Embed Size (px)
Citation preview

Mario Ramos, D. Salinas /CIM 2007 1
CIM 2007
N° UNIDAD1. Introducción a CIM
2. Código de Control Numérico (CNC)
3. CAD / CAM4. Robótica5. Control Automatizado de la calidad6. Tecnología de grupo y proceso de fabricación7. Gestión Integrada de la Producción8. Redes Industriales9. Modelo CIMUBB10. Taller CIM. Proyecto final

Mario Ramos, D. Salinas /CIM 2007 2
Tecnologías Automatizadas de Producción
Control numéricoControl de procesosSistemas de visiónRobotsSistemas de recuperación y almacenamiento automático (ASRS)Vehículos guiados automáticamente (AGV)Sistemas de fabricación flexible (FMS)

Mario Ramos, D. Salinas /CIM 2007 3
Historia del CNC
(1725) Máquinas de tejer construidas en Inglaterra, controladas por tarjetas perforadas.
(1863) M. Forneaux. Primer piano que toco automáticamente.
(1870-1890)
Eli Whitney. Desarrollo de plantillas y dispositivos. “Sistema norteamericano de manufactura de partes intercambiables”.
(1880)Introducción de una variedad de herramientas para el maquinado de metales. Comienzo del énfasis en la producción a gran escala.
(1940)Comienzo de la investigación y desarrollo del control numérico. Comienzo de los experimentos de producción a gran escala con control numérico.
(1955)Las herramientas automatizadas comenzaron a aparecer en las plantas de producción para la Fuerza Aérea de los Estados Unidos.
(1956) Hay concentración en la investigación y desarrollo del control numérico.

Mario Ramos, D. Salinas /CIM 2007 4
(1960) Hasta la actualidad
1. Se crean varios nuevos sistemas de control numérico.2. Se perfeccionaron las aplicaciones a la producción de una
gama más grande de procedimientos de maquinado de metales.
3. Se idearon aplicaciones a otras actividades diferentes del maquinado de metales.
4. Se utilizaron insumos computarizados de control numérico.5. Se utilizaron documentos computarizados de planeación
gráficos por control numérico.6. Se desarrollaron procedimientos computarizados de trazo
de curvas de nivel por control numérico, a bajo costo.7. Se establecieron centros de maquinado para utilización
general.
Historia del CNC

Mario Ramos, D. Salinas /CIM 2007 5
La forma de ingresar información a las máquinas, era de las siguientes formas:
Tarjetas perforadasCintas magnéticasCintas de papel perforado

Mario Ramos, D. Salinas /CIM 2007 6
Ventajas
Permite una mejor planeación de las operacionesSe incrementa la flexibilidad de maquinadoReducción en tiempo de programaciónMejor control del proceso y tiempos de maquinadoDisminución en los costos por herramientasSe incrementa la Seguridad para el usuario

Mario Ramos, D. Salinas /CIM 2007 7
Ventajas
Reducción del tiempo de flujo de materialReducción del manejo de la pieza de trabajo
Menos tiempos de procesos (25 a 44% menos)
Aumento de productividadAumento en precisiónMenor inventarioMenor espacio físico

Mario Ramos, D. Salinas /CIM 2007 8
Desventajas
Mayor costo de inversiónMayor mantenciónMayor entrenamiento del personal...

Mario Ramos, D. Salinas /CIM 2007 9
Programa de Instrucciones
Unidad decontrol
MáquinaHerramienta
Control Numérico
Mario Ramos, D. Salinas /CIM 2007 10
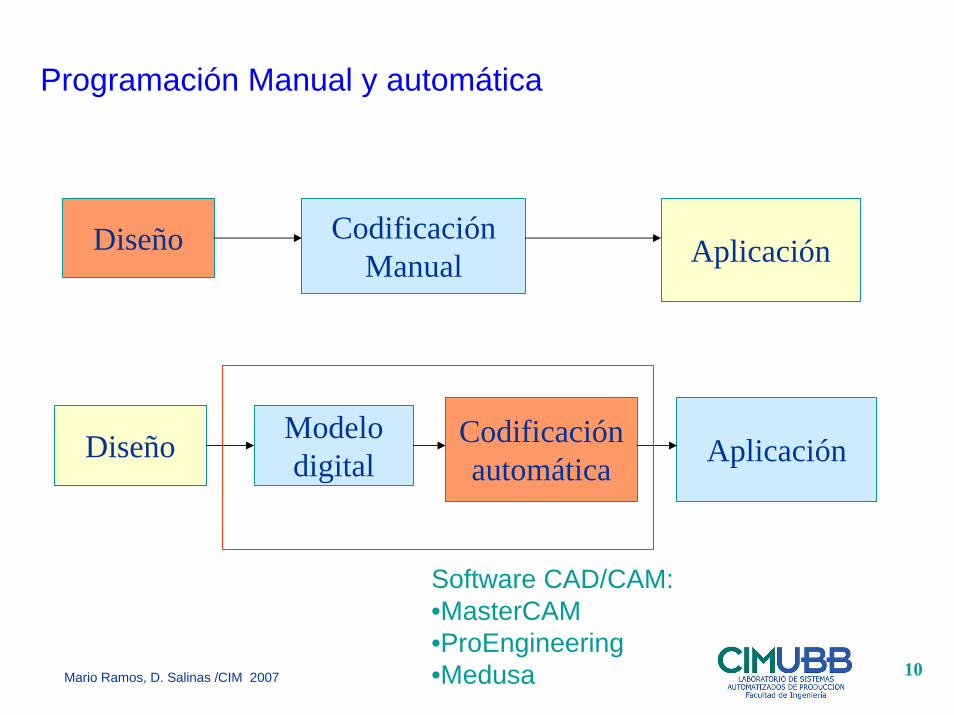
Programación Manual y automática
Diseño CodificaciónManual Aplicación
Diseño Codificaciónautomática
Modelodigital Aplicación
Software CAD/CAM:•MasterCAM•ProEngineering•Medusa

