ISO 2560 - A
E 420 RC 15 AWS 5.1
E 6013
Applications : mme domaine d'application que SAFER G 48 N et
autres
lectrodes rutiles pour le soudage en position verticale
descendante.
menuiserie mtallique, charpente, tlerie
Caractristiques particulires : lectrode toutes positions,
particulirement adapte au
soudage en position verticale descendante. la mthode de soudage
en "arc libre" donne un dpt
plat, la mthode "automatique manuelle" ou "contact"donne un dpt
concave.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re (MPa) A (%)
KV 20 C(J)
Valeur type 560 480 27 70Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.07 0.5 0.7 0.012 0.012
-
610Ancienne rf. Nouvelle rf.
Electrodes soudage larc
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle3.2 450 76 228 1080-0303 W 000 288
2864.0 450 51 153 1080-0300 W 000 288 2875.0 450 39 117 1080-0301 W
000 288 288
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle3.2 450 79 237 1080-0326 W 000 288
2894.0 450 51 153 1080-0327 W 000 288 2905.0 450 33 99 1080-0328 W
000 288 291
SAFER GF 160Normes : EN ISO 2560 - A
E 420 RR 74 AWS 5.1
E 7024
SAFER GF 180Normes : EN ISO 2560 - A
E 420 RR 74 AWS 5.1
E 7024
Applications : tous travaux plat lorsqu'il est recherch une
grande productivit. lectrode est particulirement recommande pour
l'excution
des passes de remplissage. charpente mtallique, construction
navale et ferroviaire,
chaudronnerie, mcano-soudure
Applications : tous travaux plat lorsqu'il est recherch une
grande productivit. lectrode est particulirement recommande pour
l'excution des
passes de remplissage. charpente mtallique, construction navale
et ferroviaire,
chaudronnerie, mcano-soudure
Caractristiques particulires : rendement effectif moyen 165 %.
amorage et ramorage aiss. laitier autodtachable. bel aspect des
dpts. lectrode utilisable en "automatique manuelle".
Obtention de forte gorge ou de grande longueur en une seule
passe.
Caractristiques particulires : endement effectif moyen 180 %.
amorage et ramorage aiss. laitier autodtachable. bel aspect des
dpts. lectrode utilisable en "automatique manuelle".
Obtention de forte gorge ou de grande longueur en une seule
passe.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
ReMPa) A (%)
KV 0 C(J)
Valeur type 540 470 27 70Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.06 0.4 1.0 0.012 0.018
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
ReMPa) A (%)
KV 0 C(J)
Valeur type 540 480 26 60Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.06 0.4 0.9 0.012 0.018
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
FLEXAL 70Normes : EN ISO 2560 - A
E 422 Mo C 21 AWS 5.5
E 7010 P9
Applications : soudage par la mthode verticale descendante sur
tubes
des aciers avec une rsistance mcanique jusqu 600 MPa.
Caractristiques particulires : lectrode enrobage cellulosique
type 7010
recommande pour le soudage de tubes en premire passe et en
remplissage.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 30 C(J)
Valeur type 560 450 25 50Analyse chimique - EN ISO 6847
C Si Mn S P MoValeur type 0.1 0.2 0.4 0.012 0.020 0.4
Electrodes rutiles pour le soudage des aciers non allis
Pour commander
en mm
Long. en mm
Packaging standardQuantit standard Rfrence
Poids par tui en kg Ancienne Nouvelle2.5 350 9.0 W 000 236 465 W
000 288 2963.2 350 9.5 W 000 236 464 W 000 288 2974.0 350 9.5 W 000
236 463 W 000 288 2985.0 350 9.5 W 000 236 462 W 000 288
299Agrments
CE TV
AgrmentsCE DNV
AgrmentsCE DNV
-
611
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle2.5 350 200 600 1080-0754 W 000 288
5243.2 350 115 345 1080-0755 W 000 288 5253.2 450 115 345 1080-0757
W 000 288 5264.0 450 75 225 1080-0758 W 000 288 5275.0 450 50 150
1080-0753 W 000 288 528
SAFER N 49Normes : EN ISO 2560 - A
E 380 B 12H10 AWS 5.1
E 7016
Applications : lectrode d'emploi gnral pour tous travaux sur
aciers
de charge de rupture infrieure 550 MPa.
Caractristiques particulires : trs bonnes proprits d'emploi
(assimilable une
lectrode rutile), particulirement pour le soudage en
position.
cette lectrode a une faible tension d'amorage. le laitier se
dtache facilement.
Conditions optimales d'tuvage 1h30 300 C-350 C
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 20 C(J)
Valeur type 540 440 26 80Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.05 0.6 1.1 0.018 0.020
Electrodes basiques pour le soudage des aciers non allis
AgrmentsCE
SAFER PRESTIGESAFER PRESTIGE DRYNormes : EN ISO 2560 - A
E 424 B 12 H 5 AWS 5.1
E 7016.1
Passe de pntration
Passe de remplissage
Applications : adapte particulirement au soudage de joints
pais (acier type E 26 E 355) peu accessibles,pour lesquels il
est exig une trs bonne passe depntration, des bonnes qualits radio,
desrsiliences fiables basse temprature (50 C)type offshore,
tuyauterie,...
Caractristiques particulires : bonne maniabilit en particulier
pour le soudage
en position et les passes de pntration, bonne maniabilit en
particulier pour le soudage
en position et les passes de pntration. rsilience - 50 C. faible
tension d'amorage en courant alternatif. trs faible hydrogne
diffusible du mtal dpos
(< 5 ml/100 g-ISO 3690), aprs conditions optimales d'tuvage ;
1 h 30 300 C - 350 C.
en version DRY (lectrodes sous-vide) les lectrodes peuvent
treutilises sans tuvage ; une diminution, voire une suppression
duprchauffage, peut tre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re (MPa) A (%)
KV 50 C(J)
Valeur type 570 470 30 120Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.06 0.6 1.1 0.010 0.015
AgrmentsABS BV DNV LRS MOD
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 205 28 615 448 1080-0282 W 000 288 502 1080-0350 W 000 288
5093.2 350 140 22 420 308 1080-0283 W 000 288 503 1080-0353 W 000
288 5103.2 450 140 22 420 308 1080-0284 W 000 288 504 - W 000 288
5114.0 350 95 18 285 216 1080-0285 W 000 288 505 1080-0354 W 000
288 5124.0 450 90 18 270 216 1080-0286 W 000 288 506 1080-0352 W
000 288 5135.0 450 60 26 180 156 1080-0287 W 000 288 507 1080-0357
W 000 288 514
Existe
en mini-tu
i
voir page 6
30
-
612Ancienne rf. Nouvelle rf.
Electrodes soudage larc
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
SAFER MF 48 TSAFER MF 48 T DRYNormes : EN ISO 2560 - A
E 423 B 32 H5 AWS 5.1
E 7018
Applications : Soudage de tuyauteries mme dans les positions
les plus difficiles.
Caractristiques particulires : rendement effectif moyen 115%.
faible teneur en hydrogne diffusible du mtal fondu
5 ml /100 g (ISO 3690) aprs conditions optimales d'tuvage 2 h
300 C - 350 C. En version DRY (lectrodes sous-vide), les lectrodes
peuvent tre utilises sans tuvage; une diminution, voire une
suppression du prchauffage,peut tre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re (MPa) A (%)
KV 30 C(J)
Valeur type 530 470 29 140Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.06 0.5 1.1 0.010 0.018
AgrmentsCE GDF
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0
350 300 70 900 840 1080-0571 W 000 288 397 1080-0567 W 000 288
4012.5 350 185 28 555 448 1080-0572 W 000 288 398 1080-0568 W 000
288 4023.2 350 115 22 345 308 1080-0573 W 000 288 399 1080-0569 W
000 288 4034.0 350 80 18 240 216 1080-0574 W 000 288 400 1080-0570
W 000 288 404
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 185 30 555 448 1080-0432 W 000 288 365 1080-0457 W 000 288
3723.2 350 115 22 345 308 1080-0437 W 000 288 366 1080-0465 W 000
288 3733.2 450 115 22 345 308 1080-0433 W 000 288 367 1080-0458 W
000 288 3744.0 350 80 18 240 216 1080-0438 W 000 288 368 1080-0466
W 000 288 3754.0 450 80 18 240 216 1080-0434 W 000 288 369
1080-0459 W 000 288 3765.0 450 55 8 165 144 1080-0435 W 000 288 370
1080-0463 W 000 288 3776.0 450 40 - 120 - 1080-0436 W 000 288 371 -
-
Electrodes basiques pour le soudage des aciers non allis
SAFER NF 510SAFER NF 510 DRYNormes : EN ISO 2560 - A
E 424 B32H5 AWS 5.1
E 7018
Applications : lectrode basique demploi gnral pour tous travaux
de
haute scurit sur acier de charge la rupture infrieure 550
Mpa,
recommande en assemblage pais ou fortement brid.Produit conseill
pour le soudage de tuyauteries. Idale pour les paisseurs infrieures
7 mm.
