Embed Size (px)
Citation preview
1
Contenido de la tesis:
Agradecimientos -------------------------------------------------------------------------------7
Introducción -------------------------------------------------------------------------------------8
Título del trabajo de tesis -----------------------------------------------------------10
Justificación ----------------------------------------------------------------------------10
Planteamiento del problema ------------------------------------------------------11
Marco teórico --------------------------------------------------------------------------12
Diseño para Seis Sigma --------------------------------------------------------------13
Confiabilidad ---------------------------------------------------------------------------15
Manufactura esbelta ---------------------------------------------------------------- 17
Preguntas a resolver del trabajo de tesis ---------------------------------------18
Estrategia y método de investigación -------------------------------------------19
Objetivos generales del trabajo de tesis ----------------------------------------19
Objetivos específicos ----------------------------------------------------------------20
Alcance y trascendencia ------------------------------------------------------------20
Comprendiendo la voz del cliente ---------------------------------------------------------22
Introducción ---------------------------------------------------------------------------22
El modelo de Kano -------------------------------------------------------------------24
Conclusiones del modelo de Kano -----------------------------------------------27
Características del producto -------------------------------------------------------28
Despliegue de la función de calidad ---------------------------------------------30
Visita al sitio Gemba -----------------------------------------------------------------34
Consideraciones para la visita a la Gemba -------------------------------------38
Etapas del proceso de la visita a la Gemba -------------------------------------40
Conclusiones ---------------------------------------------------------------------------40
Principios y herramientas para la traducción de la voz del cliente ---------------44
Introducción ---------------------------------------------------------------------------44
Estudios de mercado ----------------------------------------------------------------44
Retroalimentación de los clientes ------------------------------------------------45
Datos del negocio --------------------------------------------------------------------45
Siete pasos para obtener y entender la voz del cliente ---------------------45
2
Herramientas prácticas para la traducción de la voz del cliente ---------48
Recolectar la información ----------------------------------------------------------48
Técnica de grupos nominales ------------------------------------------------------49
Tabla de segmentos del cliente ---------------------------------------------------51
Diagrama de afinidad ----------------------------------------------------------------55
Diagrama de árbol --------------------------------------------------------------------59
Priorizar los requerimientos y necesidades ------------------------------------63
Proceso analítico jerárquico -------------------------------------------------------65
Diagrama causa y efecto ------------------------------------------------------------72
Diagrama de Pareto ------------------------------------------------------------------75
Matriz de relaciones -----------------------------------------------------------------77
Conclusiones ---------------------------------------------------------------------------77
Desarrollo de conceptos de diseño -------------------------------------------------------80
Introducción----------------------------------------------------------------------------80
Preparación del producto para la producción – 3P---------------------------82
Entrenar --------------------------------------------------------------------------------83
Desarrollar alternativas -------------------------------------------------------------83
Evaluar y seleccionar ----------------------------------------------------------------90
Conclusiones --------------------------------------------------------------------------95
Modelación de sistemas y subsistemas del producto --------------------------------98
¿Qué es un modelo funcional? ----------------------------------------------------98
Diagramas de bloques funcionales -----------------------------------------------98
¿Pasos para realizar un diagrama de bloques funcionales? ----------------101
Despliegue de las partes ------------------------------------------------------------103
Flujo descendente de CPCs --------------------------------------------------------106
Conclusiones ---------------------------------------------------------------------------112
3
Funciones de transferencia ------------------------------------------------------------------114
Análisis de tolerancias ---------------------------------------------------------------114
Conclusiones ---------------------------------------------------------------------------121
Introducción al diseño de experimentos ------------------------------------------------124
Importancia de planificar la experimentación ---------------------------------124
¿Qué es el diseño estadístico de experimentos? -----------------------------125
¿Situaciones donde se aplica? -----------------------------------------------------125
¿Objetivos que persigue? -----------------------------------------------------------126
Método tradicional de experimentación ----------------------------------------126
Inconvenientes del método tradicional -----------------------------------------127
Método a utilizar en lugar del método tradicional ---------------------------128
Procedimientos de la aplicación del DEE ----------------------------------------128
Conclusiones ---------------------------------------------------------------------------133
Experimentos 2^2 ------------------------------------------------------------------------------136
Introducción ----------------------------------------------------------------------------136
Ejemplo de lavadora eje horizontal -----------------------------------------------137
Evaluación de los resultados experimentales ----------------------------------140
Gráficas de efectos principales ----------------------------------------------------142
Gráficas de interacción --------------------------------------------------------------143
Gráficas de cubo ----------------------------------------------------------------------145
Evaluación estadística de los resultados experimentales -------------------146
Desarrollo y análisis de experimentos a través del uso de Minitab ------148
Conclusiones ---------------------------------------------------------------------------159
Experimentos completos 2^3 y 2^4 -------------------------------------------------------161
Definición de los experimentos ---------------------------------------------------161
Ejemplo proceso de limpieza ------------------------------------------------------162
Ortogonalidad -------------------------------------------------------------------------164
Corriendo el diseño experimental ------------------------------------------------162
Desarrollo y análisis de DDE a través de Minitab -----------------------------176
Análisis matemático del diseño de experimentos ----------------------------191
4
Conclusiones ---------------------------------------------------------------------------194
Introducción a los diseños de experimentos factoriales fraccionados ----------197
Extensión del concepto del diseño experimental -----------------------------198
¿Qué es? --------------------------------------------------------------------------------198
¿Por qué utilizarlo? -------------------------------------------------------------------198
¿Cuándo utilizarlo? -------------------------------------------------------------------198
Gran número de Xs o factores -----------------------------------------------------198
Ejemplo de factorial fraccionado, reacción química -------------------------201
Matriz del experimento -------------------------------------------------------------202
Planes de prueba ortogonal --------------------------------------------------------204
Desarrollo y análisis del experimento a través del uso de Minitab--------206
Gráficas – efectos principales, interacción y cubo ----------------------------213
Análisis estadístico de datos -------------------------------------------------------216
Conclusiones---------------------------------------------------------------------------221
Análisis de residuales ----------------------------------------------------------------222
Conclusiones ---------------------------------------------------------------------------229
Adición de puntos centrales ----------------------------------------------------------------231
Adición de puntos centrales -------------------------------------------------------231
Ejemplo de adición de puntos centrales ----------------------------------------233
Gráfica de efectos principales -----------------------------------------------------234
Grafica de cubo ------------------------------------------------------------------------235
Análisis Estadístico --------------------------------------------------------------------236
Recomendaciones --------------------------------------------------------------------237
Conclusiones ---------------------------------------------------------------------------240
Diseño de experimentos de superficie de respuesta ---------------------------------242
Introducción ---------------------------------------------------------------------------242
Experimentos de tres niveles ------------------------------------------------------244
¿Por qué usar superficie de respuesta? -----------------------------------------245
Diseño central compuesto ----------------------------------------------------------246
Ejemplo de un diseño central compuesto --------------------------------------250
Diseño de tres niveles con 3 factores --------------------------------------------252
5
Generar un diseño central compuesto usando Minitab ---------------------253
Análisis del experimento ------------------------------------------------------------258
Conclusiones ---------------------------------------------------------------------------271
Introducción a la confiabilidad -------------------------------------------------------------274
¿Qué es la confiabilidad? ------------------------------------------------------------275
Mejoras de calidad internas contra mejoras de calidad externa ----------275
Mejora de confiabilidad debe ser proactiva ------------------------------------276
Análisis estadísticos tiempos de vida del producto ---------------------------276
Paquetería para el análisis de confiabilidad ------------------------------------277
Función de riesgo ---------------------------------------------------------------------277
Modelo Weibull -----------------------------------------------------------------------279
Cuidado con la extrapolación ------------------------------------------------------280
Evaluando modos de falla individuales ------------------------------------------280
Estratificación y otros análisis estadísticos -------------------------------------280
Análisis de degradación -------------------------------------------------------------282
Pruebas aceleradas -------------------------------------------------------------------282
Diseños de experimentos robustos ----------------------------------------------283
Conclusiones ---------------------------------------------------------------------------284
Análisis del modo y efecto de la falla -----------------------------------------------------286
Tipos de AMEFs -----------------------------------------------------------------------287
Nombre del componente, subsistema o sistema -----------------------------288
Función ----------------------------------------------------------------------------------289
Modo potencial de falla -------------------------------------------------------------289
Efecto potencial de falla -------------------------------------------------------------289
Causa potencial de falla -------------------------------------------------------------289
Controles actuales --------------------------------------------------------------------289
Número prioritario de riesgo ------------------------------------------------------290
Acciones y responsable -------------------------------------------------------------291
Conclusiones ---------------------------------------------------------------------------291
Conceptos estadísticos de confiabilidad -------------------------------------------------293
Conceptos de confiabilidad ---------------------------------------------------------294
6
¿Por qué es importante la confiabilidad? ---------------------------------------294
Tiempo de vida y de falla -----------------------------------------------------------295
Modelos de tiempo de vida --------------------------------------------------------295
Distribución de probabilidad -------------------------------------------------------295
Definición de confiabilidad ---------------------------------------------------------298
Tiempo promedio entre falla -------------------------------------------------------298
Tiempo de misión ---------------------------------------------------------------------299
Tasa de falla o tasa de riesgo -------------------------------------------------------300
Tina de baño ----------------------------------------------------------------------------301
Estadística descriptiva ---------------------------------------------------------------301
Porqué son importantes los estadísticos ---------------------------------------302
Ejemplos --------------------------------------------------------------------------------305
Modelos y análisis de datos por degradación ------------------------------------------312
Datos de degradación ----------------------------------------------------------------313
Ejemplo de grietas por fatiga -------------------------------------------------------313
La degradación conduce a la falla -------------------------------------------------315
Degradación convexa ----------------------------------------------------------------316
Modelos de variación en degradación y tiempos de falla-------------------317
Ejemplos de fuentes de variabilidad de unidad a unidad -------------------317
Modelo general del cambio de degradación -----------------------------------321
Fallas suaves, nivel de degradación especificado -----------------------------322
Distribución conjunta de la degradación y el nivel de falla------------------322
Análisis de confiabilidad con paquetería Weibull 6.0 ------------------------324
Ejemplo análisis de la vida de un láser -------------------------------------------329
Conclusiones ---------------------------------------------------------------------------335
Proceso de introducción de nuevos productos -----------------------------------------337
Introducción ----------------------------------------------------------------------------337
1ª Revisión ------------------------------------------------------------------------------339
2ª Revisión ------------------------------------------------------------------------------340
3ª Revisión ----------------------------------------------------------------------------- 340
4ª Revisión ------------------------------------------------------------------------------341
5ª Revisión ------------------------------------------------------------------------------342
Conclusiones ---------------------------------------------------------------------------342
7
Agradecimientos
Agradezco a Dios la oportunidad de estar vivo. Dios me ha dado la fuerza y ha puesto en
mi camino personas brillantes que con humildad y paciencia me han compartido sus
conocimientos. - “Yo soy el camino, la verdad y la vida – Le contestó Jesús - y nadie llega
al Padre si no por mí. Juan 14:6.”
Agradezco a mi familia, a mi esposa Claudia y a mis hijos Diego y Aldo por su amor y su
apoyo incondicional. Ellos son el impulso que me motiva a tratar de ser una mejor
versión de mi todos los días.
A mi familia, mi madre Aurora, Carlos, Cecilia y Salvador porque es dentro de este
núcleo que aprendí el significado y el poder del amor.
A mis familiares y amigos más cercanos quienes siempre me han ayudado a descubrir el
valor que puedo ofrecer a los demás. Gracias porque sus palabras de aliento me
ayudaron a seguir creyendo en el poder de la disciplina y la constancia.
A mis profesores de la maestría, a todos mis maestros y mentores que he tenido
durante mi carrera profesional, son sus conocimientos y sus experiencias las que han
formado en mí el deseo de servir de forma honesta y apasionada a todas aquellas
personas con las que he tenido y tengo la fortuna de colaborar.
8
Introducción
Después de muchos años de experiencia en diferentes organizaciones y con la experiencia de
haber liderado aspectos metodológicos del diseño y desarrollo de nuevos productos, procesos y
servicios, me resulta claro que muchas organizaciones, tienen grandes oportunidades de
mejorar en esta área tan importante de una organización. La mayoría de los principios, y
herramientas de la mejora continua, están vinculados a los procesos de producción, pero sobre
todo en países menos desarrollados, son muy pocas las organizaciones que cuentan con
procesos y sistemas robustos que les permitan de forma consistente lanzar nuevos productos,
procesos o servicio en los mercados en los que se desarrollan.
Esta habilidad de las organizaciones resulta vital para poder mantenerse o seguir creciendo en
prácticamente cualquier tipo de industria. ¿Por qué me atreví a desarrollar este trabajo de
tesis? Haber trabajado por 15 años en dos organizaciones grandes, donde la sobrevivencia
dependía del éxito en el lanzamiento de nuevos productos, y haber participado tan de cerca
con los equipos de diseño y lanzamiento de nuevos productos, me pe rmitió tener un
conocimiento a nivel sistema del vínculo e interrelación que existe entre las diferentes fases del
desarrollos e implementación de nuevos productos, y las herramientas de calidad (estadísticas
y no estadísticas) y la mejora continua. Al inicio del trabajo de tesis, hice una búsqueda
tratando de identificar literatura donde estuvieran los principios de calidad, confiabilidad,
manufactura esbelta, Seis Sigma y lanzamientos de nuevos producto en una sola fuente
bibliográfica o mejor aún vinculados y me di cuenta que en realidad no había mucha literatura
que cumpliera con esta característica. Esto también lo he podido validar con la experiencia que
tengo, de haber trabajado e incluso de haber participado en conferencias o presentaciones de
expertos de algunas de los principios que se utilizan en el desarrollo de nuevos productos,
resulta claro que hay personas con niveles de especialización altos de estos principios de forma
individual, pero no hay mucha comprensión acerca de cómo estos principios se correlacionan
entre sí.
Además de querer encontrar en la literatura la combinación de estos principios para el
desarrollo de nuevos productos, también tenía la intención de poder encontrar literatura que
fuera lo suficientemente sencilla para que las personas que estuvieran en medio de un proceso
de desarrollo y lanzamiento de nuevos productos o que estuvieran a punto de iniciarlo,
pudieran aprender y aplicar las herramientas que se pueden utilizar en el diseño y desarrollo de
nuevos productos de forma práctica. El no encontrar este tipo de contenido bibliográfico con
las características que estaba buscando, me motivó aún más a realizar este trabajo de tesis
esperando brindar al lector una fuente de conocimiento que le permita entender el diseño y
desarrollo de nuevos productos como un proceso que se puede lograr a partir de aplicar ciertos
9
pasos y herramientas que ayudan a incrementar la probabilidad del cumplimiento de la
satisfacción del cliente (calidad).
Una de las aportaciones más importantes de este trabajo es precisamente eso, la integración de
herramientas y conceptos a lo largo del diseño de un producto. Esta visión ha sido posible
gracias a muchos años de estar trabajando con diversos grupos y proyectos donde se hacía
énfasis tanto en las herramientas estadísticas, y de confiabilidad como en las herramientas
suaves que ayudan a proporcionar una estructura y una congruencia a la aplicación de las
herramientas estadísticas. Las herramientas suaves (no estadísticas) como son el DFQ
(Despliegue de la función de calidad). VDC (voz del cliente), Matriz Pugh, Diagramas de Bloques
Funcionales, AMEF (análisis del modo y efecto de la falla) ayudan a tener una mejor
comprensión del producto y al mismo tiempo permiten una mejor planeación que resulta en
productos de mejor calidad.
Para poder tener una mejor comprensión del marco teórico en el diseño de nuevos productos
podríamos identificar las siguientes categorías:
Comprensión de la voz del cliente
Traducción de la voz del cliente
Desarrollo de diseños conceptuales
Diseño detallado
Confiabilidad
Proceso del desarrollo de nuevos productos
En el trabajo de tesis profundizaré en cada una de las secciones descritas con anterioridad y
proporcionaré aplicaciones concretas que permitan al lector conocer y aplicar estas técnicas
durante el desarrollo de nuevos productos, procesos o servicios.
La lectura de esta tesis se puede dar de forma aislada en función del interés del lector por algún
capitulo especifico o de forma general tratando de tener una compresión de todos los
principios y herramientas necesarios para diseñar y desarrollar un producto. También se
recomienda la consulta de algún capítulo, sección o herramienta específica cuando se tenga la
necesidad de resolver algún problema durante el diseño y desarrollo de un nuevo producto.
10
Título del trabajo de tesis
Guía para la aplicación integral de Diseño Para Lean Seis Sigma (DFLSS) y Confiabilidad en el
desarrollo de nuevos productos.
Justificación
Sin duda alguna el proceso de desarrollo de nuevos productos, procesos o servicios, representa
una de las iniciativas claves para cualquier empresa. Este proceso tiene una alta correlación con
el crecimiento en ventas a partir de garantizar una alta calidad en los productos que se lanzan al
mercado.
Debido a que el diseño de productos tiene como objetivo satisfacer las necesidades de los
clientes, este proceso también tiene una alta relación con la calidad de los productos. Los
costos por la falta de calidad representan para las empresas pérdidas significativas que
generalmente se pueden ver reflejadas en los libros contables. Por otro lado la ausencia o baja
calidad de los productos puede traer como consecuencia la pérdida de mercado, es difícil
correlacionar de manera cuantitativa la pérdida de mercado con la baja calidad sin embargo
resulta obvio que una baja calidad en los productos resulta en una pérdida de ventas que se
traduce generalmente en una pérdida de mercado.
A partir de observar los problemas a los que se enfrentan las compañías en las que he laborado
en el ámbito del desarrollo de nuevos productos, me doy cuenta que en el intento de diseñar o
rediseñar un producto siempre existirá un riesgo latente de cometer errores durante las etapas
de diseño que pueden traer como consecuencias problemas de calidad con los clientes. Resulta
muy importante que las empresas cuenten con un proceso robusto del diseño del producto que
se enfoque en satisfacer no solo las necesidades externas expresadas por los consumidores
finales, sino también que logre satisfacer las necesidades internas expresadas por clientes
intermedios y clientes internos.
El planteamiento de la problemática para poder desarrollar este trabajo de tesis se presenta a
partir de la evidencia irrefutable de que como consumidores, frecuentemente nos enfrentamos
con la experiencia de haber adquirido un producto, proceso o servicio que no satisface los
requerimientos mínimos para los cuales el producto ha sido diseñado. En ocasiones estos
hallazgos pueden estar relacionados con la calidad al tiempo cero, es decir la calidad que el
cliente experimenta desde el momento que tenemos la primera interacción con el producto.
También se pueden presentar problemas en la calidad que experimenta el consumidor con el
uso del producto a través del tiempo (confiabilidad). En ambos casos la ausencia de calidad
puede responder a deficiencias en el proceso de diseño o manufactura del producto o a la
interacción de ambas.
11
Otro de los aspectos que llamó mi atención para concentrarme en este trabajo de tesis es
observar que en México así como en la mayoría de los países de Latinoamérica, existen
empresas medianas y pequeñas que tienen la necesidad de desarrollar productos, procesos o
servicios. Por los argumentos antes expuestos, resultaría difícil pensar que todas estas
empresas utilizan una metodología sistemática para el desarrollo de nuevos productos. Con
base en la experiencia me he dado cuenta que aun las empresas grandes como l as empresas en
las que he tenido la oportunidad de trabajar, no tienen el conocimiento acerca de los
elementos básicos de cómo hacer productos de alta calidad de manera sistemática y repetible.
También resulta importante señalar que en esas empresas, el conocimiento y la cultura acerca
de la confiabilidad resulta muy baja o en ocasiones inexistente. Así también la aplicación y la
comprensión de los elementos de la manufactura esbelta, llevados a las etapas tempranas del
diseño es baja o nula.
Planteamiento del problema
En los últimos 11 años de carrera profesional, he tenido la oportunidad de trabajar muy de
cerca con los equipos de diseño de nuevos productos, para dos empresas que están
consideradas dentro de las 500 empresas más importantes en el mundo. La razón por la que
hago referencia a la importancia de las empresas es para poder plantear la hipótesis que da
origen a esta tesis. En estas dos empresas he podido observar deficiencias significativas en el
desarrollo de nuevos productos. En una de ellas participé directamente en la implementación y
despliegue de las tres metodologías a las que estoy haciendo referencia en este trabajo de
tesis, Diseño Para Seis Sigma, Confiabilidad y Manufactura Esbelta.
En la segunda empresa tuve la oportunidad de iniciar el movimiento de implementación de
estas tres metodologías. En mi experiencia profesional en estas dos empresas, he podido ver de
primera mano las deficiencias y carencias que tienen en su proceso de desarrollo de nuevos
productos. Estas experiencias me han llevado a la conclusión de que en general muchas
empresas grandes, medianas y pequeñas en diferentes partes del mundo tienen la necesidad
de mejorar sus procesos de desarrollo y lanzamiento de nuevos productos.
En mi intento por desplegar e implementar las técnicas, metodologías y herramientas de estas
metodologías, me di a la tarea de buscar literatura que pudiera ayudarme a apoyar algunos de
los conceptos aprendidos durante mi carrera profesional. Estaba en búsqueda de información
que me permitiera tener un panorama global acerca de la interrelación de estas tres
metodologías, en este proceso de búsqueda, descubrí que la literatura que habla de estas
metodologías no contenía suficiente detalle acerca de la forma en la que estas tres
metodologías interactúan en el contexto de diseño. Existen libros que hablan del Diseño Para
Seis Sigma en un enfoque profundo acerca de la calidad al tiempo cero. En la mayoría de la
literatura que habla de DFSS habla acerca de la importancia de realizar un Análisis del Modo y

12
Efecto de la Falla, pero difícilmente estos libros establecen con claridad la correlación entre
esta herramienta y la confiabilidad del producto. Lo opuesto también ocurre, existe literatura
que habla acerca de la confiabilidad, pero difícilmente aborda con detalle la relación entre la
confiabilidad y otras técnicas o herramientas de DFSS. Lo anterior también es cierto cuando se
trata de los elementos de la manufactura esbelta aplicada en el diseño de productos.
En la primera empresa que tuve la oportunidad de laborar el enfoque principal en los primeros
4 años fue hacia la implementación de Diseño Para Seis Sigma y Confiabilidad, s in embargo la
compañía consideró importante integrar la manufactura esbelta no solo en los procesos de
manufactura, sino también en el proceso de diseño de nuevos productos. Para poder lograr
esto la empresa contrató un buen número de expertos en manufactura esbelta tanto en áreas
de manufactura como de diseño. Estos expertos en la manufactura esbelta, poseían el
conocimiento de un taller utilizado en el ámbito de la manufactura esbelta llamado 3P, que
quiere decir proceso de preparación del producto para la producción. Este taller acuñaba el
termino Diseño Para Lean Seis Sigma, el taller presumía la aplicación integral de las
herramientas de Diseño Para Seis Sigma y Manufactura Esbelta. Al conocer con profundidad el
concepto nos dimos cuenta que la supuesta integración entre estas dos metodologías era muy
pobre. Los elementos de este taller contenían elementos sumamente importantes y valiosos de
la manufactura esbelta, pero ignoraban muchos elementos que ya veníamos aplicando del uso
de la metodología de Diseño Para Seis Sigma. Elementos que habían probado su éxito en el
desarrollo de nuevos productos. Esta metodología de Diseño Para Lean Seis Sigma, tampoco
profundizaba en conceptos claves que ya utilizábamos dentro de la empresa acerca de la
confiabilidad del producto. A medida de que los dos grupos de personas entendíamos las
diferencias de cada una de ellas, pudimos integrar muchos de los elementos de la Manufactura
Esbelta y Diseño Para Seis Sigma en un proceso mucho más robusto al que existía o el que
presumía ser Diseño Para Lean Seis Sigma propuesto por los expertos de la manufactura
esbelta.
A partir de los argumentos anteriormente expuestos surge la idea de poder plasmar en este
trabajo un panorama integral que pueda ayudar a los lectores de este trabajo entender de
manera independiente las tres metodologías aplicadas en el diseño. También es importante
poder identificar cuáles son los enlaces que existen entre las tres metodologías a través de
entender algunas de las herramientas o métodos que las vinculan.
Marco teórico
Debido a que en el desarrollo de este trabajo de tesis estaré hablando acerca de Diseño para Seis Sigma, Confiabilidad y Manufactura Esbelta, el propósito del marco teórico será proporcionar una definición resumida de cada una de estas metodologías, también hablaré de manera general, acerca de los beneficios y objetivos que persigue cada una de estas iniciativas.
13
Diseño para Seis Sigma
Diseño para Seis Sigma (DFSS) es una metodología que aplica técnicas y herramientas específicas enfocadas principalmente a garantizar la calidad de los productos, procesos o servicios que se desean diseñar, a partir de garantizar la satisfacción de las necesidades de los clientes.
DFSS posee ciertas semejanzas con la metodología de mejora de procesos Seis Sigma, ambas
poseen un método estructurado de trabajo, mientras que Seis Sigma utiliza la metodología DMAIC, definir, medir, analizar, mejorar y controlar, DFSS cuenta con una metodología de trabajo que varía dependiendo de la literatura y de la aplicación de las empresas que la utilizan.
Una de las aplicaciones más comunes de las empresas que utilizan DFSS, es la metodología DMADV que quiere decir, Definir, Medir, Analizar, Diseñar y Validar. También es frecuente encontrar aplicaciones de la metodología DMADOV, Diseñar, Medir, Analizar, Diseñar,
Optimizar y Validar. Independientemente del tipo de metodología que se aplique, las técnicas y herramientas son consistentes en su uso y aplicación.
Existen muchas instancias en las que la metodología DFSS puede ser utilizada en las e mpresas. A continuación menciono algunos de los casos que frecuentemente justifican el uso de esta metodología de trabajo:
Las empresas no cuentan con un método estructurado para el desarrollo de nuevos productos
Un producto o proceso no existe en la compañía y necesita ser desarrollado.
Las empresas desean mejorar los costos de la no calidad a partir de diseñar o rediseñar un nuevo producto.
Para garantizar que los cambios en los productos satisfagan las necesidades de los clientes
El producto o proceso existe y ha sido mejorado, pero aún no cumple con el nivel de especificaciones que requiere el cliente.
El impacto que puede tener la implementación de DFSS para las empresas, puede traer
beneficios financieros que incluso podrían estar por encima de los logrados a través del uso de la aplicación de Seis Sigma en la mejora de procesos. La aplicación de DFSS generalmente está vinculada con un cambio cultural atribuible al enfoque a la mejora continua que tiene esta metodología.
De lo anterior se deriva que aunque en ocasiones los beneficios financieros podrían resultar
difíciles de cuantificar, cuando esta metodología se aplica de manera correcta, es fácil observar una tendencia positiva a través del crecimiento económico de las empresas. La metodología DFSS aplicada correctamente logra un proceso de desarrollo de nuevos productos que sistemáticamente satisface las necesidades de los clientes.
14
Uno de los elementos más importantes de DFSS es que a través de las herramientas que utiliza DFSS, los equipos de diseño de producto, son capaces de incluir la variación potencial de los procesos para poder con esto predecir la calidad del producto.
DFSS trata de diagnosticar problemas de calidad en las etapas tempranas del desarrollo de un
producto, para poder prevenir que los productos tengan problemas de calidad desde su lanzamiento. El poder detectar las fallas potenciales del producto antes de que el producto sea fabricado se traduce en grandes ahorros a través de la reducción de costos de calidad durante la vida de los productos.
Usar DFSS significa diseñar calidad en el producto desde el inicio. La implementación exitosa de
DFSS requiere los mismos ingredientes que cualquier otra iniciativa de mejora continua o calidad, compromiso significativo y un liderazgo desde la alta dirección, una planificación que identifique y establezca objetivos del programa medibles así como la participación activa de las
diferentes áreas funcionales del negocio. Mercadeo, Compras, Calidad, Ingeniería, Servicio a clientes, etc.
DFSS significa en buena medida entender las necesidades reales de los clientes y traducir esas necesidades en características técnicas vitales del producto. Esto se logra a través de identificar críticos para la calidad de desempeño o críticos para la calidad del sistema a través de los cuales
se logra medir la satisfacción de los clientes. A través de relaciones causales entre los críticos de desempeño o del sistema, y las dimensiones o variables en las partes y de los procesos, se logra predecir la calidad de los productos que se están diseñando.
DFSS cuenta con muchas herramientas que se pueden utilizar en diferentes etapas del
desarrollo de un producto. Estas herramientas están diseñadas para resolver diferentes
necesidades que se presentan durante el desarrollo de nuevos productos. A partir de lo
anterior, presento una lista de herramientas y técnicas comúnmente utilizadas en DFSS:
DFQ (QFD). Despliegue de la función de calidad.
Diagrama de afinidad
Árbol de requerimientos
Análisis de la competencia
Diagramas de lazo
Análisis de tolerancias
Análisis del modo y efecto de la falla (AMEF)
Análisis de sistemas de medición
Flujo descendente de críticos para la calidad
Diseños de experimentos
Diseño de experimentos para el diseño robusto
15
Estas son solo algunas de las herramientas que se pueden identificar como parte de la
metodología de DFSS.
Cada una de las herramientas o técnicas descritas con anterioridad, busca resolver diferentes
tipos de problemáticas que se presentan en el desarrollo de los productos procesos y servicios.
Confiabilidad
Confiabilidad es una parte de la calidad que se encarga de estudiar el comportamiento de los productos a través del tiempo, o después de ciertos períodos dados, y bajo las condiciones en las que el usuario los utiliza.
La confiabilidad estudia el funcionamiento de los productos bajo diferentes condiciones de temperatura, humedad, presión, polvo, vibración, etc., ya que estas condiciones que son
difíciles de controlar, provocan las fallas en el funcionamiento. Estas fallas son las que provocan una pérdida de calidad que se traduce en una baja confiabilidad.
La confiabilidad representa uno de los factores de crecimiento más importante para las empresas. Cada día los clientes buscan más y más productos que además de ser competitivos en precio, logren sostener la calidad para la cual fueron diseñados a través del tiempo. La
calidad de un producto a tiempo cero, resulta muy importante, pero tanto o más importante resulta la calidad a través del tiempo.
Los resultados de investigaciones de mercado demuestran que el comprador de un producto, aparte de un buen precio está interesado sobre todo en una buena confiabilidad. El cliente espera una disponibilidad del funcionamiento, del producto, a lo largo de un período más bien prolongado, o sea espera una elevada confiabilidad.
A partir de la necesidad de las empresas de mejorar la confiabilidad de sus productos, también ha sido importante lograr una mayor comprensión en aspectos relacionados con la confiabilidad tales como:
Entender mejor la forma de medir la confiabilidad en el proceso de diseño, en la fabricación y en el servicio post venta.
Entender mejor los requerimientos de los clientes en el ámbito de la confiabilidad.
Diseño de pruebas de confiabilidad para poder reproducir las fallas observadas en el
campo.
Diseño de pruebas aceleradas que logren predecir la confiabilidad antes de que el producto haya sido lanzado al campo.
Tener una mayor comprensión acerca de los fenómenos físicos que provocan las fallas.
La confiabilidad es un área de conocimiento muy importante en el desarrollo de nuevos productos, porque la confiabilidad está ligada directamente con los gastos de garantía en los
16
que incurre una compañía. Entre mejor se conozca la confiabilidad de un producto, mejores decisiones se van a tomar para evitar gastos excesivos por la falta de calidad que un producto
va a experimentar a través del tiempo. La confiabilidad es un tema tan importante que demanda un involucramiento multifuncional dentro de las empresas. Las áreas de compras, mercadeo, calidad, ingeniería, etc., deben tener en diferente medida, conocimientos acerca de la confiabilidad.
A diferencia de los análisis estadísticos que se hacen en análisis estadísticos a tiempo 0, donde
generalmente se toman mediciones directas acerca de las dimensiones o medidas de desempeño del producto, en confiabilidad, la materia prima del análisis de confiabilidad son los datos de falla del producto. La definición de falla varía dependiendo del producto y de la
característica del producto sobre la cual se desea observar la confiabilidad, pero en términos generales una falla en el producto se presenta cuando el producto ha dejado de desempeñar o a deteriorado una de las funciones para las cuales ha sido diseñado. El momento en el que la
falla ocurre se le conoce en el ámbito de la confiabilidad como tiempo a la falla. El conjunto de estos tiempos a la falla, es lo que se utiliza para poder hacer predicciones acerca de la confiabilidad del producto. A partir de lo anterior, resulta muy importante en el tema de la confiabilidad, el poder reproducir las fallas que se han observado en el campo o que potencialmente se pueden llegar a observa en el campo.
La confiabilidad de un producto generalmente se expresa como una probabilidad a un determinado tiempo, con un cierto nivel de confianza. Por ejemplo se podría decir que un producto tiene una confiabilidad del 98% a los 2 años de vida con un 80% de confianza. Esto
quiere decir que se predice que el 98% de los productos no van a experimentar fallas en la característica sobre la cual se está prediciendo la confiabilidad a los 2 años de vida del producto. La confianza con la que estamos haciendo dicha predicción es del 80%.
Debido a que la confiabilidad está vinculada con el conocimiento del producto acerca del tiempo, resulta un reto poder entender la confiabilidad de un producto en las etapas del
diseño. ¿Cómo poder predecir el comportamiento de la calidad de un producto 5 años o 10 años después de haber sido fabricado, cuando aún no se tiene claramente definido algunos de los conceptos, materiales, tolerancias, etc., del producto? ¿Cómo poder reproducir una falla si
aún no se tienen productos representativos de un lote real de producción? ¿Cómo poder predecir la confiabilidad del producto cuando el número de muestras con las que se cuenta durante el desarrollo de un producto son sumamente limitadas?, para poder resolver las preguntas anteriores, se han creado y desarrollado diferentes técnicas para poder contestar estas preguntas y poder así entender y mejorar la confiabilidad de los productos.
Existen algunas pruebas que ayudan a contestar algunas de las preguntas antes mencionadas. Pruebas de vida acelerada, pruebas altamente aceleradas, curvas de crow, pruebas de degradación etc. Muchas de estas técnicas están enfocadas a poder observar fallas y poder con esta información realizar predicciones de confiabilidad y en otros casos obtener información
acerca de los eslabones más débiles del producto para poder mejorar y robustecer el producto y evitar con esto fallas tempranas o no previstas que incrementen los costos de calidad.
17
Manufactura esbelta
La manufactura esbelta es una metodología de trabajo que han adoptado muchas empresas que tiene como objetivo lograr tener procesos que puedan desempeñarse de manera excelente optimizando los recursos necesarios para lograr un alto nivel de desempeño. La manufactura
esbelta parte del principio de “Valor Agregado” y “No Valor Agregado” para poder identificar así las oportunidades de mejora de un procesos u operación. Valor agregado dentro del contexto de la manufactura esbelta está definido como aquellas actividades que el cliente está
dispuesto a pagar por la obtención de un producto, proceso o servicio. Otra forma de identificar el valor en la cadena productiva de un producto, se puede hacer a partir de observar si las actividades realizadas contribuyen directamente con la transformación de la materia prima
para poder obtener un producto terminado. A estas actividades también se les puede identificar como actividades con valor agregado. El resto de las actividades en el contexto de la Manufactura Esbelta son actividades que se desean eliminar o reducir identificando esas actividades como un desperdicio del producto, proceso o servicio.
La manufactura esbelta utiliza diferente tipos de técnicas y herramientas para poder identificar y reducir o eliminar el desperdicio (actividades que no agregan valor).
Aunque a través de la historia existen muchos ejemplos de la aplicación del pensamiento
esbelto en la fabricación de armas y de sistemas de transporte, es Henry Ford quien comenzó a utilizar de manera sistemática algunos de los principios que son ahora característicos de la manufactura esbelta. Más tarde es en Japón a través del Sistema de Producción Toyota que la
manufactura esbelta logra su máximo esplendor. A partir de que las empresas comienzan a entender el modelo operativo de Toyota, este comienza a ser imitado por muchas empresas a nivel mundial no solo en el ámbito de la fabricación de autos, sino que prácticamente en todo
tipo de industria. Los siguientes son algunos de los pensadores que tuvieron contribuciones significativas en la creación del modelo operativo de la manufactura esbelta: William Edward Deming, Taiichi Ohno, Shigeo Shingo, Eijy Toyota entre otros.
Los objetivos específicos que busca la manufactura esbelta, pueden variar de una compañía a otra, sin embargo podrías decir que en términos generales la empresas que desean
implementar un modelo operativo basado en la manufactura esbelta buscan obtener una filosofía de Mejora Continua que les permita reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar la satisfacción de los clientes y mantener el margen de utilidad.
La manufactura esbelta proporciona a las compañías herramientas para sobrevivir en un mercado global que exige calidad más alta, entrega más rápida a más bajo precio y en la cantidad requerida.
18
A partir de la implementación de algunas herramientas y técnicas de la manufactura esbelta, las empresas podrían experimentar potencialmente los siguientes resultados:
Reducir la cantidad y fuente de desperdicios de manera significativa
Reducir el inventario y el espacio en el piso de producción
Crea sistemas de producción más robustos
Crea sistemas de entrega de materiales apropiados
Mejora las distribuciones de planta para aumentar la flexibilidad
La aplicación de los principios y de algunas herramientas de la manufactura esbelta no está limitada únicamente al ámbito de la manufactura. Estos mismos principios se han logrado
aplicar de manera exitosa en cualquier industria y en cualquier área del negocio. Algunos de los beneficios que se pueden generar a partir de su aplicación son:
Reducción en costos de producción
Reducción de inventarios
Reducción del tiempo de entrega (lead time)
Mejor Calidad
Menos mano de obra
Mayor eficiencia de equipo
Disminución de los desperdicios
Sobreproducción
Tiempo de espera (los retrasos)
Transporte
El proceso
Inventarios
Movimientos Mala calidad
Preguntas a resolver del trabajo de tesis
¿Cuáles son los pasos claves que los equipos de diseño deben de considerar al inicio de
un proceso de diseño para asegurar la calidad del producto?
¿Cómo asegurar que las medidas que se van a utilizar durante el desarrollo del producto
aseguren de manera sistemática el cumplimiento de los requerimientos de los clientes?
¿Cómo desarrollar de manera sistemática diseños conceptuales que aseguren la calidad
del producto y que logren vencer a los productos de la competencia?
¿Por qué es importante la variabilidad en el desarrollo de los productos?
¿Cómo predecir la calidad de un producto?
19
¿Cómo robustecer los productos para garantizar la confiabilidad de los mismos?
¿Qué elementos se deben consideran en el proceso para sostener la calidad predicha
durante las etapas de diseño de un producto?
Estrategia y método de investigación
En libros y a través del internet, existen en la actualidad mucha información acerca de Diseño
Para Seis Sigma, Confiabilidad y Manufactura esbelta. Estos dos recursos serán fuente
importante de información recabada durante este trabajo de tesis.
A través del tiempo he podido recolectar información y ejemplos que me van a permitir ilustrar
y profundizar acerca de la aplicación de las diferentes herramientas y métodos que voy a estar
desarrollando a través de este trabajo de tesis. Recurriré al uso de datos y ejemplos reales de
proyectos en los cuales haya colaborado o a los que pueda tener acceso.
Es importante señalar que en muchos casos tendré que modificar la información para no
comprometer información de índole confidencial de las empresas.
Otro de los beneficios al realizar este trabajo de tesis son las redes sociales que tengo en
diferentes organizaciones. Estas personas me pueden proporcionar ayuda a través de
brindarme sus puntos de vista acerca de algunas de las propuestas en el uso de las
herramientas. Tengo la fortuna de conocer a muchas personas que poseen conocimientos
prácticos y profundos acerca de los temas que voy a estar presentado en esta tesis. Su ayuda y
colaboración durante el desarrollo de este trabajo contribuirá a garantizar que los
planteamientos sean adecuados para los diferentes grupos a los que este trabajo de tesis va
dirigido.
Objetivos generales del trabajo de tesis
El objetivo de esta tesis es proporcionar una guía práctica que ayude en la comprensión y
aplicación del uso de las herramientas de Diseño Para Seis Sigma, Confiabilidad y Manufactura
esbelta en el contexto del desarrollo de nuevos productos.
Proporcionar una metodología que integre métodos, técnicas y herramientas de Diseño Para
Seis Sigma, Confiabilidad y Manufactura Esbelta en el contexto del desarrollo de nuevos
productos.
20
Objetivos específicos
Reconocer la importancia que tiene para el proceso de diseño iniciar con un listado de
requerimientos por parte de los clientes.
Identificar los elementos que se relacionan con DFSS, Confiabilidad y Manufactura
Esbelta desde la definición de un proyecto de diseño.
Identificar los críticos para la calidad de desempeño o también llamados críticos para la
calidad de sistema
Identificar dentro de esos críticos, los elementos vinculados al DFSS, Confiabilidad y
Manufactura Esbelta.
Identificar herramientas específicas que faciliten el proceso de desarrollo conceptual de
nuevos productos.
A partir de la identificación de los críticos para la calidad, evaluar los diseños
conceptuales y optimizarlos para poder así incrementar las probabilidades de
desarrollar diseños que superen las expectativas del cliente y del mercado.
Identificar los elementos claves que se deben considerar durante el desarrollo de
producto para incrementar la confiabilidad.
Entender la importancia que tiene la variabilidad para predecir, mejorar y optimizar la
calidad en el desarrollo de productos.
Entender la importancia que tiene la manufactura en las etapas tempranas del diseño
de los productos para facilitar el cumplimiento de los objetivos que persigue la
manufactura esbelta.
Alcance y trascendencia
Son muchos los errores que he cometido en la aplicación de los principios, métodos y las
herramientas de las tres metodologías que se van a tratar en esta tesis, también es cierto que
de los errores que he cometido, siempre he tratado de obtener una enseñanza. Son esas
enseñanzas las que me gustaría plasmar en este trabajo de tesis. Mi intención al desarrollar
esta tesis es proporcionar a los lectores un panorama real y práctico acerca de los problemas
que la mayoría de los equipos de diseño enfrentar en el proceso de desarrollo de nuevos
productos.
Este trabajo está escrito en el idioma español para que pueda servir como una guía para
muchas medianas y pequeñas empresas en los mercados latinoamericanos que no tienen
21
acceso a entrenamientos o consultorías enfocada al diseño y desarrollo de nuevos productos.
Un trabajo de esta naturaleza podría representar para los lectores un parte aguas en sus
procesos de desarrollo de nuevos productos. Este trabajo podría ayudar a muchas empresas a
mejorar a reducir costos ocasionados por la falta de calidad de sus productos y podría también
servir como una metodología que ayude a las empresas a mejorar la satisfacción de los clientes
y con esto garantizar un crecimiento o una mayor participación en los mercados locales y
globales.
La práctica en el uso de las técnicas y herramientas de las tres metodologías, me ha permitido
además probar y ajustar los métodos de trabajo y las herramientas que tienen mayor impacto
para las empresas. Los conceptos que se van a mostrar en esta tesis, son prácticas que han
demostrado ser exitosos para las empresas que he tenido la oportunidad de colaborar. En
muchos de los casos el planteamiento en el uso de las herramientas, tendrá un enfoque
innovador. Ya que en mi experiencia he tenido que utilizar diferentes mé todos, he tenido la
necesidad de ajustar las herramientas de tal forma que resulten prácticas, y al mismo tiempo
que garanticen el resultado esperado.
22
Comprendiendo la voz del cliente
Una rana trataba de convencer a un niño diciéndole:
“Bésame y me convertiré en una hermosa princesa y me casaré contigo”
El niño pensó por un momento y puso a la rana en el bolsillo de su pantalón, declinando la
oferta de la rana.
¿Por qué hizo el niño semejante cosa?
Porque un niño prefiere tener una rana que habla que una hermosa princesa.
Robert Cooper, (inventor de Stage Gate Tm) encuestó a 300 compañías en 13 diferentes fases
del desarrollo de nuevos productos. Los estudios de mercado enfocados a estudiar las
necesidades de los clientes fue el eslabón más débil, solamente en el 25% de los proyectos se
estudiaron las necesidades de los clientes.
Diferentes investigaciones muestran que las empresas de manufactura en norte América,
solamente hacen estudios de mercado detallados el 25% de las veces que emprende n una
iniciativa de diseño o rediseño de un nuevo producto o proceso. Otro dato revelador es que la
calidad de los estudios de mercado es de 5.74 en una escala del 1 al 10.
Introducción
En las actividades que involucran el diseño o rediseño de productos, procesos o servicios, es
muy importante identificar las necesidades de los clientes para los cuales el producto, proceso
o servicio va a ser diseñado o rediseñado. Para evitar ser redundante a lo largo de este capítulo
y en general durante el resto del trabajo de esta tesis, cuando haga referencia al diseño o
rediseño de productos, se debe entender que potencialmente los conceptos podrían aplicar al
diseño o rediseño de productos, procesos y servicios.
En la experiencia que tengo con el desarrollo de productos he observado que las empresas
generalmente no cuentan con un proceso estructurado, a través del cual puedan recolectar de
manera sistemática la voz del cliente.
Generalmente el enfoque inicial del proyecto está vinculado con aquellas características que
motivan a los clientes a tomar la decisión de comprar el producto en el punto de venta. Con
frecuencia estos atributos están relacionados con elementos estéticos o de apariencia del
producto.
Muchas empresas piensan, que el enfoque hacia los conceptos estéticos y de apariencia de un
producto resultará en productos ganadores en el piso de venta, esto puede resultar cierto
23
cuando las victorias que buscan la empresa se enfocan en las ganancias de corto plazo. Las
empresas que ignoran o minimizan aspectos relacionados con el desempeño y funcionalidad de
un producto tendrán por consecuencia una baja calidad en los productos y por ende altos
costos relacionados con la falta de calidad (costos de la no calidad).
En un mundo globalizado donde cada día existe una mayor competencia en los mercados
donde los productos se comercializan, no solo es importante enfocarse en brindar a los clientes
o usuarios las características estéticas que logren garantizar las ventas en el piso de venta, sino
también las empresas deben de poner atención en satisfacer las necesidades de los clientes en
todos los ámbitos del producto. Esos ámbitos se pueden resumir en Costo, Calidad, Entrega y
Seguridad (C.C.E.S.).
Escuchar a los clientes representa un paso fundamental en el desarrollo de un producto.
Identificar las necesidades de los clientes no es tarea fácil, requiere que las empresas tengan
una cultura centrada en el cliente. El enfoque al cliente aparenta ser obvio pero en la realidad
no es así. El enfoque excesivo en el cumplimiento de las metas financieras de corto plazo al
interior de las empresas, puede traer como consecuencia una poca o nula atención en el
estudio de las necesidades y requerimientos de los clientes.
Resulta paradójico que las empresas no tengan un enfoque hacia el cliente, ya que a partir de
satisfacer a los clientes con productos o servicios ganadores las empresas logran sostener e
incrementar las ganancias del negocio.
Los problemas que enfrentan muchas empresas en torno a la calidad, representan un reto y
una amenaza para poder sobrevivir en los mercados. Los costos por la falta de calidad en los
que incurren muchas organizaciones, impacta directamente el estado de resultados y generan
pérdidas que son difíciles de sostener en el corto, mediano o en el largo plazo.
Los clientes que experimentan una mala calidad en los productos difícilmente van a repetir la
compra, además existe una alta probabilidad de que estos clientes logren influenciar a otros
clientes potenciales de manera negativa para no comprar los productos o servicios debido a la
mala calidad que los clientes han experimentado. Esto traerá como resultado una pérdida de
mercado y por ende un decremento en las ventas.
Para que una empresa pueda ser exitosa en el desarrollo de nuevos productos, debe de darse a
la tarea de entender qué es exactamente lo que necesita el cliente. Resulta fundamental que
las empresas que desean tener éxito, tengan un proceso estructurado para poder escuchar la
voz del cliente y poder así incorporarla a las características del producto que logren satisfacer
sus necesidades.
24
En este capítulo explicaré algunos de los elementos claves que deben ser considerados para
poder escuchar la voz del cliente y poder así incorporarla en el desarrollo de nuevos productos.
En los capítulos iniciales, explicaré porque es importante entender las características básicas de
un producto. Hablaremos de la importancia que tiene no solo capturar las necesidades verbales
del cliente, también hablaremos de la importancia que tiene considerar las necesidades que el
cliente no ha sido capaz de verbalizar.
En estos capítulos iniciales hablaremos y profundizaremos en el estudio y tratamiento de la voz
del cliente, estos capítulos serán de gran importancia a lo largo de este trabajo de tesis,
recordemos que la voz del cliente debe representar el hilo conductor del resto de los capítulos
que vamos a tratar. Ninguna empresa debería estar satisfecha acerca de su posición en la
comprensión de las necesidades de los clientes. La comprensión de las necesidades del cliente y
la forma en la que las organizaciones son capaces de traducir esa voz en los productos que se
están diseñando y produciendo debería de ser una de las grandes áreas de enfoque de la
mejora continua de cualquier organización.
El modelo de Kano
La mayoría de la literatura que hace referencia a la “voz del cliente”, usa muchos de los elementos contenidos en la teoría desarrollada por Noriaki Kano.
Noriaki Kano es un educador, exponente, escritor y consultor en el campo de la calidad.
Mr. Kano desarrolló un modelo de satisfacción del cliente que se le conoce como “El modelo de Kano”.
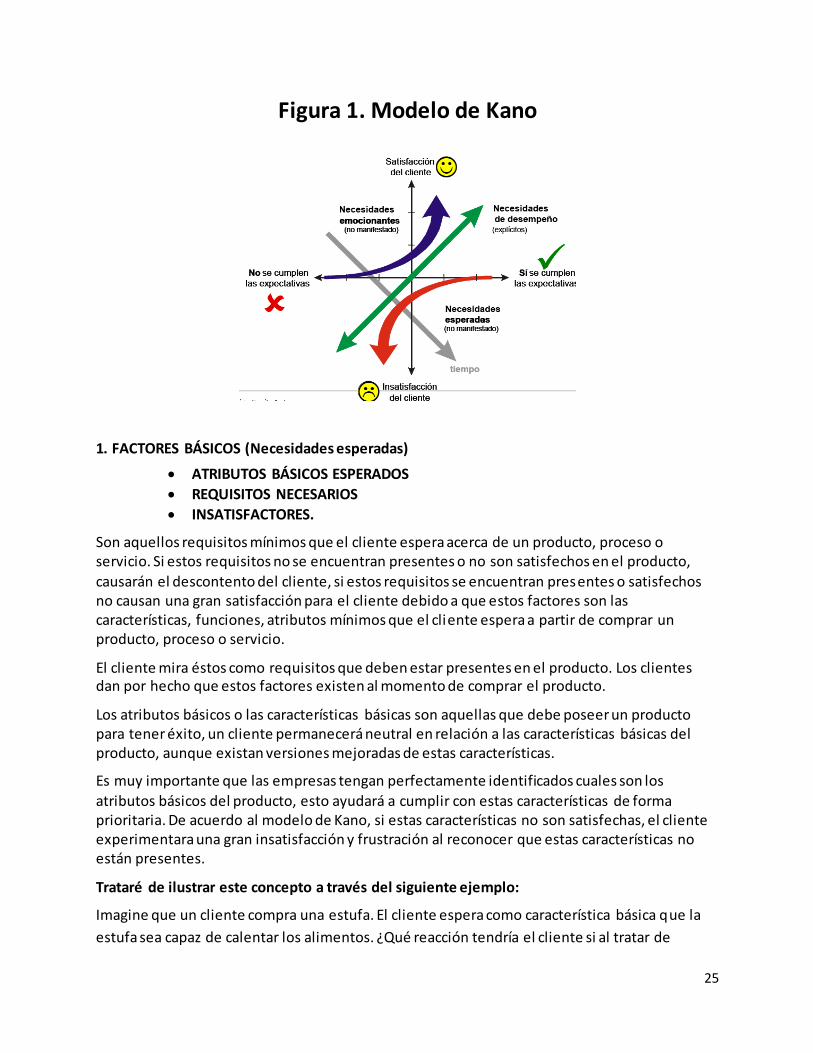
En los años ochenta, el profesor Noriaki Kano desarrolló este modelo que analiza varios
aspectos acerca de las necesidades de los clientes. Dr. Kano, desarrolló una teoría y un diagrama que ayuda a entender la forma en la que los clientes manifiestan de manera explícita o implícita las necesidades o requerimientos que tienen acerca de un producto (ver figura 1).
Noriaki Kano identifica tres elementos fundamentales en la perspectiva de los clientes y explica como estos elementos tienen una relación directa con la satisfacción que los clientes
experimentan acerca de los productos, procesos o servicios. A continuación hablaremos acerca de los elementos que Noriaki Kano identifica en su modelo:
25
Figura 1. Modelo de Kano
1. FACTORES BÁSICOS (Necesidades esperadas)
ATRIBUTOS BÁSICOS ESPERADOS
REQUISITOS NECESARIOS
INSATISFACTORES.
Son aquellos requisitos mínimos que el cliente espera acerca de un producto, proceso o servicio. Si estos requisitos no se encuentran presentes o no son satisfechos en el producto,
causarán el descontento del cliente, si estos requisitos se encuentran presentes o satisfechos no causan una gran satisfacción para el cliente debido a que estos factores son las características, funciones, atributos mínimos que el cliente espera a partir de comprar un producto, proceso o servicio.
El cliente mira éstos como requisitos que deben estar presentes en el producto. Los clientes dan por hecho que estos factores existen al momento de comprar el producto.
Los atributos básicos o las características básicas son aquellas que debe poseer un producto para tener éxito, un cliente permanecerá neutral en relación a las características básicas del producto, aunque existan versiones mejoradas de estas características.
Es muy importante que las empresas tengan perfectamente identificados cuales son los
atributos básicos del producto, esto ayudará a cumplir con estas características de forma prioritaria. De acuerdo al modelo de Kano, si estas características no son satisfechas, el cliente experimentara una gran insatisfacción y frustración al reconocer que estas características no están presentes.
Trataré de ilustrar este concepto a través del siguiente ejemplo:
Imagine que un cliente compra una estufa. El cliente espera como característica básica que la
estufa sea capaz de calentar los alimentos. ¿Qué reacción tendría el cliente si al tratar de
26
encender los quemadores, los quemadores encendieran? Ante esta situación el cliente no
estaría extremadamente contento simplemente estaría satisfecho de saber que el producto
cumple con una de las características básicas. ¿Qué pasaría si por el contrario los quemadores
no encienden? El cliente va a experimentar una gran frustración y probablemente enojo, al
saber que el producto no está satisfaciendo las necesidades mínimas que él requiere y para lo
que ha comprado el producto.
2. FACTORES DE DESEMPEÑO (Necesidades de desempeño)
ATRIBUTOS DE RENDIMIENTO
REQUISITOS UNI-DIMENSIONALES
FACTORES DEL DESEMPEÑO
Existen factores que causan satisfacción si el desempeño es alto y causan descontento si el desempeño es bajo. Estos factores están conectados típicamente con las necesidades explícitas
de los clientes. Es a través de las características de desempeño que una empresa compite con el resto para poder ganar la confianza de los clientes y lograr así que los clientes continúen comprando los productos o servicios ofrecidos por la empresa. Cuanto mayor sea el
rendimiento demostrado en estas características, mayor será la satisfacción de los clientes. Los factores de desempeño se identifican como aquellas características y funciones que el
cliente espera, y que le permiten acceder a un mejor uso y un mayor aprovechamiento de las funciones que brinda el producto para satisfacer sus necesidades.
Existen un gran nivel de proporcionalidad entren el nivel de rendimiento de estos atributos y la satisfacción del cliente. Esta es la dimensión que las empresas utilizan para asignar métricas o mediciones que les permiten medir el desempeño del producto o servicio y poder conectar estas mediciones con la satisfacción de los clientes.
Trataré de ilustrar este concepto con el siguiente ejemplo:
Imagine que compra un producto que requiere ser instalado por ejemplo una llave de agua para el “Sink”. Esto implica que cuanto menor sea el tiempo que el cliente tarda en instalar el producto mayor será su satisfacción. El desempeño entonces esta medido por el tiempo de
instalación. A partir de esta medida de desempeño un producto puede distinguirse del resto de los competidores y esto podría ser determinante para motivar la decisión de compra del cliente.
3. FACTORES DE EXALTACIÓN (Necesidades emocionantes)
ATRIBUTOS DE IMPACTO (INESPERADOS/ SORPRENDENTES)
SATISFACTORES
EXALTACIÓN
Son aquellos atributos del producto que pueden aumentar en gran medida la satisfacción del
cliente si son entregados de forma correcta, pero que también podrían causar un descontento
27
si no se entregan. Estas son características que en realidad el cliente no espera del producto, proceso o servicio que va a adquirir. Muchas veces este tipo de factores responden a satisfacer
necesidades que el cliente no ha expresado verbalmente pero que las empresas han identificado como una necesidad. Las empresas en ocasiones desarrollan alguna característica en el producto para poder satisfacerla.
Estos atributos sorprenden al cliente y generan placer, a partir de estos atributos de exaltación, una empresa de cualquier tipo puede realmente distinguirse de sus competidores de una manera positiva.
Piense que usted es un cliente y que compra o contrata un producto para satisfacer una necesidad, ¿qué reacción tendría usted si por el mismo precio usted recibiera una característica inesperada que satisface alguna de sus necesidades? Generalmente a través de
estas características muchas veces innovadoras, las empresas logran incrementar su participación de mercado, así mismo, los clientes recomiendan el producto o servicio con personas que se encuentran a su alrededor.
Los atributos de exaltación son aquellos que sorprenden favorablemente al cliente porque le generan beneficios y rendimientos inesperados, con los que en principio no contaba.
Es difícil identificar estas características en los productos, debido a que los clientes las
consideran inesperadas. Recordemos que estas son características que satisfacen una necesidad no necesariamente expresada por los clientes, así que existe un ri esgo mayor al tratar de satisfacer estas necesidades ya que resulta complicado ser asertivo en su cumplimiento.
Los atributos de impacto representan deseos ocultos y desconocidos, nuevas facetas de uso y aplicación, situaciones que requieren personalizar el producto para el cliente.
Si un determinado atributo proporciona una ventaja competitiva, frecuentemente muchos competidores intentarán imitar esta característica. Es a partir de este tipo de características
que las empresas líderes se distinguen del resto. Generalmente las empresas que son líderes en el mercado son las que se atreven a tomar riesgos con el propósito de satisfacer características y necesidades no expresadas por los clientes.
El riesgo está presente ya que en el intento por tratar de satisfacer alguna necesidad, podría generarse una característica que no agregue valor para el cliente y el cliente podría resultar muy insatisfecho como resultado de esta característica.
Conclusiones acerca del modelo de Kano.
A partir de la globalización de los mercados, las empresas han tenido que elevar sus estándares y niveles de calidad para poder sobrevivir y continuar creciendo. Es por esto que pese a que este modelo fue desarrollado hace muchos años, ahora más que nunca el modelo de Kano tiene relevancia para las empresas. Cada día los clientes, esperan no solo las características básicas
de un producto, también esperan una alta calidad en los parámetros de desempeño y efectividad en el desarrollo de características de exaltación por parte de las empresas.
28
A partir de la descripción anterior acerca de las características básicas, de desempeño y de exaltación, podríamos esperar que los clientes:
Exijan las características básicas.
Esperen o requieran un alto rendimiento y eficiencia en los atributos de desempeño.
Que las empresas descubran y proporcionen las características de exaltación que satisfagan o generen necesidades no expresadas por los clientes.
La comprensión y aplicación del modelo de Kano en el desarrollo de nuevos productos, procesos y servicios puede ayudar a las empresas a mantener un enfoque al cliente, a enfocar los esfuerzos de la organización y a entender y asignar prioridades para poder así asignar los recursos necesarios en función de las necesidades que establezcan los clientes.
Características del producto
Robin Lawton es un consultor con amplia experiencia y conocimiento acerca de la voz del
cliente y otros temas relacionados con la calidad. En algunos de sus artículos y conferencias
Robin Lawton, habla acerca de la voz del cliente y de tres elementos que ha podido identificar a
partir de estudiar y observar el comportamiento de los clientes. Los elementos a los que hace
referencia tienen mucha correlación con los elementos descritos anteriormente en el modelo
de Kano. Sin embargo vale la pena explorar la perspectiva proporcionada ya que de forma clara
y sencilla, ayuda a entender porque muchas de las empresas no logran conectar sus esfuerzos
de diseño o rediseño de productos con las necesidades expresadas por los clientes.
El primer elemento son las “Expectativas de desempeño”, aquellas características que están
relacionadas con criterios “objetivos” acerca de lo que el cliente quiere. La “Expectativa de
desempeño” es la transformación de una necesidad que tiene el cliente a un parámetro a
través del cual esa necesidad puede ser medida. A esto se le conoce como medida de
desempeño.
Por ejemplo si un cliente desea comprar una camisa de seda y esta camisa se encuentra dentro
de una bolsa, resultaría difícil para el cliente tomar una decisión acerca de la compra, Si el
producto está en una bolsa, el cliente esta privado de poder percibir a través del sentido del
tacto la característica que potencialmente el cliente podría estar buscando en la compra de una
camisa (textura suave).
Sin embargo que pasaría si se asignara una medida de desempeño que ayudara a medir la
percepción del cliente, esta medida ayudaría a que sin que necesariamente el cliente tocara la
tela se pudiera asignar un valor a la camisa. Supongamos que asignamos una medida para ese
atributo, “Número de hilos por pulgada cuadrada”. Si el cliente observara esa medida él podría
a través de esta medida de desempeño, asignar un valor al producto y podría establecer un
parámetro de comparación que le ayudaría a realizar su compra. Esta medida ayudaría a
29
establecer un vínculo entre el atributo deseado por el cliente (textura suave) y el producto. Esto
facilitaría el proceso de toma de decisión para el cliente.
Del ejemplo anterior (camisa de seda) se puede observar que frecuentemente las empresas
hablan en términos de desempeño cuando lo que verdaderamente busca el cliente es la
percepción acerca de una característica de calidad. Si ordenáramos la prioridad del cliente al
momento de realizar su compra, veríamos que la percepción del cliente se encuentra en primer
lugar mientras que para la empresa el desempeño es lo que ocupa el primer lugar durante las
etapas del desarrollo de un producto.
A partir de lo anterior podríamos concluir que el orden de prioridades entre el cliente y la
empresa es diferente:
El cliente valora La empresa
1-Percepción 1-Desempeño
2-Desempeño 2-Percepción
Ahora me gustaría hablar de otro término, La “Salida”, definamos este términos en el contexto
de un producto, como el resultado de lo que el cliente obtiene del producto. El resultado es el
propósito que espera el cliente de la compra del producto o servicio que el cliente adquiere. Si
agregamos este elemento a la ecuación, podemos decir que existen tres elementos que
resultan importantes entender en el tema de la satisfacción del cliente. Salida, Percepción y
Desempeño. Estos tres elementos son de suma importancia en el entendimiento de la voz del
cliente. Anteriormente vimos que las prioridades del cliente y las prioridades de la empresa, no
necesariamente están alineadas. Al agregar la salida como otro elemento en la ecuación,
resulta evidente la falta de alineación de esos tres elementos entre el cliente y las empresas.
Veamos ahora las prioridades al agregar este nuevo elemento a la ecuación.
El cliente valora La empresa
1 - Salida - 3
2 - Percepción - 2
3 - Desempeñó - 1
30
Comprender estos tres elementos es muy importante para que las empresas puedan entender
mejor y escuchar mejor, las necesidades de los clientes. A través de preguntar y escuchar
mejor, las empresas pueden hacer un mejor trabajo en alinear los esfuerzos de la empresa en
función de las verdaderas necesidades del cliente, esto se traducirá en mejores diseños y
mejores métricas que ayudarán a realizar productos de alta calidad.
Despliegue de la función de calidad (DFC)
Entre los objetivos claves para el desarrollo de nuevos productos se encuentra cumplir con las
metas y objetivos de la organización. Normalmente estos objetivos están relacionados con las
ganancias, la participación de mercado, la posición de la marca, la calidad del producto, etc.
Aun las organizaciones altruistas, tienen la misión de satisfacer su propósito, tales como salud,
educación, o calidad de vida para las personas a las que la organización va dirigida.
Estas metas y objetivos comúnmente requieren entregar productos, procesos o servicios a los
clientes que les permitan resolver sus problemas y necesidades. Es vital en este proceso de
desarrollo de productos, crear productos que agreguen valor para poder gustar y deleitar a los
clientes, desarrollando productos que ayuden al bienestar y a la satisfacción de las necesidades
físicas y emocionales de los clientes. Debido a lo anterior, las personas que desarrollan estos
nuevos productos, deben de entender cuáles son los problemas que los clientes enfrentan para
poder diseñar soluciones funcionales, emocionales y que además tengan un costo efectivo.
También es importante hacerlo bien a la primera vez. Desarrollar productos utilizando el
formato “prueba y error” puede ser muy riesgoso, muy lento y además muy costoso.
La soluciones de diseño para satisfacer las necesidades de los clientes, idealmente deberían ser
producto de un esfuerzo colectivo de los equipos de diseño, estas soluciones deben ser
comunicadas entre todos los que están involucrados en el desarrollo del producto para
asegurar que cada función enfoque sus esfuerzos en entregar a los clientes lo que les interesa,
en tiempo y en presupuesto. Si las soluciones no son producto de un esfuerzo colectivo y si no
existe una buena comunicación entre los miembros del equipo de diseño, existe el riesgo de
trabajar en propósitos cruzados que benefician a un área o departamento en particular pero
que no consideran las necesidades y prioridades expresadas por los clientes de forma general.
Debido a que las metas de los clientes y de los procesos de cada departamento de una
organización son diferentes, el despliegue de la función de calidad no puede ser un traje a la
medida de todos, o una simple receta de cocina. El DFC, debe adecuarse para que pueda
ajustarse a las metas, la gente y los procesos de cada organización.
El despliegue de la función de calidad se utiliza para asegurar la correcta comunicación y
alineación de los equipos de diseño, esta herramienta fue diseñada no necesariamente para
31
trabajar más duro sino para trabajar de manera inteligente y sistemática, a través de enfocar
los esfuerzos de diseño y así poder satisfacer las necesidades de los clientes.
Reflexione por un momento en algunas de las actividades típicas que se realizan al interior de
una empresa. Por ejemplo:
Compra de software y hardware
Reunión de seguimiento a resultados
Entrenamiento para el área de ingeniería
Certificación ISO
Para poder garantizar que este tipo de actividades que suceden al interior de la empresa
agregan valor, la empresa debe asegurar que estas actividades estén alineadas con las
necesidades o requerimientos de los clientes. Los procesos en una organización se deben de
enfocar en lo que más le importa a sus clientes. El despliegue de la función de calidad, define el
valor a partir de identificar qué es lo más importante para el cliente. Las organizaciones que
diseñan de manera tradicional tiene un enfoque muy débil en el cliente, y se e nfocan
principalmente en mejorar los productos en las áreas donde ellos no el cliente piensan es
importante. Frecuentemente se enfocan meramente en cosas nuevas o difíciles o en aquellas
cosas que representan un mayor beneficio en la reducción de costos.
Cada persona dependiendo de la fase del proceso de desarrollo de un producto podría tener
un entendimiento diferente de lo que es más importante para el proyecto y para el cliente. Esto
podría traer como consecuencia que a pesar de que las personas hagan su mejor esfuerzo en la
ejecución de las actividades de un proyecto o una tarea, los resultados pueden ser mejoras que
tienen poco o nulo valor para el cliente. El esfuerzo aplicado en las tareas que no son
importantes para el cliente, se traduce en desperdicio. También puede ocurrir que las mejoras
que son necesarias para el cliente, no son producidas a tiempo debido a la escasez de recursos
para enfocarse en lo que verdaderamente agrega valor para el cliente. Esto puede traer como
consecuencia demoras costosas, re trabajos y rediseños. No estar enfocado en las necesidades
y prioridades del cliente resulta en una forma de trabajo ineficiente ya que carece del enfoque
correcto.
A menos de que las empresas y las personas apliquen su mejor esfuerzo desarrollando las cosas
que le importan al cliente, las empresas estarán desperdiciando recursos.
El desarrollo de productos es una cadena de actividades. La calidad de los productos está
determinada por el eslabón más débil. Este es un principio fundamental de los sistemas, y del
pensamiento sistémico. Aplicar los recursos y los esfuerzos en áreas que no son importantes
para tus clientes es un error de mejora fundamental en el proceso del desarrollo de un

32
producto. Lo anterior podría escucharse trivial sin embargo esto sucede frecuentemente en
muchas empresas.
Para poder tener un proceso coherente, se debe entender qué es importante para los clientes y
en segundo perfeccionar el proceso del desarrollo de nuevos productos para poder entregar a
los clientes un producto, proceso o servicio con las características que son importantes para el
cliente. El despliegue de la función de calidad, fue desarrollado hace 30 años para ayudar a las
empresas a incrementar las probabilidades de entregar un producto que satisfaga las
necesidades del cliente.
La forma tradicional de asegurar la calidad se enfoca frecuentemente en el seguimiento de
estándares de trabajo, automatización de procesos para eliminar gente. En organizaciones más
maduras, los equipos de mejora de calidad son motivados a identificar problemas y resolverlos.
Cada día más y más organizaciones están descubriendo que la ausencia de problemas no es
suficiente para poder tener una ventaja competitiva en un mercado tan global y agresivo como
el que se vive en esta época. Las empresas que trabajan poco, incluso las que trabajan mucho
pero no inteligentemente pronto quedan eliminadas por la competencia.
El despliegue de la función de calidad, es un tanto diferente de los sistemas de calidad
tradicionales que se enfocan en minimizar la calidad negativa (como pobreza en el servicio o
productos descompuestos), en ese tipo de sistemas, lo mejor que se puede obtener son
productos que “no tiene nada malo”, lo cual resulta insuficiente, cuando otros jugadores en el
mercado son capaces, además de minimizar la calidad negativa, también se enfocan en
maximizar la calidad positiva (conveniencia, calidad percibida, facilidad de uso, etc.), Ese
enfoque intenta crear valor. El despliegue de la función de la calidad es una herramienta y
metodología de diseño y calidad que trata específicamente de entender y satisfacer al cliente.
Se concentra en maximizar la satisfacción de los cl ientes (calidad positiva). El DFC se enfoca en
entregar valor a través de buscar satisfacer las necesidades expresadas y no expresadas por los
clientes. Traduce la información que provee el cliente, para poder incorporarla en los diseños y
comunicarla a través de la organización. El DFC permite a los equipos de trabajo, priorizar los
requerimientos del cliente y compararlos contra la competencia, para poder alinear y dirigir los
recursos y esfuerzos de la empresa y lograr ventajas competitivas que sean significativas en el
mercado.
33
Las organizaciones no pueden en la actualidad tolerar gastar recursos financieros, de tiempo y
humanos en cosas que a los clientes no les interesan o en donde son claramente los líderes.
Estos son algunos de los objetivos que se pueden lograr con el uso del DFC:
Descubrir y documentar las necesidades y requerimientos de los clientes
Identificar y asignar prioridades en las cosas que son importantes para los clientes
Alinear las especificaciones técnicas del producto o diseño para garantizar la satisfacción
de los clientes
Crear y entregar valor a través del desarrollo de un proceso coherente
El DFC no es solo una matriz que documenta las necesidades de los clientes, es una herramienta
que ayuda a realizar un análisis sistemático de las necesidades de los clientes y de la
organización, para poder identificar y desarrollar estrategias que incrementen las
probabilidades de éxito en los mercados, ayudando así a la permanencia y rentabilidad de las
empresas que lo aplican.
En el proceso del DFC, existen algunas preguntas básicas que deben ser respondidas:
¿Cuál es el producto que estamos tratando de desarrollar?
¿Cuáles son las metas preliminares de tu proyecto para desarrollar este producto?
¿Quién juzgará si tu proyecto ha alcanzado o no las metas?
¿Cómo será evaluado el proyecto?
¿Quién lo va a evaluar?
¿Cuáles son los objetivos del negocio en relación al proyecto?
¿Cuál es el caso de negocio?
¿Cuáles son las metas con las que será evaluado el equipo?
La respuesta a estas preguntas ayudará a que los miembros del equipo estén alineados a
trabajar en objetivos y metas comunes. Esto ayudará a evitar que los participantes estén
trabajando para satisfacer metas y objetivos de su departamento en lugar de estar enfocando
en los resultados globales del negocio, costo, calidad, entrega y seguridad.
Las preguntas planteadas anteriormente deben ser determinadas en las etapas tempranas del
ciclo de desarrollo de un producto, para asegurar que las actividades de los equipos
multifuncionales estén alineadas con lo que más le importa al negocio.
Existen muchos tipos y formas de desarrollar el despliegue de la función de calidad,
dependiendo del tipo de proyecto. El objetivo en la aplicación siempre es el mismo, entender
las necesidades de los clientes y diseñar un producto que logre satisfacerlas.
34
El proceso del DFC varía dependiendo de las circunstancias que cada empresa enfrenta en el
momento de aplicarlo.
Varias son las metas que persigue la implementación del despliegue de la función de calidad. A
continuación se mencionan las metas que las empresas podrían estar buscando:
Mejorar la satisfacción del cliente medida a través de lograr un incremento del 25% en
la retención de los clientes.
Incrementar en un 3% la participación de mercado en los siguientes 5 años
Reducir los costos de no calidad en un 50% a través del rediseño de una familia de
productos.
El DFC puede afectar diferentes elementos del negocio:
Objetivos de la organización: Ganancia, participación de mercado, marca, etc.
Metas del producto: Como desempeño, funcionalidad, confiabilidad
Metas del proyecto: Como terminación del proyecto en tiempo, presupuesto, etc.
Visita al sitio “gemba”
Uno de los errores más comunes que cometen las empresas es enfocar el estudio de lo que
quiere el cliente (voz del cliente) en un grupo de personas que no necesariamente van a
comprar nuestros productos. Es importante distinguir entre la persona para la cual se está
diseñando un producto en términos de sus características funcionales, de uso y de apariencia, y
el grupo demográfico para el cual tus esfuerzos de publicidad y promoción van a estar dirigidos.
La definición de cliente aunque pudiera parecer trivial, resulta de suma importancia en el
estudio de las necesidades de los clientes. Los clientes son las personas que inyectan dinero a la
compañía en cualquier punto de la cadena de suministros a través de comprar productos,
procesos o servicios. La definición de cliente interno podría resultar peligrosa si se pierde la
perspectiva de cuáles son las necesidades que los clientes externos desean o esperan de un
producto o servicio. Esforzarse por satisfacer a los clientes internos antes de entender que es lo
que los clientes externos necesitan generalmente resulta en la creación de características o
actividades que no agregan valor o que el cliente no está dispuesto a pagar.
Debido a lo anterior resulta vital que al iniciar un proyecto de desarrollo de un nuevo producto
se respondan las siguientes preguntas:
¿Quién es el cliente?
¿Qué cliente te va a ayudar a alcanzar tu objetivo?
¿Son todos los clientes igualmente importantes?
35
¿Son algunos clientes más valiosos que otros?
¿Tenemos los recursos para visitar a los clientes?
Si los recursos son limitados, ¿cuál es la mejor manera de asignar los recursos?
Los estudios de mercado tradicionalmente identifican a los clientes en función de los niveles
socioeconómicos para los cuales el producto va dirigido, esto no necesariamente garantiza que
ese grupo sea el que mejor representa a los clientes. Generalmente estos análisis se hacen en
un ambiente diferente al que el cliente va a estar utilizando el producto. Una de los aspectos
fundamentales en el estudio de las necesidades de los clientes es visitar la gemba.
Gemba es un término Japonés que se refiere al piso de producción, en el caso del estudio de las
necesidades y requerimientos del cliente, nos referimos a la gemba, como al lugar y ambiente
donde el cliente utiliza el producto.
Los japoneses usan el término gemba, para describir la fuente verdadera de información. En
manufactura gemba se refiere al piso de trabajo donde la materia prima es transformada.
Cuando hay un problema, los ingenieros van directamente al área de trabajo y usan sus propios
ojos para ver, sus propios oídos para escuchar sus propias manos para tocar, ellos confían en la
experiencia directa para entender la situación.
La gemba es donde el producto o servicio entrega el valor o no al cliente, el lugar donde el
producto realmente es usado. Es en la gemba donde realmente vemos quienes son nuestros
clientes, cuales son los problemas reales que enfrentan, y como utilizan nuestro producto o
servicio.
En el contexto del desarrollo de nuevo productos, ir a la gemba es fundamental para ver y
entender los problemas de nuestros clientes y las oportunidades que se van presentando
cuando el cliente utiliza nuestro producto o servicio bajo diferentes condiciones.
Algunas de las técnicas tradicionales como grupos de enfoque y encuestas o entrevistas, sacan
a los clientes del ambiente y del contexto donde utiliza el producto. Las visitas a la gemba se
basan en lo contrario. Queremos ir a observar directamente como es que el cliente utiliza
nuestros productos, que retos y problemas enfrenta para que el equipo de diseño pueda
resolver y satisfacer de manera más efectiva sus necesidades. En esta técnica no queremos
tener a los clientes en una sala de conferencia a menos claro que el producto que se desee
diseñar sean mesas o sillas. La visita al sitio de trabajo gemba se esfuerza en emplear todos los
sentidos dentro del contexto en el que el cliente usa nuestro producto o servicio con el objetivo
de ayudar a nuestros clientes a resolver sus problemas a partir de la comprensión de sus
requerimientos y necesidades.
36
No hay nada que pueda substituir una visita al piso de trabajo. La visita a la gemba puede
representar una experiencia que puede cambiar positivamente el rumbo de una compañía.
Uno de los aspectos más importantes en el estudio de las necesidades de los clientes es el
proceso de planeación de las visitas a la gemba, en donde también resulta importante
determinar a la persona responsable de recolectar y analizar la información de los clientes
obtenida en estos estudios.
Como se mencionó anteriormente la definición del cliente en el estudio de sus necesidades es
muy importante, para poder estudiar sus necesidades y requerimientos. En el proceso del
estudio de las necesidades, vamos a necesitar, hablar, encuestar y observar a los usuarios.
Necesitamos observar con mucho detalle las formas en las que el cliente usa el producto en
ambientes y condiciones tan cercanas a la realidad como nos sea posible. Entre más tiempo
podamos observar a los clientes utilizando el producto, proceso o servicio más claridad vamos a
tener acerca de las necesidades y requerimientos que tienen. Este es el primer paso para poder
darle al cliente productos que agreguen valor. La definición de valor está vinculada con aquellas
características del producto por las que el cliente está dispuesto a pagar.
La observación directa de los clientes abre muchas oportunidades para poder estudiar las
necesidades que el cliente no ha sido capaz de verbalizar. La necesidades que no han sido
expresada por los clientes son tan importantes como las que el cliente ha expresado de manera
directa. Las necesidades no expresadas podrían representar oportunidades importantes para la
empresa en la mejora de calidad y en la innovación de nuevas características de los productos,
procesos o servicios que se desean diseñar. Refiriéndonos al modelo de Kano que fue explicado
al inicio del capítulo, observamos que observar al cliente podría abrir la puerta para poder
desarrollar para el cliente “Características de exaltación” que verdaderamente logren generar
características ganadoras en el mercado.
A través de los siguientes ejemplos trataré de mostrar la importancia de visitar el lugar donde el
cliente hace uso del producto:
Si estuviéramos estudiando el negocio de comida en un aeropuerto comercial, sería importante
saber que los clientes tienen la necesidad de que su comida sea servida rápidamente porque el
tiempo entre vuelos es muy corto, esto tendría mucha relevancia para poder mejorar nuestros
productos y servicios y con esto satisfacer las necesidades de los clientes. Esto se podría captar
fácilmente en los estudios realizados en la gemba.
En una visita al sitio de trabajo de una cafetería, el equipo podría estar observando a los
clientes entrando a la cafetería, quizá observaría algunos clientes que no entran a la cafetería o
que entran y salen sin razón aparente. Se podría observar a los clientes viendo los menús,

37
inspeccionar la comida, tomar cosas y ponerlas de regreso, tratar de encontrar una mesa, risas
y muecas en las caras de los clientes etc.
Debemos estar conscientes de que existen muchas necesidades que no han sido expresadas por
los clientes y es importante explorar esas necesidades a partir de observar a los clientes
utilizando nuestros productos o servicios. Por ejemplo si nuestro producto es un pan dulce, el
problema de que la cubierta de chocolate se desprenda y caiga sobre la ropa de las personas,
solamente podría ser captada a través de observar a las personas comer el pan dulce y observar
que las personas tratan de limpiar su ropa después de que el chocolate ha caído sobre su ropa.
Los métodos tradicionales de estudios de mercado generalmente no hacen una visita al sitio de
trabajo gemba, al no visitar el sitio de trabajo, estos estudios están perdiendo información
sumamente importante. Ya que las personas que realizan los estudios no logran captar las
reacciones de los clientes al utilizar los productos.
Es recomendable que sea el equipo que va a estar trabajando en el desarrollo del producto
quien visite el sitio de trabajo para que el equipo pueda observar, escuchar y experimentar de
primera mano las oportunidades, retos y problemas que experimentan los clientes con el
producto o servicio que estamos tratando de diseñar o rediseñar.
La decisión de visitar la gemba puede ser un paso difícil de dar para muchas empresas que
tienen la costumbre de ver las cosas desde un punto de vista interno. Este tipo de empresas
tienden a interpretar lo que los clientes requieren sin haberlo observado de primera mano. Este
tipo de procesos representan un riesgo para las empresas, ya que las probabilidades de
identificar y satisfacer las verdaderas necesidades de los clientes son generalmente bajas. La
visita al lugar de trabajo puede ayudar a los equipos de desarrollo de nuevos productos a ver el
mundo desde la perspectiva de los clientes.
En el análisis tradicional de las necesidades de los clientes, se hace mucho énfasis en la
planeación del producto en el punto de venta, entonces la atención se enfoca más en
problemas internos, como la forma en la que el producto va a ser presentado en el punto de
venta, cuál debe ser la apariencia del producto, etc., generalmente estos puntos tienen un
mayor peso que la comprensión de las necesidades y requerimientos de los clientes en relación
al uso y funcionalidad del producto.
38
Consideraciones para la visita a la gemba
Las visitas a la gemba deben ser planeadas cuidadosamente para poder sacar el mayor provecho
de la visita.
Se recomienda que los equipos que hacen la visita representen operaciones internas y externas,
esto ayudará a mejorar la captura de los requerimientos que impactan a las diferentes áreas del
negocio.
Es importante no abrumar a los clientes con cuestionarios extensos. Identifica y define los roles
para los miembros del equipo y limita las entrevistas a una a la vez. Está bien cambiar roles en
cada una de las visitas a la gemba, esto ayudará a que los miembros del equipo puedan ver las
diferentes situaciones que se presentan desde diferentes ángulos.
La formación de varios equipos es recomendable, esto ayudará a que todos los miembros
participen activamente, también ayudará en la comparación de información y esto a su vez
ayudará a que la información sea precisa. Entre más recursos de multimedia se utilicen es
mejor. De esta forma la información podrá ser revisada nuevamente por los miembros de spués
de la visita e incluso podría ser compartida con algunas otras personas que tengan intereses en
el proyecto.
No te limites a observar únicamente el momento en el que cliente está utilizando activamente
el producto o servicio, es importante que los equipos comiencen a observar desde antes que los
clientes vayan a comenzar a hacer uso del producto y después de que el cliente ha utilizado tu
producto.
Basado en investigaciones y en la experiencia hemos podido observar que aproximadamente
de 10-15 visitas son necesarias para obtener el 80% de los datos. A partir de ese número la
información encontrada en las visitas podría ser redundante y repetitiva.
Después de cada visita, dialoga con los equipos de trabajo, identifiquen las áreas de mejora y
ajusten el proceso para la siguiente visita.
El equipo tendrá un tiempo limitado en la gemba, es por eso que los equipos deben planear
previamente acerca de los procesos y áreas en los que se van a enfocar durante la visita.
También es recomendable desarrollar y escribir las preguntas que los miembros desean del
equipo de desarrollo contestar a través de la visita a la gemba.
Modelar y mapear los métodos y procesos de los clientes son formas poderosas que ayudan a
entender el contexto del cliente con mucho más detalle. Esto ayudará a los equipos a tener un
entendimiento más claro acera de lo que pasa antes, durante y después de que el cliente utiliza
el producto o servicio.

39
Idealmente queremos que los clientes nos digan lo que necesitan sin embargo en ocasiones los
clientes no tienen claridad en lo que quieren es por eso que la observación del
comportamiento de los clientes nos ayudará a tener una mejor comprensión de las necesidades
que el cliente no puede expresar.
Las necesidades de los clientes son independientes de las soluciones de producto y de la
tecnología empleada para resolver esas necesidades. Las soluciones y tecnología que la
compañía va a utilizar para resolver las necesidades de los clientes, pertenece a una fase
diferente del proceso de diseño. En esta etapa del proceso queremos entender cuáles son las
verdaderas necesidades de los clientes y no como se van a solucionar.
Documentar los problemas y oportunidades así como analizar el comportamiento del cliente,
incrementará las probabilidades de diseñar un producto o servicio que realmente satisfaga sus
necesidades.
Trata de que tus clientes te expliquen paso a paso el proceso que estas estudiando, ellos lo
deben conocer a la perfección. Observa el proceso en condiciones y situaciones comunes para
el cliente. Observa como los clientes se enfrentan a retos y obstáculos que el cliente necesita
sean resueltas por un nuevo producto, servicio o una nueva característica del producto
existente.
Cuando estés observando al cliente en el lugar donde utiliza el producto, documenta las
palabras que expresa el cliente, las sonrisas o expresiones faciales, las groserías que el cliente
puede llegar a expresar en momentos difíciles. Por ejemplo, movimientos rápidos pueden
expresar ansiedad, palabras negativas o groserías pueden expresar desacuerdo, miedo, etc.,
observa y escucha con mucha atención para captar el mensaje de los clientes. No olvides
documentar todo lo ocurrido en la visita.
Cuando entrevistes al cliente clarifica los problemas y oportunidades con los clientes. Algunos
clientes piensan que no existen problemas u oportunidades. Trata de motivar a las personas a
que compartan sus ideas, emociones. Realiza preguntas abiertas que los inviten a la reflexión.
40
Etapas del proceso de la visita a la gemba.
El proceso de la visita a la gemba se puede dividir en tres pasos.
1. Planeación de la visita.
Contesta las siguientes preguntas antes de realizar la visita.
¿Quién?,
¿Qué?,
¿Cuándo?,
¿Dónde?,
2. Documentación.
Documenta las diferentes situaciones que se hayan presentado en la visita. Captura los detalles
de la visita, conductas del cliente, palabras, expresiones faciales, etc. Clarifica los retos y
oportunidades captados desde la perspectiva del cliente. Utiliza recursos de multimedia tanto
como sea posible. Esto te servirá durante la etapa de análisis.
3. Análisis.
Analiza los resultados de la visita con el equipo encargado de desarrollar el producto o servicio.
Clarifica y concluye ¿qué es lo que los clientes quieren y necesitan?
Conclusiones
Sería muy difícil que como compañía, tuviéramos la capacidad de satisfacer todos los
requerimientos de los clientes, debido a que esto sería prácticamente imposible, es importante
considerar lo siguiente:
El efecto relativo que tiene satisfacer ciertos requerimientos en la satisfacción total del
cliente.
La importancia relativa de los diferentes clientes que compran nuestro producto
La importancia relativa de los diferentes requerimientos en la perspectiva del cliente
El despliegue de la función de calidad se inicia con un buen entendimiento de la voz del cliente.
Escuchar los requerimientos y necesidades de los clientes se convierte en el punto de partida
para poder realizar análisis más exhaustivos acerca de las características del producto o servicio
que se desea diseñar o rediseñar.
41
Existen muchas formas en las que los clientes expresan sus necesidades. Los problemas de los
clientes, representan oportunidades que durante las etapas de diseño tu compañía podría
capitalizar en mejoras al producto.
Los departamentos de servicio a clientes por la cercanía que tienen con los clientes
generalmente tienen mucha información que puede ayudar a los equipos de diseño a mejorar,
e innovar respecto de los productos, procesos y servicios ya existentes.
Sin importar la forma en la que el cliente expresa sus necesidades, requerimientos, etc., sus
palabras o comportamientos deben ser analizados internamente por los equipos de diseño para
poder incorporar esta información durante el proceso de diseño y poder incrementar las
probabilidades de lanzar productos ganadores al mercado.
Las cosas que el cliente puede expresar a una compañía, podría ser la misma información que
han compartido con los competidores, es responsabilidad de las empresas y de los equipos de
diseño, ir más allá de lo que resulta evidente para poder capitalizar esas necesidades en
productos ganadores.
Es importante aprender a interpretar lo que el cliente está diciendo y lo que no está diciendo.
Aun cuando el cliente está equivocado o no sepa expresar con claridad sus necesidades, es
responsabilidad de la empresa y de los equipos de diseño, descubrir la verdadera necesidad del
cliente.
Los problemas del cliente y las oportunidades del producto pueden contener una mezcla de
beneficios que el cliente necesita y características que el producto o servicio debería de
mostrar. En el despliegue de la función de calidad (DFQ o QFD en inglés), esas necesidades
expresadas por los clientes son las que más adelante serán traducidas a la voz del ingeniero.
Esas necesidades son las que motivaran el desarrollo de los nuevos diseños del producto o
servicio, la distinción entre la voz del cliente y la voz del ingeniero debe ser muy clara para
tratar de diseñar o rediseñar productos o servicios enfocados en satisfacer sus necesidades.
No es correcto pero si es frecuente desarrollar productos que se enfoquen en satisfacer las
necesidades del grupo de diseño. Frecuentemente los equipos se concentran en desarrollar
características de diseño predeterminadas, que no necesariamente ayudan a satisfacer las
necesidades de los clientes.
Si los clientes expresan sus necesidades en la forma de una característica del producto, es
importante tratar de descubrir el beneficio o la necesidad oculta que sería satisfecha a través
de la característica solicitada por los clientes. A través de entender la necesidad, las empresas y
los equipos de diseño podrían desarrollar una característica más apropiada, menos costosa o
sencillamente una característica innovadora.
42
Analizar la voz del cliente es un ejercicio que ayudará a que la información recolectada durante
el proceso de investigación, tenga sentido para los equipos de diseño. Analizar la voz del cliente
debe responder a las siguientes preguntas:
¿Qué es lo que quiere decir el cliente?
¿Por qué lo está diciendo?
¿Qué beneficios están buscando los clientes?
Una vez que hayas realizado el proceso de análisis, es importante regresar con los clientes para
confirmar que el análisis realizado está alineado con sus necesidades y requerimientos.
Ya que se han confirmado las necesidades resulta de suma importancia analizar el grado de
satisfacción del cliente de nuestros productos contra los productos de la competencia. Este
análisis juega un papel fundamental para priorizar las necesidades en las que la compañía desea
enfocar sus esfuerzos de diseño y sus recursos.
En el desarrollo de nuevos productos, es difícil asegurar que los clientes van a poder expresar
completamente y de manera precisa sus requerimientos. El objetivo de escuchar y observar a
los clientes es poder capturar la perspectiva del cliente los problemas que ellos enfrentan y los
beneficios que están buscando. Algunos requerimientos no son evidentes de forma inmediata
y son revelados solamente después de que se ha analizado cuidadosamente la información.
La captura de la voz del cliente es sin duda uno de los procesos críticos que cualquier empresa
necesita para sobrevivir y crecer. Sin un proceso estandarizado que ayude a incorporar la voz
del cliente en el desarrollo de nuevos productos, las empresas corren el riesgo de desaparecer.
El enfoque al cliente es una filosofía fundamental en el sostenimiento y crecimiento de
cualquier negocio.
43
Referencias bibliográficas
Francisco Tamayo Enríquez y Verónica González Bosch. (2004) ¿Qué es el QFD? Descifrando el Despliegue de la Función de Calidad, México: Asociación Latinoamericana de QFD México
John R. Hauser, Don Clausing. (May 01,1988). “House of Quality”, Harvard Business Review, 11 pages.
John Terninko. (1997). Step by Step QFD. USA: CRC Press LLC.
Lou Cohen. (1995). Quality Function Deployment. Prentice Hall PTR, ISBN 0-201-63330-2.
Marvin e. González. (2001). La Función Despliegue De La Calidad. Costa Rica: Mcgraw -
Hill Interamericana I.S.B.N : 9701032128
Mazur H. Glenn, QFD Applications and Case Studies using Modern and Classical QFD methods, ISO 16355. http://www.mazur.net/publishe.htm.
Richard Denney. (2005). Succeeding with Use Cases: Working Smart to Deliver Quality, Addison-Wesley Object Technology Series, Addison-Wesley Professional, ISBN 0-321-
31643-6 Robert G. Cooper. (1993). Winning at the New Products 2nd ed. Addison-Wesley, ISBN 0-
201-56381-9
Robin L. Lawton. (Julio, 11 del 2007). “What Do Customers Value”, Obtenido de
http://www.youtube.com/watch?v=wFNhw5xOnRg
Robin L. Lawton, (Nov 13 del 2009). “Voice of the Customer - Language Matters,
Obtenido de http://www.youtube.com/watch?v=upYAs-3rauU
Walter Lamia. (1995). “Integrating QFD with Object-oriented Software Design Methodologies.” Presentada durante el 7o simposio de “Despliegue de la Función de Calidad”.
44
Principios y herramientas para la traducción de la voz del cliente
Introducción
En el capítulo anterior hablamos con detalle acerca de la forma correcta de estudiar las
necesidades de los clientes. En este capítulo retomaremos algunos conceptos acerca de l a voz
del cliente y hablaremos de algunas técnicas que son de gran ayuda cuando los equipos de
diseño, están tratando en convertir la voz del cliente en información que pueda ser incorporada
en del proceso de diseño.
Es importante recordar, que al inicio de un programa que busca diseñar o rediseñar un
producto, proceso o servicio, los requerimientos y necesidades del cliente deben ser
recolectados, ordenados y analizados. A este grupo de requerimientos y necesidades se les
conoce como la voz del cliente. Los requerimientos y necesidades que resultan más
importantes deben ser identificados como críticos para la calidad. La definición de los “Críticos
para la calidad” (CPC en Inglés Critical to Quality CTQ), nos ayuda a priorizar los esfuerzos y
recursos de diseño y al mismo tiempo ayuda a garantizar que los productos que se están
diseñando satisfagan los requerimientos y necesidades más importantes para los clientes.
También hablamos anteriormente de una forma efectiva de recolectar la voz del cliente. Esto es
a partir de realizar visitas a la gemba, definido como el lugar donde el cliente interactúa con el
producto. No todas las empresas visitan la gemba para recolectar la voz del cliente. Incluso
muchas empresas no cuentan con un proceso formal de recolección de datos que representen
la voz del cliente para desarrollar un nuevo producto. Algunas empresas utilizan algunos
métodos tradicionales como fuente de información para entender los requerimientos y
necesidades de los clientes. A continuación definiremos de manera general algunos de los
métodos utilizados como fuente de información para recolectar la voz del cliente al inicio de un
proyecto por algunas empresas:
Estudios de mercado
En el capítulo anterior hablamos acerca de los estudios de mercado. Una vez que la estrategia
de la organización ha sido desarrollado y comunicada, muchas organizaciones se enfocan en
estudiar el mercado antes de definir los productos que se van a diseñar o rediseñar.
Los estudios de mercados se enfocan principalmente en resolver las siguientes preguntas:
o ¿Quiénes son los clientes?
o ¿Qué necesitan los clientes?
45
Retroalimentación de los clientes
Esta es otra fuente valiosa de información. Esta retroalimentación de los clientes se puede
obtener a través de las llamadas que hacen los clientes para reportar alguna falla o
inconformidad del producto. Los datos de garantía y reportes del consumidor son una
excelente fuente de información para entender algunas de las necesidades y requerimientos de
los clientes. Por esta razón en la etapa de recolección de las necesidades de los clientes, se
recomienda que participen al menos un representante del área de servicio al cliente. Estas
personas comúnmente cuentan con información de primera mano acerca de las necesidades y
requerimientos de los clientes.
Datos del negocio
También se puede recurrir a la información que existe en los métricos internos del negocio.
Métricas internas de desempeño, críticos para la calidad identificados en familias de productos
similares, reportes financieros que reflejen el costo de la no calidad, análisis de la competencia,
etc.
En este capítulo hablaremos de siete pasos que se pueden seguir para poder traducir la voz del
cliente, también hablaremos de algunas técnicas y herramientas específicas que nos ayudarán a
convertir la voz del cliente en información que pueda ser utilizada para diseñar un producto
que logre satisfacer las necesidades de los clientes (calidad).
Siete pasos para obtener y entender la voz del cliente:
Sin importar el tipo de esfuerzo realizado por las compañías para poder tener acceso a la voz
del cliente, es importante recordar que existen algunos pasos que son importante considerar
en el estudio de la voz del cliente, podríamos hablar de siete pasos que podrían resultar de gran
ayuda en el proceso de recolección y documentación de los requerimientos y necesidades de
los clientes.
1. Obtener la voz del cliente.
Esto implica "ir al lugar de los hechos, ir a donde está la acción"; no se puede escuchar la
voz del cliente a distancia. Es necesario visitar, preguntar, volver a preguntar y volver a
preguntar hasta tratar de entender qué es lo que el cliente necesita. Si no es posible
observar entonces es importante recolectar la información de las diferentes fuentes con
las que se cuenta al momento de iniciar el proyecto. Una verbalización del cliente, es
una cita literal de lo que el cliente dijo. Es una buena práctica escribirla entre comillas y
tal como el cliente lo dijo, para tenerla como referencia para pasos posteriores del
estudio.
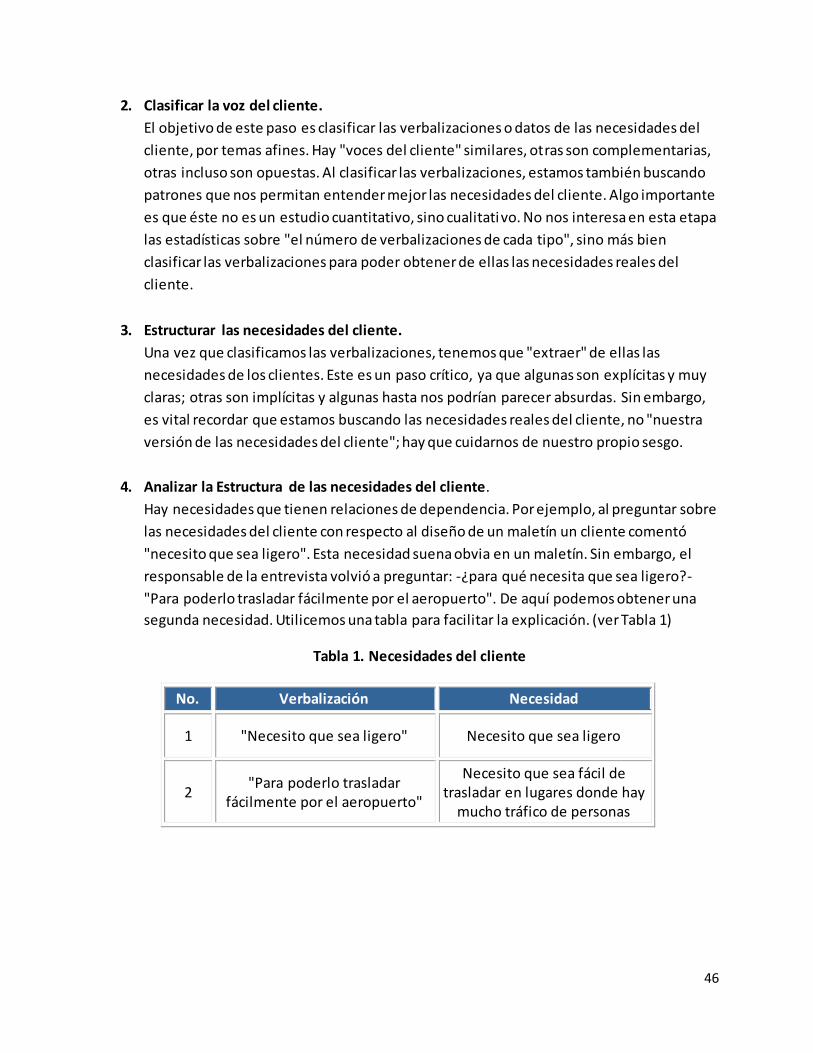
46
2. Clasificar la voz del cliente.
El objetivo de este paso es clasificar las verbalizaciones o datos de las necesidades del
cliente, por temas afines. Hay "voces del cliente" similares, otras son complementarias,
otras incluso son opuestas. Al clasificar las verbalizaciones, estamos también buscando
patrones que nos permitan entender mejor las necesidades del cliente. Algo importante
es que éste no es un estudio cuantitativo, sino cualitativo. No nos interesa en esta etapa
las estadísticas sobre "el número de verbalizaciones de cada tipo", sino más bien
clasificar las verbalizaciones para poder obtener de ellas las necesidades reales del
cliente.
3. Estructurar las necesidades del cliente.
Una vez que clasificamos las verbalizaciones, tenemos que "extraer" de ellas las
necesidades de los clientes. Este es un paso crítico, ya que algunas son explícitas y muy
claras; otras son implícitas y algunas hasta nos podrían parecer absurdas. Sin embargo,
es vital recordar que estamos buscando las necesidades reales del cliente, no "nuestra
versión de las necesidades del cliente"; hay que cuidarnos de nuestro propio sesgo.
4. Analizar la Estructura de las necesidades del cliente.
Hay necesidades que tienen relaciones de dependencia. Por ejemplo, al preguntar sobre
las necesidades del cliente con respecto al diseño de un maletín un cliente comentó
"necesito que sea ligero". Esta necesidad suena obvia en un maletín. Sin embargo, el
responsable de la entrevista volvió a preguntar: -¿para qué necesita que sea ligero?-
"Para poderlo trasladar fácilmente por el aeropuerto". De aquí podemos obtener una
segunda necesidad. Utilicemos una tabla para facilitar la explicación. (ver Tabla 1)
Tabla 1. Necesidades del cliente
No. Verbalización Necesidad
1 "Necesito que sea ligero" Necesito que sea ligero
2 "Para poderlo trasladar
fácilmente por el aeropuerto"
Necesito que sea fácil de trasladar en lugares donde hay
mucho tráfico de personas
47
Si el analista en este caso hubiera sólo tomado la primera necesidad explícita, hubiera
solicitado a los diseñadores que quitaran todo el peso posible del maletín. Pero al tener
una segunda necesidad con una relación jerárquica (necesito A para lograr B), nuestro
analista pudo sugerir más opciones, como poner ruedas al maletín para facilitar el
transporte. Notemos como el poner ruedas resolvería la Necesidad 2, pero va e n contra
de la necesidad 1. En el despliegue de la función de calidad, nos interesan las
necesidades de más alta jerarquía, ya que son estas las que más impacto (positivo o
negativo), tienen sobre nuestros clientes.
5. Priorizar las necesidades del cliente.
Esto implica establecer cuáles necesidades son más importantes para nuestros clientes.
¿Bueno, bonito o barato? Si le diéramos a nuestro cliente $100 para invertirlo en
necesidades ¿cuánto gastaría en cada una? ¿$50 en bueno, $25 en bonito y $25 en
barato? La mejor forma de hacer esto, es una vez identificadas las necesidades y
estratificadas, preguntar directamente a los clientes.
6. Desplegar las necesidades priorizadas.
Una vez que tenemos identificadas las necesidades priorizadas de nuestros clientes,
entonces debemos identificar qué parámetros, procesos o elementos de nuestro
sistema tienen un mayor impacto para satisfacer (o no satisfacer) estas necesidades. Si
realmente queremos mejorar, debemos siempre enfocarnos en todo aquellos que
afecte más a las necesidades prioritarias.
7. Analizar sólo las relaciones prioritarias a detalle.
Al evaluar nuestro producto o servicio, los puntos más importantes son aquellos que
impactan a las necesidades prioritarias. Si le vamos a pedir al cliente que nos evalúe, hay
que enfocarse en aquellos elementos que impactan a las necesidades prioritarias. Aquí
es donde debemos enfocar nuestros recursos, ya que el nivel de calidad de nuestros
productos y servicios estará determinado por la medida en que logremos alinear el valor
de los recursos con la prioridad de las necesidades de nuestros clientes.
De forma general, los pasos anteriormente descritos proporcionan una guía rápida que puede
ser de gran utilidad para poder organizar los pasos de la recolección de la voz del cliente.
48
Herramientas prácticas para la traducción de la voz del cliente.
Las etapas anteriores describen de manera general algunos de los pasos que se deben
considerar en el proceso de la voz del cliente. A continuación introduciré algunas herramientas
específicas que pueden ser de gran utilidad en el proceso de identificación, organización,
análisis y traducción de la voz del cliente.
Los siete pasos descritos con anterioridad, así como cualquier otra metodología que las
empresas hayan elegido para recolectar lo requerimientos y necesidades de los cliente, buscan
finalmente obtener un listado priorizado de necesidades y requerimientos con en el que los
equipos de diseño se puedan enfocar para diseñar o rediseñar un producto, proceso o servicio.
Hasta ahora hemos hablado poco acerca del uso de herramientas, técnicas y métodos
específicos que nos ayuden en la traducción de requerimientos y necesidades del cliente.
La necesidad de traducir los requerimientos nos obliga a recurrir al uso de herramientas, para
poder “digerir la información” que proviene de los clientes y poder as í entregar productos de
alta calidad.
El proceso a través del cual se traducen los requerimientos y necesidades del cliente, es un
proceso sencillo en el desarrollo de nuevos productos. Este proceso consta de varias etapas y se
apoya de diferentes herramientas y técnicas que permite a los equipos de diseño clarificar,
validar, ordenar, analizar e incorporar la voz del cliente en el proceso de diseño.
Con base en mi experiencia en el desarrollo de nuevos productos, he podido identificar y aplicar
algunas herramientas y técnicas claves en el proceso de traducción de la voz del cliente en el
proceso de diseño. Estas técnicas y herramientas ayudan a cubrir de forma exitosa los pasos
iniciales del diseño.
Recolectar la información (información activa y pasiva)
Ordenar la información
Despliegue de niveles de requerimientos
Priorizar requerimientos y necesidades
Definición y validación de parámetros de sistema
Recolectar la información.
Herramientas específicas durante la etapa de recolección de la información.
El paso de recolectar la información es el paso al que hemos hecho referencia en el capítulo
anterior y parte de este capítulo. Escuchar y documentar la voz del cliente a través de los
instrumentos antes expuestos, tales como estudios de mercado, entrevistas, datos del negocio,
opiniones de expertos, etc.

