Embed Size (px)
Citation preview

1
Gestão de Operações
Controle Estatístico da Qualidade
Prof.ª Cesaltina Pires
GO Profª Cesaltina Pires 2
controle da Qualidade – Plano
1. As sete ferramentas de melhoria da qualidade2. Fontes de variabilidade do processo3. controle estatístico da qualidade4. Gráficos de controle do processo
1. Tipos de dados usados no controle do processo2. Distribuições amostrais e SPC3. Gráfico p4. Gráficos X e R
5. Capacidade do processo1. Limites de tolerância e custos de variabilidade2. Capacidade do processo3. Rácio da capacidade do processo4. Índice da capacidade do processo
controle estatístico do Processo na Harley Davison

2
GO Profª Cesaltina Pires 3
1. As sete ferramentas de melhoria da qualidade
� Diagrama de fluxo do processo
� Lista de verificação
� Histograma
� Diagrama de Pareto
� Diagrama de dispersão
� Diagrama causa efeito
� Diagrama de controle
1 2 3 4Dirt
Old
Temp
Fault
xxxx
xx
xxxx
xx xxxx
xx
xx xx xxxx
xx
xxxx
LCSLCS
LCILCI
1
2
3
4
5
Processo
4
Diagramas do fluxo do processo
1
2
3
4
5
Diagrama com os vários passos do processo ou operação. Pode ser útil para detectar onde é que ocorrem problemas de qualidade e onde se pode melhorar
Análise de processos para melhoria contínua:• O quêque o consumidor precisa? Será possível eliminar alguma operação (adiciona ou
não valor, tem de ser feita)? Será possível combinar operações? Simplificar operações?• Quem faz o operação? Será possível alterá-la de forma a usar menos trabalho? Será possível
combinar operações para tornar emprego mais enriquecedor?• Onde é que cada operação é feita? Será possível melhorar layout?• Quando é que a operação é feita? Será possível reduzir paragens, atrasos?• Como é que a operação é feita? Será possível usar melhores métodos, procedimentos,
equipamento?

3
GO Profª Cesaltina Pires 5
Checklist – Lista de verificação
COMPONENTES SUBSTÍTUIDAS Período de Tempo: 22 a 27 Fevereiro 2008Técnico de Reparação: António
TV MODELO 1013
Circuitos Integrados ||||Capacitors |||| |||| |||| |||| |||| ||Resistências ||Transformadores ||||ComandosCRT |
Ferramenta pararecolher informação.Lista prévia decausas de problemas.Registar nº dedefeitos.
GO Profª Cesaltina Pires 6
Histograma
0
5
10
20
25Usado para identificar a
distribuição de probabilidades
de uma dada variável.
Tempo de espera
Fre
quê
ncia

4
GO Profª Cesaltina Pires 7
Diagrama de Pareto
Per
cent
agem
P
erce
ntag
em
00
1010
2020
3030
4040
5050
6060
7070 (64)(64)
(13)(13) (10)(10)(6)(6)
(3)(3) (2)(2) (2)(2)
Identificar causas mais importantesdum problema
Regra prática: 20% das causas responsáveis por 80% dos problemas.
GO Profª Cesaltina Pires 8
Diagrama de dispersão
YY
XX
Mostra a relação entre duasvariáveis. Pode ser útil paraidentificar variáveis quepodem estar a causar oproblema de qualidade

