Embed Size (px)
Citation preview

TUGAS TOOLING DESAIN
RANCANG BANGUN MESIN PEMOTONG
KRIPIK SINGKONG
Disusun Guna Memenuhi Syarat Tugas Tooling Desain
Fakultas Teknik Jurusan Teknik Mesin Universitas Muhammadiyah Surakarta
Disusun Oleh :
ADI PURNAMA PUTRA D200 060 016
RUKINO D200 060 098
TAUFIK AGUS RIYANTO D200 070 002
FAKULTAS TEKNIK JURUSAN TEKNIK MESINUNIVERSITAS MUHAMMADIYAH SURAKARTA
2010

LEMBAR PENGESAHAN
Tugas Tooling Desain ini dibuat untuk memenuhi tugas mata kuliah
Tooling Desain di Jurusan Teknik Mesin Fakultas Teknik Universitas
Muhammadiyah Surakarta. Disusun dan dipersiapkan oleh :
Adi Purnama Putra D200 060 016
Rukino D200 060 098
Taufik Agus Riyanto D200 070 002
Telah disetujui dan sahkan pada :
Hari :
Tanggal :
Mengesahkan
Koordinator Tugas Tooling Desain
( Ir. Pramuko IP, MT.)
Menyetujui
Dosen Pembimbing
( Ir. Subroto, MT.)
Mengetahui
Ketua Jurusan
( Ir. Sartono Putro, MT. )

KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT atas segala Rahmat,
Karunia serta Hidayah-Nya sehingga Tugas Tooling Desain dengan judul
“Rancang Bangun Mesin Pemotong Kripik Singkong” dapat terselesaikan.
Tugas Tooling Desain ini merupakan salah satu tugas kuliah yang wajib
bagi mahasiswa jurusan Teknik Mesin. Keberhasilan dalam menyelesaikan Tugas
ini tidak lepas dari bantuan berbagai pihak. Oleh karena itu pada kesempatan ini
Penulis mengucapkan terima kasih kepada:
1. Allah SWT atas segala nikmat yang diberikan, sehingga penulis dapat
menyelesaikan Tugas Tooling Desain ini.
2. Ir. Pramuko IP, MT, selaku Koordinator Tugas Tooling Desain.
3. Ir. Sartono Putro, MT, selaku Ketua Jurusan Teknik Mesin.
4. Ir. Subroto, MT selaku Dosen Pembimbing yang telah memberikan
bimbingan dan arahan dalam menyelesaikan tugas ini.
5. Bapak dan Ibu yang senantiasa berdo’a dan memberi dukungan baik moral
maupun material untuk menyelesaikan Tugas Tooling Desain ini.
6. Rekan-rekan Fakultas Teknik Jurusan Teknik Mesin, serta pihak lain yang
tidak bisa disebutkan satu persatu dalam ini.
“Tak Ada Gading yang Tak Retak”. Penulis menyadari bahwa masih
banyak kekurangan yang masih jauh dari sempurna dalam penyusunan laporan
ini. Maka dari itu penulis mengharapkan saran dan kritik yang bermanfaat guna
kesempurnaan dalam pembuatan laporan. Semoga laporan ini dapat bermanfaat.
Surakarta, November 2010
Penulis

