Embed Size (px)
Citation preview

ЧПУ CENTURION 7
Руководство по эксплуатации
Версия 3.5
Ноябрь 2005 г.
1400 Mill LaneWaconia, MN 55387
952- 442-1410952-442-1401 Служба технической поддержки
952-442-1418 Отдел запчастей

Milltronics Manufacturing, 2000. Все права защищены

ПРЕДИСЛОВИЕ
В настоящем руководстве описаны принципы работы устройств ЧПУ Centurion 5, 6 и 7. С точки зрения оператора, не имеется видимых различий. Функциональные возможности одинаковы у всех этих ЧПУ. Оборудование Centurion 7 предлагает увеличенную производительность, больший объем памяти и ускоренную обработку данных. При ссылках на Centurion 7 в данном руководстве также подразумеваются Centurion 5 и 6. Centurion 7 в базовой конфигурации имеет пять управляемых осей: X, Y, Z, A и B. В данном руководстве допускается, что инструмент движется относительно заготовки.
Часть данного руководства, посвященная программированию, делится на 2 раздела: текстовое программирование и диалоговое программирование. Раздел о диалоговом программировании разработан таким образом, чтобы, в первую очередь, объяснить различные меню, экранные сообщения и общую последовательность выполнения операций. Подробные объяснения каждой функции описаны в разделе о кодах M и G, справочную информацию следует смотреть в этом разделе.
Milltronics Manufacturing, 2000. Все права защищены

СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ...........................................................................................................................iiiОПРЕДЕЛЕНИЕ ОСЕЙ................................................................................................................1ВВЕДЕНИЕ....................................................................................................................................3РАЗДЕЛ 1 – КОНФИГУРАЦИЯ ПРОГРАММЫ.......................................................................7
Блок.............................................................................................................................................7Программа..................................................................................................................................8Главная программа, подпрограмма и стандартные подпрограммы.....................................8Диапазоны формата команд......................................................................................................9Форматы команд для осей: коды M и G................................................................................10
РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ..........................................................................11Передние панели Centurion 7..................................................................................................12F1 (Home) Главный экран – Исходное положение...............................................................15F10 (Here) Исходное положение – Текущее положение......................................................16F2 (JOG) Главный экран – Толчковое перемещение............................................................16F3 (HDW) Главный экран – Маховик....................................................................................17F4 (Run) Главный экран – Выполнение.................................................................................22F9 (Halt/Resum) Главный экран – Выполнение – Останов/Возобновление.......................25F2 (Old) Main-Run-Old (Главный экран – Выполнение – Существующая программа)....25F3 (Block) Main-Run-Block (Главный экран – Выполнение – Блок)...................................25F4 (OStop) Main-Run-OStop (Главный экран – Выполнение – Дополнительный останов)...................................................................................................................................................26F5 (BSkip) Main-Run-BSkip (Главный экран – Выполнение – Пропуск блока)................26F6 (Displ) Main-Run-Displ (Главный экран – Выполнение – Отображение)......................26F1 (Dist) Main-Run-Displ-Dist (Главный экран – Выполнение – Отображение – Расстояние)...............................................................................................................................27F2 (Error) Main-Run-Displ-Error (Главный экран – Выполнение – Отображение – Ошибка)....................................................................................................................................27F3 (Graph) Main-Run-Displ-Graph (Главный экран – Выполнение – Отображение - Графическое отображение).....................................................................................................28F1 (Rot) Main-Run-Displ-Graph-Rot (Главный экран – Выполнение – Отображение - Графическое отображение – Поворот)..................................................................................30F2 (Pan) Main-Run-Displ-Graph-Pan (Главный экран – Выполнение – Отображение - Графическое отображение – Панорамирование)..................................................................31F3 (Wind) Main-Run-Displ-Graph-Wind (Главный экран – Выполнение – Отображение - Графическое отображение – Создание окна)........................................................................32F4 (Auto) Main-Run-Displ-Graph-Auto (Главный экран – Выполнение – Отображение - Графическое отображение – Автоматическое масштабирование).....................................33F5 (Zoom-) Main-Run-Displ-Graph-Zoom- (Главный экран – Выполнение – Отображение - Графическое отображение – Уменьшение масштаба).......................................................33F6 (Zoom+) Main-Run-Displ-Graph-Zoom+ (Главный экран – Выполнение – Отображение - Графическое отображение – Увеличение масштаба)........................................................33F7 (Limit) Main-Run-Displ-Graph-Limit (Главный экран – Выполнение – Отображение - Графическое отображение – Границы)..................................................................................33F8 (Zone) Main-Run-Displ-Graph-Zone (Главный экран – Выполнение– Отображение - Графическое отображение – Зона безопасности).................................................................33
iv

СОДЕРЖАНИЕ
F9 (Coord) Main-Run-Displ-Graph-Coord (Главный экран – Выполнение – Отображение - Графическое отображение – Координата)............................................................................34F10 (Fresh) Main-Run-Displ-Graph-Fresh (Главный экран – Выполнение – Отображение - Графическое отображение – Обновление)............................................................................34Help (Clear) (Помощь (Очистить)) Main-Run-Displ-Graph-Clear (Главный экран – Выполнение – Отображение - Графическое отображение – Очистить).............................34F4 (Diag) Main-Run-Displ-Diag (Главный экран – Выполнение – Отображение – Диагностика)............................................................................................................................34F7 (OBS) Main-Run-Displ-Obs (Главный экран – Выполнение – Отображение – Внутриплатный переключатель)............................................................................................35F9 (Shell) Main-Run-Displ-Shell (Главный экран – Выполнение – Отображение – Выход в командный процессор)............................................................................................................36F7 (Menu) Main-Run-Menu (Главный экран – Выполнение – Меню).................................36F8 (Dry) Main-Run-Dry (Главный экран – Выполнение – Холостой ход)..........................37F10 (HDW) Main-Run-HDW (Главный экран – Выполнение – Маховик)..........................37Help (TlSet) Main-Run-TlSet (Главный экран – Выполнение – Настройка инструмента) 38F5 (MDI) Main-MDI (Главный экран – Ручной ввод данных).............................................39F1 (Gcode) Main-MDI-Gcode (Главный экран – Ручной ввод данных – G-коды).............40F2 (Mcode) Main-MDI-Mcode (Главный экран – Ручной ввод данных – М-коды)...........42F6 (Displ) Main-Displ (Главный экран – Отображение).......................................................42F7 (Parms) Main-Parms (Главный экран – Параметры)........................................................43F1 (Setup) Main-Parms-Setup (Главный экран – Параметры – Настройка).........................44F2 (Prec) Main-Parms-Setup-Prec (Главный экран – Параметры – Настройка – Точность)...................................................................................................................................................46F3 (Power) Main-Parms-Setup-Power (Главный экран – Параметры – Настройка – Питание)...................................................................................................................................47Tool Changer Information (Информация об устройстве смены инструмента)....................52F4 (Axis) Main-Parms-Setup-Axis (Главный экран – Параметры – Настройка – Ось).......54F5 (Misc) Main-Parms-Setup-Misc (Главный экран – Параметры – Настройка – Прочее) 62Basic Machine Info (Основная информация о станке)..........................................................63Software Options (Опции программного обеспечения)........................................................69CAD Parameters (Параметры CAD)........................................................................................72Post M codes Table (Таблица последующих М-кодов).........................................................72European Code Parameter and Operation Descriptions (Описания параметров и функционирования европейских кодов)................................................................................73F4 (FdOvr) Main-Parms-Setup-OVRs-FdOvr (Главный экран – Параметры – Настройка – Коррекции – Коррекция скорости подачи)...........................................................................76Exit = Выход.............................................................................................................................77F5 (HwOvr) Main-Parms-Setup-OVRs- HwOvr (Главный экран – Параметры – Настройка - Коррекции – Коррекция маховика).....................................................................................77Exit = Выход.............................................................................................................................78F6 (SpOvr) Main-Parms-Setup-OVRs-SpOvr (Главный экран – Параметры – Настройка - Коррекции – Коррекция шпинделя).......................................................................................79Exit = Выход.............................................................................................................................80F7 (BSC) Main-Parms-Setup-BSC (Главный экран – Параметры – Настройка – Коррекция на шарико-винтовую пару).....................................................................................................80
v

СОДЕРЖАНИЕ
F9 (DOS) Main-Parms-Setup-DOS (Главный экран – Параметры – Настройка – Подсказка DOS)..........................................................................................................................................81F2 (Coord) Main-Parms-Coord (Главный экран – Параметры – Координаты)....................81F3 (TOOL) Main-Parms-Tool (Главный экран – Параметры – Инструмент)......................83F4 (D Off) Main-Parms-D Off (Главный экран – Параметры – Коррекция на диаметр)....84F5 (H Off) Main-Parms-H Off (Главный экран – Параметры – Коррекция на длину).......85F6 (Save) Main-Parms-Save (Главный экран – Параметры – Сохранение).........................86F7 (Load) Main-Parms-Load (Главный экран – Параметры – Загрузка)..............................86F8 (Prog) Main-Parms-Prog (Главный экран – Параметры – Программа)...........................86F9 (CTRL) Main-Parms-CTRL (Главный экран – Параметры – CTRL)..............................90Serial Port Data (Данные последовательного порта).............................................................95Digitizing Parameters (Параметры оцифровки)......................................................................97F10 (User) Main-Parms-User (Главный экран – Параметры – Пользователь).....................99F8 (Prog) Main-Prog (Главный экран – Программа)...........................................................100F1 (Text) Main-Prog-Text (Главный экран – Программа – Текстовый режим)................101F1 (Edit) Main-Prog-Text-Edit (Главный экран – Программа – Текстовый режим – Редактирование).....................................................................................................................102Термины редактирования текста..........................................................................................102Ввод и редактирование текста..............................................................................................102Определения клавиш.............................................................................................................104F1 (Block) Main-Prog-Text-Edit-Block (Главный экран – Программа – Текстовый режим – Редактирование – Блок)........................................................................................................104F2 (Cursr) Main-Prog-Text-Edit-Cursr (Главный экран – Программа – Текстовый режим – Редактирование – Курсор)....................................................................................................105F3 (Words) Main-Prog-Text-Edit-Words (Главный экран – Программа – Текстовый режим – Редактирование – Слова)...................................................................................................105F4 (Misc) Main-Prog-Text-Edit-Misc (Главный экран – Программа – Текстовый режим – Редактирование – Прочее)....................................................................................................106F5 (Ins) Main-Prog-Text-Edit-Ins (Главный экран – Программа – Текстовый режим – Редактирование – Вставить).................................................................................................108F6 (Del) Main-Prog-Text-Edit-Del (Главный экран – Программа – Текстовый режим – Редактирование – Удалить)..................................................................................................108HELP (Verf) Main-Prog-Text-Edit-Verf (Главный экран – Программа – Текстовый режим – Редактирование – Проверка).............................................................................................109F2 (New) Main-Prog-Text-New (Главный экран – Программа – Текстовый режим – Новая)......................................................................................................................................109F3 (Old) Main-Prog-Text-Old (Главный экран – Программа – Текстовый режим – Старая).................................................................................................................................................110F4 (Any) Main-Prog-Text-Any (Главный экран – Программа – Текстовый режим – Любая).....................................................................................................................................110F7 (Menu) Main-Prog-Text-Menu (Главный экран – Программа – Текстовый режим – Меню)......................................................................................................................................110F2 (Conv) Main-Prog-Conv (Главный экран – Программа – Диалоговый режим)...........112F1 (Edit) Main-Prog-Conv-Edit (Главный экран – Программа – Диалоговый режим –Редактирование).....................................................................................................................112
vi

СОДЕРЖАНИЕ
Определения клавиш редактирования.................................................................................114Определения клавиш сохранения/ввода..............................................................................117F2 (New) Main-Prog-Conv-New (Главный экран – Программа – Диалоговый режим – Новая)......................................................................................................................................118F3 (Old) Main-Prog-Conv-Old (Главный экран – Программа – Диалоговый режим – Старая)....................................................................................................................................118F4 (Any) Main-Prog-Conv-Any (Главный экран – Программа – Диалоговый режим – Любая).....................................................................................................................................118Main-Prog-Conv (Главный экран – Программа – Диалоговый режим)............................118F7 (Menu) Main-Prog-Conv-Menu (Главный экран – Программа – Диалоговый режим – Меню)......................................................................................................................................120F9 (Verf) Main-Verf (Главный экран – Проверка)...............................................................121F3 (Block) Main-Verf-Block (Главный экран – Проверка – Блок).....................................125F4 (OStop) Main-Verf-OStop (Главный экран – Проверка – Дополнительный останов) 125F5 (BSkip) Main-Verf-BSkip (Главный экран – Проверка – Пропуск блока)...................125F6 (Displ) Main-Verf-Displ (Главный экран – Проверка – Отображение)........................125F1 (Next) Main-Verf-Displ-Dist (Главный экран – Проверка – Отображение – Расстояние).................................................................................................................................................126F2 (Error) Main-Verf-Displ-Error (Главный экран – Проверка – Отображение – Ошибка).................................................................................................................................................126F3 (Graph) Main-Verf-Displ-Graph (Главный экран – Проверка – Отображение – Графическое отображение)...................................................................................................127F4 (Diag) Main-Verf-Disp-Diag (Главный экран – Проверка – Отображение – Диагностика)..........................................................................................................................128F8 (Dry) Main-Verf-Dry (Главный экран – Проверка – Холостой ход).............................128F9 (Halt) Main-Verf-Halt (Главный экран – Проверка – Останов) F9 (Resum) Main-Verf-Resum (Главный экран – Проверка – Возобновление).......................................................128F10 (Util) Main-Util (Главный экран – Утилиты)................................................................129F1 (Probe) Main-Util-Probe (Главный экран – Утилиты – Датчик)....................................129F2 (XyDig) Main-Util-XyDig (Главный экран – Утилиты – Оцифровка XY)...................131F3 (Files) Main-Util-Files (Главный экран – Утилиты – Файлы).......................................132F1 (Load) Main-Util-Files-Load (Главный экран – Утилиты – Файлы – Загрузка)...........132F2 (Save) Main-Util-Files-Save (Главный экран – Утилиты – Файлы – Сохранение)......134F3 (Rename) Main-Util-Files-Rename (Главный экран – Утилиты – Файлы – Переименование)...................................................................................................................134F4 (Copy) Main-Util-Files-Copy (Главный экран – Утилиты – Файлы – Копирование)..134F5 (Ram) Main-Util-Files-Ram (Главный экран – Утилиты – Файлы – ОЗУ)...............134F9 (Erase) Main-Util-Files-Erase (Главный экран – Утилиты – Файлы – Стирание)........134F4 (RS232) Main-Util-RS232 (Главный экран – Утилиты – RS232)..................................134F1 (COM1 или COM 2)..........................................................................................................135F5 (Send) Main-Util-RS232-Send (Главный экран – Утилиты – RS232 – Отправить).....135F6 (Recev) Main-Util-RS232-Recev (Главный экран – Утилиты – RS232 – Получить)...135F7 (Ram) Main-Util-RS232-Ram (Главный экран – Утилиты – RS232 – ОЗУ).............136
vii

СОДЕРЖАНИЕ
F5 (Tlchg) Main-Util-Tlchg (Главный экран – Утилиты – Устройства смены инструмента).................................................................................................................................................136F6 (DNC) Main-Util-DNC (Главный экран – Утилиты – ПЦУ).........................................138F3 (Fast) Main-Util-DNC-Fast (Главный экран – Утилиты – ПЦУ – Ускоренный режим).................................................................................................................................................138F1 (RS232)...............................................................................................................................139F2 (File) (Файл)......................................................................................................................139F3 (Disk) (Диск)......................................................................................................................139F4 (Any) (Любой)...................................................................................................................139F5 (Old) (Существующий)....................................................................................................139F6 (Ram) (ОЗУ)....................................................................................................................139F1 (First) (Первый).................................................................................................................140F2 (Block) (Блок)....................................................................................................................140F3 (Tool) (Инструмент).........................................................................................................140F4 (Cont) (Продолжение)......................................................................................................140F9 (Skip) (Пропустить)..........................................................................................................140F10 (Mirr) (Зеркальное отображение)..................................................................................140F3 (Fast) (Ускоренный режим).............................................................................................140F4 (Run) Main-Util-DNC-Run (Главный экран – Утилиты – ПЦУ – Выполнение).........142F9 (Verf) Main-Util-DNC-Verf (Главный экран – Утилиты – ПЦУ – Проверка).............142F8 (Info) Main-Util-Info (Главный экран – Утилиты – Информация)...............................143F1 (Std) Main-Util-Info-Std (Главный экран – Утилиты – Информация – Стандартная) 143F2 (Sys) Main-Util-Info-Sys (Главный экран – Утилиты – Информация – Системная)...144F3 (Fp) Main-Util-Info-Fp (Главный экран – Утилиты – Информация –Передняя панель).................................................................................................................................................145F4 (Path) Main-Util-Info-Path (Главный экран – Утилиты – Информация – Маршрут). .146F5 (Time) Main-Util-Info-Time (Главный экран – Утилиты – Информация – Время).....147F6 (Ram) Main-Util-Info-Ram (Главный экран – Утилиты – Информация – ОЗУ)..........148F7 (Diag) Main-Util-Info-Diag (Главный экран – Утилиты – Информация – Диагностика).................................................................................................................................................149F9 (Blank) Main-Util-Blank (Главный экран – Утилиты – Пустой экран)........................150F10 (Command) Main-Util-Command (Главный экран – Утилиты – Команда)................150Help (AugRv) Main-Util-AugRV (Главный экран – Утилиты – Обратный ход шнека)...150
РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ..............................................151Установка программы...........................................................................................................153F1 (Pos) Main-Prog-Conv-Pos (Главный экран – Программа – Диалоговый режим – Положение).............................................................................................................................154F2 (Mill) Main-Prog-Conv-Mill (Главный экран – Программа – Диалоговый режим – Фрезерование)........................................................................................................................155F1 (Start) Mill-Start (Фрезерование – Пуск).........................................................................156F2 (Geom) Mill-Geom (Фрезерование – Геометрия)...........................................................158F1 (Line) Mill-Geom-Line (Фрезерование – Геометрия – Линия)......................................159F2 (Arc) Mill-Geom-Arc (Фрезерование – Геометрия – Дуга)...........................................163F3 (Tangs) Mill-Geom-Tangs (Фрезерование – Геометрия – Касательные)......................167
viii

СОДЕРЖАНИЕ
F4 (CGen) Mill-Geom-CGen (Фрезерование – Геометрия – Генератор окружностей)....169F7 (Islnd) Mill-Geom-Islnd (Фрезерование – Геометрия – Островок)...............................170F8 (E-Isl) Mill-Geom-E-Isl (Фрезерование – Геометрия – Завершение обработки островка).................................................................................................................................171F3 (Misc) Mill-Misc (Фрезерование – Дополнительные параметры)................................177F4 (End) Mill-End (Фрезерование – Завершение)...............................................................177F5 (Pockt) Mill-Pockt (Фрезерование – Глубокие выемки)................................................189F1 (Setup) Mill-Pockt-Setup (Фрезерование – Глубокие выемки – Установка)................189F2 (Circ) Mill-Pockt-Circ (Фрезерование – Глубокие выемки – Круглые).......................190F1 (Clear) Mill-Pockt-Circ-Clear (Фрезерование – Глубокие выемки – Круглые – Очистка)..................................................................................................................................191F2 (Fin) Mill-Pockt-Circ-Fin (Фрезерование – Глубокие выемки – Круглые – Чистовая обработка)...............................................................................................................................192F3 (Rect) Mill-Pockt-Rect (Фрезерование – Глубокие выемки – Прямоугольные)..........192F1 (Clear) Mill-Pockt-Rect-Clear (Фрезерование – Глубокие выемки – Прямоугольные – Очистка)..................................................................................................................................193F2 (Fin) Mill-Pockt-Rect-Fin (Фрезерование – Глубокие выемки – Прямоугольные – Чистовая обработка)..............................................................................................................194F3 (Face) Mill-Pockt-Rect-Face (Фрезерование – Глубокие выемки – Прямоугольные – Обработка торцов).................................................................................................................194F4 (Manul) Mill-Pockt-Manul (Фрезерование – Глубокие выемки – Очистка вручную).195F5 (Polyg) Mill-Pockt-Polyg (Фрезерование – Глубокие выемки – Многоугольные)......196F6 (Frame) Mill-Frame (Фрезерование – Рамка)..................................................................197F1 (Setup) Mill-Frame-Setup (Фрезерование – Рамка – Установка)...................................197F2 (Circ) Mill-Frame-Circ (Фрезерование – Рамка – Круглая)...........................................199F3 (Rect) Mill-Frame-Rect (Фрезерование – Рамка – Прямоугольная)..............................200F5(Poly) Mill-Frame-Poly (Фрезерование – Рамка – Многоугольная)...............................200F7 (3dPkt) Mill-3dPkt (Фрезерование – Развертка в 3-х измерениях)...............................201F1 (Start) Mill-3dPkt-Start (Фрезерование – Развертка в 3-х измерениях – Начало).......201F4 (End) Mill-3dPkt-End (Фрезерование – Развертка в 3-х измерениях – Завершение)..203F5 (3dArc) Mill-3dPkt-3dArc (Фрезерование – Развертка в 3-х измерениях – 3-мерная дуга).........................................................................................................................................206F8 (CAD) Mill-CAD (Фрезерование – CAD).......................................................................210F9 (Thred) Mill-Thred (Фрезерование – Резьба)..................................................................213F3 (Drill) Drill (Сверление)....................................................................................................214
Сверление...........................................................................................................................215Сверление/Пауза................................................................................................................216Сверление/сверление с периодическим выводом сверла..............................................216Стружколомное сверление................................................................................................217Расточка..............................................................................................................................218Расточка/Пауза...................................................................................................................219Расточка 2...........................................................................................................................219Ускоренная расточка.........................................................................................................220Чистовая расточка..............................................................................................................220Обратная расточка.............................................................................................................221
ix

СОДЕРЖАНИЕ
Расточка вручную..............................................................................................................222Цекование...........................................................................................................................223Сверление отверстий под резьбу (Drill-Start-Tap)..........................................................224Сверление отверстий под мягкое нарезание резьбы справа..........................................224Сверление отверстий под мягкое нарезание резьбы слева............................................225Сверление отверстий под жесткое нарезание резьбы справа........................................226Сверление отверстий под жесткое нарезание резьбы слева..........................................226Сверление отверстий под жесткое нарезание резьбы справа с периодическим выводом сверла..................................................................................................................................227Сверление отверстий под жесткое нарезание резьбы слева с периодическим выводом сверла..................................................................................................................................228
F2 (Pos) Drill-Pos (Сверление –Позиционирование), F3 (Misc) Drill-Misc (Сверление – Дополнительные параметры), F4 (Call) Drill-Call (Сверление – Вызов)..........................228F5 (End) (Завершение)...........................................................................................................232F6 (CAD) Drill-CAD (Сверление – CAD)............................................................................232F4 (Bolt) (Болты)....................................................................................................................241F5 (TChng) Смена инструмента............................................................................................248F6 (Misc) (Дополнительные функции).................................................................................252F7 (Call) (Вызов)....................................................................................................................253F8 (Spec) (Спецификации)....................................................................................................254F1 (Parms) Spec-Parms (Спецификации – Параметры).......................................................255F2 (Tools) Spec-Tools (Спецификации – Инструмент).......................................................255F4 (Scale) Spec-Scale (Спецификации – Масштаб).............................................................256F5 (Rot) Spec-Rot (Спецификации – Поворот)....................................................................257F6 (Mirr) Spec-Mirr (Спецификации – Зеркальное отображение).....................................259F7 (Flz) Spec-Flz (Спецификации – Плавающий нуль)......................................................260F8 (Text) Spec-Text (Спецификации – Текст)......................................................................261F9 (Subs) (Подпрограммы)....................................................................................................262F1 (Gosub) Subs-Gosub (Подпрограммы – Переход в подпрограмму).............................262F2 (Start) Subs-Start (Подпрограммы – Запуск)...................................................................263F3 (End) Subs-End (Подпрограммы – Завершение)............................................................263Пример программы с использованием подпрограмм........................................................264Конец программы..................................................................................................................268
РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)...........................................269G-коды....................................................................................................................................269Функции интерполяции........................................................................................................272Позиционирование (G00) с ускоренным перемещением (модальный)............................272Позиционирование (G01) Движения подачи (модальный)................................................273Определение поляры.............................................................................................................274Круговая интерполяция (G02, G03).....................................................................................275Скругление углов (,R)...........................................................................................................289Скос угла (,C).........................................................................................................................290Обратная линия......................................................................................................................291Винтовое резание (G02, G03)...............................................................................................293Команда паузы (G04).............................................................................................................295
x

СОДЕРЖАНИЕ
Точный останов (G09)...........................................................................................................295Установка данных вкл./откл. (G10, G11).............................................................................295Очистка плавающего нуля (G12).........................................................................................296Плоскость XY (модальный) (G17).......................................................................................296Плоскость XZ (модальный) (G18)........................................................................................296Плоскость YZ (модальный) (G19)........................................................................................296Дюймовый размерный режим (модальный) (G20).............................................................296Метрический размерный режим (модальный) (G21).........................................................296Включение/отключение безопасной зоны (G22, G23).......................................................297Автоматические стандартные программы..........................................................................297Очистка круглых глубоких выемок (G24)...........................................................................298Внутренняя чистовая обработка круглых глубоких выемок (G25)..................................299Наружная чистовая обработка круглых глубоких выемок (G26).....................................301Возврат в нулевую точку (G28, G29, G30)..........................................................................303Z к зазору (G31).....................................................................................................................305Z к смене инструмента (G32)................................................................................................305Цикл обработки торцов (G33)..............................................................................................305Очистка прямоугольных глубоких выемок (G34)..............................................................306Внутренняя чистовая обработка прямоугольных глубоких выемок (G35)......................307Наружная чистовая обработка прямоугольных глубоких выемок (G36).........................310Нарезание резьбы (G39)........................................................................................................311Цикл выполнения многоугольников (G666).......................................................................312Коррекция на режущий инструмент (G40, G41, G42)........................................................315Внутренняя "V"-образная коррекция на режущий инструмент........................................319Тестирование детали-образца...............................................................................................319Как сделать коррекцию на полость......................................................................................324Блокировка движения (G65).................................................................................................326Автоматическая коррекция на режущий инструмент (G45, G46, G47)............................331Примеры программ................................................................................................................333Коррекция на длину инструмента (G43, G44, G49)............................................................335Отмена масштабирования (G50) Установка масштабирования (G51).............................336Системы координат...............................................................................................................338Система координат станка (G53).........................................................................................338Рабочие системы координат (G54 - G59)(G5#0…G5#9)....................................................339Местная система координат (G52).......................................................................................339Однонаправленное или однократное ускоренное позиционирование (G60)...................342Режим точного останова (модальный) (G61)......................................................................342Режим нарезания резьбы метчиком (модальный) (G63)....................................................342Режим резания (модальный) (G64)......................................................................................342Вызов программы (G65 P)....................................................................................................343Поворот системы координат (G68) Отмена поворота (G69).............................................344Поворот в 3-х измерениях (G0, G1, G2, G3, G68 И G69)...................................................346Масштабируемая и затем поворачиваемая деталь.............................................................347Поворачиваемая и затем масштабируемая деталь..............................................................348Отмена зеркального отображения (G70).............................................................................349
xi

СОДЕРЖАНИЕ
Установка зеркального отображения (G71)........................................................................349Групповые циклы..................................................................................................................350Программа выполнения отверстий под болты (G72).........................................................356Цикл высокоскоростного сверления с периодическим выводом сверла (G73)...............359Цикл мягкого нарезания резьбы слева (G74)......................................................................360Цекование (G75)....................................................................................................................361Цикл чистовой расточки (G76).............................................................................................362Специализированный цикл сверления (G77)......................................................................363Цикл расточки вручную (G78).............................................................................................364Отмена группового цикла (G80)..........................................................................................364Цикл сверления (G81)...........................................................................................................365Цикл сверления/паузы (G82)................................................................................................365Цикл сверления с периодическим выводом сверла (G83).................................................366Цикл мягкого нарезания резьбы справа (G84)....................................................................367Цикл расточки (G85).............................................................................................................368Цикл ускоренной расточки (G86).........................................................................................369Цикл обратной расточки (G87).............................................................................................370Цикл жесткого нарезания резьбы (G88)..............................................................................372Цикл расточки/паузы (G89)..................................................................................................374Абсолютный/Инкрементный режим....................................................................................377Абсолютный режим (модальный) (G90).............................................................................377Инкрементный режим (модальный) (G91)..........................................................................378Плавающий нуль (G92).........................................................................................................379Режим подачи с выдержкой времени (G93)........................................................................381Подача в минуту (G94)..........................................................................................................381Подача на оборот (G95).........................................................................................................382Возврат на исходный уровень или уровень R (G98/G99)..................................................382Вкл./откл. цилиндрического отображения (G107).............................................................383G271 (Очистка глубоких выемок)........................................................................................385Сохранение/Восстановление параметров (G990/G991).....................................................388Считывание байтовых параметров (G995)..........................................................................389Запись байтовых параметров (G996)...................................................................................389Вызов ошибки (G997)............................................................................................................390Звуковой сигнал (G998)........................................................................................................390Специализированные G-коды...............................................................................................390
РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)...............................................393Останов программы (M00)....................................................................................................395Опциональный останов (M01)..............................................................................................395Пропуск блока ( / ).................................................................................................................396Завершение программы (M02, M30, M99)..........................................................................396Шпиндель вкл./выкл. (M03, M04, M05)..............................................................................396Смена инструмента (M06)....................................................................................................396Подача СОЖ вкл./выкл. (M07, M08, M09)..........................................................................397Зажим для поворотного стола (M10)...................................................................................397Разжатие на поворотном столе (M11)..................................................................................397
xii

СОДЕРЖАНИЕ
Коды устройства смены инструмента (M19-M28).............................................................397Блокировка приводов (M31).................................................................................................397Канал (M32)............................................................................................................................397Различные М-коды (M65/75, M67/77, M68/78, M69/79, M50/60).....................................398Включение/отключение графики (M90, M91)....................................................................398Включение/отключение развертки в 3-х измерениях (M93, M94)...................................398Конические стенки (M95).....................................................................................................400Скругленные стенки (M96)...................................................................................................403Очистка глубоких выемок (M97).........................................................................................408Вызов подпрограммы (M98).................................................................................................409Завершение подпрограммы (M99).......................................................................................409Подготовка подпрограммы...................................................................................................410Выполнение подпрограммы.................................................................................................411Специализированные М-коды..............................................................................................412
РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ..........................................415Параметрическая ссылка.......................................................................................................415Параметрические команды присваивания...........................................................................415PB (байтовый параметр)........................................................................................................416Арифметические операторы.................................................................................................416Операторы отношения..........................................................................................................417Операторы функций..............................................................................................................417Математические выражения.................................................................................................418Условные операторы.............................................................................................................418IF-THEN..................................................................................................................................418WHILE-WEND.......................................................................................................................419Операторы передачи..............................................................................................................420Оператор GOTO.....................................................................................................................420Оператор CALL......................................................................................................................420GOSUB и RETURN................................................................................................................421Вычислительные функции....................................................................................................422Текстовая команда.................................................................................................................426Дополнительные команды....................................................................................................427IPIN..........................................................................................................................................433OPIN........................................................................................................................................433Команды проверки деталей и оцифровки...........................................................................433Обратная линия......................................................................................................................433MOD (Операция по модулю)................................................................................................434ORIGIN (Начальный адрес)..................................................................................................435HOME (Исходное положение)..............................................................................................436
РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ....................................................................................439ПРИЛОЖЕНИЕ.........................................................................................................................495
Сообщения об ошибках.........................................................................................................495Байтовые параметры..............................................................................................................514Реальные параметры..............................................................................................................521
xiii

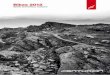
ОПРЕДЕЛЕНИЕ ОСЕЙ
Все направления ориентированы относительно инструмента. На рисунке ниже показаны направления X, Y и Z.
1

ВВЕДЕНИЕ
Группа команд, направляемых в ЧПУ для работы на станке, называется программой. С помощью определенной команды инструмент перемещается по прямой линии или по дуге, и выполняются такие функции станка, как включение/отключение подачи СОЖ, смена инструмента либо включение/выключение шпинделя.
Функция перемещения инструмента по прямым линиям и дугам называется интерполяция.
Линейная интерполяция Круговая интерполяция
При выполнении движения инструмента в заданное положение ЧПУ перемещает инструмент в это положение с помощью режима линейной или круговой интерполяции. Положение дается, как значение координаты в прямоугольной Декартовой системе координат.
Координаты
3

Имеются системы координат следующих типов.
1. Система станка
2. Рабочая система координат
3. Локальная система координат
4

ВВЕДЕНИЕ
Команда для перехода инструмента в требуемое положение выполняется с помощью значения координаты, базирующейся в одной из вышеописанных систем координат. Значение координаты состоит из одного компонента каждой оси, X, Y и Z. Значения координат могут вводиться как в абсолютном, так и в инкрементном режиме. В абсолютном режиме инструмент перемещается в точку на запрограммированном расстоянии от нулевой точки системы координат. В инкрементном режиме инструмент перемещается в точку на запрограммированном расстоянии от текущего положения инструмента.
5
АБСОЛЮТНЫЙ РЕЖИМ
ИНКРЕМЕНТНЫЙ РЕЖИМ

РАЗДЕЛ 1 – КОНФИГУРАЦИЯ ПРОГРАММЫ
По определению, программа – это набор команд, направляемых в ЧПУ для работы станка. Путем выбора команд инструмент перемещается по прямой линии или дуге, либо включается и выключается двигатель шпинделя. В программе необходимо указывать команды в последовательности действительных перемещений инструмента.
Программа Tool movement sequence
Набор команд на каждом этапе последовательности называется блоком. Программа состоит из группы блоков для серии перемещений станка. Дополнительное число для определения каждого перемещения называется номером блока, а число, служащее для названия каждой программы, называется номером программы.
Блок и программа имеют следующие конфигурации.
Блок
Каждый блок начинается с дополнительного номера и заканчивается <CR> (возврат каретки).
7
Блок
Блок
Блок
Блок
.
.
.
Блок

Программа
Как правило, номер программы указывается в начале программы, а код окончания программы (M99, M02, M30) – в конце программы. Они не являются обязательными; однако, может быть выгодным опускать код окончания в программах, используемых как подпрограммы. Код окончания программы предполагается вводить в конце главной программы.
Главная программа, подпрограмма и стандартные подпрограммы
Если требуется провести обработку по одной и той же траектории в нескольких местах на детали, необходимо создать программу траектории. Она называется подпрограмма. Если в главной программе появляется “M98" или “Call” (вызов подпрограммы), команды подпрограммы выполняются перед выполнением следующего блока главной программы.
8
НОМЕР ПРОГРАММЫБЛОКБЛОКБЛОК
КОНЕЦ ПРОГРАММЫ

РАЗДЕЛ 1 – КОНФИГУРАЦИЯ ПРОГРАММЫ
Подпрограммы можно использовать для создания библиотек часто используемых траекторий обработки деталей, они могут храниться в любом месте памяти.
Диапазоны формата команд
Базовый адрес и диапазоны значений команд приводятся в таблице ниже. Следует иметь в виду, что эти цифры означают максимальный числовой предел для управления. Эти пределы всегда будут больше либо равны физическим пределам станка. Пределы станка устанавливаются с помощью параметров в разделе настроек станка в устройстве управления.
Диапазоны формата команд
ФУНКЦИИ БУКВА КОМАНДЫ
ВВОД В ДЮЙМАХ ВВОД В МЕТРИЧЕСКОЙ
СИСТЕМЕ
№ подпрограммы и № программы
O 1 - 9999 1 - 9999
№ последовательности N 1 - 99999 1 - 99999
Подготовительная функция
G 0 - 999 0 - 999
Размер * слова XYZUVWQABCIJKRP
0 ± 999.9999 0 ± 9999.9999
Пауза P 0.01 - 9999.99 0.01 - 9999.99
Скорости подачи * F 0.1 - 999.9 0.1 - 9999
Частота вращения шпинделя *
S 1 - 99999 1 - 99999
Инструмент T 0 - 99 0 - 99
Вспомогательная функция M 0 - 999 0 - 255
Повтор или цикл L 0 - 999 0 - 999
*Эти функции обладают избирательными десятичными разрядами. Может быть любое количество целых и десятичных мест, пока общее количество цифр помещается в поле.
9

РАЗДЕЛ 1 – КОНФИГУРАЦИЯ ПРОГРАММЫ
Форматы команд для осей: коды M и G
Команды для осей можно программировать в формате калькулятора. Не требуется нулей до или после запятой. Целые числа можно программировать без десятичной запятой. Десятичная запятая может использоваться со значениями, выраженными в мм, дюймах или секундах. Месторасположение десятичной запятой следующее.
Z15.0 Z15 миллиметров или Z15 дюймов (то же, что и Z15)F10.0 10 мм/мин или 10 дюймов/мин (то же, что и F10)G04 P1 Пауза на одну секунду (то же, что и G4 P1)
Следующие адреса могут использоваться с десятичной запятой: X, Y, Z, U, V, W, A, B, C, I, J, K, R, F, P, Q, AA, AB, XC, YC, ZC, E, H, L, N, O, S и T.
Мин/макс значения осей для стандартных систем
Наименьшее приращение Максимальное значение Метрическая система 0,001 мм 99999,999 ммАнглийская система 0,0001 дюймов 99999,9999 дюймовГрадусы 0,001 градусов 99999,999 градусов
Положения осей хранятся в плавающей точке; поэтому цифровые команды более 8 будут приниматься.
10

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
На передней панели Centurion имеются две 16-клавишных клавиатуры и 12 функциональных клавиш. Клавиатуры используются для ввода буквенно-цифровых данных, запрашиваемых ЧПУ. Верхняя клавиатура используется, в первую очередь, для ввода текстовых символов. Для ввода символов с другим регистром необходимо просто нажать и отпустить клавишу Shift, а затем символ. После того, как символ был введен, устройство управления автоматически возвращается к набору символов без регистра. Клавиша Shift работает в такой же манере на нижней или числовой клавиатуре. Пробелы между командами при вводе данных не обязательны, но необходимо нажимать на Enter для завершения линии данных либо перехода к следующей функции. Работа 12 функциональных клавиш изменяется при отображении на дисплее разных меню. В следующих разделах каждая функциональная клавиша описывается подробно.
Нижняя часть панели относится к циклам работы станка в ручном режиме. В крайней левой части панели имеется электронный маховик, который, при нахождении в ручном режиме, обеспечивает перемещение по выбранной оси. Рядом с маховиком находятся рукоятки регулировки подачи для осей станка в ручном режиме. При повороте рукояти ручной коррекции скорости подачи изменяется текущая скорость подачи станка на указанный процент. Нажатие на кнопку Feedhold (останов подачи) приведет к прекращению движения по осям. Чтобы возобновить движение по осям, необходимо снова нажать на Feedhold, а затем на кнопку Cycle Start (начало цикла). На кнопку Cycle Start следует нажимать, когда необходимо выполнить команду станка. Cycle Start замигает, если надо будет нажать на нее.
Следующая часть панели относится к шпинделю и устройствам регулирования подачи СОЖ. С помощью переключателя коррекции частоты вращения шпинделя изменяется текущая частота вращения шпинделя на выбранный процент. Если станок не оснащен опцией шпинделя с регулируемой частотой вращения, переключатель коррекции частоты вращения не будет оказывать влияния на шпиндель. С помощью кнопок для шпинделя CCW (против часовой стрелки), CW (по часовой стрелке) и Stop (останов) блокируются текущие команды устройства управления, и оператор может производить коррекцию в полностью ручном режиме. На рабочее состояние шпинделя будет указывать подсвечивающаяся кнопка. Кнопки подачи СОЖ (Mist (масляный туман) и Flood (подача СОЖ поливом)) работают так же, как и кнопки CW и CCW. Когда они горят, функция активна; однако, подача СОЖ не включится, пока не будет запущен шпиндель. Кнопка Tool Reset (перезагрузка инструмента) активна только при выполнении команды M6. Данная кнопка является защитной блокировкой. Она предотвращает запуск шпинделя при смене инструмента вручную. Она загорается во время смены инструмента, и на нее необходимо нажать после завершения смены инструмента, перед тем, как возобновить работу программы. При нажатии кнопки Emergency Stop (аварийный останов) немедленно прекращаются все действия станка. Когда кнопка Emergency Stop нажата, кнопка Reset (сброс) будет мигать, указывая на то, что на нее необходимо нажать, прежде чем осуществлять какие-либо перемещения на станке. Устройство управления всегда находится в состоянии аварийного останова после подключения питания. Ниже приведена схема передней панели ЧПУ Centurion.
11

Передние панели Centurion 7
12
CNC 7200/8200

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Схема главного экрана
1 RunTime (период выполнения)
Во время проверки программы период выполнения показывает расчетное время производства деталей. При работе в программе он показывает, сколько времени прошло с момента запуска программы. Все данные о периодах выполнения программ хранятся в параметре “Job Time” (“время изготовления одной детали”) (F7 Parms – F9 Ctrl).
2 History Line (история) History Line показывает, где вы находитесь в программе и откуда вы туда попали. Если вы изменяете таблицу инструмента, история будет показывать Main-Parms-Tool-Edit.
3 Active Program (активная программа)Active Program показывает программу, в которой вы работаете или которую проверяете. Если вы редактируете программу, она будет показывать, что активировано редактирование программы. Если вы отправляете файл по RS-232, она покажет, что программа была отправлена.
4 Current Position (текущее положение)Current Position – это положение относительно нуля рабочей коррекции
5 Next Position (следующее положение)Если вы работаете в программе или проверяете ее, следующим положением (Next Position) будет положение, в которое переходит станок.
6 Distance (расстояние)Distance - это расстояние, которое станку осталось пройти до завершения выполняемого действия.
7 The Function Keys (функциональные клавиши)Подсвеченные функциональные клавиши активны или доступны.
8 Status Window (окно состояния)Окно состояния показывает подробную информацию о состоянии системы управления. Подробное описание приведено ниже.
13

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Схема окна состояния
1 Значок «\» меняется с «/» на «\» каждый раз, когда окно состояния обновляется. 2 Comp: Коррекция на радиус инструмента (Left (левый), Right (правый) или Cancelled
(отмененный))3 Tool: Первые две цифры указывают на номер активного инструмента. Две вторые
цифры в скобках указывают на номер ожидаемого инструмента. Если вы выполняете T14 без M6, номер ожидаемого инструмента будет 14.
4 Длина инструмента. 5 Радиус инструмента. 6 Plane and work offset (плоскость и рабочая коррекция): Плоскость может быть XY
(G17), ZX (G18) или YZ (G19). Рабочая коррекция показывает текущую рабочую коррекцию G54 (0)…G59 (9).
7 Зазор или Плоскость R.8 Интерполяция, Linear (Feed) (линейная (подача)), Linear (Rapid) (линейная
(ускоренное перемещение)), Circular (CW) (круговая (по часовой стрелке)) или Circular (CCW) (круговая (против часовой стрелки))
9 Feedrate: Запрограммированная скорость подачи и ее единицы измерения (подача в минуту в английской системе) ipm (дюйм/мин), (подача в минуту в метрической системе) mmpm (мм/мин), (подача на оборот в английской системе) ipr (дюйм/об), (подача на оборот в метрической системе) mmpr (мм/об) или (обратная подача) /мин или /сек (Если станок находится в ускоренном режиме, единицами измерения всегда будут дюйм/мин или мм/мин.)
10 Feedrate override (ручная коррекция скорости подачи): Позиция переключателя коррекции скорости подачи и получившаяся скорость подачи. Если станок
14

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
запрограммирован двигаться быстрее своей максимальной величины, будет показано ограничение скорости подачи и значок “*” рядом с %.
11 Units (единицы измерения): (абсолютные) Abs или (инкрементные) Inc и English (английская система измерений) или Metric (метрическая система измерений)
12 Cycle (цикл): Если цикл групповой или активирована программа с автоматическим запуском, в данной строке это будет отображено.
13 Dwell (пауза): Если выполняется пауза, ее время будет отсчитываться в обратном порядке, к нулю.
14 Spindle (шпиндель): Запрограммированное количество оборотов в минуту. 15 Коррекция частоты и направление вращения шпинделя: Положение переключателя
коррекции вращения шпинделя и получившаяся частота вращения (если нет датчика шпинделя) либо действительная частота вращения (если есть датчик шпинделя). В данной строке также отображается, отключен ли шпиндель или вращается по часовой стрелке (CW) или против часовой стрелки (CCW).
16 Датчик нагрузки шпинделя показывает нагрузку на шпиндель. Он становится длиннее и меняет цвет с синего на зеленый, на желтый и на красный по мере увеличения нагрузки.
17 Coolant (СОЖ), Off (отключено), Mist (масляный туман), Flood (полив) или Mist/Flood (масляный туман/полив)
18 Показания счетчика деталей увеличиваются каждый раз, когда программа завершается нормально. Они не будут увеличиваться, если программа прервана, или в программе имеется ошибка. Они не увеличиваются на холостом ходу, при проверке или ручном вводе данных. Они не увеличиваются при режимах RUN, DNC-Run и DNC-Fast. Номер параметра, используемый для счетчика - P699 (можно использовать его для гравировки или чего-нибудь другого). Можно увеличить значение счетчика на любое число. Параметр для увеличения - P698. Для того, чтобы установить это, нет места, следует выполнить и ввести вручную P698=#. Можно обнулить, увеличить или уменьшить значение счетчика с помощью следующего: Shift-F1 (обнуление/сброс)Shift-F2 (уменьшение) (не уменьшится ниже нуля) Shift-F3 (увеличение)Следует нажать и удерживать клавишу Shift при нажатии на клавишу F.
В остальной части данного раздела приводится разъяснение каждой функции, которые можно выполнять с помощью передней панели.
F1 (Home) Главный экран – Исходное положение
После отключения питания устройство управления всегда должно быть установлено в исходное положение после установки станка на нуль. Каждая ось будет искать концевой выключатель установки в начальное положение и маркерный импульс на датчике. После завершения данной процедуры будет определено нулевое положение станка, которое будет повторно вызываться до следующего отключения питания. Для начала процесса установки в исходное положение, нажимать на клавишу ESC, пока не будет достигнут главный экран, а затем нажать на F1 (Исходное положение). На экране появится сообщение о необходимости нажатия на кнопку Cycle Start (Начало цикла) и начнет мигать. При нажатии на кнопку Cycle Start запускается процесс установки в исходное
15

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
положение, по его завершении происходит возврат к главному экрану. Параметры установки в исходное положение можно отрегулировать в параметрах оси.
F10 (Here) Исходное положение – Текущее положение
F10 (Текущее положение) активируется, только если в параметрах настройки был введен верный пароль.
Станок можно установить на нуль, не перемещая оси. Нажать на клавишу F10 (Текущее положение), когда она подсвечивается, затем нажать на Cycle Start (Начало цикла). Положение станка будет восприниматься, как нулевая позиция. Данное действие полезно в том, что оно позволяет осуществлять толчковое перемещение, управление с помощью маховика и ручной ввод данных, не установив сначала станок в нулевое положение физически. Не рекомендуется запускать программы, пока станок не будет установлен в нулевое положение в нормальном режиме, поскольку запрограммированные пределы не будут действительны после F10 (Текущее положение). Примечание: Если на станке имеется стеклянная линейка, используемая для отвода пиноли, F1 (Пиноль) будет обнулять положение пиноли. См. более подробную информацию о шкале пиноли на стр. 65, раздел 2.
F2 (JOG) Главный экран – Толчковое перемещение
Перед толчковым перемещением станок необходимо установить на нуль.
F2 (Толчковое перемещение) используется для перемещений станка в ручном режиме для определения нулевых точек и выравнивания деталей. При нажатии на клавишу F2 (Толчковое перемещение) появляется следующий экран. Примечание: F5 и F6 можно изменять для сохранения положений в G92, коррекции плавающего нуля.
16

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Jog = Главный экран - Толчковое перемещение Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеipm = дюймов/мин Коррекция: отменена
Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Slow = медленно; Fast = быстро; Dist = расстояние; Tool = инструмент; Exit = выход
С помощью функциональных кнопок внизу экрана выбирается желаемый режим толчкового перемещения. С помощью клавиши F1 (медленно) выбирается медленный толчковый режим. Коррекция скорости подачи активирована, с ее помощью ускоряется либо замедляется скорость толчкового перемещения. С помощью клавиши F2 (быстро) выбирается ускоренный толчковый режим. Производитель станка определяет медленную и быструю скорости подачи и может изменять значения каждой из них в осевых параметрах. При нажатии клавиши F3 () выбирается режим непрерывной толчковой подачи. Толчковое перемещение по умолчанию продолжается, если нажата F3 (). В непрерывном режиме выбранная ось продолжает двигаться, пока пользователь не отпустит клавишу для оси либо пока она не достигнет запрограммированных пределов. При инкрементной подаче ось перемещается на величину выбранных приращений и останавливается каждый раз, когда пользователь нажимает и отпускает клавишу оси. После того, как оператор нажимает на клавишу F4 (Расстояние), устройство управления выдает подсказку о необходимости введения желаемого приращения. На схеме клавиатуры показано направление, в котором движется ось, когда нажата соответствующая клавиша на числовой клавиатуре. Для выхода из режима инкрементной подачи необходимо отжать F3 (). В зависимости от величины вспомогательного параметра “использование FLZ вместо G54", клавиши F5 и F6 выполняют G54 либо G92 для X или Y в текущем положении станка. Это может рассматриваться, как вызов данной позиции "##.####". Клавиша F7 используется для установки длин инструмента; оператору выдаются подсказки относительно положения оси Z. Если пользователь хочет выйти из толчкового режима, это производится путем нажатия на клавишу ESC (Выход), происходит возврат устройства управления к главному экрану.
17

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F3 (HDW) Главный экран – Маховик
Перед тем, как управлять станком с помощью маховика, необходимо установить станок на нуль.
Режим маховика используется для осуществления перемещений станка с помощью электронного маховика. Его основное назначение: установка коррекции на длину инструмента, установка рабочих коррекций и выравнивание деталей. При нажатии на клавишу F3 (Маховик) появляется следующий экран.
RunTime = Период выполнения Main-HDW = Главный экран - Маховик Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отмененаИнструмент:Длина:Диаметр:Плоскость:Зазор:Интерполяция: линейная (подача)Подача:Единицы измерения: абсолютные / английская системаЦикл: отмененПауза: (sec = секунда)Шпиндель: (rpm = об/мин)СОЖ: отключено№ детали:
Tool = инструмент; Exit = выход
Примечание: F8 может быть изменен для сохранения позиций в коррекции G92.
Клавиши F внизу экрана используются для выбора того, какая ось будет перемещаться при повороте маховика. С помощью переключателя коррекции скорости подач
18

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
определяется расстояние, на которое будет перемещаться каждая ось за один щелчок маховика. С помощью подсвеченной клавиши оси определяется, какая ось будет перемещаться.
F6 (Z-инструмент) используется для установки коррекции длины инструмента оси Z в таблице инструмента либо таблице H-параметров. В режиме маховика инструмент можно поместить в шпиндель и переместить в нулевую точку Z. Затем можно нажимать на клавишу F6, что указывает на намерение ввести текущее положение Z как Н-параметр коррекции длины инструмента. ЧПУ выдаст подсказку относительно положения Z. После нажатия клавиши Enter (Ввод), текущее положение Z будет использоваться для длины инструмента.
В зависимости от величины вспомогательного параметра "использование FLZ вместо G54", клавиша F8 выполняет G54 либо G92 для X или Y или Z в текущем положении станка. Оператору выдаются подсказки относительно положения оси. Это может рассматриваться, как «вызов данной позиции '##.####'».
Примечание: Показанное расстояние означает, насколько станок переместится за один щелчок маховика.
19

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Процедура установки коррекции на длину инструментаПримечание: есть альтернативный метод настройки длин инструментов на с.38.Коррекция на длину инструмента используется для компенсации разницы между нулевой точкой оси Z и поверхностью детали (нулевая точка детали). Установка плавающего нуля на оси Z не рекомендуется.
Для установки коррекции на длину инструмента загрузить инструмент №1 в шпиндель, выполнив ручной ввод → T1M6. Использовать маховик или толчковую подачу для касания инструментом детали в известном месте. Выбрать F6 (Z-инструмент). Устройство управления выдаст подсказку о необходимости ввода устанавливаемой позиции Z. Коррекция на длину инструмента для инструмента №1 установлена. Теперь, когда инструмент №1 (H1) запрограммирован в позиции, он будет позиционироваться относительно нулевой точки детали. Повторить данную процедуру для каждого инструмента.
Коррекцию на длину инструмента можно установить, введя значение в таблицу коррекций инструмента. Значение можно измерить, коснувшись детали инструментом и посмотрев текущее положение оси Z. Если между инструментом и деталью используется прокладка, ее размер должен быть прибавлен к значению коррекции. Для ввода значения выбрать F7 (Параметры) - F3 (Инструмент). Затем ввести значение в виде отрицательного числа.
Клавиша F8 на экране маховика используется для установки плавающего нуля или рабочей координаты на выбранной оси в текущем положении станка. F8 (G54-X), F8 (G54-Y), F8 (G54-Z) означают то же самое, что и установка рабочей координаты G54 в текущем положении станка.
Клавиша F9 используется для выбора рабочей системы координат. С помощью клавиши F9 меняется рабочая координата на клавише F8. Имеются шесть различных вариантов, G54-59.
20

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Процедура для установки рабочей коррекции
Рабочая коррекция смещает нулевые положения осей X и Y в желаемое положение (кромка детали). Таким образом, деталь может программироваться от своей нулевой точки. Для определения и установки рабочей коррекции см. пример.
С помощью кромкоискателя диаметром ½" на оси Х переместиться посредством маховика или толчковой подачи к кромке детали и нажать на F8 (G54-X). Определить положительную либо отрицательную величину кромкоискателя от желаемой нулевой точки. Ввести -0,25 для позиции X. Текущая позиция будет считываться, как X -0,25. Повторить данную процедуру для оси Y.
Для проверки нулевого значения рабочей коррекции выбрать F5 (ручной ввод данных), напечатать G0 (ускоренное перемещение) X0 Y0 (положение X и Y на 0). Нажать Enter (Ввод), а затем Cycle Start (Начало цикла). Станок будет позиционировать текущую рабочую коррекцию.
Внимание: Перемещения на станке будут выполняться в ускоренном режиме. Инструмент должен находиться выше всех деталей, тисков и т.д.
Более подробную информацию о плавающем нуле см. на с. 387, раздел 4.
21

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F4 (Run) Главный экран – Выполнение
(Перед запуском программы станок должен быть установлен в нулевое положение)Клавиша F4 (Выполнение) используется для выполнения активной программы. При нажатии на клавишу F4 (Выполнение) появляется следующий экран.
RunTime = Период выполнения Main-Run = Главный экран – Выполнение Active = активноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Start = старт; Old = существующая программа; Block = блок; Ostop = дополнительный останов; Bskip = пропуск блока; Displ = отображение; Menu = меню; Dry = холостой ход; HDW = маховик; Esc = выход; TlSet = настройка инструмента
После появления вышеуказанного экрана необходимо нажать на F1 (Старт), появится следующий экран. (Примечание: если станок оснащен устройством автоматической смены инструмента, оператор получит запрос о проверке номера инструмента, находящегося в шпинделе).
22

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Run-Start = Главный экран – Выполнение-Старт Active = АктивноCurrent = текущее Next = следующее Нажать на Cycle Start (начало цикла), чтобы запустить
программу с начала. Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
First = первое; Block = блок; Tool = инструмент; Abort = прервать
F1 (Первое) выбирается автоматически при появлении данного экрана. Поэтому, если предполагается запустить активную программу с начала, следует нажать только на Cycle Start (Начало цикла). При нажатии на F2 (Блок) устройство управления запросит ввести номер желаемого блока или последовательности, а затем нажать на Enter (Ввод). Если нажата кнопка Cycle Start (Начало цикла), активная программа запустится с выбранного номера блока. При нажатии на F3 (Инструмент) устройство управления запросит номер инструмента. После ввода номера инструмента и нажатия на Enter, нажать на Cycle Start, и активная программа запустится с желаемого номера инструмента, появится следующий экран.
Примечание: Если запрашиваемый номер блока или инструмента не обнаружен в активной программе, появится следующее окно.
23

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
При нажатии на Cycle Start (Начало цикла) программа запускается с самого начала.
RunTime = Период выполнения Main-Run = Главный экран – Выполнение Active = АктивноCurrent = текущее Next = следующее Distance = расстояние Коррекция: левый рез /
Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (ускоренное перемещение)Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Block = блок; Ostop = дополнительный останов; Bskip = пропуск блока; Displ = дисплей; Halt = останов; HDW = маховик; Esc = выход
Блок N657 не обнаружен. Нажать на Cycle Start (Начало цикла), чтобы запустить программу с начала.
24

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Данный экран является основным экраном Запуска с двумя новыми дополнениями: отображением номера блока и F9 (Останов). Здесь демонстрируется текущий блок, выполняемый программой. Клавиша F9 (Останов) аналогична Feedhold (Останов подачи) в том, что при ее нажатии станок останавливается. Однако, в отличие от Feedhold, с помощью F9 (Останов) можно выйти из режима Run (Выполнение) и начать новую программу.
F9 (Halt/Resum) Главный экран – Выполнение – Останов/Возобновление
Если программа была остановлена, активируется функция возобновления. Теперь на экране Run (Выполнение) будет отображаться клавиша F9 (Resum) (Возобновление). Программа может быть возобновлена, если не выполнялась какая-либо из следующих функций: F9 (Verf) (Проверка), F5 (MDI) (Ручной ввод данных), F1 (Home) (Исходное положение) либо Emergency Stop (Аварийный останов). F9 (Resum) также отменяется, если какой-либо параметр был изменен. Если не выполняется других функций, на осях может выполняться толчковая подача или управление с помощью маховика, независимо от работы, шпиндель может быть включен и выключен, и F9 (Resum) будет оставаться активной. Пока функция возобновления активирована, клавиша F9 на экране Run (Выполнение) будет показывать Resume (Возобновление). Если выбирается функция возобновления, активная программа будет запущена с момента останова. Во-первых, ось Z будет отведена в позицию смены инструмента на все время выполнения возобновления цикла. Во-вторых, оси X и Y в ускоренном режиме переместятся в точку останова. После того, как оси X и Y будут установлены в позицию, снова будет запрошен Cycle Start (Начало цикла). При нажатии на Cycle Start ось Z будет в ускоренном режиме перемещена в плоскость R; затем она будет подана на свою предыдущую глубину. Выполнение программы продолжится, как ни в чем не бывало. Нажатием клавиши Feedhold (Останов подачи) просто прекращается перемещение по осям, пока она снова не будет нажата, а затем также нажата кнопка Cycle Start (Начало цикла).
F2 (Old) Main-Run-Old (Главный экран – Выполнение – Существующая программа)
F2 (Old) (Существующая программа) позволяет осуществлять ввод – из окна сообщений – в существующую текстовую программу. После ввода номера устройство управления проверяет текстовые программы на предмет того, имеется ли среди них программа с таким номером. Если имеется, эта программа активируется. Если нет, появляется сообщение о том, что программа не обнаружена. После нажатия на клавишу ESC (Выход) можно ввести другой номер.
С помощью клавиш F3, F4, F5 и F8 на экране Run (Выполнение) устанавливается режим работы для программы. Когда эти клавиши подсвечиваются, функции активны в любой текущей программе или в любой программе, подлежащей выполнению.
F3 (Block) Main-Run-Block (Главный экран – Выполнение – Блок)
Когда активирован выключатель F3 (Block) (Блок), программа останавливается в конце каждого блока. Каждый раз при нажатии на Cycle Start (Начало цикла) выполняется еще один блок.
25

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F4 (OStop) Main-Run-OStop (Главный экран – Выполнение – Дополнительный останов)
Когда активирована кнопка дополнительного останова, F4 (OStop), программа будет останавливаться при каждой команде M01. При нажатии на Cycle Start (Начало цикла) будет продолжаться выполнение программы.
F5 (BSkip) Main-Run-BSkip (Главный экран – Выполнение – Пропуск блока)
Когда активирована кнопка пропуска блока, F5 (BSkip), программа будет пропускать все блоки, начинающиеся со знака / (косая черта).
Например: / M5
Когда активирована кнопка пропуска блока, M5 (команда отключения шпинделя) не будет выполняться.
F6 (Displ) Main-Run-Displ (Главный экран – Выполнение – Отображение)
Доступ к клавише F6 (Displ) (Отображение) имеется на многих экранах. На экране ниже показан доступ к F6 (Displ) с экрана RUN (Выполнение). Все функции отображения и экраны идентичны, независимо от точки входа в программу. Различаются только точки возврата на основании изначальной точки входа. При нажатии клавиши F6 (Displ) (Отображение) появляется следующий экран.
RunTime = Период выполнения Main-Run-Displ = Главный экран – Выполнение-Отображение Active = Активно
Current = текущее Next = следующее Distance = расстояниеКоррекция: левый рез \Инструмент: Длина: Диаметр:
26

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Плоскость: Зазор: Интерполяция: линейная (ускоренное перемещение)Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Dist = расстояние; Error = ошибка; Graph = графическое отображение; Diag = диагностика; Obs = внутриплатный переключатель; Shell = выход в командный процессор; Esc = выход
Примечание: F7 и F9 появляются только в защищенных режимах.
F1 (Dist) Main-Run-Displ-Dist (Главный экран – Выполнение – Отображение – Расстояние)
Когда активирована клавиша F1 (Dist) (Расстояние), на экране отображается текущее положение, следующее положение и расстояние, которое требуется пройти.
F2 (Error) Main-Run-Displ-Error (Главный экран – Выполнение – Отображение – Ошибка)
Ошибка рассогласования относится к запаздыванию следящей системы.
При нажатии на клавишу F2 (Error) (Ошибка) на экране отображаются текущая позиция, следующая позиция и Ошибка рассогласования. Отображение ошибки рассогласования предназначено для помощи в настройке станка или поиска и устранения неисправности на оси. При нажатии на F2 (Error) (Ошибка) появляется следующий экран.
27

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Run-Displ = Главный экран – Выполнение-Отображение Active = АктивноCurrent = текущее Next = следующее Following Error = ошибка рассогласования
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Dist = расстояние; Error = ошибка; Graph = графическое отображение; Diag = диагностика; Esc = выход
F3 (Graph) Main-Run-Displ-Graph (Главный экран – Выполнение – Отображение - Графическое отображение)
Если нажата клавиша F3 (Graph) (Графическое отображение), устройство управления переключается с показа текста на графическое отображение активной программы обработки детали. Появляется следующий экран.
RunTime = Период выполнения Main-Run-Displ-Graph = Главный экран-Выполнение-Отображение-Графическое отображение Active = АктивноКоррекция: отменена Инструмент:
28

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:Rot = поворот; Pan = панорамирование; Wind = создание окна; Auto = автоматическое масштабирование; Zoom- = уменьшение масштаба; Zoom+ = увеличение масштаба; Limit = границы; Zone = безопасная зона; Coord = координата; Fresh = обновление; Exit = выход; Clear = очистить
Графики в данном ЧПУ являются полностью трехмерными и отображаются в графической области до тех пор, пока устройство управления остается в графическом режиме. При запросе других отображений в графической зоне будет появляться окно с запрашиваемыми данными. По окончании работы с этими функциями окно исчезнет, а графическое отображение будет восстановлено. Шкалы внизу и в левой стороне экрана используются для контроля размера детали. При изменении масштаба экрана деления на линейках изменятся соответствующим образом. Деления на линейках выражены в единицах измерения станка; в дюймовой системе наибольшие деления равняются примерно одному дюйму. В метрической системе наибольшие деления составляют 10 мм. Параметр Runtime (Период выполнения) наверху экрана, по существу, является таймером, который запускается, когда выполняется команда Run Program (Выполнение программы), и останавливается в конце программы или когда программа прерывается. Данные об общем времени изготовления одной детали хранятся в программном параметре № 369 “Job Time” (Время изготовления одной детали).
В следующем разделе объясняются принципы манипуляций с деталью, отображаемой в графической области. Ко всем следующим функциям можно получить доступ через экран Displ-Graph (Отображение – Графическое отображение).
Примечание: Графики удаляются с экрана при запуске или начале проверки программы.
29

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F1 (Rot) Main-Run-Displ-Graph-Rot (Главный экран – Выполнение – Отображение - Графическое отображение – Поворот)
При выборе функции поворота F1 (Rot) появляется следующий экран.
RunTime = Период выполнения Main-Run-Displ-Graph-Rot = Главный экран-Выполнение-Отображение-Графическое отображение-Поворот Active = АктивноКоррекция: отменена Инструмент: Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:Done = выполнено
(F1 -XY, F2 -XZ, F3 -Y2, F4 -ISO)
С помощью клавиш F1, F2, F3 и F4 производятся четыре стандартных поворота детали: XY сверху, XZ спереди, YZ сбоку и изометрические представления. Индекс ориентации в нижнем левом углу экрана показывает текущую ориентацию детали. Нажатием на клавиши с F1 по F4 индекс ориентации перемещается в свое новое положение. Клавиши с F5 по F10 используются для поворота любой из выбранных осей с приращениями по 5°. Опять же, если клавиша нажата, индекс ориентации поворачивается, указывая ориентацию отображения детали. С помощью F5 и F6 поворачивается ось X ±, с помощью F7 и F8 – ось Y ±, и с помощью F9 и F10 – ось Z ±.
Примечание: Экран масштабируется автоматически при отображении новой ориентации.
30

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F2 (Pan) Main-Run-Displ-Graph-Pan (Главный экран – Выполнение – Отображение - Графическое отображение – Панорамирование)
Клавиша F2 (Pan) (Панорамирование) используется для выбора функции панорамирования, с помощью которой оператор может панорамировать деталь. Появляется следующий экран.
RunTime = Период выполнения Main-Run-Displ-Graph-Pan = Главный экран-Выполнение-Отображение-Графическое отображение-Панорамирование Active = АктивноКоррекция: отменена Инструмент: Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:Block = Блок; Enter = ввод; Done = выполнено
Перекрестие, появляющееся на экране, можно перемещать с помощью числовых клавиш либо клавиш со стрелками F7 - F10. Для выполнения панорамирования передвинуть курсор в точку на экране, т.е. в желаемый центр экрана, и нажать на F5 (Enter) (Ввод) либо Enter (Ввод) на клавиатуре. Экран сместится в новое положение, панорамирование может быть возобновлено. С помощью клавиши ESC (Выход) функция панорамирования отменяется и происходит возврат к экрану Graph (Графическое отображение). Перекрестия также можно использовать для проверки координат детали, отображаемой на экране.
31

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F3 (Wind) Main-Run-Displ-Graph-Wind (Главный экран – Выполнение – Отображение - Графическое отображение – Создание окна)
С помощью клавиши F3 (Wind) (Создание окна) выбирается функция создания окна, которая дает возможность оператору создавать окно на определенной области детали. При выборе F3 (Wind) (Создание окна) появляется следующий экран.
RunTime = Период выполнения Main-Run-Displ-Graph-Wind = Главный экран-Выполнение-Отображение-Графическое отображение-Создание окна Active = АктивноКоррекция: отменена Инструмент: Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:
Total Dist = общее расстояниеXDist = расстояние до оси ХYDist = расстояние до оси Y
Enter = ввод; Done = выполнено
Перекрестие, появляющееся на экране, можно перемещать с помощью числовых клавиш либо клавиш со стрелками F7 - F10 (так же, как при панорамировании). Для увеличения с помощью окна передвинуть курсор в первый угол области окна и нажать на F5 (Enter) (Ввод) или на кнопку Enter (Ввод). Затем передвигать курсор до тех пор, пока требуемая область детали не попадет в прямоугольный блок, показанный на экране. Затем нажать на Enter. Область, заключенная в блок, теперь будет отображаться на всем экране. После нажатия на Enter окно закрывается, и происходит возврат к графическому режиму. Перекрестия можно использовать для проверки координат и расстояния между элементами на детали.
Координаты X Y в левой нижней части экрана указывают на положение курсора относительно нулевой точки детали. Координаты X Y в правой нижней части экрана
32

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
указывают на размер окна. Эти номера можно использовать для получения краткой справки о размере и параметрах детали.
F4 (Auto) Main-Run-Displ-Graph-Auto (Главный экран – Выполнение – Отображение - Графическое отображение – Автоматическое масштабирование)
С помощью клавиши F4 (Auto) выбирается функция автоматического масштабирования. С помощью этой функции выполняется автоматическое масштабирование и центрирование всех деталей на экране.
F5 (Zoom-) Main-Run-Displ-Graph-Zoom- (Главный экран – Выполнение – Отображение - Графическое отображение – Уменьшение масштаба)
С помощью клавиши F5 (Zoom) выбирается функция уменьшения масштаба, с помощью которой наполовину уменьшается размер детали, отображающейся в данный момент на экране. В основном, данная функция используется для просмотра большей части детали.
F6 (Zoom+) Main-Run-Displ-Graph-Zoom+ (Главный экран – Выполнение – Отображение - Графическое отображение – Увеличение масштаба)
С помощью клавиши F6 (Zoom) выбирается функция увеличения масштаба, удваивающая размер детали, отображаемой на экране. В основном, эта функция используется для увеличения определенной области детали, что дает оператору возможность видеть больше подробностей.
F7 (Limit) Main-Run-Displ-Graph-Limit (Главный экран – Выполнение – Отображение - Графическое отображение – Границы)
Клавишей F7 (Limit) (Границы) чертится блок на экране, соответствующий пределам осей станка. Это позволяет отображать деталь относительно перехода станка за установленные пределы. Если деталь выходит за пределы этого блока, ее нельзя обрабатывать на станке, не внеся каких-либо исправлений мер для изменения рабочих коррекций. Крайние границы осей устанавливаются со страниц параметров. При программировании детали за пределами данного блока появится сообщение об ошибке “axis software limit overtravel” (Переход за заданные границы оси).
Примечание: Для отображения действительного положения в пределах необходимо установить нулевую точку детали и длину инструмента.
F8 (Zone) Main-Run-Displ-Graph-Zone (Главный экран – Выполнение– Отображение - Графическое отображение – Зона безопасности)
Клавишей F8 (Zone) чертится блок на экране, соответствующий зоне безопасности оси. Это зона, в которую не может войти инструмент. Если инструмент программируется в данном блоке при включенной функции зоны безопасности (G23), появится сообщение об ошибке "attempted to move into safe zone" (Попытка перейти в зону безопасности). G22 отключает функцию зоны безопасности.
33

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F9 (Coord) Main-Run-Displ-Graph-Coord (Главный экран – Выполнение – Отображение - Графическое отображение – Координата)
С помощью клавиши F9 (Coord) чертится координата оси через X0, Y0, Z0. Это дает визуальный ориентир месторасположения нулевой точки на детали.
F10 (Fresh) Main-Run-Displ-Graph-Fresh (Главный экран – Выполнение – Отображение - Графическое отображение – Обновление)
При нажатии на клавишу F9 (Fresh) происходит обновление текущего изображения детали на экране.
Help (Clear) (Помощь (Очистить)) Main-Run-Displ-Graph-Clear (Главный экран – Выполнение – Отображение - Графическое отображение – Очистить)
С помощью клавиши F10 (Clear) очищается текущий буфер изображения. После выполнения команды очистить экран ничего не будет отображать до проверки или повторного запуска программы.
F4 (Diag) Main-Run-Displ-Diag (Главный экран – Выполнение – Отображение – Диагностика)
Клавиша F4 (Diag) используется, главным образом, для настройки станка либо поиска и устранения неисправностей функций станка. Диагностические экраны загружают все внешние биты ввода/вывода, подсоединенные к ЧПУ. Состояние каждого бита отображается на экране, и, по мере того, как они изменяются на станке, экран обновляется. С помощью функциональных клавиш с F1 по F6 демонстрируются различные оси, задействованные в ЧПУ. При выборе X, Y, Z и т.д. загружаются соответствующие каналы ввода/вывода осей. Отображение "0" на экране означает, что канал ввода/вывода не активен. "1" указывает на активность.
На следующем экране представлена информация, выдаваемая при выборе различных осей.
34

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Run-Displ-Diag = Главный экран-Выполнение-Отображение-Диагностика Active = АктивноВвод оси Х01 Аварийный останов02 Соединительная тяга отключена03 Соединительная тяга включена04 Разгон 05 Смена инструмента06 Неисправность системы смазки07 Ожидание канала08 Нулевая скорость09 Неисправность привода10 Задний ход шпинделя11 Оцифровка 12 Выключатель исходного положенияМаркерный импульс Маркер шпинделя
Вывод оси Х01 Программный аварийный останов02 Подача СОЖ в виде масляного тумана03 Подача СОЖ поливом04 Вращение шпинделя по часовой стрелке05 Вращение шпинделя против часовой стрелки06 Шпиндель в порядке07 Включение соединительной тяги08 Смена инструмента09 Разрешение сброса10 Вывод Х 1011 Фиксация шпинделя12 Поворотный зажимСчетчик оборотов шпинделя
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Esc = выход
Примечание: Диагностические экраны будут отличаться у станков с различными опциями. Текст, возникающий на экране, - из файлов INP.XXX и OUT.XXX, где XXX – это расширение для отображения желаемого языка на экране. Файлы INP.XXX и OUT.XXX для базового станка без опций находятся в каталоге ПЗУ (ROM). Файлы, соответствующие опциям, которые могут быть на станке, будут находиться в каталоге ОЗУ (RAM). Устройство управления сначала проверит каталог ОЗУ (RAM). Если файлы не будут обнаружены в нем, устройство управления будет использовать файлы по умолчанию в каталоге ПЗУ (ROM).
Каждая ось имеет вводы и выводы, при нажатии на кнопки F1…F6 демонстрируются вводы и выводы для соответствующей оси.
Примечание: У станков с устройствами смены инструмента и т.д. будут другие диагностические экраны.
F7 (OBS) Main-Run-Displ-Obs (Главный экран – Выполнение – Отображение – Внутриплатный переключатель)
Клавиша F7 (Внутриплатный переключатель) будет отображаться только на уровне доступа 2 и выше. F7 (Внутриплатный переключатель) будет подсвечиваться, она доступна, только если текущее отображение - F1 (Следующее) или F2 (Расстояние). Она отображает информацию о платах управления перемещениями. F7 (Внутриплатный переключатель) появляется только в защищенных режимах.
35

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F9 (Shell) Main-Run-Displ-Shell (Главный экран – Выполнение – Отображение – Выход в командный процессор)
Клавиша F9 (Выход в командный процессор) доступна, если устройство управления находится на уровне доступа 2 и выше. Оно выйдет в систему DOS. Для возвращения к ЧПУ напечатать exit (выход). F9 (Выход в командный процессор) появляется только в защищенных режимах.
F7 (Menu) Main-Run-Menu (Главный экран – Выполнение – Меню)
С помощью клавиши F7 (Меню), выбранной с экранов Run (Выполнение) или Verify (Проверка), выводится окно, содержащее перечень всех имеющихся программ, которые можно выполнять. Экран, показанный ниже, появляется при запросе программного меню.
RunTime = Период выполнения Main-Run-Menu = Главный экран – Выполнение – Меню Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеConversational file Centurion = Диалоговый файл Centurion
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Verf = проверка; Enter = авод; Togle = переключение; PgUp = на страницу вверх; PgDn = на страницу вниз; Abort = прерывание; Drive = диск
36

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Для активации одной из программ, перечисленных в окне, использовать стрелку и клавиши перелистывания страниц для перемещения курсора на желаемую программу и нажать на F5 (Ввод) либо на кнопку Enter (Ввод) на клавиатуре. Функцию меню можно вызвать с других экранов, но она функционирует везде одинаково. При вызове с экранов Run (Выполнение) или Verify (Проверка) выбранная программа становится активной. При вызове с экрана редактирования выбранная программа становится редактируемой. С помощью F1 (Проверка) графически проверяется деталь, на которую установлен курсор. При нажатии клавиши F6 (Переключение) отображается размер файла, время и дата последнего изменения и семь символов для названия файла. Названия подкаталогов определяются, как <DIR>. “..” определяют родительский каталог по отношению к текущему. При нажатии на клавишу HELP (Диск) появляется список доступных дисков.
Примечание: Название файла заключено в скобки. Если на первом блоке нет скобок, название файла является первым блоком. При нажатии на клавишу “D” появляется меню для перехода в “Full Dos Filenames”(«Полные названия файлов в системе Dos») и из него. Нажатием на клавишу “N” вызывается функция сортировки файлов по названию и описанию.
F8 (Dry) Main-Run-Dry (Главный экран – Выполнение – Холостой ход)
При активации F8 (Холостой ход) все запрограммированные скорости подач будут работать в режиме подачи на холостом ходу.
Примечание: Команды шпинделя в режиме холостого хода могут игнорироваться при задании параметра.
Переключение в режим Dry Run (Холостой ход) и обратно может производиться во время выполнения программы. Станок должен быть сначала установлен в режим останова F9 (Halt), переключен на холостой ход или обратно F8 (Dry), а затем работа станка должна быть возобновлена F9 (Resum). Клавиша F8 (Dry) (Холостой ход) не будет отображаться во время выполнения программы.
F10 (HDW) Main-Run-HDW (Главный экран – Выполнение – Маховик)
Когда активирована клавиша F10 (HDW) (Маховик), перемещения по осям в программе будут относиться к повороту электронного маховика. Скорость подачи (подача/об или подача/мин) будет оказывать влияние на расстояние, покрываемое за один щелчок маховика. Четыре различных параметра, которые оказывают влияние на расстояние, покрываемое за один щелчок маховика, перечислены ниже.
1. Периферийное устройство обработки данных датчика маховикаЧисло толчков/оборот электронного маховика. Эта величина должна равняться 400 для наших действующих систем.
2. Запуск мин/об Общее число минут времени нормального выполнения программы должно соответствовать одному обороту маховика. Увеличение подачи (в дюймах/мин) в
37