49
Se recomienda que en esta etapa participen los equipos multifuncionales que participan en el
desarrollo de nuevos productos, esto ayudará a tener un panorama global acerca de los
requerimientos o necesidades potenciales no solo del producto sino en general del proyecto.
En esta etapa es recomendable no limitar la cantidad de requerimientos potenciales del
producto y proyecto. Para poder realizar este paso del proceso, se puede utilizar una técnica
de lluvia de ideas a través de “Post It Notes”. En esta técnica los miembros de los equipos
escriben un una nota de “Post It”, las necesidades o requerimientos expresados y recolectados
de los clientes. Es importante escribir una necesidad o requerimiento por Post It Note.
Una pregunta que los equipos se plantean en este tipo de ejercicios es si se debe o no incluir
requerimientos o necesidades del proyecto (además de los del producto). Yo recomiendo
capturar tanto requerimientos del producto como del proyecto. Esto ayuda a que los
requerimientos de los clientes internos, manufactura, producción, compras, sean
documentados en las etapas tempranas del proyecto.
Otro de los retos con los que frecuentemente me enfrento es en mantener al equipo enfocado
en los requerimientos y necesidades y no en las características o soluciones de diseño. En esta
etapa del proceso no es tarea del equipo identificar como solucionar las necesidades de los
clientes, así que es importante mantenerse alejados de las características del producto que
satisfacen una necesidad. Por ejemplo la siguiente expresión podría ser capturada
erróneamente como un requerimiento del cliente en el contexto del diseño de una llave de
agua del “sink”:
“El cliente quiere un botón en la agarradera del producto.”
Esto aunque pudiera parecer un requerimiento tiene implícita la solución de diseño. La razón
por la que debemos mantenernos alejados de expresar las características que el cliente quiere
en el producto, es para evitar proponer soluciones antes de entender verdaderamente cual es
la necesidad del cliente. Esto ayudara a que los equipos de diseño más adelante puedan
identificar diferentes alternativas de diseño para poder satisfacer la necesidad del cliente.
Retomando el ejemplo anterior, en realidad el cliente desea un botón porque quiere controlar
el flujo de agua. Esto se puede solucionar con un botón o de alguna forma innovadora que
además ayude a optimizar el costo del producto.
Técnica de grupos nominales
¿Qué es?
Es un método estructurado para generación de ideas en equipo a través de una ll uvia de ideas,
en el cual se promueve la motivación de todos los participantes. Su relevancia al DFQ
(Despliegue de la función de calidad) o QFD es que permite aumentar la creatividad colectiva,
50
evitando que se inhiban las ideas innovadoras y de ruptura de paradigmas. Cuando se está
trabajando con los clientes, esta herramienta nos ayuda a detectar mejor "necesidades no
explícitas" de nuestros clientes.
¿Para qué sirve?
Permite conocer la opinión y pensamiento de otros miembros del equipo, lo que lleva a ge nerar
consenso con una mayor participación.
Permite generar compromisos de las decisiones del equipo, por el hecho de que los miembros
participan equitativa en el proceso [1].
Impide que algunos miembros del equipo "roben" toda la atención.
Facilita la participación de miembros que piensan mejor en silencio (sobre todo si son clientes
importantes entonces nos interesa su opinión).
Permite una participación más integral de todos los miembros del equipo
Facilita que se generen una mayor cantidad de ideas. Cuando se trabaja con los clientes, entre
más ideas tengamos, más necesidades podremos detectar. En particular las necesidades
emocionales para los clientes son difíciles de capturar.
Facilita el manejo de temas donde se puede generar conflicto o existe mucha controversia. Hay
ocasiones en que tenemos tipos diferentes de clientes; nada garantiza el consenso, por lo que a
través del DFQ se debe identificar cómo satisfacer a clientes diferentes con contextos y
necesidades diferentes.
¿Cómo hacerlo?
1. Defina claramente el problema a resolver, la situación que se quiere mejorar o el
producto/servicio a diseñar.
2. Cada miembro del equipo (o cliente) piensa y escribe todas las ideas que pueda durante
un periodo de 5 a 10 minutos, dependiendo de la complejidad del caso a analizar.
3. Seleccione un moderador. El moderador debe escribir las ideas en un pizarrón o rota
folios. Cada miembro del equipo expone una idea por turno. Durante esta etapa, es
conveniente recordar que:
No se permite discusión, ni siquiera para aclarar los puntos
Las ideas no requieren ser de la lista del participante, ésta es una guía
Un miembro puede "pasar" en un turno y participar el siguiente
51
4. Continúe hasta que ya nadie tenga más ideas que aportar o transcurra suficiente
tiempo.
5. Discuta las ideas para clarificarlas o integrar aquellas que sean parecidas o estén
repetidas. La redacción podrá cambiarse sólo si la persona que la aportó está de
acuerdo. Las ideas podrán borrarse de la lista sólo si todos los participantes están de
acuerdo. La discusión debe limitarse sólo a clarificar el significado.
6. Establezca criterios para calificar las ideas de acuerdo con su relevancia. Es muy útil
anotar estos criterios en el pizarrón o rota folios. Combine estas ideas con otras
herramientas y técnicas del DFQ cuando se trate de verbalizaciones del cliente relativas
a un producto o servicio.
7. Califique las ideas. Brassard y Ritter [1] recomiendan asignar una letra (A,B,C,D…) a cada
idea para evitar confusión entre calificación e ideas. Existen varios métodos para
calificar. Un método muy compatible con el concepto de focalización del DFQ consiste
en distribuir 100 puntos entre el total de ideas. Es decir, si tuviéramos $100 ¿cuánto de
cada idea compraríamos dados los criterios de calificación? Esto permite descubrir la
importancia que cada punto tiene para cada persona.
8. Sume estas calificaciones para obtener un puntaje total de cada idea. Seleccione las de
mayor puntaje para actuar sobre ellas primero.
9. Transforme las ideas en un plan de acción que contenga al menos 3 elementos: Acción a
realizar, responsable de realizarla y fecha de compromiso para terminar la acción.
Recuerde que las empresas y las personas no tienen tiempo ni recursos infinitos, por lo
que es importante asegurar que se tiene un plan realizable en tiempo y forma.
Tabla de segmentos del cliente (TSC)
¿Qué es?
Es una herramienta de planeación que sirve para identificar a los clientes de un producto o
servicio bajo diferentes escenarios. Esto significa que el mismo cliente puede ser más atractivo
para un producto o servicio bajo diferentes condiciones.
Por otra parte, la TSC nos puede ayudar también a identificar clientes potenciales con una
necesidad que no está siendo cubierta por los productos y servicios existentes en el mercado.
Asimismo, la TSC resulta de mucha utilidad cuando se está planeando una observación del
cliente, ya que nos puede ayudar a detectar necesidades no explícitas (Mazur, 2001)
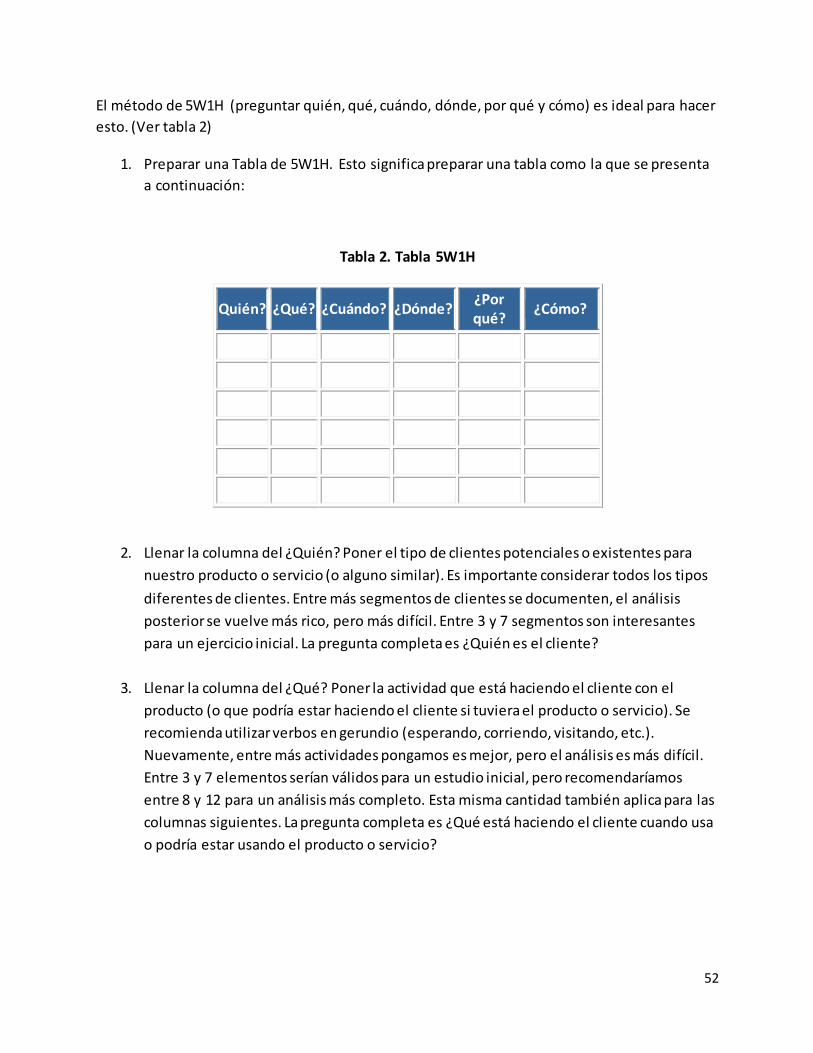
52
El método de 5W1H (preguntar quién, qué, cuándo, dónde, por qué y cómo) es ideal para hacer
esto. (Ver tabla 2)
1. Preparar una Tabla de 5W1H. Esto significa preparar una tabla como la que se presenta
a continuación:
Tabla 2. Tabla 5W1H
Quién? ¿Qué? ¿Cuándo? ¿Dónde? ¿Por qué?
¿Cómo?
2. Llenar la columna del ¿Quién? Poner el tipo de clientes potenciales o existentes para
nuestro producto o servicio (o alguno similar). Es importante considerar todos los tipos
diferentes de clientes. Entre más segmentos de clientes se documenten, el análisis
posterior se vuelve más rico, pero más difícil. Entre 3 y 7 segmentos son interesantes
para un ejercicio inicial. La pregunta completa es ¿Quién es el cliente?
3. Llenar la columna del ¿Qué? Poner la actividad que está haciendo el cliente con el
producto (o que podría estar haciendo el cliente si tuviera el producto o servicio). Se
recomienda utilizar verbos en gerundio (esperando, corriendo, visitando, etc.).
Nuevamente, entre más actividades pongamos es mejor, pero el análisis es más difícil.
Entre 3 y 7 elementos serían válidos para un estudio inicial, pero recomendaríamos
entre 8 y 12 para un análisis más completo. Esta misma cantidad también aplica para las
columnas siguientes. La pregunta completa es ¿Qué está haciendo el cliente cuando usa
o podría estar usando el producto o servicio?
53
4. Llenar la columna del ¿Cuándo? Poner la temporalidad (hora, día, temporada) en la que
el cliente usa o podría estar usando el producto o servicio. Es importante considerar
sólo segmentos de tiempo diferentes. Si las 7:00am y las 11:00am no hacen diferencia,
es mejor decir "en la mañana" o "entre 7:00am y 11:00am". Por otra parte, si sí hacen
diferencia, es importante separar cada categoría. También se podría poner aquí el
evento necesario para que el cliente use el producto, por ejemplo -¿cuándo?- -cuando
hace frío-. Aunque gramaticalmente la respuesta es correcta, para fines de esta tabla es
mejor poner aquí solamente elementos asociados a la temporalidad y dejar para la
columna del ¿por qué? los asociados a causalidad. La pregunta completa es ¿cuándo en
el tiempo el cliente usa o podría usar el producto o servicio?
5. Llenar la columna del ¿Dónde? Poner la ubicación (lugar) en la que el cliente usa o
podría estar usando el producto o servicio. Al igual que con el anterior, es importante
identificar clasificaciones diferentes. Entre más lugares se consideren, es mejor. Esta
sección de la TSC nos debe ayudar a planear después los sitios de observación del
cliente más convenientes. La pregunta completa es ¿dónde está o podría estar ubicado
el cliente cuando usa el producto o servicio?
6. Llenar la columna del ¿Por qué? Esta es posiblemente la pregunta más difícil de
contestar, ya que no siempre puede ser observada (a diferencia de qué, dónde y
cuándo) y tiene que ver con la motivación del cliente, la cual no siempre (o casi nunca)
es evidente. Por otra parte, un buen entendimiento de estos ha llevado en numerosas
ocasiones al desarrollo de productos y servicios ingeniosos y rentables. La pregunta
completa es ¿por qué el cliente usa o podría querer usar el producto o servicio? o ¿Cuál
es la causa o evento que hace que el cliente quiera o tenga que usar el producto o
servicio? Y quizá la forma más efectiva de averiguar los por qué es precisamente,
preguntándole al cliente.
7. Llenar la columna del ¿cómo? Esta pregunta busca encontrar condiciones adicionales
del uso del producto o servicio. Muchas veces los clientes nos terminan enseñando
cómo es que nuestro producto o servicio se debe usar (independientemente de lo que
digan las instrucciones). La pregunta completa es ¿Cómo es que el cliente está usando o
podría estar usando nuestro producto o servicio? ¿Qué hace con él? ¿Durante cuánto
tiempo? ¿Qué problemas tiene?
54
8. Poner porcentajes a cada elemento de cada columna. Si podemos poner el porcentaje
de clientes que pertenecen a cada segmento del ¿QUIÉN? o el porcentaje de clientes
con la motivación X para usar nuestro producto o servicio en el ¿POR QUÉ? tendríamos
información muy valiosa para tomar decisiones. Sin embargo, no siempre es factible
hacer esto (por los recursos en tiempo y costo necesarios). Nuestra recomendación sería
hacer estudios iniciales con 20 observaciones y en base a los resultados estimar
porcentajes iniciales. A medida que el estudio se vaya depurando y se vayan eliminando
segmentos no interesantes, se puede ir aumentando y enfocando el tamaño de la
muestra a los segmentos que nos son de interés. Otra recomendación es buscar
información sobre productos y servicios asociados o similares. Esto nos puede dar
también una referencia interesante a un bajo costo.
9. Marcar los segmentos más interesantes. Vistos los porcentajes y haciendo un análisis
consensado con el equipo de trabajo sobre los clientes con mejor relación de
costo/beneficio, se deben seleccionar los segmentos prioritarios para nuestro producto
o servicio. Se deben seleccionar segmentos escogiendo un elemento de cada columna
(es decir un cliente, con una actividad, en un tiempo-lugar, con un motivo, con un tipo
de uso). Se pueden repetir algunos de los elementos. Mazur (2001) recomienda
seleccionar finalmente 3 ó 4 Clientes Prioritarios. Santa Cruz et. al (2002) recomiendan
seleccionar a los clientes que potencialmente puedan contribuir más a que la empresa
logre su misión.
10. Enfocar los recursos a los clientes prioritarios. Una vez identificados los Clientes
Prioritarios, es necesario concentrar en ellos los recursos disponibles. Esto no significa
que los demás clientes no sean importantes, pero es prácticamente imposible satisfacer
a todos los segmentos simultáneamente con el mismo producto o servicio. Por ello, el
análisis inicial deberá estar orientado a satisfacer a estos clientes seleccionados. Quizá
encontraremos que los segmentos seleccionados son opuestos y no podrán ser
satisfechos con el mismo producto/servicio; entonces, necesitaremos analizar si es
viable desarrollar más de un producto/servicio. Otras veces encontraremos que el
mismo producto/servicio servirá para satisfacer necesidades de segmentos que no se
estaban considerando inicialmente.
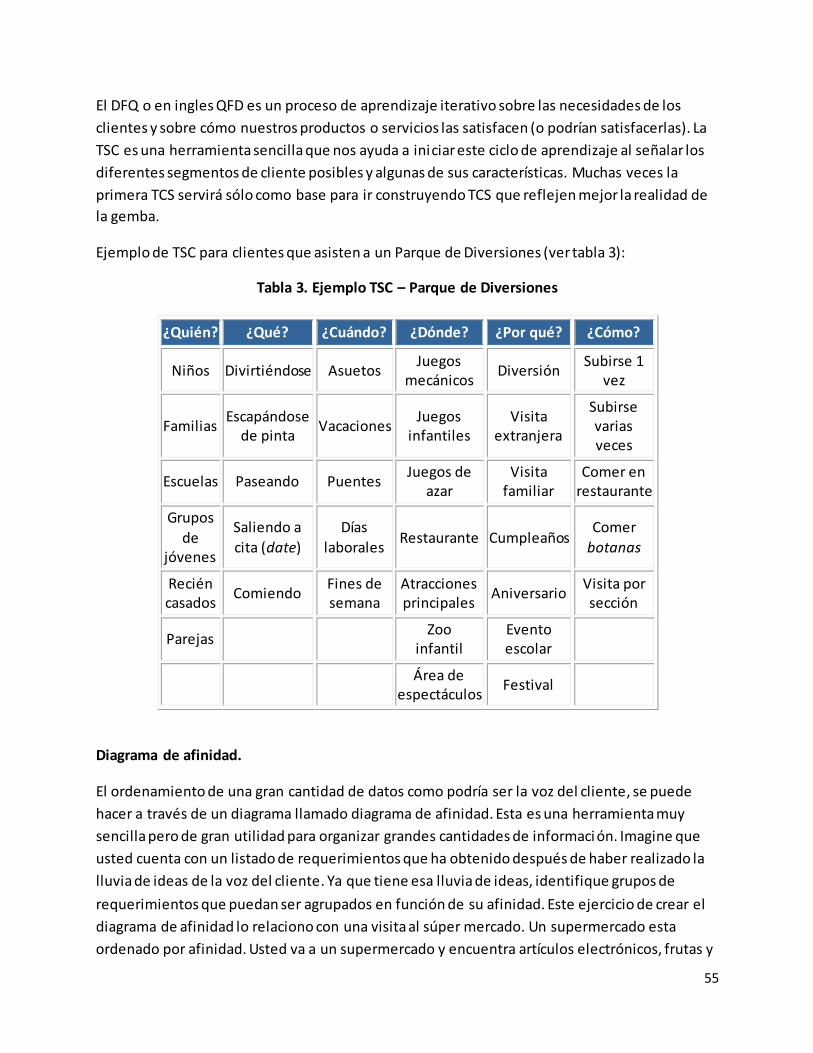
55
El DFQ o en ingles QFD es un proceso de aprendizaje iterativo sobre las necesidades de los
clientes y sobre cómo nuestros productos o servicios las satisfacen (o podrían satisfacerlas). La
TSC es una herramienta sencilla que nos ayuda a iniciar este ciclo de aprendizaje al señalar los
diferentes segmentos de cliente posibles y algunas de sus características. Muchas veces la
primera TCS servirá sólo como base para ir construyendo TCS que reflejen mejor la realidad de
la gemba.
Ejemplo de TSC para clientes que asisten a un Parque de Diversiones (ver tabla 3):
Tabla 3. Ejemplo TSC – Parque de Diversiones
¿Quién? ¿Qué? ¿Cuándo? ¿Dónde? ¿Por qué? ¿Cómo?
Niños Divirtiéndose Asuetos Juegos
mecánicos Diversión
Subirse 1 vez
Familias Escapándose
de pinta Vacaciones
Juegos infantiles
Visita extranjera
Subirse varias veces
Escuelas Paseando Puentes Juegos de
azar Visita
familiar Comer en
restaurante
Grupos
de jóvenes
Saliendo a
cita (date)
Días
laborales Restaurante Cumpleaños
Comer
botanas
Recién casados
Comiendo Fines de semana
Atracciones principales
Aniversario Visita por sección
Parejas Zoo
infantil Evento escolar
Área de
espectáculos Festival
Diagrama de afinidad.
El ordenamiento de una gran cantidad de datos como podría ser la voz del cliente, se puede
hacer a través de un diagrama llamado diagrama de afinidad. Esta es una herramienta muy
sencilla pero de gran utilidad para organizar grandes cantidades de informaci ón. Imagine que
usted cuenta con un listado de requerimientos que ha obtenido después de haber realizado la
lluvia de ideas de la voz del cliente. Ya que tiene esa lluvia de ideas, identifique grupos de
requerimientos que puedan ser agrupados en función de su afinidad. Este ejercicio de crear el
diagrama de afinidad lo relaciono con una visita al súper mercado. Un supermercado esta
ordenado por afinidad. Usted va a un supermercado y encuentra artículos electrónicos, frutas y
56
verduras, dulces, juguetes, etc., un diagrama de afinidad sigue el mismo principio. Quizá un
conjunto de requerimientos está relacionado con la entrega a tiempo del producto, o con
bebidas y alimentos, etc. Es importante asignar un nombre que identifique el grupo de
requerimientos que hemos identificado durante esta dinámica. También es importante
reconocer la importancia que tiene la secuencia con la que se aplica esta herramienta. Primero
se debe realizar la lluvia de ideas y posteriormente se debe realizar el diagrama de afinidad. De
lo contrario se podría limitar el flujo de ideas para identificar los requerimientos del producto o
del proyecto. Cuando existan requerimientos que no encajen en ningunos de los grupos ya
identificados, estos requerimientos pueden ser documentados de manera independiente.
Imagine que se va a realizar un diagrama de afinidad acerca de los requerimientos expresados
por los clientes en una cadena de hoteles. A continuación se muestran algunos de los
requerimientos capturados a partir de escuchar la voz del cliente:
Habitación Limpia
Entrega del servicio a cuartos confiable
Ningún problema en el proceso de registro de entrada y salida (“Check in/ Check out”)
Empleados amigables en la mesa de registro (“Front Desk”)
Rapidez para identificar la reservación
Toallas limpias y absorbentes
Que la comida del servicio a cuartos sea buena y fresca
Disponibilidad del servicio a cuartos
Baños limpios
Buena selección del servicio a cuartos
Variedad y calidad de productos del frigo bar del cuarto
Muebles cómodos y atractivos en el cuarto
Televisión grande
Tener servicio de Check In y Check out express
Aire acondicionado y calefacción silenciosa
Disponibilidad de cuartos fumadores/No-fumadores
El listado anterior representa la voz del cliente, para poder realizar un diagrama de afinidad,
tendríamos que identificar los requerimientos que son comunes y asignar un título que
represente la afinidad que guarda ese grupo de requerimientos. Observe que si asignáramos la
tarea de realizar un diagrama de afinidad a diferentes grupos de personas, cada grupo podría
identificar grupos diferentes y por consiguiente los diagramas podrían no ser idénticos.
57
A continuación se muestra un diagrama de afinidad sugerido para el listado de requerimientos
que se mostró anteriormente:
Registro de entrada y salida (Check In/Out):
Ningún problema en el proceso de registro de entrada y salida (Check in/ Check out)
Empleados amigables en la recepción (“Front Desk”)
Rapidez para identificar la reservación
Tener el servicio de Check in/Check out express
Disponibilidad de cuartos fumadores/No-fumadores
Calidad del cuarto:
Habitación limpia
Televisión grande
Toallas limpias y absorbentes
Baños limpios
Variedad y calidad de productos del frigo bar del cuarto
Muebles cómodos y atractivos
Aire acondicionado y calefacción silenciosa
Disponibilidad de cuartos de no fumadores
Servicio a cuartos:
Entrega del servicio a cuartos confiable
Que la comida del servicio a cuartos sea buena y fresca
Disponibilidad del servicio a cuartos
Buena selección del servicio a cuartos
A partir del listado original de requerimientos se identificaron tres grupos, Check in/Check out,
Calidad del cuarto y Servicio a cuartos. Esos son los tres encabezados del diagrama de afinidad
de este ejemplo.
En conclusión el diagrama de afinidad es una técnica que nos va a ser útil para poder organizar
grandes cantidades de información, proveniente de la voz del cliente, en las etapas tempranas
del diseño de un producto, proceso o servicio.
58
Diagrama de afinidad paso por paso
Diagrama de afinidad
¿Qué es?
Es una herramienta administrativa que sirve para organizar grandes listados de ideas en grupos
naturales, de acuerdo con criterios establecidos por un equipo de trabajo [1].
¿Para qué sirve?
Complemento ideal de una Lluvia de Ideas. Permite estructurar mejor la naturaleza de
un problema y sus causas relacionadas.
Permite poner orden a listados complejos de ideas.
Permite la identificación de relaciones no convencionales entre ideas.
Permite la generación de soluciones innovadoras, a problemas recurrentes.
Permite conocer la opinión y pensamiento de otros miembros del equipo, lo que lleva a
generar consenso.
¿Cómo hacerlo?
1. Establezca un tópico de discusión (en una frase) y genere un listado de ideas a través de
una Lluvia de Ideas. Si se están buscando soluciones, estas ideas deberán responder a la
pregunta ¿cómo resolverlo? y deberán tener un verbo y un sustantivo por lo menos [2].
Ejemplo:
Tópico: "Aumentar el número de visitas a la página virtual"
Soluciones (¿cómo resolver?): "Incrementar (v.) número de casos de éxito (s.)
publicados"
Si se están buscando causas, las ideas deberán responder a la pregunta ¿por qué
ocurre? y deberán tener un sustantivo y un adjetivo por lo menos. Ejemplo:
Tópico: "Reducir el tiempo de descarga de la página"
Causas del problema (¿por qué ocurre?): "Imágenes (s.) con tamaño excesivo (adj.)
Recomendación: Se recomienda altamente permitir la participación de todos los
integrantes y durante la etapa de generación de ideas, no se permite la crítica, sólo la
clarificación.
59
2. Registre cada idea en una hoja separada. Estas hojas pueden ser Post-it, por ejemplo.
Idealmente todos los miembros del equipo deberán poder leer las ideas anotadas. Es
válido eliminar las ideas similares expresadas con palabras diferentes, siempre y cuando
los participantes que las generaron estén de acuerdo con la igualdad de los significados.
3. Seleccione un moderador. Coordinado por el moderador, ordene las ideas en grupos
similares. Mazur [3] menciona que la afinidad se establece "como si se estuvieran
acomodando animales en un parque zoológico". Es necesario lograr consenso y
escuchar las opiniones del equipo de trabajo, si realmente se quiere llegar a soluciones
innovadoras.
4. Si quedan ideas aisladas, valide con el equipo si no hacen falta más ideas. También es
recomendable anotar y ordenar las nuevas ideas que vayan surgiendo en el proceso.
5. Seleccione un título adecuado para cada grupo de ideas una vez que el equipo llegue a
un consenso final (¿qué nombre darían a cada sección en el parque zoológico). Este
título deberá ser una idea con la misma estructura (un cómo o un porqué) que resuma
el contenido de todas las ideas de su grupo. Esta actividad es crítica para obtener un
verdadero beneficio del Diagrama de Afinidad, por lo que requiere de cuidado y
consenso [2].
6. Con las ideas ordenadas, genere un plan de acción considerando los recursos
disponibles y las prioridades del equipo, ya sea para resolver los problemas o
aprovechar las soluciones.
Diagrama de árbol.
Esta herramienta permite entender la voz del cliente y descubrir diferentes niveles de los
requerimientos expresados por el cliente. En esta fase del proceso, el equipo de diseño se
puede hacer la siguiente pregunta:
¿Cómo cumplir con esta necesidad?
Esta es la pregunta que debe de contestarse cuando el diagrama de árbol se construye y se
llena de izquierda a derecha, es importante no caer en la trampa de identificar características o
soluciones de diseño.
Cuando el diagrama se lee de derecha a izquierda, la pregunta que se debe responder es:
¿Para qué se necesita hacer eso?
Este ejercicio, nos ayudara a descubrir ¿qué es lo que quiere con exactitud el cliente? Cuando
se hace la lluvia de ideas acerca de la voz del cliente, no cuestionamos que tan general o
específico es el requerimiento del cliente, pero ahora uno de los objetivos es poder ordenar
jerárquicamente los requerimientos expresados por los clientes.
60
A través de este ejercicio los equipos de diseño están tratando de conocer con exactitud lo q ue
quiere el cliente y al mismo tiempo esto facilitara el proceso de identificar los parámetros de
sistema o desempeño que ayuden a cuantificar el requerimiento de los clientes para poder
medir la satisfacción a través de métricos de sistema o de desempeño. En este ejercicio nos
estamos tratando de acercar a la medida que conecta el desempeño del producto, proceso o
servicio con el requerimiento del cliente.
Por ejemplo hablemos hipotéticamente de que el cliente ha expresado una serie de
requerimientos acerca de una bicicleta. Imagine que un requerimiento del cliente fue
expresado en los siguientes términos.
“Una bicicleta segura”
Para el equipo de diseño este requerimiento representaría un verdadero reto si no llegamos a
entender que es lo que es lo que quiere el cliente acerca de la seguridad de la bicicleta. Es
responsabilidad del equipo descubrir qué tipo de seguridad es la que busca el cliente.
A partir de este requerimiento se pueden desprender otros requerimientos más específicos
que tienen que ver con la seguridad del producto. Por ejemplo, seguridad para poder frenar la
bicicleta cuando la bicicleta se encuentra en movimiento, seguridad en el control al manejo en
diferentes tipos de terrenos, segura para poder soportar el impacto provocado por un bache o
piedra en el camino.
A partir de lo anterior se puede construir un árbol que nos permita desplegar el nivel de
requerimientos de la siguiente forma:
Frenado seguro
Una bicicleta segura Control de manejo en diferentes terrenos
Soportar el impacto provocado por un bache o piedra
Los equipos deberán seguir cuestionando la claridad del requerimiento. La respuesta del grado
de especificidad al que se debe llegar está íntimamente relacionada con la capacidad del equipo
de diseño de poder identificar una forma de medir ese requerimiento del cliente. En el ejemplo
anterior, sería muy difícil poder asignar una métrica para poder medir el requerimiento “Una
Bicicleta Segura”. Sin embargo pareciera que encontrar una métrica que nos ayude a medir que
tan segura es la bicicleta específicamente en el sistema de frenado podría resultar más sencillo.
Los equipos deben de seguir cuestionando el grado de claridad y especificidad del
requerimiento. El requerimiento de frenado seguro, podría subdividirse en frenado seguro
sobre una superficie húmeda, frenado seguro sobre una superficie rugosa, frenado seguro
61
sobre terracería. De tal forma que el orden jerárquico podría quedar expresado de la siguiente
manera.
Una bicicleta segura Frenado seguro Frenado sobre terreno húmedo
Frenado sobre superficie rugosa
Frenado sobre terracería
La técnica anterior lleva el nombre de “diagrama de árbol”. Y es un paso importante para los
equipos de diseño ya que les permite estudiar y analizar con detenimiento los requerimientos
de los clientes. Este paso es crítico ya que a partir de este ejercicio que se pueden identificar las
medidas que el equipo va a utilizar para medir el cumplimiento en la satisfacción de los clientes.
El “diagrama de árbol” es un mecanismo sistemático que es particularmente útil cuando la voz
del cliente es muy general al grado de no poder ser medida o ejecutada. El árbol de
necesidades identifica categorías intermedias que representan necesidades o requerimientos
más específicos de los clientes. Estas categorías a su vez se subdividen hasta poder identificar
requerimientos o necesidades que tienen sentido y que pueden ser medidas y ejecutadas.
El punto de partida para realizar el “diagrama de árbol” es el diagrama de afinidad de los
requerimientos y necesidades de los clientes. Se recomienda analizar uno por uno los
requerimientos identificados en el diagrama de afinidad y de ser necesario identificar las
diferentes “ramas” de los requerimientos que nos lleven a tener claridad acerca de los
requerimientos y necesidades específicos de los clientes.
Diagrama de árbol
¿Qué es?
Es una herramienta analítica que dentro del DFQ que nos sirve para establecer relaciones
causales entre diferentes necesidades de cliente, una vez que logramos extraer estas
necesidades de la voz del cliente (VOC).
¿Para qué sirve?
Establecer relaciones causales entre necesidades del cliente.
Detectar necesidades del cliente implícitas o no consideradas.
Establecer niveles de las necesidades del cliente (Ayuda a realizar comparaciones de
requerimientos que estén en un mismo nivel de detalle).
62
¿Cómo hacerlo?
1. Una vez que logramos extraer las necesidades de la voz del cliente (verbalizaciones), las
podemos agrupar utilizando un Diagrama de Afinidad. Identificaremos que tenemos
necesidades de nivel 1 (más generales) y necesidades de nivel 2, 3...,n (que son más
específicas). Se recomienda tener máximo 3 niveles de necesidades.
2. De acuerdo con Mazur [1] típicamente habrán entre 5-10 necesidades de nivel 1 que se
dividirán en 20-40 necesidades de nivel 2 y 40-80 necesidades de nivel 3. Se recomienda
buscar 7+2 necesidades de nivel 1 (5 a 9). Estas son las más generales y serán
comparables entre sí desde el punto de vista del cliente.
3. Se ponen estas necesidades en el lado izquierdo de la página, para hacer un árbol
horizontal (son generalmente más fáciles). Por ejemplo, tomemos las necesidades de un
grupo de clientes con respecto a la bebida (soda, refresco) que se sirve en un
restaurante.
Ejemplo de necesidades de nivel 1
Bebida sabrosa
Vaso limpio
Servicio rápido
4. El árbol se va generando a través de preguntar ¿cómo cumplir? a cada una de estas
necesidades... De cada necesidad de nivel 1, deben salir 3+2 necesidades de nivel 2
(entre 2 y 5):
Ejemplo de Necesidades de Nivel 2
Bebida sabrosa Bebida fría
Bebida no caduca
5. Las necesidades de nivel 3 salen de las necesidades de nivel 2, se deben tener
nuevamente 3+2 necesidades de nivel 3 para cada necesidad de nivel 2. Hay proyectos
que no son tan complicados y no ameritan más que 1 ó 2 niveles; por otra parte, entre
más niveles se tengan, es necesario hacer un mayor esfuerzo de análisis, pero el
beneficio es que se tendrá un estudio más completo.
63
Ejemplo de necesidades de nivel 3
Bebida sabrosa Bebida fría Vaso frío
Vaso con hielos
6. Para comprobar la lógica de un diagrama de árbol, se puede preguntar ¿cómo cumplir la
necesidad? de izquierda a derecha y ¿para qué se necesita hacer esto? de derecha a
izquierda... Por ejemplo ¿cómo cumplir con N1: bebida sabrosa? Con N2: bebida fría.
¿Cómo cumplir con N2: bebida fría? Con N3: vaso frío... y viceversa ¿para qué se
necesita N3: vaso con hielos? Para cumplir con N2: bebida fría... En todos estos casos la
lógica se puede validar haciendo y respondiendo a las preguntas.
7. Identificar si es necesario añadir más necesidades para completar el árbol. Es frecuente
que los clientes no identifiquen algunas necesidades, por lo que éste será el mejor
momento para añadirlas, validando su lógica como en el punto anterior.
8. El resultado será una lista de necesidades estratificadas al nivel adecuado. Esto nos
permitirá solicitar al cliente les asigne una prioridad, para poder saber en cuales de ellas
debemos enfocar los esfuerzos.
Priorizar los requerimientos y necesidades
Al llegar a este paso del proceso el equipo ya debe tener un listado claro acerca de los
requerimientos y necesidades potenciales de los clientes. En este paso es muy importante que
exista la participación de todos los miembros del equipo.
El proceso del despliegue de la función de calidad sugiere que la importancia de los
requerimientos o necesidades este influenciada por la percepción que los clientes tiene de los
requerimientos o necesidades contenidos en la lista. De tal forma que es importante capturar
en este paso, la percepción que tienen los clientes acerca del desempeño de las necesidades o
requerimiento del producto que actualmente estamos ofreciendo. Esta información puede
provenir de los estudios de mercado o del conocimiento que se tenga de los clientes por parte
de los miembros de los equipos de diseño.
El proceso analítico jerárquico mismo que vamos a explicar más adelante, es un proceso
específico y detallado que ayuda a priorizar los requerimientos y necesidades del cliente. Sin
embargo, en mi experiencia este proceso para muchas empresas, resulta impráctico sobre todo
en empresas donde los tiempos de desarrollo de un producto son cortos. Lo anterior no elimina
la necesidad por parte los participantes en el proceso de diseño de obtener una lista priorizada
64
de requerimientos y necesidades de los clientes. Por lo anterior resulta práctico que los equipos
de diseño sean capaces de evaluar los requerimientos y puedan determinar su importancia de
forma interna. Esa identificación interna de prioridades puede resultar peligrosa ya que asume
que efectivamente esas son las prioridades por parte de los clientes. Para poder minimizar el
riesgo es recomendable que una vez que los requerimientos han sido identificados y aun
cuando los equipos hayan definido la importancia de forma interna, exista un paso en el
proceso donde se valide con los clientes las necesidades y la importancia de las necesidades.
Establecer un proceso que nos ayude a priorizar las necesidades en función de la percepción de
los clientes ayudará a minimizar el riesgo de que la organización y los equipos estén trabajando
con necesidades y requerimientos que no son necesariamente los que el cliente requiere de un
producto.
Antes de que los miembros de los equipos concluyan cuales de los requerimientos son más
importantes, debe realizarse un análisis acerca de la satisfacción percibida por los clientes de
los productos existentes. Esto facilitará la toma de decisiones al momento de priorizar los
requerimientos. Por ejemplo si el cliente no tiene una buena percepción de la calidad de
nuestro producto en cierto requerimiento por ejemplo “Tener un producto libre de fugas”,
resultaría obvio pensar que en el desarrollo de un nuevo proyecto, el equipo de diseño tenga
como prioridad eliminar o mejorar las fugas en el producto que se está desarrollando. Derivado
de este concepto es que resulta de suma importancia la participación de las personas que están
más cercanas del cliente.
En ocasiones el uso de una escala ordinal por ejemplo del 1 al 5 (1 nada importante – 5 crítico),
es suficiente para que los equipos puedan identificar cuáles de los requerimientos y
necesidades que resultan críticas para el proyecto. En este paso no estamos hablando del orden
de importancia de los requerimientos o “ranking” lo que quiere decir que seguramente
encontraremos varios requerimientos o necesidades con números repetidos. Una sugerencia es
realizar el análisis de prioridades de forma independiente para cada una de las categorías de
requerimientos y necesidades que tenemos contenida en la voz del cliente. De tal manera que
por cada categoría se puedan identificar cuáles son el o los requerimientos que van a demandar
mayor atención y recursos para ser resueltos. Insisto en la importancia de validar estas
calificaciones con los clientes para incrementar la confianza de que los equipos se están
enfocando en los requerimientos y necesidades que representan una prioridad para el cliente.
El propósito de este trabajo de tesis, no es profundizar en la mejor metodología para priorizar
los requerimientos y necesidades. Para fines prácticos es suficiente saber que en este paso del
proceso la empresa debe de identificar y definir cuáles son los requerimientos que va a decidir
mejorar durante el proceso de diseño. No quisiera que la omisión de la profundidad en el tema
acerca de la validación de los requerimientos críticos, se interprete como que este paso carece
65
de importancia. Este podría ser uno de los pasos más importantes de todo el proceso de diseño,
ya que tener un buen proceso de validación y evaluación de los requerimientos garantiza que el
diseño está dirigido a satisfacer las necesidades más importantes que los clientes buscan en el
producto.
Anteriormente hablé de una metodología simple y práctica que puede ayudar al equipo a tener
claridad acerca de las prioridades durante las etapas de diseño. También me gustaría explicar
brevemente en qué consiste un método un tanto más preciso para priorizar la importancia en
la necesidades del cliente, me estoy refiriendo al “proceso analítico jerárquico” en inglés
analytical hierachical process, una de las herramientas utilizadas durante el proceso del DFQ
que puede ser de gran ayuda para priorizar de manera cuantitativa la voz del cliente.
Proceso analítico jerárquico.
¿Qué es?
Diseñada en 1970 por el Dr. Thomas Saaty, el AHP (el título oficial en español todavía no existe)
es una herramienta para apoyar la toma de decisiones, a través de ponderar prioridades
cuando se tienen que considerar aspectos tanto cuantitativos como cualitativos en una
decisión. Esta es la herramienta preferida por muchos de los practicantes profesionales del DFQ
a nivel internacional para comparar las necesidades de los clientes.
Si bien el AHP es un proceso completo sobre el cual se deben hacer algunas consideraciones y
supuestos, a continuación presentamos un ejemplo breve que puede servir para explicar el
concepto y principios generales de esta herramienta.
Supongamos que queremos aplicar DFQ para mejorar la competitividad de un restaurante, cuyo
dueño está convencido de que necesita entender claramente las necesidades de sus clientes
antes de empezar a tomar acciones. El dueño del restaurante pide ayuda a uno de sus
trabajadores en el DFQ. Juntos van a la gemba, obtienen la voz del cliente y extraen de la voz
del cliente. Las necesidades de los clientes, se resumen a solamente 4 necesidades:
1. Precio competitivo
2. Servicio rápido
3. Sabor de la comida
4. Ambientación
El restaurantero piensa que es momento de tomar acción, ofrecer algunas promociones para
mejorar la percepción del precio, trabajar junto con los meseros para agilizar el servicio, incluir
algunos platillos nuevos y comprar algunos adornos para mejorar la ambientación.
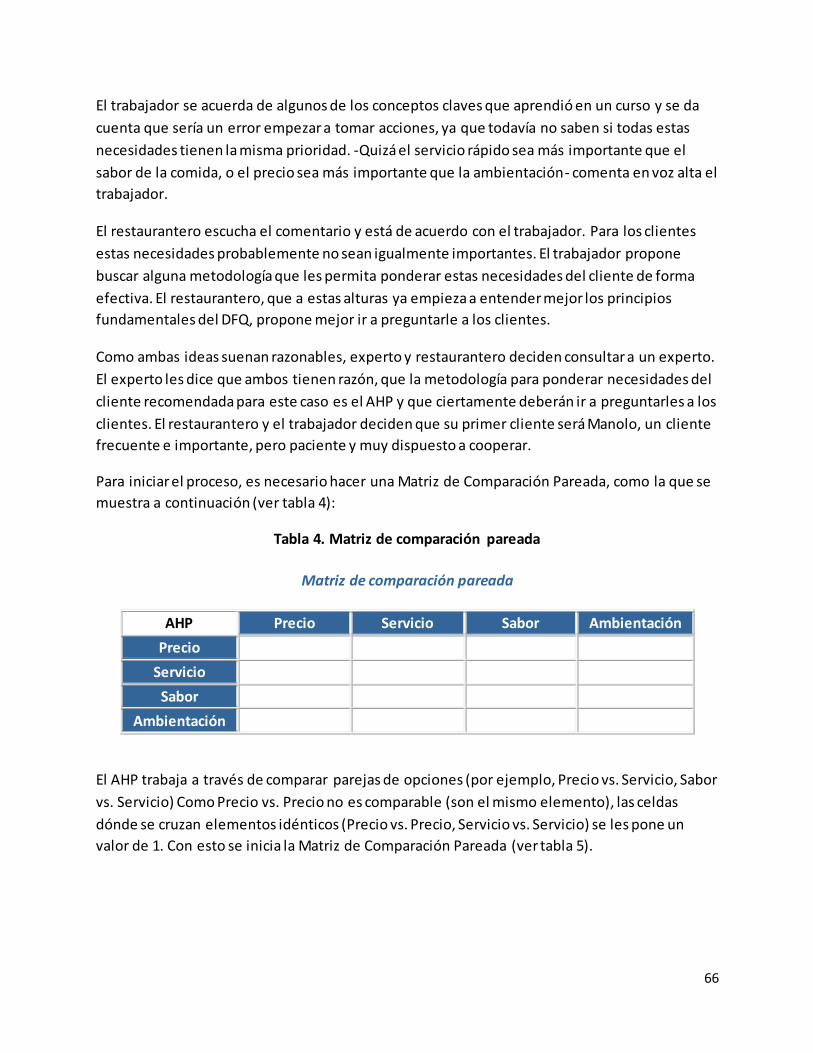
66
El trabajador se acuerda de algunos de los conceptos claves que aprendió en un curso y se da
cuenta que sería un error empezar a tomar acciones, ya que todavía no saben si todas estas
necesidades tienen la misma prioridad. -Quizá el servicio rápido sea más importante que el
sabor de la comida, o el precio sea más importante que la ambientación- comenta en voz alta el
trabajador.
El restaurantero escucha el comentario y está de acuerdo con el trabajador. Para los clientes
estas necesidades probablemente no sean igualmente importantes. El trabajador propone
buscar alguna metodología que les permita ponderar estas necesidades del cliente de forma
efectiva. El restaurantero, que a estas alturas ya empieza a entender mejor los principios
fundamentales del DFQ, propone mejor ir a preguntarle a los clientes.
Como ambas ideas suenan razonables, experto y restaurantero deciden consultar a un experto.
El experto les dice que ambos tienen razón, que la metodología para ponderar necesidades del
cliente recomendada para este caso es el AHP y que ciertamente deberán ir a preguntarles a los
clientes. El restaurantero y el trabajador deciden que su primer cliente será Manolo, un cliente
frecuente e importante, pero paciente y muy dispuesto a cooperar.
Para iniciar el proceso, es necesario hacer una Matriz de Comparación Pareada, como la que se
muestra a continuación (ver tabla 4):
Tabla 4. Matriz de comparación pareada
Matriz de comparación pareada
AHP Precio Servicio Sabor Ambientación
Precio
Servicio
Sabor
Ambientación
El AHP trabaja a través de comparar parejas de opciones (por ejemplo, Precio vs. Servicio, Sabor
vs. Servicio) Como Precio vs. Precio no es comparable (son el mismo elemento), las celdas
dónde se cruzan elementos idénticos (Precio vs. Precio, Servicio vs. Servicio) se les pone un
valor de 1. Con esto se inicia la Matriz de Comparación Pareada (ver tabla 5).
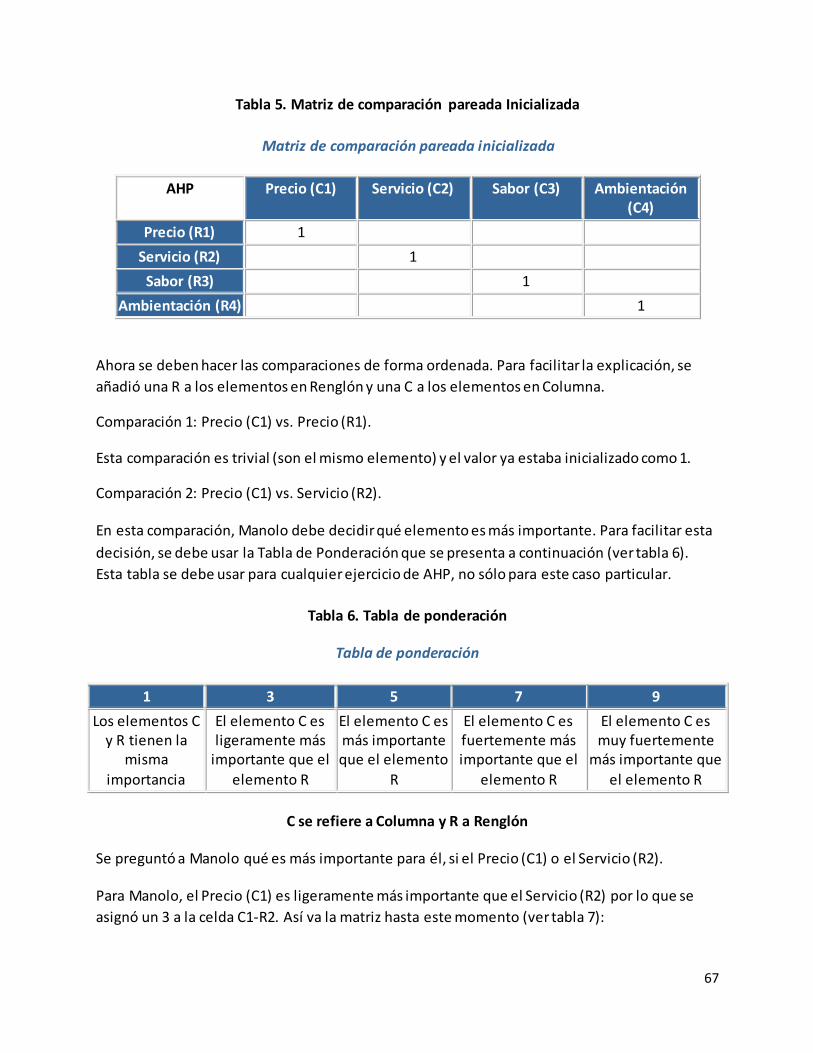
67
Tabla 5. Matriz de comparación pareada Inicializada
Matriz de comparación pareada inicializada
AHP Precio (C1) Servicio (C2) Sabor (C3) Ambientación (C4)
Precio (R1) 1
Servicio (R2) 1
Sabor (R3) 1
Ambientación (R4) 1
Ahora se deben hacer las comparaciones de forma ordenada. Para facilitar la explicación, se
añadió una R a los elementos en Renglón y una C a los elementos en Columna.
Comparación 1: Precio (C1) vs. Precio (R1).
Esta comparación es trivial (son el mismo elemento) y el valor ya estaba inicializado como 1.
Comparación 2: Precio (C1) vs. Servicio (R2).
En esta comparación, Manolo debe decidir qué elemento es más importante. Para facilitar esta
decisión, se debe usar la Tabla de Ponderación que se presenta a continuación (ver tabla 6).
Esta tabla se debe usar para cualquier ejercicio de AHP, no sólo para este caso particular.
Tabla 6. Tabla de ponderación
Tabla de ponderación
1 3 5 7 9
Los elementos C y R tienen la
misma
importancia
El elemento C es ligeramente más
importante que el
elemento R
El elemento C es más importante que el elemento
R
El elemento C es fuertemente más importante que el
elemento R
El elemento C es muy fuertemente
más importante que
el elemento R
C se refiere a Columna y R a Renglón
Se preguntó a Manolo qué es más importante para él, si el Precio (C1) o el Servicio (R2).
Para Manolo, el Precio (C1) es ligeramente más importante que el Servicio (R2) por lo que se
asignó un 3 a la celda C1-R2. Así va la matriz hasta este momento (ver tabla 7):
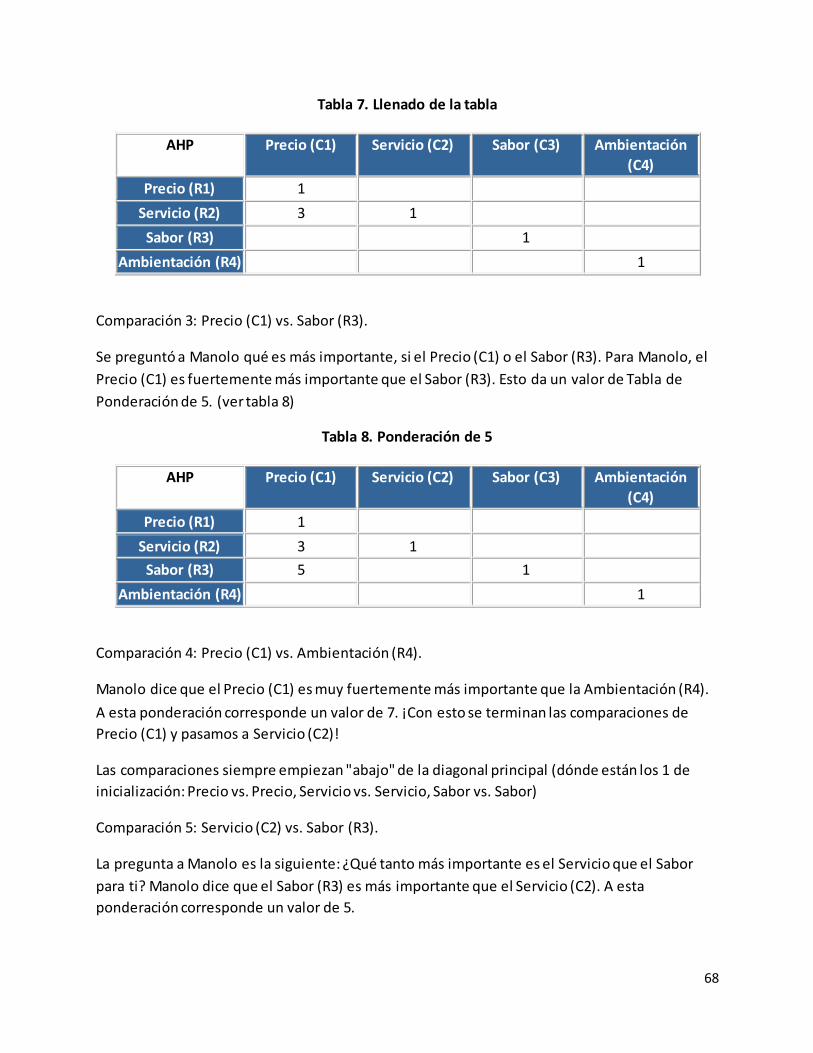
68
Tabla 7. Llenado de la tabla
AHP Precio (C1) Servicio (C2) Sabor (C3) Ambientación
(C4)
Precio (R1) 1
Servicio (R2) 3 1
Sabor (R3) 1
Ambientación (R4) 1
Comparación 3: Precio (C1) vs. Sabor (R3).
Se preguntó a Manolo qué es más importante, si el Precio (C1) o el Sabor (R3). Para Manolo, el
Precio (C1) es fuertemente más importante que el Sabor (R3). Esto da un valor de Tabla de
Ponderación de 5. (ver tabla 8)
Tabla 8. Ponderación de 5
AHP Precio (C1) Servicio (C2) Sabor (C3) Ambientación
(C4)
Precio (R1) 1
Servicio (R2) 3 1
Sabor (R3) 5 1
Ambientación (R4) 1
Comparación 4: Precio (C1) vs. Ambientación (R4).
Manolo dice que el Precio (C1) es muy fuertemente más importante que la Ambientación (R4).
A esta ponderación corresponde un valor de 7. ¡Con esto se terminan las comparaciones de
Precio (C1) y pasamos a Servicio (C2)!
Las comparaciones siempre empiezan "abajo" de la diagonal principal (dónde están los 1 de
inicialización: Precio vs. Precio, Servicio vs. Servicio, Sabor vs. Sabor)
Comparación 5: Servicio (C2) vs. Sabor (R3).
La pregunta a Manolo es la siguiente: ¿Qué tanto más importante es el Servicio que el Sabor
para ti? Manolo dice que el Sabor (R3) es más importante que el Servicio (C2). A esta
ponderación corresponde un valor de 5.
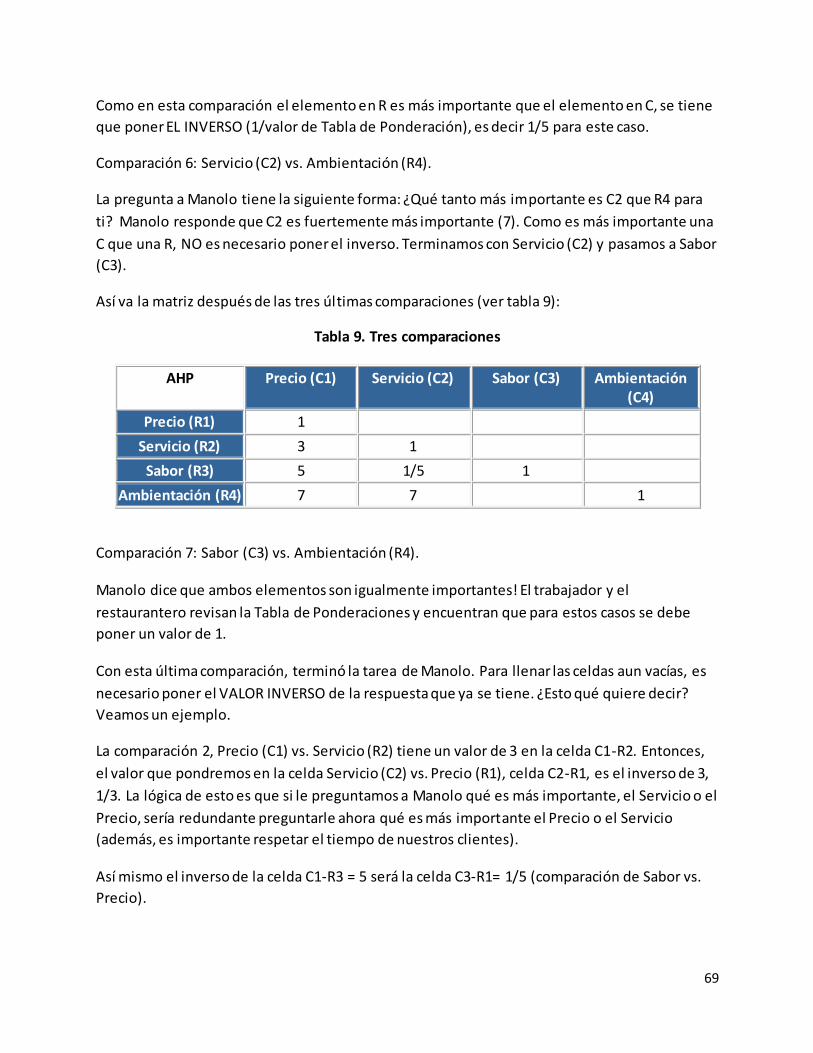
69
Como en esta comparación el elemento en R es más importante que el elemento en C, se tiene
que poner EL INVERSO (1/valor de Tabla de Ponderación), es decir 1/5 para este caso.
Comparación 6: Servicio (C2) vs. Ambientación (R4).
La pregunta a Manolo tiene la siguiente forma: ¿Qué tanto más importante es C2 que R4 para
ti? Manolo responde que C2 es fuertemente más importante (7). Como es más importante una
C que una R, NO es necesario poner el inverso. Terminamos con Servicio (C2) y pasamos a Sabor
(C3).
Así va la matriz después de las tres últimas comparaciones (ver tabla 9):
Tabla 9. Tres comparaciones
AHP Precio (C1) Servicio (C2) Sabor (C3) Ambientación (C4)
Precio (R1) 1
Servicio (R2) 3 1
Sabor (R3) 5 1/5 1
Ambientación (R4) 7 7 1
Comparación 7: Sabor (C3) vs. Ambientación (R4).
Manolo dice que ambos elementos son igualmente importantes! El trabajador y el
restaurantero revisan la Tabla de Ponderaciones y encuentran que para estos casos se debe
poner un valor de 1.
Con esta última comparación, terminó la tarea de Manolo. Para llenar las celdas aun vacías, es
necesario poner el VALOR INVERSO de la respuesta que ya se tiene. ¿Esto qué quiere decir?
Veamos un ejemplo.
La comparación 2, Precio (C1) vs. Servicio (R2) tiene un valor de 3 en la celda C1-R2. Entonces,
el valor que pondremos en la celda Servicio (C2) vs. Precio (R1), celda C2-R1, es el inverso de 3,
1/3. La lógica de esto es que si le preguntamos a Manolo qué es más importante, el Servicio o el
Precio, sería redundante preguntarle ahora qué es más importante el Precio o el Servicio
(además, es importante respetar el tiempo de nuestros clientes).
Así mismo el inverso de la celda C1-R3 = 5 será la celda C3-R1= 1/5 (comparación de Sabor vs.
Precio).
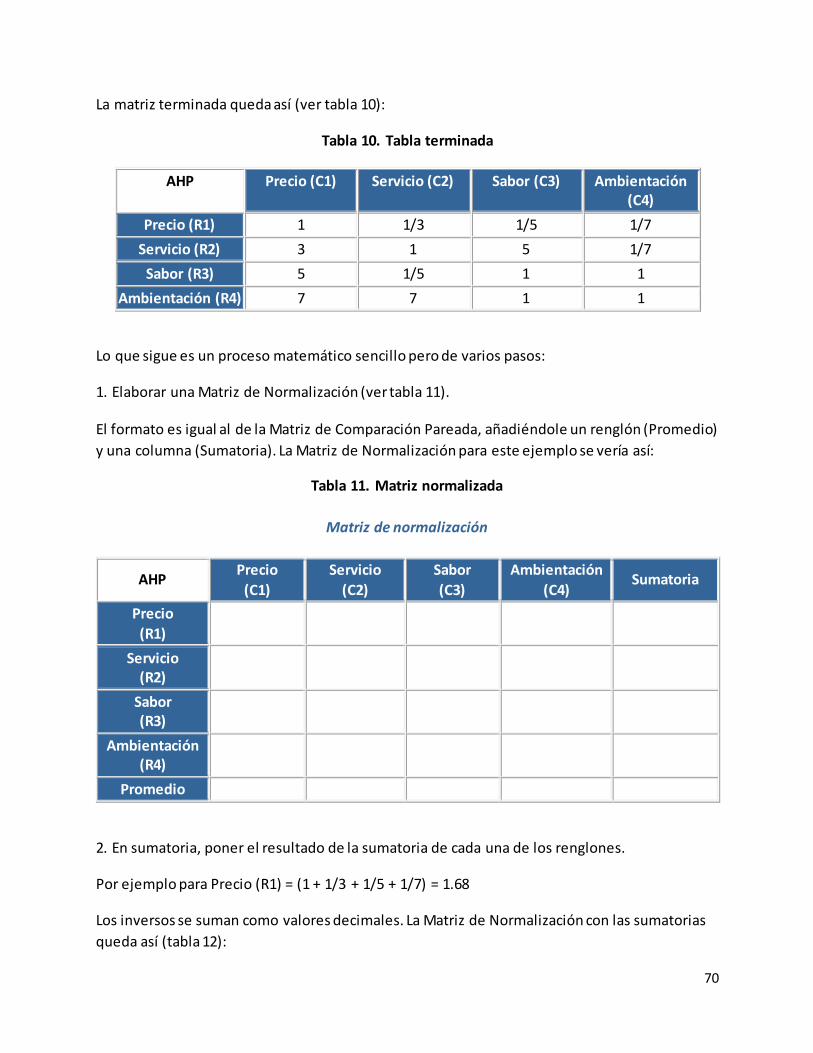
70
La matriz terminada queda así (ver tabla 10):
Tabla 10. Tabla terminada
AHP Precio (C1) Servicio (C2) Sabor (C3) Ambientación (C4)
Precio (R1) 1 1/3 1/5 1/7
Servicio (R2) 3 1 5 1/7
Sabor (R3) 5 1/5 1 1
Ambientación (R4) 7 7 1 1
Lo que sigue es un proceso matemático sencillo pero de varios pasos:
1. Elaborar una Matriz de Normalización (ver tabla 11).
El formato es igual al de la Matriz de Comparación Pareada, añadiéndole un renglón (Promedio)
y una columna (Sumatoria). La Matriz de Normalización para este ejemplo se vería así:
Tabla 11. Matriz normalizada
Matriz de normalización
AHP Precio
(C1)
Servicio
(C2)
Sabor
(C3)
Ambientación
(C4) Sumatoria
Precio
(R1)
Servicio (R2)
Sabor (R3)
Ambientación (R4)
Promedio
2. En sumatoria, poner el resultado de la sumatoria de cada una de los renglones.
Por ejemplo para Precio (R1) = (1 + 1/3 + 1/5 + 1/7) = 1.68
Los inversos se suman como valores decimales. La Matriz de Normalización con las sumatorias
queda así (tabla 12):
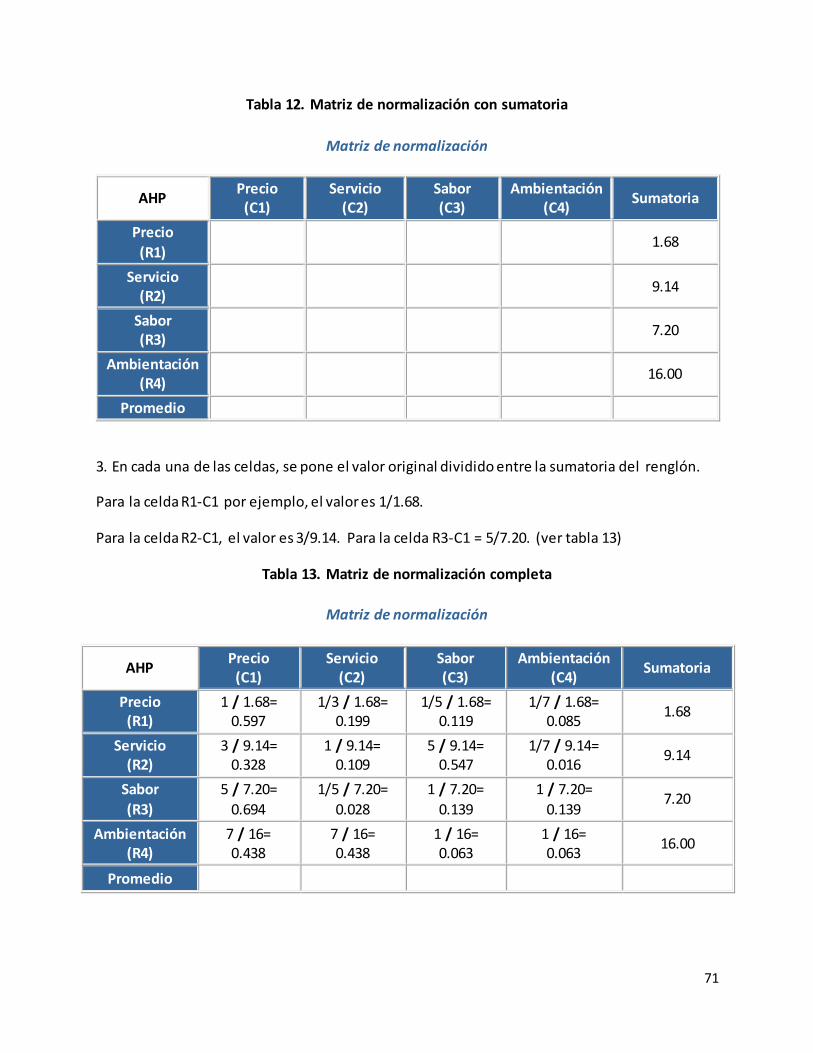
71
Tabla 12. Matriz de normalización con sumatoria
Matriz de normalización
AHP Precio
(C1) Servicio
(C2) Sabor (C3)
Ambientación (C4)
Sumatoria
Precio
(R1) 1.68
Servicio (R2)
9.14
Sabor (R3)
7.20
Ambientación (R4)
16.00
Promedio
3. En cada una de las celdas, se pone el valor original dividido entre la sumatoria del renglón.
Para la celda R1-C1 por ejemplo, el valor es 1/1.68.
Para la celda R2-C1, el valor es 3/9.14. Para la celda R3-C1 = 5/7.20. (ver tabla 13)
Tabla 13. Matriz de normalización completa
Matriz de normalización
AHP Precio
(C1) Servicio
(C2) Sabor (C3)
Ambientación (C4)
Sumatoria
Precio (R1)
1 / 1.68= 0.597
1/3 / 1.68= 0.199
1/5 / 1.68= 0.119
1/7 / 1.68= 0.085
1.68
Servicio (R2)
3 / 9.14= 0.328
1 / 9.14= 0.109
5 / 9.14= 0.547
1/7 / 9.14= 0.016
9.14
Sabor
(R3)
5 / 7.20=
0.694
1/5 / 7.20=
0.028
1 / 7.20=
0.139
1 / 7.20=
0.139 7.20
Ambientación (R4)
7 / 16= 0.438
7 / 16= 0.438
1 / 16= 0.063
1 / 16= 0.063
16.00
Promedio
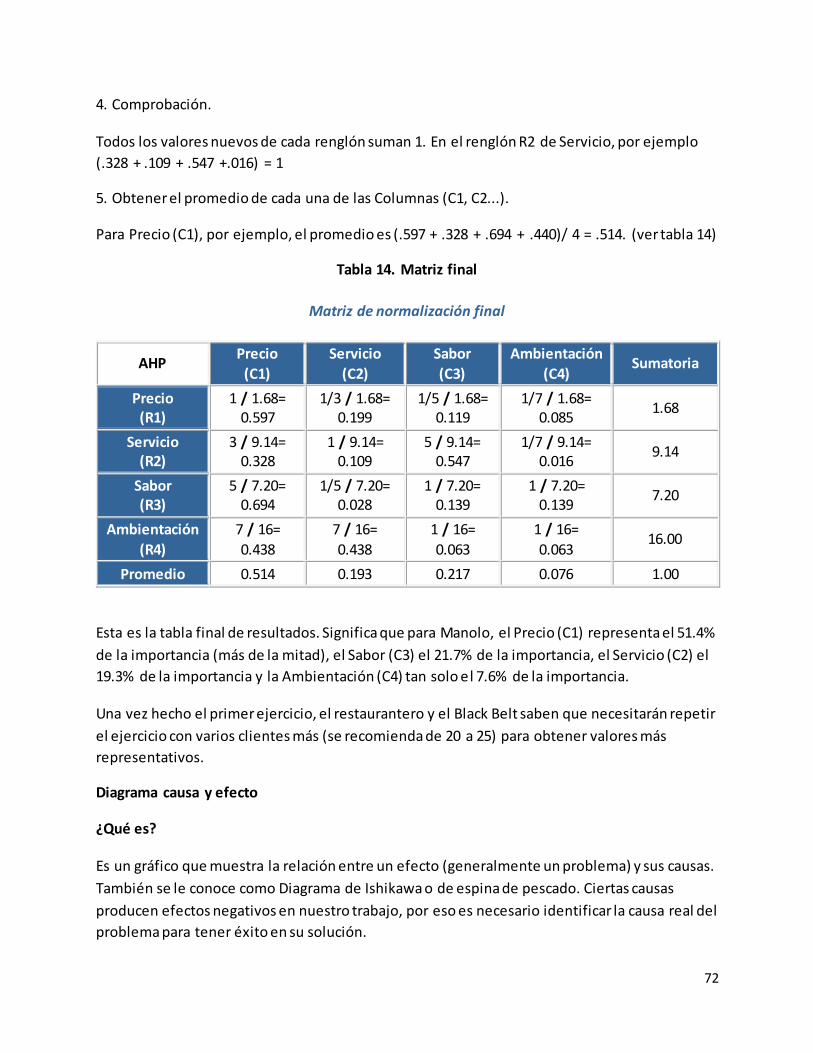
72
4. Comprobación.
Todos los valores nuevos de cada renglón suman 1. En el renglón R2 de Servicio, por ejemplo
(.328 + .109 + .547 +.016) = 1
5. Obtener el promedio de cada una de las Columnas (C1, C2...).
Para Precio (C1), por ejemplo, el promedio es (.597 + .328 + .694 + .440)/ 4 = .514. (ver tabla 14)
Tabla 14. Matriz final
Matriz de normalización final
AHP Precio
(C1)
Servicio
(C2)
Sabor
(C3)
Ambientación
(C4) Sumatoria
Precio (R1)
1 / 1.68= 0.597
1/3 / 1.68= 0.199
1/5 / 1.68= 0.119
1/7 / 1.68= 0.085
1.68
Servicio (R2)
3 / 9.14= 0.328
1 / 9.14= 0.109
5 / 9.14= 0.547
1/7 / 9.14= 0.016
9.14
Sabor (R3)
5 / 7.20= 0.694
1/5 / 7.20= 0.028
1 / 7.20= 0.139
1 / 7.20= 0.139
7.20
Ambientación
(R4)
7 / 16=
0.438
7 / 16=
0.438
1 / 16=
0.063
1 / 16=
0.063 16.00
Promedio 0.514 0.193 0.217 0.076 1.00
Esta es la tabla final de resultados. Significa que para Manolo, el Precio (C1) representa el 51.4%
de la importancia (más de la mitad), el Sabor (C3) el 21.7% de la importancia, el Servicio (C2) el
19.3% de la importancia y la Ambientación (C4) tan solo el 7.6% de la importancia.
Una vez hecho el primer ejercicio, el restaurantero y el Black Belt saben que necesitarán repetir
el ejercicio con varios clientes más (se recomienda de 20 a 25) para obtener valores más
representativos.
Diagrama causa y efecto
¿Qué es?
Es un gráfico que muestra la relación entre un efecto (generalmente un problema) y sus causas.
También se le conoce como Diagrama de Ishikawa o de espina de pescado. Ciertas causas
producen efectos negativos en nuestro trabajo, por eso es necesario identificar la causa real del
problema para tener éxito en su solución.
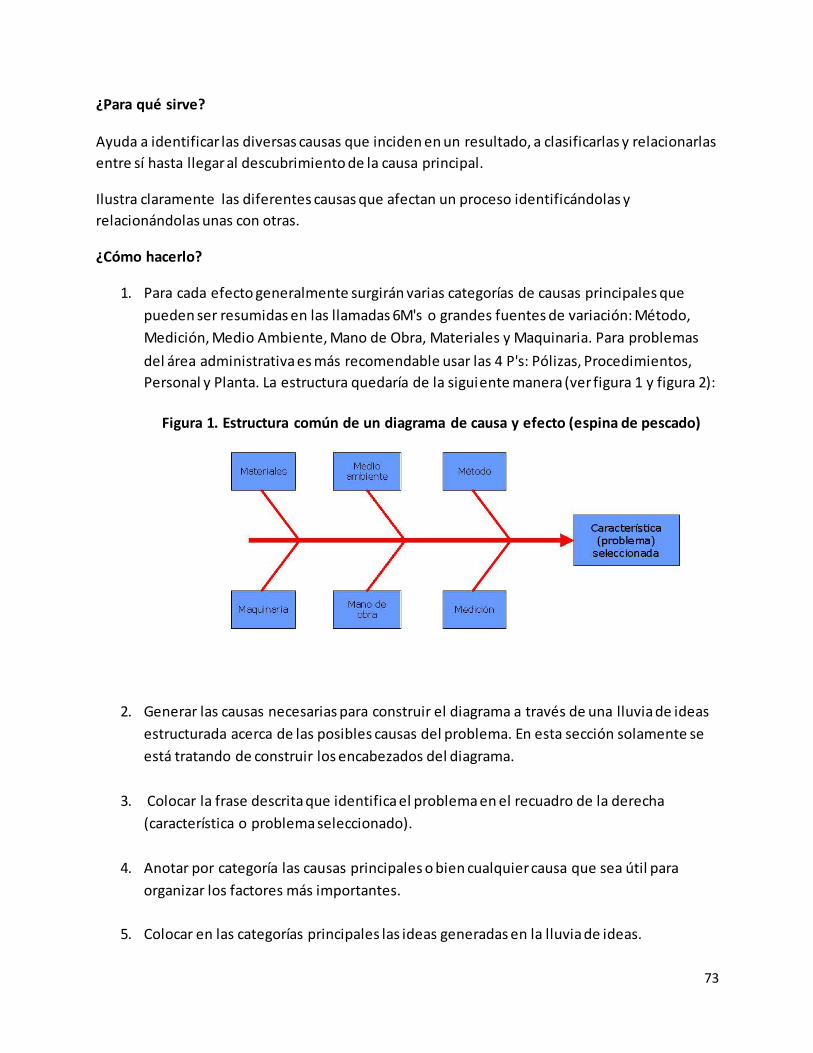
73
¿Para qué sirve?
Ayuda a identificar las diversas causas que inciden en un resultado, a clasificarlas y relacionarlas
entre sí hasta llegar al descubrimiento de la causa principal.
Ilustra claramente las diferentes causas que afectan un proceso identificándolas y
relacionándolas unas con otras.
¿Cómo hacerlo?
1. Para cada efecto generalmente surgirán varias categorías de causas principales que
pueden ser resumidas en las llamadas 6M's o grandes fuentes de variación: Método,
Medición, Medio Ambiente, Mano de Obra, Materiales y Maquinaria. Para problemas
del área administrativa es más recomendable usar las 4 P's: Pólizas, Procedimientos,
Personal y Planta. La estructura quedaría de la siguiente manera (ver figura 1 y figura 2):
Figura 1. Estructura común de un diagrama de causa y efecto (espina de pescado)
2. Generar las causas necesarias para construir el diagrama a través de una lluvia de ideas
estructurada acerca de las posibles causas del problema. En esta sección solamente se
está tratando de construir los encabezados del diagrama.
3. Colocar la frase descrita que identifica el problema en el recuadro de la derecha
(característica o problema seleccionado).
4. Anotar por categoría las causas principales o bien cualquier causa que sea útil para
organizar los factores más importantes.
5. Colocar en las categorías principales las ideas generadas en la lluvia de ideas.
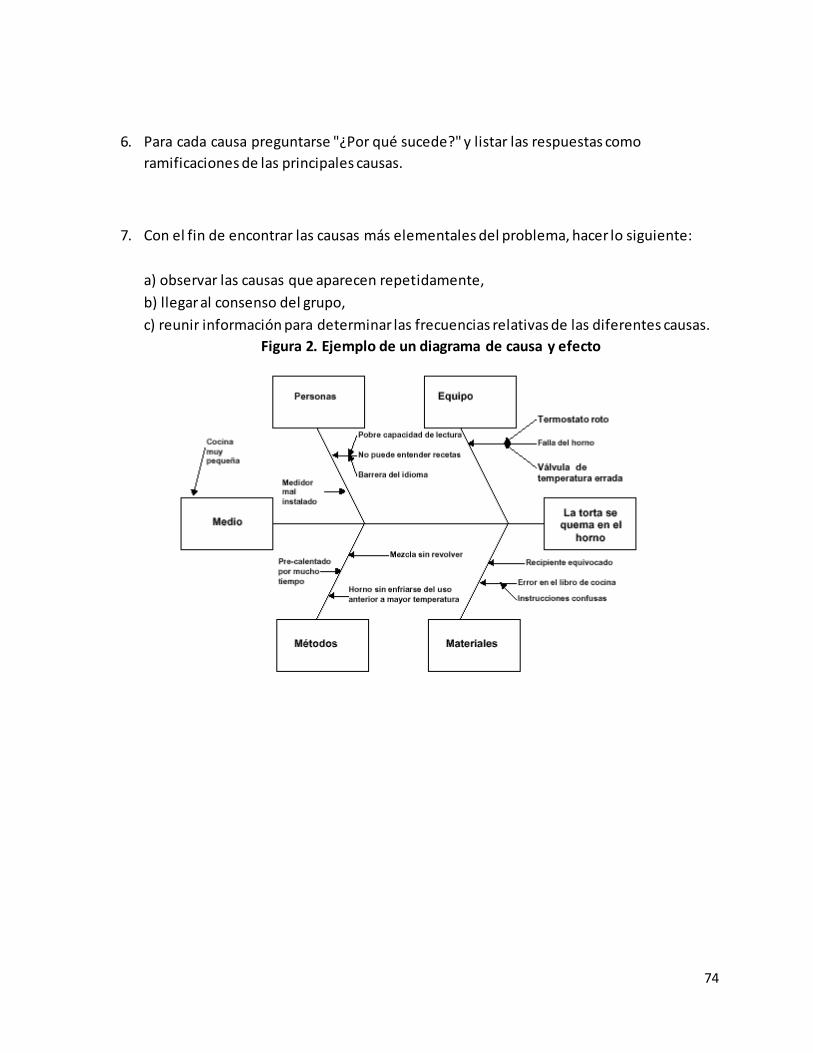
74
6. Para cada causa preguntarse "¿Por qué sucede?" y listar las respuestas como
ramificaciones de las principales causas.
7. Con el fin de encontrar las causas más elementales del problema, hacer lo siguiente:
a) observar las causas que aparecen repetidamente,
b) llegar al consenso del grupo,
c) reunir información para determinar las frecuencias relativas de las diferentes causas.
Figura 2. Ejemplo de un diagrama de causa y efecto
75
Diagrama de pareto
¿Qué es?
Gráfico de barras que permite identificar y separar en forma crítica los problemas de calidad.
Debe su nombre al economista italiano (s. XVIII) Wilfredo Pareto, quien observó que el 80% de
la riqueza de una sociedad estaba en manos de 20% de las familias. Juran toma este principio y
lo aplica a la distribución de un problema (80% efectos y 20% causas). (Ver figura 3).
¿Para qué sirve?
Ayudar a los equipos a enfocarse en las causas que tendrán el mayor impacto si son resueltas.
Muestra la importancia relativa de los problemas de forma simple, rápida para interpretar y en
un formato visual.
¿Cómo hacerlo?
1. Diseñar una hoja de verificación para la frecuencia con que ocurre cada factor.
2. Ordenar los distintos factores conforme a su frecuencia, comenzando con el factor que
se da un número mayor de veces. El número de todas las frecuencias debe ser igual al
número de casos u observaciones hechas.
3. Obtener el porcentaje relativo de cada causa o factor, con respecto al total (la suma de
los porcentajes debe ser igual al 100%).
4. Calcular el porcentaje relativo acumulado. Sumar consecutivamente los porcentajes de
cada factor, para ver el porcentaje de veces que se presenta el problema y que se
eliminaría si se suprimen las causas principales del problema.
5. Construir el diagrama
En el eje horizontal se anotan las causas de izq. a der., de mayor a menor en
cuanto a su frecuencia o costo.
El eje vertical izquierdo se gradúa para mostrar el número de datos
observados (la frecuencia de cada causa).
El eje vertical derecho muestra el porcentaje relativo acumulado.
Los ejes verticales deben tener la misma longitud.
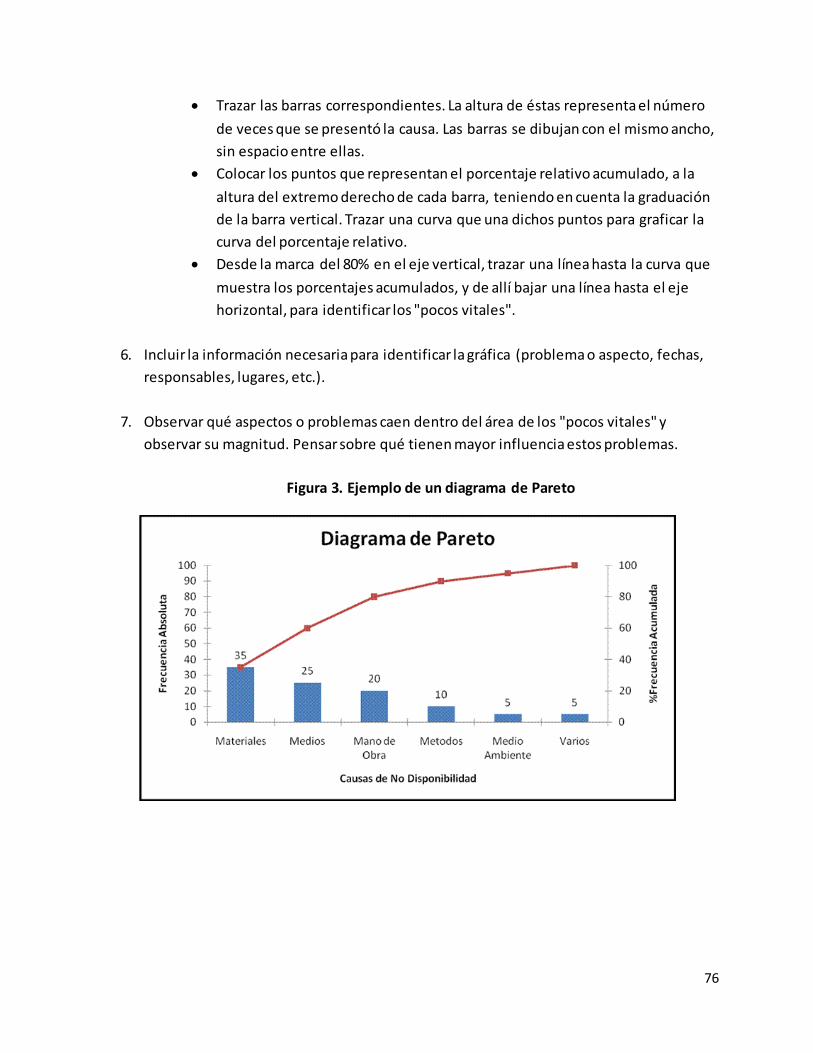
76
Trazar las barras correspondientes. La altura de éstas representa el número
de veces que se presentó la causa. Las barras se dibujan con el mismo ancho,
sin espacio entre ellas.
Colocar los puntos que representan el porcentaje relativo acumulado, a la
altura del extremo derecho de cada barra, teniendo en cuenta la graduación
de la barra vertical. Trazar una curva que una dichos puntos para graficar la
curva del porcentaje relativo.
Desde la marca del 80% en el eje vertical, trazar una línea hasta la curva que
muestra los porcentajes acumulados, y de allí bajar una línea hasta el eje
horizontal, para identificar los "pocos vitales".
6. Incluir la información necesaria para identificar la gráfica (problema o aspecto, fechas,
responsables, lugares, etc.).
7. Observar qué aspectos o problemas caen dentro del área de los "pocos vitales" y
observar su magnitud. Pensar sobre qué tienen mayor influencia estos problemas.
Figura 3. Ejemplo de un diagrama de Pareto
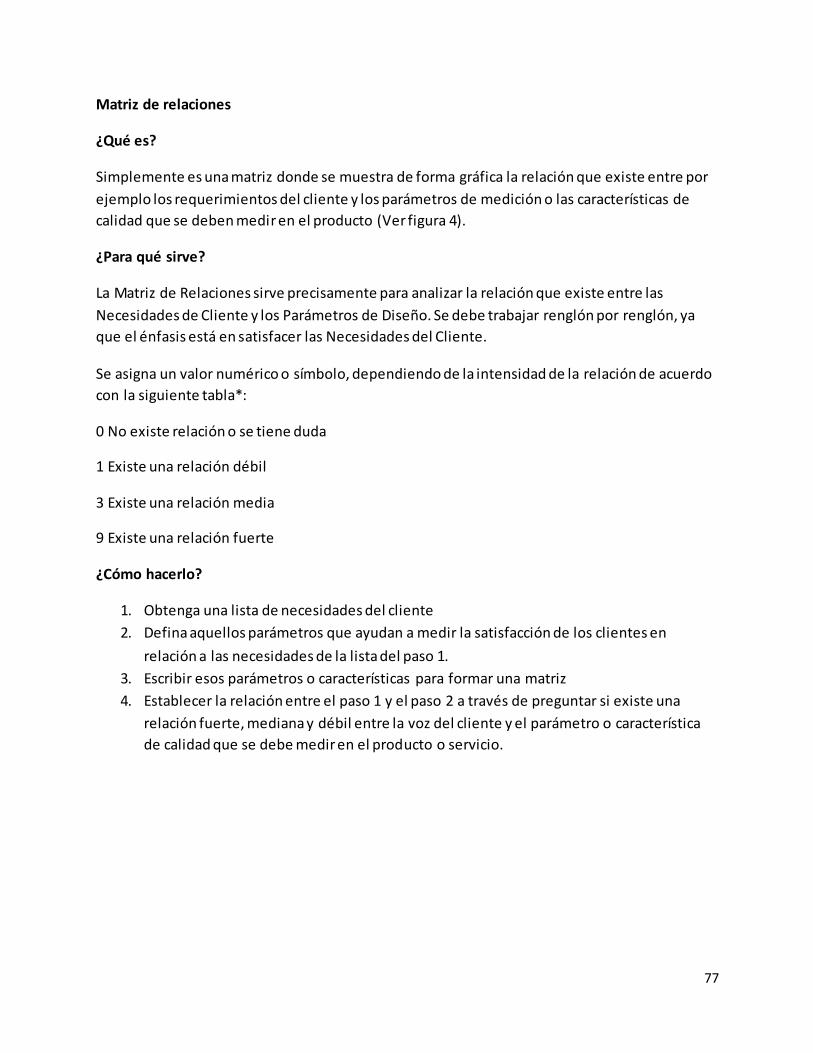
77
Matriz de relaciones
¿Qué es?
Simplemente es una matriz donde se muestra de forma gráfica la relación que existe entre por
ejemplo los requerimientos del cliente y los parámetros de medición o las características de
calidad que se deben medir en el producto (Ver figura 4).
¿Para qué sirve?
La Matriz de Relaciones sirve precisamente para analizar la relación que existe entre las
Necesidades de Cliente y los Parámetros de Diseño. Se debe trabajar renglón por renglón, ya
que el énfasis está en satisfacer las Necesidades del Cliente.
Se asigna un valor numérico o símbolo, dependiendo de la intensidad de la relación de acuerdo
con la siguiente tabla*:
0 No existe relación o se tiene duda
1 Existe una relación débil
3 Existe una relación media
9 Existe una relación fuerte
¿Cómo hacerlo?
1. Obtenga una lista de necesidades del cliente
2. Defina aquellos parámetros que ayudan a medir la satisfacción de los clientes en
relación a las necesidades de la lista del paso 1.
3. Escribir esos parámetros o características para formar una matriz
4. Establecer la relación entre el paso 1 y el paso 2 a través de preguntar si existe una
relación fuerte, mediana y débil entre la voz del cliente y el parámetro o característica
de calidad que se debe medir en el producto o servicio.
78
Figura 4. Ejemplo de matriz de relaciones
Conclusiones
En este capítulo, se presentaron una serie de herramientas, que son de gran utilidad durante el
proceso de la captura y análisis de la voz del cliente.
Muchas de estas herramientas funcionan mejor cuando se cuenta con la participación de un
equipo multifuncional en el desarrollo de un producto. Aunque las herramientas son sencillas,
es importante contar con un facilitador que ayude al equipo en la aplicación de estas
herramientas.
Aunque las herramientas presentadas, tienen una estructura y una serie de pasos en su
aplicación, en mi experiencia siempre habrá formas de aplicarlas de forma creativa. Resulta
incluso interesante ver como las personas llegan a interpretar y aplicar este tipo de
herramientas.
Estas herramientas tienen mucho poder ya que ayudan de forma significativa a fomentar el
trabajo en equipo y a reducir la cantidad y el nivel de severidad de conflictos que se presentan
en los equipos de trabajo.
79
Referencias bibliográficas
Francisco Tamayo Enríquez y Verónica González Bosch. (2004)¿Qué es el QFD? Descifrando el Despliegue de la Función de Calidad, México: Asociación Latinoamericana de QFD México
John R. Hauser, Don Clausing. (May 01,1988). “House of Quality”, Harvard Business Review, 11 pages.
John Terninko. (1997). Step by Step QFD. USA: CRC Press LLC.
Lou Cohen. (1995). Quality Function Deployment. Prentice Hall PTR, ISBN 0-201-63330-2.
Marvin e. González. (2001). La Función Despliegue De La Calidad. Costa Rica: Mcgraw -
Hill Interamericana I.S.B.N : 9701032128
Mazur H. Glenn, QFD Applications and Case Studies using Modern and Classical QFD methods, ISO 16355. http://www.mazur.net/publishe.htm.
Richard Denney. (2005). Succeeding with Use Cases: Working Smart to Deliver Quality, Addison-Wesley Object Technology Series, Addison-Wesley Professional, ISBN 0-321-
31643-6 Robert G. Cooper. (1993). Winning at the New Products 2nd ed. Addison-Wesley, ISBN 0-
201-56381-9
Robin L. Lawton. (Julio, 11 del 2007). “What Do Customers Value”, Obtenido de
http://www.youtube.com/watch?v=wFNhw5xOnRg
Robin L. Lawton, (Nov 13 del 2009). “Voice of the Customer - Language Matters,
Obtenido de http://www.youtube.com/watch?v=upYAs-3rauU
Walter Lamia. (1995). “Integrating QFD with Object-oriented Software Design
Methodologies.” Presentada durante el 7o simposio de “Despliegue de la Función de Calidad”.

80
Desarrollo de conceptos de diseño
Introducción
En los capítulos uno y dos abordé el tema de la voz del cliente. Estudiamos algunos de los
métodos que se utilizan para conocer e identificar los requerimientos y necesidades del cliente
para poder incorporarlos en el diseño de productos, procesos o servicios. El enfoque de este
capítulo será sobre el proceso creativo del diseño conceptual del producto.
Al inicio de mi carrera profesional tuve la oportunidad de interactuar con diferentes equipos de
diseño. Mi participación estuvo muy enfocada al diseño detallado del producto. Esto quiere
decir a la aplicación de las herramientas de Diseño Para Seis Sigma (En inglés Design For Six
Sigma DFSS), tales como análisis de tolerancias, análisis de modo y efecto de la falla, etc., todas
esas herramientas tenían como punto de partida un diseño conceptual ya creado. Cuando
realizaba preguntas dentro del equipo acerca de ¿cuál era el proceso creativo a través del cual
se llegaba al desarrollo de conceptos de diseño?, las respuestas que encontraba no
correspondían a un proceso como tal. Más bien eran esfuerzos individuales de los diseñadores.
En ocasiones los diseños conceptuales eran el resultado de copiar algunos diseños de la
competencia. Después de esta experiencia he tenido la oportunidad de seguir colaborando en
diferentes empresas con diferentes equipos de diseño e invariablemente encuentro un gran
vacío en este paso del proceso de diseño.
La falta de un proceso estructurado durante la etapa del desarrollo de los diseños conceptuales
tiene consecuencias graves durante el proceso de diseño, en el proceso de producción y esto se
extiende al momento en que el producto se encuentra en el campo. Las fallas del producto, la
cadena de suministros, los procesos esbeltos, etc., etc., están íntimamente ligados con este
paso del proceso. La carencia de un proceso formal y sistemático para desarrollar diseños
conceptuales puede ser la causa de que muchas empresas solo tengan éxitos esporádicos, no
repetibles con algunos de los productos que lanzan al mercado. La consistencia en términos de
innovación, calidad, tiempo de desarrollo son características claves de las empresas líderes del
mercado. Así que este proceso resulta fundamental para el éxito de las empresas y
frecuentemente no se le presta la debida atención.
El enfoque que se seguía para el desarrollo de diseños conceptuales en la empresa donde
aprendí la mayor parte de las herramientas y técnicas de Diseño para Seis Sigma, se enfocaba
principalmente en el diseño detallado del producto. Esta empresa en algún punto de su
historia, decidió implementar la iniciativa manufactura esbelta (lean) en todos los proceso de la
compañía, incluyendo algunas técnicas para el diseño de procesos. Existe una técnica que lleva
el nombre de Preparación para la Producción (2P). En esta técnica se realiza un taller de trabajo
“Kaizen” (Kaizen quiere decir Mejora Continua en Japonés), donde participaban representantes
81
de los diferentes equipos que participan en el desarrollo del proceso. Los equipos se reúnen
para realizar una lluvia de ideas y poder generar diseños de nuevos procesos que ayuden a que
el producto satisfaga las necesidades del cliente y las necesidades de manufactura.
Durante este taller 2P se proponen 7 alternativas de nuevos diseños por cada paso del proceso.
En ocasiones dentro del taller se proponían cambios pequeños o ajustes al producto. Esta
herramienta que se ejecuta como parte del taller se le conoce como 7 alternativas de un
vistazo. Uno de los aspectos más importantes al aplicar esta técnica es que las ideas que surgen
como producto de la lluvia de ideas, se tienen que dibujar en una hoja de papel. Es decir se
debe trasladar la idea a una imagen. El menor número de alternativas a desarrollar por cada
paso del proceso son 7. Las personas que participan llegan a expresar frustración ya que siete
alternativas parecería un número muy alto de opciones, sin embargo ese es precisamente el
objetivo del ejercicio, “forzar” a que las personas logren explotar la parte creativa y se logre
tener 7 alternativas que ayudan a incrementar las probabilidades de éxito de los diseños
conceptuales.
Utilizando como base las herramientas anteriormente descritas para el desarrollo de nuevos
procesos, comencé a experimentar. Apliqué los mismo principios pero ahora enfocados al
diseño de nuevos productos. Los resultados que he obtenido han sido favorables. Este proceso
en combinación con la evaluación de conceptos de diseño a través del uso de la matriz Pugh
que más adelante explicaré, hace que este proceso se convierta en un proceso sistemático y en
mi punto de vista clave para la mejora de la calidad de los productos, procesos y servicios en los
que se aplica esta técnica.
Cabe mencionar que cuando estábamos aplicando el taller 2P, también se introdujo un taller
similar llamado 3P, Preparación para el Producto y para la Producción. Este taller tenía mucha
similitud con el taller 2P, pero carecía de fuerza en las áreas vinculadas con el desarrollo del
producto, al menos en la forma en la que fue presentado. A partir de esto me vi en la necesidad
de modificar, adaptar y mejorar los contenidos del taller y a través del tiempo fui mejorando y
perfeccionando su aplicación. A continuación explicaré con mayor detalle los elementos que
conforman un taller de preparación para el producto, enfocado específicamente en el
desarrollo de diseños conceptuales. A partir de explicar detalladamente los pasos a seguir
durante el taller, explicaré cuales son las técnicas y herramientas y proporcionaré algunos
ejemplos que ayuden a entender los pasos del proceso. Personalmente he aplicado estos pasos
logrando resultados exitosos.
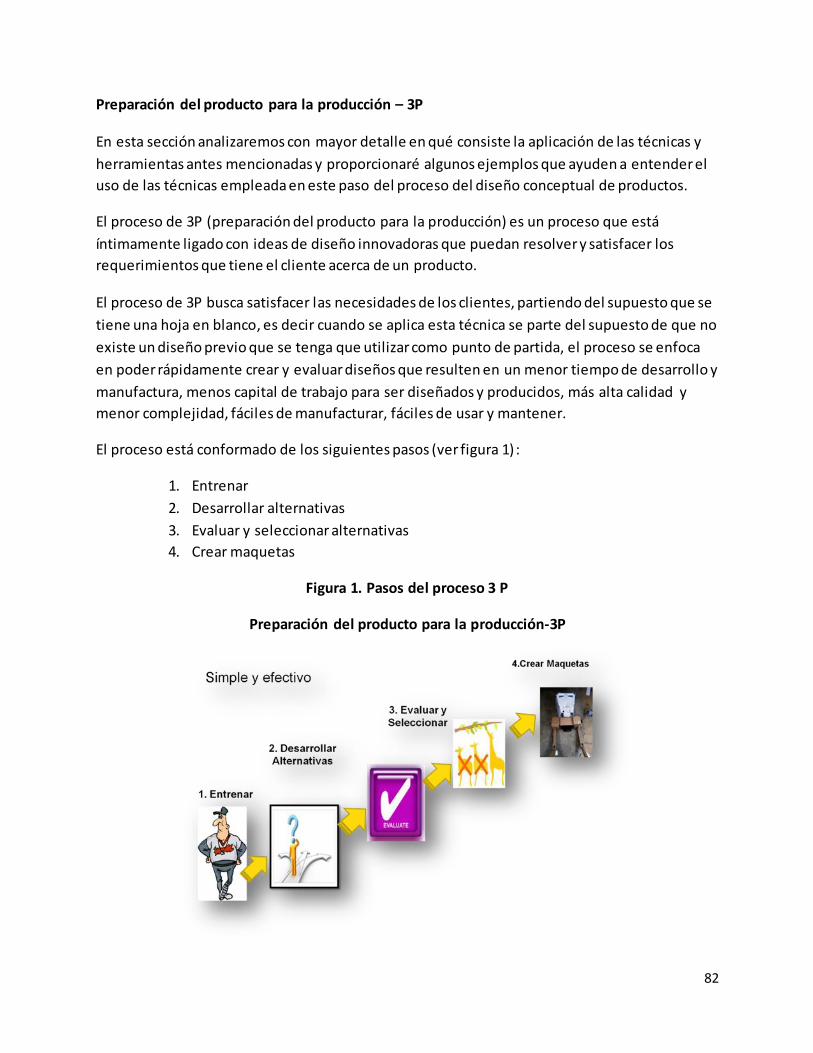
82
Preparación del producto para la producción – 3P
En esta sección analizaremos con mayor detalle en qué consiste la aplicación de las técnicas y
herramientas antes mencionadas y proporcionaré algunos ejemplos que ayuden a entender el
uso de las técnicas empleada en este paso del proceso del diseño conceptual de productos.
El proceso de 3P (preparación del producto para la producción) es un proceso que está
íntimamente ligado con ideas de diseño innovadoras que puedan resolver y satisfacer los
requerimientos que tiene el cliente acerca de un producto.
El proceso de 3P busca satisfacer las necesidades de los clientes, partiendo del supuesto que se
tiene una hoja en blanco, es decir cuando se aplica esta técnica se parte del supuesto de que no
existe un diseño previo que se tenga que utilizar como punto de partida, el proceso se enfoca
en poder rápidamente crear y evaluar diseños que resulten en un menor tiempo de desarrollo y
manufactura, menos capital de trabajo para ser diseñados y producidos, más alta calidad y
menor complejidad, fáciles de manufacturar, fáciles de usar y mantener.
El proceso está conformado de los siguientes pasos (ver figura 1) :
1. Entrenar
2. Desarrollar alternativas
3. Evaluar y seleccionar alternativas
4. Crear maquetas
Figura 1. Pasos del proceso 3 P
Preparación del producto para la producción-3P
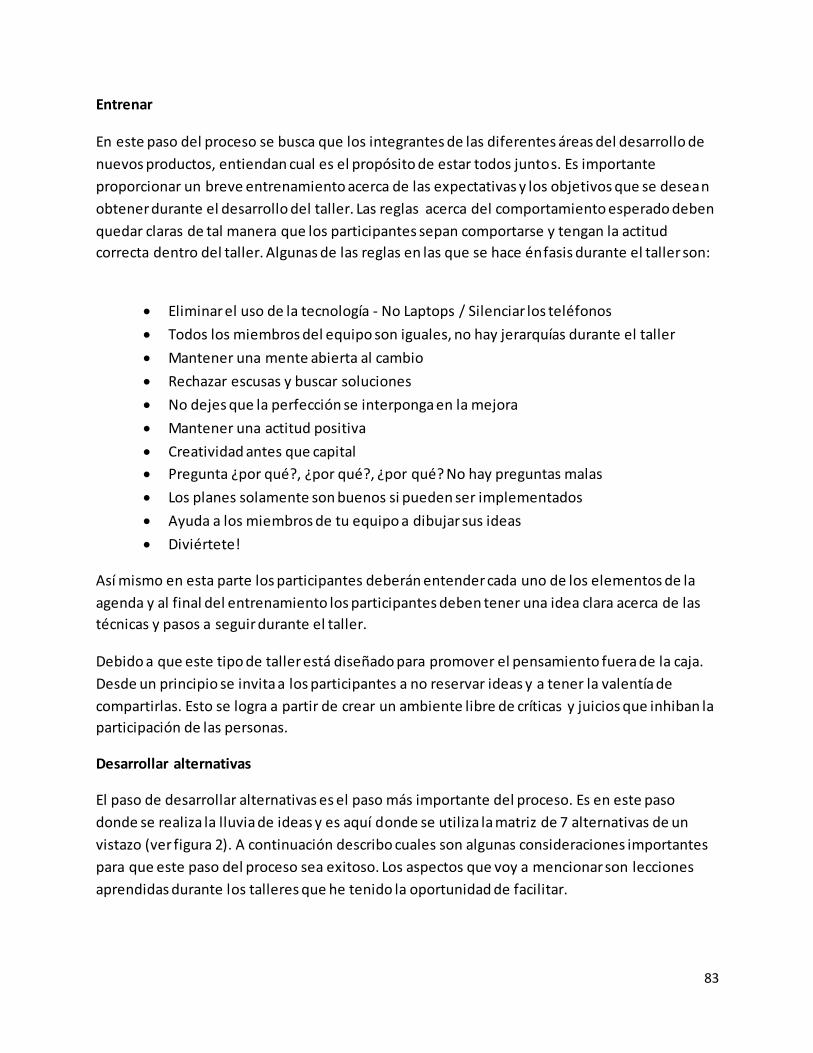
83
Entrenar
En este paso del proceso se busca que los integrantes de las diferentes áreas del desarrollo de
nuevos productos, entiendan cual es el propósito de estar todos juntos. Es importante
proporcionar un breve entrenamiento acerca de las expectativas y los objetivos que se desean
obtener durante el desarrollo del taller. Las reglas acerca del comportamiento esperado deben
quedar claras de tal manera que los participantes sepan comportarse y tengan la actitud
correcta dentro del taller. Algunas de las reglas en las que se hace énfasis durante el taller son:
Eliminar el uso de la tecnología - No Laptops / Silenciar los teléfonos
Todos los miembros del equipo son iguales, no hay jerarquías durante el taller
Mantener una mente abierta al cambio
Rechazar escusas y buscar soluciones
No dejes que la perfección se interponga en la mejora
Mantener una actitud positiva
Creatividad antes que capital
Pregunta ¿por qué?, ¿por qué?, ¿por qué? No hay preguntas malas
Los planes solamente son buenos si pueden ser implementados
Ayuda a los miembros de tu equipo a dibujar sus ideas
Diviértete!
Así mismo en esta parte los participantes deberán entender cada uno de los elementos de la
agenda y al final del entrenamiento los participantes deben tener una idea clara acerca de las
técnicas y pasos a seguir durante el taller.
Debido a que este tipo de taller está diseñado para promover el pensamiento fuera de la caja.
Desde un principio se invita a los participantes a no reservar ideas y a tener la valentía de
compartirlas. Esto se logra a partir de crear un ambiente libre de críticas y juicios que inhiban la
participación de las personas.
Desarrollar alternativas
El paso de desarrollar alternativas es el paso más importante del proceso. Es en este paso
donde se realiza la lluvia de ideas y es aquí donde se utiliza la matriz de 7 alternativas de un
vistazo (ver figura 2). A continuación describo cuales son algunas consideraciones importantes
para que este paso del proceso sea exitoso. Los aspectos que voy a mencionar son lecciones
aprendidas durante los talleres que he tenido la oportunidad de facilitar.
84
Asegúrate que durante el taller haya representantes de las diferentes funciones,
esto ayudara a que el flujo de ideas sea diverso. Con frecuencia las mejores ideas
resultan de la colaboración de dos o más personas de diferentes áreas.
La matriz de un lado simplemente contará con números del uno al siete. Esto
representa las siete alternativas que los equipos deberán desarrollar. En el otro lado
de la matriz, es importante que antes del evento te reúnas con el líder del proyecto
o las personas que más conocimiento tienen acerca del programa para que junto
con ellos discutan cuales son las categorías o partes del producto sobre las cuales
tendrán que desarrollar los conceptos. Por ejemplo podrían definir que se van a
buscar 7 alternativas de cada uno de los subsistemas del producto. Otra de las
aplicaciones que se pueden usar con frecuencia es desarrollar conceptos de diseño
que ayuden a reducir el costo de algún producto existente. Aquí la división se podría
realizar a partir los rubros donde se identifican oportunidades de ahorro. Por
ejemplo empaque del producto, acabados del producto, etc. Debido a la flexibilidad
del proceso no sería incorrecto combinar el uso de esta herramienta para proponer
alternativas del producto y del proceso. Para que el tiempo del taller sea
aprovechado al máximo, se recomienda que se dividan los equipos y que cada
equipo desarrollé las alternativas en función de las categorías predeterminadas del
producto.
Figura 2. 7 Alternativas de un vistazo
En esta foto se puede observar la aplicación de la herramienta de 7 Alternativas de un vistazo. En la parte izquierda se colo can números de. 1 al 7 y en la parte
superior se establecen los subsistemas que se han definido por para del equipo de diseño.
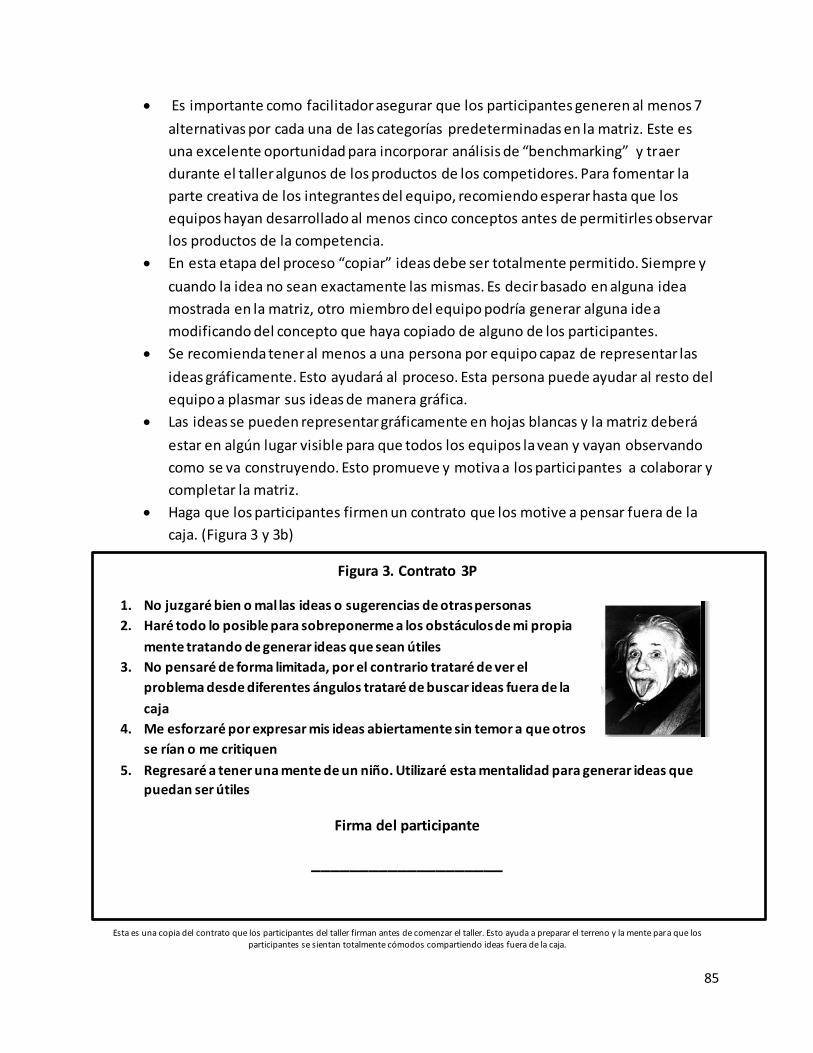
85
Es importante como facilitador asegurar que los participantes generen al menos 7
alternativas por cada una de las categorías predeterminadas en la matriz. Este es
una excelente oportunidad para incorporar análisis de “benchmarking” y traer
durante el taller algunos de los productos de los competidores. Para fomentar la
parte creativa de los integrantes del equipo, recomiendo esperar hasta que los
equipos hayan desarrollado al menos cinco conceptos antes de permitirles observar
los productos de la competencia.
En esta etapa del proceso “copiar” ideas debe ser totalmente permitido. Siempre y
cuando la idea no sean exactamente las mismas. Es decir basado en alguna idea
mostrada en la matriz, otro miembro del equipo podría generar alguna idea
modificando del concepto que haya copiado de alguno de los participantes.
Se recomienda tener al menos a una persona por equipo capaz de representar las
ideas gráficamente. Esto ayudará al proceso. Esta persona puede ayudar al resto del
equipo a plasmar sus ideas de manera gráfica.
Las ideas se pueden representar gráficamente en hojas blancas y la matriz deberá
estar en algún lugar visible para que todos los equipos la vean y vayan observando
como se va construyendo. Esto promueve y motiva a los participantes a colaborar y
completar la matriz.
Haga que los participantes firmen un contrato que los motive a pensar fuera de la
caja. (Figura 3 y 3b)
Figura 3. Contrato 3P
1. No juzgaré bien o mal las ideas o sugerencias de otras personas
2. Haré todo lo posible para sobreponerme a los obstáculos de mi propia
mente tratando de generar ideas que sean útiles
3. No pensaré de forma limitada, por el contrario trataré de ver el
problema desde diferentes ángulos trataré de buscar ideas fuera de la
caja
4. Me esforzaré por expresar mis ideas abiertamente sin temor a que otros
se rían o me critiquen
5. Regresaré a tener una mente de un niño. Utilizaré esta mentalidad para generar ideas que
puedan ser útiles
Firma del participante
____________________
Esta es una copia del contrato que los participantes del taller firman antes de comenzar el taller. Esto ayuda a preparar el terreno y la mente para que los participantes se sientan totalmente cómodos compartiendo ideas fuera de la caja.
86
Figura 3b. Ejemplo firmado del contrato 3P
Los participantes del taller firman su contrato 3P
Utiliza alguna técnica de apoyo para que facilites la generación de ideas. Algunas de
las más conocidas y que personalmente he utilizado se llaman S.C.A.M.P.E.R. y
Manejo de la creatividad. A continuación explicare en qué consiste cada una de
ellas.
S.C.A.M.P.E.R. Es un acrónimo que puede servir como una lista de
verificación, para motivar el pensamiento creativo
“Substitute’. Substituir componentes, materiales, gente, procesos y
servicios
“Combine”. Combinar, mezclar con otros ensambles, procesos,
productos o servicios, integrar.
“Adapt”. Adaptar, alterar, cambiar funciones, usar partes, servicios,
materiales o procesos de otro elemento.
“Modify”. Modificar, Incrementar o reducir en escala, cambiar la
forma, modificar atributos.
“Put”. Poner a otro uso, Asignar a las cosas un uso distinto
“Eliminate”. Eliminar, Remover partes, procesos, personas, remover
funciones.
“Reverse”. Revertir, Invertir partes, procesos, o servicios.
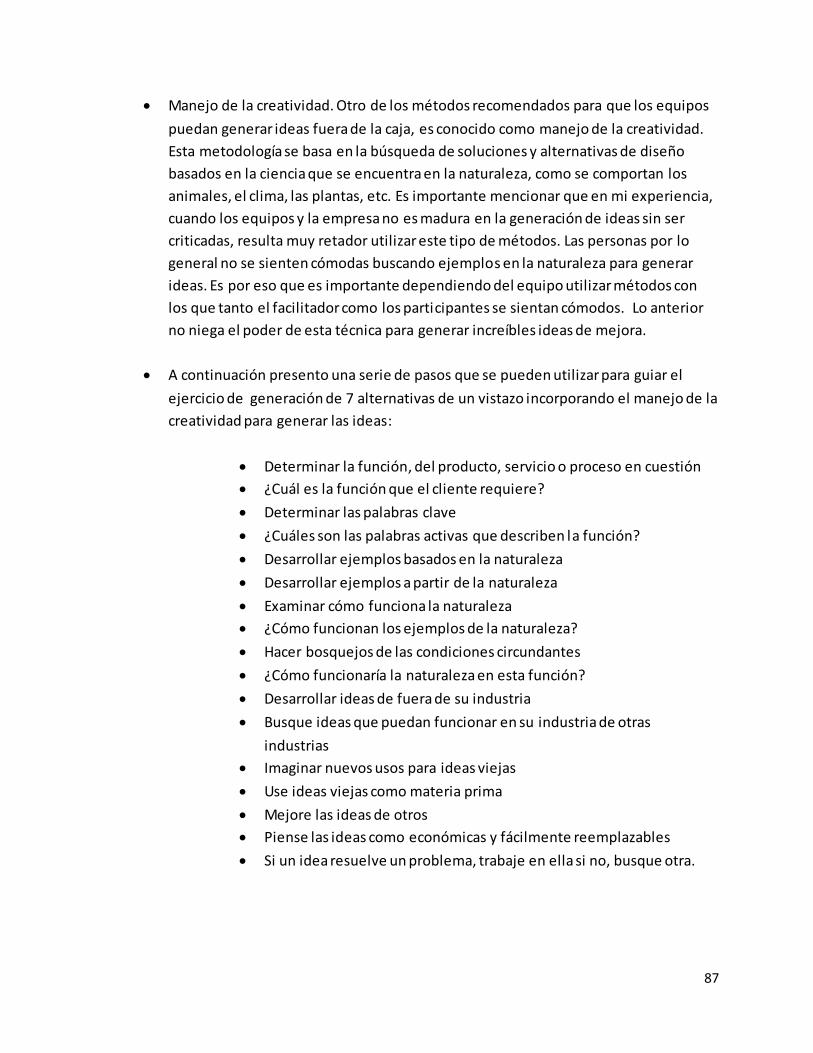
87
Manejo de la creatividad. Otro de los métodos recomendados para que los equipos
puedan generar ideas fuera de la caja, es conocido como manejo de la creatividad.
Esta metodología se basa en la búsqueda de soluciones y alternativas de diseño
basados en la ciencia que se encuentra en la naturaleza, como se comportan los
animales, el clima, las plantas, etc. Es importante mencionar que en mi experiencia,
cuando los equipos y la empresa no es madura en la generación de ideas sin ser
criticadas, resulta muy retador utilizar este tipo de métodos. Las personas por lo
general no se sienten cómodas buscando ejemplos en la naturaleza para generar
ideas. Es por eso que es importante dependiendo del equipo utilizar métodos con
los que tanto el facilitador como los participantes se sientan cómodos. Lo anterior
no niega el poder de esta técnica para generar increíbles ideas de mejora.
A continuación presento una serie de pasos que se pueden utilizar para guiar el
ejercicio de generación de 7 alternativas de un vistazo incorporando el manejo de la
creatividad para generar las ideas:
Determinar la función, del producto, servicio o proceso en cuestión
¿Cuál es la función que el cliente requiere?
Determinar las palabras clave
¿Cuáles son las palabras activas que describen la función?
Desarrollar ejemplos basados en la naturaleza
Desarrollar ejemplos a partir de la naturaleza
Examinar cómo funciona la naturaleza
¿Cómo funcionan los ejemplos de la naturaleza?
Hacer bosquejos de las condiciones circundantes
¿Cómo funcionaría la naturaleza en esta función?
Desarrollar ideas de fuera de su industria
Busque ideas que puedan funcionar en su industria de otras
industrias
Imaginar nuevos usos para ideas viejas
Use ideas viejas como materia prima
Mejore las ideas de otros
Piense las ideas como económicas y fácilmente reemplazables
Si un idea resuelve un problema, trabaje en ella si no, busque otra.
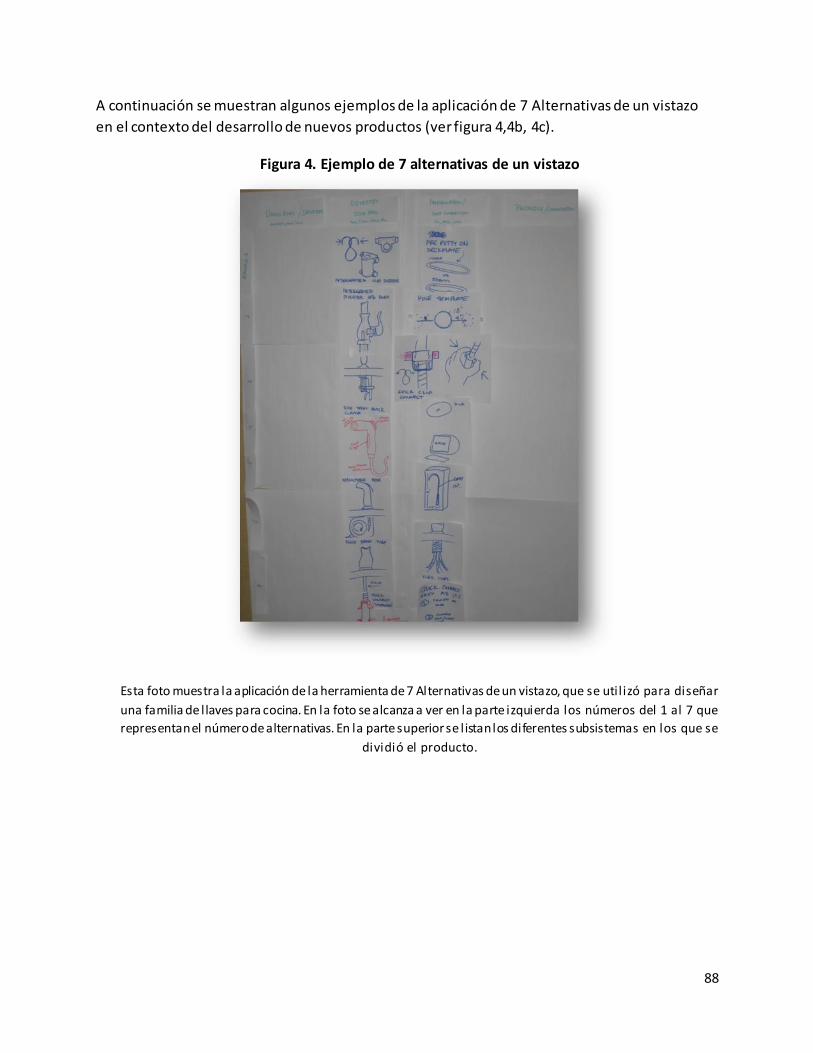
88
A continuación se muestran algunos ejemplos de la aplicación de 7 Alternativas de un vistazo
en el contexto del desarrollo de nuevos productos (ver figura 4,4b, 4c).
Figura 4. Ejemplo de 7 alternativas de un vistazo
Esta foto muestra la aplicación de la herramienta de 7 Alternativas de un vistazo, que se util izó para diseñar
una familia de llaves para cocina. En la foto se alcanza a ver en la parte izquierda los números del 1 al 7 que
representan el número de alternativas. En la parte superior se l istan los diferentes subsistemas en los que se
dividió el producto.
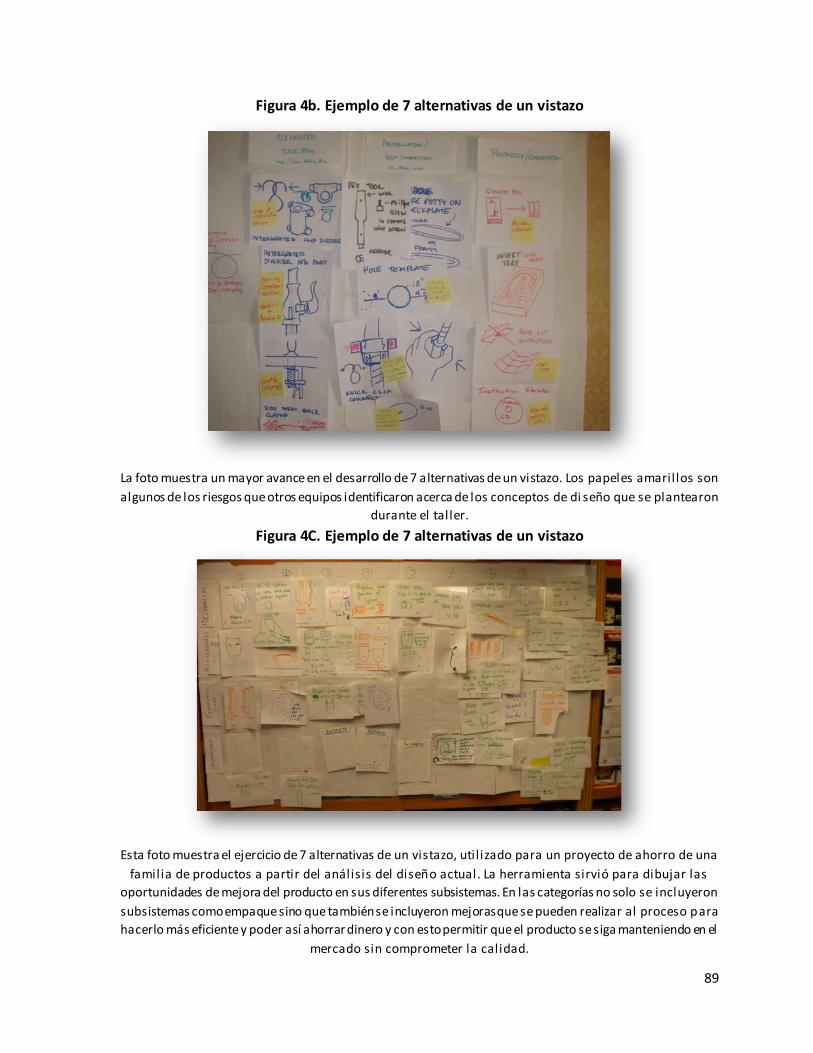
89
Figura 4b. Ejemplo de 7 alternativas de un vistazo
La foto muestra un mayor avance en el desarrollo de 7 alternativas de un vistazo. Los papeles amarillos son
algunos de los riesgos que otros equipos identificaron acerca de los conceptos de di seño que se plantearon
durante el taller.
Figura 4C. Ejemplo de 7 alternativas de un vistazo
Esta foto muestra el ejercicio de 7 alternativas de un vistazo, util izado para un proyecto de ahorro de una
familia de productos a partir del análisis del diseño actual. La herramienta sirvió para dibujar las
oportunidades de mejora del producto en sus diferentes subsistemas. En las categorías no solo se incluyeron
subsistemas como empaque sino que también se incluyeron mejoras que se pueden realizar al proceso para
hacerlo más eficiente y poder así ahorrar dinero y con esto permitir que el producto se siga manteniendo en el
mercado sin comprometer la calidad.
90
Evaluar y seleccionar alternativas
Ya que se han generado las alternativas y se ha construido la matriz de 7 alternativas de un
vistazo, es importante evaluar las ideas. Este proceso de evaluación puede hacerse desde
etapas muy tempranas en el diseño. No se necesita tener un diseño detallado para poder
evaluar las alternativas de la sección anterior. El proceso propuesto se conoce como Matriz
Pugh. Este es un proceso muy sencillo y flexible, que ayuda a tomar mejores decisiones acerca
de aquellos conceptos que tienen mayores probabilidades de ser exitosos en función de los
requerimientos recolectados del cliente.
Matriz de Pugh.
La matriz de Pugh fue inventada por Stuart Pugh. Esta es una técnica utilizada para tomar decisiones acerca de varias alternativas. Aunque nos vamos a enfocar a la aplicación de esta herramienta, en el contexto del diseño del producto, esta matriz
también se puede utilizar para evaluar alternativas de proceso o de servicios. La idea de la matriz Pugh, no es solamente evaluar las alternativas que han resultado de las matriz de 7 alternativas de un vistazo, sino que a través de los datos arrojados por la
matriz se pueden realizar iteraciones y combinaciones de diferentes conceptos que incrementen las probabilidades de tener un diseño que cumple con los requerimientos de los clientes.
En mi experiencia el simple uso de esta herramienta beneficia muchísimo el proceso completo de diseño. Es común observar que los ingenieros a cargo de un proyecto,
generen pocas alternativas, poco estudian a la competencia y no integran la voz del cliente para evaluar cuantitativamente los diseños. La Matriz de Pugh no solo es una herramienta sencilla sino que también es una herramienta muy poderosa.
A continuación propongo una lista de pasos a seguir para construir y aplicar la matriz Pugh.
1. Dibujar el formato o crear un formato en Excel exclusivamente para este propósito. Dado que es una matriz. La idea es tener un papel cuadriculado ya que esto facilitara establecer y evaluar las conexiones entre los conceptos y la
voz del cliente, si se desea hacerlo de una forma colaborativa entonces se puede utilizar una hoja de rota folio.
2. Desarrollar el criterio que va a utilizar para evaluar los conceptos (ver tabla 1). En
esta parte se pueden considerar algunos aspectos importantes. Por ejemplo el criterio se puede obtener de la voz del cliente y se pueden considerar el criterio de importancia de los CTQ’s para tomar mejores decisiones. Si se considera
directamente la voz del cliente, la evaluación que se haga sobre los conceptos de diseño será cualitativa. Sin embargo recordemos que a través de la función del
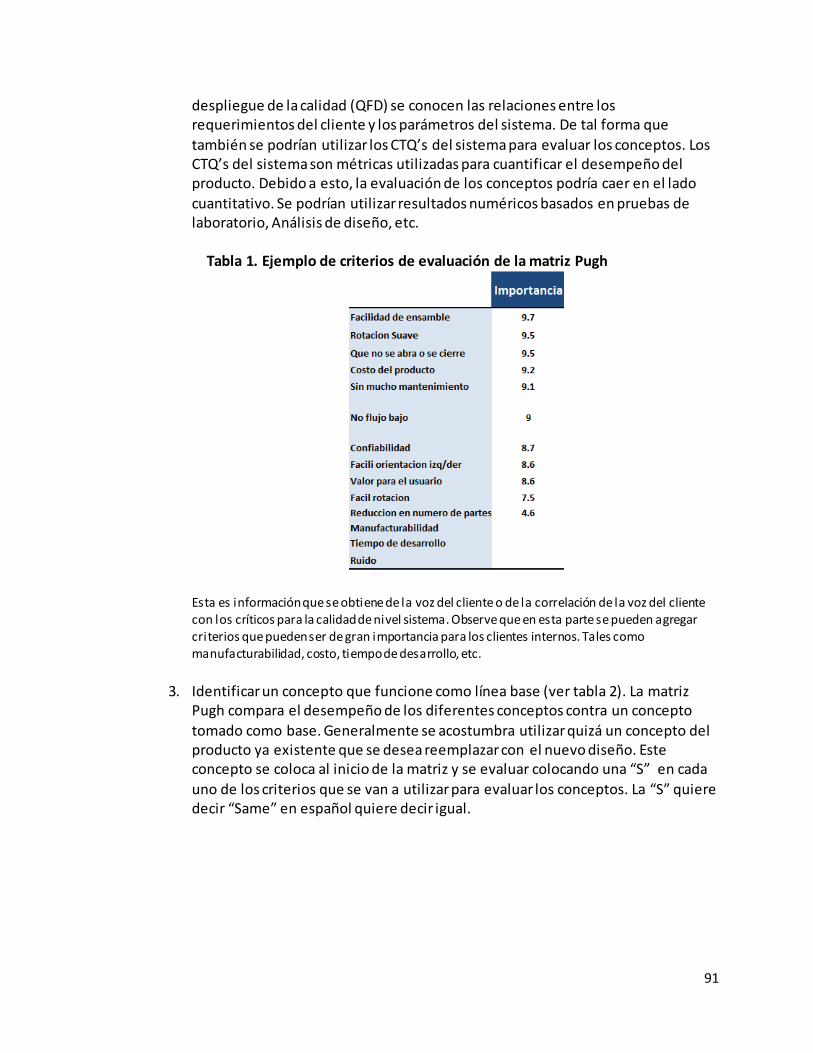
91
despliegue de la calidad (QFD) se conocen las relaciones entre los requerimientos del cliente y los parámetros del sistema. De tal forma que
también se podrían utilizar los CTQ’s del sistema para evaluar los conceptos. Los CTQ’s del sistema son métricas utilizadas para cuantificar el desempeño del producto. Debido a esto, la evaluación de los conceptos podría caer en el lado
cuantitativo. Se podrían utilizar resultados numéricos basados en pruebas de laboratorio, Análisis de diseño, etc.
Tabla 1. Ejemplo de criterios de evaluación de la matriz Pugh
Esta es información que se obtiene de la voz del cliente o de la correlación de la voz del cliente con los críticos para la calidad de nivel sistema. Observe que en esta parte se pueden agregar criterios que pueden ser de gran importancia para los clientes internos. Tales como manufacturabilidad, costo, tiempo de desarrollo, etc.
3. Identificar un concepto que funcione como línea base (ver tabla 2). La matriz
Pugh compara el desempeño de los diferentes conceptos contra un concepto
tomado como base. Generalmente se acostumbra utilizar quizá un concepto del producto ya existente que se desea reemplazar con el nuevo diseño. Este concepto se coloca al inicio de la matriz y se evaluar colocando una “S” en cada
uno de los criterios que se van a utilizar para evaluar los conceptos. La “S” quiere decir “Same” en español quiere decir igual.
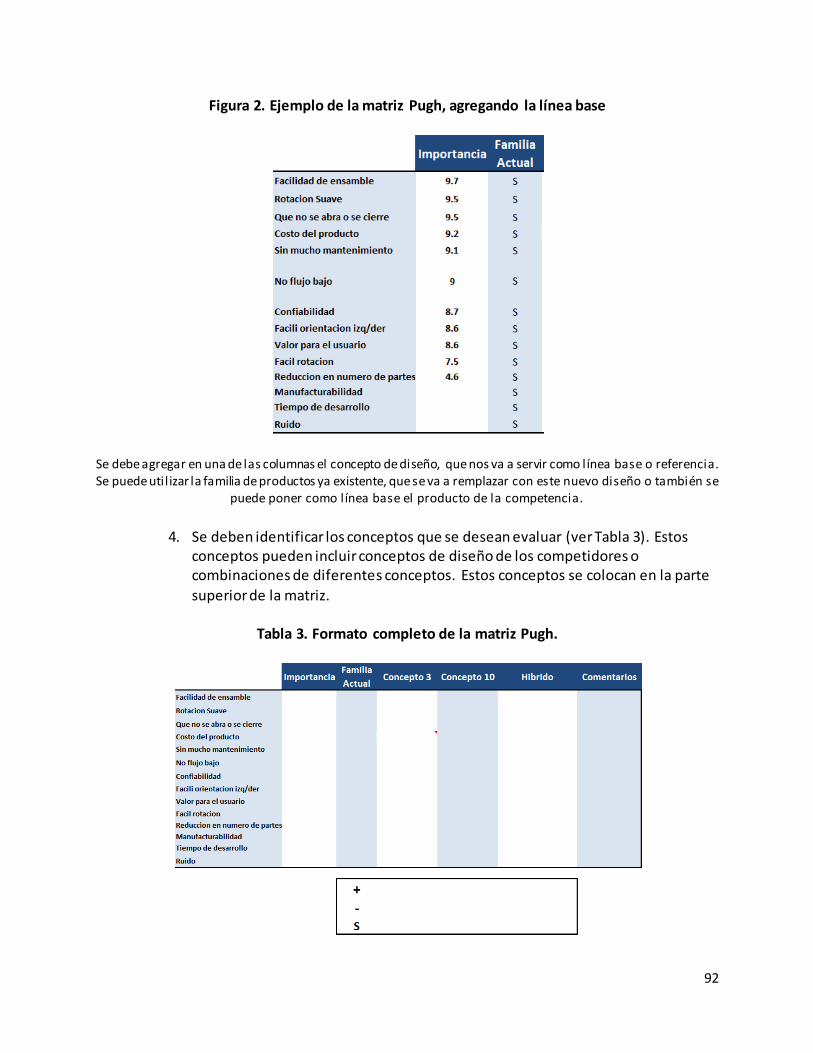
92
Figura 2. Ejemplo de la matriz Pugh, agregando la línea base
Se debe agregar en una de las columnas el concepto de diseño, que nos va a servir como línea base o referencia. Se puede util izar la familia de productos ya existente, que se va a remplazar con este nuevo diseño o también se
puede poner como línea base el producto de la competencia.
4. Se deben identificar los conceptos que se desean evaluar (ver Tabla 3). Estos conceptos pueden incluir conceptos de diseño de los competidores o combinaciones de diferentes conceptos. Estos conceptos se colocan en la parte
superior de la matriz.
Tabla 3. Formato completo de la matriz Pugh.
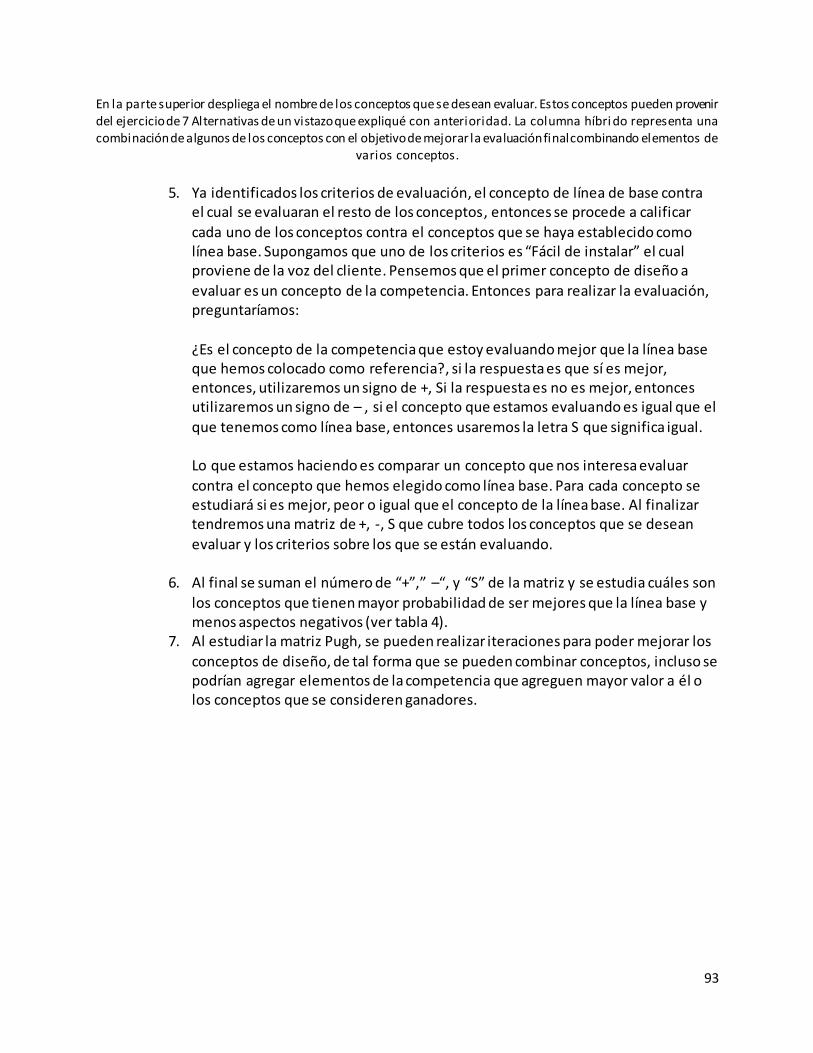
93
En la parte superior despliega el nombre de los conceptos que se desean evaluar. Estos conceptos pueden provenir del ejercicio de 7 Alternativas de un vistazo que expliqué con anterioridad. La columna híbri do representa una combinación de algunos de los conceptos con el objetivo de mejorar la evaluación final combinando elementos de
varios conceptos.
5. Ya identificados los criterios de evaluación, el concepto de línea de base contra
el cual se evaluaran el resto de los conceptos, entonces se procede a calificar
cada uno de los conceptos contra el conceptos que se haya establecido como línea base. Supongamos que uno de los criterios es “Fácil de instalar” el cual proviene de la voz del cliente. Pensemos que el primer concepto de diseño a
evaluar es un concepto de la competencia. Entonces para realizar la evaluación, preguntaríamos:
¿Es el concepto de la competencia que estoy evaluando mejor que la línea base que hemos colocado como referencia?, si la respuesta es que sí es mejor, entonces, utilizaremos un signo de +, Si la respuesta es no es mejor, entonces utilizaremos un signo de – , si el concepto que estamos evaluando es igual que el
que tenemos como línea base, entonces usaremos la letra S que significa igual. Lo que estamos haciendo es comparar un concepto que nos interesa evaluar
contra el concepto que hemos elegido como línea base. Para cada concepto se estudiará si es mejor, peor o igual que el concepto de la línea base. Al finalizar tendremos una matriz de +, -, S que cubre todos los conceptos que se desean
evaluar y los criterios sobre los que se están evaluando.
6. Al final se suman el número de “+”,” –“, y “S” de la matriz y se estudia cuáles son
los conceptos que tienen mayor probabilidad de ser mejores que la línea base y menos aspectos negativos (ver tabla 4).
7. Al estudiar la matriz Pugh, se pueden realizar iteraciones para poder mejorar los
conceptos de diseño, de tal forma que se pueden combinar conceptos, incluso se podrían agregar elementos de la competencia que agreguen mayor valor a él o los conceptos que se consideren ganadores.
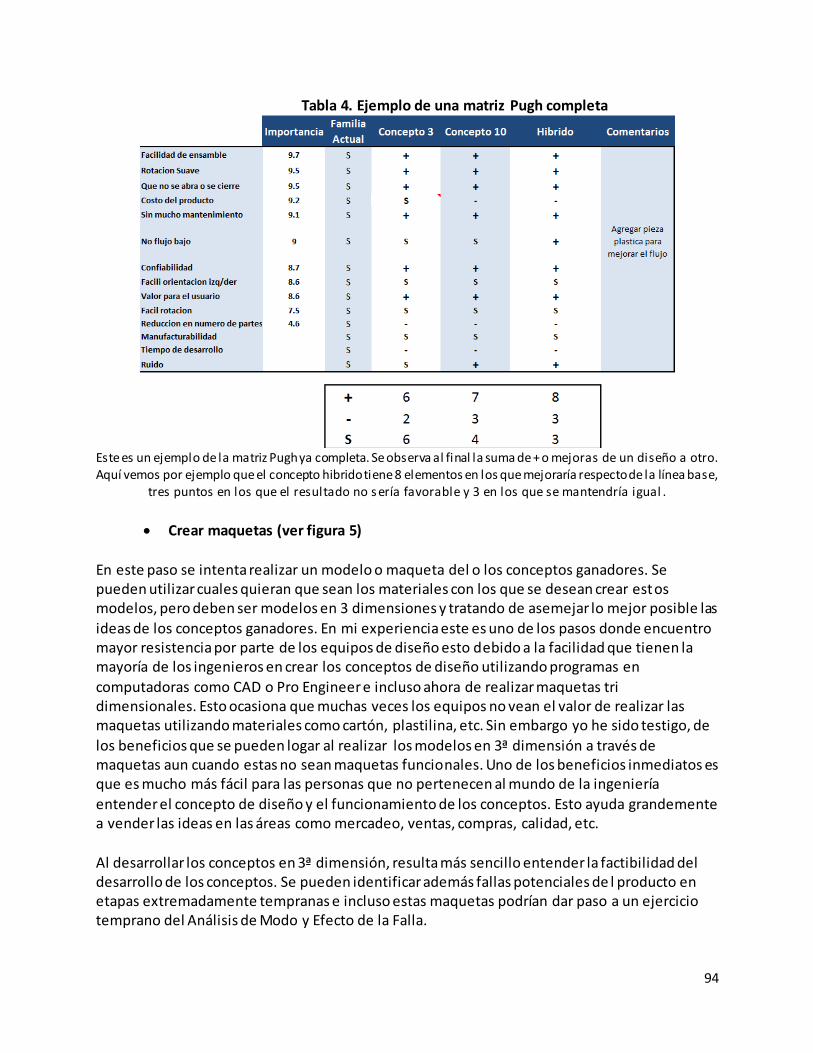
94
Tabla 4. Ejemplo de una matriz Pugh completa
Este es un ejemplo de la matriz Pugh ya completa. Se observa al final la suma de + o mejoras de un diseño a otro. Aquí vemos por ejemplo que el concepto hibrido tiene 8 elementos en los que mejoraría respecto de la línea base,
tres puntos en los que el resultado no s ería favorable y 3 en los que se mantendría igual .
Crear maquetas (ver figura 5)
En este paso se intenta realizar un modelo o maqueta del o los conceptos ganadores. Se pueden utilizar cuales quieran que sean los materiales con los que se desean crear estos modelos, pero deben ser modelos en 3 dimensiones y tratando de asemejar lo mejor posible las
ideas de los conceptos ganadores. En mi experiencia este es uno de los pasos donde encuentro mayor resistencia por parte de los equipos de diseño esto debido a la facilidad que tienen la mayoría de los ingenieros en crear los conceptos de diseño utilizando programas en
computadoras como CAD o Pro Engineer e incluso ahora de realizar maquetas tri dimensionales. Esto ocasiona que muchas veces los equipos no vean el valor de realizar las maquetas utilizando materiales como cartón, plastilina, etc. Sin embargo yo he sido testigo, de
los beneficios que se pueden logar al realizar los modelos en 3ª dimensión a través de maquetas aun cuando estas no sean maquetas funcionales. Uno de los beneficios inmediatos es que es mucho más fácil para las personas que no pertenecen al mundo de la ingeniería
entender el concepto de diseño y el funcionamiento de los conceptos. Esto ayuda grandemente a vender las ideas en las áreas como mercadeo, ventas, compras, calidad, etc.
Al desarrollar los conceptos en 3ª dimensión, resulta más sencillo entender la factibilidad del desarrollo de los conceptos. Se pueden identificar además fallas potenciales de l producto en etapas extremadamente tempranas e incluso estas maquetas podrían dar paso a un ejercicio temprano del Análisis de Modo y Efecto de la Falla.
95
Crear estas maquetas ayuda a que los participantes tengan una mejor idea acera de los procesos de manufactura que se podrían requerir para desarrollar los productos.
Figura 5. Maquetas del proceso 3P
En estas fotos se aprecian los equipos trabajando para desarrollar maquetas utilizando plastil ina, hojas de papel, ti jeras, etc. Esto ayuda a los equipos a tener una mejor comprensión de los conceptos de diseño que se van o se
han evaluado.
Conclusiones
La creación de conceptos de diseño, es una de las etapas más importantes en todo el proceso de diseño. Es en esta etapa donde se desarrollan los concentos que más tarde se convertirán en el producto terminado. Aún existen empresas que tienen una visión muy cerrada acerca de quiénes deben desarrollar los conceptos de diseño. Existen empresas que piensan que esta
labor debe ser solo de los ingenieros, sin embargo en mi experiencia he observado que en muchas ocasiones las ideas innovadoras o las mejoras a los conceptos de diseño existente s vienen no solamente del área de ingeniería sino también de las áreas como servicio al cliente,
compras, calidad, etc. Es muy importante que la persona que facilite el proceso de generación de ideas entienda la importancia de no criticar ideas y que sea capaz de contagiar a los participantes, para que las personas tengan la confianza de compartir sus ideas y crear
conceptos innovadores. Se podría discutir cual es el mejor momento de realizar este tipo de talleres. En ocasiones
cuando el tiempo de desarrollo de un producto es muy corto, se tiene la creencia que incorporar este tipo de prácticas hace más lento el proceso de diseño del producto. Sin embargo omitir este tipo de procesos puede resultar muy caro y riesgoso para las empresas.
Las fallas de calidad son uno de los factores más importantes para que las empresas se mantengan o no dentro del mercado. Poniendo atención a este tipo de métodos, se puede observar que este tipo de procesos también son de gran utilidad para equipos que están trabajando con procesos de innovación de productos. Procesos que se llevan a cabo aun antes
de que los productos se hayan sometido a un programa de lanzamiento de nuevos productos.
Sin duda deben existir muchos más métodos para desarrollar diseños conceptuales, sin
embargo por lo que he observado no es muy común que las empresas tengan un proceso

