Embed Size (px)
Citation preview
ÉCOLE NATIONALE SUPÉRIEURE DES MINES DE PARIS
CENTRE DE MISE EN FORME DES MATÉRIAUX
MASTER 2 Recherches
P3M Physique des matériaux, mécanique et modélisation numérique
2011/ 2012
COUPLAGE « TÔLE/CYLINDRE » ET MÉTHODES NUMÉRIQUES UTILISÉES
Sami Hamadé
Rapport bibliographique
16 Avril 2012
Encadrement : MM.
Y. Tillier P. Montmitonnet
2
NOTATIONS
Symbole Unité Définition
Pr N Force radiale F N Force de frottement tangentielle P N Charge de laminage p Pa Pression de laminage b m Largeur de la bande Lp m Projeté de la longueur de l’arc de contact
h0, hf m Epaisseur d’entrée, de sortie R m Rayon du cylindre α rad Angle d’attaque θ rad Angle d’emprise v m.s-1 Vitesse r Réduction (=(h0-hf)/h0)
pr ou σn Pa Contrainte radiale, normale au contact τ Pa Contrainte tangentielle (de frottement)= µ . pr σ Pa Tenseur des contraintes
F1, F2 N Tension amont aval E Pa Module de Young ν Coefficient d’élasticité de poisson
Indices Signification
0, f Entrée d’emprise (respectivement sortie) N Point neutre ex, ey, ez vecteurs unitaires dans la direction de
laminage, dans la largeur de pièce, dans l’épaisseur respectivement
x, y, z Composantes selon les trois axes de coordonnées
cyl Cylindre EF Élément finis MT Méthode des Tranches Eq Equation
3
SOMMAIRE
Introduction ..................................................................................................................................................4
1- Le laminage : types, paramètres géométriques, et défauts associés ...................................5
1-1 Les deux types de laminage.........................................................................................................................6
1-2 Les principaux paramètres géométriques ............................................................................................6
1-3 Problèmes et défauts dans les produits laminés (hors problèmes métallurgiques)...........8
2- Analyse des phénomènes de flexion et d’aplatissement des cylindres ..............................9
2-1 La flexion des cylindres.................................................................................................................................9
2-2 L’aplatissement des cylindres (travail et appui) .............................................................................10
3- Méthodes de calcul « bande ».......................................................................................................... 10
3-1 Méthode des tranches................................................................................................................................. 10
3-2 Méthode des éléments finis......................................................................................................................11
4- Modélisation de la flexion et de l’aplatissement...................................................................... 11
4-1 Modélisation 2D de l’aplatissement......................................................................................................12
4-2 Modélisation 3D de la flexion et de l’aplatissement.......................................................................12
5- Couplage des modèles tôle/Cylindre ........................................................................................... 13
5-1 Méthode de point fixe / point fixe relaxé ...........................................................................................13
5-2 Méthode de gradient conjugué ...............................................................................................................13
5-3 Solution globale tôle - cylindres .............................................................................................................14
6- Méthodes numériques du logiciel Lam3/Tec3 [9,12] ............................................................ 14
6-1 Choix du type du modèle 3D de la bande ...........................................................................................14
6-2 Choix du type du modèle 3D du “cylindre” ........................................................................................15
6-4 Difficultés de convergence........................................................................................................................15
Conclusion................................................................................................................................................... 16
Bibliographie ............................................................................................................................................. 17
4
Introduction
« Le laminage est l’opération de mise en forme par déformation plastique, destinée
à réduire la section d’un produit de grande longueur, par passage entre deux ou plusieurs
outils axisymétriques tournant autour de leur axe. C’est la rotation des outils qui entraîne
le produit par l’intermédiaire du frottement [1]. » La réduction de la section du produit1 se traduit par la diminution de son épaisseur et l’augmentation de sa longueur. Ce procédé est utilisé pour tous les alliages métalliques, pratiquement. Il suit directement l’élaboration chimique du métal et sa coulée (coulée en lingots ou coulée continue), et forme le plus souvent des demi-produits destinés à être redéformés à chaud ou à froid, par emboutissage, forgeage, usinage, étirage… La productivité nécessaire, les forces et couples engagées, les hautes températures lorsqu’il s’agit de laminage à chaud, sont à l’origine de nombreuses difficultés : format géométrique approximatif ou qualité matériau insuffisante (§1.3). Pour comprendre et corriger ces problèmes, la modélisation, analytique puis numérique, a été mise à contribution depuis longtemps. Ainsi, un logiciel de simulation numérique par éléments finis, Lam3/Tec3, a été mis au point au Cemef dans les années 1990 pour deux grandes entreprises de la métallurgie, Usinor (maintenant ArcelorMittal) et Pechiney (maintenant Constellium). Il intègre les principaux couplages (thermique – mécanique, déformation plastique de tôle – déformation thermo élastique des cylindres) et permet donc d’étudier l’influence d’un grand nombre de paramètres de l’opération de laminage, tenant au réglage des laminoirs comme aux propriétés du métal. En vue de nouveaux développements, ArcelorMittal et Constellium ont souhaité bénéficier d’un état des lieux sur ce code qui n’a été utilisé depuis quelques années que dans un nombre de configurations limité, en laissant de côté de nombreuses options intéressantes. Cette étude est le sujet de mon stage qui se déroule dans les locaux du CEMEF sous la supervision de MM. Yannick Tillier et Pierre Montmitonnet. Le premier objectif est de déterminer les causes de mauvaise convergence ou de divergence d’un certain nombre de cas « extrêmes », puis de proposer des solutions pour améliorer les résultats numériques. Le travail commence par une étude bibliographique afin de comprendre le descriptif général du procédé de laminage et les différentes simulations qui ont été faites. Le présent rapport bibliographique est focalisé sur « le couplage numérique entre tôles et cylindres », car c’est le point qui est identifié comme la cause de la majorité des problèmes. Nous suivrons le plan suivant :
• la première partie sera une définition des catégories du procédé de laminage, une définition des principaux paramètres utilisés, et une présentation des principaux défauts de fabrication du procédé.
1 Le produit est une tôle (acier ou aluminium) dans ce rapport
5
• Vu que les défauts de fabrication sont principalement liés à des phénomènes de déformations des outils, la deuxième partie sera une analyse de ces phénomènes qui sont la flexion et l’aplatissement des cylindres.
• Une fois l’analyse physique faite, la troisième partie présente brièvement les principales méthodes numériques utilisées pour modéliser la déformation plastique de la tôle, appelées méthodes de calcul « bande ».
• La quatrième partie présente les principales méthodes utilisées pour décrire la déformation des cylindres de travail.
