Embed Size (px)
Citation preview
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
1
Anno accademico 2001-2002
Dipartimento di Ingegneria Industriale
Corso di laurea in Ingegneria Meccanica
Corso di Tecnologia Meccanica
Prof Luigi Carrino
CICLO DI LAVORAZIONE PER
LA REALIZZAZIONE DI UNA BUSSOLA DI POSIZIONE
Studente Gianluca Mattaroccia
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
2
INDICE
INTRODUZIONE helliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphellip 2
CAP 1 - SCELTA DEL MATERIALE E DELLrsquoATTREZZATURA helliphellip 3
bull Scelta del materiale 3
bull Scelta dellrsquoattrezzatura 4
CAP 2 - STUDIO DELLE TOLLERANZE DI LAVORAZIONE helliphelliphellip 5
bull Studio tolleranza 45p7 6
bull Studio tolleranza 29H7 10
CAP 3 - DESCRIZIONE DELLE OPERAZIONI ELEMENTARI helliphelliphellip 13
bull Tornitura piana superficie S1 13
bull Tornitura cilindrica esterna superficie SP1 22
bull Tornitura cilindrica esterna superficie S3 27
bull Esecuzione gola esterna 43
bull Foratura superficie SR1 44
bull Allargatura superficie S6 49
bull Tornitura cilindrica interna superficie S7 54
bull Filettatura M27x3 56
bull Troncatura superficie S5 61
bull Tornitura piana superficie S9 66
bull Tornitura cilindrica interna superficie S7 71
bull Esecuzione gola interna 80
CAP 4 - DOCUMENTI ALLEGATI helliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphellip 83
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
3
INTRODUZIONE
La finalitagrave del presente lavoro egrave la realizzazione di una bussola di posizione parte
utilizzabile in un congegno piugrave articolato a partire da un profilato di forma cilindrica
mediante lavorazioni con asportazioni di truciolo
Si sono investigate le migliori procedure possibili per la realizzazione pratica dellrsquo
oggetto in modo tale da rispettare i parametri morfologici e dimensionali del disegno di
lavorazione ottimizzare il processo di produzione e utilizzare con la migliore resa le
macchine e le attrezzature a nostra disposizione
Si egrave ipotizzata una procedura per la realizzazione di un campione limitato di pezzi
utilizzando quindi una macchina semiautomatica per tornitura Lrsquointero ciclo di lavoro
si compie in una sola fase Si sono ridotti al minimo i riposizionamenti del pezzo in
lavorazione cosigrave da avere due sole sottofasi Si egrave verificato che la potenza assorbita in
ogni operazione elementare fosse compatibile con quella della macchina utensile Le
fonti per la scelta delle attrezzature e dei parametri di lavoro sono state il testo Giusti-
Santochi il catalogo della Sandvik norme UNI manuale dellrsquoIngegnere vademecum
per disegnatori e tecnici Di ogni operazione elementare si sono calcolati anche i tempi
attivi di lavorazione
In base ai parametri di taglio di finitura si egrave infine stimata la rugositagrave teorica (cioegrave a
meno di vibrazioni o posizionamenti anomali) delle superfici funzionali in modo da
avere unrsquoindicazione della qualitagrave finale delle medesime
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
4
CAPITOLO 1 SCELTA DEL MATERIALE E DELLE ATTREZZATURE
SCELTA DEL MATERIALE
Il materiale utilizzato per la bussola di posizione egrave quello specificato nel disegno di
progetto cioegrave il 12 Ni Cr 3 UNI 5331-64
Ersquo inoltre prevista unrsquo operazione di tempra ed una di cementazione al fine di
migliorare i parametri di resistenza alla trazione la durezza e quindi la resistenza
allrsquousura particolarmente importante per lrsquoapplicazione cui egrave destinato il pezzo(Otturatore a scatto per attrezzature)
Si tratta di un acciaio debolmente legato con percentuale di carbonio 012 di nichel
075
Di seguito vengono riportate alcune proprietagrave meccaniche del nostro materiale
bull Resistenza alla trazione Rm = 750 Nmm2
bull
Resistenza in campo elastico RP 02 = 490 Nmm
2
bull Allungamento percentuale Amin = 10
bull Resilienza KCU = 325 J
bull Durezza HB = 180
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
5
SCELTA DELLrsquoATTREZZATURA
Delle tre macchine utensili a nostra disposizione abbiamo scelto il tornio parallelo TP2
Alla base di questa scelta vi egrave una considerazione di carattere puramente energetico
infatti mentre uno dei torni presentava una potenza (51 kw) inferiore a quella assorbita
in alcune operazioni del nostro processo di lavorazione lrsquoaltro aveva una potenza
marcatamente superiore (15 kw) a quella a noi necessaria ed era quindi sovra
dimensionato rispetto alle nostre esigenze
La macchina utensile da noi scelta ha una potenza di 8 kw ed un rendimento pari a 08
Le sue caratteristiche dimensionali consentono un agevole manipolazione del
semilavorato di partenza
In allegato sono riportate minuziosamente le altre caratteristiche geometriche e
funzionali
Gli accessori di supporto alla lavorazione sono riportati di volta in volta nei fogli di fase
del capitolo 3 di questa trattazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
6
CAPITOLO 2 STUDIO DELLE TOLLERANZE DI LAVORAZIONE
Figura 1
Come possiamo notare dal disegno del particolare da realizzare le lavorazioni che
eseguiremo dovranno rispettare dei limiti di tolleranza imposti a priori Le tolleranze
presenti sul nostro particolare sono quattro
1 Tolleranza sul diametro esterno della boccola 45 p 7
2 Tolleranza sul diametro interno della boccola 29 H 7
3 Tolleranza su una dimensione lineare 8plusmn02
4 Tolleranza sulla filettatura M27
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
2
INDICE
INTRODUZIONE helliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphellip 2
CAP 1 - SCELTA DEL MATERIALE E DELLrsquoATTREZZATURA helliphellip 3
bull Scelta del materiale 3
bull Scelta dellrsquoattrezzatura 4
CAP 2 - STUDIO DELLE TOLLERANZE DI LAVORAZIONE helliphelliphellip 5
bull Studio tolleranza 45p7 6
bull Studio tolleranza 29H7 10
CAP 3 - DESCRIZIONE DELLE OPERAZIONI ELEMENTARI helliphelliphellip 13
bull Tornitura piana superficie S1 13
bull Tornitura cilindrica esterna superficie SP1 22
bull Tornitura cilindrica esterna superficie S3 27
bull Esecuzione gola esterna 43
bull Foratura superficie SR1 44
bull Allargatura superficie S6 49
bull Tornitura cilindrica interna superficie S7 54
bull Filettatura M27x3 56
bull Troncatura superficie S5 61
bull Tornitura piana superficie S9 66
bull Tornitura cilindrica interna superficie S7 71
bull Esecuzione gola interna 80
CAP 4 - DOCUMENTI ALLEGATI helliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphelliphellip 83
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
3
INTRODUZIONE
La finalitagrave del presente lavoro egrave la realizzazione di una bussola di posizione parte
utilizzabile in un congegno piugrave articolato a partire da un profilato di forma cilindrica
mediante lavorazioni con asportazioni di truciolo
Si sono investigate le migliori procedure possibili per la realizzazione pratica dellrsquo
oggetto in modo tale da rispettare i parametri morfologici e dimensionali del disegno di
lavorazione ottimizzare il processo di produzione e utilizzare con la migliore resa le
macchine e le attrezzature a nostra disposizione
Si egrave ipotizzata una procedura per la realizzazione di un campione limitato di pezzi
utilizzando quindi una macchina semiautomatica per tornitura Lrsquointero ciclo di lavoro
si compie in una sola fase Si sono ridotti al minimo i riposizionamenti del pezzo in
lavorazione cosigrave da avere due sole sottofasi Si egrave verificato che la potenza assorbita in
ogni operazione elementare fosse compatibile con quella della macchina utensile Le
fonti per la scelta delle attrezzature e dei parametri di lavoro sono state il testo Giusti-
Santochi il catalogo della Sandvik norme UNI manuale dellrsquoIngegnere vademecum
