Embed Size (px)
DESCRIPTION
control
Citation preview
TECNOLÓGICO NACIONAL DE MÉXICO
INSTITUTO TECNOLÓGICO DE CIUDAD JUÁREZ
INGENIERÍA INDUSTRIAL A DISTANCIA
CONTROL ESTADÍSTICO DE LA CALIDAD.
TAREA 2, UNIDAD 1, CEC 2015-2-1.
Profesor: ING. JUAN CARLOS GARCIA ROSALES M.I.A.
ALUMNO: JOSE JAVIER PEREZ BLANCO. (13111793)
HEROICA CIUDAD JUÁREZ, CHIHUAHUA. 26 OCTUBRE DE 2015
ii
CONTENIDO
1.7 DIAGRAMA DE PARETO .................................................................................. 1
1.7.1 Pasos para construir un diagrama de Pareto .............................................. 2
1.8 DIAGRAMA CAUSA – EFECTO ....................................................................... 3
1.8.1 Pasos para construir un Diagrama Causa – Efecto .................................... 4
1.9 HISTOGRAMA .................................................................................................. 5
1.10 DISPERSIÓN .................................................................................................. 6
1.12 HABILIDAD Y CAPACIDAD DEL PROCESO ................................................. 8
PROBLEMAS .......................................................................................................... 9
Bibliografía ............................................................................................................ 12
iii
RESUMEN
A continuación se muestra una serie de definiciones, pasos y problemas
donde se explicaran detenidamente cada una de ellas para ayudarnos en las
características que existen técnicas simples como los diagramas causa-efecto,
los diagramas de Pareto, los histogramas, los gráficos de control, los diagramas
de correlación, dispersión, habilidad y capacidad del proceso.
1
1.7 DIAGRAMA DE PARETO
Existe una herramienta que se conoce como diagrama de Pareto la cual ayuda
a "localizar los pocos defectos, problemas o fallas vitales para concentrar los
esfuerzos de solución o mejora de estos." (PEREZ, 1999)
Fue WILFREDO PARETO, economista del siglo XIX (1848-1923) quien descubrió
lo que ahora se conoce como el principio de Pareto y que se enuncia como sigue:
"Si hacemos una lista de todas las causas que contribuyen en la obtención o
aparición de cualquier efecto que nos interese analizar, ordenando las causas de
mayor a menor según la magnitud de la contribución de cada una, encontraremos
que la importancia relativa de las primeras es tan grande en comparación con las
últimas que aproximadamente el 20% de ellas son responsables del 80% del efecto
total y el 80% restante de causas son responsables solamente del 20% restante del
efecto". El análisis de Pareto también es conocido como el diagrama ABC, que
consiste esencialmente en la clasificación de los elementos o factores que
intervienen en un proceso por su orden de importancia para poder tratar cada una
de ellos de una forma distinta según su peso específico. (PEREZ, 1999)
2
1.7.1 Pasos para construir un diagrama de Pareto
Primer paso. Con ayuda de todos los trabajadores involucrados determinar cuál
es el principal problema que se tiene en ese momento. Esto es, decidir y delimitar
el problema que se va a atender. (PEREZ, 1999)
Segundo paso. Elaborar una lista de todas las causas posibles que
contribuyen a la existencia del problema. El número de causas dependerá del
problema, pero como se tiene la participación de los trabajadores que ayudarán a
resolverlo, se sugiere establecer un mínimo de cuatro causas y un máximo de diez.
Tercer paso. Construir una hoja de verificación (hoja de inspección) para la
recolección de los datos. (PEREZ, 1999)
Cuarto paso. Establecer un periodo para conocer la frecuencia de las causas. Si
la información se va a obtener de los datos históricos, obtener la mayor información
posible. Si la información se va a recabar, el periodo dependerá de la urgencia para
la solución del problema y del proceso. (PEREZ, 1999)
Quinto paso. Obtener la información y plasmarla en la hoja de verificación.
Sexto paso. Con los datos obtenidos, ordenar las causas de mayor a menor con
base en su contribución. (PEREZ, 1999)
Séptimo paso. Asignar el 100% al total del efecto y calcular el porcentaje relativo
y el porcentaje acumulado para cada causa.
