Embed Size (px)
Citation preview

1

Compiladores: Mauricio López Acosta
Gilda María Martínez Solano
Instituto Tecnológico de Sonora Septiembre 2009
Navojoa, Sonora, México
Primera edición Hecho en México
Aplicaciones de la Ingeniería en Innovación y Desarrollo
2009, Instituto Tecnológico de Sonora. 5 de Febrero, 818 sur, Colonia Centro, Ciudad Obregón, Sonora, México; 85000 Web: www.itson.mx Email: [email protected] Teléfono: (644) 410-90-00

ISBN: 978-607-7541-40-5
Se prohíbe la reproducción total o parcial de la presente obra, así como su comunicación pública, divulgación o transmisión, mediante cualquier sistema o método, electrónico o mecánico (incluyendo el fotocopiado, la grabación o cualquier sistema de recuperación y
almacenamiento de información), sin consentimiento por escrito de Instituto Tecnológico de Sonora.
Cómo citar un capítulo de este libro (se muestra ejemplo de capítulo XIII): Martínez G., Aceves H., López, M. y Larios M. (2009). La operación del SGC; analizando el origen de las no conformidades. En López M. y Martínez G. (Comp.). Aplicaciones de la Ingeniería en Innovación y Desarrollo. (pp. 84-90). México: ITSON Aplicaciones de la Ingeniería en Innovación y Desarrollo.
Directorio

Mtro. Gonzalo Rodríguez Villanueva Rector Instituto Tecnológico de Sonora
Dr. Marco Antonio Gutiérrez Coronado Vicerrector Académico
Mtro. Roberto Xavier Herrera Salcido Vicerrector Administrativo
Mtra. Cristina Castillo Ochoa Secretaria de Rectoría
Mtro. Aarón Fernando Quirós Morales Director Unidad Navojoa
Mtro. Mauricio López Acosta Administrador del Programa Educativo de
Ingeniería Industrial y de Sistemas Unidad Navojoa

Edición Literaria Mauricio López Acosta
Gilda María Martínez Solano
Gestión editorial Mauricio López Acosta
Gilda María Martínez Solano
Comité de arbitraje Aarón Fernando Quirós Morales
Alberto Aguilar Lasserre Arnulfo Aurelio Naranjo Flores
Enrique Sánchez Padilla Gilda María Martínez Solano Guadalupe Eugenia Ramírez
Guillermo Cortes Robles Jorge Guadalupe Mendoza León Luis Carlos Montiel Rodríguez
Mauricio López Acosta Rubén Varela Campos

Prólogo La educación es la base fundamental del desarrollo de la sociedad; es a través de ésta que sus integrantes son capaces de desarrollarse de forma íntegra como individuos, a modo que sean la simiente para la creación de unidades humanas cada vez más productivas y de mayor valor.
El Instituto Tecnológico de Sonora, como una institución educativa, está consciente de este factor, por ello se ha comprometido con la creación de una sociedad cada vez más autosuficiente capaz de desarrollarse a través de la generación y aplicación del conocimiento y la tecnología, para responder a problemas de carácter social. Ante este panorama es que se ha vuelto primordial la generación de acciones que impacten de manera directa en el ambiente externo, haciendo llegar el conocimiento a los ciudadanos y poniendo las herramientas a su disposición para su aplicación, con miras a la innovación y desarrollo de las mismas.
En este libro se han concentrado dieciséis capítulos que dan muestra de esta aplicación del conocimiento en el ámbito de la ingeniería, con enfoque a la innovación y el desarrollo de las organizaciones de la sociedad actual. Los capítulos han sido categorizados por tópicos de acuerdo al área del conocimiento en materia de ingeniería que abordan en su desarrollo, con la finalidad de presentar esquemas de estudio especializados para ser tomados en consideración por otras organizaciones y acrecentar a su vez la generación de nuevos conocimientos.
Mtro. Mauricio López Acosta Administrador del Programa Educativo de
Ingeniería Industrial y de Sistemas Unidad Navojoa
Septiembre 2009

6
Índice
Página
Tópico: Innovación
CAPÍTULO I. Gestión de Innovación Tecnológica (GIT), herramientas de Mejora Continua (MC) y Funcionamiento Ajustado (FA) en el perfil del ingeniero industrial. Jorge Guadalupe Mendoza-León, Carmen Leonor Villarreal-Lizárraga, Guadalupe Eugenia Ramírez-Martínez, Gilda María Martínez-Solano, Alejandro Arellano-González.
9
CAPÍTULO II. La innovación basada en el conocimiento: Aplicación de la teoría TRIZ durante el desarrollo conceptual de nuevos productos. Guillermo Cortés-Robles, Ángel Machorro-Rodríguez, Stéphane Negny, Jean Marc LeLann.
14
CAPÍTULO III. Modelo de gestión de la innovación. Mauricio López-Acosta, Aarón Fernando Quirós-Morales, Gilda María Martínez-Solano, Jorge Guadalupe Mendoza-León, Carlos Jesús Hinojosa-Rodríguez.
22
Tópico: Manufactura
CAPÍTULO IV. Distribución en planta para el mejoramiento del proceso en las líneas de ensamble en una fábrica de muebles. Gabriela Donají Juárez-Moreno, Jesús Enrique Sánchez-Padilla, Guadalupe Eugenia Ramírez-Martínez, Rubén Varela-Campos, Gilda María Martínez-Solano.
27
CAPÍTULO V. Aplicación de Gemba-Kaizen en un Proceso de Fabricación de Cajas de Cartón. Anneliz Esthela Alcaraz-Escamilla, Mauricio López-Acosta, Rafael López-Zazueta, Gilda María Martínez-Solano, Jorge Guadalupe Mendoza-León.
36
CAPÍTULO VI. Análisis de la capacidad del proceso mediante los índices: Cp, Cpk, Pp, y Ppk. Para identificar y cuantificar la variabilidad en un sistema de producción. Juan José García-Ochoa, Oscar Rubén Gómez-Aldama.
42
CAPÍTULO VII. Propuesta de un modelo de producción más limpia. Ana Lucía Cota-Coronado, Rubén Varela-Campos, Mauricio López-Acosta, Luis Carlos Montiel-Rodríguez, Allán Chacara-Montes.
47
CAPÍTULO VIII. Optimización Multiobjetivo de un Modelo Difuso de Planeación Agregada. Aarón Fernando Quirós-Morales, Luis Carlos Montiel-Rodríguez, Rubén Varela-Campos, Guadalupe Eugenia Ramírez-Martínez, Allán Chacara-Montes.
53
CAPÍTULO IX. Implementación de la técnica MPC a la liberación de un primer artículo bajo la especificación AS:9100 en una compañía aeroespacial. René Daniel Fornés-Rivera, Luz Elena Beltrán-Esparza, Adolfo Cano-Carrasco.
59

7
CAPÍTULO X. Determinación de un plan de producción mensual para una empresa moldeadora de celulosa de la Región del Mayo. Aarón Fernando Quirós-Morales, Jesús Enrique Sánchez-Padilla, Guadalupe Eugenia Ramírez-Martínez, Carlos Jesús Hinojosa-Rodríguez, Luis Carlos Montiel-Rodríguez.
64
CAPÍTULO XI. Diseño de un plan de Mantenimiento Productivo Total para el área de texturizado en una empresa productora de yeso. Aarón Fernando Quirós-Morales, Jesús Enrique Sánchez-Padilla, Luis Carlos Montiel-Rodríguez, Jorge Guadalupe Mendoza-León, Rubén Varela-Campos.
71
Tópico: Calidad
CAPÍTULO XII. Desempeño de una organización de servicios diagnósticos, comparación entre percepción y expectativas de las partes interesadas. Nidia Ríos-Vásquez, Manuel Antonio González-Mendívil, Alejandro Arellano-González, René Daniel Fornés-Rivera, Luz Elena Beltrán-Esparza.
78
CAPÍTULO XIII. La operación del SGC: analizando el origen de las no conformidades. Gilda María Martínez-Solano, Humberto Aceves-Gutiérrez, Mauricio López-Acosta, Moisés Larios-Ibarra, Jesús Enrique Sánchez-Padilla, Nidia Ríos-Vásquez.
84
CAPÍTULO XIV. Propuesta de mejora mediante la herramienta de gestión por procesos en el área de recursos humanos del ayuntamiento. Ramón Miranda-Balderrama, Carlos Jesús Hinojosa-Rodríguez, Jesús Enrique Sánchez-Padilla, Gilda María Martínez-Solano, Rafael López-Zazueta.
91
Tópico: Otras Aplicaciones de la Ingeniería CAPÍTULO XV. Gestión y uso de calentadores solares como una alternativa para el ahorro de energía. Luis Carlos Montiel-Rodríguez, Allán Chacara-Montes, Mauricio López-Acosta, Aarón Fernando Quirós-Morales, Rubén Varela-Campos.
96
CAPÍTULO XVI. Identificador adaptable de parámetros de sistemas lineales de dimensión infinita con salida medible. Óscar Rubén Gómez-Aldama, Juan José García-Ochoa, Yuri Orlov.
100
Índice por autor

8

9
Gestión de Innovación Tecnológica (GIT), herramientas de Mejora Continua (MC) y Funcionamiento Ajustado (FA) en el perfil del
ingeniero industrial.
J.G. Mendoza-León, C.L. Villareal-Lizárraga, G.E. Ramírez-Martínez, A. Arellano González, G.M. Martínez-Solano. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México.
[email protected] Resumen: El presente artículo pretende poner de relieve la importancia que tiene el concepto Gestión de Innovación Tecnológica (GIT), como parte de la formación en el perfil del ingeniero industrial, las herramientas para gestionar la innovación de la tecnología y los elementos claves para innovar tecnológicamente.
Asimismo, el identificar a la filosofía de Mejora Continua (MC) y las herramientas que la conforman, así como su integración al concepto GIT como elementos de valor en el quehacer del ingeniero industrial. El análisis se realiza a través de una reflexión teórica conceptual hasta llegar a alinearlos con el perfil de egreso estándar de un ingeniero industrial y su función como gestor de la innovación tecnológica. Se mencionan dos casos de éxito en innovación tecnológica, uno para el tipo radical y otro para el tipo incremental. Palabras Clave: Gestión, Innovación, Tecnología, Gestión de la innovación tecnológica, Mejora continua, Funcionamiento ajustado.
Introducción La Gestión de la Innovación Tecnológica, es una materia en proceso de consolidación, considerada como campo de estudio en una disciplina científica en la cual confluyen aportaciones procedentes de distintas ciencias sociales. El cuerpo de conocimientos que en la actualidad configura la GIT, se ha ido consolidando a lo largo de los últimos 30 años a partir de las aportaciones procedentes de distintas disciplinas científicas como la sociología, la historia, la economía y distintos campos de la dirección de empresas, muy especialmente la gestión estratégica de la tecnología (Ortiz y Pedroza, 2007). El objetivo de este artículo es presentar el estado de la cuestión del campo de conocimiento de la gestión de la innovación y la tecnología. Se inicia analizando por separado cada uno de los conceptos para luego reflexionar sobre la gestión de la innovación tecnológica y culminar con el análisis del papel estratégico que juega la mejora continua como herramienta para apoyar la innovación y
consecuentemente la importancia de la misma en la formación del ingeniero industrial como gestor de la innovación tecnológica. Antecedentes El entorno industrial con el que comienza este siglo se caracteriza por la competitividad, la velocidad de los cambios y la inestabilidad de la demanda; ello se debe, en buena medida, al aumento de las exigencias de los clientes en mercados maduros que requieren productos de calidad que se ajusten a sus necesidades específicas, así como entregas más frecuentes y rápidas. La globalización e intensificación de la competencia, el avance tecnológico, el aumento de las exigencias de los consumidores y los cambios en los modelos de legislación son algunos de los factores que están haciendo del cambio un imperativo del actual nivel de competitividad. La experiencia muestra claramente cómo aquellas organizaciones que no han sabido desarrollar una adecuada capacidad de cambio están viendo reducida su capacidad competitiva de manera
significativa. Ninguna organización, independientemente de su tamaño o posición en el mercado, permanece inmune a este proceso de cambio. Así entonces, la asimilación y generación de innovaciones es uno de los factores que más significativamente ha contribuido a la introducción del cambio por la mejora en la empresa y al mantenimiento de su competitividad.
Como consecuencia de estas y otras observaciones, en los últimos tiempos se está generando en las empresas una dinámica orientada a fomentar su capacidad de innovación, ya que las organizaciones que incorporan la innovación a sus procesos y adoptan una actitud abierta al cambio se posicionan mejor en el mercado. Se trata de una “innovación continua” que implica que, en las organizaciones que emprenden este camino, la innovación no tiene un punto final, no se formula para alcanzar una meta concreta, sino que se incorpora a la propia estrategia de la empresa, institucionalizándose.

10
Definición de conceptos Iniciamos analizando las definiciones conceptuales de los ejes del presente artículo. Gestión El concepto nace adoptando el verbo de origen francés y pretendiendo con ello llenar un vacío que en el bagaje administrativo significa una forma más audaz y heterodoxa de administrar; lo cual no significa lo mismo en el idioma inglés, donde sí existen los conceptos de “administration” (administración), “direction” (dirección), “management” (gestión), con connotaciones distintas, acercándose más las que relacionan los conceptos de gestión al de “management”.
Ospina (1993), define a la gestión con una connotación más agresiva, como “orientada a la acción y a la solución creativa de los problemas de la administración dentro de un contexto de innovación.” La gestión podría verse orientada a la acción en redes de participantes donde éstos requieren, en medio de condiciones heterodoxas, ser estimulados para la creatividad conjunta, tal vez con medidas que podrían agredir (como lo señalaba Ospina antes) los cánones propios de la administración superando ciertos paradigmas de la acción. Tomando en cuenta todo lo anterior, se podría añadir que en idioma Español se ha traducido el verbo “gestionar” a diferencia del de “administrar”, como la tarea de “hacer diligencias para conseguir una cosa” (Real Academia Española, 2009).
Si bien administrar supone todo un proceso guiado por la idea central de una reflexión previa a la acción de ministrar, donde se involucran teorías y técnicas muy específicas de esta disciplina, gestionar se traduce solamente en la realización de tareas, generalmente heterodoxas dirigidas al logro de ciertos efectos u objetivos de interés y de posible impacto social.
Para Albomaz y Fernández (1997), “la gestión implica la capacidad de operar sobre dimensiones clave de distintos sistemas y procesos, modificando sus estados y sus rumbos”. Ello con una clara intencionalidad: generar, rescatar, analizar, madurar y aprovechar esas ideas divergentes que pudieran constituirse en innovaciones y obtener a favor de los actores involucrados un margen favorable de competitividad. Innovación Rothwell (1992), define: “la innovación es un proceso que incluye la técnica, el diseño, la fabricación y las actividades comerciales y de gestión implicadas en la venta de un nuevo producto o el uso de un nuevo proceso de fabricación o equipamiento”. Citado por Ortiz y Pedroza (2007). De manera similar, Solleiro
(2003), define lo siguiente: “La Innovación es la actividad mediante el cual las empresas generarán productos y procesos nuevos o mejorados, ahorros de capital, reducción de costos o mejora de la calidad”.
Otros investigadores dicen que la innovación es el “proceso de transformación e invención en algo que es comercialmente útil y valioso” (Milles y Morris, 1999, p.2 y 3). El objetivo no es la innovación por la innovación sino lograr la efectividad consistente de las organizaciones hacia sus diferentes grupos de interés, la aceleración del cambio y la administración de la innovación continua y discontinua como medio para lograr la competitividad.
Con la innovación continua (o incremental)se llega a la especialización y con la discontinua (o radical) se satisface nuevas necesidades de los consumidores a partir del desarrollo de un nuevo esquema de capacidades. “Esto sucede porque nuevas combinaciones o inclusión de conocimiento, herramientas, tecnología y procesos cambian el carácter fundamental de las necesidades del cliente al cambiar las fronteras de lo que es posible. De hecho, el conocimiento nuevo continuamente crea nuevas realidades” (Miller y Morris, 1999, p.6). Citado en por Ortiz y Pedroza (2007).
Diferenciamos las innovaciones de las invenciones, pues estas últimas se refieren a “una nueva concepción o una nueva combinación de conocimientos preexistentes que tienen la potencialidad de satisfacer alguna necesidad” (Waisblut, 1990). Tecnología Benavides (1998, p.3), define a la tecnología como “el sistema de conocimientos y de información derivado de la investigación, de la experimentación o de la experiencia y que, unido a los métodos de producción, comercialización y gestión que le son propios, permite crear una forma reproducible o generar nuevos o mejorados productos, procesos o servicios”. Citado por Ortiz y Pedroza, 2007). Así también, Solleiro (2003) plantea que tecnología es “un conjunto de conocimientos organizados para lograr la producción y distribución eficientes de bienes o servicios”; y abunda que a diferencia de la ciencia, que también es un conjunto de conocimientos estructurados, la tecnología busca como fin el que dicho conjunto de conocimientos satisfagan una necesidad, es decir, sean aplicables en la práctica. Gestión de la Innovación Tecnológica Según Lundvall (1992), sugiere que la gestión de la innovación podría tener entonces dos denotaciones: a) Como área disciplinaria que en el regiones específicas, tiene como objeto el estudio de estrategias,

11
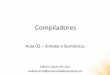
condiciones y sistemas de manejo de recursos y oportunidades que permitan estimular la creatividad, promoverla, vincularla con el entorno e introducir los resultados a la dinámica de las organizaciones con racionalidad y efectividad; y b) Como una serie de actividades realizadas por un gestor o equipo especializado de gestores, orientadas a acelerar la transformación de ideas en innovaciones, vinculando en todo momento a los suficientes agentes interesados en un marco regional y buscando que dichas innovaciones brinden satisfacción a cada participante sin generar conflicto en las variables de medio ambiente, opinión pública, intereses institucionales, comerciales, del consumidor y normativos. Para Huber (en Ortiz y Pedroza, 2007) la GIT exitosa comienza cuando una solución inventiva resuelve un problema de mercado en el contexto de la estrategia de una empresa. La solución deberá ser inventiva ya que, de otra forma, los competidores la copiarán fácil y rápidamente y se perderá la ventaja competitiva. El problema de mercado deberá ser importante, para que el consumidor esté dispuesto a pagar el precio necesario para desarrollar los costos de desarrollo del producto y, finalmente, deberá estar en el marco estratégico de la unidad de negocio porque, de lo contrario, carecerá de la tecnología necesaria, de los canales de mercadeo o de las habilidades de venta. La afirmación anterior, implica un rompimiento de paradigmas, es decir, un confrontamiento de ideas a discusión de manera que derivan en una idea nueva que tiene más valor que las originales. De lo anterior, se concluye que la Gestión de la Innovación Tecnológica: son conocimientos de carácter innovador, estructurados y gestionados estratégicamente para adquirir, mantener y mejorar la posición competitiva de la empresa. En la figura 1, podemos observar la interrelación de los ejes conceptuales de este análisis, hasta llegar al concepto de GIT. Cómo gestionar e innovar tecnológicamente En la tabla 1, es posible apreciar las denominadas herramientas para la GIT, según la fundación COTEC (2008). En ella se muestra un tipo de clasificación, según la aplicación potencial de cada herramienta. Estas parten de pautas metodológicas, a manera de conceptos emergentes o nuevas formas de aplicación de herramientas clásicas de ingeniería industrial, que pueden no ser específicas de la gestión de la tecnología, mientras que otras ya han sido utilizadas desde hace tiempo, con algunas pequeñas variaciones. Se pueden agrupar a su vez, como una caja de herramientas de la
cual se dispondrá, según la necesidad a resolver para propósito de innovar estratégicamente.
Figura 1. Interrelación de los ejes conceptuales de la GIT.
Tabla 1. Herramientas de gestión de la tecnología y su potencial de
aplicación. Fuente: Fundación COTEC (2008)
La Innovación es la actividad mediante el cual las empresas
generarán productos y procesos nuevos o mejorados, ahorros
de capital, reducción de costos o mejora de la calidad.
(Solleiro, 2003)
Diferenciamos las innovaciones de las invenciones, pues estas
últimas se refieren a “una nueva concepción o una nueva
combinación de conocimientos preexistentes que tienen la
potencialidad de satisfacer alguna necesidad”. Citado por
Waisbluth (1990).
Tecnología: es un conjunto de conocimientos organizados
para lograrla producción y distribución eficientes de bienes
o servicios.
Rothwell (1992), define: “la innovación es un proceso que incluye la técnica, el diseño, la fabricación y las actividades comerciales y de gestión implicadas en la venta de un nuevo producto o el uso de un nuevo proceso de fabricación o equipamiento”. Citado por Ortiz y Pedroza (2007)
Gestión de la Innovación Tecnológica: son conocimientos de
carácter innovador, estructurados y gestionados
estratégicamente para adquirir, mantener y mejorar la posición
competitiva de la empresa.

12
En la clasificación Aumentar eficiencia y flexibilidad, podemos apreciar la herramienta Mejora continua, Funcionamiento ajustado (también llamado Manufactura flexible), y la Gestión del Cambio. Estos resultan conceptos básicos en la formación del perfil de ingeniero industrial. Cabe señalar que estas herramientas son más apropiadas para la innovación de procesos, que de productos: La Mejora Continua. Resalta la importancia de identificar y perseguir toda oportunidad de mejora que propongan los empleados. El Funcionamiento Ajustado. Es la herramienta para analizar todas las actividades dentro de un proceso e identificar y eliminar las actividades sin valor añadido. La Gestión del Cambio. Proporciona un modo estructurado de tratar cualquier cambio en la forma de funcionar de la empresa. La tabla 2, muestra algunas técnicas específicas para abordar las tres herramientas antes descritas. Como se puede apreciar, dichas técnicas resultan ser elementos básicos de la ingeniería industrial.
Tabla 2. Algunas técnicas específicas para la Mejora Continua.
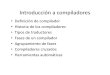
Elementos clave para la estrategia de innovar tecnológicamente (ciclo de aprendizaje). El marco de trabajo o modelo conceptual que facilitará el enfoque arriba mencionado, se basa en cinco elementos que recuerdan a una empresa lo QUÉ se necesita hacer a menudo en momentos diferentes y en diversos tipos de situaciones: vigilar, focalizar, capacitarse, implantar y aprender. Los cinco elementos del modelo pueden ser apoyados con herramientas y técnicas, pero eso no es lo esencial. El modelo, en cualquier caso, tiene un valor intrínseco como una forma de reconocer la posición de una empresa o de un equipo respecto a cualquier proyecto o actividad. El modelo sugiere que en el desarrollo de un proyecto o actividad existe un ciclo iterativo de aprendizaje en lugar de un simple proceso en fases consecutivas.
Además, el modelo apoya este ciclo, mostrando la naturaleza y las características de cada elemento. El equilibrio sobre el énfasis que se debe prestar a cada elemento variará de empresa a empresa y según las situaciones. En la práctica, el modelo puede ser aplicado en proyectos, equipos de trabajo o como filosofía general de gestión. Funcionará tanto si la empresa está organizada según el sistema tradicional en funciones, como si emplea el enfoque de procesos empresariales. Puede aplicarse a un proyecto o a la organización. Por lo tanto, no es simplemente un modelo de procesos de innovación tecnológica, sino un modelo de innovación a nivel de la organización, y una forma de aplicar y reforzar los conceptos de gestión de la tecnología en el negocio. A su vez, el modelo es utilizado para clasificar las herramientas antes descritas en la tabla 1. El esquema de la figura 2, muestra el modelo en mención.
Fig. 2. Modelo conceptual de elementos clave de la innovación
tecnológica. Fuente: adaptación de COTEC (2008).
Perfil profesional del Gestor en Innovación Tecnológica y el perfil de egreso del ingeniero industrial. El gestor de innovación tecnológica se caracteriza por tener un perfil híbrido, pues es una mezcla de consultor, investigador, analista, estratega, vendedor, líder y facilitador. Tiene un afán innovador y gran capacidad de aprender. Se mantiene al día en los avances tecnológicos y tendencias del sector empresarial. Tiene una visión clara de la empresa, de los procesos y del entorno. Posee experiencia en el manejo de diversas
VIGILAR: el entorno en
busca de señales sobre la
necesidad de innovar y sobre
oportunidades potenciales
que pueden aparecer para
nuestra empresa.
FOCALIZAR: la atención y los
esfuerzos en alguna
estrategia en particular para
la mejora del negocio, o
hacia una solución específica
para un problema.
CAPACITAR: esa estrategia,
dotándose de recursos y
preparando lo necesario
para que la solución
Las 7 herramientas básicas de la Calidad (Pareto, causa-
efecto, estratificación, verificación, histograma, dispersión,
de control).
Las 7 herramientas para la Gestión de la Calidad (diagramas
de afinidad, de relación, de árbol, matricial, de decisión, de
flechas, de flujo).
El despliegue de la política (Hoshin-Kanri), Cuadro de Mando
Integral (BSC).
Filosofía Kaizen (bajo el enfoque de LLeeaann
MMaannuuffaaccttuurriinngg&&TQM), Seis Sigma.

13
herramientas tecnológicas, así como en la formulación, dirección y ejecución de proyectos. La formación en conocimientos, habilidades, actitudes y valores, son componentes claves en el perfil de un gestor tecnológico. Tales elementos, se combinan con el entorno (recurso humano, estrategias, tecnología y procesos), en el que una organización o empresa funciona. La combinación de estos elementos genera aprendizaje, que a su vez, es un componente clave en el proceso de innovación. Por otra parte, las competencias que un perfil de egreso estándar para un ingeniero industrial tiene, se ilustran en la tabla 3.
Tabla 3. Competencias del perfil de egreso estándar en un ingeniero industrial.
Recomendaciones Dado que cada vez está más reconocido que la mejora continua, la manufactura esbelta y la gestión del cambio ofrecen algo más que mejoras operativas; se tiene así que si los esfuerzos de dichas herramientas se pueden mantener a largo plazo; entonces existe la oportunidad de lograr una considerable ventaja estratégica, ya que las organizaciones pasan de poner y mantener bajo
control sus procesos, a mejorarlos y desarrollar otros totalmente nuevos (innovan). Por lo tanto, es necesaria una formación como gestor de la innovación y la tecnología por parte del ingeniero industrial. Entonces resulta recomendable incorporar de manera formal y sistemática una asignatura dentro de la currícula, para darle formación al perfil señalado, identificando y manejando las competencias que pide la función de gestor de la innovación tecnológica. Referencias Ortiz S. y Pedroza, A. (2007). ¿Qué es la Gestión de la Innovación y la Tecnología?, Journal of Technology Management & Innovation, vol. 1, No. 2, pp..~64–82. Ospina Bosi, O. (1993). Gestión, política pública y desarrollo social: hacia la profesionalización de la gestión pública, Gestión y Política Pública. Ed. CIDE, Vol. II, No. 1, México. Diccionario de la Real Academia Española. Recuperado el 2 de abril de 2009, de www.rae.es Albomaz, M, y Fernández P. E. (1997) Indicadores en ciencia y tecnología: reencuentro de la política con la gestión, pp. 2175-2190, en Solleiro, José Luis y Rodolfo Faloh Innovación, competitividad y desarrollo sustentante, Edic. CIT-UNAM-ALTEC, memorias del VII seminario Internacional de gestión tecnológica, 3V, T2, La Habana, 26-30 octubre. Solleiro, J.L. (2003). Solleiro,J.L y Castañón, Rosario, (2004) “Competitiveness and Innoavtion Systems: The Challenges for México´s Insertion in the Global Context”, Technovation. Waisbluth, M. (1990) Lundvall, B.A., (1992), National Sistems of Innovation, Toward a Theory of Innovation and Interactive Learning, Printer Publish, U.S.A. COTEC, Fundación. (2008). Pautas metodológicas en gestión de la tecnología y de la innovación para empresas. Temaguide. España. Recuperado el 28 de agosto de 2008, de www.cotec.es
Formación teórica-metodológica que contribuye al
mejoramiento de las organizaciones productoras de bienes y
servicios con una visión sistémica y empresarial innovadora,
que permite incrementar la productividad y competitividad.
Los Saber-Hacer del Ingeniero Industrial son:
Evaluar la factibilidad, técnico-económica de proyectos en
sistemas productivos como apoyo a la toma de decisiones.
Administrar sistemas de calidad en procesos productivos con
el fin de cumplir con estándares establecidos.
Administrar operaciones en sistemas productivos para
contribuir a la competitividad en las organizaciones (logística
de suministro).
Diseñar ambientes de trabajo sustentables, considerando el
factor humano como elemento principal para incrementar la
productividad de la organización.
Optimizar los recursos en los sistemas productivos para
mejorar la rentabilidad de la organización, a través de
técnicas matemáticas, de simulación con enfoque sistémico.
Mejorar, innovar y desarrollar productos y procesos, a través
del concepto de Manufactura Esbelta.
Conocer tecnologías para optimizar los procesos productivos
(y los sistemas en su conjunto).

14
La innovación basada en el conocimiento: Aplicación de la teoría TRIZ durante el desarrollo conceptual de nuevos productos
G. Cortés-Robles, A. Machorro-Rodríguez, S. Negny, J. M. LeLann. Instituto Tecnológico de Orizaba, Av. Oriente
9 No. 852 CP 94320, Orizaba, Veracruz, México. [email protected]
Resumen: La calidad y originalidad del resultado obtenido al desplegar voluntariamente el proceso de innovación de un producto, servicio o proceso, está directamente relacionada con dos elementos: (1) la creatividad y el conocimiento de los individuos involucrados en el proceso y (2), de la eficiencia de los métodos utilizados para asistirlos durante el proceso de innovación.
En este documento se presenta un enfoque para satisfacer ambos requerimientos. En este enfoque, se integran el razonamiento basado en casos (RBC) y la teoría TRIZ. El RBC -Case-Based Reasoning-, es una herramienta que se desarrolló en el área de la inteligencia artificial y que se concentra en la resolución de problemas mediante el empleo del conocimiento adquirido durante la resolución de problemas similares en el pasado.
La teoría TRIZ por su parte, está basada en la evolución de la tecnología y la ciencia. Esta teoría combina en un mismo mecanismo, los elementos necesarios para reducir el impacto de la rigidez en los patrones creativos de un individuo con modelos basados en la evolución de los sistemas tecnológicos. De este modo la teoría TRIZ es capaz de dirigir la generación de ideas y la resolución de los problemas ligados al desarrollo de nuevos productos, procesos y servicios. Palabras Clave: TRIZ, Innovación sistemática, Conocimiento, RBC Abstract: The quality and originality obtained when deploying the innovation process for products, services or processes, are affected by two main factors: first, the people’s creativity and knowledge and, second by the efficacy of the tools that assist their work while deploying the innovation process. In this document an approach that aims to satisfy both factors is presented. In this approach, the Case-Based Reasoning process and the TRIZ theory are combined. The Case-Based Reasoning (CBR) it’s a tool developed in the AI field. The CBR process solves problems by reusing the knowledge and experiences acquired while solving similar problems in the past.
The TRIZ theory solves problems in a different way. TRIZ is an approach based on the evolution of
technology and science. This theory combines in the same mechanism, the necessary elements to reduce psychological inertia and to encourage creativity with several technical evolution patterns. Consequently, the TRIZ theory has the capacity to assist idea generation and to guide problem solving activities while organizing the innovation process. Keywords: TRIZ, Systematic Innovation, Knowledge, CBR. Introducción Peter Drucker señala “Toda organización –no sólo en los negocios- necesita una competencia crucial: la innovación” [1]. Esta competencia es vital en el mercado actual que se caracteriza por una reducción en el ciclo de vida de bienes manufacturados y un mayor grado de heterogeneidad en los servicios. Este fenómeno a su vez, se refleja en una creciente capacidad del mercado para aceptar nuevos productos o innovaciones.
La evolución de los sistemas productivos, demuestra que existe una clara tendencia hacia el incremento de la competitividad. Esta competitividad ya no se basa en el bajo costo de mano de obra o en el bajo costo de las materias primas, condición común en países como México y en general de América Latina. En los últimos años ha habido una fuerte migración de actividades de manufactura hacia la India, China y otros países de Asia. Esto implica que la competitividad no reside tampoco en la adquisición de tecnología, como estrategia para reducir los costos de producción. De Bono señala que las empresas tienen acceso a recursos tecnológicos similares y a fuentes de materia prima con costos casi homogéneos [2], entonces: ¿Cuál es el factor determinante para incrementar la competitividad de una organización? De Bono señala que es la capacidad para transformar los recursos creativos de una organización en productos, servicios o procesos nuevos o mejorados, es decir, en la capacidad para innovar. Este fenómeno ha sido analizado por múltiples autores [1], [3], [4], [5] con idénticas conclusiones.
Paralelamente, la mayor parte de los modelos que tratan de explicar el complejo proceso de la innovación, reconocen que el punto de inicio de este proceso es la generación de nuevos conceptos. La generación de

15
ideas según los enfoques tradicionales como la lluvia de ideas, la técnica de los 6 sombreros o la sinéctica, están basados en la exploración aleatoria del espacio de soluciones y por consiguiente, la obtención de soluciones hace del proceso de innovación algo incontrolable e impredecible. Este es un hecho paradójico, ya que las condiciones del entorno industrial actual exigen innovar de manera sistemática. Por lo tanto, ¿Cómo sistematizar este proceso?
Una probable respuesta a esta necesidad la señalan autores como Leonard-Barton [3] o Altshuller [4] entre otros. Estos autores subrayan la importancia de un elemento capital dentro del proceso de innovación: el conocimiento. De acuerdo con Altshuller, el conocimiento debe resolver problemas, no la suerte [6]. El trabajo de Altshuller y sus colaboradores ha demostrado que el proceso de innovación puede ser controlado, dirigido y por ende desplegado bajo demanda. Este nuevo enfoque sobre el proceso de innovación lo engloba la teoría de resolución de problemas inventivos o teoría TRIZ.
El presente documento ofrece un enfoque en el cual se integran la teoría TRIZ y algunas técnicas utilizadas en la administración del conocimiento con la finalidad de impulsar el proceso de innovación desde ambas dimensiones: creatividad y conocimiento.
El resto de este documento está organizado de la manera siguiente: primeramente se ofrece una descripción de la teoría TRIZ, seguida de los conceptos de la administración del conocimiento que se integran en el modelo propuesto. Posteriormente se presenta la manera en que fueron integrados para finalmente, presentar un caso sencillo de aplicación y las conclusiones. La teoría TRIZ Este enfoque tiene sus orígenes a mediados de la década de los 40`s en la ex Unión Soviética cuando Genrich S. Altshuller se rehusó a aceptar los paradigmas establecidos sobre la creatividad y el desarrollo tecnológico. Esta visión lo llevó a sentar las bases de una nueva manera de percibir la creatividad y la evolución de los sistemas tecnológicos.
A su vez, esto generó una dimensión diferente sobre el proceso de innovación: una dimensión en la cual la innovación es un proceso controlable y por ende, un proceso que puede ser desplegado según las necesidades y frecuencia exigidas dentro de una organización.
Describir esta nueva perspectiva sobre la evolución tecnológica no es simple. La teoría TRIZ ha sido descrita como una ciencia, una metodología, una colección de métodos heurísticos y también como una nueva disciplina. Es posible que TRIZ, debido a su
naturaleza, pueda ser definida abarcando todos los puntos antes mencionados: una rama de la ciencia que explora los mecanismos de la evolución de los sistemas técnicos y que ofrece diversos métodos analíticos para resolver problemas complejos (ARIZ); una colección de métodos heurísticos basados en el conocimiento, capaces de dirigir la creatividad de un individuo durante la resolución de un problema inventivo (las 76 soluciones Standard, la matriz de resolución de contradicciones técnicas, etc.).
Igualmente, el enfoque de TRIZ ha sentado las bases de una nueva disciplina: la Innovación Asistida por Computadora o la Invención Asistida por Computadora (Computer Aided Invention / Innovation) [7], [8].
Esta teoría sentó sus bases sobre cinco dominios esenciales:
Fig. 1 Las bases teóricas de TRIZ
Estos dominios fueron analizados por múltiples razones: A). Los patrones cognitivos de un individuo no son transferibles. Es entonces necesario tratar de comprender la creatividad desde otra perspectiva: una basada en las evidencias que produce. Las evidencias de la creatividad del ser humano están almacenadas en las bases de patentes del mundo. Las patentes pueden ser entonces utilizadas para extraer las estrategias de resolución de problemas más creativas, desarrolladas por las mentes más brillantes. B). Es necesario identificar cuáles son las deficiencias y ventajas de los diferentes enfoques, técnicas o metodologías para resolver problemas, con la intención de integrar las ventajas en un nuevo método que simultáneamente sea capaz de minimizar sus límites y desventajas. C). En la ciencia existen muchos principios, teoremas, fenómenos que permanecen improductivos. Es necesario poner este conocimiento a disposición de los
TRIZ
Un análisis de patentes
Análisis de métodos para resolver
problemas
Literatura científica
Métodos usados por grandes inventores
Evolución de los sistemas
técnicos

16
ingenieros, y volverlo productivo, es decir, que su aplicación resuelva problemas. D). La invención y por consiguiente la innovación, son actividades basadas en la creatividad. Es posible entonces analizar los métodos heurísticos que han sido desarrollados y puestos en práctica por grandes inventores, con el fin de transformarlos en técnicas capaces de guiar los esfuerzos de un individuo(s) durante las fases que requieren la generación de nuevos conceptos. Básicos de TRIZ El análisis y síntesis del conocimiento extraído de los dominios antes mencionados que fue realizado por Altshuller y muchos otros científicos e investigadores, se ha cristalizado en los siguientes elementos: - Todos los sistemas técnicos evolucionan siguiendo tendencias bien definidas, independientemente del dominio al cual pertenecen. Estas tendencias pueden ser estudiadas y utilizadas con la finalidad de incrementar la eficiencia del proceso de resolución de un problema e igualmente, para prever el futuro desarrollo de cualquier sistema técnico. - Los sistemas técnicos, al igual que los sistemas biológicos y sociales, evolucionan gracias a la eliminación de diversos conflictos. El conjunto de estos principios de eliminación de conflictos, es universal para todas las áreas de la ingeniería. - Todos los problemas inventivos comprenden al menos una contradicción. Encontrar una solución inventiva para un problema, significa resolver el conflicto contemplando un criterio primordial: la negociación o compromiso es inadmisible. - Algunas veces durante la búsqueda de una solución inventiva, es necesario el uso de conocimientos ajenos a la experiencia del investigador. A fin de organizar y dirigir la búsqueda del conocimiento apropiado, varios índices relacionados a estos conocimientos (principios y efectos científicos), deben ser empleados. En estos índices o apuntadores, los conocimientos están clasificados de acuerdo a la función técnica que pueden realizar.
Estos conceptos fueron transformados en dos tipos de herramientas: analíticas y basadas en el conocimiento.
La aplicación de estas herramientas permite abordar con éxito los problemas que se presentan en áreas como:
� La resolución de problemas complejos. � El análisis de tendencias de evolución de
productos, procesos o de una tecnología. � La evolución dirigida de un producto. � La reducción de la duración de las fases de
investigación y desarrollo de nuevos productos
� La identificación y tratamiento de las fallas probables y/o existentes en productos industriales.
Las definiciones de varias de las herramientas esenciales de TRIZ, se ofrecerán al momento de ser utilizados. Ventajas y desventajas de la teoría TRIZ Entre las ventajas más importantes de esta teoría se enumeran las siguientes: 1). TRIZ puede ser visto como un conjunto de elementos teóricos y prácticos capaces de reestructurar el mecanismo creativo de los ingenieros y asistirlos durante la resolución de un problema. 2). Permite poner en práctica un proceso que hace de la innovación, un elemento disponible a la demanda. 3). Una gran cantidad de conocimientos y experiencias derivados del conocimiento humano han sido sintetizados e integrados a la estructura de TRIZ. Esta estructura permite el acceso a un conjunto de estrategias de resolución de problemas, derivado de muchas generaciones de inventores provenientes de diferentes disciplinas técnicas. Lo anterior conlleva a la creación de un lazo directo entre el conocimiento científico y las necesidades de resolución de un problema.
De entre las principales desventajas de TRIZ se destacan las siguientes: 1). La teoría TRIZ necesita de un gran esfuerzo de apropiación. Esto puede causar desánimo en algunos individuos. Esta limitación ha comenzado a superarse gracias al esfuerzo de muchas universidades y compañías que han integrado TRIZ en sus procesos de enseñanza y de desarrollo de nuevos productos respectivamente. 2).TRIZ delimita el espacio de solución de un problema. Sin embargo el usuario debe, cada vez que enfrenta un problema, desplegar el proceso completo de resolución de problemas. Esto conlleva a que el conocimiento revelado y puesto en acción durante la resolución de un problema inventivo, no sea registrado, tampoco el resultado de la implementación de la solución propuesta. En consecuencia, el usuario de TRIZ no cuenta con una estructura que permita el aprendizaje y la reutilización del conocimiento, como un elemento para acelerar el proceso de innovación [9]. 3). Las recomendaciones que ofrece TRIZ están diseñadas como conocimiento de carácter general, de manera que estas puedan ser empleadas en múltiples disciplinas. El inconveniente ligado a esta versatilidad es el siguiente: el conocimiento de naturaleza general produce un marco para el razonamiento, no obstante, la aplicación de este conocimiento en una situación específica puede revelarse extremadamente difícil [10].

17
La administración del conocimiento El impacto positivo que tiene el conocimiento sobre el desempeño global de una organización, ha sido constatado en múltiples ocasiones y en diversas dimensiones (económica, sociológica, filosófica y psicológica). Por ejemplo, Prusak [11] menciona que durante la Segunda Guerra Mundial, se observó que la construcción de un segundo avión tomaba menos tiempo que el primero y que además, éste presentaba menos errores que su predecesor. La idea subyacente de tales constataciones, implica que si una organización consigue controlar y dirigir su capacidad de aprender, su eficiencia global puede incrementarse. No es de extrañar por tanto, que la industria en nuestros días dedique un gran esfuerzo a la movilización y administración del conocimiento, como un elemento fundamental para mejorar su eficiencia global y su capacidad de innovar.
La inteligencia artificial ha desarrollado varios enfoques que poseen la facultad de desarrollar sistemas centrados en el conocimiento, el Razonamiento Basado en Casos (RBC), -Case-Based Reasoning- es uno de ellos. El proceso central del RBC El razonamiento basado en casos (RBC) es un enfoque que al igual que la teoría TRIZ, está basado en el razonamiento analógico. Este proceso de acuerdo a varios autores [12], [13], [10], es el mecanismo inherente al proceso de resolución de problemas del ser humano. Este proceso consiste en tratar de relacionar la situación inicial, con algún problema resuelto satisfactoriamente en el pasado. Si durante este proceso es posible establecer un lazo con una analogía correcta (problema análogo y solución análoga), es posible encontrar una solución para el problema inicial, partiendo de esta solución análoga. La etapa siguiente es adaptar la solución análoga para que satisfaga los requerimientos del problema inicial. Esquematizar este proceso es bastante sencillo:
Esfuerzo creativo
Problema inicial
Problema análogo
Solución Análoga asociada
Solución final
Zona abstracta
Realidades industriales
Figura 2. El razonamiento análogo En un sistema de RBC, los usuarios intentas
resolver un problema, mediante la identificación de las
similitudes existentes entre un problema a resolver (llamado problema objetivo) y uno o varios problemas previamente resueltos llamados casos. Un caso es por consiguiente un problema en una disciplina específica, que ha sido identificado, resuelto, registrado e indexado en una memoria con su solución asociada y, eventualmente, el método de obtención de ésta. La figura 3 muestra este proceso.
Problema inicial
Indexación
Problema Caso inicial
Casos Históricos
Adaptación de(s) caso(s)
Solución Verificada: nuevo caso
Memoria des Casos
Elaboración Rememoración
Reutilización
Revisión Memorización
Figura 3. El proceso de razonamiento basado en casos
El mecanismo de indexación y comparación propio del RBC puede ser utilizado para desarrollar un nuevo proceso de resolución. En razón de lo anterior, en este documento se propone integrar algunas herramientas y conceptos básicos de TRIZ con el mecanismo del RBC.
Un nuevo proceso de resolución de problemas Antes de mostrar este proceso, es necesario describir algunos conceptos fundamentales de TRIZ. Conceptos Contradicción: Una contradicción existe cuando dos características útiles o condiciones operacionales mutuamente excluyentes de un mismo sistema deben asociarse para el logro de un objetivo. De acuerdo a la teoría TRIZ, existen dos tipos fundamentales de contradicciones. La contradicción técnica y la contradicción física. El presente documento se concentra únicamente en la contradicción técnica y en la herramienta para resolverlas: la matriz de contradicciones. Recurso: Todo sistema en evolución, dispone de ciertos recursos que pueden ser utilizados para mejorar la eficiencia global de este sistema. Un recurso es en consecuencia, un elemento disponible en el sistema o en su ambiente, generalmente inactivo y capaz de producir una acción útil sin costo o al menor costo posible. La identificación y el uso de estos recursos pueden producir nuevas ideas, resolver contradicciones y dirigir la evolución de un sistema. Una vez el problema formulado, un análisis debe realizarse con el fin de identificar los recursos disponibles dentro del sistema.