96
estructurado en este paso del proceso. Si las empresas no tienen identificado un proceso
sistemático, el proceso sugerido en este capítulo, representaría un gran avance para que los
resultados puedan ser repetibles. También ayudará a que el desarrollo de los diseños sea una
responsabilidad compartida del equipo, y no únicamente responsabilidad del ingeniero
responsable del proyecto o subsistema que se esté diseñando.
97
Referencias bibliográficas
Francisco Tamayo Enríquez y Verónica González Bosch. (2004). ¿Qué es el QFD? Descifrando el Despliegue de la Función de Calidad, México: Asociación Latinoamericana de QFD México
John R. Hauser, Don Clausing. (May 01,1988). “House of Quality”, Harvard Business Review, 11 pages.
John Terninko. (1997). Step by Step QFD. USA: CRC Press LLC.
Lou Cohen. (1995). Quality Function Deployment. Prentice Hall PTR, ISBN 0-201-63330-2.
Marvin e. Gonzalez. (2001). La Función Despliegue De La Calidad. Costa Rica: Mcgraw -
Hill Interamericana I.S.B.N : 9701032128
Mazur H. Glenn, QFD Applications and Case Studies using Modern and Classical QFD methods, ISO 16355. http://www.mazur.net/publishe.htm.
Richard Denney. (2005). Succeeding with Use Cases: Working Smart to Deliver Quality, Addison-Wesley Object Technology Series, Addison-Wesley Professional, ISBN 0-321-
31643-6 Robert G. Cooper. (1993). Winning at the New Products 2nd ed. Addison-Wesley, ISBN 0-
201-56381-9
Robin L. Lawton. (Julio, 11 del 2007). “What Do Customers Value”, Obtenido de
http://www.youtube.com/watch?v=wFNhw5xOnRg
Robin L. Lawton, (Nov 13 del 2009). “Voice of the Customer - Language Matters,
Obtenido de http://www.youtube.com/watch?v=upYAs-3rauU
Walter Lamia. (1995). “Integrating QFD with Object-oriented Software Design Methodologies.” Presentada durante el 7o simposio de “Despliegue de la Función de
Calidad”.
98
Modelación de sistemas y subsistemas del producto
Después de haber escrito en el capítulo anterior acerca del desarrollo de diseños conceptuales,
en este capítulo voy a introducir algunos conceptos claves que ayudarán en el diseño detallado
del producto. La modelación de sistemas, subsistemas y componentes es de suma importancia
para tener una mejor comprensión del producto que se está diseñando. Recordemos que en
este punto del proceso de diseño, el entendimiento de las interacciones que existen entre los
diferentes subsistemas y los componentes podrían no ser tan claras. Es por eso que se
recomienda usar técnicas y herramientas que ayuden a tener una mejor comprensión acerca
del funcionamiento del sistema y su correlación con los subsistemas y componentes.
Una de las herramientas que servirá como base en el desarrollo de las siguientes etapas de
diseño es el desarrollo de diagramas de bloques funcionales. Esta es una herramienta simple
que servirá como base en el ejercicio de despliegue de las partes (Casa de la calidad 2) y es
también pieza clave en el desarrollo del análisis del modo y efecto de la falla (AMEF).
¿Qué es un modelo funcional?
Un modelo funcional en sistemas de ingeniería o en la ingeniera de software es una representación gráfica y estructurada de la función (actividades, acciones, procesos, operaciones) dentro del sistema que se está modelando.
Diagramas de bloques funcionales (ver figura 2,4 y 5)
Un diagrama de bloques funcionales en el desarrollo del producto, puede iniciar con la
concepción del sistema y de los elementos que interactúan alrededor de ese sistema. Por
ejemplo si el producto que se está diseñando es una estufa, entonces la representación gráfica
de los elementos externos a ese sistema y su correlación con la estufa podría llamarse un
diagrama de bloques funcionales.
Un D.B.F.(Diagrama de Bloques Funcionales) podría representar a la estufa y su interacción con
ciertos elementos externos tales como, el usuario, los utensilios que el usuario utilizará para
calentar los objetos sobre la cubierta, así como los utensilios que utilizará el usuario para
hornear ciertos alimentos. La estufa podría estar interactuando con los gabinetes de madera, el
aire que existe en el medio ambiente, la campana, etc. (ver figura 1).
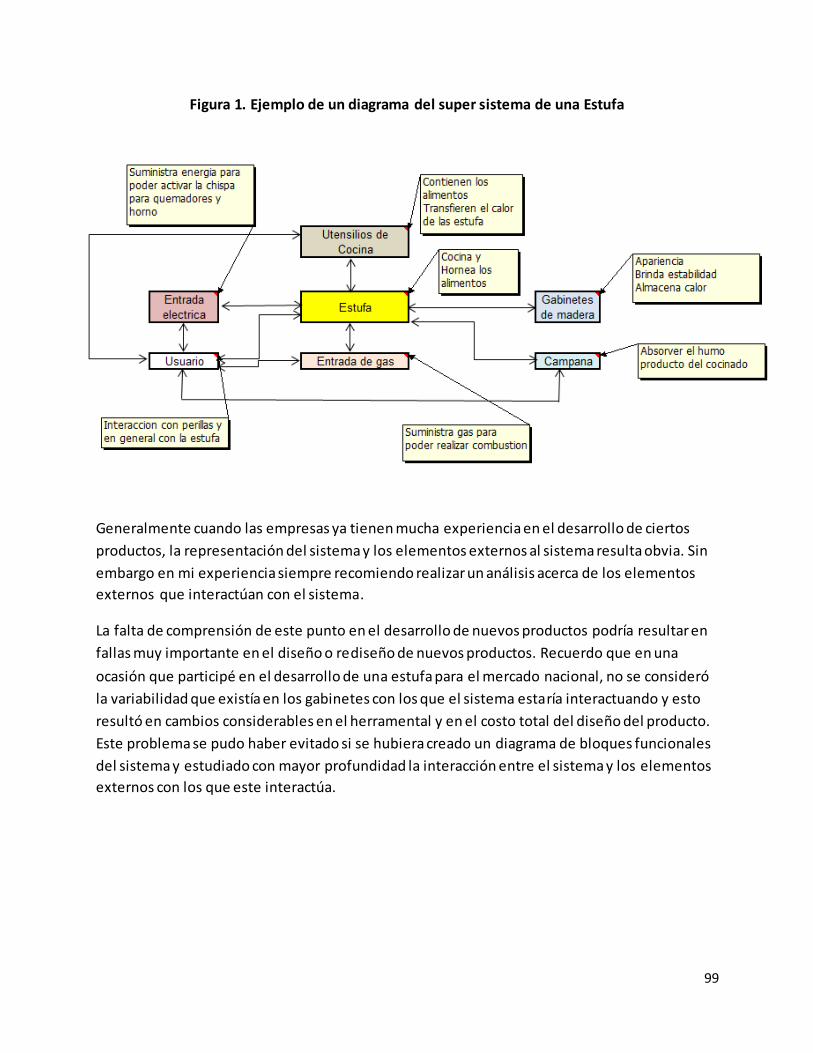
99
Figura 1. Ejemplo de un diagrama del super sistema de una Estufa
Generalmente cuando las empresas ya tienen mucha experiencia en el desarrollo de ciertos
productos, la representación del sistema y los elementos externos al sistema resulta obvia. Sin
embargo en mi experiencia siempre recomiendo realizar un análisis acerca de los elementos
externos que interactúan con el sistema.
La falta de comprensión de este punto en el desarrollo de nuevos productos podría resultar en
fallas muy importante en el diseño o rediseño de nuevos productos. Recuerdo que en una
ocasión que participé en el desarrollo de una estufa para el mercado nacional, no se consideró
la variabilidad que existía en los gabinetes con los que el sistema estaría interactuando y esto
resultó en cambios considerables en el herramental y en el costo total del diseño del producto.
Este problema se pudo haber evitado si se hubiera creado un diagrama de bloques funcionales
del sistema y estudiado con mayor profundidad la interacción entre el sistema y los elementos
externos con los que este interactúa.
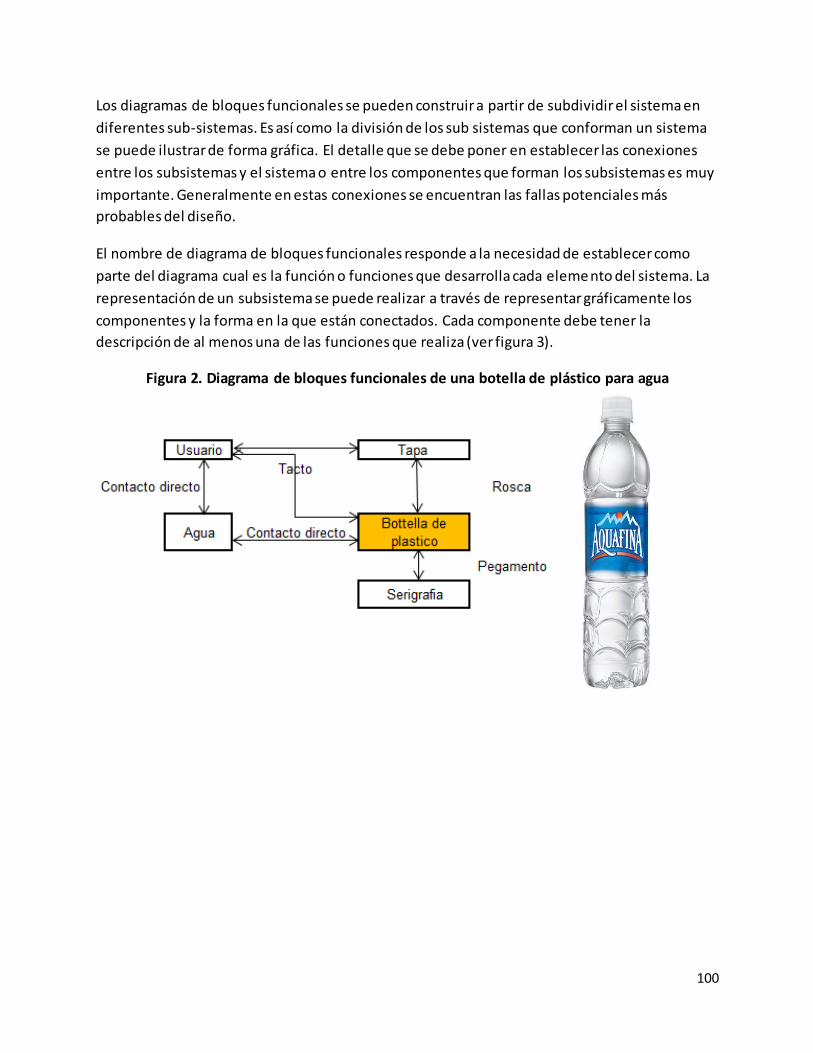
100
Los diagramas de bloques funcionales se pueden construir a partir de subdividir el sistema en
diferentes sub-sistemas. Es así como la división de los sub sistemas que conforman un sistema
se puede ilustrar de forma gráfica. El detalle que se debe poner en establecer las conexiones
entre los subsistemas y el sistema o entre los componentes que forman los subsistemas es muy
importante. Generalmente en estas conexiones se encuentran las fallas potenciales más
probables del diseño.
El nombre de diagrama de bloques funcionales responde a la necesidad de establecer como
parte del diagrama cual es la función o funciones que desarrolla cada eleme nto del sistema. La
representación de un subsistema se puede realizar a través de representar gráficamente los
componentes y la forma en la que están conectados. Cada componente debe tener la
descripción de al menos una de las funciones que realiza (ver figura 3).
Figura 2. Diagrama de bloques funcionales de una botella de plástico para agua
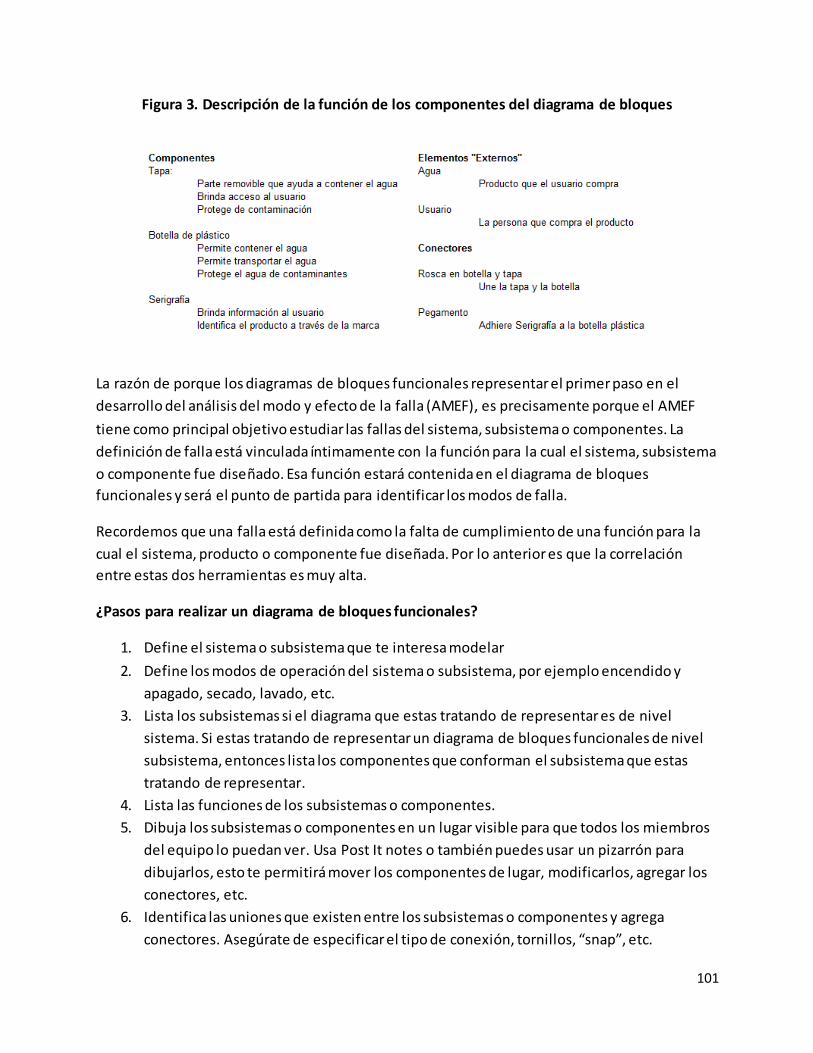
101
Figura 3. Descripción de la función de los componentes del diagrama de bloques
La razón de porque los diagramas de bloques funcionales representar el primer paso en el
desarrollo del análisis del modo y efecto de la falla (AMEF), es precisamente porque el AMEF
tiene como principal objetivo estudiar las fallas del sistema, subsistema o componentes. La
definición de falla está vinculada íntimamente con la función para la cual el sistema, subsistema
o componente fue diseñado. Esa función estará contenida en el diagrama de bloques
funcionales y será el punto de partida para identificar los modos de falla.
Recordemos que una falla está definida como la falta de cumplimiento de una función para la
cual el sistema, producto o componente fue diseñada. Por lo anterior es que la correlación
entre estas dos herramientas es muy alta.
¿Pasos para realizar un diagrama de bloques funcionales?
1. Define el sistema o subsistema que te interesa modelar
2. Define los modos de operación del sistema o subsistema, por ejemplo encendido y
apagado, secado, lavado, etc.
3. Lista los subsistemas si el diagrama que estas tratando de representar es de nivel
sistema. Si estas tratando de representar un diagrama de bloques funcionales de nivel
subsistema, entonces lista los componentes que conforman el subsistema que estas
tratando de representar.
4. Lista las funciones de los subsistemas o componentes.
5. Dibuja los subsistemas o componentes en un lugar visible para que todos los miembros
del equipo lo puedan ver. Usa Post It notes o también puedes usar un pizarrón para
dibujarlos, esto te permitirá mover los componentes de lugar, modificarlos, agregar los
conectores, etc.
6. Identifica las uniones que existen entre los subsistemas o componentes y agrega
conectores. Asegúrate de especificar el tipo de conexión, tornillos, “snap”, etc.
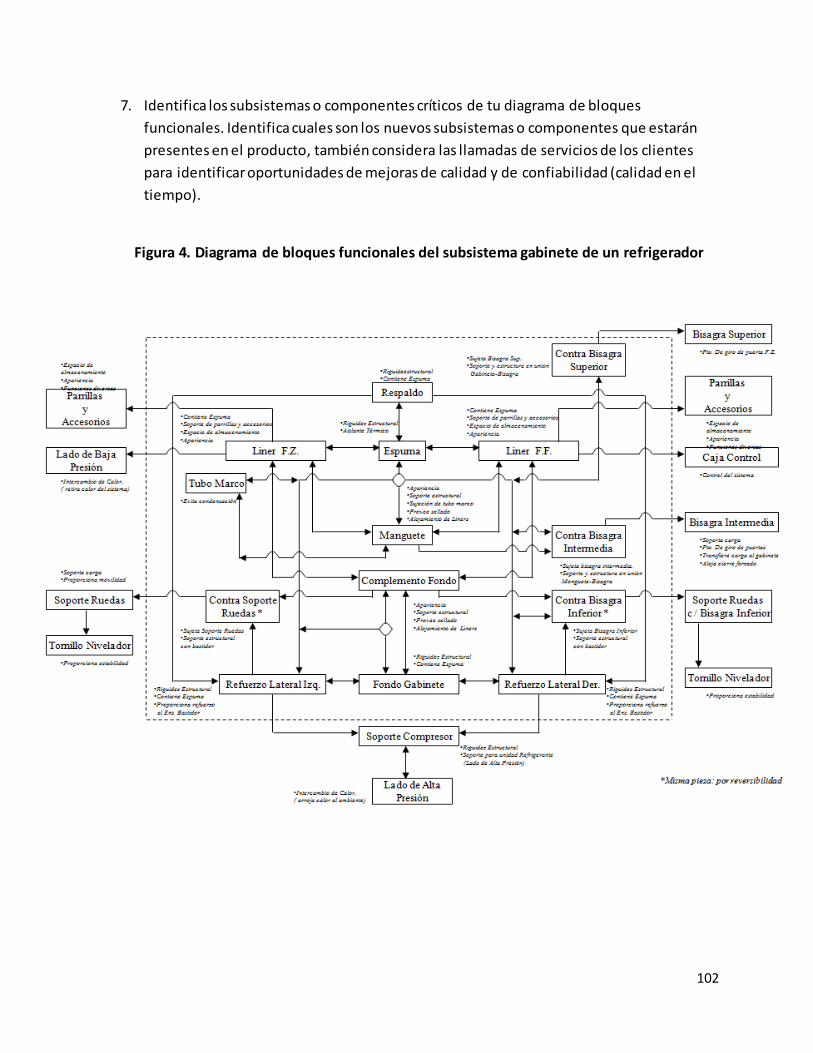
102
7. Identifica los subsistemas o componentes críticos de tu diagrama de bloques
funcionales. Identifica cuales son los nuevos subsistemas o componentes que estarán
presentes en el producto, también considera las llamadas de servicios de los clientes
para identificar oportunidades de mejoras de calidad y de confiabilidad (calidad en el
tiempo).
Figura 4. Diagrama de bloques funcionales del subsistema gabinete de un refrigerador
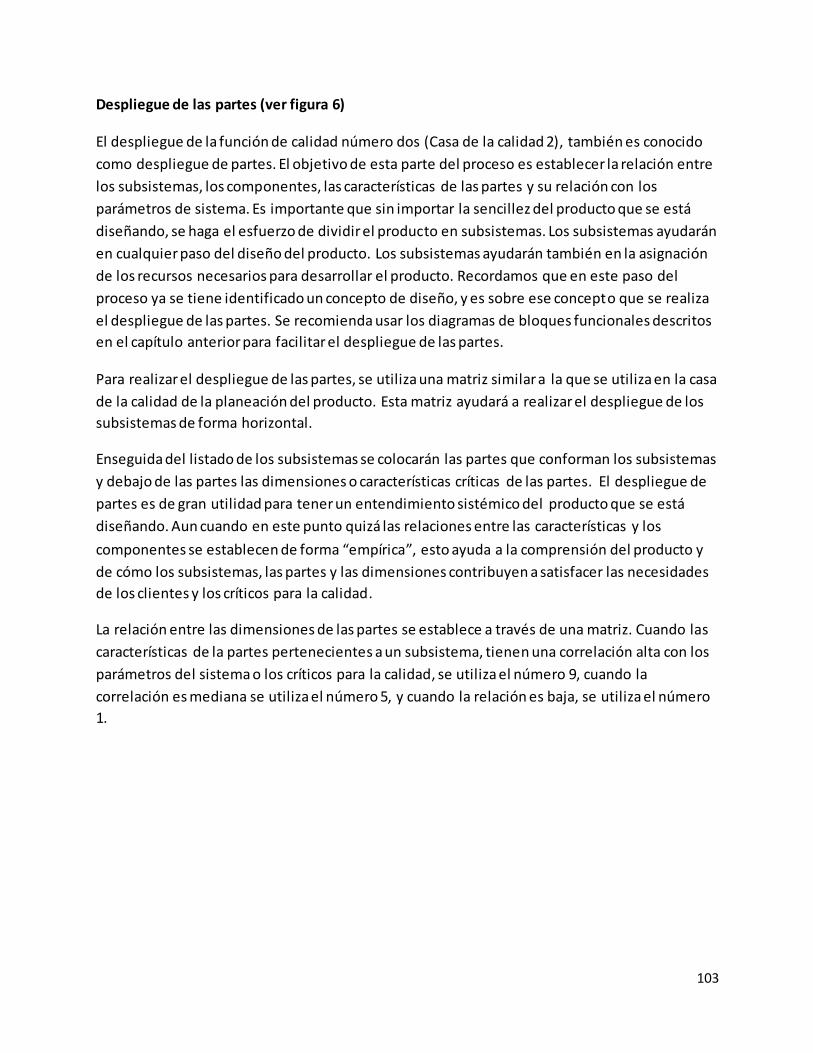
103
Despliegue de las partes (ver figura 6)
El despliegue de la función de calidad número dos (Casa de la calidad 2), también es conocido
como despliegue de partes. El objetivo de esta parte del proceso es establecer la relación entre
los subsistemas, los componentes, las características de las partes y su relación con los
parámetros de sistema. Es importante que sin importar la sencillez del producto que se está
diseñando, se haga el esfuerzo de dividir el producto en subsistemas. Los subsistemas ayudarán
en cualquier paso del diseño del producto. Los subsistemas ayudarán también en la asignación
de los recursos necesarios para desarrollar el producto. Recordamos que en este paso del
proceso ya se tiene identificado un concepto de diseño, y es sobre ese concepto que se realiza
el despliegue de las partes. Se recomienda usar los diagramas de bloques funcionales descritos
en el capítulo anterior para facilitar el despliegue de las partes.
Para realizar el despliegue de las partes, se utiliza una matriz similar a la que se utiliza en la casa
de la calidad de la planeación del producto. Esta matriz ayudará a realizar el despliegue de los
subsistemas de forma horizontal.
Enseguida del listado de los subsistemas se colocarán las partes que conforman los subsistemas
y debajo de las partes las dimensiones o características críticas de las partes. El despliegue de
partes es de gran utilidad para tener un entendimiento sistémico del producto que se está
diseñando. Aun cuando en este punto quizá las relaciones entre las características y los
componentes se establecen de forma “empírica”, esto ayuda a la comprensión del producto y
de cómo los subsistemas, las partes y las dimensiones contribuyen a satisfacer las necesidades
de los clientes y los críticos para la calidad.
La relación entre las dimensiones de las partes se establece a través de una matriz. Cuando las
características de la partes pertenecientes a un subsistema, tienen una correlación alta con los
parámetros del sistema o los críticos para la calidad, se utiliza el número 9, cuando la
correlación es mediana se utiliza el número 5, y cuando la relación es baja, se utiliza el número
1.
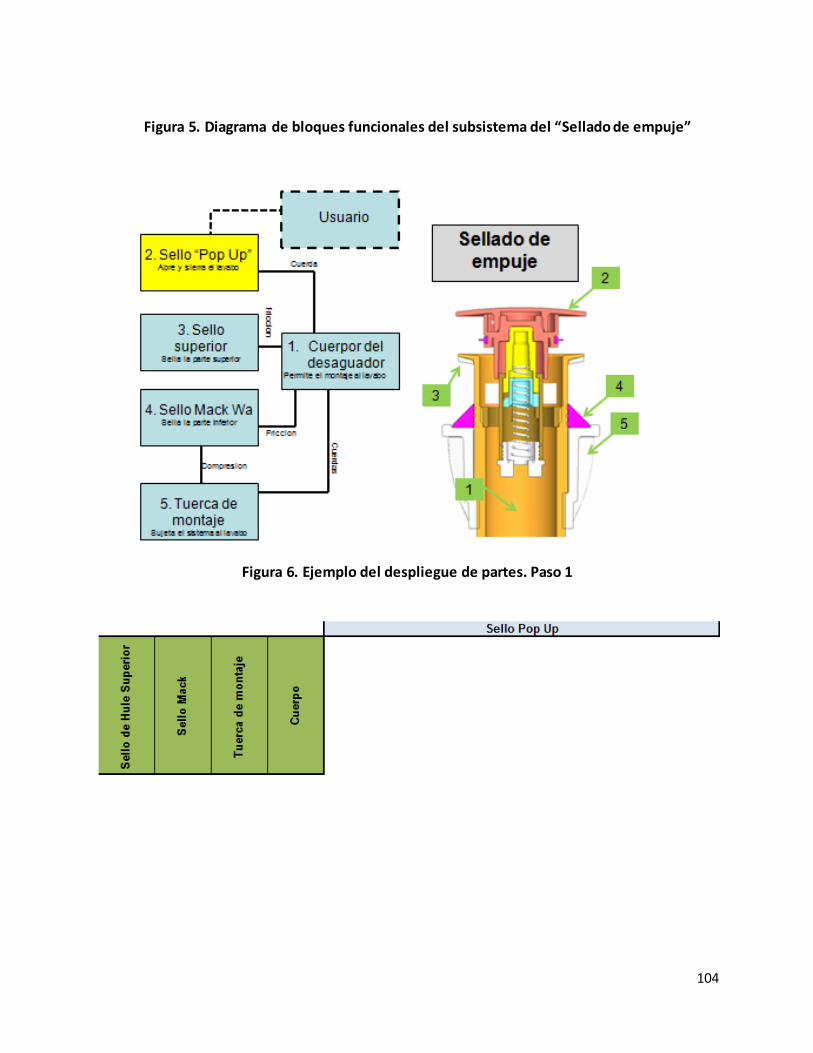
104
Figura 5. Diagrama de bloques funcionales del subsistema del “Sellado de empuje”
Figura 6. Ejemplo del despliegue de partes. Paso 1
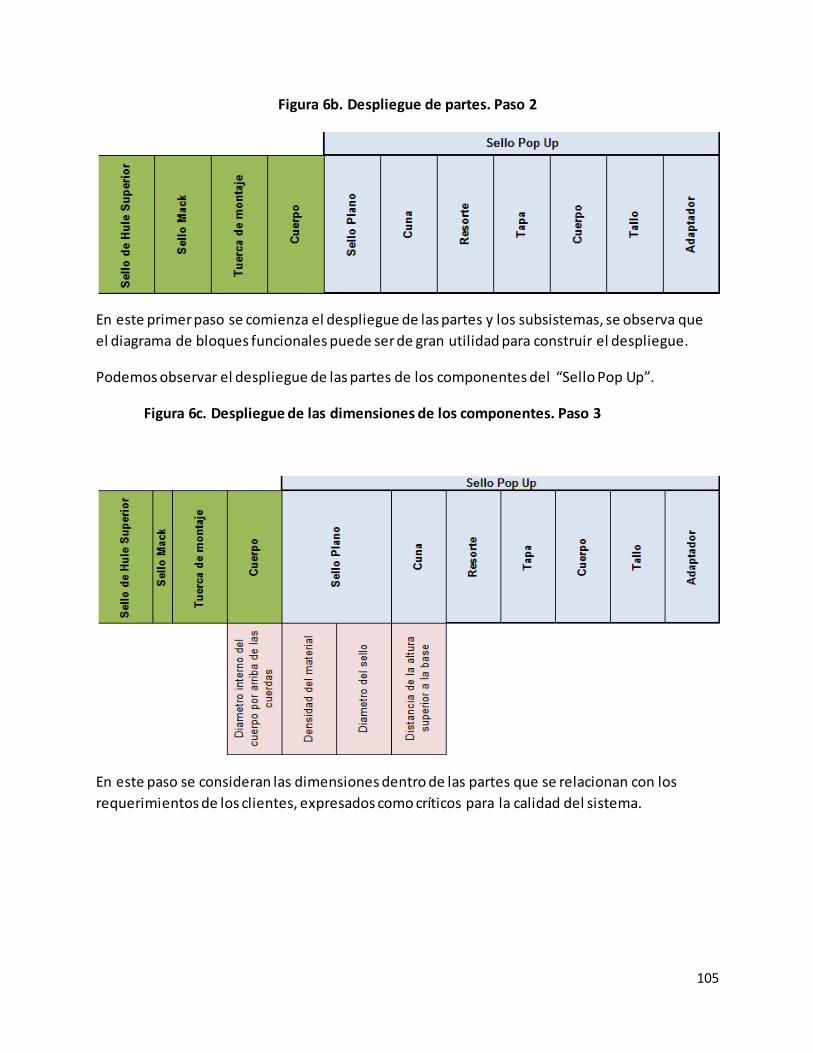
105
Figura 6b. Despliegue de partes. Paso 2
En este primer paso se comienza el despliegue de las partes y los subsistemas, se observa que
el diagrama de bloques funcionales puede ser de gran utilidad para construir el despliegue.
Podemos observar el despliegue de las partes de los componentes del “Sello Pop Up”.
Figura 6c. Despliegue de las dimensiones de los componentes. Paso 3
En este paso se consideran las dimensiones dentro de las partes que se relacionan con los
requerimientos de los clientes, expresados como críticos para la calidad del sistema.
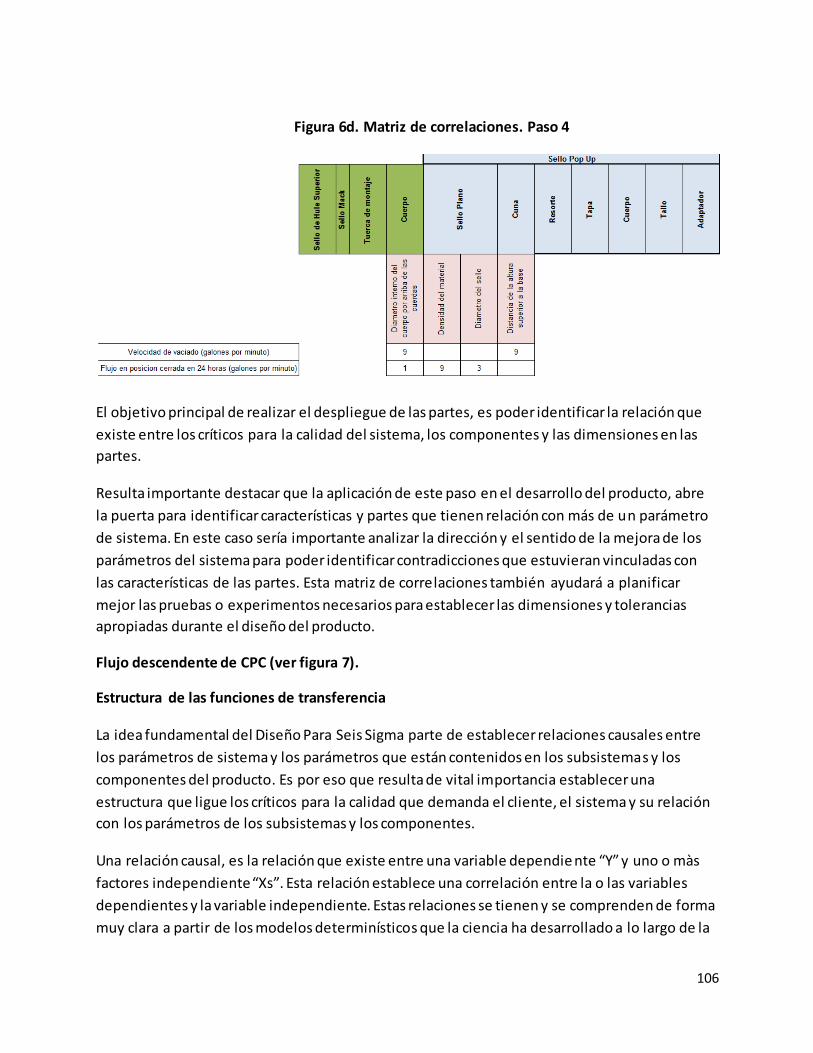
106
Figura 6d. Matriz de correlaciones. Paso 4
El objetivo principal de realizar el despliegue de las partes, es poder identificar la relación que
existe entre los críticos para la calidad del sistema, los componentes y las dimensiones en las
partes.
Resulta importante destacar que la aplicación de este paso en el desarrollo del producto, abre
la puerta para identificar características y partes que tienen relación con más de un parámetro
de sistema. En este caso sería importante analizar la dirección y el sentido de la mejora de los
parámetros del sistema para poder identificar contradicciones que estuvieran vinculadas con
las características de las partes. Esta matriz de correlaciones también ayudará a planificar
mejor las pruebas o experimentos necesarios para establecer las dimensiones y tolerancias
apropiadas durante el diseño del producto.
Flujo descendente de CPC (ver figura 7).
Estructura de las funciones de transferencia
La idea fundamental del Diseño Para Seis Sigma parte de establecer relaciones causales entre
los parámetros de sistema y los parámetros que están contenidos en los subsistemas y los
componentes del producto. Es por eso que resulta de vital importancia establecer una
estructura que ligue los críticos para la calidad que demanda el cliente, el sistema y su relación
con los parámetros de los subsistemas y los componentes.
Una relación causal, es la relación que existe entre una variable dependie nte “Y” y uno o màs
factores independiente “Xs”. Esta relación establece una correlación entre la o las variables
dependientes y la variable independiente. Estas relaciones se tienen y se comprenden de forma
muy clara a partir de los modelos determinísticos que la ciencia ha desarrollado a lo largo de la
107
humanidad. De tal forma que por ejemplo sabemos que hay una correlación causal entre la
corriente y el producto del voltaje por la resistencia. I = V X R. Sin embargo resulta complicado
conocer o extrapolar este tipo de modelos determinísticos en los espacios físicos en los que
nuestros productos se desempeñan, de tal manera que aunque sepamos cuales son las
relaciones entre diferentes variables a partir de modelos determinísticos, es necesario que
podamos bosquejar y entender estas relaciones dentro de los productos que se están tratando
de diseñar. De tal forma que para poder modelar estas relaciones, es necesario plantearlas y
validarlas a partir de experimentos y análisis estadísticos. Para realizar este tipo de análisis
estadísticos se suelen aplicar herramientas como análisis de tolerancias y diseños de
experimentos mismos que vamos a tratar en capítulos subsecuentes de este trabajo.
A partir de los conceptos que hemos aprendido relacionados con los diagramas de bloques
funcionales resulta clara la importancia de poder entender las relaciones causales del sistema a
los subsistemas y de los subsistemas a los componentes. También resulta importante
establecer las relaciones entre las especificaciones críticas que requiere el producto y los
parámetros en el proceso que se deben cumplir y controlar para poder satisfacer las
especificaciones y con esto los requerimientos del cliente (calidad del producto).
La confiabilidad de estas relaciones causales ayudará a tener una mejor definición de las
especificaciones de los subsistemas y de los componentes para poder garantizar el
cumplimiento de los parámetros que controlan el resultado del sistema, también conocidos
como los Críticos para la Calidad del Sistema.
El flujo descendente de Críticos Para la Calidad - CPC (CTQ critical to quality en inglés) es una
continuación del despliegue de las partes. El despliegue de las partes ayuda a identificar cuáles
son los críticos para la calidad de las partes o subsistemas vinculados con los críticos para la
calidad del sistema. El diagrama de flujo descendente de los CPCs, es una representación gráfica
y resumida de las relaciones causales que van del sistema a los componentes y a las
dimensiones en las partes. (ver figura 8).
Esta cadena causal puede ser representada de forma vertical u horizontal. Es probable que
cuando las empresas están apenas explorando las técnicas de Diseño para Seis Sigma, la
relaciones entre el sistema, los subsistemas y los componentes sean totalmente desconocidas,
sin embargo en mi experiencia el simple ejercicio de tratar de construir este flujo descendente
resulta de gran ayuda para identificar las áreas de oportunidad donde se debe aplicar un mayor
esfuerzo tratando de descubrir estas relaciones a través de modelos experimentales o
matemáticos.
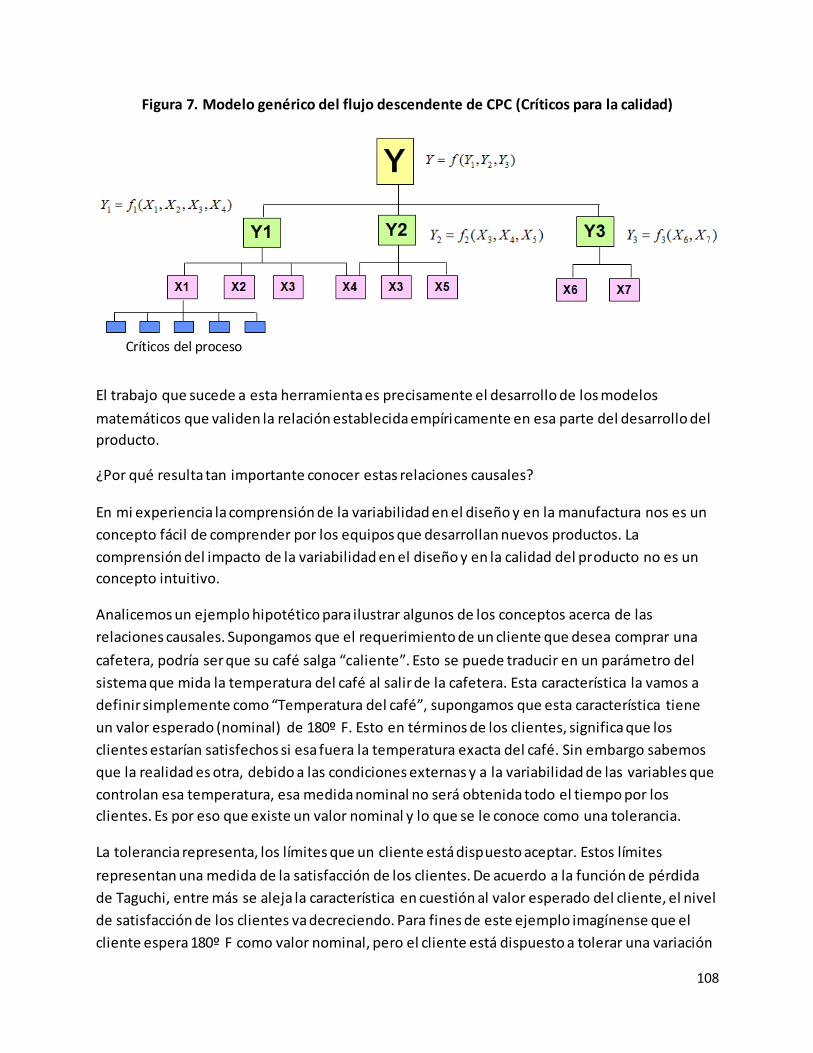
108
Figura 7. Modelo genérico del flujo descendente de CPC (Críticos para la calidad)
El trabajo que sucede a esta herramienta es precisamente el desarrollo de los modelos
matemáticos que validen la relación establecida empíricamente en esa parte del desarrollo del
producto.
¿Por qué resulta tan importante conocer estas relaciones causales?
En mi experiencia la comprensión de la variabilidad en el diseño y en la manufactura nos es un
concepto fácil de comprender por los equipos que desarrollan nuevos productos. La
comprensión del impacto de la variabilidad en el diseño y en la calidad del producto no es un
concepto intuitivo.
Analicemos un ejemplo hipotético para ilustrar algunos de los conceptos acerca de las
relaciones causales. Supongamos que el requerimiento de un cliente que desea comprar una
cafetera, podría ser que su café salga “caliente”. Esto se puede traducir en un parámetro del
sistema que mida la temperatura del café al salir de la cafetera. Esta característica la vamos a
definir simplemente como “Temperatura del café”, supongamos que esta característica tiene
un valor esperado (nominal) de 180º F. Esto en términos de los clientes, significa que los
clientes estarían satisfechos si esa fuera la temperatura exacta del café. Sin embargo sabemos
que la realidad es otra, debido a las condiciones externas y a la variabilidad de las variables que
controlan esa temperatura, esa medida nominal no será obtenida todo el tiempo por los
clientes. Es por eso que existe un valor nominal y lo que se le conoce como una tolerancia.
La tolerancia representa, los límites que un cliente está dispuesto aceptar. Estos límites
representan una medida de la satisfacción de los clientes. De acuerdo a la función de pérdida
de Taguchi, entre más se aleja la característica en cuestión al valor esperado del cliente, el nivel
de satisfacción de los clientes va decreciendo. Para fines de este ejemplo imagínense que el
cliente espera 180º F como valor nominal, pero el cliente está dispuesto a tolerar una variación
Críticos del proceso

109
en la temperatura de 5 grados por arriba y 5 grados por debajo de ese valor nominal. Esto
puede ser expresado como 180º +/- 5 grados. La pregunta que podríamos hacernos es, ¿qué
tan capaz es el diseño de nuestro producto para cumplir con esa característica “especificada”
por los clientes?
Es aquí donde el concepto de variabilidad cobra importancia. Si regresamos al concepto de
Diseño para Seis Sigma, significa que si nuestro producto tiene un nivel de desempeño de Seis
Sigma, la variabilidad promedio de las cafeteras que se producen debe ser lo suficientemente
pequeña para que ese promedio de variabilidad pueda caber 6 veces entre 180º F y 185º F (5
grados de tolerancia) y 6 veces entre 180º F y 175º F (5 grados de tolerancia), si nosotros
aseguramos que la desviación estándar (medida del promedio de la variabilidad) puede caber
12 veces en el rango de la tolerancia, esto garantizaría que si se producen 1,000,000 de
unidades, encontraríamos que menos de una unidad, no cubriría con el rango de tolerancia
especificado por los clientes. Esto representa un nivel de calidad muy alto si suponemos que la
producción anual de este producto fuera de 20,000 unidades en un año.
En este ejemplo nos estamos enfocando exclusivamente al valor de desempeño relacionado
con la característica del sistema que está vinculada con el requerimiento del cliente. Pero
sabemos que la variabilidad del sistema está influenciada por la variabilidad de las partes. Por
tal motivo la comprensión entre las variables del sistema (respuesta) y las variables que
controlan su desempeño (factores) es vital para poder pronosticar la capacidad que tiene un
producto a cumplir con las demandas de los clientes.
En la experiencia que tengo con los equipos de diseño, resulta fácil observar que la
comprensión de las relaciones causales entre las partes, los subsistemas y los sistemas tienen
que ver con la cantidad de conocimiento que los equipos poseen acerca de los productos que
se están diseñando o rediseñando, entonces podríamos hablar de que la efectividad y precisión
de estas relaciones causales puede ir desde tener una confiabilidad baja en estas relaciones
hasta tener una confiabilidad alta. Este nivel de confianza está íntimamente ligado con la
posibilidad de poder a partir de estas funciones pronosticar la calidad de un producto.
Continuando con el ejemplo de la temperatura del café, suponga que su equipo está diseñando
una nueva cafetera y con base a la experiencia que tienen acerca de este producto, el equipo
sabe que la temperatura del café está altamente influenciada por el tamaño de la resistencia
(ohms) que utiliza la cafetera para calentar el agua, el tamaño de la resistencia (ohms) que se
encuentra por debajo de la jarra donde se almacena el café y el espesor de la jarra.
Note que en este ejemplo, no se conoce ninguna ecuación matemática que vincule las dos
resistencias, el espesor de la jarra y la temperatura del café, esto quiere decir que aun cuando
exista cierto nivel de confianza de que esas son las variables que controlan la temperatura, a
110
partir de este ejemplo, sin una ecuación que vincule a las variables, sería muy difícil prede cir el
valor de la temperatura. La ausencia de modelos matemáticos en ocasiones, nos obliga a tener
que construir prototipos para poder predecir el desempeño, no solo eso, para poder predecir la
variabilidad, tendríamos que generar muchos prototipos para poder tener una idea de cuanta
variabilidad esperamos observar cuando el producto este en producción.
Por otro lado sin una ecuación que vincule a las partes y la variable de respuesta, resulta difícil,
especificar los parámetros en las partes que aseguren el valor esperado por el cliente de la
respuesta que estamos buscando. En conclusión una confiabilidad baja en la relación causal nos
impide pronosticar o predecir qué tan capaz es nuestro diseño para poder consistentemente
entregar productos que se encuentren dentro de la tolerancia solicitada por los clientes.
Ahora imagine el escenario hipotético donde se conoce una ecuación matemática que relaciona
todas estas variables. Imagine que se sabe que TC = 2(Ra) + 3.5 (Rj) + 1.5 (E)2. Es decir la
temperatura del café “TC” es igual a 2 multiplicado por el valor de la resistencia del agua (Ra),
más 3.5 multiplicado por el valor de la resistencia de la jarra (Rj), más 1.5 multiplicado por el
espesor de la jarra del café al cuadrado (E). Esto nos ayudaría a poder especificar de forma más
precisa los valores de las resistencias y del espesor de la jarra necesario para cumplir con la
expectativa del cliente de 180º F. No solo eso, el conocer la relación causal a través de una
ecuación matemática nos permitiría conocer la distribución de los factores que conforman la
ecuación, conocer los parámetros de la medida de la variabilidad de las partes, pronosticar la
capacidad que tiene nuestro diseño para cumplir o no con la tolerancia requerida por el cliente .
Esto gracias a que a partir de la ecuación estaríamos seguros de que la variabilidad en la
temperatura de la cafetera, está ligada al modelo matemático que contiene las resistencias y el
espesor de la jarra de café.
Basados en los ejemplos anteriores, podríamos decir que existen técnicas y herramientas que
buscan establecer las relaciones causales entre los parámetros que controlan el sistema con los
parámetros de los subsistemas y las partes. El despliegue de la función de calidad, el análisis del
modo y efecto de la falla, las fórmulas matemáticas que se utilizan para explicar las leyes de la
física y de la química, las funciones trigonométricas, ecuaciones lineales, ecuaciones
polinomiales, etc. Son algunas de las herramientas y recursos utilizados en diferentes etapas del
diseño para poder descubrir las relaciones causales entre los niveles de sistema, subsistema,
componentes y procesos de fabricación.
Entre más exactas sean las relaciones que estas técnicas o ecuaciones explican del
comportamiento y de la variabilidad del sistema, mayor es la probabilidad de diseñar productos
libres de falla de forma consistente.
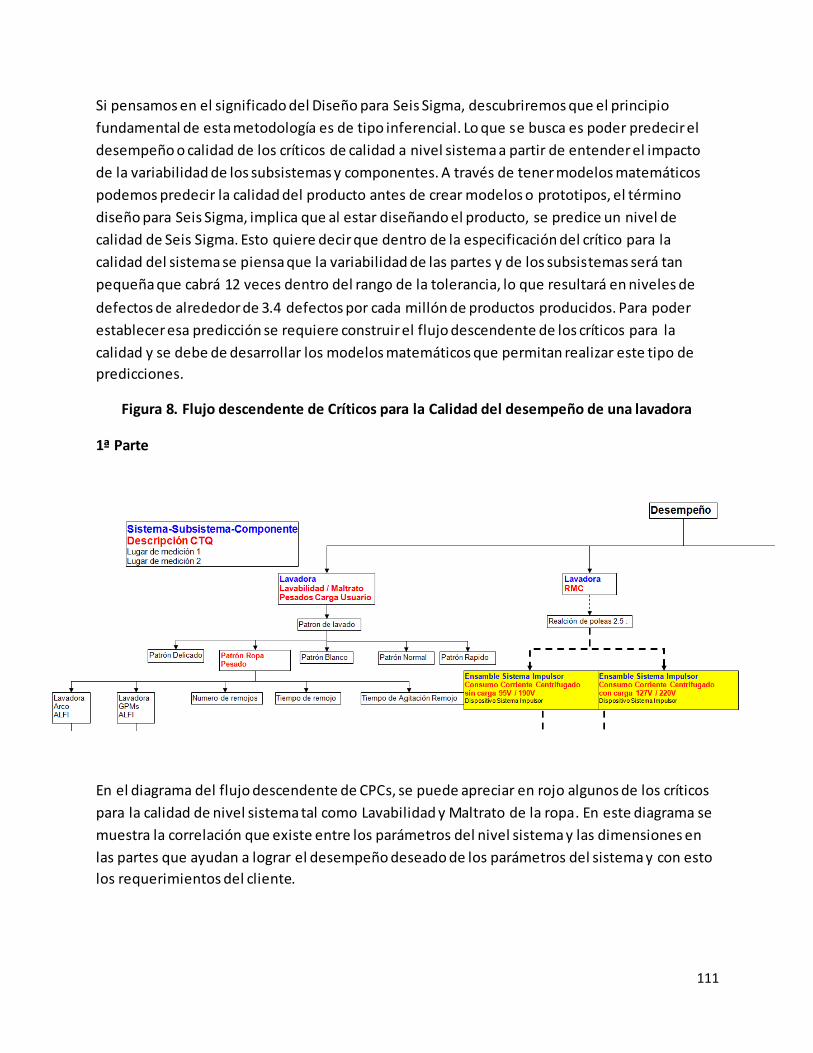
111
Si pensamos en el significado del Diseño para Seis Sigma, descubriremos que el principio
fundamental de esta metodología es de tipo inferencial. Lo que se busca es poder predecir el
desempeño o calidad de los críticos de calidad a nivel sistema a partir de entender el impacto
de la variabilidad de los subsistemas y componentes. A través de tener modelos matemáticos
podemos predecir la calidad del producto antes de crear modelos o prototipos, el término
diseño para Seis Sigma, implica que al estar diseñando el producto, se predice un nivel de
calidad de Seis Sigma. Esto quiere decir que dentro de la especificación del crítico para la
calidad del sistema se piensa que la variabilidad de las partes y de los subsistemas será tan
pequeña que cabrá 12 veces dentro del rango de la tolerancia, lo que resultará en niveles de
defectos de alrededor de 3.4 defectos por cada millón de productos producidos. Para poder
establecer esa predicción se requiere construir el flujo descendente de los críticos para la
calidad y se debe de desarrollar los modelos matemáticos que permitan realizar este tipo de
predicciones.
Figura 8. Flujo descendente de Críticos para la Calidad del desempeño de una lavadora
1ª Parte
En el diagrama del flujo descendente de CPCs, se puede apreciar en rojo algunos de los críticos
para la calidad de nivel sistema tal como Lavabilidad y Maltrato de la ropa. En este diagrama se
muestra la correlación que existe entre los parámetros del nivel sistema y las dimensiones en
las partes que ayudan a lograr el desempeño deseado de los parámetros del sistema y con esto
los requerimientos del cliente.
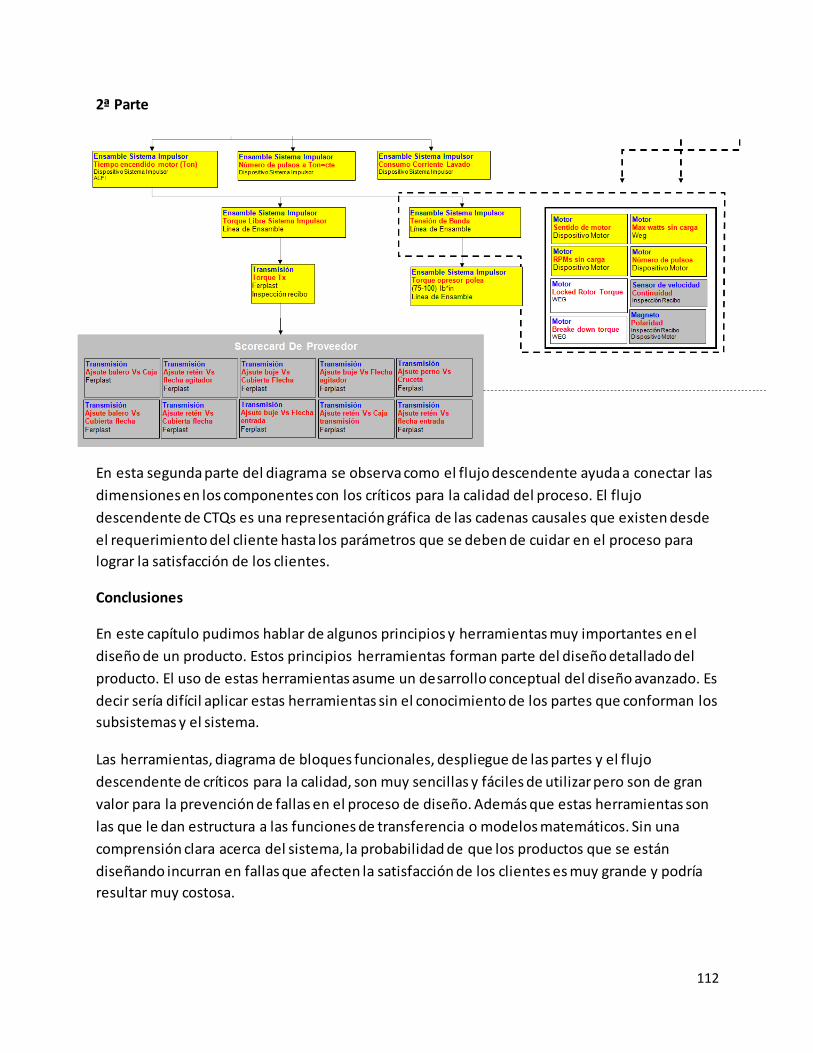
112
2ª Parte
En esta segunda parte del diagrama se observa como el flujo descendente ayuda a conectar las
dimensiones en los componentes con los críticos para la calidad del proceso. El flujo
descendente de CTQs es una representación gráfica de las cadenas causales que existen desde
el requerimiento del cliente hasta los parámetros que se deben de cuidar en el proceso para
lograr la satisfacción de los clientes.
Conclusiones
En este capítulo pudimos hablar de algunos principios y herramientas muy importantes en el
diseño de un producto. Estos principios herramientas forman parte del diseño detallado del
producto. El uso de estas herramientas asume un desarrollo conceptual del diseño avanzado. Es
decir sería difícil aplicar estas herramientas sin el conocimiento de los partes que conforman los
subsistemas y el sistema.
Las herramientas, diagrama de bloques funcionales, despliegue de las partes y el flujo
descendente de críticos para la calidad, son muy sencillas y fáciles de utilizar pero son de gran
valor para la prevención de fallas en el proceso de diseño. Además que estas herramientas son
las que le dan estructura a las funciones de transferencia o modelos matemáticos. Sin una
comprensión clara acerca del sistema, la probabilidad de que los productos que se están
diseñando incurran en fallas que afecten la satisfacción de los clientes es muy grande y podría
resultar muy costosa.
113
Referencias bibliográficas
Francisco Tamayo Enríquez y Verónica González Bosch. (2004). ¿Qué es el QFD? Descifrando el Despliegue de la Función de Calidad, México: Asociación Latinoamericana de QFD México
John R. Hauser, Don Clausing. (May 01,1988). “House of Quality”, Harvard Business Review, 11 pages.
John Terninko. (1997). Step by Step QFD. USA: CRC Press LLC.
Lou Cohen. (1995). Quality Function Deployment. Prentice Hall PTR, ISBN 0-201-63330-2.
Marvin e. Gonzalez. (2001). La Función Despliegue De La Calidad. Costa Rica: Mcgraw -
Hill Interamericana I.S.B.N : 9701032128
Mazur H. Glenn, QFD Applications and Case Studies using Modern and Classical QFD methods, ISO 16355. http://www.mazur.net/publishe.htm.
Richard Denney. (2005). Succeeding with Use Cases: Working Smart to Deliver Quality, Addison-Wesley Object Technology Series, Addison-Wesley Professional, ISBN 0-321-
31643-6 Robert G. Cooper. (1993). Winning at the New Products 2nd ed. Addison-Wesley, ISBN 0-
201-56381-9
Robin L. Lawton. (Julio, 11 del 2007). “What Do Customers Value”, Obtenido de
http://www.youtube.com/watch?v=wFNhw5xOnRg
Robin L. Lawton, (Nov 13 del 2009). “Voice of the Customer - Language Matters,
Obtenido de http://www.youtube.com/watch?v=upYAs-3rauU
Walter Lamia. (1995). “Integrating QFD with Object-oriented Software Design Methodologies.” Presentada durante el 7o symposium de “Despliegue de la Función de Calidad”.
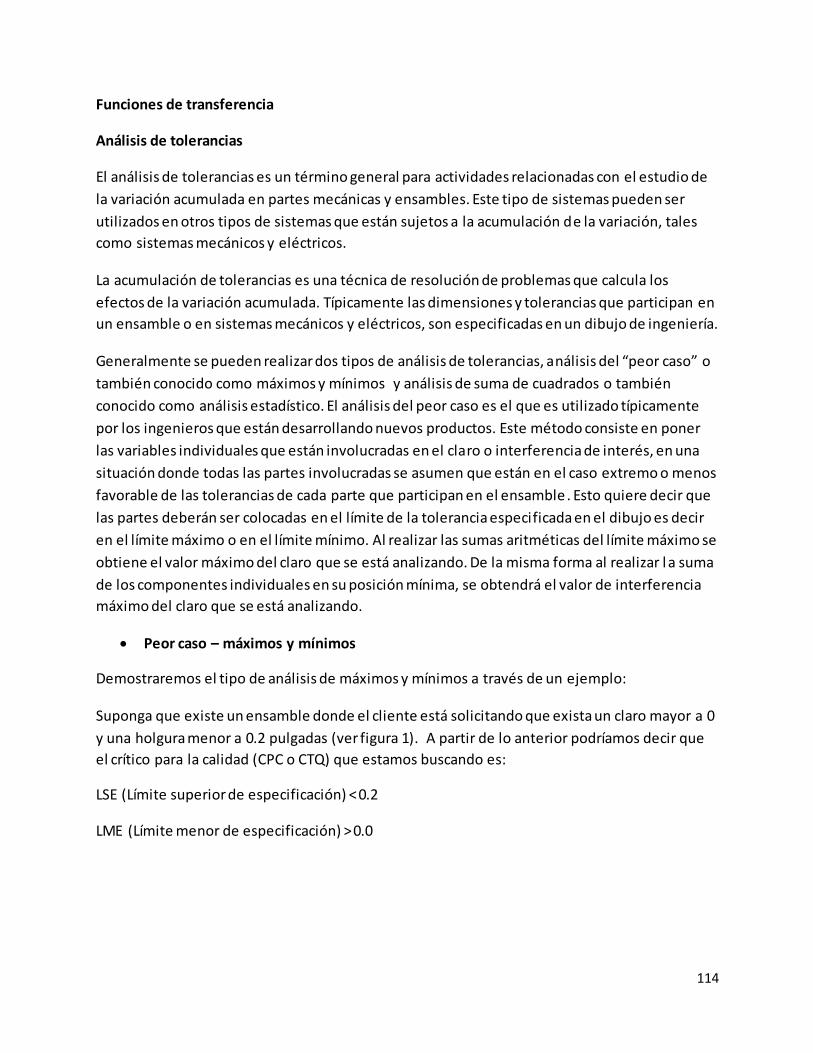
114
Funciones de transferencia
Análisis de tolerancias
El análisis de tolerancias es un término general para actividades relacionadas con el estudio de
la variación acumulada en partes mecánicas y ensambles. Este tipo de sistemas pueden ser
utilizados en otros tipos de sistemas que están sujetos a la acumulación de la variación, tales
como sistemas mecánicos y eléctricos.
La acumulación de tolerancias es una técnica de resolución de problemas que calcula los
efectos de la variación acumulada. Típicamente las dimensiones y tolerancias que participan en
un ensamble o en sistemas mecánicos y eléctricos, son especificadas en un dibujo de ingeniería.
Generalmente se pueden realizar dos tipos de análisis de tolerancias, análisis del “peor caso” o
también conocido como máximos y mínimos y análisis de suma de cuadrados o también
conocido como análisis estadístico. El análisis del peor caso es el que es utilizado típicamente
por los ingenieros que están desarrollando nuevos productos. Este método consiste en poner
las variables individuales que están involucradas en el claro o interferencia de interés, en una
situación donde todas las partes involucradas se asumen que están en el caso extremo o menos
favorable de las tolerancias de cada parte que participan en el ensamble . Esto quiere decir que
las partes deberán ser colocadas en el límite de la tolerancia especificada en el dibujo es decir
en el límite máximo o en el límite mínimo. Al realizar las sumas aritméticas del límite máximo se
obtiene el valor máximo del claro que se está analizando. De la misma forma al realizar l a suma
de los componentes individuales en su posición mínima, se obtendrá el valor de interferencia
máximo del claro que se está analizando.
Peor caso – máximos y mínimos
Demostraremos el tipo de análisis de máximos y mínimos a través de un ejemplo:
Suponga que existe un ensamble donde el cliente está solicitando que exista un claro mayor a 0
y una holgura menor a 0.2 pulgadas (ver figura 1). A partir de lo anterior podríamos decir que
el crítico para la calidad (CPC o CTQ) que estamos buscando es:
LSE (Límite superior de especificación) < 0.2
LME (Límite menor de especificación) > 0.0
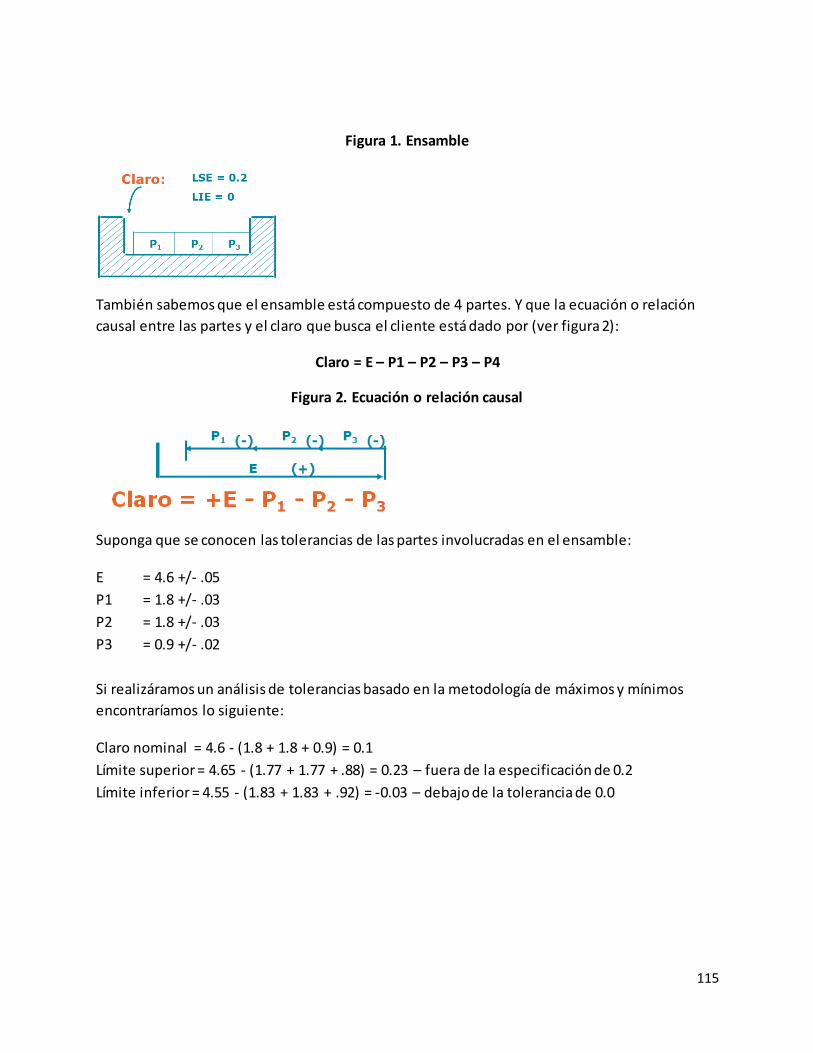
115
Figura 1. Ensamble
También sabemos que el ensamble está compuesto de 4 partes. Y que la ecuación o relación
causal entre las partes y el claro que busca el cliente está dado por (ver figura 2):
Claro = E – P1 – P2 – P3 – P4
Figura 2. Ecuación o relación causal
Suponga que se conocen las tolerancias de las partes involucradas en el ensamble:
E = 4.6 +/- .05
P1 = 1.8 +/- .03
P2 = 1.8 +/- .03
P3 = 0.9 +/- .02
Si realizáramos un análisis de tolerancias basado en la metodología de máximos y mínimos
encontraríamos lo siguiente:
Claro nominal = 4.6 - (1.8 + 1.8 + 0.9) = 0.1
Límite superior = 4.65 - (1.77 + 1.77 + .88) = 0.23 – fuera de la especificación de 0.2
Límite inferior = 4.55 - (1.83 + 1.83 + .92) = -0.03 – debajo de la tolerancia de 0.0
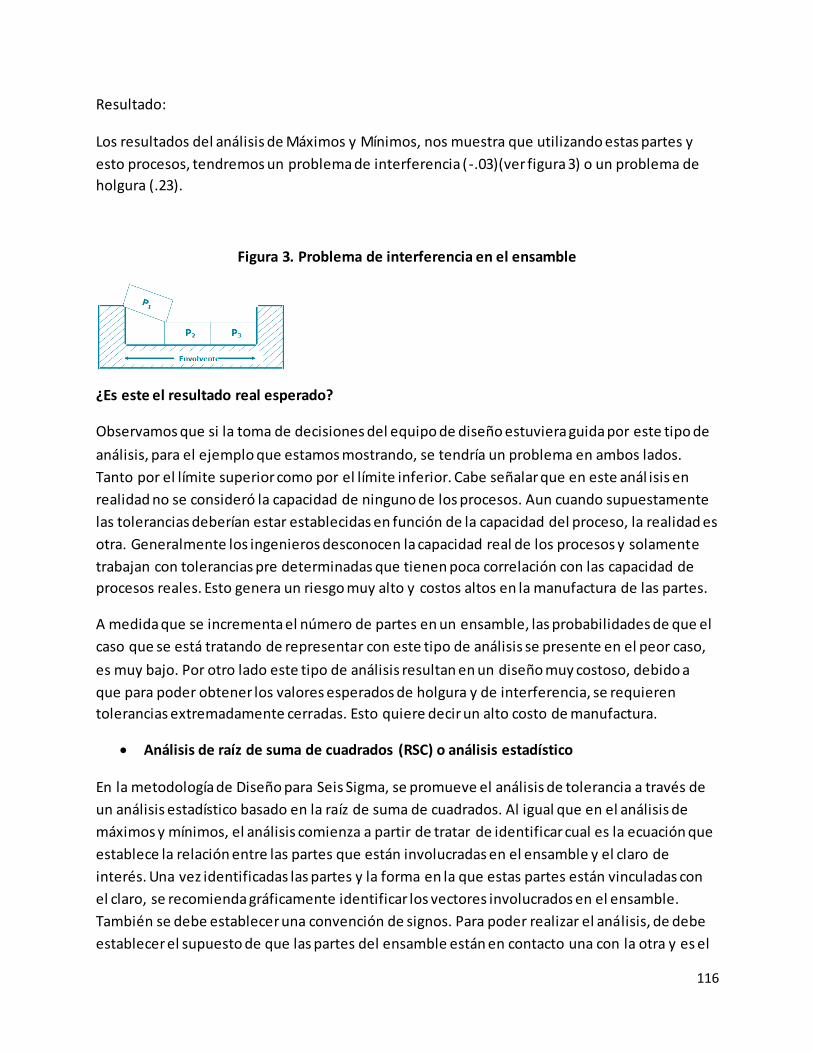
116
Resultado:
Los resultados del análisis de Máximos y Mínimos, nos muestra que utilizando estas partes y
esto procesos, tendremos un problema de interferencia (-.03)(ver figura 3) o un problema de
holgura (.23).
Figura 3. Problema de interferencia en el ensamble
¿Es este el resultado real esperado?
Observamos que si la toma de decisiones del equipo de diseño estuviera guida por este tipo de
análisis, para el ejemplo que estamos mostrando, se tendría un problema en ambos lados.
Tanto por el límite superior como por el límite inferior. Cabe señalar que en este anál isis en
realidad no se consideró la capacidad de ninguno de los procesos. Aun cuando supuestamente
las tolerancias deberían estar establecidas en función de la capacidad del proceso, la realidad es
otra. Generalmente los ingenieros desconocen la capacidad real de los procesos y solamente
trabajan con tolerancias pre determinadas que tienen poca correlación con las capacidad de
procesos reales. Esto genera un riesgo muy alto y costos altos en la manufactura de las partes.
A medida que se incrementa el número de partes en un ensamble, las probabilidades de que el
caso que se está tratando de representar con este tipo de análisis se presente en el peor caso,
es muy bajo. Por otro lado este tipo de análisis resultan en un diseño muy costoso, debido a
que para poder obtener los valores esperados de holgura y de interferencia, se requieren
tolerancias extremadamente cerradas. Esto quiere decir un alto costo de manufactura.
Análisis de raíz de suma de cuadrados (RSC) o análisis estadístico
En la metodología de Diseño para Seis Sigma, se promueve el análisis de tolerancia a través de
un análisis estadístico basado en la raíz de suma de cuadrados. Al igual que en el análisis de
máximos y mínimos, el análisis comienza a partir de tratar de identificar cual es la ecuación que
establece la relación entre las partes que están involucradas en el ensamble y el claro de
interés. Una vez identificadas las partes y la forma en la que estas partes están vinculadas con
el claro, se recomienda gráficamente identificar los vectores involucrados en el ensamble.
También se debe establecer una convención de signos. Para poder realizar el análisis, de debe
establecer el supuesto de que las partes del ensamble están en contacto una con la otra y es el

117
espacio que se genera al apilarlas a lo que se le conoce como claro. Debido a este supuesto, el
diagrama que se genera a partir de sumar los vectores, considerando el claro que se genera se
la conoce como diagrama de lazo (ver figura 4). La suma de las variables que conforman el
vector, que representa las dimensiones de las partes involucradas es la ecuación que servirá
para predecir el comportamiento del claro que se está analizando.
Figura 4. Diagrama de lazo
En la mayoría de los casos al menos en la industria de la manufactura, el tipo de distribución
probabilística de las dimensiones de las partes que participan en el ensamble es normal.
Estadísticamente hablando sabemos que si las variables que participan en una ecuación lineal,
se comportan de manera normal, el claro que se está analizando conservará esa misma
distribución (teorema del límite central). De tal manera que las dos variables de interés que se
están tratando de descubrir en este análisis son la media del claro y la desviación estándar.
A partir de conocer la ecuación se puede calcular fácilmente el valor esperado de la media del
claro que se está analizando. Con frecuencia este valor de la media no existe ya que en este
punto del diseño del producto aún no se tienen piezas reales sobre las cuales se pueda estimar
el valor de la media real del claro. Así que las dimensiones nominales de los planos o dibujos
son las que servirán para alimentar la ecuación y suponer cual es el valor esperando del claro
asumiendo que las medias de los componentes individuales coinciden con el valor nominal
expresado en los planos o dibujos de las partes. Esto nos ayudará a conocer el valor esperado
nominal del claro.
En función de la ecuación que se identificó para calcular el claro, tenemos que si conociéramos
la media de los procesos que participan en el ensamble, entonces podríamos calcular la media
esperada del claro, a través de utilizar la ecuación que se mostró anteriormente:

118
Media del Claro = Media Proceso E – Media del proceso P1-Media del proceso P2- Media del
proceso P3.
Media del claro = 4.6 - (1.8 + 1.8 + 0.9 ) = 0.1
Cuando se está en las etapas tempranas de diseño, resulta imposible contar con el valor real de
la media del claro puesto que aún no se tienen las partes, sin embargo, es importante entender
este concepto ya que se recomienda validar la ecuación de transferencia durante la etapa de
prototipos y más tarde cuando se cuenta con los herramentales con los que se van a producir
las partes.
Para poder caracterizar la distribución del claro, también nos interesa saber cuál será la
variabilidad observada del claro que se está analizando. Para realizar este cálculo tendremos
que utilizar la raíz de suma de cuadrados. Esta ecuación nos dice que la variabilidad total del
ensamble, es el resultado de la raíz cuadrada de la suma al cuadrado de las desviaciones
estándar individuales de las partes que participan en el ensamble.
Esta raíz cuadrada de esta sumatoria, es la variabilidad acumulada en el claro que se está
analizando.
Ahora ya conocemos el valor de la media esperada del ensamble y también conocemos su
desviación estándar. En la vida real, para poder hacer este análisis, será necesario conocer cuál
es la desviación estándar de las partes individuales que participan en el ensamble. Esto no será
posible saber en las etapas tempranas del diseño. Es por esto que Diseño Para Seis Sigma, es al
mismo tiempo un proceso que incrementa su efectividad a medida que la madurez del diseño
aumenta. Al inicio del proyecto es posible que solo contemos con los valores de las tolerancias
de las partes, estos valores pueden servir para inferir la desviación estándar de las partes
involucradas. Es recomendable apoyarse de opiniones de expertos que conocen los procesos de
manufactura de las partes que participan en el ensamble.

119
Utilizar las opiniones de los expertos puede ser riesgoso ya que existen probabilidades altas de
que exista una diferencia entre el valor real de la desviación estándar y la opinión del experto.
Para poder evitar los riesgos asociados con el simple uso de opiniones de expertos, se
recomienda utilizar valores de desviaciones estándar de procesos similares ya existentes y
conocidos.
Si las partes que se están diseñando tienen cierta dimensión y se conoce el material y el tipo de
proceso, es probable que ya existan análisis de capacidades de proceso que ayuden a inferir el
valor de la desviación estándar. Este valor es el que se puede utilizar en el análisis, para que aun
cuando no se conocen los valores reales de las desviaciones, se pueda inferir el valor de la
variabilidad total del ensamble.
Conociendo la media esperada y la desviación estándar total del claro que se están analizando y
a partir de conocer los límites de tolerancia del claro que se relacionan con lo que el cliente
espera, se puede fácilmente predecir el valor de Z o Sigma para poder establecer con esto una
predicción de la calidad esperada el producto para el ensamble en cuestión.
Primero es importante calcular el valor de Z del límite superior de especificación (LSE).
Zlse = LSE – Media / Desviación Estándar
Para nuestro ejemplo el valor de Zlse es:
Zlse= 0.2-0.1/.023 = 4.34
También es importante calcular el valor de Z del límite inferior de especificación
Zlie = Media – LIE / Desviación Estándar
Zlie= 0.2 – 0 / .023 = 4.34
Después de realizar los cálculos tenemos que:
Zlse = 4.34 y la Zlie = 4.34. En este caso estamos asumiendo que la media de las partes está
perfectamente centrada y por ende la media del claro también resulta estar centrada, respecto
de los límites de especificación. Eso da como consecuencia que los valores de Z sean
exactamente los mismos. Si la media del claro no está centrada entonces el resultado de los
valores de Z sería diferente en cada lado (LSE y LIE).
Los valores de Z sirven para poder calcular la probabilidad de defectos que se esperaría tener
por arriba del límite superior de especificación para el caso de Zlse y la probabilidad de defectos
a través de la Zlie. Ya teniendo esos valores de probabilidad, entonces se pueden sumar las
probabilidades para poder estimar la probabilidad de defectos total del ensamble.
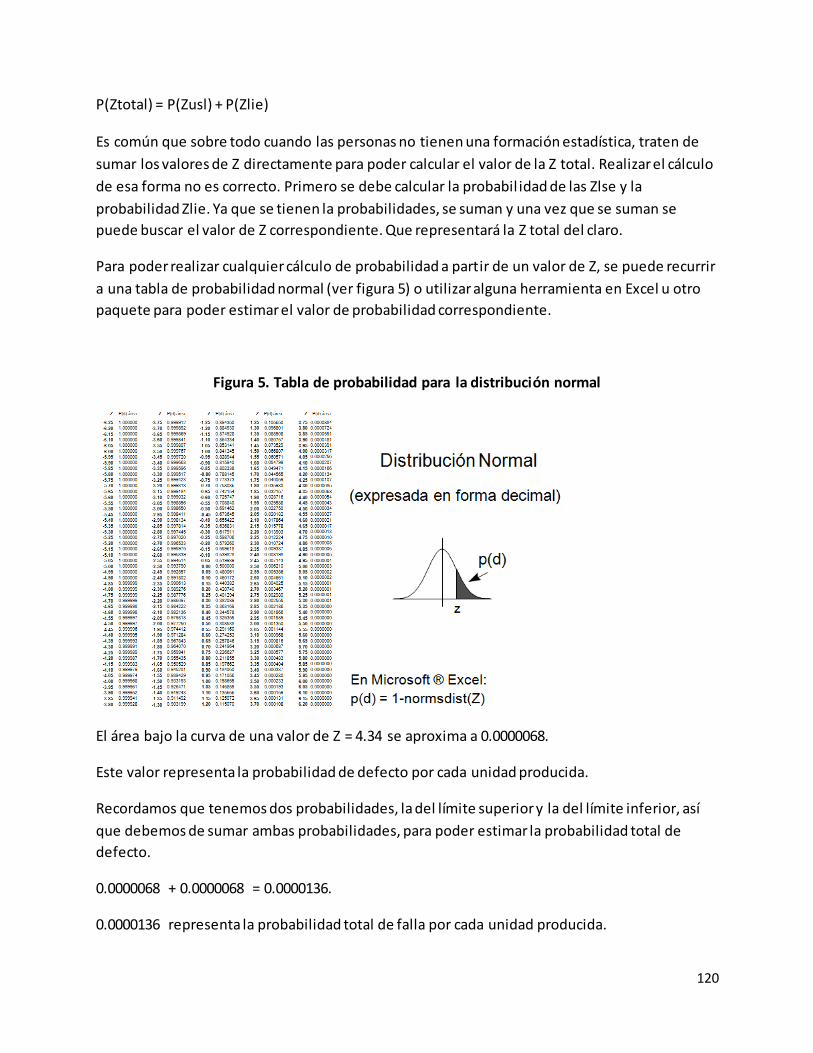
120
P(Ztotal) = P(Zusl) + P(Zlie)
Es común que sobre todo cuando las personas no tienen una formación estadística, traten de
sumar los valores de Z directamente para poder calcular el valor de la Z total. Realizar el cálculo
de esa forma no es correcto. Primero se debe calcular la probabil idad de las Zlse y la
probabilidad Zlie. Ya que se tienen la probabilidades, se suman y una vez que se suman se
puede buscar el valor de Z correspondiente. Que representará la Z total del claro.
Para poder realizar cualquier cálculo de probabilidad a partir de un valor de Z, se puede recurrir
a una tabla de probabilidad normal (ver figura 5) o utilizar alguna herramienta en Excel u otro
paquete para poder estimar el valor de probabilidad correspondiente.
Figura 5. Tabla de probabilidad para la distribución normal
El área bajo la curva de una valor de Z = 4.34 se aproxima a 0.0000068.
Este valor representa la probabilidad de defecto por cada unidad producida.
Recordamos que tenemos dos probabilidades, la del límite superior y la del límite inferior, así
que debemos de sumar ambas probabilidades, para poder estimar la probabilidad total de
defecto.
0.0000068 + 0.0000068 = 0.0000136.
0.0000136 representa la probabilidad total de falla por cada unidad producida.
121
Para poder calcular el valor de Z, tendremos que entrar a la tabla de Z con el dato de la
probabilidad total, para identificar que valor de Z corresponde a ese valor de probabilidad.
En la tabla de Z, existe un valor de Z = 4.2 que tiene una probabilidad de 0.0000134 la cual es
muy cercana al valor calculado.
A partir de los cálculos anteriores tenemos que el valor de Z total del ensamble es de 4.2, con
una probabilidad total de falla de 0.0000134 defectos por unidad.
Conclusiones
Del ejemplo podemos obtener algunas conclusiones prácticas, por ejemplo, para poder
determinar si la calidad obtenida del ejemplo a partir del valor de Z es una calidad buena o
mala, tendríamos que reflexionar en algunos puntos, por ejemplo ¿para qué tipo de industria se
está diseñando este ensamble?, ¿cuáles son las consecuencias de no cumplir con las
especificaciones requeridas para el ensamble y que volumen de unidades se van a producir?
Por ejemplo si pensáramos que se van a producir 20,000 unidades de este ensamble al año,
entonces fácilmente podríamos pronosticar la cantidad de defectos que podríamos esperar si
utilizamos los procesos con las capacidades mostradas en el ejemplo.
Solo tendríamos que multiplicar las 20,000 unidades por la probabilidad total de defectos.
20,000 X 0.0000134 = 0.268 Esto quiere decir que menos de una unidad seria defectuosa.
Generalmente las empresas han estandarizado el cálculo de calidad, a partir de mostrar un
valor normalizado de defectos. Esta métrica se le conoce como Partes Por Millón. PPM. Significa
el número de defectos que se podrían encontrar si se producen un millón de ensambles o
componentes.
Para nuestro ejemplo:
1,000,000 X 0.0000134 = 13.4 PPMs. Si se producen 1,000,000 de ensambles el valor esperado
de defectos es alrededor de 13.4.
Las PPMs, representan una medida de la calidad del ensamble o del producto. El valor de la
metodología de Diseño para Seis Sigma, no necesariamente está en la obtención de un valor de
Seis Sigma en el diseño del producto que se está desarrollando. El beneficio de esta
metodología se encuentra en la precisión de la predicción de la calidad de la variable de
respuesta. En este caso el claro del ensamble. Si el valor predicho durante las etapas tempranas
del desarrollo es cercano al valor real, entonces sabremos que la metodología está cumpliendo
con su cometido. Aun cuando el valor obtenidos no sean necesariamente de Seis Sigma.

122
En otras palabras si antes de fabricar el producto, sabemos el valor de calidad del producto,
entonces podremos tomar mejores decisiones acerca del proyecto. Quizá el valor predicho de
calidad sea 3 sigmas. Entonces el equipo podrá hacerse y hacerle al negocio algunas pre guntas
importantes acerca de la calidad del producto por ejemplo:
¿Es 2 o 3 sigma un valor de calidad aceptable para el costo que el cliente va a pagar por
el producto que estamos fabricando?
¿Es necesario invertir en un mejor equipo o tecnología para poder aumentar el nivel de
calidad?
¿Es la tolerancia que estamos utilizando la correcta para mantener a nuestro cliente
satisfecho?
¿Es el concepto de diseño que estamos utilizando, el adecuado para poder brindarle al
cliente la calidad que espera?
Poder responder estas preguntas nos ayudará a encontrar el balance correcto entre el costo del
diseño y la calidad que espera el cliente del producto que se está diseñando.

123
Referencias bibliográficas
Clyde M. Creveling, Jeff Slutsky y Dave Antis. (2003). Design for Six Sigma in Technology
and Product Development. United States: Prentice Hall.
Kai Yang & Basem S. El-Haik. (2009). Design for Six Sigma a Roadmap for Product
Development. United States: McGraw Hill.
124
Introducción al diseño de experimentos (DDE)
La importancia de planificar la experimentación La experimentación juega un papel fundamental en el campo de la ingeniería y puede jugar un papel importante en el desarrollo de nuevos productos.
El objetivo de la experimentación es obtener información de calidad. Información que permita desarrollar nuevos productos y procesos, comprender mejor un sistema (un proceso industrial,
un procedimiento analítico) y tomar decisiones sobre como optimizarlo y mejorar su calidad, comprobar hipótesis científicas, etc.
Obviamente la experimentación se debe planificar (diseñar) cuidadosamente para que proporcione la información buscada. Dicha planificación debe considerar dos aspectos importantes relacionados con toda experimentación:
La experimentación es normalmente cara. La capacidad de experimentar está limitada por el costo en tiempo y en recursos (personal, productos de partida, etc.). Por tanto, una organización que desea utilizar la experimentación como una herramienta, deberá buscar el menor número de experimentos que permita obtener la mayor cantidad de
información buscada.
El resultado observado de un experimento (y) tiene incertidumbre:
y = h + e donde h es el resultado “verdadero” (desconocido) del experimento y e es una contribución aleatoria, que varía cada vez que se repite el experimento.
Por ello, la estadística es una disciplina que proporciona las herramientas para trabajar en
ambientes de incertidumbre, esta juega un papel fundamental en el diseño de los experimentos y en la evaluación de los resultados experimentales.
El análisis de los resultados experimentales permitirá obtener conclusiones sobre el sistema en estudio y tomar decisiones del futuro del producto. Tanto por la importancia de las decisiones que se pueden tomar, como por el costo elevado de la experimentación no parece ade cuado
dejar la elección de los experimentos y la evaluación de los resultados a la mera intuición del experimentador. Parece más razonable utilizar una metodología matemática y estadística que indique como planificar (diseñar, organizar) la secuencia de experimentos de una forma óptima,
de modo que se minimice tanto el costo de la experimentación como la influencia del error experimental sobre la información buscada. Dicha planificación y análisis es el principal objetivo del Diseño Estadístico de Experimentos.
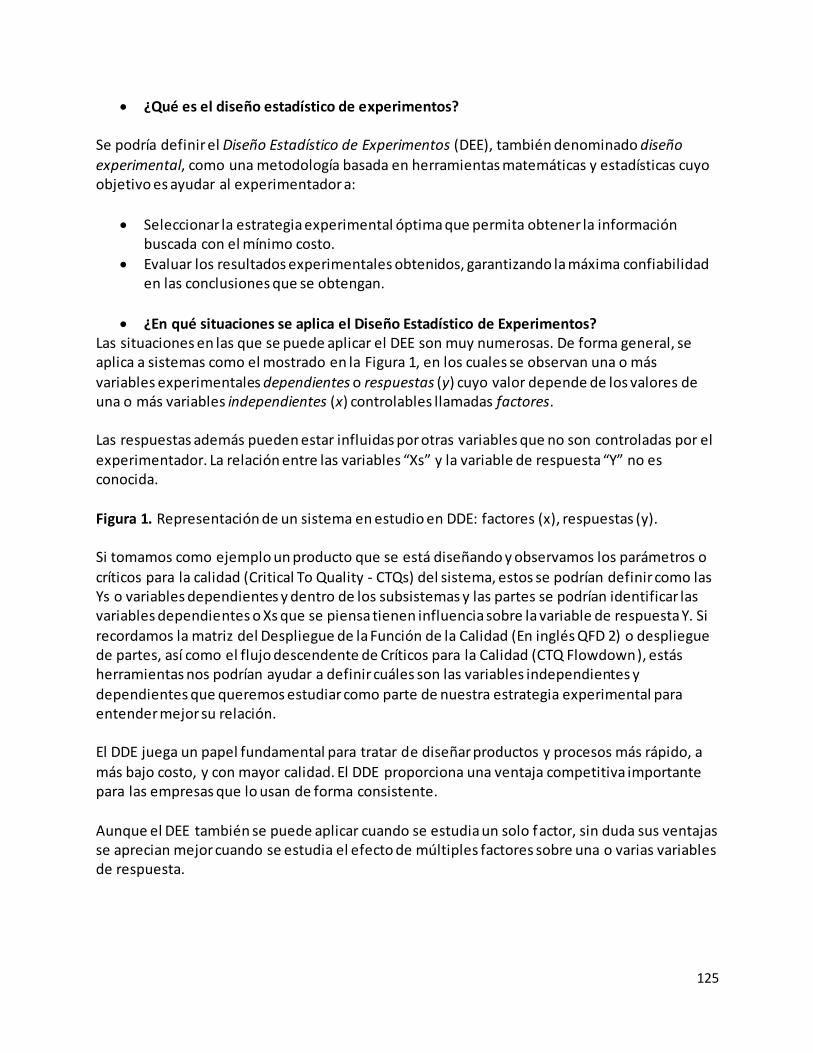
125
¿Qué es el diseño estadístico de experimentos? Se podría definir el Diseño Estadístico de Experimentos (DEE), también denominado diseño
experimental, como una metodología basada en herramientas matemáticas y estadísticas cuyo objetivo es ayudar al experimentador a:
Seleccionar la estrategia experimental óptima que permita obtener la información buscada con el mínimo costo.
Evaluar los resultados experimentales obtenidos, garantizando la máxima confiabilidad en las conclusiones que se obtengan.
¿En qué situaciones se aplica el Diseño Estadístico de Experimentos? Las situaciones en las que se puede aplicar el DEE son muy numerosas. De forma general, se aplica a sistemas como el mostrado en la Figura 1, en los cuales se observan una o más
variables experimentales dependientes o respuestas (y) cuyo valor depende de los valores de una o más variables independientes (x) controlables llamadas factores. Las respuestas además pueden estar influidas por otras variables que no son controladas por el
experimentador. La relación entre las variables “Xs” y la variable de respuesta “Y” no es conocida.
Figura 1. Representación de un sistema en estudio en DDE: factores (x), respuestas (y). Si tomamos como ejemplo un producto que se está diseñando y observamos los parámetros o
críticos para la calidad (Critical To Quality - CTQs) del sistema, estos se podrían definir como las Ys o variables dependientes y dentro de los subsistemas y las partes se podrían identificar las variables dependientes o Xs que se piensa tienen influencia sobre la variable de respuesta Y. Si
recordamos la matriz del Despliegue de la Función de la Calidad (En inglés QFD 2) o despliegue de partes, así como el flujo descendente de Críticos para la Calidad (CTQ Flowdown), estás herramientas nos podrían ayudar a definir cuáles son las variables independientes y
dependientes que queremos estudiar como parte de nuestra estrategia experimental para entender mejor su relación. El DDE juega un papel fundamental para tratar de diseñar productos y procesos más rápido, a
más bajo costo, y con mayor calidad. El DDE proporciona una ventaja competitiva importante para las empresas que lo usan de forma consistente.
Aunque el DEE también se puede aplicar cuando se estudia un solo factor, sin duda sus ventajas se aprecian mejor cuando se estudia el efecto de múltiples factores sobre una o varias variables de respuesta.
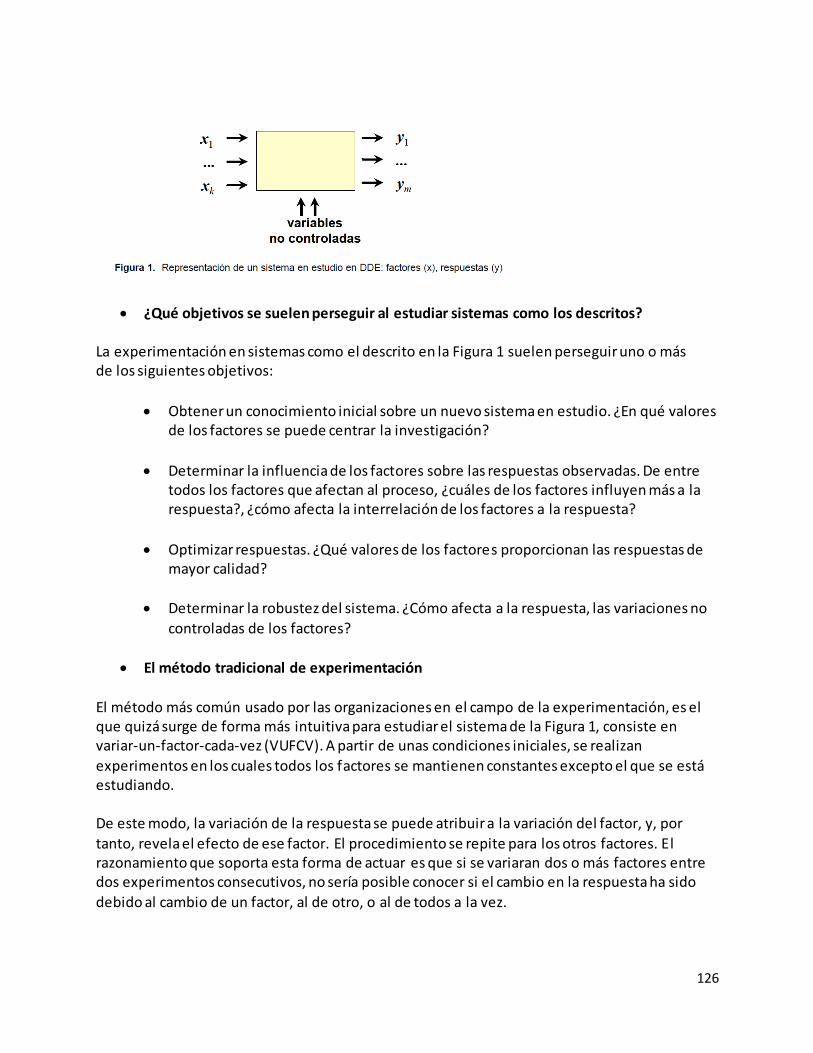
126
¿Qué objetivos se suelen perseguir al estudiar sistemas como los descritos? La experimentación en sistemas como el descrito en la Figura 1 suelen perseguir uno o más de los siguientes objetivos:
Obtener un conocimiento inicial sobre un nuevo sistema en estudio. ¿En qué valores de los factores se puede centrar la investigación?
Determinar la influencia de los factores sobre las respuestas observadas. De entre todos los factores que afectan al proceso, ¿cuáles de los factores influyen más a la respuesta?, ¿cómo afecta la interrelación de los factores a la respuesta?
Optimizar respuestas. ¿Qué valores de los factores proporcionan las respuestas de mayor calidad?
Determinar la robustez del sistema. ¿Cómo afecta a la respuesta, las variaciones no
controladas de los factores?
El método tradicional de experimentación
El método más común usado por las organizaciones en el campo de la experimentación, es el que quizá surge de forma más intuitiva para estudiar el sistema de la Figura 1, consiste en variar-un-factor-cada-vez (VUFCV). A partir de unas condiciones iniciales, se realizan
experimentos en los cuales todos los factores se mantienen constantes excepto el que se está estudiando. De este modo, la variación de la respuesta se puede atribuir a la variación del factor, y, por
tanto, revela el efecto de ese factor. El procedimiento se repite para los otros factores. El razonamiento que soporta esta forma de actuar es que si se variaran dos o más factores entre dos experimentos consecutivos, no sería posible conocer si el cambio en la respuesta ha sido
debido al cambio de un factor, al de otro, o al de todos a la vez.
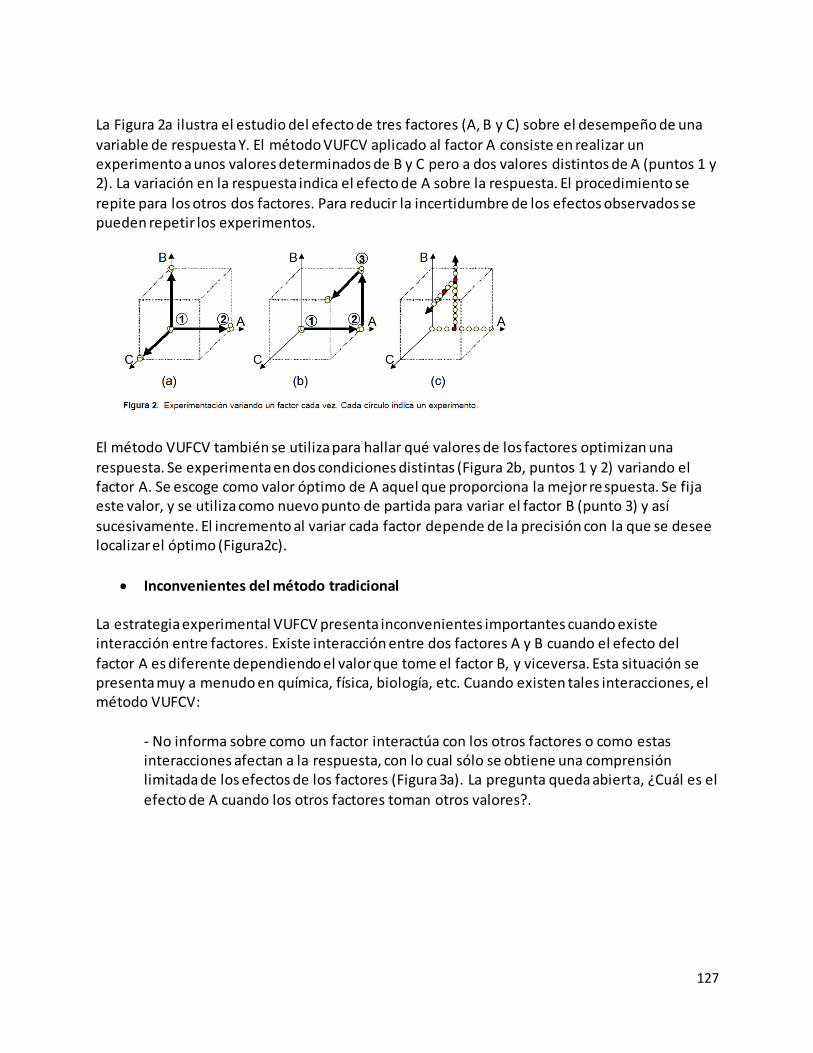
127
La Figura 2a ilustra el estudio del efecto de tres factores (A, B y C) sobre el desempeño de una
variable de respuesta Y. El método VUFCV aplicado al factor A consiste en realizar un experimento a unos valores determinados de B y C pero a dos valores distintos de A (puntos 1 y 2). La variación en la respuesta indica el efecto de A sobre la respuesta. El procedimiento se
repite para los otros dos factores. Para reducir la incertidumbre de los efectos observados se pueden repetir los experimentos.
El método VUFCV también se utiliza para hallar qué valores de los factores optimizan una
respuesta. Se experimenta en dos condiciones distintas (Figura 2b, puntos 1 y 2) variando el factor A. Se escoge como valor óptimo de A aquel que proporciona la mejor respuesta. Se fija este valor, y se utiliza como nuevo punto de partida para variar el factor B (punto 3) y así
sucesivamente. El incremento al variar cada factor depende de la precisión con la que se desee localizar el óptimo (Figura2c).
Inconvenientes del método tradicional La estrategia experimental VUFCV presenta inconvenientes importantes cuando existe interacción entre factores. Existe interacción entre dos factores A y B cuando el efecto del
factor A es diferente dependiendo el valor que tome el factor B, y viceversa. Esta situación se presenta muy a menudo en química, física, biología, etc. Cuando existen tales interacciones, el método VUFCV:
- No informa sobre como un factor interactúa con los otros factores o como estas interacciones afectan a la respuesta, con lo cual sólo se obtiene una comprensión limitada de los efectos de los factores (Figura 3a). La pregunta queda abierta, ¿Cuál es el
efecto de A cuando los otros factores toman otros valores?.
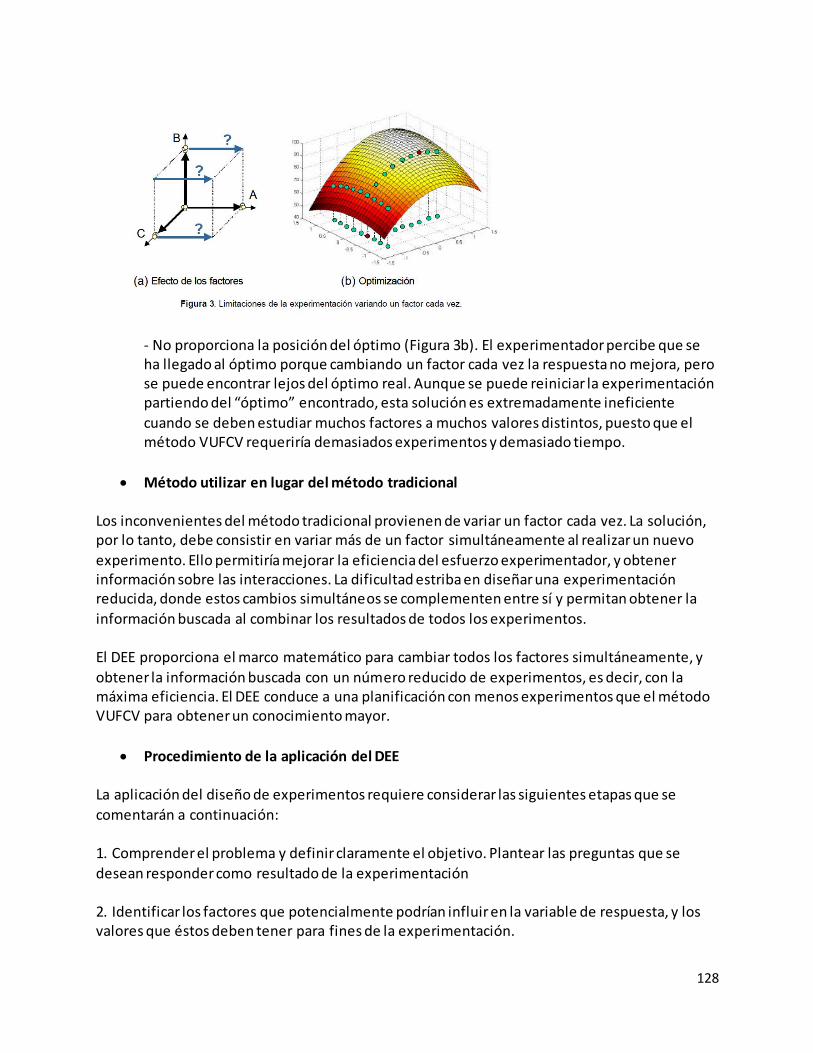
128
- No proporciona la posición del óptimo (Figura 3b). El experimentador percibe que se ha llegado al óptimo porque cambiando un factor cada vez la respuesta no mejora, pero se puede encontrar lejos del óptimo real. Aunque se puede reiniciar la experimentación partiendo del “óptimo” encontrado, esta solución es extremadamente ineficiente
cuando se deben estudiar muchos factores a muchos valores distintos, puesto que el método VUFCV requeriría demasiados experimentos y demasiado tiempo.
Método utilizar en lugar del método tradicional Los inconvenientes del método tradicional provienen de variar un factor cada vez. La solución, por lo tanto, debe consistir en variar más de un factor simultáneamente al realizar un nuevo
experimento. Ello permitiría mejorar la eficiencia del esfuerzo experimentador, y obtener información sobre las interacciones. La dificultad estriba en diseñar una experimentación reducida, donde estos cambios simultáneos se complementen entre sí y permitan obtener la
información buscada al combinar los resultados de todos los experimentos. El DEE proporciona el marco matemático para cambiar todos los factores simultáneamente, y
obtener la información buscada con un número reducido de experimentos, es decir, con la máxima eficiencia. El DEE conduce a una planificación con menos experimentos que el método VUFCV para obtener un conocimiento mayor.
Procedimiento de la aplicación del DEE La aplicación del diseño de experimentos requiere considerar las siguientes etapas que se
comentarán a continuación: 1. Comprender el problema y definir claramente el objetivo. Plantear las preguntas que se
desean responder como resultado de la experimentación 2. Identificar los factores que potencialmente podrían influir en la variable de respuesta, y los valores que éstos deben tener para fines de la experimentación.
129
3. Establecer una estrategia experimental, llamada plan de experimentación.
4. Efectuar los experimentos con los valores de los factores decididos en el punto 3 para obtener los valores de las respuestas que se están estudiando.
5. Responder las preguntas planteadas al inicio de la experimentación, sea directamente de lo observado durante el experimento, o utilizando los datos obtenidos del análisis experimental. Si es necesario, volver a la etapa 1.
o Comprender el problema y definir claramente el objetivo.
El DEE es una herramienta para encontrar respuestas a problemas perfectamente identificados y especificados. Cuanto más claramente se plantea el problema y se identifica el propósito o información que se desea conseguir con los experimentos, mayor puede ser la ayuda del DEE.
Para obtener una comprensión profunda del sistema y del problema es necesario recopilar toda la información disponible sobre el sistema en estudio y que pueda ser relevante para la experimentación que se realizará.
La Tabla 1 indica la información que se sugiere recopilar en esta etapa. A continuación se debe definir (seleccionar) qué respuesta experimental (o características de interés o de calidad de un
producto) se va a observar. Según el objetivo perseguido, puede ser necesario observar más de una respuesta y encontrar un compromiso entre ellas. Por ejemplo, en una separación cromatográfica es necesario considerar el tiempo de análisis pero también la resolución entre picos, que debe ser suficiente. En el caso de desarrollar un producto de pastelería industrial,
éste debe tener buen sabor, olor, aspecto, etc. Esto ejemplos muestran que pue den ser varias las variables de respuesta de interés a partir de un mismo conjunto de factores que potencialmente están impactando estas respuestas.
Si consideramos los conceptos que hemos aprendido en los capítulos anteriores, resulta fácil pensar que la variable de respuesta bien puede ser los CTQs de nivel sistema que se han
definido desde el despliegue de la función de calidad número uno. Esto nos ayudaría a asegurar la conexión que existe entre la experimentación y los requerimientos del cliente ( voz del cliente).
Tabla 1. Consideraciones al plantear el problema
¿Qué se conoce y qué no se conoce?
¿Hay zonas de la región experimental donde ya se conoce el resultado?
¿Existen datos sobre la repetibilidad de la experimentación?
¿Qué complejidad se espera en la relación entre los factores y la respuesta?
¿Podría ser no lineal?
¿Se cree que pueden existir interacciones?
¿Cuál es costo permitido de la experimentación?
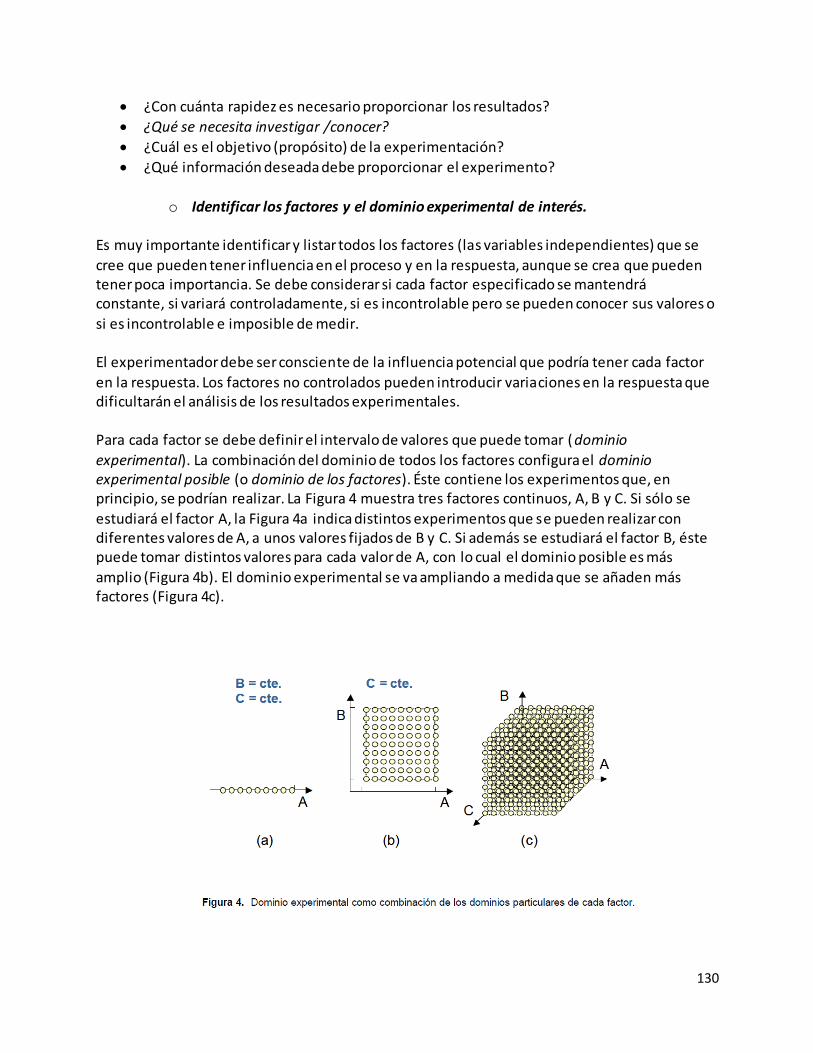
130
¿Con cuánta rapidez es necesario proporcionar los resultados?
¿Qué se necesita investigar /conocer?
¿Cuál es el objetivo (propósito) de la experimentación?
¿Qué información deseada debe proporcionar el experimento?
o Identificar los factores y el dominio experimental de interés. Es muy importante identificar y listar todos los factores (las variables independientes) que se
cree que pueden tener influencia en el proceso y en la respuesta, aunque se crea que pueden tener poca importancia. Se debe considerar si cada factor especificado se mantendrá constante, si variará controladamente, si es incontrolable pero se pueden conocer sus valores o
si es incontrolable e imposible de medir. El experimentador debe ser consciente de la influencia potencial que podría tener cada factor
en la respuesta. Los factores no controlados pueden introducir variaciones en la respuesta que dificultarán el análisis de los resultados experimentales. Para cada factor se debe definir el intervalo de valores que puede tomar (dominio
experimental). La combinación del dominio de todos los factores configura el dominio experimental posible (o dominio de los factores). Éste contiene los experimentos que, en principio, se podrían realizar. La Figura 4 muestra tres factores continuos, A, B y C. Si sólo se
estudiará el factor A, la Figura 4a indica distintos experimentos que se pueden realizar con diferentes valores de A, a unos valores fijados de B y C. Si además se estudiará el factor B, éste puede tomar distintos valores para cada valor de A, con lo cual el dominio posible es más
amplio (Figura 4b). El dominio experimental se va ampliando a medida que se añaden más factores (Figura 4c).
131
No siempre cualquier combinación de valores de factores es posible o deseable. Pueden existir restricciones experimentales, técnicas o aspectos económicos por la cuales el dominio experimental inicial se reduce a un dominio experimental de interés. Por ejemplo, se
podrían excluir aquellos experimentos que no interesan por su peligrosidad, su elevado costo o porque supone una combinación de los factores que no se adapta a las especificaciones del producto. De entre todos los experimentos restantes, se escogerán los que se pueden realizar para obtener la información buscada.
Hay que notar que la elección de los factores y de su dominio experimental no suele ser fácil. Es el experimentador quien decide donde es interesante estudiar dichos factores. Esta decisión
requiere un conocimiento previo del sistema, obtenido de referencias bibliográficas, experiencia previa en el laboratorio, etc.
o Planificar la experimentación. Elección del diseño experimental Es frecuente realizar la experimentación en diversas etapas secuencialmente. En cada etapa, las
series de experimentos se agrupan en diseños denominados matrices de experimentos. La selección de una matriz u otra depende del objetivo de cada etapa, y de otras características como las indicadas en la Tabla 2. A continuación se identifican distintos objetivos y los tipos de
diseños que se pueden aplicar a cada caso. Estos diseños se comentarán en capítulos posteriores de este trabajo. Tabla 2. Factores a considerar al elegir el diseño experimental
Naturaleza del problema, información ya conocida del problema y tipo de información que se desea obtener según el objetivo planteado.
Número de factores e interacciones que se deben estudiar.
Complejidad de realizar cada diseño.
Validez estadística y efectividad de cada diseño.
Facilidad de comprensión e implementación.
Restricciones operativas, de costo y tiempo.
o Cribado del filtrado.
Al plantear por primera vez una experimentación no es extraño encontrar una larga lista de factores potencialmente significativos para la respuesta. Puesto que el número de experimentos
que suele requerir un estudio detallado u optimización de un sistema aumenta exponencialmente con el número de factores que se desea estudiar, es necesario reducir la lista de factores a un número manejable. Los factores no se deberían conservar o eliminar utilizando
razones subjetivas como por ejemplo, escoger aquellos para los cuales se dispone del material
132
adecuado en el laboratorio, o aquellos que son más fáciles de controlar. Los factores se deben filtrar en función de su influencia en la respuesta considerando su significancia estadística. Para
determinar dicha influencia, se puede realizar una investigación exploratoria con un diseño experimental sencillo, que permita determinar lo más rápidamente posible (es decir, utilizando el menor número de experimentos) qué factores tienen más influencia en la respuesta para que
puedan ser estudiados en detalle (los factores clave) y cuáles factores podrían no considerarse porque sus efectos son poco significativos. Entre los diseños adecuados para realizar un filtrado destacan las matrices de Hadamard, las cuales permiten estudiar el efecto de hasta N-1 factores con sólo N experimentos.
o Estudio de los factores.
Una vez se han identificado (seleccionado) los pocos factores más importantes, el siguiente paso suele ser estudiar cuantitativamente su efecto sobre la respuesta y sus interacciones. Para este propósito se pueden utilizar los diseños factoriales completos a dos niveles 2k (Donde 2
representa el número de niveles de cada factor 2 y K representa el número de factores a considerar en el experimento) y los factoriales fraccionados 2k-r entre otros (r representa la fracción del experimento). Éstos últimos contemplan un número menor de experimentos que
los factoriales completos a costa de no obtener cierta información que a priori se considera irrelevantes.
o Optimización. Una objetivo último de la investigación suele ser la optimización de una o varias respuestas en un producto o proceso. Es decir, conocer qué valores de los factores proporcionan respuestas
(rendimiento, sabor, etc.) con la calidad deseada. Estos se pueden conocer calculando un modelo matemático (denominado superficie de respuesta) que relaciona los factores más relevantes con las respuestas. Los experimentos más adecuados para calcular dichos modelos
están descritos en los diseños de superficies de respuesta tales como el diseño central compuesto o el diseño de Doehlert.
El método secuencial Simplex es una alternativa al cálculo de un modelo matemático para alcanzar las condiciones óptimas. En este método, cada futuro experimento se decide en función de los resultados obtenidos en los experimentos anteriores.
Por último, si el problema en cuestión no se ajusta a ninguno de los diseños clásicos mencionados anteriormente, aún es posible encontrar un diseño óptimo utilizando algoritmos que permiten seleccionar los experimentos más adecuados de una lista de experimentos
potenciales.
133
o Realización de la experimentación. El diseño experimental escogido suele estar descrito mediante variables codificadas. Estas se
particularizan para los factores en estudio, se comprueba si los experimentos son posibles y, si es así, se realiza la experimentación en orden aleatorio respecto al orden en el cual están listados. La ejecución en orden aleatorio es necesaria para asegurar que los factores no contemplados no introduzcan confusión y sesgo en los resultados.
o Interpretar los resultados.
Una vez que se dispone de los resultados experimentales se pueden calcular los efectos de los factores, así como sus interacciones. Las pruebas estadísticas permiten comprobar si los efectos calculados son significativos comparándolos con el error experimental. Si se construye un
modelo de superficies de respuesta, se pueden calcular los coeficientes del modelo por el método de los mínimos cuadrados y se puede evaluar el modelo realizando réplicas de ciertos experimentos y aplicando un análisis de varianza. El modelo se puede utilizar para buscar la
zona matemáticamente óptima. Es importante notar que la realización de estas etapas es cíclica. La información obtenida al
realizar una serie de experimentos se debe integrar para planificar la experimentación posterior. Quizás entonces se comprende mejor el problema y se pueden redefinir o concretar más los objetivos, se pueden descartar factores que se ha visto que no eran importantes, o modificar su dominio experimental, con ello se planea una nueva experimentación, y así
sucesivamente. Por este motivo, se prefiere normalmente efectuar los experimentos en pequeñas series.
Conclusiones Los diseños de experimentos son una extraordinaria herramienta para entender las relaciones
causales que existen entre el sistema, los subsistemas y los componentes de un producto, un proceso o un servicio. A partir del análisis estadístico de los resultados experimentales, se puede llegar a conclusiones contundentes acerca de las variables que verdaderamente
impactan el desempeño de la variable de respuesta ligada a la satisfacción del cliente. Las estrategias experimentales permiten estudiar muchas variables, obtener mucha información con el menor número de corridas experimentales posibles. Cuando se agregan más de dos niveles experimentales se puede llegar a generar ecuaciones matemáticas que explican el
comportamiento de la respuesta a partir de las variables independientes. También se pueden realizar ejercicios de optimización cuando se está experimentando y se están analizando más de una variable de respuesta. Estos modelos pueden ayudar a predecir el valor de la respuesta y
también se puede analizar el impacto que tienen los factores o variables dependientes a la variabilidad de la respuesta.
134
Los diseños experimentales representan un recurso muy importante en el desarrollo de nuevos productos, procesos o servicios.
En mi experiencia en el ramo de la mejora continua, los diseños experimentales se convirtieron en una de las formas más utilizadas e importantes para mejorar los procesos y los productos, de
una forma ordenada y estructurada. Los beneficios cuando existe una cultura experimental en una empresa son muchos, lo sé porque conozco el contraste. Conozco empresas donde esta cultura no existe y resulta muy difícil tratar de entender y mejorar los productos sin el conocimiento que permita estudiar las variables a partir de diseños de experimentos
estadísticos como se propone en este artículo. Me gustaría también hablar del riesgo que existe cuando una empresa ha tomado la ruta de la
experimentación para resolver “cualquier” problema que se le presenta, las empresas también pueden llegar el extremo de querer abordar cualquier problema a través de diseños de experimentos estadísticos. Esto puede traer también resultados negativos para el negocio. En
mi opinión la experimentación real se debe tratar como un último recurso. El primer paso que yo recomiendo seguir es tratar en la medida de la posible, entender el fenómeno a partir de estudiar modelos determinísticos (leyes de la física, química, etc.) ya existentes. Es probable
que ya exista algún modelo que se aproxime al fenómeno en cuestión y que ayude a representar el fenómeno sobre el cual se está tratando de experimentar. De ser así, se habrá podido ahorrar tiempo y dinero en la experimentación. También se recomienda la
experimentación virtual. Es decir si se conoce el modelo matemático, es posible generar números aleatorios en los diferentes niveles de los factores, para poder simular experimentos. Este tipo de prácticas se pueden realizar fácilmente a través de la ayuda de alguna paquetería computacional como Crystal Ball o Minitab. A partir de los resultados, se pueden tomar
decisiones acerca de las especificaciones óptimas de los factores que controlan la variable de respuesta. Aun cuando en última instancia se deba recurrir a la experimentación, el haber dedicado tiempo a investigar y explorar las variables involucradas en el fenómeno, ayudará a
realizar una mejor planeación experimental y como resultado se podrá llegar más rápido a la solución esperada.
135
Referencias bibliográficas
Andre I. Khuri and John A. Cornell. (1996). Response Surface, 2nd Rev. Edition, New York:
Marcel Dekker.
C. F. Jeff Wu and Michael Hamada. (2000). Experiments: Planning, Analysis and Parameter
Design Optimization, New York: Wiley
D.L. Massart, B.G.M. Vandeginste, L.M.C. Buydens, S. De Jong,. P.J. Lewi, J.
Smeyers-Verbeke. (1997). Handbook of Chemometrics and Qualimetrics: Part A.
Amsterdam: Elsevier. Douglas C. Montgomery. (2000). Design and Analysis of Experiments, 5th Edition, Wiley.
George E. P. Box, William, G. Hunter, J. Stuart Hunter. (1978). Statistics for Experiments,
New Jersey: Wiley.
G.E.P. Box, W.G. Hunter, J.S. (1989). Hunter Estadística para experimentadores. Barcelona: Ed. Reverté S.A..
John, Peter W. M. (1971). Statistical Design and Analysis of Experiments, New York:
Macmillan Publishing Company.
Raymond H. Myers and Douglas C. Montgomery. (2002).Response Surface Methodology:
Process and Product Optimization Using Designed Experiments, 2nd. edition. New York:
Wiley.
Román de la Vara Salazar, Humberto Gutiérrez Pulido. (2012). Análisis y Diseño de
Experimentos, 3a Ed. McGraw Hill
Schmidt, Stephen R. and Launsby, Robert G. (1994).Understanding Industrial Designed
Experiments, 4th edition., Air Academy Press,.
Thomás J. Lorenzen and Virgil L. Anderson. (1993). Design of Experiments, New York: Marcel
Dekker.

