Embed Size (px)
Citation preview

1.GİRİŞ
2. İŞLENEBİLİRLİK
“Dövme, dökme, haddeleme vb. yöntemlerle üretilen metal parçaların % 80’ninden fazlası
son biçim ve boyutlarına talaşlı üretim yöntemleriyle getirilirler. Talaşlı üretim esnasında
uygun seçilmeyen işleme parametreleri, kesici takımların kırılması, hızlı aşınması ve
deformasyonu gibi sebeplerle kısa sürede kullanılamaz duruma gelmelerine neden olmaktadır.
Bu durum; tezgâh boş zamanının artması, iş parçası boyutlarının bozulması veya işin yüzey
kalitesinin ikinci bir işlem gerektirecek derecede yetersizliği gibi bir dizi ekonomik kayıplara
sebep olmaktadır. Malzemenin işlenebilirlik özelliklerini önceden iyi tespit edilmemişse
yukarıdaki kayıplar kaçınılmazdır.” (Kılıçlı vd, 2004).
Talaşlı imalat endüstrisinde çözülmeye çalışılan başlıca problemlerden biriside
“işlenebilirlik” tir. Her iyi imalatçı üretmek istediği ürünü nasıl daha hızlı, daha ucuz ve daha
kaliteli üretebilirim sorularına cevap aramaya çalışır. İşlenebilirliğin kesin bir tanımı
yapılmamakla birlikte, literatürde çeşitli tanımlar yapılmıştır. Bu tanımlamalara paralel olarak
bir yorum getirecek olursak; Bir üretim sürecinde işlenebilirlik; kesici takımın iş parçasını
kesebilme ve iş parçasının da kesilebilme yeteneklerinin bileşimidir (Çini, 2010).
“Güral ve arkadaşları İşlenebilirliğin standardize edilmiş bazı özelliklere göre tanımlanması
oldukça zor olduğunu belirterek, İşlenebilirliğin genellikle iş parçası malzemesinin, kesici bir
takımla istenilen biçime getirilmesindeki işlenebilme yeteneği olarak tanımlamışlardır. Metal
bir malzemenin metalürjisi, ısıl işlemi, katkı elemanları, kalıntı gerilmeler, yüzey tabakası vb.
malzeme özelliklerinin yanı sıra; kullanılan kesici takımın kesici kenar özellikleri, takım
bağlama biçimi, kullanılan takım tezgâhı ve tezgâhın rijitliği, işleme yöntemi, işleme şartları
da önemli etkiye sahiptir. Talaşlı işlenebilirlik, bir malzemeyi nihai ürün haline getirilmesi
esnasında malzemeden talaş kaldırma kolaylığı veya zorluğudur.”(Güral vd. 1998)
“Değişik özellikteki çok çeşitli malzemeler üzerinde kesici takımların geometrik
performanslarının ölçümü, takım tasarımı ve geliştirilmesi açısından çok önemlidir. Modern
işleme metotları, takım değiştirme zamanını ve maliyetini en aza indirmeyi ve seri üretim
alanlarında çok yönlü kullanmayı gerektirmektedir. Deneysel testlerin büyük bir bölümü bu
hedefe ulaşmak için gerçekleştirilmekte ve işlenebilirlik deneyleri ile olay anlaşılmaya

çalışılmaktadır. Bu testler; iş parçası malzemelerini, kesici takımları ve onların
karakteristiklerini kapsamaktadır.” (Mills ve Redford, 1983).
“İşlenebilirlik uygun kesici takım ve kesme parametreleri kullanılarak, bir malzemeyi (
genellikle metal ) talaşlı imalat yöntemleriyle şekillendirebilmenin nispi kolaylığı veya
zorluğudur.” (Sandvik, 1996)
“İşlenebilirlik bir malzemenin talaş kaldırma işlemini etkileyen özelliklerin tamamı veya talaş
kaldırma yöntemleri ile üretimin kolaylığı veya zorluğudur.”(Yusuf özçatalbaş, doktora tezi)
“İşlenebilirlik çoğunlukla malzemenin özgül bir özelliği olarak algılansa da, sadece işlenen
malzemeye bağlı olmayıp aynı zamanda işleme yöntemi ve işleme parametrelerine de
bağlıdır.”(De Garmo et all., 1997)
“İşlenebilirlik, bir malzemenin istenen yüzey formu ve toleransına getirilmesi için takım ve
işleme parametreleriyle bağlantılı olarak, nasıl kolayca kesilebileceğidir.” (ezugwo,key
improvements in the machining)
En geniş anlamda işlenebilirlik aşağıdaki kriterlere göre tanımlanır:
1. Talaş oluşumu
2. Kesme kuvvetleri
3. Takım ömrü (veya takım aşınması)
4. Yüzey kalitesi
5. Kaldırılan talaş miktarı
6. Yığıntı talaş (BUE Built Up Edge) eğilimi (Oxley, 1989)

İşlenebilirliğe etki eden faktörler
2.1. Talaşlı İmalat ve Talaş oluşumu
Talaşlı üretim işlemi en önemli imalat yöntemlerinden biridir. Talaşlı imalat işleminde iş
parçasını (yarı mamul; döküm, dövülmüş, haddelenmiş) istenilen geometriye getirmek için
üzerindeki fazlalıklar uygun takım tezgâhı (torna, freze, matkap) ve kesici takım kullanılarak
talaşlar şeklinde uzaklaştırılıp, istenilen boyutlar ve yüzey kalitesi sağlanır. iş parçası metal
olduğu zaman işlem metal kesme olarak da isimlendirilir. Talaşlı imalat işleminde etkin olan
kesme hareketi, iş parçasının kesici takım önündeki plastik deformasyonunu ve deforme olan
bu katmanın talaşa dönüşmesini gerektirir (Çiftçi, ders notları, KTEF, 2007).
Talaş kaldırma teorisinin odak noktası talaşın oluşumudur. Talaş, ana malzemeden plastik
şekil değiştirmenin sonucu meydana gelmektedir. Keskin bir uç malzemeye nüfuz ederek
hareket ettiğinde, malzeme ile temas noktasında malzemenin plastik şekil değiştirmesine
neden olan yüksek gerilmeler ve sıcaklıklar meydana gelmektedir. Şekilde talaş kaldırma
modeli görülmektedir. Gerilmeler malzemenin akma sınırını aştığında talaş olarak
adlandırılan belli bir yüzey tabakası, iş parçası boyunca takımın kesme yüzeyinden kayarak
parçadan ayrılır. Talaşın kesici takım kesme yüzeyinde kayması yüksek basınçlar altında
meydana gelir ve oluşan sürtünmeden dolayı takım yüzeyinde yüksek sıcaklıklar oluşur.