18
Herramientas Resultado Ideal Final: Esta herramienta para guiar la resolución de un problema fue propuesta por Altshuller y Shapiro en 1950. De acuerdo a Altshuller, el RIF es una fantasía. Es una utopía inalcanzable que abre una vía hacia la solución de un problema [4]. Este concepto (que no es privativo de TRIZ) ofrece una vía de resolución de un problema, generalmente ignorada durante la etapa de generación de conceptos de solución. La matriz de resolución de contradicciones: El análisis de patentes realizado por Altshuller y sus colaboradores, permitió clasificar la innovación en cinco grandes grupos: de la solución aparente hasta el descubrimiento, según el grado de inventiva evidenciado. Entre las conclusiones del análisis realizado, se encuentra que el conocimiento utilizado en las invenciones o patentes pertenecientes a los primeros tres niveles (y que representa el 95% de las patentes analizadas), es fácilmente transferible entre diferentes disciplinas [13].
Esta conclusión es interpretada en el contexto de este documento, como una condición que permite al 95% de las soluciones inventivas desarrolladas en un dominio cualquiera, de ser adaptadas a otras disciplinas. Durante el análisis de patentes, Altshuller y sus colaboradores se percataron que, inclusive las soluciones más originales, reposaban sobre ciertos principios fundamentales. Estos principios fueron sintetizados y forman un cuerpo de 40 grandes vías de resolución de problemas inventivos.
Una constatación paralela tuvo lugar durante este análisis: con un número limitado de parámetros, a saber, 39, es posible formalizar un problema inventivo. La relación entre los 39 parámetros y los 40 principios de resolución dio lugar a una matriz de 39*39. Una actualización de esta matriz aumentó el número de parámetros a 48 [14]. La cantidad de principios no ha sufrido ninguna modificación.
Debido al rol fundamental que juega esta herramienta de TRIZ en este documento, es necesario describir brevemente su metodología de aplicación. Cabe subrayar que la matriz de contradicciones es una de las herramientas más populares de TRIZ, muy probablemente debido a facilidad de utilización. Su funcionamiento es bastante sencillo: Consiste en determinar en el eje X parámetro que debe mejorarse y en el eje Y, el parámetro que a causa de esta mejora, se ve deteriorado. La intersección de estos dos ejes, corresponde a una célula de la matriz. Estas células contienen de uno hasta seis principios que proporcionan una guía para la búsqueda de soluciones.
Figura 4. Fragmento de la matriz de contradicciones
Secuencia de resolución utilizando la matriz El proceso inicia con la descripción del problema. En esta primera etapa se describe la operación del sistema que contiene el problema y el efecto que éste produce. Se describe también la interacción de sus subsistemas y se realiza un análisis para identificar los recursos disponibles del sistema. Después de esta primera etapa se formula el Resultado Ideal o Resultado más deseable, con la finalidad de dirigir los esfuerzos de resolución del problema y evaluar los posibles resultados.
La etapa siguiente es crucial. De acuerdo con Altshuller [4], si dos problemas se pueden modelar utilizando la misma contradicción, entonces su naturaleza es similar y la solución del primero puede a priori, ser transferida al segundo. Un estudio realizado por Mann [15], analizó con profundidad este fenómeno validando esta aseveración. Consecuentemente, en esta etapa se formula el problema como una contradicción. Con la contradicción identificada se lanza la búsqueda de un problema similar en una base de datos. Esta búsqueda ofrece dos posibilidades como lo muestra la figura 5.
En caso de que la búsqueda identifique un problema similar (misma contradicción, recursos similares, subsistemas similares, etc.), la solución asociada a este problema es analizada para ser reutilizada. Un caso contiene generalmente la descripción de un problema, su solución y el resultado obtenido al implementarla.
En caso contrario, el sistema propone al menos 4 y máximo 6 principios que han sido utilizados en otras áreas de la tecnología para resolver un problema similar. Estos principios se ilustran con varios ejemplos de aplicación. Posteriormente ambos procesos convergen al proponer una solución, misma que debe ser validad y corregida si es necesario.

19
Una vez la solución validada, este nuevo caso se incorpora a la memoria para su posible utilización futura.
Descripción del problema
Descripción del Resultado Ideal
Formulación de la contradicción
Memoria de casos (Basada en la matriz de contradicciones)
Existe un caso anterior?
Si No
Utilizar los principios inventivos
Interpretarlos
Solución propuesta
Verificación o reparación
Utilizar la solución asociada
Adaptarla
Caso resuelto
Figura 5. Proceso de resolución propuesto
Ejemplo de aplicación Propuesta para un semáforo. El semáforo fue inventado por Garrett A. Morgan en 1920 y ha permanecido casi sin cambios hasta nuestros días [16]. Su principal estrategia de mejora ha sido el cambio en sus materiales de construcción y recientemente, el incremento de su eficiencia en el consumo eléctrico al utilizar LEDs.
30 cm
90 - 95 cm
Figura 6. Configuración tradicional de un semáforo
Descripción del problema Uno de los principales inconvenientes de esta configuración, es su elevado grado de reflexión. Esto ocasiona que en días soleados su visibilidad sea pobre o nula generando el riesgo potencial de accidente. Existen varias estadísticas sobre accidentes ocasionados al no respetar un semáforo, pero ninguno ha tratado de averiguar las causas reales [17].
Podemos describir el semáforo actual mediante 3 componentes primordiales: un elemento de control (secuenciación de operación), un conjunto de lámparas o LEDs y un sistema de conexiones eléctricas. Formulación del problema: mejorar el desempeño del semáforo para eliminar la pobre o nula visibilidad. Este problema fue parcialmente resuelto hace tiempo al agregar lámpara de mayor potencia, lo cual desde luego incrementa el consumo de energía del sistema. Esta situación cambió al incorporar los LEDs al sistema. La solución propuesta deberá atender los siguientes criterios:
� No debe aumentarse la complejidad del sistema ni su costo de operación y/o construcción.
� Minimizar los cambios en la apariencia del sistema, ya que el semáforo está sujeto a un muy fuerte vector de inercia psicológica.
� Resolver el problema sin generar problemas nefastos paralelos.
� Fácil de implementar. Resultado ideal: un subsistema o elemento presente en el semáforo tiene la capacidad de volver visible su estado sin ambigüedad. Recursos disponibles: la siguiente tabla contiene algunos de los recursos más importantes detectados en el sistema:
Tabla 1: recursos identificados en el sistema
Componente/Subsistema Recurso identificado Temporizadores/secuencia Tiempo entre
funciones, espacio utilizado, forma.
Lámparas/fuente de luz Deformación, forma expansión, espacio.
Ambiente Múltiples: posición del semáforo, altura, estructura de soporte, etc.
Campos de fuerza disponibles:
Eléctrico, térmico, mecánico, magnético, etc.

20
Contradicción: para identificar la contradicción se utilizó la matriz de contradicciones 2003. El parámetro a mejorar es la potencia y el parámetro que impide la mejora o se degrada es la intensidad luminosa. Búsqueda en la memoria: Este ejemplo muestra un caso para el cual la búsqueda en la memoria no ofrece ningún problema similar. La comparación entre dos problemas se realiza con una función muy sencilla:
( )( )
∑
∑
=
==n
ii
n
i
Si
Tiii
w
ffsimw
STSIM
1
1
,*
, (1)
Donde: - T: representa el problema a resolver - S: problema fuente (almacenados en la memoria) - n: número de características a evaluar - wi: ponderación de la característica i. Se utilizó el método de los 100 puntos para realizar la ponderación.
- ( )SiTii ffsim , : Similitud local de la característica i
entre los problemas T y S. Es necesario señalar que también es posible calcular un índice de similitud a partir de descripciones textuales. Principios de resolución asociados a la contradicción: 19, 35, 25 y 28. Los principios han sido ordenados dentro de cada célula de la matriz de manera jerárquica, es decir, el primero en la célula es el que más veces se ha utilizado para resolver ese problema en particular. Solución propuesta: la solución se obtuvo a partir de la interpretación del principio 19 que dice: a) Reemplazar una acción continua por una periódica o pulsativa. Ejemplo: la luz intermitente sobre una bicicleta vuelve al ciclista más notorio a los conductores. b) Si la acción es ya periódica, modificar su frecuencia o amplitud. Ejemplo: la transformación del sonido emitido por una sirena, por sonidos con una amplitud y frecuencia variable. c) Utilizar las pausas entre cada impulso para realizar otra función. Ejemplo: las impresoras Inkjet, realizan la limpieza de la cabeza de impresión entre cada vuelta de la pieza. Partiendo del inciso C es posible proponer el siguiente concepto:
Figura 7. Configuración propuesta
Este tipo de semáforo utiliza un solo conjunto de LEDs para representar los tres estados de operación del semáforo. Los símbolos fueron agregados después de haber realizado un análisis de sensibilidad y modificar los elementos mínimos para la operación del semáforo. Esta propuesta se pensó para personas que sufren de daltonismo ya que necesitan la posición de la luz del semáforo para tomar decisiones. Al agregar los símbolos, volvemos evidente su estado evitando la ambigüedad.
La solución fue desarrollada en el 2002 y ha sido ya comercializada por otras compañías. Una vez desarrollada la solución, el problema ya resuelto se indexa en la memoria para posterior utilización. Conclusiones El mecanismo de resolución de problemas que fue presentado, posee varias competencias: • Primero: la afinidad cognitiva entre el mecanismo presentado y el proceso de resolución de problemas del usuario, reside en el hecho de que tanto el sistema como el usuario toman en cuenta las experiencias pasadas durante la resolución de un problema o la toma de decisiones. Además, es más sencillo identificar y derivar una nueva solución a partir de un problema bien definido, que a partir de un concepto abstracto. • El aprendizaje es un producto inherente del modelo. El proceso de razonamiento y de aprendizaje poseen una relación muy estrecha, pero es la conexión que se forma entre el razonamiento, el aprendizaje y la memorización lo que hace del RBC, un excelente medio para adquirir, difundir y preservar el conocimiento. Esta aptitud no está definida, o al menos, no de manera explícita en la teoría TRIZ. • La capacidad de poner en operación un sistema de capitalización del conocimiento. Las condiciones necesarias para la puesta en operación de éste tipo de sistemas, forman parte del RBC. Éstas se encuentran también presentes en el proceso esquematizado en la figura 5, lo cual permite la creación de una estructura capaz de guiar el pensamiento creativo durante la resolución de un problema inventivo y al mismo tiempo, de proporcionar los elementos necesarios para capturar, indexar, reutilizar y hacer evolucionar el conocimiento producido durante éste proceso.
Entre los límites identificados se encuentran los siguientes: • La dificultad de utilización de TRIZ es uno de los límites observados. TRIZ implica una manera diferente de percibir los problemas y la tecnología. Esto conduce a una manera diferente de razonar, que a veces puede ser difícil de desarrollar. Por lo tanto, una

21
formación a los conceptos y herramientas de la teoría TRIZ es necesaria, antes de la implementación de éste tipo de sistemas. • La dificultad a identificar la contradicción adecuada. Como la mayoría de los enfoques de resolución de problemas, TRIZ asume que el usuario ha bien identificado la contradicción que debe ser resuelta. Una identificación errónea de la contradicción, conduce a una pérdida de tiempo y esfuerzo durante la resolución de un problema inventivo. Muchos trabajos de investigación se concentran actualmente en el desarrollo de metodologías que permitan una identificación eficaz de la contradicción que debe ser resuelta. • La incorporación de un caso en la memoria es una actividad “a posteriori”. Esto además de producir una carga adiciona de trabajo al usuario, es causa de una pérdida importante de información, ya que con frecuencia la visión del usuario durante la resolución de un problema inventivo es dinámica y se modifica según las experiencias adquiridas. Referencias [1] P. Drucker, Post Capitalist Society, Harper & Row,
New York, NY, 1993. [2] E. De Bono, La boîte à outils de la créativité, Paris
Ed. d'Organisation, 2004. [3] D. Leonard-Barton, The Wellsprings of Knowledge,
Cambridge, MA: Harvard Business School Press, 1995.
[4] G. S. Altshuller, The innovation Algorithm, Technical Innovation Center, 1999.
[5] E. Von Hippel, User Toolkits for Innovation: A Practical Guide, MIT Sloan School of Management Working Paper 4205-01, 2001.
[6] G. S. Altshuller, Creativity as an exact science, Gordon and Breach Publishers, 1998.
[7] D. Kucharavy, TRIZ: Methods and Tools, INSA Strasbourg, Graduate School of Science and Technology, 2006.
[8] M. Orloff, Inventive Thinking through TRIZ, Springer-Verlag Berlin Heidelberg, 2006.
[9] Cortes Robles G., Negny S., Le Lann J.M., Knowledge Management and TRIZ: A Model for Knowledge Capitalization and Innovation, Proceedings of ETRIA World Conference: "TRIZ Future 2004", Firenze University Press, 2004.
[10] J. Kolodner, Case-Based Reasoning, Morgan Kaufmann Publishers, Inc, 1993.
[11] L. Prusak, Where did knowledge management come from?, IBM Systems Journal, Vol 40, No. 4, pp 1002 -1007, 2001.
[12] R. Schank, Dynamic memory; a theory of reminding and learning in computers and people, Cambridge University Press. 1982.
[13] Terninko J., Zusman A., and Zotlin B., Systematic Innovation: An Introduction to TRIZ, St. Lucie Press, 1998.
[14] Mann D, Dewulf S, Zlotin B, Zusman A., Matrix 2003, Updating the Contradiction Matrix. Creax Press, 2003.
[15] Mann D., « Comparing The Classical and New Contradiction Matrix Part 2- Zooming In », the TRIZ Journal, 2004.
[16] United States Department of Transportation under “Garrett Augustus Morgan” http://education.dot.gov/aboutmorgan.html, 2008.
[17] SARTRE 2 Part 3, The attitude and behaviour of European car drivers to road safety, Project on Social Attitudes to Road Traffic Risk in Europe, 1998.

22
Gestión de la innovación: caso diseño de sistemas de bajo riesgo
M. López-Acosta, A.F. Quirós-Morales, G.M. Martínez-Solano, J.G. Mendoza-León, C.J. Hinojosa-Rodríguez. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México.
Resumen: La innovación vista como un proceso intrínseco de las organizaciones, debe ser gestionada para poder mejorar su eficacia y eficiencia. La gestión de la innovación lleva a la organización a obtener de forma permanente nuevos o mejores productos, procesos y servicios, los cuales se caracterizan por una utilización intensiva de diversas tecnologías que permiten desarrollarlos, y en muchos de los casos, si no es capaz de generar tecnología suficiente no se podrá realizar e implica a acceder de disponer de los servicios de terceros, elevando así sus costos. Debido a ello, las empresas deben disponer de las tecnologías adecuadas que permitan su desarrollo, así como conjuntos de proyectos empleando tecnologías similares (base de casos), ello implica disponer de los procesos de gestión del conocimiento adecuados para su identificación, evaluación, selección, adaptación, optimización y mejora. En el presente artículo se pretende analizar la importancia de las nuevas técnicas de gestión del conocimiento como recurso estratégico clave para la competitividad de una organización y la aplicación de la teoría TRIZ como una técnica inventiva para la solución de problemas. Se propone la integración en un mecanismo que permite generar conocimiento dentro de las organizaciones en el diseño de sistemas de bajo riesgo, es decir, cómo el conocimiento se desarrolla, se almacena, y finalmente, como se reutiliza en las organizaciones Palabras Clave: Administración del Conocimiento, TRIZ, Gestión de riesgos. Introducción La tecnología desempeña actualmente un papel crítico en la competitividad de la empresa y es uno de los factores que plantea más dificultad en su gestión. Su característica de ser acumulativa y de encontrarse en todas las actividades que generan valor en la empresa, así como la caracterización del nuevo escenario global que se identifica con la aceleración del cambio tecnológico y el acortamiento del ciclo de vida de los
productos, ponen de manifiesto la importancia estratégica de realizar una eficaz gestión de la tecnología en la empresa (Hidalgo, 1999).
América latina se encuentra inserta en un ambiente sumamente dispar en lo que atañe a la producción de ciencia y tecnología y por ende a la gestión tecnológica de la misma. Bas (2006).
Las actividades de innovación que predominan son las denominadas “innovaciones incrementales o continuas” (mejoras en los procesos existentes, programa de mejoramiento continuo, adaptaciones a equipos actuales), las cuales mejoran procesos y productos a través de cambios menores en la tecnología disponible. En general, este tipo de innovación es el resultado de las tareas que se realizan desde la función de producción más que de la actividad formal de investigación y desarrollo. Estas tareas producen mejoras notables en la productividad y en la calidad de los productos que manufactura la empresa, y representan una vía superior de aprendizaje que contribuye al desarrollo de capacidades tecnológicas las cuales conducen a un dominio más profundo del sistema producto-proceso que utiliza la empresa (Ortiz, 2006).
La innovación es un proceso más de la empresa. Por consiguiente, como cualquier otro, debe ser gestionado para mejorar su eficacia y eficiencia(Tecno-logica.,2008). La gestión de la innovación conlleva la organización y dirección de los recursos tanto humanos como técnicos y económicos, con el objetivo o fin último de obtener de forma permanente nuevos o mejores productos y/o procesos. Concretamente, las actividades principales que se engloban bajo la gestión de este proceso son:
• Generar ideas. • Seleccionar y dar prioridad a las que resulten
potencialmente más prometedoras. • Concreción de las ideas en proyectos y
ejecución de los mismos Tradicionalmente, las metodologías y herramientas empleadas para satisfacer esta etapa de generación de ideas y conceptos, están únicamente basadas en un

23
enfoque psicológico. Esto conduce a soluciones poco eficientes y de una calidad inferior, a aquellas alcanzables mediante el empleo de nuevas metodologías o teorías Altshuller(1999), para innovar como la metodología TRIZ. La comprensión y aplicación de los conceptos y herramientas de TRIZ, permiten a los individuos mejorar sus capacidades creativas. La razón de esto, reside en el proceso convergente intrínseco a TRIZ. Este proceso conduce a conceptos que han probado su eficiencia en problemas similares en diferentes dominios. Lo que a su vez permite la creación de analogías transversales, elemento capital en los procesos creativos.
De esta manera cualquier organización, independientemente de su tamaño, mercado o producto/ servicio puede gestionar la innovación para poder así diferenciarse, dar mayor valor añadido a sus clientes y, en definitiva asegurar su competitividad y como consecuencia, , asegurar el éxito a largo plazo de la organización.
Para Claus y Tan, (1999) un orden jerárquico de los tipos de innovación presenta cuatro niveles:
1. La mejora del producto 2. Rediseño del producto 3. Innovación de la Función 4. Innovación del sistema
Esta clasificación es útil para determinar las diferentes magnitudes de los efectos de una innovación puede lograr. En el nivel más bajo de la innovación, nos encontramos con mejoras de producto. Estos son pequeños ajustes para los productos existentes y las técnicas de producción como un cambio de material. El segundo nivel es el rediseño de productos, donde el concepto general de los productos sigue siendo el mismo, pero sus partes son desarrolladas o reemplazadas.
El siguiente y tercer nivel es la innovación de la función en donde la forma en que el producto funciona se cambia. El último y más alto nivel de la innovación es el de la innovación del sistema que trae consigo cambios significativos en la infraestructura y los sistemas que rodean al producto. Siendo este último un foco de atención debido a que es necesario desarrollar nuevos procesos y cambios en el ambiente del sistema que garanticen que la salud de los encargados de llevarlos a cabo no esté en riesgo los cuales deberán ser considerados desde la etapa de concepción del nuevo sistema productivo, esto debido a que la prevención
más eficaz de los accidentes y de las enfermedades se inicia cuando los procedimientos de trabajo se hallan todavía en la fase de concepción (OIT, 2007), lo que permitiría diseñar sistemas que sean eficientes y un entorno laboral más sano y seguro. De esta manera la prevención de riesgos tendrá en cuenta tanto los cambios en las condiciones físicas de trabajo como en la forma en que se organiza el trabajo (debido al impacto de las nuevas tecnologías), desde que se encuentra en la etapa de conceptualización del diseño del trabajo/sistema. (López Peláez y Krux, 2008)
Un enfoque basado del riesgo sistemático al diseño de la seguridad puede ayudar a eliminar los peligros que colocan el riesgo intolerable del proceso y mitigar las consecuencias potenciales de peligros Melhem, y Stickles (2002), de esta manera se presenta la metodología de diseño de sistemas de bajo riesgo, la cual permite innovar sistemas con un mínimo riesgo. Método de Diseño de Sistemas de Bajo Riesgo La metodología para el diseño de un sistema de bajo riesgo, está basado en la innovación y el conocimiento, la cual contribuye a prever los riesgos específicos de un sistema productivo. Esto debido a que el modelo sugiere tomar en cuenta durante el diseño de un sistema, todos los riesgos “posibles” a través del uso de bases de datos y mediante la generación de escenarios, que permita la identificación de aquellos que más impacto tienen en la organización. Paralelamente, el modelo conceptual propuesto actúa como un vector que dirige la resolución de los problemas ligados a la gestión de riesgos, con un conjunto de herramientas capaces de generar soluciones inventivas.
La metodología de diseño de sistemas de bajo riesgo de López, Cortes y Flores, (2007) tiene un enfoque que habilita a diseñadores a contestar las necesidades de las organizaciones en cuanto a procesos seguros sin comprometer gastos excesivos en medidas de prevención y mitigación, el cual se encuentra compuesto de diez etapas: 1. Caracterización: en esta etapa se genera una
descripción de las funciones que debe cumplir el sistema a diseñar o rediseñar. Esta servirá de base para lanzar la búsqueda de un caso similar o problema fuente en la memoria casos.
2. La recuperación: la descripción del sistema objetivo, obtenida en la etapa de caracterización, es utilizada para compararla con los casos que

24
contiene la memoria. Si encuentra resultados positivos pasa a la etapa 3 de lo contrario el proceso continúa en la etapa 6.
3. La reutilización o adaptación: una vez que un problema fuente es identificado, su solución asociada es analizada para adaptarla a las condiciones exigidas en el problema objetivo. Al término de esta etapa, se produce una propuesta de solución para el problema objetivo.
4. La revisión: la solución generada para el problema inicial es verificada para comprobar si ésta satisface o no los requerimientos del problema objetivo. Si la verificación se revela negativa, la solución deberá ser modificada hasta que el resultado sea positivo.
5. La memorización: una vez que la solución para el problema objetivo ha sido validada, la nueva experiencia o caso puede ser registrado y la memoria actualizada.
6. Identificación de riesgos: debido a que la base de datos no registró casos para la solución, se requiere de realizar un modelo detallado de las funciones del sistema e identificar sus posibles riesgos.
7. Evaluar los riesgos: En este paso de realiza una descripción detallada de los riegos y se evalúa la magnitud de su impacto. Se utiliza una matriz de evaluación del riesgo que considera la probabilidad que ocurra y la magnitud de su impacto. Ver figura 1.
Figura 1. Matriz de Evaluación del Riesgo En donde la probabilidad de que ocurra el riesgo es: a - Remoto b - Improbable c - Probable d - Altamente Probable e - Seguro Y la consecuencia se puede medir en cinco niveles como se muestra en la tabla 1
Tabla 1: Niveles de consecuencia del riesgo
Nivel Desempeño técnico Costo Impacto en otros equipos/personas
1 Mínimo o no hay impacto
Mínimo o no impacta Ninguno
2 Aceptable con alguna reducción <5% Algún impacto
3
Aceptable con reducción significante 5 - 7%
Impacto moderado
4 Aceptable sin margen restante
>7- 10% Impacto mayor
5 Inaceptable >10% Inaceptable
8. Eliminación/Reducción del Riesgo: En esta etapa
se considera la utilización de TRIZ para desarrollar la posible solución que satisfaga la funcionalidad del sistema. La importancia de la aplicación de la teoría TRIZ en el análisis de riesgos, radica en el hecho de que revela e identifica escenarios de fallo fundamentalmente como un acto creativo llevado a cabo de manera sistemática y exhaustiva para resolver problemas.
9. La revisión: la solución generada para el problema inicial es verificada para comprobar si ésta satisface o no los requerimientos del problema objetivo. Si la verificación se revela negativa, la solución deberá ser modificada hasta que el resultado sea positivo.
10. La memorización: una vez que la solución para el problema objetivo ha sido validada, la nueva experiencia o caso puede ser registrado y la memoria actualizada.
La secuencia y las relaciones entre estas etapas se esquematizan en la figura 2.
Caracterización Identificación del Riesgo
Evaluación del Riesgo
Memorización
Base de casos
Revisión
Caso
Adaptación
no
Posible solución
si
Revisión
Solución
Eliminación del Riesgo
no
si
no
si
Figura 2. Metodología de Diseño de Sistemas de Bajo Riesgo De esta manera la metodología de diseño de un sistema de bajo riesgo es considera como un proceso creativo,
1 2 3 4 5 Consecuencia
e
d
c
b
a
Probabilidad

25
técnico, social y económico, en donde el conocimiento individual y colectivo es compartido, reutilizado y adaptado, es decir existe realmente una gestión del conocimiento, con la finalidad de resolver situaciones de riesgos laborales de una organización e incluso entre varias organizaciones. El elemento que facilita la transferencia de información entre organizaciones está basada en la utilización y enriquecimiento de bases de datos compartidas sobre la gestión de riesgos, así si dos o mas organizaciones tienen riesgos similares las soluciones se pueden reutilizar y de esta manera incrementar la eficiencia de los sistemas (ver figura 3).
TRIZ
Organización A Organización B
TRIZTRIZ
Organización A Organización B
Figura 3. Transferencia del conocimiento Dentro de este contexto, la metodología presentada integra la utilización de TRIZ la cual proporciona la oportunidad del desarrollo sistemático de nuevos conocimientos basado en herramientas para el diseño creativo de productos y procesos de la organización, permite la prevención de los accidentes y de las enfermedades de trabajo cuando los procedimientos de trabajo se hallan todavía en la fase de concepción haciéndola más eficaz.
Cada vez que se aplica el modelo, se genera una Base de conocimientos para la reducción de fallas de sistemas de un mismo tipo, lo que permitirá mejorar las competencias individuales, en equipo, organizacionales y sociales. Conclusiones A causa de la multitud de riesgos existentes en la mayoría de los lugares de trabajo y de la falta general de atención que muchos empleadores prestan a la salud y la seguridad, los accidentes y las enfermedades
relacionadas con el trabajo siguen siendo problemas graves en todas las partes del mundo.
Con la aplicación de este modelo se genera una concepción y gestión integral de los riesgos, que estará facilitando un control eficiente y efectivo de todo tipo de riesgos o pérdidas en la organización y a través del cual, las personas asumen que son forman parte y responsables de la solución, lo que permitirá que contribuyan al logro de los objetivos de la empresa. El modelo permite capitalizar el conocimiento adquirido, recuperando la solución de las fallas del pasado para solucionar las del presente y del futuro. Referencias
Altshuller G., The Innovation Algorithm, 1999, Technical Innovation Center
Bas T.G.. La Gestión Tecnológica en América Latina. Un Desafío Inconcluso. Journal of technology management and innovation. Volumen 1, Issue 4 .2006 Claus A.C. & Tan A.. Developing Ideas for Innovative Products Masters Thesis Project. Department of Control and Engineering Design Technical University of Denmark, DTU. 31. December 2000 Hidalgo Nuchera. La gestión de la tecnología como factor estratégico de la competitividad industrial. Economía industrial, Nº 330, , pags. 43-54. 1999 López M., Cortes G., Flores. L.C. Methodology for the Design of a Productive System of Low Risk Based in the Innovation and the Knowledge. Proceedings of The 12th Annual International Conference on Industrial Engineering - Theory, Applications & Practice November 4 - 7. Cancún, México. 2007 López Peláez y M. Krux. Tendencias futuras en salud y seguridad en el trabajo: Nuevas tecnologías, automatización y estrés. España, 2005. Melhem, 4. G and Stickles. P. Risk-Based Process Safety Design. ioMosaic Corporation. Recuperado en http://www.iomosaic.com. 2002 Organización Internacional del Trabajo. La Salud y Seguridad en el Trabajo, Módulo: Introducción a la Salud y la Seguridad Laborales. 2007 Ortiz F.. Gestión de innovación tecnológica en PYMES manufactureras. I congreso

26
iberoamericano de ciencia, tecnología, sociedad e innovación CTS+I. 19 al 23 de junio, México. 2006 Tecno-Lógica. Portal de Ministerio de ciencia y tecnología, España, recuperado en http://www.tecno-logica.net/psm_consultas_gestion_todas.htm

27
Distribución en planta para el mejoramiento del proceso en las líneas de ensamble en una fábrica de muebles.
G .D. Juárez-Moreno, J. E. Sánchez Padilla, G. E. Ramírez-Martínez, R. Varela-Campos, G. M. Martínez-Solano. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected]
Resumen. Se rediseñó la distribución de planta en una fábrica de muebles de oficina. Para la inspección o valoración de los factores se utilizó la aplicación de una lista de verificación, que a su vez, mostró una perspectiva más general e interna de la interacción entre los elementos. El método estuvo soportado por la utilización de las herramientas de Ingeniería Industrial, tales como el diagrama de recorrido y el diagrama analítico de operaciones, así como por la recolección de datos mediante listas de verificación, observación y medición física de las distancias. Se encontró una mala distribución de los elementos físicos debido a la limitante causada por el espacio físico con que cuenta el área de producción. Tanto los diagramas como los demás datos recabados, ayudaron a realizar el diseño de alternativas o propuestas adecuadas para realizar el objetivo de optimizar la distribución de planta. Para elegir la alternativa más adecuada se usaron tablas de valoración. Se concluyó que se debe trasladar el área de producción hacia el lugar que hoy ocupa el almacén, redistribuyendo los elementos, reduciendo con esto las distancias recorridas, los cruces y la demora presentada al principio del proceso en la localización de la materia prima. Palabras clave: operaciones, procesos, distribución, elementos físicos. Introducción Objetivo. Mejorar la distribución en planta existente en una empresa fabricante de muebles de oficina, mediante el análisis de la situación actual y la utilización de herramientas de Ingeniería Industrial, con el fin de aprovechar al máximo el espacio físico y lograr un mejor funcionamiento del proceso productivo. Marco teórico García, Visval y Delgado (2006) mencionan que la distribución de planta es algo ineludible para todas las organizaciones, ésta implica el ordenamiento de todos los elementos físicos de una industria para aprovechar al máximo los espacios, con el fin de tener una operación efectiva de todos los procesos que conforman a la organización.
Según Diego Más (2006) la distribución de planta, que es el acomodo o disposición del equipo
(instalaciones, máquinas, etc.) y áreas de trabajo, es un problema que no se puede dejar pasar en las plantas industriales. Cuando se tiene una distribución de planta adecuada, se generan beneficios para la organización, los cuales impactan en el aumento de la eficiencia y la competitividad.
La bibliografía clásica de Muther (1981) menciona que la distribución de planta, siempre y cuando sea la correcta, permite reducir y aprovechar los requerimientos de espacio. También se tiene una gran influencia en lo que concierne a los desplazamientos de material, disminuye los volúmenes de trabajo en proceso, mejora el control de la materia prima y el producto terminado.
Objetivos básicos a cumplir en la distribución de planta. • Simplificar al máximo el proceso productivo. • Minimizar los costos de manejo de materiales. • Tratar de disminuir la cantidad de trabajo en
curso. • Aprovechar el espacio de la manera más
efectiva posible. • Aumentar la satisfacción del operario. • Procurar la seguridad en el trabajo. • Evitar inversiones de capital innecesarias. • Aumentar el rendimiento de los operarios. De manera general, Rojas (2005) enuncia en el
contexto de su trabajo que el objetivo de una buena configuración de planta consiste en hallar una ordenación en las áreas de trabajo y equipo que sea la más económica para el trabajo, y al mismo tiempo, que proporcione seguridad y satisfacción al trabajador, requiriendo de forma adicional planear una distribución que logre los objetivos de localización y diseño.
En el artículo elaborado por la Organización Trueba (2007) se mencionan seis principios básicos de la distribución de planta. • Principio de la satisfacción y la seguridad. • Principio de la integración en conjunto. • Principio de la mínima distancia recorrida. • Principio de la circulación o flujo de
materiales. • Principio del espacio cúbico. • Principio de la flexibilidad.

28
En el trabajo realizado por Cortés (2007) se describen los tipos de distribución básicos, acorde con las características de los diferentes procesos productivos. • Distribución por posición fija. • Distribución de tecnología de grupos. • Distribución por proceso. • Distribución por producto. García (2004) menciona en su trabajo que existen
enfoques de configuración de planta que permiten hacer un uso eficiente de las distintas operaciones desarrolladas en el proceso productivo. Estos enfoques serán utilizados de acuerdo a la clasificación de configuración de planta desarrollada anteriormente. Así se tiene que el enfoque del análisis secuencial de operaciones se aplicará en el estudio de procesos de configuración funcional y el enfoque de balanceo de línea en procesos de configuración de línea.
Dentro de su estudio de distribución de planta, Muñoz (2005) dice que es necesario nombrar y describir los siguientes casos. • Proyecto de una planta completamente nueva. • Expansión o traslado a una planta ya existente. • Reordenación de una distribución ya existente. • Ajustes menores a una distribución ya
existente. Escalona (2007) describe una serie de signos e
indicaciones que nos señalan si una distribución es deficiente. Agrupa los síntomas de acuerdo a los lugares, situaciones o condiciones donde se deben buscar los síntomas. • Departamento de recepción. • Almacenes. • Departamento de producción. • Expedición. • Medio ambiente. • Generales. • Expansión de la producción. • Nuevos métodos. • Nuevos productos. • Edificio nuevo. • Necesidad de reducir costos.
Método Replantear el problema. Aclarar el problema con una visión más objetiva y obtener los datos necesarios, para considerar los hechos que se están generando y tomarlos en cuenta para la realización del análisis, es decir, que el trabajo deberá ser ajustado a la situación real que se está presentando en este momento.
Obtención de datos. Reunir los datos necesarios para realizar el estudio. La recolección de datos se hizo mediante el empleo de una lista de verificación y
herramientas de ingeniería, tales como análisis de factores, el diagrama analítico de operaciones de proceso y el diagrama de recorrido.
Análisis de factores. Es una forma de sistematizar el levantamiento de información. El objetivo es definir claramente la información relevante para cada uno de los siguientes factores: material, maquinaria, hombre, desplazamiento, espera, servicio, edificio y cambio.
Diagrama analítico de operaciones de proceso. Realizar un diagrama donde se representen las principales inspecciones y operaciones que intervienen en el proceso, así como señalar las entradas y salidas del mismo.
Diagrama de recorrido. Se representa gráficamente a la zona de estudio, pero cabe recalcar que esta representación es a escala. El diagrama da una visión más clara del acomodo y la interacción de todos los elementos que componen la zona de trabajo.
Analizar y optar por la mejor solución. Después de analizar toda la información, se procedió a elegir la mejor opción de distribución que conviniera de acuerdo a la ponderación obtenida.
Actuar. Se plasmó formalmente todo lo obtenido, quedando su ejecución a disposición de la organización. Resultados Los resultados se presentan en varias etapas, correspondientes al método seguido.
1. Diagnóstico por etapa del proceso de producción.
2. Diagnóstico por análisis de factores. 3. Diagrama analítico de operaciones de proceso. 4. Diagrama de recorrido. 5. Propuesta A. 6. Propuesta B. 7. Evaluación y selección de propuestas.
1. Diagnóstico por etapa del proceso de producción Selección de la materia prima. Al analizar el área de almacén de materia prima, se encontraron con las siguientes características que definen la situación en la que se encuentra. • El almacén de materia prima no tiene un
acceso rápido. • No es un área que proporcione las condiciones
requeridas para el acomodo y el fácil manejo de la materia prima, lo cual ocasiona una demora de 10 a 15 minutos cuándo lo que se requiere no está al alcance del trabajador.
• El almacén no es exclusivo para la madera, si no que ahí también se guarda todo tipo de cosas que no tienen que ver con el proceso de producción ni con el giro de la empresa, tales

29
como pastura, trigo, trilladoras, aparatos eléctricos descompuestos, fertilizantes, bicicletas, etc.
• Presenta mucha suciedad. • No presenta seguridad para el trabajador. • No tiene una iluminación adecuada. • Presenta mucho amontonamiento. • No tiene una ventilación suficiente para
desplazar los malos olores que se perciben en él.
• No está fumigado, por lo tanto hay insectos tales como arañas y hormigas.
• Mal aprovechamiento de los contenedores. Cortado. La situación que se presenta cuando se
realiza ésta actividad, es que el brazo de la máquina escuadradora topa con las mesas de trabajo, debido a la longitud del mismo y a la mala distribución de las mesas de trabajo, ya que se encuentran de frente en la dirección del brazo de la escuadradora.
Perforado y delineado. El perímetro que rodea al Router, presenta un congestionamiento de desperdicio y piezas reutilizables, así como polvo de aserrín, el cual no se desaloja regularmente con la aspiradora, ocasionando con ello que en un determinado tiempo los trabajadores sufran molestias en las vías respiratorias.
Ensamblado. El ensamblado se lleva a cabo en las mesas de trabajo, las cuáles no se encuentran acomodadas a una distancia pertinente, ya que unas están muy separadas y otras están muy juntas, ocasionando con esto que los trabajadores no realicen su trabajo de una manera apropiada.
Acabado. Aquí algunos de los productos terminados presentan imperfecciones, debido a que se maltratan por la falta de espacio. 2. Diagnóstico por análisis de factores Los factores tomados fueron ocho en total, se describirá en forma general los aspectos encontrados en cada uno de ellos.
Material. Se encontró una gran cantidad de piezas rechazadas que se podrían reutilizar, lo cual no se hace normalmente. Hay materia prima desordenada, lo cual no muestra una clasificación apropiada y que no tiene un fácil acceso.
Maquinaria. En el área de producción se encontró maquinaria inactiva, así como muebles que no tienen nada que ver con el área de producción y que sólo ocupan espacio que podría ser utilizado para el producto terminado o semiterminado. También se encontró maquinaria a la que no se le da el espacio
especificado por el proveedor para su colocación en el área, tal como es el caso del Router.
Hombre. Hay un grado de riesgo para el factor humano por todo el amontonamiento generado por el equipo, producto, desperdicio e instalaciones.
Movimiento, manejo de materiales. Hay muchos cruces de movimientos por parte de los trabajadores, ya que por falta de espacio se origina que choquen al momento de realizar sus actividades. Hay un traslado largo de la materia prima hacia el área de producción, hay cruce de herramientas entre los trabajadores que interfieren en la realización de sus actividades.
Espera y almacenamiento. Se observa mucho amontonamiento de material, desperdicio y producto, gran congestión en el área de almacenamiento y elementos de almacenamiento inseguros.
Servicio. En este factor también se vieron reflejadas las condiciones inadecuadas de las instalaciones, pues hay mucho amontonamiento y tiene poca ventilación, se ve que hay demoras en la entrega de material para empezar a trabajar.
Edificio. La materia prima está separada y alejada del área de producción, el lugar donde se encuentra la misma es un almacén localizado en la parte trasera del área de producción y hay dos accesos a él, el primero es rodear toda el área de producción por la parte de afuera y el segundo acceso es muy estrecho y sólo cabe una persona de lado.
Cambios. Los cambios se dan en el área de producción, al elaborar repentinamente un producto diferente, sólo modificando el acabado final del mismo, pero no las actividades que se realizan a lo largo del proceso. Al realizar un cambio en el tipo de producto que se va a almacenar en lugar del que ya se estaba alineando antes de que surgiera dicho cambio.
3. Diagrama Analítico de Operaciones del Proceso Al realizar el análisis (ver figura 1) de cada una de las actividades y operaciones que intervienen en el proceso, se ve claramente que hay demasiados desplazamientos innecesarios e inspecciones ejecutadas en lugares equivocados que repercuten marcadamente en dichos desplazamientos. Hay que considerar la ejecución de éstas inspecciones en el lugar donde se realiza la operación, para reducir distancias y retrabajos que sólo mermarán la realización de actividades en tiempo y a su vez evitar desplazamientos inútiles en el trabajador.

30
Figura 1. Cursograma Analítico de Operaciones de Proceso
4. Diagrama de Recorrido Este diagrama (ver figura 2), nos está dando una visión más clara y general de la situación gráfica de la zona de trabajo de acuerdo a la distribución física de los elementos que la conforman.
Se observa claramente la demora que se origina al principio de la jornada, debido a la distancia que se tiene que recorrer hacia el área de producción. Se ve mucho congestionamiento entre la realización de cada actividad y el cruce de personas, originado por los desplazamientos y los lugares dónde se realizan las inspecciones. 5. Propuesta A El diagrama de la propuesta A (ver figura 3), da una visión más clara sobre la distribución física de los elementos, la cual presenta los siguientes aspectos:
• Toda la materia prima que se utiliza está en el área de producción, reduciendo la distancia de recorrido actual de 89.54 m a 43.42 m.
• La máquina escuadradora dispone del perímetro de 7 m especificado por el proveedor.
• Las mesas de trabajo están cerca de los contenedores de materia prima, y a su vez, también están cerca de los contenedores de plantillas.
• Se establece un área de producto terminado y un área de producto semiterminado.
• El contenedor de desperdicio está ubicado cerca de la entrada para su descarga.
• Los contenedores de piezas reutilizables y el de desperdicio están ubicados uno enseguida del otro para facilitar el trabajo de clasificación de sobrantes.

31
Área de Almacén
Área de producción
Actividades Elementos
Operación 1: Selección de materia prima Contenedores de m.p
Demora 1: Producida en almacén de m.p Mesas de trabajo
Transporte 1: Llevar m.p hacia área de producción Contenedores de plantillas
I Inspección 1: Revisar m.p en mesas Mueble de herramientas
Transporte 2: Ir a racks de plantillas Aspiradora
Operación 2: Escoger plantilla Router
Transporte 3: Ir a mesa de trabajo Compresor
Operación 3: Trazado de molde en madera Mesa de soldar
Transporte 4: Ir a máquina escuadradora Escuadradora
Operación 4: Cortar madera en escuadradora Contenedor desperdicio
Transporte 5: Llevar piezas a mesa de trabajo Contenedor de piezas
Inspección 2: Revisar piezas cortadas reutilizables
Transporte 6: Ir a router
Operación 5: Perforar y delinear Nota: Las 2 últimas operaciones y
Transporte 7: Ir a mesa de trabajo Las 3 últimas inspecciones,
Inspección 3: Revisar piezas perforadas y delineadas se ponen con el mismo color
Operación 6: Ensamblado de piezas debido a que son realizadas
Inspección 4: Revisar ensamblado de piezas por una sola persona y sin
Operación 7: Realizar acabado final del mueble desplazamientos.
Inspección 5: Revisar acabado
Transporte 8: Buscar espacio disponible
Operación 8: Colocar producto terminado Figura 2. Diagrama de Recorrido Actual
• Con respecto a las actividades realizadas por el
trabajador, las inspecciones se redujeron, realizándolas donde verdaderamente son necesarias y en donde se realiza la operación, con el fin de evitar desplazamientos innecesarios.
• Se elimina la demora originada por la gran distancia recorrida para traer la materia prima
desde el almacén hacia el área de producción, siempre y cuando también se sigan algunas otras recomendaciones.
• Se reducen los transportes y las inspecciones, en comparación a los que presenta la distribución actual.