136
Experimentos 2^2
Introducción
En este capítulo, hemos hablado acerca de la importancia y de la eficacia de la experimentación
estadística, contra la experimentación a prueba y error. A continuación, me gustaría presentar
algunos ejemplos prácticos que ayuden al lector a tener una mejor comprensión acerca del
potencial que tiene la experimentación en diversos ramos de la ingeniería. En diferentes etapas
de mi carrera profesional, he tenido la oportunidad de aplicar los conceptos que a continuación
voy a mostrar en diversos ámbitos de la ingeniería, principalmente en el desarrollo de nuevos
productos y en el diseño y mejora de procesos. La experimentación estadística tiene muchos
ángulos. También varía el grado de complejidad, en relación con el tipo de problema que se
está tratando de resolver. El objetivo de presentar los siguientes ejemplos no es que el lector a
través de ejemplos simples, logre comprender conceptualmente cómo funciona la
experimentación estadística y que hay detrás de ella. Al navegar por los ejemplos el lector
tendrá una mejor comprensión de cómo aplicar estos conceptos a los problemas que enfrenta
en sus áreas de trabajo o de estudio.
Comenzaré presentando uno de los escenarios más sencillos en la experimentación estadística.
Este es el escenario conocido como experimentos 22.
Esta nomenclatura es común en el ámbito de la experimentación. Lo que quiere decir es que la
experimentación se hará con 2 factores, es decir dos variables que se piensa tienen un impacto
sobre una variable de respuesta y el exponente 2 quiere decir que la experimentación se está
realizando en dos niveles de operación de cada factor. Por ejemplo 2 factores podrían ser
presión y temperatura, además se está experimentando con dos niveles de cada uno de los
factores. Por ejemplo el nivel alto de la temperatura podría ser 550 grados y el nivel bajo
podrían ser 100 grados de temperatura. La presión podría ser la 2ª variable y esta podría estar
en los rangos de 150 psi y 50 psi. Resulta obvio que debe existir una variable de respuesta sobre
la cual se está estudiando el fenómeno en cuestión. Así que es muy importante tener claridad
en cuál es la variable de respuesta. Además es muy importante tener un sistema de medición
robusto y confiable sobre la variable de respuesta y sobre los factores que nos permita tomar
las decisiones correctas.
El propósito de la siguiente sección es introducir el concepto de Diseño de Experimentos (DDE)
como un medio para estudiar múltiples “X” y para cuantificar su efecto sobre la respuesta “Y”.
Presentaremos los DDE 22 - con dos factores (“X”) en dos niveles.
137
Los objetivos de mostrar este tipo de experimentación son:
• Reconocer la ventaja del DDE sobre los experimentos “Improvisados”.
• Mostrar un ejemplo del diseño experimental 22.
• Entender cómo se puede utilizar un paquete de análisis estadístico (es este caso
Minitab) para analizar gráfica y analíticamente los diseños de experimentos factoriales 2
x 2.
Ejemplo lavadora de eje horizontal
Diseño de experimentos, arreglos factoriales:
Factores: X1 = Temperatura Respuesta: Y=Rendimiento
X2 = Concentración
Enfoque experimental tradicional: Cambiar solamente la temperatura (registrar Y), entonces
cambiar solamente la concentración (registrar Y)
Problema: los efectos de ambas “X” cambiando simultáneamente no pueden ser estimados
Enfoque experimentación estadística: Cambiar la temperatura y la concentración por separado
y en combinación. Este método proporciona una manera de cuantificar el efecto de la
“interacción” al cambiar más de una variable a la vez.
Estudiar varias variables al mismo tiempo tiene la ventaja de:
• Iterar para lograr las respuestas más rápidamente (diseños más eficientes)
• Habilitar para buscar relaciones entre las variables independientes (interacciones)
• Reducir los costos de experimentación
• Disminuir la variación en las estimaciones de los efectos
• Los Diseños de Experimentos (DDE) pueden usarse para estudiar de manera eficiente
varias variables simultáneamente
Escenario de una lavadora de eje horizontal:
138
Se ha desarrollado un nuevo diseño para una lavadora, y varios prototipos han sido
fabricados. Nos gustaría efectuar un experimento para cuantificar el efecto del tiempo de
lavado y el volumen de agua sobre la limpieza de la ropa.
X1: Tiempo de lavado, en minutos
Nivel 1: 10 minutos
Nivel 2: 20 minutos
X2: Cantidad de agua, en galones
Nivel 1: 4 galones
Nivel 2: 8 galones
Y: “Brillantez” de la ropa (la medición del brillo o limpieza)
Diseño “Factorial Completo”: Un diseño experimental en el cual son probadas todas las
combinaciones de factores en todos los niveles.
Existen dos “X” en dos niveles cada uno, así que hay un total de 4 combinaciones posibles
(Cada réplica del diseño 22 tiene 4 combinaciones):
X1 X2
Baja 10 Baja 4
Alta 20 Baja 4
Baja 10 Alta 8
Alta 20 Alta 8
Repetiremos cuatro réplicas del diseño, para un total de 16 ‘corridas’ del diseño. Esto nos
dará más datos para valores fijos en cada corrida (experimento) y nos dará más confianza
en los resultados (ver tabla 1).
La lavadora de eje horizontal (respuesta Y = “brillantez”)
NOTA: un mayor cambio en brillantez = ropa más limpia
Resultados del Diseño experimental 22 con 4 réplicas:
Tabla 1. Ejemplo de un DDE 22 con 4 réplicas
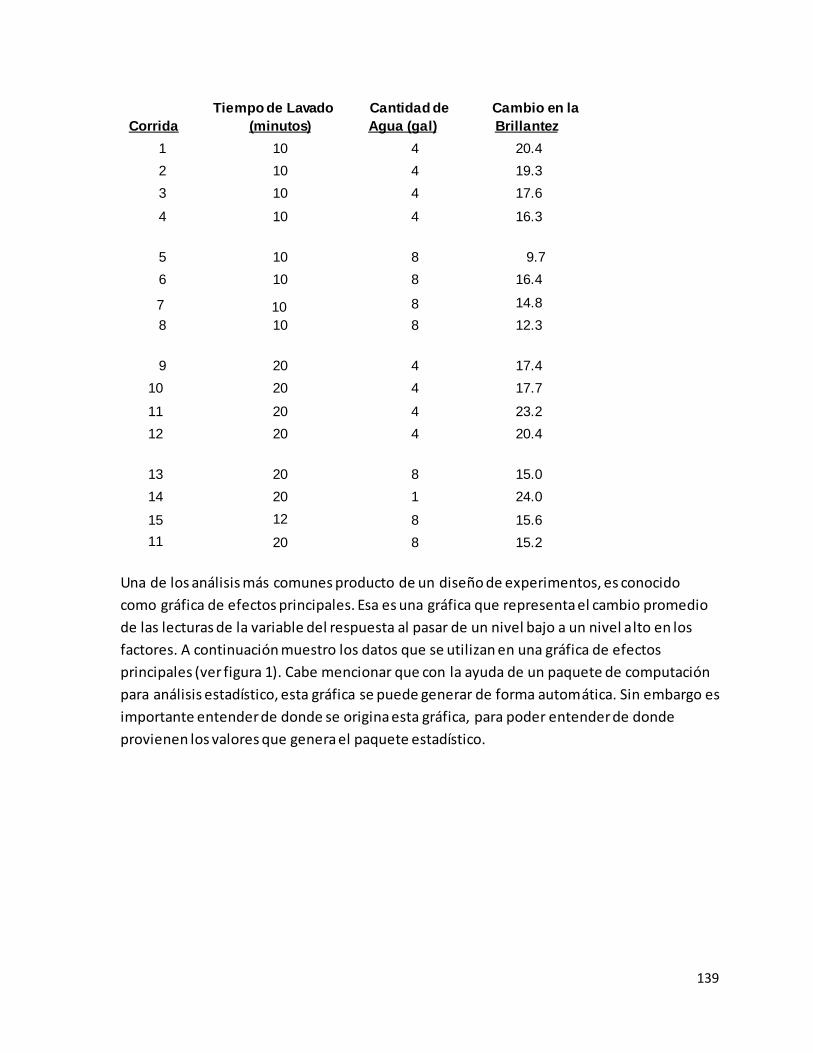
139
Una de los análisis más comunes producto de un diseño de experimentos, es conocido
como gráfica de efectos principales. Esa es una gráfica que representa el cambio promedio
de las lecturas de la variable del respuesta al pasar de un nivel bajo a un nivel alto en los
factores. A continuación muestro los datos que se utilizan en una gráfica de efectos
principales (ver figura 1). Cabe mencionar que con la ayuda de un paquete de computación
para análisis estadístico, esta gráfica se puede generar de forma automática. Sin embargo es
importante entender de donde se origina esta gráfica, para poder entender de donde
provienen los valores que genera el paquete estadístico.
Tiempo de Lavado Cantidad de Cambio en la Corrida (minutos) Agua (gal) Brillantez
1 10 4 20.4
2 10 4 19.3
3 10 4 17.6
4 10 4 16.3
5 10 8 9.7
6 10 8 16.4
14.8
8 10 8 12.3
9 20 4 17.4
10 20 4 17.7
11 20 4 23.2
12 20 4 20.4
13 20 8 15.0
14 20 18
24.0
15 120
8 15.6
116
20 8 15.2
7 10 8
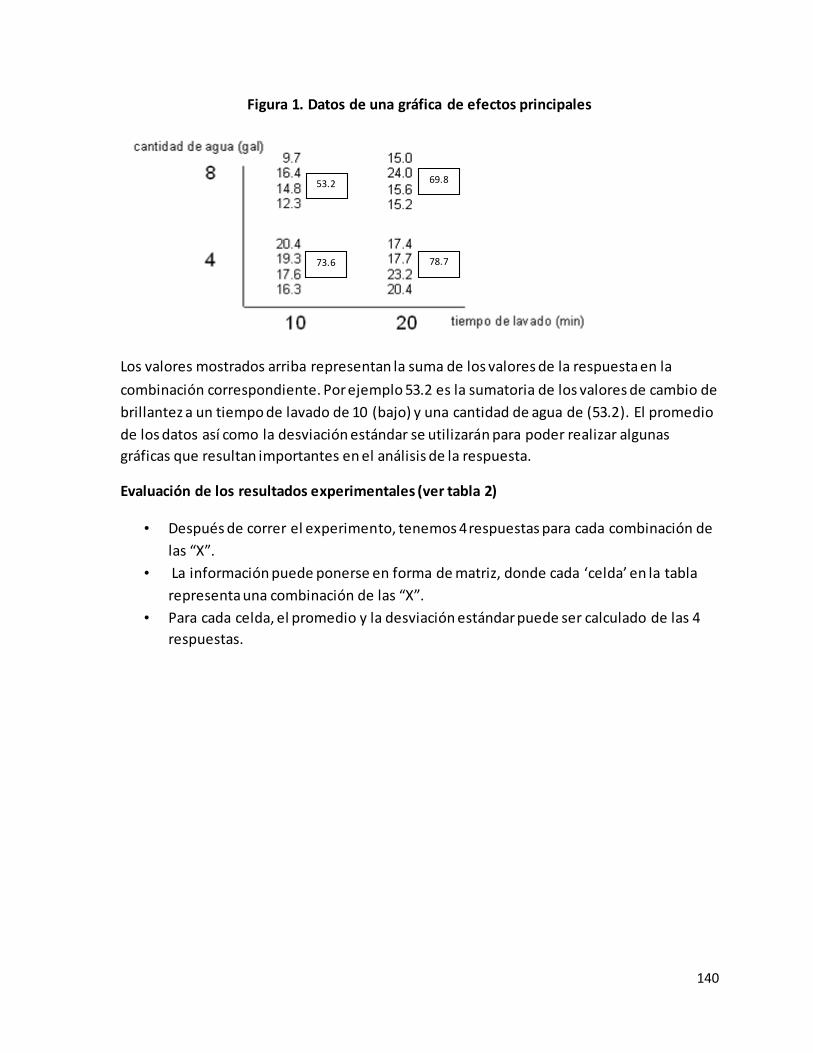
140
Figura 1. Datos de una gráfica de efectos principales
Los valores mostrados arriba representan la suma de los valores de la respuesta en la
combinación correspondiente. Por ejemplo 53.2 es la sumatoria de los valores de cambio de
brillantez a un tiempo de lavado de 10 (bajo) y una cantidad de agua de (53.2). El promedio
de los datos así como la desviación estándar se utilizarán para poder realizar algunas
gráficas que resultan importantes en el análisis de la respuesta.
Evaluación de los resultados experimentales (ver tabla 2)
• Después de correr el experimento, tenemos 4 respuestas para cada combinación de
las “X”.
• La información puede ponerse en forma de matriz, donde cada ‘celda’ en la tabla
representa una combinación de las “X”.
• Para cada celda, el promedio y la desviación estándar puede ser calculado de las 4
respuestas.
53.2
73.6
69.8
78.7
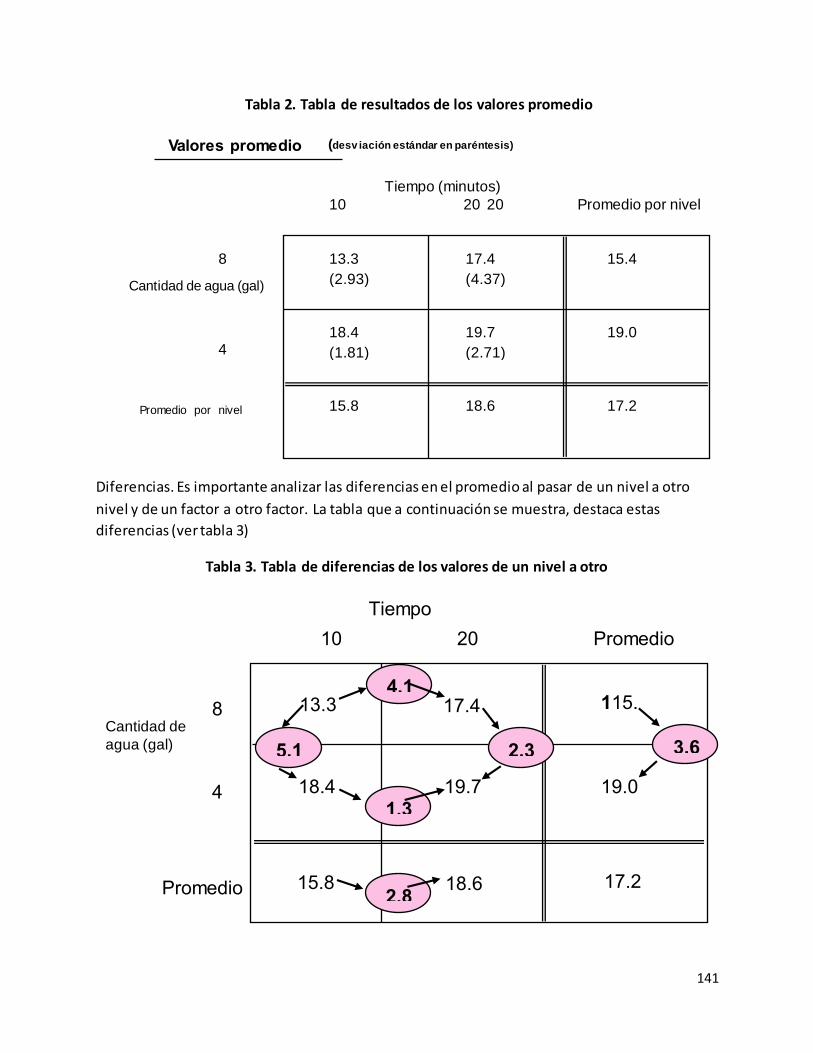
141
Tabla 2. Tabla de resultados de los valores promedio
Diferencias. Es importante analizar las diferencias en el promedio al pasar de un nivel a otro
nivel y de un factor a otro factor. La tabla que a continuación se muestra, destaca estas
diferencias (ver tabla 3)
Tabla 3. Tabla de diferencias de los valores de un nivel a otro
Tiempo (minutos)
10 20 Promedio por nivel
8 13.3 17.4 15.4
(2.93) (4.37) Cantidad de agua (gal)
4 18.4 19.7 19.0
(1.81) (2.71)
Promedio por nivel 15.8 18.6 17.2
Valores promedio (desv iación estándar en paréntesis)
20
Cantidad de
agua (gal)
4.1
2.8
13.3
15.8 18.6
18.4 19.7
17.4
19.0
17.2
4
8
5.1
1.3
115.4
3.6 2.3
Tiempo (minutos) 10 20 Promedio
Promedio
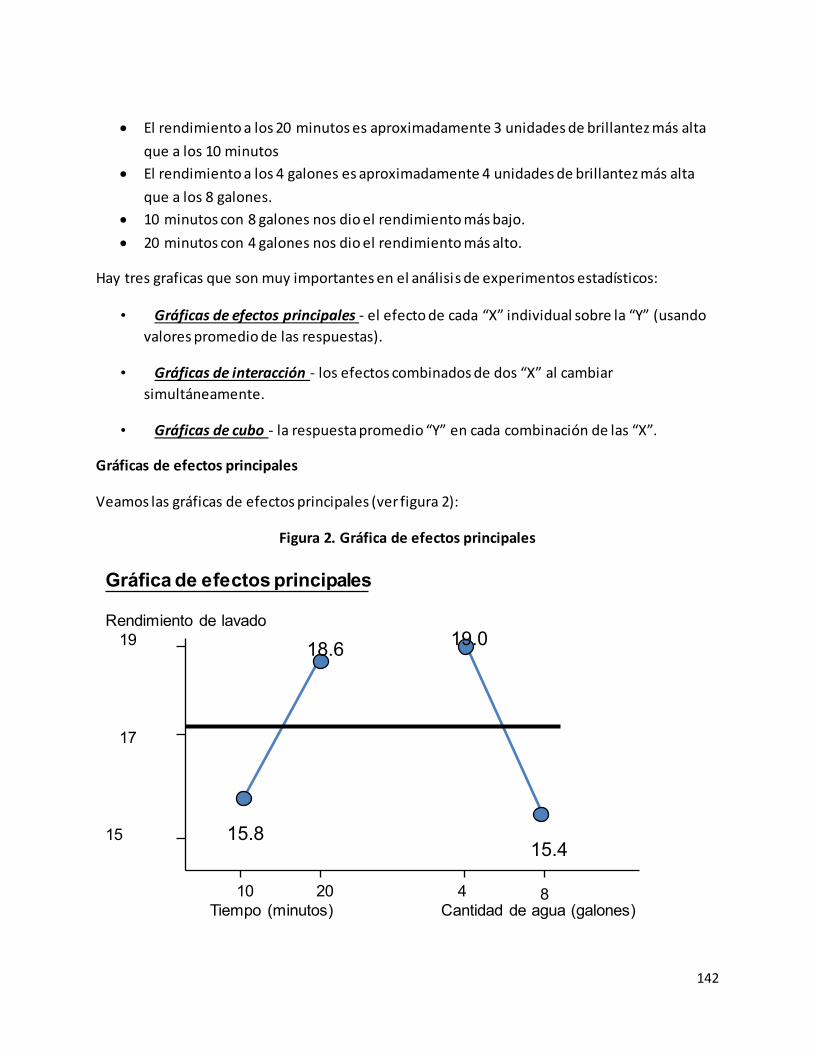
142
El rendimiento a los 20 minutos es aproximadamente 3 unidades de brillantez más alta
que a los 10 minutos
El rendimiento a los 4 galones es aproximadamente 4 unidades de brillantez más alta
que a los 8 galones.
10 minutos con 8 galones nos dio el rendimiento más bajo.
20 minutos con 4 galones nos dio el rendimiento más alto.
Hay tres graficas que son muy importantes en el análisis de experimentos estadísticos:
• Gráficas de efectos principales - el efecto de cada “X” individual sobre la “Y” (usando
valores promedio de las respuestas).
• Gráficas de interacción - los efectos combinados de dos “X” al cambiar
simultáneamente.
• Gráficas de cubo - la respuesta promedio “Y” en cada combinación de las “X”.
Gráficas de efectos principales
Veamos las gráficas de efectos principales (ver figura 2):
Figura 2. Gráfica de efectos principales
Rendimiento de lavado
19
17
15
10 20 4
8 Tiempo (minutos) Cantidad de agua (galones)
18.6
15.8
19.0
15.4
Gráfica de efectos principales
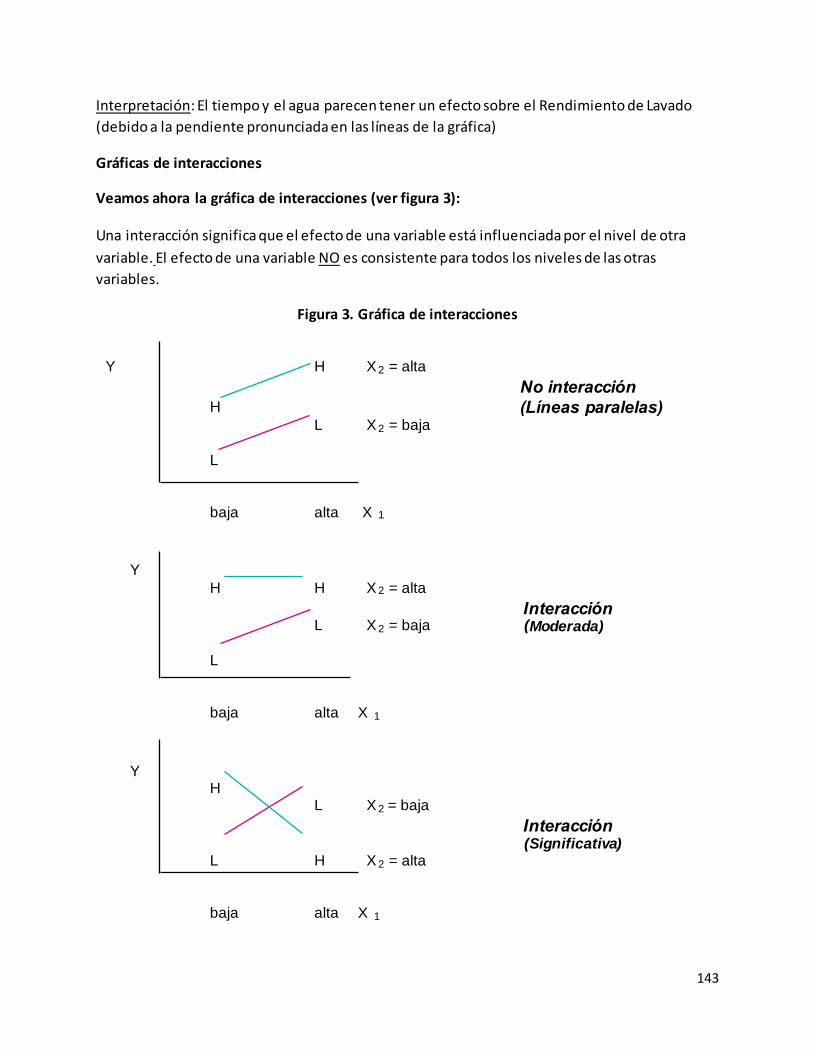
143
Interpretación: El tiempo y el agua parecen tener un efecto sobre el Rendimiento de Lavado
(debido a la pendiente pronunciada en las líneas de la gráfica)
Gráficas de interacciones
Veamos ahora la gráfica de interacciones (ver figura 3):
Una interacción significa que el efecto de una variable está influenciada por el nivel de otra
variable. El efecto de una variable NO es consistente para todos los niveles de las otras
variables.
Figura 3. Gráfica de interacciones
Y H X 2 = alta
No interacción
H (Líneas paralelas) L X 2 = baja
L
baja alta X 1
Y H H X 2 = alta
Interacción L X 2 = baja ( Moderada)
L
baja alta X 1
Y H
L X 2 = baja
Interacción ( Significativa)
L H X 2 = alta
baja alta X 1
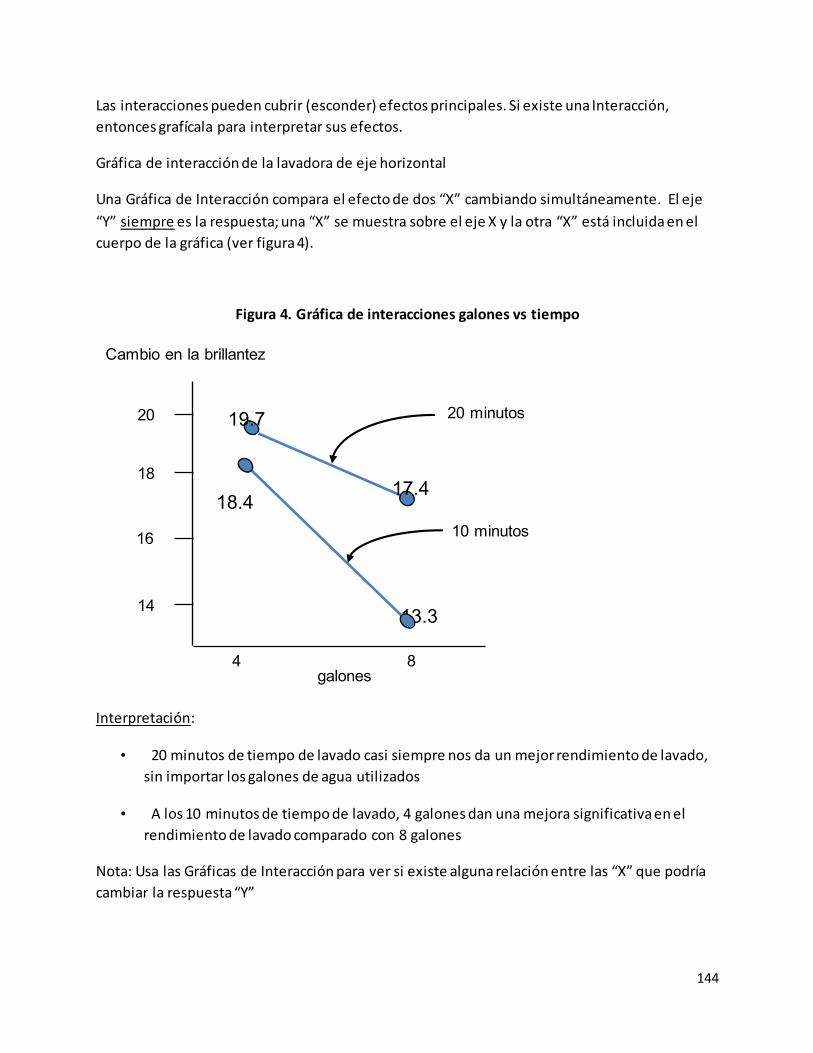
144
Las interacciones pueden cubrir (esconder) efectos principales. Si existe una Interacción,
entonces grafícala para interpretar sus efectos.
Gráfica de interacción de la lavadora de eje horizontal
Una Gráfica de Interacción compara el efecto de dos “X” cambiando simultáneamente. El eje
“Y” siempre es la respuesta; una “X” se muestra sobre el eje X y la otra “X” está incluida en el
cuerpo de la gráfica (ver figura 4).
Figura 4. Gráfica de interacciones galones vs tiempo
Interpretación:
• 20 minutos de tiempo de lavado casi siempre nos da un mejor rendimiento de lavado,
sin importar los galones de agua utilizados
• A los 10 minutos de tiempo de lavado, 4 galones dan una mejora significativa en el
rendimiento de lavado comparado con 8 galones
Nota: Usa las Gráficas de Interacción para ver si existe alguna relación entre las “X” que podría
cambiar la respuesta “Y”
Cambio en la brillantez
20 minutos 20
10 minutos
18
16
14
4 8 galones
18.4
19.7
13.3
17.4
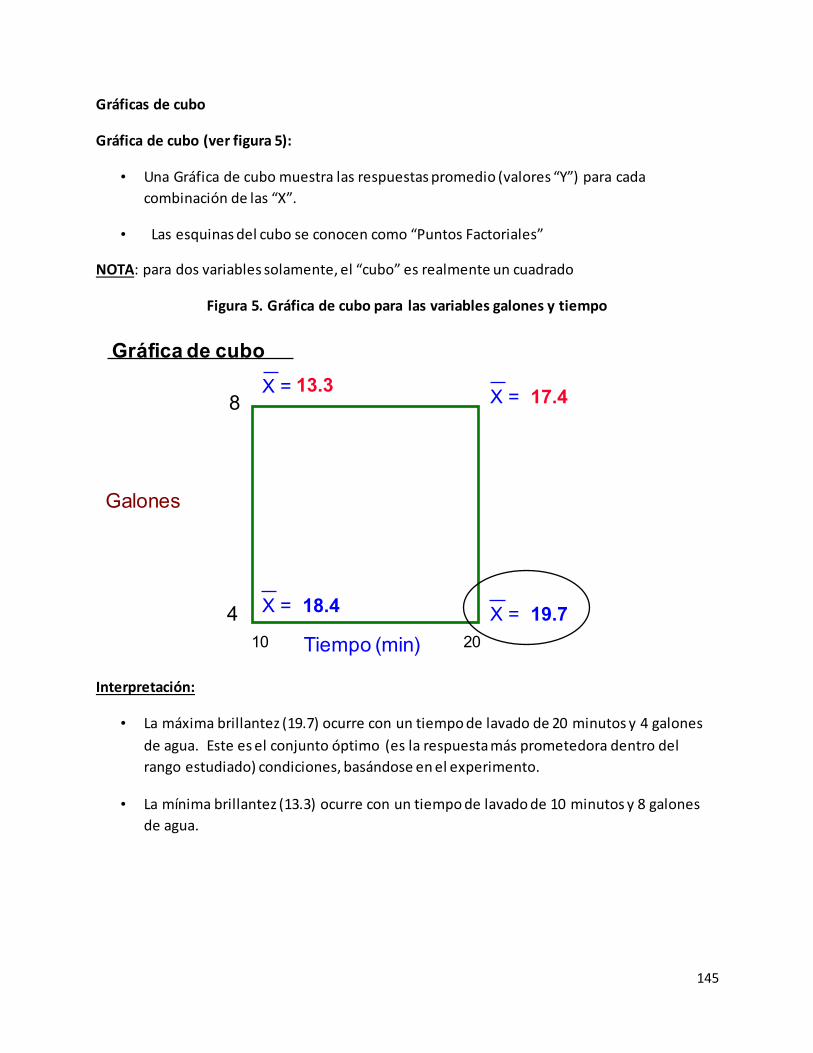
145
Gráficas de cubo
Gráfica de cubo (ver figura 5):
• Una Gráfica de cubo muestra las respuestas promedio (valores “Y”) para cada
combinación de las “X”.
• Las esquinas del cubo se conocen como “Puntos Factoriales”
NOTA: para dos variables solamente, el “cubo” es realmente un cuadrado
Figura 5. Gráfica de cubo para las variables galones y tiempo
Interpretación:
• La máxima brillantez (19.7) ocurre con un tiempo de lavado de 20 minutos y 4 galones
de agua. Este es el conjunto óptimo (es la respuesta más prometedora dentro del
rango estudiado) condiciones, basándose en el experimento.
• La mínima brillantez (13.3) ocurre con un tiempo de lavado de 10 minutos y 8 galones
de agua.
10 20
X = 8
Galones
4
Tiempo (min)
17.4 X =
19.7 X = 18.4 X =
Gráfica de cubo
13.3
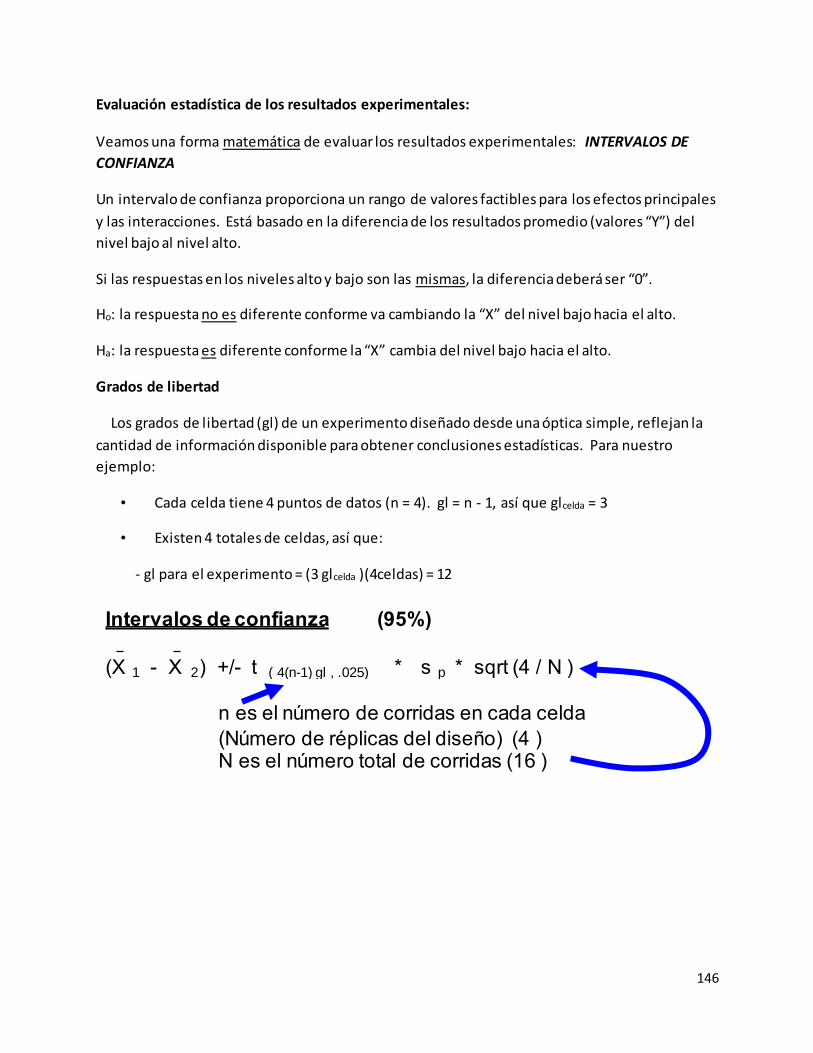
146
Evaluación estadística de los resultados experimentales:
Veamos una forma matemática de evaluar los resultados experimentales: INTERVALOS DE
CONFIANZA
Un intervalo de confianza proporciona un rango de valores factibles para los efectos principales
y las interacciones. Está basado en la diferencia de los resultados promedio (valores “Y”) del
nivel bajo al nivel alto.
Si las respuestas en los niveles alto y bajo son las mismas, la diferencia deberá ser “0”.
Ho: la respuesta no es diferente conforme va cambiando la “X” del nivel bajo hacia el alto.
Ha: la respuesta es diferente conforme la “X” cambia del nivel bajo hacia el alto.
Grados de libertad
Los grados de libertad (gl) de un experimento diseñado desde una óptica simple, reflejan la
cantidad de información disponible para obtener conclusiones estadísticas. Para nuestro
ejemplo:
• Cada celda tiene 4 puntos de datos (n = 4). gl = n - 1, así que glcelda = 3
• Existen 4 totales de celdas, así que:
- gl para el experimento = (3 glcelda )(4celdas) = 12
(X
Intervalos de confianza (95%)
1 - X 2 ) +/- t ( 4(n-1) gl , .025) * s p * sqrt (4 / N )
n es el número de corridas en cada celda
(Número de réplicas del diseño) (4 )
N es el número total de corridas (16 )
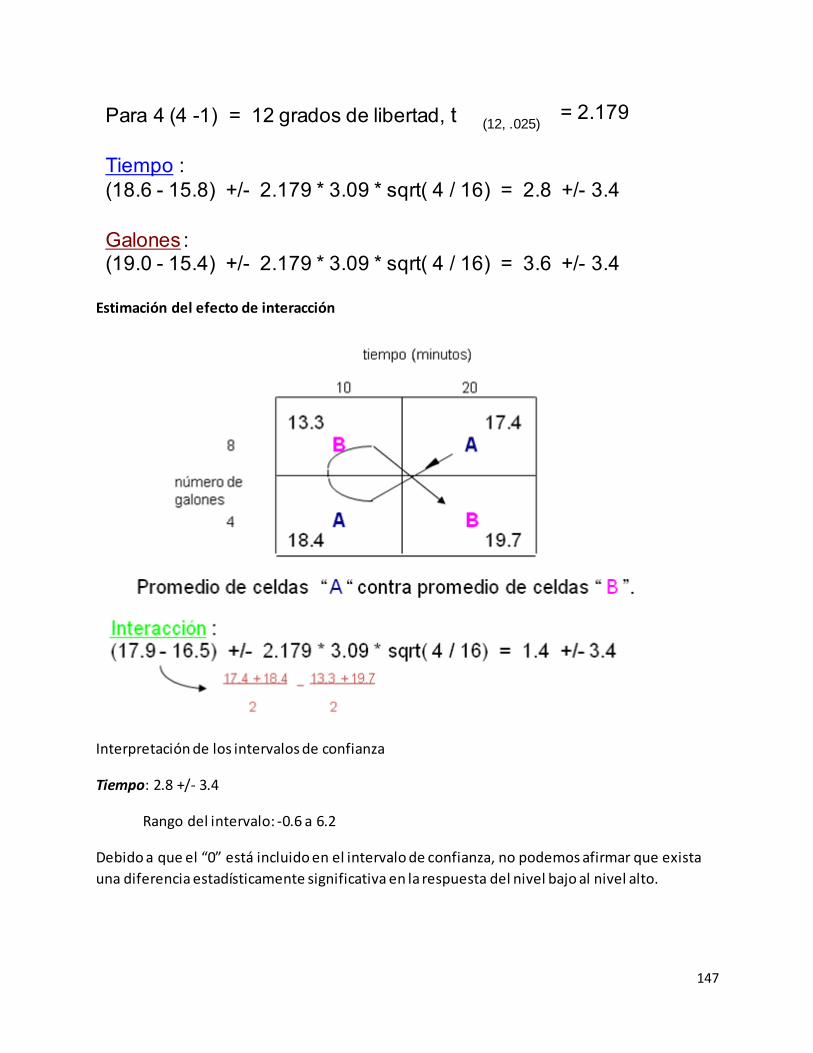
147
Estimación del efecto de interacción
Interpretación de los intervalos de confianza
Tiempo: 2.8 +/- 3.4
Rango del intervalo: -0.6 a 6.2
Debido a que el “0” está incluido en el intervalo de confianza, no podemos afirmar que exista
una diferencia estadísticamente significativa en la respuesta del nivel bajo al nivel alto.
Para 4 (4 -1) = 12 grados de libertad, t (12, .025) = 2.179
Tiempo :
(18.6 - 15.8) +/- 2.179 * 3.09 * sqrt( 4 / 16) = 2.8 +/- 3.4
Galones : (19.0 - 15.4) +/- 2.179 * 3.09 * sqrt( 4 / 16) = 3.6 +/- 3.4
148
El tiempo no es una “X” estadísticamente significativa.
Galones: 3.6 +/- 3.4
Rango del Intervalo: 0.2 a 7.0
Debido a que el “0” NO está incluido en el Intervalo de Confianza, podemos decir con 95% de
confianza que el número de galones desde 4 hasta 8 galones efectivamente tiene un impacto
estadísticamente significativo sobre la “Y”.
Galones’ es una de las Pocas “X” Vitales.
Interacción: 1.4 +/- 3.4
Rango del Intervalo: -2.0 a 4.8
Debido a que el “0” está incluido en el intervalo de confianza, no podemos afirmar que “Y”
cambia como resultado de las interacciones entre las “X”.
Las interacciones NO son estadísticamente significativas.
Conclusión: En la lavadora de eje horizontal se debe enfocar sobre ‘Galones’ como una de las
Pocas “X” Vitales que controlan la brillantez (limpieza) de la ropa
Desarrollo y análisis de experimentos a través del uso de Minitab
A continuación mostrare la forma de crear y analizar diseños de experimentos con el uso de
una paquetería estadística que es muy común en la industria sobre todo de la manufactura
conocido como Minitab. Aun cando las fotos (de las pantallas) que se van a presentar forman
parte de una versión anterior de esta paquetería, los cambios en las últimas revisiones de este
paquete no se alejan de forma significativa de las que se van a presentar en este trabajo de
tesis. El tipo de información para generar los análisis y diseños de experimentos es la misma
independientemente de la versión que se esté utilizando.
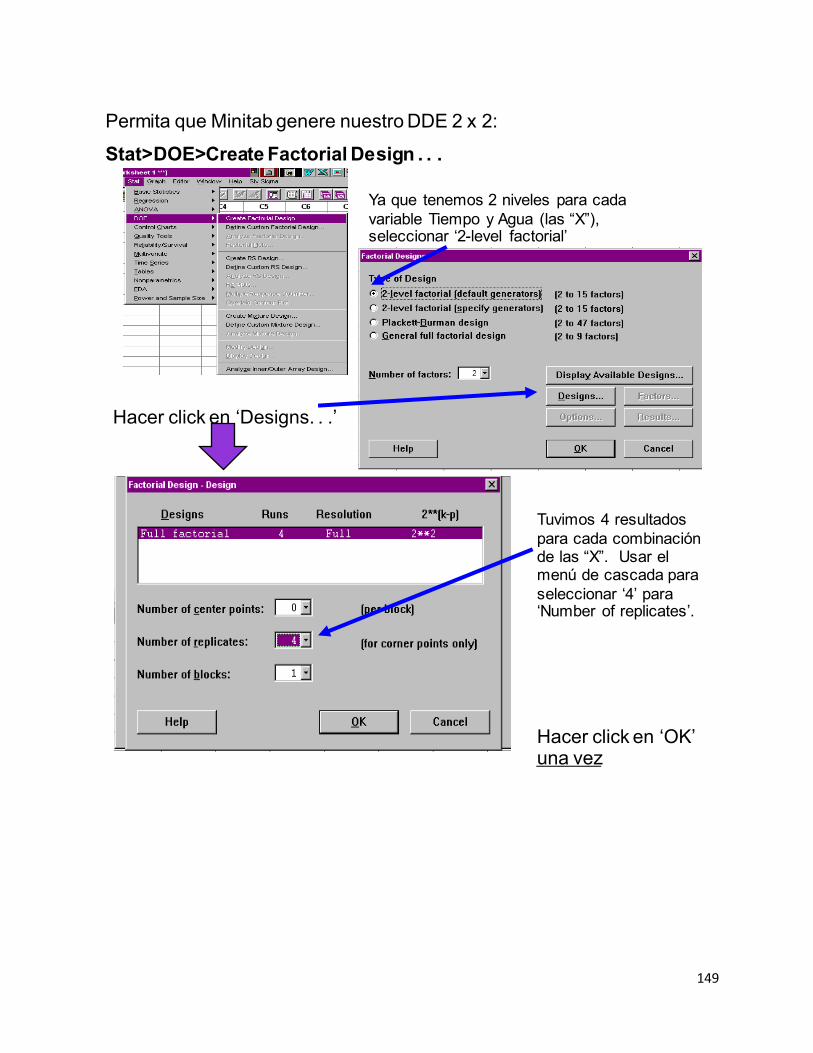
149
Permita que Minitab genere nuestro DDE 2 x 2:
Stat>DOE>Create Factorial Design . . .
Ya que tenemos 2 niveles para cada
variable Tiempo y Agua (las “X”), seleccionar ‘2-level factorial’
Hacer click en ‘Designs. . .’
Tuvimos 4 resultados
para cada combinación de las “X”. Usar el menú de cascada para
seleccionar ‘4’ para ‘Number of replicates’.
Hacer click en ‘OK’ una vez
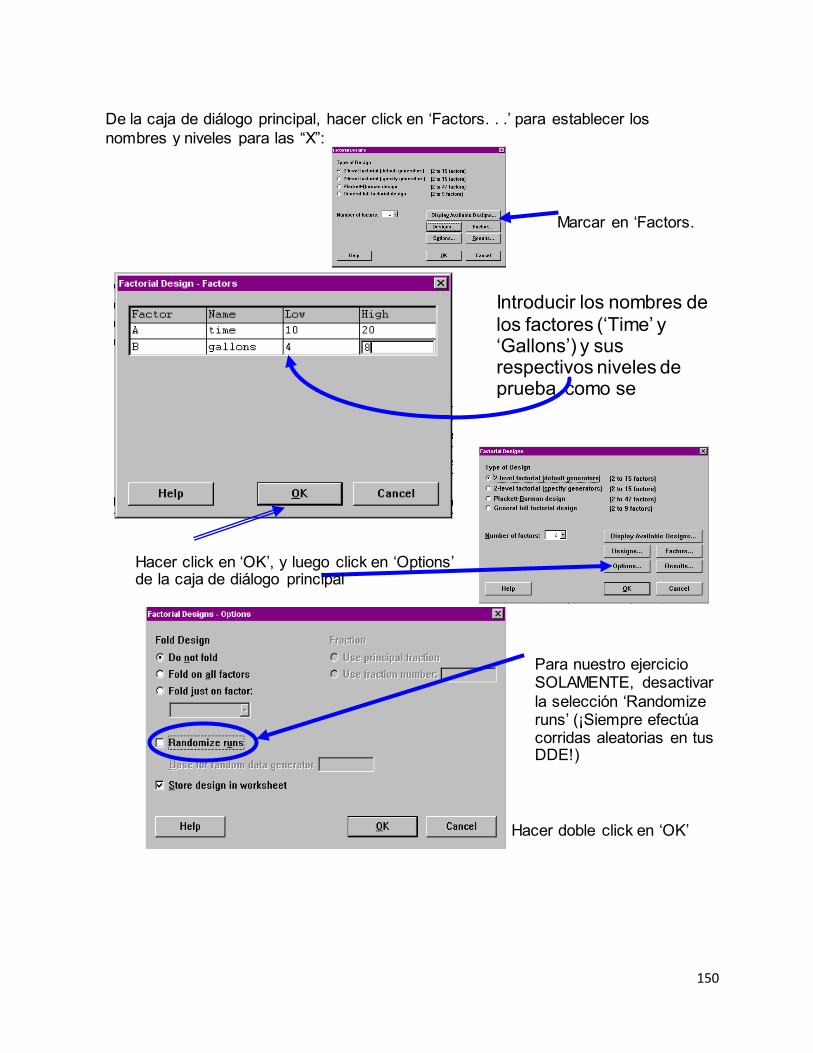
150
De la caja de diálogo principal, hacer click en ‘Factors. . .’ para establecer los
nombres y niveles para las “X”:
Marcar en ‘Factors.
Introducir los nombres de los factores (‘Time’ y ‘Gallons’) y sus respectivos niveles de prueba, como se muestra.
Hacer click en ‘OK’, y luego click en ‘Options’ de la caja de diálogo principal
Para nuestro ejercicio SOLAMENTE, desactivar
la selección ‘Randomize runs’ (¡Siempre efectúa corridas aleatorias en tus DDE!)
Hacer doble click en ‘OK’
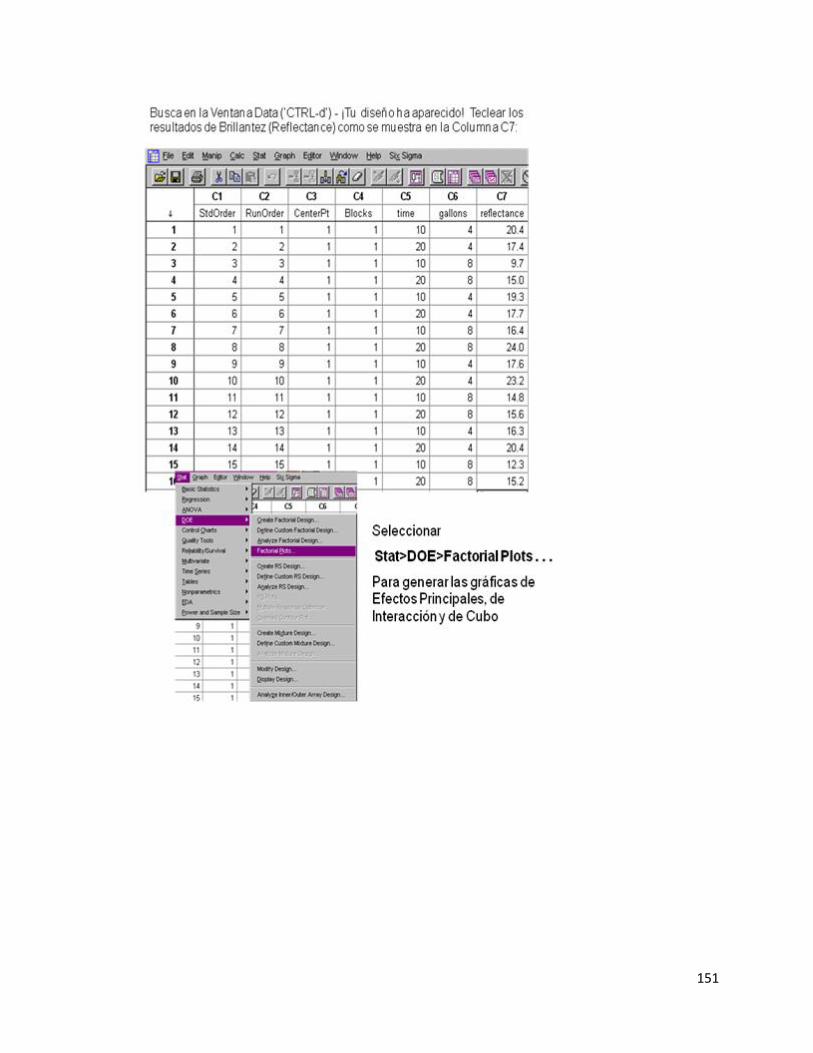
151
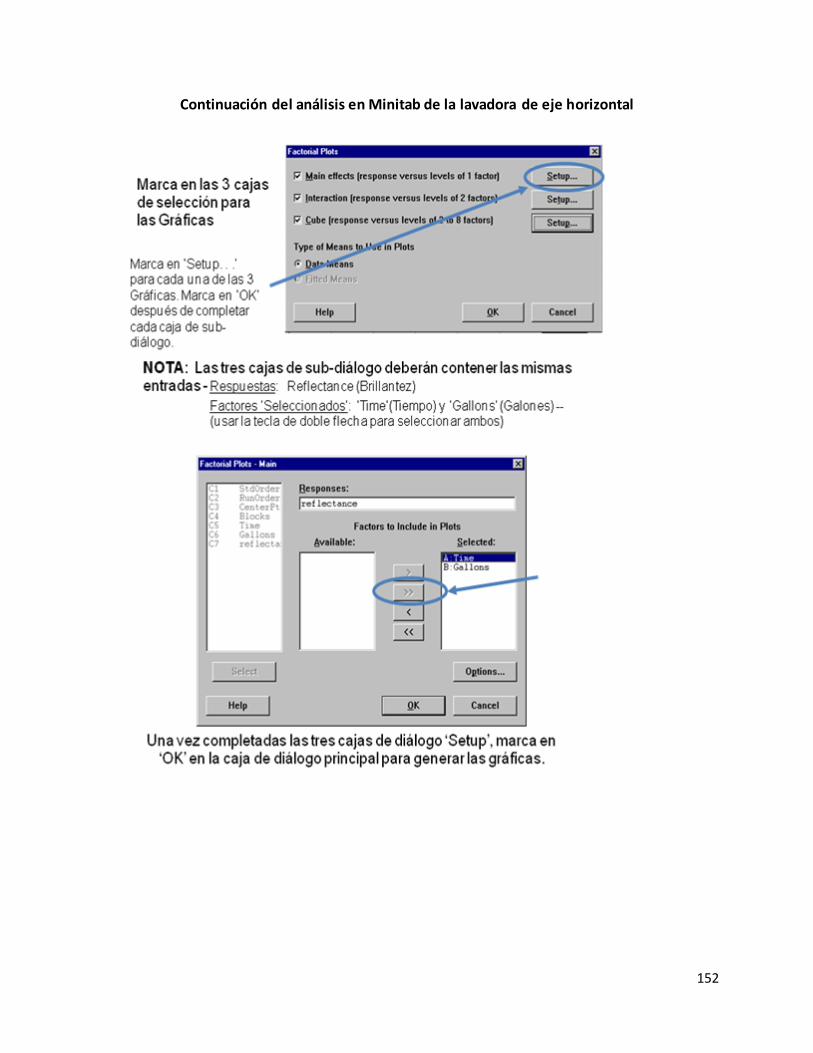
152
Continuación del análisis en Minitab de la lavadora de eje horizontal
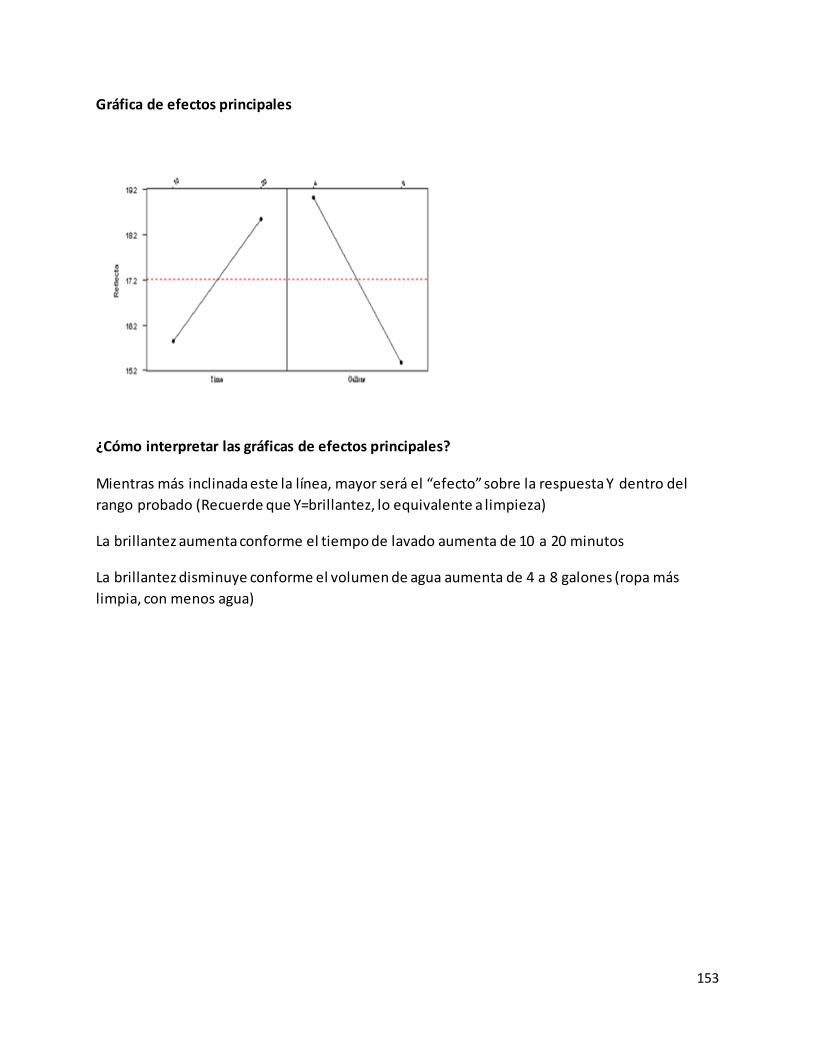
153
Gráfica de efectos principales
¿Cómo interpretar las gráficas de efectos principales?
Mientras más inclinada este la línea, mayor será el “efecto” sobre la respuesta Y dentro del
rango probado (Recuerde que Y=brillantez, lo equivalente a limpieza)
La brillantez aumenta conforme el tiempo de lavado aumenta de 10 a 20 minutos
La brillantez disminuye conforme el volumen de agua aumenta de 4 a 8 galones (ropa más
limpia, con menos agua)
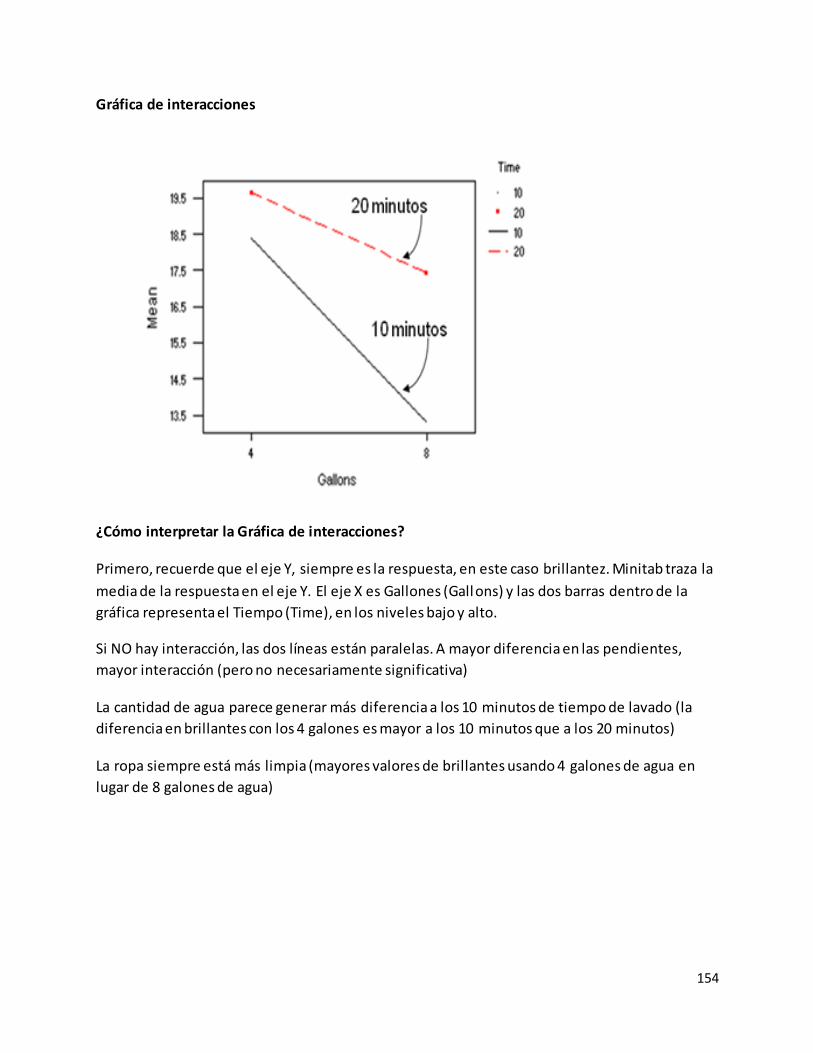
154
Gráfica de interacciones
¿Cómo interpretar la Gráfica de interacciones?
Primero, recuerde que el eje Y, siempre es la respuesta, en este caso brillantez. Minitab traza la
media de la respuesta en el eje Y. El eje X es Gallones (Gallons) y las dos barras dentro de la
gráfica representa el Tiempo (Time), en los niveles bajo y alto.
Si NO hay interacción, las dos líneas están paralelas. A mayor diferencia en las pendientes,
mayor interacción (pero no necesariamente significativa)
La cantidad de agua parece generar más diferencia a los 10 minutos de tiempo de lavado (la
diferencia en brillantes con los 4 galones es mayor a los 10 minutos que a los 20 minutos)
La ropa siempre está más limpia (mayores valores de brillantes usando 4 galones de agua en
lugar de 8 galones de agua)
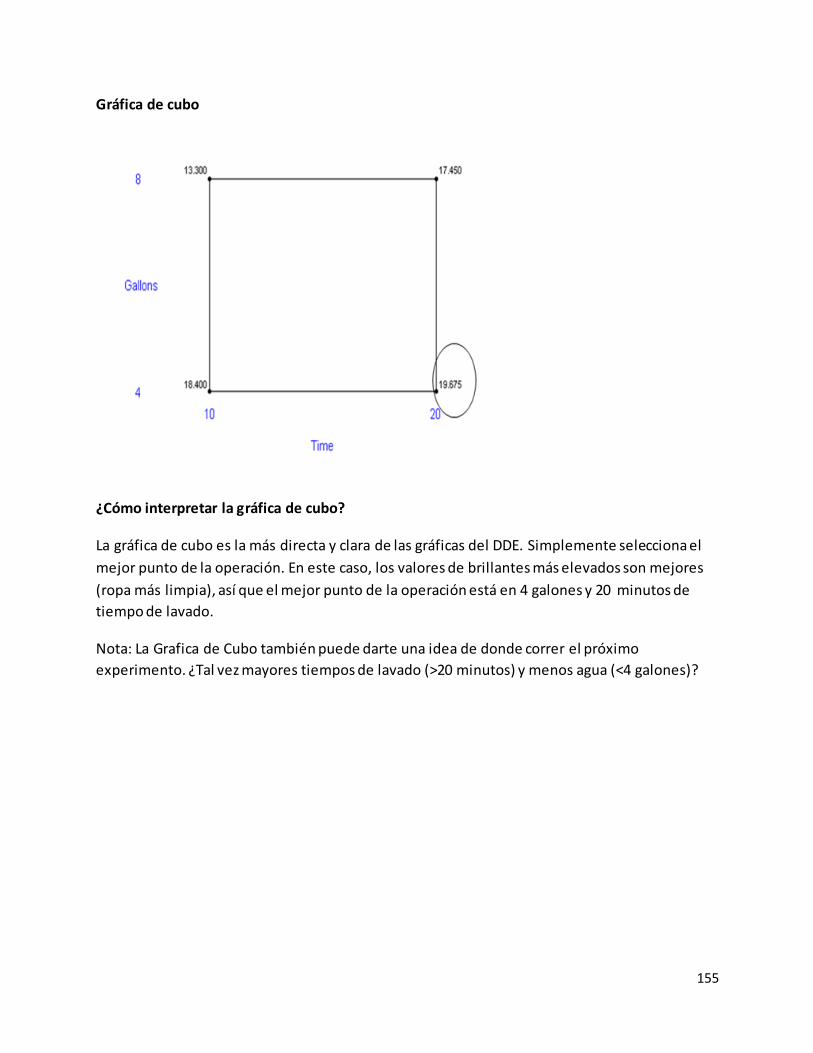
155
Gráfica de cubo
¿Cómo interpretar la gráfica de cubo?
La gráfica de cubo es la más directa y clara de las gráficas del DDE. Simplemente selecciona el
mejor punto de la operación. En este caso, los valores de brillantes más elevados son mejores
(ropa más limpia), así que el mejor punto de la operación está en 4 galones y 20 minutos de
tiempo de lavado.
Nota: La Grafica de Cubo también puede darte una idea de donde correr el próximo
experimento. ¿Tal vez mayores tiempos de lavado (>20 minutos) y menos agua (<4 galones)?
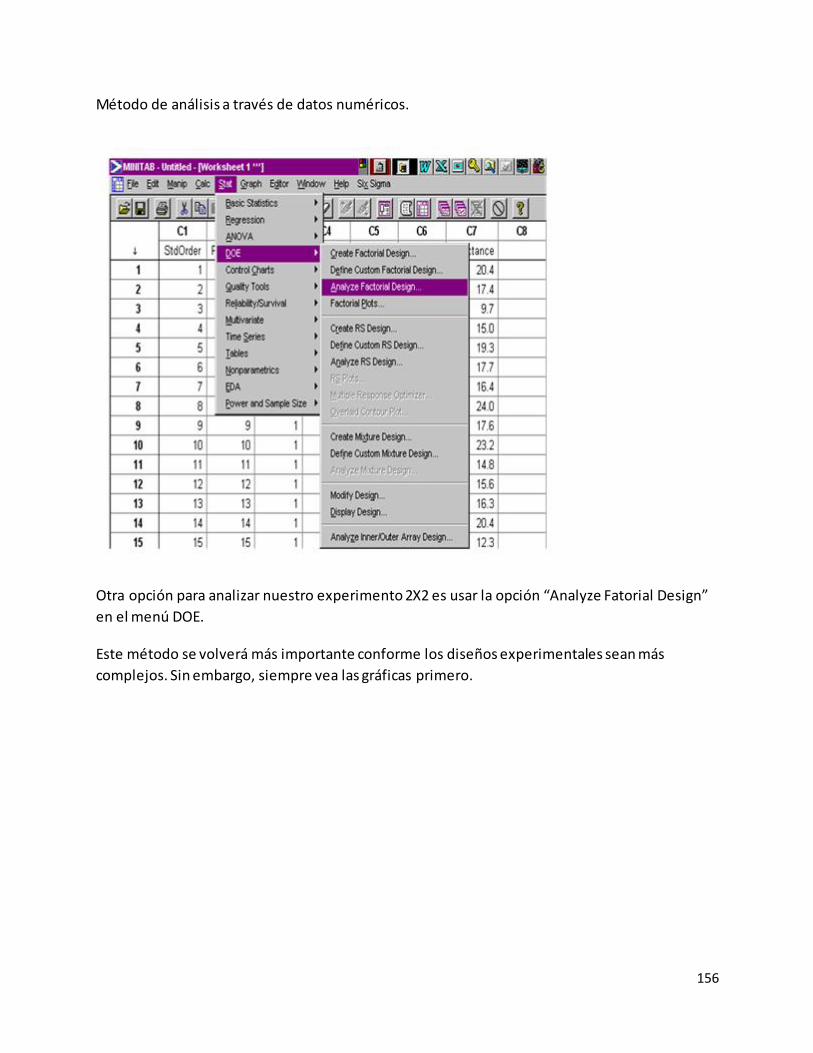
156
Método de análisis a través de datos numéricos.
Otra opción para analizar nuestro experimento 2X2 es usar la opción “Analyze Fatorial Design”
en el menú DOE.
Este método se volverá más importante conforme los diseños experimentales sean más
complejos. Sin embargo, siempre vea las gráficas primero.
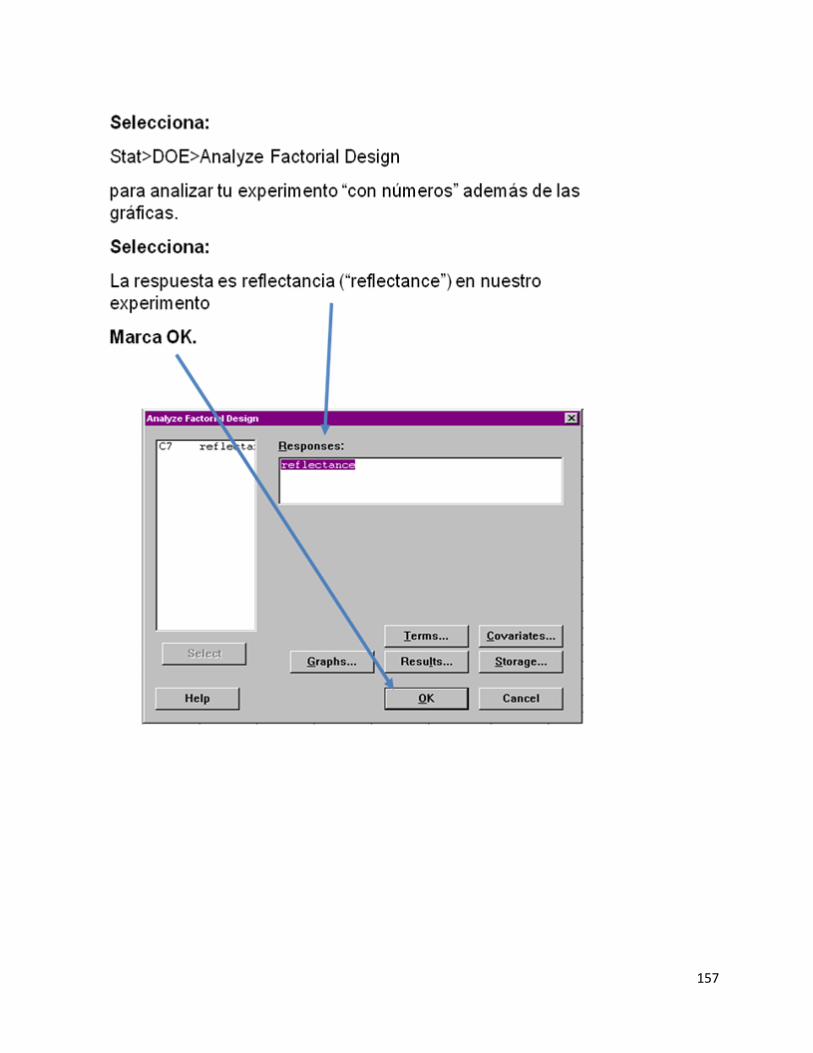
157
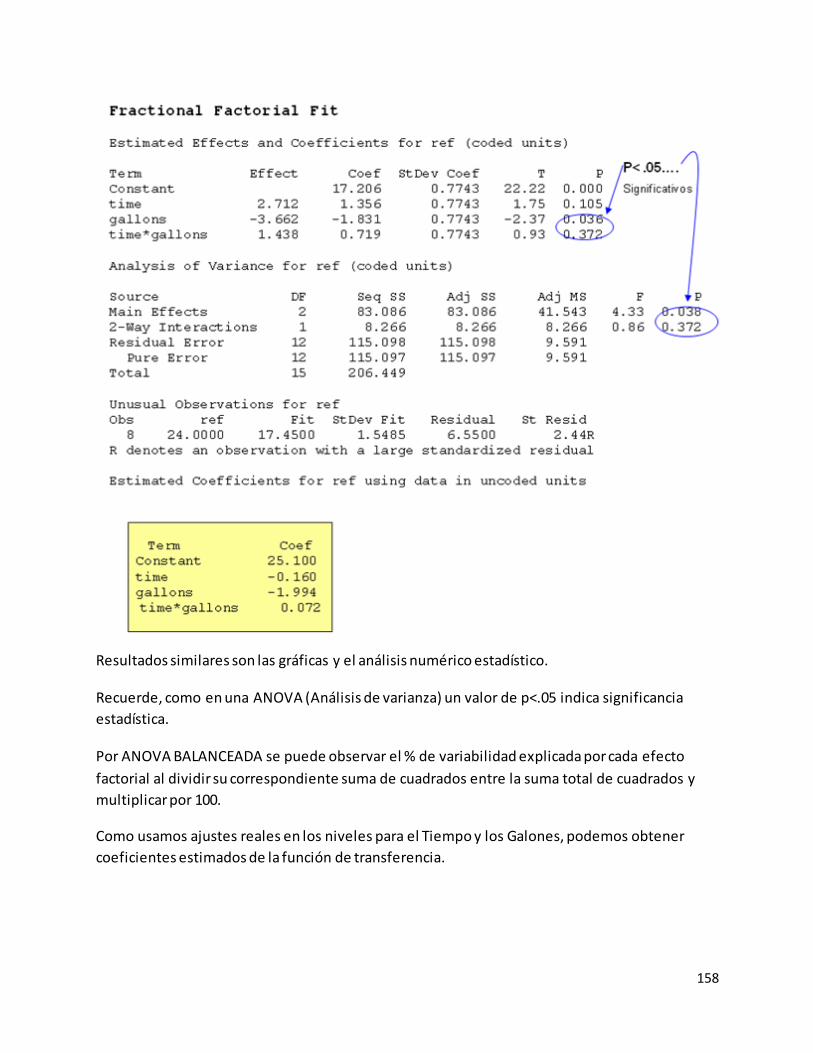
158
Resultados similares son las gráficas y el análisis numérico estadístico.
Recuerde, como en una ANOVA (Análisis de varianza) un valor de p<.05 indica significancia
estadística.
Por ANOVA BALANCEADA se puede observar el % de variabilidad explicada por cada efecto
factorial al dividir su correspondiente suma de cuadrados entre la suma total de cuadrados y
multiplicar por 100.
Como usamos ajustes reales en los niveles para el Tiempo y los Galones, podemos obtener
coeficientes estimados de la función de transferencia.