Caractristiques particulires : trs bonne proprits demploi et de
fusion.
Grande rsistance la fissuration chaud et faibleteneur en
hydrogne diffusible du mtal dpos,
rsilience jusqu 40 C, conditions dtuvage : 2 h 300 C 350 C, en
version DRY (lectrodes sous-vide) les lectrodes
peuvent tre utilises sans tuvage. Une diminutionvoir une
suppression du prchauffage peut tre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa)
Re (MPa) A (%)
KV 30 C(J)
Valeur type 550 470 29 40Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.06 0.5 1.1 0.010 0.018
AgrmentsABS BV CE DNV LRS MOD
-
613
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 185 28 555 448 1080-0426 W 000 288 384 1080-6740 W 000 288
3913.2 350 115 22 345 308 1080-0430 W 000 288 385 1080-6745 W 000
288 3923.2 450 115 22 345 308 1080-0427 W 000 288 386 1080-6741 W
000 288 3934.0 350 80 18 240 216 1080-0431 W 000 288 387 1080-6746
W 000 288 3944.0 450 80 18 240 216 1080-0428 W 000 288 388
1080-6742 W 000 288 3955.0 450 55 8 165 144 1080-0429 W 000 288 389
1080-6749 W 000 288 3966.0 450 40 - 120 - 1080-0439 W 000 288 390 -
-
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 200 30 600 480 1080-0676 W 000 288 482 1080-0694 W 000 288
4893.2 350 115 22 345 308 1080-0687 W 000 288 483 1080-0692 W 000
288 4903.2 450 115 22 345 308 1080-0677 W 000 288 484 1080-0695 W
000 288 4914.0 350 85 18 255 216 1080-0688 W 000 288 485 1080-0693
W 000 288 4924.0 450 85 18 255 216 1080-0678 W 000 288 486
1080-0696 W 000 288 4935.0 450 55 8 165 144 1080-0679 W 000 288 487
1080-0689 W 000 288 4946.0 450 40 - 120 - 1080-0680 W 000 288 488 -
-
Electrodes basiques pour le soudage des aciers non allis
SAFER NF 510 ASAFER NF 510 A DRYNormes : EN ISO 2560 - A
E 423 B32H5 AWS 5.1
E 7018
Applications : lectrode basique demploi gnral pour tous
travaux
de haute scurit sur acier de charge la rupture infrieure 550
Mpa,
recommande pour les travaux de haute productivit.
Caractristiques particulires : trs bonne proprits demploi et de
fusion elle est
recommande pour un soudage vitesse leve, faible teneur en
hydrogne diffusible du mtal
dpos, rsilience jusqu 40 C, conditions dtuvage : 2 h 300 C 350
C, en version DRY (lectrodes sous-vide) les lectrodes
peuvent tre utilises sans tuvage. Une diminutionvoir une
suppression du prchauffage peut tre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 40 C(J)
Valeur type 590 510 27 120Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.06 0.5 1.1 0.010 0.015
SAFER NF 58SAFER NF 58 DRYNormes : EN ISO 2560 - A
E 425 B32H5 AWS 5.1
E 7018-1
Applications : lectrode basique demploi gnral pour tous
travaux de trs haute scurit sur acier de charge la rupture
infrieure 600 Mpa,
recommande pour les assemblages trs pais.Chaudronnerie lourdes,
construction et rparationdappareil pression.
Caractristiques particulires : trs bonne proprits demploi et de
fusion dans les deux
modes de courant, amorage ais. Grande rsistance la fissuration
chaud
et excellentes caractristiques de rsilience jusqu 50 C, faible
teneur en hydrogne diffusible du mtal dpos, conditions dtuvage : 2
h 300 C 350 C, en version DRY (lectrodes sous-vide) les lectrodes
peuvent tre utilises sans
tuvage. Une diminution voir une suppression du prchauffage peut
tre envisage.Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 50 C(J)
Valeur type 590 510 29 90Analyse chimique - EN ISO 6847
C Si Mn S PValeur type 0.07 0.4 1.3 0.008 0.015
AgrmentsABS BV CE DB DNV LRS TV
AgrmentsABS BV CE DB MOD MN* DNV LRS TV* Marine Nationale
-
614Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 180 28 540 448 1081-6062 W 000 288 576 1081-6058 W 000 288
5803.2 450 115 22 345 308 1081-6063 W 000 288 577 1081-6059 W 000
288 5814.0 450 80 18 240 216 1081-6064 W 000 288 578 1081-6060 W
000 288 5825.0 450 55 26 165 156 1081-6065 W 000 288 579 1081-6061
W 000 288 583
SAFER MD 56SAFER MD 56 DRYNormes : EN 757
E 555 1 Ni Mo B 32 H 5 AWS 5.5
E 8018 G
Applications : lectrode basique demploi gnral pour tous
travaux de trs haute scurit sur acier de charge la rupture
infrieure 600 Mpa, soudage desaciers haute limite d'lasticit du
type manganse, molybdne rsistant au fluage.
lectrode conseille lorsqu'il est recherch debonnes valeurs de
rsiliences basse temprature l'tat brut de soudage
soudage des aciers haute limite d'lasticit(Re 500 MPa).
Caractristiques particulires : amorage ais (embouts graphits).
rendement effectif moyen 120 %. grande rsistance la crique du mtal
dpos. basse teneur en hydrogne diffusible du mtal dpos : 5 ml/100
g
(ISO 3690) aprs conditions optimales d'tuvage 1 h 30 300 C - 350
C. en version DRY (lectrodes sous-vide), les lectrodes peuvent tre
utilises
sans tuvage; une diminution, voire une suppression du
prchauffage, peuttre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 46 C(J)
Valeur type 640 560 25 80Analyse chimique - EN ISO 6847
C Si Mn S P Cr MoValeur type 0.05 0.4 0.9 0.010 0.015 0.6
0.3
AgrmentsABS BV CE DNV LRS MN* TV
* Marine Nationale
Electrodes soudage larcElectrodes enrobage basique pour le
soudage des aciers faiblement allis haute limite dlasticit
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 180 28 540 448 1081-6262 W 000 288 588 - W 000 288 5913.2 450
115 22 345 308 1081-6263 W 000 288 589 - W 000 288 5924.0 450 80 18
240 216 1081-6264 W 000 288 590 - W 000 288 593
SAFER ND 65SAFER ND 65 DRYNormes : EN 757
E 555 2 Ni Mo B 32 H 5 AWS 5.5
E 9018 G
Applications : soudage des aciers haute limite d'lasticit
(Re 500 MPa).
Caractristiques particulires : rendement effectif moyen 120 %.
amorage ais (embouts graphits). basse teneur en hydrogne diffusible
du mtal dpos :
5 ml/100 g (ISO 3690) aprs conditions optimales d'tuvage 1 h 30
300 C - 350 C.
en version DRY (lectrodes sous-vide), les lectrodes peuvent tre
utilisessans tuvage ; une diminution, voire une suppression du
prchauffage, peuttre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 50 C(J)
Valeur type 710 640 23 85Analyse chimique - EN ISO 6847
C Si Mn S P Cr MoValeur type 0.05 0.5 1.3 0.013 0.010 1,7
0.3
-
615
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 50 C(J)
Valeur type 860 800 19 70Analyse chimique - EN ISO 6847
C Si Mn S P Ni Cr MoValeur type 0.07 0.5 1.5 0.010 0.015 1.7 0.3
0.4
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 180 28 540 448 1081-6282 W 000 288 594 1081-6295 W 000 288
5983.2 450 115 22 345 308 1081-6283 W 000 288 595 1081-6296 W 000
288 5994.0 450 80 18 240 216 1081-6284 W 000 288 596 1081-6297 W
000 288 6005.0 450 50 26 150 156 1081-6286 W 000 288 597 1081-6298
W 000 288 601
SAFER MD 70Normes : EN 757
E 622 Mn Mo B 32 H 5 AWS 5.5
E 10018 D2
Applications : soudage des aciers haute limite d'lasticit
(Re 600 MPa) lorsquil est recherch de bonnesvaleurs de rsilience
basse temprature.