32
21.97 m
Área de producto semiterminado Área de producto terminado
Soldadora
Compresor Escuadradora Contenedor de
15.57 m 2 1 desperdicio
5 Router 4
Mesas de trabajo Contenedor de
Aspira 6 7 3 piezas reutilizables
3
2 Herramienta 1
Actividades
Operación 1: Seleccionar la materia prima requerida Transporte 4: Ir a router
Transporte 1: Llevar m.p a mesas de trabajo Operación 5: Perforar y Delinear
Transporte 2: Ir por plantillas de molde Inspección 2: Revisar perforado y delineado
Operación 2: Escoger plantillas Transporte 5: Llevar piezas a mesas de trabajo
Operación 3: Trazar molde en la madera Operación 6: Ensamblado de piezas
Transporte 3: Ir a escuadradora Inspección 3: Revisar detalles
Operación 4: Cortar madera Operación 7: Realizar acabado final
Inspección 1: Revisar cortes Transporte 6: Llevar producto terminado o
semiterminado al área que le corresponde
m.p m.p m.p m.p m.p Plantillas Plantillas
Figura 3. Diagrama de la Propuesta A
6. Propuesta B El diagrama de la propuesta B (ver figura 4), al igual que el generado en la propuesta anterior, dan una visión más clara sobre la distribución física de los elementos, así como la interacción entre las actividades y los recorridos, para lograr aprovechar al máximo el espacio disponible.
Esta propuesta proporciona los siguientes aspectos:
• Toda la materia prima se encuentra en la sala
de producción y la distancia se reduce de 89.54 a 43.42 m.
• Los contenedores de la materia prima se encuentra en la entrada del área de producción para facilitar el trabajo de descarga y acomodo del material que surte el proveedor.

33
21.97 m
2 3 1 Mesas de trabajo 4 1 15.57 m 6 7 3 Escuadradora Área de producto terminado
Piezas reutilizables
Desperdicios Área de producto Mesa de semiterminado
Aspiradora 5 Router Compresor soldar 2 Actividades
Operación 1: Seleccionar la materia prima requerida Transporte 4: Ir a router
Transporte 1: Llevar m.p a mesas de trabajo Operación 5: Perforar y delinear
Transporte 2: Ir por plantillas de molde Inspección 2: Revisar perforado y delineado
Operación 2: Escoger plantillas Transporte 5: Llevar piezas a mesas de trabajo
Operación 3: Trazar molde en la madera Operación 6: Ensamblado de piezas
Transporte 3: Ir a escuadradora Inspección 3: Revisar detalles
Operación 4: Cortar madera Operación 7: Realizar acabado final
Inspección 1: Revisar cortes Transporte 6: Llevar producto terminado o
semiterminado al área que le corresponde
m.p m.p m.p m.p Plantillas Plantillas m.p
Figura 4. Diagrama de la Propuesta B.
• Área de producto terminado situada cerca del área de carga y descarga.
• Mesas situadas cerca de la pared facilitando el trabajo de instalación de contactos en pared y no en piso.
• Máquina escuadradora con área suficiente para el libre recorrido del brazo corredizo y buen funcionamiento.
• Router situado cerca de mesas de trabajo y de los contenedores de desperdicio y de piezas reutilizables.
• Con esta distribución se reducen las operaciones a 7, los transportes a 6, las inspecciones a 3 y la demora que se produce por el recorrido de ir por la materia prima se elimina.

34
• El flujo de material, de herramientas y de personal será más adecuado.
• Los contenedores de plantillas se encuentran cerca de las mesas de trabajo.
• Se cuenta con un área específica de producto semiterminado.
• Los contenedores de desperdicio y de piezas reutilizables están ubicados juntos para facilitar el trabajo de clasificación y acomodo.
7. Evaluación y Selección de propuestas En la tabla 1 se consideran los aspectos o puntos más importantes que debe cubrir una buena distribución de planta, a los cuales se les ha dado cierta puntuación de acuerdo al grado de importancia que tienen al contribuir en el funcionamiento armónico de todos los elementos que conforman al área de producción, para que éstos interactúen cómo un sistema en sí.
Tabla 1. Evaluación de alternativas.
Aspectos o consideraciones P A B Reducción de la distancia recorrida por los materiales y el trabajador.
10 10 9
Buena secuencia de operaciones del proceso.
10 9 10
Flujo de materiales y movimiento eficiente.
9 8 9
Espacio para el movimiento del trabajador.
9 9 9
Área de producto terminado situada cerca del área de carga y descarga.
9 9 9
Fácil acceso a la materia prima. 10 10 10 Materia prima situada cerca del área de carga y descarga de material.
9 8 9
Espacio para producto semiterminado. 8 8 8 Totales. 74 71 73
Basándose en dichas ponderaciones se evaluaron las propuestas, con la finalidad de escoger la más adecuada.
De acuerdo a las ponderaciones y a los puntajes obtenidos por cada una de las propuestas según su diseño, se optó por escoger la propuesta B, porque cumple casi al 100% con los puntos evaluados. Conclusiones y recomendaciones La exploración realizada a la distribución actual indica que los elementos físicos que conforman el área de producción no cuentan con el espacio suficiente para trabajar eficientemente, trasmitiendo esta situación a los demás elementos que la conforman.
Lo anteriormente dicho recae, de manera singular y con más acentuación, en la máquina escuadradora, la cual no cuenta con un espacio suficiente para su buen desempeño, pues al momento de estarla utilizando, el
largo brazo corredizo con que cuenta choca con las mesas de trabajo, impidiendo el paso a los operadores e interrumpiendo el trabajo que están realizando.
En el diagnóstico se encontró que los contenedores de materia prima se encontraban lejos del área de producción, y además con un acceso difícil a través de una puerta estrecha. Este hecho marcó definitivamente la pauta para tener la necesidad de realizar una distribución de planta que ayudara a establecer un vínculo para facilitar la relación entre los elementos de trabajo, tales como maquinaria, herramientas, materia prima, etc., y el operador.
Se consideraron y analizaron los problemas de recorrido y espacio existentes en el proceso, y en base a las distancias, los elementos y el manejo de recorrido y espacio existentes en el proceso, y en base a las distancias, los elementos y el manejo de material, se generaron dos propuestas, las cuales fueron evaluadas por medio de una tabla diseñada para el caso, y finalmente, se optó por escoger la alternativa que fuera más efectiva para lo organización.
Cabe recalcar que dicha propuesta seleccionada, se diseñó para ejecutarse en el edificio que es actualmente el almacén de materia prima, abarcando este caso la clasificación de traslado de los elementos a una planta ya existente.
Hoy en día, en estos tiempos tan cambiantes en donde las empresas buscan no solamente crecer como organización, sino que también buscan permanecer en el mercado, es necesario estar día con día mejorando en todos los aspectos, para lo cual, se dan una serie de recomendaciones para este negocio. • Brindar al trabajador una ventilación apropiada
en el área laboral. • Poner una buena iluminación en el área de
trabajo. • Pintar las paredes de un color
ergonómicamente apropiado, que estimule el ánimo del trabajador para que éste tenga un mejor desempeño.
• Establecer un programa de limpieza y lograr un cambio cultural hacia el trabajador (5 S).
• Colocar extinguidores en áreas específicas para proteger la organización y dar seguridad al trabajador.
• Colocar letreros indicadores que delimiten el área física de los elementos que conforman el área de producción.
• Poner un contenedor para las hojas de vidrio que se manejan.
• Establecer una estrategia cultural que eduque al trabajador para separar adecuadamente los sobrantes que se pueden reutilizar y aprovecharlos al máximo.

35
• Establecer un día a la semana para deshacerse de los desperdicios de materia prima de la manera que más convenga a la organización, sin perjudicar a la comunidad ni al medio ambiente.
• Poner pantallas alusivas a la seguridad industrial.
• Establecer una estrategia de motivación hacia el operador para la reducción de desperdicio.
Referencias Cortés, P., (2007), Distribución en Planta, Grupo Ingeniería de Organización. Universidad de Sevilla. Diego Más, J. A., (2006), Optimización en la distribución en planta de las instalaciones industriales mediante algoritmos genéticos. Aportación al control de la geometría de las actividades, Tesis doctoral, Universidad Politécnica de Valencia, España, pp. 391. García, D., D. Visual y J. Delgado, (2006), Configuración de planta por medio de algoritmos genéticos, Universidad de los Andes. (http://www.guaica.uniandes.edu.co:5050/dspace/handle/1992/820). García, F., (2004), Distribución de Planta. (http://Google.com.mx/google_académico/artículos). Muñoz, M., (2005), Diseño de distribución en planta de una empresa textil, Oficina General del Sistema de Bibliotecas y Biblioteca Central. (http://sisbib.unmsm.edu.pe). Muther, R. (1981), Distribución en Planta, Caramelo Ma. Cabré Rabadá, 4ª. Edición Hispano Europea, S. A., España, pp. 472. Rojas, G., (2005), Distribución de planta para una oficina bancaria por medio de algoritmos genéticos, Universidad de los Andes. (http://triton.Uniandes.edu.co:5050/despace/bitstream/1992/839/3/DISTRIBUCIÓN+DE+PLANTA+PARA+UNA+OFICINA+BANCARIA+POR+MEDIO+DE+AG.pdf) Trueba, J., (2007), Distribución en planta, Organización Ingeniería Rural. (http://www.ingenieriaRural.com).

36
Aplicación de Gemba-Kaizen en un Proceso de Fabricación de Cajas de Cartón
A.E. Alcaraz-Escamilla, M. López-Acosta, R. López-Zazueta, G. M. Martínez-Solano, J. G. Mendoza-León. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected]
Resumen: El presente artículo describe la implementación de la metodología Gemba Kaizen en una empresa fabricante de cajas de cartón, con el fin de disminuir tiempos de reacción ante problemas de calidad y tiempos muertos. Gemba Kaizen es una expresión japonesa construida a partir de los términos Gemba (puesto de trabajo) y Kaizen (mejora continua), además es un acontecimiento que sirve para poner en marcha los principios de Manufactura Esbelta, con el objetivo principal de obtener resultados cuantitativos, notables y razonables en un plazo de cinco días. En este artículo se evidencian todas las actividades realizadas durante la semana del evento según la metodología, a través de la que se logró una disminución del 81% en el tiempo de reacción ante problemas de calidad, superando las expectativas que se tenían. Esta disminución se traduce directamente en costos de productos defectuosos y a su vez en aumento de la productividad de la compañía. Palabras Clave: Gemba Kaizen, Manufactura Esbelta. Introducción Uno de los términos que más se escuchan dentro del ámbito empresarial actualmente es Manufactura Esbelta o Lean Manufacturing (en inglés), o también conocido como Lean. Según Serigó, (2006) dicha filosofía en una organización conlleva la aplicación de un modelo de gestión que con la ayuda de diferentes herramientas y metodologías de mejora (5´S, SMED, Kaizen, TPM, entre otras), pretende optimizar el sistema productivo, incrementado la eficiencia de las actividades desarrolladas.
La Manufactura Esbelta nació con el Sistema de Producción Toyota o TPS (por sus siglas en inglés de Toyota Production System), que promueve los procesos de manufactura estrictos y eficientes, manteniendo el respeto al trabajador. Este sistema fue desarrollado por la Toyota Motor Corporation, como una forma de eliminar el desperdicio dentro de las consecuencias del embargo petrolero de 1973. El principal propósito es el mejoramiento de la productividad y la reducción de los costos siguiendo los pasos del sistema de Taylor de administración científica y de la línea de ensamble en masa de Ford, pero el enfoque del TPS es más amplio
ya que se dirige no sólo a los costos de manufactura sino también a los costos de ventas, administrativos y de capital. Toyota pensó que era riesgoso adoptar el sistema de producción de Ford, que funciona muy bien en tiempos de alto crecimiento, pero en tiempos de menor crecimiento se volvió más importante prestar atención a la eliminación del desperdicio, la disminución de costos y el incremento de la eficiencia. En Estados Unidos esta manera de visualizar los procesos recibe el nombre de Manufactura Esbelta, (Niebel, et al, 2004).
Para Toyota y Ford, la Manufactura Esbelta no es algo novedoso, debido a que han venido desarrollando esta metodología y percatándose de su importancia al implementarla desde la década de los años setenta, la cual les ha proporcionado la satisfacción de permanecer en el mercado indudablemente por las características competentes que poseen tanto sus procesos, sus productos y la atención para sus clientes.
Lean es un conjunto de “Herramientas” que ayudan a la identificación y eliminación de desperdicios (muda), a la mejora en la calidad y a la reducción del tiempo y del costo de producción. Algunas de estas herramientas son la mejora continua (kaizen), métodos de solución de problemas como 5 porqués y sistemas a prueba de errores (poka yoke). En un segundo enfoque, se considera el “Flujo de Producción” (mura) a través del sistema y no hacia la reducción de desperdicios. Algunas técnicas para mejorar el flujo son la producción nivelada (reducción de muri), kanban o la tabla de heijunka (González, 2007).
Al implantar el modelo de producción Lean, no se debe centrar el esfuerzo en imponer un modelo específicamente, sino realizar proyectos de implantación adaptados a las distintas áreas de la planta. Los cuales se orienten a transformar la organización alcanzando resultados concretos que “financien” el cambio, pero sobre todo el aprendizaje práctico del nuevo sistema de producción. Esta forma de producción permitirá generar resultados cuantitativos que, bien sea por incrementar la productividad, reducir costos, disminuir tiempos muertos, reducir mudas, incremento de la calidad o del servicio, los cuales en conjunto, justifiquen y financien el proyecto desde el primer día, demostrando la

37
aplicabilidad del modelo en la empresa y dominando la resistencia al cambio de una gran parte de la organización.
Para Tornos, (2004) el pilar fundamental es el desarrollo de acciones rápidas de mejora. El objetivo fundamental de estas mejoras será el de alcanzar un resultado significativo y sostenible en un área de la empresa y sobre todo uno o varios parámetros del negocio.
Según menciona Tornos, (2004) en la cocina de un hotel de Madrid, las restricciones de espacio eran tales que ponían en riesgo el nuevo negocio de banquetes. En el plazo de una semana se reorganizó toda el área de servicios, levantando muros, eliminado máquinas de lavado poco utilizadas y trasladando almacenes que hicieron posible el nuevo negocio,
Ortiz y Rodríguez, (2006) describen el caso de una empresa exportadora de Productos de Balsa, en la cual se implementó la Metodología Kaizen, a través de la que se logró un aumento del rendimiento de la madera en un 14%, superando las expectativas de las gerentes de la empresa. Este aumento se traduce directamente a una disminución en costos de materia prima y a su vez un aumento en rentabilidad de la compañía, obteniendo un beneficio anual neto de la mejora de $669,218.8 dólares.
La metodología Lean, tiene como enfoque la acción, dicha característica se puede decir que es fundamental e innovadora en cuanto a su aplicación se trate. Principios de Lean Giralt y Serigó, (2006) mencionan, que para alcanzar los resultados propuestos, se siguen las líneas de acción: “Rápido y tosco, no lento y elegante”. Es una forma original y potente de concebir la acción: realizar cambios rápidos, con gran dinamismo y sin detenerse tanto en detalles formales, orientándose al resultado, en este principio aplica el prueba-mide tantas veces cuanto sea necesario, ya que el avance del día se ve reflejado en el número de pruebas realizadas durante el mismo.
“Hazlo y hazlo rápido”. Este slogan confirma el anterior y es una llamada a la acción inmediata. Se descubre así que trystorming (try: probar) es más potente que el brainstorming (pensar sin intención de actuar). Se trata por tanto de una metodología 100% práctica, ya que las mejoras no se plantean de forma teórica si no que se traducen en una aplicación práctica a lo largo del proyecto (Figura 1). En la base de esta línea de acción está la siguiente afirmación, en la cual Tornos, (2004) y Giralt y Serigó, (2006) coinciden: “si no logras obtener una mejora relevante en tres días, significa que te estás equivocando en algo”. Si se observa que aunque el equipo aplique toda la energía
posible en obtener mejoras y no les son visibles éstas, es necesario y preferible volver atrás y revisar el enfoque que se planteó.
Figura 1. El Camino del Kaizen. Fuente: Grupo Galgano, 2005.
Gemba Kaizen
Torrubiano y Muñoz, (2008) mencionan que Gemba Kaizen es una expresión japonesa construida a partir de los términos “Gemba” (puesto de trabajo) y “Kaizen” (mejorar, entendido como verbo no como sustantivo). Se puede decir que es una mejora continua y sostenida basada en la eliminación del muda (desperdicio o despilfarro) existente en el puesto de trabajo, que en algunos casos son muy visibles, en otros está oculto, pero en todos es una fuente y una oportunidad de mejora.
Giralt y Serigó, (2006) mencionan que las actividades que se identifican para la eliminación del muda tiene que ser realizadas durante la semana, y todas ellas deben estar concluidas en el plazo de un mes desde que inicio el Gemba Kaizen.
Torrubiano y Muñoz, (2008) añaden que el Gemba Kaizen es un acontecimiento que sirve para poner en marcha los principios de Manufactura Esbelta, con el objetivo principal de obtener resultados cuantitativos, notables y razonables en un plazo de cinco días. Radica en la intervención de un pequeño grupo de colaboradores, el cual necesariamente debe de incluir personal de diversos departamentos conocedores y relacionados con el proceso. La semana Kaizen, por tanto, es el evento a través del cual se realiza la Mejora Rápida y representa el sitio donde el personal operativo se entrena para cazar despilfarros, una actividad en la que debe empeñarse constantemente en cada momento de su trabajo.
Tornos, (2004) alude que los resultados se reflejan en la mejora continua de un indicador, ya sea inventario en curso, órdenes entregadas a tiempo, espacio ocupado en almacenes, niveles y flujo de producción, costos, entre otras, las cuales se observan en una cantidad

38
significativa (entre un 10% y un 30% pudiendo sobrepasar estos valores) y que además perduren en el tiempo, quedando asegurado el nuevo sistema de producción.
Sin embargo Serigó, (2006) hace mención de mejoras de productividad del orden del 300 al 400%, resaltando que este enfoque es pasar de un sistema de producción por lotes a la aplicación de la fabricación Lean.
Según Tornos, (2004) todas las actividades de mejora se deben realizar en la línea de producción observando en la realidad los materiales, las personas, la información, las herramientas, y demás aspectos importantes, viendo lo que ocurre, hablando con las personas que desarrollan el trabajo. La mejora en una sala de reuniones, en un despacho no es admisible. La participación de todos los involucrados en el evento es realmente efectiva cuando se bajan del mundo de las teorías al de las realidades: Gemba. Teoría de los Siete Desperdicios o Muda Galgano y Nieva, (2003) mencionan que Ohno ha determinado siete derroches o muda, que es todo aquello que no agrega valor y por lo cual el cliente no está dispuesto a pagar, ver Figura 2.
Villaseñor y Galindo, (2007) definen los siete mudas de la siguiente manera:
Figura 2. Los siete derroches o muda de Ohno. Fuente: Galgano y Nieva, 2003.
Sobreproducción. Producir artículos para los que
no existen órdenes de producción; esto es producir producto antes de que el consumidor lo requiera, lo cual provoca que las partes sean almacenadas y se incremente el inventario, así como el costo de mantenerlo.
Espera (tiempo). Los operadores esperan observando las máquinas trabajar o esperan por herramienta, partes, entre otras.
Transporte innecesario. El movimiento innecesario de algunas partes durante la producción es un desperdicio. Esto puede causar daños al producto o a la parte, lo cual crea un retrabajo. Ejemplo claramente
visible el de un montacarguista que no sabe donde ubicará el producto que transporta.
Procesamiento incorrecto. No tener claros los requerimientos de los clientes causa que en la producción se hagan procesos innecesarios, los cuales agregan costos en lugar de valor al producto.
Inventarios. El exceso de materia prima, inventario en proceso o producto terminados causan largos tiempos de entrega, obsolescencia de productos, productos dañados, costos de transportación, almacenamiento y retrasos.
Movimiento innecesario. Cualquier movimiento innecesario hecho por el personal durante sus actividades, tales como, mirar, buscar, acumular partes, herramientas, entre otras. Caminar también puede ser un desperdicio.
Productos defectuosos o retrabajos. Producción de partes defectuosas. Reparaciones o retrabajo, scrap, reemplazos en la producción e inspección significan manejo, tiempo y esfuerzo desperdiciado. Metodología: Preparación de la Semana Gemba Kaizen Giralt y Serigó, (2006) señalan que previamente a la realización de la semana se deben acometer algunas actividades necesarias para el éxito del proyecto. Estas actividades incluyen, la recogida de datos necesaria para iniciar la semana Gemba Kaizen.
Visita inicial: Se trata de una visita de planificación y definición de objetivos de la organización en el área a llevar a cabo el proyecto. En esta visita se verifican también los datos recogidos, se identifican los nombres de los participantes y las necesidades logísticas del evento, para poder cerrar la planificación de la semana. Tras esta visita inicial, se disponen de las bases para que dé inicio la semana.
Las actividades a desarrollar durante la semana son las siguientes: • Día 1. Tornos, (2005) y Giralt y Serigó, (2006)
coinciden en que el objetivo fundamental para este día es impartir a los participantes una formación suficiente de Manufactura Esbelta y su forma de aplicación, así como los principios y el funcionamiento de la semana Gemba Kaizen. En esta reunión inicial se presentan igualmente los objetivos a conseguir y las herramientas a utilizar a todos los participantes en el proyecto. Seguidamente se procede a la identificación de los tiempos de proceso así como de las actividades de producción (realizando esta tarea por parte de todos los integrantes del proyecto y con el cronómetro en mano ya que se trata de una herramienta para conocer el proceso en detalle). Esta actividad permite recoger los datos de la situación actual y plantear los objetivos. A

39
lo largo de este primer día se obtienen los datos de partida que se pretenden mejorar. • Días 2-3-4. Giralt y Serigó, (2006) señalan que
durante estos tres días se identifican los desperdicios (muda), se prueban sistemas para eliminarlos y se implantan las medidas definitivas para eliminarlos. Diariamente el terminar la jornada se recogen los datos de la situación alcanzada y se presentan en una reunión de los participantes. A esta reunión es necesario que asistan los responsables de la planta. El horario de trabajo durante la semana es intenso comenzando pronto por la mañana y terminando la jornada en ocasiones más allá de las ocho o nueve de la noche. El jueves por la tarde se dedica principalmente a preparar la presentación del día siguiente. • Día 5. Para Tornos, (2005) este día se debe
concentrar en dos objetivos fundamentales: � Preparar un plan de trabajo para completar las
acciones que no han podido terminar durante la semana. � Presentar los resultados de la semana a la
Dirección. La clave de este tipo de proyectos es el análisis de las
causas huyendo de las acciones que resultan imposibles de implantar (como cambiar la máquina, etc.). El análisis debe realizarse con suficiente nivel de detalle que permita encontrar las causas concretas de los problemas. Caso en Estudio La empresa donde se realizó el proyecto tiene como meta “superar las expectativas de calidad y servicio de excelencia al cliente”, es por ello que la compañía realiza por períodos determinados eventos de mejora continua en el lugar de trabajo (Gemba Kaizen), siendo este el séptimo evento, en donde participa un equipo multidisciplinario enfocado al logro de los objetivos fijados, tratando de alcanzarlos o en su defectos superarlos en una semana.
Uno de los procesos de la compañía, actualmente está generando desperdicios para la misma, lo cual se refleja en los tiempos de elaboración elevados, repercute en la productividad del proceso y en la calidad del producto.
Algunas áreas de oportunidad que inciden en este factor crítico de éxito del proceso son:
� Generación de desperdicios (productos defectuosos o retrabajos)
� Tiempo de reacción ante problemas de calidad elevados
� Tiempos muertos Con la realización del presente estudio se pretende
analizar las áreas de oportunidad que existen en el proceso de la organización antes mencionado, para el mejoramiento continuo del mismo, ya que en la
actualidad la competencia por sobrevivir en el mercado es elevado y se debe buscar crear ventajas competitivas que les ayude a permanecer dentro de él.
Es por ello la importancia de implementar herramientas en la empresa, que les ayude a generar beneficios, tanto para la compañía como los proveedores y clientes, disminuyendo lo que no agrega valor y optimizando los recursos que se tienen.
Inicialmente se realizó una visita al proceso en estudio, para determinar los objetivos que se abordarían en la semana y para los cuales se trabajaría específicamente. Resultando los siguientes: � Disminuir un 30% el tiempo de reacción ante
problemas de calidad. � Disminuir un 10% los tiempos muertos.
Buscando el logro de los objetivos antes planteados se reunió un equipo multidisciplinario específicamente para llevar a cabo el proyecto, el cual estaba conformado por el coordinador del área, el jefe de control de calidad, una persona de mantenimiento mecánico y eléctrico, un operador de máquina, una persona de ingeniería industrial y un representante del cliente del proceso al cual se le provee el producto terminado del proceso en estudio.
El primer día del evento, a los participantes del equipo se les capacitó con una formación suficiente sobre las herramientas de Manufactura Esbelta y su forma de aplicación, así como los principios y el funcionamiento de la semana Gemba Kaizen. En esta reunión inicial se les presentaron igualmente los objetivos a conseguir y las herramientas a utilizar por los participantes en el proyecto.
Después del curso de inducción, el equipo se ubicó en el área del proceso bajo estudio para identificar las áreas de oportunidad, posibles causas que afectaban el flujo continuo del proceso e identificar los mudas existentes, enlistándolas a continuación: ⇒ Informar oportunamente cuando se presenten
problemas de calidad. ⇒ Cambio en la forma de llevar a cabo la operación. ⇒ Actitud de los operadores ⇒ Clasificación del desperdicio en registros con el
cliente (interno). Se analizó la forma en que los operadores reciben
información cuando en el área de recibo se detectan defectos al recoger el producto terminado del proceso. El personal de esta área cuenta con radios de comunicación, los cuales son también utilizados por montacarguistas, generando interferencias que impiden que el aviso de problemas en el proceso no sea recibido en el tiempo exacto en que se suscita dicha situación y sea resuelto de inmediato.
Para tal circunstancia el equipo determinó que era necesario un dispositivo auditivo y visual (Poka-yoke y

40
Andon respectivamente), que advirtiera al operador en tiempo exacto la ocurrencia de defectos en el producto, para que pueda actuar en el momento preciso y corrija el desperfecto antes de que se siga presentando.
De igual manera se procedió a examinar la forma de llevar a cabo la operación, para determinar que herramienta era posible implementar en el área, la cual ayude a no interrumpir el proceso, y no generar tiempos muertos al momento de cambiar las especificaciones de otros productos en la línea. Para dicha operación se probaron diferentes formas de llevarla a cabo, resultando elegida la que permitió disminuir el tiempo de paros en el proceso: luces con timbre en lugares estratégicos.
Además se instalaron ayudas visuales que ayuden a crear conciencia en el personal de que es necesario actuar rápidamente ante la problemática que se presente, ya que cada segundo de tardanza en accionar ante inconvenientes de calidad les afecta en su productividad y por lo tanto en el logro de bonos de incentivos, así mismo la empresa genera costos innecesarios que el cliente no está dispuesto a pagar.
Enfocándose al cliente que requiere el producto de este proceso, es necesario mencionar que los defectos de calidad que se generen en el producto del proceso en estudio, impactan directamente en el flujo y calidad que debe tener su proceso y producto respectivamente. Es por ello que se solicitó al área (cliente) que clasificara los desperdicios que se generan de su materia prima, para de esta manera verificar cual es el concepto que mayor problemas muestra y detectar si la problemática sigue traspasándose al cliente.
Durante la semana se hizo una presentación de avances del evento ante gerente del área, jefe de mantenimiento, supervisor y demás personal involucrado en la calidad del producto, para que se dieran una idea de las los planes que se tenían para la resolución de la problemática. Resultados El último día de la semana, el equipo se reunió para recopilar y cuantificar mejoras, para preparar un plan de trabajo para completar las acciones que no se pudieron terminar durante la semana y programar el seguimiento a las herramientas implementadas, además el grupo de trabajo reunió algunas lecciones aprendidas durante la semana, destacando las siguientes: � Gemba kaizen es poner en práctica las ideas � El trabajo en equipo es un principio básico para mejorar nuestros procesos. � La disposición de cada uno de nosotros ayudará a mejorar nuestras propias actividades.
La información anterior y los resultados obtenidos, fueron presentados ante Dirección, los cuales se pueden observar en la tabla 1:
Tabla 1: Alcance de las acciones realizadas
Acciones Actual Objetivo ResultadoPorciento de
mejora
Tiempo de reacción ante problemas de calidad. 63 Segs. 30% 12 Segs. 81%
Tiempos muertos. 252 Segs. 10% 220Segs. 12.7%
Beneficios de la mejora $68, 712.00 al mes
$825, 264.00 al año
Al implementar las herramientas proyectadas, fue posible percatarse de qué al utilizarlas con una eficiencia del 100% decrecerían los desperdicios un 81% y traería resultados económicos favorables para la compañía, sin embargo considerando que no todo el desperdicio generado en el proceso es inutilizable, se consideró sólo el 10% como desperdicio total para cuestiones de cuantificación, el cual se evitará con el uso del poka-yoke, y generará un ahorro para la compañía de $825,264.00 pesos al año. Conclusiones La implementación de la metodología Gemba Kaizen en la empresa fabricante de cajas de cartón logró disminuir el tiempo de reacción ante problemas de calidad y tiempos muertos, las cuáles superaron las expectativas que se tenían, obteniendo un 81% de mejora, lo que representa un ahorro anual de $825,264 pesos.
Haciendo uso del análisis y aportaciones del equipo, fue posible seleccionar las herramientas más adecuadas para lograr los objetivos planteados. De acuerdo a lo anterior se puede decir que el éxito de las mejoras implementadas depende en su totalidad de las personas involucradas en el proceso de producción, ya que son ellos quienes participan directamente en la generación de ideas de mejora y luego en la implementación sostenida de las mismas.
Cabe mencionar que un evento Gemba Kaizen no se termina en la semana en la cual se implementaron las mejoras, es de suma importancia darle seguimiento y verificar que las propuestas se estén llevando a cabo correctamente.
Referencias Galgano A. y Nieva C. 2003. Las tres revoluciones: Caza del desperdicio: doblar la productividad con la "Lean Production". Traducido por Cristina García. Ediciones Díaz de Santos. Pp. 22. Giralt E. y Serigó X. 2006. Gemba Kaizen: Cómo actuar en sólo 1 semana. Logicel Nº 54. Pp. 25-27

41
González C. Francisco. 2007. Manufactura Esbelta (Lean Manufacturing). Principales Herramientas. Panorama Administrativo, Año 1 Nº 2. Pp. 85-112. Grupo Galgano. 2005. Incrementar la eficiencia productiva a través de Lean Manufacturing. CIDEM. Pp. 45. Niebel B., Freivalds A., y González M. 2004. Ingeniería industrial: Métodos, estándares y diseño del trabajo. Edición 11va. México. Alfaomega. Pp. 254-259. Ortiz D. y Rodríguez M. 2006. Implementación de la Metodología Kaizen para Incrementar el Rendimiento de la Madera en una Empresa Exportadora de Productos de Balsa. Tecnológica ESPOL, Vol. 19. Pp. 73-78. Serigó Xavier, 2006. Los beneficios de aplicar Lean a los sistemas de producción. Manager Business Magazine Nº7. PP. 23-30. Tornos Ignacio. 2004. La velocidad: resultados en una semana. Forum Calidad Nº 157. Pp. 63-67. Tornos Ignacio. 2005. La mejora de la Eficiencia en una semana. Forum Calidad Nº 162. PP. 61-63. Torrubiano J. y Muñoz I. 2008. Metodología Lean. Una experiencia global de aplicación en el sector sanitario: Fundación Hospital Calahorra. Forum Calidad Nº 195. Pp. 25-29. Villaseñor A. y Galindo E.2007. Manual de Lean Manufacturing; Guía básica. Noriega Editores. México. Pp. 21-22.

42
Análisis de la capacidad del proceso mediante los índices: Cp, Cpk, Pp, y Ppk para identificar y cuantificar la variabilidad en un sistema
de producción
J.J. García-Ochoa, O R. Gómez-Aldama. Universidad de Sonora Unidad Regional Sur. Lázaro Cárdenas No.100, Colonia Francisco Villa, Navojoa, Sonora, México. E-mail: [email protected]
Resumen: En el presente trabajo se estudia un proceso de manufactura de la compañía GE de la Planta Navojoa, Sonora, México., donde se analizan unos resortes que serán ensamblados en un producto de exportación (censores de seguridad), actualmente se tienen problemas para el ensamble de dicho resorte, por lo que el objetivo del presente estudio es identificar realmente si dicho problema es debido al método de trabajo dentro de la planta o bien es debido a la variación en los tamaños de resortes que son provistos por un proveedor del extranjero. Después de analizar la situación, se procedió a la aplicación de los métodos estadísticos para definir la situación real, para ello se hizo un estudio de capacidad del proceso del proveedor, utilizando para ello ochenta resortes, los índices de Cpk y Ppk, indicaron que verdaderamente el problema de dicha variación es debida a la inconsistencia en los tamaños de los resortes del proveedor, por lo que se procedió a pedirles acciones de contención y de mejora de los procesos de dicho producto. Introducción La competencia en el mundo de los negocios está obligando a las organizaciones industriales a encontrar nuevas formas para mejorar la calidad, especialmente en el proceso de fabricación y en el desarrollo de nuevos procesos y productos. Existen muchas estrategias, algunas buenas y otras no tanto. Por desgracia los principios estadísticos para el análisis de la capacidad de los procesos no han sido tan extensos y apropiadamente aplicados para identificar al enemigo llamado variabilidad de los procesos de manufactura. Algunas veces la variabilidad en un producto o proceso es tan grande y la fuente de variación es tan obvia que con solo unos pequeños cambios serían necesarios para reducir su magnitud y con ello mejorar la calidad. En otros casos puede no haber este claro entendimiento de cómo reducir esa gran variabilidad. En estos casos puede ser más apropiado el empleo de las técnicas estadísticas en todo el ciclo de un producto incluyendo el desarrollo de este, para cuantificar la variabilidad del proceso, analizar esta variabilidad en
relación con las especificaciones del producto y para ayudar en la eliminación o reducción de la variabilidad para efectos prácticos. Tal actividad general se llama análisis de la capacidad del proceso y puede ser expresada mediante los índices Cp, Cpk, Pp, y Ppk. Los clientes establecen los valores mínimos de estos índices a ser cumplidos por sus proveedores y luego o poco después cuestionan a estos en cuanto a sus niveles de satisfacción de estos valores. Las ecuaciones para estos índices de capacidad de procesos descritos aquí son muy sencillas; sin embargo, son muy sensibles al valor de la desviación standard.
Desafortunadamente, puede haber diferencias de opinión del como determinar la desviación standard en una situación determinada. Aquí se aplican las ecuaciones más utilizadas en las organizaciones industriales de clase mundial. Método El presente estudio tiene lugar en la empresa GE, planta Navojoa, Sonora en una importante área de producción, la idea es identificar la variación del proceso de producción que se tiene dentro de planta y con un proveedor de resortes que se utilizan como piezas para el ensamble de censores de seguridad para residencias, ya que en los últimos tres meses se han detectado una serie de problemas durante el ensamblado de dicho resorte, al parecer los tamaños de los resortes tienen mucha variación con respecto a las tolerancias y se desea conocer la capacidad de proceso para identificar el problema y así alertar al proveedor.
Para realizar el presente trabajo, se utilizaron ochenta resortes y se midió su longitud con un vernier digital, el cual se reviso que estuviera previamente calibrado, después se procederá a capturar la información en un paquete estadístico llamado Minitab, del cual se obtendrá la información de la capacidad del proceso de la fábrica de resortes. Para la interpretación de los resultados, se utilizaran los siguientes criterios, índices, definiciones y advertencias mostrados en la Tabla 1:

43
Tabla 1: Índices de Cpk y su interpretación
Valor del Índice Cpk
(Corto plazo)
Clase o categoría del
proceso. Decisión
Cpk>/= 2 Clase
Mundial Se tiene calidad seis
sigmas.
Cpk > 1.33 1 Adecuado
1< Cpk<1.33 2 Parcialmente
adecuado, requiere control estricto.
0.67 <Cpk<1 3 No adecuado, requiere
de mejoramiento significativo.
Cpk<0.67 4 Requiere de
modificaciones muy serias.
Definiciones: Cp. Este es el índice de capacidad del corto plazo el cual es definido como el ancho de la tolerancia dividida por la capacidad del proceso, independientemente del centrado del proceso. Cpk. Este es el índice de capacidad influenciado por el centrado del proceso, es decir, este índice nos dice que tan lejos está el promedio con respecto del valor nominal con información del corto plazo. Pp. Este es el índice de performance el cual es definido como el ancho de la tolerancia dividida por el desempeño del proceso, independientemente del centrado del proceso (utilizado para medir y prioritizar mejoras continuas). Este término se refiere a los estudios de largo plazo, su ecuación es similar a la de Cp. Ppk. Este es el índice de desempeño influenciado por el centrado del proceso (útil para medir y prioritizar mejoras continuas).
Este término se refiere a los estudios de largo plazo, su ecuación es similar a la de Cpk. Comentarios: Se debe tener cuidado en la metodología para calcular y reportar los índices de capacidad /performance, pues puede existir el caso de que algún cliente pregunte por los índices de Cp y Cpk, sin embargo, si se lee cuidadosamente su documentación lo que realmente pudiera estar requiriendo es un estudio de largo plazo, es decir un estudio de desempeño que utiliza la desviación estándar (Pp y Ppk), en lugar de un estudio de corto plazo (Cp y Cpk). Otra fuente de confusión pudiera darse con los paquetes estadísticos de computación (Minitab, Statgraphics, etc.) para calcular estos índices. Dentro de los procesos de manufactura con variabilidad de corto plazo típicamente no incluirá por ejemplo la variabilidad debida a los materiales, lotes, operadores, etc. Dependiendo de la situación, las fuentes de variabilidad debidas al largo plazo pudieran ser consideradas causas especiales, no causas comunes. Esto debe ser considerado al calcular los índices de
capacidad / performance partiendo de los gráficos X -R. A continuación, presentamos nuestro caso de estudio: Los datos de la tabla 2, contiene los registros de las lecturas de las longitudes de los resortes medidos en milímetros. Dichos datos fueron capturados en el paquete estadístico Minitab y en las Figuras 1, 2 y 3 se presentan los resultados de los gráficos de capacidad de
proceso de distribución normal, X -R para el corto
plazo y X -S para el largo plazo. Estos datos se muestran bajo control. Los cálculos son confirmados mediante las formulas del (1) al (9) y se presentan abajo. Utilizaremos las especificaciones siguientes: LSE: 9.0 y LIE: 5.0
Tabla 2. Datos en mm tomadas al medir la longitud de los resortes.
Muestras
Rep. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 6.5 7.5 7.5 6.0 7.0 6.0 7.5 6.0 6.5 6.0 8.0 8.5 7.0 6.5 9.0 7.5 2 7.0 8.5 8.0 7.0 7.5 7.5 8.0 7.0 8.0 7.0 7.5 7.5 7.0 7.0 8.0 8.0 3 6.5 7.5 8.0 7.0 6.5 7.5 6.5 8.0 8.5 6.0 9.0 8.5 7.5 8.5 8.0 7.5 4 6.5 8.5 7.0 7.5 8.5 8.5 7.5 7.5 8.5 8.5 5.0 6.5 7.5 7.5 7.5 8.0 5 8.5 6.5 7.5 6.5 8.0 7.0 7.0 7.5 7.5 6.5 8.0 7.0 7.0 6.0 8.5 6.5
Med. 7 7.7 7.6 6.8 7.5 7.3 7.3 7.2 7.8 6.7 7.5 7.6 7.2 7.1 8.2 7.5 R 2 2 1 1 2 2.5 1.5 2 1.5 2.5 4 1.5 0.5 2.5 1.5 1.5

44
Figura 1. Análisis de la capacidad del proceso de corto y largo plazo para la longitud de los resortes.
1098765
USLLSL
Process Capability Analysis for Longitud
PPM Total
PPM > USL
PPM < LSL
PPM Total
PPM > USL
PPM < LSL
PPM Total
PPM > USL
PPM < LSL
Ppk
PPL
PPU
Pp
Cpm
Cpk
CPL
CPU
Cp
StDev (Overall)
StDev (Within)
Sample N
Mean
LSL
Target
USL
27060.05
25079.23
1980.83
26943.53
24978.55
1964.98
0.00
0.00
0.00
0.65
0.96
0.65
0.81
*
0.65
0.96
0.65
0.81
0.826479
0.825753
80
7.38125
5.00000
*
9.00000
Exp. "Overall" PerformanceExp. "Within" PerformanceObserved PerformanceOverall Capability
Potential (Within) Capability
Process Data
Within
Overall
Figura 2. Análisis de la capacidad del proceso del corto plazo para la longitud de los resortes.
15105Subgroup 0
8
7
6
Sam
ple Mean
Mean=7.381
UCL=8.499
LCL=6.264
4
3
2
1
0
Sam
ple Range
R=1.938
UCL=4.097
LCL=0
Xbar/R Chart for Longitud

45
Figura 3. Análisis de la capacidad del proceso del corto plazo para la longitud de los resortes.
15105Subgroup 0
8
7
6
Sam
ple Mean
Mean=7.381
UCL=8.488
LCL=6.275
1.5
1.0
0.5
0.0
Sam
ple StDev
S=0.7753
UCL=1.620
LCL=0
Xbar/S Chart for Longitud
Antes de iniciar los cálculos para el estudio de la
variación del corto plazo notemos que en el gráfico X -R se ve que el subgrupo es de tamaño 5, la media es de 7.381 y el rango promedio es de 1.938. Así que la desviación estándar para un estudio de corto plazo se obtiene con:
σR/d2 = “s” =2d
R (1)
σR/d2 = 1.938/2.326 = 0.833.
Para s = (4C
S) (2)
s = (9400.0
7753.0)= 0.8248.
Las tolerancias bilaterales para los valores de Z y Cpk son como siguen:
Z1 = [(LSE – X )/σ] (3) Z1 = [(9-7.381)/0.8248] = 1.9629.
Z2 = [( X - LIE)/σ] (4) Z2 = [(7.381-5)/0.8248] = 2.8868. Cpk = Zmin / 3 (5) Cpk = 1.9629/3 = 0.6543. De la tabla de distribución normal encontramos que la proporción de productos fuera de especificación es: Z1 = .0239 Z2 = .00193
Z total = 0.02583, es decir, 25,830 ppm desde un análisis para el corto plazo. También se puede ver que: Cp = [ ( LSE-LIE)/ 6 σσσσ] (6) Donde: LSE: es el límite superior de especificación LIE: es el límite inferior de especificación. 6 σσσσ : describe el rango o lo acampanado del proceso. Cp = (9 - 5)/ (6)(0.8248) = 0.8083. Si calculamos la desviación estándar para un análisis de corrida para largo plazo tendremos que:
σmuestra = s ( ) ( )∑ =− −=
n
ixi nx
112 (7)
σmuestra = 0.8265. Pp = [ ( LSE-LIE)/ 6 σσσσ] (8) Pp = (9 - 5)/ (6)(0.8265) = 0.8066. Ppk = min [(LSE – X)/3σσσσ , (X- LIE)/3σσσσ] (9) Ppk = min [(9 – 7.38)/3(0.8265), (7.38 – 5)/3(0.8265)] Ppk = min [0.6534 , 0.9599] = 0.6534. Estos valores los puede comprobar en el histograma. Resultados y discusión Los métricos de capacidad de proceso y de performance son casi idénticos. Los cálculos de la variabilidad del estudio para el corto plazo fueron un poco más grandes que los del estudio largo plazo, lo cual no es razonable debido a que la variabilidad del corto plazo es un componente de la variabilidad del largo plazo. El uso

46
del rango no es estadísticamente tan poderoso (debido a que solo se consideran los valores extremos), sin embargo al utilizar la desviación estándar promedio para analizar el corto plazo obtenemos resultados más congruentes con respecto a la variación del largo plazo dando esta ultima una mejor estimación de la variabilidad del corto plazo, es decir, se recomienda
mas el uso del gráfico X -S, en lugar del gráfico X -R para realizar los cálculos del corto plazo aún cuando los ingenieros de control de calidad prefieren el uso de del
gráfico X -R por su simplicidad de cálculos. Puede haber gran diferencia en los métricos dependiendo del método de la colección y análisis de los datos, por lo que se tiene que estar muy alerta para saber qué es lo que está pasando realmente en el proceso. El análisis de la variación para el largo plazo y sus índices relacionados deberán ser interpretados y comparados siempre con los índices del corto plazo
emanados del grafico X -S, esto nos asegurara llegar a mejores conclusiones del análisis de la variación y de la capacidad de los procesos estudiados para enfocar los esfuerzos del mejoramiento continuo. Conclusiones En el presente estudio se concluye que verdaderamente, el proceso del proveedor de resortes es inconsistente (incapaz) ya que los resultados muestran caer en la categoría número cuatro que se muestra en la Tabla 1, y por ello la variación existente entre los productos debe ser mejorada con urgencia. Para fines prácticos, no hay diferencia significativa entre los índices Cpk y Ppk del presente estudio. Se recomienda hacer un reporte de no conformidad con los productos de dicho proveedor de resortes y pedirles una acción correctiva para el mejoramiento de dicho proceso, al mismo tiempo se les pide que envíen evidencia de reportes estadísticos de dicho proceso productivo para revisar su evolución en la mejora. Por último, se recomienda sean revisados los resortes a través de un sistema poka yoke para revisar el 100% de los resortes que se tienen en almacén de materia prima dentro de la planta y que los costos de dicho trabajo sean cargados al proveedor. Referencias AIAG. Statistical process control, Ford, General Motors Corporation & Chrysler, 1998. Douglas C. Montgomery. Diseño y análisis de experimentos, Ed. Iberoamérica, 1991.
Douglas C. Montgomery. Control estadístico de calidad, Ed. Iberoamérica, 1991. Forrest et al. A practical guide to implement six sigma strategy, Wiley Interscience, 2001. Steel /Torrie. Bio estadística, Mc Graw Hill, 1998. Juran et al. Manual de control de calidad tomo I y II, Mc Graw Hill. 199.