BAB I
PENDAHULUAN
1.1 Latar Belakang
Indonesia adalah negara agraris yang didukung oleh kondisi tanah
Indonesia yang subur, sehingga sangat baik digunakan untuk lahan pertanian
mulai dari sawah, perkebunan, hutan produksi, ladang dan kebun.
Singkong, ketela dan tanaman umbi-umbian lainnya merupakan salah satu
tanaman yang mudah dalam penanaman dan memiliki banyak manfaat, tetapi
pengolahan yang dilakukan petani saat ini sifatnya masih tradisional,
sehingga membutuhkan banyak waktu dalam proses pasca panen. Untuk
mengatasi masalah tersebut Balai Besar Pengembangan Mekanisasi Pertanian
telah mendesain alat pemotong Singkong secara manual. Kontruksi alat ini
sangat sederhana terdiri dari blok mesin berbentuk lingkaran, terdapat pisau 4
buah. Dipasang pada piringan. Akan tetapi jumlah hasil produksi perajang
dengan tipe penggerak manual ini sangat dipengaruhi oleh kondisi fisik dari
pekerja. Selain itu, ada juga yang telah mendesain mesin yang serupa
fungsinya serta lebih sempurna dari desain sebelumnya.
Pembuatan mesin ini harus dipertimbangkan sedemikian rupa agar
pengadaannya mampu dipenuhi oleh industri kecil dimasyarakat.
Pertimbangan ini tentunya tidak lepas dari pemilihan perangkat pendukung
antara lain penggunaan motor penggerak, pulley penghubung, v-belt, dan
perangkat lainnya agar tercipta alat yang berhasil guna.
1.2 Batasan Masalah
Terkait judul yang diambil, perancangan mesin ini dibatasi oleh beberapa hal,
diantaranya :
1. Perancangan bodi mesin.
2. Sistem kerja.
3. Perencanaan perangkat pendukung (meliputi motor penggerak, pulley, belt
dan lainnya) agar mampu bekerja mengiris singkong.

1.3 Tujuan Perancangan
berdasarkan batasan masalah yang telah ditentukan, tujuan dari perancangan
ini adalah :
1. Mengetahui desain body mesin yang sesuai dengan beban yang ditumpu.
2. Memahami sistem kerja dari mesin.
3. Mengetahui spesifikasi dari perangkat yang sesuai dengan beban.
1.4 Metode Perancangan
dalam rancang bangun mesin ini, ada beberapa metode yang digunakan
diantaranya :
1. Memahami sistem kerja.
2. Mendefinisikan sistem.
Meliputi pemahaman terhadap perangkat yang akan digunakan.
3. Perancangan.
Pembuatan desain yang akan dibuat.
4. Realisasi.
Proses pembuatan rangka mesin sesuai dengan desain serta pemasangan
perangkat lainnya.
5. Pengujian
Dilakukan untuk mengetahui apakah mesin dapat bekerja dengan baik atau
tidak.
1.5 Sistematika Penulisan
BAB I PENDAHULUAN
Meliputi latar belakang, batasan masalah, tujuan perancangan, metode
perancangan, sistematika penulisan.
BAB II DASAR TEORI
Berisi tentang teori yang digunakan dalam proses perhitungan
perangkat mesin antara lain poros, pasak, pulley, belt, dan perangkat
yang lainnya.

BAB III ANALISA PERHITUNGAN
Berisi tentang perhitungan dari komponen pendukung mesin yang
meliputi perhitungan poros, pulley, belt dan yang lainnya.
BAB IV PERAWATAN DAN PERBAIKAN
Menerangkan bagaimana cara merawat mesin dan bagaimana
perbaikan yang dilakukan ketika mesin mengalami kerusakan.
BAB V PENUTUP
Kesimpulan dan Saran
DAFTAR PUSTAKA
LAMPIRAN

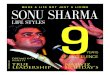
RANCANGAN MESIN
Gambar 1.
Desain Mesin Pembuat Kripik Singkong beserta bagian - bagiannya

