Embed Size (px)
Citation preview
OBERFLÄCHENTECHNIK
Ein Unternehmen derGESCO-Gruppe
Dörrenberg Edelstahl GmbH Werk RünderothHammerweg 751766 EngelskirchenDeutschland
Telefon +49 2263 79-587Fax +49 2263 [email protected]
INFO
COATING & HARDENING
DE58702VPV16
1. Werkzeugwerkstoffe
2. Wärmebehandlung
3. Polieren
4. Plasmanitrieren
5. NOX-Beschichtung
6. CVD- und PVD-Beschichtung
7. Entschichtung und Wiederbeschichtung
8. PA-CVD-Beschichtung
9. Komplettübernahme
10. Induktionshärten
11. Anlagengrößen
12. Logistik
13. Kontakt
Inhaltsverzeichnis C
OA
TIN
G &
HA
RD
EN
ING
DE58702VPV16
Wichtige Voraussetzung für den erfolgreichen Einsatz dünner CVD- / PA-CVD und PVD-Schichten ist eine sinnvolle Gestaltung des Verbundes Schicht-Grundwerkstoff. Somit kommt der Auswahl des Werkzeugwerkstoffes, der maßgeblich für die Druckfestigkeit und die Zähigkeit des gesamten Systems verantwortlich ist, eine zentrale Bedeutung zu.
Wir bieten:
Kaltarbeitsstähle
Warmarbeitsstähle
Schnellarbeitsstähle
Gegossene Werkzeugstähle
Pulvermetallurgische Werkstoffe
Sonderwerkstoffe
Vorteile:
Geschlossene Informationskette von der Werkstoffherstellung bis zur Beschichtung
Übergreifende technische Beratung zur Optimierung von Werkzeugsystemen
Problemlösungen unabhängig von einzelnen Produkten
Werkzeugwerkstoffe W
erks
toffe

Wärmebehandlung
n Vakuumöfen neuester Generation
n Mehrrichtungskühlung
n Abschreckdruck bis 13 bar
n Wärmebehandlung mit Maßeinstellung
n Zielgerichtete Wärmebehandlung von Sonderwerkstoffen
n Anwendungsspezifische Sonderwärmebehandlung
n Wärmebehandlung von segmentierten Komplettwerkzeugen mit anschließenden Einpassarbeiten in den Grundkörper
n Wärmebehandlung für spätere CVD-, PA-CVD-, PVD-Beschichtung oder Plasmanitrierung
Unsere LeistUngen
Besonderes
Durch unsere langjährige Erfahrung im Bereich der Beschichtung haben wir ein spezielles Know-how in der Wärmebehandlung von hochbelasteten Werkzeugen entwickelt.
Vertrauen aufbauen und durch Leistung rechtfertigen ist der Grundstock einer erfolgreichen Zusammenarbeit. Hierdurch entsteht Sicherheit auf beiden Seiten der Partnerschaft hinsichtlich Auftrag und dessen Durchführung.
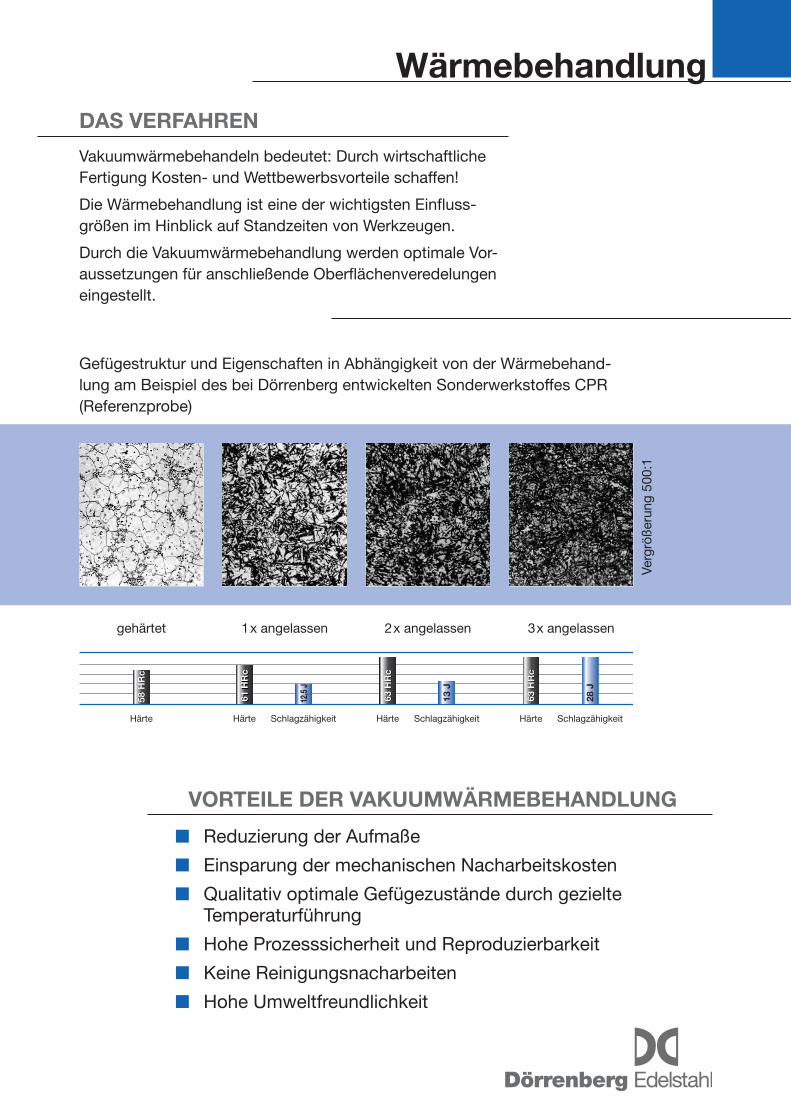
Wärmebehandlungdas Verfahren
VorteiLe der VakUUmWärmeBehandLUng
Vakuumwärmebehandeln bedeutet: Durch wirtschaftliche Fertigung Kosten- und Wettbewerbsvorteile schaffen!
Die Wärmebehandlung ist eine der wichtigsten Einfluss- größen im Hinblick auf Standzeiten von Werkzeugen.
Durch die Vakuumwärmebehandlung werden optimale Vor-aussetzungen für anschließende Oberflächenveredelungen eingestellt.
n Reduzierung der Aufmaße
n Einsparung der mechanischen Nacharbeitskosten
n Qualitativ optimale Gefügezustände durch gezielte Temperaturführung
n Hohe Prozesssicherheit und Reproduzierbarkeit
n Keine Reinigungsnacharbeiten
n Hohe Umweltfreundlichkeit
Härte SchlagzähigkeitHärte SchlagzähigkeitHärte
58 H
Rc
SchlagzähigkeitHärte
61 H
Rc
63 H
Rc
63 H
Rc
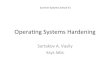
Gefügestruktur und Eigenschaften in Abhängigkeit von der Wärmebehand-lung am Beispiel des bei Dörrenberg entwickelten Sonderwerkstoffes CPR (Referenzprobe)
gehärtet 1x angelassen 2x angelassen 3x angelassenVe
rgrö
ßeru
ng 5
00:1
Polieren
Unsere LeistUngen
LeistUngsUmfang
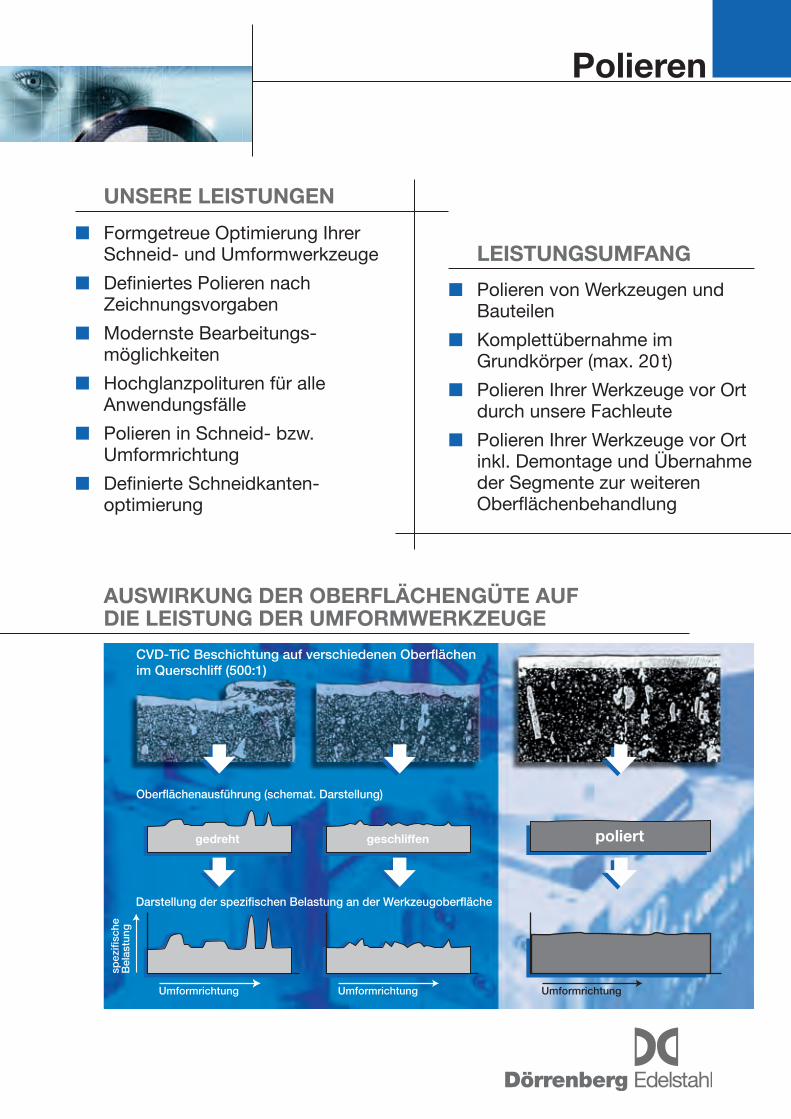
aUswirkUng der OberfLächengüte aUf die LeistUng der UmfOrmwerkzeUge
n Formgetreue Optimierung Ihrer Schneid- und Umformwerkzeuge
n Definiertes Polieren nach Zeichnungsvorgaben
n Modernste Bearbeitungs-möglichkeiten
n Hochglanzpolituren für alle Anwendungsfälle
n Polieren in Schneid- bzw. Umformrichtung
n Definierte Schneidkanten-optimierung
n Polieren von Werkzeugen und Bauteilen
n Komplettübernahme im Grundkörper (max. 20 t)
n Polieren Ihrer Werkzeuge vor Ort durch unsere Fachleute
n Polieren Ihrer Werkzeuge vor Ort inkl. Demontage und Übernahme der Segmente zur weiteren Oberflächenbehandlung
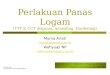
CVD-TiC Beschichtung auf verschiedenen Oberflächen im Querschliff (500:1)
Darstellung der spezifischen Belastung an der Werkzeugoberfläche
Umformrichtung
Oberflächenausführung (schemat. Darstellung)
Umformrichtung Umformrichtung
spez
ifisc
he
Bel
astu
ng
geschliffengedreht poliert

Polierendas Verfahren
die VOrteiLe
Durch das Polieren werden die Werkzeugaktivflächen auf die geforderte Oberflächenrauigkeit gebracht, ohne die Mikrostruktur zu schädigen. Ein optimaler Poliervorgang schafft die besten Voraus-setzungen für eine spätere Oberflächenbehandlung.