per disegnatori e tecnici Di ogni operazione elementare si sono calcolati anche i tempi
attivi di lavorazione
In base ai parametri di taglio di finitura si egrave infine stimata la rugositagrave teorica (cioegrave a
meno di vibrazioni o posizionamenti anomali) delle superfici funzionali in modo da
avere unrsquoindicazione della qualitagrave finale delle medesime
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
4
CAPITOLO 1 SCELTA DEL MATERIALE E DELLE ATTREZZATURE
SCELTA DEL MATERIALE
Il materiale utilizzato per la bussola di posizione egrave quello specificato nel disegno di
progetto cioegrave il 12 Ni Cr 3 UNI 5331-64
Ersquo inoltre prevista unrsquo operazione di tempra ed una di cementazione al fine di
migliorare i parametri di resistenza alla trazione la durezza e quindi la resistenza
allrsquousura particolarmente importante per lrsquoapplicazione cui egrave destinato il pezzo(Otturatore a scatto per attrezzature)
Si tratta di un acciaio debolmente legato con percentuale di carbonio 012 di nichel
075
Di seguito vengono riportate alcune proprietagrave meccaniche del nostro materiale
bull Resistenza alla trazione Rm = 750 Nmm2
bull
Resistenza in campo elastico RP 02 = 490 Nmm
2
bull Allungamento percentuale Amin = 10
bull Resilienza KCU = 325 J
bull Durezza HB = 180
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
5
SCELTA DELLrsquoATTREZZATURA
Delle tre macchine utensili a nostra disposizione abbiamo scelto il tornio parallelo TP2
Alla base di questa scelta vi egrave una considerazione di carattere puramente energetico
infatti mentre uno dei torni presentava una potenza (51 kw) inferiore a quella assorbita
in alcune operazioni del nostro processo di lavorazione lrsquoaltro aveva una potenza
marcatamente superiore (15 kw) a quella a noi necessaria ed era quindi sovra
dimensionato rispetto alle nostre esigenze
La macchina utensile da noi scelta ha una potenza di 8 kw ed un rendimento pari a 08
Le sue caratteristiche dimensionali consentono un agevole manipolazione del
semilavorato di partenza
In allegato sono riportate minuziosamente le altre caratteristiche geometriche e
funzionali
Gli accessori di supporto alla lavorazione sono riportati di volta in volta nei fogli di fase
del capitolo 3 di questa trattazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
6
CAPITOLO 2 STUDIO DELLE TOLLERANZE DI LAVORAZIONE
Figura 1
Come possiamo notare dal disegno del particolare da realizzare le lavorazioni che
eseguiremo dovranno rispettare dei limiti di tolleranza imposti a priori Le tolleranze
presenti sul nostro particolare sono quattro
1 Tolleranza sul diametro esterno della boccola 45 p 7
2 Tolleranza sul diametro interno della boccola 29 H 7
3 Tolleranza su una dimensione lineare 8plusmn02
4 Tolleranza sulla filettatura M27
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
3
INTRODUZIONE
La finalitagrave del presente lavoro egrave la realizzazione di una bussola di posizione parte
utilizzabile in un congegno piugrave articolato a partire da un profilato di forma cilindrica
mediante lavorazioni con asportazioni di truciolo
Si sono investigate le migliori procedure possibili per la realizzazione pratica dellrsquo
oggetto in modo tale da rispettare i parametri morfologici e dimensionali del disegno di
lavorazione ottimizzare il processo di produzione e utilizzare con la migliore resa le
macchine e le attrezzature a nostra disposizione
Si egrave ipotizzata una procedura per la realizzazione di un campione limitato di pezzi
utilizzando quindi una macchina semiautomatica per tornitura Lrsquointero ciclo di lavoro
si compie in una sola fase Si sono ridotti al minimo i riposizionamenti del pezzo in
lavorazione cosigrave da avere due sole sottofasi Si egrave verificato che la potenza assorbita in
ogni operazione elementare fosse compatibile con quella della macchina utensile Le
fonti per la scelta delle attrezzature e dei parametri di lavoro sono state il testo Giusti-
Santochi il catalogo della Sandvik norme UNI manuale dellrsquoIngegnere vademecum
per disegnatori e tecnici Di ogni operazione elementare si sono calcolati anche i tempi
attivi di lavorazione
In base ai parametri di taglio di finitura si egrave infine stimata la rugositagrave teorica (cioegrave a
meno di vibrazioni o posizionamenti anomali) delle superfici funzionali in modo da
avere unrsquoindicazione della qualitagrave finale delle medesime
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
4
CAPITOLO 1 SCELTA DEL MATERIALE E DELLE ATTREZZATURE
SCELTA DEL MATERIALE
Il materiale utilizzato per la bussola di posizione egrave quello specificato nel disegno di
progetto cioegrave il 12 Ni Cr 3 UNI 5331-64
Ersquo inoltre prevista unrsquo operazione di tempra ed una di cementazione al fine di
migliorare i parametri di resistenza alla trazione la durezza e quindi la resistenza
allrsquousura particolarmente importante per lrsquoapplicazione cui egrave destinato il pezzo(Otturatore a scatto per attrezzature)
Si tratta di un acciaio debolmente legato con percentuale di carbonio 012 di nichel
075
Di seguito vengono riportate alcune proprietagrave meccaniche del nostro materiale
bull Resistenza alla trazione Rm = 750 Nmm2
bull
Resistenza in campo elastico RP 02 = 490 Nmm
2
bull Allungamento percentuale Amin = 10
bull Resilienza KCU = 325 J
bull Durezza HB = 180
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
5
SCELTA DELLrsquoATTREZZATURA
Delle tre macchine utensili a nostra disposizione abbiamo scelto il tornio parallelo TP2
Alla base di questa scelta vi egrave una considerazione di carattere puramente energetico
infatti mentre uno dei torni presentava una potenza (51 kw) inferiore a quella assorbita
in alcune operazioni del nostro processo di lavorazione lrsquoaltro aveva una potenza
marcatamente superiore (15 kw) a quella a noi necessaria ed era quindi sovra
dimensionato rispetto alle nostre esigenze
La macchina utensile da noi scelta ha una potenza di 8 kw ed un rendimento pari a 08
Le sue caratteristiche dimensionali consentono un agevole manipolazione del
semilavorato di partenza
In allegato sono riportate minuziosamente le altre caratteristiche geometriche e
funzionali
Gli accessori di supporto alla lavorazione sono riportati di volta in volta nei fogli di fase
del capitolo 3 di questa trattazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
6
CAPITOLO 2 STUDIO DELLE TOLLERANZE DI LAVORAZIONE
Figura 1
Come possiamo notare dal disegno del particolare da realizzare le lavorazioni che
eseguiremo dovranno rispettare dei limiti di tolleranza imposti a priori Le tolleranze
presenti sul nostro particolare sono quattro
1 Tolleranza sul diametro esterno della boccola 45 p 7
2 Tolleranza sul diametro interno della boccola 29 H 7
3 Tolleranza su una dimensione lineare 8plusmn02
4 Tolleranza sulla filettatura M27
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
4
CAPITOLO 1 SCELTA DEL MATERIALE E DELLE ATTREZZATURE
SCELTA DEL MATERIALE
Il materiale utilizzato per la bussola di posizione egrave quello specificato nel disegno di
progetto cioegrave il 12 Ni Cr 3 UNI 5331-64
Ersquo inoltre prevista unrsquo operazione di tempra ed una di cementazione al fine di
migliorare i parametri di resistenza alla trazione la durezza e quindi la resistenza
allrsquousura particolarmente importante per lrsquoapplicazione cui egrave destinato il pezzo(Otturatore a scatto per attrezzature)
Si tratta di un acciaio debolmente legato con percentuale di carbonio 012 di nichel
075
Di seguito vengono riportate alcune proprietagrave meccaniche del nostro materiale
bull Resistenza alla trazione Rm = 750 Nmm2
bull
Resistenza in campo elastico RP 02 = 490 Nmm
2
bull Allungamento percentuale Amin = 10
bull Resilienza KCU = 325 J