5
9
Diagrama causa efeito
Problemade
Qualidade
Mau ajustamentoMau ajustamento
Problemas ferramentasProblemas ferramentas
Velhas Velhas \\ DesgasteDesgaste
MáquinasFalha do Falha do equipamento de testeequipamento de teste
Especificações incorrectasEspecificações incorrectas
Métodos imprópriosMétodos impróprios
Medição
Fraca supervisãoFraca supervisão
Falta de concentraçãoFalta de concentração
Treino inadequadoTreino inadequado
Humanas
Deficiências na Deficiências na Concepção do produtoConcepção do produto
Gestão da qualidadeGestão da qualidadeineficazineficaz
Má concepção do processoMá concepção do processo
Processos
controle dacontrole datemperaturatemperaturadesadequadodesadequado
Sujidade e póSujidade e pó
Ambiente
Defeito do fornecedorDefeito do fornecedor
Não de acordo com Não de acordo com especificaçõesespecificações
Problemas no transporteProblemas no transporte
Materiais
Quais das causas potenciais estão de facto a contribuir para o problema?
GO 10
Diagrama de controle
22 44 66 88 1010 1212 1414 1616
Número da amostraNúmero da amostra
LCS
LCI = 1.99
Média do processo
Gráfico com linha média,limite inferior e limitesuperior. Amostras sãorecolhidas ao longo do
tempo e a variável em causaé medida e representadano gráfico de controle.
Processo está sob controlese estiver dentro dos limites.

6
GO Profª Cesaltina Pires 11
2. Fontes da variabilidade no processo
Causas Aleatórias� Variação inerente ao próprio
processo
� Só pode ser reduzida através de melhorias no próprio processo
Causas Não aleatórias� Variação devida a causas
identificáveis
� Pode ser alterada através de acções do operador ou do gestor
GO Profª Cesaltina Pires 12
3. Controlo estatístico da qualidade
controleEstatístico da Qualidade
Controle do processo
Planos deamostragem
Gráficos variáveis
Gráficos atributos

7
GO Profª Cesaltina Pires 13
Controlo estatístico nos serviços
� Defeitono serviço é uma falha na satisfação das expectativasdos consumidores
� Monitorizar tempo e nível de satisfação do consumidor� Exemplos de medidas de qualidade nos serviços
� Hospital – tempo médio de espera para ser tratado, precisão dos resultados de análises, resposta do pessoal a pedidos, limpeza,…
� Mercearia – limpeza, produto estar disponível, tempo médio de espera na caixa, erros na caixa,…
� Companhia aérea – tratamento da bagagem, tempo de espera para check in, simpatia da tripulação, atrasos, …
GO Profª Cesaltina Pires 14
4. Gráficos de controle do processo
� Retirar amostras periódicas do processo
� Calcular média (ou proporção) na amostra
� Calcular limites de controle inferior e superior
� Representar as amostras no gráfico de controle
� Verificar se o processo está dentro dos limites de controle
� Verificar se há padrões de comportamento «suspeitos» que sugiram que a variabilidade no processo se deve a causas não aleatórias

8
15
Gráfico de controle do processo
11 22 33 44 55 66 77 88 99 1010
Número da amostraNúmero da amostra
Limite deLimite decontrolecontrolesuperiorsuperior
Média doMédia doprocessoprocesso
Fora de controleFora de controle
Limite deLimite decontrolecontroleinferiorinferior
Valor na Amostra
Limites devem ser calculados com processo sob controle
GO Profª Cesaltina Pires 16
Um processo está sob controle se…
� Não houver pontos fora dos limites
� A maioria dos pontos estiver próxima da média
� Mais ou menos metades dos pontos acima/abaixo da média
� Pontos estiverem distribuídos de forma aleatória

9
GO Profª Cesaltina Pires 17
4.1 Tipos de dados usados no controle do processo
Atributos� Características do produto
avaliadas usando variável
qualitativa
� defeituoso/não defeituoso, mau/bom, sim/não.
Variáveis� Características do produto que
podem ser medidas
� Altura, comprimento, peso, tempo, velocidade,…
Gráficos p e cGráficos X e R
GO 18
4.2 Distribuições amostrais e SPC
E(X) = µ
Var(X) = σ2/n
O estimadormédia na amostra é uma variável aleatória. Porquê?Qual é o valor esperado de X ? E qual é a variância de X?
A média das médias na amostra é igual à média da população.
Quanto maior for a dimensão da amostra, n, menor é a variabilidade do estimador X
Estas 2 propriedades são sempre verdadeiras. Mas qual é a distribuição de X ?
Se X seguir a distribuição normal (na população),então o estimador média na amostratambémsegue a distribuição normal