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
связи с этим фактором приведет к подаче в дюймах/оборот маховика. Эта величина должна равняться примерно 0,0010 для наших действующих систем.
3. Запуск, макс. дюймов/минЭто ограничивает скорость подачи, но при этом происходит запуск вручную для получения обоснованной реакции на запрограммированных низких скоростях подачи. Регулирование других параметров маховика может вызвать ошибки рассогласования по положению на скоростях выше 100 дюймов/мин. Эта величина должна равняться примерно 100 для нашей действующей системы.
4. Коэффициент при запуске Коэффициент для каждого щелчка маховика должен составлять примерно 100 для нашей действующей системы.
Коэффициент при запуске /Число минут/оборот при запуске пропорционально максимальной допустимой скорости подачи при ручном запуске.
При работе в ручном режиме и на холостом ходу расстояние, покрываемое за один щелчок маховика, относится к параметру Dry Run Feed (Подача на холостом ходу).
При переключении из ручного режима в автоматический появляется сообщение для оператора нажать «Начало цикла».
Если оператор работает в ручном режиме, и начинается цикл нарезания резьбы метчиком, появится сообщение "Tapping cycle will not be in handwheel mode. Press any key to continue" (Цикл нарезания резьбы метчиком не работает в ручном режиме. Для продолжения работы нажать на любую клавишу.). Станок выполнит нарезание резьбы метчиком и вернется в ручной режим.
Help (TlSet) Main-Run-TlSet (Главный экран – Выполнение – Настройка инструмента)
Если не выполняется никаких программ, справочная клавиша (TlSet) (Настройка инструмента) выполняет функции клавиши настройки инструмента. Справочная клавиша Help (TlSet) аналогична F1 (Start) (Старт). При ее нажатии запрашивается Cycle Start (Начало цикла).
1. У оператора запрашивается высота установочного калибра. 2. У оператора запрашивается номер инструмента для установки коррекции.
Станок выполняет смену инструмента на инструмент с данным номером. 3. Оператор вручную подводит режущую кромку инструмента к калибру или
торцу детали. Затем он нажимает на Enter (Ввод). 4. У оператора запрашивается радиус инструмента. 5. Переход к номеру 2.
38

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Во время процедуры настройки таблица инструмента загружается с соответствующими значениями. После загрузки коррекций на инструмент оператор может нажать на ESC (Останов) для выхода из программы настройки инструмента.
Примечание: Данную программу можно изменить для специального применения (автоматические устройства для настройки инструмента, различные устройства смены инструмента и т.д.).
F5 (MDI) Main-MDI (Главный экран – Ручной ввод данных)
С помощью клавиши F5 (MDI) (Ручной ввод данных) в главном меню выбирается функция ручного ввода данных. С помощью нее любая функция станка может выполняться, как одна функция или один блок сразу. Если выбран ручной ввод данных, появляется следующий экран.
RunTime = Период выполнения Main-MDI = Главный экран – Ручной ввод данных Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеКоррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали: MDI = Ручной ввод данныхGCode = G-коды; MCode = М-коды; Displ = отображение; Done = готово
39

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
При вводе функций они отображаются в строке MDI внизу экрана. После ввода данных необходимо нажать на Enter (Ввод), чтобы завершить блок. На данной точке Начало цикла будет выполнять строка MDI. В режиме ручного ввода данных с помощью кнопки ESC (Выход) можно отменить любую команду MDI. С помощью F6 вызывается нормальное графическое изображение, которое было описано выше. Если в режиме ручного ввода данных включается графика, на дисплее по мере выполнения будут графически отображаться все действия.
F1 (Gcode) Main-MDI-Gcode (Главный экран – Ручной ввод данных – G-коды)
С помощью клавиши F1 (Gcode) вызывается список разрешенных G-кодов с кратким описанием каждого. При нажатии на F1 (Gcode) появляется следующий перечень G-кодов.
00 Linear Rapid 01 Linear Feed(линейное ускоренное перемещение) (линейная подача)02 CW Arc 03 CCW Arc(дуга по часовой стрелке) (дуга против часовой стрелки)04 Dwell 09 One-Shot Exact Stop(пауза) (одиночный точный останов) 10 Set Data Mode 11 Clear Data Mode(режим установки данных) (режим очистки данных)12 Clear Floating Zero 17 XY Plane(очистка плавающего нуля) (плоскость XY)18 XZ or ZX Plane 19 YZ Plane(плоскость XZ или ZX) (плоскость YZ)20 English 21 Metric(английская система) (метрическая система) 22 Safe zone check off 23 Safe zone check on(отключение проверки безопасной зоны) (включение проверки безопасной зоны)24 Circ Pocket Clear 25 Circ Finish Inside(очистка круглых глубоких выемок) (внут. чист. обраб. круг. глуб. выемок) 26 Circ Finish Outside 28 Reference Return(наруж. чист. обработка круг. глубоких выемок) (возврат в нулевую точку)29 Return From Ref 30 2nd-4th Ref Return(возврат от нулевой точки) (2-4-й возврат в нулевую точку)31 Z to Clearance 32 Z to Tool Change(Z к зазору) (Z к смене инструмента) 33 Facing Cycle 34 Rect Pocket Clear(цикл обработки торцов) (очистка прямоуг. глубоких выемок)35 Rect Finish Inside 36 Rect Finish Outside(внут. чист. обработка прямоуг. глуб. выемок) (наруж. чист. обраб. прям. глуб. выемок)39 Threading Cycle 40 CutterComp Off(цикл нарезания резьбы) (откл. коррекции на реж. инструмент)41 Left CutterComp On 42 Right CutterComp On(вкл. коррекция на режущий инструмент слева) (вкл. коррекция на реж. инструм. справа)43 + H Offset Dir 44 - H Offset Dir(+ направление коррекции Н) (- направление коррекции Н)
40

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
45 Left Auto Comp On 46 Right Auto Comp On(вкл. автом. коррекции на реж. инструм. слева) (вкл. авт. коррекц. на реж. инстр. справа)47 Auto Comp Off 49 Cancel Tool Offsets(отключение автоматической коррекции) (отмена коррекций на инструмент)50 Scaling Off 51 Scaling On(отключение масштабирования) (установка масштабирования)52 Local Coordinate 53 Machine Coordinates(местная координата) (координаты станка)54 Worksystem 1 55 Worksystem 2(рабочая система 1) (рабочая система 2)56 Worksystem 3 57 Worksystem 4(рабочая система 3) (рабочая система 4)58 Worksystem 5 59 Worksystem 6(рабочая система 5) (рабочая система 6)60 One-Shot Rapid Move 61 Exact Stop Mode(однократный ускоренный ход) (режим точного останова)63 Tapping Mode On 64 Tapping Mode Off(вкл. режима нарезания резьбы метчиком) (откл. режима нарез. резьбы метчиком)65 Move Lockout Block 68 Rotation On(блокировка движения) (установка поворота)69 Rotation Off 70 Mirror Image Off(отмена поворота) (отмена зеркального отображения)71 Mirror Image On 72 Bolt hole(установка зеркального отображения) (отверстие под болт)73 Woodpecker Drill 74 Left Tap(сверление с периодическим выводом сверла) (нарезание резьбы слева)76 Fine Bore 78 Manual Bore(чистовая расточка) (расточка вручную)80 Canned Cycle Cancel 81 Drill(отмена группового цикла) (сверление)82 Drill/Dwell 83 Peck/Drill(сверление/пауза) (периодический вывод сверла/сверление)84 Tap 85 Bore(нарезание резьбы) (расточка)86 Fast Bore 87 Back Bore(ускоренная расточка) (обратная расточка)88 Hard Tap (option) 89 Bore/Dwell(жесткое нарезание резьбы метчиком (опция)) (расточка/пауза)90 Absolute 91 Incremental(абсолютные размеры) (инкрементные размеры)92 Set Floating Zero 93 Inverse Time Feed(установка плавающего нуля) (подача с выдержкой времени)94 Inches per Minute 95 Inches per Revolution(дюймов в минуту) (дюймов на оборот)98 Ret to Initial Level 99 Return to R-plane(возврат к начальному уровню) (возврат в плоскость R)
41

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Примечание: Текстовый файл, отображающий разрешенные G-коды на экране, - Gcodes.XXX, где XXX является расширением для соответствующего языка. Устройство управление сначала ищет Gcodes.XXX в каталоге RAM (ОЗУ). Если файл не обнаружен, его поиск производится в каталоге ROM (ПЗУ).
F2 (Mcode) Main-MDI-Mcode (Главный экран – Ручной ввод данных – М-коды)
С помощью клавиши F2 (Mcode) выводится список разрешенных M-кодов с коротким описанием каждого.
00 Program Stop 01 Optional Stop(останов программы) (опциональный останов)02 End of Program 03 Spindle On CW(завершение программы) (вкл. вращение шпинделя по час. стрелке)04 Spindle On CCW 05 Spindle Off(вкл. вращение шпинделя против час. стрелки) (вращение шпинделя отключено)06 Tool Change 07 Mist On(смена инструмента) (вкл. подачи СОЖ в форме масл. тумана)08 Flood On 09 Coolant Off(вкл. подачи СОЖ поливом) (откл. подачи СОЖ) 30 Spindle Off, End of Program 90 Graph Off(отключение шпинделя, завершение программы)(графика отключена)91 Graph On 93 3D Sweep Off(графика включена) (выкл. 3D развертки)94 3D Sweep On 95 Tapered Wall(вкл. 3D развертки) (конусная стенка)96 Rounded Wall 97 Pocket Clear(скругленная стенка) (очистка глубоких выемок) 98 Call Jump 99 End of Program(вызов программы) (завершение программы)
Примечание: Текстовый файл, отображающий разрешенные М-коды на экране, - Mcodes.XXX, где XXX является расширением для соответствующего языка. Устройство управление сначала ищет Mcodes.XXX в каталоге RAM (ОЗУ). Если файл не обнаружен, его поиск производится в каталоге ROM (ПЗУ). В зависимости от опций станка разрешенные М-коды могут меняться. Файл Mcodes.XXX в каталоге ROM (ПЗУ) относится к базовому станку без опций.
F6 (Displ) Main-Displ (Главный экран – Отображение)
См. описание к F6 (Displ) Main-Run-Displ (Главный экран – Выполнение – Отображение) на стр. 26, раздел 2. В эту функцию можно зайти с нескольких экранов.
42

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F7 (Parms) Main-Parms (Главный экран – Параметры)
С помощью клавиши F7 (Parms) на главном экране выводится следующая страница с параметрами.
RunTime = Период выполнения Main-Parms = Главный экран – Параметры Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Setup = настройка; Coord = координаты; Tool = инструмент; D off = коррекция на диаметр; H off = коррекция на длину; Save = сохранение; Load = загрузка; Prog = программа; User = пользователь; Done = готово
43

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F1 (Setup) Main-Parms-Setup (Главный экран – Параметры – Настройка)
С помощью клавиши F1 (Setup) выводятся параметры, которые обеспечивают уникальность устройства управления для конкретного станка или применения. При нажатии на F1 (Setup) появляется следующий экран.
RunTime = Период выполнения Main-Parms-Setup = Главный экран – Параметры – Настройка Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Level = уровень; Prec = точность; Power = питание; Axis = ось; Misc = прочее; OVRs = коррекции; BSC = коррекция на шарико-винтовую пару; DOS = подсказка DOS; Done = готово
Примечание: Клавиши с F2 (Prec) по F9 (DOS) отображаются, только если устройство управления находится в защищенном режиме, установленном с помощью кода подтверждения подлинности.
ЧПУ потребует КОД ПОДТВЕРЖДЕНИЯ ПОДЛИННОСТИ и номер УРОВНЯ ДОСТУПА для разрешения отображения или изменения параметров настройки станка.
44

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Код подтверждения подлинности и уровень доступа может предоставить производитель станка.
RunTime = Период выполнения Main-Parms-Setup-Level = Главный экран – Параметры – Настройка-Уровень Active = активноCurrent = текущее Next = следующее Distance = расстояниеVALIDATION CODE = код подтверждения подлинности
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Abort = отмена
Примечание: Параметры в разделах настроек обычно устанавливаются производителем станка. Изменение этих параметров может оказать влияние на многие функции и рабочие характеристики станка, оно может проводиться только квалифицированным обслуживающим персоналом.
При условии ввода правильных кодов можно выбирать следующие страницы.
45

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F2 (Prec) Main-Parms-Setup-Prec (Главный экран – Параметры – Настройка – Точность)
При нажатии на F2 (Prec) (машинная точность) появляется следующий экран.
RunTime = Период выполнения Main-Parms-Setup-Prec = Главный экран – Параметры – Настройка-Точность Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Десятичная точность Английская система Метрическая система Ведущие Конечные Ведущие КонечныеДекартоваУгловая Шпиндель Подача
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; Done = готово
Клавиши, отображаемые в режиме Edit (Редактирование):
На экране выше показаны некоторые типичные настройки для ведущих и конечных нулей для различных систем координат. Количество ведущих и конечных нулей не ограничено,
46

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
но существуют некоторые практические пределы. Если числа становятся слишком большими, они не будут помещаться в отведенное для них пространство на экране. Если они меньше, чем элементы обратной связи, они не будут вызывать перемещение. Для изменения параметра нажать на F1 (Edit) (Редактирование). Появится ряд клавиш со стрелками; использовать их для перемещения курсора на желаемый параметр и ввести новое число. После того, как все числа будут отредактированы, нажать на клавишу ESC (Exit) (Выход) для подтверждения новых чисел и возврата к предыдущему экрану. Эти параметры относятся ко всем числам, вводимым в устройство управления, за исключением параметров осей, которые устанавливаются отдельно в F4 (Axis) (Ось).
F3 (Power) Main-Parms-Setup-Power (Главный экран – Параметры – Настройка – Питание)
Параметры питания – это параметры, которые относятся непосредственно к конфигурации станка и, как правило, устанавливаются производителем станка.
Примечание: При редактировании или вводе значений параметров (или любых других числовых значений в устройство управления) можно использовать встроенный калькулятор.
Например: Вместо 0.3750 можно вводить 3/8 Вместо 1.3750 можно вводить 1 + 3/8
Для изменения текущего значения можно использовать “.”, как текущее значение. Если текущее значение равняется 0.358, а необходимо прибавить 0.002, следует ввести .+0.002 (вместо ввода 0.360).
С помощью клавиши F3 выводятся параметры включения питания по умолчанию, как показано на следующем экране.
47

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Parms-Setup-Power = Главный экран – Параметры – Настройка-Питание Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеИзменения в данном разделе оказывают влияние на включение электропитанияТип передней панели …СТАНДАРТНАЯПанель UL…нетОтверстие управления передней панели (Cent7)Видеорежим Инициативные единицы…G20, английская системаКоличество осейКлавиатура с последовательным подключением…нет Скорость подачи при включенном питании Ось шпинделяОсь первичного датчика маховика (Cent6 и выше)Ось 2-го датчика маховика (Cent6 и выше)Ось 3-го датчика маховика (Cent6 и выше)Новый удаленный маховик…нетRW30 Новый удаленный маховик (Cent6)…нетДатчик удаленного маховика
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
PgUp = на страницу вверх; PgDn = на страницу вниз; Esc = выход
Front Panel Type: Стандартная или с мембранными клавишами Mini-Series (тип передней панели)UL Panel: Нет или Да, если используется защитное реле аварийного останова(панель UL)FP Control Port (Cent 7): Отверстие передней панели 1552 для стандартных систем Cent 7 (Отверстие управления передней панели (Cent7))Video Mode: Стандартные настройки: 640 x 350 для ЭЛТ- и 800 x 600 для(видеорежим) ЖК-мониторов
Initial Units are: G20, английская система измерения, или G21, метрическая(инициативные единицы) система, для активации дюймовой или метрической системы.
Number of Axes: Может быть от 1 до 5. (количество осей)Serial Keyboard: Включает или отключает серийную клавиатуру с(клавиатура с последовательным подключением последовательным подключением)
Клавиатура начнет передачу через интерфейс CLK/DATA, а не через интерфейс RS-232. Это значит, что ПК сможет распознать, что клавиатура присутствует при перезагрузке и не повисает с таким сообщением, как <PRESS F1 TO RESUME> (Нажать на F1 для возобновления работы). Клавиатура всегда будет распознавать команды через интерфейс RS-232 или CLK/DATA. Если подходящая команда, не содержащая ошибок, получена через интерфейс RS-232, начнется передача через интерфейс RS-232, а не CLK/DATA.
48

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Похожим образом можно переключиться обратно на интерфейс CLK/DATA. Если подходящая команда, не содержащая ошибок, получена через интерфейс CLK/DATA, начнется передача через интерфейс CLK/DATA, а не RS-232.
Поскольку интерфейс RS-232 сблокирован не так, как интерфейс CLK/DATA, следующие дополнительные требования размещены в протоколе RS-232.
1. Допускается отправление команд системой только в ответ на передачи, установленные клавиатурой.
2. При выполнении передачи клавиатурой она ожидает завершения передачи, и затем происходит задержка еще на две миллисекунды перед повторной проверкой буфера клавиатуры. Эта задержка дает системе время для отправления команды повторной передачи или другой команды, например включения освещения. Поскольку передача одного символа занимает приблизительно одну миллисекунду при 9600 бод, это дает системе примерно 1 миллисекунду времени для обработки данных.
3. Для того, чтобы у системы была возможность отправлять команды, клавиатура будет периодически посылать стробирующий сигнал. Стробирующим сигналом является просто символ EAh. Этот символ будет передаваться, если клавиатура иначе не задействована в течение примерно 30 миллисекунд. Потом система может направить команду в ответ на стробирующий сигнал вместо необходимости ожидания следующего нажатия на клавишу.
Требования к аппаратному и программному обеспечению
Для клавиатуры с последовательным подключением требуется плата контроллера клавиатуры REV E со встроенной программой версии № 1.21 или выше. Встроенную программу для плат REV E нельзя использовать с платами предыдущих версий и наоборот.
Версия программного обеспечения ЧПУ должна быть № *.86 или выше.
Для клавиатуры с последовательным подключением используется COM2. Поэтому, если применяется клавиатура с последовательным подключением, вторичный параметр порта последовательного ввода-вывода должен быть установлен на none (нет). Вторичный параметр порта последовательного ввода-вывода может быть удален в дальнейшей версии.
На станках, настроенных для использования клавиатуры с последовательным подключением, будет модифицированный кабель в коробке магазина. Ранее входящий кабель был разделен надвое и подводился к видеокарте и плате контроллера. Теперь кабель разделен натрое и имеет 9-штырьковый D-образный миниатюрный разъем для подсоединения платы ввода-вывода. Разъем на плате ввода-вывода должен быть настроен для COM2 (при поставке он обычно настроен как COM1).
49

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Включение клавиатуры с последовательным подключением Программа ЧПУ будет использовать интерфейс клавиатуры с последовательным подключением, если параметр включения клавиатуры установлен на Yes (Да), и если программа выполняется без опций командной строки.
В ином случае программа ЧПУ будет использовать интерфейс клавиатуры с последовательным подключением, если параметр клавиатуры установлен на Yes (Да), и буква "s" появляется, как опция на командной строке.
Клавиатура с последовательным подключением активирована в следующих примерах, если параметр клавиатуры также установлен на yes (да).
CNCCNC s (только клавиатура с последовательным подключением)CNC fs (лампы передней панели, клавиатура с последовательным подключением)CNC as (циклы acroloop, клавиатура с последовательным подключением)CNC afs (то же, что и отсутствие опций)
Клавиатура с последовательным подключением дезактивирована в следующих примерах:
CNC n (демонстрационный режим)CNC f (лампы передней панели)CNC a (циклы acroloop)CNC af (циклы acroloop и лампы передней панели) CNC b (Блок управления сетью, Cent 6)CNC bf (Блок управления сетью и лампы передней панели)
Power-On Feedrate: Может быть любое число до максимальной скорости подачи. (скорость подачи при включенном питании)Spindle Axis: От 1 до 5 1=X, 2=Y, 3=Z, 4=A . . . и т.д. (ось шпинделя) Обычно установлено на 3 для оси Z.
Primary HDW Encoder Датчик для применения с первичным маховиком. Axis (Cent 6 and up) 7 для стандартных систем Cent 6; 8 для стандартных систем(ось первичного датчика Cent 7.маховика (Cent6 и выше))2nd Handwheel Используется для опциональных двойных систем маховиков Encoder Axis: (4, если имеется опция) (ось 2-го датчика маховика)3rd Handwheel Используется для опциональных двойных систем маховиковEncoder Axis: (5, если имеется опция).(ось 3-го датчика маховика)New remote handwheel: Yes (да), если имеется опция нового удаленного маховика.
50

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
(новый удаленный маховик)Remote HDW Encoder: Датчик для применения с удаленным маховиком. (датчик удаленного маховика)100% Rapid in Run: No (нет) означает, что коррекция скорости подачи окажет (100% ускорение влияние на ускоренное перемещение.при работе) Yes (да) означает, что коррекция скорости подачи не окажет
влияния на ускоренное перемещение в режиме работы.Ускоренные перемещения составляют 100%.
100% Rapid in Dry-Run: No (нет) означает, что коррекция скорости подачи окажет (100% ускорение в влияние на ускоренное перемещение в холостом режиме.холостом режиме) Yes (да) означает, что коррекция скорости подачи не окажет
влияния на ускоренное перемещение в холостом режиме.Ускоренные перемещения составляют 100%
Spindle on in Dry-Run: No (нет) означает, что шпиндель не будет включаться в (Включение шпинделя в холостом режиме. холостом режиме) Yes (да) означает, что шпиндель будет включаться в
холостом режиме.Tool Tables by: Радиус или диаметр (Таблицы инструмента по)Don't Load Canned No (нет) означает, что групповые циклы будут загружаться. Cycles: Yes (да) означает, что групповые циклы не будут загружаться;(Не загружать групповые циклы (сверление, выемки, рама и т.д.) занимают групповые циклы) примерно 39K памяти. Block Skip On: Если стоит Yes (да), пропуск блока активируется при (включение пропуска включении питания. блока)Optional Stop On: Если стоит Yes (да), условный останов активируется при(включение условного включении питания.останова)Safe Zone On: Если стоит Yes (да), зона безопасности активируется при (активация зоны включении питания.безопасности) С помощью G22 зона безопасности отключается.
С помощью G23 зона безопасности включается.
51

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Foreign Extensions: Относится к расширениям для файлов данных. Действующие (иностранные расширения) в настоящее время расширения перечислены ниже.
CES CZECH (чешский)CHN CHINESE (китайский)NED DUTCH (голландский)DAT ENGLISH (английский)FRN FRENCH (французский)GRM GERMAN (немецкий)ITA ITALIAN (итальянский)SPN SPANISH (испанский)TRK TURKISH (турецкий)
Tool Changer Information (Информация об устройстве смены инструмента)
Machine Type: Ввести VMD 30....(тип станка)ATC Type is: Ручное/Avanti, Milltronics, или другое (тип устройства автоматической смены инструмента)ATC tool (pocket count): Количество гнезд в устройстве смены инструмента(инструмент устройства автоматической смены (количество гнезд))Spindle orient delay(MS): Запаздывание ориентационного штифта (использовать 0 для(задержка ориентации роликовых штифтов или электронной ориентации)шпинделя)M6 (Tool Change) Macro: Путь и название программы, используемой для M6(макрос М6 (смена инструмента))Put Pot down on Yes (да) означает, что гнездо будет опущено для ожидающего swing arm tool changers: инструмента.(опускание гнезда на No (нет) означает, что оно будет поднято. устройствах смены инструмента с поворотной рукой)Check drawbar switch: Yes (да) для более новых станков с переключателями тягового (проверить выключатель стержня. тягового стержня)Milltronics ATC is: Плунжерный, мальтийский 2-этапный, мальтийский 1-(устройство смены этапный или с поворотной рукой инструмента Milltronics)Milltronics CW Coast: На устройствах смены инструмента с мальтийским (движение по инерции механизмом Partner 1 используются по часовой стрелке)
52

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Milltronics CW Brake: параметры для установки срока индексирования и (торможение торможения устройства смены инструмента в направлениях по часовой стрелке) по часовой стрелке и против часовой стрелки. Milltronics CCW Coast:(движение по инерции Предполагаемые значения – 110 для движения по инерции ипротив часовой стрелки) 60 для торможения. Milltronics CCW Brake:(торможение против часовой стрелки)Check Air Pressure: Если данный параметр установлен на yes (да) и давление(проверка давления низкое (ввод Y #1), станок будет установлен в режим воздуха) аварийного останова, и будет выведена ошибка 448 “Air
Pressure Error. Check air hose connection” (Ошибка давления воздуха. Проверить шланг пневмопривода).
Drawbar Delay: Используется на устройствах смены инструмента Partner, как(запаздывание запаздывание (в секундах) после включения тягового стержнятягового стержня) и до того, как головка поднимается для удаления инструмента,
чтобы предотвратить натяжение держателя инструмента.
Custom M and G code Tables (Таблицы специализированных кодов М и G)
Custom G code O9010 Custom G code = специализированный G-кодCustom G code O9011Custom G code O9012Custom G code O9013Custom G code O9014Custom G code O9015 Custom G code O9016 Нельзя получить специализированный G-код для G0Custom G code O9017 Custom G code O9018Custom G code O9019
Custom M code O9020 Custom М code = специализированный М-кодCustom M code O9021Custom M code O9022 Custom M code O9023 Custom M code O9024 Custom M code O9025Custom M code O9026 Нельзя получить специализированный М-код для M0Custom M code O9027 Custom M code O9028Custom M code O9029
Parameter file version: Всегда должна быть 1
53

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
(версия файла параметров) Use Small Soft keys: Должно быть установлено на no (нет) для 12" ЭЛТ-мониторов(использование малых многофункциональных клавиш)
Примечания по параметрам
Примечание 1: Для изменения параметра нажать на F1 (Edit) (Редактирование) и ввести новый номер.
Примечание 2: После изменения любого параметра мощности вернуться в главное меню перед тем, как выключить и снова включить питание.
Примечание 3: После того, как любой из параметров мощности был изменен, питание станка должно быть отключено, а затем снова включено. Эти параметры будут читаться только после включения питания.
F4 (Axis) Main-Parms-Setup-Axis (Главный экран – Параметры – Настройка – Ось)
При нажатии на кнопку F4 (Axis) (Ось) появляется следующий экран.
RunTime = Период выполнения Main-Parms-Setup-Axis = Главный экран – Параметры – Настройка-Ось Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеМетка адреса осиЧисло импульсов на единицуУмножитель датчикаИсходное положение Исходное направление Скорость в направлении исходного положения
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор:
54

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Скорость в направлении от исходного положенияСкорость в направлении маркерного импульса
Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Метка адреса оси:
Edit = редактирование; PgUp = на страницу вверх; PgDn = на страницу вниз; Esc = выход
Клавиши, отображаемые в режиме F1 (Edit) (Редактирование):
С помощью клавиш PgUp (на страницу вверх), PgDn (на страницу вниз) и стрелок можно перемещаться по таблице в верхней части экрана. На нижней части экрана демонстрируются изменения данных, связанные с положением курсора в верхней части экрана. Для редактирования значений в данных таблицах курсор перемещается с помощью клавиш со стрелками на желаемый параметр в верхней части экрана. При нажатии на клавишу F1 (Edit) (редактирование) курсор перемещается в нижнюю часть экрана. Затем следует переместить курсор с помощью клавиш со стрелками на желаемую ось или параметр и ввести новые значения на клавиатуре. После ввода новых значений нажать на клавишу ESC (Выход). Новое значение будет введено, а курсор возвратится в верхнюю часть экрана; затем можно возобновить процесс выбора. Некоторые параметры могут относиться к положению станка. Для редактирования или загрузки этих параметров использовать клавишу F4 (Mach), посредством которой положения X, Y и Z загружаются в параметры. Использовать F5 (M-XY) для осей X и Y либо клавишу F6 (M-Z) для оси Z. Ниже приведен перечень всех выбираемых параметров, отображаемых в данном режиме и описание их функций.
Axis Address Label Код ASCII, присвоенный каждой оси (Метка адреса оси)
X 88.0000Y 89.0000Z 90.0000
Pulses Per Unit Число импульсов, выдаваемых обратной связью,(Число импульсов на единицу) на единицу перемещения
X 10000.0000 Y 10000.0000Z 10000.0000
55

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Encoder Multiplier Устанавливает встроенный умножитель на число(Умножитель датчика) импульсов, исходящих от датчика.
X 02.0000 0 – 1 раз, 1 – 2 раза и 2 – 4 разаY 01.0000 Z 01.0000
Home Position Размер, установленный для нулевой позиции станка(Исходное положение) или исходного положения
X 00.0000 Y 00.0000Z 00.0000
Home Direction Определяет направление вращения двигателя при (Исходное направление) команде установки в исходное положение
X 00.0000 по часовой стрелке = 00.0000Y 00.0000 против часовой стрелки = 01.0000Z 00.0000
Velocity Toward Home Устанавливает скорость подачи, на которой ось ищет(Скорость в направлении конечный выключатель исходного положенияисходного положения)
X 60.0000 Y 60.0000 Z 60.0000
Velocity Away From Home Устанавливает скорость, на которой ось удаляется от(Скорость в направлении конечного выключателя исходного положенияот исходного положения)
X 12.0000 Y 12.0000Z 12.0000
Velocity Toward Marker Устанавливает скорость, на которой ось ищет(Скорость в направлении маркерный импульс датчикамаркерного импульса)
X 02.0000 Y 02.0000 Z 02.0000
Home Sequence Эти числа определяют порядок возврата осей в(Цикл возврата в исходное исходное положение:положение)
X 02.0000 Сначала №1, затем №2 и т.д. Оси с одинаковымY 02.0000 номером возвращаются в исходное положение вместе. Z 01.0000 0 вызывает невозвращение оси в исходное положение.
56

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Positive Limit Расстояние от нулевого положение станка, при котором(Положительный предел) возникает положительный запрограммированный
X 00.0000 пределY 00.0000Z 00.0000
Negative Limit Расстояние от нулевого положение станка, при котором(Отрицательный предел) возникает отрицательный запрограммированный
X -31.0000 пределY -18.0000Z - 6.5000
Maximum Feed Устанавливает максимальную скорость подачи G01(Макс. скорость подачи) в дюймах/мин или мм/мин
X 200.0000 Y 200.0000Z 200.0000
Dry Run Feed Устанавливает скорость подачи на холостом ходу (Скорость подачи на холостом в дюймах/мин или мм/минходу)
X 75.0000 Y 75.0000Z 75.0000
Rapid Velocity Устанавливает максимальную скорость подачи G00 (Ускоренная подача) в дюймах/мин или мм/мин
X 800.0000Y 800.0000Z 800.0000
Acc/Dec Разгон/торможение – это число, определяющее(Разгон/торможение) величину, при которой скорость оси увеличивается
X 20.0000 или уменьшается относительно движений подачи. Чем Y 20.0000 меньше число, тем дольше время разгона/торможения. Z 20.0000 Разгон и торможение в данном ЧПУ являются
линейными. Единицы выражены, как дюймы/сек².
Rapid Acc/Dec Ускоренный разгон/торможение – это число, (Разгон/торможение при определяющее величину, при которой скорость оси ускоренном перемещении) увеличивается или уменьшается относительно
X 20.0000 ускоренного перемещения. Чем меньше число, тем Y 20.0000 дольше время разгона/торможения. Разгон и Z 20.0000 торможение в данном ЧПУ являются линейными.
Единицы выражены, как дюймы/сек².
57

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Feed S-Curve Acc Единицы идентичны (линейному) разгону/ (Cent 7 and up) торможению. Они используются, когда s-кривые(S-кривая разгона и торможения активированы при движениях подачи. при подаче (Cent 7 и выше))
Rapid S-Curve Acc Единицы идентичны (линейному) разгону/ (Cent 7 and up) торможению. Они используются, когда s-кривые (S-кривая разгона и торможения активированы при ускоренном перемещении. при ускоренном перемещении (Cent 7 и выше))
Slow Jog Velocity Скорость в дюймах/мин или мм/мин.(Толчковая подача на медленной скорости)
X 50.0000 Y 50.0000Z 50.0000
Fast Jog Velocity Скорость в дюймах/мин или мм/мин.(Толчковая подача на высокой скорости)
X 200.0000Y 200.0000Z 200.0000
Jog Key Direction Определяет, относится ли толчковая подача к(Направление кнопки движению стола или движению инструмента.толчковой подачи) “1" меняет направление.
X 00.0000 Y 00.0000 Z 00.0000
In Position После любого ускоренного перемещения станок будет (В положении) ждать, пока оси не будут находиться в заданном
X 00.0050 положении, перед тем, как начинать следующий блокY 00.0050Z 00.0050
58

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
G00 Unidirectional Устанавливает расстояние в дюймах или мм, которое (G00 Однонаправленное) ось будет проходить после заданного положения в
X 00.0000 одном направлении до того, как поменять направление,Y 00.0000 так что станок всегда будет позиционироваться от Z 00.0000 одного направления. Активно только в режиме G00.
P1 P2P1
Расстояние в одном направлении
G60 Unidirectional То же, что и G00, только активно в блоке G60 (G60 Однонаправленное)
X 00.0000Y 00.0000Z 00.0000
Backlash (Зазор) Устанавливает расстояние в дюймах или мм. X 00.0000 Устройство управления будет проводить коррекцию Y 00.0000 мертвого хода при реверсе оси. Активно во всех Z 00.0000 режимах.
Excess Error Устанавливает расстояние в дюймах или мм. (Ошибка рассогласования) Станок может отставать от ЧПУ. ЧПУ отключит
X 00.2500 систему из-за ошибки рассогласования. Y 00.2500 00.0000 = никогда не вызовет ошибку рассогласования. Z 00.2500
Rotary=0 Linear=1 Определяет, должна ли ось считаться круговой или (Круговая=0, линейная=1) линейной. У круговой оси скорость подачи выражается
X 01.0000 в градусах/мин, а не в дюймах/мин. Для круговой оси Y 01.0000 не требуется преобразования между дюймовой и Z 01.0000 метрической системой.
Handwheel Normal=0 Invert=1 “1" меняет направление вращения маховика.(Маховик, нормальное=0, обратное=1)
X +00.0000 Y +00.0000Z +00.0000
59

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
English Leading Устанавливает количество знаков слева от десятичной(Старшие разряды, запятой для дюймовой системы, только для указаннойанглийская система) оси
X 02.0000 Y 02.0000 Z 02.0000
English Trailing Устанавливает количество знаков справа от десятичной(Младшие разряды, запятой для дюймовой системы, только для указаннойанглийская система) оси
X 04.0000 Y 04.0000Z 04.0000
Metric Leading То же, что и Старшие разряды в английской системе,(Старшие разряды, за исключением того, что система метрическаяметрическая система)
X 03.0000 Y 03.0000Z 03.0000
Metric Trailing То же, что и Младшие разряды в английской системе,(Младшие разряды, за исключением того, что система метрическаяметрическая система)
X 03.0000Y 03.0000Z 03.0000
Home Switch=0 Marker=1 Определяет, будет ли ось искать конечный(Выключатель исходного выключатель исходного положения, а затем маркерныйположения=0, маркерный импульс, либо искать ближайший маркерный импульс.импульс=1)
X 00.0000 Y 00.0000 Z 00.0000
Max Handwheel Error Когда ошибка рассогласования достигает данной (Макс. погрешность маховика) величины, импульсы от маховика игнорируются.
X 01.0000 Ошибка выражена в дюймах или мм. Y 01.0000Z 01.0000
60

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Tool Change Z перемещается в данное положение по команде G32(Смена инструмента) (Z до смены инструмента) или M6 (смена
X + 00.0000 инструмента). Данная позиция указана в дюймах илиY + 00.0000 мм и относится к нулевому положению. ПозицияZ + 00.0000 смены инструмента оси Y используется на продольно-
фрезерных станках. X и Y используются на устройствах смены инструмента погрузочно-разгрузочного типа
Tool Changer Spacing (arm style) Используется во избежание размещения крупных (Интервалы устройства смены инструментов близко друг к другу в устройствах сменыинструмента) инструмента с поворотной рукой(с поворотной рукой)
Gain Proportional (KP) KP в единицах ступеней ЦАП на число ошибок (Пропорциональное усиление) рассогласования.
X + 08.0000Y + 08.0000Z + 08.0000
Gain Velocity (KV) KV в единицах ступеней ЦАП на единицу скорости. (Прирост скорости) Эти единицы предполагают наличие 16-битового ЦАП
X + 250.0000 (1 бит знак, 15 битов амплитуда), хотя четыре нижних Y + 250.0000 бита не несут особой значимости. Единицами скорости Z + 250.0000 в данном случае являются единицы/импульс, при этом
один импульс равен 3/4096-ных секунды. Более высокие значения уменьшают ошибку рассогласования. Допустимые значения находятся в пределах от 50 до 327.
Handwheel Gain (KP) То же, что и пропорциональное усиление. Меньшие (Усиление маховика) значения используются для смягчения движения
X 04.0000 маховика. Допустимые значения находятся в пределах Y 04.0000 от 2 до 8.Z 04.0000
61

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F5 (Misc) Main-Parms-Setup-Misc (Главный экран – Параметры – Настройка – Прочее)
С помощью клавиши F5 (Misc) (Прочее) выводятся различные параметры настройки, относящиеся к шпинделю и М-кодам. При нажатии на F5 (Misc) появляется следующий экран.
RunTime = Период выполнения Main-Parms-Setup-Misc = Главный экран – Параметры – Настройка-Прочее Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Основная информация о станкеТип станкаВерсия станкаВерсия механической системыВерсия электрической системыСерийный номер станкаУсиление шпинделя от передней панели…нетПроверка сигнала разгона (М3/М4)…нетПроверка нулевой скорости (М5)…нетЧисло импульсов/об датчика шпинделя 1Число импульсов/об датчика шпинделя 2Число импульсов/об датчика маховикаДиапазон частоты вращения шпинделя 1Диапазон частоты вращения шпинделя 2Диапазон частоты вращения шпинделя 3Диапазон частоты вращения шпинделя 4
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; PgUp = на страницу вверх; PgDn = на страницу вниз; Esc = выход
Прочие параметры редактируются таким же образом, как и параметры питания. Ниже следует перечень и краткое описание прочих параметров.
62

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Basic Machine Info (Основная информация о станке)
Machine Type Ввести VMD30 и т.д.(Тип станка)Machine Version Данная модель (Версия станка)Mechanical Version Данная версия механической системы(Версия механической системы)Electrical version Данная версия электрической системы(Версия электрической системы)Machine serial number Серийный номер данного станка(Серийный номер станка)Force FP Spindle Yes (да) для более ранних моделей Centurion Vs,(Усиление шпинделя от которые выводили аналоговый сигнал шпинделя отпередней панели) передней панели.
Check Up to Speed На (M3/M4) устройство управления будет ожидать (Проверка сигнала разгона) сигнала разгона от контроллера шпинделя перед тем,
как продолжить работу на M3 (вращение шпинделя по часовой стрелке) или M4 (вращение шпинделя против часовой стрелки). От ускоренного перемещения до подачи оно ожидает сигнала разгона всякий раз, когда переключается с G0 на G1. Это действует хорошо при использовании постоянной скорости резания.
Up to Speed Axis Указывает ось для сигнала разгона.(Ось разгона) Up to Speed Input Указывает вход для сигнала разгона.(Вход сигнала разгона)Check Zero Speed (M5) Устройство управления будет ожидать сигнала нулевой(Проверка нулевой скорости) скорости от контроллера шпинделя перед тем, как
продолжить работу на M5 (шпиндель отключен)
Spindle Encoder PPU1 Число импульсов/об шпинделя, применяемое для(Число импульсов/об опции жесткого нарезания резьбы метчиком идатчика шпинделя 1) отображения частоты вращения на передаче 1
Spindle encoder PPU2 Число импульсов/об шпинделя, применяемое для (Число импульсов/об опции жесткого нарезания резьбы метчиком идатчика шпинделя 2) отображения частоты вращения на передаче 2
Handwheel Encoder PPU Число импульсов/об маховика должно составлять 400(Число импульсов/об для данных системдатчика маховика)
Spindle Range 1 Макс. частота вращения шпинделя для передачи 1(Диапазон частоты
63

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
вращения шпинделя 1)
Spindle Range 2 Макс. частота вращения шпинделя для передачи 2(Диапазон частоты .вращения шпинделя 2) .
.Spindle Range 8 Макс. частота вращения шпинделя для передачи 8(Диапазон частоты вращения шпинделя 8)
Spindle Range Диапазон частоты вращения, на которую установлен(Диапазон частоты шпиндель: от 1 до 8. Предполагается диапазон на вращения шпинделя) основании запрограммированной частоты вращения,
выдается соответствующее напряжение.
Maximum Spindle Speed Фиксирует общую частоту вращения шпинделя. (Максимальная частота Применяется для ограничения числа оборотов в минутувращения шпинделя) на высокой передаче, при этом оставляя большой
диапазон скоростей на более низких передачах.
Spindle Ramp Time 1 (sec) Точка торможения при нарезании резьбы метчиком(Время разгона шпинделя 1 регулируется на основании частоты вращения (сек)) шпинделя, шага и времени разгона шпинделя, чтобы не
превысить запрограммированной глубины. Она относится ко времени торможения шпинделя, выраженном в секундах, до достижения 0 об/мин от полной частоты вращения на передаче 1.
Spindle Ramp Time 2 (sec) Точка торможения при нарезании резьбы метчиком(Время разгона шпинделя 2 регулируется на основании частоты вращения (сек)) шпинделя, шага и времени разгона шпинделя, чтобы не
превысить запрограммированной глубины. Она относится ко времени торможения шпинделя, выраженном в секундах, до достижения 0 об/мин от полной частоты вращения на передаче 2.
2 Gear Yaskawa M5 Yes (да) для новых приводов шпинделя M5 с 2- Spindle Motor ступенчатыми двигателями шпинделя. Шпинделю не(2-ступенчатый двигатель требуется останавливаться для переключения. шпинделя Yaskawa M5)
Electronic Spindle Gear Yes (да) активирует переключение электронной(Электронная передача зубчатой передачи шпинделя. шпинделя)
Spindle Gear Box Yes (да) для RW30 с механической коробкой передач
64

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
(Коробка передач шпинделя) шпинделя.
Hard Tap Fudge Factor Используется для регулировки глубины в цикле(Настроечный параметр жесткого нарезания резьбы метчиком. Более высокиежесткого нарезания резьбы значения понизят объем превышения на дне каждогометчиком) отверстия.
Feed Back on Mitutoyo Scale Yes (да) активирует обратную связь по положению на(Обратная связь по шкале оси Z от опций шкалы Mitutoyo.Mitutoyo)
Feed Back on Quill Scale Yes (да) активирует стеклянную линейку для опций(Обратная связь по линейке пиноли оси Z.пиноли)
Quill Epsilon Если величина равна нулю, не проводится анализа(Эпсилон пиноли) ошибок по перемещению пиноли. Если величина не
равна нулю, перемещение пиноли контролируется во время выполнения программы. Если пиноль движется, устройство управления переходит в блочный режим и отображается ошибка 666 "Quill motion detected, return the quill to it's original position –12.3456" (Обнаружено движение пиноли, вернуть пиноль в исходное положение – 12.3456). Выполнение программы не продолжится до тех пор, пока пиноль не будет возвращена в свое исходное положение. Положение пиноли в начале программы (и при смене инструмента) сохраняется и используется для компенсации положений Z во время выполнения программы.
Quill Scale Encoder Датчик для использования со стеклянной линейкой для (Датчик линейки пиноли) опций пиноли оси Z.
Quill Scale PPU Число импульсов/дюйм для датчика линейки пиноли. Back Gear Reverse Если вход зубчатого перебора обнаружен и указано Yes(Число импульсов/дюйм (да), выходы для движения по часовой стрелке илинейки пиноли, против часовой стрелки изменены на обратные. изменение зубчатого перебора)
Keyboard Code 015 для систем с платой CAT900, 0 для других (Код клавиатуры)
Yaskawa Drives Yes (да), если приводы Yaskawa (приводы Yaskawa(Приводы Yaskawa) выдают сигнал о готовности привода вместо сигнала о
неисправности привода)
65

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Feedhold G1 and No Spindle Если установлено на Yes (да), и шпиндель отключен во(Останов подачи G1 и время движения подачи, устройство управленияотсутствие шпинделя) прекратит подачу на станке и выдаст сообщение об
ошибке “Spindle Stopped Feedhold” (Шпиндель остановлен Останов подачи). При запуске шпинделя можно возобновить выполнение программы (Feed hold off…Cycle start…(Отключение режима останова подачи…Запуск цикла)…и т.д., чтобы удалить сообщение).
Door Open Switch См. примечания по европейским кодам (стр. 74) в(Выключатель открывания конце данного раздела. двери)
European Code См. примечания по европейским кодам (стр. 74) в(Европейский код) конце данного раздела.
Auger Aux (Cent 7 and up) Дополнительные кнопки (Aux) передней панели могутSetup Aux (Cent 7 and up) использоваться для различных функций. Для(Дополнительная кнопка для назначения для кнопки Aux1 функции шнека ввестишнека (Cent 7 и выше)) "001", для назначения для кнопки Aux2 функции(Дополнительная кнопка для настроек ввести "002" в параметрнастроек (Cent 7 и выше) )
Door Open Axis См. примечания по европейским кодам (стр. 74) вDoor Open Input конце данного раздела. (Ось открывания двери)(Вход открывания двери)
Door Open Override Axis См. примечания по европейским кодам (стр. 74) вDoor Open Override Input конце данного раздела.(Ось отмены открывания двери)(Вход отмены открывания двери)
Check Tool Door Open Если Yes (да), вход Z 10 проверяется до выдачи(Проверка инструмента команды руке устройства смены инструмента. Еслипри открытой двери) вход не обнаружен в течение 15 секунд, выдается
сообщение об ошибке тайм-аута.
Check Chiller Fault Если Yes (да) и происходит избыточный нагрев,(Проверка неисправности выдается сообщение о неисправности устройстваустройства охлаждения) охлаждения.
Chiller Fault Axis Определяет ось для сигнала о неисправности(Ось неисправности устройства охлаждения. устройства охлаждения)
66

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Chiller Fault Input Определяет вход для сигнала о неисправности(Вход неисправности устройства охлаждения. устройства охлаждения)
Cool-Down Time (Min) Используется на системе очистки шпинделя потоком(Cent 6 and up) воздуха. (Время охлаждения (мин) (Cent 6 и выше))
Lube Cycle Time Используется на системах воздушно-масляной смазки(Cent 6 and up) шпинделя. (Время цикла смазки (Cent 6 и выше))
Recycle Pump Time (Secs) Используется на системах подачи СОЖ через(Cent 6 and up) шпиндель.(Время насоса рециркуляции (сек) (Cent 6 и выше))
Max Feed w/Door Open См. примечания по европейским кодам (стр. 74) в(Макс. скорость подачи конце данного раздела.при открытой двери)
Soft Start Delay (Secs) Время задержки до разрешения перемещения по осям(Задержка плавного пуска (сек)) после перезагрузки станка.
Digital Readout in E-Stop Если Yes (да), отображение положения оси будет(Цифровая индикация в обновляться даже в режиме аварийного останова. режиме аварийного останова)
Probe Axis and Probe Определяет ось и номер входа для использования приInput командах для датчика 1 и датчика 2. (Ось датчика и вход датчика)
67

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Cranking Minutes/Rev Сколько минут времени нормального выполнения(Число мин/об при запуске) программы соответствует одному обороту маховика.
Увеличивая время подачи (в дюймах/мин), данный фактор приведет к подаче в дюймах/оборот маховика. Эта величина должна равняться примерно 0,0010 для наших действующих систем.
Cranking Factor Коэффициент для каждого щелчка маховика составляет(Коэффициент при запуске) примерно 100 для нашей действующей системы.
Коэффициент при запуске/число мин/об при запуске пропорциональны максимально допустимой скорости подачи при ручном запуске.
Cranking Max IPM Это ограничивает скорость подачи, но при этом(Макс. число дюймов/об происходит запуск вручную для полученияпри запуске) обоснованной реакции на запрограммированных
низких скоростях подачи. Регулирование других параметров маховика может вызвать ошибки рассогласования по положению на высоких скоростях. Эта величина должна равняться примерно 100 для нашей действующей системы.
Sharp Corners Если выбрано No (нет), все острые углы будут(Острые углы) скруглены до максимума, указанного в параметре макс.
отклонения угла. Если выбрано Yes (да), углы будут скругляться пропорционально скорости подачи. При полной скорости подачи углы будут скругляться по параметрам макс. отклонения угла. При более медленных скоростях подачи отклонение уменьшается.
Max Corner Deviation Данное число устанавливает максимально допустимое(Макс. отклонение угла) отклонение угла. Значение 0,001 означает, что станок
будет замедляться при приближении к углу более чем на 0,001". (только Centurion 6)
68

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Min Block Time (sec) Если время на выполнения действия меньше данного(Мин время блока (сек)) значения, устройство управления замедлит скорость
подачи, чтобы предотвратить толчковые движения от нехватки данных.
End-of-Cycle Axis and С помощью этих двух параметров определяется, какойEnd-of-Cycle Outputs выход будет использоваться для светового сигнала(Ось окончания цикла и окончания цикла.выходы окончания цикла)
Световой сигнал окончания цикла не требуется программировать. Лампа будет загораться каждый раз при отсутствии движения во время выполнения программы и в конце программы. Это будет причиной останова блока, ожидания сброса смены инструмента и т.д. Лампа гаснет при нажатии любой клавиши или возобновлении движения. Лампа может гореть во время пауз, автоматической смены инструмента, ориентации и т.д., но она будет гаснуть при возобновлении движения станка.
Acc Settling Time (Msec) Период времени сохранения постоянной скорости послеDec Settling Time (Msec) разгона или торможения. (Cent 6 and up)(время установления разгона (мсек))(время установления торможения (мсек))(Cent 6 и выше)
Cylinder Parked Axis См. раздел 4, стр. 391, Цилиндрическое отображение (G107)Cylinder Rotary Axis(цилиндрическое отображение оси в исходном положении)(цилиндрическое отображение поворотной оси)
Software Options (Опции программного обеспечения)
Security Code # 0 Секретный код для активации S-кривых
69
ЗАПРОГРАММИРОВАННАЯ ТРАЕКТОРИЯ
ОТКЛОНЕНИЕ УГЛА
ЖЕЛАЕМАЯ ТРАЕКТОРИЯ

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
(S-Curves)(секретный код #0 (S-кривые))
Use S-curves Yes (да) для активации S-кривых для разгона и торможения. (Cent 7 and up)(использовать S-кривые (Cent 7 и выше))
Security Code #1 Секретный код для коррекции устаревшего сторожевого(Pay Timer) таймера.(секретный код #1 (сторожевой таймер))
Look Ahead Указывает число движений осей, которые устройство(Cent 6 and up) управления может предварительно просмотреть, что(опережающий просмотр) позволяет устройству управления подготовиться к острым(Cent 6 и выше) углам или другим элементам, которые, в противном случае,
могут быть скруглены при увеличении скорости подачи.
Примечание: Функция опережающего просмотра активна только в режиме DNC-fast. Подходящие значения находятся в пределах от 10 до 255.
Max graph file size Ограничивает количество графики на экране. (максимальный размер 30,000 для стандартных системграфического файла)
Minimum Parts Space Если расстояние между деталями меньше, чем величина(мин. расстояние параметра в КВ, система будет переходить на страницумежду деталями) очистки каждый раз, когда нажимается клавиша в главном
меню.
G18 is Плоскость XZ (X – основная ось) либо плоскость ZX (Z – (G18 –это) основная ось)
G93 is 1/мин или 1/сек для обратных скоростей подачи(G93 –это)Special Flags Обычно установлены на 0(специальные флажки)
Посредством бита 1 (#1) ставится точка на графическом экране при планировании траектории инструмента.
Посредством бита 2 (#2) отключается тригонометрическая помощь.
Посредством бита 3 (#4) отключается коррекция на режущий инструмент.
70

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Посредством бита 5 (#16) чертится дисковый резец в плоскости XY с таким же диаметром, что и у активного инструмента.
Посредством бита 6 (#32) чертится 3-мерный инструмент на графическом экране.
Ignore Rapids in Если выбрано Yes (да), ускоренные перемещения будутAutoscale игнорироваться при автоматическом масштабировании(игнорировать графики. ускоренные перемещения при автоматическом масштабировании)
Remove Length Если выбрано Yes (да), при графическом отображении всеfrom Graphics длины инструмента будут считаться равными 0.(убрать длину из графики)
Screen Blank Time (min) Время в минутах до отключения экрана, если ни одна клавиша(время до отключения не нажата.экрана (мин))
Flat Screen Blank Yes (да) для ЭЛТ-экранов. Некоторым плоским экранам(отключение плоского требуется слишком много времени для обновления, еслиэкрана) параметр установлен на Yes (да).
Use FLZ instead of G54 Используется для установки рабочей коррекции в режиме(использовать FLZ толчковой подачи и в ручном режиме. Yes (да) означаетвместо G54) применение FLZ (коррекции G92). No (нет) означает
использование коррекций G54.
G5#-Z in Handwheel Yes (да) разрешает использование клавиши G5#-Z в режиме(G5#-Z в режиме маховика. маховика)
Tool Setting Если установлено на какой-либо инструмент, алгоритмы(настройка инструмента) настройки инструмента режима толчковой подачи и режима
маховика выдадут оператору подсказку номера устанавливаемого инструмента. Если он установлен на текущий инструмент, устройство управления будет считать номер активного инструмента номером устанавливаемого.
Tool Setting Use Если установлено на No (нет), положение, заданноеWork Offsets оператором, относится к исходному. Если установлено на Yes(использование рабочих (да), заданное положение относится к рабочей коррекции (этокоррекций при настройке полезно при настройке инструмента вне стола и инструмента) применении рабочей коррекции Z к верхней части
71

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
инструмента).
Extract Input Programs Если установлено на Yes (да), устройство управления будет(извлечение извлекать программы на основе 0### в файле, загруженном спрограмм ввода) накопителя на гибких магнитных дисках либо полученного в
RS-232. Программы-дубли перезаписываются, при этом не выводится подсказок для оператора.
Restrictive Edit Key Если параметр установлен на Yes (да), и клавиша(ограничения клавиши редактирования активирована, то:редактирования) Из главного меню можно выбрать F2 (Jog) (Толчковая
подача), F3 (HDW) (Маховик) или F4 (Run) (Выполнение). В режиме Jog можно выбрать только F1 (Slow) (Медленно) или F2 (Fast) (Быстро). В режиме HDW можно выбрать только ось X, Y, Z, A или B. В режиме Run можно выбрать только F1 (Start) (Старт) – F2 (Old) (Существующая программа) или F7 (Menu) (Меню). F3 (Block) (Блок), F4 (OStop) (Дополнительный останов) и F5 (BSkip) (Пропуск блока) только отображаются. Их нельзя изменять.
P899 По поводу специальных опций свяжитесь с заводом.
Resolve DNC programs Если выбрано Yes (да), программы goto могут использовать в(разрешение DNC (ПЦУ), Run (Выполнение) или DNC Verf (Проверка программ ПЦУ) ПЦУ).
Full Dos File Names Если выбрано Yes (да), могут использоваться имена файлов(полные имена файлов DOS размером до 11 символов [FILENAME.EXT]. При DOS) нажатии клавиши “D” в любом меню выводится параметр Full
Dos File Names (Полные имена файлов DOS).
Disable 417 Errors Если выбрано Yes (да), параметры можно изменять во время(блокировка ошибок 417) выполнения или проверки программы. Если выбрано No
(нет), при попытке изменения параметра во время выполнения программы будет выводиться ошибка 417.
Load Tool Offsets Установлено на Yes (да) каждый раз, когда запускается(загрузка коррекций программа или производится ручной ввод данных. Коррекции на инструмент) на инструмент по умолчанию устанавливаются на значения из
таблицы инструмента для текущего инструмента. Если выбирается No (нет), длина и радиус инструмента будут по умолчанию установлены на нуль.
Multiple Block Display Если выбрано Yes (да), во время выполнения программы будет(отображение отображаться выполняемый в данный момент блок плюс семь нескольких блоков) следующих блоков.
72

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
CAD Parameters (Параметры CAD)
CAD Type is, DXF, CDL Тип файла CAD для импортирования в диалоговом (тип CAD, DXF, CDL) программировании.
CAD Epsilon Допуск для геометрических пересечений импортированных (эпсилон CAD) файлов CAD.
Post M codes Table (Таблица последующих М-кодов)
Post M code #0 Post M code = последующий М-кодPost M code #1Post M code #2Post M code #3Post M code #4 Перечисленные здесь M-коды будут Post M code #5 выполняться после всех остальных операций Post M code #6 в рамках блока. Post M code #7Post M code #8Post M code #9
Report File Имена файлов DOS, в которых записывается текст(файл отчета) DPRINT при использовании POPEN P0
Command Name Любая строка в данном параметре будет появляться на (название команды) клавише F10 (Util) (Утилиты). При нажатии на F10
будет выполняться файл DOS, связанный с именем команды. См. более подробную информацию об этой функции на стр. 151.
PULSEX pulse delay (MS) Время задержки импульса в мсек, используемой с (время задержки импульса PULSE0 и PULSE1PULSEX (мсек))
Spindle Power Raw Значение, считываемое с АЦП, от 0 до 255(исходная мощность шпинделя)
Spindle Power Scale Умножитель для получения значения мощности (шкала мощности шпинделя) шпинделя
Spindle Power Value (AMPS) Рассчитывается на основании исходной мощности и(значение мощности шкалы шпинделя
73

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
шпинделя (ампер))
Spindle Power Limit (AMPS) Не применяется(предел мощности шпинделя (ампер))
European Code Parameter and Operation Descriptions (Описания параметров и функционирования европейских кодов)
Door Open Switch Активирует выключатель открывания двери(выключатель открывания двери)
European Code Активирует кнопку открывания двери(европейский код)
Door-Open axis Ось №, в которую попадает вход-выключатель двери (ось открывания двери)
Door-Open-Input Вход №, в который попадает вход-выключатель двери(вход открывания двери)
Door-Open-Override Axis Ось №, в которую попадает кнопка отмены (ось отмены открывания двери открывания двери)
Door-Open-Override Input Вход №, в который попадает кнопка отмены (вход отмены открывания двериоткрывания двери)
Max Feed with Door Open Максимальная скорость станка при открытой двери, (максимальная скорость если нажата кнопка отмены открывания двери подачи при открытой двери)
Soft Start Delay (secs) Время задержки до разрешения перемещения по осям(задержка плавного пуска (сек)) после перезагрузки станка.
Программное обеспечение, относящееся к европейским кодам, касается выключателя открывания защитной двери. Ниже идет описание работы программного обеспечения относительно кнопки Set Up (Настройка) и параметров программного обеспечения.
Только если активирован выключатель открывания двериКогда дверь открывается, отключается шпиндель, и останавливается подача станка. Когда дверь открыта, шпиндель не запустится. Когда дверь открыта, нельзя произвести ручного ввода данных, толчковой подачи, станок не будет работать в режиме выполнения программы; однако, можно выполнять работу в ручном режиме с помощью маховика.
74

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Станок будет выполнять функции, связанные с вводом/выводом, кроме включения шпинделя (т.е. манипуляции с поворотной рукой, соединительной тягой и т.д.). Если станок выполняет нарезание резьбы метчиком, и дверь открыта, он закончит операцию, произведет останов подачи и остановит шпиндель.
Если дверцы открываются во время работы станка:1 Шпиндель отключится.2 Прекратится перемещение по оси. 3 Загорится лампа останова подачи. 4 Шпиндель не запустится снова.
Для продолжения операции:1 Закрыть дверцы (загорится Cycle Start (Начало цикла)). 2 Нажать на кнопку CW (по часовой стрелке) на передней панели (шпиндель
снова запустится). 3 Нажать на кнопку Cycle Start (Начало цикла) на передней панели (Cycle
Start прекратит мигать, и потухнет индикатор Feedhold (Останов подачи)).
Если станок не работает, и шпиндель не работает, открытие дверей не окажет никакого воздействия на станок. Однако загорится индикатор Feedhold (Останов подачи).
Если активирован выключатель открывания двери и европейский код Когда дверь открыта, что происходит при нажатии на кнопку door open (открытие двери), шпиндель отключается, а также происходит останов подачи станка. Когда дверь открыта, шпиндель не запустится. Когда дверь открыта, нельзя произвести ручного ввода данных, толчковой подачи, станок не будет работать в режиме выполнения программы; он не будет работать в режиме маховика. Если станок выполняет нарезание резьбы метчиком, и дверь открыта, он закончит операцию, а затем произведет останов подачи и остановит шпиндель.
Если дверь открыта, станок разрешит, чтобы устройство смены инструмента индексировало только одну позицию во время использования утилиты смены инструмента или настройки инструмента.
Если дверь открыта, и удерживается кнопка Setup (Настройка), станок с помощью толчковой подачи перейдет в параметр Max Feed with Door Open (ipm) (макс. скорость подачи при открытой двери (дюймов/мин)).
Если дверь открыта, и удерживается кнопка Setup (Настройка), станок с помощью маховика дойдет до скорости 50% на переключателе коррекции скорости подачи, что составляет 0,1 мм/щелчок маховика. (Сложно генерировать скорости, превышающие 1000 мм/мин в данном режиме). Изменение расстояния на щелчок маховика также требует пароля, который можно получить только у производителя станка.
75

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Если дверцы открываются во время работы станка:1 Шпиндель отключится.2 Прекратится перемещение по оси. 3 Загорится лампа останова подачи.4 Шпиндель не запустится снова.
Если нажата клавиша Setup (Настройка), станок будет перемещаться с фиксированной скоростью подачи, пока кнопка удерживается.
Для продолжения операции:1 Закрыть дверцы (загорится Cycle Start (Начало цикла)). 2 Нажать на кнопку CW (по часовой стрелке) на передней панели (шпиндель
снова запустится). 3 Нажать на кнопку Cycle Start (Начало цикла) на передней панели (Cycle
Start прекратит мигать, и потухнет индикатор Feedhold (Останов подачи)).
F4 (FdOvr) Main-Parms-Setup-OVRs-FdOvr (Главный экран – Параметры – Настройка – Коррекции – Коррекция скорости подачи)
С помощи клавиши F4 (FdOvr) выводятся настройки параметров коррекции скорости подачи. Эти параметры определяют, какое процентное соотношение будет использоваться для каждого из 16 положений переключателя коррекции скорости подач. (Ввод 5-040 означает 40% при 5-м положении, 1 – это 0%, 2 - 10%, 3 - 20% . . . 16 - 0%.) Следующий экран появляется при выборе F4 (FdOvr). Для редактирования данных параметров выбрать F1 (Edit) (Редактирование) и переместить курсор к значению, которое требуется изменить. Ввести желаемое изменение и нажать на Enter (ввод).
RunTime = Период выполнения Main-Parms-Setup-OVRs-FdOvr = Главный экран- Параметры-Настройка-Коррекции-Коррекция скорости подачи Active = Активно
76

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Current = текущее Next = следующее Distance = расстояниеНастройки коррекции скорости подачи Коррекция: отменена
Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; FdOvr = коррекция скорости подачи; HwOvr = коррекция маховика; SpOvr = коррекция шпинделя; Back = назад
Клавиши, отображаемые в режиме Edit (Редактирование):
77

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Exit = Выход
F5 (HwOvr) Main-Parms-Setup-OVRs- HwOvr (Главный экран – Параметры – Настройка - Коррекции – Коррекция маховика)
С помощью клавиши F5 (HwOvr) (Коррекция маховика) выводятся настройки переключателя маховика для переключателя коррекции скорости подачи. Эти настройки определяют, насколько ось переместится за один шаг маховика (001 = 1 импульс). Редактирование производится в той же манере, что и для параметров коррекции скорости подачи. На следующем экране отображаются настройки коррекции маховика.
RunTime = Период выполнения Main-Parms-Setup-OVRs-HwOvr = Главный экран- Параметры- Настройка-Коррекции-Коррекция маховика Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеНастройки коррекции маховика Коррекция: отменена
Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; FdOvr = коррекция скорости подачи; HwOvr = коррекция маховика; SpOvr = коррекция шпинделя; Back = назад
78

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Клавиши, отображаемые в режиме Edit (Редактирование):
Exit = Выход
F6 (SpOvr) Main-Parms-Setup-OVRs-SpOvr (Главный экран – Параметры – Настройка - Коррекции – Коррекция шпинделя)
С помощью клавиши F6 (SpOvr) выводятся 16 настроек переключателя коррекции шпинделя. Данные настройки являются процентным соотношением, на которое будет произведена коррекция команды шпинделя в каждом положении переключателя. Параметры коррекции шпинделя изменяются в такой же манере, что и параметры коррекции скорости подачи. Экран коррекции шпинделя показан ниже.
RunTime = Период выполнения Main-Parms-Setup-OVRs-SpOvr = Главный экран – Параметры – Настройка-Коррекции-Коррекция шпинделя Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
79

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Настройки коррекции шпинделя Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; FdOvr = коррекция скорости подачи; HwOvr = коррекция маховика; SpOvr = коррекция шпинделя; Back = назад
Клавиши, отображаемые в режиме Edit (Редактирование):
Exit = Выход
F7 (BSC) Main-Parms-Setup-BSC (Главный экран – Параметры – Настройка – Коррекция на шарико-винтовую пару)
RunTime = Период выполнения Main-Parms-Setup-BSC = Главный экран – Параметры – Настройка-Коррекция на шарико-винтовую пару Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
80

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Информация о коррекции на шарико-винтовую пару
Новый зазор – 0.5000
Х: откл.Y: откл.Z: откл.
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
New = новая; On = вкл.; Off = выкл.; Load = загрузка; Gap = зазор; Edit = редактирование; Done = готово
Помощь в создании таблицы коррекции на шарико-винтовую пару
Ввести X, Y, Z (A,B,C) для выбора оси. С помощью F1 (New) (Новая) создается новая, незаполненная таблица шарико-
винтовой пары. С помощью F2 (On) (Вкл.) включается коррекция на шарико-винтовую пару для
данной оси. С помощью F3 (Off) (Выкл.) отключается коррекция на шарико-винтовую пару для
данной оси. С помощью F4 (Load) (Загрузка) таблица шарико-винтовой пары загружается в ось. С помощью F5 (Gap) (Зазор) изменяется интервал в файле шарико-винтовой пары,
созданном посредством F1 (New) (Новая). С помощью F6 (Edit) (Редактирование) происходит переход к редактированию
таблицы шарико-винтовой пары. С помощью F7 (4<>6) выбирается 4 или 6 десятичных разрядов в файле шарико-винтовой пары, созданном посредством F1 (New) (Новая).ESC (Done) (Готово).
F9 (DOS) Main-Parms-Setup-DOS (Главный экран – Параметры – Настройка – Подсказка DOS)
При нажатии на F9 (DOS) происходит выход из программы ЧПУ и возвращается к подсказке DOS.
81

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F2 (Coord) Main-Parms-Coord (Главный экран – Параметры – Координаты)
С помощью клавиши F2 (Coord) (Координаты) на экран параметров выводятся параметры, связанные с различными системами координат устройства управления. Для редактирования рабочих параметров координат следует использовать клавиши PgUp (на страницу вверх), PgDn (на страницу вниз) и стрелки для перемещения курсора к требуемому параметру, затем нажать на клавишу F1 (Edit) (Редактирование) и указать стрелкой на желаемую ось. Ввести новые значения и нажать на Enter (Ввод), затем на ESC (Exit) (Выход). На следующем экране показаны G92, G52 и параметры рабочей системы G92/G52/54-59, описанные в разделе о G-кодах. На следующей странице данного экрана содержатся параметры для следующего.
Positive Safe Zone Положение относительно исходной позиции станка, (Положительная безопасная зона) которое, вместе с отрицательным положением X 00.0000 безопасной зоны, описывает куб, в который
Y 00.0000 инструмент не может войти. Если инструмент Z 00.0000 программируется в данном кубе, отобразится ошибка.
Negative Safe Zone G22 отключает безопасную зону (Отрицательная безопасная зона) G23 включает безопасную зону
X 00.0000 Y 00.0000 Z 00.0000
G28 Reference Point 1 Описаны в разделе 4, стр. 311.G30 Reference Point 2G30 Reference Point 3 Reference Point = контрольная точкаG30 Reference Point 4
82

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Parms-Coord = Главный экран – Параметры – Координаты Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеWork = рабочие WorkCoords = рабочие координатыSubset = подмножество
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; PgUp = на страницу вверх; PgDn = на страницу вниз; Esc = выход
Следует обратить внимание на то, что рабочие координаты с G54 по G59 имеют подмножества. Для просмотра/редактирования, например, рабочей коррекции G573 передвинуть курсор на рабочую координату 4 (G57), затем переключать (F3) до тех пор, пока на подмножестве не будет показания 3.
Клавиши, отображаемые в режиме Edit (Редактирование):
Mach = число Маха; Esc = выход
Функционирование рабочих систем координат G92 и G52 описано в разделе 4, стр. 387 (G92) и стр. 347 (G52). Эти параметры являются позициями относительно нулевой точки станка и становятся новой нулевой точкой при их использовании. С помощью клавиши F4 (Mach) в режиме редактирования вводится текущее положение станка как нулевой точки рабочей координаты для осей X, Y и Z. С помощью клавиши F5 (M-XY) вводятся координаты только для осей X и Y. С помощью клавиши F6 (M-Z) вводится координата только для оси Z.
83

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F3 (TOOL) Main-Parms-Tool (Главный экран – Параметры – Инструмент)
С помощью клавиши F3 (Tool) (Инструмент) выводится следующий экран.
RunTime = Период выполнения Main-Parms-Tool = Главный экран – Параметры – Инструмент Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеTool = инструментLengths = длиныDiameters = диаметры
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Exit = выход
Курсор по умолчанию направлен на номер активного инструмента.
Процесс редактирования на данном экране такой же, как и на всех остальных экранах Parms (параметров). При выборе F3 выводятся таблица длины инструмента (H) и таблица радиуса инструмента (D). Значение, введенное в строку длины, T04, вводится также и в H04. Значение, введенное в строку радиуса, T04, также вводится в D04. Данный экран ввода существует, в основном, для удобства, он полезен, если коррекции H и D связаны с соответствующими Т-номерами.
84

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Примечание: В устройство управления могут быть внесены изменения относительно использования радиусов инструмента вместо диаметров. При редактировании коррекции на инструмент текущее значение отображается справа от редактируемого значения, так что небольшие величины можно легко прибавить или вычесть из значений коррекции.
F4 (D Off) Main-Parms-D Off (Главный экран – Параметры – Коррекция на диаметр)
С помощью клавиши F4 (D Off) отображаются 99 коррекций D на радиус или диаметр, имеющиеся в ЧПУ. Эти коррекции оцениваются и редактируются в такой же манере, что и другие параметры. Ниже показан экран D-коррекций.
RunTime = Период выполнения Main-Parms-D Off = Главный экран – Параметры – Коррекция на диаметр Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеTool Diameters = диаметры инструмента Коррекция: отменена
Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Exit = выход
Курсор по умолчанию направлен на номер активного инструмента.
85

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F5 (H Off) Main-Parms-H Off (Главный экран – Параметры – Коррекция на длину)
С помощью клавиши F5 (H Off) отображаются 99 коррекций H на длину инструмента, имеющиеся в устройстве управления. Эти коррекции оцениваются и редактируются в такой же манере, что и другие параметры. Ниже показан экран H-коррекций.
RunTime = Период выполнения Main-Parms-H Off = Главный экран – Параметры – Коррекция на длину Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеTool Diameters = длины инструмента Коррекция: отменена
Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Exit = выход
Курсор по умолчанию направлен на номер активного инструмента.
F6 (Save) Main-Parms-Save (Главный экран – Параметры – Сохранение)
С помощью клавиши F6 (Save) сохраняются все файлы в каталоге RAM (ОЗУ) на гибком диске. Вы будете проинформированы о том, что файлы-дубликаты на гибком диске будут перезаписаны. Затем вас запросят подтвердить это, нажав на F1 (Ok).
86

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F7 (Load) Main-Parms-Load (Главный экран – Параметры – Загрузка)
Загрузка файлов с гибкого диска в каталог RAM (ОЗУ). Вы будете проинформированы о том, что текущие параметры будут перезаписаны. Затем вас запросят подтвердить это, нажав на F1 (Ok).
F8 (Prog) Main-Parms-Prog (Главный экран – Параметры – Программа)
RunTime = Период выполнения Main-Parms-Prog = Главный экран – Параметры – Программа Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеР200 Предыдущее положениеР208 Текущее положениеР216 Предыдущий станокР224 Текущий станокР232 Рабочая коррекция Р240 Коррекция на инструментР248 Радиус дугиР249 Значение i дуги
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Предыдущее положение
Exit = выход
Данный набор параметров обеспечивает доступ программиста станка ко всем внутренним параметрам, которые использует ЧПУ для выполнения программы. Обычно эти параметры используются только в целях отображения в качестве помощи при отладке программы. Однако можно считывать и изменять эти параметры в параметрической программе. Это следует делать с большой осторожностью, поскольку данные параметры используются непосредственно ЧПУ для выполнения следующего
87

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
перемещения или функции. Данные параметры отображаются и редактируются в той же манере, что и параметры координат. Ниже дан перечень и описание данных параметров.
С P200 по P207 Содержит предыдущее заданное положение относительно текущих рабочих коррекций активированной оси P200=X P201=Y P202=Z . . . и т.д.
С P208 по P215 Содержит текущее заданное положение относительно текущих рабочих коррекций активированной осиP208=X P209=Y P210=Z . . . и т.д.
С P216 по P223 Содержит предыдущее положение станка относительно нулевой точки активированной оси станкаP216=X P217=Y P218=Z . . . и т.д.
С P224 по P231 Содержит текущее положение станка относительно нулевой точки активированной оси станкаP224=X P225=Y P226=Z . . . и т.д.
С P232 по P239 Содержит коррекцию рабочей координаты станка относительно нулевой точки активированной оси станкаP232=X P233=Y P234=Z . . . и т.д.
С P240 по P247 Содержит параметр длины активного инструмента (H) для активированной оси P240=X P241=Y P242=Z . . . и т.д.
P248 Содержит текущий радиус дуги
P249 Содержит текущее значение I или J или K дуги
P250 Содержит текущее значение I или J или K дуги
P251 Текущая скорость подачи в дюймах/мин или мм/мин
P252 Текущая выдержка времени
P253 Текущая частота вращения шпинделя
С P254 по P258 Последние выполняемые значения X, Y, Z, A, B, C
P260 Содержит номер активного инструмента
P261 Содержит радиус D активного инструмента
88

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
P262 Содержит длину H активного инструмента
P263 Содержит номер активной коррекции D
P264 Номер активной коррекции H
P266 Содержит статус безопасной зоны и избыточного хода (0=выкл., 1=вкл.)
P267 Содержит отношение импульсов с датчика обратной связи к программным единицам (1 - дюйм, 0,03937 для метрической системы)
P268 Ожидаемый номер инструмента
С P270 по P274 временное i, временное j, временное k
С P273 по P299 Используется, как временная память
С P300 по 303 Модальный 00-Модальный 03
P304 Статус, если устройство управления находится в режиме обработки данных или нормального программирования (0=выкл., 1=вкл.)
P305 Направление или признак коррекции H
P306 Статус режима 0=G0, 1=G1, 2=G2, 3=G3
P307 Не используется
P308 Номер активной плоскости 0=G17 (X4), 1=G18 (ZX), 2=G19 (YZ), 3=G18 (XZ)
P309 Статус компенсации на режущий инструмент 0=G40, 1=G41, 2=G42, 5=G45, 6=G46
P310 Текущий номер активного группового цикла: 0=Canceled (Отменен), 1=Drill (Сверление), 2=Drill/Dwl (Сверление/Пауза), 3=Peck I (Сверление с периодическим выводом сверла I), 4=Tap (Нарезание резьбы метчиком), 5=Bore (Расточка), 6=Bore II (Расточка II), 7=Peck II (Сверление с периодическим выводом сверла II), 8=Hard Tap (Жесткое нарезание резьбы метчиком), 9=Bore/Dwl (Расточка/Пауза),
89

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
10=Left Tap (Нарезание резьбы слева), 11=Cir Pck Clear (Очистка круглых глубоких выемок), 12=Cir Fin Inside (Чистовая внутренняя обработка круглых глубоких выемок), 13=Cir Fin Outside (Чистовая наружная обработка круглых глубоких выемок), 14=Rec Pck Clear (Очистка прямоугольных глубоких выемок), 15=Rec Fin Inside (Чистовая внутренняя обработка прямоугольных глубоких выемок), 16=Rec Fin Outside (Чистовая наружная обработка прямоугольных глубоких выемок), 17= Threading (Нарезание резьбы), 18=XZ sweep (Развертка XZ), 19=YZ sweep (Развертка YZ)
P311 0 = Абсолютный, 1= Инкрементный режим
P312 Единицы подачи (0 – подача/мин, 1 – подача/об, 2 – обратная подача)
P313 Единицы шпинделя (0 – об/мин, 1 – постоянная скорость резания)
P314 Направление вращения шпинделя по часовой или против часовой стрелки
P315 0 = дюймы, 1 = метрическая система
P316 Масштабирование (0 = выкл., 1 = вкл.)
P317 Вращение (0 = выкл., 1 = вкл.)
P318 Зеркальное изображение (0 = выкл., 1 = вкл.)
P319 Текущий номер рабочей координаты (G54=1, G55=2…G59=6)
С P320 по P322 Выдает первичную, вторичную и третичную ось на основании выбора плоскостиX=1 Y=2 Z=3 . . . и т.д.Для G17 XY перв=1 втор=2 трет=3Для G18 ZX перв=3 втор=1 трет=2Для G19 YZ перв=2 втор=3 трет=1Для G18 XZ перв=1 втор=3 трет=2
P323 0 = Возврат в плоскость R (G99), 1 = начальный уровень (G98)
90