Mario Ramos, D. Salinas /CIM 2007 11
Flujo de Procesamiento de CNC
Dibujo
Máquina
Herramienta
Secuencia de Corte
Cálculo de coordenadas
Selección de velocidades, avances de herramientas, profundidad de
corte, etc.
Programa CNC
Verificar el programa en un emulador o en la máquina
Modificaciones finales
Ejecución del Programa

Mario Ramos, D. Salinas /CIM 2007 12
Programación CNC
Un Programa es una lista secuencial de instrucciones de maquinado que serán ejecutadas por la máquina de CNC.
A las instrucciones se les conoce como CODIGO de CNC, las cuales deben contener toda la información requerida para lograr el maquinado de la pieza.
Código CNC
ComandosBloques (líneas)
Movimientos o Acciones

Mario Ramos, D. Salinas /CIM 2007 13
Ejes Coordenados (regla de la mano derecha)

Mario Ramos, D. Salinas /CIM 2007 14
Sistema de Control de Movimientos
Y
X
Origen HerramientaTrayectoria
Taladrados
Corte Punto-a-Punto (de posicionamiento )
Este sistema es utilizado para agujerear y para fresar en una dirección.
Mario Ramos, D. Salinas /CIM 2007 15
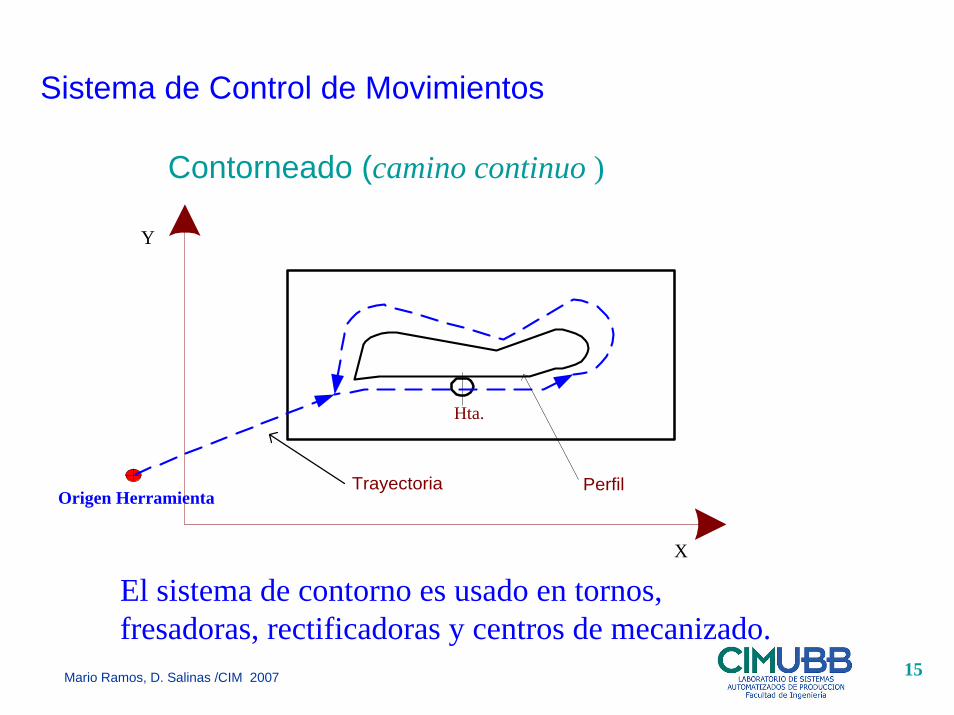
Sistema de Control de Movimientos
Contorneado (camino continuo )
Y
X
Trayectoria
Hta.
PerfilOrigen Herramienta
El sistema de contorno es usado en tornos,fresadoras, rectificadoras y centros de mecanizado.

Mario Ramos, D. Salinas /CIM 2007 16
Interpolación
45º
45º
Pto. A
Pto. B
a
bc
a=bc: trayectoria de la Hta.
Pto. A
Pto. B
a
bc
60º
30º
a= 0,58 bc: trayectoria de la Hta.
Lineal
La interpolación circular:•coordenadas de los puntos finales•coordenadas de los centros del círculo•dirección de la herramienta a lo largo del arco.
En la interpolación parabólica o cúbica:Aproximación por curvas usando ecuaciones matemáticas de alto grado. Este método es efectivo en máquinas de cinco ejes (robots industriales).