Octavo paso. Elaborar el Diagrama de Pareto. Con la ayuda de una gráfica de
barras plasmar los datos obtenidos. (PEREZ, 1999)
Noveno paso. Identificar las pocas causas vitales y tratarlas individualmente de
una manera especial para su eliminación. (PEREZ, 1999)
3
1.8 DIAGRAMA CAUSA – EFECTO
EL Dr. Kaoru Ishikawa (Japón, 1915-1989), teórico de la Administración de
Empresas Japonesas, y uno de los expertos más importantes en el control de
calidad en Japón, realizó importantísimas aportaciones sobre la materia. Destaca
su conocido Diagrama Causa-Efecto también llamado "Diagrama de espina de
pescado" por su forma como herramienta para el estudio de las causas de los
problemas. (PEREZ, 1999)
Se fundamenta, el Dr. Kaoru Ishikawa, en la idea de que los problemas
relacionados con la calidad raramente tienen causas únicas, sino que suele haber
implicadas en ellas, de acuerdo con su experiencia, un cúmulo de causas. Sólo hay
que encontrar esta multiplicidad de causas y colocarlas en el diagrama, formando
así grupos de causas a las que se aplicarán medidas preventivas. (PEREZ, 1999)
El diagrama causa-efecto, por lo tanto, es una manera de organizar y representar
todas las diferentes causas reales y potenciales de un problema y no solamente las
causas más obvias. Además este diagrama sirve para motivar al grupo de trabajo
para llegar a la comprensión del problema, visualizando los factores y a su vez,
estos factores ordenándolos en primarios, secundarios, terciarios, etc., según su
contribución. También se busca identificar las posibles soluciones y tomar las
decisiones correspondientes para eliminar las causas del problema.
4
1.8.1 Pasos para construir un Diagrama Causa – Efecto
Primer paso: Decidir la característica de calidad que se desea analizar o
controlar. Regularmente, si se está trabajando con el Diagrama de Pareto, las
causas que se seleccionan son las causas vitales para realizar su análisis
íntegro.
Segundo paso: A través de la técnica "lluvia de ideas", enlistar y definir todos
los factores que inciden en la generación del incumplimiento de la característica
de calidad. Una clasificación típica de los factores que intervienen son, entre
otros, los materiales, las máquinas, los trabajadores, los insumos, los métodos
de trabajo, el medio ambiente donde se labora, etc.
Tercer paso: Con todos los factores enlistados, y con ayuda del equipo de
expertos (grupo de trabajo), jerarquizar las causas, para determinar cuáles son
las causas principales y cuáles son las sub-causas.
5
1.9 HISTOGRAMA
Un histograma se construye dibujando una recta horizontal y colocando una
escala en la misma, definiendo una sucesión ordenada de rangos de valores.
En cada rango se dibuja una columna cuya altura indica el número de veces en
que el valor del resultado del proceso se incluye en ese rango. Se pueden
dibujar, además, la media obtenida real y el valor medio objetivo.
Una vez obtenidos los datos de un problema, es práctico representarlos de
una forma gráfica que refleje la dispersión de los valores respecto de la media.
Obsérvese que mientras el diagrama de Pareto se orienta a representar causas
o condiciones en la hipótesis generalmente confirmada por los hechos de que
una o un número reducido de causas o condiciones asocian la mayor parte de
un problema, en un histograma reflejaremos generalmente resultados de un
proceso para todas las causas. Por lo tanto el histograma es muy útil para
estudiar los factores que intervienen en la calidad.
6
1.10 DISPERSIÓN
Existen diversas medidas de dispersión, entre las más utilizadas podemos
destacar las siguientes:
1. Rango: mide la amplitud de los valores de la muestra y se calcula por
diferencia entre el valor más elevado y el valor más bajo.
2. Varianza: Mide la distancia existente entre los valores de la serie y la media.
Se calcula como sumatorio de las diferencias al cuadrado entre cada valor y la
media, multiplicadas por el número de veces que se ha repetido cada valor. El
sumatorio obtenido se divide por el tamaño de la muestra. “La varianza siempre
será mayor que cero. Mientras más se aproxima a cero, más concentrados están
los valores de la serie alrededor de la media. Por el contrario, mientras mayor
sea la varianza, más dispersos están.”