CVD-beschichteter Ziehring, der im oberen Teilbereich nachpoliert wurde
Durchführung einer Endfinishbehandlung
n Verbesserte Gleiteigenschaften in der Blechumformung
n Hohe Oberflächenqualität der Fertigprodukte
n Geringere Flankenreibwerte beim Schneiden
n Schmierstoffreduzierung
n Bessere Entformbarkeit von Spritzgussteilen
n Beste Voraussetzungen für eine spätere Oberflächenbehandlung
Plasmanitrieren
n Anwendungsspezifische Plasmanitrierbehandlung
n Sondernitrierung mit anschließender PVD- oder PA-CVD-Beschichtung
n Plasmanitrieren ohne Verbindungsschicht
n Nitrieren mit anschließender Oxidation
n Partielles Nitrieren
n Modernste Anlagentechnologie
n Behandlung von Werkzeugen bis 20 t Stückgewicht
n Geeignete Werkstoffwahl
n Abgestimmte Erstwärmebehandlung
Unsere LeistUngen
VoraUssetzUngen

PlasmanitrierenDas Verfahren
Die VorteiLe
Während beim CVD- und PVD-Verfahren dünne Schichten auf den Oberflächen abgeschieden werden, handelt es sich beim Plasmanitrieren bzw. Nitrocarburieren um ein Diffusionsverfahren. Die Randschicht der Werkzeuge wird durch eindiffundieren von Stickstoff (und Kohlenstoff) in ihrem Eigenschaftsprofil positiv beeinflusst. Im Gegensatz zu anderen Nitrierbehandlungen (Gasnitrieren, Badnitrieren) bietet das Plasmanitrieren nicht nur die beste Umweltverträglichkeit, sondern auch sichere Prozesssteuerung und hohe Reproduzierbarkeit. Durch das breite Temperaturspektrum von 430 °C bis 580 °C sind Härte- und Maßstabilität gewährleistet.
n Verbesserung des Verschleißwiderstandes
n Erhebliche Härtesteigerung im Randbereich
n Optimierte Gleiteigenschaften
n Steigerung der Korrosionsbeständigkeit
n Höhere Dauerfestigkeit
n Kosteneinsparung durch Fertigbearbeitung vergüteter Werkstoffe vor dem Plasmanitrieren
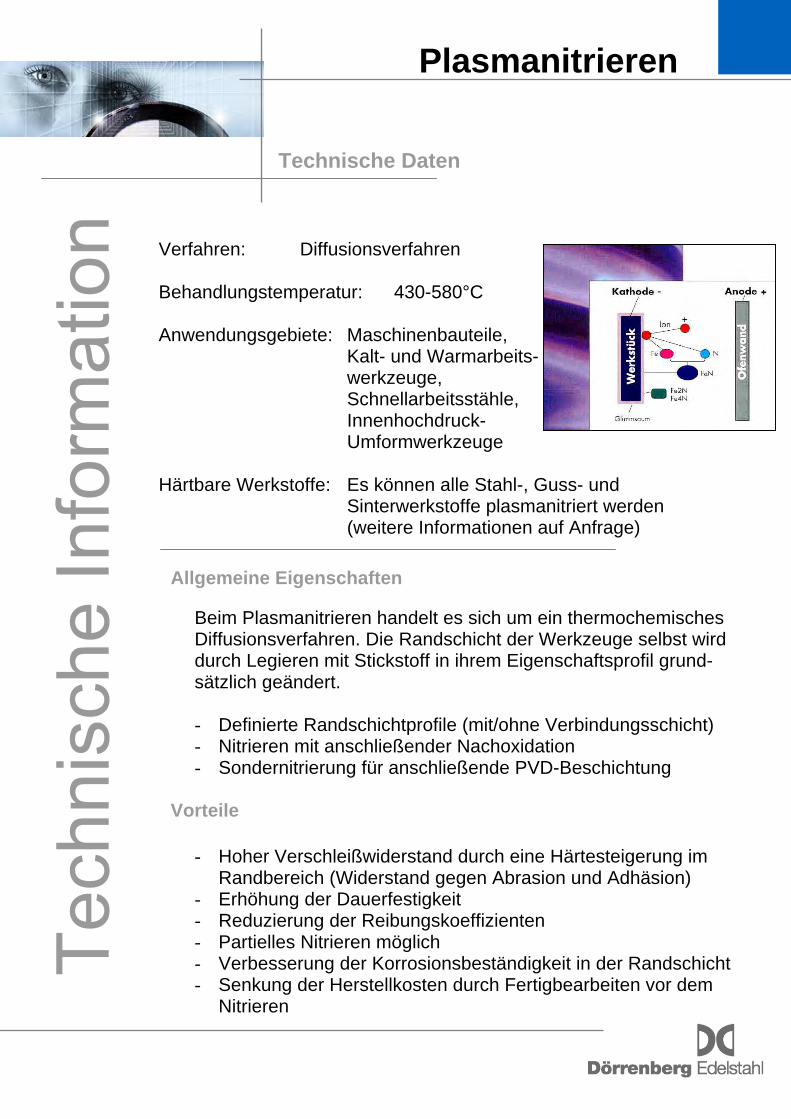
Technische D
Verfahren: Diffusionsverf Behandlungstemperatur: 43 Anwendungsgebiete: Maschin
Kalt- undwerkzeuSchnellaInnenhoUmform
Härtbare Werkstoffe: Es könn
Sinterwe(weitere
Allgemeine Eigenschaften
Beim Plasmanitrieren handDiffusionsverfahren. Die Radurch Legieren mit Stickstosätzlich geändert. - Definierte Randschichtp- Nitrieren mit anschließe- Sondernitrierung für ans
Vorteile
- Hoher VerschleißwidersRandbereich (Widerstan
- Erhöhung der Dauerfest- Reduzierung der Reibun- Partielles Nitrieren mögl- Verbesserung der Korro- Senkung der Herstellko
Nitrieren
Plasmanitrieren
aten
ahren
0-580°C
enbauteile, Warmarbeits-
ge, rbeitsstähle, chdruck- werkzeuge
en alle Stahl-, Guss- und rkstoffe plasmanitriert werden
Informationen auf Anfrage)
elt es sich um ein thermochemisches ndschicht der Werkzeuge selbst wird ff in ihrem Eigenschaftsprofil grund-
rofile (mit/ohne Verbindungsschicht) nder Nachoxidation chließende PVD-Beschichtung
tand durch eine Härtesteigerung im d gegen Abrasion und Adhäsion) igkeit gskoeffizienten ich sionsbeständigkeit in der Randschicht
sten durch Fertigbearbeiten vor dem

Schichtfarbe: Schichtdicke: Mikrohärte: Beschichtungstemper
Voraussetzungen:
Ausreichende Stü
Vorteile
- Erhöhung der - Verminderung - Vermeidung vo
Anwendungsbereic
Hochbelastete Wund –rollen für die
Techn
NOX-Beschichtung
schwarz
10-15 µm
ca. 1.400 HV*
atur: < 500°C
tzwirkung aus dem Grundwerkstoff
Standzeit von Stillstandzeiten n abrasivem und adhäsivem Verschleiß
he
alz- und Rollwerkzeuge, Gewindewalzbacken Fertigung hochfester Schrauben.
ische Daten
DE58709VPNT04
CVD/PVD
WelChes Verfahren für WelChen einsatz?
CVD-Beschichtung (Chemical Vapour Deposition)
Chemische Abscheidung
Bohrungen und Hinterschneidungen beschichtbar
Beschichtungstemperatur ca. 1 000 °C
Vakuumnachhärtung erforderlich
Verwendung von maßänderungsarmen Werkstoffen
Beste Haftfestigkeit
PVD-Beschichtung (Physical Vapour Deposition)
Physikalische Abscheidung im Niedertemperaturplasma
Bohrungen und Hinterschneidungen eingeschränkt beschichtbar
Beschichtungstemperatur 200–500 °C
Beschichtung unterhalb Anlasstemperatur möglich
Keine Maßänderung des Grundwerkstoffes
Gute Haftfestigkeit
CVDhöchste härte und leistungsfähigkeit
PVDhohe härte ohne Maßänderung
Verfahrensunabhängige Beratung für die Wertsteigerung Ihrer Werkzeuge

CVD/PVDDie Verfahren
Voraussetzungen
Vorteile Der hartstoffsChiCht
Als CVD-Verfahren bezeichnet man das chemische Abscheiden von Hartstoffen aus der Gasphase. Bei Temperaturen von ca. 1 000 °C umströmen gasförmige Komponenten das zu beschichtende Werkstück. Unter Einbeziehung der Werkstückoberfläche des Trägerwerkstoffes werden die Komponenten zur Reaktion gebracht und bilden somit auf der Oberfläche festhaftende Schichten.
Im Gegensatz zum rein thermisch aktivierten CVD-Verfahren, erfolgt bei der PVD-Technologie die Abscheidung von dünnen Schichten mit physikalischer Unterstützung. Dadurch ist es möglich, die Prozesstemperatur zu senken und bereits unterhalb der Anlasstemperatur Hartstoffschichten aufzubringen.
n Geeignete Werkstoffauswahl
n Thermische Beständigkeit der Werkstoffe
n Möglichst sekundärgehärtete Werkstoffe einsetzen
n Keine silikonhaltigen Emulsionen oder Öle verwenden
n Erhöhung der Standzeiten
n Verminderung von Stillstandzeiten
n Reduzierung von Stückkosten
n Vermeidung von abrasivem und adhäsivem Verschleiß
n Erhöhung der Hubzahl bzw. Taktzeit
n Reduzierung von Schmiermitteln
Wir beraten Sie bei der Auswahl des für Ihren Anwendungsfall geeigneten Schichtsystems.
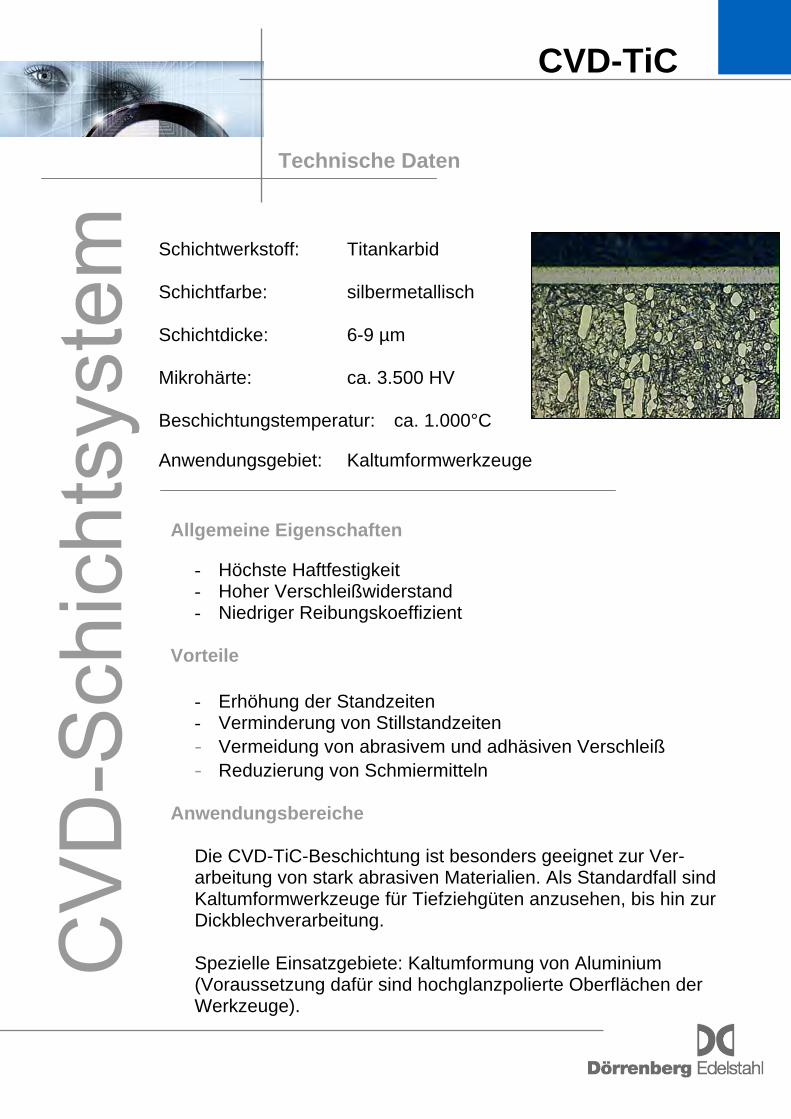
Technische Daten
Schichtwerkstoff: Titankarbid Schichtfarbe: silbermetallisch Schichtdicke: 6-9 µm Mikrohärte: ca. 3.500 HV Beschichtungstemperatur: ca. 1.000°C Anwendungsgebiet: Kaltumformwerkzeuge
CVD-TiC
Allgemeine Eigenschaften
- Höchste Haftfestigkeit - Hoher Verschleißwiderstand - Niedriger Reibungskoeffizient
Vorteile
- Erhöhung der Standzeiten - Verminderung von Stillstandzeiten - Vermeidung von abrasivem und adhäsiven Verschleiß - Reduzierung von Schmiermitteln
Anwendungsbereiche
Die CVD-TiC-Beschichtung ist besonders geeignet zur Ver-arbeitung von stark abrasiven Materialien. Als Standardfall sind Kaltumformwerkzeuge für Tiefziehgüten anzusehen, bis hin zur Dickblechverarbeitung. Spezielle Einsatzgebiete: Kaltumformung von Aluminium (Voraussetzung dafür sind hochglanzpolierte Oberflächen der Werkzeuge).