• La cinquième partie complète la troisième et la quatrième en présentant les méthodes de couplages utilisées entre les modèles « produit » et « cylindre ».
• La sixième et dernière partie décrit le logiciel Lam3/Tec3 et précise les modèles numériques « tôle » et « cylindre » qu’il utilise ainsi que le type de couplage entre ces modèles.
• Finalement, une conclusion rappelle les idées retenues et explique les objectifs de la suite du stage.
1- Le laminage : types, paramètres géométriques, et défauts associés
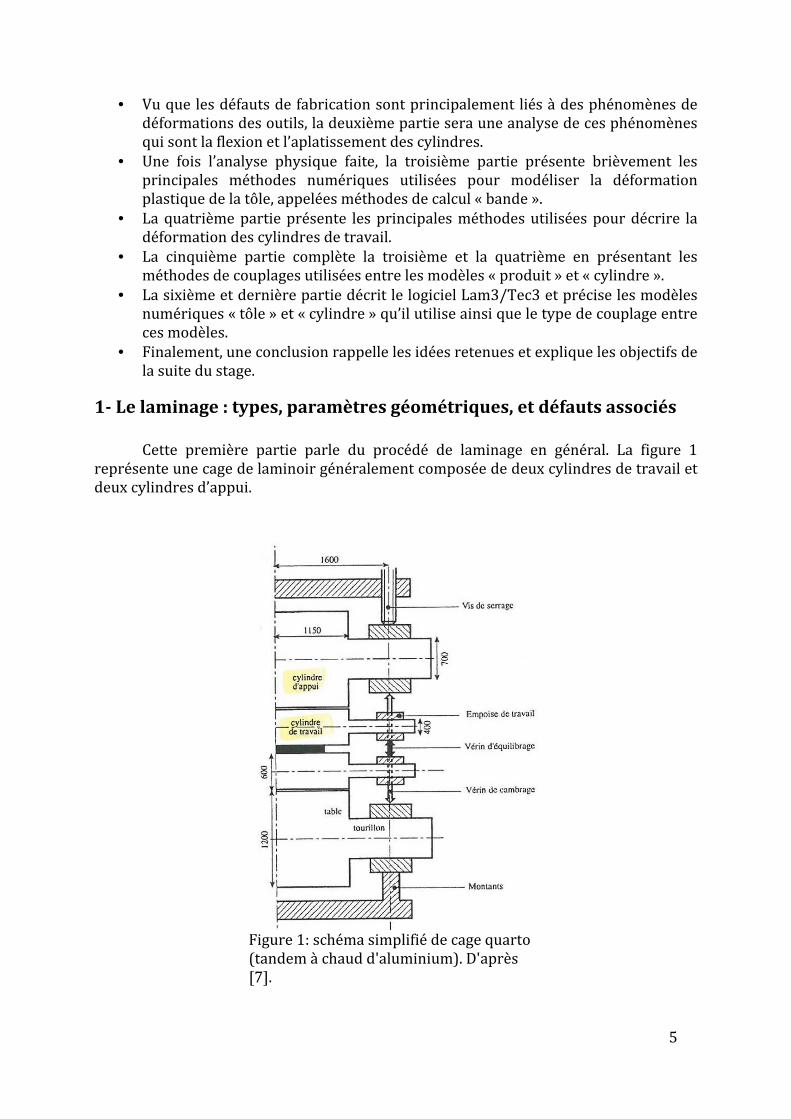
Cette première partie parle du procédé de laminage en général. La figure 1 représente une cage de laminoir généralement composée de deux cylindres de travail et deux cylindres d’appui.
Figure 1: schéma simplifié de cage quarto (tandem à chaud d'aluminium). D'après [7].
6
1-1 Les deux types de laminage
Les deux grandes catégories de ce procédé sont le laminage à chaud (LAC) et le laminage à froid (LAF). Le premier s’applique à des produits présentant une forte section imposée par la productivité de la coulée (maintenant coulée continue le plus souvent). Il induit des déformations importantes qui ont pour but de transformer une structure de fonderie en structure corroyée dont on contrôle la taille de grain, l’état de précipitation, la texture etc… C’est pourquoi il est nécessaire de travailler à chaud. Cela permet surtout d’abaisser considérablement les forces et couples de laminage qui, du fait des grands volumes à déformer, seraient autrement énormes. Le deuxième permet d’atteindre des épaisseurs plus fines (jusqu’à quelques microns pour l’aluminium – ou l’or), des propriétés mécaniques élevées par écrouissage et un meilleur état de surface (voir en annexe la terminologie des types de produits).
1-2 Les principaux paramètres géométriques
Quel que soit le type de laminage, il existe des concepts fondamentaux qui résument le fonctionnement global du procédé. Les modèles mathématiques bidimensionnels les plus simples font un certain nombre d’hypothèses simplificatrices qui sont :
1. L’emprise2 est représentée par un simple arc de contact (espace 2D) 2. L’arc de contact entre le cylindre et le métal de la tôle est un arc de cercle
(cylindre indéformable) 3. Le coefficient de frottement µ entre le cylindre et la tôle est constant 4. Le métal de la tôle se déforme plastiquement durant le procédé (on néglige
l’élasticité) 5. Le volume du métal ne change pas au cours du laminage (la plasticité est
supposée incompressible) 6. La vitesse des cylindres est constante 7. La largeur de la tôle reste constante en première approximation (déformation
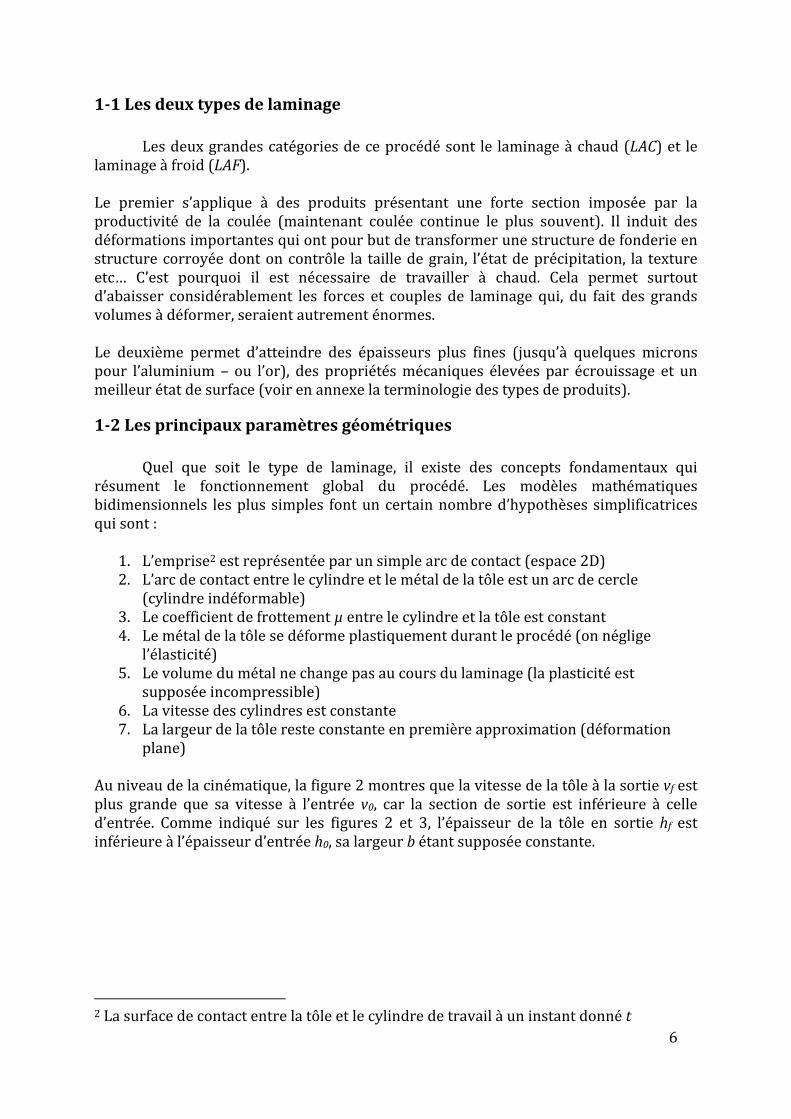
plane) Au niveau de la cinématique, la figure 2 montres que la vitesse de la tôle à la sortie vf est plus grande que sa vitesse à l’entrée v0, car la section de sortie est inférieure à celle d’entrée. Comme indiqué sur les figures 2 et 3, l’épaisseur de la tôle en sortie hf est inférieure à l’épaisseur d’entrée h0, sa largeur b étant supposée constante.