3. Desviación típica: Se calcula como raíz cuadrada de la varianza.
4. Coeficiente de variación de Pearson: se calcula como cociente entre la
desviación típica y la media.
7
1.11 ESTRATIFICACIÓN
La estratificación es una técnica simple consistente en separar los problemas por
causas o condiciones o áreas o rango de resultados, es decir, por alguna
característica que implique una incidencia diferenciadora en los resultados.
Si al dibujar los resultados de un proceso en un histograma aparece más de un
pico, el problema tiene que estratificarse, pues está claro que existe una mezcla de
factores que hay que separar.
“Cuando una fábrica tiene varias máquinas, a menudo cada una de ellas tiene
Sus propias características. En tales casos es mejor preparar un gráfico de control
por Separado para cada máquina. Igualmente, es mejor segregar los datos y
preparar gráficos de control por separado para las materias primas de diferentes
tipos u orígenes, para diferentes materias auxiliares, temporadas, meses,
condiciones de trabajo, personal, turnos, volúmenes de trabajo y otros factores que
se piense que puedan influir en el proceso de manera individual y que causen
variación.” También se deben dibujar gráficos de control por separado para
diferentes tipos y condiciones de unidades defectuosas, defectos, paradas, etc. Esta
división de los datos en diferentes grupos homogéneos llamados estratos se
denomina estratificación.
Esta preparación de varios gráficos de control para varias causas (principalmente
causas de tipo atributos) que se considere por razones de ingeniería que ejercen
unos efectos particularmente significativos y homogéneos es utilísima para el
análisis de los factores que intervienen en la calidad. Se puede decir que el éxito de
los gráficos de control depende de la estratificación.
8
1.12 HABILIDAD Y CAPACIDAD DEL PROCESO
