-
CNC-Technik-Kurs Teil 2 Programmieren nach DIN 66025
Die Grundlagen derCNC-Programmierung
Bei der manuellen Fertigungsweisekann man strenge
Planungsregelnzur Werkstckfertigung etwas locke-rer handhaben, da
ein Facharbeiterdank seines Erfahrungsschatzes zujeder Zeit den
Fertigungsprozess imGriff hat. Eventuelle Unkorrektheitenwerden
sofort erkannt und korrigiert.Ein CNC-Programm darf hingegenkeine
groben Fehler enthalten. Eineinziges fehlerhaftes Vorzeichen ge-ngt
und der Maschinentisch fhrt indie falsche Richtung, was eine
teureMaschinenreparatur nach sich ziehenkann. Oft sind danach auch
dasWerkzeug und das Werkstck reif frdie Schrottkiste.
Der Grund ist, dass anders als einMensch eine Steuerung keine
logi-schen Entscheidungen nach demMuster: "Es darf jetzt nicht
weiter indie Richtung X- gefahren werden, dasonst das Werkstck
zerstrt wird"treffen kann. Diese Regel muss derProgrammierer im
Programm be-rcksichtigen.
Die erste einfache Kontur
Zur Planungsvorbereitung gehrt dieberlegung, aus welchem
Rohteilsich das Werkstck am kostengns-tigsten herstellen lsst. Fr
das fol-gende Programmierbeispiel wird eingezogenes und bereits
abgesgtesVierkantmaterial aus Aluminium mitden Maen 100x100x22
ausgewhlt.Die erste Aufgabe besteht darin, dasWerkstck auf 20mm
Dicke zu fr-sen, um die Sgeunebenheiten zuentfernen.
Fr diese einfache Ttigkeit hat einFacharbeiter zwei
Mglichkeiten:Entweder er schreibt ein Programm,um per CNC-Maschine
die Deck-und Bodenflche zu bearbeiten, wasim Fall groer Stckzahlen
sowiesoerste Wahl ist, oder er frst die Fl-chen per
Universalfrsmaschine ma-nuell auf Ma. Natrlich kann dasmanuelle
Bearbeiten der Flchenauch per CNC-Maschine durchge-fhrt werden, da
einfache Frsarbei-ten auf dieser Maschinengattungebenfalls
ausgefhrt werden knnen.Dazu eigen sich insbesondere soge-nannte
elektronische Handrder. Dies
Mit SIM_WORK zum sicheren CNC-ProgrammiererBevor ein Werkstck
auf CNC-Maschinen hergestellt werden kann, muss derFacharbeiter
mithilfe einer technischen Zeichnung, vor seinen "geistigen Au-gen"
den dazu erforderlichen Arbeitsablauf vom Anfang bis zum Ende
durch-spielen. Es muss festgelegt werden, welches Werkzeug in
welcher Reihenfolgebentigt wird und welche Schnittgeschwindigkeiten
sowie Vorschbe erforder-lich sind. Dazu kommt noch die Art der
Spannung unter Bercksichtigung vonHindernissen auf dem
Maschinentisch. Erst dann kann ein fehlerfreies CNC-Programm
geschrieben werden. Diese Denkweise kann dank SIM_WORK aus-giebig
trainiert werden.
1 Der JetSleeve von Diebold sorgt dafr, dass beim Frsen die Spne
sofort weggeschleudert wer-den und dadurch der Nachteil des
schlechten Spnefalls beim Senkrechtfrsen ab sofort Geschichteist.
Zudem sorgt diese Innovation dafr, dass sich die Frserstandzeit
mindestens verdoppelt.
1
-
ist gerade bei Einzelstcken oft sinn-voller und zeitsparender,
als ein Pro-gramm dafr zu erstellen.
Da in diesem Kurs jedoch der Um-gang und das Programmieren
vonCNC-Maschinen gebt werden sollen,wird nachfolgend beschrieben,
welcheSchritte ntig sind, um die gestellteAufgabe mithilfe eines
Programms zulsen.
Maschine rsten
Durch seine einfache Form bietet essich an, das Werkstck in
einen Ma-schinenschraubstock einzuspannen.Dieser wird also auf dem
Maschinen-tisch befestigt und gegebenenfalls mitder Messuhr
ausgerichtet, wenn keineNutensteine fr die sofortige korrekteLage
sorgen. Vielfach sind moderneCNC-Maschinen mit
sogenanntenNullpunktspannsystemen ausgerstet,
die das Spannen noch einmal schnellerund genauer machen.
Die Arbeitsebenen G17, G18, G19
Steuerungen besitzen keine Augen, umzu erkennen, wie das
Werkzeug zumWerkstck steht. Mit den BefehlenG17, G18 und G19 wird
dem Miss-stand abgeholfen. Diese Befehle sagender Steuerung, ob das
Werkzeugwaagrecht oder senkrecht eingespanntist. Dadurch spielt es
keine Rolle wiedas Werkstck aufgespannt ist - eskann in jeder
Spannlage bearbeitetwerden.
Bevorzugt wird hufig die waagrech-te Arbeitsweise, da hier die
Spne freiin die Maschinenwanne fallen knnenund die Fertigung nicht
mehr beein-trchtigen knnen. Aus didaktischenGrnden werden in diesem
Kurs je-doch alle Beispiele in senkrechter Be-arbeitung
ausgefhrt.
Um zu verstehen, welcher Befehl n-tig ist, um der Steuerung zu
sagen,welche Lage das Werkzeug im Raumeinnimmt, muss etwas weiter
ausge-holt werden. CNC-Maschinen habeneinen wesentlichen
Stolperstein, der esanfangs nicht gerade erleichtert
dasCNC-Programmieren zu erlernen. Jenachdem, wie der
Maschinenherstellersein Produkt einstuft, sind die Achsenabweichend
zu Maschinen andererHersteller bezeichnet.
Hersteller, die ihre Maschine alsWaagrechtmaschine bezeichnen,
ha-
ben korrekt nach DIN ihren Maschi-nen eine andere Achsenlage
mitgege-ben, als Hersteller, die ihre Maschineals Senkrechtmaschine
verkaufen.Sehr hufig sind durch den An- bezie-hungsweise Abbau des
Senkrecht-frskopfes diese Maschinen umrst-bar. Die Achsenlage ndert
sich da-durch jedoch nicht. Deshalb muss je-der Facharbeiter sich
zunchst dieAchsenlage jeder von ihm zu betreu-enden Maschine genau
ansehen.
