Embed Size (px)
Citation preview
COMITÉ POST CONSTRUCCIÓN ASME (PCC-2) REPARACIÓN Y PRUEBAS
Contenido de esta presentación:• Estructura, Propósito, Organización del Comité ASME PCC• Subcomité ASME PCC-2• Integración de las Normas para la Inspección y Reparación en Servicio• Los Cuatro Grupos de Tipos de Reparación• Organización y formatos estandarizados de reparación y pruebas• Aspectos a destacar de los artículos existentes en su primera edición• Aspectos a destacar de los artículos en su segunda edición
(próximamente a ser publicados)• Trabajo en Progreso• Resumen, Comentarios
LOS TRES SUBCOMITÉS DE PCC
• Subcomité de ensambles de uniones atornilladas:-PCC-1 Publicado en 2000, Guía para los límites de presión en las JuntasBridadas con tornillos, próxima edición, en preparación.
• Subcomité de pruebas y reparaciones:-PPC-2 Publicado en 2006 y 2009, Reparación de Equipo y Tubería aPresión.
• Subcomité de Planificación de Inspección:-PPC-3 Publicado en su primera edición en 2008, Planificación deInspección
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
• El Subcomité de reparación y pruebas (PCC-2) fue establecido en1999
• PCC-2 desarrolló una norma estandarizada para describir ydocumentar “Una buena práctica de ingeniería reconocida ygeneralmente aceptada” para la reparación de equipos y tuberías apresión
• Para poder desarrollar estas prácticas recomendadas PCC-2 utiliza elproceso de consenso y votación de ANSI, involucrando numerosascompañías y personas con mucha experiencia
• Todos los artículos de reparación y pruebas son relativamentegenéricos, y pueden ser adaptados a las condiciones especificas defallas y defectos que necesiten ser reparados en tu centro de trabajo
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Ediciones actuales y previstas:• Primera edición de PCC-2 , publicada en 2006 con 17 artículos de
Reparación y Pruebas• Segunda edición próxima a ser publicada con 10 artículos más de
Reparación y Pruebas• Una Tercera Edición se está planeando con 10 ó 12 artículos más de
reparación y Pruebas, la cual se encuentra en preparación• Las prácticas de PCC-2 no pretenden ser adoptadas por las
jurisdicciones directamente, ya que dichas prácticas estánreferenciadas a los códigos existentes tales como: API-510, API-570,API-653 y NBIC
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
En el gran esquema de Códigos y Normas en servicio, ¿Dónde aplicar lasprácticas PCC-2?1. Estas no cubren lo siguiente:• Requerimientos para construcciones nuevas• Planeación y Preparación de Inspecciones• Estudios de riesgo para la planeación de inspecciones• Métodos y técnicas de inspecciones en servicio• Evaluación de fallas y estudios de aptitud para el servicio (FFS)
2. Cada uno de los temas mencionados están cubiertos por otros códigoso normas diferentes, los cuales son integrados a PCC-2 para ayudar alusuario a mantener la integridad mecánica de sus equipos a presión
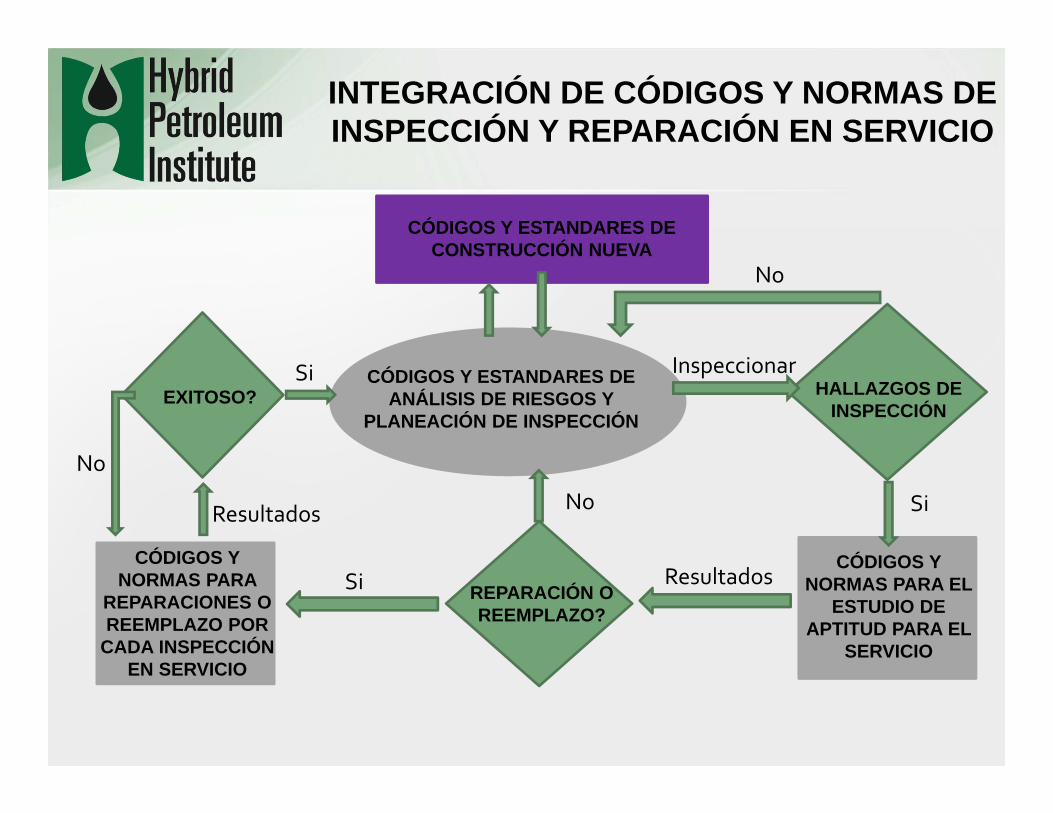
CÓDIGOS Y ESTANDARES DE CONSTRUCCIÓN NUEVA
CÓDIGOS Y ESTANDARES DE ANÁLISIS DE RIESGOS Y
PLANEACIÓN DE INSPECCIÓN
HALLAZGOS DE INSPECCIÓN
EXITOSO?
REPARACIÓN O REEMPLAZO?
CÓDIGOS Y NORMAS PARA EL
ESTUDIO DE APTITUD PARA EL
SERVICIO
CÓDIGOS Y NORMAS PARA
REPARACIONES O REEMPLAZO POR
CADA INSPECCIÓN EN SERVICIO
No
Inspeccionar
Resultados
SiNo
Si
Si
Resultados
No
INTEGRACIÓN DE CÓDIGOS Y NORMAS DE INSPECCIÓN Y REPARACIÓN EN SERVICIO
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Alcance del Estándar PCC-2:• Cubre todos aquellos equipos que se encuentran en los alcances de