En las décadas recientes ha surgido el concepto de capacidad del proceso o
habilidad del proceso, que proporciona una predicción cuantitativa de qué tan
adecuado es un proceso. La habilidad del proceso es la variación medida, inherente
del producto que se obtiene en ese proceso.
Este se refiere a alguna combinación única de máquinas, herramientas, métodos,
materiales y personas involucradas en la producción capacidad o habilidad. Esta
palabra se usa en el sentido de aptitud, basada en el desempeño probado, para
lograr resultados que se puedan medir Capacidad del proceso. Es la aptitud del
proceso para producir productos dentro de los límites de especificaciones de calidad
Capacidad medida. Esto se refiere al hecho de que la capacidad del proceso se
cuantifica a partir de datos que, a su vez, son el resultado de la medición del trabajo
realizado por el proceso. Capacidad inherente. Se refiere a la uniformidad del
producto que resulta de un proceso que se encuentra en estado de control
estadístico, es decir, en ausencia de causas especiales o atribuibles de variación.
Variabilidad natural. Los productos fabricados nunca son idénticos sino que
presentan cierta variabilidad, cuando el proceso está bajo control, solo actúan las
causas comunes de variación en las características de calidad. Valor Nominal. Las
características de calidad tienen un valor ideal óptimo que es el que desearíamos
que tuvieran todas las unidades fabricadas pero que no se obtiene, aunque todo
funcione correctamente, debido a la existencia de la variabilidad natural

9
PROBLEMAS
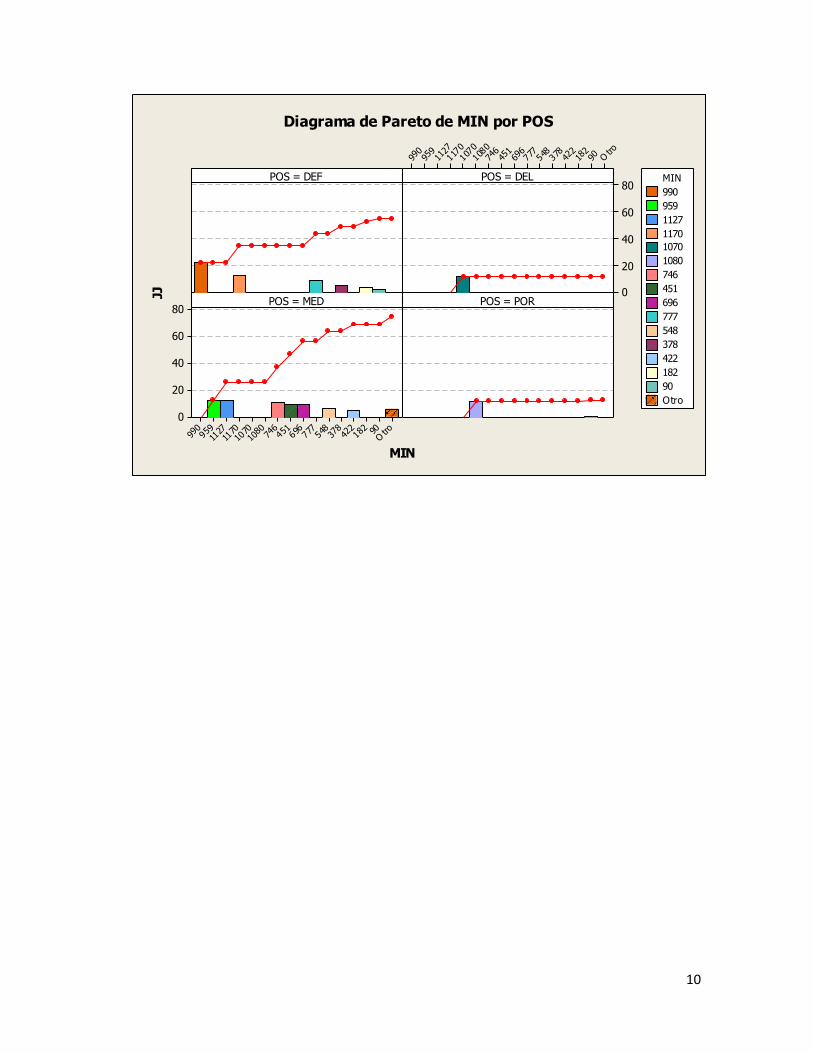
Problema 1: Realice el diagrama de Pareto de la siguiente tabla de jugadores del
poderosísimo AMÉRICA, tomando en cuenta los minutos jugados (MIN).
# jugador POS JJ JC TIT EC SC MIN
23 MOISÉS MUÑOS POR 12 12 12 0 0 1080
1 HUGO ALFONSO GONZALES POR 1 1 1 0 0 90