Caractristiques particulires : rendement effectif moyen115 %.
basse teneur en hydrogne diffusible du mtal dpos :
5 ml/100 g (ISO 3690) aprs conditions optimales d'tuvage 2 h 00
300 C - 350 C.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 50 C(J)
Valeur type 770 700 24 48Analyse chimique - EN ISO 6847
C Si Mn S P MoValeur type 0.09 0.5 1.9 0.010 0.018 0.4
SAFER ND 80SAFER ND 80 DRYNormes : EN 757
E 694 Mn 2 Ni Cr Mo B 32 H 5 AWS 5.5
E 11018 G
Applications : soudage des aciers haute limite
d'lasticit (Re 700 MPa) lorsquilest recherch de bonnes valeurs
dersilience basse temprature.
Caractristiques particulires : amorage ais (embouts graphits).
rendement effectif 120 %. basse teneur en hydrogne diffusible du
mtal dpos :
5 ml/100 g (ISO 3690) aprs conditions optimales d'tuvage 1 h 30
300 C - 350 C.
en version DRY (lectrodes-sous-vide), les lectrodes peuvent tre
utilisessans tuvage; une diminution, voire une suppression du
prchauffage, peuttre envisage.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle2.5 350 180 540 1081-6322 W 000 288
5723.2 350 115 345 1081-6323 W 000 288 5734.0 350 80 240 1081-6324
W 000 288 5745.0 450 50 150 1081-6325 W 000 288 575
AgrmentsCE Marine Nationale
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle3.2
450 115 22 345 308 1081-6278 W 000 288 602 1081-6269 W 000 288
6044.0 450 80 18 240 216 1081-6279 W 000 288 603 1081-6270 W 000
288 605
SAFER ND 100SAFER ND 100 DRYNormes : EN 757
E 894 Mn 2 Ni Cr Mo B 32 H 5 AWS 5.5
E 12018 G
Applications : soudage des aciers haute limite
d'lasticit Re 900 MPa.
Caractristiques particulires : basse teneur en hydrogne
diffusible du mtal dpos :
5 ml/100 g (ISO 3690) aprs conditions optimales d'tuvage 1 h 30
300 C - 350 C.
en version DRY (lectrodes sous-vide), les lectrodes peuvent tre
utilisessans tuvage; une diminution, voire une suppression du
prchauffage, peuttre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 50 C(J)
Valeur type 1 050 970 17 55Analyse chimique - EN ISO 6847
C Si Mn S P Ni Cr MoValeur type 0.08 0.5 1.8 0.008 0.015 1.9 0.6
0.9
AgrmentsCE Marine Nationale
-
616Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
SAFER NF 59SAFER NF 59 DRYNormes : EN ISO 2560-A
E 466 1 Ni B 32 H 5 AWS 5.5
E 8018 G
Applications : offshore. aciers "arctiques".
Caractristiques particulires : lectrode basique pour obtention
de bonnes rsiliences
jusqu' -60 C ou jusqu' -40 C en racine de joints raliss forte
nergie de soudage (30 kJ/cm). Faible hydrogne diffusible du mtal
dpos (5 ml/100 g ISO 3690) aprs conditions optimales d'tuvage : 2 h
300 C - 350 C.
en version DRY (lectrodes sous-vide), les lectrodes peuvent tre
utilisessans tuvage ; une diminution, voire une suppression du
prchauffage, peuttre envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 50 C(J)
Valeur type 650 570 28 120Analyse chimique - EN ISO 6847
C Si Mn Ni S PValeur type 0.06 0.35 1.5 0.7 0.008 0.015
AgrmentsCE GDF
Electrodes soudage larcElectrode basique pour assemblages de trs
haute scurit des aciers non allisavec rsiliences trs basse
temprature
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 170 26 510 416 1080-0689 W 000 288 544 1080-6731 W 000 288
5483.2 350 115 22 345 308 1080-0694 W 000 288 545 1080-6735 W 000
288 5494.0 450 80 18 240 216 1080-0691 W 000 288 546 1080-6733 W
000 288 5505.0 450 50 24 150 144 1080-0692 W 000 288 547 1080-6724
W 000 288 551
SAFER NI 55SAFER NI 55 DRYNormes : DIN (8529)
E SY 42 87 2 Ni B AWS 5.5
E 8018 C1
Applications : soudage des aciers de 0.5 % 2 % de nickel
pour l'emploi basse temprature : KV - 60 C moyen = 120 J.
trs bonnes caractristiques mcaniques du mtaldpos que ce soit
l'tat brut de soudage ouaprs traitement thermique de
dtensionnement.
Caractristiques particulires : rendement effectif moyen 110%.
amorage ais (embouts graphits). basse teneur en hydrogne diffusible
du mtal dpos :
5 ml/100 g (ISO 3690) aprs conditions optimales d'tuvage 1 h 30
300 C - 350 C.
n version DRY (lectrodes sous-vide), les lectrodes peuvent tre
utilises sans tuvage; une diminution, voire une suppression du
prchauffage, peut tre envisage. Rsultats d'essais C.T.O.D. :
consulter nos services techniques.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 70 C(J)
Valeur type 620 540 26 70Analyse chimique - EN ISO 6847
C Si Mn S P NiValeur type 0.05 0.4 1.0 0.008 0.011 2.5
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 200 30 600 480 1081-6302 W 000 288 606 1081-6308 W 000 288
6113.2 350 130 22 390 308 1081-6301 W 000 288 607 1081-6312 W 000
288 6123.2 450 130 22 390 308 1081-6303 W 000 288 608 1081-6309 W
000 288 6134.0 450 85 18 255 216 1081-6304 W 000 288 609 1081-6310
W 000 288 6145.0 450 55 26 165 150 1081-6305 W 000 288 610
1081-6311 W 000 288 615
AgrmentsABS BV CE DNV LRS
-
617
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
SAFFRO CD 55 SC SAFFRO CD 55 SC DRYNormes : EN 1599
E Cr Mo 05 B 12 H5 AWS 5.5
E 8018 B1
Applications : soudage des aciers rsistants au fluage
des nuances 0,5 % de Cr, 0.5 % de Mo. lectrode est recommande
lorsqu'un
traitement thermique est possible. Dans le cas contraire,
utiliser les SAFINOX BNC 75.15 M.
Caractristiques particulires : amorage ais (embouts
graphits).
Trs bonne rsistance la crique. excellente maniabilit pour le
soudage des tubes. conditions optimales d'tuvage 1 h 30 300 C - 350
C. en version DRY (lectrodes sous-vide), les lectrodes peuvent tre
utilises
sans tuvage. Une diminution du prchauffage, peut tre
envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 20 C(J)
Valeur type 640 550 24 100Analyse chimique - EN ISO 6847
C Si Mn S P Cr MoValeur type 0.05 0.4 0.7 0.008 0.012 0.5
0.5
Electrodes enrobage basique pour soudage des aciers faiblement
allis ou chrome molybdne rsistants au fluage
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 165 28 660 448 1080-6007 W 000 288 629 1081-6100 W 000 288
6333.2 350 115 22 345 308 1080-6008 W 000 288 630 1081-6101 W 000
288 6344.0 450 80 - 240 - 1080-6010 W 000 288 631 - W 000 288
6355.0 450 50 - 150 - 1080-6011 W 000 288 632 - W 000 288 636
AgrmentsCE
SAFFRO CD 60 SCSAFFRO CD 60 SC DRYNormes : EN 1599
E Cr Mo 1 B 12 H 5 AWS 5.5
E 8018 B2
Applications : soudage des aciers rsistants au fluage
des nuances 1,25 % de Cr, 0,5 % de Mo. lectrode recommande
lorsqu'un
traitement thermique est possible. Dans le cas contraire,
utiliser les SAFINOX BNC 75.15 M.