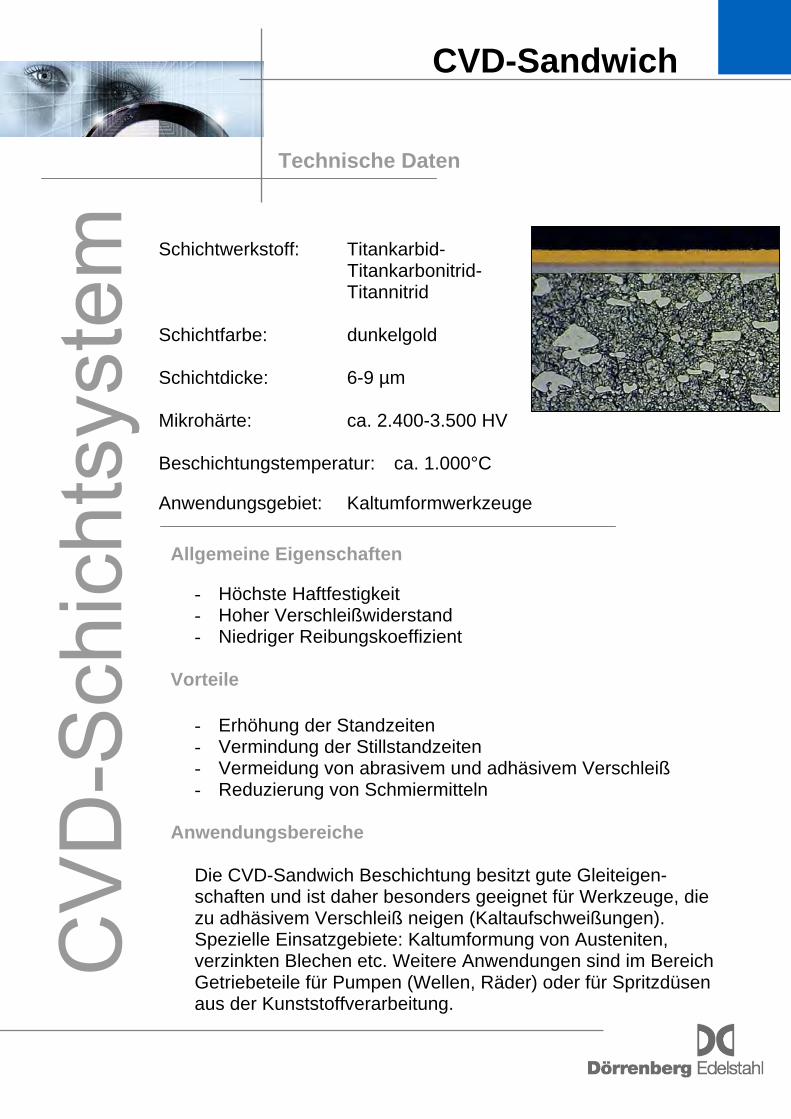
Technische Da
Schichtwerkstoff: Titankarbi
TitankarboTitannitrid
Schichtfarbe: dunkelgol Schichtdicke: 6-9 µm Mikrohärte: ca. 2.400- Beschichtungstemperatur: ca. 1 Anwendungsgebiet: Kaltumfor
CVD-Sandwich
ten
d- nitrid-
d
3.500 HV
.000°C
mwerkzeuge
Allgemeine Eigenschaften
- Höchste Haftfestigkeit - Hoher Verschleißwiderstand - Niedriger Reibungskoeffizient
Vorteile
- Erhöhung der Standzeiten - Vermindung der Stillstandzeiten - Vermeidung von abrasivem und adhäsivem Verschleiß - Reduzierung von Schmiermitteln
Anwendungsbereiche
Die CVD-Sandwich Beschichtung besitzt gute Gleiteigen-schaften und ist daher besonders geeignet für Werkzeuge, die zu adhäsivem Verschleiß neigen (Kaltaufschweißungen). Spezielle Einsatzgebiete: Kaltumformung von Austeniten, verzinkten Blechen etc. Weitere Anwendungen sind im BereichGetriebeteile für Pumpen (Wellen, Räder) oder für Spritzdüsen aus der Kunststoffverarbeitung.
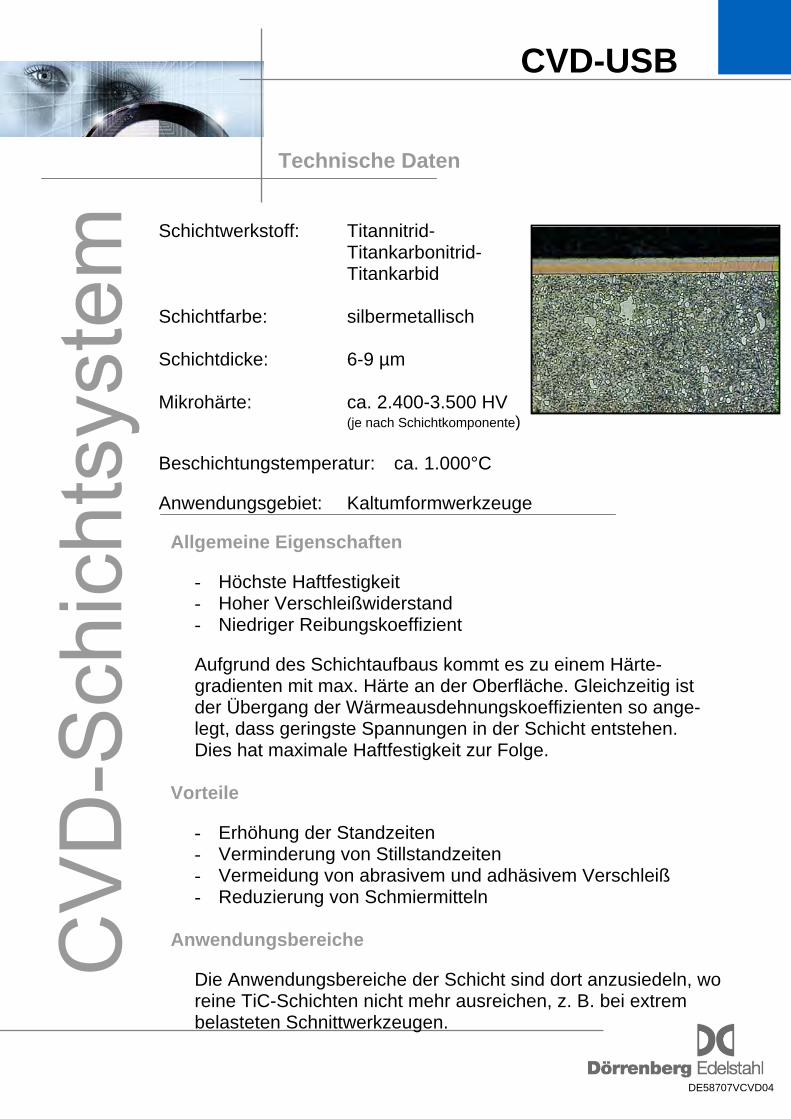
Technische Daten
Schichtwerkstoff: Titannitrid- Titankarbonitrid- Titankarbid Schichtfarbe: silbermetallisch Schichtdicke: 6-9 µm Mikrohärte: ca. 2.400-3.500 HV (je nach Schichtkomponente Beschichtungstemperatur: ca. 1.000°C Anwendungsgebiet: Kaltumformwerkzeug
CVD-USB
)
e
Allgemeine Eigenschaften
- Höchste Haftfestigkeit - Hoher Verschleißwiderstand - Niedriger Reibungskoeffizient Aufgrund des Schichtaufbaus kommt es zu einem Härte-gradienten mit max. Härte an der Oberfläche. Gleichzeitig ist der Übergang der Wärmeausdehnungskoeffizienten so ange-legt, dass geringste Spannungen in der Schicht entstehen. Dies hat maximale Haftfestigkeit zur Folge.
Vorteile
- Erhöhung der Standzeiten - Verminderung von Stillstandzeiten - Vermeidung von abrasivem und adhäsivem Verschleiß - Reduzierung von Schmiermitteln
Anwendungsbereiche
Die Anwendungsbereiche der Schicht sind dort anzusiedeln, woreine TiC-Schichten nicht mehr ausreichen, z. B. bei extrem belasteten Schnittwerkzeugen.
DE58707VCVD04

DE58709VHPV15
Tech
nisc
he In
form
atio
n
Verfahren: Diffusionsverfahren plus physikalische
Abscheidung im Niedertemperaturplasma
Prozesstemperatur: ca. 450° C
Anwendungsgebiete: Verarbeitung hochfester Stahlbleche Kaltmassivumformung Hydroforming Aluminiumformung
Ist aus Maß- und Formänderungsgründen eine wiederholte CVD- Beschichtung nicht möglich, bietet das PVD-Hybrid Verfahren eine gute Alternative das Werkzeug einsatzfähig zu erhalten.
Allgemeine Eingenschaften Die PVD Hybid-Technik kombiniert die Verfahren Plasmanitrieren und PVD-Beschichtung in einem Prozess.
Durch das vorgeschaltete Plasmanitrieren wird eine Erhöhung der Stützwirkung für die Hartstoffschichten erreicht. Die Druckbelastbarkeit der Werkzeuge steigt damit deutlich an.
Wir wenden diese Technik mit den PVD-Schichtsystemen Aluminium- titannitrid, Aluminiumchromnitrid und Chromnitrid an.
