Embed Size (px)
Citation preview

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
1-1
P17 Certificeringsudvalget P17 er nedsat af DS Certificerings direktion til at forvalte certifice-ringsordningen for plastsvejsere og plastsvejseskoler i henhold til DS 2383 med tilhørende SBC 243. P17 består af medlemmer og et mindre antal tilforordnede. I P17 sidder repræsentanter fra
hver af de følgende organisationer. Medlemmer: • DS Certificering A/S (Datterselskab 100% ejet af Dansk Standard) • Dansk Metal • Fagligt Fælles Forbund • Blik- og Rørarbejderforbundet • TEKNIQ Installatørernes Organisation • Dansk Industri • Undervisningsministeriet • Direktoratet for Arbejdstilsynet (Vakant) • Uddannelsesstyrelsen Tilforordnede: • Industriens Uddannelser • El og VVS-branchens Uddannelsessekretariat nævn • Teknologisk Institut - Plastteknologi • En eller to standardiserings- eller brugerrepræsentanter udpeget af P17 Sekretariatet: Den Jydske Haandværkerskole (DjH) er sekretariat for P17. Sekretariatet indkalder til møder, skriver mødereferat og sikrer opfølgning af de opgaver, der træffes beslutning om på møderne. Dagsorden laves i samarbejde med formandskabet. Adresse: Den Jydske Haandværkerskole Skovvej 30 8370 Hadsten
Tlf. 86 98 07 55, Fax 86 91 52 40 E-mail: [email protected]

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2007-01-25
1-2 Formand og næstformand vælges af P17 for to år ad gangen. De skal være repræsentanter for arbejdsgiver og arbejdstagere, således at disse parter er repræsenteret i formandskabet. Det er kun udvalgets medlemmer, der har stemmeret. Hvorimod de tilforordnede indgår i aktuelle nedsatte ad-hoc projektgrupper. Ad-hoc gruppens primære opgave er at udfærdige oplæg i for-bindelse med praktiske tiltag. Oplæggene fremlægges for P17 til godkendelse. P17 kan fungere som appelinstans for deltagere, skoler og lignende (se under afsnittene skoler og elever). Udvalget behandler ikke klager over undervisere, undervisning eller udstyret, da det er skolens ansvarsområde. Mindre sager af administrativ karakter kan behandles af for-mandskabet, hvorimod sager af principiel karakter behandles af det samlede P17 udvalg. Øn-ske om dispensationer skal altid rettes skriftligt til sekretariatet, der sikrer behandling i for-mandskabet med efterfølgende orientering til P17. Er der en klage i forbindelse med bedømmelsen af de praktiske opgaver, kan sagen fx løses ved, at en eller to udpegede P17 medlemmer mødes med censor på den aktuelle skole. Her fremlægges de aktuelle opgaver, og censor må her argumentere for sin bedømmelse. Det er herefter op til de to P17 medlemmer at afgøre sagens udfald og videregive resultatet til klage-ren og skolen. Der er ingen ankeinstans over P17’s afgørelse. Det påhviler P17 at udbrede kendskabet til svejsepasordningen såvel nationalt som internatio-nalt. Det administrative vedr. svejsepassene varetages af Svejsepassekretariatet i daglig tale SP-sekretariatet. Adresse: SP-sekretariatet, Industriens Uddannelser, 1780 København V Tlf. 33 77 91 11, Fax 33 77 91 00, Postgiro 754-5126 Ved anmodning om plastsvejsepas indsender plastsvejsekolen ansøgningsskema samt foto (dokumentation er efter prøven indsendt af censor). Deltageren (plastsvejseren) vil kort tid efter, at fastsat gebyr er indbetalt til SP-sekretariatet, modtage Plastsvejsepas/certifikat. Note: Plastsvejsepas/certifikat og recertificering udfærdiges først, når SP-sekretariatet er i besiddelse af ud-
dannelsesbevis (kopi) og dokumentation. Aktuelle priser for udstedelse af plastsvejsepas, efterfølgende certifikater og recertificeringer kan ses på SP-sekretariatets hjemmeside: www.sp-sekr.dk SP-sekretariatet har etableret en database hvor samtlige udstedelser er registreret. SP-sekretariatets hjemmeside indeholder databank med teorispørgsmålene, der kun kan rekvi-reres af censorer i forbindelse med prøveaflæggelse. Procedurebeskrivelse for anvendelse af databank findes på hjemmesiden.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
2-1
Skolen Plastsvejseskole: Uddannelsessted for plastsvejsere Certificering af plastsvejseskole: DS-godkendelse af en plastsvejseskole i henhold til DS 2382 Ansøgning om licens En plastsvejseskole, som ønsker at opnå certificeringslicens til at gennemføre prøver med henblik på at opnå af plastsvejsepas i henhold til DS 2383, indstilles af pågældende Efterud-dannelsesudvalg til godkendelse i Certificeringsudvalget for plastsvejsere (P17). Ansøgningen skal være bilagt dokumentation for, at plastsvejseskolen råder over personale og faciliteter i henhold til SBC 243. Certificeringslicensen til en plastsvejseskole har normalt gyldighed i fem år, men Certifice-ringsudvalget kan til enhver tid inddrage licensen, såfremt der viser sig begrundet tvivl om plastsvejseskolens forvaltning af certificeringsordningen.
Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2007-01-05
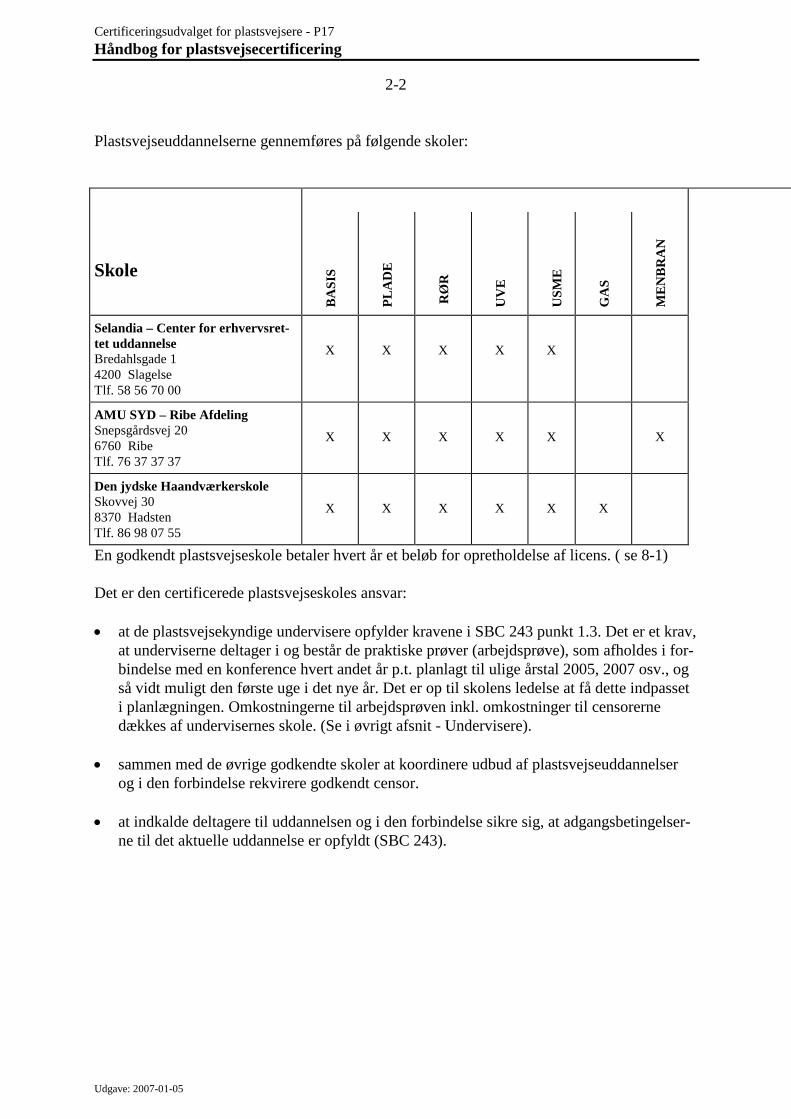
2-2 Plastsvejseuddannelserne gennemføres på følgende skoler: Skole
BA
SIS
PL
AD
E
RØ
R
UV
E
U
SME
G
AS
M
ENBR
AN
Selandia – Center for erhvervsret-tet uddannelse Bredahlsgade 1 4200 Slagelse Tlf. 58 56 70 00
X
X
X
X
X
AMU SYD – Ribe Afdeling Snepsgårdsvej 20 6760 Ribe Tlf. 76 37 37 37
X
X
X
X
X
X
Den jydske Haandværkerskole Skovvej 30 8370 Hadsten Tlf. 86 98 07 55
X
X
X
X
X
X
En godkendt plastsvejseskole betaler hvert år et beløb for opretholdelse af licens. ( se 8-1) Det er den certificerede plastsvejseskoles ansvar: • at de plastsvejsekyndige undervisere opfylder kravene i SBC 243 punkt 1.3. Det er et krav,
at underviserne deltager i og består de praktiske prøver (arbejdsprøve), som afholdes i for-bindelse med en konference hvert andet år p.t. planlagt til ulige årstal 2005, 2007 osv., og så vidt muligt den første uge i det nye år. Det er op til skolens ledelse at få dette indpasset i planlægningen. Omkostningerne til arbejdsprøven inkl. omkostninger til censorerne dækkes af undervisernes skole. (Se i øvrigt afsnit - Undervisere).
• sammen med de øvrige godkendte skoler at koordinere udbud af plastsvejseuddannelser
og i den forbindelse rekvirere godkendt censor. • at indkalde deltagere til uddannelsen og i den forbindelse sikre sig, at adgangsbetingelser-
ne til det aktuelle uddannelse er opfyldt (SBC 243).

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2007-01-25
2-3 • at rekvirere svejsepas og andre relevante papirer fra SP-sekretariatet. • at udfylde “Dokumentation for afsluttende prøve i henhold til DS 2383”, så censor har det
i hænde inden den endelige bedømmelse. • at den afsluttende prøve bliver afviklet efter: SBC 243 Anneks J “Regulativ for aflæg-
gelse af certifikatprøver i plastsvejsning” samt SBC 243 Anneks B og Anneks I. I den forbindelse at skolen har udpeget en prøveansvarlig (den person, som på skolen har an-svaret for prøvens gennemførelse).
Note: Den prøveansvarlige skal være kendt af, underviser og censor og kan ikke være den plast-
svejsekyndige underviser. Den prøveansvarlige eller dennes stedfortræder skal kunne kontaktes under hele prøveforløbet. Den plastsvejsekyndige fører tilsyn med praktikprøven.
• at indsende udfyldte svejsepas med foto/certifikat og kopi af uddannelsesbevis til SP-
sekretariatet samt orientere deltageren om det videre forløb så som betaling, gyldigheds-periode, recertificering.
• at opbevare hver plastsvejsers bedømte praktiske prøver i 6 måneder fra bedømmelses-
datoen. Prøverne skal bære tydelig mærkning (navn, arbejdsnr., uddannelsesnr. og dato). • at bistå deltager/firmaet, der vil indgive klage over eksamensresultater. Note: Er en deltager utilfreds med de resultater, der er opnået ved den afsluttende prøve - teori/praktik, kan
deltageren eller deltagerens firma kontakte skolen for i fællesskab at indgive en klage til P17. Klagen skal indeholde: deltagerens navn, CPR. nr., uddannelsesperiode, uddannelsessnr., censors navn og klagepunkt. Klagen vil da blive behandlet af P17, og resultatet heraf vil blive stilet personligt til kla-geren og kopi sendt til den aktuelle skole. Der er ingen ankeinstans over P17’s afgørelse.
• at stuksvejseudstyr opfylder betingelserne i DS/INF 70-6 og recertificeres hvert andet år af
godkendt prøvningsinstitut (Instituttet udpeges af P17 efter indhentede tilbud). • at tilse, at der ved køb af nyt stuksvejseudstyr foreligger en godkendt og komplet prøv-
ningsrapport efter 70-6. Note: Ved recertificering af udstyret skal følgende prøves efter 70-6: - Trykkarakteristik (2.1.4) - Excentricitet og spaltebredde (2.1.1) - Hydraulik- pneumatiktryk (2.1.5a) - Fastholdelse ved trykaflastning (2.1.8) Med nye maskiner skal der medfølge en komplet prøvningsrapport efter DS/INF 70-6 i gruppering 1 -
2 eller 3. Forlader en plastsvejsekyndig underviser en skole, skal denne meddele det til det aktuelle Ef-teruddannelsesudvalg, der orienterer P17. Det er P17’s indstilling, at hvis en skole ikke har en godkendt underviser, må skolens certifikat sættes i bero. Det kan anbefales, at en certificeret skole råder over 2 godkendte undervisere. Råder en skole kun over én godkendt underviser, bør skolen indgå en skriftlig samarbejdsafta-le med anden godkendt skole om at låne en underviser i tilfælde af sygdom og lignende. Kopi af samarbejdsaftalen sendes til P17 sekretariatet.
Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
3-1
Undervisere En plastsvejsekyndig underviser er efter SBC 243 en underviser, der kan dokumentere prak-tisk og teoretisk kendskab til plastsvejsning og kan udføre plastsvejsninger korrekt i henhold til gældende standarder (DS 2383/SBC 243). Underviseren har gennemført den af det pågældende Efteruddannelsesudvalg etablerede fag-læreruddannelse inden for plastsvejsning med tilfredsstillende resultat og har gennemgået en almen pædagogisk uddannelse i henhold til de af Uddannelsesudvalget til enhver tid god-kendte bestemmelser, eller som har tilsvarende pædagogisk baggrund. Underviseren er pligtig til at følge den til enhver tid etablerede ajourførte efteruddannelse og til enhver tid at være i besiddelse af et gyldigt certifikat på UVE og USME (og eventuelt Membran). ? Det bør tilstræbes, at underviseren mindst et par gange i løbet af året gennemfører uddannelse inden for de områder, han/hun er kvalificeret til. Angående recertificering henvises til 5-4

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2002011-06-286-05-09
4-1
Deltageren Deltageren er i denne håndbog en person, der søger uddannelse til plastsvejser på en plast-svejseskole, som er godkendt til at gennemføre et eller flere af uddannelserne: BASIS - PLADE - RØR - UVE - USME - GAS – MEMBRAN - RØRMONTAGE samt Recertifice-ring. (Se afsnittet Skolen: “Følgende skoler er godkendt”). Typiske arbejdsområder • Plastindustrien • Metalindustrien • VVS • Bygge og anlæg • Anden industri, hvor der forekommer plastsvejsning

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
4-2 Skal tilføjes RØRMONTAGE ? skema opdateres ? Oversigt over uddannelsesstruktur
Målgruppe og adgangsbetingelser til uddannelserne kan ses på de følgende sider.
UVE 37 lektioner
USME 37 lektioner
Recertificering UVE
23 lektioner
Recertificering BASIS
23 lektioner
Gassens fysiske og kemiske egenskaber
37 lektioner GAS
Svejsning af tykvæg-gede plastmaterialer
111 lektioner BASIS
Svejsning af plastplader
74 lektioner PLADE
Recertificering PLADE
23 lektioner
Svejsning af polymermembraner
37 lektioner MEMBRAN
Recertificering MEMBRAN 23 lektioner
DS/SBC 243. Anneks A
Uddannelsesstruktur for plastuddannelserne
Industrilinie Bygge & Anlægslinie
Recertificering RØR
23 lektioner
Svejsning af rørsystemer i plast
74 lektioner RØR
Recertificering USME
23 lektioner

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
4-3 1. Svejsning af tykvæggede plastmaterialer (BASIS) Målgruppe Uddannelsen henvender sig til personer, der har eller søger beskæftigelse inden for plast-svejsning efter metoderne varmluft-, ekstruder-, stuk-, muffe- eller elektrosvejsning af tryk-løse rør og ledningsanlæg samt kar og tanke i plastmaterialer. Adgangsbetingelser Uddannelsen står åbent for alle, der opfylder uddannelseslovens bestemmelser samt i henhold til gældende DS/EN standard. 2. Svejsning af tykvæggede plastmaterialer (PLADE) Målgruppe Uddannelsen henvender sig til personer, der har eller søger beskæftigelse inden for plast-svejsning efter metoderne varmluft- og ekstrudersvejsning af kar og tanke i plastmaterialer. Adgangsbetingelser Uddannelsen står åbent for alle, der opfylder uddannelseslovens bestemmelser samt i henhold til gældende DS/EN standard. 3. Svejsning af rørsystemer i plast (RØR) Målgruppe Faglærte fra VVS-, Jern- og Metalområdet samt andre, der har faglig erfaring eller færdighed inden for plastsvejseområdet. Adgangsbetingelser Uddannelsen er åbent for ovennævnte målgruppe. 4. Udvidet for varmluft- og ekstrudersvejsning (UVE) Målgruppe og adgangsbetingelser Uddannelsen henvender sig til personer, der er i besiddelse af et gyldigt svejsepas med påteg-ning Basis og Plade jf. DS 2383 og SBC 243 eller kan dokumentere tilsvarende kvalifikatio-ner. Note: Adgangsbetingelserne er opfyldt, hvis deltageren kan dokumentere at have gennemført og bestået afslut-
tende prøve fra uddannelsen BASIS og/eller PLADE, men ikke indløst svejsepas med påtegning B eller PLADE.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
4-4
5. Udvidet for stuk-, muffe- og elektrosvejsning (USME) Målgruppe og adgangsbetingelser Uddannelsen henvender sig til personer, der er i besiddelse af et gyldigt svejsepas med påteg-ning “B”, eller gyldigt svejsepas med påtegning “RØR”, eller kan dokumentere tilsvarende kvalifika-tioner jf. DS 2383 punkt 2.3.5 og SBC punkt 2.5.3. Note: Adgangsbetingelserne er opfyldt, hvis deltageren kan dokumentere at have gennemført og bestået afslut-
tende prøve fra uddannelsen BASIS eller RØR, men ikke indløst svejsepas med påtegning “B” eller “RØR”..
6. Gasfremføring og gassens egenskaber (GAS) Målgruppe Faglærte fra VVS-, Jern- og Metalområdet samt andre, der har faglig erfaring eller færdighed inden for plastsvejseområdet. Adgangsbetingelser Uddannelsen er åbent for ovennævnte målgruppe med gyldigt DS-svejsepas med påtegningen USME eller andet gyldigt internationalt plastsvejsecertifikat omhandlende metoderne stuk-, muffe-, el-muffe- og anboringssaddel/-bøjlesvejsning. 7. Svejsning af polymermembraner (MEMBRAN) Målgruppe Uddannelsen henvender sig til personer, der har eller søger beskæftigelse med udlægning og svejsning af polymermembraner. Adgangsbetingelser Uddannelsen står åbent for alle, der opfylder uddannelseslovens bestemmelser samt i henhold til gældende DS/EN standard. 8. Rørmontage ? For alle uddannelser gælder Uddannelsesbevis udstedes af uddannelsesstedet til de deltagere, der efter underviserens vur-dering har gennemført uddannelsen med tilfredsstillende resultat.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
4-5 Uddannelserne afsluttes med en prøve BASIS Teori og praktik PLADE Teori og praktik RØR Teori og praktik UVE Praktik USME Praktik GAS Teori MEMBRAN Teori og praktik De afsluttende prøver bedømmes af en censor, som er godkendt af P17. Censor udfærdiger dokumentation for prøven og indsender denne til SP-sekretariatet. Prøvernes omfang og be-dømmelse er beskrevet i DS 2383/SBC 243 Anneks B. Se i øvrigt afsnittet - Prøver og recer-tificering i denne håndbog. Deltagerenen kan enten selv eller ved skolens mellemkomst ansøge SP-sekretariatet om svej-se-pas/certifikat til den disciplin, hvori prøven er aflagt, ved at indsende billede (billede er kun til første-gangs ansøgning) (svejsepas) med navn og CPR nr., kopi af uddannelsesbevis samt betale fastsat gebyr på postgiro 754-5126. Aktuelle regler og priser for udstedelse af plastsvejsepas, efterfølgende certifikater og recerti-ficeringer kan ses på SP-sekretariatets hjemmeside: www.sp-sekr.dk
Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
4-6
Følgende regler er gældende for deltagere, der ikke består den afsluttende prøve inden for : BASIS - PLADE - RØR - UVE - USME - GAS - MEMBRAN (se i øvrigt DS 2383/SBC 243 Anneks B). Teori Omprøvning. Generelt for BASIS, PLADE, RØR og MEMBRAN Består eksaminanden ikke den teoretiske prøve, men klarer den praktiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til fornyet teoriprøve efter samme retnings- linier som 1. gangs prøve. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse. (I praksis vil dette kunne ske i forbindelse med en eksamen BASIS, PLADE, RØR eller MEMBRAN på den aktuelle skole). Omprøvning (GAS) Består eksaminanden ikke den teoretiske prøve, kan vedkommende først gå op til fornyet prø-ve efter at have gennemført et nyt uddannelsesforløb i: “Gasforsyning og gassens egenskaber”. Praktik Omprøvning (BASIS) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Omprøvning (PLADE) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Omprøvning (RØR) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Omprøvning (UVE) Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prø-ve efter at have gennemført et nyt uddannelsesforløb: UVE.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
4-7 Omprøvning (USME) Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prø-ve efter at have gennemført et nyt uddannelsesforløb: USME. Omprøvning (MEMBRAN) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Generelt Er deltageren utilfreds med eksamensresultatet, kan han/hun henvende sig til skolen, som så bistår med at rette henvendelse til P17. P17 behandler klagen og meddeler deltager/skole re-sultatet. P17’s afgørelse kan ikke ankes. Gyldighedsperiode for de forskellige certifikater BASIS 3 år PLADE 3 år RØR 3 år UVE 2 år USME 2 år GAS Er kun gyldigt sammen med gyldigt USME-certifikat MEMBRAN 3 år NB! 3 måneder før certifikatets udløb skal plastsvejsepassets indehaver kontakte en af de
skoler, der er godkendt til at gennemføre recertificeringsuddannelse og tilmelde sig dette. P.t. er følgende skoler godkendt til recertificeringsuddannelse: Den jydske Haandværkerskole AMU Syd – Ribe afdelingen Skovvej 30 Snepsgaardevej 20 8370 Hadsten 6760 Ribe Tlf. 86 98 07 55 Tlf. 76 37 37 37 Selandia – Center for erhvervsrettet uddannelse Bredahlsgade 1 4200 Slagelse Tlf. 58 56 70 00 Hvis tilmelding er foretaget og bekræftet, men uddannelsen ikke kan gennemføres af årsager, som ikke kan tilskrives deltageren, er tidsfristen automatisk forlænget, til recertificering kan gennemføres. Note: Af praktiske grunde må plastsvejseren sikre sig en skriftlig accept på tilmelding som dokumentation for
forlængelse af certifikatets tidsfrist.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2007-01-06
4-8 • BASIS-svejsepasset skal ikke fornys, hvis svejsepasindehaveren er i besiddelse af både
UVE og USME-svejsepas. Note: Er man kun er i besiddelse af det ene af de to, skal man være opmærksom på at forny sit BASIS, hvis man
ønsker at erhvervs sig det manglende svejsepas. (se målgruppe og adgangsbetingelser i dette afsnit). • PLADE-svejsepasset skal ikke fornys, hvis svejsepasindehaveren er i besiddelse af UVE -
svejsepas. • Det er ikke et krav, at svejsepas med påtegningen RØR fornys, hvis svejsepasindehaveren
er i besiddelse af et USME-svejsepas. Påtegning BASIS dokumenterer, at indehaveren er i stand til at udføre plastsvejsning efter metoder-ne: varmluft-, ekstruder-, stuk-, muffe- og elektrosvejsning af rør og ledningsanlæg inklusive kar og tanke fremstillet af plastmaterialer til transport og opbevaring af trykløse og ikke-mil-jøskadelige væsker eller luftarter. Påtegningen PLADE dokumenterer, at indehaveren er i stand til at udføre plastsvejsning efter metoderne varmluft- og ekstrudersvejsning af rør, kar og tanke fremstillet af plastmaterialer til transport og opbevaring af ikke-miljøskadelige væsker eller luftarter. Påtegningen RØR dokumenterer, at indehaveren er i stand til at udføre plastsvejsning efter metoderne: extruder-, stuk-, muffe- og elektrosvejsning af rør- og ledningsanlæg fremstillet af plastmaterialer til transport og opbevaring af trykløse og ikke-miljøskadelige væsker og luft-arter. Påtegning UVE dokumenterer, at indehaveren er i stand til at udføre plastsvejsning efter me-toderne: varmluft- og ekstrudersvejsning af rør, kar og tanke fremstillet af plastmaterialer til transport og opbevaring af trykløst og ikke-miljøskadeligt indhold samt varmluft- eller ekstru-dersvejste konstruktioner til opbevaring eller transport af kemikalier eller andet miljø-skadeligt indhold. Påtegning USME dokumenterer, at indehaveren er i stand til at udføre plastsvejsning efter metoderne: stuk-, muffe- og elektrosvejsning af rør og ledningsanlæg fremstillet af plastma-terialer til transport og opbevaring af trykløse og ikke-miljøskadelige væsker eller luftarter samt stuk-, muffe- og elektrosvejste rørsystemer til transport af kemikalier, væsker eller luftar-ter under tryk. Påtegningen GAS dokumenterer, at indehaveren har viden og færdigheder til at foretage etab-lering og vedligeholdelse af gasførende PE-ledningssystemer i overensstemmelse med gæl-dende love, sikkerhedsregler og anvisninger.
Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2007-01-06
4-9 Påtegningen MEMBRAN dokumenterer, at indehaveren er i stand til at udføre plastsvejsning på efter metoderne varmluft-, varmekilde- og ekstrudersvejsning af polymermembraner til tag, tunnel, vej, vandreservoir, deponi- og lossepladsmembraner m.m. Fornyelse af plastsvejsepas Senest 3 måneder før certifikatets udløb skal plastsvejsepassets indehaver kontakte en af de skoler, der er godkendt til at gennemføre recertificeringsuddannelse og tilmelde sig dette. Dato på plastsvejsepasset er 1. gang passet udstedes. Udløbsdato for recertificering er 2 år efter foregående udløbsdato for UVE og USME. Samme regler som ovenstående gælder for BASIS, RØR, PLADE og MEMBRAN blot er gyldighedsperioden her 3 år. Hvis en plastsvejser, med et forældet udvidet plastsvejsepas, på et senere tidspunkt ønsker at generhverve sit plastsvejsepas, skal denne kun op til fornyet kursus og prøve i enten UVE eller USME, afhængig af hvilket plastsvejsepas, der ønskes certificeret. Dette også selv om, at det er mere end 3 år siden svejsepasset udløb. Hvis generhvervelse af et USME plastsvejsepas sker senere end 1 år efter udløb, og vedkom-mende er i besiddelse af et GAS-bevis, skal denne op til fornyet GAS-kursus. Hvis en plastsvejser med et forældet BASIS, RØR, PLADE eller MEMBRAN plastsvejsepas, på et senere tidspunkt ønsker at generhverve sit plastsvejsepas, skal denne op til fornyet kur-sus og prøve i BASIS, RØR, PLADE eller MEMBRAN.
Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
5-1
Prøver og recertificering
Der skelnes mellem syv påtegninger i svejsepasset: BASIS, PLADE, RØR, UVE, USME, GAS, MEMBRAN og RØRMONTAGE. BASIS = Svejsning af tykvæggede plastmaterialer ved metoderne varm- luft-, ekstruder-, stuk-, muffe- samt elektrosvejsning. PLADE = Svejsning af tykvæggede plastmaterialer ved metoderne varm- luft- og ekstrudersvejsning. RØR = Svejsning af rørsystemer i plast ved metoderne ekstruder-, stuk-, muffe- samt elektrosvejsning. UVE = Udvidet til varmluft- og ekstrudersvejsning. USME = Udvidet til stuk-, muffe- og elektrosvejsning. GAS = Gasforsyning og gassens egenskaber MEMBRAN = Svejsning af polymermembraner ved metoderne varmluft-, kontaktvarme- samt ekstrudersvejsning. RØRMONTAGE. = Udførelse af svejst og mekanisk rørmontage af plastrør For at opnå disse påtegninger, skal man deltage og bestå uddannelsen med afsluttende prøve inden for den kategori, man ønsker at blive certificeret efter. Generelt for BASIS, PLADE, RØR og MEMBRAN stilles følgende krav til uddannelse: Plastsvejseren skal mindst have en grunduddannelse svarende til den danske folkeskole og have gennemført et af Arbejdsmar-kedsstyrelsens godkendte uddannelser i almene fag eller for området relevant faglig uddannel-se som fx plastmager. (Se adgangsbetingelser i afsnit: Deltageren). Prøveomfang og bedømmelsesgrundlag er beskrevet i DS 2383/SBC 243 Anneks B, C og D. Krav for opnåelse af plastsvejsepas med påtegning BASIS En person, der opfylder adgangskravene (se deltageren) til BASIS, gennemfører uddannelsen og består den afsluttende prøve, kan mod at indbetale gebyr indløse et plast-svejsepas med påtegningen BASIS. (Prøven er beskrevet i og skal bestås i henhold til SBC 243). Krav for opnåelse af plastsvejsepas med påtegning PLADE En person, der opfylder adgangskravene (se deltageren) til PLADE, gennemfører uddannelsen og består den afsluttende prøve, kan mod at indbetale gebyr indløse et plast-svejsepas med påtegningen PLADE. (Prøven er beskrevet i og skal bestås i henhold til SBC 243). Krav for opnåelse af plastsvejsepas med påtegning RØR En person, der opfylder adgangskravene (se deltageren) til RØR, gennemfører uddannelsen og består den afsluttende prøve, kan mod at indbetale gebyr indløse et plast-svejsepas med påteg-ningen RØR. (Prøven er beskrevet i og skal bestås i henhold til SBC 243). Krav for opnåelse af plastsvejsepas med påtegning UVE En person, der opfylder adgangskravene (se deltageren) til UVE, gennemfører uddannelsen og består den afsluttende prøve, kan mod at indbetale gebyr indløse et plast-svejsepas med påteg-ningen UVE. (Prøven er beskrevet i og skal bestås i henhold til SBC 243).