API y ASME referentes a los Equipos a Presión incluyendo:- Tuberías y sus componentes (tales como válvulas, bridas y arreglos)- Calentadores/calderas- Recipientes a presión (Incluyendo intercambiadores de calor)- Tanques de almacenamiento• No se limita a los equipos que fueron construidos de acuerdo al código
ASME• Cubre las reparaciones después de que el equipo ha sido puesto en
servicio• Las reparaciones durante la construcción están cubiertas por los
códigos de la nueva construcción, suponiendo que sea el caso
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Organización del Estándar PCC-2:• Parte I cubre alcance, organización y propósito de la norma y sus
aplicaciones a todos los artículos de Reparación y Pruebas• Cada tipo de reparación diferente está cubierta por un artículo
especifico• Todos los artículos están organizados en cuatro secciones por
separado:- Parte 2: Reparaciones Soldadas- Parte 3: Reparaciones mecánicas- Parte 4: Reparaciones en condiciones de servicio y no metálicas- Parte 5: Examinación y Pruebas
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Esquema Estándar/Formato para cada artículo:
• Descripción de la reparación• Limitaciones y precauciones asociadas a la reparación• Problemas de diseño/fabricación asociadas a la reparación• Prácticas de examinación y pruebas, seguidas de la reparación• Referencias adicionales
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Requerimientos Administrativos:• Los requisitos administrativos son las disposiciones de un código,
norma o reglamento que no sean los asociados a los requisitostécnicos, tales como:
- Reportes de inspección- Puntos de mantenimiento- Requerimientos de documentación- Requerimientos de aprobación y registro, etc.• PCC-2 no contiene este tipo de requerimientos administrativos, los
cuales se dejan a la responsabilidad de los códigos en servicio y lajurisdicción a la que haga referencia la norma de reparación
• PCC-2 se centra en los problemas técnicos para reparación y prueba,por ejemplo, orientación sobre los métodos recomendados para larealización de reparaciones
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Reparaciones Temporales Vs Reparaciones Permanentes:• La norma de reparación no clasifica las reparaciones ya sean
temporales o permanentes• Es responsabilidad del propietario-usuario determinar la vida útil
prevista de cada reparación• Las consideraciones técnicas que afectan la vida de servicio se
describen en los artículos de reparación individuales para permitir alusuario la apropiada determinación de los intervalos de inspección ysustitución
• La vida de una reparación puede depender de muchos factores,incluyendo:
- Diseño de la reparación- Número y magnitud de los ciclos de temperatura y presión- Tiempo en diferentes condiciones de carga- Ambiente (de operación y externo)- Consecuencia de falla y tolerancia de riesgo
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Artículos de Reparaciones Soldadas:• Método de reparación para placas insertas con soldadura a tope en los
componentes a presión• Método de superposición de soldadura externa para adelgazamientos internos• Selle conexiones roscadas de soldadura y reparación de sello soldado• Enchaquetado metálico para tubería• Fugas soldadas en caja• Parches con soldadura de filete de refuerzo• Alternativas para la tradicional soldadura precalentada• Alternativas para los tratamientos térmicos post soldadura• Soldadura en componentes de acero al carbono sometidos a presión o tuberías
en servicio• Acumulación, traslape de soldadura y restauración del revestimiento• Parches con soldadura de filete• Reparación en conexiones roscadas o soldadas