PVD Hybrid-Technik
Technische Daten
DE58709VHPV15
PV
D H
ybrid
-Sch
icht
syst
em
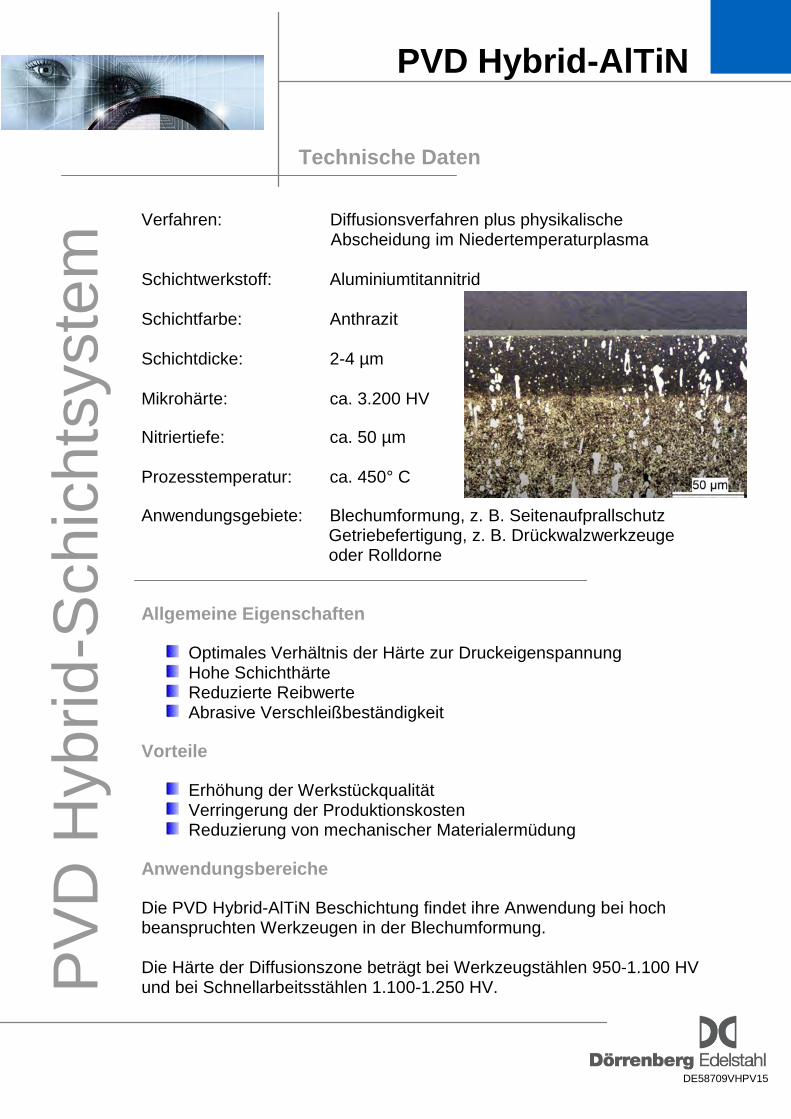
Verfahren: Diffusionsverfahren plus physikalische
Abscheidung im Niedertemperaturplasma Schichtwerkstoff: Aluminiumtitannitrid Schichtfarbe: Anthrazit Schichtdicke: 2-4 µm Mikrohärte: ca. 3.200 HV
Nitriertiefe: ca. 50 µm Prozesstemperatur: ca. 450° C
Anwendungsgebiete: Blechumformung, z. B. Seitenaufprallschutz Getriebefertigung, z. B. Drückwalzwerkzeuge oder Rolldorne
Allgemeine Eigenschaften
Optimales Verhältnis der Härte zur Druckeigenspannung Hohe Schichthärte Reduzierte Reibwerte Abrasive Verschleißbeständigkeit
Vorteile
Erhöhung der Werkstückqualität Verringerung der Produktionskosten Reduzierung von mechanischer Materialermüdung
Anwendungsbereiche
Die PVD Hybrid-AlTiN Beschichtung findet ihre Anwendung bei hoch beanspruchten Werkzeugen in der Blechumformung. Die Härte der Diffusionszone beträgt bei Werkzeugstählen 950-1.100 HV und bei Schnellarbeitsstählen 1.100-1.250 HV.
PVD Hybrid-AlTiN
Technische Daten
DE58709VHPV15
PV
D H
ybrid
-Sch
icht
syst
em
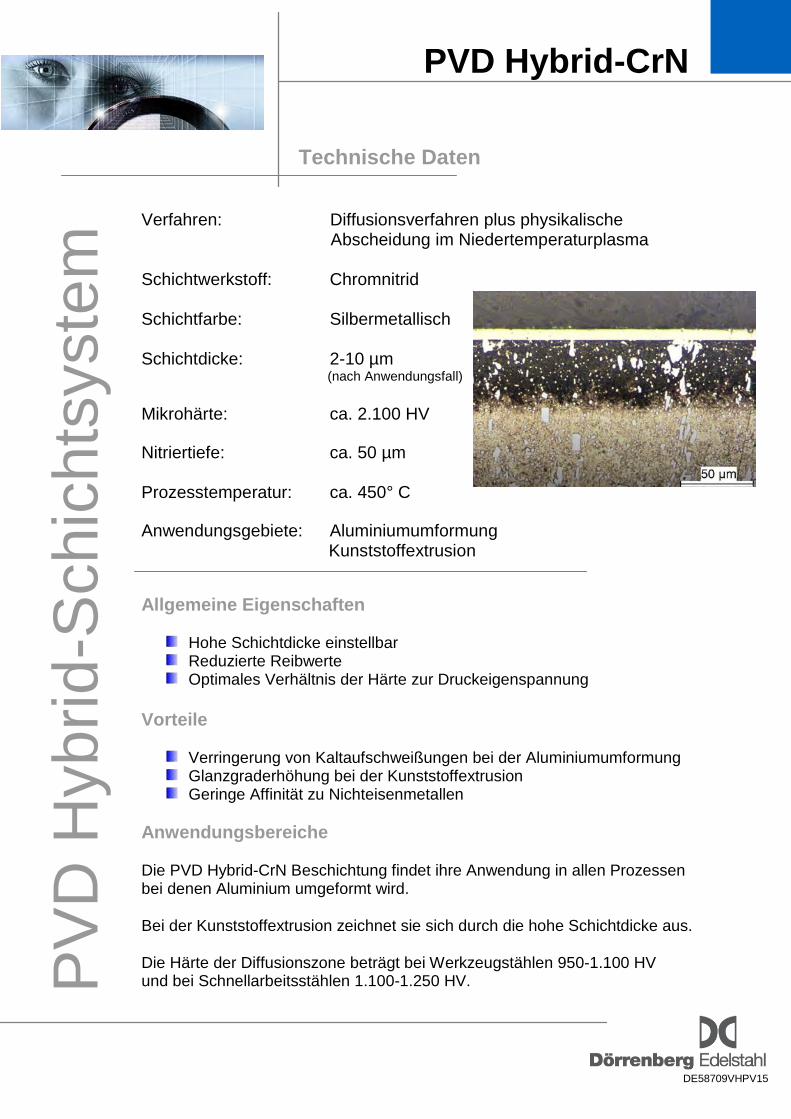
Verfahren: Diffusionsverfahren plus physikalische
Abscheidung im Niedertemperaturplasma Schichtwerkstoff: Chromnitrid Schichtfarbe: Silbermetallisch Schichtdicke: 2-10 µm (nach Anwendungsfall) Mikrohärte: ca. 2.100 HV
Nitriertiefe: ca. 50 µm Prozesstemperatur: ca. 450° C
Anwendungsgebiete: Aluminiumumformung Kunststoffextrusion
Allgemeine Eigenschaften
Hohe Schichtdicke einstellbar Reduzierte Reibwerte Optimales Verhältnis der Härte zur Druckeigenspannung
Vorteile
Verringerung von Kaltaufschweißungen bei der Aluminiumumformung Glanzgraderhöhung bei der Kunststoffextrusion Geringe Affinität zu Nichteisenmetallen
Anwendungsbereiche
Die PVD Hybrid-CrN Beschichtung findet ihre Anwendung in allen Prozessen bei denen Aluminium umgeformt wird.
Bei der Kunststoffextrusion zeichnet sie sich durch die hohe Schichtdicke aus.
Die Härte der Diffusionszone beträgt bei Werkzeugstählen 950-1.100 HV und bei Schnellarbeitsstählen 1.100-1.250 HV.
PVD Hybrid-CrN
Technische Daten
DE58709VHPV15
PV
D H
ybrid
-Sch
icht
syst
em
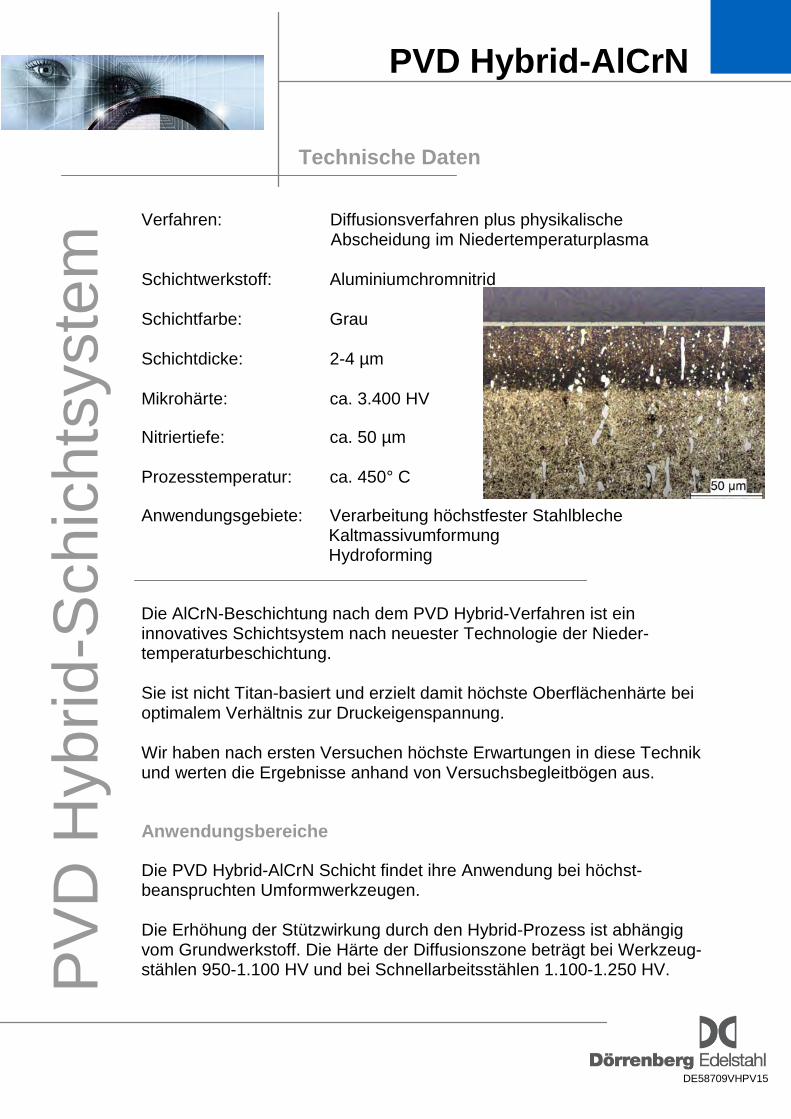
Verfahren: Diffusionsverfahren plus physikalische
Abscheidung im Niedertemperaturplasma Schichtwerkstoff: Aluminiumchromnitrid Schichtfarbe: Grau Schichtdicke: 2-4 µm Mikrohärte: ca. 3.400 HV
Nitriertiefe: ca. 50 µm Prozesstemperatur: ca. 450° C
Anwendungsgebiete: Verarbeitung höchstfester Stahlbleche Kaltmassivumformung Hydroforming
Die AlCrN-Beschichtung nach dem PVD Hybrid-Verfahren ist ein innovatives Schichtsystem nach neuester Technologie der Nieder- temperaturbeschichtung. Sie ist nicht Titan-basiert und erzielt damit höchste Oberflächenhärte bei optimalem Verhältnis zur Druckeigenspannung. Wir haben nach ersten Versuchen höchste Erwartungen in diese Technik und werten die Ergebnisse anhand von Versuchsbegleitbögen aus.
Anwendungsbereiche
Die PVD Hybrid-AlCrN Schicht findet ihre Anwendung bei höchst- beanspruchten Umformwerkzeugen. Die Erhöhung der Stützwirkung durch den Hybrid-Prozess ist abhängig vom Grundwerkstoff. Die Härte der Diffusionszone beträgt bei Werkzeug- stählen 950-1.100 HV und bei Schnellarbeitsstählen 1.100-1.250 HV.