Caractristiques particulires : trs bonne rsistance la crique.
amorage ais (embouts graphits). trs bonne rsistance la crique.
excellente maniabilit pour le soudage des tubes. conditions
optimales d'tuvage 1 h 30 300 C - 350 C. en version DRY (lectrodes
sous-vide), les lectrodes peuvent tre utilises
sans tuvage. Une diminution du prchauffage, peut tre
envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 20 C(J)
Valeur type 630 540 23 150Analyse chimique - EN ISO 6847
C Si Mn S P Cr MoValeur type 0.05 0.4 0.7 0.008 0.013 1.2
0.5
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 165 28 660 448 1080-6016 W 000 288 677 1081-6110 W 000 288
6813.2 350 115 22 345 308 1080-6017 W 000 288 678 1081-6111 W 000
288 6824.0 450 80 - 240 - 1080-6019 W 000 288 679 - W 000 288
6835.0 450 50 - 150 - 1080-6020 W 000 288 680 - W 000 288 684
AgrmentsCE
-
618Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
SAFFRO CD 65 SCSAFFRO CD 65 SC VPMNormes : EN 1599
E Cr Mo 2 B 12 H 5 AWS 5.5
E 9018 B3
Applications : soudage des aciers rsistants au fluage
des nuances 2.25 % de Cr,1 % de Mo. lectrode recommande
lorsqu'un
traitement thermique est possible. Dans le cas contraire,
utiliser les SAFINOX BNC 75.15 M.
Caractristiques particulires : amorage ais (embouts graphits).
trs bonne rsistance la crique. excellente maniabilit pour le
soudage des tubes. conditions optimales d'tuvage 1 h 30 300 C - 350
C. en version VPM (lectrodes sous-vide), les lectrodes peuvent tre
utilises
sans tuvage. Une diminution du prchauffage, peut tre
envisage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 20 C(J)
Valeur type 650 540 23 110Analyse chimique - EN ISO 6847
C Si Mn S P Cr MoValeur type 0.05 0.3 0.7 0.008 0.013 2.3
1.0
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
350 195 - 585 - 1080-6022 W 000 288 686 1080-6120 W 000 288 6923.2
350 110 - 330 - 1080-6026 W 000 288 687 1080-6121 W 000 288 6934.0
450 85 - 255 - 1080-6027 W 000 288 689 1080-6122 W 000 288 6955.0
450 60 - 130 - 1080-6028 W 000 288 690 - -
Electrodes soudage larcElectrodes enrobage basique pour soudage
des aciers faiblement allis ou chrome molybdne rsistants au
fluage
Electrodes enrobage basique pour le soudage des aciers
faiblementallis rsistant la corrosion atmosphrique (aciers
patinables)
AgrmentsABS BV CE DNV
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Caisse Ancienne Nouvelle2.5 300 170 510 1081-6152 W 000 288
621 3.2 450 115 345 1081-6153 W 000 288 6224.0 450 80 240 1081-6154
W 000 288 623
TENCORNormes : EN IS0 2560-A
E 462 B 12 H10 AWS 5.5
E 8016 G
Applications : soudage des aciers haute limite d'lasticit (Re
470 MPa). soudage des aciers rsistance amliore la corrosion
atmosphrique.
Caractristiques particulires : amorage ais (embouts graphits).
rendement effectif : 110 %. basse teneur en hydrogne diffusible du
mtal dpos : 5
ml/100 g (ISO 3690) aprs conditions optimales d'tuvage 1 h 30
300 C - 350 C.
Caractristiques mcaniques - EN ISO 15972-1
Rm (mpa)
Re(MPa) A (%)
KV 20 C(J)
Valeur type 600 510 27 80Analyse chimique - EN ISO 6847
C Si Mn Cu P S Ni CrValeur type 0.05 0.8 0.8 0.4 0.017 0.010 0.4
0.5
-
619
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0
300 310 36 930 648 1081-1431 W 000 288 696 W 000 288 701 W 000 288
7012.5 300 195 28 585 448 1081-1432 W 000 288 697 1081-1812 W 000
288 7023.2 350 110 22 330 308 1081-1436 W 000 288 698 1081-1813 W
000 288 7034.0 350 70 18 210 216 1081-1434 W 000 288 699 1081-1814
W 000 288 7045.0 450 45 17 135 153 1081-1437 W 000 288 700
1081-1815 W 000 288 705
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle1.6
300 170 40 1 020 800 1081-1449 W 000 288 755 W 000 288 762 W 000
288 7622.0 300 320 36 960 648 1081-1441 W 000 288 756 W 000 288 763
W 000 288 7632.5 300 190 28 540 448 1081-1442 W 000 288 757
1081-1837 W 000 288 7643.2 350 115 22 345 308 1081-1446 W 000 288
758 1081-1838 W 000 288 7654.0 350 75 18 225 216 1081-1444 W 000
288 759 1081-1839 W 000 288 7665.0 450 45 17 135 153 1081-1447 W
000 288 761 W 000 288 768 W 000 288 768
Electrodes fusion douce pour le soudage des aciers
inoxydables
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui (DRY) Caisse (DRY) Ancienne Nouvelle2.5 300 28 448 W 000
263 793 W 000 288 850 3.2 350 22 308 W 000 263 794 W 000 288 8514.0
350 18 216 W 000 263 795 W 000 288 852
SAFINOX R 308L SAFINOX R 308L DRYNormes : EN 1600
E 19 9 LR 12 AWS 5.4
E 308 L 17
Applications : soudage des aciers inoxydables des
nuances 18 20 % de Cr et 8 10 % de Ni, trs basse teneur en
carbone,
cette lectrode est recommande lorsquil est recherch un bel
aspect du dpt.
Caractristiques particulires : lectrode donnant une fusion trs
douce sans projection, cordon lisse de trs bel aspect et laitier
denlvement trs facile, conditions dtuvage : 1 h 1 h 30 300 C 350 C,
en version DRY (lectrode sous-vide) les lectrodes peuvent tre
utilises sans
tuvage.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 560 400 42 80Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.018 0.85 0.8 0.015 0.020 19
10.5
AgrmentsABS BV CE DB DNV TV
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 590 400 39 75Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni MoValeur type 0.018 0.85 0.8 0.015 0.020 18.5
11.5 2.8
SAFINOX R 316L SAFINOX R 316L DRYNormes : EN 1600
E 19 12 3 LR 12 AWS 5.4
E 316 L 17
Applications : soudage des aciers inoxydables des nuances
18 20 % de Cr, 8 10 % de Ni et 2 3 % de Mo trs basse teneur en
carbone,
cette lectrode est recommande lorsquil estrecherch un bel aspect
du dpt.
Caractristiques particulires : lectrode donnant une fusion trs
douce sans projection Cordon lisse de trs bel aspect et laitier
denlvement
trs facile, conditions dtuvage : 1 h 1 h 30 300 C 350 C, en
version DRY (lectrode sous-vide) les lectrodes peuvent
tre utilises sans tuvage.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 550 405 38 60Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.030 0.9 0.8 0.018 0.020 19
10.5
STARINOX E 308L HP DRYGamme ALSTARNormes : EN 1600
E 19 LR 22 AWS 5.4
E 308 L 17
Applications : soudage des aciers inoxydables des
nuances 18 20 % de Cr et 8 10 % de Ni,
quipement pour lindustrie chimique et lagroalimentaire.
Caractristiques particulires : fusion douce avec une prsentation
en version DRY
(emballage sous-vide) ce qui permet de garantir un parfait tat
de conservation pour des amorages sans porosits,
avantage hygine et scurit pour le soudeur et son environnement
avec un taux dmission de fume divis par 2,
teneur en Cr VI fortement diminue (jusqu 4 fois moins
quunelectrode standard).
AgrmentsCE
AgrmentsABS BV CE DB DNV LRS SNCF TV
Mini-tui p
our
SAFINOX R
308L
voir page 6
30
Mini-tui p
our
SAFINOX R
316L
voir page 6
30
-
620Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Electrodes soudage larcElectrodes fusion douce pour le soudage
des aciers inoxydables
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 580 445 38 60Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni MoValeur type 0.030 0.9 0.8 0.008 0.020 19.1
10.8 2.8
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 650 490 33 60
Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni NbValeur type 0.02 0.9 0.85 0.015 0.020 19
10.5 0,5
STARINOX E 316L HP DRYGamme ALSTARNormes : EN 1600
E 19 12 3 LR 22 AWS 5.4
E 316 L 17
Applications : soudage des aciers inoxydables des nuances 18 20
%
de Cr et 8 10 % de Ni et 2 3 % de Mo, quipement pour lindustrie
chimique et lagroalimentaire.