47
Propuesta de un modelo de producción más limpia
L. Cota-Coronado, R. Varela-Campos, M. López-Acosta, L. C. Montiel-Rodríguez, A. Chacara-Montes. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora,
México. [email protected]
Resumen: Los procesos que hoy en día son utilizados en las industrias que afectan al medio ambiente y para mejorar dichos procesos es necesario implementar avances tecnológicos, para lograr una producción más limpia, que se enfoque en reducir o eliminar los impactos ambientales en los procesos, productos y servicios, mediante métodos, herramientas y técnicas; se basa en la mejora de sus procesos, realizando estudios en las diferentes áreas de las empresas a fin de mejorar o cambiar sus procesos, ya que estos tienen como objetivo reducir o eliminar la creación de contaminantes, cuando estos avances tecnológicos arrojen resultados tangibles, se adopte como un proceso de mejora continua y que mediante auditorías se verifique que la empresa este logrando el impacto positivo deseado. Palabras Clave: eliminar contaminantes, modelo de producción, producción más limpia, avances tecnológicos, mejora continua, mejora de procesos. Introducción En años remotos la contaminación ambiental ha creado problemas en el mundo, debido a que los descuidos del hombre se han hecho cada vez más grande, provocando que se les creara un entorno rutinario. La producción más limpia, P+L, nace con el fin de crear una empresa socialmente responsable que rebase las expectativas que se tienen acerca de ella en aspectos relacionados con elementos ambientales que apoyen la idea del desarrollo sustentable, mediante la implementación de lo establecido en las Normas ISO 14000 (Sistemas de Gestión Ambiental) como en las EMAS (Reglamento Comunitario de Ecogestión y Ecoauditoría); dicha tarea resulta sencilla de efectuar cuando a través de un compromiso creado en la organización se logra la concientización, el cual se basa en satisfacer las necesidades de las generaciones presentes sin afectar a las futuras, para que permita la creación de procesos no solamente limpios sino también maduros para que así exista una relación ganar-ganar entre la empresa, su economía y la responsabilidad con la sociedad que ésta tiene. El objetivo del presente documento es dar a conocer las ventajas de la producción más limpia en el
ámbito industrial, a través de una propuesta de un modelo de producción más limpia, para que las empresas comprendan el impacto que ocasionan al medio ambiente. Desarrollo Actualmente la Producción más Limpia interviene en aspectos preventivos, como la eliminación de la contaminación industrial, Fúquene (2007) testifica que la P+L busca la eliminación o reducción de las materias tóxicas, la reducción de emisiones, vertimientos y desechos y el uso eficiente de los recursos. Con el propósito fundamental de incrementar la eficiencia en el uso de materias primas e insumos, sin poner en peligro los recursos naturales, logrando con ello eliminar los residuos antes de que se generen, ésta a su vez disminuye poner en peligro el legado de conservar dichos recursos a las próximas generaciones, lo que se maneja como desarrollo sustentable; además genera beneficios a la empresa tanto financieros, operacionales y comerciales, buscando con ello implementar tecnologías limpias que minimicen los desperdicios y diseños ambientales de producto que permitan su reproceso. Xercavins, Cayuela, Cervantes y Sabater (2005) consideran que en la expansión de las industrias los recursos eran explotados de tal manera que no se pensaba en el uso racional de los mismos, y se especulaba que los recursos naturales llegaban a ser inagotables y los residuos que provocaban al ser procesados se esparcían ilegalmente al medio ambiente. Al paso de los años los ecologistas empezaron a buscar la manera de concientizar en la sociedad la forma de proteger la naturaleza. A pesar de que la humanidad no ponía énfasis en esos detalles, a finales de los 80, se decidió que surgiera una nueva tendencia donde las empresas al igual que la sociedad, tomaran de forma respetuosa el cuidado del medio ambiente optimizando el uso racional de los recursos naturales; a partir de los años 90 y aún en la actualidad se implementan metodologías, técnicas y procedimientos para lograr dicha optimización. El Centro Mexicano para la Producción más Limpia (2009) y Xercavins et al. (2005) coinciden en la definición de la Producción más Limpia, como la

48
aplicación sistemática de una estrategia ambiental preventiva integradora, aplicada a los procesos, productos y servicios, de modo de aumentar la eficiencia global de la empresa y reducir los riesgos para la salud humana y para el medio ambiente. Se aplica a los procesos productivos (conservar las materias primas y la energía, eliminar las materias tóxicas y reducir la cantidad y toxicidad de todas las emisiones), los productos (reducir los impactos a lo largo de la vida de un producto) y los servicios (incorpora la preocupación ambiental en el diseño y suministro de servicios). Puede aplicar métodos tales como: la minimización de residuos, la eficiencia energética, las auditorías y planes de gestión ambiental, los estudios de impacto ambiental, el análisis del ciclo de vida (ACV), el ecoetiquetaje, las ecotasas, entre otras. Hoy en día las empresas normalmente se dedican a utilizar estrategias tradicionales de control al “final del proceso” (end-of-pipe), sin buscar soluciones a los problemas ambientales que podrían resultar durante el inicio, transcurso o final de los procesos, una de las opciones es que estas organizaciones pongan en marcha estrategias que se enfoquen desde un principio en la mejora de éstos, como el término internacional “Producción más Limpia”, que logra reducir los impactos ambientales. Pero en si ¿qué significa P+L?. Producción más Limpia es un sistema de gestión ambiental que involucra todas las áreas de la organización, al igual en que los procesos, los productos y los servicios, donde son apoyadas por Normas Internacionales como la ISO 14000, promovida por ISO y aceptada en todo el mundo y la Norma EMAS, promovida por la Unión Europea, las cuales se basan en satisfacer las necesidades de las generaciones presentes sin afectar a las futuras, para que permita la creación de procesos no solamente limpios sino también maduros. Ya que si se desea desarrollar estrategias, es necesario buscar métodos que ayuden a la identificación de problemas para la reducción de recursos, donde se logre disminuir el impacto ambiental, tales métodos pueden ser la P+L, que se aplica en el uso o modificación de procesos o prácticas que reducen la creación de contaminantes o bien las eliminan, pero si esto no es posible entonces se aplica el “reciclaje en circuito cerrado” (closed-loop-recycling): Reduce-Reutiliza-Recicla. La norma ISO 14000 es un documento de gestión ambiental, que establece herramientas y sistemas enfocados a los procesos de producción al interior de una empresa y de los efectos que deriven de éstos al medio ambiente. Se debe de reconocer la importancia que tiene la implementación y actualización, ya que afecta todos los aspectos de la gestión de una
organización en sus responsabilidades ambientales y ayuda a optimizar y mejorar sus procesos productivos y reduce el impacto dañino que causa en el medio ambiente. La norma EMAS es una herramienta de gestión para las organizaciones, con el propósito fundamental de evaluar y mejorar su desempeño medioambiental. La participación está abierta a todas las organizaciones públicas o privadas que operan en los Estados de la Unión Europea y en la Zona Económica Europea. Su objetivo es promover la mejora continua de un sistema de gestión medioambiental, verificado mediante auditorías independientes. La P+L se enfoca en los procesos productivos tomando como objetivo el uso racional de materias primas y energía o bien investigar e implementar la manera de reutilizar los desperdicios de dichos recursos, para así poder reducir la cantidad de residuos peligrosos que afectan al medio ambiente y a las personas. En cuanto a los productos el Centro Mexicano para la Producción más Limpia (2009) reduce los impactos que éste provoca de tal manera que se enfoca desde el diseño del producto hasta su disposición final. Y en servicios agrega cuidados ambientales en el diseño y entrega de los servicios. Kiely (1999) observa que no existen remedios para reducir los residuos, pero si existen técnicas de minimización de residuos peligrosos, las cuales son reducción en origen que busca cambios del material, de proceso, equipo y la sustitución de productos y el reciclado que se basa en la recuperación de recursos, en el uso de materiales y productos, así como su reutilización. El Consejo Nacional de la Empresa Privada (2008) define algunas técnicas que se deben de aplicar en la producción más limpia: • Mejoras en el proceso • Buenas prácticas operativas • Mantenimiento de equipos • Reutilización y reciclaje • Cambios en la materia prima • Cambios de tecnología
Desde la perspectiva del Consejo Nacional de la Empresa Privada (2008) la Producción más Limpia, debe ser aplicar mejoras en el proceso mediante un análisis, el cual arrojará qué medidas preventivas o correctivas se deben tomar, para que la generación de los desechos se reduzca o bien se elimine, ya que los desechos se producen debido al mal uso de los recursos y materia prima utilizada. El Centro Mexicano para la Producción más Limpia (2009) explica la metodología de la Producción más Limpia en cinco fases: I. Planeación y Organización

49
II. Evaluación Previa III. Evaluación IV. Estudio de Factibilidad V. Implantación En la fase I, llamada “Planeación y Organización”, involucra y obtiene el compromiso de la gerencia, la cual es el impulso para el desarrollo de un proyecto de producción más limpia, ya que esta dispone de recursos tanto materiales, humanos y financieros para lograr dicho objetivo. Se debe de establecer un equipo guía del proyecto, debe de estar conformado por una estructura organizacional, éste deberá de estar integrado por una persona de cada área. Se debe de establecer metas, deben ser ambiciosas y a su vez realistas para que se asegure el éxito, dentro de ellas es conveniente desarrollar puntos que expliquen a detalle cual será su propósito y por qué razón son ambiciosas. Se identifican barreras que perjudiquen el buen desarrollo del proyecto, como la falta de comunicación, financiamiento insuficiente, poca información, entre otras; y soluciones que pueden ser recomendadas para superar las barreras antes mencionadas. En la fase II, “Evaluación previa”, es importante desarrollar un diagrama de flujo para conocer como está funcionando la empresa y detectar la fase del proceso que necesita de atención especial. La medición de entradas y salidas, el equipo desarrolla y ejecuta un plan para medir de una mejor manera la situación del proceso, tomando como punto de partida el registro de cantidades de materias primas y energéticos consumidos, desechos, emisiones y subproductos generados, con el propósito de realizar un análisis para utilizar las operaciones implicadas del proceso. Otra etapa es la selección de las metas de P+L, una vez obtenida la cuantificación de la planta, las metas que se definieron en la fase anterior se pueden concretar de una forma más precisa, donde se deben de considerar criterios para la mejora de los mismos. En la fase III, “Evaluación”, se debe de elaborar un balance de materiales y tiene como objetivo detectar las áreas donde hay una situación extraña, ya que puede provocar fugas, mermas, generar residuos, entre otros. Existe otra etapa que es evaluar las causas, una vez que se obtiene el balance de materiales, es aquí donde se hacen las preguntas ¿Por qué?, ¿Dónde?, ¿Cuándo? y ¿Cuánto?, ya que arrojan respuestas donde explican dichas fugas, mermas, desechos o cualquier problema encontrado en la área respectiva; con esto se puede identificar que variantes se modificarán o bien tendrán que cambiarse para garantizar la productividad. Generar opciones de P+L, una vez identificadas las variantes se aplican medidas correctivas, implicando a todos los integrantes del equipo descritos en la fase I. La última etapa de esta fase es seleccionar las opciones de P+L,
estas opciones deben de seleccionarse debido a los criterios de viabilidad, pero ninguna de éstas se debe de eliminar a menos que exista una razón importante que garantice su no viabilidad, en caso de que existan opciones parecidas se pueden unir para formar una opción. En la fase IV, llamada “Estudio de factibilidad”, la primera etapa es evaluación preliminar, tiene como propósito detectar la factibilidad, técnica, económica y ambiental, las cuales deben ser evaluadas según las siguientes opciones: técnicas contra procedimientos, opciones sencillas contra complejas y las de bajo, medio o alto costo. La evaluación técnica considera el impacto que tendrán las opciones de la tasa de producción, tiempos de operación, personal tanto existente como nuevo y su debida capacitación. Para la evaluación económica, el objetivo es determinar si las opciones que se implementarán darán ganancias a la empresa, para ello se realiza un análisis y de obtener resultados negativos se puede llevar al fracaso el proyecto y por tanto no será conveniente invertir en esta área. La evaluación ambiental, está orientada a medir si realmente se minimizó o eliminó la generación de desechos, emisiones, consumo de materia prima, entre otros. Seleccionar opciones factibles, en este punto debe de estar evaluadas las operaciones, para que la información evaluada se documente con la finalidad de que se registren los criterios de evaluación. En la fase V, “Implantación”, preparar el plan de P+L, éste es un proceso que inicia con una análisis, en el cual se evalúa la producción más limpia y las opciones que se seleccionaron, para ello debe de seleccionarse otro grupo que le dará seguimiento a esta fase, con dicho grupo se elabora un plan de implementación al proyecto. Se debe de supervisar y evaluar el avance, se realizará una supervisión continua a cada uno de los avances que generen las opciones implantadas; una vez terminada la evaluación se debe de reunir y archivar información, con esta se hará un informe final a la planta, que le brindará a la empresa información relevante de las mejoras o desventajas sucedidas por la implantación del proyecto. El proceso de mantener las actividades de P+L, es un programa de mejora continua, que tiene por objetivo reducir constantemente residuos, emisiones, consumo de materias primas y energéticos de la empresa. Por tal razón la organización debe capacitar constantemente a los empleados, para darle continuidad al proyecto. Según el Centro Mexicano para la Producción más Limpia (2009) la metodología de P+L, una vez que se implementa y se observan resultados positivas en su impacto ambiental y productivo, se vuelve un proceso continuo, ya que esta inicia de nuevo maximizando la productividad de los recursos, minimizando desechos y

50
emisiones, adquiriendo valor a la empresa, al ambiente, los clientes, los accionistas y demás partes interesadas. Medellín (2001) precisa que la metodología de la P+L es muy ventajosa porque mejora la ecología y economía del proceso al que se le aplica, ya que corrige aspectos técnicos y administrativos con el propósito de disminuir la contaminación que genera. Pero al igual que tiene ventajas, existen desventajas que no necesariamente cambien el proceso de mejora, debido a que los cambios algunas veces son menores y puede que no sean suficientes para disminuir los problemas de la operación, ni reducir su impacto al entorno. Para que la empresa permanezca en mejora continua referente a los sistemas de gestión ambiental, es necesario que estén construidos bajo el modelo del ciclo de Deming, que consiste en "Planificar, Hacer, Comprobar y Actuar", donde la División Medio Ambiente (2002) define cada uno de ellos en: • Planificar, incluyendo los aspectos ambientales
y estableciendo los objetivos y las metas a conseguir,
• Hacer, implementando la formación y los controles operacionales necesarios,
• Comprobar, obteniendo los resultados del seguimiento,
• Actuar, revisando el progreso obtenido y corrigiendo las desviaciones observadas, efectuando los cambios necesarios para la mejora del sistema.
El ciclo Deming en un sistema de gestión ambiental trata al igual que en cualquier otro sistema de gestión, identificar la situación actual de la organización, ver qué aspectos es necesario mantener bajo control, controlarlos y verificar qué desviaciones se producen y cómo corregirlas. El Consejo Nacional de la Empresa Privada (2008) describe los beneficios de la Producción más Limpia en tres puntos: beneficios financieros, operacionales y comerciales. Una vez implementadas técnicas y metodologías en la producción más limpia, se tiene cambios beneficiosos hacia la empresa y el entorno que la rodea, lográndose reducir su impacto negativo hacia el medio ambiente y a los humanos, consiguiendo mejoras en los procesos y eficiencia en el uso de materias primas e insumos. El Instituto Nacional de Ecología (2005) testifica que en las organizaciones es necesario realizar auditorías ambientales para verificar si existen o no problemas dentro y fuera de ella, se debe de aclarar que no es obligatoria por la ley, pero puede ser requerida por la PROFEPA (Procuraduría Federal de Protección al Ambiente), ya que ésta revisa y comprueba lo antes mencionado. El objetivo principal de la auditoría es
identificar, evaluar y controlar los procesos industriales que pudieran estar operando en condiciones de riesgo o bien provocando contaminación al ambiente, con la finalidad de identificar si están cumpliendo con aspectos normados y no normados, así como detectar posibles riesgos para formular recomendaciones preventivas y correctivas. La PROFEPA (2009) define la auditoría ambiental en: • Examen sistemático integral, • Equipos y procesos, producción, servicios,
aprovechamiento de recursos naturales, • Detectar fallas, deficiencias, incumplimientos
de la normatividad ambiental, • Áreas de oportunidad para el mejor desempeño
en el marco de la ley. De manera similar, ISO 14000 realiza auditorías mediante las normas ISO 14010, ISO 14011 e ISO 14012 llamadas lineamientos para la auditoría ecológica, Rothery (2000) explica que las tres se encuentran en un formato conocido para ISO: la primera establece los principios y lineamientos generales, la segunda la forma de realizar la auditoría y la tercera las calificaciones que requiere el auditor. Estas normas son obligatorias en caso de que la empresa desee certificarse como una industria limpia, la cual le agrega valor y la oportunidad de expandirse a otros mercados. La norma ISO 14001 (2004) explica que esta norma evalúa el desempeño de la empresa mediante una auditoría que se basa en los objetivos ambientales, los cuales deberán promover la protección ambiental y desempeñar los reglamentos de seguridad y los requisitos legales que especifique dicha norma, ya que las organizaciones están cada vez más interesadas en alcanzar y demostrar que cumplen los requisitos ambientales para lograr metas ambientales y económicas. Mediante lo antes descrito la organización es evaluada por la auditoría ambiental de la PROFEPA, para verificar si cumple con los lineamientos ambientales, para convertirse en una industria limpia, y obtener grandes beneficios ambientales como: reducción de residuos, desechos y riesgos; respecto a los sociales: mejorar la imagen de la empresa, que las inspecciones se hagan menores y se adopte una cultura ecológica, al igual la familia de la norma ISO 14000 obtiene los mismos beneficios, sólo que ésta agrega valor a la empresa con la certificación de la ISO 14001. Recopilando la información anterior se deduce que la producción más limpia se enfoca en reducir o eliminar los impactos ambientales en los procesos, productos y servicios, mediante métodos, herramientas y técnicas. Orientándose en la mejoras de sus procesos, con el fin de reducir o eliminar la creación de contaminantes o desechos, en caso de que no puedan

51
ser impedidos se puede emplear el uso racional de los recursos, o bien el reciclaje en circuito cerrado. Una de las maneras para implementar la P+L es a través de un sistema de gestión ambiental, ya que involucra a toda la organización, y se puede apoyar en la Norma ISO 14000, debido a que este es un sistema que se enfoca a los procesos de producción en el interior de la empresa y de los efectos que se deriven al medio ambiente, al igual se puede apoyar en la PROFEPA ya que verifica mediante una auditoría en que condiciones se encuentra la empresa. Para que las empresas alcancen un impacto positivo en el medio ambiente, es preciso que produzcan cambios en la aplicación de sus procesos, como implementar la eficiencia de sus recursos, a fin de reducir o eliminar residuos antes de que se generen, para que una vez que se hayan producido cambios favorables lo conviertan en un proceso continuo, ya que si se emplea a largo plazo es más efectivo desde el punto de vista económico y más coherente desde el ambiental, además, resultan cambios beneficiosos hacia la empresa y el entorno que la rodea, los cuales proyectan mejoras en los procesos y eficiencia en el uso de materiales, equipo y materia prima. Propuesta: (Modelo de producción más limpia) Se han identificado metodologías y técnicas que son aplicables a la P+L, de innovación y desarrollo; que a la vez da paso a la creación de una propuesta de un modelo de producción más limpia, el cual está integrado por: • Planear y Organizar: Compromiso de la alta
dirección, que involucre al personal para desarrollar un plan de acción para la Producción más Limpia, estableciendo objetivos y metas que se desean lograr. • Evaluar el Proceso: Implementar un plan de
sistema de gestión ambiental en los procesos, para conocer las condiciones del proceso y mejorar los
objetivos y metas establecidas los controles operacionales necesarios. • Comprobar: Obtener resultados del proceso,
evaluarlos y buscar mejoras para aplicar acciones correctivas en el plan de Producción más limpia. • Estudiar y Analizar las Opciones: Revisar el
progreso obtenido y el impacto que tendrán esas opciones en las tasas de producción, en tanto a la reducción de generación de emisiones, residuos, consumo de materia prima, entre otras. Efectuando cambios factibles para la mejora del sistema. • Efectuar el Plan: Este proceso involucra la
modificación u obtención de quipos nuevos, la supervisión continua que presenten las opciones implantadas, como cambios en las cantidades generadas de emisiones y residuos, cambios en el consumo de recursos y cambios en la productividad, con el fin de mejorar la eficiencia de sus procesos. • Evaluación del Plan: Al término de la evaluación
de deberá realizar un reporte final de la planta, el cual presentará a la empresa la información relevante en materia de mejoras o desventajas arrojadas por la implantación del proyecto. Deberá contener: o Informe ejecutivo de Producción Más Limpia
de la empresa, elaborado por los responsables del proyecto y evaluado y revisado a la vez por la alta dirección. Estará integrado por: � Evaluación de las causas de emisiones,
residuos y energéticos. Aplicada por auditores internos y externos.
� Evaluación de la lista de innovación de cambios a Producción Más Limpia, así como su factibilidad.
� Evaluar el modelo implantado. � Evaluar el antes y después. � Informe de Evaluación. � Plan de acción a largo plazo de P+L.
Este modelo es un método de mejora continua, ya que una vez verificado el impacto se vuelve a comenzar. Una vez implementado el método en la empresa, éste puede ser medido por auditorías internas y/o por personas certificadas para auditar o bien empresas acreditables. Conclusión El recurso humano forma parte primordial en la creación de cualquier bien o servicio y el mismo está expuesto a diferentes factores que en determinado momento pueden representar un riesgo, es por ello que se establecen programas de mejoramiento de innovación y desarrollo tecnológico, para el diseño del entorno de trabajo que ha de proteger todo lo que forma
Figura 1. Modelo de Producción más Limpia
5. Efectuar
el Plan
2. Evaluar el
Proceso
3. Comprobar
4. Estudiar y
Analizar las
Opciones
6. Evaluación
del Plan
1. Planear
y
MEJORA
CONTINUA

52
parte del sistema, entre ellos el hombre. En el desarrollo de la presente investigación, nace el “modelo de producción más limpia”, ya que puede ser aplicado en cualquier organización que desee mejorar sus procesos, productos o servicios, con el fin de reducir o eliminar los impactos ambientales negativos, logrando con ello minimizar perdidas tanto materiales, como económicas y humanas. Referencias Fúquene, C. E. (2007). Producción limpia, contaminación y gestión ambiental. Editorial Pontificia Universidad Javeriana. Bogotá, Colombia. pp. 25-28 y 59-61. Xercavins, J., Cayuela, D., Cervantes, G. y Sabater, A. (2005). Desarrollo Sostenible. Editorial UPC (Universidad Politécnica de Catalunya). Barcelona, España. pp. 149-153. Centro Mexicano para la Producción Más Limpia. 2009. Producción Más Limpia. 10, Marzo, 2009. Desde http://www.cmpl.com.mx/Portal/PL/Concepto.asp Kiely, G. (1999). Ingeniería Ambiental. Fundamentos, entornos, tecnologías y sistemas de gestión. Editorial McGrawHill. Madrid. pp. 1075-1109. Consejo Nacional de la Empresa Privada. 2008. Producción Más Limpia. 11, Marzo, 2009. Desde http://www.conep.org.pa/prodlimpia/templates/quepl.php
Medellín, P. (2001). Industria Limpia en México. Algunas Iniciativas Importantes, 4ª. 15, Marzo, 2009. Desde http://ambiental.uaslp.mx/docs/PMM-AP010830-IndustriaLimpiaMexica.pdf División Medio Ambiente. 2002. Gestión Ambiental. 15, Marzo, 2009. desde http://www.gestion-ambiental.com/?newlang=es&clau=13 Instituto Nacional de Ecología. 2005. Elementos de análisis y áreas de oportunidad en el ámbito de la autorregulación. 12, Marzo, 2009. Desde http://www.ine.gob.mx/ueajei/publicaciones/libros/259/elementos4.html Procuraduría Federal de Protección al Ambiente. 2009. La Auditoría Ambiental. 14, Marzo, 2009. Desde http://www.profepa.gob.mx/PROFEPA/AuditoriaAmbiental/SubprocuraduriadeAuditoriaAmbiental/LaAuditoriaAmbiental.htm Rothery, B. (2000) ISO 14000, ISO 9000. Panorama Editorial, S.A. de C. V. México, D. F. pp. 107-121. Norma ISO 14001:2004. Sistema de Gestión Ambiental-Requisitos con orientación para su uso. ISO Secretaria Instituto de Normas Técnicas de Costa Rica (INTECO). Costa Rica. pp. 1-27

53
Optimización multiobjetivo de un modelo difuso de planeación agregada
A.F. Quirós-Morales, L. C. Montiel-Rodríguez, R. Varela-Campos, G. E. Ramírez-Martínez, A. Chacara-Montes. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected]
Resumen: La elaboración de un plan de producción es parte medular de los sistemas productivos, ya que a través de este se logran reducciones en costos, al optimizar y controlar la administración de los recursos de las empresas. Este artículo desarrolla un modelo para planeación agregada considerando factores del entorno de la empresa que inciden en el plan. Se pretende facilitar el establecimiento de planes de producción que permitan una mejor gestión de los recursos en el mediano plazo y por consecuencia sea más competitiva. La aportación de este trabajo es el desarrollar un modelo matemático que, a través de la implementación de lógica difusa, considere los factores que influyen en la incertidumbre de la información, específicamente, en la demanda del mercado, y optimizar el problema mediante un algoritmo genético, con el fin de minimizar los costos de producción, mantener en inventario, faltantes y costos por control sobre la producción. Palabras Claves: Planeación de la Producción, Planeación de la Producción Agregada, Optimización Multiobjetivo, Lógica Difusa, Algoritmos Genéticos, Incertidumbre. Introducción La planeación agregada se considera clave para establecer los recursos de producción necesarios para adaptarse a la variabilidad del comportamiento de la demanda. Un objetivo de la planeación de la producción agregada es establecer niveles de producción generales a corto y a mediano plazo al enfrentarse a una demanda fluctuante o poco segura. Rinks (1981) desarrolló un algoritmo de Planeación Agregada difusa utilizando oraciones condicionales del tipo IF – THEN y un conjunto de términos lingüísticos relevantes para planeación agregada. Dicho algoritmo lo aplicó al problema clásico de la regla lineal de decisión. Ward et al (1992) desarrolló un programa en lenguaje C basado en la estructura de Programación Agregada difusa de Rinks. En el programa de Ward se incluyen funciones de pertenencia exponencial y triangular y una base extendida de reglas difusas. Gen et al (1992) presenta un modelo de planeación agregada difusa con objetivos múltiples en conflicto. El modelo es formulado con coeficientes de la función objetivo,
coeficientes tecnológicos y valores de los recursos representados por funciones de pertenencia triangulares. Utiliza un algoritmo computacional para minimizar costos de producción, costos del inventario y los cambios en el nivel de fuerza de trabajo utilizado. Dai et al (2003) establece un modelo de programación lineal difuso para planeación agregada de producción, en el cual formula como objetivo único el minimizar los costos sujeto a algunas restricciones difusas y restricciones clásicas.
El presente trabajo desarrolla un modelo para planeación de la producción considerando los factores del entorno de la empresa que inciden en el plan. Este modelo pretende facilitar el establecimiento de planes de producción que permitan a las empresas una mejor gestión de sus recursos en el mediano plazo y por consecuencia sean más competitivas.
El modelo propuesto está formado por dos elementos principales, como son: Un tratamiento difuso a la incertidumbre presente en la demanda (Lógica Difusa) y un algoritmo de optimización genético para determinar la mejor solución del modelo. La aportación científica de este trabajo es el desarrollar un modelo matemático que, a través de la implementación de lógica difusa, considere los factores que influyen en la incertidumbre de la información, específicamente, en la demanda del mercado, y optimizar el problema mediante un algoritmo genético con objetivos múltiples. Desarrollo 2.1 Planteamiento del Problema Un sistema de planeación y control de la producción efectivo puede proporcionar una ventaja competitiva para una empresa en su mercado. Cuando la demanda cambia, los niveles de producción no son obvios, es necesario que se establezca un plan de producción. La meta del plan es hacer coincidir los niveles de producción con la demanda, para fabricar los productos cuando se necesitan y en la cantidad esperada.
Para el desarrollo del plan de producción las empresas utilizan algunos métodos matemáticos tradicionales, como son: programación lineal, programación lineal entera, programación por metas, programación dinámica, entre otros; los cuales normalmente no consideran la incertidumbre de la

54
información disponible. Por lo que se debe desarrollar un modelo matemático que, a través de la implementación de lógica difusa, considere los factores que influyen en la incertidumbre de la información y que al mismo tiempo su procedimiento de solución sea práctico. 2.2 Tratamiento de la Demanda con Lógica Difusa La revisión del estado del arte señala que muchos de los métodos tradicionalmente utilizados en planeación agregada no consideran en su análisis la naturaleza estocástica de los factores, es decir, no contemplan la incertidumbre o imprecisión de la información disponible. Esto ocasiona que en muchos casos los planes de producción desarrollados no se adecuen al escenario de las empresas. En los últimos años se ha empezado a utilizar la Lógica Difusa en el desarrollo de este tipo de modelos. Una de las características de esta técnica que ha motivado su empleo en la planeación agregada es la de incorporar la imprecisión y subjetividad dentro de la formulación y dentro del proceso de solución.
Rinks (1981), Turksen (1988), Ward et al. (1992) y Dai et al. (2003), desarrollaron algoritmos para planeación agregada utilizando lógica difusa. Los algoritmos planteados para generar planes óptimos de producción agregados se basan en la estructura tradicional de programación lineal e incorporan cierta
difusidad. Es decir, además del objetivo y restricciones lineales tradicionales en el modelo se considera un objetivo difuso y como restricciones a ecuaciones e inecuaciones lineales difusas que involucran el nivel de mano de obra y la demanda. Sin embargo, en el modelo no se consideran en forma explícita los factores del entorno de la empresa que influyen sobre el comportamiento de estas limitantes, por lo que sólo se puede analizar el impacto de la incertidumbre sobre el plan de producción, pero no es posible estudiar su comportamiento.
Uno de los propósitos del plan de producción agregado es utilizar en forma óptima los recursos para satisfacer las necesidades de los clientes. En este tipo de planes las necesidades de los clientes se integran en la demanda agregada, es decir, la demanda agregada se determina a través de una proyección de la demanda de los productos individuales y, posteriormente, se agregan por familias.
Por lo tanto, en este estudio se eligieron tres variables lingüísticas de entrada y una de salida, como se muestra en la figura 1. Con la implementación de lógica difusa se obtiene una demanda agregada más acorde al comportamiento del mercado, y por ende se establecerá un plan agregado más adecuado al escenario de la empresa.
Figura 1. Elementos de la implementación de Lógica Difusa.
Muchos administradores al tomar decisiones
prefieren usar reglas basadas en su experiencia en lugar de los modelos matemáticos (Rinks, 1981). Por lo tanto, y considerando que el grado de incertidumbre relacionado con el pronóstico de la demanda disminuye en la medida en que se incrementa el conocimiento de los factores que lo influencian, se propone el siguiente tratamiento de la demanda: Se estudian tres factores que influyen sobre la demanda agregada, como son: Temporada, Satisfacción y Oferta. Esto permite que el
modelo faculte a tomar decisiones adecuadas al comportamiento de la demanda del mercado.
1) Temporada. La Temporada como variable lingüística es la expresión que se refiere al comportamiento de la demanda en un período dado con relación al mismo período de años anteriores. El comportamiento es normalmente influenciado por factores como: el clima, eventos deportivos o culturales, festividades o celebraciones de la comunidad, lanzamiento de nueva publicidad y
Temporada
Satisfacción del
diente hacia el
producto
Oferta
Difusificación
Mecanismo de
inferencia
Entradas
Desdifusificación
Salida
Base de reglas difusas
Entrada difusa Salida difusa
Ajuste de la
demanda

55
promociones, entre otros. En la figura 2a se presentan los conjuntos difusos de esta variable.
2) Satisfacción del cliente hacia el producto. La Satisfacción es otro factor de gran importancia en cuanto que condiciona la fidelidad de los clientes hacia el producto, es decir, la probabilidad de recompra y la intensidad de su recomendación a terceros. Como variable lingüística se define como la sensación que el cliente tenga de la satisfacción de sus necesidades y expectativas. En la figura 2b se muestran los conjuntos difusos antes mencionados.
3) Oferta. Cuando se establece la demanda agregada comúnmente no se analiza la oferta. Entre los factores de mayor impacto que afectan a la oferta se encuentran: Apertura de fronteras, Creación de nuevas empresas y Lanzamiento de productos competidores. Como variable lingüística se define como el grado de competencia hacia el producto agregado analizado. En la figura 2c se presentan los conjuntos difusos de la variable Oferta.
Figura 2. Variables Lingüísticas de los Conjuntos Difusos
2.3 Formulación del Modelo 2.3.1 Modelo Difuso para Planeación Agregada El Modelo difuso para Planeación Agregada se aplico para la obtención de un plan de producción agregado en una compañía embotelladora de bebidas. En este
trabajo son presentados los resultados obtenidos en la línea de producción número uno para un horizonte de planeación de 6 meses. Para formular el modelo se utilizaron los datos de la tabla 1.
Tabla 1. Insumos Administrativos Agregados
Con esta información se formulo el modelo difuso para Planeación Agregada cuya estructura es la siguiente: Función Objetivo. Generar un plan agregado de producción para satisfacer los requerimientos de los clientes, al mínimo costo, utilizando de manera óptima los recursos de la empresa.
Min Z = Costos de Producción + Costos de Mantenimiento de inventario + Costo de faltantes. (1) Min Z = ∑ ∑ (a q i * P q i ) + ∑ (h i * I i ) + ∑ (e i * F i ) (2) Min Z = (h0) I0 + (e0) F0 + ∑ (a1
i ) TN i + ∑ (a2i)
TE i + ∑ (a3i) SC i + ∑ (h i) Ii + ∑ (e i) F i (3)

56
Donde: i = 1, 2,3,..., n (número de períodos del horizonte de planeación) q = 1, 2,3,..., r (Fuente de producción 1= Producción en tiempo normal 2= Producción en Tiempo extra. 3= Subcontratación a q i = Función del costo unitario por fabricar en el período i utilizando la fuente de producción q. h i = Costo por mantener un artículo en inventario en el período i. I i = Inventario al final del período i. F i = Cantidad de unidades faltantes al final del período i. Pq i = Producción total en el período i, utilizando la fuente de producción q. e i = Costo unitario por no satisfacer la demanda en el período i (escasez o faltante) aq i = Es el costo unitario de fabricación que incluye el costo de producir en tiempo normal (q=1) + el costo de producir en tiempo extra (q=2) + costo por subcontratar (q=3). Variables de Decisión I0 = Nivel de inventario al inicio del horizonte de planeación I i = Nivel de inventario al final del período i (i= 1,2,…,6) TN i = Producción en tiempo normal para el período i (i = 1,2,…,6) TE i = Producción en tiempo extra para el período i (i = 1,2,…,6) SC i = Producción subcontratada en el período i ( i = 1,2,…,6) F0 = Nivel de faltantes al inicio del plan. F i = Nivel de faltantes al final del período i ( i = 1,2,…,6) Restricciones Las restricciones a las que está sujeta la función objetivo están relacionadas con el inventario al inicio y al final del horizonte de planeación, producción en tiempo normal, tiempo extra y producción subcontratada, nivel de faltantes al inicio del plan y nivel de demanda en cada periodo de tiempo del horizonte de planeación.
Este modelo que consideraremos básico fue resuelto mediante Programación Lineal. El plan agregado de producción óptimo se muestra en la sección de resultados. 2.3.2 Modificaciones al Modelo Difuso Los Modelos de Planeación Agregada en Programación Lineal revisados en la bibliografía son muy variados,
sin embargo todos ellos tienen características similares. La estructura general de los modelos revisados es la siguiente: Función Objetivo: Minimizar los costos del plan de producción (mono objetivo). Restricciones Básicas: Incluyen los balances de inventario, mano de obra y capacidad de producción que son necesarias para la obtención de un plan factible.
De lo que se trata es de formular un modelo con variables de decisión, objetivos y restricciones de tal forma que se acerque más a la realidad de la empresa que se analiza. Para esto se debe hacer un estudio de las necesidades específicas de la empresa para no incurrir en el riesgo que proporciona el uso de modelos genéricos y/o excesivamente complejos.
Los objetivos de la Planeación Agregada (multiobjetivo) más importantes para los tomadores de decisiones en el área de producción, son los siguientes: minimizar costos de Producción, costos variables con el incremento de la producción, minimizar costos por posesión de inventarios, minimizar costo por faltantes y maximizar el control sobre la producción. Este último objetivo es muy importante sobre todo para mejorar la calidad de los productos y suplir la capacidad faltante en la planta. La subcontratación puede considerarse tanto perjudicial como benéfica ya sea porque no haya capacidad suficiente en la planta, no exista el proceso adecuado dentro de la planta para cumplir con la demanda o el proceso productivo es de mejor calidad en la subcontratación. Lo que este objetivo procura es mejorar los niveles de calidad y confianza sobre el producto fabricado.
Este objetivo se considera como: Beneficio/perjuicio de fabricar una unidad en planta (por producción en jornada normal y en tiempo extra en el período i) + Beneficio/perjuicio de fabricar una unidad en subcontratación por la producción subcontratada en el período i. Max Z = ∑ (BPP * (TN i + TE i) + (BPS * SC i)) (4) Donde: BPP = Beneficio/Perjuicio de producir una unidad en la planta BPS = Beneficio/Perjuicio de producir una unidad por subcontratación. En este caso es necesario que el administrador de la empresa plantee estos valores a su criterio, de acuerdo a si considera que los productos subcontratados son o no de mala calidad o llegan tarde o a tiempo, entre otros factores. De acuerdo a lo anterior, podemos modificar la función Mono objetivo del modelo básico a un modelo con objetivos múltiples: 1. F.O. Min Z1 = ∑ (a1
i) TNi + ∑ (a2i) TEi + ∑ (a3
i) SCi (5)

57
2. F.O. Min Z2 = (h0) I0 + ∑ (h i) Ii o Z2 = (h0) I0 + ∑ [ h i * (( Ii + I i-1) / 2 )] (6) 3. F.O. Min Z3 = (e0) F0 + ∑ (ei) Fi (7) 4. F.O. Max Z4 = ∑ [BPP * (TNi + TEi) + (BPS * SCi)] (8)
El modelo con objetivos múltiples puede ser resuelto utilizando Programación por metas y un Algoritmo Genético, definiendo para ello las respectivas ecuaciones meta. De hecho, se compara la solución del modelo básico con la solución obtenida en los siguientes casos: Caso 1. Programación por metas: Función de logros con iguales niveles de prioridad para cada meta. Considerando solo las tres primeras ecuaciones meta.. Caso 2. Algoritmo Genético: Tomando en cuenta las cuatro metas y donde se asume en la meta de control de producción que si existe escasez de artículos en un
periodo dado, se incurre en un perjuicio (costo fijo) por concepto de penalización por insatisfacción de la demanda. De lo contrario no se genera ningún incremento en costos. Esto implica definir la meta cuatro mediante una función no lineal.
El algoritmo presentado en este estudio es adaptado de una puesta en práctica muy clásica de un GA. Una dificultad importante en el uso de los GAs es la adaptación de sus parámetros. La calidad de esta adaptación depende enormemente de la experiencia del usuario y del conocimiento del problema. Un análisis de sensibilidad fue realizado para fijar los parámetros tales como tamaño de la población, número máximo de generaciones calculadas o tasas de supervivencia y mutación, para valores apropiados. 2.4 Resultados y su discusión Como resultado del análisis del modelo básico difuso para Planeación Agregada, mediante la aplicación de Programación Lineal, se obtuvo el plan agregado de producción óptimo, como se muestra en la tabla 2.
Tabla 2. Plan Agregado para la línea de producción 1
Período Demanda TN TE SC Inventario Faltantes Costos ($) 0 20,251 0 0 1 2,539,902 1,563,133 99,783 576,343 0 280,392 7,656,532.292 2 1,784,710 1,631,495 98,936 334,671 0 0 5,753,322.074 3 1,735,162 1,561,072 98,123 75,967 0 0 4,840,969.262 4 1,873,813 1,555,942 142,371 175,500 0 0 5,243,531.216 5 2,144,083 1,596,157 99,385 448,541 0 0 6,026,992.02 6 1,841,627 1,603,023 140,116 118,210 19,722 0 5,222,815.651
Total 11,919,297 9,510,822 678,714 1,729,232 39,973 280,392 $34,744,162.52 Como se puede observar, durante todo el horizonte
de planeación se utilizó la capacidad total de producción tanto en tiempo normal como en tiempo extra. La capacidad disponible de subcontratación se empleó parcialmente y se produjo escasez de artículos solo en el período 1. El costo total del plan agregado es de $34744162.52.
Para el caso 1, el plan agregado de producción óptimo resultante y su costo total se muestran en la
tabla 3. De nuevo se observa el mismo comportamiento de los valores óptimos de las variables de decisión respecto al modelo básico, aunque el costo total del plan agregado de producción óptimo es $4004.66 más caro. La ventaja en este caso es la incorporación de metas múltiples en la formulación del modelo matemático, lo que nos acerca más a la realidad de las empresas.
Tabla 3. Plan Agregado resultante para el caso 1.
Período Demanda TN TE SC Inventario Faltantes Costos ($) 0 20,251 0 0 1 2,539,902 1,563,133.00 99,783 576,343 0 280,392.00 7656532.29 2 1,784,710 1,631,495.00 98,936 334,671 0 0.00 5753322.07 3 1,735,162 1,561,072.00 98,123 85,828 9,861 0.00 4873175.26 4 1,873,813 1,555,942.00 142,371 165,639 0 0.00 5215279.45 5 2,144,083 1,596,157.00 99,385 448,541 0 0.00 6026992.02 6 1,841,627 1,602,301.50 140,116 118,931 19,722 0.03 5222866.08 Total 11,919,297.00 9,510,100.50 678,714.00 1,729,953.41 49,834.00 280,392.03 34,748,167.18

58
Finalmente, para el caso 2 al emplear un Algoritmo Genético se obtiene la solución óptima que aparece en la tabla 4. Se observa que dicha solución es exactamente la misma que la del modelo básico pero
con la ventaja que ofrece el algoritmo de incorporar la incertidumbre en los datos y metas múltiples no lineales.
Tabla 4. Plan Agregado resultante para el caso 2.
Período Demanda TN TE SC Inventario Faltantes Costos ($) 0 20,251 0 0 1 2,539,902 1,563,133.00 99,783 576,343 0 280,392.00 7,656,532.29 50,000.00 2 1,784,710 1,631,495.00 98,936 334,671 0 0.00 5,753,322.07 3 1,735,162 1,561,072.00 98,123 75,967 0 0.00 4,840,969.26 4 1,873,813 1,555,942.00 142,371 175,500 0 0.00 5,243,531.22 5 2,144,083 1,596,157.00 99,385 448,541 0 0.00 6,026,992.02 6 1,841,627 1,603,023.00 140,116 118,210 19722 0.00 5,222,815.65 Total 11,919,297.00 9,510,822.00 678,714.00 1,729,232.00 39,973.00 280,392.00 34,794,162.52
El Plan agregado de producción óptimo en este
caso resulta ser $50000 más que el costo total del plan agregado ofrecido por el modelo básico. Lo anterior se debe a que como se tiene escasez de productos en el periodo 1, se incurre en un costo de $50000 por concepto de penalización por insatisfacción de la demanda. Conclusiones La Planeación Agregada permite a las empresas ser más competitivas mejorando su rentabilidad al hacer un uso más eficiente de sus recursos. La demanda agregada ajustada mediante Lógica Difusa constituye una proyección de la demanda más apegada a la realidad de las empresas al considerar los factores que influyen en su comportamiento, lo que a su vez permite generar planes de producción más adecuados.
En éste estudio se ha presentado una aplicación de un algoritmo genético con datos difusos para determinar planes agregados de producción. Los resultados obtenidos nos muestran que en todas las alternativas planteadas los valores de las variables de decisión permanecen más o menos con el mismo valor, generando así planes de producción muy similares a los formulados con el modelo básico, pero sobre todo nos ofrece una poderosa ayuda para la toma de decisiones, contribuyendo así, al desarrollo adecuado de los procesos productivos de la organización, generando un mayor nivel de productividad y rentabilidad para la misma.
Referencias Dai L. , Fan L. y Sun L. 2003. Aggregate Production Planning Utilizing a Fuzzy linear Programming. Journal of Integrated Design and Process Science. Vol. 7, No. 4. USA.
Escobar G. Elias N., Muñoz C. Hilarión, Aguilar L. Alberto. (2007). Modelo Difuso para Planeación Agregada, una propuesta para mejorar el desempeño de las organizaciones. Tesis Doctoral. Fogarty, D. W., J.H. Blackstone y T.R. Hoffmann. 1997. Administración de la producción e inventarios. Segunda edición. Editorial McGraw Hill . México. pp 479.
Gen M. , Y. Tsujimura, y K. Ida. (1992). Method for Solving Multiobjective Aggregate Production Planning Problem with Fuzzy Parameters. Computers and Industrial Engineering. 23(1-4).
Krajewski Lee J. y Ritzman Larry P. 2000. Administración de operaciones: Estrategia y Análisis. 5a. edición. Ed. Prentice Hall. México.
Schroeder R. G. (2005). Administración de Operaciones. Casos y conceptos contemporáneos. 2ª. Edición. Editorial Mc Graw Hill. México.
Rinks D. B. 1981. A Heuristic approach to aggregate production scheduling using linguistic variables, in Applied Systems and Cybernetics. Vol VI, Lasker, G. E. Editorial Pergamon Press. USA.
Ward T.L., Ralston P.A.S. y Davis J.A. 1992. Fuzzy Logic control of aggregate production planning. Computers and Industrial Engineering , 23(1-4).
Schroeder R. G. 2005. Administración de Operaciones. Casos y conceptos contemporáneos. 2ª. Edición. Editorial Mc Graw Hill. México.