Es hat sich bewhrt, zunchst ausfestem Papier ein
Koordinatenmodellzu basteln, aus dem ersichtlich wird,
2
2 Nach dem Einschalten einer CNC-Maschinewird zunchst der
Referenzpunkt (R) angefah-ren. Dieser Vorgang kann bei modernen
Ma-schinen eventuell entfallen. Der Maschinennull-punkt (M) ist vom
Hersteller vorgegeben undkann nicht verndert werden. Der
Werks-tcknullpunkt (W) ist der Startpunkt der Bear-beitung des
Werkstcks.3 Elektronische Handrder von modernen Ma-schinen
ermglichen trotz fehlender Handrderdas manuelle Bearbeiten von
einfachen Werk-stcken auch auf CNC-Maschinen. Dafr sinddie Handrder
jedoch nicht hauptschlich ge-dacht. Diese sollen vielmehr das
Einrichten derMaschine, wie etwa die Ermittlung des Null-punktes
erleichtern.4 Beim Waagrechtfrsen ist der Spnefall gns-tiger als
beim Senkrechtfrsen.5 Mit drei Finger einer Hand kann rasch
festge-stellt werden, wie die CNC-Achsen im Raumangeordnet sind.
Faustregel: Die Z-Achse gehtimmer durch die Arbeitsspindel.
3
5
4
-
6
7
8
9
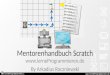
6 Das bungsteilwird aus einem StckAluminium herge-stellt, das
auf dieMae 90x90, 10 Tiefvorgefrst wird.
7 Ausgehend vomNullpunkt werdenWerkstcke nachMglichkeit so
be-mat, dass CNC-Pro-gramme rasch erstelltwerden knnen.
8 Mittels einer iso-metrischen Darstel-lung ist es auch
frweniger Gebte ein-fach, sich das zu fr-sende Werkstck
vor-zustellen.
9 In einem spterenKursteil wird dasWerkstck noch mitBohrungen
versehen,die mittels Zykleneingebracht werden.
wie die einzelnen Ebenen zueinander-stehen, um dieses Thema
leichter zudurchschauen. Alternativ knnen auchmit drei Fingern der
Hand die Achsendargestellt werden. Solche kleinenHilfen ebnen
gerade am Anfang einerCNC-Programmierer-Karriere denEinstieg in
diese Technik, da es unge-heuer hilfsreich ist, beispielsweise
dasPapier-Model auf den Frstisch zu le-gen, um sich ein Bild von
den jeweili-gen Arbeitsebenen zu machen..
Die SIM_WORK zugrunde liegendeMaschine ist eine
Waagrechtfrsma-schine, an die im Bedarfsfall einSenkrechtfrskopf
angebaut werdenkann. Da das Werkstck mit angebau-tem
Senkrechtfrskopf bearbeitet wer-den soll, wird dieser Anbau nun
vor-genommen. CNC-Maschinen besitzenjedoch oft keinen Sensor, der
dies au-tomatisch erkennt. Folgerichtig gehtdie Steuerung davon
aus, dass dasWerkzeug nach wie vor waagrecht ge-spannt wird.
Entsprechend wrdenalle Frsbewegungen falsch berech-net, wenn hier
keine Korrektur vorge-nommen wird.
Information ist alles
Um der Steuerung mitzuteilen, dassder Senkrechtfrskopf angebaut
istund daher das Werkzeug senkrechtsteht, wird der Befehl G18
bentigt.Wenn nach dem Start vonSIM_WORK die Referenzpunkte
an-gefahren wurden und sich das Pro-gramm im Teach-in-Modus
befindet,kann man die Wirkung dieses BefehlsG18 sofort berprft
werden, da nachEingabe dieses Befehls der Senk-rechtfrskopf im
3D-Maschienbildnach Bettigen der Return-Taste er-scheint.
Zustzlich verschwindet in der G-Befehlsstatuszeile die Zahl 17
und dieZahl 18 erscheint an der gleichenStelle. Dadurch wird schon
deutlichgemacht, dass die verschiedenenCNC-Befehle zu Gruppen
zusammen-gefasst sind. Fr angehende CNC-Programmierer ist es ganz
wesentlich,dass diese sich der Gruppenzugeh-rigkeit von
CNC-Befehlen stets be-wusst sind, da sich diese gruppenge-bundenen
Befehle gegenseitig ber-
-
schreiben. Dies bedeutet, dass ein Be-fehl einer Gruppe nur
solange wirk-sam ist, bis ein anderer Befehl dergleichen Gruppe
aufgerufen wird.
Dies kann man sich mit einem einfa-chen Beispiel aus dem Alltag
bildlichvor Augen fhren: In Zimmer A und Bbrennt je eine Lampe. Die
Lampe inZimmer A beziehungsweise B kannselbstverstndlich nur durch
einenSchalter gelscht werden, der sich imentsprechenden Zimmer
befindet.Ergo muss man, wenn die Lampe imZimmer B gelscht werden
soll, in dasentsprechende Zimmer B gehen undden dafr vorgesehenen
Schalter bet-tigen. Erst dann wird diese Lampeauch gelscht. Nichts
anderes ist bei
den Befehlen G17 und G18 der Fall.Diese bilden zusammen mit dem
Be-fehl G19 eine Gruppe, die die Lage desWerkzeugs im Raum
festlegt.
Wenn einer dieser Befehl falsch ein-gegeben oder vergessen
wurde, dannkann das die Ursache fr einen Crashsein. Denn je nach
Befehl entscheidetdie Steuerung, welche Achse bewegtwerden muss, um
etwa einen Bohrer inein Werkstck eindringen zu lassen.
Werkzeuge voreinstellen
Nachdem nun der Befehl G18 eingege-ben wurde, knnte nun das
Werkzeugin den Senkrechtfrskopf eingespanntwerden, wenn bereits
dessen Mae imWerkzeugspeicher stehen wrden. Die
Angabe von Werkzeuglnge und -durchmesser im Werkzeugspeicher
istabsolut wichtig, damit die Steuerungin der Lage ist, unter
Bercksichti-gung der Werkzeugabmessungen dieAchsen der Maschine so
zu steuern,dass das gewnschte Werkstck mitden gewnschten Maen
entsteht.
Werkzeuglnge und -durchmesserwerden blicherweise mit
einemWerkzeugvoreinstellgert ermittelt.Auf dem Markt gibt es dazu
unter-schiedlichste Angebote, die sich in ih-rer Leistungsfhigkeit
unterscheiden.Insbesondere fr Kleinbetriebe reichthufig ein
einfaches Voreinstellgertaus. Die gemessenen Werte werdenvon Hand
in den Werkzeugspeicherder Steuerung eingegeben.