159
Conclusiones
El propósito de este capítulo, se enfocó a explicar con mayor profundidad la forma en la que los
diseños de experimentos, nos pueden ayudar a tomar decisiones, acerca de un producto,
proceso o servicio. El caso de dos niveles y dos factores es el caso más simple, pero en realidad
la mecánica del análisis va a ser muy parecida a medida que se vayan agregando factores en la
experimentación. El análisis gráfico mostrado en este capítulo y el análisis numérico se repiten
en el caso donde existan más factores en un experimento. En los siguientes capítulos, también
abordaremos el caso de los factoriales fraccionados. Este tipo de experimentos se realizan
cuando se tiene un gran número de variables y se desea eliminar aquellas que no son
significativas a partir de realizar la menor cantidad de corridas experimentales posibles. Tanto
en el caso de los experimentos con más variables como los experimentos fraccionados, el tipo
de análisis que se va a presentar tiene mucha similitud con el tipo de análisis que se presentó
en este capítulo.
160
Referencias bibliográficas
Andre I. Khuri and John A. Cornell. (1996). Response Surface, 2nd Rev. Edition, New York:
Marcel Dekker.
C. F. Jeff Wu and Michael Hamada. (2000). Experiments: Planning, Analysis and Parameter
Design Optimization, New York: Wiley
Douglas C. Montgomery. (2000). Design and Analysis of Experiments, 5th Edition, Wiley.
George E. P. Box, William, G. Hunter, J. Stuart Hunter. (1978). Statistics for Experiments, New
Jersey: Wiley.
John, Peter W. M. (1971). Statistical Design and Analysis of Experiments, New York:
Macmillan Publishing Company.
Raymond H. Myers and Douglas C. Montgomery. (2002).Response Surface Methodology:
Process and Product Optimization Using Designed Experiments , 2nd. edition. New York:
Wiley.
Román de la Vara Salazar, Humberto Gutiérrez Pulido. (2012). Análisis y Diseño de
Experimentos, 3a Ed. McGraw Hill
Schmidt, Stephen R. and Launsby, Robert G. (1994).Understanding Industrial Designed
Experiments, 4th edition., Air Academy Press,.
Thomás J. Lorenzen and Virgil L. Anderson. (1993). Design of Experiments, New York: Marcel
Dekker.
161
Experimentos Completos 2^3 y 2^4
Anteriormente presentamos el diseño de experimentos estadístico en una de sus formas más
simples que fue el tipo de experimentos 2X2. Dos factores con dos niveles experimentales.
En este capítulo seguiremos hablando de los diseños de experimentos, pero lo haremos a
través de estudiar el tipo de experimentos 2^3 y 2^4. Es decir dos niveles representados por la
base y 3 o 4 factores, representado por el exponente.
De tal manera que el propósito de esta sección es introducir los DDE 23 y 24 - experimentos con
3 ó 4 factores (las “X”) en 2 niveles. Discutir varias formas de experimentación y los
lineamientos para su interpretación.
Los objetivos específicos que buscamos en esta sección son:
• Repasar varios ejemplos de diseños experimentales 23 y 24.
• Explicar los términos de DDE, incluyendo: repetición, réplica, bloqueo, ortogonalidad,
variables ocultas y aleatorización.
• Explicar el uso de los DDE para optimizar la media y la desviación estándar de una
respuesta “Y”.
• Usar Minitab para generar y analizar gráfica y analíticamente los DDE factoriales 23 y 24
Los experimentos de Factoriales Completos son aquellos en los que todas las combinaciones de
todos los factores de todos los niveles son probados.
Definición de los experimentos:
Un diseño 23 (se pronuncia “dos a la tercera”) es un diseño que involucra 3 variables separadas,
cada una con 2 niveles diferentes.
Existen 23 = 8 combinaciones posibles (cada una es un experimento) .
Un diseño 24 (se pronuncia “dos a la cuarta”) es un diseño que involucra 4 variables separadas,
cada una con 2 niveles diferentes.
Existen 24 = 16 combinaciones posibles (cada una es un experimento) .
El diseño experimental consiste en un número de “CORRIDAS”, donde cada corrida involucra
fijar las variables en combinaciones diferentes de niveles.
A continuación presentaré un ejemplo con el objetivo de utilizarlo como un medio para poder
mostrar algunos conceptos importantes de la experimentación estadística.
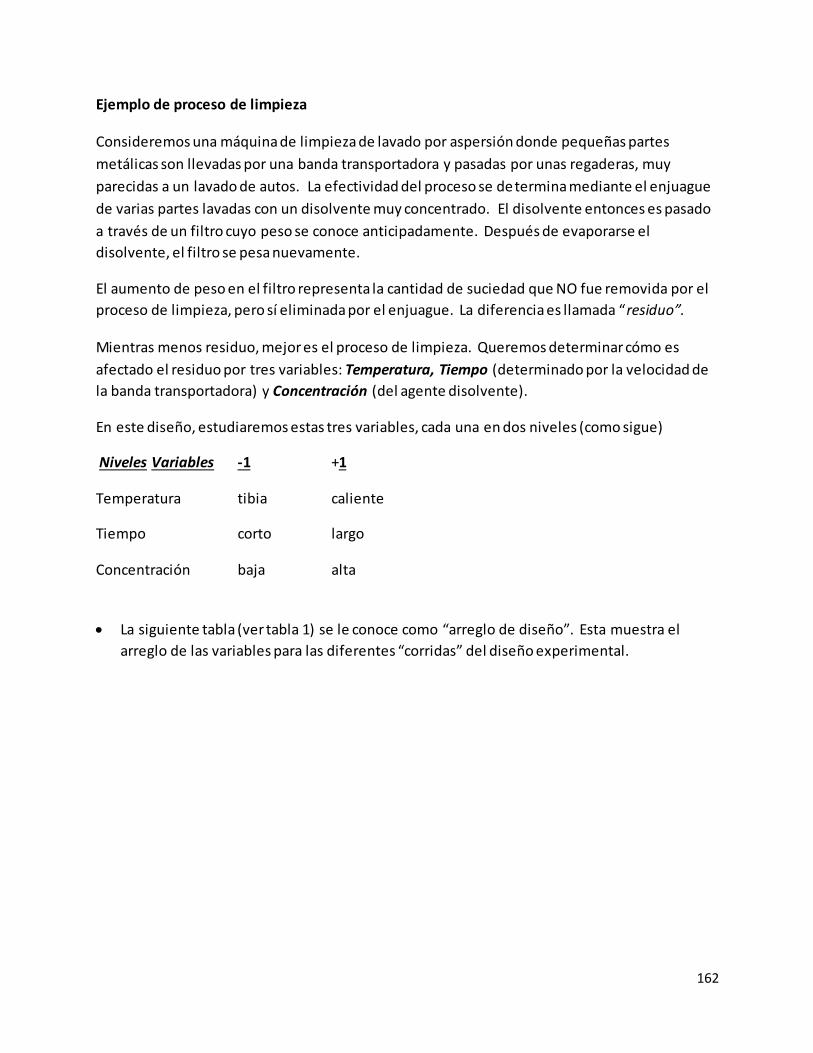
162
Ejemplo de proceso de limpieza
Consideremos una máquina de limpieza de lavado por aspersión donde pequeñas partes
metálicas son llevadas por una banda transportadora y pasadas por unas regaderas, muy
parecidas a un lavado de autos. La efectividad del proceso se determina mediante el enjuague
de varias partes lavadas con un disolvente muy concentrado. El disolvente entonces es pasado
a través de un filtro cuyo peso se conoce anticipadamente. Después de evaporarse el
disolvente, el filtro se pesa nuevamente.
El aumento de peso en el filtro representa la cantidad de suciedad que NO fue removida por el
proceso de limpieza, pero sí eliminada por el enjuague. La diferencia es llamada “residuo”.
Mientras menos residuo, mejor es el proceso de limpieza. Queremos determinar cómo es
afectado el residuo por tres variables: Temperatura, Tiempo (determinado por la velocidad de
la banda transportadora) y Concentración (del agente disolvente).
En este diseño, estudiaremos estas tres variables, cada una en dos niveles (como sigue)
Niveles Variables -1 +1
Temperatura tibia caliente
Tiempo corto largo
Concentración baja alta
La siguiente tabla (ver tabla 1) se le conoce como “arreglo de diseño”. Esta muestra el
arreglo de las variables para las diferentes “corridas” del diseño experimental.
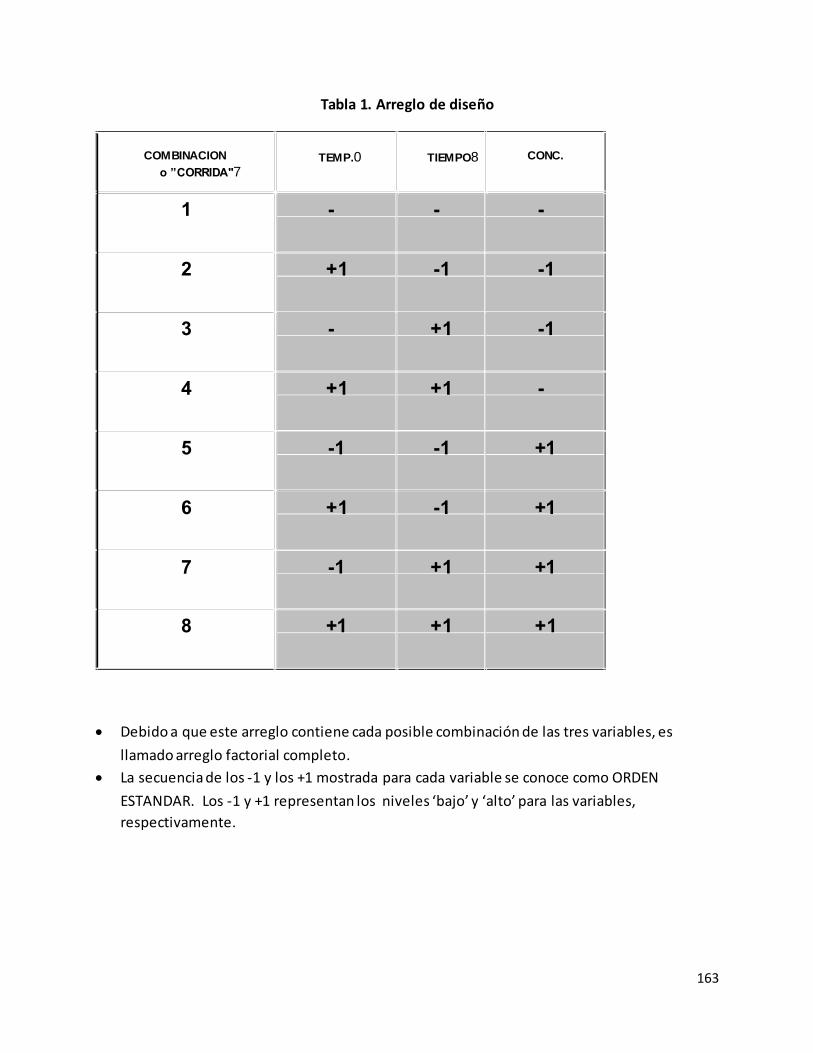
163
Tabla 1. Arreglo de diseño
Debido a que este arreglo contiene cada posible combinación de las tres variables, es
llamado arreglo factorial completo.
La secuencia de los -1 y los +1 mostrada para cada variable se conoce como ORDEN
ESTANDAR. Los -1 y +1 representan los niveles ‘bajo’ y ‘alto’ para las variables,
respectivamente.
COMBINACION
o ”CORRIDA"7 TEMP.0 TIEMPO8 CONC.
1 - - -
2 +1 -1 -1
3 - +1 -1
4 +1 +1 -
5 -1 -1 +1
6 +1 -1 +1
7 -1 +1 +1
8 +1 +1 +1
164
Ortogonalidad
¿Qué es?
Es una característica de los diseños de experimentos estadísticos. La ORTOGONALIDAD describe
la independencia entre los factores en un experimento. Su experimento está ‘balanceado’
cuando es ortogonal.
¿Por qué es importante?
Nuestra meta con el DDE es determinar el efecto que tiene cada factor sobre la respuesta,
independiente de los efectos de los otros factores. Si las columnas son Ortogonales
(balanceadas), entonces podemos estimar el efecto de una variable independiente de los
efectos de las otras variables.
Corriendo el diseño experimental:
Debido a que existían ocho combinaciones de variables, se requería que la lavadora de partes
se operara con ocho condiciones diferentes. Estos tenían que correrse siguiendo la secuencia,
con una condición diferente cada vez. Las ocho corridas fueron tomadas en una secuencia
aleatoria, tal como: Corrida 4, luego Corrida 8, luego Corrida 3, luego Corrida 7, luego Corrida 1,
luego Corrida 2, luego Corrida 5, luego Corrida 6.
¿Para qué nos sirve y que implica un orden aleatorio en las corridas experimentales?:
1. Protege contra las variables ocultas que pueden cambiar a través del tiempo.
2. Se requiere para que tengan validez las declaraciones estadísticas.
3. Siempre debería usarse para evaluaciones subjetivas tales como defectos de apariencia.
4. Generalmente se dificulta más correr el experimento.
5. Se usa en experimentos ‘ciegos’ tales como probar sabores.
A veces, la aleatorización RESTRINGIDA puede usarse para asegurar un grado aceptable de
aleatoriedad, a la vez que facilita que se corra el experimento. Por ejemplo, si una vari able es
difícil de cambiar, entonces cámbiela con menos frecuencia y someta al azar a las otras
variables.
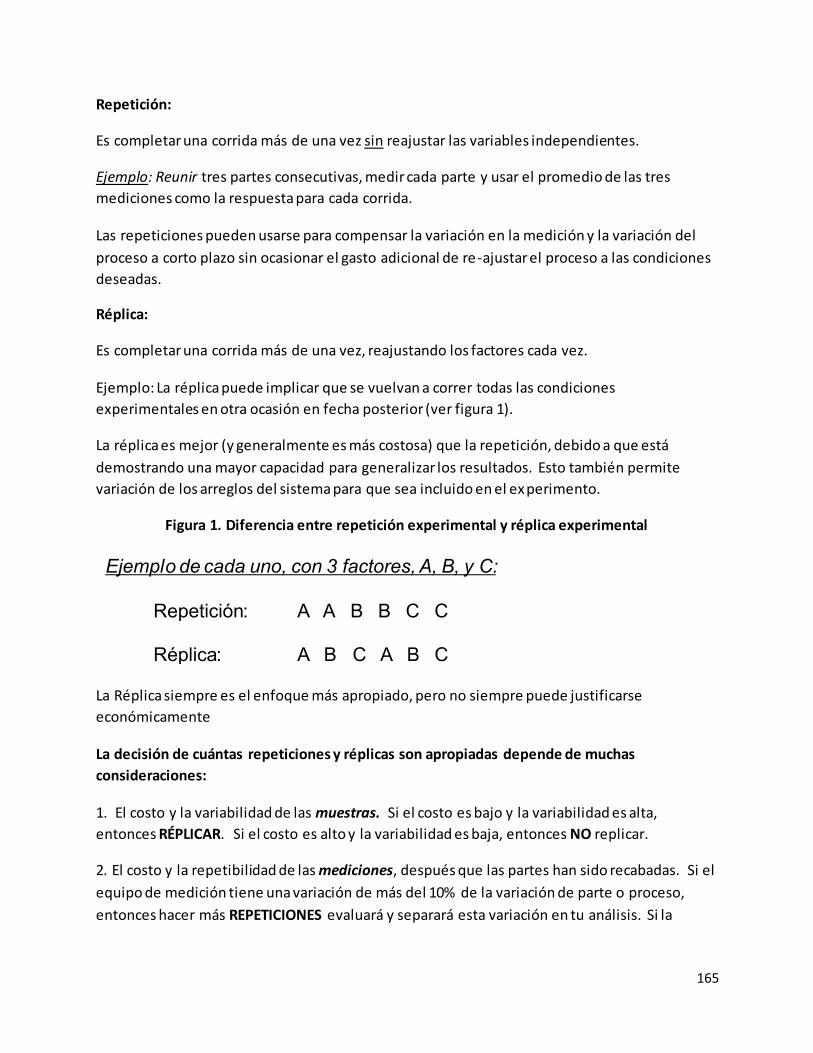
165
Repetición:
Es completar una corrida más de una vez sin reajustar las variables independientes.
Ejemplo: Reunir tres partes consecutivas, medir cada parte y usar el promedio de las tres
mediciones como la respuesta para cada corrida.
Las repeticiones pueden usarse para compensar la variación en la medición y la variación del
proceso a corto plazo sin ocasionar el gasto adicional de re-ajustar el proceso a las condiciones
deseadas.
Réplica:
Es completar una corrida más de una vez, reajustando los factores cada vez.
Ejemplo: La réplica puede implicar que se vuelvan a correr todas las condiciones
experimentales en otra ocasión en fecha posterior (ver figura 1).
La réplica es mejor (y generalmente es más costosa) que la repetición, debido a que está
demostrando una mayor capacidad para generalizar los resultados. Esto también permite
variación de los arreglos del sistema para que sea incluido en el experimento.
Figura 1. Diferencia entre repetición experimental y réplica experimental
La Réplica siempre es el enfoque más apropiado, pero no siempre puede justificarse
económicamente
La decisión de cuántas repeticiones y réplicas son apropiadas depende de muchas
consideraciones:
1. El costo y la variabilidad de las muestras. Si el costo es bajo y la variabilidad es alta,
entonces RÉPLICAR. Si el costo es alto y la variabilidad es baja, entonces NO replicar.
2. El costo y la repetibilidad de las mediciones, después que las partes han sido recabadas. Si el
equipo de medición tiene una variación de más del 10% de la variación de parte o proceso,
entonces hacer más REPETICIONES evaluará y separará esta variación en tu análisis. Si la
Ejemplo de cada uno, con 3 factores, A, B, y C:
Repetición: A A B B C C
Réplica: A B C A B C
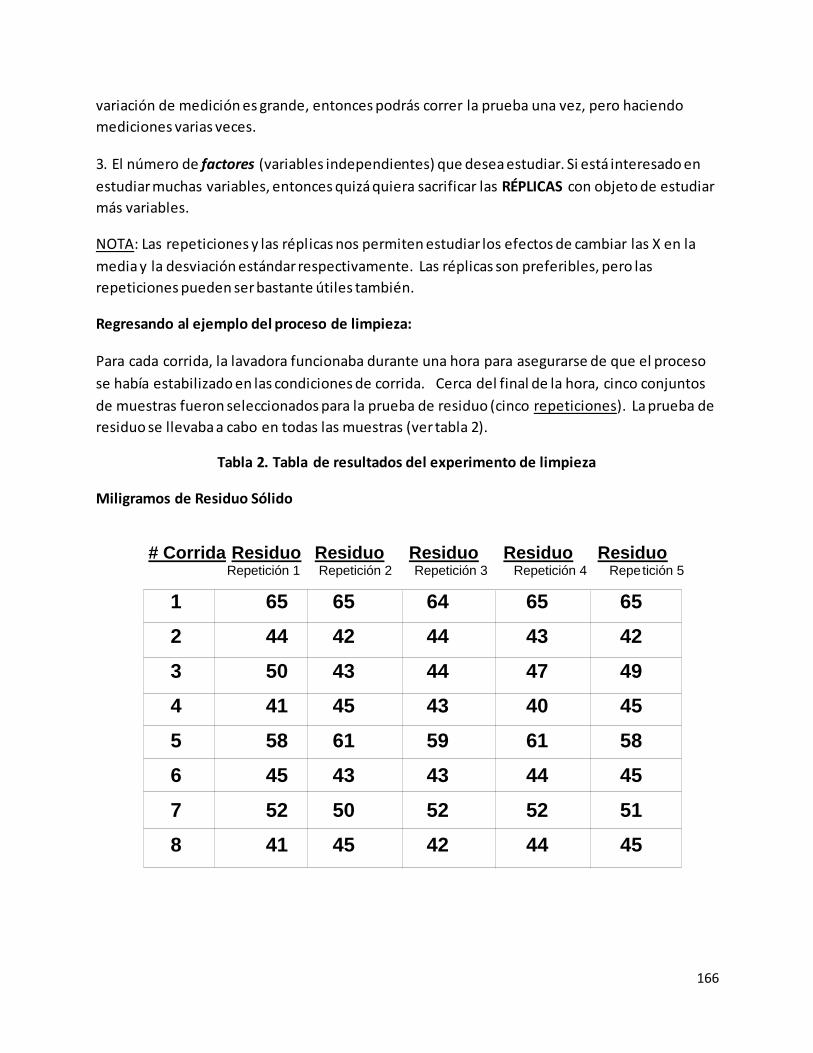
166
variación de medición es grande, entonces podrás correr la prueba una vez, pero haciendo
mediciones varias veces.
3. El número de factores (variables independientes) que desea estudiar. Si está interesado en
estudiar muchas variables, entonces quizá quiera sacrificar las RÉPLICAS con objeto de estudiar
más variables.
NOTA: Las repeticiones y las réplicas nos permiten estudiar los efectos de cambiar las X en la
media y la desviación estándar respectivamente. Las réplicas son preferibles, pero las
repeticiones pueden ser bastante útiles también.
Regresando al ejemplo del proceso de limpieza:
Para cada corrida, la lavadora funcionaba durante una hora para asegurarse de que el proceso
se había estabilizado en las condiciones de corrida. Cerca del final de la hora, cinco conjuntos
de muestras fueron seleccionados para la prueba de residuo (cinco repeticiones). La prueba de
residuo se llevaba a cabo en todas las muestras (ver tabla 2).
Tabla 2. Tabla de resultados del experimento de limpieza
Miligramos de Residuo Sólido
# Corrida Residuo Residuo Residuo Residuo Residuo
Repetición 1 Repetición 2 Repetición 3 Repetición 4 Repetición 5
1 65 65 64 65 65
2 44 42 44 43 42
3 50 43 44 47 49
4 41 45 43 40 45
5 58 61 59 61 58
6 45 43 43 44 45
7 52 50 52 52 51
8 41 45 42 44 45
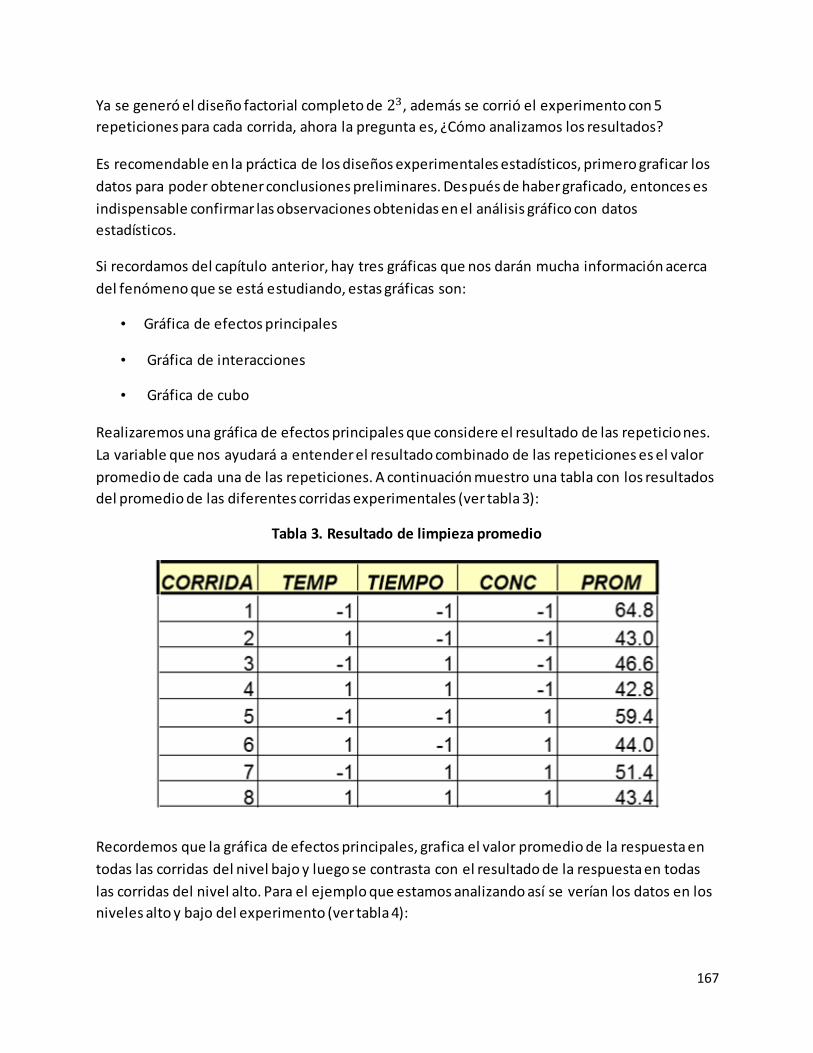
167
Ya se generó el diseño factorial completo de 23, además se corrió el experimento con 5
repeticiones para cada corrida, ahora la pregunta es, ¿Cómo analizamos los resultados?
Es recomendable en la práctica de los diseños experimentales estadísticos, primero graficar los
datos para poder obtener conclusiones preliminares. Después de haber graficado, entonces es
indispensable confirmar las observaciones obtenidas en el análisis gráfico con datos
estadísticos.
Si recordamos del capítulo anterior, hay tres gráficas que nos darán mucha información acerca
del fenómeno que se está estudiando, estas gráficas son:
• Gráfica de efectos principales
• Gráfica de interacciones
• Gráfica de cubo
Realizaremos una gráfica de efectos principales que considere el resultado de las repeticiones.
La variable que nos ayudará a entender el resultado combinado de las repeticiones es el valor
promedio de cada una de las repeticiones. A continuación muestro una tabla con los resultados
del promedio de las diferentes corridas experimentales (ver tabla 3):
Tabla 3. Resultado de limpieza promedio
Recordemos que la gráfica de efectos principales, grafica el valor promedio de la respuesta en
todas las corridas del nivel bajo y luego se contrasta con el resultado de la respuesta en todas
las corridas del nivel alto. Para el ejemplo que estamos analizando así se verían los datos en los
niveles alto y bajo del experimento (ver tabla 4):
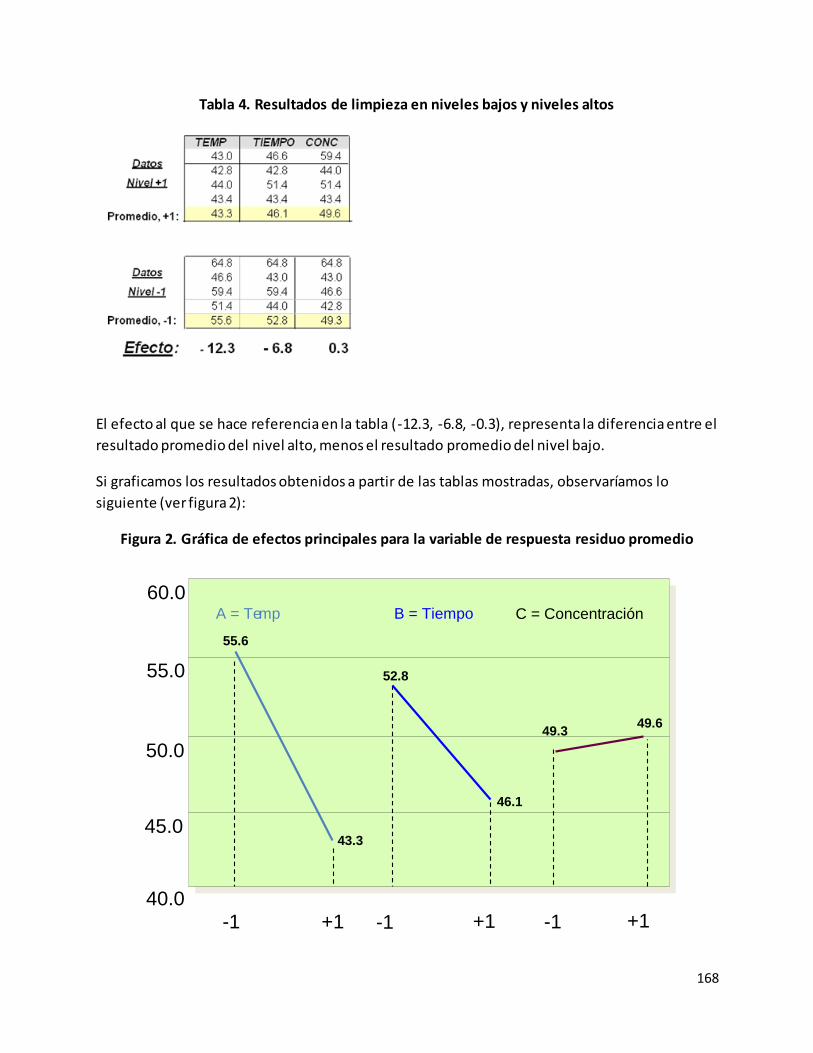
168
Tabla 4. Resultados de limpieza en niveles bajos y niveles altos
El efecto al que se hace referencia en la tabla (-12.3, -6.8, -0.3), representa la diferencia entre el
resultado promedio del nivel alto, menos el resultado promedio del nivel bajo.
Si graficamos los resultados obtenidos a partir de las tablas mostradas, observaríamos lo
siguiente (ver figura 2):
Figura 2. Gráfica de efectos principales para la variable de respuesta residuo promedio
60.0
55.0
50.0
45.0
40.0
A = Temp B = Tiempo C = Concentración
-1 -1 -1 +1 +1 +1
55.6
43.3
46.1
49.3 49.6
52.8
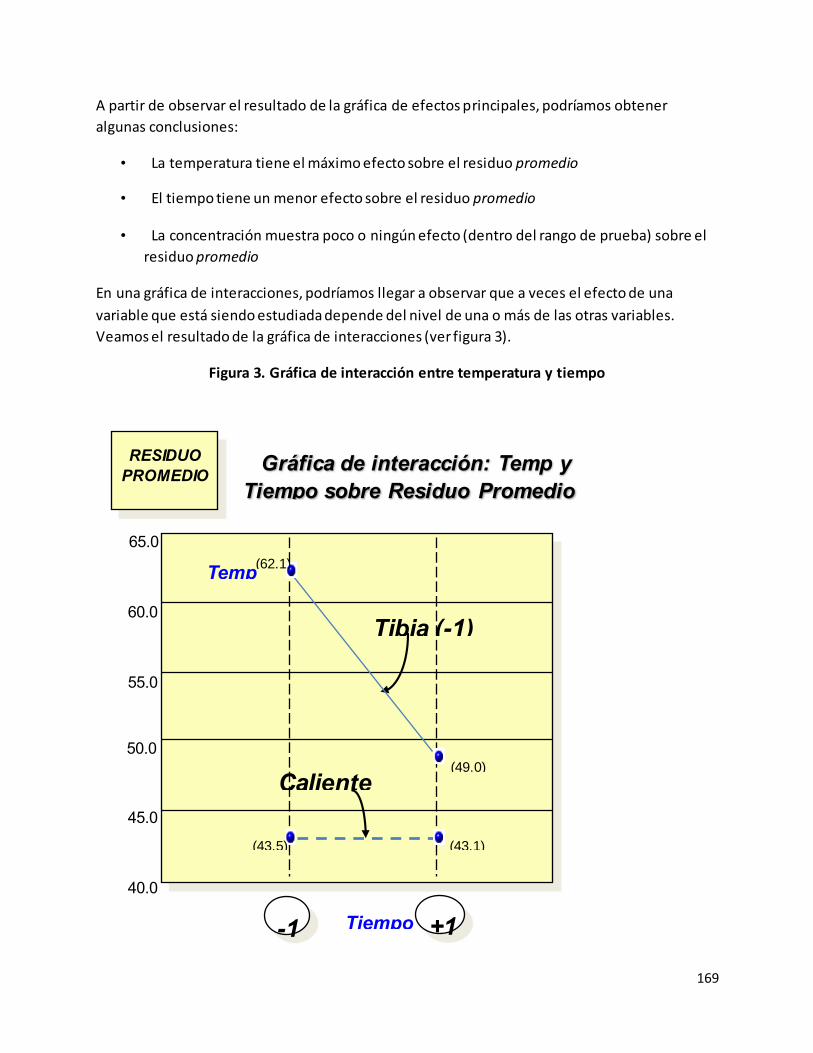
169
A partir de observar el resultado de la gráfica de efectos principales, podríamos obtener
algunas conclusiones:
• La temperatura tiene el máximo efecto sobre el residuo promedio
• El tiempo tiene un menor efecto sobre el residuo promedio
• La concentración muestra poco o ningún efecto (dentro del rango de prueba) sobre el
residuo promedio
En una gráfica de interacciones, podríamos llegar a observar que a veces el efecto de una
variable que está siendo estudiada depende del nivel de una o más de las otras variables.
Veamos el resultado de la gráfica de interacciones (ver figura 3).
Figura 3. Gráfica de interacción entre temperatura y tiempo
RESIDUO
PROMEDIO Gráfica de interacción: Temp y
Tiempo sobre Residuo Promedio
65.0
60.0
55.0
50.0
45.0
Tiempo
40.0
-1 +1
Tibia (-1)
Caliente (+1)
Temp
(43.1) (43.5)
(49.0)
(62.1)
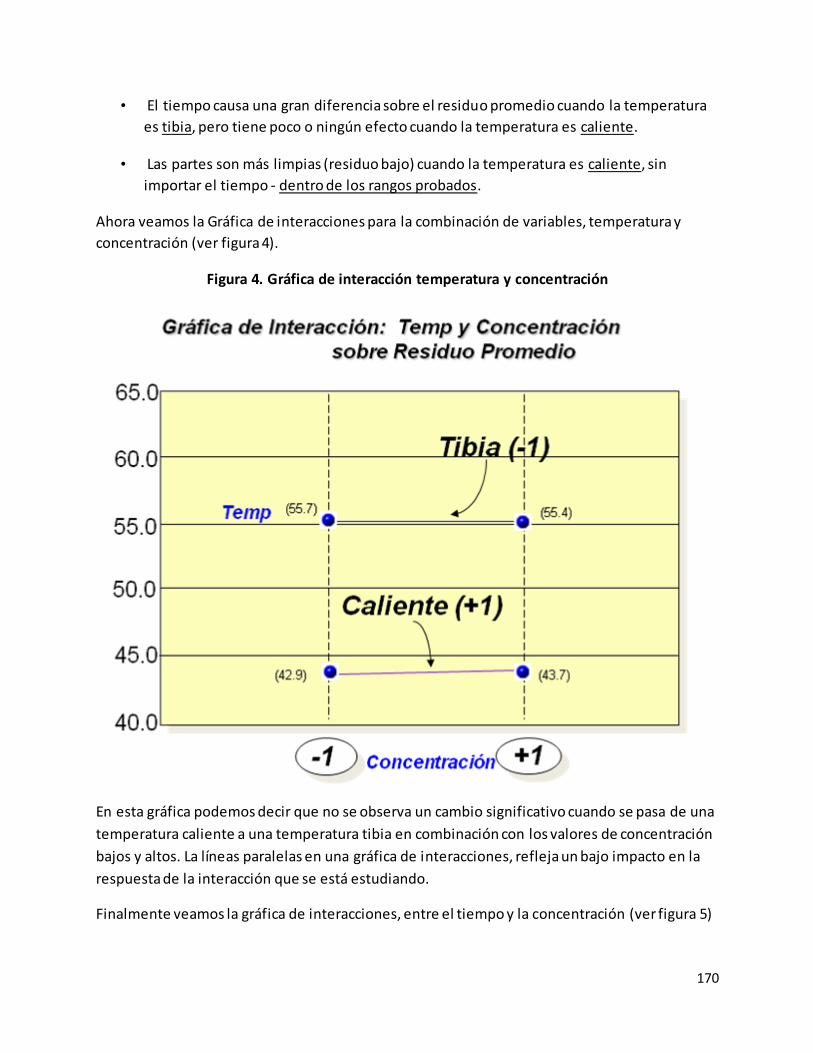
170
• El tiempo causa una gran diferencia sobre el residuo promedio cuando la temperatura
es tibia, pero tiene poco o ningún efecto cuando la temperatura es caliente.
• Las partes son más limpias (residuo bajo) cuando la temperatura es caliente, sin
importar el tiempo - dentro de los rangos probados.
Ahora veamos la Gráfica de interacciones para la combinación de variables, temperatura y
concentración (ver figura 4).
Figura 4. Gráfica de interacción temperatura y concentración
En esta gráfica podemos decir que no se observa un cambio significativo cuando se pasa de una
temperatura caliente a una temperatura tibia en combinación con los valores de concentración
bajos y altos. La líneas paralelas en una gráfica de interacciones, refleja un bajo impacto en la
respuesta de la interacción que se está estudiando.
Finalmente veamos la gráfica de interacciones, entre el tiempo y la concentración (ver figura 5)
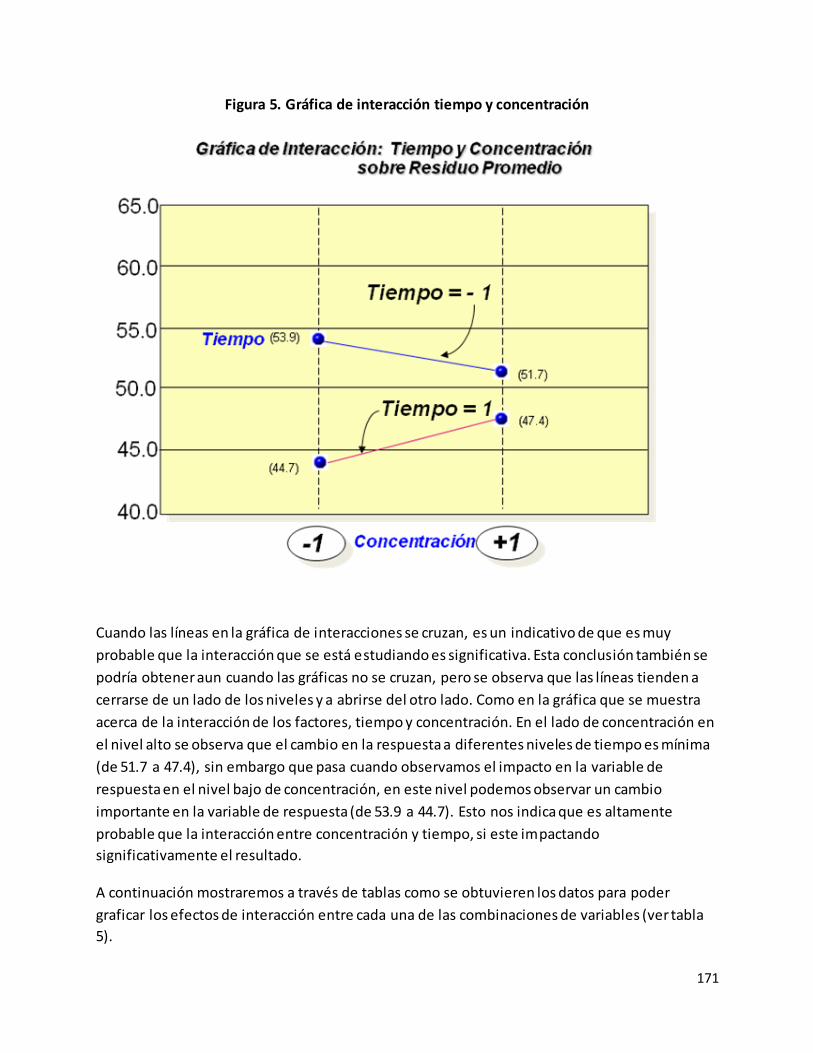
171
Figura 5. Gráfica de interacción tiempo y concentración
Cuando las líneas en la gráfica de interacciones se cruzan, es un indicativo de que es muy
probable que la interacción que se está estudiando es significativa. Esta conclusión también se
podría obtener aun cuando las gráficas no se cruzan, pero se observa que las líneas tienden a
cerrarse de un lado de los niveles y a abrirse del otro lado. Como en la gráfica que se muestra
acerca de la interacción de los factores, tiempo y concentración. En el lado de concentración en
el nivel alto se observa que el cambio en la respuesta a diferentes niveles de tiempo es mínima
(de 51.7 a 47.4), sin embargo que pasa cuando observamos el impacto en la variable de
respuesta en el nivel bajo de concentración, en este nivel podemos observar un cambio
importante en la variable de respuesta (de 53.9 a 44.7). Esto nos indica que es altamente
probable que la interacción entre concentración y tiempo, si este impactando
significativamente el resultado.
A continuación mostraremos a través de tablas como se obtuvieren los datos para poder
graficar los efectos de interacción entre cada una de las combinaciones de variables (ver tabla
5).
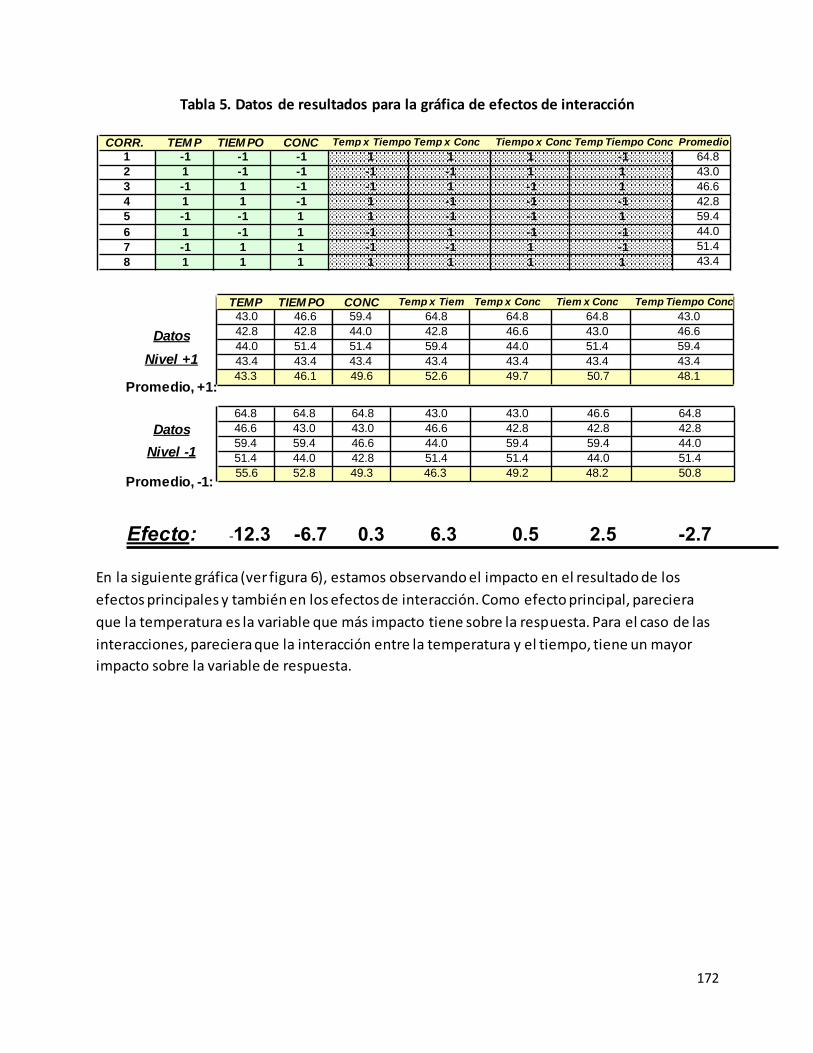
172
Tabla 5. Datos de resultados para la gráfica de efectos de interacción
En la siguiente gráfica (ver figura 6), estamos observando el impacto en el resultado de los
efectos principales y también en los efectos de interacción. Como efecto principal, pareciera
que la temperatura es la variable que más impacto tiene sobre la respuesta. Para el caso de las
interacciones, pareciera que la interacción entre la temperatura y el tiempo, tiene un mayor
impacto sobre la variable de respuesta.
CORR. TEM P TIEM PO CONC Temp x Tiempo Temp x Conc Tiempo x Conc Temp Tiempo Conc Promedio 1 -1 -1 -1 1 1 1 -1 64.8 2 1 -1 -1 -1 -1 1 1 43.0 3 -1 1 -1 -1 1 -1 1 46.6 4 1 1 -1 1 -1 -1 -1 42.8 5 -1 -1 1 1 -1 -1 1 59.4 6 1 -1 1 -1 1 -1 -1 44.0 7 -1 1 1 -1 -1 1 -1 51.4 8 1 1 1 1 1 1 1 43.4
Efecto: -12.3 -6.7 0.3 6.3 0.5 2.5 -2.7
Datos
Nivel +1
Promedio, +1:
TEMP TIEM PO CONC Temp x Tiem Temp x Conc Tiem x Conc Temp Tiempo Conc 43.0 46.6 59.4 64.8 64.8 64.8 43.0 42.8 42.8 44.0 42.8 46.6 43.0 46.6 44.0 51.4 51.4 59.4 44.0 51.4 59.4 43.4 43.4 43.4 43.4 43.4 43.4 43.4 43.3 46.1 49.6 52.6 49.7 50.7 48.1
Datos
Nivel -1
Promedio, -1:
64.8 64.8 64.8 43.0 43.0 46.6 64.8 46.6 43.0 43.0 46.6 42.8 42.8 42.8 59.4 59.4 46.6 44.0 59.4 59.4 44.0 51.4 44.0 42.8 51.4 51.4 44.0 51.4 55.6 52.8 49.3 46.3 49.2 48.2 50.8
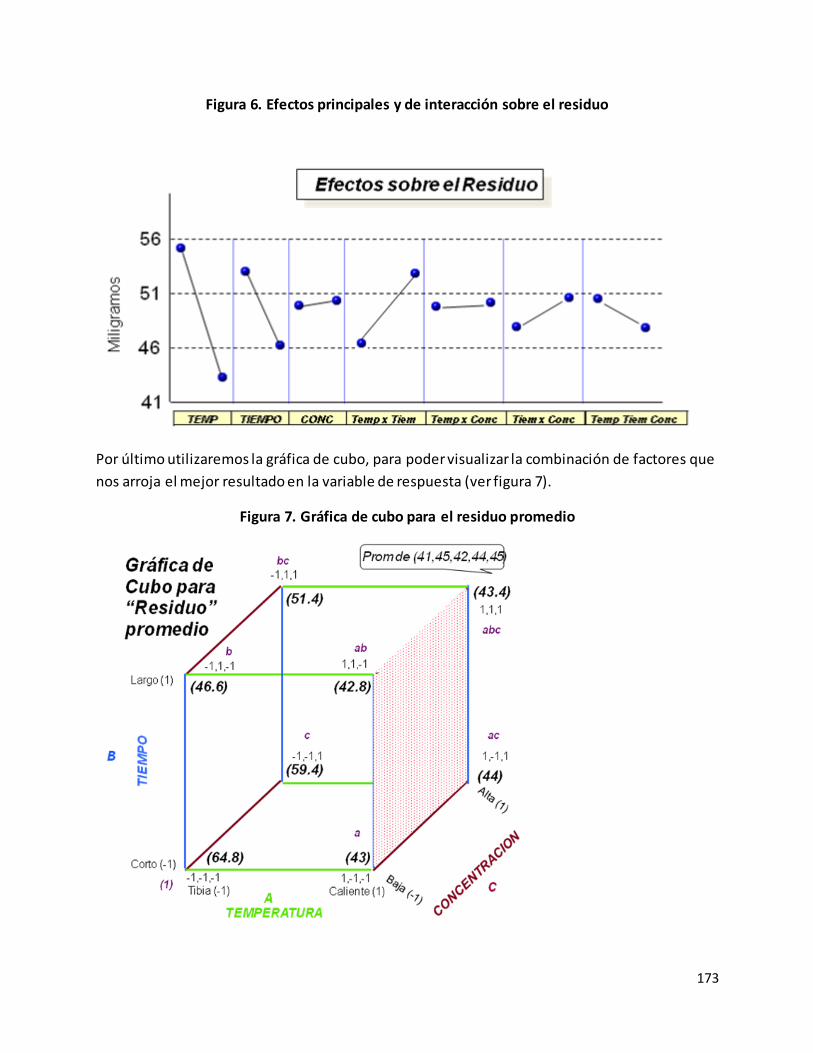
173
Figura 6. Efectos principales y de interacción sobre el residuo
Por último utilizaremos la gráfica de cubo, para poder visualizar la combinación de factores que
nos arroja el mejor resultado en la variable de respuesta (ver figura 7).
Figura 7. Gráfica de cubo para el residuo promedio
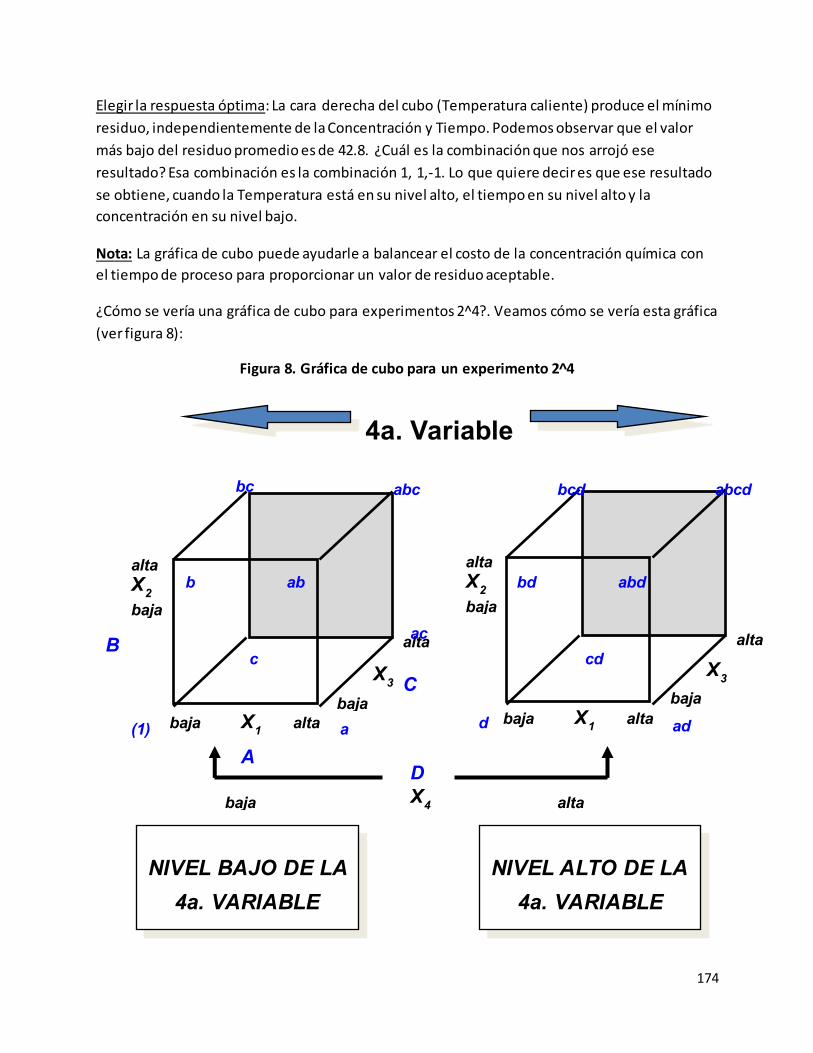
174
Elegir la respuesta óptima: La cara derecha del cubo (Temperatura caliente) produce el mínimo
residuo, independientemente de la Concentración y Tiempo. Podemos observar que el valor
más bajo del residuo promedio es de 42.8. ¿Cuál es la combinación que nos arrojó ese
resultado? Esa combinación es la combinación 1, 1,-1. Lo que quiere decir es que ese resultado
se obtiene, cuando la Temperatura está en su nivel alto, el tiempo en su nivel alto y la
concentración en su nivel bajo.
Nota: La gráfica de cubo puede ayudarle a balancear el costo de la concentración química con
el tiempo de proceso para proporcionar un valor de residuo aceptable.
¿Cómo se vería una gráfica de cubo para experimentos 2^4?. Veamos cómo se vería esta gráfica
(ver figura 8):
Figura 8. Gráfica de cubo para un experimento 2^4
NIVEL BAJO DE LA
4a. VARIABLE
NIVEL ALTO DE LA
4a. VARIABLE
4a. Variable
alta
X2
baja
baja X1 alta
alta
baja
X3
alta
X2
baja
baja X1 alta
alta
baja
X3
(1)
A
B
C
a
c
ac
b ab
bc abc
d ad
cd
bd abd
bcd abcd
X4
D
baja alta
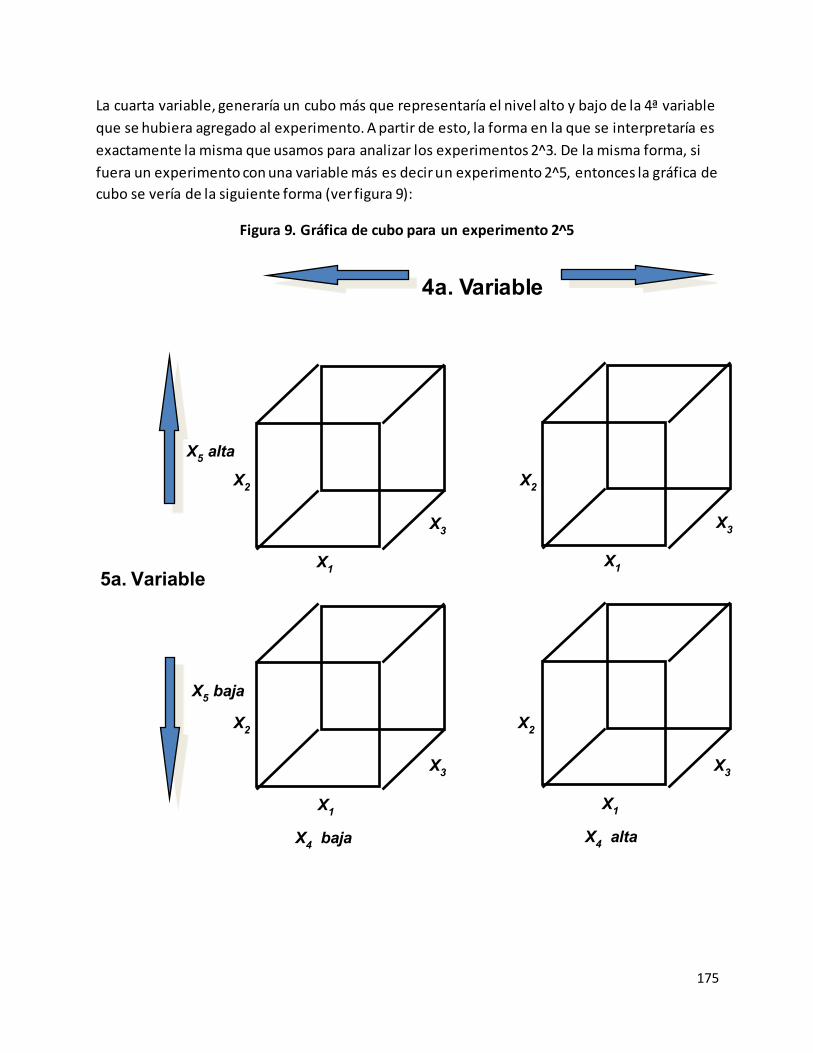
175
La cuarta variable, generaría un cubo más que representaría el nivel alto y bajo de la 4ª variable
que se hubiera agregado al experimento. A partir de esto, la forma en la que se interpretaría es
exactamente la misma que usamos para analizar los experimentos 2^3. De la misma forma, si
fuera un experimento con una variable más es decir un experimento 2^5, entonces la gráfica de
cubo se vería de la siguiente forma (ver figura 9):
Figura 9. Gráfica de cubo para un experimento 2^5
4a. Variable
5a. Variable X
1
X3
X2
X1
X3
X2
X1
X3
X2
X1
X3
X2
X5 alta
X5 baja
X4 baja X
4 alta
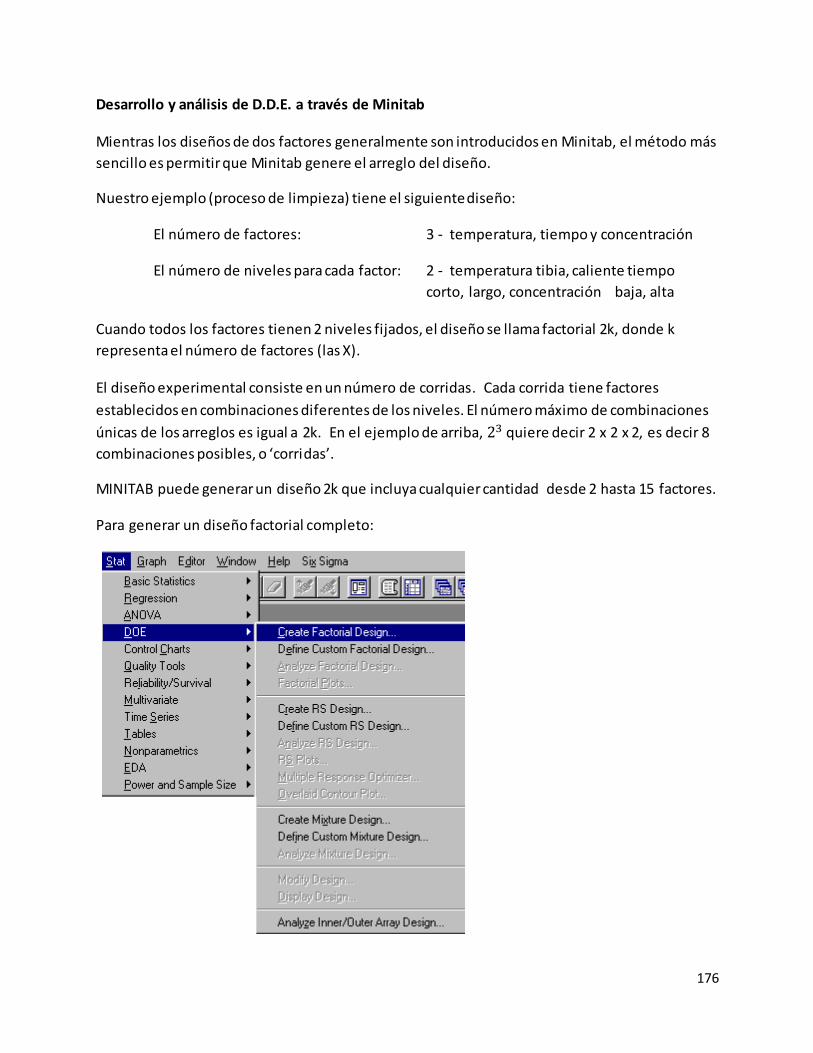
176
Desarrollo y análisis de D.D.E. a través de Minitab
Mientras los diseños de dos factores generalmente son introducidos en Minitab, el método más
sencillo es permitir que Minitab genere el arreglo del diseño.
Nuestro ejemplo (proceso de limpieza) tiene el siguiente diseño:
El número de factores: 3 - temperatura, tiempo y concentración
El número de niveles para cada factor: 2 - temperatura tibia, caliente tiempo
corto, largo, concentración baja, alta
Cuando todos los factores tienen 2 niveles fijados, el diseño se llama factorial 2k, donde k
representa el número de factores (las X).
El diseño experimental consiste en un número de corridas. Cada corrida tiene factores
establecidos en combinaciones diferentes de los niveles. El número máximo de combinaciones
únicas de los arreglos es igual a 2k. En el ejemplo de arriba, 23 quiere decir 2 x 2 x 2, es decir 8
combinaciones posibles, o ‘corridas’.
MINITAB puede generar un diseño 2k que incluya cualquier cantidad desde 2 hasta 15 factores.
Para generar un diseño factorial completo:
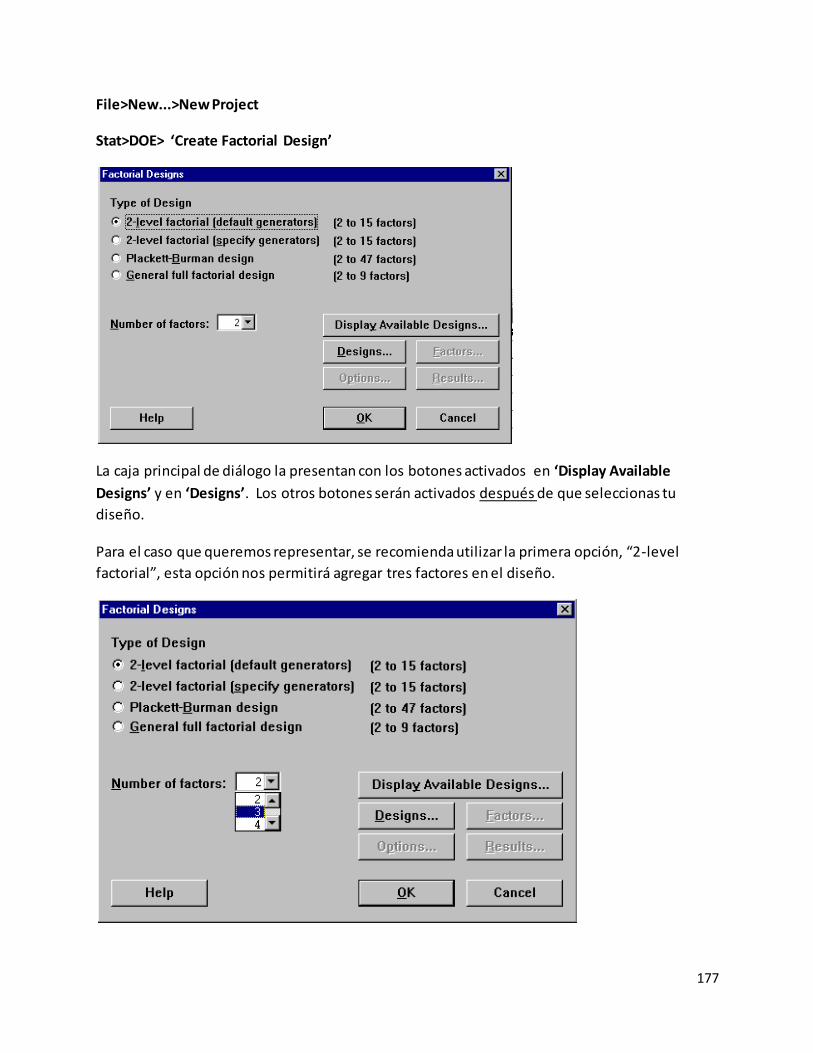
177
File>New...>New Project
Stat>DOE> ‘Create Factorial Design’
La caja principal de diálogo la presentan con los botones activados en ‘Display Available
Designs’ y en ‘Designs’. Los otros botones serán activados después de que seleccionas tu
diseño.
Para el caso que queremos representar, se recomienda utilizar la primera opción, “2-level
factorial”, esta opción nos permitirá agregar tres factores en el diseño.
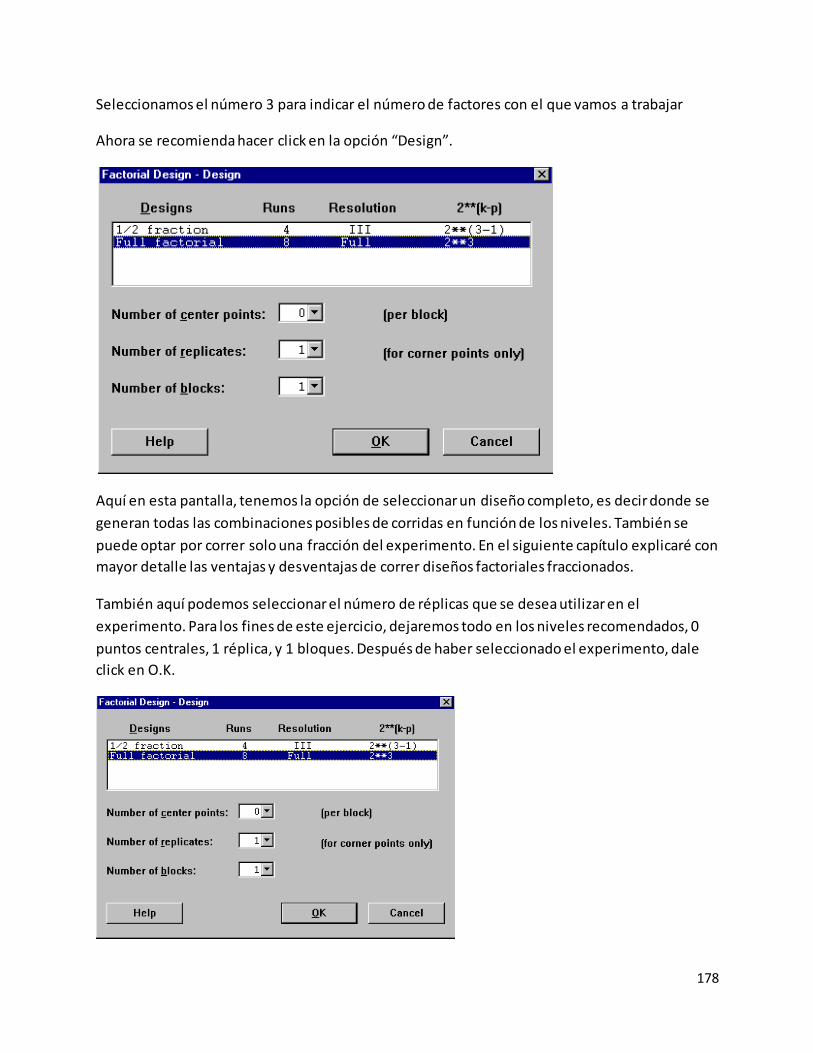
178
Seleccionamos el número 3 para indicar el número de factores con el que vamos a trabajar
Ahora se recomienda hacer click en la opción “Design”.
Aquí en esta pantalla, tenemos la opción de seleccionar un diseño completo, es decir donde se
generan todas las combinaciones posibles de corridas en función de los niveles. También se
puede optar por correr solo una fracción del experimento. En el siguiente capítulo explicaré con
mayor detalle las ventajas y desventajas de correr diseños factoriales fraccionados.
También aquí podemos seleccionar el número de réplicas que se desea utilizar en el
experimento. Para los fines de este ejercicio, dejaremos todo en los niveles recomendados, 0
puntos centrales, 1 réplica, y 1 bloques. Después de haber seleccionado el experimento, dale
click en O.K.
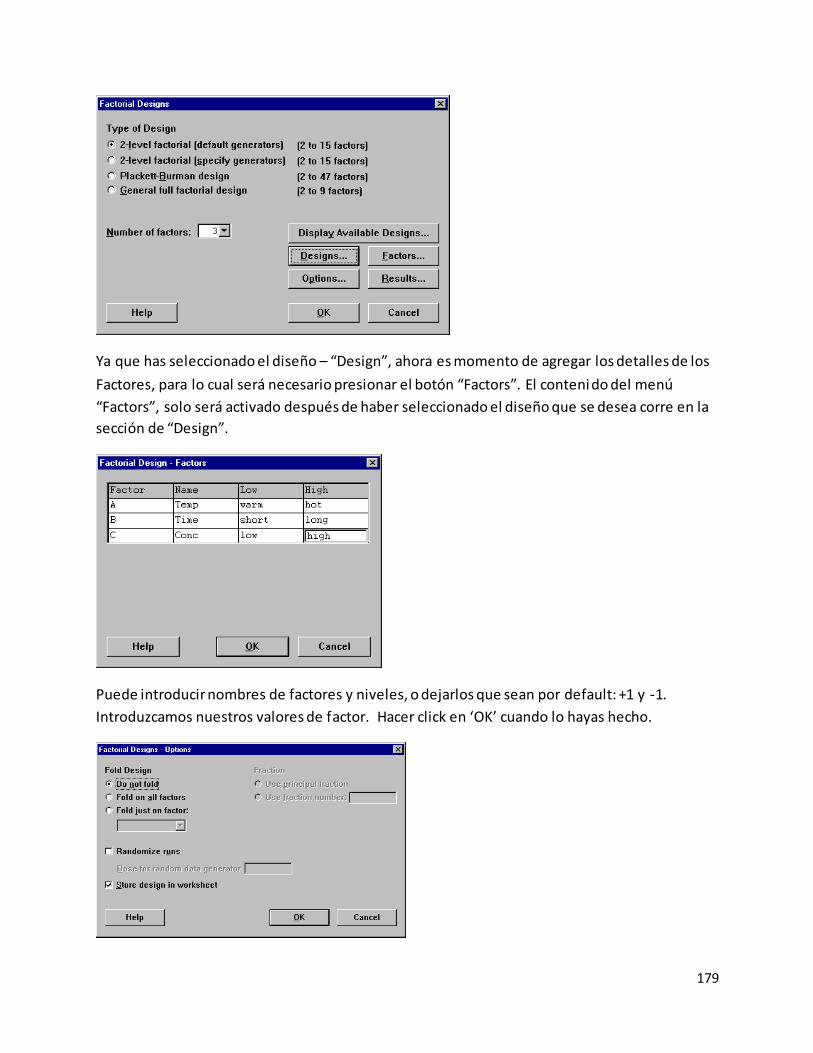
179
Ya que has seleccionado el diseño – “Design”, ahora es momento de agregar los detalles de los
Factores, para lo cual será necesario presionar el botón “Factors”. El contenido del menú
“Factors”, solo será activado después de haber seleccionado el diseño que se desea corre en la
sección de “Design”.
Puede introducir nombres de factores y niveles, o dejarlos que sean por default: +1 y -1.
Introduzcamos nuestros valores de factor. Hacer click en ‘OK’ cuando lo hayas hecho.
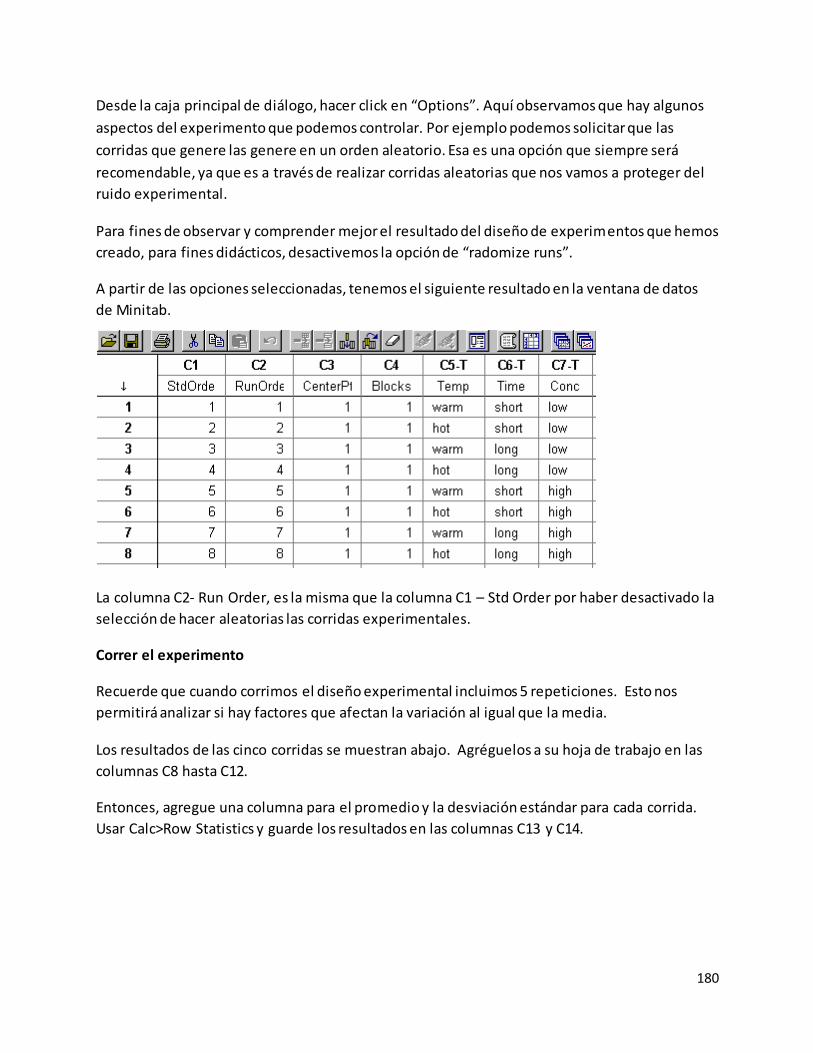
180
Desde la caja principal de diálogo, hacer click en “Options”. Aquí observamos que hay algunos
aspectos del experimento que podemos controlar. Por ejemplo podemos solicitar que las
corridas que genere las genere en un orden aleatorio. Esa es una opción que siempre será
recomendable, ya que es a través de realizar corridas aleatorias que nos vamos a proteger del
ruido experimental.
Para fines de observar y comprender mejor el resultado del diseño de experimentos que hemos
creado, para fines didácticos, desactivemos la opción de “radomize runs”.
A partir de las opciones seleccionadas, tenemos el siguiente resultado en la ventana de datos
de Minitab.
La columna C2- Run Order, es la misma que la columna C1 – Std Order por haber desactivado la
selección de hacer aleatorias las corridas experimentales.
Correr el experimento
Recuerde que cuando corrimos el diseño experimental incluimos 5 repeticiones. Esto nos
permitirá analizar si hay factores que afectan la variación al igual que la media.
Los resultados de las cinco corridas se muestran abajo. Agréguelos a su hoja de trabajo en las
columnas C8 hasta C12.
Entonces, agregue una columna para el promedio y la desviación estándar para cada corrida.
Usar Calc>Row Statistics y guarde los resultados en las columnas C13 y C14.
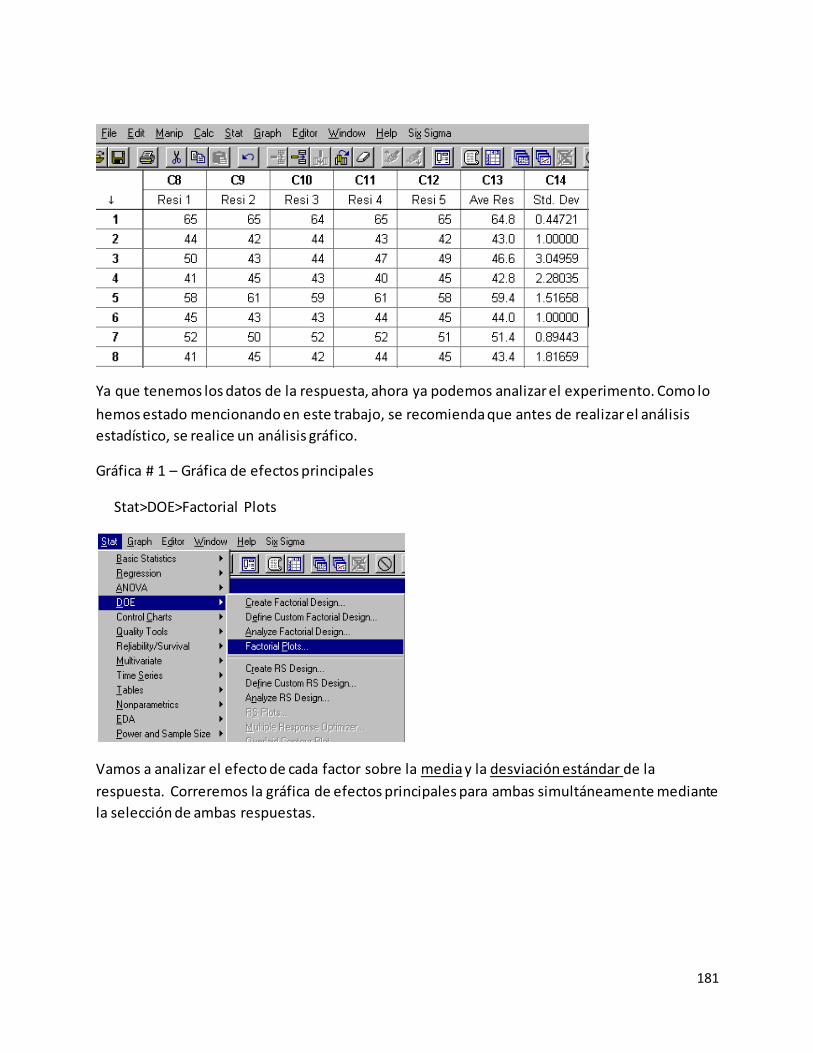
181
Ya que tenemos los datos de la respuesta, ahora ya podemos analizar el experimento. Como lo
hemos estado mencionando en este trabajo, se recomienda que antes de realizar el análisis
estadístico, se realice un análisis gráfico.
Gráfica # 1 – Gráfica de efectos principales
Stat>DOE>Factorial Plots
Vamos a analizar el efecto de cada factor sobre la media y la desviación estándar de la
respuesta. Correremos la gráfica de efectos principales para ambas simultáneamente mediante
la selección de ambas respuestas.
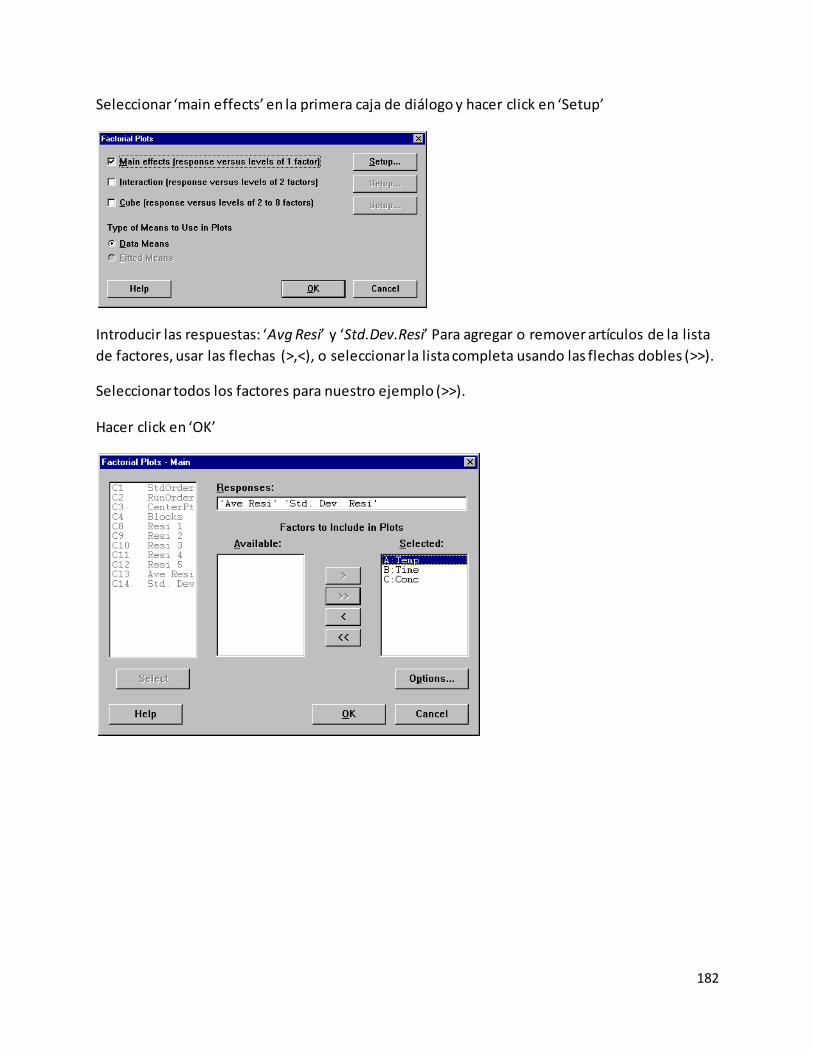
182
Seleccionar ‘main effects’ en la primera caja de diálogo y hacer click en ‘Setup’
Introducir las respuestas: ‘Avg Resi’ y ‘Std.Dev.Resi’ Para agregar o remover artículos de la lista
de factores, usar las flechas (>,<), o seleccionar la lista completa usando las flechas dobles (>>).
Seleccionar todos los factores para nuestro ejemplo (>>).
Hacer click en ‘OK’
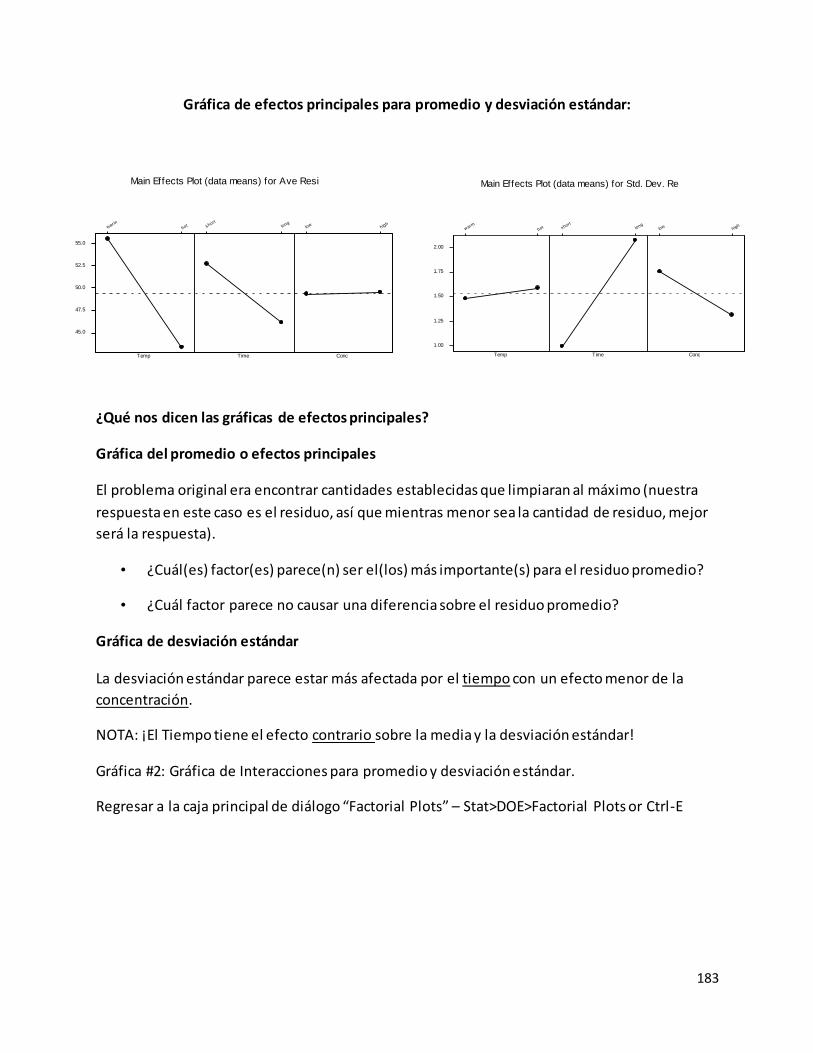
183
Gráfica de efectos principales para promedio y desviación estándar:
¿Qué nos dicen las gráficas de efectos principales?
Gráfica del promedio o efectos principales
El problema original era encontrar cantidades establecidas que limpiaran al máximo (nuestra
respuesta en este caso es el residuo, así que mientras menor sea la cantidad de residuo, mejor
será la respuesta).
• ¿Cuál(es) factor(es) parece(n) ser el(los) más importante(s) para el residuo promedio?
• ¿Cuál factor parece no causar una diferencia sobre el residuo promedio?
Gráfica de desviación estándar
La desviación estándar parece estar más afectada por el tiempo con un efecto menor de la
concentración.
NOTA: ¡El Tiempo tiene el efecto contrario sobre la media y la desviación estándar!
Gráfica #2: Gráfica de Interacciones para promedio y desviación estándar.
Regresar a la caja principal de diálogo “Factorial Plots” – Stat>DOE>Factorial Plots or Ctrl-E
Temp Time Conc
warmhot short
longlow high
1.00
1.25
1.50
1.75
2.00
Std
. D
ev.
Re
Main Effects Plot (data means) for Std. Dev. Re
Temp Time Conc
warmhot short
longlow high
45.0
47.5
50.0
52.5
55.0
Ave
Re
si
Main Effects Plot (data means) for Ave Resi
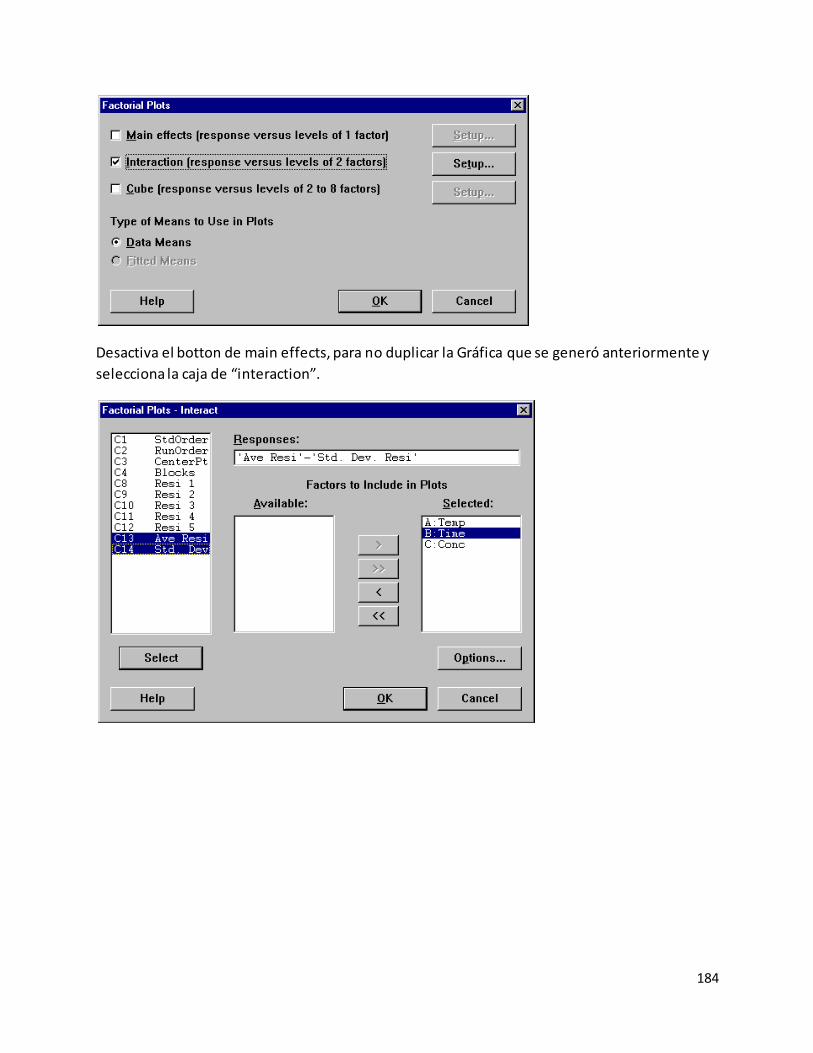
184
Desactiva el botton de main effects, para no duplicar la Gráfica que se generó anteriormente y
selecciona la caja de “interaction”.
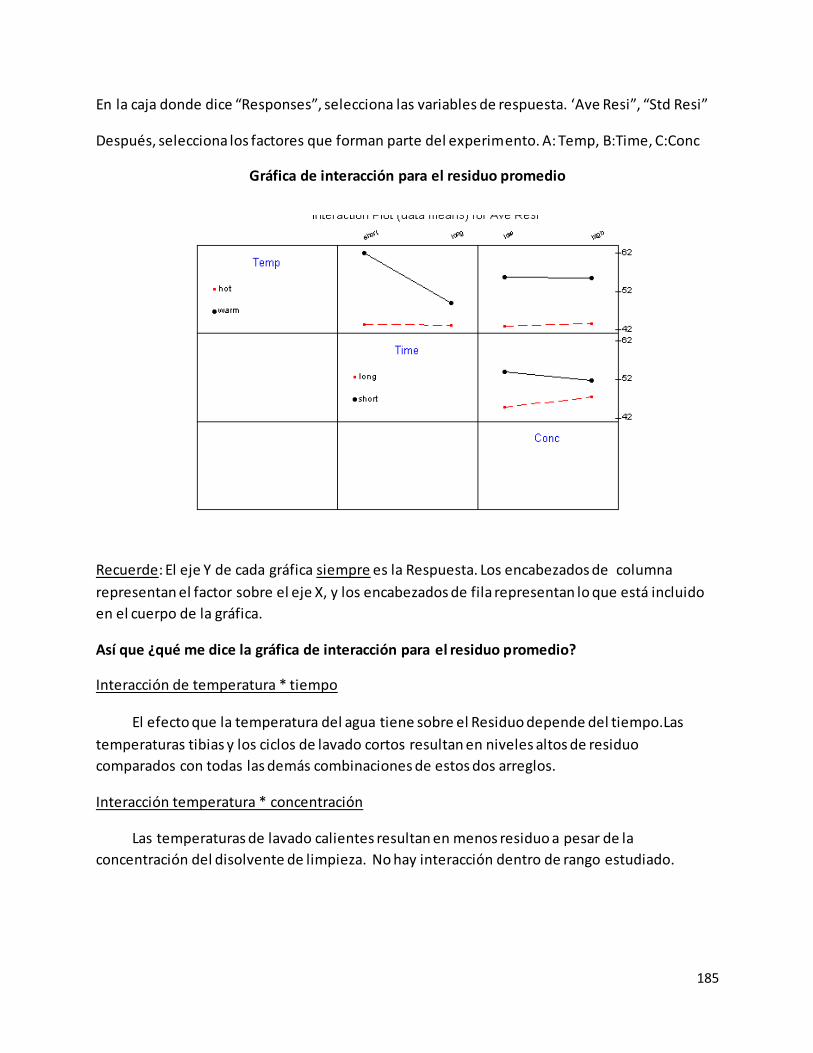
185
En la caja donde dice “Responses”, selecciona las variables de respuesta. ‘Ave Resi”, “Std Resi”
Después, selecciona los factores que forman parte del experimento. A: Temp, B:Time, C:Conc
Gráfica de interacción para el residuo promedio
Recuerde: El eje Y de cada gráfica siempre es la Respuesta. Los encabezados de columna
representan el factor sobre el eje X, y los encabezados de fila representan lo que está incluido
en el cuerpo de la gráfica.
Así que ¿qué me dice la gráfica de interacción para el residuo promedio?
Interacción de temperatura * tiempo
El efecto que la temperatura del agua tiene sobre el Residuo depende del tiempo.Las
temperaturas tibias y los ciclos de lavado cortos resultan en niveles altos de residuo
comparados con todas las demás combinaciones de estos dos arreglos.
Interacción temperatura * concentración
Las temperaturas de lavado calientes resultan en menos residuo a pesar de la
concentración del disolvente de limpieza. No hay interacción dentro de rango estudiado.
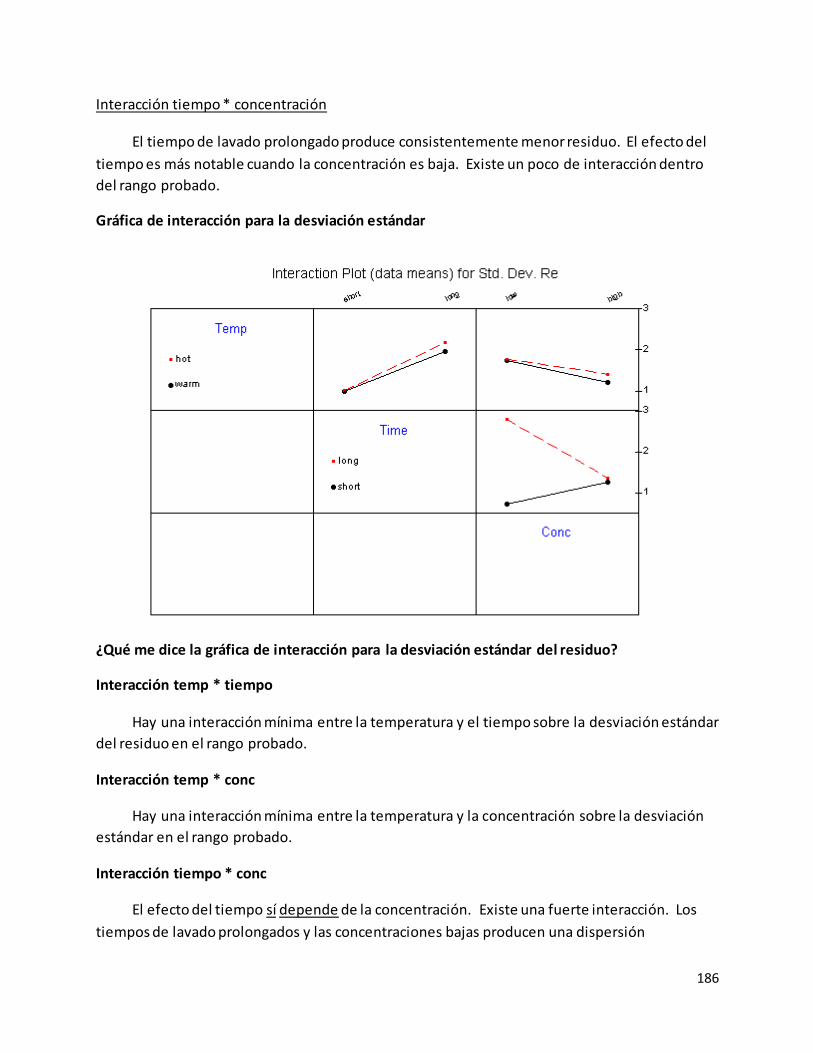
186
Interacción tiempo * concentración
El tiempo de lavado prolongado produce consistentemente menor residuo. El efecto del
tiempo es más notable cuando la concentración es baja. Existe un poco de interacción dentro
del rango probado.
Gráfica de interacción para la desviación estándar
¿Qué me dice la gráfica de interacción para la desviación estándar del residuo?
Interacción temp * tiempo
Hay una interacción mínima entre la temperatura y el tiempo sobre la desviación estándar
del residuo en el rango probado.
Interacción temp * conc
Hay una interacción mínima entre la temperatura y la concentración sobre la desviación
estándar en el rango probado.
Interacción tiempo * conc
El efecto del tiempo sí depende de la concentración. Existe una fuerte interacción. Los
tiempos de lavado prolongados y las concentraciones bajas producen una dispersión
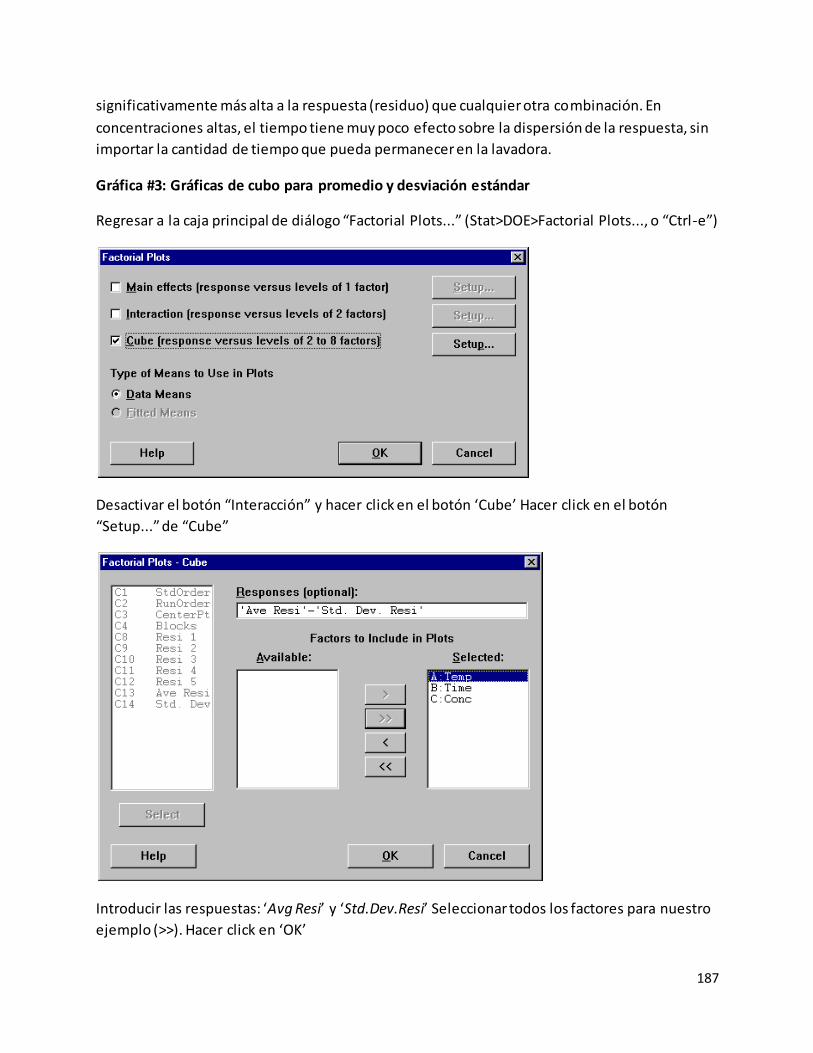
187
significativamente más alta a la respuesta (residuo) que cualquier otra combinación. En
concentraciones altas, el tiempo tiene muy poco efecto sobre la dispersión de la respuesta, sin
importar la cantidad de tiempo que pueda permanecer en la lavadora.
Gráfica #3: Gráficas de cubo para promedio y desviación estándar
Regresar a la caja principal de diálogo “Factorial Plots...” (Stat>DOE>Factorial Plots..., o “Ctrl-e”)
Desactivar el botón “Interacción” y hacer click en el botón ‘Cube’ Hacer click en el botón
“Setup...” de “Cube”
Introducir las respuestas: ‘Avg Resi’ y ‘Std.Dev.Resi’ Seleccionar todos los factores para nuestro
ejemplo (>>). Hacer click en ‘OK’
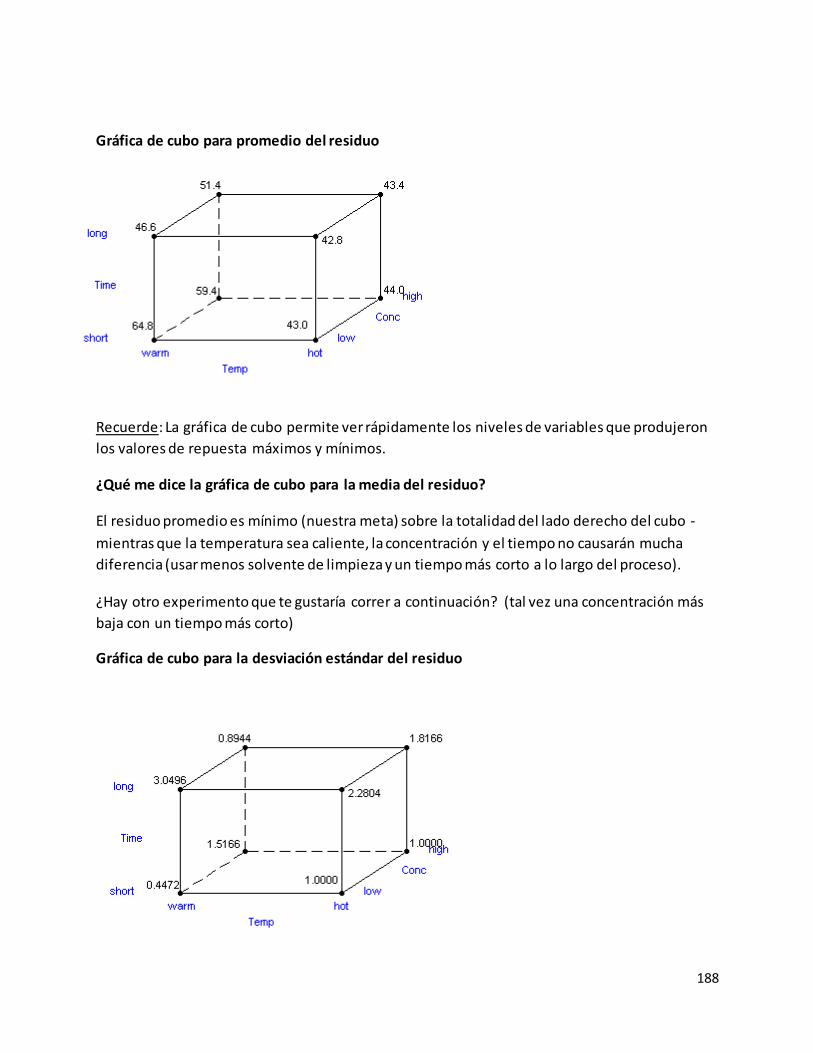
188
Gráfica de cubo para promedio del residuo
Recuerde: La gráfica de cubo permite ver rápidamente los niveles de variables que produjeron
los valores de repuesta máximos y mínimos.
¿Qué me dice la gráfica de cubo para la media del residuo?
El residuo promedio es mínimo (nuestra meta) sobre la totalidad del lado derecho del cubo -
mientras que la temperatura sea caliente, la concentración y el tiempo no causarán mucha
diferencia (usar menos solvente de limpieza y un tiempo más corto a lo largo del proceso).
¿Hay otro experimento que te gustaría correr a continuación? (tal vez una concentración más
baja con un tiempo más corto)
Gráfica de cubo para la desviación estándar del residuo
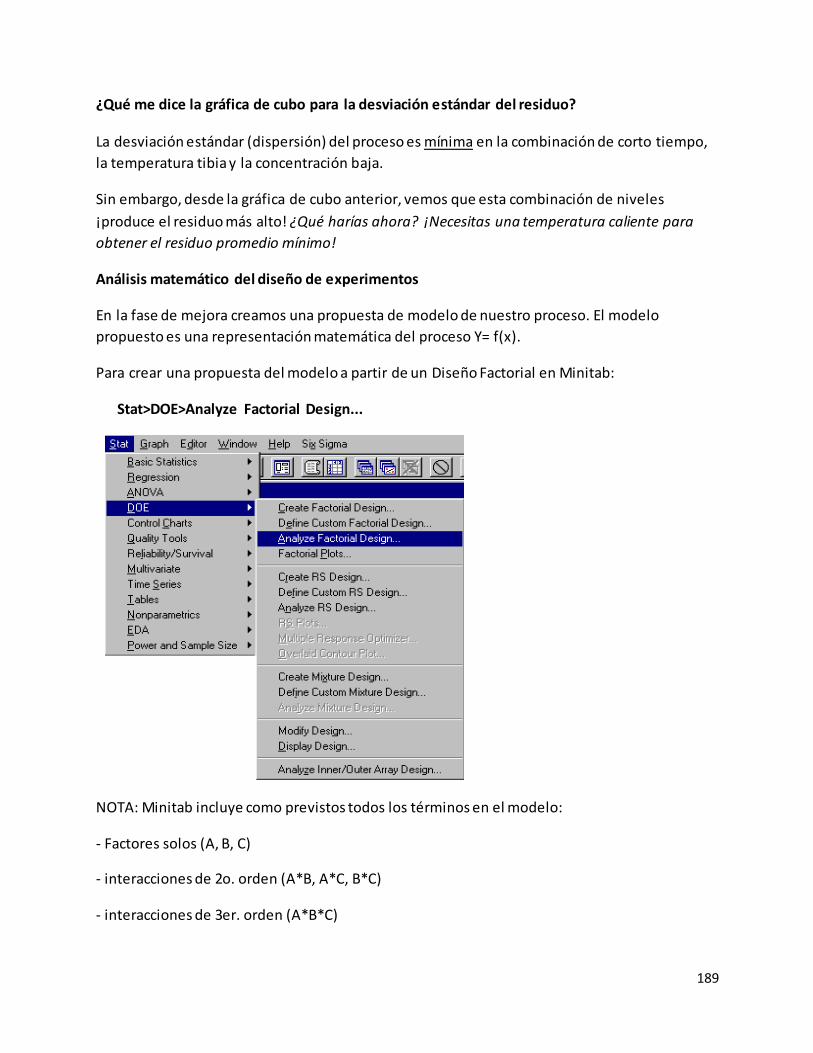
189
¿Qué me dice la gráfica de cubo para la desviación estándar del residuo?
La desviación estándar (dispersión) del proceso es mínima en la combinación de corto tiempo,
la temperatura tibia y la concentración baja.
Sin embargo, desde la gráfica de cubo anterior, vemos que esta combinación de niveles
¡produce el residuo más alto! ¿Qué harías ahora? ¡Necesitas una temperatura caliente para
obtener el residuo promedio mínimo!
Análisis matemático del diseño de experimentos
En la fase de mejora creamos una propuesta de modelo de nuestro proceso. El modelo
propuesto es una representación matemática del proceso Y= f(x).
Para crear una propuesta del modelo a partir de un Diseño Factorial en Minitab:
Stat>DOE>Analyze Factorial Design...
NOTA: Minitab incluye como previstos todos los términos en el modelo:
- Factores solos (A, B, C)
- interacciones de 2o. orden (A*B, A*C, B*C)
- interacciones de 3er. orden (A*B*C)
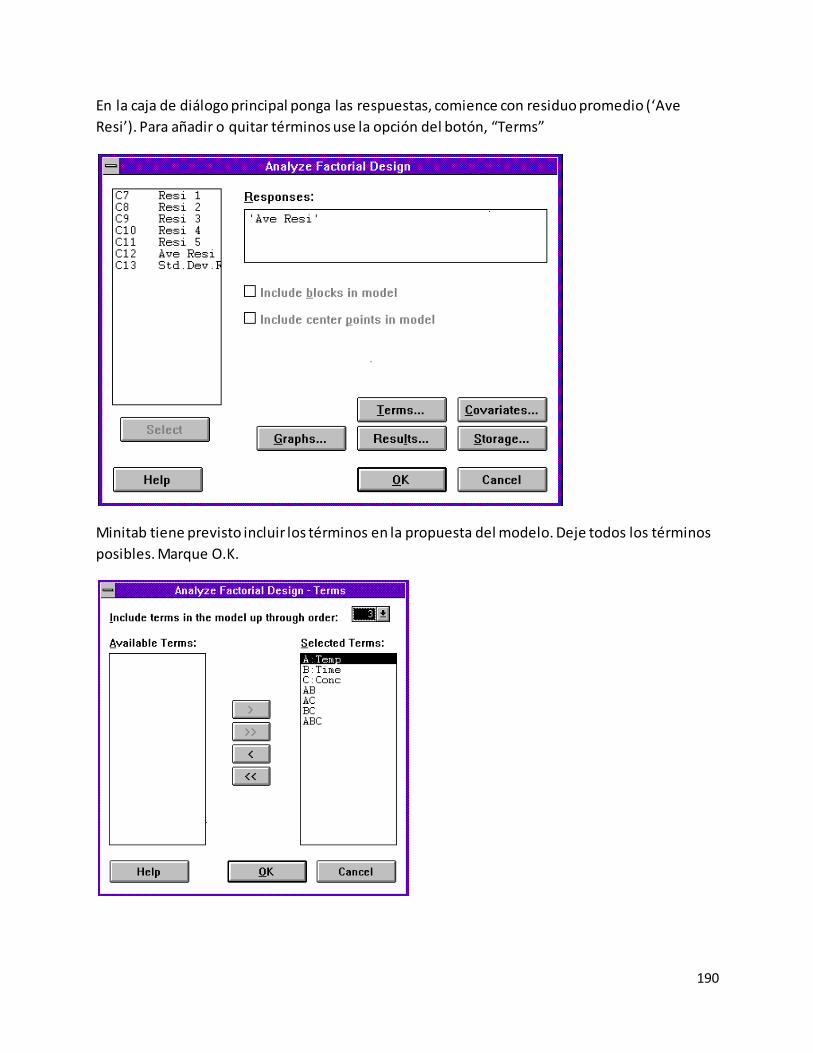
190
En la caja de diálogo principal ponga las respuestas, comience con residuo promedio (‘Ave
Resi’). Para añadir o quitar términos use la opción del botón, “Terms”
Minitab tiene previsto incluir los términos en la propuesta del modelo. Deje todos los términos
posibles. Marque O.K.
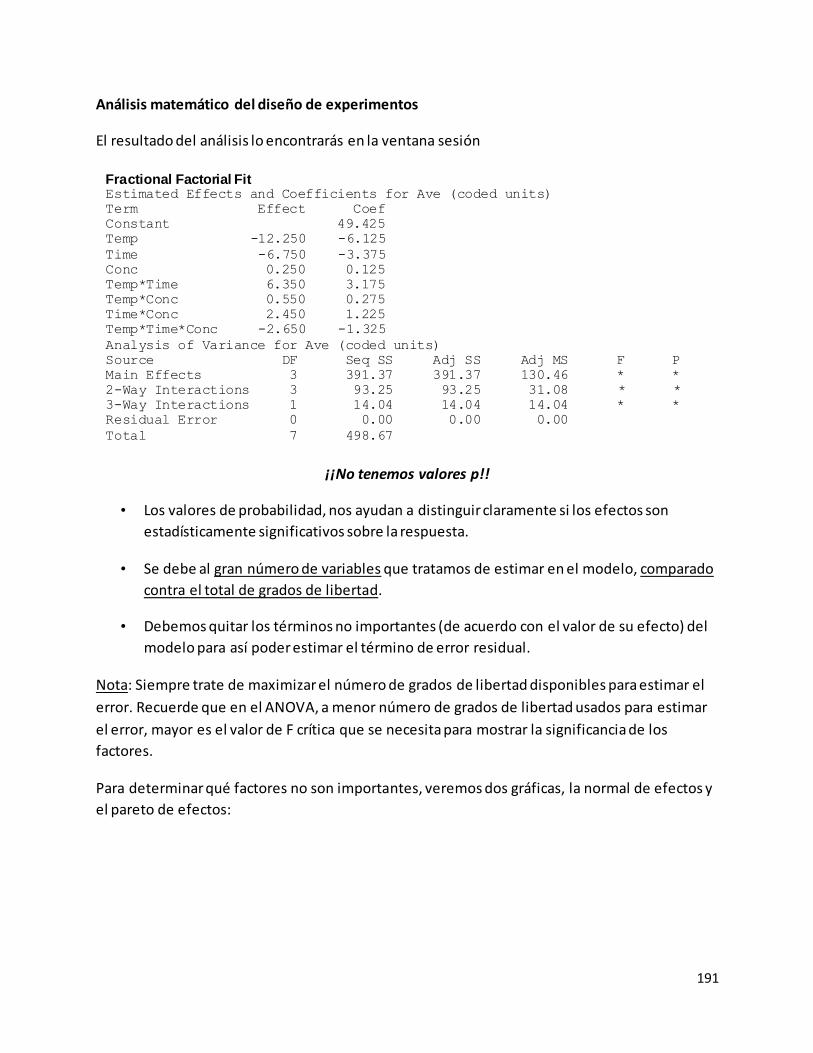
191
Análisis matemático del diseño de experimentos
El resultado del análisis lo encontrarás en la ventana sesión
¡¡No tenemos valores p!!
• Los valores de probabilidad, nos ayudan a distinguir claramente si los efectos son
estadísticamente significativos sobre la respuesta.
• Se debe al gran número de variables que tratamos de estimar en el modelo, comparado
contra el total de grados de libertad.
• Debemos quitar los términos no importantes (de acuerdo con el valor de su efecto) del
modelo para así poder estimar el término de error residual.
Nota: Siempre trate de maximizar el número de grados de libertad disponibles para estimar el
error. Recuerde que en el ANOVA, a menor número de grados de libertad usados para estimar
el error, mayor es el valor de F crítica que se necesita para mostrar la significancia de los
factores.
Para determinar qué factores no son importantes, veremos dos gráficas, la normal de efectos y
el pareto de efectos:
Fractional Factorial Fit Estimated Effects and Coefficients for Ave (coded units) Term Effect Coef Constant 49.425 Temp -12.250 -6.125 Time -6.750 -3.375 Conc 0.250 0.125 Temp*Time 6.350 3.175 Temp*Conc 0.550 0.275 Time*Conc 2.450 1.225 Temp*Time*Conc -2.650 -1.325 Analysis of Variance for Ave (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 391.37 391.37 130.46 * * 2-Way Interactions 3 93.25 93.25 31.08 * * 3-Way Interactions 1 14.04 14.04 14.04 * * Residual Error 0 0.00 0.00 0.00 Total 7 498.67
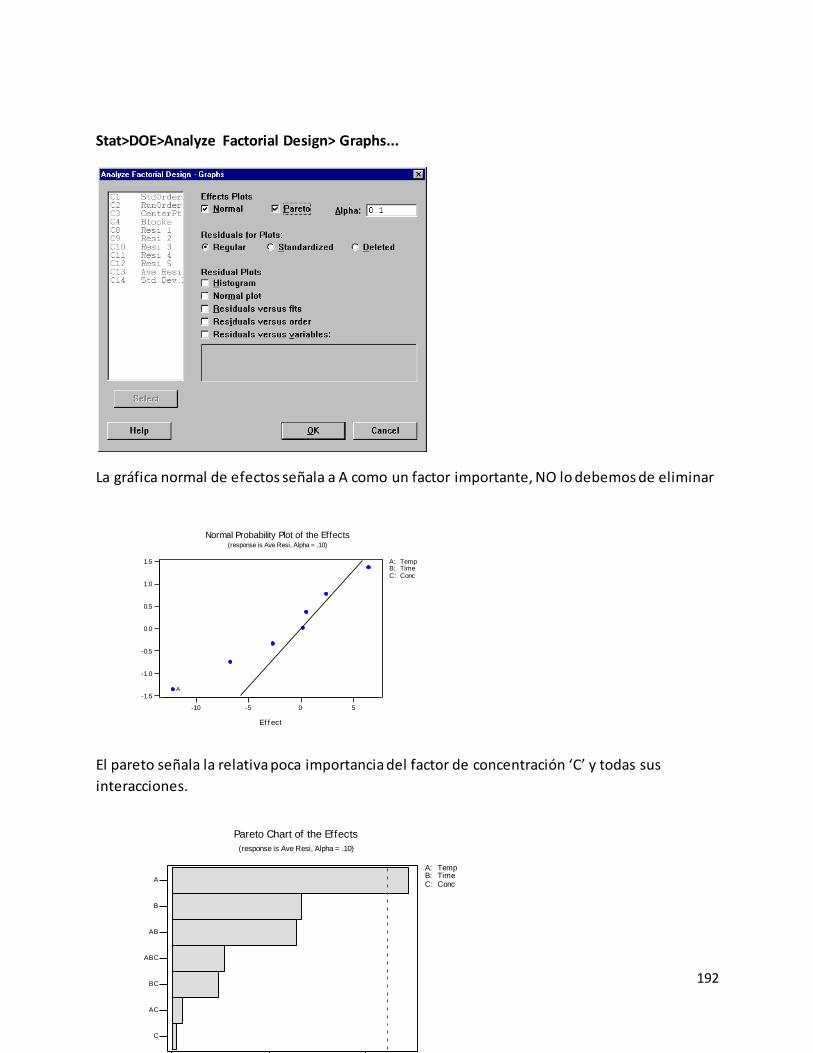
192
Stat>DOE>Analyze Factorial Design> Graphs...
La gráfica normal de efectos señala a A como un factor importante, NO lo debemos de eliminar
El pareto señala la relativa poca importancia del factor de concentración ‘C’ y todas sus
interacciones.
-10 -5 0 5
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
Ef f ect
No
rma
l S
co
re
A
Normal Probability Plot of the Effects(response is Ave Resi, Alpha = .10)
A: TempB: TimeC: Conc
0 5 10
C
AC
BC
ABC
AB
B
A
Pareto Chart of the Effects
(response is Ave Resi, Alpha = .10)
A: TempB: TimeC: Conc
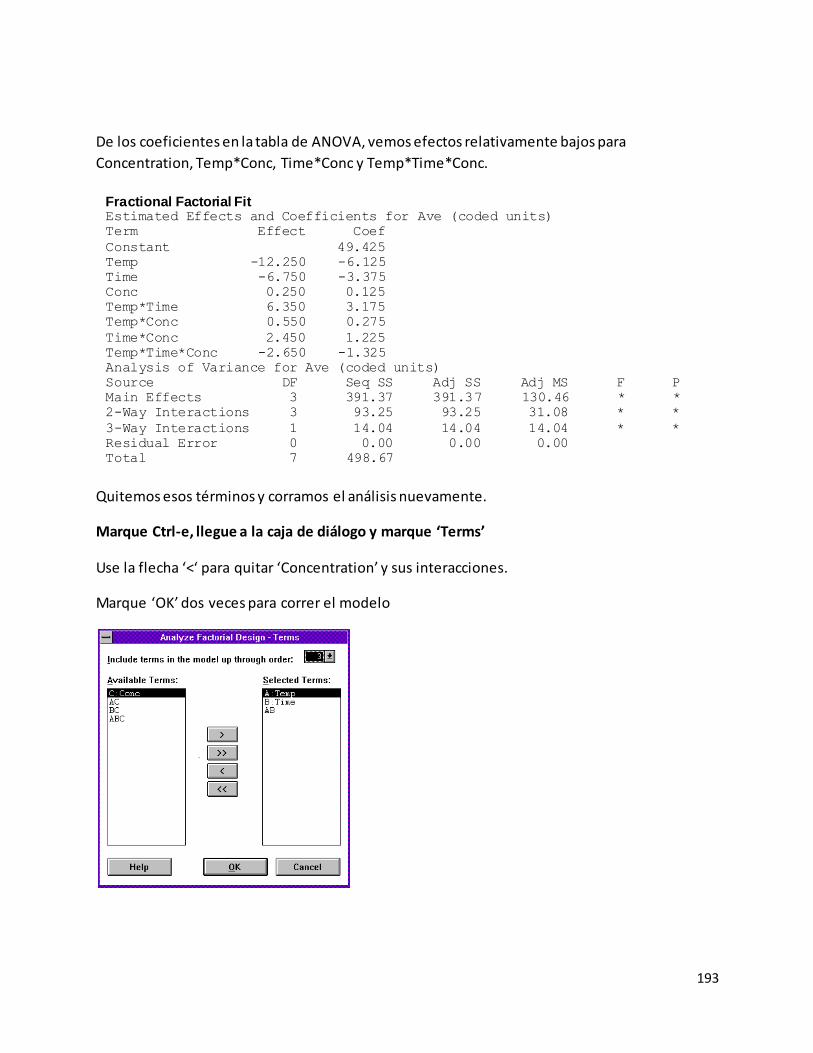
193
De los coeficientes en la tabla de ANOVA, vemos efectos relativamente bajos para
Concentration, Temp*Conc, Time*Conc y Temp*Time*Conc.
Quitemos esos términos y corramos el análisis nuevamente.
Marque Ctrl-e, llegue a la caja de diálogo y marque ‘Terms’
Use la flecha ‘<‘ para quitar ‘Concentration’ y sus interacciones.
Marque ‘OK’ dos veces para correr el modelo
Fractional Factorial Fit Estimated Effects and Coefficients for Ave (coded units) Term Effect Coef Constant 49.425 Temp -12.250 -6.125 Time -6.750 -3.375 Conc 0.250 0.125 Temp*Time 6.350 3.175 Temp*Conc 0.550 0.275 Time*Conc 2.450 1.225 Temp*Time*Conc -2.650 -1.325 Analysis of Variance for Ave (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 391.37 391.37 130.46 * * 2-Way Interactions 3 93.25 93.25 31.08 * * 3-Way Interactions 1 14.04 14.04 14.04 * * Residual Error 0 0.00 0.00 0.00 Total 7 498.67
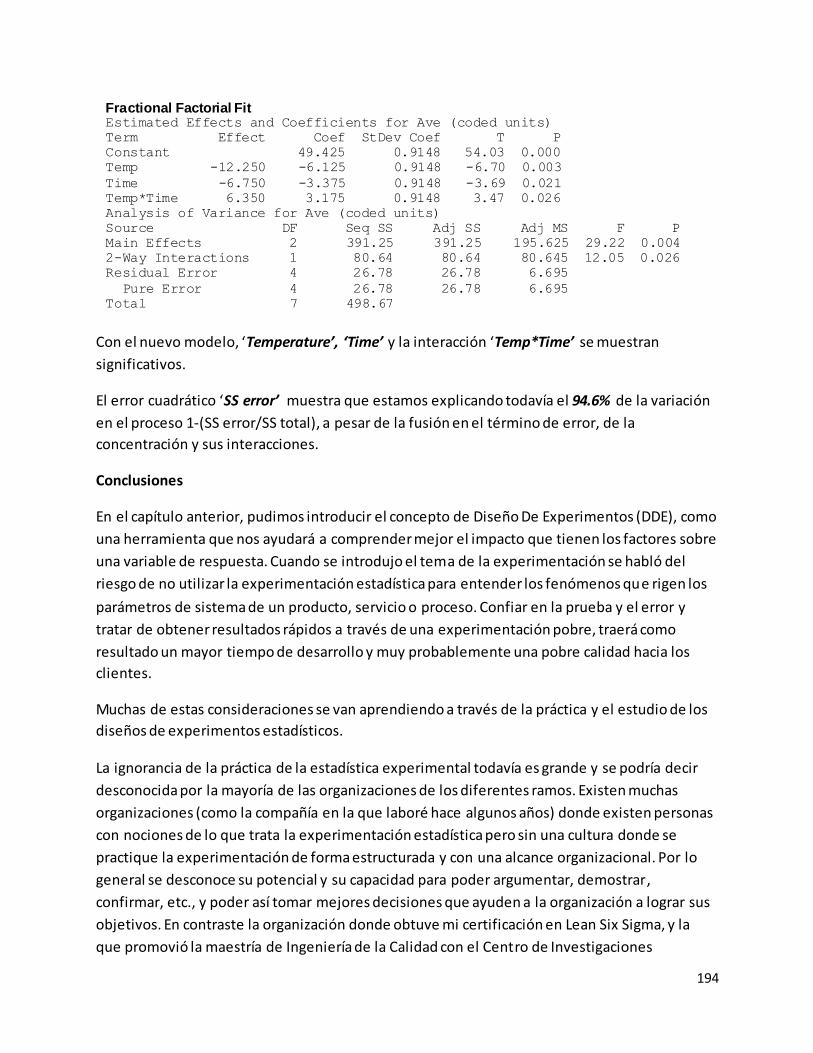
194
Con el nuevo modelo, ‘Temperature’, ‘Time’ y la interacción ‘Temp*Time’ se muestran
significativos.
El error cuadrático ‘SS error’ muestra que estamos explicando todavía el 94.6% de la variación
en el proceso 1-(SS error/SS total), a pesar de la fusión en el término de error, de la
concentración y sus interacciones.
Conclusiones
En el capítulo anterior, pudimos introducir el concepto de Diseño De Experimentos (DDE), como
una herramienta que nos ayudará a comprender mejor el impacto que tienen los factores sobre
una variable de respuesta. Cuando se introdujo el tema de la experimentación se habló del
riesgo de no utilizar la experimentación estadística para entender los fenómenos que rigen los
parámetros de sistema de un producto, servicio o proceso. Confiar en la prueba y el error y
tratar de obtener resultados rápidos a través de una experimentación pobre, traerá como
resultado un mayor tiempo de desarrollo y muy probablemente una pobre calidad hacia los
clientes.
Muchas de estas consideraciones se van aprendiendo a través de la práctica y el estudio de los
diseños de experimentos estadísticos.
La ignorancia de la práctica de la estadística experimental todavía es grande y se podría decir
desconocida por la mayoría de las organizaciones de los diferentes ramos. Existen muchas
organizaciones (como la compañía en la que laboré hace algunos años) donde existen personas
con nociones de lo que trata la experimentación estadística pero sin una cultura donde se
practique la experimentación de forma estructurada y con una alcance organizacional. Por lo
general se desconoce su potencial y su capacidad para poder argumentar, demostrar,
confirmar, etc., y poder así tomar mejores decisiones que ayuden a la organización a lograr sus
objetivos. En contraste la organización donde obtuve mi certificación en Lean Six Sigma, y la
que promovió la maestría de Ingeniería de la Calidad con el Centro de Investigaciones
Fractional Factorial Fit Estimated Effects and Coefficients for Ave (coded units) Term Effect Coef StDev Coef T P Constant 49.425 0.9148 54.03 0.000 Temp -12.250 -6.125 0.9148 -6.70 0.003 Time -6.750 -3.375 0.9148 -3.69 0.021 Temp*Time 6.350 3.175 0.9148 3.47 0.026 Analysis of Variance for Ave (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 2 391.25 391.25 195.625 29.22 0.004 2-Way Interactions 1 80.64 80.64 80.645 12.05 0.026 Residual Error 4 26.78 26.78 6.695 Pure Error 4 26.78 26.78 6.695 Total 7 498.67
195
Matemáticas es una organización donde a través de los años la experimentación experimental
se convirtió en un conocimiento común durante el diseño y la producción de los productos que
se diseñaban y fabricaban tales como lavadoras, secadoras, refrigeradores y estufas.
En los siguientes capítulos seguiremos profundizando en técnicas experimentales que nos
ayudarán a probar un mayor número de variables tratando de optimizar el número de corridas
y tratando de no sacrificar la veracidad de la información. Esto lo lograremos a través de
utilizar diseños fraccionados donde podremos reducir el número de corridas y al mismo tiempo
podremos demostrar que tan significativas son las variables del experimento o factores a la
variable de respuesta.
196
Referencias bibliográficas
Andre I. Khuri and John A. Cornell. (1996). Response Surface, 2nd Rev. Edition, New York:
Marcel Dekker.
C. F. Jeff Wu and Michael Hamada. (2000). Experiments: Planning, Analysis and Parameter
Design Optimization, New York: Wiley
Douglas C. Montgomery. (2000). Design and Analysis of Experiments, 5th Edition, Wiley.
George E. P. Box, William, G. Hunter, J. Stuart Hunter. (1978). Statistics for Experiments, New
Jersey: Wiley.
John, Peter W. M. (1971). Statistical Design and Analysis of Experiments, New York: Macmillan
Publishing Company.
Raymond H. Myers and Douglas C. Montgomery. (2002).Response Surface Methodology:
Process and Product Optimization Using Designed Experiments, 2nd. edition. New York: Wiley.
Román de la Vara Salazar, Humberto Gutiérrez Pulido. (2012). Análisis y Diseño de
Experimentos, 3a Ed. McGraw Hill
Schmidt, Stephen R. and Launsby, Robert G. (1994).Understanding Industrial Designed
Experiments, 4th edition., Air Academy Press,.
Thomás J. Lorenzen and Virgil L. Anderson. (1993). Design of Experiments, New York: Marcel
Dekker.
197
Introducción a los diseños de experimentos factoriales fraccionados
Como se mencionó en el capítulo anterior, ahora exploraremos el caso donde se tie ne la
necesidad de realizar experimentos que involucren muchas variables. El problema que existe
cuando se requiere experimentar con muchas variables es que el número de corridas crecerá
exponencialmente en función del número de factores que se incluyen en el modelo. De tal
forma que si se quisiera experimentar con un producto o proceso donde se involucran 5
variables que potencialmente son significativas a la respuesta, con lo que conocemos hasta
ahora tendríamos que correr un experimento 2^5. Eso quiere decir un experimento donde se
requieren 32 corridas experimentales. En la mayoría de los casos, independientemente del tipo
de industria, sobre todo cuando se están desarrollando nuevos productos, este pude ser un
número alto de corridas experimentales. El diseño experimental estadístico, ofrece una
alternativa muy práctica y poderosa para poder optimizar el experimento. Este tipo de técnica
se conoce como diseños de experimentos factoriales fraccionados. Esta técnica experimental
trata de realizar solo una fracción del diseño completo (es decir ciertas corridas), tratando de
proteger en la medida de lo posible la cantidad de información para poder obtener
conclusiones acerca de lo significativas que son o no las variables que participan en el
experimento en función de la respuesta que se está analizando.
Diseños de experimentos factoriales fraccionados
El propósito de este capítulo es explorar el concepto de los DDE factoriales fraccionados,
incluyendo cuando aplicarlos y las limitaciones del método.
Específicamente queremos eexplicar porque se usa un experimento factorial fraccionado y las
ramificaciones de su uso.
Describir la nomenclatura de los DDE factoriales fraccionados.
Introducir los términos utilizados en los DDE factoriales fraccionados (confusión,
resolución de diseño, tabla alias y selección por eliminación)
Usar Minitab para generar y analizar los DDE factoriales fraccionados.
¿Porque queremos probar muchos factores en el experimento?
Muchas oportunidades de mejora (muchas X’s potenciales)
Aumentar la eficiencia de los diseños factoriales
Fenómenos complejos en los que no se tiene un claro entendimiento del sistema
198
Extensión del concepto del diseño experimental:
Hasta ahora hemos visto los experimentos 22 y 23.
En diseños pequeños, generalmente el número de corridas es razonable.
– ¿Qué pasa cuando agregamos más variables?
– A veces hay consideraciones de recursos (tiempo y dinero) asociadas a la corrida
de un experimento factorial.
Cuando se comienza a estudiar algún fenómeno durante el diseño de un producto o durante la
producción del producto, es normal tener más de dos o tres variables como candidatas para
incluir en la experimentación. Es aquí donde el uso de esta técnica resulta de mucha ayuda.
Diseño de Experimentos factorial fraccionado:
¿Qué es?
Es un técnica dentro de los DDE estadísticos que permite que sean incluidos más factores (las X)
en el diseño experimental con un menor número de corridas comparado con el número de
corridas de un diseño completo, minimizando el riesgo de la pérdida de información.
¿Para qué utilizarlo?
Para probar un gran número de X potenciales con un mínimo de corridas.
¿Cuándo utilizarlo?
• En las etapas iniciales de la experimentación, cuando se desea probar la relevancia de
muchos factores sobre una variable de respuesta.
• Cuando se tenga la necesidad de identificar las pocas X Vitales.
• Cuando las consideraciones económicas dificultan correr un experimento factorial
completo.
Los factoriales fraccionados son una manera poderosa de realizar experimentos con un “gran
número” de Xs o factores.
En un experimento factorial completo, corremos pruebas en todas las combinaciones posibles
de los factores.