BAB IIDASAR TEORI
Berbagai media sering kali memuat beberapa peralatan yang sering
digunakan oleh masyarakat dan juga industri rumah tangga. Peralatan tersebut
tidak jauh dari pemanfaatan tenaga listrik. Salah satunya adalah alat pengiris
singkong. Pada dasarnya pengiris singkong atau mesin perajang adalah salah satu
alat untuk mengolah hasil pertanian yang menggunakan daya listrik sebagai
tenaga penggerak. Selain itu peran dari komponen pendukung lainnya juga perlu
dipertimbangkan yaitu poros, pulley, bantalan, dan lainnya. Guna mengetahui
sejauh mana tingkat keamanan dan kemampuan komponen diatas dalam proses
melakukan pekerjaan nantinya, perlu diperhitungkan secara detail mengenai
kekuatan yang dimiliki oleh masing- masing bagian itu serta berapa dimensi yang
harus diberikan agar mesin dapat dibuat dengan hemat tanpa harus mengeluarkan
banyak biaya.
Komponen Pendukung
2.1 Pulley
Pulley digunakan untuk mentransmisikan daya dari satu poros ke
poros yang lain dengan bantuan sabuk (belt) atau tali. Rasio kecepatan
pulley ini tergantung dari diameter pulley penggerak dan pulley yang
digerakkan. Maka dari itu pemilihan diameter pulley haruslah hati-hati
dan teliti.
bahan-bahan untuk pembuatan pulley antara lain cast iron, cast
steel/pressed steel, wooden steel, dan paper pulley.
Pemilihan pulley harus bisa didukung oleh komponen lainnya agar
kinerja dari suatu peralatan mesin dapat bekerja dengan maksimal
serta memberikan umur dari komponen tersebut tahan lama.
Pada perancangan ini ada beberapa data yang telah diketahui yaitu:
Motor dengan daya ¼ HP(0.186 kw), putaran 1400 rpm.
Direncanakan pulley dengan diameter nominal sebesar 76 mm untuk

penggerak dan 254 mm untuk yang digerakkan. Dari data tersebut
dapat diketahui besarnya n2 untuk perhitungan selanjutnya.
Gambar 2. Penampang pulley
Putaran n2 dapat dicari dari perbandingan seperti dibawah :
…………………………….. (1)
Dengan : n1 = putaran motor penggerak (rpm)
n2 = putaran poros pisau (rpm)
Dp = diameter pulley pada pisau(mm)
dp = diameter pulley motor(mm)
i adalah perbandingan reduksi pulley.1 Besarnya i >1.
2.2 Belt
Belt digunakan untuk mentransmisikan daya dari poros ke poros yang
lainnya dengan bantuan pulley dalam kecepatan yang sama ataupun
berbeda. Jumlah tenaga yang dipindahkan tergantung pada :
a. Kecepatan belt
b. Tegangan belt pada pulley
c. Gesekan antara belt dengan pulley
1 Sularso,1994. Dasar Perencanaan dan Pemilihan Elemen Mesin. Hal 166

Gambar 5. Bentangan belt
Panjang keliling belt drive
………………… (10)
C adalah jarak antar sumbu pulley. Besarnya 1,5 s/d 2 kali diameter
pulley terbesar.2
2.3 Poros
Poros merupakan bagian terpenting dari setiap mesin karena poros
berfungsi sebagai alat untuk mentransmisikan daya. Hal yang perlu
diperhatikan dalam merencanakan sebuah poros antara lain :
a. Bahan Poros
Poros mesin pada umumnya menggunakan bahan baja batang yang
ditarik dingin dan difinis. Baja karbon konstruksi mesin (disebut
bahan S-C) yang dihasilkan dari baja yang dideoksidasikan dengan
ferrosillikon dan dicor. Poros-poros yang dipakai untuk meneruskan
putaran tinggi dan beban berat umumnya dibuat dari baja paduan
dengan pengerasan kulit yang tahan terhadap keausan. Beberapa
diantaranya adalah baja khrom nikel, baja khrom nikel molibden, dan
lain-lain.
2 Ibid. hal 170

b. Kekuatan Poros dan Kekakuan Poros
Kekuatan dan kekakuan poros perlu diperhatikan dan disesuaikan
dengan tujuan pemakaiannya. Suatu poros dapat mengalami beban
puntir dan lentur maka dari itu memerlukan kekakuan dan kekuatan
yang sesuai dengan beban yang akan diberikan pada poros tersebut.
c. Putaran Kritis
Apabila putaran mesin dinaikkan, maka pada saat putaran tertentu
akan terjadi getaran yang sangat besar. Putaran ini disebut putaran
kritis. Maka dari itu , poros yang direncanakan harus memiliki putaran
kerja yang lebih rendah dari putaran kritis.
d. Korosi
Poros harus dipilih dari bahan yang tahan terhadap korosi. Hal ini
dilakukan untuk pengamanan poros ketika mesin berhenti terlalu lama
dan bekerja pada medan yang mudah menimbulkan korosi serta
menyebabkan pendeknya umur dari poros.
2.3.1 Perencanaan Poros
Pada perencanaan poros terdapat beberapa pemilihan yaitu :
1. Poros dengan beban momen puntir dan torsi
2. Poros dengan beban momen lentur
3. Poros dengan beban campuran antara lentur dan puntir
4. Poros dengan beban aksial dan kombinasi antara lentur dan
torsi.
Dalam hal ini dikarenakan porosnya berputar dengan beban
sabuk(belt) maka asumsinya poros terkena beban puntir.
Dirumuskan sebagai berikut :
Daya Rencana
Perhitungan daya rencana ini mengacu pada daya yang terjadi
pada poros pisau.
Pd =fc × P ……………………………... (2)