Talaş kaldırma belirli boyut, şekil ve yüzey kalitesine sahip bir parça meydana getirmek için
ucu keskin bir takımla ve güç kullanarak, iş parçası (hammadde, taslak) üzerinden tabaka
şeklinde malzeme kaldırma işlemidir. Ayrılan malzeme tabakasına talaş denir. Fiziksel
bakımdan talaş kaldırma işlemi, elastik ve plastik şekil değişimine dayanan, iş parçası ve
takım üzerinde sürtünme, ısı oluşumu, talaşın kırılması ve büzülmesi, işlenen parçanın
yüzeyinin sertleşmesi, takım ucunun aşınması gibi olayların meydana geldiği karmaşık bir
fiziksel olaydır.
Bir parça üzerinden belirli bir malzeme tabakasının kaldırılması için, takımın o malzemeye
nüfuz etmesi gerekir. Bu da, ancak takıma uygulanan kuvvetlerin yeterli ve takım
malzemesinin parça malzemesinden daha sert olması halinde gerçekleşir. Ayrıca takım
ucunun kama şeklinde yapılması olayı kolaylaştıran bir etkendir. (Akkurt, 1992).
Talaş oluşumunu açıklayabilmek için 2 tip kesme modeli geliştirilmiştir.
a-) 2 Boyutlu Ortogonal (Dik) kesme modeli
b-) 3 Boyutlu Oblik (Eğik) kesme modeli
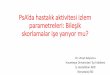
Talaş kaldırma olayını incelemek için kama şeklinde bir kesme ucundan yapılan ve şekil de
gösterilen bir takım/iş parçası modeli oluşturulmuştur.

Şekil üzerinde numaralandırarak talaş oluşumunu basit bir şekilde anlatacak olursak
Burada V kesme hızı (m/min), a kesilmemiş talaş derinliği (mm), a’ kesilmiş talaş kalınlığı
(mm)
I- Kesici takım V kesme hızıyla iş parçasına yaklaşır.
II- Kesici takımın iş parçası temasından sonra, iş parçası farklı mekanik ve termal
kuvvetlere maruz kalır. Devam eden kesme işleminde malzemenin akma sınırına
gelinir. Bu noktaya kadar yapılan işlemler malzemenin elastik deformasyon
bölgesinde olduğundan, bu noktada kesme işlemi durdurulur veya geri çekilirse,
malzeme ilk haline geri dönebilir.
III- Devam eden kesme işlemi ile malzemenin akma sınırı geçilerek, kalıcı
deformasyonların oluşturulduğu plastik davranış bölgesine girilir. Gerilmeler
malzemenin akma sınırını aştığında talaş olarak adlandırılan yüzey katmanları, iş
parçası boyunca takımın kesme yüzeyinden kayarak parçadan ayrılır. Bu bölgede
kuvvetlerin durdurulması veya geri çekilmesi halinde, malzemenin eski haline
dönmesi gibi bir durum söz konusu değildir.
IV- Bu işlemin süreklilik arz etmesi halinde malzemenin talaş oluşumu meydana gelir.

Tornalama, frezeleme, delme veya vida açma gibi talaşlı imalat işlemlerinde iş parçası
yüzeyinden talaşlar şeklinde malzemeler kaldırılır. Talaşlı imalat işlemleri farklılık gösterse
de talaş oluşum mekanizması genelde aynıdır. Esas olarak talaş, bölgesel kayma işlemi ile çok
dar bir bölgede gerçekleşir ( birinci deformasyon bölgesi). Kesici takımın iş parçası ile
temasa geçmesi ile öncelikle iş parçasında elastik ( geçici ) deformasyon oluşur. Devam eden
kesme süreci ile daha sonra iş parçasının akma dayanımı geçilir ve iş parçası malzemesi
plastik ( kalıcı ) olarak deformasyona uğrar. Kesici takım ve iş parçasının nispi hareketi ile
plastik şekil değiştirmenin devam etmesi esnasında tavlanmış iş parçası malzemesinde yüksek
dislokasyon birikmesi oluşur. Yüksek dislokasyon birikmesi de iş parçasında deformasyon
sertleşmesine neden olur. Deformasyon sertleşmesi bir doyum noktasına ulaştığında iş parçası
kaymaya maruz kalır ve deformasyona uğrayan bölge kesici takım talaş yüzeyinden
koparılarak talaşlar şeklinde atılır.(Çiftçi,İ. Ders notları, 2007)
2.1.1Talaş Tipleri
Oluşan talaşlar artık malzemeler olmasına rağmen talaşlı imalat işleminde kullanılan enerjinin
büyük bir bölümü talaş oluşumunda kullanılmaktadır. Talaşlı imalat işlemlerinde işleme şekli
işlenen malzeme ve işleme parametrelerine göre talaşların biçimi değişir. Oluşan talaşların

şekli önemli derecede iş parçasının bitirme yüzeyini ve talaşlı imalat işlemini ( takım ömrü,
titreşim ) etkiler. Talaşlı imalat işleminde talaşlar çok çeşitli olmasına rağmen genel olarak
aşağıdaki gibi sınıflandırılabilir;
Sürekli talaş
Süreksiz talaş
Dilimli talaş
Yığıntı talaş (YT/BUE)
2.1.1.1.Sürekli Talaş
Sürekli talaş, yüksek kesme hızları ve/veya talaş açılarında sünek malzemelerin işlenmesi
durumunda ortaya çıkan bant, karışık bant, yada seyrek dolanımlı bant biçiminde oluşur.
Talaş oluşumu esnasında malzemenin deformasyonu dar bir kayma bölgesinde gerçekleşir
(1.deformasyon bölgesi) . sürtünmeden dolayı , sürekli talaş ile takım talaş yüzeyinde bir
ikinci deformasyon bölgesi oluşur. Takım talaş sürtünmesi arttıkça ikinci deformasyon
bölgesi kalınlaşır. Sürekli talaş oluşumunda 1. deformasyon bölgesinin kalınlığı artabilir.
Çoğunlukla yumuşak malzemelerin düşük kesme hızlarında ve düşük talaş açıları ile
işlenmesi sonucu oluşur. Bu durum yüzey pürüzlülüğünü arttırır ver kalıcı yüzey
gerilmelerine neden olur. İyi bir bitirme yüzeyi oluşturmasına karşın her zaman tercih
edilmez. Sürekli talaşın uzaklaştırılması için işlemin durdurulması gerekir. Bu durum imalat
zamanının ve maliyeti doğrudan etkiler. Ayrıca talaşın iş parçasına sarılması yüzey kalitesini
de bozar.
2.1.1.2.Süreksiz Talaş
Talaş oluşumundaki süreksiz yapıdan dolayı talaşlı imalat esnasında sürekli olarak kuvvetler
değişir. Sonuç olarak takım tutucunun bağlama elemanlarının ve takım tezgâhının rijitliği
dilimli ve süreksiz talaş oluşan kesme işlemlerinde önemlidir. Bunlar, yeterince rijit değilse,
takım tezgâhı titreşime maruz kalır ve bu da iş parçası yüzeyinin ve boyutlarının istenilen
toleranslar dışına çıkmasına neden olur. Aynı zamanda takım aşınmasını da hızlandırır.
Süreksiz talaşlar çoğunlukla aşağıdaki şartlarda oluşur;

Kırılgan iş parçası malzemeleri işlenirken, çünkü kırılgan malzemelerin talaşlı imalat
işleminde gerçekleşen yüksek orandaki kayma deformasyonuna maruz kalma
kapasiteleri yoktur,
Sert inklüzyon (kalıntı) veya impuriteler (saf olmayan) ihtiva eden malzemeler veya
yapısında grafit lameller ihtiva eden dökme demir gibi malzemeler işlenirken,
Çok düşük veya çok yüksek kesme hızlarında,
Fazla talaş derinliği,
Düşük talaş açısı,
Etkin bir soğutma sıvısının olmaması,
Takım tezgâhının rijitliğinin yetersiz olması
2.1.1.3.Dilimli Talaş
Dilimli ( parçalı veya homojen olmayan ) düşük ve yüksek kayma deformasyonuna uğramış
bölgelere sahip yarı sürekli talaşlardır. Isıl iletkenliği düşük ve dayanımı sıcaklık artışı ile
hızlı bir şekilde azalan metallerde, örneğin titanyum da, bu davranış görülür. Bu talaşlar
testere dişi şeklinde görünüme sahiptirler.
2.1.1.4.Yığıntı Talaş
Talaşlı imalat işlemi esnasında iş parçası malzemesinin kesici takım üzerinde katmanlar
halinde tedrici olarak birikmesi ile oluşan yığıntı talaş (YT), kesme işlemi esnasında kesici
takımın ucunda oluşabilir.(Çiftçi, İ. Kesici takım ders notları, KTEF, 2005)
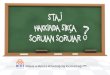
Şekil a-) sürekli talaş, b-) süreksiz talaş, c-) dilimli talaş, d-) yığıntı talaş