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2007-02-01
5-2 Krav for opnåelse af udvidet plastsvejsepas med påtegning USME En person, der opfylder adgangskravene (se deltageren) til USME, gennemfører uddannelsen og består den afsluttende prøve, kan mod at indbetale gebyr indløse et plastsvejsepas med på-tegningen USME. (Prøven er beskrevet i og skal bestås i henhold til SBC 243). Krav for opnåelse af udvidet plastsvejsepas med påtegning GAS En plastsvejser med gyldigt plastsvejsepas med påtegning USME kan efter uddannelsen gå op til en udvidet prøve GAS. Prøven er beskrevet i og skal bestås i henhold til SBC 243. Krav for opnåelse af udvidet plastsvejsepas med påtegning MEMBRAN En person, der opfylder adgangskravene (se deltageren) til MEMBRAN, gennemfører uddan-nelsen og består den afsluttende prøve, kan mod at indbetale gebyr indløse et plastsvejsepas med påtegningen MEMBRAN. (Prøven er beskrevet i og skal bestås i henhold til SBC 243). Krav for opnåelse af udvidet plastsvejsepas med påtegning RØRMONTAGE ? Omprøvning Følgende regler er gældende for deltagere, der ikke består den afsluttende prøve inden for : BASIS - PLADE -RØR - UVE - USME - GAS - MEMBRAN (se i øvrigt DS 2383/SBC 243 Anneks B, Kriterier for bedømmelse). Teori Omprøvning. Generelt for BASIS, PLADE, RØR og MEMBRAN Består eksaminanden ikke den teoretiske prøve, men klarer den praktiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til fornyet teoriprøve efter samme retnings-linier som 1. gangs prøve. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse. (I praksis vil dette kunne ske i forbindelse med en eksamen BASIS, PLADE, RØR eller MEMBRAN på den aktuelle skole). Omprøvning (GAS) Består eksaminanden ikke den teoretiske prøve, kan vedkommende først gå op til fornyet prø-ve efter at have gennemført et nyt uddannelsesforløb i: “Gasforsyning og gassens egenskaber”. Praktik Omprøvning (BASIS) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Omprøvning (PLADE) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: September 2002
5-3 Omprøvning (RØR) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Omprøvning (UVE) Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prø-ve efter at have gennemført et nyt uddannelsesforløb: UVE. Omprøvning (USME) Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prø-ve efter at have gennemført et nyt uddannelsesforløb: USME. Omprøvning (MEMBRAN) Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkom-mende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i for-bindelse med en recertificeringsuddannelse. Dog skal dette ske inden for 3 måneder efter 1. prøve-aflæggelse. Generelt Er deltageren utilfreds med eksamensresultatet, kan han/hun henvende sig til skolen, som så bistår med at rette henvendelse til P17. P17 behandler klagen og meddeler deltager/skole re-sultatet. P17’s afgørelse kan ikke ankes. Gyldighedsperiode for de forskellige certifikater BASIS 3 år PLADE 3 år RØR 3 år UVE 2 år USME 2 år GAS Er kun gyldigt sammen med gyldigt USME-certifikat MEMBRAN 3 år 3 måneder før certifikatets udløb, skal plastsvejsepassets indehaver tilmelde sig et 3-dags recertificeringsuddannelsen på en dertil godkendt skole (se afsnittet: Skolen). Der skal altid foreligge et gyldigt plastsvejsepas, hvis man skal recertificeres.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
5-4 Fælles for recertificering af BASIS - PLADE - RØR - UVE - USME og MEMBRAN: (Omprøvning ved recertificering: Se anneks I) Prøvens indhold og bedømmelse følger de samme retningslinjer som ved 1. gangs certifice-ring dog for BASIS, PLADE, RØR og MEMBRAN uden teoriprøve. For praktikprøven ved BASIS, PLADE - RØR - UVE - USME er opgavemængden reduceret (se DS 2383/SBC 243 Anneks I). Ved recertificering MEMBRAN er prøven lig førstegangscertificering. B-svejsepasset skal ikke fornys, hvis svejsepasindehaveren er i besiddelse af både UVE og USME-svejsepas. Det er ikke et krav, at svejsepas med påtegningen PLADE fornys, hvis svejsepasindehaveren er i besiddelse af et UVE-svejsepas. Det er ikke et krav, at svejsepas med påtegningen RØR fornys, hvis svejsepasindehaveren er i besiddelse af et USME-svejsepas. Fornyelse af plastsvejsepas GAS DS-plastsvejsepasset (afsnit GAS) er knyttet til plastsvejsepasset med påtegning USME og er gyldigt, så længe plastsvejseren opretholder fornyelsen af dette plastsvejsepas. Note: Plastsvejsepasset med påtegning GAS er kun gyldigt sammen med plastsvejsepasset
med påtegning USME. Har plastsvejseren været uden gyldigt plastsvejsepas (afsnit USME) mere end 1 år, men er-hverver dette på ny, henvises plastsvejseren til en godkendt plastsvejseskole og må her gen-nemgå et til formålet godkendt repetitionsuddannelsen, afsluttende med en prøve efter samme retningslinjer som ved 1. gangs prøven til GAS. Recertificering af plastsvejsekyndige undervisere Den plastsvejsekyndige underviser/faglærer skal recertificeres i lighed med plastsvejserne. Recertificeringen foretages hvert andet år i form af en arbejdsprøve i henhold til DS 2383 pkt. 1.3. Endvidere skal underviseren deltage i og bestå de praktiske prøver (arbejdsprøve), som af-holdes i forbindelse med en lærerkonference hvert andet år. P.t. planlagt til ulige årstal 2005, 2007 osv., og så vidt muligt til den første uge i det nye år. (Se uddannelsesplan: Recertifice-ring af plastsvejsekyndige undervisere). Arbejdsprøvens form Svejseopgaverne udvælges fra gang til gang af det tekniske udvalg (P17 adhoc-gruppe) og godkendes af P17. Opgaverne skal repræsentere et bredt udsnit af opgaverne fra BASIS - PLADE- RØR - UVE - USME - MEMBRAN. Note: For MEMBRAN gælder kun aktuelle faglærere. Faglæreren har lov til at svejse de aktuelle opgaver tre gange, inden han afleverer til bedøm-melse.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2006-05-09
5-5 Faglæreren har i forbindelse med opgaver, der kræver en medhjælper, lov til at få den fornød-ne hjælp af en kollega, men svejsearbejdet foregår på faglærerens (eksaminandens) ansvar. Det er faglæreren, der udvælger de emner (et for hver svejseopgave), han ønsker bedømt. Her-ved har faglæreren mulighed for at fravælge emner, hvor han har været uheldig, men samtidig også vise sine færdigheder til at vurdere svejsearbejdet. Faglærerens fremlagte svejsearbejde vurderes af de af P17 godkendte censorer samt en fag-kyndig person (observatør) udpeget af P17. Hvis et eller flere af de fremlagte emner ikke kan godkendes, svejser faglæreren 1 nyt emne svarende til hvert af de kasserede, og disse fremlægges til vurdering. Hvis der ikke under prøven inden for den afsatte tid kan fremstilles godkendte emner til alle svejseopgaver, skal faglæreren og dennes aktuelle skoleledelse drøfte, hvad der kan gøres for, at faglæreren opnår de fornødne kvalifikationer. Når disse er gennemført, afholdes en ny prø-ve hos Teknologisk Institut - dog inden for ½ år. Svejseopgaverne udvælges af teknisk udvalg (P17 ad-hoc gruppe) og godkendes af P17 på basis af den tidligere gennemførte prøve. Såfremt en faglærer er forhindret i at deltage ved selve arbejdsprøven, skal prøven i stedet aflægges hos Teknologisk Institut. Til vurdering af opgaverne medvirker de godkendte censorer. Det er et krav, at censorerne når til enighed. Faglærere, der har bestået prøven jf. DS 2383/SBC 243, får fornyet certifikatet for UVE, USME og MEMBRAN for en 2-årig periode. Note: For MEMBRAN gælder kun aktuelle faglærere. Note: I praksis betyder det, at den skole der gennemfører recertificeringsprøven, også indsen-der faglærernes certifikater til SP-sekretariatet. I forbindelse med prøveaflæggelsen skal “Regulativ for aflæggelse af certifikatprøver i plast-svejsning” overholdes (se SBC 243 Anneks J).

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
6-1
Censor
Er i denne sammenhæng en person, der medvirker ved afsluttende teoretiske/praktiske prøver, der giver adgang til certificering i henhold til DS 2383. Efter anmodning fra P17 udpeges den plastsvejsekyndige inspektør (censor) af et institut, der er akkrediteret på plastområdet, og som står inde for inspektørens kvalifikationer. En plastsvejsekyndig inspektør er efter SBC 243 en person, der mindst har en relevant faglig uddannelse. Har gennemført efteruddannelse inden for de i DS 2383 omhandlede svejsemeto-der samt uddannelsen i svejseteknisk tilsyn og mindst inden for de sidste 2 år primært beskæf-tiget sig med plastsvejsning, tilsyn og afprøvning af svejste plastemner. Den plastsvejsekyndige inspektør skal kunne lede en procedureprøve samt have indgående kendskab til kontrol og afprøvning efter gældende normer og standarder (visuel - destruktiv) af svejste emner udført efter de i DS 2383 omhandlede svejsemetoder. P.t. består censorgruppen af tre plastsvejsekyndige inspektører fra: Teknologisk Institut Teknologisk Institut Teknologisk Institut Taastrup Taastrup Plastteknologi Plastteknologi Jesper Knudsen Flemming Gudbergsen Tlf.: 72 20 10 00 Tlf.: 72 20 31 24 Skolernes koordinerede uddannelsesplan sendes til censor i Århus på nedenstående postadres-se. Censor reserverer de dage, hvor den afsluttende prøve skal afvikles. Teknologisk Institut Teknologiparken 8000 Århus C Ved eventuelle ændringer i planen kontaktes censor af den aktuelle skole. Censor rekvirerer teoretiske opgaver og facitliste hos SP-sekretariatet. Censor medbringer opgavesættet, når prøven igangsættes på skolen. Teoretisk og praktisk prøve afvikles i henhold til “Regulativ for aflæggelse af certifikatprøver i plastsvejsning” (se SBC 243 Anneks J). Censor retter teoriprøverne og registrerer resultaterne i “Dokumentation for afsluttende prøve i henhold til DS 2383”. Censor hjemtager de besvarede teoriprøver til destruktion.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
6-2 Censor bedømmer de praktiske prøver i henhold til DS 2383/SBC 243 og registrerer resul-taterne i “Dokumentation for afsluttende prøve i henhold til DS 2383”. “Dokumentationen” sendes til SP-sekretariatet. Skolens ledelse og censor underskriver svejsepas/certifikat. Note: Censor underskriver først svejsepas/stamkort, efter at plastsvejseren har underskrevet. Pris, og eventuelle prisændringer, for censurering i forbindelse med eksamen aftales mellem P17 og censorgruppen. Censor skal stå til rådighed for P17 ved en eventuel elevklage og om nødvendigt møde på den aktuelle skole. Ovenfor nævnte tiltag gælder også ved recertificering af plastsvejsere. Procedure for svejsepas/certifikater, der skal underskrives nogen tid efter, at prøven er afvik-let: Skolen sender - til censor i Århus - udfyldte og underskrevne papirer (svejsepas/certifikat) samt oplysning om, hvornår deltageren aflagde prøve samt frankeret kuvert. Ud fra prøvnings-registrering underskrives papirerne og returneres til skolen. I tvivlstilfælde kontakter censor skolen og/eller P17’s formandskab. ? Recertificering af plastsvejsekyndige undervisere/faglærere Ved recertificeringen medvirker alle de af P17 godkendte censorer ved bedømmelsen af fag-lærerens arbejdsprøver. Censorerne skal nå til enighed om bedømmelsen. Endvidere medvir-ker en fagkyndig person udpeget af P17 som observatør (se afsnittet - Prøver og recer-tificering). ? Censorer og observatør virker samtidig som tilsynsvagt under prøveafviklingen. Honorar, og eventuelle ændringer af honorar, i forbindelse med recertificering af plastsvejse-kyndig undervisere/faglærere aftales mellem P17 og censorgruppen.

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
7-1
Plastsvejsepas DS-Plastsvejsepas: Et dokument, der registrerer de uddannelser, en plastsvejser har gennem-gået og bestået. Svejsepasset er personligt og består af et stamkort indeholdende: • Pasnummer • Fornavn • Efternavn • Adresse, postnummer, by, land • Fødselsdato • Pasindehaverens underskrift - vellignende foto • Udstedelsesdato • Censors underskrift • Skoleledelsens underskrift I tilknytning til stamkortet udfærdiges et kort (certifikat) for hvert af de områder plastsvejse-ren certificeres. Kortet udfyldes med følgende: • Pasnummer • Certificeringsområde (BASIS - PLADE - RØR - UVE - USME –GAS – MEMBRAN eller
RØRMONTAGE) • Navn • Gyldighedsdato • Udløbsdato • Efterfølgende fornyelsesdatoer • Censors underskrift • Skoleledelsens underskrift Ved anmodning om plastsvejsepas indsender plastsvejseskolen ansøgning samt foto (doku-mentation er efter prøven indsendt af censor)senest 10 arbejdsdage efter at prøven er udført. SP-sekretariatet fremsender senest 5 arbejdsdage fra modtagelse af ovennævnte dokumentati-on plastsvejsepas/certifikat til plastsvejseren. Aktuelle priser for udstedelse af plastsvejsepas, efterfølgende certifikater og recertificeringer kan ses på SP-sekretariatets hjemmeside: www.sp-sekr.dk Adresse: SP-sekretariatet, Industriens Uddannelser, 1780 København V Postgiro 754-5126

Certificeringsudvalget for plastsvejsere - P17 Håndbog for plastsvejsecertificering
Udgave: 2011-06-28
7-2 Hvis et plastsvejsepas/certifikat er bortkommet, kan erstatning med præcis samme datering som det bortkomne udstedes til den certificerede plastsvejser personligt mod en på tro og love afgivet erklæring samt fremlæggelse af godkendt uddannelsesbevis. Note: I praksis henvender plastsvejseren sig til en skole med certificeringslicens. Skolen er da
behjælpelig med generhvervelsen. Eksempler på svejsepas/certifikater (Se SBC 243 Anneks H).