2 La surface de contact entre la tôle et le cylindre de travail à un instant donné t
7
Figure 2 : Représentation 2D du laminage, d’après [12].
Figure 3: Représentation 2D des forces Pr et F au niveau de l'arc de contact, d’après [12].
En pratique, on constate qu’un laminage stable n’est possible que si la vitesse de sortie est (légèrement) supérieure à la vitesse des cylindres, la vitesse d’entrée y étant nettement inférieure [1]. Par continuité, la conservation du volume (donc du débit à travers une section verticale) impose qu’il existe une abscisse à laquelle la vitesse de la tôle égalise celle du cylindre: c’est ce qu’on appelle le point neutre (point N en rouge sur figure 2). D’un point de vue mécanique, entre le plan d’entrée (xx) et le point N, la tôle avance plus lentement que le cylindre de travail, et la force de frottement tangentielle F agit dans la direction de l’écoulement (figure 2), pour pousser le métal entre les cylindres. Dans le plan de sortie (yy), la tôle avance plus rapidement que la surface du cylindre de travail et la force de frottement tangentielle F agit dans l’autre direction (frein). Il existe par ailleurs deux forces de tensions F1 (traction, en sortie) et F2 (contre-traction, en entrée) qui agissent en sens inverse sur la tôle suivant la direction de laminage ex. Elles sont destinées à tendre la bande et à la guider latéralement, et surtout à diminuer les contraintes de contact (par l’effet du critère de plasticité).
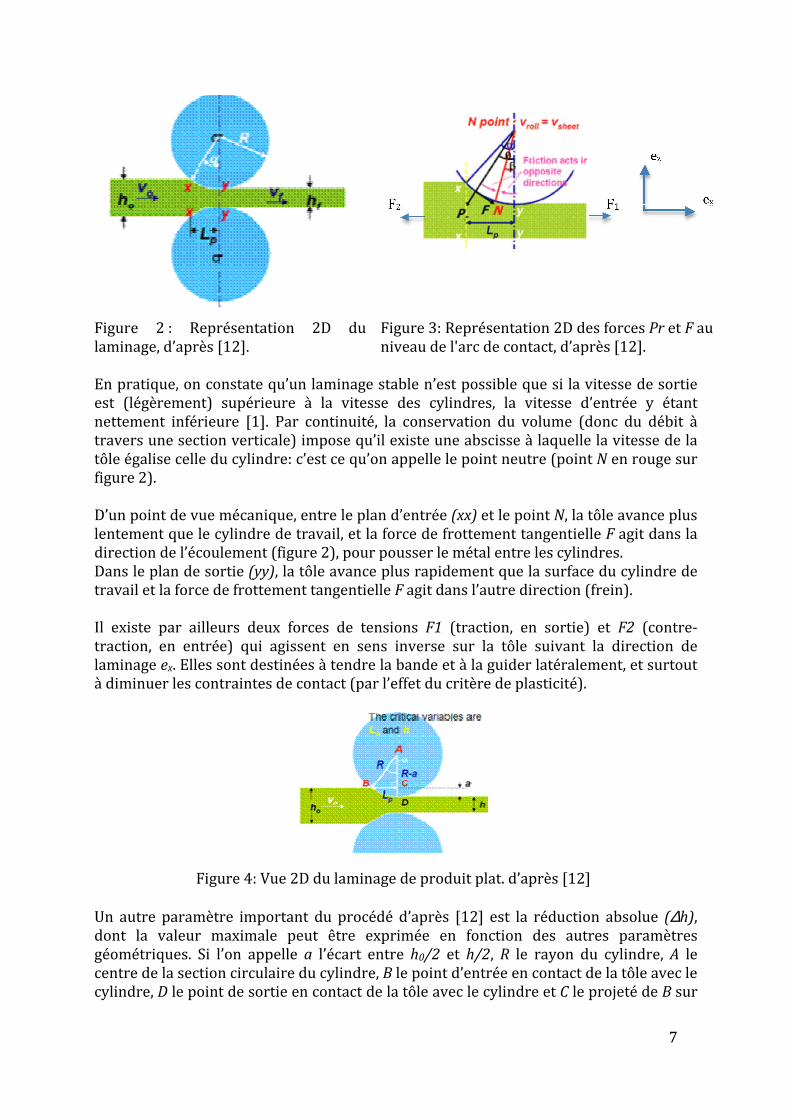
Figure 4: Vue 2D du laminage de produit plat. d’après [12] Un autre paramètre important du procédé d’après [12] est la réduction absolue (∆h), dont la valeur maximale peut être exprimée en fonction des autres paramètres géométriques. Si l’on appelle a l’écart entre h0/2 et h/2, R le rayon du cylindre, A le centre de la section circulaire du cylindre, B le point d’entrée en contact de la tôle avec le cylindre, D le point de sortie en contact de la tôle avec le cylindre et C le projeté de B sur

8
le segment [AD] et si l’on note Lp le segment [BC], alors en considérant le triangle ABC
(figure 4), on a :
( )22
2222
222
2
2
)(
aRaL
aRaRRL
aRLR
p
p
p
−=
+−−=
−+=
1.
