Embed Size (px)
DESCRIPTION
introduccion a cnc
Citation preview

Diferencias de recorrido con distintas herramientas
Punto de referencia para la programación de la herramienta

G00 Interpolación lineal a velocidad rápida

Diferencia de actuación dependiendo del parámetro
G00 Interpolación lineal a velocidad rápida
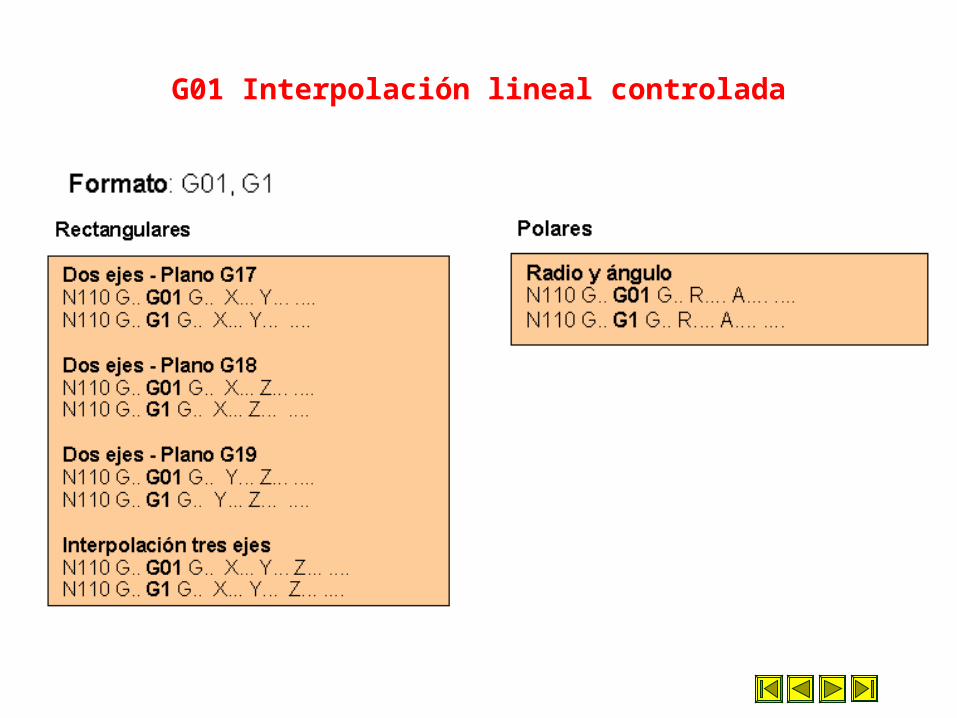
G01 Interpolación lineal controlada

G01 Interpolación lineal controlada

G01 Interpolación lineal controlada

G01 Sistema de aproximación y mecanizado

G01 Interpolación lineal controlada con polares

Línea únicaN110 G93 I... J... K...
Línea compuestaN110 G93 G01 G.. R... A...N110 G93
En línea única con su propio formato “G93 I... J... K...”.
En línea compuesta con otras funciones sin ningún dato propio de la función
En solitario sin ningún dato propio
G93 Origen de coordenadas polares

I sustituye a X
J sustituye a Y
K sustituye a Z
G93 - Relación entre ejes

El origen polar y el origen pieza se inician en la misma posición
Al trasladar el origen polar, no se desplaza el origen pieza
G93 - Relación entre origen pieza y polar

Nótese que en el plano G18 la visión desde la posición del operario es contraria a los otros dos planos, esto se debe a que es siempre desde la posición dela herramienta desde donde se debe mirar.Existe un parámetro interno de máquina que puede hacer que esto cambie en el sentido contrario (P605(4))
Nótese que en el plano G18 la visión desde la posición del operario es contraria a los otros dos planos, esto se debe a que es siempre desde la posición dela herramienta desde donde se debe mirar.Existe un parámetro interno de máquina que puede hacer que esto cambie en el sentido contrario (P605(4))
G02 Interpolación circular a derechas G03 Interpolación circular a izquierdas

G02 – G03 Formatos

Formato de introducción de datos suplementarios

Formato de introducción de datos suplementarios

Formato de introducción de datos suplementarios

Formato de introducción de datos suplementarios

Absolutas
Ejemplo de programación Ejes y centro de arco

Incrementales
Ejemplo de programación Ejes y centro de arco

Absolutas
Ejemplo de programación Ejes y radio

Absolutas
Ejemplo de programación Angulo y centro de arco

Incrementales
Ejemplo de programación Angulo y centro de arco

Incrementales
Ejemplo de programación Ejes y centro de arco

Ejemplo de programación Ejes y radio

Ejemplo de programación polares (Angulo y centro de arco)

Ejemplos de ángulos incrementales y absolutos
Ejemplo de programación polares (Angulo y centro de arco)

Absolutas
Ejemplo de programación polares (Radio y ángulo)
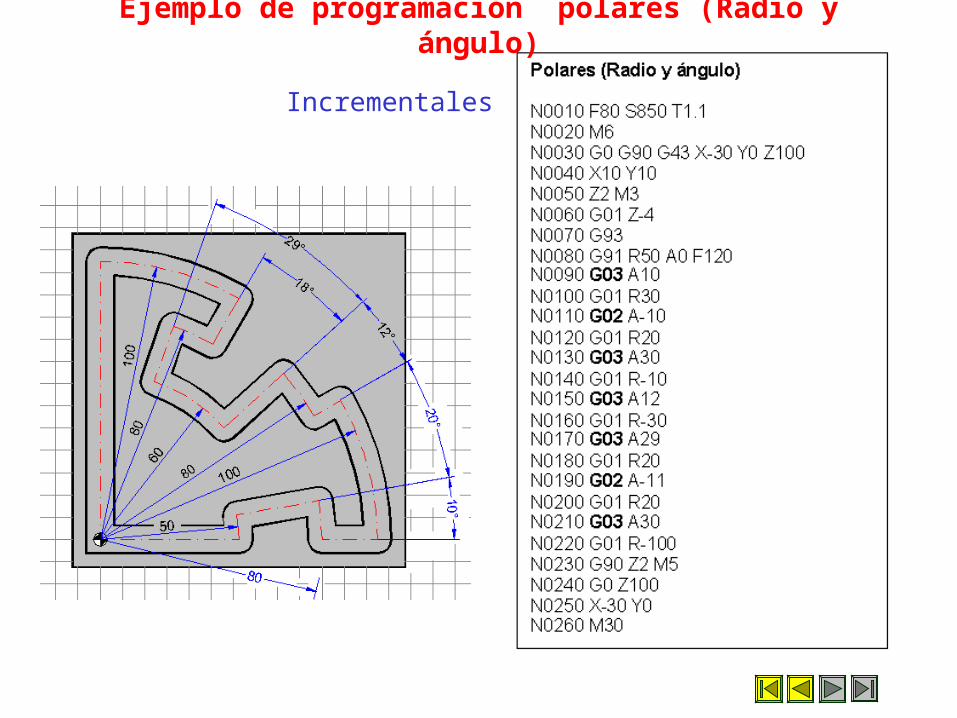
Incrementales
Ejemplo de programación polares (Radio y ángulo)