Um den Werkzeugspeicher vonSIM_WORK aufzurufen werden dieTasten
[Strg] + [I] gleichzeitig bet-tigt. In der Meldezeile hat man
nundie Auswahl zwischen:
- Werkzeugspeicher- Maschinenkonstantenspeicher-
Parameterspeicher- Nullpunktspeicher
Alle diese Speicher knnen von hieraus durch Eingabe des ersten
Buchs-tabens angewhlt werden. Fr denWerkzeugspeicher wird daher die
Tas-te W bettigt.
Es werden nun die Felder 0..99 auf-gebaut. Dies bedeutet, dass
100 Werk-zeuge mit ihren Abmessungen abge-speichert werden knnen.
Mit denCursor-Tasten links [ ], rechts [ ],auf [ ] und ab [ ],
knnen die Felderangesprungen werden.
Zum Bearbeiten des Werkstckesstehen zwei verschiedene
Frswerk-zeuge zur Verfgung. Ein Messer-kopf, um die Deckflche
abzufrsenund ein Schaftfrser, der zum Frsendes Rechteckes benutzt
wird. DerMesserkopf hat einen Durchmesservon 60mm. Die Werkzeuglnge
wur-de mit 100mm ermittelt. Der Schaft-frser hat einen Durchmesser
von12mm. Die Werkzeuglnge wurde mit110mm ermittelt. In Feld 1
(Messer-kopf) und 2 (Schaftfrser) werden nundie Werte dieser
Werkzeuge eingege-ben. Zu beachten ist, dass immer nurder
Werkzeugradius und nicht der
12a Um die Mae der Werkzeugs korrekt zu ermitteln, gengen in der
Regel einfache Werkzeugvor-einstellgerte, die es in
unterschiedlichen Ausfhrungen gibt. Es besteht auch die Mglichkeit,
Werk-zeuge direkt in der Maschine zu vermessen, was jedoch wegen
der teuren Maschinenstillstandzeitenhufig nicht genutzt wird.
Ebenenzuordnung Waagrechtfrsmaschinen
Ebenenzuordnung Senkrechtfrsmaschinen
10,11 Beide Maschinentypen knnen durch An- beziehungsweise Abbau
eines Senkrechtfrskopfes aufden jeweils anderen Maschinentyp
umgerstet werden. Die Lage des Koordinatensystems ndert sichdadurch
nicht. Die Programmerstellung erfolgt in der Regel immer in der
X/Y-Ebene.Wichtig: Die Befehle G17 und G19 knnen mit SIM_WORK nicht
verwendet werden.
10 11
G18: Werkzeug senkrecht, XZ-EbeneG17: Werkzeug waagrecht,
XY-EbeneG19: Werkzeug ist in einem Winkel-frskopf eingespannt.
(ZY-Ebene)
G18: Werkzeug senkrecht, XY-EbeneG17: Werkzeug waagrecht,
XZ-EbeneG19: Das Werkzeug ist in einem Winkel-frskopf eingespannt.
(ZY-Ebene)
12 a
12 Einfache, aber przise Voreinstellgerte wiedas VEG400 von
Diebold sind fr das Voreinstel-len von Werkzeugen vllig
ausreichend. GrereGerte lohnen sich vor allem dann, wenn tglichsehr
viele Werkzeuge vermessen werden mssenoder die Werkzeuge
komplizierte Geometrienaufweisen.
12
-
Werkzeugdurchmesser eingegebenwird!Hinweis: Solange das Feld
blau hin-terlegt ist, kann es mit der Taste Back-space editiert
werden.
Sobald die Werte eingegeben sind,knnen diese nun im Programm
ver-wendet werden. Wenn man sich ver-tippt hat, dann bewegt man
ganz ein-fach den Cursor mit der Leertaste aufdas Feld mit dem
falschen Wert undberschreibt diesen. Der Wert wird al-lerdings erst
nach Bettigen der Re-turn-Taste ersetzt.
Sobald in einem Feld ein Wert einge-geben wurde und das Feld
verlassenwurde, ndert das Feld seine Farbe.An dieser Farbnderung
kann manfeststellen, dass in diesem Feld Werteabgelegt sind. Alle
anderen Felder, dieeinen gelben Hintergrund haben, sindnoch
leer.
Sollen keine Werkzeugdaten mehrgespeichert werden, kann der
Werk-zeugdatenspeicher durch Drcken derTaste [ESC] verlassen
werden. Nunwird wieder das Grundbild im unteren
Bildschirmdrittel sichtbar. Aber auchjetzt ist es noch nicht
mglich, die ers-ten "Spne" zu produzieren, da vorhernoch der
Nullpunkt am Werkstck ge-setzt werden muss, denn die Steuerungwei
ja nicht, wo das Rohteil auf demMaschinentisch platziert ist.
Nullpunkt setzen
Nullpunkte zu setzen kann sehr zeitrau-bend sein, schlielich
muss man denAbstand der Werkstckoberflche zurSpindelnase ermitteln
sowie zwei Kan-ten am Werkstck mit der Spindelach-senmitte in
Deckung bringen, um dientigen Werte zu bekommen. DieserProzess ist
am einfachsten undschnellsten mit einem 3D-Taster zumeistern. Aber
auch Endmae undKantentaster werden dafr gerne ge-nommen.
Sobald die Werte bekannt sind, wer-den diese im
Nullpunktspeicher abge-legt. Dazu werden in SIM_WORK dieTasten
[Strg] + [I] gleichzeitig bettigt.Es kann nun wieder zwischen
verschie-denen Speichern gewhlte werden. Der
Nullpunktermittlung
Die X- und Z-Werte werden mithilfeeines Kantentasters ermittelt.
Der Y-Wert ist etwas aufwendiger zu ermit-teln: Man legt ein Endma
mit derLnge 100 mm (es kann auch eine an-dere Lnge haben) zwischen
Werks-tck und Spindelnase und verfhrt denTisch in der Hhe so, dass
dieses End-ma gerade noch zwischen Werkstckund Spindelnase passt.
Der Wert, der
Nullpunktverschiebungsspeicher wirddurch Eingabe des Buchstaben
"N"angesprungen. Es baut sich nun eineFeldreihe mit den Feldern
50-59 auf.Im Feld 54 werden die Werte eingege-ben. Es knnten auch
andere Felderwie etwa 57 verwendet werden. DieFelder 50,51 und 52
sind jedoch tabu!Der Grund wird etwas spter erlutert.
Die Eingabe der Verschiebewerte er-folgt in der gleichen Weise
wie dieEingabe von Werkzeuglnge und -ra-dius in den
Werkzeugspeicher.