Vu que a est beaucoup plus petit que R, a2 peut être négligé et l’équation 1 devient :
hRRaLp ∆≈≈ 2 2.
où ∆h=(h0-hf)=2a En écrivant que la résultante des forces de contact (normale et tangentielle) doit être positive, dirigée vers la sortie, on déduit la réduction maximale (∆h)max de la relation suivante (en supposant F1 = F2 = 0) :
3.
On voir ici l’intérêt d’utiliser des cylindres de relativement fort diamètre, et de ne pas trop faire diminuer le frottement. Cependant le frottement est une donnée d’entrée difficile à déterminer avec précision et sa méconnaissance peut entraîner une erreur sur le résultat final.
1-3 Problèmes et défauts dans les produits laminés (hors problèmes métallurgiques)
Les défauts des tôles laminés sont généralement classés en deux groupes : soit ils sont dus à l’écoulement de la coulée de l’acier avant la phase de laminage soit ils sont produits au cours du laminage. Le défaut du 1er groupe est la présence de porosités ou de criques (fissures). Il s’agit de cavités qui apparaissent durant l’écoulement de la coulée d’acier. Les défauts du 2nd groupe peuvent être une largeur hors cote (écoulement latéral excessif) engendrant une perte de métal (« mise au mille »), ou des formes non rectangulaires des extrémités, que l’on doit chuter, ce qui augmente le coût du métal laminé. Plus gênant pour le client est le défaut de profil, une épaisseur non uniforme dans la direction transverse (figure 5), essentiellement due à la déformation des cylindres. Dans les passes suivantes, il peut dégénérer un défaut de planéité, qui se manifeste sous la forme d’une ondulation de la tôle : l’élongation différentielle se traduit par des contraintes longitudinales, et les zones en compression flambent.
9
Figure 5: Défauts de planéité et de profil d’épaisseur de tôles, d’après [12]
2- Analyse des phénomènes de flexion et d’aplatissement des
cylindres
Pour éviter les défauts de laminage des tôles, il est important de les analyser et de comprendre leurs origines. D’après [1], Les cylindres se déforment élastiquement lors du laminage et la forme de leurs génératrices impose à la bande sa forme en sortie et influe ainsi sur la qualité géométrique de la tôle.
2-1 La flexion des cylindres
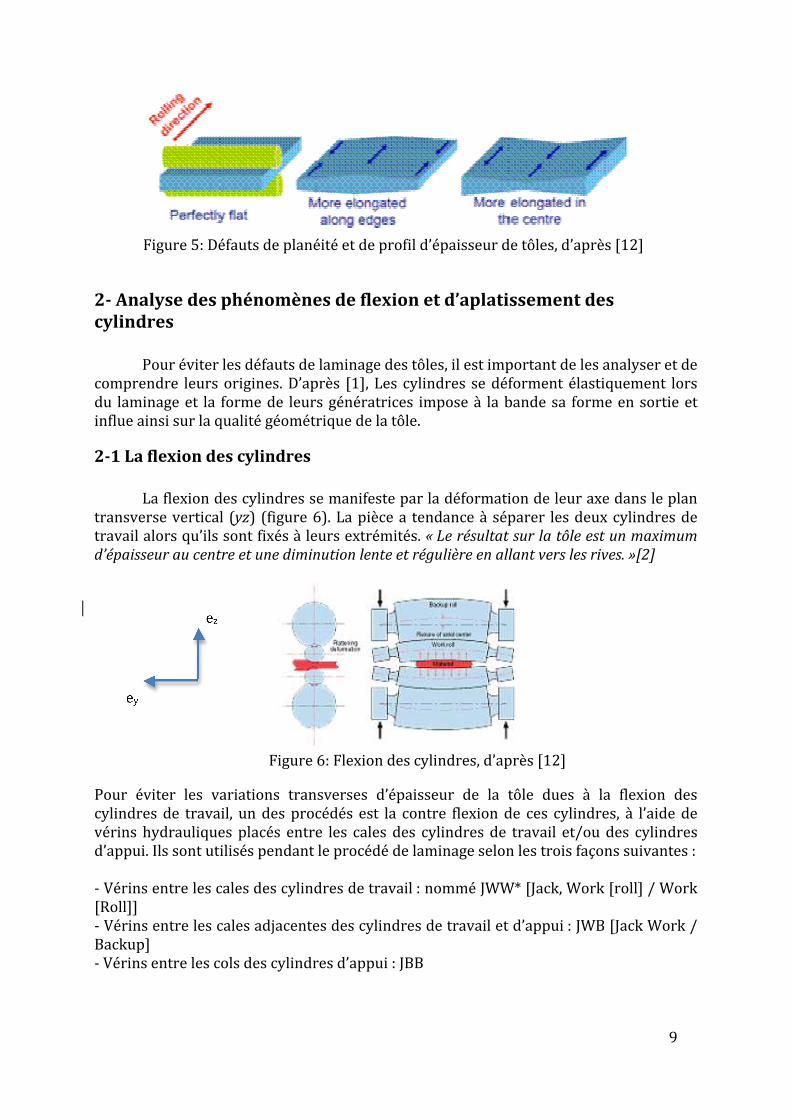
La flexion des cylindres se manifeste par la déformation de leur axe dans le plan transverse vertical (yz) (figure 6). La pièce a tendance à séparer les deux cylindres de travail alors qu’ils sont fixés à leurs extrémités. « Le résultat sur la tôle est un maximum
d’épaisseur au centre et une diminution lente et régulière en allant vers les rives. »[2]
Pour éviter les variations transverses d’épaisseur de la tôle dues à la flexion des cylindres de travail, un des procédés est la contre flexion de ces cylindres, à l’aide de vérins hydrauliques placés entre les cales des cylindres de travail et/ou des cylindres d’appui. Ils sont utilisés pendant le procédé de laminage selon les trois façons suivantes : - Vérins entre les cales des cylindres de travail : nommé JWW* [Jack, Work [roll] / Work [Roll]] - Vérins entre les cales adjacentes des cylindres de travail et d’appui : JWB [Jack Work / Backup] - Vérins entre les cols des cylindres d’appui : JBB
Figure 6: Flexion des cylindres, d’après [12]
10
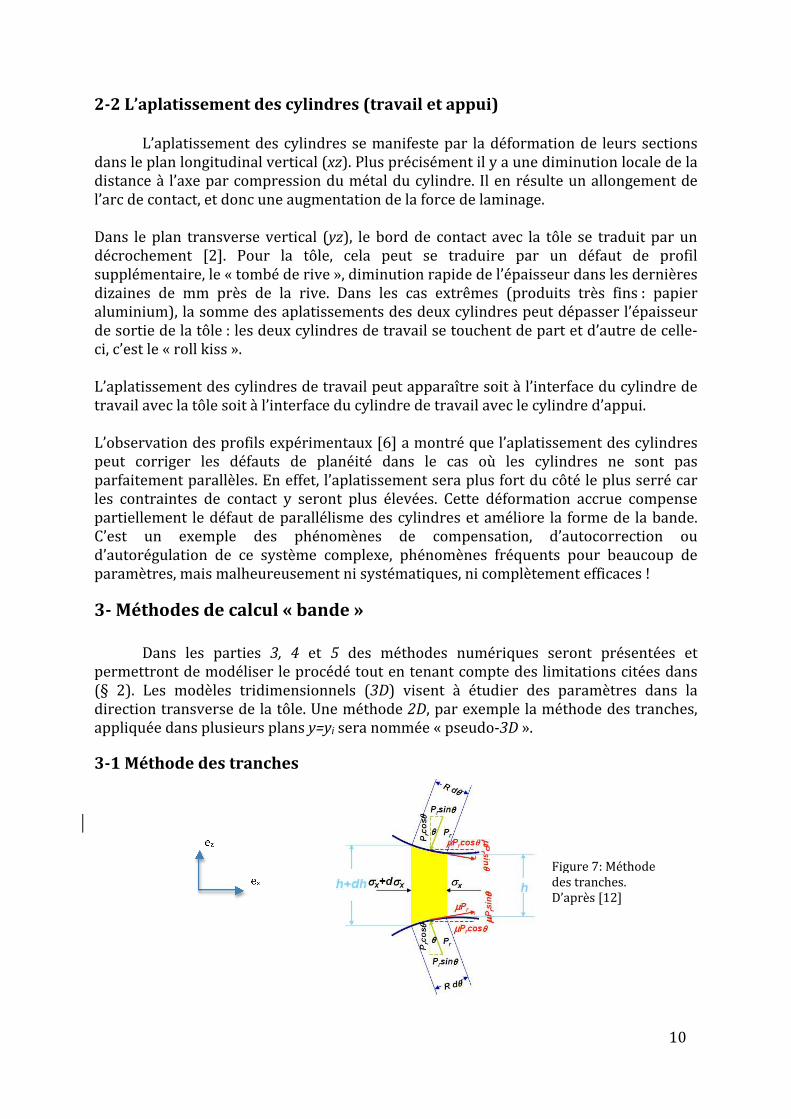
2-2 L’aplatissement des cylindres (travail et appui)