Caractristiques particulires : fusion douce avec une prsentation
en version DRY
(emballage sous-vide) ce qui permet de garantir un parfait tat
de conservation pour des amorages sans porosits,
avantage hygine et scurit pour le soudeur et son environnement
avec un taux dmission de fume divis par 2,
teneur en Cr VI fortement diminue (jusqu 4 fois moins
quunelectrode standard)
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui (DRY) Caisse (DRY) Ancienne Nouvelle2.5 300 28 448 W 000
263 796 W 000 288 853 3.2 350 22 308 W 000 263 797 W 000 288 8544.0
350 18 216 W 000 263 799 W 000 288 855
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 190 570 1081-2002 W 000 288 746 3.2 350 120 360
1081-2003 W 000 288 7474.0 350 80 240 1081-2004 W 000 288 748
Applications : soudage de tuyauteries en aciers inoxydables
austnitiques
des nuances 18 20 % de chrome, 10 14 % de nickelstabiliss au
titane ou au niobium.
lectrode peut galement tre utilise pour le soudage des nuances
du mme type non stabilises(C de 0.06 0.12 %).
Caractristiques particulires : bon compromis entre aspect,
maniabilit
et caractristiques mcaniques. conditions d'tuvage : 1 h 30 250 C
- 300 C.
FROINOX 347Normes : EN 1600
E 19 9 Nb R 12 AWS 5.4
E 347 16
Electrodes pour le soudage des aciers inoxydables
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 550 440 35 65Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.015 0.85 0.8 0.008 0.020 23
12.5
Applications : soudage des aciers inoxydables des nuances
24 % de Cr, 12 % de Ni trs basse teneur en carbone,
soudage des aciers dissemblables non allis ou faiblement allis
avec acier inoxydable.
Caractristiques particulires : lectrode donnant une fusion trs
douce sans projection Cordon lisse de trs bel aspect et laitier
denlvement
trs facile, conditions dtuvage : 1 h 1 h 30 300 C 350 C en
version DRY (lectrode sous-vide) les lectrodes peuvent
tre utilises sans tuvage.
SAFINOX R 309L SAFINOX R 309L DRYNormes : EN 1600
E 23 12 LR 12 AWS 5.4
E 309 L 17
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0
300 320 36 960 648 1081-0294 W 000 288 806 1081-1824 W 000 288
8112.5 300 190 28 570 448 1081-0286 W 000 288 807 1081-1825 W 000
288 8123.2 350 110 22 330 308 1081-0289 W 000 288 808 1081-1826 W
000 288 8134.0 350 80 18 240 216 1081-0288 W 000 288 809 1081-1827
W 000 288 8145.0 450 45 17 135 153 1081-0293 W 000 288 810
1081-1828 W 000 288 815
AgrmentsABS BV CE DB DNV TV
-
621
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Electrodes fusion douce pour le soudage des aciers
inoxydables
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui (DRY) Caisse (DRY) Ancienne Nouvelle2.5 300 28 448 W 000
263 793 W 000 288 856 3.2 350 22 308 W 000 263 794 W 000 288 8574.0
350 18 216 W 000 263 795 W 000 288 858
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 90 540 1081-0312 W 000 288 913 3.2 350 50 300 1081-0321
W 000 288 9144.0 350 35 210 1081-0320 W 000 288 9155.0 350 20 120
1081-0317 W 000 288 916
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard VPM
Standard Standard Ancienne Nouvelle Ancienne Nouvelle2.5 300 90
270 1081-2022 W 000 288 859 1081-1820 W 000 288 8623.2 350 50 150
1081-2023 W 000 288 860 1081-1821 W 000 288 8634.0 350 35 105
1081-2024 W 000 288 861 1081-1822 W 000 288 864
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 570 445 38 60
Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.030 0.9 0.8 0.008 0.020 23
12.5
STARINOX E 309L HP DRYGamme ALSTARNormes : EN 1600
E 24 12 LR 22 AWS 5.4
E 309 L 17
Applications : soudage de tous aciers difficilement soudables
:
aciers allis, aciers de blindage. soudage de matriaux
dissemblables :
acier non ou faiblement alli avec acier inox des nuances AISI
308, 316, 347, 318, 309, 310 (voir diagramme de SCHAEFFLER).
Electrode particulirement adapte pour les rparations.
Caractristiques particulires : lectrodes fusion trs douce sans
projections. trs bel aspect du cordon obtenu. emballage sous-vide
garantissant un parfait tat
de conservation pour un amorage sans porosits. compare une
lectrode standard de mme nuance, le taux
d'mission des fumes et divise par 2 et le taux de CrVI dans les
fumes est divis par 4, ce qui procure une meilleure scuritpour le
soudeur et son environnement.
conditions d'tuvage : 1 h 30 300 C - 350 C.
AgrmentsCE
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 750 620 28 60Analyse chimique - EN ISO 6847
C Si Mn S P Ni Cr MoValeur type 0.016 0.9 0.80 0.010 0.020 12.5
22.5 2.5
FROINOX 309 MO- L16FROINOX 309 MO- L16VPMNormes : EN 1600
E 23 12 2 LR 12 AWS 5.4
E 309 Mo-17
Applications : assemblages et rechargements sur aciers
austnitiques similaires. assemblages htrognes entre aciers
rsistant la corrosion et aciers non ou faiblement allis. Sous
couche, rechargementet placage rsistant la corrosion sur aciersnon
et faiblement allis. Les teneurs leves en lments d'alliage dans le
dpt assurent la rsistance la corrosion ds la premirecouche.
Caractristiques particulires : lectrode fusion douce donnant un
cordon lisse
de bel aspect et un laitier d'enlvement ais. conditions d'tuvage
: 1 h 30 300 C - 350 C. en version VPM (lectrodes sous-vide) les
lectrodes peuvent tre
utilises sans tuvage.
AgrmentsDNV
AgrmentsCE
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 720 600 30 30Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.008 1.3 1.3 0.008 0.027 27.2
12.2
SAFINOX R 312Normes : EN 1600
E 29 9 R 12 AWS 5.4
E 312 17
Applications : soudage de tous aciers difficilement soudables :
aciers allis,
aciers de blindage. soudage de matriaux dissemblables : acier
non ou
faiblement alli avec acier inox des nuances AISI 308, 316, 347,
318, 309, 310
lectrode particulirement adapte pour les rparations.
Caractristiques particulires : lectrode fusion douce. cordons de
trs bel aspect. conditions optimales d'tuvage si ncessaire :
1 h 30 300 C - 350 C.
Existe
en mini-tu
i
voir page 6
30
-
622 Ancienne rf. Nouvelle rf.
Caractristiques particulires : bon compromis entre aspect,
maniabilit en
particulier sur tubes et caractristiques mcaniques. en version
DRY (lectrode sous-vide) les lectrodes
peuvent tre utilises sans tuvage.Grande rsistance la fissuration
du mtal dpos.
conditions d'tuvage : 1 h 30 250 C - 300 C.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 205 615 1081-2032 W 000 288 9353.2 350 115 345 1081-2033
W 000 288 9364.0 350 80 240 1081-2034 W 000 288 937
Electrodes soudage larc
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 620 370 43 50Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.07 0.85 6 0.010 0.020 18 8
STARINOX 307-16Normes : EN 1600
E 18 8 Mn R 12 AWS 5.4
E 307 16
Applications : beurrage et assemblage d'aciers difficilement
soudables,
haute limite lastique, forte teneur en carbone 0.25 %,acier de
blindage ou tles d'usure.
assemblage htrogne d'aciers C-Mn avec des aciersinoxydables.
rechargement de toutes nuances d'aciers, mme celles forte teneur
en manganse (type HADFIELD - 14 % Mn).
sous-couches lastiques pour rechargement par exempledes aciers
durs au manganse avant un surfaage dur.Rechargement de siges de
vannes.