Hinweis: SIM_WORK ist so pro-grammiert, dass es beim
versehentli-chen Vergessen der Eingabe vonWerkzeugdaten
Standardwerte ver-wendet, die oft den Abbruch der Si-mulation
verhindern. Auf realen Ma-schinen wre diese Vorgehensweisejedoch
fatal. Deshalb ist es extremwichtig, auch im Trockentraining
mitSIM_WORK so zu arbeiten, als wreman an einer echten
Maschine.
Vorschlag fr die NPV-Werte: X:100Y:110 Z:200. Mit der Taste
[ESC]wird der NPV-Speicher verlassen.
Flexibilitt ist alles
Die Felder 54-58 werden hauptsch-lich verwendet, wenn mehrere
Null-punkte am Werkstck vorhanden sind,oder wenn mehrere Werkstcke
aufeiner Spannvorrichtung gespannt sind.Dadurch kann man jedem
Werkstckseine eigenen Nullpunktkoordinatenzuordnen. Nullpunkte, die
mit G54-G59 aktiviert wurden, knnen ge-lscht werden. Dazu verwendet
manden Befehl G53.
Eine einfache Kontur
Die Befehle, die bei den Experimen-ten mit "RESET-AXIS"
eingegeben
16 Im Editor, dermit [Strg] + [K]aufgerufen wird,knnen
lngereProgramme einge-geben werden.Auch die
mittelsTeach-In-Moduseingegebenen Pro-gramme werdenhier abgelegt.
DieAufteilung in einenHauptprogramm-und einen Makro-bereich
ermglichtdas Erstellen vonverschachteltenCNC-Programmen.Durch
Drcken derTaste [Esc] wirdder Editor wiederverlassen.
13 Endmae und...14 ...Kantentastersind eine Mglich-keit, um den
Null-punkt eines Werk-stckes festzulegen.15 Schneller geht esjedoch
mit einem 3D-Taster.
16
nun an der Anzeige fr die Y-Achseunter ABS-WERT angezeigt wird,
wirdnotiert. Von diesem Wert werden nun100 mm als Verschiebewert
abgezogen.Dies ist das Ergebnis, das in den NPV-Speicher fr die
Y-Achse eingegebenwird. Fr die Nicht-Facharbeiter unterden Lesern
ist es nicht so wichtig, die-sen Vorgang nachvollziehen zu
knnen,denn die NPV ist nur auf realen Ma-schinen genau zu beachten,
um Aus-schuss und Crash zu verhindern.
13
14 15
-
wurden, sind im Speicher abgelegtworden. Wenn die Tasten [Strg]
+ [K]gleichzeitig gedrckt werden, wird derEditor aufgerufen. Dort
knnen dieBefehle nachgelesen werden. Mit[ESC] wird der Editor
wieder verlas-sen. Um diese Befehle loszuwerden,muss der Speicher
geleert werden.Dazu sind die Tasten [Strg] + [N]gleichzeitig zu
drcken. Alle Speicherwerden dadurch gelscht. Leider auchder
Werkzeug- und der Nullpunktspei-cher. Daher mssen die Werte
wiedergenauso in die entsprechenden Spei-cher eingegeben werden,
wie es bereitsgezeigt wurde.
Programmeingabe
Per [Strg] + [B] wird die Wahl des Be-triebsmodus aufgerufen.
Durch Betti-gen der Taste [M] wird der TEACH-IN-Modus gewhlt und
SIM_WORKist bereit zur Programmeingabe. DasProgramm wird nach jeder
Befehlsein-gabe sofort simuliert, wenn es anhandder Befehle mglich
ist. Zwischen deneinzelnen Befehlen muss unbedingt jeein
Leerzeichen stehen, da sonstSIM_WORK die Befehlszeile
falschauswertet. Es erfolgt bei Missachtungdieser Regel keine
Fehlermeldung.Nach M6 fahren die Schlitten wie imFall einer realen
Maschine auf eineWerkzeugwechselposition. Bevor nun
weitere Befehle eingegeben werdenknnen, muss per [RETURN]
derWerkzeugwechsel besttigt werden.Die Schlitten fahren danach mit
demneuen Werkzeug an die ursprnglichePosition zurck. Wieder ein
Hinweis,wie real SIM_WORK die Maschinen-realitt abbildet.
brigens: Das Programm kann per[Strg] + [W] beliebig oft
wiederholtwerden.
Sichern von Programmen
Damit das erstellte CNC-Programmbeim Ausschalten des Rechners
nicht
verloren geht, kann es gesichert wer-den. Zu diesem Zweck sind
die Tasten[Strg] + [A] gleichzeitig zu drcken.In der nun folgenden
Maske bestehtdie Mglichkeit, Programme, Makrosund Werkzeugdaten
abzuspeichern.Mit den Cursor-Tasten [ ] [ ] wirdzwischen den
verschiedenen Mglich-keiten durchgewechselt.
Im Eingabefeld knnen das Lauf-werk, der Pfad und der
Programmna-me angegeben werden. Ganz genauso,wie man es vom
DOS-Betriebssystemgewhnt ist. Leider gibt es bei Nut-zung von
DOSBox aber eine massiveEinschrnkung: Die Laufwerke undPfade sind
unsichtbar, wenn sie nicht
Nullpunkt mit Reset-Axis setzen
Es gibt eine weitere Methode den Null-punkt zu setzen:
"RESET-AXIS".Durch gleichzeitiges Bettigen der Tas-ten [Strg] + [B]
wird der Betriebsmo-dus aufgerufen. Ganz rechts in der
nunerscheinenden Auswahlleiste steht "R=RESET_AXIS".Angenommen,
alle Achsen befindensich auf dem Nullpunkt des Werkst-ckes, so muss
nur noch die Taste [R]gedrckt werden. Es erscheint
eineAufforderung, den Verschiebewert ein-zugeben. Wenn kein
Verschiebewert zubercksichtigen ist, werden mittels derTaste [ESC]
die Achsen auf null ge-stellt, was im IST-WERT-Feld ber-
prft werden kann. Durch Drckenvon [Strg] + [I] sowie
anschlieend[N] gelangt man in den Nullpunkt-espeicher. Im Feld 52
stehen jetztpltzlich Zahlenwerte. Diese sindnichts anderes, als die
absoluten Ko-ordinaten der Achsen zum Zeitpunktdes Befehls
"RESET-AXIS", derdurch drcken der Taste [R] gegebenwurde. Der
Nullpunkt, der mit "RESET-AXIS" gesetzt wurde, kann mit G51gelscht
und durch Eingabe von G52wieder aktiviert werden. Man mussalso
nicht unbedingt mit den Achsennochmals auf dem Werkstcknull-punkt
stehen, um den Nullpunkt er-neut zu gewinnen.