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
P324 Режим нарезания резьбы метчиком (0 = выкл., 1 = вкл.)
P369 Время обработки (сумма времени выполнения программ)
P370 Действительный номер инструмента, используемый для устройств смены инструмента
Block Rate Число блоков в секунду для последней из выполняемых
(частота блоков) программ
F9 (CTRL) Main-Parms-CTRL (Главный экран – Параметры – CTRL)
Данный набор параметров является расширением параметров F8 (Prog) (Программа). Данная группа имеет дело, в первую очередь, с параметрами, используемыми для создания автоматических стандартных программ и групповых циклов. Эти параметры могут проверяться и изменяться в той же манере, что и все остальные параметры устройства управления. Ниже идет перечень и описание данных параметров.
Load Text Cycles Yes (да) для загрузки циклов гравировки текста. Если(загрузка текстовых циклов) установлено на No (нет), и выполняется текстовая
команда, появится ошибка 578 “Undefined text cycle” (Неопределенный текстовый цикл).
Offset Round Tapered См. Описание M95 и M96 (стр. 408 и 411, раздел 5) Walls (коррекция скругленных и конических стенок)
Spindle Range На каком диапазоне передач находится шпиндель (диапазон вращения шпинделя)
Chip Remove On (Min) Если станок оснащен шнековой системой удаления(удаление стружки стружки, здесь указывается время, в течение котороговкл. (мин)) шнек будет работать после M38 или нажатия на
кнопку Auger (шнек) на передней панели.
Wash Down On (Sec) Во время работы шнека с помощью данныхWash Down Off (Sec) параметров времени включаются и выключаются(промывка вкл. (сек)) циклы промывки(промывка выкл. (сек))
Sort Directories by Name Если выбрано yes (да), меню сортируются в
91

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
(сортировать каталоги алфавитном порядке по 1-й строке программы.по имени) Примечание: данный параметр вызывается
нажатием на клавишу “N” из любого меню.
Drive Key on Menus Если выбрано yes (да), клавиша помощи дает(клавиша диска в меню) оператору возможность выбрать диск для меню. Она
позволяет оператору выбрать новый каталог для меню.
Auto Rotary Brake Если выбрано Yes (да), производится автоматический(автоматический контроль ротационного тормоза на оси A и B. Этотротационный тормоз) тормоз отключается перед круговыми
перемещениями и снова включается по завершении перемещения. Если выбрано No (нет), для включения/отключения тормоза требуется M10/11 и M12/13. Примечание: при изменении данного параметра необходимо выключить питание и затем снова включить.
Rotary Brake Delay (Secs) Это задержка, измеряемая в секундах, после M11(задержка ротационного (растормаживание оси A) и M13 (растормаживаниетормоза (сек)) оси B). Это также время задержки после
автоматического растормаживания в режимах Home, Jog и Handwheel. По умолчанию – 0,25 сек, максимум – 2,55 секунд.
Ignore Tool too Large Errors Если выбрано Yes (да), устройство управления будет(игнорировать ошибки, игнорировать ошибки 569 и вырезать угол, когдаинструмент компенсированные дуги слишком малы. слишком большой)
Pre Check Software Limits Never (никогда), Run Only (только в режиме Run) или (предварительная проверка Always (всегда). Never: устройство управления запрограммированных никогда не проверяет запрограммированные пределы.пределов) Ранние версии программного обеспечения работали
таким образом. Ошибка запрограммированных пределов выдается, если ось перемещается за пределами. Run Only: проверки не производятся в контрольном режиме. Во время выполнения программы будет проводиться проверка того, не перемещается ли какая-либо из осей за пределами, до начала перемещений. На графическом отображении ход будет показан, но станок не будет его выполнять. Это может предотвратить столкновения, когда при быстрых перемещениях происходит выход за пределы. В более ранних версиях ускоренное
92

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
перемещение производилось до пределов, и нельзя было остановиться до конечного выключателя и/или тяжелого останова. Always: устройство управления будет контролировать, не выходит ли какая-либо ось за пределы при выполнении программы или при проверке. На графическом отображении будет отображаться ход, но станок не будет его выполнять. Может быть полезным проверить программу перед тем, как ее выполнять.
Tool Load Flag Limit Exceeded (предел превышен) или Limit not(флажок загрузки Exceeded (предел не превышен)инструмента)
Tool Load Monitor На данный момент имеется шесть опций: (датчик загрузки инструмента)
Off Не будет проводиться контроль инструмента/(откл.) шпинделя. E-Stop Если предел превышен, станок перейдет в режим(аварийный останов) аварийного останова, и будет показано
соответствующее сообщение. Feed Hold Если предел превышен, станок выполнит останов (останов подачи) подачи, и будет показано соответствующее
сообщение.Block Mode On Если предел превышен, станок перейдет в режим (вкл. режим блокировки (Block Mode), и будет показаноблокировки) соответствующее сообщение.Set Flag-No Message Если предел превышен, станок установит флажок. (установка флажка – Сообщения показано не будет. Флажок - PB418. отсутствие сообщения) Программа может проверить этот параметр, чтобы
посмотреть, был ли превышен предел, и выполнить переменную операцию, перейти к другому инструменту и т.д. Оператор может также посмотреть состояние (или изменение состояния) флажка в параметрах CTRL. Параметр "Tool Load Flag" (флажок загрузки инструмента) имеет два состояния: Limit Exceeded (предел превышен) или Limit not Exceeded (предел не превышен).
Message Only Если предел превышен, показывается только (только сообщение) сообщение.
Появляется следующее сообщение:
93

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Выборка производится только в движениях подачи (G1, G2 и G3). Выборка не производится при ускоренных перемещениях (G0). Выборка проводится только при разгоне привода шпинделя, когда выполняется программа и шпиндель включен. Необходимо стабилизировать нагрузку шпинделя после любого изменения числа его оборотов в минуту. Для этого требуется, чтобы программа ожидала примерно 5 секунд после разгона или любого изменения в коррекции на частоту вращения шпинделя. Время жестко запрограммировано (отсутствие параметра). Время основывается на конфигурации двухскоростного шпинделя на 8000 об/мин. Различные приводы, шпиндели и/или параметры приводов могут влиять на это время задержки.
Пределы (Limits) и максимальная нагрузка (Max load) для каждого инструмента показаны ниже в таблице инструмента. Если пределом для инструмента является нуль, не будет проводиться контроль инструмента/шпинделя. Верхние значения (High) не обнуляются, пока оператор не обнулит значения в таблице инструмента. Вначале оператор будет выполнять программу, а затем наблюдать верхние значения для каждого инструмента. Для инструмента, который он хотел бы проконтролировать, он загружает соответствующие пределы на основании верхних значений, полученных в ходе выполнения программы.
RunTime = Период выполнения Main-Parms-Tool = Главный экран – Параметры – Инструмент Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Нагрузка шпинделя для инструмента 1 превысила предел 64, нагрузка была 66
94

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Tool = инструмент Lengths = длиныDiameters = диаметрыLimit = пределHigh = верхнее значение
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Exit = выход
Контролируются только инструменты с 1 по 25, у них будут иметься эти параметры. Столбик нагрузки шпинделя также будет иметь номер, связанный с ней.
Watch Spindle up to Speed Если установлено на YES (да), устройство(отслеживание сигнала управления будет отслеживать сигнал разгона. разгона шпинделя) Устройство управления не будет производить
отслеживание в течение указанного времени после запуска шпинделя или после проведения ручной коррекции частоты вращения шпинделя. Время основывается на параметрах MISC - Spindle Ramp Time 1 (Время разгона шпинделя 1) (если он на передаче 1) или Spindle Ramp Time 2 (Время разгона шпинделя 2) (если он на какой-либо другой передаче). Если сигнала разгона не отмечается, устройство управления остановит подачу станка, и появится сообщение: “The spindle up to speed signal was lost while the spindle was running. The spindle may have stalled.” (Сигнал разгона шпинделя был утерян во время работы шпинделя. Возможно, шпиндель остановился.). Следует обратить внимание на то, что разгон относится только к скорости двигателя, когда привод работает в режиме вектора потока. Это означает, что MC5 или G5, работающие с вектором разомкнутой системы, не будут работать в вышеописанной манере, поскольку разгон относится к частоте вне привода, а не к действительной скорости двигателя.
95

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Serial Port Data (Данные последовательного порта)Примечание: Com-порт, скорость передачи данных в бодах, четность, информационные биты и стоповые биты являются параметрами связи. См. более подробную информацию на стр. 135, раздел 4 по F4 (RS232).
Primary Serial Port NONE, COM1 или COM2(первичный последовательный порт)
COM1 Baud Rate 110, 150, 300, 600, 1200, 2400, 4800, 9600 или 19200(COM1, скорость передачи данных в бодах)
COM1 Parity, Data N/7/1, N/7/2, N/8/1, N/8/2, E/7/1, and Stop Bits E/7/2, E/8/1, E/8/2, O/7/1, O/7/2, O/8/1 или O/8/2(COM1, четность, информационные и стоповые биты)
COM2 Baud Rate 110, 150, 300, 600, 1200, 2400, 4800, 9600 или 19200(COM2, скорость передачи данных в бодах)
COM2 Parity, Data N/7/1, N/7/2, N/8/1, N/8/2, E/7/1, and Stop Bits E/7/2, E/8/1, E/8/2, O/7/1, O/7/2, O/8/1 или O/8/2(COM2, четность, информационные и стоповые биты)
Secondary Serial Port NONE, COM1 или COM2(вторичный последовательный порт)
Tape Start Character Величина ASCII, используемая для отправки при(символ пуска ленты) открытии com-порта
Tape Stop Character Величина ASCII, используемая для отправки при
(символ останова ленты) закрытии com-порта
RS232 Buffer Size 1 для пользователей, выполняющих длинные (размер буфера RS232) соединения RS-232, до 255 для улучшения RS-232 в
ПЦУ
LF in change to CR Yes (да) означает изменение всех возвратов каретки,(перевод строки в полученных на RS-232, к переводам строки
96

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
изменении к возврату каретки)
End of Block Send Yes (да) означает отсылку возврата каретки/переводаCR/LF строки в конце блоков, отправленных на RS-232(отсылка возврата каретки/перевода строки в конце блоков)
RS232 EOF Character Величина ASCII символа, отправленного в конце(метка конца файла, отправленного на RS-232файла RS232)
Digitizing Parameters (Параметры оцифровки)
P100 Digitizing Пропорциональное усиление(P100 Оцифровка)P101 Digitizing Интегральное усиление (P101 Оцифровка)P102 Digitizing Дифференциальное усиление(P102 Оцифровка)P103 Digitizing Шаг субсканирования (P103 Оцифровка)P104 Digitizing Детальный угол (P104 Оцифровка)P105 Digitizing Зазор датчика (P105 Оцифровка)P106 Digitizing Радиус датчика (P106 Оцифровка)P107 Digitizing Подача 1 – выборка (P107 Оцифровка)P108 Digitizing Подача 2 – поиск (P108 Оцифровка)P109 Digitizing Подача 3 – отвод (P109 Оцифровка)P110 Digitizing Вибрация датчика(P110 Оцифровка)P111 Digitizing Активация поиска стенок(P111 Оцифровка)С P120 по P139 Используется для выемок в 3-х измерениях
P140 Размер плоскости R
P141 Окончательная глубина группового цикла
P142 Начальный уровень группового цикла
97

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
P143 Шаг группового цикла
P144 Первая глубина группового цикла
P145 Скорость подачи по третичной оси для группового цикла
P146 Расстояние до прерывистого цикла отвода стружки
P147 Расстояние плоскости R для каждого цикла с периодическим выводом сверла
P148 и P149 Время запаздывания для групповых циклов
P150 Радиус круглых выемок в автоматических программах, прямоугольные выемки в автоматических программах, радиус скругления угла
P151 Размер прямоугольных выемок X
P152 Размер прямоугольных выемок Y
P153 Чистовой припуск XY для автоматических программ
P154 Чистовой припуск Z для автоматических программ
P155 Ширина реза в автоматических программах очистки выемок
P156 Радиус циклов отверстий под болт
P157 Начальный угол отверстия под болт
P158 Количество отверстий под болт при 360°
P159 Количество отверстий под болт, которые требуется просверлить
С P160 по P171 Рабочая память
С P172 по P179 Координаты для центральной позиции для команды зеркального отображения для активированной оси P172=X P173=Y P174=Z . . . и т.д.
98

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
С P180 по P187 Координаты центра масштабирования для активированной осиP180=X P181=Y P182=Z . . . и т.д.
С P188 по P195 Коэффициент масштаба для каждой из активированных осейP188=X P189=Y P190=Z . . . и т.д.
P196 Положения I, J, K центра вращения первичной оси
P197 Положения I, J, K центра вращения вторичной оси
P198 Угол поворота
P199 Автоматические программы врезания/уклона оси Z0 = врезание, 1 = уклон
P346 Используется циклами G76 (чистовая расточка) и Bore Relief Angle G87 (обратная расточка) при ориентации и (задний угол отверстия) удалении от отверстия
P347 То же, что и P346Bore Relief Distance(расстояние до заднего угла отверстия)
99

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F10 (User) Main-Parms-User (Главный экран – Параметры – Пользователь)
Данный набор из 100 параметров зарезервирован для программиста обработки деталей для применения при написании параметрических программ. Данные параметры не определены, их можно редактировать, отображать либо загружать с этого экрана. Форматы редактирования и отображения идентичны параметрам, описанным в данном разделе. См. информацию о программировании параметров в разделе 5.
RunTime = Период выполнения Main-Parms-User = Главный экран – Параметры мПользователь Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; PgUp = на страницу вверх; PgDn = на страницу вниз; Esc = выход
100

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F8 (Prog) Main-Prog (Главный экран – Программа)
На устройстве управления Centurion имеется два режима создания/редактирования программных файлов: текстовый и диалоговый. При нажатии на клавишу F8 (Prog) (Программа) активируется функциональная клавиатура, и можно выбрать желаемый тип программирования. Это также позволяет переносить программы с дисковода гибких дисков и на него.
RunTime = Период выполнения Main-Prog =Главный экран - Программа Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Text = текстовый режим; Conv = диалоговый режим; Files = файлы; Edit = редактирование; Esc = выход
Тестовые и диалоговые программы хранятся в устройстве управления в разных файловых форматах и имеют разные префиксы для их различия. Текстовые программы имеют в качестве префикса букву "O" и хранятся в каталоге обработки деталей в формате ASCII. Диалоговые программы хранятся в каталоге обработки деталей в двух форматах: ASCII, с префиксом "O"; и в диалоговом – с префиксом "P".
101

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Только программы с префиксом "O" могут выполняться или проверяться.
F1 (Text) Main-Prog-Text (Главный экран – Программа – Текстовый режим)
При переходе в текстовый режим программирования в верхней правой ячейке, содержащей номер активной программы, будет отображаться последняя редактируемая тестовая программа.
RunTime = Период выполнения Main-Prog-Text = Главный экран-Программа-Текстовый режим Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; New = новая; Old = предыдущая; Any = любая; Menu = меню; Esc = выход
102

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F1 (Edit) Main-Prog-Text-Edit (Главный экран – Программа – Текстовый режим – Редактирование)
С помощью клавиши F1 (Edit) (Редактирование) выбирается программа, показанная в правом верхнем углу, как активная текстовая редактируемая программа.
Термины редактирования текста
Программа Программа, позволяющая осуществлять ввод и изменениередактирования: информации, затем сохраняющая ее в файле для извлечения и/или
дальнейшего изменения в будущем.
Текст: Относится к редактируемой последовательности символов и/или строк. Манипуляции с отдельными символами производятся с помощью широко распространенного Американского стандартного кода обмена информацией (ASCII).
Курсор: Небольшой квадрат на экране, отмечающий, где в тексте были сделаны изменения.
Ввод и редактирование текста
Текст вводится аналогично тому, как он вводился бы с помощью пишущей машинки, и большинство клавиш на клавиатурах соответствуют стандартной раскладке (например, нажатием на Enter завершается блок). Однако следует обратить внимание на много важных различий.
Курсор всегда указывает на то, куда будет вводиться новый текст, можно перемещать курсор несколькими способами. Можно копировать и перемещать тест с помощью блоковых команд. Можно размещать определенную строку текста с помощью команды F8 (Find) (Найти) и дополнительно заменять ее другой строкой с помощью команды F7 (Chang) (Изменить). И, в большинстве случаев, можно даже отменить несколько последних изменений с помощью команд восстановления строки F2 (Rest) или F1 (UnDo) (Отменить). Эти команды и многие другие кратко описаны в следующих разделах.
103

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Первый экран, который вы увидите при входе в текстовый редактор – это экран редактирования, на котором будет отображено первые 16 строк программы. Главные функциональные клавиши редактирования расположены внизу экрана.
RunTime = Период выполнения Main-Prog-Text-Edit = Главный экран-Программа-Текстовый режим-Редактирование Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Block = блок; Cursr = курсор; Words = слова; Misc = прочее; Ins = вставить; Delete = удалить; Exit = выход; Verf = проверка
Теперь текст можно вводить при текущем положении курсора.
104

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Определения клавиш
F1 (Block) Main-Prog-Text-Edit-Block (Главный экран – Программа – Текстовый режим – Редактирование – Блок)
Блок – это любой произвольно определенный, непрерывный элемент текста. Блок может состоять как из одного символа, так и из целой программы. Отметить блок, поместив маркер начала блока на первом символе желаемого блока, а маркер конца блока – сразу за последним символом. После того, как он отмечен, блок можно копировать, перемещать либо удалять.
Хотя отмеченные блоки, как правило, выделяются, чтобы можно было увидеть отмеченное, блок можно скрыть (или сделать видимым) с помощью команды скрытия блока F5 (Hide).
F1 (Begin) Отмечает начало блока. Сам маркер невидим на экране, и блок (Начало) становится видимым, только когда установлен маркер окончания
блока.
F2 (End) Отмечает конец блока. Как и маркер начала блока, маркер конца (Конец) блока невидим, а сам блок не будет отображаться, пока не
установлены оба маркера.
F3 (Word) Отмечает одно слово, как блок, объединяя функции команд начала (Слово) блока и конца блока. Если курсор установлен внутри слова, это слово
будет отмечено. Если он не внутри слова, будет отмечено слово справа от курсора. Если справа от курсора нет слова, будет отмечено слово слева от него.
F5 (Hide) Выключает и включает визуальную отметку блока. (Скрыть)
F6 (Del) Удаляет отмеченный и отображаемый блок. Хотя с помощью (Удалить) F1(UnDo) (Отменить) можно обычно восстановить части случайно
удаленного блока, нет команды для восстановления блока полностью, так что данной командой следует пользоваться с осторожностью.
F7 (Copy) Создает копию отмеченного и отображаемого блока в текущем(Копировать) положении курсора. Изначальный блок остается неизменным, а
маркеры расставляются вокруг новой копии блока.
105

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F8 (Move) Перемещает отмеченный и отображаемый блок из его текущего(Переместить) положения в положение курсора. Маркеры остаются вокруг блока в
его новом положении.
F2 (Cursr) Main-Prog-Text-Edit-Cursr (Главный экран – Программа – Текстовый режим – Редактирование – Курсор)
В меню F2 (Cursr) (Курсор) содержатся расширенные команды движения курсора:
F1 (BBlok) Перемещает курсор в положение маркера начала блока.
F2 (EBlok) Перемещает курсор в положение маркера конца блока.
F3 (Tab) Перемещает курсор в начало следующего слова.
F5 (TOF) Перемещает курсор к первому символу программы.
F6 (EOF) Перемещает курсор в последнюю строку программы.
F7 (PgUp) Перемещает курсор вверх на 15 строк.
F8 (PgDn) Перемещает курсор вниз на 15 строк.
F9 (Left) Перемещает курсор в начало строки.
F10 (Right) Перемещает курсор в конец строки.
F3 (Words) Main-Prog-Text-Edit-Words (Главный экран – Программа – Текстовый режим – Редактирование – Слова)
При нажатии на функциональную клавишу F3 (Words) (Слова) открываются зарезервированные слова, которые можно использовать для программирования устройства управления.
При нажатии на клавишу слово будет напечатано на экране. См. информацию о параметрическом программировании в разделе 6.
Примечание: При нажатии на F6 (RETRN) будет напечатано RETURN (Возврат).
106

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F4 (Misc) Main-Prog-Text-Edit-Misc (Главный экран – Программа – Текстовый режим – Редактирование – Прочее)
В данном разделе речь идет о некоторых командах, которые не входят в другие категории.
F1 (UnDo) Восстанавливает целые строки, удаленные с помощью команды удаления строки или команды удаления блока. Она не восстанавливает отдельные символы или слова.
F2 (Rest) Отменяет любые изменения, внесенные в строку текста, пока вы не вышли из этой строки. Строка восстанавливается до предыдущего содержания, независимо от внесенных изменений.
F3 (HDW) Разрешает использование маховика для перемещения в позицию. Можно вставить позицию оси в программу, нажав на клавишу Enter.
F1 - F4 (X/Y/Z/A) Выбор позиции оси для вставки
F6 (LnDel) Удаляет строку, в которой стоит курсор, и перемещает любые строки ниже ее на одну строку вверх. Курсор передвигается в колонку 1 следующей строки.
F7 (Chang) Данная операция работает так же, как и команда Find (Найти), за исключением того, что можно заменить найденную строку любой другой строкой, величиной до 67 символов. После ввода искомой строки будет выдан запрос на ввод строки для замены. Последняя введенная строка для замены, если имеется, будет отображена; ее можно принять, редактировать либо ввести новую строку. В конечном итоге, выдается подсказка об опциях. Первыми отображаются опции, которые применялись последними. Можно ввести новые опции (отменив старые), редактировать текущие опции или выбрать их, нажав на клавишу Enter (Ввод). Доступные опции такие же, как и для команды Find (Найти).
107

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F8 (Find) Позволяет осуществлять поиск строки величиной до 67 символов. При вводе данной команды будет выдан запрос на искомую строку. Отобразится последняя искомая строка, если есть. Можно выбрать эту строку снова, нажав на Enter (Ввод) либо редактировать ее или ввести новую искомую строку. После того, как искомая строка будет введена, следует указать опции поиска. Отобразятся опции, использовавшиеся в последний раз, если имеются. Можно ввести новые опции (отменив старые), редактировать текущие опции или выбрать их снова, нажав на Enter. Доступны следующие опции.
B Поиск в обратном направлении от текущего положения курсора в сторону начала программы.
G Глобальный поиск. Вся программа сканируется на предмет искомой строки, независимо от текущего положения курсора. Поиск начинается в начале программы, если он производится по направлению вперед или в конце, если по направлению назад.
L Ограничивает поиск до блока, отмеченного в данный момент.
U Игнорирует регистр; считает все буквы алфавита, как имеющие верхний регистр.
W Поиск только целых слов; пропускает подходящие сочетания внутри других слов.
Если в тексте имеется объект, соответствующий искомой строке, курсор устанавливается прямо за ним.
Примечание: Для операции замены доступна дополнительная опция.
N: Без опции "N", до изменения каждой строки, подсказка "Replace Y/N/A/Q" (Заменить Y/N/A/Q) позволяет оператору
Y: Yes (да) – изменить ее
N: No (нет) – не менять ее
A: ЗАМЕНИТЬ ВСЕ без подсказки (используется с глобальной опцией "G")
Q: QUIT - стоп (используется с глобальной опцией "G")
ESC: выполняет то же, что и quit (стоп)
108

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
С опцией "N" подсказка не выдается до изменения строки или строк.
F9 (FNext) Повторяет последнюю операцию поиска. Если последней командой поиска была операция Find (Найти), будет повторена эта же искомая строка и опции; для операции Find-and-Replace (Найти и заменить) строка замены будет также применена снова.
F5 (Ins) Main-Prog-Text-Edit-Ins (Главный экран – Программа – Текстовый режим – Редактирование – Вставить)
Если нажата клавиша F5 (Ins), программа редактирования находится в режиме вставки, и символы будут вставлены в то место, где стоит курсор. Если клавиша F5 (Ins) не нажата, программа редактирования находится в режиме перезаписи, и символы будут перезаписывать предыдущие в том месте, где стоит курсор.
F6 (Del) Main-Prog-Text-Edit-Del (Главный экран – Программа – Текстовый режим – Редактирование – Удалить)
Удаляет символы под курсором и перемещает любые символы справа от курсора на одну позицию влево. Эта команда не работает с разрывами строк.
Примечание: В любой момент в программе редактирования при нажатии на клавишу (возврат) на числовой клавиатуре курсор сдвинется на одну позицию влево и удалит символ, стоящий в этом месте. Любые символы справа от курсора сдвигаются на один пробел влево.
F7 ( )Передвигает курсор на одну строку вверх.
F8 ( ) Передвигает курсор на одну строку вниз.
F9 ( ) Передвигает курсор влево.
F10 ( ) Передвигает курсор вправо.
ESC (Exit) При нажатии на клавишу ESC (Exit) выполняется выход из (Выход) программы редактирования, активная редактируемая
программа проверяется на предмет изменений. Если они были сделаны, появится сообщение о том, нужно ли принять и сохранить изменения. При нажатии на "Y" изменения принимаются, и программный файл меняется. При нажатии на "N" изменения отменяются, и файл остается неизмененным. При нажатии на ESC происходит возврат в режим редактирования.
109

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
HELP (Verf) Main-Prog-Text-Edit-Verf (Главный экран – Программа – Текстовый режим – Редактирование – Проверка)
При редактировании текстового файла можно проверить редактируемую программу.
Клавиша HELP (Verf) не активна, если в данный момент выполняется или проверяется программа. При нажатии на клавишу HELP (Verf) программа будет проверяться в пробном режиме, с нулевым радиусом инструмента, как если бы программа проверялась с помощью опции F5 (Part) (Деталь). Движения подачи показаны желтым цветом. Ускоренные перемещения не показаны. После проверки программы будет произведено автоматическое масштабирование. Вы будете смотреть на экран F6 (Displ) (Отображение) - F3 (Graph) (Графическое отображение). Затем можно выполнять поворот, масштабирование, увеличение и т.д. При нажатии на ESC произойдет возврат в текстовый редактор.
Примечания: Когда программа проверяется, будут игнорироваться M6, M0, M1, операторы ввода и т.д. Программа копируется в файл в каталоге программ обработки деталей, под именем “TEXTVER”. Когда файл скопирован, не выполняется проверок для пространства вне программ обработки деталей. Файл “TEXTVER” удаляется при возврате на экран редактирования. Это делается для того, чтобы он автоматически не сохранял программу, над которой вы работаете (все равно будет выводиться подсказка “Program was Modified. Accept changes? (Y/N)” (Программа была изменена. Принять изменения? (да/нет)).
Клавиша HELP(Verf) не будет выводиться, если вы находитесь на следующем уровне книзу, например F1(Block) (Блок), F2 (Cursr) (Курсор), F3 (Words) (Слова) или F4 (Misc) (Прочее).
Если требуется много времени для проверки программы, можно нажать на клавишу ESC во время ее проверки. Посредством ее проводится автоматическое масштабирование того, что было проверено, и происходит переход на экран F6 (Displ) (Отображение) - F3 (Graph) (Графическое отображение). Программа продолжит проверку до конца либо до повторного нажатия на ESC.
F2 (New) Main-Prog-Text-New (Главный экран – Программа – Текстовый режим – Новая)
С помощью клавиши F2 (New) (Новая) можно ввести номер для новой текстовой программы. После того, как номер введен, устройство управления будет проверять текстовые программы на предмет того, существует ли уже программа с таким номером. Если программа найдена, отобразится предупреждение, и оператор сможет разрешить стирание текстовой программы до перехода в текстовый редактор.
110

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F3 (Old) Main-Prog-Text-Old (Главный экран – Программа – Текстовый режим – Старая)
При нажатии на клавишу F3 (Old) (Старая) можно ввести номер уже существующей программы. После того, как номер введен, устройство управления будет проверять текстовые программы, имеющиеся в данный момент в каталоге программ обработки деталей, чтобы проверить, существует ли программа с таким номером. Если программа найдена, появится окно редактирования, отображающее 16 первых строк программы. Если программа не найдена, появится соответствующее сообщение об ошибке, и после нажатия на клавишу ESC можно будет ввести другой номер.
F4 (Any) Main-Prog-Text-Any (Главный экран – Программа – Текстовый режим – Любая)
При нажатии на клавишу F4 (Any) (Любая) появится подсказка пользователю о введении файла, который необходимо редактировать. Указать диск, маршрут, имя файла и расширение.
F7 (Menu) Main-Prog-Text-Menu (Главный экран – Программа – Текстовый режим – Меню)
При нажатии на клавишу F7 (Menu) (Меню) отображается перечень всех текстовых программ, имеющихся на данный момент в каталоге программ обработки деталей. С помощью клавиш F7 - F10 стрелки выбора файла размещаются на программе, которую нужно редактировать, для выбора необходимо нажать на клавишу F5 (Enter) (Ввод). См. более подробную информацию об изменении дисков и маршрутов к другим текстовым программам в разделе 4.
RunTime = Период выполнения Main-Prog-Text-Menu = Главный экран-Программа-Текстовый режим-Меню Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
111

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Verf = проверка; Enter = ввод; Togle = переключение; PhUp = на страницу вверх; PgDn = на страницу вниз; Abort = прерывание; Drive = диск
Появится окно редактирования, показывающее первые 16 программ. Для выбора одной из программ, перечисленных в окне, использовать стрелки и клавиши пролистывания, чтобы переместить курсор на желаемую программу, и нажать на клавишу F5 (Enter) или Enter – на клавиатуре. Функцию меню можно вызвать с других экранов, но она будет работать аналогичным образом. Если меню вызвано с экрана Verify (Проверка), выбранная программа становится активной редактируемой программой. С помощью клавиши F1 (Verf) (Проверка) графически проверяется деталь, на которую установлен курсор. Показанная схема будет относиться к инструменту с диаметром 0. При нажатии на клавишу F6 (Togle) (Переключение) будет показан размер файла, время и дата последнего редактирования и семь символов имени файла. Подкаталоги указываются по <DIR> как имена файлов. Знаки ".." указывают на родительский каталог для текущего. Если нажать на клавишу HELP (Drive), появится перечень доступных дисков.
Примечание: Имя файла состоит из символов, заключенных в скобки. Если на первом блоке нет скобок, имя является первым блоком.
Нажатием на клавишу “D” меню переключается на полные имена DOS и обратно. Нажатием на клавишу “N” включается сортировка по имени или описанию файла.
Независимо от того, какой режим выбора (Edit (Редактирование), New (Новая), Old (Старая), Any (Любая) или Menu (Меню)) используется, когда появляется окно редактирования, количество редактируемых текстовых программ будет показано в активном окне.
112

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F2 (Conv) Main-Prog-Conv (Главный экран – Программа – Диалоговый режим)
В данном разделе речь пойдет о выборе диалоговых программ. При входе в режим диалогового программирования активное окно в правом верхнем углу изменится и будет показывать последнюю редактируемую диалоговую программу.
RunTime = Период выполнения Main-Prog-Conv = Главный экран-Программа-Диалоговый режим Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; New = новая; Old = предыдущая; Any = любая; Menu = меню; Esc = выход
Имеется пять опций, из которых можно выбрать диалоговую программу для редактирования.
F1 (Edit) Main-Prog-Conv-Edit (Главный экран – Программа – Диалоговый режим –Редактирование)
Нажатием на клавишу F1 (Edit) (Редактирование) выбирается активная диалоговая программа и осуществляется вход в систему диалогового программирования.
113

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
При программировании или редактировании в диалоговой системе встречаются три типа функциональных клавиш. Это следующие клавиши:
- Конфигурация функциональных клавиш 1: Клавиши редактирования
RunTime = Период выполнения Main-Prog- Conv = Главный экран-Программа-Диалоговый режим Editing = Редактирование Current = текущее Next = следующее Distance = расстояниеСобытие 0 из 17 Битов: 631 из 102236160Установка программы
Название программы [….]Размеры [Абсолютные]Единицы измерения [Метрические]Рабочая координата [---]
Примечания по установке:
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; View = вид; Event = событие; Ins = вставить; Del = удалить; Prev = предыдущая; Next = следующая; Exit = выход; Verf = проверка
Эти функциональные клавиши доступны, когда не был произведен вход в систему меню редактирования. Можно разбить программу на шаги, редактировать события и вставлять или удалять события.
114

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Определения клавиш редактирования
F1 (Edit): Нажатием на клавишу F1 (Edit) (Редактирование) курсор (Редактирование) устанавливается в первое поле текущего события.
Появятся клавиши сохранения/ввода, и событие можно будет редактировать.
F2 (View): Позволяет просматривать целые программы и позиционировать в (Вид) любом из событий в программе. Отображается окно, аналогичное
следующему.
RunTime = Период выполнения Main-Prog- Conv = Главный экран-Программа-Диалоговый режим Editing = Редактирование Current = текущее Next = следующее Distance = расстояние0 Установка программы1 Смена инструмента2 Прокол инструментом – Начало цикла
фрезерования3 Геометрия фрезерования – Линия 4 Геометрия фрезерования – Линия5 Геометрия фрезерования – Дуга6 Геометрия фрезерования – Линия7 Отвод инструмента8 Начало выполнения островка9 Геометрия фрезерования – Линия10 Геометрия фрезерования – Линия11 Геометрия фрезерования – Линия12 Конец выполнения островка13 Начало выполнения островка14 Геометрия фрезерования – Дуга15 Геометрия фрезерования – Дуга
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Begin = начало; End = завершение; Del = удалить; Copy = копировать; Move = переместить; PgUp = на страницу вверх; PgDn = на страницу вниз; Exit = выход;
115

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F7 ( ), F8 ( ), F9 (PgUp) и F10 (PgDn) могут использоваться для перемещения в желаемое событие. Затем нажать на ESC или Enter, чтобы отобразить это событие.
F1 (Begin): Отмечает начало блока
F2 (End): Отмечает конец блока
F3: Удаляет блок событий
F4 Копирует блок событий в позицию курсора
F5 Перемещает блок событий в позицию курсора
Примечание: Нельзя перемещать, удалять или копировать экран установки программы или конец программных событий.
F3 (Event) Позволяет вводить номер события для поиска. Если номер события не обнаружен, появится экран конца программы.
F4 (T##) Разрешает ввод для поиска номера инструмента. Если номер инструмента не найден, отображаемое событие не изменится.
F6 (Ins) INS используется для вставки событий в программу. Новое(-ые) событие(-я) вставляется до события, которое отображается в данный момент. Вставка продолжается до тех пор, пока не будет нажата функциональная клавиша F10 (Exit) (Выход).
F7 (Del) Удаляет явление, отображаемое в данный момент.
F9 (Prev) Отображает предыдущее явление в программном файле.
F10 (Next) Отображает следующее явление в программном файле.
Help (Verf) При редактировании диалогового файла можно проверять редактируемую программу. Когда клавиша помощи (Help) активирована, она будет показывать Verf (Проверка).
Клавиша HELP (Verf) не активна, если в данный момент выполняется или проверяется программа. При нажатии на клавишу HELP (Verf) программа будет проверяться в пробном режиме, с нулевым радиусом инструмента, как если бы программа проверялась с помощью опции F5 (Part) (Деталь). Движения подачи показаны желтым цветом. Ускоренные перемещения не показаны. После проверки программы будет произведено автоматическое масштабирование. Вы будете смотреть на экран F6 (Displ) (Отображение) - F3 (Graph) (Графическое отображение). Затем можно проводить поворот, масштабирование, увеличение и т.д. При нажатии на ESC произойдет возврат в диалоговый редактор.
116

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Примечания по клавише HELP ( Verf )(ПОМОЩЬ (Проверка))
Примечание 1: Когда программа проверяется, будут игнорироваться M6, M0, M1, операторы ввода и т.д.
Примечание 2. Если требуется много времени для проверки программы, можно нажать на клавишу ESC во время ее проверки. Посредством ее проводится автоматическое масштабирование того, что было проверено, и происходит переход на экран F6 (Displ) (Отображение) - F3 (Graph) (Графическое отображение). Программа продолжит проверку до конца либо повторного нажатия на ESC.
Примечание 3. Операторы While без wend и операторы wend без while не будут вызывать сообщений об ошибках.
ESC (Exit) Выход из диалоговой системы и автоматическое создание исполняемой текстовой программы с префиксом O.
- Конфигурация функциональных клавиш 2: Клавиши сохранения/ввода
RunTime = Период выполнения Main-Prog-Conv-Pos = Главный экран-Программа-Диалоговый режим-Позиция Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
117

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Событие 1 из 17 Битов: 631 из 102236160Позиция
Скорость подачи [ускоренная]Координаты [Декартовы]
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Store = сохранить; Togl = переключение; Exit = выход;
Эти функциональные клавиши доступны, когда ожидается ввод. В это время будет отображаться экран, содержащий любое количество полей, и курсор будет стоять в одном из полей.
Есть два типа полей, которые могут отображаться на экране ввода: поле данных и поле переключения. Поля данных – это поля, в которые данные вводятся с помощью клавиатуры. Красные поля требуют ввода. Поля переключения – это поля, имеющие ограниченное количество возможных входящих величин, и величины в которых можно изменить, только нажав на клавишу F3 (Togl) (Переключение).
Определения клавиш сохранения/ввода
F1 (Store) Принимает вводы и добавляет их в программный файл. Если все требуемые данные не были введены, клавиша F1 (Store) не будет работать, и курсор переместится в поле, требующее ввода. Каждый сохраненный экран называется событием.
F3 (Togl) Нажатие на эту клавишу приведет к отображению следующей переключаемой величины в поле. Она отсутствует в поле данных.
F5 (Del) Используется для удаления записи из поля данных. Она отсутствует в поле переключения.
F7 ( )Перемещает курсор в предыдущее поле.
F8 ( )Перемещает курсор в следующее поле.
F9 ( ) Перемещает курсор влево. Не оказывает влияния на поле переключения.
F10 ( ) Перемещает курсор вправо. Не оказывает влияния на поле переключения.
ESC (Exit) Отмена ввода и возврат к клавишам меню.
118

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F2 (New) Main-Prog-Conv-New (Главный экран – Программа – Диалоговый режим – Новая)
С помощью клавиши F2 (New) (Новая) можно ввести номер для новой диалоговой программы. После того, как номер введен, устройство управления будет проверять диалоговые программы, уже имеющиеся в каталоге программ обработки деталей, на предмет того, существует ли уже программа с таким номером. Если программа найдена, отобразятся два предупреждения, и оператор сможет разрешить стирание диалоговой программы и связанной с ней текстовой программы до входа в диалоговую систему. Следует помнить о том, что диалоговые программы хранятся в обоих форматах.
F3 (Old) Main-Prog-Conv-Old (Главный экран – Программа – Диалоговый режим – Старая)
При нажатии на клавишу F3 (Old) (Старая) можно ввести номер уже существующей диалоговой программы. После того, как номер введен, устройство управления будет проверять диалоговые программы, имеющиеся в данный момент в каталоге программ обработки деталей, чтобы проверить, существует ли программа с таким номером. Если программа найдена, появится окно редактирования, отображающее экран установки программы. Если программа не найдена, появится соответствующее сообщение об ошибке, и после нажатия на клавишу ESC можно будет ввести другой номер.
F4 (Any) Main-Prog-Conv-Any (Главный экран – Программа – Диалоговый режим – Любая)
Клавишей F4 (Any) (Любая) разрешается ввод любого файла. Указать диск, маршрут, имя файла и расширение. Если имя имеет правильный формат для диалоговой программы, произойдет переход в режим диалогового программирования. Если нет, произойдет переход в режим текстового программирования.
Main-Prog-Conv (Главный экран – Программа – Диалоговый режим)
Клавиши меню используются для перемещения по диалоговой системе и перехода к желаемому экрану ввода. Последовательность клавиш меню приведена в структурной схеме диалоговой системы в разделе 6.
- Конфигурация функциональных клавиш 3: Клавиши программированияКлавиши, отображаемые на первом уровне меню:
119

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
При нажатии на функциональную клавишу выводится либо экран ввода [например, F1 (Pos)], аналогичный следующему
RunTime = Период выполнения Main-Prog-Conv-Pos = Главный экран-Программа-Диалоговый режим-Позиция Editing = Редактирование Current = текущее Next = следующее Distance = расстояниеСобытие 1 из 17 Битов: 631 из 102236160Позиция
Скорость подачи [ускоренная]Координаты [Декартовы]
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Store = сохранить; Togl = переключение; Exit = выход;
либо другое меню [например, F2 (Mill)], как данное:
Обратите внимание, что на всех уровнях, за исключением уровня 1, имеется клавиша ESC (Back) (Назад). С помощью нее происходит возврат к клавишам меню предыдущего уровня.
120

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
При нажатии на клавишу F10 (Exit) происходит выход из подсистемы меню и появляются клавиши редактирования уровня 1.
Когда встречается экран ввода, появляются следующие кнопки сохранения/ввода.
Примечание: F3 (Togl) (Переключение) и F5 (Del) (Удалить) не могут находиться на одном экране.
См. более подробную информацию об экранах диалогового ввода в РАЗДЕЛЕ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ.
F7 (Menu) Main-Prog-Conv-Menu (Главный экран – Программа – Диалоговый режим – Меню)
Клавиша F7 (Menu) (Меню) отображает перечень всех диалоговых программ на данный момент загруженных в каталог программ обработки деталей.
RunTime = Период выполнения Main-Prog-Conv-Menu = Главный экран-Программа-Диалоговый режим-Меню Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
121

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Событие 1 из 17 Битов: 631 из 102236160Позиция
Скорость подачи [ускоренная]Координаты [Декартовы]
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Verf = проверка; Enter = ввод; Togl = переключение; PgUp = на страницу вверх; PgDn = на страницу вниз; Abort = прервать; Drive = диск
С помощью клавиш F7 - F10 стрелки выбора файла располагаются на программе, которую необходимо редактировать, а клавиша F5 (Enter) (Ввод) нажимается, чтобы сделать выбор. Появится окно редактирования, отображающее экран установки программы.
Независимо от того, какой режим выбора [F1 (Edit) (Редактирование, F2 (New) (Новая), F3 (Old) (Старая), F4 (Any) (Любая) или F7 (Menu) (Меню)] используется, когда появляется окно редактирования, количество редактируемых диалоговых программ будет показано в активном окне.
F6 (Togle) показывает время и дату для каждой программы.
F9 (Verf) Main-Verf (Главный экран – Проверка)
Функция F9 (Verf) (Проверка) используется для проверки программ обработки деталей. В основном, проверка проводится в графическом режиме, но это не обязательно. Время действительно при проверке и может использоваться для расчета времени обработки. Проверяемая программа является активной. Чтобы получить информацию о координатах для сравнения с отображением, установить устройство управления в блочный режим и пройтись по этапам программы. Курсор в графическом режиме будет находиться около детали, а отображение X Y Z будет считывать значения координат каждой точки.
122

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Проверка используется для контроля активной программы. При нажатии на клавишу F9 (Verf) (Проверка) появляется следующий экран.
RunTime = Период выполнения Main-Verf =Главный экран-Проверка Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Start = начало; Old = Старая; Block = блок; OStop = дополнительный останов; BSkip = пропуск блока; Displ = отображение; Menu = меню; Dry = холостой ход; Esc = выход
123

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
После появления вышеуказанного экрана нажать на F1 (Start), и появится следующий экран.
RunTime = Период выполнения Main-Verf-Start =Главный экран-Проверка Active = АктивноCurrent = текущее Next = следующее Нажать на <Cycle Start> (Начало цикла), чтобы запустить программу с самого начала
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
First = первая; Block = блок; Tool = инструмент; Path = траектория; Part = деталь; Both = обе; Abort = прервать
124

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Клавиша F1 (First) (Первая) автоматически выбирается при входе в этот экран с экрана Verf (Проверка). Поэтому, если требуется проверить активную программу с начала, необходимо нажать только на кнопку Cycle Start (Начало цикла). Если нажата клавиша F2 (Block) (Блок), устройство управления запросит о вводе номера желаемого блока или последовательности, и затем нажать на Enter. Если нажата кнопка Cycle Start (Начало цикла), активная программа начнет проверяться с выбранного номера блока. Если нажата клавиша F3 (Tool) (Инструмент), устройство управления запросит о номере инструмента. После ввода номера инструмента и отжатия Enter нажимается кнопка Cycle Start (Начало цикла). Активная программа начнет проверку с желаемого номера инструмента, и появится следующий экран. С помощью клавиши F4 (Path) (Траектория) демонстрируется траектория перемещения инструмента на графическом экране. С помощью клавиши F5 (Part) (Деталь) отображается траектория перемещения детали на графическом экране. С помощью клавиши F6 (Both) (Обе) демонстрируется и траектория инструмента, и траектория детали на графическом экране.
Примечание: Если вводимый номер блока или номер инструмента находится вне программы, программа запустится с начала.
RunTime = Период выполнения Main-Verf =Главный экран-Проверка Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
Коррекция: левый резИнструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: круговая (против часовой стрелки)Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отменен
125

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
БЛОК 28 …..
Пауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Block = блок; OStop = дополнительный останов; BSkip = пропуск блока; Displ = отображение; Dry = холостой ход; Halt = останов; Esc = выход
Экран, показанный выше, является основным экраном проверки с 2 новыми дополнениями: отображением номера блока и клавишей F9 (Halt) (Останов). Номер блока показывает текущую выполняемую строку при проверке программы. Клавиша F9 (Halt) похожа на Feedhold (Останов подачи) тем, что когда она нажата, станок останавливается. Однако, в отличие от Feedhold, F9 (Halt) также позволяет запустить новую программу.
F3 (Block) Main-Verf-Block (Главный экран – Проверка – Блок)
Если активирована клавиша F3 (Block) (Блок), программа будет останавливаться в конце каждого блока. Каждый раз при нажатии кнопки Cycle Start (Начало цикла) будет проверяться еще один блок.
F4 (OStop) Main-Verf-OStop (Главный экран – Проверка – Дополнительный останов)
Если активирована клавиша дополнительного останова F4 (OStop), программа будет останавливаться на каждой команде M01.
F5 (BSkip) Main-Verf-BSkip (Главный экран – Проверка – Пропуск блока)
Если активирована клавиша пропуска блока F5 (BSkip), программа будет пропускать все блоки, начинающиеся со знака « / » (косая черта).
/F5 Если активирована клавиша пропуска блока, команда изменения скорости подачи не будет выполняться.
F6 (Displ) Main-Verf-Displ (Главный экран – Проверка – Отображение)
К клавише F6 (Display) (Отображение) можно попасть с нескольких экранов. Экран ниже показан, как если бы доступ к F6 (Displ) был осуществлен с экрана F9 (Verf) (Проверка). Все функции отображения и экраны идентичны, независимо от точки доступа. Различаются только точки возврата на основании изначальной точки доступа. При нажатии на клавишу F6 (Disp) появляется следующий экран.
126

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Verf-Displ =Главный экран-Проверка-Отображение Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
БЛОК 71 …..
Коррекция: левый резИнструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: круговая (против часовой стрелки)Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Dist = расстояние; Error = ошибка; Graph = графическое отображение; Diag = диагностика; Esc = выход
F1 (Next) Main-Verf-Displ-Dist (Главный экран – Проверка – Отображение – Расстояние)
См. стр. 27, раздел 2.
F2 (Error) Main-Verf-Displ-Error (Главный экран – Проверка – Отображение – Ошибка)
См. стр. 27, раздел 2.
127

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F3 (Graph) Main-Verf-Displ-Graph (Главный экран – Проверка – Отображение – Графическое отображение)
Если нажата клавиша F3 (Graph) (Графическое отображение), устройство управления переключается с показа текста на графическое отображение активной программы обработки детали. Появляется следующий экран.
RunTime = Период выполнения Main-Verf-Displ-Graph = Главный экран-Проверка-Отображение-Графическое отображение Active = АктивноКоррекция: отменена Инструмент: Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:Rot = поворот; Pan = панорамирование; Wind = создание окна; Auto = автоматическое масштабирование; Zoom- = уменьшение масштаба; Zoom+ = увеличение масштаба; Limit = границы; Zone = безопасная зона; Coord = координата; Fresh = обновление; Exit = выход; Clear = очистить
Графики в данном ЧПУ являются полностью трехмерными и отображаются в графической области до тех пор, пока устройство управления остается в графическом режиме F3 (Graph). При запросе других отображений в графической зоне будет появляться окно с запрашиваемыми данными. По окончании работы с этими функциями окно исчезнет, а графическое отображение будет восстановлено. Шкала в верхней части экрана используется для контроля размера детали. При изменении масштаба экрана деления на линейках изменятся соответствующим образом. Деления на линейках выражены в единицах измерения станка; но в английской системе измерений. Наибольшие деления равняются примерно одному дюйму.
128

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Примечание: Графики удаляются с экрана при запуске или начале проверки программы.
Функции графики, используемые в режиме проверки, такие же, как и функции, используемые в режиме выполнения. Полное объяснение этих функций см. на стр. 28, раздела 2, по графике в режиме выполнения программы.
F4 (Diag) Main-Verf-Disp-Diag (Главный экран – Проверка – Отображение – Диагностика)
См. стр. 34, раздел 2.
F8 (Dry) Main-Verf-Dry (Главный экран – Проверка – Холостой ход)
F8 (Dry) (Холостой ход), выполняемый в режиме проверки, будет прогонять программу как можно быстрее. Для позиций коррекции скорости подачи 100% и выше – скорости проверки постепенно снижаются для коррекций 0-90%.
F9 (Halt) Main-Verf-Halt (Главный экран – Проверка – Останов)F9 (Resum) Main-Verf-Resum (Главный экран – Проверка – Возобновление)
Если программа была остановлена F9 (Halt) (Останов), активируется функция возобновления. Теперь на экране проверки будет отображаться клавиша F9 (Resum) (Возобновление). Программа может быть возобновлена, пока эта клавиша активна. Если выбрана функция возобновления, активная программа будет возобновлена с точки останова.
С помощью клавиш F3, F4, F5 и F8 на экране проверки устанавливается режим работы для проверки программы. Когда эти клавиши подсвечиваются, функции активны в любой текущей проверяемой программе или в программе, подлежащей проверке.
129

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Примечание: Из режима проверки можно переключиться в режим выполнения программы. Это удобно для длинных программ ПЦУ, так как он охватывает все подачи/скорости/коррекции на инструмент/коррекции на режущий инструмент и т.д. Для переключения в режим выполнения программы из режима проверки необходимо быть в блочном режиме, ожидая начала цикла. Нажать на F9 (Halt) (Останов). Клавиша F10 не будет показывать F10 (Run) (Выполнение). Когда нажата клавиша F10 (Run), устройство управления будет вести себя так, как если бы был проведен останов/возобновление при выполнении программы. Удостоверьтесь, что устройство управления было выведено из блочного и/или холостого режима, если оно в нем находилось. Не пытаться делать это в середине автоматической смены инструмента или других похожих автоматических программ ввода/вывода.
F10 (Util) Main-Util (Главный экран – Утилиты)
Клавиши и опции, отображаемые, когда нажата клавиша F10 (Util):
F1 (Probe) Main-Util-Probe (Главный экран – Утилиты – Датчик)
Примечание: Для станков с опцией оцифровки.
Если оцифровка входит в опции, и нажата клавиша F1 (Probe) (Датчик), будет демонстрироваться следующий экран.
130

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Util-Probe =Главный экран-Утилиты-Датчик Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеЭКРАН УСТАНОВКИ ОЦИФРОВКИФАЙЛ ВВОДА: НЕ ВЫБРАНРЕЖИМ ВЫВОДА: НЕ ВЫБРАН
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Begin = начало; In = ввод; Out = вывод; Esc = выход
Примечание: F1(Probe) (Датчик) используется только для оцифровки XZ или YZ.
F1 (Begin) Если выбраны файл ввода и режим вывода, начнется оцифровка. Если нет, появится сообщение об ошибке 808 “set up not selected” (установка не выбрана).
F3 (In) Отображает меню, из которого выбирается файл, содержащий направляющую информацию для оцифровки.
F4 (Out) Определяет режим вывода для оцифрованных данных. Опции следующие.
F1 - RS232 Первичный последовательный портF2 - File Номер файла ЧПУ F3 - Disk Имя файла на гибком диске
131

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F2 (XyDig) Main-Util-XyDig (Главный экран – Утилиты – Оцифровка XY)
Примечание: Для станков с опцией оцифровки.
Если оцифровка установлена, и нажата клавиша F2 (XyDig) (Оцифровка XY), будет демонстрироваться следующий экран.
RunTime = Период выполнения Main-Util-XyDig =Главный экран-Утилиты-Оцифровка XY Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеЭКРАН УСТАНОВКИ ОЦИФРОВКИФАЙЛ ВВОДА: НЕ ВЫБРАНРЕЖИМ ВЫВОДА: НЕ ВЫБРАН
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Begin = начало; In = ввод; Out = вывод; Close = закрыть; Esc = выход
F1 (Begin) Если выбраны файл ввода и режим вывода, начнется оцифровка. Если нет, появится сообщение об ошибке 808 “set up not selected” (установка не выбрана).
132

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F3 (In) Отображает меню, из которого выбирается файл, содержащий направляющую информацию для оцифровки.
F4 (Out) Определяет режим вывода для оцифрованных данных. Опции следующие.
F1 - RS232 Первичный последовательный портF2 - File Номер файла ЧПУ F3 - Disk Имя файла на гибком диске
F6 (Close) Переключается между закрытием и открытием.
Примечание: Больше информации об оцифровке имеется в руководстве по оцифровке.
F3 (Files) Main-Util-Files (Главный экран – Утилиты – Файлы)
В утилитах для работы с файлами содержатся базовая функция манипулирования данными. К ним относятся:
Load = загрузка; Save = сохранение; Renam = переименование; Copy = копирование; Ram = ОЗУ; Erase = стереть; Done = готово
F1 (Load) Main-Util-Files-Load (Главный экран – Утилиты – Файлы – Загрузка)
Функция F1 (Load) (Загрузка) используется для загрузки программ с гибкого диска в память программы устройства управления. Когда выбрана эта функция, появляется следующий экран.
RunTime = Период выполнения Main-Util-Files-Load =Главный экран-Утилиты-Файлы-Загрузка Active = Активно
133

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Current = текущее Next = следующее Distance = расстояниеКоррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Start = пуск; Set = установка; Reset = сброс; All = все; None = ничего; Togle = переключение; PgUp = на страницу вверх; PgDn = на страницу вниз; Abort = прерывание; Verf = проверка
В окне редактирования будет отображаться перечень программ на гибком диске. Курсор выбора ( > < ) располагается на первой программе.
F1 (Start) При нажатии на эту кнопку начинается передача выбранных программ с (Пуск) гибкого диска в память программы. Если такой файл уже существует,
оператору будет выдана подсказка.
F2 (Set) Выбирает файл, на который установлен курсор, для загрузки с гибкого(Установка) диска. Он будет выделен.
F3 (Reset) Отменяет выбор файла, на который установлен курсор. Отменяет выделение(Сброс) выделенного файла.
F4 (All) Выбирает все программы на гибком диске, которые необходимо загрузить.(Все) Выделяет все файлы.
F5 (None) Отменяет выбор всех выбранных программ. Отменяет выделение всех(Ничего) выделенных файлов.
F6 (Togle) Показывает размер и дату файла. (Переключение)
F7 ( ) Передвигает курсор выбора вверх.
F8 ( )Передвигает курсор выбора вниз.
F9 (PgUp) Передвигает курсор выбора вверх на 16 строк.
F10 (PgDn) Передвигает курсор выбора вниз на 16 строк.
134

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Клавиша помощи используется для выбора нового диска либо для проверки программы (на основании параметра устройства управления)
Help (Drive) Показывает перечень доступных дисков для нового меню. Помощь (Диск)
Help (Verf) Графически проверяет деталь, на которую установлен курсор. Помощь (Проверка)
Примечание: Если установлен параметр для извлечения файлов, один файл на гибком диске, отделенный 0####, может быть загружен и разделен на несколько файлов. При извлечении загружаемых файлов программа не проверяет файлы, которые уже существуют.
F2 (Save) Main-Util-Files-Save (Главный экран – Утилиты – Файлы – Сохранение)
Функция F2 (Save) используется для сохранения программ из памяти программы устройства управления на гибком диске.
Функция F2 (Save) работает так же, как и функция F1 (Load) (Загрузка), за исключением того, что направление передачи меняется.
F3 (Rename) Main-Util-Files-Rename (Главный экран – Утилиты – Файлы – Переименование)
С помощью функции F3 (Rename) меняется название программы. Если новое имя файла уже существует, оператору будет показана соответствующая подсказка.
F4 (Copy) Main-Util-Files-Copy (Главный экран – Утилиты – Файлы – Копирование)
С помощью функции F4 (Copy) создается копия программы под другим именем. Если новое имя файла уже существует, оператору будет показана соответствующая подсказка.
F5 (Ram) Main-Util-Files-Ram (Главный экран – Утилиты – Файлы – ОЗУ)
Данная функция используется для загрузки программ с гибкого диска, Zip-накопителя или из сети на диск ОЗУ, а затем с диска ОЗУ в ПЦУ.
Примечание: Диски ОЗУ большего объема доступны в качестве опции.
F9 (Erase) Main-Util-Files-Erase (Главный экран – Утилиты – Файлы – Стирание)
Функция F9 (Erase) используется для стирания программ из памяти программы устройства управления. Доступные клавиши такие же, как и в опции F2 (Save) (Сохранение).
F4 (RS232) Main-Util-RS232 (Главный экран – Утилиты – RS232)
В утилитах F4 (RS232) содержатся основные функции связи. К ним относятся следующие:
135

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F1 (COM1 или COM 2)
F1 (COM1 или COM2) – это первичный порт.
F5 (Send) Main-Util-RS232-Send (Главный экран – Утилиты – RS232 – Отправить)
При нажатии на F5 (Send) (Отправить) появляются следующие клавиши.
После выбора F1 (Text) (текстовая) или F2 (Conv) (диалоговая) следует выбрать программы, которые вы хотите отправить в компьютер, работающий в автономном режиме, с меню. В связи с этими действиями появится следующее меню.
F1 (Begin) (Начало) начинает передачу активной программы, которая показана в правом верхнем углу.
F7 (Menu) (Меню) позволяет выбрать программы для отправки из меню.
Примечания по отправке
Примечание 1: При отправке параметров F7(Menu) (Меню) не является опцией.
Примечание 2: Параметры RS-232 должны быть установлены на одинаковые значения и в устройстве управления, и в компьютере. Всегда проверять эти настройки параметров.
Примечание 3: Параметры RS-232 находятся в параметрах устройства управления (Main-Parms-Ctrl) (Главный экран – Параметры – Ctrl). Стандартные настройки параметров:
Первичный порт COM1Скорость передачи в бодах с 1200 по 9600Четность четные Информационные биты 7Стоповые биты 2
136

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F6 (Recev) Main-Util-RS232-Recev (Главный экран – Утилиты – RS232 – Получить)
Опция F6 (Recev) (Получить) используется для получения программ или параметров от компьютера, работающего в автономном режиме, в память программы устройства управления. При нажатии на клавишу F6 (Recev) появится новая панель клавиш (показана ниже). Затем следует ввести новый номер программы в окно сообщений. После введения действительного номера программы появится экран редактирования и будет показывать программу, после того как она получена. Получение продолжается до тех пор, пока не будет нажата клавиша ESC (Done) (Готово).
Примечание: Если номер получаемой программы уже существует, оператору будет выдана соответствующая подсказка.
Если установлен параметр для извлечения файлов, несколько файлов можно отослать с компьютера, работающего в автономном режиме; устройство управление извлечет их в правильный файл ####, если они разделены 0####. При извлечении не проводится проверки уже существующих файлов.
F7 (Ram) Main-Util-RS232-Ram (Главный экран – Утилиты – RS232 – ОЗУ)
Данная функция используется для загрузки программ из RS-232 на диск ОЗУ, а затем с диска ОЗУ в ПЦУ.
Примечание: Диски ОЗУ большего объема доступны в качестве опции.
F5 (Tlchg) Main-Util-Tlchg (Главный экран – Утилиты – Устройства смены инструмента)
F5 (Tlchg) – это опция для станков с устройствами автоматической смены инструмента.
Если на станке имеется поворотное устройство смены инструмента, появится следующая панель клавиш.
При нажатии на клавиши F1 (CW) (по часовой стрелке), F2 (CCW) (против часовой стрелки) или F3 (Home) (Исходное положение) номер активного инструмента обнуляется, указывая на то, что в шпинделе нет инструмента.
F1 (CW) перемещает магазин на одну позицию по часовой стрелкеF2 (CCW) перемещает магазин на одну позицию против часовой стрелкиF3 (Home) приводит магазин в исходное положениеF5 (Open) открывает дверцу устройства смены инструмента F6 (Close) закрывает дверцу устройства смены инструмента
137

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Если на станке установлено устройство смены инструмента с поворотной рукой, будут отображаться следующие клавиши.
F1 (Home) (Исходное положение), F2 (CW) (по часовой стрелке) и F3 (CCW) (против часовой стрелки) выполняют те же функции, что и на поворотном устройстве смены инструмента. Клавиша F7 (Slots) (Гнезда) используется для редактирования номеров инструмента в гнездах устройства смены инструмента. Если нажата клавиша F7 (Slots), появляется следующий экран.
RunTime = Период выполнения Main-Util-TlChg-Slots =Главный экран-Утилиты-Устройства смены инструмента-Гнезда Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеPocket = гнездоTool = инструментаSpindle = шпиндельCurrent pocket = текущее гнездо
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Edit = редактирование; Dflt = по умолчанию; Esc = выход
F1 (Edit) (Редактирование) позволяет изменять номер инструмента в каждом гнезде. .
138

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
С помощью F3 (Dflt) (По умолчанию) загружаются номера инструмента по умолчанию (инструмент 1 в гнездо 1, инструмент 2 в гнездо 2 и т.д.). С помощью F7 также обнуляется номер инструмента в шпинделе.
F6 (DNC) Main-Util-DNC (Главный экран – Утилиты – ПЦУ)
Режим F6 (DNC) (ПЦУ) используется для выполнения больших программ. Эти программы не загружаются в память устройства управления, поэтому у них нет команд перехода (GO-TO), циклов WHILE-WEND, команд GO-SUB или команд вызова (CALL).
Примечание: Команды CALL допускаются при ускоренном режиме ПЦУ.
Команды GO-TO допускаются в ПЦУ в режиме выполнения и ПЦУ в режиме проверки, при условии, что параметр “resolve DNC”(разрешить ПЦУ) установлен на Yes (да).
Если нажата клавиша F6 (DNC) (ПЦУ), появляются следующие режимы ПЦУ.
F3 (Fast) Main-Util-DNC-Fast (Главный экран – Утилиты – ПЦУ – Ускоренный режим)
После нажатия на клавишу F3 (Fast) (Ускоренный режим) появляется следующий экран.
RunTime = Период выполнения Main-Util-DNC-Fast =Главный экран-Утилиты-ПЦУ-Ускоренный режим Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
139

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Выбрать режим ввода
Пропуск импульсов счета: 0 Блоки: 0
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
File = файл; Disk = диск; Any = любой; Old = существующий; Ram = ОЗУ; Skip = пропустить; Mirr = зеркальное отображение; Abort = прерывание
F1 (RS232)
Нажатием на F1 (RS232) активируется ожидание данных от Com-порта, затем запрашивается начало цикла для начала программы.
F2 (File) (Файл)
С помощью F2 (File) выбирается программа из меню программ в устройстве управления.
F3 (Disk) (Диск)
С помощью F3 (Disk) выбирается программа из меню программ на гибком диске либо из локальной сети.
F4 (Any) (Любой)
Клавиша F4 (Any) позволяет вводить название любого диска, маршрута, файла и расширения.
F5 (Old) (Существующий)
Клавиша F5 (Old) позволяет вводить номер файла, который требуется запустить.
F6 (Ram) (ОЗУ)
F6 (Ram) используется, если программа загружалась с диска ОЗУ (через RS-232 или гибкий диск). С помощью F6 (Ram) будет выбрана эта программа.
После выбора режима INPUT (Ввод), устройство управления запросит нажать на кнопку начала цикла для запуска программы. Все вышеперечисленные режимы ввода – за исключением RS-232 – позволяют запускать программу с других мест, помимо начала. Имеются также следующие опции.
140

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F1 (First) (Первый)
F1 (First) запускает программу с начала.
F2 (Block) (Блок)
F2 (Block) запускает программу с порядкового номера.
F3 (Tool) (Инструмент)
F3 (Tool) запускает с номера инструмента.
F4 (Cont) (Продолжение)
Клавиша F4 (Cont) позволяет запустить программу с места, в котором ПЦУ прервало ее ранее. Когда файл прерывается, позиция файла сохраняется. Не проводится проверки того, переключил ли оператор номера файлов или изменил файл ПЦУ. С помощью клавиши F4 (Cont) выполнение продолжится из позиции файла, в которой был прерван любой файл.
F9 (Skip) (Пропустить)
F9 (Skip) запрашивает пропуск импульсов счета. Если пропуск импульсов счета не нулевой, будет произведен запрос в запуск цикла о пропуске (или игнорировании) того номера блоков, а затем второй запуск цикла будет выполняться со следующего блока.
F10 (Mirr) (Зеркальное отображение)
F10 (Mirr) разрешает зеркальное отображение X0 и Y0 в режиме DNC-FAST.
F3 (Fast) (Ускоренный режим)
В режиме F3 (Fast) (Ускоренный режим) появляется следующий экран.
141

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
RunTime = Период выполнения Main-Util-DNC-Fast=Главный экран-Утилиты-ПЦУ-Ускоренный режим Active = АктивноCurrent = текущее Next = следующее Distance = расстояние
БЛОК 6 …..
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: круговая (против часовой стрелки)Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Abort = прерывание
Когда программа завершается или нажимается клавиша ESC (Abort) (Прерывание), на экране будет отображаться общее время ПЦУ, общее расстояние, средняя скорость подачи, среднее время блока и средние блоки/секунды.
Этот режим должен использоваться для больших программ, где требуется высокая частота блоков, например, при выполнении коротких перемещений при высокой скорости подачи. В данном режиме нельзя выполнять trig help (тригонометрическая помощь), cutter comp (компенсация на режущий инструмент), rotating (поворот), scaling (масштабирование) или другие нестандартные команды. Достоверные данные для ускоренного режима:
X, Y, Z, A, B, I, J, K, F и N
Достоверные G-коды:
G0, G1, G2, G3, G17, G18, G19, G70, G71, G90, G91
Достоверный формат для дуг:
(G17/G18/G19), (G2/G3), (I/J/K), (X,Y,Z)
Если выполняется код, не входящий в эти группы, время для данного блока будет замедляться, и он будет выделен на отображении блока.
142

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F4 (Run) Main-Util-DNC-Run (Главный экран – Утилиты – ПЦУ – Выполнение)
С помощью F4 (Run) можно делать такой же выбор, что и с помощью F3 (Fast) (Ускоренный режим) для режимов ввода. У F4 (Run) нет опции F10 (Зеркальное отображение). После выбора режима ввода и пропуска каких-либо блоков, устройство управления выбирает экран Выполнения (Main-Run), и программа ПЦУ может выполняться аналогично любой другой программе.
F9 (Verf) Main-Util-DNC-Verf (Главный экран – Утилиты – ПЦУ – Проверка)
F9 (Verf) действует идентично режиму F4 (Run) (Выполнение). После выбора режима ввода и пропуска каких-либо блоков, устройство управления выбирает экран Проверки (Main-Verf), а программа ПЦУ может проверяться аналогично любой другой программе.
Примечание: Для режимов RS-232 ПЦУ F4 (Run) (Выполнение) и F9 (Verf) (Проверка) поиск номера инструмента или номера блока может быть выполнен, чтобы запустить программу из желаемого места. Программу нельзя сбросить на “first” (первый) после поиска инструмента или номера блока.
Опция для part/path/both (деталь/траектория/оба) не доступны для ПЦУ в режиме проверки.
143

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F7 (Chart) Main-Util-Chart (Главный экран – Утилиты – Схема)
С помощью клавиши F7 (Chart) отображаются схемы помощи, созданные конечным пользователем в соответствии с конкретным применением. Если в каталоге RAM (ОЗУ) есть файл под названием charts.dat, он будет отображаться. Формат данного файла допускает систему индексирования для других файлов и данных, доступных оператору.
Ниже приводится образец листинга charts.dat.
Примечание: Отображаются только первые 16 строк chart.dat. Первые 12 символов каждой строки не отображаются.
Скорости и подачи (обновлено 10 мая 1994 г.)
Чтобы получить более подробную информацию или внести изменения в данные схемы, см. Bill Jones.
Carstl.dat * Углеродистая стальAllSt.dat * Легированная сталь
·и т.д.··
Allum.dat * Алюминий CstIron.dat * Чугун Acme.dat * Задания для ACME Inc.
F8 (Info) Main-Util-Info (Главный экран – Утилиты – Информация)
F8 (Info) показывает информацию о программном обеспечении, аппаратном обеспечении и т.д. Отображаются следующие функциональные клавиши.
F1 (Std) Main-Util-Info-Std (Главный экран – Утилиты – Информация – Стандартная)
F1 (Std) показывает стандартную информацию, как представительную, в следующем окне.
144

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
Memory Avail (Доступная память) показывает доступную системную память в байтах.
Parts Storage (Память программ обработки деталей) показывает объем памяти программ обработки деталей в байтах.
Front Panel (Передняя панель) показывает код версии передней панели.
Controller Card (Плата контроллера) показывает версию платы контроллера (v0206 значит 2.06) и подсчет числа ошибок (должен равняться нулю).
Информация по циклу Acroloop касательно осей X, Y и Z для систем Centurion 5 следующая:
версия, (v0214=2.14)указан подсчет числа ошибок (должен равняться нулю)четыре байта, выдающих опциональные загруженные программы acroloop (файлы .HEX), форматированные, как:
aamm ssrr, где:aa=ось (01=X, 02=Y, и т.д.)mm=старшая версия (00=ручная, 01=P1ATC плунжер, 07=P7ATC, 08=P8ATC, 11=P1 geneva)ss=подверсия; уникально идентифицирует файл .HEX.rr=резервный (всегда нуль)
Информация блока управления сетью (NCB) касательно осей X, Y и Z для систем Centurion 6/7 следующая.
Номер версии Дата каждого файла NCB.HEX Краткое описание файла
F2 (Sys) Main-Util-Info-Sys (Главный экран – Утилиты – Информация – Системная)
F2 (Sys) показывает системную информацию, как представительную, в следующем окне.
145

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
На данном экране показана внутренняя информация о системе. Строки 1 - 5 показывают распределение памяти в DOS, оверлейные программы ЧПУ и динамически распределяемые области. Строка 6 показывает версию MS-DOS, и ЦП 80286, 80386, 80486 или 80586. Строки 11 и 12 показывают компилятор и блоки, предварительно выделенные для групповых циклов, текстовых циклов и кодов M и G, подключаемых пользователем. Строка 13 – это шестнадцатеричный дамп области памяти BIOS при F000:0. Строка 14 - это шестнадцатеричный дамп эмулятора диска ПЗУ при CA00:0. Строка 15 указывает на тип Bios и тип эмулятора диска.
F3 (Fp) Main-Util-Info-Fp (Главный экран – Утилиты – Информация –Передняя панель)
F3 (Fp) показывает информацию о передней панели, как продемонстрировано на рисунке ниже.
В первой строке указана версия передней панели. В двух следующих строках представлено несколько аббревиатур и номеров:
AK Подтверждения, полученные от датчика/контроллера клавиатурыRT Повторные передачи, полученные от датчика/контроллера
клавиатурыTO Таймауты для передач в датчик клавиатуры, обнаруженные
контроллером клавиатурыSR Повторные отправки фрагментов – таймауты, обнаруженные ЧПУ SS Отправки фрагментов – стандартные отправки в датчик клавиатуры
146

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
NK Неподтверждения, обнаруженные контроллером клавиатурыDC Значение ЦАП шпинделя, отправленное в датчик клавиатурыPE Ошибки четности, обнаруженные контроллером клавиатурыTL Временные пределы, обнаруженные контроллером клавиатурыCL Нажатия на Control, полученные контроллером клавиатуры (используется для указания несоответствия данных/команды)
F4 (Path) Main-Util-Info-Path (Главный экран – Утилиты – Информация – Маршрут)
При нажатии на клавишу F4 (Path) появляется следующий экран, на котором отображен файл маршрута. В стандартном порядке это каталоги для ПЗУ (ROM), ОЗУ (RAM), программ обработки деталей, отображения и гибкого диска. Ниже каталога программ обработки деталей показано доступное место для программ в битах. Для каталогов ПЗУ (ROM), программ обработки деталей и отображения имя тома DOS для этого диска показано справа.
ЧПУ Centurion VI 6.6206рПЗУ: ОЗУ: Программы обработки деталей: Отображение: Гибкий диск: Дистанционные файлы:
Примечание: Файл маршрута перезагружается, когда отображается вышеуказанная информация. Поэтому можно редактировать файл маршрута, а затем перезагрузить его с помощью этой команды.
Если маршрут программы обработки деталей и/или дистанционных файлов был изменен из меню, они будут сохранены обратно в оригинальных маршрутах из PATH.DAT.
Версии выше #.#169 имеют маршрут гибкого диска и маршрут дистанционных файлов. Маршрут гибкого диска используется специально для сохранения и загрузки параметров.
147

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F5 (Time) Main-Util-Info-Time (Главный экран – Утилиты – Информация – Время)
F5 (Time) показывает время и расстояния, рассчитанные при проверке программы. Информация о синхронизации при 100% на коррекцию скорости подачи для смены инструмента, разгона шпинделя, остановов блоков и т.д. Время выражено в часах, минутах, секундах. Расстояние – в дюймах или мм. Смена инструмента добавляет 10 сек к времени подачи.
RunTime = Период выполнения Main-Util-Time =Главный экран-Утилиты-Время Active = АктивноCurrent = текущее Next = следующее Distance = расстояниеЧПУ Centurion VI 6.6206рИнформация о синхронизации при 100%
Выполнение: Подача: Ускоренное перемещение:Расстояние:
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Std = стандартная; Sys = систематическая; Fp = передняя панель; Path = маршрут; Time = Время; Ram = ОЗУ; Diag = диагностика; MISC = дополнительные параметры; Done = готово
На экране выше представлена информация о синхронизации для последней проверяемой программы. Показанное время предполагает, что коррекция скорости подачи равняется 100%. RUN (Выполнение) дает общее время, FEED (Подача) – время фрезерования (G1, G2, G3), а RAPID (Ускоренное перемещение) - время G0. Все время выражено в
148

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
часах:минутах:секундах. Расстояние подразумевает общее пройденное расстояние в дюймах или миллиметрах.
F6 (Ram) Main-Util-Info-Ram (Главный экран – Утилиты – Информация – ОЗУ)
С помощью F6 (Ram) отображается следующий экран, на котором показано содержимое каталога RAM (ОЗУ). F6 используется, главным образом, в целях диагностики. Программы, запускающие различные опции на станке, обычно хранятся в данном каталоге.
ЧПУ Centurion VI 6.6206рСодержимое ОЗУ: …Для продолжения нажать на любую клавишу
149

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F7 (Diag) Main-Util-Info-Diag (Главный экран – Утилиты – Информация – Диагностика)
С помощью F7 (Diag) отображается следующий экран, на котором показана диагностика станка непосредственно перед аварийным остановом. F7 используется, главным образом, в целях диагностики, для определения причины аварийного останова. Пользователь может просмотреть состояние вводов и выводов каждой оси.
RunTime = Период выполнения Main-Util-Diag = Главный экран-Утилиты-Диагностика Active = активноВвод оси Х01 Аварийный останов02 Соединительная тяга отключена03 Соединительная тяга включена04 Разгон 05 Смена инструмента06 Неисправность системы смазки07 Ожидание канала08 Нулевая скорость09 Неисправность привода10 Задний ход шпинделя11 Оцифровка 12 Выключатель исходного положения
Вывод оси Х01 Программный аварийный останов02 Подача СОЖ в виде масляного тумана03 Подача СОЖ поливом04 Вращение шпинделя по часовой стрелке05 Вращение шпинделя против часовой стрелки06 Шпиндель в порядке07 Включение соединительной тяги08 Смена инструмента09 Разрешение сброса10 Вывод Х 1011 Фиксация шпинделя12 Поворотный зажим
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача:Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
СОСТОЯНИЕ ВВОДА/ВЫВОДА НА МОМЕНТ ПОСЛЕДНЕГО АВАРИЙНОГО ОСТАНОВА Esc = выход
150

РАЗДЕЛ 2 – РАБОТА ПЕРЕДНЕЙ ПАНЕЛИ
F9 (Blank) Main-Util-Blank (Главный экран – Утилиты – Пустой экран)
F9 (Blank) делает экран пустым. С помощью данной функции убираются записываемые в ЭЛТ изображения. Экран будет оставаться пустым до тех пор, пока не будет нажата любая клавиша.
Экран будет очищаться автоматически и оставаться пустым до тех пор, пока не будет нажата любая клавиша. Остановы блоков, смена инструмента, запрос начала цикла и т.д. активируют экран, оператору будет выдана подсказка, затем экран снова будет очищен. Также есть таймер для очистки экрана, если клавиши не нажимаются в течение установленного периода времени. См. информацию о параметре времени до отключения экрана на стр. 71, раздел 2.
F10 (Command) Main-Util-Command (Главный экран – Утилиты – Команда)
Если параметр Misc (Дополнительный) Имени команды не пуст, первые 5 символов будут отображаться клавишей F10. Когда клавиша F10 нажата, команда будет выполняться. Если требуется несколько команд, может выполняться командный файл. См. более подробную информацию об этом на стр. 73.
Help (AugRv) Main-Util-AugRV (Главный экран – Утилиты – Обратный ход шнека)
При нажатии и удерживании данной клавиши происходит обратный ход шнека. Это используется для помощи в устранении заклинивания системы удаления стружки. Шнек будет двигаться в обратном направлении, пока клавиша не будет отжата.
Шнек не будет двигаться (вперед или назад), если открыта дверца или станок находится в режиме аварийного останова.
151