Udgave: 2011-06-28
8-1
Økonomisk oversigt
Aktuelle priser for udstedelse af plastsvejsepas, efterfølgende certifikater og recertificeringer kan ses på SP-sekretariatets hjemmeside: www.industriensuddannelser.dk

Udgave: 2007-01-05
9-1
Bilag 1 DS 2382

Udgave: 2007-01-05
9-2
Bilag 2 DS 2383

Udgave: 2007-01-05
9-3
Bilag 3 SBC 243

Udgave: 2007-01-05
9-4
Bilag 4 (SBC 243) Annekserne A, B, C, D, E, F, G, H, I, J

SBC 243 Anneks A Side 1 Ajourført 2006-12-31 Dette Anneks har samme status som SBC 243. This Annex forms an integral part of SBC 243. Oversigt over uddannelsesstruktur
UVE 37 lektioner
USME 37 lektioner
Recertificering UVE
23 lektioner
Recertificering BASIS
23 lektioner
Gassens fysiske og kemiske egenskaber
37 lektioner GAS
Svejsning af tykvæg-gede plastmaterialer
111 lektioner BASIS
Svejsning af plastplader
74 lektioner PLADE
Recertificering PLADE
23 lektioner
Svejsning af polymermembraner
37 lektioner MEMBRAN
Recertificering MEMBRAN 23 lektioner
DS/SBC 243. Anneks A
Uddannelsesstruktur for plastuddannelserne
Industrilinie Bygge & Anlægslinie
Recertificering RØR
23 lektioner
Svejsning af rørsystemer i plast
74 lektioner RØR
Recertificering USME
23 lektioner

SBC 243 Anneks B
Side 1 Ajourført 2011-06-28
Anneks B: Prøveaflæggelse Dette Anneks har samme status som SBC 243 This Annex forms an integral part of SBC 243 B.1 Teoretiske opgaver BASIS, PLADE, RØR, MEMBRAN samt RØRMONTAGE ? Prøven afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den teoretiske prøve er afsat 60 min. Prøven afvikles iht. Anneks J. Prøven til BASIS, PLADE og RØR består af 40 flervalgsspørgsmål (Multiple choice). Til MEMBRAN dog 25 flervalgsspørgsmål. Spørgsmålene bliver udvalgt tilfældigt fra den af Certificeringsudvalget godkendte liste af spørgsmål. Af praktiske grunde kan spørgsmålene ikke gengives her. I det følgende gives nogle eksempler på udformningen. Eksempler: Opgave nr. 1 Tilhører PE gruppen af hærdeplast ?
( ) Ja ( ) Nej ( ) Afhænger af temperaturen Opgave nr. 2 Hvilket stof frigøres bl.a. ved afbrænding af PVC ?
( ) Freon ( ) Ozon ( ) Chlorbrinte ( ) Fosfor Opgave nr. 3 Hvilke af nedenstående materialer tilhører gruppen af Polyolefiner?
( ) PVC og ABS ( ) PVC og PC ( ) PP og PE

SBC 243 Anneks B
Side 2 Ajourført 2011-06-28
B.1.1 Kriterier for bedømmelse af teoretiske opgaver BASIS, PLADE, RØR, MEMBRAN samt RØRMONTAGE.?
Eksaminanden skal for at bestå den teoretiske del have mindst 80% af besvarelserne korrekt.
Anvisning på vurdering og pointgivning: - Opgaven rettes efter Certificeringsudvalgets udsendte facitliste. - Besvarelserne må ikke bære præg af hel- eller halvgarderinger. Der må til prøven
ikke anvendes viskelæder. Fortrydes besvarelsen, sættes et S over krydset, og et nyt x sættes. Skulle dette x også fortrydes, og det gamle være gældende, sættes det 3. x ved siden af det felt, man mener henviser til den ønskede besvarelse (se eksempel 1).
- Ubesvarede spørgsmål tolkes som fejl. - Hvis 80% af et hold har fejl i samme spørgsmål, bortfalder dette. I praksis har dette
kun betydning, hvor en elev har ét point over max. (eks.: Elev med 9 point, hvoraf et spørgsmål bortfalder, slutter med 8 point og består derved teorien).
Eksempler på besvarelse og rettelse af eksaminanden: Opgave nr. 1 Tilhører PE gruppen af hærdeplast?
Ja (2. x rettet) Nej (1. x rettet endeligt og gældende) Afhænger af temperaturen
Opgave nr. 2 Hvilket stof frigøres bl.a. ved afbrænding af PVC ?
( ) Freon ( ) Ozon ( x ) Chlorbrinte ( ) Fosfor Opgave nr. 3 Hvilke af nedenstående materialer tilhører gruppen af Polyolefiner?
( ) PVC og ABS ( ) PVC og PC ( x ) PP og PE

SBC 243 Anneks B
Side 3 Ajourført 2011-06-28
B.1.2 Omprøvning. Generelt for BASIS, PLADE, RØR, MEMBRAN samt RØRMONTAGE ? Består eksaminanden ikke den teoretiske prøve, men klarer den praktiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til fornyet teoriprøve efter samme retningslinjer som førstegangsprøve. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse. (I praksis vil dette kunne ske i forbindelse med en eksamen BASIS, PLADE, RØR, MEMBRAN eller RØRMONTAGE på den aktuelle skole). B.2 Teoretiske opgaver GAS Prøven afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den teoretiske prøve er afsat 60 min. Prøven afvikles iht. Anneks J. Prøven består af 25 flervalgsspørgsmål (Multiple choice). Spørgsmålene bliver udvalgt tilfældigt fra den af Certificeringsudvalget godkendte liste af spørgsmål. B.2.1 Kriterier for bedømmelse af teoretiske opgaver GAS De teoretiske opgaver besvares og bedømmes efter samme retningslinjer som ved BASIS, PLADE, RØR og MEMBRAN (punkt B.1.1). B.2.2 Omprøvning GAS Består eksaminanden ikke den teoretiske prøve, kan vedkommende først gå op til fornyet prøve efter at have gennemført et nyt kursusforløb i: “Gasforsyning og gassens egenskaber”.

SBC 243 Anneks B
Side 4 Ajourført 2011-06-28
B.3 Praktiske opgaver BASIS Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 10 timer. Opgave nr. 4 kræver en medhjælper (kollega fra holdet), men svejsningerne foregår på eksaminandens ansvar. B.3.1 Kriterier for bedømmelse af praktiske opgaver BASIS Opgaverne vurderes efter kriterierne i DS 2383 og i denne SBC (Anneks E og F). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have ÷ 5 points, og der skal mindst forefindes en fejlfri svejsning inden for hver svejsemetode. Hver svejsers bedømte prøver skal opbevares samlet og med tydelig mærkning (navn - dato for prøve og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning: Generelt: For hver påvist fejl efter "Kriterier for visuel bedømmelse", Anneks E og F,
udløses 1 fejl. Forkert valg af materialer, tilsatsmateriale eller procedurefejl giver 1 fejl pr. opgave, som tillægges evt. fejl, jf. bedømmelsen under hver enkelt
opgave. Ved bedømmelsen tages der hensyn til eventuelle følgeskader

SBC 243 Anneks B
Side 5 Ajourført 2011-06-28
OPGAVER Alle mål er i mm Muffesvejsning (hånd) B 1 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 2 fejl). Varmluftsvejsning (frit dysevalg) B 2 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). De første 25 mm i hver ende medregnes ikke. Forbrænding ½ fejl Manglende opfyldning/binding 1 fejl eller manglende gennemsvejsning 1 fejl (max. 1½ fejl). Stuksvejsning B 3 (PE) (SDR 26) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) Skævhed ved svejsningen større end 5 grader ½ fejl (max. 1 fejl).
Ø 40
ca. 600
(1)
3 x 50 x 250
Ø 110
ca. 250
2 stk. 3 x 50 x 250

SBC 243 Anneks B
Side 6 Ajourført 2011-06-28
Stuksvejsning B 4 (PE) (SDR 11) Fejl efter “Kriterier for visuel bedømmelse” ( Anneks E). Den aktuelle svejsekraft udregnes af svejseren. Ved forkert anvendt svejsekraft 1 fejl Målfejl 1 fejl (max. 1 fejl) Muffesvejsning B 5 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 2 fejl). Extruder-/varmluftsvejsning B 6 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Emnet deles efter anvisning. De første 50 mm i hver ende medregnes ikke. Manglende gennemsvejsning 1 fejl eller manglende opfyldning/binding (kærv) 1 fejl Kraftig skævhed > 10° ½ fejl (max. 1½ fejl).
ca. 600
150 ±10
Ø 90
ca. 600
Ø 63
2 stk. 6 x 60 x 400
Extrudersvejsning Varmluft- svejsning (+1)
2 stk. 6 x 60 x 400
Ø160
SBC 243 Anneks B
Side 7 Ajourført 2011-06-28
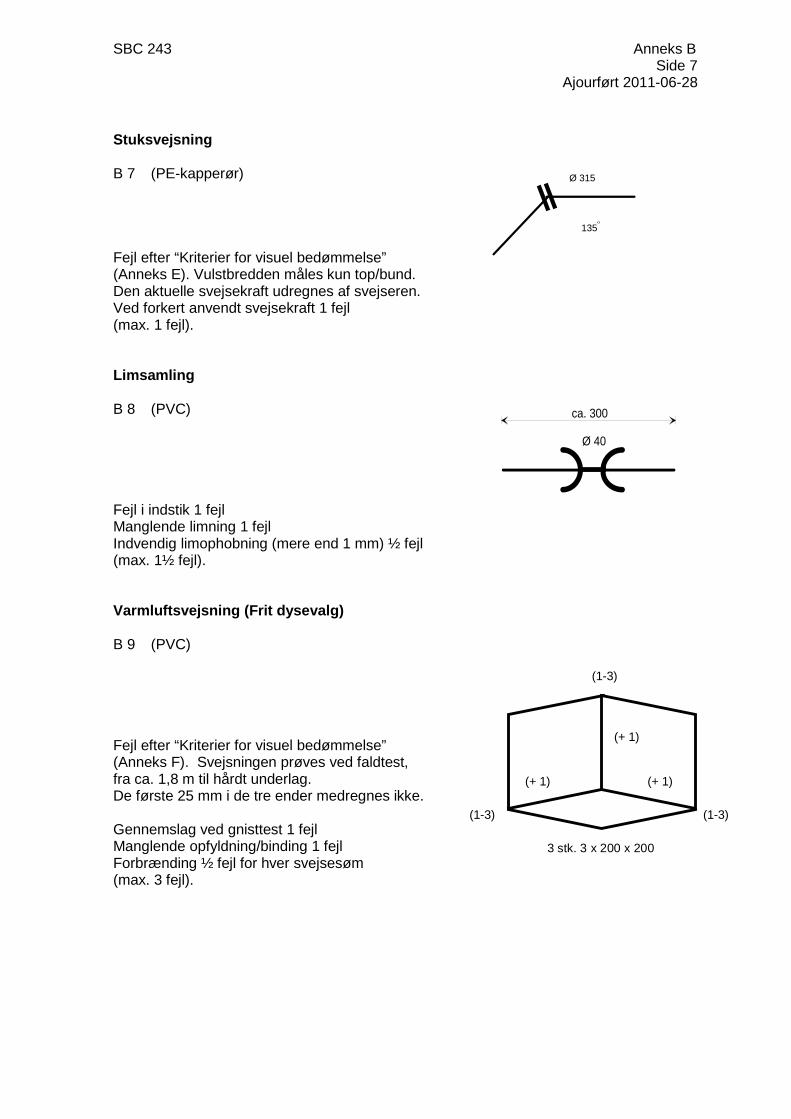
Stuksvejsning B 7 (PE-kapperør) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Vulstbredden måles kun top/bund. Den aktuelle svejsekraft udregnes af svejseren. Ved forkert anvendt svejsekraft 1 fejl (max. 1 fejl). Limsamling B 8 (PVC) Fejl i indstik 1 fejl Manglende limning 1 fejl Indvendig limophobning (mere end 1 mm) ½ fejl (max. 1½ fejl). Varmluftsvejsning (Frit dysevalg) B 9 (PVC) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Svejsningen prøves ved faldtest, fra ca. 1,8 m til hårdt underlag. De første 25 mm i de tre ender medregnes ikke. Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Forbrænding ½ fejl for hver svejsesøm (max. 3 fejl).
º135
Ø 315
Ø 40
ca. 300
(1-3)
3 stk. 3 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)

SBC 243 Anneks B
Side 8 Ajourført 2011-06-28
El-muffesvejsning B 10 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Manglende mærkning af indstiksdybde eller tid for endt svejsning ½ fejl (max. 1½ fejl). B.3.2 Omprøvning BASIS Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i forbindelse med et recertificeringskursus. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse.
Ø 63
ca. 300
med parketskaber.
*Muffefabrikat kan varieres. Rørene skal forberedes med parketskraber

SBC 243 Anneks B
Side 9 Ajourført 2011-06-28
B.4 Praktisk opgave PLADE Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 8 timer. B.4.1 Kriterier for bedømmelse af praktiske opgaver PLADE Opgaverne vurderes efter kriterierne i DS 2383 og i denne SBC (Anneks F). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have ÷ 5 points, og der skal mindst forefindes en fejlfri svejsning inden for hver svejsemetode. Hver svejsers bedømte prøver skal opbevares samlet og med tydelig mærkning (navn - dato for prøve og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning: Generelt: For hver påvist fejl efter "Kriterier for visuel bedømmelse", Anneks F,
udløses 1 fejl. Forkert valg af materialer, tilsatsmateriale eller procedurefejl giver 1 fejl pr. opgave, som tillægges evt. fejl jf. bedømmelsen under hver enkelt opgave. Ved bedømmelsen tages der hensyn til eventuelle følgeskader.

SBC 243 Anneks B
Side 10 Ajourført 2011-06-28
OPGAVER Alle mål er i mm Varmluftsvejsning (frit dysevalg) PLADE 1 (PVC) Fejl efter “Kriterier for visuel bedømmelse”, (Anneks F). De første 25 mm i hver ende medregnes ikke. Emnet deles efter anvisning Forbrænding ½ fejl for hver svejsesøm Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl (Max.1½ fejl). Varmluftsvejsning (frit dysevalg) PLADE 2 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). De første 25 mm i hver ende medregnes ikke. Forbrænding ½ fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl Gennemslag ved gnisttest 1 fejl (Max.1½ fejl).
(1)
(+ 1)
6 x 50 x 250
(1-3)
(+ 1-3) 2 stk. 6 x 50 x 250
(1)
3 x 50 x 250 2 stk. 3 x 60 x 500 NB: Mindst 1 start og stop
(1)

SBC 243 Anneks B
Side 11 Ajourført 2011-06-28
Varmluftsvejsning (frit dysevalg) PLADE 3 (PP) Fejl efter "Kriterier for visuel bedømmelse", (Anneks E). De første 25 mm i hver ende medregnes ikke. Emnet deles efter anvisning. Forbrænding ½ fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl (Max.1½ fejl). Varmluftsvejsning (frit dysevalg) PLADE 4 (PE) Fejl efter "Kriterier for visuel bedømmelse", (Anneks F). De første 25 mm i hver ende medregnes ikke. Forbrænding for hver svejsning ½ fejl pr. svejsesøm Manglende opfyldning/binding 1 fejl Gennemslag ved gnisttest 1 fejl (Max. 3 fejl).
(1-3)
3 stk. 3 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)
2 stk. 8 x 50 x 250
(3-4)

SBC 243 Anneks B
Side 12 Ajourført 2011-06-28
Extrudersvejsning PLADE 5 (PP) Fejl efter "Kriterier for visuel bedømmelse", (Anneks F). De første 50 mm i hver ende medregnes ikke. Emnet deles efter anvisning. Forbrænding ½ fejl pr. svejsesøm Manglende opfyldning/binding/ gennemsvejsning 1 fejl Kraftig skævhed > 10º ½ fejl (Max. 2 fejl). Extrudersvejsning PLADE 6 (PE) Fejl efter "Kriterier for visuel bedømmelse", (Anneks F). De første 50 mm i hver ende medregnes ikke. Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl Manglende gennemsvejsning 1 fejl Manglende opfyldning/binding 1 fejl (Max. 2 fejl).
8 x 60 x 400
8 x 60 x 400
(2) (1)
(1)
3 x 50 x 250
2 stk. 8 x 60 x 400
2 stk. 6 x 60 x 1000
( 1)
(+ 1)
SBC 243 Anneks B
Side 13 Ajourført 2011-06-28
B.4.2. Omprøvning PLADE Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i forbindelse med et recertificeringskursus. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse.

SBC 243 Anneks B
Side 14 Ajourført 2011-06-28
B.5 Praktiske opgaver RØR Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 10 timer. Opgaverne nr. 2 og 5 kræver en medhjælper (kollega fra holdet), men svejsningerne foregår på eksaminandens ansvar. B.5.1 Kriterier for bedømmelse af praktiske opgaver RØR Opgaverne vurderes efter kriterierne i DS 2383 og i denne SBC (Anneks E og F). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have ÷ 5 points, og der skal mindst forefindes en fejlfri svejsning inden for hver svejsemetode. Hver svejsers bedømte prøver skal opbevares samlet og med tydelig mærkning (navn - dato for prøve og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning: Generelt: For hver påvist fejl efter "Kriterier for visuel bedømmelse", Anneks E og F,
udløses 1 fejl. Forkert valg af materialer, tilsatsmateriale eller procedurefejl giver 1 fejl pr. opgave, som tillægges evt. fejl jf. bedømmelsen under hver enkelt opgave. Ved bedømmelsen tages der hensyn til eventuelle følgeskader.

SBC 243 Anneks B
Side 15 Ajourført 2011-06-28
OPGAVER Alle mål er i mm Muffesvejsning RØR 1 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 2 fejl). Stuksvejsning RØR 2 (PE 100) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 1 fejl). El-muffesvejsning RØR 3 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Manglende mærkning af indstiksdybde eller tid for endt svejsning ½ fejl (max. 1½ fejl).
Ø 63
ca. 400
* Ø 40
ca. 300
*) Muffefabrikat kan varieres, men være forskellig fra opgave "rør 4". Rørene skal forberedes med parketskaber.
Ø 125
ca. 300
*Muffefabrikat kan varieres. Rørene skal forberedes med parketskraber

SBC 243 Anneks B
Side 16 Ajourført 2011-06-28
Muffesvejsning (hånd) RØR 4 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max 2 fejl). Stuksvejsning med flange RØR 5. (PE til gas/vand **) (SDR 11) Den aktuelle svejsekraft udregnes af svejseren **) Plastsvejsekyndig undervisers valg Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Forkert valgt svejsekraft eller brugervejledning 1 fejl. Målfejl 1 fejl (max. 2 fejl). Stuksvejsning RØR 6. (PE-kapperør) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Vulstbredden måles kun top/bund. Forkert anvendt svejsekraft 1 fejl (max. 1 fejl).
*) Ø 63
ca. 400
*) Muffefabrikat kan varieres. Rørene skal forberedes med parketskaber.
45 º
Ø 315
ca. 500
Ø 40
Ø 90
1 rørlængde 400 ± 5

SBC 243 Anneks B
Side 17 Ajourført 2011-06-28
Stuksvejsning RØR 7. (PE) (PN 3,2 - SDR 33) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) Skævhed ved svejsningen større end 5 grader ½ fejl (max. 1 fejl). Extrudersvejsning RØR 8. (PE) De første 50 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (se Anneks F). Emnet deles efter anvisning. Manglende gennemsvejsning 1 fejl. Kraftig skævhed > 10° ½ fejl (max. 2 fejl). B.5.2 Omprøvning RØR Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i forbindelse med et recertificeringskursus. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse.
Ø 110
ca. 300
8 x 60 x 400
8 x 60 x 400
(2) (1)
(+ 1)
(+ 1)

SBC 243 Anneks B
Side 18 Ajourført 2011-06-28
B.6 Praktiske opgaver UVE Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 10 timer. B.6.1 Kriterier for bedømmelse af praktiske opgaver UVE Opgaverne vurderes efter kriterierne i denne SBC (Anneks F). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have ÷ 5 points. Fejl påvist under bedømmelsen udløser en omsvejsning, hvis de i punkt B.6.2 angivende procenter overskrides. Dog må der kun foretages 2 omsvejsninger af hver opgave. Svejseren har mulighed for at erkende fejl, før opgaven afleveres 1. gang til bedømmelse (Anneks C). Hver svejsers bedømte prøver skal opbevares samlet og med tydelig mærkning (navn - dato for prøve og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning: Generelt: For hver påvist fejl efter "Kriterier for visuel bedømmelse", Anneks F,
udløses 1 fejl. Forkert valg af materialer eller tilsatsmateriale giver 1 fejl pr. opgave, som tillægges evt. fejl jf. bedømmelsen under hver enkelt opgave.
Ved bedømmelsen tages der hensyn til eventuelle følgeskader. B.6.2. Vejledning til bedømmelse af varmluft- og ekstrudersvejsning UVE Der skal forefindes minimum 1 fejlfri svejsning pr. opgave. For at opfylde dette (SBC 243 - B.6.1 - Anneks C og I) foretages bedømmelsen af de enkelte opgaver som følger: Opgaver hvori varmluftsvejsning indgår* • Manglende opfyldning - manglende binding og/eller manglende gennemsvejsning vil
udløse omsvejsning, hvis fejlen har en samlet udbredelse større end 5% af den totale svejselængde.
• I opgaven hvori der indgår mindst 3 start og stop, skal der minimum være 50% af disse der er fejlfri.

SBC 243 Anneks B
Side 19 Ajourført 2011-06-28
Opgaver hvori ekstrudersvejsning indgår* • Manglende opfyldning - manglende binding og/eller manglende gennemsvejsning vil
udløse omsvejsning, hvis fejlen har en samlet udbredelse større end 5% af den totale svejselængde.
• Overflydning vil udløse omsvejsning, hvis fejlen har en samlet udbredelse større end 20% af den totale svejselængde.
• Overflydning med manglende binding til grundmaterialet (brudanviser) vil udløse omsvejsning, hvis fejlen har en samlet udbredelse større end 5% af den totale svejselængde.
* NB! Er kun gældende ved førstegangsvurdering.

SBC 243 Anneks B
Side 20 Ajourført 2011-06-28
OPGAVER Alle mål er i mm Varmluftsvejsning (uden dyse) UVE 1 (PVC) De første 25 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Emnet deles efter anvisning. Forbrænding ½ fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Varmluftsvejsning (frit dysevalg) UVE 2 (PVC) De første 25 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Emnet deles efter anvisning. Forbrænding ½ fejl for hver svejsesøm Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt
(1)
(+ 1)
6 x 50 x 250
(+ 1)
2 stk. 6 x 50 x 250
(1)
2 stk. 3 x 50 x 250
(3)

SBC 243 Anneks B
Side 21 Ajourført 2011-06-28
Varmluftsvejsning (frit dysevalg) UVE 3 (PVC) De første 25 mm i de tre ender medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Svejsningerne prøves ved faldtest, fra ca. 1,8 m til hårdt underlag Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Forbrænding ½ fejl for hver svejsesøm 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Varmluftsvejsning (frit dysevalg) UVE 4 (PE) De første 25 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl pr. gennemslag Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Varmluftsvejsning (frit dysevalg) UVE 5 (PP) De første 25 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl pr. gennemslag Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt
(1)
3 x 50 x 250
(1)
3 x 50 x 250
2 stk. 3 x 60 x en pladelængde NB: Mindst 3 start og stop
(1)
2 stk. 3 x 60 x en pladelængde NB: Mindst 3 start og stop
(1)
(1-3)
3 stk. 4 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)

SBC 243 Anneks B
Side 22 Ajourført 2011-06-28
Varmluftsvejsning (frit dysevalg) UVE 6 (PP) De første 25 mm i de tre ender medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Svejsningerne prøves ved faldtest, fra ca. 1,8 m til hårdt underlag Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Forbrænding ½ fejl for hver svejsesøm 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Extrudersvejsning UVE 7 (PP) De første 50 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt
(1)
3 x 50 x 250 2 stk. 6 x 60 x en pladelængde
(1)
(1-3)
3 stk. 5 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)

SBC 243 Anneks B
Side 23 Ajourført 2011-06-28
Extruder-/varmluftsvejsning (frit dysevalg) UVE 8 (PP) De første 50 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Emnet deles efter anvisning. Forbrænding ½ fejl pr. svejsesøm Manglende gennemsvejsning 1 fejl Manglende opfyldning/binding (kærv) 1 fejl Kraftig skævhed over 10° ½ fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt B.6.3 Omprøvning UVE Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prøve efter at have gennemført et nyt kursusforløb, UVE.
2 stk. 8 x 60 x 400
Extrudersvejsning Varmluft- svejsning (+1)

SBC 243 Anneks B
Side 24 Ajourført 2011-06-28
B.7 Praktiske opgaver USME Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 10 timer. Opgaverne nr. 2 - 6 - 8 og 9 kræver en medhjælper (en af den plastsvejsekyndig underviser accepteret person evt. en medeksaminand), men svejsningerne foregår på eksaminandens ansvar. B.7.1 Kriterier for bedømmelse af praktiske opgaver USME Opgaverne vurderes efter kriterierne i denne SBC (Anneks E). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have ÷ 5 points, og der skal forefindes en fejlfri svejsning inden for hver opgave. Fejl påvist under bedømmelsen udløser en omsvejsning, dog må der kun foretages 2 omsvejsninger af hver opgave, (opgave 5 udløser ingen omsvejsning, hvis blot en af siderne i dobbeltmuffen er fejlfri). Svejseren har mulighed for at erkende fejl ved muffesvejsning samt opgave 2, før opgaven afleveres 1. gang til bedømmelse (Anneks D). Hver svejsers bedømte prøver skal opbevares samlet og med tydelig mærkning (navn - dato for prøve og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning: Generelt: For hver påvist fejl efter "Kriterier for visuel bedømmelse", Anneks E,
udløses 1 fejl Procedurefejl giver 1 fejl pr. opgave, som tillægges evt. fejl jf. bedømmelsen under hver enkelt opgave. Ved omsvejsning af muffer udleveres 1 stk. mærket muffe. Eksaminanden kan vælge mellem at aflevere den ene side svejst eller begge sider, men inden opskæring/bedømmelse markeres, hvilken af de to svejsninger, der skal bedømmes. Ved elmuffer og lign. udløser manglende (mangelfuld) skrabning "omsvejsning". I praksis udleveres et rørstykke, hvoraf 20 cm skal skrabes hele vejen rundt. Ved bedømmelsen tages der hensyn til eventuelle følgeskader.

