Embed Size (px)
DESCRIPTION
Chapter 7 Acceptance Sampling (การสุ่มตัวอย่างเพื่อการยอมรับ). Fundamental Aspects. - PowerPoint PPT Presentation
Citation preview

Chapter 7Acceptance Sampling
(การสุ่��มตัวอย่�างเพื่��อการย่อมรบ)

Fundamental Aspects
Acceptance Sampling is a form of inspection applied to lots or batches of items before or after a process to judge conformance to predetermined standards. การสุ่��มตัวอย่�างเพื่��อการย่อมรบเป็�นร�ป็แบบหน��งในการตัรวจสุ่อบล็�อตัของงานก�อนหร�อหล็งการผล็ ตัเพื่��อตัดสุ่ นว�าจะย่อมรบหร�อป็ฏิ เสุ่ธล็�อตัดงกล็�าว
There are two types of acceptance sampling:1. acceptance sampling for attributes การสุ่��มตัวอย่�าง
เพื่��อการย่อมรบโดย่ว ธ&การนบ2. acceptance sampling for variables การสุ่��มตัวอย่�าง
เพื่��อการย่อมรบโดย่ว ธ&การวด

Fundamental Aspects
Process 1 Process 2
Process 1 Process 2
Department A (casting)
Department B (assembling)
Supplier(raw
materials)
Customer(products)
acceptance sampling
acceptance sampling
(acceptance sampling)
Control chart + feed back
Control chart + feed back

Acceptance Sampling
Acceptance Sampling is very useful when:
Large numbers of items must be processed in a short amount of time.(สุ่ นค้(าที่&�ถู�กผล็ ตัม&จ+านวนมากแล็ะจ+าเป็�นที่&�จะตั(องถู�กสุ่�งผ�านโดย่ใช้(เวล็าอนรวดเร�ว เช้�นการสุ่�งผล็ ตัภัณฑ์1ให(กบล็�กค้(าเพื่��อน+าไป็ใช้(ในการผล็ ตัสุ่ นค้(า)
The cost of “passing defectives” is low. (ตั(นที่�นเน��องจากของเสุ่&ย่ตั+�า) Fatigue/boredom is caused by inspecting large numbers of
items. (การตัรวจสุ่อบงานเป็�นจ+านวนมาก เช้�นการตัรวจ 100% ที่+าให(เก ดค้วามเบ��อแล็ะเม��อย่ล็(า)
Destructive testing is required (เม��อตั(องใช้(การตัรวจสุ่อบแบบที่+าล็าย่เช้�น การที่ดสุ่อบ tensile strength)

Acceptance Sampling Advantages Less expensive (ตั(นที่�นตั+�า) Reduced damage (ล็ดค้วามเสุ่&ย่หาย่เน��องจากการ
ตัรวจสุ่อบ) Reduces the amount of inspection error (ล็ดค้วาม
ผ ดผล็าดเน��องจากการตัรวจเป็�นจ+านวนมาก) Disadvantages
Risk of accepting “bad” lots and rejecting “good” lots (ม&ค้วามเสุ่&�ย่งในการย่อมรบล็�อตัเสุ่&ย่ แล็ะป็ฏิ เสุ่ธล็�อตัด&)
Less information generated (ได(ข(อม�ล็จ+านวนน(อย่) Requires planning and documentation (ตั(องม&การ
สุ่ร(างแผนแล็ะเอกสุ่ารสุ่+าหรบแผนการตัรวจสุ่อบซึ่��งเป็�นการเพื่ �มตั(นที่�นการผล็ ตั)

Sampling PlansSampling Plans specify the lot size, sample size, number of samples and acceptance/rejection criteria. (แผนการสุ่��มตัวอย่�างเพื่��อการย่อมรบจะระบ� ขนาดของล็�อตั(N) จ+านวนตัวอย่�างที่&�ใช้(สุ่��ม(n) เง��อนไขในการย่อมรบ หร�อ ป็ฏิ เสุ่ธล็�อตั(c) ) Sampling plans involve:
Single sampling Double sampling Multiple sampling
Random sample
Lot