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
153

БЛОК-СХЕМА ДИАЛОГОВОГО МЕНЮ ЧПУ CENTURION 7
POS Положение MILL – START Начало цикла фрезерования
GOEM - LINE ЛинияMISC Дополнительные функции ARC Дуга END Завершение цикла фрезерования TANGS Касательные
CGEN Генерирование окружностейISLND Начало обработки островкаE-ISL Завершение обработки островка
POCK - SETUP Установка программы фрезерования выемок CIRC - CLEAR Очистка круглых выемок
F IN Чистовая внутр. обработка круглых выемок RECT- CLEAR Очистка прямоугольных выемок
F IN Чистовая внутр. обработка прямоуг. выемок FACE Цикл обработки торцов
MANUL Цикл очистки выемок вручную POLYG Цикл обработки многоугольных выемок
FRAME- SETUP Установка программы фрезерования рамки CIRC Наружная чистовая обработка круглой рамкиRECT Наружная чистовая обработка прямоугольной рамкиPOLYG Цикл обработки многоугольной рамки
3DPCT- START Начало цикла развертки в 3-х измерениях LINE Линия в 3-х измеренияхARC Дуга в 3-х измеренияхEND Завершение цикла развертки в 3-х измерениях3DARC Установка поворота в 3-х измерениях
CAD Импортирование файлов CADTHRED Циклы нарезания резьбы
DRILL- START Активация выбранного циклаPOS Позиционирование при сверлении MISC Дополнительные функцииSUB Вызов подпрограммыEND Дезактивация цикла CAD Импортирование файлов CAD
BOLT Активация выбранной программы выполнения отверстий под болты TCHNG Вызов/смена инструментаMISC Дополнительные функцииCALL Вызов подпрограммыSPEC- PARAMS Установка параметров
TOOLS Установка коррекции на инструментSCALE Установка масштабированияROT Установка поворотаMIRR Установка зеркального отображенияFLZ Установка плавающего нуляTEXT Текстовый цикл
SUBS GOSUB Вызов подпрограммыSTART Начало подпрограммы
154

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Каждая диалоговая программа имеет связанную с ней текстовую программу. Файл диалоговой программы начинается с буквы P, за которой следует 4 цифры, например, P1234. Текстовый файл начинается с буквы O, за которой следует 4 цифры, например, O1234. Текстовая программа создается или изменяется из диалоговой программы. Изменения в диалоговой программе создают новую текстовую программу из измененной диалоговой. Оператор может просмотреть или изменить текстовую программу, но его изменения не будут переданы в диалоговую программу. При повторной отправке диалоговой программы перезаписывается измененная им текстовая программа.
В данном разделе содержатся схемы экранов диалогового ввода данных и объяснения к каждому экрану.
Показаны не все возможные комбинации экранов ввода; поэтому, если требуется дополнительная информация, касающаяся какого-либо из экранов или полей, следует обратиться к соответствующему разделу руководства.
В красные поля необходимо вводить данные. После ввода данных эти поля станут красными.
Экран установки программы, показанный ниже, всегда появляется в начале каждой программы. Он запускает определенные важные функции, так что от программы, выполняемой до этого, не остается никаких настроек.
Установка программы
Появляется следующий диалоговый экран для установки программ. Это первое событие каждой диалоговой программы.
Событие 0 из 2 Байтов: 118 из 130088960Установка программы
Имя программы [ ]
Размеры [Абсолютные]Единицы измерения [Английская система]Рабочая координата [---]
Замечания по установке:
155

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Основные клавиши установки в диалоговом программировании следующие.
F1 (Pos) Main-Prog-Conv-Pos (Главный экран – Программа – Диалоговый режим – Положение)
Экран положения, как правило, используется для ускоренного позиционирования; однако, движения подачи могут производиться путем переключения в поле скорости подачи и ввода скорости подачи.
Ниже показан диалоговый экран для ускоренного позиционирования в Декартовой системе координат.
Событие 1 из 1 Байтов: 48 из 85487616Положение
Скорость подачи [ускоренная]Координаты [Декартовы]
Ось XОсь YОсь Z
Примечание: См. более подробную информацию о позиционировании на стр. 280, раздел 4.
156

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже показан диалоговый экран для позиционирования в полярной системе координат.
Событие 1 из 2 Байтов: 84 из 800522240Положение
Скорость подачи [12]Координаты [полярные]
Плоскость [XY]Тип [текущий]
Длина R[1.4142]Задний угол AB[45 ]Ось Z [-2 ]
Примечание: См. более подробную информацию о полярном задании линии на стр. 282, раздел 4.
F2 (Mill) Main-Prog-Conv-Mill (Главный экран – Программа – Диалоговый режим – Фрезерование)
При выборе F2 (Mill) появляется следующая панель функциональных клавиш.
157

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F1 (Start) Mill-Start (Фрезерование – Пуск)
Экран F1 (Start) используется для начала непрерывного цикла одно- или многорядного фрезерования. Фрезерование начинается на первой глубине Z и продолжает снижаться на шаг Z, пока не будет достигнута окончательная глубина Z.
Диалоговый экран для прокола инструментом и начала цикла фрезерования выглядит следующим образом.
Событие 1 из 2 Байтов: 118 из 125894656Прокол инструментом – Начало цикла фрезерования Скорость подачи при проколе Z [10 ]Точка возврата [Зазор]Зазор [.1]Окончательная глубина Z [ ]1-я глубина Z [ ]Шаг Z [ ]X точка прокола Х [ ]Y точка прокола Y [ ]Коррекция [отключена]
Опции [---]
За началом цикла фрезерования обычно следует геометрия, а в завершении – событие “end mill cycle” (Конец цикла фрезерования).
158

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Коррекция на режущий инструмент активирована на экране ниже.
Событие 1 из 3 Байтов: 168 из 125894656Прокол инструментом – Начало цикла фрезерования Скорость подачи при проколе Z [10 ]Точка возврата [Зазор]Зазор [.1]Окончательная глубина Z [-1 ]1-я глубина Z [-.25 ]Шаг Z [.25]X точка прокола Х [0 ]Y точка прокола Y [0 ]Коррекция [влево] [Декартовы]Перед проколом Х [1 ] Y [0 ]
Опции [---]
Событие 1 из 3 Байтов: 215 из 125894656Прокол инструментом – Начало цикла фрезерования Скорость подачи при проколе Z [10 ]Точка возврата [Зазор]Зазор [.1]Окончательная глубина Z [-1 ]1-я глубина Z [-.25 ]Шаг Z [.25]X точка прокола Х [0 ]Y точка прокола Y [0 ]
159

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Коррекция [влево] [полярные]Угол AB [0 ]
Опции [---]
Событие 1 из 3 Байтов: 215 из 125894656Прокол инструментом – Начало цикла фрезерования Скорость подачи при проколе Z [10 ]Точка возврата [Зазор]Зазор [.1]Окончательная глубина Z [-1 ]1-я глубина Z [-.25 ]Шаг Z [.25]X точка прокола Х [0 ]Y точка прокола Y [0 ]Коррекция [автоматическая влево]
Опции [---]
F2 (Geom) Mill-Geom (Фрезерование – Геометрия)
При выборе F2 (Geom) появляется следующая панель функциональных клавиш.
160

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F1 (Line) Mill-Geom-Line (Фрезерование – Геометрия – Линия)
С помощью клавиши F1 (Line) отображается следующий диалоговый экран для линейной интерполяции в Декартовой системе координат, которая используется для выполнения линейной интерполяции в режиме подачи.
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Линия
Скорость подачи F[20 ]Координаты [Декартовы]
Ось XОсь YОсь Z
Конец [---]Удлинение в обратную сторону [отключено]
Примечание: См. более подробную информацию о позиционировании на стр 280, раздел 4.
161

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
В диалоговом программировании для любых полей ввода скорости подачи или частоты вращения шпинделя будет активной клавиша F12. При нажатии на клавишу F12 оператору предлагается помощь в расчете соответствующей частоты вращения шпинделя и скорости подачи для соответствующих вводов. Единственное исключение – скорость подачи на экране положения, поскольку предполагается, что данная скорость подачи является ускоренным перемещением. После нажатия на клавишу F12 появляется следующий экран.
Расчет скорости и подачи
Диаметр режущего инструмента (дюймы)Ширина реза (дюймы)Скорость резания (футов/мин)Количество резцов Толщина стружки (дюймы)
Частота вращения шпинделя (rpm = об/мин)Скорость подачи (ipm = дюймов/мин)
После ввода данных в первые пять полей будут выданы рекомендуемые скорость подачи и частота вращения шпинделя.
Ниже показан диалоговый экран для позиционирования в полярной системе координат.
162

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Линия
Скорость подачи F[20]Координаты [полярные]Плоскость [YZ]Тип [абсолютный]Абсолютный центр YC [1] ZC [-1]Длина R[2]Задний угол AB[60 ]Ось X [ ]
Конец [---]Удлинение в обратную сторону [отключено]
Примечание: См. более подробную информацию о полярном задании линии на стр. 282, раздел 4.
Когда выбрано Extend Back [ON] (Удлинение в обратную сторону [вкл.]), появляется следующий экран.
Событие 7 из 10 Байтов: 358 из 423886848Геометрические параметры фрезерования – Линия
Скорость подачи F[ ]Координаты [Декартовы]
Ось XОсь YОсь Z
Конец [---]Удлинение в обратную сторону [короткое] Угол [110]
Примечание: См. более подробную информацию о задней линии на стр. 299, раздел 4.
Диалоговый экран для линии со скругленным углом показан ниже.
163

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Линия
Скорость подачи F[20 ]Координаты [Декартовы]
Ось XОсь YОсь Z
Конец [скругленный угол]Радиус [.15]Удлинение в обратную сторону [отключено]
Примечание: См. более подробную информацию о скруглении углов на 297, раздел 4.
Диалоговый экран для линии с фаской показан ниже.
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Линия
Скорость подачи F[20 ]Координаты [Декартовы]
164

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ось XОсь YОсь Z
Конец [фаска]Длина [.15]Удлинение в обратную сторону [отключено]
Примечание: См. более подробную информацию об углах с фаской на стр. 298, раздел 4.
F2 (Arc) Mill-Geom-Arc (Фрезерование – Геометрия – Дуга)
Экран F2 (Arc) используется для выполнения круговой интерполяции в режиме подачи.
Образец дуги 1
Ниже показан диалоговый экран плоскости XY, центра приращений, круговой интерполяции по часовой стрелке.
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Дуга Плоскость [XY]Скорость подачи F[20 ]Направление [по часовой стрелке]Центр [центр приращений]
Центр дуги I [1]
Конечная точка [абсолютная]ХYZКонечная опция [---]
Примечание: См. более подробную информацию о круговой интерполяции на стр. 283, раздел 4.
165

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Образец дуги 2
Ниже показан диалоговый экран плоскости ZX, абсолютного центра, круговой интерполяции против часовой стрелки.
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Дуга Плоскость [ZX]Скорость подачи F[10 ]Направление [против часовой стрелки]Центр [абсолютный центр]Радиус дуги R [2]Центр дуги ZC [0]
Конечная точка [абсолютная]ХYZКонечная опция [---]
Примечание: См. более подробную информацию о круговой интерполяции на стр. 283, раздел 4.
166

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Образец дуги 3
Ниже показан диалоговый экран плоскости XY, полярного центра, винтовой интерполяции против часовой стрелки, со скругленным углом.
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Дуга Плоскость [XY]Скорость подачи F[15 ]Направление [против часовой стрелки]Центр [полярный]Радиус дуги R [3]Начальный угол АА [45]
Конечная точка [полярная]Конечный угол АВ [135]
Конечная опция [скругленный угол] Радиус [.25]
Примечание: См. более подробную информацию об описании дуги с помощью полярных координат на стр. 282, раздел 4.
167

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Образец дуги 4
Ниже показан диалоговый экран плоскости XY, только радиуса, круговой интерполяции против часовой стрелки.
Событие 1 из 1 Байтов: 48 из 85487616Геометрические параметры фрезерования – Дуга Плоскость [XY]Скорость подачи F[ ]Направление [против часовой стрелки]Центр [только радиус]Радиус дуги R[2 ]Конечная точка [абсолютная]ХYZКонечная опция [---]
Примечание: См. более подробную информацию об описании дуги с помощью радиуса на стр. 286, раздел 4.
168

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F3 (Tangs) Mill-Geom-Tangs (Фрезерование – Геометрия – Касательные)
Экран F3 (Tangs) используется для вычисления точек пересечения, необходимых для касательной дуги или касательной линии между двумя дугами. Когда эта функция используется, в программу вводятся первая дуга и касательная линия или дуга. Информация о второй дуге будет использоваться только в целях расчета. Эта возможность была разработана для того, чтобы можно было последовательно программировать серию касательных линий или дуг. Поэтому команда касательной линии или дуги, как правило, следует за командой дуги, описывающей вторую дугу.
Чтобы определить значение правых или левых вводов на этих экранах, прочертить линию, соединяющую центры двух дуг в направлении движения инструмента. Затем определить, находятся желаемые точки справа или слева от данной линии, и ввести эти значения.
Общая последовательность вышеуказанной формы следующая.
Событие 1 Линия L1Событие 2 Функция касательной линии или дуги, описывающей дугу R1 и
линию L2 или дугу 3Событие 3 Дуга R2
169

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Касательная линия Ниже приведен диалоговый экран для касательной линии.
Событие 1 из 1 Байтов: 48 из 85487616Соединение двух дуг касательной линией или дугойв плоскости [XY]
Фрезеровать первую дугу в направлении [по часовой стрелке]R1XC1
Вторая дуга для вычисления: R2ХC2
Выйти из 1-й дуги [слева] и войти во вторую [слева]Соединить [линией]
Примечание: См. более подробную информацию о касательной линии на стр. 430, раздел 6.
Касательная дуга Ниже приведен диалоговый экран касательной дуги.
170

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 48 из 85487616Соединение двух дуг касательной линией или дугойв плоскости [XY]
Фрезеровать первую дугу в направлении [по часовой стрелке]R1XC1
Вторая дуга для вычисления: R2ХC2
Выйти из 1-й дуги [слева] и войти во вторую [слева]Соединить [дугой] центр к [влево]Радиус [5] Направление дуги [против часовой стрелки]
Примечание: См. более подробную информацию о касательной дуге на стр. 430, раздел 6.
F4 (CGen) Mill-Geom-CGen (Фрезерование – Геометрия – Генератор окружностей)
Для применения F4 (CGen), функции генератора окружностей, заполнить любые три точки на дуге. Эти три точки будут использоваться для вычисления центра и радиуса указанной дуги.
Ниже показан диалоговый экран для генератора окружностей.
Событие 1 из 1 Байтов: 48 из 85487616Генератор окружностей по трем точкам Плоскость [XY]Направление [по часовой стрелке]
Х1…Y2…Z3…
Использовать X3, Y3, как конечные точки [да]
171

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Примечание: Экран генератора окружностей не перемещается к первой точке на дуге до резки дуги. В большинстве случаев экрану генератора окружностей предшествует перемещение линии в это положение. В зависимости от направления дуги генерируемая дуга может не проходить через вторую точку.
См. более подробную информацию об экране генератора окружности в разделе 6.
F7 (Islnd) Mill-Geom-Islnd (Фрезерование – Геометрия – Островок)
Экран островка используется для определения отдельных геометрических параметров в цикле фрезерования. Он может использоваться в стандартном цикле фрезерования или с любой опцией (очистка выемок, конические стенки или скругленные стенки).
Событие 5 из 5 Байтов: 201 из 280788992Начало обработки островкаОстровок № [1 ]
Точка прокола Х [2 ]Точка прокола Y [3 ]
Коррекция [автоматическая, влево]
На экране начала обработки островка нет информации о Z. Все размеры Z указаны в цикле начала фрезерования. Островок вызывается с экрана завершения цикла фрезерования.
172

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F8 (E-Isl) Mill-Geom-E-Isl (Фрезерование – Геометрия – Завершение обработки островка)
Экран завершения обработки островка используется для завершения настройки геометрии на островке.
Событие 6 из 6 Байтов: 219 из 280788992Завершение обработки островка
Точка на детали после отвода инструмента[автоматически]
Ниже приведен пример программы, в которой используется цикл фрезерования с очисткой выемок и островками.
Диалоговая программа C:\CNC\PARTS\P7878 Событие 0 из 16 Установка программы
Имя программы [ ]
Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по настройке: [ ] [ ] [ ] [ ] [ ] [ ]---------------------------------------------------
173

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 16 Прокол инструментом – Начало цикла фрезерования Скорость подачи при проколе Z [25 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-1 ] 1-я глубина Z [-.3 ] Приращение Z [.3 ] Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [влево] [Полярная система координат] Угол AB[90 ]
Опции [Очистка выемок 1] Скорость подачи XY [50 ] Ширина реза [.2 ] Окончательный припуск [.005 ]--------------------------------------------------- Событие 2 из 16 Геометрические параметры фрезерования – Линия
Скорость подачи F[50 ] Координаты [Декартовы]
Ось X X[3 ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]--------------------------------------------------- Событие 3 из 16 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[3 ] Ось Y Y[3 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]---------------------------------------------------
174

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 4 из 16 Геометрические параметры фрезерования – Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [абсолютный центр] Радиус дуги R[1.5 ] Центр дуги XC[1.5 ] YC[3 ] Конечная точка [Абсолютная] X[0 ] Y[3 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 5 из 16 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]--------------------------------------------------- Событие 6 из 16 Отвод инструмента Завершение цикла фрезерования
Направить на деталь после отвода инструмента [Полярная система координат] Угол AB[0 ]
Вызов островка #[1 ] Вызов островка #[2 ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ]---------------------------------------------------
175

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 7 из 16 Начало обработки островка Номер островка #[1 ]
Точка прокола X X[1 ] Точка прокола Y Y[1 ]
Коррекция [влево] [Полярная система координат]
Угол AB[0 ]--------------------------------------------------- Событие 8 из 16 Геометрические параметры фрезерования – Линия
Скорость подачи F[50 ] Координаты [Декартовы]
Ось X X[2 ] Ось Y Y[2 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]--------------------------------------------------- Событие 9 из 16 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[2 ] Ось Y Y[1 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]---------------------------------------------------
176

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 10 из 16 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[1 ] Ось Y Y[1 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]--------------------------------------------------- Событие 11 из 16 Завершение обработки островка
Направить на деталь после отвода инструмента [Полярная система координат] Угол AB[45 ]--------------------------------------------------- Событие 12 из 16 Начало обработки островка Номер островка #[2 ]
Точка прокола X X[.75 ] Точка прокола Y Y[2.75 ]
Коррекция [влево] [Полярная система координат]
Угол AB[-90 ]---------------------------------------------------
177

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 13 из 16 Геометрические параметры фрезерования – Дуга Плоскость [XY] Скорость подачи F[50 ] Направление [по часовой стрелке] Центр [абсолютный центр] Радиус дуги R[.5 ] Центр дуги XC[1.25 ] YC[2.75 ] Конечная точка [Абсолютная] X[1.75 ] Y[2.75 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 14 из 16 Геометрические параметры фрезерования – Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [абсолютный центр] Радиус дуги R[.5 ] Центр дуги XC[1.25 ] YC[2.75 ] Конечная точка [Абсолютная] X[.75 ] Y[2.75 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 15 из 16 Завершение обработки островка
Направить на деталь после отвода инструмента [Полярная система координат] Угол AB[90 ]---------------------------------------------------
178

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 16 из 16 Конец программы
Шпиндель отключен [да] Подача СОЖ отключена [да] Z к смене инструмента [да]
Положение X (относительно исходного)[ ] Положение Y (относительно исходного) [ ]---------------------------------------------------
С помощью предыдущей программы генерируется следующее графическое изображение.
Примечание: См. более подробную информацию об очистке глубоких выемок на стр. 416,
раздел 5.
F3 (Misc) Mill-Misc (Фрезерование – Дополнительные параметры)
См. объяснения на стр. 257, раздел 3.
F4 (End) Mill-End (Фрезерование – Завершение)
Экран F4 (End) используется для завершения ранее начатого цикла фрезерования. Завершение цикла фрезерования без начала цикла фрезерования или начало цикла фрезерования без завершения цикла фрезерования приведет к синтаксической ошибке при выполнении или проверке программы.
179

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Общие коды ошибок для циклов фрезерования
и НЕ = ОШИБКА # 602 Отсутствует оператор WEND
Это может быть вызвано началом цикла фрезерования без завершения цикла фрезерования.
и НЕ = ОШИБКА # 601 Отсутствует оператор WHILE
Это может быть вызвано завершением цикла фрезерования без начала цикла фрезерования.
Ниже показан диалоговый экран для отвода инструмента при завершении цикла фрезерования.
Событие 1 из 1 Байтов: 54 из 146374656 Отвод инструмента Завершение цикла фрезерования
Направить на деталь после отвода инструмента [Декартова система координат] Х [0 ] Y [1 ]
Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ] Вызов островка #[ ]
Начало цикла фрезерования
Цикл отвода инструмента, завершения
фрезерования
Цикл отвода инструмента, завершения фрезерования
Начало цикла фрезерования
180

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Пример программы фрезерования
Событие 0 из 7Установка программы
Имя программы [ ]
Размеры [Абсолютные]Единицы измерения [Английская система]
Рабочая координата [---]
Замечания по настройке:[ ][ ][ ][ ][ ][ ]
---------------------------------------------------Событие 1 из 7
Прокол инструментом – Начало цикла фрезерованияСкорость подачи при проколе Z [20 ]
Точка возврата [Зазор]Зазор [.1 ]
Окончательная глубина Z [-1 ]1-я глубина Z [-.2 ]Приращение Z [.3 ]
Точка прокола X X[0 ]Точка прокола Y Y[0 ]
Коррекция [автоматическая, вправо]
Опции [---]---------------------------------------------------
181

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 7Геометрические параметры фрезерования – Линия
Скорость подачи F[ ]Координаты [Декартовы]
Ось X X[2 ]Ось Y Y[ ]Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]---------------------------------------------------
Событие 3 из 7Геометрические параметры фрезерования – Дуга
Плоскость [XY]Скорость подачи F[ ]
Направление [против часовой стрелки]Центр [полярный]
Радиус дуги R[1 ]Начальный угол AA[-90 ]
Конечная точка [полярная]Конечный угол AB[90 ]
Z[ ]
Конечная опция [---]---------------------------------------------------
Событие 4 из 7Геометрические параметры фрезерования – Линия
Скорость подачи F[ ]Координаты [Декартовы]
Ось X X[0 ]Ось Y Y[ ]Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]---------------------------------------------------
182

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 5 из 7Геометрические параметры фрезерования – Дуга
Плоскость [XY]Скорость подачи F[ ]
Направление [против часовой стрелки]Центр [полярный]
Радиус дуги R[1 ]Начальный угол AA[90 ]
Конечная точка [полярная]Конечный угол AB[-90 ]
Z[ ]
Конечная опция [---]---------------------------------------------------
Событие 6 из 7Отвод инструмента
Завершение цикла фрезерования
Направить на деталь после отвода инструмента[автоматически]
Вызов островка #[ ] Вызов островка #[ ]Вызов островка #[ ] Вызов островка #[ ]Вызов островка #[ ] Вызов островка #[ ]Вызов островка #[ ] Вызов островка #[ ]---------------------------------------------------
Событие 7 из 7Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [да]
Положение X (относительно исходного) [ ] Положение Y (относительно исходного) [ ]
---------------------------------------------------
183

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Следующее графическое изображение является изометрическим представлением программы фрезерования.
184

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже приведен диалоговый экран для опции очистки глубоких выемок с помощью цикла начала фрезерования с проколом инструмента.
Событие 1 из 7 Байтов: 406 из 124878848Прокол инструментом – Начало цикла фрезерованияСкорость подачи при проколе Z [20 ]Точка возврата [Зазор]Зазор [.1 ]Окончательная глубина Z [-1 ]1-я глубина Z [0 ]Приращение Z [.1 ]Точка прокола X X[0 ]Точка прокола Y Y[0 ]Коррекция [автоматическая, вправо]
Опции [Очистка выемок 1]Скорость подачи XY [20]Ширина реза [.1] Окончательный припуск [.01]
Следующее графическое изображение представляет собой вид сверху примера программы фрезерования с использованием опции очистки выемок 1 в цикле начала фрезерования с проколом инструмента.
Примечание: см. более подробную информацию об очистке глубоких выемок 1 на стр. 416,
раздел 4.
185

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже показан диалоговый экран для опции очистки выемок с применением цикла начала фрезерования с проколом инструмента.
Событие 1 из 7 Байтов: 252 из 124878848Прокол инструментом – Начало цикла фрезерованияСкорость подачи при проколе Z [20 ]Точка возврата [Зазор]Зазор [.1 ]Окончательная глубина Z [-1 ]1-я глубина Z [0 ]Приращение Z [.1 ]Точка прокола X X[0 ]Точка прокола Y Y[0 ]Коррекция [автоматическая, вправо]
Опции [Очистка выемок 2]Количество проходов [5] Ширина реза [.125] Ввести отрицательную ширину реза для чистового прохода
Следующее графическое изображение представляет собой вид сверху примера программы фрезерования с использованием опции очистки выемок 2 в цикле начала фрезерования с проколом инструмента.
Примечание: см. более подробную информацию об очистке выемок 2 на стр. 416, раздел 5 2.
186

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Примечание: Данная опция может также использоваться для очистки из рамочных циклов фрезерования. Для использования опции чистового прохода изначальные данные радиуса инструмента для чернового прохода могут превышать реальный радиус инструмента; в таком случае для достижения правильного радиуса инструмента использовать два прохода с отрицательной шириной прохода. Данная опция предназначена для очистки от реальной детали, но не очистки всей выемки.
Ниже показан диалоговый экран для цикла начала фрезерования с проколом инструмента и с опцией конических стенок.
Событие 1 из 7 Байтов: 337 из 124911616Прокол инструментом – Начало цикла фрезерованияСкорость подачи при проколе Z [20 ]Точка возврата [Зазор]Зазор [.1 ]Окончательная глубина Z [-1 ]1-я глубина Z [0 ]Приращение Z [.25 ]Точка прокола X X[0 ]Точка прокола Y Y[0 ] Коррекция [автоматическая, вправо]
Опции [Конические стенки (сферическая фреза)]Угол стенки [20]
187

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
На следующем графическом изображении дан образец программы фрезерования с применением опции конических стенок в цикле начала фрезерования с проколом инструмента.
0° - это вертикальная стенка; 90° - невозможно. Коническая стенка также имеет опцию для концевой фрезы. Чтобы можно было использовать опцию конических стенок должна быть активирована коррекция на режущий инструмент. Первая глубина Z должна быть вершиной стенки. Первый проход корректируется на весь радиус инструмента.
Примечание: См. более подробную информацию о конических стенках на стр. 408, раздел 5.
Ниже показан диалоговый экран для цикла начала фрезерования с проколом инструмента с опцией скругленных стенок.
188

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 4 Байтов: 498 из 124911616Прокол инструментом – Начало цикла фрезерованияСкорость подачи при проколе Z [20 ]Точка возврата [Зазор]Зазор [.1 ]Окончательная глубина Z [-2 ]1-я глубина Z [0 ]Приращение Z [.1 ]Точка прокола X X[0 ]Точка прокола Y Y[0 ] Коррекция [автоматическая, вправо]
Опции [Скругленные стенки (сферическая фреза)]Радиус стенки [2] Начальный угол [0]
Пример программы с использованием скругленных стенок в цикле завершения фрезерования
Событие 0 из 4Установка программы
Имя программы [ ]
Размеры [Абсолютные]Единицы измерения [Английская система]Рабочая координата [---]
Замечания по настройке:[ ][ ][ ][ ][ ][ ]---------------------------------------------------
189

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 4Прокол инструментом – Начало цикла фрезерованияСкорость подачи при проколе Z [20 ]Точка возврата [Зазор]Зазор [.1 ]Окончательная глубина Z [-2 ]1-я глубина Z [0 ]Приращение Z [.1 ]Точка прокола X X[0 ]Точка прокола Y Y[0 ] Коррекция [автоматическая, вправо]
Опции [Скругленные стенки (сферическая фреза)]
Радиус стенки [2 ] Начальный угол [0 ]---------------------------------------------------Событие 2 из 4Геометрические параметры фрезерования – ДугаПлоскость [XY]Скорость подачи F[ ]Направление [против часовой стрелки]Центр [полярный]Радиус дуги R[1 ]Начальный угол AA[0 ]
Конечная точка [полярная]Конечный угол AB[0 ]
Z[ ]
Конечная опция [---]---------------------------------------------------Событие 3 из 4Отвод инструментаЗавершение цикла фрезерования
Направить на деталь после отвода инструмента[автоматически]
Вызов островка #[ ] Вызов островка #[ ]Вызов островка #[ ] Вызов островка #[ ]Вызов островка #[ ] Вызов островка #[ ]Вызов островка #[ ] Вызов островка #[ ]---------------------------------------------------
190

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 4 из 4Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [да]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]---------------------------------------------------
На следующем графическом изображении дан образец программы фрезерования с применением опции скругленных стенок в цикле начала фрезерования с проколом инструмента.
0° - это вертикальная стенка; 90° - невозможно. Скругленная стенка также имеет опцию для концевой фрезы. Чтобы можно было использовать опцию скругленных стенок должна быть активирована коррекция на режущий инструмент. Первая глубина Z должна быть вершиной стенки. Первый проход корректируется на весь радиус инструмента.
Примечание: См. более подробную информацию о скругленных стенках на стр. 411, раздел 5.
F5 (Pockt) Mill-Pockt (Фрезерование – Глубокие выемки)
При выборе F5 (Pockt), функции фрезерования глубоких выемок, появляется следующая панель клавиш.
F1 (Setup) Mill-Pockt-Setup (Фрезерование – Глубокие выемки – Установка)
Экран F1 (Setup) используется для установки параметров, необходимых для программ фрезерования круглых, прямоугольных и многоугольных выемок. Установка параметров
191

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
должна быть сделана до выполнения каких-либо программ фрезерования выемок. Программа очистки выемок вручную не требует экрана установки.
Циклы начала и завершения фрезерования не должны использоваться с программами фрезерования глубоких выемок.
Примечание: Все автоматические стандартные программы фрезерования должны активироваться с инструментом в центре программы.
Ниже показан диалоговый экран для установки программы фрезерования глубоких выемок.
Событие 1 из 1 Байтов: 47 из 85434368Установка программы фрезерования глубоких выемок
Центр выемки Х [1 ]Центр выемки Y [2 ]
Скорость подачи XY [20 ]Скорость подачи при проколе Z [10 ]Точка возврата [Зазор]Зазор [.1]Окончательная глубина Z [-1 ]1-я глубина Z [-.2 ]Приращение Z [.25 ]
Примечание: См. более подробную информацию о стандартных программах фрезерования глубоких выемок на стр. 306, 314 в разделе 4, и на стр. 416 в разделе 5.
F2 (Circ) Mill-Pockt-Circ (Фрезерование – Глубокие выемки – Круглые)
При выборе F2 (Circ) появляется следующая панель функциональных клавиш.
192

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F1 (Clear) Mill-Pockt-Circ-Clear (Фрезерование – Глубокие выемки – Круглые – Очистка)
Ниже показан диалоговый экран для очистки круглых выемок по часовой стрелке.
Событие 1 из 1 Байтов: 47 из 85434368Очистка круглых глубоких выемок
Радиус выемки [4 ]Чистовой припуск XY [.01 ]Чистовой припуск Z [.01 ]Ширина реза [.25]
Z вниз [врезание]Направления реза [по часовой стрелке (диал.)]Коррекция [вкл. ]
Примечание: См. более подробную информацию об очистке круглых выемок на стр. 306, раздел 4.
193

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F2 (Fin) Mill-Pockt-Circ-Fin (Фрезерование – Глубокие выемки – Круглые – Чистовая обработка)
Ниже показан диалоговый экран для внутренней чистовой обработки круглых выемок по часовой стрелке.
Событие 6 из 18 Байтов: 895 из 1023932928Внутренняя чистовая обработка круглых глубоких выемок
Радиус выемки [1.3 ]
Z вниз [Линейно] Угол [3.5]Направления реза [против часовой стрелки (встречное фрезерование)]Коррекция [вкл. ]
Примечание: См. более подробную информацию о внутренней чистовой обработке круглых выемок на стр. 307, раздел 4.
F3 (Rect) Mill-Pockt-Rect (Фрезерование – Глубокие выемки – Прямоугольные)
При выборе F3 (Rect) (Фрезерование прямоугольных выемок) появляется следующая панель функциональных клавиш.
194

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F1 (Clear) Mill-Pockt-Rect-Clear (Фрезерование – Глубокие выемки – Прямоугольные – Очистка)
Ниже показан диалоговый экран для очистки прямоугольных выемок по часовой стрелке.
Событие 1 из 1 Байтов: 47 из 85434368Очистка прямоугольных глубоких выемок
Размер выемки Х [2 ]Размер выемки Y [4 ]Чистовой припуск XY [.01 ]Чистовой припуск Z [.01 ]Ширина реза [.25]Радиус угла [.5]
Z вниз [врезание]Коррекция [вкл. ]Направления реза [по часовой стрелке (диал.)]
Примечание: См. более подробную информацию об очистке прямоугольных выемок на стр. 314, раздел 4.
195

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F2 (Fin) Mill-Pockt-Rect-Fin (Фрезерование – Глубокие выемки – Прямоугольные – Чистовая обработка)
Ниже показан диалоговый экран для внутренней чистовой обработки прямоугольных выемок по часовой стрелке.
Событие 2 из 4 Байтов: 138 из 237010944Внутренняя чистовая обработка прямоугольных глубоких выемок
Размер выемки Х [2 ]Размер выемки Y [3 ]Радиус закругления вершины [.3]
Z вниз [врезание]Коррекция [вкл. ]Направления реза [по часовой стрелке (диал.)]
Примечание: См. более подробную информацию о внутренней чистовой обработке прямоугольных выемок на стр. 315, раздел 4.
F3 (Face) Mill-Pockt-Rect-Face (Фрезерование – Глубокие выемки – Прямоугольные – Обработка торцов)
Ниже показан диалоговый экран для цикла обработки торцов.
196

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 47 из 85434368Цикл обработки торцов
Размер выемки Х [3 ]Размер выемки Y [6 ]Ширина реза [.2]
Коррекция [вкл. ]
F4 (Manul) Mill-Pockt-Manul (Фрезерование – Глубокие выемки – Очистка вручную)
Функция очистки выемок вручную используется для того, чтобы у оператора была возможность передвигать инструмент на графическом экране и создавать траекторию инструмента с помощью клавиш управления курсором (перемещение инструмента) и клавиши ввода (для выбора точек).
Для добавления ручных точек в диалоговом режиме выбрать F2 (Mill) - F5( Pockt) - F4 (Manul). Экран очистки выемок в ручном режиме выглядит следующим образом:
Событие 1 из 16 Байтов: 366 из 215711744Очистка глубоких выемок в ручном режиме
Скорость подачи при проколе Z [ ]Точка возврата [Зазор]Зазор [ ]Окончательная глубина Z [ ]1-я глубина Z [ ]Приращение Z [ ]
Номер используемого инструмента [ ]
После нажатия на клавишу F1 (Store) (Сохранение) увеличить область, которую требуется очистить,затем нажать на Help (Manul) (Ручной режим). Использовать клавиши управления курсором для перемещения инструмента, использовать клавишу Enter (Ввод) для выбора положений.
197

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Поля на экране похожи на начало цикла фрезерования. Номер инструмента используется для графического отображения инструмента (от диаметра инструмента в таблице инструмента). После заполнения полей на экране и нажатия на F1 (Store) (Сохранение) программируемая деталь будет проверяться (деталь и траектория инструмента). Оператор может заключать в рамку, увеличивать или панорамировать, нажать на Help (Man) (Ручной режим) и перемещать инструмент с помощью клавиш управления курсором, а клавишей ввода выбирать положения инструмента.
Когда оператор выходит из графического режима, устройство управления сохраняет точки, как цикл фрезерования, используя 1-ю точку, как начальную в цикле начала фрезерования. Остальные точки хранятся как линии. Событие завершения цикла фрезерования сохраняется после последней линии.
Примечание: Для использования данной возможности рекомендуется, чтобы оператор программировал область, требующую ручных данных, и вставил функцию Очистки выемок вручную перед геометрическими параметрами, подлежащими очистке.
F5 (Polyg) Mill-Pockt-Polyg (Фрезерование – Глубокие выемки – Многоугольные)
Ниже показан диалоговый экран для цикла фрезерования многоугольных глубоких выемок.
198

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 131 из 1023932928Внутренний цикл фрезерования многоугольных глубоких выемок
Количество сторон [6 ][Радиус к плоскости] [1 ]Угол к первой вершине [0 ]Радиус закругления вершины [.2 ]
Z вниз [Линейно] Угол [2.5]Направления реза [по часовой стрелке (диал.)]Коррекция [вкл. ]
Примечание: См. более подробную информацию о цикле фрезерования многоугольных выемок на стр. 320, раздел 4.
F6 (Frame) Mill-Frame (Фрезерование – Рамка)
При выборе F6 (Frame) (Рамка) появляется следующая панель функциональных клавиш.
F1 (Setup) Mill-Frame-Setup (Фрезерование – Рамка – Установка)
Экран F1 (Setup) (Установка) используется для установки параметров, необходимых для автоматических программ фрезерования круглой и прямоугольной рамки. Установка программы должна производиться до выполнения каких-либо программ фрезерования рамки.
Циклы начала и завершения фрезерования не должны использоваться с программами фрезерования рамки.
Примечание: Все автоматические стандартные программы фрезерования должны активироваться с инструментом в центре программы.Во всех автоматических стандартных программах фрезерования рамки можно использовать G65 X___Y___ для определения центра.
199

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже показан диалоговый экран для установки фрезерования рамки.
Событие 1 из 1 Байтов: 47 из 85434368Установка программы фрезерования рамки
Центр рамки Х [1 ]Центр рамки Y [3 ]
Скорость подачи XY [20 ]Скорость подачи при проколе Z [10 ]Точка возврата [Начальная]Зазор [.1]Окончательная глубина Z [-1 ]1-я глубина Z [-.2 ]Приращение Z [.25 ]
200

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F2 (Circ) Mill-Frame-Circ (Фрезерование – Рамка – Круглая)
Ниже показан диалоговый экран для наружного фрезерования круглой рамки против часовой стрелки.
Событие 1 из 1 Байтов: 47 из 85434368Наружная чистовая обработка круглых рамок
Радиус рамки [4 ]
Z вниз [врезание]Коррекция [откл. ]Направления реза [против часовой стрелки (диал.)]
Примечание: См. более подробную информацию о наружной чистовой обработке круглых рамок на стр. 309, раздел 4.
201

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F3 (Rect) Mill-Frame-Rect (Фрезерование – Рамка – Прямоугольная)
Ниже показан диалоговый экран для наружной чистовой обработки прямоугольной рамки:
Событие 2 из 2 Байтов: 206 из 1023932928Внутренний цикл фрезерования многоугольных глубоких выемок
Размер рамки Х [2 ]Размер рамки Y [4 ]Угловой радиус [.05 ]
Z вниз [Линейно] Угол [3.5]Коррекция [вкл. ]Направления реза [по часовой стрелке (встречное фрезерование)]
Примечание: См. более подробную информацию о наружной чистовой обработке прямоугольных рамок на стр. 318, раздел 4.
F5(Poly) Mill-Frame-Poly (Фрезерование – Рамка – Многоугольная)
Диалоговый экран для наружной обработки многоугольных рамок выглядит следующим образом:
202

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 3 из 4 Байтов: 149 из 139264000Цикл внутренней обработки многоугольных рамок
Количество сторон [6 ]
[Радиус к плоскости] [1 ]Угол к первой вершине [0 ]Радиус закругления вершины [.2 ]
Z вниз [врезание]Направления реза [по часовой стрелке (диал.)]Коррекция [вкл. ]
Примечание: См. более подробную информацию о цикле фрезерования многоугольных рамок на стр. 320, раздел 4.
F7 (3dPkt) Mill-3dPkt (Фрезерование – Развертка в 3-х измерениях)
При выборе F7 (3dPkt) появляется следующая панель функциональных клавиш.
F1 (Start) Mill-3dPkt-Start (Фрезерование – Развертка в 3-х измерениях – Начало)
С помощью клавиши F1 (Start) (Начало) вызывается следующий диалоговый экран для начала цикла развертки в 3-х измерениях.
203

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 47 из 85422080Начало цикла развертки в 3-х измеренияхЗазор [.1 ]Скорость подачи при проколе Z [5 ]Скорость подачи дуги [10 ]Начальная точка Х [0 ] Y ZРадиус начала развертки R[1 ]Начальный угол развертки АА[-.001 ]Конечный угол развертки АВ[180 ]Ширина прохода [.05 ]Плоскость развертки [YZ]Коррекция на режущий инструмент [вкл. ]
Примечания по циклу развертки в 3-х измерениях
Примечание 1: Если начальный угол развертки = конечному углу развертки, дуги образовано не будет.
Примечание 2: Отрицательные начальные углы указывают на охватывающую деталь, положительные начальные углы – на охватываемую деталь.
После заполнения начального экрана 3D следующий шаг – это программирование желаемого контура с помощью только линий и дуг. Их следует вводить через экраны Mill-3DPkt-Line или Mill-3DPkt-Arc. После того, как введен профиль XY детали, с помощью вышеупомянутого цикла будет производиться развертка дуг в указанной плоскости вдоль запрограммированных линий или XY, пока цикл развертки не будет завершен посредством события, дезактивирующего цикл развертки в 3-х измерениях. Суммарным результатом этого цикла является вращение запрограммированного контура XY в плоскости XZ или YZ. В случае с бутылочной изложницей только бутылочный профиль должен программироваться в плоскости XY, а затем поворачиваться в плоскости YZ или XZ.
204

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F4 (End) Mill-3dPkt-End (Фрезерование – Развертка в 3-х измерениях – Завершение)
Для завершения цикла развертки выемок в 3-х измерениях следует выбрать клавишу F4 (End), иначе будет выдано сообщение об ошибке. Ниже показан диалоговый экран для дезактивации цикла развертки в 3-х измерениях.
Событие 1 из 1 Байтов: 47 из 854343368 Дезактивация цикла развертки в 3-х измерениях.
Образец программы с применениемЦикла развертки в 3-х измерениях
Установка программы
Имя программы [ ]
Размеры [Абсолютные]Единицы измерения [Английская система]Рабочая координата [---]
Замечания по настройке: [ ] [ ] [ ] [ ] [ ] [ ]---------------------------------------------------
205

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 6
Начало цикла развертки в 3-х измерениях Зазор [.1 ]Скорость подачи при проколе Z [15 ]Скорость подачи дуги [20 ]Начальная точка X [2 ]
Y [1 ]Z [0 ]
Начальный радиус развертки R [1 ]Начальный угол развертки AA [-.0001 ]Конечный угол развертки AB [180 ]Ширина прохода [.05 ]Плоскость развертки [XZ]Коррекция на режущий инструмент [вкл.]---------------------------------------------------Событие 2 из 6
3-мерная геометрия – Линия Скорость подачи [ ]Координаты [Декартовы]Ось X X [3 ]Ось Y Y [3 ]Ось Z Z [ ]---------------------------------------------------Событие 3 из 6
3-мерная геометрия – Линия Скорость подачи [ ]Координаты [Декартовы]Ось X X [ ]Ось Y Y [4 ]Ось Z Z [ ]---------------------------------------------------
206

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 4 из 6
3-мерная геометрия – Дуга Плоскость [XY]Скорость подачи F [ ]Направление [по часовой стрелке]Центр [абсолютный центр]Радиус дуги R [1 ]
Центр дуги XC [3 ]YC [5 ]
Конечная точка [абсолютная]X [2 ]Y [5 ]Z [ ]
---------------------------------------------------Событие 5 из 6
Дезактивация цикла развертки в 3-х измерениях ---------------------------------------------------Событие 6 из 6Конец программыШпиндель отключен [нет]Подача СОЖ отключена [нет]Z к смене инструмента [нет]Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]---------------------------------------------------
На следующем графическом отображении показан пример программы фрезерования с применением цикла развертки в 3-х измерениях.
207

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F5 (3dArc) Mill-3dPkt-3dArc (Фрезерование – Развертка в 3-х измерениях – 3-мерная дуга)
При нажатии на клавишу F5 (3dArc) появляется следующий диалоговый экран для вызова подпрограммы функции 3-мерной дуги.
Событие 1 из 2 Байтов: 89 из 109510656 Вызов подпрограммы 3-мерной дуги Поворот траектории в данной подпрограмме, включая дуги вне данной плоскости.Не поддерживает коррекцию на режущий инструмент или тригонометрическую помощь.Все дуги должны иметь абсолютные центры. Плоскость [XY к Z]Зазор [ ]Начальная точка Х [1 ] Y ZНачальный угол [0 ]Угол приращения [-5 ]
Вызываемая подпрограмма [826 ]Количество циклов [36 ]
Ниже дан пример программы с применением 3-мерной дуги:
208

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Диалоговая программа C:\CNC\PARTS\P0825 Событие 0 из 2Установка программы
Имя программы [ ]
Размеры [Абсолютные]Единицы измерения [Английская система]Рабочая координата [---]
Замечания по настройке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 2 Вызов подпрограммы 3-мерной дуги
Поворот траектории в данной подпрограмме, включая дуги вне данной плоскости.Не поддерживает коррекцию на режущий инструмент или тригонометрическую помощь.Все дуги должны иметь абсолютные центры.
Плоскость [Xy - Z] Зазор [ ] Начальная точка X[1 ] Y[1 ] Z[0 ] Начальный угол [0 ] Угол приращения [-5 ]
Вызываемая подпрограмма [826 ] Количество циклов [36 ]---------------------------------------------------
209

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 2 Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [нет]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]---------------------------------------------------
Диалоговая программа C:\CNC\PARTS\P0826 Событие 0 из 5 Установка программы
Имя программы [ ]
Размеры [Абсолютные]Единицы измерения [Английская система]Рабочая координата [---]
Замечания по настройке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 5 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[2 ] Ось Y Y[1 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]---------------------------------------------------
210

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 5 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[3 ] Ось Y Y[3 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]--------------------------------------------------- Событие 3 из 5 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[4 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [Отключено ]--------------------------------------------------- Событие 4 из 5
Геометрические параметры фрезерования – Дуга Плоскость [XY]Скорость подачи F[ ]Направление [по часовой стрелке]Центр [абсолютный центр]Радиус дуги R [1 ]Центр дуги XC [3 ]
YC [5 ] Конечная точка [абсолютная] X[2 ] Y[5 ] Z[ ]
Конечная опция [---]---------------------------------------------------
211

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 5 из 5 Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [нет]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]---------------------------------------------------
На следующем графическом отображении показан пример программы с применением 3-мерной дуги:
F8 (CAD) Mill-CAD (Фрезерование – CAD)
Импортирование файлов CAD в устройствах ЧПУ фрезерных станков Milltronics.Устройство управления имеет возможность импортировать файлы CAD (.dxf или .cdl) непосредственно в диалоговую программу. С помощью данной возможности создаются события линий и дуг, определяющие геометрические параметры детали.
Создание чертежа CAD для импортирования.Импортируются только линии и дуги. Текст, сплайны, полилинии, размерные данные, границы чертежей не импортируются. При создании файлов фрезерования CAD геометрические параметры файла CAD должны образовывать непрерывную траекторию от начала до конца, без разрывов между объектами. Имеется параметр, контролирующий поисковое расстояние, которое устройство управления будет использовать, чтобы найти следующий объект. Он находится в параметрах F7 (Parms) - F1 (Setup) - F1 (Level) - F5 (Misc) и обозначен, как CAD EPSILON. Следует отредактировать данный параметр до величины, которая будет работать с файлами CAD (рекомендуется от 0.0003 до 0.0005).
Ниже показан экран ввода для CAD.
212

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
RunTime = Период выполнения Main-Prog-Conv-Mill-DXF = Главный экран-Программа-Диалоговый режим-Фрезерование-DXF Editing = Редактирование Current = текущее Next = следующее Distance = расстояниеМаршрут файла CADИмя файла CADРасширение файла CAD
Файл CAD будет отображаться после нажатия на F1. Нажать на F1 (Path) (Траектория), чтобы выбрать начальную точку и направление реза.
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Input = ввод; Menn = меню; Strip = удаление; Esc = выход;
Согласно введенному выше маршруту файла CAD файл DXF будет импортироваться из “C:\CK19\DXF”. Можно указать любой действительный маршрут для размещения файлов чертежей CAD. С помощью клавиши F2 (Menu) (Меню) можно выбрать деталь из списка всех файлов, хранящихся в устройстве управления или на любом их дисков. Когда светится клавиша F3 (Strip) (Удаление), устройство управления будет удалять информацию Z из файла CAD. Это полезно для 2-осевой геометрии. Для импортирования размеров оси Z переключиться из клавиши F3 (Strip) (Удаление), чтобы она не была активирована.
Единственные действующие опции для поля расширений файла CAD – это .DXF и .CDL. В данном поле по умолчанию стоит DXF. Если требуется, можно настроить параметр MISC (Дополнительный) таким образом, чтобы по умолчанию стояло CDL.
213

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
После того, как имя файла было введено и выбрано F1 (Input) (Ввод), будут отображаться все геометрические параметры файла CAD (линии и дуги) и любые дополнительные события в программе. Клавиша F1 (Path) (Траектория) используется для выбора траектории и направления.
RunTime = Период выполнения Main-Prog-Conv-Mill-Verf-Graph = Главный экран-Программа-Диалоговый режим-Фрезерование-Проверка-Графическое отображение Active = АктивноКоррекция: отменена Инструмент: Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:Path = траектория; Pan = панорамирование; Wind = создание окна; Auto = автоматическое масштабирование; Zoom- = уменьшение масштаба; Zoom+ = увеличение масштаба; Limit = границы; Zone = безопасная зона; Coord = координата; Fresh = обновление; Exit = выход
После выбора клавиши F1(Path) (Траектория) устройство управления выдаст оператору подсказку для выбора начальной точки для траектории. Начальная точка выбирается путем перемещения перекрестия в желаемое место с помощью клавишей со стрелками F7 - F10 (также можно использовать кнопки толчкового перемещения) и клавиши F5 (Enter) (Ввод) (либо можно использовать клавишу ввода на клавиатуре). После того, как начальная точка выбрана, устройство управления выдаст оператору подсказку для выбора точки в желаемом направлении резания. Эта точка выбирается по той же методике. Устройство управления использует эти две точки для создания траектории.
214

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F9 (Thred) Mill-Thred (Фрезерование – Резьба)
С помощью клавиши F9 (Thred) выводится экран ввода для резьбофрезерования. Ниже показаны два примера.
Событие 9 из 9 Байтов: 317 из 422576128Цикл резьбофрезерования Центр Х [ ] Центр Y [0 ]Начальная глубина [0 ]Окончательная глубина Z [-1 ]Резьб на единицу [10 ]Зазор [.1 ]Скорость подачи [50 ]Часть резьбы [внутренняя]Направление резьбы [направо]Коррекция [вкл. ]Проходы [однопроходный]
Тип резьбы [цилиндрическая]Диаметр [2 ]
215

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 9 из 9 Байтов: 317 из 422576128Цикл резьбофрезерования Центр Х [ ] Центр Y [0 ]Начальная глубина [0 ]Окончательная глубина Z [-1 ]Резьб на единицу [10 ]Зазор [.1 ]Скорость подачи [50 ]Часть резьбы [наружная]Направление резьбы [направо]Коррекция [вкл. ]Проходы [многопроходный]Уменьшение диаметра [.5 ]Окончательный диаметр [1.5 ] Тип резьбы [коническая]Начальный диаметр [2 ]Угол конуса [3.52 ]
Примечание: См. информацию о правильной комбинации коррекции на режущий инструмент, направления реза на стр. 323, раздел 4.
F3 (Drill) Drill (Сверление)
При выборе F3 (Drill) появляется следующее меню.
Все циклы сверления должны начинаться до выполнения и завершаться после последнего отверстия. Это делается с помощью клавиш F1 (Start) (Запуск) и F5 (End) (Конец).
216

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Диалоговые экраны
На экране начала цикла сверления F3 (Drill) имеется поле переключения для выбора типа сверления, подлежащего выполнению. За циклом начала сверления обычно следуют позиции для отверстий, и он завершается событием завершения цикла сверления. Опциональные циклы сверления показаны ниже.
Сверление Ниже показан диалоговый экран для сверления.
Событие 2 из 3 Байтов: 96 из 406159360Активировать цикл сверления [Цикл сверления]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Примечание: См. более подробную информацию о цикле сверления на стр. 373, раздел 4.
217

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Сверление/ПаузаНиже показан диалоговый экран для сверления/паузы.
Событие 2 из 3 Байтов: 99 из 402259968Активировать цикл сверления [Цикл сверления с паузой]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза P[.5 ]
Примечание: См. более подробную информацию о цикле сверления/паузы на стр. 373, раздел 4.
Сверление/сверление с периодическим выводом сверла Ниже показан диалоговый экран для цикла сверления с периодическим выводом сверла.
218

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 143 из 402227200Активировать цикл сверления [Цикл сверления с периодическим выводом сверла]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Первая глубина V[-.25]Приращение Q[.25 ] Зазор при периодическом выводе сверла D[0.2 ]
Примечание: См. более подробную информацию о цикле сверления с периодическим выводом сверла на стр. 374, раздел 4.
Стружколомное сверление Ниже показан диалоговый экран для стружколомного цикла сверления.
Событие 1 из 3 Байтов: 134 из 108724224Активировать цикл сверления [Стружколомный цикл сверления]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Первая глубина V[-.25]Приращение Q[.25 ] Зазор при периодическом выводе сверла D[0.2 ] Шаг периодического вывода сверла U[.2 ]
Примечание: См. более подробную информацию о стружколомном цикле сверления на стр. 367, раздел 4.
219

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
РасточкаНиже показан диалоговый экран для цикла расточки.
Событие 2 из 3 Байтов: 191 из 398032896Активировать цикл сверления [Цикл расточки]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Примечание: См. более подробную информацию о цикле расточки на стр. 376, раздел 4.
220

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Расточка/ПаузаНиже показан диалоговый экран для расточки/паузы.
Событие 2 из 3 Байтов: 219 из 402227200Активировать цикл сверления [Цикл расточки с паузой]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза P[.5 ]
Примечание: См. более подробную информацию о цикле расточки с паузой на стр. 382, раздел 4.
Расточка 2Ниже показаны диалоговые экраны для расточки 2.
221

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ускоренная расточка
Событие 2 из 3 Байтов: 281 из 396361728Активировать цикл сверления [Цикл расточки 2][Ускоренная расточка]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Примечание: См. более подробную информацию о цикле ускоренной расточки на стр. 377, раздел 4.
Чистовая расточка
222

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 281 из 396361728Активировать цикл сверления [Цикл расточки 2][Чистовая расточка]
Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза Р [.3 ]
Примечание: См. более подробную информацию о цикле чистовой расточки на стр. 369, раздел 4.
Обратная расточка
Событие 2 из 3 Байтов: 315 из 396361728Активировать цикл сверления [Цикл расточки 2][Обратная расточка]Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]
Начальная глубина R[.1 ]Окончательная глубина [-2 ]
Примечание: См. более подробную информацию о цикле обратной расточки на стр. 378, раздел 4.
223

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Расточка вручную
Событие 2 из 3 Байтов: 343 из 396361728Активировать цикл сверления [Цикл расточки 2][Расточка вручную]Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза Р [.6 ]
Примечание: См. более подробную информацию о цикле расточки вручную на стр. 372, раздел 4.
224

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Цекование
Событие 1 из 3 Байтов: 184 из 108724224Активировать цикл сверления [Цикл расточки 2][Цекование]Скорость подачи при проколе F[5 ]Шпиндель вкл., по часовой стрелке, об/мин S[2000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Первая глубина V[-.25]Приращение Q[.25 ] Скорость подачи XY [7 ] Коррекция на режущий инструмент [вкл.]Радиус цековки [1 ]
Примечание: См. более подробную информацию о цикле цековки на стр. 376, раздел 4.
225

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Сверление отверстий под резьбу (Drill-Start-Tap)Ниже показаны диалоговые экраны для цикла сверления отверстия под резьбу.
Сверление отверстий под мягкое нарезание резьбы справа
Событие 2 из 3 Байтов: 488 из 396034048Активировать цикл сверления [Цикл сверления отверстий под резьбу][Мягкое нарезание резьбы справа]Скорость подачи при проколе F[20 ]Шпиндель вкл., по часовой стрелке, об/мин S[200 ]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Пауза перед поворотом В[.2 ]Пауза после поворота Р[0 ]
Примечание: См. более подробную информацию о цикле сверления отверстий под мягкое нарезание резьбы справа на стр. 375, раздел 4.
226

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Сверление отверстий под мягкое нарезание резьбы слева
Событие 2 из 3 Байтов: 488 из 396034048Активировать цикл сверления [Цикл сверления отверстий под резьбу][Мягкое нарезание резьбы слева]Скорость подачи при проколе F[14.2857 ]Шпиндель вкл., против часовой стрелки, об/мин S[200 ]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2.5 ]
Пауза перед поворотом В[0 ]Пауза после поворота Р[0 ]
Примечание: См. более подробную информацию о цикле сверления отверстий под мягкое нарезание резьбы слева на стр. 368, раздел 4.
227

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Сверление отверстий под жесткое нарезание резьбы справа
Событие 1 из 4 Байтов: 206 из 243236864Активировать цикл сверления [Цикл сверления отверстий под резьбу][Жесткое нарезание резьбы справа (опция)]Резьб на единицу F[14 ]Шпиндель вкл., по часовой стрелке, об/мин S[200 ]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2.5 ]
Пауза после поворота Р[0 ]
Примечание: См. более подробную информацию о цикле сверления отверстий под жесткое нарезание резьбы справа на стр. 380, раздел 4.
Сверление отверстий под жесткое нарезание резьбы слева
228

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 4 Байтов: 206 из 243138560Активировать цикл сверления [Цикл сверления отверстий под резьбу][Жесткое нарезание резьбы слева (опция)]Резьб на единицу F[14 ]Шпиндель вкл., против часовой стрелки, об/мин S[200 ]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2.5 ]
Пауза после поворота Р[0 ]
Примечание: См. более подробную информацию о цикле сверления отверстий под жесткое нарезание резьбы слева на стр. 380, раздел 4.
Сверление отверстий под жесткое нарезание резьбы справа с периодическим выводом сверла
Событие 1 из 4 Байтов: 241 из 243138560Активировать цикл сверления [Цикл сверления отверстий под резьбу][Жесткое нарезание резьбы справа (опция) с периодическим выводом сверла]Резьб на единицу F[14 ]Шпиндель вкл., по часовой стрелке, об/мин S[200 ]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2.5 ]Первая глубина V[-.5] Приращение Q[.5 ]Пауза после поворота Р[0 ]
Примечание: См. более подробную информацию о цикле сверления отверстий под резьбу слева на стр. 380, раздел 4.
229

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Сверление отверстий под жесткое нарезание резьбы слева с периодическим выводом сверла
Событие 1 из 3 Байтов: 130 из 105644032Активировать цикл сверления [Цикл сверления отверстий под резьбу][Жесткое нарезание резьбы слева (опция) с периодическим выводом сверла]Резьб на единицу F[14 ]Шпиндель вкл., против часовой стрелки, об/мин S[200 ]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2.5 ]Первая глубина V[-.5] Приращение Q[.5 ]Пауза после поворота Р[0 ]
Примечание: См. более подробную информацию о цикле сверления отверстий под резьбу слева на стр. 380, раздел 4.
F2 (Pos) Drill-Pos (Сверление –Позиционирование), F3 (Misc) Drill-Misc (Сверление – Дополнительные параметры), F4 (Call) Drill-Call (Сверление – Вызов)
С помощью клавиши F2 (Pos) выводятся экраны позиционирования. Они используются для ввода положений сверла.
230

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 2 Байтов: 78 из 198508544Позиционирование при сверлении Скорость подачи [Ускоренная]Координаты [Декартовы]
Ось Х Х[1 ]Ось Y Y[2 ]Ось Z Z[ ]
Сетка отверстий [---]Отверстия с интервалами [---]
Экран, показанный выше, - это экран одного положения отверстий при сверлении. Одно отверстие будет просверливаться или нарезаться при (1,2). Если в поле Z на данном экране вводится размер, будет сверлиться новая глубина при (1,2) и последующие отверстия. Если единственный введенный размер появляется в поле Z, ось Z переместиться в данное положение; отверстия просверлено не будет, и глубина Z не изменится. Это может быть полезно для очистки зажимных приспособлений или крепежей.
231

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 3 из 5 Байтов: 187 из 395608064 Позиционирование при сверлении Скорость подачи [Ускоренная]Координаты [Декартовы]
Ось Х Х[1 ]Ось Y Y[2 ]Ось Z Z[ ]
Сетка отверстий [да]Количество столбцов [6 ] Количество строк [5 ]Интервал между столбиками [1 ] Интервал между рядами [.75 ]
На рисунке выше показан экран позиционирования при сверлении с применением опции сетки отверстий. Будет просверлена сетка отверстий 6 x 5 с промежутком в 1" по оси X и в 0,75" по оси Y. Первое отверстие при (1,2). Ниже приводится рисунок сетки отверстий, созданной с помощью этого явления.
232

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже показан экран позиционирования при сверлении с помощью опции отверстий с интервалами. Будет сверлиться или нарезаться шесть отверстий, в том числе отверстие при (1,2). Если в поле интервала X стоит 0, линия отверстий будет просверлена по вертикали. Если интервал Y равен 0, отверстия будут просверлены по горизонтальной линии.
Событие 3 из 5 Байтов: 151 из 3956440832Позиционирование при сверлении Скорость подачи [Ускоренная]Координаты [Декартовы]
Ось Х Х[1 ]Ось Y Y[2 ]Ось Z Z[ ]
Отверстия с интервалами [да] Количество отверстий [6 ] Интервал между столбиками [1 ] Интервал между строками [.75 ]
С помощью вышеуказанного экрана будет создана следующая сетка отверстий.
233

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
При нажатии на F3 (Misc) (Дополнительные параметры) выводится экран с дополнительными функциями, который дает возможность программировать эти функции во время циклов сверления. Экран F4 (Call) (Вызов) дает возможность вызывать подпрограммы во время цикла сверления. В этих подпрограммах обычно содержатся положения при различных операциях сверления.
Примечание: См. более подробную информацию о дополнительных функциях на стр. 257, раздел 3.
См. более подробную информацию о вызове на стр. 258, раздел 3.
F5 (End) (Завершение)
Ниже показан диалоговый экран для дезактивации группового цикла.
Событие 1 из 1 Байтов: 47 из 85434368 Дезактивация цикла сверления
В данный экран не требуется ничего вводить, но он должен быть сохранен в программе для прекращения активного цикла сверления. Если данный экран не сохранен, каждое действие будет вызывать выполнение цикла сверления по оси Z.
F6 (CAD) Drill-CAD (Сверление – CAD)
Импортирование файлов CAD в устройствах ЧПУ фрезерных станков Milltronics.Устройство управления имеет возможность импортировать файлы CAD (.dxf или .cdl) непосредственно в диалоговую программу. С помощью данной возможности импортируются окружности, определяющие положения при сверлении.
Создание чертежа CAD для импортирования.Из файла CAD для сверления импортируются только окружности.
234

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже показан экран ввода для файла Drill CAD.
RunTime = Период выполнения Main-Prog-Conv-Drill-DXF = Главный экран-Программа-Диалоговый режим-Сверление-DXF Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
Маршрут файла CADИмя файла CADРасширение файла CAD
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Input = ввод; Menn = меню; Strip = удаление; Esc = выход;
Согласно введенному выше маршруту файла CAD файл DXF будет импортироваться из “C:\CK19\DXF”. Можно указать любой действительный маршрут для размещения файлов чертежей CAD. С помощью клавиши F2 (Menu) (Меню) можно выбрать деталь из списка всех файлов, хранящихся в устройстве управления или на любом из дисков. Когда светится клавиша F3 (Strip) (Удаление), устройство управления будет удалять информацию Z из файла CAD. Для импортирования глубин по оси Z переключиться из клавиши F3 (Strip) (Удаление), чтобы она не была активирована.
235

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Единственные действующие опции для поля расширений файла CAD – это .DXF и .CDL. В данном поле по умолчанию стоит DXF. Если требуется, можно настроить параметр MISC (Дополнительный) таким образом, чтобы по умолчанию стояло CDL.
Drill CAD сортирует отверстия по размеру. Это дает возможность оператору выбрать, какие отверстия требуется просверлить. После выбора F1 (Input) (Ввод) появляется перечень отверстий:
RunTime = Период выполнения Main-Prog-Conv-Drill-DXF = Главный экран-Программа-Диалоговый режим-Сверление-DXF Editing = Редактирование Current = текущее Next = следующее Distance = расстояние
Diam. = диаметрHoles = отверстия
Выбрать отверстия, которые требуется просверлить.
Коррекция: отменена Инструмент: Длина: Диаметр: Плоскость: Зазор: Интерполяция: линейная (подача) Подача: (ipm = дюймов/мин)Единицы измерения: абсолютные / английская система Цикл: отмененПауза: (sec = секунда) Шпиндель: (rpm = об/мин) СОЖ: отключено № детали:
Start = пуск; Set = установка; Reset = сброс; All = все; None = ничего; Togle = переключение; PgUp = на страницу вверх; PgDn = на страницу вниз; Abort = прекращение; Drive = диск
236

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Использовать функциональные клавиши для выбора желаемых отверстий. После нажатия на F1 (Start) (Пуск) выбранные отверстия включаются в цикл сверления. Оператор может изменить скорость подачи для глубины сверления или различные циклы сверления.
Пример программы сверления
Событие 0 из 17 Установка программы
Название программы [Пример программы сверления]
Размеры Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ] ---------------------------------------------------Событие 1 из 17 Смена инструмента
Инструмент [Смена] Положение при смене инструмента X[ ]
Y[ ]
Номер инструмента T[1 ] Описание инструмента [СВЕРЛО ] Номер следующего инструмента [ ]
237

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Частота вращения шпинделя S[2000] Направление вращения шпинделя [по часовой стрелке] СОЖ [поливом] --------------------------------------------------- Событие 2 из 17 Активация цикла сверления [Цикл сверления]
Скорость подачи при проколе F[20 ] Шпиндель вкл., по часовой стрелке, об/мин S[ ] Точка возврата [Зазор] Зазор R[.1 ] Окончательная глубина [-2 ]--------------------------------------------------- Событие 3 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[1 ] Ось Y Y[1 ] (от Z до –2")
Ось Z Z[ ]
Сетка отверстий [---] Отверстия с интервалами [---]--------------------------------------------------- Событие 4 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[2 ] Ось Y Y[ ] (от Z до –2") Ось Z Z[ ]
Сетка отверстий [---] Отверстия с интервалами [---]---------------------------------------------------
238

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 5 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[ ] Ось Z Z[3 ] (от Z до 3", чтобы перейти зажим)
Сетка отверстий [---] Отверстия с интервалами [---]--------------------------------------------------- Событие 6 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[4 ] Ось Y Y[ ] (от Z до –1") Ось Z Z[-1 ]
Сетка отверстий [---] Отверстия с интервалами [---]--------------------------------------------------- Событие 7 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[5 ] Ось Y Y[ ] (от Z до –1") Ось Z Z[ ]
Сетка отверстий [---] Отверстия с интервалами [---] --------------------------------------------------- Событие 8 из 17 Дезактивация цикла сверления ---------------------------------------------------
239

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 9 из 17 Смена инструмента
Инструмент [Смена] Положение при смене инструмента X[ ]
Y[ ]
Номер инструмента T[2 ] Описание инструмента [РАСТОЧНОЙ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[2000] Направление вращения шпинделя [по часовой стрелке] СОЖ [поливом]--------------------------------------------------- Событие 10 из 17 Активация цикла сверления [Цикл расточки]
Скорость подачи при проколе F[20 ] Шпиндель вкл., по часовой стрелке, об/мин S[ ] Точка возврата [Зазор] Зазор R[.1 ] Окончательная глубина [-2 ]--------------------------------------------------- Событие 11 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[1 ] Ось Y Y[1 ] (от Z до –2") Ось Z Z[ ]
Сетка отверстий [---] Отверстия с интервалами [---]---------------------------------------------------
Событие 12 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[2 ] Ось Y Y[ ] (от Z до –2")
240

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ось Z Z[ ]
Сетка отверстий [---] Отверстия с интервалами [---]--------------------------------------------------- Событие 13 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[ ] Ось Z Z[3 ] (от Z до 3", чтобы перейти зажим)
Сетка отверстий [---] Отверстия с интервалами [---]--------------------------------------------------- Событие 14 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[4 ] Ось Y Y[ ] (от Z до –1") Ось Z Z[-1 ]
Сетка отверстий [---] Отверстия с интервалами [---]--------------------------------------------------- Событие 15 из 17 Позиционирование при сверлении
Скорость подачи [Ускоренная] Координаты [Декартовы]
Ось X X[5 ] Ось Y Y[ ] (от Z до –1") Ось Z Z[ ]
Сетка отверстий [---] Отверстия с интервалами [---]---------------------------------------------------
241

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 16 из 17 Дезактивация цикла сверления--------------------------------------------------- Событие 17 из 17 Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [нет]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]
Примечание: См. более подробную информацию о групповых циклах на стр. 358, раздел 4.
242

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F4 (Bolt) (Болты)
Ниже показаны диалоговые экраны для сверления отверстий под болты, которые отображаются при выборе соответствующих циклов. В первой части экрана содержится информация, используемая для установки соответствующего цикла сверления, в то время как во второй части – информация, используемая для установки цикла сверления отверстий под болты.
Событие 2 из 3 Байтов: 115 из 385056768Цикл выполнения отверстий под болты[Цикл сверления отверстий под болты]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 115 из 385056768Цикл выполнения отверстий под болты[Цикл сверления отверстий под болты с паузой]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза P[1 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
243

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 229 из 385056768Цикл выполнения отверстий под болты[Цикл сверления отверстий под болты/ сверление с периодическим выводом сверла]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Первая глубина V[-.25 ]Приращение Q[.25 ]Зазор при периодическом выводе сверла D[.1 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 229 из 385056768Цикл выполнения отверстий под болты[Цикл сверления отверстий под болты с периодическим выводом сверла]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Первая глубина V[-.25 ]Приращение Q[.25 ]Зазор при периодическом выводе сверла D[.1 ]Приращение с периодическим выводом сверла U [.2]Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
244

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 344 из 385056768Цикл выполнения отверстий под болты[Цикл расточки отверстий под болты с паузой]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза P[.5 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 344 из 385056768Цикл выполнения отверстий под болты[Цикл расточки отверстий под болты]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
245

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 396 из 385056768Цикл выполнения отверстий под болты[Цикл расточки отверстий под болты 2] [Ускоренная расточка]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 446 из 380862464Цикл выполнения отверстий под болты[Цикл расточки отверстий под болты 2] [Чистовая расточка]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза P[.7 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
246

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 500 из 380862464Цикл выполнения отверстий под болты[Цикл расточки отверстий под болты 2] [Обратная расточка]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Начальная глубина R[.1 ]Окончательная глубина [-2 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 548 из 380862464Цикл выполнения отверстий под болты[Цикл расточки отверстий под болты 2] [Расточка вручную]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ] Пауза P[1 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
247

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 2 Байтов: 197 из 105644032Цикл выполнения отверстий под болты [Цикл расточки отверстий под болты 2][Цекование]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-1 ] Первая глубина V[-.25]Приращение Q[-.3 ] Скорость подачи XY [7 ] Коррекция [вкл.]Радиус цековки [1 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
248

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 821 из 380862464Цикл выполнения отверстий под болты[Цикл нарезания резьбы на отверстиях под болты] [Мягкое нарезание резьбы слева]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Пауза до поворота В[.2 ]Пауза после поворота P[0 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 601 из 380862464Цикл выполнения отверстий под болты[Цикл нарезания резьбы на отверстиях под болты] [Мягкое нарезание резьбы справа]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[1000]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Пауза до поворота В[.2 ]Пауза после поворота P[0 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
249

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 877 из 380862464Цикл выполнения отверстий под болты[Цикл нарезания резьбы на отверстиях под болты] [Жесткое нарезание резьбы слева (опция)]Резьб на единицу Р[10 ]Шпиндель вкл., против часовой стрелки, об/мин S[400]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2 ]
Пауза после поворота P[0 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 713 из 380862464Цикл выполнения отверстий под болты[Цикл нарезания резьбы на отверстиях под болты] [Жесткое нарезание резьбы справа (опция)]Резьб на единицу Р[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[400]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2 ]
Пауза после поворота P[0 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
250

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 3 Байтов: 929 из 380862464Цикл выполнения отверстий под болты[Жесткое нарезание резьбы справа (опция) с периодическим выводом сверла]Резьб на единицу F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[400]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2 ]Первая глубина V[-1] Приращение Q[1 ]Пауза после поворота Р[0 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Событие 2 из 3 Байтов: 988 из 380862464Цикл выполнения отверстий под болты[Жесткое нарезание резьбы слева (опция) с периодическим выводом сверла]Резьб на единицу F[10 ]Шпиндель вкл., против часовой стрелки, об/мин S[400]Точка возврата [Зазор]Зазор R[.1 ]Глубина [-2 ]Первая глубина V[-1] Приращение Q[1 ]Пауза после поворота Р[0 ]
Центр отверстия под болт [-1 ] [1 ]Радиус отверстия под болт [2 ] (-R, если против часовой стрелки) Угол 1-го отверстия [0 ]Кол-во выполняемых отверстий [6 ]Кол-во отверстий в 360 град. [6 ]
Пример программы выполнения отверстий под болты
Событие 0 из 3 Установка программы
Название программы [Пример программы выполнения
отверстий под болты]
Размеры Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]
--------------------------------------------------- Событие 1 из 3 Смена инструмента
Инструмент [Смена] Положение при смене инструмента X[ ]
Y[ ]
Номер инструмента T[1 ]
251

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Описание инструмента [СВЕРЛО ] Номер следующего инструмента [ ] Частота вращения шпинделя S[2000] Направление вращения шпинделя [по часовой стрелке] СОЖ [поливом]
--------------------------------------------------- Событие 2 из 3
Цикл выполнения отверстий под болты[Цикл сверления отверстий под болты]Скорость подачи при проколе F[10 ]Шпиндель вкл., по часовой стрелке, об/мин S[ ]Точка возврата [Зазор]Зазор R[.1 ]Окончательная глубина [-2 ]
Центр отверстия под болт [-4 ] [2 ]Радиус отверстия под болт [-3 ] (-R, если
против часовой стрелки) Угол 1-го отверстия [90 ]Кол-во выполняемых отверстий [8 ]Кол-во отверстий в 360 град. [14 ]
--------------------------------------------------- Событие 3 из 3 Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [нет]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]
252

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Примечания: См. более подробную информацию о программе выполнения отверстий под болты на стр. 364, раздел 4.
И у циклов сверления, и у циклов выполнения отверстий под болты диалоговые экраны ввода будут другими в версиях программного обеспечения ниже #.116. Они также другие в переводах на иностранные языки и в английском переводе #.110. Поля ввода одинаковые во всех версиях программного обеспечения, но внешний вид и этапы перехода к экрану ввода немного отличаются. Для каждого цикла в старых версиях ряд клавиш появляется, чтобы программист мог выбрать тип цикла, подлежащего выполнению, а не поле переключения на желаемый цикл, какое имеется в более современных версиях. Если диалоговая программа создается в более старой версии цикла сверления или выполнения отверстий под болты, ее можно редактировать в новых версиях программного обеспечения. Однако, если диалоговая программа создается в более современной версии цикла сверления или выполнения отверстий под болты, ее нельзя редактировать с помощью старых версий ПО. Фатальная ошибка 100, “disk read error” (ошибка чтения диска), появится, если пытаться запустить цикл сверления или выполнения отверстий под болты нового типа в диалоговой программе с помощью более старой версии программного обеспечения. Если диалоговая программа с циклами сверления и выполнения отверстий под болты нового типа редактируется в более старой версии программного обеспечения, и фатальная ошибка 100 не выдается, устройство управления некорректно внесет изменения в текстовую программу. Она уничтожит событие, в котором содержится цикл сверления или выполнения отверстий под болты нового типа. Устройство управления создает текстовую программу, соответствующую вводам, данным в диалоговой программе, и эта текстовая программа будет выполняться ЧПУ. Текстовая программа, которую создает устройство управления, идентична при обоих типах, так что ее можно редактировать и выполнять и в новых, и в старых версиях программного обеспечения, независимо от того, в каком она была создана.
253

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F5 (TChng) Смена инструмента
Если на станок требуется установить новый инструмент, следует использовать экран смены инструмента. К двум экранам смены инструмента относится экран вызова инструмента и экран смены инструмента. Экран вызова инструмента используется для запуска нового комплекта коррекций на инструмент без его физической смены. Экран смены инструмента устанавливает станок в режим смены инструмента и вызывает новый инструмент. При выполнении смены или вызова инструмента коррекции H и D, которые активируются, будут такими же, что и номер инструмента. В целях безопасности при смене инструмента вручную станок всегда должен находиться в режиме смены инструмента. Ниже показаны экраны инструмента.
Диалоговый экран для вызова инструмента выглядит следующим образом. Смены инструмента не проводится. Вызываются коррекции на инструмент. Выполняются команды шпинделя и подачи СОЖ.
Событие 1 из 3 Байтов: 209 из 1023932928Смена инструмента
Инструмент [Вызов]
Номер инструмента Т[1 ]Описание инструмента [1/4” СВЕРЛО ]
Частота вращения шпинделя S[600 ]Направление вращения шпинделя [по часовой стрелке]
Подача СОЖ [Поливом] Шнек [---]
Диалоговый экран для смены инструмента.
254

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 3 Байтов: 149 из 1023932928Смена инструмента
Инструмент [Смена]Положение смены инструмента X [-10 ] Y [-10 ]Номер инструмента Т[1 ]Описание инструмента [1/4” СВЕРЛО ]Номер следующего инструмента [ ]Частота вращения шпинделя S[600 ]Направление вращения шпинделя [по часовой стрелке]
Подача СОЖ [Поливом]
Если при вводе положения смены инструмента ось Z находится в позиции смены инструмента или выше, перемещение XY производится до любого движения по оси Z. Если Z ниже позиции смены инструмента, Z переместится в позицию смены инструмента, а затем будут перемещаться X и Y. Если номер X и Y не введен, во время смены инструмента будет двигаться только Z.
Поле номера следующего инструмента используется для устройств смены для инструментов, устанавливаемых в любое гнездо. Держатель инструмента будет производить индексирование следующего инструмента во время резки активным инструментом.
Примечание: См. более подробную информацию о смене инструмента на стр. 404, раздел 5.
Если станок оснащен системой удаления стружки, будет доступна опция включения (или отключения) шнека, а также время его работы.
255