Der Verschiebewert
Wie bekannt, wird der Nullpunkt amWerkstck hauptschlich mit dem
3D-Taster oder einem Kantentaster und ei-nem Endma ermittelt. Um
die korrek-ten Werte zu ermitteln, ist es notwen-dig, den
Kantentasterradius bezie-hungsweise die Endmadicke zu
be-rcksichtigen. Genau diese Werte sinddie Verschiebewerte. Wenn in
der X-und Z-Achse der Kantentasterradiusbercksichtigt werden soll,
werden beieinem Durchmesser von 10 mm ein-fach 5 beziehungsweise -5
bei den ent-sprechenden Achsen eingegeben. Frdie Y-Achse muss der
Wert -100 ein-gegeben werden. Mit der Leertastespringt der Cursor
von Eingabefeld zuEingabefeld. Nach Bettigung von[ESC] verrechnet
die Steuerung dieVerschiebewerte mit den absolutenKoordinaten.
HinweisSIM_WORK verwendet Standardwer-te, wenn Werkzeudaten
versehentli-chen vergessen wurden, was oft denSimulationsabbruch
verhindert. Aufrealen Maschinen wre diese Vorge-hensweise fatal.
Deshalb ist es extremwichtig, auch im Trockentraining mitSIM_WORK
so zu arbeiten, als wreman an einer echten Maschine.
Das erste CNC-ProgrammG18 T1 M6G54 S1160 F100 M3G99 X0 Y0 Z0
I100 K-100M8 X-50 Z-27Y10G1 Y-1X100Z-73X0G0 Y0T2 M6 S3900 F50X-10
Z20G1 Y-10G43 X5G41Z-95X95Z-5X5G40X-10G0 Y100 M30
NullpunktspeicherG54 ([Strg]+[I]+[N]
X: 100Y: 110 Z: 200
Werkzeugspeicher([Strg]+[I]+[W])T1 L100 R30T2 L110 R6
Simulation: Aus mathematischen Grn-den hinkt die Simulation den
eingegebe-nen Befehlen immer ein wenig nach.
17 Das erste Programm frst die Auen-konturen 90x90, 10 tief.
Obe
rfl
che
plan
frs
enU
mra
ndun
g 90
x90
frs
en
17
-
ProgrammanalyseWie bei der Programmeingabe festzustellen war,ist
das besondere an SIM_WORK, dass nach je-der Programmzeile sofort
eine Simulation er-folgt. Hier eine Umschreibung der Wirkungs-weise
der Programmbefehle:
1. Zeile: G18 T1 M6G18: Mit dem Befehl G18 wird der
Steuerungmitgeteilt, dass ein Senkrechtfrskopf angebautist und das
Werkzeug senkrecht steht.T1: Das Werkzeug T1 wird vorbereitet.M6:
Der Frstisch fhrt automatisch auf eineWerkzeugwechselposition. An
dieser Stelle wirddas Werkzeug eingesetzt. Die Mae des Werk-zeuges
T1 werden fr die Werkstckbearbeitungverwendet. Dazu werden die Mae
aus demWerkzeugspeicher ausgelesen.
2. Zeile: G54 S1160 F100 M3G54: Die Werte des NPV-Speichers 54
werdenaktiviert.S1160: Die Drehzahl der Arbeitsspindel wird auf1160
U/Min festgelegt.F100: Der Vorschub wird auf 100 mm pro Mi-nute
festgelegt.M3: Die Arbeitsspindel dreht sich rechtsherummit der
Drehzahl, die unter S festgelegt wurde(hier 1160 U/min).
3. Zeile: G99 X0 Y0 Z0 I100 J20 K-100G99: Erstellung eines
RohteilsX0,Y0,Z0: Startpunktkoordinaten des RohteilsI100,J20,K-100:
Ausdehnung des Rohteils rela-tiv zum Startpunkt.
Bitte beachten Sie: Die Ausdehnung wird nichtvom
Werkstcknullpunkt aus angegeben, son-dern vom Startpunkt des
Rohteils! Die Koordi-natenwerte Y und J brauchen bei SIM_WORKnicht
zwingend angegeben zu werden, daSIM_WORK nur eine zweidimensionale
Dar-stellung des Rohteils ermglicht.
Wichtig: Aus technischen Grnden ist es beiSIM_WORK notwendig,
den Befehl G99 vorder ersten Fahrbewegung zu
programmieren.Andernfalls kann es zu "Geisterbildern" kom-men.
4. Zeile: M8 X-50 Z-27Die Koordinate X-50, Z-27 wird
angefahren.Dies erfolgt im EILGANG, da die Einschaltstel-lung stets
der Eilgang ist (G0). Betrachten Sieeinmal die Anzeige der
G-Funktionen in der Sta-tuszeile, dann werden Sie feststellen, dass
dorteine 0 steht. Mchten Sie diese Koordinate imVorschub anfahren,
so mssen Sie in die Pro-grammzeile noch den Befehl G1 hinzufgen(M8
G1 X-50 Z-27). Damit die auftretende Zer-spanungshitze abgefhrt
wird, muss Khl-schmiermittel an die Arbeitsstelle gepumpt wer-den.
Die Khlmittelpumpe muss also aktiviertwerden. Dies bewirkt der
Befehl M8.
5. Zeile: Y10Der Frstisch fhrt im Eilgang nach oben. Dabeiwird
die Lnge des Frswerkzeuges, die imWerkzeugspeicher abgelegt ist,
bercksichtigt.Der Tisch bleibt stehen, wenn zwischen
Werks-tckoberflche und Frserschneide noch 10 mmAbstand liegt.
6. Zeile: G1 Y-1G1: Vorschub einschalten. Das heit: Alle
weite-ren Achsenbewegungen erfolgen nun im festge-
legten Vorschub von 20 mm/min.Y-1: Der Frstisch fhrt im Vorschub
nach oben.Das Frswerkzeug steht 1 mm unter der
Werks-tckoberkante.
7. Zeile: X1008. Zeile: Z-739. Zeile: X0Die Zeilen 7-9 bewirken
ein Planfrsen derWerkstckoberflche.