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Artículos de Reparaciones Mecánicas:• Sustitución de componentes sometidos a presión• Congelamiento de conexiones• Reparación de roscas dañadas en agujeros roscados• Excavación de falla y reparación de soldadura• Mantenimiento de bridas• Abrazaderas mecánicas• Enderezamiento de tuberías• Guía de reparación de anclas dañadas en concreto• Procedimiento de remoción de pernos• Inspección y reparación del lado cuerpo y lado tubos de un
intercambiador de calor
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Artículos de Reparaciones No Metálicas:• Sistemas de forrado con compuestos no metálicos para tuberías y
oleoductos: Aplicaciones de Alto riesgo• Sistemas de forrado con compuestos no metálicos para tuberías:
Tuberías metálicas de bajo riesgo• Revestimiento interno no metálico por el método de Pipe-Sprayed para
aquellas tuberías que se encuentran enterradas.
COMITÉ POST CONSTRUCCIÓN ASME (PCC) REPARACIÓN Y PRUEBAS
Artículos de Pruebas y Examinación:• Los requerimientos de examinación y prueba para cada tipo especifico
de reparación se encuentran cubiertos en la última sección de cadaartículo
• Sin embargo, también se incluyen dos artículos de examinación ypruebas genéricos:
- Pruebas de presión y estanqueidad de tuberías y equipos- Pruebas no destructivas (PND’s) en lugar de realizar pruebas de
presión
PARTE 2: REPARACIONES SOLDADAS (5 EXISTENTES)
• Artículo 2.1 Placas insertas por soldadura a tope en componentes a presión• Artículo 2.2 Soldadura a traslape externa para reparar el adelgazamiento
interno• Artículo 2.3 Conexiones roscadas selladas con soldadura y reparaciones
soldadas• Artículo 2.4 Reparaciones soldadas en caja• Artículo 2.5 Labios de sellos soldado (en preparación)• Artículo 2.6 Enchaquetado metálico para tuberías
Artículo 2.1 Placas insertas por soldadura a tope en componentes a presión
• Sustitución del material con límite de presión con un inserto de placacon soldadura a tope de penetración completa
• Cubre porciones de placa (placas incompletas, secciones, ocomponentes)
• Se puede aplicar para presión externa o interna• Sustituciones de placas puede incluir boquillas• El tamaño limitado solo lo necesario para cumplir con las tolerancias
Artículo 2.2 Soldadura a traslape externa para reparar el adelgazamiento interno
• Cubre reparaciones debidas al adelgazamiento interno de loscomponentes a través de soldadura a traslape externa
• Excluye la reparación de componentes con grietas• En algunos casos, estas reparaciones se pueden realizar con el equipo
o la línea en operación• Utilizada mas en la industria de generación de energía que en la
industria petrolera
Artículo 2.3 Conexiones roscadas selladas con soldadura y reparaciones soldadas
• Cubre los requerimientos para sellar las conexiones roscadas consoldadura, donde es necesaria una mayor capacidad de llenado
• Puede ser utilizado para los sistemas de tuberías en servicio o laconstrucción original
• Incluye muchas precauciones y limitaciones importantes para asesoraral usuario
Artículo 2.4 Reparaciones soldadas en caja
• Cubre el acondicionamiento del lugar que se utilizará para realizar lasreparaciones/soldaduras en sitio
• Se pueden reparar tuberías, bridas, válvulas, conexiones, etcétera• Incluye una gran variedad de formas y tamaños• Puede ser instalado con o sin el bombeo de sellador en la caja• Puede ser diseñado para la capacidad de carga o simplemente un
refuerzo estructural• No incluye conexiones con pernos o abrazaderas, el cual está cubierto
en las reparaciones mecánicas
Artículo 2.6 Enchaquetado metálico para tuberías
• Enchaquetado tipo A:- Solo se utiliza para refuerzo, no para contener la presión- Para que no tengan fugas y no crezcan los defectos
• Enchaquetado tipo B:- Soldadas circunferencialmente a la tubería para sostener la tubería- Para suprimir fugas y proporcionar a la tubería la máxima capacidad de carga y