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 3 Байтов: 188 из 1023932928Смена инструмента
Инструмент [Вызов]Положение смены инструмента X [-10 ] Y [-10 ]Номер инструмента Т[1 ]Описание инструмента [1/4” СВЕРЛО ]Номер следующего инструмента [ ]Частота вращения шпинделя S[600 ]Направление вращения шпинделя [по часовой стрелке]
Подача СОЖ [Поливом] Шнек [вкл.]Время шнека вкл. [10 ] минут
256

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F6 (Misc) (Дополнительные функции)
При создании программы может понадобиться добавить определенные дополнительные функции, например, команды подачи СОЖ и останова. Это делается через экран F6 (Misc) (Дополнительные функции).
Ниже показаны диалоговые экраны для дополнительных функций. Дополнительная строка используется для ввода любого М-кода, не входящего в стандартный перечень.
Событие 1 из 1 Байтов: 47 из 85422080 Дополнительные функции
Частота вращения шпинделя S[ ]Команда вращения шпинделя [---]Команда подачи СОЖ [откл.] Коррекция [откл.]Команда останова [программа]Команда возврата [от XYZ к 0]Режим резания [---] Режим программирования [Абсолютный]Рабочая координата [---]Скорость подачи F[ ]Дополнительная строка: [ ]
257

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 47 из 85422080 Дополнительные функции
Частота вращения шпинделя S[2000]Команда вращения шпинделя [по часовой стрелке]Команда подачи СОЖ [Поливом] Коррекция [влево]Команда останова [---]Команда возврата [---]Режим резания [непрерывный] Режим программирования [---]Рабочая координата [---]Скорость подачи F[ ]Дополнительная строка: [ ]
F7 (Call) (Вызов)
Экран вызова программы используется для передачи выполнения программы другой программе для определенного количества циклов.
Ниже показан диалоговый экран для вызова программы.
Событие 2 из 4 Байтов: 291 из 105644032Вызов программы
Номер программы [900 ]Опции [Циклы]Количество циклов [2]
Если в поле количества циклов не заполнено, подпрограмма вызывается один раз.
Примечание: См. более подробную информацию о вызове подпрограммы на стр. 417, раздел 5.
258

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Вызовы подпрограммы могут использоваться для создания нескольких идентичных деталей в ряду или сетке. Экран, показанный ниже, может использоваться для вызова подпрограммы для нарезания пазов.
Событие 2 из 3 Байтов: 108 из 105578496Вызов программы
Номер программы [900 ]Опции [Сетка]1-я позиция Х[2] Y[3 ]Количество колонок [5 ] Количество рядов [4 ]Интервалы Х [3 ] Интервалы Y [3 ]
F8 (Spec) (Спецификации)
Данные экраны предназначены для установки или настройки различных параметров в ЧПУ Centurion. Параметры управляют различными функциями, такими как коррекции на инструмент, коэффициенты масштаба, углы поворота, зеркальное отображение, плавающие нули и параметры, перечисленные в Приложении A. Представлены следующие клавиши.
259

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F1 (Parms) Spec-Parms (Спецификации – Параметры)
Ниже показан диалоговый экран для регулировки параметров.
Событие 1 из 1 Байтов: 47 из 85422080 Установка параметров
Тип установки [регулировка]Номер параметра Р[97 ]Значение параметра [.25 ]
При загрузке параметр устанавливается на указанную величину. При регулировке параметра указанное значение добавляется к текущей настройке.
F2 (Tools) Spec-Tools (Спецификации – Инструмент)
Ниже показан диалоговый экран для настройки коррекции на инструмент.
Событие 1 из 1 Байтов: 47 из 85422080 Установка коррекции на инструмент
(Примечание: Это повлияет только на инструмент, активный в данный момент)Тип установки [загрузка]Коррекция на инструмент D[.25 ] H [.75 ]
Примечание: См. более подробную информацию о коррекции на длину инструмента на стр. 343, раздел 4.
260

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Ниже показан диалоговый экран для регулировки коррекции на инструмент.
Событие 1 из 1 Байтов: 47 из 85422080 Установка коррекции на инструмент
(Примечание: Это повлияет только на инструмент, активный в данный момент)Тип установки [регулировка]Коррекция на инструмент D[.1 ] H [.15 ]
261

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F4 (Scale) Spec-Scale (Спецификации – Масштаб)
Ниже показан диалоговый экран для включения коэффициента масштаба.
Событие 1 из 1 Байтов: 47 из 85422080 Установка коэффициента масштаба
Масштабирование [Вкл.]Коэффициенты масштабирования [регулировка]Коррекция на инструмент D[.1 ] H [.15 ]
Ниже показан диалоговый экран для отключения коэффициента масштаба.
Событие 1 из 1 Байтов: 47 из 85422080 Установка коэффициента масштаба
Масштабирование [Выкл.]
Примечание: См. более подробную информацию об установке и отмене масштабирования на стр. 344, раздел 4.
262

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F5 (Rot) Spec-Rot (Спецификации – Поворот)
Ниже показан диалоговый экран для включения функции поворота.
Событие 1 из 1 Байтов: 47 из 85422080 Установка угла поворота
Поворот [Вкл.]Угол поворота АА [45 ]Начало поворота X [0 ] Y [0 ] Z [0 ]
Примечание: См. более подробную информацию о вращении системы координат на стр. 352, раздел 4.
Ниже показан диалоговый экран для установки угла поворота в 3-х измерениях.
263

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 1 Байтов: 47 из 85422080 Установка угла поворота
Поворот [3D]
Плоскость [XYZ]Угол АВ [45 ]Синусный масштаб [20 ]Примечание: Не будут работать функции коррекции на режущий инструмент,тригонометрической помощи, снятия фаски (,С) и скругления углов (,R).
Поворот в трех измерениях используется для поворота деталей вне плоскости.
264

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F6 (Mirr) Spec-Mirr (Спецификации – Зеркальное отображение)
Ниже показан диалоговый экран для включения функции зеркального отображения.
Событие 1 из 1 Байтов: 47 из 85422080 Установка зеркального отображения
Зеркальное отображение [Вкл.]Ось зеркального отображения X [0 ] Y [0 ] Z [0 ]
Ниже показан диалоговый экран для отключения функции зеркального отображения.
Событие 1 из 1 Байтов: 47 из 85422080 Установка зеркального отображения
Зеркальное отображение [Откл.]
Примечание: См. более подробную информацию об установке и отмене зеркального отображения на стр. 357, раздел 4.
265

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F7 (Flz) Spec-Flz (Спецификации – Плавающий нуль)
Ниже показан диалоговый экран для установки плавающего нуля.
Событие 1 из 1 Байтов: 47 из 85422080 Установка плавающего нуля
Ось X [0 ] Y [0 ] Z [0 ]
Примечание: См. более подробную информацию о плавающих нулях на стр. 387, раздел 4.
266

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F8 (Text) Spec-Text (Спецификации – Текст)
Ниже показан диалоговый экран для текста.
Событие 1 из 2 Байтов: 105 из 229900288Текст [Сплошной]Положение текста Х [1 ] Y[2 ]
Зазор R[.1 ]Глубина Z Z [-.03 ]
Скорость подачи при проколе Z F[20 ]Скорость подачи XY F[20 ]Размер текста Х X [.25 ]Размер текста Y Y [.5 ]Строка текста [PART 36-В-16 ]
267

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Диалоговый экран для текста на дуге:
Событие 1 из 2 Байтов: 113 из 225705984Текст [На дуге] Направление [против часовой стрелки]Центр текста Х [1 ] Y[2 ]Радиус текста [1 ]Начальный угол [200 ]Зазор R[.1 ]Глубина Z Z [-.03 ]
Скорость подачи при проколе Z F[20 ]Скорость подачи XY F[20 ]Размер текста Х X [.3 ]Размер текста Y Y [.3 ]Строка текста [MILLTRONICS ]
F9 (Subs) (Подпрограммы)
Данные экраны используются для определения и вызова подпрограмм. Отображаются следующие клавиши:
268

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
F1 (Gosub) Subs-Gosub (Подпрограммы – Переход в подпрограмму)
Функция Gosub используется для вызова подпрограммы. На экране ниже подпрограмма 1 вызывается 15 раз. Если количество циклов не заполнено, подпрограмма будет вызываться 1 раз.
Событие 1 из 2 Байтов: 62 из 220725248Переход к подпрограмме
Номер подпрограммы [1 ]Опции [циклы]Количество циклов [15 ]
Другая опция на экране перехода в подпрограмму используется для вызова подпрограммы и ее повторения в прямоугольном порядке.
269

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 1 из 7 Байтов: 371 из 220659712Переход к подпрограмме
Номер подпрограммы [1 ]Опции [Сетка]1-я позиция Х[0] Y[0 ]Количество рядов [4 ] Количество колонок [3 ]Интервалы Х [3 ] Интервалы Y [2.5 ]
Примечание: Другая опция – это вызов подпрограммы с помощью интервала XY между каждой. Функции сетки и интервалов похожи на эти функции в циклах сверления на стр. 227, раздел 3.
F2 (Start) Subs-Start (Подпрограммы – Запуск)
Экран запуска подпрограммы определяет начало подпрограммы.
Событие 2 из 7 Байтов: 371 из 220659712Запуск подпрограммы
Номер подпрограммы [1 ]
F3 (End) Subs-End (Подпрограммы – Завершение)
Экран завершения подпрограммы определяет конец подпрограммы.
270

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 6 из 7 Байтов: 371 из 220659712Завершение подпрограммы
Пример программы с использованием подпрограмм
Диалоговая программа C:\CNC\PARTS\P0523 Событие 0 из 12 Установка программы Название программы [ ] Размеры Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 12
Смена инструмента Инструмент [Смена]Положение при смене инструмента X[ ]
Y[ ] Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[600] Направление вращения шпинделя [по часовой стрелке]
СОЖ [поливом]---------------------------------------------------
271

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 2 из 12 Переход в подпрограмму
Номер подпрограммы [1 ]
Опции [Сетка]
1-я позиция X[0 ] Y[0 ]
Кол-во рядов[4 ] Кол-во колонок[3 ]
Интервал X [3 ] Интервал Y [2.5 ]--------------------------------------------------- Событие 3 из 12
Смена инструмента Инструмент [Смена]Положение при смене инструмента X[ ]
Y[ ] Номер инструмента T[2 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[1200] Направление вращения шпинделя [по часовой стрелке]
СОЖ [туман]--------------------------------------------------- Событие 4 из 12 Переход в подпрограмму
Номер подпрограммы [2 ]
Опции [Сетка]
1-я позиция X[0 ] Y[0 ]
Кол-во рядов[4 ] Кол-во колонок[3 ]
Интервал X [3 ] Интервал Y [2.5 ]--------------------------------------------------- Событие 5 из 12 Запуск подпрограммы
Номер подпрограммы [1 ]---------------------------------------------------
272

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 6 из 12 Установка программы фрезерования глубоких выемок
Центр выемки X [0 ] Центр выемки Y [0 ]
Скорость подачи XY [10 ] Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.4 ] Первая глубина Z [-.1 ] Приращение Z [.1 ]--------------------------------------------------- Событие 7 из 12 Внутренняя чистовая обработка круглых выемок
Радиус выемки [1 ]
Z вниз [врезание] Направление реза [против часовой стрелки
(встречное фрезерование)] Коррекция [вкл.]--------------------------------------------------- Событие 8 из 12 Завершение подпрограммы--------------------------------------------------- Событие 9 из 12 Запуск подпрограммы
Номер подпрограммы [2 ]---------------------------------------------------
273

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Событие 10 из 12 Текст [На дуге] Направление [по часовой стрелке] Центр текста X[0 ] Y[0 ] Радиус текста [1 ] Начальный угол [180 ] Зазор R[.1 ] Глубина Z Z[-.03 ]
Скорость подачи при проколе Z F[20 ] Скорость подачи XY F[30 ] Размер текста X X[.3 ] Размер текста Y Y[.4 ]
Строка текста [MILLTRONICS ]--------------------------------------------------- Событие 11 из 12 Завершение подпрограммы--------------------------------------------------- Событие 12 из 12
Конец программы
Шпиндель отключен [нет]Подача СОЖ отключена [нет]Z к смене инструмента [нет]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]
---------------------------------------------------
С помощью вышеприведенной программы выполняется следующее:
274

РАЗДЕЛ 3 – ЭКРАНЫ ДИАЛОГОВОГО ВВОДА ДАННЫХ
Конец программы
Ниже показан диалоговый экран для завершения программы.
Событие 1 из 1 Байтов: 47 из 85422080Конец программы
Шпиндель отключен [да]Подача СОЖ отключена [да]Z к смене инструмента [да]
Положение X (относительно исходного) [ ]Положение Y (относительно исходного) [ ]
275

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Эти коды используются, если оператор программирует Centurion в текстовом режиме или в режиме ручного ввода данных. Они также генерируются из диалоговых программ. Следует отметить, что большинство программистов, особенно новичков, используют режим диалогового программирования. Если вы планируете использовать текстовый режим программирования, необходимо уделить особое внимание данному разделу, поскольку в нем разъясняются эти коды. Если вы планируете использовать диалоговый режим программирования, можно бегло ознакомиться с данным разделом и сконцентрироваться на разделе о диалоговом программировании.
Код подготовительной функции представляет собой двузначное число, перед которым стоит буква G. Подготовительные функции используются для определения режима работы программы и подразделяются на два типа: одноразовые и модальные. Одноразовые G-коды действуют только во время выполнения блока, в котором они находятся. С помощью модальных G-кодов устанавливаются операционные режимы, которые действуют до тех пор, пока их не заменят другими режимами в той же категории. Если G-код меньше 10, нуль вводить не обязательно (G2 или G02).
В таблице ниже перечислены G-коды, принимаемые ЧПУ Centurion. Подробное объяснение каждого кода дается ниже в настоящем руководстве.
G-коды
Активен при включении
питания
Модальный
Одноразовый
00 Ускоренное позиционирование X
01 Линейная интерполяция X X
02Круговая/винтовая интерполяция по часовой стрелке
X
03Круговая/винтовая интерполяция против часовой стрелки
X
04 Пауза X
09 Точный останов X
10 Установка данных вкл. X
11 Установка данных откл. X X
12 Очистка плавающего нуля X
17 Плоскость XY X X
18 Плоскость XZ или ZX X
19 Плоскость YZ X*20 Ввод в дюймах X X
* G20, G21, G22 и G23 выбираются по параметрам при включении питания.
277

Активен при включении
питания
Модальный
Одноразовый
*21 Ввод в метрических единицах X
*22 Отключение проверки безопасной зоны X
*23 Включение проверки безопасной зоны X X
24 Очистка круглых глубоких выемок X
25Внутренняя чистовая обработка круглых глубоких выемок
X
26Наружная чистовая обработка круглых глубоких выемок
X
28-30 Возврат в нулевую точку X
31 Z к зазору X
32 Z к смене инструмента X
33 Цикл обработки торцов X
34Очистка прямоугольных глубоких выемок
X
35Внутренняя чистовая обработка прямоугольных глубоких выемок
X
36Наружная чистовая обработка прямоугольных глубоких выемок
X
39 Цикл резьбофрезерования X
40Отмена коррекции на режущий инструмент
X X
41 Коррекция на режущий инструмент слева X
42Коррекция на режущий инструмент справа
X
43 Коррекция H добавлена X
44 Коррекция H вычтена X
45Автоматическая коррекция на режущий инструмент слева
X
46Автоматическая коррекция на режущий инструмент справа
X
47Автоматическая коррекция на режущий инструмент откл.
49 Отмена коррекции H X X
50 Отмена масштабирования X X
51 Установка масштабирования X
52 Установка местной системы координат X
53 Система координат станка X
54 Рабочая система координат 1 X X
278

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Активен при включении
питания
Модальный
Одноразовый
(G540...G549)
55-59Рабочая система координат 2-6 (G5#0...G5#9)
X
60 Однонаправленное позиционирование X
61 Режим точного останова X
63 Режим нарезания резьбы метчиком X
64 Резание X X
65 Блокировка движения / Вызов программы X
68 Установка поворота X
69 Отмена поворота X X
70 Отмена зеркального отображения X X
71 Установка зеркального отображения X
72Программа выполнения отверстий под болты
X
73Сверление с периодическим выводом сверла
X
74 Нарезание резьбы слева X
75 Цекование X
76 Чистовая расточка X
77 Специализированный цикл сверления X
78 Расточка вручную X
79 Специализированный цикл сверления X
80 Отмена группового цикла X X
81 Сверление X
82 Сверление/пауза X
83 Периодический вывод сверла/сверление X
84 Нарезание резьбы справа X
85 Расточка X
86 Ускоренная расточка X
87 Обратная расточка X
88 Жесткое нарезание резьбы X
89 Расточка/пауза X
90 Абсолютные размеры X X
91 Инкрементные размеры X
92 Смена рабочей координаты (Установка X
279

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Активен при включении
питания
Модальный
Одноразовый
плавающего нуля) 93 Подача с выдержкой времени X
94 Подача в минуту X X
95 Подача на оборот X
98Возврат группового цикла на исходный уровень
X
99Возврат группового цикла на уровень точки R
X
271 Очистка глубоких выемок X
666 Цикл выполнения многоугольников X
990 Сохранение параметров X
991 Считывание параметров X
995 Считывание байтовых параметров X
996 Установка байтовых параметров X
997 Вызов ошибки X
998 Звуковой сигнал X
Примечание: Нераспознанные G-коды вызывают ошибку 549.
Функции интерполяции
Существует четыре режима интерполяции:
G0 Ускоренное перемещение, линейноеG1 Подача, линейная G2 Дуги, по часовой стрелке G3 Дуги, против часовой стрелки
Позиционирование (G00) с ускоренным перемещением (модальный)
Например: G0 X3 Y2
G00 указывает на позиционирование в режиме ускоренного перемещения. Не требуется программировать скорость быстрого перемещения, поскольку скорости заранее заданы параметрами. Можно провести коррекцию скоростей быстрого перемещения посредством переключателя ручной коррекции скорости подачи на пульте оператора станка.
G00 перемещает инструмент с увеличенной скоростью в положение на рабочей системе координат как для инкрементных, так и для абсолютных команд.
Формат: G00 ~-;
280

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Где ~- является: комбинацией опционального адреса осей (X, Y, Z, A, B, C), такой как X-Y-Z-A-...
Запрограммированная скорость подачи остается в журнале скоростей подач и может активироваться путем отмены команды G00 с помощью команды G01. Движения всех осей в режиме G00 будет интерполироваться, при этом все оси будут достигать конечной точки одновременно.
Примечание: Скорость быстрого перемещения в команде G00 устанавливается отдельно для каждой оси производителем станка. Таким образом, скорость быстрого перемещения не может быть указана в адресе F. В режиме позиционирования, активируемом с помощью G00, инструмент ускоряется до заранее заданного уровня в начале блока и замедляется в конце блока. Выполнение продолжается в следующем блоке после подтверждения заданного положения. Заданное положение означает, что позиция оси находится в указанных пределах. (Эти пределы определяются производителем станка.)
В режиме G00 ускорение и замедление происходят автоматически, линейно, что обеспечивает плавный запуск и останов управляемой оси. Интенсивность ускорения/замедления может быть изменена производителем станка.
Позиционирование (G01) Движения подачи (модальный)
Например: G1 X5 Y2 (Устройство управления в начале каждой программы находится по умолчанию в режиме G1.)
Данной командой активируется режим линейной интерполяции. Скорость подачи установлена на рабочую посредством адреса F и является модальной. Ниже дан пример.
(G91) G01 X20 Y10 F20
281
КОНЕЧНАЯ ТОЧКА
ТРАЕКТОРИЯ ИНСТРУМЕНТА
ОСЬ Y
ОСЬ ХНАЧАЛЬНАЯ
ТОЧКА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Скорость подачи, указанная адресом F, является векторной скоростью по траектории; это не скорость каждой оси.
Команды для скорости подачи линейной интерполяции (G01) и круговой интерполяции (G02, G03) отправляются с помощью чисел после адреса F (FXXX.X).
Адрес F может появиться где угодно в блоке, он указывает скорость движения в дюймах или миллиметрах в минуту. Управление скоростью тангенциальной подачи:
Управление рабочей подачей происходит таким образом, что скорость по касательной траектории всегда является управляемой скоростью подачи. Коррекция скорости подачи:
Подачу в минуту можно корректировать с помощью кнопки коррекции скорости подачи на пульте оператора станка от 0 до 140% (на каждые 10%). Коррекцию подачи нельзя применить к функциям, для которых коррекция запрещена (например, цикл нарезания резьбы метчиком).
Определение поляры
Поляра определяется полярным радиусом/длиной (R), углом (AB) и полярным центром (AA или I, J, K или XC, YC, ZC).
Определения поляры действительны в любой плоскости. Положение «на 3 часа» всегда 0°. Положительные углы приводят к повороту против часовой стрелки (от 0°) относительно полярного радиуса, при этом отрицательные углы приводят к повороту по часовой стрелке (от 0°) относительно полярного радиуса. Поляры можно использовать при определении длины во время тригонометрической помощи. Если полярный радиус/длина (R) или угол (AB) не указан, будут использоваться предыдущие значения. Если полярный центр не указан, он берется как текущее положение станка. Ниже дано несколько примеров.
ОСЬ Y(КОНЕЧНАЯ ТОЧКА)
ОСЬ Х
(НАЧАЛЬНАЯ ТОЧКА)
282

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Круговая интерполяция (G02, G03)
Ниже представлен общий формат команд для перемещения по дуге окружности.
G17 G02 X Y I Jили XC YC R или R или AA R FG18 или X Z I K или XC ZC R или R или AA R FG19 G03 Y Z J K или YC ZC R или R или AA R F
или AB R
*(1) *(2) *(3 или 6) *(4 или 5) *(7)
*Эти числа даны в качестве ссылок в следующей схеме.
Плоскость Выбрать Направление Радиус и/или центр Конечная точка Скорость подачи G17 G2 R XC YC (или ZC) XY (или Z) F G18 G3 R AA AB G19 I J (или K) XY (или Z) WC R или -R
283
УГОЛ ОТ ПОЛЯРНОГО ЦЕНТРА ОТСУТСТВИЕ ПОЛЯРНОГО ЦЕНТРА
ПОЛЯРНЫЙ ЦЕНТР ТЕКУЩЕГО ПОЛОЖЕНИЯ СТАНКА
АБСОЛЮТНЫЙ ПОЛЯРНЫЙ ЦЕНТР ИНКРЕМЕНТНЫЙ ПОЛЯРНЫЙ ЦЕНТР

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Круговая интерполяция
ВВОДИМЫЕ ДАННЫЕ
КОМАНДА ЗНАЧЕНИЕ
1 Выбор плоскости G17 Указать дугу на плоскости XY
G18 Указать дугу на плоскости ZX
G19 Указать дугу на плоскости YZ
2 Направление вращения G02 По часовой стрелке
G03 Против часовой стрелки
3 Положение конечной точки
Режим G90
Один, два или три X, Y и Z
Положение конечной точки в рабочей системе координат
Режим G91
Один, два или три X, Y и Z
Расстояние от начальной до конечной точки
4 Расстояние от начальной точки до центра
Два I, J и K Отмеченное расстояние от начальной точки до центра R=√ (I2+J2)
Радиус дуги R Радиус дуги (если центр не указан, он рассчитывается от начальной и конечной точки) (-R является более длинной дугой)
Два XC, YC, ZC Отмеченные абсолютные координаты центра дуги
284

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Определение поляры
ВВОДИМЫЕ ДАННЫЕ
КОМАНДА ЗНАЧЕНИЕ
5 Радиус дуги R Радиус дуги
Начальный угол AA Угол от центра до начала
6 Конечный угол AB Угол от центра до конечной точки в направлении по часовой стрелке
7 Скорость подачи F Скорость вдоль дуги
8 К линии W, C Угол
Направления по часовой стрелке и против часовой стрелки
Вид выше представлен от положительного направления оси Z, Y или X к отрицательному направлению на плоскости XY, XZ, YZ или ZX в правосторонней Декартовой системе координат.
285

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Метод IОписание дуги с помощью инкрементного центра
Конечная точка дуги указывается адресом X, Y или Z и выражена, как абсолютная или инкрементная величина, в зависимости от G90 или G91. В инкрементном режиме координата конечной точки относится к начальной точке дуги. Центр дуги определяется I, J и K для осей X, Y и Z. Числовое значение, следующее за I, J или K, является расстоянием от начальной точки до центра дуги у осей X, Y или Z. I, J и K всегда инкрементные величины, не зависящие от G90 и G91.
Знак I, J и K зависит от отношения центра к начальной точке, как показано ниже.
Метод IIОписание дуги с помощью радиуса
При описании дуги с помощью значения радиуса есть несколько действующих форматов. Ниже приведены форматы различных команд.
G17 G02 X____ Y____ R____G18 или X____ Z____ R____G19 G03 Y____ Z____ R____
Конечные точки дуги
Радиус всегда указан, как истинное значение. Конечные точки инкрементные или абсолютные, в зависимости от G90 и G91. Если радиус используется без центральной точки, можно сгенерировать два типа дуг. Одна менее 180°, а другая – более 180°, как показано на следующем рисунке. Когда дуга превышает 180°, радиус должен быть указан, как отрицательное значение.
286

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примеры:
Для дуги 1 (менее 180°) G2 X6 Y2 R5 F30
Для дуги 2 (более 180°) G2 X6 Y2 R-5 F30
Примечание: Если дуга не может перекрыть начальные и конечные точки, будет выдана ошибка 505 “radius too small to span given points” (радиус слишком мал для того, чтобы перекрыть данные точки).
Метод IIIОписание дуги посредством абсолютного центра и тригонометрической помощи
G17 G02 X___ Y___ XC___ YC___ R___G18 или X___ Z___ XC___ ZC___ R___G19 G03 Y___ Z___ YC___ ZC___ R___
Конечная точка Центральная точка Радиус
Тригонометрическая помощь дает программисту возможность определить как начальную, так и конечную точки дуги. Устройство управления рассчитает истинные начальные и конечные точки на основании действий, предшествующих и следующих за дугой. Там, где есть два возможных правильных ответа, устройство управления выберет точку, ближайшую к расчетной. Если наклон линии, входящей или отходящей от дуги, таков, что пересечения не происходит, линия будет сделана касательной к дуге.
287
КОНЕЧНАЯ ТОЧКА
НАЧАЛЬНАЯ ТОЧКА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Ниже даны примеры тригонометрической помощи.
Программа 1
Запрограммированная траектория
G1 X0 Y0X4 Y4 (расчетная начальная точка)G2 R2 XC7 YC2 X10 Y4 (расчетная конечная точка)G1 X15 Y0
Траектория, сгенерированная программой 1
ЗАПРОГРАММИРОВАННАЯ ТРАЕКТОРИЯ
РАСЧЕТНАЯ НАЧАЛЬНАЯ ТОЧКА РАСЧЕТНАЯ
КОНЕЧНАЯ ТОЧКА
288

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Программа 2
Запрограммированная траектория
G1 X0 Y0X2 Y1 (расчетная начальная точка)G2 R1.5 XC4 YC2 X5 Y6 (расчетная конечная точка)G1 X5 Y0
Траектория, сгенерированная программой 2
289

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Программа 3
Запрограммированная траектория
G1 X0 Y0X7 Y6 (расчетная начальная точка)G2 R1.5 XC4 YC2 X5 Y.2 (расчетная конечная точка)G1 X5 Y0
Траектория, сгенерированная программой 3
В целом, при работе с линиями и дугами, если линия программируется, не доходя до дуги, она будет протянута до дуги. Если линия программируется за дугой, она будет сокращена до дуги, а если линия не пересекает дугу, она будет сделана касательной.
290

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Программа 4
Запрограммированная траектория
G1 X0 Y0X2.5 Y2 (расчетная начальная точка)G2 R1 XC5 YC4 X5 Y5 (расчетная конечная точка)R2 XC7.5 YC5 X9 Y8 (расчетная конечная точка)G1 X9 Y0
Траектория, сгенерированная программой 4
291

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Программа 5
Запрограммированная траектория
G1 X0 Y0X2.5 Y2 (расчетная точка)G2 R1 XC5 YC4 X5 Y3 (расчетная конечная точка)G3 R2 XC7.5 YC5 X9 Y5 (расчетная конечная точка)G1 Y0
Траектория, сгенерированная программой 5
В целом, при определении пересечений дуг с дугами легче всего найти одну из точек четверти окружности (0°, 90°, 180° или 270°).
292

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Что важно помнить при определении точек
Определение может использоваться с траекториями линии к окружности, окружности к окружности и окружности к линии.
Центр и радиус дуг нельзя определить.
Для линии к окружности и окружности к линии расчетные начальные и конечные точки должны лежать на линии; т.е. наклоны линий, входящих или отходящих от дуги, должны быть верными.
Если линия пересекает дугу в двух точках, расчетная точка должна быть ближе к желаемой точке пересечения.
Если вышеуказанные условия соблюдены, не существует пределов того, насколько расчетная точка удалена от правильной.
При определении пересечения одной дуги с другой легче всего найти на дуге одну из точек четверти окружности (0°, 90°, 180° или 270°).
Ниже кратко рассматривается коррекция на режущий инструмент и тригонометрическая помощь, когда тригонометрическая помощь используется для проведения касательной линии к дуге.
Образец программы:
G41 D1G65 X1 Y8X0Z-1X0 Y0 X2 Y6 (Данная линия сделана касательной.)G2 R3 XC7 YC3 X12 Y6G1 X15 Y0Y8X0G65 X0 Y0Z0
293

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Блок X2 Y6 выведен касательной к дуге. При коррекции на режущий инструмент уже были учтены две предыдущие линии и рассчитана скорректированная точка на основании исходной линии, а не касательной. При использовании скорректированной траектории для данной программы не будет вырезаться правильная деталь. Чтобы избежать этой проблемы, необходимо проверить программу с отключенной коррекцией на режущий инструмент (или радиусом инструмента, равным 0). Отметить действительную точку касания (X4.8276, Y5.0690). Заменить этой точкой расчетную точку (X2 Y6).
Это не проблема для другой касательной линии в программе.
Метод IVОписание линии с помощью определения поляры
Определения поляры не изменяются с абсолютных на инкрементные. Центр дуги всегда считается полюсом, и все углы относятся к нему. Основное определение поляры следующее.
G17 G2G18 или AA_____ AB_____ R_____G19 G3 начальный угол конечный угол радиус
ЦЕНТР РАДИУСА
КОНЕЧНЫЙ УГОЛ
РАДИУС
НАЧАЛЬНЫЙ УГОЛ
294

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Формат поляры для дуг может быть смешан с Декартовыми форматами. Ниже даны официальные форматы.
G17 G2 X_____ Y_____ AA_____ R_____конечная точка начальный угол
G17 G2 AB_____ XC_____ YC_____ R_____ конечная точка центральная точка
G17 G2 I_____ J_____ AB_____центральная точка
Вышеуказанные форматы записаны для плоскости XY, но действуют в любой плоскости или направлении. Тригонометрическая помощь действует только в поляре при использовании дуги с действующей центральной точкой и радиусом.
Программа 1
С помощью всех следующих программ производится одна и та же деталь. Применяемый метод программирования полностью опциональный.
1. Абсолютные координаты (Полярные, Нет тригонометрической помощи)
G90G1 X0 Y0X4.2929 Y4.2929G3 R3 AA295.53 AB357.59G2 R4 AA77.56 AB318.59G1 Y0X0
295

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
2. Абсолютные координаты (Полярные, Тригонометрическая помощь)
G90G1 X0 Y0R1 AB45G3 R3 XC3 YC7 AB0G2 R4 XC5 YC3 X8 Y.5G1 Y0X0
Примечание: При использовании тригонометрической помощи должны быть действующие центр и радиус дуги. Поэтому линии G2 и G3 имеют фиксированный формат.
3. Абсолютные координаты (Декартовы, Нет тригонометрической помощи)
G90G1 X0 Y0X4.2929 Y4.2929G3 R3 XC3 YC7 X5.9973 Y6.8737
илиG3 I-1.2929 J2.7071 X5.9973 Y6.8737
илиG3 R3 X5.9973 Y6.8737G2 R4 XC5 YC3 X8 Y.3542
илиG2 R4 X8 Y.3542G1 Y0X0
4. Абсолютные координаты (Декартовы, Тригонометрическая помощь)
G1 X0 Y0X1 Y1G3 R3 XC3 YC7 X6 Y7G2 R4 XC5 YC3 X8 Y.5G1 X8 Y0X0
Примечание: Большинство размеров приблизительны; устройство управления рассчитывает точные размеры.
296

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
5. Инкрементные координаты
G91 G1 X0 Y0X4.2929 Y4.2929G3 I-1.2929 J2.7071 X-1.7044 Y2.5058
илиG3 R3 XC3 Yc7 X-1.7044 Y2.5808
илиG2 I-.9973 J-3.8737 X2.0027 Y-6.5195G2 X2.0027 Y-6.5195 I-.9973 J-3.8737
илиG2 R4 X2.0021 Y-6.5195
илиG2 R4 XC5 YC3 X2.0027 Y-6.5195G1 Y-.3542X-8
Примечание: В системе инкрементных координат тригонометрическую помощь нельзя использовать на каждой точке, связанной с текущим положением.
Тригонометрическую помощь можно отключить, установив бит 2 параметра дополнительных специальных флажков. Это может быть желательно для программ, созданных из некоторых систем Cad/Cam.
Скругление углов (,R)
Добавив ,R___ к окончанию блоков, управляющих линейной или круговой интерполяцией, можно автоматически вставить скругление углов.
G91 G01 X0 Y0 X1,R.25X1 Y1
297

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Скос угла (,C)
Добавив ,C___ к окончанию блоков, управляющих линейной интерполяцией, можно автоматически вставить скос угла.
G91 G01 X0 Y0 X1,C.25X1 Y1
СКОС УГЛА МОЖЕТ ИСПОЛЬЗОВАТЬСЯ ТОЛЬКО НА ТРАЕКТОРИИ ЛИНИЯ К ЛИНИИ.
298

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Обратная линия
Функция обратной линии может использоваться на любой команде линии. Данная функция меняет направление запрограммированной линии. Обычно она используется, если известна конечная точка линии, а не начальная точка. Конечная точка будет запрограммирована, и линия будет увеличиваться в обратном направлении, к начальной точке. Все функции Тригонометрической помощи действуют при использовании данной функции.
X0 Y0X3 Y1G2 R1 XC3 YC0 AB270G01 X0 Y0 BACK C2 W165
Back Увеличивает линию в обратном направлении от (0,0)C2 Использует пересечение с дугой, наиболее удаленной от (0,0)W165 Увеличивает линию от (0,0) под углом 165°
X0 Y0X3 Y1G17 G2 R1 XC3 YC0 AB270G01 X0 Y0 BACK C0 W165
C0 Использует ближайшее пересечение X0 Y0X3 Y1
299

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G2 R1 XC3 YC0 X3 Y-1G01 X0 Y0 BACK C0 W135
W135 Эта линия не пересекается с дугой; поэтому линия будет поворачиваться до тех пор, пока не станет касательной.
X0 Y0X3 Y1X4 Y0X0 Y0 BACK C0 или C2 W165
В данном примере использовалась обратная линия между двумя линиями для программирования неизвестной точки.
300

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечания по фрезерованию с круговой и линейной подачей
Скорость подачи в круговом и линейном режиме равна скорости, указанной адресом F. Данная скорость подачи является тангенциальной скоростью подачи вдоль дуги и векторной подачей при линейных перемещениях.
Примечание 1: I0, J0 и K0 можно опустить.
Примечание 2: Если X, Y и Z опущены – либо если конечная точка располагается в той же позиции, что и начальная, а центр управляется с помощью I, J и K – допускается дуга 360° (полная окружность).
G02I _____; (полная окружность)
Когда используется только R, программируется дуга 0°.
G02R _____; (Резец не движется.)
Примечание 3: Скорость подачи измеряется вдоль дуги после применения коррекции на режущий инструмент.
Примечание 4: Если адреса I, J, K и R указываются одновременно, радиус дуги, определенный по адресу I, J, K имеет преимущество, а R игнорируется.
Примечание 5: Команды X Y Z I J K R AA AB поддерживаются устройством управления. Если блок интерполяции оставлен незавершенным, недостающая информация об оси будет по умолчанию дополнена ранее введенными значениями.
Винтовое резание (G02, G03)
Винтовая интерполяция активируется указанием другой оси, которая движется синхронно с круговой интерполяцией. То есть, инструмент может перемещаться по спирали.
G02 R____ G17 или X____ Y____ или Z____ F____;
G03 I____ J____
G02 R____ G18 или X____ Z____ или Y____ F____;
G03 I____ K____
G02 R____
301

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G19 или Y____ Z____ или X____ F____;G03 J____ K____
Вышеуказанные форматы для винтового фрезерования иллюстрируют общую концепцию. Любой из предыдущих форматов дуг может использоваться для винтового резания просто путем добавления конечной точки третьей оси к команде дуги.
ТРАЕКТОРИЯ ИНСТРУМЕНТА
302

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Адрес F определяет скорость подачи вдоль дуги окружности. Поэтому скорость подачи по линейной оси следующая.
Длина линейной оси F x ______________________
Длина дуги окружности
Определить скорость подачи таким образом, чтобы скорость подачи по линейной оси не превышала ни одно из предельных значений.
Команда паузы (G04)
Код G4 должен следовать сразу за инструкцией FXXX.X. Данная инструкция затем вызовет останов или паузу в программе на XXX.X секунд.
Общий формат:
G4F2.5 вызовет паузу в программе на 2.5 секунды.
G4F25 вызовет паузу в программе на 25 секунд.
Примечание: A, P или X могут использоваться вместо F после команды G4.
Точный останов (G09)
Перемещения, команды на которые отдаются в блоках с G09, замедляются в конечной точке, и производится проверка в рабочем положении. Данная функция используется, когда требуются острые кромки для углов заготовки при рабочей подаче.
Установка данных вкл./откл. (G10, G11)
Данная функция позволяет загрузить все конфигурации, настройки, таблицу параметров осей и коррекций ЧПУ с помощью программы, а не через переднюю панель. (Эта функция – единственный способ изменения параметров 700 и выше из программы.). Ниже дан формат для загрузки параметров.
G10 Установка данных включена P*** = значениеP*** = значение P*** = номер загружаемогоP*** = значение параметраP*** = значениеG11 Установка данных отключена
Команды, помимо P***= значение, в режиме G10 будут вызывать ошибку 543 “Illegal G10 statement.” (недопустимый оператор G10).
Когда выполняется G11, ЧПУ начнет использовать новые настройки параметров. См. назначения параметров в ПРИЛОЖЕНИИ.
303

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Очистка плавающего нуля (G12)
С помощью этой функции убираются плавающие нули. (G12 в программе отменяет плавающие нули, но они восстанавливаются в конце программы. G12 в режиме ручного ввода данных убирает плавающие нули.)
Плоскость XY (модальный) (G17)
Выбирает плоскость XY для всех полярных и дуговых перемещений. Данная команда действует, пока не будет отключена другой командой плоскости. Команда G17 может появиться в любом месте линии. Устройство управления всегда включается в режиме G17. Устройство управления устанавливается в режим G17 по умолчанию в начале каждой программы.
Плоскость XZ (модальный) (G18)
Выбирает плоскость XZ или ZX для всех полярных и дуговых перемещений. Данная команда действует, пока не будет отключена другой командой плоскости. Команда G18 может появиться в любом месте линии.
Плоскость YZ (модальный) (G19)
Выбирает плоскость YZ для всех полярных и дуговых перемещений. Данная команда действует, пока не будет отключена другой командой плоскости. Команда G19 может появиться в любом месте линии.
Дюймовый размерный режим (модальный) (G20)
С помощью этой функции система переходит в дюймовый режим. В этом режиме система воспринимает размеры в дюймах.
Можно выбрать активность при включении питания.
G20 отменяет G21.
Метрический размерный режим (модальный) (G21)
С помощью этой функции система переходит в метрический режим. В этом режиме система будет воспринимать размеры в миллиметрах (мм). В метрической системе действительное положение станка может в точности не совпадать с позицией программы из-за преобразования. Скорость подачи в метрическом режиме выражается в миллиметрах в минуту (мм/мин).
Примечание: ЧПУ выполняет преобразование – из метрической в дюймовую систему и из дюймовой в метрическую – на всех коррекциях на инструмент. Это означает, что коррекция 1,0 дюйм изменится на 25,4 мм, когда система переключается в метрический режим. Обратное происходит для метрических значений.
304

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Включение/отключение безопасной зоны (G22, G23)
Данное устройство управления оснащено программируемой безопасной зоной. Любая зона перемещений станка может быть обозначена, как безопасная. Это область, в которую станок не может входить. Если станок запрограммирован на данную зону, когда включена проверка безопасной зоны, будет отображаться ошибка “attempted to move into safe zone” (попытка проникновения в зону безопасности). Безопасная зона определяется в параметрах координат. Проверка отключается с помощью G22, а включается – с помощью G23. Можно выбрать активность при включении питания.
Автоматические стандартные программы
С помощью этих G-кодов выбираются основные модели, которые используются повторно в большинстве применений фрезерования. К этим моделям относятся круговые и прямоугольные чистовые резы, очистка круглых и прямоугольных глубоких выемок и многоугольников. В этих стандартных программах используются параметры ЧПУ для ввода разнообразных отличий резания и размеров, встречающихся в разных применениях. Ниже даны объяснения каждого G-кода и пример его применения в программе.
Все внутренние автоматические стандартные программы должны активироваться, когда инструмент в центре программы. Внешние автоматические стандартные программы могут использовать G65 (блокировка движения) для определения центра.
305

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Очистка круглых глубоких выемок (G24)
Автоматическая стандартная программа G24 используется для очистки круглой глубокой выемки, начиная с центра и двигаясь спирально по запрограммированному диаметру.
Программа очистки круглых глубоких выемок
G20 G90 (дюймовый/абсолютная)G00 X0 Y0 (ускоренные перемещения к центру выемки)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы
коррекций на инструменты #1)F25 (скорость подачи X-Y)P150=1 (радиус выемки)P153=.015 (чистовой припуск X-Y)P154=.005 (чистовой припуск Z)P155=.25 (ширина реза)G24 G99 G42 G2 R.1 P199=0 Z-.5 V-.3 Q.2 F10 *1 *2 *3 *3 *4 *5 *6 *7 *8 *9
*1 Выполняет автоматическую стандартную программу очистки круглых глубоких выемок
*2 Возвращает Z в зону безопасного отвода*3 По часовой стрелке направо или "G3 G41" против часовой стрелки налево
***4 0.1 зона безопасного отвода*5 P199=0 погружение для всех автоматических стандартных программ, кроме
цикла обработки торцов *6 -0.5 окончательная глубина Z *7 -0.3 первая глубина Z ****8 0.2 приращение Z, отмеченное приращение Z будет использовать
абсолютную величину *9 10 дюймов/мин скорость подачи Z
** Для всех автоматических программ G41 и G42 выполняют одно и то же: они включают коррекцию на режущий инструмент. В показанных примерах правильное направление коррекции на режущий инструмент. Устройство управления проведет надлежащую коррекцию во всех автоматических стандартных программах, если коррекция на режущий инструмент включена (G41 или G42). Встречное/обычное фрезерование указывается G2 или G3.
*** Если первая глубина Z меньше окончательной глубины Z, первая глубина Z устанавливается на окончательную глубину Z.
306

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание: Также можно использовать следующее.
P140=для зоны безопасного отводаP141=для окончательной глубины Z P142=для начального уровня Z P143=для приращения Z P144=для 1-й глубины Z P145=для скорости подачи Z
Очистка круглых выемок по ч. с. Очистка круглых выемок против ч. с.
Блок # Информация о вводе блока Блок # Информация о вводе блокаN9 G2 G42 N9 G3 G41Блок 9 Выбирает окружность по часовой Блок 9 Выбирает окружность
стрелке и включает коррекцию на против часовой стрелки и режущий инструмент справа включает коррекцию на
режущий инструмент слева
Внутренняя чистовая обработка круглых глубоких выемок (G25)
Если указан радиус инструмента, коррекцию на режущий инструмент можно использовать во всех автоматических стандартных программах. Устройство управления автоматически уменьшает или увеличивает траекторию инструмента с помощью радиуса инструмента.
307
ИНСТРУМЕНТ ВНИЗ
ИНСТРУМЕНТ ВНИЗ
ИНСТРУМЕНТ ВВЕРХ
ИНСТРУМЕНТ ВВЕРХ
НАЧАЛО/КОНЕЦ
НАЧАЛО/КОНЕЦ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
На рисунке «Внутренний чистовой круг по часовой стрелке» ниже показана траектория инструмента следующей программы. На рисунке «Внутренний чистовой круг против часовой стрелки» ниже показана та же программа с изменением, указанным на линии N9.
Программа внутренней чистовой обработки круглых выемок
G20 G90 (дюймовый/абсолютная)G00 X0 Y0 (ускоренные перемещения к центру выемки)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы коррекций на инструменты #1)G99 (возврат Z в зону безопасного отвода)F20 (скорость подачи X-Y)P522=3 (угол скоса)P150=1 (радиус выемки)P153=0 (чистовой припуск X-Y) **P154=0 (чистовой припуск Z)G25 G42 G2 V-.3 R.1 P199=1 F5 Z-.5 Q.2 *1 *2 *2 *3 *4 *5 *6 *7 *8
*1 Выполняет внутреннюю чистовую обработку круглых выемок*2 По часовой стрелке направо или "G41 G3" против часовой стрелки налево*3 Первая глубина Z*4 Зона безопасного отвода*5 Скос Z вниз *6 Скорость подачи Z *7 Окончательная глубина Z*8 Приращение Z
** Чистовой припуск XY и чистовой припуск Z обнуляются в начале каждой программы.
Внутренний чистовой круг по ч. с. Внутренний чистовой круг против ч. с.
НАЧАЛО/ КОНЕЦ
НАЧАЛО/ КОНЕЦ
308

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
N9 G42 G2 выбирает круг по часовой N9 G41 G3 выбирает круг стрелке и коррекцию на режущий против часовой стрелки и инструмент справа коррекцию на режущий
инструмент слева
Примечание: Параметр P150 – это радиус выемки. Если не требуется чистового припуска, параметры P153 и P154 должны быть установлены на нуль. F20, запрограммированная в N5, является скоростью подачи XY, а F5 в N9 влияет только на подачу по оси Z. Если параметры установлены на величину, они не изменяются и могут использоваться в программе в дальнейшем. Когда вызывается автоматическая стандартная программа, любые параметры, которые не переинициализированы, по умолчанию будут стоять на предыдущем значении параметра.
Наружная чистовая обработка круглых глубоких выемок (G26)
Автоматическая стандартная программа G26 идентична по принципу работы программе G25, за исключением того, что она производит резание снаружи круглого прилива, а не внутри. Поскольку G26 требует позиционирования снаружи прилива, будет применяться следующая формула для вычисления расстояния от центра прилива до точки прокола/отвода.
Расстояние = Окружность + 0,1 + [3 X инструмент]радиус радиус
Программа наружной чистовой обработки круглых глубоких выемок
G20 G90 (дюймовый/абсолютная)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы коррекций на инструменты #1)F20 (скорость подачи X-Y)P150=1 (Радиус прилива)
309

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
P153=0 (чистовой припуск X-Y)P154=0 (чистовой припуск Z)G26 G98 G41 G2 R.1 P199=0 Z-.5 V-.3 Q.2 F5 *1 *2 *3 *3 *4 *5 *6 *7 *8 *9
*1 Выполняет наружную чистовую обработку круглых выемок*2 Возврат в начальную точку *3 По часовой стрелке налево или "G42 G3" против часовой стрелки направо *4 Зона безопасного отвода*5 Врезание *6 Окончательная глубина Z *7 Первая глубина Z *8 Приращение Z *9 Скорость подачи Z
Наружный чистовой круг по ч. с. Наружный чистовой круг против ч. с.
ЦЕНТР ПРИЛИВА ЦЕНТР
ПРИЛИВА
ИНСТРУМЕНТ ВВЕРХ/ВНИЗ
ИНСТРУМЕНТ ВВЕРХ/ВНИЗ
R + 0,1 +(3Х РАДИУС ИНСТРУМЕНТА)
310

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
N7 G2, G42 выбирает круг по часовой N7 G3 G42 выбирает круг стрелке и коррекцию на режущий против часовой стрелки и инструмент слева коррекцию на режущий
инструмент справа
Возврат в нулевую точку (G28, G29, G30)
Эти команды обеспечивают отправление станка в фиксированную точку (нулевую точку) с прохождением сначала через промежуточную точку на пути к нулевой. Сначала фиксированная нулевая точка в XYZ вводится через переднюю панель в параметрах нулевой точки. Нулевая точка соответствует нулевой точке станка. Когда эта точка установлена, она остается неизменной до тех пор, пока не будет замещена другой командой передней панели. Каждый раз при выдаче команды G28 или G30 станок будет возвращаться в назначенную нулевую точку. Позиционирование в промежуточную и нулевую точку производится в режиме ускоренного перемещения. Если G28 или G30 выполняется без определения осей, они не будут оказывать воздействия. Если одна или две оси управляются, как промежуточные точки, только управляемая ось будет перемещаться в промежуточную точку и нулевую точку. Если промежуточная точка запрограммирована, программа запомнит ее, пока следующая G28 не будет выполняться (т.е. для применения в G29).
Формат команды следующий.
Нулевая точка установлена на X-10Y 0Z-0.1
Пример 1: G28 (Нет перемещений по осям)
Пример 2: G91 G28 Z 0 (от Z к -0.1 Относительно нулевой точки станка)
Пример 3: X1 Y0 Z-2G28 X3 X3, затем X-10 (Относительно нулевой точки станка)
Пример 4: X-3 Y2 Z-8 ZG28 Z-7 -7, затем Z-0.1 (Относительно нулевой точки станка)
G29 от Z к -7
Команда G29 – это преобразование G28. G29 возвращает станок в запрограммированную точку через последнюю промежуточную точку, сохраненную командой G28. Формат команды следующий.
G29 X____ Y____ Z____
запрограммированная точка
311

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
В целом, G28 используется для смены инструмента либо положения загрузки/выгрузки детали. Обычно она применяется для перемещения только в нулевую точку. Например, перемещения G91, G28, Z0, Z в нулевую точку.
Когда G29 выполняется сама по себе, только ось, которой направлялись команды от предыдущих G28/G30, переходит в промежуточную точку.
Пример G28 и G29:
X1 Y1 Точка A G28 X3 Y2 Точка B, затем точка R G29 X6 Y1.5Точка B, затем точка C
G30 Возврат во 2-ю, 3-ю, 4-ю нулевую точку
Данная функция работает аналогично возврату в исходную точку G28, за исключением того, что можно вызвать 2-ю, 3-ю и 4-ю нулевую точку. Формат команды следующий.
G30 P2 X____ Y____ Z____ G30 P3 X____ Y____ Z____ G30 P4 X____ Y____ Z____
нулевая точка промежуточная точка
Если не указано P, допускается P2. P 1 и P > 5 недействительны, и приводят к ошибке 542 “G30 illegal return to reference parameter on G30 block”(G30 недействительный возврат в нулевой параметр на блоке G30).
НУЛЕВАЯ ТОЧКА
ПРОМЕЖУТОЧНАЯ ТОЧКА
НУЛЕВАЯ ТОЧКА УСТАНОВЛЕНА НА Х4 Y4 БЕЗ РАБОЧЕЙ КОРРЕКЦИИ
312

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Z к зазору (G31)
С помощью функции G31 Z отводится в позицию зазора. По умолчанию, это последняя позиция зазора, но она может быть изменена путем редактирования параметра 140 или установки групповых циклов с помощью параметра "R".
Z к смене инструмента (G32)
С помощью функции G32 Z отводится в позицию смены инструмента. Данная позиция устанавливается производителем станка, но может быть изменена путем редактирования параметра координат смены инструмента.
Цикл обработки торцов (G33)
Автоматическая подпрограмма G33 используется для обработки торцов на прямоугольной поверхности. Она всегда начинается в правом верхнем углу прямоугольника, перемещается назад и вперед вдоль длинной стороны прямоугольника и переходит на короткую сторону выемки. Последовательные глубины поднимают инструмент на 0,1" над текущей глубиной и быстро перемещают в правый верхний угол для следующей глубины.
313

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Программа цикла обработки торцов
G20 G90 (дюймовый/абсолютная)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы коррекций на инструменты #1)G0 X1 Y2 (ускоренное перемещение в центр выемки)F20 (скорость подачи X-Y)P151=1 (размер X)P152=3 (размер Y)P155=.1 (ширина реза)G33 G99 G41 R.1 Z-.5 V-.3 Q.1 F5 *1 *2 *3 *4 *5 *6 *7 *8
*1 Выполнение цикла обработки торцов*2 Возвращает Z в зону безопасного отвода*3 Коррекция на режущий инструмент (G41 или G42 выполняют то же
самое)*4 Зона безопасного отвода *5 Окончательная глубина Z*6 Первая глубина Z (Если V не указано, 1-я глубина Z – это зона
безопасного отвода минус приращение Z)*7 Приращение Z*8 Скорость подачи Z
Очистка прямоугольных глубоких выемок (G34)
Автоматическая стандартная программа G34 используется для очистки прямоугольных глубоких выемок, начиная с центра и прокладывая дорогу к окончательным размерам. Работа автоматической программы аналогична работе программ обработки круглых выемок, за исключением того, что вырезается прямоугольник с закругленными углами. В программы для прямоугольных выемок добавлены параметры P151 (размер выемки X) и P152 (размер выемки Y). Параметры P150, P153, P154 и P155 сохраняют те же значения, что и в программах для круглых выемок. Размеры X и Y являются габаритными размерами выемки, и если радиус закругления установлен на 0, углы будут резаться по радиусу инструмента.
Программа очистки прямоугольных глубоких выемок
G20 G90 (дюймовый/абсолютная)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы коррекций на инструменты #1)G00 X0 Y0 (ускоренные перемещения к центру выемки)F20 (скорость подачи X-Y)P522-2.5 (угол скоса)P150=.75 (радиус закругления)P151=4 (размер выемки X)P152=2 (размер выемки Y)
314

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
P153=.015 (чистовой припуск X-Y)P154=.005 (чистовой припуск Z)P155=.5 (ширина реза)G34 G99 G42 G2 R.1 P199=1 Z-.5 V-.3 Q.2 F5 *1 *2 *3 *3 *4 *5 *6 *7 *8 *9
*1 Выполняет очистку прямоугольных глубоких выемок *2 Возвращает Z в зону безопасного отвода*3 По часовой стрелке направо или "G41 G3" против часовой стрелки
налево*4 Зона безопасного отвода*5 Скос Z вниз *6 Окончательная глубина Z*7 Первая глубина Z (Если V не указано, 1-я глубина Z – это зона
безопасного отвода минус приращение Z)*8 Приращение Z*9 скорость подачи Z
Если N11 - G42 G2, направление реза по часовой стрелке. Если N11 - G41 G3, направление реза против часовой стрелки.
Внутренняя чистовая обработка прямоугольных глубоких выемок (G35)
Автоматическая стандартная программа G35 используется для съема чистового припуска, оставшегося после программы очистки прямоугольных глубоких выемок, либо она используется для съема некоторого количества припуска вокруг внутренней части прямоугольника. Автоматическая программа G35 работает аналогично программе G34. Она начинается в центре. Окружность от середины программы до края всегда будет идти вдоль самой длинной стороны выемки.
Программа внутренней чистовой обработки прямоугольных глубоких выемок
G20 G90 (дюймовый/абсолютная)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы коррекций на инструмент №1)G00 X0 Y0 (ускоренные перемещения к центру выемки)
315
РАЗМЕР ВЫЕМКИ Х
(Р151)
РАЗМЕР ВЫЕМКИ Y
(Р152)
НАЧАЛО/ КОНЕЦ РАДИУС
ЗАКРУГЛЕНИЯ (Р150)
ШИРИНА РЕЗА (Р155)

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
F20 (скорость подачи X-Y)P522-2.5 (угол скоса)P150=.25 (радиус закругления)P153=0 (чистовой припуск X-Y)P154=0 (чистовой припуск Z)P151=4 (размер выемки X)P152=2 (размер выемки Y)G35 G99 G42 G2 R.1 P199=1 Z-.5 V-.3 Q.2 F5 *1 *2 *3 *3 *4 *5 *6 *7 *8 *9
*1 Выполняет внутреннюю чистовую обработку прямоугольных глубоких выемок
*2 Возвращает Z в зону безопасного отвода*3 По часовой стрелке направо или "G41 G3" против часовой стрелки
налево*4 Зона безопасного отвода*5 Скос Z вниз*6 Окончательная глубина Z*7 Первая глубина Z (Если V не указано, 1-я глубина Z – это зона
безопасного отвода минус приращение Z)*8 Приращение Z*9 скорость подачи Z
316

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Блок # Информация о вводе линии Блок # Информация о вводе линии N10 G2 G42 выбирает N10 G2 G42 выбирает
направление по часовой направление по часовойстрелке и коррекцию на режущий стрелке и коррекцию на режущийинструмент справа инструмент справа
Внутренняя чистовая обработка по ч.с. Внутренняя чистовая обработка по ч.с.Прямоугольная выемка X < Y Прямоугольная выемка X>YP151 < P152 P151>P152
Блок # Информация о вводе линии Блок # Информация о вводе линии N10 G3 G41 выбирает N10 G3 G41 выбирает
направление против часовой направление против часовойстрелки и коррекцию на режущий стрелки и коррекцию на режущийинструмент слева инструмент слева
Внутренняя чистовая обработка против ч.с. Внутрен. чист. обработка против ч.с.Прямоугольные Прямоугольные выемки с круглыми
Углы и X<Y углами и X>YP151 < P152 P151>P152
317

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Наружная чистовая обработка прямоугольных глубоких выемок (G36)
Автоматическая стандартная программа G36 используется для съема чистового припуска вокруг наружной части прямоугольного прилива. Программа G36 работает аналогичным G34 образом. Она начинается в центре, выполняет быстрое перемещение к наружной части детали, затем подает инструмент вниз. Окружность к краю всегда находится на нижней стороне прилива. ЧПУ использует следующую формулу для вычисления расстояния от центра до точки нижней подачи.
Y = (3 X радиус инструмента) + .1 + ½ ширины выемки Y
Программа наружной чистовой обработки прямоугольных глубоких выемок
G20 G90 (дюймовый/абсолютная)S1000 M3 D1 G43 H1 (шпиндель по часовой стрелке -1000 об/мин, вызовы
коррекций на инструмент №1)G00 X0 Y0 (ускоренное перемещение в X0 Y0)G98 (возврат Z на начальный уровень)F20 (скорость подачи X-Y)P150=.25 (радиус закругления)P153=0 (чистовой припуск X-Y)P154=0 (чистовой припуск Z)P151=4 (размер рамки X)P152=2 (размер рамки Y)G36 G41 G2 V-.25 R.1 Z-.5 Q.25 F10 P199=0 *1 *2 *2 *3 *4 *5 *6 *7 *8
*1 Выполняет наружную чистовую обработку прямоугольных глубоких выемок
*2 По часовой стрелке налево или "G42 G3" против часовой стрелки направо
*3 Первая глубина Z (Если V не указано, 1-я глубина Z – это зона безопасного отвода минус приращение Z)
*4 Зона безопасного отвода*5 Окончательная глубина Z
РАДИУС ЗАКРУГЛЕНИЯ (Р150)
1/2 РАЗ-МЕРА Y
ДИАМЕТР ИНСТРУМЕНТА
РАДИУС ИНСТРУМЕНТА ТОЧКА
ПРОКОЛА/ОТВОДА
КАСАТЕЛЬНАЯ ДУГА РАДИУС ИНСТРУМЕНТА
+ .050
ТРАЕКТОРИЯ ИНСТРУМЕНТА
РАЗМЕР Y
РАЗМЕР Х
318

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
*6 Приращение Z*7 Скорость подачи Z *8 Врезание Z
Блок # Информация о вводе линии Блок # Информация о вводе линии N11 G3 G42 выбирает направление N11 G2 G41 выбирает направление
против часовой стрелки и по часовой стрелке и коррекцию коррекцию на режущий на режущий инструмент слеваинструмент справа
Наружная чистовая обработка против ч.с. Наружная чистовая обработка по ч.с.
Нарезание резьбы (G39)
Автоматическая стандартная программа G39 используется для нарезания резьб. Можно программировать внутреннюю либо наружную резьбу. G39 работает с применением тех же принципов, что и G25, внутренняя чистовая обработка круглых глубоких выемок, и G26, наружная чистовая обработка круглых глубоких выемок. Если запрограммирована внутренняя резьба, автоматическая программа G39 начинается в центре и перемещается, как показано на следующих схемах.
319
ЦЕНТРЦЕНТР
ИНСТРУМЕНТ ВВЕРХ/ВНИЗ
ИНСТРУМЕНТ ВВЕРХ/ВНИЗ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Внутренняя/Направо Внутренняя/Налево
Для внутренней резьбы начальной точкой является центр резьбы при включенной и отключенной коррекции на режущий инструмент. Если запрограммирована наружная резьба, она начинается в центре и ускоренно перемещается к точке низкой подачи с применением следующих формул для отключения коррекции на режущий инструмент.
X = радиус резьбы + [2 X радиус инструмента] + 0,1
При коррекции на режущий инструмент на устройстве управления используются следующие формулы для расчета точки снижения подачи.
X = радиус резьбы + [3 X радиус инструмента] + 0,1
Для наружной резьбы станок выполняет перемещения, показанные на рисунках ниже.
Наружная/Направо Наружная/Налево
Цикл выполнения многоугольников (G666)
Автоматическая стандартная программа G666 используется для вырезания многоугольников (формы с одинаковыми сторонами), такими как треугольники, квадраты, пятиугольники, шестиугольники и т.д.
НАЧАЛО/КОНЕЦНАЧАЛО/
КОНЕЦ
НАЧАЛО/ КОНЕЦ
320

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл выполнения многоугольников может использоваться для внутреннего или наружного резания. Внутреннее выполнение многоугольников начинается в середине и по спирали разворачивается к форме, затем вырезается многоугольник и по спирали производится возврат в центр. Наружные многоугольники должны позиционироваться в центре (либо использовать G65 X___ Y___ для указания центра). Для перемещения от центра наружу используются те же формулы, что и при наружной чистовой обработке круглых выемок либо наружной чистовой обработке прямоугольных выемок, для создания цикла выполнения многоугольников.
Программа выполнения внутренних многоугольниковG0 X2 Y3 (центр)F20 (скорость подачи XY)P126=2 (Радиус к закруглению)P127=0 (Угол к 1-му закруглению)P125=6 (Количество сторон)P128=.3 (Радиус закругления)P132=0 (внутри/снаружи)G666 G99 G3 G41 R.2 P199=1 Z-1 V-.1 Q.2 F10 *1 *2 *3 *3 *4 *5 *6 *7 *8 *9
*1 Выполняет цикл многоугольников *2 Возвращает в зону безопасного отвода*3 Встречное фрезерование против часовой стрелки/налево *4 Зона безопасного отвода*5 Скос Z вниз*6 Окончательная глубина Z*7 Первая глубина Z *8 Приращение Z *9 Скорость подачи Z
С помощью вышеуказанной программы создается следующая деталь.
321

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Программа выполнения наружных многоугольниковG0 Z2G65 X2 Y3 (Центр)F20 (скорость подачи XY)P126=3 (Радиус к закруглению)P127=60 (Угол к 1-му закруглению)P125=3 (Количество сторон)P128=.1 (Радиус закругления)P132=1 (внутри/снаружи)G666 G98 G2 G41 R.1 P199=0 Z-1 V-.2 Q.2 F5 *1 *2 *3 *3 *4 *5 *6 *7 *8 *9
*1 Выполняет цикл многоугольников*2 Возвращает Z в исходное положение *3 Встречное фрезерование по часовой стрелке/налево*4 Зона безопасного отвода*5 Врезание Z вниз *6 Окончательная глубина Z*7 Первая глубина Z *8 Приращение Z*9 Скорость подачи Z
С помощью вышеуказанной программы создается следующая деталь.
322

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G20 G90 (дюймовый, абсолютная)N2 G0 X0 Y0 (Ускоренное позиционирование в центр X, центр Y для внутреннего) (использовать G65 для наружного)
F100 (скорость подачи)P121 = 0 (Угол конуса, определяемый полууглом или углом со
средней линией, 0 для цилиндрической резьбы)P122 = 10 (Резьб на единицу)P123 = 1 (1 для внутренних резьб, 2 – для наружных)P125 = .03 (Приращение/убывание по диаметру, нуль для одного
прохода)P126 = 2 (Окончательный диаметр для многократных
проходов)**P127 = 0 (центр X)P128 = 0 (центр Y)P150 = 1.91 (Диаметр для цилиндрической резьбы, начальный
диаметр для конической резьбы и многократных проходов)
G39 G42 G2 Z-1 V0 R.1 *1 *2 *3 *4 *5 *6
*1 Выполняет цикл резьбофрезерования *2 Коррекция на режущий инструмент [Выкл.(G40), влево(G41),
вправо(G42)]****3 Направление резьбы (G2 вправо, G3 влево)****4 Окончательная глубина Z (P141)*5 Первая глубина Z [(P144, Если V не указано, устройство управления
рассчитывает 1-ю глубину до P140 (зона безопасного отвода) минус P143 (приращение Z)]
*6 Зона безопасного отвода (P140)
**Для многократных проходов на внутренней резьбе окончательный диаметр должен превышать начальный. Наоборот, для многократных проходов на наружной резьбе окончательный диаметр должен быть меньше начального.
***Правильные комбинации направления реза и коррекции на режущий инструмент:G42 G2 для внутренних правосторонних резьб.G41 G3 для внутренних левосторонних резьб.G41 G2 для наружных правосторонних резьб.G42 G3 для наружных левосторонних резьб.
Коррекция на режущий инструмент (G40, G41, G42)
G40 Коррекция откл. G41 Коррекция влево G42 Коррекция вправо
323

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
В данном разделе объясняется, как работает коррекция на режущий инструмент, и даются советы по ее оптимальному использованию.
Коррекция на режущий инструмент – это смещение траектории инструмента – перпендикулярно запрограммированной траектории – на величину, равную радиусу резца. Запрограммированная траектория может быть обозначена программистом для нулевого радиуса инструмента. Если программа обработки деталей написана для инструмента с нулевым радиусом, т.е. непосредственно с отпечатка, затем, с введением действительного радиуса инструмента в систему и активацией коррекции на режущий инструмент, оператор может сделать так, чтобы устройство управления рассчитало смещенную траекторию.
Во время выполнения программы устройство управления фиксирует предыдущую запрограммированную точку, текущую запрограммированную точку и следующую программируемую точку вдоль траектории инструмента.
С двумя геометрическими параметрами, такими как линия и дуга, радиус резца, коррекция вправо либо влево, устройство управления может рассчитать текущую корректируемую точку. Устройство управления также задействует свою функцию Тригонометрической помощи, описанную выше, для соединения линий и дуг во время коррекции на режущий инструмент.
После каждого успешного вычисления скорректированной точки, текущая программируемая точка становится предыдущей запрограммированной точкой, следующая программируемая точка становится текущей программируемой точкой, а новая программируемая точка считывается, чтобы стать следующей программируемой точкой. Данный механизм повторяется до тех пор, пока не будет достигнут конец программы. Эта последовательность должна четко осознаваться, поскольку она проясняет многие пункты, которые возникнут в дальнейшем, относительно того, как действует коррекция.
Коррекция в данном устройстве управления пересекающаяся. Принимая во внимание три вышеупомянутые точки, устройство управления рассчитывает пересечение корректируемой траектории между предыдущей и текущей программируемой точкой и корректируемой траектории между текущей и следующей программируемой точкой. Эти траектории могут быть смешением прямых линий и дуг.
Из-за пересекающегося характера коррекционного пакета для того, чтобы система работала, должно иметь место пересечение всех смещенных траекторий. Если между двумя траекториями нет пересечения, устройство управления будет выдавать ошибку 507 или 509.
Примечание: Все примеры коррекции на режущий инструмент показаны без перемещений по оси Z.
324

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Для того, чтобы посмотреть, как выполняется коррекция на режущий инструмент, следует выбрать клавишу F6 (Both) (Оба) при проверке детали.
Объяснение того, как смещенные траектории инструмента могут не иметь пересечения
(a) Траектория резца с (b) Траектория резца с диаметром 0" ненулевым диаметром
Решение для показанной выше детали – это введение фаски или скругленного угла 00,0001" в точке 5 между непересекающимися поверхностями.
Объяснение того, как должна быть введена фаска 00,0001", чтобы решить проблему непересечения
Примечание: “,C”, используемое для снятия фаски, может применяться только между двумя линиями.
В некоторых случаях система обнаружит пересечение, но оно будет слишком удалено от детали. Опять же, в таких случаях для решения проблемы должны быть введены фаска или скругленный угол 00,0001".
325

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Наружная " V "-образная коррекция на режущий инструмент
Примечание: Точка коррекции (4') смещается в большей степени, чем радиус инструмента от (4).
На рисунке ниже показано, как фаска или скругленный угол 00,0001", добавленный к точке (4), предохраняет от ненужного отклонения.
Решение для наружной " V "-образной коррекции на режущий инструмент
На рисунке ниже показано, как скорректированная точка для внутренней "V"-образной впадины находится от запрограммированной точки на расстоянии, превышающем радиус инструмента.
ИНСТРУМЕНТ
СТАРТ
ДОБАВЛЕНА ФАСКА 0,0001
326

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Внутренняя "V"-образная коррекция на режущий инструмент
Примечание: Инструмент отстоит от запрограммированной точки (2) на расстоянии, превышающем радиус инструмента. Если бы скорректированная точка (2') была ближе к (2), инструмент бороздил бы стороны детали.
Тестирование детали-образца
Поскольку системе требуется три точки для выявления скорректированной точки, следует соблюдать осторожность, когда коррекция на режущий инструмент включена или отключена.
Величина для перемещения оси при выходе или входе в деталь должна быть больше ожидаемой величины коррекции на режущий инструмент. На рисунке под Этапом 1 показано, что положение станка в точке (1) одинаково как при скорректированной, так и нескорректированной траектории инструмента. Это происходит, потому что первую точку нельзя скорректировать, так как она не имеет предыдущей точки для образования группы из трех точек, необходимых для программы коррекции. Поэтому коррекция должна быть включена до того, как инструмент войдет в рабочую зону.
Для удобства программирования инструмент должен входить и покидать зону детали перпендикулярно поверхности детали. Это не является строгим требованием, но упрощает понимание того, как коррекция на режущий инструмент будет действовать при входе и выходе из зоны заготовки. Если есть сомнения относительно того, как будет выглядеть смещенная траектория инструмента, рекомендуется от руки нарисовать эскизы линий, параллельных поверхности детали от начала до конца либо использовать клавишу F6 (Both) (Оба) при проверке. Чаще всего проблемы сразу же выявляются.
327
ДЕТАЛЬ
ИНСТРУМЕНТ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Определение того, как будет выглядеть скорректированная траектория
Этап 1. Начертить реальную деталь и отметить точки в последовательности.
Этап 2. Начертить линии, смещенные радиусом инструмента от поверхности детали, от точки 1 до точки 11.
СТАРТ
КОНЕЧНАЯ ТОЧКА ЭТАП 1
ЭТАП 2
328

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Этап 3. Проверить, пересекаются ли все траектории в последовательности. Если да, то (кроме начальной и конечной точек) соединить смещенную траекторию и отметить точки пересечения. Если хотя бы одно пересечение нельзя обнаружить, деталь не будет обрабатываться, пока ошибка не будет исправлена.
Этап 4. Поскольку точки 1 и 11 не имеют соседних точек с одной из сторон, они не будут скорректированы. Поэтому следует соединить их с соседними скорректированными точками, чтобы попасть на действительную смещенную траекторию резца.
329
ЭТАП 3
ЭТАП 4

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Этап 5. Показанная выше смещенная траектория – это траектория, которую будет соблюдать система при обработке детали. Однако проблема была выявлена с помощью эскиза.
Обратите внимание, что нижний левый угол будет оставлен необработанным, поскольку инструмент, перемещающийся из (1) в (2), оставит небольшую канавку несрезанного материала. Аналогичный случай очевиден в траектории инструмента от (10) до (11). Снова угол будет оставлен несрезанным.
Решением может служить перепланировка начальной и конечной точек, чтобы угол был срезан надлежащим образом.
ЭТАП 5
330

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Этап 6. Обратите внимание, как точки 1, 2, 10 и 11 плавно сместились. Результат будет следующим.
Примечание: Теперь видно, что, когда инструмент перемещается из (2) в (3) и из (9) в (10), угол будет срезан надлежащим образом.
На этапе 6 коррекция на режущий инструмент была включена с помощью команды G41 для включения коррекции на режущий инструмент влево в точке (2) и отключена с помощью команды G40 в точке (11).
Примечания по этапам 1-6
Примечание 1: Точки (1) и (11), являющиеся начальной и конечной точками, были выбраны таким образом, чтобы они находились достаточно далеко от поверхности детали. Достаточно означает расстояние, превышающее общую ожидаемую коррекцию.
Примечание 2: Окружность в точках (9) и (8) для осложнений, которые могут возникнуть, если радиус слишком велик. Поскольку радиус увеличивается, (9) и (8) будут передвигаться ближе друг к другу до тех пор, пока, на одной точке радиуса, они не станут идентичными. Если радиус увеличивается еще, радиус инструмента станет слишком большим, чтобы образовать окружность, и система выдаст ошибку, информирующую оператора о том, что пересечение нельзя обнаружить на этой линии.
Примечание 3: Если скорректированную траекторию можно успешно начертить от руки, она будет работать и в системе. Однако
331
ЭТАП 6

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
если эскиз выдает отсутствующее пересечение, устройство управления выдаст сообщение об ошибке 507 или 509.
Примечание 4: Пока оператор не ознакомится с принципами коррекции на режущий инструмент, рекомендуется выполнять эскизы для скорректированной траектории до того, как деталь будет обрабатываться по программе.
Примечание 5: Коррекция на режущий инструмент отключается в начале каждой программы.
Как сделать коррекцию на полость
Если деталь является полостью, то начальная и конечная точки должны измениться. Простое изменение G41 на G42 (правый рез) не поможет. Это будет происходить потому, что инструмент будет все еще опускаться на деталь. Причина этого, как разъяснялось выше, в следующем: система использует предыдущие, текущие и последующие запрограммированные точки для вычисления коррекции. Эта процедура не происходит в точке 1 и точке 5.
Смещение точек 1, 2, 10 и 11 для полости
На рисунке выше инструмент должен быть опущен в точку 1, а затем поднят обратно в точку 5.
Точка 1а добавлена с целью предоставления системе предварительной информации о линии 4-5. Длина от 1а до 1 может находиться в пределах 00,0001". Важно отметить, что для верной предварительной информации угол наклона 1a к 1 должен быть таким же, как и угол наклона 4 к 5. В этом случае угол наклона равен нулю.
332

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Аналогичным образом, точка 5a добавлена с целью предоставления системе предшествующей информации о линии 1-2. Снова, угол наклона 5 к 5а должен быть таким же, как и угол наклона 1 к 2.
Независимо от радиуса резца, инструмент теперь может быть опущен к углу при (2) и поднят обратно при 5.
Программирование с помощью коррекции на режущий инструмент
При программировании с помощью коррекции на радиус режущего инструмента первое и последнее перемещения, совершаемые резцом, должны быть выполнены вне детали согласно рисунку ниже. Перемещение, выполняемое до резания, должно равняться, как минимум, расстоянию диаметра используемого резца.
Блок # Информация о вводе блока
N1001 G0 X-1 Y-1N1002 G41 X0 D1 (коррекция D = радиус инструмента)N1003 G1 Y3 F10N1004 X3.5N1005 G3 R.5 XC4 YC3 X4.5 Y3N1006 G1 X6.8N1007 Y2N1008 X4.5 Y0N1009 X-1N1010 G40 Y-.5
333

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Блокировка движения (G65)
G65 используется для начала и завершения коррекции на режущий инструмент. Посредством кода G65, размещенного на линии с координатами, эти координаты будут использоваться для точек коррекции на режущий инструмент, но не будет учитываться во время перемещений станка.
G65 X___ Y___ Z___ Станок не будет перемещаться по координатам XYZ.
Примечание: G65 может использовать как полярную, так и Декартову систему координат.
G65 R____ AB____
G65 дает программисту возможность включать коррекцию на режущий инструмент для опускания или отвода инструмента в определенной точке, не выполняя дополнительных перемещений. В целом, точкой без перемещений выбирается точка на детали, непосредственно перед точкой опускания инструмента. При отводе инструмента точкой без движения будет точка на детали, стоящая сразу после точки подъема инструмента. Точка отсутствия движения не должна лежать на детали, но точки на детали обычно работают лучше. На рисунках под заголовком «Начало и завершение коррекции на режущий инструмент» показаны различные положения запуска и отвода инструмента на основании разных точек блокировки движения, которые показаны пунктирной линией (---). Точка 2 – это желаемая точка запуска или отвода инструмента. Точка 1 – это точка блокировки движения, когда коррекция на режущий инструмент включена (прокол), а точка 3 – это точка блокировки движения, когда коррекция на режущий инструмент отключена (отвод). Если коррекция на режущий инструмент включена или отключена с помощью данного формата, верхнее и нижнее положение инструмента можно легко спрогнозировать.
ЗАПРОГРАММИРОВАННАЯ ТРАЕКТОРИЯ РЕЗЦА
РЕАЛЬНАЯ СКОРРЕКТИРОВАННАЯ ТРАЕКТОРИЯ
334

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Начало и завершение коррекции на режущий инструмент
G41 Инструмент влево D1 = Радиус инструмента (Предварительно установленный в D1)
ПРОКОЛ ОТВОД1=точка на детали перед точкой прокола 1=последнее положение перед
отводом2=точка прокола 2=положение отвода инструмента3=первое перемещение резания 3=точка после отвода
335
ИНСТРУМЕНТ ВНИЗ
ИНСТРУМЕНТ ВВЕРХ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G42 Инструмент вправоD1 = Радиус инструмента (Предварительно установленный в D1)
ПРОКОЛ ОТВОД1=точка на детали перед точкой прокола 1=последнее положение перед
отводом2=точка прокола 2=положение отвода инструмента3=первое перемещение резания 3=точка после отвода
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ВКЛ. РАНЕЕ
ИНСТРУМЕНТ ВНИЗ
ИНСТРУМЕНТ ВВЕРХ
336