10
GO Profª Cesaltina Pires 19
4.2 Distribuições amostrais e SPC
X
Teorema do limite CentralSeja qual for a distribuição dapopulação, à medida que a dimensãoda amostra aumenta,a distribuição da média naamostra aproxima-se da Normal.
Quando n é grande
Função densidade de X
E se µ e σ2 não forem conhecidos?
Quando n é grande
GO Profª Cesaltina Pires 20
A distribuição normal
µµµµµµµµ=0=0 11σσσσσσσσ 22σσσσσσσσ 33σσσσσσσσ--11σσσσσσσσ--22σσσσσσσσ--33σσσσσσσσ
95.55%
99.73%

11
GO Profª Cesaltina Pires 21
4.3 Gráfico de controle para atributos
� Gráfico p� Em cada amostra é calculada a percentagem de produto/serviço
defeituoso.� População segue a distribuição Bernoulli. Número de defeitos
numa amostra de dimensão n segue a distribuição binomial.
� Gráfico c� Usado quando o nº de defeitos potenciais em cada item é muito
elevado e desconhecido, mas o nº de defeitos verificados é pequeno. Não se pode calcular percentagem de defeitos. Conta-se nº de defeitos em cada item.
� População segue uma distribuição Poisson (média e variância são iguais)
GO Profª Cesaltina Pires 22
4.3 Gráfico de controle para atributos – gráfico p
LCS = LCS = pp + + zzσσpp
LCI = LCI = pp –– zzσσpp
σp = p(1 - p)
n
zz == número de desvios padrões de desvio em relação número de desvios padrões de desvio em relação à média (à média (z z = 3 é o mais usado)= 3 é o mais usado)
pp == proporção de unidades defeituosas no conjunto proporção de unidades defeituosas no conjunto das das amostras (proporção média de defeitos)amostras (proporção média de defeitos)
σσpp == Desvio padrão da proporção na amostraDesvio padrão da proporção na amostra

12
Gráfico p – exemplo
Sample n Defectives p1 100 4 0.042 100 2 0.023 100 5 0.054 100 3 0.035 100 6 0.066 100 4 0.047 100 3 0.038 100 7 0.079 100 1 0.01
10 100 2 0.0211 100 3 0.0312 100 2 0.0213 100 2 0.0214 100 8 0.0815 100 3 0.03
Amostra n Nº defeitos Proporção1º passoé calcular a percentagemde unidades defeituosas em cada amostra
2º passoé calcular média das proporções, p = 0.036
Total 1500 55 0.036
3º passo é calcular o desviopadrão da proporção na amostra
.0188= 100
.036)-.036(1=
)p-(1 p = p n
s
GO Profª Cesaltina Pires 24
Gráfico p – exemplo
4º passo é calcular os limites de controle
LCS = 0.036 + 3(.0188) = 0.0924LCI = 0.036 – 3(.0188) = - 0.024 (é zero, proporção não pode ser negativa)
5º Representar no gráfico de controle, a proporção média, os limites de controle, e a proporção de defeituosos de cada amostra

13
GO Profª Cesaltina Pires 25
4.3 Gráfico de controle para atributos – gráfico c
LCS = LCS = cc + + zzσσcc
LCI = LCI = cc –– zzσσcc
zz == número de desvios padrões de desvio em relação número de desvios padrões de desvio em relação à média (à média (z z = 3 é o mais usado)= 3 é o mais usado)
cc == nº médio de defeitos por itemnº médio de defeitos por itemσσcc == Desvio padrão do nº de defeitos por itemDesvio padrão do nº de defeitos por item
cc =σ
GO Profª Cesaltina Pires 26
Gráfico c
Quarto Nº de Defeitos
1 12
2 8
3 16
: :
: :
15 15
190
Nº de defeitos em 15 quartos do hotel
c = = 12.67190
15
LCS = LCS = cc + + zzσσc
35.23
67.12367.12
=+=
LCI = LCI = cc −− zzσσc
99.1
67.12367.12
=−=