PVD Hybrid-AlCrN
Technische Daten
Technische Daten
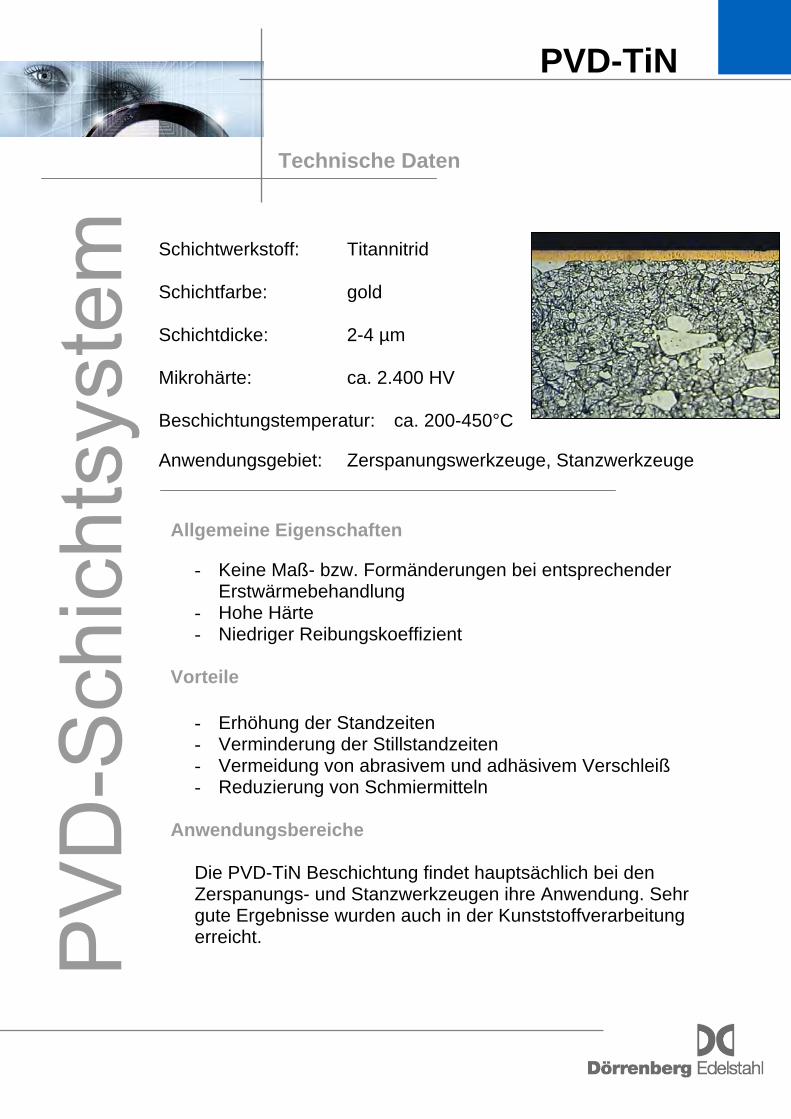
Schichtwerkstoff: Titannitrid Schichtfarbe: gold Schichtdicke: 2-4 µm Mikrohärte: ca. 2.400 HV Beschichtungstemperatur: ca. 200-450°C Anwendungsgebiet: Zerspanungswerkzeug
Allgemeine Eigenschaften
- Keine Maß- bzw. Formänderungen beiErstwärmebehandlung
- Hohe Härte - Niedriger Reibungskoeffizient
Vorteile
- Erhöhung der Standzeiten - Verminderung der Stillstandzeiten - Vermeidung von abrasivem und adhäs- Reduzierung von Schmiermitteln
Anwendungsbereiche
Die PVD-TiN Beschichtung findet hauptsäZerspanungs- und Stanzwerkzeugen ihregute Ergebnisse wurden auch in der Kunserreicht.
PVD-TiN
e, Stanzwerkzeuge
entsprechender
ivem Verschleiß
chlich bei den Anwendung. Sehr tstoffverarbeitung

Technische Daten
Schichtwerkstoff: Titankarbonitrid Schichtfarbe: violett Schichtdicke: 2-4 µm Mikrohärte: ca. 3.000 HV Beschichtungstemperatur: ca. 450°C Anwendungsgebiet: Kaltumformwerkzeu
Stanz- und Zerspan
Allgemeine Eigenschaften
- Keine Maß- bzw. Formänderungen Erstwärmebehandlung
- Hohe Härte - Niedriger Reibungskoeffizient
Vorteile
- Erhöhung der Standzeiten - Verminderung der Stillstandzeiten - Vermeidung von abrasivem und adh- Reduzierung von Schmiermitteln
Anwendungsbereiche
Die PVD-TiCN Beschichtung findet beKaltumformung, den Zerspanungs- unAnwendung. Der Besondere Vorteil ist
PVD-TiCN
ge, ungswerkzeuge
bei entsprechender
äsivem Verschleiß
i Werkzeugen der d Stanzwerkzeugen ihre die hohe Härte.
DE58707VPVD04
Technische Daten
PVD-CrN
Schichtwerkstoff: Chromnitrid Schichtfarbe: silbermetallisch Schichtdicke: bis 10 µm Mikrohärte: ca. 2.100 HV Beschichtungstemperatur: ca. 200-450°C Anwendungsgebiet: Kaltumformwerkzeuge, Polymerverarbeitung
Allgemeine Eigenschaften
- Keine Maß- bzw. Formänderung bei entsprechender Erstwärmebehandlung
- Hohe Härte - Niedriger Reibungskoeffizient
Vorteile
- Erhöhung der Standzeiten - Verminderung der Stillstandzeiten - Vermeidung von abrasivem und adhäsivem Verschleiß - Reduzierung von Schmiermitteln
Anwendungsbereiche
Die PVD-CrN Beschichtung findet bei Werkzeugen im gesamten Bereich der Kaltumformung ihre Anwendung. Spezielle Einsatzgebiete: Polymerverarbeitung, Kaltumformung von Aluminium (geringe Affinität zu Nichteisenmetallen, chem. Beständigkeit durch Chrom).
DE58707VPVD04
DE58702VPVD16
PVD-AlCrN
Schichtwerkstoff: Aluminiumchromnitrid
Schichtfarbe: grau
Schichtdicke: 2-4 µm
Mikrohärte: ca. 3.400 HV
Beschichtungstemperatur: ca. 450°C
Anwendungsgebiet: Mechanisch hochbeanspruchte Werkzeuge,Warmumformung, Druckguss
Allgemeine Eigenschaften
Hohe Temperatur- und OxidationsbeständigkeitHohe WarmhärteKeine Maß- bzw. Formänderung bei entsprechender ErstwärmebehandlungHohe VerschleißbeständigkeitNiedriger Reibungskoeffizient
Vorteile
Erhöhung der StandzeitenVerminderung der StillstandzeitenReduzierung von Warmverschleiß
Anwendungsbereiche
Die PVD-AlCrN Beschichtung findet ihre Anwendung bei hochbeanspruchten Warmumform- und Stanz- bzw. Schneidwerkzeugen, sowie für den Aluminium-Druckguss.PV
D-S
chic
htsy
stem
Technische Daten
DE58710VPVD15
PVD-AlTiN
Schichtwerkstoff: Aluminiumtitannitrid(Mono- oder Multilayer)
Schichtfarbe: anthrazit
Schichtdicke: 2-4 µm
Mikrohärte: ca. 3.200 HV
Beschichtungstemperatur: ca. 450°C
Anwendungsgebiet: hochbeanspruchte Zerspanungswerkzeuge
Allgemeine Eigenschaften
Keine Maß- bzw. Formänderung bei entsprechender ErstwärmebehandlungHohe HärteNiedriger Reibungskoeffizient
Vorteile
Erhöhung der StandzeitenVerminderung der StillstandzeitenVermeidung von abrasivem und adhäsivem VerschleißReduzierung von Schmiermitteln
Anwendungsbereiche
Die PVD-AlTiN Beschichtung findet bei hochbeanspruchtenZerspanungswerkzeugen ihre Anwendung.Spezielle Einsatzgebiete: Anwendungsbereiche mit hohenTemperaturen wie z. B. in der Pumpenindustrie, Textilindustrieoder bei Druckgießformen.PV
D-S
chic
htsy
stem
Technische Daten
H
Technische Daten
PVD-a-C:
Schichtwerkstoff: a-c:H Schichtfarbe: schwarz Schichtdicke: 3-4 µm Mikrohärte: ca. 2.800 HV 0.5 Reibwert: 0,05-0,1 Beschichtungstemperatur: < 170°C Anwendungsgebiet: Kunststoff- und Aluminiumverarbeitung
Allgemeine Eigenschaften
PVD-a-C:H ist eine Hartstoffschicht auf Kohlenstoff-Basis. Die Schicht kombiniert Eigenschaften von Diamant (hohe Härte) undGraphit (geringe Reibung) innerhalb eines Schichtsystems.
Vorteile
- Geringer Reibungskoeffizient (µ=0,1) - Hohe Verschleißbeständigkeit, hohe Härte - Schutz gegen Kaltaufschweißungen - Säure- und laugenbeständig - Niedrige Abscheidetemperatur
Anwendungsbereiche
Die PVD-a-C:H Beschichtung wurde speziell für folgende Bereiche entwickelt: Kunststoff- und Aluminiumverarbeitung, Lebensmittel- und Medizintechnik und im Motorenbau. Der Anwendungsbereich ist überall dort zu sehen, wo die Optimierung der Oberflächenchemie eine bedeutende Rolle spielt, d. h. die Reduzierung von Kaltaufbauneigung und Belagbildung.
DE58701VPVD06
Technische Daten
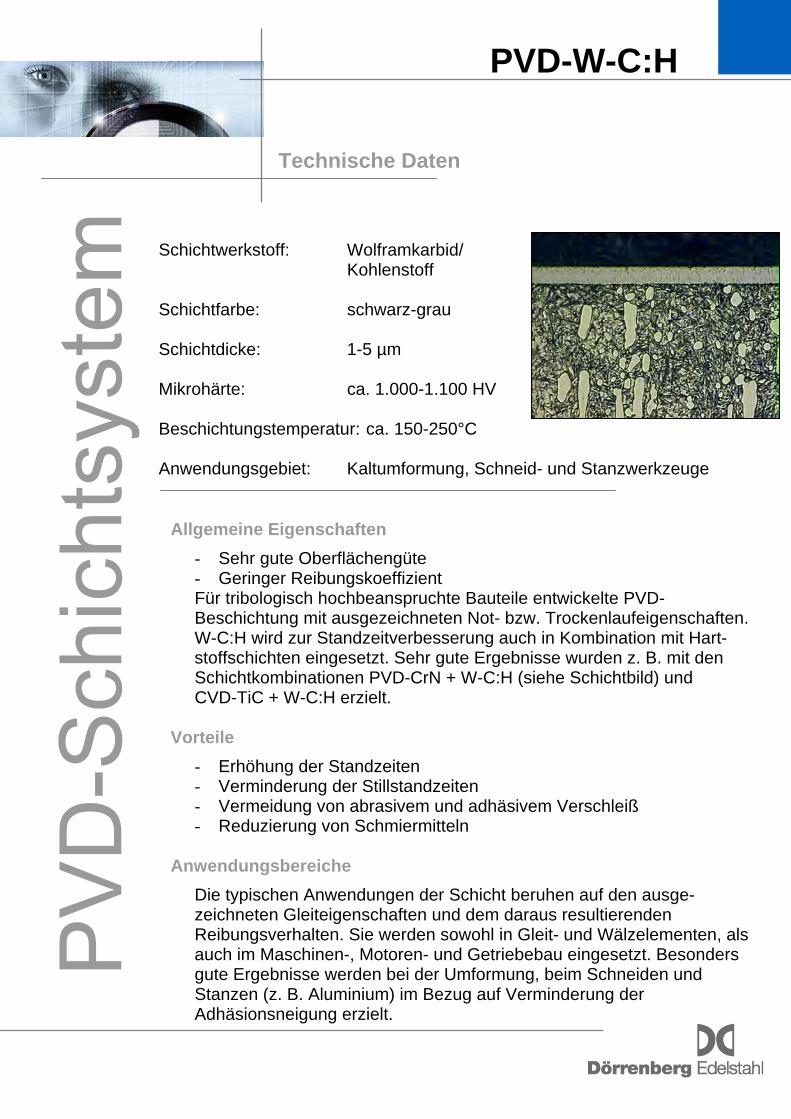
Schichtwerkstoff: Wolframkarbid/
Kohlenstoff Schichtfarbe: schwarz-grau Schichtdicke: 1-5 µm Mikrohärte: ca. 1.000-1.100 H Beschichtungstemperatur: ca. 150-250°C Anwendungsgebiet: Kaltumformung, S
PVD-W-C:H
V
chneid- und Stanzwerkzeuge
Allgemeine Eigenschaften
- Sehr gute Oberflächengüte - Geringer Reibungskoeffizient Für tribologisch hochbeanspruchte Bauteile entwickelte PVD-Beschichtung mit ausgezeichneten Not- bzw. Trockenlaufeigenschaften. W-C:H wird zur Standzeitverbesserung auch in Kombination mit Hart-stoffschichten eingesetzt. Sehr gute Ergebnisse wurden z. B. mit den Schichtkombinationen PVD-CrN + W-C:H (siehe Schichtbild) und CVD-TiC + W-C:H erzielt.