Caractristiques particulires : lectrode donnant un cordon lisse
de trs bel aspect
et un laitier d'enlvement facile. Conditions d'tuvage1 h 30 300
C - 350 C.
dpt auto-crouissable, ductile, inoxydable et trs rsistant la
fissuration.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 550 390 42 85Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.025 0.6 1.3 0.01 0.020 10.2
19.2
STARINOX R 18.8 SSTARINOX R 18.8 S DRYNormes : EN 1600
E 19 9 LR 12 AWS 5.4
E 308 L-16
Applications : soudage des aciers inoxydables austnitiques
des
nuances 18 20 % de chrome, 8 12 % de nickel trs basse teneur en
carbone.
cette lectrode peut galement tre utilise pour le soudage des
aciers inoxydables du mme typestabiliss ou non pour des tempratures
de serviceinfrieures 450 C.
Caractristiques particulires : bon compromis entre aspect
maniabilit
(en particulier en position y compris sur tubes) et
caractristiques mcaniques.
conditions d'tuvage : 1 h 30 250 C - 300 C. grande rsistance la
fissuration du mtal dpos. en version DRY (lectrode sous-vide), les
lectrodes peuvent
tre utilises sans tuvage.
Electrodes fusion douce pour le soudage des aciers
inoxydables
Electrodes enrobage rutile-basique (basicit >1) pour le
soudage des aciers inoxydables
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0
300 320 36 960 648 1081-0201 W 000 289 075 1081-1930 W 000 289
0792.5 300 215 30 645 480 1081-0202 W 000 289 076 1081-1931 W 000
289 0803.2 350 135 22 405 308 1081-0206 W 000 289 077 1081-1932 W
000 289 081
AgrmentsABS BV CE DNV TV
AgrmentsABS BV CE DB DNV TV
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 570 430 38 70Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni MoValeur type 0.022 0.6 1.3 0.015 0.020 19.2
12 2.8
STARINOX R 18.8.3 SSTARINOX R 18.8.3 S DRYNormes : EN 1600
E 19 12 3 LR 12 AWS 5.4
E 316 L-16
Applications : soudage des tuyauteries en aciers inoxydables
austnitiques des nuances 18 % 20 % de chrome,10 % 14 % de
nickel, 2 3 % de molybdne trs basse teneur en carbone.
cette nuance peut galement tre utilise pour le soudage des
aciers inoxydables du mme typestabiliss ou non pour des tempratures
de serviceinfrieures 450 C.
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0
300 320 36 960 648 1081-0211 W 000 289 083 1081-1936 W 000 289
0872.5 300 215 30 645 480 1081-0212 W 000 289 084 1081-1937 W 000
289 0883.2 350 135 24 405 336 1081-0217 W 000 289 085 1081-1938 W
000 289 089
-
623
Cha
pit
re 6
Ancienne rf. Nouvelle rf.FDS (Fiches de Donnes de Scurit)
disponibles sur www.safety-welding.com
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.0 300 355 1 065 1081-0081 W 000 288 887 2.5 300 230 690
1081-0082 W 000 288 8883.2 350 140 420 1081-0086 W 000 288 8894.0
350 100 300 1081-0084 W 000 288 890
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
Valeur type 680 540 10Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni MoValeur type 0.10 0.7 1.7 0.008 0.025 27 21
2.7
SAFINOX R CND 25.20Normes : EN 1600
E 25 20 Mo R 12 AWS 5.4
E 310 Mo-16
Applications : soudage des aciers rfractaires des nuances
25 % de chrome, 20 % de nickel avec ousans molybdne.
cette lectrode n'est pas recommande en soudage multi-passes
lorsqu'il estrecherch une bonne ductilit du mtaldpos.
Caractristiques particulires : meilleure rsistance la
fissuration chaud
que la SAFINOX R 25.20. en cas de risque important de
fissuration chaud utiliser
de prfrence la SAFINOX RCN 24.12.S. conservation au sec en
paquet clos.
Conditions optimales d'tuvage : 1 h 30 250 C - 300 C.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.0 300 355 1 065 1081-0322 W 000 288 877 2.5 300 185 555
1081-0323 W 000 288 8783.2 350 115 345 1081-0327 W 000 288 8794.0
350 100 300 1081-0325 W 000 288 880 5.0 350 65 195 1081-0326 W 000
288 881
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 580 410 30 65Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.10 0.75 1.2 0.008 0.025 21 27
SAFINOX R 25 20Normes : EN 1600
E 25 20 R 12 AWS 5.4
E 310 - 16
Applications : soudage des aciers rfractaires austnitiques
des nuances 25 % de chrome, 20 % de nickel. Si le risque de
fissuration chaud est important, utiliser de prfrence la SAFINOX
RCN 24.12.S
Caractristiques particulires : bon compromis entre aspect,
maniabilit en position
et caractristiques mcaniques. Conservation des lectrodes au sec
en paquet clos.
conditions optimales d'tuvage : 1 h 30 250 C - 300 C.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 580 460 35 55Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.025 0.5 1.4 0.008 0.020 23.5
13
SAFINOX R 24.12 SSAFINOX R 24.12 S DRYNormes : EN 1600
E 23 12 LR 12 AWS 5.4
E 309 L 16
Applications : soudage des aciers austnitiques des nuances 24 %
de
chrome, 12 % de nickel trs basse teneur en carbone.
cette lectrode peut tre utilise pour le soudage de matriaux
dissemblables : acier non ou faiblementalli/acier inox des nuances
AISI 308, 316, 347, 318(voir diagramme de SCHAEFFLER) ; sous-couche
pour revtement inoxydable.
lectrode particulirement adapte pour les rparations.
Caractristiques particulires : bon compromis entre aspect,
maniabilit en position
et caractristiques mcaniques. conservation des lectrodes au sec
en paquet clos. conditions optimales d'tuvage :
1 h 30 250 C - 300 C. en version DRY (lectrodes sous-vide) les
lectrodes peuvent
tre utilises sans tuvage pralable.
Electrodes enrobage rutile-basique (basicit >1) pour le
soudage des aciers inoxydables
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
300 20 30 600 480 1081-0282 W 000 288 821 1081-1881 W 000 288
8243.2 350 140 24 420 336 1081-0281 W 000 288 822 1081-1882 W 000
288 8254.0 350 100 20 300 280 1081-0284 W 000 288 823 1081-1883 W
000 288 826
AgrmentsBV CE
-
624Ancienne rf. Nouvelle rf.
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
Duret(HB)
Valeur type 750 610 24 230Analyse chimique - EN ISO 6847
C Si Mn S P Cr NiValeur type 0.11 0.7 1.8 0.008 0.025 29.7
12.1
SAFINOX R CN 29 10Normes : EN 1600
E 29 9 R 12 AWS 5.4
E 312 - 16
Applications : soudage de tous aciers difficilement soudables :
aciers
allis, aciers de blindage. cette lectrode peut tre utilise pour
le soudage de
matriaux dissemblables : acier non ou faiblement alliavec acier
inox des nuances AISI 308, 316, 347, 318,309, 310, etc. (voir
diagramme de SCHAEFFLER).
lectrode particulirement adapte pour les rparations.
Caractristiques particulires : bon compromis entre aspect,
maniabilit en position
et caractristiques mcaniques. trs grande rsistance la
fissuration du mtal
dpos. conservation des lectrodes au sec en paquet clos.
conditions optimales d'tuvage :
1 h 30 205 C - 300 C.
Electrodes soudage larcElectrodes enrobage rutile-basique
(basicit >1) pour le soudage des aciers inoxydables
Electrodes spciales, haute rsistance la corrosion
Electrodes spciales, pour le soudage des aciers fortement allis
(aciers duplex).
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 100 600 1081-0312 W 000 288 9053.2 350 60 360 1081-0316
W 000 288 9064.0 350 45 270 1081-0314 W 000 288 9075.0 350 20 120
1081-0315 W 000 288 908
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 190 570 1081-0504 W 000 288 8953.2 350 110 330 1081-0507
W 000 288 8964.0 350 80 240 1081-0506 W 000 288 897
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 550 370 35 70
Analyse chimique - EN ISO 6847
C Si Mn S P Cr Cu Ni Mo
Valeur type 0.020 0.4 1.3 0.09 0.020 20 1.7 25 4
Applications : Soudage des aciers inoxydables au
chrome, nickel, molybdne avec ou sanscuivre et trs bas carbone
utiliss enmilieux sulfuriques chauds et chlorhydriques froids.
Caractristiques particulires : conservation des lectrodes au sec
en paquet clos. conditions optimales d'tuvage : 1 h 30 300 C.
rendement effectif 150 %. bonne rsistance la corrosion en milieux
sulfuriques chauds
et chlorhydriques froids. Bonne rsistance la corrosion
intergranulaire.