SBC 243 Anneks B
Side 25 Ajourført 2011-06-28
OPGAVER Alle mål er i mm Muffesvejsning (med flangeringe) USME 1 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). 1 fejl pr. svejsning. Målfejl 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt Stuksvejsning USME 2 (PE) (SDR 11) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl pr. svejsning. Målfejl 1 fejl. 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt NB! Ved omsvejsning svejses til nyt mål. Muffesvejsning (hånd) USME 3 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt
Ø 40
ca. 400
Ø 90
Ø 90
300 + 4 - 2
1 rørlængde 400 ± 2,5
Ø 63

SBC 243 Anneks B
Side 26 Ajourført 2011-06-28
Muffesvejsning USME 4 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt Muffesvejsning (valgfrit: Hånd/maskine) USME 5 (PVDF) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 2. gangs svejsning udløses kun ved fejl i begge svejsninger 3. gangs svejsning tæller 1 fejl pr. svejsning Stuksvejsning (PE 100) USME 6 (PE) (SDR 17) Den aktuelle svejsekraft udregnes af svejseren. Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Ved forkert udregnet svejsekraft 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt
Ø 90
ca. 200
2 1
+ 1 rørlængde *)
*) Opspændt i muffeholder (ved 2. svejsning)
Ø 40
ca. 300
Ø 250
+1 rørlængde
Ø 63

SBC 243 Anneks B
Side 27 Ajourført 2011-06-28
Stuksvejsning USME 7 (PE) (SDR 17) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Vulstbredden måles kun top/bund Ved forkert udregnet svejsekraft 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt Stuksvejsning USME 8 (PP) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Ved forkert udregnet svejsekraft 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt Stuksvejsning USME 9 (PE-100) (SDR 17) Den aktuelle svejsekraft udregnes af svejseren. Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl pr. svejsning. Målfejl 1 fejl. Ved forkert udregnet svejsekraft 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt
º15
Ø 110
ca. 600
Min. 300
150 ±2
Ø125
Min. 100
Ø 90
SBC 243 Anneks B
Side 28 Ajourført 2011-06-28
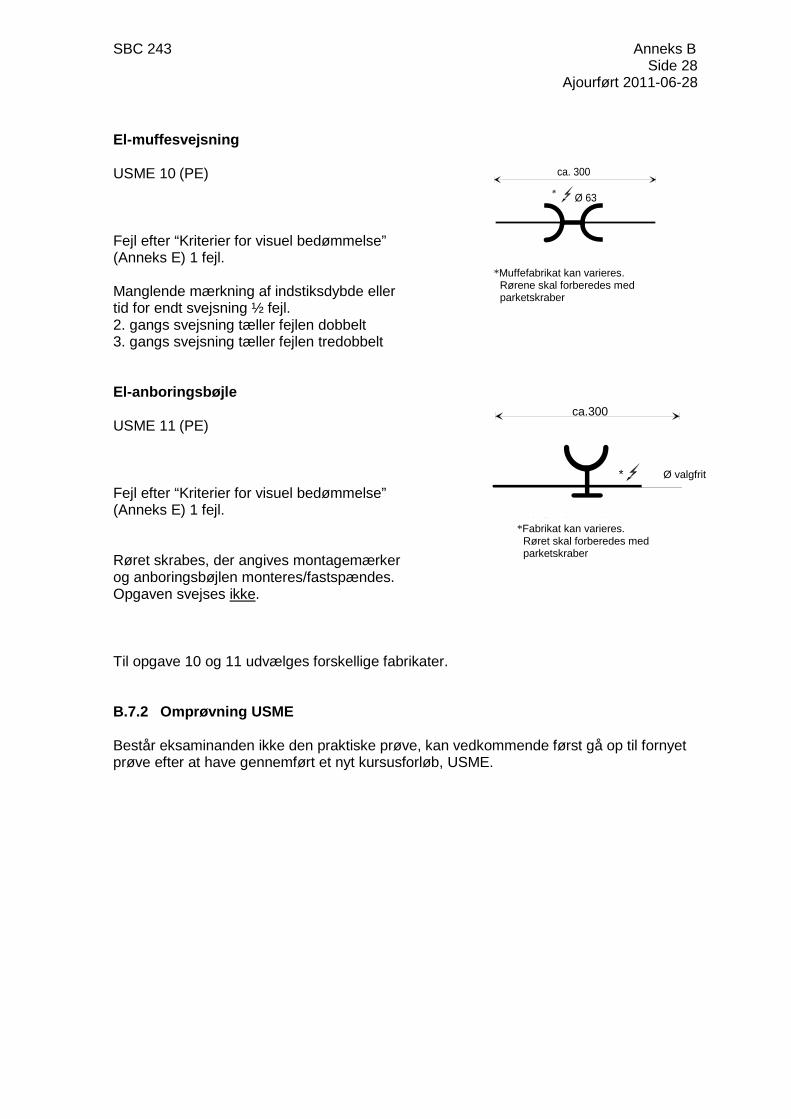
El-muffesvejsning USME 10 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Manglende mærkning af indstiksdybde eller tid for endt svejsning ½ fejl. 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt El-anboringsbøjle USME 11 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Røret skrabes, der angives montagemærker og anboringsbøjlen monteres/fastspændes. Opgaven svejses ikke. Til opgave 10 og 11 udvælges forskellige fabrikater. B.7.2 Omprøvning USME Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prøve efter at have gennemført et nyt kursusforløb, USME.
Ø 63
ca. 300
Muffefabrikat kan varieres.Rørene skal forberedesmed parketskaber.
ca.300
Ø 63/?*
Fabrikat kan varieres.Rørene skal forberedesmed parketskaber.
Ø valgfrit
*Muffefabrikat kan varieres. Rørene skal forberedes med parketskraber
*Fabrikat kan varieres. Røret skal forberedes med parketskraber

SBC 243 Anneks B
Side 29 Ajourført 2011-06-28
B.8 Praktiske opgaver MEMBRAN Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 8 timer. B.8.1 Kriterier for bedømmelse af praktiske opgaver MEMBRAN Opgaverne vurderes efter kriterierne i DS 2383 og i denne SBC (Anneks F og G). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have - 4 points, og der skal forefindes fejlfri svejsning inden for hver svejsemetode. Hver svejsers bedømte prøve skal opbevares samlet og med tydelig mærkning (navn – dato for prøve og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning: Generelt: For hver påvist fejl efter "Kriterier for visuel bedømmelse" udløses 1 fejl.
Forkert valg af materialer, tilsatsmateriale eller procedurefejl giver 1 fejl pr. opgave, som tillægges evt. fejl jf. bedømmelsen under hver enkelt opgave.
NB! Trykprøve og vakuumtest overværes af plastsvejsekyndig inspektør.

SBC 243 Anneks B
Side 30 Ajourført 2011-06-28
Opgaver Alle mål i mm Overlapsvejsning (samlingstype C) MEMBRAN 1 (PEH) Maskinsvejsning med varmluft eller kontaktvarme. Dagen efter og inden de øvrige svejsninger påbegyndes, trykprøves svejsningen (2-3 bar i 2 min.). Utæthed ved trykprøve 2 fejl. Fejl efter "Kriterier for visuel bedømmelse" (Anneks G). De første 50 mm i hver ende medregnes ikke (max. 1 fejl). Varmluftssvejsning (frit dysevalg) MEMBRAN 1a (PEH) Fra den ene ende og 1 m ind varmluftsvejses med tilsatsmateriale, langs svejsning 1. Fejl efter "Kriterier for visuel bedømmelse" (Anneks F). De første 25 mm i hver ende medregnes ikke (max 1 fejl).

SBC 243 Anneks B
Side 31 Ajourført 2011-06-28
Ekstrudersvejsning MEMBRAN 1b (PEH) Fra den anden ende og 1 m ind ekstrudersvejses, langs svejsning 1. Fejl efter "Kriterier for visuel bedømmelse" (Anneks F og G). De første 50 mm i hver ende medregnes ikke (max. 1 fejl). Reparation MEMBRAN 1c (PEH) Midtvejs mellem svejsning 1 og membrankant hugges et hul med hugpibe. Stedet repareres med en Ø160 mm lap. A: Reparationen foretages med varmluft og håndrulle. B: Lappens kant varmluftsvejses med tilsatsmateriale (frit dysevalg). Reparationen vakuumtestes (utæthed 1 fejl) Fejl efter "Kriterier for visuel bedømmelse" (Anneks F) (max. 1 fejl). Note: Hvis der gives fejl i opgave membran 1a gives ikke yderligere fejl ved varmluftsvejning.

SBC 243 Anneks B
Side 32 Ajourført 2011-06-28
Prøveudtag MEMBRAN 1d Midt på varmluftssvejsningen (maskinsvejsning 1) udtages tre prøver til skrælningstest (udformning og prøvningsmetode Anneks G eller DS/INF 466, 1999) (max. 2 fejl). B.8.2 Omprøvning MEMBRAN Består eksaminanden ikke den praktiske prøve, men har klaret den teoretiske, kan vedkommende efter aftale med den aktuelle skole og censor gå op til en fornyet praktisk prøve i forbindelse med et recertificeringskursus. Dog skal dette ske inden for 3 måneder efter 1. prøveaflæggelse.

SBC 243 Anneks B
Side 33 Ajourført 2011-06-28
Recertificering Recertificering BASIS OPGAVER Alle mål er i mm Muffesvejsning (hånd) B-Rec 1 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 2 fejl). Stuksvejsning B-Rec 2 (PE) (SDR 11) Fejl efter “Kriterier for visuel bedømmelse” ( Anneks E). Den aktuelle svejsekraft udregnes af svejseren. Ved forkert anvendt svejsekraft 1 fejl Målfejl 1 fejl (max. 1 fejl) Muffesvejsning B-Rec 3 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 2 fejl).
Ø 40
ca. 600
ca. 600
150 ±10
Ø 40
ca. 400
Ø160
Ø 63

SBC 243 Anneks B
Side 34 Ajourført 2011-06-28
Extruder-/varmluftsvejsning B-Rec 4 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Emnet deles efter anvisning. De første 50 mm i hver ende medregnes ikke. Manglende gennemsvejsning 1 fejl eller manglende opfyldning/binding (kærv) 1 fejl Kraftig skævhed > 10° ½ fejl (max. 1½ fejl). Varmluftsvejsning (Frit dysevalg) B-Rec 5 (PVC) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Svejsningen prøves ved faldtest, fra ca. 1,8 m til hårdt underlag. De første 25 mm i de tre ender medregnes ikke. Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Forbrænding ½ fejl for hver svejsesøm (max. 3 fejl).
(1-3)
3 stk. 3 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)
Extrudersvejsning Varmluft- svejsning (+1)
2 stk. 6 x 60 x 400

SBC 243 Anneks B
Side 35 Ajourført 2011-06-28
El-muffesvejsning B-Rec 6 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Manglende mærkning af indstiksdybde eller tid for endt svejsning ½ fejl (max. 1½ fejl).
Ø 63
ca. 300
med parketskaber.
*Muffefabrikat kan varieres. Rørene skal forberedes med parketskraber

SBC 243 Anneks B
Side 36 Ajourført 2011-06-28
Recerificering PLADE OPGAVER Alle mål er i mm Varmluftsvejsning (frit dysevalg) PLADE-Rec 1 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). De første 25 mm i hver ende medregnes ikke. Forbrænding ½ fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl Gennemslag ved gnisttest 1 fejl (Max.1½ fejl). Varmluftsvejsning (frit dysevalg) PLADE-Rec 2 (PP) Fejl efter "Kriterier for visuel bedømmelse", (Anneks E). De første 25 mm i hver ende medregnes ikke. Emnet deles efter anvisning. Forbrænding ½ fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl (Max.1½ fejl).
(1)
3 x 50 x 250 2 stk. 3 x 60 x 500 NB: Mindst 1 start og stop
(1)
2 stk. 8 x 50 x 250
(3-4)

SBC 243 Anneks B
Side 37 Ajourført 2011-06-28
Varmluftsvejsning (frit dysevalg) PLADE-Rec 3 (PE) Fejl efter "Kriterier for visuel bedømmelse", (Anneks F). 2 sider er forbukket (kantbukket) De første 25 mm i hver ende medregnes ikke. Forbrænding for hver svejsning ½ fejl pr. svejsesøm Manglende opfyldning/binding 1 fejl Gennemslag ved gnisttest 1 fejl (Max. 3 fejl). Extrudersvejsning PLADE-Rec 4 (PP) Fejl efter "Kriterier for visuel bedømmelse", (Anneks F). De første 50 mm i hver ende medregnes ikke. Emnet deles efter anvisning. Forbrænding ½ fejl pr. svejsesøm Manglende opfyldning/binding/ gennemsvejsning 1 fejl Kraftig skævhed > 10º ½ fejl (Max. 2 fejl). Extrudersvejsning PLADE-Rec 5 (PE) Fejl efter "Kriterier for visuel bedømmelse", (Anneks F). De første 50 mm i hver ende medregnes ikke. Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl Manglende gennemsvejsning 1 fejl Manglende opfyldning/binding 1 fejl (Max. 2 fejl).
8 x 60 x 400
8 x 60 x 400
(2) (1)
(1)
3 x 50 x 250
2 stk. 8 x 60 x 400
(+ 1)
(+ 1)
(1-3)
3 stk. 3 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)
2 stk. 6 x 60 x 1000

SBC 243 Anneks B
Side 38 Ajourført 2011-06-28
Recertificering RØR OPGAVER Alle mål er i mm Muffesvejsning RØR-Rec 1 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 2 fejl). Stuksvejsning RØR-Rec 2 (PE 100) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max. 1 fejl). El-muffesvejsning RØR-Rec 3 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Manglende mærkning af indstiksdybde eller tid for endt svejsning ½ fejl (max. 1½ fejl).
Ø 63
ca. 400
* Ø 40
ca. 300
*) Muffefabrikat kan varieres, men være forskellig fra opgave "rør 4". Rørene skal forberedes med parketskaber.
Ø 125
ca. 300
*Muffefabrikat kan varieres. Rørene skal forberedes med parketskraber

SBC 243 Anneks B
Side 39 Ajourført 2011-06-28
Muffesvejsning (hånd) RØR-Rec 4 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) (max 2 fejl). Stuksvejsning med flange RØR-Rec 5. (PE til gas/vand **) (SDR 11) Den aktuelle svejsekraft udregnes af svejseren **) Plastsvejsekyndig undervisers valg Fejl efter “Kriterier for visuel bedømmelse” (Anneks E). Forkert valgt svejsekraft eller brugervejledning 1 fejl. Målfejl 1 fejl (max. 2 fejl). Extrudersvejsning RØR-Rec 6. (PE) De første 50 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (se Anneks F). Emnet deles efter anvisning. Manglende gennemsvejsning 1 fejl. Kraftig skævhed > 10° ½ fejl (max. 2 fejl).
*) Ø 63
ca. 400
*) Muffefabrikat kan varieres. Rørene skal forberedes med parketskaber.
8 x 60 x 400
8 x 60 x 400
(2) (1)
Ø 40
(+ 1)
2 stk. 8 x 60 x 400
Ø 90
1 rørlængde 400 ± 5
(+ 1)

SBC 243 Anneks B
Side 40 Ajourført 2011-06-28
Recertificering UVE OPGAVER Alle mål er i mm Varmluftsvejsning (frit dysevalg) UVE-Rec 1 (PVC) De første 25 mm i de tre ender medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Svejsningerne prøves ved faldtest, fra ca. 1,8 m til hårdt underlag Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Forbrænding ½ fejl for hver svejsesøm 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Varmluftsvejsning (frit dysevalg) UVE-Rec 2 (PE) De første 25 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl pr. gennemslag Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt
(1)
3 x 50 x 250 2 stk. 3 x 60 x en pladelængde NB: Mindst 3 start og stop
(1)
(1-3)
3 stk. 4 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)
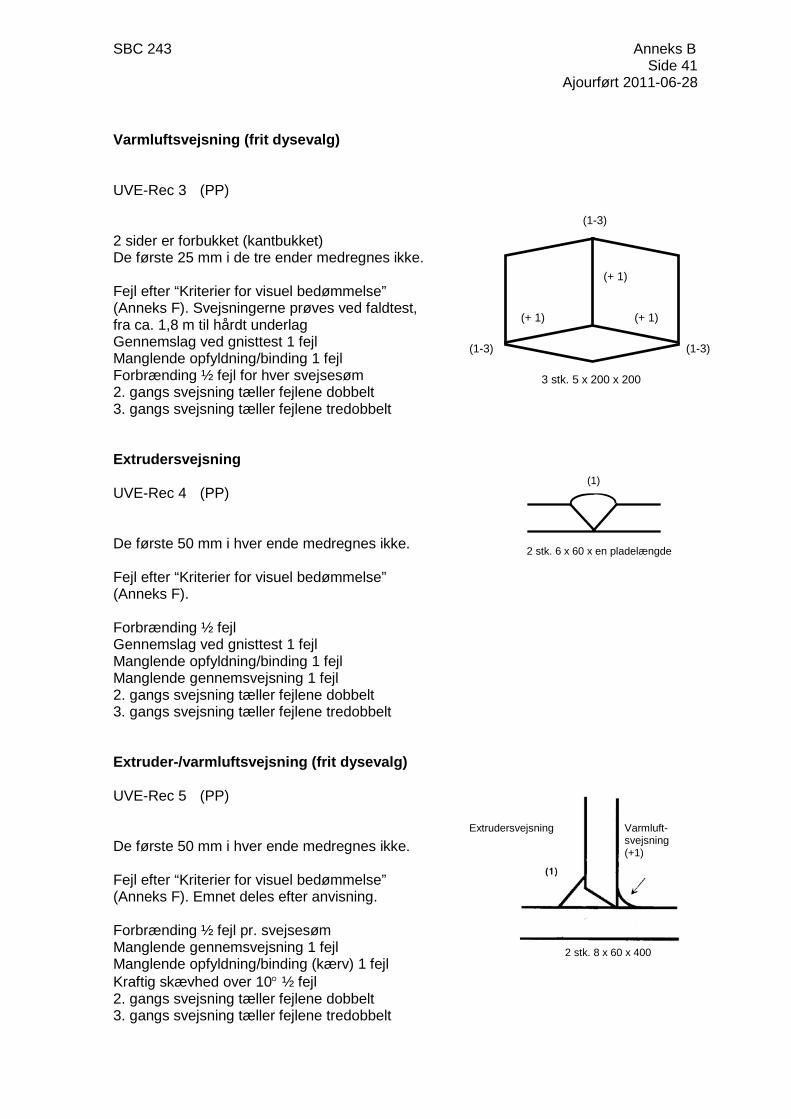
SBC 243 Anneks B
Side 41 Ajourført 2011-06-28
Varmluftsvejsning (frit dysevalg) UVE-Rec 3 (PP) 2 sider er forbukket (kantbukket) De første 25 mm i de tre ender medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Svejsningerne prøves ved faldtest, fra ca. 1,8 m til hårdt underlag Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Forbrænding ½ fejl for hver svejsesøm 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Extrudersvejsning UVE-Rec 4 (PP) De første 50 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Forbrænding ½ fejl Gennemslag ved gnisttest 1 fejl Manglende opfyldning/binding 1 fejl Manglende gennemsvejsning 1 fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Extruder-/varmluftsvejsning (frit dysevalg) UVE-Rec 5 (PP) De første 50 mm i hver ende medregnes ikke. Fejl efter “Kriterier for visuel bedømmelse” (Anneks F). Emnet deles efter anvisning. Forbrænding ½ fejl pr. svejsesøm Manglende gennemsvejsning 1 fejl Manglende opfyldning/binding (kærv) 1 fejl Kraftig skævhed over 10° ½ fejl 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt
(1)
3 x 50 x 250
2 stk. 6 x 60 x en pladelængde
(1)
(1-3)
3 stk. 5 x 200 x 200
(+ 1)
(+ 1) (+ 1)
(1-3) (1-3)
2 stk. 8 x 60 x 400
Extrudersvejsning Varmluft- svejsning (+1)

SBC 243 Anneks B
Side 42 Ajourført 2011-06-28
Recertificering USME OPGAVER Alle mål er i mm Stuksvejsning USME-Rec 1 (PE) (SDR 11) Den aktuelle svejsekraft udregnes af svejseren Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl pr. svejsning. Målfejl 1 fejl. 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt Der er ikke mulighed for at tage forbehold i denne opgave NB! Ved omsvejsning svejses til nyt mål. Muffesvejsning (hånd) USME-Rec 2 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 2. gangs svejsning tæller fejlene dobbelt 3. gangs svejsning tæller fejlene tredobbelt Muffesvejsning USME-Rec 3 (PP) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt
Ø 40
ca. 400
Ø 90
ca. 200
2 1
+ 1 rørlængde *)
*) Opspændt i muffeholder (ved 2. svejsning)
Ø 90
1 rørlængde 400 ± 2
Ø 63

SBC 243 Anneks B
Side 43 Ajourført 2011-06-28
Stuksvejsning (PE 100) USME-Rec 4 (PE) (SDR 17) Den aktuelle svejsekraft udregnes af svejseren. Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Ved forkert udregnet svejsekraft 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt USME-Rec 5 (PE-100) (SDR 17) Den aktuelle svejsekraft udregnes af svejseren. Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl pr. svejsning. Målfejl 1 fejl. Ved forkert udregnet svejsekraft 1 fejl 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt El-muffesvejsning USME- Rec 6 (PE) Fejl efter “Kriterier for visuel bedømmelse” (Anneks E) 1 fejl. Manglende mærkning af indstiksdybde eller tid for endt svejsning ½ fejl. 2. gangs svejsning tæller fejlen dobbelt 3. gangs svejsning tæller fejlen tredobbelt B 9. Praktiske opgaver RØRMONTAGE ?
Ø 250
+1 rørlængde
Min. 300
150 ±2
Ø 63
ca. 300
Muffefabrikat kan varieres.Rørene skal forberedesmed parketskaber.
*Muffefabrikat kan varieres. Rørene skal forberedes med parketskraber
Ø 40
Ø125

SBC 243 Anneks C
Side 1 Ajourført 2006-05-09
Anneks C: Fejlregistreringsskema UVE Dette Anneks har samme status som SBC 243 This Annex forms an integral part of SBC 243
Fejlregistreringsskema UVE Dette skema er et tilbud til svejseren, da der ikke udleveres ekstra materiale (plastplader). Svejseren kan herved markere, at der er foretaget en svejsning, som i praksis skulle være skiftet ud.
Hvert x vil give ÷ ½ point, men samtidig med at man selv har erkendt fejlen, vil det ikke give yderligere ÷ points for samme fejl ved den aktuelle svejsning*). Et kryds ud for en fejlfri svejsning giver ÷ ½ point for fejlagtig bedømmelse. Svejsefejl skal markeres med en hvid prik på emnet nær fejl. Skemaet skal afleveres før den endelige vurdering. *) NB! Mere end en erkendt fejl på samme opgave vil ved den endelige vurdering
udløse omsvejsning (se B.6.1 - Kriterier for bedømmelse af praktiske opgaver UVE.
Eksempler på udfyldelse af fejlregistreringsskema: (Se endvidere dette anneks side 4-5) 1. Opgave UVE 3 x2
Forbrænding (afmærkes på opgave)
Manglende binding Anden fejl anføres med tekst _____________________ Eksempel 1:
Denne registrering i skemaet vil udløse omsvejsning. Alene ved forbrænding er erkendt to fejl (3 erkendte fejl ~ ÷ 1½ points).
2. Opgave UVE 3
Forbrænding (afmærkes på opgave)
Manglende binding Anden fejl anføres med tekst _____________________ Eksempel 2:
Denne registrering i skemaet vil ikke udløse nogen omsvejsning, hvis der ikke under bedømmelsen findes yderligere fejl (1 erkendt fejl ~ ÷ ½ points). Anneks B (B.6.1 og B.6.2 Kriterier/vejledning for bedømmelse af praktiske opgaver UVE).