Mario Ramos, D. Salinas /CIM 2007 17
Programación CN Código G ISO 6983 (International Standarization Organization)EIA RS274 (Electronic Industries Association)
•G00: interpolación lineal rápida a la velocidad máxima•G01: interpolación lineal a velocidad F
•G02: interpolación circular sentido horario
•G03: interpolación circular sentido antihorario
Cada código: UNA LETRA/UN SIGNO/ CIFRAS
Ej.: N 10 Gnn XnnYnn F200
Interp. Circular: G0N Xfinal Yfinal I JI: En X, distancia del punto inicial con respecto al centro del arcoJ: En Y, distancia del punto inicial con respecto al centro del arco

Mario Ramos, D. Salinas /CIM 2007 18
Programa
•G00: interpolación lineal rápida•G01: interpolación lineal a velocidad F•G02: interpolación circular sentido horario•G03: interpolación circular sentido antihorario
Aplicación CN: código GCódigos G´sFunciones de movimiento de la máquina (Movimientos rápidos, avances, avancesradiales, pausas, ciclos)
Códigos M’sFunciones misceláneas que se requieren para el maquinado de piezas, pero no son de movimiento de la máquina (Arranque y paro del husillo, cambio de herramienta, refrigerante, paro de programa, etc.)
N01 Mx G00 Xa Yb Zc Fx...NXXX

Mario Ramos, D. Salinas /CIM 2007 19
CódigoEjemplo Lineal: Las siguientes líneas ordenan a una fresadora de CNC que ejecute en la línea de código 100 un corte relativo al origen con un avance de 20 mm/min a lo largo del eje X 1.25 mm. y del eje Y 1.75 mm.
N100 G01 X1.25 Y1.75 F20
Ejemplo cicular:
N1 G00 X0 Y0 Z5;N2 G00 X40 Y10 Z0;N3 G01 Z-2 F100;N4 G02 X40 Y50 R20;N5 G01 Z0;N6 G00 X0 Y0 Z5;
Mario Ramos, D. Salinas /CIM 2007 20
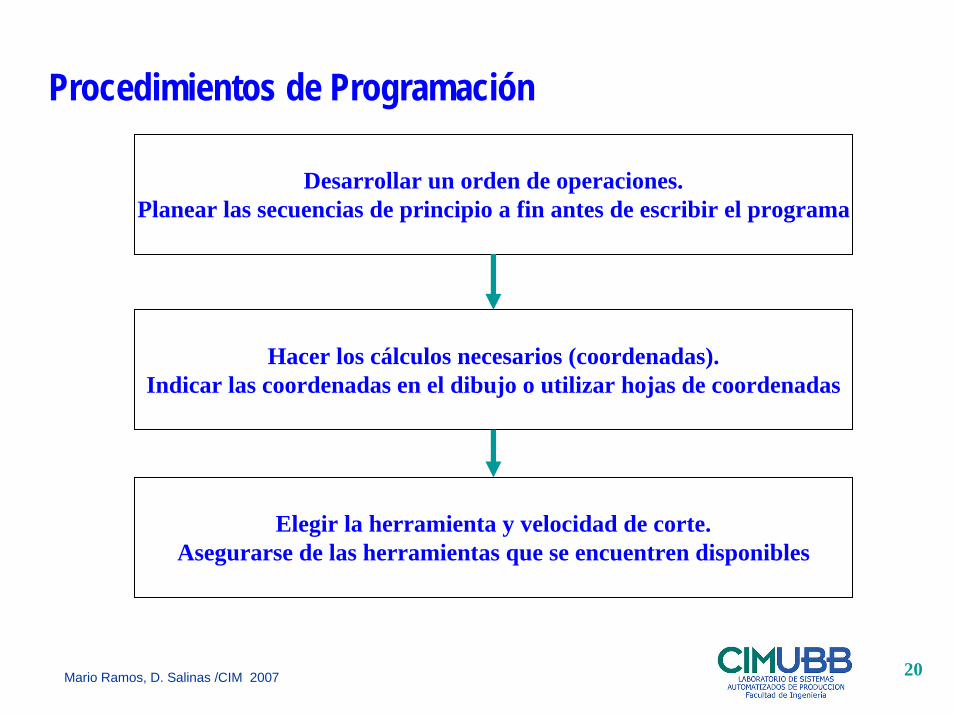
Procedimientos de Programación
Desarrollar un orden de operaciones.Planear las secuencias de principio a fin antes de escribir el programa
Hacer los cálculos necesarios (coordenadas).Indicar las coordenadas en el dibujo o utilizar hojas de coordenadas
Elegir la herramienta y velocidad de corte.Asegurarse de las herramientas que se encuentren disponibles

Mario Ramos, D. Salinas /CIM 2007 21
Programación CNEjercicio
cim
Profundidad: 1 mm
90
50
15





