L’aplatissement des cylindres se manifeste par la déformation de leurs sections dans le plan longitudinal vertical (xz). Plus précisément il y a une diminution locale de la distance à l’axe par compression du métal du cylindre. Il en résulte un allongement de l’arc de contact, et donc une augmentation de la force de laminage. Dans le plan transverse vertical (yz), le bord de contact avec la tôle se traduit par un décrochement [2]. Pour la tôle, cela peut se traduire par un défaut de profil supplémentaire, le « tombé de rive », diminution rapide de l’épaisseur dans les dernières dizaines de mm près de la rive. Dans les cas extrêmes (produits très fins : papier aluminium), la somme des aplatissements des deux cylindres peut dépasser l’épaisseur de sortie de la tôle : les deux cylindres de travail se touchent de part et d’autre de celle-ci, c’est le « roll kiss ». L’aplatissement des cylindres de travail peut apparaître soit à l’interface du cylindre de travail avec la tôle soit à l’interface du cylindre de travail avec le cylindre d’appui. L’observation des profils expérimentaux [6] a montré que l’aplatissement des cylindres peut corriger les défauts de planéité dans le cas où les cylindres ne sont pas parfaitement parallèles. En effet, l’aplatissement sera plus fort du côté le plus serré car les contraintes de contact y seront plus élevées. Cette déformation accrue compense partiellement le défaut de parallélisme des cylindres et améliore la forme de la bande. C’est un exemple des phénomènes de compensation, d’autocorrection ou d’autorégulation de ce système complexe, phénomènes fréquents pour beaucoup de paramètres, mais malheureusement ni systématiques, ni complètement efficaces !
3- Méthodes de calcul « bande »
Dans les parties 3, 4 et 5 des méthodes numériques seront présentées et permettront de modéliser le procédé tout en tenant compte des limitations citées dans (§ 2). Les modèles tridimensionnels (3D) visent à étudier des paramètres dans la direction transverse de la tôle. Une méthode 2D, par exemple la méthode des tranches, appliquée dans plusieurs plans y=yi sera nommée « pseudo-3D ».
3-1 Méthode des tranches
Figure 7: Méthode des tranches. D’après [12]
11
Sur la figure 7, on présente une tôle (en jaune) située entre deux cylindres (deux arcs de cercle) dans le plan (xz). σx représente la contrainte dans la direction de laminage ex, et est supposée être uniformément distribuée sur les faces verticales de l’élément de matière qui a une dimension infinitésimale dans la direction de laminage. La méthode des tranches est une méthode commune de résolution des problèmes de plasticité, bien adaptée au laminage de produits plats à froid. Plus généralement, les vitesses et contraintes sont supposées ne dépendre que de x ; on suppose de plus que les axes principaux des vitesses de déformation et des contraintes sont partout confondus avec (x,y,z), ce qui permet de passer de 6 composantes de contraintes inconnues à 3. Partant des équations d’équilibre (3 équations avec 6 inconnues qui sont les composantes du tenseur de contrainte) et les équations de comportement (6 équations issues par exemple du critère de plasticité de Von Mises et de sa loi d’écoulement associée, ajoutant les 3 inconnues associées aux composantes du champ de vitesse), les simplifications apportées par la méthode des tranches ramènent à une équation différentielle du 1er ordre. La méthode peut cependant traiter toutes les lois de comportement et tous les types de couplages. Cette dernière équation peut être résolue par la méthode de Runge et Kutta avec les conditions limites prédéfinies. Elle permet ainsi d’avoir les composantes zzyyxx σσσ ,, du
tenseur des contraintes. On en tire par intégration la force de laminage et le couple appliqué aux cylindres. Cette méthode s’applique facilement en 2D avec l’hypothèse de « déformation plane » et difficilement en « pseudo 3D » ou « 2D étendu » qui nécessite une grande série de calculs sur plusieurs plans longitudinaux donnant par exemple une répartition transverse f(y) de force de laminage par unité de largeur.