presión
PARTE 3: REPARACIONES MECÁNICAS (8 EXISTENTES)
• Artículo 3.1 Sustitución de los componentes a presión• Artículo 3.2 Congelamiento de insertos• Artículo 3.3 Daños en agujeros roscados• Artículo 3.4 Excavación de falla y reparación de soldadura• Artículo 3.5 Reparación de brida y conversión• Artículo 3.6 Reparación con abrazaderas mecánicas• Artículo 3.7 Enderezamiento de tubería o alineación de flexiones• Artículo 3.8 Daño en anclas de concreto
Artículo 3.1 Sustitución de los componentes a presión
• Cubre la sustitución de equipos a presión o componentes de tubería osubconjuntos
• Puede ser repuesto por un equipo nuevo o alguna modificación al existente
Artículo 3.2 Congelamiento de insertos
• Técnica utilizada para hacer un tipo de aislamiento criogénico, congelando laparte externa de la pared de la tubería y el líquido contenido en esta para crearun tapón
• Usualmente se utiliza el CO2 y el nitrógeno líquido como agente congelante• Se puede utilizar en una gran variedad de líquidos• Se tiene experiencia con presiones de hasta 2500 PSI• Incluye un gran número de sugerencias de seguridad• Nuevo: Ampliado para incluir los materiales duplex SS
Artículo 3.3 Daños en agujeros roscados
• Incluye opciones:
- Taladrar los agujeros dañados a una medida mayor para los pernoscónicos
- Taladrar los agujeros dañados a una medida mayor para los insertoscon rosca helicoidal
- Rellenar con metal soldado y taladrar de nuevo el agujero
Artículo 3.4 Excavación de falla y reparación de soldadura
• Cubre todas aquellas fallas en superficies que exceden las tolerancias delcódigo
• Las fallas pueden ser suprimidas mediante excavación o soldadura o dejarloscomo están en caso de ser apropiado
• Incluye, pulido, esmerilado, mecanizado, tratamiento térmico, etcétera
Artículo 3.5 Reparación de brida y conversión
• Incluye el re acabado, reparación y revisión de las caras de las bridas:- Reparación mecánica de imperfecciones- Restauración de material debida a la corrosión o algún otro daño- Cambiar la cara de la brida o permitir el uso de empaques diferentes- Incluye mecanizado con o sin acumulación de metal de soldadura
Artículo 3.6 Reparación con abrazaderas mecánicas
• Divide los componentes atornillados en componentes de fuga o componentesdañados con refuerzo
• Elementos estandarizados de catálogo o sobre diseño• Con o sin sellador inyectable• Reforzado para resistir la presión acumulada• Pueden ser estructurales (a prueba de presión) y no estructurales (para
refuerzo)
Artículo 3.7 Enderezamiento de tubería o alineación de flexiones
• Establece los requisitos y precauciones para la corrección de una tuberíametálica doblada con la flexión en caliento o en frío
• Puede ser utilizado para mejorar el ajuste en marcha o una mala alineación• No incluye aquellos sistemas que están conformados por juntas mecánicas
(bridas, juntas roscadas, juntas de expansión, accesorios de compresión,etcétera)
Artículo 3.8 Daño en anclas de concreto
• Cubre la reparación de las anclas hundidas en concreto de las bases de lascolumnas
• Incluye anclajes instalados por medios mecánicos o químicos• Incluye la extensión de los pernos de anclaje existentes

PARTE 4: REPARACIONES EN CONDICIONES DE SERVICIO Y NO METÁLICAS
(3 EXISTENTES)
• Artículo 4.1 Compuestos no metálicos para reparación de sistemas detuberías: Aplicaciones de alto riesgo
• Artículo 4.2 Compuestos no metálicos para reparación de sistemas detuberías: Aplicaciones de bajo riesgo
• Artículo 4.3 Recubrimiento interno no metálico para tubería, método desprayed para tubería enterrada

Artículo 4.1 Compuestos no metálicos para reparación de sistemas de tuberías:
Aplicaciones de alto riesgo