12 PABLO CESAR AGUILAR DEF 13 13 13 0 0 1170
22 PAUL NICOLÁS AGUILAR DEF 11 11 11 0 0 990
6 MIGUEL ÁNGEL SAMUDIO DEF 11 11 11 0 0 990
2 PAOLO GOLTZ DEF 9 7 9 0 2 777
17 VENTURA ALVARADO DEF 5 3 4 1 1 378
15 OSMAR MARES DEF 4 1 2 2 1 182
4 ERIK ALAN PIMENTEL DEF 1 1 1 0 0 90
3 GIL GIOVANNI BURÓN DEF 1 1 1 0 0 90
10 OSVALDO DAVID MARTÍNEZ MED 13 8 13 0 5 1127
8 ANDRÉS ANDRADE MED 13 1 12 1 11 959
5 JAVIER GUEMEZ MED 11 6 9 2 3 746
14 RUBENS SAMBUEZA MED 10 7 8 2 1 696
21 JOSE DANIEL GUERRERO MED 10 4 5 5 1 451
8 ANDRES FELIPE ANDRADE MED 7 2 7 0 5 548
5 JAVIER GÜEMEZ MED 5 4 5 0 1 422
7 ADRIÁN MARÍN MED 2 0 0 2 0 32
93 FRANCISCO RIVERA MED 2 0 0 2 0 27
0 CARLOS ROSEL MED 2 0 0 2 0 16
24 ORIBE PERALTA DEL 12 11 12 0 1 1070
10
Otro
90182
422
378
548
777
696
451
746
1080
1070
1170
1127
959
990
80
60
40
20
0
Otro9018
242
237
854
877
769
645
174
610
8010
7011
7011
27959
990
80
60
40
20
0
POS = DEF
MIN
JJ
POS = DEL
POS = MED POS = POR
777
548
378
422
182
90
Otro
990
959
1127
1170
1070
1080
746
451
696
MIN
Diagrama de Pareto de MIN por POS
11
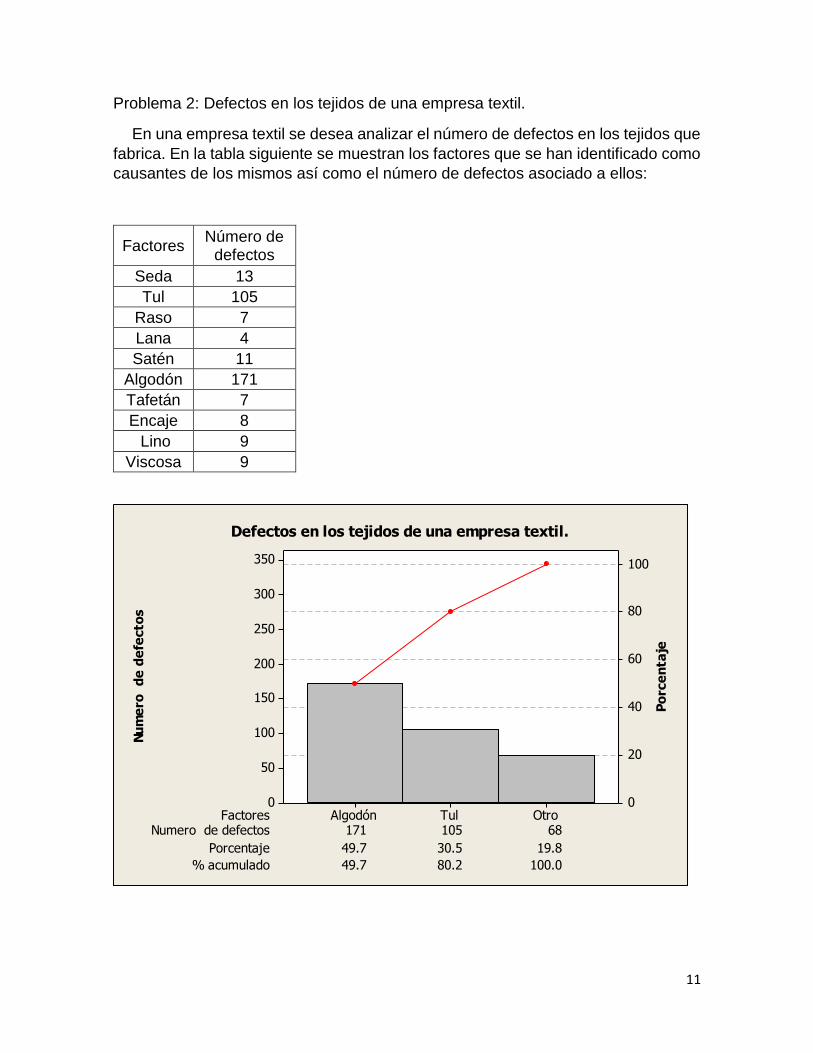
Problema 2: Defectos en los tejidos de una empresa textil.
En una empresa textil se desea analizar el número de defectos en los tejidos que
fabrica. En la tabla siguiente se muestran los factores que se han identificado como
causantes de los mismos así como el número de defectos asociado a ellos:
Factores Número de
defectos
Seda 13
Tul 105
Raso 7
Lana 4
Satén 11
Algodón 171
Tafetán 7
Encaje 8
Lino 9
Viscosa 9
Numero de defectos 171 105 68
Porcentaje 49.7 30.5 19.8
% acumulado 49.7 80.2 100.0
Factores OtroTulAlgodón
350
300
250
200
150
100
50
0
100
80
60
40
20
0
Nu
me
ro
de
de
fecto
s
Po
rce
nta
je
Defectos en los tejidos de una empresa textil.
12
Bibliografía
PEREZ, C. (1999). CONTROL ESTADISTICO DE LA CALIDAD. MEXICO: ALFAOMEGA ESTANTERIA
NUMETO TS156A2.P47.