2.2. Kesme Kuvvetleri
Talaş kaldırma işlemi esnasında oluşan kesme kuvvetleri, ısı oluşumu, takım ömrü, işlenen
yüzeyin kalitesi ve iş parçasının boyutları üzerinde önemli bir etkiye sahiptir. Kesme
kuvvetleri aynı zamanda takım tezgâhlarının, kesici takımların ve gerekli bağlama kalıplarının
tasarımında da kullanılır (Trent, 1989; şeker vd, 2002). Tornalama işlemi esnasında oluşan
kuvvetler şekil ‟de şematik olarak gösterilmiştir (DeGarmo et al, 1997).
Burada kesme kuvvetinin üç bileşeni mevcuttur.
1. Esas kesme kuvveti (Fc): Kesme hızı yönünde etki eder. En büyük kuvvet olup
metal kesme işleminde harcanan gücün genelde % 99‟una karşılık gelir.
2. ilerleme kuvveti (Ff): Kesici takımın ilerlemesi yönünde etkiyen kuvvettir.
Kesme kuvvetinin ekseriyetle yaklaşık %50‟si kadardır fakat ilerleme hızının kesme
kuvvetiyle karşılaştırıldığında çok küçük olduğu için metal kesme işlemindeki gerekli
gücün çok az bir kısmına karşılık gelir.

3. Radyal kuvvet (Fr): işlenen yüzeye dik etkiyen kuvvettir. Bu kuvvet de ilerleme
kuvvetinin yaklaşık %50‟si kadardır (DeGarmo et al, 1997).
Bileşke kuvvet bu üç kuvvetin vektörel olarak toplanması ile elde edilir ve aşağıdaki eşitlikle
hesaplanır: F= F2c + F2
f + F2r
2.3.Takım Aşınması ve Takım Ömrü
Talaş kaldırma işleminde iş parçası/takım ve takım/talaş ara yüzeylerindeki sürtünmelerden
dolayı meydana gelen ısı, takımın aşınmasına ve plastik deformasyonuna sebep olur. Plastik
deformasyon işlemi ve sürtünme sonucunda açığa çıkan enerjinin çoğu ısıya dönüşür. Oluşan
ısının büyük bir kısmı talaşla taşınmasına rağmen, takım ucunda kalan kısmı da kesme
şartlarına, iş parçası ve takım çiftine bağlı olarak yüksek sıcaklıklar oluşturur. Takım ucunda
oluşan bu yüksek sıcaklıklar ve mekanik gerilmelerden dolayı kesici takım tedrici veya ani
olarak malzeme kaybına maruz kalır.[Yusuf ŞAHİN, talaş kaldırma prensipleri 2, sf. 1,]
Takım aşınması, kesici takım malzemesinin iş parçası malzemesiyle temas ettiği bölgelerde
tedrici olarak kaybolması olarak tanımlanabilir.[Altıntaş,Y. Metal cutting mechanics, machine
tool vibrations, and design Sf 53 ]
Talaş kaldırma sırasında meydana gelen sürtünmeler ve sıcaklık takım aşınmasına neden olur.
Bu olayda sürtünme esas nedendir, sıcaklık ise takımın aşınmaya karşı mukavemetini azalttığı
için olayı hızlandıran bir etkendir.( AKKURT, M. Talaş kaldırma yöntemleri ve takım
tezgâhları, Sf 39.)
Aşınma, kesici takımın malzeme kaybından ileri gelen ve ilk şekline göre oluşan
farklılıktır.(Mills, B. Redford, A. H, machinability of engineer metarials, Applied Science
publishers Ltd., Newyork, 1993. )

Takım aşınması, kesici kenar üzerine uygulanan yük faktörleri bileşiminin bir etkisidir.
Kesici kenarın ömrü, kenar geometrisini değiştirmeye çalışan bu faktörler sayesinde
belirlenir. Şekilde takım aşınma yüzeylerindeki gerilmelerin dağılımı gösterilmiştir.
Takımların performansına etki eden en önemli üç malzeme karakteristiği; kırılma direnci,
plastik deformasyon direnci ve aşınma direncidir. Takımlarda kullanılan kaplama ana
malzemesinin mekanik özellikleri ve kompozisyonu takım malzemesinin kırılma direncini ve
deformasyon direncini belirler. Kaplamalar, aşınma direncini artırırlar ve kesici kenardaki
sıcaklık ve kesme kuvvetlerindeki artışları azaltabilirler. Böylece dolaylı olarak takım
deformasyon ve kırılma davranışlarına etki ederler. Talaş kaldırma sırasında sert kaplama
zamanla zayıflar ve özelliğini kaybeder. Kesici takım ana malzemesi ortaya çıktıkça takım
ucundaki sıcaklıklarda ve kesme kuvvetlerinde hızlı artışlar görülmektedir. Talaş kaldırma
işleminin başladığı andan itibaren kesme hızının maksimum olduğu noktada aşınma
başlamaktadır. Gerçekleştirilen deneylerde tüm takımlarda aşınma serbest yüzeyde meydana
gelmiştir. Aşınmalarda ilk andaki görülen hızlı artıştan sonra aşınma hızı yavaşlamakta ve
doğrusal olarak artışına devam etmektedir. Takımın ömrünü tamamlamasına yakın aşınma
tekrar hız kazanmakta ve kesme işlemine devam edildiği takdirde takım ömrü sona
ermektedir. Aşınmanın doğrusal eğimi ne kadar az olursa, takım ömrü o kadar büyük
olmaktadır. Bu nedenle kesici takımların sertliği arttıkça aşınma doğrusunun eğimi
azalmaktadır. Şekil 7.16' de serbest yüzey aşınmasının takım ömrü süresince gelişimi
gösterilmiştir.(Çakır 1999)

Takım ömrü, pratik çalışmalarda istenilen boyutta ve yüzey kalitesinde iş parçalarını üretmek
için takımın kesme yeteneğini kaybetmesidir. Başka bir ifadeyle iki bileme arasında geçen
zaman “takım ömrü” olarak adlandırılabilir. Ancak her bir takım için takım ömrü kesme
şartlarına bağlı olarak farklı olacaktır.
2.3.1. Kesici Takımlarda Aşınmayı Etkileyen Faktörler
Aşınmaya sebep olan asıl yük faktörleri
Mekanik faktörler
Isıl faktörler
Kimyasal faktörler
Aşındırıcı faktörler