Dengan : Pd = daya rencana (kw)
fc = faktor koreksi
P = daya motor (kw)
Perhitungan daya rencana berhubungan dengan faktor koreksi,
dimana faktor koreksi digunakan untuk memberikan batas
keamanan dari daya yang direncanakan. Digunakan fc sebesar
1,0 (diperkirakan daya normal)3.
Momen Puntir poros.4
……………………… (3)
Dengan : T = momen puntir (kg mm).
n2 = putaran poros pada pisau (rpm).
Tegangan Geser yang diijinkan pada poros.5
...................................... (4)
Dengan : a = tegangan geser yang diijinkan( kg/mm2)
= faktor bahan
Sf2 = faktor tegangan
= kekuatan tarik
Sf1 adalah faktor keamanan yang dipengaruhi oleh massa dari
bahan yang digunakan. Besarnya 6,0
Sedangkan untuk Sf2 merupakan faktor keamanan yang
dipengaruhi oleh konsentrasi tegangan pada poros yang diberi
alur pasak. Besarnya 3,0.
3 Ibid, hal 74 Ibid, hal 75 Ibid, hal 8

Diameter Poros.6
.................... (5)
Dengan : ds = diameter poros (mm)
Kt = faktor koreksi
Cb = faktor perkiraan kelenturan
Kt adalah faktor koreksi poros yang mendapatkan momen
puntir. Besarnya 1.5
Cb adalah faktor yang diberikan untuk poros yang
menerima beban lentur sebesar 2,3
Tegangan Geser pada Poros.7
…………………………… (6)
Tegangan geser yang terjadi pada poros harus kurang dari
tegangan geser yang di ijinkan guna keamanan pada
konstruksi.
2.4 Pasak
pasak adalah suatu elemen mesin yang digunakan untuk menetapkan
/mengunci bagian-bagian penting seperti roda gigi, pulley, kopling dan
lain sebagainya. Pasak pada umumnya dapat digolongkan menjadi
beberapa, diantaranya :
a. Pasak pelana
b. Pasak benam
c. Pasak singgung
d. Pasak jarum
6 Ibid, hal 87 Ibid, hal 7

2.4.1 Perencanaan Pasak (Pasak Benam)
Pasak pada umumnya dipilih bahan yang lebih lemah dari
porosnya, sehingga pasak lebih dahulu rusak dari pada porosnya.
Hal ini dilakukan agar mudah dalam mengganti dan dengan harga
yang lebih murah dibanding mengganti poros yang tentunya lebih
mahal dari pasaknya. Disamping itu juga harus diperhitungkan
pengaruh gaya tangensial, tegangan geser, dan tekanan
permukaan yang dapat dihitung dengan rumus :
Gaya Tangensial.8
Gambar 3. Gaya tangensial pasak
................................... (7)
Dengan : F = Gaya Tangensial (kg)
T = Momen puntir rencana (kg mm)
ds = Diameter poros (mm)
Perhitungan tegangan geser yang diijinkan (ka).9
ka = .................................................... (8)
Dengan :
b = Kekuatan tarik bahan pasak ( jenis S-C )
Sfk1 = Faktor keamanan untuk bahan
Sfk2 = Faktor keamanan tegangan,
8 Ibid, hal 259 Ibid, hal 25