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Пример программы для входа в режим коррекции на инструмент и выхода из него
G0 X-5 Y1 точка загрузки/выгрузки деталиG41 D1 F10 коррекция на реж. инструмент включена, коррекция №1G65 X0 Y1 точка блокировки движения коррекцииX0 Y0G1 Z-1 инструмент вниз X1 Y1X0 Y0G65 X1 Y0 коррекция на реж. инструмент отключена, точка
блокировки движения на выходеG40 G0 Z0 инструмент вверх
Обратите внимание, что инструмент входит и выходит из зоны детали, касаясь обеих стенок из-за линий G65.
Примечания по коррекции на режущий инструмент
Примечание 1: Включение коррекции может производиться как в блоке без перемещения по оси, так и в блоке, содержащем перемещение по оси.
Примечание 2: Нет ограничений относительно того, сколько последовательных блоков могут не иметь информации об оси.
Примечание 3: Нет ограничений относительно того, как линии входят и выходят из зоны дуг. Они могут иметь любой угол пересечения, пока пересечение существует.
337
ИНСТРУМЕНТ ВВЕРХ И ВНИЗ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание 4: На основании правильных центров и радиусов для двух пересекающихся окружностей система автоматически проверяет и корректирует запрограммированную точку пересечения, т.е. выполняется функция Тригонометрической помощи.
Примечание 5: Во всех автоматических стандартных программах настоящее положение оси используется в качестве центра. По этой причине следует убедиться в том, что коррекция на режущий инструмент отключена в программе с помощью этих стандартных программ, так что ось может позиционировать в запрограммированном центре. Если используется центр коррекции, вся выемка будет смещена.
Примечание 6: Если требуется запрограммированная точка, а не скорректированная, следует добавить команду G40 в блок, содержащий эту точку. G40 могла бы быть частью предыдущего блока, при условии что в этом блоке нет информации об оси.
Примечание 7: Аналогичным образом, если точка после желаемой запрограммированной точки должна быть скорректирована, следует добавить G41 или G42 в блок, содержащий эту следующую точку, либо в любой блок, не относящийся к командам для осей, между двумя.
Примечание 8: Черновые и чистовые проходы можно легко осуществлять, вводя значение радиуса инструмента, превышающее реальный измеренный радиус инструмента на объем припуска, который необходимо оставить на детали для чистового прохода.
Когда программа выполняется, получившаяся деталь будет иметь размер с припуском. Однако, введя реальный радиус резца в систему и снова запустив программу, можно будет получить размер готовой детали.
Таким образом, при вводе большего или меньшего радиуса инструмента размер детали может быть больше либо меньше.
Примечание 9: В целом, при использовании коррекции на режущий инструмент, ни однан из внутренних характеристик детали не может быть меньше радиуса инструмента. Сюда входят такие характеристики, как пазы, дуги и V-образные впадины. Если деталь обладает такими характеристиками, их следует
338

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
заменить прямыми линиями, коррекция на режущий инструмент должна быть отключена либо должен использоваться меньший инструмент.
Примечание 10: Коррекция на режущий инструмент должна быть отключена с помощью установки параметра специального флажка на 4.
Примечание 11: G41 с отрицательным радиусом инструмента означает то же самое, что и G42 с положительным радиусом инструмента.
Примечание 12: G42 с отрицательным радиусом инструмента означает то же самое, что и G41 с положительным радиусом инструмента.
В вышеупомянутых случаях инструмент будет двигаться в обратном направлении, поскольку он старается расположиться, касаясь стенок пазов или V-образной впадины.
В данном случае будет выдаваться ошибка “compensated line/arc do not intersect” (скорректированная линия/дуга не пересекаются).
Автоматическая коррекция на режущий инструмент (G45, G46, G47)
Команды автоматической коррекции на режущий инструмент, G45 (автоматическая коррекция влево), G46 (автоматическая коррекция вправо) и G47 (автоматическая коррекция откл.), действуют, в основном, как обычные команды коррекции на режущий инструмент, используя предыдущие, текущие и последующие запрограммированные точки для расчета текущей скорректированной точки. Они отличаются только способом коррекции первой и последней запрограммированных точек. Устройство управления автоматически рассчитывает предыдущую запрограммированную точку для первой скорректированной точки и следующую запрограммированную точку для окончательной
339

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
скорректированной точки. Эти точки рассчитаны таким образом, чтобы скорректированная траектория начиналась и заканчивалась в точках, когда радиус резца удален от первой и последней запрограммированной точки на левой (G45) либо на правой (G46) стороне запрограммированной траектории.
340

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примеры программ
Коррекция на режущий инструмент вкл. с помощью G41
X-1 Y1G41 X0 Y0X1 Y.2X0 Y1.5
Коррекция на режущий инструмент вкл. с помощью G45
X-1 Y1G45 X0 Y0X1 Y.2X1.1 Y1X0 Y1.5
341

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Коррекция на режущий инструмент откл. с помощью G40
X-1 Y1G41 X0 Y0X1 Y.2G40 X1.1 Y1X0 Y1.5
Коррекция на режущий инструмент откл. с помощью G47
X-1 Y1G41 X0 Y0X1 Y.2G47 X1.1 Y1X0 Y1.5
342

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Коррекция на длину инструмента (G43, G44, G49)
Коррекция на длину инструмента активируется с помощью команды G43 или G44.
Формат команды:
G43 Z ____ H____; (Z перемещается в выбранный размер,G44 со ссылкой на коррекцию на длину или инструмента, выбранного с помощью H)G43 H____;G44 илиG43 H10; 1-я коррекция
H14; 2-я коррекцияH13; 3-я коррекцияH15; 4-я коррекция
Направление коррекции контролируется с помощью G43 и G44; величина коррекции устанавливается на основании величины коррекции в таблице H.
G43 - это + коррекция (значение в таблице H прибавляется к оси)G44 – это - коррекция (значение в таблице H отнимается от оси)
Когда коррекция G43 или G44 активирована, она действует до тех пор, пока не будет отменена с помощью G49 или изменена на другую коррекцию H. Коррекции H могут меняться в ходе выполнения программы без отмены предыдущей коррекции с помощью G49 или H00. Новая коррекция H будет действовать автоматически в режиме G43 или G44, в зависимости от того, какой из них активирован во время выполнения новой коррекции Н. Коррекции для текущего инструмента активны в начале всех программ, и любые коррекции H до G43 либо G44 будут обнулять коррекцию на инструмент. После выполнения G49 или H6 коррекции H игнорируются, пока не будет выполняться G43 или G44. Коррекции H всегда будут добавляться к оси, перпендикулярной текущей плоскости во время активации коррекции H.
плоскость G17 XY H добавить к /отнять от оси Z плоскость G18 XZ H добавить к /отнять от оси Y плоскость G19 YZ H добавить к /отнять от оси X
Если коррекция H активирована в плоскости G17 XY, а затем плоскость переключается на плоскость G18 XZ, коррекция будет действовать и все еще добавляется к оси Z. Однако, если другая коррекция H активируется все еще в плоскости G18 XZ, она будет добавляться к оси Y. Обе коррекции будут действовать, одна на оси Z, а другая на оси Y, пока не будут отменены с помощью G49 либо изменены на другую коррекцию H.
343

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Коррекции H из таблицы инструмента H01 = 1.5H02 = -.5H03 = -1.25H04 = 5
Различные строки программы и результаты
G17 G43 H1G90 Z0 Z перемещается в 1.5 (из исходного положения)Z1 H3 Z перемещается в -0.25 (из исходного
положения)G44 H3Z0 Z перемещается в 1.25 (из исходного
положения)H4Z0 Z перемещается в -5 (из исходного положения)G19 G43 H2X0 X перемещается в -0.5 (из исходного
положения)H0X0 X перемещается в 0 (из исходного положения) G49 X0 Z0 Z перемещается в 0 и X перемещается в 0 (из
исходного положения)
В режимах G90 и G91 не имеется аспекта относительно того, как коррекции H добавляются к окончательной позиции оси или отнимаются от нее.
Отмена масштабирования (G50) Установка масштабирования (G51)
Команду масштабирования можно направить в любой момент выполнения программы с помощью команды G51.
Формат команды:
G51 I____ J____ K____ X____ Y____ Z____
I, J, K – это центр масштабирования. Если I, J, K не указаны в строке G51, центром масштабирования будет по умолчанию последний использовавшийся центр. Центр масштабирования установлен на 0 в начале каждой программы и после G50.
X, Y, Z являются коэффициентами масштабирования для каждой оси. Диапазон каждого коэффициента масштабирования составляет от ±999,9999 до ±000,0001. После установки коэффициенты масштабирования действуют до тех пор, пока не будут изменены либо отменены с помощью G50. В начале каждой программы все коэффициенты масштабирования установлены на 1.
344

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
P1 - P4 исходная программа, отсутствие масштабирования P1'- P4' масштабируемая программа P0 центр масштабирования
Примечания по масштабированию
Примечание 1: После установки масштабирование действует до тех пор, пока не будет отменено с помощью G50.
Примечание 2: Если выполняется масштабирование дуг, используется коэффициент масштабирования первичной оси.
Примечание 3: На G27, G28, G29, G30 и G92 не влияют коэффициенты масштабирования.
Примечание 4: Для масштабирования всех осей по одному и тому же коэффициенту используется G51 P.
Примечание 5: G50 устанавливает коэффициенты масштабирования на 1, а центры масштабирования на нуль.
345

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Системы координат
Нулевая точка станка – это неподвижная точка на станке. Обычно нулевую точку станка определяет производитель станка. Она устанавливается с помощью концевого выключателя и маркерного импульса датчика на каждой оси.
Нулевая точка станка устанавливается, когда команда F1(Home) (Исходное положение) выполняется в первый раз. Когда нулевая точка станка определена, она не изменяется при сбросе, вызове системы координат (G54-G59), смещении системы координат (G92) либо установке местной системы координат (G52).
Запрограммированные пределы установлены от нулевой точки станка.
Система координат станка (G53)
Код G53, предшествующий любому перемещению XYZ, приводит к тому, что эти размеры относятся к нулевой точке станка.
X1 Y1 перемещение в P2G92 X0 Y0X1 Y1 перемещение в P1X-1 Y-1 перемещение в P3 илиG53 X0 Y0 перемещение в P3
G92 ИЛИ СИСТЕМА КООРДИНАТ G54-59
СИСТЕМА КООРДИНАТ
НУЛЕВОЙ ТОЧКИ
СТАНКА
346

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Система координат, используемая для выравнивания размеров рабочей детали в соответствии с программами станка, называется рабочей системой координат. Рабочая система координат устанавливается с помощью одного из следующих методов.
1. с помощью команды G92 2. с помощью команды G53 3. с помощью команд G54 -G59 4. с помощью команды G52
Рабочие системы координат (G54 - G59)(G5#0…G5#9)
Размеры рабочих координат всегда зависят от Точки плавающего нуля G92. Для установки рабочей системы координат нажать на F7 (Parms) (Параметры) - F2 (Coord) (Координаты). Появится меню рабочих координат, дающее возможность вводить смещенные координаты для каждой рабочей системы координат. Коррекции исходного положения – это параметры, смещающие все системы координат относительно нулевой точки станка. Обычно нулевая точка станка и исходное положение совпадают.
Доступны следующие расширенные рабочие системы координат.
G540 - G549.
. (60 общих рабочих коррекций)
.G590 - G599
Примечание: G540 - G590 – то же самое, что и G54 - G59
G55 X1 Y1 перемещается в X1 Y1 в рабочей коррекции 2G59 X1 Y1 перемещается в X1 Y1 в рабочей коррекции 6G54 всегда питание на системе координат
Примечание: Коррекции G54 - G59 не обнуляются при включении питания или после приведения в исходное положение. Устройство управления будет оставаться в выбранной системе координат до тех пор, пока не будут выполняться другие G54-G59.
Местная система координат (G52)
Команда G52 аналогична команде G92 в том, что в ней используется нуль текущей системы координат в качестве ее начальной точки вместо текущего положения станка (G92). При использовании команды G52 ее следует воспринимать, как «смещение рабочей координаты с помощью» X____ Y ____ Z____.
Примечания по местной системе координат
347

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание 1: G52 – модальный код; поэтому после установки он будет оказывать влияние на все системы координат.
Примечание 2: Для отмены G52 ввести G52 X0 Y0.
Примечание 3: На коррекции G52 не влияет положение станка. На коррекции G92 влияет положение станка.
Примечание 4: Коррекции G52 обнуляются при включении питания, после установки в исходное положение, после установки рабочей коррекции в ручном режиме или режиме толчковой подачи, а также после любой команды G92.
Примечание 5: Начальные значения коррекций G52 восстанавливаются после завершения программы.
348

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G55X2 Y2 перемещается в P3G52 X1 Y1 устанавливает нуль в размере P2 относительно P1X1 Y1 останавливается в P3X2 Y2 перемещается в P4
С помощью G92
G55X2 Y2 перемещается в P3G92 X1 Y1 устанавливает нуль в размере P2 относительно P3X1 Y1 останавливается в P3X2 Y2 перемещается в P4
349
ТЕКУЩЕЕ ПОЛОЖЕНИЕ СТАНКА В НАЧАЛЕ
МЕСТНАЯ СИСТЕМА КООРДИНАТ
РАБОЧАЯ СИСТЕМА 2
ИСХОДНОЕ ПОЛОЖЕНИЕ
НУЛЕВАЯ ТОЧКА СТАНКА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Однонаправленное или однократное ускоренное позиционирование (G60)
Для выполнения точного позиционирования без зазоров имеется функция позиционирования из одного направления.
G60 X___ Y___
G60 – это однократный G-код, он используется вместо G00.
Примечания по однонаправленному позиционированию
Примечание 1: Степень выхода за пределы заранее задана производителем станка.
Примечание 2: На направление перехода за пределы не влияет зеркальное отображение.
Примечание 3: Если производителем станка был задан «односторонний подвод G00» ("G00 unidirectional approach"), та же последовательность позиционирования будет соблюдаться при каждом движении G00.
Режим точного останова (модальный) (G61)
Когда выдается команда G61, замедление относится к конечной точке блока резания, а установка в рабочее положение производится относительно следующего блока. G61 действует до тех пор, пока не будет выдана команда G63 (режим нарезания резьбы метчиком) или G64 (режим резания).
Режим нарезания резьбы метчиком (модальный) (G63)
Когда выдается команда G63, коррекция скорости подачи и частоты вращения шпинделя игнорируются (всегда считаются, как 100%), а режим блока и останов подачи не действуют. G63 действует до тех пор, пока не будет выдана команда G61 (режим точного останова) или G64 (режим резания).
Режим резания (модальный) (G64)
G64 стоит по умолчанию в начале каждой программы. При команде G64 происходит замедление на основании угла между блоками в конечной точке каждого последующего блока, и режим резания переходит на следующий блок. Данная команда действует до тех пор, пока не будет выдана команда G61 (режим точного останова) или G63 (режим нарезания резьбы метчиком).
КОНЕЧНАЯ ТОЧКА
НАЧАЛЬНАЯ ТОЧКА
ВЫХОД ЗА ПРЕДЕЛЫ
350

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Вызов программы (G65 P)
G65 может также использоваться для вызова программы. Вызываемая программа определяется величиной P.
Например: *G65 P4371 (вызывает программу №4371 и устанавливает параметр №16 на 4371, а параметр №7 на 65)
Для передачи параметров в программу к блоку могут быть добавлены другие адреса.
Например: *G65 P1402 A500 (вызывает программу №1402 и устанавливает параметр №1 на 500, параметр №16 на 1402, а параметр №7 на 65)
* Неуказанные параметры установлены на -999.Адреса относятся к параметрам следующим образом.
Адреса Параметр №
A 1 B 2 C 3 . . . . X 24 Y 25 Z 26
Примечания по вызову программы с помощью G 65
Примечание 1: Если программа, указанная адресом P, не существует, будет выдана ошибка.
Примечание 2: Вызываемая программа является округленным значением адреса Р. Например: G65 P12.75 (вызывает программу №13)
Примечание 3: Если в блоке G65 нет P, блок не считается блоком перемещения.
Примечание 4: Неуказанные адреса установлены на -999.
351

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Поворот системы координат (G68) Отмена поворота (G69)
G68 может использоваться для поворота программируемой модели вокруг заранее заданной центральной точки. Плоскость поворота определяется с помощью G17, G18, G19; центр вращения определяется с помощью IJK, а угол поворота – с помощью AA. Формат команды следующий.
G68 AA+_____ I____ J____ K____
AA+ значит против часовой стрелкиAA- значит по часовой стрелке
IJK определяют центр поворота в плоскости, выбранной G17 G18 G19. Центр поворота по умолчанию устанавливается на нулевую точку текущей системы координат в начале каждой программы. Если IJK не присутствуют в блоке G68, центром поворота будет последний указанный центр. Угол поворота и центр поворота обнуляются в начале каждой программы.
G69 обнуляет угол поворота и центр поворота.
Следует с осторожностью использовать поворот в сочетании с другими функциями. Необходимо тщательно продумать применение таких функций, как зеркальное отображение, масштабирование и коррекция на режущий инструмент, вместе с поворотом. Вот некоторые из основных правил.
1. Коррекция на режущий инструмент должна быть отключена (G40), когда вызывается функция поворота. (После вызова поворота коррекцию на режущий инструмент можно включить).
УГОЛ ПОВОРОТА
ЦЕНТРПОВОРОТА
352

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
2. Если масштабирование включается до вызова функции поворота, центр поворота будет масштабироваться; если функция поворота вызывается до масштабирования, центр поворота масштабироваться не будет.
3. Порядок включения и отключения: первое включение, последнее отключение.
G51 . . . . масштабирование вкл. G68 . . . . поворот вкл.G41 . . . . коррекция на режущий инструмент вкл.
. . .
G40 . . . . коррекция на режущий инструмент откл.G69 . . . . поворот откл.G50 . . . . масштабирование откл.
4. Если центр поворота масштабируется, он будет оставаться масштабированным до тех пор, пока не будет заменен новым центром либо отменен с помощью G69.
5. Поворот всегда выполняется в активной плоскости.
6. X, Y и Z могут использоваться вместо I, J и K для центра поворота.
7. R может использоваться вместо AA для угла поворота.
353

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Поворот в 3-х измерениях (G0, G1, G2, G3, G68 И G69)
G0, G1, G2 и G3 относятся к повороту в 3-х измерениях, если было введено G68 ABm.
G68 ABm
ABm обозначает поворот в 3-х измерениях. Угол m в градусах – это поворот первой оси по третьей. Например, G17 G68 AB30 обуславливает поворот координат Х на 30 градусов по координатам Z.
Пример программы: G31P1=0 G69N1 G0 X0 Y0G1 Z0G17G68 AB[P1](деталь для поворота)X1 Y2G3 R1 AA0 AB45G1 X3 Y5Y6G69G31P1=P1-5IF P1 >= -180 GOTO 1
С помощью вышеописанной программы получается следующая деталь:
354

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание: Любой AA в повороте на плоскости игнорируется. Коррекция на режущий инструмент и тригонометрическая помощь не поддерживаются полностью в функции поворота в 3-х измерениях.
С помощью G69 отменяются все повороты, в том числе поворот в 3-х измерениях.
Масштабируемая и затем поворачиваемая деталь
G51 I4 J1.5 X.7 Y.7G68 I3 J1 AA45X3 Y1X5Y2X3Y1G69G50
355
МАСШТАБИРУЕМАЯ/ПОВОРАЧИВАЕМАЯ
ДЕТАЛЬ
ПОВОРАЧИВАЕМАЯ ДЕТАЛЬ
ЦЕНТР ПОВОРОТА МАСШТАБИРОВАННЫЙ ЦЕНТР ПОВОРОТА
ЦЕНТР МАСШТАБИРОВАНИЯ
ИСХОДНАЯ ДЕТАЛЬ
МАСШТАБИРОВАННАЯ ДЕТАЛЬ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Поворачиваемая и затем масштабируемая деталь
G68 I3 J1 AA45.00G51 I4 J1.5 X.9 Y.9X3 Y1X5Y2X3Y1G50G69
356

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Отмена зеркального отображения (G70)
Установка зеркального отображения (G71)
Команды зеркального отображения позволяют получать зеркальное отображение любой средней линии. На зеркально отображенную среднюю линию не влияет, включено или отключено масштабирование либо поворот. Зеркальное отображение отключено в начале каждой программы.
Команда следующая. G71 X____ Y____ Z____
X,Y и Z определяют оси для зеркального отображения. Их значения определяют расстояние от нуля текущей координаты для создания зеркальной средней линии. После команды G71 должна быть, как минимум, одна X, Y или Z.
G71 X3.5X4 Y1.5X5 Y2.25X4 Y3Y1.5G70
357
ЗЕРКАЛЬНАЯ СРЕДНЯЯ ЛИНИЯ
ИСХОДНАЯ ДЕТАЛЬ
ЗЕРКАЛЬНО ОТОБРАЖЕННАЯ ДЕТАЛЬ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G70 отменяет зеркальное отображение.
Зеркальное отображение на одной оси изменяет встречное и обычное фрезерование. Зеркальное отображение оси аналогично масштабированию на –1.
Групповые циклы
Групповой цикл упрощает программу, используя один блок с G-кодом для определения операций обработки, обычно определяемых несколькими блоками.
G70НОРМАЛЬНОЕ
(НЕ ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ)
G70 Y0ЗЕРКАЛЬНОЕ
ОТОБРАЖЕНИЕ Y
ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ
G71 X0 Y0ЗЕРКАЛЬНОЕ
ОТОБРАЖЕНИЕ X и Y
G71 X0ЗЕРКАЛЬНОЕ
ОТОБРАЖЕНИЕ X
358

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Групповые циклы
G-код Сверление
-ZОперация внизу
отверстия Отвод
+Z Применение
G73Промежуточная
подача -Ускоренное
перемещение
Цикл высокоскоростного
сверления с периодическим выводом сверла
G74 Подача Пауза
вращение шпинделя по часовой стрелке
ПодачаЦикл нарезания резьбы слева
G75 Подача -Ускоренное
перемещениеЦекование
G76 ПодачаПауза ориентация
шпинделя перемещение в X Y
Ускоренное перемещение перемещение в
X Y
Цикл чистовой расточки
G77Цикл сверления по
выбору пользователя
G78 ПодачаПауза останов
шпинделя маховик
Ускоренное перемещение
Цикл расточки вручную
G80 - - - Отмена
G81 Подача -Ускоренное
перемещениеЦикл сверления, цикл засверловки
отверстия
G82 Подача ПаузаУскоренное
перемещениеЦикл сверления, цикл цекования
G83Промежуточная
подача -Ускоренное
перемещение
Цикл сверления с периодическим выводом сверла
G84 Подача
Пауза вращение шпинделя
против часовой стрелки
ПодачаЦикл нарезания
резьбы метчиком
G85 Подача - Подача Цикл расточки
G86 Подача Останов шпинделя Ускоренное
перемещениеЦикл быстрой
расточки
G87 Подача Перемещение в XY
Подача Ускоренное
перемещение
Цикл обратной расточки
359

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G88 Подача Пауза ПодачаЖесткое нарезание
резьбы
G89 Подача Пауза Подача Цикл расточки
Как правило, групповой цикл состоит из последовательности шести операций, как показано ниже.
Операция 1: Позиционирование осей X и Y (либо 4-й и 5-й, если активированы)
Операция 2: Ускоренное перемещение в точку RОперация 3: Обработка отверстия Операция 4: Операция в нижней части отверстия Операция 5: Отвод в точку RОперация 6: Ускоренное перемещение в исходную точку
Работа группового цикла
Позиционирование обычно выполняется на плоскости XY, а обработка отверстий производится с помощью оси Z. При позиционировании и обработке отверстий следует использовать данную плоскость и комбинацию осей. Групповые циклы могут использоваться в любой плоскости.
Операции группового цикла состоят из трех основных режимов, которые указываются определенными модальными G-кодами, как показано ниже.
ОПЕРАЦИЯ 1
ОПЕРАЦИЯ 2
ТОЧКА R
ОПЕРАЦИЯ 3
ОПЕРАЦИЯ 4
НАЧАЛЬНАЯ ТОЧКА
ОПЕРАЦИЯ 6
ОПЕРАЦИЯ 5
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
360

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
(1) Формат данных G90 Абсолютный G91 Инкрементный
(2) Уровень точки возвратаG98 Уровень начальной точки G99 Уровень точки R
(3) Режим сверления G73G80G81 . . .G89
Примечание: Начальный уровень предполагает значение оси Z при первом включении группового цикла.
На рисунке ниже показано, как указывать данные в режиме G90 или G91.
Абсолютное и инкрементное программирование
Если инструмент возвращается в точку R либо на начальный уровень, это указывается с помощью G98 или G99. (См. рисунок ниже.) Использовать G99 для первого отверстия, и G98 – для последнего. Когда групповой цикл повторяется в режиме G98, инструмент возвращается на начальный уровень после каждого отверстия.
В режиме G99 начальный уровень не меняется, и инструмент возвращается в точку R после каждого отверстия.
361
НАЧАЛЬНЫЙ УРОВЕНЬНАЧАЛЬНЫЙ
УРОВЕНЬ
ТОЧКА RТОЧКА R
ТОЧКА ZТОЧКА Z
ИНКРЕМЕНТНЫЙ АБСОЛЮТНЫЙ
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Начальный уровень и уровень точки R
Данные о сверлении указываются после G73,G74,G76,G77,G78, G81 - G89. Данные хранятся в устройстве управления, как модальные величины, для будущего применения в других циклах.
Данные об обработке в групповом цикле указываются, как показано ниже. G __ __ X__ Y__ Z__ R__ V__ Q__ P__ F__ Режим сверления Данные о положении отверстия Данные о сверлении
Режим сверления . . . G__ __См. таблицу групповых циклов. Данные о положении X Обозначает положение отверстия по инкрементномуотверстия или абсолютному значению Y. Траектория и скорость подачи
такие же, как и при позиционировании G00.Данные о сверлении Z . . . Обозначает расстояние от точки R до дна отверстия с
помощью инкрементной величины или положение дна отверстия с помощью абсолютной величины. R . . . Обозначает расстояние от начального уровня до точки R с помощью инкрементной величины или положение точки R с помощью абсолютной величины. V . . . Обозначает первую глубину Z в G73 и G83.Q . . . Обозначает инкрементное значение для G73 и G83.P . . . Обозначает время пребывания на дне отверстия. Отношение между временем и указанной величиной такое же, как и для G04.F . . . Обозначает скорость подачи. B . . . Обозначает время выдержки до реверсирования шпинделя в режиме мягкого нарезания резьбы справа или слева.
НАЧАЛЬНЫЙ УРОВЕНЬ
НАЧАЛЬНЫЙ УРОВЕНЬ
УРОВЕНЬ ТОЧКИ R
УРОВЕНЬ ТОЧКИ R
ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ RВОЗВРАТ НА НАЧАЛЬНЫЙ УРОВЕНЬ
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
362

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Для циклов сверления можно использовать:
P140 для Зоны безопасного отводаP141 для Окончательной глубины Z P142 для Начального уровня ZP143 для Приращения ZP144 для 1-ой глубины ZP145 для Скорости подачи ZP146 для Приращения периодического вывода сверла P147 для Зазора при периодическом выводе сверлаP148 для Паузы перед реверсированием шпинделя в циклах
нарезания резьбы P149 для Паузы
Режим сверления (G__ __) остается неизменным до тех пор, пока не будет указан другой режим сверления либо групповой цикл не будет отменен с помощью G80. После указания данных о сверлении в групповом цикле они сохраняются до тех пор, пока не будут изменены. Все необходимые данные о сверлении надо указывать при запуске группового цикла; только изменяемые данные необходимо указывать во время цикла.
Групповые циклы отменяются в начале каждой программы.
G73 - G78, G81 - G89 без перемещения по оси не будут выполнять сверление отверстия. G-коды включают только цикл сверления.
363

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Равномерно распределенные отверстия можно программировать с помощью адреса L.
G81 R___ Z___ F___G91 X___ Y___ L___
X___ Y____ обозначают первое и последующие положения отверстия в инкрементном режиме (G91). В абсолютном режиме (G90) отверстие будет просверливаться повторно в том же положении. K может использоваться вместо L для обозначения количества отверстий.
Программа выполнения отверстий под болты (G72)
Автоматическая стандартная программа выполнения отверстий под болты может использоваться с любым из циклов сверления. Циклы сверления, если они применяются с данной автоматической программой, отличаются тем, что положения отверстий не указаны. В строке G72 косвенно обозначаются все положения отверстий на основании особого ввода: количество отверстий в 360°, количество рассверливаемых отверстий, радиус окружности центра отверстия под болт, начальный угол первого отверстия и центр окружности отверстия под болт. Устройство управления затем рассчитает положение каждого отверстия и произведет ускоренное линейное перемещение в каждое отверстие. Углом первого отверстия является угол от положения «на 3 часа». Положительный начальный угол отходит против часовой стрелки от положения «на 3 часа». Отрицательный начальный угол отходит по часовой стрелке от положения «на 3 часа».
Примечание: Отверстия сверлятся по часовой стрелке от первого положения, если радиус отверстия под болт положительный. Отверстия сверлятся против часовой стрелки, если радиус отверстия под болт отрицательный.
ПОСЛЕДНЕЕ ПОЛОЖЕНИЕ
ОБРАБОТКИ
ПЕРВОЕ ПОЛОЖЕНИЕ ОБРАБОТКИ
ТЕКУЩЕЕ ПОЛОЖЕНИЕ
364

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Определение начального угла
Ниже представлен формат команды G72.
G72 X___ Y___ R___ Q___ P___ K___ положение радиус кол-во отверстий кол-во отверстий угол центра отверстия окружности в 360° для сверления первого
под болт отверстия отверстия под болт
Программа для сверления окружности с 5 отверстиями под болт с радиусом 1"
N1 G20 G90 (дюймовый/абсолютный)N2 S1000 M3 G43 H1 (шпиндель по часовой стрелке, 1000 об/мин,
активирует коррекции на длину инструмента №1)N3 G81 G99 Z-1 R.1 F10
G81 Сверление G99 Возврат в точку R Z-1 Глубина сверления R.1 Плоскость R F10 Скорость подачи Z
N4 G72 X0 Y0 R1 Q5 P5 K0
G72 Стандартная программа выполнения отверстий под болтX0 Y0 Центр в X0, Y0 R1 Радиус 1 дюйм Q5 5 отверстий в 360°P5 Сверление 5 отверстий K0 Начальный угол 0°
365
1-Е ОТВЕРСТИЕ К, ПОЛОЖИТЕЛЬНЫЙ
2-Е ОТВЕРСТИЕ К, ОТРИЦАТЕЛЬНЫЙ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечания по стандартным программам выполнения отверстий под болты
Примечание 1: Если P меньше Q, будет сверлиться неполная окружность отверстий под болт.
Примечание 2 Для хода против часовой стрелки использовать отрицательный радиус.
Примечание 3: Если не требуется перемещения в центр рисунка отверстий под болт, можно использовать следующую схему.
G81 G99 Z-1 R.1 F10G65 X0 Y0G72 R1 Q5 P5 K0
Примечание 4: G65 не может быть в блоке G72, поскольку в блоке есть также P, которая вызывает программу №5.
Можно также использовать:
G81 G99 Z-1 2.1 F10P156=1 (Радиус отверстия под болт)P157=45 (Начальный угол отверстия под болт)P158=5 (кол-во отверстий в 360°)P159=5 (кол-во отверстий, которое необходимо выполнить)G72 G65 X0 Y0 (Центр отверстия под болт)
Примечание 5: Начальный уровень Z соответствует тому, где находится Z во время выполнения кода сверления (G73 - G78,G81 - G89).
366

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл высокоскоростного сверления с периодическим выводом сверла (G73)
G73 G98/G99 Z___ R___ V___ Q___ U___ D___ F___
Команда G73 обозначает цикл высокоскоростного сверления с периодическим выводом сверла. С помощью этого цикла выполняется следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку V3. Ускоренное перемещение вверх до величины U 4. Ускоренное перемещение вниз до величины D 5. Подача вниз на величину Q либо точку Z (в зависимости от того, что
меньше)6. Повтор этапов 3-5, пока не будет достигнута точка Z7. Ускоренное перемещение в начальную точку/точку R, как определено
G98/G99
Примечание: Команда V опциональная. Если ее пропустить, первая глубина будет равна R___ - Q___.
367
ТОЧКА RТОЧКА R
Z, НУЛЬ Z, НУЛЬ
ТОЧКА ZТОЧКА Z
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл мягкого нарезания резьбы слева (G74)
G74 G98/G99 Z___ R___ B___ P___ F___
Команда G74 обозначает цикл мягкого нарезания резьбы слева. В каждом положении оси в этом цикле выполняется следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку Z3. Пауза перед реверсированием (обозначается кодом B)4. Реверсирование вращения шпинделя (по часовой стрелке)5. Пауза после реверсирования (обозначается кодом P)6. Подача в точку R7. Реверсирование вращения шпинделя (против часовой стрелки)8. Ускоренное перемещение в начальную точку, если указано кодом
G98
Примечание: Во время нарезания резьбы переключатели коррекции скорости подачи и коррекции частоты вращения шпинделя игнорируются. В блочном режиме цикл не прекращается до тех пор, пока не будет закончена резьба. Если применяется останов подачи или просто останов, метчик остановится, когда будет вне отверстия.
Расчет подач и скоростей для нарезания резьбы
1 = ХОДШАГ
КОЛ-ВО ОБ/МИН X ХОД = СКОРОСТЬ ПОДАЧИ
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ШПИНДЕЛЬ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
ШПИНДЕЛЬ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
НАЧАЛЬНАЯ ТОЧКА
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ ПАУЗА ПАУЗА
ТОЧКА RТОЧКА R
ТОЧКА ZТОЧКА Z
368

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Например: 1/4-20 метчик, число об/мин шпинделя 4001/20 = 0,05 (ход)400 x 0,05 = 20 (скорость подачи)
Для надлежащей работы метчикодержателя может потребоваться регулировка скорости подачи. Если метчик в патроне слишком вытянут, скорость подачи должна быть увеличена. Если метчик протолкнут в патрон, скорость подачи должна быть снижена.
Цекование (G75)
Цекование идентично циклу внутренней чистовой обработки круглых глубоких выемок (G25). Оно всегда выполняет встречное фрезерование (против часовой стрелки). Оно всегда выполняет врезную подачу к центру (не линейно). Оно может применяться в схемах отверстий под болт или других схемах сверления.
F__ (Скорость подачи XY)P150=__ Радиус цековки P503=__ O – коррекция на режущий инструмент откл., 1 – коррекция на режущий инструмент вкл. G75 G98/G99 Z__ R__ V__ Q__ F__
369
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА ZТОЧКА Z
ТОЧКА RТОЧКА R
Z, НУЛЬZ, НУЛЬ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Команда G75 обозначает цикл цекования. В цикле выполняется следующее.
1. Ускоренное перемещение в точку R.2. Подача вниз в точку V.3. Цекование отверстие (до радиуса P150).4. Подача вниз на величину Q или точку Z (в зависимости от
того, что меньше).5. Повтор этапов 3-4, пока не будет достигнута точка Z.6. Ускоренное перемещение в начальную точку / точку R, как
определено G98/G99.
Примечание 1: Команда V опциональная. Если ее пропустить, первая глубина будет равна R__ - Q__
Примечание 2: Можно выполнять обычное резание (по часовой стрелке) с помощью зеркального отображения.
Цикл чистовой расточки (G76)
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ РАБОЧАЯ ПОДАЧА OSS – ОРИЕНТИРОВАННЫЙ ОСТАНОВ ШПИНДЕЛЯ СМЕЩЕНИЕ (УСКОРЕННОЕ)
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ТОЧКА RТОЧКА R
ТОЧКА ZТОЧКА ZПАУЗА ПАУЗА
НАЧАЛЬНАЯ ТОЧКА
ОРИЕНТИРОВАННЫЙ ОСТАНОВ ШПИНДЕЛЯ ИНСТРУМЕНТ
ВЕЛИЧИНА СМЕЩЕНИЯ
370

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Расстояние и угол указаны по контрольным параметрам заднего угла отверстия и расстояния до него.
G76 F____ P____ R____ Z____ G98/G99
Команда G76 обозначает цикл чистовой расточки. В каждом положении оси этот цикл будет выполняться следующим образом.
1 Ускоренное перемещение в точку R2 Подача вниз в точку Z3 Пауза на P секунд внизу 4 Ориентация шпинделя 5 Перемещение в XY (расстояние и направление указаны параметрами CTRL
«Задний угол отверстия» и «Расстояние до заднего угла отверстия»)6 Ускоренное перемещение из отверстия в точку R/начальную точку,
указанную G98/G997 Перемещение обратно в изначальную позицию XY
Специализированный цикл сверления (G77)
Это специализированный цикл сверления. Он может использоваться для выполнения цикла, заданного пользователем. Цикл должен быть задан по G-коду, G79.
Например:
G77 R.1 Z-2 X1 Y2 (выполняет то, что и в G79) Y-2 (выполняет то, что и в G79) . . . X3 (выполняет то, что и в G79) G80
Специализированный цикл сверления может использоваться в циклах выполнения отверстий под болты, сетки отверстий либо равноудаленных отверстий. Если G79 – не специализированный код, будет выдана ошибка 549, unrecognized G code (неопознанный G-код).
371

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл расточки вручную (G78)
G78 F____ P____ R____ Z____ G98/G99
Команды G78 обозначают цикл расточки вручную. В каждом следующем положении оси в данном цикле будет происходить следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку Z3. Пауза на P секунд4. Останов шпинделя 5. Вход в режим маховика (пользователь может с помощью маховика вручную
управлять осями, включать/отключать шпиндель, отводить инструмент и т.д.)
6. Выход из режима маховика нажатием на Enter или ESC7. Ускоренное перемещение от отверстия в точку R/начальную точку
Отмена группового цикла (G80)
Групповой цикл (G73 - G78, G81 - G89) отменяется, и затем проводится работа в нормальном режиме.
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА RТОЧКА R
ТОЧКА ZТОЧКА Z
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
НАЧАЛЬНАЯ ТОЧКА
ПАУЗА / ОСТАНОВ
ШПИНДЕЛЯ / МАХОВИК
ПАУЗА / ОСТАНОВ ШПИНДЕЛЯ /
МАХОВИК
372

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл сверления (G81)
G81 G98/G99 Z___ R___ F___
Команда G81 обозначает цикл сверления. В этом цикле выполняется следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку Z3. Ускоренное перемещение в начальную точку/точку R, как
определено G98/G99
Цикл сверления/паузы (G82)
G82 G98/G99 Z___ R___ P___ F___
373
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА R
ТОЧКА Z
ТОЧКА R
ТОЧКА Z
НАЧАЛЬНАЯ ТОЧКА
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА R
ТОЧКА Z
ТОЧКА R
ТОЧКА ZПАУЗА ПАУЗА
НАЧАЛЬНАЯ ТОЧКА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Команда G82 аналогична команде G81; однако пауза (обозначенная командой P) выполняется на дне отверстия. С помощью этого цикла выполняется следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку Z3. Пауза на P___ секунд 4. Ускоренное перемещение в начальную точку/точку R, как
определено G98/G99
Цикл сверления с периодическим выводом сверла (G83)
G83 G98/G99 Z___ R___ V___ Q___ D___ F___
Команда G83 обозначает цикл сверления с периодическим выводом сверла. В данном цикле выполняется следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку V3. Ускоренное перемещение вверх в точку R4. Ускоренное перемещение вниз к значению D 5. Подача вниз на величину Q либо точку Z (в зависимости от того, что
меньше) 6. Повтор этапов 3-5 до тех пор, пока не будет достигнута точка Z 7. Ускоренное перемещение в начальную точку/точку R, как
определено G98/G99
Примечание: Команда V опциональная; если она пропущена, первая глубина будет равна R___ - Q___.
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА ZТОЧКА Z
ТОЧКА R, Z, НУЛЬ
ТОЧКА R, Z, НУЛЬ
374

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл мягкого нарезания резьбы справа (G84)
G84 G98/G99 Z___ R___ B___ P___ F___
Команда G84 обозначает цикл нарезания резьбы справа. В каждом положении оси в данном цикле будет выполняться следующее.
1. Ускоренное перемещение в точку R2. Подача вниз в точку Z3. Пауза перед реверсированием (обозначается командой B)4. Реверсирование вращения шпинделя (против часовой стрелки)5. Пауза после реверсирования (обозначаются командой P)6. Подача в точку R7. Реверсирование вращения шпинделя (по часовой стрелке) .8. Ускоренное перемещение в начальную точку, если она указана кодом
G98
Примечание: Во время нарезания резьбы переключатели коррекции скорости подачи и коррекции частоты вращения шпинделя игнорируются. В блочном режиме цикл не прекращается до тех пор, пока не будет закончена резьба. Если применяется останов подачи или просто останов, метчик остановится, когда будет вне отверстия.
Подачи и скорости при нарезании резьбы
1 = ХОД ШАГ
КОЛ-ВО ОБ/МИН X ХОД = СКОРОСТЬ ПОДАЧИ
375

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Например: 1/4-20 метчик, число об/мин шпинделя 4001/20 = 0,05 (ход)400 x 0,05 = 20 (скорость подачи)
Для надлежащей работы метчикодержателя может потребоваться регулировка скорости подачи. Если метчик в патроне слишком вытянут, скорость подачи должна быть увеличена. Если метчик протолкнут в патрон, скорость подачи должна быть снижена.
Цикл расточки (G85)
G85 G98/G99 Z___ R____ F___
Команда G85 обозначает цикл расточки. В каждом положении оси в данном цикле будет выполняться следующее.
1. Ускоренное перемещение в точку R2. Подача в точку Z3. Подача в точку R4. Ускоренное перемещение в начальную точку, если она указана кодом
G98
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА R
ТОЧКА Z
ТОЧКА R
ТОЧКА Z
НАЧАЛЬНАЯ ТОЧКА
376

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл ускоренной расточки (G86)
G86 G98/G99 Z___ R___ F___
Команда G86 обозначает цикл ускоренной расточки. В каждом положении оси в данном цикле будет выполняться следующее.
1. Запуск шпинделя (по часовой стрелке)2. Ускоренное перемещение в точку R3. Подача вниз в точку Z4. Останов шпинделя 5. Ускоренное перемещение в точку R6. Ускоренное перемещение в начальную точку/точку R, как
определено по G98/G997. Запуск шпинделя (по часовой стрелке)
377
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ОСТАНОВ ШПИНДЕЛЯ
ОСТАНОВ ШПИНДЕЛЯ
ТОЧКА Z
ТОЧКА R
ТОЧКА Z
ТОЧКА R
НАЧАЛЬНАЯ ТОЧКА

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл обратной расточки (G87)
G87, G98 F____ R____ Z____
Расстояние и угол указаны по контрольным параметрам «Задний угол отверстия» и «Расстояние до заднего угла отверстия».
Команда G87 обозначает цикл обратной расточки. В каждом положении оси в данном цикле будет выполняться следующее.
1. Ориентация шпинделя2. Ускоренное перемещение в XY (с помощью параметров CTRL, применяемых в
G76)3. Ускоренное перемещение в точку R (как правило, на дне отверстия)4. Перемещение в исходное положение XY5. Запуск шпинделя6. Подача вверх на глубину Z7. Ориентация шпинделя
ТОЧКА Z
ТОЧКА R
НАЧАЛЬ-НАЯ ТОЧКА
НЕ ИСПОЛЬЗУЕТСЯ
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
ШПИНДЕЛЬ ПО ЧАСОВОЙ СТРЕЛКЕ
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ РАБОЧАЯ ПОДАЧАОРИЕНТИРОВАННЫЙ ОСТАНОВ ШПИНДЕЛЯСМЕЩЕНИЕ (УСКОРЕННОЕ)
ОРИЕНТИРОВАННЫЙ ОСТАНОВ ШПИНДЕЛЯ
ИНСТРУМЕНТ
СТЕПЕНЬ СМЕЩЕНИЯ
378

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
8. Перемещение в XY (определяется по Заднему углу отверстия и Расстоянию до заднего угла отверстия)
9. Ускоренное перемещение вверх в начальную точку 10. Перемещение обратно в исходное положение XY11. Повторный запуск шпинделя
379

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл жесткого нарезания резьбы (G88)
G88 G98/G99 Z____ R____ F____ P____ (Q____ V____)
Команда G88 обозначает цикл жесткого нарезания резьбы. P (пауза) может применяться, если расстояние между отверстиями слишком мало для того, чтобы обеспечить шпинделю время на реверсирование его вращения в надлежащем направлении. В данном цикле выполняется следующее.
1. Ускоренное перемещение в точку R2. Подача в точку Z3. Реверсирование вращения шпинделя 4. Подача в точку R5. Реверсирование вращения шпинделя6. Пауза на P___ секунд 7. Ускоренное перемещение в начальную точку, если она указана кодом
G98
380

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание 1: Если шпиндель вращается по часовой стрелке, когда запускается G88, выполняется нарезание резьбы справа. Если шпиндель вращается против часовой стрелки, когда запускается G88, выполняется нарезание резьбы слева.
Примечание 2: Цикл нарезания резьбы не прекратится до его завершения, даже если будут активированы останов подачи или блочный режим. Если активирован останов, нарезание резьбы пойдет в обратную сторону и прекратится при выходе из отверстия.
Примечание 3: Если Q__ указано в блоке G88, выполняется нарезание резьбы с периодическим выводом метчика. Q__ указывает шаг периодического вывода метчика.V__ указывает первую глубину до метчика.
F указывает ход Например: ¼ - 20 метчик
1/20 = 0,05 ход Использовать F.05
Жесткое нарезание резьбы – это опция, предоставляемая производителем станка; оно должно использоваться, только если данная опция установлена.
381

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цикл расточки/паузы (G89)
G89 G98/G99 Z___ P___ F___
Команда G89 обозначает цикл расточки с паузой. В каждом последующем положении оси в данном цикле будет выполняться следующее.
1. Ускоренное перемещение в точку R2. Подача в точку Z3. Пауза на дне (указывается кодом P)4. Подача в точку R5. Ускоренное перемещение в начальную точку, если она указана кодом
G98
Пример программы для сверления отверстий в плоскости YZ.
G19G81 R.1 X-1 F20 (глубина X -1)Y3 Z2 (сверление отверстия при Y3 Z2)Z5 (сверление отверстия при Y3 Z5)Y-1 (сверление отверстия при Y-1 Z5)G80
УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ
РАБОЧАЯ ПОДАЧА
ТОЧКА R
ТОЧКА Z
ТОЧКА R
ТОЧКА Z
НАЧАЛЬНАЯ ТОЧКА R
ПАУЗА ПАУЗА
382

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечания по особенностям группового цикла
Примечание 1: Шпиндель должен включаться с помощью M-кода, M3 или M4, до того, как обозначен групповой цикл.
M3 Вращение шпинделя по часовой стрелке...G __ __ ......Правильно
M5 Останов шпинделя . . .G __ __ .....Неправильно (M3 или M4 должны быть указаны перед данным блоком.)
Примечание 2: Если в блоке содержится перемещение X и/или Y, сверление производится в режиме группового цикла. Если в блоке не содержится перемещение X и/или Y, сверление не выполняется. Однако, когда указано "G4 X___", сверление не выполняется, даже если обозначен X.
Примечание 3: Если сам блок содержит положение Z, сверление выполняться не будет. Однако ось Z будет быстро перемещаться в эту точку. Это может использоваться для движения инструмента вверх и над препятствиями без дезактивации группового цикла.
G00 X____G81X____ Y____ Z____ R____ F____F (Сверление не выполняется. Обновлена скорость подачи X Y.)M (Сверление не выполняется. Выполняется только дополнительная
функция.)G4 P (Сверление не выполняется. Данные о сверлении P не изменяются с
помощью G04 P__.)
383

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание 4: Указать данные о сверлении в блоке, в котором выполняется сверление. Введенные данные (V, Q, B, Z, R, F или P) хранятся, как модальные.
Пример сверления:
G90G81 G0 R.1 Z-2 F10 (зазор при сверлении 0.1, глубина -2, подача Z 10)X1 (сверление отверстия -2 на глубине X1)X2.5 F5 (сверление отверстия -2 на глубине X2.5, подача Z 5)X3.5 Z-1 (сверление отверстия на глубине X3.5 -1)Z2 (ускоренное перемещение Z в +2 для удаления зажима)X6 (сверление отверстия при X6)X7 Z-2 (сверление отверстия на глубине X7 -2)G80 (отмена цикла сверления)
Примечание 5: Если при применении G76, G78, G86, G87 и G88 расстояние между отверстиями слишком мало, необходимо вставить
ЗАЖИМ
ЗАГОТОВКА
ПРИМЕНЯЕТСЯ ПАУЗА, ОЖИДАНИЕ НОРМАЛЬНОГО ВРАЩЕНИЯ ШПИНДЕЛЯ
384

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
паузу (G04) между перемещениями, чтобы обеспечить время для реверсирования направления вращения шпинделя.
G00 M___G86 X___ Y___ Z___ R___ F___G04 P___ (Делается пауза, сверление не выполняется.)X__ Y___G04 P___ (Делается пауза, сверление не выполняется.)X__ Y___G04 P___ (Делается пауза, сверление не выполняется.) . . . . . .Этого можно не принимать во внимание, если на станке имеется функция разгона шпинделя.
Примечание 6: Меры предосторожности оператора
a) Единичный блок Когда групповой цикл проводится в режиме единичного блока, устройство управления останавливается в конце Операций 1, 2 и 6. Поэтому он должен запускаться, как минимум, три раза для сверления одного отверстия.
б) КоррекцияДопускается коррекция скорости подачи и коррекция частоты вращения шпинделя, равная 100%, во время выполнения групповых циклов G74 и G84.
Абсолютный/Инкрементный режим
Есть два режима обозначения перемещений: G90 (абсолютный) обозначает фиксированное положение, а G91 (инкрементный) обозначает расстояние от текущего положения инструмента.
Абсолютный режим (модальный) (G90)
Эта функция вызывает переход устройства управления в нормальный абсолютный режим работы. В данном режиме все размеры рассчитываются от одной базовой точки. Эта базовая точка может быть либо исходной нулевой точкой, которая является неподвижной точкой на станке, либо точкой на рабочей системе координат, заданной оператором.
Из-за ограничения стола/салазок размеры X Y Z относительно исходной нулевой точки могут быть только отрицательными на стандартных фрезерных станках, изготовленных компанией Milltronics. Размеры относительно рабочих координат могут отрицательными либо положительными, в зависимости от того, где оператор устанавливает начало координат.
385

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G90 активен в начале каждой программы. G90 отменяет G91.
Примечание: Станок по умолчанию установлен на G90 (абсолютный режим) при запуске программы.
Позиционирование в абсолютной системе координат
G90 X0 Y0 P1 X1 Y1.5 P2 X2 Y2 P3
Инкрементный режим (модальный) (G91)
Эта функция вызывает переход устройства управления в инкрементный режим. В данном режиме все размеры вводятся относительно положения станка в предыдущем блоке. В случае ручного ввода данных размеры относятся к текущему положению станка. Размеры в G91 могут быть положительными либо отрицательными. G91 следует применять с осторожностью. При активации коррекций на инструмент, размеров плоскости R либо установки плавающих нулей через G92 устройство управления не должно находиться в режиме G91.
XC, YC, ZC (центры), AA (начальный угол) и AB (конечный угол) всегда в абсолютном режиме.
G91 отменяет G90.
386

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Инкрементное позиционирование
G90 X0 Y0 P1G91 X1 Y1.5 P2X1 Y.5 P3
Плавающий нуль (G92)
Данной командой устанавливается рабочая система координат. Положение инструмента становится запрограммированным положением в текущей рабочей системе координат. При использовании данной команды G92 следует воспринимать ее, как «вызов данного положения» X_ Y_ Z_.
Если станок позиционируется при P2, который является командой X1 Y1, а затем выдается команда G92 X0 Y0, в следующий раз при выдаче команды X.5 Y.5 станок будет
387
НОВАЯ СИСТЕМА КООРДИНАТ G92
ТЕКУЩАЯ РАБОЧАЯ СИСТЕМА
КООРДИНАТ

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
позиционироваться в P3. Если станок позиционируется при P1, и выдается команда G92 X-1 Y-1, в следующий раз при выдаче команды X.5 Y.5 станок будет позиционироваться в P3.
При использовании G92 для вызова подпрограмм G92 сохраняется до вызова подпрограммы и восстанавливается при возврате из подпрограммы.
Например:
X0 Y0 O0002Вызов 2 (рез при 0,0) G92 X0 Y0X5 Y0 X__ Y__Вызов 2 (рез при 5,0) X__ Y__X5 Y5 X__ Y__Вызов 2 (рез при 5,5) M99 (возврат)
Применяя данное правило, можно вырезать одну и ту же форму в нескольких местах.
См. дополнительную информацию о вызове подпрограмм с помощью G92 в примечаниях по M98 (стр. 417).
Примечания по плавающему нулю
Примечание 1: При использовании G92 Z__ коррекции на длину инструмента должны быть отменены либо принято во внимание то, что они будут оказывать влияние на новое положение плавающего нуля на оси Z.
Примечание 2: G92 не должно использоваться, когда коррекция на режущий инструмент активирована; устройство управления всегда должно находиться в режиме G40.
Примечание 3: Расстояние, смещенное через G92 в одной рабочей системе координат, будет применяться к другим рабочим системам координат, когда они активируются с помощью команд G54 - G59. Если это нежелательно, новая G92 должна быть установлена при смене систем координат. Настройки G92 обнуляются при включении питания и после установки станка в исходное положение.
Примечание 4: G92 X__ Y__ можно считать, как вызов данной позиции X__ Y__.
Примечание 5: При включении питания система координат G54 активируется.
388

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Примечание 6: Исходные значения G92 восстанавливаются после завершения программы.
Режим подачи с выдержкой времени (G93)
G93 – это модальный G-код. В G93 скорости подачи режима с выдержкой времени указываются в инверсных секундах (1/сек) либо инверсных минутах (1/мин). Обе используемые единицы измерения зависят от многих параметров, которые устанавливают единицы для режима выдержки времени.
В режиме выдержки времени количество времени, которое требуется блоку перемещения, является обратным скорости подачи, независимо от расстояния перемещения. К этому имеется два исключения: 1) ускоренные перемещения и 2) перемещения, замедляющиеся, если какая-либо ось при данном перемещении движется быстрее, чем максимальный параметр подачи для той конкретной оси. В режиме выдержки времени скорость подачи должна указываться в каждом блоке перемещения, иначе будет выдаваться ошибка 611.
Например:
G93X-10Y-2.4A-3F.25 (При условии, что единицы скорости подачи равняются 1/сек,
перемещение займет 1/0.25 = 4 секунды, независимо от того, откуда начинается перемещение на станке).
X-5 (В данной строке генерируется ошибка 611, поскольку не указано скорости подачи.)
Примечание: Ускоренные перемещения продолжаются при ускоренной подаче.
Подача в минуту (G94)
Данный G-код является модальным кодом, дающим устройству управления инструкцию о том, как интерпретировать команды подачи – в дюймах/минуту либо мм/минуту для линейных перемещений, градусах/минуту для поворотов и дюймах/минуту либо мм/минуту для комбинации линейных и поворотных перемещений. При программировании комбинации линейных и поворотных перемещений повороты соответствуют времени, которое требуется для осуществления линейных перемещений. Единственным исключением является то, что если времени для выполнения линейного перемещения слишком мало, ось поворота будет пытаться двигаться быстрее, чем это возможно. В таком случае перемещение замедляется с помощью длины поворота и максимальной скорости подачи для оси поворота. При включении устройства управления G94 всегда выражен в подаче в минуту.
Например:
F100 X12 Начинается при (0,0,0) и выполняет целое линейное перемещение 12 дюймов, перемещение занимает 12 x 60/100 = 7,2 секунд.
389

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
F28 X1Y3Z4 Начинается при (2,5,1) и выполняет целое линейное перемещение 3,74 дюймов, перемещение занимает 3,74 x 60/28 = 8,02 секунд.
F600 A180 Начинается при (0,0,0,0,0) и выполняет целый поворот на 180°, поворот занимает 180 x 60/600 = 18 секунд.
F250 A200 B100 Начинается при (0,0,0,120,300) и выполняет целый поворот на 215,41°, поворот занимает 215,41x 60/250 = 51,70 секунд.
F100 X12 A180 Начинается при (0,0,0,0,0) и выполняет линейное перемещение 12 дюймов, перемещение занимает 12 x 60/100 = 7,2 секунд.
F28 X1 Y3 Z4 A30 B120 Начинается при (2,5,1,0, -333) и выполняет линейное перемещение 3,74 дюймов, перемещение занимает 3,74 x 60/28 = 8,02 секунд.
F10 X-1 A1800 Начинается при (0,0,0,0,0) и, поскольку ось поворота будет пытаться двигаться быстрее, чем это возможно, устройство управления использует параметры для того, чтобы ось поворота выполнила перемещение на 1800°, которое займет 1800 x 60/5000 = 21,6 секунд, где 5000 – это максимальная скорость подачи для оси поворота A.
Подача на оборот (G95)
Данный G-код является модальным кодом, дающим устройству управления инструкцию о том, как интерпретировать команды подачи – в мм или дюймах на оборот шпинделя. G1 F.005 будет вызывать перемещение оси на 0,005" за каждый оборот шпинделя.
Примечание: Для применения данного G-кода на станке должна быть опция жесткого нарезания резьбы.
Возврат на исходный уровень или уровень R (G98/G99)
Эти два G-кода используются только, когда устройство управления находится в одном из групповых циклов оси Z (с G73 по G89) либо автоматических стандартных программ (G24-26, G34-36). G98 вызывает возврат оси Z групповым циклом на тот уровень, на котором она была при активации данного цикла. G99 вызывает возврат оси Z групповым циклом на текущий уровень R.
390

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G98X1 Y1 Z1G81 X5 Y-4 Z-1.3 R.2 F10 X5 Y-4 затем Z.2 затем Z-1.3 затем Z1X2 Y3 X2 Y3 затем Z.2 затем Z-1.3 затем Z1G99 X3 Y-1 X3 Y-1 затем Z.2 затем Z-1.3 затем Z.2G80 отмена цикла
Ниже описаны несколько специализированных и нестандартных G-кодов.
Вкл./откл. цилиндрического отображения (G107)
G107 может использоваться, когда имеется поворотная ось для резания на поверхности цилиндра.
Перед тем, как применять данный g-код, необходимо установить два дополнительных параметра (MISC) на допустимые значения:
ЦИЛИНДРИЧЕСКОЕ ОТОБРАЖЕНИЕ ОСИ В ИСХОДНОМ ПОЛОЖЕНИИ (установлено на 1 для X, 2 для Y, 3 для Z)ЦИЛИНДРИЧЕСКОЕ ОТОБРАЖЕНИЕ ПОВОРОТНОЙ ОСИ (установлено на 4 для A, 5 для B)
Когда цилиндрическое отображение активировано, любое перемещение, указанное для «оси в исходном положении» будет трансформироваться в перемещение для «поворотной оси». Когда цилиндрическое отображение активировано, перемещения оси в исходном положении невозможны.
Что касается двух других линейных осей, помимо оси в исходном положении, ось, по которой производится перемещение к цилиндру или от него, иногда называется «осью подачи», а ось, по которой производится перемещение вдоль цилиндра, иногда называется просто «линейной осью».
Цилиндрическое отображение включается при определении радиуса цилиндра с помощью адреса ‘R’ либо соответствующего адреса поворотной оси (либо ‘A’, либо ‘B’, в зависимости от параметра цилиндрической поворотной оси):
G107 R10 илиG107 A10 (если A – поворотная ось) илиG107 B10 (если В – поворотная ось)
Что касается определений плоскостей, поворотная ось занимает место оси в исходном положении.
Когда цилиндрическое отображение включено, радиус может быть снова определен путем повторного вызова G107.
391

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Цилиндрическое отображение отключается, если указывается нулевой радиус либо радиус не указывается:
G107 илиG107 R0 илиG107 A0 (если A – поворотная ось) илиG107 B0 (если В – поворотная ось)
Далее в описании будет считаться, что A – это поворотная ось, Y – ось в исходном положении, а Z – ось подачи.
Когда цилиндрическое отображение включено, могут использоваться два режима программирования. В обоих режимах поворотная ось занимает место оси в исходном положении для определения плоскостей.
РЕЖИМ 1- ВВОД ПРЯМЫХ КРУГОВЫХ ПЕРЕМЕЩЕНИЙ
В данном режиме используются адреса ‘A’. Для вычисления подачи расстояние, пройденное в градусах, преобразуется в эквивалентное расстояние на поверхности цилиндра.
Пример 1:
G107 A10 (радиус цилиндра 10 дюймов) (если бы мы были в плоскости XY, сейчас мы в плоскости XA) G1 F50 X-5 A-5 (для вычисления подачи, 5 градусов преобразуется в длину дуги на
цилиндре) G3 X-25 R10 (R всегда линейное расстояние в дюймах) G1 Z-2 G107 A8 (после перемещения по оси подачи обычно требуется повторное определение
радиуса цилиндра) | | G107 A0
392

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
РЕЖИМ 2- ИЗМЕНЕНИЕ ЛИНЕЙНОГО ПОЛОЖЕНИЯ
В данном режиме используются адреса ‘Y’. Адреса ‘Y’ будут преобразованы в аналогичные адреса ‘A’. Запрограммированная траектория, записанная для плоскости XY, может «вращаться» вокруг цилиндра, не изменяя программу после вставки G107.
Пример 2:
G0 X0Y0 Z0 G107 R10 (радиус цилиндра 10 дюймов) (если бы мы были в плоскости XY, сейчас мы в плоскости XA) G1 F50 X-5 Y-5 (вычисляется необходимое перемещение A, эквивалентное Y-5) G3 X-15 Y-15 I-5 J-5 (даже в плоскости XA -5 в J-5 все еще в дюймах) G3 X-25 R5 (R всегда линейное расстояние в дюймах) G1 Z-2 G107 R8 (после перемещения по оси подачи обычно требуется повторное определение
радиуса цилиндра) | | G107 R0
ПРИМЕЧАНИЯ:
1. Когда цилиндрическое отображение активировано при определенном радиусе, ось подачи, как правило, не перемещается. Если ось подачи перемещается, она обычно движется в блоке, отдельном от других перемещений по осям, а затем выполняется повторное определение радиуса цилиндра.
2. Как отмечалось выше, поворотная ось занимает место оси в исходном положении для определения плоскостей. В целом, полезна только плоскость, включающая линейную ось и поворотную ось. Другие плоскости включают в себя перемещение оси подачи совместно с другой осью, и, скорее всего, не дадут полезных результатов.
3. Допускается коррекция на режущий инструмент.
4. Может быть определено базовое положение для оси в исходном положении для применения с G28 или G30. Оси в исходном положении может направляться команда перехода в это «исходное положение» до запуска G107.
G271 (Очистка глубоких выемок)
Этот цикл действует, разрабатывая траекторию с коррекцией на режущий инструмент с использованием радиуса инструмента плюс чистовой припуск.
Образец программы:
393

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
P145=10 (Скорость подачи Z)F25 (Скорость подачи XY для очистки выемки)G271 P1234 Q1235 R.1 Z-1 D.1 I.05 (‘R’ – это плоскость R, ‘Z’ – это глубина Z, ‘D’ – это ширина реза, а ‘I’ – это чистовой припуск) N1234 (‘P’ обозначает начало выемки)G41 G65 X0 Y1X0 Y0X2Y1G3 R1 AA-90 AB90G1 Y4X0Y0G65 X1 Y0G40N1235 (‘Q’ обозначает конец выемки)
В данной программе очищается выемка, выглядящая следующим образом.
Ширина реза – это расстояние между 1 проходом и следующим.
Чистовой припуск не убирается при окончательном проходе. Для съема припуска следует запрограммировать другой цикл фрезерования. Чистовой припуск не входит в опции, если отключена коррекция на режущий инструмент.
Примечание 1: Для значения ‘I’ необходимо, чтобы коррекция на режущий инструмент была включена.
394

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Если коррекция на режущий инструмент включена в неверном направлении (наружу, а не внутрь), будет очищаться большая выемка.
Примечание 2: Если конечная точка не совпадает с начальной, будет добавлена линия от конечной точки до начальной.
Примечание 3: Скорости подачи и частота вращения шпинделя в геометрии выемки игнорируются во время цикла очистки.
Примечание 4: Если траектория обладает геометрией, пересекающей другую геометрию, в цикле будет выполнено все возможное для очистки выемки, но, скорее всего, работа будет сделана неудовлетворительно.
Примечание 5: Для цикла может потребоваться, чтобы отверстия были просверлены в точках врезания. Для этого необходимо, чтобы точки врезания соблюдались и добавлялись в цикл сверления.
Этот цикл может затем использоваться для очистки вокруг участков.
Пример программы с участками:
P145=10 (Скорость подачи Z)F321 (Скорость подачи XY для очистки выемки)G271 P1234 Q1235 R.1 Z-1 D.1 I.05('R' – это плоскость R, 'Z' – это глубина Z, 'D' – это ширина реза, а 'I' – это чистовой припуск) N1234 ('P' обозначает начало выемки)G41 G65 X0 Y1G0 X0 Y0G1 X2Y1G3 R1 AA-90 AB90G1 Y4X0Y0G65 X1 Y0G40P516 = 1 (обозначает островок)G45 G0 X1 Y1G2 R.3 AA180 AB180G47P516 = 1 (обозначает островок)G45 G0 X1 Y2G2 R.3 AA180 AB180G47P516 = 1 (обозначает островок)
395

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
G45 G0 X1 Y3G2 R.3 AA180 AB180G47N1235 (‘Q’ обозначает конец выемки)
В данной программе очищается выемка, выглядящая следующим образом:
RunTime = Период выполнения Main-Prog-Text-Edit-Verf-Graph = Главный экран-Программа-Текст-Редактирование-Проверка- Графическое отображение Active = Активно TextVer = Проверка текстаКоррекция: отменена Инструмент: Диаметр: Длина:Подача:Вращение: СОЖ: отключено № детали:Rot = поворот; Pan = панорамирование; Wind = создание окна; Auto = автоматическое масштабирование; Zoom- = уменьшение масштаба; Zoom+ = увеличение масштаба; Limit = границы; Zone = безопасная зона; Coord = координата; Fresh = обновление; Exit = выход; Clear = очистить
Ниже пойдет речь о нескольких специализированных и нестандартных G-кодах.
Сохранение/Восстановление параметров (G990/G991)
Pp Ll Qq G990 (сохранение параметров)Pp Ll Qq G991 (восстановление параметров) G990/991 позволяет сохранять и восстанавливать параметры с помощью имен файлов C:/RAM/Q0000-Q9999. Параметры следующие:
Pp (номер основного параметра, по умолчанию 0),Ll (количество параметров, по умолчанию 10),
396

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Qq (идентификация файла, по умолчанию 0).
G990 и G991 ДОЛЖНЫ следовать за Pp, Ll либо Qq.
ВНИМАНИЕ: В строке не должно быть других команд.
Например: N0020 (Мои подпрограммы) P0 L10 Q20 G990 (Сохранить параметры P0-P9)(Свободно использовать и изменять параметры P0-P9)P0 L10 Q20 G991 (восстановить P0-P9)M98 (возврат в вызывающую программу с изначальными P0-P9)
Считывание байтовых параметров (G995)
P1=b G995 (устанавливает P0 на величину байта b)
Например:P1=79G995 (устанавливает P0 на величину байта 79, G18 выбор плоскости, XZ=0,
ZX=1)Допустимые величины P1 – от 0 до 639
Допустимые величины P1 – от 0 до 639Допустимые величины P0 – от 0 до 255
Примечание: G995 идентичен P0=PB##.
Запись байтовых параметров (G996)
P1=b P0=V устанавливает байтовый параметр b на величину v.
Например:
P1=82P0=1G996 (установка байтового параметра №82, коррекция круглых
конических стенок на yes (да), например, 0=no (нет), 1=yes (да))
Примечание: G996 идентичен PB##=#
Полный список байтовых параметров см. в ПРИЛОЖЕНИИ.
397

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Вызов ошибки (G997)
Вызывает отображение кода ошибки. Генерируемый код ошибки является округленным (параметр №1).
Например:P1=408G997 (Вызывает отображение ошибки 408, рассогласование оси Y. Ось Y
не вызывает ошибку рассогласования, она только отображает ошибку).
Примечание: P1=0 не вызывает ошибку.
Все допустимые коды ошибок в устройстве управления находятся в пределах от 1 до 999.
Звуковой сигнал (G998)
G998 вызывает звуковой сигнал из динамика, если динамик установлен.
Специализированные G-коды
Специализированные G-коды могут создаваться для выполнения цикла, заданного пользователем, например, несуществующего цикла сверления. Для установки нового специализированного G-кода сначала надо создать текстовую программу (с номером от 9010 до 9019), обозначающую новый G-код. Затем следует ввести номер нового специализированного кода в раздел параметра F3 (Power) (Питание) после недавно созданной текстовой программы.
Текстовая программа для специализированного G-кода может храниться в каталоге ОЗУ (RAM) или каталоге программ для обработки деталей. Программа в каталоге ОЗУ (RAM) предшествует программе в каталоге программ для обработки деталей. При вызове любого специализированного кода M или G из специализированного кода он будет выполнять свою нормальную функцию. Если в специализированном коде есть синтаксическая ошибка, при включении питания появится следующее окно.
Например: Установить специализированный G-код O9014 – 005 параметра F3 (Power) (Питание) и ввести программу в C:/RAM/O9014.
Каждый раз при выполнении G5 это будет аналогично вызову C:/RAM/O9014.
Ошибка в программе 09013 или программе специализированного G-кода не обнаружена. Чтобы продолжить, нажмите любую клавишу…
398

РАЗДЕЛ 4 – ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G-КОДЫ)
Для обозначения нового созданного специализированного кода может использоваться трехзначное число. См. М- и G-коды на стр. 53, раздел 2.
399

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Эти коды используются, если оператор программирует ЧПУ Centurion в текстовом режиме или режиме ручного ввода данных. Они также генерируются из диалоговых программ. Следует отметить, что большинство программистов, особенно новичков, используют режим диалогового программирования. Если вы планируете использовать текстовый режим программирования, необходимо уделить особое внимание данному разделу, поскольку в нем разъясняются эти коды. Если вы планируете использовать диалоговый режим программирования, можно пропустить данный раздел или бегло с ним ознакомиться и сконцентрироваться на разделе о диалоговом программировании
Коды Дополнительных функций – это одна или две цифры, перед которыми стоит буква М. Если код менее 10, нуль можно пропустить (M02 или M2). Эти коды используются для выполнения множества функций станка и устройства управления, перечисленных в следующей таблице.
Примечание: Большинство М-кодов, работающих с вводом/выводом, относятся к станкам Milltronics; однако они гибкие и могут быть адаптированы к специфическому применению. Могут быть и другие М-коды, не указанные здесь, относящиеся к дополнительным характеристикам на специальных станках.
401

M-коды
M-коды Функция Выполняется до перемещения
Выполняется после перемещения
M00M01M02M30
Останов программыОпциональный остановЗавершение программыЗавершение программы /Шпиндель отключен
XXXX
M03M04M05
Включено вращение шпинделя по часовой стрелкеВключено вращение шпинделя против часовой стрелкиШпиндель отключен
X *
X *
X *
M06 Смена инструмента X *
M07M08M09
Включена подача СОЖ в форме масляного тумана Включена подача СОЖ поливом Подача СОЖ отключена
X *
X *X *
M10M11M19
Зажим / тормоз Разжатие/тормоз Ориентация шпинделя (опция устройства автоматической смены инструмента)
X *X *X *
M31 Аварийный останов X *
M32 Проверка канала ожидания X *
M90 Графика отключена X *
M91 Графика включена X *
M93 Развертка в 3-х измерениях включена
X
M94 Развертка в 3-х измерениях отключена
X
M95 Конусная стенка X
402

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
M-коды Функция Выполняется до перемещения
Выполняется после перемещения
M96 Скругленная стенка X
M97 Очистка глубоких выемок X
M98 Оператор вызова подпрограммы
X *
M99 Завершение оператора подпрограммы
Xbri
* Эти функции можно выбирать как до перемещения, так и после него.
Внимание: Устройство управления принимает более одного М-кода в строке; однако рекомендуется программировать только один M-код на строку. Если в строке имеется более одного М-кода, порядок выполнения отчасти не определен, и программа может выполняться не так, как ожидалось. В целом, М-коды будут выполняться в числовом порядке «первым M00, последним M99», если не было задано, чтобы они выполнялись после операторов движения. (См. таблицу последующих M-кодов на стр. 73, раздел 4.)
После включения подачи СОЖ она запускается и отключается вместе со шпинделем, и ее не нужно программировать, когда работает шпиндель.
Останов программы (M00)
Выполнение программы прекращается на блоке, в котором содержится M00, и оператору выдается подсказка нажать на кнопку Cycle Start (Запуск цикла). После нажатия на кнопку Cycle Start (Запуск цикла) выполнение программы возобновится. Если M00 в строке вместе с командой перемещения, перемещение будет выполняться до останова. Если в блоке M00 есть комментарий, он будет отображаться, как подсказка.
Опциональный останов (M01)
M01 – это то же самое, что и M00, за исключением того, что он выполняется, только если активирован выключатель опционального останова. Если в блоке M01 есть комментарий, он будет отображаться, как подсказка оператору.
403

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Пропуск блока ( / )
Строка программы может быть опущена либо проигнорирована устройством управления. Вставка знака «/» (косая линия) в начале строки и активация F5 (BSkip) (Пропуск блока) приведут к тому, что устройство управления пропустит эту строку. В примере ниже F5 (BSkip) (Пропуск блока) дезактивирован, станок будет перемещаться в первую, вторую и третью точки. Когда F5 (BSkip) активирован, станок будет перемещаться в первую, а затем в третью точку. Блок 2 будет пропущен.
N1 X0 Y0/N2 X2 Y2N3 X4 Y0
Завершение программы (M02, M30, M99)
Любой из этих кодов может использоваться для обозначения завершения программы. Однако M02 и M99 оставляют шпиндель и подачу СОЖ включенными; M30 их отключает. Все три кода возвращаются в начало программы и запускаются при нажатии на кнопку Cycle Start (Запуск цикла). Завершение программы – то же, что и M2 или M99.
Шпиндель вкл./выкл. (M03, M04, M05)
С помощью этих кодов включается шпиндель: вращение по часовой стрелке (M03), вращение против часовой стрелки (M04) и отключение (M05). Команды включения шпинделя будут выполняться до команды оси. M05 будет выполняться после команды оси.
Смена инструмента (M06)
M06 перемещает Z в положение смены инструмента.
Данная команда направляет строб-сигнал к шине M-функции и рассылает импульс 150 миллисекунд (мсек) к выводу M06. Затем она прекращает выполнение программы и выдает оператору подсказку о смене инструмента. Если в блоке М6 есть комментарий, он будет отображен, как подсказка оператору. Устройство управления отключает шпиндель и подачу СОЖ, а затем ожидает получения сигнала о завершении смены инструмента. Шпиндель не может включиться, пока смена инструмента не завершена. После получения сигнала о завершении смены инструмента выполнение программы возобновится. Если параметры смены инструмента установлены на ручную смену, после получения сигнала о завершении смены инструмента необходимо нажать на кнопку Cycle Start (Запуск цикла), чтобы возобновить работу программы. В целях безопасности никогда нельзя пытаться сменить инструмент вручную, пока станок не будет в режиме команды смены инструмента M06.
Если станок оснащен устройством автоматической смены инструмента, у него имеется параметр F3 (Power) (Питание), МАКРОС M6 (Смена инструмента) для осуществления автоматической смены. Макрос смены инструмента указывает на программу, выполняющую смену инструмента. Эти программы относятся к устройству смены инструмента и его вводам и выводам. Если в программе есть ошибка или программа не обнаружена в указанном каталоге, при включении питания появится сообщение об
404

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
ошибке.
Подача СОЖ вкл./выкл. (M07, M08, M09)
С помощью этих кодов включается подача СОЖ (M07 – масляный туман, M08 – поливом) перед выполнением команды для оси. Команда отключения подачи СОЖ (M09) будет выполняться после команды для оси.
Зажим для поворотного стола (M10)
Данным кодом активируется зажим или тормоз для опционального поворотного стола.
Разжатие на поворотном столе (M11)
С помощью данного кода отпускается тормоз для опции поворотного стола.
Примечание: Существует параметр F9 (Ctrl) “auto rotary brake” (автоматический тормоз поворотного стола), который автоматически включает и отключает тормоз.
Коды устройства смены инструмента (M19-M28)
Эти функции используются с опциональным устройством автоматической смены инструмента. С помощью M19 выполняется ориентация шпинделя. Инструментальный барабан контролируется M20 (исходное положение инструментального барабана), M21 (вращение инструментального барабана по часовой стрелке) и M22 (вращение инструментального барабана против часовой стрелки). Рукой устройства смены инструмента управляют коды M23 (Подвод руки) и M24 (Отвод руки). Тяговый стержень контролируется с помощью M25 (включение тягового стержня) и M26 (отключение тягового стержня). Ориентационный ролик управляется с помощью M27 (ориентационный ролик включен) и M28 (ориентационный ролик отключен).
Блокировка приводов (M31)
Может понадобиться заблокировать приводы (аварийный останов) после выполнения длинной программы, когда станок не обслуживается. С помощью M31 отключаются приводы (аварийный останов станка).
Канал (M32)
Данный код приводит к тому, что устройство управления ждет канал ожидания, ввод X 7, а затем продолжает выполнять программу.
405
Недействительный маршрут либо не найдена программа для макроса смены инструмента М6. Для продолжения нажмите на любую клавишу…