• Sistemas de reparación consistentes en fibra de vidrio, fibra de carbono,aramida en una matriz de resina termoestable
• Destinado para los sistemas de tubería comprendidos en B31• Se pueden utilizar para sistemas metálicos y no metálicos• Se pueden reparar:- Corrosión externa cuando la integridad del componente está comprometida- Abolladuras, rasguños, rosones y desgaste- Grietas con una adecuada preparación- Corrosión, erosión interna que pueda o no ser causa de fuga- Fugas- Defectos de manufactura y fabricación
Artículo 4.2 Compuestos no metálicos para reparación de sistemas de tuberías:
Aplicaciones de bajo riesgo
• Sistemas de reparación que consisten en refuerzos de fibra en matrices conresinas
• Destinado a tuberías de bajo riesgo• Se pueden reparar:- Daños por corrosión externa- Erosión/corrosión interna- Fugas- Defectos de fabricación y manufactura• Eliminado B31.4 como ejemplo o referencia para reflejar aplicaciones de bajo
riesgo• Aclarar los datos de calificación y requisitos de validación de prueba

Artículo 4.3 Recubrimiento interno no metálico para tubería, método de sprayed
para tubería enterrada
• Cubre polímeros termoestables rociados como revestimiento protector oestructural de tuberías enterradas
• Pueden proporcionar la resistencia estructural, química, resistencia a laabrasión, barrera de fugas y mejoramiento de flujo
• Limitada a tuberías enterradas• Más efectivo para diámetros mayores a las 24 pulgadas• Puede ser aplicada manualmente o con algún equipo de rocío• Restricciones de temperatura mínima
PARTE 5: EXAMINACIÓN Y PRUEBAS
• Artículo 5.1 Pruebas de Presión y estanqueidad para tuberías y equipos
Artículo 5.1 Pruebas de Presión y estanqueidad para tuberías y equipos
• Proporciona prácticas recomendadas para la determinación:- Tipo de prueba- Prueba de Presión- Procedimiento de prueba• Proporciona información general de los tipos de aplicaciones de prueba,
beneficios y limitaciones• Proporciona las directrices a seguir para la prueba hidrostática, neumática,
estanqueidad y fuga• No aborda el aislamiento de las partes del sistema para propósitos de prueba o
las pruebas de vacío• Explica 5 razones específicas, por la cuales se deben realizar estas pruebas
DIEZ UEVOS ARTÍCULOS EN PCC-2, 2ª EDICIÓN
• PARTE 1: Alcance, organización e intención• PARTE 2: Reparaciones soldadas (7 nuevos)• PARTE 3: Reparaciones mecánicas (2 nuevos)• PARTE 4: Reparaciones en servicio y no metálicas• PARTE 5: Examinación y pruebas (1 nuevo)
PARTE 2: Reparaciones soldadas (7 nuevos)
• Artículo 2.8 Alternativas para soldadura precalentada• Artículo 2.9 Alternativas para el tratamiento térmico post soldadura• Artículo 2.10 Aplicación de soldadura en servicio en componentes o tuberías a
presión de acero al carbono• Artículo 2.11 Restauración de recubrimiento, acumulamiento de soldadura y
soldadura a traslape• Artículo 2.12 Parches con soldadura de filete• Artículo 2.13 Parches con soldadura de filete y refuerzo con soldadura interna• Artículo 2.14 Reparaciones en conexiones soldadas o roscadas
Artículo 2.8 Alternativas para soldadura precalentada
• Proporciona los lineamientos para las alternativas de precalentamiento cuandopuede ser inadmisible o impráctico aplicar precalentamiento
• Seis estrategias alternativas se discuten junto con sus ventajas, limitaciones yproblemas de mano de obra:
- Cambio de geometrías- Cambio de procesos de soldadura y técnicas- Utilización de diferentes consumibles de soldadura- Evaluación del equivalente de carbono- Evaluación de los parámetros de grietas- Realización del depósito de soldadura de manera controlada• Se analizan alternativas donde se necesita precalentamiento, métodos eficaces