Pemakaian adalah sebagai berikut :
1.0– 1.5 jika pasak dikenakan beban secara berlahan-lahan.
1.5-3.0 jika pasak dikenakan beban secara tumbukan ringan.
3.0-5.0 jika pasak dikenakan beban secara tiba-tiba dengan
tumbukan berat.
Diasumsikan pasak mengalami beban tiba-tiba digunakan
faktor sebesar 3,0
Gambar 4. Penampang pasak
Untuk lebar dan tinggi pasak dapat disesuaikan dengan
diameter poros(dapat dilihat pada tabel standar pasak).
Sedangkan untuk panjang pasak harus dicari dengan
menggunakan beberapa perbandingan dari rumus yang
mengunakan unsur l.(panjang pasak), antara lain tegangan
geser pada pasak(τk)10:
k = ………………………………. (8)
Dengan : F = Gaya tangensial (kg)
b = Lebar pasak (mm)
l = Panjang pasak (mm)
h = tinggi pasak (mm)
10 Ibid,hal 25

Tekanan permukaan.11
…………………….. (9)
Tekanan permukaan yang diijinkan.12
……….………....... (10)
Ket : P = tekanan permukaan(kg/mm2)
F = gaya tangensial(kg)
l = panjang pasak (mm)
t1 = kedalaman alur pasak(mm)
t2 = alur pasak pada naf(mm)
(nilai t1 dan t2 dapat dilihat pada table standar pasak)
Harga Pa sebesar 8 kg/mm2 untuk poros dengan diameter
kecil, 10 kg/mm2 untuk yang berdiameter besar.
Dari perbandingan beberapa rumus di atas dapat dicari
berapa panjang dari pasak.
2.5 Bantalan
Bantalan merupakan elemen mesin untuk menumpu poros yang
berbeban sehingga putaran atau gerakan bolak-baliknya dapat
berlangsung secara halus, aman dan umurnya lama (awet dalam
pemakaiannya).
2.5.1 Klasifikasi Bantalan
1. berdasarkan gerakan bantalan terhadap poros
Bantalan Luncur (Plain Bearings)
pada bantalan ini terjadi gesekan luncur antara poros dan
bantalan karena permukaan poros ditumpu oleh permukaan
bantalan dengan perantara lapisan pelumas. Bantalan luncur
11 Ibid, hal 2712 Ibid, hal 27

atau bantalan jurnal atau juga disebut dengan Bush, dimana
permukaan dari sebuah komponen meluncur terhadap
permukaan komponen lainnya dan permukaan tersebut kontak
secara khusus untuk meminimalkan gesekan dan keausan.
Bantalan Gelinding
Bantalan gelinding (Rolling Element Bearings) dimana
serangkaian elemen-elemen putar, seperti bola atau roller
dalam bermacam bentuk, diletakkan diantara dua permukaan
untuk memfasilitasi gerakan dari satu permukaan ke
permukaan lainnya. Bantalan gelinding terkadang disebut juga
bantalan anti friksi (anti friction bearings) karena daerah yang
kontak relatif kecil membantu mengurangi tahanan gerakan.
2. Berdasarkan arah beban terhadap poros.
Bantalan radial, arah beban yang ditumpu bantalan ini adalah
tegak lurus sumbu poros.
Bantalan aksial, arah beban sejajar dengan poros.
Bantalan gelinding khusus, bantalan ini dapat menumpu
beban yang arahnya sejajar dan tegak lurus sumbu poros.
2.5.2 Perencanaan Bantalan Gelinding.
Bantalan gelinding mempunyai keuntungan dari gesekan
gelinding yang sangat kecil dibandingkan dengan bantalan
luncur. Elemen dari bantalan gelinding seperti bola atau rol
dipasang antara cincin luar dan cincin dalam. Dengan
memutar salah satu cincin tersebut, bola atau rol akan
membuat gerakan gelinding sehingga gesekan diantaranya
akan jauh lebih kecil. Ketelitian tinggi dalam bentuk dan
ukuran merupakan keharusan. Karena luas bidang kontak
antara bola atau rol dengan cincinnya sangat kecil maka
besarnya beban per satuan luas atau tekanannya semakin
tinggi. Dengan demikian bahan yang dipakai harus