SBC 243 Anneks C
Side 2 Ajourført 2006-05-09
Generelt: Alle registrerede fejl afmærkes på opgaven Opgave UVE 1
Manglende opfyldning/binding Manglende gennemsvejsning
Forbrænding Anden fejl anføres med tekst_____________________ Opgave UVE 2
Manglende opfyldning/binding Manglende gennemsvejsning
Forskydning mellem pladerne Anden fejl anføres med tekst_____________________ Opgave UVE 3
Forbrænding
Manglende opfyldning/binding Anden fejl anføres med tekst _____________________ Opgave UVE 4
Manglende opfyldning/binding Manglende gennemsvejsning
“Utæt” (gennemslag ved gnisttest) Anden fejl anføres med tekst_____________________ Opgave UVE 5
Manglende opfyldning/binding Manglende gennemsvejsning
“Utæt” (gennemslag ved gnisttest) Anden fejl anføres med tekst_____________________ Opgave UVE 6
Forbrænding
Manglende opfyldning/binding Anden fejl anføres med tekst_____________________
SBC 243 Anneks C
Side 3 Ajourført 2006-05-09
Opgave UVE 7
Manglende opfyldning/binding Manglende gennemsvejsning
Anden fejl (Bedømmelseskriteriet afsnit nr. ....................) Opgave UVE 8
Manglende opfyldning/binding Manglende gennemsvejsning
Anden fejl (Bedømmelseskriteriet afsnit nr. ....................) Dato: Arbejdsnr.: Svejserens underskrift

SBC 243 Anneks C
Side 4 Ajourført 2006-05-09
Fejlregistreringsskema UVE-Recertificering Generelt: Alle registrerede fejl afmærkes på opgaven Opgave UVE-Rec 1
Forbrænding
Manglende opfyldning/binding Anden fejl anføres med tekst _____________________ Opgave UVE-Rec 2
Manglende opfyldning/binding Manglende gennemsvejsning
“Utæt” (gennemslag ved gnisttest) Anden fejl anføres med tekst_____________________ Opgave UVE-Rec 3
Forbrænding
Manglende opfyldning/binding Anden fejl anføres med tekst_____________________ Opgave UVE-Rec 4
Manglende opfyldning/binding Manglende gennemsvejsning
Anden fejl (Bedømmelseskriteriet afsnit nr. ....................) Opgave UVE-Rec 5
Manglende opfyldning/binding Manglende gennemsvejsning
Anden fejl (Bedømmelseskriteriet afsnit nr. ....................) Dato: Arbejdsnr.: Svejserens underskrift

SBC 243 Anneks C
Side 5 Ajourført 2006-05-09
Anvisning på vurdering og pointgivning ved brug af fejlregistreringsskema Fejl i (1) = censors point Vurdering efter Kriterierne og SBC 243 (Anneks B - B.6) Fejl og konsekvens 0 0 0 x ok ½ ingen omsvejsning x men fejl over 5% ½ omsvejsning ingen x men fejl under 5% (1) 1 ingen omsvejsning ingen x men fejl over 5% (1) 1 omsvejsning x x for forskellige fejl, x selvom hver fejl er under max % 1 omsvejsning x men ingen fejl (galt vurderet) x (½) 1 ingen omsvejsning fejl under 5% men forbrænding x (½) 1 omsvejsning ingen x men fejl under 5% og forbrænding (1) (½) 1 ½ omsvejsning

SBC 243 Anneks C
Side 6 Ajourført 2006-05-09
ingen x men fejl over5% og forbrænding (1) (½) 1 ½ omsvejsning ingen x men 2 forbrændinger eller flere! (½) (½) (1) omsvejsning ingen x men to forskellige fejl (1) (1) 2 omsvejsning anden påvist fejl x (1) 1 ½ omsvejsning ingen x men 1 forbrænding (½) ½ ingen omsvejsning ingen x men over 10° skævhed (½) ½ ingen omsvejsning x for anden fejl, men påvist skævhed x (½) over 10° 1 omsvejsning Ved omsvejsning af opgave: 1 - 2 - 8 svejses hele opgaven om. - Opgave nr. 4 - 5 - 7 omsvejses en halv længde. - Opgave nr. 4 - 5 omsvejses med lige så mange start/stop som er påvist med fejl. - Opgave 3 - 6 omsvejses en plade (bund) til vinkelbukket plade (indvendig - udvendig).

SBC 243 Anneks D Side 1 Ajourført 2011-06-28
Anneks D: Fejlregistreringsskema USME Dette Anneks har samme status som SBC 243 This Annex forms an integral part of SBC 243
Fejlregistreringsskema USME Dette skema er et tilbud til svejseren, da der ikke udleveres ekstra muffer eller formstykker ved den praktiske prøve. Svejseren kan herved markere, at der er foretaget en svejsning, som i praksis skulle være skiftet ud.
Hvert x vil give ÷ ½ point, men samtidig med at man selv har erkendt fejlen, vil det ikke give yderligere ÷ points for samme fejl ved den aktuelle svejsning*). Et kryds ud for en fejlfri svejsning giver ÷ ½ point for fejlagtig bedømmelse. Svejsefejl skal markeres med en hvid prik på emnet nær fejl. Skemaet skal afleveres før den endelige vurdering. *) NB! Mere end en erkendt fejl på samme opgave vil ved den endelige vurdering
udløse omsvejsning (se B.7.1 - Kriterier for bedømmelse af praktiske opgaver USME.
Eksempler på udfyldelse af fejlregistreringsskema: (Se endvidere dette anneks side 3) 1. Opgave USME 4
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Eksempel 1:
Denne registrering i skemaet vil udløse omsvejsning, da der er mere end en erkendt fejl på samme opgave (2 erkendte fejl ~ ÷ 1 points).
2. Opgave USME 4
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Eksempel 2:
Denne registrering i skemaet vil ikke udløse nogen omsvejsning, hvis der ikke under bedømmelsen findes yderligere fejl (1 erkendt fejl ~ ÷ ½ points). Anneks B (B.7.1 Kriterier for bedømmelse af praktiske opgaver USME).

SBC 243 Anneks D Side 2 Ajourført 2011-06-28
Generelt: Alle registrerede fejl afmærkes på opgaven
Opgave USME 1
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Målfejl Anden fejl anføres med tekst _____________________
Opgave USME 2
Målfejl Svejsefejl (stuk) Anden fejl anføres med tekst _____________________
Opgave USME 3
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Opgave USME 4
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Opgave USME 5
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Opgave USME 9
Målfejl Svejsefejl (stuk) Anden fejl anføres med tekst _____________________
Opgave USME 10
Mangelfuld skrabning af rør
Anden fejl anføres med tekst _____________________
Opgave USME 11 Mangelfuld skrabning af rør
Anden fejl anføres med tekst _____________________
Dato: Arbejdsnr.: Svejserens underskrift
SBC 243 Anneks D Side 3 Ajourført 2011-06-28
Fejlregistreringsskema USME-Recertificering Generelt: Alle registrerede fejl afmærkes på opgaven
Opgave USME-Rec 2
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Opgave USME-Rec 3
For dybt indstik
For kort indstik
Decentrering som vil give lunke eller kollaps af rørende
Anden fejl anføres med tekst _____________________
Opgave USME-Rec 6
Mangelfuld skrabning af rør
Anden fejl anføres med tekst _____________________
Dato: Arbejdsnr.: Svejserens underskrift

SBC 243 Anneks D Side 4 Ajourført 2011-06-28
Anvisning på vurdering og pointgivning ved brug af fejlregistreringsskema fejl i (1) = censors point Vurderet efter Kriterierne og SBC 243 (Anneks B - B.7) Muffer generelt (NB Gælder også for opgave 2) Fejl 0 0 0 x ok ½ ingen omsvejsning x x 1 omsvejsning x men påvist fejl x (1) Max. 1 fejl og omsvejsning ingen x men påvist to fejl (1) (1) Max. 1 fejl og omsvejsning ingen x men fejl
(1) 1 omsvejsning 2 ≅ x men ingen fejl (galt vurderet) (½) x x (½) 2 ingen omsvejsning x men ingen fejl (galt vurderet) x (½) 1 ingen omsvejsning

SBC 243 Anneks E Side 0 Ajourført 2002-10-10
Anneks E: Kriterier for visuel bedømmelse af svejste plastrør Dette anneks har samme status som SBC 243. This anneks forms an integral part of SBC 243.
Forord Kriterier for visuel bedømmelse af svejste plastrør er udarbejdet i overensstemmelse med de acceptkriterier, der anvendes af firmaer og teknologiske institutter i de nordiske lande i tilknytning til uddannelse og certificering af plastsvejsere efter nationale standarder. Disse kriterier er opbygget som en samlet helhed til visuel bedømmelse af svejste kon-struktioner, intet punkt kan vægtes højere end et andet (eller udelades), men må betrag-tes som et samlet hele ved den visuelle bedømmelse. Note: Bagerst i dette Anneks er et tillæg til stuksvejsning: "gælder kun for svejsninger
udført på IR-maskiner" og tillæg til muffesvejsning - type B: "gælder kun for PVDF-muffer".
Måling Alle målbare værdier foretages med skydelære. Grundlag INSTA 2072-N204, DS/INF 70-3, DVS 2202, DTI - Kriterier for visuel bedømmelse af svejste plastrør.

SBC 243 Anneks E Side 1 Ajourført 2002-09-03
Stuksvejsning NB! Alle målte slutmål afrundes til nærmeste 0,5 mm. Ved ud-
regnede mål afrundes ikke. 1. Sammenflydningssømmen A må ikke ligger under røroverfladen. 2. Forskydningen V mellem de sammensvejste rør må ikke oversti-ge 10% af rørets godstykkelse ev (ev = aktuelle godstykkelse) V < 0,1 x ev Forskydningen kan måles på de to røroverfladers indbyrdes pla-cering. For rør mod formstykke eller formstykke mod formstykke. Kontakt den aktuelle rørleverandør om eventuelle afvigelser fra ovenstående. 3. Anbefalede vulstbredder: B Gælder for rør mod rør. Ved rør mod formstykke og formstykke mod formstykke udvides tolerancen med ± 1 mm. NB! mål i ( ) gælder kun for PP og er minimumsværdier. Da vulstbredderne for PP er materialetypeafhængige, bør den aktu-elle rørleverandør kontaktes.
Min. godstykkelse i mm
Vulstbredden i mm B
Min. Godstykkelse i mm
Vulstbredden i mm B
2 3 4 5 6 8 9
11 13 16 18 19
(2) (2) (2,5) (2,5) (2,5) (3) (3) (3,5) (3,5) (4) (4,5) (5)
3 4 4 5 6 7 8 9
10 11 12 12
- - - - - - - - - - - -
5 6 7 8 9
10 11 12 14 15 16 18
22 24 27 30 34 40 45 50 55 60 65
(6,5) (8) (9,5) (11) (12) (12,5) (14) (15,5) (17) (18) (19,5)
13 - 18 14 - 19 15 - 20 16 - 21 17 - 22 18 - 23 20 - 25 22 - 27 24 - 30 26 - 32 28 - 36
1. eks: Til bestemmelse af vulstbredde: målt rørgodstykkelse 12,7 mm gå nu i pilens retning til nær-
meste hele tal (11 mm) aflæs vulstbredde (9-12 mm), for PP aflæses vulstbredde (3,5-12 mm)
2. eks: Rør mod formstykke (PE) 12,7 mm godstykkelse, vulstbredde 8-13 mm.

SBC 243 Anneks E Side 2 Ajourført 2002-09-03
4. Vulstbredden B bør kun variere med ± 20% fra middelvulst-bredden BM. Middelvulstbredden BM udregnes således:
BM
Bmin
Bmax
2
=+
hvorefter: Bmin > 0,8 x BM Bmax < 1,2 x BM 5. S: Enkeltvulstbredde ∆s: Forskellen mellem to enkeltvulster (Smax - Smin) B: Dobbeltvulstbredde Forskellen mellem to enkeltvulster bør på et givet sted ikke overstige X % af dobbeltvulstbredden på samme sted.
X SB
x 100≥
∆
Det medfører: A. Rør mod rør: X < 10% hvorefter ∆S < 0,1 x B B. Rør mod rør af forskellig type: X < 20% (f.eks. PE 80 - PE 100) hvorefter ∆S < 0,2 x B C. Rør. mod formstk.: X < 20% hvorefter ∆S < 0,2 x B D. Formstyk. mod formstk.: X < 20% hvorefter ∆S < 0,2 x B NB! Generelt for stuksvejsning: Hvis der anvendes et vulstafskæringssystem indvendig og/eller
udvendig, skal udvendig vulst bedømmes efter gældende bedømmelseskriterie inden vulst-afskæringen foregår.

SBC 243 Anneks E Side 3 Ajourført 2002-09-03
6. På hver side af svejsningen må der ikke vise sig tegn på overlast fx i form af ridser, dybe opspæn-dingsmærker etc. 7. Generelt skal dobbeltvulsten være regelmæssig og ensartet på hele omkredsen og må fx ikke vise tegn på, at materialet har klæbet til varmespejl, eller at der har været anvendt for lang tid til etablering af svejsetryk - vist på illustrationen. Endvidere må der på svejsningen/dobbeltvulsten ikke være tegn på urenheder. 8. Mikrotomsnit (tyndsnit af stuksvejsninger).
Lavt tryk 0,07 MPa Anbefalet tryk 0,15 MPa Højt tryk 0,3 MPa (N/mm2) (N/mm2) (N/mm2)
Ikke acceptabel
Ikke acceptabel
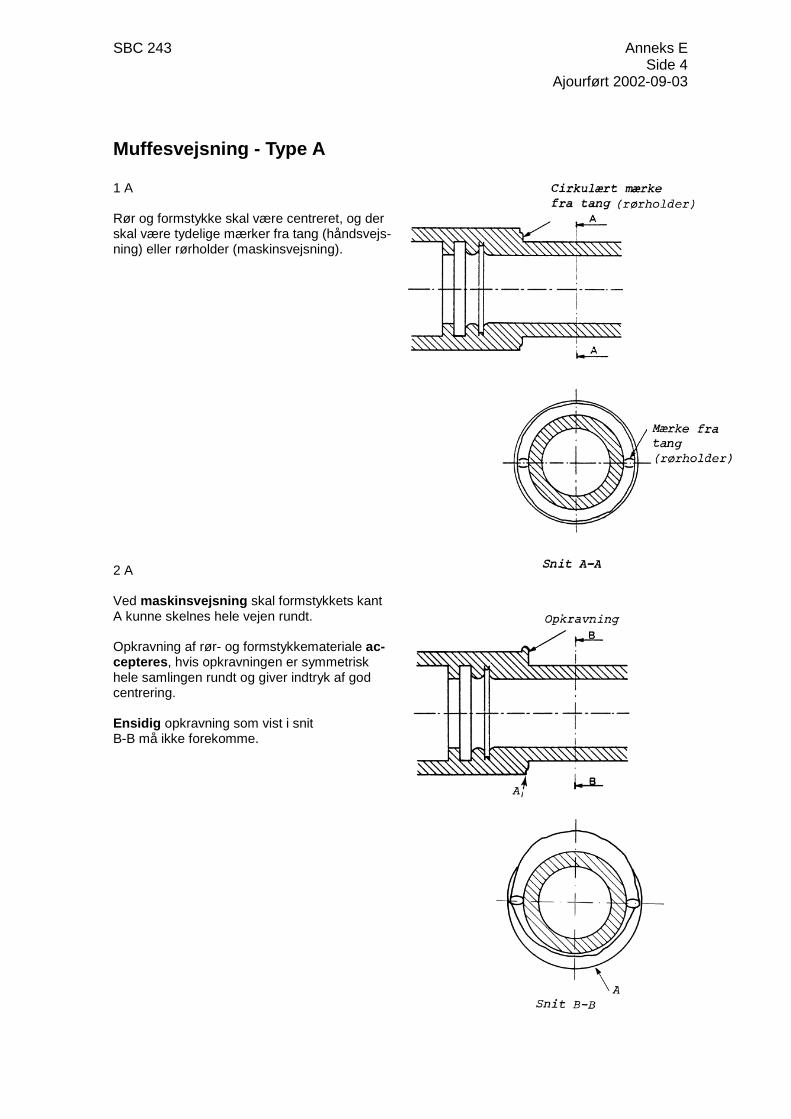
SBC 243 Anneks E Side 4 Ajourført 2002-09-03
Muffesvejsning - Type A 1 A Rør og formstykke skal være centreret, og der skal være tydelige mærker fra tang (håndsvejs-ning) eller rørholder (maskinsvejsning). 2 A Ved maskinsvejsning skal formstykkets kant A kunne skelnes hele vejen rundt. Opkravning af rør- og formstykkemateriale ac-cepteres, hvis opkravningen er symmetrisk hele samlingen rundt og giver indtryk af god centrering. Ensidig opkravning som vist i snit B-B må ikke forekomme.

SBC 243 Anneks E Side 5 Ajourført 2002-09-03
3 A I = indstiksdybden Indstiksdybden regnes fra bagkant muffe til forkant rør. Tilladelig tolerance på indstiksdybden ± 2 mm. Den aktuelle indstiksdybde I måles med skydelære i det anvendte "dybde-mål". Målene ifølge Wavins brugervejledning. Rørdimension Dybdemål i mm
20 12 25 13 32 14,5 40 17 63 24 90 29 125 35 4 A Imax, Imin = indstiksdybde Forskellen på indstiksdybderne Imax og Imin må ikke overstige 2 mm. Imax - Imin ≤ 2 mm
"Dybdemål"

SBC 243 Anneks E Side 6 Ajourført 2002-09-03
5 A Overgangen mellem formstykke og rørets forkant skal være som vist på fig. A eller B. Ved hånd-svejsning kan en overgang, som vist på fig. C, accepteres, hvis den manglende binding ikke overstiger 2 mm. 6 A Overgangen mellem formstykke og rør skal se ud som på fig. A eller B. Manglende binding mellem rør og vulst ("sug-ning") fig. C accepteres. Bindingsfejl, som går ind under formstykkets kant: fig. D eller E, må ikke forekomme.

SBC 243 Anneks E Side 7 Ajourført 2002-09-03
7 A F = fusionslængden Der må ikke forekomme snavs mellem svejsefladerne over længden F. Mærkningen på røret må ikke gå ind under svejsningen. En grå toning mellem svejsefladerne accepteres. 8 A F = fusionslængden Der må ikke være tegn på manglende binding mellem svejsefladerne over længden F i form af lunker, revner og lignende. 9 A Y = lysningsbegrænsende gardinhøjde di = indvendig middeldiameter ifølge DS 2131.2. Den lysningsbegrænsende gardinhøjde må på intet sted overstige 5% af rørets indvendige middeldiameter. Y < 0,05 x di 1O A Røret må på intet sted "kollapse" i formstykket.

SBC 243 Anneks E Side 8 Ajourført 2002-09-03
Muffesvejsning - Type B 1 B Rør- og formstykke skal være centreret. Der skal være tydelig markering af 2 - 3 vulster, og disse skal have fuld kontakt med hinanden. Vulsternes placering i forhold til hinanden skal være som på fig. A eller B. Fig. C kan accepteres, dog må vulsten fra røret ikke gå ind under formstykkets kant. Forstykkets kant A skal kunne skelnes hele vejen rundt.

SBC 243 Anneks E Side 9 Ajourført 2002-09-03
2 B R = Rejfelængde I = Indstiksdybden Indstiksdybden regnes fra bagkant muffe til forkant rør. Den aktuelle indstiksdybde I måles med skydelære på det anvendte kalibrerings- og rejfeværktøj. Tilladelig tolerance på indstiksdybden +1/-2 mm. Målene ifølge +GF+'s opgivelser. Rørdimension Indstiksdybden i mm
20 14 25 16 32 18 40 20 50 23 63 27 75 31 90 35 110 41 3 B Imax, Imin = indstiksdybde Forskellen på indstiksdybderne Imax og Imin må ikke overstige 2 mm. Imax - Imin ≤ 2 mm

SBC 243 Anneks E Side 10 Ajourført 2002-09-03
4 B Overgangen mellem formstykke og rørets kant skal se ud som på fig. A, B eller C. For C's vedkommende må den manglende binding M ikke overstige længden K på det anvendte kali-brerings- og rejfeværktøj. M ≤ K 5 B A = formstykkets kant Manglende binding mellem rør og vulst må ikke gå ind under formstykkets kant A.

SBC 243 Anneks E Side 11 Ajourført 2002-09-03
6 B L = samlingslængden Der må ikke forekomme snavs mellem svejsefladerne over længden L. Mærkningen på røret må ikke gå ind under svejsningen. 7 B F = fusionslængden Der må ikke være tegn på manglende binding mellem svejsefladerne over længden F i form af lunker, revner eller lignende. 8 B Y = lysningsbegrænsende gardinhøjde di = indvendig middeldiameter ifølge DS 2131.2. Den lysningsbegrænsende gardinhøjde må på intet sted reducere rørets indvendige middeldiameter. 9 B Røret må på intet sted "kollapse" i formstykket.

SBC 243 Anneks E Side 12 Ajourført 2002-09-03
Sadelsvejsning – Type A (B) Generelt skal svejsningen være regelmæs-sig og ensartet på hele omkredsen og ikke vise tegn på skævhed, manglende opvarmet svejseflade eller mangelfuld binding mellem svejsefladerne i form af lunker og snavs. En ensartet skrabning af røret skal kunne ses tydeligt hele vejen rundt omkring sadlen. En mindre sugning i fittingskant ved sam-menflydningssøm (sprøjtestøbning) accepte-res.