de aplicación y control de precalentamiento
Artículo 2.9 Alternativas para el tratamiento térmico post soldadura
• Proporciona lineamientos para alternativas de tratamientos térmicos postsoldadura, cuando realizar este proceso es inadmisible o impráctico
• Las alternativas principales incluyen, técnicas de precalentamiento elevado ytécnicas de depósito de soldadura controlado
• Pueden ser requeridas consideraciones especiales cuando se presentanproblemas debidos a mecanismos de falla como agrietamiento por esfuerzosde tensión, agrietamiento por acción del hidrógeno, o perdida de tenacidad
Artículo 2.10 Aplicación de soldadura en servicio en componentes o tuberías a presión
de acero al carbono• Proporciona los lineamientos y precauciones para la soldadura en
componentes que se encuentran en servicio• Los dos principales problemas en soldadura que necesitan ser abordados son
el quemado y el agrietamiento por hidrógeno• Se incluyen tres tipos de soldadura en servicio: soldaduras de filete, soldaduras
de unión y acumulación del metal de soldadura• Se cubren once variables en el WPS de la soldadura en servicio, incluidos: el
tipo de soldadura, velocidad de enfriamiento, equivalencia de carbono,consumibles, calor de entrada, corriente, precalentamiento y postcalentamiento
• Las recomendaciones para la calificación del procedimiento de soldadura enservicio incluyen los tipos de ensayos destructivos, pruebas de macro corte ypruebas de dureza
Artículo 2.11 Restauración de recubrimiento, acumulamiento de soldadura y soldadura a
traslape
• Como su nombre lo dice se proporcionan los lineamientos para elacumulamiento de soldadura (pérdida del metal base), soldadura a traslape(pérdida de la resistencia por corrosión) y restauración del revestimiento,cuando en éste ha ocurrido algún adelgazamiento
• Cubre numerosas consideraciones especiales para soldadura: numero decapas de soldadura que se deben aplicar, profundidad efectiva resistente a lacorrosión, preparación de la superficie, nuevo revestimiento, soldadura enaceros de baja aleación, tratamiento térmico, pruebas químicas en traslapes ypruebas no destructivas
Artículo 2.12 Parches con soldadura de filete
• Cubre los requisitos para la reparación mediante parches con soldadura defilete (incluyendo enchaquetados metálicos en tubería) cuando así es permitidopor los códigos de servicio como API 510 y API 570
• Proporciona los lineamientos para reparaciones con parches con soldadura defilete en servicios de alta y baja temperatura
• Proporciona las fórmulas para el diseño de parches con soldadura de filete devarios tipos y contornos, incluyendo las cargas permisibles en el perímetro delas soldaduras de filete
• La guía de fabricación incluye: preparación del borde, formas, tolerancias,WPS, WQR, ventilación de la placa de parche durante la soldadura, pruebasno destructivas y prueba de fuga
Artículo 2.13 Parches con soldadura de filete y refuerzo con soldadura interna
• Cubre todos los aspectos del artículo anterior y además proporcionalas guías de diseño y fabricación de como transferir algunas cargas depresión a la soldadura de refuerzo incluida con el parche
Artículo 2.14 Reparaciones en conexiones soldadas o roscadas
• Proporciona una guía sobre la restauración de la integridad de un componentemediante la inserción de un tapón sólido o roscado, donde una falla ha sidoremovida, incluyendo la soldadura de sello para asegurar la estanqueidad, siasí se desea
• La guía de diseño y fabricación incluye: apertura de refuerzo, propiedades delmaterial, remoción del material, dimensiones, eliminación de fallas, soldadurade sello, examinación y pruebas
PARTE 3: Reparaciones mecánicas (2 nuevos)