10. Zeile: G0 Y0G0: Einschalten des Eilgangs.Y0: Der Frstisch
fhrt im Eilgang nach unten,bis die Werkzeugschneide auf der
frherenWerkstckoberflche steht. (Diese wurde um1mm abgefrst)
11. Zeile: T2 M6 S3900 F50T2: Das Werkzeug Nr.: 2 wird
vorbereitetM6: Werkzeugwechsel mit automatischem An-fahren eines
Werkzeugwechselpunkts. Das heit:Alle Achsen fahren auf einen
sogenannten Werk-zeugwechselpunkt. An diesem Punkt wird dasalte
Werkzeug entfernt und das neue eingespannt.Dies kann je nach
Maschinentyp von Hand oderautomatisch mithilfe eines
Werkzeugwechslerserfolgen. (SIM_WORK fordert nach M6
eineQuittierung des Wechselvorgangs).S3900: Die Drehzahl der
Arbeitsspindel wird frWerkzeug 2 auf 3900 U/min festgelegt.F50: Der
Vorschub erfolgt mit 50 mm/min.
12.Zeile: X-10 Z20Der Frstisch fhrt im Eilgang auf die
angegebe-ne Startposition.
13. Zeile: G1 Y-10Einschalten des Vorschubs (G1) und
verfahrenauf Frstiefe (Y-10).
14. Zeile: G43 X5G43: Der Befehl G43 gehrt zu einer
Befehls-gruppe, die es ermglicht, direkt nach den Zeich-nungsmaen
das Programm zu erstellen. Zu die-ser Gruppe gehren die Befehle:
G43/G44/G41/G42. Diese Befehle errechnen aus den Zeich-nungsmaen
sowie dem Werkzeugradius die so-genannte quidistantenbahn, auf der
sich dannder Frsermittelpunkt bewegt. Der Befehl G43bewirkt, dass
sich das Frswerkzeug BIS zurKontur bewegt.X5: Erste Koordinate der
Werkstckkontur. Dader Befehl G43 aktiv ist, fhrt der Frser nicht
di-rekt auf diese Position, sondern bleibt um denRadius des
Frswerkzeuges von der Positionweg. Im Beispiel ist die tatschliche
Position:Zeichnungskoordinate minus Frserradius=tat-schliche
Koordinate (5mm-6mm=-1mm). DiesePosition ist der Beginn der
quidistantenbahn.
15. Zeile: G41Dieser Befehl gehrt ebenfalls wie G43 zu
derBefehlsgruppe, die fortlaufend die quidistanten-bahn berechnen.
Durch G41 wird dem Rechnermitgeteilt, dass das Frswerkzeug LINKS
vonder Kontur steht (Gleichlauffrsen).
16. Zeile: Z-9517. Zeile: X9518. Zeile: Z-519. Zeile: X5Die
Zeilen 16-19 ergeben die Kontur des Werks-tckes. Da G41 aktiv ist,
fhrt der Frser linksvon dieser Kontur entlang.
20. Zeile: G40G40: Dieser Befehl schaltet die Radiuskorrek-tur
wieder aus. Das heit: Die BefehlsgruppeG43/G44/G41/G42 wird
deaktiviert. Die fort-laufende automatische Berechnung der
qui-distantenbahn wird beendet. Alle nachfolgendenKoordinaten
werden direkt angefahren.
21. Zeile: X-10Verlassen des Werkstckes. Der Frsermittel-punkt
bewegt sich, nachdem G40 aktiv ist, di-rekt auf diese Koordinate zu
und bleibt dannauf ihr stehen.
22. Zeile: G0 Y100 M30G0: Eilgang einschalten.Y100: Im Eilgang
fhrt der Tisch nach untenauf die angegebene Position.M30:
Programmende mit Rcksprung zum Pro-grammanfang. Alle noch aktiven
Befehle wer-den deaktiviert. Zum Beispiel wird die Spindelgestoppt
und die Khlmittelpumpe abgeschal-tet.
Hinweis: Zum Werkzeugwechsel wre auch derBefehl M66 mglich
gewesen. Man muss dannjedoch selbst dafr Sorge tragen, dass
gengendZwischenraum zwischen Werkstck und Spin-delnase bleibt, um
das Werkzeug Aus- bezie-hungsweise Einwechseln zu knnen. Auerdemist
auf realen Werkzeugmaschinen stets daraufzu achten, dass nicht aus
Versehen ein falschesWerkzeug eingewechselt wird. Denn dies wrdemit
groer Wahrscheinlichkeit zu einem Crashfhren, da die tatschliche
Werkzeuglnge nichtmehr mit dem im Werkzeugspeicher abgelegtenWert
bereinstimmt.
gemountet sind. Daher werden Pro-gramme in der Regel nur im
Verzeich-nis abgelegt, in dem auch das Pro-gramm SIM_WORK steht.
Zum Ler-nen sind diese Einschrnkungen je-doch unerheblich und knnen
mit ei-nem kleinen Aufwand umgangen wer-den, was jedoch nicht Thema
diesesKurses ist.
Nach Drcken der Return-Taste wirddas Programm abgespeichert. Als
Ex-tension wird TXT empfohlen, da da-durch das Programm mit jedem
Editorgeffnet und ausgedruckt werdenkann. Es knnen jedoch beliebige
Ex-tensionen fr mit SIM_WORK erstell-te CNC-Programme verwendet
wer-den, da das Programm stets im ASCII-Code abgespeichert
wird.
Laden von Programmen
Zum Laden von abgespeichertenCNC-Programmen dient die
Tasten-kombination [Strg] + [L]. In der nunaufgebauten Maske knnen
Program-me, Makros und Werkzeugdaten ein-gelesen werden. Die
Bedeutung derSchalter "BTR-Betrieb" und "TEXT-
-
PUFFER" werden spter in diesemKurs erlutert. Nach Drcken der
Re-turn-Taste wird das Programm gesuchtund bei Vorhandensein auf
diesem Da-tentrger in den Speicher geladen. An-dersfalls erfolgt
eine Fehlermeldung.Durch Korrektur der Parameter (Name,Pfad et
cetera) kann der Ladevorgangwiederholt werden. Um sich
Schreibar-beit zu sparen, wird mit der Taste [F3]der letzte Befehl
wieder aufgerufen.Dies funktioniert ebenso beim Spei-chern einer
Datei.
Kontur mit Anspruch
Die Grundlage zum Verstndnis derHandhabung von CNC-Maschinen
undderen Programmierung ist nun gelegt.Das bisher erstellte
Werkstck bildetdie Ausgangsbasis fr weitere, um-fangreichere
Bearbeitungen. Wie er-sichtlich war, gestaltet sich das Frseneiner
Auenkontur nicht schwierig, danumerischen Steuerungen die
Zeich-nungsmae direkt verwenden knnen.
Das war nicht immer so. In der An-fangszeit der CNC-Technik
musste diesogenannte quidistantenbahn vomProgrammierer selbst
berechnet wer-den, was sehr viel Zeit kostete und denKreis der
CNC-Programmierer starkeinschrnkte, da vertiefte mathemati-sche
Kenntnisse dazu ntig waren.