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Различные М-коды (M65/75, M67/77, M68/78, M69/79, M50/60)
Стандартный M-код контролируется с помощью M65 (вкл.) и M66 (выкл.). Эти опциональные M-коды управляют 4 дополнительными функциями. Дополнительная функция 1 контролируется M67 (вкл.) и M77 (выкл.). Дополнительная функция 2 контролируется M68 (вкл.) и M78 (выкл.). Дополнительная функция 3 контролируется M69 (вкл.) и M79 (выкл.). Дополнительная функция 4 контролируется M50 (вкл.) и M60 (выкл.).
Включение/отключение графики (M90, M91)
Функцию графики на ЧПУ можно отключить во избежание чрезмерного графического отображения. При написании программы с циклами оператор может выполнять M90 (графика отключена) после первого цикла. Это предотвратит построение излишних линий в графической памяти. После завершения цикла может выполняться M91 (графика включена), чтобы отобразить следующий раздел программы. Если последней выполняемой командой было M90 (графика отключена), и программа начата снова, устройство управления восстановит состояние M91 (графика включена). Размер графического файла ограничивается размером, установленным производителем станка. Если размер превышен, на экран будет добавлена дополнительная графика.
Включение/отключение развертки в 3-х измерениях (M93, M94)
Функция развертки в 3-х измерениях может использоваться для развертки дуги XZ или YZ в геометрии XY (и Z). Для определения этих дуг используются следующие параметры.
P120 плоскость дуги (8 = плоскость XZ, 9 = плоскость YZ)P127 начальный радиусP128 начальный угол P129 конечный угол
Дуги развернуты вдоль геометрии после команды M94. Скорость подачи прокола Z – это параметр №145, зазор – это параметр №140, а ширина прохода – параметр №130.
НАЧАЛЬНЫЙ УГОЛ 0º
КОНЕЧНЫЙ УГОЛ 180º
НАЧАЛЬНЫЙ РАДИУС
НАЧАЛЬНАЯ ТОЧКА
ШАГОВОЕ ПРИРАЩЕНИЕ
406

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Начальная точка хранится в следующем параметре.
121 для оси X 122 для оси Y 123 для оси Z
Для создания охватывающей детали начальный угол должен быть больше 180° и меньше 360°. Для охватывающих деталей, начинающихся при 0°, следует использовать -0,0001° либо 359,9999°. Для охватывающих деталей, начинающихся при 180°, следует использовать 180,00001° либо -179,9999°.
Z может также изменяться в геометрии.
Например: P120=9 плоскость YZP127=1 начальный радиусP128=-.0001 начальный угол, охватывающая детальP129=180 конечный угол P130=.1 ширина прохода P145=10 скорость подачи ZF15 скорость подачи при развертке P121=0 P122=0 P123=0 начальная точкаP140=.1 плоскость RM94 развертка в 3-х измерениях включенаX3 Z-1 постепенное снижение до Z-1, от X0 до X3M93 развертка в 3-х измерениях отключена
Создается плавный подъем, который падает от Z0 до Z-1.
Примечания по включению/отключению развертки в 3-х измерениях
Примечание 1: Развертка в 3-х измерениях предполагает использование концевой сферической фрезы.
Примечание 2: Развертка в 3-х измерениях не будет работать со скругленным углом или фаской.
Примечание 3: Коррекцию на режущий инструмент можно использовать, установив параметр №167 на 1. Он работает только в плоскости XZ либо YZ.
407

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Конические стенки (M95)
M95 может использоваться для придания конической формы стенкам в выемках или на островках. В данной команде в качестве параметров используются угол стенки, первая глубина, окончательная глубина и приращение Z. M95 должен быть в пределах цикла while-wend. Радиус инструмента и параметр №160 (текущая глубина Z) изменяются на основании вышеуказанных параметров. M95 устанавливает параметр 162 на 2, когда цикл завершен. Чтобы использовать функцию конических стенок, коррекция на режущий инструмент должна быть включена.
M95 предполагает применение концевой сферической фрезы. В функции конических стенок также используется параметр коррекции скругленных/конических стенок для определения местоположения первого реза.
Пример 1: Коррекция конуса участка
Параметр коррекции скругленных/конических стенок = yes (да)
Первый рез – это коррекция на избегание резания вертикальной стенки.
408

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Пример 2: Отсутствие коррекции конуса участка
Параметр коррекции скругленных/конических стенок = no (нет)
Для резания данной детали коррекции не требуется.
Пример 3: Коррекция конуса полости
Параметр коррекции скругленных/конических стенок = yes (да)
Первый рез – это коррекция на избегание резания вертикальной стенки.
409

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Пример 4: Коррекция конуса полости
Параметр коррекции скругленных/конических стенок = no (нет)
Для этой детали не требуется коррекции на инструмент.
Примечание: Первый рез на первой глубине Z всегда скорректирован на радиус всего инструмента.
Первая глубина Z должна быть на поверхности, подлежащей резанию.
Углы стенок описаны следующим образом, независимо от выемок либо островков.
При использовании на конических стенках сферической фрезы следует применять M95 EO (либо M95). При использовании концевой фрезы следует применять M95 E1.
ГОРИЗОНТАЛЬНАЯ СТЕНКА НЕВОЗМОЖНА
ДОПУСТИМЫ ОТРИЦАТЕЛЬНЫЕ УГЛЫ СТЕНОК
ВЕРТИКАЛЬ
410

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Пример программы:
С помощью данной программы выполняется полость 2" x 3" со стенками 30°.
P140=.1 Зазор P141=-1 Окончательная глубина ZP143=.1 Приращение ZP144=0 1-я глубина Z, верх реза P160=P144P162=0 Для ввода цикла whileWhile P162 =0 Начало цикла G41 G65 X0 Y1 Ввод коррекции на режущий инструмент X0 Y0G1 F10 Z [ P160 ] Z внизX2 Геометрия Y3 Геометрия X0 Геометрия Y0 Геометрия G65 X1 Y0 Выведение P163=30 Угол стенкиM95 Команда конических стенок Wend Завершение цикла while
Скругленные стенки (M96)
M96 может использоваться для скругления стенок в выемках либо на островках. В данной команде в качестве параметров используются начальный угол, радиус стенки, первая глубина, окончательная глубина и приращение Z. M96 должен быть в пределах цикла while-wend. Чтобы использовать функцию скругленных стенок радиус инструмента, параметр №160 (текущая глубина Z) и коррекция на режущий инструмент должны быть активированы. M96 устанавливает параметр 162 на 2, когда цикл завершен. M96 предполагает использование сферических фрез. В функции скругленных стенок также используется параметр коррекции скругленных/конических стенок для определения местоположения первого реза.
411

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Пример 1: Коррекция скругленных стенок островкаПараметр коррекции скругленных/конических стенок = yes (да)Первый рез – это коррекция на избегание излишнего срезания вертикальной стенки.
Пример 2: Отсутствие коррекции скругленных стенок островкаПараметр коррекции скругленных/конических стенок = no (нет)Для резания этой детали не требуется коррекции на инструмент.
Пример 3: Коррекция скругленных стенок полости Параметр коррекции скругленных/конических стенок = yes (да)Первый рез – это коррекция на избегание резания вертикальной стенки.
412

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Пример 4: Отсутствие коррекции скругленных стенок полостиПараметр коррекции скругленных/конических стенок = no (нет)Для этой детали не требуется коррекции на инструмент.
413

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
В данной программе выполняется островок 2" x 3" со скругленными стенками. Стенки имеют радиус 2" и начинаются при угле наклоне 30°.
P140=.1 Зазор P141=-1 Окончательная глубина ZP143=.1 Приращение ZP144=0 1-я глубина Z P160=P144P162=0 Для ввода цикла whileG0While P162=0 Начало цикла while-wend G42 G65 X0 Y1 Ввод коррекции на режущий инструментX0 Y0G1 F10 Z[P160] Z внизG1 X2 Геометрия Y3 Геометрия X0Y0 Геометрия G65 X1 Y0 Вывод P163=30 Начальный угол P164=2 Радиус стенки M96 Команда для скругленных стенокWend
414

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Примечания по скругленным стенкам
Примечание 1: Первый рез на первой глубине Z всегда скорректирован на радиус всего инструмента.
Примечание 2: Первая глубина Z должна быть на поверхности, подлежащей резанию.
Примечание 3: Если радиус стенок и начальный угол не распространяются на первую глубину Z и окончательную глубину Z, появится сообщение об ошибке.
Начальные углы определены и показаны на следующих чертежах. Допускаются отрицательные начальные углы.
При использовании E0 либо если E не используется в блоке M95 (или M96), устройство управления будет применять сферический инструмент на стенке. Любое другое E№ в M95 (или M96) будет сообщать устройству управления о том, что используется концевая фреза. Коррекция скругленных/конических стенок не действует с опцией концевой фрезы.
415
ЗАПУСК ВЕРТИКАЛЬНО
ЗАПУСК ВЕРТИКАЛЬНО
ДАННЫЙ ТИП ДЕТАЛИ ОСТРОВОК
ДАННЫЙ ТИП ДЕТАЛИ ОСТРОВОК
ДАННЫЙ ТИП ДЕТАЛИ ПОЛОСТЬ
ДАННЫЙ ТИП ДЕТАЛИ ПОЛОСТЬ

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Очистка глубоких выемок (M97)
M97 может использоваться для очистки глубоких выемок, а также удаления материала с островков. Он также может использоваться для чистовых проходов в нестандартных выемках или островках. В данной команде задействовано два параметра: количество проходов, которое необходимо совершить, и ширина реза каждого прохода. Команда должна находиться в пределах цикла while-wend. Ширина реза добавляется либо отнимается от радиуса резца и идет в направлении резца или от него. Для использования данной функции очистки выемок коррекция на режущий инструмент должна быть включена. Если возникает компенсированная ошибка пересечения дуги для измененного радиуса инструмента, компенсированная линия заменяется от начальной точки до конечной точки дуги.
Например:G0 Z.1 Ускоренное перемещение в 0.1 выше 0D1 Загрузка радиуса инструмента №1P1=-.1 Первая глубина ZWHILE P1>-.3 Последняя глубина Z =-0.3G41 G65 X1 Y2 Ввод коррекции на режущий инструмент
при отсутствии движения X1 Y1 начальная точка G1 F10 Z[P1] Z вниз X2G3 R.5 XC2.5 YC1 X2.5 Y .5G1 X5Y3X1Y1G65 X2 Y0 Отключение коррекции на режущий
инструмент при отсутствии движенияG40 Отключение коррекции на режущий
инструментP163=5 Выполнение 5 проходовP164=.1 Ширина реза =0.1M97 Очистка выемки P1=P1-.1 Следующая глубина ZG0 Z.1 Ускоренное перемещение над деталью WEND Завершение цикла while
416

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Предыдущая программа выполняет это для инструмента с радиусом 0,1":
Для очистки островка такой же формы следует изменить G41 на G42.
Для выполнения чистового прохода загрузить таблицу инструмента с радиусом инструмента, превышающим радиус реального используемого инструмента.
P163=2 Выполнение 2 проходовP164=-.01 Коррекция до реального размера инструмента/чистовой припуск для
очистки
Примечание: Очистка выемок используется для удаления припуска с детали. Если запрограммировано слишком много проходов, можно повредить поверхность. Лучше всего использовать M97 (очистка выемок), чтобы удалить несколько проходов, а затем применить другие средства для удаления оставшегося материала.
Вызов подпрограммы (M98)
Завершение подпрограммы (M99)
Команда вызова подпрограммы (M98) может использоваться для выполнения любой программы, постоянно хранящейся в памяти, из другой программы. После выполнения вызванной программы устройство управления передаст обратно в вызываемую программу один блок после команды M98.
417
1-Й ПРОХОД ТРАЕКТОРИЯ ДЕТАЛИ
ИЗМЕНЕННЫЙ ИНСТРУМЕНТ СЛИШКОМ ВЕЛИК

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Когда главная программа вызывает подпрограмму, она рассматривается вложение с одним циклом. Вложение с 2 циклами может использоваться, как показано ниже.
При использовании с командой L___ команда M98 может повторно вызывать подпрограмму. Команда L___ может указывать до 999 повторов подпрограммы.
Допускаются вложения до 50 уровней.
M2 может использоваться вместо M99. Если подпрограмма заканчивается без M2 либо M99, она возвратится в вызывающую программу, как при встрече с M2 или M99.
Подготовка подпрограммы
Подпрограмма выглядит так же, как и любая другая программа.
Указание M99 в конце подпрограммы является опциональным. Если программа была вызвана с помощью M98, произойдет возврат в M02, M30 или M99. Подпрограммы вводятся в память таким же образом, как и обычные программы.
ГЛАВНАЯ ПРОГРАММА ПОДПРОГРАММА ПОДПРОГРАММА
ВЛОЖЕНИЕ С 1 ЦИКЛОМ ВЛОЖЕНИЕ С 2 ЦИКЛАМИ
418

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Выполнение подпрограммы
Подпрограмма выполняется, когда она вызвана главной программой или другой подпрограммой. Вызов подпрограммы имеет следующий формат.
M98 PXXXX LXXX
Где PXXXX = номер подпрограммыА LXXX = число повторений подпрограммы
Например: M98 P0002 L5M98 P2 L5Вызов 2 L5
Эта команда считывает вызов подпрограммы номер 2 пять раз.
Если не указан номер цикла, подпрограмма будет запускаться один раз.
Команда вызова подпрограммы и команда перемещения могут указываться в одном блоке.
Например: X1 M98 P0200
В данном примере подпрограмма 200 вызывается после завершения перемещения в направлении оси X.
Последовательность выполнения главной программы, которая вызывает подпрограмму, следующая.
Когда подпрограмма вызывается другой подпрограммой, она выполняется в такой же последовательности, как показано в примере выше.
419
ГЛАВНАЯ ПРОГРАММА ПОДПРОГРАММА

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Примечания по подпрограммам
Примечание 1: Если указанный номер подпрограммы нельзя обнаружить, появится сообщение об ошибке 603 “program O#### does not exist” (программа O#### не существует).
Примечание 2: Вызов подпрограммы M98___ не может выполняться из режима ручного ввода данных. В этом случае следует написать короткую программу для вызова подпрограммы.
0XXXXM98PXXXM02 Затем запустить ее в режиме выполнения.
Примечание 3: Если подпрограмма изменяет плавающий нуль, (как правило, G92 X0 Y0 в первом блоке подпрограммы), он будет восстановлен на ту же величину коррекции, какая была при вводе подпрограммы. Это может быть полезно для резания одной и той же формы в разных местах.
Например:
0#### O0002X1 Y2 G92 X0 Y0M98 P2 (резать деталь при X1 Y2) .X3 Y5 .
.M98 P2 (резать деталь при X3 Y5) .M2 M99
Примечание 4: При использовании оператора вызова можно вызывать подпрограммы с полными именами DOS.
Например: Вызов C:\Test\Parts\XYZ.PRG
Специализированные М-коды
Специализированные М-коды могут создаваться для выполнения пользовательской функции. Для установки нового специализированного М-кода сначала необходимо создать текстовую программу – с номером от 9020 до 9029 – которая определяет новый М-код. Затем ввести номер нового специализированного кода в раздел параметра F3 (Power) (Питание) после только что созданной текстовой программы. Для нумерации новых созданных специализированных кодов можно использовать трехзначные числа.
420

РАЗДЕЛ 5 – ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ (М-КОДЫ)
Текстовая программа может храниться в каталоге ОЗУ (RAM) либо или каталоге программ для обработки деталей. Программа в каталоге ОЗУ (RAM) предшествует программе в каталоге программ для обработки деталей. При вызове любого специализированного кода M или G из специализированного кода он будет выполнять свою нормальную функцию. Если в специализированном коде есть синтаксическая ошибка, при включении питания появится следующее окно.
Пример 1: Установить специализированный М-код параметра F3 (Power) (Питание) O9025 на 014 и ввести программу в C:/RAM/O9025. Выполнение M14 аналогично вызову в C:/RAM/O9025.
Пример 2: Установить специализированный М-код параметра F3 (Power) (Питание) O9027 на 3 и ввести следующую G-программу в C:/RAM/O9027.
Установить 25 (чтобы включить вакуум)G4 F1 (пауза в течение 1 секунды)M3 (включает шпиндель, как обычный M3)
421
Ошибка в программе 09020 или в программе специализированного М-кода не обнаружена. Чтобы продолжить, нажмите любую клавишу…

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Параметрическое программирование похоже на макропрограммирование в том, что для указания положения оси могут использоваться уравнения, а не десятичные числа. ЧПУ Centurion не ограничивает применение параметрики к подпрограммам или макросам. Они могут использоваться в программе где угодно. Параметрические выражения могут использоваться для обозначения функций M, G, F и S. Когда параметрическое выражение используется для положения оси, сначала будет найдено его значение, а потом применена коррекция на режущий инструмент. Все обычные правила для коррекции на режущий инструмент будут применяться к вычисляемой точке. При использовании параметрических выражений в программе применяемые параметры – это 100 пользовательских параметров, описанных выше на стр. 100, раздел 2. Значения, полученные из уравнений, будут отображаться на экранах параметров пользователя. Другие перечисленные системные параметры могут использоваться, как входные данные для параметрических уравнений, но в обычных обстоятельствах эти параметры не должны изменяться.
Параметрическая ссылка
Параметрическая ссылка указывается буквой "P", за которой следует допустимый номер параметра. Когда параметрическая ссылка используется для положения координаты, она должна быть заключена в скобки.
Например: X [P10]Y [-P145]Z [P2]
Параметрические команды присваивания
Присваивание – это самая основная команда в применении параметров. Символ присваивания – это знак равенства (=).
Операторы присваивания заменяют текущее значение переменной новым значением.
Например: P1 = 1.234
В данном примере значение 1.234 присвоено параметру 1. Поэтому каждая из следующих команд осуществляет перемещение в одно и то же положение координат.
X1.234 или X[P1]
423

Примечание: Если номера параметров присваивания превышают 699, необходимо, чтобы устройство управления находилось в режиме передачи данных (G10). См. перечень номеров параметров и их описания в ПРИЛОЖЕНИИ.
PB (байтовый параметр)
Байтовые параметры, как правило, содержат значения, представляющие конфигурацию станка. Например, у параметра диапазона вращения шпинделя PB50 будет значение 1 для низкого диапазона, 2 – для среднего и 3 – для высокого. Байтовые параметры не могут превышать 255.
Например: PB50=2
Примечание: Байтовые параметры не записаны в режиме проверки. См. перечень номеров параметров и их описания в ПРИЛОЖЕНИИ.
Арифметические операторы
Ниже приводится список доступных арифметических операторов.
Оператор Операция
+ прибавление - вычитание * умножение ** экспонента / деление DIV целочисленное деление MOD остаток
Примечание: Величина A DIV B – это математическое частное A/B с опущенной дробной частью или остатком.
Примеры: 3/2 = 1.5 3 DIV 2 = 124/5 = 4.8 24 DIV 5 = 472/8 = 9.0 72 DIV 8 = 9
5.46/2.1 = 2.6 5.46 DIV 2.1 = 2
MOD возвращает остаток, полученный при делении двух чисел.
3 MOD 2 = 1 остаток = 1 24 MOD 5 = 4 остаток = 4 72 MOD 8 = 0 остаток = 03.57 MOD 2.1 = 1.47 Fract (3.57 ÷ 2.1 =.7)
(.7 x 2.1 = 1.47)
Операторы отношения
424

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Ниже приводится список доступных операторов отношения.
Оператор Операция
EQ или = равно NE или <> не равно LT или < меньше чем GT или > больше чем LE или <= меньше либо равноGE или >= больше либо равно
Операторы функций
Вызов функции обозначается названием функции (например, SIN, ATAN, . . .), за которым следует аргумент функции в скобках. Когда функция используется для положения координаты, она должна быть заключена в скобки.
Примеры: X [SIN [45]]Y [ATAN[1/2]]Z [SQRT[9]]
Функция возвращает значение и может взаимозаменяемо использоваться везде, где принимаются десятичные значения.
Поддерживаются следующие функции.
Синус (SIN) возвращает синус аргументаSIN [90] = 1
Косинус (COS) возвращает косинус аргумента.
COS [180] = -1
Тангенс (TAN) возвращает тангенс аргумента.TAN [135] = -1
Арктангенс (ATAN) возвращает арктангенс аргумента. Аргумент должен быть указан в форме дроби (например, ½, 2/1, -5/6, ...).
ATAN [1/-1] = 135
Квадратный корень (SQRT) возвращает квадратный корень аргумента. SQRT [9] = 3
Абсолютное значение (ABS) возвращает абсолютное значение аргумента. ABS [-15] = 15
425

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Целое число (INT) возвращает целое число аргумента. INT [5.5099] = 5
Случайное число (RND) возвращает целое случайное число от 0 до его аргумента. RND [25] возвращает целое число >=0 и <=24
Натуральный логарифм (LN) возвращает натуральный логарифм аргумента. LN [10] = 2.3026
Экспоненциал (EXP) возвращает экспоненциал аргумента.EXP [1] = 2.7183
Округление (ROUND) округляет десятичное значение до целого. Полуцелые значения округляются.
ROUND [2.3] = 2ROUND [7.88] = 8ROUND [1.5] = 2ROUND [-1.5] = -2
Полуцелые значения (ровно половина) округляются до ближайшего четного числа.
ROUND [2.5] = 2ROUND [3.5] = 4
Математические выражения
Любая комбинация ранее описанных выражений составляет арифметическую функцию.
Примеры: X[SIN[P123]*COS[P124]]Y[2.5+[P2/P3]*SQRT[P4]]Z[[P2DIV3]+[P2MOD3]]
Условные операторы
ЧПУ Centurion поддерживает два типа условных операторов. Эти операторы используются для передачи управления программой из одной точки в другую на основании некоторого условия, выработанного в программе. Эти операторы - IF-THEN и WHILE-WEND.
IF-THEN
Оператор IF-THEN – это способ условного выполнения блока, если результаты выражения оцениваются, как истинные. Выражение должно содержать один из операторов отношения, который позволяет уменьшить выражение до истинного либо ложного. Если выражение истинное, выполняется часть THEN оператора IF. Если выражение ложное, выполняется следующая строка после оператора IF-THEN.
426

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Пример общего вида:
[любое ] (оператор) [любое ]Если [математическое] (отношения) [математическое] То любое действие
[выражение ] [выражение ]
N20 IF P1 LT P2 THEN GOTO 15N21
или
N22 IF P1 < P2 GOTO 15N21
Два вышеприведенных утверждения выполняют одну и ту же вещь. Если утверждение истинное, выполняется N15; если ложное – выполняется N21.
Примеры: IF P1*P3/COS[P90] GE TAN[P6] THEN X1
IF P4/P3 LT P6 GOTO 25
IF P1 = P2 THEN P4 = P5 - P6
Множественные операторы IF могут использоваться для проверки множественных условий.
Примеры: IF P36<5 THEN IF P1<>0 THEN M5Определенное, это значит, что если P36 меньше 5, а P1 не равно 0, шпиндель отключается.
Примечание: Слово THEN опционально во всех случаях.
WHILE-WEND
Ко второму типу условных операторов относится WHILE-WEND. Оператор WHILE содержит выражение, контролирующее повторное выполнение блоков, находящихся между операторами WHILE и WEND.
Выражение, контролирующее повторение, должно содержать один из установленных операторов отношения, что позволяет уменьшить выражение до истинного либо ложного. Выражение вычисляется до выполнения содержащихся блоков. Содержащиеся блоки выполняются повторно, если выражение верное. Если выражение ложное в начале, блоки не выполняются.
427

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Например: N20 WHILE [[P2*P3]/COS[P6]] LT P2N21 P6 = P6 + 1N22 Y[P2] Z[P3]N23 X[P6]N24 X1 Y0 Z0N25 WENDN26 M30
В данном примере строки с N20 по N25 будут повторяться до тех пор, пока выражение WHILE не станет ложным. Затем строка N26 будет выполняться вместо N21.
Примечание: Допускаются вложенные циклы WHILE.
Операторы передачи
Операторы передачи передают управление от одного раздела программы в другой. Это безусловная передача, выражающаяся в том, что когда выполняется оператор, управление всегда передается. Операторы GOSUB/RETURN и CALL возвращают управление в блок N+1 после своего завершения, а оператор GOTO передает управление в указанный блок без возврата.
Оператор GOTO
Оператор N### определяет метку. Операторы GOTO/GOSUB могут расширить или передать управление в блоки, содержащие эти метки. Оператор GOTO передает выполнение программы в блок с префиксом метки блока, указанной в операторе GOTO.
GOTO 30 (Следующий выполняемый блок - это N30.)
Примечание: Если существует более одной программы N30, передача произойдет в первую N30.
Оператор CALL
Оператор CALL передает управление в программу, хранящуюся в памяти ЧПУ. По выполнении вызванной программы либо M2, M99 или M30, управление возвращается в главную программу в блок, следующий сразу за оператором CALL.
Формат CALL следующий.
CALL XXXX LXXXНомер Счетчик цикла
программы (опционально)
Если L пропущено, вызываемая программа будет выполняться один раз. Оператор вызова такой же, что и M98.
428

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Примечание: Необязательно, чтобы подпрограмма вызывалась в отдельной программе. Можно вызвать O#### в том же файле. Это избавляет от необходимости использования параметра извлеченных программ.
Например: X1 Y1..Call 2 (вызов O0002)..M2 (здесь M2 опционально)O0002 (O#### в том же файле предшествует отдельному файлу O####.)X2 Y2..M99 (здесь M99 опционально)
Примечания по оператору вызова
Примечание 1: Вызов подпрограммы позволяет осуществлять вложения до 50 уровней.
Примечание 2: См. более подробную информацию об использовании G92 в подпрограммах на стр. 387, раздел 2.
Примечание 3: Допускается вызов программ с полными именами DOS.
Например: CALL S:/XYZ/PRG.X
GOSUB и RETURN
GOSUB передает выполнение программы в блок, номер которого указан в операторе GOSUB. Выполнение будет продолжаться до тех пор, пока не встретится блок, содержащий оператор RETURN. RETURN передаст управление обратно в блок, следующий непосредственно за оператором GOSUB. Чтобы использовать оператор GOSUB, номер вызванного блока должен быть частью той же программы. Как правило, подпрограммы находятся в конце главной программы.
Формат GOSUB следующий.
GOSUB XXXX LXXXСтрока № Счетчик цикла
(опционально)
429

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Если пропущено L, программа GOSUB будет выполняться один раз.
N1N2N3N4 GOSUB 100 Главная программа N5 . . .N90 M30N100N101 .
. Подпрограмма .N200N201 RETURNN202
Когда GOSUB выполняется в N4, программа перейдет на N100 и начнет выполнение, пока не будет достигнуто N201. В N201 управление будет передано в N5, и будут выполняться строки с N5 по N90. M30 прекращает выполнение главной программы и запускает повторное выполнение строк с 100 по 202. Примечание: допускается до 50 уровней вложений подпрограмм.
Вычислительные функции
1. Касательная дуга TANA2. Касательная линия TANL3. Создание 3-точечной окружности CGEN
Три вышеуказанные функции могут использоваться в любом месте программы для решения различных проблем пересечения. Эти функции получают входные данные в параметрах с P90 по P96, и возвращают ответ в параметрах с P80 по P85. Ответ может затем использоваться в командах для линии и окружности для получения желаемых результатов. Ниже приведен формат для этих трех функций.
Общий формат для TANA, TANL
430

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Входные параметры
P90 = X1 центр дуги 1P91 = Y1 центр дуги 1P92 = R1 радиус дуги 1P93 = X2 центр дуги 2P94 = Y2 центр дуги 2P95 = R2 радиус дуги 2P96 = R3 радиус касательной дуги (используется только в TANA)
Вычисленные выходные параметры
P80 = Xs X начальная точка касательной дуги или линии P81 = Ys Y начальная точка касательной дуги или линииP82 = Xe X конечная точка касательной дуги или линииP83 = Ye Y конечная точка касательной дуги или линииP84 = Xt X центр касательной дуги (только в случае TANA)P85 = Yt Y центр касательной дуги (только в случае TANA)
Общая форма для функции касательной дуги или линии следующая.
TANA C# или TANL C#
# - это число от 0 до 7 в случае касательной дуги, и от 0 до 3 в случае касательной линии. Посредством этого номера выбирается одно из восьми возможных решения TANA или одно из четырех решений TANL. Значения C# определяются, как точка касания, находящаяся справа или слева от линии и соединяющая центры дуг и центр связывающей дуги, если смотреть в направлении движения инструмента. См. примеры решений касательных на следующих схемах.
Случаи TANA 1-й 2-й Центр
C0 = Справа Справа СлеваC1 = Слева Справа СлеваC2 = Справа Слева СлеваC3 = Слева Слева СлеваC4 = Слева Слева СправаC5 = Справа Слева СправаC6 = Слева Справа СправаC7 = Справа Справа Справа
431

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Случаи TANL
1-й 2-й
C0 = Справа СправаC1 = Слева СправаC2 = Справа СлеваC3 = Слева Слева
432

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Пример программы с использованием TANA или TANL
N1 P90=0 XC дуги 1N2 P91=0 YC дуги 1N3 P92=1.5 радиус дуги 1N4 P93=5 XC дуги 2N5 P94=4 YC дуги 2N6 P95=2 радиус дуги 2N7 P96=5 радиус касательной дуги
(не используется для касательной линии) N8 TANA C3 или TANL C3N9 G2 R1.5 XC0 YC0 X[P80] Y[P81]
Вычисленные конечные точки TANA или TANL
N10 G3 R5 XC[P84] YC[P85] X[P82] Y[P83]
(Вычисленный центр и конечные точки TANA)
или
N10 G1 X[P82] Y[P83]
(Вычисленная конечная точка TANL)
N11 G2 R2 XC5 YC4 X Yконец конец
С помощью функции создания окружности рассчитываются центр и радиус дуги, проходящей через любые три неколлинеарные точки. Общий формат для функции CGen следующий.
Входные параметры
P90=X1 P91=Y1 координаты первой точки P92=X2 P93=Y2 координаты второй точкиP94=X3 P95=Y3 координаты третьей точки
Выходные параметры
P80=XC P81=YC центр вычисленной окружностиP82=R радиус вычисленной окружности
433

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Пример программы с применением CGen
N1 P90=0 P91=0 первая точкаN2 P92=1 P93=1 вторая точкаN3 P94=2 P95=0 третья точкаN4 CGENN5 G1 X0 Y0 положение начала дуги N6 G17 G2 R[P82] XC[P80] YC[P81] Xe____Ye____
Функция CGEN может использоваться в любом месте программы для вычисления радиуса и центра дуги. Эти расчеты могут использоваться в обычных командах дуги вместе с тригонометрической помощью, снятием фаски, скруглением углов, удлинением назад и любой другой доступной функцией.
Примечание: Направление дуги возвращается в P97, так что блок N6 можно заменить на G17 G[P97] R[P82] XC[P81] YC[P80] Xe___ Ye___
Текстовая команда
ЧПУ Centurion имеет буквенную команду, которая может использоваться для гравировки серийных номеров или других обозначений. Текстовые циклы должны загружаться путем установки параметра “Load text cycles” (Загрузка текстовых циклов). После установки данного параметра устройство управления должно быть перезагружено. Взаимно однозначный размер букв - 1" x 1", печатным шрифтом. Все эти буквы можно масштабировать либо поворачивать, чтобы достичь желаемого размера и ориентации. Глубина реза содержится в P141, скорость врезной подачи Z – в P145, а зона безопасного отвода - в P140. Типичная программа будет выглядеть следующим образом.
N1 P140=.1 Зазор 0.1N2 P141=-.2 Глубина реза 0.2 дюймаN3 P145=5 Скорость врезной подачи 5 дюймов/минN4 G1 F10 Скорость подачи XY 10 дюймов/минN5 S1000 M3 Вращение шпинделя по часовой стрелкеN6 X-4 Y.5 Положение первой буквы N7 Text [MILLTRONICS MFG] Желаемый текстN8 M30 Конец программы
С помощью этой программы будет сделана надпись "MILLTRONICS MFG" на глубине -0.2" в 1" печатными буквами 1", начиная с положения X-4 Y.5.
Текстовый цикл также может использоваться для гравировки значений параметров, времени и дат.
Например: P28 = -6.77777TEXT [N=#28[34]]
434

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
С помощью этого будет выгравировано "N=-006.7778" (3 старших разряда, 4 младших). Если поля старших и младших разрядов не заполнены, по умолчанию используется формат из параметров настройки станка.
Последовательные номера деталей можно гравировать по следующей схеме: TEXT[#23[30]] Гравирует значение P23, 3 места влево, 0 вправо)P23=P23+1 (инкрементный счетчик деталей)
Если старший и младший разряд равны 0, будет гравироваться код ascii параметра.
Например:P1 = 35 (Ascii для '#')P2 = 123TEXT [PART #100] #2[30]]
С помощью этого будет гравироваться "PART #123". (деталь №123)
Если старший и младший разряд = -1, гравируется время (параметр # игнорируется).
Например: TEXT [TIME IS #1 [-1]] будет гравировать "TIME IS 016:46:51". (время 016:46:51)
Если старший и младший разряд = -2, гравируется дата (параметр # игнорируется).
Например: TEXT [DATE IS #1[-2]] будет гравировать "DATE IS 02/11/08" (дата 02/11/08)
Дополнительные команды
Пробелы Пробелы могут использоваться в любом месте программы. Например, Z1.234 может быть записано, как Z 1 . 23 4, если хочется.
Блоки Допустимы блоки без информации.
Комментарии К комментариям относится любой текст, заключенный в скобки, они игнорируются устройством управления. Комментарии могут быть в любом месте программы или блока. Когда комментарий находится в блоке с M0 (останов блока), M1 (опциональный останов) или M6 (смена инструмента), комментарий будет отображен в окне сообщений.
435

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Например: M0 (MOVE THE CLAMP) (Перемещение зажима)
Например: M6 (3/8” DRILL) (Сверло 3/8”)
PRINT Print используется для печати текста на экране. PRINT может (Печать) использоваться для отображения текста, значений параметров,
времени, дат и т.д.
Например: P87=32.45PRINT [N=#87] показывает “N=32.4500”
#n[LT] #n[LT] отображает параметр n со старшими разрядами L и младшими разрядами T.
Например: P100=1.235 P101=2.87656PRINT [P100=#100[04] P101=#101[33]] показывает“P100=1.2350 P101=002.877”
Если поля старших и младших разрядов не заполнены, по умолчанию используется формат старших и младших разрядов из параметров настройки станка.
При LT=0 применяются исключения.
Если LT=0, показывается код ASCII параметра.
Например: P1=72 (ASCII H)P2=105 (ASCII i)PRINT [#1[00]#2[00]] показывает “Hi”
Если LT=-1, параметр игнорируется. Время показано в формате 0чч:мм:сс.
Если LT=-2, параметр игнорируется. Дата показана в формате год/месяц/день.
ВНИМАНИЕ: Обнаружен останов программы. ПЕРЕМЕСТИТЬ ЗАЖИМ. Нажать на <Cycle Start> (Запуск цикла) для продолжения.
ВНИМАНИЕ: Смена инструмента. Вставить инструмент номер 2 – СВЕРЛО 3/8”. Нажать на <Cycle Start> (Запуск цикла) для продолжения.
436

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Например: PRINT [Time=#1[-1] Date=#1[-2]] показывает “Time=012:51:52 Date=97/10/23” (время=012:51:52, Дата=97/10/23)
POPEN Посредством команды POPEN открывается файл либо RS-232 для вывода с помощью команды DPRNT.
POPEN P0 Посредством команды POPEN P0 открывается файл для выходных данных. Файл, который необходимо открыть, указан в параметрах MISC (Дополнительные). Если имя файла в данном параметре пропущено, выходные данные будут записаны в REPORT.DAT.
POPEN P1 Посредством команды POPEN P1 открывается порт последовательного ввода-вывода 1 для вывода.
POPEN P2 POPEN P2 открывается порт последовательного ввода-вывода 2 для вывода.
PCLOS PCLOS закрывает порт последовательного ввода-вывода, который был открыт с помощью POPEN.
DPRNT DPRNT выводит текст в файл или порт RS-232, который указывается командой POPEN.
Например: DPRNT [PLEASE CLEAR THE WORK AREA] (Пожалуйста, очистите рабочую зону)
#n записывает значение параметра
Например: DPRNT [X#208 Y#209 Z#210] выводит текущие положения X, Y и Z в файл либо порт RS-232.
#n[LT] выводит параметр n со старшими разрядами L и младшими разрядами T.
Например: P100=1.235 P101=2.87656DPRNT [P100=#100[04] P101=#101[33]] выводы “P100=1.2350 P101=002.877”
Если поля старших и младших разрядов не заполнены, по умолчанию используется формат старших и младших разрядов из параметров настройки станка.
Если LT=00, показывается код ASCII параметра.
Например: P1=40 (ASCII ( )P2=72 (ASCII H)P3=105 (ASCII i)P4=41 (ASCII ) )PRINT [#1[00]#2[00]#3[00]#4[00]] выводит (Hi)
437

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Если LT=-1, параметр игнорируется. Время показано в формате 0чч:мм:сс.
Если LT=-2, параметр игнорируется. Дата показана в формате год/месяц/день.
Например: DPRNT [Time=#1[-1] Date=#1[-2]] показывает “Time=012:51:52 Date=97/10/23” (время=012:51:52, Дата=97/10/23)
DPRNT может использоваться для создания файлов отчета, относящихся к производству деталей, проверке деталей, информации об оцифровке и т.д.
INPUT Оператор INPUT (оператор ввода) используется для ввода данных с(ВВОД) передней панели.
Например: INPUT (X START POSITION) P1
Оператору будет выдаваться подсказка о данных для ввода.
Оператор может использовать данные, отображаемые при нажатии на клавишу ENTER (Ввод). Если ESC нажато в операторе ввода, программа будет прервана.
Команда HDW (маховик) может использоваться для входа в режим маховика в ходе выполнения программы. Может быть добавлен комментарий для подсказки оператору в ходе выполнения команды HDW (Маховик). HDW игнорируется при проверке программы.
Например: HDW (TOUCH THE TOOL TO THE PART) выдает следующее сообщение для оператора.
НАЧАЛЬНОЕ ПОЛОЖЕНИЕ Х
438

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Оператор нажимает на клавишу <enter> после приведения станка в режим маховика. Если нажать на <esc> в режиме маховика, программа будет прервана.
Для ручной установки и очистки входных/выходных штырьков см. следующее.
CLR Убрать выходной штырек.
Например: CLR X7 (убирает выходной штырек X №7)
SET Установить выходной штырек.
Например: SET Z3 (устанавливает выходной штырек Z №3)
PULSE0 Посылает импульс в выходной штырек.
Пример 1: PULSE0 Z10 (удаление выходного штырька Z №10, задержка на число миллисекунд, указанное в дополнительном параметре PULSEx pulse delay(ms), затем установка выходного штырька Z10)
Пример 2: PULSE0 X2 P3.5 (удаление выходного штырька X №2, задержка на 3.5 секунды, затем установка выходного штырька X 2)
PULSE1 Посылает импульс в выходной штырек
Например: PULSE1 X5 (установка выходного штырька X №5, ut #5, задержка на число миллисекунд, указанное в дополнительном параметре PULSEx delay(ms), затем установка выходного штырька X5)
STO STO похожа на команду SET, за исключением того, что выходные штырьки следуют друг за другом. На каждой оси имеется по 12 выходных штырьков.
Например: STO20 (установка выходного штырька Y №8 либо 20-го выходного штырька)
439
Экранный режим маховика. Для завершения нажать на <Escape>. КОСНУТЬСЯ ДЕТАЛИ ИНСТРУМЕНТОМ.

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
CLO CLO похожа на команду CLR, за исключением того, что выходные штырьки следуют друг за другом.
Например: CLO25 (удаление выходного штырька Z №1 либо 25-го выходного штырька)
PIN PIN относится к штырьку. Ось X – это 1000-ные значения, ось Y - 2000-ные значения, ось Z - 3000-ные значения и т.д.
Штырек Ось X Ось Y Ось Z 4-я ось 5-я ось 6-я ось входной 1 1000 2000 3000 4000 5000 6000входной 2 1001 2001 3001 4001 5001 6001входной 3 1002 2002 3002 4002 5002 6002входной 4 1003 2003 3003 4003 5003 6003входной 5 1004 2004 3004 4004 5004входной 6 1005 2005 3005 4005 5005входной 7 1006 2006 3006 4006 5006входной 8 1007 2007 3007 4007 5007входной 9 1008 2008 3008 4008 5008входной 10 1009 2009 3009 4009 5009входной 11 1010 2010 3010 4010 5010входной 12 1011 2011 3011 4011 5011выходной 1 1012 2012 3012 4012 5012 6012выходной 2 1013 2013 3013 4013 5013 6013выходной 3 1014 2014 3014 4014 5014 6014выходной 4 1015 2015 3015 4015 5015 6015выходной 5 1016 2016 3016 4016 5016выходной 6 1017 2017 3017 4017 5017выходной 7 1018 2018 3018 4018 5018выходной 8 1019 2019 3019 4019 5019выходной 9 1020 2020 3020 4020 5020выходной 10 1021 2021 3021 4021 5021выходной 11 1022 2022 3022 4022 5022выходной 12 1023 2023 3023 4023 5023
Примечание: Операторы PIN могут использоваться в условных операторов, таких как IF-THEN и WHILE-WEND.
Примеры: IF PIN[2017] EQ 1 THEN PB50=1WHILE PIN[1005] NE 0M62M63WENDP5=P3 + PIN[2011]
440

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
IPIN
IPIN относится в входному штырьку. Аргумент – это номер входного штырька. IPIN [32] – это 32-й входной штырек. Всего 64 входных штырька. IPIN [32] – это входной штырек Z №8. IPIN [18] – то же, что и PIN [2005], или входной штырек Y №6. Операторы IPIN могут использоваться в условных операторах либо для присваивания переменных.
OPIN
OPIN относится к выходному штырьку. Аргумент - это номер выходного штырька. OPIN [14] – это 14-й выходной штырек. Всего 64 выходных штырька. OPIN [40] – это выходной штырек №4 4-й оси. OPIN [4] – то же, что и штырек [1003], или выходной штырек 4 оси X. Операторы OPIN могут использоваться в условных операторах либо для присваивания переменных.
Команды проверки деталей и оцифровки
PROBE1 PROBE1 может использоваться с любым движением оси для команды прерывистого перемещения. Движение будет прервано, когда входной штырек снижается.
Например: PROBE1 F.01 X1.3 Y-2 Перемещение X и Y в сторону 1.3 и -2, соответственно, до тех пор, пока датчик не коснется детали.
PROBE2 PROBE2 может использоваться с любым движением оси для команды прерывистого перемещения. Движение будет прервано, когда входной штырек повышается.
Например: PROBE2 F.01 X1.3 Y-2Перемещение X и Y в сторону 1.3 и -2, соответственно, до тех пор, пока датчик не отпустит деталь.
Примечание: Входной штырек, используемый командами датчика, выбирается в дополнительных параметрах.
Обратная линия
Функция обратной линии может использоваться в любой команде линии. Данная функция меняет направление запрограммированной линии. Обратная линия обычно используется, когда известна конечная точка линии, а не начальная. Конечная точка запрограммирована, и линия удлиняется в обратную сторону к начальной точке. При использовании данной функции все функции Trig Help (Тригонометрическая помощь) действуют.
441

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
Пример 1:
X6 Y2X5X4 Y1.5G2 R1 XC3 YC1.5 AB270G1 X1 Y2 back C0 W145X0
Back – удлинение в обратную сторону от (1,2)C0 – использовать пересечение дуг, ближайшее к (1,2)W145 – удлинение линии от (1,2) при угле 145°
Пример 2:
X6 YZX5X4 Y1.5G2 R1XC3YC1.5 AB270G1 X1 YZ BACK C2 W145X0
C2 – использование самого дальнего пересечения
Пример 3:
X6 Y2X5X4 Y1.5X1 Y2 BACK C0 W-35X0
Примечание: В данном примере используется обратная линия между двумя линиями для программирования неизвестной точки. См. более подробную информацию об обратной линии в разделе 4 на стр. 299.
MOD (Операция по модулю)
MOD используется для смещения положения оси. Обычно он используется для того, чтобы установить поворотную ось в положительную позицию между 0 и 360 градусами. Он может быть полезен после того, как поворотная ось сделает несколько оборотов в одном направлении.
Примеры:G0 A750
442

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
MOD A360 (Позиция оси A сейчас 30°)
G0 A-100MOD A360 (Позиция оси A сейчас 240°)
G0 A-500MOD A360 (Позиция оси A сейчас 220°)
G0 A437MOD A20 (Позиция оси A сейчас 17°)
G0 A33.285MOD A2.1 (Позиция оси A сейчас 1.785°)
33.285 / 2.1 = 15.8515.85, остаток - 0.850.85 * 2.1 = 1.785
Примечание: С помощью команды MOD можно также сместить запрограммированные пределы. Это желательно для большинства поворотных осей, но не желательно для линейной оси.
ORIGIN (Начальный адрес)
Начальный адрес – это еще один способ смещения координат оси. Он смещает координаты оси на объем оператора.
Примеры:G0 A437ORIGIN A20 (Позиция оси A сейчас 417)
G0 A33.285ORIGIN A2.1 (Позиция оси A сейчас 31.185)
G0 A361ORIGIN A360 (Позиция оси A сейчас 1)
G0 A-500ORIGIN A360 (Позиция оси A сейчас -860)
Примечание: Команда начального адреса также смещает запрограммированные пределы.
443

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
HOME (Исходное положение)
Для приведения оси в исходное положение в программе следует использовать команду HOME.
Например: Home Z0 (Приводит ось Z в исходное положение, число “0” ничего не значит)
Home X0Y0 (Приводит в исходное положение оси X и Y)
Ниже продемонстрирована параметрическая программа для резания пяти 45°-ных сегментов лопасти вентилятора.
P2=0N2P1=.5P140=.1G31N1G0 X[P1] Y0G1 Z0G3 R[P1] AA0 AB45 Z[[.5-P1]/5]G31P1=P1+.1IF P1 LE 2 GOTO 1P2=P2+72G68 AA[P2] I0 J0IF P2 LT 360 GOTO 2
444

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
На примере выше инструмент выполняет 16 проходов для каждой лопасти, начиная при X.5 до X2 с шагом 0,1". Z равно 0 на всей передней кромке лопасти и падает до 0 при первом проходе и до -0,3" при последнем проходе. Каждое смещение оси лопасти составляет 45 °. Цикл N1-GOTO 1 – для каждой лопасти вентилятора. Цикл N2-GOTO 2 поворачивает каждую лопасть на дополнительные 72 °. P1 управляет радиусом смещения оси лопасти и глубиной Z. P2 контролирует угол поворота.
Пример программы с использованием некоторых специальных операторов
(Программа наружной оцифровки. Предполагаемый центр - 0,0.)INPUT (Диаметр) P1INPUT (Глубина Z) P2INPUT (Угол приращения) P3TI M6 (Датчик)H43 H1 D1G0 X [P1/2+.5] Y0 (Перемещение за диаметр +0.5)Z[P2] (На глубину Z)PB81=7 (Установить специальные флажки байтовых параметров для
отключения тригонометрической помощи и коррекции на режущий инструмент)
POPEN P0 (Открытие файла для вывода. Установить файл отчета в c:/parts/O0100.)DPRNT [(Извлечь файл для диаметра №1 @ Z#2)]DPRNT [S1500 M3]DPRNT [X#208 Y#209]DPRNT [Z#210]
P4=0 (Счетчик градусов)N1G1 F20 PROBE1 X0 Y0 (Перемещение к центру, пока не произойдет касание датчика)DPRNT [X#208 Y#209] (Запись текущих размеров X и Y в файл)
PROBE 2 XC0 YC0 R[P1/2+.5] AB[P4] (Удаление от детали, пока датчик не будет отпущен)
P4=P4+P3 (Градусы приращения)XC0 YC0 R[SQRT[P208*P208+P209*P209]] AB[P4] (Отстранение)PROBE 2 XC0 YC0 R[P1/2+.5] AB[P4] (Удаление на случай, если
происходит касание.)IF P4<=360 GOTO 1 (Выполнение 360 °)G0 Z1 (Z вверх)
DPRNT [Z1]DPRNT [M5]
Пример вывода из параметрической программы
445

РАЗДЕЛ 6 – ПАРАМЕТРИЧЕСКОЕ ПРОГРАММИРОВАНИЕ
(Извлечь файл для диаметра 4.0000 @ Z-1.0000)S1500 M3X2.5000Y0.0000Z-1.0000X1.0500Y0.0000X1.0360Y0.0906X1.1030Y0.1945X1.1301Y0.3028X1.0525Y0.3831X0.9516Y0.4437...X1.0149Y-0.3694X1.0301Y-0.3028X1.0242Y-0.1806X1.0560Y-0.0924X1.13000Y-0.0000Z1M5
446

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
На следующих примерах программ демонстрируются разнообразные проблемы, возникающие при программировании, и возможные решения этих проблем с помощью ЧПУ Centurion. Программа, приводимая для каждого образца деталей, ни в коем случае не является единственным решением по данной детали.
Описание каждого образца детали начинается с ее чертежа, затем даются стандартные коды EIA (G- и M-коды), за которыми идет объяснение программы EIA и, в заключение, - диалоговая программа для образца детали. В чертежи образцов деталей для фрезерования будут включены начальные и конечные точки запрограммированных перемещений, направление перемещения инструмента и траектория инструмента, обозначенная пунктирными линиями, идущими параллельно кромке детали. На чертежах также указано, где установлен плавающий нуль для каждой детали. Подачи и скорости концевых фрез рассчитаны на фрезу 3/8" по алюминию. Другие инструменты будут указаны. Перед тем, как вырезать какую-либо из этих образцов деталей, оператор должен установить плавающий нуль и коррекции на инструмент.
При вводе геометрии цикла фрезерования диалоговой программы последний выбранный вариант внизу строки и экраны дуг являются конечной опцией. Конечная опция позволяет программисту выбрать параметр закругленного угла или фаски в этой точке программы. Если производить выбор не требуется, конечную опцию следует пропустить.
Образец 1
447
НАЧАЛО/КОНЕЦ

Образец программы EIA 1
N1 G0 G17 G20 G32 G40 G50 G69 G80 G90N2 T1 M6N3 X-1 Y-1 S3000 M03N4 G43 H1 Z.1 M08N5 G01 Z-.375 F5N6 G41 D1 X0 F25N7 Y3.5N8 X1.5 N9 G3 R1 AA180 AB-45N10 G1 R.S AB45N11 G2 R1 XC5.9142 YC4.0858 AB0N12 G1 Y0N13 X-1 N14 G40 Y-1N15 G0 Z.1 M9N16 M5
Пояснение к программе EIA 1
N1 Выбор ускоренного перемещения, плоскости XY, дюймовой системы изменений и перемещения Z в положение смены инструмента; отмена коррекции на режущий инструмент, масштабирования, поворота и групповых циклов; выбор абсолютных измерений. (Все программы по умолчанию содержат G17, G40, G50, G69, G80 и G90. G20 является модальным).
N2 Смена инструмента №1
N3 Позиционирование в X-1 Y-1 и включение шпинделя (3000 об/мин)
N4 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N5 Подача Z-0.375 при 5 дюймах/мин
N6 Выбор коррекции на режущий инструмент слева, вызов коррекции "D" инструмента №1 и подачи в X0 Y-1 при 25 дюймах/минПримечание: Коррекция на режущий инструмент будет увеличиваться во время этого движения.
N7 Перемещение линии в X0 Y3.5
N8 Перемещение линии в X1.5 Y3.5
448

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N9 Радиус 1" дуги против часовой стрелки, начинающийся при 180°, завершающийся при -45°
N10 Перемещение линии с помощью расчетной конечной точки, описанный с применением полярных координат; угол 45° радиус 0.5
N11 Абсолютный центр радиуса 1" дуги по часовой стрелке XC5.9142 YC4.0858 и задний угол 0°
N12 Перемещение линии в Y0
N13 Перемещение линии в X-1 Y0
N14 Отключение коррекции на режущий инструмент во время перемещения в X-1 Y-1
N15 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N16 Отключение шпинделя
Пример диалоговой программы 1
Событие 0 из 11 Установка программы
Название программы [ОБРАЗЕЦ 1]
Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 11 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ]
449

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 11 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ] Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [Автоматическая, влево]
Опции [---]--------------------------------------------------- Событие 3 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[3.5 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[1.5 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
450

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 5 из 11 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Поляра] Радиус дуги R[1 ] Начальный угол AA[180 ]
Конечная точка [Поляра] Конечный угол AB[-45 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 6 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [полярные] Плоскость [XY] Тип [текущий]
Длина R[.5 ] Конечный угол AB[45 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
451

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 7 из 11 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[5.9142 ] YC[4.0858 ]
Конечная точка [Поляра] Конечный угол AB[0 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 8 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 9 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
452

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 10 из 11 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Автоматически]
--------------------------------------------------- Событие 11 из 11 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]---------------------------------------------------
Образец 2 A
453
НАЧАЛО/КОНЕЦ
НЕОБХОДИМО РАССЧИТАТЬ ЦЕНТРАЛЬНУЮ ТОЧКУ

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец программы EIA 2 A
N1 T1 M6N2 G0 X-1 Y1 S3000 M3N3 G43 H1 Z.1 M8N4 G1 Z-.375 F5N5 G42 D1 X0 F25N6 Y-1.5N7 G3 XC1 YC-1.5 AB-45 R1N8 G2XC2.7071 YC-3.2071 AB-45 R1.4142N9 G3 XC4.4142 YC-1.5 AB0 R1N10 G1 Y0N11 X-1N12 G40 Y1N13 G0 Z.1 M9N14 M05
Пояснение к программе EIA 2 A
N1 Смена инструмента №1
N2 Ускоренное позиционирование в X-1 Y1; включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N4 Подача Z-0.375 при 5 дюймах/мин
N5 Выбор коррекции на режущий инструмент справа, вызов коррекции "D" инструмента №1 и перемещение в X0 при 25 дюймах/минПримечание: Коррекция на режущий инструмент будет увеличиваться во время этого движения.
N6 Перемещение линии в X0 Y-1.5
N7 Радиус 1" дуги против часовой стрелки с применением XC1 YC-1.5 и расчетного заднего угла -45°
N8 Радиус 1.4142 дуги по часовой стрелке с применением XC2.7071 YC-3.197 и расчетного заднего угла 45°Примечание: Центральная точка должна быть рассчитана до программирования.
N9 Радиус 1" дуги против часовой стрелки с применением CX4.4142 YC-1.5 и заднего угла 0°
454

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N10 Перемещение линии в X5.4142 Y0
N11 Перемещение линии в X-1 Y0
N12 Отключение коррекции на режущий инструмент, перемещение в X-1 Y1
N13 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N14 Отключение шпинделя
Пример диалоговой программы 2 A
Событие 0 из 10 Установка программы
Название программы [ОБРАЗЕЦ 2]
Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 10 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 10
455

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ] Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [Автоматическая, вправо]
Опции [---]--------------------------------------------------- Событие 3 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[-1.5 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 10 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[1 ] YC[-1.5 ]
Конечная точка [Поляра] Конечный угол AB[-45 ] Z[ ]
Конечная опция [---]---------------------------------------------------
456

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 5 из 10 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[1.4142 ] YC[-3.197 ] Конечная точка [Поляра] Конечный угол AB[-45 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 6 из 10 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[4.4142 ] YC[-1.5 ] Конечная точка [Поляра] Конечный угол AB[0 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 7 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы] Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
457

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 8 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 9 из 10
Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Автоматически]--------------------------------------------------- Событие 10 из 10 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
458

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 2 B
Такая же деталь, что и в образце 2A, но запрограммированная с помощью функции касательной дуги.
459
НАЧАЛО/КОНЕЦ
ЦЕНТРАЛЬНАЯ ТОЧКА, РАССЧИТАННАЯ С ПОМОЩЬЮ
ФУНКЦИИ КАСАТЕЛЬНОЙ ДУГИ

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец программы EIA 2 B
N1 T1 M6N2 G0 X-1 Y1 S3000 M3N3 G43 H1 Z.1 M8N4 G1 Z-.375 F5N5 G42 D1 X0 F25N6 Y-1.5N7 P90 = 1N8 P91 = -1.5N9 P92 = 1N10 P93 = 4.4142N11 P94 = -1.5N12 P95 = 1N13 P96 = 1.4142N14 TANA C7N15 G3 XC1 YC-1.5 AB-45 R1N16 G2 XC[P84] YC[P85] R[P96] X[P82] Y[P83]N17 G3 R1 XC4.4142 YC-1.5 AB0N18 G1 Y0N19 X-1N20 G40 Y1N21 G0 Z.1 M9N22 M5
Пояснение к программе EIA 2В
N1 Смена инструмента №1
N2 Ускоренное позиционирование в X-1 Y1; включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N4 Подача Z-0.375 при 5 дюймах/мин
N5 Выбор коррекции на режущий инструмент справа, вызов коррекции "D" инструмента №1 и перемещение в X0 при 25 дюймах/минПримечание: Коррекция на режущий инструмент будет увеличиваться во время этого движения.
N6 Перемещение линии в X0 Y-1.5
N7,N8 - центральная точка X,Y первой дуги
N9 Радиус первой дуги
460

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N10, N11 - центральная точка X,Y второй дуги
N12 Радиус второй дуги
N13 Радиус касательной дуги
N14 Функция касательной дуги
N15 Первая дуга с конечной точкой
N16 Касательная дуга с вычисленным центром и конечной точкой
N17 Радиус 1" дуги против часовой стрелки с применением CX4.4142 YC-1.5 и заднего угла 0°
N18 Перемещение линии в X5.4142 Y0
N19 Перемещение линии в X-1 Y0
N20 Отключение коррекции на режущий инструмент, перемещение в X-1 Y1Примечание: Коррекция на режущий инструмент будет уменьшаться во время этого движения.
N21 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N22 Отключение шпинделя
Пример диалоговой программы 2 B
Событие 0 из 9 Установка программы
Название программы [ОБРАЗЕЦ 2В]
Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]
461

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
--------------------------------------------------- Событие 1 из 9 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 9 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ] Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [Автоматическая, вправо]
Опции [---]--------------------------------------------------- Событие 3 из 9 Геометрические параметры фрезерования – Линия
Скорость подачи F[25] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[-1.5 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
462

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 4 из 9 Соединение двух дуг касательной линией или дугой в плоскости [XY]
Фрезерование первое дуги в направлении [против часовой стрелки]
R1 [1 ]XC1 [1 ] YC1 [-1.5 ]
Вторая дуга для вычисления: R2 [1 ]XC2 [4.4142 ] YC2 [-1.5 ]
Выход из 1-й дуги [вправо]Вход во 2-ю дугу вправо]Соединение с помощью [дуги] От центра [направо]Радиус [1.4142 ] Направление дуги [по часовой стрелке]--------------------------------------------------- Событие 5 из 9 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[4.4142 ] YC[-1.5 ] Конечная точка [Поляра] Конечный угол AB[0 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 6 из 9 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ]
463

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 7 из 9 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 8 из 9 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Автоматически]--------------------------------------------------- Событие 9 из 9 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
464

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 3 A
Образец программы EIA 3 A
N1 T1 M6N2 G41 D1 S3000 M03N3 G65 X0 Y99N4 G0 Y0N5 G43 H1 Z.1 M8N6 G1 Z-.375 F5N7 X1 F25N8 G2 XC2 YC0 AB135 R1N9 G1 AB45 R.5N10 G2 XC4 YC2 X5 Y2 R1N11 G3 XC7 YC2 X9 R2N12 G1 Y5N13 X0 N14 Y0N15 G65 X99 N16 G40N17 G0 Z.1 M9N18 M5
465
НАЧАЛО/КОНЕЦ

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Пояснение к программе EIA 3 A
N1 Смена инструмента №1
N2 Выбор коррекции на режущий инструмент слева, активация коррекции "D" инструмента №1 и включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Установка «точки перед проколом» X0 Y99 Примечание: Станок не осуществляет перемещение в эту позицию.
N4 Установка «точки прокола» X0 Y0; перемещение в свою скорректированную точку, как определено предыдущим блоком
N5 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N6 Подача Z-0.375 при 5 дюймах/мин
N7 Перемещение линии в X1 Y0 при 25 дюймах/мин
N8 Радиус 1" дуги по часовой стрелке с применением XC2 YC0 и заднего угла AB135
N9 Перемещение линии с помощью расчетной конечной точки и полярно описанной, угол 45 радиус 0.5"
N10 Радиус 1" дуги по часовой стрелке с применением XC-4 YC2 и конечной точки X5 Y2
N11 Радиус 2" дуги против часовой стрелки с применением XC7 YC2 и конечной точки X9 Y2
N12 Перемещение линии в X9 Y5
N13 Перемещение линии в X0 Y5
N14 Перемещение линии в X0 Y0
N15 Установка «точки после прокола» X99 Y0Примечание: Станок не осуществляет перемещение в эту позицию.
N16 Отключение коррекции на режущий инструмент
N17 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N18 Отключение шпинделя
466

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Пример диалоговой программы 3 A
Событие 0 из 12 Установка программы
Название программы [ОБРАЗЕЦ 3А] Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке:
[ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 12 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 12 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ]
Точка прокола X X[0 ] Точка прокола Y Y[0 ]
467

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Коррекция [влево] [Декартовы] X до прокола X[0 ] Y до прокола Y[99 ]
Опции [---]--------------------------------------------------- Событие 3 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[25 ] Координаты [Декартовы]
Ось X X[1 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 12 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Поляра] Радиус дуги R[1 ] Начальный угол AA[180 ]
Конечная точка [Поляра] Конечный угол AB[135 ] Z[ ]
Конечная опция [---]---------------------------------------------------
468

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 5 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [полярные] Плоскость [XY] Тип [текущий]
Длина R[.5 ] Конечный угол AB[45 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 6 из 12 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[4 ] YC[2 ]
Конечная точка [Абсолютная]X[5 ]Y[2 ]Z[ ]
Конечная опция [---]---------------------------------------------------
469

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 7 из 12 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[2 ] Центр дуги XC[7 ] YC[2 ]
Конечная точка [Абсолютная]X[9 ]Y[ ]Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 8 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[5 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 9 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы] Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
470

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 10 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 11 из 12 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Декартова система] X[99 ] Y[0 ]--------------------------------------------------- Событие 12 из 12 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
471

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 3 B
Такая же деталь, как в образце 3A, но запрограммированная с применением функции касательной линии.
Образец программы EIA 3 B
N1 T1 M6N2 G41 D1 S3000 M3N3 G65 X0 Y99N4 G0 Y0N5 G43 H1 Z.1 M8N6 G1 Z-.375 F5N7 X1 F25N8 P90=2N9 P91=0N10 P92=1N11 P93=4N12 P94=2N13 P95=1N14 TANL C3 (См. пояснения к TANL относительно значений C.)N15 G2 XC[P90] YC[P91] R[P92] X[P80] Y[P81]N16 G1 X[P82] Y[P83]N17 G2 XC4 YC2 X5 Y2 R1N18 G3 XC7 YC2 X9 Y2 R2N19 G1 Y5N20 X0 N21 Y0N22 G65 X99 N23 G40
НАЧАЛО/КОНЕЦ
472

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N24 G0 Z.1 M9N25 M5Примечание: Строки с N8 по N13 могут быть записаны следующим образом:
N9 P90=2 P91=0 P92=1 P93=4 P94=2 P95=1
Пояснение к программе EIA 3 B
N1 Смена инструмента №1
N2 Выбор коррекции на режущий инструмент слева, активация коррекции "D" инструмента №1 и включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Установка «точки перед проколом» X0 Y99 Примечание: Станок не осуществляет перемещение в эту позицию.
N4 Установка «точки прокола» X0 Y0; перемещение в свою скорректированную точку, как определено предыдущим блоком
N5 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N6 Подача Z-0.375 при 5 дюймах/мин
N7 Перемещение линии в X1 Y0 при 25 дюймах/мин
N8, Центр первой дуги N9
N10 Радиус первой дуги
N11, Центр второй дуги N12
N13 Радиус второй дуги
N14 Функция касательной дуги
N15 Первая дуга с вычисленными конечными точками
N16 Линия, касательная к обеим дугам
N17 Радиус 1" дуги по часовой стрелке с применением XC7 YC2 и конечной точки X5 Y2
473

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N18 Радиус 2" дуги против часовой стрелки с применением XC7 YC2 и конечной точки X9 Y2
N19 Перемещение линии в X9 Y5
N20 Перемещение линии в X0 Y5
N21 Перемещение линии в X0 Y0
N22 Установка «точки после прокола» X99 Y0Примечание: Станок не осуществляет перемещение в эту позицию.
N23 Отключение коррекции на режущий инструмент
N24 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N25 Отключение шпинделя
Пример диалоговой программы 3 B
Событие 0 из 11 Установка программы
Название программы [ОБРАЗЕЦ 3В] Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 11 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ]
474

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 11 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ]
Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [влево] [Декартовы] X до прокола X[0 ] Y до прокола Y[99 ]
Опции [---]--------------------------------------------------- Событие 3 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[25 ] Координаты [Декартовы]
Ось X X[1 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
475

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 4 из 11 Соединение двух дуг касательной линией или дугой в плоскости [XY]
Фрезерование первое дуги в направлении [по часовой стрелке]R1 [1 ]XC1 [2 ] YC1 [0 ]
Вторая дуга для вычисления: R2 [2 ]XC2 [4 ] YC2 [2 ]
Выход из 1-й дуги [влево]Вход во 2-ю дугу [влево]Соединение с помощью [линии]--------------------------------------------------- Событие 5 из 11 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[4 ] YC[2 ]
Конечная точка [Абсолютная]X[5 ]Y[2 ]Z[ ]
Конечная опция [---]---------------------------------------------------
476

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 6 из 11 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[2 ] Центр дуги XC[7 ] YC[2 ]
Конечная точка [Абсолютная]X[9 ]Y[ ]Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 7 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[5 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 8 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
477

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 9 из 11 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 10 из 11 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Декартова система] X[99 ] Y[0 ]--------------------------------------------------- Событие 11 из 11 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
478

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 4 A
Образец программы EIA 4 A N1 T1 M6N2 G41 D01 S3000 M3N3 G65 X99 Y0N4 G0 X0 N5 G43 H1 Z.1 M8N6 G1 Z-.375 F5N7 Y-2 F25N8 G2 XC0 YC-3 AB-45 R1N9 G3 XC2.1213 YC-2.2929 AB-45 R2N10 G2 XC4.2426 YC-3 AB90 R1N11 G1 Y0N12 X0 N13 G65 Y-99N14 G40N15 G0 Z.1 M9N16 M5
479
ПОЗИЦИЯ ПРОКОЛА ИНСТРУ-МЕНТА

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Пояснение к программе EIA 4 A
N1 Смена инструмента №1
N2 Выбор коррекции на режущий инструмент слева, активация коррекции "D" инструмента №1 и включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Установка «точки перед проколом» X99 Y0 Примечание: Станок не осуществляет перемещение в эту позицию.
N4 Установка «точки прокола» X0 Y0; перемещение в свою скорректированную точку, как определено предыдущим блоком
N5 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N6 Подача Z-0.375 при 5 дюймах/мин
N7 Перемещение линии в X1 Y0 при 25 дюймах/мин
N8 Радиус 1" дуги по часовой стрелке с применением XC0 YC-3 и расчетного заднего угла -45°
N9 Радиус 2" дуги против часовой стрелки с применением XC2.1213 YC-2.2929 и расчетного заднего угла -45 °
N10 Радиус 1" дуги по часовой стрелке с применением XC4.2426 YC-3 и заднего угла 90°
N11 Перемещение линии в X4.2426 Y0
N12 Перемещение линии в X0 Y0
N13 Установка «точки после прокола» X0 Y99Примечание: Станок не осуществляет перемещение в эту позицию.
N14 Отмена коррекции на режущий инструмент
N15 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N16 Отключение шпинделя
480

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Пример диалоговой программы 4 A
Событие 0 из 10 Установка программы
Название программы [ОБРАЗЕЦ 4А]
Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ]
[ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 10 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 10 Прокол инструмента – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ]
Точка прокола X X[0 ]
481

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Точка прокола Y Y[0 ] Коррекция [влево] [Декартовы] X до прокола X[99 ] Y до прокола Y[0 ]
Опции [---]--------------------------------------------------- Событие 3 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[25 ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[-2 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 10 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[0 ] YC[-3]
Конечная точка [Поляра] Задний угол AB[-45 ] Z[ ]
Конечная опция [---]---------------------------------------------------
482

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 5 из 10 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[2 ] Центр дуги XC[2.1213] YC[-2.2929]
Конечная точка [Поляра] Задний угол AB[-45 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 6 из 10 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[1 ] Центр дуги XC[4.2326 ] YC[-3] Конечная точка [Поляра] Задний угол AB[90 ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 7 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]---------------------------------------------------
483

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 8 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 9 из 10 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Декартова система] X[0 ] Y[-99 ]--------------------------------------------------- Событие 10 из 10 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
484

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 4 B
Программирование дуги с помощью образования 3-точечной окружности. Точки X1, X2, X3 – это точки, используемые для программирования каждой оси.
Образец программы EIA 4 B N1 T1 M6N2 G41 D1 S3000 M03N3 G65 X99 Y0N4 X0 N5 G43 H1 Z.1 M8N6 G1 Z-.375 F5N7 Y-2 F25N8 P90=0N9 P91=-2N10 P92=1N11 P93=-3N12 P94=0N13 P95=-4N14 CGENN15 G2 XC[P80] YC[P81] R[P82] AB300N16 P90=.1213N17 P91=-2.2929N18 P92=2.1213N19 P93=-4.2929
485
ПОЗИЦИЯ ПРОКОЛА ИНСТРУ-МЕНТА

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N20 P94=4.1213N21 P95=-2.2929N22 CGENN23 G3 XC[P80] YC[P81] R[P82] AB300N24 P90=4.2426N25 P91=-4N26 P92=3.2426N27 P93=-3N28 P94=4.2426N29 P95=-2N30 CGENN31 G2 XC[P80] YC[P81] R[P82] X[P94] Y[P95]N32 G1 Y0N33 X0 N34 G65 Y-99N35 G40N36 G0 Z.1 M9N37 M5
Пояснение к программе EIA 4 B
N1 Смена инструмента №1
N2 Выбор коррекции на режущий инструмент слева, активация коррекции "D" инструмента №1 и включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Установка «точки перед проколом» X99 Y0 Примечание: Станок не осуществляет перемещение в эту позицию.
N4 Установка «точки прокола» X0 Y0; перемещение в свою скорректированную точку, как определено предыдущим блоком
N5 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N6 Подача Z-0.375 при 5 дюймах/мин
N7 Перемещение линии в X1 Y0 при 25 дюймах/мин
N8- - это координаты 3 точек на первой окружности N13
N14 Вычисление окружности на основании 3 точекN15 Команда дуги, перемещающейся в вычисленные точки
486

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N16- - это координаты 3 точек на второй окружности N21
N22 Вычисление второй окружности на основании 3 точек
N23 Команда дуги, перемещающейся в вычисленные точки
N24- - это координаты 3 точек на третьей окружности N29
N30 Вычисление третьей окружности на основании 3 точек
N31 Команда дуги, перемещающейся в вычисленные точки
N32 Перемещение линии в X4.2426 Y0
N33 Перемещение линии в X0 Y0
N34 Установка точки после отвода X0 Y99Примечание: Станок не осуществляет перемещение в эту позицию.
N35 Отмена коррекции на режущий инструмент
N36 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N37 Отключение шпинделя
Пример диалоговой программы 4 B
Событие 0 из 10 Установка программы
Название программы [ОБРАЗЕЦ 4В] Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]---------------------------------------------------
487

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 1 из 10 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 10 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ]
Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [влево] [Декартовы] X до прокола X[99 ] Y до прокола Y[0 ]
Опции [---]--------------------------------------------------- Событие 3 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[25 ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[-2 ] Ось Z Z[ ]
Конец [---]
488

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 10 Генератор 3-точечной окружности Плоскость [XY] Направление [по часовой стрелке] X1 [0 ] Y1 [-2 ] X2 [1 ] Y2 [-3 ] X3 [0 ] Y3 [-4 ]
Использовать X3,Y3, как конечную точку [нет] Задний угол [300 ]--------------------------------------------------- Событие 5 из 10 Генератор 3-точечной окружности Плоскость [XY] Направление [против часовой стрелки] X1 [.1213 ] Y1 [-2.2929 ] X2 [2.1213 ] Y2 [-4.2929 ] X3 [4.1213 ] Y3 [-2.2929 ]
Использовать X3,Y3, как конечную точку [нет] Задний угол [300 ]--------------------------------------------------- Событие 6 из 10 Генератор 3-точечной окружности Плоскость [XY] Направление [по часовой стрелке] X1 [4.2426 ] Y1 [-4 ] X2 [3.2426 ] Y2 [-3 ] X3 [4.2426 ] Y3 [-2 ]
Использовать X3,Y3, как конечную точку [да]--------------------------------------------------- Событие 7 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
489

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 8 из 10 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 9 из 10 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Декартова система] X[0 ] Y[-99 ]--------------------------------------------------- Событие 10 из 10 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
490

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 5
Образец программы EIA 5 N1 T1 M6N2 G42 D1 S3000 M03N3 G65 X99 Y0N4 G0 X0 N5 G43 H1 Z.1 M8N6 G1 Z-.375 F5N7 Y2 F25N8 G2 XC2 YC2 AB45 R2,R.0001N9 X5 YC2 AB0 R2N10 G1 Y0N11 X0 N12 G65 Y99N13 G40N14 G0 Z.1 M9N15 M5
Пояснение к программе EIA 5
N1 Смена инструмента №1
N2 Выбор коррекции на режущий инструмент справа, активация коррекции "D" инструмента №1 и включение вращения шпинделя по часовой стрелке (3000 об/мин)
N3 Установка «точки перед проколом» X99 Y0 Примечание: Станок не осуществляет перемещение в эту позицию.
491
НАЧАЛО/КОНЕЦ

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N4 Установка «точки прокола» X0 Y0; перемещение в свою скорректированную точку, как определено предыдущим блоком
N5 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N6 Подача Z-0.375 при 5 дюймах/мин
N7 Перемещение линии в X1 Y0 при 25 дюймах/мин
N8 Радиус 2" дуги по часовой стрелке с применением XC2 YC2, расчетного заднего угла 45° и конечной опции (скругленный угол) радиуса 0.0001"Примечание: Конечная опция радиуса 0.0001 ведет к пересечению между линиями.
N9 Радиус 2" дуги по часовой стрелке с применением XC4.8284 YC2 и заднего угла 0 градусов
N10 Перемещение линии в X6.8284 Y0
N11 Перемещение линии в X0 Y0
N12 Установка точки после отвода X0 Y99Примечание: Станок не осуществляет перемещение в эту позицию.
N13 Отключение коррекции на режущий инструмент
N14 Ускоренное перемещение Z в 0.1 и отключение подачи СОЖ
N15 Отключение шпинделя
Пример диалоговой программы 5
Событие 0 из 9 Установка программы
Название программы [ОБРАЗЕЦ 5] Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
492

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Замечания по установке: [ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 9 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 9 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ]
Точка прокола X X[0 ] Точка прокола Y Y[0 ] Коррекция [вправо] [Декартовы] X до прокола X[99 ] Y до прокола Y[0 ]
Опции [---]---------------------------------------------------
493

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 3 из 9 Геометрические параметры фрезерования – Линия
Скорость подачи F[25 ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[2 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 9 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[2 ] Центр дуги XC[2 ] YC[2 ] Конечная точка [Поляра] Конечный угол AB[45 ] Z[ ]
Конечная опция [Скругленный угол] Радиус [.0001 ]--------------------------------------------------- Событие 5 из 9 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [по часовой стрелке] Центр [Абсолютный центр] Радиус дуги R[2 ] Центр дуги XC[4.8284 ] YC[2 ] Конечная точка [Поляра] Конечный угол AB[0 ] Z[ ]
Конечная опция [---]---------------------------------------------------
494

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Событие 6 из 9 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 7 из 9 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 8 из 9 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Декартова система] X[0 ] Y[99 ]--------------------------------------------------- Событие 9 из 9 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
495

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 6
Образец программы EIA 6 N1 T1 M6N2 G42 D1 S3000 M3N3 G65 X0 Y0N4 X.5 Y1.5N5 G43 H1 Z.1 M8N6 G1 Z-.375 F5N7 X1 Y3 F25 N8 X0N9 G3 XC-1.2689 YC2.2 X-3 R1.5N10 G1 X-4N11 X-6.1 Y.5N12 Y0N13 X0 N14 X.5 Y1.5N15 G65 X1 Y3N16 G40N17 G0 Z.1 N18 M30
Пояснение к программе EIA 6
N1 Смена инструмента №1
N2 Выбор коррекции на режущий инструмент справа, активация коррекции "D" инструмента №1 и включение вращения шпинделя по часовой стрелке (3000 об/мин)
ПОЗИЦИЯ ПРОКОЛА
ИНСТРУМЕНТА
496

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
N3 Установка «точки перед проколом» X0 Y0 Примечание: Станок не осуществляет перемещение в эту позицию.
N4 Установка «точки прокола» X.5 Y1.5; перемещение в свою скорректированную точку, как определено предыдущим блоком
N5 Вызов коррекции "H" инструмента №1, позиционирование Z в 0.1 и включение подачи СОЖ
N6 Подача Z-0.375 при 5 дюймах/мин
N7 Перемещение линии в X1 Y3 при 25 дюймах/мин
N8 Перемещение линии в расчетную конечную точку X0
N9 Радиус 1.5" дуги против часовой стрелки с применением XC-1.2689 YC2.2 и расчетной конечной точки X-3
N10 Перемещение линии в X-4 Y3
N11 Перемещение линии в X-6.1 Y.5
N12 Перемещение линии в X-6.1 Y0
N13 Перемещение линии в X0 Y0
N14 Перемещение линии в X.5 Y1.5
N15 Установка «точки после прокола» X1 Y3Примечание: Станок не осуществляет перемещение в эту позицию.
N16 Отключение коррекции на режущий инструмент
N17 Ускоренное перемещение Z в 0.1
N18 Завершение программы, отключение шпинделя и подачи СОЖ
Пример диалоговой программы 6
Событие 0 из 11 Установка программы
Название программы [ОБРАЗЕЦ 6] Размеры [Абсолютные] Единицы измерения [Английская система] Рабочая координата [---]
497