bull Durezza HB = 180
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
5
SCELTA DELLrsquoATTREZZATURA
Delle tre macchine utensili a nostra disposizione abbiamo scelto il tornio parallelo TP2
Alla base di questa scelta vi egrave una considerazione di carattere puramente energetico
infatti mentre uno dei torni presentava una potenza (51 kw) inferiore a quella assorbita
in alcune operazioni del nostro processo di lavorazione lrsquoaltro aveva una potenza
marcatamente superiore (15 kw) a quella a noi necessaria ed era quindi sovra
dimensionato rispetto alle nostre esigenze
La macchina utensile da noi scelta ha una potenza di 8 kw ed un rendimento pari a 08
Le sue caratteristiche dimensionali consentono un agevole manipolazione del
semilavorato di partenza
In allegato sono riportate minuziosamente le altre caratteristiche geometriche e
funzionali
Gli accessori di supporto alla lavorazione sono riportati di volta in volta nei fogli di fase
del capitolo 3 di questa trattazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
6
CAPITOLO 2 STUDIO DELLE TOLLERANZE DI LAVORAZIONE
Figura 1
Come possiamo notare dal disegno del particolare da realizzare le lavorazioni che
eseguiremo dovranno rispettare dei limiti di tolleranza imposti a priori Le tolleranze
presenti sul nostro particolare sono quattro
1 Tolleranza sul diametro esterno della boccola 45 p 7
2 Tolleranza sul diametro interno della boccola 29 H 7
3 Tolleranza su una dimensione lineare 8plusmn02
4 Tolleranza sulla filettatura M27
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
5
SCELTA DELLrsquoATTREZZATURA
Delle tre macchine utensili a nostra disposizione abbiamo scelto il tornio parallelo TP2
Alla base di questa scelta vi egrave una considerazione di carattere puramente energetico
infatti mentre uno dei torni presentava una potenza (51 kw) inferiore a quella assorbita
in alcune operazioni del nostro processo di lavorazione lrsquoaltro aveva una potenza
marcatamente superiore (15 kw) a quella a noi necessaria ed era quindi sovra
dimensionato rispetto alle nostre esigenze
La macchina utensile da noi scelta ha una potenza di 8 kw ed un rendimento pari a 08
Le sue caratteristiche dimensionali consentono un agevole manipolazione del
semilavorato di partenza
In allegato sono riportate minuziosamente le altre caratteristiche geometriche e
funzionali
Gli accessori di supporto alla lavorazione sono riportati di volta in volta nei fogli di fase
del capitolo 3 di questa trattazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
6
CAPITOLO 2 STUDIO DELLE TOLLERANZE DI LAVORAZIONE
Figura 1
Come possiamo notare dal disegno del particolare da realizzare le lavorazioni che
eseguiremo dovranno rispettare dei limiti di tolleranza imposti a priori Le tolleranze
presenti sul nostro particolare sono quattro
1 Tolleranza sul diametro esterno della boccola 45 p 7
2 Tolleranza sul diametro interno della boccola 29 H 7
3 Tolleranza su una dimensione lineare 8plusmn02
4 Tolleranza sulla filettatura M27
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
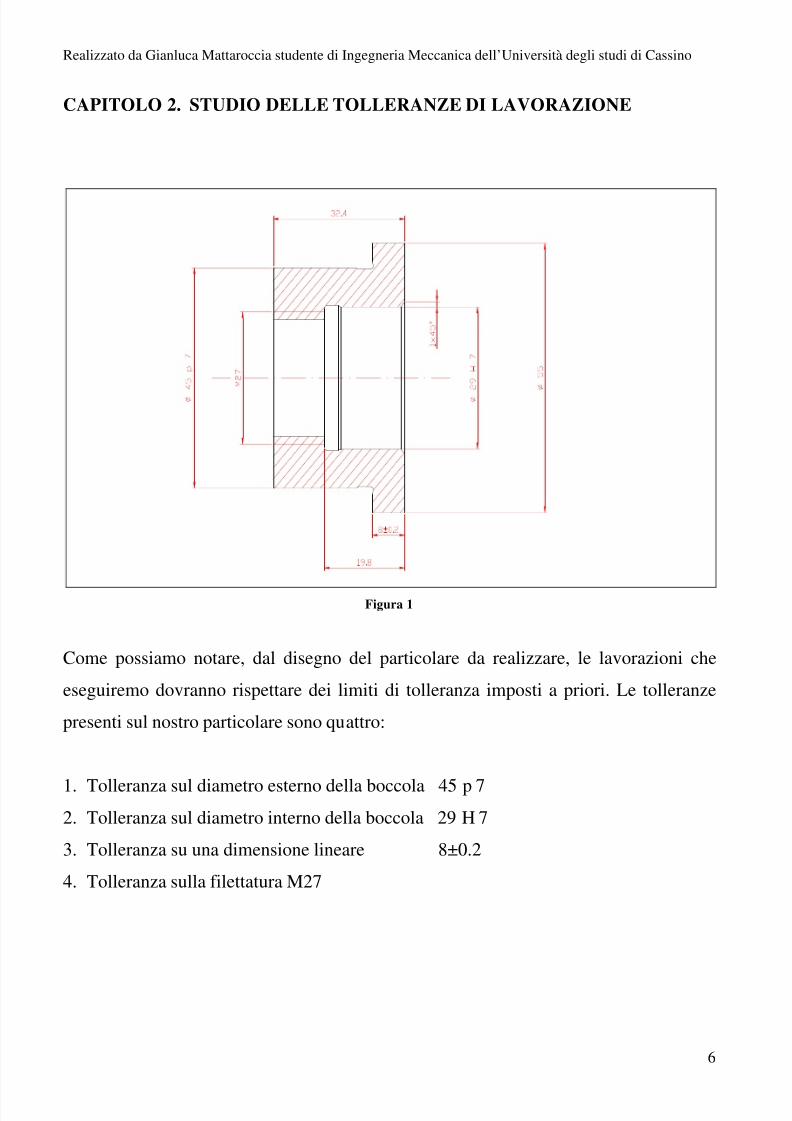
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
6
CAPITOLO 2 STUDIO DELLE TOLLERANZE DI LAVORAZIONE
Figura 1
Come possiamo notare dal disegno del particolare da realizzare le lavorazioni che
eseguiremo dovranno rispettare dei limiti di tolleranza imposti a priori Le tolleranze
presenti sul nostro particolare sono quattro
1 Tolleranza sul diametro esterno della boccola 45 p 7
2 Tolleranza sul diametro interno della boccola 29 H 7
3 Tolleranza su una dimensione lineare 8plusmn02
4 Tolleranza sulla filettatura M27
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7
Studio della tolleranza 45 p 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 45 mm
3 Posizione della zona di tolleranza per albero p
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
30 lt 45 lt50
dove 45 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT= 25 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base alla posizione della zona di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
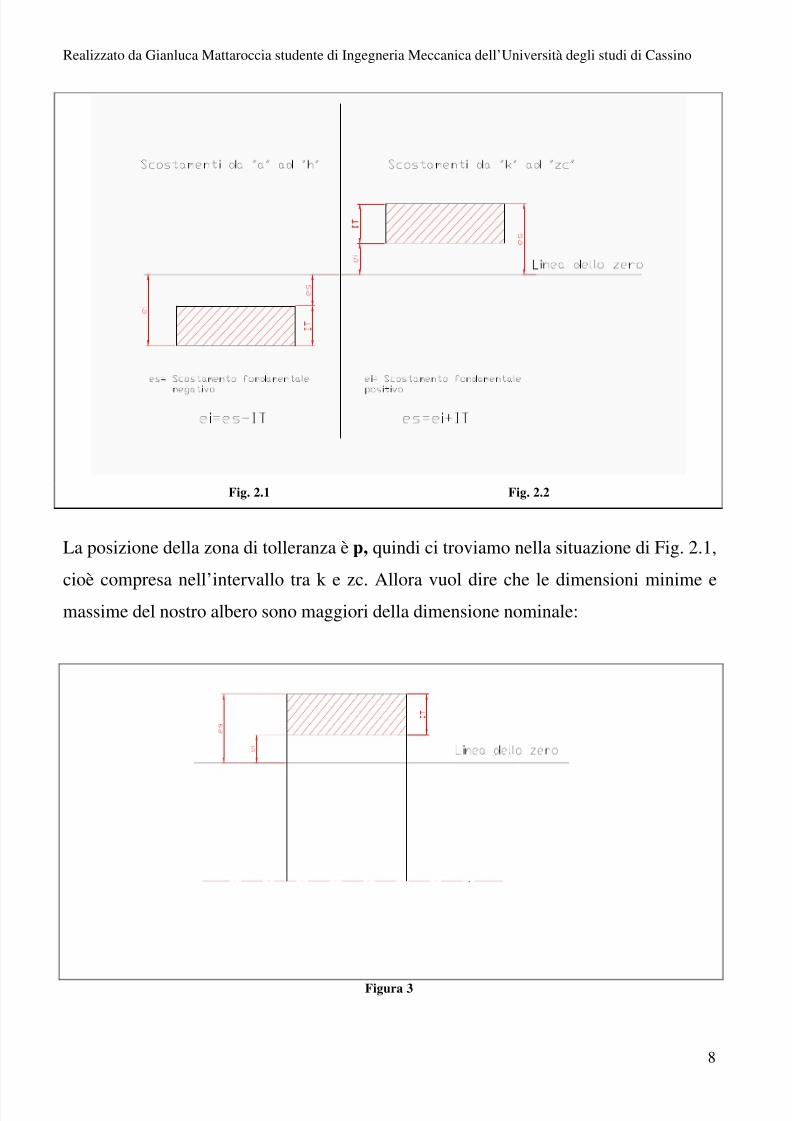
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
8
Fig 21 Fig 22
La posizione della zona di tolleranza egrave p quindi ci troviamo nella situazione di Fig 21
cioegrave compresa nellrsquointervallo tra k e zc Allora vuol dire che le dimensioni minime emassime del nostro albero sono maggiori della dimensione nominale
Figura 3
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
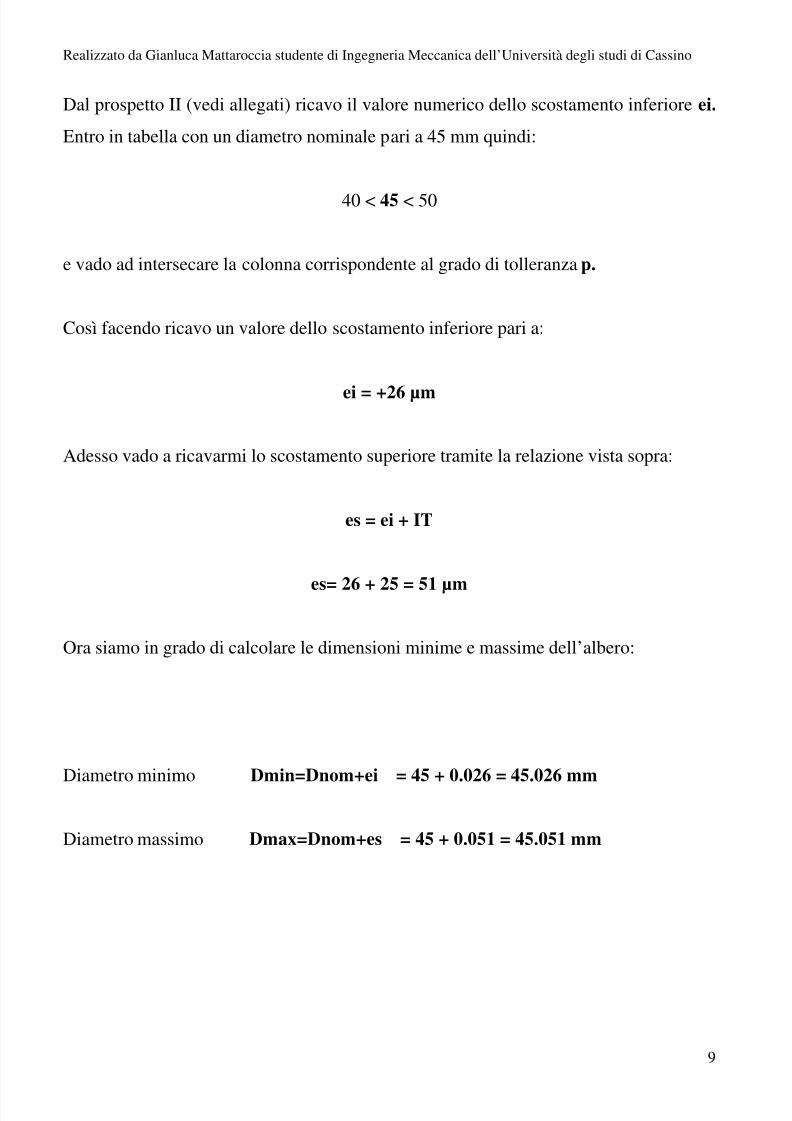
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
9
Dal prospetto II (vedi allegati) ricavo il valore numerico dello scostamento inferiore ei
Entro in tabella con un diametro nominale pari a 45 mm quindi
40 lt 45 lt 50
e vado ad intersecare la colonna corrispondente al grado di tolleranza p
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
ei = +26 microm
Adesso vado a ricavarmi lo scostamento superiore tramite la relazione vista sopra
es = ei + IT
es= 26 + 25 = 51 microm
Ora siamo in grado di calcolare le dimensioni minime e massime dellrsquoalbero
Diametro minimo Dmin=Dnom+ei = 45 + 0026 = 45026 mm
Diametro massimo Dmax=Dnom+es = 45 + 0051 = 45051 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
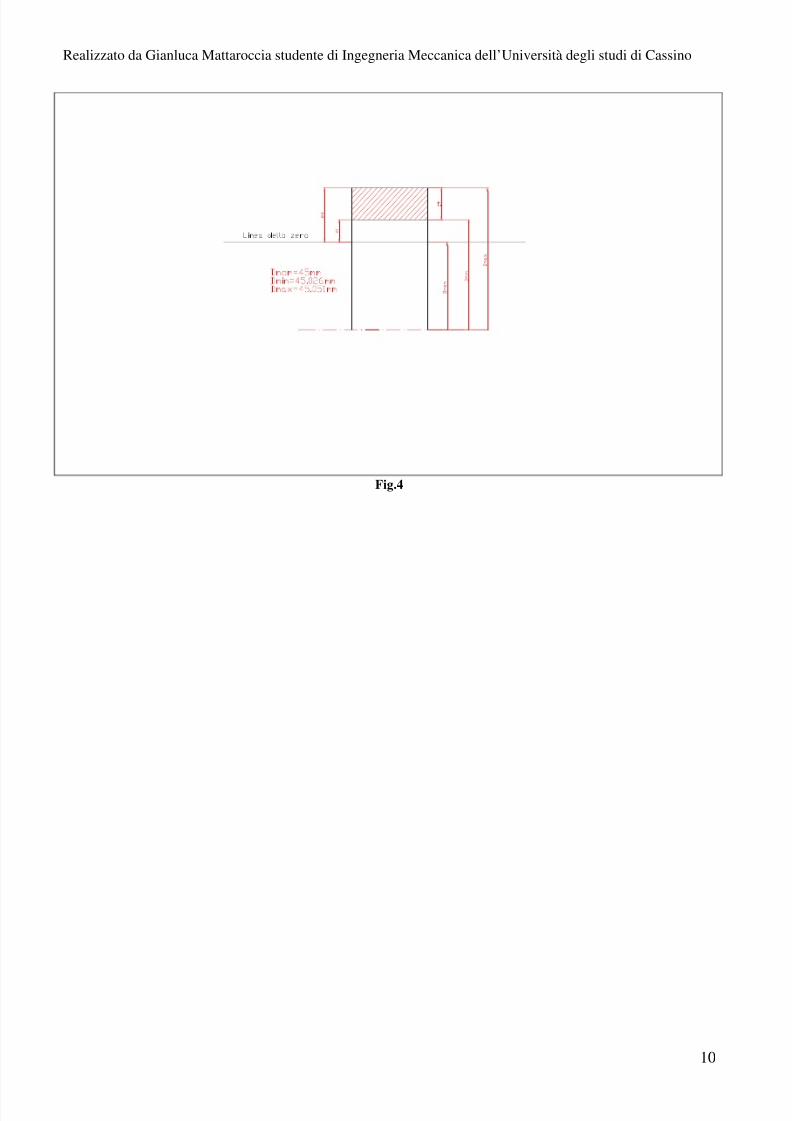
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
10
Fig4
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
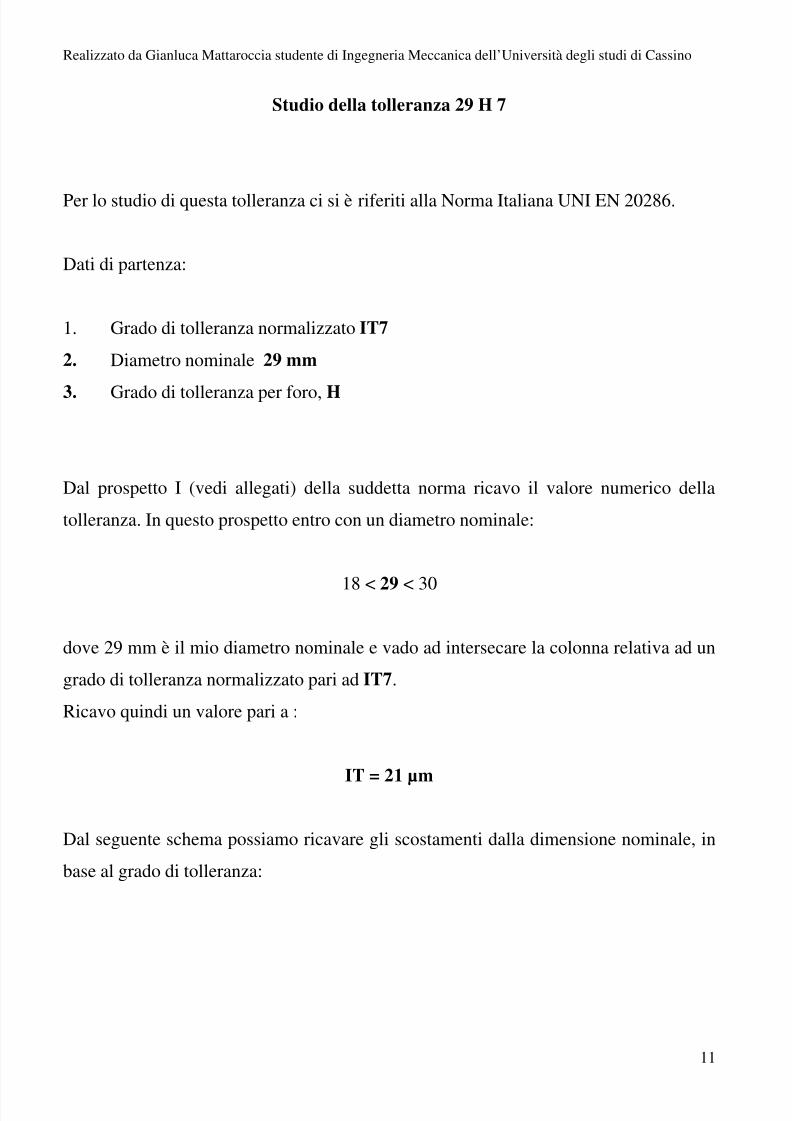
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
11
Studio della tolleranza 29 H 7
Per lo studio di questa tolleranza ci si egrave riferiti alla Norma Italiana UNI EN 20286
Dati di partenza
1 Grado di tolleranza normalizzato IT7
2 Diametro nominale 29 mm
3 Grado di tolleranza per foro H
Dal prospetto I (vedi allegati) della suddetta norma ricavo il valore numerico della
tolleranza In questo prospetto entro con un diametro nominale
18 lt 29 lt 30
dove 29 mm egrave il mio diametro nominale e vado ad intersecare la colonna relativa ad un
grado di tolleranza normalizzato pari ad IT7
Ricavo quindi un valore pari a
IT = 21 microm
Dal seguente schema possiamo ricavare gli scostamenti dalla dimensione nominale in
base al grado di tolleranza
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
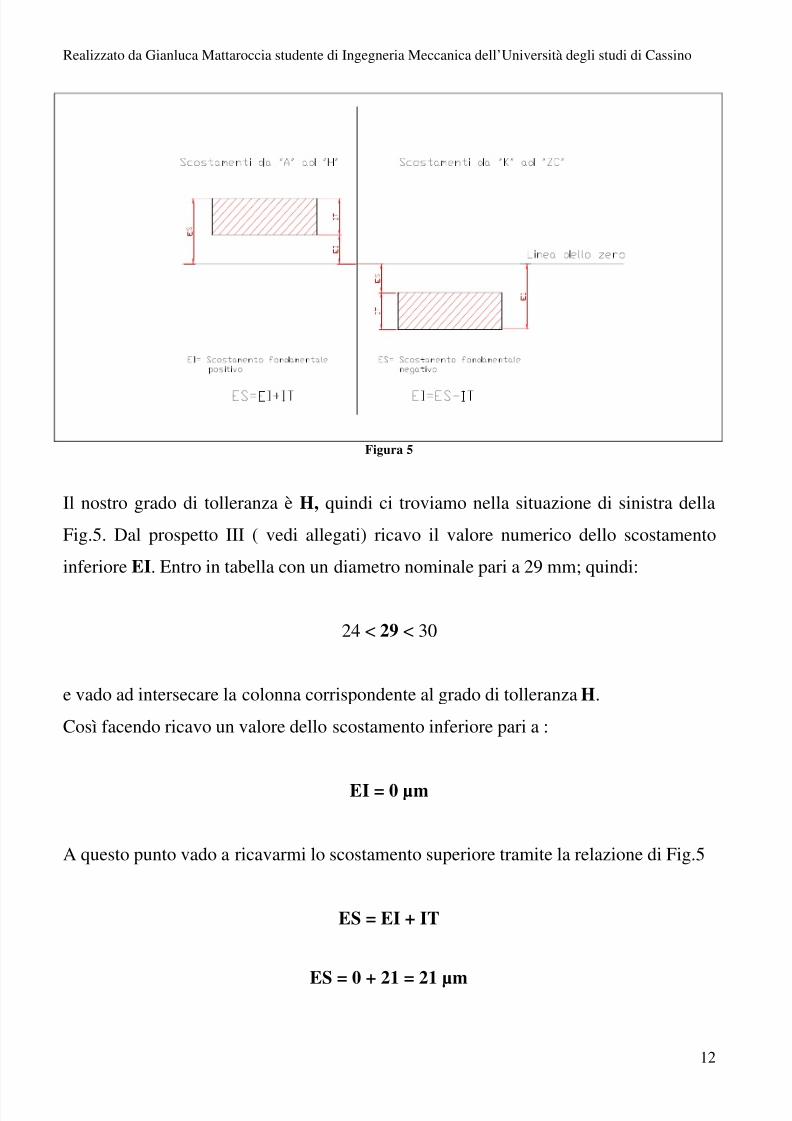
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
12
Figura 5
Il nostro grado di tolleranza egrave H quindi ci troviamo nella situazione di sinistra della
Fig5 Dal prospetto III ( vedi allegati) ricavo il valore numerico dello scostamento
inferiore EI Entro in tabella con un diametro nominale pari a 29 mm quindi
24 lt 29 lt 30
e vado ad intersecare la colonna corrispondente al grado di tolleranza H
Cosigrave facendo ricavo un valore dello scostamento inferiore pari a
EI = 0 microm
A questo punto vado a ricavarmi lo scostamento superiore tramite la relazione di Fig5
ES = EI + IT
ES = 0 + 21 = 21 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
13
Ora siamo in grado di calcolare le dimensioni minime e massime del foro
Diametro minimo Dmin=Dnom = 29 mm
Diametro massimo Dmax=Dnom+ES = 29 + 0021 = 29021 mm
Fig6
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
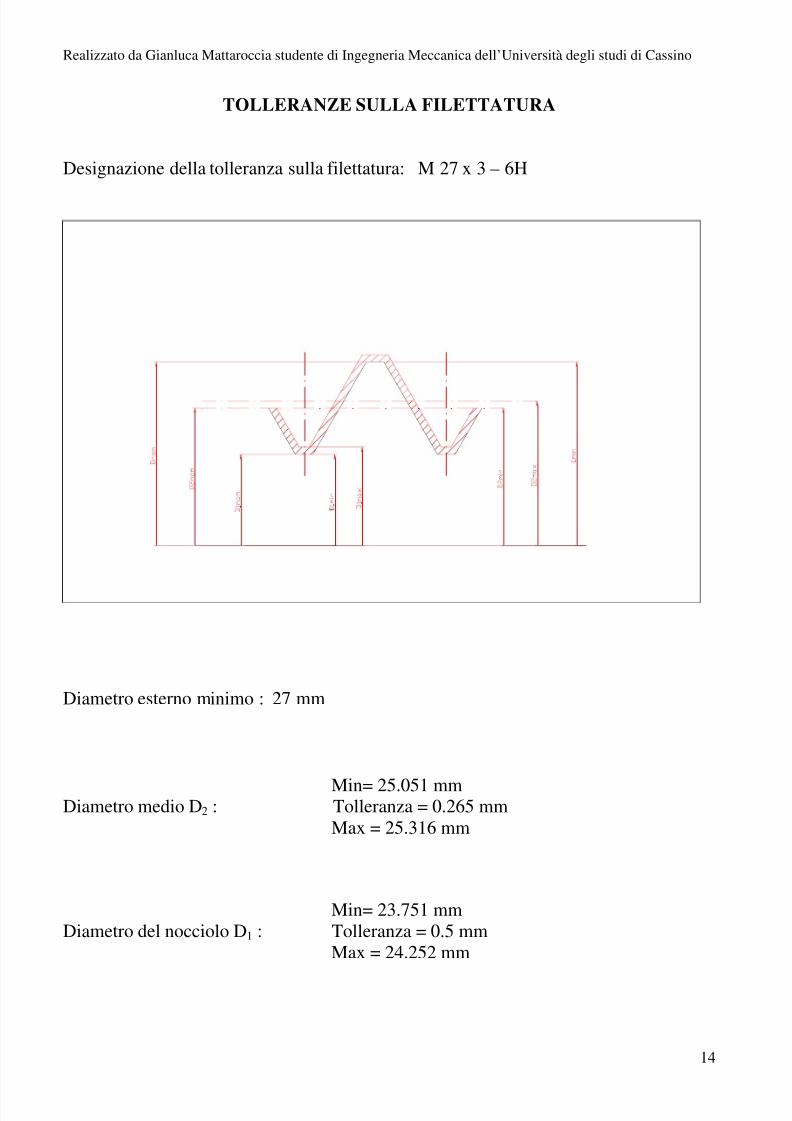
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
14
TOLLERANZE SULLA FILETTATURA
Designazione della tolleranza sulla filettatura M 27 x 3 ndash 6H
Diametro esterno minimo 27 mm
Min= 25051 mmDiametro medio D2 Tolleranza = 0265 mm
Max = 25316 mm
Min= 23751 mm
Diametro del nocciolo D1 Tolleranza = 05 mm
Max = 24252 mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
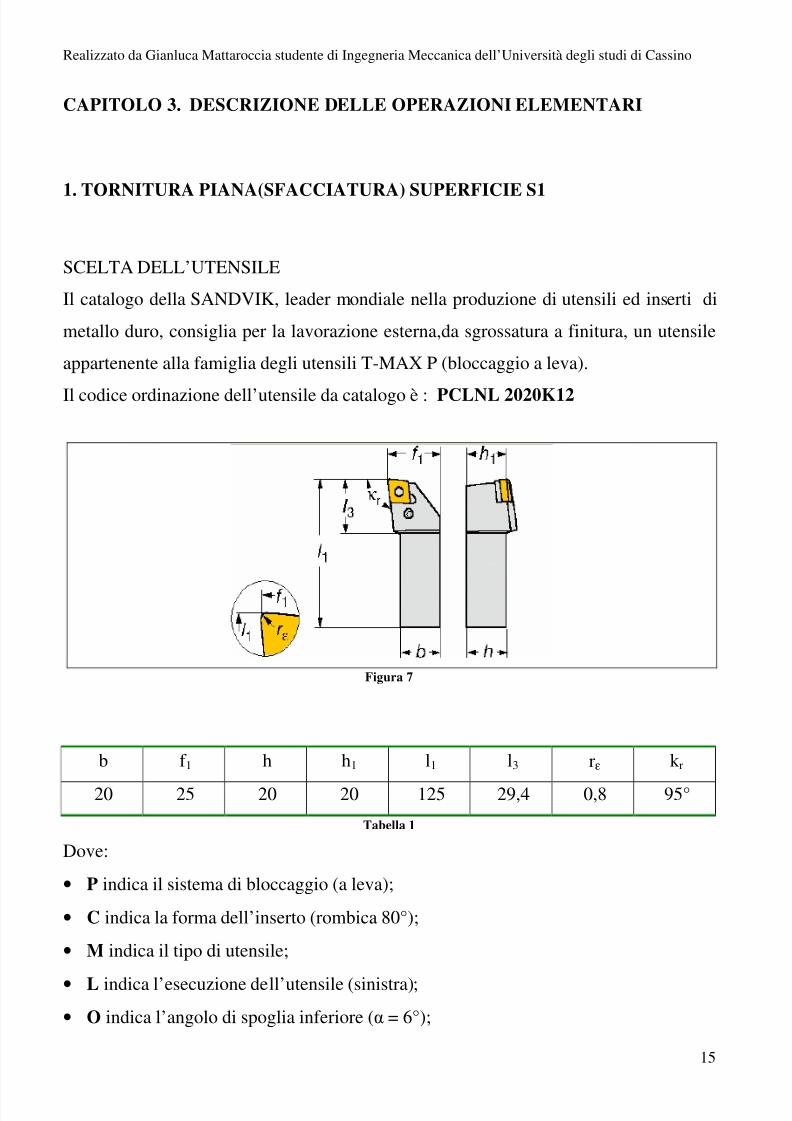
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