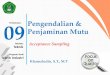
Single samplingA single sampling plan has a lot size N = 3000, a sample size n =89, and an acceptance number c = 2. If we found x defective or nonconforming, x ≤ 2 : the lot will be acceptedx > 2 :the lot will be rejected
Inspection a sample of 89 from 3000
Compared with “c = 2”
x > cx ≤ c
Reject lotAccept lot

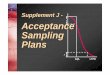
Double samplingA double sampling plan has a lot size N = 2400, the first sample size n1 = 150, the first acceptance and reject number c1 = 1 and r1 = 4, . The second sample size n2 = 200, the second acceptance and reject number c2 = 5 and r2 = 6.
Inspection a sample of 150 (n1) from 2400
x1 compared with “c1 = 1 and r1 = 4”
x1 >r1 x1 ≤ c1
Reject lotAccept lot
c1 < x1 < r1
Inspection a sample of 200 (n2)
x1+x2 compared with “c2 = 5 and r2 = 6”
x1+ x2 >r2 x1+ x2 ≤ c2
Reject lotAccept lot

First Random sample
Lot
C1 r1
First sample inconclusive, take second sample
Reject LotAccept Lot
Compare number of defective found in the first random sample to c1 and
r1 and make appropriate decision.
Double sampling

C2
Reject LotAccept Lot
Compare the total number of defective in both lots to c2 and make the appropriate decision
Lot First Random sample
Second Random sample
Double sampling

Operating Characteristic Curve
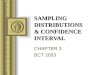
This curve plots the probability of accepting the lot (Y-axis) versus the lot fraction or percent defectives (X-axis). The OC curve is the primary tool for displaying and investigating the properties of a Lot Acceptance Sampling Plan. กราฟ OC เป็�นกราฟที่&�แสุ่ดงค้วามสุ่มพื่นธ�ระหว�าง ค้นจป็. ของการย่อมรบล็�อตัการผล็ ตัที่&�ม&อตัราสุ่�วนหร�อเป็อร1เซึ่�นตั1ของเสุ่&ย่ในระดบตั�างๆ

An Operating Characteristic Curve (OCC) is a probability curve for a sampling plan that shows the probabilities of accepting lots with various lot quality levels (% defectives).
00.1
0.20.3
0.40.5
0.60.7
0.80.9
1
0 .05 .10 .15 .20
Prob
abilit
y of
acc
eptin
g lo
t
Lot quality (% defective)
Under this sampling plan, if the lot has 3% defective . the probability of accepting the lot is 90% . the probability of rejecting the lot is 10%
If the lot has 20% defective . it has a small probability (5%) of being accepted . the probability of rejecting the lot is 95%
0.7
0.8
OCCs for Single Sampling Plans

Acceptable Quality Level (AQL) The AQL is a percent defective that is the base
line requirement for the quality of the producer's product. The producer would like to design a sampling plan such that there is a high probability of accepting a lot that has a defect level less than or equal to the AQL.
AQL ค้�อระดบค้�ณภัาพื่ที่&�ตั+�าที่&�สุ่�ด(อตัราสุ่�วนของเสุ่&ย่ในล็�อตั)ของล็�อตัที่&�ผ�านกระบวนการของผ�(ผล็ ตั(producer) ซึ่��งเป็�นค้�าที่&�ใช้(ในการตัดสุ่ นใจในการย่อมรบล็�อตัเน��องจากผ�(ซึ่�6อค้าดว�าผล็ ตัภัณฑ์1ของผ�(ผล็ ตัจะอย่��ในระดย่ที่&�ด&กว�า AQL

0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Prob
abilit
y of
acc
eptin
g lo
t
0
0.1
0 .05 .10 .15 .20 Lot quality (or % defective)
AQL - percentage level of defects at which a customer is willing to accept
“Acceptable Lot”
Producer’s Risk = probability acceptable lot is rejected
OCC, AQL and Producer’s Risk