3-2 Méthode des éléments finis
La méthode des éléments finis peut quant à elle traiter des cas bi- ou tridimensionnels 2D / 3D. Elle peut être utilisée avec différentes lois de comportements, différents types de couplages et présente un avantage certain sur d’autres méthodes lorsque des effets 3D importants sont susceptibles de se manifester [1]. Malgré les difficultés qu’elle peut rencontrer au niveau du maillage à cause du rapport de forme des tôles dont l’épaisseur est beaucoup plus faible que leur longueur et largeur, elle est maintenant la méthode la plus utilisée en laminage à chaud. Notons cependant que la méthode des tranches, de par son très faible coût, reste dominante pour les tôles minces à très minces, ce qui correspond au laminage à froid.
4- Modélisation de la flexion et de l’aplatissement
Nous avons vu que la flexion ou l’aplatissement des cylindres pouvait avoir des conséquences importantes sur le résultat obtenu en sortie de laminage. Il est donc nécessaire de prendre en compte ces phénomènes si l’on veut pouvoir prédire la forme
12
de la tôle avec précision en fonction des paramètres du procédé. Différents modèles ont été proposés pour prendre en considération ces phénomènes.
4-1 Modélisation 2D de l’aplatissement
Un des premiers modèles proposés en 2D est celui d’Hitchcock. Ce modèle est basé sur l’hypothèse que le cylindre aplati reste circulaire (même dans l’emprise) mais que son rayon augmente localement de R à R’ suivant l’équation:
( )
( ) ( )( )
+++−
−+= 2
2210
2' 116
1δδδπ
ν
f
m
cyl
cyl
hh
F
ERR 4.
Où Fm est la force de laminage par unité de longueur, 2δ le surcroît de déformation
plastique nécessaire pour obtenir l’épaisseur finale visée en dépit du retour élastique et
1δ l’effet d’amincissement élastique avant et après emprise (effet Poisson dû aux
tensions F1 et F2) [1]. Mais étant donné que le couplage de cette méthode avec les méthodes des tranches peut poser des problèmes de convergence car elle surcontraint la longueur de contact, d‘autres méthodes ont été développées comme la méthode des éléments finis et la méthode des fonctions d’influence qui est expliquée dans la thèse [9] (pages 25,26). Elles permettent de décrire une forme quelconque du cylindre dans le contact. Il existe également d’autres méthodes analytiques performantes qui ont été développés par Zhou et al. [7, 8] pour calculer l’aplatissement des cylindres de travail et d’appui sur des modèles 2D.
4-2 Modélisation 3D de la flexion et de l’aplatissement des cylindres
La modélisation de la flexion des cylindres est relativement complexe car elle prend en considération l’environnement du cylindre de travail. Les modèles de calcul par élément finis sont précis mais « lourds » dans ce cas et rarement utilisés (voir quand même [10]). La préférence est donnée aux modèles basés sur les calculs approchés semi analytiques de la théorie de l’élasticité. A cause de la complexité du problème, ces méthodes semi analytiques s’intéressent d’abords à la « loi de comportement équivalente » d’un seul cylindre en utilisant des solutions de problèmes classiques (problème de Boussinesq) qu’elles généralisent et discrétisent par une méthode de fonctions d’influence [9]. Ensuite, ces méthodes prennent en compte la loi de comportement de l’ensemble de l’outillage. On obtient un système d’équations dont la résolution relie « inconnues du système » et contraintes de contact tôle/cylindre.
13
5- Couplage des modèles tôle/Cylindre
Formellement, on peut écrire ce système couplé (en 2D pour plus de simplicité) sous la forme générale :
[ ]( ) ( )[ ]xyOx
xOxy
n
n
2
1 ;)()(
==
σσ
5.
Où : O1 et O2 sont des opérateurs intégraux différentiels3. La première équation décrit comment l’application des contraintes de contact déforme le profil du cylindre y(x), la seconde décrit la dépendance du profil de contrainte à la géométrie de l’interface. La solution apparaît comme un point fixe de O1oO2 ou O2oO1 : ))((()( 21 xyOOxy =
ou ))((()( 12 xOOx nn σσ = .
Actuellement plusieurs études montrent que dans ce cas, la performance du calcul est déterminée par le choix de la technique numérique pour traiter ce couplage. Parmi ces techniques usuelles, on trouve la méthode du gradient conjugué, la méthode de calcul global par éléments finis et la méthode de point fixe relaxé [9].
5-1 Méthode de point fixe / point fixe relaxé
Dans ce cas de couplage, les deux équations sont résolues par un processus itératif utilisant un algorithme de point fixe. Malheureusement, ses conditions de convergence ne sont pas toujours vérifiées en particulier pour les tôles minces, pour lesquels la pente de R(Fm) devient très grande dans l’équation 4 et graphiquement d’après [5]. Cette méthode s’étend sans difficulté particulière (hormis le temps de calcul) au 3D, ou le modèle de bande est démultiplié dans la direction transverse, et le calcul cylindre est un modèle 3D de flexion et d’aplatissement. La relaxation peut y être appliquée aussi. Le but de la relaxation est d’assurer ou d’accélérer la convergence du processus itératif utilisant un algorithme de point fixe. Il existe toujours un intervalle de valeurs du coefficient de relaxation (ω) pour lequel cette convergence est réalisée à condition que les valeurs initiales affectées aux paramètres ne soit pas trop éloigné de la solution [9].
5-2 Méthode de gradient conjugué
Une méthode originale a été proposée avec succès par Grimble [4], qui écrit une
erreur quadratique y(x) − O1(O2(y(x)))( )2.dx
0
L
∫ et la minimise par gradient conjugué par
rapport à la fonction y(x). Cela nécessite d’exprimer la dérivée, soit analytiquement, soit numériquement par différences finies.
3 Les opérateurs intégraux différentiel sont les opérateurs relatifs à la primitive d’une équation différentielle
14
Cette méthode d’automaticien a montré à l’époque (années 1970) une performance au-dessus du lot pour les conditions de laminage sévères et les profils de cylindre très non circulaires. Mais elle n’a pas été reprise par la suite, car d’autres méthodes plus simples (point fixe relaxé) ou plus systématiques (éléments finis) ont suffisamment progressé.