15
CAPITOLO 3 DESCRIZIONE DELLE OPERAZIONI ELEMENTARI
1 TORNITURA PIANA(SFACCIATURA) SUPERFICIE S1
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duro consiglia per la lavorazione esternada sgrossatura a finitura un utensile
appartenente alla famiglia degli utensili T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 7
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 1
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
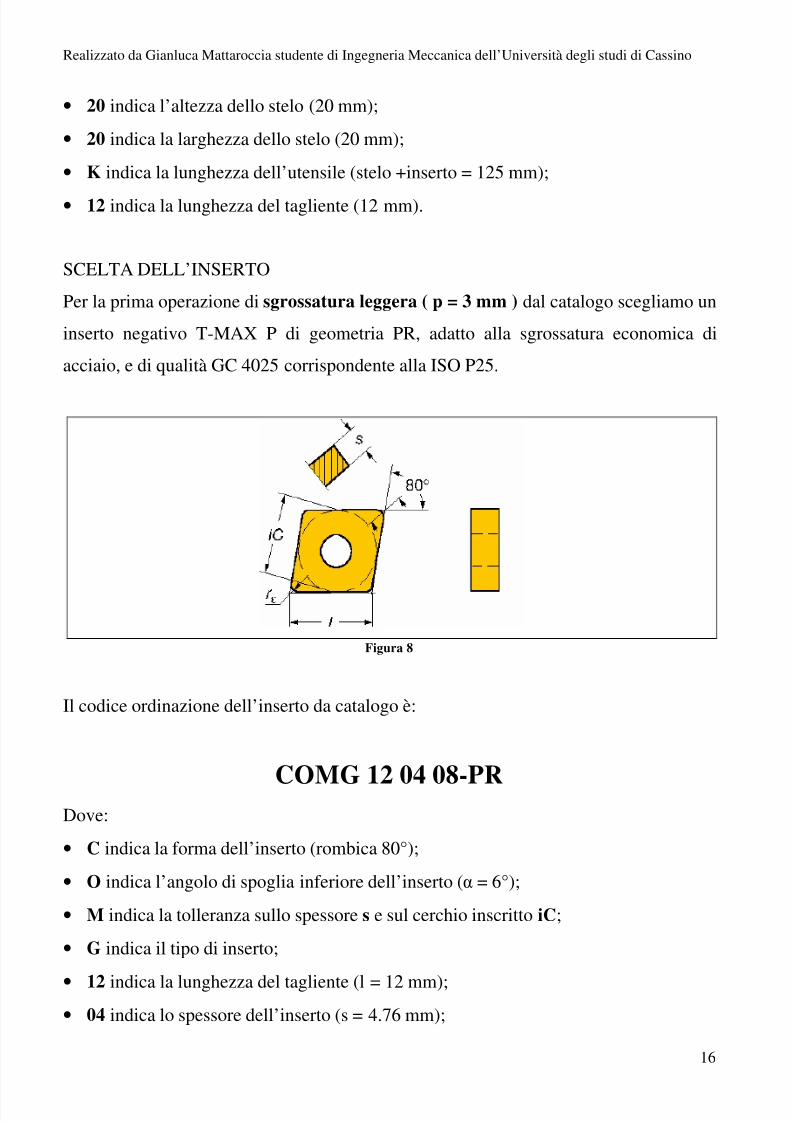
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
16
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo +inserto = 125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Per la prima operazione di sgrossatura leggera ( p = 3 mm ) dal catalogo scegliamo un
inserto negativo T-MAX P di geometria PR adatto alla sgrossatura economica di
acciaio e di qualitagrave GC 4025 corrispondente alla ISO P25
Figura 8
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 08-PRDove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
17
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 11
Per una lavorazione di sgrossatura leggera ( p = 3 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 60) = 955 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
18
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 944) 1000 = 1778 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1778
a = ( 02 bull 1778) 180 = 019 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α=6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg- (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 1984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
19
S = a bullbullbullbull p
S = a bullbullbullbull p = 019 bullbullbullbull 3 = 057 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 057-0197
= 328 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 328 bullbullbullbull 057 = 1872 daN = 1872 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (1872 bullbullbullbull 1778) (60 bullbullbullbull1000) = 554 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 + 1) (019 bullbullbullbull 944) = 018 min = 11 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
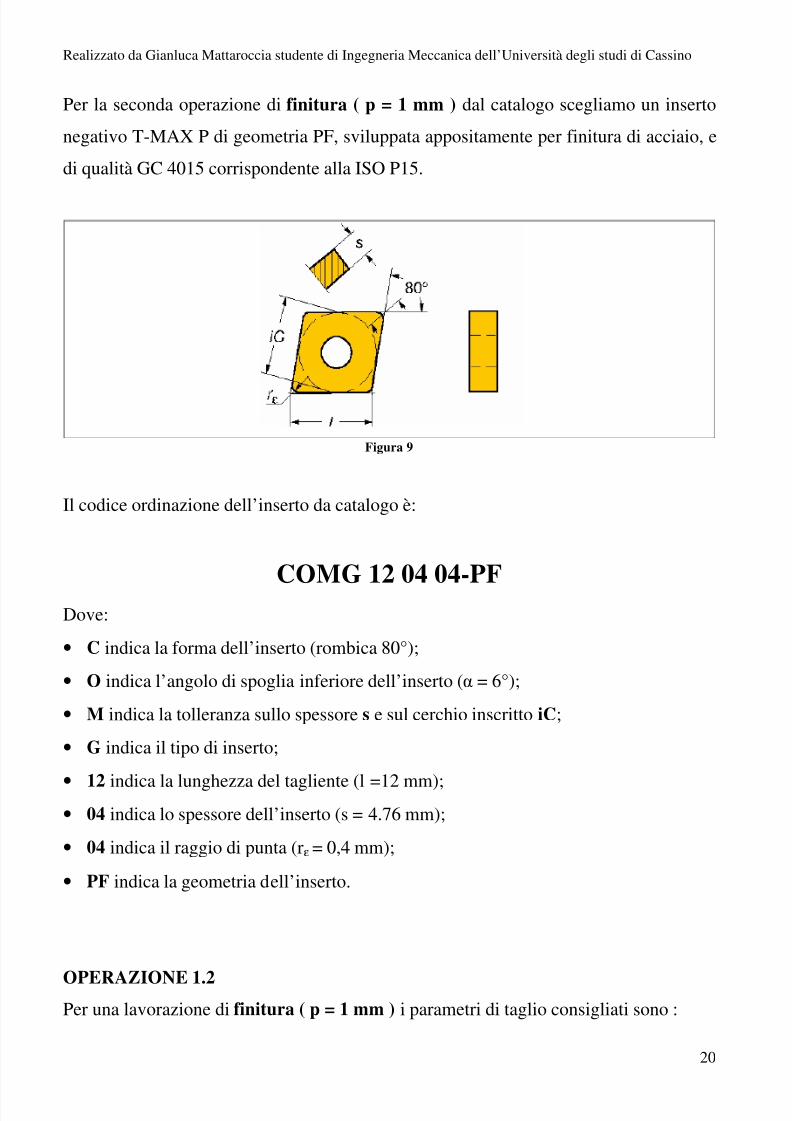
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
20
Per la seconda operazione di finitura ( p = 1 mm ) dal catalogo scegliamo un inserto
negativo T-MAX P di geometria PF sviluppata appositamente per finitura di acciaio e
di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 9
Il codice ordinazione dellrsquoinserto da catalogo egrave
COMG 12 04 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
OPERAZIONE 12Per una lavorazione di finitura ( p = 1 mm ) i parametri di taglio consigliati sono
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
21
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 60) = 1273 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 60 bull 1240) 1000 = 234 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 234
a = ( 01 bull 234) 180 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ =12deg
bull Angolo di spoglia inferiore α = 6deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
22
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
Dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 4725 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 4725 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
23
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt ) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 234) ( 60 bullbullbullbull1000) = 165 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n )
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (30 + 2 +1) (009 bullbullbullbull 1240) = 0295 min = 177 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt = [00312 (8 middot 04)] middot 10
3=030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
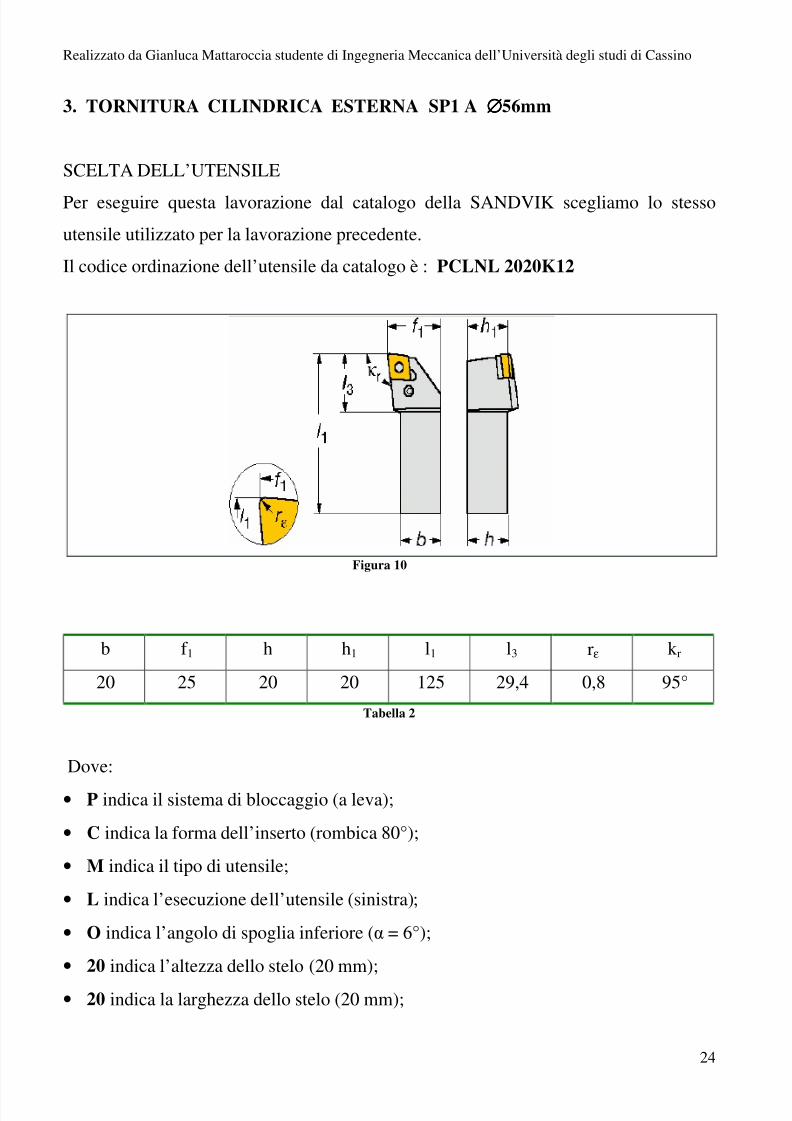
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
24
3 TORNITURA CILINDRICA ESTERNA SP1 A emptyemptyemptyempty56mm
SCELTA DELLrsquoUTENSILE
Per eseguire questa lavorazione dal catalogo della SANDVIK scegliamo lo stesso
utensile utilizzato per la lavorazione precedente
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 10
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 2
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
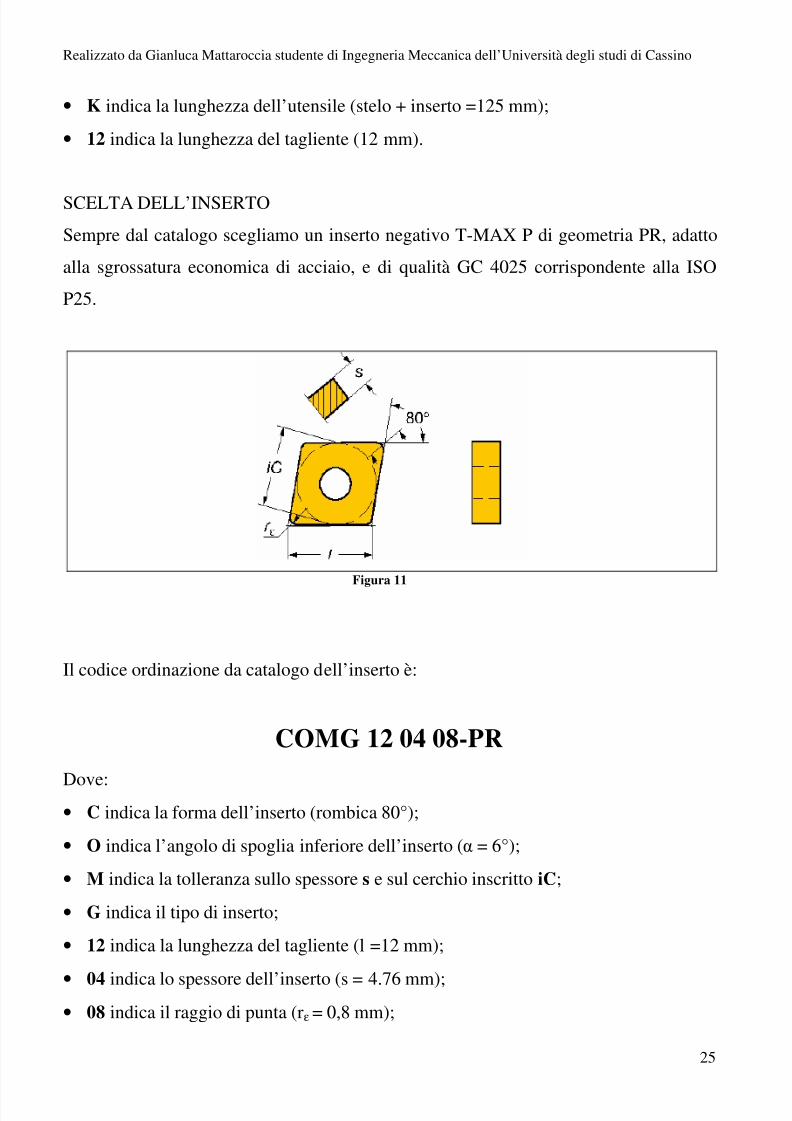
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
25
bull K indica la lunghezza dellrsquoutensile (stelo + inserto =125 mm)
bull 12 indica la lunghezza del tagliente (12 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatto
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 11
Il codice ordinazione da catalogo dellrsquoinserto egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l =12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
26
bull PR indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
Per una lavorazione di sgrossatura leggera ( p = 2 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 56 ) = 1023 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 944 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
27
Vteff
= (π bull D bull n) 1000 = ( 314 bull 56 bull 944) 1000 = 166 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 180 = a 166
a = ( 02 bull 166) 180 = 018 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg =72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
PS = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = PS bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
28
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 018 bullbullbullbull 2 = 036 mm2
1n =0197 (costante di Kronenberg)
Quindi
Pt = PS bullbullbullbull S-1n
= 294 bullbullbullbull 036-0197
=359 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 359 bullbullbullbull 036 = 1294 daN =1294 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1294 bullbullbullbull 166) (60 bullbullbullbull 1000) = 358 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (40 + 2) (018 bullbullbullbull 944) = 024 min= 148 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
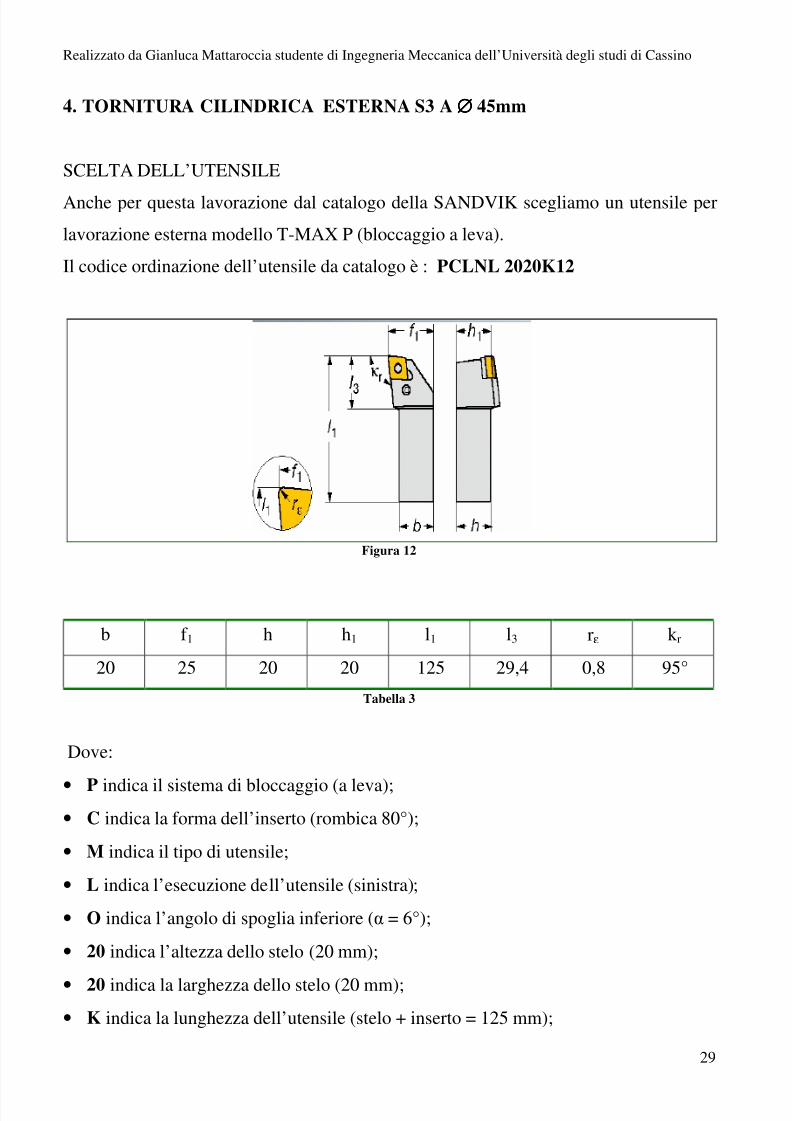
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 2984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
29
4 TORNITURA CILINDRICA ESTERNA S3 A emptyemptyemptyempty 45mm
SCELTA DELLrsquoUTENSILE
Anche per questa lavorazione dal catalogo della SANDVIK scegliamo un utensile per
lavorazione esterna modello T-MAX P (bloccaggio a leva)
Il codice ordinazione dellrsquoutensile da catalogo egrave PCLNL 2020K12
Figura 12
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 294 08 95deg
Tabella 3
Dove
bull P indica il sistema di bloccaggio (a leva)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull M indica il tipo di utensile
bull L indica lrsquoesecuzione dellrsquoutensile (sinistra)
bull O indica lrsquoangolo di spoglia inferiore (α = 6deg)
bull 20 indica lrsquoaltezza dello stelo (20 mm)
bull 20 indica la larghezza dello stelo (20 mm)
bull K indica la lunghezza dellrsquoutensile (stelo + inserto = 125 mm)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
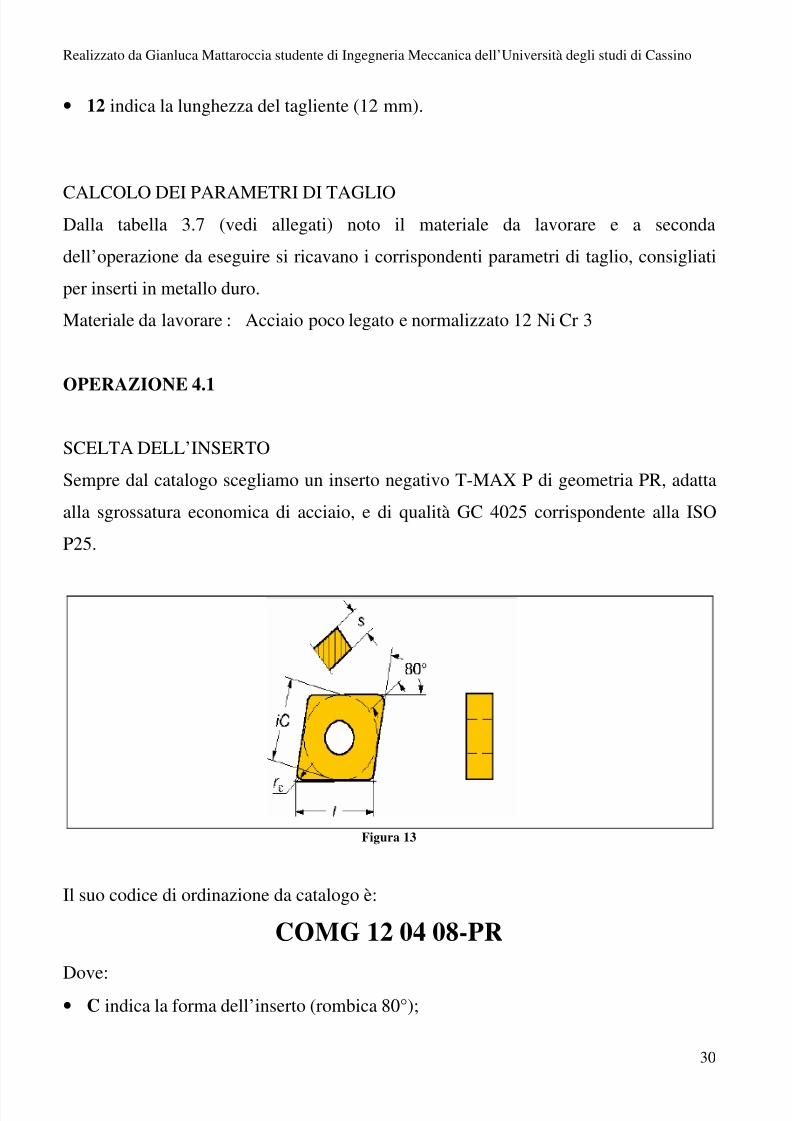
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
30
bull 12 indica la lunghezza del tagliente (12 mm)
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare e a seconda
dellrsquooperazione da eseguire si ricavano i corrispondenti parametri di taglio consigliati
per inserti in metallo duro
Materiale da lavorare Acciaio poco legato e normalizzato 12 Ni Cr 3
OPERAZIONE 41
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PR adatta
alla sgrossatura economica di acciaio e di qualitagrave GC 4025 corrispondente alla ISO
P25
Figura 13
Il suo codice di ordinazione da catalogo egrave