59
Implementación de la técnica MPC a la liberación de un primer artículo bajo la especificación AS:9100 en una compañía
aeroespacial
R.D. Fornés-Rivera, L.E. Beltrán-Esparza, A. Cano-Carrasco. Instituto Tecnológico de Sonora, 5 de febrero 818 Sur, Cd. Obregón, Sonora, México, [email protected]
Resumen El presente trabajo documenta la Implementación de la técnica MPC (Manufacturing Process Control) a un primer artículo bajo la especificación AS:9100, en una compañía aeroespacial. La cual pretende mostrar la aplicación de esta herramienta propuesta y exigida por la compañía Honeywell Internacional (HWI) a la empresa aeroespacial. La pieza a someter al estudio es el Número de Parte (NP) 7353, el cual es un componente de un compresor centrífugo de una turbina de avión.
La técnica MPC consta de siete fases y son: Identificar los procesos por familia y/o número de parte, realizar un mapa del proceso, analizar el funcionamiento del proceso, documentar el control plan, implementación del control plan desarrollo del proceso de medición, Requerimiento de mejora del proceso, Implementar el control plan a las partes / familia
Los resultados se visualizan al mejorar el diámetro en milésimas de pulgada del NP 7353 como una característica clave de .760-.758 de diámetro, se observa un Cp=3.76 y CpK=3.381, sin embargo esta variabilidad puede ser catalogada como normal pues no sale de los límites de control y cumple con la norma de tener un Cpk mayor a 1.33. Palabras claves: Implementación, norma, especificación, aeroespacial, Cp, Cpk Introducción El avance de la industria Aeroespacial en México, está haciéndose notar en el estado de Sonora, Querétaro y en Nuevo León, en las ciudades de Monterrey en Nuevo León, Colón en Querétaro, Guaymas y Cd. Obregón en Sonora. Este tipo de industrias se han establecido a nivel nacional para el maquilado en general de partes para equipo aeroespacial. La gama de compañías que se
1 Para obtener estos datos y estos gráficos se utilizó el Software
MINITAB
dedican al maquilado de piezas metálicas vieron el potencial de esta industria, generando en ellas el interés por obtener nuevos contratos con empresas dedicadas al ensamble de turbinas.
Con la compañía HWI, se tiene un contrato donde se requiere que se implemente y se certifique la empresa aeroespacial bajo un sistema de calidad interno de la compañía que implementa en todos sus proveedores. Esta técnica de calidad es llamada MPC.
Para la operación de esta planta, de este giro, se debe estar certificada por la norma AS:90002, de la cual proviene la AS:91003, esta norma internacional es la encargada de certificar en el ramo aeroespacial a aquellas industrias que estén relacionadas en la cadena de proveedores con algún cliente, esta norma proviene de la norma ISO:9000 y tiene la misma estructura de cualquier otra norma. En la Tabla 1, se muestra la estructura de la norma AS:9000. Tabla 1. Estructura de la norma ISO:9000 en el giro aeroespacial.
ISO:9000 En este nuevo contexto se pueden establecer grandes coincidencias entre la norma de ISO:9000, pero ésta ha sido establecida a otro tipo de procesos y adoptada por la industria automotriz.
AS:9000
Esta norma tiene mayores exigencias, mostrando detalles que son exclusivos del ramo aeroespacial.
AS:9100
Es exclusiva para la liberación del primer artículo; FAIR (First Article Inspect Report, por sus siglas en inglés)
MPC El MPC es la técnica de calidad para garantizar una estandarización en el proceso para obtener cero defectos, esto desde la liberación del primer artículo.
Fuente: Planta, Manual de operaciones MPC para el NP 7353
El MPC es una técnica para eliminar la variación en el proceso mediante la implementación en el proceso de
2 AS:9000 es la norma que se aplica a la certificación
para el rubro aeroespacial.
3 AS:9100 esta norma perteneciente a AS:9000 se aplica para la liberación de un primer artículo del rubro
aeroespacial.

60
herramientas desde la llegada del material, su fabricación, procesos especiales, su inspección final hasta el embarque; a través de familias de productos o en su defecto un solo Número de Parte, (como es en este caso NP 7353)
Los objetivos específicos4 de esta técnica son: � Reducir las variaciones de las características
CTQ’s (Critical To Quality, por sus siglas en inglés)
� Inculcar un control proactivo en el COPQ
(Cost of Poor Quality, costo de la pobre calidad, por sus siglas en inglés)
� Proveer un método consistente para los
números de parte específicos de las acciones dentro de la mejora de procesos.
� Generar un buen respaldo al estandarizar las
operaciones.
� Servir como una herramienta de
entrenamiento para la captura y la mejora continua en el proceso.
Método Para poder cumplir con lo planteado, a continuación se describen los pasos que se siguieron para cumplir con el objetivo de la técnica MPC, en el NP 7353 1.- Identificar el proceso por familias y/o números de parte. Definir las partes por familia, Analizar las características clave y los requerimientos del cliente, analizar los alcances reales en la manufactura del producto, y priorizar las familias de acuerdo a las necesidades del cliente, los ciclos, COPQ5, escapes de alertas. 2.- Realizar un mapa del proceso de manufactura.
4 Honeywell MPC Special Manual Process section B six sigma application for MPC
5COPQ, Cost Of Poor Quality (Costo por la Pobre Calidad, por sus siglas en inglés)
6DOE, Desing Of Experiments, (Diseño de
experimentos, por sus siglas en inglés)
7FMEA, Faillure Module Effective Analysis, (Modulo de Análisis contra Fallas Efectivas, por sus siglas en
inglés)
Generar el mapa de proceso para priorizar los números de parte y familias, priorizar los pasos en el proceso según un criterio definido (COPQ, escapes), crear detalladamente el mapa de proceso de las prioridades establecidas, comparar con la documentación del proceso productivo y reconciliar diferencias.
3.- Análisis del funcionamiento del proceso. Para cada paso en el proceso, seleccionar las salidas (Y’s) catalogadas como prioridad, Identificar al menos una entrada (X) para cada salida (Y) basadas sobre el conocimiento del proceso, DOE6, FMEA7, acciones del operador. 4.- Documentación del control plan. Disposición del control plan donde se especifican los controles “X’s” y las tolerancias en las “Y’s” y las definiciones del control de la producción soportando las cargas de las actividades. (Ej. Mantenimiento preventivo y herramientas) 5.- Implementación del control plan y desarrollo del proceso. Correr las partes y recolectar los datos, Verificar los resultados y modificar los métodos de ser requerido. 6.- Requerimiento de mejora del proceso. Si fuese requerida una mejora al proceso, ésto quiere decir que el proceso ha sido inadecuado, se tiene que realizar una revisión al análisis del proceso, modificar el control plan, el plan de inspección, y los documentos del proceso. 7.- Implementar el control plan a las partes / familia.
Actualizar toda la documentación del MPC en los números de parte y/o familia Resultados A continuación se mostrarán los resultados: 1.- Identificar el proceso por familias y/o número de parte. De los diferentes Números de Partes que esta planta maquila, se seleccionó el NP 7353, de un compresor centrífugo de una turbina de avión, el cual se muestra en la Figura 1, mostrándose cómo queda después de aplicarle el MOT (Material Operation Tooling, por sus siglas en inglés).
Figura 1. Pieza NP 7353
Fuente: Planta, resultado de operaciones MPC para el NP 7353 2.- Realizar un mapa del proceso de manufactura. Los mapas de proceso deben también contener la información requerida para identificar los pasos

61
significativos de las salidas en las operaciones que llevan a una variación crítica para la calidad dentro del proceso de producción.
El mapa de proceso detallado se debe desarrollar para estar en función de las salidas en el proceso de producción, como se muestra en la Tabla 2.
Tabla 2. Mapa de proceso de la pieza NP 7353
1.Planeación 2. Recibo de material 3. Torno 1 4. Torno 2 5. Torno 3 6. Marcado 7. Torno 4 8. Fresa 1 9. Fresa 2 10. Torno 5 11. Limpieza detallada
12. FPI
13. Instalación de sejetadores de presión
14. Inspección Final
15. Inspección Fuente
16. Embarque
Fuente: Planta, Manual de operaciones MPC para el NP 7353
3.- Análisis del funcionamiento del proceso. Un análisis detallado del proceso siempre va ha ser requerido para identificar los métodos más eficaces para reducir la variabilidad, en esos pasos del proceso de producción que se han determinado como aquellos que afectan la conformidad del producto, la causa y el efecto simplificado, el FMEA.
El resultado del análisis del proceso serán los controles propuestos para la manufactura de las piezas, y la meta estándar de la inspección de las piezas son que estas técnicas sean incorporadas en las operaciones de la producción para alcanzar una eliminación en la variabilidad. 4.- Documentación del plan de control. El plan de control fue documentado donde se identificaron los mejores procedimientos en la práctica. Los siguientes procedimientos y las características a inspeccionarse se presentan en el control plan, en este caso especial se va ha enfocar a la medida del diámetro de .759 +/- .005 por su tolerancia mínima, de ahí los estudios siguientes de Cp y Cpk fueron usados para estos fines con esta característica.
Dentro de las características del plan de control para las medidas críticas del NP 7353, sus características principales son las siguientes: altura, diámetro y grosor (concentrándose en el diámetro), la siguiente característica es la definición (ajuste de herramienta), la medida (.759+-.001en milésimas de pulgada), reporte de control (Reportes de las hojas de primera pieza), y el método de control (Todas las dimensiones son checadas por el operador, la
liberación de la medida de la primera pieza es responsabilidad del departamento de calidad). 5.- Implementación del control plan y desarrollo del proceso.
Los avances que se tuvieron al implementarse el MPC en la familia, en este caso el Número de Parte, el NP 7353, se da por cada uno de los siguientes equipos en la descripción del proceso, éstos fueron torno 1, torno 2, torno 3, fresa 1, y fresa 2; en cada una de las siete fases 6.- Requerimientos de mejora del proceso. Un dictamen objetivo de los resultados se debe hacer contra las metas de la producción y los estándares de calidad establecidos originalmente para resolver los requisitos del cliente para la familia de la pieza producida en la estación de trabajo.
Tomando en cuenta datos anteriores a la implementación del MPC bajo la norma AS:9100 éstos fueron los resultados: las tendencias en las medidas eran bajas y altas al mismo tiempo, tendiendo hacia los límites superiores e inferiores.
Al aplicar la técnica del MPC se visualiza una mejora en la tendencia, se tomó este diámetro como una característica clave .760-.758 de diámetro, se observa la variabilidad que tienen los datos con respecto a la media establecida, dando un resultado de: Cp=3.765 y CpK=3.386, sin embargo esta variabilidad puede ser catalogada como normal, pues no sale de los límites de control y no presenta patrones no aleatorios, cumple con la norma de tener un Cpk mayor a 1.33 establecido por un sigma igual a 3. Las Figuras 2, 3 y 4 muestran el comportamiento de los datos.
Figura 2. Gráfica de control para medias, para el diámetro .760 +/-
.001 en milésimas de pulgada. Fuente: Planta, resultado de operaciones MPC para el NP 7353
5 Cp compara el ancho de las especificaciones o
variación tolerada para el proceso con la amplitud de la variación real del proceso e indica la capacidad
potencial.
6 Cpk es un índice que evalúa la capacidad que refleja tanto la variación como la ubicación del proceso.

62
De igual manera en la Figura 3, se muestra el
comportamiento de los datos.
Figura 3. Gráfica de control para rangos, para el diámetro .760 +/-
.001 en milésimas de pulgada. Fuente: Planta, resultado de operaciones MPC para el NP 7353
De igual manera en la Figura 4, se muestra el
comportamiento de los datos.
Figura 4. Gráfico de capacidad del proceso para el diámetro .760 +/-
.001 en milésimas de pulgada. Fuente: Planta, resultado de operaciones MPC para el NP 7353.
7.- Implementar el control plan a las partes / familia. Este paso implica la puesta en práctica de la metodología probada del control de proceso a través de todos los productos en la familia seleccionada, el plan de control debe de tratar todos los elementos requeridos para controlar la producción común a esta familia ya sea de productos o procesos, así como las condiciones específicas de la parte adicional identificadas como requisitos del cliente
Para asegurarse de que las mejoras del funcionamiento estén sostenidas para una planeación futura, se debe mantener y poner al día el plan de control del proceso como una pauta para el mejor conocimiento de la práctica y el entrenamiento.
La puesta total en práctica basada en el control del proceso de la producción a través de una familia de productos es el último objetivo del procedimiento del MPC. Se espera que esta técnica empleada para reducir variabilidad en la fabricación de estas piezas de lugar a la reducción significativa en el costo de producción total y mejore la sensibilidad del proveedor a los requisitos del cliente. A continuación en las Figuras 5 y 6 se muestra un comparativo en la reducción de la variabilidad, antes y después de la implementación del MPC.
12
10
16
8
15
12
9
5
10
19
10
3
0
2
4
6
8
10
12
14
16
18
20
Ene-05
Feb-05
Mar-05
Abr-05
May-05
Jun-05
Jul-05
Ago-05
Sep-05
Oct-05
Nov-05
Dic-05
Figura 5. Variación antes de la implementación del MPC Fuente: Planta, resultado de operaciones MPC para el NP 7353.
8 8
10
13
3
0
2
54 4
01
0
2
4
6
8
10
12
14
Ene-06
Feb-06
Mar-06
Abr-06
May-06
Jun-06
Jul-06
Ago-06
Sep-06
Oct-06
Nov-06
Dic-06
Figura 6.Variación después de la implemtación del MPC Fuente: Planta, resultado de operaciones MPC para el NP 7353
Conclusiones y Recomendaciones Debido a las primeras pérdidas que se generaron al momento de ser maquilado el NP 7353, al efectuar la corrida de los primeros lotes de producción, se tomó la decisión de aplicar medidas para tener bajo control las operaciones de maquinado de la pieza. El costo de la materia prima para este Número de Parte es alto, por lo

63
que cada ocasión que una pieza es catalogada como desecho7 es una pérdida para la compañía. El objetivo se cumplió ya que se lograron implementar los requerimientos para la liberación de un primer artículo, bajo las especificaciones de la técnica del MPC apegándose a la norma AS:9100, para tener control sobre cualquier característica de calidad que sea crítica, costosa, de difícil manufactura o de difícil medición, aplicando esta técnica se pueden establecer parámetros de control para la industria aeroespacial.
Los resultados establecieron un parámetro para tener en control las características críticas dentro de las operaciones de manufactura del NP 7353 en las diferentes celdas, el MPC se aplicó a todo el sistema de operaciones como fueron: producción, manufactura, procesos especiales e ingeniería industrial.
Cada sistema de manufactura y calidad radica en el uso de nuevas y mejores herramientas y tecnología para implementar y desarrollar mejoras que impacten directamente en el sistema productivo, clientes, proveedores y comunidad en general; de igual manera es importante considerar capacitación para el uso adecuado de herramientas, tecnología, control de documentos manuales (papel), de base de datos y manejo de personal. Referencias. AS:9001, Rev B. (mayo 2002) Norma de calidad para
la liberación de un primer artículo de las normas aeroespacial.
AS:9005, Rev A. (diciembre 2001) Norma de calidad para la aplicación de los métodos de capabilidad en características clave.
Control (MPC) Implementation at Suppliers.Rev. 9 dic 2003
Geometric Tolerance Manual, AMSE, Rev D, 4 Agosto 1998
Grina, F. (2007) Método Juran, análisis y planeación de la calidad. Editorial Mc Graw Hill; 5ta edición, México.
Honeywell Engines, Systems & Services Procedure, Work Instructions for the internal yield. Rev. Enero 2003
Honeywell Engines, Systems & Services Procedure Manufacturing Process
MPC-Manual (Manufacturing Process Control Manual), Rev. B (Junio 2005)
MPC-WSTM (Manufacturing Process Control Manual, Work Shop Training Module), Rev. B (Junio 2005)
7 Esta pérdida es conocida como “SCRAP”, significa
desecho.
SPOC, (Supplier Process Operation Costumer) Revisión B (junio 2005), Manual de operaciones para los proveedores de la compañía Honeywell Int.
William, K H. (2003) Manual de Ingeniería Industrial. Editorial Mc. Graw Hill; 4ta Edicion, México.

64
Determinación de un plan de producción mensual para una empresa moldeadora de celulosa de la región del mayo
A.F. Quirós-Morales, J.E. Sánchez-Padilla, G.E. Ramírez-Martínez, C.J. Hinojosa-Rodríguez, L.C. Montiel-
Rodríguez. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected]
Resumen: En el proceso de planeación de la producción es necesario tomar en cuenta diversas posibilidades que aseguren que la demanda sea convenientemente atendida cuidando que los costos de fabricación y de mantener en inventario no afecten en forma excesiva el margen de ganancia. Por lo tanto, el propósito del presente trabajo es el de generar un plan de producción adecuado al escenario de una empresa moldeadora de celulosa mediante la formulación de un modelo matemático que minimice los costos de fabricación e inventario. Se recabó información necesaria que permitió conocer su proceso de producción sirviendo de base para la formulación del modelo, él cual se sometió a una serie de cambios en sus variables y parámetros con el fin de determinar el mejor plan de producción que cumpliera con la demanda al menor costo posible. Con la solución del modelo matemático mediante un algoritmo de optimización se lograron los objetivos planteados en el estudio: Se identificaron las variables relevantes del sistema asumido, se construyeron las restricciones que lo definen, se pronosticó la demanda mensual, necesaria para la formulación del modelo y una vez obtenida la solución óptima, se llevó a cabo un exhaustivo análisis de sensibilidad que derivó en la obtención del mejor plan de producción mensual que minimiza los costos de fabricación e inventario para la empresa estudiada. Palabras Claves: Planeación de la Producción, Planes óptimos de Producción, Programación Lineal. Introducción Desde tiempos inmemorables, los egipcios y demás pueblos de la antigüedad, acostumbraban almacenar grandes cantidades de alimentos para ser utilizados en los tiempos de sequía o de calamidades. Es así como surge o nace el problema de los inventarios, como una forma de hacer frente a los periodos de escasez, que le aseguraran la subsistencia de la vida y el desarrollo de sus actividades normales. Esta forma de almacenamiento de todos los bienes y alimentos necesarios para sobrevivir motivó la existencia de los inventarios. El inventario tiene como propósito fundamental proveer a la empresa de materiales necesarios, para su continuo y regular
desenvolvimiento, es decir, el inventario tiene un papel vital para el funcionamiento acorde y coherente dentro del proceso de producción y de esta forma afrontar la demanda. Pero no hay que olvidar que el inventario es dinero, un activo o efectivo en forma de material o de producto terminado, por lo que es muy importante su control.
Para obtener un control sobre la existencia de inventario debemos tomar en cuenta tres variables que resultan sumamente importantes que son:
1. El nivel de ventas de la empresa. 2. La longitud y la naturaleza teórica de los
procesos de producción. 3. La durabilidad en comparación con la
caducidad del producto terminado. El responsable de la producción debe tomar
decisiones concernientes a la manera de distribuir la capacidad productiva, de acuerdo a la demanda y la política de inventarios. Todo inventario representa un costo en cualquier empresa por eso los costos son una parte fundamental de controlar y evaluar dentro del proceso de la administración de inventario.
La base para planear la producción y estimar las necesidades en cuanto a inventarios, la constituye el presupuesto o pronostico de ventas. Los programas de producción, presupuestos de inventarios y los detalles de la materia prima y mano de obra necesaria, se preparan o se desarrollan con vista al presupuesto de ventas. Aunque dichos planes se basan en estimados, los mismos tendrán alguna variación con los resultados reales, sin embargo ellos facilitan un control global de las actividades de producción, niveles de inventarios y ofrecen una base para medir la efectividad de las operaciones actuales.
La elaboración de un plan de producción es parte medular de los sistemas productivos de las empresas manufactureras, ya que a través de este se logran las reducciones de los costos, al optimizar y controlar la administración de los recursos de las empresas. El éxito o fracaso de un plan de producción se refleja en las cantidades producidas, los periodos de producción y entrega, el uso de los recursos materiales y financieros, ganancias y el nivel de empleo de los recursos humanos: tiempo extra, capacidad ociosa y despidos, entre otros.

65
Los inventarios se ven afectados por las decisiones tomadas en los procesos de producción. Así se puede decidir entre tener grandes cantidades de inventario en épocas de demanda baja, para utilizarlas después en épocas de gran demanda, o se puede decidir en tener inventarios que correspondan a la demanda. Las políticas de planeación de la producción deben balancear los costos de grandes inventarios, con los costos de no poder satisfacer a tiempo un pedido.
La presente investigación desarrolla un modelo para planeación de la producción considerando los factores del entorno de la empresa que inciden en el plan. Este modelo pretende facilitar el establecimiento de planes de producción que les permitan una mejor gestión de sus recursos en el mediano plazo y por consecuencia sean más competitivas.
El desarrollo de este proyecto tiene su origen en la necesidad de las empresas elaboradoras de empaque para huevo, particularmente la empresa Celulosa Moldeada del Pacifico S.A. de C.V. para disponer de un modelo que le permita ajustar su producción a los requerimientos de sus clientes, en el mediano plazo.
El presente trabajo desarrolla un modelo para planeación de la producción considerando los factores del entorno de la empresa que inciden en el plan. Este modelo pretende facilitar el establecimiento de planes de producción que permitan a las empresas una mejor gestión de sus recursos en el mediano plazo y por consecuencia sean más competitivas. Desarrollo 2.1 Planteamiento del Problema Un sistema de planeación y control de la producción efectivo puede proporcionar una ventaja competitiva para una empresa en su mercado. La tecnología de planeación y control de la producción combina los flujos físicos y de información para administrar los sistemas de producción. Sus actividades inician con la demanda de los clientes y se extienden hasta los proveedores.
Cuando se habla de planear la producción, es necesario tomar en cuenta diversas posibilidades que aseguren que la demanda sea convenientemente atendida y por otra parte, cuidar que los costos de fabricación y de mantener en inventario no sean tales que afecten en forma excesiva el margen de ganancia.
La empresa puede producir cada mes el número exacto de unidades que le solicitan. Sin embargo, como una producción que varía es costosa de mantener, por los costos de horarios más largos en los meses de producción alta y los costos asociados al paro del personal y la maquinaria en los meses de producción baja; este tipo de producción no es eficiente.
Cuando la demanda cambia, los niveles de producción no son obvios, es necesario que se establezca un plan de producción. La meta del plan es hacer coincidir los niveles de producción con la demanda, para fabricar los productos cuando se necesitan y en la cantidad esperada.
Cuando se atiende una demanda que cambia con el tiempo, como es el caso de la empresa bajo estudio, se puede producir por encima de dicho nivel en periodos de baja demanda y almacenar la sobreproducción para los periodos de demanda mayor. Así, la producción puede mantenerse constante, compensando la demanda alta con la sobreproducción de periodos pasados. Sin embargo, debido a los costos de almacenamiento, tal opción puede no ser deseable si requiere costos altos de almacenamiento durante varios meses.
Algunos de los problemas que afectan a las empresas, debido en gran parte a una deficiente planeación, son: excesivo tiempo extra, frecuentes demoras en la operación, tiempo de espera de los obreros antes de recibir órdenes de producción, un ritmo disparejo en el departamento de embarques, la necesidad de tomar a una orden para completar otra, retraso frecuente para terminar los pedidos a tiempo y exceso de inventarios obsoletos, entre otros.
Para el desarrollo de plan de producción las empresas utilizan algunos métodos matemáticos tradicionales, como son: programación lineal, programación lineal entera, programación por metas, programación dinámica, entre otros; los cuales normalmente no consideran la incertidumbre de la información disponible. Además, el procedimiento de solución de estos métodos matemáticos usa recursos de cómputo en demasía, y en ocasiones no es posible resolverlos.
Por lo que se debe desarrollar un modelo matemático que, a través de la implementación de lógica difusa, considere los factores que influyen en la incertidumbre de la información y que al mismo tiempo su procedimiento de solución sea práctico.
Para planear la producción en la empresa se cuenta con una serie de datos, entre los cuales están la demanda de los años 2005, 2006, 2007 que se muestran en la tabla No.1 junto con los pronósticos para 2008.
Tabla 1. Demanda Mensual de carteras y Pronóstico 2008
DEMANDA REAL
MES 2005 2006 2007 PRONÓSTICO
2008 ENERO 28821 38032 51309 42828
FEBRERO 27970 34,550 20411 26165 MARZO 32427 36,667 26297 30634 ABRIL 35745 35,517 27410 31509

66
MAYO 35728 36,397 26497 31313 JUNIO 26176 31,306 31976 30615 JULIO 15363 29,252 28293 25995
AGOSTO 32538 27,472 32404 30951 SEPTIEMB
RE 27097 33,144 23427 27076
OCTUBRE 32571 29,689 32185 31513 NOVIEMBR
E 34762 30,138 33778 32883
DICIEMBRE
33136 35,723 36735 35712
Total 362,33
4 397,88
7 370,72
2
El método empleado para el cálculo del pronóstico
fue el método de promedios móviles ponderados, dando un peso más alto a la información más reciente: El 2007 con el 50%, el 2006 con el 30% y el 2005 con el 20%.
Se sabe que el costo de producir un paquete (140 charolas) es de $60 y su precio de venta es de aproximadamente $75 más IVA.
Se sugirió por parte de la empresa que el inventario inicial a principios de cada año sea de 10,000 paquetes. La capacidad de producción de la planta, el tiempo empleado para fabricar un paquete, la disponibilidad de horas – máquina y el tiempo requerido de mano de obra se muestran en la tabla No. 2. De acuerdo a esta tabla, la planta puede elaborar 600 paquetes al día en cada una de sus dos máquinas. Al laborar las 24 horas del día, en tres turnos, dispone de 720 horas / mes para trabajar en cada una de las máquinas y cuenta con 288 horas – hombre al día de mano de obra
Tabla 2. Información del departamento de Producción.
Capacidad de 18000 Paquetes al mes
Producción/ máquina
Tiempo requerido 0.04 horas
por paquete
Disponibilidad de 1440 horas
Horas máquina
Horas hombre 0.24 horas
requeridas por paquete
Disponibilidad en 8640 horas al mes
Horas hombre
Por lo anterior, la pregunta de investigación es: ¿Cuál es el plan de producción mensual que minimiza los costos de fabricación e inventario de artículos terminados en una empresa moldeadora de celulosa?
Podemos afirmar que si se formula un Modelo matemático basado en los elementos que afectan los costos, los pronósticos de demanda y se lleva a cabo un análisis de sensibilidad, entonces se puede generar un plan de producción mensual que minimice los costos de fabricación e inventario de artículos terminados. Para el logro de lo anterior: • Se deben identifican los elementos que
afectan los costos, entonces se definen las variables de decisión, la función objetivo y las restricciones del sistema asumido.
• Contar con datos históricos de demanda, entonces se puede pronosticar la demanda mensual para un periodo determinado.
• Llevar a cabo un análisis de sensibilidad sobre la solución obtenida con el modelo matemático, entonces se determina el mejor plan de producción mensual que minimiza los costos de fabricación e inventario de artículos terminados.
2.2 Objetivo de la Investigación Objetivo General El objetivo general de esta investigación es el de generar un modelo que considere los factores del entorno de la empresa que afectan en el plan de producción agregada, de manera que las empresas puedan diseñar planes de producción que les permitan una mejor gestión de sus recursos en el mediano plazo y por ende sean más competitivas. Objetivos Particulares Para lograr el objetivo general, es necesario: • Desarrollar un modelo que permita ajustar la
producción de la empresa bajo estudio a los requerimientos de sus clientes, en el mediano plazo.
• Diseñar un algoritmo para el desarrollo de planes agregados.
• Definir las variables de decisión, las funciones objetivo y las restricciones caracterizando al sistema asumido con el fin de identificar los elementos que afectan los costos.
• Examinar la solución óptima del modelo a través de un análisis de Sensibilidad, con la finalidad de determinar cuál es el mejor plan de producción que minimiza los costos de fabricación e inventario.
• Desarrollar un algoritmo genético (optimización con restricciones) para definir un modelo de metodología que permita mejorar la calidad de las decisiones de la alta dirección y validarlo.

67
2.3 Método El método empleado en la realización de la presente investigación está basado en la metodología de investigación de operaciones, la cual es aceptada y utilizada por los estudiosos del área tales como Hiller (1997), Mathur (1996), Namakforoosh (1996), Winston (1994), Davis (2000), Taha (1998), entre otros.
Se inicia recabando la información necesaria que permita conocer el proceso de producción de la empresa y que a su vez sirva de base para la formulación del modelo matemático cuya solución básica factible óptima, obtenida mediante el empleo del paquete computacional WinQsb nos proporcione el plan de producción mensual que minimice los costos de fabricación e inventario para la empresa bajo estudio.
Para alcanzar este propósito se deben realizar las siguientes actividades:
1. Caracterizar el sistema asumido, determinando las variables y los parámetros que sean necesarios para representarlo de la mejor forma posible.
2. Conocer la demanda histórica del producto (al menos tres años) que nos permita realizar el pronóstico de la misma, que nos servirá de base para construir las restricciones del modelo matemático.
3. Obtener la solución óptima, usando un paquete computacional ( WinQsb ).
4. Una vez obtenida la solución óptima, utilizar análisis de sensibilidad para comprobar la factibilidad y la optimidad de la misma, ante diferentes cambios que pudieran ocurrir en los diferentes elementos que integran el modelo matemático predictivo.
5. Formular el mejor plan de producción para la empresa.
2.4 Formulación del Modelo Los modelos matemáticos tienen muchas ventajas sobre una descripción verbal del problema. Una ventaja obvia es que el modelo matemático describe un problema en forma mucho más concisa. Esto tiende a hacer que toda la estructura del problema sea más comprensible y ayuda a revelar las relaciones importantes entre causa y efecto. De esta manera indica con más claridad que datos adicionales son importantes para el análisis. También facilita el manejo del problema en su totalidad y el estudio de todas sus interrelaciones simultáneamente.
Existe un número de suposiciones realizadas en cada modelo. La utilidad de un modelo está directamente relacionada con la realidad de los supuestos. Será difícil que un problema cumpla con todas las suposiciones de manera exacta. Pero esto no
negará la factibilidad de uso del modelo. En consecuencia, un modelo puede ser aún útil aunque difiera de la realidad, si se es consistente con los requerimientos más estrictos dentro del modelo y se tiene claras sus limitaciones al interpretar los resultados.
La construcción de modelos no es una idea nueva; el proceso se utiliza todos los días, con frecuencia en forma inconsciente, en situaciones de problemas básicos. Lo que se deja muy claro con este estudio, en común acuerdo con lo expresado por Davis (2000) y Taha (1998), es el hecho de que los modelos matemáticos representan un medio que permite a los administradores de los sistemas productivos analizar y estudiar problemas, así como también examinar diferentes alternativas y que no todos los modelos matemáticos son complejos.
Para comprobar la validez del modelo se someterán los resultados obtenidos a datos pasados disponibles del sistema actual, observando si reproduce las situaciones históricas del sistema, para poder ajustarlo adecuadamente. Se espera determinar los porcentajes de apego al cumplimiento y en base a ello deducir la confiabilidad del plan de producción determinado por el modelo matemático de programación lineal, Además se espera que el plan de producción propuesto genere ahorros sustanciales para la empresa. 2.4.1 Modelo Matemático de Programación Lineal Mono Objetivo El objetivo de planear la producción es que la cantidad a producir de un artículo en un período de tiempo dado coincida con la demanda que los clientes hacen de dicho producto, para así, satisfacer la demanda, tener oportunidades en el mercado y controlar los inventarios evitando artículos en exceso o falta de los mismos. La planeación de la producción debe balancear los costos de grandes inventarios con los costos de no poder satisfacer a tiempo la demanda de los clientes. En el caso de Celulosa Moldeada, se fabrica un solo producto (carteras para huevo) en dos líneas de producción que tienen el mismo inicio (equipo hidrapulper) y el mismo final (horno de secado) y donde la fabricación se lleva a cabo de manera continua sin existir almacenamiento intermedio de productos (solo existe almacenamiento de producto terminado en la etapa final del proceso, antes de ser enviado al almacén).
A continuación aparece la formulación general del modelo matemático para el caso de celulosa moldeada: Función Objetivo. Formular un plan de producción mensual de paquetes de carteras para huevo que minimice los costos totales para la empresa.

68
Min (costo total anual) = Costo de Producción + Costo de oportunidad por mantener en inventario el producto terminado. Min (costo) = Cup ∑Xi + Cumi ∑Ii Donde: Xi = No. de paquetes de charolas a producir durante el mes i . Ii = Inventario inicial de paquetes en el mes i . Cup = costo unitario de producción Cumi = costo unitario de mantener en inventario Para i = 1, 2, …, 12. (Mes del año)
El costo unitario de mantener en inventario depende del tiempo de entrega de la orden a los clientes, el cual varía de 7 hasta 15 días. Dicho costo se calculó utilizando el interés anual generado por los CETES que es del 9.33% al 08 de Marzo de 2008 (Fuente: Diario El Economista, ver http://www.economista.com.mx/). Para esto se calculó el interés generado por $60 (que es el costo de producir un paquete) y se dividió entre los 12 meses dando como resultado $0.4665 que es el costo mensual por mantener en inventario un paquete. Restricciones • Restricciones de Inventario: Establece la
cantidad mínima de unidades de producto que deberán permanecer en inventario al inicio del horizonte de planeación.
I1 = 10000 cantidad de paquetes en inventario al inicio del año • Restricciones de Capacidad de Producción: Se
refieren a la máxima cantidad de paquetes de charolas que las líneas pueden producir.
Xi ≤ 36000 Paquetes ұ i Є [1,..,12] • Restricciones de Horas máquina disponibles:
Se refieren a la capacidad de producción mensual que posee la empresa medida en horas – máquina.
0.04Xi ≤ 1440 Hrs. Máq / mes ұ i Є [1,..,12] • Restricciones de Mano de Obra disponible:
Incluyen la capacidad máxima actual de mano de obra disponible en planta en horas – hombre al mes.
0.24 Xi ≤ 8640 Horas – hombre / mes ұ i Є [1,..,12] • Restricciones de Demanda: En ellas se incluye
la cantidad a producir al mes y el inventario inicial suficientes para hacer frente a la demanda pronosticada.
X1 + Ii ≥ Di ұ i Є [1,..,12]
(Di Cantidad difusa de paquetes pronosticados para el mes i) • Restricciones de equilibrio de Inventario: En
ellas se busca equilibrar la producción mensual y los inventarios iniciales y finales de producto terminado, necesarios para satisfacer la demanda del producto.
Xi + Ii – Ii+1 = Di ұ i Є [1,..,11] X12 + I12 – 10000 = Cantidad de paquetes pronosticados en Diciembre • Condición Técnica: Que todas las variables
sean no negativas y enteras. XI , II ≥ 0 ( No Negatividad) 2.5 Resultados La solución óptima para el modelo matemático, obtenida mediante el empleo del paquete computacional Win QSB aparece en la tabla 3, donde se muestra el plan de producción mensual que minimiza los costos totales de fabricación e inventario, es decir, las cantidades a producir en paquetes desde enero hasta diciembre, notándose que se trabajará a capacidad máxima (36,000 paquetes) desde Octubre hasta Diciembre. También se puede ver que los Inventarios estarán en cero desde Febrero hasta Septiembre.
De acuerdo con la información proporcionada por la empresa, el mantenimiento anual se realiza en el mes de Junio o Julio en un promedio de 10 días con paro total de la producción.
Con esta solución, El costo total mínimo anual es de $22 644 900 y se cuenta con ocho días para realizar el mantenimiento anual en Julio.
Toda solución a un problema de toma de decisiones se basa en determinados parámetros que se presumen como fijos. El análisis de sensibilidad es un conjunto de actividades posteriores a la solución que sirven para estudiar y determinar qué tan sensible es la solución a los cambios en las hipótesis. Estas actividades también se denominan análisis de estabilidad, análisis what-if o de hipótesis, modelación de escenarios, análisis de especificidad, análisis de incertidumbre, análisis de inestabilidad numérica, inestabilidad funcional y tolerancia, análisis de post optimalidad, aumentos y disminuciones admisibles y muchos otros términos similares que reflejan la importancia de esta etapa del proceso de modelación.
Tabla 3. lan de Producción Mensual
Producción Inventario Inicial MES (paquetes) (paquetes)
ENERO 32 828 10 000 FEBRERO 26 165 0 MARZO 30 634 0

69
ABRIL 31 509 0 MAYO 31 313 0 JUNIO 30 615 0 JULIO 25 995 0
AGOSTO 30 951 0 SEPTIEMBRE 29 184 0 OCTUBRE 36 000 2 108
NOVIEMBRE 36 000 6 595 DICIEMBRE 36 000 9 712
En base a esta solución, se realizo un análisis de
sensibilidad ajustando parámetros tales como el Inventario al inicio del período de planeación, tiempo de entrega de los pedidos de los clientes y programación del mantenimiento anual. Como resultado de este análisis se obtuvo el plan de producción más económico para la empresa el cual se muestra en la tabla 4.
Tabla 4 Resumen del Análisis de Sensibilidad
ALTERNATIVA INVENTARIO
INICIAL TIEMPO ENTREGA
MANTENIMIENTO COSTO TOTAL
ANUAL
Inicial 10 000 30 días Julio (8 días)
$22 644 900
A 10 000 7 Julio (8 días)
22 634 950
b 10 000 10 Julio (8 días)
22 636 060
c 10 000 15 Julio (8 días)
22 638 270
d 15 000 30 Julio (8 días)
22 654 230
e 15 000 30 Junio (18 días)
22 670 110
f 15 000 30 Julio (18 días)
22 662 410
g 10 000 30 Junio (18 días)
22 660 780
h 10 000 30 Julio (18 días)
22 653 070
Así pues, es más conveniente para la empresa bajo estudio seguir manteniendo un inventario inicial de 10 000 paquetes a principio de año, procurar que el tiempo promedio de entrega de un pedido sea de una semana (siete días) y llevar a cabo el mantenimiento anual a la maquinaria en el mes de julio, en un tiempo máximo de ocho días Con esto se obtiene el plan de producción que cumple con el objetivo general planteado en esta investigación, con un costo total anual de $22 634 950. Conclusiones Los modelos matemáticos tienen muchas ventajas sobre una descripción verbal del problema. Una ventaja obvia es que el modelo matemático describe un problema en forma mucho más concisa. Esto tiende a hacer que toda la estructura del problema sea más comprensible y ayuda a revelar las relaciones importantes entre causa y efecto. De esta manera indica con más claridad que datos adicionales son importantes
para el análisis. También facilita el manejo del problema en su totalidad y el estudio de todas sus interrelaciones simultáneamente. Por último, un modelo matemático forma un puente para poder emplear técnicas matemáticas poderosas, además de las computadoras, en el análisis del problema. Sin duda, muchos de los componentes de un modelo pueden quedar vinculados al uso de paquetes de computación, tal como el WIN QSB, que fue el que se utilizó en el estudio, LINGO, entre otros.
Al desarrollar el modelo de la empresa analizada se inició con una versión relativamente sencilla y se fue moviendo, en una forma evolutiva, hacia modelos más elaborados que reflejaran mejor la complejidad del problema real (análisis de sensibilidad). Este proceso de enriquecimiento del modelo se debe continuar sólo mientras permanezca manejable. El trueque básico que debe tomarse en cuenta todo el tiempo es entre la precisión y el manejo del modelo, como lo afirma Namakforoosh (1996).
En relación con lo anterior, existe un número de suposiciones realizadas en cada modelo. La utilidad de un modelo está directamente relacionada con la realidad de los supuestos. Será difícil que un problema cumpla con todas las suposiciones de manera exacta. Pero esto no negará la factibilidad de uso del modelo. En consecuencia, un modelo puede ser aún útil aunque difiera de la realidad, si se es consistente con los requerimientos más estrictos dentro del modelo y se tiene claras sus limitaciones al interpretar los resultados.
Con los resultados obtenidos al ejecutar el modelo matemático se lograron los objetivos (el general y los específicos) planteados en el estudio: Se identificaron las variables relevantes del sistema asumido, se construyeron las restricciones que lo definen, se pronosticó la demanda mensual para 2008 necesaria para la formulación del modelo matemático de programación lineal y una vez obtenida la solución del modelo, se llevó a cabo un exhaustivo análisis de sensibilidad que derivó en la obtención del mejor plan de producción mensual que minimiza los costos de fabricación e inventario para la empresa estudiada.
El modelo matemático diseñado para la empresa representa, con base en la información obtenida, la situación real que guarda actualmente el departamento de producción y resuelve en buena medida la problemática abordada en este estudio. Sin embargo, como se trata de un sistema dinámico, se debe llevar a cabo un estricto control de los cambios que puedan ocurrir en él para inmediatamente implantarlos en el modelo matemático y que pueda así seguir siendo un fiel reflejo de su realidad.

70
Una característica adicional es que la Investigación de Operaciones intenta encontrar la mejor solución, o la solución óptima, al problema bajo consideración. En lugar de contentarse con sólo mejorar el estado de las cosas, la meta es identificar el mejor curso de acción posible. Aún cuando debe interpretarse con todo cuidado, esta "búsqueda de la optimidad" es un aspecto muy importante dentro de la Investigación de Operaciones.
Finalmente cabe mencionar que en el estudio de la Investigación Operativa se puede hacer más énfasis en los aspectos teóricos de los modelos matemáticos o bien en los aspectos prácticos. Estudiar de forma exclusiva modelos matemáticos, aun siendo importante para la IO, no constituye el principal ejercicio de la IO: es necesario verificar la aplicabilidad de los resultados que se deriven de los modelos matemáticos. Por ello, en muchos casos, se hace énfasis en los aspectos prácticos de la IO estableciendo puentes con los diversos ámbitos de la gestión empresarial.
Referencias Castillo, E., A. J. Conejo, P. Pedregal, R. García y N. Alguacil. 2002. Formulación y Resolución de Modelos de Programación Matemática en Ingeniería y Ciencia. Universidad de Castilla- La mancha. España. pp 486. Chí Pérez M. L. 2003. Investigación de Operaciones I. Facultad de Matemáticas de la Universidad Autónoma de Yucatán. (Ver http://www.uady.mx/sitios/matemati/enlinea/invop1/materiales/index.html ) Davis, M., N.J. Aquilano y R. B. Chase. 1999. Fundamentos de Dirección de Operaciones. Editorial McGraw Hill. España. pp 885. Davis, K.R. y P.G. McKeown. 2000. Modelos Cuantitativos para Administración. Grupo Editorial Iberoamérica. México. pp 758. Faulin, J., J. Angel A. 2004. Introducción a la Investigación Operativa. Universidad de Navarra. España. (Verhttp://barnegunea.unavarra.es/estadis/LADE/Inv.Operativa/Apuntes%20IO/Temas%20InvOperativa-emath/Intro IO.pdf ) Fogarty, D. W., J.H. Blackstone y T.R. Hoffmann. 1997. Administración de la producción e inventarios. Segunda edición. Editorial McGraw Hill . México. pp 479.
Hiller, F. y G.J. Lieberman. 1997. Introducción a la investigación de operaciones. Sexta edición. McGraw Hill. México. pp 544. Hossein A. 2003.Modelos Deterministas: Optimización Lineal. Baltimore University. (Ver http://ubmail.ubalt.edu/~harsham/opre640S/SpanishD.htm ) Mathur, K. y D. Solow. 1996. Investigación de Operaciones. Cuarta edición. Editorial Prentice Hall. México. pp 678. Namakforoosh, M.N. 1996. Investigación de Operaciones, Interpretación de Modelos y Casos. Ed. Limusa. Grupo Noriega Editores. México, D.F. pp 320. Taha, H.A. 1998. Investigación de Operaciones, Una Introducción. Sexta edición. Prentice hall, México. pp 916. Winston, W. 1994. Investigación de Operaciones, Ed. Grupo Iberoamericana. México, D.F. pp 690.

71
Diseño de un plan de Mantenimiento Productivo Total para el área de texturizado en una empresa productora de yeso
A.F. Quirós-Morales, J.E. Sánchez-Padilla, L.C. Montiel-Rodríguez, J.G. Mendoza-León, R. Varela-Campos.
Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected] Resumen: En el área de texturizado en una planta productora de yeso se detectó que en el departamento de mantenimiento existen irregularidades en la aplicación del mantenimiento preventivo: La forma de operar del departamento es que una vez que ocurre una falla generan una acción correctiva, no se cuenta con indicadores que midan el desempeño del nivel de calidad en el mantenimiento de los equipos y hay falta de conocimiento en los empleados hacia la maquinaria que se utiliza ya que no se les brinda frecuentemente capacitación del funcionamiento correcto de los equipos y como cuidar sus propias máquinas.
El objetivo principal que se pretende lograr es el diseñar un plan utilizando la herramienta de Mantenimiento Productivo Total (TPM) en el área de texturizado, para corregir defectos menores, un pobre desempeño, paradas ocasionales y la descompostura del equipo, también evitar la pérdida de eficiencia y optimizar la vida de la maquinaria.
El método que se propone para enfrentar esta situación es el de analizar el área de texturizado mediante recorridos, recopilar datos mediante la observación diaria, describir las actividades de sus trabajadores diseñándose sus tareas, realizar un catálogo de los equipos, elaborar un calendario de mantenimiento para los mismos y reconocer el deterioro gradual de las máquinas. Se establecerán indicadores de efectividad para medir el desempeño de los equipos mismos y como punto más importante llegar a diseñar un plan de mantenimiento.
Con el diseño del Plan se busca concientizar a los Trabajadores para que escuchen a sus máquinas y aprendan a interpretar su lenguaje. También se podrá integrar al operador, las máquinas que intervienen en el proceso de fabricación, técnicos especializados y los responsables del cumplimiento de los objetivos de la empresa. Palabras Claves: Mantenimiento Productivo Total, Plan de mantenimiento, eficiencia, optimización, calidad. Introducción En el contexto actual las industrias en general buscan incrementar la eficiencia de las líneas de producción y al mismo tiempo bajar el costo del mantenimiento del
equipo. La visión de la gerencia está enfocada en incrementar sus ingresos mediante la gestión de los procesos y estandarización de un sistema de calidad. Los directivos relegan a segundo plano la importancia de un sistema de mantenimiento preventivo y correctivo, para evitar pérdidas que impactan en los costos de producción.
La competencia actual y en el futuro previsible es global. Sólo si se establece un proceso para satisfacer y superar las expectativas de los clientes una compañía puede aspirar a un futuro seguro. Las compañías deben esforzarse por ser las mejores mediante la perfección y la renovación constante de sus logros. Estos objetivos se pueden alcanzar con la ayuda de la herramienta de “Mantenimiento Productivo Total” (TPM) con ello se logrará diseñar un plan de mantenimiento para el mejor aprovechamiento de los equipos dentro del área de texturizado donde se realizará el presente estudio. En las empresas encargadas de elaborar un producto de construcción es primordial tener en excelentes condiciones cada uno de los equipos de la línea de producción porque de esa depende la calidad del producto. El TPM es un enfoque innovativo para el mantenimiento que optimiza la efectividad del equipo, elimina las fallas y promueve el mantenimiento autónomo por los operadores a través de actividades día a día que incluye a todo el personal.
EL TPM se orienta a crear un sistema corporativo que maximiza la eficiencia de todo el sistema productivo, estableciendo un sistema que prevenga las pérdidas en todas las operaciones de la empresa. Esto incluye “cero accidentes, cero defectos, cero fallos en todo el ciclo de vida del sistema productivo”.
El TPM permite diferenciar una organización en relación a su competencia debido al impacto en la reducción de los costos, mejora de los tiempos de respuesta, fiabilidad de suministros, el conocimiento que poseen las personas y la calidad de los productos y servicios finales.
Zandin, (2005) expresa “El TPM exige mucho trabajo, requiere atención y apoyos constantes. Las recompensas son una planta competitiva con mayor productividad, costos más bajos, mejor calidad del producto, una planta y áreas de trabajo limpias, una nueva sensación de orgullo y optimismo”.

72
Para iniciar la aplicación de los conceptos de TPM en actividades de mantenimiento de una planta, es necesario que los trabajadores se enteren de que la gerencia del más alto nivel tiene un serio compromiso con el programa. Hay tres razones principales para que la mayoría de las empresas multinacionales y algunas nacionales hayan adoptado los programas de TPM. • Resultados tangibles significativos: Luego de
una inversión en tiempo, recursos humanos y financieros se logra una drástica reducción de datos en los equipos, minimización de tiempo en vacío y pequeñas paradas, disminución de defectos de calidad, elevación de la productividad, reducción de los costos de personal, inventarios y accidentes.
• Transformación del entorno de la planta: A través del TPM una planta sucia, cubierta de aceite y grasa, con fugas de vapor, aire comprimido, desperdicios, puede transformarse en un entorno de trabajo grato y seguro. Los clientes y visitantes quedan gratamente impresionados por estos cambios y aumenta su confianza en los productos y en la calidad de la gestión de la empresa.
• Transformación de los trabajadores de la planta: A medida que las actividades de TPM empiezan a rendir resultados concretos. Los trabajadores se motivan, aumenta su integración en el trabajo y proliferan las sugerencias de mejora.
Desarrollo 2.1 Planteamiento del Problema En el área de texturizado en una planta productora de yeso se detectó que en el departamento de mantenimiento existen irregularidades en la aplicación del mantenimiento preventivo, la forma de operar del departamento es que una vez que ocurre una falla generan una acción correctiva, esto provoca que la maquinaría no se desempeñe adecuadamente, se acorte su periodo de vida y se generen gastos innecesarios.
El área bajo estudio no cuenta con indicadores que midan el desempeño del nivel de calidad en el mantenimiento de los equipos.
Otra causa que tiene gran influencia en la problemática de estudio es la falta de conocimiento de los empleados hacia la maquinaria que se utiliza ya que no se les brinda frecuentemente capacitación del funcionamiento correcto de los equipos y como cuidar sus propias máquinas.
No se encuentran diseñadas las actividades y responsabilidades que debe cumplir cada trabajador en su estación de trabajo correspondiente.
El equipo de mantenimiento juega un papel vital, pero debido a que éste no cumple con sus tareas ni cuenta con un catálogo de los equipos disponibles y un calendario para brindar mantenimiento preventivo a la maquinaría, no es posible promover, ni enseñar acertadamente los métodos de reparación a los operadores, éstas son unas de las principales razones de tener tiempos de reparación prolongados gracias a la pobre organización y conocimiento de actividades de mantenimiento.
Esto causa que el costo de fabricación del producto elaborado en dicha línea se incremente y no salga con calidad.
Lo que nos lleva a plantear la siguiente interrogante: ¿Cuál será el plan de mantenimiento correcto a realizar en los equipos del área de texturizado? 2.2 Objetivo de la Investigación Objetivo General Diseñar un plan utilizando la herramienta de Mantenimiento Productivo Total (TPM) en el área de texturizado en una empresa productora de yeso, para corregir defectos menores, un pobre desempeño, paradas ocasionales y la descompostura del equipo, también evitar la pérdida de eficiencia y optimizar la vida de la maquinaria. Objetivos Particulares Para lograr el objetivo general, es necesario: • Establecer un calendario de mantenimiento
preventivo. • Hacer un catálogo de los equipos existentes en
el área. • Reducir el tiempo muerto por mantenimientos
correctivos. • Incrementar el rendimiento de la máquina
desde el arranque hasta la producción. • Integrar la participación de todos los
departamentos que intervienen en proceso productivo del área de texturizado.
• Responsabilidades concretas para cada actividad que ejecutan los operadores.
• Mantener el equipo en buenas condiciones. 2.3 Método El procedimiento empleado para el logro del objetivo del presente estudio fue el siguiente: • Análisis del Área Bajo Estudio. Se asumió que el sistema bajo estudio sería el área de texturizado, se llevaron a cabo recorridos para conocer su funcionamiento, es decir, dar un seguimiento de los productos desde que entra la materia prima hasta su empaque, ya que en esa área se fabrican alrededor de 19

73
productos distintos, con el fin de ver el desempeño, sus fallas y qué tipo de mantenimiento se les brinda. • Recopilación de Datos. La información obtenida del área de texturizado, fue mediante la observación diaria en el área bajo estudio, comprende desde que entra la materia prima hasta la salida del producto terminado; para ver el comportamiento de los equipos, también para establecer indicadores y saber la utilización que se tiene en el área de texturizado se usaron las hojas de registro diario que se elaboran ahí mismo. • Descripción de las Actividades de los Trabajadores. Se diseñaron las actividades y responsabilidades que debe cumplir cada trabajador en su estación de trabajo correspondiente. • Definir un Catálogo de los Equipos. Se reunió la información de todos los equipos para integrarla en un catálogo, que contenga la descripción, modelo y por consiguiente saber el número de equipos con que cuenta el área. • Elaborar un Calendario de Mantenimiento para los
Equipos. Con la información del catálogo y de los manuales de los equipos se realizó un calendario para dar mantenimiento preventivo a las máquinas. • Reconocer el Deterioro Gradual de las Máquinas. Se estableció una tabla para que los operadores y los responsables del mantenimiento reconocieran en qué estado se encuentran los equipos. • Establecer Indicadores de Efectividad. Se establecieron indicadores para medir el desempeño de los equipos; ya que el área no contaba con ellos, por lo tanto no se tenían datos históricos para ver tendencias. • Diseño del Plan de Mantenimiento. Con la información de los puntos anteriores, se diseñó el plan de mantenimiento productivo total. De acuerdo a las necesidades del área de texturizado.
2.4 Resultados Se llevaron a cabo recorridos para conocer su funcionamiento, es decir, dar un seguimiento de los productos desde que entra la materia prima hasta su empaque, ya que en esa área se fabrican alrededor de 19 productos distintos, con el fin de visualizar el desempeño de los equipos, sus fallas, que tipo de mantenimiento se les brinda; para detectar las necesidades que éstos presentan (Ver Anexos. Figura 3 a la 5. Área de Texturizado).
Se detectó que en el departamento de mantenimiento no realizan mantenimiento preventivo, la forma de operar de ellos es que hasta que ocurre una falla generan una acción correctiva.
En el departamento de mantenimiento no cuentan con un calendario de actividades a seguir para realizar los mantenimientos preventivos, en el área se desconoce la utilización de los equipos ya que no cuentan con indicadores que midan la utilización de la maquinaria. Dando como resultado equipos utilizados indebidamente y pérdidas de producción y económicas en la organización, por los paros que se producen por la falta de mantenimiento. O en su defecto trato incorrecto de los operadores hacia las máquinas por falta de capacitación y descripción correcta de sus actividades y responsabilidades con que cuenta cada uno. La información obtenida del área de texturizado, fue mediante la observación diaria en el área bajo estudio, comprende desde que entra la materia prima hasta la salida del producto terminado; para ver el comportamiento de los equipos, también para establecer indicadores y saber la utilización con que cuenta el área de texturizado se usaron las hojas de registro diario que se elaboran ahí mismo.
Para realizar el catálogo de equipos y el calendario para brindar mantenimiento se utilizaron los manuales de cada uno de los equipos. La hoja de registro diario que se utilizó es la siguiente:
Figura 1. Hoja de Registro de Producción de Texturizado

74
En esta área laboran 10 personas y la descripción de puestos es la siguiente: • Operador de Equipo de Premezclas. Opera el
equipo PLC utilizando el proceso de producción de premezclas y apoyar en las actividades de abastecimiento y distribución de los consumibles a utilizar.
Jefe inmediato: Auxiliar de producción. Puestos bajo su cargo: Ninguno. • Operador de Criba. Coordinar el proceso de
criba de arena, realizar el traslado de supersacos de arena cribada a su lugar asignado, depositar la arena que será cribada en la tolva receptora de arena, llenar con apoyo del ayudante de criba los supersacos con arena cribada en sus distintos tamaños y realizar las pruebas de granulometría a la arena cribada.
Jefe inmediato: Auxiliar de producción. Puestos bajo su cargo: Ayudante de criba. • Ayudante de Criba. Apoyar en las actividades
de criba tales como llenar los supersacos con arena cribada en sus distintos tamaños, así como clasificarlos de acuerdo al tamaño de arena.
Jefe inmediato: Operador de Criba. Puestos bajo su cargo: Ninguno. • Intendente. Mantener limpia el área de
premezclas y conservar limpios los supersacos que se utilizan en la elaboración de productos.
Jefe Inmediato: Auxiliar de Producción, Puestos bajo su cargo: Ninguno. • Operador del Montacargas. Operar el
montacargas durante el proceso de elaboración de premezclas y abastecimiento de consumibles a las mesas y colocar el producto terminado en el área correspondiente, acomodar los supersacos de consumibles en su área y cargar el producto terminado en las unidades de transporte.
Jefe Inmediato: Auxiliar de Producción. Puestos bajo su cargo: Operador de Estiba, Ensacador, Mezclador. • Mezclador. Realiza las actividades de pesar y
agregar los aditivos a la mezcladora, para la elaboración de los productos de premezclas y de habilitar y deshabilitar el sistema de producción cuando sea necesario.
Jefe Inmediato: Operador de Montacargas.
Puestos bajo su Cargo: Ninguno. • Ensacador. Operar la máquina ensacadora para
llenar los sacos de los diversos productos de premezclas y controlar que los sacos cumplan con el peso especificado.
Jefe Inmediato: Operador de Montacargas. Puestos bajo su Cargo: Ninguno. • Operador de Estiba.- Realizar las actividades
pertinentes a la estiba y acomodo de los sacos de producto terminado sobre las tarimas, verificar que el peso de los sacos sea el especificado, proteger tarimas completas y controlar el contenido de materiales de los sacos rotos.
Jefe Inmediato: Operador de Montacargas. Puestos bajo su Cargo: Ninguno. Se recopiló información de todos los equipos para crear un catálogo, que contenga la descripción, modelo y por consiguiente saber el número de equipos con que cuenta el área. El catálogo quedó de la siguiente manera:
Tabla 1. Catálogo de Equipos de Texturizado No.
Equipo Grupo Descripción Modelo
1 Alimentador
as Alimentador de plato a criba Gosag
08-AP-01
2 Bandas
Transportadoras
Banda Transportadora llenadora de supersacos de recicle
08-BT-05
3 Banda Transportadora a 90 grados 08-BT-
03
4 Banda Transportadora arena a
elevador de canguilotes 08-BT-
01
5 Banda Transportadora limpiadora
de ensacadora 08-BT-
02
6 Banda Transportadora producto
terminado 08-BT-
04
7 Bombas Bomba de sólidos wilden 08-BO-
01
8 Colectores Colector de polvos texturizado 08-CV-
01
9 Cribas Criba móvil 08-CR-
02
10 Criba texturizado gosag tms 6128 08-CR-
01
11 Elevadores Elevador de canguilones
texturizado 08-EC-
01
12 Elevador de carga yale 2 ton 08-EV-
01
13 Ensacadoras Ensacadora 1 texturizado 08-EN-
01
14 Ensacadora 2 texturizado 08-EN-
02
15 Ensacadora manual texturizado 08-EN-
03
16 Estractores Estractor de polvos planta piloto 08-EP-
01

75
17 Mezcladoras Mezcladora 1 texturizado 08-ME-
01
18 Mezcladora 2 texturizado 08-ME-
02
19 Mezcladora de muestras 08-ME-
03
20 Tolvas Tolvas alimentadora criba gosag 08-TO-
10
21 Tolvas alimentadora de
ensacadoras 08-TO-
09
22 Tolvas báscula de producto 08-TV-
01
23 Tolvas arena 1 08-TO-
11
24 Tolvas arena 2 08-TO-
12
25 Tolvas arena 3 08-TO-
13
26 Tolvas arena 4 08-TO-
14
27 Tolvas arena 5 08-TO-
15
28 Tolvas arena 6 08-TO-
16
29 Tolvas de recepción de arena 08-TO-
08
30 Tolvas de recepción materias
primas 1 08-TO-
01
31 Tolvas de recepción materias
primas 2 08-TO-
02
32 Tolvas de recepción materias
primas 3 08-TO-
03
33 Tolvas de recepción materias
primas 4 08-TO-
04
34 Tolvas de recepción materias
primas 5 08-TO-
05
35 Tolvas de recepción materias
primas 6 08-TO-
06
36 Tolvas de recepción materias
primas 7 08-TO-
07
37 Tolva de recuperación 08-TO-
17
38 Transportad
ores Transportadora de gusano tolva de
recepción 1 08-GT-
01
39 Transportadora de gusano tolva de
recepción 2 08-GT-
02
40 Transportadora de gusano tolva de
recepción 3 08-GT-
03
41 Transportadora de gusano tolva de
recepción 4 08-GT-
04
42 Transportadora de gusano tolva de
recepción 5 08-GT-
05
43 Transportadora de gusano tolva de
recepción 6 08-GT-
06
44 Transportadora de gusano tolva de
recepción 7 08-GT-
07
45 Transportadora de gusano debajo de
mezcladoras 1 y 2 08-GT-
08
46 Válvulas Válvula direccional del elevador de
canguilones festo 08-VD-
01
47 Válvula direccional de mezcladora
festo 08-VD-
02
Con la información del catálogo y de los manuales de los equipos. Se realizó un calendario para dar
mantenimiento preventivo a las máquinas, definir las actividades a realizar y con qué frecuencia debe de hacerse, así los responsables de mantenimiento se basen en el calendario para darles mantenimiento a los equipos.
Tabla 2. Calendario de Actividades.
EQUIPOS ACTIVIDADES A REALIZAR FRECUENCIA
Alimentadora de plato
revisar chumaceras 1 mes
revisar amperaje 1 semana
revisar baleros 1 mes
Bandas transportadoras
revisar chumaceras con estetoscopio
1 mes
revisar rodillos de carga 1 mes
revisar nivel de aceite 1semana
checar amperaje 1 semana
cambio de aceite criterio del mecánico
Banda 90 grados
revisar chumaceras con estetoscopio
1 mes
revisar rodillos de carga 1 mes
revisar nivel de aceite 1 semana
checar amperaje 1 semana
cambio de aceite criterio del mecánico
revisar cadena de banda 1 mes
Colectores de polvo
checar válvulas 3 meses
checar baleros 3 meses
Criba de arena revisar estructura de las
mallas 1 mes
revisar baleros con
estetoscopio 1 mes
checar el estado en que se
encuentra las mallas 1 mes
Criba de arena gosag planta
piloto
revisión de amperaje del motor de la criba
1 semana
checar el estado en que se
encuentra las mallas 1 mes
Elevadores checar nivel de aceite semana
revisar estructura ( condiciones que se
encuentra) 1 mes
checar estado de
canguilones 3 meses
revisar chumaceras con
estetoscopio 1 mes
Ensacadoras revisar amperaje 1 semana
revisar pistones 1 semana

76
limpiar silenciadores 1 semana
calibrar bascula 1 mes
limpieza de taza de filtro 1 semana
Ensacadora manual
revisar amperaje 1 semana
checar desgaste de poleas 3 meses
checar desgaste de gusano 3 meses
revisar bandas 1 mes
revisar chumaceras 1 mes
revisar interruptores 1 mes
Estractor de polvos
revisar el ventilador 2 meses
checar amperaje 1 mes
checar baleros 1 mes
Mezcladoras checar aceite 1 semana
revisar chumaceras 1 mes
checar espirales 2 meses
checar amperaje 1semana
cambio de aceite criterio del mecánico
hacer pruebas de homogenización
1 mes
Mezcladora de pruebas
checar pintura 3 meses
revisar catarinas 2 meses
revisar bandas 1 mes
revisar baleros 1 mes
revisar cadenas 1 mes
Tolvas revisar las fugas de
material 1 mes
checar pintura de la
estructura 3 meses
Válvulas checar aceite 1 semana
ajuste del sensor 3 meses
fugas de aire 1 mes
Gusanos checar amperaje 1semana
ajuste de las bandas 1 mes
revisar chumaceras 1 mes
Conclusiones En el estudio realizado, se logró hacerle ver a la empresa la importancia de implementar el Mantenimiento Productivo Total; cabe mencionar y no es menos importante que con el diseño del Plan de Mantenimiento se busca concientizar llegar a los
trabajadores para que escuchen a sus máquinas y aprendan a interpretar su lenguaje.
Los equipos hablan a través de los síntomas que presentan y es mejor detectar a tiempo los defectos menores que llegar a la descompostura de la máquina.
Con el plan se busca la mejora para corregir un pobre desempeño, paradas ocasionales y la descompostura del equipo, también evitar la pérdida de eficiencia y optimizar la vida de la maquinaria, esto implica que de alguna manera que el costo de fabricación del producto elaborado en dicha línea se reduzca significativamente y con calidad el producto.
Con la ayuda del plan de mantenimiento se podrá integrar al operador, las máquinas que intervienen en el proceso de fabricación del texturizado, técnicos especializados y los responsables del cumplimiento de los objetivos generales de la empresa.
Se recomienda que: 1. Una de las recomendaciones es que el jefe de
mantenimiento informe de todo lo que se está haciendo a los altos mandos para que se encuentren informados de cómo se está realizando su trabajo.
2. Brindar capacitación al departamento de mantenimiento y a los operadores periódicamente de cómo dar un Mantenimiento a los equipos del área de texturizado.
3. Actualizar el calendario de mantenimiento de los equipos renovándolo constantemente para la mejora de las máquinas.
4. Actualizar el catálogo de los equipos para llevar un control de la maquinaria existente.
5. Publicar cada mes los indicadores en la pizarra para que el personal esté informado de como se encuentra el área.
Referencias Chase, Richard. Aquilano, Nicholas. Jacobos, Robert. 2001. Administración de producción y operaciones, Manufactura y Servicios, octava edición. Editorial McGraw-Hill. Colombia. Duffuah, salih. Raouf, A. Campbell, John. 2002. Sistemas de Mantenimiento Planeaciòn y Control, primera edición. Editorial Limusa Wiley. México. García, Oliverio. La Esencia del TPM, Universidad Pedagógica y Tecnológica de Colombia. Fecha de consulta: 18 Marzo de 2008 (Ver. http://www.confiabilidad.net/art_05/TPM/tpm_02.pdf) Gotoh, Fumio. 1996. TPM para Departamentos de Ingeniería, Diseño de equipos y productos que facilitan

77
el mantenimiento, primera edición. Editorial Productivity Press. Estados Unidos. Imai, Masaakii. 1989. La Clave de la Ventaja Competitiva Japonesa, primera edición. Compañía Editorial Continental, S.A. de C.V. México. Instituto Japonés de Mantenimiento de Planta. Mantenimiento Productivo Total. Fecha de consulta: 18 Marzo de 2008 (Ver: es.wikipedia.org/wiki/TPM) Nakajima, Seiichi. 1989. Introducción al TPM; Mantenimiento Productivo, primera edición. Editorial Productivity Press. Estados Unidos. Nakajima, Seiichi. 1991. Programa del Desarrollo del TPM, Implantación del Mantenimiento Productivo Total, primera edición. Editorial Productivity Press. Inglaterra. Roberts, Jack. TPM Mantenimiento Productivo Total, su Definición, Historia y Proceso Básico de Implementación. Fecha de consulta: 19 de Marzo de 2008 (Ver:www.tpmomline.com/articles_on_total_productive_maintenance/tpmroberts.htm) Salvendy, Gavriel. 1991. Manual de Ingeniería Industrial (vol. 2), primera edición. Editorial Limusa. México. Sánchez, Luís G. 1991. “La Paradoja de las Nuevas Tecnologías”, Revista Escuela colombiana de Ingeniería. Año 1. No 1. Vol. 1. Bogota Febrero. Shirose, Kunio. 1992. TPM para mandos intermedios de fábrica, primera edición. Editorial Productivity Press. Inglaterra. Shirose, Kunio. 1994. TPM para Operarios, para mandos intermedios de fábrica, primera edición. Editorial Productivity Press. Estados Unidos. Suzuki, Tokutaro. 1995. TPM en Industrias de Proceso, primera edición. Editorial Productivity Press. España. Tajiri, Masaji. 1992. TPM Implementation, a Japanese Approach, primera edición. Editorial McGraw-Hill. Estados Unidos. Zandin, Kjell B. 2005. Maynard Manual del Ingeniero Industrial, tomo II. segunda edición. Editorial McGraw-Hill Latinoamericana Editores S. A de C. V. México.

78
Desempeño de una organización de servicios diagnósticos: comparación entre percepción y expectativas de las partes
interesadas N.J. Ríos Vásquez, M.A. González Mendivil, A. Arellano González, R.D. Fornes Rivera, L.E. Beltrán Esparza, M.
López-Acosta. Instituto Tecnológico de Sonora, 5 de febrero 818 Sur, Cd. Obregón, Sonora, México, [email protected],
Resumen: En Ciudad Obregón, Sonora, México, entre el Instituto Tecnológico de Sonora y Unión Ganadera Regional de Porcicultores de Sonora; crearon una empresa de servicios de laboratorios para el sector pecuario. En búsqueda de la mejora continua de esta organización, se diseñó e implementó un modelo de evaluación de expectativa-percepción sobre desempeño de la organización, abordando la perspectiva de las partes interesadas (inversionistas, personal y sociedad). El modelo se diseñó para aplicación general a empresas de servicios y basado en la metodología de evaluación de la satisfacción de los clientes para empresas de servicios así como criterios de autoevaluación usados en modelos de excelencia para la calidad; los resultados obtenidos indican que los inversionistas, el personal y la sociedad han encontrado un déficit de calidad en la organización bajo estudio, con énfasis en las dimensiones empatía y seguridad. Palabras claves: Evaluación de servicio, percepción/expectativas, partes interesadas, desempeño organizacional. Introducción La porcicultura es una actividad económica muy importante en México, de acuerdo al Servicio de Información Agroalimentario y Pesquero (2006), el estado de Sonora genera el 20% de la producción total de carne de cerdo del país, la cuarta parte de esta se exporta a Japón y el resto es para el consumo del estado y el país.
Para el desarrollo del cuidado sanitario y optimizar costos de producción, en el estado de Sonora, la Unión Ganadera Regional de Porcicultores de Sonora UGRPS promovió la vinculación con el Instituto Tecnológico de Sonora ITSON, pactando la creación de un laboratorio que ofreciera, servicios diagnósticos para los socios de UGRPS, además de complementar la formación de egresados calificados e investigación pertinente al sector pecuario. Por su parte, a fin de salvaguardar la calidad sanitaria en Sonora, la Secretaría de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación (SAGARPA) desde 2007
solicitó a las áreas de servicio del sector pecuario (farmacias, y laboratorios entre otros) que promuevan la acreditación de sus servicios (López, 2007).
Los sistemas de medición y mejora de desempeño, requeridos por organismos acreditadores, son herramientas generadas para apoyar la gestión, que introducen parámetros de medición de resultados y metodologías de evaluación. Además, propician una cultura de análisis de los insumos y procesos involucrados en la producción de los resultados organizacionales (Guerra-Lopez, 2007).
Entre los modelos de excelencia usados con mayor frecuencia se encuentran el modelo Baldrige, creado en 1987, y actualmente busca resultados económicos y empresariales con un enfoque en el recurso humano y el cliente, sin olvidar el factor relativo a la responsabilidad social (National Institute for standards and technology, 2008).
El Modelo Europeo de Excelencia Empresarial EFQM concebido en 1991 enfatiza en la búsqueda de resultados en las personas y los clientes como lo planteado por el modelo de Baldrige, ademas de integrar el impacto en la sociedad en los resultados de la organización con los resultados empresariales (Fundación Europea para la Gestión de la Calidad, 2008).
El seguimiento a los clientes es un factor incluido en ambos modelos, al respecto varios investigadores se han dado a la tarea de generar metodologías para evaluar la satisfacción del cliente (Morillo, 2007; Thompson, 2005; Zetihaml, Parasuraman, & Berry, 1993).
Sin embargo no se reporta bibliografía referente la evaluación de la impresión del personal, los inversionistas y la sociedad (actores denominados partes interesadas en la organización).
Con el objetivo de implementar un modelo de evaluación de expectativa-percepción sobre el desempeño de la organización desde la perspectiva de las partes interesadas que permita emprender acciones de mejora, se planteó la siguiente metodología.
Método

79
El objeto bajo estudio fue la expectativa-percepción sobre el desempeño de la organización creada por ITSON y UGRPS, bajo la observación de los inversionistas, el personal y la sociedad. A continuación se describe en forma general el método propuesto para alcanzar el objetivo planificado. Definir los objetivos de la evaluación Se revisaron los beneficios que ofrecen los modelos de calidad total con respecto a las categorías relacionadas con el personal, los inversionistas y la sociedad, con base a esta información se definió para qué serán utilizados los resultados que se generarán al implementar el modelo de evaluación. Diseñar el instrumento de evaluación contrastando métodos de evaluación y modelos de excelencia de calidad Selección de metodología de evaluación: El instrumento de evaluación se elaboró con base en la metodología de SERVQUAL que contempla cinco dimensiones, definidas en la Tabla 1, las cuales se evalúan a través de la cuantificación del estado deseado (expectativa) y el estado actual (percepción) de una serie de ítems previamente seleccionados. Ajuste del instrumento original: Para evaluar la percepción y las expectativas sobre el desempeño de la organización desde el punto de vista de los tres tipos de actores involucrados (inversionistas, personal y sociedad), se recopilaron los diferentes modelos de excelencia de calidad (EFQM, Malcolm Baldrige, International Organization for Standardization ISO, Premio Nacional para la Calidad, Modelo Iberoamericano), además se seleccionaron aquellos puntos que contemplaban resultados deseables sobre las partes interesadas.
Tomando como base las declaraciones de autoevaluación de los modelos para los resultados seleccionados de los modelos de excelencia, se elaboraron una serie de items y se les dio redacción de percepción y de expectativa. Clasificar los items en las dimensiones de SERVQUAL: Una vez redactados los items se categorizaron en las dimensiones que considera la metodología SERVQUAL: empatía, fiabilidad, seguridad o garantía elementos tangibles, y capacidad de respuesta; cuyas definiciones se muestran en la Tabla 1, con ello se obtuvo el instrumento de evaluación a validar.
Seleccionar los items definitivos, y confiabilidad del instrumento: Se aplicó evaluación piloto con el instrumento elaborado presentando los ítems sorteados y utilizando una escala de Likert de 5 puntos, la aplicación se hizo a sujetos con características similares a las personas que ejercen funciones equivalentes a los de la organización bajo estudio.
Tabla 1. Definición de dimensiones de SERVQUAL.
Categoría Descripción
Empatía
Es el grado de atención y consideración que ofrece la organización a sus clientes, personal, inversionistas y sociedad.
Fiabilidad
Implica la habilidad que tiene la organización para ejecutar sus actividades de forma adecuada y constante.
Seguridad (Garantía)
Son los conocimientos y atención mostrados por los integrantes de la organización respecto al servicio que se brinda.
Elemento Tangible
Representan características físicas y apariencia de las instalaciones, equipos, personal y otros elementos con los que presta sus servicios la organización.
Capacidad de respuesta
Representa la disposición que tiene la organización para proveer un servicio rápido y eficiente. También se consideran todas aquellas acciones que lleva a cabo la organización para responder ante las necesidades que surgen por parte del personal, clientes, inversionistas y sociedad.
Fuente: Elaboración Propia con base a Zetihaml, Parasuraman, & Berry, (1993)
Se obtuvo el coeficiente de correlación para cada
ítem, posteriormente y de acuerdo a lo sugerido por Fernández (2008), se sumaron verticalmente (por sujeto) el puntaje obtenido para todos los items, se seleccionaron el 25 % de los sujetos con calificación más alta y 25% de los sujetos con calificación más baja. Para estos dos subgrupos se seleccionaron aquellos items que tuviesen mayor diferencia de medias y cuyo coeficiente de correlación fuese mayor de 0,5. Con éstos items se construyeron los tres instrumentos a utilizar para evaluar la percepción y expectativa de las partes interesadas, lo anterior permite seleccionar items que realmente sean realmente diferenciadores, por otra parte se calculó la confiabilidad del instrumento obteniendo el Coeficiente de Alfa de Cronbach.

80
Determinar el número de personas a encuestar Los sujetos bajo estudio fueron:
Personal de la organización: una población constituida por 11 personas. Inversionistas: representados por consejo directivo donde el Rector de ITSON y el Presidente de la UGRPS son presidente y secretario respectivamente, quienes en la parte operativa son representados por el director de recursos naturales por parte de ITSON, y el director de laboratorios por UGRPS. Sociedad: de acuerdo a la Figura 1 la sociedad estará representada por:
Vecinos inmediatos a las instalaciones del laboratorio. Miembros de la comisión de higiene y seguridad. Comunidad universitaria de ITSON que labora (maestros) o estudia (alumnos) en instalaciones inmediatas al laboratorio. Personal de apoyo servicios generales, auxiliares de laboratorios y personal de mantenimiento.
Figura 1. Ubicación de Laboratorio en Cajeme (Sociedad),
Fuente: Elaboración propia.
Evaluar la percepción y expectativas de las partes interesadas con la aplicación del instrumento diseñado Se aplicó el cuestionario en dos momentos a las mismas personas elegidas, el primer cuestionario contenía las preguntas redactadas de una manera en que se le preguntaba su expectativa, y una semana después, se aplicó el mismo cuestionario pero con las preguntas redactadas de tal forma de la percepción al respecto del item considerado en cada una de las encuestas de las partes interesadas. Determinar las brechas existentes analizando la información recolectada
Los datos se analizaron contabilizando las expectativas y percepciones de todas las personas encuestadas obteniendo un total de puntos de cada ítem y por dimensión, posteriormente se evaluó la calidad bajo los criterios propuestos por Kotler, 1998, Zeithaml & Bitner, 2002 citados en Morillo, 2007 los cuales se presentan en la Tabla 2.
Tabla 2. Criterios y juicios para evaluar brechas entre percepciones y
expectativas. Criterios Juicio
Expectativas Igual Percepciones
Calidad óptima
Expectativas Mayor que
Percepciones
Déficit de calidad
Expectativas Menor que
Percepciones
Derroche o exceso de
calidad Fuente: Eaboración propia con base a Kotler, 1998, Zeithaml &
Bitner, 2002 citados en Morillo, 2007.
Resultados A continuación se presentan los resultados obtenidos con base en la aplicación de la metodología para alcanzar el objetivo de esta investigación.
Definición de los objetivos de la evaluación La Tabla 3 reporta los objetivos que fueron definidos con quienes serán los usuarios de los resultados de la evaluación sobre la percepción y expectativa de las partes interesadas. Diseño del instrumento de evaluación contrastando métodos de evaluación y modelos de excelencia de calidad Después de aplicar los cuatro pasos para diseñar el instrumento, la Tabla 2 muestra los resultados seleccionados de los modelos de calidad sobre los que se generaron los ítems para construir los instrumentos de evaluación, después de la etapa de validación se seleccionaron 22 ítems para cada encuesta de inversionistas, de Personal y de sociedad, todos los ítems contemplados en los cuestionarios cumplen con el criterio de confiabilidad al tener el instrumento un alfa de Conbrach mayor a 0.98, la Tabla 4 muestra los ítems de la encuesta utilizada para evaluar la percepción del personal. Determinación del número de personas a encuestar El personal del Laboratorio fue encuestado al 100%.
Los inversionistas fueron evaluados en un 100%, el presidente y secretario del patronato del laboratorio respondieron la encuesta de expectativas. Además los directores de la DES de Recursos Naturales y del

81
laboratorio lo hicieron con la encuesta correspondiente a expectativas.
Tabla 3. Objetivos definidos para el proyecto de evaluación.
Inversionistas Personal Sociedad
Objetivo
Generar procedimientos de comunicación y realimentación de tal manera que mantenga al inversionista enterado de los avances, riesgos y logros de la organización.
Los resultados de la evaluación serán utilizados para mejorar el ambiente de trabajo del personal que labora en la organización, establecer su sistema de evaluación del desempeño directamente relacionado con los procesos que desempeñan.
Definir procedimientos de control tales que promuevan la sustentabilidad del servicio que brinda el Laboratorio.
Tabla 4. Modelos de calidad y categorías
Modelo de Excelencia
Categorías analizadas
EFQM Resultados en las personas Resultados en la Sociedad Resultados clave
ISO
Autoevaluación ISO 9004:2000 Necesidades y expectativas de las partes interesadas Personal Ambiente de trabajo Procesos relacionados con las partes interesadas
Malcolm Baldrige
Enfoque laboral Resultados
Premio Nacional de Calidad
Personal Responsabilidad Social Competitividad de la organización
Iberoamericano
Resultados del desarrollo de las personas Resultados de Sociedad Resultados Globales
Fuente: Elaboración propia, con base en modelos de excelencia de calidad.
Dado que para opinar al respecto de algo es
necesario conocerlo la población representativa de la sociedad se seleccionó a aquellas personas de la población a considerar que estuvieron de acuerdo en participar en la encuesta, siendo un total de: 56 personas distribuidas de la siguiente forma:
Vecinos a las instalaciones: 8 Miembros de la comisión de higiene y seguridad: 2 Comunidad universitaria de ITSON: 44 Maestros: 12 Alumnos: 26 Personal de servicios generales: 2 Personal de mantenimiento: 2 Personal auxiliar de laboratorios: 2
Evaluación de la percepción y expectativas de las partes interesadas con la aplicación del instrumento de evaluación Una vez elaborado el instrumento de evaluación, se procedió a la aplicación del mismo en dos momentos a las mismas personas elegidas, el primer instrumento de evaluación aplicado contenía las preguntas redactadas de una manera en que se le preguntó su expectativa, ver Tabla 5 para el caso de encuesta de personal, esto con la finalidad de poder determinar las brechas que pudieran existir, una semana después se aplicó una vez más el instrumento de evaluación pero con las preguntas redactadas de tal forma que se le preguntó la percepción sobre los mismos ítems en que plantearon sus expectativas. Se recolectaron datos de las dos evaluaciones de cada parte interesada en la investigación.
Determinación de las brechas existentes analizando la información recolectada. Los datos se analizaron contabilizando las expectativas y percepciones de todas las personas encuestadas y obteniendo un puntaje por ítem y por dimensión, posteriormente se evaluó la calidad comparando los resultados bajo los criterios propuestos por Kotler, (1998) Zeithaml y Bitner, (2002) citado en Morillo, (2007), los cuales se presentan a continuación:
No fue factible medir la encuesta de expectativas para la variable sociedad, por lo que solo se consideró un ideal del máximo puntaje para cada categoria en lo correspondiente a las expectativas.
La Tabla 6 reporta el juicio sobre la percepción contra expectativas de las tres variables, en ellas observamos que hay una tendencia hacia el déficit de calidad.
Dado que la mejora continua considera abordar primero las brechas críticas encontramos que de acuerdo a lo reportado en la Tabla 7, para las tres variables bajo estudio las dimensiones empatía y seguridad (garantía), son las que tienen las brechas más amplias.
Para la variable inversionistas y sociedad se identifica también la dimensión fiabilidad como importante a mejorar, mientras que para la variable personal y sociedad se avocan en segundo lugar a

82
mejorar la capacidad de respuesta y los elementos tangibles.
Elaboración de informe y plan de mejora a partir de los resultados obtenidos por la evaluación Con estos resultados se realizó un informe con los hallazgos encontrados en la evaluación y a partir de este análisis se realizó un plan de acciones de mejora para el Laboratorio, para ello se seleccionaron, de acuerdo a la técnica de Pareto, aquellos ítems que causan el 80% de las brechas.
El plan de mejoras propuesto para el personal, el cual responderá a lograr el objetivo definido de la evaluación se presenta en la Tabla 8.
Tabla 5. Items utilizados para evaluar la percepción del personal sobre el desempeño de la organización.
Conclusiones y Recomendaciones El objetivo planteado en el inicio del proyecto, el cual consiste en implementar un modelo de evaluación de la expectativa-percepción sobre el desempeño de la organización desde la perspectiva de las partes interesadas en la organización creada por ITSON y UGRPS y permita establecer un plan de mejora al respecto para el laboratorio bajo estudio, fue logrado en su totalidad ya que se utilizando como base la metodología SERVQUAL se elaboraron los instrumentos de evaluación y se implementó su aplicación.
De la aplicación de los instrumentos concluimos que el Laboratorio bajo estudio cuenta con un alto índice de déficit de calidad, y con base en ello se determinó un plan de mejoras para reducir las brechas existentes entre lo que esperan y lo que perciben los inversionistas, el personal y la sociedad respectivamente.
Los ítems presentados en los instrumentos de evaluación fueron originados a partir de lo que establecen los principales modelos de excelencia de calidad a nivel internacional, ello contempla que el modelo de evaluación diseñado y las acciones de mejora planteadas orientará la organización hacia un desempeño de excelencia internacional.
Tabla 6. Resumen la distribución de los juicios de los actores evaluados sobre el desempeño de la organización.
Inversionistas Personal Sociedad
Derroche de calidad
9% 32% 0%
Calidad óptima 27% 0% 0%
Déficit de calidad 64% 68% 100%
Tabla 7. Resumen de la distribución en las dimensiones de
SEVQUAL del juicio “deficit de calidad” de los actores evaluados sobre el desempeño de la organización
Inversionistas Personal Sociedad
Empatía 40% 37% 34%
Fiabilidad 20% 0% 20%
Seguridad Garantía 40% 37% 13%
Elemento Tangible 0% 13% 13%
Capacidad de respuesta
0% 13% 20%
Se recomienda al laboratorio aplicar al menos cada año los instrumentos diseñados y en caso de que los modelos de referencia cambien, actualizar los ítems incluidos.
Se recomienda a la organización llevar a cabo las acciones plasmadas en el plan de acción propuesto sin desatender las acciones básicas de su sistema de gestión de calidad, para dar evidencia de las acciones de mejora continua integrales.
A pesar de que los investigadores de calidad en servicio recomiendan aplicar las encuestas de percepción y expectativa de manera separada, si contemplamos la propuesta de Kaufman (2000), sobre evaluación del ser y deber ser, sería factible obtener los

83
resultados de la sociedad y de los otros actores de una forma más efectiva.
Tabla 8. Plan de mejora para los resultados obtenidos en la evaluación de las expectativas del personal contra su percepción en el
desempeño de la organización.
Para la organización se recomienda identificar y colocar indicadores de desempeño para mantener controladas las actividades que se lleven a cabo a partir del plan de mejoras recomendado para cada una de las partes interesadas.
Referencias Servicio de Información Agroalimentaria y Pesquera. (2006) Avance de la producción por estado de carne de cerdo en México. (Recuperado el día: 12 de septiembre de 2007, de: http://www.porcicultura.com/estadisticas/?seccion=ver&estadistica=estad20-06). López, F. (15 de enero de 2007). MVZ. (N. J. Vázquez, Entrevistador). Guerra-Lopez, I. (2007). Evaluación y Mejora Continua. Bloomington, Indiana, USA.: Author HOUSE. National Institute for standards and technology. (2008). Recuperado el 2008 de febrero de 2008, de About BNQP: Baldrige National Quality Program: http://www.quality.nist.gov/ Fundación Europea para la Gestión de la Calidad. (2008). About of EFQM:ESFQ Shares what works.
Recuperado el 17 de febrero de 2008, de http://ww1.efqm.org/en/Home/tabid/36/Default.aspx. Morillo, M. (2007). Análisis de la calidad del servicio hotelero mediante la escala de SERVQUAL. (Recuperado el día: 28 de octubre de 2007, de: http://www.walc03.ula.ve/cgi-Win/be_alex.exe?Documento=T016300004415/9&term_termino_2=e:/alexandr/db/ssaber/Edocs/pubelectroicas/visiongerencial/ano6num2/articulo8.pdf&term_termino_3=&Nombrebd=Ssaber). Thompson, I. (julio de 2005). Promonegocios.net. Recuperado el 14 de febrero de 2008, de http://www.promonegocios.net/mercadotecnia/satisfaccion-cliente.htm Zetihaml, V., Parasuraman, A., & Berry, L. (1993). Calidad total en la gestión de servicios. Madrid: Diaz de Santos. Fernández I. (2008). Construcción de una escala de actitudes tipo likert. (Recuperado el día: 12 de marzo de 2008, de: http://www.mtas.es/insht/ntp/ntp_015.htm). Kaufman, R. (2000) Mega Planning Practical Tools for Organizational Success, Sage publications, INC, USA.

84
La operación del SGC; analizando el origen de las no conformidades
G.M. Martínez-Solano, H. Aceves-Gutiérrez, M. López-Acosta, M. Larios-Ibarra, J.E. Sánchez-Padilla. N.J. Ríos Vásquez. Instituto Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México.
Resumen. Este artículo presenta una retrospectiva al análisis realizado a la operación de un Sistema de Gestión de Calidad (SGC), a través del estudio del origen de la generación de no conformidades. La investigación busca que los resultados sean vistos como áreas de oportunidad y puedan ser utilizados como insumos para el desarrollo de mejoras de operación de del SGC, demostrando, que los procesos de auditoría interna, auditoría externa y revisión por la dirección son los principales generadores de no conformidades al mismo y representan el origen de al menos el 80% de las no conformidades del sistema bajo estudio, mostrando que la operación del mismo presenta áreas de oportunidad en la revisión autocrítica y autogeneradora de mejoras. La metodología se basa en la determinación de criterios que dan origen a no conformidades y la correspondiente agrupación de los datos obtenidos. Palabras clave: ISO 9001, no conformidad, calidad, SGC. Introducción Los conceptos de calidad incluidos en la norma ISO 9001 se han extendido, aplicándose en organizaciones que van desde la investigación y desarrollo hasta los servicios, sin importar si se trata de una organización pública o privada o el tamaño de la misma. En esta norma se considera necesario desarrollar un enfoque de proceso, teniendo cuidado de que todos los pasos para crear el producto estén bien definidos y estructurados para lograr la satisfacción del cliente, dándole mayor énfasis y valor a la prevención que a la corrección a través de la creación de un sistema de mejora continua (Senlle y Gutiérrez, 2005).
Es mediante este enfoque que los procesos desarrollados bajo el esquema del Sistema de Gestión de Calidad o SGC, basado en ISO 9001, se apoyan en la utilización de acciones correctivas y preventivas como medio para la generación de mejoras internas en base a su operación diaria, las cuales desde el punto de vista de la norma, deberían ser generadas a raíz del propio desempeño organizacional cotidiano, donde es ésta misma quien identifica, analiza y da respuesta a las áreas de oportunidad encontradas, como parte de un proceso recurrente de mejora (Vilar, 1999).
Dentro de este esquema emerge la importancia de que las organizaciones, sea cual sea su giro, sean capaces de dar respuesta a estas áreas de oportunidad de manera oportuna y eficaz, alineando el trabajo del SGC y la operación cotidiana en miras de generar trabajos correctivos y/o preventivos capaces de traducirse en resultados más eficaces y procesos más eficientes, dentro de la empresa.
Sin embargo, aunque estas características demuestran el nivel óptimo del funcionamiento de un SGC, se ha denotado en las áreas de la unidad Navojoa, dentro del SGC ITSON en base a la experiencia y observación, que en la operación cotidiana, el SGC por sí solo, no es capaz de autodetectar aquellas áreas de oportunidad emergentes de la operación constante del mismo.
Los procesos, por lo tanto, se ven obligados a generar acciones correctivas y/o preventivas derivadas de la detección de no conformidades, no conformidades potenciales o productos no conformes a través de auditorías internas, externas y revisiones por la dirección establecidas en el SGC.
Como exponen Nava (2005), los SGC tienen como propósito fundamental generar un ciclo que permita la mejora. “Las organizaciones que solamente se conforman con llegar a mantener requisitos mínimos, tarde o temprano llegarán a la obsolescencia. Hay que darnos la oportunidad de mejorar. No podemos pensar que existe sistema sin mejora. Los elementos para la mejora inician con la medición de los principales aspectos del proceso, del producto, de la satisfacción del cliente; y se complementan solamente con las auditorías o los procesos de revisión por la dirección. Como resultado de las mediciones internas, se obtienen resultados que se analizan y que producen información para la mejora. Esta se da al detectar las no conformidades, efectuar acciones correctivas, acciones preventivas y a través de los proyectos de mejora”. Ante lo anterior se puede determinar que al no ser detectadas las no conformidades a través de la diaria operación del SGC, con la medición y análisis del desempeño de sus procesos y sus productos, se pone en riesgo el desarrollo de proyectos de mejora con miras al perfeccionamiento continuo del sistema, pudiendo, inclusive minar el grado de desarrollo en la madurez del mismo.

85
El Instituto Tecnológico de Sonora, en el año 2000, emprende el proyecto denominado INNOVA 2001, cuyo objetivo era proporcionar al Instituto Tecnológico de Sonora (ITSON) una solución integral para las operaciones de gestión del Instituto en las áreas administrativas a través de la reingeniería de sus procesos, de manera que fuesen más eficientes y se redujeran los costos de operación, se implantara una tecnología de apoyo y se realizara una alineación organizacional que ayudase a lograr un cambio positivo (ITSON, 2005).
Como parte de la mejora, el ITSON comenzó a operar y certificó en el año 2002 esa nueva alineación de procesos bajo la estructura de un SGC basado en la norma ISO 9001:2000, con lo cual se buscó impactar en el logro de las metas institucionales.
Los beneficios que se pretendieron alcanzar con la implementación del SGC, fueron: estandarizar sus procesos administrativos, implementar una filosofía de la calidad, cumplir los lineamientos que establece la SEP para recibir recursos de parte del gobierno federal, y sobre todo cumplir con los objetivos y apoyar la misión enfocados a su visión institucional en ese momento.
Lo anterior se traduce en un SGC con seis años de operación continua, el cual a través del desarrollo de las operaciones inherentes al mismo, ha ido ampliando su alcance a través del tiempo. Bajo esta ampliación es en el año 2005 que el área de mantenimiento de la Unidad Navojoa se incorpora al alcance del SGC, uniéndosele al año siguiente las áreas de servicios para docentes, biblioteca, registro escolar y desarrollo organizacional.
Sin embargo a la fecha, atendiendo a la manera en la que se desarrollan los procesos derivados de la operación del SGC, se ha observado en los procesos de la Unidad Navojoa dentro del alcance, que la generación de las no conformidades, y sus correspondientes acciones correctivas y/o preventivas, como parte del proceso de seguimiento, análisis y mejora pueden estar presentando una problemática, pues se cree que aquellas no conformidades que se generan dentro de los procesos son originadas a raíz de la detección por observación de elementos externos a los procesos, derivados de auditorías internas o externas o bien por revisión por la dirección y no por parte del análisis del desempeño operacional de los procesos y del producto.
Lo anterior se basa en la información expresada en la tabla 1, en donde se entiende por NC, “No Conformidad”.
De presentarse lo anterior, y en base a lo que se ha expuesto anteriormente, este factor puede ser un área de oportunidad a atacar sobre el proceso de mejora continua del SGC, por lo que el desarrollo del presente
proyecto de investigación, pretende mostrar resultados objetivos y fundamentados sobre el escenario descrito, los cuales sean capaces de sentar las bases en torno a información sustentada sobre la situación presente del SGC ITSON, tomando como antecedente la situación descrita en los procesos en el alcance de la Unidad Navojoa, propiciando con esto el desarrollo de acciones de mejora al sistema en general. Tabla 1: Porcentaje de incidencia de no conformidades de acuerdo a su origen SGC ITSON alcance Navojoa (actualizado al 09 Octubre
2007)
Origen de la NC
Cantidad de NC
Porcentaje del total de
NC
Porcentaje Acumulado
Auditoría Interna
23 38% 38%
Auditoría externa
3 5% 43%
Revisión por la dirección
25 42% 85%
Operación 9 15% 100%
60 100% 100%
Se espera que la mejora continua en las organizaciones que tienen implementado un SGC, se dé a través de las áreas de oportunidad obtenidas como resultado de las no conformidades reales o potenciales y los productos no conformes que los responsables de las áreas registran en la operación diaria de la organización, de forma autocrítica, utilizando los formatos de registro que para ello se hayan diseñado en el sistema. Así también se conoce que el origen de las no conformidades puede darse en un segundo término derivado de la detección en procesos de auditorías internas, externas o revisiones por la dirección (EEPP, 2005).
Siendo esto lo deseable en un SGC y utilizando para ello la información generada en la Unidad Navojoa, en los procesos certificados dentro del alcance, se puede ver a través del análisis que la operación del SGC no se lleva a cabo como se debiera, ya que se ha observado que un porcentaje importante de las acciones correctivas y preventivas provienen principalmente de no conformidades derivadas de auditorías internas, externas y revisión por la dirección, y en menor índice de no conformidades detectadas de forma autocrítica, motivo por el cual la mejora continua no se está dando en forma fluida y consecuentemente el SGC puede no estar funcionando como debiera, no logrando el desarrollo del mismo, de las áreas y de la Institución.

86
Hipótesis Los procesos de auditoría interna, auditoría externa y revisión por la dirección son los principales generadores del 80%de las acciones correctivas y/o preventivas del SGC ITSON en sus procesos dentro del alcance.
El objetivo general que persiguió la investigación fue el demostrar, con apoyo de análisis estadístico, que los procesos de auditoría interna, auditoría externa y revisión por la dirección son los principales generadores de no conformidades al SGC y representan el origen de al menos el 80% de las acciones correctivas y/o preventivas del SGC del ITSON, de manera que los resultados puedan ser utilizados como insumos para el desarrollo de mejoras en la operación del SGC.
Estructura del Sistema de Gestión de Calidad ISO 9001:2000. El SGC bajo la Norma ISO 9001:2000 maneja una estructura basada en la operación de cinco procesos fundamentales: Sistema de Gestión de Calidad, Responsabilidad de la Dirección, Gestión de los Recursos, Realización del Producto y Medición, Análisis y Mejora, cuya relación está establecida bajo un enfoque de procesos (Ver figura 1). Estos procesos proporcionan a través de su desarrollo, las bases fundamentales de la operación eficaz del SGC.
Dentro de esta estructura el proceso de Medición, Análisis y Mejora es aquel enfocado al establecimiento de la retroalimentación para el desarrollo del análisis de la información relevante del SGC con el objetivo de perseguir la mejora continua.
No conformidad. La Norma ISO 9000, (2005) hace referencia al concepto de no conformidad en su apartado 3.6, términos relativos a la conformidad, y lo define de la siguiente manera: “No Conformidad. Incumplimiento de un requisito”.
En un SGC bajo la Norma ISO 9001, versión 2000, la generación de no conformidades es una práctica común de la operación del mismo y marca el inicio para el emprendimiento de acciones correctivas, preventivas o proyectos de mejora para el SGC (Vilar, 1999).
Origen de las No Conformidades. Según el criterio de incumplimiento que marca la Organización de Empresas Públicas de Medelín (EEPP), (2005) las no conformidades pueden ser clasificadas en no conformidades detectadas a tres elementos básicos: producto, proceso y sistema de gestión.
La anterior clasificación atiende a la ubicación del hecho que originó el incumplimiento del requisito, es decir, la no conformidad.
Así también el origen de las no conformidades puede darse en primer término a través de su detección bajo el desarrollo del SGC, ya sea por la propia operación del sistema de forma autocrítica o bien en
segunda instancia derivado de la detección en procesos de auditorías internas, externas o revisiones por la dirección.
Senlle y Gutiérrez, (2005) comentan que el enfoque del sistema de calidad debiera ser un enfoque preventivo en lugar de enfoque correctivo; en la medida que un sistema va madurando se puede observar el tránsito hacia la toma de acciones preventivas en lugar de correctivas (Ver figura 1).
Figura 1. Enfoque preventivo contra enfoque correctivo
Fuente: Senlle y Gutiérrez, 2005.
Estos autores afirman que existen algunas técnicas
que ayudan a la detección de no conformidades potenciales como el análisis de riesgos y el análisis de modo-efecto de falla, entre muchos otros, siempre y cuando manteniendo el enfoque a posibles problemas de la operación cotidiana que bien se visualizan en el mercado, en el proceso de realización del producto, en el resultado de las quejas y anexándole la experiencia del personal de la organización.
La aplicación de este criterio no es sencilla y requiere de un esfuerzo creativo y planeación de recursos, debido principalmente a que se está involucrado e inmerso en resolver problemas día a día y se resuelve lo urgente olvidándose de lo importante. Resultados La investigación fue aplicada a un sistema de gestión de calidad de una institución educativa de nivel superior del estado de Sonora en el periodo comprendido de 2005 a 2008, utilizando como material para el estudio los formatos de Control de No Conformidades (SGCA-ACP-FO-03), que presentaba como registros de operación dicho sistema, y mismos en que es registrada la información de cada una de las no conformidades generadas en los procesos dentro del alcance del SGC.
El procedimiento utilizado estuvo basado en cuatro pasos básicos: 1. Seleccionar los criterios a analizar en base a la naturaleza del SGC bajo estudio: a) Auditoría Interna. No conformidades derivadas del
desarrollo de auditorías internas del SGC bajo estudio, dentro del periodo de tiempo considerado para la investigación.

87
b) Auditoría Externa. No conformidades derivadas del desarrollo de auditorías externas del SGC bajo estudio, por el organismo certificador de tercera parte, en el periodo de tiempo considerado para la investigación.
c) Revisión por la Dirección. No conformidades derivadas del desarrollo de revisiones por la dirección, reflejadas por la detección de la Alta Dirección al proceso.
d) Operación. No conformidades derivadas del desarrollo de la operación interna a los procesos, considerándose para este hecho aquellas generadas a raíz de resultados de la medición a objetivos de calidad, clima organizacional, incidencia de producto no conforme, entre otros. Para la selección de los criterios a analizar, fueron
tomados como base los elementos expuestos anteriormente, dentro del esquema del proceso de medición, análisis y mejora, especificado por el enfoque a procesos del SGC ISO 9001:2000.
Dichos rubros fueron seleccionados como puntos de origen para la determinación de no conformidades del SGC bajo estudio, elementos motivo del presente análisis. 2. Elaborar instrumento para la recolección y concentrado de la información a obtener. El concentrado de la información recolectada se plasmó en un instrumento de recolección de datos, desarrollado en base a los elementos base a considerar para el desarrollo del estudio, dichos elementos fueron: a) La determinación del origen de la no conformidad
detectada por área estudiada; indicando los cuatro rubros dispuestos en el paso anterior.
b) La incidencia, determinando cantidad y porcentaje, de no conformidades por rubro de origen (auditoría interna, auditoría externa, revisión por la dirección y operación).
3. Recabar la información de las áreas y sus procesos especificados, en base a los criterios definidos de análisis, utilizando el instrumento de recolección de datos. La información recopilada de las áreas bajo estudio se derivó de los registros del Formato de Control de No Conformidades SGCA-ACP-FO-03, las cuales fueron proporcionadas por una muestra aleatoria de las áreas que conforman al SGC.
Del formato de Control de No Conformidades SGCA-ACP-FO-03, se tomó como información de entrada, propia para el análisis, los datos referentes a: “No conformidad derivada de:” así como “Requisito”. De acuerdo a lo anterior, se identificaron aquellas descripciones, las cuales hacían alusión a los rubros de origen establecidos previamente y al criterio de la norma establecido en el Formato (SGCA-ACP-FO-03) al cual se incumple.
Una vez desarrollado lo anterior, fueron contabilizados los elementos comunes y su sumatoria, y colocada en el instrumento de recolección de datos, en el apartado de “Cantidad (Número)” del elemento de origen correspondiente; indicando así también el área a la que hacen referencia los datos.
El total de áreas tomadas en consideración fueron 18, seleccionadas de un total de 21 áreas que conforman al sistema y entre las que se contempló a Recursos Humanos (Administración de Personal y Desarrollo Organizacional), Nóminas, Egresos, Ingresos, Contabilidad, Biblioteca, DTSI, Registro Escolar, Mantenimiento, Obras, Servicio para Docentes, Activos Fijos, Almacén, Adquisiciones y Programación y Presupuestación, además de las cinco áreas dentro del alcance del SGC, pertenecientes a la unidad Navojoa: Mantenimiento, Registro Escolar, Desarrollo Organizacional, Servicio para Docentes y Biblioteca. Cabe mencionar que las áreas analizadas fueron identificadas por número, sin orden específico, con la finalidad de mantener la confidencialidad de la información respectiva a cada una.
Para efectos de desarrollo del presente, fue puesta a disposición la información contenida en los registros de operación de generación de no conformidades, de cada uno de los procedimientos de las áreas ya mencionadas. Una vez recopilada toda la información, se registró un total de 437 no conformidades detectadas al SGC, las cuales fueron segmentadas de acuerdo a los criterios de origen determinados: auditoría interna, auditoría externa, revisión por la dirección y operación. 4. Analizar la Información Obtenida para Definir el Comportamiento de los Datos Generados, a través del Uso de Gráficos. Con la información contenida en el instrumento, referente al origen de las no conformidades, a través de la recopilación de los datos de los Formatos de Control de No Conformidades SGCA-ACP-FO-03, fue posible el desarrollo del análisis de resultados, atendiendo al comportamiento de la información relativa a las 437 no conformidades, concentradas por medio del instrumento.
Estos resultados arrojaron índices muy significativos, que reflejan el comportamiento del SGC bajo cuestión, específicamente de los procesos y la generación de las no conformidades generadas en cada uno de ellos.
Los datos concentrados y su información pueden observarse a detalle en la tabla 2.
La tabla 2 muestra resultados de la incidencia más alta en generación de no conformidades, en aquellas derivadas de la operación cotidiana del SGC.
Se puede advertir que de las 18 áreas analizadas y el total de las no conformidades concentradas (437), 266 de ellas son generadas a raíz de la operación

88
cotidiana del SGC, lo que representa un 61% del total. Así mismo 93 no conformidades se originan de la Auditoría Interna, 60 de la revisión por la dirección y 18 de la Auditoría externa; estos últimos representan el 39% del total de las no conformidades del SGC. Tabla 2: Porcentaje de incidencia de no conformidades de acuerdo a
su origen SGC ITSON (actualizado al 16 junio 2008)
Origen de la NC
Cantidad de ACP
Porcentaje del total de ACP
Porcentaje Acumulado
Auditoría Interna
93 21% 21%
Auditoría externa
18 4% 25%
Revisión por la dirección
60 14% 39%
Operación 266 61% 100%
437 100% 100%
Lo anterior puede verse de una manera más clara en la figura 2, detallando la incidencia en cuanto a porcentaje del total de no conformidades analizado.
Figura 2: Gráfico de pastel representativo de la incidencia de No
Conformidades del SGC bajo estudio de acuerdo a su origen.
De igual manera los datos arrojados por el estudio,
reflejaron que de la incidencia obtenida referente al origen de no conformidades por operación, los datos arrojaron a su vez ocurrencia en cuatro elementos principales comunes: incumplimiento a objetivos de calidad, a índices de satisfacción del cliente o de clima organizacional e infraestructura, y no conformidades de operación a productos o procesos del SGC (Ver tabla 3).
De lo expuesto anteriormente se define, que del total de las no conformidades generadas por operación
del SGC, las cuales representan el 61% del total de no conformidades, el 50% son derivadas de incumplimiento a criterios relativos a objetivos de calidad (16%), a índices de satisfacción del cliente (6%), de clima organizacional e infraestructura (27%), de productos o procesos del SGC como producto no conforme o realización del producto (34%), y por último, a otros criterios variados como control de registros, control de documentos, mejora, competencia, entre otros (17%), mismo que puede verse en la figura 2. Tabla 3: Porcentaje de incidencia de no conformidades de operación
por criterio al que incumple SGC ITSON
Origen de la NC Cantidad de ACP
Porcentaje del total de
ACP
Porcentaje Acumulado
Objetivos 48 16% 16%
Satisfacción del cliente
18 6% 23%
Clima Organizacional/infra
estructura 79 27% 50%
Proceso/Producto 98 34% 83%
Otro 49 17% 100%
292 100% 100% Conclusiones Los resultados arrojados por la presente investigación hacen posible la determinación del cumplimiento a los objetivos planteados en primera instancia al inicio de la misma, logrando con esto productos que apoyan a la aceptación o rechazo de la hipótesis también planteada.
En un principio el objetivo general de la investigación, se basó en la demostración, a través del análisis de incidencia, que los procesos de auditoría interna, auditoría externa y revisión por la dirección son los principales generadores de no conformidades al SGC y representan el origen de al menos el 80% de dichas no conformidades en el SGC bajo estudio. Dicho objetivo estuvo fundamentado en el alcance de ciertos objetivos específicos, establecidos con la finalidad de dar soporte a la aceptación o rechazo de una hipótesis que planteaba lo siguiente:
Los procesos de auditoría interna, auditoría externa y revisión por la dirección son los principales generadores del 80% de las no conformidades del SGC ITSON en sus procesos dentro del alcance.
En base al análisis de los resultados generados y a lo descrito anteriormente, se concluye que la hipótesis expuesta se rechaza, pues se observó que el principal

89
generador de no conformidades en el SGC estudiado es la propia operación de sus procesos.
Así pues, se supone, por consecuencia, que los procesos han desarrollado capacidades autocríticas y autoreguladoras capaces de generar el 63% de las no conformidades al SGC de forma operacional y no por la detección de terceros, a través de auditorías (internas y/o externas) y revisiones.
Aun el rechazo de la hipótesis, se define que el objetivo general de esta investigación fue alcanzado con éxito, pues fue posible demostrar el verdadero impacto que tienen los procesos de auditoría interna, auditoría externa, revisión por la dirección y operación en la generación de no conformidades al SGC.
Es importante resaltar que aunado a lo anterior, la información obtenida fue de suma relevancia, pues pudo observarse también que de las no conformidades registradas, específicamente, aquellas que reportan el 63% por origen operacional, el 50% son derivadas a su vez, por motivos de incumplimiento a objetivos de calidad, a índices de satisfacción del cliente o de clima organizacional, dejando un 34% de no conformidades a productos o procesos del SGC, y considerando un 17% restante por incumplimiento a criterios variados como control de registros, control de documentos, mejora, competencia, entre otros, los cuales no registraron incidencia significativa por sí solos (Ver figura 3).
Figura 3: Gráfico de pastel representativo de la incidencia de No
Conformidades de operación por criterio de incumplimiento.
Lo anterior supone que si bien, en esta investigación, se consideró a estos elementos como parte de la operación, bien pueden ser puestos en contraste, al índice de no conformidades generadas por incumplimiento a requisitos específicos de los procesos operativos o al producto, bajo lo expresado en el capítulo siete de la Norma ISO 9001 versión 2000. Lo que pone en cuestionamiento si dichos elementos
(incumplimiento a objetivos, índices de satisfacción o clima organizacional) deberían ser considerados como elementos operacionales del SGC o bien si de cierta forma, son también elementos que el propio sistema obliga al proceso a ejecutar. Recomendaciones Ante lo expuesto a través de la presente, se extiende la propuesta de desarrollar en lo futuro, un análisis más puntual sobre los elementos específicos que generan las no conformidades al SGC, considerando aquellos particulares de operación marcados por la norma ISO 9001:2000 y disgregándolos de aquellos que el propio sistema marca como obligatorios al SGC. Dicho en otras palabras, se sugiere que el análisis contemple la posibilidad de ser desarrollado considerando por separado, aquellas no conformidades generadas por no conformidad a objetivos, índices de satisfacción y clima organizacional, de las derivadas de incumplimiento a requisitos del proceso o del producto.
Dicho estudio deberá realizarse atendiendo a las particularidades del SGC bajo estudio y recordando que el principal objetivo del mismo, siempre deberá ser la mejora continua de los procesos con miras a la obtención de una mayor satisfacción del cliente.
Cabe resaltar que lo propuesto por el presente bien puede ser tomado como base para ser desarrollado en otros SGC, de manera interna, o bien contemplando un conjunto de SGC, lo que conlleve a determinar el comportamiento general de dichos sistemas de manera individual y de forma conjunta, con la finalidad de obtener información valiosa referente a la operación de los mismos y propiciar la generación de las propuestas de mejora pertinentes. Referencias Senlle, A. y Gutierrez, N. (2005). Calidad en los servicios educativos. Buenos Aires, Argentina: Ediciones Díaz de Santos. Vilar, B.J.F. (1999). La auditoria de los sistemas de gestión de la calidad, Buenos Aires, Argentina: FC Editorial. Nava, C.V.M. (2005). ISO 9000:2000: Estrategias para implantar la norma de calidad para la mejora continua. México, México: Editorial LIMUSA. ITSON. (2005). Proceso de Transformación de la Gestión Institucional en el ITSON 2001-2004. Recuperada 01de abril, 2009, de http://www.amereiaf.org.mx/3reuniondeverano/materiales/proceso_transf_gestion.pdf.

90
EEPP. (2005). Tratamiento de no conformidades. Medellín, Colombia: Empresas públicas de Medellín, ESP. ISO. (2005). Norma ISO 9000:2005, Sistema de Gestión de Calidad-Fundamentos y vocabulario. Ginebra, Suiza: ISO Secretaria Central.

91
Propuesta de mejora mediante la herramienta de gestión por procesos en el área de recursos humanos del ayuntamiento
R. Miranda-Balderrama, C.J. Hinojosa-Rodríguez, J.E. Sánchez-Padilla, G.M. Martínez-Solano, J.R. López-Zazueta.
Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected]
Resumen: En el presente artículo se verá la aplicación de la herramienta de Gestión por Procesos en el área de Recursos Humanos del Ayuntamiento como una importante herramienta de Mejora Continua, con la finalidad de mejorar sus procesos y documentar procedimientos y poder ofrecer mejores servicios a todas las demás áreas del Ayuntamiento a las que les brinda el servicio. Para esto se propone el mapeo de procesos mediante la herramienta de IDEF0 para visualizar mejor el alcance que tiene el área con las demás dependencia del gobierno local al que brinda sus servicios. La Gestión por Procesos como herramienta de cambio y mejora supone en la mayoría de los casos grandes cambios que conlleva cambiar los paradigmas ya establecidos en cuanto a la forma de llevar a cabo las actividades, pero esto es necesario si se desea lograr el objetivo final de cualquier negocio, empresa, organización o en este caso una dependencia del gobierno que es la calidad en sus productos o servicios para la completa satisfacción de todos sus clientes. Palabras Clave: Mejora Continua, Paradigmas, Mapeo de Procesos, Calidad, IDEF0. Introducción Con el pasar de los años, las empresas o negocios se tornan más complejos y requieren más atención a detalles que tal vez cuando se inicio el negocio no se tomaban en cuenta; y con el pasar del tiempo también surgen nuevas estrategias de negocios y nuevas herramientas y metodologías que pueden ayudar a mejorar la empresa y dar una ventaja competitiva en el mercado que ocupa la empresa, permitiéndoles no claudicar por que la competencia si mejoro y porque si se adapto a los cambios que se presentaron.
Mira, (2009) define proceso como “el conjunto de actividades secuenciales que realizan una transformación de una serie de inputs (material, mano de obra, capital, información, etc.) en los outputs deseados (bienes y/o servicios) añadiendo valor”. Por otro lado, según Pérez, (2004) el término proceso lleva implícita la orientación del esfuerzo de todos al cliente y el término gestión da por supuesta la búsqueda de objetivos de mejora de la eficacia. Fernández (2003) dice que; la Gestión por Procesos consiste en concentrar la atención en el resultado de cada una de las
transacciones o procesos que realiza la empresa, en vez de en las tareas o actividades.
La Gestión por Procesos es ampliamente utilizada en todo tipo de empresa, industria u organización para reordenar, mejorar y sobretodo estandarizar los procesos para la mejora de sus productos y/o servicios. La Gestión por Procesos es tener siempre en primer plano al cliente, tomar en cuenta que por ellos existen como empresa.
Es por eso que el H. Ayuntamiento de Navojoa en su búsqueda por mejorar la calidad de vida de los navojoenses, presenta en su Plan Municipal de Desarrollo 2006 – 2009, acciones que van encaminadas a la obtención de la calidad, tanto en su desempeño como gobierno, así como en la calidad de vida de los ciudadanos; esto se ve reflejado a través de la correcta realización de las labores de todos y cada uno de los funcionarios públicos y trabajadores del ayuntamiento. Este plan de desarrollo está encaminado a través de seis ejes rectores, como son: Navojoa Moderno, Navojoa Seguro, Navojoa Trabajador, Navojoa Limpio, Navojoa Saludable y Navojoa con Desarrollo Humano; que dirigirán la visión de la administración, con la única finalidad de ofrecer una mejor calidad de vida para los ciudadanos.
Así, el área de Recursos Humanos del H. Ayuntamiento de Navojoa examina la forma de mejorar la eficiencia en sus labores a través de la documentación de procesos y procedimientos. Este departamento es de suma importancia, porque está vinculada directamente con todas las demás dependencias del ayuntamiento y está encargada de las altas y bajas de trabajadores, registro de servicio médico para trabajadores, prestamos y otorgamiento de créditos, control de expedientes e incapacidades, nombramientos de trabajadores y el control de nominas para todas las dependencias municipales.
El factor humano no puede ser secundario a ningún otro factor en una empresa. El éxito de una compañía dependerá del desempeño de sus trabajadores, no importa el tamaño de esa fuerza laboral (Morris y Brandon, 1994). Evans y Lindsay, (2005) explican que la calidad en el sector público (gobiernos federales, estatales y municipales) no ha alcanzado un crecimiento ni impulso con tanta rapidez como el sector privado. No obstante, muchas entidades del sector público han

92
logrado avances importantes en la incorporación de los principios de calidad en sus operaciones. La Gestión por Procesos De acuerdo con Navarro (2003), las organizaciones son tan eficaces y eficientes como lo son sus procesos. La mayoría han tomado conciencia de esto (además animadas por la nueva norma ISO 9000:2000 y EFQM) y se plantean cómo mejorar los procesos y evitar algunos males habituales como: bajo rendimiento de los procesos, poco enfoque al cliente, barreras departamentales, subprocesos inútiles debido a la falta de visión global del proceso, excesivas inspecciones, reprocesos, etc.
Un procesos es un conjunto de actividades que se interrelacionan entre sí, encaminadas todas hacia un fin común y que reciben entradas o insumos y los transforman para crear salidas o productos y/o servicios que satisfagan las necesidades de sus clientes.
Según Llamosa (2007) un proceso se constituye de: � Que o recursos, equipos, herramientas, software,
hardware. � Entradas o que se recibe; de donde y de quien. � Métodos o procedimientos; formas, instrucciones,
controles. � Quien ó los recursos; gente, destrezas, experiencia. � Salidas ó que se entrega; cómo, cuando, a quien se
entrega. � Mediciones sobre objetivos y metas de calidad,
seguridad resultados y rendimientos. Según Evans y Lindsay (2005), la calidad puede
ser un concepto confuso debido en parte a que la gente considera la calidad de acuerdo con diversos criterios basados en sus funciones individuales dentro de la cadena de calor de mercadotecnia-producción.
Por otro lado, Fernández (2003) sugiere que la calidad, objetivamente, no existe. Es un concepto que encierra siempre una subjetividad. Alguien tiene que fijar los patrones de comparación que definan las características que debe tener un producto para considerarlo “de calidad”.
Los gestores y directivos fueron elementos imprescindibles para planear, dirigir y controlar las organizaciones que dieron lugar a la economía industrial urbana. Hoy en día, son ellos los que dirigen y supervisan el trabajo y el rendimiento de los demás empleados que no están en el área de gestión. � La Gestión como Proceso. La gestión es un
proceso que comprende determinadas funciones y actividades laborales que los gestores deben llevar a cabo a fin de lograr los objetivos de la empresa. En la gestión, los directivos utilizan ciertos principios que les sirven de guía en este proceso.
� La Gestión como Disciplina. Clasificar la gestión como una disciplina implica que se trata de un cuerpo acumulado de conocimientos susceptibles de aprendizaje mediante el estudio. Así pues, la gestión es una asignatura con principios, conceptos y teorías.
� La Gestión y Las Personas. La perspectiva de la gestión desde el punto de vista de las personas tiene otro significado adicional. Se refiere a la importancia de los empleados con los que el gestor trabaja y a los que dirige en el cumplimiento de los objetivos de la organización. Las personas son la sangre que da la vida a la organización. Sin ellos no se podría hablar de una empresa rentable o del lanzamiento con éxito de un nuevo producto.
� La Gestión como Carrera. Los diferentes significados e interpretaciones del término gestión pueden interrelacionarse de este modo: las personas que quieren tener una carrera como gestores deberán estudiar la disciplina de gestión como medio para poner en práctica el proceso de gestión. Fernández (2003) dice que la Gestión por Procesos
consiste en concentrar la atención en el resultado de cada una de las transacciones o procesos que realiza la empresa, en vez de en las tareas o actividades. Cada persona que interviene en una transacción lo hace teniendo como referencia el resultado final de la operación; realiza su aportación sin perder de vista este resultado esperado.
Por otro lado; según Rojas (2003) la Gestión por Procesos supone reordenar flujos de trabajo de toda la organización, con el fin de dar una atención y respuesta única que va dirigida tanto a aumentar la satisfacción de los usuarios como a facilitar las tareas a los recursos humanos y que requiere la implicación de todo el personal.
La Gestión por Procesos busca reducir la variabilidad innecesaria que aparece habitualmente cuando se producen o prestan determinados servicios y trata de eliminar las ineficiencias relacionadas a la repetitividad de las acciones o actividades, al consumo inapropiado de recursos, etc., (Mira, 2009).
Según Boned (2007), no todas las actividades o procesos que se desarrollan en la gestión de un centro tienen la misma importancia para la organización, ni el mismo nivel de desarrollo, ni persiguen el mismo cometido, así podemos definir los siguientes tipos de procesos: � Procesos Clave: Son los que conforman la cadena
del valor del servicio, terminan siempre en el cliente externo. Los procesos clave son aquellos procesos que el cliente ve, o participa activamente. Suelen relacionarse con la razón de ser de la organización, puesto que están relacionados directamente con la

93
actividad principal de la empresa. También se pueden encontrar con la denominación de operativos.
� Procesos Estratégicos: Alimentan a los procesos claves, sirviendo de guía, orientación y control de los mismos. Por ejemplo, diseño y desarrollo del plan estratégico, estudio de expectativas del cliente, establecimiento de alianzas con partners del sector, comunicación interna y externa de la misión, visión, valores, etc.
� Procesos Soporte: Todos aquellos que de alguna manera dan servicio a la cadena de valor, o procesos soporte. También se denominan como procesos de apoyo o de base. También se denominan procesos críticos a aquellos procesos que son esenciales o imprescindibles para desarrollar las acciones que poseen mayor impacto en la percepción de la calidad de los servicios por parte de los clientes. Ivancevich (1997) comenta que creemos que el
enfoque clásico de la gestión podrá entenderse mejor examinándolo desde dos perspectivas basadas en los problemas considerados en cada una de ellas. Una perspectiva, la administración científica, se concentró en los gestores de niveles inferiores que han de resolver los problemas cotidianos de la fuerza laboral. La otra perspectiva, la teoría clásica de la organización, se concentró en los niveles de alta dirección que han de resolver los problemas rutinarios de gestión de toda la organización. La Gestión de los Recursos Humanos La gestión o la administración en los recursos humanos juega un papel fundamental en cualquier organización, pues es de aquí de donde se obtiene la fuerza de trabajo manual (mano de obra) que toda empresa u organización requiere para fabricar su producto o brindar su servicio a todos sus clientes; es por ello que es fundamental que el área de recursos humanos este bien administrada, para que pueda gestionar correctamente la búsqueda y obtención de mano de obra de calidad para llevar a cabo sus actividades.
James (1997) nos dice que los recursos humanos son probablemente el área más inadecuadamente gestionada de una organización. Esto puede atribuirse a que el capital humano es inconsistente e impredecible, al contrario que las máquinas, los equipos y posiblemente, las finanzas. Paradigmas En un sentido más amplio, un paradigma puede considerarse un modelo que ayuda a comprender lo que se ve y se oye; determina hasta cierto punto, la reacción ante nueva información y en casos extremos, puede impedir el pensamiento objetivo a pesar de esa
información. Morris y Brandon (1994), dicen que los paradigmas influyen en la percepción, ayudan a organizar y clasificar la forma como se mira el mundo.
En el ambiente empresarial se ha presentado siempre resistencia al cambio por muchas razones: incertidumbre, carga de trabajo adicional, riesgo de crítica e interferencia con los planes existentes, son algunas de ellas; por otra parte, la resistencia puede también tener explicaciones irracionales, algunas difíciles de identificar porque no tienen una base clara. Mapeo de Procesos Muchos de los procesos fluyen horizontalmente a través de las clásicas organizaciones funcionales (por departamentos); en algún área pudiera haber un “nicho de poder” planteando problemas de asignación de responsabilidad sobre la totalidad del proceso, que no debe ir acompañada de autoridad ejecutiva sobre los recursos para no interferir con la jerarquía, (Pérez, 2004).
Según el Servicio de Calidad de la Atención Sanitaria (2002) una organización se interrelaciona externamente con clientes, personas, proveedores, accionistas y sociedad. En función de a quién afecten, hemos visto que existen procesos clave estratégicos y de soporte. Esta es la base de la clasificación de los procesos, que se van detallando en el mapa de procesos.
El Mapeo de Procesos, ayuda a visualizar mejor la empresa, de manera que se pueda entender como es el flujo de los procesos y de información entre áreas o departamentos de cualquier empresa u organización; literalmente es elaborar un mapa de la empresa que va desde primer término visualizar la empresa en lo general hasta lo particular donde se visualizan los procedimientos. Metodología IDEF0 La metodología IDEF (Integration Definition for Function Modeling) aporta una capacidad de representación gráfica de los procesos. Permite trabajar con un proceso de forma aislada. Uno del los aspectos de IDEF0 más importantes es que como concepto de modelización va introduciendo gradualmente más y más niveles de detalle a través de la estructura del modelo. De esta manera, la comunicación se produce dando a lector un tema bien definido con una cantidad de información detallada disponible para profundizar en el modelo.
IDEF0 se utiliza para producir un “modelo funcional”. Un modelo funcional es una representación estructurada de funciones, actividades o procesos del sistema a modelar. En la forma original, IDEF0 incluye una definición de lenguaje gráfico del modelo (sintaxis

94
y semántica) y una descripción de una metodología extensa para modelos en desarrollo, (Brull, 2005). Mejora Continua La Mejora Continua o Kaizen ayuda al perfeccionamiento de los procesos de una organización a través del activo más importante de la empresa que es el factor humano. Los trabajadores, son una parte fundamental de cualquier empresa, pues son quienes están en contacto directo con la elaboración del producto. Toda esta mejora se lleva a cabo con el trabajo en equipo y a través de diferentes herramientas como son: � Gestión de Calidad Total. � Sistema Justo a Tiempo. � Mantenimiento Productivo Total. � Actividad de grupos pequeños. � Sistema de Sugerencias. � Despliegue de políticas. � 5 "S". � Control Estadístico de Proceso y Gestión. � Ciclo de Mejora Continua de Deming. � Detección, prevención y eliminación de
desperdicios. � La Curva de Experiencia. � Análisis de Valor. � Ingeniería de Valor. � Despliegue de la Función de Calidad. � Análisis del Árbol de Fallas. � SMED. � Autonomation. � Células de producción. � Flexibilidad y polivalencia de los trabajadores.
Kaizen o Mejora continua nace en Japón con Masaaki Imai. Kaizen proviene de dos palabras, Kai que significa cambio y Zen que significa bueno, para bien o para mejorar; de ahí su homologación en la palabra Mejora Continua. El Kaizen o mejora continua es una filosofía y una herramienta muy importante para la competitividad de cualquier empresa.
Ruiz – Canela (2004) señala que la mejora de la calidad total debe abordarse sistemática y planificadamente, aunque sólo sea porque la capacidad de acción de las empresas es, con frecuencia, limitada y debemos asegurarnos que la aplicamos sobre el punto más necesario. Objetivo Diseñar procesos y procedimientos en el área de Recursos Humanos del H. Ayuntamiento de Navojoa, mediante la Gestión por Procesos, que les permita ser más eficientes en sus actividades y mejorar el uso de sus recursos para poder ofrecer un servicio de mayor calidad a todos sus clientes.
Método Se revisaron las actividades y se observó la operación del proceso del área para determinar todas las posibles mejoras que se puedan realizar, se definió la utilización de la metodología a utilizar, está en proceso de llevarse a cabo una plática de capacitación para los empleados del área para que comprendan el alcance del trabajo y de la herramienta misma, se examinaron y compararon los documentos existentes de descripción de puestos con las actividades que el personal del área explicó que realizan. Resultados Con base al análisis realizado se ha detectado que la triangulación de actividades les resta valor a las mismas y por lo general es mayor el tiempo que se lleva en la realización de dichas actividades, de igual forma hay muchas actividades innecesarias que ayudarían a mejorar las labores, así como duplicidad de actividades, de igual forma se ha detectado, que no se tienen definidos con toda precisión los puestos de los trabajadores; es decir, no se tienen documentados. Además, no se lleva un registro de quejas (motivos de la queja, día, seguimiento de la queja, entre otros), para poder dar una mejor respuesta a las mismas y que se puedan evitar en un futuro.
También, hay actividades como la impresión de algunos documentos que es innecesaria, puesto que son impresos momentáneamente para después ser desechados pues solo se usaron para efectos de revisión.
Por lo antes mencionado se determinó, que la aplicación de la gestión por procesos es la herramienta adecuada para este caso de estudio, pues ayudara al área de Recursos Humanos a visualizar mejor su área y determinar siempre como pueden estar en una mejora continua mediante el mapeo de procesos con IDEF0 pues así se puede determinar el impacto del área en las demás del ayuntamiento. Conclusiones En el mejoramiento de la calidad y la aplicación de la gestión por procesos, es de suma importancia el completo apoyo por parte de la dirección para el seguimiento efectivo del proceso de cambio en la empresa al aplicar todas las herramientas de mejora. La participación total de todo el recurso humano es lo que asegura el cambio efectivo en la empresa.
En este caso que se está llevando a cabo un proceso de mejora en el área de Recursos Humanos del Ayuntamiento, se tiene por completo el apoyo de la dirección de dicha área y el apoyo y cooperación de los trabajadores del área. Por el momento el trabajo se encuentra aún en aplicación y bajo estudio, se está

95
trabajando en conjunto con los trabajadores para conocer sus actividades y saber cómo las llevan a cabo y determinar las posibles áreas de oportunidad para simplificar y mejorar sus procesos y también para documentar los que no lo estén; también cabe señalar que algunos puestos aun no están documentados.
Al trabajar en esta área se esperan poder obtener los resultados esperados por la dirección, que en este caso serian la completa documentación de procesos y procedimientos, mejorar tiempos de respuesta en las actividades y también en la respuesta que puedan solicitar todos su “clientes” tanto internos como externos; puesto que esta área da servicio a todas las demás dependencias del ayuntamiento de la ciudad y a diversas personas que soliciten su ayuda en un momento dado. Referencias Mira, et.al. 2009 “La Gestión por Procesos”. Universidad Miguel Hernández de Elche. España. Recuperado el 02 de febrero de 2009 de: http://calidad.umh.es/curso/documentos/procesos.pdf Pérez, J. “Gestión por Procesos; Como Utilizar ISO 9001:2000 para Mejorar la Gestión de la Organización”. ESIC Editorial. Madrid, España. Pág. 322. 2004. Fernández, M. “El Control, Fundamento de la Gestión por Procesos y la Calidad Total”. 2da Ed. ESIC Editorial. Madrid, España. Pag.202. 2003. Morris, D. y Brandon, J. “Reingeniería; Cómo Aplicarla con Éxito en los Negocios”. McGraw Hill Interamericana, S.A. Santa Fe de Bogotá, Colombia. Pág. 297. 1994. Evans, J. y Lindsay, W. “Administración y Control de la Calidad”. 6a ed. International Thompson Editores, S.A. de C.V. México. Pág. 760. 2005. Navarro, E. 2003. “Gestión y Reingeniería de Procesos”. Improven Consultores. Recuperado el 12 de Noviembre de 2007 de: http://www.improven.com/Documentos/Reingenieria_Procesos.aspx?ind=102&sec=20 Llamosa, R. 2007. ¿Qué es un Proceso? Boletín de la [SPIN/RMPS] de Colombia. Bucaramanga, Colombia. Recuperado el 29 de Marzo de 2009 de: http://s3.amazonaws.com/ppt-download/botetn-no-1-julio-de-rbms1627.pdf
Rojas, J. 2003. “Gestión por Procesos y Atención al Usuario en los Establecimientos del Sistema Nacional de Salud”. La Paz, Bolivia. Recuperado el 02 de febrero de 2009 de: http://www.eumed.net/libros/2007b/269/index.htm Boned, C. 2007. “La Gestión por Procesos”. Federación Española de Aeróbic y Fitness. España. Recuperado el 2 de febrero de 2009 de: http://www.feda.net/index.php?option=com_content&task=view&id=548&Itemid=42 Ivancevich, et. al. “Gestión, Calidad y Competitividad”. McGraw-Hill. Madrid, España. Pág. 800. 1997. James, P. “Gestión de la Calidad Total; Un Texto Introductorio”. Prentice Hall. Madrid, España. Pág. 323. 1997. Servicio de Calidad de la Atención Sanitaria. 2002. “La Gestión por Procesos”. Recuperado el 01 de febrero de 2009 de: http://www.chospab.es/calidad/archivos/Documentos/Gestiondeprocesos.pdf Brull, E. 2005. “La Gestión de Procesos”. Revista Virtual Cuadernos de Gestión. Recuperado el 30 de Octubre de 2007 de: http://www.brullalabart.com/ Ruiz-Canela López, J. “La Gestión por Calidad Total en la Empresa Moderna”. Alfaomega Grupo Editor. México, D.F. Pág. 488. 2004.

96
Gestión y uso de calentadores solares como una alternativa para el ahorro de energía
L.C. Montiel-Rodríguez, A. Chacara-Montes, M. López-Acosta, A.F. Quirós-Morales, R. Varela-Campos. Instituto
Tecnológico de Sonora. Ramón Corona S/N, Col. ITSON. Navojoa, Sonora, México. [email protected]
Resumen: El objetivo de este trabajo es el de dar a conocer los beneficios con respecto al ahorro de energía que genera el uso de calentadores solares en el hogar e industria. Además de ser de gran utilidad por el hecho de no producir ningún tipo de contaminación ambiental. Solamente se discute el uso de calentadores solares para la producción de agua caliente y se comparan los costos generados con respecto a los que utilizan gas. Estos costos son muy similares por lo que podría pensarse que no es barato producir agua caliente por medio de energía solar, pero en un lapso no mayor a cinco años, esta fuente de energía es totalmente gratis. Para esto se estudió durante un tiempo el comportamiento estos equipos en la región del Mayo en Sonora y se hizo un análisis de costos. Además se hace mención de las principales barreras que han frenado el uso generalizado de este tipo de tecnologías limpias y de los apoyos por parte del gobierno para su generalización. De acuerdo a los resultados se puede ver que este tipo de tecnologías debe tener una mayor difusión y promoción ya que representa un beneficio económico para la sociedad y una contribución al medio ambiente. Palabras Clave: calentadores solares, barreras, tecnologías limpias, medio ambiente. Introducción En la actualidad la humanidad se encuentra en una situación difícil con respecto al uso de la energía proveniente de fuentes de energía no renovables tales como el petróleo. Esto es debido al consumo indiscriminado que se ha hecho de él en las últimas décadas; lo anterior provocará que las reservas a nivel mundial se agoten dentro de pocos años. Aun cuando países como son Arabia Saudita e Irán están dentro de la lista de países con grandes reservas de crudo, sus reservas no son infinitas (Eisenberg y Nocera, 2005). El cambio climático es una realidad que no se puede ocultar y que está afectando a todas las naciones del mundo, por tanto deben buscarse opciones para tratar de revertir este cambio o por lo menos disminuir los efectos provocados.
La alta contaminación que produce el uso de estos combustibles fósiles es otra condición que debe mover al uso de energías alternativas limpias como es la energía solar.
La energía solar se puede aprovechar para el ahorro de energía en usos tales como:
� Calentamiento de agua. � Calefacción doméstica � Iluminación � Refrigeración � Electrodomésticos En este caso, se inclinará al aprovechamiento de
los calentadores solares como una alternativa para el ahorro en el uso de energías no renovables como el gas, y otros combustibles. Uno de los principales usos de estos calentadores es en el sector doméstico para la producción de agua caliente, la cual es utilizada para la higiene personal, preparación de alimentos, lavado de ropa y de algunos utensilios; en el sector de servicios los usos podrían ser similares pero en volúmenes mayores, en el giro industrial se puede utilizar para el tratamiento de bebidas y alimentos, en el sector agrícola para el secado de algunos frutos o vegetales.
El calentamiento de agua usando calentadores solares es en sí, un procedimiento económico en comparación con los combustibles fósiles, además el impacto en la naturaleza del calentador solar es prácticamente nulo. Existen diferentes tipos de calentadores solares para el calentamiento de agua: Calentadores solares planos El calentador solar plano consta de uno o varios colectores de cobre y un tanque de almacenamiento de agua. Los componentes de este tipo de colector se muestran en la figura 1:
Figura 1. Componentes colector plano.
Calentadores solares evacuados de baja presión Un calentador solar evacuado consta de un conjunto de tubos de vidrio borosilicato, un tanque horizontal de

97
almacenamiento de agua y una estructura de soporte metálica. Un colector evacuado consta de dos tubos de vidrio concéntricos entre los cuales se ha realizado el vacío. En la parte exterior del tubo interior se ha depositado una superficie selectiva oscura. Tiene en un extremo una capa de bario color plata y se torna gris claro cuando pierde el vacío. Este tipo de colectores se muestra en la figura 2.
Figura 2. Calentador solar evacuados (tubos al vacío).
En un calentador solar, el agua circula dentro del
sistema mediante el mecanismo de termosifón, el cual se origina por la diferencia de temperatura que se genera en el agua debido al calentamiento producido por el sol. El agua caliente es más ligera que la fría y, en consecuencia, tiende a subir. Esto es lo que sucede entre el colector solar y el termotanque, con esto se establece una circulación natural, sin necesidad de ningún equipo de bombeo. Para que el agua se mantenga caliente y lista para usarse en el momento requerido, ésta se almacena en el termotanque, el cual está forrado con un aislante térmico para evitar la pérdida de calor. Desarrollo El calentador solar tiene la capacidad de proporcionar agua a una temperatura de hasta 90°C en un día soleado. Sin embargo, la temperatura del agua depende de la aplicación, que se le desee dar y de las condiciones climáticas.
En un estudio realizado en Navojoa Sonora, utilizando un calentador solar de tubos al vacío, éste se instaló en el otoño en un lugar libre de interferencias entre el colector y los rayos solares; se hicieron sus conexiones hidráulicas y se tomaron lecturas en diferentes días del año, con el fin de estudiar su comportamiento.
Se tomaron las lecturas mínimas y máximas que alcanzaron las temperaturas del agua en el termotanque en los diferentes días de Diciembre de 2007 y Enero de 2008 que correspondieron a días que fueron considerados como fríos (Montiel, 2008). Esta información se presenta en la tabla 1.
En México no se tienen estudios que permitan ubicar la cantidad de energía que se utiliza para calentar
fluidos a baja temperatura. Sin embargo, se estima que ésta es cercana a los 230 x 1015 joules por año, ver Figura 3. Esto representa cerca del 6% del consumo energético final del país, según la Secretaria de Energía (SENER 2005).
Tabla 1. Temperaturas Mínimas y Máximas del termotanque. Temperatura
Mínima Temperatura
Máxima Fecha
640C 750C 15 de Diciembre 2007
630C 740C 20 de Diciembre 2007
650C 760C 5 de Enero 2008
660C 770C 12 de enero 2008
Figura 3. Estimado de energía consumida para el calentamiento de fluidos a baja temperatura en México (1996 a 2005)
Fuente: SENER. Balance Nacional de Energía 2005
Por su ubicación geográfica, México cuenta con
excelentes recursos de energía solar, con un promedio de radiación de alrededor de 5 kWh/m2 por día, lo que significa que en un m2 y con un equipo solar de eficiencia de 50% se reciba diariamente el equivalente a la energía contenida en un metro cúbico de gas natural, o bien, la de 1.3 litros de gas licuado de petróleo.
Suponiendo que los 230 x 1015 joules que se estiman anteriormente como consumo anual para calentar agua en México, se generara con equipos solares, el área que se tendría instalada sería cercana a los 70 millones de metros cuadrados, lo que representaría un ahorro aproximado de casi 5 millones de toneladas de gas licuado y 640,200 metros cúbicos de gas natural, equivalentes a poco más de 49 mil millones de pesos en recursos ahorrados, además de una disminución de alrededor de 4 millones de toneladas en emisiones de CO2 equivalentes al año, segun el Programa para la promoción de calentadores solares de agua en México(2007).
Los precios de los combustibles en la actualidad tienen un incremento constante, lo que afecta a la economía de todos los mexicanos, de manera contraria los precios de los equipos de energía solar van disminuyendo con la mejora tecnológica de los mismos, esto ha llevado a que para muchas aplicaciones sea mas viable utilizar una alternativa energética solar que una de combustibles fósiles.

98
En comparación con la adquisición de un calentador convencional a uno de energía solar, la inversión inicial para adquirir el segundo equipo podría ser relativamente más costosa que la primera opción, pero hablando en términos de recuperación de la inversión para los calentadores solares, este periodo oscila de tres a cinco años según el combustible que se sustituya. Esta situación también se presenta para aplicaciones mayores como el precalentamiento de agua (10,000 litros de agua a 50ºC), donde el uso de colectores solares planos, con superficies selectivas tiene el menor costo unitario que otras alternativas convencionales. Esto se puede ver en la figura 4.
Figura 4. Costo de Calentar 10,000 litros de agua a 50oC Fuente: FIRCO, Estudio de Mercado de las Fuentes de Energía
Renovable en el Sector Agropecuario
Existen diferentes barreras para que la tecnología
de calentamiento de agua por medio de la energía solar no sea tan utilizada en México como en otros países del mundo. Entre estas barreras resaltan:
� Desconocimiento de la tecnología en algunos sectores del país.
� Desconfianza de los usuarios. � Alto costo inicial de los equipos. � Falta de apoyos para la adquisición de los
equipos. � Poca divulgación en el uso de las tecnologías
de energías renovables. Las barreras mencionadas anteriormente se están
tratando de eliminar con la toma de algunas iniciativas que han surgido en los últimos tres años para el uso de calentadores de agua por medio de la energía solar, estas iniciativas son:
� En junio del 2007 el Infonavit otorgó las primeras hipotecas verdes, que son créditos que cuentan con un monto adicional, para que el derechohabiente pueda comparar una vivienda ecológica, con el fin de que los trabajadores puedan adquirir sus nuevas casas con tecnologías de ahorro como son: calentadores de agua por medio de energía solar, focos ahorradores, dispositivos para reducir el consumo de agua, aislantes térmicos.
� Deducción de impuestos a equipos de energía renovables, esto permite a las empresas o a personas con actividad empresarial, la deducción acelerada de las inversiones que se hagan en equipos que utilicen energías renovables, esto se logró en el 2004 en las reformas fiscales. En la sección dos de las inversiones el artículo 40 fracción XII de la ley del Impuesto sobre la renta (ISR) dice que aplica la deducción del 100% para la maquinaria y equipo para la generación proveniente de fuentes renovables, lo dispuesto en esa fracción es aplicable siempre y cuando que la maquinaria y equipo se encuentre en operación o funcionamiento durante un período mínimo de 5 años inmediatos siguientes al ejercicio en el que se efectúe la deducción, salvo en los casos a que se refiere el artículo 43 de esta ley.
� El Fideicomiso de Riesgo Compartido de la Secretaria de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación (Firco, SAGARPA), están apoyando para la utilización de sistemas de calentamiento de agua, un ejemplo de esto es el apoyo de 5 millones de pesos que Firco otorgó a la empresa “Chata” de Culiacán Sinaloa. Con este apoyo dicha empresa instaló un calentador de agua solar y una tratadora de agua residuales, la inversión para la empresa requería de un gasto total de 14 millones de pesos.
� Programa del Fideicomiso para el Ahorro de Energía Eléctrica (FIDE), estableció un programa orientado a los empleados de la Comisión Federal de Electricidad (CFE) para que utilice calentadores solares.
� El estudio de la Comisión Nacional para el Ahorro de Energía (Conae) para identificar mecanismos de financiamiento. Con apoyo de la Agencia de Cooperación Técnica Alemana (GTZ), la Conae llevó a cabo un análisis para implementar un programa piloto de financiamiento de calentadores solares para el sector residencial y que consideró diversos mecanismos de comercialización.
Conclusión El calentamiento de agua aprovechando la energía solar resulta una alternativa viable para reducir el consumo de combustibles fósiles y sus consecuentes impactos al medio ambiente. Asimismo, es evidente que la tecnología utilizada para este tipo de equipos y sistemas en México ha probado sus beneficios y que ha estado

99
presente en nuestro país por varias décadas a través de un buen número de empresas fabricantes y distribuidoras. De igual manera, un amplio conjunto de universidades e institutos, nacionales y regionales a lo largo y ancho del país han continuado con su trabajo para innovar su desarrollo en México, a fin de mejorar la eficiencia y desempeño de equipos. Referencias Eisenberg, Richard, Daniel G. Nocera. (2005). Overview of the forum on solar and renewable energy, Inorganic Chemestry, Vol 44, No. 20. Fideicomiso de Riesgo Compartido de la Secretaría de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación (SAGARPA) (2000). Colectores Solares Planos. Proyecto de Energía Renovable para la Agricultura. México. Fideicomiso de Riesgo Compartido de la Secretaría de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación SAGARPA (2006). Estudio de Mercado de las Fuentes de Energía Renovables en el Sector Agropecuario. México. GTZ, Secretaría de Energía (SENER), Comisión Nacional para el Ahorro de Agua (Conae) (2006). International Experiences with the Promotion of Water Heaters (SWH)on Household – level. México. http://www.gtz.de/en/praxis/12538.htm. Instituto del Fondo Nacional de la Vivienda para los Trabajadores (INFONAVIT) (2004). Informe sobre Oferta de vivienda (Marzo de 2004). México. Montiel, L. Quiros,A. Sanchez, J. Chacara, A. (2008). Uso de calentadores solares como una alternativa viable para el ahorro de energía en el hogar. Sociedad Académica. Pp 16-19, México. Ley del Impuesto Sobre la Renta. http://www.diputados.gob.mx/LeyesBiblio/pdf/82.pdf Comisión Nacional para el Ahorro de Energía CONAE (2007). Programa para la promoción de calentadores de agua en México.

100
Identificador adaptable de parámetros de sistemas lineales de dimensión infinita con salida medible
O.R. Gómez Aldama, J.J. García Ochoa, Y. Orlov. Universidad de Sonora Unidad Regional Sur. Lázaro Cárdenas
No.100, Colonia Francisco Villa, Navojoa, Sonora, México. [email protected]
Resumen: En este material se desarrollan algoritmos de identificación de los parámetros en línea de una clase de sistemas lineales con retardo del tiempo y con salida sin retardo medible. El tratamiento de retardo del tiempo es importante para muchas aplicaciones de control industrial. Por ejemplo: en los sistemas de potencia automotriz, los algoritmos de identificación de los parámetros de los sistemas facilitan la calibración fuera de línea de los parámetros de retroalimentación y alimentación, así como, la adaptación en línea de estos parámetros durante la operación del vehículo. Estos algoritmos se aplicaron a la identificación de los parámetros de la razón aire/combustible que transita en el puerto inyector de combustible de un motor de combustión interna. Palabras clave: Identificabilidad, sistemas con retardo del tiempo, entrada de control periódica suficientemente no suave. Introducción En este material se desarrollan algoritmos de identificación de los parámetros en línea de una clase de sistemas lineales con retardo (conocido y constante) en el tiempo (SLRT) con una sola entrada y una sola salida (SISO) e invariante con el tiempo, de orden n. Incluyendo los valores de los retardos en los estados y en la entrada de control y, salida sin retardo medible en línea.
Los retardos también pueden ser desconocidos si sus valores posibles están contenidos en un conjunto con un número finito de valores conocidos. A través de simulaciones numéricas estos algoritmos se aplicaron a la identificación de los parámetros de la razón aire/combustible que transita en el puerto inyector de combustible de un motor de combustión interna.
Se usará la siguiente notación estándar: nℜ es el
espacio Euclidiano real n-dimensional, )( nlC ℜ es el
espacio de Banach de funciones n-vectoriales l -
veces continuamente diferenciable sobre ℜ donde l es
un entero 0≥l ; ( )nll
n CC ℜ=ℜ ≥∞
0)( I .
( )nbaL ℜ;,2 es el espacio de Hilbert de funciones n-
vectoriales de cuadrado integrable sobre [ ]ba, .
Identificación de SLRT en la forma espacio estado Un enfoque estándar sobre la identificación de un sistema lineal, se inicia con el conocimiento de la estructura del sistema (planta) a través de la aplicación de las diferentes leyes físicas o datos de muestreo y el problema a resolver es, encontrar los valores de los parámetros de la ecuación de estado, lograr este objetivo se define como identificabilidad.
En analogía para sistemas sin retardo, el concepto de identificabilidad para SLRT de la forma:
)1()]()([)(0∑=
−+−=r
iiiii tuBtxAtx ττ&
( )20,)()(0
≥−=∑=
ttxCtyr
iii τ
se basa en su comparación con el modelo de referencia dado por (3) y (4)
( )3)]ˆ(ˆ)ˆ(ˆˆ[)(ˆˆ
0∑=
−+−=r
iiiii tuBtxAtx ττ&
( )40,)ˆ(ˆˆ)(ˆˆ
0
≥−=∑=
ttxCtyr
iii τ
donde los parámetros del sistema iii CyBA ,, y
los múltiples retardos ( )rτττ ,,0 L= son
reemplazados por iii CyBA ˆ,ˆ,ˆ y
( )rτττ ˆ,,ˆˆ 0 L= , respectivamente.
En las ecuaciones de arriba ( ) ( ) ntxtx ℜεˆ, , son los
vectores de estado, ( ) ptu ℜε es una señal de entrada
de control continua en tramos, ( ) qty ℜε es una salida
medible y, ( ) qty ℜεˆ es una salida de referencia,

101
rττ ≤≤≤ L00 son los retardos del sistema y,
r̂0 ˆˆ0 ττ ≤≤≤ L son los retardos del modelo de
referencia. qxn
iinxp
iinxn
ii CCyBBAA ℜℜℜ εεε ˆ,ˆ,,ˆ, son las
matrices de parámetros, donde .,,1,0 ri L=
Algunos de los parámetros de las matrices anteriores pueden ser ceros, y se supone que el sistema (1) y (2) tiene la misma estructura que el modelo de referencia (3) y (4).
Las ecuaciones de la planta (1) y (2) y las del modelo de referencia (3) y (4) están sujetas a las condiciones de funciones iniciales (5) y (6)
( ) ( ) ( )( ) ( ) ( )60,ˆˆ
50,
r̂
r
x
x
τθθϕθ
τθθϕθ
≤≤=−
≤≤=−
las cuales pertenecen a la clase de funciones ∞C .
La noción de identificabilidad de parámetros para los SLRT (1), (2) con múltiples retardos está definida en [3], como sigue: Definición 1: El sistema (1) y (2) es identificable, si
existe una entrada de control ( )tu que aplicada al
sistema, produzca la identidad
( ) ( ) ( )7ˆ tyty ≡
entonces
( )8ˆˆˆˆ,ˆ iiiiiiii CCBBAArr ===== ττ
ripara ,,0 L= considerando las funciones iniciales
( ) ( ).ˆ, θϕθϕ En este caso, la identificabilidad es por la
aplicación de una señal de entrada de control ( )tu .
Teorema 1 de identificabilidad. Dado un SLRT definido por las ecuaciones (1) y (2)
sujeto a riCyIC i ,...,2,1,00 ===
entonces el SLRT es identificable si y sólo si, éste es débilmente controlable [11]. Además, la identificación del SLRT débilmente controlable se logra por la
aplicación de una señal de entrada de control ( )tu
suficientemente no suave [2] y [5]. El teorema anterior establece que una forma
identificable (particular) aparece cuando el sistema (1) y (2) es débilmente controlable y todos los estados del sistema están disponibles para medirse, i.e., se logra la
identificación en línea de la función de transferencia, con la aplicación de una señal de entrada de control
( )tu suficientemente no suave.
Análisis de identificabilidad de SLRT SISO en la forma espacio estado En lo siguiente se confinará el estudio para un SLRT SISO e invariante con el tiempo de orden n definido por:
( ) ( ) ( )9])([00
1
0i
km
kkii
r
i
jn
jji
n ttt τυβτηαη −+−= ∑∑ ∑==
−
=
con una sola entrada ( ) ℜευ t de orden m (se supone
que al menos uno de los parámetros
rimi ,,1,0, L=β es diferente de cero) y una sola
salida medible
( ) ( ) ( )10ℜ= εη ttz
y condiciones de funciones iniciales ∞Cϕε . Algunos
de los parámetros
mknjrikiji LLL ,0,1,,0,,0,, =−==βαdel SLRT SISO definido por (9) y (10) pueden ser ceros. Se puede pensar que (9) y (10) son un caso particular al general dado por (1) y (2), tiene los mismos estados, entrada y salida con valores de
retardos rττ ≤≤≤ L00 , y además, la salida (10)
está disponible para ser medida sin retardo. Aunque, el caso de medir con retardo ocurre con frecuencia en la práctica.
El SLRT SISO e invariante con el tiempo (9) y (10) es un caso particular del general (1) y (2) con vector de estado instantáneo
( ) ( ) ( ) ( ) ( )[ ] ( )11,,,,, 11 Tmn tttttx −−= υυηη LL
entrada escalar
( ) ( ) ( )12ttu mυ=
y el vector de salida
( ) ( ) ( ) ( )[ ] ( )13,,, 1 Tm tttty −= υυη L
Se representa en la forma espacio de estados por:
nn xx
xx
=
=
−1
21
&
M
&

102
( )
( )
( ) ( )14
[
1
01
0
1
01
iim
m
kiknik
r
i
n
jijijn
tu
tx
txx
τβ
τβ
τα
−+
−+
−=
∑
∑ ∑−
=++
=
−
=+&
( )151
21
ux
xx
xx
mn
mnmn
nn
=
=
=
+
+−+
++
&
&
M
&
( )16.,,11
11
msxy
xy
sns K==
=
++
Aplicando la definición 1 al SLRT SISO e
invariante con el tiempo en la forma espacio estado (14)-(16) y, a su modelo de referencia en el cual los parámetros del sistema y los retardos
mknjriikiji LLL ,0,1,,0,,,0,,, =−==τβα
son reemplazados por ikiji τβα ˆ,ˆ,ˆ , respectivamente.
Definición 2. El sistema (9) y (10) es identificable, si
existe una entrada de control ( )tυ tal que, al aplicarla
al sistema produzca que la salida del sistema
( ) ( )tt ηη ˆ≡ sea idéntica a la del modelo de referencia,
i.e.,
( )17
0)]()ˆ()()ˆ([0
1
0
ii
ik
ikiki
r
i
jn
jjiji
ttdonde
tt
τ
υββηαα
−=∆
≡∆−+∆−∑ ∑=
−
=
entonces
( )18,0
,1,,0,,,0,ˆ,ˆ
mk
njrikikijiji
L
LL
=
−==== ββαα
considerando las funciones iniciales. En este caso la identificabilidad se logra por la aplicación de una señal
de entrada de control ( ).tυ
Teorema 2. El SLRT SISO (9) y (10) es identificable y, esta identificabilidad es debida a la aplicación de una
señal de entrada de control ( )tυ suficientemente
discontinua. Prueba: ya que el SLRT SISO está solamente considerado y su representación espacio estado está dado por (14)-(16) el cual es fijo, entonces por
derivaciones sucesivas del vector de salida (13) se tendría toda la información completa del estado (11) del sistema, además, el sistema en cuestión es débilmente controlable debido a que por lo menos uno de los
parámetros rimi ,,0, L=β es diferente de cero.
Así, el teorema 1 es aplicable a la forma normal (14)-(16) del SLRT SISO. Aplicando el teorema 1, la validación del teorema 2 es entonces establecida. Diseño del identificador adaptable El estudio se define para el SLRT SISO e invariante con el tiempo (9)-(10), el cual, es asintóticamente estable en el sentido de Lyapunov cuando la entrada
( ) .0≡tυ La señal de entrada suficientemente no-
suave ( )tυ se diseña para aplicarla a la
identificabilidad del sistema (9)-(10); una vez que el sistema es identificable, la tarea de identificar los parámetros desconocidos incluyendo los valores de retardo se logra a través del diseño de identificador adaptable que utiliza el conocimiento a priori de la estructura de planta, a través de su inclusión en el modelo de referencia cuyos parámetros evolucionan en el tiempo y convergen hacia los parámetros desconocidos de el SLRT SISO. Para identificar los parámetros
mknjrikiji LLL ,0,1,,0,,0,, =−==βαcon conocimiento a priori de los retardos constantes se propone la siguiente ley de identificación, en términos de los estimadores de estado y de los parámetros [4].
Estimadores de estado:
( ) ( ) ( )
( )( ) ( ) ( )19ˆˆ
,ˆˆ
ˆˆ,ˆˆ
11
11
11121
θϕθ
θϕθ
−−
−−
=−
+=
=−+=
nn
nnn
x
twxx
xtwxx
&
M
&
( ) ( )
( ) ( )[ ]
( )
( ) ( ) ( )200,ˆˆ
}ˆ
ˆˆ
ˆˆ{x̂
10
1)1(
0
2
01n
rnn
ni
m
k
kik
ininni
r
i
n
sisis
x
wt
twtx
txt
τθθϕθ
γτυβ
ττα
τα
≤≤=−
+−+
−+−+
−=
−=
−−
=
−
=+
∑
∑ ∑&

103
Estimadores de parámetros:
( ) ( ) ( )( )( ) ( ) ( ) ( )( ) ( )21,ˆ0ˆ
,]ˆ[ˆ
.2,,1,0,ˆ0ˆ
,ˆˆ
11
1111
11
oinni
ninnnini
oissi
nissisi
twtxtwt
ns
twtxt
−−
−−−−
−+
=
−+=
−==
−=
αα
τλα
αα
τλα
&
L
&
( ) ( ) ( ) ( ) ( )22ˆ0ˆ,ˆ 01 ikkini
kkiki twtt ββτυµβ =−= −
&
donde oisα̂ , 0ˆ
ikβ son los valores iniciales de los
parámetros estimados, las funciones iniciales del
modelo son ∞Cjεϕ̂ , los parámetros de adaptación
kiji µλγ ,, son positivos, las entradas al identificador
son: ( ) ( ) ( ) ( ) ( )( ) ( ) ( ) ( )
( )241,,3,2
,ˆ,
23ˆ,ˆ
11
211111
−=
+==
+=−=
+−
ns
txLtMsigntM
txLtMxxsigntM
sssss
L
ωω
ω
donde L es la cota superior de la norma
( ) ( )tt jtnjC r
N ηη τ−≥−==− maxmax 1,,01 Lde la
trayectoria del estado. Las soluciones ( )tη son siempre
acotadas debido a que el SLTR es asintóticamente estable, entonces:
( ) ( )251 δη +≥ −NCtL
0>δ es conocido en la práctica.
La dinámica del identificador adaptable está
gobernada por las ecuaciones diferenciales funcionales (19)-(24) con discontinuidades al lado derecho. La intersección de las n-1 superficies definidas por (23) y (24) generan la superficie de discontinuidades dada por:
( ) ( ) ( ) 0ˆ,**ˆ,*ˆ 2111 =− − xxwxxwxx nL
(26)
donde a lo largo de esta superficie se presentan soluciones con modos deslizantes. El concepto de soluciones modos deslizante de ecuaciones diferenciales con retardo es heredado de los sistemas de dimensión finita [6] y [7].
En una vecindad de la superficie de discontinuidad el sistema original es regularizado por substitución de un sistema, cuyas soluciones existen en el sentido convencional (filtro pasa-bajas).
La idea detrás de la síntesis del identificador (19)-(24) está basada en el uso del observador por modos deslizantes (19) que genera movimiento deslizante sobre las superficies.
1,,2,1,0ˆ −==− nsxx ss L (27)
Una vez que ocurre un modo deslizante en la
intersección de las superficies (27) y, usando el método de control equivalente.
,1,,1,ˆ 11 −=−= ++ nixxw iieqi K las leyes
(19)-(22) se transforman en:
(28)
(29)
(30) que representa el algoritmo de identificación de parámetros [4], ya que tiene la información completa de todo el estado.
Las leyes de identificación (19)-(23) aseguran la convergencia de:
( ) ( ) ( ) 0lim,0lim,0lim =∆=∆=∆∞→∞→∞→
tttx ikt
ijt
st
βα
(31) la estimación de los errores de los estados
( ) ( ) nstxtxx sss ,,1,ˆ L=−=∆
(32) la estimación de los errores de los parámetros
( )tijijij ααα ˆ−=∆
( ),ˆ tikikik βββ −=∆
(33)
mknjri ,,0;1,,0;,,0 LLL =−==
con la aplicación de, una señal de entrada de control periódica suficientemente no suave al sistema.

104
Teorema 3. Considerando el SLRT SISO (9) y (10) con las suposiciones de arriba. Y con la aplicación de
una señal de entrada de control ( )tυ periódica
suficientemente no suave al sistema. Entonces se cumplen las relaciones de límites definidas por (31) con las leyes de identificación (19)-(24), condiciones iniciales y los parámetros de adaptación positivos. Bosquejo de la prueba. Primeramente basado en los resultados de [6] y [7] se tiene que, después de un tiempo finito se establece un modo deslizante de (27) con la dinámica de (28)-(30). Una extensión de el principio de invariancia de LaSalle-Krasovskii para sistemas con retardo en el tiempo periódicos, basado en los resultados de [8] y [13], pueden ser usados para demostrar que las trayectorias convergen al subconjunto invariante más grande de el conjunto de soluciones de (17) y
,,,0,0ˆ,0ˆ rikiji L&& === βα
mknj LL ,0,1,,0 =−= .
Por el teorema 2, la identificabilidad del sistema (9) y (10) es alcanzada con la aplicación de una señal
de entrada de control ( )tυ periódica suficientemente
no suave al sistema, esto completa la prueba. Observación 1. Si algunos parámetros de la planta son conocidos a priori, entonces el correspondiente de la ecuación del identificador puede ser omitido. Aplicación a la dinámica de la razón aire/combustible La dinámica razón aire/combustible de un puerto inyector de gasolina de un motor de combustión interna Ford, está dada por un SLRT SISO de segundo orden [14].
( ) ( ) ( ) ( ) ( )tytyttty &&&& αατυβτυβ −−−+−= 00
(34) Las ecuaciones de estado de la planta son:
( ) ( ) ( )txxttx
xx
2100
2
21
αατυβτυβ −−−+−=
=
&&
&
(35) donde los parámetros positivos a identificar son:
τααββ y00 ,,, y, con dinámica interna
asintóticamente estable.
Considerando que la estructura del sistema y el valor del retardo τ es conocido, entonces aplicando el
teorema 3 para identificar los parámetros 00 ,,, ααββ en línea, además de la observación 1,
se tiene que las leyes de identificación adaptables (19)-(24) se simplifican por:
( ) ( )( ) ( ) ( ) ( ) ( )
( ) ( )
( ) ( ) ( ) ( ) ( )( ) ( ) ( ) ( ) ( )
( ) ( )[ ] ( ) ( ) ( )( ) ( ) ( ) ( )
( ) ( ) ( ) ( )( )( ) ( )42
,ˆ)ˆ(
415.100ˆ;]ˆ[ˆ
4060ˆ:ˆˆ
396.130ˆ;ˆ
3820ˆ;ˆ
37ˆˆ
]ˆ[ˆˆˆˆ
36ˆˆ
1
112
014
0
23
02
0
1
10
20
2
21
δ
ω
αωλα
αωωλα
βωτυλβ
βωτυλβ
γωα
ωατυβτυβ
ω
+≥
−+=
=−=
=+−=
=−=
=−=
+−
+−−+−=
+=
CtyL
txtxsigntxLt
ttx
tttx
ttt
ttt
tx
ttxtttx
txx
&
&
&&
&&
&
donde 0,,,, 4321 >λλλλγ son los parámetros de
adaptación, L es la cota superior de la 1C -norma de la
variable de salida ( )ty y 0>δ es una constante.
De acuerdo a (31) el objetivo de identificación es:
( ) ( ) ( ) ( )
( ) ( ) 00
0021
ˆlim;ˆlim;ˆlim
ˆlim;ˆlim);(ˆlim
ββββαα
αα
===
===
∞→∞→∞→
∞→∞→∞→
ttt
ttt
tt
ttytxtytx &
(43)
Las leyes de identificación adaptables fueron
evaluadas en la simulación para .3.0=τ La Figura 1,
muestra que los estimadores de parámetros
( ) ( ) ( ) ( )tttt 00 ˆ,ˆ,ˆ,ˆ ααββ evolucionan en el tiempo y
convergen rápidamente hacia los valores nominales 00 ,,, ααββ del SLRT SISO de segundo orden
(34), satisfaciéndose (43). Los parámetros de adaptación son:
2.,760,900,430,750,10 4321 ====== Lλλλλγ
La convergencia rápida hacia los valores nominales es alcanzable porque la entrada de excitación de combustible al sistema es bastante agresivo (Véase

105
Figura 2). La señal de entrada de control periódica
( )tυ suficientemente no suave que se aplicó a (35) se
limitó a que estuviera definida en el intervalo de
11
1,
18
1 y se generó como solución del sistema
dinámico (1 onda cuadrada).
( ) ( )( )tsignt 714.311.sin36. +=υ& ; ( ) 055.00 =υ .
Figura 1: Evolución en el tiempo de los estimadores de parámetros
( ) ( ) ( ) ( )tttt 00 ˆ,ˆ,ˆ,ˆ ααββ hacia los valores nominales
00 ,,, ααββ , para el caso de un solo retardo conocido.
Figura 2: Evolución de la entrada de control ( )tυ a través del
tiempo.
Conclusiones La excitación a un SLRT SISO e invariante con el tiempo de orden n, con salida sin retardo medible en línea, por una señal de entrada periódica suficientemente no suave, garantiza que los estimadores de parámetros del identificador adaptable evolucionen en el tiempo y converjan asintóticamente a sus valores nominales desconocidos en un tiempo finito.
La efectividad del identificador adaptable se explica mediante simulaciones numéricas permitiendo, en un tiempo finito, la identificación de los parámetros de la razón aire/combustible que transita en el puerto inyector de combustible de un motor de combustión interna. Las simulaciones se realizaron con el paquete SIMNON versión 3.0, aplicando el algoritmo de integración Runge-Kutta-Fehlberg 45, con ajuste automático del paso de integración y con una tolerancia
del error de 610− .
Referencias [1] Alvarez J., Orlov Y., Acho L, An Invariance Principle for Discontinuous Dynamic Systems with Application to a Coulomb Friction Oscillator, Journal of Dynamic Systems, Measurement, and Control, Vol. 12, No. 4, pp. 687-690, 2000. [2] Belkoura L., Orlov Y, Identifiability Analysis of Linear Delay-Differential Systems, IMA J. Mathematical Control Information, Vol. 19, pp. 73-81, 2002. [3] Orlov Y., Belkoura L., Richard J.-P., Dambrine M., On Identifiability of Linear Time-Delay Systems,

106
IEEE Trans. Automat. Control,Vol. 47, No. 8. pp.1319-1323, 2002. [4] Orlov Y., Belkoura L., Richard J.-P., Dambrine M., Adaptive Identification of Linear Time-Delay Systems, Int. J. Robust Nonlinear Control, Vol. 19, pp. 857-872, 2003. [5] Orlov Y., Belkoura L., Richard J.-P., Dambrine M., Identifiability Analysis of Linear Time-Delay Systems, Proc. Of the 40th IEEE Conf. Decision and Control, Orlando Fl, pp. 4776-4781, 2001.

107
INDICE POR AUTOR
Páginas
A
Aceves Gutiérrez, Humberto 84
Alcaraz Escamilla, Anneliz Esthela 36
Arellano-González, Alejandro 9,78
B
Beltrán Esparza, Luz Elena 59, 78
C
Cano Carrasco, Adolfo 59
Chacara Montes, Allan 47, 53, 96
Cortés Robles, Guillermo 14
Cota Coronado, Ana Lucía 47
F
Fornés Rivera, René Daniel 59, 78
G
García Ochoa, Juan José 42, 100
Gómez Aldama, Oscar Rubén 42
González Mendivil, Manuel Antonio 78
H
Hinojosa Rodríguez, Carlos Jesús 9, 22, 64, 91
J
Juárez Moreno, Gabriela Donají 27
L
Larios Ibarra, Moisés 84
LeLann, Jean Marc 14
López Acosta, Mauricio 22, 36, 47, 78,84, 96
López Zazueta, Rafael 36, 91
M
Machorro Rodríguez, Ángel 14
Martínez Solano, Gilda María 9, 22, 27, 36, 84, 91
Mendoza León, Jorge Guadalupe 9, 22, 36, 71
Miranda Balderrama, Ramón 91
Montiel Rodríguez, Luís Carlos 47, 53, 64, 71, 96

108
N
Negny, Stéphane 14
Orlov, Yuri 100
Q
Quirós Morales, Aarón Fernando 22, 53, 64, 71, 96
R
Ramírez Martínez, Guadalupe Eugenia 9, 27, 53, 64
Ríos Vásquez, Nidia 78,84
S
Sánchez Padilla, Jesús Enrique 27, 64, 71, 84, 91
V
Varela Campos, Rubén 27, 47, 53, 71, 96
Villarreal Lizárraga, Carmen Leonor 9

109

110