Bereits im ersten Programmbeispielsind die Befehle G43, G44, G41
undG42 genutzt worden. Die Anwendungdieser Befehle soll im
folgenden Bei-spiel vertieft werden, denn diese Be-fehle schaffen
die Grundlage, auf dasmanuelle Programmieren einer
qui-distantenbahn zu verzichten, da berdiese Befehle die Steuerung
sich dieseBahn selbst berechnet.
Frsen, ohne lange zu Rechnen
Eine sogenannte quidistantenbahn isteine parallel zur
Werkstckkontur ver-laufenden Bahn, auf der sich der
Fr-sermittelpunkt bewegt. Damit die Steu-erung diese quidistante
richtig be-rechnet, muss ihr durch G-Funktionenmitgeteilt werden,
ob sich das Werk-zeug beim Start BIS (G43) oder BER(G44) die Kontur
bewegt beziehungs-weise ob es sich LINKS (G41) oderRECHTS (G42) von
dieser Kontur be-findet.
Mit dem Befehl G40 wird diese auto-
matische Berechnung der quidistan-tenbahn wieder aufgehoben. Der
Frserbewegt sich nun wieder direkt auf eineKoordinate zu, ohne den
im Werkzeug-speicher abgelegten Frserradius zu be-rcksichtigen.
Die Befehle G41/G42
Nachdem mit G43/G44 die Werkstck-kante angefahren wurde, kommen
dieBefehle G41/G42 ins Spiel. Diese Be-fehle sagen der Steuerung,
auf welcherSeite der Kontur sich der Frser befin-det. Der Befehl
G41 meldet der Steue-rung "Der Frser steht Links". WennG42 aktiv
ist, wei die Steuerung hin-gegen "Der Frser steht rechts".
Programmieranfnger haben immerwieder Schwierigkeiten, den
richtigenBefehl auszuwhlen, da auf dem erstenBlick die
dahinterstehende Logik nichterkennbar ist. Eine gute Hilfe ist
es,sich im Geiste mit dem Frser entlangder Kontur zu bewegen und
sich dabeivorzustellen, auf welcher Seite der
Kontur man sich befindet. Durch die-se Methode wird man relativ
rasch indie Lage versetzt, CNC-Programmezu erstellen.
Bevor das nchste Programm erstelltwird, gilt es zu bedenken,
dass es inder Regel nicht mglich ist, die Kon-tur mit einem
einzigen Frser in ei-nem Durchgang zu frsen. Denn da-durch wrden
sogenannte Inseln ste-hen bleiben. Auerdem wre die er-zielte
Oberflchengte nicht beson-ders gut. Daher werden weitere
Frsergenutzt, deren Daten in den Werk-zeugspeicher einzugeben
sind.
Werkzeugdaten sind das A und O
Bevor nun Werkzeugdaten in denSpeicher eingegeben werden,
solltenSIM_WORK-Neulinge durch gleich-zeitiges Bettigen der
Tastenkombina-tion [Strg] + [N] alle Speicher l-schen, um ein
frisches System vorzu-finden und so "unerklrlichen Feh-lern" aus
dem Weg zu gehen.SIM_WORK fordert auf, die AchsenX, Y, Z zu
aktivieren. Nach Drckender Return-Taste werden die Refe-renzpunkte
aller Achsen gleichzeitigangefahren. SIM_WORK ist nun frein neues
Programm bereit.
Werkzeug T1 ist ein Messerkopfzum Planfrsen. Werkzeug T2 ist
einSchaftschlichtfrser fr die Auen-kontur. Werkzeug T3 ist ein
Schaft-schruppfrser fr die Auenkontur.Werkzeug T4 ist ein
Schaftschrupp-frser fr die Ausklinkung mit R7.5.Werkzeug T5 ist ein
Schaftschlichtfr-ser fr die Gesamtkontur.Hinweis: Der Frser T3 hat
in Wirk-lichkeit einen Radius von R10 mm.Es wird jedoch im Speicher
der WertR11 eingegeben, da dadurch erreicht
18 Zum Anfahren an die Kontur werdendie Befehle G43 und G44
bentigt. Jenach Position des Frsers zum Startzeit-punkt mss genau
berlegt werden, wel-cher Befehl bentigt wird, um die Zielpo-sition
zu erreichen. Von Startposition 1aus bentigt man den Befehl G43
(BIS zurKontur), von Startposition 2 jedoch denBefehl G44 (BER die
Kontur). Wennsich der Frser auf der Kontur befindet,muss der
Steuerung mitgeteilt werden, obsich der Frser rechts (G42) oder
links(G41) von der Kontur befindet. Diese An-gaben bentigt die
Steuerung, um die kor-rekte quidistante zu berechnen.
Bevor ein Programm gestartet werden kann,mssen Werkzeugmae und
Nullpunktekorrekt festgelegt werden.
Werkzeugspeicher([Strg]+[I]+[W])T1 L100 R30T2 L110 R6T3 L95
R11T4 L80 R6T5 L105 R4.5
NullpunktspeicherG54 ([Strg]+[I]+[N]
X: 100Y: 110 Z: 200
18
-
wird, dass der Frser um das Schlicht-aufma von einem Millimeter
von dertatschlich gewnschten Kontur weg-bleibt. Die genaue Kontur
wird dannmit Werkzeug T5 fertiggefrst, dessenMae korrekt im
Speicher einzugebensind, um das gewnschte Werkstck-ma zu
bekommen.
Anschlieend sind noch die Werte frdie Nullpunktverschiebung in
denNPV-Speicher einzugeben.
Programm eingeben
CNC-Programme knnen wahlweiseim TEACH-IN-Modus Zeile fr
Zeileeingegeben werden, um in der gleich-zeitig erfolgenden
Simulation zu be-obachten, was die einzelnen Befehlebewirken.
Alternativ bietet es sich an,das CNC-Programm zunchst komplettim
Editor zu erstellen. In diesem Fallerfolgt die Simulation erst nach
Verlas-sen des Editors. Als dritte Mglichkeitkann das Programm mit
einem exter-nen Editor erstellt und die Datei perLaden-Befehl
eingelesen werden. Via[Strg] + [W] wird danach das Pro-gramm
abgearbeitet und simuliert.
Die CNC-Programme sind in Bild 19und Bild 20 ersichtlich. Es ist
zu be-achten, dass das Programmende nochnicht erreicht ist, da die
Kontur nochnicht fertig programmiert ist. Dennochfehlt der
Programmende-Befehl M30nicht. Dieser wird erst spter entfernt.