SBC 243 Anneks E Side 13 Ajourført 2002-09-03
El-svejsning af afgreninger Generelt for anboringsarmatur, elsadler og ansboringsbøjler skal der være en ensartet skrabning af røret, som tydeligt skal kunne ses hele vejen rundt omkring den påsvejste enhed. Er der i det aktuelle anboringssæt indbygget en indikator, skal denne efter endt svejsning være aktiveret. Enten som en udsmeltning eller som en fremstående tap, fig. A eller B. Afgreningen må ikke efter endt svejsning bære præg af at være skævt monteret eller kæntre på røret. Klokkeslæt for svejsningens ophør skal stå på røret nær svejsestedet. Ved anboringsarmatur og elsadler må der ikke være udskridning af varmetråde. Specielt for GF ældre type Anvendes der montagetvinge, skal der være tydelig mærkning efter brug af denne i form af, at smeltet PE-materiale er synligt imellem de to udkravninger til montagetvingen, fig. C. For anboringsbøjler skal en udskridning af svejsemåtten undgås. En eventuel udskrid-ning (synlig udsmeltning langs anboringsbøj-lens kant) skal vurderes ud fra, at der mini-mum skal være en svejselængde på 15 mm, målt fra anboringshullets kant og ud til begge sider fig. D.

SBC 243 Anneks E Side 14 Ajourført 2002-09-03
Elektromuffesvejsning generelt 1. Røret må ikke bære præg af at være stukket skævt i eller ”sunket” under svejsning. Er der i den aktuelle muffe en svejseindika-tor, skal den/disse være aktiveret efter endt svejsning. NB! Indikatoren indikerer, at der har været gennemført en svejsning, men er ikke et udtryk for svejsningens øvrige kvalitet. 2. En ensartet skrabning af rørene hele vejen rundt skal kunne ses tydeligt på begge sider af muffen. NB! Må ikke have udseende af en ”skrabet gulerod”. 3. Indstiksdybde skal være mærket på røret (med en prik eller en streg). 4. Svejsestedet mærkes således, at sporbar-hed er mulig. Klokkeslæt for endt svejsning skal være noteret ved svejsestedet. Svejsemaskinens registrerede modstand/svejsetid noteres (xx) ved svejsestedet eller i sporbar svejse-protokol.
xx) (såfremt disse data kan aflæses på maskinen)
Nr. på svejsning/nr. på maskinen bør note-res, eller på anden måde registreres.

SBC 243 Anneks E Side 15 Ajourført 2002-09-03
5. Der må ikke på noget sted være udflydende muffemateriale eller udskridende varmetråde. 6. En svag udbuling af røret (under svejseste-det) accepteres. Udbulingen må ikke oversti-ge 50% af rørets nominelle godstykkelse. Røret må på intet sted ”kollapse” i formstyk-ket. 7. i = ”indsmeltningshøjde” en = Nominelle godstykkelse Eventuel indsamlet muffemateriale må på intet sted reducere rørets indvendige middel-diameter med mere end 50% af en dog max. 5 mm. 8. Sammensmeltningszonen skal være homo-gen i hele svejselængden. Lunker må ikke forekomme

SBC 243 Anneks E Side 16 Ajourført 2002-09-03
Elektromuffesvejsning - Type GEORG FISCHER WAVIN AG (Rollma) 1 R Efter svejsning skal "svejseindikatorerne" være min. 2 mm fremme i begge sider. 2 R Rørendens afstand fra midt muffe må ikke overstige neden-stående x-mål: NB! Vær opmærksom på det aktuelle system.
*) Til og med 50 mm 3 R F = fusionslængden Fusionslængden skal min. følge nedenstående mål: NB! Vær opmærksom på det aktuelle system. Dimension System I
F mål i mm System LI/LU*)
Dim. x mål i mm 20 63 75 90
110 125 160 200
- 50 10 10 12 14 18 20 22 24
20-25 32-40
50 63 75 90 110 125 160 180 200 225
10 11 12 14 16 18 22 24 28 30 32 34
Rørdimen-sion
System I x mål i mm
System LI/LU* x-mål i mm
20 25 32 40 50 63 75 90
110 125 160 180 200 225
2,5 2,5 2,5 2,5 2,5 4 4 4 5 5 5 - 6 -
2,5 2,5 2,5 4 5 5 7 8 8 9
11 13 14 15
Anslag*)

SBC 243 Anneks E Side 17 Ajourført 2002-09-03
Elektromuffesvejsning - Type FRIALEN 1 Fr Efter endt svejsning skal indikatortappen være synligt fremme (aktiveret). Indstikket skal være mærket på røret med en prik eller streg ca. 10 mm længere inde end den egentlige indstikslængde, som måles fra kant muffe. 2 Fr Rørendens afstand fra midt muffe (anslag) må ikke overstige nedenstående x mål: Rørdimension x mål i mm
*20 *25 *32 *40 *50 *63 *75 *90
*110 *125 *140 *160 180 200 225 250 280 315 355 400 450 500 560 630
2 2 3 3 4
4,5 4,5
5 6 6
6,5 7,5 8,5
9 10 11 13 13 15 17 20 20 20 20
*)Muffer til og med 160 cm kan leveres med og uden anslag, fra 180 mm kun uden.
Anslag

SBC 243 Anneks E Side 18 Ajourført 2002-09-03
Elektromuffesvejsning - Type FUSAMATIC 1 Fu Efter endt svejsning skal det antal "svejseindi-katorer", som muffen er forsynet med, være synligt fremme (aktiveret). 2 Fu Indstikket skal være mærket på røret med en prik eller en streg ca. 5 mm længere inde end den egentlige indstikslængde, som måles fra kantmuffe. 3 Fu Afstanden mellem rørenderne (y-mål) må ikke være større end 10% af rørets udvendige dia-meter (se tabel). Dimension muffe, Ø Max. afstand mellem
rørenderne, mm (y-mål) 20 25 32 40 50 63 75 90 110 125 160 180 200 225 250 315 355
5,0 5,0 5,0 5,0 5,0 6,3 7,5 9,0 11,0 12,5 16,0 18,0 20,0 22,5 25,0 31,5 35,5
NOTATER:

SBC 243 Anneks E Side 19 Ajourført 2002-09-03
Elektromuffesvejsning - Type DURAFUSE 1 Du Efter endt svejsning skal der være synligt udsmeltet materiale i "svejseindikatorhullerne" i hver ende af formstykket (ved hver bøsning). Indstikslængden skal afmærkes på røret med en prik eller streg (en synlig skrabning skal gå helt ud til mærkningen). 2 Du Afstanden mellem rørenderne (y-mål) må ikke være større end 10% af rørets udvendige diameter. Dimension Ø mm Afstand mm (y-mål) 20* 25* 32* 40 50 63 75 90 110 125 140 160 180 200 225 250 280 315 355 400
3,0 3,0 4,0 4,0 5,3 6,3 7,5 9,0 11,0 12,5 14,0 16,0 18,0 20,0 22,5 25,0 28,0 31,5 35,5 40,0
*) Disse tre dimensioner falder uden for 10%. NOTATER:

SBC 243 Anneks E Side 20 Ajourført 2002-09-03
Elektromuffesvejsning - Type ALDYL 1 AL Efter endt svejsning skal der være synligt ud-smeltet materiale i alle de "svejseindikatorhul-ler", som muffen er forsynet med. Indstikket skal være mærket på røret med en prik eller en streg ca. 5 mm længere inde på røret end den egentlige indstikslængde, som måles fra muffekant. Indstiksmærke = Indstikslængde + 5 mm. 2 AL Afstand mellem rørenderne (y-mål) må ikke være større end 10% af rørets udvendige dia-meter (se tabel). Dimension muffe, Ø Max. afstand mellem
rørenderne, mm (y-mål) 20 25 32 40 50 63 75 90 110 125 140 160 180 200 225 250 315
5,0 5,0 5,0 5,0 5,0 6,3 7,5 9,0 11,0 12,5 14,0 16,0 18,0 20,0 22,5 25,0 31,5
NOTATER:

SBC 243 Anneks E Side 21 Ajourført 2002-09-03
Elektromuffesvejsning - Type ELGEF PLUS 1 E+ Efter svejsning skal svejseindikatorerne være synligt fremme i hver ende af formstykket. Indstikket skal være mærket på røret med en prik eller streg. 2 E+ Rørendens afstand fra midt muffe (anslag) må ikke overstige nedenstående x-mål. Rørdimension x-mål i mm 20 mm 25 mm 32 mm 40 mm 50 mm 63 mm 75 mm 90 mm 110 mm 125 mm 140 mm 160 mm 180 mm 200 mm 225 mm 250 mm 280 mm 315 mm 355 mm 400 mm
3 3 3 3 4 4 5 6 7 8 8 8 12 13 15 16 16 17 17 17
NOTATER:
Anslag
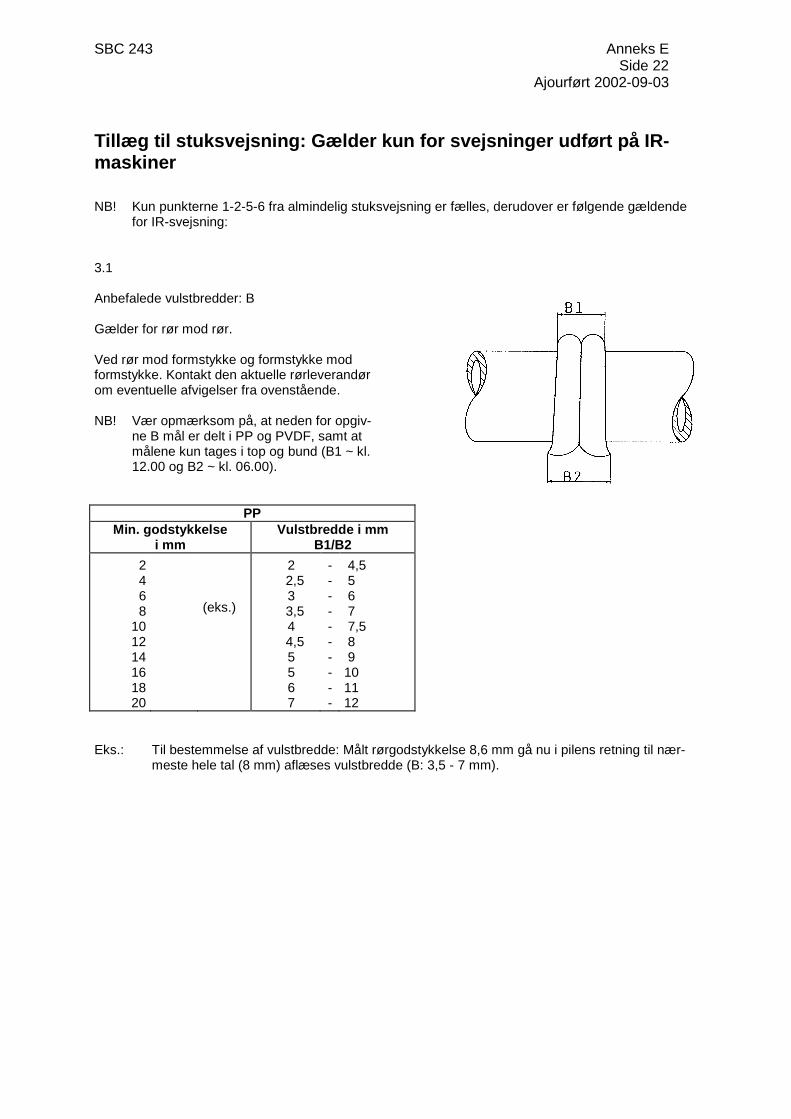
SBC 243 Anneks E Side 22 Ajourført 2002-09-03
Tillæg til stuksvejsning: Gælder kun for svejsninger udført på IR-maskiner NB! Kun punkterne 1-2-5-6 fra almindelig stuksvejsning er fælles, derudover er følgende gældende
for IR-svejsning: 3.1 Anbefalede vulstbredder: B Gælder for rør mod rør. Ved rør mod formstykke og formstykke mod formstykke. Kontakt den aktuelle rørleverandør om eventuelle afvigelser fra ovenstående. NB! Vær opmærksom på, at neden for opgiv-
ne B mål er delt i PP og PVDF, samt at målene kun tages i top og bund (B1 ~ kl. 12.00 og B2 ~ kl. 06.00).
PP Min. godstykkelse
i mm Vulstbredde i mm
B1/B2 2 4 6 8
10 12 14 16 18 20
(eks.)
2 2,5
3 3,5
4 4,5
5 5 6 7
- - - - - - - - - -
4,5 5 6 7 7,5 8 9 10 11 12
Eks.: Til bestemmelse af vulstbredde: Målt rørgodstykkelse 8,6 mm gå nu i pilens retning til nær-
meste hele tal (8 mm) aflæses vulstbredde (B: 3,5 - 7 mm).

SBC 243 Anneks E Side 23 Ajourført 2002-09-03
PVDF
Min. godstykkelse i mm
Vulstbredde i mm B1/B2
2 3 4 5 6 7
(eks.) 1,5 2
2,5 3 3 4
- - - - - -
3 3,5 4 4,5 5 6
Eks.: Til bestemmelse af vulstbredde: Målt rør- godstykkelse 2,7 mm gå nu i pilens retning til
nærmeste hele tal (2 mm) aflæs vulstbredde (B: 1,5 - 3 mm).
4.1 Den aktuelle forskel mellem B1 og B2 må ikke overstige ± 35%. Eksempel: B1 målt til 4,8 - B2 må ikke overstige 6,5 mm. (Alle udregnede slutmål afrundes til nærmeste 0,5 mm). En visuel forskel som vist på tegningen accepteres, hvis overgangen B1 til B2 sker ensartet og symmetrisk mellem de to enkelt-vulster S1 og S2. 8.1 Mikrotomsnit (tyndsnit af stuksvejsning IR-teknologi).
PVDF PP
Acceptabel smeltegeometri Acceptabel smeltegeometri
B1
B1
B1 B2
B1 B2

SBC 243 Anneks E
Side 24 Ajourført 2002-09-03
Tillæg til muffevejsning - Type B: Gælder kun for PVDF-muffer NB! Kun punkterne 1B - 2B - 3B - 5B og 6B fra muffesvejsning - type B er fælles, derudover er føl-
gende gældende for PVDF-muffer: 7 B.1 F = Fusionslængden En manglende binding ("lunke") accepteres, hvis den ikke overstiger 50% af den aktuelle fusionslængde. NB! Gælder også ved "lunke" hele vejen
rundt rør/muffe. 9 B.1 z = Lysningsbegrænsende røropkravning En eventuel røropkravning må ikke overstige 2 mm ved z1 højden / z2 bredde og skal være rimelig symmetrisk hele vejen rundt om røret. Opkravningen må ikke være resultatet af skævt indstik (3B) eller, at røret er stødt på muffen under indføringen i muffen.

SBC 243 Anneks F Side 0 Ajourført 2002.10.10
Anneks F: Kriterier for visuel bedømmelse af svejste plastkonstruktioner Dette anneks har samme status som SBC 243. This anneks forms an integral part of SBC 243.
Forord Kriterier for visuel bedømmelse af svejste plastkonstruktioner er udarbejdet i overensstem-melse med de acceptkriterier, der anvendes af firmaer og teknologiske institutter i de nordi-ske lande i tilknytning til uddannelse og certificering af plastsvejsere efter nationale standar-der. Disse kriterier er opbygget som en samlet helhed til visuel bedømmelse af svejste konstruk-tioner, intet punkt kan vægtes højere end et andet (eller udelades), men må betragtes som et samlet hele ved den visuelle bedømmelse. Måling Alle målbare værdier foretages med skydelære. Grundlag DVS 2201-10 og DIN 32502 - Energiministeriets energiforskningsprogram: Projektrapport 30 “Kapperør”. DTI - Kriterier for visuel bedømmelse af svejste plastkonstruktioner.

SBC 243 Anneks F Side 1 Ajourført 2002.09.03
Varmluftsvejsning
(med og uden støttedyse) 1 V Svejsetrådene skal fylde svejsefugen helt ud, således at hvis man fræser det overskydende trådmateriale væk i højde med grundmateria-let, må der ikke være nogle overgange mel-lem tråd og grundmateriale (farvenuancer accepteres). 2 V e = godstykkelse y = højden på overskydende tilsats- materiale Efter svejsning og inden eventuel efterbehandling skal: ymin. ≥ 10% af e. Hvis ymax. ≥ 40% af e, skal der ske en efter-behandling, så overskydende tilsatsmateriale ikke overstiger de 40% af e 0,1 x e ≤ y ≤ 0,4 x e

SBC 243 Anneks F Side 2 Ajourført 2002.09.03
2a. V e = godstykkelse
a = 0,7 x emin.+−
b0
b = 0,28 x emin. Ved svejsning af T-stød og lignende skal der tilstræbes at få tilsatsmaterialet til at danne en ligebenet trekant og "sømmålet" ≅ a. Accept: "Sømgeometri" = 0,7 x emin. ≤ a ≤ 0,98 emin. 3 V Svejsevulsterne (s) skal kunne ses på begge sider af en svejsetråd. Skal svejsningen efter-bearbejdes, skal man, inden dette påbegyn-des, sikre sig, at svejsevulsterne er til stede. 4 V På begge sider af svejsningen skal der være synlige, ubrudte "spor" (synlig overfladeforan-dring) fra opvarmningsluften.

SBC 243 Anneks F Side 3 Ajourført 2002.09.03
5 V Der må hverken på tilsats- eller grundmateria-le være tegn på forbrænding (overophedning). Eks. på forbrænding af PE - PVC - PP, men gældende for alle materialer. 6 V x = forskydning e = godstykkelse Forskydning eller tykkelsesforskel mellem to sammensvejste plader skal undgås og må ikke overstige nedenstående mål: x1 ≤ 0,1 x e x2 ≤ 0,15 x e dog højst 2 mm. 7 V Der må på intet sted være manglende binding mellem svejsetråd og grundmateriale eller mellem svejsetrådene indbyrdes (tilsatsmate-rialet).

SBC 243 Anneks F Side 4 Ajourført 2002.09.03
8 V Der må ikke være tegn på tværgående revner i svejsetråden. 9 V Der må ikke på noget sted på svejsetråden (tilsatsmaterialet) være tegn på indsnævring i forhold til trådens profil. 10 V Svejsningen skal altid være gennem- svejst i bunden (bundsvejst). 11 V Spor efter støttedysen må ikke være skarpkantet eller ligge under grundmaterialets kant (overflade).

SBC 243 Anneks F Side 5 Ajourført 2002.09.03
12 V Der må intet sted være tegn på manglen-de binding i form af "lunker", revner, "snavs" eller lignende.

SBC 243 Anneks F Side 6 Ajourført 2002.09.03
Extrudersvejsning 1 E Tilsatsmaterialet skal fylde svejsefugen helt ud, således at hvis man fræser det oversky-dende materiale væk i højde med grundmate-rialet, må der ikke være overgange mellem tilsatsmateriale og grundmateriale. (Farvenuancer accepteres). 2 E
e = godstykkelse
y = højden på overskydende tilsatsmateriale Efter svejsning og inden eventuel efterbe-handling skal: ymin. ≥ 10% af e (dog min. 1 mm) Hvis ymin. ≥ 40% af e, skal der ske en efte-behandling, så overskydende tilsatsmateriale ikke overstiger de 40% af e (dog max. 6 mm) 0,1 x e ≤ y ≤ 0,4 x e 2a. E e = godstykkelse
a = 0,7 x emin. +−
b0
b = 0,28 x emin. Ved svejsning af T-stød og lignende skal det tilstræbes at få tilsatsmaterialet til at danne en ligebenet trekant og "sømmålet" ≅ a. Accept: "Sømgeometri" =
0,7 x emin. ≤ a ≤ 0,98 emin. NB! Kombineret svejsning (extruder - varmluft) Se afsnit EV.
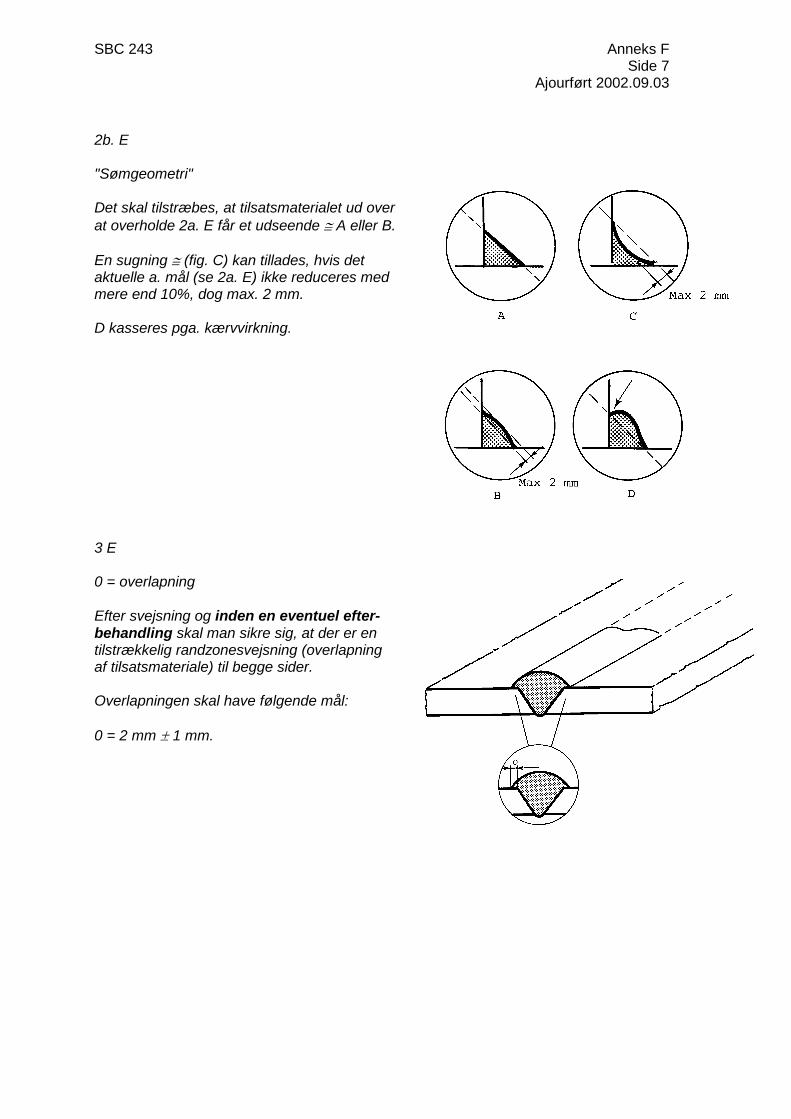
SBC 243 Anneks F Side 7 Ajourført 2002.09.03
2b. E "Sømgeometri" Det skal tilstræbes, at tilsatsmaterialet ud over at overholde 2a. E får et udseende ≅ A eller B. En sugning ≅ (fig. C) kan tillades, hvis det aktuelle a. mål (se 2a. E) ikke reduceres med mere end 10%, dog max. 2 mm. D kasseres pga. kærvvirkning. 3 E 0 = overlapning Efter svejsning og inden en eventuel efter-behandling skal man sikre sig, at der er en tilstrækkelig randzonesvejsning (overlapning af tilsatsmateriale) til begge sider. Overlapningen skal have følgende mål: 0 = 2 mm ± 1 mm.

SBC 243 Anneks F Side 8 Ajourført 2002.09.03
3a. E overlapningen skal være et "aftryk" af svejseskoens profil og ikke en overflyd-ning under og ved siden af svej-seskoen. 4 E På begge sider af svejsningen skal der være et synligt,ubrudt "spor" (syn-lig overfladeforandring) fra opvarm-ningsluften.