199
En un DDE factorial fraccionado, elegimos una fracción del diseño completo.
Una consideración clave cuando hacemos esto, es ¿cómo elegimos que combinación probar?
Si piensa en un arreglo para un experimento 22, se ve como esto (ver tabla 1)
Tabla 1. Arreglo para un experimento 2^2
Donde, X1 y X2 son los factores y X1*X2 es la interacción de factores.
¿Si agregamos un tercer factor al experimento? ¿Cuáles serían los arreglos experimentales si
decidimos usar la mitad (½) de las corridas necesarias para el experimento completo?
¿Qué pasa si probamos tres factores en sólo cuatro corridas?
Un experimento factorial completo (23) está balanceado y es ortogonal (ver tabla 2).
Tabla 2. Experimento 2^3 completo
Cra X1 X2 X1*X2
1 -1 -1 +1
2 +1 -1 -1 3 -1 +1 -1
4 +1 +1 +1
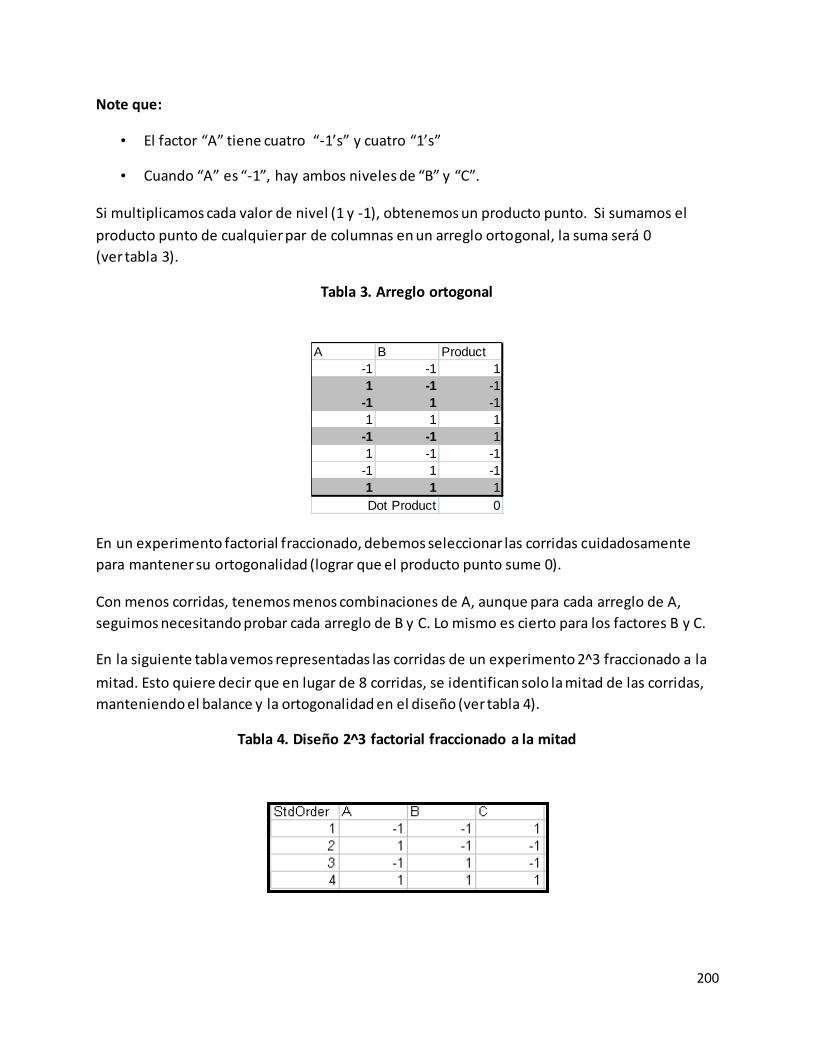
200
Note que:
• El factor “A” tiene cuatro “-1’s” y cuatro “1’s”
• Cuando “A” es “-1”, hay ambos niveles de “B” y “C”.
Si multiplicamos cada valor de nivel (1 y -1), obtenemos un producto punto. Si sumamos el
producto punto de cualquier par de columnas en un arreglo ortogonal, la suma será 0
(ver tabla 3).
Tabla 3. Arreglo ortogonal
En un experimento factorial fraccionado, debemos seleccionar las corridas cuidadosamente
para mantener su ortogonalidad (lograr que el producto punto sume 0).
Con menos corridas, tenemos menos combinaciones de A, aunque para cada arreglo de A,
seguimos necesitando probar cada arreglo de B y C. Lo mismo es cierto para los factores B y C.
En la siguiente tabla vemos representadas las corridas de un experimento 2^3 fraccionado a la
mitad. Esto quiere decir que en lugar de 8 corridas, se identifican solo la mitad de las corridas,
manteniendo el balance y la ortogonalidad en el diseño (ver tabla 4).
Tabla 4. Diseño 2^3 factorial fraccionado a la mitad
A B Product
-1 -1 1
1 -1 -1
-1 1 -1
1 1 1
-1 -1 1
1 -1 -1
-1 1 -1
1 1 1
Dot Product 0
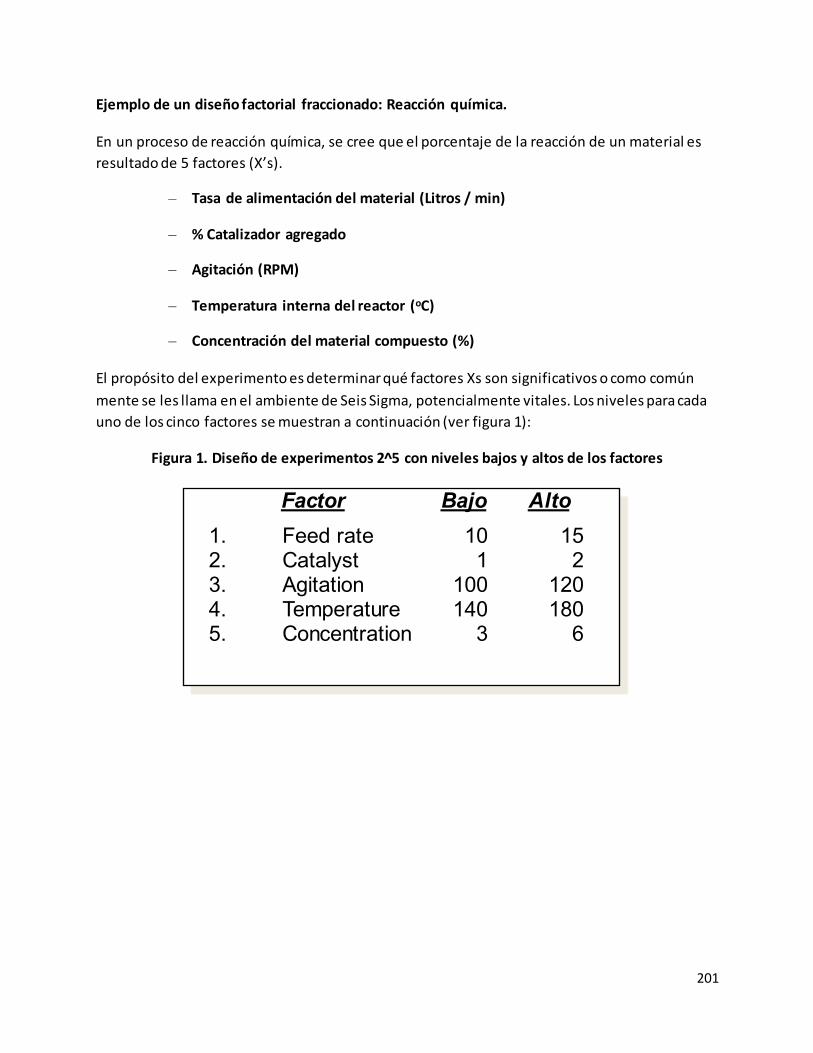
201
Ejemplo de un diseño factorial fraccionado: Reacción química.
En un proceso de reacción química, se cree que el porcentaje de la reacción de un material es
resultado de 5 factores (X’s).
– Tasa de alimentación del material (Litros / min)
– % Catalizador agregado
– Agitación (RPM)
– Temperatura interna del reactor (oC)
– Concentración del material compuesto (%)
El propósito del experimento es determinar qué factores Xs son significativos o como común
mente se les llama en el ambiente de Seis Sigma, potencialmente vitales. Los niveles para cada
uno de los cinco factores se muestran a continuación (ver figura 1):
Figura 1. Diseño de experimentos 2^5 con niveles bajos y altos de los factores
1. 2. 3. 4. 5.
Feed rate
Catalyst Agitation
Temperature
Concentration
10
1
100
140
3
15
2
120
180
6
Factor Bajo Alto
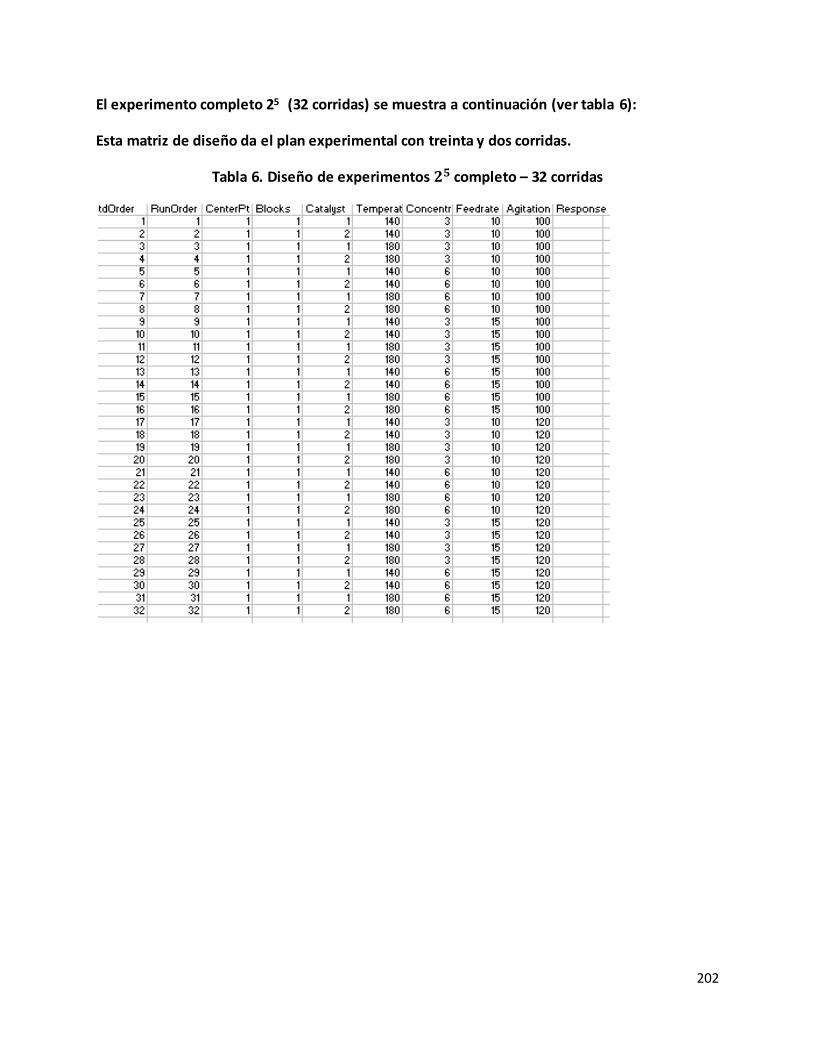
202
El experimento completo 25 (32 corridas) se muestra a continuación (ver tabla 6):
Esta matriz de diseño da el plan experimental con treinta y dos corridas.
Tabla 6. Diseño de experimentos 𝟐𝟓 completo – 32 corridas
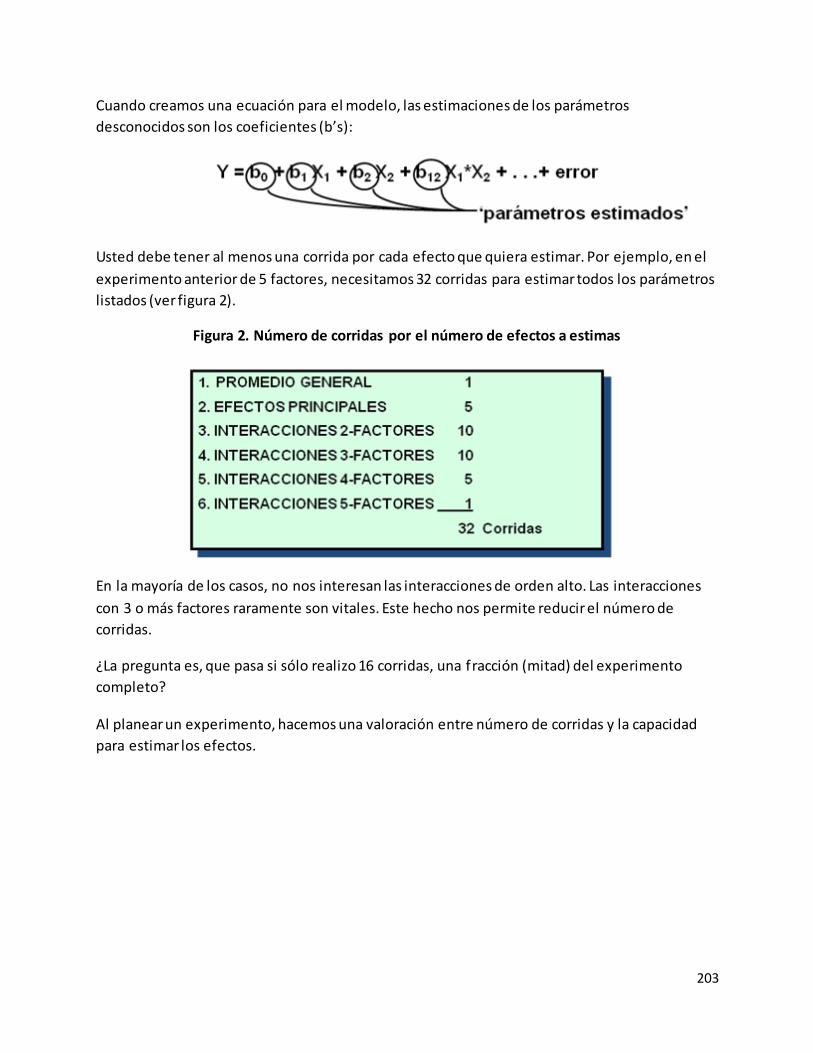
203
Cuando creamos una ecuación para el modelo, las estimaciones de los parámetros
desconocidos son los coeficientes (b’s):
Usted debe tener al menos una corrida por cada efecto que quiera estimar. Por ejemplo, en el
experimento anterior de 5 factores, necesitamos 32 corridas para estimar todos los parámetros
listados (ver figura 2).
Figura 2. Número de corridas por el número de efectos a estimas
En la mayoría de los casos, no nos interesan las interacciones de orden alto. Las interacciones
con 3 o más factores raramente son vitales. Este hecho nos permite reducir el número de
corridas.
¿La pregunta es, que pasa si sólo realizo 16 corridas, una fracción (mitad) del experimento
completo?
Al planear un experimento, hacemos una valoración entre número de corridas y la capacidad
para estimar los efectos.
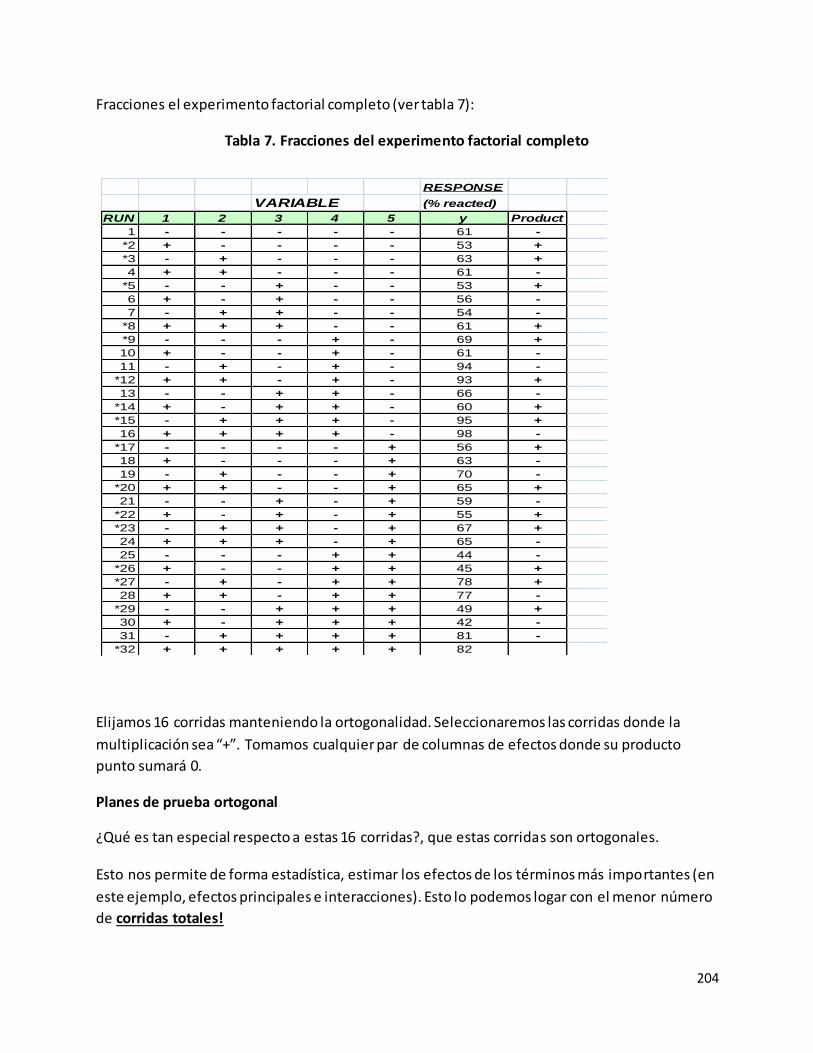
204
Fracciones el experimento factorial completo (ver tabla 7):
Tabla 7. Fracciones del experimento factorial completo
Elijamos 16 corridas manteniendo la ortogonalidad. Seleccionaremos las corridas donde la
multiplicación sea “+”. Tomamos cualquier par de columnas de efectos donde su producto
punto sumará 0.
Planes de prueba ortogonal
¿Qué es tan especial respecto a estas 16 corridas?, que estas corridas son ortogonales.
Esto nos permite de forma estadística, estimar los efectos de los términos más importantes (en
este ejemplo, efectos principales e interacciones). Esto lo podemos logar con el menor número
de corridas totales!
RESPONSE
VARIABLE (% reacted)
RUN 1 2 3 4 5 y Product
1 - - - - - 61 -
*2 + - - - - 53 +
*3 - + - - - 63 +
4 + + - - - 61 -
*5 - - + - - 53 +
6 + - + - - 56 -
7 - + + - - 54 -
*8 + + + - - 61 +
*9 - - - + - 69 +
10 + - - + - 61 -
11 - + - + - 94 -
*12 + + - + - 93 +
13 - - + + - 66 -
*14 + - + + - 60 +
*15 - + + + - 95 +
16 + + + + - 98 -
*17 - - - - + 56 +
18 + - - - + 63 -
19 - + - - + 70 -
*20 + + - - + 65 +
21 - - + - + 59 -
*22 + - + - + 55 +
*23 - + + - + 67 +
24 + + + - + 65 -
25 - - - + + 44 -
*26 + - - + + 45 +
*27 - + - + + 78 +
28 + + - + + 77 -
*29 - - + + + 49 +
30 + - + + + 42 -
31 - + + + + 81 -
*32 + + + + + 82
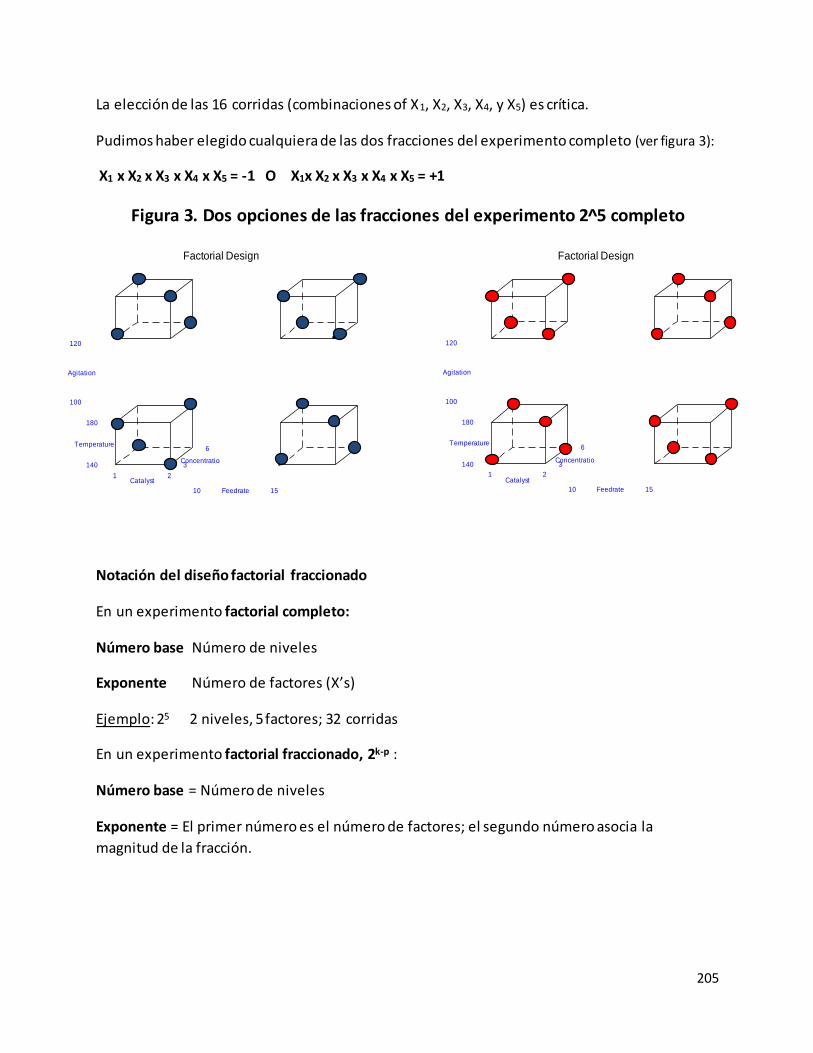
205
La elección de las 16 corridas (combinaciones of X1, X2, X3, X4, y X5) es crítica.
Pudimos haber elegido cualquiera de las dos fracciones del experimento completo (ver figura 3):
X1 x X2 x X3 x X4 x X5 = -1 O X1x X2 x X3 x X4 x X5 = +1
Notación del diseño factorial fraccionado
En un experimento factorial completo:
Número base Número de niveles
Exponente Número de factores (X’s)
Ejemplo: 25 2 niveles, 5 factores; 32 corridas
En un experimento factorial fraccionado, 2k-p :
Número base = Número de niveles
Exponente = El primer número es el número de factores; el segundo número asocia la
magnitud de la fracción.
Figura 3. Dos opciones de las fracciones del experimento 2^5 completo
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1 2
10 15
Catalyst
Temperature
Concentratio
Feedrate
Agitation
140
180
100
120
3
6
Factorial Design
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1 2
10 15
Catalyst
Temperature
Concentratio
Feedrate
Agitation
140
180
100
120
3
6
Factorial Design
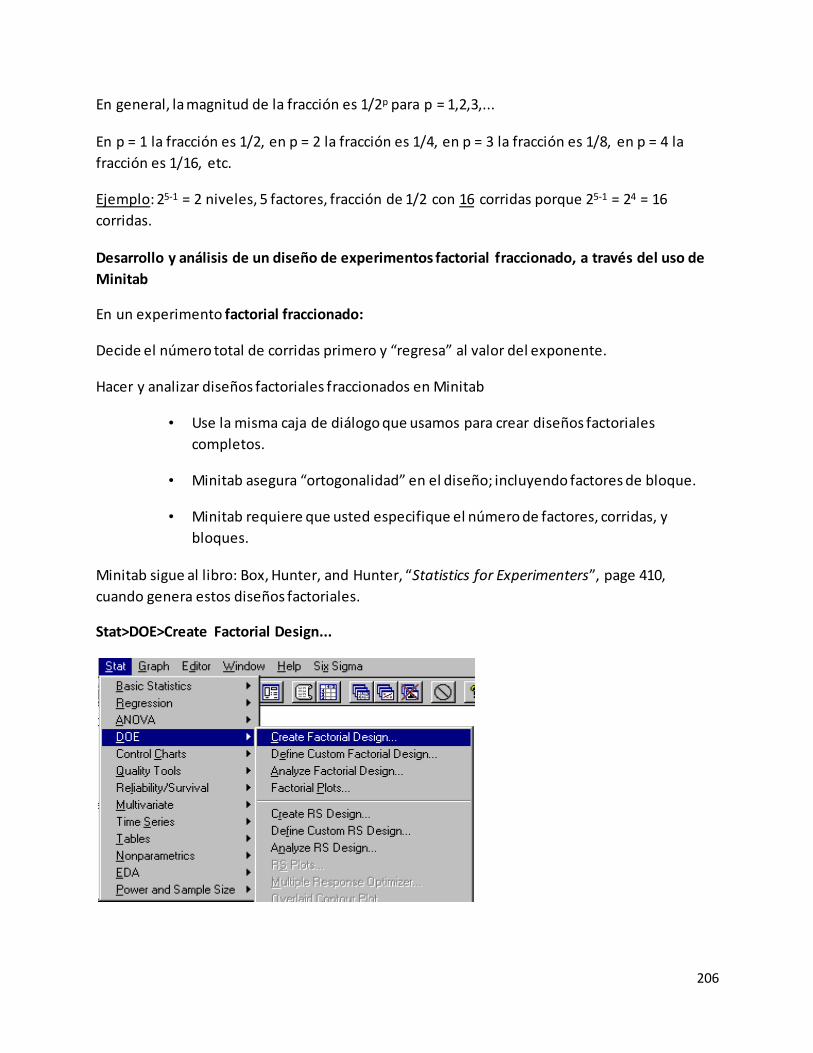
206
En general, la magnitud de la fracción es 1/2p para p = 1,2,3,...
En p = 1 la fracción es 1/2, en p = 2 la fracción es 1/4, en p = 3 la fracción es 1/8, en p = 4 la
fracción es 1/16, etc.
Ejemplo: 25-1 = 2 niveles, 5 factores, fracción de 1/2 con 16 corridas porque 25-1 = 24 = 16
corridas.
Desarrollo y análisis de un diseño de experimentos factorial fraccionado, a través del uso de
Minitab
En un experimento factorial fraccionado:
Decide el número total de corridas primero y “regresa” al valor del exponente.
Hacer y analizar diseños factoriales fraccionados en Minitab
• Use la misma caja de diálogo que usamos para crear diseños factoriales
completos.
• Minitab asegura “ortogonalidad” en el diseño; incluyendo factores de bloque.
• Minitab requiere que usted especifique el número de factores, corridas, y
bloques.
Minitab sigue al libro: Box, Hunter, and Hunter, “Statistics for Experimenters”, page 410,
cuando genera estos diseños factoriales.
Stat>DOE>Create Factorial Design...
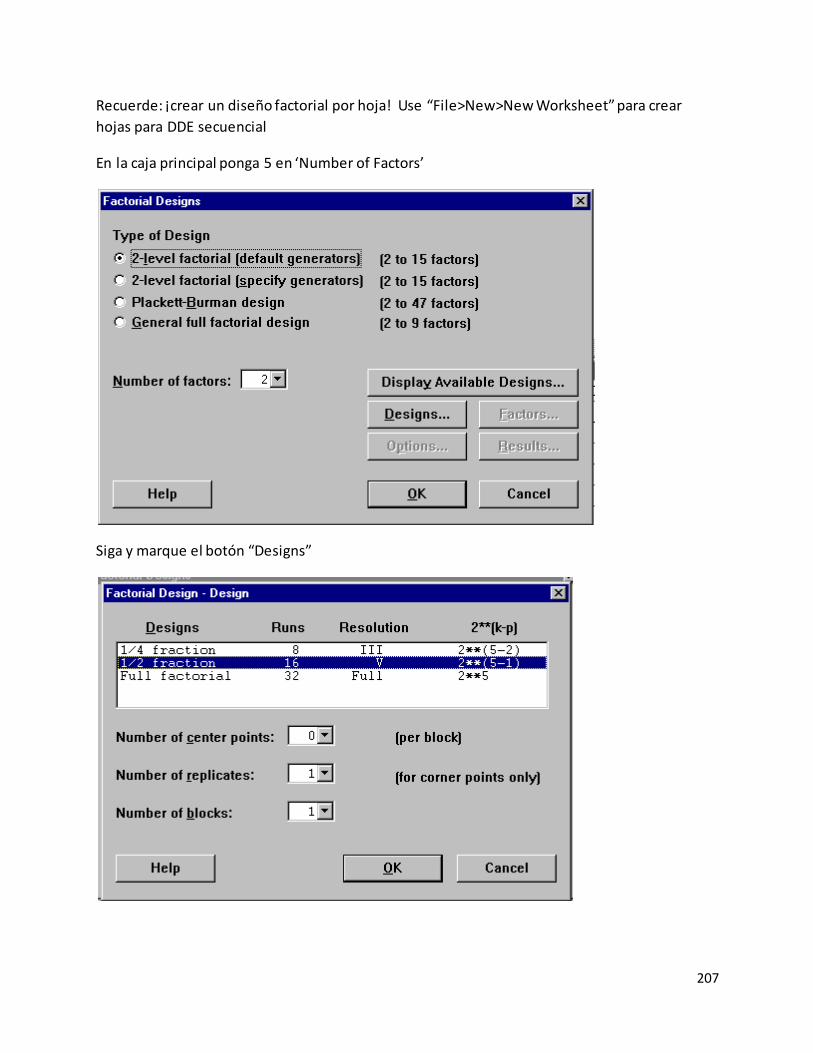
207
Recuerde: ¡crear un diseño factorial por hoja! Use “File>New>New Worksheet” para crear
hojas para DDE secuencial
En la caja principal ponga 5 en ‘Number of Factors’
Siga y marque el botón “Designs”
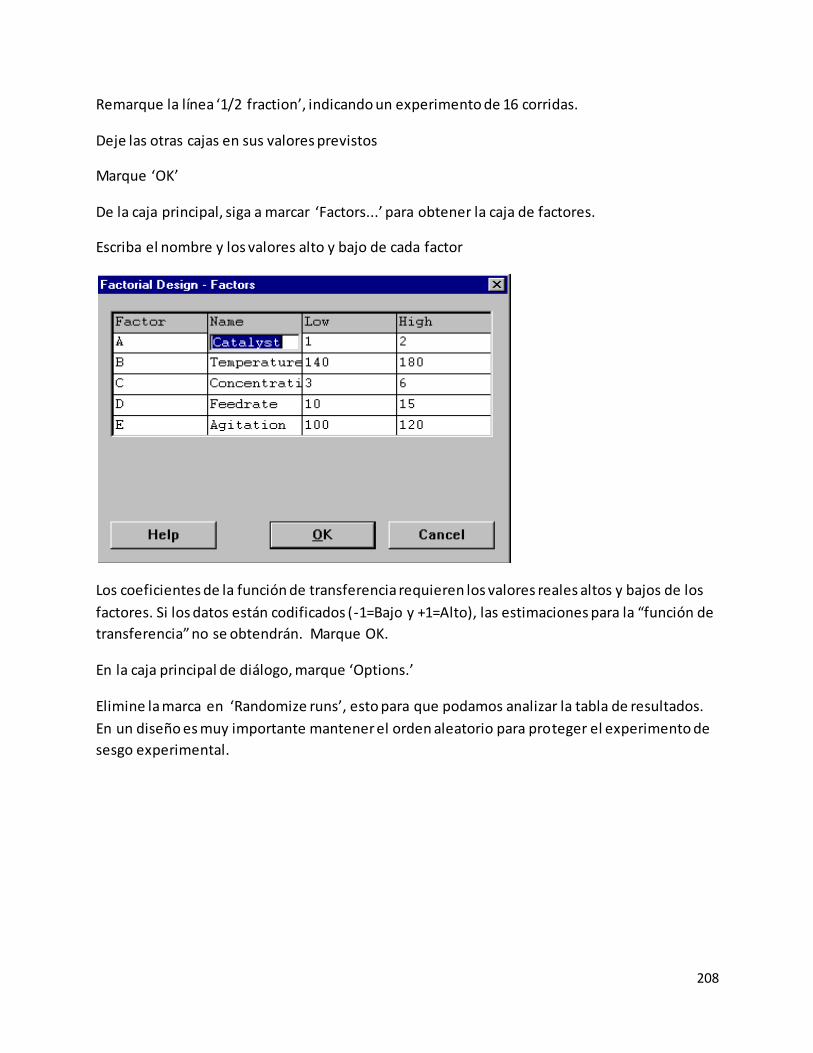
208
Remarque la línea ‘1/2 fraction’, indicando un experimento de 16 corridas.
Deje las otras cajas en sus valores previstos
Marque ‘OK’
De la caja principal, siga a marcar ‘Factors...’ para obtener la caja de factores.
Escriba el nombre y los valores alto y bajo de cada factor
Los coeficientes de la función de transferencia requieren los valores reales altos y bajos de los
factores. Si los datos están codificados (-1=Bajo y +1=Alto), las estimaciones para la “función de
transferencia” no se obtendrán. Marque OK.
En la caja principal de diálogo, marque ‘Options.’
Elimine la marca en ‘Randomize runs’, esto para que podamos analizar la tabla de resultados.
En un diseño es muy importante mantener el orden aleatorio para proteger el experimento de
sesgo experimental.
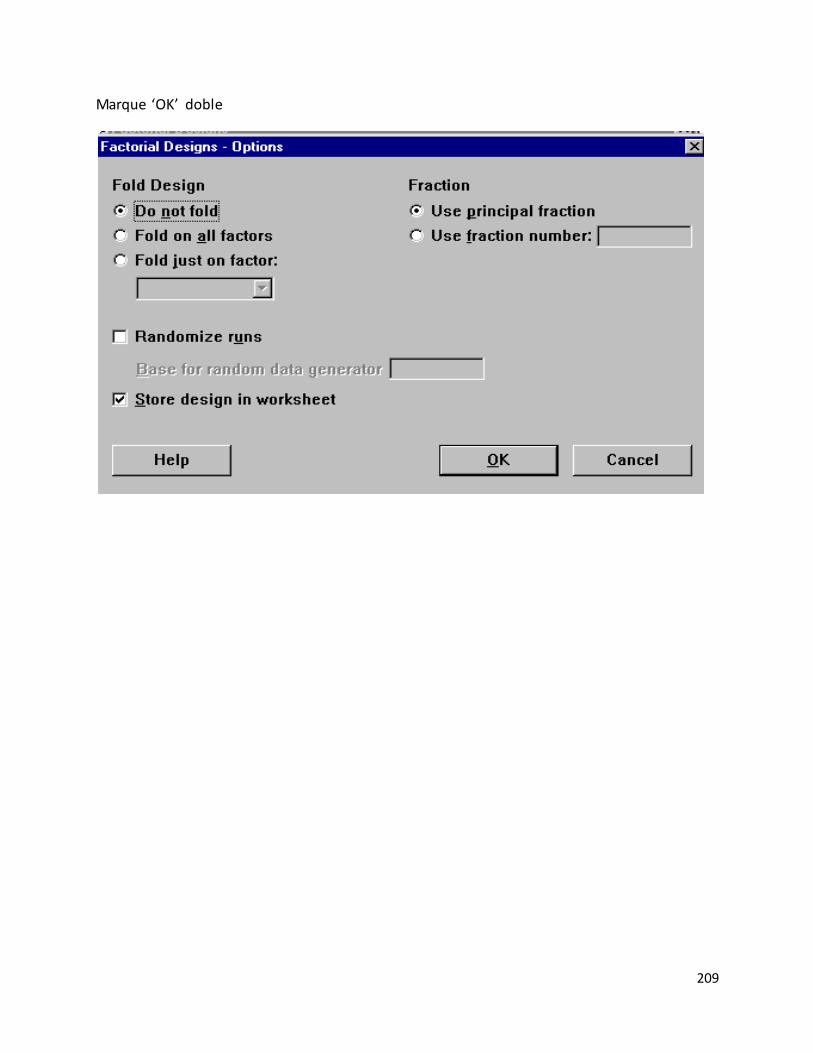
209
Marque ‘OK’ doble
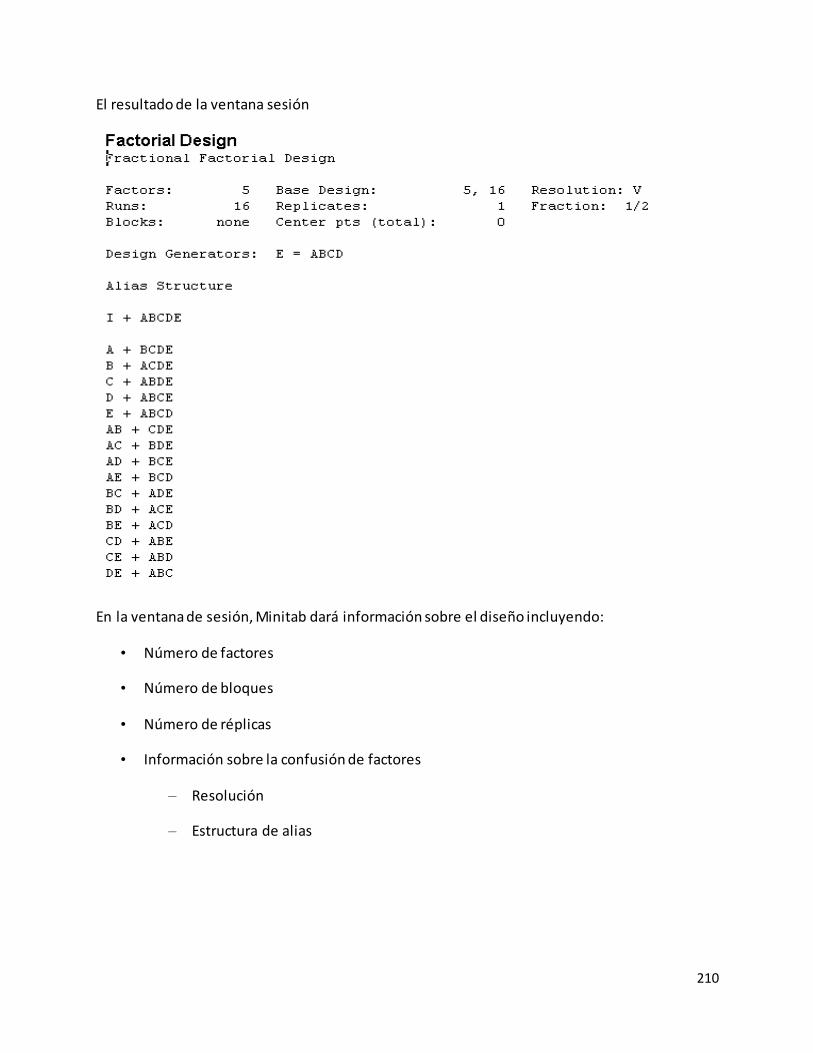
210
El resultado de la ventana sesión
En la ventana de sesión, Minitab dará información sobre el diseño incluyendo:
• Número de factores
• Número de bloques
• Número de réplicas
• Información sobre la confusión de factores
– Resolución
– Estructura de alias
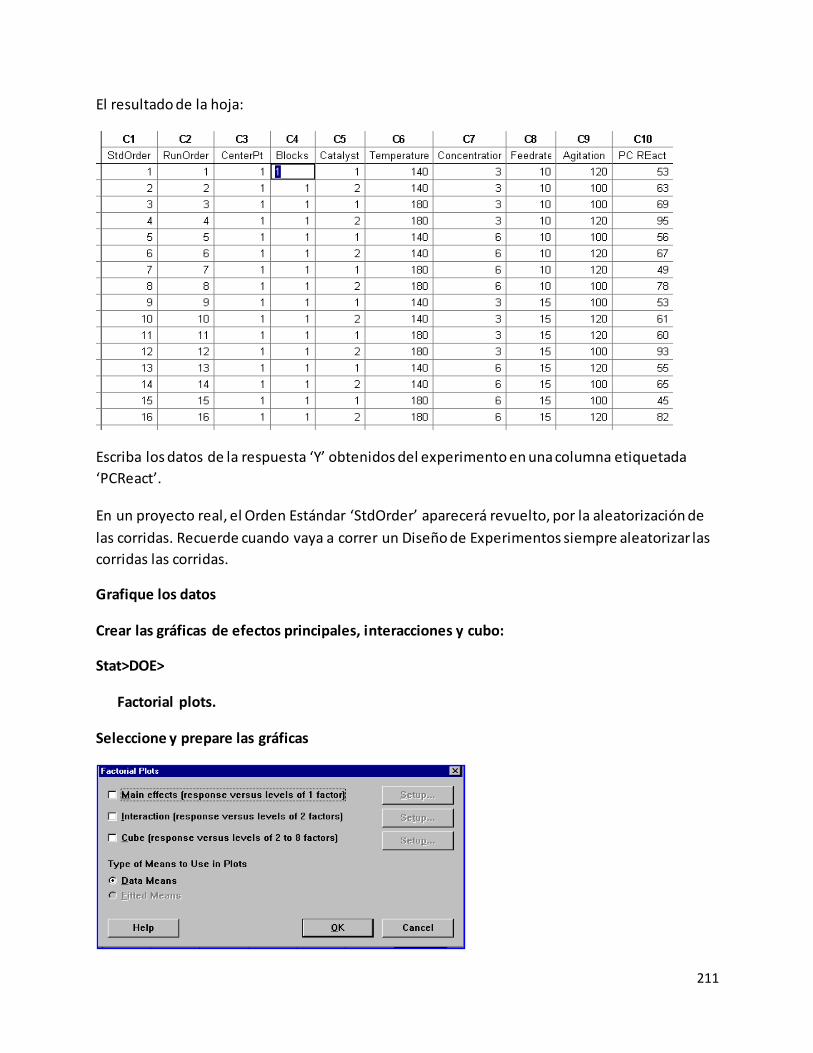
211
El resultado de la hoja:
Escriba los datos de la respuesta ‘Y’ obtenidos del experimento en una columna etiquetada
‘PCReact’.
En un proyecto real, el Orden Estándar ‘StdOrder’ aparecerá revuelto, por la aleatorización de
las corridas. Recuerde cuando vaya a correr un Diseño de Experimentos siempre aleatorizar las
corridas las corridas.
Grafique los datos
Crear las gráficas de efectos principales, interacciones y cubo:
Stat>DOE>
Factorial plots.
Seleccione y prepare las gráficas
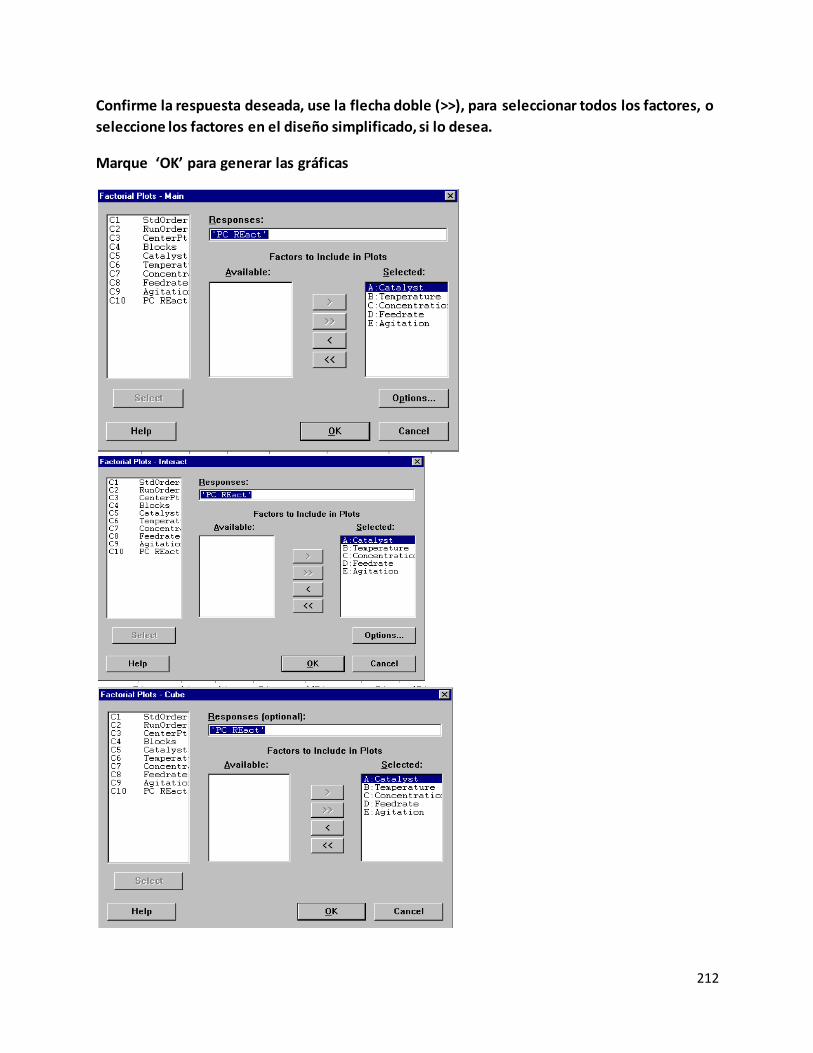
212
Confirme la respuesta deseada, use la flecha doble (>>), para seleccionar todos los factores, o
seleccione los factores en el diseño simplificado, si lo desea.
Marque ‘OK’ para generar las gráficas
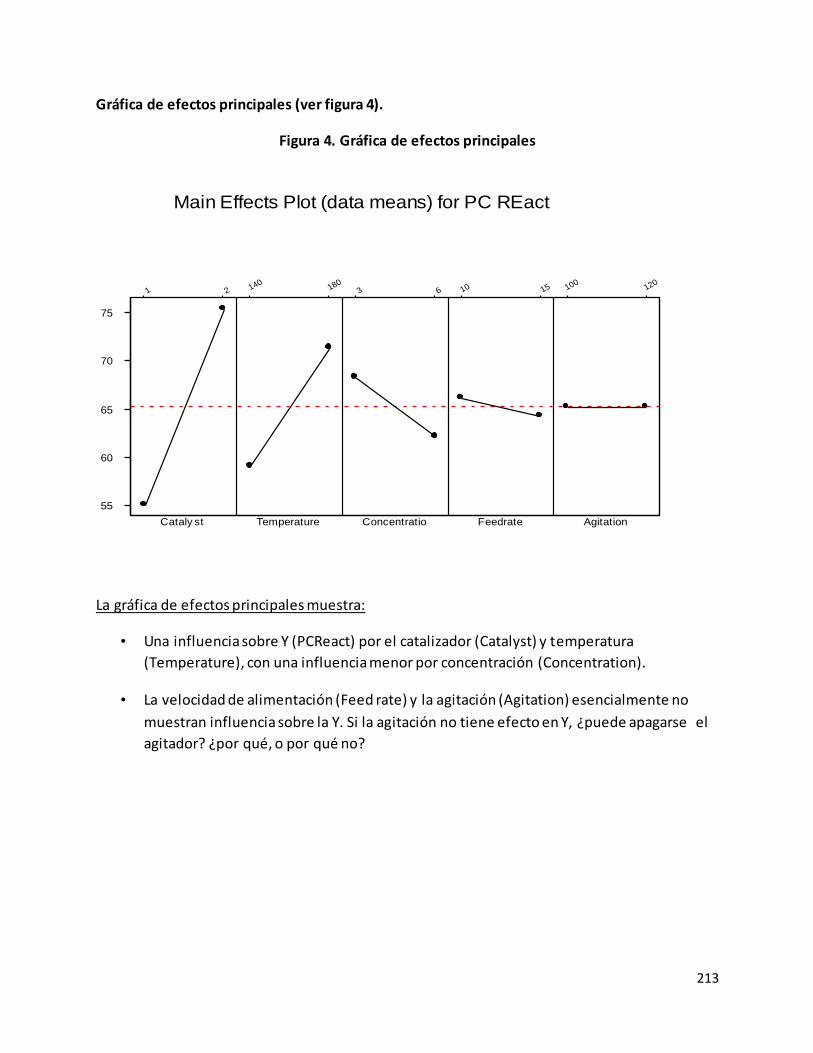
213
Gráfica de efectos principales (ver figura 4).
Figura 4. Gráfica de efectos principales
La gráfica de efectos principales muestra:
• Una influencia sobre Y (PCReact) por el catalizador (Catalyst) y temperatura
(Temperature), con una influencia menor por concentración (Concentration).
• La velocidad de alimentación (Feed rate) y la agitación (Agitation) esencialmente no
muestran influencia sobre la Y. Si la agitación no tiene efecto en Y, ¿puede apagarse el
agitador? ¿por qué, o por qué no?
Cataly st Temperature Concentratio Feedrate Agitation
1 2 140180
3 6 10 15 100120
55
60
65
70
75
PC
RE
act
Main Effects Plot (data means) for PC REact
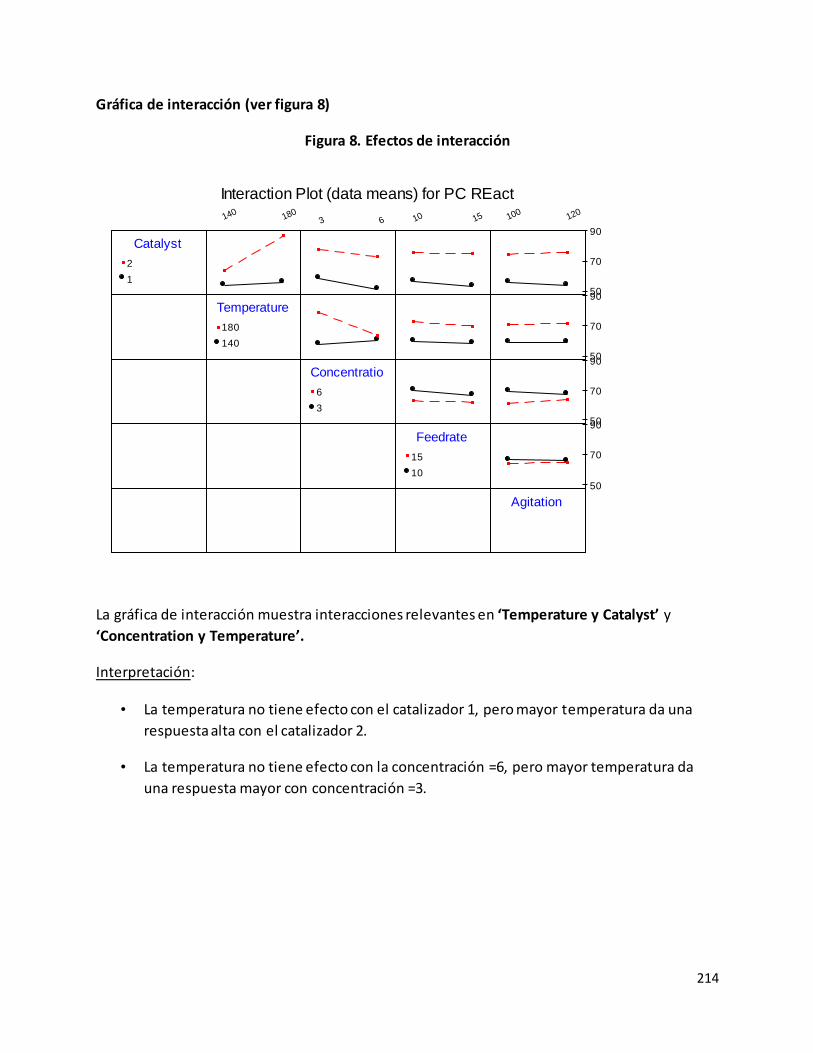
214
Gráfica de interacción (ver figura 8)
Figura 8. Efectos de interacción
La gráfica de interacción muestra interacciones relevantes en ‘Temperature y Catalyst’ y
‘Concentration y Temperature’.
Interpretación:
• La temperatura no tiene efecto con el catalizador 1, pero mayor temperatura da una
respuesta alta con el catalizador 2.
• La temperatura no tiene efecto con la concentración =6, pero mayor temperatura da
una respuesta mayor con concentración =3.
140 1803 6 10 15 100 120
50
70
9050
70
9050
70
9050
70
90
Catalyst
Temperature
Concentratio
Feedrate
Agitation
1
2
140
180
3
6
10
15
Interaction Plot (data means) for PC REact
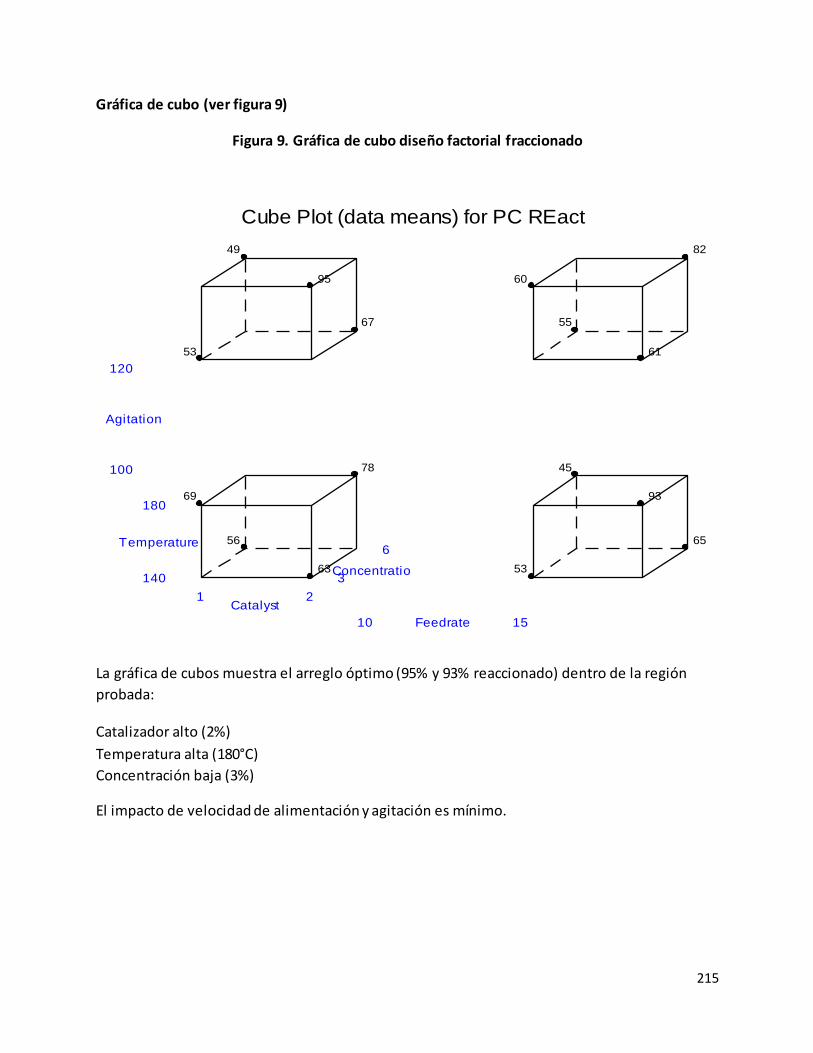
215
Gráfica de cubo (ver figura 9)
Figura 9. Gráfica de cubo diseño factorial fraccionado
La gráfica de cubos muestra el arreglo óptimo (95% y 93% reaccionado) dentro de la región
probada:
Catalizador alto (2%)
Temperatura alta (180°C)
Concentración baja (3%)
El impacto de velocidad de alimentación y agitación es mínimo.
63
61
67
65
95
93
78
82
53
53
56
55
69
60
49
45
1 2
10 15
Catalyst
Temperature
Concentratio
Feedrate
Agitation
140
180
100
120
3
6
Cube Plot (data means) for PC REact
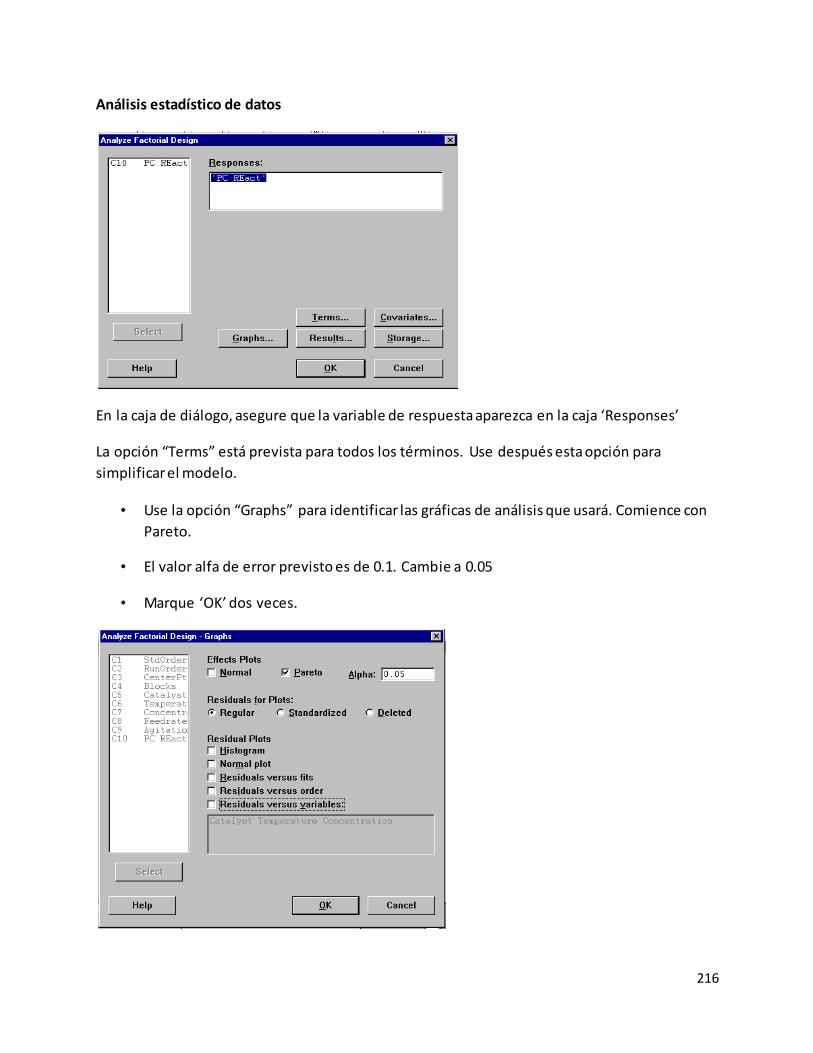
216
Análisis estadístico de datos
En la caja de diálogo, asegure que la variable de respuesta aparezca en la caja ‘Responses’
La opción “Terms” está prevista para todos los términos. Use después esta opción para
simplificar el modelo.
• Use la opción “Graphs” para identificar las gráficas de análisis que usará. Comience con
Pareto.
• El valor alfa de error previsto es de 0.1. Cambie a 0.05
• Marque ‘OK’ dos veces.
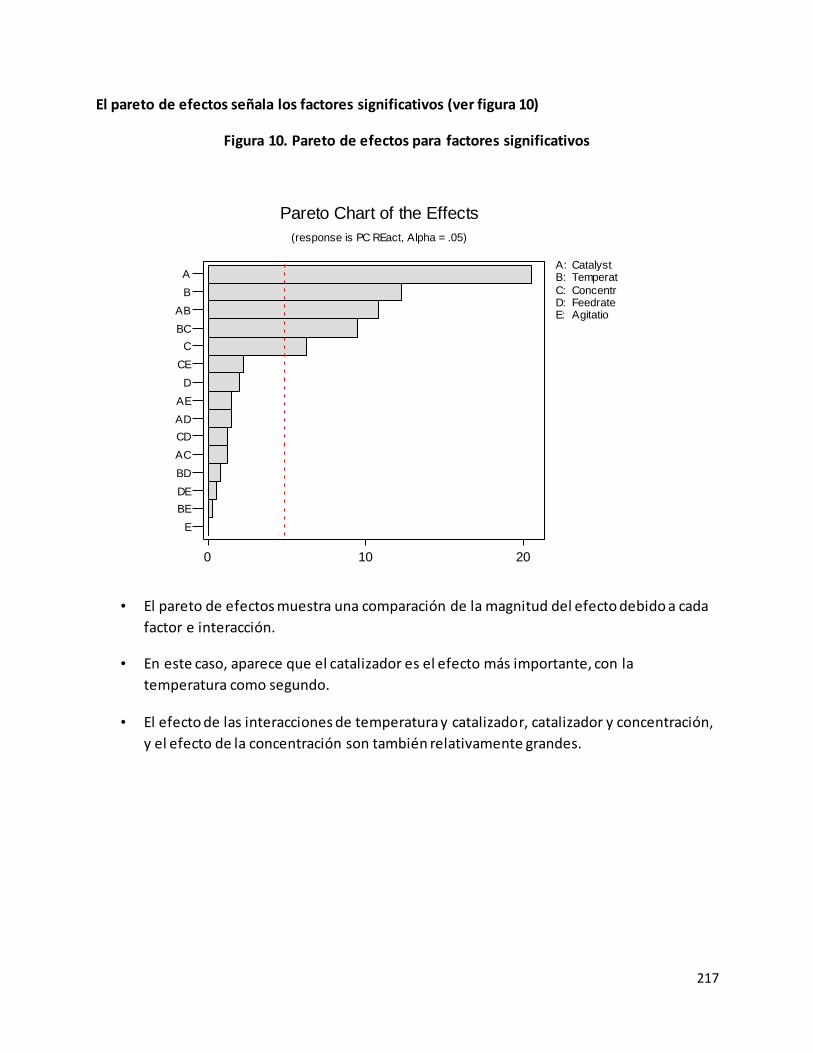
217
El pareto de efectos señala los factores significativos (ver figura 10)
Figura 10. Pareto de efectos para factores significativos
• El pareto de efectos muestra una comparación de la magnitud del efecto debido a cada
factor e interacción.
• En este caso, aparece que el catalizador es el efecto más importante, con la
temperatura como segundo.
• El efecto de las interacciones de temperatura y catalizador, catalizador y concentración,
y el efecto de la concentración son también relativamente grandes.
0 10 20
E
BE
DE
BD
AC
CD
AD
AE
D
CE
C
BC
AB
B
A
Pareto Chart of the Effects
(response is PC REact, Alpha = .05)
A: CatalystB: Temperat
C: ConcentrD: FeedrateE: Agitatio
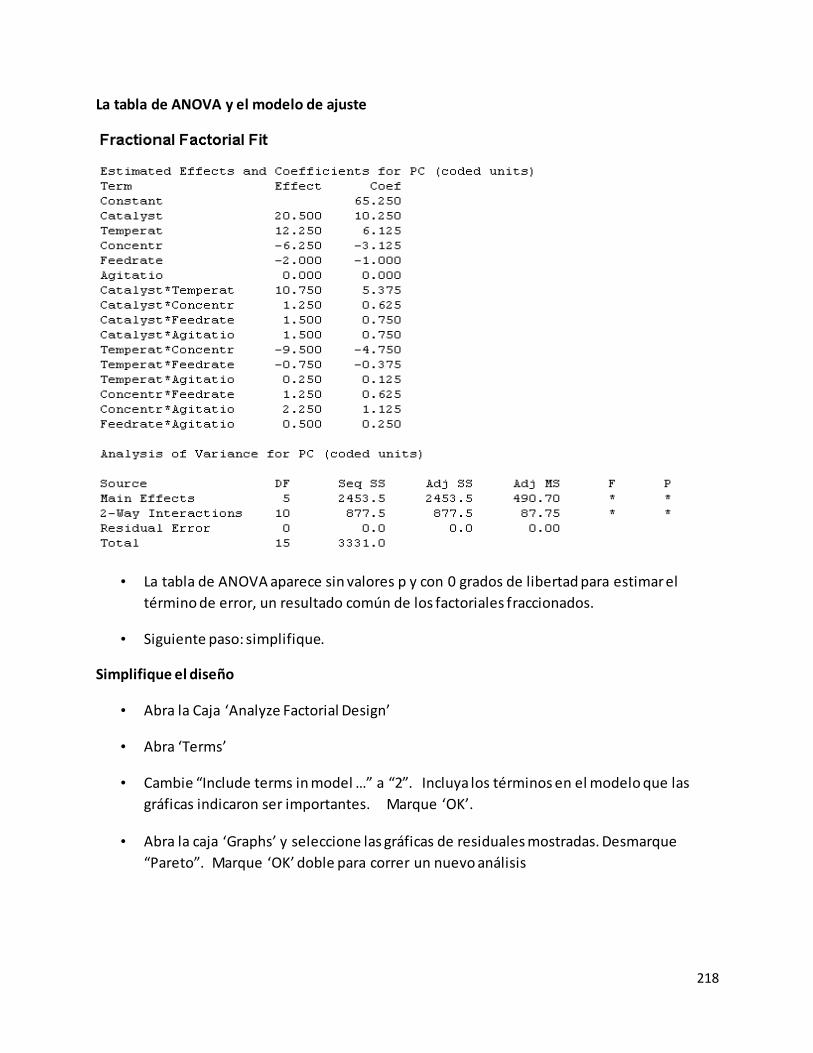
218
La tabla de ANOVA y el modelo de ajuste
• La tabla de ANOVA aparece sin valores p y con 0 grados de libertad para estimar el
término de error, un resultado común de los factoriales fraccionados.
• Siguiente paso: simplifique.
Simplifique el diseño
• Abra la Caja ‘Analyze Factorial Design’
• Abra ‘Terms’
• Cambie “Include terms in model …” a “2”. Incluya los términos en el modelo que las
gráficas indicaron ser importantes. Marque ‘OK’.
• Abra la caja ‘Graphs’ y seleccione las gráficas de residuales mostradas. Desmarque
“Pareto”. Marque ‘OK’ doble para correr un nuevo análisis
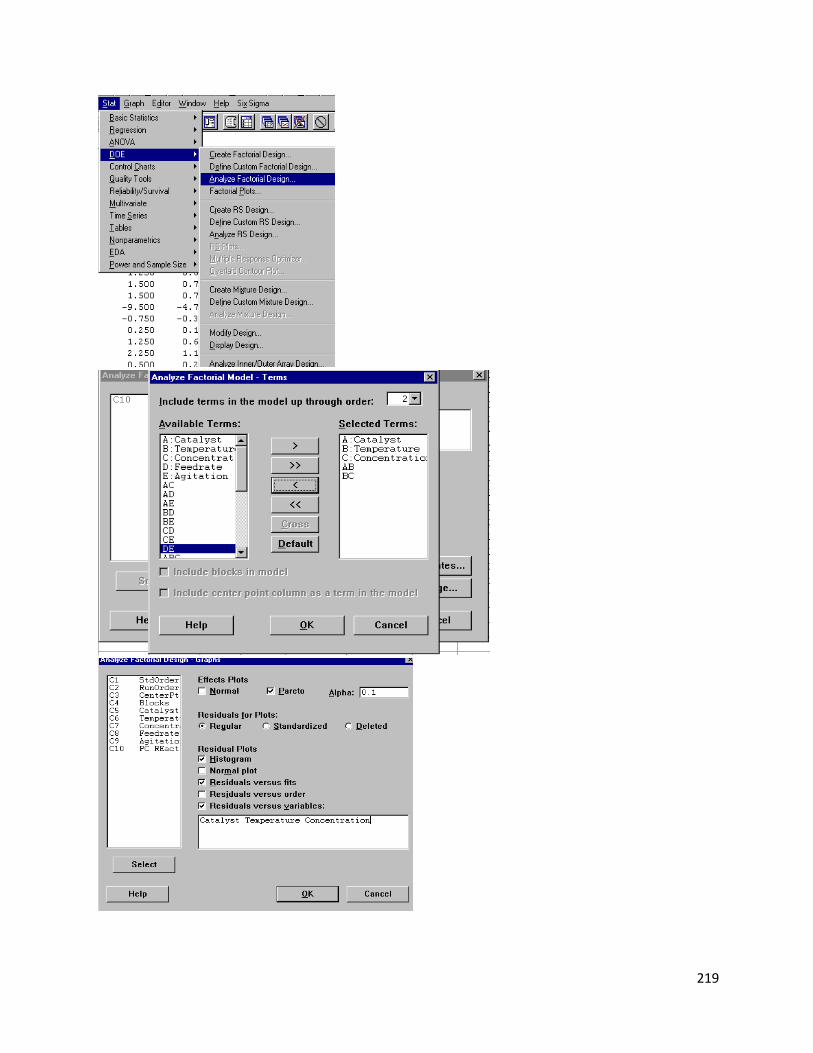
219
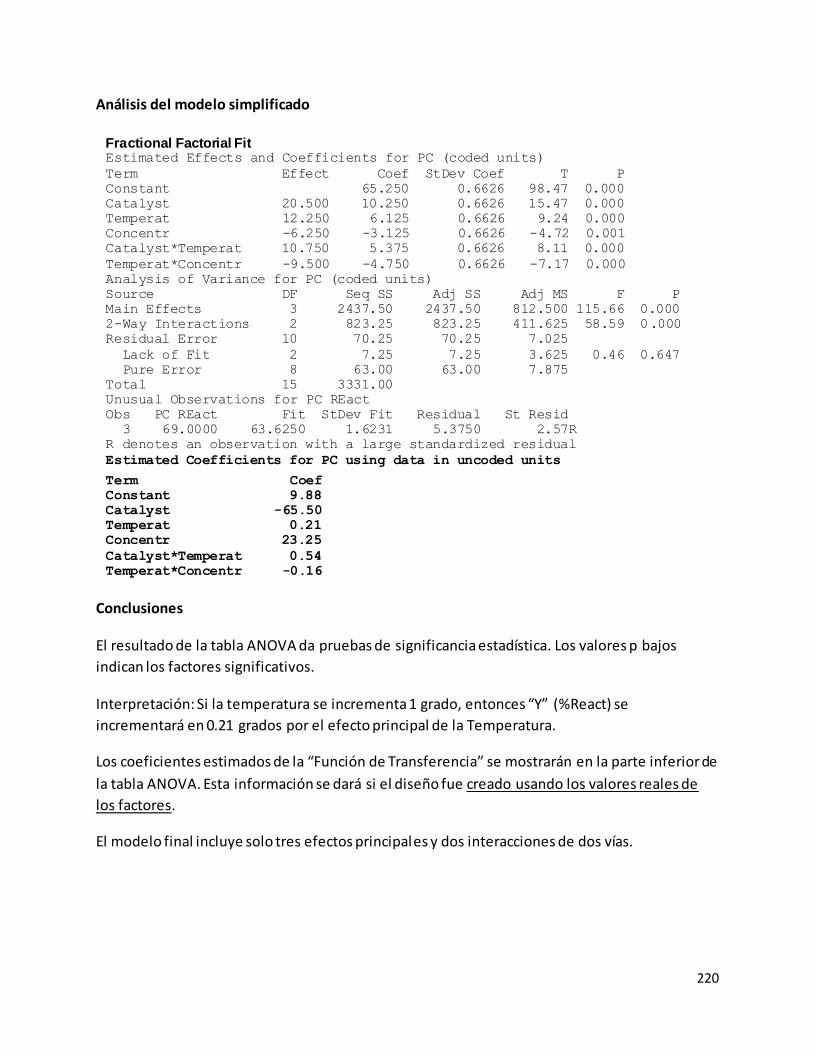
220
Análisis del modelo simplificado
Conclusiones
El resultado de la tabla ANOVA da pruebas de significancia estadística. Los valores p bajos
indican los factores significativos.
Interpretación: Si la temperatura se incrementa 1 grado, entonces “Y” (%React) se
incrementará en 0.21 grados por el efecto principal de la Temperatura.
Los coeficientes estimados de la “Función de Transferencia” se mostrarán en la parte inferior de
la tabla ANOVA. Esta información se dará si el diseño fue creado usando los valores reales de
los factores.
El modelo final incluye solo tres efectos principales y dos interacciones de dos vías.
Fractional Factorial Fit Estimated Effects and Coefficients for PC (coded units) Term Effect Coef StDev Coef T P Constant 65.250 0.6626 98.47 0.000 Catalyst 20.500 10.250 0.6626 15.47 0.000 Temperat 12.250 6.125 0.6626 9.24 0.000 Concentr -6.250 -3.125 0.6626 -4.72 0.001 Catalyst*Temperat 10.750 5.375 0.6626 8.11 0.000 Temperat*Concentr -9.500 -4.750 0.6626 -7.17 0.000 Analysis of Variance for PC (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 2437.50 2437.50 812.500 115.66 0.000 2-Way Interactions 2 823.25 823.25 411.625 58.59 0.000 Residual Error 10 70.25 70.25 7.025 Lack of Fit 2 7.25 7.25 3.625 0.46 0.647 Pure Error 8 63.00 63.00 7.875 Total 15 3331.00 Unusual Observations for PC REact Obs PC REact Fit StDev Fit Residual St Resid 3 69.0000 63.6250 1.6231 5.3750 2.57R R denotes an observation with a large standardized residual Estimated Coefficients for PC using data in uncoded units
Term Coef Constant 9.88 Catalyst -65.50 Temperat 0.21 Concentr 23.25 Catalyst*Temperat 0.54 Temperat*Concentr -0.16
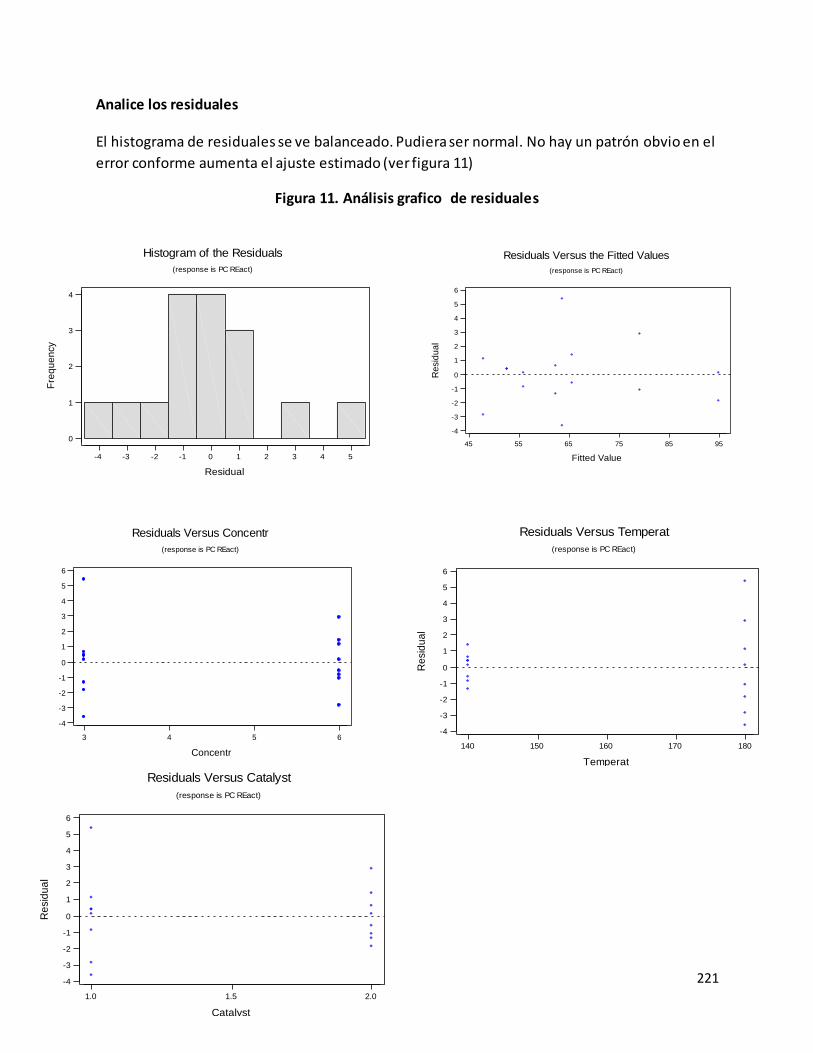
221
Analice los residuales
El histograma de residuales se ve balanceado. Pudiera ser normal. No hay un patrón obvio en el
error conforme aumenta el ajuste estimado (ver figura 11)
Figura 11. Análisis grafico de residuales
45 55 65 75 85 95
-4
-3
-2
-1
0
1
2
3
4
5
6
Fitted Value
Re
sid
ua
l
Residuals Versus the Fitted Values
(response is PC REact)
-4 -3 -2 -1 0 1 2 3 4 5
0
1
2
3
4
Residual
Fre
qu
en
cy
Histogram of the Residuals
(response is PC REact)
3 4 5 6
-4
-3
-2
-1
0
1
2
3
4
5
6
Concentr
Re
sid
ua
l
Residuals Versus Concentr
(response is PC REact)
140 150 160 170 180
-4
-3
-2
-1
0
1
2
3
4
5
6
Temperat
Re
sid
ua
l
Residuals Versus Temperat
(response is PC REact)
1.0 1.5 2.0
-4
-3
-2
-1
0
1
2
3
4
5
6
Catalyst
Re
sid
ua
l
Residuals Versus Catalyst
(response is PC REact)
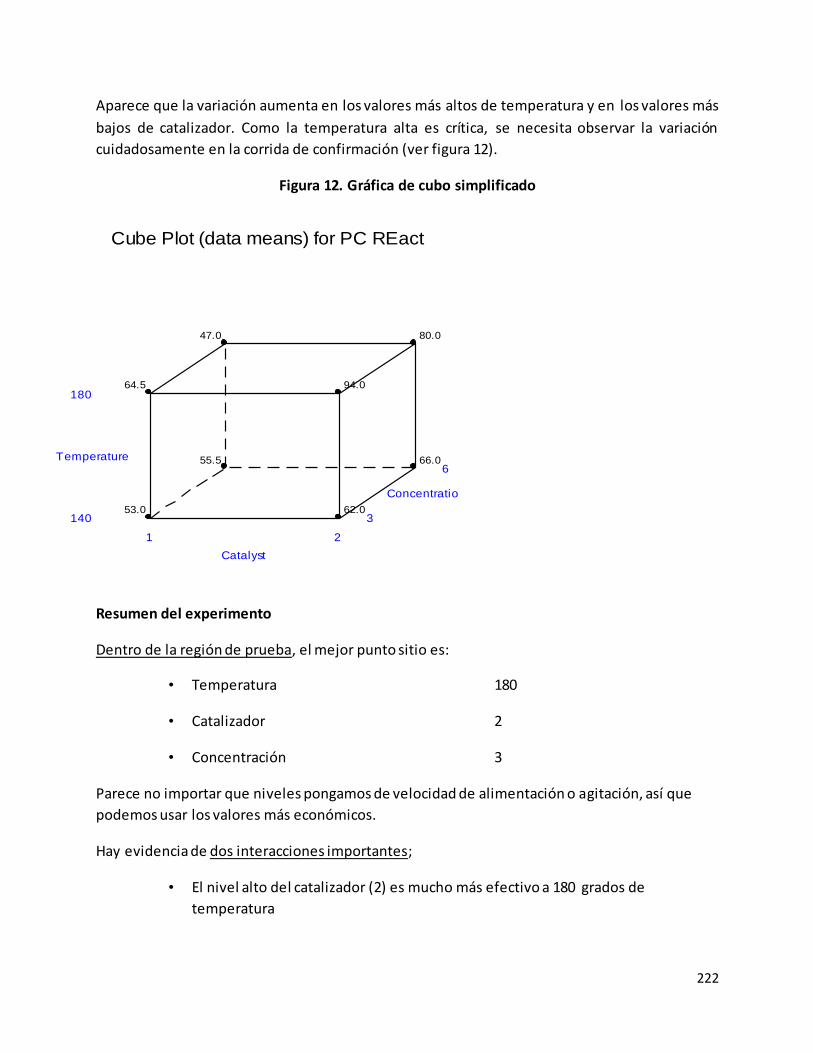
222
Aparece que la variación aumenta en los valores más altos de temperatura y en los valores más
bajos de catalizador. Como la temperatura alta es crítica, se necesita observar la variación
cuidadosamente en la corrida de confirmación (ver figura 12).
Figura 12. Gráfica de cubo simplificado
Resumen del experimento
Dentro de la región de prueba, el mejor punto sitio es:
• Temperatura 180
• Catalizador 2
• Concentración 3
Parece no importar que niveles pongamos de velocidad de alimentación o agitación, así que
podemos usar los valores más económicos.
Hay evidencia de dos interacciones importantes;
• El nivel alto del catalizador (2) es mucho más efectivo a 180 grados de
temperatura
62.0
66.0
94.0
80.0
53.0
55.5
64.5
47.0
1 2
Catalyst
Temperature
Concentratio
140
180
3
6
Cube Plot (data means) for PC REact
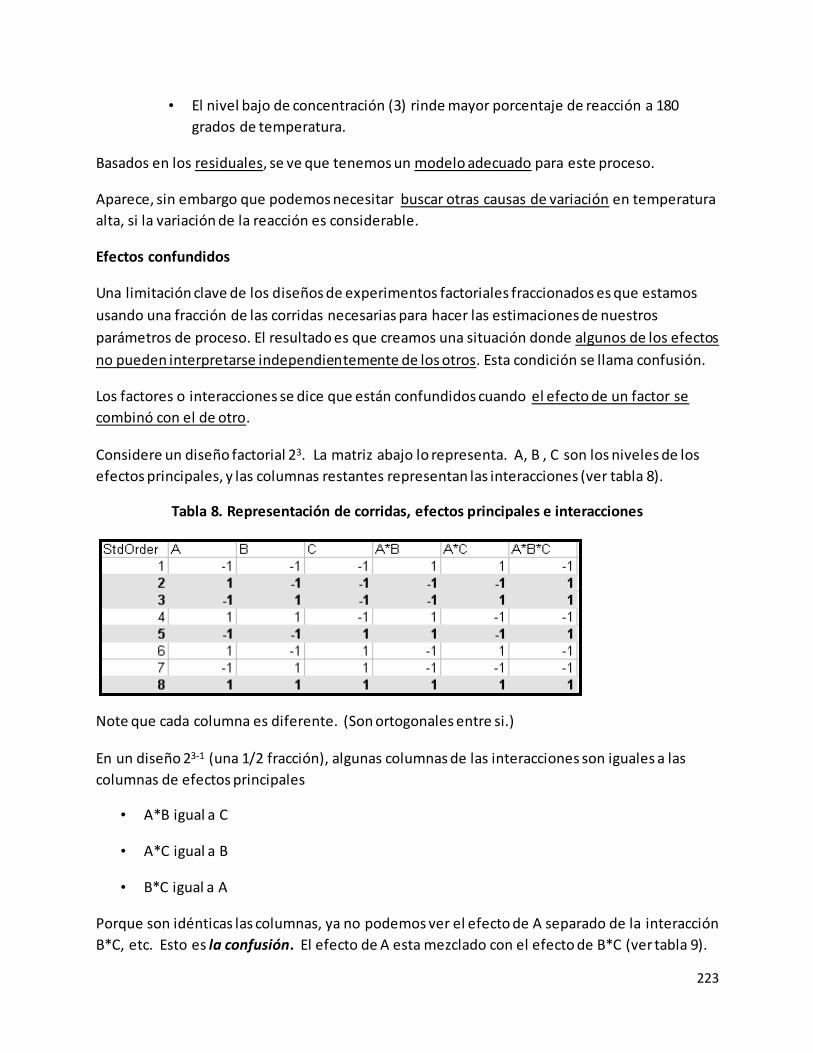
223
• El nivel bajo de concentración (3) rinde mayor porcentaje de reacción a 180
grados de temperatura.
Basados en los residuales, se ve que tenemos un modelo adecuado para este proceso.
Aparece, sin embargo que podemos necesitar buscar otras causas de variación en temperatura
alta, si la variación de la reacción es considerable.
Efectos confundidos
Una limitación clave de los diseños de experimentos factoriales fraccionados es que estamos
usando una fracción de las corridas necesarias para hacer las estimaciones de nuestros
parámetros de proceso. El resultado es que creamos una situación donde algunos de los efectos
no pueden interpretarse independientemente de los otros. Esta condición se llama confusión.
Los factores o interacciones se dice que están confundidos cuando el efecto de un factor se
combinó con el de otro.
Considere un diseño factorial 23. La matriz abajo lo representa. A, B , C son los niveles de los
efectos principales, y las columnas restantes representan las interacciones (ver tabla 8).
Tabla 8. Representación de corridas, efectos principales e interacciones
Note que cada columna es diferente. (Son ortogonales entre si.)
En un diseño 23-1 (una 1/2 fracción), algunas columnas de las interacciones son iguales a las
columnas de efectos principales
• A*B igual a C
• A*C igual a B
• B*C igual a A
Porque son idénticas las columnas, ya no podemos ver el efecto de A separado de la interacción
B*C, etc. Esto es la confusión. El efecto de A esta mezclado con el efecto de B*C (ver tabla 9).
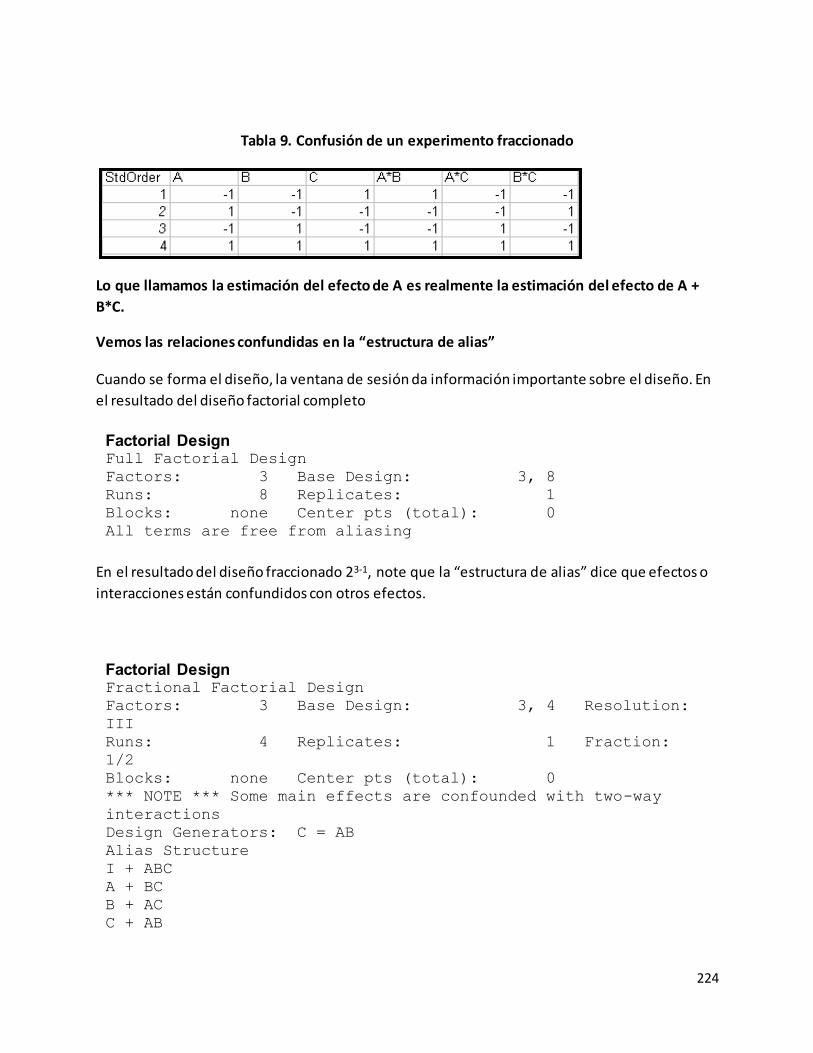
224
Tabla 9. Confusión de un experimento fraccionado
Lo que llamamos la estimación del efecto de A es realmente la estimación del efecto de A +
B*C.
Vemos las relaciones confundidas en la “estructura de alias”
Cuando se forma el diseño, la ventana de sesión da información importante sobre el diseño. En
el resultado del diseño factorial completo
En el resultado del diseño fraccionado 23-1, note que la “estructura de alias” dice que efectos o
interacciones están confundidos con otros efectos.
Factorial Design Full Factorial Design Factors: 3 Base Design: 3, 8 Runs: 8 Replicates: 1 Blocks: none Center pts (total): 0 All terms are free from aliasing
Factorial Design Fractional Factorial Design Factors: 3 Base Design: 3, 4 Resolution:
III Runs: 4 Replicates: 1 Fraction:
1/2 Blocks: none Center pts (total): 0 *** NOTE *** Some main effects are confounded with two-way
interactions Design Generators: C = AB Alias Structure I + ABC A + BC B + AC C + AB
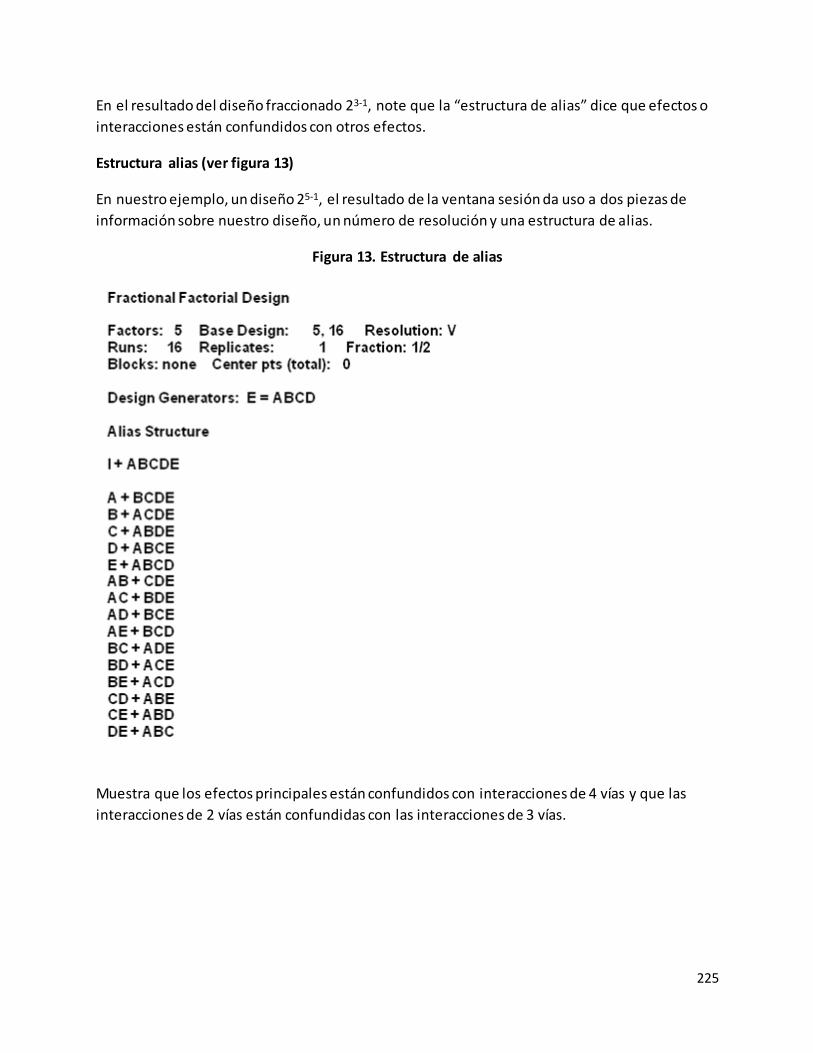
225
En el resultado del diseño fraccionado 23-1, note que la “estructura de alias” dice que efectos o
interacciones están confundidos con otros efectos.
Estructura alias (ver figura 13)
En nuestro ejemplo, un diseño 25-1, el resultado de la ventana sesión da uso a dos piezas de
información sobre nuestro diseño, un número de resolución y una estructura de alias.
Figura 13. Estructura de alias
Muestra que los efectos principales están confundidos con interacciones de 4 vías y que las
interacciones de 2 vías están confundidas con las interacciones de 3 vías.
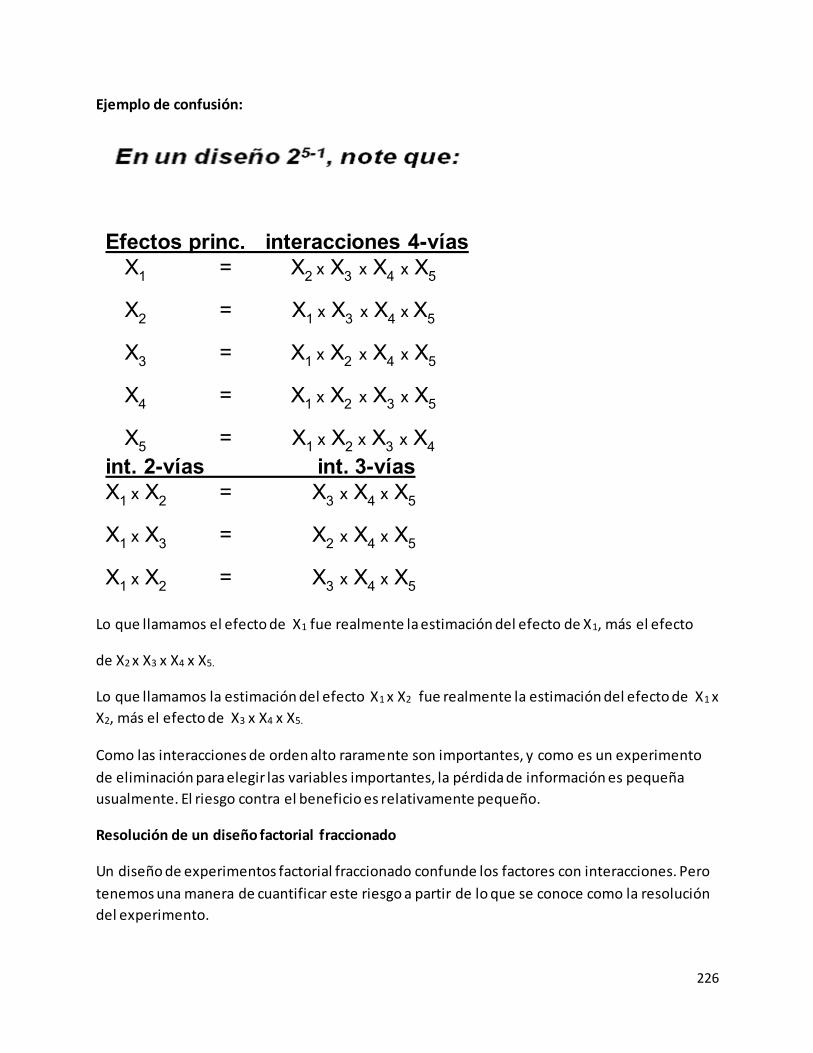
226
Ejemplo de confusión:
Lo que llamamos el efecto de X1 fue realmente la estimación del efecto de X1, más el efecto
de X2 x X3 x X4 x X5.
Lo que llamamos la estimación del efecto X1 x X2 fue realmente la estimación del efecto de X1 x
X2, más el efecto de X3 x X4 x X5.
Como las interacciones de orden alto raramente son importantes, y como es un experimento
de eliminación para elegir las variables importantes, la pérdida de información es pequeña
usualmente. El riesgo contra el beneficio es relativamente pequeño.
Resolución de un diseño factorial fraccionado
Un diseño de experimentos factorial fraccionado confunde los factores con interacciones. Pero
tenemos una manera de cuantificar este riesgo a partir de lo que se conoce como la resolución
del experimento.
Efectos princ. interacciones 4-vías
X1 = X2 x X3 x X4 x X5
X2 = X1 x X3 x X4 x X5
X3 = X1 x X2 x X4 x X5
X4 = X1 x X2 x X3 x X5
X5 = X1 x X2 x X3 x X4
int. 2-vías int. 3-vías
X1 x X2 = X3 x X4 x X5
X1 x X3 = X2 x X4 x X5
X1 x X2 = X3 x X4 x X5
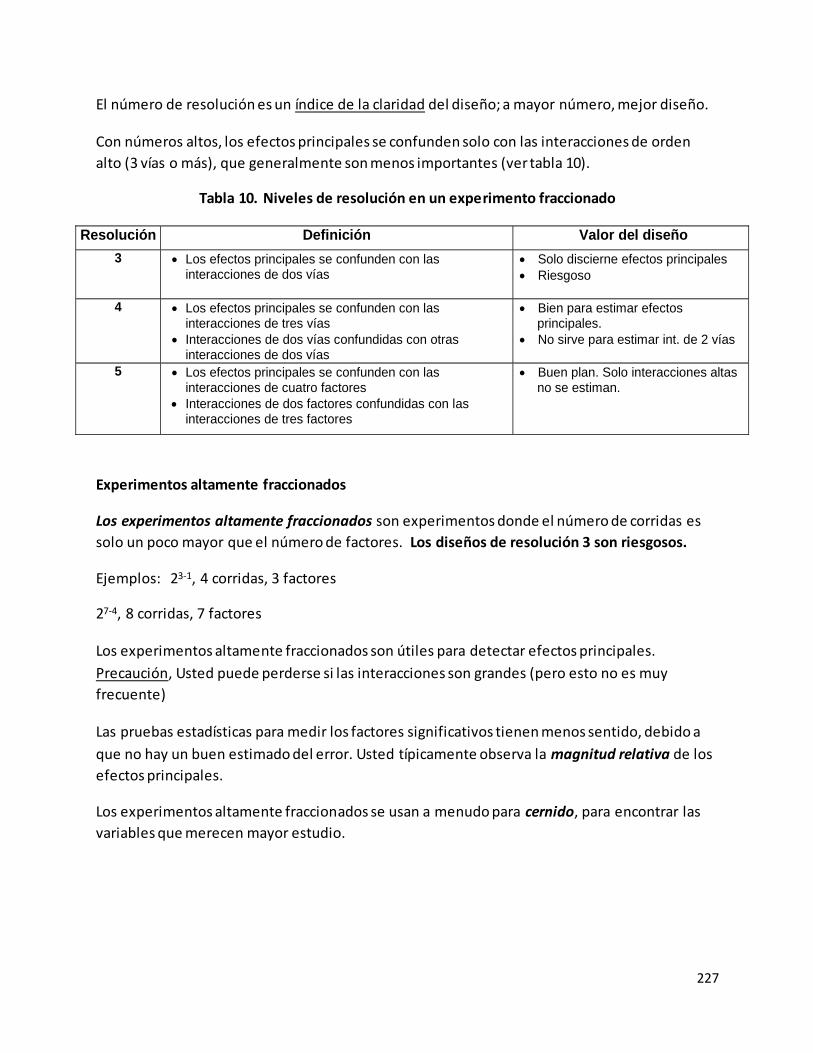
227
El número de resolución es un índice de la claridad del diseño; a mayor número, mejor diseño.
Con números altos, los efectos principales se confunden solo con las interacciones de orden
alto (3 vías o más), que generalmente son menos importantes (ver tabla 10).
Tabla 10. Niveles de resolución en un experimento fraccionado
Experimentos altamente fraccionados
Los experimentos altamente fraccionados son experimentos donde el número de corridas es
solo un poco mayor que el número de factores. Los diseños de resolución 3 son riesgosos.
Ejemplos: 23-1, 4 corridas, 3 factores
27-4, 8 corridas, 7 factores
Los experimentos altamente fraccionados son útiles para detectar efectos principales.
Precaución, Usted puede perderse si las interacciones son grandes (pero esto no es muy
frecuente)
Las pruebas estadísticas para medir los factores significativos tienen menos sentido, debido a
que no hay un buen estimado del error. Usted típicamente observa la magnitud relativa de los
efectos principales.
Los experimentos altamente fraccionados se usan a menudo para cernido, para encontrar las
variables que merecen mayor estudio.
Resolución Definición Valor del diseño
3 Los efectos principales se confunden con las interacciones de dos vías
Solo discierne efectos principales
Riesgoso
4 Los efectos principales se confunden con las interacciones de tres vías
Interacciones de dos vías confundidas con otras interacciones de dos vías
Bien para estimar efectos principales.
No sirve para estimar int. de 2 vías
5 Los efectos principales se confunden con las interacciones de cuatro factores
Interacciones de dos factores confundidas con las interacciones de tres factores
Buen plan. Solo interacciones altas no se estiman.
228
Conclusiones
En mi experiencia los diseños de experimentos fraccionados, son los más comunes, esto
responde generalmente a factores económicos y te tiempo de lanzamiento de nuevos
productos. Además este tipo de experimentos permiten de forma ordenada medir los riesgos
en función del desempeño que se está estudiando de algún componente, sistema o subsistema,
del mismo modo se pueden tomar decisiones que permiten con una mínima inversión tener
mucha información acerca de los fenómenos que se están analizando. Siempre considere el
escenario donde no se realiza una experimentación estadística, esto nos ayuda a darnos cuenta
que aun cuando el riesgo aumenta en los diseños factoriales fraccionados, siempre será mejor
que la experimentación prueba y error.
El uso de minitab, realmente facilita mucho el cálculo del riesgo y la selección de la fracción y el
número de corridas adecuado para la situación que estemos tratando de evaluar.
A medida que se practica el diseño de experimentos estadísticos, se va obteniendo una mayor
confianza de plantear y realizar diseños de experimentos fraccionados. Por ultimo no olvide que
nada substituye el conocimiento del fenómeno que se está analizando. Este conocimiento
podría ser una herramienta muy poderosa para hacer una mejor selección de la fracción
experimental en relación al riesgo.
Otras notas sobre experimentos factoriales fraccionados
Los experimentos más útiles tienen 16 o 32 corridas.
Corra experimentos de confirmación en los conjuntos de condiciones aparentemente mejores.
Recuerde: usted puede correr la otra media fracción si los resultados del primer experimento
no son claros.
Usted puede añadir niveles (use 3, 4, o 5 niveles) para un estudio más detallado de las variables
importantes
Los experimentos de 2 niveles pueden usarse con variables of factores discretas o continuas.
Un factorial fraccionado puede ser un buen inicio para una secuencia de experimentos
porque ayuda a determinar que variables vale la pena seguir estudiando (cernido).
229
Referencias bibliográficas
Andre I. Khuri and John A. Cornell. (1996). Response Surface, 2nd Rev. Edition, New
York: Marcel Dekker.
C. F. Jeff Wu and Michael Hamada. (2000). Experiments: Planning, Analysis and
Parameter Design Optimization, New York: Wiley
Douglas C. Montgomery. (2000). Design and Analysis of Experiments, 5th Edition, Wiley.
George E. P. Box, William, G. Hunter, J. Stuart Hunter. (1978). Statistics for Experiments,
New Jersey: Wiley.
John, Peter W. M. (1971). Statistical Design and Analysis of Experiments, New York:
Macmillan Publishing Company.
Raymond H. Myers and Douglas C. Montgomery. (2002).Response Surface Methodology:
Process and Product Optimization Using Designed Experiments, 2nd. edition. New York:
Wiley.
Román de la Vara Salazar, Humberto Gutiérrez Pulido. (2012). Análisis y Diseño de
Experimentos, 3a Ed. McGraw Hill
Schmidt, Stephen R. and Launsby, Robert G. (1994).Understanding Industrial Designed
Experiments, 4th edition., Air Academy Press,.
Thomás J. Lorenzen and Virgil L. Anderson. (1993). Design of Experiments, New York:
Marcel Dekker.
230
Adición de puntos centrales
En los capítulos anteriores, hemos aprendido la importancia que tienen los diseños de
experimentos estadísticos para poder entender los fenómenos a partir de estudiar el
comportamiento de la variable de respuesta, ante la presencia de los factores que se piensan
afectan a la respuesta. Comenzamos con experimentos de solamente dos factores, luego
estudiamos los diseños factoriales con un mayor número de factores, y después descubrimos
que se pueden utilizar fracciones de los diseños completos para poder estudiar de forma
ordenada el impacto que tienen ciertas variables sobre la respuesta (significancia estadística).
Sin embargo es importante señalar que debido a que en todos los casos anteriores, los
experimentos solo cuentan con dos niveles experimentales por cada variable, se asume que el
modelo con el que se está tratando es un modelo lineal. Esto podría representar un riesgo si
suponemos un modelo lineal, cuando en realidad existiera una curvatura en el fenómeno en
cuestión (modelo no lineal). La pregunta es como poder saber si el modelo que se está
analizando contiene una curvatura que haga que el modelo tenga un comportamiento no lineal.
La respuesta obvia, sería agregando un tercer nivel por cada uno de los factores, sin embargo
esto incrementaría notablemente la cantidad de corridas experimentales y en consecuencia,
incrementaría el tiempo y costo de la experimentación. Además existe la posibilidad que
efectivamente al menos en el espacio donde se está experimentando, el comportamiento del
fenómeno sea lineal. Si así fuera haber agregado un tercer nivel no habría sido efectivo en la
estrategia experimental.
En este capítulo, se presentará una estrategia experimental, efectiva que nos permitirá explorar
la curvatura del modelo experimental, sin la necesidad de agregar muchas corridas
experimentales al diseño original, esta técnica se le conoce como adición de puntos centrales al
experimento factorial.
Adición de puntos centrales
En este capítulo de este trabajo de tesis, extenderemos el concepto de diseños factoriales 2k
con la inclusión de puntos centrales para evaluar la posible curvatura entre los niveles de las
variables “X”.
En este capítulo los lectores:
Comprenderán como se evalúa la curvatura en un diseño 2k. Aprenderán que la existencia de curvatura no permite adjudicarla a una variable en particular.
Comprenderán algunos usos específicos que pueden tener los puntos centrales. Decidirán acerca de la necesidad de realizar otros diseños experimentales para la inclusión de
términos de segundo orden en la modelación de la respuesta Y.

231
El método en realidad resulta muy sencillo. El método consiste en agregar puntos centrales al
diseño 2k, para lo cual se hacen n réplicas en los puntos x i = 0 (i = 1,2,...,k). Un motivo
importante para agregar las corridas de réplica en el centro del diseño es que los puntos
centrales no influyen en las estimaciones usuales de los efectos en un diseño 2k. Se supone que
los k factores son cuantitativos.
Para ilustrar el método, considérese un diseño 22 con una observación en cada uno de los
puntos factoriales y nc observaciones en los puntos centrales. Sea Yf el promedio de las
cuatro corridas en los cuatro puntos factoriales y sea Yc el promedio de las nC corridas en el
punto central.
Si la diferencia Yf - Yc es pequeña, entonces los puntos centrales se encuentran en el plano que
pasa por los puntos factoriales (o cerca de él), y no hay curvatura.
Por otro lado, si Yf - Yc es grande, entonces existe curvatura. Una suma de cuadrados para la
curvatura con un solo grado de libertad está dada por la ecuación SScurvatura (ver a
continuación) donde, en general, nF es el número de puntos en el diseño factorial. Esta cantidad
puede compararse con el MSE para probar la curvatura.
Específicamente, cuando se agregan puntos al centro del diseño 2k, el modelo con el que
estamos tratando es:
donde las jj son efectos cuadráticos puros. La prueba en busca de curvatura en realidad prueba
la hipótesis
CF
CFCFcurvatura
nn
yynnSS
2
k
j ji
k
j
jjjjiijjj xxxxy1 1
2
0
0:1
0
k
j
jjH 0:1
1
k
j
jjH
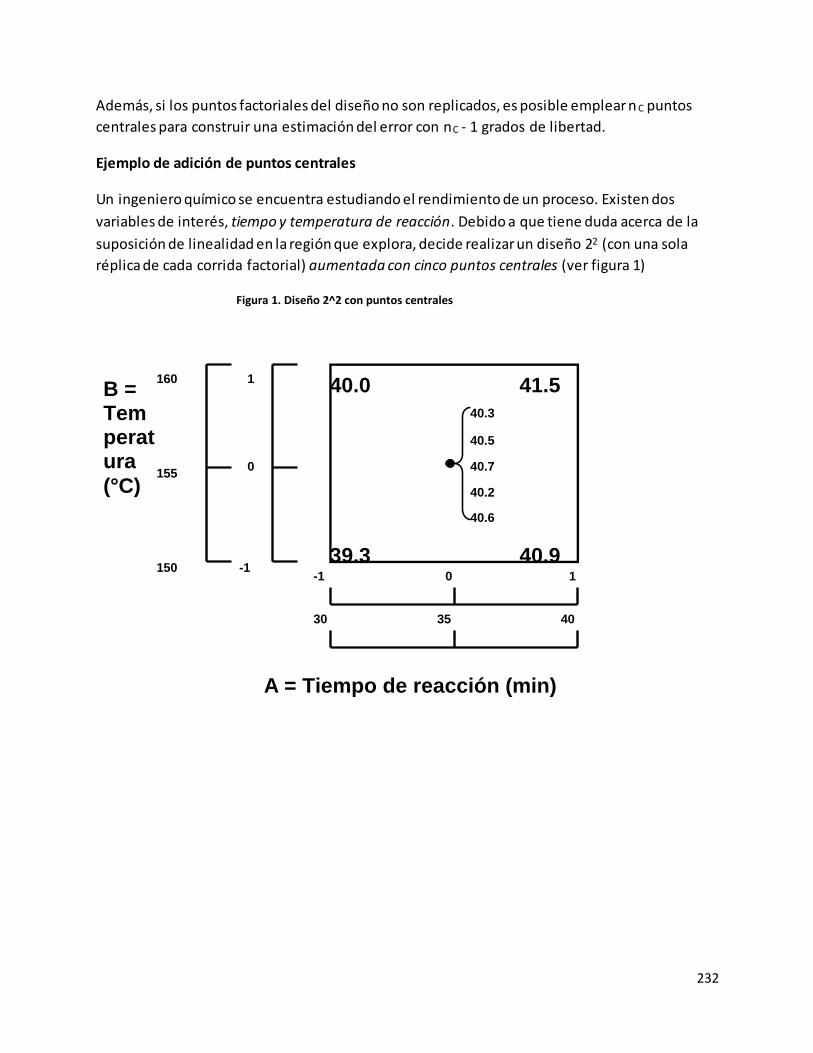
232
Además, si los puntos factoriales del diseño no son replicados, es posible emplear n C puntos
centrales para construir una estimación del error con nC - 1 grados de libertad.
Ejemplo de adición de puntos centrales
Un ingeniero químico se encuentra estudiando el rendimiento de un proceso. Existen dos
variables de interés, tiempo y temperatura de reacción. Debido a que tiene duda acerca de la
suposición de linealidad en la región que explora, decide realizar un diseño 22 (con una sola
réplica de cada corrida factorial) aumentada con cinco puntos centrales (ver figura 1)
Figura 1. Diseño 2^2 con puntos centrales
41.5 40.0
40.9 39.3
A = Tiempo de reacción (min)
B = Temperatura
(°C)
160
150
155
1
0
-1 -1 0 1
30 35 40
40.3
40.5
40.7
40.2
40.6
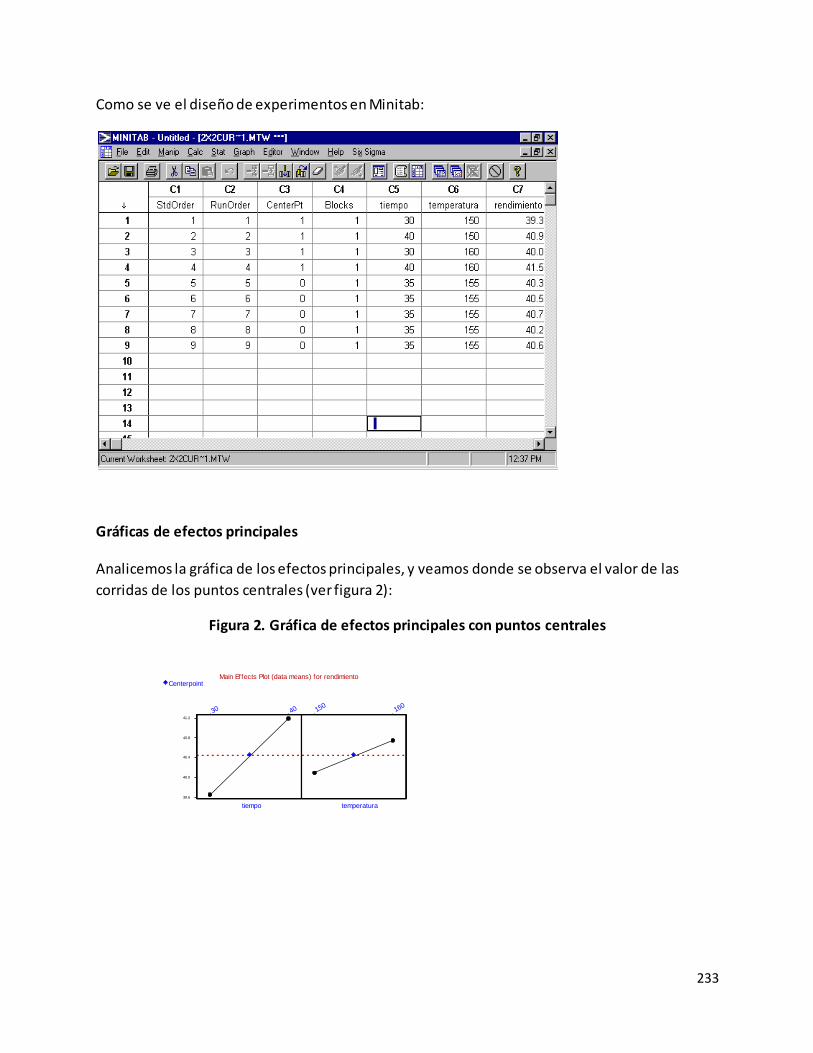
233
Como se ve el diseño de experimentos en Minitab:
Gráficas de efectos principales
Analicemos la gráfica de los efectos principales, y veamos donde se observa el valor de las
corridas de los puntos centrales (ver figura 2):
Figura 2. Gráfica de efectos principales con puntos centrales
tiempo temperatura
30 40 150160
39.6
40.0
40.4
40.8
41.2
rendim
iento
Main Effects Plot (data means) for rendimientoCenterpoint
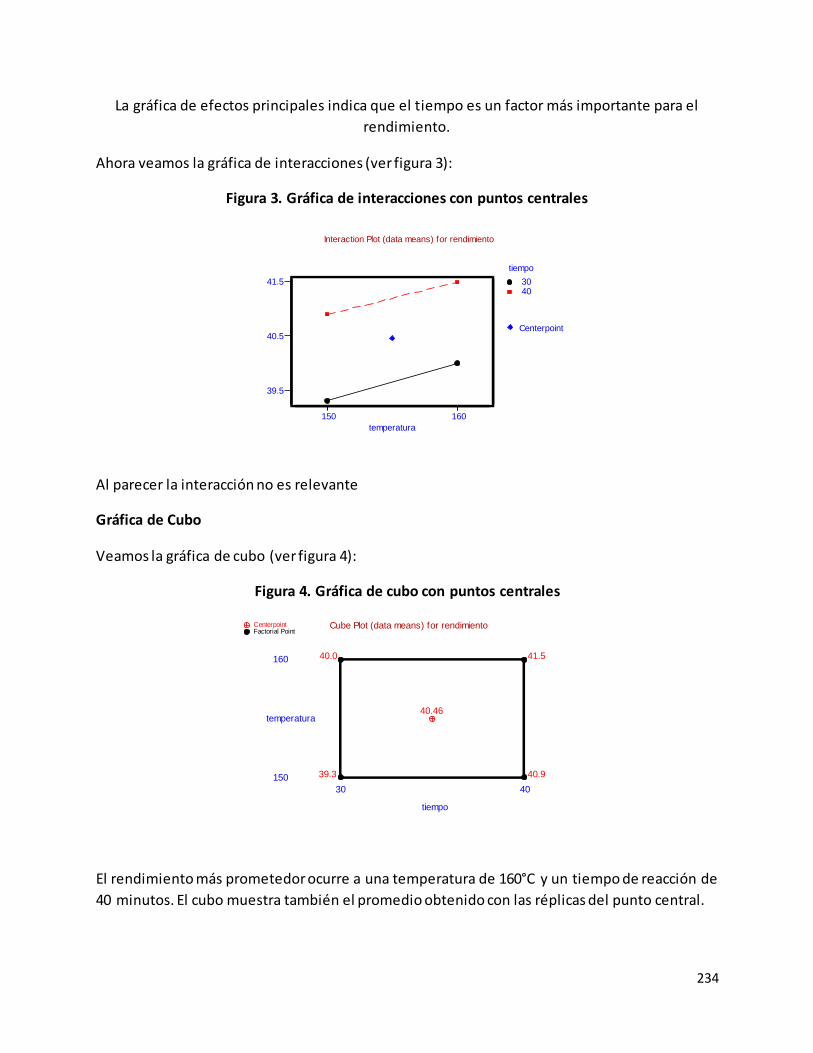
234
La gráfica de efectos principales indica que el tiempo es un factor más importante para el
rendimiento.
Ahora veamos la gráfica de interacciones (ver figura 3):
Figura 3. Gráfica de interacciones con puntos centrales
Al parecer la interacción no es relevante
Gráfica de Cubo
Veamos la gráfica de cubo (ver figura 4):
Figura 4. Gráfica de cubo con puntos centrales
El rendimiento más prometedor ocurre a una temperatura de 160°C y un tiempo de reacción de
40 minutos. El cubo muestra también el promedio obtenido con las réplicas del punto central.
3040
150 160
39.5
40.5
41.5
temperatura
tiempo
Mean
Interaction Plot (data means) for rendimiento
Centerpoint
40.9
41.5
39.3
40.0
40.46
30 40
tiempo
temperatura
150
160
Cube Plot (data means) for rendimientoCenterpointFactorial Point
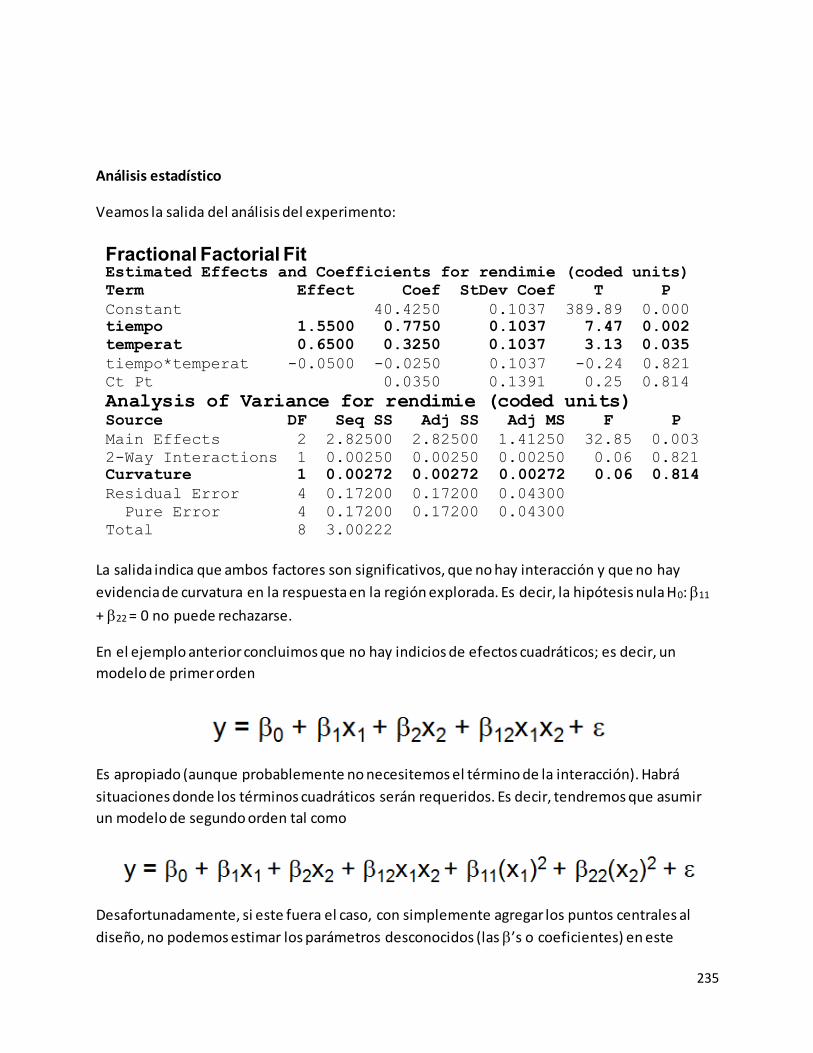
235
Análisis estadístico
Veamos la salida del análisis del experimento:
La salida indica que ambos factores son significativos, que no hay interacción y que no hay
evidencia de curvatura en la respuesta en la región explorada. Es decir, la hipótesis nula H0: 11
+ 22 = 0 no puede rechazarse.
En el ejemplo anterior concluimos que no hay indicios de efectos cuadráticos; es decir, un
modelo de primer orden
Es apropiado (aunque probablemente no necesitemos el término de la interacción). Habrá
situaciones donde los términos cuadráticos serán requeridos. Es decir, tendremos que asumir
un modelo de segundo orden tal como
Desafortunadamente, si este fuera el caso, con simplemente agregar los puntos centrales al
diseño, no podemos estimar los parámetros desconocidos (las ’s o coeficientes) en este
Fractional Factorial Fit Estimated Effects and Coefficients for rendimie (coded units)
Term Effect Coef StDev Coef T P
Constant 40.4250 0.1037 389.89 0.000
tiempo 1.5500 0.7750 0.1037 7.47 0.002
temperat 0.6500 0.3250 0.1037 3.13 0.035
tiempo*temperat -0.0500 -0.0250 0.1037 -0.24 0.821
Ct Pt 0.0350 0.1391 0.25 0.814
Analysis of Variance for rendimie (coded units)
Source DF Seq SS Adj SS Adj MS F P
Main Effects 2 2.82500 2.82500 1.41250 32.85 0.003
2-Way Interactions 1 0.00250 0.00250 0.00250 0.06 0.821
Curvature 1 0.00272 0.00272 0.00272 0.06 0.814
Residual Error 4 0.17200 0.17200 0.04300
Pure Error 4 0.17200 0.17200 0.04300
Total 8 3.00222
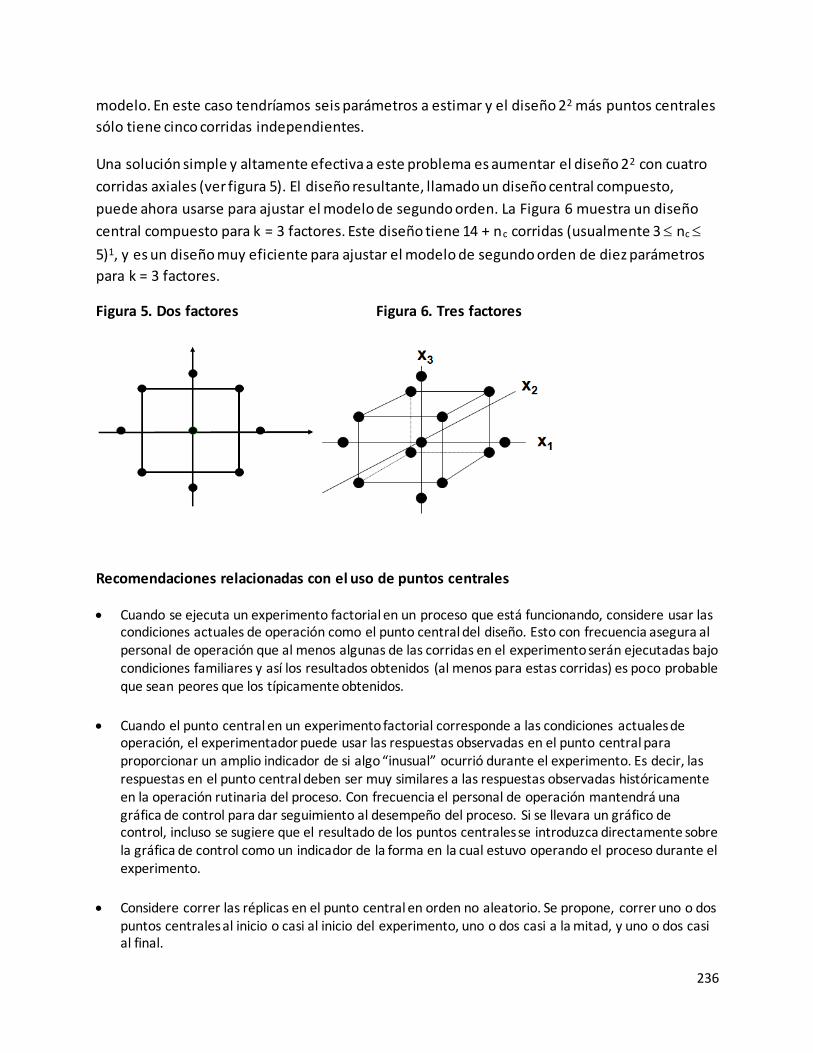
236
modelo. En este caso tendríamos seis parámetros a estimar y el diseño 22 más puntos centrales
sólo tiene cinco corridas independientes.
Una solución simple y altamente efectiva a este problema es aumentar el diseño 22 con cuatro
corridas axiales (ver figura 5). El diseño resultante, llamado un diseño central compuesto,
puede ahora usarse para ajustar el modelo de segundo orden. La Figura 6 muestra un diseño
central compuesto para k = 3 factores. Este diseño tiene 14 + nc corridas (usualmente 3 nc
5)1, y es un diseño muy eficiente para ajustar el modelo de segundo orden de diez parámetros
para k = 3 factores.
Figura 5. Dos factores Figura 6. Tres factores
Recomendaciones relacionadas con el uso de puntos centrales
Cuando se ejecuta un experimento factorial en un proceso que está funcionando, considere usar las condiciones actuales de operación como el punto central del diseño. Esto con frecuencia asegura al personal de operación que al menos algunas de las corridas en el experimento serán ejecutadas bajo condiciones familiares y así los resultados obtenidos (al menos para estas corridas) es poco probable que sean peores que los típicamente obtenidos.
Cuando el punto central en un experimento factorial corresponde a las condiciones actuales de operación, el experimentador puede usar las respuestas observadas en el punto central para proporcionar un amplio indicador de si algo “inusual” ocurrió durante el experimento. Es decir, las respuestas en el punto central deben ser muy similares a las respuestas observadas históricamente en la operación rutinaria del proceso. Con frecuencia el personal de operación mantendrá una gráfica de control para dar seguimiento al desempeño del proceso. Si se llevara un gráfico de control, incluso se sugiere que el resultado de los puntos centrales se introduzca directamente sobre la gráfica de control como un indicador de la forma en la cual estuvo operando el proceso durante el experimento.
Considere correr las réplicas en el punto central en orden no aleatorio. Se propone, correr uno o dos puntos centrales al inicio o casi al inicio del experimento, uno o dos casi a la mitad, y uno o dos casi al final.
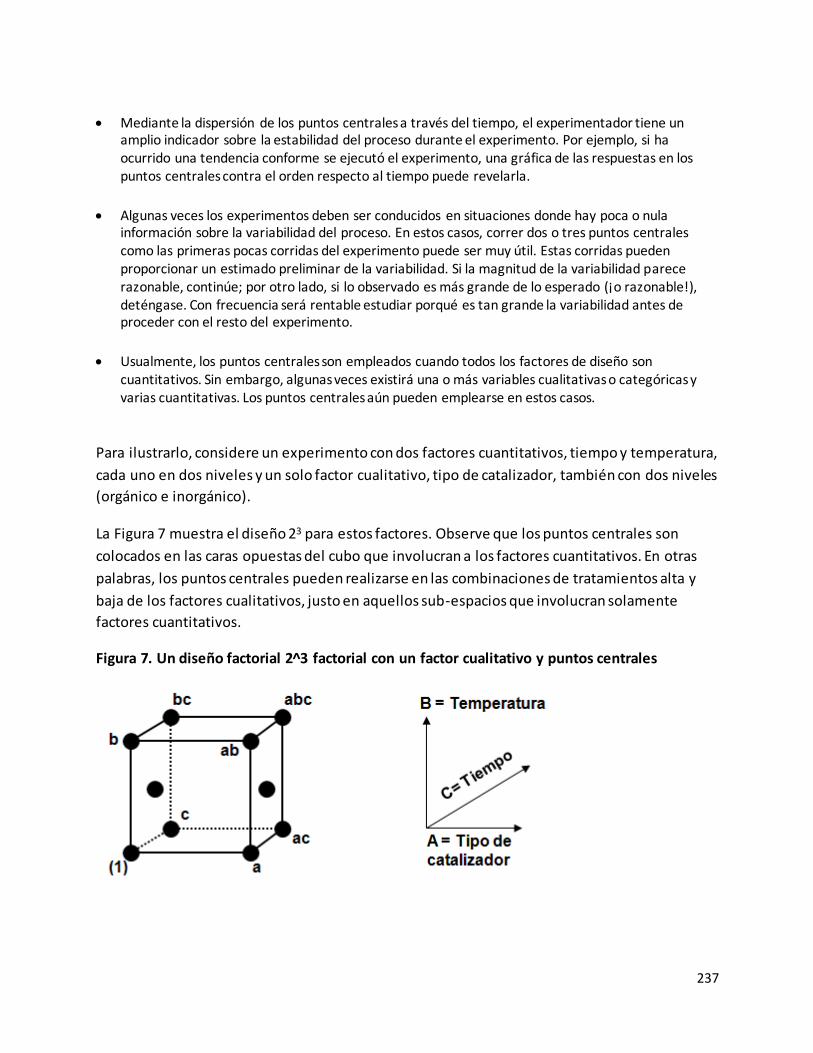
237
Mediante la dispersión de los puntos centrales a través del tiempo, el experimentador tiene un amplio indicador sobre la estabilidad del proceso durante el experimento. Por ejemplo, si ha ocurrido una tendencia conforme se ejecutó el experimento, una gráfica de las respuestas en los puntos centrales contra el orden respecto al tiempo puede revelarla.
Algunas veces los experimentos deben ser conducidos en situaciones donde hay poca o nula información sobre la variabilidad del proceso. En estos casos, correr dos o tres puntos centrales como las primeras pocas corridas del experimento puede ser muy útil. Estas corridas pueden proporcionar un estimado preliminar de la variabilidad. Si la magnitud de la variabilidad parece razonable, continúe; por otro lado, si lo observado es más grande de lo esperado (¡o razonable!), deténgase. Con frecuencia será rentable estudiar porqué es tan grande la variabilidad antes de proceder con el resto del experimento.
Usualmente, los puntos centrales son empleados cuando todos los factores de diseño son cuantitativos. Sin embargo, algunas veces existirá una o más variables cualitativas o categóricas y varias cuantitativas. Los puntos centrales aún pueden emplearse en estos casos.
Para ilustrarlo, considere un experimento con dos factores cuantitativos, tiempo y temperatura,
cada uno en dos niveles y un solo factor cualitativo, tipo de catalizador, también con dos niveles
(orgánico e inorgánico).
La Figura 7 muestra el diseño 23 para estos factores. Observe que los puntos centrales son
colocados en las caras opuestas del cubo que involucran a los factores cuantitativos. En otras
palabras, los puntos centrales pueden realizarse en las combinaciones de tratamientos alta y
baja de los factores cualitativos, justo en aquellos sub-espacios que involucran solamente
factores cuantitativos.
Figura 7. Un diseño factorial 2^3 factorial con un factor cualitativo y puntos centrales
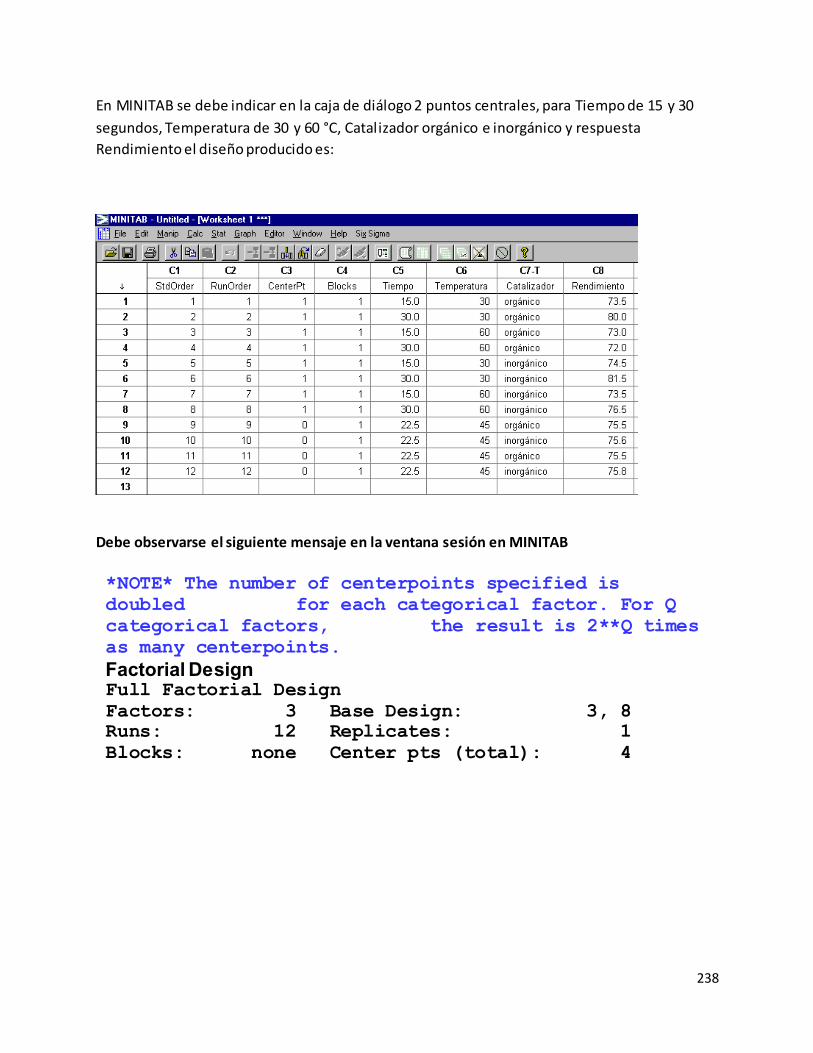
238
En MINITAB se debe indicar en la caja de diálogo 2 puntos centrales, para Tiempo de 15 y 30
segundos, Temperatura de 30 y 60 °C, Catalizador orgánico e inorgánico y respuesta
Rendimiento el diseño producido es:
Debe observarse el siguiente mensaje en la ventana sesión en MINITAB
*NOTE* The number of centerpoints specified is
doubled for each categorical factor. For Q
categorical factors, the result is 2**Q times
as many centerpoints.
Factorial Design
Full Factorial Design
Factors: 3 Base Design: 3, 8
Runs: 12 Replicates: 1
Blocks: none Center pts (total): 4
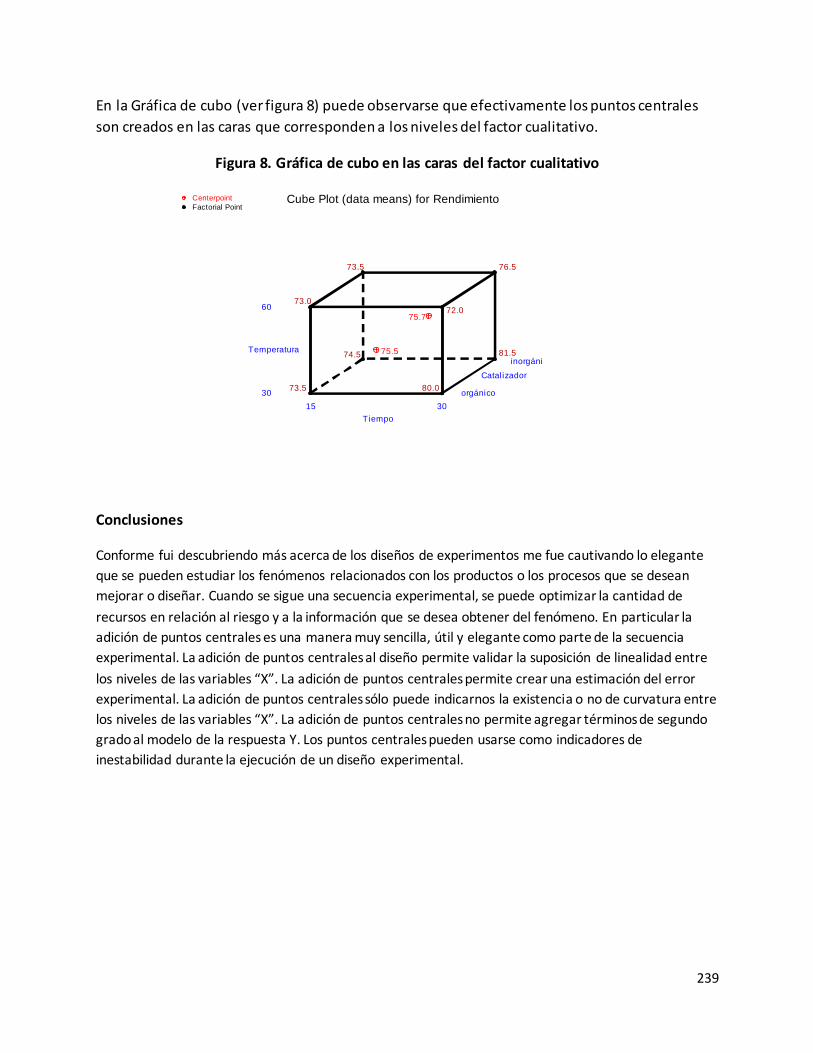
239
En la Gráfica de cubo (ver figura 8) puede observarse que efectivamente los puntos centrales
son creados en las caras que corresponden a los niveles del factor cualitativo.
Figura 8. Gráfica de cubo en las caras del factor cualitativo
Conclusiones
Conforme fui descubriendo más acerca de los diseños de experimentos me fue cautivando lo elegante
que se pueden estudiar los fenómenos relacionados con los productos o los procesos que se desean
mejorar o diseñar. Cuando se sigue una secuencia experimental, se puede optimizar la cantidad de
recursos en relación al riesgo y a la información que se desea obtener del fenómeno. En particular la
adición de puntos centrales es una manera muy sencilla, útil y elegante como parte de la secuencia
experimental. La adición de puntos centrales al diseño permite validar la suposición de linealidad entre
los niveles de las variables “X”. La adición de puntos centrales permite crear una estimación del error
experimental. La adición de puntos centrales sólo puede indicarnos la existencia o no de curvatura entre
los niveles de las variables “X”. La adición de puntos centrales no permite agregar términos de segundo
grado al modelo de la respuesta Y. Los puntos centrales pueden usarse como indicadores de
inestabilidad durante la ejecución de un diseño experimental.
80.0
81.5
72.0
76.5
73.5
74.5
73.0
73.5
75.5
75.7
15 30
Tiempo
Temperatura
Catalizador
30
60
orgánico
inorgáni
Cube Plot (data means) for RendimientoCenterpoint
Factorial Point

240
Referencias bibliográficas
Andre I. Khuri and John A. Cornell. (1996). Response Surface, 2nd Rev. Edition, New York:
Marcel Dekker.
C. F. Jeff Wu and Michael Hamada. (2000). Experiments: Planning, Analysis and Parameter
Design Optimization, New York: Wiley
Douglas C. Montgomery. (2000). Design and Analysis of Experiments, 5th Edition, Wiley.
George E. P. Box, William, G. Hunter, J. Stuart Hunter. (1978). Statistics for Experiments, New
Jersey: Wiley.
John, Peter W. M. (1971). Statistical Design and Analysis of Experiments, New York: Macmillan
Publishing Company.
Raymond H. Myers and Douglas C. Montgomery. (2002).Response Surface Methodology:
Process and Product Optimization Using Designed Experiments, 2nd. edition. New York: Wiley.
Román de la Vara Salazar, Humberto Gutiérrez Pulido. (2012). Análisis y Diseño de
Experimentos, 3a Ed. McGraw Hill
Schmidt, Stephen R. and Launsby, Robert G. (1994).Understanding Industrial Designed
Experiments, 4th edition., Air Academy Press,.
Thomás J. Lorenzen and Virgil L. Anderson. (1993). Design of Experiments, New York: Marcel
Dekker.
241
Diseños de experimentos de superficie de respuesta
Introducción
En los capítulos anteriores, hemos estado trabajando con diseños de experimentos que
contienen dos niveles. Específicamente vimos en el capítulo anterior como demostrar si existe o
no curvatura en el fenómeno que estamos tratando de estudiar o modelar. Si después de
observar que al agregar los puntos centrales, no existe una curvatura significativa en el modelo,
entonces habremos llegado a la solución del modelo, sin embargo, ¿qué pasa si resulta que la
curvatura es significativa dentro del rango experimental que hemos seleccionado? ¿Cómo
poder desarrollar un modelo robusto que nos permita “predecir” los valores de la respuesta
aun en la zona donde existe curvatura en el modelo? La respuesta la podemos encontrar en una
técnica conocida en el mundo de los diseños experimentales como, diseños de superficie de
respuesta. Es una estrategia derivada de la experimentación factorial. El concepto sigue siendo
como desarrollar un modelo tratando de utilizar la menor cantidad de variables y corridas
posibles.
No es recomendable comenzar la estrategia experimental con este tipo de arreglo
experimental. Se recomienda seguir la secuencia sugerida en los capítulos anteriores. Quizá
comenzar con un diseño factorial fraccionado para poder identificar las variables que si son
significativas al fenómeno que se está estudiando. Agregar puntos centrales nos permitirá
verificar la curvatura del modelo, y a partir de esto entonces podríamos tratar de utilizar
técnicas más “finas” como los diseños de superficie de respuesta, para poder de forma atinada
terminar de modelar el fenómeno que se está estudiando.
De acuerdo con lo anterior, el propósito de este capítulo es extender el concepto de diseño
experimental a experimentos que analizan relaciones potenciales no-lineales y poder así,
optimizar las variables seleccionadas. A través de los siguientes puntos lograremos completar el
propósito de:
Explorar diseños experimentales de Superficie de Respuesta, usados para modelar
procesos con más de dos niveles de las variables “X”
Comprender cuándo aplicar los diseños de Superficie de Respuesta
Aprender a efectuar el análisis de estos diseños y sus interpretaciones gráficas a través
del uso de minitab.
Recapitulando acerca de los diseños de experimentos de dos niveles. Los experimentos
factoriales de 2 niveles y factoriales fraccionados son útiles para:
Determinar cuáles de las muchas variables independientes son las más importantes.
Determinar si existen interacciones importantes entre las variables independientes.

242
Determinar cuál de los 2 niveles proporciona un mejor rendimiento.
Estimar una ecuación lineal de la respuesta como una función de las variables
independientes:
Los DDE de dos niveles tienen ciertas limitaciones que hemos explicado anteriormente de
forma general. Los experimentos factoriales de 2 niveles no pueden usarse para adjudicar la
curvatura a una variable específica. No pueden usarse para encontrar un óptimo. Las
relaciones entre la “Y” y las “Xs” pueden involucrar curvas, y podrían aproximarse mejor con
ecuaciones cuadráticas:
Para una variable independiente:
Para dos variables independientes:
Para tres variables independientes:
Revisando algunas de las opciones del capítulo anterior. Dadas las limitaciones de los
experimentos de dos niveles, ¿Cuál es la mejor forma de modelar u optimizar una relación
cuadrática?
Para poder ilustrar algunos de los conceptos de este tipo de diseños, imagine un experimento
de una lavadora de ropa de eje horizontal. ¿Qué sucede si sospechamos que existe una
relación cuadrática entre la ‘brillantez’ de la ropa (“Y”) y el ‘tiempo’ de lavado y los ‘galones’ de
agua (las “X”)?
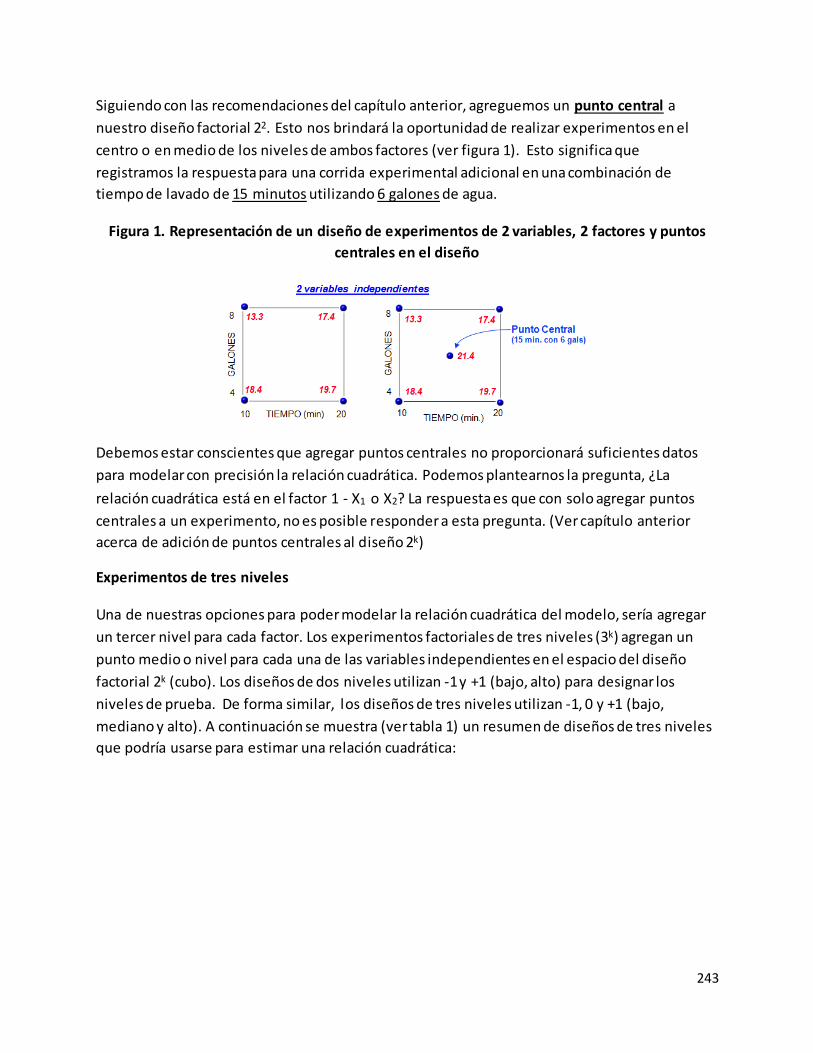
243
Siguiendo con las recomendaciones del capítulo anterior, agreguemos un punto central a
nuestro diseño factorial 22. Esto nos brindará la oportunidad de realizar experimentos en el
centro o en medio de los niveles de ambos factores (ver figura 1). Esto significa que
registramos la respuesta para una corrida experimental adicional en una combinación de
tiempo de lavado de 15 minutos utilizando 6 galones de agua.
Figura 1. Representación de un diseño de experimentos de 2 variables, 2 factores y puntos
centrales en el diseño
Debemos estar conscientes que agregar puntos centrales no proporcionará suficientes datos
para modelar con precisión la relación cuadrática. Podemos plantearnos la pregunta, ¿La
relación cuadrática está en el factor 1 - X1 o X2? La respuesta es que con solo agregar puntos
centrales a un experimento, no es posible responder a esta pregunta. (Ver capítulo anterior
acerca de adición de puntos centrales al diseño 2k)
Experimentos de tres niveles
Una de nuestras opciones para poder modelar la relación cuadrática del modelo, sería agregar
un tercer nivel para cada factor. Los experimentos factoriales de tres niveles (3k) agregan un
punto medio o nivel para cada una de las variables independientes en el espacio del diseño
factorial 2k (cubo). Los diseños de dos niveles utilizan -1 y +1 (bajo, alto) para designar los
niveles de prueba. De forma similar, los diseños de tres niveles utilizan -1, 0 y +1 (bajo,
mediano y alto). A continuación se muestra (ver tabla 1) un resumen de diseños de tres niveles
que podría usarse para estimar una relación cuadrática:
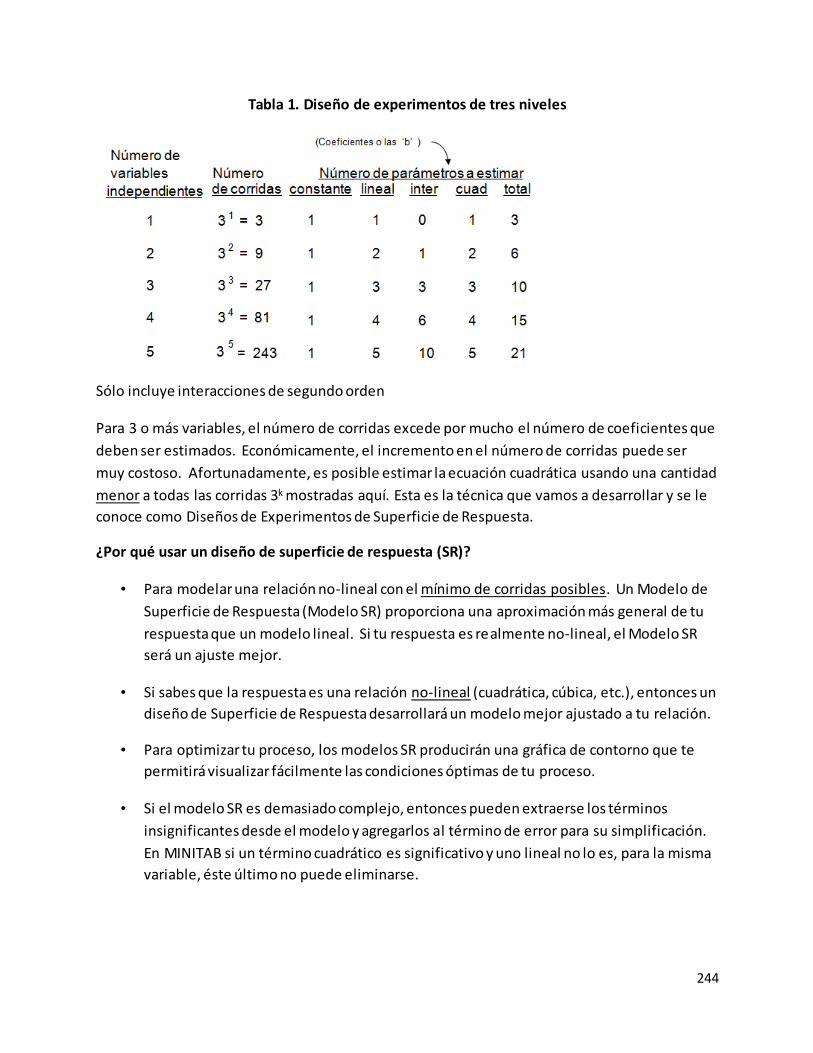
244
Tabla 1. Diseño de experimentos de tres niveles
Sólo incluye interacciones de segundo orden
Para 3 o más variables, el número de corridas excede por mucho el número de coeficientes que
deben ser estimados. Económicamente, el incremento en el número de corridas puede ser
muy costoso. Afortunadamente, es posible estimar la ecuación cuadrática usando una cantidad
menor a todas las corridas 3k mostradas aquí. Esta es la técnica que vamos a desarrollar y se le
conoce como Diseños de Experimentos de Superficie de Respuesta.
¿Por qué usar un diseño de superficie de respuesta (SR)?
• Para modelar una relación no-lineal con el mínimo de corridas posibles. Un Modelo de
Superficie de Respuesta (Modelo SR) proporciona una aproximación más general de tu
respuesta que un modelo lineal. Si tu respuesta es realmente no-lineal, el Modelo SR
será un ajuste mejor.
• Si sabes que la respuesta es una relación no-lineal (cuadrática, cúbica, etc.), entonces un
diseño de Superficie de Respuesta desarrollará un modelo mejor ajustado a tu relación.
• Para optimizar tu proceso, los modelos SR producirán una gráfica de contorno que te
permitirá visualizar fácilmente las condiciones óptimas de tu proceso.
• Si el modelo SR es demasiado complejo, entonces pueden extraerse los términos
insignificantes desde el modelo y agregarlos al término de error para su simplificación.
En MINITAB si un término cuadrático es significativo y uno lineal no lo es, para la misma
variable, éste último no puede eliminarse.
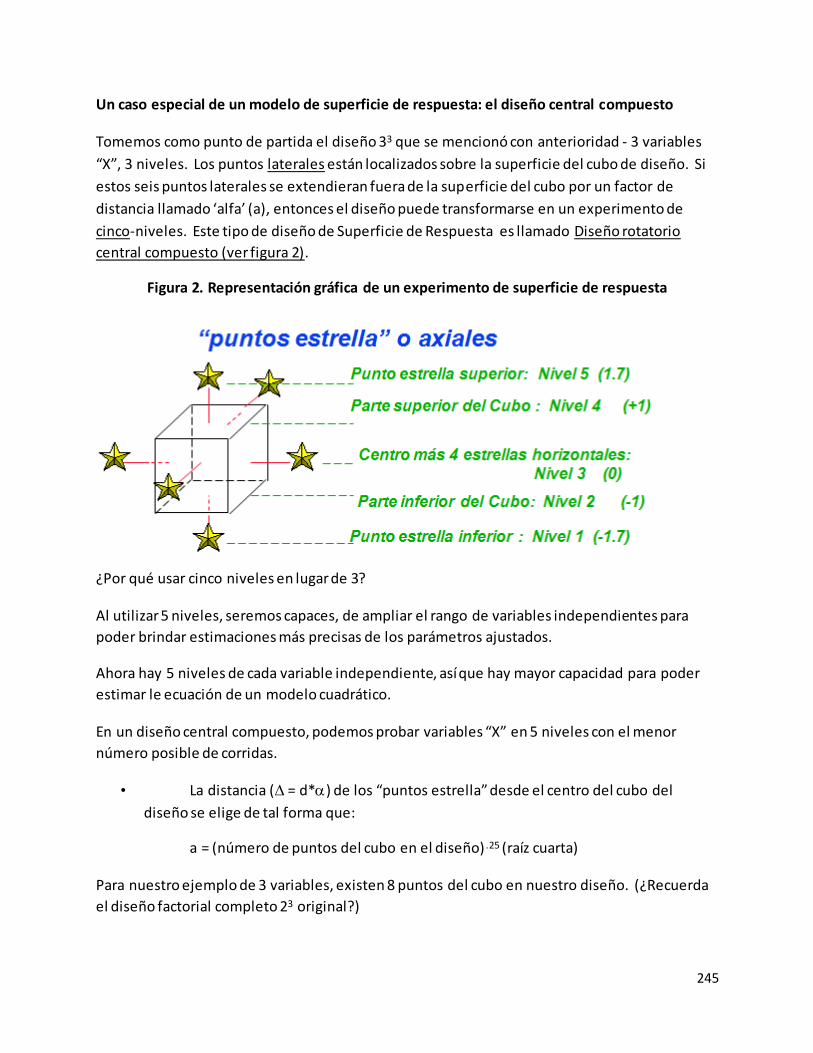
245
Un caso especial de un modelo de superficie de respuesta: el diseño central compuesto
Tomemos como punto de partida el diseño 33 que se mencionó con anterioridad - 3 variables
“X”, 3 niveles. Los puntos laterales están localizados sobre la superficie del cubo de diseño. Si
estos seis puntos laterales se extendieran fuera de la superficie del cubo por un factor de
distancia llamado ‘alfa’ (a), entonces el diseño puede transformarse en un experimento de
cinco-niveles. Este tipo de diseño de Superficie de Respuesta es llamado Diseño rotatorio
central compuesto (ver figura 2).
Figura 2. Representación gráfica de un experimento de superficie de respuesta
¿Por qué usar cinco niveles en lugar de 3?
Al utilizar 5 niveles, seremos capaces, de ampliar el rango de variables independientes para
poder brindar estimaciones más precisas de los parámetros ajustados.
Ahora hay 5 niveles de cada variable independiente, así que hay mayor capacidad para poder
estimar le ecuación de un modelo cuadrático.
En un diseño central compuesto, podemos probar variables “X” en 5 niveles con el menor
número posible de corridas.
• La distancia ( = d*) de los “puntos estrella” desde el centro del cubo del
diseño se elige de tal forma que:
a = (número de puntos del cubo en el diseño) .25 (raíz cuarta)
Para nuestro ejemplo de 3 variables, existen 8 puntos del cubo en nuestro diseño. (¿Recuerda
el diseño factorial completo 23 original?)
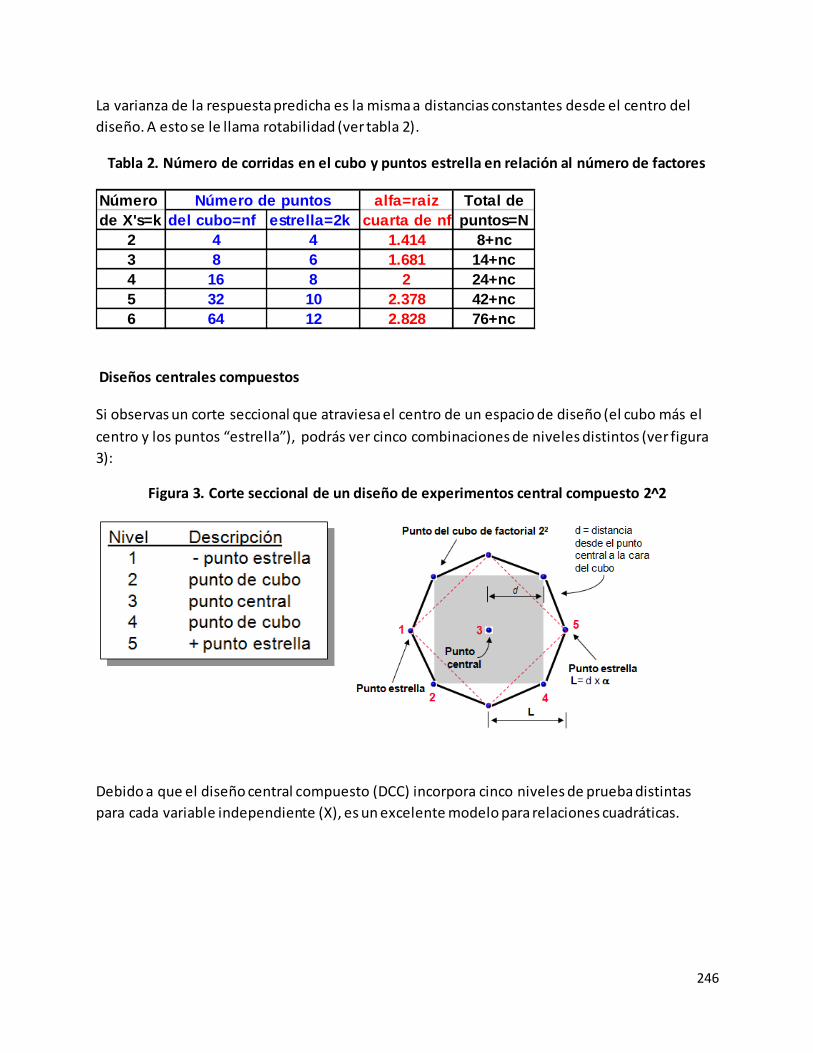
246
La varianza de la respuesta predicha es la misma a distancias constantes desde el centro del
diseño. A esto se le llama rotabilidad (ver tabla 2).
Tabla 2. Número de corridas en el cubo y puntos estrella en relación al número de factores
Diseños centrales compuestos
Si observas un corte seccional que atraviesa el centro de un espacio de diseño (el cubo más el
centro y los puntos “estrella”), podrás ver cinco combinaciones de niveles distintos (ver figura
3):
Figura 3. Corte seccional de un diseño de experimentos central compuesto 2^2
Debido a que el diseño central compuesto (DCC) incorpora cinco niveles de prueba distintas
para cada variable independiente (X), es un excelente modelo para relaciones cuadráticas.
Número alfa=raiz Total de
de X's=k del cubo=nf estrella=2k cuarta de nf puntos=N
2 4 4 1.414 8+nc
3 8 6 1.681 14+nc
4 16 8 2 24+nc
5 32 10 2.378 42+nc
6 64 12 2.828 76+nc
Número de puntos
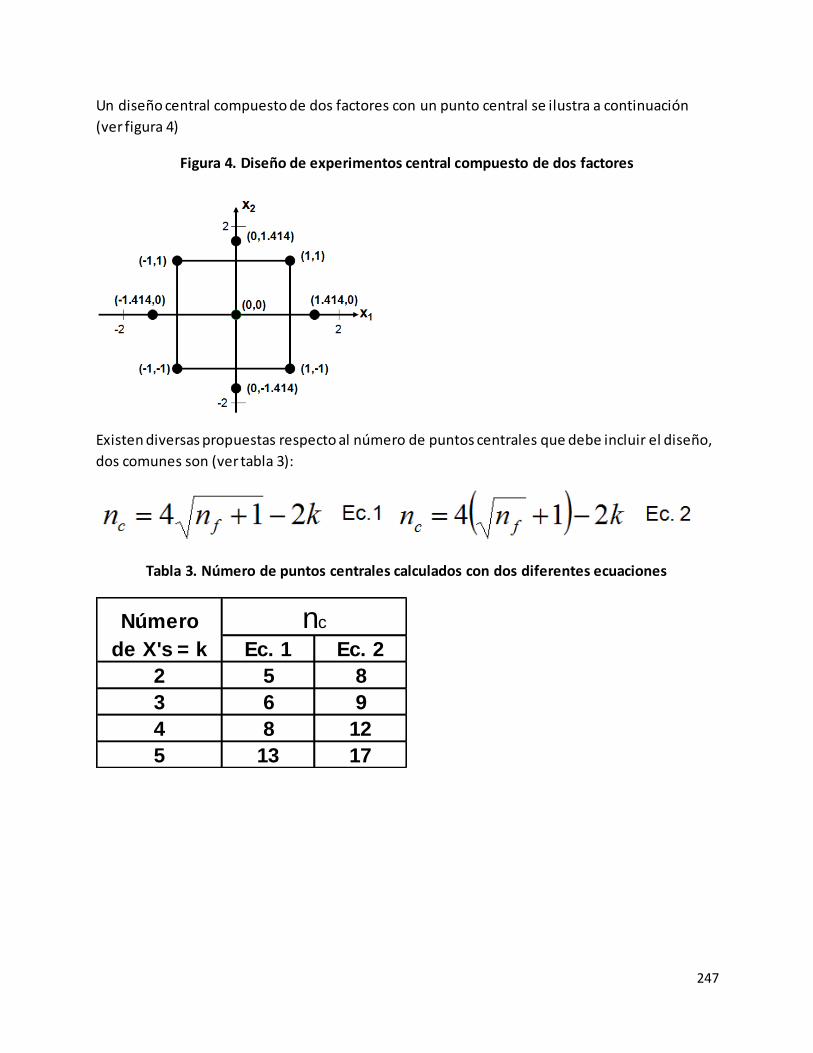
247
Un diseño central compuesto de dos factores con un punto central se ilustra a continuación
(ver figura 4)
Figura 4. Diseño de experimentos central compuesto de dos factores
Existen diversas propuestas respecto al número de puntos centrales que debe incluir el diseño,
dos comunes son (ver tabla 3):
Tabla 3. Número de puntos centrales calculados con dos diferentes ecuaciones
Número
de X's = k Ec. 1 Ec. 2
2 5 8
3 6 9
4 8 12
5 13 17
nc
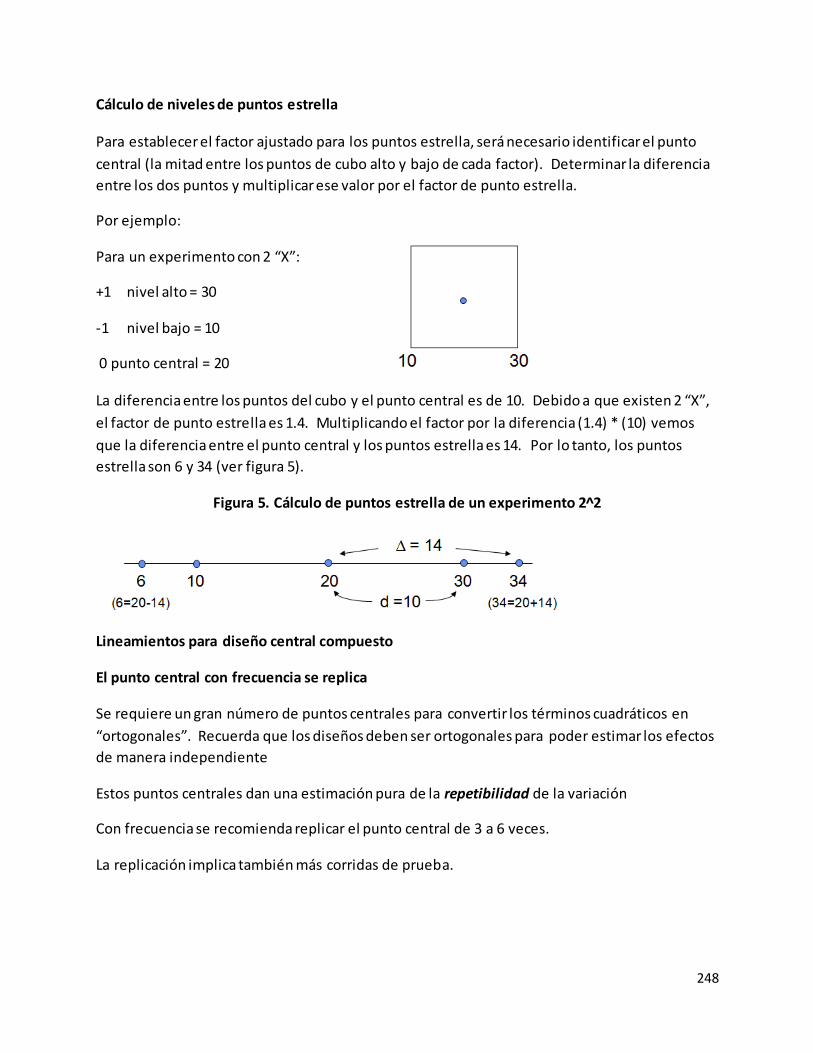
248
Cálculo de niveles de puntos estrella
Para establecer el factor ajustado para los puntos estrella, será necesario identificar el punto
central (la mitad entre los puntos de cubo alto y bajo de cada factor). Determinar la diferencia
entre los dos puntos y multiplicar ese valor por el factor de punto estrella.
Por ejemplo:
Para un experimento con 2 “X”:
+1 nivel alto = 30
-1 nivel bajo = 10
0 punto central = 20
La diferencia entre los puntos del cubo y el punto central es de 10. Debido a que existen 2 “X”,
el factor de punto estrella es 1.4. Multiplicando el factor por la diferencia (1.4) * (10) vemos
que la diferencia entre el punto central y los puntos estrella es 14. Por lo tanto, los puntos
estrella son 6 y 34 (ver figura 5).
Figura 5. Cálculo de puntos estrella de un experimento 2^2
Lineamientos para diseño central compuesto
El punto central con frecuencia se replica
Se requiere un gran número de puntos centrales para convertir los términos cuadráticos en
“ortogonales”. Recuerda que los diseños deben ser ortogonales para poder estimar los efectos
de manera independiente
Estos puntos centrales dan una estimación pura de la repetibilidad de la variación
Con frecuencia se recomienda replicar el punto central de 3 a 6 veces.
La replicación implica también más corridas de prueba.
249
Bloqueo
Si el experimento es para correrse en 2 días, entonces:
Obtenga los puntos del cubo y algunos de los puntos centrales en un día
Obtenga los puntos del cubo y algunos de los puntos centrales en el segundo día.
Minitab distribuye las corridas a través de los bloques cuando estructuras tu diseño.
¿Por qué? Un desplazamiento en el promedio entre los 2 días no afectará las estimaciones.
Ejemplo de un diseño central compuesto
Ejemplo:
Los clientes al menudeo se están quejando de la calidad del servicio que reciben cuando tratan
de obtener descuentos (reembolsos) por los anuncios del periódico. El equipo de apoyo técnico
hizo lluvia de ideas para varias “X” que podían influir en nuestra evaluación de satisfacción del
cliente (la respuesta Y). Una selección preliminar en la fase de análisis ha reducido las “X” hasta
sólo 2: Tiempo transcurrido entre la recepción de la factura y el pago de la factura, y la
complejidad del formato de reembolso (número de espacios a llenar).
Respuesta Y: Evaluación de satisfacción del cliente
X1: Tiempo entre la recepción de la factura y el pago de la factura
(bajo = 10 días, alto = 30 días)
X2: Número de espacios llenados completamente por el cliente en el formato de facturación
(bajo = 5 espacios, alto = 15 espacios)
Bloques: Medio mes contra fin de mes
Generamos el diseño en Minitab usando:
Stat>DOE>Create RS Design
La matriz de diseño se muestra en la tabla tabla 4.
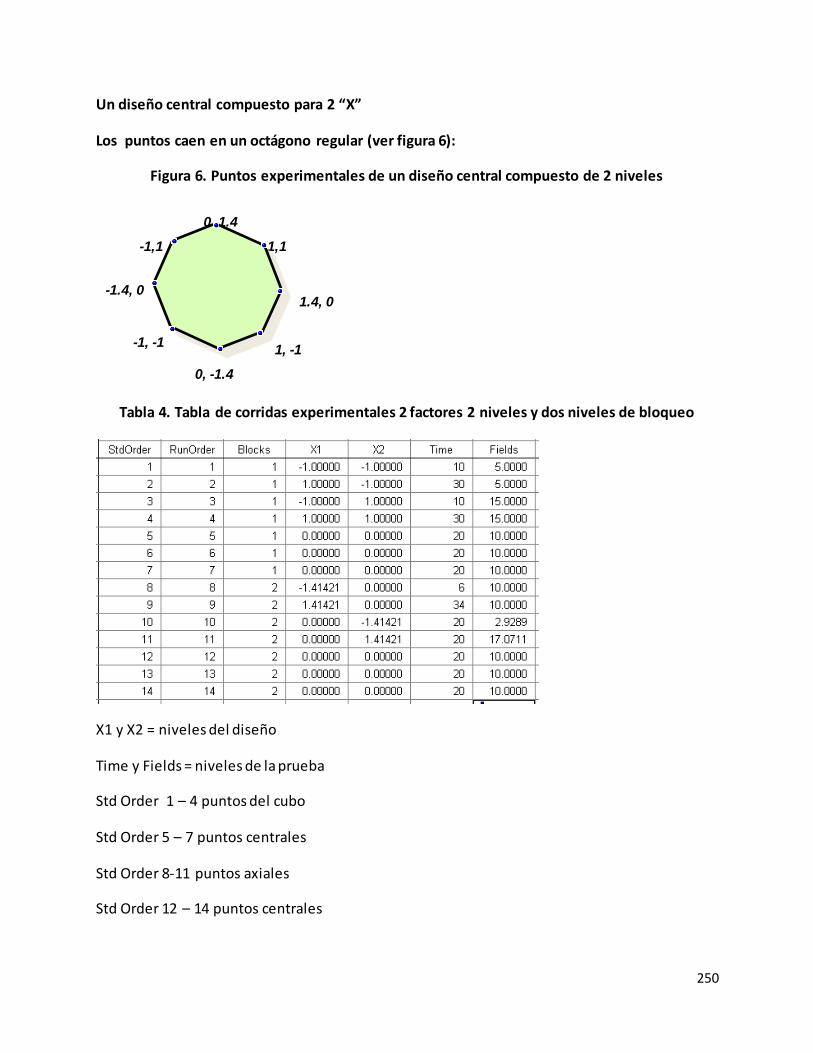
250
Un diseño central compuesto para 2 “X”
Los puntos caen en un octágono regular (ver figura 6):
Figura 6. Puntos experimentales de un diseño central compuesto de 2 niveles
Tabla 4. Tabla de corridas experimentales 2 factores 2 niveles y dos niveles de bloqueo
X1 y X2 = niveles del diseño
Time y Fields = niveles de la prueba
Std Order 1 – 4 puntos del cubo
Std Order 5 – 7 puntos centrales
Std Order 8-11 puntos axiales
Std Order 12 – 14 puntos centrales
-1.4, 0
-1, -1
0, -1.4
1, -1
1.4, 0
1,1
0, 1.4
-1,1
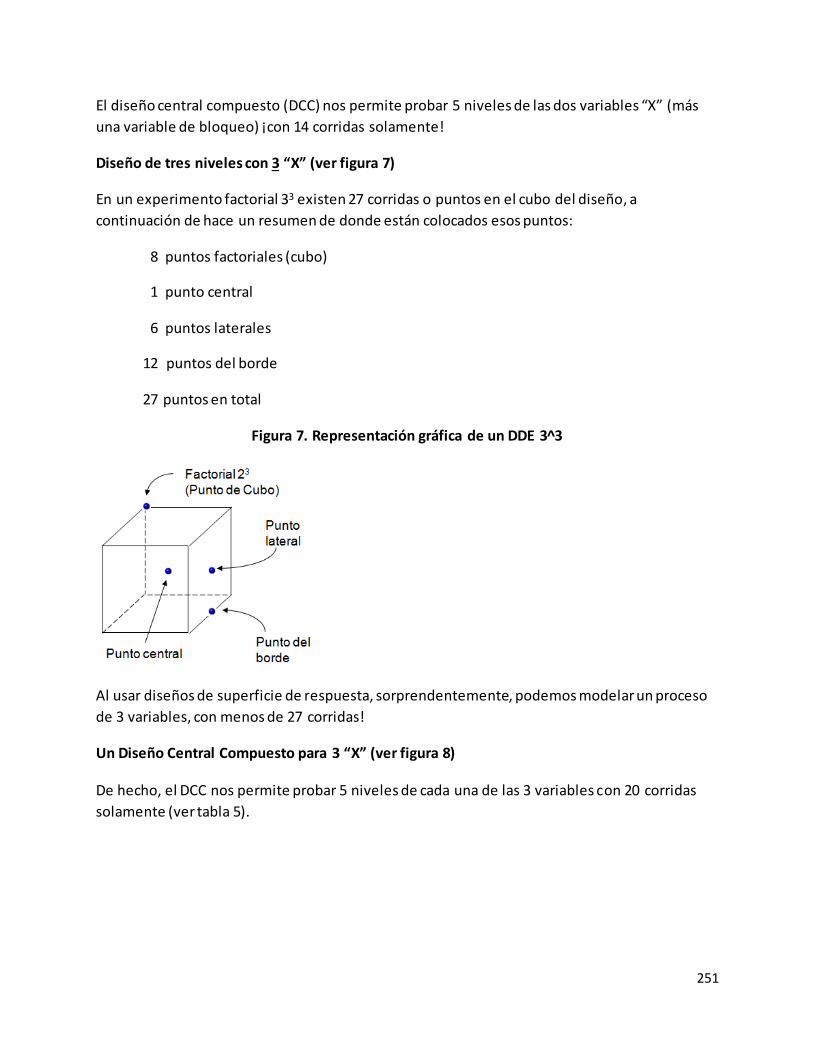
251
El diseño central compuesto (DCC) nos permite probar 5 niveles de las dos variables “X” (más
una variable de bloqueo) ¡con 14 corridas solamente!
Diseño de tres niveles con 3 “X” (ver figura 7)
En un experimento factorial 33 existen 27 corridas o puntos en el cubo del diseño, a
continuación de hace un resumen de donde están colocados esos puntos:
8 puntos factoriales (cubo)
1 punto central
6 puntos laterales
12 puntos del borde
27 puntos en total
Figura 7. Representación gráfica de un DDE 3^3
Al usar diseños de superficie de respuesta, sorprendentemente, podemos modelar un proceso
de 3 variables, con menos de 27 corridas!
Un Diseño Central Compuesto para 3 “X” (ver figura 8)
De hecho, el DCC nos permite probar 5 niveles de cada una de las 3 variables con 20 corridas
solamente (ver tabla 5).
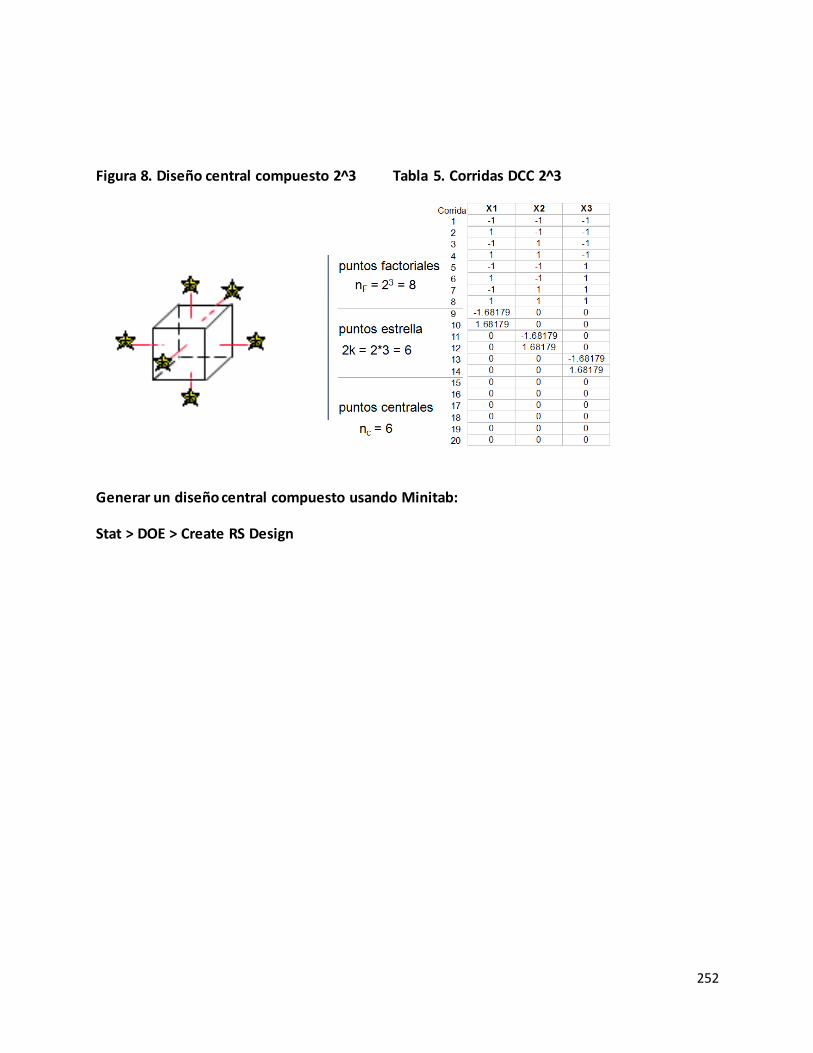
252
Figura 8. Diseño central compuesto 2^3 Tabla 5. Corridas DCC 2^3
Generar un diseño central compuesto usando Minitab:
Stat > DOE > Create RS Design
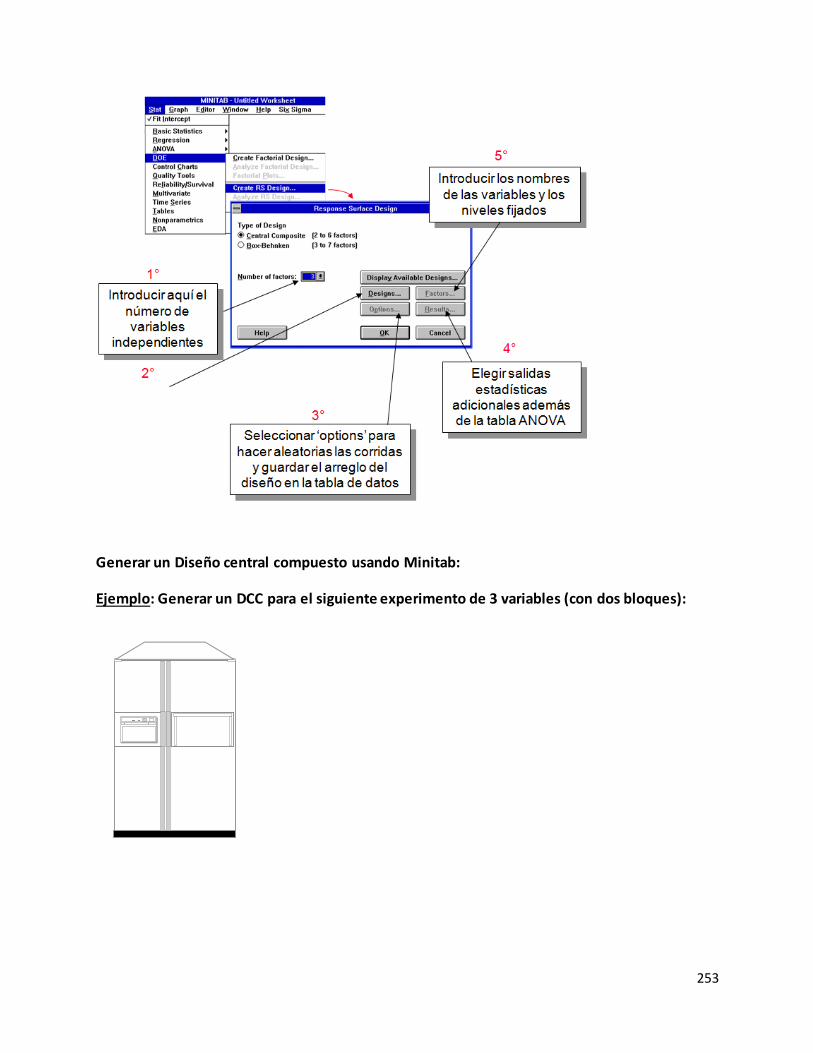
253
Generar un Diseño central compuesto usando Minitab:
Ejemplo: Generar un DCC para el siguiente experimento de 3 variables (con dos bloques):
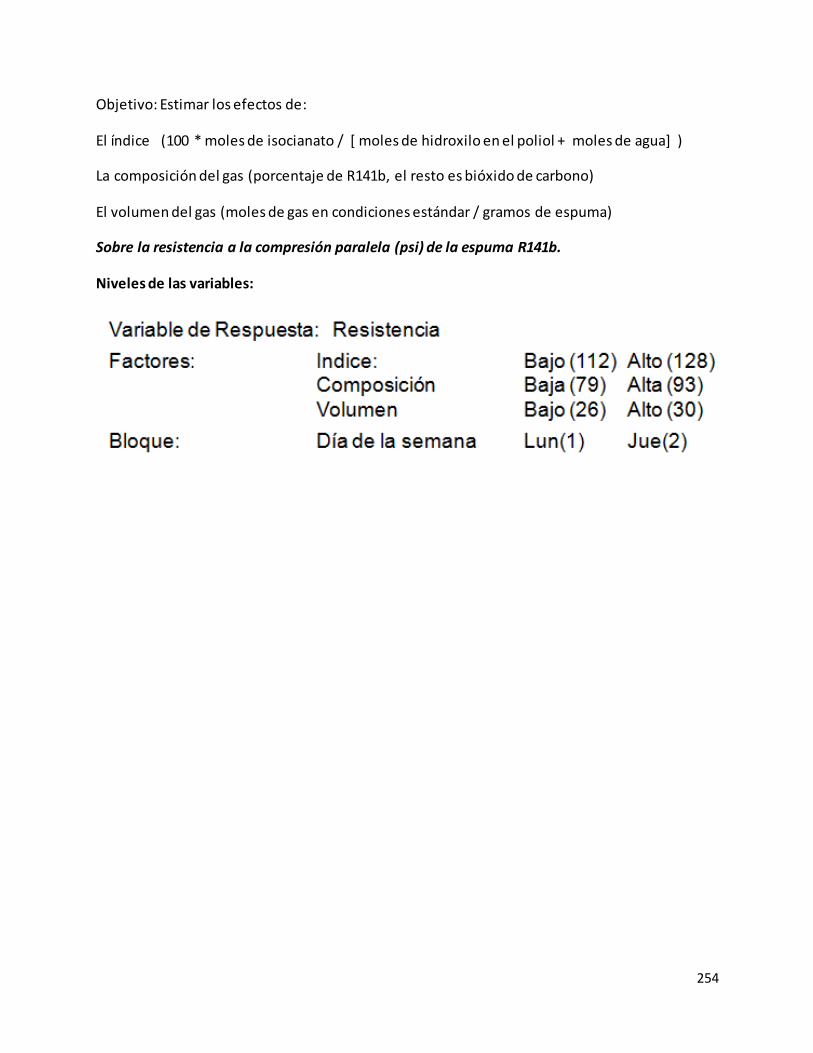
254
Objetivo: Estimar los efectos de:
El índice (100 * moles de isocianato / [ moles de hidroxilo en el poliol + moles de agua] )
La composición del gas (porcentaje de R141b, el resto es bióxido de carbono)
El volumen del gas (moles de gas en condiciones estándar / gramos de espuma)
Sobre la resistencia a la compresión paralela (psi) de la espuma R141b.
Niveles de las variables:
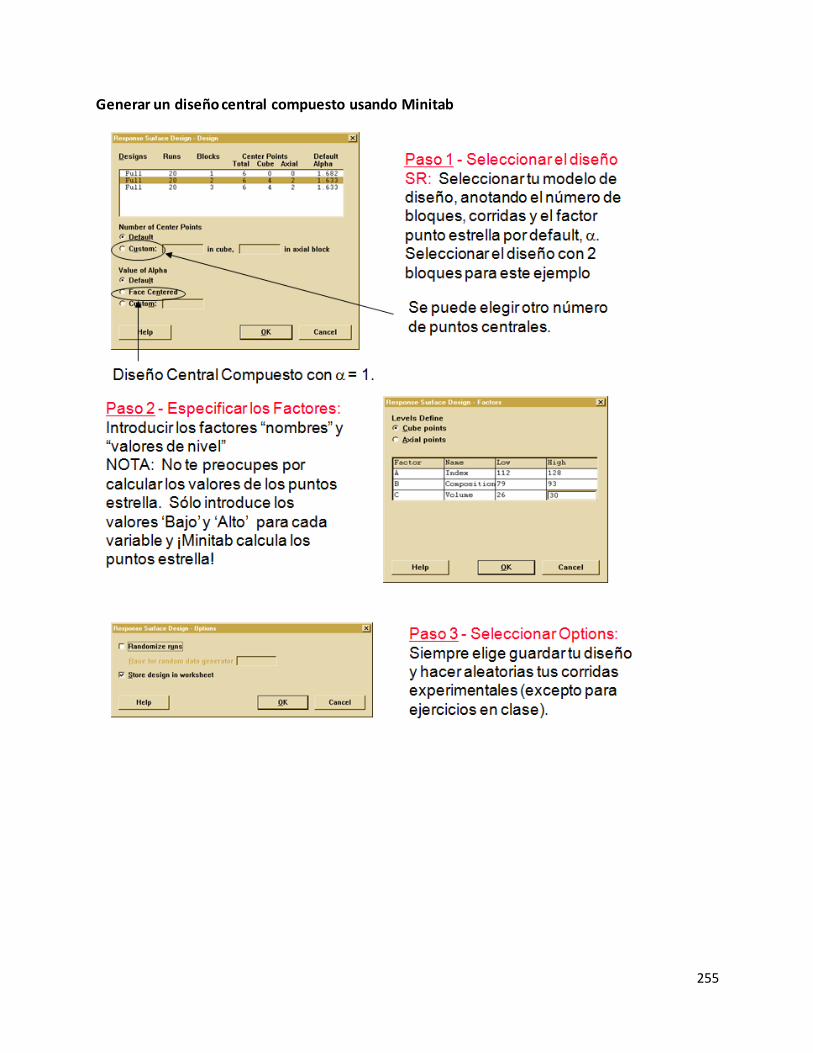
255
Generar un diseño central compuesto usando Minitab
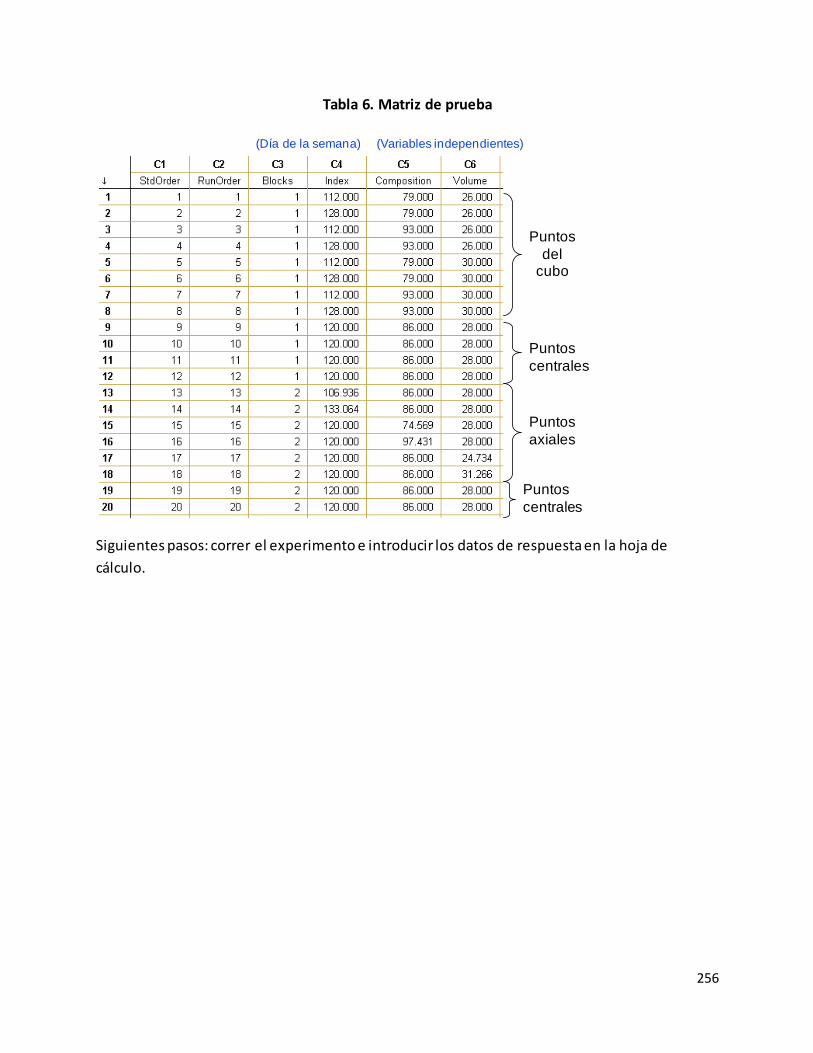
256
Tabla 6. Matriz de prueba
Siguientes pasos: correr el experimento e introducir los datos de respuesta en la hoja de
cálculo.
(Día de la semana) (Variables independientes)
Puntos
del cubo
Puntos
centrales
Puntos
axiales
Puntos
centrales
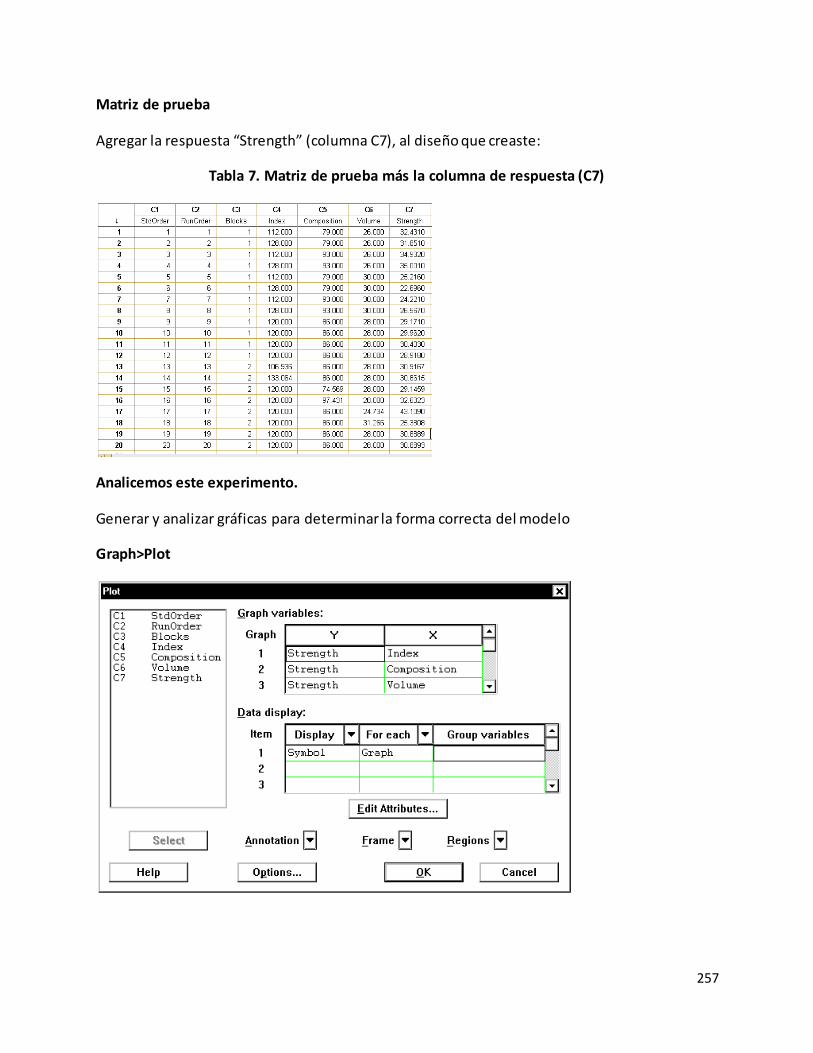
257
Matriz de prueba
Agregar la respuesta “Strength” (columna C7), al diseño que creaste:
Tabla 7. Matriz de prueba más la columna de respuesta (C7)
Analicemos este experimento.
Generar y analizar gráficas para determinar la forma correcta del modelo
Graph>Plot
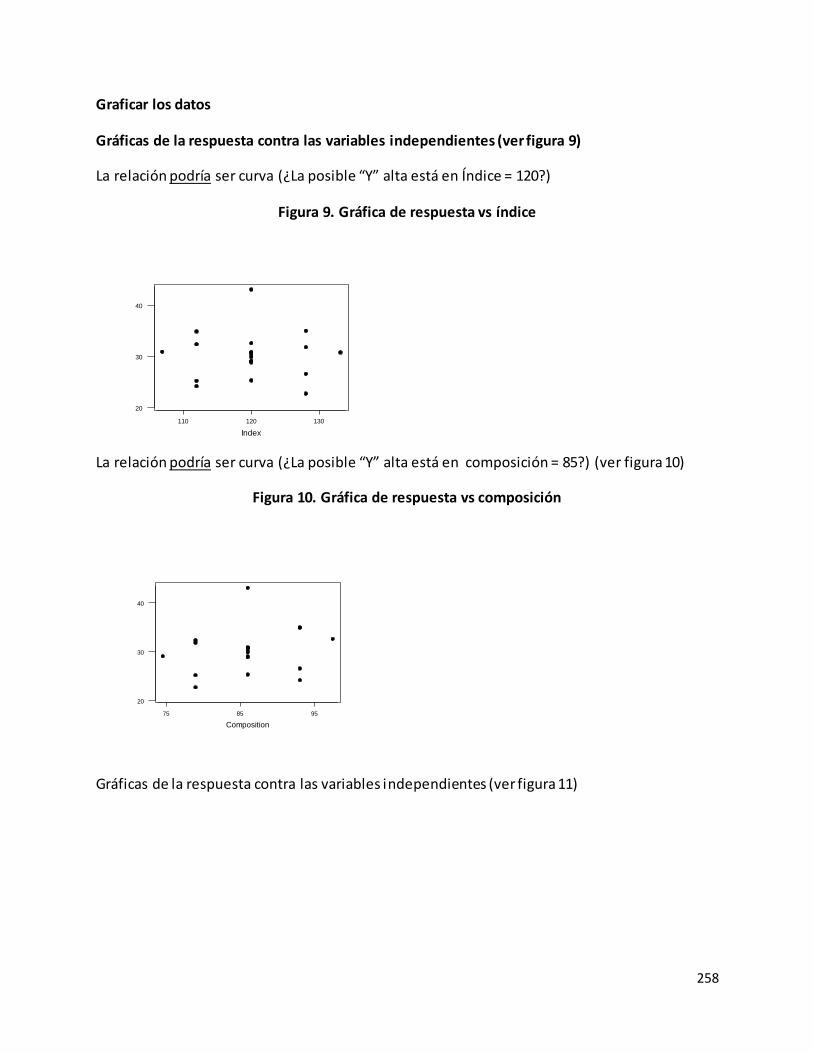
258
Graficar los datos
Gráficas de la respuesta contra las variables independientes (ver figura 9)
La relación podría ser curva (¿La posible “Y” alta está en Índice = 120?)
Figura 9. Gráfica de respuesta vs índice
La relación podría ser curva (¿La posible “Y” alta está en composición = 85?) (ver figura 10)
Figura 10. Gráfica de respuesta vs composición
Figura
Gráficas de la respuesta contra las variables independientes (ver figura 11)
110 120 130
20
30
40
Index
Str
en
gth
75 85 95
20
30
40
Composition
Str
en
gth