COMG 12 04 08-PR
Dovebull C indica la forma dellrsquoinserto (rombica 80deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
31
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 12 indica la lunghezza del tagliente (l = 12 mm)
bull 04 indica lo spessore dellrsquoinserto (s = 476 mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PR indica la geometria dellrsquoinserto
Per la prima lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 200 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 200) ( 314 bull 51) = 1249 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 51 bull 1240) 1000 = 1985 mmin
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
32
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
02 180 = a 1985
a = ( 02 bull1985) 180 = 022 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps= 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
33
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 022 bullbullbullbull 25 = 055 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 055-0197
=330 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 330 bullbullbullbull 055 = 182 daN=1820 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1820 bullbullbullbull 1985) ( 60 bullbullbullbull 1000) = 6 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (022 bullbullbullbull 1240) = 0095 min = 57 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
34
OPERAZIONE 41(SECONDA PASSATA)
Per la seconda lavorazione di sgrossatura leggera( p = 25 mm) i parametri di taglio
consigliati sono gli stessie cioegrave
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 180 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 180) (314 bull 46 ) = 1246 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 46 bull 1240) 1000 = 179 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
35
02 180 = a 179
a = ( 02 bull179) 180 = 020 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
36
S = a bullbullbullbull p = 020 bullbullbullbull 25 = 050 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 050-0197
= 337 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 337 bullbullbullbull 050 = 1685 daN =1685 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1685 bullbullbullbull 179) ( 60 bullbullbullbull 1000) = 5 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (020 bullbullbullbull 1240) = 010 min = 6 s
Dato che i parametri di taglio e quindi la potenza assorbita nella seconda passata
differiscono di poco rispetto alla prima nel ciclo di lavorazione inseriamo i dati relativi
allrsquooperazione che richiede una potenza maggiore
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
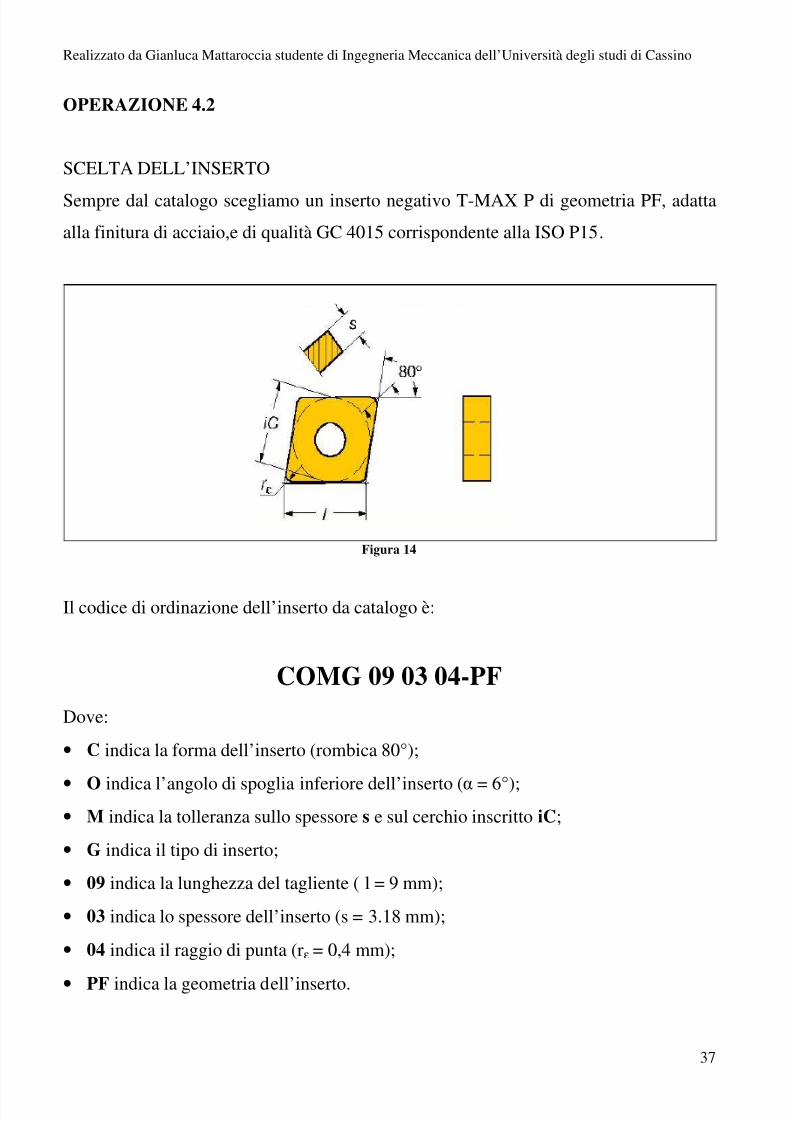
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
37
OPERAZIONE 42
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria PF adatta
alla finitura di acciaioe di qualitagrave GC 4015 corrispondente alla ISO P15
Figura 14
Il codice di ordinazione dellrsquoinserto da catalogo egrave
COMG 09 03 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull G indica il tipo di inserto
bull 09 indica la lunghezza del tagliente ( l = 9 mm)
bull 03 indica lo spessore dellrsquoinserto (s = 318 mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
38
Per la terza lavorazione di finitura( p = 05 mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) ( π bull D) = (1000 bull 240) (314 bull 45 ) = 1698 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1664 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 45 bull 1664) 1000 = 235 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 235
a = ( 01 bull 235) 240 = 0098 asymp01 mmgiro
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 3984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
39
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 05 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
40
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 005-0197
= 5325 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5325 bullbullbullbull 005 = 266 daN =266 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (266 bullbullbullbull 235) (60 bullbullbullbull 1000) = 1 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
Tl = (239 + 2) (01 bullbullbullbull 1664) = 015 min = 95 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
41
Rt =[a2 (8 middot r)] 10
3[microm]
Rt =[012 (8 middot 04)] middot 10
3=2125 microm
OPERAZIONE 5
Utilizzando la stessa combinazione utensile-inserto dellrsquooperazione precedente
effettuiamo una lavorazione di finitura ( p = 05 mm ) della superficie S3
I parametri di taglio consigliati sono gli stessie cioegrave
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 218 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull 55) = (1000 bull 218) (314 bull 55) = 1262 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
42
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 218) 240 = 009 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
43
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 05 = 0045 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n = 294 bullbullbullbull 0045-0197 = 540 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 540 bullbullbullbull 0045 = 24 daN =240 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (240 bullbullbullbull 214) ( 60 bullbullbullbull 1000) = 085 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsaquindi
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
44
Tl = (156 + 2) (009 bullbullbullbull 1240) = 015 min = 9 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta( le 3 microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 103 [microm]
Rt = [0092 (8 middot 04)] middot 10
3=25 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
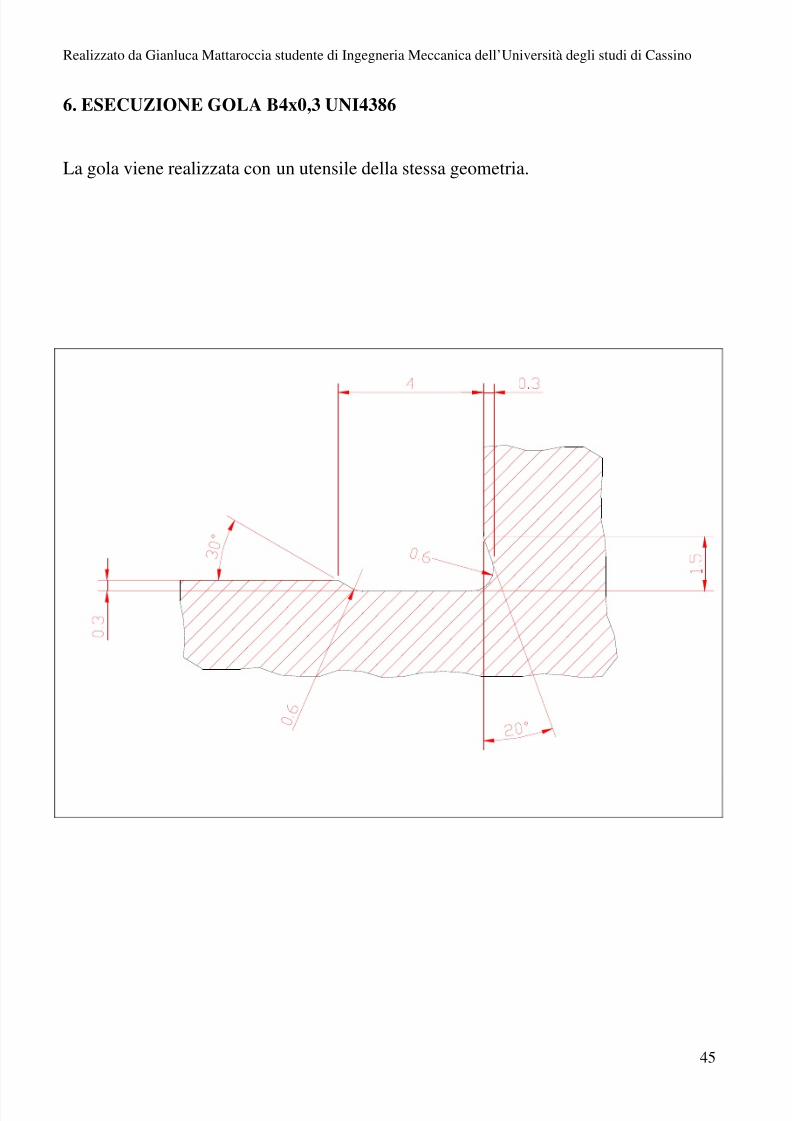
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
45
6 ESECUZIONE GOLA B4x03 UNI4386
La gola viene realizzata con un utensile della stessa geometria
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
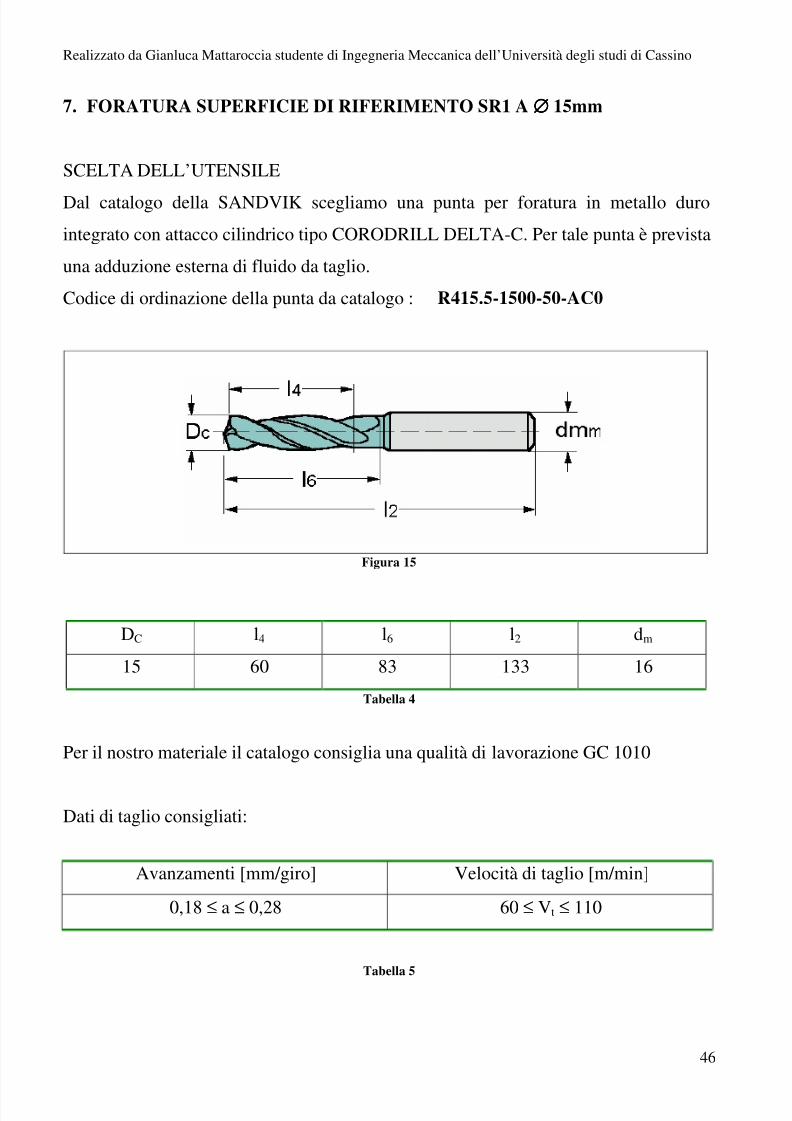
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
46
7 FORATURA SUPERFICIE DI RIFERIMENTO SR1 A emptyemptyemptyempty 15mm
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo una punta per foratura in metallo duro
integrato con attacco cilindrico tipo CORODRILL DELTA-C Per tale punta egrave prevista
una adduzione esterna di fluido da taglio
Codice di ordinazione della punta da catalogo R4155-1500-50-AC0
Figura 15
Tabella 4
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione GC 1010
Dati di taglio consigliati
Tabella 5
DC l4 l6 l2 dm
15 60 83 133 16
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
018 le a le 028 60 le Vt le 110
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
47
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 3 scegliamo una velocitagrave di taglio pari a
Vt=60 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) ( π bull D) = (1000 bull 60) (314 bull 15) =1274 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=1240 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 15 bull 1240) 1000 = 584 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
018 60 = a 584
a = ( 018 bull 584)60 asymp 018 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 02 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
48
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg - 38deg = 52deg
Da cui ricaviamo
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666 = 24 bullbullbullbull 750454 bullbullbullbull 520666 =2368 daNmm2
S = (a2) bullbullbullbull (Dc 2)= (0182) bullbullbullbull 75 = 0675 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 0675-0197
= 2558 daNmm2