2.3.1.1.Mekanik Yük Faktörleri
Kesme kuvvetleri, dinamik titreşimler gibi mekanik faktörler, talaş oluşum sırasında meydana
gelen yüklerin etkisinde oluşan aşınmalar olarak ele alınır. Bunların en önemlileri değişen
talaş derinliğinden, kesintili işlemeden kaynaklananlar ve frezelemede görülenlerdir.
2.3.1.2.Termal (ısıl) Yük Faktörleri
Talaş kaldırma işlemi, talaş yüzeyinde ve kesici ucun yan yüzeyinde çok miktarda ısı
oluşmasına sebep olmaktadır. Termal yükün büyük bir kısmı takım malzemesi üzerindedir ve
frezelemede olduğu gibi bazı işlemlerde kesici kenarlar iş parçasından ayrılırken ve tekrar
girerken, dinamik faktörlerin sonucunda ısı ortaya çıkmaktadır.
2.3.1.3.Kimyasal Yük Faktörleri
Talaş kaldırma işlemi sürekli olarak yeni bir metal ara yüzeyi oluşturulması anlamı
taşımaktadır. Talaş oluşumu sırasında takım ve iş parçası ara yüzeyi boyunca çok yüksek
sıcaklık ve basınçta zorlama vardır. Oluşan kesici takım-talaş ara yüzeyleri metallerin
kimyasal reaksiyonları ve difüzyon için oldukça elverişli bir ortam hazırlamaktadır. Ayrıca
kesici takım malzemesi ile iş parçası malzemesinin kimyasal olarak birbirine olan ilgisi de
aşınmayı etkileyebilir. İşleme esnasında, malzemelerin birbirine kolay veya zor kaynak olma
eğilimleri buna örnek verilebilir.
2.3.1.3. Aşındırıcı Faktörler
En yaygın aşınma tiplerinden biridir. Genellikle iş malzemesine ait sert Parçacıklar nedeniyle
ortaya çıkar. Bu durum, iş parçası yüzeyi ile takım arasına giren sert parçacıkların neden
olduğu taşlama işlemine benzer bir durumdur (Şekil 7,3). Pek çok iş parçası malzemesi;
işlenmesi sırasında sertlikleri takım malzemesi ile karşılaştırılabilecek kadar yüksek çeşitte
oldukça sert partiküller görülmektedir. Bu partiküller malzeme miktarının çok büyük kısmını
oluşturmasalar bile işleme sırasında tüm işlenecek malzemenin kesici kenardan geçmesiyle

değişen miktarlarda aşındırma etkisi sağlamaktadırlar. Bu aşınma tipi kesici ucun serbest
yüzeyinin aşınmasına yol açar. Kesici kenarın abrasif aşınmaya dayanma kabiliyeti önemli
ölçüde ucun sertliğine bağlıdır.
Bu faktörlerden dolayı talaş kaldırma sırasında oluşan birkaç temel aşınma mekanizması
aşağıda sıralanmıştır. (şekil ) (özçatalbaş sf 19)
1. ) Sürtünme ile aşınma
2. ) Difüzyon ile aşınma
3. ) Yorulma ile aşınma
4. ) Yapışma ile aşınma
2.3.2. Kesici Takımlarda Aşınma Mekanizmaları
2.3.2.1. Abrasif (aşındırıcılarla) Aşınma
İş parçası yüzeyi ile takım arasına giren sert parçacıkların neden olduğu taşlama işlemine
benzer bir durumdur. En çok görülen aşınma tiplerinden biridir. İşleme esnasında sert

tanecikler, yumuşak malzemenin yüzeyinden parçacıklar koparması şeklinde görülür.
Genellikle kopan parçacıklar malzemelerin ara yüzeylerinden uzaklaşır ve yapışma olmaz. Bu
nedenle yüzeyde malzeme kaybının fazla olduğu aşınma tipidir.
Kesici kenarın abrasif aşınmaya karşı direnç kabiliyeti önemli ölçüde sertliğine bağlıdır.
Sert parçacıkların yoğun bir şekilde sıkıştırılması ile oluşan takım malzemesi abrasif
aşınmaya karşı koyabilecektir. Fakat işleme sırasında oluşan diğer yük faktörleri ile başa
çıkacak şekilde donatılmış olmayabilir. Abrasif aşınma takım talaş yüzeyinde ise krater
oluşmasına sebep olur, (Şeker, 1997).
Şekil 2.3.1 abrasif aşınma
2.3.2.2. Difüzyon Aşınması
Talaş ve takım malzemesi arasındaki temas yüzeyinde, artan sıcaklık ve basınca bağlı olarak
difüzyonlar meydana gelmektedir. Takım talaş ara yüzünde her iki yöne doğru gerçekleşen
atomsal düzeydeki yayınım nedeni ile takım malzemesi mikro yapısal değişime
uğrar.(özçatalbaş, Y. Doktora tezi, sf 20.)
Difüzyon aşınmasında talaş kaldırma işlemi sırasında oluşan kimyasal yükler daha etkilidir.
Takım malzemesinin kimyasal özellikleri ve takım malzemesinin iş parçası malzemesine olan
birleşme eğilimi; difüzyon aşınma mekanizmasının oluşumunu belirlemektedir. Bu süreçte
takım malzemesinin sertliği çok fazla etkili değildir. Malzemeler arasındaki metalürjik ilişki
aşınma mekanizmasının büyüklüğünü tayin eder. Bazı takım malzemeleri bazı iş parçası
malzemelerine karşı yüksek birleşme eğilimine sahipken, bazılarında iş parçası
malzemelerinin çoğuna karşı birleşme eğilimi yoktur.(ÇOLAK,O.,Doktora tezi, sf80.)
Örneğin; Tungsten karbür ve çelik birbirine karşı difüzyon aşınma oluşmasına sebep olan
birleşme eğilimine sahiptirler. Bunun sonucu olarak takımın kesme yüzeyinde bir çukur
oluşması söz konusudur. Bu tür aşınma daha çok yüksek sıcaklıklarda gerçekleştiğinden
dolayı yüksek kesme hızlarında daha büyüktür. Atomik değişim ferrit ve karbonun iki yollu

transferi ile oluşur. Ferit çelikten takıma transfer olurken daha küçük boyuttaki takımdaki
karbon atomu da talaşa nüfuz etmektedir.
2.3.2.3. Adesiv Aşınma
Genellikle takımın talaş yüzeyindeki düşük ilerleme sıcaklıklarından dolayı ortaya çıkar
(Şekil 7.6). Çelik, alüminyum ve dökme demir gibi uzun ve kısa talaş oluşumunun söz konusu
olduğu malzemelerde görülür. Bu aşınma mekanizması genellikle kenar ile talaş arasında
yığma kenar oluşumuna neden olur. Yığma kenar oluşumu talaş tabakalarının sürekli olarak
kesici kenar üzerine kaynak olup kenarın bir parçası haline gelmeleri işlemidir. Bu kenarın
çok fazla büyümesi ve bir noktada kopması, kesici kenar üzerinden bir kısım malzemenin de
yığma kenar ile uzaklaşmasına neden olur. Bazı kesici takım malzemeleri ve sünek çeliklerde
yığma kenar oluşumu diğerlerine göre çok daha fazladır. Belirli bir sıcaklık aralığında takım
ve iş parçası malzemeleri arasındaki afinite ve kesme kuvvetlerinden dolayı ortaya çıkan yük
adeziv aşınmayı oluşturan nedenlerdendir. Belirli bir malzemenin işlenmesi esnasında bu
aşınma türü talaş derinliğinin maksimum değerinde hızlı bir bölgesel aşınmaya neden olur. Bu
temel aşınma mekanizmaları genellikle iş parçası malzemesi ve kesici kenarın kesmeye
katılan kısmı üzerinde etkide bulunurlar. Takım-iş parçası malzeme çiftine göre takım
üzerinde oluşan aşınma tipi değişir. Bu aşınma mekanizmalarının tam anlamıyla anlaşılması
takım aşınma tiplerinin analizini ve işlemler için doğru takım seçimini önemli ölçüde
kolaylaştıracaktır.
2.3.2.4. Yorulma Aşınması
Termo-mekanik bir kombinasyonun sonucudur. Sıcaklıktaki dalgalanmalar ve takıma etkiyen
kesme kuvvetlerinin sıfır ile maksimum değerler arasında değişmesi kesici kenarın
çatlamasına ve kırılmasına yol açar (Şekil 7.5). Aralıklı kesme işlemi ucun sürekli olarak
ısınıp soğumasına ve talaş ile temasta olan kesici kenarda şok etkisine neden olur. Bazı takım
malzemelerinin diğer takım malzemelerine göre yorulma aşınmasına daha duyarlı olduğu
bilinmektedir. Mekanik yorulma kesme kuvvetlerinin kesici kenarın mukavemetinden çok
daha büyük olduğu durumlarda görülür. Bu durum sert ve dayanıklı iş parçası
malzemelerinin çok yüksek ilerleme hızlarında işlendiği veya takım malzemesinin yeterince
sert olmadığı durumlarda söz konusudur. Bu gibi durumlarda plastik deformasyon oluşur.