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Замечания по установке:
[ ] [ ] [ ] [ ] [ ] [ ]--------------------------------------------------- Событие 1 из 12 Смена инструмента
Инструмент [Смена] Позиция смены инструмента X[ ] Y[ ]
Номер инструмента T[1 ] Описание инструмента [ ] Номер следующего инструмента [ ] Частота вращения шпинделя S[3000] Направление вращения шпинделя [по часовой стрелке] Подача СОЖ [поливом]--------------------------------------------------- Событие 2 из 12 Прокол инструментом – Начало цикла фрезерования
Скорость подачи при проколе Z [5 ] Точка возврата [Зазор] Зазор [.1 ] Окончательная глубина Z [-.375 ] 1-я глубина Z [-.375 ] Приращение Z [1 ]
Точка прокола X X[.5 ] Точка прокола Y Y[1.5 ] Коррекция [Автоматическая, вправо]
Опции [---]--------------------------------------------------- Событие 3 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[25 ] Координаты [Декартовы]
498

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Ось X X[1 ] Ось Y Y[3 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 4 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 5 из 12 Геометрические параметры фрезерования - Дуга Плоскость [XY] Скорость подачи F[ ] Направление [против часовой стрелки] Центр [Абсолютный центр] Радиус дуги R[1.5 ] Центр дуги XC[-1.2689 ] YC[2.2 ] Конечная точка [Абсолютная] X[-3 ] Y[ ] Z[ ]
Конечная опция [---]--------------------------------------------------- Событие 6 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[-4 ] Ось Y Y[ ]
499

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]------------------------------------------------- Событие 7 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[-6.1 ] Ось Y Y[.5 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 8 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[ ] Ось Y Y[0 ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 9 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[.5 ] Ось Y Y[1.5 ] Ось Z Z[ ]
Конец [---]
500

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 10 из 12 Геометрические параметры фрезерования – Линия
Скорость подачи F[ ] Координаты [Декартовы]
Ось X X[0 ] Ось Y Y[ ] Ось Z Z[ ]
Конец [---]
Удлинение в обратную сторону [выкл.]--------------------------------------------------- Событие 11 из 12 Отвод инструмента Цикл завершения фрезерования
Направление на деталь после отвода инструмента [Автоматически]--------------------------------------------------- Событие 12 из 12 Конец программы
Отключение шпинделя [да] Отключение СОЖ [да] Z в смену инструмента [нет]
Позиция X (относительно исходной точки) [ ] Позиция Y (относительно исходной точки) [ ]
501

РАЗДЕЛ 7 – ПРИМЕРЫ ПРОГРАММ
Образец 7
В данном примере программы используется поворотная ось.
Ось "A" запрограммирована в десятичных градусах в формате XXX.XXX.
Пример программирования поворотной оси, образец 7
03119 Перемещение по оси A – Нарезание 4 винтовых пазов G20 G90N1 G0 Z.1 Позиционирование Z над заготовкой N2 X0 Y0 A0 Позиционирование X, Y и A в начальную точкуN3 G1 F20 Z-.1 Подача Z на глубинуN4 F15 X-5 A90 Интерполяционное перемещение XA N5 G0 Z.1 Позиционирование Z над заготовкойN6 X0 Позиционирование X обратно в начальную точку N7 G1 F20 Z-.1 Второй паз N8 F15 X-5 A180N9 G0 Z.1N10 X0N11 G1 F20 Z-.1 Третий пазN12 F15 X-5 A270N13 G0 Z.1N14 X0N15 G1 F20 Z-.1 Четвертый пазN16 F15 X-5 A360N17 G0 Z.1N18 X0 (Конец 03119)
502

ПРИЛОЖЕНИЕ
Сообщения об ошибках
001 Invalid function number (Неверный номер функции)Обратите внимание на то, что произошло, и позвоните в службу технической поддержки. Был сделан вызов несуществующей функции DOS.
002 File not found (Файл не найден)Имя файла, обозначенное как устаревшее, не существует. Воспользуйтесь МЕНЮ.
003 Path not found (Путь не найден)Указанный диск или подкаталог не существует.
004 Too many open files (Слишком много открытых файлов) Проверить, содержит ли файл Config.sys параметр FILES=20.
005 File access denied (Отказано в доступе к файлу) Файл может быть открыт только в режиме чтения либо на диске, защищенном от записи.
006 Invalid file handle (Недопустимый файловый канал)
007 Memory control blocks destroyed (Блоки управления памятью уничтожены)
008 Insufficient memory (Недостаточно памяти) Загружаемая программа слишком большая для доступного объема памяти. Выполняемая или проверяемая программа слишком большая для объема памяти устройства управления. Попробуйте в режиме ПЦУ.
009 Invalid memory block address (Неверный адрес блока памяти)
010 Invalid environment (Неверная среда)
011 Invalid format (Неверный формат)
012 Invalid file access code (Неверный код доступа к файлу)
013 Invalid data (Неверные данные)
015 Invalid drive specified (Указан неверный диск) Указанный диск не существует.
503

016 Cannot remove current directory (Невозможно удалить текущий каталог) Обратите внимание на то, что произошло, и позвоните в службу технической поддержки.
017 Cannot rename across drives (Нельзя при переименовании указывать разные диски)
018 No more files (Больше нет файлов)
100 Disk read error (Ошибка чтения диска) Была сделана попытка редактирования файла, который был каким-то образом поврежден, возможно, во время редактирования произошла потеря мощности либо возникла ошибка 101. Попробуйте редактировать другой файл, чтобы выяснить, относится ли эта проблема только к одному конкретному файлу. В таком случае программа должна быть восстановлена.
Примечание: Данная ошибка возникает при попытке редактировать диалоговые файлы, созданные с помощью программного обеспечения SLS.
101 Disk write error - Parts memory is full (Ошибка записи на диск – Память программ для обработки деталей переполнена) Во избежание этой ошибки следует удалять программы из памяти, если они не используются (хранить на гибком диске). Также необходимо следить за объемом памяти во время программирования. После удаления некоторых программ из памяти программ для обработки деталей освободится место для дополнительных программ.
Процедура восстановления от ОШИБКИ 101(Ошибка записи на диск – Память программ для обработки деталей переполнена)
Ввести команды, указанные ЗАГЛАВНЫМИ буквами, затем нажать на клавишу ENT.
1) ENTER (должно отобразиться C:/RAM) 2) CD.. (изменение каталога) 3) CD PARTS (изменение на каталог программ для обработки деталей) 4) DIR (перечисление файлов PART)5) DEL O#### (#### - номер вашей детали)
ПРИМЕЧАНИЕ: Можно восстановить ваш файл O#### из диалогового файла (P####), повторно его отправив.
6) Отключите станок, затем снова включите, чтобы перезапустить устройство управления. Используйте UTIL-FILES-ERASE для стирания программ, которые больше не нужны.
504

ПРИЛОЖЕНИЕ
ПРИМЕЧАНИЕ: Можно проверить, какой объем памяти программ для обработки деталей доступен, на информационной странице с помощью UTIL-INFO.
102 File not assigned (Файлу не присвоено имя)
103 File not open (Файл не открыт)
104 File not open for input (Файл не открыт для ввода)
105 File not open for output (Файл не открыт для вывода)
106 Invalid numeric format (Неверный числовой формат)
150 Disk is write-protected (Диск защищен от записи) Проверить, имеется ли наклейка защиты от записи на используемом гибком диске.
151 Unknown unit (Неизвестный модуль)
152 Drive not ready (Диск не готов)Проверить, есть ли диск в дисководе.
153 Unknown command (Неизвестная команда)
154 CRC error in data (Ошибка в исходных данных) Читаемый диск поврежден.
155 Bad drive request structure length (Неправильная длина структуры запроса диска)
156 Disk seek error (Ошибка позиционирования диска)Проверить провод от устройства управления к дисководу.
157 Unknown media type (Неизвестный тип носителя)
158 Sector not found (Сектор не найден)
159 Printer out of paper (Кончилась бумага на принтере)
160 Device write fault (Ошибка при записи на устройство)
161 Device read fault (Ошибка при чтении с устройства)
162 Hardware failure (Сбой аппаратуры)
505

ПРИЛОЖЕНИЕ
Недопустимый формат на гибком диске. Попробуйте использовать другой диск или переформатировать этот диск. Проверить надлежащее соединение проводов дисковода.
163 Sharing Violation (Ошибка совместного доступа)
182 Obsolete controller software for this system (Устаревшее программное обеспечение контроллера для данной системы)
183 Obsolete acroloop software for this system (Устаревшее программное обеспечение acroloop для данной системы)
184 Obsolete keyboard software for this system (Устаревшее программное обеспечение клавиатуры для данной системы)
185 Obsolete bit access for ncb controller (Устаревшая поразрядная выборка для контроллера блока управления сетью)
186 Также появляется, как ошибка 954. Control (NCB card) not detected (Устройство управления (плата блока управления сетью) не обнаружено) – возникает при включении питания Все ЧПУ Centurion 6 и 7. Устройство управления не записало корректную сигнатуру в двухпортовую память, указывающую на то, что она присутствовала. Причины: 1. Неисправная плата блока управления сетью.2. Материнская плата установлена неправильно, поэтому двухпортовая память тоже функционирует неправильно. Например, для материнских плат с накристальными дисками требуется такая перемычка, при которой адрес встроенной программы накристального диска не хранится в адресе D0000 hex, таком же, как у двухпортовой памяти.
187 Также появляется, как ошибка 955.Interface card not detected (Интерфейсная плата не обнаружена – возникает при включении питанияТолько ЧПУ Centurion 7 Версия ЧПУ 206 и более поздние версииОт интерфейсной платы не была получена по волоконно-оптической линии надлежащая информация, которая бы указывала на ее функционирование. ПРИЧИНЫ: 1. Волоконно-оптический кабель не закреплен на обоих концах. 2. Неисправная интерфейсная плата. 3. Неисправная плата блока управления сетью, поскольку она должна получать информацию от интерфейсной платы. 4. Неисправный волоконно-оптический кабель.
506

ПРИЛОЖЕНИЕ
188 Также появляется, как ошибка 956.Interface card communication failure (Отказ канала связи интерфейсной платы) Только ЧПУ Centurion 7Версия ЧПУ 238 и более поздние версииВстроенная программа блока управления сетью 3.19 и более поздние версииНе получено никакой информации от интерфейсной платы в течение 10 импульсов устройства управления, около 0,01 секунды. ПРИЧИНЫ:1. Волоконно-оптический кабель ослаблен.2. Неисправная интерфейсная плата.3. Неисправная плата блока управления сетью, поскольку она должна получать информацию от интерфейсной платы.4. Неисправный волоконно-оптический кабель.
189 Также появляется, как ошибка 957.Watchdog Failure (Отказ сторожевой схемы)Только ЧПУ Centurion 7Версия ЧПУ 238 и более поздние версииВстроенная программа блока управления сетью 3.19 и более поздние версииВстроенная программа интерфейса 1.11 и более поздние версииПлата интерфейса сообщила, что она удалила сторожевую схему, поскольку не было получено никакой информации из платы блока управления сетью в течение примерно 3 импульсов, около 0,003 секунды. ПРИЧИНЫ:1. Волоконно-оптический кабель ослаблен.2. Неисправная плата блока управления сетью.3. Неисправная интерфейсная плата, поскольку она должна получать информацию от платы блока управления сетью. 4. Если версии программного обеспечения не поддерживают ошибку №194, выброс питания на интерфейсной плате вызвал ее сброс (интерфейсная плата появляется с отключенной сторожевой системой).5. Как минимум, возможно, что канал связи будет работать в одном направлении и не работать в другом. Особенно когда каждое направление имеет независимый канал, в том числе отдельный волоконно-оптический кабель. Предполагается, что эта ошибка будет очень редкой, особенно когда «сброс интерфейса» выдаст отдельную ошибку.
190 Также появляется, как ошибка 958.Unexpected control (NCB card) reset (Неожидаемый сброс устройства управления (платы блока управления сетью)Только ЧПУ Centurion 7Версия ЧПУ 255 и более поздние версииВстроенная программа блока управления сетью 3.23 и более поздние версииПлата блока управления сетью иногда сбрасывается после включения питания, это единственный период, когда она должна сбрасываться.
507

ПРИЛОЖЕНИЕ
ПРИЧИНЫ:1. выброс питания в плате блока управления сетью. 2. Помехи на шине сброса ПК, которая связана с шиной сброса платы блока управления сетью. Платы клавиатуры с версией ПЛУ AC hex (вместо текущей B0 hex) допускали смещение шины сброса ПК, что делало ее восприимчивой к помехам.
191 Также появляется, как ошибка 959.Unknown PLC (Hex file) failure (Неопознанный отказ ПЛК (Hex-файла))Только ЧПУ Centurion 7Версия ЧПУ 262 и более поздние версииВстроенная программа блока управления сетью 3.27 и более поздние версииЗадачи блока управления сетью не обслуживались последние 256 импульсов платы блока, около 0,25 секунды. ПРИЧИНЫ:1. Задача блока управления сетью остановлена, что указывает на то, что она не была корректно записана в нашем отделе программного обеспечения. Такая проблема уже была в связи с одним более ранним файлом блока управления сетью на токарном станке 2. Некоторые ранние версии встроенного программного обеспечения блока управления сетью перегружали процессор, не оставляя времени на выполнение задач.
192 Также появляется, как ошибка 960.Control (NCB card) Failure (Отказ устройства управления (платы блока управления сетью)Centurion 6 and 7Версия ЧПУ 268 и более поздние версииПлата блока управления сетью не отвечала в течение длительного времени. ПРИЧИНЫ:1. Неисправная плата блока управления сетью.2. ЧПУ версий 268-279 ложно вызывали эту ошибку, если клавиши включения и отключения блока нажимались в быстрой последовательности.
193 Software Watchdog Error (Ошибка сторожевого устройства программного обеспечения) Только ЧПУ Centurion 8 – ошибка не описана в настоящем руководстве.
194 Unexpected interface (card) reset (Неожидаемый сброс (платы) интерфейса) Только ЧПУ Centurion 7Версия ЧПУ 289 и более поздние версииВстроенная программа блока управления сетью 3.30 и более поздние версииВстроенная программа интерфейса 1.12Плата интерфейса иногда сбрасывается после включения питания, это единственный период, когда она должна сбрасываться.
508

ПРИЛОЖЕНИЕ
ПРИЧИНЫ:1. Выброс питания на интерфейсной плате вызвал ее сброс (интерфейсная плата появляется с отключенной сторожевой системой).
200 Division by zero (Деление на ноль)
201 Range check error (Ошибка при проверке границ)
202 Stack overflow (Переполнение стека)
203 Heap overflow - Insufficient RAM memory (Переполнение динамически распределяемой области – Недостаточно оперативной памяти) Если выполняется большая программа, попытайтесь выполнять ее через RS-232 в режиме RUN.
204 Invalid pointer operation (Недействительная операция с указателем)
205 Floating point overflow (Переполнение при операции с плавающей запятой)
206 Floating point underflow (Исчезновение порядка при операции с плавающей запятой)
207 Invalid floating point operation (Недопустимая операция с плавающей запятой)
208 TP Overlay Error (Ошибка рассовмещения ТР)
209 TP Overlay Error (Ошибка рассовмещения ТР)
210 TP Object Error (Ошибка объекта ТР)
211 TP Object Error (Ошибка объекта ТР)
212 TP Object Error (Ошибка объекта ТР)
213 TP Object Error (Ошибка объекта ТР)
214 TP Object Error (Ошибка объекта ТР)
300 Program already exists (Программа уже существует) Была сделана попытка использования имени уже существующей программы. Используйте другое имя.
509

ПРИЛОЖЕНИЕ
301 Invalid program number (Недействительный номер программы) Действительные номера программ находятся в пределах от 1 до 9999.* Номера моделирующих программ находятся в пределах от 1 до 15.
302 No programs to select from (Нет программ для выбора) Данная ошибка может возникать каждый раз при создании меню для выбора файлов, когда файлов там нет. В дисководе может быть неформатированный диск. Память программ обработки деталей может быть пустой.
303 Problem saving program(s) to disk (Проблема при сохранении программ(-ы) на диске) В дисководе нет диска. На диске может не быть места для сохранения дополнительных файлов. В дисководе может быть неформатированный диск.
304 Problem loading program(s) from disk (Проблема при загрузке программ(-ы) на диск) Диск был удален из дисковода после установки файлов.
305 Not formatted for conversational. Try text editor. (Не отформатировано для диалогового режима. Попробуйте работать в текстовом редакторе.)
306 Conversational system has been corrupted (Диалоговая система была повреждена)
307 Illegal event number (Недопустимый номер события) Номер события в диалоговой программе отрицательный.
308 Invalid tool number (Недействительный номер инструмента) Номер инструмента меньше нуля либо больше 99.
309 Can't copy or rename a file to itself (Нельзя переименовать или скопировать файл сам в себя) Попробуйте использовать другое имя файла.
310 File not formatted for conversational or parameters (Файл не отформатирован для диалогового режима или параметров) Проблема при получении файла через RS-232. Проверить, был ли отправлен правильный файл.
311 Parameter file not valid (Недействительный файл параметров) Проблема при получении файла параметров через RS-232. Проверить, были ли отправлены параметры.
312 Insufficient parts storage (Недостаточно памяти для хранения программ для обработки деталей)
510

ПРИЛОЖЕНИЕ
Память программ для обработки деталей заполнена. Попробуйте стереть некоторые программы из каталога программ обработки деталей (UTILS-FILES-ERASE).Программа на гибком диске может быть слишком большой для оперативной памяти устройства управления.
313 Insufficient storage for compression, unable to post the file (Недостаточно памяти для сжатия, нельзя отправить файл) Стереть некоторые программы из памяти программ для обработки деталей.
314 Insufficient storage, post has been aborted (Недостаточно памяти, отправка прервана) Стереть некоторые программы из памяти программ для обработки деталей.
315 Out of storage space on the floppy (Выход за пределы объема памяти на гибком диске) Гибкий диск заполнен, или на нем слишком много программ. Имеется ограничение до 224 файлов, которые могут храниться в корневом каталоге на гибком диске. На диске можно создать подкаталог, а маршрут к диску изменить, чтобы сохранить файлы в подкаталоге. Это дает возможность полного использования пространства на диске.
316 Not enough storage to create a new file (Недостаточно памяти для создания нового файла) В каталоге программ для обработки деталей недостаточно места для создания новой диалоговой программы. Стереть ненужные программы, чтобы освободить место.
317 Simulator allows only 15 events (Симулятор разрешает только 15 событий)
319 Send file aborted (Отправка файла прервана)
320 Invalid PLC program. (Недействительная программа ПЛК) Один из файлов ACRO.HEX (либо NCB.HEX) в каталоге ОЗУ поврежден.
321 Error in program O. (Ошибка в программе О.) Специализированный M-код или G-код содержит ошибку.
322 or custom G code program not found. (или программа специализированного G-кода не найдена)
323 or custom M code program not found. (или программа специализированного М-кода не найдена)
324 Invalid path or program not found for M6 tool change macro. (Неверный
511

ПРИЛОЖЕНИЕ
путь либо не найдена программа для макроса М6 смены инструмента)В макросе смены инструмента может содержаться ошибка.
400 Home required (Требуется установка в исходное положение)
Станок должен быть установлен в исходное положение до того, как на нем произойдет какое-либо перемещение по осям, т.е. MDI (ручной ввод данных), JOG (толчковая подача), HDW (маховик) и т.д.
401 X axis software limit overtravel (Переход оси Х за запрограммированные пределы)
402 Y axis software limit overtravel (Переход оси Y за запрограммированные пределы)
403 Z axis software limit overtravel (Переход оси Z за запрограммированные пределы)
404 A axis software limit overtravel (Переход оси A за запрограммированные пределы)
405 B axis software limit overtravel (Переход оси B за запрограммированные пределы)
406 C axis software limit overtravel (Переход оси C за запрограммированные пределы)
Эти ошибки являются результатом достижения осью запрограммированных пределов перемещения.
В режиме толчковой подачи или маховика по достижении предела оси устройство управления разрешит перемещение только в одном направлении.
В программе может возникнуть ошибка. Может понадобиться изменение параметров G92 и/или G54.
Коррекции на длину инструмента также являются возможной причиной перехода оси Z за пределы.
407 X axis excess error condition (Состояние ошибки рассогласования оси Х)408 Y axis excess error condition (Состояние ошибки рассогласования оси Y)409 Z axis excess error condition (Состояние ошибки рассогласования оси Z)410 A axis excess error condition (Состояние ошибки рассогласования оси A)411 B axis excess error condition (Состояние ошибки рассогласования оси B)412 C axis excess error condition (Состояние ошибки рассогласования оси C)
Эти ошибки вызваны тем, что ось не успевает за запрограммированным перемещением при запрограммированной скорости.
Эта ошибка возникает только при ускоренном перемещении? Да__ Нет__Если да, необходимо проверить напряжение на шине и параметры ускоренной подачи.
К другим причинам могут относиться резание слишком толстого материала,
512

ПРИЛОЖЕНИЕ
изношенный инструмент, низкое напряжение ±15, параметры замедления/разгона либо отказ платы диска.
413 Attempted to move into safe zone (Попытка перемещения в зону безопасности)
415 Can't establish DNC link while program is running (Невозможно установить соединение ПЦУ во время выполнения программы) Необходимо остановить выполняемую программу перед тем, как устанавливать соединение ПЦУ
416 Out of position, arc end point is not on the arc (Вне позиции, конечная точка дуги находится не на дуге)
417 Can't edit parameters while program is running (Невозможно редактировать параметры во время выполнения программы) Необходимо остановить выполнение программы перед тем, как редактировать параметры. Программа находится в режиме блока или останова подачи?
418 Controller Card Error (Ошибка платы контроллера)
448 Air Pressure Error. Check air hose connection (Ошибка давления воздуха. Проверить соединение шланга подачи воздуха)
449 Emergency stop: Axis drive fault. Reset servo drives or power down. (Аварийный останов: Отказ привода оси. Перезапустить сервоприводы или отключить питание)
450 Emergency stop condition. Reset drives or press <ESC> to clear this message. (Состояние аварийного останова. Перезапустить приводы или нажать на <ESC>, чтобы убрать данное сообщение)
451 Lube fault, Check Waylube Level (Отказ системы смазки. Проверить
уровень смазки направляющих) Поплавковое реле на насосе автоматической смазки указывает на то, что необходимо добавить масла в резервуар системы автоматической смазки.
452 Tool not found in auto tool sequence (Не обнаружен инструмент в цикле автоматической смены инструмента) Проверить номер этого инструмента в UTIL-TLCHG-SLOTS.
453 Tool pot not up during turret movement (Гнездо инструмента не направлено вверх во время движения револьверной головки) Проверить, работает ли переключатель POT UP (Гнездо вверх) надлежащим образом.
513

ПРИЛОЖЕНИЕ
454 Not at tool change position (Не в позиции смены инструмента) Попробуйте отправить команду G32 перед командой M6.
455 ATC arm is not out, axis movement not allowed (Рука устройства автоматической смены инструмента не снаружи, перемещение по осям не разрешено)
456 Can't process auto tool change after switching to manual (Невозможно выполнять автоматическую смену инструмента после переключения в ручной режим)
457 Move length too great for control (Длина перемещения слишком большая для управления) (разделить на меньшие отрезки перемещения)
458 X axis is in the manual mode. Push reset to enable it (Ось Х в ручном режиме. Нажать на Сброс, чтобы ее активировать)
459 Y axis is in the manual mode. Push reset to enable it (Ось Y в ручном режиме. Нажать на Сброс, чтобы ее активировать)
460 Feedrate too large for control. (Скорость подачи слишком высокая для управления)
501 Illegal address "#" encountered (Обнаружен недействительный адрес "#") Символ в кавычках (" ") не является действующим адресом, таким как X, Y, Z, R, G и т.д. Блок, в котором возникла ошибка, показан на экране блока. Проверить данный блок на предмет недействительного адреса.
502 Undefined canned cycle (Не определен групповой цикл)
503 Return without gosub (Возврат без gosub) См. информацию о возврате и gosub на стр. 429, раздел 5.
504 Coincident points, the start point and end point are the same on an arc without a center (Точки совпадения, начальная и конечная точки одинаковы на дуге без центра) Начальная и конечная точки одинаковы на дуге без центра.
505 Radius too small to span given points (Радиус слишком мал для соединения этих точек) Начальная и конечная точки находятся друг от друга на расстоянии, превышающем "R".
507 After compensation, line to arc lacks intersection (После коррекции нет пересечения линии с дугой)
514

ПРИЛОЖЕНИЕ
509 After compensation, arcs lack intersection (После коррекции нет пересечения дуг)
515 Unexpected file size (Неожидаемый размер файла) Устройство управления читает файл неправильного размера.
517 Parameter out of range (Параметр выходит за пределы) Номер параметра меньше нуля. Для параметров с номерами более 699 следует использовать режим данных (G10, G11).
518 Illegal program statement (Недействительный оператор программы) Команда в операторе программы не считается действительной.
519 Feedrate out of range (Скорость подачи выходит за пределы) Запрограммированная скорость подачи превышает значение параметра «максимальной скорости подачи» в установочных параметрах станка. Запрограммированная скорость подачи может быть отрицательной.
520 Spindle speed out of range (Частота вращения шпинделя выходит за пределы) Запрограммированная частота вращения шпинделя превышает значение параметра «диапазона частоты вращения шпинделя» в установочных параметрах станка. Запрограммированная частота вращения шпинделя может быть отрицательной.
521 Negative arc radius (Отрицательный радиус дуги) Была сделана попытка сгенерировать отрицательный радиус дуги.
522 Negative polar radius (Отрицательный полярный радиус) Полярный радиус должен быть указан, как положительное значение.
523 Illegal tool number (Недействительный номер инструмента)Действительные номера T 0 от 0 до 99.
524 Illegal radius number (Недействительный номер радиуса) Действительные номера D – от 0 до 99.
525 Illegal length number (Недействительный номерДействительные номера H – от 0 до 99.
526 Invalid access code (Недействительный код доступа) Код доступа не совпадает с загруженным в установочные параметры станка.
527 Invalid access level (Неверный уровень доступа) Действительные уровни: 0 - 4.
515

ПРИЛОЖЕНИЕ
529 Duplicate address' encountered (Обнаружены дублированные адреса) Один и тот же адрес был обнаружен в одном блоке дважды, например, X0 Y0 X.5.
530 Colinear line to line in round corner (Коллинеарная линия к линии в скругленном угле)
531 Colinear line to arc in round corner (Коллинеарная линия к дуге в скругленном угле)
532 Colinear arc to line in round corner (Коллинеарная дуга к линии в скругленном угле)
533 Colinear arc to arc in round corner (Коллинеарная дуга к дуге в скругленном угле)
535 Chamfer length is < 0 (Длина фаски < 0) Длина фаски должна быть выражена положительным числом.
536 Can't chamfer and round the same corner (Невозможно снять фаску и скруглить один и тот же угол) Выбрать снять фаску с угла или скруглить его.
537 Can't chamfer to or from arcs (Невозможно снять фаску с дуг)
538 Loop counter out of range (Счетчик циклов выходит за пределы) Максимальное число циклов для вызова - 999.
539 Dwell time out of range (Время паузы выходит за пределы) Вероятно, было указано отрицательное число. Максимальное время паузы - 999999999 секунд.
540 Illegal dwell time "#" encountered (Обнаружено недопустимое время паузы "#") Попробуйте G4 F##.####; укажите X, P или F после G4.
541 No axis moves are allowed on a G31 or G32 block (Перемещения по осям недопустимы в блоке G31 или G32) G31 и G32 предназначены только для перемещений Z. Перенести перемещения X и Y в другой блок.
542 G30 Illegal return to reference parameter on G30 block (G30 Недопустимый возврат в базовый параметр в блоке G30) Должно быть P2, P3 или P4 для второй, третьей и четвертой базовой точки.
516

ПРИЛОЖЕНИЕ
543 Illegal G10 statement (Недопустимый оператор G10)
544 Too many digits in number (Слишком много цифр в числе) Количество цифр превышает ожидаемое для данного адреса. Например, G100 должен иметь только две цифры.
545 Illegal K value for number of holes (Недопустимое значение К для количества отверстий) K должно быть числом от 1 до 1000.
546 Nested calls or gosubs too deep (Уровень вложенных вызовов или команд gosub слишком глубокий) Вероятно, программа вызывает сама себя. Ограничение вложений равняется 50 для вызовов программ.
547 Comment not closed (Комментарий не закрыт) Всегда используйте "( )" (парные скобки) для комментариев к программам.
549 Unrecognized G code (Неопознанный G-код) Обнаруженный G-код не распознается устройством управления.
550 Bad numeric format (Неверный числовой формат) Ожидается числовое значение или параметрическое значение, заключенное в [ ], после адреса X, Y, Z, R и т.д.
551 Multiple decimal points (Несколько десятичных запятых)Несколько десятичных запятых было обнаружено в одном числовом значении.
552 Missing "]" (Отсутствует "]") Всегда используйте квадратные скобки попарно.
553 Missing "[" (Отсутствует "[") Всегда используйте квадратные скобки попарно.
554 Tangent function overflow (Переполнение функции тангенса) Попытка найти тангенс числа, близкого к 90º
555 Missing "/" (Отсутствует "/") Синтаксис арктангенса "ATAN" - P## = ATAN[#/#].
556 Negative SQRT argument (Отрицательный аргумент SQRT)
557 Unknown function (Неизвестная функция)
560 Illegal relational operator (Недействительный оператор отношения)
517

ПРИЛОЖЕНИЕ
567 Unresolved call (Неопределенный вызов) Вызываемая программа не существует (Call ####).
568 Unresolved goto or gosub (Неопределенная команда goto или gosub)N#### не существует в программе (Goto ####).
569 The tool is too large to cut inside the arc "Compensated radius is too small" (Инструмент слишком большой для резания внутри дуги «Скорректированный радиус слишком мал»)Удалить дугу либо использовать меньший инструмент.
570 The tool is too large to cut inside the arc "1st compensated radius in arc to arc is < 0" (Инструмент слишком большой для резания внутри дуги «1-й скорректированный радиус в дуге к дуге < 0») Удалить дугу либо использовать меньший инструмент.
571 The tool is too large to cut inside the arc "2nd compensated radius in arc to arc is < 0" (Инструмент слишком большой для резания внутри дуги «2-й скорректированный радиус в дуге к дуге < 0»)Удалить дугу либо использовать меньший инструмент.
572 Pocket clear is not in a Start/End mill cycle -WHILE WEND loop-(Очистка глубоких выемок находится не в цикле Начала/завершения фрезерования)-Цикл WHILE WEND -Использовать START (Начало) в начале цикла фрезерования и END (Конец) в конце цикла фрезерования.
573 Round wall is not in a Start/End mill cycle -WHILE WEND loop-(Скругленная стенка находится не в цикле Начала/завершения фрезерования)-Цикл WHILE WEND -Использовать START (Начало) в начале цикла фрезерования и END (Конец) в конце цикла фрезерования.
574 Round wall radius will not span 1st Z depth and final Z depth (Радиус скругленной стенки не соединяет 1-ю глубину Z с окончательной глубиной Z)
518

ПРИЛОЖЕНИЕ
575 Tapered wall is not in a Start/End mill cycle -WHILE WEND loop-(Коническая стенка находится не в цикле Начала/завершения фрезерования)-Цикл WHILE WEND -Использовать START (Начало) в начале цикла фрезерования и END (Конец) в конце цикла фрезерования.
576 Z increment is 0 (Приращение Z равно 0)
578 Undefined text cycle (Неопределенный текстовый цикл) Символ, указанный в текстовой команде, не поддерживается. Параметр Load Text Cycles (Загрузка текстовых циклов) не может быть установлен в PARMS-CTRL.
579 Compensated arcs do not intersect (Скорректированные дуги не пересекаются)
580 Invalid floating point operation. The argument passed to the LN function was zero or negative. (Недопустимая операция с плавающей запятой. Аргумент, переданный в функцию LN, был отрицательным или нулевым)
581 Invalid floating point operation. The Operand passed to the "**" function was zero or negative (Недопустимая операция с плавающей запятой. Операнд, переданный в функцию "**", был отрицательным или нулевым)
588 Can't set tool offsets for tool #0 (Невозможно установить коррекцию для инструмента №0)
601 Missing WHILE statement (Отсутствует оператор WHILE) Возможно, цикл завершения фрезерования без цикла начала фрезерования.
602 Missing WEND statement (Отсутствует оператор WEND) Возможно, цикл завершения фрезерования без цикла начала фрезерования.
603 Program N#### does not exist (Программа N#### не существует) Программа, вызываемая, как подпрограмма, не существует. Проверить, есть ли вызываемая программа в памяти.
606 Program N#### is empty (Программа N#### пустая) Выполняемая или проверяемая текстовая программа пустая. Попробуйте редактировать или повторно отправить диалоговый файл.
519

ПРИЛОЖЕНИЕ
607 Can't exit DNC run mode while program is running (Невозможно выйти из режима выполнения ПЦУ, когда программа выполняется) Режим ПЦУ должен быть остановлен до выхода.
608 'P' expected in M98 block («Р» ожидалось в блоке М98)
609 G20/21 not allowed in DNC Fast (G20/21 не допусти в ускоренном режиме ПЦУ)
666 Quill movement detected, reposition the quill to it's original position. (Обнаружено перемещение пиноли, повторное установление пиноли в ее изначальное положение)
Ошибки оцифровки
800 Illegal probe block (Недопустимый блок датчика) Синтаксическая ошибка в файле управления. Проверить формат блока. Блоки должны начинаться с X, Y или Z, за которыми следуют одна или две команды P.
801 Missing end of pick (Отсутствует конец указания) Граница указания не закрыта. Вводимый файл не завершается блоком определения границы указания.
802 Reversed scan segment (Обратный сегмент сканирования) Множественные сегменты сканирования вызвали изменение направления сканирования в середине текущего сканирования.
803 Missing end of scan (Отсутствует конец сканирования) Сегмент указания был остановлен до того, как был определен конец сканирования. Должно быть, как минимум, два блока определения сканирования между каждой границей указания.
804 Reversed pick segment (Обратный сегмент указания) Множественные сегменты указания вызвали изменение направления указания. Используйте множественные пробные сегменты, если это желаемая цель.
805 Invalid probe setup (Неверная установка датчика) Файл ввода не начинается комментарием, содержащим три звездочки. Также, следующие три блока должны быть X, Y, Z или Y, X, Z, в зависимости от плоскости сканирования.
520

ПРИЛОЖЕНИЕ
806 Scan origin expected (Ожидание происхождения сканирования) Множественные сегменты указания начались без определения начала сканирования в пределах данного сегмента.
807 Probe file not found (Файл датчика не обнаружен) Невозможно найти выбранный файл ввода.
808 Setup not selected (Установка не выбрана) Попытка измерения без выбора как файла ввода, так и режима вывода с экрана установки датчика.
809 Bad Z limits encountered (Обнаружены недопустимые пределы Z) Максимальная высота Z меньше максимального значения глубины Z.
810 Stuck digitizing probe (Застревание датчика для оцифровки) Оцифровка могла достичь максимальной высоты Z, а контакт с деталью все еще фиксируется. Если датчик на самом деле не затрагивает деталь, возможно, требуется провести его техническое обслуживание. Если он касается детали, то ее можно опустить либо увеличить максимальную высоту Z.
812 Input out of range (Ввод выходит за пределы)
900 RS232 overrun error (The system sending data may not have the same baud rate as the CNC.) (Ошибка переполнения RS232 (Система, отправляющая данные, может иметь не такую же скорость передачи в бодах, как ЧПУ))Проверить параметр скорости передачи в бодах у RS-232 в PARMS-CTRL.
901 RS232 parity error (The system sending data may not have the same parity as the CNC.) (Ошибка четности RS232. (Система, отправляющая данные, может иметь не такую же четность, как ЧПУ))Проверить параметр четности у RS-232 в PARMS-CTRL.
902 RS232 framing error (Remote system and CNC may not have the same line settings or a loose cable.) (Ошибка кадрирования RS232. Удаленная система и ЧПУ могут иметь не одинаковые настройки линии, либо кабель может быть ослаблен))Проверить настройки линии в PARMS-CTRL на предмет скорости передачи в бодах, четности и стоповых разрядов.
903 RS232 break detected (RS232 cable may be loose.) (Обнаружен разрыв RS232. Кабель RS232 может быть ослаблен))Проверить соединения кабеля и разъемов.
950 Obsolete controller software for this system (Устаревшее программное
521

ПРИЛОЖЕНИЕ
обеспечение контроллера для данной системы)
951 Obsolete acroloop software for this system (Устаревшее программное обеспечение acroloop для данной системы)
952 Obsolete keyboard software for this system (Устаревшее программное обеспечение клавиатуры для данной системы)
953 Obsolete bit access for ncb controller (Устаревшая поразрядная выборка для контроллера блока управления сетью)
954 Control not detected. (Устройство управления не обнаружено)
955 Interface not detected. (Интерфейс не обнаружен.)
956 Interface communication failure (Отказ канала связи интерфейса)
957 Watchdog failure (Отказ сторожевой схемы)
958 Unexpected Control Reset (Неожидаемый сброс устройства управления)
959 Unknown PLC Failure (Неизвестный отказ ПЛК)
960 Control Failure (Отказ устройства управления)
Байтовые параметры
000 Parameter File Version (Версия файла параметров) 016 Cartesian Inch Leading Digits (Старшие разряды декартовой системы
координат в дюймовой системе измерений) 017 Cartesian Inch Trailing Digits (Младшие разряды декартовой системе
координат в дюймовой системе измерений) 018 Cartesian Metric Leading Digits (Старшие разряды декартовой
системы координат в метрической системе измерений) 019 Cartesian Metric Trailing Digits (Младшие разряды декартовой
системы координат в метрической системе измерений) 020 Angle Inch Leading Digits (Старшие разряды угла в дюймовой
системе измерений) 021 Angle Inch Trailing Digits (Младшие разряды угла в дюймовой
системе измерений) 022 Angle Metric Leading Digits (Старшие разряды угла в метрической
системе измерений) 023 Angle Metric Trailing Digits (Младшие разряды угла в метрической
системе измерений) 024 Spindle Inch Leading Digits (Старшие разряды шпинделя в
дюймовой системе измерений)
522

ПРИЛОЖЕНИЕ
025 Spindle Inch Trailing Digits (Младшие разряды шпинделя в дюймовой системе измерений)
026 Spindle Metric Leading Digits (Старшие разряды шпинделя в метрической системе измерений)
027 Spindle Metric Trailing Digits (Младшие разряды шпинделя в метрической системе измерений)
028 Feed Inch Leading Digits (Старшие разряды подачи в дюймовой системе измерений)
029 Feed Inch Trailing Digits (Младшие разряды подачи в дюймовой системе измерений)
030 Feed Metric Leading Digits (Старшие разряды подачи в метрической системе измерений)
031 Feed Metric Trailing Digits (Младшие разряды подачи в метрической системе измерений)
040 RS-232 Change Line-Feed to Carriage Return Linefeed In (Изменение RS-232 перевода строки на перевод строки возврата каретки)
041 Send Carriage returns and Linefeeds at the end of each RS-232 block. (Отправлять команды на возврат каретки и переводы строки в конце каждого блока RS-232)
042 Key-Board code (Код клавиатуры) 045 Machine Version (Версия станка) 046 Force Front Panel Spindle (Усиление шпинделя от передней панели) 047 Minimum Parts Space (Минимальное расстояние между деталями) 048 use G92 instead of G54 in the Hand-Wheel and Jog screens
(использовать G92 вместо G54 на экранах Hand-Wheel (маховик) и Jog (Ускоренная подача))
049 Extract programs with O##### in RS-232 and Files Load (Извлечь программы с O##### в RS-232 и Files Load (Загрузка файлов))
050 Spindle Range (Диапазон частоты вращения шпинделя) 051 Number of ATC Pockets (Количество гнезд в устройстве
автоматической смены инструмента) 053 Resolve Programs in DNC (for GOTOs) (Определять программы в
ПЦУ (для команд GOTO)) 055 Disable 417 Errors (Дезактивировать ошибки 417) 057 Door Open Switch (Выключатель открывания двери) 058 Use Small Soft Keys (Использовать малые многофункциональные
клавиши) 059 Load Tool Offsets (Загрузить коррекции на инструмент) 061 Use S Curves (Использовать S-кривые) 062 Primary Handwheel Encoder (Первичный датчик маховика) 063 Look Ahead in Run Mode (Опережающий просмотр в режиме
выполнения) 064 Initial Units Inch or Metric (Инициативные единицы в дюймовой или
метрической системе измерения) 065 Number of Axis (Номер оси) 068 Spindle Axis (Ось шпинделя)
523

ПРИЛОЖЕНИЕ
069 Tool Change Type (Тип смены инструмента) 070 Run Rapid 100% (Выполнение, ускоренное перемещение 100%) 071 Dry Run Rapid 100% (Холостой ход, ускоренное перемещение
100%) 072 Spindle on in Dry Run (Шпиндель включен в режиме холостого
хода) 073 Tool Table Diameters\Radius (Диаметры/радиусы таблицы
инструмента) 075 Load Engraving Cycles (Загрузить циклы гравировки) 076 Load Canned Cycles (Загрузить групповые циклы) 077 Check Spindle up to Speed (Проверить сигнал разгона шпинделя) 078 Check Spindle Zero Speed (Проверить нулевую скорость шпинделя) 079 G18 is ZX or XZ plane (G18 – это плоскость ZX или XZ) 080 Cad Type DXF or CDL (Тип Cad DXF или CDL) 081 Special Flags (Специальные флажки) 082 Offset Round and Tapered Walls (Коррекция скругленных и
конических стенок) 083 Full Dos File Names (Полные имена файлов DOS) 085 Primary Serial Port (Первичный последовательный порт) 086 COM1 Baud Rate; (COM1, скорость передачи данных в бодах) 087 COM1 Data/Stop Bits and Parity (COM1, четность, информационные
и стоповые биты) 088 COM2 Baud Rate; (COM2, скорость передачи данных в бодах) 089 COM2 Data/Stop Bits and Parity (COM2, четность, информационные
и стоповые биты) 090 Tape Start Character (Символ пуска ленты) 091 Tape Stop Character (Символ останова ленты) 092 RS-232 Buffer Size (Размер буфера RS232) 093 Secondary Serial Port (Вторичный последовательный порт) 094 RS-232_End of file character (RS-232_Конец символа файла) 096 Power up with Block Skip On (Включение питания при
активированном пропуске блоков) 097 Power up with Optional Stop On (Включение питания при
активированном опциональном останове) 099 Display Multiple Block Lines (Отображать несколько строк блока) 100-109 Post M-code Table (Таблица последующих М-кодов) 110-119 Custom G-code Table (Таблица специализированных G-кодов) 120-129 Custom M-code Table (Таблица специализированных М-кодов) 130-145 M6 Macro File Name (Имя файла в макросе М6) 146 Drive on Menus (Диск в меню) 160-175 Report File Name (Имя файла отчета) 176-183 Thermo Comp Axes (Термокомпенсация осей) 188 Rapid S Curves (S-кривые при ускоренном перемещении) 189 Tap Up Double RPM (Нарезать резьбу с удвоенным числом
оборотов в минуту) 190 Check Air Pressure (Проверить давление воздуха)
524

ПРИЛОЖЕНИЕ
200 ATC Clockwise Coast (Движение устройства смены инструмента по инерции по часовой стрелке)
201 ATC Clockwise Brake (Торможение устройства смены инструмента по часовой стрелке)
202 ATC Counter Clockwise Coast (Движение устройства смены инструмента по инерции против часовой стрелки)
203 ATC Counter Clockwise Brake (Торможение устройства смены инструмента против часовой стрелки)
204 Electronic Spindle Gears (Электронная передача шпинделя) 206 Show current position in E-Stop (Показать текущее положение при
аварийном останове) 209 Spindle Dac Value (Значение ЦАП шпинделя) 212 Second Hand-Wheel Axis (Вторая ось маховика) 213 Probe Axis (Ось датчика) 214 Probe Input (Вход датчика) 215 Cranking Factor (for hand-wheeling thru a program) (Коэффициент
при запуске) (для ручного перемещения по программе) 218 Serial Key board (Клавиатура с последовательным подключением) 219 European Code (Европейский код) 220 Door Open Axis (Ось открывания двери) 221 Door Open Input (Вход открывания двери) 222 Door Over-Ride Axis (Ось отмены открывания двери) 223 Door Over-Ride Input (Вход отмены открывания двери) 227 End of Cycle Axis = 227; (Ось конца цикла = 227) 228 End of Cycle Output = 228; (Выход конца цикла = 228) 229 Yaskawa Axis Drives (Приводы осей Yaskawa) 230 Third Hand-Wheel Axis (Третья ось маховика) 231 Inverse Feed-rate in 1/Seconds or 1/Minutes (Обратная скорость
подачи в 1/сек или 1/мин) 232 Video Mode (Видеорежим) 233 Screen Blank Back Light (Подсветка отключенного экрана сзади) 234 Enable Three Hand-Wheels when Conversational Programming
(Активировать три маховика при диалоговом программировании) 235 Always Stop on Angles Greater Than 60º (Всегда останавливаться на
углах больше 60º) 236 Dual Master Axis (Двойная ведущая ось) 237 Run Look Ahead Blocks (Выполнять блоки опережающего
просмотра) 275-291 Foreign Extension (Иностранное расширение) 294 Blocks of Look Ahead in Fast DNC (Блоки опережающего просмотра
в укоренном режиме ПЦУ) 295 Reverse Spindle in Back-Gear (Реверсированный шпиндель в
зубчатом переборе) 296 Check control over temperature (Проверить температурный контроль) 298 Remove tool lengths from graphics (Убрать длины инструмента из
графики)
525

ПРИЛОЖЕНИЕ
300-315 Utility Command (Команда утилиты) 320-335 Machine Type (Тип станка) 338-353 Mechanical Version (Версия механической системы) 354-369 Electrical Version (Версия электрической системы) 370 Ignore Rapids in Auto-Scale (Игнорировать ускоренные
перемещения при автоматическом масштабировании) 371 Safe Zone on at Power Up (Безопасная зона активирована при
включении питания) 374 New Remote Hand-Wheel (Новый удаленный маховик) 375 Sub Work-Coordinate System (Вспомогательная рабочая система
координат) 376-391 Machine Serial Number (серийный номер станка) 392 High Tool Change on Pick and Place (Высокой положение смены
инструмента при захвате и размещении) 394 Acceleration Settling Time (Время установления разгона) 395 Deceleration Settling Time (Время установления торможения) 396 Z Axis Scale Feed-back (Mitutoyo) (Обратная связь по шкале оси Z
(Mitutoyo)) 397 Auto Rotary Brake (Автоматический ротационный тормоз) 398 Sort Directories by Name (Сортировать каталоги по имени) 399 Manual Pocket Clear Tool Number (Номер инструмента для очистки
глубоких выемок вручную) 400 Ignore Tool Radius to Large Errors (Игнорировать ошибки «Радиус
инструмента слишком большой») 404 Front Panel Type (Тип передней панели) 405 Aux Auger Button (Дополнительная кнопка для шнека) 406 Aux Setup Button (Дополнительная кнопка для установки) 410 FeedBack on Quill Scale (Обратная связь по линейке пиноли) 411 Tool Setting Any Tool, Current Tool (Настройка инструмента на
любой инструмент, текущий инструмент) 413 Pre Check Software Limits 0=Run Only 1=Always 2=Never
(Предварительная проверка запрограммированных пределов 0=Только выполнение 1=Всегда 2=Никогда)
415 Remote HDW Encoder (Датчик удаленного маховика) 416 Quill Scale Encoder (Датчик линейки пиноли) 417 Sharp Corners (Острые углы) 418 Tool Load Flag Limit Exceeded, Limit not Exceeded (Выход за
пределы флажка загрузки инструмента, Выхода за пределы не было)
419 Tool Load Monitor 0=Off 1=E-Stop 2=Feed Hold 3=Block Mode On 4=Set Flag – No Message 5=Message Only (Датчик загрузки инструмента 0=Отключен, 1=Аварийный останов 2=Останов подачи 3=Активирован блочный режим 4=Установка флажка – Никаких сообщений 5=Только сообщения)
420-444 Tool Load Limits (Пределы загрузки инструмента) 445-470 Tool Load Maximums (Максимальная загрузка инструмента)
526

ПРИЛОЖЕНИЕ
471 Cylinder Parked Axis (Цилиндрическое отображение оси в исходном положении)
472 Cylinder Rotary Axis (Цилиндрическое отображение поворотной оси)
473 Check Spindle Gear Mismatch (Проверить рассогласование передачи шпинделя)
474 Laser Tool Setter Pulse Length (Длина импульса лазерного устройства для настройки инструмента)
475 Tool Setting Use Work Offsets (Использование рабочих коррекций при настройке инструмента)
476 Feedhold G1 and No Spindle (Останов подачи G1 и отсутствие шпинделя)
477 Watch Spindle up to Speed (Отслеживание сигнала разгона шпинделя)
478 Chiller Fault Axis (Ось неисправности устройства охлаждения) 479 Chiller Fault Input (Вход неисправности устройства охлаждения) 480 Tool Carousel Index Button (Кнопка индексирования поворотного
инструментального магазина) 489 Handwheel G54-Z (Маховик G54-Z) 490 E-Stop Option on Conversational End of Program Event (Опция
аварийного останова при диалоговом событии завершения программы)
491 Cent 6 RW30 Remote Handwheel Option (Опция удаленного маховика Cent 6 RW30)
495 90 Degree Cutter Compensation (90-градусная коррекция на режущий инструмент)
496 Restrictive Edit Key (Ограничения клавиши редактирования) 530 Auger On Time (Время включения шнека) 532 Wash-Down on Time (Время включения промывки) 533 Wash-Down off Time (Время отключения промывки) 534 Check Tool Door Open (Проверка инструмента при открытой двери) 535 Spindle Cool Down Time (Время охлаждения шпинделя) 536 Spindle Lube Cycle Time (Время цикла смазки шпинделя) 537 Yaskawa2 Drives (Приводы Yaskawa2) 538 Put Pot Down on Swing Arm Tool Changers (Опускание гнезда на
устройствах смены инструмента с поворотной рукой) 540 2GearwithGearBox (2 передачи с коробкой передач) 541 Check Drawbar Prox (Проверить бесконтактный выключатель
тягового стержня) 542 Yaskawa M5 drive (Привод Yaskawa M5) 543 Machine State 0=Nothing 1=Verifying 2=Program Running (Состояние
станка 0=Ничего 1=Проверка 2=Выполнение программы) 544 Check Spindle in Gear (Проверить шпиндель в зубчатой передаче) 545 Front Panel Flags (Флажки передней панели)
- Определения битов -
527

ПРИЛОЖЕНИЕ
FPFLAGS_HOLD_TOOL_CHANGE $01; (Останов смены инструмента)FPFLAGS_NOT_OVERRIDE_SWITCH $02; (Не переключатель скорости подачи)FPFLAGS_RAPID_OVERRIDE $04; (Ускоренная коррекция)FPFLAGS_LEDS $08; (Светодиоды)FPFLAGS_NOT_MANUAL_PANEL $10; (Не ручная панель)
547 Changer Type (Тип устройства смены инструмента) 548 Pump Delay – Used on coolant through spindle (Задержка насоса –
Используется при подаче СОЖ через шпиндель) 549 Check Up-to-speed2 – Copy of PB77 for use in NCB files (Проверка
сигнала разгона2 – Копия PB77 для использования в файлах блока управления сетью)
550 Rotary Brake Delay – Copy of R_RotaryBrakeDelay for the NCB (задержка ротационного тормоза – Копия R_RotaryBrakeDelay для блока управления сетью)
551 Up-to-speed Axis (Ось разгона) 552 Up-to-speed Input (Вход сигнала разгона) 554 Coolant Through Code – Used in NCB files for coolant through spindle
(Код подачи СОЖ – Используется в файлах блока управления сетью для подачи СОЖ через шпиндель)
555 Auto Rotary Brake2 – Copy of PB397 (Автоматический ротационный тормоз 2 – Копия PB397)
528

Реальные параметры
Следует соблюдать большую осторожность при записи в любые параметры, кроме Пользовательских параметров P00-P99.
P00- P99 User Parameters (Пользовательские параметры)
P100- Probe ParametersP111 (Параметры датчика)
P112- UnassignedP139 (Не назначены)
P140 R plane (Плоскость R)P141 Final Z depth (Окончательная глубина Z) P142 Z initial level (Начальный уровень Z)P143 Z increment (Приращение Z)P144 First Z depth (Первая глубина Z)P145 Z feedrate (Скорость подачи Z)P146 Peck up increment (Шаг периодического вывода сверла)P147 Peck clearance (Зазор периодического вывода сверла)P148 Dwell 1 (Пауза 1)P149 Dwell 2 (Пауза 2)P150 Pocket radius (Радиус глубокой выемки)P151 X pocket dimension (Размер глубокой выемки Х)P152 Y pocket dimension (Размер глубокой выемки Y)P153 XY finish stock (Чистовой припуск XY)P154 Z finish stock (Чистовой припуск Z)P155 Cut width (Ширина реза)P156 Bolthole radius (Радиус отверстия под болт)P157 Bolthole start angle (Начальный угол отверстия под болт)P158 # holes in 360 degrees (Количество отверстий при 360 градусах)
P159 # holes to be made in Bolthole (Количество отверстий, которое необходимо проделать в отверстии под болт)
P160- Unassigned (Не назначены)P170
P171 Holes to be made in drill cycles"K" (Отверстия, которые необходимовыполнить в циклах сверления)P172 Mirror position axis 1 (X) (Зеркальное положение оси 1 (Х))P173 Mirror position axis 2 (Y) (Зеркальное положение оси 2 (Y))P174 Mirror position axis 3 (Z) (Зеркальное положение оси 3 (Z))P175 Mirror position axis 4 (A) (Зеркальное положение оси 4 (A))P176 Mirror position axis 5 (B) (Зеркальное положение оси 5 (B))P177 Mirror pos. optional axis (Зеркальное положение опциональной оси)P178 Mirror pos. optional axis (Зеркальное положение опциональной оси) P179 Mirror pos. optional axis (Зеркальное положение опциональной оси)P180 Scale position axis 1 (X) (Положение масштабирования оси 1 (Х))P181 Scale position axis 2 (Y) (Положение масштабирования оси 2 (Y))P182 Scale position axis 3 (Z) (Положение масштабирования оси 3 (Z))P183 Scale posiiton axis 4 (A) (Положение масштабирования оси 4 (A))P184 Scale position axis 5 (B) (Положение масштабирования оси 5 (B))
529

ПРИЛОЖЕНИЕ
P185 Scale position opt. axis (Положение масштабирования опциональной оси) P186 Scale position opt. axis (Положение масштабирования опциональной оси)P187 Scale position opt.axis (Положение масштабирования опциональной оси)P188 Scale factor axis 1 (X) (Коэффициент масштабирования оси 1 (Х))P189 Scale factor axis 2 (Y) (Коэффициент масштабирования оси 2 (Y))P190 Scale factor axis 3 (Z) (Коэффициент масштабирования оси 3 (Z))P191 Scale factor axis 4 (A) (Коэффициент масштабирования оси 4 (A))P192 Scale factor axis 5 (B) (Коэффициент масштабирования оси 5 (B))P193 Scale factor opt. axis (Коэффициент масштабирования опциональной оси) P194 Scale factor opt. axis (Коэффициент масштабирования опциональной оси)P195 Scale factor opt. axis (Коэффициент масштабирования опциональной оси)P196 Rotate I position (Повернуть позицию I)P197 Rotate J position (Повернуть позицию J)P198 Angle of rotation (Угол поворота)P199 Auto Routines Plunge / Ramp (Автоматические стандартные программы врезания / разгона) P200 Previous position (X) (Предыдущее положение (Х))P201 Previous position (Y) (Предыдущее положение (Y))
P202 Previous position (Z) (Предыдущее положение (Z))P203 Previous position (A) (Предыдущее положение (A))P204 Previous position (B) (Предыдущее положение (B))P205 Previous pos. opt. axis (Предыдущее положение опциональной оси)P206 Previous pos. opt. axis (Предыдущее положение опциональной оси)P207 Previous pos. opt. axis (Предыдущее положение опциональной оси)P208 Current position (X) (Текущее положение (Х))P209 Current position (Y) (Текущее положение (Y))P210 Current position (Z) (Текущее положение (Z))P211 Current position (A) (Текущее положение (A))P212 Current position (B) (Текущее положение (B))P213 Current pos. opt. axis (Текущее положение опциональной оси)P214 Current pos. opt. axis (Текущее положение опциональной оси)P215 Current pos. opt. axis (Текущее положение опциональной оси)P216 Previous machine (X) (Предыдущий станок (Х))P217 Previous machine (Y) (Предыдущий станок (Y))P218 Previous machine (Z) (Предыдущий станок (Z))P219 Previous machine (A) (Предыдущий станок (A))P220 Previous mach. opt. axis (Опциональная ось предыдущего станка)P221 Previous mach. opt. axis (Опциональная ось предыдущего станка)P222 Previous mach. opt. axis (Опциональная ось предыдущего станка)
530

ПРИЛОЖЕНИЕ
P223 Previous mach. opt. axis (Опциональная ось предыдущего станка)P224 Current machine (X) (Текущий станок (Х))P225 Current machine (Y) (Текущий станок (Y))P226 Current machine (Z) (Текущий станок (Z))P227 Current machine (A) (Текущий станок (A))P228 Current machine (B) (Текущий станок (B))P229 Current machine opt. axis (Опциональная ось текущего станка)P230 Current machine opt. axis (Опциональная ось текущего станка)P231 Current machine opt. axis (Опциональная ось текущего станка)P232 Work offset axis 1 (X) (Рабочая коррекция оси 1 (Х))P233 Work offset axis 2 (Y) (Рабочая коррекция оси 2 (Y))P234 Work offset axis 3 (Z) (Рабочая коррекция оси 3 (Z))P235 Work offset axis 4 (A) (Рабочая коррекция оси 4 (A))P236 Work offset axis 5 (B) (Рабочая коррекция оси 5 (B))P237 Work offset optional axis (Рабочая коррекция опциональной оси)P238 Work offset optional axis (Рабочая коррекция опциональной оси)P239 Work offset optional axis (Рабочая коррекция опциональной оси)P240 Tool offset axis 1 (X) (Коррекция на инструмент оси 1 (Х))P241 Tool offset axis 2 (Y) (Коррекция на инструмент оси 2 (Y))P242 Tool offset axis 3 (Z) (Коррекция на инструмент оси 3 (Z))P243 Tool offset axis 4 (A) (Коррекция на инструмент оси 4 (A))P244 Tool offset axis 5 (B) (Коррекция на инструмент оси 5 (B))
P245 Tool offset optional axis (Коррекция на инструмент опциональной оси)P246 Tool offset optional axis (Коррекция на инструмент опциональной оси)P247 Tool offset optional axis (Коррекция на инструмент опциональной оси)P248 Arc radius (Радиус дуги)P149 Arc I value (Величина I дуги) P250 Arc J value (Величина J дуги)P251 Feedrate (Скорость подачи)P252 Dwell (Пауза)P253 Spindle speed (Частота вращения шпинделя)P254 Temporary X position (Временное положение Х)P255 Temporary Y position (Временное положение Y)P256 Temporary Z position (Временное положение Z)P257 Temporary A position (Временное положение A)P258 Temporary axis position (Временное положение оси)P259 Temporary axis position (Временное положение оси)P260 Active tool number (Номер активного инструмента)P261 Active tool radius (Радиус активного инструмента)P262 Active tool length (Длина активного инструмента)P263 Active radius offset number (Номер коррекции на радиус активного инструмента)P264 Active length offset number (Номер коррекции на длину активного инструмента)P265 Canned cycle active (Групповой цикл активен)P266 Zone status (Состояние зоны)P267 Unit ratio (Отношение единиц)P268 Pending tool (Ожидаемый инструмент)
531

ПРИЛОЖЕНИЕ
P269 Unused (Не используется)P270 Temporary I (Временное I)P271 Temporary J (Временное J)P272 Temporary K (Временное K)P273 Third axis rotation angle (Угол поворота третьей оси)
P274- Rotation table (Поворотный стол)P282
P283- Unused (Не используется)P285
P286- Rotation coordinates (Координаты поворота)P292
P293- Unassigned (Не назначены) P299
P300 Modal 00 (Модальный 00)P301 Modal 01 (Модальный 01)P302 Modal 02 (Модальный 02)P303 Modal 03 (Модальный 03)P304 Data mode (Режим данных)P305 H offset direction (Направление коррекции Н)P306 Interpolate (Интерполяция)P307 Coordinates (Координаты)P308 Active plane (Активная плоскость)P309 Cutter compensation (Коррекция на режущий инструмент)P310 Canned cycle (Групповой цикл)P311 Dimension (Размер) P312 Feed unit (Узел подачи)P313 Spindle unit (Узел шпинделя)P314 Spindle direction (Направление вращения шпинделя)P315 Linear unit (Линейный узел)P316 Scale (Масштабирование)P317 Rotate (Поворот)P318 Mirror (Зеркальное отображение)P319 Work system (Рабочая система)P320 Primary (Первичный)P321 Secondary (Вторичный)
P322 Tertiary (Третичный)P323 Return plane (Плоскость возврата)P324 Tapping (Нарезание резьбы)P325 Custom code (Специализированный код)P326 Custom M-code (Специализированный М-код)P327 Custom G-code (Специализированный G-код)P328 Feed per Rev (wait for marker) (Подача на оборот (ожидание маркера))P329 Feedrate override Lock (Блокировка коррекции скорости подачи)P330 Spindle override Lock (Блокировка коррекции частоты вращения шпинделя)
P331- Unassigned (Не назначены)P334
P335 Hard Tap Fudge Factor (Настроечный параметр жесткого нарезания резьбы)
P336- Unassigned (Не назначены)P343
P344 Inverse Time Feedrate (Скорость подачи с выдержкой времени) P345 Bore Type (Тип расточки)P346 G76 Orient Bore Angle (G76 Угол ориентации расточки)P347 G76 Orient Bore Distance (G76 Расстояние ориентации расточки)
P348- Unassigned (Не назначены)P349
P350- Used in tool setting software P361 (Используются в программном обеспечении настройки инструмента)
P362- Unassigned (Не назначены)P363
532

ПРИЛОЖЕНИЕ
P364 Draw Bar Delay used in tool change macros (Задержка тягового стержня, используемая в макросе смены инструмента)
P365 Feed per Minute Feedrate (Скорость подачи, подача в минуту)
P366 Feed per Rev Feedrate (Скорость подачи, подача на оборот)
P367- Unassigned (Не назначены)P368
P369 Job time (Время изготовления одной детали)
P370 True tool number (Истинный номер инструмента)
P371- Unassigned (Не назначены)P399
P400 Work G92 axis 1 (X) (Рабочая ось 1 (Х) G92)P401 Work G92 axis 2 (Y) (Рабочая ось 2 (Y) G92)P402 Work G92 axis 3 (Z) (Рабочая ось 3 (Z) G92)P403 Work G92 axis 4 (A) (Рабочая ось 4 (A) G92)P404 Work G92 axis 5 (B) (Рабочая ось 5 (B) G92)P405 Work G92 optional axis (Рабочая опциональная ось)P406 Work G52 axis 1 (X) (Рабочая ось 1 (Х) G52)P407 Work G52 axis 2 (Y) (Рабочая ось 2 (Y) G52)P408 Work G52 axis 3 (Z) (Рабочая ось 3 (Z) G52)P409 Work G52 axis 4 (A) (Рабочая ось 4 (A) G52)P410 Work G52 axis 5 (B) (Рабочая ось 5 (B) G52)P411 Work G52 optional axis (Рабочая опциональная ось)
P412 Work coordinate 1 (X) (Рабочая координата 1 (Х))P413 Work coordinate 1 (Y) (Рабочая координата 1 (Y))P414 Work coordinate 1 (Z) (Рабочая координата 1 (Z))P415 Work coordinate 1 (A) (Рабочая координата 1 (A))P416 Work coordinate 1 (B) (Рабочая координата 1 (B))P417 Work coordinate 1 opt. axis (Рабочая координата 1 опциональной оси)P418 Work coordinate 2 (X) (Рабочая координата 2 (Х))P419 Work coordinate 2 (Y) (Рабочая координата 2 (Y))P420 Work coordinate 2 (Z) (Рабочая координата 2 (Z))P421 Work coordinate 2 (A) (Рабочая координата 2 (A))P422 Work coordinate 2 (B) (Рабочая координата 2 (B))P423 Work coordinate 2 opt. axis (Рабочая координата 2 опциональной оси)P424 Work coordinate 3 (X) (Рабочая координата 3 (Х))P425 Work coordinate 3 (Y) (Рабочая координата 3 (Y))P426 Work coordinate 3 (Z) (Рабочая координата 3 (Z))P427 Work coordinate 3 (A) (Рабочая координата 3 (A))P428 Work coordinate 3 (B) (Рабочая координата 3 (B))P429 Work coordinate 3 opt. axis (Рабочая координата 3 опциональной оси)P430 Work coordinate 4 (X) (Рабочая координата 4 (Х))P431 Work coordinate 4 (Y) (Рабочая координата 4 (Y))P432 Work coordinate 4 (Z) (Рабочая координата 4 (Z))
533

ПРИЛОЖЕНИЕ
P433 Work coordinate 4 (A) (Рабочая координата 4 (A))P434 Work coordinate 4 (B) (Рабочая координата 4 (B))P435 Work coordinate 4 opt. axis (Рабочая координата 4 опциональной оси)P436 Work coordinate 5 (X) (Рабочая координата 5 (Х))P437 Work coordinate 5 (Y) (Рабочая координата 5 (Y))P438 Work coordinate 5 (Z) (Рабочая координата 5 (Z))P439 Work coordinate 5 (A) (Рабочая координата 5 (A))P440 Work coordinate 5 (B) (Рабочая координата 5 (B))P441 Work coordinate 5 opt. axis (Рабочая координата 5 опциональной оси)P442 Work coordinate 6 (X) (Рабочая координата 6 (Х))P443 Work coordinate 6 (Y) (Рабочая координата 6 (Y))P444 Work coordinate 6 (Z) (Рабочая координата 6 (Z))P445 Work coordinate 6 (A) (Рабочая координата 6 (A))P446 Work coordinate 6 (B) (Рабочая координата 6 (B))P447 Work coordinate 6 opt. axis (Рабочая координата 6 опциональной оси)P448 Tool change offset (X) (Коррекция смены инструмента (Х))P449 Tool change offset (Y) (Коррекция смены инструмента (Y))P450 Tool change offset (Z) (Коррекция смены инструмента (Z))P451 Tool change offset (A) (Коррекция смены инструмента (A))P452 Tool change offset (B) (Коррекция смены инструмента (B))P453 Tool chg. offset opt.axis (Коррекция смены инструмента опциональной оси)
P454 Positive safe zone (X) (Положительная безопасная зона (Х))P455 Positive safe zone (Y) (Положительная безопасная зона (Y))P456 Positive safe zone (Z) (Положительная безопасная зона (Z))P457 Positive safe zone (A) (Положительная безопасная зона (A))P458 Positive safe zone (B) (Положительная безопасная зона (B))P459 Positive safe zone opt. (Положительная безопасная зона опциональной оси)P460 Negative safe zone (X) (Отрицательная безопасная зона (Х))P461 Negative safe zone (Y) (Отрицательная безопасная зона (Y))P462 Negative safe zone (Z) (Отрицательная безопасная зона (Z))P463 Negative safe zone (A) (Отрицательная безопасная зона (A))P464 Negative safe zone (B) (Отрицательная безопасная зона (B))P465 Negative safe zone opt. (Отрицательная безопасная зона опциональной оси) P466 Text Rotation Angle (Угол поворота текста)
P467- Unassigned (Не назначены)P473
P474 Current Max Feedt (Текущая максимальная скорость подачи)P475 R_LogBeatsSkip (Пропуск R_LogBeats)
P476- Unassigned (Не назначены)P494
P495 ToolChangeSpacing (Интервалы смены инструмента)
P496- Unassigned (Не назначены)P509
534

ПРИЛОЖЕНИЕ
P510 StartBlock (Начало блока)P511 EndBlock (Конец блока)P512 CutIncrement (Приращение реза)P513 RufCutType (Тип чернового реза)P514 Start Mill Options (Опции начала фрезерования)P515 RufCutDepth (Глубина чернового реза)P516 Island (Островок)
P517- Used in Autoroutines P527 (Используются в автоматических стандартных программах)
P522 Ramp Angle in Autoroutines (Угол скоса в автоматических стандартных программах)
P528- Unassigned (Не назначены)P697
P698 Parts Counter Increment (Шаг счетчика деталей)P699 Parts Counter (Счетчик деталей)
P700- Unassigned (Не назначены)P703
P704 Power on Feedrate (Включение скорости подачи)
P705- Unassigned (Не назначены)P789
P790 Spindle range 1 (Диапазон вращения шпинделя 1) P791 Spindle range 2 (Диапазон вращения шпинделя 2)P792 Spindle range 3 (Диапазон вращения шпинделя 3)P793 Spindle Range 4 (Диапазон вращения шпинделя 4)P794 Spindle Range 5 (Диапазон вращения шпинделя 5)
P795 Spindle Range 6 (Диапазон вращения шпинделя 6)P796 Spindle Range 7 (Диапазон вращения шпинделя 7)P797 Spindle Range 8 (Диапазон вращения шпинделя 8)P798 Max Graph Size (Максимальный размер графика)
P799- Unassigned (Не назначены)P811
P812 Block Rate (Частота блоков)P814 Cad Epsilon (Эпсилон Cad)
P815- Unassigned (Не назначены)P816
P817 Spindle Encoder PPU1 (Число импульсов/об датчика шпинделя 1)P818 Actual Spindle RPM (Действительное число оборотов шпинделя)
P819- Unassigned (Не назначены)P839
P840 Pulse Delay (Время задержки импульса)P841 Max Spindle RPM (Максимальное число оборотов шпинделя)P842 Tapping Ramp Low Gear (Первая линейная передача при нарезании резьбы)P843 Spindle Acceleration Ramp (Линейное ускорение шпинделя)P844 Spindle Deceleration Ramp (Линейное замедление шпинделя)
P845- Unassigned (Не назначены)P849
P850 ADC Sample (Образец АЦП)P851 ADC Scale (Масштабирование АЦП)
535

ПРИЛОЖЕНИЕ
P852 ADC Value (Значение АЦП)P853 ADC Trigger (Триггер АЦП)P854 Tapping Ramp High Gear (Верхняя линейная передача при нарезании резьбы)P855 Spindle Encoder PPU2 (Число импульсов/об датчика шпинделя 2)
P856- Unassigned (Не назначены)P892
P893 Soft Start Delay (Задержка плавного пуска)P894 Clamped Feedrate (Фиксированная скорость подачи)P895 Cranking Max ipm (Макс. число дюймов/об при запуске)P896 Handwheel Encoder PPU (Число импульсов/об датчика маховика)P897 Cranking Minutes Per Turn (Число мин/об при запуске)P898 Screen Blank Time (Время до отключения экрана)P899 Digitizing Enable (Активация оцифроки)
P900- Unassigned (Не назначены)P962
P963 Max Corner Deviation (Макс. отклонение угла)P964 Unassigned (Не назначены)P965 SpindleScale (fraction of full
spindle dac) (Масштабирование шпинделя (часть полного ЦАП шпинделя))
P966 Minimum Block Time (seconds, min time when not in fast DNC) (Минимальное время блока (секунды, мин. Время не в ускоренном режиме ПЦУ))
P967 Unassigned (Не назначены)P968 Minimum Linear Feed AccDec
(Мин. Ускорение/разгон линейной подачи)
P969 Minimum Rotary Feed AccDec (Мин. ускорение/разгон поворотной подачи)
P970 Minimum Linear Rapid AccDec (Мин. ускорение/разгон линейной ускоренного перемещения)
P971 Minimum Rotary Rapid AccDec (Мин. ускорение/разгон поворотного ускоренного перемещения)
P972 Quill Epsilon (Эпсилон пиноли)P973 Front Panel Base Port (Основной
порт передней панели)P974 Quill Scale PPU (Число
импульсов/дюйм линейки пиноли)
P975- Unassigned (Не назначены)P999
P1000- Axis 1 Address (X) P1099 (Адрес оси 1 (Х))
P1100- Axis 2 Address (Y)P1199 (Адрес оси 2 (Y))
P1200- Axis 3 Address (Z)P1299 (Адрес оси 3 (Z))
P1300- Axis 4 Address (A)P1399 (Адрес оси 4 (A))
P1400- Axis 5 Address (B)P1499 (Адрес оси 5 (B))
P1000 Axis address label (X) (Метка адреса оси (Х))P1001 Pulses per unit (X) (Число импульсов на единицу (Х))P1002 Home position (X) (Исходное положение (Х))P1003 Home direction (X) (Исходное направление (Х))P1004 Positive limit (X) (Положительный предел (Х))
536

ПРИЛОЖЕНИЕ
P1005 Negative limit (X) (Отрицательный предел (Х))P1006 Maximum feed (X) (Максимальная скорость подачи (Х))P1007 Dry run feed (X) (Подача на холостом ходу (Х))P1008 Rapid velocity (X) (Скорость при быстром перемещении (Х))P1009 Rapid acc/dec (X) (Ускорение/разгон при быстром перемещении (Х))P1010 Home sequence (X) (Цикл возврата в исходное положение (Х))P1011 Velocity toward home (X) (Скорость в направлении исходного положения (Х))P1012 Velocity away from home (X) (Скорость в направлении от исходного положения (Х))P1013 Velocity toward marker (X) (Скорость в направлении маркерного импульса (Х))P1014 Encoder multiplier (X) (Умножитель датчика (Х))P1015 Slow jog velocity (X) (Толчковая подача на медленной скорости (Х))P1016 Slow jog acc/dec (X) (Ускорение/замедление толчковой подачи на медленной скорости (Х))P1017 Rapid jog velocity (X) (Толчковая подача на высокой скорости (Х))P1018 Rapid jog acc/dec (X) (Ускорение/замедление толчковой подачи на высокой скорости (Х))P1019 In position (X) (В положении (Х))P1020 G00 unidirectional (X) (G00 Однонаправленное (Х))P1021 G60 unidirectional (X) (G60 Однонаправленное (Х))P1022 Backlash (X) (Зазор (Х))P1023 Excess error (X) (Ошибка рассогласования (Х))P1024 Rotary=0 Linear=1 (X) (Круговая=0, линейная=1 (Х))P1025 English Lead (X) (Старшие разряды, английская система (Х))
P1026 English Trail (X) (Младшие разряды, английская система (Х))P1027 Metric Lead (X) (Старшие разряды, метрическая система (Х))P1028 Metric Trail (X) (Младшие разряды, метрическая система (Х))P1029 Jog Key Direction (X) (Направление кнопки толчковой подачи (Х))
P1030- Unassigned (X) (Не назначены)P1040
P1041 Home Marker Switch (X)(Home Switch = 0, Marker = 1)(Выключатель исходного положениямаркерного импульса (Х)) (Выключательисходного положения=0, маркерныйимпульс=1)P1042 G28 reference point (X) (G28 контрольная точка (Х))P1043 G30 reference point 2 (X) (G30 контрольная точка 2 (Х))P1044 G30 reference point 3 (X) (G30 контрольная точка 3 (Х))P1045 G30 reference point 4 (X) (G30 контрольная точка 4 (Х))P1046 Max Handwheel Error (X) (Макс. погрешность маховика (Х))
P1047- Unassigned (X) (Не назначены)P1048
P1049 Feed Back (X) (обратная связь (Х))P1050 Invert Handwheel (X)
(non-zero = invert handwheeldirection) (Обратный маховик(Х)) (не нулевое значение = обратноенаправление маховика)P1051 Gain Proportional (X) (Пропорциональное усиление (Х))P1052 Gain Velocty (X) (прирост скорости (Х))P1053 Gain Acceleration (X) (Прирост ускорения (Х))
537

ПРИЛОЖЕНИЕ
P1054 Gain Handwheel (X) (Усиление маховика (Х))P1055 Feed S-Curve Acc\Dec (X) (S-кривая разгона и торможения при подаче (Х))P1056 Rapid S-Curve Acc\Dec (X) (S-кривая разгона и торможения при ускоренном перемещении (Х))
P1057- Unassigned (X) (Не назначены)P1099
P1100- Same as above only for (Y) axisP1199 (То же, что и вышеуказанные параметры, только для оси (Y))
P1200- Same as above only for (Z) axisP1299 (То же, что и вышеуказанные параметры, только для оси (Z))
P1300- Same as above only for (A) axisP1399 (То же, что и вышеуказанные параметры, только для оси (A))
P1400- Same as above only for (B) axisP1499 (То же, что и вышеуказанные параметры, только для оси (B))
P1500 Unassigned (Не назначены)P1501 Software Version (Версия программного обеспечения)
P1502- Unassigned (Не назначены)P1503
P1504 Turret Pocket Count (Счетчик гнезд в револьверной головке)
P1505- Unassigned (Не назначены)P1554
P1555 Current Pocket (Текущее гнездо)
P1556- Tool Slots for swing arm style tool P1595 changers (Отверстия под
инструмент в устройствах смены инструмента с поворотной рукой)
P1596- Unassigned (Не назначены)P1598
P1599 Spindle Orient Delay (Задержка ориентации шпинделя)
P1600- Thermo Degrees per VoltP1607 (Число термических градусов на вольт)
P1608- Thermo Inches per VoltP1615 (Число термических дюймов на вольт)
P1616- Thermo Inverse Growth perP1623 Degree (Объем термического обратного роста на градус)
P1624- Thermo Position SensorP1631 (Термический датчик положения)
P1632- Thermo Voltage ReferenceP1639 (Термическое опорное напряжение)
P1640- Thermo Position ReferenceP1647 (Термическая точка отсчета положения)
P1648- Unassigned (Не назначены)P1699
P1700- Security Codes P1799 (Коды безопасности)
P1800- Unassigned (Не назначены)P1999
P2000- Tool Radii 0..99P2099 (Радиусы инструмента 0..99)P2100- Tool Lengths 0..99P2199 (Длины инструмента 0..99)
538