Fz = Pt bullbullbullbull S =2558 bullbullbullbull 0675 = 1726 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
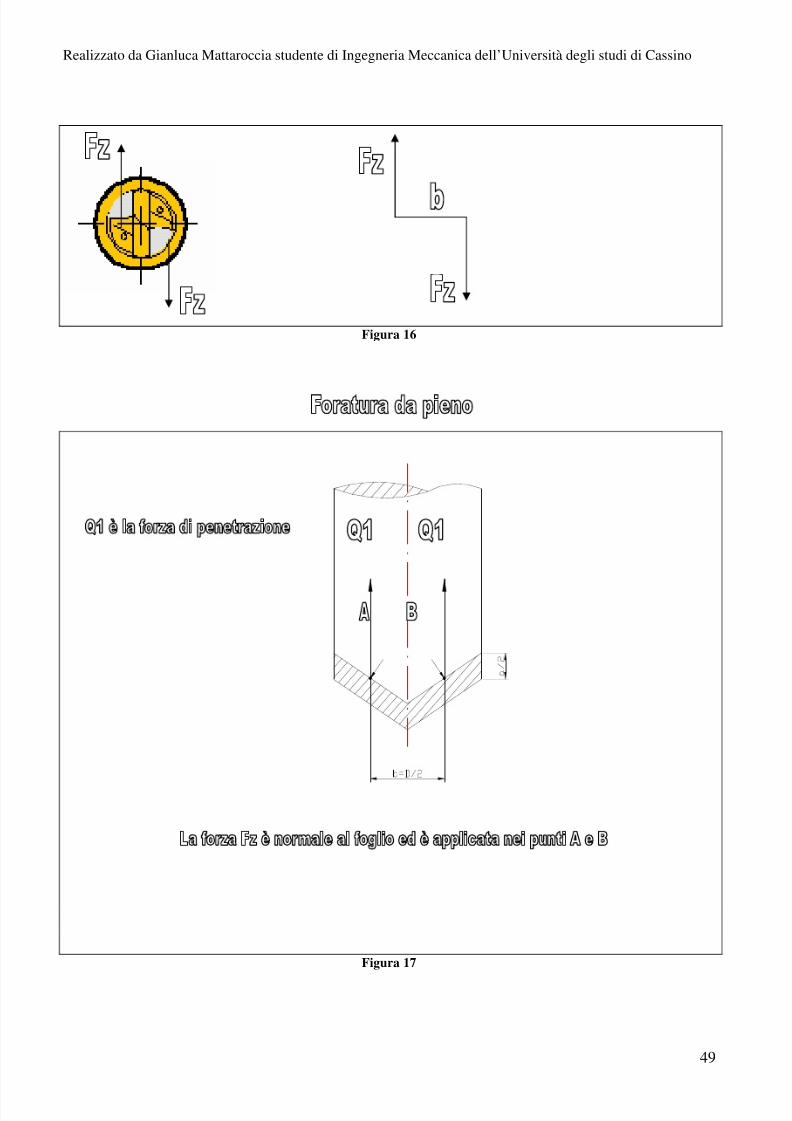
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 4984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
49
Figura 16
Figura 17
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
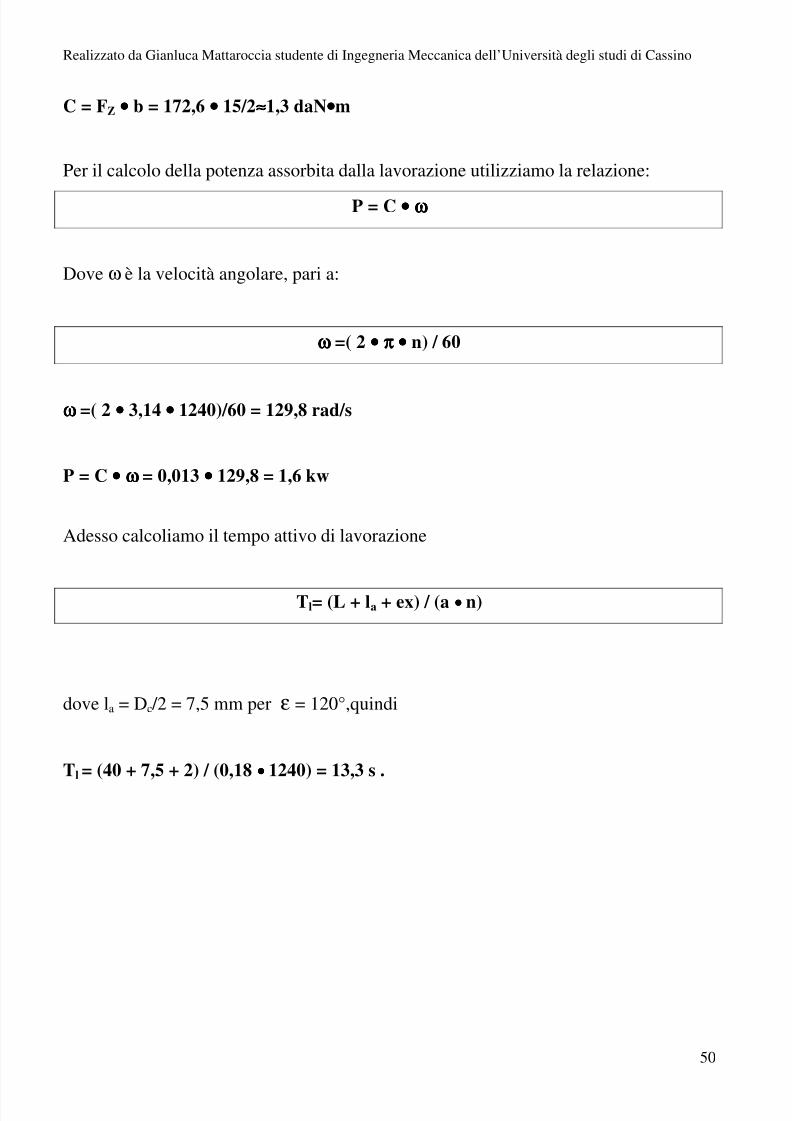
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
50
C = FZ bullbullbullbull b = 1726 bullbullbullbull 152asympasympasympasymp13 daNbullbullbullbullm
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 1240)60 = 1298 rads
P = C bullbullbullbull ωωωω = 0013 bullbullbullbull 1298 = 16 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex) (a bullbullbullbull n)
dove la = Dc 2 = 75 mm per ε = 120degquindi
Tl = (40 + 75 + 2) (018 bullbullbullbull 1240) = 133 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
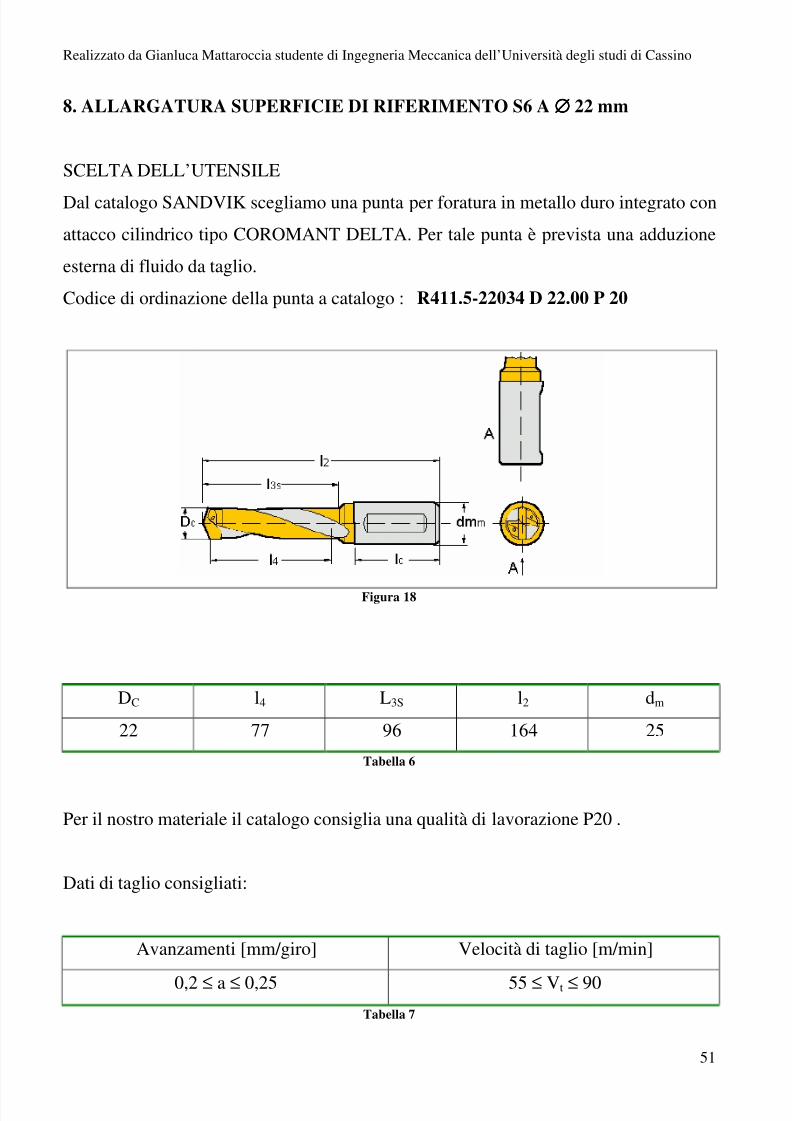
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
51
8 ALLARGATURA SUPERFICIE DI RIFERIMENTO S6 A emptyemptyemptyempty 22 mm
SCELTA DELLrsquoUTENSILE
Dal catalogo SANDVIK scegliamo una punta per foratura in metallo duro integrato con
attacco cilindrico tipo COROMANT DELTA Per tale punta egrave prevista una adduzione
esterna di fluido da taglio
Codice di ordinazione della punta a catalogo R4115-22034 D 2200 P 20
Figura 18
DC l4 L3S l2 dm
22 77 96 164 25
Tabella 6
Per il nostro materiale il catalogo consiglia una qualitagrave di lavorazione P20
Dati di taglio consigliati
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
02 le a le 025 55 le Vt le 90
Tabella 7
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
52
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 7 scegliamo una velocitagrave di taglio pari a
Vt=65 mmin
a cui corrisponde un numero di giri pari a
n= (1000 bull Vt) (π bull D) = (1000 bull 65) (314 bull 22) = 940 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=944 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 22 bull 944) 1000 = 652 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
02 55 = a 652
a = ( 02 bull 652)55 asymp 024 mmgiro
Questo valore egrave in accordo con la verifica al tallonamentoEssa prevede per punte di
diametro ge 10mm un avanzamento a le Dc 75 = 029 mmgiro
Dalla tabella 1 degli allegati sulla foratura risulta che lrsquoangolo drsquoelica della punta egrave pari
a
25deg lelelele λλλλ lelelele 35deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
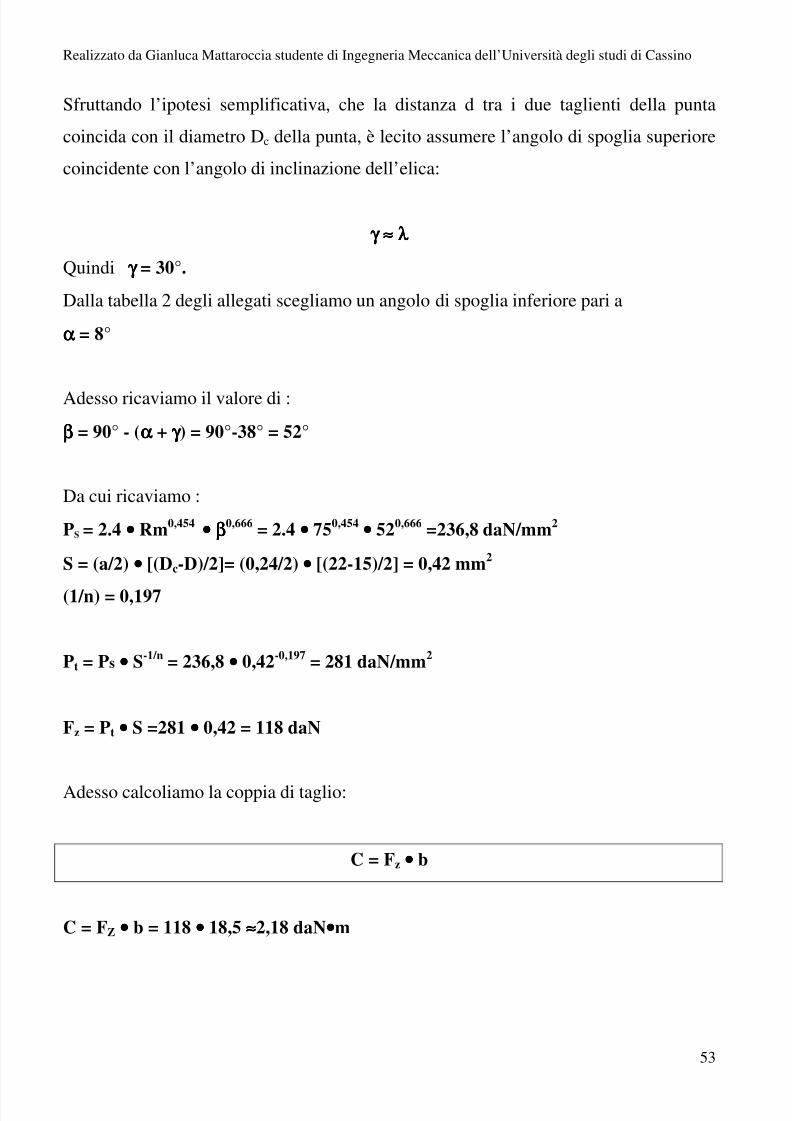
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
53
Sfruttando lrsquoipotesi semplificativa che la distanza d tra i due taglienti della punta
coincida con il diametro Dc della punta egrave lecito assumere lrsquoangolo di spoglia superiore
coincidente con lrsquoangolo di inclinazione dellrsquoelica
γ γγ γ asympasympasympasymp λλλλ
Quindi γ γγ γ = 30deg
Dalla tabella 2 degli allegati scegliamo un angolo di spoglia inferiore pari a
αααα = 8deg
Adesso ricaviamo il valore di
ββββ = 90deg - (αααα + γ γγ γ ) = 90deg-38deg = 52deg
Da cui ricaviamo
PS = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
= 24 bullbullbullbull 750454
bullbullbullbull 520666
=2368 daNmm2
S = (a2) bullbullbullbull [(Dc-D)2]= (0242) bullbullbullbull [(22-15)2] = 042 mm2
(1n) = 0197
Pt = Ps bullbullbullbull S-1n
= 2368 bullbullbullbull 042-0197
= 281 daNmm2
Fz = Pt bullbullbullbull S =281 bullbullbullbull 042 = 118 daN
Adesso calcoliamo la coppia di taglio
C = Fz bullbullbullbull b
C = FZ bullbullbullbull b = 118 bullbullbullbull 185 asympasympasympasymp218 daNbullbullbullbullm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
54
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
55
Per il calcolo della potenza assorbita dalla lavorazione utilizziamo la relazione
P = C bullbullbullbull ωωωω
Dove ω egrave la velocitagrave angolare pari a
ωωωω =( 2 bullbullbullbull ππππ bullbullbullbull n) 60
ωωωω =( 2 bullbullbullbull 314 bullbullbullbull 944) 60 = 988 rads
P = C bullbullbullbull ωωωω = 00218 bullbullbullbull 1298 = 216 kw
Adesso calcoliamo il tempo attivo di lavorazione
Tl= (L + la + ex ) (a bullbullbullbull n)
dove la =Dc 2=75 mm per ε= 120degquindi
Tl = (40 + 11 + 2) (024 bullbullbullbull 944) = 14 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
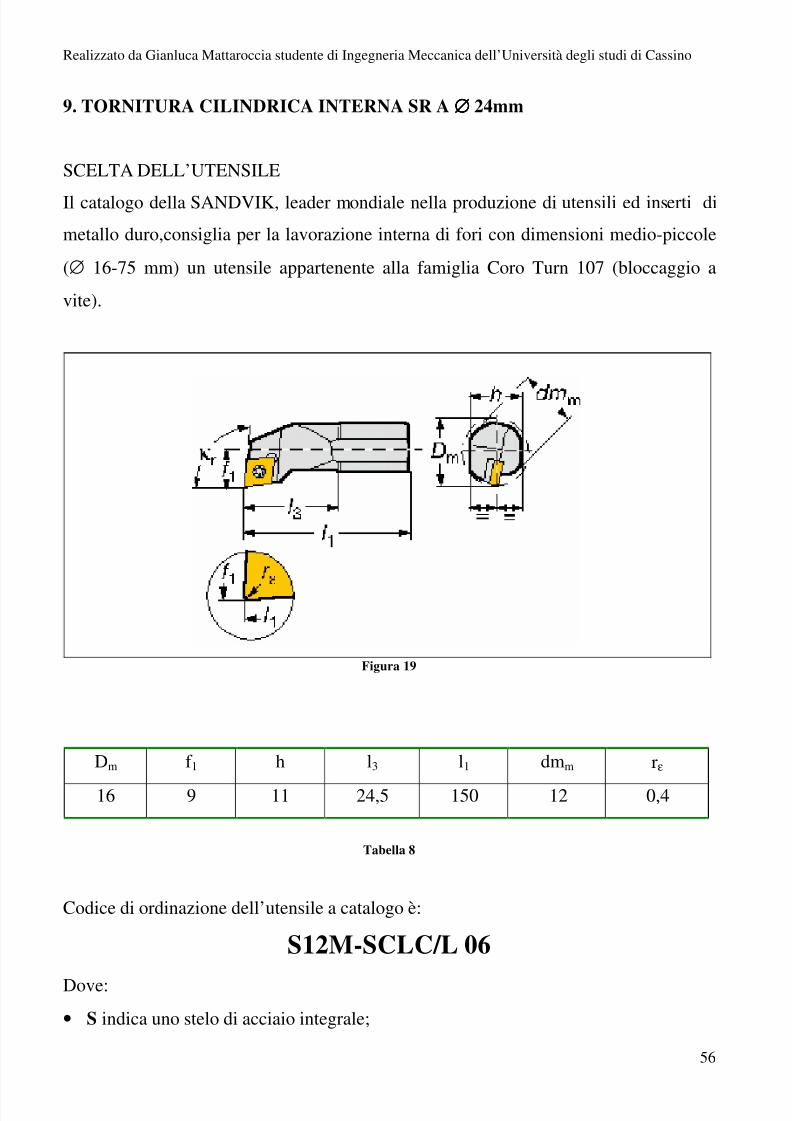
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
56
9 TORNITURA CILINDRICA INTERNA SR A emptyemptyemptyempty 24mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK leader mondiale nella produzione di utensili ed inserti di
metallo duroconsiglia per la lavorazione interna di fori con dimensioni medio-piccole
(empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107 (bloccaggio a
vite)
Figura 19
Tabella 8
Codice di ordinazione dellrsquoutensile a catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
Dm f 1 h l3 l1 dmm rε
16 9 11 245 150 12 04
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
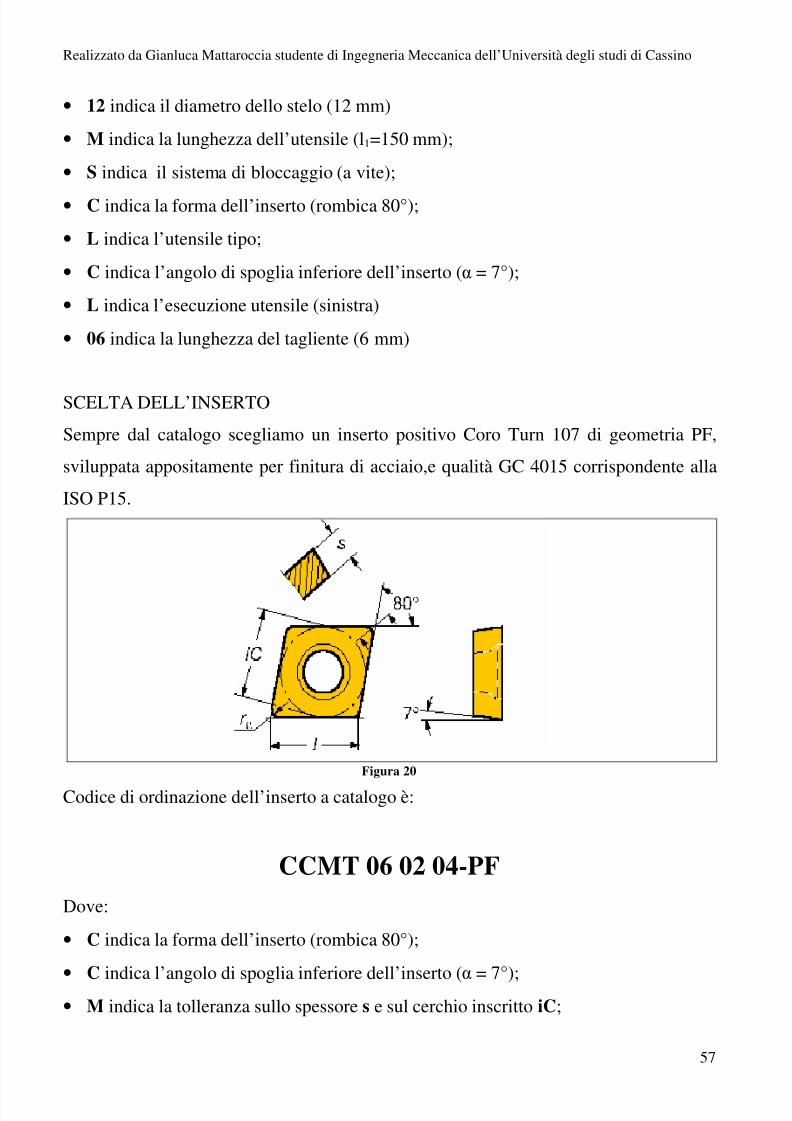
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
57
bull 12 indica il diametro dello stelo (12 mm)
bull M indica la lunghezza dellrsquoutensile (l1=150 mm)
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (6 mm)
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto positivo Coro Turn 107 di geometria PF
sviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente alla
ISO P15
Figura 20
Codice di ordinazione dellrsquoinserto a catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull
C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α
= 7deg)bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
58
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
Per la lavorazione di finitura( p = 1mm) i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 270) (314 bull 24 ) = 3582 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 24 bull 1664) 1000 = 125 mmin
Come si vede il valore effettivo egrave molto distante da quello ideale con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015) occorre
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 5984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
59
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere inalterato il
grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice proporzione
01 240 = a 125
a = ( 01 bull 125) 240 = 005 mmgiro
Noti
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-19deg = 71deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 71
0666= 291 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
60
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 005 bullbullbullbull 1 = 005 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 291 bullbullbullbull 005-0197
= 5257 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 5257bullbullbullbull 005 = 263 daN =263 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (263 bullbullbullbull 125) (60 bullbullbullbull 1000) = 055 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (13 + 2) (005 bullbullbullbull 1664) = 018 min = 108 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
61
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0052 (8 middot 04)] middot 10
3=078 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
62
10 FILETTATURA M 27x3
La norma italiana UNI 5542-65 prevede per una filettatura M27 i seguenti parametri
per filettature di lunghezza le 126 mm appartenenza al gruppo N
Dato che sul disegno non viene indicata nessuna tolleranza dimensionale per la
filettatura si sceglie dalla suddetta norma una qualitagrave di lavorazione media alla quale
corrisponde un grado di tolleranza pari a 6H
Per gli scostamenti fondamentali fare riferimento al capitolo 2
Lrsquoindicazione della filettatura secondo la norma suddetta egrave pertanto