5-3 Solution globale tôle - cylindres
Dans le cas où l’on utilise la méthode des éléments finis à la fois pour la tôle et les cylindres, les possibilités se diversifient. En effet, on peut toujours considérer que l’on a deux sous-modèles, et qu’on les traite de façon alternée, itérative. Les mêmes considérations que ci-dessus s’appliquent (dont la nécessité de relaxer dans les cas sévères). Mais du fait que les deux modèles sont de même nature, contrairement à tous les cas précédents, on peut aussi assembler les deux sous-modèles en un seul système, avec ses discontinuités tangentielles aux interfaces, et effectuer une seule résolution éléments finis globale. L’intérêt en termes de qualité de solution a été démontré en 2D par Gratacos [5], et plus récemment en 3D par Hwang et ses collaborateurs [10]. On peut considérer que l’on obtient ainsi une solution très coûteuse, mais qui peut servir de référence, et étalonner les méthodes plus astucieuses, moins coûteuses mais plus risquées.
6- Méthodes numériques du logiciel Lam3/Tec3 [9, 12]
Le logiciel LAM3 est un logiciel de simulation tridimensionnelle du laminage par élément finis, proche du logiciel FORGE3®, mais comportant plusieurs adaptations spécifiques aux procédés de laminage (adaptations aux simulations stationnaires, couplage avec l’outillage et choix des types d’éléments). Tec3 est un modèle autonome de cédage4 de cages de laminoirs à empilement vertical, un modèle thermique autonome stationnaire ou instationnaire dans le cylindre de travail, un calcul de bombé thermique du cylindre de travail, un mailleur de pièce et d’outil LAM3, ainsi qu’un module de dépouillement de calcul thermomécanique couplé entre LAM3 et la cage de cylindres. La méthode utilisée est un point fixe relaxé.
6-1 Choix du type du modèle 3D de la bande
La méthode utilisée pour le calcul de la mécanique de la tôle (acier ou aluminium) est la méthode des éléments finis 3D. Le logiciel donne le choix entre une formulation incrémentale très ordinaire (actualisation temporelle de type Euler vers l’avant à un pas) et une formulation stationnaire beaucoup plus rapide, reposant sur la méthode (itérative) des lignes de courant (streamline method) [1] et [9].
4 Le cédage désigne la déformation élastique de cages, incluant flexion et écrasement des cylindres de travail et d’appuis [9].
15
Une originalité du modèle est la délicate méthode d’intégration des contraintes le long des lignes de courant en comportement élasto-viscoplastique (EVP), méthode dite ELDTH (Eulérien – Lagrangien à pas de temps (dt) hétérogène) [9]. Cela dit, depuis bien des années, seule la formulation stationnaire a été utilisée. Un des buts du travail est de revérifier le bon fonctionnement de la version incrémentale [9]. Le couplage thermique est assuré. Du fait du grand nombre de Péclet, on a recours pour la thermique à une méthode SUPG (Streamline-Upwind Petrov-Galerkin). Le type d’élément principal est l’hexaèdre linéaire à 8 nœuds, avec sous intégration de la pression en un point de Gauss unique localisé au centre de l’élément. Il utilise une formulation en vitesse avec pénalisation de l’incompressibilité (valable pour toutes les lois de comportements). Il existe également une formulation mixte en vitesse et en pression (valable pour la loi de comportement Norton-Hoff uniquement), utilisant des tétraèdres avec une discrétisation de type P1+/P1 : pression linéaire, vitesse linéaire + champ « bulle » valant 1 au centre et 0 sur toutes les faces du tétraèdre [9] et [13].
6-2 Choix du type du modèle 3D du “cylindre”
La méthode utilisée pour le calcul de la déformation élastique des cylindres sous l’effet des contraintes de contact est une méthode semi analytique ainsi qu’une méthode de calcul de cédage semi-analytique développée durant la thèse d’Hacquin [9]. Le principe et la structure du modèle sont proches de [11], mais tous les éléments ont été raffinés :
• flexion et aplatissement des cylindres ont été recalculés à partir du modèle de Berger [14],
• la distribution des contraintes de contact bande – cylindre de travail a été généralisée à une « colline de frottement » quelconque et non plus une distribution elliptique de Hertz,
• des effets d’extrémité ont été ajoutés aux termes de flexion et d’aplatissement, sur la base de calculs éléments finis élastiques (la rigidité locale est affectée par la présence des tourillons et du bord de la table),
• le contact cylindre de travail – cylindre d’appui fait appel à la force de contact locale,
• des actionneurs de profil et planéité ont été intégrés dans les équations d’équilibre globales (contre flexions, cylindre intermédiaires, cylindres « bouteille »),
• la possibilité de « roll kiss » est prise en compte pour les tôles très fines.
6-3 Difficultés de convergence
Le couplage tôle – cylindre est une origine possible de non convergence, en particulier pour les produits les plus fins. Mais ce n’est pas la seule, dans la mesure ou plusieurs autres niveaux de boucles existent dans le logiciel (itérations de l’algorithme
16
de Newton-Raphson pour la résolution des équations non linéaires, itération de la méthode des lignes de courant avec transport des contraintes…). Une non convergence peut donc avoir plusieurs origines. Une des pistes plausibles est la robustesse de l’algorithme de contact qui sera analysée durant ce stage. Une autre serait due au fait que la forme des tôles très minces implique de très grandes déformations des éléments en bord d’emprise, qui ferait dégénérer le remaillage appliqué entre deux itérations de la méthode des lignes de courant.
Conclusion
Le but du procédé de laminage de tôles est de réduire l’épaisseur des tôles lors de leur passage dans l’entrefer entre les cylindres de travail. Ceci s’accompagne d’une déformation plastique dans les tôles et une déformation élastique dans les cylindres, qui influencent fortement la qualité finale des tôles. Des modèles numériques existent pour représenter les tôles en utilisant principalement les méthodes des éléments finis pour le laminage à chaud et les méthodes des tranches pour le laminage à froid. Les cylindres sont principalement représentés par les méthodes semi analytiques. Dans le cadre de ce stage, nous allons nous focaliser sur le logiciel LAM3/TEC3 qui, comme nous l’avons vu dans les pages précédentes, est un modèle stationnaire éléments finis 3D de laminage. Les tôles y sont maillées à l’aide d'éléments hexaédriques. Nous souhaitons rendre le modèle à la fois plus convivial et plus stable. En effet, le rapport de forme des tôles très minces implique que, pour un nombre de noeuds raisonnable, les éléments sont très déformés. C’est vrai sous emprise (éléments très allongés dans le sens de la largeur) comme en dehors de l’emprise (éléments très allongés sur les rives, très plats au centre). Ceci peut contribuer à l’apparition d’instabilités mécaniques et numériques et de non-linéarités supplémentaires du fait du mauvais conditionnement des systèmes à résoudre. Ce peut être une des origines des difficultés de convergence constatées lors du laminage de produits minces. La robustesse de l’algorithme de contact peut également être mise en cause. Les objectifs visés pour les prochains mois sont d’identifier des causes de mauvaise ou de non-convergence, de proposer des pistes d’améliorations et d’évaluer leur efficacité.