259
Figura 11. Respuesta contra volumen
Conclusiones de las gráficas:
• ‘Volumen’ parece tener un fuerte efecto lineal sobre ‘Resistencia’
• ‘Índice’ y ‘Composición’ pueden tener una relación curva con ‘Resistencia’
Puede determinar el grado de asociación lineal al obtener el coeficiente de correlación lineal “r”
en el menú Stat/Basic Statistics/Correlation.
Ajustar el Modelo de Superficie de Respuesta
Stat>DOE>Analyze RS Design.
24.5 25.5 26.5 27.5 28.5 29.5 30.5 31.5
20
30
40
Volume
Str
en
gth
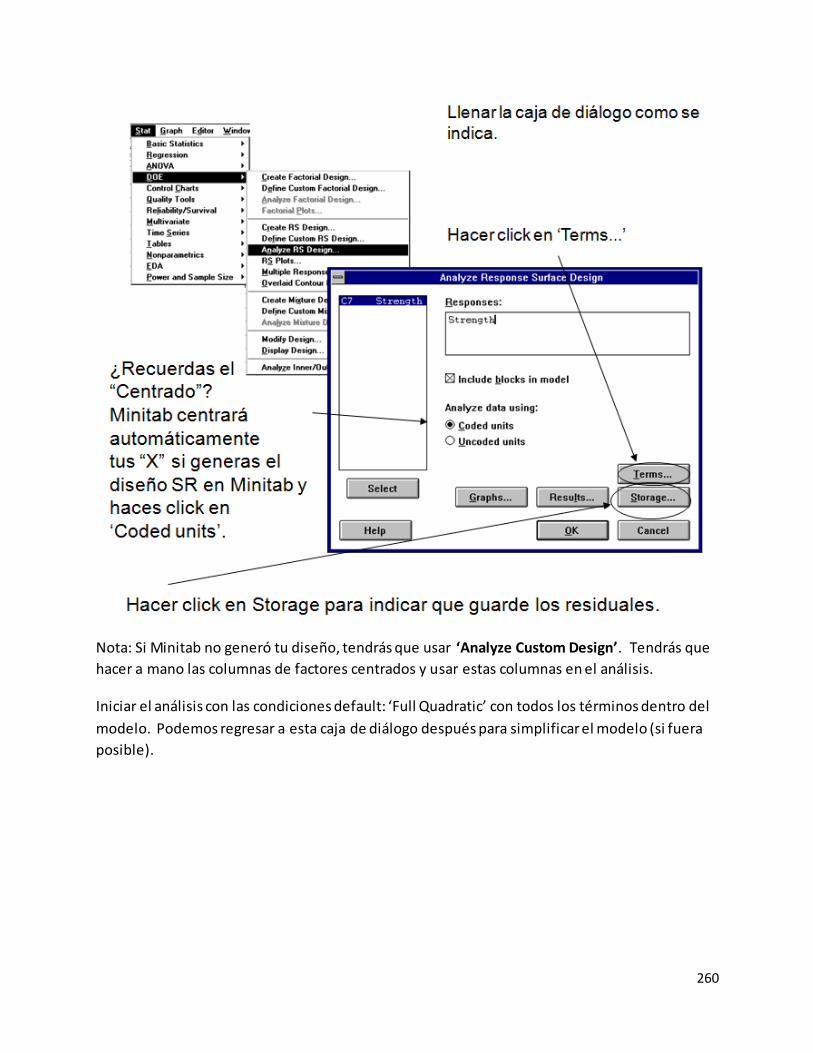
260
Nota: Si Minitab no generó tu diseño, tendrás que usar ‘Analyze Custom Design’. Tendrás que
hacer a mano las columnas de factores centrados y usar estas columnas en el análisis.
Iniciar el análisis con las condiciones default: ‘Full Quadratic’ con todos los términos dentro del
modelo. Podemos regresar a esta caja de diálogo después para simplificar el modelo (si fuera
posible).
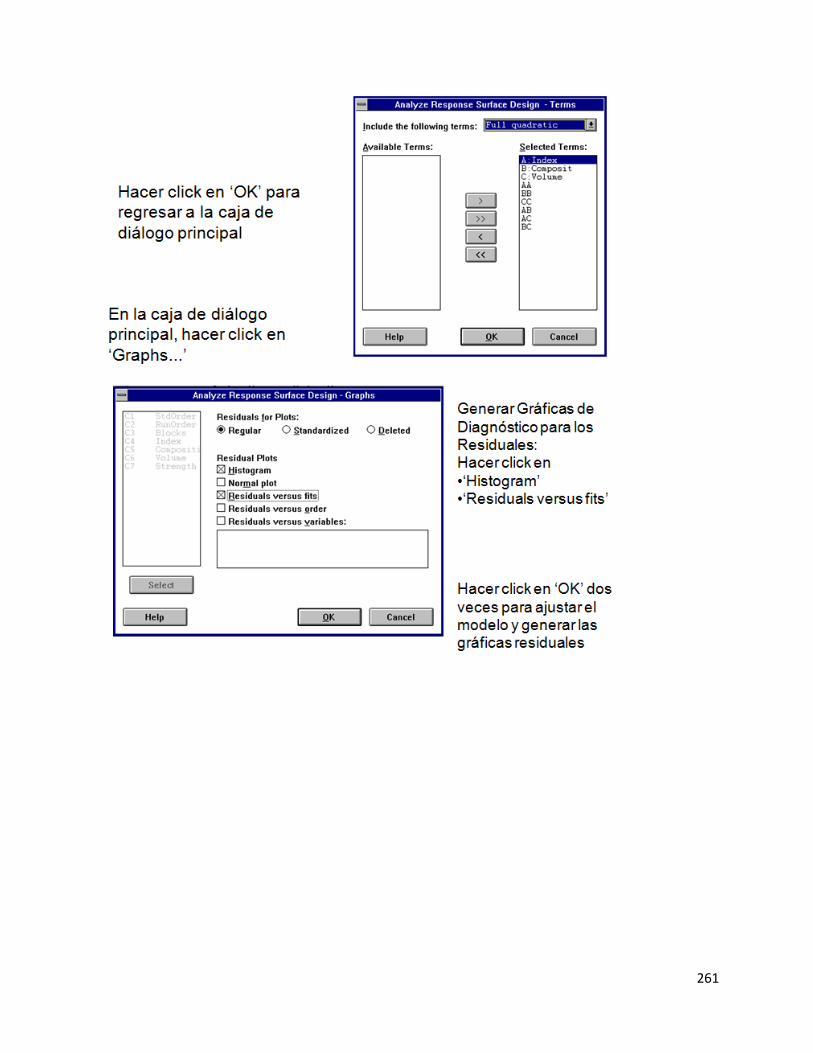
261
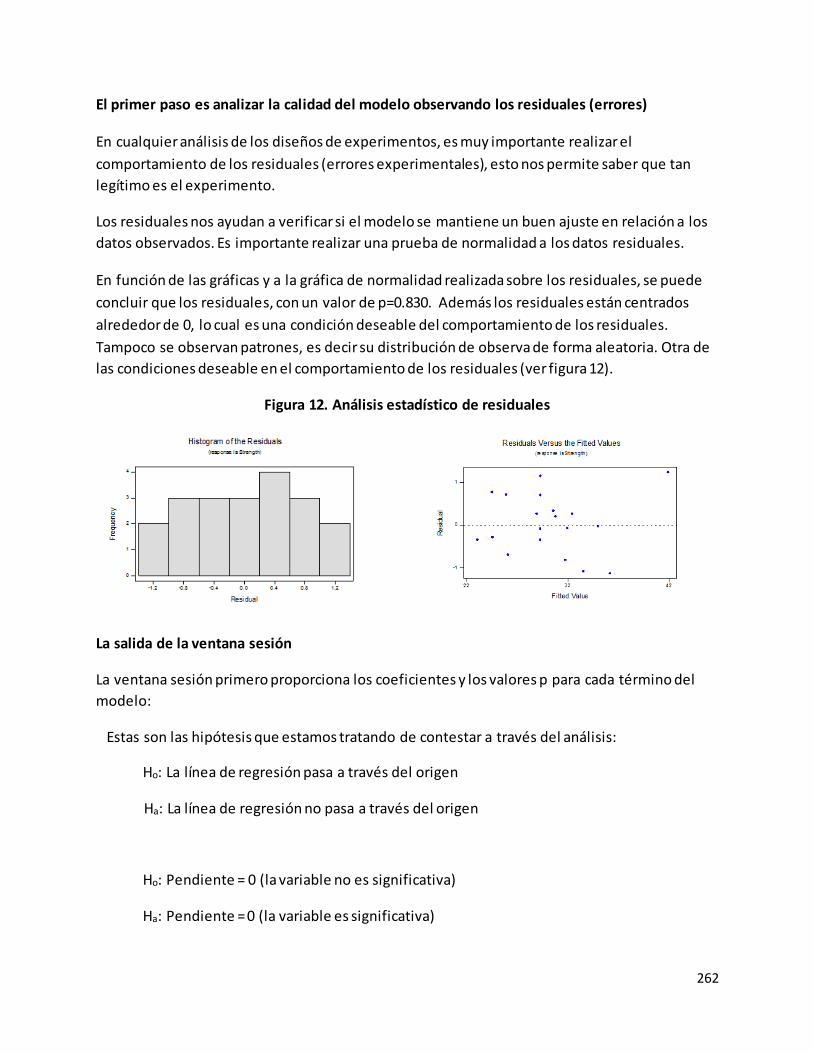
262
El primer paso es analizar la calidad del modelo observando los residuales (errores)
En cualquier análisis de los diseños de experimentos, es muy importante realizar el
comportamiento de los residuales (errores experimentales), esto nos permite saber que tan
legítimo es el experimento.
Los residuales nos ayudan a verificar si el modelo se mantiene un buen ajuste en relación a los
datos observados. Es importante realizar una prueba de normalidad a los datos residuales.
En función de las gráficas y a la gráfica de normalidad realizada sobre los residuales, se puede
concluir que los residuales, con un valor de p=0.830. Además los residuales están centrados
alrededor de 0, lo cual es una condición deseable del comportamiento de los residuales.
Tampoco se observan patrones, es decir su distribución de observa de forma aleatoria. Otra de
las condiciones deseable en el comportamiento de los residuales (ver figura 12).
Figura 12. Análisis estadístico de residuales
La salida de la ventana sesión
La ventana sesión primero proporciona los coeficientes y los valores p para cada término del
modelo:
Estas son las hipótesis que estamos tratando de contestar a través del análisis:
Ho: La línea de regresión pasa a través del origen
Ha: La línea de regresión no pasa a través del origen
Ho: Pendiente = 0 (la variable no es significativa)
Ha: Pendiente = 0 (la variable es significativa)
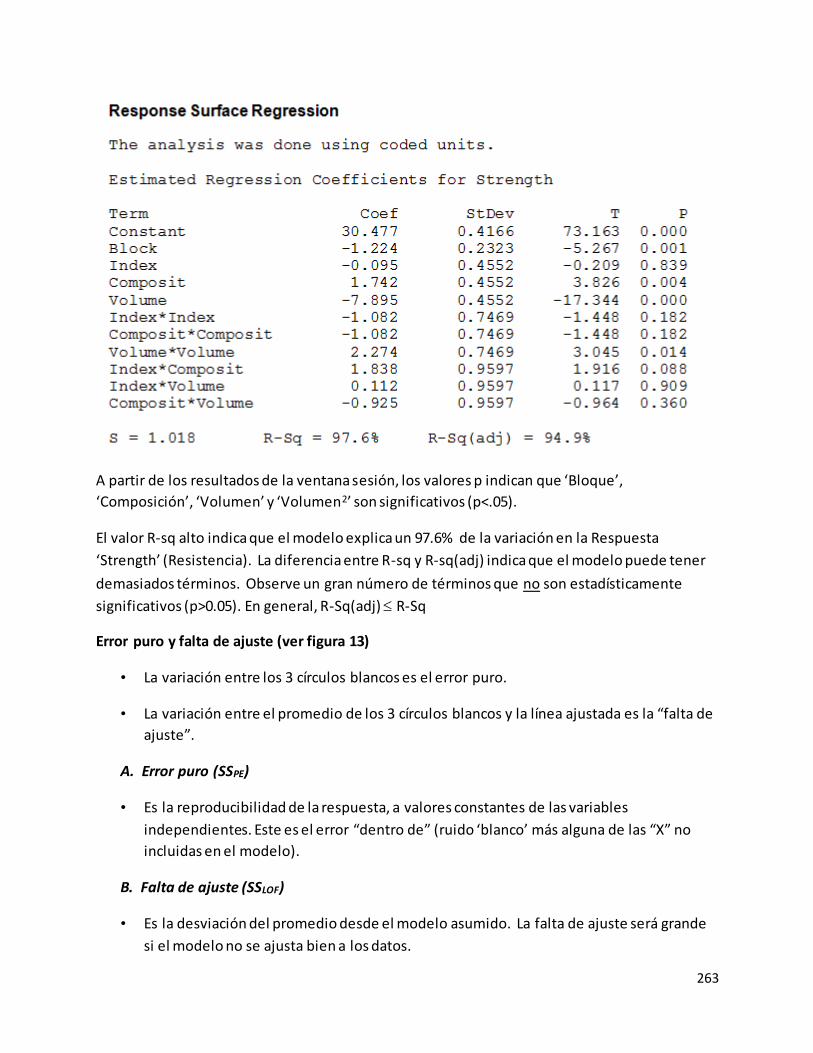
263
A partir de los resultados de la ventana sesión, los valores p indican que ‘Bloque’,
‘Composición’, ‘Volumen’ y ‘Volumen2’ son significativos (p<.05).
El valor R-sq alto indica que el modelo explica un 97.6% de la variación en la Respuesta
‘Strength’ (Resistencia). La diferencia entre R-sq y R-sq(adj) indica que el modelo puede tener
demasiados términos. Observe un gran número de términos que no son estadísticamente
significativos (p>0.05). En general, R-Sq(adj) R-Sq
Error puro y falta de ajuste (ver figura 13)
• La variación entre los 3 círculos blancos es el error puro.
• La variación entre el promedio de los 3 círculos blancos y la línea ajustada es la “falta de
ajuste”.
A. Error puro (SSPE)
• Es la reproducibilidad de la respuesta, a valores constantes de las variables
independientes. Este es el error “dentro de” (ruido ‘blanco’ más alguna de las “X” no
incluidas en el modelo).
B. Falta de ajuste (SSLOF)
• Es la desviación del promedio desde el modelo asumido. La falta de ajuste será grande
si el modelo no se ajusta bien a los datos.
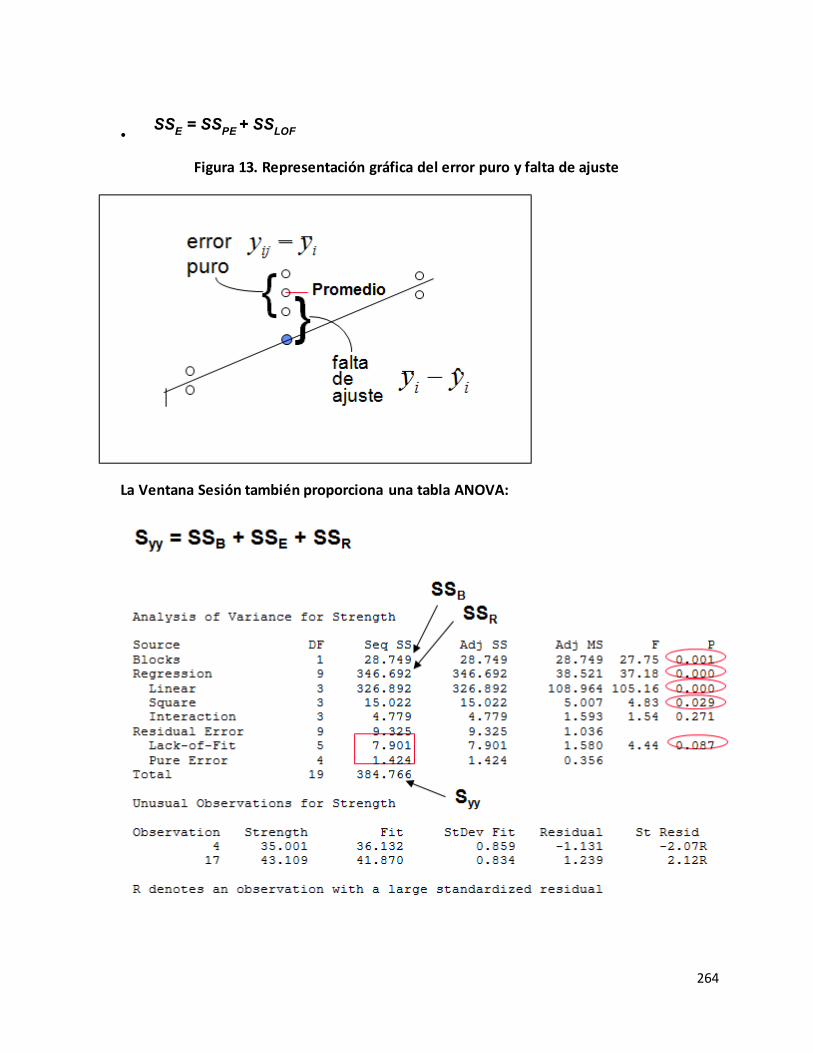
264
•
Figura 13. Representación gráfica del error puro y falta de ajuste
La Ventana Sesión también proporciona una tabla ANOVA:
SSE = SS
PE + SS
LOF

265
La tabla ANOVA indica que ‘Bloques’, ‘Regresión (ecuación)’, y los componentes ‘Lineal’ y
‘Cuadrado’ de la ecuación de regresión son significativos (p<0.05).
La tabla ANOVA también indica que el término ‘Interacción’ no es estadísticamente
significativo (p>0.05).
El valor p para el término de error ‘Falta de Ajuste’ indica que el modelo ajusta los datos
adecuadamente. (Un valor p pequeño (<0.05) indicaría que la ‘Falta de Ajuste’ es
significativa - es decir, no es un buen modelo.) Sin embargo, la razón entre ‘Falta de Ajuste’
y ‘Error Puro’ en la columna SC es aproximadamente de 6:1. Si fuera relativamente grande
(10:1), puede indicar que existe un mejor modelo para este proceso.
Podríamos reajustar el modelo usando solamente los términos significativos : ‘Composición’,
‘Volumen’ y ‘Volumen2’ para tratar de mejorar la proporción entre R-sq y R-sq(adj) y reducir
el valor de la suma de cuadrados de la ‘Falta de Ajuste’.
yy
E
yy
BRq
S
SS
S
SSSSSR
1 21
11)( R
pn
nadjSR q
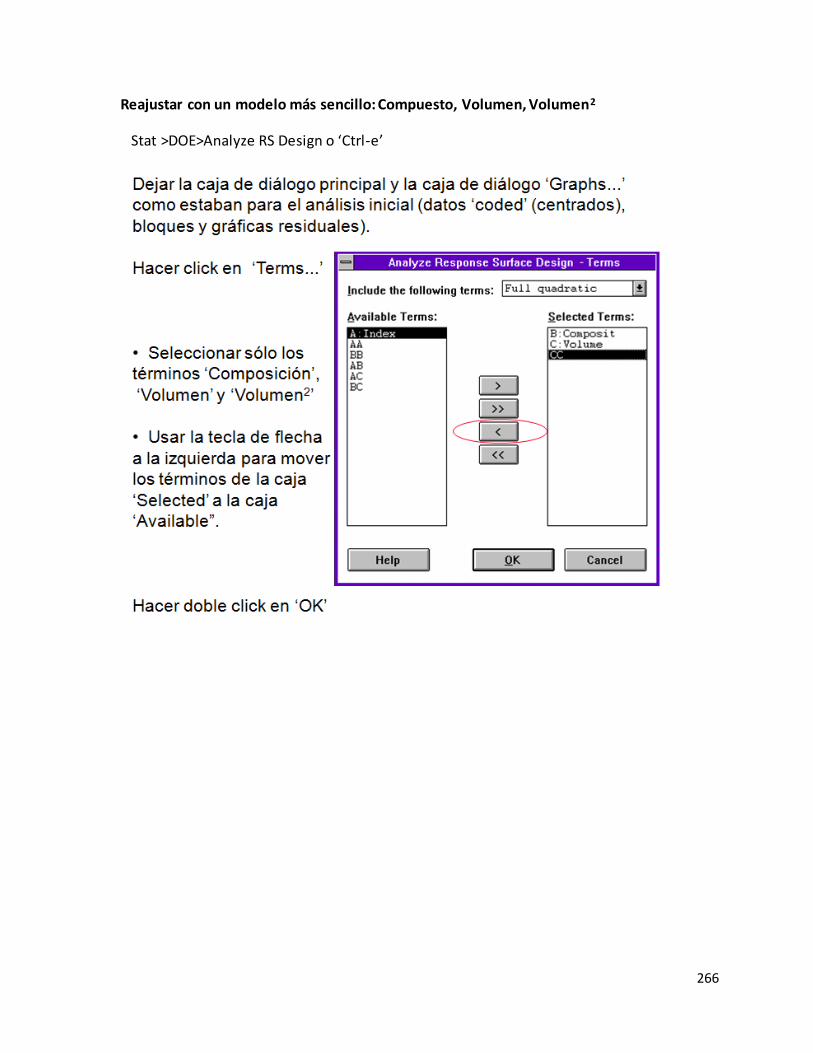
266
Reajustar con un modelo más sencillo: Compuesto, Volumen, Volumen2
Stat >DOE>Analyze RS Design o ‘Ctrl-e’
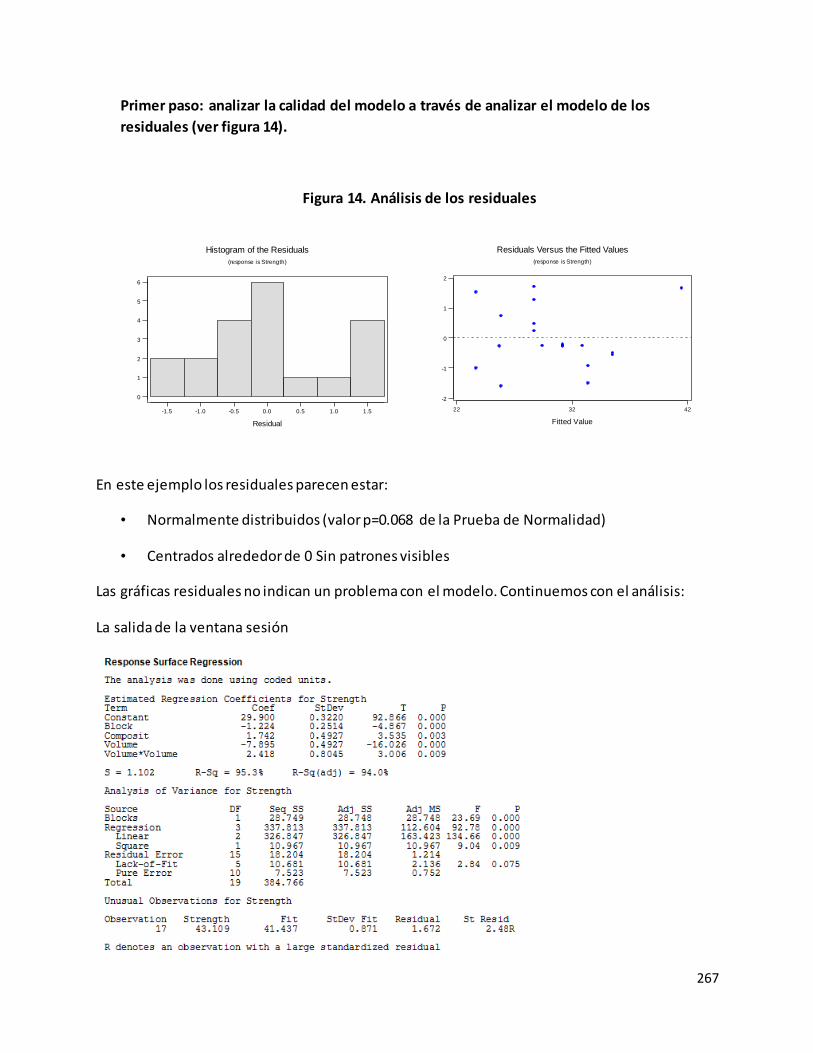
267
Primer paso: analizar la calidad del modelo a través de analizar el modelo de los
residuales (ver figura 14).
Figura 14. Análisis de los residuales
En este ejemplo los residuales parecen estar:
• Normalmente distribuidos (valor p=0.068 de la Prueba de Normalidad)
• Centrados alrededor de 0 Sin patrones visibles
Las gráficas residuales no indican un problema con el modelo. Continuemos con el análisis:
La salida de la ventana sesión
-1.5 -1.0 -0.5 0.0 0.5 1.0 1.5
0
1
2
3
4
5
6
Residual
Fre
quency
Histogram of the Residuals
(response is Strength)
22 32 42
-2
-1
0
1
2
Fitted Value
Resid
ual
Residuals Versus the Fitted Values
(response is Strength)
268
Los términos ‘Bloque’, ‘Composición’, ‘Volumen’ y ‘Volumen2’ son significativos (p<0.05).
El ‘Bloque’ representa el día de la semana en que se corrió la prueba, y este resultó ser
significativo (aunque la suma de cuadrados es relativamente baja).
El modelo explica un 95.3% de la variación (R-sq), y la proporción de R-sq con R-sq(adj) es baja,
indicando que el modelo ajusta bien los datos.
El valor p para el término de error ‘Falta de Ajuste’ también indica que el modelo ajusta los
datos adecuadamente. También, la proporción de la suma de cuadrados de ‘Falta de Ajuste’
con la suma de suadrados de ‘Error Puro’ es más pequeña, esto representa evidencia adicional
de que este modelo ajusta los datos mejor que el modelo anterior.
¿Qué pasa si el modelo no muestra un valor p para los términos de ‘Error Residual’?
Esto significa que no has dejado suficientes grados de libertad para estimar el error - hay
demasiados términos en el modelo.
¿Qué hacer?, una alternativa es realizar más corridas o la opción que se recomienda, es
eliminar alguno de los términos sin importancia en el modelo.
Observa que en nuestro ejemplo los grados de l iberad para el término de error se movieron de
9, en el primer modelo, a 15, en el segundo.
Siempre intenta maximizar los GL para el término de error
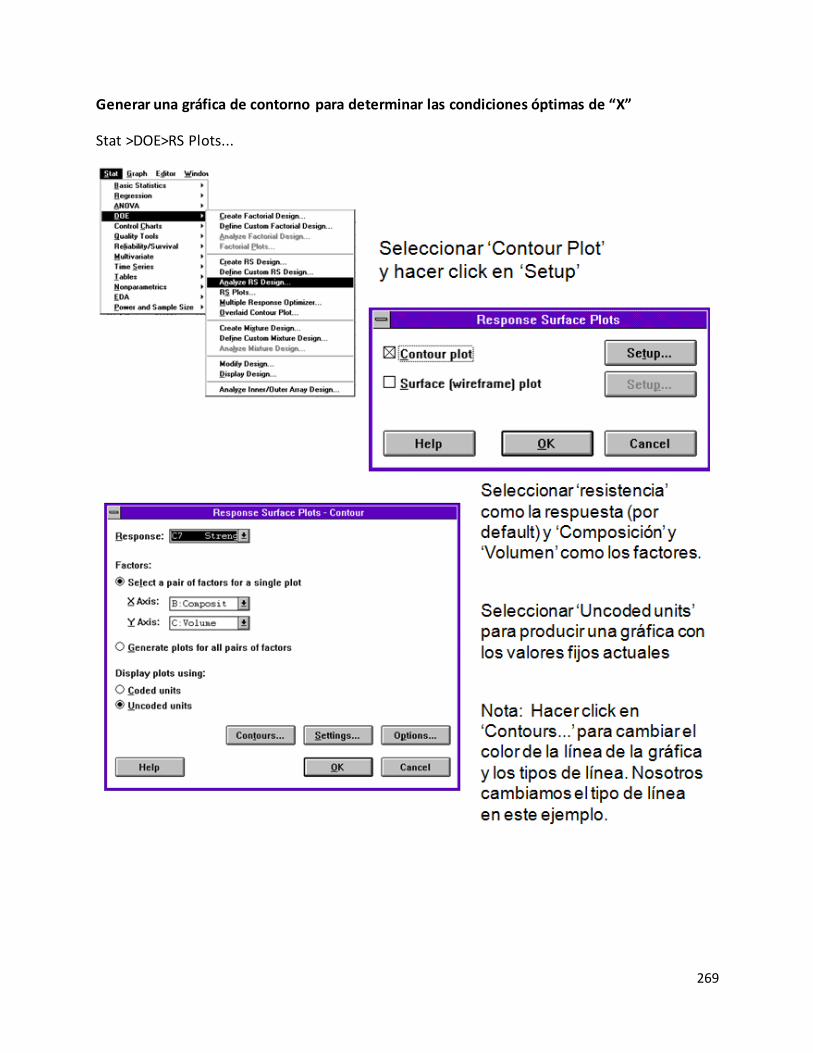
269
Generar una gráfica de contorno para determinar las condiciones óptimas de “X”
Stat >DOE>RS Plots...
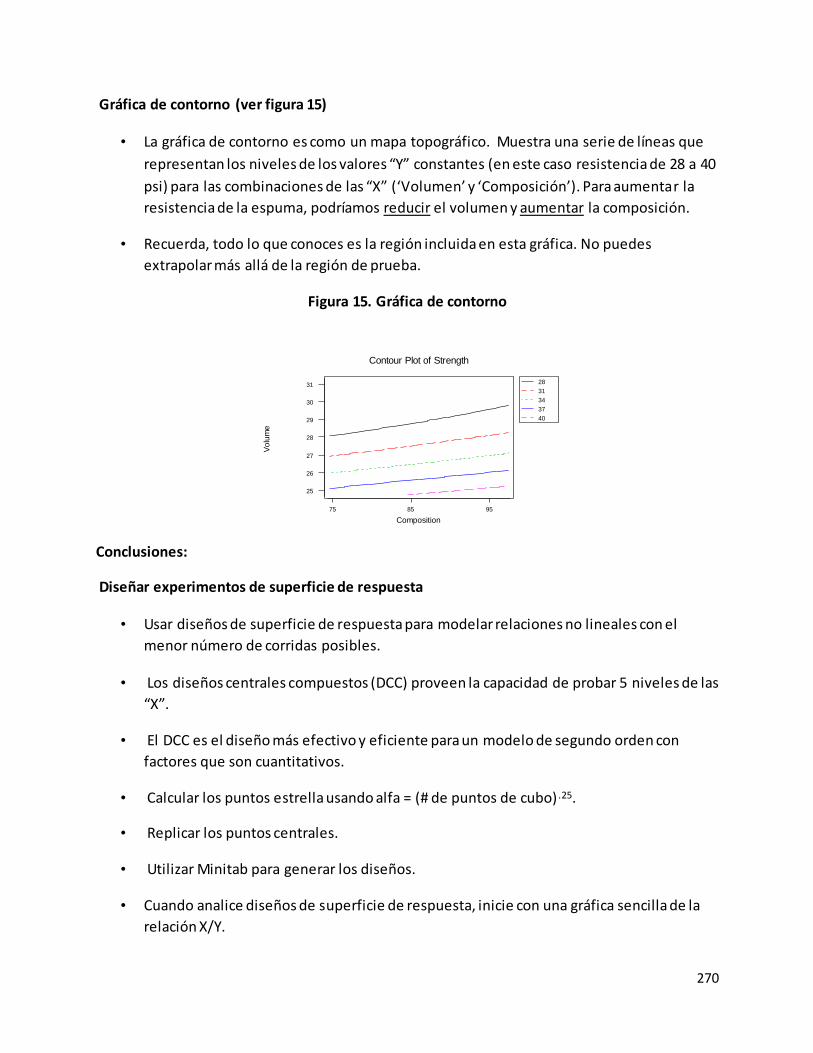
270
Gráfica de contorno (ver figura 15)
• La gráfica de contorno es como un mapa topográfico. Muestra una serie de líneas que
representan los niveles de los valores “Y” constantes (en este caso resistencia de 28 a 40
psi) para las combinaciones de las “X” (‘Volumen’ y ‘Composición’). Para aumentar la
resistencia de la espuma, podríamos reducir el volumen y aumentar la composición.
• Recuerda, todo lo que conoces es la región incluida en esta gráfica. No puedes
extrapolar más allá de la región de prueba.
Figura 15. Gráfica de contorno
Conclusiones:
Diseñar experimentos de superficie de respuesta
• Usar diseños de superficie de respuesta para modelar relaciones no lineales con el
menor número de corridas posibles.
• Los diseños centrales compuestos (DCC) proveen la capacidad de probar 5 niveles de las
“X”.
• El DCC es el diseño más efectivo y eficiente para un modelo de segundo orden con
factores que son cuantitativos.
• Calcular los puntos estrella usando alfa = (# de puntos de cubo) .25.
• Replicar los puntos centrales.
• Utilizar Minitab para generar los diseños.
• Cuando analice diseños de superficie de respuesta, inicie con una gráfica sencilla de la
relación X/Y.
28
31
34
37
40
75 85 95
25
26
27
28
29
30
31
Composition
Vo
lum
e
Contour Plot of Strength
271
• Primero ajuste el modelo para que sea cuadrático completo.
• Analice para localizar errores (gráficas residuales), y simplifique el modelo como sea
apropiado.
– Revisar que los residuales y los ajustes sean aceptables.
– Incluir solamente factores que hayas comprobado que son significativos en el
modelo.
– Evaluar la proporción de falta de ajuste con error puro (la proporción debe ser
baja)
– Buscar que estén relativamente cercanos R-sq y R-sq(adj)
• Cuando el modelo ajustado se haya optimizado, generar una gráfica de contorno y
seleccionar los niveles operativos para las “X” para obtener el valor “Y” deseado.
• Si no existen valores p para los términos de error, debes hacer una de dos cosas: reducir
los términos en el modelo o agregar más corridas.
• Maximizar los GL para el término de error
272
Referencias bibliográficas
Andre I. Khuri and John A. Cornell. (1996). Response Surface, 2nd Rev. Edition, New York:
Marcel Dekker.
C. F. Jeff Wu and Michael Hamada. (2000). Experiments: Planning, Analysis and Parameter
Design Optimization, New York: Wiley
Douglas C. Montgomery. (2000). Design and Analysis of Experiments, 5th Edition, Wiley.
George E. P. Box, William, G. Hunter, J. Stuart Hunter. (1978). Statistics for Experiments, New
Jersey: Wiley.
John, Peter W. M. (1971). Statistical Design and Analysis of Experiments, New York:
Macmillan Publishing Company.
Raymond H. Myers and Douglas C. Montgomery. (2002).Response Surface Methodology:
Process and Product Optimization Using Designed Experiments, 2nd. edition. New York:
Wiley.
Román de la Vara Salazar, Humberto Gutiérrez Pulido. (2012). Análisis y Diseño de
Experimentos, 3a Ed. McGraw Hill
Schmidt, Stephen R. and Launsby, Robert G. (1994).Understanding Industrial Designed
Experiments, 4th edition., Air Academy Press,.
Thomás J. Lorenzen and Virgil L. Anderson. (1993). Design of Experiments, New York: Marcel
Dekker.
273
Introducción a la confiabilidad
Hablar de la confiabilidad de un producto se debe convertir en un tema central para cualquier
empresa que tenga el deseo de permanecer como un serio competidor en el mercado. De
forma general definimos la confiabilidad como la calidad de un producto a través del tiempo.
Podríamos decir que la calidad se puede dividir en dos grandes categorías, la calidad interna y la
calidad externa. Las mejoras de la calidad interna, están enfocadas y dirigidas a asegurar la
calidad de un producto desde la materia prima, hasta que el producto es utilizado por primera
vez por parte de los clientes. Si por ejemplo el color de un producto resulta importante para el
cliente, la empresa que produce este producto, se va a preocupar por asegurar que los
materiales tengan las características de calidad necesarias para satisfacer la especificación que
el cliente quiere. Generalmente las mejoras relacionadas con asegurar la calidad interna, son
fácilmente cuantificables en los estados financieros de una empresa. Este beneficio se puede
ver reflejado a través de la reducción del desperdicio (scrap), re-trabajo, etc.
Las mejoras que se relacionan con la calidad externa, se enfocan en garantizar la calidad del
producto a lo largo de la vida útil (tiempo de misión). En el ejemplo del color, una empresa no
solo debe estar interesada en asegurar el color al momento de producirse, también debe de
buscar asegurar que las características de color se mantengan a lo largo del tiempo.
La mejoras de la calidad externa (confiabilidad), a diferencia de las mejoras de calidad interna,
generalmente no se reflejan en el corto plazo en los estados financieros, pero los costos
asociados con este tipo de calidad son lo suficientemente importantes como para asegurar o no
la sobrevivencia de una empresa en el mercado. La reducción de los costos de garantía, se
pueden medir de forma directa, pero esto solo representa la punta del iceberg, existen muchos
otros costos en los que una empresa incurre cuando la calidad externa (confiabilidad) no está
presentes en el producto. Llamadas de servicio, costos de reparación, costos de partes de
reparación, costo de logística, entre otros.
Otros de los beneficios de la confiabilidad de los productos se ve reflejada directamente en las
ventas. Aunque generalmente es muy difícil poder correlacionar de forma numérica, es un
hecho que la confiabilidad impacta las ventas del producto. No solo del producto en cuestión,
sino de otros productos que los clientes vinculen con la misma marca.
Es por lo anterior que más y más empresas están preocupadas por mejorar la confiabilidad de
sus productos y servicios. Aun cuando los beneficios resultan difíciles de cuantificar, es
indispensable que las empresas contemplen programas robustos de mejora de la confiabilidad
de sus productos y procesos.
274
Este capítulo tiene como objetivo, brindar una introducción al tema de la confiabilidad. En este
capítulo nos enfocaremos principalmente en cubrir los siguientes áreas de conocimiento
relacionados con la confiabilidad.
Mejora de confiabilidad para productos de manufactura
Productos no reparables (o tiempo a la falla de un componente reemplazable, en un
producto reparable)
Obtención y análisis de los datos de vida de un producto
El tipo de comentarios y análisis que serán presentados en este capítulo son de tipo
introductorios. Recordemos que el objetivo de este trabajo de tesis, es profundizar solo lo
suficiente para que los conceptos sean prácticos y el lector tenga una mejor visión y un mejor
panorama acerca de como aplicarlos durante el diseño de un producto.
¿Qué es la confiabilidad?
De forma simple, Confiabilidad = Desempeño a lo largo del tiempo
La confiabilidad ha sido definida como la calidad a través del tiempo. Una definición más
extensa y formal podría ser. La confiabilidad es la habilidad de un producto de desempeñar
satisfactoriamente la función para la que fue creado a lo largo de la vida esperada por el
cliente. Los siguientes son algunos ejemplos de fallas de confiabilidad en los productos.
Un reloj que a través del tiempo no proporciona la hora exacta
Un refrigerador que incrementa la cantidad de ruido a través del tiempo
Una estufa que pierde sus propiedades de color
Una silla que se debilita con el tiempo
Mejoras de calidad internas contra mejoras de calidad externa
Hay algunas teorías que vinculan las mejoras de la calidad externa y la confiabilidad. Si bien es
cierto que en muchos casos, la relación es evidente, en algunas ocasiones la relación es muy
difícil de establecer. En muchas ocasiones resolver los problemas que ocurren durante el
proceso de producción, pueden tener un impacto directo en la confiabilidad, especialmente en
las etapas tempranas del producto.
Enfocar la mejora de la calidad en la reducción de costos sin profundizar en el estudio y la
eliminación de las causas raíces que originan las fallas, podría resultar en el deterioro de la
confiabilidad.
275
La mejora de la confiabilidad debe ser proactiva
El enfoque de la confiabilidad se debe de dar no en el cálculo y la demostración de la
confiabilidad, sino en la mejora proactiva de la confiabilidad, preferentemente antes de que el
producto haya sido liberado a producción. Después de todo algo que no existe no puede ser
mejorado. Así que aunque resulta paradójico, el estudio de la confiabilidad utiliza las fallas que
se generan y observan en el desarrollo de nuevos productos como el instrumento para poder
realizar cálculos y poder implementar mejoras en el producto durante las etapas del diseño. Así
que por un lado se desea tener un producto libre de fallas en su vida útil, pero por otro lado es
necesario generar fallas para poder entenderlas y mejorarlas.
Las empresas deben de usar sistemas de prueba tempranos, a partir pruebas que se desarrollen
en ambientes controlados o al interior de la empresa, no solo para demostrar la confiabilidad,
sino para adquirir información para lograr mejoras fundamentales del producto.
Las auditorias oportunas de confiabilidad de productos que han sido manufacturadas
recientemente también aseguraran que el producto continúa satisfaciendo o excediendo los
estándares de confiabilidad previamente estimados en las unidades prototipo.
Es muy importante comunicar a los diseñadores y equipo de diseño de cualquier tipo de fallas
que se observe en los resultados de los laboratorios o de prototipos que se hayan colocados en
ambientes de campo. Esto con el fin de estudiar las fallas y poder eliminarlas o reducir la
ocurrencia para poder incrementar la confiabilidad de los productos durante el proceso de
manufactura.
Análisis estadísticos para los tiempos de vida del producto.
Para poder realizar análisis de datos de vida de forma estadística, se requieren cierto tipo de
herramientas que no son comunes fuera del contexto de la confiabilidad. A continuación
describo algunas de las razones de porque solo cierto tipo de herramientas se pueden utilizar
para el análisis de datos de confiabilidad.
Los datos disponibles en los estudios de la confiabildiad son normalmente censurados, eso
significa que algunas de la unidades no han fallado en el momento en el que se desea realizar el
análisis de confiabilidad, y solamente se cuenta con los tiempos de sobrevivencia. Sería
incorrecto tratar a los tiempos de las unidades que han sobrevivido como tiempos de falla o
ignorarlos completamente del análisis.
La distribución normal no juega un papel tan importante en el análisis de tiempos de falla. De
hecho las distribuciones sesgadas son sugeridas para muchos de los productos porque las fallas
pueden surgir en tiempos de vida muy cortos y los tiempos de falla negativa son imposibles de
276
que ocurran. Otro tipo de distribuciones, por ejemplo la distribución Weibull son utilizadas en
lugar de la distribución normal.
El tiempo en el que cierto porcentaje de productos fallaran, y la probabilidad de falla a un cierto
tiempo específico, representan el interés principal de los análisis de confiabilidad
Al realizar los análisis de confiabilidad, existirá la necesidad de realizar predicciones de
confiabilidad por ejemplo predecir cuál es la confiabildad a 5 años de vida del producto con
solamente datos de 2 años de pruebas del producto.
Paquetería para realizan análisis de confiabilidad
Para las empresas que desean seriamente invertir en sus programas de confiabilidad, resulta
importante considerar una inversión en la adquisición de cierto tipo de paquetería estadística
que permita a los ingenieros que tienen algún tipo de relación con la confiabilidad, poder
realizar análisis de confiabilidad a partir de análisis estadísticos. Por ejemplo se va a requerir
calcular la probabilidad de sobrevivencia en un tiempo específico, también es necesario
representar de forma gráfica las estimaciones de confiabilidad, o quizá presentar una análisis
gráfico que permita ver ajustes de distribuciones estadísticas para un cierto grupo de datos. En
fin hay un sin número de análisis y recursos que serán necesarios para simplificar los análisis y
poder al mismo tiempo mejorar en la toma de decisiones a partir de los resultados obtenidos
de la confiabilidad de los productos.
Algunos nombres de paqueterías, que presentan opciones de análisis estadísticos de
confiabilidad, son:
Minitab, SAS Proc Reliability, SAS JPM, S-Plus, Weibull ++ and ALTA, R
La función de riesgo (ver figura 1)
Además del ajuste de distribuciones estadísticas, para el análisis de datos de confiabilidad,
existe otro estadístico que es importante conocer. Esta es la función de riesgo de confiabilidad.
Para poder definir la función de riesgo es importante recordar los siguientes conceptos:
f(t): La probabilidad de la función de densidad de los tiempos a la falla. Este concepto se puede
enseñar como un histograma suavizado de los tiempos a la falla de una muestra grande del
producto.
F(T): La distribución de la función acumulada. Esta presenta la probabilidad de un producto a
fallar, en un tiempo específico (t), de tal forma que 1 – F (t) es la probabilidad de sobrevivencia
al tiempo t, que también es conocida como la función de confiabilidad.
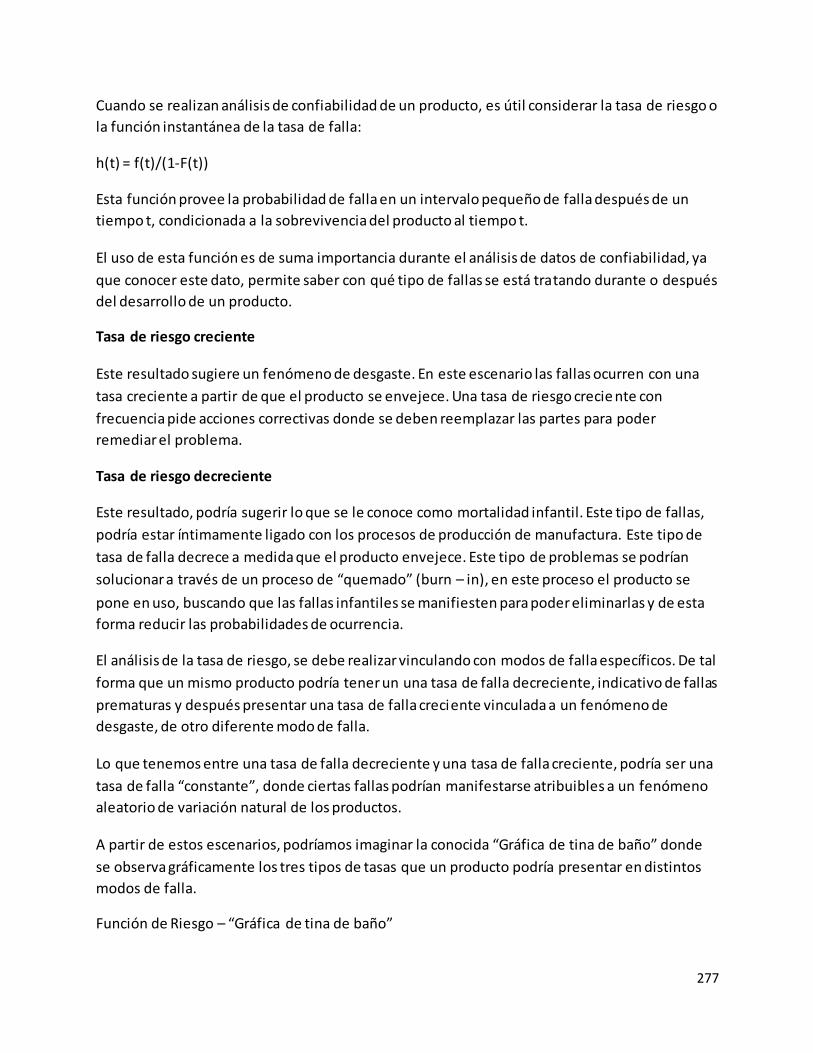
277
Cuando se realizan análisis de confiabilidad de un producto, es útil considerar la tasa de riesgo o
la función instantánea de la tasa de falla:
h(t) = f(t)/(1-F(t))
Esta función provee la probabilidad de falla en un intervalo pequeño de falla después de un
tiempo t, condicionada a la sobrevivencia del producto al tiempo t.
El uso de esta función es de suma importancia durante el análisis de datos de confiabilidad, ya
que conocer este dato, permite saber con qué tipo de fallas se está tratando durante o después
del desarrollo de un producto.
Tasa de riesgo creciente
Este resultado sugiere un fenómeno de desgaste. En este escenario las fallas ocurren con una
tasa creciente a partir de que el producto se envejece. Una tasa de riesgo crecie nte con
frecuencia pide acciones correctivas donde se deben reemplazar las partes para poder
remediar el problema.
Tasa de riesgo decreciente
Este resultado, podría sugerir lo que se le conoce como mortalidad infantil. Este tipo de fallas,
podría estar íntimamente ligado con los procesos de producción de manufactura. Este tipo de
tasa de falla decrece a medida que el producto envejece. Este tipo de problemas se podrían
solucionar a través de un proceso de “quemado” (burn – in), en este proceso el producto se
pone en uso, buscando que las fallas infantiles se manifiesten para poder eliminarlas y de esta
forma reducir las probabilidades de ocurrencia.
El análisis de la tasa de riesgo, se debe realizar vinculando con modos de falla específicos. De tal
forma que un mismo producto podría tener un una tasa de falla decreciente, indicativo de fallas
prematuras y después presentar una tasa de falla creciente vinculada a un fenómeno de
desgaste, de otro diferente modo de falla.
Lo que tenemos entre una tasa de falla decreciente y una tasa de falla creciente, podría ser una
tasa de falla “constante”, donde ciertas fallas podrían manifestarse atribuibles a un fenómeno
aleatorio de variación natural de los productos.
A partir de estos escenarios, podríamos imaginar la conocida “Gráfica de tina de baño” donde
se observa gráficamente los tres tipos de tasas que un producto podría presentar en distintos
modos de falla.
Función de Riesgo – “Gráfica de tina de baño”
278
Infant Mortality = Mortalidad Infantil
Random Failures= Fallas aleatorias
Wearout Failures= Fallas por fatiga o envejecimiento
Figura 1. Representación gráfica de la función de riesgo
Weibull: Un modelo popular para la vida del producto
La distribución Weibull, es uno de los modelos más usados para modelar tiempos a la falla.
Tiene su justificación teórica, en la teoría del valor extremo, se ha encontrado que presenta los
tiempos a la falla de varios tipos de producto, relativamente bien. La distribución acumulada de
la distribución Weibull, se representa de la siguiente forma:
Donde B (beta) > 0 es el parámetro de forma y n (eta)> 0 es el parámetro de escala.
La figura de abajo (ver figura 2), muestra la distribución acumulada, la función de densidad, y la
función de riesgo de la distribución Weibull para varios valores de B (beta) y n (eta).
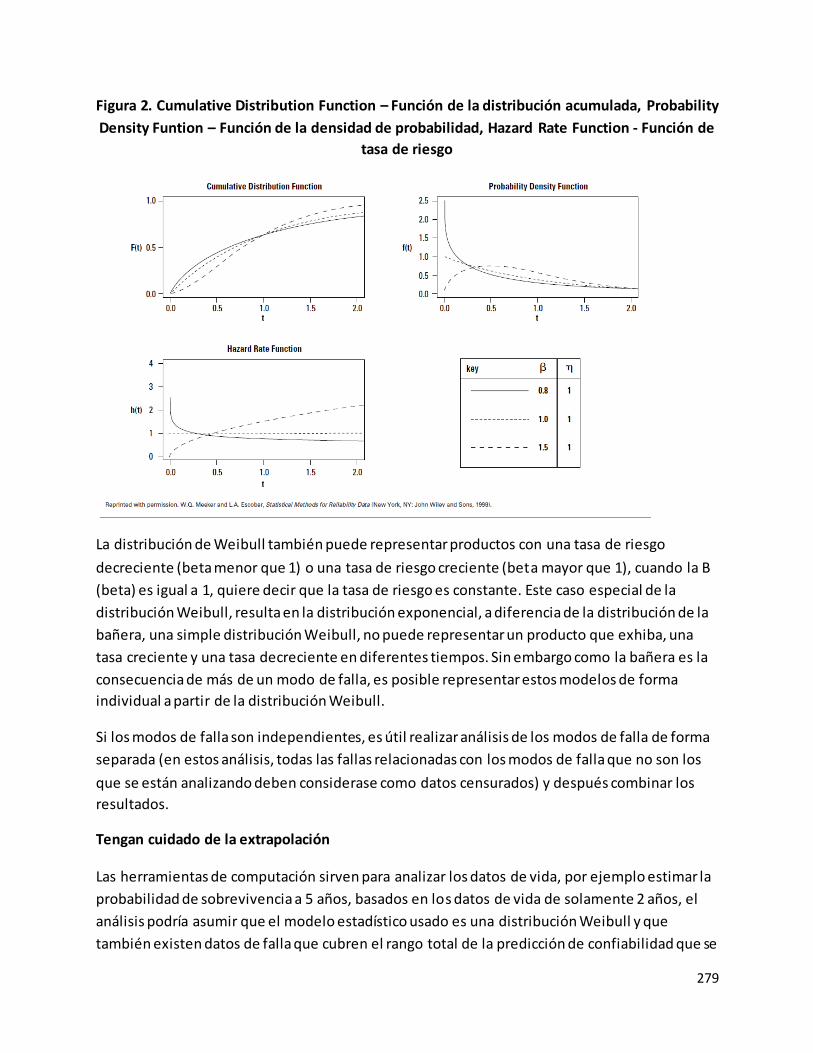
279
Figura 2. Cumulative Distribution Function – Función de la distribución acumulada, Probability
Density Funtion – Función de la densidad de probabilidad, Hazard Rate Function - Función de
tasa de riesgo
La distribución de Weibull también puede representar productos con una tasa de riesgo
decreciente (beta menor que 1) o una tasa de riesgo creciente (beta mayor que 1), cuando la B
(beta) es igual a 1, quiere decir que la tasa de riesgo es constante. Este caso especial de la
distribución Weibull, resulta en la distribución exponencial, a diferencia de la distribución de la
bañera, una simple distribución Weibull, no puede representar un producto que exhiba, una
tasa creciente y una tasa decreciente en diferentes tiempos. Sin embargo como la bañera es la
consecuencia de más de un modo de falla, es posible representar estos modelos de forma
individual a partir de la distribución Weibull.
Si los modos de falla son independientes, es útil realizar análisis de los modos de falla de forma
separada (en estos análisis, todas las fallas relacionadas con los modos de falla que no son los
que se están analizando deben considerase como datos censurados) y después combinar los
resultados.
Tengan cuidado de la extrapolación
Las herramientas de computación sirven para analizar los datos de vida, por ejemplo estimar la
probabilidad de sobrevivencia a 5 años, basados en los datos de vida de solamente 2 años, el
análisis podría asumir que el modelo estadístico usado es una distribución Weibull y que
también existen datos de falla que cubren el rango total de la predicción de confiabilidad que se
280
desea realizar, en este caso 5 años. En este caso, se quiere una gran cantidad de extrapolación y
muchas veces los resultados no son acertados. Esto fue demostrado por Hahn y Meeker
(Especialistas en estudios de confiabilidad) a través de en su análisis de mortalidad humana.
Basado en los datos de confiabilidad de un muestreo de niños menores a 10 años, se encontró
que la distribución Weibull parece ser un modelo apropiado dentro del rango de los datos
disponibles. Su extrapolación los llevó a la predicción optimista que la me diana del tiempo de
muerte (50% falla) para los humanos es 1.8 X 10 a la 16ª potencia con un intervalo de
confianza del 97.5% de 3 X 10 a la 8ª potencia, lo cual evidentemente no es correcto ya que no
refleja la realidad.
Evaluando modos de falla individuales
Para poder mejorar la confiabilidad uno debe entender porque ocurren las fallas. Por esto es
muy importante determinar la causa raíz de la fallas. Ya que se tiene esa información se podría
aplicar las herramientas descritas anteriormente para analizar los modos de falla individuales.
Este tipo de análisis puede ayudarnos a cuantificar ambos, el impacto de cada uno de los modos
de falla y el impacto total de la confiabilidad a partir de remover los modos de falla uno a la vez.
Esta información se podría compartir con el equipo de diseño para poder así priorizar los
programas y poder remover los modos de falla más importantes.
La parte más difícil de este tipo de evaluación no es el análisis estadístico sino la obtención de
los datos para poder realizar el análisis. Para poder tener éxito y para poder tener un programa
de confiabilidad pro activo, se debe obtener información y datos significativos y consistentes
con los modos de falla. Esto frecuentemente requiere de autopsias que pueden ser costosas . Se
recomienda que las autopsias se practiquen en muestras selectas del producto y con propósitos
claros.
Estratificación y otros análisis estadísticos
Todos los productos no son creados de la misma forma algunas unidades son más susceptibles
a fallar que otras debido a la variabilidad en la manufacturabilidad y el ambiente en el que es
usado.
Es por esto que los análisis estadísticos son realizados, frecuentemente por separado para
poder identificar los productos más susceptibles y comprender las razones de la vulnerabilidad.
Algunos ejemplos típicos son análisis separados por periodos de manufactura o por lotes de
producción.
281
De forma similar los análisis de regresión pueden ser utilizados para poder entender mejor
como los modos de falla se relacionan a las condiciones de manufactura. Las pruebas al final de
la línea de producción, el uso del producto en su ambiente de uso, podrían ayudar a explicar los
factores que causan las fallas en el producto. Los análisis formales de confiabilidad, deben de
considerar los tiempos de falla de datos censurados (aquellas unidades que aún no han fallado)
y otras características especiales de los datos de vida del producto.
Análisis por degradación
Hasta ahora se ha asumido que se está tratando con datos de falla claramente definidos (datos
donde sabemos que ha fallado o que no ha fallado). Sin embargo frecuentemente hay
indicadores tempranos de fallas, estos indicadores se pueden observar a partir de la
degradación a través del tiempo de ciertas características de interés del producto.
Los datos de degradación podrían proporcionar considerablemente más información de
confiabilidad que los datos censurados de confiabilidad. Es incluso factible realizar predicciones
e inferencias de confiabilidad con datos de degradación, aun cuando ninguna de las unidades
hayan fallado. Los análisis por degradación proveen los medios para poder modelar los
mecanismos de la física de la falla, permitiendo así que se puedan verificar importantes
consideraciones, especialmente al utilizar pruebas aceleradas.
Por ejemplo, considere la falla de una fuga de agua en una lavadora, vinculada con un claro
entre dos uniones de un ensamble. Imaginemos que a medida de que ese claro en esa unión va
creciendo, las probabilidades de que exista una fuga se incrementan. A partir de la suposición
anterior, un equipo de diseño, podría medir el comportamiento de ese claro a través del tiempo
en varias unidades. A través de medir ese claro en distintos momentos del uso de estos
productos, el equipo de diseño podría observar una degradación reflejada en el incremento de
ese claro hasta que la fuga se presente. Dedicaremos un capítulo a estudiar este fenómeno de
degradación vinculado a la confiabilidad, ya que es un principio común y que podría ayudarnos
grandemente en la mejora de la confiabilidad durante el proceso de diseño de los productos.
Pruebas aceleradas
Obtener datos relevantes de confiabilidad en las etapas tempranas del proceso de diseño del
producto es un elemento crítico de la mejora de confiabi lidad proactiva. Durante las etapas del
diseño de un producto se busca someter a los sistemas, subsitemas o componentes a “cargas
de trabajo” o situaciones ambientales “extremas”. Esto se puede realizar en pruebas internas
de confiabilidad de componentes, ensambles, y producto final. La intención es poder acelerar
las fallas para poder tener información y con esto poder eliminar estas fallas antes de que el
producto salga a producción. A este tipo de pruebas las llamaremos pruebas aceleradas. Para
poder acelerar las fallas (lograr que se presenten lo antes posible), se podría requerir
282
incrementar la tasa de uso (ciclos de uso) del producto; esto es muy útil por ejemplo en
aparatos electrodomésticos, donde los aparatos están operando por periodos cortos durante el
día. De esta forma es relativamente fácil, incrementar los ciclos de uso del producto y poder así
acumular más tiempo de vida para poder así observar un mayor número de fallas. Para otros
productos se puede incrementar la tasa de envejecimiento (más temperatura o más humedad)
o incrementar el nivel de esfuerzo (voltaje o presión).
Un paso clave en la planeación de pruebas de vida acelerada es poder seleccionar un modelo
físico que sea representativo de las condiciones ambientales de prueba en comparación con las
condiciones normales de operación, también se requiere seleccionar de forma adecuada los
niveles de prueba. Por ejemplo la relación de Arhenius entre la tasa de una reacción química y
la temperatura, se utiliza frecuentemente para modelar el efecto del incremento de
temperaturas en los tiempos de vida. Los análisis estadísticos, entonces pueden ser utilizados
para relacionar los resultados de las pruebas aceleradas bajo una variedad de condiciones a las
condiciones ambientales de uso real.
Las pruebas de vida altamente aceleradas (HALT) se han vuelto populares en la confiabilidad y
entre los ingenieros de diseño. Estas pruebas ayudan a eliminar de forma rápida los modos de
falla claves antes de que el producto sea liberado. Una consideración de las pruebas HALT es
poder identificar las fallas de forma rápida, que de no ser así, podrían tardar mucho tiempo en
descubrirse en condiciones normales de uso. Este tipo de pruebas son típicamente hechas en
unidades de prototipos que son sujetas a combinaciones de stress a niveles más altos que los
que se encuentran en condiciones de operación normal.
Diseños de experimentos robustos
Los experimentos en general y los diseños de experimentos robustos en particular tienen gran
potencial de llevar a mejoras en el diseño de productos y procesos y por ende en la
confiabilidad. La idea principal de los diseños de experimentos robustos propuesta por Taguchi
y descrita por Phadke es someter a los productos a condiciones de diseño que hagan el
producto robusto a factores ambientales tales como temperaturas ambiente extremas o
variación en materias primas las cuales podrían impactar la confiabilidad.
283
Conclusiones
En los siguientes capítulos explicaremos y conoceremos más afondo algunos de los temas que se han tocado de forma introductoria en este capítulo. El propósito de tocar estos temas dentro del trabajo de tesis, es poder proporcionar al lector una plataforma acerca de los conceptos
más importantes que se deben considerar para mejorar la confiabilidad de los productos y procesos. En la experiencia que tengo participando en diferentes empresas, no es muy común que los ingenieros de diseño, compras, etc., realicen análisis y apliquen herramientas de confiabilidad de forma cotidiana. Poder tener un programa robusto de confiabilidad y Diseño
para Lean Seis Sigma, sin duda representa una ventaja competitiva para cualquier empresa considerando lo competitivos que son los mercados en la actualidad.
284
Referencias bibliográficas
Cunnane, C. (1978). Unbiased plotting positions-A review. J. Hydrol., 37, 205-222.
Dimitri Kececioglu. (December, 1992).Reliability and Life Testing Handbook, Vols.1 y 2,
Prentice Hall.
Finn Jensen. (June, 2000). Electronic Component Reliability. New York, NY: Wiley.
Gerald J Hahn and Necip Doganaksoy. (2008). The Role of Statistics in Business and
Industry. Hoboken, New Jersey: Wiley.
G.J. Hahn and W.Q. Meeker. (1982). Pitfalls and Practical Considerations in Product Life Analysis, Concepts and Dangers of Extrapolation. Journal of Quality Technology, Vol. 14.
Linda C. Wolstenholme. (1999). Reliability Modeling A Statistical Approach. Boca Raton,
FL: Chapman & Hall/CRC.
Lloyd W. Condra. (Jul,1993). Reliability Improvement with Design of Experiments, New York, NY, Marcel Dekker.
Patrick D. T. O’Connor. (1999). Practical Reliability Engineering (3rd edition). WILEY.
Robert A. Dovich. (1990). Reliability Statistics, ASQ Quality Press.
Wayne Nelson. (1990). Accelerated Testing: Statistical Models, Test Plans, and Data
Analyses, Wiley.
W. Grant Ireson, Clyde F. Coombs, Jr. and Richard Y. Moss. (1996). Handbook of
Reliability Engineering and Management. 2nd Edition. McGraw Hill.
William Meeker and Luis A. Escobar. (1998). Statistical Methods for Reliability Data.
WILEY.
285
Análisis de modo y efecto de las fallas – A.M.E.F.
La mejora de la confiabilidad tiene como principio la prevención de fallas, antes que la
corrección de fallas. Si una organización tiene como prioridad y objetivo la mejora de la
confiabilidad, resulta indispensable que la organización cuente con una estrategia clara acerca
de cómo anticipar las fallas que potencialmente podrían ocurrir ya sea durante el diseño de un
producto o durante la producción del mismo.
Todavía recuerdo hace unos 10 años ir manejando de la ciudad de Querétaro a la ciudad de
Saltillo para realizar un ejercicio que estábamos tratando de implementar de forma innovadora
en la organización donde trabajaba en ese momento. A partir de las experiencias adquiridas a
través de los talleres de Mejora Continua (Kaizen) enfocados a la aplicación de las herramientas
de la manufactura esbelta, el ejercicio consistía en aplicar un formato de trabajo Kaizen, pero
utilizando herramientas que nos ayudarían a mejorar la calidad y la confiabilidad de los
productos que estábamos diseñando. La herramienta central que nos ayudó a estructurar los
pasos y a documentar el taller fue el AMEF. Esta herramienta tan simple y al mismo tiempo
poderosa, nos permitió a un grupo multifuncional colaborar en torno a la mejora sistemática de
los productos y procesos que estábamos tratando de diseñar.
También recuerdo visitar la planta de lavadoras en Monterrey para poder solucionar un
problema de calidad que se manifestaba en las tinas de las lavadoras. Este defecto se le conocía
como el problema de “Poro”.
También recuerdo tratar de implementar una estrategia en la organización donde fabricábamos
cerrojos, y llaves de agua para poder incrementar la calidad y prevenir problemas de fallas en la
vida de los productos.
En todos estos casos el común denominador fue el uso de la herramienta conocida en el mundo
de la calidad como A.M.E.F. Estas siglas quieren decir análisis del modo y efecto de la falla.
Esta es una herramienta utilizada ampliamente en el mundo de la manufactura pero también
puede ser aplicada en cualquier organización para poder prevenir fallas o problemas de calidad
y confiabilidad de los productos, procesos o servicios. Es una herramienta sumamente poderosa
y relativamente simple de aplicar. Durante este capítulo explicaré algunos de los elementos y
pasos necesarios que ayuden a comprender mejor y aplicar esta herramienta.
286
Quizá sea conveniente comenzar respondiendo a la siguiente pregunta: ¿Qué es el A.M.E.F.?
El análisis del modo y efectos de falla es un grupo sistematizado de actividades para:
Reconocer y evaluar fallas potenciales y sus efectos.
Identificar acciones que reduzcan o eliminen las probabilidades de falla.
Documentar los hallazgos del análisis.
Tipos de AMEFs:
El AMEF también es un procedimiento disciplinado para identificar las formas en que un
producto o proceso podría fallar, y planear la prevención de tales fallas. A continuación explico
brevemente algunos de los tipos de AMEFs que se pueden realizar:
AMEF de diseño: Se usa para analizar sistemas, subsistemas o componentes de diseños.
Se enfoca hacia los Modos de Falla asociados con la funcionalidad de un componente,
causados por el diseño.
o Algunos ejemplos podrían ser:
Nivel Sistema – AMEF de un teléfono celular
Nivel Subsistema – AMEF de un horno de una estufa
Componente – AMEF de una válvula solenoide
AMEF de proceso: Se usa para analizar los procesos de manufactura y ensamble. Se
enfoca en analizar las fallas y defectos relacionados con los procesos o maquinaria de
producción. Los modos de falla pueden derivar de Causas identificadas en el AMEF de
Diseño.
o AMEF del proceso de estampado
o AMEF del proceso de moldeado de una parte plástica
Otros: Seguridad, servicio, ensamble.
o AMEF del servicio entrega de comida a domicilio
El AMEF consta de varios elementos mismos que se combinan en un formato o platilla que
ayuda a capturar y documentar de forma ordenada la información del producto, proceso o
servicio en relación a las fallas y las causas que provocan estas fallas.
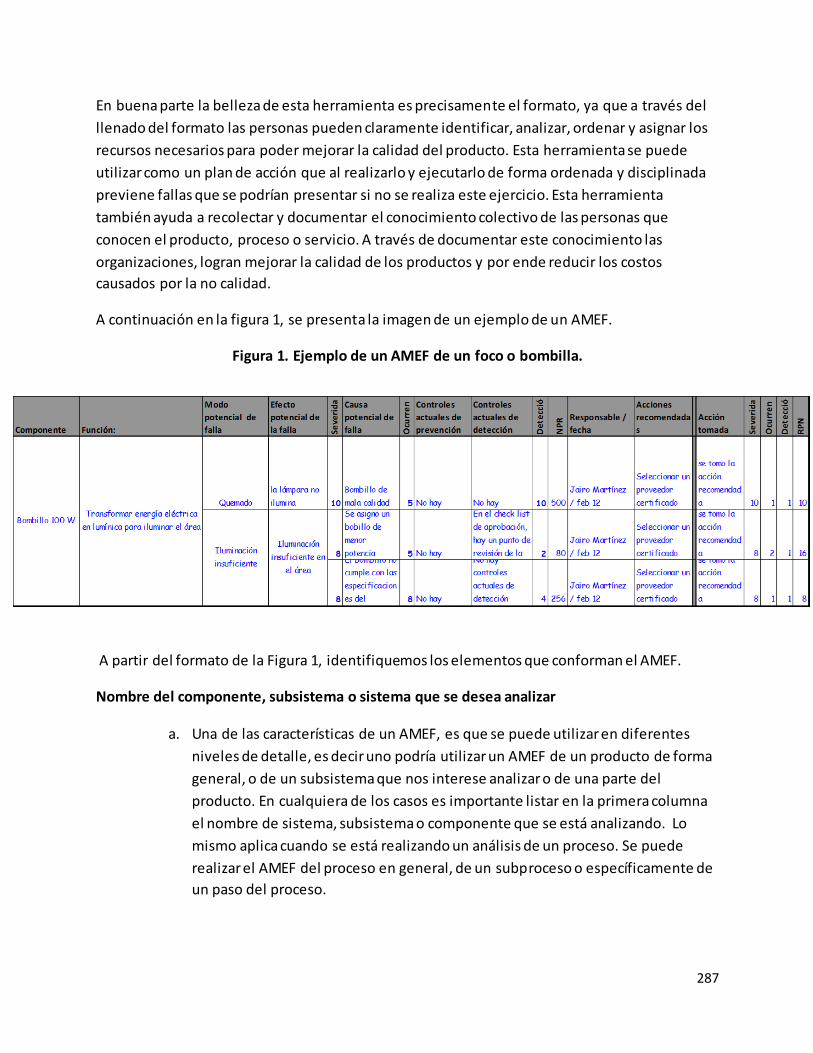
287
En buena parte la belleza de esta herramienta es precisamente el formato, ya que a través del
llenado del formato las personas pueden claramente identificar, analizar, ordenar y asignar los
recursos necesarios para poder mejorar la calidad del producto. Esta herramienta se puede
utilizar como un plan de acción que al realizarlo y ejecutarlo de forma ordenada y disciplinada
previene fallas que se podrían presentar si no se realiza este ejercicio. Esta herramienta
también ayuda a recolectar y documentar el conocimiento colectivo de las personas que
conocen el producto, proceso o servicio. A través de documentar este conocimiento las
organizaciones, logran mejorar la calidad de los productos y por ende reducir los costos
causados por la no calidad.
A continuación en la figura 1, se presenta la imagen de un ejemplo de un AMEF.
Figura 1. Ejemplo de un AMEF de un foco o bombilla.
A partir del formato de la Figura 1, identifiquemos los elementos que conforman el AMEF.
Nombre del componente, subsistema o sistema que se desea analizar
a. Una de las características de un AMEF, es que se puede utilizar en diferentes
niveles de detalle, es decir uno podría utilizar un AMEF de un producto de forma
general, o de un subsistema que nos interese analizar o de una parte del
producto. En cualquiera de los casos es importante listar en la primera columna
el nombre de sistema, subsistema o componente que se está analizando. Lo
mismo aplica cuando se está realizando un análisis de un proceso. Se puede
realizar el AMEF del proceso en general, de un subproceso o específicamente de
un paso del proceso.
288
Función
b. Es importante describir la función para la cual el componente (o cualquiera de
las otras variantes descritas anteriormente) ha sido diseñado. Esto ayuda a
clarificar cual es el comportamiento que se espera del componente que se está
analizando.
Modo potencial de la falla:
c. En esta parte se describe la forma en la que el componente puede fallar para
cumplir con la función o especificación para la que el producto fue diseñado.
Note que el encabezado dice “Falla Potencial” esto quiere decir que dado que el
AMEF es una herramienta preventiva se recomienda anticipar la falla que el
componente podría presentar, sin que esto necesariamente haya ocurrido en la
realidad.
Efecto potencial de la falla:
d. Si la falla ocurre, como impactaría esta falla al cliente. Es importante buscar el
impacto que tendría la falla sobre el cliente final, ya que esto ayudará al equipo a
reflexionar en las consecuencias que una falla puede tener en el campo.
Causa potencial de la falla:
e. En esta columna se desea establecer la relación entre el modo de falla, y los
factores que han causado que la falla ocurra. En muchas ocasiones se pueden
usar herramientas como un Diagrama Causa y Efecto, ejercicio de los 5 Por qués,
el uso de herramientas como Diseños de Experimentos e incluso análisis de
correlación podrían ser utilizados para poder establecer las relaciones causales
entre el modo de falla y las causas que lo provocan.
Controles actuales:
f. En esta sección se analiza que herramientas, sistemas o procedimientos se
tienen implementados actualmente para detectar o prevenir las causas que
provocan las fallas. Es interesante ya que es en esta sección es donde con
frecuencia las organizaciones descubren que se encuentran totalmente
vulnerables ante la presencia de modos de falla o causas que no podrían ser
detectadas por los sistemas actuales.
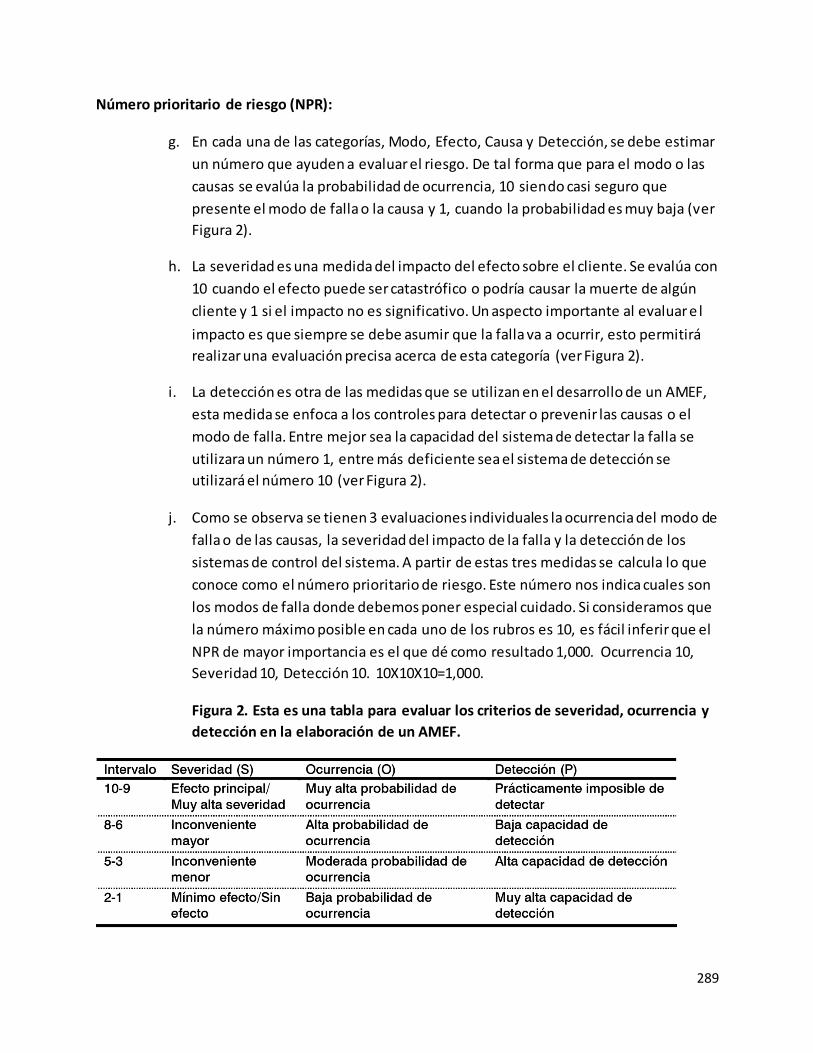
289
Número prioritario de riesgo (NPR):
g. En cada una de las categorías, Modo, Efecto, Causa y Detección, se debe estimar
un número que ayuden a evaluar el riesgo. De tal forma que para el modo o las
causas se evalúa la probabilidad de ocurrencia, 10 siendo casi seguro que
presente el modo de falla o la causa y 1, cuando la probabilidad es muy baja (ver
Figura 2).
h. La severidad es una medida del impacto del efecto sobre el cliente. Se evalúa con
10 cuando el efecto puede ser catastrófico o podría causar la muerte de algún
cliente y 1 si el impacto no es significativo. Un aspecto importante al evaluar e l
impacto es que siempre se debe asumir que la falla va a ocurrir, esto permitirá
realizar una evaluación precisa acerca de esta categoría (ver Figura 2).
i. La detección es otra de las medidas que se utilizan en el desarrollo de un AMEF,
esta medida se enfoca a los controles para detectar o prevenir las causas o el
modo de falla. Entre mejor sea la capacidad del sistema de detectar la falla se
utilizara un número 1, entre más deficiente sea el sistema de detección se
utilizará el número 10 (ver Figura 2).
j. Como se observa se tienen 3 evaluaciones individuales la ocurrencia del modo de
falla o de las causas, la severidad del impacto de la falla y la detección de los
sistemas de control del sistema. A partir de estas tres medidas se calcula lo que
conoce como el número prioritario de riesgo. Este número nos indica cuales son
los modos de falla donde debemos poner especial cuidado. Si consideramos que
la número máximo posible en cada uno de los rubros es 10, es fácil inferir que el
NPR de mayor importancia es el que dé como resultado 1,000. Ocurrencia 10,
Severidad 10, Detección 10. 10X10X10=1,000.
Figura 2. Esta es una tabla para evaluar los criterios de severidad, ocurrencia y
detección en la elaboración de un AMEF.
290
Acciones y responsable:
k. Como en la mayoría de las herramientas de calidad, quizá la parte más
importante es el plan de acción, el seguimiento y la redición de cuentas. Es por
eso que especialmente en este documento se debe poner mucho énfasis en el
tipo de acciones y en la asignación de responsabilidades. Se recomienda
comenzar con aquellos modos de falla donde el número prioritario de riesgo sea
mayor.
Conclusiones acerca del AMEF:
Recuerdo que en alguna ocasión tuvimos un intercambio de mejores prácticas con una
organización de mucho renombre en España. Esta organización se caracterizaba por producir
aparatos electrodomésticos de muy alta calidad. Cuando les preguntamos acerca de cuál era la
estrategia o iniciativa más importante para mantener la calidad y confiabilidad de sus
productos, ellos inmediatamente apuntaron al rigor y la disciplina con la que aplicaban el
AMEF. Si bien es cierto que el conocimiento de la confiabilidad en relación a modelos
estadísticos, y de pruebas de vida es fundamental en el desarrollo de la confi abilidad, también
es cierto que en ocasiones una aplicación disciplinada de este tipo de herramientas preventivas
puede contribuir grandemente al desarrollo y producción de productos, procesos y servicios de
alta calidad.
El AMEF, es una de esas herramientas que aplicada con rigor y disciplina puede representar una
ventaja competitiva para las organizaciones que lo apliquen con seriedad, recordando siempre
que una de las barreras para aplicar y sostener este tipo de herramientas es la falta de
compromiso y comprensión por parte de los líderes de una organización quienes normalmente
establecen los sistemas y procesos que se deben seguir en las organizaciones. Sin el
entendimiento del poder de esta herramienta por parte de los líderes, es muy probable que
simplemente se quede en un ejercicio aislado que no tendrá la trascendencia que
potencialmente tendría si se aplica y enfoca como un elemento clave en la estrategia de calidad
y confiabilidad de la organización.

291
Referencias bibliográficas
Robin E. McDermmontt, Raymond J. Mikulak and Michael R. Beauregard (2009). The
Basics of FMEA. New York, NY, Productivity Press 2a Edición.
D.H. Stamatis (2003). Failure Mode Effect Analysis. Milwaukee USA, ASQ 2a Edición.
Carl Carlson (2012). Effective FMEAs: Achieving Safe, Reliable, and Economical Products
and Processes using Failure Mode and Effect Analysis. Hoboken New Jersey, Wiley.
292
Conceptos estadísticos de confiabilidad
Cuando inició mi carrera profesional, tuve la responsabilidad de asegurar que los productos
fueran diseñados utilizando las herramientas de diseño para seis sigma (DFLSS), para asegurar
la calidad de los productos. Al mismo tiempo que la empresa estaba tratando de impulsar los
métodos y herramientas de DFSS, también comenzó a impulsar otras dos iniciativas,
manufactura esbelta (lean manufacturing) y confiabilidad, de tal forma que la organización
comenzó a practicar e integrar estas tres iniciativas. En cierta forma este trabajo de tesis
responde al conocimiento adquirido en estas tres áreas del conocimiento. En este capítulo me
enfocaré más en el tema de la confiabilidad. Al inicio era difícil distinguir las áreas donde la
confiabilidad se integraba al Diseño para Lean Six Sigma, en ese entonces fue un reto poder
identificar los elementos en común y también identificar donde tenían que ser tratadas de
forma diferente. Afortunadamente había una muy buena relación entre los equipo que tenían
la responsabilidad de liderar estas iniciativas y siempre se pudo trabajar en equipo para lograr
integrarlas. Incluso el tipo de entrenamiento fue evolucionando ya que los equipos encargados
de brindar este tipo de entrenamiento estaban sumamente interconectados.
Para mí fue un gran orgullo poder participar en este proceso, y poder ver como la confiabilidad
y el DFLSS formaban parte de la cultura de la empresa. Al mismo tiempo fue muy gratificante
ver el crecimiento que se lograba observar en la calidad de los productos que se desarrollaban a
través del tiempo.
En los próximos capítulos abordaré algunos temas que resultan de suma importancia para
comprender y aplicar la confiabilidad en el proceso de desarrollo de nuevos productos.
El conocimiento y estudio de la confiabilidad es muy basto, la intención de este trabajo de
tesis, no es abundar en los conceptos estadísticos o los modelos matemáticos, si bien es cierto
que el uso de la estadística y los modelos matemáticos son indispensables en su aplicación, nos
concentraremos en la aplicación de los métodos, técnicas y herramientas que permitan al lector
comprender los conceptos y aplicarlos en problemas que actualmente enfrente durante el
desarrollo de nuevos productos.
293
Conceptos de confiabilidad
El propósito de este primer capítulo será presentar algunos conceptos claves y básicos que nos
permitan entender que es la confiabilidad, y comprender algunos conceptos para más adelante
aplicar herramientas y técnicas más sofisticadas y poder resolver cierto tipo de problemas
comunes que se presentan durante el desarrollo de nuevos productos.
Como lo he venido diciendo, la confiabilidad se puede definir como la calidad de un producto,
proceso o servicio a través del tiempo. Mucho se dice de la calidad al tiempo de vida 0. Sin
embargo a medida que los mercados se han vuelto, más competitivos, la necesidad de
garantizar la calidad a lo largo del tiempo de vida del producto resulta más y más importante.
¿Porque es importante la confiabilidad?
• El cliente es más crítico y más consciente de las características del producto
• Las compañías que sobreviven en los negocios son aquellas capaces de mejorar y
garantizar la confiabilidad de sus productos
• Los costos de la mala calidad de productos sin confiabilidad pueden ser muy altos
A través del uso de los métodos, técnicas y herramientas de la confiabilidad, los equipos y las
empresas podrían ser capaces de contestar las siguientes preguntas:
• ¿Cuál es la vida promedio del producto?
• ¿Cuántas fallas se espera tener el próximo año?
• ¿Cuánto nos costará desarrollar y dar servicio a este producto?
• ¿Cómo podemos hacerlo más efectivo cuidando el costo?
Para poder aplicar métodos, técnicas y herramientas de confiabilidad, resulta indispensable,
que las empresas transformen sus prácticas y comiencen a poner especial atención en la
recolección de datos de confiabilidad.
El propósito de recopilar datos de confiabilidad trae consigo muchos beneficios que vale la
pena señalar. Evaluar las características de los materiales sobre un período de garantía o sobre
la vida del diseño del producto, predecir la confiabilidad del producto, predecir los costos de
garantía del producto, proporcionar las entradas necesarias para la evaluación del riesgo de
falla de un sistema, y evaluar el efecto de un cambio de diseño propuesto, evaluar si se han
cumplido los requerimientos del cliente y las regulaciones gubernamentales, rastrear al
producto en el campo para proporcionar información sobre las causas de las fallas y los
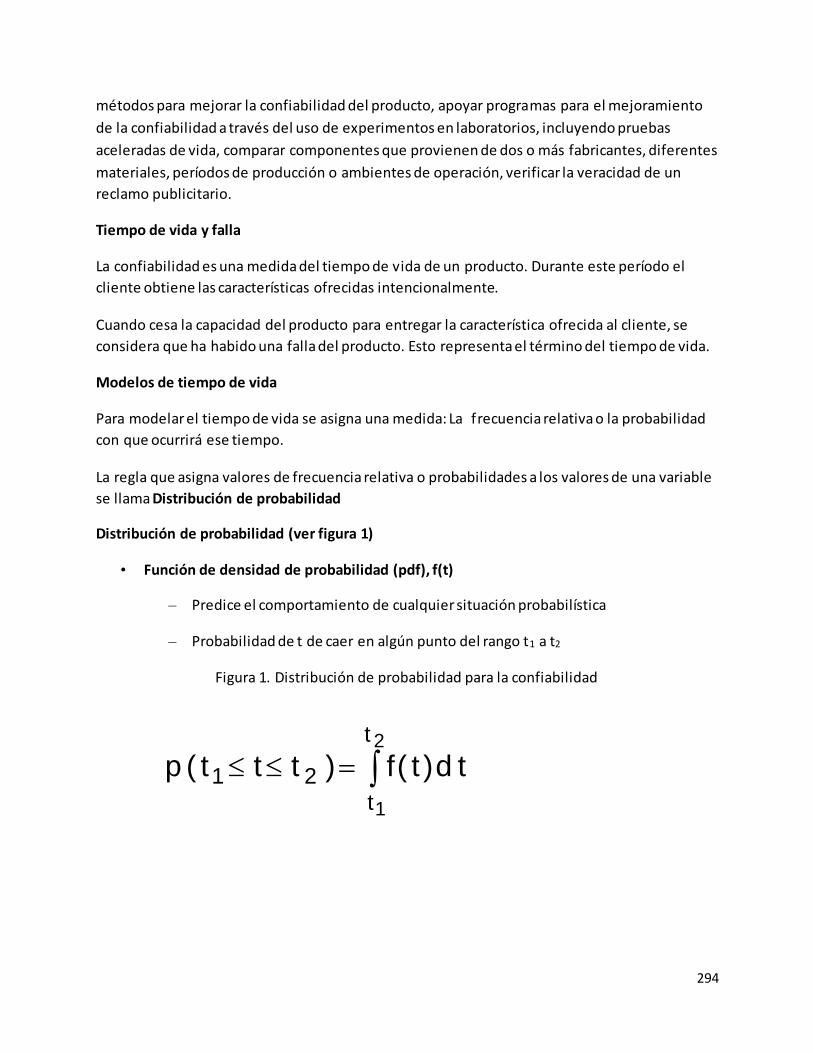
294
métodos para mejorar la confiabilidad del producto, apoyar programas para el mejoramiento
de la confiabilidad a través del uso de experimentos en laboratorios, incluyendo pruebas
aceleradas de vida, comparar componentes que provienen de dos o más fabricantes, diferentes
materiales, períodos de producción o ambientes de operación, verificar la veracidad de un
reclamo publicitario.
Tiempo de vida y falla
La confiabilidad es una medida del tiempo de vida de un producto. Durante este período el
cliente obtiene las características ofrecidas intencionalmente.
Cuando cesa la capacidad del producto para entregar la característica ofrecida al cliente, se
considera que ha habido una falla del producto. Esto representa el término del tiempo de vida.
Modelos de tiempo de vida
Para modelar el tiempo de vida se asigna una medida: La frecuencia relativa o la probabilidad
con que ocurrirá ese tiempo.
La regla que asigna valores de frecuencia relativa o probabilidades a los valores de una variable
se llama Distribución de probabilidad
Distribución de probabilidad (ver figura 1)
• Función de densidad de probabilidad (pdf), f(t)
– Predice el comportamiento de cualquier situación probabilística
– Probabilidad de t de caer en algún punto del rango t1 a t2
Figura 1. Distribución de probabilidad para la confiabilidad
p t t t f t d tt
t
( ) ( )1 2
1
2
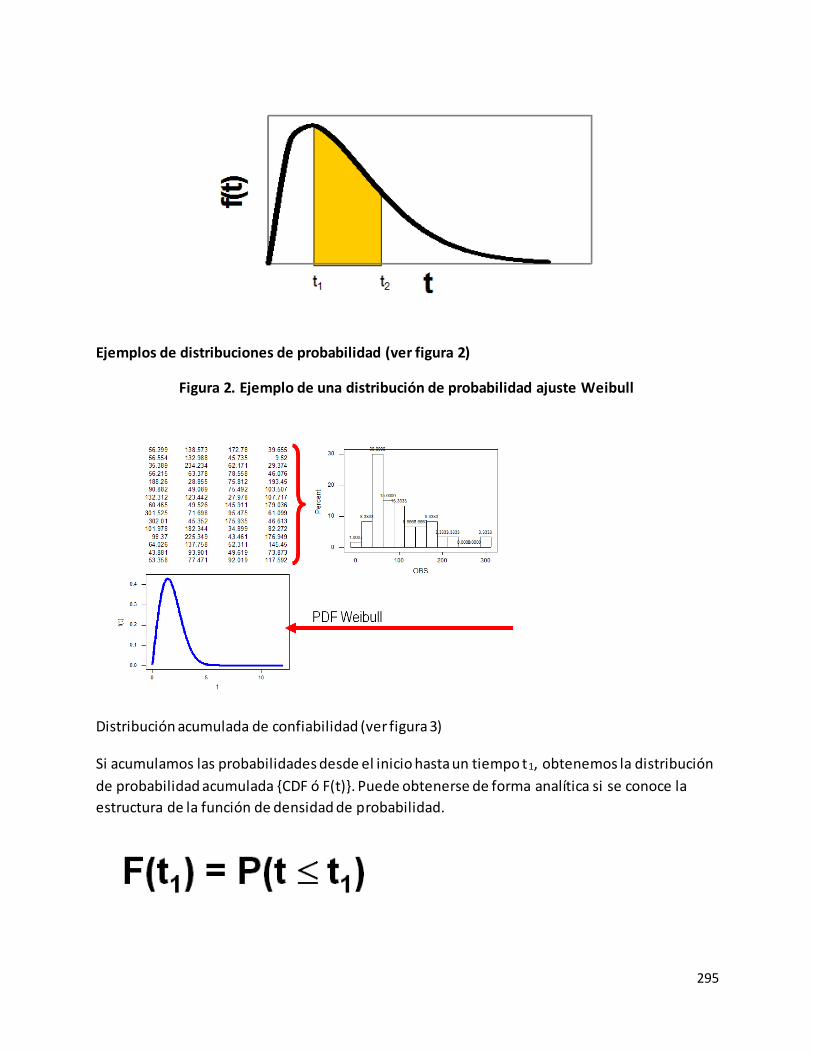
295
Ejemplos de distribuciones de probabilidad (ver figura 2)
Figura 2. Ejemplo de una distribución de probabilidad ajuste Weibull
Distribución acumulada de confiabilidad (ver figura 3)
Si acumulamos las probabilidades desde el inicio hasta un tiempo t1, obtenemos la distribución
de probabilidad acumulada {CDF ó F(t)}. Puede obtenerse de forma analítica si se conoce la
estructura de la función de densidad de probabilidad.