14
27
Gráfico c
33
66
99
1212
1515
1818
2121
2424
Núm
ero
Núm
ero
de
de d
efei
tos
defe
itos
Número da AmostraNúmero da Amostra
22 44 66 88 1010 1212 1414 1616
LCS = 23.35
LCI = 1.99
c = 12.67
GO Profª Cesaltina Pires 28
4.4 Gráficos X e R – exemplo
Observações (diâmetro em cm)Observações (diâmetro em cm)
Amostra Amostra 11 22 33 44 55 xx RR
11 5.02 5.015.01 4.94 4.994.99 4.964.96 4.984.98 0.080.0822 5.015.01 5.035.03 5.075.07 4.954.95 4.964.96 5.005.00 0.120.1233 4.994.99 5.005.00 4.934.93 4.924.92 4.994.99 4.974.97 0.080.0844 5.035.03 4.914.91 5.015.01 4.984.98 4.894.89 4.964.96 0.140.1455 4.954.95 4.924.92 5.035.03 5.055.05 5.015.01 4.994.99 0.130.1366 4.974.97 5.065.06 5.065.06 4.964.96 5.035.03 5.015.01 0.100.1077 5.055.05 5.015.01 5.105.10 4.964.96 4.994.99 5.025.02 0.140.1488 5.095.09 5.105.10 5.005.00 4.994.99 5.085.08 5.055.05 0.110.1199 5.145.14 5.105.10 4.994.99 5.085.08 5.095.09 5.085.08 0.150.151010 5.015.01 4.984.98 5.085.08 5.075.07 4.994.99 5.035.03 0.100.10
50.0950.09 1.151.15
n = 5
Média naamostra
Intervalo devariação na
amostra

15
29
Gráfico R – exemplo
∑RkR = = = 0.115
1.1510
LCS = D4R = 2.11(0.115) = 0.243
LCI = D3R = 0(0.115) = 0
LCS = 0.243
LCI = 0
Inte
rval
o
Tempo
R = 0.115
|1
|2
|3
|4
|5
|6
|7
|8
|9
|10
0.28 –
0.24 –
0.20 –
0.16 –
0.12 –
0.08 –
0.04 –
0 –
GO Profª Cesaltina Pires 30
Gráfico X – exemplo
xx = = xx11 + + xx22 + ... + + ... + xxkk
kk==
LCS = LCS = xx + + AA22RR LCI = LCI = xx -- AA22RR
Média das médias na amostra
Nº de amostras
Factor A é equivalente ao valor z = 3 usado no caso dos limites seremcalculados usando o desvio padrão como medida de variabilidade (ver tabela)

16
GO Profª Cesaltina Pires 31
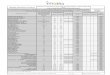
n A2 D3 D4
Tamanho da amostra Factor para gráfico x Factores para gráfico R
2 1.88 0.00 3.273 1.02 0.00 2.574 0.73 0.00 2.285 0.58 0.00 2.116 0.48 0.00 2.007 0.42 0.08 1.928 0.37 0.14 1.869 0.44 0.18 1.82
10 0.11 0.22 1.7811 0.99 0.26 1.7412 0.77 0.28 1.7213 0.55 0.31 1.6914 0.44 0.33 1.6715 0.22 0.35 1.6516 0.11 0.36 1.6417 0.00 0.38 1.6218 0.99 0.39 1.6119 0.99 0.40 1.6120 0.88 0.41 1.59
Tabela com factores para gráficos X e R
GO Profª Cesaltina Pires 32
Gráfico X – exemplo
LCS = 5.08
LCI = 4.94
Méd
ia
Tempo
|1
|2
|3
|4
|5
|6
|7
|8
|9
|10
x = 5.01=

17
33
Identificação de padrões «suspeitos»
34
Identificação de padrões «suspeitos»
LCS
LCI
A
B
C
C
B
A
x=
|1
|2
|3
|4
|5
|6
|7
|8
|9
|10
|11
|12
|13
Alguns padrões suspeitos
•Em 3 pontos 2 estão na zona A
• Em 5 pontos 4 estão em A ou B
• 8 pontos de um dos lados da linha média
• 14 pontos alternando entre subida e descida