Hinweis: Der Befehl G99 kommt imProgramm zweimal vor. Nmlich
inden Zeilen 3 und 4. Der erste G99-Be-fehl bewirkt die Darstellung
der Au-enkontur des Rohteils. Der zweiteG99-Befehl zeichnet die
bereits gefrs-ten Kanten des Werkstckes ein. Umbereits bearbeitete
Konturen einzu-zeichnen, knnen also mehrere G99-Befehle verwendet
werden.
Fase frsen
Die Auenkontur ist nun fertig. EinGrundsatz in der
Metallbearbeitunglautet: Alle scharfen Kanten mssenentgratet
werden. Daher werden nach-folgend die scharfen Kanten der Kon-tur
gebrochen. Oder anders ausge-drckt: Es wird eine Fase gefrst.
Zudiesem Zweck gibt es besondere Fr-ser: Sogenannte Fasenfrser,
auch Win-kelfrser genannt. Es gibt sie in ver-schiedenen Winkeln:
30 Grad, 45
Grad und 60 Grad. Vorzugsweise miteinem Werkzeugvoreinstellgert
wer-den der Werkzeugradius und die Werk-zeuglnge ermittelt.
Vorschlag:L=97mm R=6mm. Um nun die Fasemit dem richtigen Ma zu
frsen, ist esauch jetzt wieder notwendig, nicht den
tatschlich gemessenen Werkzeugra-dius in den Werkzeugspeicher
einzu-geben, sondern einen entsprechendkleineren Wert. In diesem
Fall wredies bei einer gewnschten Fase von1x45 Grad ein Radius von
fnf Milli-meter. Die Werte L97 und R5 werden
Programm2 - Links von der KonturG18 T3 M6G54 S2100 F40 M3G99 X0
Y0 Z0 I100 K-100G99 X5 Y0 Z-5 I90 K-90X-15 Z0 Y0G1 Y-5 M8G43 X15G41
Z-85X85Z-15X15G40 X0 Z0G0 Z10X65G1G44 X67G42G1 Z-33X90Z-10G0 Y5G40
X0 Z0T4 M6 S3900 F40G0 X37.5 Z-95G1 Y-5Z-70G0 Y0X0 Z0T5 M6 S4000
F90G1 Y-5G43 X15G41Z-85X30Z-70G3 X45 Z-70 R7.5G1 Z-85X70X85
Z-70Z-40G2 X80 Z-35 R5G1 X70G3 X65 Z-30 R5G1 Z-20G2 X60 Z-15 R5G1
X25G2 X15 Z-25 R10G1 Z-26Y5G40 X0 Z0 M30
Programm 2 - Rechts von der KonturG18 T3 M6G54 S2100 F40 M3G99
X0 Y0 Z0 I100 K-100G99 X5 Y0 Z-5 I90 K-90X-15 Z0 Y0G1 Y-5 M8G43
Z-15G42 X85Z-85X15Z-15G40 X0 Z0G0 Z10X65G1G44 X67G42G1
Z-33X90Z-10G0 Y5G40 X0 Z0T4 M6 S3900 F40G0 X37.5 Z-95G1 Y-5Z-70G0
Y0X0 Z0T5 M6 S4000 F90G1 Y-5G43 Z-15G42X60G3 X65 Z-20 R5G1 Z-30G2
X70 Z-35 R5G1 X80G3 X85 Z-40 R5G1 Z-70Z-85 X70X45Z-70G2 X30 Z-70
R7.5G1 Z-85X15Z-25G3 X25 Z-15 R10G0 Y5G40 X0 Z0 M30
19,20 Programm 2 ist die Fortsetzung von Programm 1. Da die
beiden Programme in die-sem Kurs jedoch getrennt erstellt wurden,
um den Lerneffekt zu sichern, mussten in bei-den Programmen die
Angaben des Rohteils je einmal vorgenommen werden. Dies wrebei
einem einzigen zusammenhngenden Programm nicht ntig gewesen.Um zu
verstehen, wie die Befehle G41/G42 wirken, sind die Programme zum
Frsen linksbeziehungsweise rechts von der Kontur nebeneinander
dargestellt.
Kon
tur v
orfr
sen
Kon
tur v
orfr
sen
Nut
vor
frs
en
Nut
vor
frs
en
Kon
tur f
ertig
frs
en
Kon
tur f
ertig
frs
en
Aus
sch n
itt k
opie
ren
fr "
Fase
frs
en"
19 20
-
im Werkzeugspeicher Nummer 6 abge-legt. Jetzt kommt der Clou:
Das Pro-gramm der Auenkontur kann weiter-verwendet werden! Es muss
lediglichdas Werkzeug 6 anstelle von Werkzeug1 verwendet sowie
Drehzahl und Vor-schub entsprechend angepasst werden.In diesem Fall
knnte bereits sinnvolldie Makroprogrammtechnik verwendetwerden,
doch dies ist ein eigenes Kurs-
Zum bereits im Speicher befindlichen Pro-gramm werden die
nachfolgenden Befehls-zeilen angefgt, um die Fase zu frsen:
T6 M6 S800 F20X-10G1 Y-5G43 X15G41Z-85X30Z-70G3 X45 Z-70 R7.5G1
Z-85X70X85 Z-70Z-40G2 X80 Z-35 R5G1 X70G3 X65 Z-30 R5G1 Z-20G2 X60
Z-15 R5G1 X25G2 X15 Z-25 R10G1 Y5G40 X0 Z0M30
Hinweis: Der Befehl M30 muss aus derletzten Zeile im vorherigen
Programm ge-lscht und an das neue Programmende ein-gefgt
werden.
www.weltderfertigung.de
Anzeige
www.hsk.com
21 Mit dem Brechender scharfen Kanten istdas
CNC-Programmvollstndig und kannabgespeichert werden.Mit der
Tastenkombi-nation [Strg] + [W]kann das Programmwiederholt
werden.
22 Nach dem Erfolg-reichen Durchlauf desCNC-Programms
pr-sentiert sich dem Lehr-gangsteilnehmer als Er-gebnis eine
fehlerfreieSimulation der Werk-stckbearbeitung.
Aus
schn
itt a
us "K
ontu
r fer
tigfr
sen
"
21
22
AbbruchDie Simulation kannjederzeit ber die Taste[ESC]
abgebrochenwerden. Dadurch kannbeispielsweise ein Fr-serbruch
simuliert wer-den. Jede Achse kanndurch [Shift] + [X], [Y]oder [Z]
angewhlt undmit den Tasten [+] und[-] bewegt werden. Da-durch knnte
etwa dasFreifahren des Frsersgebt werden, da mansich vorher genau
zuberlegen hat, ob dierichtige Bewegung inpositiver oder negati-ver
Richtung erfolgen muss.