2.3.2.5. Oksidasyon Aşınması
Yüksek sıcaklık ve havanın varlığı birçok metal için Oksidasyon demektir. Oksitler
birbirlerine göre farklılık gösterirler. Tungsten ve kobalt gözenekli oksit film tabakaları
oluştururlar, ancak bu tabakalar talaş ile yüzeyden uzaklaştırılabilirler. Alüminyum oksit gibi
bazı oksitler ise son derece dayanıklı ve serttir. Bu bazı takım malzemeleri için kesici takımın
aşınması söz konusudur. Özellikle kesici kenarın talaş ile temasta olan kısmında, talaş
genişliğinin sona erdiği noktada (talaş derinliğinde) havada kesme işlemine etkide bulunur
ve Oksidasyon nedeni ile kenarda çentikler oluşur. Oksidasyon aşınması günümüzde talaşlı
imalat alanında pek yaygın olmayan bir aşınma tipidir.
2.3.3. Kesici Takımlarda Aşınma Tipleri
Kesici takımlarda görülen başlıca aşınma tipleri aşağıdaki gibi sıralanmıştır.
1. Serbest (yan) yüzey aşınması
2. Krater aşınması
3. Plastik deformasyon
4. Çentik aşınması
5. Termal (ısıl) çatlaklar
6. Mekanik yorulma çatlakları
7. Parçacık kopması (dökülme)
8. Kesici kenarın kırılması
9. Yığılma

Şekil 2.3.2 (Çini,2010)

2.3.3.1. Serbest (yan) Yüzey Aşınması
Krater aşınması veya çukur aşınma olarak bilinen aşınma tipi, talaş yüzeyinde abrazif ve
difüzyon aşınma mekanizmaları sebebiyle oluşur. Talaşın oluşumu sırasında ve sonrasında
ana kesici kenar, yardımcı kesici kenar ve köşe radyüsü veya paralel kenar iş parçası ile
temasıyla oluşur. En yaygın aşınma tiplerinden biridir. Serbest yüzey aşınmasında belirli bir
değerin üzerine çıkmasıyla yüzey kalitesi kötüleşir, hassasiyet azalır, sürtünme artar.
2.3.3.2. Krater Aşınması

Krater, talaş kaldırma esnasında sert parçacıkların takımın talaş yüzeyinde taşlama işlemine
benzer bir işlem gerçekleştirmeleri sonucunda veya takım ile talaş malzemesi arasında, talaş
yüzeyinin en sıcak kısmında oluşan difüzyon nedeniyle ortaya çıkar (Şekil). Krater
aşınmasının belli bir değerin üzerine çıkması halinde kesici kenarın geometrisi değişir ve uç
zayıflar.
2.3.3.3. Plastik Deformasyon
Plastik deformasyon kesici kenar üzerinde yüksek sıcaklıklar ve yüksek basıncın bir
kombinasyonu sonucunda oluşur. Kesici kenarın bu şekilde (Şekil 7.9) deformasyona
uğraması daha yüksek sıcaklıkların oluşumuna, geometri deformasyonuna ve talaş akışının
değişimine neden olacaktır.
2.3.3.4. Çentik Aşınması
Yardımcı kesici kenarda çentik aşınması tipik bir adhezif (yapışma) aşınması olmakla beraber
oksidasyon aşınma mekanizması ile büyüyebilir. Çentik, kesici kenar ile parça malzemesinin
birleştiği yerde oluşur. Kesici kenarda çentik oluşması mekanik yüklerin bir sonucudur ve
genellikle daha sert malzemelerin işlenmesi sırasında oluşur. Aşırı çentik aşınması, bitirme
talaşında yüzey dokusunu (yüzey pürüzlülüğü) etkiler ve özellikle kesici kenarın dayanımını
zayıflatır.
2.3.3.5. Termal (ısıl) Çatlaklar
Termal çatlaklar, çoğunlukla termal çevrimlerden (ısıl değişikliklerden) kaynaklanan yorulma
aşınmasıdır. Özellikle, frezelemede oluşan sıcaklık değişimleri bu tip aşınmanın oluşmasına
sebep olur. Bu aşınma sonucunda kesici kenara dik çatlaklar meydana gelir (Şekil 7.11) ve
takım malzemesi kenarda dışa doğru zorlanır. Bu zorlanma sonucunda takım malzemesinde
ani kırılma ve ucun kullanılmaz hale gelmesi söz konusudur. Kesme esnasında değişen talaş
kalınlıkları da sıcaklık oluşumuna etkide bulunur.

2.3.3.6. Mekanik Yorulma Çatlakları
Kesme kuvvetlerindeki ani değişimler sonucunda ortaya çıkarlar. Mekanik yükün kendi
başına çatlak oluşturacak büyüklükte olmamasına rağmen mekanik yükteki sürekli değişim
çatlağa neden olur (Şekil 7.12). Kesmenin başlangıcında ve kesme kuvvetinin büyüklüğü ve
yönündeki değişimler kesici ucun mukavemetinden ve tokluğundan fazla olduğunda bu tip
aşınma gözlenir.
2.3.3.7. Parçacık Kopması (dökülme)
Kesici kenarda meydana gelen çentiklerin sebeb olduğu, kesici kenar hattındaki küçük
boyutlu kırılmalardır. Yükleme ve yükün kaldırılmasından kaynaklanan bu yorulma; kesici
takım malzemesinden küçük parçacıkların takım yüzeyinden ayrılmasına sebep olmaktadır.
Çoğunlukla, kesikli (darbeli) çalışma bu tip aşınmaya sebep olur. Kenardaki aşınmanın,
çentiklenmeye mi yoksa yanak aşınmasını mı gösterdiği çok dikkatli incelenmelidir.
Çentiklenme veya parçacık kopmaları (parçalanma) bu tip kenar kırılmalarının
çeşitlerindendir.
2.3.3.8. Kesici Kenarda Kırılma
Kesici kenarın ömrünü tamamlamasına neden olan bir aşınma tipidir. Kenardaki büyük
miktarlardaki kırılma mümkün olduğunca kaçınılması gereken en tehlikeli aşınma türüdür.
Kenarın kırılması birçok diğer aşınma tipi içinde kesicinin ömrünü tamamladığı anlamına
gelmektedir. Geometrinin değişimi, kenarın zayıflaması, sıcaklıktaki ve kuvvetlerdeki artışlar
kesici kenarın bu tip bir aşınmaya maruz kalmasına neden olur. Yüksek kesme hızlarında ve
diğer talaş kaldırma koşullarında kesici kenar üzerinde oluşan çeşitli gerilmeler kesici ucun
mukavemet sınırını aştığı anda kırılmanın oluşumu kaçınılmazdır
2.3.3.9. Yığılma