Vorteile
- Erhöhung der Standzeiten - Verminderung der Stillstandzeiten - Vermeidung von abrasivem und adhäsivem Verschleiß - Reduzierung von Schmiermitteln
Anwendungsbereiche
Die typischen Anwendungen der Schicht beruhen auf den ausge-zeichneten Gleiteigenschaften und dem daraus resultierenden Reibungsverhalten. Sie werden sowohl in Gleit- und Wälzelementen, als auch im Maschinen-, Motoren- und Getriebebau eingesetzt. Besonders gute Ergebnisse werden bei der Umformung, beim Schneiden und Stanzen (z. B. Aluminium) im Bezug auf Verminderung der Adhäsionsneigung erzielt.
Entschichten und Wi
= Werkzeugkosten se Die Vorteile
Umformwerkzeug kann mehrfach eingesetzt wKosten für komplette Neuanfertigung entfallen
Das Verfahren Mechanisches Entschichten:
Schicht wird abrasiv gestrahlt Geringer Zeitaufwand
Besond
PVD-BEntschCVD-BEntschGeringhärtunwerde
Grundwerkstoff wird geringfügig abgetragen Erodierzonen, Oxidschichten werden entfernt Oberflächen können eingeebnet werden Für eine Neubeschichtung geeignete, definiereingestellt werden (z. B. bei nicht optimaler Owenn bereits Verschleißmarken sichtbar sind)
Chemisches Entschichten:
Alle CVD, PVD und PA-CVD-Schichten werdechemisch-thermischen Verfahren entschichtetGrundwerkstoff wird nicht angegriffen Oberflächengüte bleibt erhalten
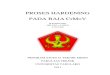
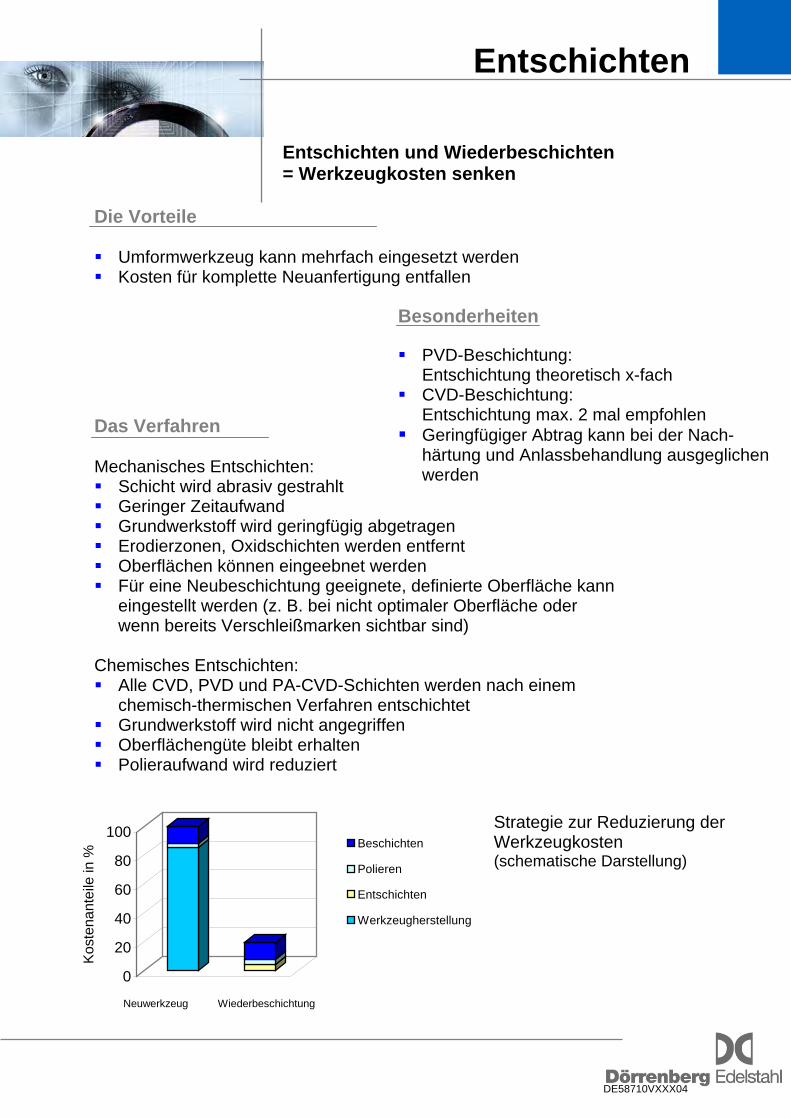
0
20
40
60
80
100
Kos
tena
ntei
le in
%
Beschichten
Polieren
Entschichten
Werkzeugherstellung
Neuwerkzeug Wiederbeschichtung
Polieraufwand wird reduziert
Entschichten
ederbeschichten nken
erden
erheiten
eschichtung: ichtung theoretisch x-fach eschichtung: ichtung max. 2 mal empfohlen fügiger Abtrag kann bei der Nach- g und Anlassbehandlung ausgeglichen n
te Oberfläche kann berfläche oder
n nach einem
Strategie zur Reduzierung der Werkzeugkosten (schematische Darstellung)
DE58710VXXX04
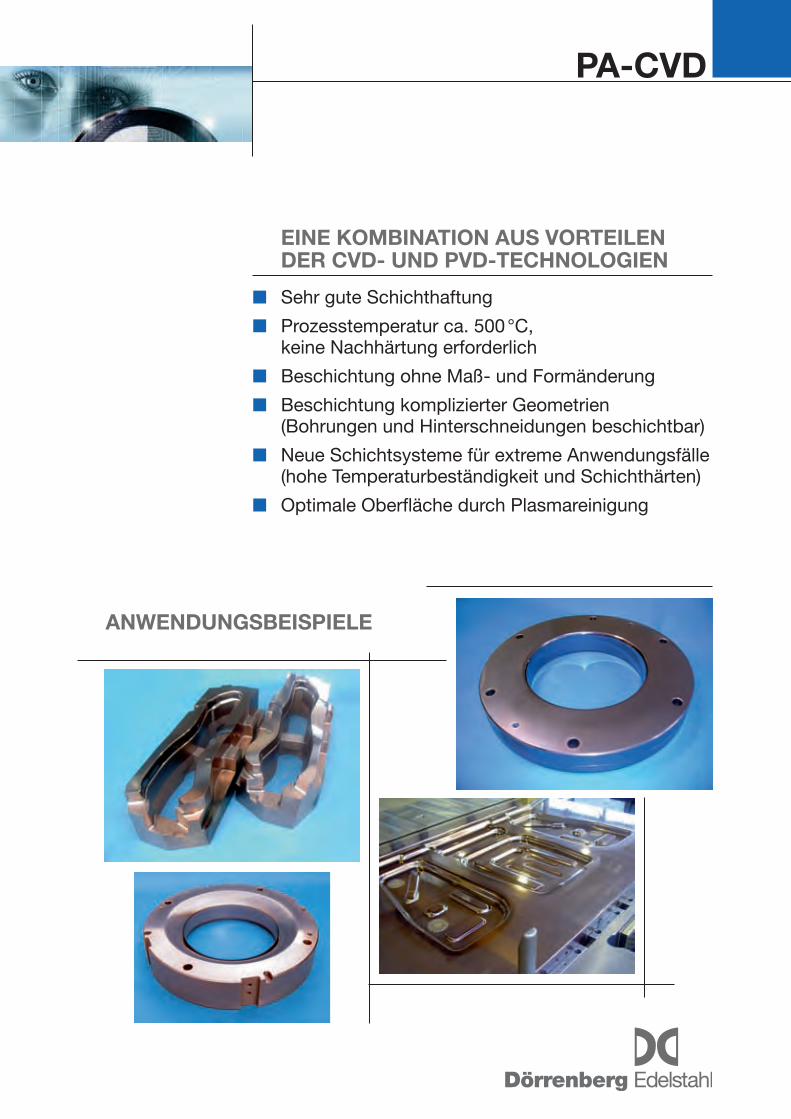
PA-CVD
n Sehr gute Schichthaftung
n Prozesstemperatur ca. 500 °C, keine Nachhärtung erforderlich
n Beschichtung ohne Maß- und Formänderung
n Beschichtung komplizierter Geometrien (Bohrungen und Hinterschneidungen beschichtbar)
n Neue Schichtsysteme für extreme Anwendungsfälle (hohe Temperaturbeständigkeit und Schichthärten)
n Optimale Oberfläche durch Plasmareinigung
EinE KombinAtion Aus VortEilEn DEr CVD- unD PVD-tEChnologiEn
AnwEnDungsbEisPiElE
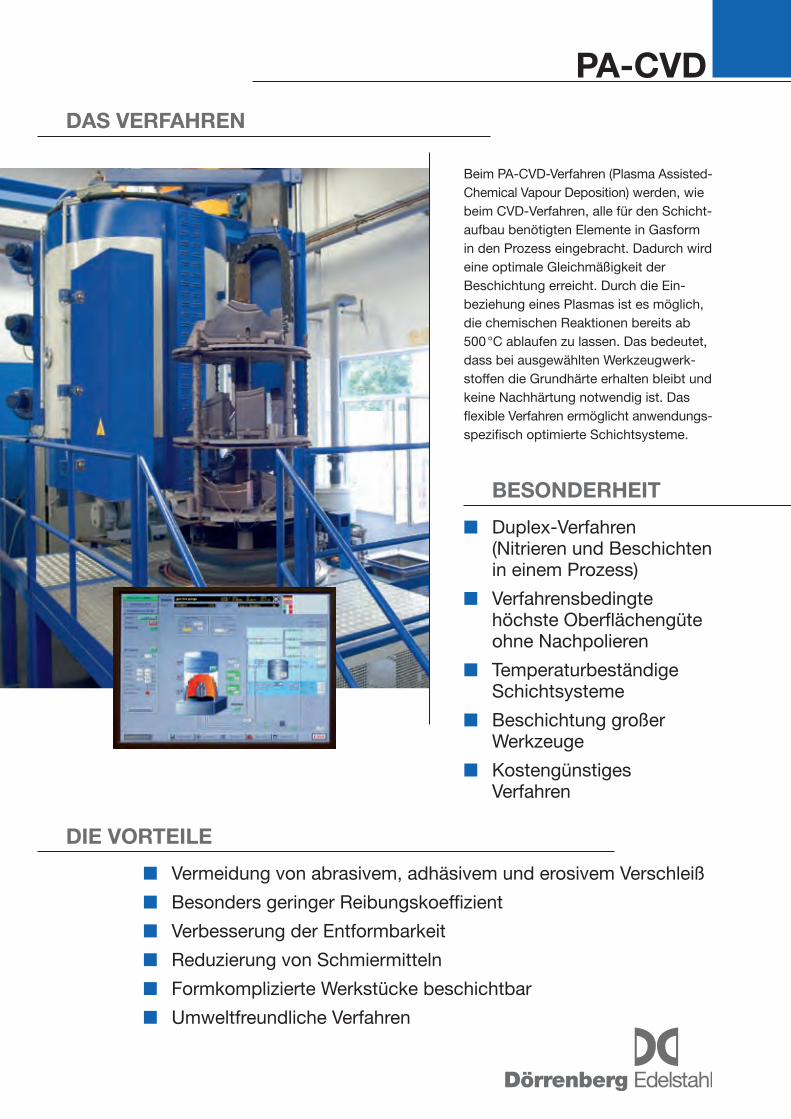
PA-CVDDAs VErfAhrEn
DiE VortEilE
Beim PA-CVD-Verfahren (Plasma Assisted- Chemical Vapour Deposition) werden, wie beim CVD-Verfahren, alle für den Schicht-aufbau benötigten Elemente in Gasform in den Prozess eingebracht. Dadurch wird eine optimale Gleichmäßigkeit der Beschichtung erreicht. Durch die Ein- beziehung eines Plasmas ist es möglich, die chemischen Reaktionen bereits ab 500 °C ablaufen zu lassen. Das bedeutet, dass bei ausgewählten Werkzeugwerk-stoffen die Grundhärte erhalten bleibt und keine Nachhärtung notwendig ist. Das flexible Verfahren ermöglicht anwendungs-spezifisch optimierte Schichtsysteme.