SAFINOX R CNDU 20 25 5 SNormes : EN 1600
E 20 25 5 Cu NL R 53 AWS 5.4
E 385 - 16
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 40 C(J)
Valeur type 810 700 22 38
Analyse chimique - EN ISO 6847
C Si Mn P S Ni Cr Mo NValeur type 0.016 1.0 1.6 0.020 0.010 9.0
22 3.3 0.15
LEXAL E 22.9.3 NLEXAL E 22.9.3 N DRYNormes : EN 1600
E 22 9 3 NL R 12 AWS 5.4
E 22 09-16
Applications : soudage des aciers duplex. cette lectrode peut
galement tre utilise pour le
soudage htrogne aciers duplex sur aciers non allis.
Tendance ferritique : ferrite WRC 92 moyenne 39%.
Caractristiques particulires : bon compromis entre aspect,
maniabilit en
particulier sur tubes et caractristiques mcaniques.Llectrode est
en me homogne (acier duplex), ce qui permet de tenir compte des
aspectstechniques du produit.
le mtal fondu a fait lobjet dune caractrisation lessai de
corrosion G 48 A de lASTM.
conservation des lectrodes au sec en paquet clos. conditions
dtuvage 1 h 30 300 C - 350 C. en version DRY (lectrodes sous-vide)
les lectrodes
peuvent tre utilises sans tuvage.
Pour commander
en mm
Long.en mm
PackagingQuantit tui Quantit caisse Standard DRY
Standard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5
300 210 30 630 480 1081-1600 W 000 288 899 1081-1610 W 000 288
9023.2 350 140 22 420 308 1081-1601 W 000 288 900 1081-1611 W 000
288 9034.0 350 80 18 240 216 1081-1602 W 000 288 901 1081-1612 W
000 288 904
AgrmentsBV CE DNV GL LRS
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
-
625
Cha
pit
re 6
Ancienne rf. Nouvelle rf.
Electrodes pour le soudage des aciers inconel et monel
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 100 300 1081-0392 W 000 288 9613.2 350 60 180 1081-0396
W 000 288 9624.0 350 45 135 1081-0394 W 000 288 963
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV + 20 C(J)
Valeur type 640 360 40 85
Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni Mo Fe Nb-TaValeur type 0.04 0.2 2 0.005 0.015
16 69 1.4 8.5 1.8
SAFINOX BNC 75 15 MNormes : AWS 5.11
E NI Cr Fe 2
Applications : soudage des aciers austnitiques au nickel, des
aciers
5 et 9 % de nickel. soudage des aciers au chrome, molybdne entre
eux
sans traitement thermique. cette lectrode peut tre utilise pour
le soudage de
matriaux dissemblables notamment lorsqu'il est exigune grande
rsistance au fluage haute temprature. Ce produit peut galement tre
utilis dans toutes lesapplications cryogniques.
Caractristiques particulires : conditions optimales
d'tuvage:
1 h 30 300 C - 350 C. conservation des lectrodes au sec en
paquet clos. trs grande rsistance la fissuration chaud du mtal
dpos. excellentes caractristiques de rsilience basse
temprature.
AgrmentsABS BV CE DNV
Electrodes pour le soudage des fontes.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 350 110 660 1081-0332 W 000 289 0043.2 350 70 420 1081-0336
W 000 289 0054.0 350 45 270 1081-0334 W 000 289 006
STARCAST Ni FeNormes : EN ISO 1071
E Ni Fe BG 23 AWS 5.15
E Ni Fe Ci
Applications : soudage et rechargement des fontes neuves ou
usages :
- fontes allies,- fontes grises,- fontes hautes caractristiques
mcaniques,- fontes graphite sphrodal,- fontes avec acier.
Caractristiques particulires : les proprits d'emploi de la
STARCAST Ni Fe,
allies aux caractristiques du mtal dpos permettent de rsoudre la
quasi-totalit des problmes de soudage des fontes soudables
lorsqu'il est recherchnotamment tanchit et usinabilit. Veiller une
trs bonne prparation : blanchir les surfaces, chanfreiner, arrter
les extrmitsde cassures et dans les cas difficiles, limiter
l'chauffement local :- faible diamtre d'lectrode.- intensit
minimale et arc de longueur moyenne,- passes courtes et troites
judicieusement rparties.
viter tout refroidissement brutal. Le prchauffage (50 300 C) est
parfois ncessaire. Le martelage, immdiatement aprs chaque cordon,
peut tre dans certains cas conseiller. Electrodes conserver l'abri
de l'humidit.
ventuellement, tuver 80 C pendant 30 minutes 1 heure.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 300 32 512 1081-1360 W 000 288 9813.2 350 24 336 1081-1361 W
000 288 9824.0 350 20 280 1081-1362 W 000 288 9835.0 350 18 162
1081-1363 W 000 288 984
Caractristiques mcaniques - EN ISO 15972-1
Rm(MPa)
Re(MPa) A (%)
KV 196 C(J)
Valeur type 800 500 40 65
Analyse chimique - EN ISO 6847
C Si Mn S P Cr Ni Mo Fe NbValeur type 0.03 0.3 0.8 0.005 0.010
22 63 9 < 1 3.5
SAFINEL 625 DRYNormes : AWS 5.11
E NI Cr Mo 3
Applications : assemblage et rechargement : sur alliages
rsistant
la corrosion, de mme nature ou similaires ; d'aciers non et
faiblement allis.
soudage des aciers au chrome, molybdne entre eux sanstraitement
thermique.
cette lectrode peut tre utilise pour le soudage de matriaux
dissemblables notamment lorsqu'il est exig une grande rsistance au
fluage haute temprature. Ce produit peut galement tre utilis dans
toutes les applications cryogniques.
Caractristiques particulires : trs grande rsistance la
fissuration chaud
du mtal dpos. ame homogne. excellentes caractristiques de
rsilience aux basses
tempratures. conservation des lectrodes au sec en paquet clos.
prsente en version DRY (lectrodes sous-vide) son utilisation ne
ncessite aucun tuvage pralable. Nanmoins aprs uneexposition
prolonge lair ambiant, un rtuvage peut trencessaire (conditions
optimales : 1 h 30 300-350 C).
AgrmentsABS BV CE DNV
Caractristiques mcaniques - EN ISO 15972-1
DuretValeur type 150 170 HB
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
Existe
en mini-tu
i
voir page 6
30
Existe
en mini-tu
i
voir page 6
30
-
626Ancienne rf. Nouvelle rf.
Electrodes soudage larcElectrodes pour le soudage des
fontes.
Electrodes pour le soudage des alliages daluminium-silicium.
Caractristiques mcaniques - EN ISO 15972-1
DuretValeur type 150 170 HB
STARCAST BMNormes : EN ISO 1071
E Ni Fe BG 23 AWS 5.15
E Ni Fe Ci
Applications : soudage et rechargement des fontes neuves ou
usages :
- fontes allies,- fontes grises,- fontes hautes caractristiques
mcaniques,- fontes graphite sphrodal,- fontes avec acier.
Caractristiques particulires : les proprits d'emploi de la
STARCAST BM
permettent un soudage trs facile en position, ce qui est facilit
par l'utilisation d'une me bi-mtallique.
veiller une trs bonne prparation : blanchir les
surfaces,chanfreiner, arrter les extrmits de cassure, etc.
limiter l'chauffement local :- faible diamtre d'lectrode-
intensit minimale et arc de longueur moyenne- passes courtes et
troites.
viter tout refroidissement brutal, le prchauffage (50 300 C)est
parfois ncessaire. Le martelage, immdiatement aprschaque cordon,
peut tre dans certain cas conseiller.
lectrodes conserver l'abri de l'humidit. Eventuellement,tuver 80
C pendant 30 minutes 1 heure.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 135 135 810 1081-0452 W 000 289 0123.2 75 75 450 1081-0453 W
000 289 0134.0 50 50 300 1081-0454 W 000 289 014
STARCAST NiNormes : EN ISO 1071
E Ni BG 23 AWS 5.15
E Ni Ci
Applications : soudage et rechargement des fontes neuves ou
usages :
- fontes mallables, ductiles,- fontes grises,- fontes avec
cuivre ou acier,- rparations sur pices de fonte soumises des
chocs
thermiques,- soudage de fontes usages,"brules", imprgnes
d'huile
ou de produits chimiques.