17
Bibliographie [1] P. MONTMITONNET, Laminage Objectifs et modélisation,
Technique de l’ingénieur, M 3065
[2] P. MONTMITONNET, Laminage Analyse thermomécanique et
application, M 3066
[3] P. MONTMITONNET, Hot and cold strip rolling proccesses, Science direct, Computer Methods Appl. Mech. Engrg 195 (2006) p 6604-6625
[4] M.J. Grimble, M.A. Fuller, G.F. Bryant, A non circular arc roll
force model for cold rolling. Int. J. Num. Meth. Eng. 12 (1978) p 643-663
[5] P Gratacos, Un problème couplé: modélisation élastoplastique
par éléments finis du laminage à froid de bande mince, Thèse ENSMP (1991) p 15
[6] B. FAZAN, J.C. ALBERT, Etude expérimentale de l’aplatissement
et de la flexion des cylindres dans le laminage à froid des
produits plats, Rev. Mét.- Janvier 1963 p 49; 50; 58
[7] S.X. Zhou, P.Funke, J. Zhong, Influence of Roll geometry and
strip width on flattening in flat rolling, Steel Res. 67, 5 (1996) p 200-204.
[8] S.X. Zhou, P. Funke, J. Zhong, C. Plociennik, Modification of a
classical formula for determination of roll flattening in flat
rolling, Steel Res. 67, 11 (1996) p 491-494. [9] A. HACQUIN, Modélisation thermomécanique tridimensionnelle
du laminage – Couplage bande/cylindre- Thèse ENSMP – CEMEF, 1996 p 24-29 ; 48-61 ; 99-104 ; 106-107
[10] T.H KIM, W. H. LEE, S. M. HWANG, An integrated FE Process
Model for the Prediction of Strip Profile in Flat Rolling, Isij Int. 43, 12 (2003), p 1947
[11] K. N. SHOHET, N.A. TOWNSEND, Roll Bending Methods of
crown control in four-high plate mills, 1968 BISRA/IGL, p 1088 -1098.
[12] H. MARCHAND, Modélisation de la planéité en sortie de
laminage des produits plats – Thèse ENSMP – CEMEF, 2000 p 45
[13] Transvalor Août 96 LAM3 version 8.4 Manuel de l’utilisateur
[14] B. Berger, E. Neuschütz, G. Mücke, Experiences with a flatness
control system including axial roll shifting. Proc. of the 4th Int. Steel Rolling Conf. (Juin 1987), Deauville. E.13 Irsid/ATS (ed.)
18
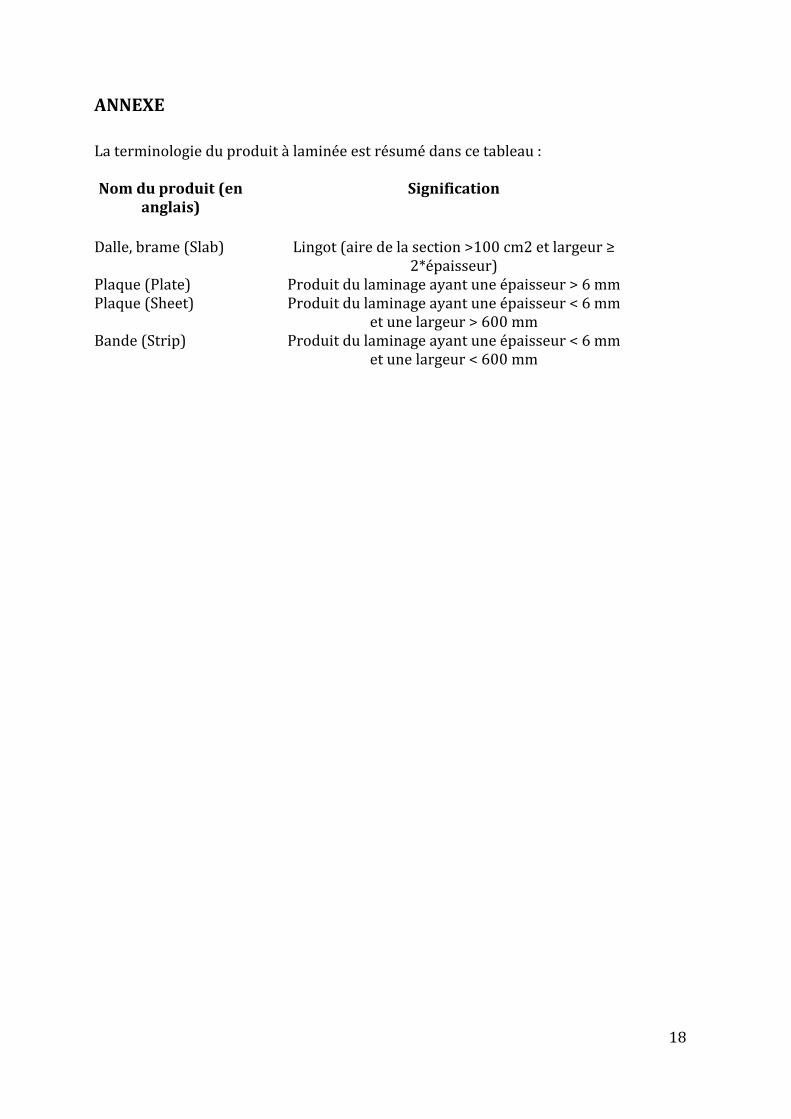
ANNEXE
La terminologie du produit à laminée est résumé dans ce tableau : Nom du produit (en
anglais) Signification
Dalle, brame (Slab) Lingot (aire de la section >100 cm2 et largeur ≥ 2*épaisseur)
Plaque (Plate) Produit du laminage ayant une épaisseur > 6 mm Plaque (Sheet) Produit du laminage ayant une épaisseur < 6 mm
et une largeur > 600 mm Bande (Strip) Produit du laminage ayant une épaisseur < 6 mm
et une largeur < 600 mm







![CORPUS HIPPOCRATICUM Bibliographie der hippokratischen und …cmg.bbaw.de/online-publikationen/Hippokrates-Bibliograph... · 2018. 1. 23. · U Longrigg, James: [Hippocrates] Ancient](https://img.pdfslide.tips/doc/110x75/5fe175ea209d593491353969/corpus-hippocraticum-bibliographie-der-hippokratischen-und-cmgbbawdeonline-publikationenhippokrates-bibliograph.jpg)





