bEsonDErhEit
n Duplex-Verfahren (Nitrieren und Beschichten in einem Prozess)
n Verfahrensbedingte höchste Oberflächengüte ohne Nachpolieren
n Temperaturbeständige Schichtsysteme
n Beschichtung großer Werkzeuge
n Kostengünstiges Verfahren
n Vermeidung von abrasivem, adhäsivem und erosivem Verschleiß
n Besonders geringer Reibungskoeffizient
n Verbesserung der Entformbarkeit
n Reduzierung von Schmiermitteln
n Formkomplizierte Werkstücke beschichtbar
n Umweltfreundliche Verfahren
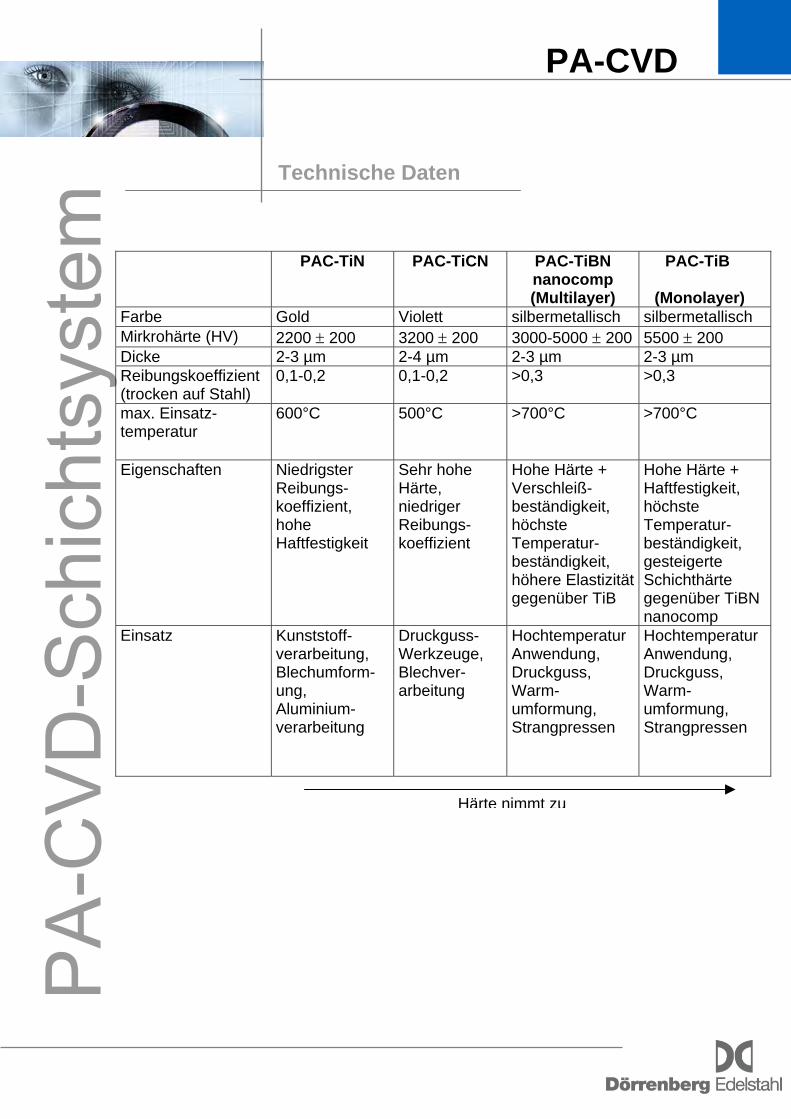
Technische Daten
PAC-TiN PAC-TiCN Pn(M
Farbe Gold Violett silbeMirkrohärte (HV) 2200 ± 200 3200 ± 200 300Dicke 2-3 µm 2-4 µm 2-3 Reibungskoeffizient (trocken auf Stahl)
0,1-0,2 0,1-0,2 >0,3
max. Einsatz-temperatur
600°C 500°C >70
Eigenschaften Niedrigster Reibungs-koeffizient, hohe Haftfestigkeit
Sehr hohe Härte, niedriger Reibungs-koeffizient
HohVerbeshöcTembeshöhgeg
Einsatz Kunststoff-verarbeitung, Blechumform-ung, Aluminium-verarbeitung
Druckguss-Werkzeuge, Blechver-arbeitung
HocAnwDruWarumfStra
PA-CVD
DE58708VPAC04
AC-TiBN anocomp ultilayer)
PAC-TiB
(Monolayer) rmetallisch silbermetallisch
0-5000 ± 200 5500 ± 200 µm 2-3 µm >0,3
0°C >700°C
e Härte + schleiß-tändigkeit, hste peratur-
tändigkeit, ere Elastizität enüber TiB
Hohe Härte + Haftfestigkeit, höchste Temperatur-beständigkeit, gesteigerte Schichthärte gegenüber TiBN nanocomp
htemperatur endung,
ckguss, m- ormung, ngpressen
Hochtemperatur Anwendung, Druckguss, Warm- umformung, Strangpressen
u
Härte nimmt z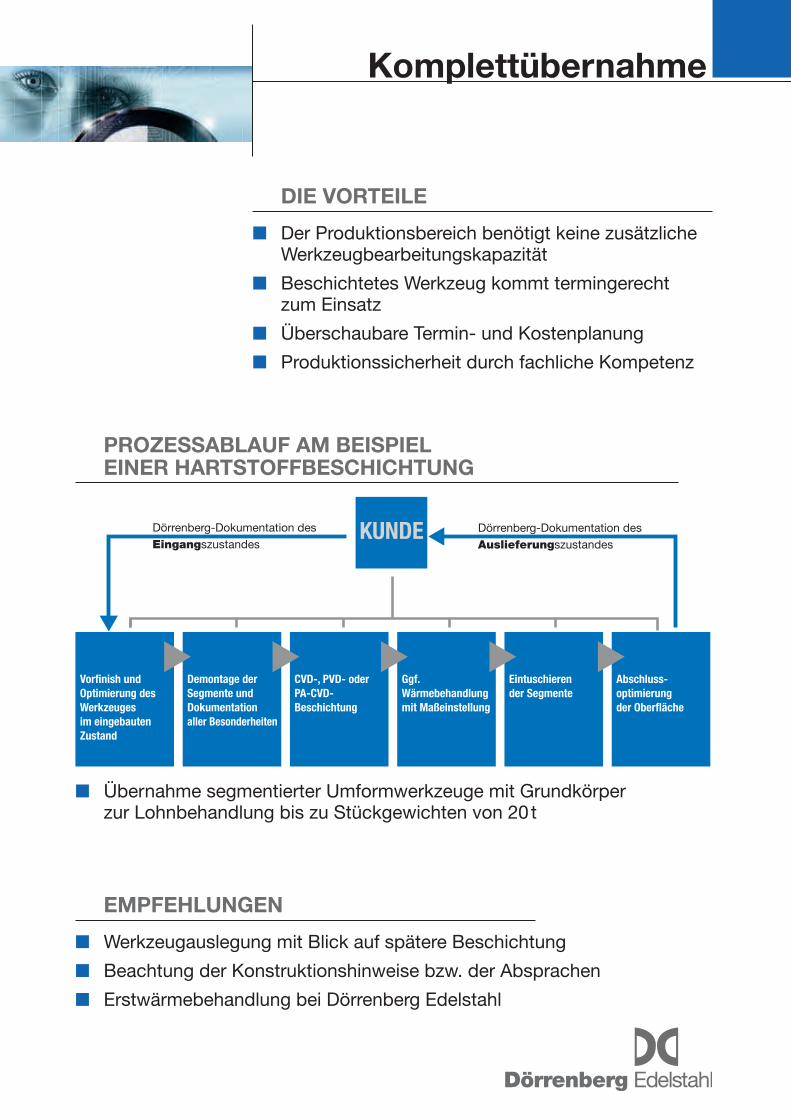
Komplettübernahme
n Der Produktionsbereich benötigt keine zusätzliche Werkzeugbearbeitungskapazität
n Beschichtetes Werkzeug kommt termingerecht zum Einsatz
n Überschaubare Termin- und Kostenplanung
n Produktionssicherheit durch fachliche Kompetenz
n Werkzeugauslegung mit Blick auf spätere Beschichtung
n Beachtung der Konstruktionshinweise bzw. der Absprachen
n Erstwärmebehandlung bei Dörrenberg Edelstahl
n Übernahme segmentierter Umformwerkzeuge mit Grundkörper zur Lohnbehandlung bis zu Stückgewichten von 20 t
Die Vorteile
empfehlungen
prozessablauf am beispiel einer hartstoffbeschichtung
KUNDEDörrenberg-Dokumentation des Eingangszustandes
Dörrenberg-Dokumentation des Auslieferungszustandes
Vorfinish und Optimierung des Werkzeugesim eingebauten Zustand
Demontage der Segmente und Dokumentation aller Besonderheiten
CVD-, PVD- oder PA-CVD-Beschichtung
Ggf. Wärmebehandlung mit Maßeinstellung
Eintuschieren der Segmente
Abschluss-optimierung der Oberfläche

KomplettübernahmeWärmebehanDlung
polieren Von WerKzeugsegmenten
cVD-/pa-cVD-/pVD-hartstoffbeschichtung
besonDeres angebot
n Komplette Projektbegleitung von der Konstruktion bis zur Hartstoffbeschichtung
Nutzen Sie unsere Möglichkeiten der Vakuumwärmebehandlung als optimale Voraus-setzung für eine anschließende Oberflächenbeschichtung. Auf Wunsch übernehmen wir auch die Einpassarbeiten nach der Wärmebehandlung. Dadurch wird der Werkzeugbau bei Ihnen entlastet und so werden neue Kapazitäten geschaffen. Nutzen sie auch unsere Komplettübernahme für Randschichthärten und Plasmanitrieren.
Ihre Werkzeuge werden bei uns im Grundkörper fachgerecht poliert. Auf Anfrage wird diese Leistung in Ihrem Unternehmen durchgeführt.
Bei einer Komplettübernahme werden die Segmente nach der Beschichtung von uns wieder in die Grundkörper eingepasst.