Caractristiques particulires : la STARCAST Ni associe des
caractristiques
mtallurgiques du mtal dpos et des proprits gnrales d'emploi
remarquables pour le soudage en toutes positions. De plus les dpts
trs haute teneur en nickel permettent :- un meilleur accrochage sur
les fontes usages,- une usinabilit amliore dans les cas
difficiles,
lectrode conserver l'abri de l'humidit. Eventuellement,tuver 80
C pendant 30 minutes 1 heure.
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard RfrenceEtui Caisse Ancienne
Nouvelle
2.5 350 135 810 1081-0572 W 000 288 9983.2 350 80 480 1081-0575
W 000 288 9994.0 350 50 300 1081-0574 W 000 289 000
Pour commander
en mm
Long.en mm
Packaging standardQuantit standard Rfrence
Etui Ancienne Nouvelle3.2 350 150 1084-2511 W 000 289 0233.2 350
80 1084-2510 W 000 289 024
Caractristiques mcaniques - EN ISO 15972-1
DuretValeur type 150 170 HB
ALCORD 5 SiNormes : DIN (WNr)
3 22 45 AWS 5.3
E 4043
Applications : principalement utilise pour le soudage des
alliages
daluminium de fonderie jusqu' 6 % de silicium. cette lectrode
peut tre galement utilise pour l'AS 12
et selon les conditions de services pour le soudage de
l'aluminium pur ou des AG.
Caractristiques particulires : tenir l'lectrode verticale et
maintenir un arc
trs court. pour pices d'paisseur suprieure 4 mm,
l'amorage et le dbut de la soudure sont facilits par un
prchauffage local de 150 C - 200 C. Craint l'humidit.Correctement
liminer le laitier et brosser aprs soudage.
refermer imprativement l'tui aprs prlvement de chaque lectrode
et stocker au sec. Eliminer correctement le laitier et bienbrosser
aprs soudage.
Caractristiques mcaniques - EN ISO 15972-1
Rm (MPa) Re (MPa) A (%)
Valeur type 135 60 12
Analyse chimique - EN ISO 6847
Al SiValeur type 95 5
FDS (Fiches de Donnes de Scurit) disponibles sur
www.safety-welding.com
Existe
en mini-tu
i
voir page 6
30
Existe
en mini-tu
i
voir page 6
30
-
627
Cha
pit
re 6
Ancienne rf. Nouvelle rf.
Critre de choix Moyen Bon Trs bon ExcellentChocAbrasionTenue
chaud
Pour commander
en mm
Long.en mm
PackagingQuantit Rfrence
Etui Caisse Ancienne Nouvelle3.15 450 160 480 1080-0191 W 000
289 0354.0 450 115 345 1080-0192 W 000 289 0365.0 450 80 240
1080-0193 W 000 289 037
Electrodes de rechargementSAFER R 400 Applications :
rechargement de rails et appareils de voie en acier au
carbone,glissires, arbres, godets, galets de ponts roulants, outils
agricoles, T.P.
cette lectrode peut tre utilise comme sous-couche de la SAFER R
600.
Caractristiques particulires : lectrode enrobage rutile trs
facile demploi
dposant un acier au chrome. faible tension damorage. le cordon
est de bel aspect et le laitier se dtache facilement. la duret ltat
brut est de 240 290 HV; elle peut atteindre 400
HV aprs trempe leau. dposer 3 couches au maximum.
Caractristiques mcaniques - EN ISO 15972-1
Duret Conditions
Valeur type260 HV Brut de soudage400 HV Trempe leau
Analyse chimique - EN ISO 6847C Si Cr Mn
Valeur type 0.1 0.3 2.4 0.8
Critre de choix Moyen Bon Trs bon ExcellentChocAbrasionTenue
chaud
Pour commander
en mm
Long.en mm
PackagingQuantit Rfrence
Etui Caisse Ancienne Nouvelle3.15 450 120 360 1081-0683 W 000
289 0314.0 450 90 270 1081-0684 W 000 289 032
SAFMANGA Applications : lectrode agre par la SNCF pour le
rechargement des coeurs
de voie en acier au manganse dit acier Hadfield. elle est
galement recommande pour les pices soumises
lusure par choc : quipements de broyage, de concassage,plaques
dusure, blindages, mchoires
Caractristiques particulires : lectrode enrobage basique dposant
un acier
austnitique 13 % de manganse pour reconstitution et rechargement
des aciers du mme type.
facile demploi, cette lectrode durcit aux chocs
tempratureambiante, la duret ltat brut de soudage est de 200 HV. Le
nombre de couches nest pas limit.
conditions optimales dtuvage, 1 h 30 200 C - 250 C. limiter
lchauffement des parties rpares (t 300 C)
pour viter tout risque de fragilisation. dans les cas de
rechargement dacier autre que ceux 13 %
de manganse, une sous-couche est gnralement ncessaire ;utiliser
llectrode STARINOX 307.16 ou SAFINOX R 316 L.
Caractristiques mcaniques - EN ISO 15972-1Duret Conditions
Valeur type200 HV Brut de soudage
500 HV Aprs crouissageAnalyse chimique - EN ISO 6847
C Si Ni Cr MnValeur type 0.6 0.1 4.2 4.5 14.5
Critre de choix Moyen Bon Trs bon ExcellentChocAbrasionTenue
chaud
Pour commander
en mm
Long.en mm
PackagingQuantit Rfrence
Etui Caisse Ancienne Nouvelle3.2 450 135 405 1080-0201 W 000 289
0384.0 450 90 270 1080-0202 W 000 289 0395.0 450 60 180 1080-0203 W
000 289 040
SAFER R 600 Applications : rechargement de toutes pices dusure
lorsquil est recherch
une particulire indformabilit en service ainsi quune duretleve
avec une bonne rsistance labrasion sous chocsmoyens.
parmi les cas dapplications : matriel de TP et de mines, pelle
mcanique, godets, patins de chenilles
llectrode SAFER R 400 peut tre utilise en sous-couche.
Caractristiques particulires : lectrode enrobage rutile
semi-pais dposant
un acier au chrome. Faible tension damorage. le dpot, trs dur,
est de structure martensitique. la duret ltat brut est de lordre
550 650 HV ;
le dpot est usinable la meule. Peut tre utilise sur acier au
carbone et aciers faiblement allis ; un prchauffage
pouvantatteindre 400 C est parfois ncessaire surtout lorsque la
massede la pice est importante.
Caractristiques mcaniques - EN ISO 15972-1
DuretValeur type 630 HV - Brut de soudageAnalyse chimique - EN
ISO 6847
C Si Cr MnValeur type 0.6 1 2.8 1.1
-
628Ancienne rf. Nouvelle rf.
Pour commander
en mm
Long.en mm
PackagingQuantit Rfrence
Etui Caisse Ancienne Nouvelle3.15 450 75 225 1081-0673 W 000 289
0434.0 450 45 135 1081-0674 W 000 289 044
Electrodes de rechargementSUPERSAFOR 60 Applications :
donnant un dpot de mtal trs dur. ralisation de cordons dusure
sur pices soumises labrasion :
plaques dusures, dents de pelle, godet de pelleteuse, lame de
bulldozer.
Caractristiques particulires : lectrode enrobage graphitique 170
%
de rendement dposant une fonte au chrome. Fusion grosses gouttes
ncessitant de maintenir un arc assez long (4 5 mm) ; amorage et
ramorage trs faciles.
la duret ltat brut de soudage est de lordre de 700
HV.Spcialement recommande pour les pices soumises labrasion svre.
Le nombre de couches est limit 3.
conditions optimales dtuvage 1 h 30 150 C - 175
C.Caractristiques mcaniques - EN ISO 15972-1
Duret ConditionsValeur type 700 HV Brut de soudageAnalyse
chimique - EN ISO 6847
C Si Cr MnValeur type 4 1.2 34 1.0
Electrodes soudage larc
Critre de choix Moyen Bon Trs bon ExcellentChocAbrasionTenue
chaudRsistance la corrosion
Pour commander
en mm
Long.en mm
PackagingQuantit Rfrence
Etui Caisse Ancienne Nouvelle3.15 450 85 255 1081-0743 W 000 289
0414.0 450 55 165 1081-0744 W 000 289 042
SAFDUR 800 E A