mempunyai ketahanan dan kekerasan yang tinggi.
Beban yang diterima oleh bantalan(dalam kg) adalah :
P = V.X.Fr + Y.Fa ………………….…… (11)
Dengan : X = faktor aksial
Fr = beban radial ( N )
Direncanakan mampu diterima oleh bantalan
Y = faktor radial
Fa = beban aksial ( N )
V = faktor pembebanan(pada kondisi cincin
dalam yang berputar).
V, X dan Y didapat dari hasil perbandingan Fa dengan Fr,
yang dapat dilihat dari table factor – factor pembebanan.
Qmax = 4.37 . Fr / (Z . cos x)
Fr = Qmax . (Z . cos x)
4.37
Dengan : Qmax = Beban nominal yang besar suatu badan
gelinding (N)
Z = Banyaknya badan gelinding dalam satu
baris
X = Sudut singgung
Untuk mengetahui umur dari bantalan perlu dicari faktor
kecepatan dari bantalan (fn) yang dirumuskan :
…………………… … (12)

Diasumsikan bantalan bekerja maksimal 10000 jam, sehingga
C (dukungan dinamis) dapat ditentukan dengan :
……………………………. (13)
Dengan C = dukungan dinamis (N).
P = beban yang diterima (kg)
n = putaran (rpm)
fn = factor kecepatan
fh = umur maksimal bantalan(jam)
dari harga C, maka dapat ditentukan bantalan yang
dibutuhkan sesuai dengan perencanaan.( dengan mengacu
pada tabel standar bantalan).
Suaian bantalan
Ketelitian ukuran mempengaruhi ketelitian pasangan
bantalan. Ketelitian yang tinggi memberikan kelonggaran yang
sesuai dan mengurangi kesalahan pasangan. Hal ini merupakan dasar
bagi kerja yang tenang dan umur yang panjang khususnya untuk
bantalan dan poros yang akan digunakan.
Suaian dapat didefinisikan sebagai kondisi yang terjadi jika dua buah
komponen yang diberi toleransi tertentu dirakit (assembled)13.
Berikut adalah suaian yang sering digunakan :
1. Suaian Longgar (Clearance Fit)
Yaitu suaian yang yang selalu akan menghasilkan
kelonggaran dimana daerah toleransi lubang selalu terletak
di atas daerah toleransi poros.
2. Suaian Paksa (Interference Fit)
Yaitu suaian yang selalu menghasilkan kerapatan dimana
13 Nur Aklis, Modul Spesifikasi Geometri. Bab 2

daerah toleransi lubang selalu berada di bawah daerah
toleransi poros.
3. Suaian Pas (Transition Fit)
Adalah suaian yang dapat menghasilkan kelonggaran ataupun
kerapatan dimana daerah toleransi lubang dan daerah
toleransi poros berpotongan (sebagian saling menutupi).
Dari macam-macam suaian diatas, yang digunakan untuk perencanaan
bantalan dan poros yaitu suaian pas. Untuk mengetahui berapa
besarnya toleransi dan nilai suaiannya, lebih jelas dapat diketahui
pada bab perhitungan.

2.6 Pengelasan
Las termasuk sambungan permanen seperti halnya sambungan
dengan paku keling. Definisi las menurut Deutche Industrie Normen
(DIN) adalah ikatan metalurgi pada sambungan logam atau logam
paduan yang dilaksanakan dalam keadaan lumer atau cair. Pada masa
sekarang teknik pengelasan telah digunakan secara luas pada
konstruksi bangunan baja dan konstruksi mesin.
Keuntungan sambungan pengelasan:
a. Kekuatannya lebih besar dan sambungan lebih rapat.
b. Sambungan lebih ringan sehingga cocok untuk konstruksi yang
memerlukan beban ringan.
c. Saat pengelasan tidak bersuara berisik.
d. Lebih praktis dan lebih ekonomis.
Metode pengelasan
a. Pengelasan elektroda terbungkus.
Dalam pengelasan ini digunakan kawat elektroda logam yang
dibungkus dengan serbuk las (fluk). Karena panas dari busur
listrik, maka bagian yang akan disambung dan ujung elektroda
mencair dan membeku bersana. Selama proses pengelasan
serbuk las yang digunakan untuk membungkus elektroda
mencair dan membentuk terak yang menutupi logam cair