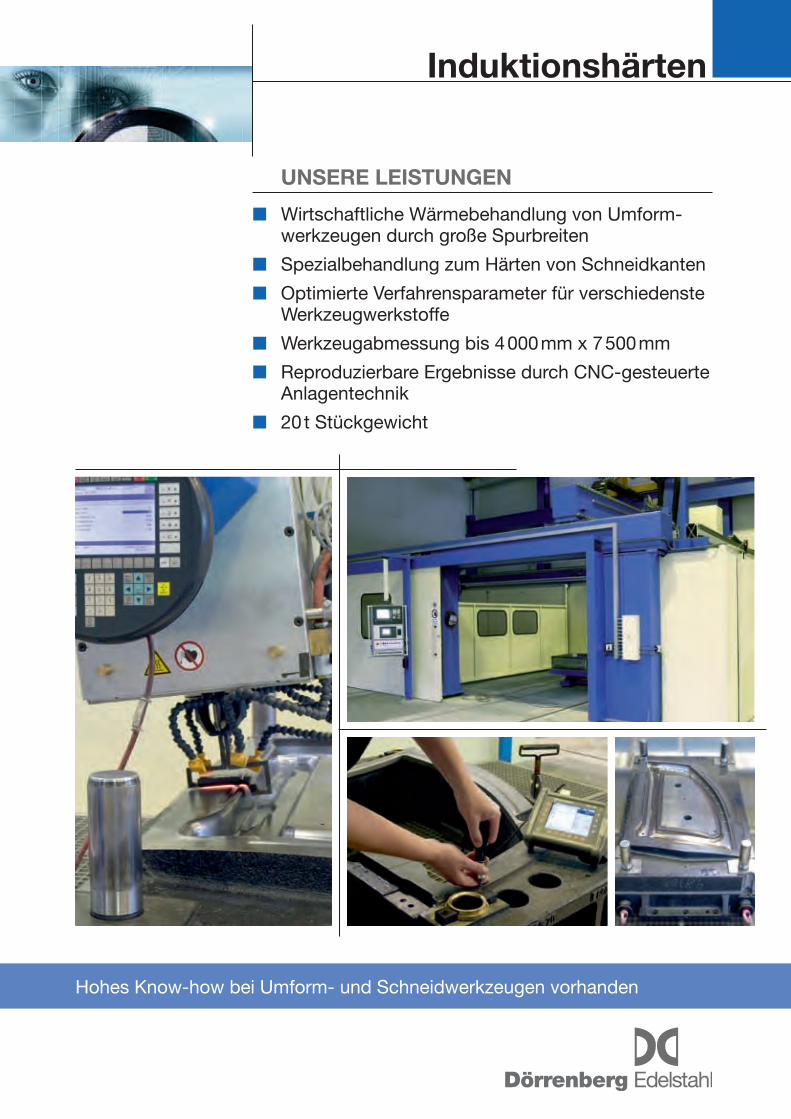
Induktionshärten
n Wirtschaftliche Wärmebehandlung von Umform-werkzeugen durch große Spurbreiten
n Spezialbehandlung zum Härten von Schneidkanten
n Optimierte Verfahrensparameter für verschiedenste Werkzeugwerkstoffe
n Werkzeugabmessung bis 4 000 mm x 7 500 mm
n Reproduzierbare Ergebnisse durch CNC-gesteuerte Anlagentechnik
n 20 t Stückgewicht
Unsere LeIstUngen
Hohes Know-how bei Umform- und Schneidwerkzeugen vorhanden

InduktionshärtenDas Verfahren
DIe VorteILe
Beim Induktionshärten handelt es sich um ein Randschichthärteverfahren, bei dem die Oberfläche durch induktive Erwärmung lokal gehärtet wird. Durch modernste An-lagentechnik sind definierte Randschicht-härtetiefen wählbar. Es können geregelte Härteparameter gefahren werden, welche zu einem reproduzierbaren Ergebnis führen. Somit sind optimale Voraussetzungen für die Randschichthärtung, sowohl von Schneid-messern, als auch von großen Umformwerk-zeugen gegeben.
n Verschleißfeste Oberfläche bei zähem Grundwerkstoff
n Spurbreiten bis 300 mm möglich (ohne Überlappung)
n Abgestimmte Randschichthärtetiefen (1,0–5,0 mm)
n Geringe Verzugsgefahr
n Aufmaße können gegenüber dem Durchhärten reduziert werden
Durch die neue Anlagentechnologie sind verzugsarme Wärmebehandlungen durch angepasste Einhärtetiefen wirtschaftlich zu realisieren.
DE58708VPV15
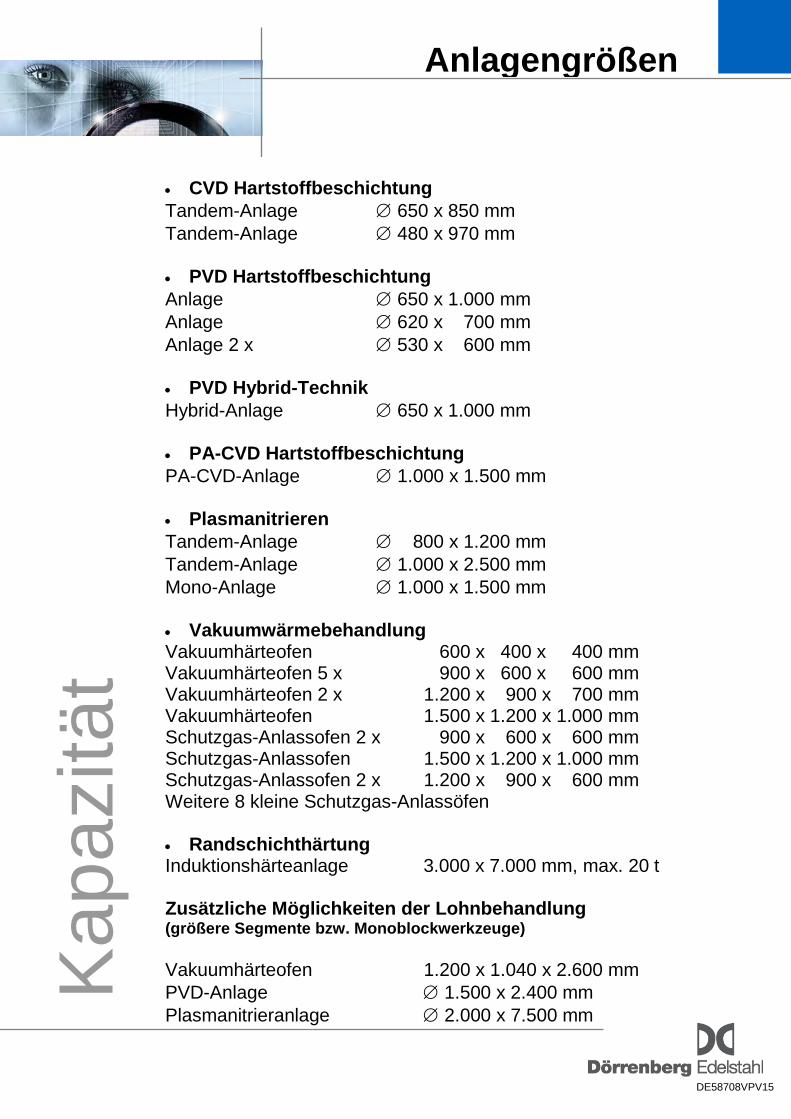
• CVD Hartstoffbeschichtung Tandem-Anlage ∅ 650 x 850 mm Tandem-Anlage ∅ 480 x 970 mm
• PVD Hartstoffbeschichtung Anlage ∅ 650 x 1.000 mm Anlage ∅ 620 x 700 mm Anlage 2 x ∅ 530 x 600 mm • PVD Hybrid-Technik Hybrid-Anlage ∅ 650 x 1.000 mm
• PA-CVD Hartstoffbeschichtung PA-CVD-Anlage ∅ 1.000 x 1.500 mm
• Plasmanitrieren Tandem-Anlage ∅ 800 x 1.200 mm Tandem-Anlage ∅ 1.000 x 2.500 mm Mono-Anlage ∅ 1.000 x 1.500 mm
• Vakuumwärmebehandlung Vakuumhärteofen 600 x 400 x 400 mm Vakuumhärteofen 5 x 900 x 600 x 600 mm Vakuumhärteofen 2 x 1.200 x 900 x 700 mm Vakuumhärteofen 1.500 x 1.200 x 1.000 mm Schutzgas-Anlassofen 2 x 900 x 600 x 600 mm Schutzgas-Anlassofen 1.500 x 1.200 x 1.000 mm Schutzgas-Anlassofen 2 x 1.200 x 900 x 600 mm Weitere 8 kleine Schutzgas-Anlassöfen
• Randschichthärtung Induktionshärteanlage 3.000 x 7.000 mm, max. 20 t
Zusätzliche Möglichkeiten der Lohnbehandlung (größere Segmente bzw. Monoblockwerkzeuge)
Vakuumhärteofen 1.200 x 1.040 x 2.600 mm PVD-Anlage ∅ 1.500 x 2.400 mm Plasmanitrieranlage ∅ 2.000 x 7.500 mm
Anlagengrößen K
apaz
ität
Logistik
Der Geschäftsbereich Oberflächentechnik-Wärmebehandlung bietet einen regelmäßigen Fahrdienst in verschiedenen Gebieten. Diesen Hol- und Bring-Service für Lohnbehandlungsaufträge (z. B. Beschichtungs- und Wärmebehandlungsaufträge) sollten Sie nutzen. Kostenloser Fahrdienst Kalkulierbare Terminplanung für Lohnbehandlungsaufträge Minimaler Verpackungs- und Versandaufwand Direktkontakt – persönliche Absprache in Ihrem Hause
Bei Bedarf genügt Ihr Anruf oder Fax am Tag vorher bis 15 Uhr. Auf Wunsch fahren wir Sie auch regelmäßig an. Telefon (0 22 63) 79-215 Fax (0 22 63) 79-440 e-mail [email protected] Sie können mit uns planen – bitte sprechen Sie uns an!
Logistik
Wir bieten Abhol- und Auslieferungsservice mit
unserem Logistikpartner bundesweit! Abholauftrag bis 12 Uhr genügt – unser Logistikpartner übernimmt für uns am Nachmittag und stellt am nächsten Morgen zu. Als Dörrenberg Beschichtungskunde sollten Sie die Vorteile nutzen: Einfache Abwicklung mit vorbereiteten Abholaufträgen Abholungen in der von Ihnen gewünschten Abteilung Schnellste, kostengünstige Bereitstellung zur Beschichtung mit Terminvorausplanung Rückversand innerhalb von 24 Stunden nach Fertigstellung bei uns Sonderzustellung auf Wunsch möglich
Bitte fordern Sie unsere vorgedruckten Abholaufträge an: Dörrenberg Oberflächentechnik/Wärmebehandlung Fax (0 22 63) 79-4 40 e-mail [email protected]
DE58702VXXX16
CO
ATI
NG
& H
AR
DE
NIN
G
Kontakt
Telefon +49 2263 79 - Fax +49 2263 79-440 E-Mail [email protected] Geschäftsbereichsleiter Thomas Passberger 362 Vertriebsassistentin Silke Jobsky 587 Vertrieb: Gruppenleiterin Beschichtung Mara Chilelli 518 Beschichtung Stefanie Falk 215 Beschichtung Miriam Reise 594 Plasmanitrieren + Induktionshärten Beschichtung Automotive
Pembegül Cantali 464
Gruppenleiterin Wärmebehandlung Margarete Schuster 465 Wärmebehandlung Sarah van Leuven 472 Wärmebehandlung Anna Jakobs 467
Technik:
Betriebsleiter Harald Schmidt 363 Stellvertretender Betriebsleiter Pascal Vasbender 544 Arbeitsvorbereitung Sascha Mennillo 571 Arbeitsvorbereitung Johannes Volbach 521 Meister CVD-Technik Stefan Winkler 563 Meister Niedertemperatur-Technik Bernd Habermann 477 Meister Wärmebehandlung Dieter König 321 PA-CVD-Beschichtung + Plasmanitrieren Herbert Florio 585 Vertrieb Außendienst:
Leiter Anwendungsberatung Manfred Gerlach 203 Anwendungsberater Alexander Rouvel 214 Anwendungsberater Mark Müller 573 Anwendungsberater Veikko Haupt 587 Logistik: Stefanie Falk 215
Miriam Reise 594
Unser Team ist für Sie da: