Embed Size (px)
Citation preview
LÉO SERPA
CONCENTRAÇÃO DE PROTEÍNAS DE SORO DE QUEIJO
POR EVAPORAÇÃO A VÁCUO E ULTRAFILTRAÇÃO
Dissertação de Mestrado submetida ao Programa de
Mestrado em Engenharia de Alimentos da URI-Campus de
Erechim, como requisito parcial à obtenção do grau de
Mestre em Engenharia de Alimentos, Área de
Concentração Engenharia de Alimentos da Universidade
Regional Integrada do Alto Uruguai a das Missões-URI,
Campus de Erechim.
ERECHIM, RS - BRASIL
MAIO DE 2005
ii
CONCENTRAÇÃO DE PROTEÍNAS DE SORO DE QUEIJO POR EVAPORAÇÃO A VÁCUO E ULTRAFILTRAÇÃO
Léo Serpa
Dissertação de Mestrado submetida a Comissão Julgadora do Programa de
Mestrado em Engenharia de Alimentos como parte dos requisitos necessários à
obtenção do Grau de Mestre em Engenharia de Alimentos, Área de Concentração:
Engenharia de Alimentos.
Comissão Julgadora:
Prof. Marco Di Luccio, D.Sc.
Orientador
Prof. Alexandre José Cichoski, D.Sc.
Co-Orientador
Profª. Francine Padilha, D.Sc.
Prof. Jose Roberto Delalibera Finzer, D.Sc.
Erechim, 09 de maio de 2005
iii
Serpa, Léo Concentração de proteínas em rejeitos de queijarias/ Léo Serpa;
Orientador Marco Di Luccio e Alexandre José Cichoski. – Erechim, RS: 2005. 95 p. Dissertação (Mestrado em Engenharia de Alimentos) –
Universidade Regional Integrada do Alto Uruguai e das Missões.
1.Engenharia de Alimentos 2.Evaporação a vácuo 3.Ultrafiltração I. Título II Di Luccio, Marco
CDU:
Lucilenne Mara Battisti CRB 10/1486 Bibliotecária

iv
A toda minha família, em especial a meu
filho Bruno, motivo da busca pelo grau de
mestre.
v
AGRADECIMENTOS
A meus orientadores Marco Di Luccio e Alexandre Cichoski, pela paciência,
exigência, compreensão, dedicação e, principalmente, pelo apoio nos momentos
difíceis; pois quando tudo parecia perdido e os obstáculos insuperáveis, me
incentivavam a criar forças e continuar;
A Universidade Regional Integrada do Alto Uruguai e das Missões,
professores, funcionários colegas e alunos, em especial às professoras Helen
Treichel e Eunice Valduga pelo apoio e suporte nas atividades experimentais; e a
Claudia Kuiawinski pela amizade e apoio.
A Escola Agrotécnica Federal de Concórdia, na pessoa do Diretor Geral Neri
Jorge Golynski, e aos meus amigos e colegas de trabalho;
A CAPES, pelo apoio financeiro; à COCEL (Erechim) e TIROL (Chapecó) pelo
fornecimento de matéria-prima para os experimentos; e ao SENAI (Chapecó) pela
disponibilização da unidade piloto de ultrafiltração;
A meus amigos Jolcemar Ferro e Mathias Alberto Schramm, pelas inúmeras
tentativas de incentivo ao ingresso no mestrado;
A Valdirene Gasparetto pelo apoio e incentivo; ao companheiro Milton De
Faveri e minha estagiária Fernanda Fátima Hauber, pelo suporte nas atividades
experimentais;
A minha família, pais, irmãos; e meu filho Bruno, que acompanharam a
realização deste estudo.

vi
“O homem que venceu na vida, foi aquele
que viveu bem, riu muitas vezes e amou
muito. Que conquistou o respeito das
pessoas inteligentes e o amor das crianças.
Que preencheu um lugar e cumpriu uma
missão. Que deixou o mundo melhor do que
encontrou e que procurou o melhor nos
outros e deu o melhor de si”.
(Robert Louis)
vii
Resumo da Dissertação apresentada ao Programa de Mestrado em Engenharia de
Alimentos, como parte integrante dos requisitos necessários para a obtenção do
grau de Mestre em Engenharia de Alimentos.
CONCENTRAÇÃO DE PROTEÍNAS DE SORO DE QUEIJO POR EVAPORAÇÃO
A VÁCUO E ULTRAFILTRAÇÃO
LÉO SERPA
Maio/2005
Orientadores: Marco Di Luccio e Alexandre José Cichoski
Neste trabalho investigou-se a aplicação dos processos de evaporação a
vácuo e de ultrafiltração na obtenção de concentrado protéico de soro de queijo tipo
mussarela. Foi analisado o fator de concentração frente à variação de temperatura,
agitação e pressão, quando submetido a evaporação a vácuo; e temperatura,
pressão e vazão de alimentação, quando submetido a ultrafiltração. As diferentes
condições testadas foram definidas por um planejamento fatorial completo 23 em
ambos os casos. Foram monitorados os teores de proteína, sólidos totais e solúveis
(ºBrix), lactose, pH, acidez titulável e cor. A concentração do soro por evaporação foi
realizada em evaporador a vácuo Stephan Geiger, e por ultrafiltração foi realizada
em sistema piloto com membranas de 10.000 Daltons, avaliando-se a polarização de
concentração e fouling. Foram realizados fracionamentos em membranas de 0,45
µm, 100.000 e 20.000 Daltons. A melhor concentração do soro por evaporação a
vácuo foi a 50ºC, 230 rpm e pressão de -0,8 kgf/cm2. No estudo da ultrafiltração foi
possível a caracterização dos parâmetros responsáveis pela redução de fluxo, bem
como a obtenção de concentrados protéicos com fator de concentração de até 5,9
vezes. A menor redução de fluxo de permeado foi obtida em temperatura de 45ºC,
pressão de 1,5 kgf/cm2 e vazão de alimentação de 65 L/min. Não foi detectada
influência significativa (p<0,05) das variáveis estudadas (temperatura, pressão e
vazão de alimentação) sobre os tempos de concentração, porém detectou-se
influência significativa (p<0,05) de ambas sobre o fluxo de permeado. Com base nos
resultados pode-se sugerir a utilização dos processos de separação por membranas,
viii
dado a minimização de danos sensoriais no soro de queijo, aliada a maior eficiência
de concentração.
Palavras chaves: Soro-proteínas, evaporação a vácuo, concentração,
ultrafiltração e separação por membranas.
ix
Abstract of Dissertation presented to Food Engineering Program as a partial
fulfillment of the requirements for the Master degree in Food Engineering.
CONCENTRATION OF CHEESE WHEY PROTEIN CONCENTRATION FOR
VACUUM EVAPORATION AND ULTRAFILTRATION.
LÉO SERPA
May/2005
Advisors: Marco Di Luccio and Alexandre José Cichoski
In this work the application of the vacuum evaporation and ultrafiltration
processes on the concentration of mozzarella cheese whey was investigated. The
concentration factor was analyzed in function of temperature, stirring rate and
pressure, when submitted to the vacuum evaporation; and temperature, pressure and
feed flow rate, when submitted to the ultrafiltration. The different tested conditions
were defined by a complete 23 factorial design in both cases. The protein, total and
soluble solids (°Brix), lactose, pH, acidity and color were monitored. Whey
concentration by evaporation was carried out with a Stephan Geiger vacuum
evaporator, and for ultrafiltration a pilot system with 10.000 Daltons membranes was
used, evaluating the polarization of concentration and fouling. Fractioning of whey
was carried out with membranes of 0,45 µm, 100.000 and 20.000 Daltons. The
highest concentration of whey achieved by vacuum evaporation was at 50ºC, 230
rpm and 0,8 kgf/cm2. In ultrafiltration it was possible to determine the parameters
responsible for the flow reduction, as well as the attainment of proteic concentrates
with concentration factor up to 5,9 times. The lowest reduction of permeate flux was
at 45ºC, 1.5 kgf/cm2 and feed flow rate of 65 L/min. A significant influence (p<0,05)
of the variables studied (temperature, pressure and feed flow rate) to the
concentration time was not detected. However, significant (p<0,05) influence of
manipulated factors on permeated flux was found. Based on the obtained results, the
x
use of ultrafiltration could be suggested, due to the minimization of sensorial
damages in the cheese serum, allied to the best concentration efficiency.
Keywords: Whey protein, vacuum evaporation, concentration, ultra filtration
and membranes separation.
xi
SUMÁRIO
AGRADECIMENTOS
RESUMO
ABSTRACT
SUMÁRIO
CAPÍTULO 1: INTRODUÇÃO.....................................................................................1
CAPÍTULO 2: REVISÃO BIBLIOGRAFICA ...............................................................3
2.1 LEITE ...................................................................................................................3
2.1.1 Produção e demanda de leite bovino ...........................................................4
2.2 SORO DE QUEIJO ..................................................................................................5
2.3 PROTEÍNAS LÁCTEAS.............................................................................................7
2.4 PROCESSOS DE CONCENTRAÇÃO E SEPARAÇÃO...................................................10
2.4.1 Processo de Concentração por Evaporação ..............................................10
2.4.2 Processos de Separação por Membranas .................................................13
2.7 FATORES LIMITANTES DOS PROCESSOS DE SEPARAÇÃO POR MEMBRANAS..............21
2.8 CARACTERIZAÇÃO DE PROTEÍNAS.........................................................................25
2.9 LIMPEZA DOS MÓDULOS DE MEMBRANAS ...............................................................26
2.10 VIDA ÚTIL DAS MEMBRANAS ................................................................................27
CAPÍTULO 3: MATERIAL E MÉTODOS..................................................................29
3.1. EVAPORAÇÃO A VÁCUO.......................................................................................29
3.1.1. Matéria-prima ............................................................................................29
3.1.2. Evaporador................................................................................................29
3.1.3. Período de evaporação .............................................................................30
3.1.4. Níveis das variáveis experimentais (evaporação) .....................................31
3.1.5. Amostras ...................................................................................................31
3.1.6. Fator de concentração...............................................................................32
3.1.7. Determinações físico-químicas no soro bruto e nos concentrados ...........32
3.1.8. Análise dos resultados ..............................................................................35
3.2. PROCESSO DE SEPARAÇÃO POR MEMBRANAS (PSM) ............................................35
3.2.1. Matéria-prima ............................................................................................35
xii
3.2.2. Equipamentos ...........................................................................................36
3.2.3. Níveis das variáveis experimentais (PSM) ................................................37
3.2.4. Amostras ...................................................................................................38
3.2.5. Ultrafiltração ..............................................................................................38
3.2.6. Limpeza do módulo de membranas ..........................................................39
3.2.7. Determinações físico-químicas .................................................................39
3.2.8. Fracionamento de proteína .......................................................................39
CAPÍTULO 4: RESULTADOS E DISCUSSÃO.........................................................42
4.1. EVAPORAÇÃO A VÁCUO.......................................................................................42
4.1.2. Evaporação a vácuo..................................................................................44
4.1.3. Determinações analíticas realizadas no soro bruto...................................45
4.1.4. Concentrados ............................................................................................47
4.2. ULTRAFILTRAÇÃO ...............................................................................................53
4.2.1. Ultrafiltração de água com reciclo total......................................................53
4.2.2. Ultrafiltração de soro com reciclo total.......................................................56
4.2.3. Ultrafiltração de soro sem reciclo (concentração)......................................62
4.2.5. Limpeza da Membrana (CIP) ....................................................................81
4.2.6. Fracionamento ..........................................................................................83
CAPÍTULO 5: CONCLUSÕES E SUGESTÕES......................................................87
5.1 CONCLUSÕES DO TRABALHO ................................................................................87
5.1.1 Evaporação a vácuo...................................................................................87
5.1.2 Ultrafiltração ...............................................................................................87
5.2 SUGESTÕES PARA TRABALHOS FUTUROS...............................................................89
xiii
INDICE DE EQUAÇÕES
EQUAÇÃO 1: Coeficiente de rejeição ......................................................................19
EQUAÇÃO 2: Diferença de pressão.........................................................................25
EQUAÇÃO 3: Fator de concentração .......................................................................32
EQUAÇÃO 4: Percentagem de sólidos totais ...........................................................33
EQUAÇÃO 5: Diferença de cor.................................................................................34
EQUAÇÃO 6: Relação proteína/lactose ...................................................................34
EQUAÇÃO 7: Percentagem de variação da relação proteína/lactose ......................35
EQUAÇÃO 8: Modelo impirico para predição de fluxo de permeado .......................61
EQUAÇÃO 9: Modelo impirico para predição de fluxo de permeado .......................66
xiv
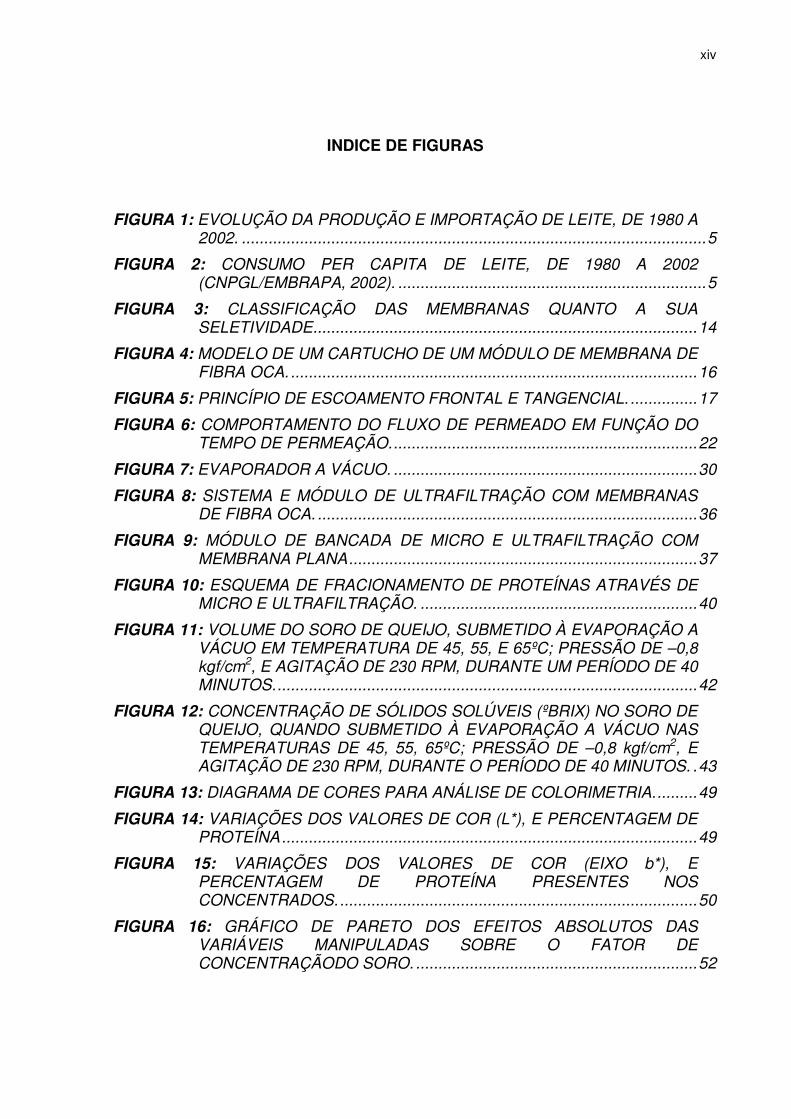
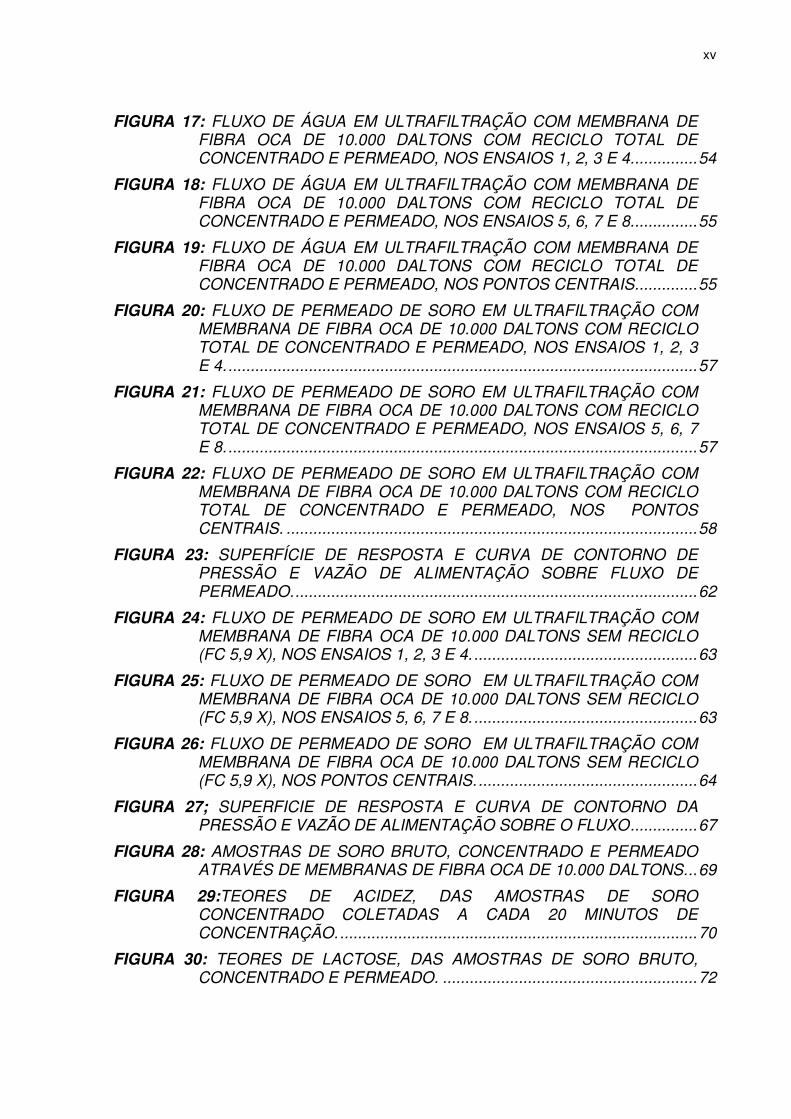
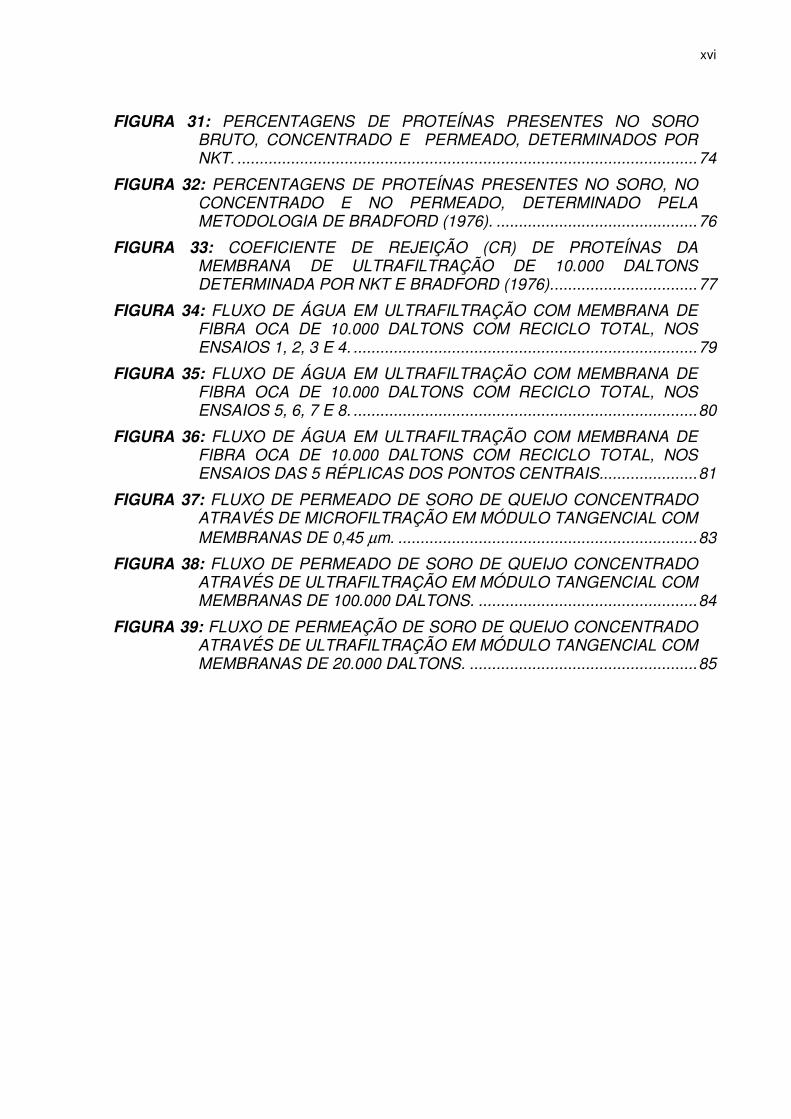
INDICE DE FIGURAS
FIGURA 1: EVOLUÇÃO DA PRODUÇÃO E IMPORTAÇÃO DE LEITE, DE 1980 A 2002. ........................................................................................................5
FIGURA 2: CONSUMO PER CAPITA DE LEITE, DE 1980 A 2002 (CNPGL/EMBRAPA, 2002). .....................................................................5
FIGURA 3: CLASSIFICAÇÃO DAS MEMBRANAS QUANTO A SUA SELETIVIDADE......................................................................................14
FIGURA 4: MODELO DE UM CARTUCHO DE UM MÓDULO DE MEMBRANA DE FIBRA OCA............................................................................................16
FIGURA 5: PRINCÍPIO DE ESCOAMENTO FRONTAL E TANGENCIAL................17
FIGURA 6: COMPORTAMENTO DO FLUXO DE PERMEADO EM FUNÇÃO DO TEMPO DE PERMEAÇÃO.....................................................................22
FIGURA 7: EVAPORADOR A VÁCUO. ....................................................................30
FIGURA 8: SISTEMA E MÓDULO DE ULTRAFILTRAÇÃO COM MEMBRANAS DE FIBRA OCA. .....................................................................................36
FIGURA 9: MÓDULO DE BANCADA DE MICRO E ULTRAFILTRAÇÃO COM MEMBRANA PLANA..............................................................................37
FIGURA 10: ESQUEMA DE FRACIONAMENTO DE PROTEÍNAS ATRAVÉS DE MICRO E ULTRAFILTRAÇÃO. ..............................................................40
FIGURA 11: VOLUME DO SORO DE QUEIJO, SUBMETIDO À EVAPORAÇÃO A VÁCUO EM TEMPERATURA DE 45, 55, E 65ºC; PRESSÃO DE –0,8 kgf/cm2, E AGITAÇÃO DE 230 RPM, DURANTE UM PERÍODO DE 40 MINUTOS...............................................................................................42
FIGURA 12: CONCENTRAÇÃO DE SÓLIDOS SOLÚVEIS (ºBRIX) NO SORO DE QUEIJO, QUANDO SUBMETIDO À EVAPORAÇÃO A VÁCUO NAS TEMPERATURAS DE 45, 55, 65ºC; PRESSÃO DE –0,8 kgf/cm2, E AGITAÇÃO DE 230 RPM, DURANTE O PERÍODO DE 40 MINUTOS. .43
FIGURA 13: DIAGRAMA DE CORES PARA ANÁLISE DE COLORIMETRIA..........49
FIGURA 14: VARIAÇÕES DOS VALORES DE COR (L*), E PERCENTAGEM DE PROTEÍNA.............................................................................................49
FIGURA 15: VARIAÇÕES DOS VALORES DE COR (EIXO b*), E PERCENTAGEM DE PROTEÍNA PRESENTES NOS CONCENTRADOS.................................................................................50
FIGURA 16: GRÁFICO DE PARETO DOS EFEITOS ABSOLUTOS DAS VARIÁVEIS MANIPULADAS SOBRE O FATOR DE CONCENTRAÇÃODO SORO. ...............................................................52
xv
FIGURA 17: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 1, 2, 3 E 4...............54
FIGURA 18: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 5, 6, 7 E 8...............55
FIGURA 19: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS PONTOS CENTRAIS..............55
FIGURA 20: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 1, 2, 3 E 4..........................................................................................................57
FIGURA 21: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 5, 6, 7 E 8..........................................................................................................57
FIGURA 22: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS PONTOS CENTRAIS. ............................................................................................58
FIGURA 23: SUPERFÍCIE DE RESPOSTA E CURVA DE CONTORNO DE PRESSÃO E VAZÃO DE ALIMENTAÇÃO SOBRE FLUXO DE PERMEADO...........................................................................................62
FIGURA 24: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS SEM RECICLO (FC 5,9 X), NOS ENSAIOS 1, 2, 3 E 4...................................................63
FIGURA 25: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS SEM RECICLO (FC 5,9 X), NOS ENSAIOS 5, 6, 7 E 8...................................................63
FIGURA 26: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS SEM RECICLO (FC 5,9 X), NOS PONTOS CENTRAIS..................................................64
FIGURA 27; SUPERFICIE DE RESPOSTA E CURVA DE CONTORNO DA PRESSÃO E VAZÃO DE ALIMENTAÇÃO SOBRE O FLUXO...............67
FIGURA 28: AMOSTRAS DE SORO BRUTO, CONCENTRADO E PERMEADO ATRAVÉS DE MEMBRANAS DE FIBRA OCA DE 10.000 DALTONS...69
FIGURA 29:TEORES DE ACIDEZ, DAS AMOSTRAS DE SORO CONCENTRADO COLETADAS A CADA 20 MINUTOS DE CONCENTRAÇÃO.................................................................................70
FIGURA 30: TEORES DE LACTOSE, DAS AMOSTRAS DE SORO BRUTO, CONCENTRADO E PERMEADO. .........................................................72
xvi
FIGURA 31: PERCENTAGENS DE PROTEÍNAS PRESENTES NO SORO BRUTO, CONCENTRADO E PERMEADO, DETERMINADOS POR NKT. .......................................................................................................74
FIGURA 32: PERCENTAGENS DE PROTEÍNAS PRESENTES NO SORO, NO CONCENTRADO E NO PERMEADO, DETERMINADO PELA METODOLOGIA DE BRADFORD (1976). .............................................76
FIGURA 33: COEFICIENTE DE REJEIÇÃO (CR) DE PROTEÍNAS DA MEMBRANA DE ULTRAFILTRAÇÃO DE 10.000 DALTONS DETERMINADA POR NKT E BRADFORD (1976).................................77
FIGURA 34: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL, NOS ENSAIOS 1, 2, 3 E 4. .............................................................................79
FIGURA 35: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL, NOS ENSAIOS 5, 6, 7 E 8. .............................................................................80
FIGURA 36: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL, NOS ENSAIOS DAS 5 RÉPLICAS DOS PONTOS CENTRAIS......................81
FIGURA 37: FLUXO DE PERMEADO DE SORO DE QUEIJO CONCENTRADO ATRAVÉS DE MICROFILTRAÇÃO EM MÓDULO TANGENCIAL COM MEMBRANAS DE 0,45 µm. ...................................................................83
FIGURA 38: FLUXO DE PERMEADO DE SORO DE QUEIJO CONCENTRADO ATRAVÉS DE ULTRAFILTRAÇÃO EM MÓDULO TANGENCIAL COM MEMBRANAS DE 100.000 DALTONS. .................................................84
FIGURA 39: FLUXO DE PERMEAÇÃO DE SORO DE QUEIJO CONCENTRADO ATRAVÉS DE ULTRAFILTRAÇÃO EM MÓDULO TANGENCIAL COM MEMBRANAS DE 20.000 DALTONS. ...................................................85
xvii
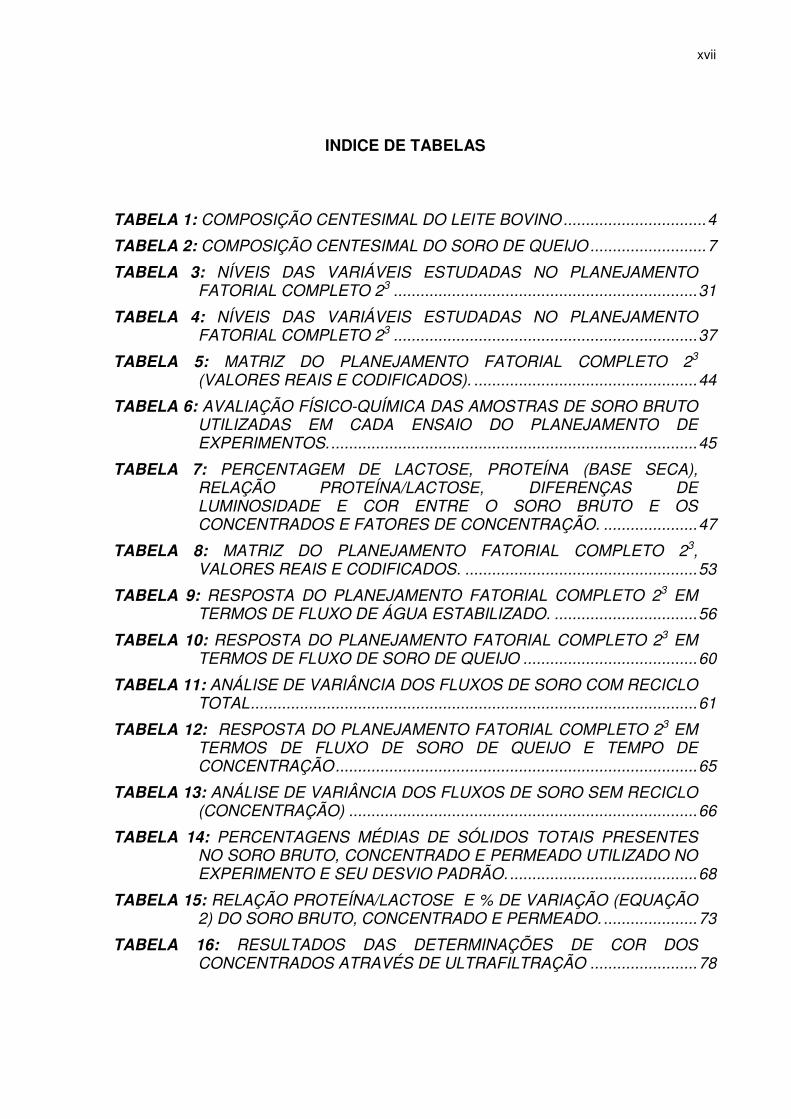
INDICE DE TABELAS
TABELA 1: COMPOSIÇÃO CENTESIMAL DO LEITE BOVINO................................4
TABELA 2: COMPOSIÇÃO CENTESIMAL DO SORO DE QUEIJO..........................7
TABELA 3: NÍVEIS DAS VARIÁVEIS ESTUDADAS NO PLANEJAMENTO FATORIAL COMPLETO 23 ....................................................................31
TABELA 4: NÍVEIS DAS VARIÁVEIS ESTUDADAS NO PLANEJAMENTO FATORIAL COMPLETO 23 ....................................................................37
TABELA 5: MATRIZ DO PLANEJAMENTO FATORIAL COMPLETO 23
(VALORES REAIS E CODIFICADOS). ..................................................44
TABELA 6: AVALIAÇÃO FÍSICO-QUÍMICA DAS AMOSTRAS DE SORO BRUTO UTILIZADAS EM CADA ENSAIO DO PLANEJAMENTO DE EXPERIMENTOS...................................................................................45
TABELA 7: PERCENTAGEM DE LACTOSE, PROTEÍNA (BASE SECA), RELAÇÃO PROTEÍNA/LACTOSE, DIFERENÇAS DE LUMINOSIDADE E COR ENTRE O SORO BRUTO E OS CONCENTRADOS E FATORES DE CONCENTRAÇÃO. .....................47
TABELA 8: MATRIZ DO PLANEJAMENTO FATORIAL COMPLETO 23, VALORES REAIS E CODIFICADOS. ....................................................53
TABELA 9: RESPOSTA DO PLANEJAMENTO FATORIAL COMPLETO 23 EM TERMOS DE FLUXO DE ÁGUA ESTABILIZADO. ................................56
TABELA 10: RESPOSTA DO PLANEJAMENTO FATORIAL COMPLETO 23 EM TERMOS DE FLUXO DE SORO DE QUEIJO .......................................60
TABELA 11: ANÁLISE DE VARIÂNCIA DOS FLUXOS DE SORO COM RECICLO TOTAL....................................................................................................61
TABELA 12: RESPOSTA DO PLANEJAMENTO FATORIAL COMPLETO 23 EM TERMOS DE FLUXO DE SORO DE QUEIJO E TEMPO DE CONCENTRAÇÃO.................................................................................65
TABELA 13: ANÁLISE DE VARIÂNCIA DOS FLUXOS DE SORO SEM RECICLO (CONCENTRAÇÃO) ..............................................................................66
TABELA 14: PERCENTAGENS MÉDIAS DE SÓLIDOS TOTAIS PRESENTES NO SORO BRUTO, CONCENTRADO E PERMEADO UTILIZADO NO EXPERIMENTO E SEU DESVIO PADRÃO...........................................68
TABELA 15: RELAÇÃO PROTEÍNA/LACTOSE E % DE VARIAÇÃO (EQUAÇÃO 2) DO SORO BRUTO, CONCENTRADO E PERMEADO......................73
TABELA 16: RESULTADOS DAS DETERMINAÇÕES DE COR DOS CONCENTRADOS ATRAVÉS DE ULTRAFILTRAÇÃO ........................78
xviii
TABELA 17: PERMEABILIDADE HIDRÁULICA DA MEMBRANA ANTES E APÓS A ULTRAFILTRAÇÃO COM SORO DE QUEIJO. ..................................82
TABELA 18: RESULTADOS DAS DETERMINAÇÕES FÍSICO-QUÍMICAS DE SORO CONCENTRADO E PERMEADO EM MEMBRANA DE MICROFILTRAÇÃO DE 0,45 µm, E ULTRAFILTRAÇÃO DE 100.000 DALTONS E 20.000 DALTONS. ............................................................86
xix
LISTA DE ABREVIATURAS E SÍMBOLOS
Alim - Alimentação
A/V – Relação área superficial/volume
BA - Lactoglobulina
BSA – Albumina sérica bovina
C – Croma (diagrama de cores)
Ca – Concentração de alimentação
CIP – Clean in place (sistema de limpeza por circulação interna)
CNA – Confederação de agricultura e pecuária do Brasil
CNPGL – Centro nacional de pesquisa em gado leiteiro
Cp – Concentração de permeado
CR – Coeficiente de rejeição
Cut off – Massa molar de corte
ESD – Estrato seco desengordurado
EST – Estrato seco total (sólidos totais)
Fc – Fator de concentração
h – Localização de cor (ângulo ab) (diagrama de cores)
HPLC – Cromatografia líquida de alta performance (High Performance Liquid
Chromatography)
IBGE – Instituto brasileiro de geografia e estatística
J – Fluxo
Js,c/r – Fluxo de soro de queijo com reciclo de permeado
Js,s/r – Fluxo de soro de queijo sem reciclo de permeado
LA – Lactoalbumina
xx
Lac - Lactose
Lp – Permeabilidade hidráulica
MAA – Ministério da agricultura e abastecimento
Mc – Massa de soro após a concentração
MF - Microfiltração
MM – Massa molar
Msb – Massa de soro bruto na alimentação
NKT – Nitrogênio kjeldahl total
P – Pressão (kgf/cm2)
Pa – Pressão inicial (kgf/cm2)
Pc – Pressão do concentrado (kgf/cm2)
Pf – Pressão final (kgf/cm2)
Pp – Pressão do permeado (kgf/cm2)
Ps – Pressão de saída (kgf/cm2)
Pt – Proteína
R – Coeficiente de correlação
RIISPOA – Regulamento de inspeção industrial e sanitária dos produtos de origem
animal
RPt/Lac – Relação proteína/lactose
SECEX – Secretaria do comércio exterior
T - Temperatura
UF - Ultrafiltração
V – Vazão de alimentação
∆∆∆∆a – Diferença de variação de cor no eixo vermelho ao verde (diagrama de cores)
∆∆∆∆b – Diferença de variação de cor no eixo amarelo ao azul (diagrama de cores)
xxi
∆∆∆∆E – Diferença de cor (diagrama de cores)
∆∆∆∆L – Diferença de variação de luminosidade (diagrama de cores)
∆∆∆∆P – Diferença de pressão
ºDornic – Unidade de medida de acidez
ºBrix – Unidade de medida de sólidos solúveis
%RLp – Percentagem de redução de permeabilidade hidráulica
%V – Percentagem de variação da relação proteína/lactose
CAPÍTULO 1: INTRODUÇÃO
O leite é considerado um dos alimentos mais completos, sob o ponto de vista
nutritivo, propiciando inúmeras alternativas de industrialização e transformação em
produtos derivados. Porém, quando utilizado no processamento de queijos,
aproximadamente 85 a 90% de seu volume é retirado sob a forma de soro.
O soro de queijo, que é rico em proteínas, é pouco aproveitado, sendo que
grandes volumes ainda são desperdiçados, enviados para nutrição de suínos, ou
direcionados a sistemas de tratamento de efluentes com baixa eficiência,
contaminando drasticamente corpos receptores; o que gera problemas ambientais
como a demanda bioquímica de oxigênio de 30.000 a 50.000 mg/L (HOSSEINI et al.,
2003).
No Brasil, ao contrário de outros países, o soro de queijo ainda é considerado
um produto de má qualidade e de pouca importância sob o ponto de vista nutritivo.
Nos Estados Unidos, grande parte dos resíduos de queijarias são aproveitados e
90% destes são destinados à alimentação humana, o que, em 2001 representou
mais de 500.000 toneladas. O Brasil entre 1998 a 2001, importou mais de 140.000
toneladas de soro em pó, devido à falta de capacidade interna de produção
(ALMEIDA, et al., 2001; USDEC, 2004). Este desperdício, aliado ao valor nutritivo do
soro de queijo, leva a direcionar a atenção do meio científico ao seu estudo, para a
criação de alternativas economicamente viáveis para o aproveitamento de suas
proteínas, que apresentam alto valor nutricional e comercial. Logo, é interessante o
estudo de alternativas que venham aproveitar o soro de queijo utilizando processos
que minimizem os danos a seus componentes, como os processos de evaporação a
vácuo (baixa pressão) e separação por membranas.
A evaporação a baixa pressão reduz os custos operacionais de processo,
além de diminuir as perdas físico-químicas por ação da temperatura.
Os processos de separação por membranas, inicialmente utilizados para a
dessalinização da água do mar, hoje se apresentam como uma alternativa para a
Capítulo 2: Introdução 2
concentração de alimentos proteícos sem a necessidade da utilização de altas
temperaturas (LINDEN; LORIENT, 1996; COELHO, 2002).
A aplicação destes processos para a recuperação de proteínas do soro pode
ser bastante vantajosa, pois as frações protéicas presentes no soro de queijo são
termolábeis, sendo a α-lactoglobulina a mais termorresistente, seguida pela
β-lactoglobulina e imunoglobulinas (PEREIRA; GONÇALVES, 2002).
Com o objetivo de criar alternativas para minimizar os desperdícios de soro de
queijo e minimizar o impacto ambiental causado pelo seu mau aproveitamento, o
presente trabalho foi desenvolvido a fim de se obter dados sobre os processos de
concentração de soro de queijo através de evaporação a vácuo e ultrafiltração,
avaliando-se os efeitos das condições de operação sobre as características físico-
químicas do soro de queijo.
CAPÍTULO 2: REVISÃO BIBLIOGRAFICA
Neste capítulo serão apresentados dados sobre produção e consumo de leite
bovino, discussões sobre soro de queijo e proteínas lácteas, e os métodos de
concentração através de evaporação a vácuo e processos de separação por
membranas.
2.1 Leite
O leite é um dos alimentos mais completos já conhecidos; utilizado como
única fonte de alimentação em períodos restritos da vida dos mamíferos. Sua
composição é variável, apresentando influência da espécie, raça, idade, fase de
lactação, alimentação e sanidade em sua composição centesimal, o que dificulta a
caracterização de seus componentes quantitativos. Devido a esta variação, tem sua
composição alterada durante o período de sua extração (ordenha) (TRONCO, 1997).
O leite, em um processo de extração, se apresenta mais acizentado no início,
composto por proteínas, vitaminas e açúcares e, minutos após, torna-se mais branco
e rico em gordura, visando fornecer inicialmente um produto menos energético,
aumentando gradativamente o teor de energia no decorrer da extração,
principalmente para que este seja bem absorvido no caso de amamentação
(CARREIRO, 2004)
O leite humano é conhecido como leite albuminoso, característica fornecida
por sua composição protéica, composta por 80 partes de albumina para cada 20
partes de caseína, é altamente digestível para alimentação de recém nascidos,
considerando suas proteínas presentes. Em contrapartida, o leite bovino, com 20
partes de albumina para cada 80 partes de caseína, é pouco digestível para
alimentação humana, principalmente para recém nascidos (BEHMER,1986;
TRONCO, 1997; CARREIRO, 2004). O leite, quando submetido a fabricação de
queijo, produz um resíduo industrial, o soro, composto basicamente por albumina,
Capítulo 2: Revisão Bibliográfica 4
atualmente já encontrada desidratada e comercializada como fonte energética e
nutritiva sob a forma de pó (ALMEIDA, et al., 2001).
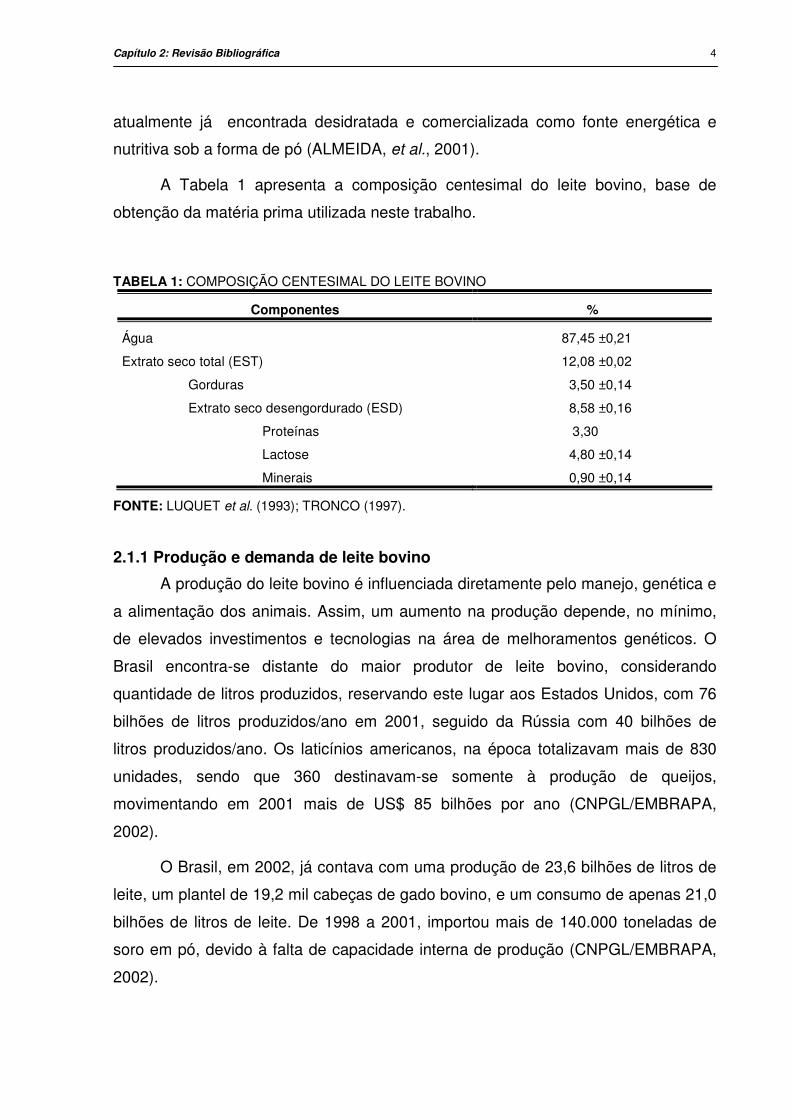
A Tabela 1 apresenta a composição centesimal do leite bovino, base de
obtenção da matéria prima utilizada neste trabalho.
TABELA 1: COMPOSIÇÃO CENTESIMAL DO LEITE BOVINO
Componentes %
Água 87,45 ±0,21
Extrato seco total (EST) 12,08 ±0,02
Gorduras 3,50 ±0,14
Extrato seco desengordurado (ESD) 8,58 ±0,16
Proteínas 3,30
Lactose 4,80 ±0,14
Minerais 0,90 ±0,14
FONTE: LUQUET et al. (1993); TRONCO (1997).
2.1.1 Produção e demanda de leite bovino
A produção do leite bovino é influenciada diretamente pelo manejo, genética e
a alimentação dos animais. Assim, um aumento na produção depende, no mínimo,
de elevados investimentos e tecnologias na área de melhoramentos genéticos. O
Brasil encontra-se distante do maior produtor de leite bovino, considerando
quantidade de litros produzidos, reservando este lugar aos Estados Unidos, com 76
bilhões de litros produzidos/ano em 2001, seguido da Rússia com 40 bilhões de
litros produzidos/ano. Os laticínios americanos, na época totalizavam mais de 830
unidades, sendo que 360 destinavam-se somente à produção de queijos,
movimentando em 2001 mais de US$ 85 bilhões por ano (CNPGL/EMBRAPA,
2002).
O Brasil, em 2002, já contava com uma produção de 23,6 bilhões de litros de
leite, um plantel de 19,2 mil cabeças de gado bovino, e um consumo de apenas 21,0
bilhões de litros de leite. De 1998 a 2001, importou mais de 140.000 toneladas de
soro em pó, devido à falta de capacidade interna de produção (CNPGL/EMBRAPA,
2002).
Capítulo 2: Revisão Bibliográfica 5
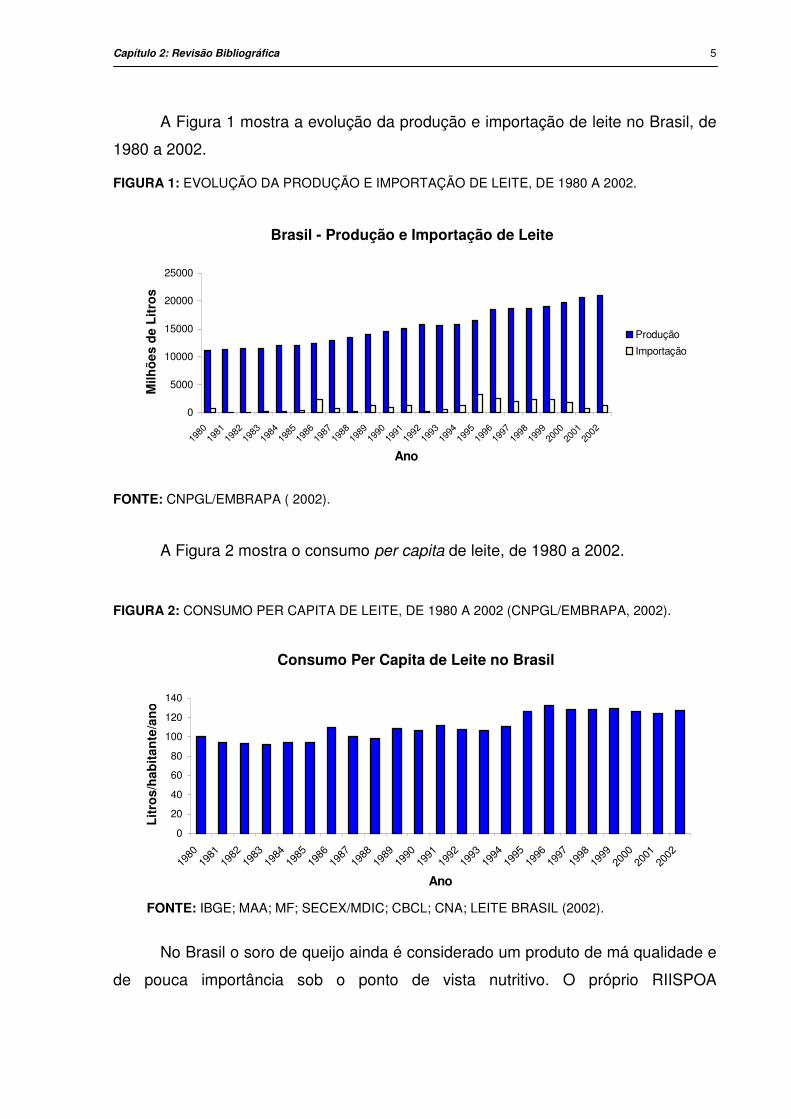
A Figura 1 mostra a evolução da produção e importação de leite no Brasil, de
1980 a 2002.
FIGURA 1: EVOLUÇÃO DA PRODUÇÃO E IMPORTAÇÃO DE LEITE, DE 1980 A 2002.
FONTE: CNPGL/EMBRAPA ( 2002).
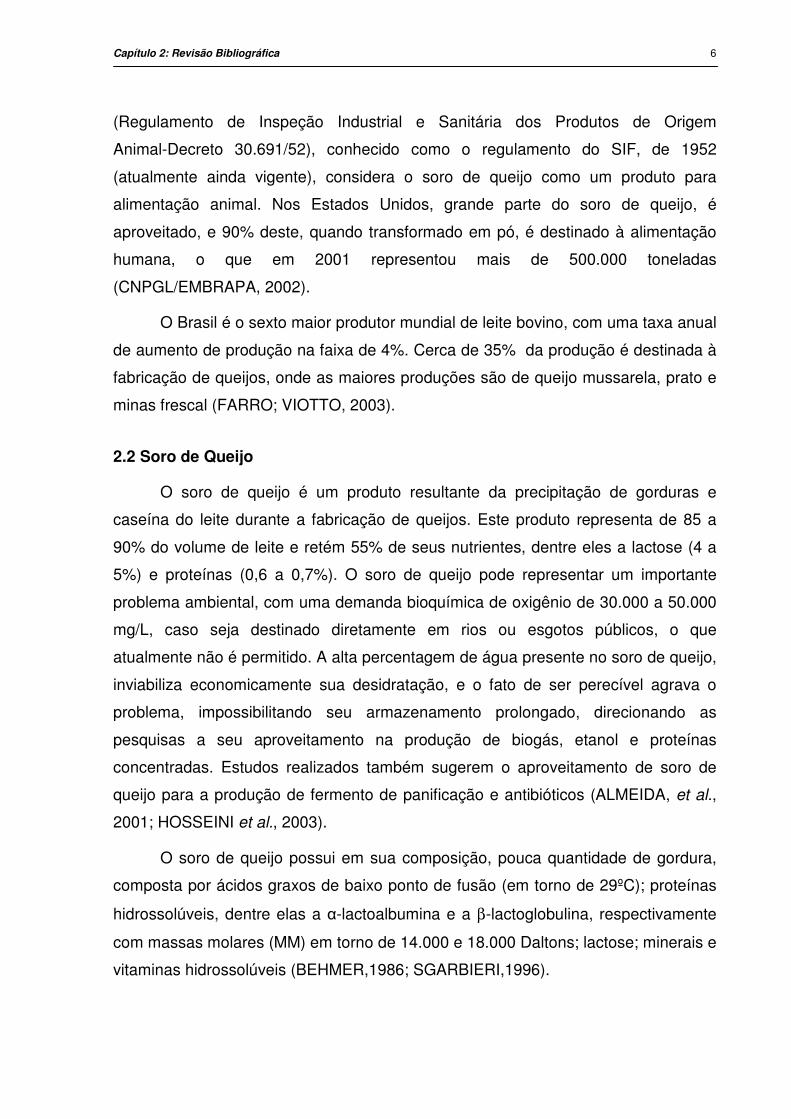
A Figura 2 mostra o consumo per capita de leite, de 1980 a 2002.
FIGURA 2: CONSUMO PER CAPITA DE LEITE, DE 1980 A 2002 (CNPGL/EMBRAPA, 2002).
No Brasil o soro de queijo ainda é considerado um produto de má qualidade e
de pouca importância sob o ponto de vista nutritivo. O próprio RIISPOA
Brasil - Produção e Importação de Leite
0
5000
10000
15000
20000
25000
1980
1981
1982
1983
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
Ano
Milh
ões
de
Lit
ros
Produção
Importação
Consumo Per Capita de Leite no Brasil
0
20
40
60
80
100
120
140
1980
1981
1982
1983
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
Ano
Lit
ros/
hab
itan
te/a
no
FONTE: IBGE; MAA; MF; SECEX/MDIC; CBCL; CNA; LEITE BRASIL (2002).
Capítulo 2: Revisão Bibliográfica 6
(Regulamento de Inspeção Industrial e Sanitária dos Produtos de Origem
Animal-Decreto 30.691/52), conhecido como o regulamento do SIF, de 1952
(atualmente ainda vigente), considera o soro de queijo como um produto para
alimentação animal. Nos Estados Unidos, grande parte do soro de queijo, é
aproveitado, e 90% deste, quando transformado em pó, é destinado à alimentação
humana, o que em 2001 representou mais de 500.000 toneladas
(CNPGL/EMBRAPA, 2002).
O Brasil é o sexto maior produtor mundial de leite bovino, com uma taxa anual
de aumento de produção na faixa de 4%. Cerca de 35% da produção é destinada à
fabricação de queijos, onde as maiores produções são de queijo mussarela, prato e
minas frescal (FARRO; VIOTTO, 2003).
2.2 Soro de Queijo
O soro de queijo é um produto resultante da precipitação de gorduras e
caseína do leite durante a fabricação de queijos. Este produto representa de 85 a
90% do volume de leite e retém 55% de seus nutrientes, dentre eles a lactose (4 a
5%) e proteínas (0,6 a 0,7%). O soro de queijo pode representar um importante
problema ambiental, com uma demanda bioquímica de oxigênio de 30.000 a 50.000
mg/L, caso seja destinado diretamente em rios ou esgotos públicos, o que
atualmente não é permitido. A alta percentagem de água presente no soro de queijo,
inviabiliza economicamente sua desidratação, e o fato de ser perecível agrava o
problema, impossibilitando seu armazenamento prolongado, direcionando as
pesquisas a seu aproveitamento na produção de biogás, etanol e proteínas
concentradas. Estudos realizados também sugerem o aproveitamento de soro de
queijo para a produção de fermento de panificação e antibióticos (ALMEIDA, et al.,
2001; HOSSEINI et al., 2003).
O soro de queijo possui em sua composição, pouca quantidade de gordura,
composta por ácidos graxos de baixo ponto de fusão (em torno de 29ºC); proteínas
hidrossolúveis, dentre elas a α-lactoalbumina e a β-lactoglobulina, respectivamente
com massas molares (MM) em torno de 14.000 e 18.000 Daltons; lactose; minerais e
vitaminas hidrossolúveis (BEHMER,1986; SGARBIERI,1996).
Capítulo 2: Revisão Bibliográfica 7
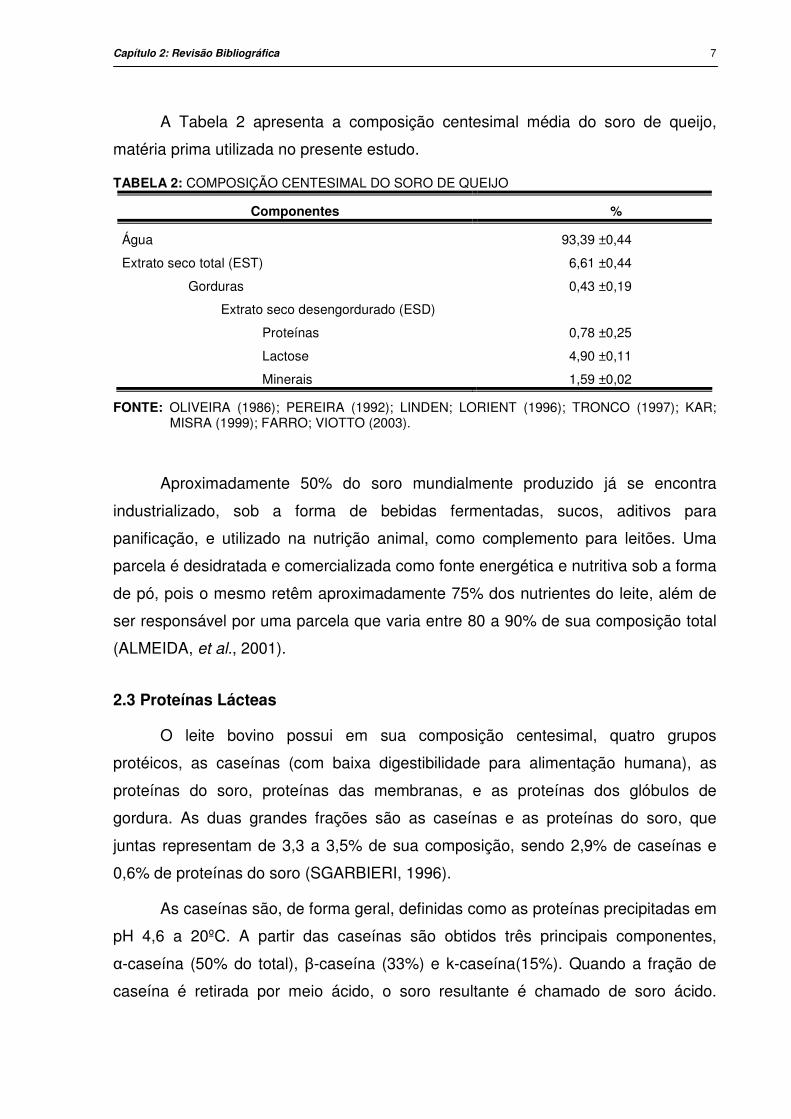
A Tabela 2 apresenta a composição centesimal média do soro de queijo,
matéria prima utilizada no presente estudo.
TABELA 2: COMPOSIÇÃO CENTESIMAL DO SORO DE QUEIJO
Componentes %
Água 93,39 ±0,44
Extrato seco total (EST) 6,61 ±0,44
Gorduras 0,43 ±0,19
Extrato seco desengordurado (ESD)
Proteínas 0,78 ±0,25
Lactose 4,90 ±0,11
Minerais 1,59 ±0,02
FONTE: OLIVEIRA (1986); PEREIRA (1992); LINDEN; LORIENT (1996); TRONCO (1997); KAR; MISRA (1999); FARRO; VIOTTO (2003).
Aproximadamente 50% do soro mundialmente produzido já se encontra
industrializado, sob a forma de bebidas fermentadas, sucos, aditivos para
panificação, e utilizado na nutrição animal, como complemento para leitões. Uma
parcela é desidratada e comercializada como fonte energética e nutritiva sob a forma
de pó, pois o mesmo retêm aproximadamente 75% dos nutrientes do leite, além de
ser responsável por uma parcela que varia entre 80 a 90% de sua composição total
(ALMEIDA, et al., 2001).
2.3 Proteínas Lácteas
O leite bovino possui em sua composição centesimal, quatro grupos
protéicos, as caseínas (com baixa digestibilidade para alimentação humana), as
proteínas do soro, proteínas das membranas, e as proteínas dos glóbulos de
gordura. As duas grandes frações são as caseínas e as proteínas do soro, que
juntas representam de 3,3 a 3,5% de sua composição, sendo 2,9% de caseínas e
0,6% de proteínas do soro (SGARBIERI, 1996).
As caseínas são, de forma geral, definidas como as proteínas precipitadas em
pH 4,6 a 20ºC. A partir das caseínas são obtidos três principais componentes,
α-caseína (50% do total), β-caseína (33%) e k-caseína(15%). Quando a fração de
caseína é retirada por meio ácido, o soro resultante é chamado de soro ácido.
Capítulo 2: Revisão Bibliográfica 8
Quando esta é retirada por meio enzimático, o soro recebe a denominação de soro
doce. As proteínas do soro são compostas por duas principais frações, a
α-lactoalbumina e a β-lactoglobulina, que são responsáveis por 70 a 80% da
composição das proteínas presentes no soro de queijo (TRONCO,1997;
SGARBIERI,1996).
A fração α-lactoalbumina é considerada uma das mais importantes sob o
ponto de vista do trabalho em questão. Até pouco tempo desconhecida, ou de pouca
importância econômica e tecnológica, a α-lactoalbumina começou a ganhar espaço
devido a suas propriedades específicas não encontradas em outras proteínas. No
entanto, possui alto custo de obtenção e extração, o que muitas vezes torna seu
consumo inviável. Até então se tinha a albumina de ovo como a proteína mais
importante sob o aspecto nutritivo. A α-lactoalbumina de soro de queijo, possui de 23
a 25 % de aminoácidos de cadeia ramificada, a maior concentração já presente em
uma proteína (KINEKAWA; KITABATAKE, 1996).
Devido à sua solubilidade, digestibilidade e composição de aminoácidos, a
α-lactoalbumina possui alto valor biológico, o que a difere da albumina do ovo. Rica
em quadripeptídeos, pobre em fenilalanina, arginina (aminoácido essencial) e
glutamina (aminoácido condicionalmente essencial), a α-lactoalbumina possui a
capacidade de aumentar a produção endógena de glutationa, antioxidante de papel
importante no sistema imunológico humano (KINEKAWA; KITABATAKE, 1996).
As proteínas do soro são amplamente utilizadas na indústria de alimentos
pelas suas propriedades funcionais. Alguns estudos direcionaram a atenção para o
acompanhamento das propriedades funcionais das proteínas isoladas e/ou dos
concentrados protéicos, e concluíram que a soma das propriedades das proteínas
podem limitar suas aplicações. Desta forma, se busca técnicas de separação e
isolamentos de suas frações, podendo ser citadas dentre estas, as precipitações
seletivas e ácidas, conjugadas com temperaturas, uso de membranas, enzimas e a
combinação entre ambos os métodos. Embora estes fracionamentos já apresentem
viabilidade de separação e purificação em laboratório, muitas técnicas ainda não
foram implementadas industrialmente devido à sua complexidade, seu alto custo e
baixa produtividade. As frações obtidas através de uma combinação de técnicas,
Capítulo 2: Revisão Bibliográfica 9
utilizando temperaturas de 25 a 40ºC para a precipitação e separação com
membranas de 15.000 Daltons apresentaram altos índices de cinzas (de 6,1 a
13,7%), sugerindo processos de purificação prévios, antes de serem enviados à
indústria (ALOMIRAH; ALLI, 2002).
As proteínas concentradas de soro de queijo também são muito utilizadas
como ingredientes funcionais na alimentação humana, porém seu uso comercial é
limitado devido às suas variações funcionais, causadas pelas grandes variações em
suas composições, principalmente de cálcio, sódio e fósforo. Outro fator é sua
estabilidade frente à temperatura, pois quando os concentrados protéicos de soro de
queijo com pH médio 6,9 são aquecidos a temperaturas mínimas de 75ºC, as
moléculas de proteínas se desdobram formando uma rede gel. Alguns estudos já
direcionam atenção para determinar a influência das concentrações de minerais nas
propriedades das proteínas presentes nos concentrados protéicos de soro de queijo,
principalmente a presença de cálcio e sódio. Estes concluem que os danos às
proteínas secundárias e BSA (albumina sérica bovina) na temperatura citada
ocorrem mais rápido nas frações de α-lactoalbumina, seguido pelas frações de
β-lactoglobulina. Deve-se observar também que as perdas das características
funcionais das soroproteínas presentes em soro doce ocorrem mais rapidamente do
que nas soroproteínas presentes em soro ácido (HAVEA et al., 2002).
As proteínas do soro (albuminas) apresentam excelentes propriedades de
emulsificação, sendo desta forma bastante utilizadas em emulsões e na fabricação
de géis, utilizando lipídios como enchimento. Quando utilizadas para a fabricação de
géis, suas propriedades mecânicas são diretamente dependentes das propriedades
físico-químicas da gordura, composição e quantidades de proteína, bem como seu
tamanho e morfologia. Porém, em estudos realizados, as frações que apresentaram
bons resultados nas propriedades mecânicas de géis foram a α-lactoalbumina e
β-lactoglobulina (MOR-ROSENBERG et al., 2004).
Com baixa massa molecular, comparada a outras proteínas, as albuminas
são solúveis em pH acima de 4,6 e temperaturas inferiores a 20ºC. São chamadas
de homoproteínas, por serem formadas apenas por aminoácidos, diferentes da
Capítulo 2: Revisão Bibliográfica 10
caseína, a qual não possui somente aminoácidos em sua composição (KINEKAWA;
KITABATAKE, 1996).
As α-lactoalbuminas (LA), são compostas por 9 dos 20 aminoácidos
formadores de proteínas, sendo eles; triptofano (3,2%), lisina (10,9%), metionina
(2,35%), cistina (3,15%), leucina (14%), isoleuciona (6,55%), fenilalanina (4,05%),
valina (6,85%) e treonina (6,70%). Estas proteínas possuem massa molecular por
volta de 17.000 Dalton (KINEKAWA; KITABATAKE, 1996).
A β-lactoglobulina é a proteína mais abundante presente no soro de queijo,
com massa molecular em torno de 18.000 Daltons. Difere da α-lactoalbumina, em
sua composição, por dois aminoácidos. Apesar de baixo grau de semelhança,
compartilham algumas propriedades comuns de ligações hidrofóbicas. A
β-lactoglobulina apresenta uma notável estabilidade em pH baixo. Devido à sua
estabilidade em pH ácido, já chegou a ser utilizada para isolar ácidos gordurosos
produzidos por lipase gástrica, minimizando os efeitos adversos na mucosa
(BERINGHELLI et al., 2002).
A β-lactoglobulina, devido às suas propriedades, é largamente utilizada na
indústria de alimentos principalmente por possuir influência no aroma dos alimentos
e ser solúvel em pH de 2,0 a 10,0 (JOUENNE; CROUZET, 2000).
2.4 Processos de Concentração e Separação
2.4.1 Processo de Concentração por Evaporação
Evaporação é um processo de desidratação que consiste na retirada de
umidade do produto. Quando submetido a baixa pressão (vácuo), temos uma
redução no ponto de ebulição da água pura o que minimiza energia para sua
mudança de fase (BRENNAN, 1996).
Com a concentração, vários efeitos podem ser observados nas propriedades
do leite e/ou soro de queijo, como o aumento nas interações, na condutividade
elétrica, na densidade, na viscosidade, na molaridade e na força iônica. Por outro
lado, diminuem a ionização, o teor de cálcio iônico, o pH e a atividade de água
(SILVA et al., 1997; COELHO, 2002).
Capítulo 2: Revisão Bibliográfica 11
A água, em pressão ambiente (101,3 MPa) possui ponto de ebulição a 100ºC
e ponto de congelamento a 0ºC. Se a água for submetida à pressão de 210 MPa e à
temperatura de -22ºC, ainda será mantida em estado líquido. Se a água for
submetida a uma pressão negativa (vácuo), inicia-se um declínio gradativo de seu
ponto de ebulição, minimizando energia para a evaporação. Em muitos casos, são
acoplados aos evaporadores, sistemas de agitação, para aumentar a transferência
térmica, acelerando o processo (SILVA et al., 1997; COELHO, 2002).
Os produtos lácteos, devido à sua composição protéica também são
suscetíveis a danos nas proteínas, causados pela alteração brusca de pressão
(SILVA et al., 1997; COELHO, 2002).
Gonçalves et al. (2004) analisou os efeitos térmicos de temperaturas acima
de 80ºC em isolados protéicos de soro de queijo. O isolado protéico continha 93,5%
de proteínas totais, sendo 74% de α-lactoalbumina, 18% de β-lactoglobulina e 6% de
albumina sérica bovina; também continha 0,2% de gordura e lactose, 0,5% de sódio,
0,1% de cálcio e 0,1% de potássio. A presença de resíduos de aminoácidos
hidrofóbicos ativados pelo calor, gerou uma mudança da conformação molecular das
proteínas. A β-lactoglobulina, proteína principal do isolado protéico de soro,
apresentou seu ponto máximo de resistência a 77ºC.
A influência da temperatura nas propriedades físico-químicas do leite e do
soro de queijo é foco de diversas pesquisas que buscam criar alternativas que
minimizem estes danos. Desta forma, Minin et al. (2002) também direcionaram sua
atenção para definir a influência da temperatura nas propriedades do leite submetido
a tratamentos térmicos.
Talvez uma preocupação qualitativa faça parte do grupo de variáveis que
podem nortear um processo de desidratação e separação de proteínas de produtos
alimentícios, como é o caso do soro de queijo: a quantidade de proteína extraída e a
qualidade desta proteína ao final da extração. Muitas proteínas, como é o caso de
algumas das frações das soroproteínas, são termolábeis, e sofrem desnaturação
quando submetidas a altas temperaturas por longos períodos. No caso do soro de
queijo, as frações protéicas possuem termoestabilidades diferentes, sendo a
α-lactoglobulina, a mais termorresistente, seguida pela β-lactoglobulina, BSA e
Capítulo 2: Revisão Bibliográfica 12
imunoglobulinas. Várias técnicas são citadas para mensurar a desnaturação de
soroproteínas, dentre elas se destacam Kjeldahl, cromatografia líquida de alta
eficiência, método colorimétrico e eletroforese, dentre outros (PEREIRA;
GONÇALVES, 2002).
Logo após a ordenha, o leite requer tratamento térmico para redução de sua
carga microbiana. Porém, quando submetido a evaporação em temperaturas
superiores a 75ºC, pode apresentar desnaturações em suas frações protéicas (LAW;
LEAVER, 2000).
O pH do soro de queijo pode interferir nas determinações da influência da
temperatura sobre a desnaturação das proteínas presentes. Estudos mostram que a
desnaturação de soroproteínas pode apresentar duas fases principais, a primeira
através de aquecimentos moderados acima de 60ºC, apresentando mudanças
reversíveis de conformação, e a segunda, através de aquecimentos mais severos,
apresentando associação entre proteínas de soro ou com micelas de caseína.
Estudos mostram que estes processos são bastante distintos e ocorrem em
diferentes extensões, influenciados pelo pH, concentração de proteínas e força
iônica. Vários estudos analisaram os efeitos do pH e do aquecimento sobre a
mudança de conformação de concentrados protéicos de soro de queijo, concluindo
que as proteínas de soro, quando associadas às micelas de caseína durante a
coagulação do leite, podem ser retidas no coalho, aumentando significativamente o
rendimento na fabricação de queijos (LAW; LEAVER, 2000).
A redução do pH favorece a precipitação de proteínas. Desta forma, alguns
estudos mostram que as percentagens de desnaturação das frações protéicas
presentes no soro de queijo, quando submetidas a temperaturas de 80ºC por
períodos de até 20 minutos, são diretamente influenciadas pelo pH. A
β-lactoglobulina apresenta um aumento de 100% em suas percentagens de
desnaturação quando o pH é aumentado de 5,2 a 6,0, e a α-lactoalbumina
apresenta o mesmo efeito quando seu pH é aumentado de 6 para 9. O mesmo
comportamento não é apresentado pelas frações BSA, lactoferrina e
imunoglobulinas. Quando o leite é acidificado, o fosfato de cálcio é afastado das
micelas de caseína, aumentando os níveis de cálcio no soro, e com o aumento do
Capítulo 2: Revisão Bibliográfica 13
pH as estruturas secundárias das proteínas são mais facilmente quebradas (LAW;
LEAVER, 2000).
Estudos comprovam que concentrados protéicos de soro de queijo com pH
7,0 e presença de sacarose expostos a aquecimentos entre 30º a 90ºC,
apresentaram elevação de 6 a 8ºC em seu ponto de desnaturação térmica
(KULMYRZAEV et al., 2000).
Com grande utilização na área de alimentos, as proteínas do soro de queijo
apresentam propriedades funcionais dependentes de sua origem e método utilizado
para o fracionamento e purificação. Dado as suas aplicações, surgem alguns
desafios aos investigadores que buscam estudar as propriedades funcionais destas
proteínas, um é a variabilidade de propriedades das soroproteínas, outro é a
aplicabilidade frente à grande variabilidade de alimentos com composições e
exigências diferentes. Alguns componentes podem interagir com as proteínas do
soro e alterar suas propriedades funcionais, como polissacarídeos, açúcares,
vitaminas, lipídios, surfactantes e aromatizantes (KULMYRZAEV et al., 2000).
2.4.2 Processos de Separação por Membranas
Os processos de separação por membranas (PSM) surgiram na década de
1960, visando a dessalinização da água do mar. Porém, em escala comercial, seu
desenvolvimento emergiu na década de 1980, nos EUA e na Noruega (MULDER,
2000; HABERT et al., 2000; SCHNEIDER; TSUTIYA, 2001).
Uma membrana pode ser definida como uma película que, servindo como
barreira, separa componentes de uma solução. Para fazer essa separação, o
processo e separação por membranas, pode apresentar 4 alternativas de métodos
com base na massa molar de corte (exclusão por tamanho) (MULDER, 2000;
HABERT; et al., 2000; SCHNEIDER; TSUTIYA, 2001).
Na área de alimentos, muitas das soluções contêm água como principal
solvente. Desta forma, membranas de micro e ultrafiltração geralmente são
utilizadas como barreira para separação dos componentes de uma solução. O
componente que se pretende isolar pode estar tanto presente no permeado quanto
no concentrado (MULDER, 2000; HABERT et al., 2000; SCHNEIDER; TSUTIYA,
2001).
Capítulo 2: Revisão Bibliográfica 14
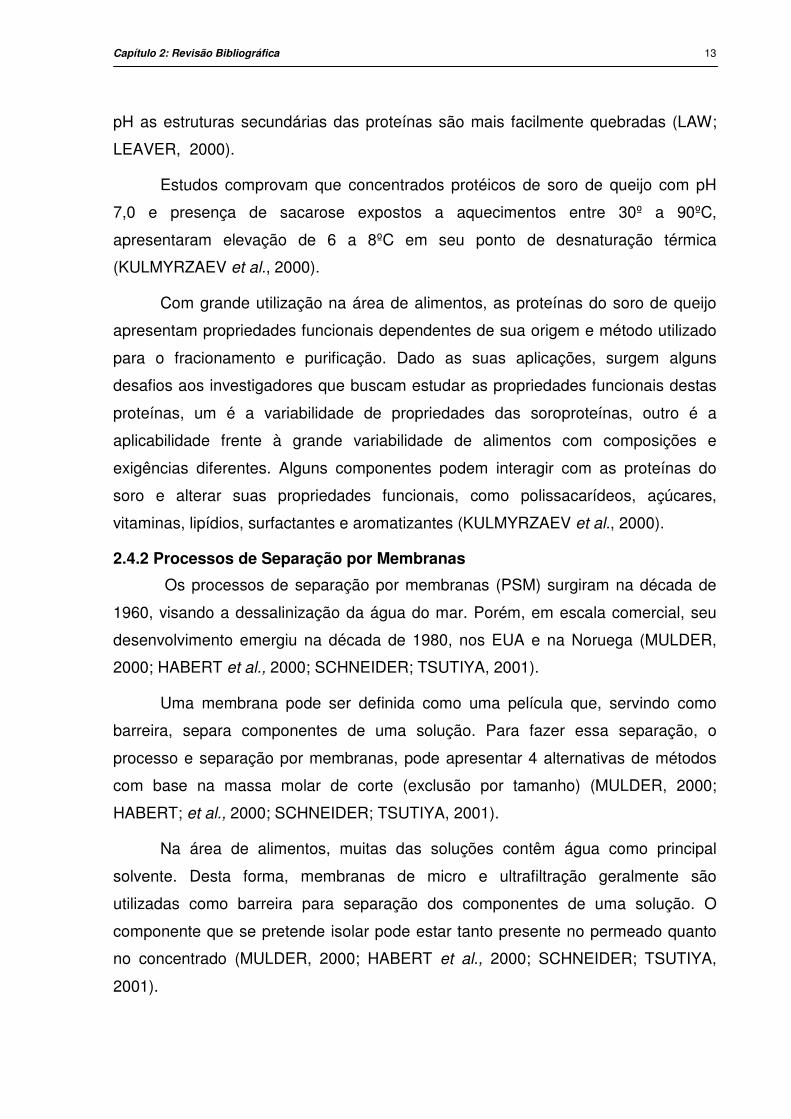
Na Figura 3 pode-se observar a classificação das membranas quanto a sua
seletividade.
FIGURA 3: CLASSIFICAÇÃO DAS MEMBRANAS QUANTO A SUA SELETIVIDADE
Conforme observado na Figura 3, as membranas de microfiltração geralmente
retêm células e materiais em suspensão, enquanto as membranas de ultrafiltração já
permitem a retenção de moléculas de alta massa molar (MULDER, 2000;
SCHNEIDER; TSUTIYA, 2001).
Há inúmeras vantagens na utilização dos processos de separação por
membranas, dentre elas, a possibilidade de separação de componentes sem a
necessidade de utilização em altas temperaturas, mudanças de fase ou alterações
de pH, mantendo as propriedades físico-químicas e sensoriais dos alimentos. A
baixa demanda de energia, a alta seletividade e a simplicidade de operação e
escalonamento, também são vantagens que viabilizam a aplicação de processos de
separação por membranas no meio industrial (MULDER, 2000; HABERT et al.,
2000).
MMiiccrroo-- oorrggaanniissmmooss
MMaaccrroommoollééccuullaass ee VVíírruuss
MMoollééccuullaass ddee mmééddiiaa MMMM
MMoollééccuullaass ddee bbaaiixxoo PPMM
ee ííoonnss
ÁÁttoommooss
- 5
- 6
-- 99
-- 1100
1100
1100
1100
1100
1100
1100
PPSSMM -- FFoorrççaa mmoottrriizz ∆∆∆∆∆∆∆∆PP
11 µµµµµµµµ mm
DDiimmeennssõõeess ddaass ppaarrttííccuullaass ee mmoollééccuullaass ((mm))
11 ÅÅ
- 7
- 8
água sais Macromoléculas
Células / Colóides Material em suspensão
Membrana
P
Água Sais
Macromoléculas
Membrana
P
Água Sais Membrana
P
OOssmmoossee iinnvveerrssaa
Água
Sais
Membrana
P
Moléculas de médio PM
Moléculas de médio PM
NNaannooffiillttrraaççããoo
UUllttrraaffiillttrraaççããoo
MMiiccrrooffiillttrraaççããoo
Moléculas de médio PM
FONTE: MULDER, 2000; SCHNEIDER; TSUTIYA, 2001.
Capítulo 2: Revisão Bibliográfica 15
Mesmo apresentando alta fragilidade, as membranas inorgânicas suportam
altas pressões, soluções com pH de 0 a 14 e temperaturas superiores a 400ºC
(MULDER, 2000; DI LUCCIO, 1997; JULIANO et al., 1987).
Em função das aplicações a que se destinam, as membranas podem
apresentar diferentes estruturas, com características morfológicas diferentes. As
membranas podem ser classificadas como isotrópicas ou anisotrópicas,
apresentando diferentes características morfológicas ao longo de sua estrutura
(MULDER, 2000; HABERT et al., 2000).
As membranas de micro e ultrafiltração são utilizadas para os processos de
separação de maior importância comercial no mundo, movimentando mais de US$ 1
bilhão por ano (dados de 1997) (ZEMAN; ZYDNEY, 1996; MULDER, 2000). As
membranas de micro e ultrafiltração são, geralmente, porosas, e seu princípio de
separação é exclusão por tamanho, retendo as partículas com tamanhos maiores do
que os tamanhos médios de poros. A seletividade das membranas de microfiltração,
ultrafiltração e osmose inversa é determinada com base na massa molar das
moléculas, que apresentam um coeficiente de rejeição mínimo de 95% (MULDER,
2000; SCHNEIDER; TSUTIYA, 2001).
A rejeição e o fluxo em membranas de microfiltração dependem do diâmetro
dos poros e de sua porosidade. Geralmente as membranas industriais são
depositadas sobre suportes microporosos para aumentar sua resistência mecânica
(MULDER, 2000; HABERT et al., 2000; JULIANO et al., 1987). O conhecimento
sobre o diâmetro médio de poros de uma membrana é fundamental para sua
caracterização, o qual geralmente é realizado através de microscopia eletrônica ou
de técnicas baseadas em permeação de soluto padrão (ZEMAN; ZYDNEY, 1996;
RODRYGUEZ et al., 1999).
Na seqüência, serão citados os módulo de ultrafiltração.
•••• Módulos
Os módulos são as estruturas necessárias para viabilizar a operação do
processo de separação. Há várias configurações possíveis para esses módulos,
dentre elas destacam-se os módulos do tipo placa, tubulares, espirais e fibra oca. A
Capítulo 2: Revisão Bibliográfica 16
relação entre a área superficial e o volume do módulo (A/V) varia bastante com as
suas configurações e geometria. As membranas de fibra oca podem apresentar uma
relação A/V de até 10.000 m2/m3 (MULDER, 2000; SCHNEIDER; TSUTIYA, 2001).
Os módulos com membranas de configurações tubulares são amplamente
utilizados, pois seus canais de diâmetro largo permitirem a filtração de soluções com
elevado teor de solutos (RODRYGUEZ et al., 1999).
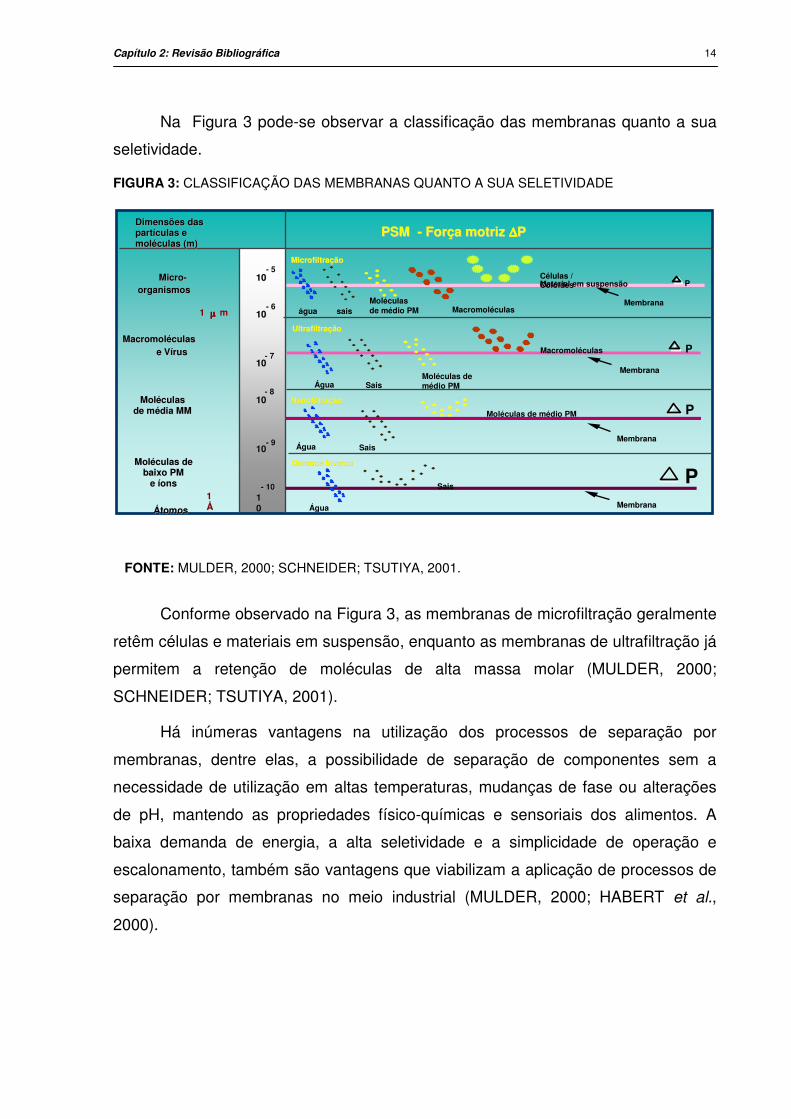
Na Figura 4 pode-se observar o cartucho de um módulo de membranas de
fibra oca, que foi o tipo de módulo utilizado neste estudo.
FIGURA 4: MODELO DE UM CARTUCHO DE UM MÓDULO DE MEMBRANA DE FIBRA OCA.
Na seqüência discute-se as opções de escoamento do fluido em processos
de separação por membranas.
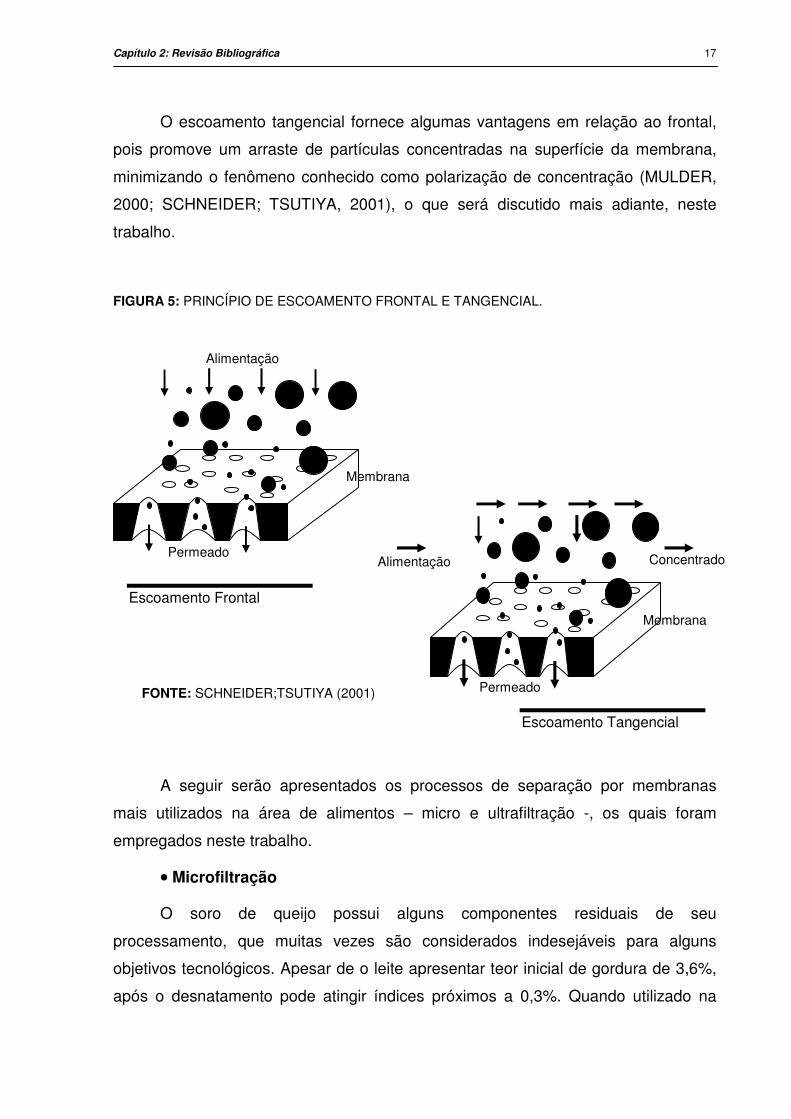
•••• Escoamento
O fluido, durante um processo de separação por membrana, pode ser
bombeado em direção paralela (escoamento tangencial) ou perpendicular
(escoamento frontal) à superfície filtrante da membrana, conforme pode-se observar
na Figura 5.
Fibras ocas
Carcaça
Alimentação
Anel de fixação das fibras
Concentrado
Permeado
Coletor do permeado
FONTE: SCHNEIDER; TSUTIYA (2001).
Capítulo 2: Revisão Bibliográfica 17
O escoamento tangencial fornece algumas vantagens em relação ao frontal,
pois promove um arraste de partículas concentradas na superfície da membrana,
minimizando o fenômeno conhecido como polarização de concentração (MULDER,
2000; SCHNEIDER; TSUTIYA, 2001), o que será discutido mais adiante, neste
trabalho.
FIGURA 5: PRINCÍPIO DE ESCOAMENTO FRONTAL E TANGENCIAL.
A seguir serão apresentados os processos de separação por membranas
mais utilizados na área de alimentos – micro e ultrafiltração -, os quais foram
empregados neste trabalho.
•••• Microfiltração
O soro de queijo possui alguns componentes residuais de seu
processamento, que muitas vezes são considerados indesejáveis para alguns
objetivos tecnológicos. Apesar de o leite apresentar teor inicial de gordura de 3,6%,
após o desnatamento pode atingir índices próximos a 0,3%. Quando utilizado na
Permeado
Permeado
Membrana
Membrana
Alimentação
Alimentação
Concentrado
Escoamento Frontal
Escoamento Tangencial
FONTE: SCHNEIDER;TSUTIYA (2001)
Capítulo 2: Revisão Bibliográfica 18
fabricação de queijos, o seu produto residual, o soro ainda retém cerca de 0,19 a
0,20% de gordura (CUNHA et al., 2003).
A microfiltração, quando utilizada com membranas de diâmetro de poro de 0,8
µm, pode reter até 50% da gordura presente. Esta percentagem de gordura restante
no permeado é devida à grande variabilidade de tamanho dos glóbulos de gordura
(CUNHA et al., 2003).
Estudos realizados com soro de queijo microfiltrados com membranas de
alumina com tamanho de poro de 0,8 µm em fluxo tangencial mostraram que quanto
maior a vazão de alimentação e maior a pressão, maiores são as percentagens de
proteínas retidas no concentrado. Porém, deve-se considerar que bons resultados
foram obtidos com velocidades de 6,2 m/s e pressão de 1,6 kgf/cm2, com rejeição
média de 79% das proteínas presentes no soro de queijo microfiltrado (CUNHA et
al., 2003).
•••• Ultrafiltração
Para a separação de componentes do soro de queijo, uma das técnicas de
maior destaque na separação por membranas é a ultrafiltração. Tecnologia utilizada
para clarificação de sucos, vinhos, cervejas e concentração de produtos lácteos
(CARMINATTI et al., 2004), é capaz de separar componentes com massas molares
de 300 a 500.000 Daltons (SIRKAR; WINSTON, 1992).
Trabalhos desenvolvidos com ultrafiltração visam criar alternativas para
maximização dos parâmetros de processo (concentração), implantando
pré-tratamentos antes da ultrafiltração, como peneiragem e microfiltração, visando
reduzir os índices de gordura e fragmentos de caseína, clarificando-o e facilitando a
ultrafiltração. Também são sugeridos tratamentos térmicos, a temperaturas de 55ºC,
por períodos de 15 minutos, e correção de pH para 7,3 antes de ser submetido a
pré-tratamentos de microfiltração e posterior ultrafiltração (FARRO; VIOTTO, 2003).
Ultrafiltração de leite com temperaturas mais elevadas (55ºC), em membranas
com massa molar de corte de 10.000 Daltons, área superficial de 1,4 m2 e pressão
de 1,5 kgf/cm2, obteve rejeição de gordura de 100%. O soro do queijo elaborado
com leite submetido a este processo apresentou uma redução de 50% em sua
Capítulo 2: Revisão Bibliográfica 19
−=
a
p
C
CCR 1
concentração de proteína do soro (α-lactoalbumina, retida no retentado),
minimizando a concentração protéica do permeado (CUNHA et al., 2002).
O tratamento térmico do leite ou do soro de queijo influencia no fluxo de
permeado, o qual diminui com o aumento da temperatura. A redução da temperatura
de 85°C/30min para 72°C/15 segundos, pode reduzir o tempo de concentração em
até 76%, caracterizando a influência da temperatura na formação de micelas de
proteínas minimizando a permeabilidade hidráulica da membrana (VEIGA; VIOTTO,
2001).
A eficácia dos processos de separação por membranas apresentados (micro
e ultrafiltração), geralmente é medida através do parâmetro denominado coeficiente
de rejeição (CR) da membrana frente ao componente que se deseja separar
(SCHNEIDER; TSUTIYA, 2001), o que será discutido na seção seguinte.
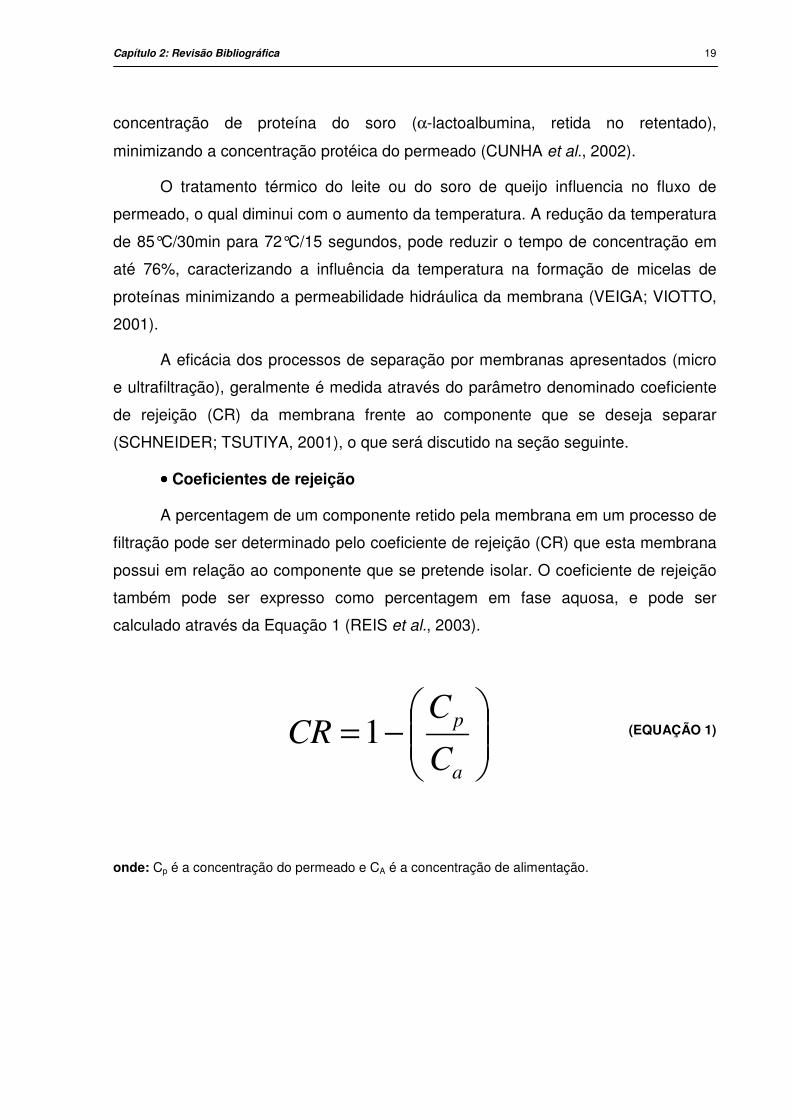
•••• Coeficientes de rejeição
A percentagem de um componente retido pela membrana em um processo de
filtração pode ser determinado pelo coeficiente de rejeição (CR) que esta membrana
possui em relação ao componente que se pretende isolar. O coeficiente de rejeição
também pode ser expresso como percentagem em fase aquosa, e pode ser
calculado através da Equação 1 (REIS et al., 2003).
(EQUAÇÃO 1)
onde: Cp é a concentração do permeado e CA é a concentração de alimentação.
Capítulo 2: Revisão Bibliográfica 20
2.6 Aplicações da tecnologia de membranas na concentração de soro de queijo
Os processos de separação por membranas através de micro e ultrafiltração
vêm sendo bastante estudados para a concentração e fracionamento de proteínas
do leite e do soro de queijo. Porém, também ressalta-se sua aplicação na remoção
de microorganismos lácteos e sistemas de tratamento de efluentes (OLIVEIRA;
PETRUS, 2003; BRANS et al., 2003).
A utilização da ultrafiltração para a remoção de proteínas do soro de queijo,
para a elaboração de soro desproteinizado, pode ser uma alternativa para a
fabricação de bebidas lácteas fermentadas com propriedades terapêuticas dentro
dos padrões e critérios dietéticos requeridos para produto, criando alternativas de
bioconservação, principalmente contra Eschericha coli, Staphylococcus aureus,
Shigella dysenteriae e Bacillus cereus (KAR; MISRA, 1999).
Além de largamente utilizada na indústria de alimentos, a ultrafiltração permite
a obtenção de constituintes com maior importância comercial, pois tem se mostrado
uma das aplicações mais promissoras na concentração de soroproteínas, aplicadas
às indústrias de laticínios. Estudos utilizando processo de separação por membranas
também apresentam bons resultados na hidrólise de lactose frente a processos
tradicionais realizados em batelada (CARMINATTI et al., 2004).
Rektor e Vatai (2004) também utilizaram a ultrafiltração para a filtração de
soro de queijo tipo mussarela, obtendo retenção de 98,7% de gordura e 67% de
proteína, e com membranas de microfiltração, obteve retenção de 100% de gordura
e 75% de proteínas.
Estudos propuseram a utilização de micro e ultrafiltração para a fabricação de
queijos com baixo teor de gordura, na busca de tecnologias inovadoras a fim de
minimizar os danos causados pelos tratamentos térmicos, aos quais o leite é
submetido antes de ser processado em queijo (RODRYGUEZ et al., 1999); e a
utilização do leite ultrafiltrado como leite desnatado para consumo, com teor
reduzido de gordura residual (CUNHA et al., 2003).
Em alguns casos, o processo de ultrafiltração de soro de queijo também é
utilizado para a concentração de componentes sólidos com fins fermentativos,
diminuindo a atividade de água e aumentando a percentagem de nutrientes. Em
Capítulo 2: Revisão Bibliográfica 21
estudos realizados com soro de queijo ultrafiltrado para fermentação de Lactococcus
lactis, suplementado com 0,5% de peptona e 0,5% de extrato de levedura, e pH
ajustado a 6,5, submetido a 9 horas de fermentação a 30ºC, se detectou que uma
elevação no pH auxiliou significativamente para um aumento de fluxo. Nesse caso, a
membrana se mostrou eficiente na rejeição de células, porém, devido a seu diâmetro
de poro, não foi eficiente na rejeição de proteína (BRONSTEIN; MONTE ALEGRE,
1998).
O soro de queijo também é citado na literatura como produto de ampla
utilização para a determinação de efeitos de pressão e vazão de alimentação sobre
o fluxo de permeado, utilizando albumina sérica bovina (BSA) para esta
caracterização (BOWEN; GAN, 1991; KELLI; ZIDNEY, 1997; FARRO; VIOTTO,
2003)
A ultrafiltração permite ainda operações de fracionamento de proteínas
através de exclusão por tamanho. Desta forma, pode ser utilizada para
fracionamento e purificação de proteínas lácteas com índices de purificação de 90%
de β-lactoglobulina, em misturas binárias com α-lactoalbumina (CHEANG; ZYDNEY,
2004).
2.7 Fatores Limitantes dos Processos de Separação por Membranas
Apesar da importância do processo de separação por membranas na indústria
de alimentos, este ainda apresenta alguns fatores que ocasionam o declínio de fluxo
de permeado, dentre eles a polarização de concentração, fouling, bloqueio dos
poros e formação de camadas géis, considerados fatores de redução de fluxo
(CHERYAN, 1998; BASSETTI et al., 2003; JAMES et al., 2003). Estes problemas se
agravam em ultrafiltração devido aos altos fluxos e baixos coeficientes de
transferência de massa (MULDER, 2000).
A viabilidade financeira destes processos depende muito de uma máxima taxa
de permeação, com a maior rejeição de soluto e o menor consumo de energia
(CHERYAN, 1998; BASSETTI et al., 2003; JAMES et al., 2003).
Capítulo 2: Revisão Bibliográfica 22
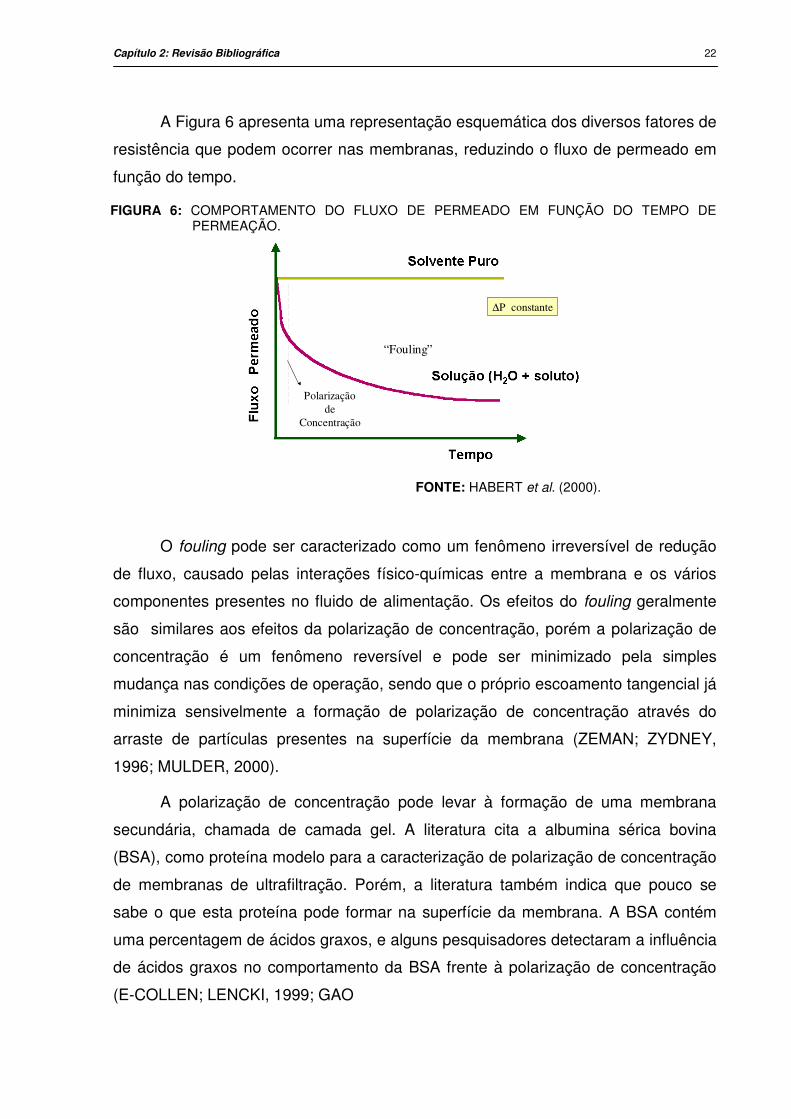
A Figura 6 apresenta uma representação esquemática dos diversos fatores de
resistência que podem ocorrer nas membranas, reduzindo o fluxo de permeado em
função do tempo.
FIGURA 6: COMPORTAMENTO DO FLUXO DE PERMEADO EM FUNÇÃO DO TEMPO DE PERMEAÇÃO.
∆P constante
“Fouling”
Polarização
de
Concentração
O fouling pode ser caracterizado como um fenômeno irreversível de redução
de fluxo, causado pelas interações físico-químicas entre a membrana e os vários
componentes presentes no fluido de alimentação. Os efeitos do fouling geralmente
são similares aos efeitos da polarização de concentração, porém a polarização de
concentração é um fenômeno reversível e pode ser minimizado pela simples
mudança nas condições de operação, sendo que o próprio escoamento tangencial já
minimiza sensivelmente a formação de polarização de concentração através do
arraste de partículas presentes na superfície da membrana (ZEMAN; ZYDNEY,
1996; MULDER, 2000).
A polarização de concentração pode levar à formação de uma membrana
secundária, chamada de camada gel. A literatura cita a albumina sérica bovina
(BSA), como proteína modelo para a caracterização de polarização de concentração
de membranas de ultrafiltração. Porém, a literatura também indica que pouco se
sabe o que esta proteína pode formar na superfície da membrana. A BSA contém
uma percentagem de ácidos graxos, e alguns pesquisadores detectaram a influência
de ácidos graxos no comportamento da BSA frente à polarização de concentração
(E-COLLEN; LENCKI, 1999; GAO
FONTE: HABERT et al. (2000).
Capítulo 2: Revisão Bibliográfica 23
et al., 2001).
Em estudos realizados com amostras de leite pasteurizado a 75ºC, durante
um período de 20 segundos, observou-se uma efetiva desnaturação da proteína,
formando micelas de caseína, sendo retidas por membranas de ultrafiltração.
Quando submetidos a 3 horas de ultrafiltração, com pressão inicial de entrada de
440 kPa, buscando um fator de concentração no retentado de aproximadamente 6,4
vezes, notou-se que a grande concentração protéica era de caseína, talvez pela sua
presença em maior quantidade na solução (RODRYGUEZ et al., 1999).
O leite, quando submetido à ultrafiltração visando fator de concentração de
3,5, utilizando pressão de 1 kgf/cm2, em membranas com tamanho de poro de 0,08
µm, submetido a tratamento térmico prévio em temperatura de 75ºC durante 15
segundos, obtiveram fluxos de permeados de até 9,73 kg/h.m2. Porém, quando o
leite foi submetido a tratamento térmico prévio de 85ºC por 30 minutos, a
desnaturação protéica e a formação de micelas geraram uma aderência protéica à
membrana e um aumento significativo do fouling, diminuindo significativamente o
fluxo para 3,4 kg/h.m2. Os dois ensaios citados anteriormente, sofreram com o efeito
de compactação da membrana nos primeiros 50 minutos, o que reduziu o fluxo
inicial em até 70%. Desta forma a diminuição da temperatura dos tratamentos
térmicos está diretamente ligada ao aumento de fluxo de permeado em processos
de ultrafiltração com a presença de proteínas lácteas (VEIGA; VIOTTO, 2001).
Autores, pesquisando o tema, tiveram dificuldades de separação da
lactoalbumina de soro de queijo da hemoglobina presente, como citado por Cheang
e Zydney (2004), pois as duas apresentam massas molares idênticas, ressaltando a
importância da ultrafiltração nos processos de separação. Nos estudos, foi utilizado
soro de queijo bovino com adição de proteína pura. O concentrado protéico era
adicionado sob a forma de pó, a um soro com pH 7,0, controlado com adição de
fosfatos. O sistema de filtração tangencial com reciclo total manteve constante a
concentração de proteína. Foram coletados dados com diferentes fluxos, mantendo
a taxa de filtração em 50 L.m.-2 h.-1. Foram ultrafiltradas soluções contendo 10 g/L de
proteínas do soro enriquecidas com 1 g/L de BSA.
Capítulo 2: Revisão Bibliográfica 24
Cheang e Zydney (2004) purificaram uma combinação binária de proteína, a
α-lactoalbumina (LA) e a β-lactoglobulina (LG), porém com rendimentos e eficiências
significativos, onde a utilização de membranas de 100.000 Daltons gerou proteínas
com fatores de purificação 10 com 95% de eficiência, enquanto membranas com
30.000 Daltons atingiram eficiência máxima de 85%. Para lactoglobulinas, os
resultados não foram os esperados, pois atingiu-se fatores de purificação 8 para
membranas de 100.000 Daltons e 4 para membranas de 30.000.
O aumento da temperatura pode levar a um aumento do fluxo, devido a seus
efeitos sobre a densidade e viscosidade do fluido (CHERYAN, 1998). Porém, altas
temperaturas podem resultar em desnaturações de proteínas presentes, formando
micelas e agravando os problemas de fouling, e bloqueio dos poros das membranas
(VEIGA; VIOTTO, 2001). O bloqueio geralmente ocorre quando o fluido apresenta a
presença de proteínas lácteas, como é o caso do soro de queijo, com a presença de
α-lactoalbumina, β-lactoglobulina (LINDEN; LORIENT, 1996) e um residual de
caseína em sua composição. A pasteurização a temperaturas de 85ºC e períodos
mais longos, pode formar micelas com tamanhos maiores do que os tamanhos dos
poros da membrana. A adsorção de proteínas e a cristalização de sais de cálcio
podem ser os principais mecanismos que afetam o fouling neste tipo de processo
(VEIGA; VIOTTO, 2001).
Tratamentos térmicos podem ser efetuados para reduzir o efeito de minerais,
precipitando o excesso de sais de fosfato de cálcio e reduzindo o cálcio iônico no
líquido de alimentação, o que leva à diminuição do fouling e, conseqüentemente, ao
aumento da taxa de permeação. Durante o aquecimento, as proteínas também são
afetadas. A α-lactoalbumina e a β-lactoglobulina são desnaturadas e se associam à
micela de caseína. Essa associação ocorre inicialmente por interações hidrofóbicas
e posteriormente por ligações dissulfídicas com a k-caseína. Um tratamento térmico
mais intenso do leite, por exemplo, a 85°C por 30 min, resulta em maior interação
entre proteínas do soro e caseína, quando comparado a leite tratado a temperaturas
como 75°C, por menos de 20 minutos, o que pode afetar o desempenho da
membrana (VEIGA; VIOTTO, 2001).
Capítulo 2: Revisão Bibliográfica 25
A remoção prévia da gordura residual do soro de queijo através de
microfiltração, pode reduzir o fouling, aumentando o rendimento e reduzindo o tempo
de processamento. Além disso, a presença de gorduras prejudica as propriedades
de emulsificação e aeração dos concentrados protéicos de soro (CUNHA et al.,
2003)
Em micro e ultrafiltração o transporte de componentes através da membrana
ocorre devido à existência de uma força motriz, que geralmente é uma diferença de
pressão (HABERT et al., 2000), a qual pode ser calculada a través da Equação 2.
(EQUAÇÃO 2)
onde: ∆P é a diferença de pressão usada como força motriz; Pa é a pressão de entrada no módulo; Ps é a pressão de saída de concentrado do módulo; Pp é a pressão do permeado; a média entre a pressão de entrada e saída do módulo se faz necessária devido à perda de carga existente.
Medidas de permeabilidade da membrana permitem o cálculo do fluxo de
permeado em condições de operação, bem como a avaliação do coeficiente de
rejeição da membrana. O fluxo de permeado geralmente é expresso em L/m2h e a
permeabilidade da membrana pode ser expressa como o fluxo de permeado
normalizado em relação à pressão (força motriz). Para membranas de microfiltração,
a permeabilidade de água é acima de 500 L/m2h, e de 50 a 500 L/m2h para
membranas de ultrafiltração (DI LUCCIO, 1997; MULDER, 2000).
2.8 Caracterização de Proteínas
As frações de α-lactoalbumina e β-lactoglobulina presentes em soro de queijo
tipo mussarela, são caracterizadas com alta eficiência quando utilizada análise
quantitativa através de eletroforese, e a determinação de pureza e rendimentos
através de cromatografia líquida de alta eficiência (ALOMIRAH; ALLI, 2002). Na
psa P
PPP −
+=∆
2
Capítulo 2: Revisão Bibliográfica 26
rotina industrial é muito utilizada a metodologia de Micro Kjeldahl, para a
determinação de proteína (GAO et al., 2001).
2.9 Limpeza dos módulos de membranas
Outro fator relevante na utilização de processos de separação por
membranas é o sistema e metodologia de limpeza, pois conforme o tipo de fluido e
a condição de processo, pode ocorrer a formação de várias camadas orgânicas e
inorgânicas nas paredes da membrana. Portanto, após o processo de limpeza, se
torna necessária uma análise de fluxo em uma condição padronizada (VEIGA;
VIOTTO, 2001).
Periodicamente, são necessárias paradas para limpeza dos módulos e das
membranas, que consomem energia, tempo, e geram custos ao processo de
separação. Porém, a limpeza não só aumenta a vida útil da membrana como
também maximiza as condições de operação. Até recentemente, poucos estudos
eram realizados a fim de definir métodos de limpeza de membranas. Atualmente, no
entanto, já se tem indicações de protocolos de limpeza química com soluções ácidas
e alcalinas e até a aplicação de enzimas para otimizar os processos de limpeza. As
reduções de fluxo geralmente estão associadas a processo de polarização de
concentração, que é um fenômeno reversível, porém isto não isenta a membrana de
bloqueios irreversíveis como é o caso do fouling (ARGÜELLO et al., 2002).
Na limpeza de resíduos de proteínas de soro de queijo, sÃo obtidos bens
resultados com a utilização de detergentes enzimáticos, como é o caso do P3-
Ultrasil 62 (Henkel Ibérica), aplicados a temperatura entre 48 a 52ºC, pH de 9,5 a
10,0, considerando que, com temperaturas acima de 52ºC, corre-se o risco de
desnaturação da enzima (ARGÜELLO et al., 2002).
Diversos processos podem ser utilizados para retirada de partículas e limpeza
dos módulos e das membranas de fibra oca. Sirkar e Winston (1992) sugerem
soluções de 0,05 M de NaOH e 0.5 M NaCl a 45-55 °C, enxagüando o módulo com
água deionizada a temperaturas entre 45 a 55°C.
A utilização de enzimas proteolíticas também tem sido testada como
coadjuvante nos processos de limpeza. Argüello et al. (2002) testou a limpeza
Capítulo 2: Revisão Bibliográfica 27
enzimática de membranas de ultrafiltração utilizando alcalase, que tem uma boa taxa
de reação em temperaturas de 50 a 70ºC e pH entre 6-10. Neste experimento, as
membranas foram utilizadas para a ultrafiltração de soro de queijo e levadas a uma
concentração de 10 a 50 g/L de concentrado protéico de soro de queijo.
Inicialmente, as membranas sujas eram submetidas a um fluxo de água, seguido de
circulação com a solução com enzima sem recirculação de permeado, atingindo
graus de hidrólise de resíduo de 20% em períodos de 20 minutos, considerando a
temperatura ótima abaixo de 52ºC.
Veiga e Viotto (2001) cita outra metodologia para realização da limpeza dos
módulos, baseada na seguinte seqüência: 1) enxágüe com água deionizada; 2)
limpeza com solução de hidróxido de sódio 1%, a 70°C, por 30min; 3) enxágüe com
água deionizada até neutralização; 4) lavagem com solução de ácido nítrico 0,35%,
a 50°C, por 30min; 5) enxágüe com água deionizada até neutralização. Após, a
limpeza, o fluxo de água pura foi medido a 25°C, para avaliar a eficiência da limpeza
e, quando o fluxo foi inferior ao fluxo inicial, o processo de limpeza foi repetido. Antes
de cada processamento, a membrana foi sanitizada, seguindo a seqüência: 1)
enxágüe com água deionizada; 2) limpeza com solução de hipoclorito de sódio 200
ppm, à temperatura ambiente, por 30 minutos; 3) enxágüe com água deionizada até
pH neutro e desaparecimento do cheiro de cloro. O fluxo de água pura era medido a
25°C.
2.10 Vida útil das membranas
Após a conclusão da fase de projeto, inicia a fase operacional das unidades
de membranas, que deve ser norteada pela maximização da vida útil das
membranas. A maximização do período de utilização de uma membrana pode ser
definida pelo monitoramento dos parâmetros de operação e planejamento adequado
das medidas de intervenção, dentre elas os ciclos de limpeza, medidas de
monitoramento de formação de fouling coloidal e biológico (SCHNEIDER; TSUTIYA,
2001).
A formação de biofilmes microbianos na superfície da membrana, juntamente
com a ação de produtos de limpeza, podem influenciar diretamente na redução da
vida útil da mesma, causando degradação. Esta formação pode ser monitorada
Capítulo 2: Revisão Bibliográfica 28
através de células de fluxo continuo com pedaços de membranas sem
pressurização, operando em paralelo ao sistema principal de filtração, que podem
ser removidas periodicamente para análise. Desta forma, o monitoramento da
pressão de operação, perda de carga dos módulos, fluxo de permeado e
concentrado, e condutividade elétrica do permeado, podem ser parâmetros
operacionais, que se bem monitorados auxiliarão para uma maximização da vida útil
das membranas, juntamente com a minimização dos custos operacionais
(SCHNEIDER; TSUTIYA, 2001).
CAPÍTULO 3: MATERIAL E MÉTODOS
3.1. Evaporação a vácuo
3.1.1. Matéria-prima
Soro de queijo tipo mussarela foi utilizado como matéria-prima para a
realização dos ensaios que constituíram o experimento, obtido de uma cooperativa
local (COCEL, Erechim, RS). As amostras foram transportadas em bombonas
plásticas de 30 litros até o local do experimento, em períodos de no máximo, 45
minutos após sua obtenção. Logo após a chegada no laboratório, eram resfriadas à
temperatura de 4ºC. A empresa utiliza soro fermento para a fabricação do queijo tipo
mussarela.
Cada lote de soro teve monitorado seu pH, acidez titulável (°Dornic), teores
de sólidos totais (EST), solúveis (ºBrix), lactose, proteína e cor. Em cada ensaio
experimental utilizou-se 3 kg de soro, em função da capacidade volumétrica do
evaporador.
3.1.2. Evaporador
Foi utilizado neste estudo um evaporador a vácuo Stephan Geiger número
3678, motor 9706, modelo UMMSK-12, composto por uma cuba de 8 litros,
realizando o aquecimento através de parede dupla com circulação de vapor, com
controle manual de temperatura e pressão (de 0,9 a –0,9 kgf/cm2), sistema de
agitação com controlador digital de rotação para direção horária e anti-horária. O
equipamento contém uma cuba com duas pás agitadoras, posicionadas
respectivamente a 2 e 4 cm do fundo da câmara de evaporação, conforme pode ser
observado na Figura 7.
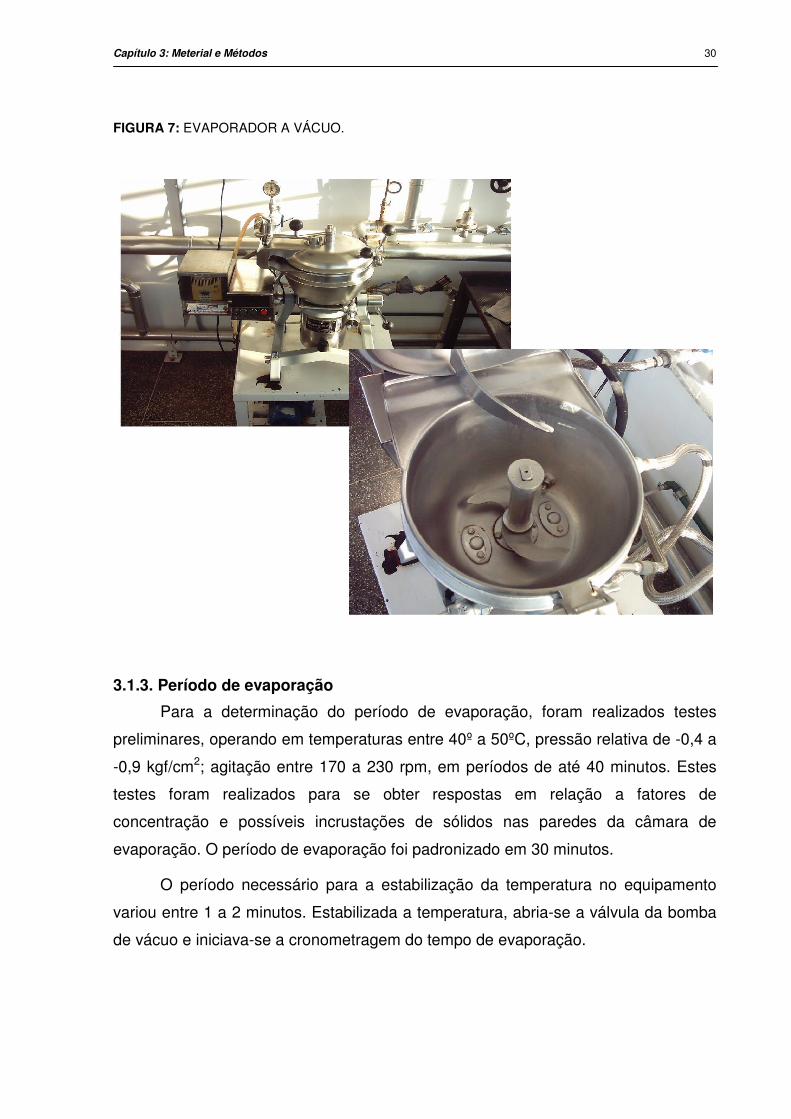
Capítulo 3: Meterial e Métodos 30
FIGURA 7: EVAPORADOR A VÁCUO.
3.1.3. Período de evaporação
Para a determinação do período de evaporação, foram realizados testes
preliminares, operando em temperaturas entre 40º a 50ºC, pressão relativa de -0,4 a
-0,9 kgf/cm2; agitação entre 170 a 230 rpm, em períodos de até 40 minutos. Estes
testes foram realizados para se obter respostas em relação a fatores de
concentração e possíveis incrustações de sólidos nas paredes da câmara de
evaporação. O período de evaporação foi padronizado em 30 minutos.
O período necessário para a estabilização da temperatura no equipamento
variou entre 1 a 2 minutos. Estabilizada a temperatura, abria-se a válvula da bomba
de vácuo e iniciava-se a cronometragem do tempo de evaporação.
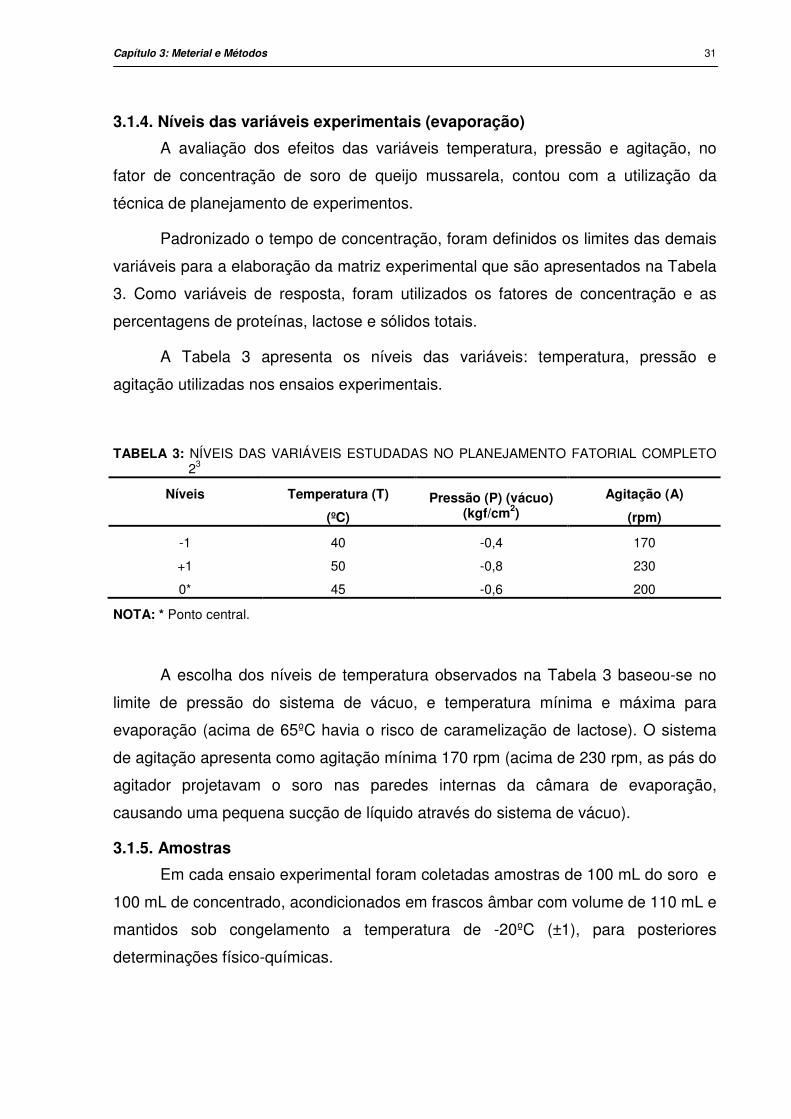
Capítulo 3: Meterial e Métodos 31
3.1.4. Níveis das variáveis experimentais (evaporação)
A avaliação dos efeitos das variáveis temperatura, pressão e agitação, no
fator de concentração de soro de queijo mussarela, contou com a utilização da
técnica de planejamento de experimentos.
Padronizado o tempo de concentração, foram definidos os limites das demais
variáveis para a elaboração da matriz experimental que são apresentados na Tabela
3. Como variáveis de resposta, foram utilizados os fatores de concentração e as
percentagens de proteínas, lactose e sólidos totais.
A Tabela 3 apresenta os níveis das variáveis: temperatura, pressão e
agitação utilizadas nos ensaios experimentais.
TABELA 3: NÍVEIS DAS VARIÁVEIS ESTUDADAS NO PLANEJAMENTO FATORIAL COMPLETO 23
Níveis
Temperatura (T)
(ºC)
Pressão (P) (vácuo) (kgf/cm2)
Agitação (A)
(rpm)
-1 40 -0,4 170
+1 50 -0,8 230
0* 45 -0,6 200
NOTA: * Ponto central.
A escolha dos níveis de temperatura observados na Tabela 3 baseou-se no
limite de pressão do sistema de vácuo, e temperatura mínima e máxima para
evaporação (acima de 65ºC havia o risco de caramelização de lactose). O sistema
de agitação apresenta como agitação mínima 170 rpm (acima de 230 rpm, as pás do
agitador projetavam o soro nas paredes internas da câmara de evaporação,
causando uma pequena sucção de líquido através do sistema de vácuo).
3.1.5. Amostras
Em cada ensaio experimental foram coletadas amostras de 100 mL do soro e
100 mL de concentrado, acondicionados em frascos âmbar com volume de 110 mL e
mantidos sob congelamento a temperatura de -20ºC (±1), para posteriores
determinações físico-químicas.
Capítulo 3: Meterial e Métodos 32
3.1.6. Fator de concentração
O fator de concentração foi utilizado como variável de resposta no
planejamento de experimentos e foi definido como a razão entre a massa de soro no
início do processo e a massa de soro ao final do tempo de evaporação.
O módulo era alimentado com 3 kg de soro a uma temperatura de 25ºC (±2),
e a massa obtida ao final da concentração definia o fator de concentração daquele
ensaio, calculado através da Equação 3.
( EQUAÇÃO 3)
onde: Msb, é a massa de soro na alimentação do evaporador e Mc, é a massa de soro obtida após a concentração.
3.1.7. Determinações físico-químicas no soro bruto e nos concentrados
Em cada ensaio utilizou-se uma amostra de soro de queijo coletada em
condição real de processamento. Desta forma, monitorou-se as características
físico-químicas de cada lote, juntamente com os concentrados obtidos.
•••• pH
Determinado utilizando um potenciômetro digital GEHAKA modelo PG 2000,
realizando-se leituras diretamente na amostra, a uma temperatura de 20ºC (±1) (IAL,
1985; AOAC, 1997).
•••• Acidez Dornic
Realizada através de titulometria de neutralização, utilizando solução padrão
de NaOH 0,11 N e indicador de fenoftaleína, segundo a metodologia de TRONCO
(1997) e SILVA et al. (1997).
•••• Densidade
Determinada a 20ºC (±1), através de leitura direta com termolactodensímetro
imerso em 250 mL de amostra, disposto em uma proveta de 250 mL, com resultado
de determinação corrigido a 15ºC (BEHMER, 1986).
c
sbc
M
MF =
Capítulo 3: Meterial e Métodos 33
•••• ºBrix
Determinado através de leitura direta da amostra a 20ºC (±1) em
refractómetro de bancada, modelo 2WAJ (IAL, 1985).
•••• Sólidos totais
Determinados em duplicata através do método gravimetrico (SILVA et al.,
1997), através da desidratação da amostra em estufa FANEM modelo 320-SE, à
temperatura de 105ºC, conforme descrito por Tronco (1997), até massa constante,
que acontecia em 16 horas.
A percentagem de sólidos totais foi calculada através da Equação 4.
(EQUAÇÃO 4)
onde: Pf é a massa do cadinho com areia e amostra seca após a desidratação a 105ºC, T é a tara do recipiente com areia e Pi é a massa do cadinho com areia e amostra inicial (SILVA et al., 1997).
•••• Proteína
Para a determinação de proteína foram utilizados dois métodos. O primeiro
método utilizado foi o colorimétrico descrito por Bradford (1976), o qual utiliza a
complexação da proteína com corante Comassie Blue G 250, pois este apresenta
uma absorbância máxima a 465 nm, e quando complexado com proteínas, causa um
deslocamento da faixa ótima para 595 nm. A formação do complexo é estável em no
máximo 2 minutos, e pode perdurar por mais de 1 hora. Esta determinação pode ser
utilizada para proteínas e polipeptídeos com massas molares acima de 3.000
Daltons, apresentando elevada reprodutibilidade e sensibilidade (menos que 1 µg de
soralbumina) (SGARBIERI, 1996). Para as leituras de absorbância foi utilizado um
espectrofotômetro AGILENT modelo 8453.
O segundo método utilizado foi o de Kjeldahl, considerado como método de
referência. Este método consiste na destruição da matéria orgânica pela sua
100% ⋅−
−=
TP
TP
i
f
EST
Capítulo 3: Meterial e Métodos 34
digestão com ácido sulfúrico, passando o nitrogênio presente para a forma de sulfato
de amônio, conhecido também por método NKT (Nitrogênio Kjeldahl Total)
(TRONCO, 1997).
•••• Lactose
O método de cloramina T (SILVA et al., 1997) foi utilizado para a
determinação do teor de lactose das amostras. O método consiste na quantificação
de iodo liberado por uma amostra adicionada de hipoclorito de sódio (na forma de
cloramina T) e iodeto de potássio. A lactose presente consome hipoclorito para a
formação de ácido iodídrico, e o teor de iodo é titulado com tiossulfato de sódio,
utilizando amido solúvel como indicador.
•••• Cor
Para a determinação de cor foi utilizado o colorímetro minolta CR 400. Foram
efetuadas leituras diretas em triplicata, utilizando 25 mL de amostras em placa de
petri a 0,4 cm de distância entre a base do colorímetro e a superfície da amostra. Os
parâmetros de cor medidos foram L* (luminosidade); a* (eixo vermelho – verde); b*
(eixo amarelo – azul) e ∆E (variação da cor), conforme a Equação 5.
222 baLE ∆+∆+∆=∆ (EQUAÇÃO 5)
•••• Relação proteína/lactose
A relação proteína/lactose, considerada por Farro e Viotto (2003) um fator de
análise da composição proteíca em concentrados de soro foi determinada através da
Equação 6.
(EQUAÇÃO 6)
onde: RPt/Lac é a razão de relação proteína lactose; %Pt é a percentagem de proteína e %Lac é a percentagem de lactose.
Lac
Pt
Lac
PtR%
%=
Capítulo 3: Meterial e Métodos 35
•••• Percentagem de variação da relação proteína/lactose
A percentagem de variação (V) (FARRO; VIOTTO, 2003) utilizada para
determinar a variação da relação proteína sobre o teor de lactose em processo de
separação por membranas, foi utilizada para calcular a variação da relação protéica
com os teores de lactose nos concentrados, em relação à encontrada no soro bruto,
conforme a Equação 7.
(EQUAÇÃO 7)
onde: %V é a percentagem de variação do componente (proteína/lactose); (Pt/Lact)Fc é a relação proteína total sobre lactose no concentrado; e (Pt/Lact)Alim é a relação proteína total sobre lactose na alimentação.
3.1.8. Análise dos resultados
Os resultados foram analisados estaticamente, com índices de confiança de
95%, utilizando o programa Statistica 5.1 (StatSoft, 1996), obtendo-se médias,
desvios padrões e desvios percentuais. Os efeitos absolutos apresentados na forma
de gráfico de Pareto e análise de variância, realizada visando a validação de modelo
matemático e a obtenção de superfície de resposta em relação às variáveis
estudadas (temperatura, pressão e agitação).
3.2. Processo de separação por membranas (PSM)
Para a realização das atividades experimentais de concentração de soro de
queijo tipo mussarela através de ultrafiltração, foi utilizada a unidade piloto de
ultrafiltração do SENAI de Chapecó-SC.
3.2.1. Matéria-prima
Soro de queijo tipo mussarela foi utilizado como matéria-prima para a
realização do experimento, obtido de um laticínio local (Tirol-Chapecó-SC),
100%
%
%
%%
lim
⋅
−
=
AFc
VLac
Pt
Lac
Pt
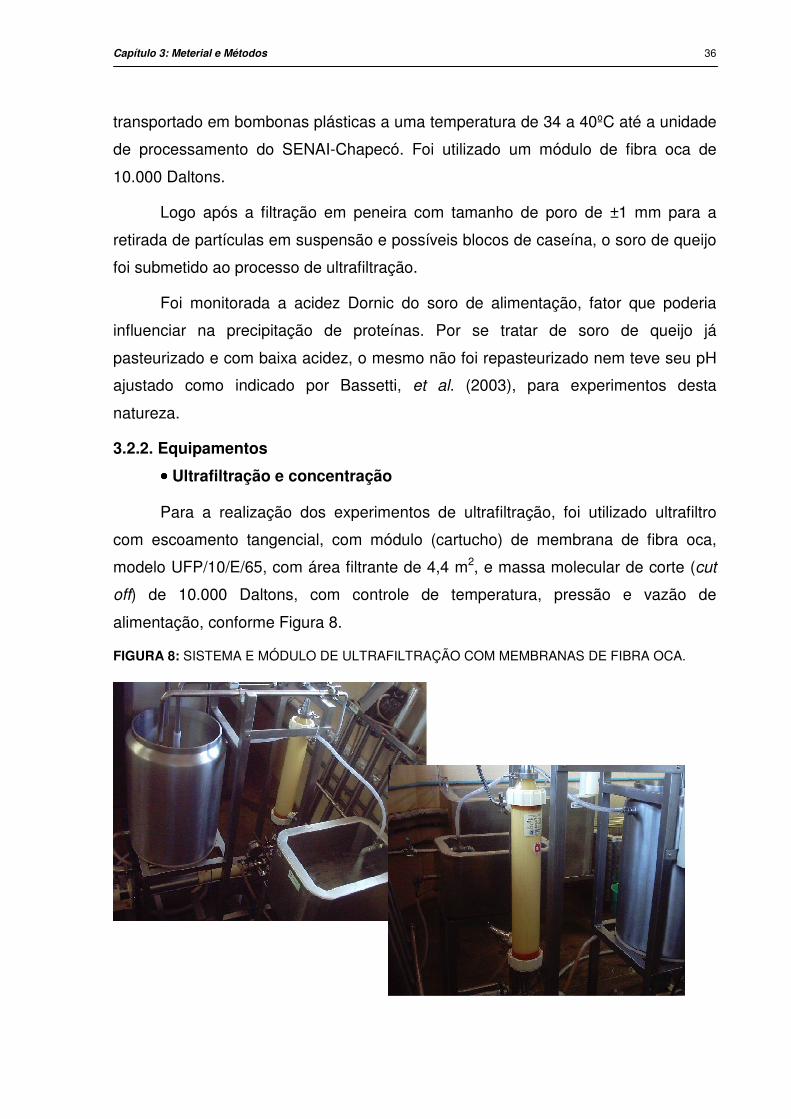
Capítulo 3: Meterial e Métodos 36
transportado em bombonas plásticas a uma temperatura de 34 a 40ºC até a unidade
de processamento do SENAI-Chapecó. Foi utilizado um módulo de fibra oca de
10.000 Daltons.
Logo após a filtração em peneira com tamanho de poro de ±1 mm para a
retirada de partículas em suspensão e possíveis blocos de caseína, o soro de queijo
foi submetido ao processo de ultrafiltração.
Foi monitorada a acidez Dornic do soro de alimentação, fator que poderia
influenciar na precipitação de proteínas. Por se tratar de soro de queijo já
pasteurizado e com baixa acidez, o mesmo não foi repasteurizado nem teve seu pH
ajustado como indicado por Bassetti, et al. (2003), para experimentos desta
natureza.
3.2.2. Equipamentos
•••• Ultrafiltração e concentração
Para a realização dos experimentos de ultrafiltração, foi utilizado ultrafiltro
com escoamento tangencial, com módulo (cartucho) de membrana de fibra oca,
modelo UFP/10/E/65, com área filtrante de 4,4 m2, e massa molecular de corte (cut
off) de 10.000 Daltons, com controle de temperatura, pressão e vazão de
alimentação, conforme Figura 8.
FIGURA 8: SISTEMA E MÓDULO DE ULTRAFILTRAÇÃO COM MEMBRANAS DE FIBRA OCA.
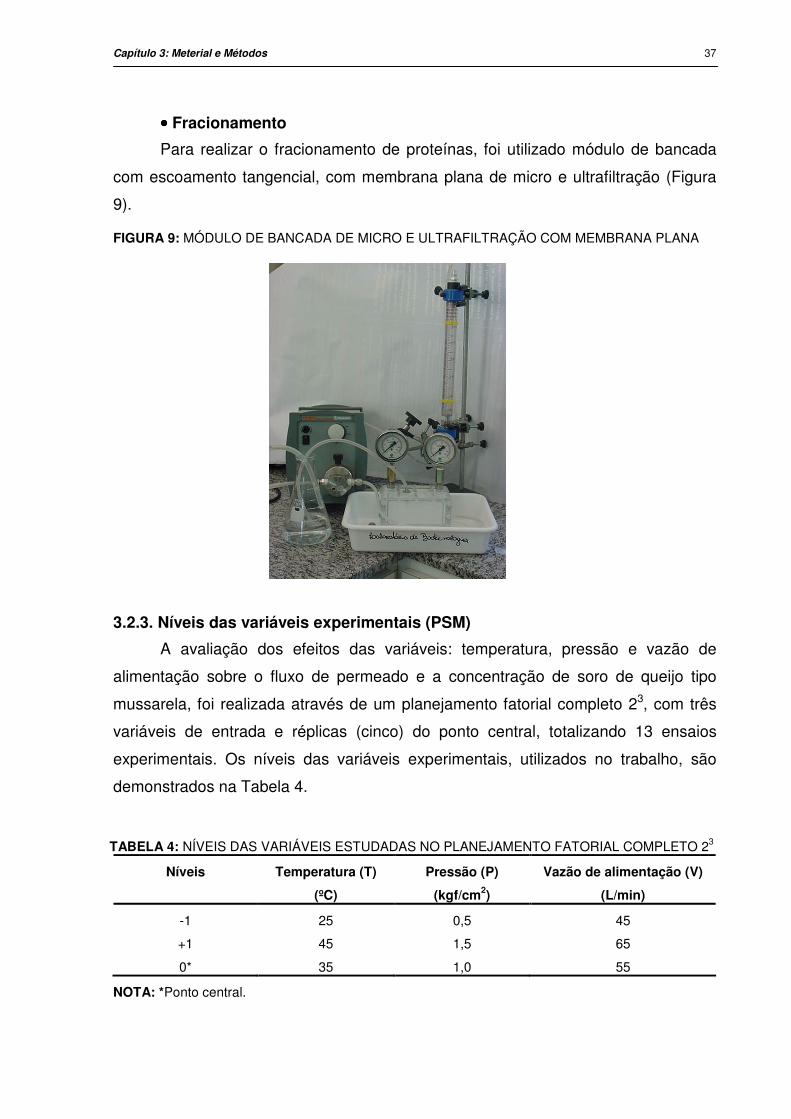
Capítulo 3: Meterial e Métodos 37
•••• Fracionamento
Para realizar o fracionamento de proteínas, foi utilizado módulo de bancada
com escoamento tangencial, com membrana plana de micro e ultrafiltração (Figura
9).
FIGURA 9: MÓDULO DE BANCADA DE MICRO E ULTRAFILTRAÇÃO COM MEMBRANA PLANA
3.2.3. Níveis das variáveis experimentais (PSM)
A avaliação dos efeitos das variáveis: temperatura, pressão e vazão de
alimentação sobre o fluxo de permeado e a concentração de soro de queijo tipo
mussarela, foi realizada através de um planejamento fatorial completo 23, com três
variáveis de entrada e réplicas (cinco) do ponto central, totalizando 13 ensaios
experimentais. Os níveis das variáveis experimentais, utilizados no trabalho, são
demonstrados na Tabela 4.
TABELA 4: NÍVEIS DAS VARIÁVEIS ESTUDADAS NO PLANEJAMENTO FATORIAL COMPLETO 23
Níveis
Temperatura (T)
(ºC)
Pressão (P)
(kgf/cm2)
Vazão de alimentação (V)
(L/min)
-1 25 0,5 45
+1 45 1,5 65
0* 35 1,0 55
NOTA: *Ponto central.
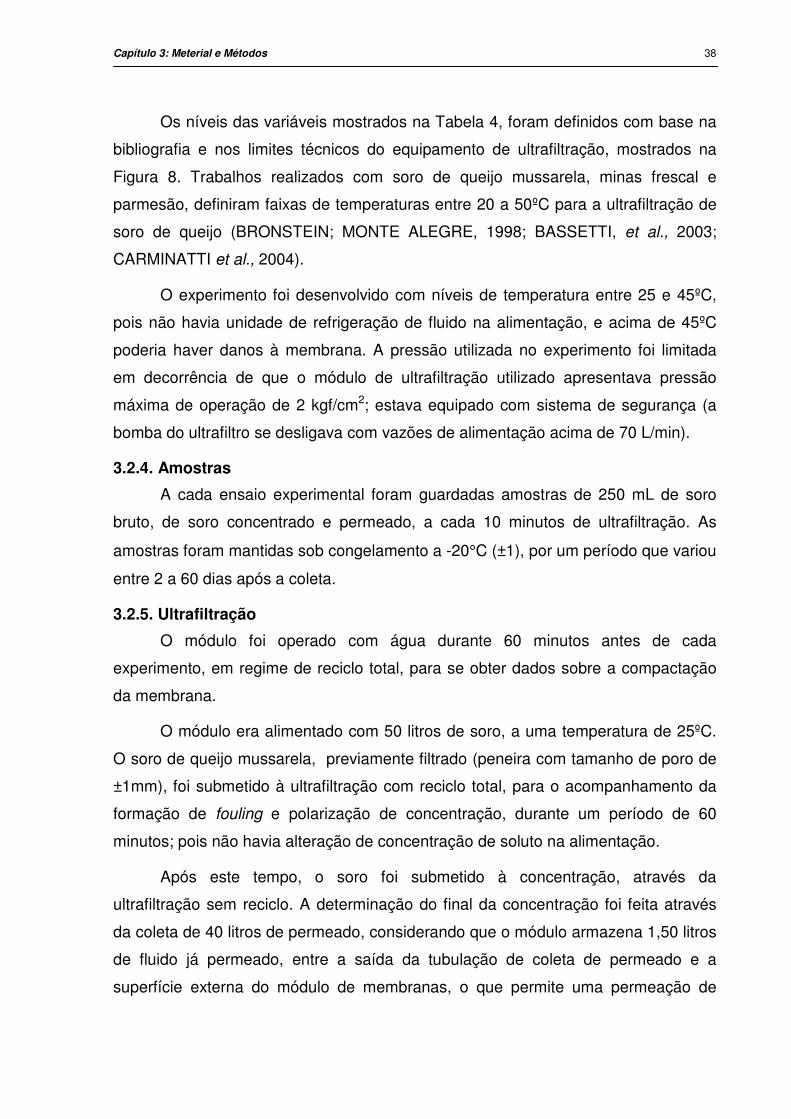
Capítulo 3: Meterial e Métodos 38
Os níveis das variáveis mostrados na Tabela 4, foram definidos com base na
bibliografia e nos limites técnicos do equipamento de ultrafiltração, mostrados na
Figura 8. Trabalhos realizados com soro de queijo mussarela, minas frescal e
parmesão, definiram faixas de temperaturas entre 20 a 50ºC para a ultrafiltração de
soro de queijo (BRONSTEIN; MONTE ALEGRE, 1998; BASSETTI, et al., 2003;
CARMINATTI et al., 2004).
O experimento foi desenvolvido com níveis de temperatura entre 25 e 45ºC,
pois não havia unidade de refrigeração de fluido na alimentação, e acima de 45ºC
poderia haver danos à membrana. A pressão utilizada no experimento foi limitada
em decorrência de que o módulo de ultrafiltração utilizado apresentava pressão
máxima de operação de 2 kgf/cm2; estava equipado com sistema de segurança (a
bomba do ultrafiltro se desligava com vazões de alimentação acima de 70 L/min).
3.2.4. Amostras
A cada ensaio experimental foram guardadas amostras de 250 mL de soro
bruto, de soro concentrado e permeado, a cada 10 minutos de ultrafiltração. As
amostras foram mantidas sob congelamento a -20°C (±1), por um período que variou
entre 2 a 60 dias após a coleta.
3.2.5. Ultrafiltração
O módulo foi operado com água durante 60 minutos antes de cada
experimento, em regime de reciclo total, para se obter dados sobre a compactação
da membrana.
O módulo era alimentado com 50 litros de soro, a uma temperatura de 25ºC.
O soro de queijo mussarela, previamente filtrado (peneira com tamanho de poro de
±1mm), foi submetido à ultrafiltração com reciclo total, para o acompanhamento da
formação de fouling e polarização de concentração, durante um período de 60
minutos; pois não havia alteração de concentração de soluto na alimentação.
Após este tempo, o soro foi submetido à concentração, através da
ultrafiltração sem reciclo. A determinação do final da concentração foi feita através
da coleta de 40 litros de permeado, considerando que o módulo armazena 1,50 litros
de fluido já permeado, entre a saída da tubulação de coleta de permeado e a
superfície externa do módulo de membranas, o que permite uma permeação de
Capítulo 3: Meterial e Métodos 39
41,50 litros, com um fator de concentração de 5,9 vezes. Nesta fase, o soro da
alimentação não apresentava mais uma concentração normalizada, pois a
concentração aumentava com o tempo, a partir da retirada de solvente.
3.2.6. Limpeza do módulo de membranas
Entre cada um dos ensaios experimentais, o processo de limpeza do módulo
era realizado através do sistema CIP (clean-in-place), onde, para preparar o
equipamento para uma nova operação, era necessário enxágüe triplo com água
pura de recirculação, solução de NaOH (6%) (pH>10) durante 60 minutos, um novo
enxágüe triplo e mais 60 minutos de recirculação com ácido fosfórico (0,01%)(pH
3,5), finalizando com enxágüe triplo à base de água pura. A recuperação de fluxo
somente ocorria após o relaxamento da membrana (efeito da redução de pressão);
provavelmente porque o sistema CIP era operado em pressão de 1,5 kgf/cm2,
mantendo a compactação da membrana durante as operações de limpeza.
3.2.7. Determinações físico-químicas
O pH, acidez Dornic, sólidos solúveis (ºBrix) e sólidos totais, teor de proteínas,
lactose, cor e a relação proteína lactose do soro bruto, concentrado e permeado
foram determinados conforme citado no item 3.1.7. deste Capítulo.
3.2.8. Fracionamento de proteína
A avaliação preliminar do fracionamento das proteínas de soro de queijo
mussarela, foi realizada com base nos dados bibliográficos existentes e em nível de
bancada utilizando módulo de escoamento tangencial, apresentado na Figura 9. A
partir destes, se definiu uma seqüência operacional, iniciada pela concentração do
soro de queijo em 5,9 vezes, em membrana com cut off de 10.000 Daltons (item
3.2.5).
• Microfiltração
Após a concentração e caracterização, as amostras concentradas
selecionadas para o fracionamento foram submetidas a microfiltração, em
membranas de 0,45 µm, com o objetivo de reter partículas no concentrado, dentre
elas microorganismos e proteínas insolúveis.
Foi utilizado um módulo de escoamento tangencial de membrana, mostrado
na Figura 9, e 500 mL de soro concentrado foram colocados em um frasco cônico
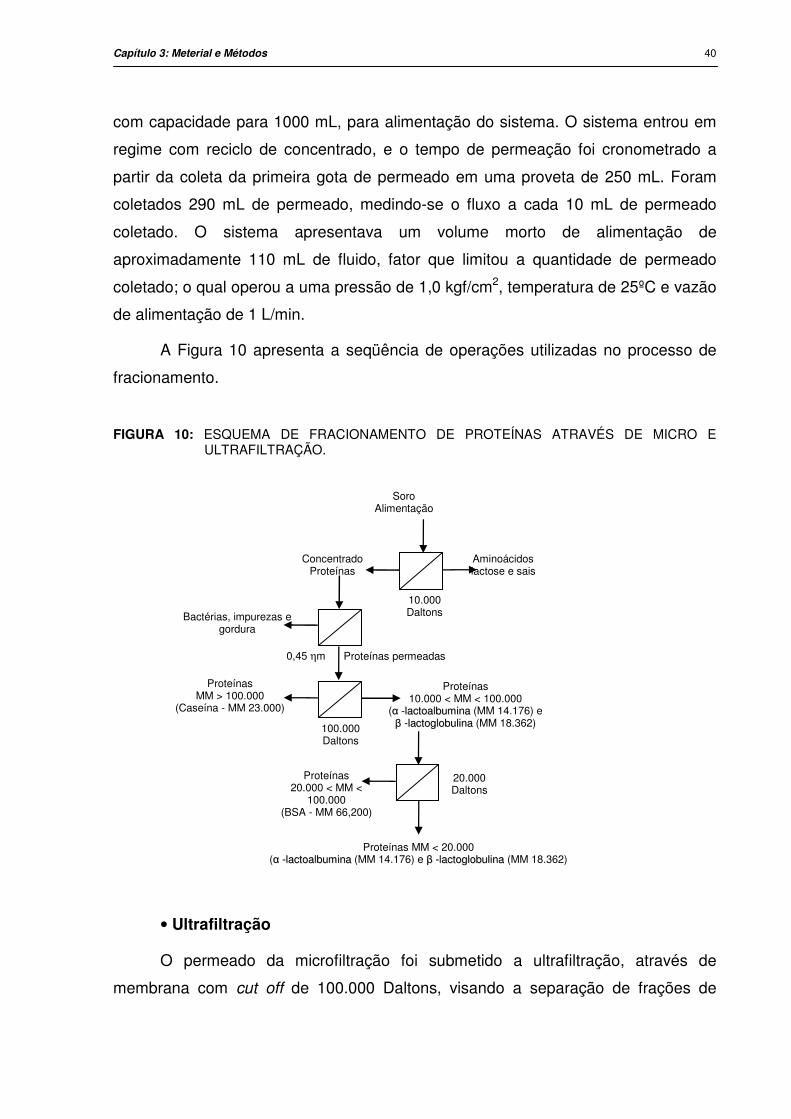
Capítulo 3: Meterial e Métodos 40
com capacidade para 1000 mL, para alimentação do sistema. O sistema entrou em
regime com reciclo de concentrado, e o tempo de permeação foi cronometrado a
partir da coleta da primeira gota de permeado em uma proveta de 250 mL. Foram
coletados 290 mL de permeado, medindo-se o fluxo a cada 10 mL de permeado
coletado. O sistema apresentava um volume morto de alimentação de
aproximadamente 110 mL de fluido, fator que limitou a quantidade de permeado
coletado; o qual operou a uma pressão de 1,0 kgf/cm2, temperatura de 25ºC e vazão
de alimentação de 1 L/min.
A Figura 10 apresenta a seqüência de operações utilizadas no processo de
fracionamento.
FIGURA 10: ESQUEMA DE FRACIONAMENTO DE PROTEÍNAS ATRAVÉS DE MICRO E ULTRAFILTRAÇÃO.
• Ultrafiltração
O permeado da microfiltração foi submetido a ultrafiltração, através de
membrana com cut off de 100.000 Daltons, visando a separação de frações de
Soro Alimentação
Concentrado Proteínas
Bactérias, impurezas e gordura
Proteínas MM > 100.000
(Caseína - MM 23.000)
Proteínas permeadas
Proteínas 10.000 < MM < 100.000
(αα --llaaccttooaallbbuummiinnaa (MM 14.176) e ββ --llaaccttoogglloobbuulliinnaa (MM 18.362)
Proteínas MM < 20.000 (αα --llaaccttooaallbbuummiinnaa (MM 14.176) e ββ --llaaccttoogglloobbuulliinnaa (MM 18.362)
Proteínas 20.000 < MM <
100.000 (BSA - MM 66,200)
10.000 Daltons
100.000 Daltons
0,45 ηm
20.000 Daltons
Aminoácidos lactose e sais
Capítulo 3: Meterial e Métodos 41
proteínas solúveis com massas molares acima de 100.000 Daltons, retidas no
concentrado, e frações com massas molares entre 10.000 e 100.000 Daltons
presentes no permeado. O permeado desta etapa foi novamente submetido à
ultrafiltração em membranas com cut off de 20.000 Daltons, com o objetivo de fazer
a retenção no concentrado, de frações com massa molares entre 20.000 e 100.000
Daltons, e a permeação de frações com massas molares entre 10.000 e 20.000
Daltons, considerando um coeficiente de rejeição de 95 %.
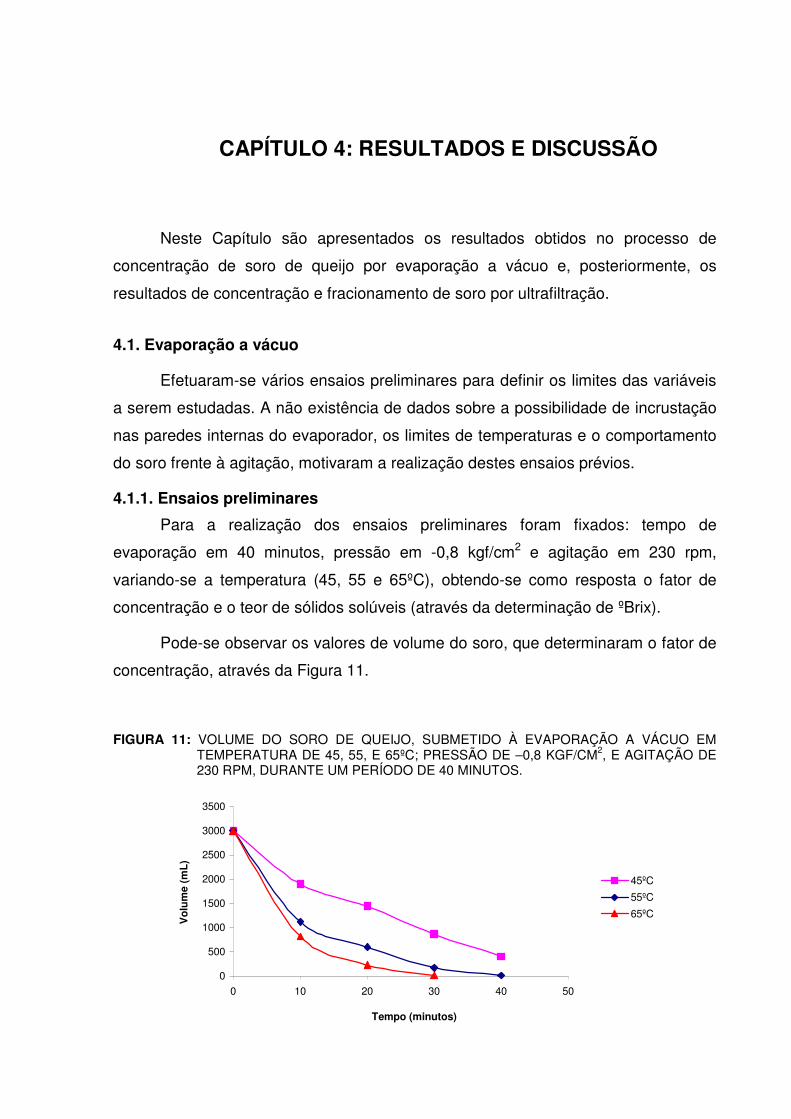
CAPÍTULO 4: RESULTADOS E DISCUSSÃO
Neste Capítulo são apresentados os resultados obtidos no processo de
concentração de soro de queijo por evaporação a vácuo e, posteriormente, os
resultados de concentração e fracionamento de soro por ultrafiltração.
4.1. Evaporação a vácuo
Efetuaram-se vários ensaios preliminares para definir os limites das variáveis
a serem estudadas. A não existência de dados sobre a possibilidade de incrustação
nas paredes internas do evaporador, os limites de temperaturas e o comportamento
do soro frente à agitação, motivaram a realização destes ensaios prévios.
4.1.1. Ensaios preliminares
Para a realização dos ensaios preliminares foram fixados: tempo de
evaporação em 40 minutos, pressão em -0,8 kgf/cm2 e agitação em 230 rpm,
variando-se a temperatura (45, 55 e 65ºC), obtendo-se como resposta o fator de
concentração e o teor de sólidos solúveis (através da determinação de ºBrix).
Pode-se observar os valores de volume do soro, que determinaram o fator de
concentração, através da Figura 11.
FIGURA 11: VOLUME DO SORO DE QUEIJO, SUBMETIDO À EVAPORAÇÃO A VÁCUO EM TEMPERATURA DE 45, 55, E 65ºC; PRESSÃO DE –0,8 KGF/CM2, E AGITAÇÃO DE 230 RPM, DURANTE UM PERÍODO DE 40 MINUTOS.
0
500
1000
1500
2000
2500
3000
3500
0 10 20 30 40 50
Tempo (minutos)
Vo
lum
e (m
L)
45ºC
55ºC
65ºC
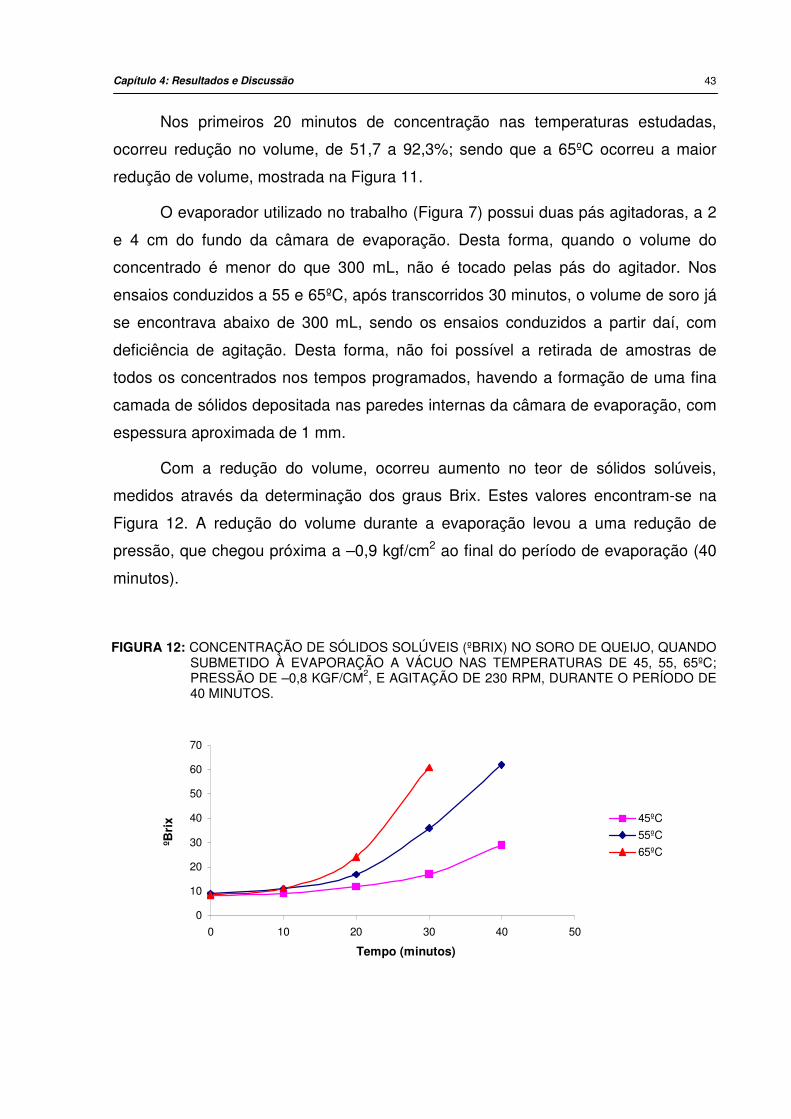
Capítulo 4: Resultados e Discussão 43
Nos primeiros 20 minutos de concentração nas temperaturas estudadas,
ocorreu redução no volume, de 51,7 a 92,3%; sendo que a 65ºC ocorreu a maior
redução de volume, mostrada na Figura 11.
O evaporador utilizado no trabalho (Figura 7) possui duas pás agitadoras, a 2
e 4 cm do fundo da câmara de evaporação. Desta forma, quando o volume do
concentrado é menor do que 300 mL, não é tocado pelas pás do agitador. Nos
ensaios conduzidos a 55 e 65ºC, após transcorridos 30 minutos, o volume de soro já
se encontrava abaixo de 300 mL, sendo os ensaios conduzidos a partir daí, com
deficiência de agitação. Desta forma, não foi possível a retirada de amostras de
todos os concentrados nos tempos programados, havendo a formação de uma fina
camada de sólidos depositada nas paredes internas da câmara de evaporação, com
espessura aproximada de 1 mm.
Com a redução do volume, ocorreu aumento no teor de sólidos solúveis,
medidos através da determinação dos graus Brix. Estes valores encontram-se na
Figura 12. A redução do volume durante a evaporação levou a uma redução de
pressão, que chegou próxima a –0,9 kgf/cm2 ao final do período de evaporação (40
minutos).
FIGURA 12: CONCENTRAÇÃO DE SÓLIDOS SOLÚVEIS (ºBRIX) NO SORO DE QUEIJO, QUANDO SUBMETIDO À EVAPORAÇÃO A VÁCUO NAS TEMPERATURAS DE 45, 55, 65ºC; PRESSÃO DE –0,8 KGF/CM2, E AGITAÇÃO DE 230 RPM, DURANTE O PERÍODO DE 40 MINUTOS.
0
10
20
30
40
50
60
70
0 10 20 30 40 50
Tempo (minutos)
ºBri
x 45ºC
55ºC
65ºC
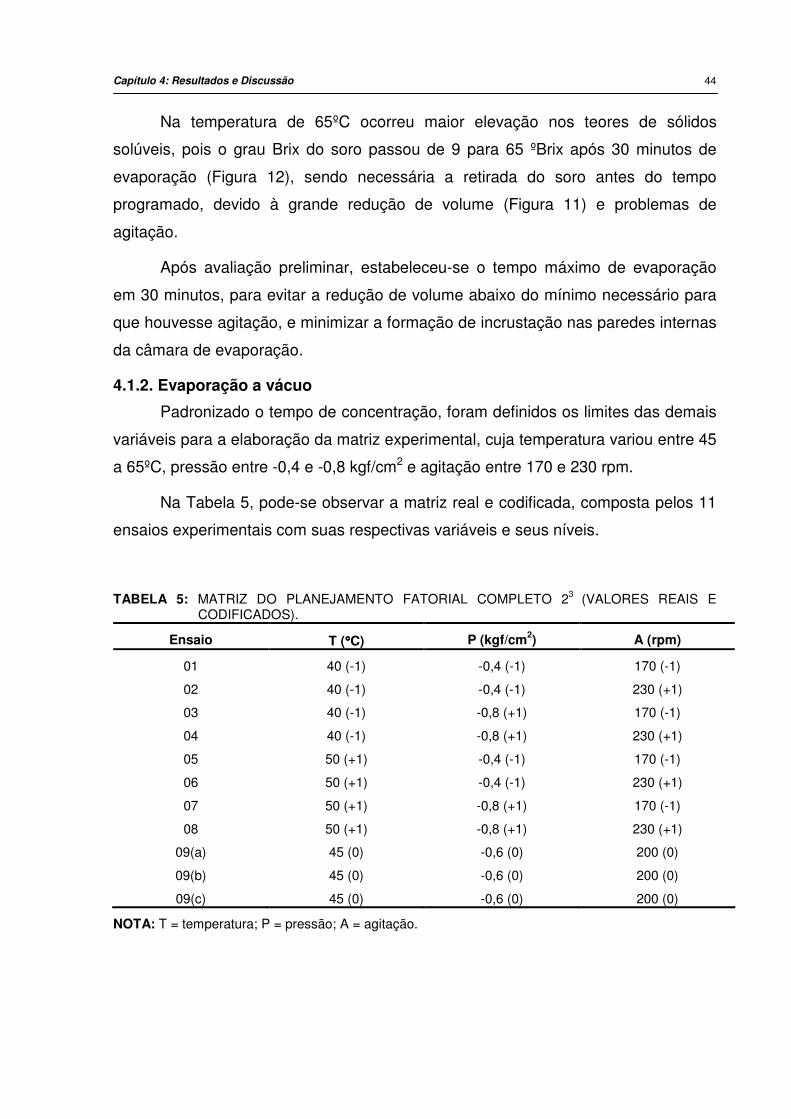
Capítulo 4: Resultados e Discussão 44
Na temperatura de 65ºC ocorreu maior elevação nos teores de sólidos
solúveis, pois o grau Brix do soro passou de 9 para 65 ºBrix após 30 minutos de
evaporação (Figura 12), sendo necessária a retirada do soro antes do tempo
programado, devido à grande redução de volume (Figura 11) e problemas de
agitação.
Após avaliação preliminar, estabeleceu-se o tempo máximo de evaporação
em 30 minutos, para evitar a redução de volume abaixo do mínimo necessário para
que houvesse agitação, e minimizar a formação de incrustação nas paredes internas
da câmara de evaporação.
4.1.2. Evaporação a vácuo
Padronizado o tempo de concentração, foram definidos os limites das demais
variáveis para a elaboração da matriz experimental, cuja temperatura variou entre 45
a 65ºC, pressão entre -0,4 e -0,8 kgf/cm2 e agitação entre 170 e 230 rpm.
Na Tabela 5, pode-se observar a matriz real e codificada, composta pelos 11
ensaios experimentais com suas respectivas variáveis e seus níveis.
TABELA 5: MATRIZ DO PLANEJAMENTO FATORIAL COMPLETO 23 (VALORES REAIS E CODIFICADOS).
Ensaio T (°°°°C) P (kgf/cm2) A (rpm)
01 40 (-1) -0,4 (-1) 170 (-1)
02 40 (-1) -0,4 (-1) 230 (+1)
03 40 (-1) -0,8 (+1) 170 (-1)
04 40 (-1) -0,8 (+1) 230 (+1)
05 50 (+1) -0,4 (-1) 170 (-1)
06 50 (+1) -0,4 (-1) 230 (+1)
07 50 (+1) -0,8 (+1) 170 (-1)
08 50 (+1) -0,8 (+1) 230 (+1)
09(a) 45 (0) -0,6 (0) 200 (0)
09(b) 45 (0) -0,6 (0) 200 (0)
09(c) 45 (0) -0,6 (0) 200 (0)
NOTA: T = temperatura; P = pressão; A = agitação.
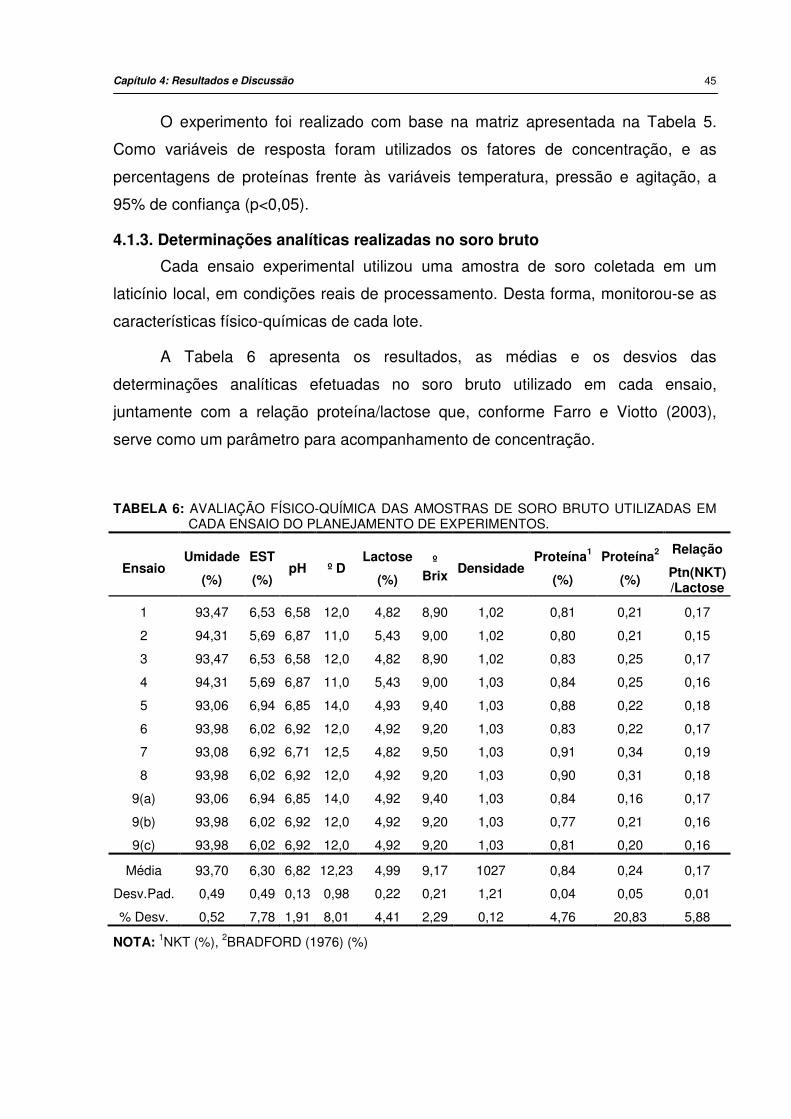
Capítulo 4: Resultados e Discussão 45
O experimento foi realizado com base na matriz apresentada na Tabela 5.
Como variáveis de resposta foram utilizados os fatores de concentração, e as
percentagens de proteínas frente às variáveis temperatura, pressão e agitação, a
95% de confiança (p<0,05).
4.1.3. Determinações analíticas realizadas no soro bruto
Cada ensaio experimental utilizou uma amostra de soro coletada em um
laticínio local, em condições reais de processamento. Desta forma, monitorou-se as
características físico-químicas de cada lote.
A Tabela 6 apresenta os resultados, as médias e os desvios das
determinações analíticas efetuadas no soro bruto utilizado em cada ensaio,
juntamente com a relação proteína/lactose que, conforme Farro e Viotto (2003),
serve como um parâmetro para acompanhamento de concentração.
TABELA 6: AVALIAÇÃO FÍSICO-QUÍMICA DAS AMOSTRAS DE SORO BRUTO UTILIZADAS EM CADA ENSAIO DO PLANEJAMENTO DE EXPERIMENTOS.
Ensaio Umidade
(%)
EST
(%) pH º D
Lactose
(%) º
Brix Densidade Proteína1
(%)
Proteína2
(%)
Relação
Ptn(NKT) /Lactose
1 93,47 6,53 6,58 12,0 4,82 8,90 1,02 0,81 0,21 0,17
2 94,31 5,69 6,87 11,0 5,43 9,00 1,02 0,80 0,21 0,15
3 93,47 6,53 6,58 12,0 4,82 8,90 1,02 0,83 0,25 0,17
4 94,31 5,69 6,87 11,0 5,43 9,00 1,03 0,84 0,25 0,16
5 93,06 6,94 6,85 14,0 4,93 9,40 1,03 0,88 0,22 0,18
6 93,98 6,02 6,92 12,0 4,92 9,20 1,03 0,83 0,22 0,17
7 93,08 6,92 6,71 12,5 4,82 9,50 1,03 0,91 0,34 0,19
8 93,98 6,02 6,92 12,0 4,92 9,20 1,03 0,90 0,31 0,18
9(a) 93,06 6,94 6,85 14,0 4,92 9,40 1,03 0,84 0,16 0,17
9(b) 93,98 6,02 6,92 12,0 4,92 9,20 1,03 0,77 0,21 0,16
9(c) 93,98 6,02 6,92 12,0 4,92 9,20 1,03 0,81 0,20 0,16
Média 93,70 6,30 6,82 12,23 4,99 9,17 1027 0,84 0,24 0,17
Desv.Pad. 0,49 0,49 0,13 0,98 0,22 0,21 1,21 0,04 0,05 0,01
% Desv. 0,52 7,78 1,91 8,01 4,41 2,29 0,12 4,76 20,83 5,88
NOTA: 1NKT (%), 2BRADFORD (1976) (%)
Capítulo 4: Resultados e Discussão 46
Alguns trabalhos realizados com soro de queijo proveniente da fabricação de
queijo prato e frescal apresentaram uma composição de 93 a 94,1% de umidade; 5,9
a 7,0% de sólidos totais (EST); 0,86 a 0,99% de proteínas, e lactose entre 4,59 a
5,00% (LINDEN; LORIENT, 1996; FARRO; VIOTTO, 2003). Estes percentuais
também são citados por Veisseyre (1988), Luquet et al..(1993) e Tronco (1997).
Porém, Kar e Misra (1999), utilizando soro de queijo para fabricação de bebidas
fermentadas, encontraram percentagens de 0,46% de proteína, ressaltando assim,
variações físico-químicas encontradas no soro de queijo.
No presente estudo, os valores de umidade determinados no soro bruto
utilizado nos onze ensaios experimentais variaram entre 93,06 a 94,31%, sólidos
totais (EST) entre 6,02 a 6,14%, lactose entre 4,82 e 5,43% e proteína entre 0,77 a
0,91% (Tabela 6), estando estes valores próximos aos citados na literatura.
O soro de queijo mussarela, por apresentar um teor de acidez inferior a 18º
Dornic, é considerado um soro doce, apresentando pH próximo a 6,5 (VEISSEYRE,
1988; LUQUET et al., 1993). A média da acidez Dornic e pH dos onze ensaios foi
12,23°D e pH 6,73, concordando com os valores citados por Veisseyre (1988),
Linden e Lorient (1996), Tronco (1997) e Farro e Viotto (2003).
Luquet et al. (1993) encontraram valor médio de pH de 5,4 em amostras de
soro bruto utilizado na alimentação do processo de concentração por membranas.
Neste caso, o valor médio de pH encontrado no soro dos onze ensaios foi superior,
variando de 6,58 a 6,92.
As raças, fase de lactação, alimentação dos animais e tipo de queijo
influenciam na composição do soro obtido, justificando assim a variação nos valores
físico-químicos encontrados entre os dados obtidos no soro bruto do experimento e
os citados na literatura (LINDEN; LORIENT, 1996; VEISSEYRE, 1988).
A quantificação de proteína do soro realizada através do método NKT,
retratou o descrito por Linden e Lorient (1996) e Farro e Viotto (2003). Porém,
quando submetida à determinação pelo método colorimétrico de Bradford (1976),
ocorreu sub-quantificação dos percentuais protéicos, provavelmente porque o
padrão utilizado foi o BSA. Desta forma, verificou-se que este método pode não ser
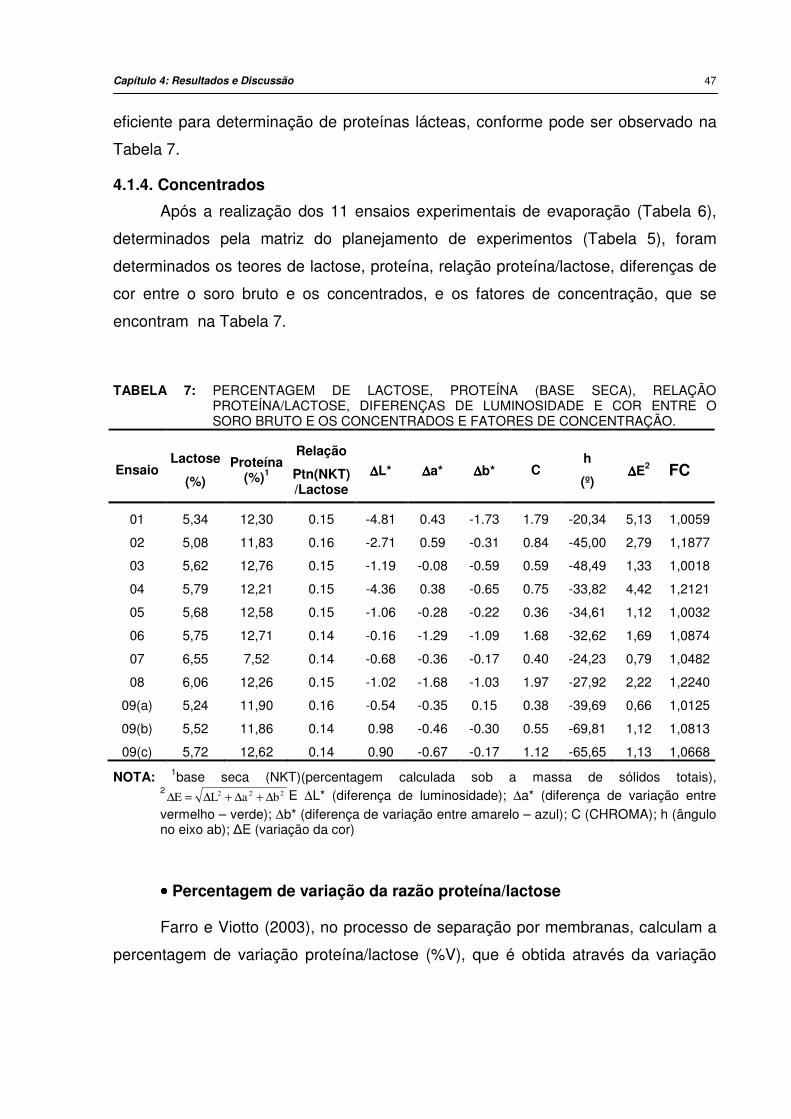
Capítulo 4: Resultados e Discussão 47
eficiente para determinação de proteínas lácteas, conforme pode ser observado na
Tabela 7.
4.1.4. Concentrados
Após a realização dos 11 ensaios experimentais de evaporação (Tabela 6),
determinados pela matriz do planejamento de experimentos (Tabela 5), foram
determinados os teores de lactose, proteína, relação proteína/lactose, diferenças de
cor entre o soro bruto e os concentrados, e os fatores de concentração, que se
encontram na Tabela 7.
TABELA 7: PERCENTAGEM DE LACTOSE, PROTEÍNA (BASE SECA), RELAÇÃO PROTEÍNA/LACTOSE, DIFERENÇAS DE LUMINOSIDADE E COR ENTRE O SORO BRUTO E OS CONCENTRADOS E FATORES DE CONCENTRAÇÃO.
Ensaio Lactose
(%) Proteína
(%)1
Relação
Ptn(NKT) /Lactose
∆∆∆∆L* ∆∆∆∆a* ∆∆∆∆b* C h
(º)
∆∆∆∆E2
FC
01 5,34 12,30 0.15 -4.81 0.43 -1.73 1.79 -20,34 5,13 1,0059
02 5,08 11,83 0.16 -2.71 0.59 -0.31 0.84 -45,00 2,79 1,1877
03 5,62 12,76 0.15 -1.19 -0.08 -0.59 0.59 -48,49 1,33 1,0018
04 5,79 12,21 0.15 -4.36 0.38 -0.65 0.75 -33,82 4,42 1,2121
05 5,68 12,58 0.15 -1.06 -0.28 -0.22 0.36 -34,61 1,12 1,0032
06 5,75 12,71 0.14 -0.16 -1.29 -1.09 1.68 -32,62 1,69 1,0874
07 6,55 7,52 0.14 -0.68 -0.36 -0.17 0.40 -24,23 0,79 1,0482
08 6,06 12,26 0.15 -1.02 -1.68 -1.03 1.97 -27,92 2,22 1,2240
09(a) 5,24 11,90 0.16 -0.54 -0.35 0.15 0.38 -39,69 0,66 1,0125
09(b) 5,52 11,86 0.14 0.98 -0.46 -0.30 0.55 -69,81 1,12 1,0813
09(c) 5,72 12,62 0.14 0.90 -0.67 -0.17 1.12 -65,65 1,13 1,0668
NOTA: 1base seca (NKT)(percentagem calculada sob a massa de sólidos totais), 2 222 baLE ∆+∆+∆=∆ E ∆L* (diferença de luminosidade); ∆a* (diferença de variação entre vermelho – verde); ∆b* (diferença de variação entre amarelo – azul); C (CHROMA); h (ângulo no eixo ab); ∆E (variação da cor)
•••• Percentagem de variação da razão proteína/lactose
Farro e Viotto (2003), no processo de separação por membranas, calculam a
percentagem de variação proteína/lactose (%V), que é obtida através da variação
Capítulo 4: Resultados e Discussão 48
entre a razão (proteína/lactose) dos concentrados e do soro bruto, que é calculada
através da Equação 7, citada nos materiais e métodos.
Farro e Viotto (2003) descrevem uma percentagem de variação na relação
proteína/lactose de até 3610,9%, em soro doce concentrado 15 vezes, obtendo a
razão de 36,11 vezes maior que a encontrada no soro bruto. Isto se justifica em
processos de separação por membranas (microfiltração e ultrafiltração), porque
ocorre concentração de proteína e não de lactose, aumentando a percentagem de
variação da relação. Em concentração de soro de queijo realizada através de
evaporação a vácuo, ambos os componentes (proteína e lactose) são concentrados,
logo, a relação proteína/lactose não apresenta essa percentagem de variação.
Os resultados físico-químicos das Tabelas 6 e 7 possibilitaram o cálculo da
relação proteína/lactose, juntamente com sua percentagem de variação (%V), onde
os valores variaram de -27,08 a 4,91%, tendo como média -11,97 % de variação. Os
resultados mostram que ocorreu concentração de ambos os componentes (proteína
e lactose), sendo que os valores negativos indicam uma pequena concentração de
lactose superior à proteína, considerado normal em evaporação a vácuo,
provavelmente devido à incrustação de proteína nas paredes da câmara de
evaporação.
•••• Determinação de cor
Quando as amostras foram submetidas a determinação de cor através de
colorímetro, apresentaram uma variação entre a cor do soro e a dos concentrados,
determinada pelo ∆E, não sendo possível correlacionar esta diferença de cor com a
concentração de lactose. A amostra do Ensaio 1 da matriz experimental (Tabela 5),
evaporada na condição mais branda (45ºC, 0,4 kgf/cm2, e 170 rpm), apresentou o
maior valor de ∆E, caracterizando a maior diferença de cor entre o concentrado e o
soro bruto (Tabela 7). No entanto, quando determinados os valores independentes
de L*, a* e b*, foi observada correlação isolada das percentagens de proteína com
as variações de cor, conforme pode ser observado na Figura 13, que apresenta o
diagrama de cores utilizado pelo calorímetro Minolta.
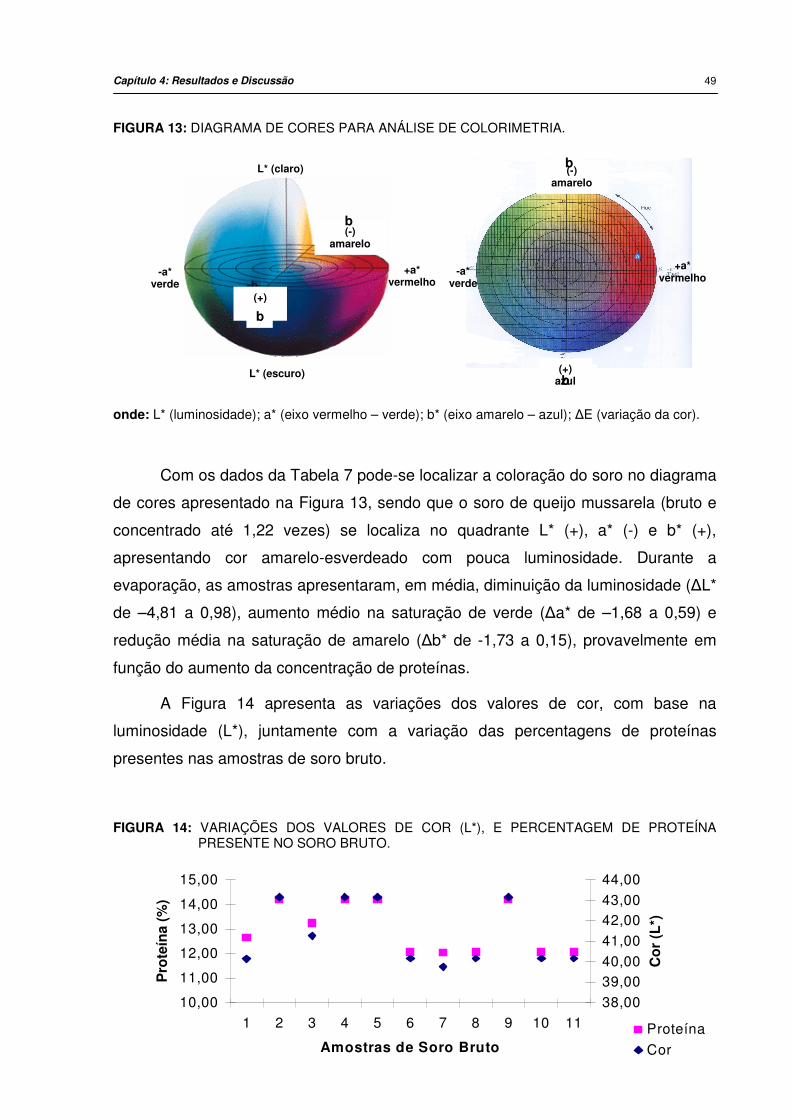
Capítulo 4: Resultados e Discussão 49
FIGURA 13: DIAGRAMA DE CORES PARA ANÁLISE DE COLORIMETRIA.
onde: L* (luminosidade); a* (eixo vermelho – verde); b* (eixo amarelo – azul); ∆E (variação da cor).
Com os dados da Tabela 7 pode-se localizar a coloração do soro no diagrama
de cores apresentado na Figura 13, sendo que o soro de queijo mussarela (bruto e
concentrado até 1,22 vezes) se localiza no quadrante L* (+), a* (-) e b* (+),
apresentando cor amarelo-esverdeado com pouca luminosidade. Durante a
evaporação, as amostras apresentaram, em média, diminuição da luminosidade (∆L*
de –4,81 a 0,98), aumento médio na saturação de verde (∆a* de –1,68 a 0,59) e
redução média na saturação de amarelo (∆b* de -1,73 a 0,15), provavelmente em
função do aumento da concentração de proteínas.
A Figura 14 apresenta as variações dos valores de cor, com base na
luminosidade (L*), juntamente com a variação das percentagens de proteínas
presentes nas amostras de soro bruto.
FIGURA 14: VARIAÇÕES DOS VALORES DE COR (L*), E PERCENTAGEM DE PROTEÍNA PRESENTE NO SORO BRUTO.
10,00
11,00
12,00
13,00
14,00
15,00
1 2 3 4 5 6 7 8 9 10 11
Amostras de Soro Bruto
Pro
teín
a (%
)
38,00
39,0040,00
41,00
42,0043,00
44,00
Co
r (L
*)
Proteína
Cor
(+) azul
L* (escuro)
L* (claro)
-a* verde
+a* vermelho
(-) amarelo
(-) amarelo
(+) azul
-a* verde
+a* vermelho
b
b
b
b
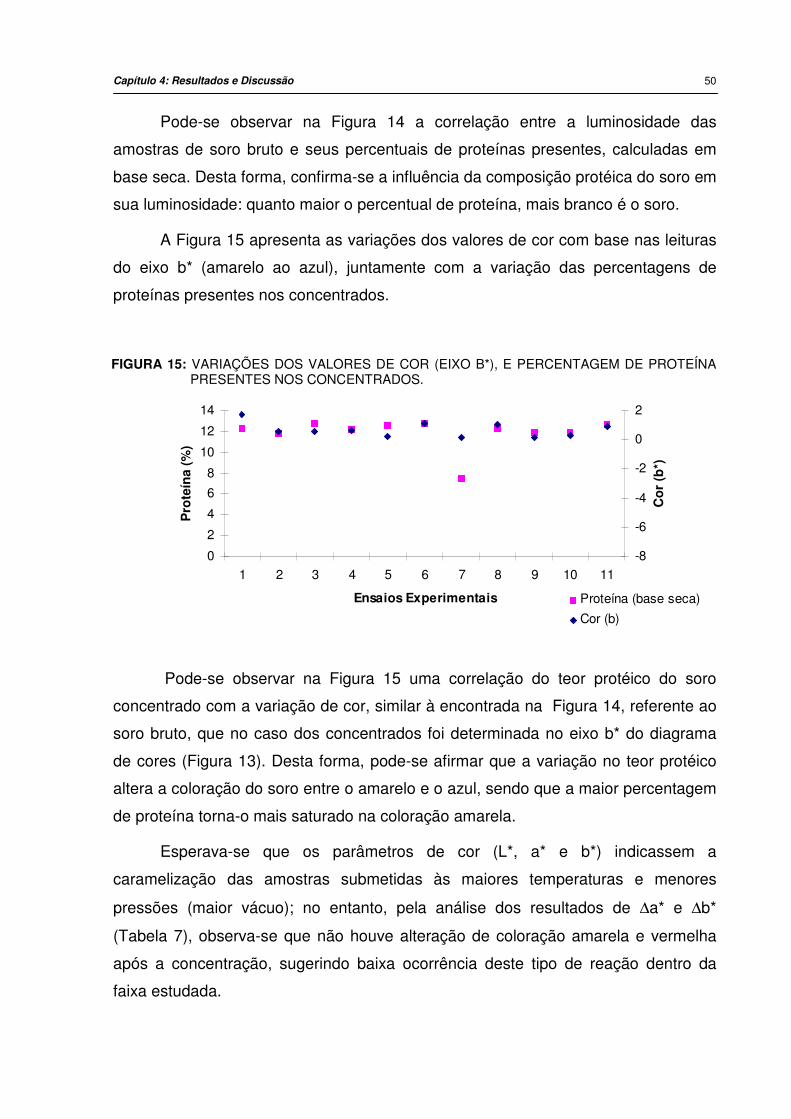
Capítulo 4: Resultados e Discussão 50
Pode-se observar na Figura 14 a correlação entre a luminosidade das
amostras de soro bruto e seus percentuais de proteínas presentes, calculadas em
base seca. Desta forma, confirma-se a influência da composição protéica do soro em
sua luminosidade: quanto maior o percentual de proteína, mais branco é o soro.
A Figura 15 apresenta as variações dos valores de cor com base nas leituras
do eixo b* (amarelo ao azul), juntamente com a variação das percentagens de
proteínas presentes nos concentrados.
FIGURA 15: VARIAÇÕES DOS VALORES DE COR (EIXO B*), E PERCENTAGEM DE PROTEÍNA PRESENTES NOS CONCENTRADOS.
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 10 11
Ensaios Experimentais
Pro
teín
a (%
)
-8
-6
-4
-2
0
2
Co
r (b
*)
Proteína (base seca)
Cor (b)
Pode-se observar na Figura 15 uma correlação do teor protéico do soro
concentrado com a variação de cor, similar à encontrada na Figura 14, referente ao
soro bruto, que no caso dos concentrados foi determinada no eixo b* do diagrama
de cores (Figura 13). Desta forma, pode-se afirmar que a variação no teor protéico
altera a coloração do soro entre o amarelo e o azul, sendo que a maior percentagem
de proteína torna-o mais saturado na coloração amarela.
Esperava-se que os parâmetros de cor (L*, a* e b*) indicassem a
caramelização das amostras submetidas às maiores temperaturas e menores
pressões (maior vácuo); no entanto, pela análise dos resultados de ∆a* e ∆b*
(Tabela 7), observa-se que não houve alteração de coloração amarela e vermelha
após a concentração, sugerindo baixa ocorrência deste tipo de reação dentro da
faixa estudada.
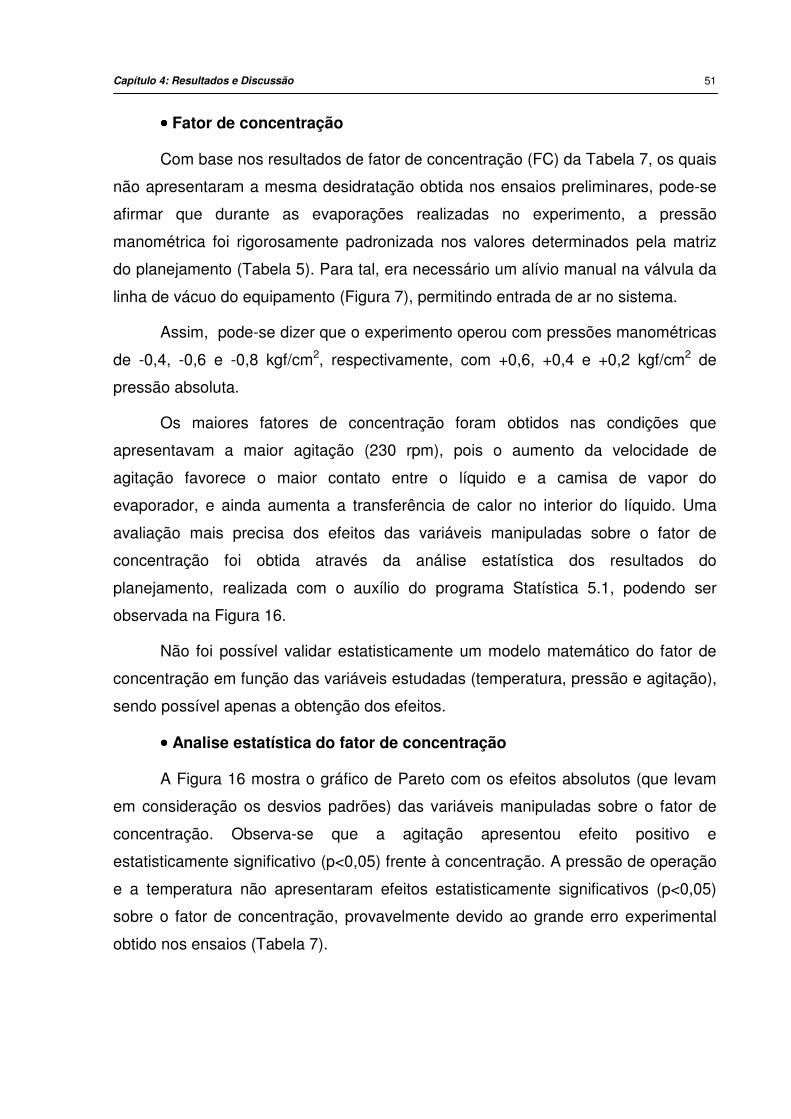
Capítulo 4: Resultados e Discussão 51
•••• Fator de concentração
Com base nos resultados de fator de concentração (FC) da Tabela 7, os quais
não apresentaram a mesma desidratação obtida nos ensaios preliminares, pode-se
afirmar que durante as evaporações realizadas no experimento, a pressão
manométrica foi rigorosamente padronizada nos valores determinados pela matriz
do planejamento (Tabela 5). Para tal, era necessário um alívio manual na válvula da
linha de vácuo do equipamento (Figura 7), permitindo entrada de ar no sistema.
Assim, pode-se dizer que o experimento operou com pressões manométricas
de -0,4, -0,6 e -0,8 kgf/cm2, respectivamente, com +0,6, +0,4 e +0,2 kgf/cm2 de
pressão absoluta.
Os maiores fatores de concentração foram obtidos nas condições que
apresentavam a maior agitação (230 rpm), pois o aumento da velocidade de
agitação favorece o maior contato entre o líquido e a camisa de vapor do
evaporador, e ainda aumenta a transferência de calor no interior do líquido. Uma
avaliação mais precisa dos efeitos das variáveis manipuladas sobre o fator de
concentração foi obtida através da análise estatística dos resultados do
planejamento, realizada com o auxílio do programa Statística 5.1, podendo ser
observada na Figura 16.
Não foi possível validar estatisticamente um modelo matemático do fator de
concentração em função das variáveis estudadas (temperatura, pressão e agitação),
sendo possível apenas a obtenção dos efeitos.
•••• Analise estatística do fator de concentração
A Figura 16 mostra o gráfico de Pareto com os efeitos absolutos (que levam
em consideração os desvios padrões) das variáveis manipuladas sobre o fator de
concentração. Observa-se que a agitação apresentou efeito positivo e
estatisticamente significativo (p<0,05) frente à concentração. A pressão de operação
e a temperatura não apresentaram efeitos estatisticamente significativos (p<0,05)
sobre o fator de concentração, provavelmente devido ao grande erro experimental
obtido nos ensaios (Tabela 7).
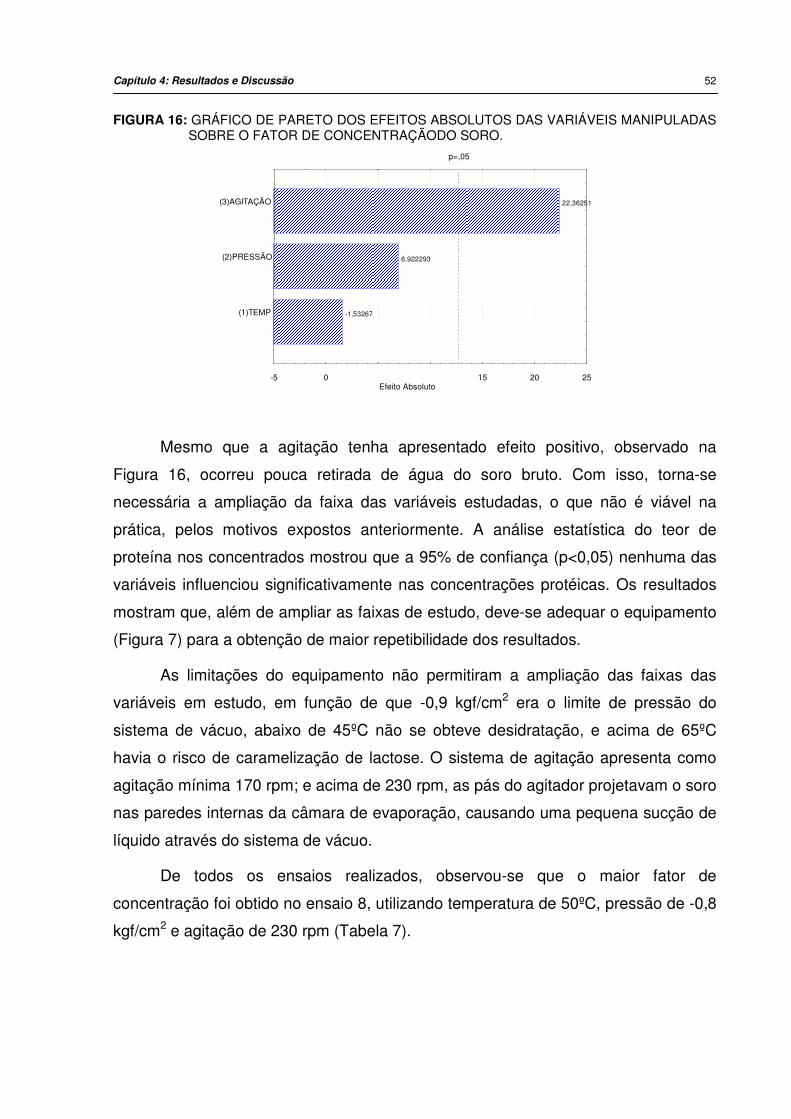
Capítulo 4: Resultados e Discussão 52
FIGURA 16: GRÁFICO DE PARETO DOS EFEITOS ABSOLUTOS DAS VARIÁVEIS MANIPULADAS SOBRE O FATOR DE CONCENTRAÇÃODO SORO.
Efeito Absoluto
-1,53267
6,922293
22,36251
p=,05
(1)TEMP
(2)PRESSÃO
(3)AGITAÇÃO
-5 0 15 20 25
Mesmo que a agitação tenha apresentado efeito positivo, observado na
Figura 16, ocorreu pouca retirada de água do soro bruto. Com isso, torna-se
necessária a ampliação da faixa das variáveis estudadas, o que não é viável na
prática, pelos motivos expostos anteriormente. A análise estatística do teor de
proteína nos concentrados mostrou que a 95% de confiança (p<0,05) nenhuma das
variáveis influenciou significativamente nas concentrações protéicas. Os resultados
mostram que, além de ampliar as faixas de estudo, deve-se adequar o equipamento
(Figura 7) para a obtenção de maior repetibilidade dos resultados.
As limitações do equipamento não permitiram a ampliação das faixas das
variáveis em estudo, em função de que -0,9 kgf/cm2 era o limite de pressão do
sistema de vácuo, abaixo de 45ºC não se obteve desidratação, e acima de 65ºC
havia o risco de caramelização de lactose. O sistema de agitação apresenta como
agitação mínima 170 rpm; e acima de 230 rpm, as pás do agitador projetavam o soro
nas paredes internas da câmara de evaporação, causando uma pequena sucção de
líquido através do sistema de vácuo.
De todos os ensaios realizados, observou-se que o maior fator de
concentração foi obtido no ensaio 8, utilizando temperatura de 50ºC, pressão de -0,8
kgf/cm2 e agitação de 230 rpm (Tabela 7).
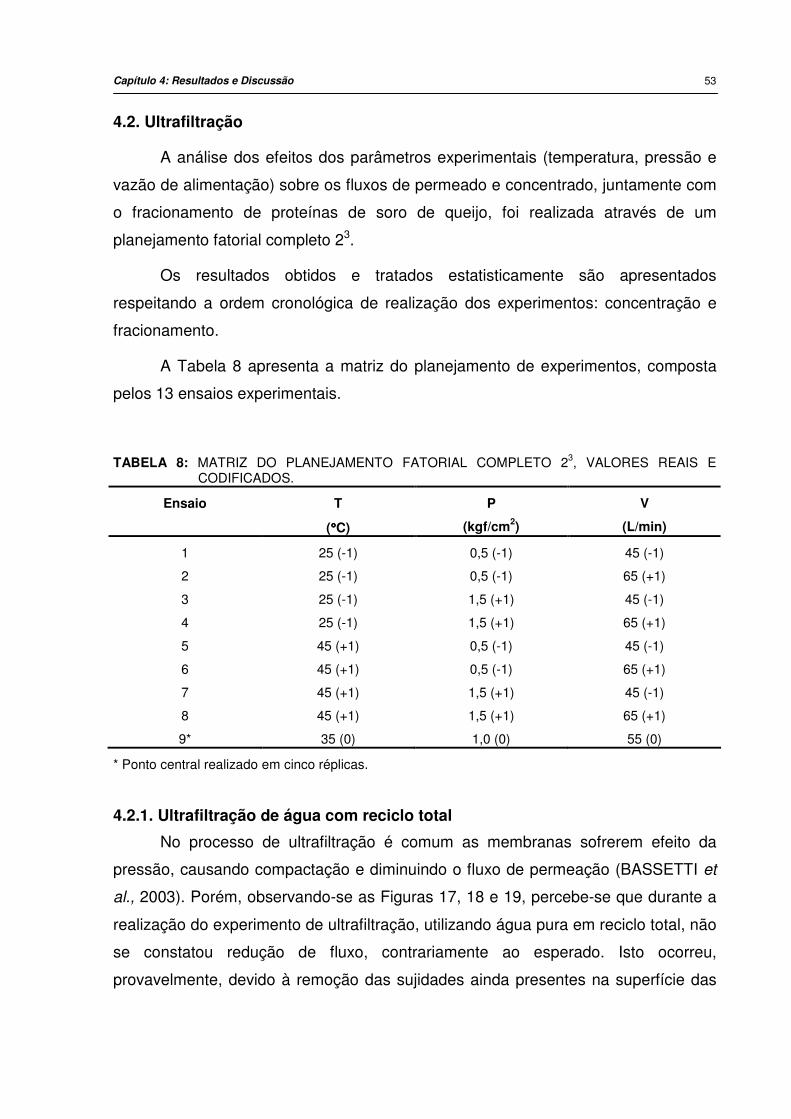
Capítulo 4: Resultados e Discussão 53
4.2. Ultrafiltração
A análise dos efeitos dos parâmetros experimentais (temperatura, pressão e
vazão de alimentação) sobre os fluxos de permeado e concentrado, juntamente com
o fracionamento de proteínas de soro de queijo, foi realizada através de um
planejamento fatorial completo 23.
Os resultados obtidos e tratados estatisticamente são apresentados
respeitando a ordem cronológica de realização dos experimentos: concentração e
fracionamento.
A Tabela 8 apresenta a matriz do planejamento de experimentos, composta
pelos 13 ensaios experimentais.
TABELA 8: MATRIZ DO PLANEJAMENTO FATORIAL COMPLETO 23, VALORES REAIS E CODIFICADOS.
Ensaio T
(°°°°C)
P
(kgf/cm2)
V
(L/min)
1 25 (-1) 0,5 (-1) 45 (-1)
2 25 (-1) 0,5 (-1) 65 (+1)
3 25 (-1) 1,5 (+1) 45 (-1)
4 25 (-1) 1,5 (+1) 65 (+1)
5 45 (+1) 0,5 (-1) 45 (-1)
6 45 (+1) 0,5 (-1) 65 (+1)
7 45 (+1) 1,5 (+1) 45 (-1)
8 45 (+1) 1,5 (+1) 65 (+1)
9* 35 (0) 1,0 (0) 55 (0)
* Ponto central realizado em cinco réplicas.
4.2.1. Ultrafiltração de água com reciclo total
No processo de ultrafiltração é comum as membranas sofrerem efeito da
pressão, causando compactação e diminuindo o fluxo de permeação (BASSETTI et
al., 2003). Porém, observando-se as Figuras 17, 18 e 19, percebe-se que durante a
realização do experimento de ultrafiltração, utilizando água pura em reciclo total, não
se constatou redução de fluxo, contrariamente ao esperado. Isto ocorreu,
provavelmente, devido à remoção das sujidades ainda presentes na superfície das
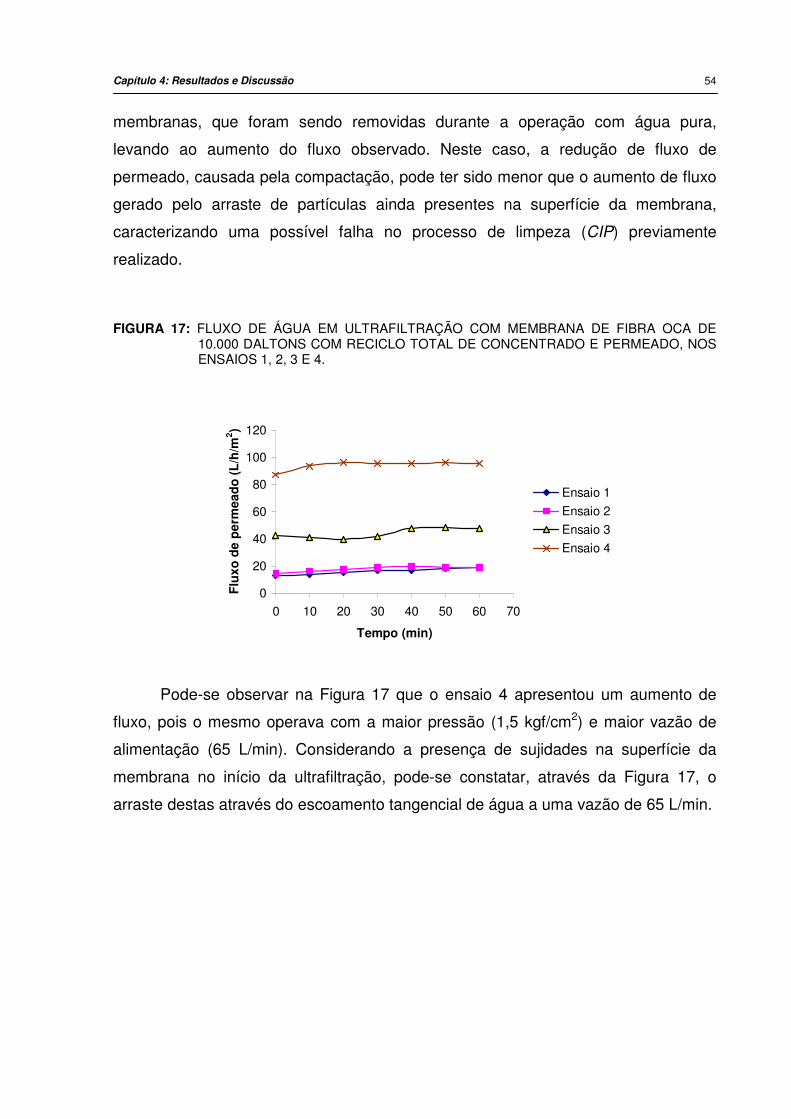
Capítulo 4: Resultados e Discussão 54
membranas, que foram sendo removidas durante a operação com água pura,
levando ao aumento do fluxo observado. Neste caso, a redução de fluxo de
permeado, causada pela compactação, pode ter sido menor que o aumento de fluxo
gerado pelo arraste de partículas ainda presentes na superfície da membrana,
caracterizando uma possível falha no processo de limpeza (CIP) previamente
realizado.
FIGURA 17: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 1, 2, 3 E 4.
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
Pode-se observar na Figura 17 que o ensaio 4 apresentou um aumento de
fluxo, pois o mesmo operava com a maior pressão (1,5 kgf/cm2) e maior vazão de
alimentação (65 L/min). Considerando a presença de sujidades na superfície da
membrana no início da ultrafiltração, pode-se constatar, através da Figura 17, o
arraste destas através do escoamento tangencial de água a uma vazão de 65 L/min.
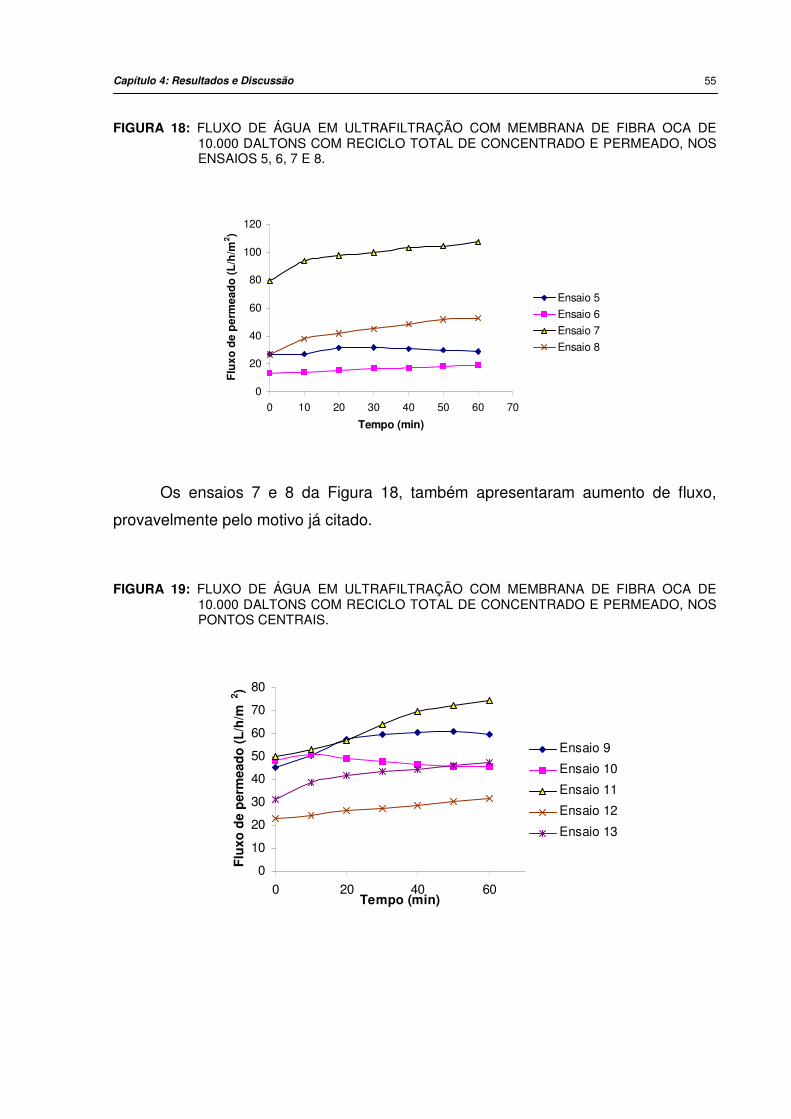
Capítulo 4: Resultados e Discussão 55
FIGURA 18: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 5, 6, 7 E 8.
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 5
Ensaio 6
Ensaio 7
Ensaio 8
Os ensaios 7 e 8 da Figura 18, também apresentaram aumento de fluxo,
provavelmente pelo motivo já citado.
FIGURA 19: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS PONTOS CENTRAIS.
0
10
20
30
40
50
60
70
80
0 20 40 60Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 9
Ensaio 10
Ensaio 11
Ensaio 12
Ensaio 13
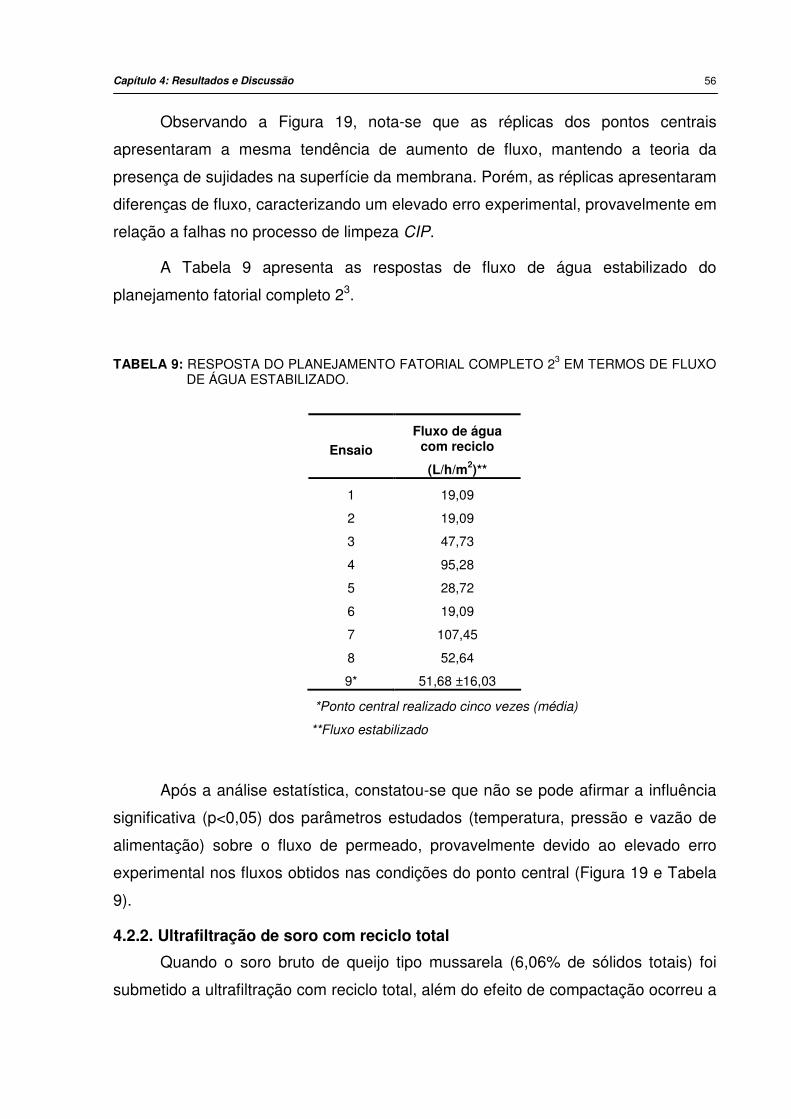
Capítulo 4: Resultados e Discussão 56
Observando a Figura 19, nota-se que as réplicas dos pontos centrais
apresentaram a mesma tendência de aumento de fluxo, mantendo a teoria da
presença de sujidades na superfície da membrana. Porém, as réplicas apresentaram
diferenças de fluxo, caracterizando um elevado erro experimental, provavelmente em
relação a falhas no processo de limpeza CIP.
A Tabela 9 apresenta as respostas de fluxo de água estabilizado do
planejamento fatorial completo 23.
TABELA 9: RESPOSTA DO PLANEJAMENTO FATORIAL COMPLETO 23 EM TERMOS DE FLUXO DE ÁGUA ESTABILIZADO.
Ensaio Fluxo de água
com reciclo
(L/h/m2)**
1 19,09
2 19,09
3 47,73
4 95,28
5 28,72
6 19,09
7 107,45
8 52,64
9* 51,68 ±16,03
*Ponto central realizado cinco vezes (média)
**Fluxo estabilizado
Após a análise estatística, constatou-se que não se pode afirmar a influência
significativa (p<0,05) dos parâmetros estudados (temperatura, pressão e vazão de
alimentação) sobre o fluxo de permeado, provavelmente devido ao elevado erro
experimental nos fluxos obtidos nas condições do ponto central (Figura 19 e Tabela
9).
4.2.2. Ultrafiltração de soro com reciclo total
Quando o soro bruto de queijo tipo mussarela (6,06% de sólidos totais) foi
submetido a ultrafiltração com reciclo total, além do efeito de compactação ocorreu a
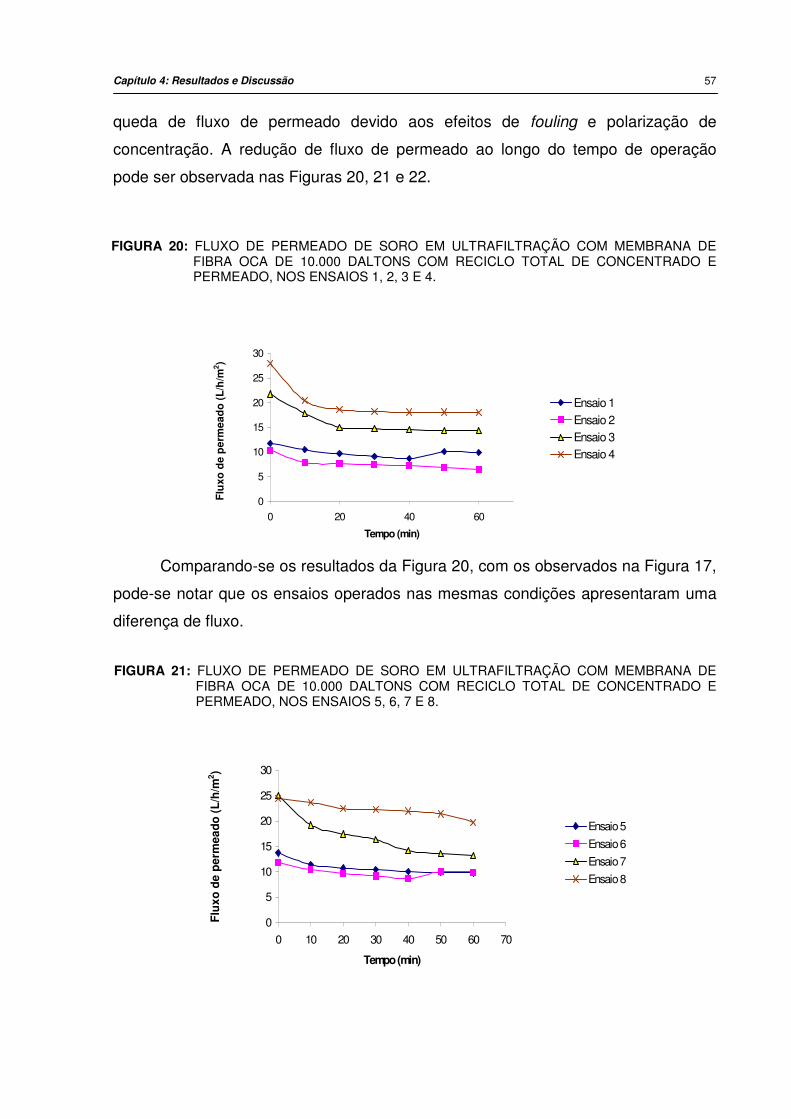
Capítulo 4: Resultados e Discussão 57
queda de fluxo de permeado devido aos efeitos de fouling e polarização de
concentração. A redução de fluxo de permeado ao longo do tempo de operação
pode ser observada nas Figuras 20, 21 e 22.
FIGURA 20: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 1, 2, 3 E 4.
0
5
10
15
20
25
30
0 20 40 60
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 1Ensaio 2Ensaio 3Ensaio 4
Comparando-se os resultados da Figura 20, com os observados na Figura 17,
pode-se notar que os ensaios operados nas mesmas condições apresentaram uma
diferença de fluxo.
FIGURA 21: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS ENSAIOS 5, 6, 7 E 8.
0
5
10
15
20
25
30
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 5
Ensaio 6
Ensaio 7
Ensaio 8
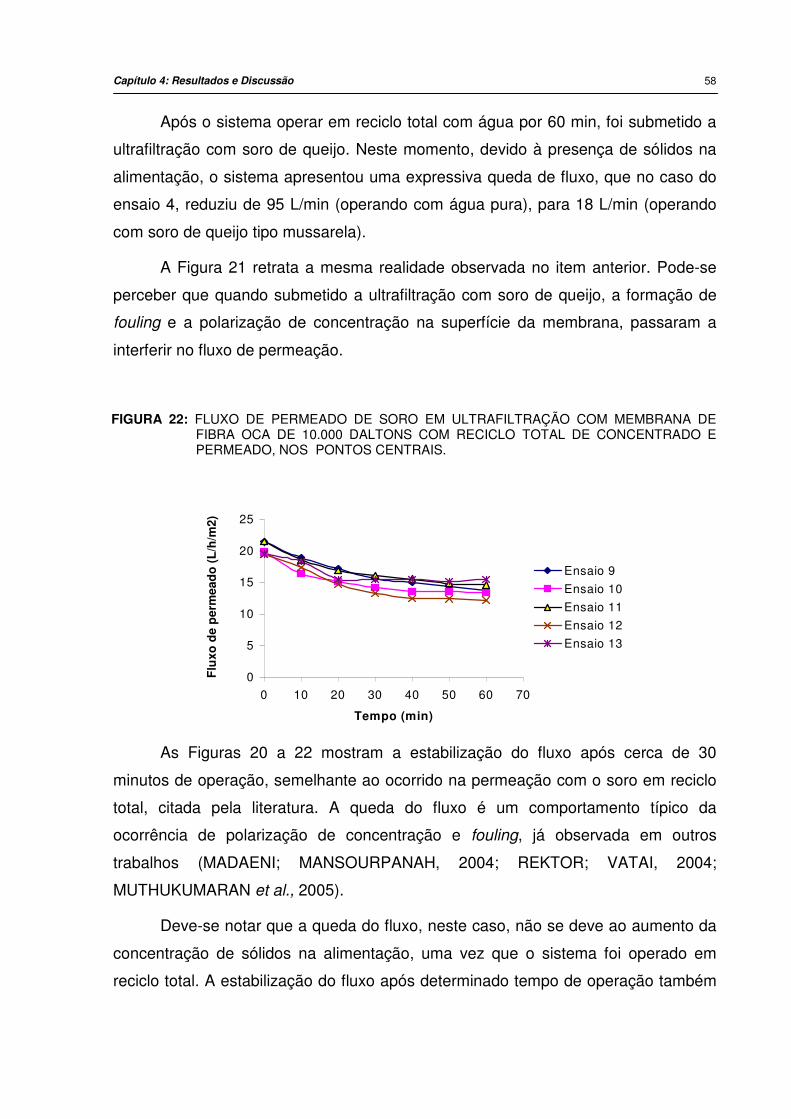
Capítulo 4: Resultados e Discussão 58
Após o sistema operar em reciclo total com água por 60 min, foi submetido a
ultrafiltração com soro de queijo. Neste momento, devido à presença de sólidos na
alimentação, o sistema apresentou uma expressiva queda de fluxo, que no caso do
ensaio 4, reduziu de 95 L/min (operando com água pura), para 18 L/min (operando
com soro de queijo tipo mussarela).
A Figura 21 retrata a mesma realidade observada no item anterior. Pode-se
perceber que quando submetido a ultrafiltração com soro de queijo, a formação de
fouling e a polarização de concentração na superfície da membrana, passaram a
interferir no fluxo de permeação.
FIGURA 22: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL DE CONCENTRADO E PERMEADO, NOS PONTOS CENTRAIS.
0
5
10
15
20
25
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2)
Ensaio 9
Ensaio 10
Ensaio 11
Ensaio 12
Ensaio 13
As Figuras 20 a 22 mostram a estabilização do fluxo após cerca de 30
minutos de operação, semelhante ao ocorrido na permeação com o soro em reciclo
total, citada pela literatura. A queda do fluxo é um comportamento típico da
ocorrência de polarização de concentração e fouling, já observada em outros
trabalhos (MADAENI; MANSOURPANAH, 2004; REKTOR; VATAI, 2004;
MUTHUKUMARAN et al., 2005).
Deve-se notar que a queda do fluxo, neste caso, não se deve ao aumento da
concentração de sólidos na alimentação, uma vez que o sistema foi operado em
reciclo total. A estabilização do fluxo após determinado tempo de operação também
Capítulo 4: Resultados e Discussão 59
foi observada por Rektor e Vatai (2004), sendo atribuída à formação de uma camada
gel na superfície da membrana, devida ao acúmulo de proteínas.
Pode-se observar nas Figuras 20 e 21, que os ensaios realizados com maior
vazão de alimentação apresentaram menor queda do fluxo ao longo da operação. O
ensaio 8 da matriz experimental foi o que apresentou melhor resultado,
possivelmente pela combinação do efeito da vazão de alimentação e temperatura,
que levam à diminuição da camada de polarização, aumentando o fluxo de
permeado. O aumento da vazão de alimentação induz a um maior arraste de
partículas da superfície da membrana e o aumento da temperatura diminui a
viscosidade do soro, melhorando o escoamento. Porém, esta última também pode
auxiliar na formação de micelas de proteínas, causando bloqueio de poros (VEIGA;
VIOTTO, 2001).
A influência da temperatura e da pressão deve ser considerada com cautela.
A temperatura tem influência sobre as propriedades físico-químicas dos
componentes do soro, principalmente as proteínas, causando desnaturações, devido
à baixa termorresistência.
A pressão influencia na permeabilidade hidráulica da membrana, aumentando
a polarização. Trabalhos desenvolvidos com leite detectaram a formação de micelas
de caseína quando o mesmo foi submetido a tratamentos térmicos com elevação da
temperatura de 72 para 82ºC, bloqueando poros das membranas de ultrafiltração e
reduzindo o fluxo de permeação de 9,73 para 3,34 kg/h.m2, quando utilizada pressão
de 1 kgf/cm2 e fator de concentração de 3,5. Mesmo descaseinado, o soro utilizado
para a realização dos experimentos do presente estudo, apresentou resíduos de
caseína. Influências na desnaturação de proteína sobre o fluxo de permeação
também foram detectadas utilizando leite submetido a tratamento térmico de 92ºC. A
preocupação é que, mesmo não submetendo o soro a tratamento térmico prévio,
como sugerido pela literatura (RODRYGUEZ et al., 1999; VEIGA et al., 2000;
PEREIRA; GONÇALVES, 2002; BASSETTI et al., 2003).
O leite que originou a matéria-prima do experimento (soro) foi pasteurizado a
73ºC antes de ser submetido ao processamento em queijo.
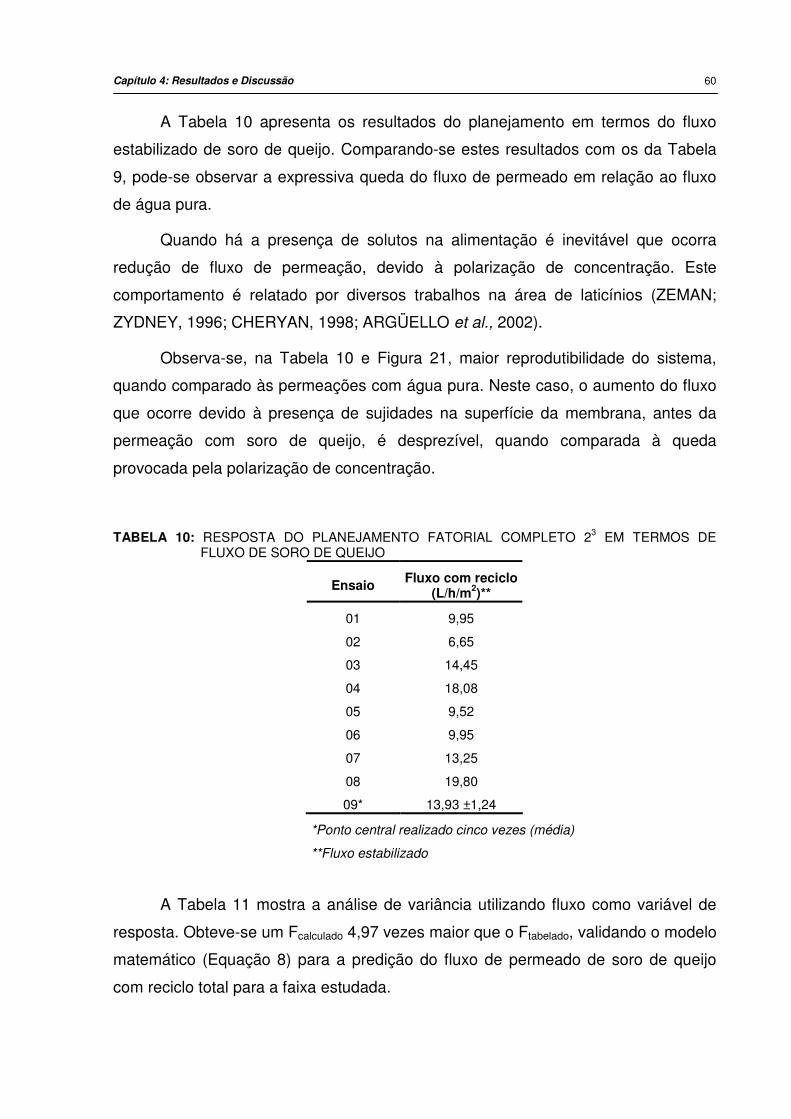
Capítulo 4: Resultados e Discussão 60
A Tabela 10 apresenta os resultados do planejamento em termos do fluxo
estabilizado de soro de queijo. Comparando-se estes resultados com os da Tabela
9, pode-se observar a expressiva queda do fluxo de permeado em relação ao fluxo
de água pura.
Quando há a presença de solutos na alimentação é inevitável que ocorra
redução de fluxo de permeação, devido à polarização de concentração. Este
comportamento é relatado por diversos trabalhos na área de laticínios (ZEMAN;
ZYDNEY, 1996; CHERYAN, 1998; ARGÜELLO et al., 2002).
Observa-se, na Tabela 10 e Figura 21, maior reprodutibilidade do sistema,
quando comparado às permeações com água pura. Neste caso, o aumento do fluxo
que ocorre devido à presença de sujidades na superfície da membrana, antes da
permeação com soro de queijo, é desprezível, quando comparada à queda
provocada pela polarização de concentração.
TABELA 10: RESPOSTA DO PLANEJAMENTO FATORIAL COMPLETO 23 EM TERMOS DE FLUXO DE SORO DE QUEIJO
Ensaio Fluxo com reciclo (L/h/m2)**
01 9,95
02 6,65
03 14,45
04 18,08
05 9,52
06 9,95
07 13,25
08 19,80
09* 13,93 ±1,24
*Ponto central realizado cinco vezes (média)
**Fluxo estabilizado
A Tabela 11 mostra a análise de variância utilizando fluxo como variável de
resposta. Obteve-se um Fcalculado 4,97 vezes maior que o Ftabelado, validando o modelo
matemático (Equação 8) para a predição do fluxo de permeado de soro de queijo
com reciclo total para a faixa estudada.
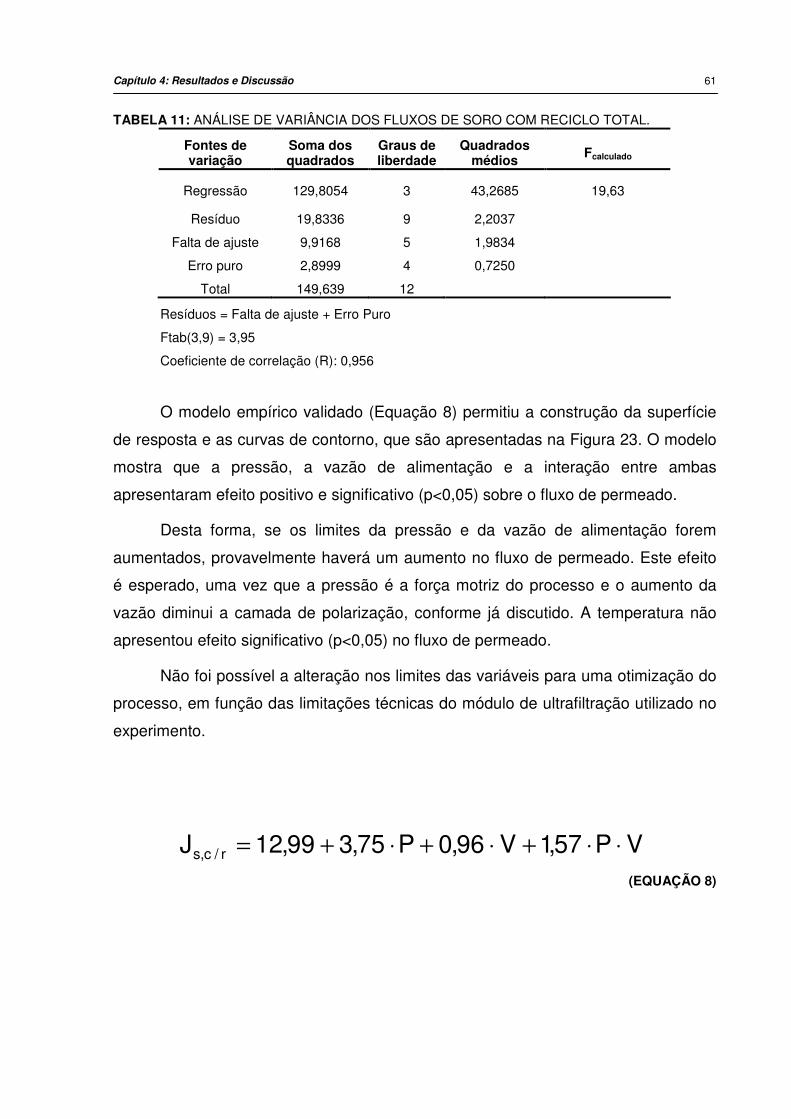
Capítulo 4: Resultados e Discussão 61
TABELA 11: ANÁLISE DE VARIÂNCIA DOS FLUXOS DE SORO COM RECICLO TOTAL.
Fontes de variação
Soma dos quadrados
Graus de liberdade
Quadrados médios Fcalculado
Regressão 129,8054 3 43,2685 19,63
Resíduo 19,8336 9 2,2037
Falta de ajuste 9,9168 5 1,9834
Erro puro 2,8999 4 0,7250
Total 149,639 12
Resíduos = Falta de ajuste + Erro Puro
Ftab(3,9) = 3,95
Coeficiente de correlação (R): 0,956
O modelo empírico validado (Equação 8) permitiu a construção da superfície
de resposta e as curvas de contorno, que são apresentadas na Figura 23. O modelo
mostra que a pressão, a vazão de alimentação e a interação entre ambas
apresentaram efeito positivo e significativo (p<0,05) sobre o fluxo de permeado.
Desta forma, se os limites da pressão e da vazão de alimentação forem
aumentados, provavelmente haverá um aumento no fluxo de permeado. Este efeito
é esperado, uma vez que a pressão é a força motriz do processo e o aumento da
vazão diminui a camada de polarização, conforme já discutido. A temperatura não
apresentou efeito significativo (p<0,05) no fluxo de permeado.
Não foi possível a alteração nos limites das variáveis para uma otimização do
processo, em função das limitações técnicas do módulo de ultrafiltração utilizado no
experimento.
VP57,1V96,0P75,399,12J r/c,s ⋅⋅+⋅+⋅+=
(EQUAÇÃO 8)
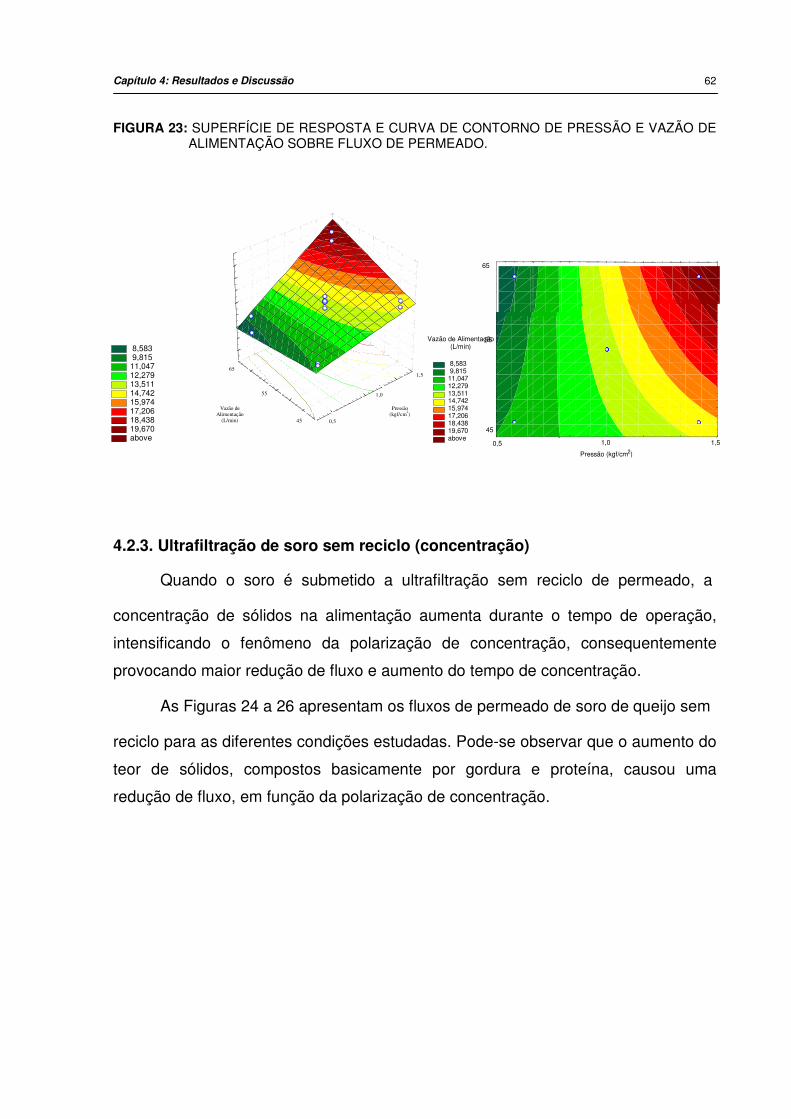
Capítulo 4: Resultados e Discussão 62
FIGURA 23: SUPERFÍCIE DE RESPOSTA E CURVA DE CONTORNO DE PRESSÃO E VAZÃO DE ALIMENTAÇÃO SOBRE FLUXO DE PERMEADO.
4.2.3. Ultrafiltração de soro sem reciclo (concentração)
Quando o soro é submetido a ultrafiltração sem reciclo de permeado, a
concentração de sólidos na alimentação aumenta durante o tempo de operação,
intensificando o fenômeno da polarização de concentração, consequentemente
provocando maior redução de fluxo e aumento do tempo de concentração.
As Figuras 24 a 26 apresentam os fluxos de permeado de soro de queijo sem
reciclo para as diferentes condições estudadas. Pode-se observar que o aumento do
teor de sólidos, compostos basicamente por gordura e proteína, causou uma
redução de fluxo, em função da polarização de concentração.
8,583 9,815 11,047 12,279 13,511 14,742 15,974 17,206 18,438 19,670 above
Pressão(kgf/cm
2)
Vazão deAlimentação
(L/min)
1,5
1,0
0,545
55
65
8,583 9,815 11,047 12,279 13,511 14,742 15,974 17,206 18,438 19,670 above
Pressão (kgf/cm 2 )
Vazão de Alimentação (L/min)
45
55
65
0,5 1,0 1,5
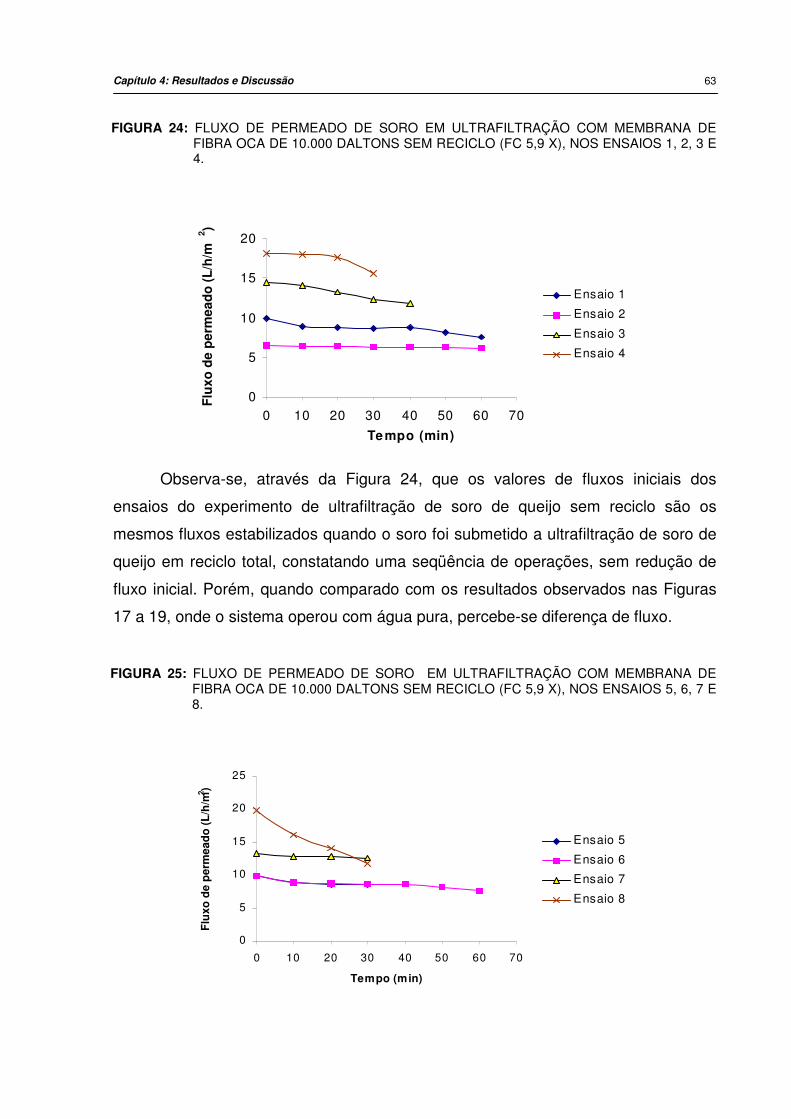
Capítulo 4: Resultados e Discussão 63
FIGURA 24: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS SEM RECICLO (FC 5,9 X), NOS ENSAIOS 1, 2, 3 E 4.
0
5
10
15
20
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
Observa-se, através da Figura 24, que os valores de fluxos iniciais dos
ensaios do experimento de ultrafiltração de soro de queijo sem reciclo são os
mesmos fluxos estabilizados quando o soro foi submetido a ultrafiltração de soro de
queijo em reciclo total, constatando uma seqüência de operações, sem redução de
fluxo inicial. Porém, quando comparado com os resultados observados nas Figuras
17 a 19, onde o sistema operou com água pura, percebe-se diferença de fluxo.
FIGURA 25: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS SEM RECICLO (FC 5,9 X), NOS ENSAIOS 5, 6, 7 E 8.
0
5
10
15
20
25
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 5
Ensaio 6
Ensaio 7
Ensaio 8
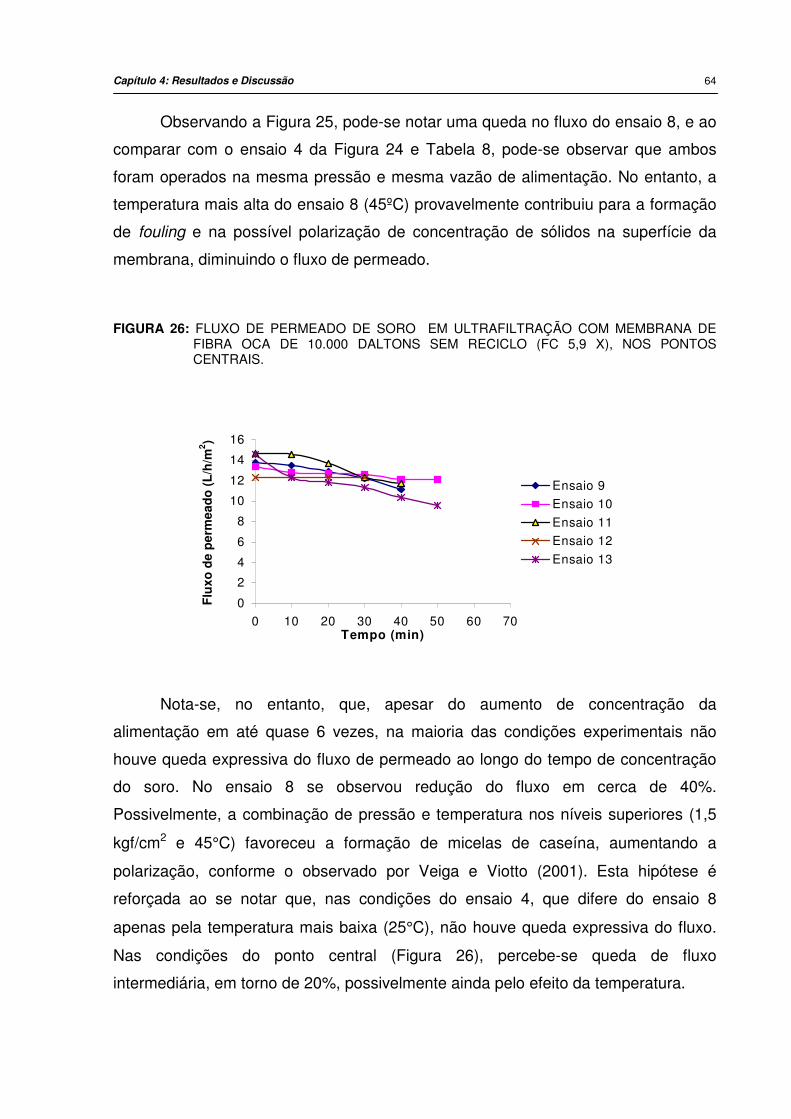
Capítulo 4: Resultados e Discussão 64
Observando a Figura 25, pode-se notar uma queda no fluxo do ensaio 8, e ao
comparar com o ensaio 4 da Figura 24 e Tabela 8, pode-se observar que ambos
foram operados na mesma pressão e mesma vazão de alimentação. No entanto, a
temperatura mais alta do ensaio 8 (45ºC) provavelmente contribuiu para a formação
de fouling e na possível polarização de concentração de sólidos na superfície da
membrana, diminuindo o fluxo de permeado.
FIGURA 26: FLUXO DE PERMEADO DE SORO EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS SEM RECICLO (FC 5,9 X), NOS PONTOS CENTRAIS.
0
2
4
6
8
10
12
14
16
0 10 20 30 40 50 60 70Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 9
Ensaio 10
Ensaio 11
Ensaio 12
Ensaio 13
Nota-se, no entanto, que, apesar do aumento de concentração da
alimentação em até quase 6 vezes, na maioria das condições experimentais não
houve queda expressiva do fluxo de permeado ao longo do tempo de concentração
do soro. No ensaio 8 se observou redução do fluxo em cerca de 40%.
Possivelmente, a combinação de pressão e temperatura nos níveis superiores (1,5
kgf/cm2 e 45°C) favoreceu a formação de micelas de caseína, aumentando a
polarização, conforme o observado por Veiga e Viotto (2001). Esta hipótese é
reforçada ao se notar que, nas condições do ensaio 4, que difere do ensaio 8
apenas pela temperatura mais baixa (25°C), não houve queda expressiva do fluxo.
Nas condições do ponto central (Figura 26), percebe-se queda de fluxo
intermediária, em torno de 20%, possivelmente ainda pelo efeito da temperatura.
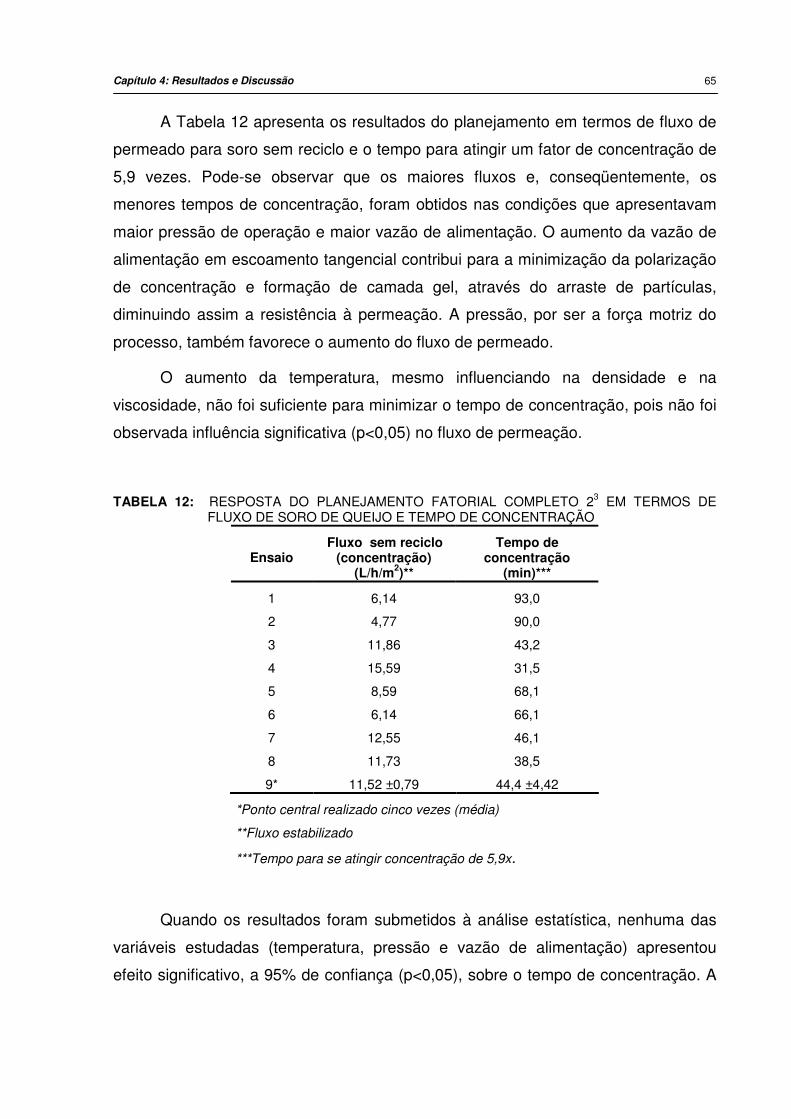
Capítulo 4: Resultados e Discussão 65
A Tabela 12 apresenta os resultados do planejamento em termos de fluxo de
permeado para soro sem reciclo e o tempo para atingir um fator de concentração de
5,9 vezes. Pode-se observar que os maiores fluxos e, conseqüentemente, os
menores tempos de concentração, foram obtidos nas condições que apresentavam
maior pressão de operação e maior vazão de alimentação. O aumento da vazão de
alimentação em escoamento tangencial contribui para a minimização da polarização
de concentração e formação de camada gel, através do arraste de partículas,
diminuindo assim a resistência à permeação. A pressão, por ser a força motriz do
processo, também favorece o aumento do fluxo de permeado.
O aumento da temperatura, mesmo influenciando na densidade e na
viscosidade, não foi suficiente para minimizar o tempo de concentração, pois não foi
observada influência significativa (p<0,05) no fluxo de permeação.
TABELA 12: RESPOSTA DO PLANEJAMENTO FATORIAL COMPLETO 23 EM TERMOS DE FLUXO DE SORO DE QUEIJO E TEMPO DE CONCENTRAÇÃO
Ensaio Fluxo sem reciclo
(concentração) (L/h/m2)**
Tempo de concentração
(min)***
1 6,14 93,0
2 4,77 90,0
3 11,86 43,2
4 15,59 31,5
5 8,59 68,1
6 6,14 66,1
7 12,55 46,1
8 11,73 38,5
9* 11,52 ±0,79 44,4 ±4,42
*Ponto central realizado cinco vezes (média)
**Fluxo estabilizado
***Tempo para se atingir concentração de 5,9x.
Quando os resultados foram submetidos à análise estatística, nenhuma das
variáveis estudadas (temperatura, pressão e vazão de alimentação) apresentou
efeito significativo, a 95% de confiança (p<0,05), sobre o tempo de concentração. A
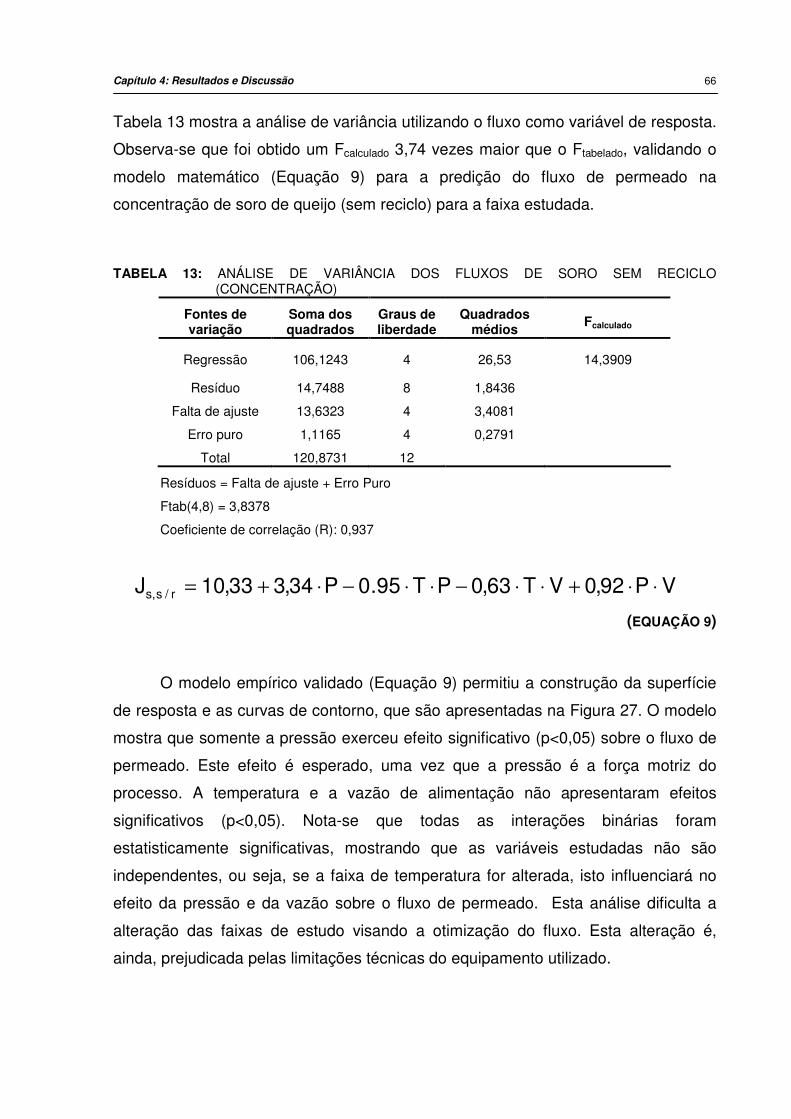
Capítulo 4: Resultados e Discussão 66
Tabela 13 mostra a análise de variância utilizando o fluxo como variável de resposta.
Observa-se que foi obtido um Fcalculado 3,74 vezes maior que o Ftabelado, validando o
modelo matemático (Equação 9) para a predição do fluxo de permeado na
concentração de soro de queijo (sem reciclo) para a faixa estudada.
TABELA 13: ANÁLISE DE VARIÂNCIA DOS FLUXOS DE SORO SEM RECICLO (CONCENTRAÇÃO)
Fontes de variação
Soma dos quadrados
Graus de liberdade
Quadrados médios
Fcalculado
Regressão 106,1243 4 26,53 14,3909
Resíduo 14,7488 8 1,8436
Falta de ajuste 13,6323 4 3,4081
Erro puro 1,1165 4 0,2791
Total 120,8731 12
Resíduos = Falta de ajuste + Erro Puro
Ftab(4,8) = 3,8378
Coeficiente de correlação (R): 0,937
VP92,0VT63,0PT95.0P34,333,10J r/s,s ⋅⋅+⋅⋅−⋅⋅−⋅+=
(EQUAÇÃO 9)
O modelo empírico validado (Equação 9) permitiu a construção da superfície
de resposta e as curvas de contorno, que são apresentadas na Figura 27. O modelo
mostra que somente a pressão exerceu efeito significativo (p<0,05) sobre o fluxo de
permeado. Este efeito é esperado, uma vez que a pressão é a força motriz do
processo. A temperatura e a vazão de alimentação não apresentaram efeitos
significativos (p<0,05). Nota-se que todas as interações binárias foram
estatisticamente significativas, mostrando que as variáveis estudadas não são
independentes, ou seja, se a faixa de temperatura for alterada, isto influenciará no
efeito da pressão e da vazão sobre o fluxo de permeado. Esta análise dificulta a
alteração das faixas de estudo visando a otimização do fluxo. Esta alteração é,
ainda, prejudicada pelas limitações técnicas do equipamento utilizado.
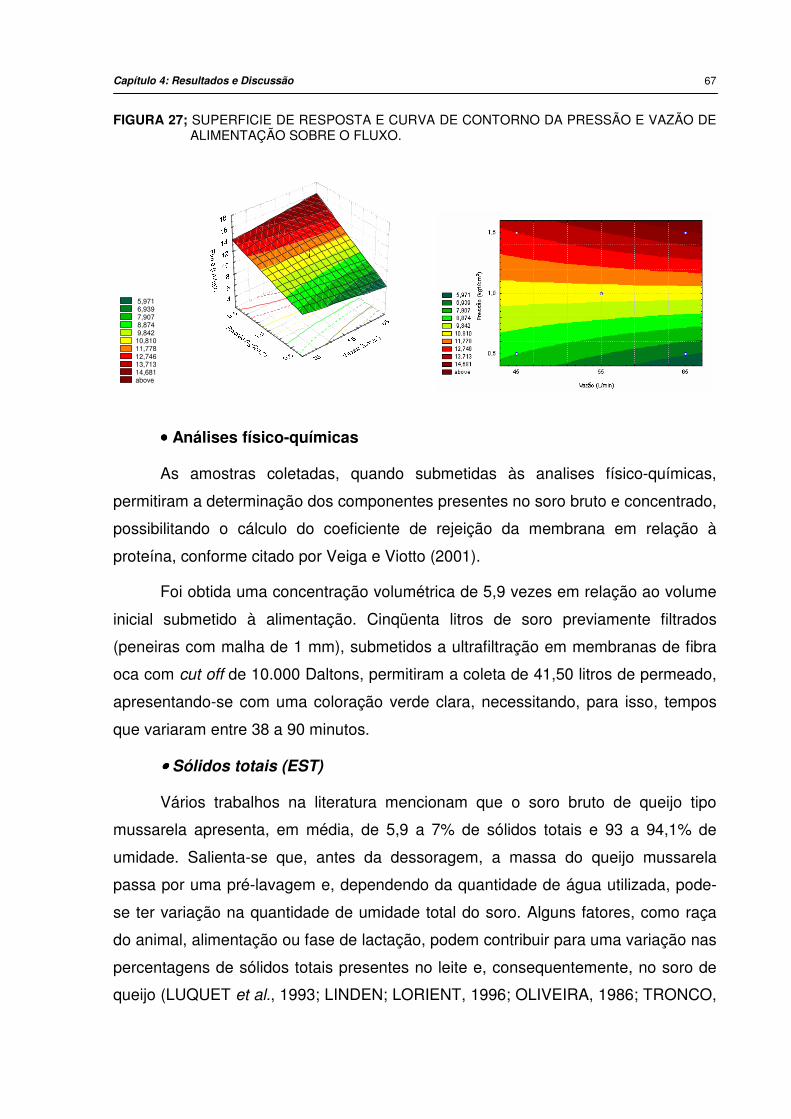
Capítulo 4: Resultados e Discussão 67
FIGURA 27; SUPERFICIE DE RESPOSTA E CURVA DE CONTORNO DA PRESSÃO E VAZÃO DE ALIMENTAÇÃO SOBRE O FLUXO.
5,971 6,939 7,907 8,874 9,842 10,810 11,778 12,746 13,713 14,681 above
•••• Análises físico-químicas
As amostras coletadas, quando submetidas às analises físico-químicas,
permitiram a determinação dos componentes presentes no soro bruto e concentrado,
possibilitando o cálculo do coeficiente de rejeição da membrana em relação à
proteína, conforme citado por Veiga e Viotto (2001).
Foi obtida uma concentração volumétrica de 5,9 vezes em relação ao volume
inicial submetido à alimentação. Cinqüenta litros de soro previamente filtrados
(peneiras com malha de 1 mm), submetidos a ultrafiltração em membranas de fibra
oca com cut off de 10.000 Daltons, permitiram a coleta de 41,50 litros de permeado,
apresentando-se com uma coloração verde clara, necessitando, para isso, tempos
que variaram entre 38 a 90 minutos.
•••• Sólidos totais (EST)
Vários trabalhos na literatura mencionam que o soro bruto de queijo tipo
mussarela apresenta, em média, de 5,9 a 7% de sólidos totais e 93 a 94,1% de
umidade. Salienta-se que, antes da dessoragem, a massa do queijo mussarela
passa por uma pré-lavagem e, dependendo da quantidade de água utilizada, pode-
se ter variação na quantidade de umidade total do soro. Alguns fatores, como raça
do animal, alimentação ou fase de lactação, podem contribuir para uma variação nas
percentagens de sólidos totais presentes no leite e, consequentemente, no soro de
queijo (LUQUET et al., 1993; LINDEN; LORIENT, 1996; OLIVEIRA, 1986; TRONCO,
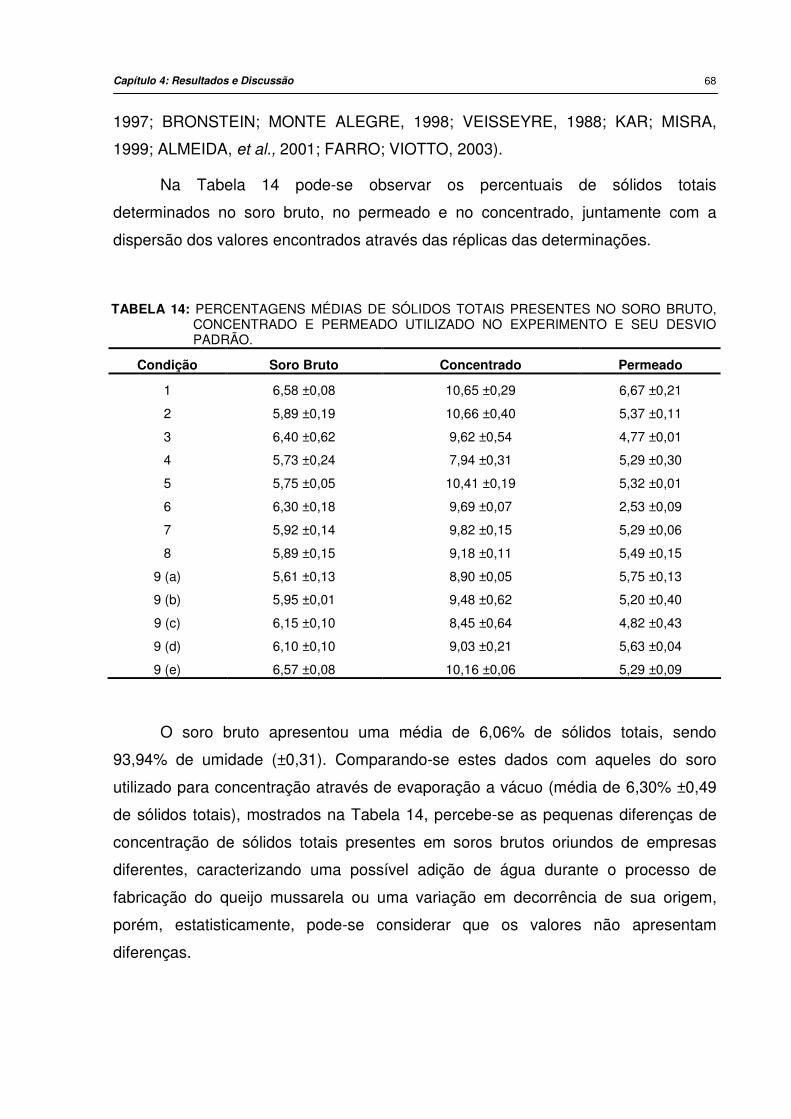
Capítulo 4: Resultados e Discussão 68
1997; BRONSTEIN; MONTE ALEGRE, 1998; VEISSEYRE, 1988; KAR; MISRA,
1999; ALMEIDA, et al., 2001; FARRO; VIOTTO, 2003).
Na Tabela 14 pode-se observar os percentuais de sólidos totais
determinados no soro bruto, no permeado e no concentrado, juntamente com a
dispersão dos valores encontrados através das réplicas das determinações.
TABELA 14: PERCENTAGENS MÉDIAS DE SÓLIDOS TOTAIS PRESENTES NO SORO BRUTO, CONCENTRADO E PERMEADO UTILIZADO NO EXPERIMENTO E SEU DESVIO PADRÃO.
Condição Soro Bruto Concentrado Permeado
1 6,58 ±0,08 10,65 ±0,29 6,67 ±0,21
2 5,89 ±0,19 10,66 ±0,40 5,37 ±0,11
3 6,40 ±0,62 9,62 ±0,54 4,77 ±0,01
4 5,73 ±0,24 7,94 ±0,31 5,29 ±0,30
5 5,75 ±0,05 10,41 ±0,19 5,32 ±0,01
6 6,30 ±0,18 9,69 ±0,07 2,53 ±0,09
7 5,92 ±0,14 9,82 ±0,15 5,29 ±0,06
8 5,89 ±0,15 9,18 ±0,11 5,49 ±0,15
9 (a) 5,61 ±0,13 8,90 ±0,05 5,75 ±0,13
9 (b) 5,95 ±0,01 9,48 ±0,62 5,20 ±0,40
9 (c) 6,15 ±0,10 8,45 ±0,64 4,82 ±0,43
9 (d) 6,10 ±0,10 9,03 ±0,21 5,63 ±0,04
9 (e) 6,57 ±0,08 10,16 ±0,06 5,29 ±0,09
O soro bruto apresentou uma média de 6,06% de sólidos totais, sendo
93,94% de umidade (±0,31). Comparando-se estes dados com aqueles do soro
utilizado para concentração através de evaporação a vácuo (média de 6,30% ±0,49
de sólidos totais), mostrados na Tabela 14, percebe-se as pequenas diferenças de
concentração de sólidos totais presentes em soros brutos oriundos de empresas
diferentes, caracterizando uma possível adição de água durante o processo de
fabricação do queijo mussarela ou uma variação em decorrência de sua origem,
porém, estatisticamente, pode-se considerar que os valores não apresentam
diferenças.
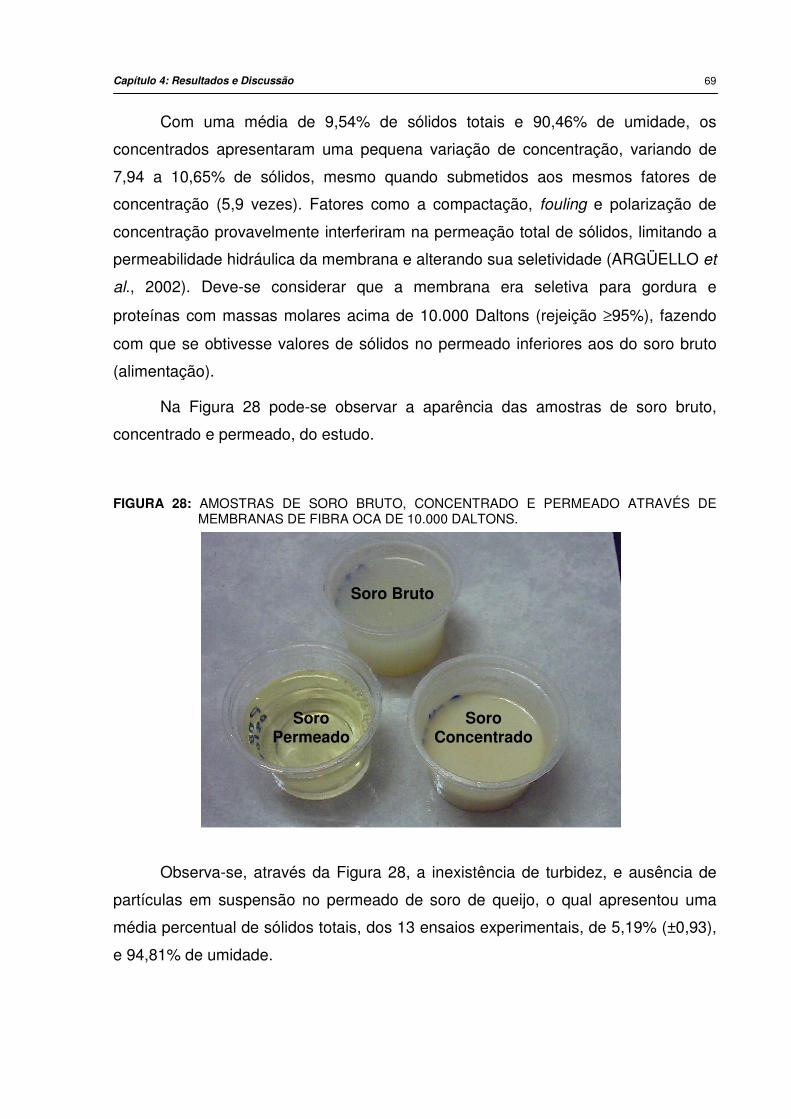
Capítulo 4: Resultados e Discussão 69
Com uma média de 9,54% de sólidos totais e 90,46% de umidade, os
concentrados apresentaram uma pequena variação de concentração, variando de
7,94 a 10,65% de sólidos, mesmo quando submetidos aos mesmos fatores de
concentração (5,9 vezes). Fatores como a compactação, fouling e polarização de
concentração provavelmente interferiram na permeação total de sólidos, limitando a
permeabilidade hidráulica da membrana e alterando sua seletividade (ARGÜELLO et
al., 2002). Deve-se considerar que a membrana era seletiva para gordura e
proteínas com massas molares acima de 10.000 Daltons (rejeição ≥95%), fazendo
com que se obtivesse valores de sólidos no permeado inferiores aos do soro bruto
(alimentação).
Na Figura 28 pode-se observar a aparência das amostras de soro bruto,
concentrado e permeado, do estudo.
FIGURA 28: AMOSTRAS DE SORO BRUTO, CONCENTRADO E PERMEADO ATRAVÉS DE MEMBRANAS DE FIBRA OCA DE 10.000 DALTONS.
Observa-se, através da Figura 28, a inexistência de turbidez, e ausência de
partículas em suspensão no permeado de soro de queijo, o qual apresentou uma
média percentual de sólidos totais, dos 13 ensaios experimentais, de 5,19% (±0,93),
e 94,81% de umidade.
Soro Bruto
Soro Concentrado
Soro Permeado
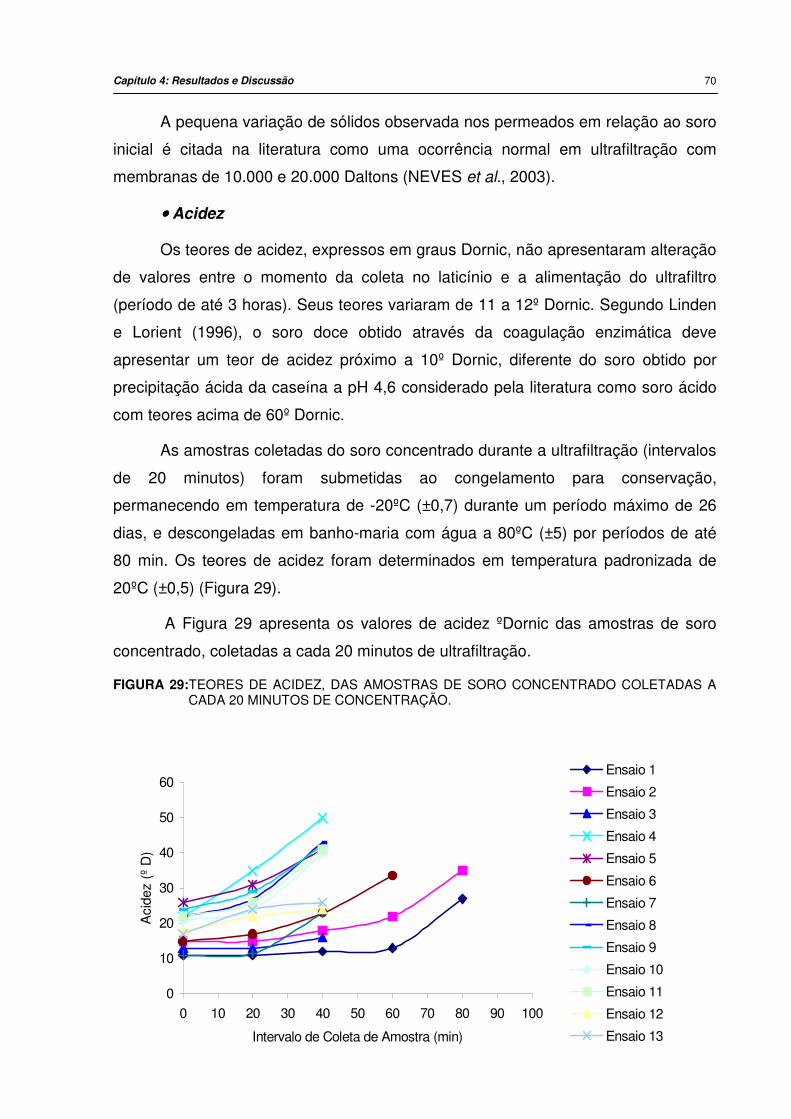
Capítulo 4: Resultados e Discussão 70
A pequena variação de sólidos observada nos permeados em relação ao soro
inicial é citada na literatura como uma ocorrência normal em ultrafiltração com
membranas de 10.000 e 20.000 Daltons (NEVES et al., 2003).
•••• Acidez
Os teores de acidez, expressos em graus Dornic, não apresentaram alteração
de valores entre o momento da coleta no laticínio e a alimentação do ultrafiltro
(período de até 3 horas). Seus teores variaram de 11 a 12º Dornic. Segundo Linden
e Lorient (1996), o soro doce obtido através da coagulação enzimática deve
apresentar um teor de acidez próximo a 10º Dornic, diferente do soro obtido por
precipitação ácida da caseína a pH 4,6 considerado pela literatura como soro ácido
com teores acima de 60º Dornic.
As amostras coletadas do soro concentrado durante a ultrafiltração (intervalos
de 20 minutos) foram submetidas ao congelamento para conservação,
permanecendo em temperatura de -20ºC (±0,7) durante um período máximo de 26
dias, e descongeladas em banho-maria com água a 80ºC (±5) por períodos de até
80 min. Os teores de acidez foram determinados em temperatura padronizada de
20ºC (±0,5) (Figura 29).
A Figura 29 apresenta os valores de acidez ºDornic das amostras de soro
concentrado, coletadas a cada 20 minutos de ultrafiltração.
FIGURA 29:TEORES DE ACIDEZ, DAS AMOSTRAS DE SORO CONCENTRADO COLETADAS A CADA 20 MINUTOS DE CONCENTRAÇÃO.
0
10
20
30
40
50
60
0 10 20 30 40 50 60 70 80 90 100
Intervalo de Coleta de Amostra (min)
Aci
dez
(º D
)
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
Ensaio 5
Ensaio 6
Ensaio 7
Ensaio 8
Ensaio 9
Ensaio 10
Ensaio 11
Ensaio 12
Ensaio 13
Capítulo 4: Resultados e Discussão 71
Quando submetidas à determinação de ºDornic, as amostras apresentaram
teores de ácido alterados, provavelmente por ação microbiana durante a
ultrafiltração ou durante os processos de congelamento e descongelamento.
Amostras de soro bruto com 11º Dornic, após o descongelamento, chegaram a
apresentar 26º Dornic. Vale lembrar que a literatura não cita alterações bruscas de
acidez em processos de concentração por membranas (NEVES et al., 2003).
Com o aumento da concentração de sólidos das amostras, houve uma
elevação nos teores de acidez, isto pode ter ocorrido em virtude da ação dos
microorganismos presentes no soro, visto que este não foi submetido a tratamento
térmico prévio, conforme sugerido pela literatura (BASSETTI, et al., 2003). Esta
elevação nos teores de acidez contraria os dados citados na literatura (NEVES et al.,
2003; CUNHA et al., 2003).
•••• Lactose
Pode-se estabelecer uma relação entre as concentrações de lactose do soro
bruto e seu respectivo concentrado e permeado, considerando que um dos
principais componentes presentes no soro de queijo é a lactose, com percentuais
que variam entre 4 a 5% (HOSSEINI et al., 2003).
Teoricamente, uma membrana de 10.000 Daltons, não poderia reter lactose,
mantendo a mesma concentração percentual no concentrado e permeado. Porém, o
fouling e a formação de camada gel na superfície da membrana, podem ser fatores
que alteram a seletividade da membrana (ARGÜELLO et al., 2002), causando a
rejeição de alguns componentes com massas molares inferiores ao cut off da
membrana (10.000 Daltons). Pode-se observar, através da Figura 30, a ocorrência
desta retenção de lactose nos ensaios submetidos a ultrafiltração durante a
realização do experimento.
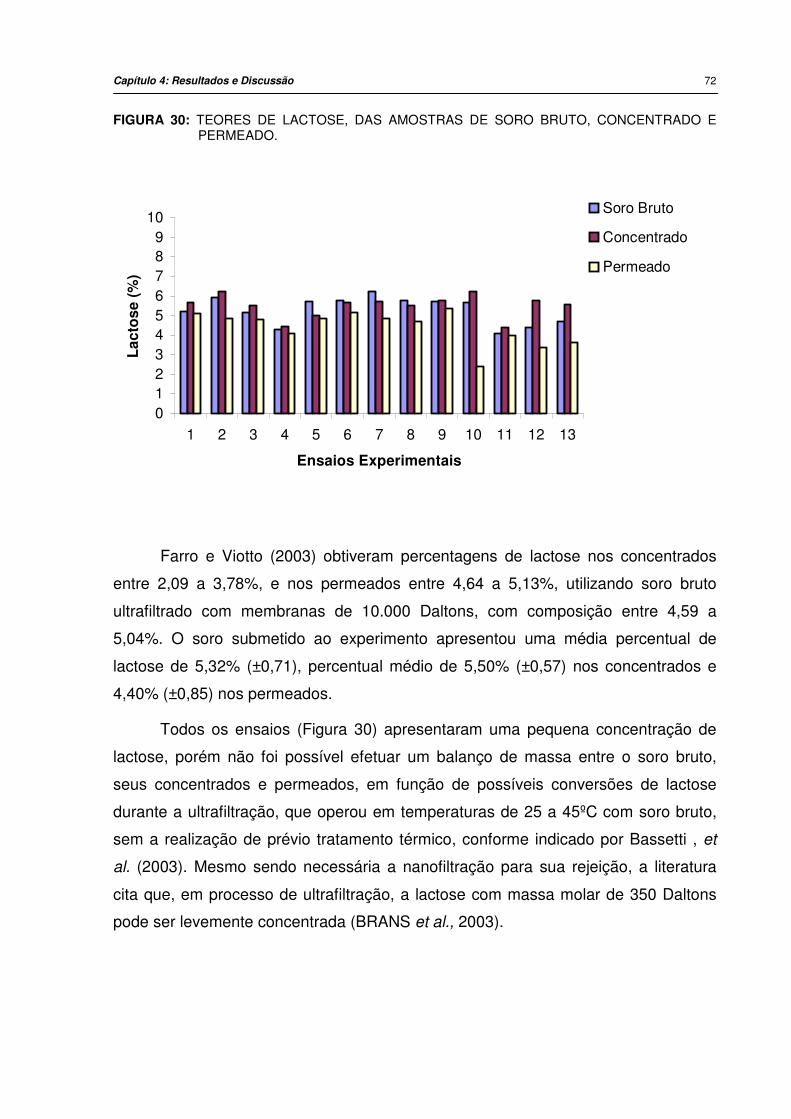
Capítulo 4: Resultados e Discussão 72
FIGURA 30: TEORES DE LACTOSE, DAS AMOSTRAS DE SORO BRUTO, CONCENTRADO E PERMEADO.
Farro e Viotto (2003) obtiveram percentagens de lactose nos concentrados
entre 2,09 a 3,78%, e nos permeados entre 4,64 a 5,13%, utilizando soro bruto
ultrafiltrado com membranas de 10.000 Daltons, com composição entre 4,59 a
5,04%. O soro submetido ao experimento apresentou uma média percentual de
lactose de 5,32% (±0,71), percentual médio de 5,50% (±0,57) nos concentrados e
4,40% (±0,85) nos permeados.
Todos os ensaios (Figura 30) apresentaram uma pequena concentração de
lactose, porém não foi possível efetuar um balanço de massa entre o soro bruto,
seus concentrados e permeados, em função de possíveis conversões de lactose
durante a ultrafiltração, que operou em temperaturas de 25 a 45ºC com soro bruto,
sem a realização de prévio tratamento térmico, conforme indicado por Bassetti , et
al. (2003). Mesmo sendo necessária a nanofiltração para sua rejeição, a literatura
cita que, em processo de ultrafiltração, a lactose com massa molar de 350 Daltons
pode ser levemente concentrada (BRANS et al., 2003).
0123456789
10
1 2 3 4 5 6 7 8 9 10 11 12 13
Ensaios Experimentais
Lac
tose
(%
)
Soro Bruto
Concentrado
Permeado
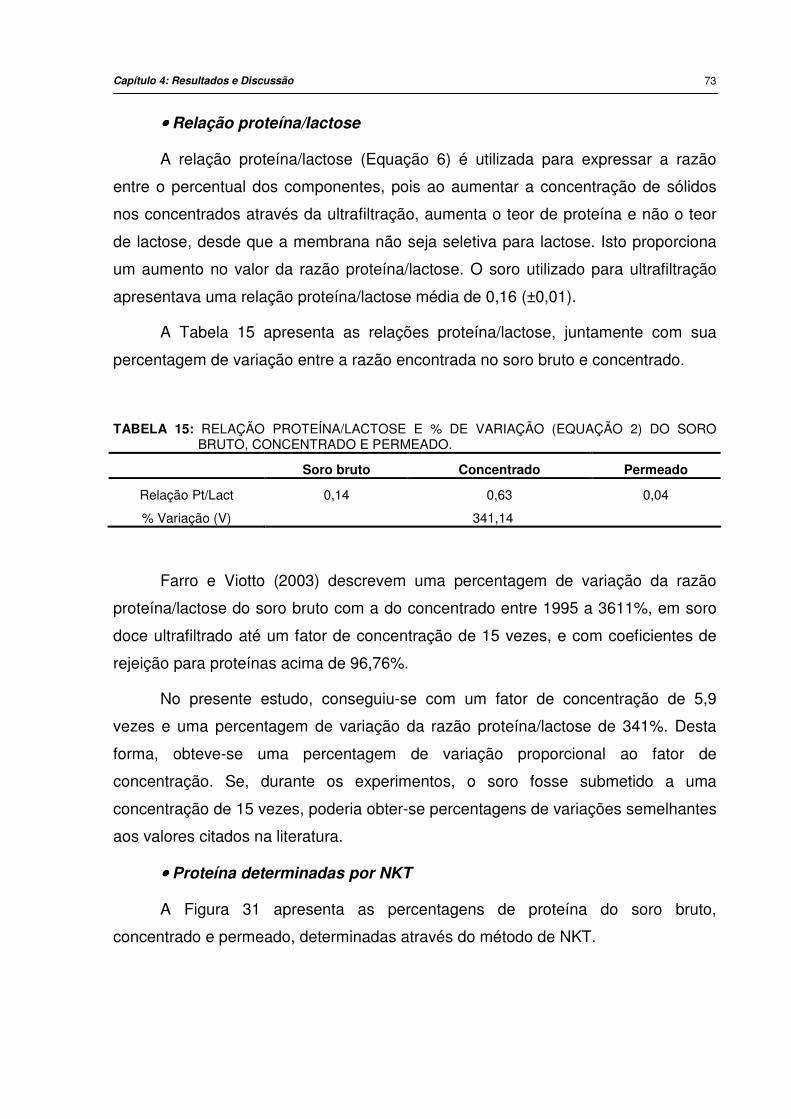
Capítulo 4: Resultados e Discussão 73
•••• Relação proteína/lactose
A relação proteína/lactose (Equação 6) é utilizada para expressar a razão
entre o percentual dos componentes, pois ao aumentar a concentração de sólidos
nos concentrados através da ultrafiltração, aumenta o teor de proteína e não o teor
de lactose, desde que a membrana não seja seletiva para lactose. Isto proporciona
um aumento no valor da razão proteína/lactose. O soro utilizado para ultrafiltração
apresentava uma relação proteína/lactose média de 0,16 (±0,01).
A Tabela 15 apresenta as relações proteína/lactose, juntamente com sua
percentagem de variação entre a razão encontrada no soro bruto e concentrado.
TABELA 15: RELAÇÃO PROTEÍNA/LACTOSE E % DE VARIAÇÃO (EQUAÇÃO 2) DO SORO BRUTO, CONCENTRADO E PERMEADO.
Soro bruto Concentrado Permeado
Relação Pt/Lact 0,14 0,63 0,04
% Variação (V) 341,14
Farro e Viotto (2003) descrevem uma percentagem de variação da razão
proteína/lactose do soro bruto com a do concentrado entre 1995 a 3611%, em soro
doce ultrafiltrado até um fator de concentração de 15 vezes, e com coeficientes de
rejeição para proteínas acima de 96,76%.
No presente estudo, conseguiu-se com um fator de concentração de 5,9
vezes e uma percentagem de variação da razão proteína/lactose de 341%. Desta
forma, obteve-se uma percentagem de variação proporcional ao fator de
concentração. Se, durante os experimentos, o soro fosse submetido a uma
concentração de 15 vezes, poderia obter-se percentagens de variações semelhantes
aos valores citados na literatura.
•••• Proteína determinadas por NKT
A Figura 31 apresenta as percentagens de proteína do soro bruto,
concentrado e permeado, determinadas através do método de NKT.
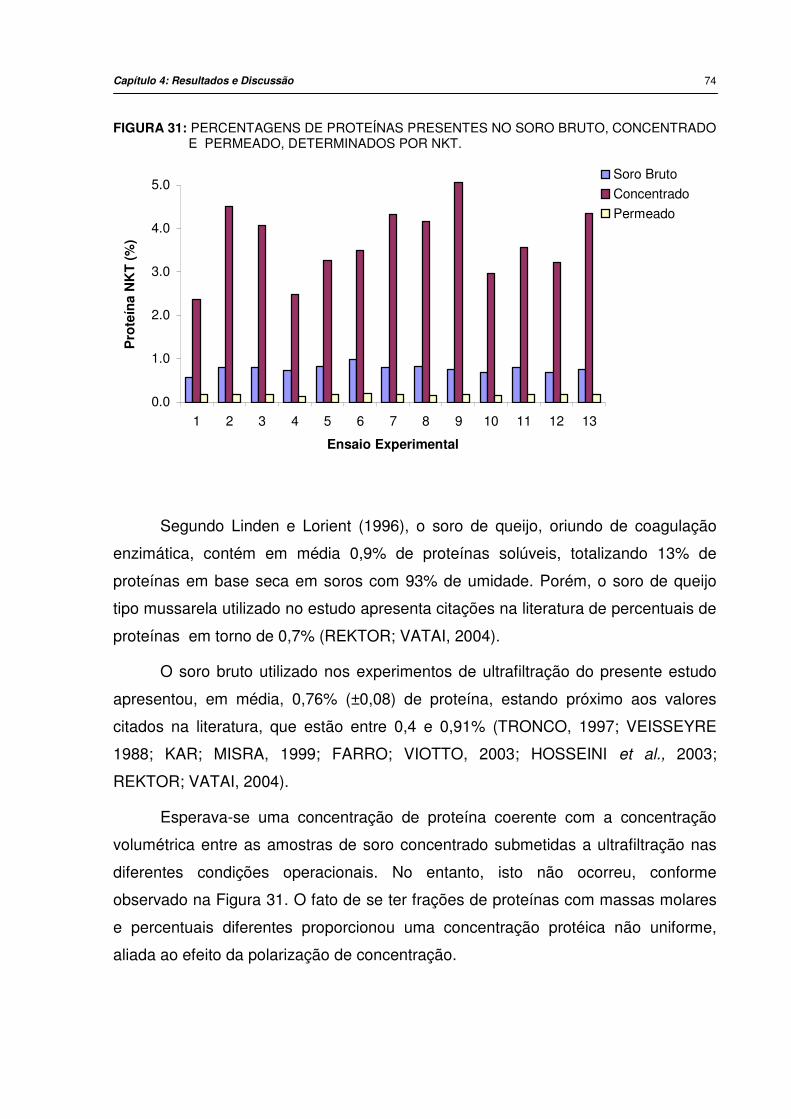
Capítulo 4: Resultados e Discussão 74
FIGURA 31: PERCENTAGENS DE PROTEÍNAS PRESENTES NO SORO BRUTO, CONCENTRADO E PERMEADO, DETERMINADOS POR NKT.
0.0
1.0
2.0
3.0
4.0
5.0
1 2 3 4 5 6 7 8 9 10 11 12 13
Ensaio Experimental
Pro
teín
a N
KT
(%
)
Soro Bruto
Concentrado
Permeado
Segundo Linden e Lorient (1996), o soro de queijo, oriundo de coagulação
enzimática, contém em média 0,9% de proteínas solúveis, totalizando 13% de
proteínas em base seca em soros com 93% de umidade. Porém, o soro de queijo
tipo mussarela utilizado no estudo apresenta citações na literatura de percentuais de
proteínas em torno de 0,7% (REKTOR; VATAI, 2004).
O soro bruto utilizado nos experimentos de ultrafiltração do presente estudo
apresentou, em média, 0,76% (±0,08) de proteína, estando próximo aos valores
citados na literatura, que estão entre 0,4 e 0,91% (TRONCO, 1997; VEISSEYRE
1988; KAR; MISRA, 1999; FARRO; VIOTTO, 2003; HOSSEINI et al., 2003;
REKTOR; VATAI, 2004).
Esperava-se uma concentração de proteína coerente com a concentração
volumétrica entre as amostras de soro concentrado submetidas a ultrafiltração nas
diferentes condições operacionais. No entanto, isto não ocorreu, conforme
observado na Figura 31. O fato de se ter frações de proteínas com massas molares
e percentuais diferentes proporcionou uma concentração protéica não uniforme,
aliada ao efeito da polarização de concentração.
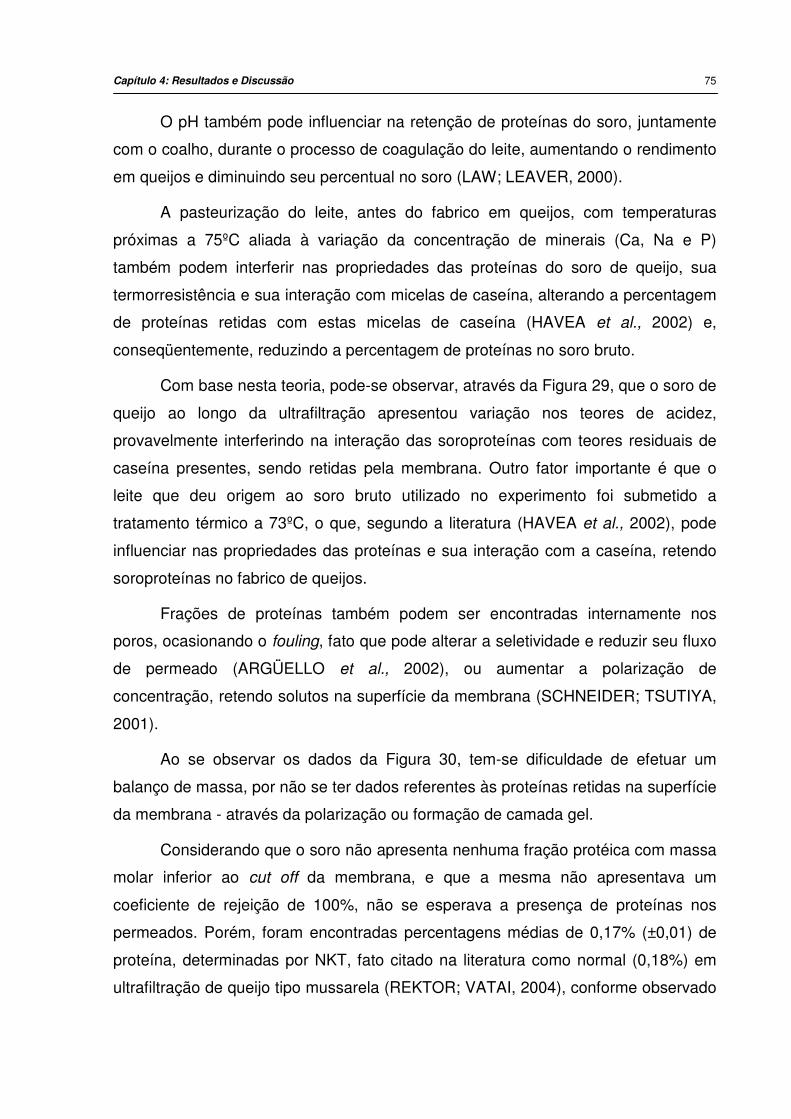
Capítulo 4: Resultados e Discussão 75
O pH também pode influenciar na retenção de proteínas do soro, juntamente
com o coalho, durante o processo de coagulação do leite, aumentando o rendimento
em queijos e diminuindo seu percentual no soro (LAW; LEAVER, 2000).
A pasteurização do leite, antes do fabrico em queijos, com temperaturas
próximas a 75ºC aliada à variação da concentração de minerais (Ca, Na e P)
também podem interferir nas propriedades das proteínas do soro de queijo, sua
termorresistência e sua interação com micelas de caseína, alterando a percentagem
de proteínas retidas com estas micelas de caseína (HAVEA et al., 2002) e,
conseqüentemente, reduzindo a percentagem de proteínas no soro bruto.
Com base nesta teoria, pode-se observar, através da Figura 29, que o soro de
queijo ao longo da ultrafiltração apresentou variação nos teores de acidez,
provavelmente interferindo na interação das soroproteínas com teores residuais de
caseína presentes, sendo retidas pela membrana. Outro fator importante é que o
leite que deu origem ao soro bruto utilizado no experimento foi submetido a
tratamento térmico a 73ºC, o que, segundo a literatura (HAVEA et al., 2002), pode
influenciar nas propriedades das proteínas e sua interação com a caseína, retendo
soroproteínas no fabrico de queijos.
Frações de proteínas também podem ser encontradas internamente nos
poros, ocasionando o fouling, fato que pode alterar a seletividade e reduzir seu fluxo
de permeado (ARGÜELLO et al., 2002), ou aumentar a polarização de
concentração, retendo solutos na superfície da membrana (SCHNEIDER; TSUTIYA,
2001).
Ao se observar os dados da Figura 30, tem-se dificuldade de efetuar um
balanço de massa, por não se ter dados referentes às proteínas retidas na superfície
da membrana - através da polarização ou formação de camada gel.
Considerando que o soro não apresenta nenhuma fração protéica com massa
molar inferior ao cut off da membrana, e que a mesma não apresentava um
coeficiente de rejeição de 100%, não se esperava a presença de proteínas nos
permeados. Porém, foram encontradas percentagens médias de 0,17% (±0,01) de
proteína, determinadas por NKT, fato citado na literatura como normal (0,18%) em
ultrafiltração de queijo tipo mussarela (REKTOR; VATAI, 2004), conforme observado
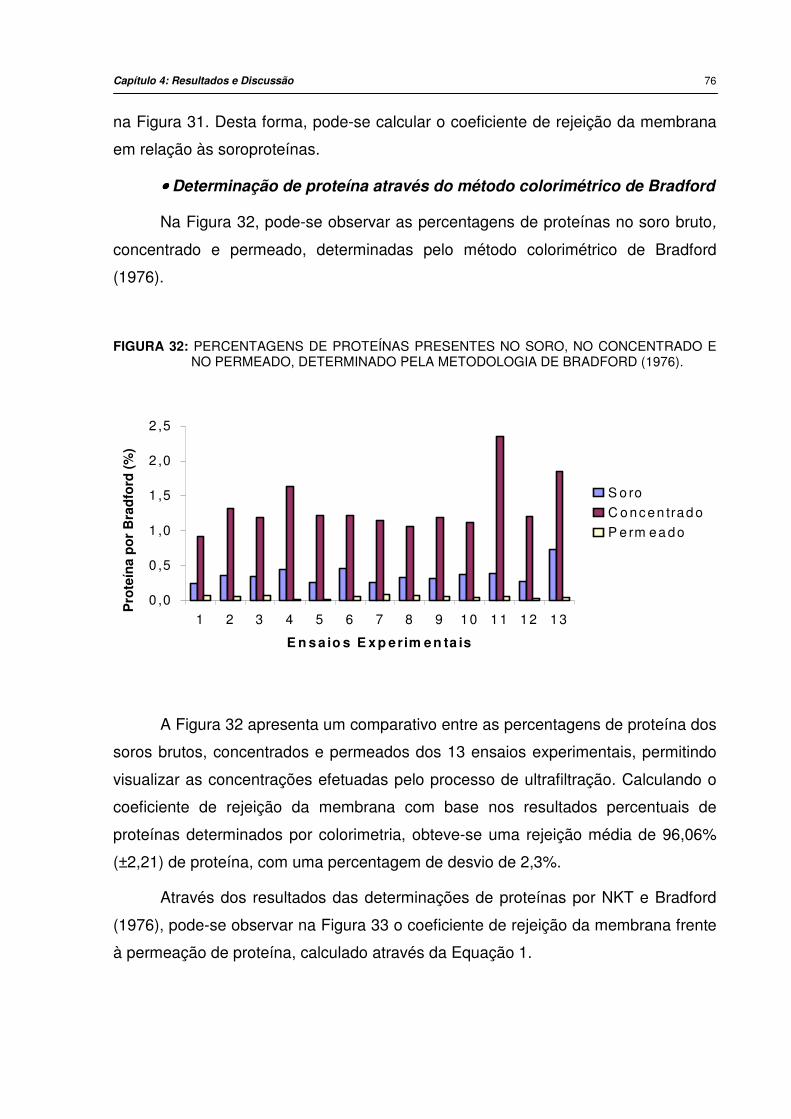
Capítulo 4: Resultados e Discussão 76
na Figura 31. Desta forma, pode-se calcular o coeficiente de rejeição da membrana
em relação às soroproteínas.
•••• Determinação de proteína através do método colorimétrico de Bradford
Na Figura 32, pode-se observar as percentagens de proteínas no soro bruto,
concentrado e permeado, determinadas pelo método colorimétrico de Bradford
(1976).
FIGURA 32: PERCENTAGENS DE PROTEÍNAS PRESENTES NO SORO, NO CONCENTRADO E NO PERMEADO, DETERMINADO PELA METODOLOGIA DE BRADFORD (1976).
A Figura 32 apresenta um comparativo entre as percentagens de proteína dos
soros brutos, concentrados e permeados dos 13 ensaios experimentais, permitindo
visualizar as concentrações efetuadas pelo processo de ultrafiltração. Calculando o
coeficiente de rejeição da membrana com base nos resultados percentuais de
proteínas determinados por colorimetria, obteve-se uma rejeição média de 96,06%
(±2,21) de proteína, com uma percentagem de desvio de 2,3%.
Através dos resultados das determinações de proteínas por NKT e Bradford
(1976), pode-se observar na Figura 33 o coeficiente de rejeição da membrana frente
à permeação de proteína, calculado através da Equação 1.
0 ,0
0 ,5
1 ,0
1 ,5
2 ,0
2 ,5
1 2 3 4 5 6 7 8 9 10 1 1 12 13
E n s a io s E x p erim e n ta is
Pro
teín
a p
or
Bra
dfo
rd (
%)
S o ro
C o nc en trad o
P e rm ea do
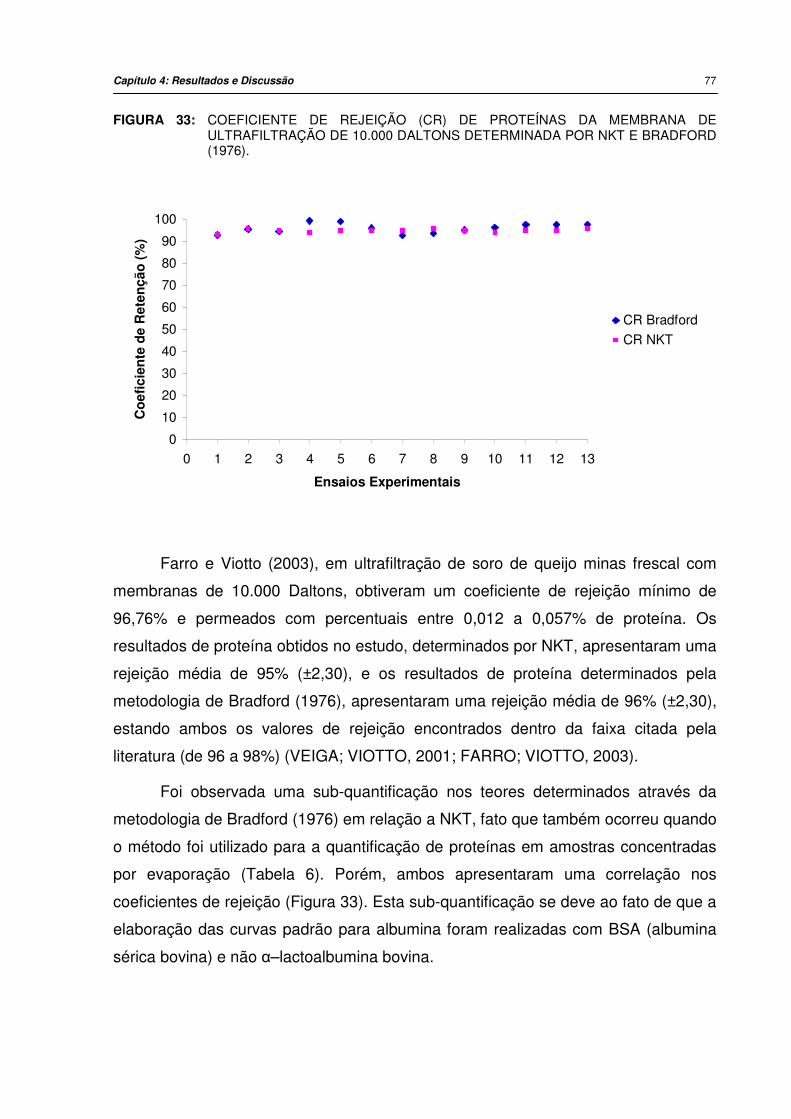
Capítulo 4: Resultados e Discussão 77
FIGURA 33: COEFICIENTE DE REJEIÇÃO (CR) DE PROTEÍNAS DA MEMBRANA DE ULTRAFILTRAÇÃO DE 10.000 DALTONS DETERMINADA POR NKT E BRADFORD (1976).
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8 9 10 11 12 13
Ensaios Experimentais
Co
efic
ien
te d
e R
eten
ção
(%
)
CR Bradford
CR NKT
Farro e Viotto (2003), em ultrafiltração de soro de queijo minas frescal com
membranas de 10.000 Daltons, obtiveram um coeficiente de rejeição mínimo de
96,76% e permeados com percentuais entre 0,012 a 0,057% de proteína. Os
resultados de proteína obtidos no estudo, determinados por NKT, apresentaram uma
rejeição média de 95% (±2,30), e os resultados de proteína determinados pela
metodologia de Bradford (1976), apresentaram uma rejeição média de 96% (±2,30),
estando ambos os valores de rejeição encontrados dentro da faixa citada pela
literatura (de 96 a 98%) (VEIGA; VIOTTO, 2001; FARRO; VIOTTO, 2003).
Foi observada uma sub-quantificação nos teores determinados através da
metodologia de Bradford (1976) em relação a NKT, fato que também ocorreu quando
o método foi utilizado para a quantificação de proteínas em amostras concentradas
por evaporação (Tabela 6). Porém, ambos apresentaram uma correlação nos
coeficientes de rejeição (Figura 33). Esta sub-quantificação se deve ao fato de que a
elaboração das curvas padrão para albumina foram realizadas com BSA (albumina
sérica bovina) e não α–lactoalbumina bovina.
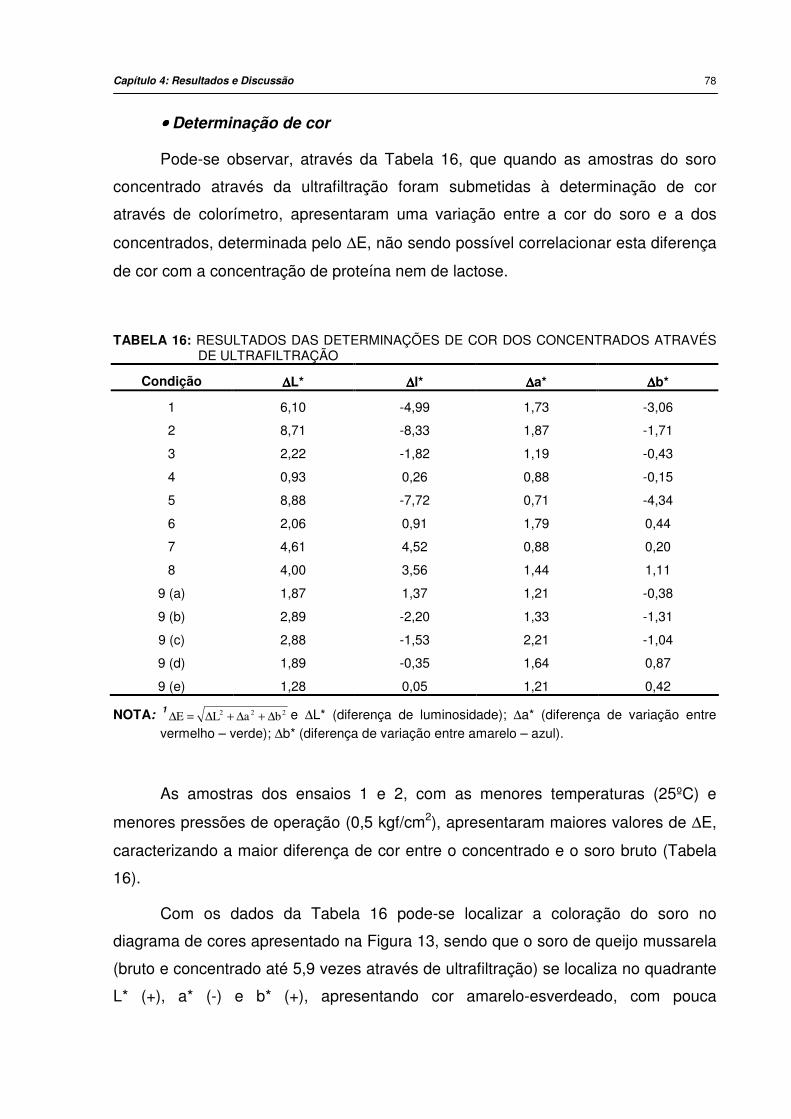
Capítulo 4: Resultados e Discussão 78
•••• Determinação de cor
Pode-se observar, através da Tabela 16, que quando as amostras do soro
concentrado através da ultrafiltração foram submetidas à determinação de cor
através de colorímetro, apresentaram uma variação entre a cor do soro e a dos
concentrados, determinada pelo ∆E, não sendo possível correlacionar esta diferença
de cor com a concentração de proteína nem de lactose.
TABELA 16: RESULTADOS DAS DETERMINAÇÕES DE COR DOS CONCENTRADOS ATRAVÉS DE ULTRAFILTRAÇÃO
Condição ∆∆∆∆L* ∆∆∆∆l* ∆∆∆∆a* ∆∆∆∆b*
1 6,10 -4,99 1,73 -3,06
2 8,71 -8,33 1,87 -1,71
3 2,22 -1,82 1,19 -0,43
4 0,93 0,26 0,88 -0,15
5 8,88 -7,72 0,71 -4,34
6 2,06 0,91 1,79 0,44
7 4,61 4,52 0,88 0,20
8 4,00 3,56 1,44 1,11
9 (a) 1,87 1,37 1,21 -0,38
9 (b) 2,89 -2,20 1,33 -1,31
9 (c) 2,88 -1,53 2,21 -1,04
9 (d) 1,89 -0,35 1,64 0,87
9 (e) 1,28 0,05 1,21 0,42
NOTA: 1 222 baLE ∆+∆+∆=∆ e ∆L* (diferença de luminosidade); ∆a* (diferença de variação entre vermelho – verde); ∆b* (diferença de variação entre amarelo – azul).
As amostras dos ensaios 1 e 2, com as menores temperaturas (25ºC) e
menores pressões de operação (0,5 kgf/cm2), apresentaram maiores valores de ∆E,
caracterizando a maior diferença de cor entre o concentrado e o soro bruto (Tabela
16).
Com os dados da Tabela 16 pode-se localizar a coloração do soro no
diagrama de cores apresentado na Figura 13, sendo que o soro de queijo mussarela
(bruto e concentrado até 5,9 vezes através de ultrafiltração) se localiza no quadrante
L* (+), a* (-) e b* (+), apresentando cor amarelo-esverdeado, com pouca
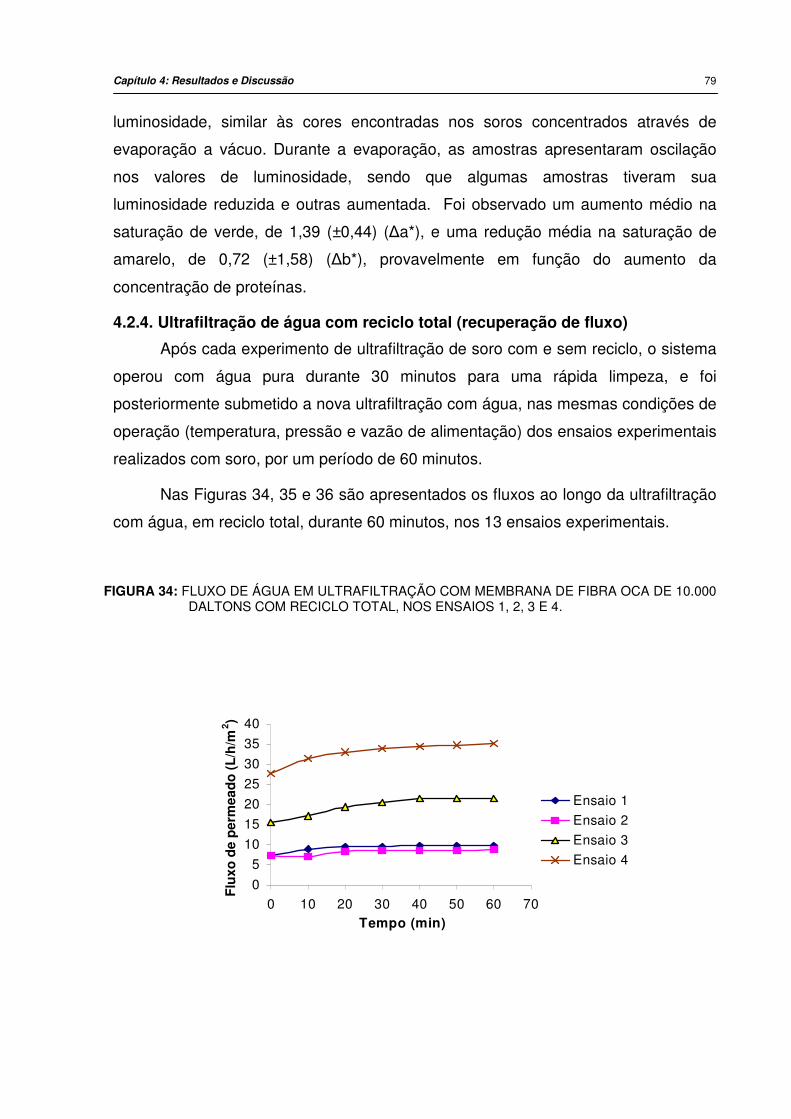
Capítulo 4: Resultados e Discussão 79
luminosidade, similar às cores encontradas nos soros concentrados através de
evaporação a vácuo. Durante a evaporação, as amostras apresentaram oscilação
nos valores de luminosidade, sendo que algumas amostras tiveram sua
luminosidade reduzida e outras aumentada. Foi observado um aumento médio na
saturação de verde, de 1,39 (±0,44) (∆a*), e uma redução média na saturação de
amarelo, de 0,72 (±1,58) (∆b*), provavelmente em função do aumento da
concentração de proteínas.
4.2.4. Ultrafiltração de água com reciclo total (recuperação de fluxo)
Após cada experimento de ultrafiltração de soro com e sem reciclo, o sistema
operou com água pura durante 30 minutos para uma rápida limpeza, e foi
posteriormente submetido a nova ultrafiltração com água, nas mesmas condições de
operação (temperatura, pressão e vazão de alimentação) dos ensaios experimentais
realizados com soro, por um período de 60 minutos.
Nas Figuras 34, 35 e 36 são apresentados os fluxos ao longo da ultrafiltração
com água, em reciclo total, durante 60 minutos, nos 13 ensaios experimentais.
FIGURA 34: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL, NOS ENSAIOS 1, 2, 3 E 4.
0
5
10
15
20
25
30
35
40
0 10 20 30 40 50 60 70Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 1
Ensaio 2
Ensaio 3
Ensaio 4
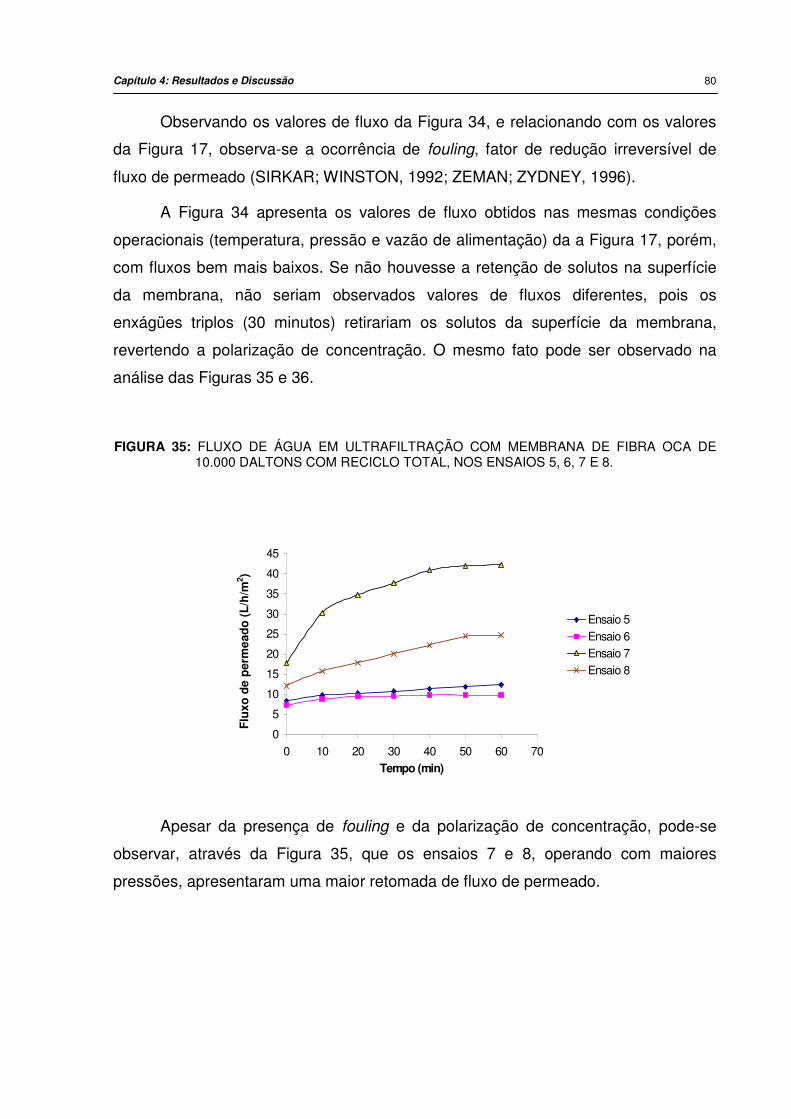
Capítulo 4: Resultados e Discussão 80
Observando os valores de fluxo da Figura 34, e relacionando com os valores
da Figura 17, observa-se a ocorrência de fouling, fator de redução irreversível de
fluxo de permeado (SIRKAR; WINSTON, 1992; ZEMAN; ZYDNEY, 1996).
A Figura 34 apresenta os valores de fluxo obtidos nas mesmas condições
operacionais (temperatura, pressão e vazão de alimentação) da a Figura 17, porém,
com fluxos bem mais baixos. Se não houvesse a retenção de solutos na superfície
da membrana, não seriam observados valores de fluxos diferentes, pois os
enxágües triplos (30 minutos) retirariam os solutos da superfície da membrana,
revertendo a polarização de concentração. O mesmo fato pode ser observado na
análise das Figuras 35 e 36.
FIGURA 35: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL, NOS ENSAIOS 5, 6, 7 E 8.
Apesar da presença de fouling e da polarização de concentração, pode-se
observar, através da Figura 35, que os ensaios 7 e 8, operando com maiores
pressões, apresentaram uma maior retomada de fluxo de permeado.
0
5
10
15
20
25
30
35
40
45
0 10 20 30 40 50 60 70Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 5Ensaio 6Ensaio 7Ensaio 8
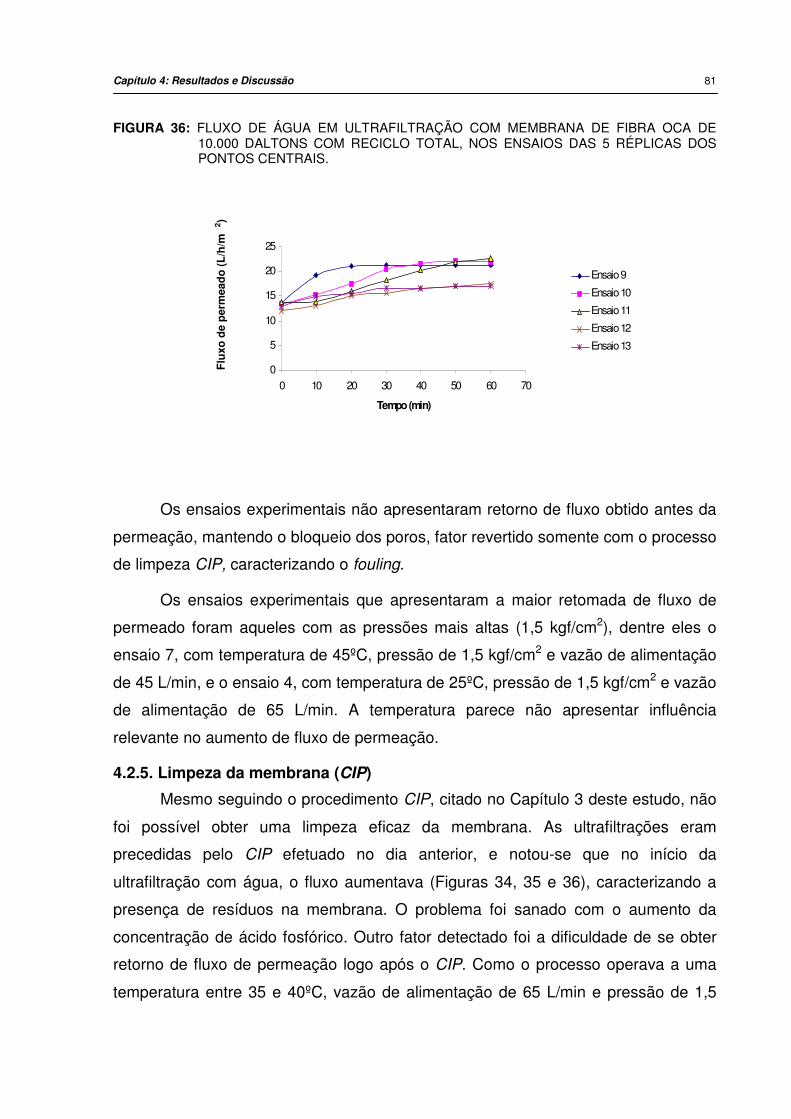
Capítulo 4: Resultados e Discussão 81
FIGURA 36: FLUXO DE ÁGUA EM ULTRAFILTRAÇÃO COM MEMBRANA DE FIBRA OCA DE 10.000 DALTONS COM RECICLO TOTAL, NOS ENSAIOS DAS 5 RÉPLICAS DOS PONTOS CENTRAIS.
Os ensaios experimentais não apresentaram retorno de fluxo obtido antes da
permeação, mantendo o bloqueio dos poros, fator revertido somente com o processo
de limpeza CIP, caracterizando o fouling.
Os ensaios experimentais que apresentaram a maior retomada de fluxo de
permeado foram aqueles com as pressões mais altas (1,5 kgf/cm2), dentre eles o
ensaio 7, com temperatura de 45ºC, pressão de 1,5 kgf/cm2 e vazão de alimentação
de 45 L/min, e o ensaio 4, com temperatura de 25ºC, pressão de 1,5 kgf/cm2 e vazão
de alimentação de 65 L/min. A temperatura parece não apresentar influência
relevante no aumento de fluxo de permeação.
4.2.5. Limpeza da membrana (CIP)
Mesmo seguindo o procedimento CIP, citado no Capítulo 3 deste estudo, não
foi possível obter uma limpeza eficaz da membrana. As ultrafiltrações eram
precedidas pelo CIP efetuado no dia anterior, e notou-se que no início da
ultrafiltração com água, o fluxo aumentava (Figuras 34, 35 e 36), caracterizando a
presença de resíduos na membrana. O problema foi sanado com o aumento da
concentração de ácido fosfórico. Outro fator detectado foi a dificuldade de se obter
retorno de fluxo de permeação logo após o CIP. Como o processo operava a uma
temperatura entre 35 e 40ºC, vazão de alimentação de 65 L/min e pressão de 1,5
0
5
10
15
20
25
0 10 20 30 40 50 60 70
Tempo (min)
Flu
xo d
e p
erm
ead
o (
L/h
/m2 )
Ensaio 9
Ensaio 10
Ensaio 11
Ensaio 12
Ensaio 13
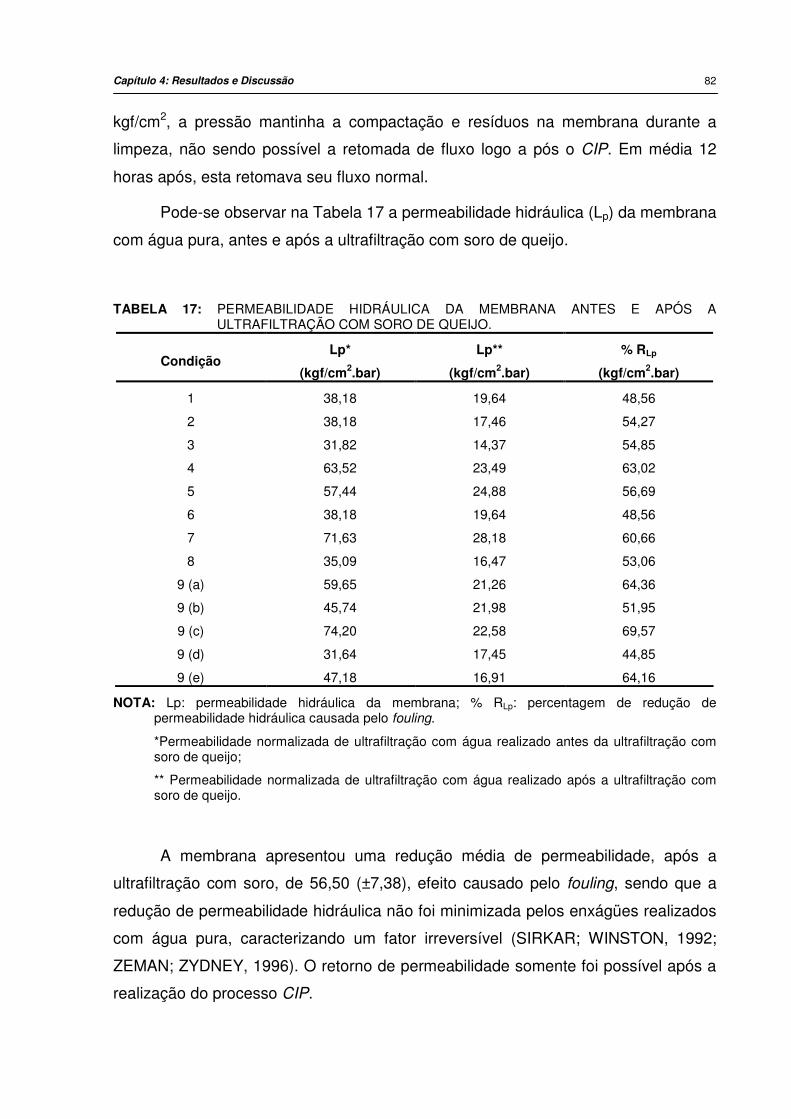
Capítulo 4: Resultados e Discussão 82
kgf/cm2, a pressão mantinha a compactação e resíduos na membrana durante a
limpeza, não sendo possível a retomada de fluxo logo a pós o CIP. Em média 12
horas após, esta retomava seu fluxo normal.
Pode-se observar na Tabela 17 a permeabilidade hidráulica (Lp) da membrana
com água pura, antes e após a ultrafiltração com soro de queijo.
TABELA 17: PERMEABILIDADE HIDRÁULICA DA MEMBRANA ANTES E APÓS A ULTRAFILTRAÇÃO COM SORO DE QUEIJO.
Condição Lp*
(kgf/cm2.bar)
Lp**
(kgf/cm2.bar)
% RLp
(kgf/cm2.bar)
1 38,18 19,64 48,56
2 38,18 17,46 54,27
3 31,82 14,37 54,85
4 63,52 23,49 63,02
5 57,44 24,88 56,69
6 38,18 19,64 48,56
7 71,63 28,18 60,66
8 35,09 16,47 53,06
9 (a) 59,65 21,26 64,36
9 (b) 45,74 21,98 51,95
9 (c) 74,20 22,58 69,57
9 (d) 31,64 17,45 44,85
9 (e) 47,18 16,91 64,16
NOTA: Lp: permeabilidade hidráulica da membrana; % RLp: percentagem de redução de permeabilidade hidráulica causada pelo fouling.
*Permeabilidade normalizada de ultrafiltração com água realizado antes da ultrafiltração com soro de queijo;
** Permeabilidade normalizada de ultrafiltração com água realizado após a ultrafiltração com soro de queijo.
A membrana apresentou uma redução média de permeabilidade, após a
ultrafiltração com soro, de 56,50 (±7,38), efeito causado pelo fouling, sendo que a
redução de permeabilidade hidráulica não foi minimizada pelos enxágües realizados
com água pura, caracterizando um fator irreversível (SIRKAR; WINSTON, 1992;
ZEMAN; ZYDNEY, 1996). O retorno de permeabilidade somente foi possível após a
realização do processo CIP.
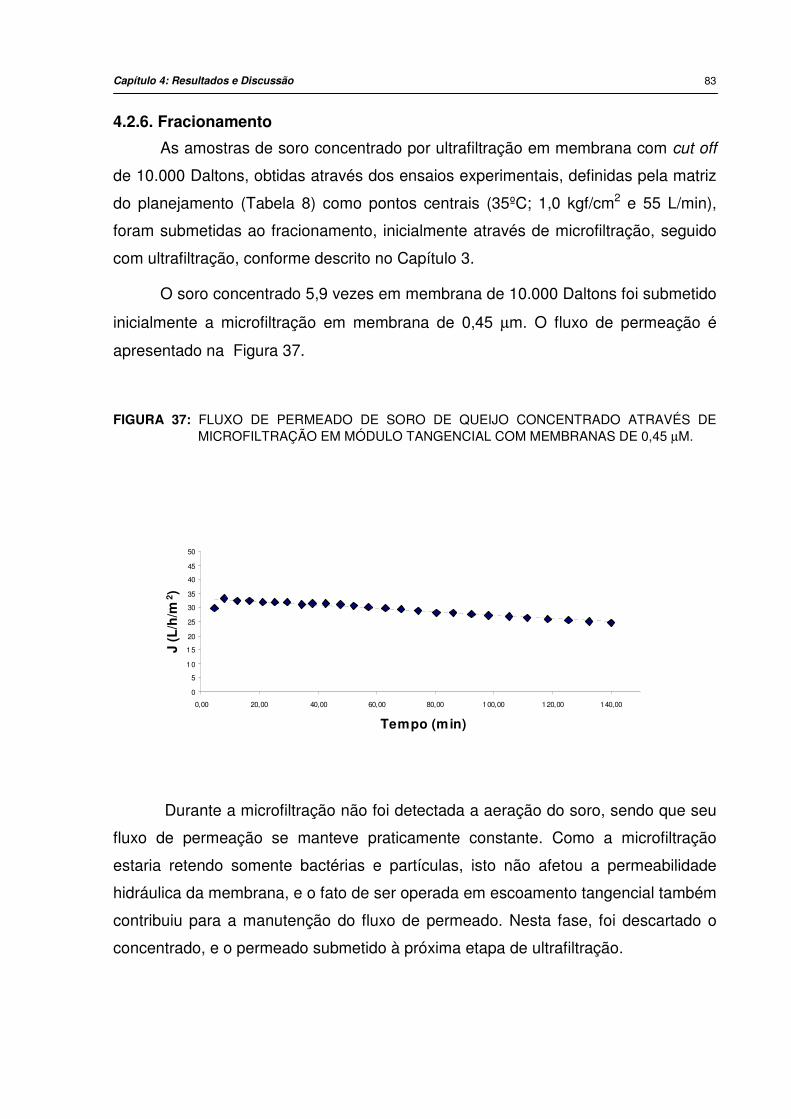
Capítulo 4: Resultados e Discussão 83
4.2.6. Fracionamento
As amostras de soro concentrado por ultrafiltração em membrana com cut off
de 10.000 Daltons, obtidas através dos ensaios experimentais, definidas pela matriz
do planejamento (Tabela 8) como pontos centrais (35ºC; 1,0 kgf/cm2 e 55 L/min),
foram submetidas ao fracionamento, inicialmente através de microfiltração, seguido
com ultrafiltração, conforme descrito no Capítulo 3.
O soro concentrado 5,9 vezes em membrana de 10.000 Daltons foi submetido
inicialmente a microfiltração em membrana de 0,45 µm. O fluxo de permeação é
apresentado na Figura 37.
FIGURA 37: FLUXO DE PERMEADO DE SORO DE QUEIJO CONCENTRADO ATRAVÉS DE MICROFILTRAÇÃO EM MÓDULO TANGENCIAL COM MEMBRANAS DE 0,45 µM.
Durante a microfiltração não foi detectada a aeração do soro, sendo que seu
fluxo de permeação se manteve praticamente constante. Como a microfiltração
estaria retendo somente bactérias e partículas, isto não afetou a permeabilidade
hidráulica da membrana, e o fato de ser operada em escoamento tangencial também
contribuiu para a manutenção do fluxo de permeado. Nesta fase, foi descartado o
concentrado, e o permeado submetido à próxima etapa de ultrafiltração.
0
5
10
15
20
25
30
35
40
45
50
0,00 20,00 40,00 60,00 80,00 100,00 120,00 140,00
Tempo (min)
J (L
/h/m
2 )
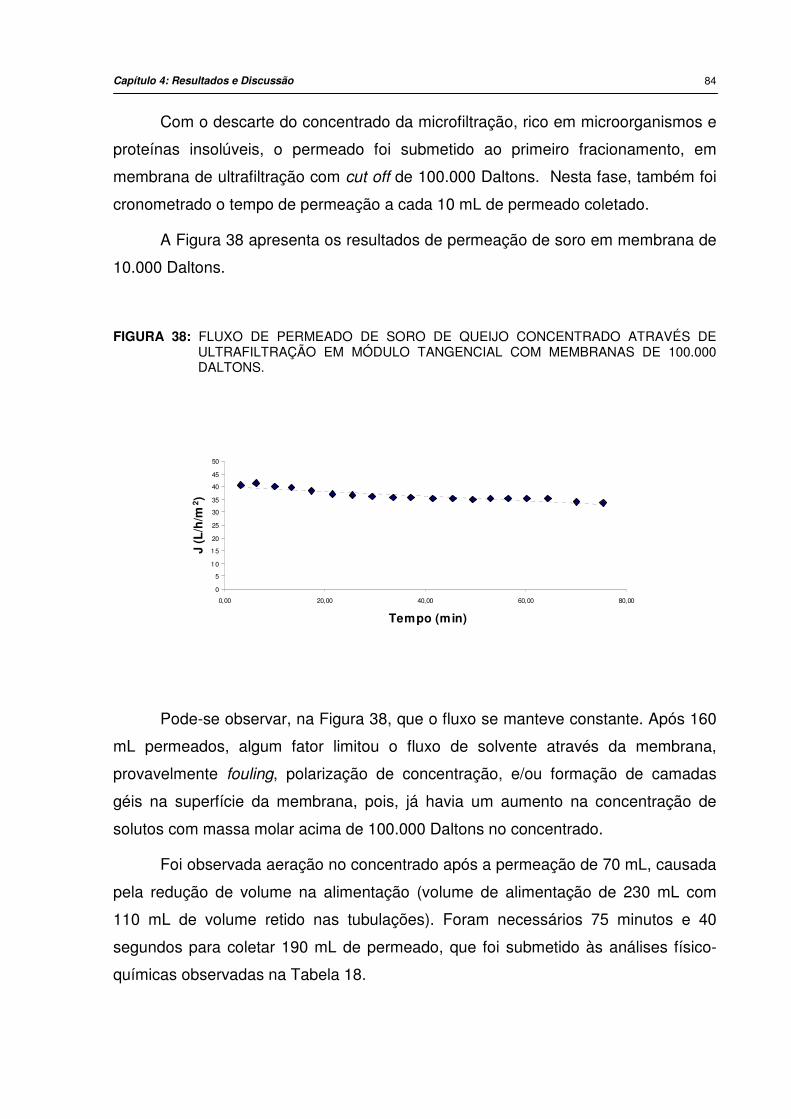
Capítulo 4: Resultados e Discussão 84
Com o descarte do concentrado da microfiltração, rico em microorganismos e
proteínas insolúveis, o permeado foi submetido ao primeiro fracionamento, em
membrana de ultrafiltração com cut off de 100.000 Daltons. Nesta fase, também foi
cronometrado o tempo de permeação a cada 10 mL de permeado coletado.
A Figura 38 apresenta os resultados de permeação de soro em membrana de
10.000 Daltons.
FIGURA 38: FLUXO DE PERMEADO DE SORO DE QUEIJO CONCENTRADO ATRAVÉS DE ULTRAFILTRAÇÃO EM MÓDULO TANGENCIAL COM MEMBRANAS DE 100.000 DALTONS.
Pode-se observar, na Figura 38, que o fluxo se manteve constante. Após 160
mL permeados, algum fator limitou o fluxo de solvente através da membrana,
provavelmente fouling, polarização de concentração, e/ou formação de camadas
géis na superfície da membrana, pois, já havia um aumento na concentração de
solutos com massa molar acima de 100.000 Daltons no concentrado.
Foi observada aeração no concentrado após a permeação de 70 mL, causada
pela redução de volume na alimentação (volume de alimentação de 230 mL com
110 mL de volume retido nas tubulações). Foram necessários 75 minutos e 40
segundos para coletar 190 mL de permeado, que foi submetido às análises físico-
químicas observadas na Tabela 18.
0
5
10
15
20
25
30
35
40
45
50
0,00 20,00 40,00 60,00 80,00
Tempo (min)
J (L
/h/m
2 )
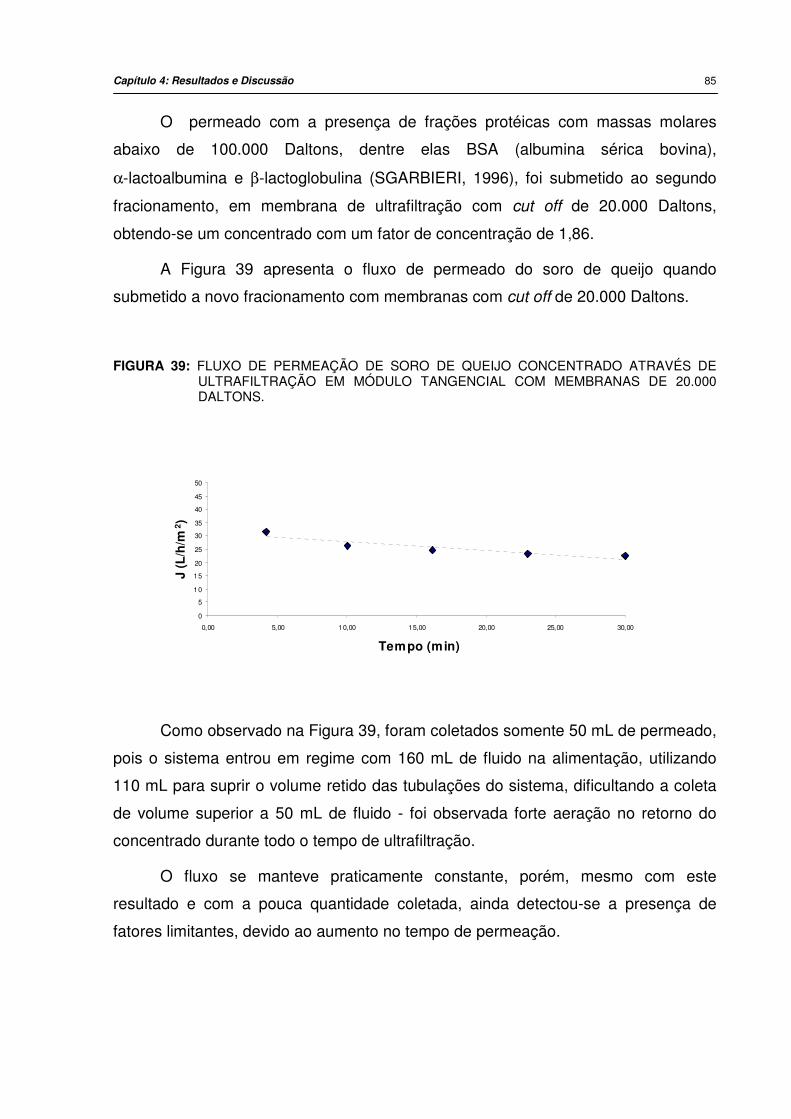
Capítulo 4: Resultados e Discussão 85
O permeado com a presença de frações protéicas com massas molares
abaixo de 100.000 Daltons, dentre elas BSA (albumina sérica bovina),
α-lactoalbumina e β-lactoglobulina (SGARBIERI, 1996), foi submetido ao segundo
fracionamento, em membrana de ultrafiltração com cut off de 20.000 Daltons,
obtendo-se um concentrado com um fator de concentração de 1,86.
A Figura 39 apresenta o fluxo de permeado do soro de queijo quando
submetido a novo fracionamento com membranas com cut off de 20.000 Daltons.
FIGURA 39: FLUXO DE PERMEAÇÃO DE SORO DE QUEIJO CONCENTRADO ATRAVÉS DE ULTRAFILTRAÇÃO EM MÓDULO TANGENCIAL COM MEMBRANAS DE 20.000 DALTONS.
Como observado na Figura 39, foram coletados somente 50 mL de permeado,
pois o sistema entrou em regime com 160 mL de fluido na alimentação, utilizando
110 mL para suprir o volume retido das tubulações do sistema, dificultando a coleta
de volume superior a 50 mL de fluido - foi observada forte aeração no retorno do
concentrado durante todo o tempo de ultrafiltração.
O fluxo se manteve praticamente constante, porém, mesmo com este
resultado e com a pouca quantidade coletada, ainda detectou-se a presença de
fatores limitantes, devido ao aumento no tempo de permeação.
0
5
10
15
20
25
30
35
40
45
50
0,00 5,00 10,00 15,00 20,00 25,00 30,00
Tempo (min)
J (L
/h/m
2 )
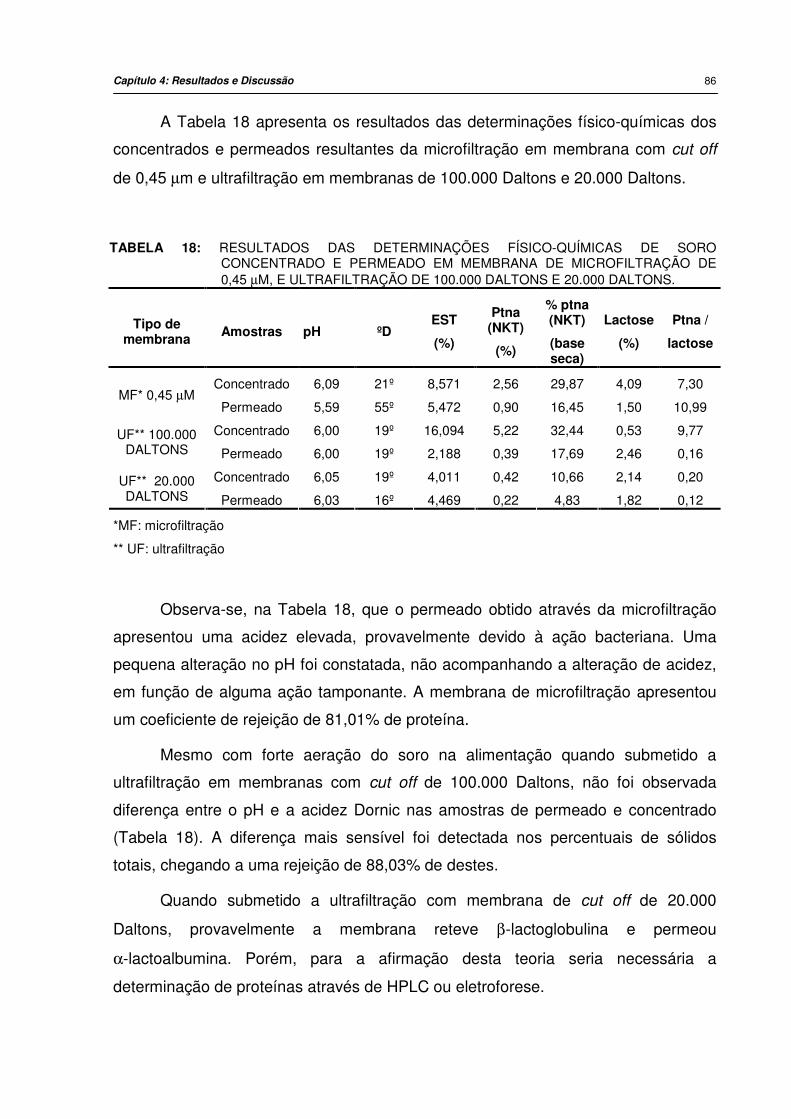
Capítulo 4: Resultados e Discussão 86
A Tabela 18 apresenta os resultados das determinações físico-químicas dos
concentrados e permeados resultantes da microfiltração em membrana com cut off
de 0,45 µm e ultrafiltração em membranas de 100.000 Daltons e 20.000 Daltons.
TABELA 18: RESULTADOS DAS DETERMINAÇÕES FÍSICO-QUÍMICAS DE SORO CONCENTRADO E PERMEADO EM MEMBRANA DE MICROFILTRAÇÃO DE 0,45 µM, E ULTRAFILTRAÇÃO DE 100.000 DALTONS E 20.000 DALTONS.
Tipo de membrana Amostras pH ºD
EST
(%)
Ptna (NKT)
(%)
% ptna (NKT)
(base seca)
Lactose
(%)
Ptna /
lactose
Concentrado 6,09 21º 8,571 2,56 29,87 4,09 7,30 MF* 0,45 µM
Permeado 5,59 55º 5,472 0,90 16,45 1,50 10,99
Concentrado 6,00 19º 16,094 5,22 32,44 0,53 9,77 UF** 100.000 DALTONS Permeado 6,00 19º 2,188 0,39 17,69 2,46 0,16
Concentrado 6,05 19º 4,011 0,42 10,66 2,14 0,20 UF** 20.000 DALTONS Permeado 6,03 16º 4,469 0,22 4,83 1,82 0,12
*MF: microfiltração
** UF: ultrafiltração
Observa-se, na Tabela 18, que o permeado obtido através da microfiltração
apresentou uma acidez elevada, provavelmente devido à ação bacteriana. Uma
pequena alteração no pH foi constatada, não acompanhando a alteração de acidez,
em função de alguma ação tamponante. A membrana de microfiltração apresentou
um coeficiente de rejeição de 81,01% de proteína.
Mesmo com forte aeração do soro na alimentação quando submetido a
ultrafiltração em membranas com cut off de 100.000 Daltons, não foi observada
diferença entre o pH e a acidez Dornic nas amostras de permeado e concentrado
(Tabela 18). A diferença mais sensível foi detectada nos percentuais de sólidos
totais, chegando a uma rejeição de 88,03% de destes.
Quando submetido a ultrafiltração com membrana de cut off de 20.000
Daltons, provavelmente a membrana reteve β-lactoglobulina e permeou
α-lactoalbumina. Porém, para a afirmação desta teoria seria necessária a
determinação de proteínas através de HPLC ou eletroforese.
CAPÍTULO 5: CONCLUSÕES E SUGESTÕES
5.1 Conclusões do trabalho
5.1.1 Evaporação a vácuo
Nos ensaios preliminares obteve-se uma concentração superior às
encontradas durante os experimentos, devido ao equipamento operar em vácuo
absoluto.
A agitação exerceu efeito positivo sobre o fator de concentração mássica do
soro de queijo, porém não apresentou o mesmo efeito frente à concentração de
proteína.
A pressão de operação e a temperatura não apresentaram efeitos
estatisticamente significativos (p<0,05) na concentração do soro de queijo, nem nas
proteínas presentes.
A razão proteína/lactose não variou ao longo da concentração, porque ambas
foram concentradas nas mesmas proporções.
Devido à limitação de vácuo do equipamento, não foi possível obter altos
graus de concentração.
A condição experimental que permitiu a maior concentração do soro em
menor tempo de processamento operou à temperatura de 50°C, pressão de -0,8
kgf/cm2 e agitação de 230 rpm.
Em todas as condições experimentais estudadas não se observou
visualmente a caramelização da lactose presente no soro, embora se tenha
detectado diferenças quando se utilizou um método instrumental para avaliação
deste parâmetro (colorímetro).
5.1.2 Ultrafiltração
Quando o soro de queijo foi submetido a ultrafiltração com reciclo total, a
pressão, a vazão de alimentação e a interação entre ambas apresentou efeito
Capítulo 5: Conclusões
88
positivo e significativo (p<0,05) sobre o fluxo de permeado, enquanto a temperatura
não apresentou efeito significativo (p<0,05) em relação a esse fluxo.
Quando o soro de queijo foi submetido a ultrafiltração sem reciclo, somente a
pressão exerceu efeito significativo (p<0,05) sobre o fluxo de permeado.
Todas as interações binárias foram estatisticamente significativas, mostrando
que as variáveis estudadas não são independentes.
Não foi possível observar efeitos significativos (p<0,05) das variáveis
estudadas (temperatura, pressão e vazão de alimentação) sobre as concentrações
de proteínas e lactose, nem sobre os tempos de concentração.
A membrana utilizada (cut off de 10.000 Daltons) foi seletiva para proteína
(CR ≥95%) e não para lactose.
Quando o sistema foi submetido a ultrafiltração com água pura, antes e após
a ultrafiltração com soro, foi possível a observação da redução da permeabilidade
hidráulica da membrana, caracterizando o fouling, um fenômeno irreversível.
Quando o soro de queijo foi submetido a ultrafiltração sem reciclo, foi possível
observar a redução de fluxo em função da variação da concentração de sólidos na
alimentação, aumentando a camada de polarização na superfície da membrana.
A concentração de proteínas não apresentou uma correlação perfeita positiva
frente a concentração de sólidos totais.
Houve alteração de acidez do soro ao longo da ultrafiltração, provavelmente
em função deste não ser termicamente tratado, o qual foi submetido a ultrafiltração
em temperaturas entre 25 e 45ºC.
A razão proteína/lactose variou ao longo da concentração, porque ambas não
foram concentradas nas mesmas proporções, devido à membrana ser seletiva para
proteína e não para lactose.
Quando as amostras foram submetidas ao fracionamento, obteve-se soro
concentrado composto por frações protéicas com massas molares entre 10.000 e
20.000 Daltons, 20.000 e 100.000 Daltons e acima de 100.000 Daltons.
Capítulo 5: Conclusões
89
5.2 Sugestões para trabalhos futuros
• Repetir os fracionamentos, ampliando o cut off das membranas utilizadas;
• Realizar eletroforese nas amostras fracionadas a fim de caracterizar as
frações de proteínas presentes nos permeados e concentrados;
• Realizar diafiltração para melhor purificação das proteínas;
• Realizar um maior controle de acidez;
• Realizar análises microbiológicas;
• Avaliar a viabilidade econômica de ambos os processos de concentração.
Capítulo 6: Referências Bibliográficas
90
CAPÍTULO 6: REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, K. E.; BONASSI, I. A.; ROÇA, R. O. Características físicas e químicas de bebidas lácteas. Ciência e tecnologia de alimentos, v 21, pp. 187-192. 2001.
ALOMIRAH, H. F.; ALLI, I. Separation and characterization of b-lactoglobulin and a-lactalbumin from whey and whey protein preparations. International dairy journal, 2002.
ARGÜELLO, M.; ÁLVAREZ, S.; RIERA, F. A.; ÁLVAREZ, R. Enzimatic cleaning of inorganic ultrafiltration membranes fouled by whey protein. Journal agriculture food chemical, v 50, pp. 1951-1958. 2002.
Association of Official Agricultural Chemists. Official methods of analysis of the AOAC. 16 ed, Gaithersburg, USA, Rhapter, v. 45, pp.16-17. 1997.
BASSETTI, F.; PERES, L.; PETRUS, J. C. C.; QUADRI, M. B. Aplicação de um modelo numérico na ultrafiltração de soro de queijo. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
BASSETTI, F.J.; PERES L.; PETRUS, J. C. C. Desenvolvimento de membranas assimétricas microporosas e aplicação na concentração do soro de queijo. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
BEHMER, M. L. A. Tecnologia do leite. São Paulo: Nobel, 106 pp.1986.
BERINGHELLI, T.; EBERINI, I.; GALLIANO, M.; PEDOTO, A.; PERDUCA, M.; SPORTIELLO, A.; FONTANA, E.; MONACO, H. L.; GIABAZZA, E. pH and ionic strength dependence of protein (un)folding and ligand binding to bovine ‚α-Lactoglobulins A and B. Biochemistry, v. 41, pp. 15415-15422. 2002.
BOWEN, W. R. and GAN, Q. Properties of microfiltration membranes: flux loss during constant pressure permeation of bovine serum albumin. Biotechnology and Bioengineering, v. 38, pp. 688-696. 1991.
BRADFORD, M. M. A. Rapid and sensitive method for the quantitation of microgram quantities of protein utilizing the principle of protein – dye binding. Analitical biochemistry, v.72, pp. 248-254. 1976.
BRANS, G; SCHROËN, C. G. P. H.; VAN DER SMAN, R. G. M.; BOOM, R. M. Membrane fractionation of milk: state of the art and na hidrólise enzimática da lactose. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
Capítulo 6: Referências Bibliográficas
91
BRENNAN, J. G; BUTTERS, J. R.; COWELL, N. D.; LILLY, A. E. V. Los operaciones de la ingenieria de los alimentos. Zaragoza, España: Acríbia. 540 pp. 1996.
BRONSTEIN, V.; MONTE ALEGRE, R. Estudo dos parâmetros da ultrafiltração de permeado de soro de queijo fermentado por Lactococcus lactis subsp. Lactis. Ciência e tecnologia de alimentos, v. 18, 1998.
CARMINATTI, C. A.; PETRUS, J. C. C.; PORTO, L. M. Desempenho de reatores à membrana em batelada challenges. Journal of membrane science, v 243, pp. 263-272. 2004.
CARREIRO, D. M. Consumo do leite de vaca: mitos e realidade. Disponível em :<http://www.denisecarreiro.com.br/html/artigos_artigoleite.html >. Acesso em 16 de janeiro de 2004.
CHEANG, B.; ZYDNEY, A. L. A two-stage ultrafiltration process for fracionation of whey protein isolate. Journal of membrane science, v 23, pp. 159-167. 2004.
CHERYAN, M. Ultrafiltration and microfiltration handbook. Pensylvania, USA: Technomic publishing corporation. 1998.
CNPGL- Centro nacional de pesquisa em gado leiteiro - EMBRAPA: MG. 2002.
COELHO, G. L. V. Effects of high hydrostatic pressure on foods: physical chemistry features. Revista universidade rural série ciências exatas e da terra. v. 21, pp.105-110. 2002.
CUNHA, C. R.; REIS, F. G.; VIOTTO, W. H.; VIOTTO, L. A. Estudo da microfiltração do leite desnatado visando a redução do teor de gordura residual. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
DI LUCCIO, M., Membranas microporosas planas e do tipo fibra-oca a partir de sistemas contendo policarbonato como polímero base. Dissertação de mestrado, PEQ/COPPE/UFRJ: Rio de Janeiro. 1997.
E-COLLEN, B. E.; LENCKI, R. W. Influence of protein surface morphology on the ultrafiltration flux resistance of bovine serum albumin. Biotechnology. Prog. v. 15, pp. 732-739. 1999.
FARRO, A. P. C.; VIOTTO, L. A. Redução do teor de gordura do soro de queijo pré-tratado dor microfiltração. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003
GAO, L; KHAI, D. N.; UTIOH, A. C. Pilot scale recovery of protein from a pea whey discharge by ultrafiltration. Lebensm,-Wiss Technology, v. 34, pp. 149-158. 2001.
GONÇALVES, M. P. ; TORRES, D.; ANDRADE, C. T., AZERO, E. G., LEFEBVRE, J. Rheological study of the effect of cassia javanica galactomannans on the heat-set
Capítulo 6: Referências Bibliográficas
92
gelation of a whey protein isolate at pH 7. Food hydrocolloids, v. 18, pp. 181-189. 2004.
HABERT, A. C.; BORGES, C. P.; NOBREGA, R. Processos de separação com membranas. programa de engenharia química / COPPE / UFRJ, 2000.
HAVEA, P.; SINGH, H.; CREAMER, L. K. Heat-induced aggregation of whey proteins: comparison of cheese wpc with acid wpc and elevance of mineral composition. Journal agriculture food chemical, v. 50, pp. 4674-4681. 2002.
HOSSEINI, M., SHOJAOSADATI, S. A.,; TOWFIGHI, J. Application of a bubble-column reactor for the production of a single-cell protein from cheese whey. ind. Eng. Chem. res., V.42, pp. 764-766. 2003.
IAL- INSTITUTO ADOLFO LUTZ. Normas analíticas do Instituto Adolfo Lutz. 3ª ed., São Paulo, 1985.
IBGE – Produção de Leite. 2002.
JAMES, B. J. JING, Y; CHEN, X. D. Membrane fouling during filtration of milk – a microstructural study. Journal of food chemical engineering, v. 60, pp. 431-437. 2003.
JOUENNE, E.; CROUZET, J. Effect of pH on retention of aroma compounds by ‚-Lactoglobulin. Journal agriculture food chemical. v. 48, pp. 1273-1277. 2000.
JULIANO, A.M.M.; PETRUS, J.C.C.; TORRANO, A.D.M. Recuperação por ultrafiltração das proteínas do soro para produção de queijos. Revista Instituto de Laticínios Cândido Tostes, Juiz de Fora, v.42, pp.3-6. 1987.
KAR, T.; MISRA, A. K. Therapeutic properties of whey used as fermented drink. Revista de microbiologia, v. 30. 1999.
KELLI, S. T.; ZIDNEY, L. A. Protein fouling during microfiltration: comparative behavior of different model protein. Biotecnology and bioengeneering, v. 55. 1997.
KINEKAWA, Y.; KITABATAKE, N. Purification of β-lactoglobulin fron whey protein concentrate by pepsin treatment. Journal dayry science, v. 79, pp. 350-356, 1996.
KULMYRZAEV, A. A.; SCHUBERT, H. Influence of KCl on the physicochemical properties of whey protein stabilized emulsions. Food hydrocolloids, v. 18, pp. 13–19. 2004.
KULMYRZAEV, A.A.; BRYANT. C.; MCCLEMENTS, D. J. influence of sucrose on the thermal denaturation, gelation, and emulsion stabilization of whey proteins. Journal agriculture food chemical, v. 48, pp. 1593-1597. 2000.
LAW, A. J. R.; LEAVER, J. Effect of pH on the thermal denaturation of whey proteins in milk. Journal agriculture food chemical, v. 48, pp. 672-679. 2000.
Capítulo 6: Referências Bibliográficas
93
LINDEN, G.; LORIENT, D. Bioquímica agroindustrial-revalorización alimentaria de la producción agrícola. Zaragosa(España): Acribia. 1996
LUQUET, F. M.; REBOLLAR, M. C.; CALVO, E. S. Leche y productos lácteos. Zaragoza, España: Acribia. 524 pp.1993.
MADAENI, S. S.; MANSOURPANAH, Y. Chemical cleaning of reverse osmosis membranes fouled by whey. Desalination, v 161, pp.13-24. 2004.
MININ, L. A.; COIMBRA, J. S. R.; MINIM, V. P. R. influence of temperature and water and fat contents on the thermophisical properties of milk. Journal chemical engeniery. V 47, pp. 1488-1491. 2002.
MOR-ROSENBERG, SHOEMAKER, Y.; C.F.; ROSENBERG, M. Mechanical properties of composite gels consisting of fractionated whey proteins and fractionated milk fat. Food hydrocolloids, v.18, pp. 153–166. 2004.
MULDER, M. Basic principles of membrane technology. center for membrane science and technology, University of twente, Enschede, The Netherlands, 564 p. 2000.
MUTHUKUMARAN, S.; KENTISH, S.; LALCHANDANI, S.; ASHOKKUMAR, M.; MAWSON, R.; STEVENS, G.W.; GRIESER, F. The optimisation of ultrasonic cleaning procedures for dairy fouled ultrafiltration membranes. Ultrasonics sonochemistry, v 12, pp. 29-35. 2005.
NEVES, L. C.;TERZI, S. C.; CABRAL, L. M. C.; LEITE, S. G. F.; MATTA, V. M.. Concentração de proteínas por ultrafiltração. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
OLIVEIRA, E. H. P.; PETRUS, J. C. C. Influência da concentração de pvdf em membranas de ultrafiltração para tratamento de efluentes da indústria frigorífica. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
OLIVEIRA, J.S. Queijo: fundamentos tecnológicos. Ciência e Tecnologia, 2 ed., Campinas: UNICAMP. 1986.
OLIVEIRA, F. P. V.; BARCELOS, A. M.; DONELIAN, A.; PETRUS, J. C. C.; MACHADO, R. A. F. Extração e fracionamento de óleo essencial de patchouli (pogostemon cablin) utilizando membranas de osmose inversa em meio supercrítico. 4º Congresso ibero-americano em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
PEREIRA, C. D. B.; GONÇALVES, L. C. C. J. Implementação de métodos para estimativa de desnaturação de soro-proteínas em controle de produtos lácteos. Revista milkbiz tecnologia temático laticínios. pp.15-20. 2002.
PEREIRA, A.J.G. Ácido lático: uma alternativa viável para o aproveitamento de soro de queijo. Artigo técnico i. Revista leite e derivados, V.6, pp.21-25. 1992.
Capítulo 6: Referências Bibliográficas
94
REIS, F. G.; VIOTTO, L. A.; VIOTTO, W. H. Influência da pressão e da velocidade sobre o fluxo de permeado e rendimento protéico na ultrafiltração de leite acidificado para obtenção de queijo tipo quark. 4º Congresso em ciência e tecnologia de membranas. Florianópolis. CITEM 2003.
REKTOR, A.; VATAI, G. Membrane filtration of muzzarella Whey. Desalination, v. 162, pp. 279-286. 2004.
RIISPOA, Regulamento de inspeção industrial e sanitária dos produtos de origem animal. Decreto nº 30.691, de 29 de março de 1952. D.O.U. - Diário Oficial da União. Poder executivo, de 07 de julho de 1952.
RODRYGUEZ, J.; REQUENA, T.; FONTECHA, J; GOUDÉDRANCHE, H.; JUÁREZ, M. Effect of Different membrane separation technologies (ultrafiltration and microfiltration) on the texture and microstructure of semihard low-fat cheeses. Journal Agriculture food chemical, v 47, pp. 558-565. 1999.
SCNEIDER, R. P.; TSUTIYA, M. T. Membranas filtrantes para o tratamento de água, esgoto e água de reúso. São Paulo: Associação Brasileira de Engenharia Sanitária e Ambiental. 234 pp. 2001.
SGARBIERI V.C. Proteínas em alimentos protéicos. São Paulo: Varela, 1996.
SILVA, H. F. S. ; PEREIRA, D. B. C.; OLIVEIRA, L. L.; COSTA Jr., L. C. G. Físico-química do leite e derivados–métodos analíticos. Juiz de Fora/MG. EPAMIG/CEPE/ILCT: 190 pp. 1997.
SIRKAR, K.; WINSTON W. S. Membrane handbook. kruwer academic publishers group. Massashussets: 954 pp. 1992.
TRONCO, V. M. Manual para inspeção da qualidade do leite. Guaiba: UFSM. 144 pp. 1997.
USDEC, U. S. Dairy export council. Disponível em :<http://www.usdec.org>. Acesso em 16 de janeiro de 2004.
VEIGA, P. G.; CUNHA, R. L.; VIOTTO, W. H.; PETENATE, A. J. Caracterização química, reológica e aceitação sensorial do queijo petit suisse brasileiro. Ciência e tecnologia de alimentos, v 20, pp. 349-357. 2000.
VEIGA, P. G.; VIOTTO, W. H. Fabricação de queijo petit suisse por ultrafiltração de leite coagulado, efeito do tratamento térmico do leite no desempenho da membrana. Ciência e tecnologia de alimentos, v 21, pp. 267-272. 2001.
VEISSEYRE, R. Lactologia técnica: composicion, recogida, tratamiento y transformación de la leche. Zaragoza, España: Acribia, 629 pp. 1988.
ZEMAN, L. J.; ZYDNEY, A. L. Microfiltration and ultrafiltration: principles and applications. New York: Ed. Marcel Dekker, pp 397-409. 1996.

Capítulo 6: Referências Bibliográficas
95
ZHU, B. The industrial application of ultrafiltration membrane. Desalination, v. 90, pp. 119-126.1993.