18
GO Profª Cesaltina Pires 35
5. Capacidade do processo
Estamos ou não a produzir produtos de acordo com as especificações?
Limites de tolerância das especificações
Variabilidade estatísticano processo:
Limites do processo
Capacidade do processoComo é que os dois «limites» estão relacionados?
GO Profª Cesaltina Pires 36
5.1 Limites de tolerância e custos da variabilidade
Alta
Zero
LTI
Especificaçãoideal
LTS
Visão tradicional
Alta
Zero
Visão de Taguchi
Perda socialcom desviosem relação
ao ideal
LTI
Especificaçãoideal
LTS
Perda socialcom desviosem relação
ao ideal
Os limites de tolerância das especificações indicam-nos entre que limites pode variar uma dada característica de forma a satisfazer expectativas do consumidor

19
37
Perda com desvios em relação ao «ideal»
Per
daPerda Elevada
Perda Baixa
Não Aceitável
Fraca
Razoável
Bom
O melhor
A forma de garantir que um maior percentagem dos produtos produzidosestão próximos do ideal é reduzir a variabilidade no processo
Quanto mais próximo do ideal, melhor.
LTI LTS
GO Profª Cesaltina Pires 38
5.2 Capacidade do processo
Variação natural do processo Variação natural do processo excede intervalo de tolerância das excede intervalo de tolerância das especificações. Processo não tem especificações. Processo não tem capacidade para satisfazer sempre capacidade para satisfazer sempre as especificaçõesas especificações
Intervalo de tolerânciaIntervalo de tolerância
distribuição do processo
Intervalo de tolerânciaIntervalo de tolerância
distribuição do processo
Variação natural do processo é Variação natural do processo é igual intervalo de tolerância das igual intervalo de tolerância das especificações. Processo tem especificações. Processo tem capacidade para satisfazer quase capacidade para satisfazer quase sempre as especificações.sempre as especificações.
µµ – 3σ µ + 3σ

20
GO Profª Cesaltina Pires 39
Capacidade do processo – porquê 6σ ?
Intervalo de tolerânciaIntervalo de tolerância
distribuição do processo
Variação natural do processo é Variação natural do processo é menor que intervalo de tolerância menor que intervalo de tolerância das especificações. Processo tem das especificações. Processo tem capacidade para satisfazer sempre capacidade para satisfazer sempre as especificações.as especificações.
µµ – 6σ µ + 6σ
Em cada bilião de unidades produzidas, em média apenas 2 unidadescaem fora dos limites de tolerância
(com 3σ aproximadamente 3 em cada mil caem fora dos limites)
GO Profª Cesaltina Pires 40
Capacidade do processo
Intervalo de tolerânciaIntervalo de tolerância
distribuição do processo
Variação natural do processo é Variação natural do processo é menor que intervalo de tolerância menor que intervalo de tolerância das especificações. Contudo o das especificações. Contudo o processo não está centrado na processo não está centrado na especificação ideal. Algumas especificação ideal. Algumas unidades não vão satisfazer o unidades não vão satisfazer o LTS.LTS. µµ – 6σ µ + 6σ

21
GO Profª Cesaltina Pires 41
5.3 Rácio da capacidade do processo
CCpp ==Intervalo de tolerância Intervalo do processo
CCpp ==LTS – LTI
6σ
Se Cp for inferior a 1 oprocesso não temcapacidade para satisfazerespecificações
GO Profª Cesaltina Pires 42
5.4 Índice da capacidade do processo
−σσ 3
X-LTS ,
3
LTIXmin=Cpk
O índice da capacidade do processo mostra até que ponto as unidades que estão a ser produzidas estão dentro dos limites de tolerância
Se a média do processo não coincidir com o ponto ideal, usar o índice de capacidade é preferível a usar o rácio da capacidade do processo