• Artículo 3.11 Procedimiento de remoción de pernos calientes• Artículo 3.12 Inspección y reparación del lado carcaza y lado tubos de un
intercambiador de calor
Artículo 3.11 Procedimiento de remoción de pernos en calientes
• Cubre los problemas involucrados para la remoción secuencial y sustitución delos pernos que pertenecen a juntas que aún están en servicio (remoción encaliente) y las cuestiones relacionadas con la remoción de todos los demáspernos durante la despresurización del sistema
• Se pone especial atención en la evaluación de riesgos y prácticas de trabajoseguras en el uso de cualquiera de los procedimientos, incluyendo 25problemas más que pueden afectar la evaluación de riesgos
• También se brinda orientación en la fase de ejecución incluyendo: verificaciónde tenacidad, secuencia, limpieza, lubricación, lecturas de referencia, apriete ycorte de pernos incautados
Artículo 3.12 Inspección y reparación del lado carcaza y lado tubos de un intercambiador de calor
• Cubre técnicas de inspección, pruebas y reparación para el lado coraza y ladotubos de un intercambiador de calor, incluyendo: el haz de tubos, la placa detubos, la carcaza y otros componentes
• Se brinda una guía de los problemas relacionados con el diseño que deben serevaluados, en base a los resultados de la inspección
• Cubre diferentes consideraciones de reparación para fugas en los tubos ypalcas de tubos incluyendo: laminados, taponamiento, sellado o soldadurareforzada, y varios métodos de reparación de los tubos y carcaza
• Se discuten varios métodos de limpieza tubular incluyendo limpieza con chorrode agua, limpieza química y limpieza con chorro abrasivo
• Se incluyen ventajas y desventajas de varios tipos comunes de inspección detubos tales como IRIS, EC, RFEC, PSEC, MFL, VT, RT, junto con un apéndiceque proporciona la guía de cómo seleccionar el número mínimo de tubos ainspeccionar
PARTE 5: Examinación y Pruebas (1 nuevo)
• Artículo 5.3 Pruebas no destructivas en lugar de la prueba de presión parareparaciones y alteraciones
Artículo 5.3 Pruebas no destructivas en lugar de la prueba de presión para reparaciones y
alteraciones• Cubre problemas a considerar (ventajas y desventajas) de cuando una prueba
de presión no es práctica o que las pruebas no destructivas pueden demostrarmayor eficacia y seguridad que las pruebas de presión
• Complementa el artículo 5.1 que incluye orientación sobre métodos seguros yefectivos de pruebas de presión
• Comienza con las razones más válidas del por qué es aconsejable hacer laprueba de presión en primer lugar, pero sigue también con una serie deejemplos reales de cuando una prueba de presión no es aconsejable oimpráctica
• Incluye una tabla general de 14 métodos de pruebas no destructivas quepueden sustituir a la prueba de presión, listando lo que cada una de ellasdetecta incluyendo sus ventajas y desventajas
• También incluye una lista de reparaciones típicas o alteraciones quegeneralmente no necesitan prueba de presión
Comentarios Finales• PCC-2 es una norma que describe y documenta las buenas prácticas de
ingeniería para la reparación de equipos y tuberías a presión después de quehan sido puestas en servicio
• La primera edición (2006) incluye 17 artículos• La segunda edición (2009) incluye 10 artículos más• El trabajo continúa con 10-12 artículos adicionales que serán incluidos en la
próxima edición• Todos los artículos están diseñados y referidos a los códigos de servicio de
inspección y reparación actuales• Ideas para artículos adicionales y procedimientos de reparación de compañías
son necesarios y bienvenidos• Los miembros del Comité dispuestos a asistir a las reuniones, preparar más
artículos y comentarios sobre los votos son necesarios y bienvenidos