296
• Función de distribución acumulada
– La probabilidad de una variable es menor o igual a un valor específico, e.g., t1
– Cuando la variable es tiempo de falla, esto representa la no confiabilidad o la
probabilidad de que una unidad falle antes del tiempo t1
Figura 3. Distribución acumulada de probabilidad
1
0
1 )()0()(
t
dttfttPtF
F t P t t f t dtt
( ) ( ) ( ) 01
0
1
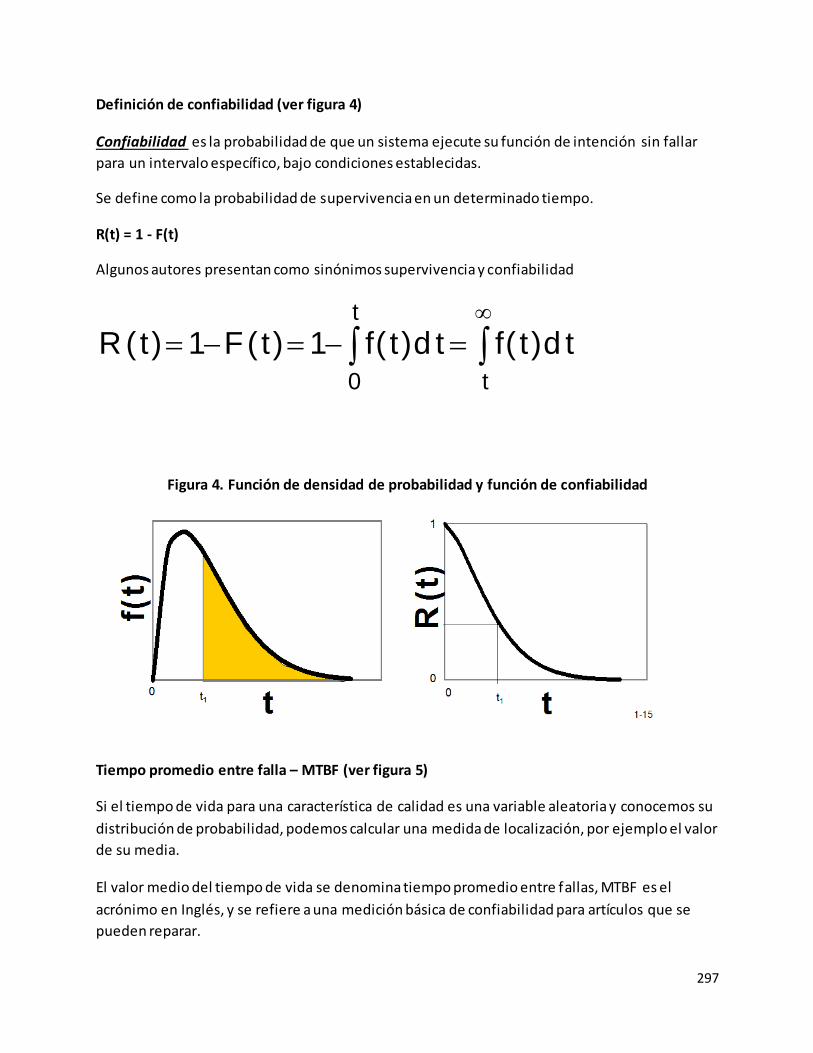
297
Definición de confiabilidad (ver figura 4)
Confiabilidad es la probabilidad de que un sistema ejecute su función de intención sin fallar
para un intervalo específico, bajo condiciones establecidas.
Se define como la probabilidad de supervivencia en un determinado tiempo.
R(t) = 1 - F(t)
Algunos autores presentan como sinónimos supervivencia y confiabilidad
Figura 4. Función de densidad de probabilidad y función de confiabilidad
Tiempo promedio entre falla – MTBF (ver figura 5)
Si el tiempo de vida para una característica de calidad es una variable aleatoria y conocemos su
distribución de probabilidad, podemos calcular una medida de localización, por ejemplo el valor
de su media.
El valor medio del tiempo de vida se denomina tiempo promedio entre fallas, MTBF es el
acrónimo en Inglés, y se refiere a una medición básica de confiabilidad para artículos que se
pueden reparar.
R t F t f t d t f t d tt
t
( ) ( ) ( ) ( )
1 10
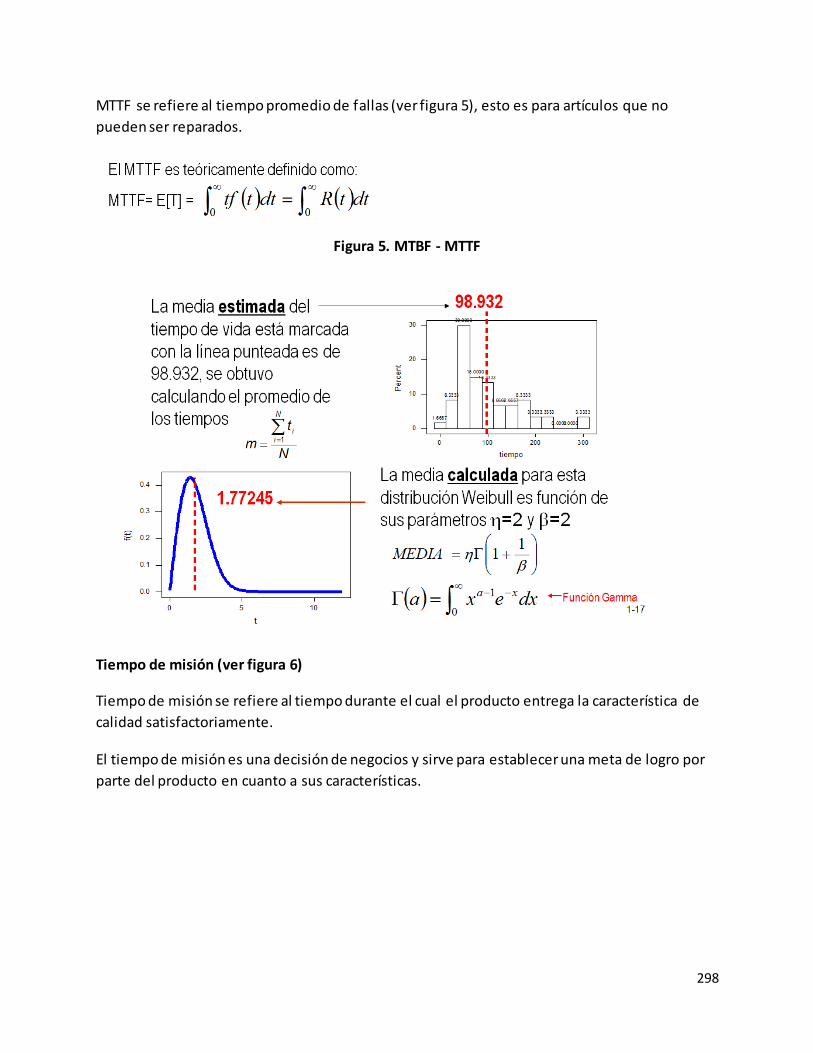
298
MTTF se refiere al tiempo promedio de fallas (ver figura 5), esto es para artículos que no
pueden ser reparados.
Figura 5. MTBF - MTTF
Tiempo de misión (ver figura 6)
Tiempo de misión se refiere al tiempo durante el cual el producto entrega la característica de
calidad satisfactoriamente.
El tiempo de misión es una decisión de negocios y sirve para establecer una meta de logro por
parte del producto en cuanto a sus características.
299
Figura 6. Tiempo de misión
La velocidad de falla ó tasa de riesgo o también tasa de falla es la fracción de fallas probables
entre la proporción de supervivientes al tiempo t. Cuando se conoce la distribución de
probabilidad de t, se calcula a partir de:
h(t) = PDF / R(t)
Es una medida de la “mortalidad” entre los artículos que quedan.
La tasa de falla representa la propensión a la falla de un producto como una función de su edad
o tiempo en operación. La tasa de falla en cualquier tiempo dado es la proporción que caerá en
la siguiente unidad de tiempo respecto a aquellas unidades que han sobrevivido a este tiempo.
Puede incrementarse, disminuir o permanecer constante respecto al tiempo dependiendo de la
naturaleza del producto y el período de observación.
Tasa de falla o tasa de riesgo
Por ejemplo, 1000 motores eléctricos se ponen a prueba en el tiempo cero. Cuatrocientos de
ellos están trabajando a las 2000 horas, 50 de ellos fallaron en las siguientes 100 horas y otros
50 fallaron en las siguientes horas como lo ilustra la figura.
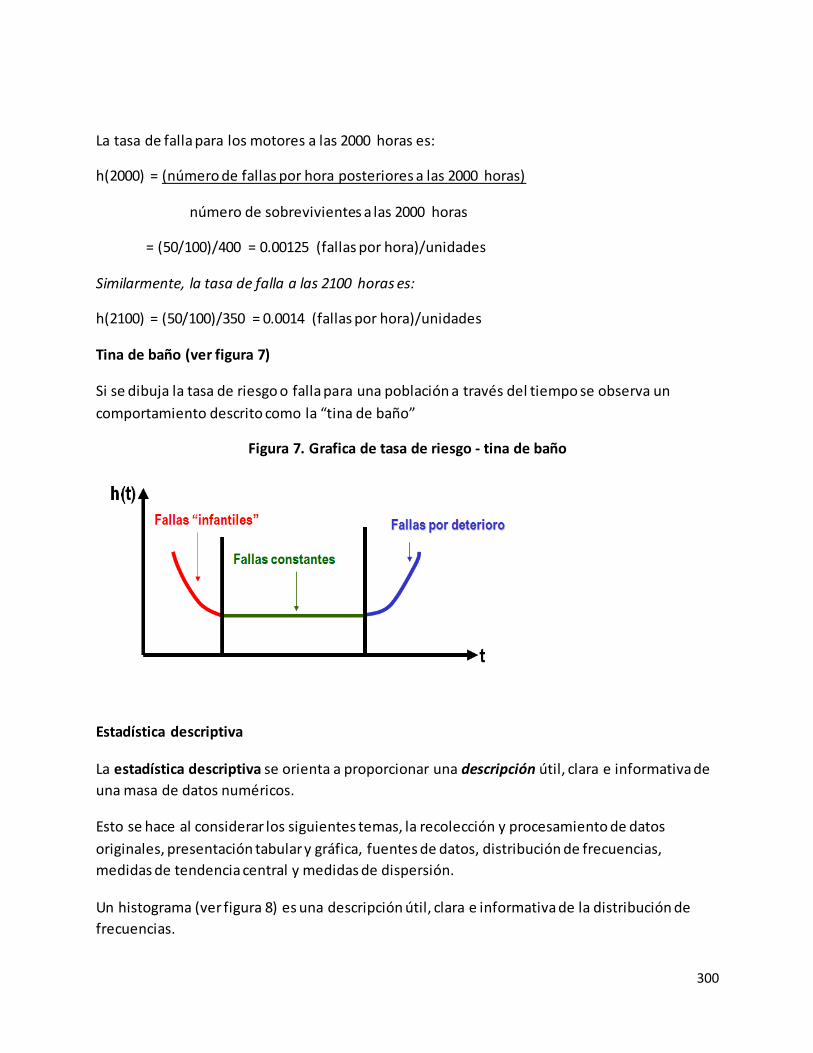
300
La tasa de falla para los motores a las 2000 horas es:
h(2000) = (número de fallas por hora posteriores a las 2000 horas)
número de sobrevivientes a las 2000 horas
= (50/100)/400 = 0.00125 (fallas por hora)/unidades
Similarmente, la tasa de falla a las 2100 horas es:
h(2100) = (50/100)/350 = 0.0014 (fallas por hora)/unidades
Tina de baño (ver figura 7)
Si se dibuja la tasa de riesgo o falla para una población a través del tiempo se observa un
comportamiento descrito como la “tina de baño”
Figura 7. Grafica de tasa de riesgo - tina de baño
Estadística descriptiva
La estadística descriptiva se orienta a proporcionar una descripción útil, clara e informativa de
una masa de datos numéricos.
Esto se hace al considerar los siguientes temas, la recolección y procesamiento de datos
originales, presentación tabular y gráfica, fuentes de datos, distribución de frecuencias,
medidas de tendencia central y medidas de dispersión.
Un histograma (ver figura 8) es una descripción útil, clara e informativa de la distribución de
frecuencias.
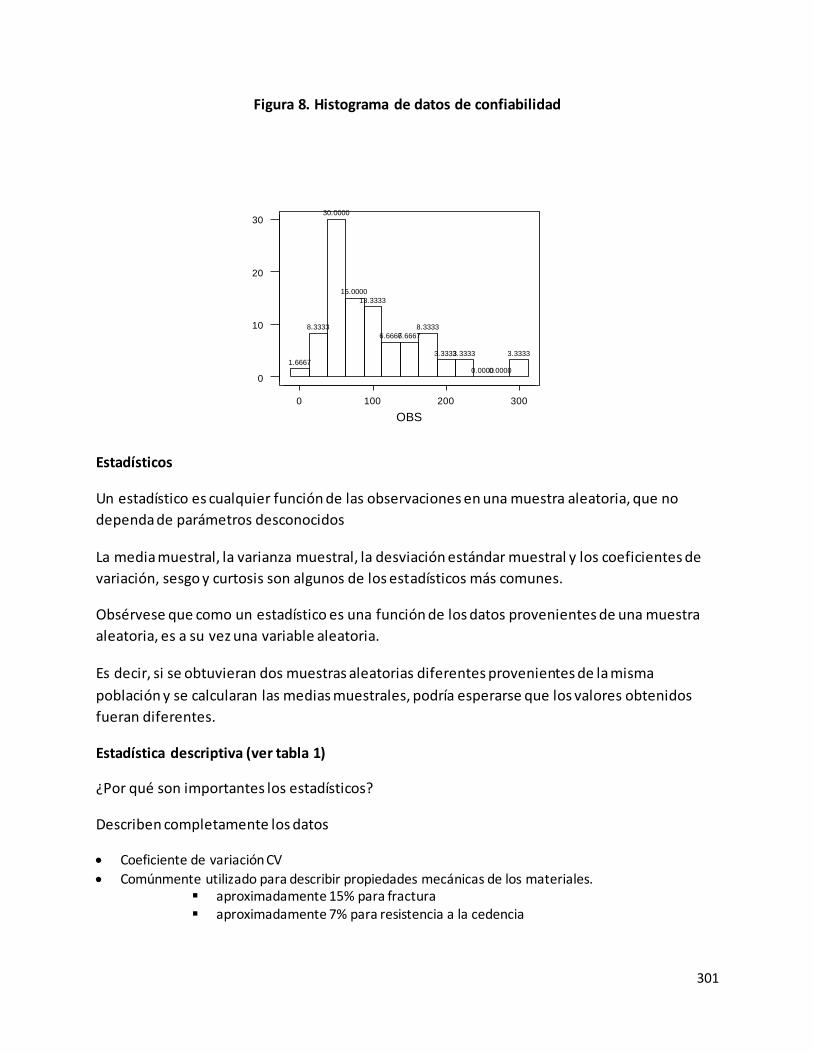
301
Figura 8. Histograma de datos de confiabilidad
Estadísticos
Un estadístico es cualquier función de las observaciones en una muestra aleatoria, que no
dependa de parámetros desconocidos
La media muestral, la varianza muestral, la desviación estándar muestral y los coeficientes de
variación, sesgo y curtosis son algunos de los estadísticos más comunes.
Obsérvese que como un estadístico es una función de los datos provenientes de una muestra
aleatoria, es a su vez una variable aleatoria.
Es decir, si se obtuvieran dos muestras aleatorias diferentes provenientes de la misma
población y se calcularan las medias muestrales, podría esperarse que los valores obtenidos
fueran diferentes.
Estadística descriptiva (ver tabla 1)
¿Por qué son importantes los estadísticos?
Describen completamente los datos
Coeficiente de variación CV
Comúnmente utilizado para describir propiedades mecánicas de los materiales. aproximadamente 15% para fractura aproximadamente 7% para resistencia a la cedencia
0 100 200 300
0
10
20
30
OBS
Perc
ent
1.6667
8.3333
30.0000
15.0000
13.3333
6.66676.6667
8.3333
3.33333.3333
0.00000.0000
3.3333
302
Ayudan a determinar la distribución apropiada
La distribución normal tiene un rango 0.05 < CV < 0.25 Exponencial CV = 1
¿Por qué son importantes los estadísticos?
Coeficiente de sesgo
Medida de simetría
α3 < 0 distribución sesgada a la izquierda(tiene una cola a la izquierda) α3 = 0 distribución simétrica
Distribución Normal α3 = 0 α3 > 0 distribución sesgada a la derecha (tiene una cola a la derecha
Coeficiente de curtosis
Medida de agudeza (puntiaguda) α4 < 3 distribución menos aguda que la Normal
α4 = 3 distribución Normal
α4 > 3 distribución más aguda que la Normal
Porqué son importantes los estadísticos
Los tres ayudan a determinar los parámetros de la distribución
CV La Exponencial tiene un CV constante
El parámetro de forma de la distribución Weibull es bien estimado con el coeficiente de variación CV
Coeficientes de sesgo y curtosis
La relación entre ellos ayuda a determinar la distribución que mejor se ajusta
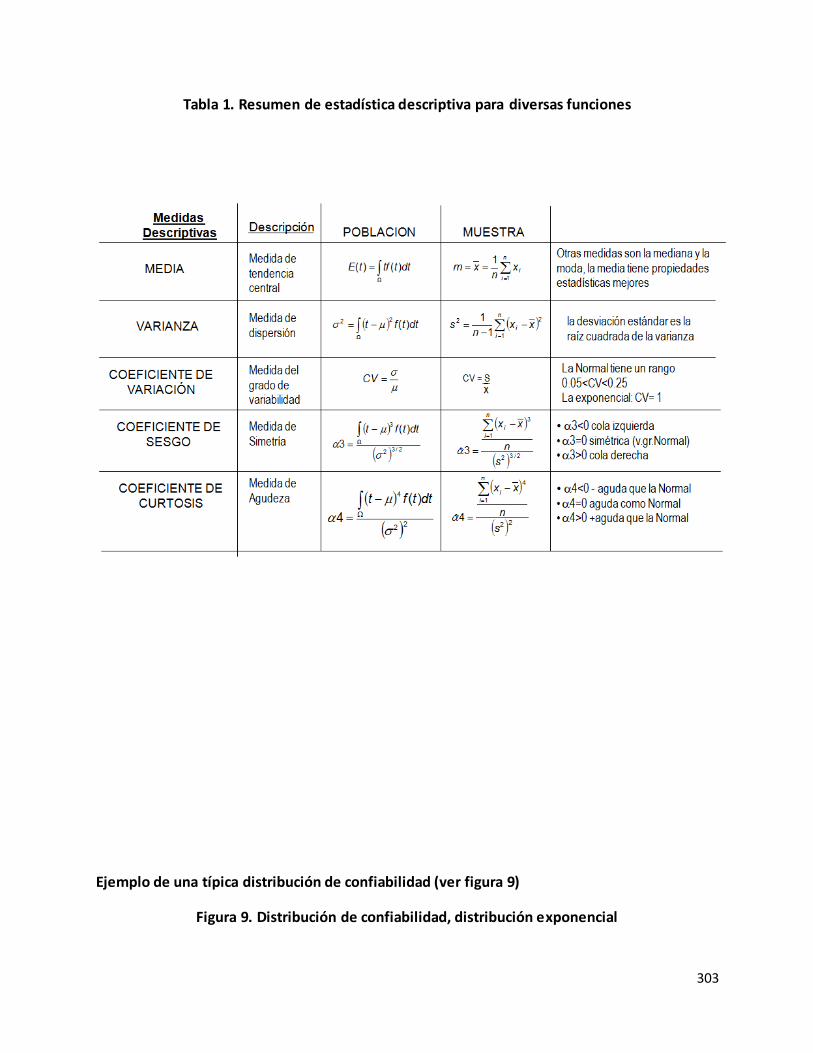
303
Tabla 1. Resumen de estadística descriptiva para diversas funciones
Ejemplo de una típica distribución de confiabilidad (ver figura 9)
Figura 9. Distribución de confiabilidad, distribución exponencial
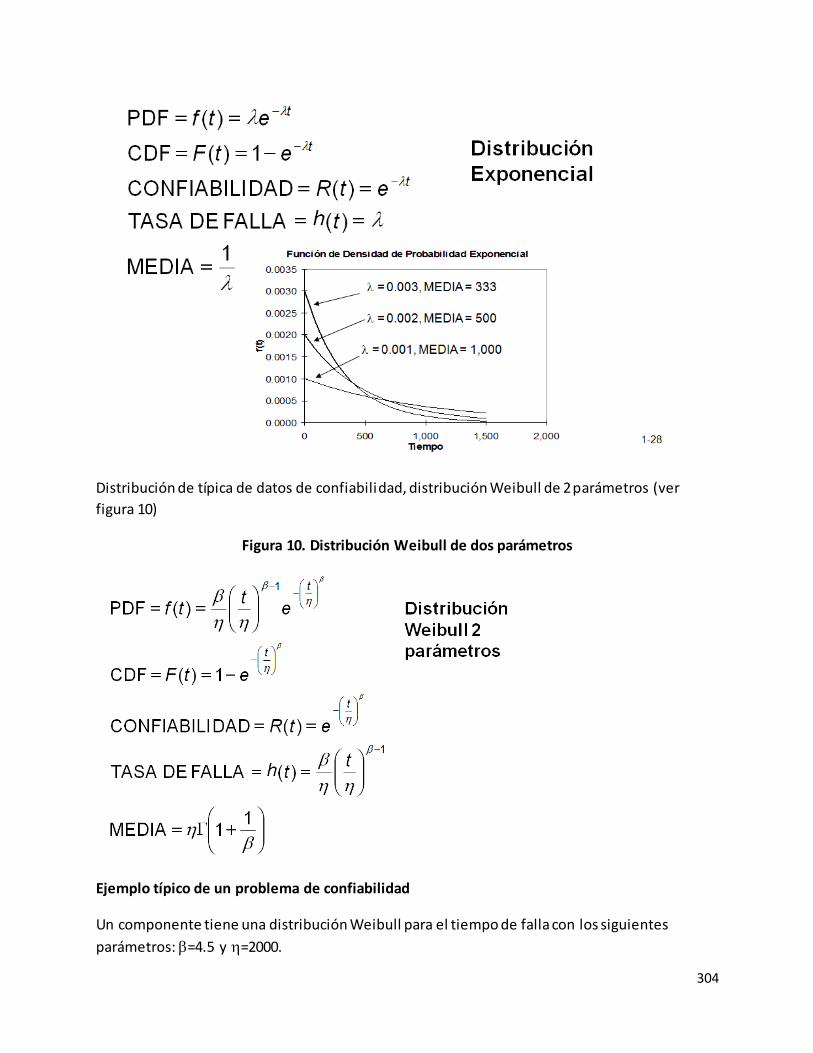
304
Distribución de típica de datos de confiabilidad, distribución Weibull de 2 parámetros (ver
figura 10)
Figura 10. Distribución Weibull de dos parámetros
Ejemplo típico de un problema de confiabilidad
Un componente tiene una distribución Weibull para el tiempo de falla con los siguientes
parámetros: =4.5 y =2000.
305
Cien componentes son puestos a prueba en el tiempo cero y deseamos responder a las
preguntas siguientes:
1. ¿Cuál es el número esperado de componentes que estarán funcionando a las 2000 horas?
2. ¿Cuál es el número esperado de fallas en el intervalo de 2000 a 2100 horas?
3. ¿Cuál es la tasa de falla a las 2000 horas?
Ejemplo de distribución
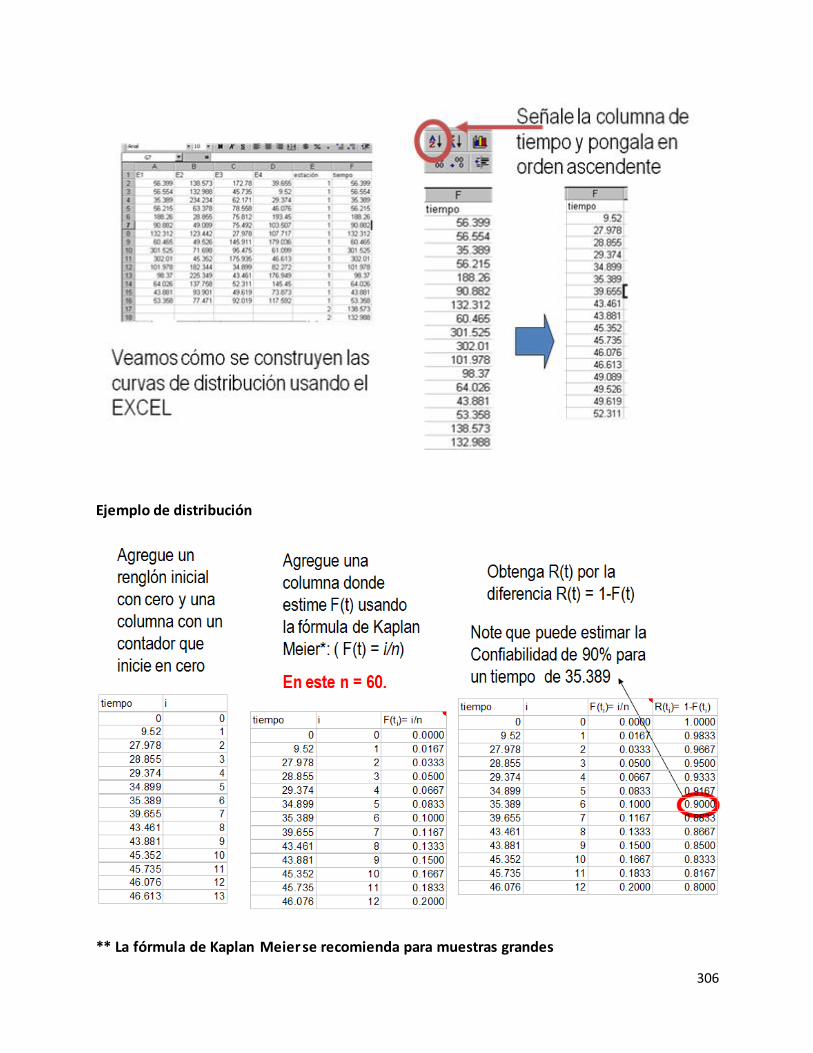
306
Ejemplo de distribución
** La fórmula de Kaplan Meier se recomienda para muestras grandes
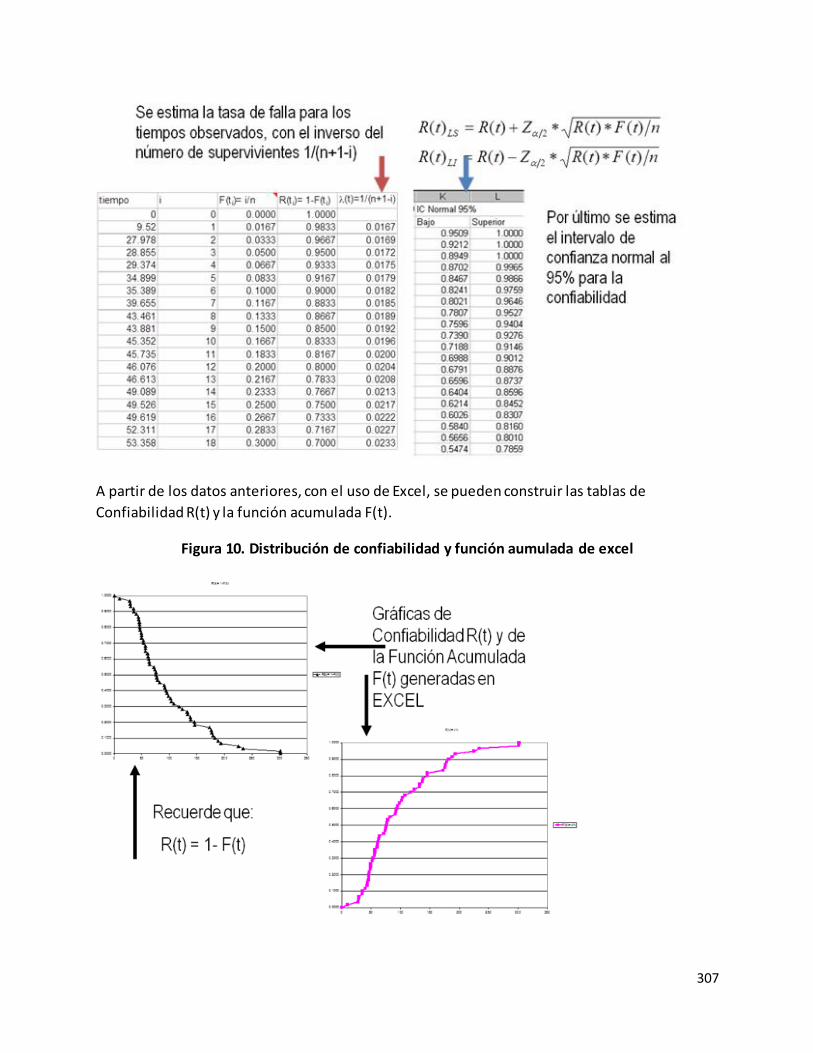
307
A partir de los datos anteriores, con el uso de Excel, se pueden construir las tablas de
Confiabilidad R(t) y la función acumulada F(t).
Figura 10. Distribución de confiabilidad y función aumulada de excel
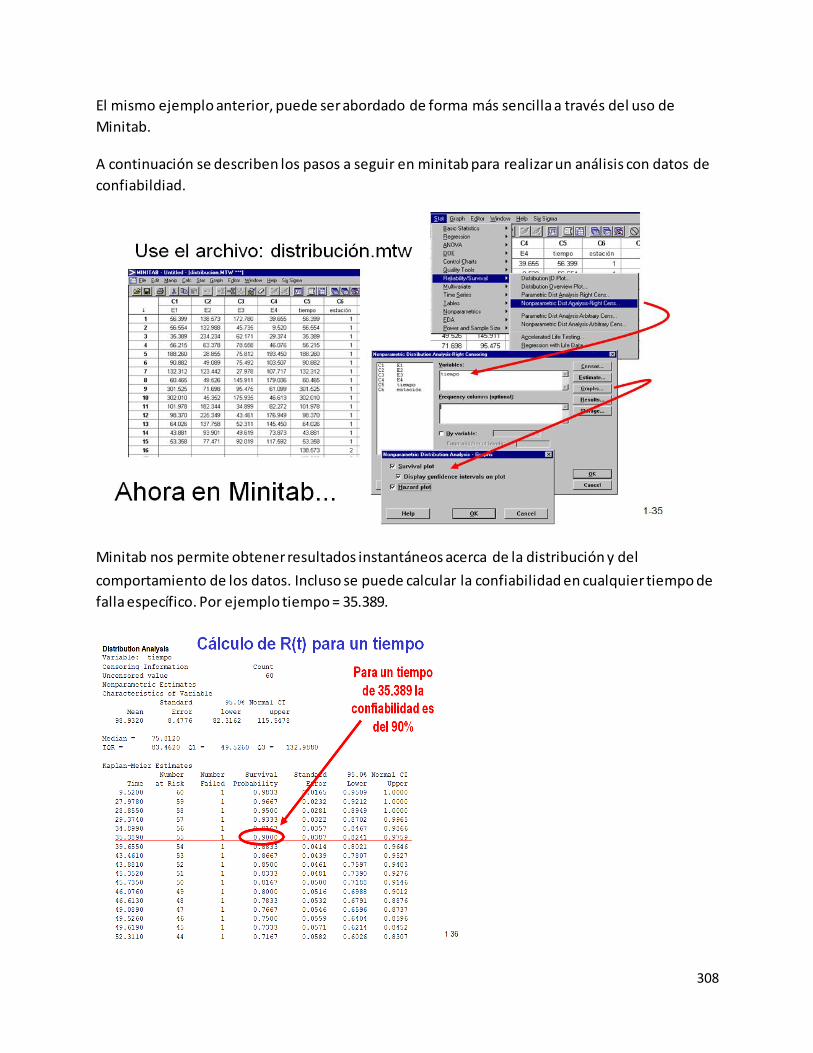
308
El mismo ejemplo anterior, puede ser abordado de forma más sencilla a través del uso de
Minitab.
A continuación se describen los pasos a seguir en minitab para realizar un análisis con datos de
confiabildiad.
Minitab nos permite obtener resultados instantáneos acerca de la distribución y del
comportamiento de los datos. Incluso se puede calcular la confiabilidad en cualquier tiempo de
falla específico. Por ejemplo tiempo = 35.389.
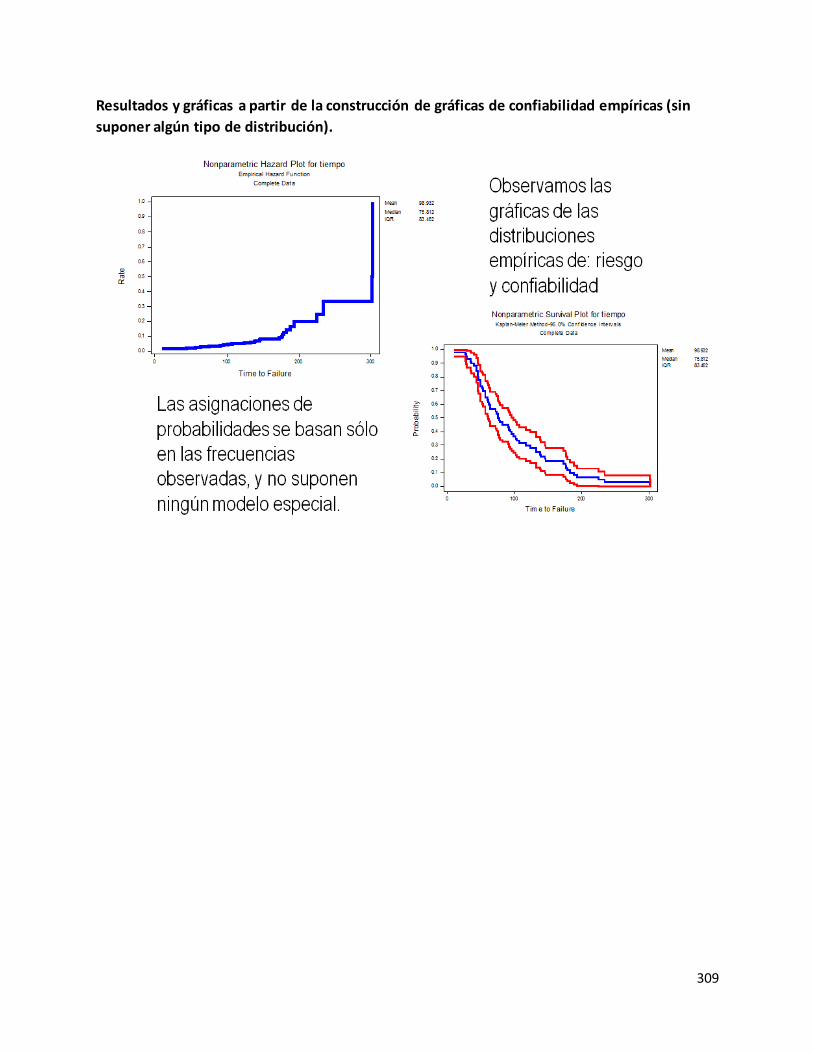
309
Resultados y gráficas a partir de la construcción de gráficas de confiabilidad empíricas (sin
suponer algún tipo de distribución).
310
Referencias bibliográficas
Cunnane, C. (1978). Unbiased plotting positions-A review. J. Hydrol., 37, 205-222.
Dimitri Kececioglu. (December, 1992).Reliability and Life Testing Handbook, Vols.1 y 2, Prentice
Hall.
Finn Jensen. (June, 2000). Electronic Component Reliability. New York, NY: Wiley.
Gerald J Hahn and Necip Doganaksoy. (2008). The Role of Statistics in Business and Industry. Hoboken, New Jersey: Wiley.
G.J. Hahn and W.Q. Meeker. (1982). Pitfalls and Practical Considerations in Product Life Analysis,
Concepts and Dangers of Extrapolation. Journal of Quality Technology, Vol. 14.
Linda C. Wolstenholme. (1999). Reliability Modeling A Statistical Approach. Boca Raton, FL:
Chapman & Hall/CRC.
Lloyd W. Condra. (Jul,1993). Reliability Improvement with Design of Experiments, New York, NY, Marcel Dekker.
Patrick D. T. O’Connor. (1999). Practical Reliability Engineering (3rd edition). WILEY.
Robert A. Dovich. (1990). Reliability Statistics, ASQ Quality Press.
Wayne Nelson. (1990). Accelerated Testing: Statistical Models, Test Plans, and Data Analyses,
Wiley.
W. Grant Ireson, Clyde F. Coombs, Jr. and Richard Y. Moss. (1996). Handbook of Reliability
Engineering and Management. 2nd Edition. McGraw Hill.
William Meeker and Luis A. Escobar. (1998). Statistical Methods for Reliability Data. WILEY.
311
Modelos y análisis de datos por degradación
En los capítulos introductorios de confiabilidad, hablamos de lo importante que es para las
empresas poner atención en desarrollar una cultura de confiabilidad en la empresa. La
sobrevivencia de una compañía, podría depender del énfasis y lo robusto que puedan ser sus
programas de confiabilidad.
También hemos hablado de diferentes tipos de pruebas y análisis, uno de mis favoritos, sin
duda es el análisis de pruebas de degradación.
En este capítulo, vamos a profundizar y entender lo valioso que puede ser realizar este tipo de
análisis. Esta técnica puede resultar muy benéfica debido a que se está recurriendo a una
medición continua para poder predecir la confiabilidad de un producto (sistema, sub-sistema o
componente).
En este capítulo cubriremos los siguientes temas:
Explicar algunos modelos de degradación útiles
La conexión entre modelos de degradación y modelos sobre tiempos de falla
Como las medidas de degradación, cuando están disponibles, pueden usarse para el
cálculo y estudio de la confiabilidad
Métodos para análisis de datos e inferencia sobre la confiabilidad con datos de
degradación
Las diferencias entre análisis de datos por degradación y el tradicional análisis por
tiempos de falla
Un método simple para análisis de degradación que puede ser útil en ciertas situaciones
A muchos mecanismos de falla se les puede dar seguimiento a través de un proceso
fundamental de degradación. La degradación finalmente produce una debilidad que puede
causar la falla.
Cuando se tiene la opción de medir la degradación, esta proporciona más información que los
tiempos de falla para propósitos de evaluar y mejorar la confiabilidad del producto.
Para algunos productos es imposible la observación directa del nivel de degradación, pero
puede ser que los datos del desempeño del producto sean un sustituto útil. Por ejemplo,
imagine que a través de la capacidad calorífica de un quemador en una estufa (medida de
312
desempeño), usted fuera capaz de inferir las fallas en un quemador o en la obstrucción de una
de las tuberías de alimentación de gas.
Frecuentemente, las pruebas de confiabilidad deben realizarse con restricciones severas de
tiempo y es probable que no ocurran fallas durante tales pruebas. Sin fallas, es difícil evaluar la
confiabilidad en pruebas donde se registran únicamente tiempos de falla. Es en estos casos
donde pueden tomarse medidas de degradación respecto a lo largo de la prueba y poder así
pronosticar las probabilidades de falla de un producto.
La relación entre la falla de los componentes y la cantidad de degradación hace posible el uso
de modelos de degradación que permiten realizar inferencias y predicciones sobre la
confiabilidad y tiempos de falla de los productos.
Datos de degradación
En algunos estudios de confiabilidad, es posible medir la degradación física como una función
del tiempo (por ejemplo, desgaste de una llanta, intensidad de luz de una lámpara). En otras
aplicaciones la degradación física no se puede observar directamente, pero se pueden tener
medidas disponibles de la degradación del desempeño del producto (por ejemplo, potencia de
salida).
La modelación de la degradación del desempeño puede ser útil pero podría ser complicado ya
que el desempeño puede ser afectado por más de un proceso fundamental de degradación.
Dependiendo de la aplicación, los datos de degradación pueden estar disponibles de forma
continua o en puntos específicos en el tiempo donde se tomaron las mediciones.
Si los datos de degradación están disponibles tendrán ventajas prácticas importantes. En
particular los datos de degradación pueden, especialmente en aplicaciones con pocas fallas o
ninguna, proporcionar considerablemente más información sobre la confiabilidad que los
tradicionales datos de falla censurados.
Las pruebas aceleradas son comúnmente usadas para obtener información sobre la
confiabilidad de forma más rápida. La observación directa del proceso de degradación física
(digamos, desgaste de una llanta) puede permitir la modelación directa del mecanismo de falla,
proporcionar estimados más creíbles y precisos sobre la confiabilidad.
Ejemplo de grietas por fatiga
Los datos adjuntos (ver tabla 1) dan el tamaño de grietas por fatiga como una función del
número de ciclos de esfuerzo aplicado a 21 piezas de prueba. Los datos fueron recopilados para
obtener información sobre la tasa de crecimiento de la grieta para una aleación. Se considera
como falla una grieta de al menos 1.6 pulgadas.
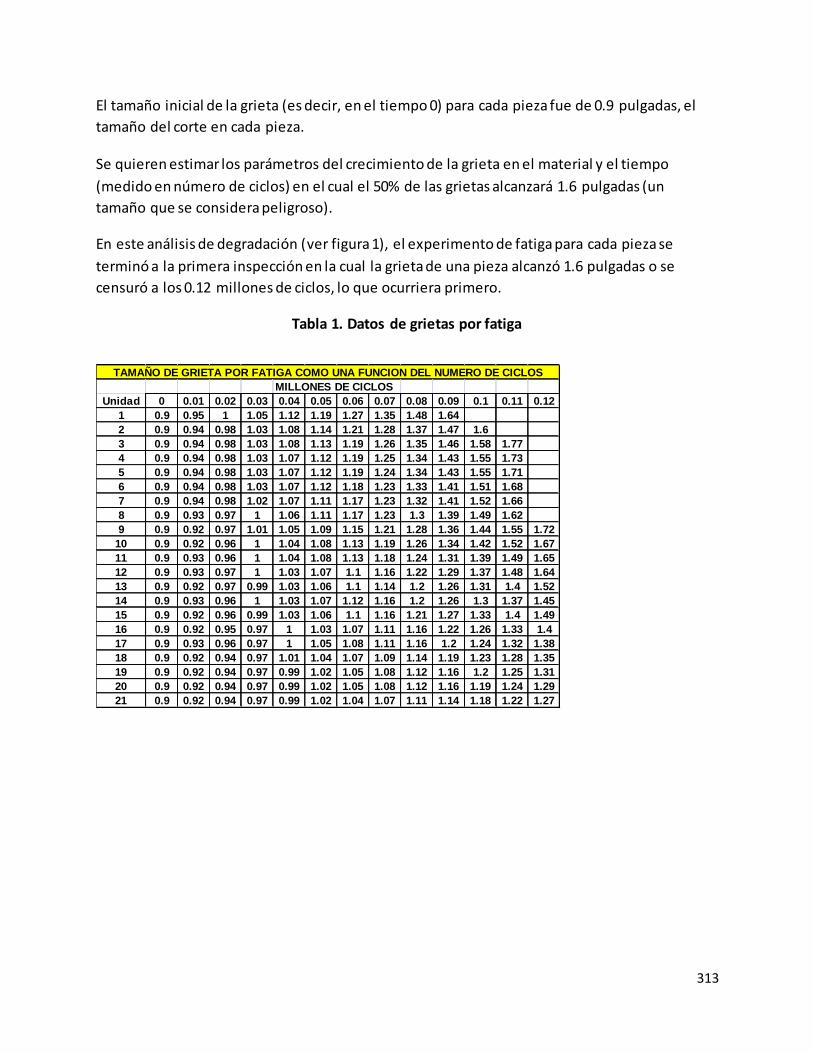
313
El tamaño inicial de la grieta (es decir, en el tiempo 0) para cada pieza fue de 0.9 pulgadas, el
tamaño del corte en cada pieza.
Se quieren estimar los parámetros del crecimiento de la grieta en el material y el tiempo
(medido en número de ciclos) en el cual el 50% de las grietas alcanzará 1.6 pulgadas (un
tamaño que se considera peligroso).
En este análisis de degradación (ver figura 1), el experimento de fatiga para cada pieza se
terminó a la primera inspección en la cual la grieta de una pieza alcanzó 1.6 pulgadas o se
censuró a los 0.12 millones de ciclos, lo que ocurriera primero.
Tabla 1. Datos de grietas por fatiga
MILLONES DE CICLOS
Unidad 0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1 0.11 0.12
1 0.9 0.95 1 1.05 1.12 1.19 1.27 1.35 1.48 1.64
2 0.9 0.94 0.98 1.03 1.08 1.14 1.21 1.28 1.37 1.47 1.6
3 0.9 0.94 0.98 1.03 1.08 1.13 1.19 1.26 1.35 1.46 1.58 1.77
4 0.9 0.94 0.98 1.03 1.07 1.12 1.19 1.25 1.34 1.43 1.55 1.73
5 0.9 0.94 0.98 1.03 1.07 1.12 1.19 1.24 1.34 1.43 1.55 1.71
6 0.9 0.94 0.98 1.03 1.07 1.12 1.18 1.23 1.33 1.41 1.51 1.68
7 0.9 0.94 0.98 1.02 1.07 1.11 1.17 1.23 1.32 1.41 1.52 1.66
8 0.9 0.93 0.97 1 1.06 1.11 1.17 1.23 1.3 1.39 1.49 1.62
9 0.9 0.92 0.97 1.01 1.05 1.09 1.15 1.21 1.28 1.36 1.44 1.55 1.72
10 0.9 0.92 0.96 1 1.04 1.08 1.13 1.19 1.26 1.34 1.42 1.52 1.67
11 0.9 0.93 0.96 1 1.04 1.08 1.13 1.18 1.24 1.31 1.39 1.49 1.65
12 0.9 0.93 0.97 1 1.03 1.07 1.1 1.16 1.22 1.29 1.37 1.48 1.64
13 0.9 0.92 0.97 0.99 1.03 1.06 1.1 1.14 1.2 1.26 1.31 1.4 1.52
14 0.9 0.93 0.96 1 1.03 1.07 1.12 1.16 1.2 1.26 1.3 1.37 1.45
15 0.9 0.92 0.96 0.99 1.03 1.06 1.1 1.16 1.21 1.27 1.33 1.4 1.49
16 0.9 0.92 0.95 0.97 1 1.03 1.07 1.11 1.16 1.22 1.26 1.33 1.4
17 0.9 0.93 0.96 0.97 1 1.05 1.08 1.11 1.16 1.2 1.24 1.32 1.38
18 0.9 0.92 0.94 0.97 1.01 1.04 1.07 1.09 1.14 1.19 1.23 1.28 1.35
19 0.9 0.92 0.94 0.97 0.99 1.02 1.05 1.08 1.12 1.16 1.2 1.25 1.31
20 0.9 0.92 0.94 0.97 0.99 1.02 1.05 1.08 1.12 1.16 1.19 1.24 1.29
21 0.9 0.92 0.94 0.97 0.99 1.02 1.04 1.07 1.11 1.14 1.18 1.22 1.27
TAMAÑO DE GRIETA POR FATIGA COMO UNA FUNCION DEL NUMERO DE CICLOS
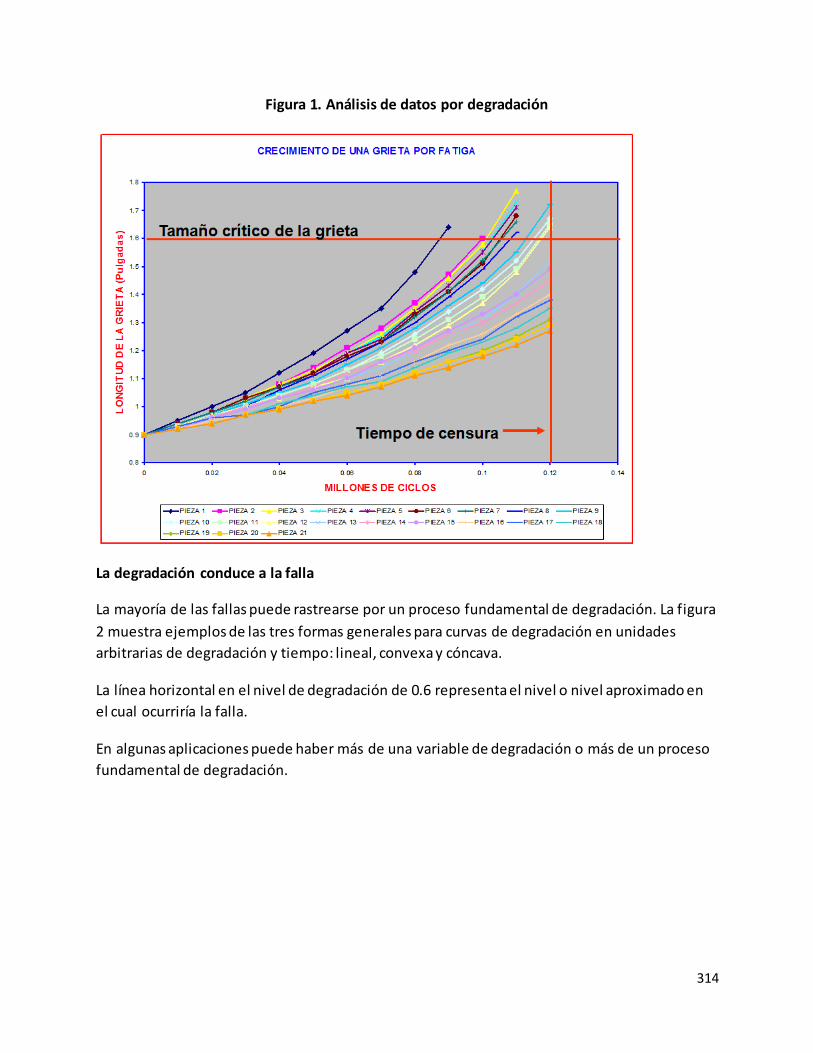
314
Figura 1. Análisis de datos por degradación
La degradación conduce a la falla
La mayoría de las fallas puede rastrearse por un proceso fundamental de degradación. La figura
2 muestra ejemplos de las tres formas generales para curvas de degradación en unidades
arbitrarias de degradación y tiempo: lineal, convexa y cóncava.
La línea horizontal en el nivel de degradación de 0.6 representa el nivel o nivel aproximado en
el cual ocurriría la falla.
En algunas aplicaciones puede haber más de una variable de degradación o más de un proceso
fundamental de degradación.
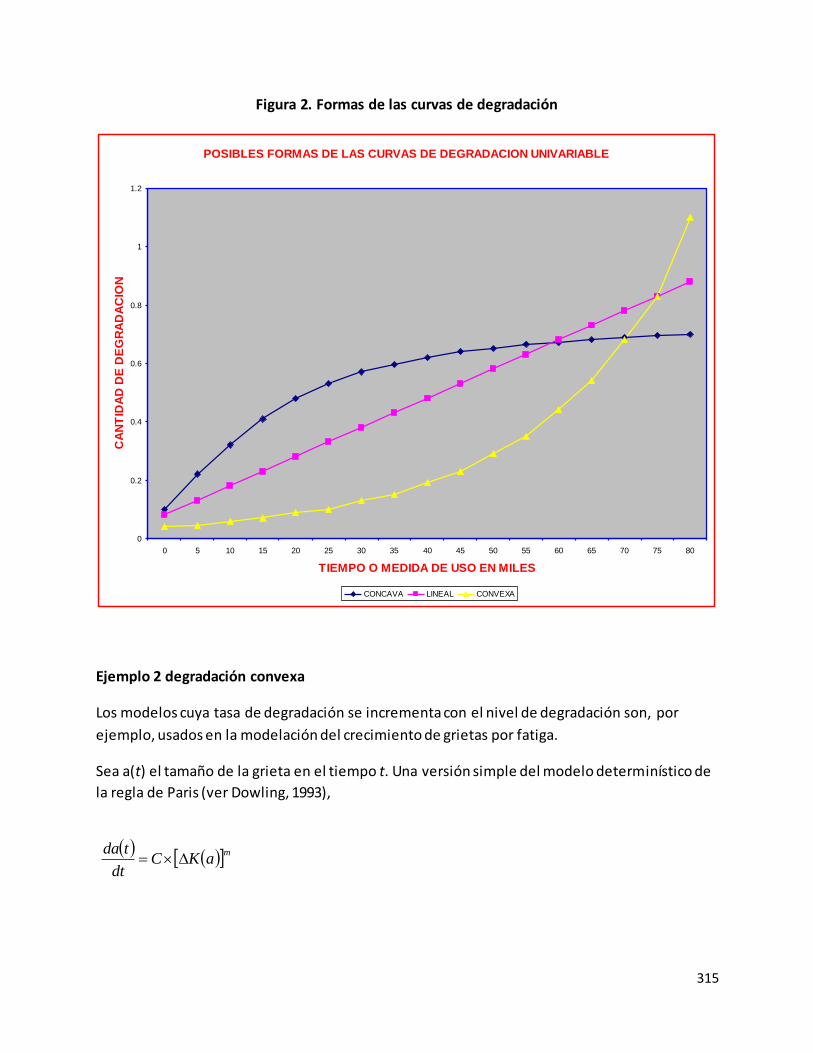
315
Figura 2. Formas de las curvas de degradación
Ejemplo 2 degradación convexa
Los modelos cuya tasa de degradación se incrementa con el nivel de degradación son, por
ejemplo, usados en la modelación del crecimiento de grietas por fatiga.
Sea a(t) el tamaño de la grieta en el tiempo t. Una versión simple del modelo determinístico de
la regla de Paris (ver Dowling, 1993),
POSIBLES FORMAS DE LAS CURVAS DE DEGRADACION UNIVARIABLE
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80
TIEMPO O MEDIDA DE USO EN MILES
CA
NT
IDA
D D
E D
EG
RA
DA
CIO
N
CONCAVA LINEAL CONVEXA
maKC
dt
tda
316
Proporciona un modelo útil para las grietas dentro del rango de un cierto tamaño. Aquí C y m
son propiedades del material y K(a) (conocida como “la función rango de la intensidad de
esfuerzo”) es una función del tamaño de la grieta a, el rango de esfuerzo aplicado, las
dimensiones de la parte y la geometría.
Modelos de variación en degradación y tiempos de falla
Si todas las unidades manufacturadas fueran idénticas, operadas exactamente bajo las mismas
condiciones y en el mismo ambiente y si cada unidad fallara tan pronto como alcanzara un nivel
particular “crítico” de degradación, entonces, de acuerdo con los modelos determinísticos,
todas las unidades fallarían exactamente en el mismo instante. De hecho, existe algún grado de
variabilidad en todos los factores de estos modelos así como en los factores que no están en el
modelo. Estos factores se combinan para provocar variabilidad en las curvas de degradación y
en los tiempos de falla.
Ejemplos de fuentes de variabilidad de unidad a unidad
Condiciones iniciales. Las unidades variarán con respecto a la cantidad de material
disponible para desgaste, nivel inicial de degradación, etc. (ver figura 3)
Propiedades del material. Al permitir variabilidad de unidad a unidad en los parámetros
C y m y el tamaño inicial de la grieta, la tasa de crecimiento dependerá de C y m y las
curvas de crecimiento se cruzarán (ver figura 4)
Geometría o dimensiones del componente. Pueden ocasionar variabilidad adicional de
unidad a unidad, por ejemplo, en tasas de degradación (a través de K(a) en la ecuación
1).
Variabilidad dentro de la unidad. Con frecuencia existe variabilidad espacial en las
propiedades del material dentro de una unidad (ejemplo, defectos).
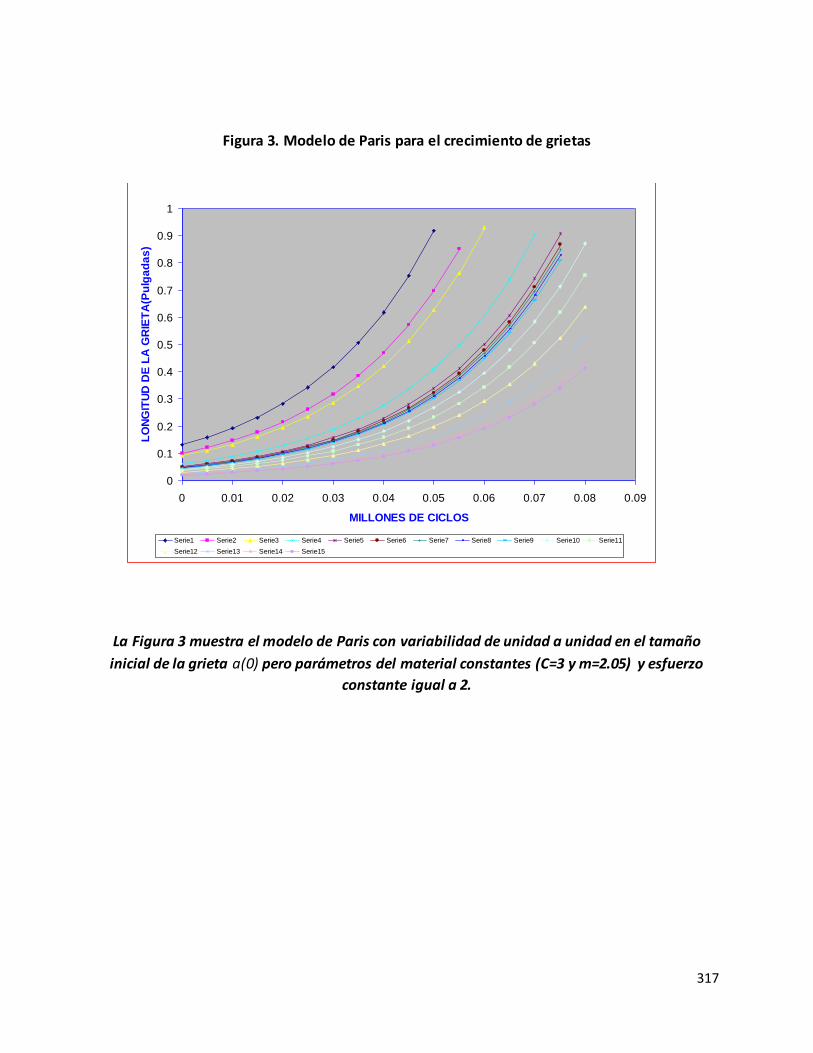
317
Figura 3. Modelo de Paris para el crecimiento de grietas
La Figura 3 muestra el modelo de Paris con variabilidad de unidad a unidad en el tamaño
inicial de la grieta a(0) pero parámetros del material constantes (C=3 y m=2.05) y esfuerzo
constante igual a 2.
FIGURA 3 MODELO DE PARIS PARA EL CRECIMIENTO DE GRIETAS
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09
MILLONES DE CICLOS
LO
NG
ITU
D D
E L
A G
RIE
TA
(Pu
lga
da
s)
Serie1 Serie2 Serie3 Serie4 Serie5 Serie6 Serie7 Serie8 Serie9 Serie10 Serie11
Serie12 Serie13 Serie14 Serie15
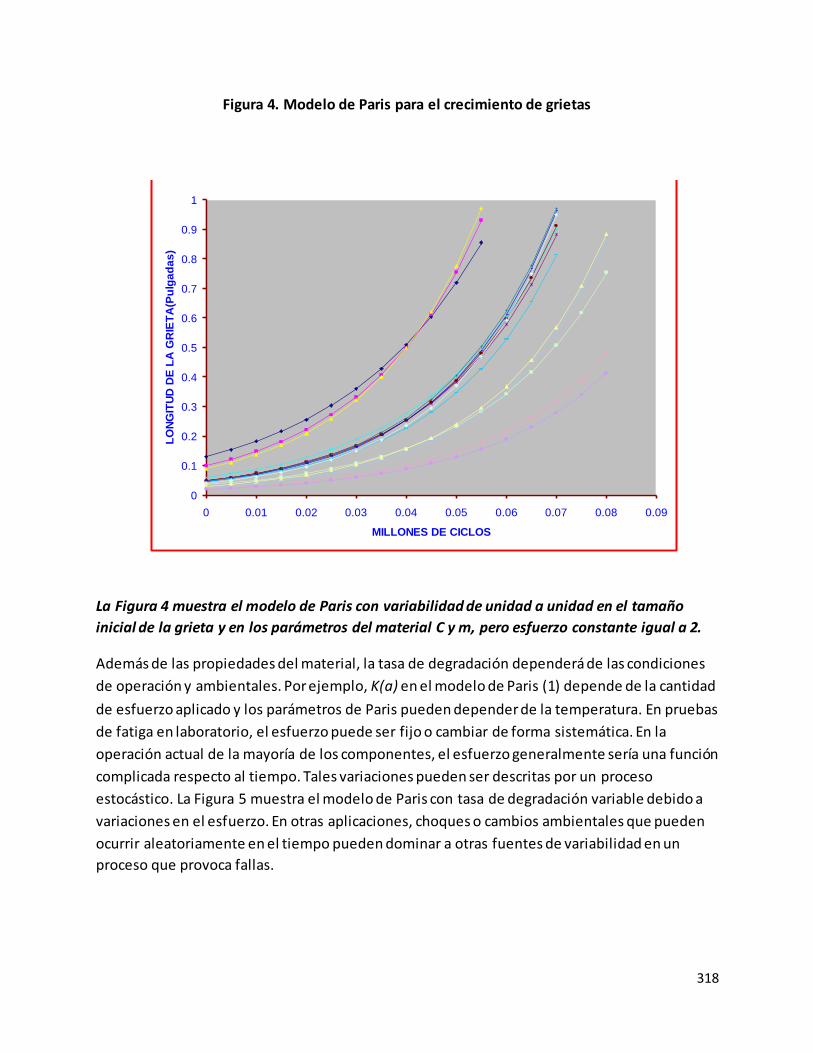
318
Figura 4. Modelo de Paris para el crecimiento de grietas
La Figura 4 muestra el modelo de Paris con variabilidad de unidad a unidad en el tamaño
inicial de la grieta y en los parámetros del material C y m, pero esfuerzo constante igual a 2.
Además de las propiedades del material, la tasa de degradación dependerá de las condiciones
de operación y ambientales. Por ejemplo, K(a) en el modelo de Paris (1) depende de la cantidad
de esfuerzo aplicado y los parámetros de Paris pueden depender de la temperatura. En pruebas
de fatiga en laboratorio, el esfuerzo puede ser fijo o cambiar de forma sistemática. En la
operación actual de la mayoría de los componentes, el esfuerzo generalmente sería una función
complicada respecto al tiempo. Tales variaciones pueden ser descritas por un proceso
estocástico. La Figura 5 muestra el modelo de Paris con tasa de degradación variable debido a
variaciones en el esfuerzo. En otras aplicaciones, choques o cambios ambientales que pueden
ocurrir aleatoriamente en el tiempo pueden dominar a otras fuentes de variabilidad en un
proceso que provoca fallas.
FIGURA 4 MODELO DE PARIS PARA EL CRECIMIENTO DE GRIETAS
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09
MILLONES DE CICLOS
LO
NG
ITU
D D
E L
A G
RIE
TA
(Pu
lga
da
s)
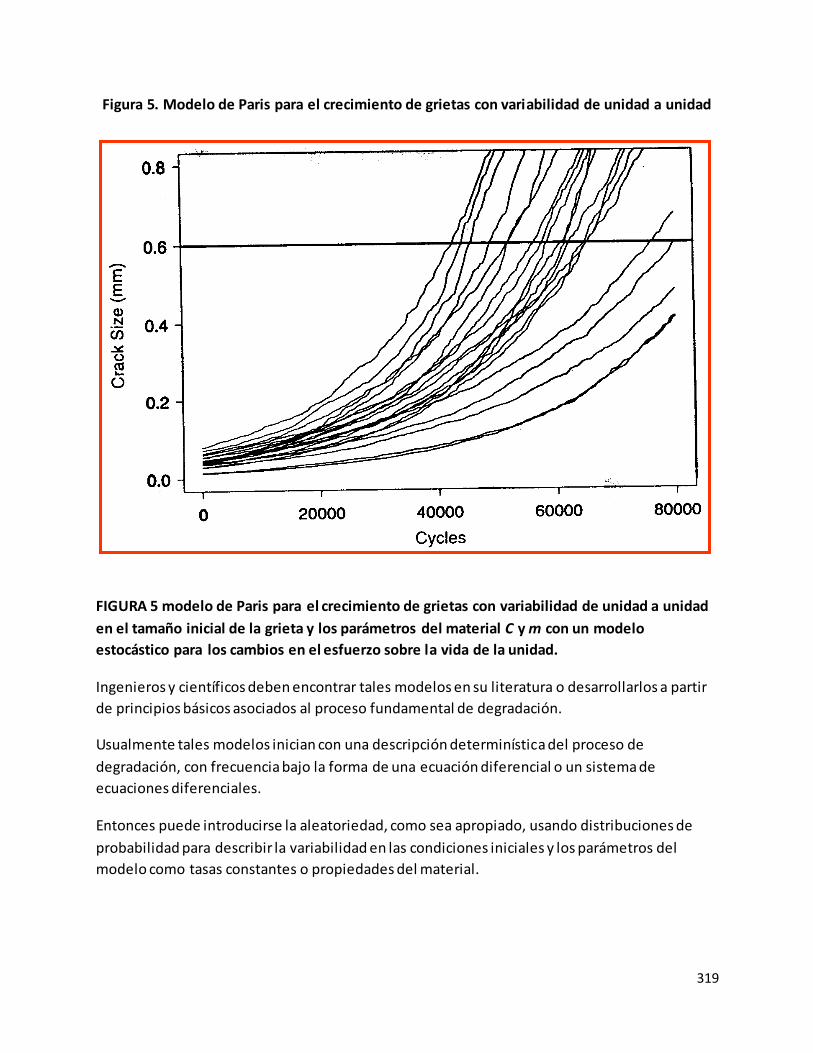
319
Figura 5. Modelo de Paris para el crecimiento de grietas con variabilidad de unidad a unidad
FIGURA 5 modelo de Paris para el crecimiento de grietas con variabilidad de unidad a unidad
en el tamaño inicial de la grieta y los parámetros del material C y m con un modelo
estocástico para los cambios en el esfuerzo sobre la vida de la unidad.
Ingenieros y científicos deben encontrar tales modelos en su literatura o desarrollarlos a partir
de principios básicos asociados al proceso fundamental de degradación.
Usualmente tales modelos inician con una descripción determinística del proceso de
degradación, con frecuencia bajo la forma de una ecuación diferencial o un sistema de
ecuaciones diferenciales.
Entonces puede introducirse la aleatoriedad, como sea apropiado, usando distribuciones de
probabilidad para describir la variabilidad en las condiciones iniciales y los parámetros del
modelo como tasas constantes o propiedades del material.

320
Modelo general del cambio de degradación
La degradación de una unidad particular sobre el tiempo se denota por D(t), t > 0. En
aplicaciones, los valores de D(t) son muestreados en puntos discretos en el tiempo t1, t2, .... La
muestra de degradación observada yij de la unidad i en el instante tj es
Donde Dij = D(tij, 1i,...,ki) es el camino real de la unidad i en el instante tij (los tiempos no
necesariamente son los mismos para todas las unidades) y ijNOR(0,) es una desviación
residual para la unidad i en el instante tj. El número total de inspecciones sobre una unidad se
denota por mi. El tiempo t puede ser tiempo real, tiempo de operación o alguna otra medida
apropiada de uso como millas para llanta de auto o ciclos en pruebas de fatiga. Para la i-ésima
unidad, 1i,...,ki es un vector de k parámetros desconocidos. Típicamente los caminos
muestrales tienen k = 1,2,3 o 4 parámetros. Algunos de los parámetros serán aleatorios de
unidad a unidad. Uno o más pueden, sin embargo, modelarse como comunes para todas las
unidades.
Las escalas de y y t pueden elegirse, como sugiera la teoría física y los datos, para simplificar la
forma de D(t, 1,...,k).
Por ejemplo, la relación entre el logaritmo de la degradación y el logaritmo del tiempo puede
modelarse por la relación aditiva (2). La elección del modelo de degradación requiere no sólo la
especificación de la forma de la función, D(t, 1,...,k), sino también la especificación de cuáles
de los parámetros son aleatorios(difieren de unidad a unidad) y cuáles son fijos (comunes a
todas las unidades).
Por causa de la flexibilidad en la especificación de la forma de D (t, 1,...,k), y la forma en la
cual los parámetros vienen dentro de ésta, podemos, por simplicidad, modelar la variabilidad
de unidad a unidad en los parámetros con una distribución normal multivariada con vector
medio y matriz de covarianza .
Generalmente se asume que los parámetros son aleatorios e independientes de las
desviaciones ij. .Otra suposición común es que es constante. La adecuación de esta
suposición puede ser afectada por la transformación de D(t). Ya que las yij son tomadas en serie
sobre una unidad, existe una auto correlación potencial entre los valores de las desviaciones,
especialmente si existen muchas lecturas estrechamente espaciadas. En muchas aplicaciones
prácticas que involucran la inferencia sobre la degradación de las unidades de una población o
ijijij Dy i = 1,...n, j = 1,...,m
i
321
proceso, la correlación es débil y, por tanto, dominada por la variabilidad de unidad a unidad en
los valores de los parámetros y así puede ignorarse. En situaciones donde la auto correlación no
puede ignorarse, se puede usar un modelo de series de tiempo para el término residual junto
con métodos apropiados de estimación.
Fallas suaves, nivel de degradación especificado
Para algunos productos hay una pérdida gradual de desempeño (digamos, disminución de
luminosidad de salida a partir de una lámpara fluorescente). Entonces la falla sería definida (en
una forma algo arbitraria, pero con sentido útil) en un nivel de degradación especificado
(digamos, 60% de la salida inicial). Llamamos a esto “falla suave”.
Un valor fijo de Df será usado para indicar el nivel crítico sobre (o bajo) el camino de
degradación en el cual se asume que ha ocurrido la falla. El tiempo de falla T se define como el
tiempo en el cual el camino actual D (t) cruza el nivel de degradación crítico Df. Se usa tc para
identificar el tiempo de detención planeado en el experimento (como se ilustró en la Figura 1).
Son deseadas las inferencias sobre la distribución del tiempo de falla de un producto o material
particular. Para fallas suaves es posible continuar la observación más allá de Df.
Fallas duras, distribución conjunta de la degradación y el nivel de falla
Para algunos productos, la definición del evento de falla es claro, el producto simplemente deja
de funcionar (digamos, cuando la resistencia de un resistor se desvía demasiado respecto a su
valor nominal, provocando que el oscilador en un circuito electrónico deje de oscilar o cuando
un foco se funde). Estas son llamadas “fallas duras”.
Con fallas duras, los tiempos de falla, en general, no corresponderán exactamente a un nivel
particular de degradación (como la línea horizontal mostrada en las FIGURAS 2 a la 4). En su
lugar, el nivel de degradación al cual ocurre la falla (es decir, pérdida de funcionali dad) será
aleatorio de unidad a unidad y sobre el tiempo. Esto puede modelarse mediante el uso de una
distribución para describir la variabilidad de unidad a unidad en Df o, de forma más general, la
distribución conjunta de y el comportamiento estocástico en Df.
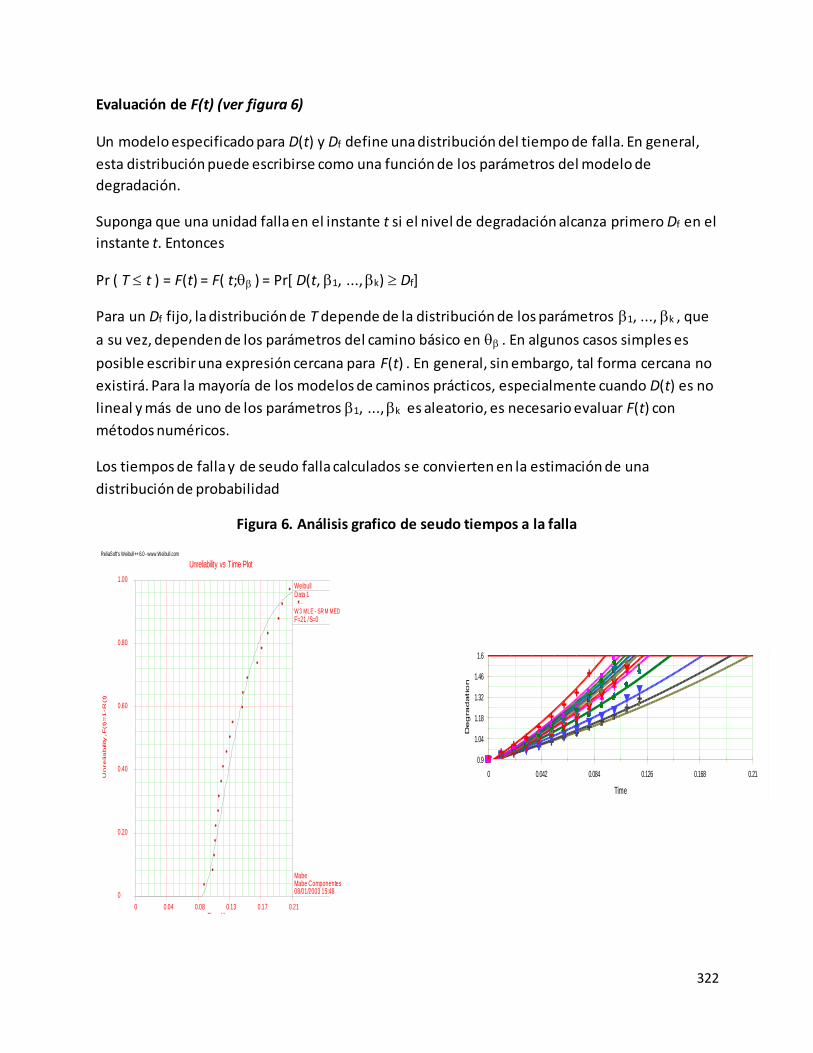
322
Evaluación de F(t) (ver figura 6)
Un modelo especificado para D(t) y Df define una distribución del tiempo de falla. En general,
esta distribución puede escribirse como una función de los parámetros del modelo de
degradación.
Suponga que una unidad falla en el instante t si el nivel de degradación alcanza primero Df en el
instante t. Entonces
Pr ( T t ) = F(t) = F( t; ) = Pr[ D(t, 1, ..., k) Df]
Para un Df fijo, la distribución de T depende de la distribución de los parámetros 1, ..., k , que
a su vez, dependen de los parámetros del camino básico en . En algunos casos simples es
posible escribir una expresión cercana para F(t) . En general, sin embargo, tal forma cercana no
existirá. Para la mayoría de los modelos de caminos prácticos, especialmente cuando D(t) es no
lineal y más de uno de los parámetros 1, ..., k es aleatorio, es necesario evaluar F(t) con
métodos numéricos.
Los tiempos de falla y de seudo falla calculados se convierten en la estimación de una
distribución de probabilidad
Figura 6. Análisis grafico de seudo tiempos a la falla
0
1.00
0.20
0.40
0.60
0.80
0 0.210.04 0.08 0.13 0.17
ReliaSoft's Weibull++ 6.0 - www.Weibull.com
Unreliability vs Time Plot
Time, (t)
Un
re
lia
bility
, F
(t)
=1
-R
(t)
08/01/2003 15:48Mabe ComponentesMabe
WeibullData 1
W 3 MLE - SR M MED
F=21 / S=0
0.9
1.04
1.18
1.32
1.46
1.6
0 0.042 0.084 0.126 0.168 0.21
Time
Data 1
Exponential Fit 1
Data 3
Exponential Fit 3
Data 5
Exponential Fit 5
Data 6
Exponential Fit 6
Data 7
Exponential Fit 7
Data 8
Exponential Fit 8
Data 9
Exponential Fit 9
Data 10
Exponential Fit 10
Data 11
Exponential Fit 11
Data 13
Exponential Fit 13
Data 15
Exponential Fit 15
Data 17
Exponential Fit 17
Data 19
Exponential Fit 19
Data 21
Exponential Fit 21
Critical Degradation
Degradation v s Time
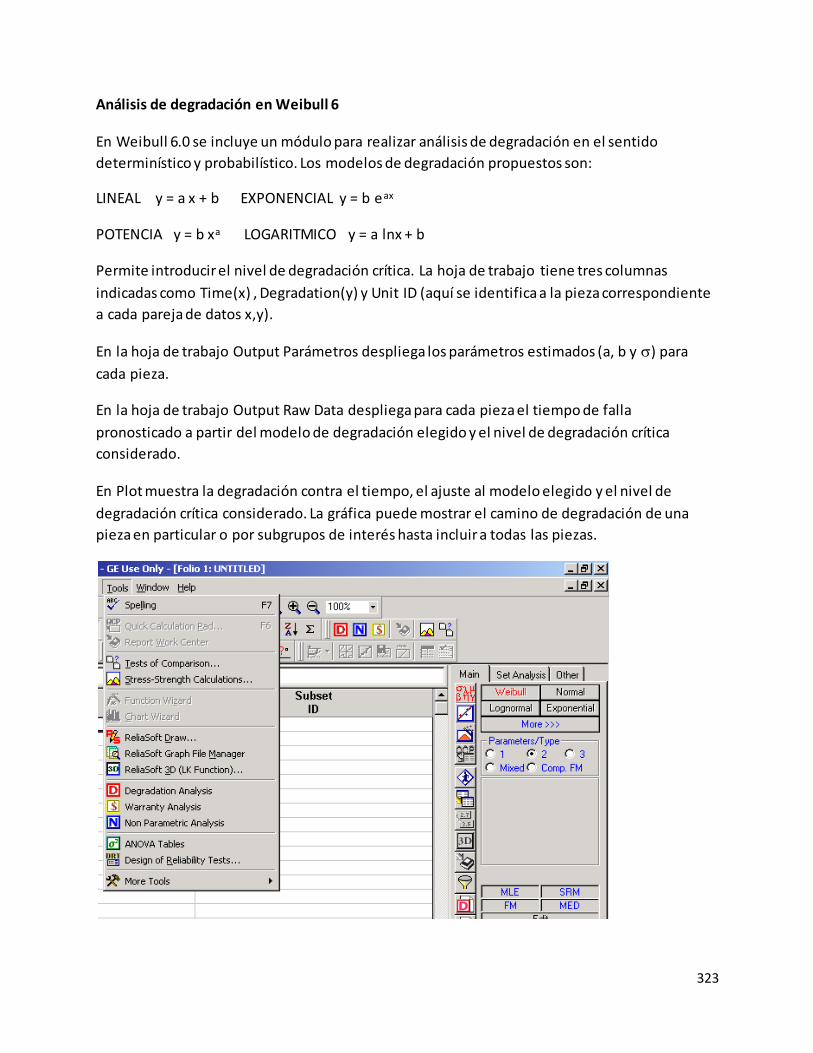
323
Análisis de degradación en Weibull 6
En Weibull 6.0 se incluye un módulo para realizar análisis de degradación en el sentido
determinístico y probabilístico. Los modelos de degradación propuestos son:
LINEAL y = a x + b EXPONENCIAL y = b eax
POTENCIA y = b xa LOGARITMICO y = a lnx + b
Permite introducir el nivel de degradación crítica. La hoja de trabajo tiene tres columnas
indicadas como Time(x) , Degradation(y) y Unit ID (aquí se identifica a la pieza correspondiente
a cada pareja de datos x,y).
En la hoja de trabajo Output Parámetros despliega los parámetros estimados (a, b y ) para
cada pieza.
En la hoja de trabajo Output Raw Data despliega para cada pieza el tiempo de falla
pronosticado a partir del modelo de degradación elegido y el nivel de degradación crítica
considerado.
En Plot muestra la degradación contra el tiempo, el ajuste al modelo elegido y el nivel de
degradación crítica considerado. La gráfica puede mostrar el camino de degradación de una
pieza en particular o por subgrupos de interés hasta incluir a todas las piezas.
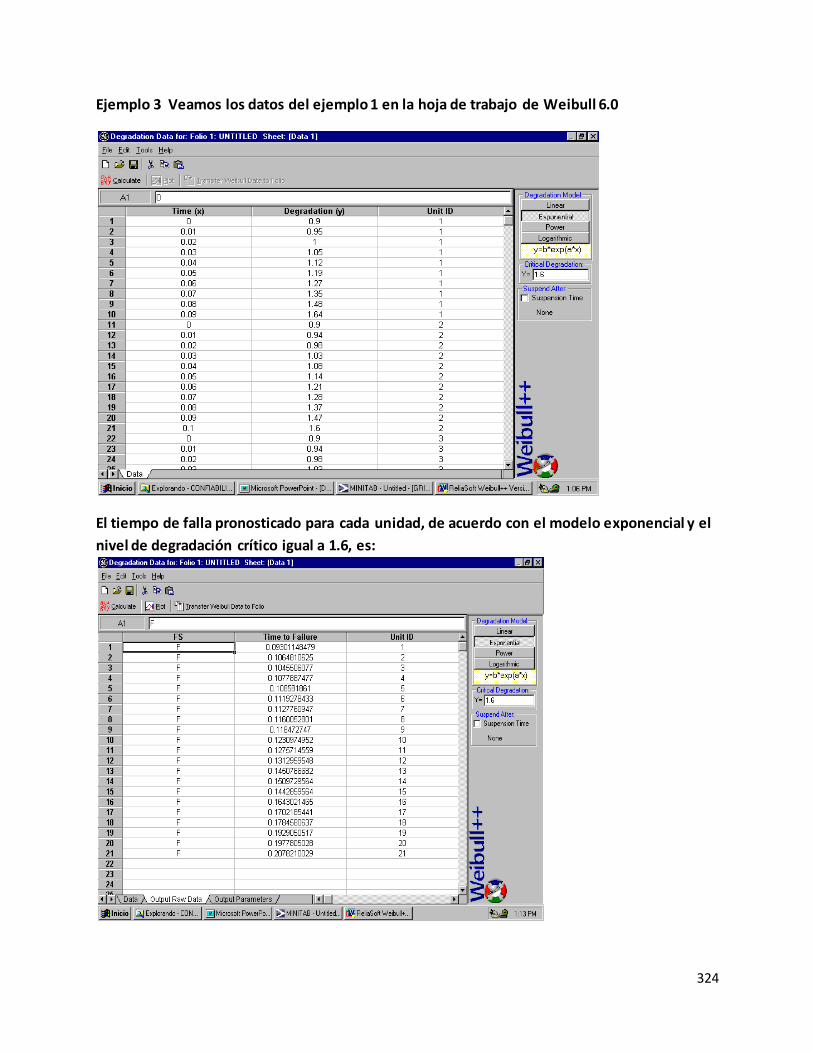
324
Ejemplo 3 Veamos los datos del ejemplo 1 en la hoja de trabajo de Weibull 6.0
El tiempo de falla pronosticado para cada unidad, de acuerdo con el modelo exponencial y el
nivel de degradación crítico igual a 1.6, es:
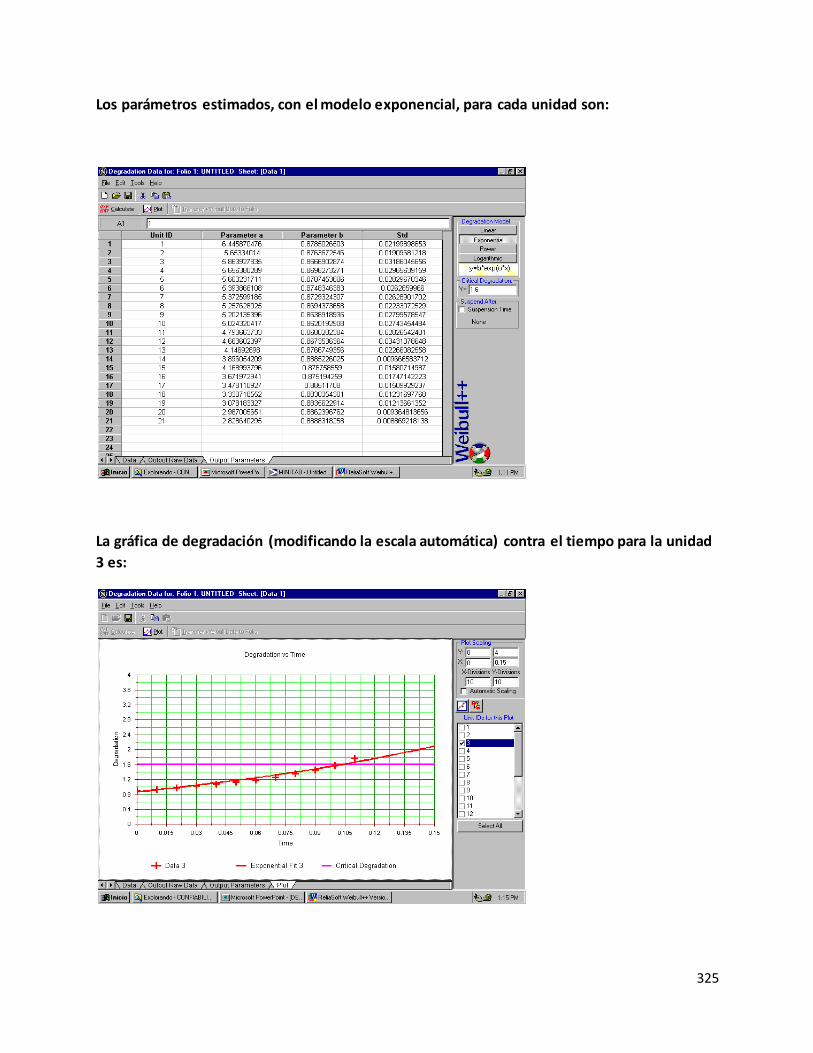
325
Los parámetros estimados, con el modelo exponencial, para cada unidad son:
La gráfica de degradación (modificando la escala automática) contra el tiempo para la unidad
3 es:
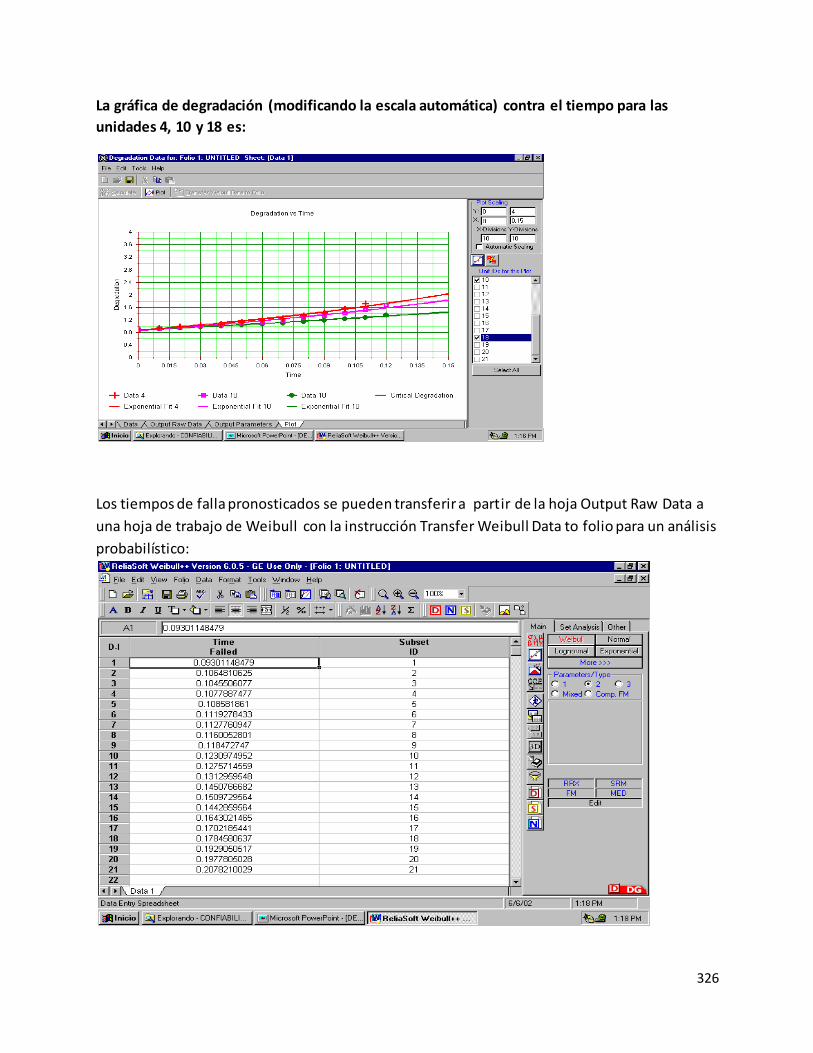
326
La gráfica de degradación (modificando la escala automática) contra el tiempo para las
unidades 4, 10 y 18 es:
Los tiempos de falla pronosticados se pueden transferir a partir de la hoja Output Raw Data a
una hoja de trabajo de Weibull con la instrucción Transfer Weibull Data to folio para un análisis
probabilístico:
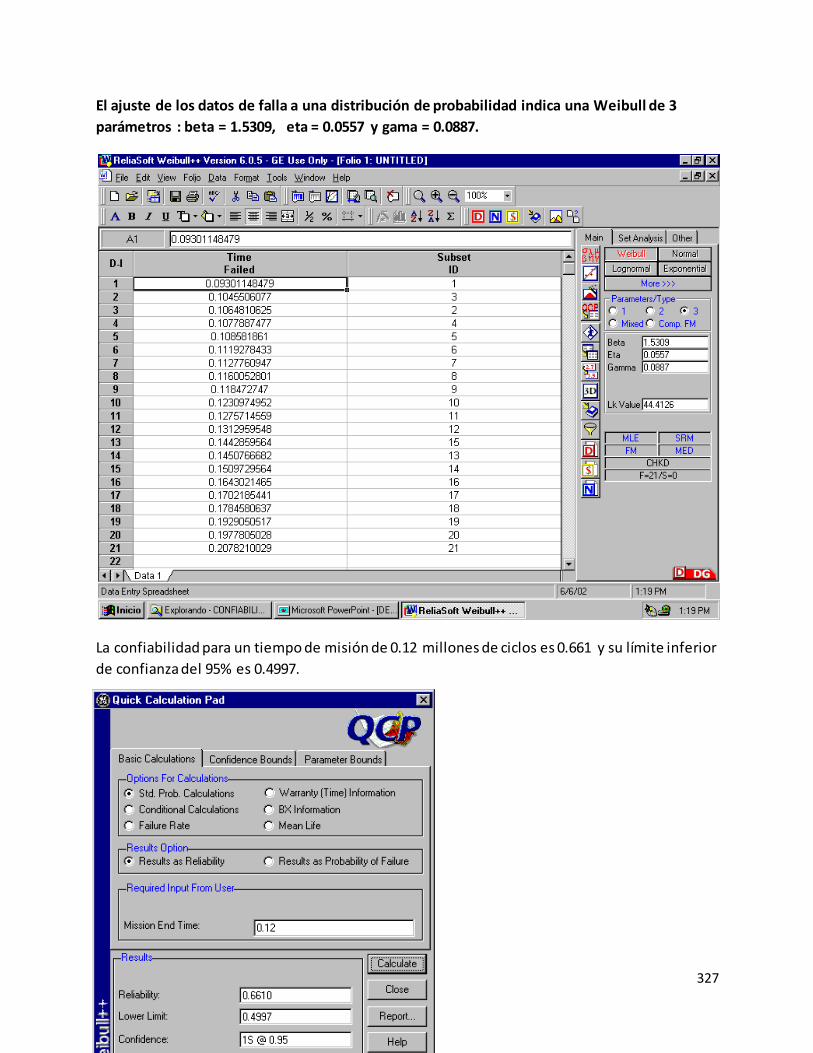
327
El ajuste de los datos de falla a una distribución de probabilidad indica una Weibull de 3
parámetros : beta = 1.5309, eta = 0.0557 y gama = 0.0887.
La confiabilidad para un tiempo de misión de 0.12 millones de ciclos es 0.661 y su límite inferior
de confianza del 95% es 0.4997.
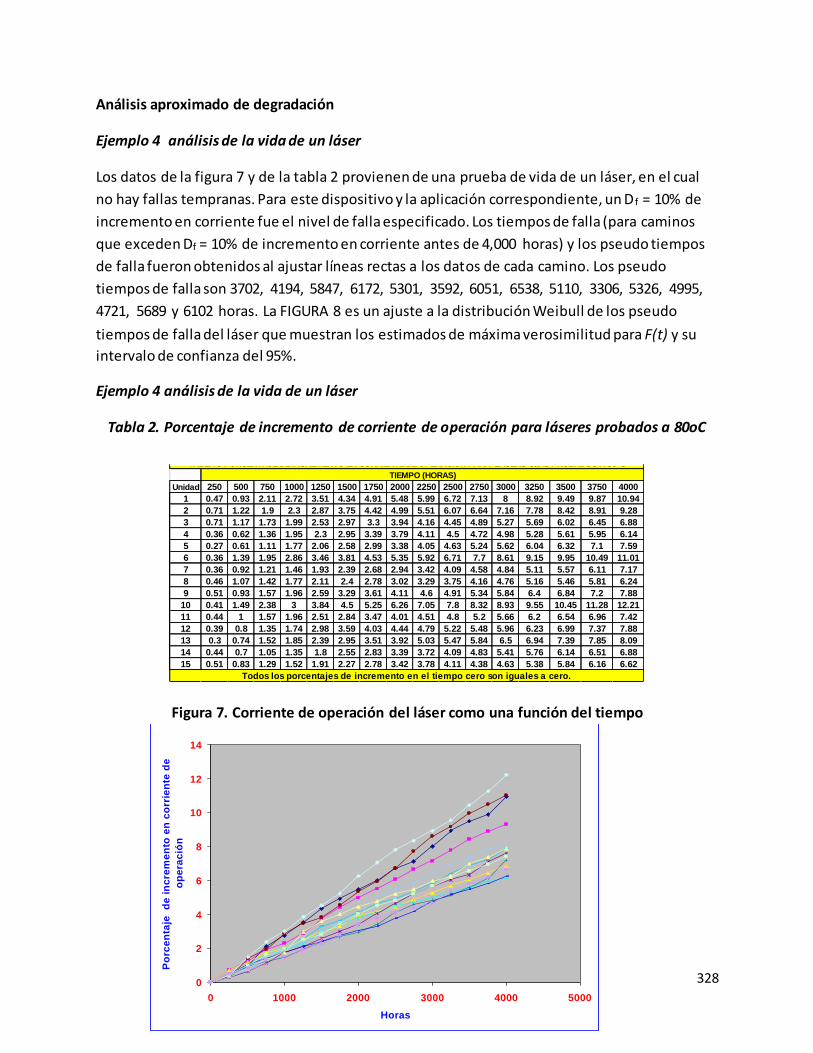
328
Análisis aproximado de degradación
Ejemplo 4 análisis de la vida de un láser
Los datos de la figura 7 y de la tabla 2 provienen de una prueba de vida de un láser, en el cual
no hay fallas tempranas. Para este dispositivo y la aplicación correspondiente, un D f = 10% de
incremento en corriente fue el nivel de falla especificado. Los tiempos de falla (para caminos
que exceden Df = 10% de incremento en corriente antes de 4,000 horas) y los pseudo tiempos
de falla fueron obtenidos al ajustar líneas rectas a los datos de cada camino. Los pseudo
tiempos de falla son 3702, 4194, 5847, 6172, 5301, 3592, 6051, 6538, 5110, 3306, 5326, 4995,
4721, 5689 y 6102 horas. La FIGURA 8 es un ajuste a la distribución Weibull de los pseudo
tiempos de falla del láser que muestran los estimados de máxima verosimilitud para F(t) y su
intervalo de confianza del 95%.
Ejemplo 4 análisis de la vida de un láser
Tabla 2. Porcentaje de incremento de corriente de operación para láseres probados a 80oC
Figura 7. Corriente de operación del láser como una función del tiempo
Unidad 250 500 750 1000 1250 1500 1750 2000 2250 2500 2750 3000 3250 3500 3750 4000
1 0.47 0.93 2.11 2.72 3.51 4.34 4.91 5.48 5.99 6.72 7.13 8 8.92 9.49 9.87 10.94
2 0.71 1.22 1.9 2.3 2.87 3.75 4.42 4.99 5.51 6.07 6.64 7.16 7.78 8.42 8.91 9.28
3 0.71 1.17 1.73 1.99 2.53 2.97 3.3 3.94 4.16 4.45 4.89 5.27 5.69 6.02 6.45 6.88
4 0.36 0.62 1.36 1.95 2.3 2.95 3.39 3.79 4.11 4.5 4.72 4.98 5.28 5.61 5.95 6.14
5 0.27 0.61 1.11 1.77 2.06 2.58 2.99 3.38 4.05 4.63 5.24 5.62 6.04 6.32 7.1 7.59
6 0.36 1.39 1.95 2.86 3.46 3.81 4.53 5.35 5.92 6.71 7.7 8.61 9.15 9.95 10.49 11.01
7 0.36 0.92 1.21 1.46 1.93 2.39 2.68 2.94 3.42 4.09 4.58 4.84 5.11 5.57 6.11 7.17
8 0.46 1.07 1.42 1.77 2.11 2.4 2.78 3.02 3.29 3.75 4.16 4.76 5.16 5.46 5.81 6.24
9 0.51 0.93 1.57 1.96 2.59 3.29 3.61 4.11 4.6 4.91 5.34 5.84 6.4 6.84 7.2 7.88
10 0.41 1.49 2.38 3 3.84 4.5 5.25 6.26 7.05 7.8 8.32 8.93 9.55 10.45 11.28 12.21
11 0.44 1 1.57 1.96 2.51 2.84 3.47 4.01 4.51 4.8 5.2 5.66 6.2 6.54 6.96 7.42
12 0.39 0.8 1.35 1.74 2.98 3.59 4.03 4.44 4.79 5.22 5.48 5.96 6.23 6.99 7.37 7.88
13 0.3 0.74 1.52 1.85 2.39 2.95 3.51 3.92 5.03 5.47 5.84 6.5 6.94 7.39 7.85 8.09
14 0.44 0.7 1.05 1.35 1.8 2.55 2.83 3.39 3.72 4.09 4.83 5.41 5.76 6.14 6.51 6.88
15 0.51 0.83 1.29 1.52 1.91 2.27 2.78 3.42 3.78 4.11 4.38 4.63 5.38 5.84 6.16 6.62
TABLA 3 PORCENTAJE DE INCREMENTO EN CORRIENTE DE OPERACIÓN PARA LASERS GaAs PROBADOS A 80°C
TIEMPO (HORAS)
Todos los porcentajes de incremento en el tiempo cero son iguales a cero.
FIGURA 7 Corriente de operación del láser como una función del
tiempo
0
2
4
6
8
10
12
14
0 1000 2000 3000 4000 5000
Horas
Po
rce
nta
je
de
in
cre
me
nto
en
co
rrie
nte
de
op
era
ció
n
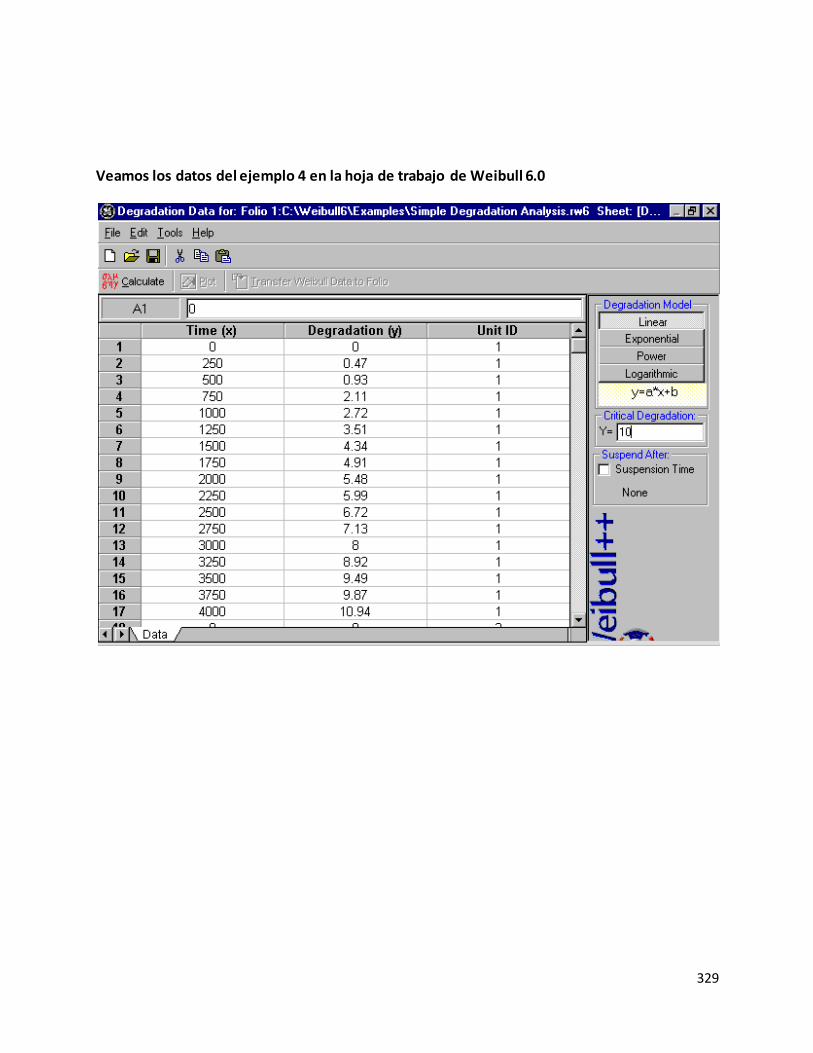
329
Veamos los datos del ejemplo 4 en la hoja de trabajo de Weibull 6.0
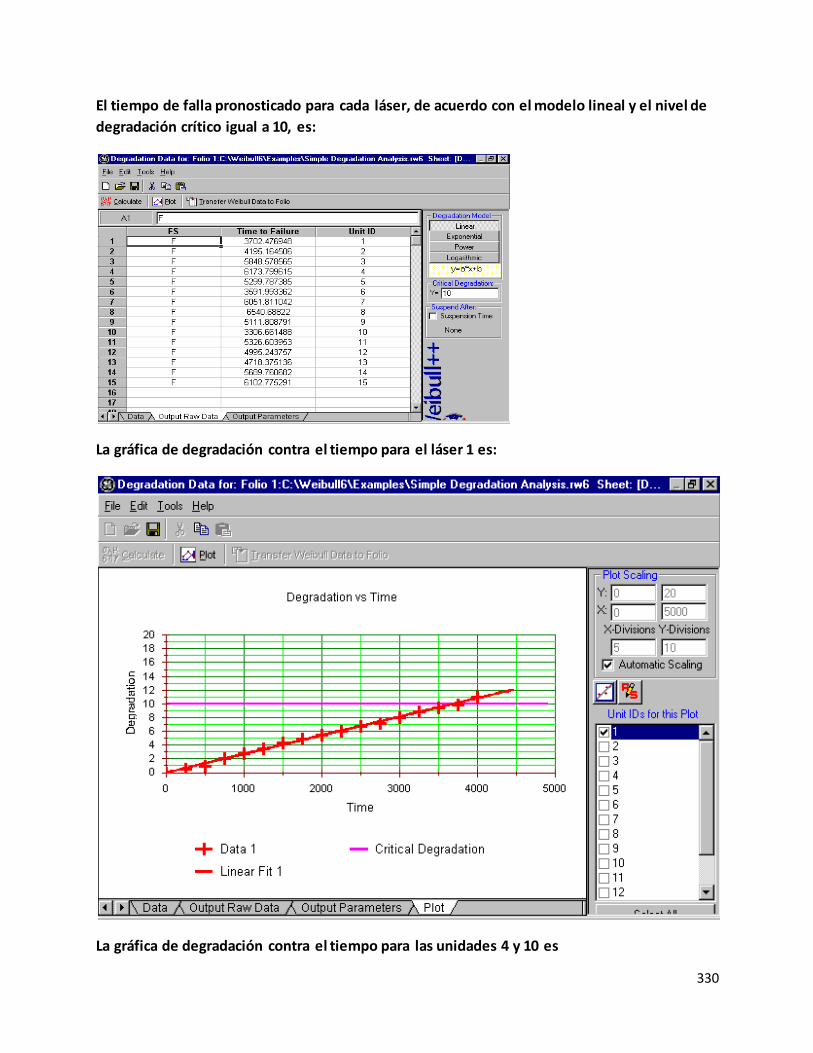
330
El tiempo de falla pronosticado para cada láser, de acuerdo con el modelo lineal y el nivel de
degradación crítico igual a 10, es:
La gráfica de degradación contra el tiempo para el láser 1 es:
La gráfica de degradación contra el tiempo para las unidades 4 y 10 es
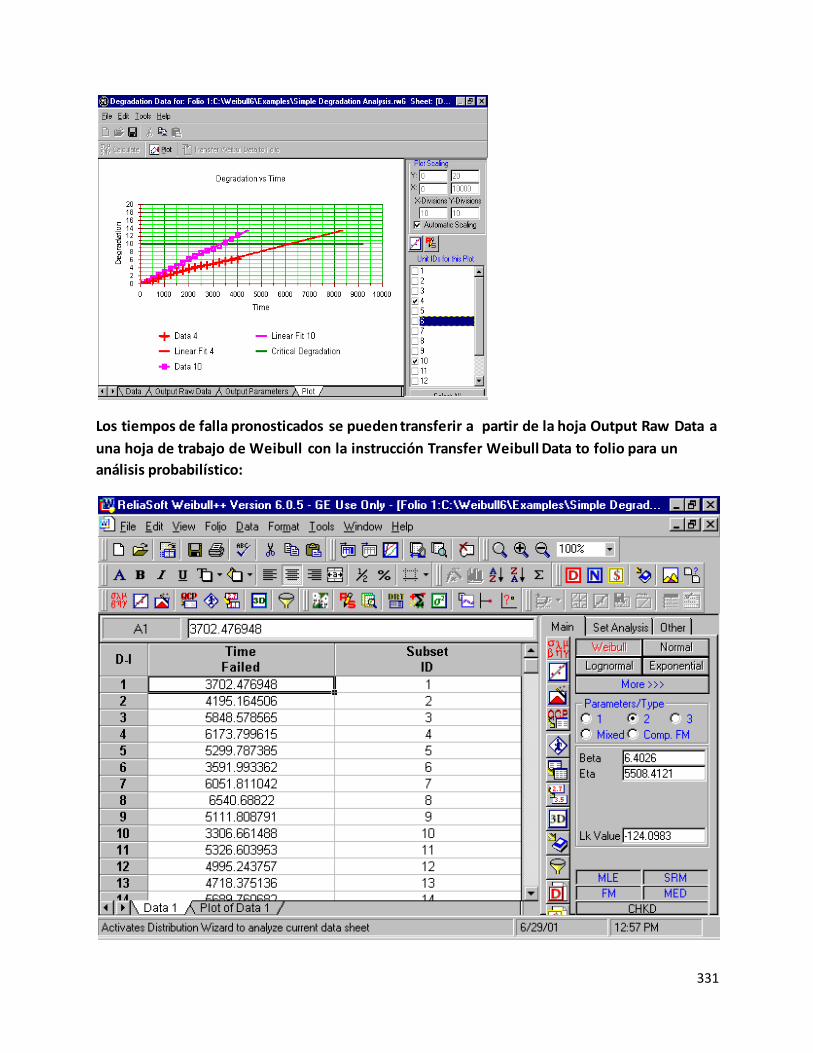
331
Los tiempos de falla pronosticados se pueden transferir a partir de la hoja Output Raw Data a
una hoja de trabajo de Weibull con la instrucción Transfer Weibull Data to folio para un
análisis probabilístico:
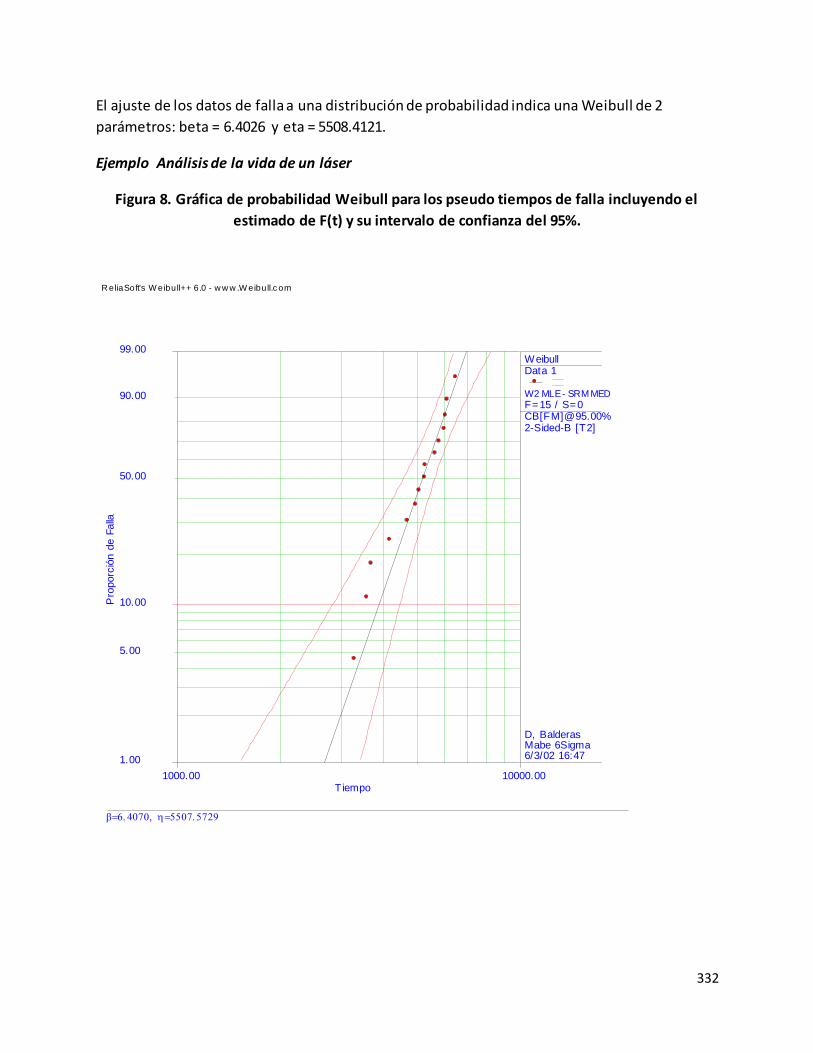
332
El ajuste de los datos de falla a una distribución de probabilidad indica una Weibull de 2
parámetros: beta = 6.4026 y eta = 5508.4121.
Ejemplo Análisis de la vida de un láser
Figura 8. Gráfica de probabilidad Weibull para los pseudo tiempos de falla incluyendo el
estimado de F(t) y su intervalo de confianza del 95%.
1000.00 10000.00
1.00
5.00
10.00
50.00
90.00
99.00
R eliaSoft's W eibull++ 6.0 - w w w .W eibull.c om
Tiempo
Pro
porc
ión d
e F
alla
6/3/02 16:47Mabe 6SigmaD, Balderas
WeibullData 1
W2 MLE - SRM MEDF=15 / S=0CB[FM]@95.00%2-Sided-B [T2]
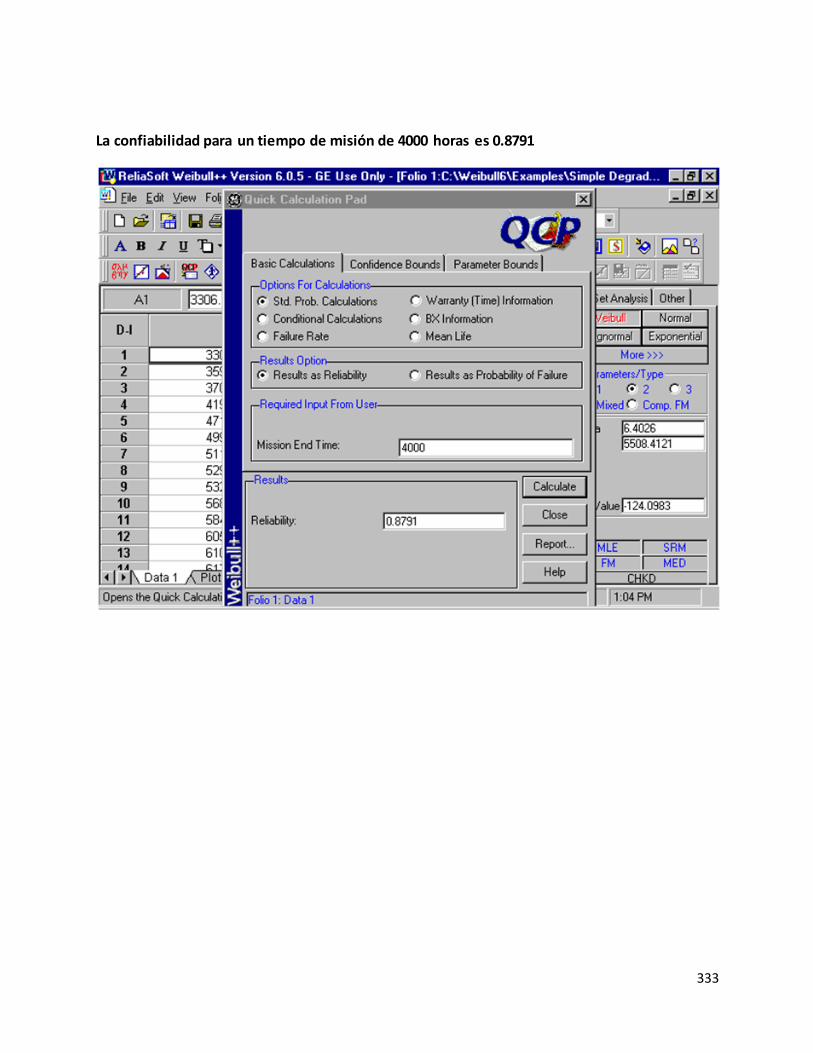
333
La confiabilidad para un tiempo de misión de 4000 horas es 0.8791
334
Conclusiones
Recordemos que en el mundo del desarrollo de nuevos productos resulta muy importante
contar con datos del tipo continuos para poder tomar decisiones con tamaños de muestras
pequeños. También recordemos que por lo general la confiabilidad se basa en fallas (falla/no
falla) lo cual nos lleva al escenario de datos discretos. Esto quiere decir que el escenario del
estudio de la confiabilidad en el desarrollo de nuevos producto es complicado ya que en teoría
se requieren grandes cantidades de datos, puesto que el tipo de datos con el que se está
tratando son datos discretos. Es por esto que los modelos de degradación son sumamente
útiles ya que en esencia lo que se está tratando de hacer, es utilizar una variable continua para
poder medir el grado de degradación que sufren los sistemas, subsistemas o componentes que
se están analizando. A partir de la medición de la variable sobre la cual se está reflejando la
degradación, se pueden realizar análisis más completos y robustos acerca de la confiabil diad.
Además la metodología obliga al ingeniero o equipo a estudiar aspectos importantes de la
confiabilidad del producto, como por ejemplo, cual es el nivel aceptable de falla.
Recuerdo claramente que en repetidas ocasiones pudimos realizar análisis de confiabildiad con
la ayuda de conceptos de degradación y diseños de experimentos. Esto lo hicimos durante el
diseño de un subsistema llamado parrillas retráctiles. Este era un sistema en la cavidad de un
horno de unas parrillas que salían de la cavidad del horno cuando se abría la puerta del horno.
La variable de respuesta sobre la que pudimos enfocar el análisis de confiabildiad fue el claro
que existía en el sistema de las parrillas en relación a la cavidad del horno (aquí también
utilizamos un análisis de tolerancias estadístico). Este claro estaba correlacionado con el
funcionamiento óptimo de este subsistema, así que realizamos múltiples diseños de
experimentos para poder estimar la confiabilidad de este subsistema a partir de datos de
degradación. Para esto sometimos las estufas a ciclos de trabajo de apertura y cierre de la
puerta de horno en múltiples muestras. Y logramos medir la degradación que sufría este claro
para poder establecer las tolerancias en los componentes que nos darían la confiabilidad
deseada.
Recomiendo ampliamente a los ingenieros y equipos de diseño adentrarse en este tipo de
métodos de análisis ya que resultan sumamente prácticos para desarrollar y optimizar los
productos y procesos que se están tratando de diseñar u optimizar.
335
Referencias bibliográficas
Cunnane, C. (1978). Unbiased plotting positions-A review. J. Hydrol., 37, 205-222.
Dimitri Kececioglu. (December, 1992).Reliability and Life Testing Handbook, Vols.1 y 2,
Prentice Hall.
Finn Jensen. (June, 2000). Electronic Component Reliability. New York, NY: Wiley.
Gerald J Hahn and Necip Doganaksoy. (2008). The Role of Statistics in Business and
Industry. Hoboken, New Jersey: Wiley.
G.J. Hahn and W.Q. Meeker. (1982). Pitfalls and Practical Considerations in Product Life Analysis, Concepts and Dangers of Extrapolation. Journal of Quality Technology, Vol. 14.
Linda C. Wolstenholme. (1999). Reliability Modeling A Statistical Approach. Boca Raton,
FL: Chapman & Hall/CRC.
Lloyd W. Condra. (Jul,1993). Reliability Improvement with Design of Experiments, New York, NY, Marcel Dekker.
Patrick D. T. O’Connor. (1999). Practical Reliability Engineering (3rd edition). WILEY.
Robert A. Dovich. (1990). Reliability Statistics, ASQ Quality Press.
Wayne Nelson. (1990). Accelerated Testing: Statistical Models, Test Plans, and Data
Analyses, Wiley.
W. Grant Ireson, Clyde F. Coombs, Jr. and Richard Y. Moss. (1996). Handbook of
Reliability Engineering and Management. 2nd Edition. McGraw Hill.
William Meeker and Luis A. Escobar. (1998). Statistical Methods for Reliability Data.
WILEY.

336
Proceso de introducción de nuevos productos.
Introducción
En la experiencia que tengo con el desarrollo de nuevos productos, existen dos elementos que
resultan fundamentales para que los productos se desarrollen con calidad y cumplan con las
expectativas de los clientes. Uno tiene que ver con las herramientas que hemos cubierto a lo
largo de los capítulos de este trabajo. Estos capítulos se enfocan al uso correcto de las
herramientas de diseño de procesos y de productos. Tales como el despliegue de la función de
calidad, análisis del modo y efecto de la falla, análisis de tolerancias, diseños de experimentos,
etc. Cada una de estas herramientas cumple con propósitos diferentes dentro del desarrollo de
nuevos productos. Sin embargo además del uso de este tipo de herramientas, es muy
importante tener un proceso que proporcione estructura, no solamente en los procesos que
tienen que ver directamente con el diseño, sino también con otros aspectos que también
tienen gran importancia para el éxito del lanzamiento de los productos. Cadena de suministros,
documentación, validación de herramentales, etc. Este tipo de pasos ayudarán a que el resto de
las funciones involucradas en el lanzamiento como compras, producción, manufactura, calidad,
etc., sepan exactamente cuáles son los apoyos y entregables que se deben considerar durante
el desarrollo de las distintas etapas del diseño y lanzamiento de nuevos productos.
Este tipo de procesos se les conoce como procesos de “revisión de compuerta” (En inglés
“Milestones” o “Gate Reviews”). Generalmente este proceso está dividido en pasos. Estos
pasos están ligados al desarrollo del producto y del proceso. En las etapas tempranas de un
proyecto, se deben cumplir ciertos requisitos que le permitan a la organización, darse cuenta si
el proyecto es viable y va por buen camino. Así cada revisión trata de asegurarse que se están
cubriendo los elementos básicos para que el lanzamiento sea exitoso. Para ayudar a visualizar
estos procesos, podríamos resumir el proceso general del diseño y lanzamiento de nuevos
productos, en tres áreas que están trabajando en paralelo con el propósito de lanzar productos
exitosos. En primer lugar está el proceso a través del cual la información que se va generando
se va transformando de una idea conceptual a un producto con los materiales reales. En este
proceso se pasa por etapas de desarrollo de ideas conceptuales, maquetas, desarrollo de
prototipos, pruebas pre-piloto con materiales cercanos a los que se van a utilizar en el proceso
productivo, prueba piloto y producción. En segundo lugar se deben considerar aspectos
relacionados con el surtimiento de los materiales, diseño de herramentales, documentación de
dibujos, transferencia de planos, desarrollo de etiquetas, etc., etc. En tercero, están las
herramientas que ayudan a garantizar la calidad del producto en el cumplimiento de los
requerimientos originalmente expresados por el cliente. Estos tres procesos están ocurriendo
de forma paralela, a través del equipo que está tratando de lanzar un producto nuevo. Las
337
revisiones de compuerta, deben de cubrir aspectos relacionados con las tres áreas descritas
anteriormente.
Para realizar este tipo de revisiones, recomiendo formar un comité revisor que se asegure que
se están cumpliendo los tres procesos descritos anteriormente. Es durante las revisiones de
compuerta, que los equipos de diseño presentan sus avances al equipo revisor y el equipo
revisor se encargará de asegurar que los productos van cumpliendo con los requisitos
especificados en el proceso de introducción de nuevos productos. Es importante que los
equipos tengan una comprensión clara de cuáles son los entregables en cada una de las etapas,
para poder asegurar el cumplimiento de la mismas.
El equipo revisor generalmente se compone de un grupo multidisciplinario, es deseable que
sean personas que tengan conocimientos del proceso a través del cual se va transformando la
información en diseños reales y manufacturables, es muy importante que conozcan también las
herramientas de Diseño para Lean Seis Sigma y confiabilidad y por último se recomienda que
estos revisores entiendan los diferentes procesos del negocio.
En mi experiencia el rigor y la disciplina que se tenga en este paso del proceso ayudarán mucho
en la mejora de calidad de los productos o procesos que se están diseñando. Es en esta parte
donde los equipos de diseño tienen la responsabilidad de demostrar que el producto o proceso
va madurando para poder ser lanzando exitosamente al mercado a partir de garantizar que el
diseño satisface las necesidades del cliente.
Las revisiones de compuerta deben tener un énfasis en el cumplimiento por parte del equipo de
diseño en los críticos para la calidad de nivel sistema. Si recordamos, el principio del despliegue
de la función de calidad, son los críticos para la calidad de nivel sistema los que tienen un
vínculo con la voz del cliente. De tal forma que si aseguramos que los críticos para la calidad
cumplen con los valores que se determinaron como valores objetivo, esto incrementará las
probabilidades de que los productos cumplan con la calidad especificada.
Dentro de este tipo de revisiones, vale la pena también considerar la correcta aplicación de las
herramientas de la administración de proyectos (Project Management). Esto para asegurar que
a través de la aplicación de estas herramientas el proyecto sea exitoso. Estoy hablando de
herramientas tales como el documento del contrato del proyecto (Project Charter), análisis de
riesgo (Risk Analysis or Risk Assesment), plan de comunicación, roles y responsabilidades
(R.A.C.I.), Gantt Chart, etc.
Es importante señalar que muchas empresas confunden el proceso de introducción de nuevos
productos, con el proceso de innovación. Y estos procesos en mi experiencia, no se deben de
confundir. El peligro radica en que si el concepto de diseño no es lo suficientemente maduro
para ser lanzado, entonces se corre el riesgo de tratar de lanzar productos que no están listos
338
para ser lanzados al mercado. Los equipos de innovación deben trabajar fuertemente en la
conceptualización del diseño para que se puedan tener diseños conceptualmente robustos y
maduros en el proceso de introducción de nuevos productos.
Otro de los aspectos importantes que considera el proceso de introducción de nuevos
productos, es poder seguir el desarrollo del producto y verlo madurar desde la concepción
hasta el lanzamiento. Generalmente cada una de las etapas se concentra en revisar el
cumplimiento de los pasos a partir de las pruebas que se le realizan a los prototipos y los
resultados que estos arrojan.
Comenzando por la etapa de creación del equipo multifuncional y del entendimiento de los
requerimientos del cliente, para pasar a la etapa de confirmación de la factibilidad del diseño.
Posteriormente se realiza una confirmación del diseño para poder así liberar los herramentales
para poder producir el producto. También se recomienda realizan pruebas pre-piloto y piloto
antes de poder estar seguro de que el producto puede ser lanzado en producción.
A continuación listo algunos de los pasos claves que se deben de cubrir en los diferentes pasos
del proceso de introducción de nuevos productos.
La lista que presento en cada uno de los pasos puede variar de empresa a empresa,
dependiendo también de la industria y del tipo de producto que se está diseñando. Sin
embargo muchos de los puntos que a continuación voy a listar, son críticos
independientemente de la empresa o el método que las empresas decidan considerar. Omitir
algunos de estos pasos, podría resultar en fallas importantes al momento de lanzar el producto
a producción.
Los pasos listados, pretenden ilustrar el tipo de elementos que se deben incluir es este tipo de
revisiones. Para el lector, este listado podría servir como un punto de partida para poder
adecuarlo a las necesidades internas de su propia empresa:
1ª Revisión:
a. Equipo de trabajo claramente definido
b. Línea del tiempo del proyecto validado
c. Análisis de comprar vs hacerlo en casa
d. Requerimientos del cliente (Críticos para la calidad)
e. Costo meta contra costo estimado
f. Diseños industriales preliminares (apariencia del producto)
g. Revisión inicial de patentes
339
2ª Revisión:
a. Auditoria a proveedores/Calificación de proveedores
b. Gantt del proyecto
c. Aprobación financiera para los herramentales de largo tiempo de espera
d. Críticos para la calidad confirmados
e. Modelos de diseño industrial disponibles
f. Análisis de garantía
g. Factibilidad confirmada
h. Comparación con los competidores
i. Modelo de trabajo (prototipo)
j. Revisión de la certificación del producto
k. Proyección de 12 meses para la cadena de suministro
l. Plan preliminar de compra
m. Contrato de confidencialidad con los proveedores
n. Plan preliminar de manufactura
o. Plan para el empacado del producto
3ª Revisión:
a. Plan preliminar de calidad
b. Flujo de proceso
c. Plan detallado de trabajo con la ruta crítica identificada
d. Revisión de salud, seguridad e impacto ambiental
e. Requisición financiera aprobada
f. Análisis financiero
g. Documentación de ingeniería
h. Propuesta final de producto
i. Muestras para ventas y estrategia de despliegue para el mercadeo
j. Plan de refacciones y servicio
k. Actualización del listado de nuevos modelos
l. Diseño industrial completo
m. Revisión del diseño conceptual
n. Especificación del diseño
o. Análisis del modo y efecto de la falla de diseño
p. Lista de materiales en el sistema
q. Modelo completo en CAD/ProE
340
r. Plan de pruebas
s. Plan para prototipos
t. Revisión y patentes
u. Documentación final completa
v. Plan de transición preliminar
w. Alineación de la proyección contra la demanda
x. Plan de compra final / Selección final de proveedores
y. Plan de manufactura final
z. Costo de manufactura actualizado
aa. Revisión del diseño de empaque
4ª Revisión:
a. Plan de control
b. Plan de confiabilidad
c. Plan para la calificación de partes
d. Plan final de mercadeo y comercialización
e. Revisión de diseño (Incluir análisis de tolerancias)
f. Liberación de herramentales
g. Verificación del cumplimiento de los críticos para la calidad del plan de pruebas
h. Plan de transición final
i. Plan de producción
j. Revisiones de dibujos y revisiones de los detalles de los herramentales
k. Liberación de las órdenes de compra de los herramentales
l. Análisis del modo y efecto de la falla de proceso
m. Pruebas de herramentales y equipos
n. Diseño final y pruebas de empaque
o. Manuales de instrucción
p. Mediciones dimensionales iniciales
q. Planes de calidad finalizados
r. Productos finales y partes para servicio activado
s. Listado de materiales finales
t. Pruebas del producto en campo
u. Certificación final del producto
341
5ª Revisión:
a. En este paso del proceso de introducción de nuevos productos, todos los puntos
abiertos deberán quedar cerrados asegurando que el producto y los procesos de
manufactura están listos para producir el producto en los volúmenes pre
determinados en el plan de producción.
Conclusiones
La lista de tareas o pasos descritos con anterioridad, no representan una lista exhaustiva, cada
empresa dependiendo del tipo de producto, podría considerar pasos diferentes. Lo que es
importante resaltar en este capítulo es que las herramientas de Diseño para Lean Seis Sigma o
Confiabilidad, por si mismas carecen de una visión sistémica acerca de aspectos del negocio que
son tan importantes como el mismo diseño del producto.
La implementación exitosa de las herramientas de Diseño para Lean Seis Sigma, no solo
responden al conocimiento que se tenga de las herramientas, sino al rigor y los sistemas que se
hayan creados para garantizar su uso. Es por eso que el proceso de desarrollo de nuevos
productos, resulta fundamental para que se pueda mejorar la calidad de los productos y de los
procesos.
Si bien es cierto que conceptualmente lo que busca el Diseño para Lean Seis Sigma es minimizar
la construcción de prototipos, en mi experiencia, resulta indispensable contar con modelos de
prototipos que permitan al equipo de diseño validar algunas de las predicciones y
características de calidad que solicita el cliente.
El proceso de revisión para el desarrollo de nuevos productos en conjunto con la herramientas
de Diseño para Lean Seis Sigma y Confiabilidad, representan una de las combinaciones más
poderosas para garantizar la calidad de los producto y la satisfacción por parte de los clientes.
Más aún, sin un proceso robusto de diseño y lanzamiento de nuevos productos, el crecimiento
sostenido y la sobrevivencia de cualquier compañía, se verá seriamente comprometida.
342
Referencias bibliográficas
Barbara Mroz. (2001-2011). New Product Introduction, The Complete Task List.
Customer Manufacturing Group
C. M. Creveling, J.L. Slutsky, and D. Antis, Jr. (2003). Design for Six Sigma in Technology
and Product Development. New Jersey: Prentice Hall.
J. David Viale. (1998). New Product Introduction: A System, Technology, and Process
Approach. Crisp Publ.
Kai Yang and Basem El Haik. (June 11, 2003). Design for Six Sigma. McGraw Hill
Professional.
Louis Columbus. Best Practices in New Product Introduction.
Stephan Lunau, Christian Staudter, Clemens von Hugo, Philipp Bosselman, Jens-Peter
Mollenhauer, Renata Meran and Olin Roenpage. (2013). Design for Six Sigma + Lean
Toolset. Berlin: Springer.