M27x3-6H
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
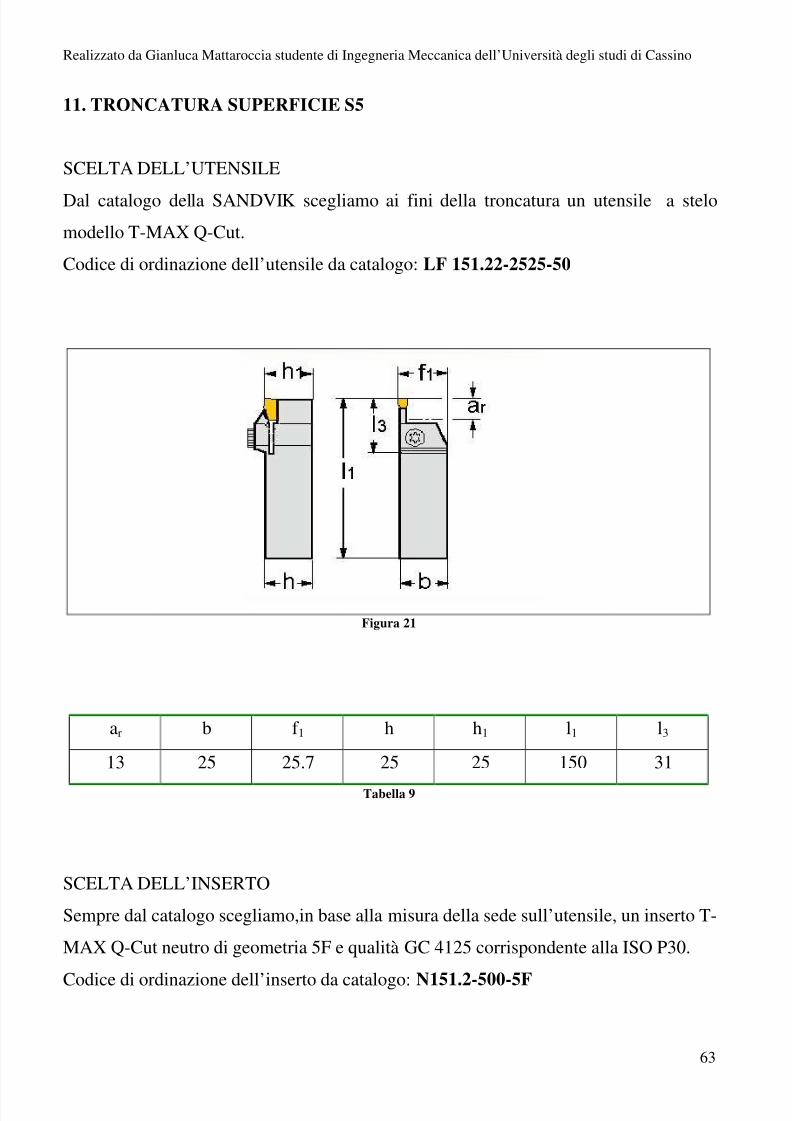
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
63
11 TRONCATURA SUPERFICIE S5
SCELTA DELLrsquoUTENSILE
Dal catalogo della SANDVIK scegliamo ai fini della troncatura un utensile a stelo
modello T-MAX Q-Cut
Codice di ordinazione dellrsquoutensile da catalogo LF 15122-2525-50
Figura 21
Tabella 9
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamoin base alla misura della sede sullrsquoutensile un inserto T-
MAX Q-Cut neutro di geometria 5F e qualitagrave GC 4125 corrispondente alla ISO P30
Codice di ordinazione dellrsquoinserto da catalogo N1512-500-5F
ar b f 1 h h1 l1 l3
13 25 257 25 25 150 31
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
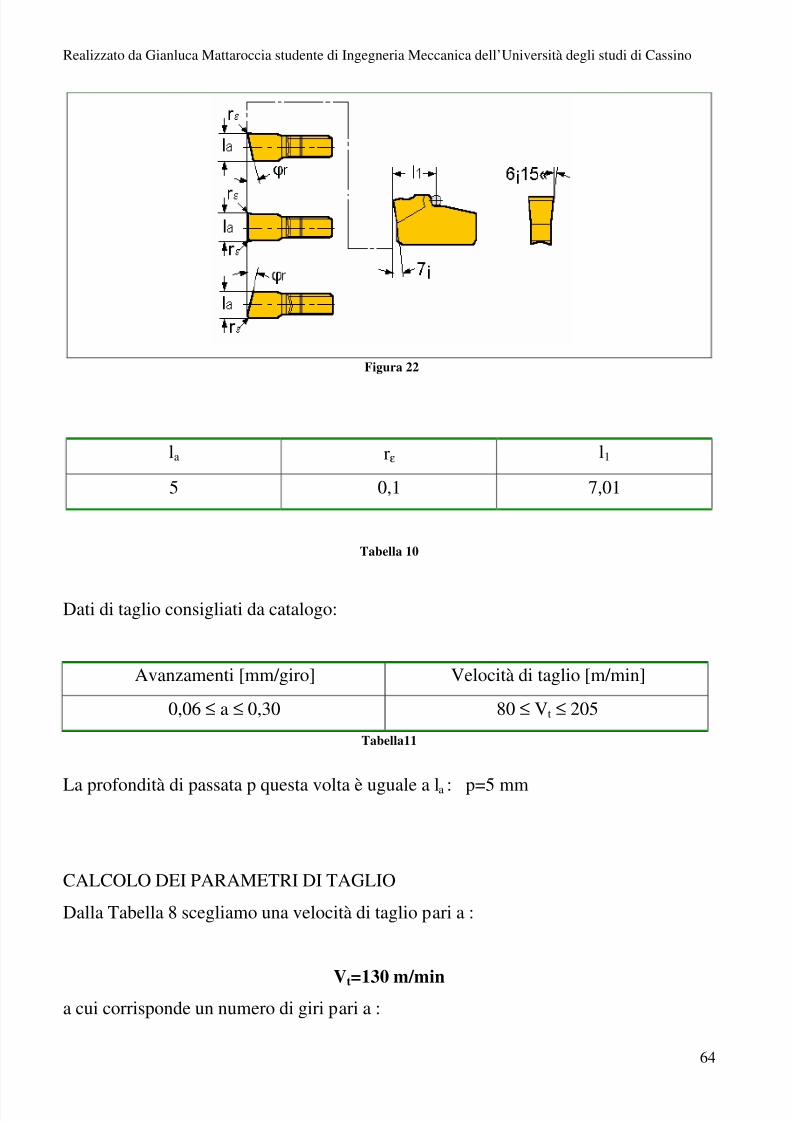
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
64
Figura 22
Tabella 10
Dati di taglio consigliati da catalogo
Avanzamenti [mmgiro] Velocitagrave di taglio [mmin]
006 le a le 030 80 le Vt le 205
Tabella11
La profonditagrave di passata p questa volta egrave uguale a la p=5 mm
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla Tabella 8 scegliamo una velocitagrave di taglio pari a
Vt=130 mmina cui corrisponde un numero di giri pari a
la rε l1
5 01 701
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
65
n= (1000 bull Vt) (π bull D) = (1000 bull 130) (314 bull 55) = 753 girimin
Dalla scheda macchina il numero di giri prossimo a quello calcolato risulta essere
n=760 girimin a cui corrisponde una velocitagrave di taglio effettiva pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 760) 1000 = 131 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo possiamo ricavare
attraverso una semplice proporzione
006 80 = a 131
a = ( 006 bull 131) 80 asymp 010 mmgiro
Noti
bull Angolo di spoglia superiore γ = 6deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-13deg = 77deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
66
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 77
0666= 307 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 01 bullbullbullbull 5 = 05 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 307 bullbullbullbull 05-0197
= 352 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 352 bullbullbullbull 05 = 176 daN = 1760 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
67
P = (1760 bullbullbullbull 131) (60 bullbullbullbull 1000) = 38 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavaturequindi
Tl = (165 + 2 + 1) (01 bullbullbullbull 760) = 025 min = 15 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
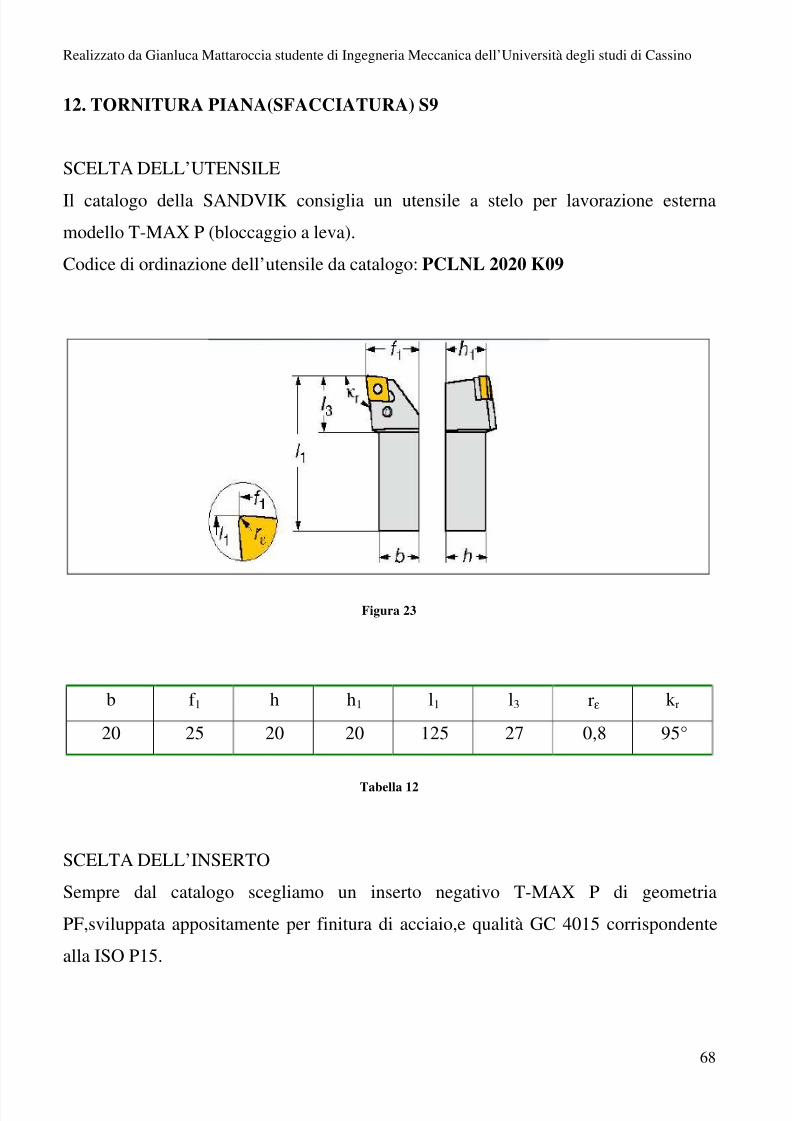
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
68
12 TORNITURA PIANA(SFACCIATURA) S9
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia un utensile a stelo per lavorazione esterna
modello T-MAX P (bloccaggio a leva)
Codice di ordinazione dellrsquoutensile da catalogo PCLNL 2020 K09
Figura 23
Tabella 12
SCELTA DELLrsquoINSERTO
Sempre dal catalogo scegliamo un inserto negativo T-MAX P di geometria
PFsviluppata appositamente per finitura di acciaioe qualitagrave GC 4015 corrispondente
alla ISO P15
b f 1 h h1 l1 l3 rε k r
20 25 20 20 125 27 08 95deg
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
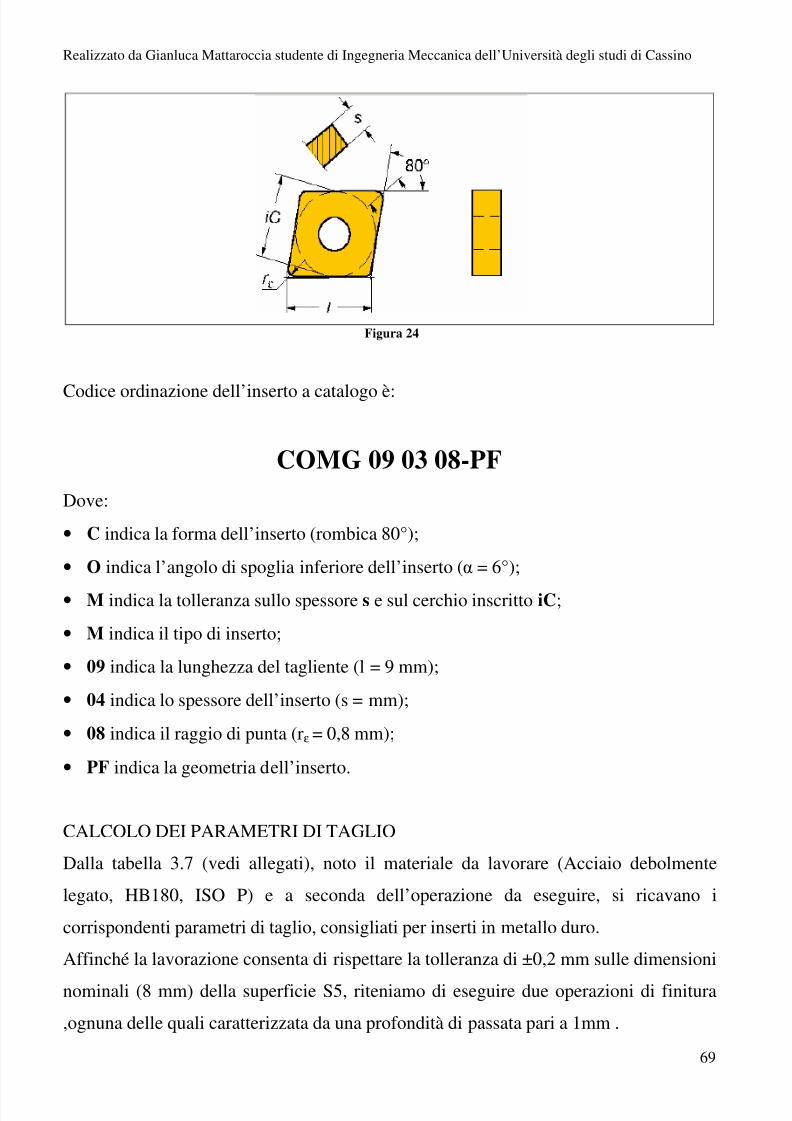
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 6984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
69
Figura 24
Codice ordinazione dellrsquoinserto a catalogo egrave
COMG 09 03 08-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull O indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 6deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull M indica il tipo di inserto
bull 09 indica la lunghezza del tagliente (l = 9 mm)
bull 04 indica lo spessore dellrsquoinserto (s = mm)
bull 08 indica il raggio di punta (rε = 08 mm)
bull PF indica la geometria dellrsquoinserto
CALCOLO DEI PARAMETRI DI TAGLIO
Dalla tabella 37 (vedi allegati) noto il materiale da lavorare (Acciaio debolmente
legato HB180 ISO P) e a seconda dellrsquooperazione da eseguire si ricavano i
corrispondenti parametri di taglio consigliati per inserti in metallo duro
Affincheacute la lavorazione consenta di rispettare la tolleranza di plusmn02 mm sulle dimensioni
nominali (8 mm) della superficie S5 riteniamo di eseguire due operazioni di finitura
ognuna delle quali caratterizzata da una profonditagrave di passata pari a 1mm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
70
Per la prima lavorazione di finituranoncheacute per la seconda i parametri di taglio
consigliati sono
05 lelelele p lelelele 03 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 270 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 55 ) = 1389 girimin
Dalla scheda macchina vediamo che il numero di giri prossimo a quello calcolato
risulta essere
n = 1240 girimin
a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 55 bull 1240) 1000 = 214 mmin
Essendo i parametri di taglio correlati tra loro per mantenere costante la qualitagrave della
lavorazione bisogna regolare opportunamente il valore dellrsquoavanzamento in funzione
della velocitagrave di taglio Il valore effettivo dellrsquoavanzamento lo ricaviamo attraverso una
semplice proporzione
01 240 = a 214
a = ( 01 bull 214) 240 = 009 mmgiro
Noti
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
71
bull Angolo di spoglia superiore γ = 12deg
bull Angolo di spoglia inferiore α = 6deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2quindi
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 009 bullbullbullbull 1 = 009 mm2
ed (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 009-0197
= 472 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 472 bullbullbullbull 009 = 425 daN = 425 N
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
72
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (425 bullbullbullbull 214) (60 bullbullbullbull1000) = 15 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex + la) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ldquoexrdquo egrave lrsquoextracorsa e la egrave una lunghezza di
sicurezza per evitare che sulla superficie in lavorazione restino delle bavatureper cui
Tl = (14 + 2 +1) ( 009 bullbullbullbull 1240) = 015 min = 9 s
e quindi il tempo complessivo di entrambe le lavorazioni saragrave Tl = 18 s
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con le precedenti operazioni abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = [a2 (8 middot r)] 10
3[microm]
Rt =[0092 (8 middot 08)] middot 10
3=12 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
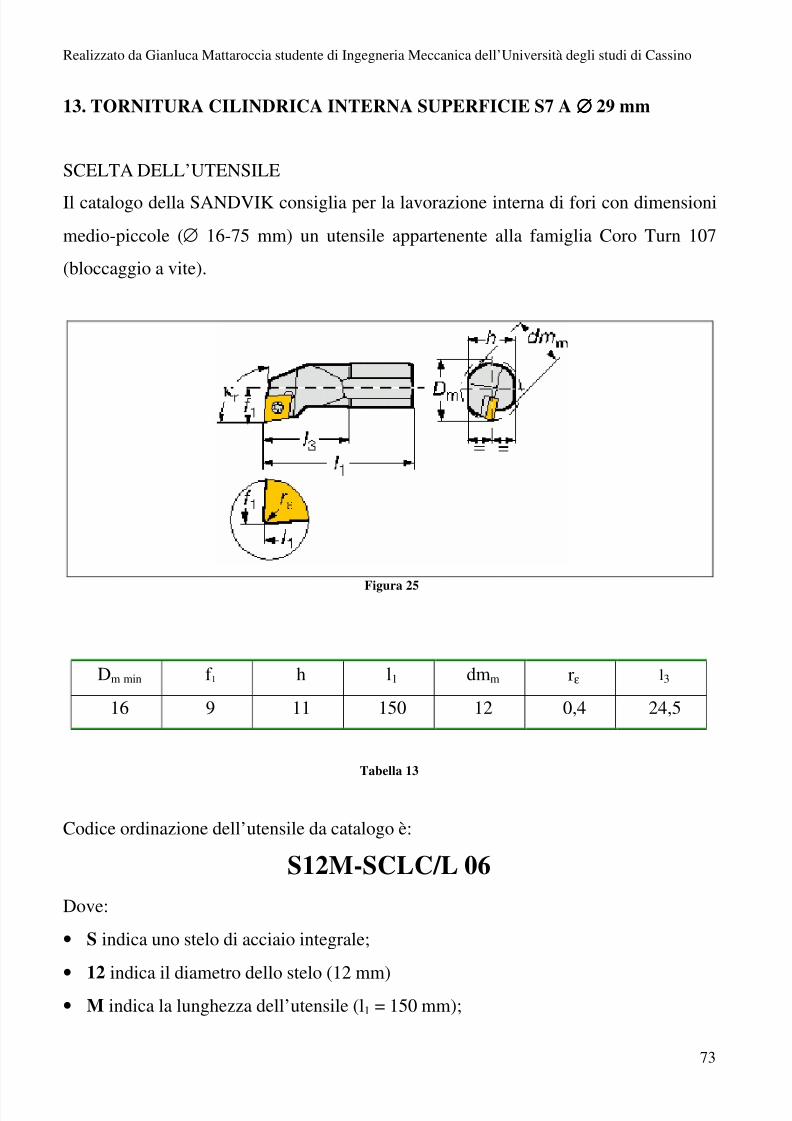
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
73
13 TORNITURA CILINDRICA INTERNA SUPERFICIE S7 A emptyemptyemptyempty 29 mm
SCELTA DELLrsquoUTENSILE
Il catalogo della SANDVIK consiglia per la lavorazione interna di fori con dimensioni
medio-piccole (empty 16-75 mm) un utensile appartenente alla famiglia Coro Turn 107
(bloccaggio a vite)
Figura 25
Tabella 13
Codice ordinazione dellrsquoutensile da catalogo egrave
S12M-SCLCL 06
Dove
bull S indica uno stelo di acciaio integrale
bull 12
indica il diametro dello stelo (12 mm)bull M indica la lunghezza dellrsquoutensile (l1 = 150 mm)
Dm min f 1 h l1 dmm rε l3
16 9 11 150 12 04 245
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
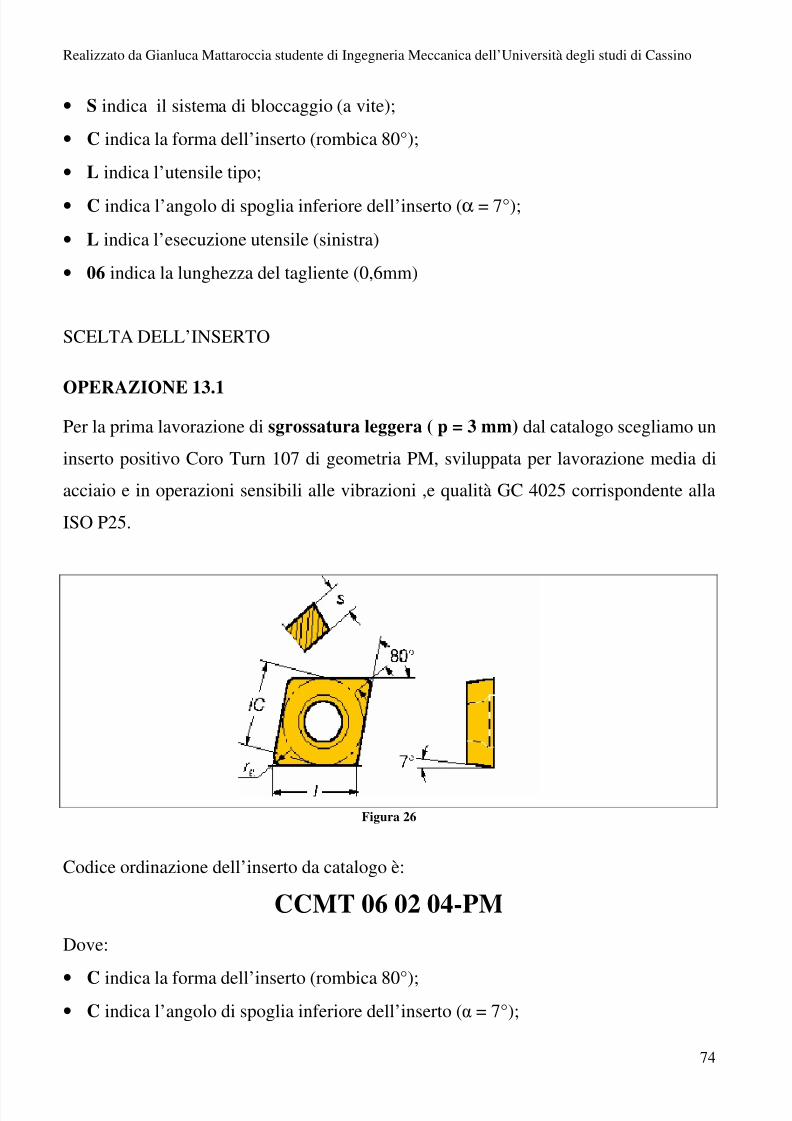
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
74
bull S indica il sistema di bloccaggio (a vite)
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull L indica lrsquoutensile tipo
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull L indica lrsquoesecuzione utensile (sinistra)
bull 06 indica la lunghezza del tagliente (06mm)