sehingga terak ini akan berfungsi menghalangi oksidasi dari
luar.
b. Metode las tekan.
Pengelasan dimana bagian yang akan disambung dipanaskan
(tanpa mencair) dan kmudian ditekan sehingga menjadi satu
tanpa bahan tambahan.
c. Metode las cair.
Pengelasan dimana bagian yang akan disambung dipanaskan
sampai mencair dengan sumber panas dari busur listrik atau
busur gas.
b. Pematrian.
Pengelasan dimana bagian yang akan disambung diikat dan
disatukan dengan menggunakan paduan logam yang
mempunyai titik cair rendah, dengan cara ini logam induk
tidak mencair.
c. Pengelasan api (tempa).
Bagian yang akan disambung dipanaskan sampai temperature
cair dalam api tempa/dapur dan kemudian bagian yang
dipanaskan tersebut disambung dengan cara tempa atau pres.
d. Pengelasan gas air.
Bagian yang disambung dipanaskan dengan membakar gas air
pada daerah yang akan disambung tersebut, kemudian di rol
sehingga terjadi sambungan.
e. Pengelasan tekan-termit.
f. Pengelasan tekan-otogen.
Sebelum melakukan pengelasan perlu dianalisa berapa kekuatan dari rangka
mesin yang akan digunakan.
Perhitungan Pengelasan
Perhitungan
*Tegangan yang terjadi

ft = ..................................................... (2.14)
*Tekanan Maksimal
Pmax = x ft ................................................ (2.15)
Dengan :
M = momen
t = tebal plat
b = lebar plat

BAB IVPERAWATAN DAN PERBAIKAN
4.1 PERAWATANPerawatan pada mesin ini sangatlah penting mengingat penggunaannya
berhubungan langsung dengan umbi-umbian sebagai bahan pengolahan yang
utama. Perawatan ini dilakukan untuk mencegah atau mengurangi penyebab
kerusakan serta memperlancar proses pengolahan. Selain itu juga dapat
memperpanjang umur dari mesin yang digunakan. Perawatan yang dilakukan
meliputi perawatan preventif dan perawatan korektif.
4.1.1 Perawatan Preventif
Perawatan preventif merupakan kegiatan melakukan pemeliharaan
yang dilakukan untuk mencegah timbulnya kerusakan yang tidak
terduga, atau kerusakan lebih awal yang diakibatkan salah
pengoperasian mesin. Perawatan preventif terdiri dari:
a) Perawatan rutin
Perawatan ini merupakan kegiatan yang harus dilakukan setiap
hari, dan yang paling diutamakan adalah perawatan mata pisau. Hal
ini untuk mencegah sisa potongan umbi yang dapat mengganggu

putaran pisau, selain itu juga dapat menghindari adanya korosi
pada pisau (jika mata pisau terbuat dari besi). Selain itu, juga perlu
dilakukan perawatan pasca penggunaan agar keesokan harinya
mesin sudah siap untuk digunakan kembali.
b) Perawatan berkala
Perawatan ini merupakan aktivitas yang dilakukan setelah mesin
beroperasi dalam waktu tertentu, misalnya setiap minggu, bulan
atau menggunakan jumlah jam kerja mesin sebagai jadwal kegiatan
perawatan yang harus dilakukan. Dalam hal ini bagian mesin yang
perlu dirawat adalah bantalan, pulley, dan belt.
4.1.2 Perawatan Korektif
Perawatan korektif merupakan aktivitas memperbaiki atau
mengganti komponen – komponen dari mesin, yang dilakukan karena
adanya komponen mesin yang telah aus atau rusak. Hal ini disebabkan
karena perawatan preventif yang kurang baik, faktor usia komponen
yang sudah lama dipakai atau faktor yang tak terduga.
4.1.3 Bagian-bagian yang perlu dirawat
1. Perawatan Belt
Perawatan bagian ini dilakukan dengan cara memeriksa bagian dari
posisi belt itu bekerja, apakah terdapat sesuatu yang dapat
mengganggu sistem kerja dari belt atau tidak. Segera bersihkan belt
dari benda-benda yang dapat mengganggu mekanisme kerja dari
belt.
2. Perawatan Bantalan
Perawatan bantalan sangatlah perlu dilakukan karena berhubungan
langsung dengan poros yang memungkinkan timbulnya kemacetan-
kemacetan sewaktu poros berputar akibat adanya kotoran, debu
ataupun korosi. Proses pencegahan dilakukan dengan memberi