SBC 243 Anneks F Side 9 Ajourført 2002.09.03
5 E Der må hverken på tilsats- eller grundmateriale være tegn på for-brænding overophedning). Eks. på forbrænding af PE - PVC - PP, men gældende for alle materialer. 6 E x = forskydning
e = godstykkelse Forskydning eller tykkelsesforskel mel-lem to sammensvejste plader skal und-gås og må ikke overstige nedenstående mål: x1 ≤ 0,1 x emax. x2 ≤ 0,15 x emax. dog højst 2 mm.

SBC 243 Anneks F Side 10 Ajourført 2002.09.03
7 E Asymmetrisk tilsatsmateriale- dækning kan ikke accepteres. 8 E Svejsningen skal altid være gennem-svejst i bunden (bundsvejst). 9 E Spor efter svejseskoen må ikke være skarp-kantet eller ligge under grundmaterialets kant (overflade).

SBC 243 Anneks F Side 11 Ajourført 2002.09.03
10 E Der må intet sted være tegn på manglende binding i form af revner, "snavs" eller lignen-de. "Lunker" (sugninger) kan accepteres i mindre omfang, men kun hvis de følger mid-terlinien i svejsningen.

SBC 243 Anneks F Side 12 Ajourført 2002.09.03
NB! De følgende kriterier er anbefalede ærdier 1 EV O = overlapning
T = tilsatsmateriale
e = godstykkelse
es = godstykkelse på skærpet emne T-stød med ensidig skærpning: (ensidigt svejst) Svejsningen skal være gennemsvejst i sin fulde længde. Sømgeometri = 2b. E (a-b-c)
0 = 2 mm ± 1 mm
T = O,5 x es 2 EV O = overlapning
T = tilsatsmateriale
e = godstykkelse
es = godstykkelse på skærpet emne T-stød med ensidig skærpning: (svejst fra begge sider) Svejsningen skal være gennemsvejst i sin fulde længde. Sømgeometri = 2b. E (a-b-c)
0 = 2 mm ± 1 mm
T = O,3 x es NB! Svejsetråd dimension: O tråd ≤ 3 mm ∇ tråd ≥ 3 mm

SBC 243 Anneks F Side 13 Ajourført 2002.09.03
3 EV O = overlapning
T = tilsatsmateriale
e = godstykkelse
es = godstykkelse på skærpet emne T-stød med tosidig skærpning: Sømgeometri = 2b. E (a-b-c)
0 = 2 mm ± 1 mm
Tmax. = ≤ O,5 x es Tmax. = ≥ O,3 x es

SBC 243 Anneks G Side 0 Ajourført 2002-10-10
Anneks G: Kriterier for visuel bedømmelse af svejste plastmembraner Dette anneks har samme status som SBC 243 This annex forms an integral part of SBC 243 Forord Kriterier for visuel bedømmelse af plastmembraner (tag- og geomembraner) er udarbej-det i overensstemmelse med de acceptkriterier, der anvendes af firmaer og teknologiske institutter i de nordiske lande i tilknytning til praktisk arbejde og uddannelse efter nationale og internationale normer og standarder. Disse kriterier er opbygget som en samlet helhed til visuel bedømmelse af svejste sam-linger, intet punkt kan vægtes højere end et andet (eller udelades), men må betragtes som et samlet hele ved den visuelle bedømmelse. Endvidere er der angivet anvisninger for ikke-destruktiv og destruktiv prøvning, som på nuværende tidspunkt kun er gældende for svejste samlinger. Afsnittet "før arbejdets start" er tænkt som en hjælp til myndighed, bygherre og entrepre-nør for fastlæggelse af arbejdets niveau med hensyn til kontrol og opfølgning. Måling Alle målbare værdier foretages med skydelære. Grundlag Membraner til deponeringsanlæg DS/INF 466, 1999 DVS 2207 Teil 26.1, 1989 2212 Teil 5, 1989 DS/ISO 472, 1988 Richtlinie über Deponiebasisabdichtungen aus Dichtungsbahnen - Ministerialblatt für das Land Nordrhein-Westfalen Nr. 60, 1985. Bau- und Prüfgrundsätse für den Gewässerschutz, Teil 1, IfBt Jan 1989. Anwendung und Prüfung von Kunststoffen im Erdbau und Wasserbau, DVWK Heft 76, 2. Auflage. Flexible Membrane Liners, NSF, Standard Nummer 54, 1985. Kunststoff-Dichtungsbahnen SIA 280, August 1983. Flixible Poly (Vinyl Chloride) Plastic Sheeting for Pond, Canal, and Reservoir Lining, ASTM D3083-76. INSTA 2072 N 204, 1991. Teknologisk Institut - Kriterier for visuel bedømmelse af svejste plastmembraner.

SBC 243 Anneks G Side 1 Ajourført 2002-10-10
TERMINOLOGI Termoplast Termoplast er et plastmateriale med termoplastiske egenskaber dvs., at det bliver blødt ved opvarmning og stift ved afkøling. Materialet kan gentagne gange i den blødgjorte (plastiske) tilstand ved flydning formes til emner ved støbning, ekstrudering eller form-ning. (Termoplast er svejsbar). Hærdeplast Hærdeplast er et plastmateriale, der er blevet usmelteligt og uopløseligt ved hærdning med varme eller anden behandling fx ved bestråling, med katalysatorer m.m. (Hærdeplast er ikke svejsbar). Elastomerer En elastomer er et højmolekylært materiale, der ved stuetemperatur, med relativt lav kraft, kan strækkes til den dobbelte længde eller mere, og som hurtigt trækker sig sam-men igen til nogenlunde den oprindelige form. (Elastomerer er ikke svejsbare). Termoplastiske elastomerer (TPE) Termoplastiske elastomerer er elastomerer med termoplastiske egenskaber. De elastiske egenskaber er opnået ved, at bestemte segmenter i kædeopbygning danner en form for netstruktur ved afkøling. Ved opvarmning forsvinder netstrukturen igen. (TPE er svejsba-re). Gummi Gummi er en elastomer, som ved vulkanisering kan omdannes eller allerede er omdannet til en tilstand, i hvilken den ikke er smeltelig og på det nærmeste er uopløselig (men kan kvælde) i kogende opløsningsmidler. (Gummi er ikke svejsbar). PE PE er en forkortelse af polyethylen. Betegnelsen polyethylen dækker over en række ma-terialer, der kan inddeles i tre hovedtyper efter densitet (massefylde): LDPE (lav densitet) ca. 910 - 925 kg/m3 MDPE (medium densitet) ca. 925 - 940 kg/m3 HDPE (høj densitet) ca. 940 - 960 kg/m3 (PE er svejsbar - kan ikke limes). Polyethylen kan ligeledes opdeles efter, hvorvidt molekylekædeopbygningen hovedsage-lig er lineær fx LLDPE eller forgrenet fx LDPE.

SBC 243 Anneks G Side 2 Ajourført 2002-10-10
Modificeret PE Modificeret polyethylen kan fremstilles ved en copolymerisation mellem ethylen og andre monomerer, således at der fx opnås bedre elastiske egenskaber fx EVA (polyethylenviny-lacetat) og ECB (polyethylencopolymerbitumen). Egenskaberne af polyethylen kan ligeledes ændres ved en fysisk blanding med andre polymerer. (Modificeret polyethylen er svejsbar - kan under visse forudsætninger limes). PVC PVC er en forkortelse for polyvinylchlorid. Forefindes i forskellige stivhedsgrader. Sædvanligvis betegnes de ikke blødgjorte samt de lettere blødgjorte som hård PVC. De mere gummiagtige typer, der indeholder 20 - 50% blødgører, betegnes som blød PVC. (PVC er svejsbar - kan limes). Delkrystallinsk plast En plast, der indeholder en krystallinsk struktur, og hvor der kan måles en smeltevarme. Amorf plast En plast, der ikke indeholder en krystallinsk struktur, og hvor der ikke kan måles en smel-tevarme. EPDM En syntetisk gummi baseret på ethylen, propylen og lille mængde dien fx ethylendien-norbornen, som gør vulkanisering mulig. (EPDM er ikke svejsbar - kan vulkaniseres, li-mes). Butylgummi En syntetisk gummi baseret på isobutylen og en lille mængde isopren, som gør vulkanise-ring mulig. (Butylgummi er ikke svejsbar - kan vulkaniseres, limes). Plastsvejsning Sammenføjning af termoplastiske materialer under specificerede betingelser: Temperatur og tryk med eller uden tilsatsmateriale. Svejsningen sker i den blødgjorte tilstand af mate-rialet. Limning/klæbning Limning/klæbning er i dette kriterium en sammenføjning af plastemner med organisk ma-teriale, der pga. kemisk binding, intermolekulære kræfter, mekanisk forankring eller en kombination af disse giver en vedhæftning.

SBC 243 Anneks G Side 3 Ajourført 2002-10-10
Diffusionslimning/klæbning ("kemisk svejsning") Sammenføjning med et for plastemnerne anvendeligt opløsningsmiddel og under indfly-delse af tryk. Adhæsionslimning/klæbning Sammenføjning af plastemner med en lim/klæber, der ikke væsentligt påvirker plastem-nernes overflade. Vulkanisering Vulkanisering er en kemisk proces, hvor polymermolekylerne tværbindes, og en elastisk tilstand opnås. Varmluftsvejsning En metode, hvor luft passerer glødetråde og opvarmes (hårtørrerprincip). Den varme luft opvarmer grundmaterialet og eventuelt tilsatsmateriale. Trykket opnås ved belastning af tilsatsmateriale mod grundmateriale eller grundmateriale mod grundmateriale. Kontaktvarmesvejsning En metode, hvor et varmelegeme ('varmeøkse') ved berøring med grundmaterialerne opvarmer disse. Trykket opnås ved belastning (tryk) af grundmateriale mod grundmate-riale. Ekstrudersvejsning En metode, hvor grundmaterialet opvarmes ved fx varmluft. Tilsatsmaterialet opvarmes i en cylinder. Trykket opnås ved, at det smeltede tilsatsmateriale presses (ekstruderes) ud mod grundmaterialet. Kursusbevis Bevis udstedt af en plastsvejseskole eller Teknologisk Institut, Plastteknologi. =DS= Plastsvejsepas Et dokument, der registrerer de kurser, en plastsvejser har gennemgået og bestået. Plastsvejser En DS-certificeret person, der har dokumenteret sine faglige kvalifikationer, og som er i besiddelse af et gyldigt plastsvejsepas. Faglige kvalifikationer Praktisk og teoretisk kunnen og viden. Kvalifikationerne er opnået ved en kombination af grunduddannelse (skole), erhvervsrettet uddannelse og praktisk erfaring.

SBC 243 Anneks G Side 4 Ajourført 2002-10-10
Arbejdsprøve En prøve, hvor plastsvejseren dokumenterer sine faglige kvalifikationer (fx ved opstart på en ny entreprise). Note: Hvorimod en procedureprøve er en prøve, der verificerer flere parametre, end en arbejdsprøve gør. Svejseprotokol Et dokument, hvor plastsvejseren noterer de faktiske svejseparametre og arbejdsforhold. Ikke destruktiv prøvning (HDT) En prøvningsmetode, der efterlader svejsningen (membranen) ubeskadiget (eks.: Visuel kontrol - vakuumprøve - gnisttest eller trykprøve (sidstnævnte kan kun anvendes ved type C svejsninger)) Se afsnit "Søm- og samlingsform" side 8. Destruktiv prøvning En prøvningsmetode, der efterlader svejsningen (membranen) i 'beskadiget' tilstand (for det meste en prøvning foretaget på et laboratorium, eks. forskydnings- og skrælnings-test). Benævnelser ved samlingen
KONTROL Kontrol af udførelse (i dette kriterium (l. udgave) kun gældende for svejste samlinger). Al øvrig kontrol henføres til DS/INF 466, 1999. Kontrol med udførelse skal ske på basis af en forud fastlagt kontrolplan (se side 19). Pla-nen skal angive, hvem kontrolforpligtigelsen påhviler, kontrollens omfang, og på hvilket projektstadium, den skal udføres. Det skal ligeledes fremgå, om arbejdet umiddelbart kan videreføres, eller om der først skal foreligge en acceptgodkendelse.

SBC 243 Anneks G Side 5 Ajourført 2002-10-10
Ikke-destruktiv prøvning Visuel kontrol af samlingerne foretages ud fra de på siderne 9-18 illustrerede eksempler med deraf følgende godkendelse eller kassation. Vakuumprøvning af samlingerne foretages efter DS/INF 466, 1999. Gnisttest af samlingerne foretages primært på samlinger, der er forberedt til denne meto-de (se side 17). Metoden kan dog også anvendes på udækkede membraner, der har væ-ret udlagt et stykke tid og derved har samlet kondens (fugt) på undersiden. Princippet for gnisttest: Et instrument, der afgiver højfrekvente vekselstrømme med høj spænding (Tesla-princip). Føres instrumentet hen over folien langs samlingen, vil plasten virke som isolator. Ved bindingsfejl i samling eller direkte hul i folien vil der dannes jord-forbindelse, som vil give et gnistgennemslag og derved registrere fejlen. Trykprøve af samlingerne foretages på samlinger, der er forberedt til denne metode. Svejsningen skal fremtræde som to svejsesømme med et usvejst midterparti. Med speci-aludstyr kan dette midterparti, som er at betragte som et "rør", pumpes op med luft (2-3 bar); et manometer på udstyret viser efter en given tid (10-30 min.) en eventuel utæthed.
=
TslPsl
TstPst NB! Husk at tage højde for temperatur og tryk
Pst = trykstart Psl = trykslut Tst = temperaturstart Tsl = temperaturslut Konstateres et trykfald, kan utætheden spores med et skummiddel. Det er ganske vist kun den yderste svejsefuge, som kan efterprøves på denne måde, og det er så op til til-syn/bygherre, under hvilken form utætheden skal repareres. Destruktiv prøvning Forskydnings- og skrælningstest foretages af en STP godkendt prøvningsinstans. 1. Prøveudtag: Antallet af prøveudtag er fastlast før arbejdets start jævnfør side 19 i
dette kriterium og DS/INF 466, 1999. - Prøveudtag på arbejdsstedet ca. 36 x 60 cm med samlingen liggende i midten af
de 36 cm.
- Prøven mærkes med løbende nr., entreprise nr., år, måned, dag samt svejserens navn eller nr. Prøveudtaget indtegnes på den samlede situationsplan.
- Prøven sendes til aftalte prøvningsinstans.

SBC 243 Anneks G Side 6 Ajourført 2002-10-10
2. Prøvningens endelig udførelse: Af hver indsendt prøve vil der blive udtaget 5 usvejste og 10 svejste prøvelegemer (prøvelegeme 1 - se bilag 1). - Gennemsnittet af de 5 usvejste prøvelegemers flydekraft/brudkraft vil blive brugt
som referenceværdi. Referenceværdien bestemmes på den tyndeste af de to sammensvejste membraner (over- eller undermembran).
- 5 af de svejste prøvelegemer vil blive anvendt til forskydningstest.
- 5 af de svejste prøvelegemer vil blive anvendt til skrælningstest.
3. Acceptkriterium: Prøvningen vil blive udført i henhold til ISO 527-3 (med prøvelegeme
1). Trækhastighed 100 mm/min.
Ved forskydningstest vurderes resultatet således:
- Sømstyrken skal for alle prøver af delkrystallinske materialer (fx PE) min. være 90% af den aktuelle (målte) flydekraft eller brudkraft.
- For alle prøver af amorfe materialer (fx blødgjort PVC) skal brudkraften være min.
75% af den aktuelle (målte) brudkraft.
Ved skrælningstest vurderes resultatet således:
- Sømstyrken skal for alle prøver af delkrystallinske og amorfe materialer min. være 75% af den aktuelle (målte) flydekraft eller brudkraft.
- Der må ikke ske en åbning i selve svejsesømmen, dog kan en åbning (skrælning)
i selve membranmaterialet accepteres.
- Er det "overlap" eller "underlap", der brydes, men med tegn på mindre flydning, accepteres prøven.

SBC 243 Anneks G Side 7 Ajourført 2002-10-10
BILAG 1

SBC 243 Anneks G Side 8 Ajourført 2002-10-10
SØM- OG SAMLINGSFORM
Overlapsvejsning med tilsatsmateriale (varmluft- eller kontaktvarmesvejsning)
Overlapsvejsning med tilsatsmateriale (varmluft- eller ekstrudersvejsning)
Overlapsvejsning med tilsatsmateriale (varmluft- eller kontaktvarmesvejsning)
”Overlapsvejsning” kantsøm m/u skærpning (ekstrudersvejsning)
Overlapsamling (limning/klæbning eller vulkanisering)

SBC 243 Anneks G Side 9 Ajourført 2002-10-10
VISUEL KONTROL AF SVEJSTE SAMLINGER A. Overlapsvejsning uden tilsats- materiale 1A. U = underlap Den færdigsvejste membran skal være fri for folder - dybe ridser (transport- eller
udlægningsskader), forbrændinger o.l. Man må godt kunne ane svejsestedet ved at ”kigge” hen af overfladen (mærke af trykrulle og/eller sammentrækning i materialet e.l.).
NB. Det skal tilstræbes, at underlappen (U) har en fri ende på min. 50 mm fra svejsningen. 2A. Langs overgangen mellem overlap/ undermembran og underlap/over membran skal der kunne ses en ensartet sammenflydning (svejsevulst). NB. Sammenflydningen skal fremstå som en ”blød dråbe” uden skarpe overgange
til over/undermembran fig. A. Fig. B kan ikke accepteres.

SBC 243 Anneks G Side 10 Ajourført 2002-10-10
3A. Langs svejsesømmen skal der være tydelige indikation af svejseforberedelse (slib-ning - rensevæsker). Slibningen skal være ensartet og uden dybe spor.
A ~ slibning med fx kornstørrelse 80 B ~ slibning med rund slibeskive, der ikke er holdt plant og derved opstår der dybe
ridser (kærv). 4A. F = fusionsbredde 0 = overlap Ved svejsning med fri overlap skal 0 > 10 mm, eller skal svejsningen ligge
lige til kant med overmembranen og være fuldsvejst langs hele kanten. F > 20 mm. 5A. Ved og omkring svejsningen må folien ikke krølle (tegn på at svejseudstyret har
stået og ”fedtet i det”).

SBC 243 Anneks G Side 11 Ajourført 2002-10-10
B. Overlapsvejsning med tilsats- materiale 1B. U = underlap Den færdigsvejste membran skal være fri for folder - dybe ridser (transport- eller
udlægningsskader), forbrændinger o.l. Man må godt kunne ane svejsestedet ved at ”kigge” hen af overfladen (mærke af trykrulle og/eller sammentrækning i materialet e.l.).
NB. Det skal tilstræbes, at underlappen (U) har en fri ende på min. 50 mm fra
svejsningen. 2B. Tilsatsmaterialet må på intet sted danne en ”skarp” overgang til grundmaterialet (fig.
D), men derimod have en ”blød” afrundet overgang (fig. A-B-C) for at undgå kærv-dannelse (brudanvisning)
Fig. E kan dog accepteres.

SBC 243 Anneks G Side 12 Ajourført 2002-10-10
3B. Langs svejsesømmen skal der være tydelige indikation af svejseforberedelse (slib-ning - rensevæsker). Slibningen skal være ensartet og uden dybe spor.
A ~ slibning med fx kornstørrelse 80 B ~ slibning med rund slibeskive, der ikke er holdt plant og derved opstår der dybe
ridser (kærv). 4B. F = fusionsbredde 0 = overlap Ved svejsning med fri overlap skal 0 > 10 mm, ellers skal svejsningen
ligge lige til kant med overmembranen og være fuldsvejst langs hele kanten. Ved svejsesamlinger med overlap fri fra svejsning skal det tilstræbes, at F
> 10 mm. Ved svejsesamlinger uden fri overlap skal F > 15 mm. (fig. A). 5B. Ved og omkring svejsningen må folien ikke krølle (tegn på at svejseudstyret har
stået og ”fedtet i det”).

SBC 243 Anneks G Side 13 Ajourført 2002-10-10
C. Overlapsvejsning uden tilsats- materiale 1C. Ved membrantykkelser mindre end ca. 1,5 mm skal der være tydelige sport efter
trykrullen (fig. A). Ved membrantykkelser stører end ca. 1,5 mm skal samlingen kunne lokaliseres i
hele svejselængden (fig. B). NB. Det skal tilstræbes, at underlappen (U) har en fri ende på min. 50 mm fra
svejsningen. 2C. Langs overgangen mellem overlap/ undermembran og underlap/over-membran skal der kunne ses en ensartet sam-
menflydning (svejsevulst). NB. Sammenflydningen skal fremstå som en ”blød dråbe” uden skarpe overgange
til over/undermem-bran. 3C. Langs svejsesømmen skal der være tydelige indikation af svejseforberedelse (slib-
ning - rensevæsker). Slibningen skal være ensartet og uden dybe spor. A ~ slibning med fx kornstørrelse 80 B ~ slibning med rund slibeskive, der ikke er holdt plant og derved opstår der dybe
ridser (kærv).

SBC 243 Anneks G Side 14 Ajourført 2002-10-10
4C. F = fusionsbredde Ved dobbeltsvejsning skal F > 10 mm på hver side af ”kanalen”. Kanalen skal tilsvarende have en bredde > 10 mm. 5C. 0 = overlap Ved svejsesamlingen med overlap fri fra svejsningen skal 0 > 10 mm, ellers skal
svejsningen ligge lige til kant med overmembranen og være fuldsvejst langs hele kanten.
6C. Ved og omkring svejsning må folien ikke krølle (tegn på at svejseudstyret har stået
og ”fedtet i det”).
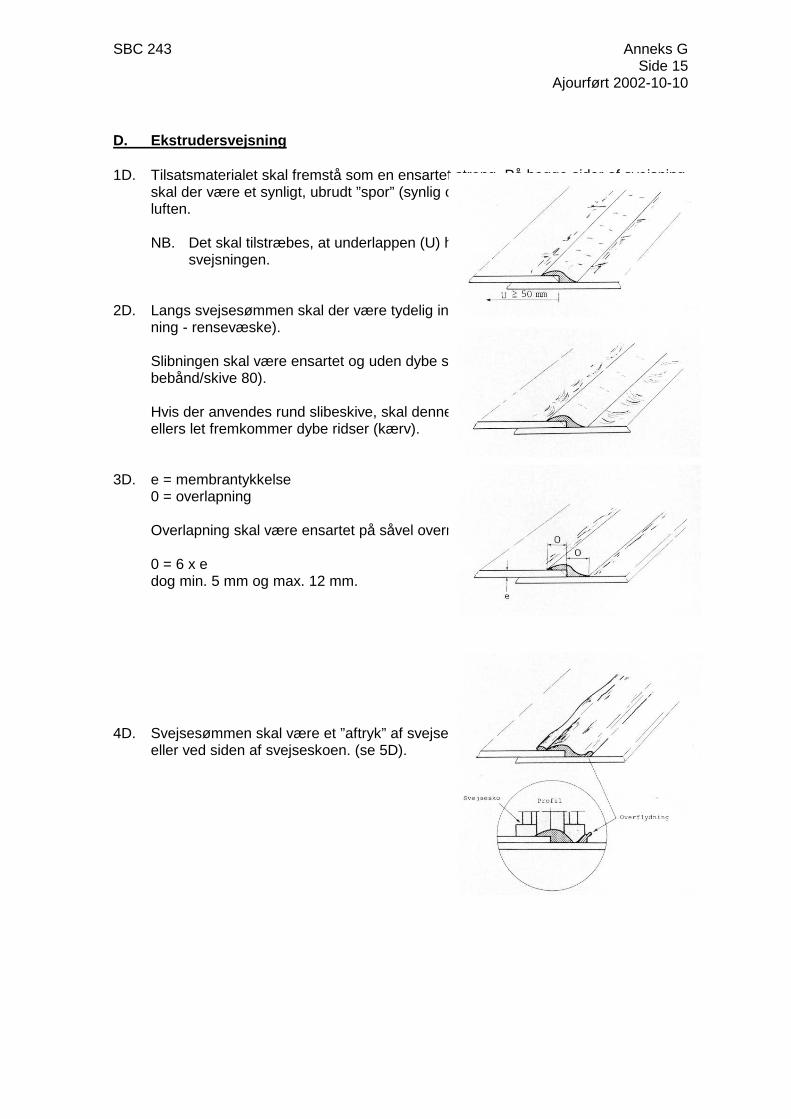
SBC 243 Anneks G Side 15 Ajourført 2002-10-10
D. Ekstrudersvejsning 1D. Tilsatsmaterialet skal fremstå som en ensartet streng. På begge sider af svejsning
skal der være et synligt, ubrudt ”spor” (synlig overfladeforandring) fra opvarmnings-luften.
NB. Det skal tilstræbes, at underlappen (U) har en fri ende på min. 50 mm fra
svejsningen. 2D. Langs svejsesømmen skal der være tydelig indikation af svejseforberedelse (slib-
ning - rensevæske). Slibningen skal være ensartet og uden dybe sport. (Anbefalet kornstørrelse på sli-
bebånd/skive 80). Hvis der anvendes rund slibeskive, skal denne holdes så plan som muligt, da der
ellers let fremkommer dybe ridser (kærv). 3D. e = membrantykkelse 0 = overlapning Overlapning skal være ensartet på såvel overmembran som undermembran. 0 = 6 x e dog min. 5 mm og max. 12 mm. 4D. Svejsesømmen skal være et ”aftryk” af svejseskoens profil uden overflydning under
eller ved siden af svejseskoen. (se 5D).