Önemli ölçüde sıcaklığa dolayısıyla kesme hızına bağlı bir aşınma türüdür. Takım yüzeyine
kaynak olan malzemeden dolayı ortaya çıkan, takım yüzeyinden parçacık kopmasına neden
olan yığma kenar istenmeyen durumdur (Şekil 7.15). Yığma kenar oluşumuna iş parçası ve
takım arasındaki afinite de etkide bulunur. Düşük sıcaklıklar ve yüksek basınçlar iş parçası
malzemesinin takım yüzeyine kaynak olmasına neden olur. Yığma kenar oluşumuna sebebiyet
veren sıcaklık ve kesme hızları bilindiğinden bu tip aşınmanın kolaylıkla önüne geçilebilir.
Şekil 7.15. Yığma Kenar Oluşumu
Birçok modern talaş kaldırma işleminde kesme hızları yığma kenar oluşum alanının çok
üzerindedir ve birçok kalite yığma kenar oluşumuna engel olacak şekilde seçilir. Yığma kenar
oluşumuna izin verildiği takdirde yüzey kalitesi bozulur ve bu oluşum devam etmesi halinde
kenarın kırılması ve hatta ömrünü tamamlaması söz konusu olabilir. Yukarda ana aşınma
tiplerinden bahsedilmiştir. Bu aşınma tiplerinden bazıları aşınma olmayıp kesici ucun aniden
kırıldığı durumlardır ve bu durumların önüne geçilmesi şarttır. Daha çok serbest yüzeyde
görülen düzenli bir aşınma kesici kenarın ne zaman değiştirileceğini belirlemesi sayesinde
optimum takım ömrü sağlayacaktır. Önemli ölçüde sıcaklığa dolayısıyla kesme hızına bağlı
bir aşınma türüdür. Takım yüzeyine kaynak olan malzemeden dolayı ortaya çıkan, takım
yüzeyinden parçacık kopmasına neden olan yığma kenar istenmeyen durumdur.
2.4. Yüzey Pürüzlülüğü
Talaş kaldırma işleminde, tezgâha girişlerin ve tezgâha dâhil diğer önemli işlemlerle birlikte
çıkışlarında dikkate alınması gerekir. Bunlar arasında kesici takım malzemeleri, işlenecek iş
parçası, tezgâhın kinematiği, rijitliği ve ekonomikliği sayılabilir. Yüzey pürüzlülüğü ve
hassasiyet ürünün son amacını belirlediğinden en önemli çıkış parametreleridir. İmalatta
işlenmiş yüzey hassasiyetinin elde edilmesi her zaman önemli çıkış parametrelerinden biri
olmaktadır. Yüzey hassasiyeti pek çok parametreyi içine alan bir terim olup, bunlar özetle
yüzey bitimi ve çatlaklardan arınma, kimyasal değişme, yanma, dönüşme ve aşırı temperleme
şeklinde termal hasar ve kalıcı çekme gerilmesi olarak sayılabilir. Bunlardan son bitirme
yüzeyi talaş kaldırma işleminde en önemli unsur olup, diğerleri esas olarak taşlanmış
yüzeylerle alakalıdır.

Talaş kaldırma işleminde amaç, parça yapım resminde belirtilen tolerans derecesine göre
parçaların istenilen geometrik ölçü veya yüzey kalitesinde parça imal edilmesidir. Makine
parçasının geometrisi, boyutu ve yüzey kalitesi işleme kalitesini oluşturur. Ancak parça yapım
resminde gösterilen ideal ölçülere göre üretimi tamamlanan parça üzerinde boyut, yüzey
kalitesi ve geometrisi yüzünden yönünden bazı hatalar ortaya çıkabilir. Bu hatlar “tolerans”
olarak adlandırılır ve parçanın kullanıldığı yere göre müsaade edilen belli bir değerde
tutulduğu takdirde parçanın çalışmasına engel teşkil etmez. Bu toleranslar da parçanın hem
boyut hem de yüzey kalitesini meydana getirirler. Ancak hatalar (tolerans) ne kadar küçük
olursa o kadar yüksek yüzey kalitesi elde edilir. İmalat mühendisliği açısından parçaların
kullanılacağı yere göre ekonomiklik de dikkate alınarak parçanın uygun yüzey kalitesinde
işlenmesi gerekir. Bu işlemlerde gerçekleştirecek üretim metodunun yanında yüzey kalitesi
toleransı ve maliyet arasında bir uzlaşma sağlanmalıdır.(Şahin,Y.Talaş kaldırma prensipleri.Sf
185 )
Malzemelerin işlenmesi esnasında kullanılan her bir parametre yüzey hassasiyetini
etkilemektedir. Yüzey pürüzlülüğü de yüzey kalitesini belirleyen parametrelerden biridir.
Ayrıca ilerleme miktarı, paso derinliği, kesme hızı, devir sayısı, soğutma sıvısı ve tezgâhın
rijitliği gibi parametreler yüzey kalitesini etkileyen başlıca parametrelerdir.
İşlenmiş parça yüzeylerinin tribolojik özellikleri, yüzey dokusundan birinci derecede
etkilenmektedir. Yüzey pürüzlülüğü sadece aşınma, sürtünme ve yağlama gibi tribolojinin
geleneksel konularında değil aynı zamanda sızdırmazlık, hidrodinamik, elektrik, ısı ilet imi
vb. farklı alanlarda da dikkate alınması gereken önemli bir faktördür. Bu yüzden makine
parçalarında yüzey pürüzlülük değerinin tespiti oldukça önemlidir (Çoğun v.d. 2002).
Yüzey pürüzlülüğü, kullanılan imalat metotları ile ve başka etkilerle ortaya çıkan, genellikle
başka düzensizliklerle sınırlanan, oldukça küçük aralıklı yüzey düzensizlikleridir. Kesici
takımdan veya üretim sürecindeki diğer problemlerden kaynaklanan yüzey düzensizlikleri
pürüzlülük olarak tanımlanır. Pürüzlülük çapraz ilerleme izleri ile diğer düzensizlikleri
kapsar. Talaş kaldırma işleminin amacı, parçalara sadece bir şekil vermek değil, bunları
geometri, boyut ve yüzey bakımından parça resminde gösterilen belirli bir doğruluk
derecesine göre imal etmektir. Buna işlem kalitesi denilmektedir. Parçanın geometri, boyut ve
yüzey doğruluğunu kapsayan yüzey kalitesi, günümüzde talaş kaldırma işleminin en önemli