pelumas secara teratur dan kontinu.
3. Perawatan Poros
Perawatan poros dilakukan dengan melumasi bagian – bagian yang
tidak tertutup. Jika tidak dilakukan dengan baik maka akan
menimbulkan korosi yang nantinya akan memperpendek umur
poros. Pelumasan dilakukan secukupnya dan jangan terlalu
berlebihan.
4.2 PERBAIKAN
Perbaikan merupakan salah satu usaha untuk mengembalikan kondisi
mesin ke keadaan normal seperti semula. Pada umumnya perbaikan akan
dilakukan jika komponen-komponen mekanis dari mesin mengalami
kerusakan. Bagian-bagian mesin yang perlu diganti atau diperbaiki meliputi:
4.2.1 Penggantian Belt.
Pergantian belt dilakukan ketika sudah ada bagian dari belt yang robek
atau sudah mulur. Pergantian ini dilakukan untuk memaksimalkan kerja
dari belt sehingga proses pengolahan umbi tak terganggu. Perlu diingat
bahwa belt yang diganti harus sesuai dan saling mendukung dengan
komponen yang lain. Selain itu pemasangan belt juga harus hati-hati
untuk menjaga agar tidak terjadi cacat pada waktu pemasangan.
4.2.2 Penggantian Bantalan
Bantalan perlu diganti apabila umur pemakaiannya telah mencapai
waktu yang sudah ditentukan atau diprediksikan. Salah satu tandanya
adalah terjadi bunyi gesekan dan terjadi getaran yang tidak wajar.
Pergantian bantalan harus sesuai dengan spesifikasi bantalan yang lama.
Selain kerusakan karena faktor umur dari bantalan, ada juga hal lain

yang menyebabkan kerusakan bantalan, antara lain :
1. Pemilihan jenis bantalan dan pelumasannya yang tidak sesuai
dengan buku petunjuk dan keadaan lapangan (real).
2. Pemasangan bantalan pada poros yang tidak hati-hati dan tidak
sesuai standar yang ditentukan.
3. Pemasangan yang terlalu longgar, akibatnya cincin dalam atau
cincin luar yang berputar menimbulkan gesekan dengan hous-
ing/poros. Dalam hal ini, kurang memperhatikan toleransi dari
poros dengan bantalannya.
4. Terjadi misalignment, dimana kedudukan poros dan pengger-
aknya tidak lurus, bantalan akan mengalami vibrasi tinggi.
Apabila kerusakan telah terjadi, maka perlu segera mengganti bantalan
yang sesuai. Adapun cara yang tepat untuk memasang bantalan adalah
dengan meyakinkan bahwa posisi bantalan dan poros harus seimbang
dan sejajar.
4.2.3 Penggantian Poros.
Dilakukan apabila poros sudah mengalami ketidaknormalan seperti
mengalami bending pada penampangnya. Hal ini terjadi karena kurang
tepat dalam memilih bahan poros atau poros diberi beban yang melebihi
kekuatan poros itu. Selain itu permukaan yang korosif serta mengalami
perubahan dimensi yang disebabkan karena gesekan paksa dengan
benda lain yang tidak di inginkan juga menjadikan poros tidak normal.
Penggantian poros yang sudah mengalami hal yang seperti ini harus
segera dilakukan agar kerusakan pada komponen yang lain tidak terjadi.
.