SBC 243 Anneks G Side 16 Ajourført 2002-10-10
5D. En mindre overflydning kan accepteres, hvis den er ”svejst” helt ned til membranen (fig. A).
Et udseende som fig. B kan ikke accepteres grundet kærv (brudanvisning). 6D. e = membrantykkelse x = tilsatsmaterialetykkelse mål fra overmembrankant ”sømgeometri”: x = e y = 2 · e ± 10% Radierne x og y´s skæringspunkt angiver, hvor tilsatsmaterialets højeste punkt bør
ligge. Der kan accepteres en afvigelse på ± 40% af det beregnede toppunkt (tykkel-se).
7D. Overgangen mellem membran og underlap må ikke gå ind under overmembranens
kant (fig. A).

SBC 243 Anneks G Side 17 Ajourført 2002-10-10
SAMLING, DER ER FORBEREDT TIL KONTROL VED GNISTTEST Forberedelsen foretages ved, at man inden eller under selve svejsningen indlægger en leder (fx kobbertråd) mellem over- og undermembran. Tråden kan ligge i svejsningen (fig. A). Tråden kan ligge uden for svejsningen, men under overmembranen (fig. B1-B2). Dette kræver dog, at tråden er fikseret inden svejsning. NB. Lederen skal have jordforbindelse ved en af membranenderne under testningen.

SBC 243 Anneks G Side 18 Ajourført 2002-10-10
GENERELT Den færdigsvejste membran skal være fri for folder eller ”knæk”. Folder på langs eller tværs af svejsningen kan ikke accepteres. ”Knæk”, som oftest langs svejsningens kant, kan ikke accepteres. Det generelle indtryk ved at skue ud over den færdigsvejste membran skal være en spændingsfri flade uden folder på grund af skæve træk eller folder ved eller omkring svejsningerne. Der må på intet sted på membranen være ”ekstruderklatter” (tabt tilsatsmateriale).

SBC 243 Anneks G Side 19 Ajourført 2002-10-10

SBC 243 Anneks G Side 20 Ajourført 2002-10-10
FASEFORKLARING Fase 1: Det aktuelle myndighedskrav til produktet (eventuelle normer og standar-
der) samt kundens krav til produktet samordnes. Fase 2: Materialevalg til den aktuelle opgave. Fase 3: Herunder vælges opfølgningsmetode i henhold til dette kriterium samt
svejsemetodik. Valget skal kunne indfri fase 1 og 2's krav. Derefter vælges svejsebrugervejledningen inkl. parametre til det valgte materiale.
Fase 4: Personale og udstyr 4.1: Uddannelse af personale
- Er der uddannelseskrav til svejser (eventuelt DS 2383)? 4.2: Kontrol af svejseudstyr
- Er der krav om, at svejseudstyret skal kalibreres? - Gælder kalibreringen såvel nyt som brugt maskinudrustning? - Skal kalibreringen udføres af et af de nordiske standardiseringsråd an-
erkendte institutter? - Er kalibreringsinstituttet anerkendt i et land? Er det almindeligt, at insti-
tuttet bliver anerkendt i de andre nordiske lande? Fase 5: Niveauinddeling 3 forskellige opfølgningskrav: A, B og C. Gruppe A Den lette, uden særlige krav, men ved svejserens egenkontrol (ikke til de-
ponering af farlige stoffer/medier) Gruppe B Mellemkravet, som kræver både svejserens egenkontrol og bygherretilsyn. Gruppe C Stærkeste krav, som kræver svejserens egenkontrol og bygherretilsyn
samt forudgående arbejdsprøve (skal bruges ved skærpede krav til fx ke-mikaliedeponering).

SBC 243 Anneks G Side 21 Ajourført 2002-10-10
Fase 6: Opfølgningskrav niveau A: Under opfølgningskrav niveau A kan plastsvejsere svejse på svejsemaski-
ner uden særlig forudgående godkendelser samt udføre egenkontrol, som består af :
• Svejserens egenkontrol, visuel kontrol
• Visuel kontrol
Visuel kontrol i henhold til dette kriterium.
• Dokumentation af svejsningen Dokumentation af det udførte arbejde og den visuelle kontrol, bevis for
uddannelse og svejsemaskinens beskaffenhed påføres svejseprotokol-len (se side 24).
Graden af dokumentation bestemmes af bygherren. Der skal samtidig med valg af opfølgningsmetode klart beskrives til det
aktuelle arbejde, hvornår og hvor tit svejseprotokollen skal udfyldes, og hvor den arkiveres.
• Dokumentation ved svejsningen
Svejseren skal mærke svejsningerne i et sådant omfang, at det er mu-ligt at identificere svejseren.
Mærkningen kan foretages efter aftale med bygherren. Fase 6: Opfølgningskrav niveau B: Under opfølgningskrav niveau B bør plastsvejsere svejse på godkendte
svejsemaskiner. Svejsearbejdet følges op af egenkontrol og en bygherre-kontrol.
• Svejserens egenkontrol:
• Visuel kontrol
Visuel kontrol i henhold til dette kriterium.
• Dokumentation af svejsningen Dokumentation af det udførte arbejde og den visuelle kontrol, bevis for
uddannelse, svejsemaskinens beskaffenhed og eventuel kalibrering på-føres svejseprotokollen (se side 24).
Graden af dokumentation på denne protokol bestemmes af bygherren. Der skal samtidig med valg af opfølgningsmetode klart beskrives til det
aktuelle arbejde, hvornår og hvor tit svejseprotokollen skal udfyldes, og hvor den arkiveres.
Hvis der stilles krav om sporbarhed, skal svejsekontrol anvendes til alle
svejsninger. Denne svejsekontrol arkiveres hos bygherren.

SBC 243 Anneks G Side 22 Ajourført 2002-10-10
• Dokumentation ved svejsningen
Svejseren skal mærke alle svejsningerne i et sådant omfang, at det er muligt at identificere svejseren.
Mærkningen kan foretages efter aftale med bygherren.
• Bygherrekontrollen:
• Tilsynskontrollen Tilsynspersonalet skal være uddannet og godkendt af bygherren, inden
de må varetage tilsynsfunktionen. Tilsynsfrekvens (fx fra 10-100%), herunder en visuel kontrol, skal be-
stemmes samtidig med valg af opfølgningsmetode, inden arbejdet må igangsættes.
• Ikke destruktiv test
Den ikke destruktive test kan bestå af: visuel kontrol - vakuumprøve - gnisttest.
• Destruktiv test En destruktiv test skal foretages efter de i opfølgningsmetoden angivne
retningslinier og frekvens. Den destruktive test skal foretages i henhold til dette kriterium (se side
5-6). Fase 6: Opfølgningskrav niveau C: Arbejdsprøve Under opfølgningskrav C skal plastsvejsere stille op til en arbejdsprøve
med godkendt svejseudstyr. Denne arbejdsprøve skal overværes og godkendes af en af kunden udpe-
get kontrolinstans (kvalitetssikringstilsyn - i det følgende kaldet KS-tilsyn). KS-tilsynet skal være uddannet og godkendt af bygherren, inden de må
varetage KS-kontrolfunktionen. Under arbejdsprøven vil der blive udført følgende test:
• Kontrol af svejser og svejseudstyr Svejseren skal kontrolleres for uddannelse og godkendelse. Svejseud-
styret skal kontrolleres.

SBC 243 Anneks G Side 23 Ajourført 2002-10-10
• Ikke destruktiv test Den ikke destruktive test vil her bestå af en indgående visuel kontrol i
henhold til dette kriterium.
• Destruktiv test Den destruktive test skal foretages i henhold til dette kriterium, samt
normalopskæring med efterfølgende visuel kontrol i henhold til dette kri-terium.
• Dokumentation
Dokumentationen for arbejdsprøven arkiveres hos bygherren. Efter godkendt arbejdsprøve kan svejseren starte markarbejdet op.
• Øvrig kontrol Øvrige kontrol udføres efter opfølgningskrav niveau B.

SBC 243 Anneks G Side 24 Ajourført 2002-10-10

SBC 243 Anneks H Side 1 af 4 Ajourført 2002-10-10 Anneks H: Plastsvejsepas udformning Dette anneks har samme status som SBC 243 This Annex forms an integral part of SBC 243 Forord Svejsepasset er en vigtig del af hele uddannelsesforløbet, idet svejsepasset er den enkelte kursusdeltagers personlige dokumentation for at der er gennemført en anerkendt uddannelse på et anerkendt uddannelsessted ( skole) . Omslaget til svejsepasset er gult med blåt DS-logo. Der er i omslaget et antal fortrykte ark. Disse er gengivet efterfølgende i dette anneks H. Et af disse ark er forsynet med et nummer som er placeret på samme side som ihændehaverens identifikation (navn og adresse samt billede). Derudover oplyses om de enkelte kursers navne og om hvilken betydning svejsepasset i øvrigt har. Det er naturligvis en forudsætning, at svejsepasset er forsynet med underskrifter de relevante steder for at være gyldigt. Alle danske tekster er oversat til engelsk, så også betydningen af svejsepasset kan forstås af personer, der ikke forstår dansk.

SBC 243 Anneks H Side 2 af 4 Ajourført 2002-10-10 Anneks H: Plastsvejsepas udformning

SBC 243 Anneks H Side 3 af 4 Ajourført 2002-10-10 Anneks H: Plastsvejsepas udformning

SBC 243 Anneks H Side 4 af 4 Ajourført 2002-10-10 Anneks H: Plastsvejsepas udformning

SBC 243 Anneks I
Side 1 Ajourført 2011-06-28
Anneks I: Recertificering af plastsvejsere Dette Anneks har samme status som SBC 243 This Annex forms an integral part of SBC 243 I.1 Praktiske opgaver, Recertificering: BASIS og genstiller BASIS, PLADE og
genstiller PLADE, RØR og genstiller RØR, UVE, USME, MEMBRAN og genstiller MEMBRAN samt RØRMONTAGE?
Prøverne afvikles efter de i DS 2383 og de i denne SBC gældende regler. Til den praktiske prøve er afsat max. 8 timer. En kollega fra holdet kan medvirke ved løsning af opgaver, der kræver medhjælp (fx muffe- og stuksvejsning i maskine), men svejsningerne foregår på eksaminandens ansvar. I.1.1 Kriterier for bedømmelse af praktiske opgaver BASIS og genstiller BASIS,
PLADE og genstiller PLADE, RØR og genstiller RØR, UVE, USME, MEMBRAN og genstiller MEMBRAN samt RØRMONTAGE?
Opgaverne vurderes efter kriterier i SBC 243 (Anneks B-E-F-G). Bedømmelsen foretages af en person fra en inspektionsvirksomhed, der er uafhængig af plastsvejseskolen og godkendt af Certificeringsudvalget. For at have bestået den praktiske del må eksaminanden højst have: BASIS og genstiller BASIS ÷ 4 points PLADE og genstiller PLADE ÷ 4 points RØR og genstiller RØR ÷ 4 points UVE ÷ 4 points USME ÷ 3 points MEMBRAN og genstiller MEMBRAN ÷ 4 points RØRMONTAGE? ? For UVE og USME skal der forefindes en fejlfri svejsning inden for hver opgave. Der anvendes fejlregistreringsskema (Anneks C-D). For UVE og USME gælder, at fejl påvist under bedømmelsen udløser omsvejsning. Hver svejsers bedømte prøver skal opbevares samlet med tydelig mærkning (navn, dato for prøven og lignende) af plastsvejseskolen i 6 måneder fra bedømmelsesdatoen. Anvisning på vurdering og pointgivning:

SBC 243 Anneks I
Side 2 Ajourført 2011-06-28
Generelt: Forkert valg af materiale eller tilsatsmateriale 1 fejl pr. opgave. Forbrænding ½ fejl pr. svejsning (svejsesøm). Gnistgennemslag 1 fejl pr. gennemslag. Målfejl 1 fejl pr. opgave. Øvrige fejl påvist efter SBC 243 Anneks B-E-F-G ÷ 1 point pr. fejl.
I.1.2 Omprøvning BASIS, PLADE, RØR, MEMBRAN SAMT RØRMONTAGE ? Består eksaminanden ikke den praktiske prøve, kan vedkommende efter aftale med den aktuelle skole og censor gå op til en fornyet prøve efter at have gennemført et nyt kursusforløb: Recertificering. Dog skal dette ske inden for 3 måneder efter sidste prøveaflæggelse. Består eksaminanden ikke 2. gang, kan vedkommende først gå op til fornyet prøve efter at have gennemført et nyt kursusforløb: BASIS, PLADE, RØR eller MEMBRAN. Note: Er plastsvejseren tilmeldt et nyt recertificeringskursus, men et sådant ikke afvikles
inden for de 3 måneder, dispenseres for 3- måneders-reglen, hvis svejseren har et skriftligt tilsagn fra skolen.
I.1.3 Omprøvning UVE og USME Består eksaminanden ikke den praktiske prøve, kan vedkommende først gå op til fornyet prøve efter at have gennemført et nyt kursusforløb, UVE eller USME. Følgende opgaver fremlægges ved recertificeringen til bedømmelse: (nr. på opgaverne svarer til numrene i SBC 243 Anneks B) BASIS 1 PLADE 2 RØR 1
" 4 " 3 " 2 " 5 " 4*) " 3 " 6 " 5 " 4 " 9 " 6 " 5 " 10 *) kantbukket " 8
UVE 3 USME 2 MEMBRAN " 4 " 3 som førstegangscertificering " 6*) " 4 " 7 " 6 " 8 " 10
*) kantbukket RØRMONTAGE?

SBC 243 Anneks J
Side 1 Ajourført 2011-06-28
Anneks J: Regulativ for aflæggelse af certifikatprøver i plastsvejsning BASIS - PLADE -RØR - UVE - USME - GAS – MEMBRAN- RØRMONTAGE ?
J.1 Terminologi J.2 Praktikprøve J.3 Teoriprøve Dette Anneks har samme status som SBC 243 This Annex forms an integral part of SBC 243 J.1 Terminologi Den prøveansvarlige: Er den person, som på skolen har ansvaret for prøvens
gennemførelse. Den plastsvejsekyndige underviser: Er den lærer, som er beskrevet i SBC 243, pkt. 1.3. Censor: Er den plastsvejsekyndige inspektør, som er beskrevet i SBC
243, pkt. 1.3. J.2 Praktikprøve Mødetid: 1. Prøvens afholdelse og varighed skal være som beskrevet i SBC 243. 2. Kursisten skal møde rettidigt til prøvens påbegyndelse. 3. Møder en kursist ikke til det fastsatte tidspunkt, kan den prøveansvarlige dog give
kursisten adgang til at deltage i prøven, såfremt den prøveansvarlige efter de foreliggende omstændigheder finder dette fuldt forsvarligt.
Prøvens gennemførelse: 4. Skolen sikrer, at værkstedet herunder maskiner, udstyr og materialer er klargjort
og til rådighed for gennemførelse af den praktiske prøve. 5. Skolen har under hele prøveforløbet ansvaret for, at udstyret fungerer. 6. Den plastsvejsekyndige underviser informerer kursisterne om prøvens afvikling. 7. Kursisten mærker før svejsning materialet til prøveaflæggelse med sit
arbejdsnummer. 8. Før svejsningen kontrollerer den plastsvejsekyndige underviser at materialet, som
anvendes ved prøverne, er mærket. 9. Den prøveansvarlige har ansvaret for, at prøven afvikles i henhold til DS 2383
med tilhørende SBC 243.

SBC 243 Anneks J
Side 2 Ajourført 2011-06-28
10. Prøvens varighed må ikke for nogen kursists vedkommende strækkes ud over det for prøven gældende tidspunkt.
11. Den plastsvejsekyndige underviser skal være til stede i lokalet senest 5 minutter
før prøvens start, samt under hele prøveforløbet. 12. Den plastsvejsekyndige underviser må ikke foretage sig noget, som kan bortlede
hans/hendes opmærksomhed fra kursisterne. 13. Den plastsvejsekyndige underviser må ikke føres samtaler, som kan virke
forstyrrende på kursisterne. 14. Den plastsvejsekyndige underviser må ikke give kursisterne oplysninger
vedrørende prøvens løsning. 15. Overholder en kursist ikke reglerne, forsøger at snyde eller udviser forstyrrende
adfærd, skal den pågældende omgående bortvises. 16. Ved bortvisningen skal den pågældende kursist henvises til den prøveansvarlige,
ligesom denne tilkaldes i alle tvivlstilfælde. 17. Den plastsvejsekyndige underviser skal efter prøven indberette alle
uregelmæssigheder til den prøveansvarlige. 18. Den plastsvejsekyndige underviser skal ved praktikprøven kontrollere at ingen
svejseopgaver bringes uden for lokalet før censurering, og at ingen elever forsøger at udføre andres svejseprøver.
Prøvens bedømmelse: 19. Prøven bedømmes den sidste kursusdag af censor i henhold til SBC 243. 20. Efter bedømmelse mærker censor svejseprøverne med varigt mærke. Overtrædelse af prøveregulativet: 21. Overholder en kursist ikke reglerne for prøveaflæggelsen, afbryder Den
plastsvejsekyndige underviser prøven for pågældende og indberetter uregelmæssigheder til den prøveansvarlige på skolen.
22. Den prøveansvarlige bortviser straks kursisten fra prøven, og denne kan da ikke
indstilles til prøve på ny, før han/hun har deltaget i et efterfølgende kursus. 23. Skolens ledelse indberetter herefter bortvisningen til det respektive
efteruddannelsesudvalg. J.3 Teoriprøve Mødetid: 1. Prøvens afholdelse og varighed skal være som beskrevet i SBC 243. 2. Kursisten skal møde rettidigt til prøvens påbegyndelse.

SBC 243 Anneks J
Side 3 Ajourført 2011-06-28
3. Møder en kursist ikke til det fastsatte tidspunkt, kan den prøveansvarlige dog give kursisten adgang til at deltage i prøven, når det efter de foreliggende omstændigheder må anses for sikkert eller overvejende sandsynligt, at denne ikke har haft lejlighed til at gøre sig bekendt med opgavens indhold.
Hjælpemidler: 4. Skolen udlåner en regnemaskine til hver kursist. Herudover må der ikke anvendes
hjælpemidler. Dog kan der tillige medtages tekniske specifikationer, som P17-udvalget forinden
har godkendt til brug ved prøveaflæggelsen. Prøvens gennemførelse: 5. Censor skal være til stede i lokalet senest 5 minutter før prøvens start, samt under
hele prøveforløbet, hvorimod den plastsvejsekynding underviser, ikke må være til stede under prøvens afvikling.
6. Censor informerer kursisterne om prøvens afvikling. 7. Kursisten må først gøres bekendt med prøvetekster og spørgsmål ved prøvens
begyndelse. Ingen eksemplarer af opgaven må bringes ud af lokalet af kursisten. 8. Under prøven må kursisten kun henvende sig til censor. 9. En kursist må normalt ikke forlade lokalet, før besvarelsen er afleveret. Skulle det
være nødvendigt, må kun én kursist ad gangen forlade lokalet. Lokalet må dog ikke forlades de sidste 10 minutter før prøvens afslutning.
10. Prøvens varighed må ikke for nogen kursists vedkommende strækkes ud over det
for prøven gældende tidspunkt. 11. Kursisten skal skrive sit navn, fødselsdato og arbejdsnummer på forsiden af
opgaverne. 12. Det tillades at kursister med læsevanskeligheder kan få oplæst både spørgsmål
og svarmuligheder af en ikke svejsekyndig person. Kursisten skal selv foretages afkrydsningen af svaret.
13. Censor må ikke foretage sig noget, som kan bortlede hans/hendes
opmærksomhed fra kursisterne. 14. Censor må ikke føre samtaler, som kan virke forstyrrende på kursisterne. 15. Censor må ikke give kursisterne oplysninger vedrørende prøvens løsning. 16. Overholder en kursist ikke reglerne, forsøger at snyde eller udviser forstyrrende
adfærd, skal den pågældende omgående bortvises. 17. Ved bortvisningen skal den pågældende kursist henvises til den prøveansvarlige,
ligesom denne tilkaldes i tvivlstilfælde. 18. Censor skal efter prøven indberette alle uregelmæssigheder til den
prøveansvarlige.

SBC 243 Anneks J
Side 4 Ajourført 2011-06-28
Prøvens bedømmelse: 19. Prøven bedømmes i henhold til SBC 243. Overtrædelse af prøveregulativet: 20. Opstår der ved censuren af besvarelserne mistanke om, at en kursist uretmæssigt
har modtaget hjælp ved opgavens besvarelse, skal dette straks meddeles den prøveansvarlige, der afgør, om besvarelsen kan godkendes. Afgørelsen kan indankes for P17-udvalget, der da træffer den endelige afgørelse i sagen.
21. Overtræder en kursist reglerne for prøveaflæggelsen, skal den prøveansvarlige
straks bortvise kursisten fra prøven, og denne kan da ikke indstilles til prøve på ny, før han/hun har deltaget på et efterfølgende kursus. Skolen indberetter bortvisningen til det respektive efteruddannelsesudvalg med nærmere angivelse af bortvisningens begrundelse.
22. Kursister, der er udeblevet til den ordinære prøve, kan ikke indstilles til ny prøve
før deltagelse ved et efterfølgende kursus.





