SCELTA DELLrsquoINSERTO
OPERAZIONE 131
Per la prima lavorazione di sgrossatura leggera ( p = 3 mm) dal catalogo scegliamo un
inserto positivo Coro Turn 107 di geometria PM sviluppata per lavorazione media di
acciaio e in operazioni sensibili alle vibrazioni e qualitagrave GC 4025 corrispondente alla
ISO P25
Figura 26
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PM
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7584
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
75
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PM indica la geometria dellrsquoinserto
Per essa i parametri di taglio consigliati sono
2 lelelele p lelelele 4 [mm]
02 lelelele a lelelele 05 [mmgiro]
180 lelelele Vt lelelele 280 [mmin]
Assumendo una velocitagrave di taglio pari a 140 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 140) (314 bull 28) = 1592 girimin
Dalla scheda macchina vediamo che il numero di giri disponibile prossimo a quello
calcolato egrave pari a 1664 girimin a cui corrisponde una velocitagrave di taglio che
chiameremo ldquoeffettivardquo pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 28 bull 1664) 1000 = 146 mmin
Come si vede il valore effettivo egrave molto distante da quelli consigliati con conseguenze
negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di taglio correlati
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7684
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
76
tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4025) occorre
regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave di taglio
Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere pressocheacute
inalterato il grado di rugositagrave lo ricaviamo attraverso una semplice proporzione
02 180 = a 146
a = ( 02 bull 146) 180 = 016 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7784
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
77
S = a bullbullbullbull p
S = a bullbullbullbull p = 016 bullbullbullbull 3 = 048 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 048-0197
= 340 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 340 bullbullbullbull 048 = 1632 daN = 1632 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) ( 60 bullbullbullbull1000)
P = (1632 bullbullbullbull 146) (60 bullbullbullbull 1000) = 39 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) ( a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (016 bullbullbullbull 1664) = 0078 min = 47 s
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
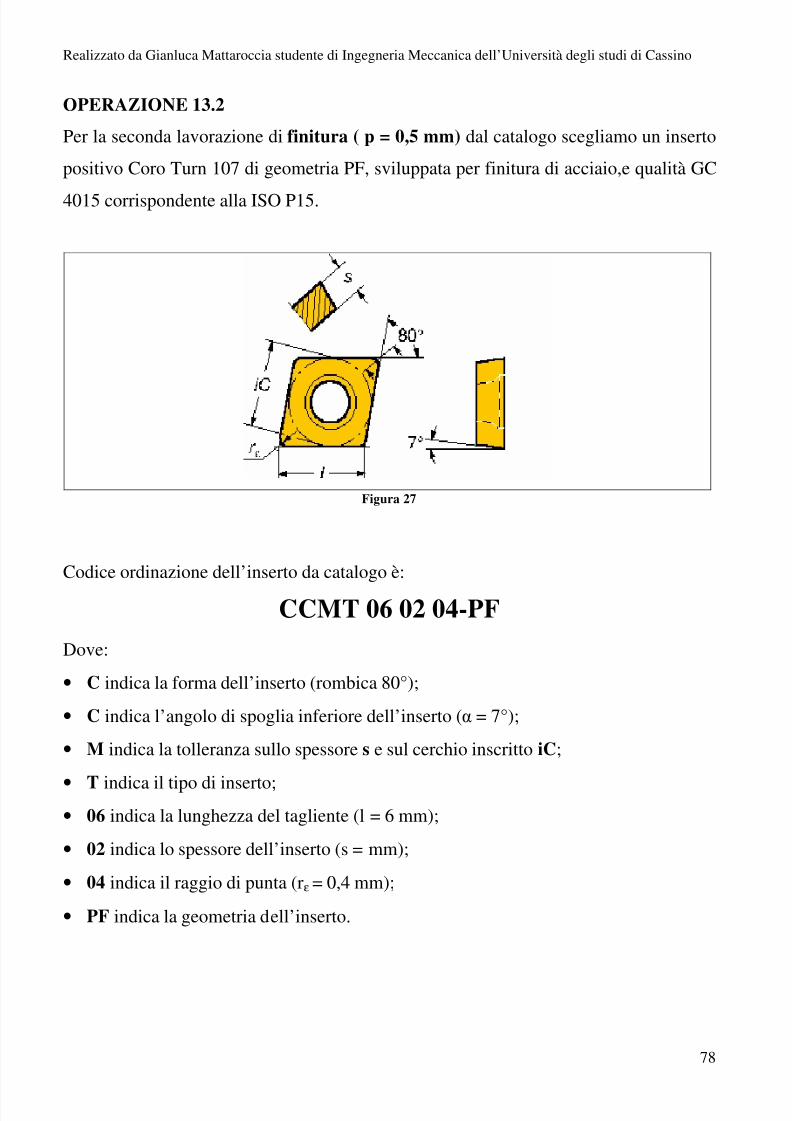
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7884
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
78
OPERAZIONE 132
Per la seconda lavorazione di finitura ( p = 05 mm) dal catalogo scegliamo un inserto
positivo Coro Turn 107 di geometria PF sviluppata per finitura di acciaioe qualitagrave GC
4015 corrispondente alla ISO P15
Figura 27
Codice ordinazione dellrsquoinserto da catalogo egrave
CCMT 06 02 04-PF
Dove
bull C indica la forma dellrsquoinserto (rombica 80deg)
bull C indica lrsquoangolo di spoglia inferiore dellrsquoinserto (α = 7deg)
bull M indica la tolleranza sullo spessore s e sul cerchio inscritto iC
bull T indica il tipo di inserto
bull 06 indica la lunghezza del tagliente (l = 6 mm)
bull 02 indica lo spessore dellrsquoinserto (s = mm)
bull 04 indica il raggio di punta (rε = 04 mm)
bull PF indica la geometria dellrsquoinserto
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 7984
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
79
Per essa i parametri di taglio consigliati sono
05 lelelele p lelelele 2 [mm]
01 lelelele a lelelele 03 [mmgiro]
240 lelelele Vt lelelele 270 [mmin]
Assumendo una velocitagrave di taglio pari a 240 mmin e sapendo che essa egrave legata al
numero di giri del mandrino tramite la relazione
Vt = (ππππ bullbullbullbull D bullbullbullbull n) 1000
andiamo a calcolare il numero di giri corrispondente
n = (1000 bull Vt) (π bull D) = (1000 bull 240) (314 bull 29 ) = 2635 girimin
Dalla scheda macchina vediamo che il massimo numero di giri disponibile egrave pari a
1664 girimin a cui corrisponde una velocitagrave di taglio che chiameremo ldquoeffettivardquo
pari a
Vteff
= (π bull D bull n) 1000 = ( 314 bull 29 bull 1664) 1000 = 1515 mmin
Come si vede il valore effettivo egrave molto distante dallrsquointervallo di valori consigliati con
conseguenze negative sulla qualitagrave della lavorazione Tuttaviaessendo i parametri di
taglio correlati tra loro per mantenere inalterata la qualitagrave della lavorazione (GC 4015)
occorre regolare opportunamente il valore dellrsquoavanzamento in funzione della velocitagrave
di taglio Il valore effettivo dellrsquoavanzamentoche consente quindi di mantenere
inalterato il grado di rugositagrave che ci attendiamo lo ricaviamo attraverso una semplice
proporzione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8084
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
80
01 240 = a 1515
a = ( 01 bull 1515) 240 = 006 mmgiro
Noti
bull Angolo di spoglia superiore γ = 11deg
bull Angolo di spoglia inferiore α = 7deg
Calcoliamo lrsquoangolo di taglio β dalla relazione
ββββ = 90deg - (αααα + γ γγ γ )
ββββ = 90deg-18deg = 72deg
Adesso calcoliamo la pressione specifica di taglio tramite la relazione
Ps = 24 bullbullbullbull Rm0454 bullbullbullbull ββββ0666
dove Rm egrave il carico medio di resistenza a trazione pari a Rm=75daNmm2
Ps = 24 bullbullbullbull 750454 bullbullbullbull 72
0666= 294 daNmm
2
Calcoliamo la pressione di taglio tramite la relazione
Pt = Ps bullbullbullbull S-1n
dove S egrave lo spessore del truciolo pari a
S = a bullbullbullbull p
S = a bullbullbullbull p = 006 bullbullbullbull 05 = 0031 mm2
e (1n) egrave la costante di Kronenberg che per gli acciai vale 0197
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8184
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
81
Quindi
Pt = Ps bullbullbullbull S-1n
= 294 bullbullbullbull 0031-0197
= 580 daNmm2
Calcoliamo la forza principale di taglio tramite la relazione
Fz = Pt bullbullbullbull S
Fz = 580 bullbullbullbull 0031 = 1798 daN =1798 N
Adesso facciamo la verifica della potenza assorbita dalla lavorazione tramite la
relazione
P = (Fz bullbullbullbull Vt) (60 bullbullbullbull1000)
P = (1798 bullbullbullbull 1515) (60 bullbullbullbull 1000) = 045 kw ltltltlt 77 kw = Potenza macchina
Adesso calcoliamo il tempo attivo di lavorazione tramite la relazione
Tl = (L + ex) (a bullbullbullbull n)
dove L egrave la lunghezza di lavorazione ed ldquoexrdquo egrave lrsquoextracorsa quindi
Tl = (19 + 2) (0031 bullbullbullbull 1664) = 04 min = 24 s
La nostra lunghezza di lavorazione discosta da quella di progetto pari a 198 mm poicheacute
dovendo realizzare la gola A4x03 UNI 4386 lasciamo 08 mm di soprametallo per
questa operazione
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8284
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
82
CALCOLO DEL GRADO DI RUGOSITArsquo
Al fine di verificare che la superficie ottenuta con la precedente operazione abbia la
qualitagrave superficiale richiesta ( le3microm ) calcoliamo il grado di rugositagrave teorica con la
formula approssimata di SCHMALZ
Rt = 00312 (8 middot 04) middot 10
3= 030 microm
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
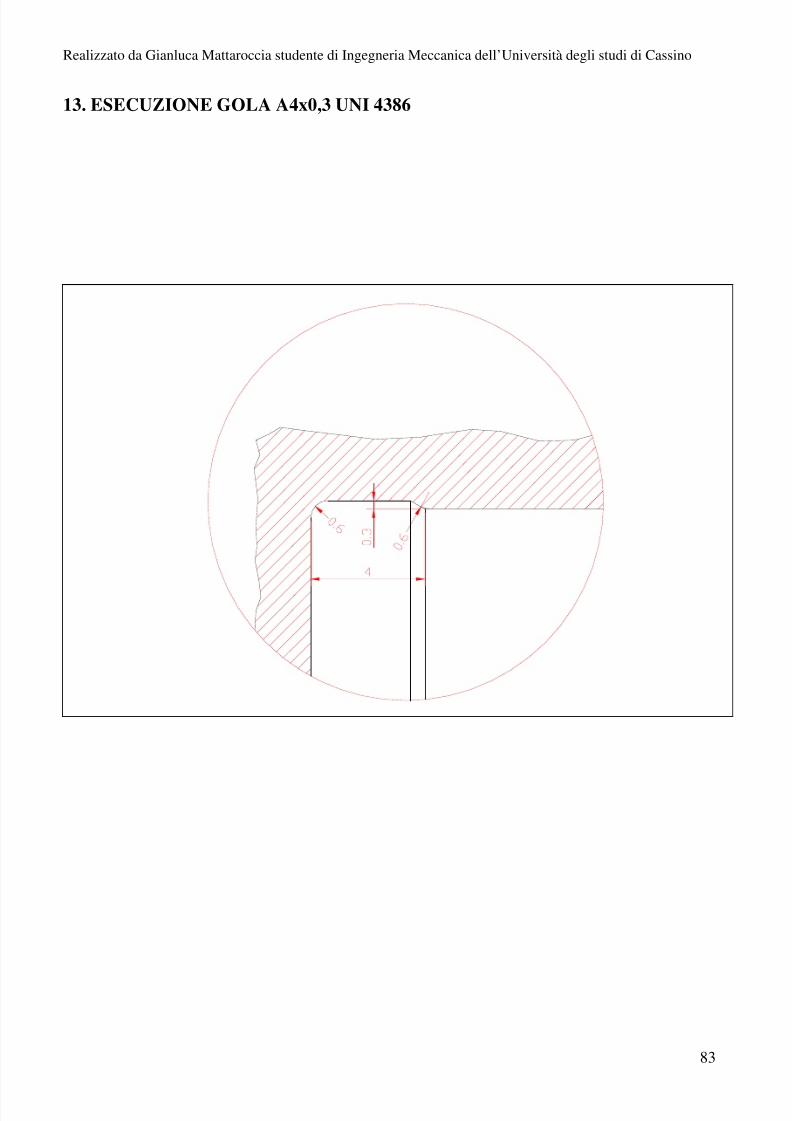
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8384
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino
83
13 ESECUZIONE GOLA A4x03 UNI 4386
7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino

7232019 CICLO DI LAVORAZIONE
httpslidepdfcomreaderfullciclo-di-lavorazione 8484
Realizzato da Gianluca Mattaroccia studente di Ingegneria Meccanica dellrsquoUniversitagrave degli studi di Cassino