özelliğidir. Boyut kalitesi, parçanın gerçek boyutları arasında müsaade edilen saplamalardır.
Bu sapmalar boyut toleransları ile ifade edilir. Boyut toleransları imalat kalitesine ve boyutun
büyüklüğüne göre tayin edilirler. Geometri kalitesi, müsaade edilen şekil ve konum
sapmalarını içerir. Bunlar ideal silindirik şekle göre sapmalar, ideal yüzeye göre sapmalar ve
eksensel sapmalar olmak üzere üç gruba ayrılır (Korucu, 1996).
2.4.1. Yüzey Pürüzlülüğünün Oluşumu
Kesme işlemlerinin yüzey pürüzlülüğüne etkisi 2 bağımsız değişkenle özetlenebilir.
2.4.1.1. İdeal yüzey pürüzlülüğü
Kesici takımlardaki hatalar, vuruntular, kaleme yapışan talaş yığılması gibi faktörler
azaltıldığında, kesici uç biçimine ve ilerlemeye bağlı oluşturulan en iyi bitirme değerlerini
gösterir. Sayısal karşılaştırmalar ve analizler için, bir dizi veya tek bir faktöre göre işlenmiş
yüzeyin pürüzlülüğünü belirlemek çok kullanışlı bir yöntem olabilir. Bu amaçla en genel
kullanılan dizi “Ra” aritmetik ortalama değeri olarak bilinir.
Genellikle, pratik kesme işlemlerinde kullanılan takımların uçları yuvarlatılmıştır. İdeal
şartlarda bu tür bir takımla işlenen yüzey şekil 1.9’da gösterilmiştir. Böyle bir yüzey için
matematiksel ortalama pürüzlülük değerini veren teorik eşitliğin esası, uç kavis yarı çapı ve
ilerleme ile yakından bağıntılıdır.
2.4.1.2. Tabii yüzey pürüzlülüğü
Tabii yüzey pürüzlülüğü, gerçek yüzey pürüzlülüğünün büyük bir kısmını içerir. Tabii yüzey
pürüzlülüğünü takım tezgâhı, iş bağlama sistemi, takım sistemi ve çalışma ortamı gibi
faktörler etkiler. Bununla birlikte kesici kenardaki yığılmalar da tabii yüzey pürüzlülüğünü
arttıran faktörlerdendir. Kesme hızındaki artışla ideal yüzey pürüzlülüğüne yaklaşılabilir. Uç
yarıçapı sabit kalmak şartıyla, ilerleme hızındaki artış ise yüzey pürüzlülüğünü arttırır.
Talaş kaldırma işlemi ile işlenen yüzeylerde dalga ve pürüzlülük olmak üzere iki türlü yüzey
sapması meydana gelir. Dalga geometrik sapmalar grubuna dahildir; dolayısıyla yüzey
kalitesini esasen yüzey pürüzlülüğü tayin eder (Şekil 9.1). Standartlara göre yüzey

pürüzlülüğünün değerlendirilmesi belirli kıstaslara göre yapılır. Bu kıstaslara göre pürüzler,
yüzeye dik olan bir kesitte, belirli bir numune uzunluğu boyunca, belirli bir referans profiline
ve profil ortalama çizgisine göre tayin edilir. Referans profil olarak genellikle geometrik
profil alınır. Profil ortalama çizgisinin yeri, bu çizginin üstünde ve altında kalan alanların
toplamı birbirine eşit olacak şekilde belirlenir. Yüzey pürüzlülüğü yüzey pürüzlülüğünün
derinliği (Rt), yüzey pürüzlülüğünün düzeltilmiş derinliği (Rp) ve yüzey pürüzlülüğünün
aritmetik ortalama değeri (Ra) gibi kıstaslara göre değerlendirilir. (Rt) referans profile göre
en derin pürüzün değeri, (Rp) referans profil ile profilin ortalama çizgisi arasındaki mesafe,
(Ra) ise ortalama çizgiye göre pürüz yüksekliklerinin veya derinliklerinin mutlak değerlerinin
aritmetik ortalamasıdır. Pratikte yüzey kalitesi genellikle (Rp) veya (Ra)’nın değerleri ile
ifade edilir.
2.4.2. Yüzey Pürüzlülüğünü Ölçme Teknikleri
Yüzey pürüzlülüğü araştırılacak yüzeyin özelliği bilinen bir yüzeyle karşılaştırılmasıyla,
izleyici problarla veya optik cihazlarla ölçüm yapılması ile belirlenir.

10
Temas metodu: Yüzey üzerinde dolaştırılan bir probun sürtünme katsayısı bilinen bir yüzeye
göre elde edilen neticelerinin karşılaştırılması esasına dayanır.
Mekanik metot: Çelik bilye kullanılarak en düşük 500 g ağırlığın yüzeyde; yüzeyin
içine doğru 1 mikronluk yer değiştirmesi ile yapılan yüzey pürüzlülüğü ölçme tekniğidir.
Hidrolik metot: Belli eğim ve uzunluktaki bir düzlemde ve belli hacimde yağ damlasının
akış süresi ile pürüzlülük değeri arasında kurulan bir ilişki ile pürüzlülük değeri ölçülmesi
esasına dayanır.
Yüzey dinamometresi metodu: iki yüzey arasındaki sürtünme katsayısı, parçaların
pürüzlülük değerine bağlıdır. iki parça birbiri üzerinde kaydırılarak ve uygulanan kuvvet
dinamometre ile ölçülerek pürüzlülük hakkında bilgi edinilebilir.
X ışını metodu: Mikroskop altında yüzey düzensizliklerinde küçük açılarla gönderilen X
ışınları ile 0,00254–0,0508 μm arasındaki pürüzlük değerleri ölçülebilir.
Elektron mikroskobu metodu: Elektron mikroskobu en küçük düzensizlikleri ölçme gücüne
sahip olmasına rağmen ölçme boyutunun küçük tutulması zorunluluğu ve görüntünün
kopyalanması gibi sorunlar bu metodu sınırlamaktadır.

Replika metodu: Parça üzerindeki konumu nedeniyle ölçüm yapılacak yüzeye erişilemediği
durumlarda yüzeye selüloz - asetat filmi, asetonla yumuşatılarak sertleşene kadar temizlenmiş
yüzeye bastırılırsa elde edilen maske yüzey karakteri hakkında %80 oranında bilgi verir.
Elektro fiber optik metot: Yüzey pürüzlüğü ölçülecek malzeme X,Y yönünde hareket
edebilen tablaya bağlanarak yatay konuma getirilir. Fiber optik algılayıcı ile parça yüzeyine
dik olarak ışın gönderilir. Parça yüzeyinin pürüzlülüğüne göre dağılan ışınlar fiber optik
algılayıcılara bağlanmış foto algılayıcılarla yorumlanarak pürüzlülük değeri bulunur (Özses,
2002).
Çeşitli şekillendirme işlemleri sonucu oluşan yüzey pürüzlülük değerlerini belirlemek için
farklı metotlar mevcuttur. Talaşlı imalat metotlarıyla elde edilen yüzeylerin pürüzlülük
değerlerinin belirlenmesinde izleyici uca sahip cihazlar kullanılır.
İzleyici uçlu cihazlar: Çok sivri bir izleyici ucun parça üzerinde değerlendirme uzunluğu
boyunca hareket ettirilmesi ve hareket esnasında oluşan titreşimlerin büyütülerek hareketli bir
şerit üzerine aktarılması veya elektronik cihazlar yardımıyla yorumlanması esasına dayanır.
İzleyici ucun inceliği ölçüm esnasında doğruluk açısından önem arz ettiğinden genelde iğne
olarak 90° uç açılı ve 4-12 μm yarıçapa sahip iğneler kullanılmaktadır. Kullanımı en kolay ve
ideal bir ölçüm sistemidir (Bayrak, 2002).
Optik metot: Bir yüzey üzerine yansıtılan ışının geliş açısı ile yansıma açısı aynı olacaktır.
Pürüzlü yüzeylerde ışının dağılımı optik sensorlarla ölçülerek yüzey pürüzlülüğü
ölçülmektedir.
2.4.3. Pürüzlülük Parametreleri
2.4.3.1 Örnekleme Uzunluğu ve Örnekleme Sayısı
Şekil 2.5‟te l ile ifade edilen örnekleme uzunluğu kesicinin ilerlemesini temsil edecek
büyüklükte seçilmelidir. Profil üzerinde değerlendirilen bütün örnekleme uzunluklarının bir
araya gelmesi ile ln ile ifade edilen ölçüm uzunluğu oluşur. ln uzunluğu n≥5 olmak üzere,
örnekleme uzunluğu (l) ile n çarpılarak elde edilir (ln = l xn) (Gadelmavla and Koura, 2002).