Lot Tolerance Percent Defective The Lot Tolerance Percent Defective LTPD or LQ
is a designated high defect level that would be unacceptable to the consumer. The consumer would like the sampling plan to have a low probability of accepting a lot with a defect level as high as the LTPD. LTPD ค้�อเป็อร1เซึ่�นตั1 (หร�อระดบ)ของเสุ่&ย่มากที่&�สุ่�ดที่&�จะย่อมรบได(ในล็�อตั ซึ่��งผ�(ซึ่�6อหร�อล็�กค้(าสุ่�วนมากตั(องการที่&�จะก+าหนดค้�า ค้นจป็. ที่&�ตั+�าที่&�สุ่�ดในการย่อมรบของเสุ่&ย่ที่&�ค้�า LTPD

0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Prob
abilit
y of
acc
eptin
g lo
t
0
0.1
0 .05 .10 .15 .20 Lot quality (or % defective)
LTPD - upper limit on the percentage LTPD - upper limit on the percentage of defectives that a customer is of defectives that a customer is willing to accept.willing to accept.
Consumer’s Risk = probability unacceptable is acceptedConsumer’s Risk = probability unacceptable is accepted
“Unacceptable Lot”
OCC, LTPD and Consumer’s Risk

17
ANSI/ASQ Z1.4 Acceptance Sampling Plans
Devised in 1942 at Bell Labs Later became MIL-STD-105E ISO-2859 ANSI/ASQ Z1.4 (The American National
Standard Institute and American Society for Quality Control Z1.4) Wording & terminology changes Additional tables added

ANSI/ASQ Z1.4
Intended to be used for a continuing series of lots, but may be designed for isolated lots.
Standard provides for single, double, and multiple sampling plans.
ANSI/ASQ Z1.4 is also provided for normal, tightened, or reduced inspection.
Plan is specified by the AQL, and sample-size code.

ANSI/ASQ Z1.4 Normal inspection is used at the start of inspection with changes being a function of recent quality history. (แผนน&6ใช้(เม��อเร �มที่+าการสุ่��มตัรวจล็�อตั แล็ะสุ่ามารถูเป็ล็&�ย่นการตัรวจเป็�นแบบแผนผ�อนป็รน (Reduced inspection) หร�อเข(มงวด(Tightened inspection) ซึ่��งข�6นอย่��ป็ระวตั ของค้�ณภัาพื่ของสุ่ นค้(าที่&�ที่+าการตัรวจ)
Tightened inspection:
Generally used when producer’s recent quality history has deteriorated. (ใช้(เม��อป็ระวตั ของค้�ณภัาพื่ของสุ่ นค้(าแย่�มาก)
Reduced inspection:
Used when the producer’s recent quality history has been exceptionally good.

ANSI/ASQ Z1.4

Sample Size Code LettersMost commonly used

Comparison of Inspection levels
III
1086
Percent Nonconforming (100Pa)
100
95
80
60
40
20
0
100=10
= 0.05
Perc
ent o
f Lot
s Ac
cept
ed (1
00P a
)
42
II I
I = 1/2 nII = nIII = 2n

Example
For a lot size of 2000, an AQL of 0.65%, and an inspection level of III, determine the single sampling plans for normal, tightened, and reduced inspection.

Normal, Tightened, and Reduced Inspection Start with normal inspection
Switching Procedures Normal to tightened
Institute when 2 out of 5 consecutive lots not accepted on original inspection
Tightened to normal Institute when 5 consecutive lots accepted If not, then discontinue inspection under this plan
ANSI/ASQ Z1.4
24

Switching ProceduresNormal to reduced
Institute when: (all of the following)Preceding 10 lots on normal inspection have been
accepted
Total nonconforming in preceding 10 samples is less than number identified in Table 10-5.
Production is at a steady rate
Reduced inspection is considered desirable by responsible authority
ANSI/ASQ Z1.4
25

Switching ProceduresSwitching Procedures Reduced to normalReduced to normal
Institute when: (any of the following)Institute when: (any of the following) A lot is not acceptedA lot is not accepted
Sampling procedure terminates with neither acceptance or Sampling procedure terminates with neither acceptance or
rejection criteria have been metrejection criteria have been met
Production is irregular or delayedProduction is irregular or delayed
Other conditionsOther conditions
ANSI/ASQ Z1.4
26