2.4.3.2 Ortalama Çizgisi
Ölçme uzunluğu içinde profilin üstte ve altta kalan alanlarının eşit olduğu yerden geçen
doğrudur (Özses, 2002). şekil 2.6‟da tipik yüzey pürüzlülüğü üzerinde ortalama çizgisi
gösterilmiştir.
2.4.3.3 Ortalama Yüzey Pürüzlüğü (Ra)
Şekil 2.6‟da gösterildiği gibi ortalama çizgisinin altında ve üstünde oluşan mutlak yükseklik
değerlerinin aritmetik ortalama değeridir. Kalite kontrolünde dünya çapında kabul görmüş bir
yüzey pürüzlülük parametresidir. Bu parametrenin tanımlaması ve ölçmesi kolaydır.
Yükseklik dağılımları hakkında genel bir tanımlama getirdiği için dalga boyu ve profildeki
hassas değişimler hakkında yeterli bir bilgi vermez. Matematiksel tanımlaması aşağıdaki
şekilde ifade edilebilir (Gadelmavla and Koura, 2002)

2.4.3.4 Genlik Dağılım Eğrisi (Rsk)
Şekil 2.7‟de gösterildiği gibi bu parametre profil genlik yoğunluğun ortalama çizgiye göre
simetrisini belirten dağılım eğrisidir. Aynı Ra ve Rq değerine sahip profilleri ayırt etmeye
yarayan bir değişkendir. Matematiksel ifadesi aşağıdaki gibidir (Gadelmavla and Koura,
2002).
2.4.4. Yüzey Pürüzlülüğüne Etki Eden Faktörler
1. Kesici uç üzerine talaşın yapışması
2. Takım ve iş parçasının elastik deformasyonu

3. Takım ve iş parçası arasındaki titreşim
4. Kesme kenarının pürüzlülüğü, birinci ve ikinci kesici kenarda oluşan izler ve aşınma
5. iş parçasının talaş kaldırılan yüzeyinde 100 pm’ luk derinlikteki fiziksel ve kimyasal
özellikler.
6. Talaşın plastik akışı.
2.4.4.1.Kesme Parametrelerinin Etkileri
İşleme kalitesini etkileyen faktörler dört grupta incelenir.Takım tezgahına ait
sapmalar; tezgahın kinematik mekanizmasındaki mevcut olan hataların etkisinden,
ana mil ile kızak yüzeylerinin paralel olmamasından, tezgahın tüm mekanizmaları
ve yataklama sistemlerindeki mevcut olan sapmalar ve boşlukların etkisinden,
gövde ve ana milin yeterince rijit olmamasından dolayı oluşur.
Bağlama sistemine ait hatalar; ana elemanların imalat hatalarından, tertibatın yeteri
kadar rijit olmamasından, ana elemanlarda oluşan aşınmalardan kaynaklanır.
Takım sistemine ait hatalar; takımın konum bakımından hatalı bir şekilde
tutturulmasından, kesme kuvvetlerinin etkisi altında şekil değiştirilmelerin oluşması ve
takımın aşınmasından kaynaklanır.
Ortamın etkisi altında meydana gelen hatalar; sıcaklığın oluşturduğu şekil
değiştirmeleri ve diğer tezgâhlardan gelen titreşimlerden kaynaklanır (AKKURT
1998).
2.4.4.2. Kesici Takım Aşınmasının Etkisi
Talaş kaldırma işleminde takım aşınması belirlenmesi gereken parametrelerden biridir.
Serbest yüzey aşınması üretilen parçanın çapını ve yüzey kalitesini doğrudan etkiler. Takım
aşınmasının belirlenmesinde başlıca amaç üretime ara verilmeden aşınmanın tespit
edilebilmesidir. Bu amaçla modern tezgâhlarda adaptif denetim mekanizmaları
geliştirilmiştir. Otomatik talaş kaldırma işlemlerinde kesici takımın ömrünü tamamlamadan
önce değiştirilmesi gerekir. Aksi durumda üretim devam etmesine rağmen üretilen parçaların
tolerans değerleri uygun olmayacaktır.

2.4.4.3. Kesme Kuvvetlerinin Etkisi
Talaş kaldırma sırasında meydana gelen dirençleri yenme için gerekli talaş kaldırma kuvveti
Fs kesme kuvveti, Fv ilerleme kuvveti ve Fr radyal kuvvet olmak üzere üç bileşene ayrılır.
Kesme kuvvetleri gerek takım, gerekse iş parçası üzerinde bir takım şekil değiştirmelere
neden olarak takım-iş parçası konumunu değiştirirler ve yüzey kalitesini etkilerler.
Kesme parça-takım-tezgâh zinciri esnek bir sistemdir. Dolayısıyla, talaş kaldırma sırasında,
kesme kuvvetinin değişken olmasından dolayı titreşimler meydana gelebilir. Bu titreşimler
şiddetli oldukları durumda, kötü bir yüzey kalitesine neden olan tırlama olayını oluştururlar.
2.4.4.3. İlerleme ve Köşe Radyüsünün Etkisi
Teorik maksimum yüzey pürüzlülüğü değeri (Rt) daha yüksek kesme hızları ve daha pozitif
bir kesme geometrisi kullanılarak arttırılabilir. Şekil 8.3’ de teorik yüzey pürüzlülüğü (Rt)
değerinin ilerleme (f) ve köşe radyüsüne bağlı (rε) (veya kesici uç çapına) değişimini
göstermektedir (Eriksen 1999, İlker DEMİRAYAK).

Şekil 8.10’ da ve formül (8.1)’ da görüldüğü gibi daha büyük bir köşe radyüsü, aynı yüzey
pürüzlülüğü değeri için daha büyük ilerleme değeriyle elde edilebilir. İlerleme ve köşe
radüsüne bağlı olarak yüzey pürüzlülüğünün aritmetik ortalaması olarak adlandırılan (Ra)
değeri de şekilde ki gibi ifade edilir.
Yukarıda belirtildiği gibi kesme hızı, ilerleme hızı ve köşe radyüsü yüzey kalitesinin elde
edilmesinde ana faktörleri oluşturmaktadırlar. Kesme hızının arttırılmasının talaşın
yapışmasına, titreşime ve aşınmaya olan etkisinden dolayı ikinci dereceden bir etkiye sahip
olduğu tespit edilmiştir (Kandemir ve Özdemir 1999).